/


















































































































Автор: Суворов А.Ф.
Теги: горные работы при разработке месторождений полезных ископаемых строительство строительные материалы строительно-монтажные работы сварка трубопроводный транспорт
ISBN: 5-91174-001-X
Год: 2006




Текст
Книга посвящается 75-летию
РГУ нефти и газа им. И.М. Губкина
А.Ф. Суворов, Г.Г. Васильев, Ю.А. Горяйнов, Ю.Э. Кинцлер,
Ф.М. Мустафин, С.И. Сенцов, С.В. Головин
Сварочно-монтажные работы
в трубопроводном строительстве
Допущено
Учебно-методическим объединением вузов Российской Федерации по
нефтегазовому образованию в качестве учебного пособия для студентов,
обучающихся по специальности 090700 "Проектирование, сооружение
и эксплуатация газонефтепроводов и газонефтехранилищ"
Москва 2006 г.
УДК 622.276.012:69
Рецензенты:
кафедра "Сооружение и ремонт нефтегазовых объектов" Тюменского го-
сударственного нефтегазового университета, В.А. Иванов, доктор тех-
нических наук, профессор;
кафедра "Сварка и защита от коррозии" Российского государственного
университета нефти и газа им. И.М. Губкина, О.И. Стеклов, доктор тех-
нических наук, профессор.
А.Ф. Суворов, Г.Г. Васильев, Ю.А. Горяйнов, Ю.Э. Кинцлер,
Ф.М. Мустафин, С.И. Сенцов, С.В. Головин
Сварочно-монтажные работы в трубопроводном строительстве:
Учеб, пособие для вузов. — М.: ЗАО "Звезда", 2006 — 240 с.: ил.
Рассмотрены вопросы технологии сварочно-монтажных работ в нефтегазо-
проводном строительстве. Изложены вопросы организации трубопроводного
строительства и основы сварочного производства, приведены различные совре-
менные виды и технологии сварки трубопроводов.
Даны сведения по стальным трубам, сварочным материалам и оборудова-
нию. Приводятся расчеты основных сварочных параметров.
Учебное пособие для студентов вузов нефтегазового профиля. Может быть
использовано инженерно-техническими работниками и другими специалистами,,
занятыми в строительстве, эксплуатации и ремонте трубопроводов.
ISBN-5-91174-001-Х
www.no-fire.ru
ПРЕДИСЛОВИЕ
При сооружении трубопроводов, транспортирующих нефть и газ, сва-
рочно-монтажные работы являются определяющим фактором, влияющим
на производительность строительства. Трубопроводы прокладывают в раз-
личных климатических и гидрогеологических условиях.
Изменение давления, температуры транспортируемого продукта и окру-
жающей среды, сезонное изменение плотности грунтов, в которых они экс-
плуатируются, способствуют возникновению деформаций и напряжений,
что усложняет работу сварных соединений. Производство работ при низ-
ких температурах, применение сталей повышенной и высокой прочности,
увеличение толщины стенки труб с повышением мощности трубопроводов
требуют применения специальных сварочных материалов и разработки но-
вейших технологий сварки. Особые требования к технологии производст-
ва сварочных работ необходимо обеспечить при транспортировке нефти и
газа с агрессивными компонентами. Повышение качества сварочных работ
при монтаже трубопроводов, с увеличением производительности решается
на основе механизации и автоматизации процессов сварки.
В последние годы при строительстве магистральных трубопроводов на-
шли применение ^механизированные процессы: полуавтоматическая сварка
самозащитной порошковой проволокой Иннершилд, полуавтоматическая
сварка проволокой сплошного сечения в среде углекислоге<газа методом
STT, а также автоматическая сварка в среде защитных газов фирмы CRC —
Evans AW, автоматическая сварка под флюсом на трубосварочных базах,
стыковая электроконтактная сварка непрерывным оплавлением.
Развитие механизированной и автоматизированной сварки, которые в
сочетании с совершенствованием геометрии свариваемых кромок труб обес-
печивают высокую стабильность технологических программ и высокое каче-
ство сварных соединений, не исключает применения ручной электродуго-
вой сварки трубопроводов, в том числе для выполнения специальных работ
и исправления дефектов. Специальные работы предусматривают сварку кра-
новых узлов, криволинейных участков, захлестов, катушек и других особо
ответственных сварных соединений, при подготовке которых зачастую ис-
пользуют термическую резку кромок в процессе их подгонки.
Современные магистральные газонефтепроводы России работают под
давлением до 8,4 МПа и начиная с 1980-х годов используют трубные стали
класса прочности Х70. Сварочные работы ведут применяя большое количе-
ство марок электродов для ручной дуговой сварки, проволок сплошного се-
чения и порошковых, т.е. весь набор сварочных материалов. За рубежом
проложены первые наземные трубопроводы на давление более 1 МПа из
стали класса прочности Х80 с минимальным пределом прочности 550 МПа
и проводятся исследования по строительству морских трубопроводов из
этих сталей.
ГЛАВА 1
ОРГАНИЗАЦИЯ СВАРОЧНО-МОНТАЖНЫХ РАБОТ
В ТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ
1.1. Планирование фонда рабочего времени
для производства сварочно-монтажных работ
Продолжительность строительства линейной части магистральных трубо-
проводов может определяться СНиП 1.04.03-85 либо на основе тендерной
документации.
Продолжительность строительства трубопроводов охватывает период
от начала подготовительных работ вдоль трассы, которые оформляются
актом, составленным заказчиком и подрядчиком на основании первичной
документации бухгалтерского учета, до даты оформления акта о сдаче —
приемке построенного трубопровода (или его участка) в эксплуатацию.
Табличные значения норм продолжительности строительства трубо-
проводов и норм задела по кварталам, согласно СНиП 1.04.03-85, приведе-
ны в табл. 1.1.
При строительстве трубопроводов в специфических районах нормы
продолжительности увеличиваются путем введения поправочных коэффи-
циентов:
1,6 — Магаданская обл. за исключением Чукотского автономного округа;
1,4 — Мурманская обл., Туруханский р-н Красноярского края, Якутия
южнее 60-й параллели;
1,2 — Амурская, Архангельская обл., Бурятская, Карельская, Коми, Иркут-
ская, Новосибирская, Омская, Томская обл., Красноярский край севернее
Транссибирской ж/д, Пермская обл. севернее 60-й параллели, Ханты-Ман-
сийский округ южнее 60-й параллели. Хабаровский край, Читинская обл.;
1,3 — горные труднодоступные районы с крутизной склонов более 20° и
чередующимися хребтами.
В случаях строительства трубопроводов в арктических и других районах
продолжительность сооружения устанавливается проектными организаци-
ями строительства.
Нормы продолжительности строительства линейной части магистраль-
ных трубопроводов установлены для организационно-единых объектов,
каждый из которых имеет единый проект, заказчика, источник финансиро-
вания, срок ввода в действие и возможность приемки в эксплуатацию после
завершения на нем линейных и пусконаладочных работ.
Продолжительность строительства трубопроводов
Таблица 1.1
Объект Характеристика Нормы продолжительности строительства, мес. Нормы задела в строительстве по кварталам, % к сметной стоимости
Общая Подготовительный период В том числе: 1 2 3 4 5 6 7 8 9
Передача оборудования в монтаж Монтаж оборудования*
Магистральный трубопровод (линейная часть) Протяженность, км: 20 50 100 200 300 12 14 18 20 21 4 5 6 7 7 3-8 4-9 5-11 5-13 5-14 6 4-9 _6_ 4-10 J7_ 6-12 8 7-14 9 7-15 22 18 18 12 12 49 42 42 32 32 79 68 68 59 59 100 94 90 84 84 100 95 91 91 100 96 96 100 100 — —
Подводный переход Ширина водной преграды, м: до 100 300 500 4 5 6 1 1 1 1-3 1-4 1-4 2 2-3 3 2-4 4 2-5 80 50 45 100 100 100 — — — — — — —
Таблица 1.1 (продолжение)
Объект - - Характеристика Нормы продолжительности строительства, мес. Нормы задела в строительстве по кварталам, % к сметной стоимости
Общая В том числе: 1 2 3 I 4 i 5 6 I 7 I 8 9
Подготовительный период Передача оборудования в монтаж Монтаж оборудования*
Подводный Ширина водной
переход преграды, м: 1000 8 2 2-5 5 3-7 30 75 100 — — — — — —
Более 1000 10 2 2-6 6 20 55 90 100 — — — — —
. — — — 3-8 — — —
Промысловые Протяженность,
трубопроводы КМ до 2 3 1 1 2 2-3 100 — — — — — — — —
до 5 4 1 1-2 2 2-3 80 100 — — — — — — —
ДО Ю 5 1 1-2 3 70 100 — — — — — — —
— 2-4 —
'Числитель - продолжительность монтажа оборудования, знаменатель - порядковые месяцы начала и окончания его выполнения
ГЛАВА 1 ОРГАНИЗАЦИЯ СВАРОЧНО-МОНТАЖНЫХ РАБОТ В ТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ
8
ГЛАВА 1
Если пусковой комплекс магистрального трубопровода состоит из двух
или нескольких организационно-единых объектов, то нормативная про-
должительность строительства определяется для каждого из них.
В нормы продолжительности строительства входит время, необходимое
для проведения испытаний трубопроводов гидравлическим или пневмати-
ческим (сжатым воздухом или газом) способом, на заполнение их нефтью.
Для трубопроводов диаметром 720 мм и менее продолжительность строи-
тельства определяется с учетом коэффициента 0,85.
Для трубопроводов, сооружаемых в единой полосе отвода, если использу-
ются построенные ранее базы, жилые городки и вдольтрассовые проезды,
продолжительность строительства определяется с учетом коэффициента 0,9.
Нормы продолжительности строительства подводных переходов уста-
новлены для одной нитки трубопровода диаметром 1020 мм через водные
преграды шириной более 30 м при уровне меженных вод и при средней
скорости течения воды до 0,7 м/с, в грунтах I—II групп по классификации
для плавучих землесосных снарядов.
Границы подводного перехода определяются в соответствии с указанием
в п. 6.3 СНиП 2.05.06-85:
— для многониточных переходов — участок, ограниченный запорной ар-
матурой, установленной на берегу,
— для однониточных переходов — участок, ограниченный горизонтом
высоких вод (ГВВ) не ниже отметок 10%-ной обеспеченности.
Влияние диаметра трубопровода на продолжительность строительства
подводного перехода учитывается следующими коэффициентами:
Диаметр подводного трубопровода, мм Коэффициент
820 и менее 0,75
1020 1,0
1220 1,25
1420 1,55
Влияние скорости течения воды на продолжительность строительства
подводного перехода трубопровода, заглубленного в дно, сложенное песча-
ными грунтами, учитывается нижеприведенными коэффициентами:
Средняя скорость течения, м/с Коэффициент
0,7 и менее 1,0
0,71-0,8 1,1
0,81-0,9 1,15
Больше 0,9 1,2
Влияние грунтовых условий на русловом участке на продолжительность
строительства подводного перехода учитывается следующими коэффици-
ентами:
ОРГАНИЗАЦИЯ СВАРОЧНО-МОНТАЖНЫХ РАБОТ В ТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ
9
Группа разрабатываемых грунтов
I—II
III—IV
V и более
Коэффициент
1,0
1,2
1,7
При необходимости предварительного рыхления скальных грунтов
взрывнььм способом значение коэффициентов увеличивается на 0,3. На пе-
реходах, где русло реки сложено грунтами различных групп, значение ко-
эффициентов определяется средневзвешенной величиной.
Продолжительность строительства подводных переходов через морские
акватории, водные преграды в районах севернее 60-й параллели, водоемы
шириной более 2 км, при длине заболоченных пойменных участков более
10 км, а также участков магистральных трубопроводов, прокладываемых на
поливных землях, устанавливается проектом организации строительства.
Нормы продолжительности строительства переходов не включают пе-
риод паводков и ледоставов, а также перерывы, устанавливаемые органами
рыбнадзора и другими организациями, ответственными по контролю за со-
хранностью окружающей среды.
Нормы строительства промысловых трубопроводов распространяются
на трубопроводы всех видов и назначений, сооружаемые на нефтяных, газо-
вых и газоконденсатных месторождениях. К промысловому трубопроводу
относится собственно его линейная часть, переходы его через естественные
преграды, узлы запорной арматуры, устройства закрепления трубопровода,
устройства противокоррозионной электрохимической защиты.
При строительстве промысловых трубопроводов в обводненной или за-
болоченной местности продолжительность их строительства принимается
с учетом следующих коэффициентов:
Общая длина заболоченных или обводненных участков, % общей протяженности трубопроводов от 3 до 5 до 10 до 15 До 20 до 25 свыше 25 Коэффициент 1,05 1,1 1,15 1,2 1,25 По проекту организации строительства, но не более 1,6
При сооружении промысловых трубопроводов и межпромысловых кол-
лекторов с применением технологической насыпи нормы продолжительно-
сти строительства трубопроводов увеличиваются путем прибавления к ней
продолжительности строительства технологической насыпи, установленной
проектом организации строительства, с коэффициентом совмещения 0,5.
10
ГЛАВА 1
Продолжительность строительства промысловых трубопроводов протя-
женностью свыше 10 км и межпромысловых трубопроводов определяется по
нормам продолжительности строительства магистральных трубопроводов.
Продолжительность строительства промысловых трубопроводов в усло-
виях действующих промыслов и в районах распределения вечномерзлых
грунтов устанавливается проектами организации строительства.
Среднегодовые эксплуатационные режимы работы по регионам приве-
дены в табл. 1.2.
Таблица 1,2
Продолжительность строительства
промысловых трубопроводов
Элементы годового режима Условные ! Среднегодовые эксплуатационные обозначения режимы по регионам, сут. । Центральные ; Северные ' Средне- i । азиатские
Число нерабочих дней по непредвиденным организационным причинам Число нерабочих дней по планируемым организационно-технологическим причинам Суммарное число рабочих дней и перерывов на ТО Число дней нахождения ТО Число рабочих дней До 9 Дот | 43 Дрто 1 210 Дто 11 Др 199 9 48 124 ,0 124 9 39 218 12 206
В процессе строительства, определяемого СНиП 1.04.03-85, следует выде-
лить подготовительные Т^г, основные и завершающие Тзав периоды,
составляющие соответственно 30, 40, 30%.
Таким образом,
Тосн~ Тцорм ~ тподг- Тзав.
Время, отводимое на производство сварочно-монтажных работ tce, может
быть определено из графика производства работ. При поточном выполне-
нии работ имеем:
п ~ 1
1=1
где п — число работ, выполняемых в основном периоде; Д/; — технологиче-
ские сближения между потоками отдельных видов работ.
Кроме того, при расчетах во внимание должны быть приняты простои
из-за различного рода факторов — (рис. 1.1, 1.2, табл. 1.2). Таким образом,
фонд рабочего времени tpas, отводимого на производство сварочно-мон-
тажных работ, определяется как
1раб ~ he ~ T-npocmt
ОРГАНИЗАЦИЯ СВАРОЧНО-МОНТАЖНЫХ РАБОТВ ТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ 11
нниииипэиг ifoeorXdi эинэтКс1ен
Метеорологи- ческим, tn, яогоявц " "- - — —
— НИГПВК ИНЯЖВ11ИЯС loged хнннояюиояэон дииэниошяд
1 Ipocrou по причинам - — — - — BdXiEdouwai КВХЕИН
xKHiwdoiJo хитпснХяюэтЕ’эйц ян Bxedg динэ1гчейпэи
— — exedg олоннояюдоэ энно1П1яс1иэи
Органи- зационным, to В(К1ВС1Э11КЭ1 KWiOOMQ
-
НИГПВН НЕВХ.10
— Ю1 aHeiaxXoiQ
doiag
яо1л?и(Ь.1.ян ‘gXdt эия.кнХэло
4 —
1 Рабочее I время, tp ИХ1ГВЭ0 logsd в1иос1ф эия1э1Хэ1о
hl ‘1ЧИИШВИ mogsd tmade ЭО1ЭИ^ WBlEJOdjE кнняонэо X ОИН0ЖИЯЕ'о4эи OOHhWKXHf]
Отдых, t етг XxiBHXEC OjXflOH вн эинэжиятэйэи аоньикяир!
ннтвк яонвл1о хньодви OHHBHodMirXjaj
- Перерывы по организационно- 1 технологическим причинам, । —
Ч ‘KP.uHhHdu мияээьилог -ОНХЭЛ он wandodoij flOETHdoiew BxapduBE 'moged эпнжвиах^
Я0Я1Ч1Э ВЯЯ(М11Н0П ‘яш-э вн нитви вяяонвюд
хвгохосЬп ян pi.'ORodnogXdj ихз.ин HOHandoduoH wndsEd эинэ!Гжохос1ц
aoooonodu Х1ЧНЖ0КЭ 10 эиткэинвс эн logrcd xiHHML'oiTL'BdGU эннэниоину
—
Booaiiodu ojoinoiXrnL'oo]] эииэнготчд
— eooojiodu ojanJCHXHioarnirodu эинэшгошчд
.— яоэээпойц хганждоэ jo ЭИТПКЭИЯЕ^
ingvd xRHAiro.ijiaod.oin'on ЙИНЭНК0П1ЧЯ WlllCHBWodOUQ
г cxdoued эинзшгоив£
| Полезное рабочее время, t „ - Перерывы по конструктивно- техническим причинам, moped 0I4H4L'31 -ИЬОПГХЕ^
1ЧИ0МЭ BhBFodoH
0‘1 эон -ПЭМЭЭЖЗ aoiTBudoiBw ‘BiHOwXdiOHH ‘нхюенэо uxdog^
нипгяи eoHC.tdo хинодвё bmioheq
КПИШВИ eOHeido XHhogcd Х1ЯНЖ0КЭ ИЭИЭТВЗИВР ЯЭКиС£
нипгек HOHEJdo xHhoged вя^оЦховН
flOIHMdoLBW ‘BIHOwXdlOHM ‘ияхэвнэо яяэонТоц
iHioged ЭННЧЕ'ЭТИН -отолгоц
ИИПВСВХЛ ЭИНЭъЛкои И 1ЧН0НЗ EXWOHdH
Рис. 1.1. Схема структуры сменного режима
12
ГЛАВА 1
Рис. 1.2. Схема структуры годового режима
ОРГАНИЗАЦИЯ СВАРОЧНО-МОНТАЖНЫХ РАБО ГВ ТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ
13
Где '^'прост
— общее время простоев; tnpj — простой из-за /го
фактора; т — число учитываемых факторов; Кювм
ния неблагоприятных факторов.
— коэффициент совмеще-
Исследованиями ВНИИСТ установлено, что неблагоприятными метео-
рологическими условиями являются:
— осадки в виде дождя и снега;
— температура воздуха: менее —35°С или более +35°С;
— скорость ветра свыше 11 м/с.
Кроме того, практика строительства показывает, что в период весенней
и осенней распутицы в ряде районов страны и особенно в северных заболо-
ченных районах вести строительство невозможно даже при наличии леж-
невых дорог.
Коэффициенты совмещения следующие:
— с праздничными и выходными днями 0,835
— с днями перебазировок 0,850
— неблагоприятных факторов 0,750
Общий коэффициент совмещения составляет 0,533
1.2. Основные методы организации
сварочно-монтажных работ на трассе
При календарном планировании строительства магистральных трубо-
проводов производится увязка работ во времени и пространстве. Меха-
низм (правила увязки, согласования) работ во времени и пространстве
определяет метод организации работ. Выделяются поточные и непоточ-
ные методы. Поточный метод обеспечивает непрерывный и равномерный
выпуск продукции, а также непрерывное и равномерное использование
трудовых и материально-технических ресурсов.
Наиболее характерным признаком для всех предлагаемых вариантов по-
точной организации работ является наличие специализированных бригад,
которые выполняют различные виды работ. Однако этого признака недоста-
точно, обязательным является наличие совмещения выполнения разнотип-
ных работ на общем фронте. Общим фронтом может быть участок трубопро-
вода или целый трубопровод. По организационным, технологическим и
Другим соображениям он подразделяется на частные фронты для выполне-
ния работ одного вида.
В зависимости от уровня календарного планирования в качестве частного
фронта могут приниматься захватки, участки трубопровода и целые объекты.
В случае, когда на общем фронте одновременно выполняются разные
виды работ (совмещение разнотипных работ), методы организации работ
называются поточными, при отсутствии таких работ — непоточными. Сте-
пень совмещения разнотипных работ может быть различна. Непоточные
подразделяются в свою очередь на последовательные и параллельные методы
организации работ.
14
ГЛАВА 1
Рис. 1.3. График организации работ последовательным методом:
а) — с разбивкой общего фронта на частные; б) — без разбивки
Последовательный метод предусматривает последовательное (без совме-
щения) выполнение разнотипных работ на участке строительства L и после-
довательное выполнение однотипных работ на общем фронте (рис. 1.3).
При нем срок строительства Тстр небольшой.
Параллельный (участковый) метод организации работ предусматривает
одновременное (параллельное) выполнение однотипных работ и последова-
тельное выполнение разнотипных работ (рис. 1.4). При последовательном
развертывании работ на частном фронте наблюдается параллельно-последо-
вательная организация работ (рис. 1.5). Параллельный метод организации
работ может использоваться при наличии большого количества универсаль-
ных ресурсов. Применение этого метода при синхронной работе может дать
значительное сокращение сроков строительства.
т
•* стр
Рис. 1.4. График организации
работ параллельным методом
Рис. 1.5. График параллельно-
последовательной организации работ
ОРГАНИЗАЦИЯ СВАРОЧНО-МОНТАЖНЫХ РАБОТ В ТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ
15
Рис. 1.6. График организации работ
поточным методом
Рис. 1.7. График параллельно-
поточной организации работ
Как сказано выше, при одновременном выполнении различных видов
работ на общем фронте имеют место поточные методы организации работ
(рис. 1.6). Если при этом еще и осуществляется параллельное выполнение
некоторых однотипных работ, метод называется параллельно-поточным
(рис. 1.7).
Для поточных методов характерна специализация ресурсов по всем ви-
дам работ, разбивка общего фронта на частные фронты работ. Поточные
методы в настоящее время являются наиболее распространенными во всех
областях строительства. К особенностям поточных методов относятся:
— специализация ресурсов, создающая условия для комплексной механи-
зации работ, эффективного использования машин и механизмов, повыше-
ния производительности труда и качества работ, квалификации исполни-
телей;
— постепенный ввод в строй готовых участков дорог, позволяющий их
использовать как для нужд строительства, так и для транспорта общего на-
значения;
— наименьшие по сравнению с другими методами сроки строительства
при одинаковых ресурсах;
— повышение ответственности всех занятых в потоке исполнителей, куль-
тура производства, оперативное руководство.
Обязательность применения поточного метода при строительстве тру-
бопроводов закреплена в нормативной литературе (СНиП 301.01-85, СНиП
306.03-85). Имеющиеся методики календарного планирования ориентиро-
ваны на применение поточного метода. В связи с этим далее будут рассмат-
риваться только поточные методы организации работ.
Важным параметром потоков является ритм т — время выполнения ра-
боты данного вида на частном фронте. В зависимости от ритмов различ-
ных видов работ потоки подразделяются на: ритмичные, разноритмичные,
неритмичные.
16
ГЛАВА 1
Ритмичный поток имеет одинаковые ритмы всех видов работ на всех
частных фронтах, т. е. для ритмичного потока выполняется условие при
всех т = 1,...,пит=1,...,т:
Ti.j ~Т~ Const,
где т • — ритм j-ro вида работ на г-м частном фронте; г — общий ритм всего
потока; п — число частных фронтов работ; т — число видов работ.
Разноритмичный поток имеет одинаковые ритмы однотипных работ на всех
частных фронтах, но ритмы различных видов работ разные при т=1,..., п
Ti.jq = Tjk = COnSt,Tjq * Tjk
где r(- y?, tjk— ритмы q-го и k-го видов работ.
Неритмичный поток имеет разные ритмы однотипных работ и различ-
ных видов работ прит = 1, ... , пит =1, ... , т:
* i, jq i,jk iq.j ikj
Характер увязки работ в потоке определяется ограничениями, задавае-
мыми различными временными связями. Различают следующие виды связи,
которые необходимо учитывать при проектировании организации работ:
ресурсная — между двумя смежными работами, выполняемыми одним и
тем же ресурсом. Обычно это связь между двумя работами одного вида, вы-
полняемыми на смежных частных фронтах. Но в том случае, когда одним и
тем же ресурсом выполняются разные виды работ, эта связь может быть и
между разнотипными работами. Ресурсную связь характеризует непрерыв-
ность использования ресурсов. Растяжение этой связи показывает величину
простоя соответствующих ресурсов. При нулевом растяжении они исполь-
зуются непрерывно, без простоев;
фронтальная — между двумя смежными разнотипными работами, вы-
полняемыми на одном и том же частном фронте. Растяжение этой связи ха-
рактеризует непрерывность производства работ на фронте. Величина рас-
тяжения показывает время простоя соответствующего частного фронта.
При нулевом растяжении работы ведутся на данном частном фронте без
перерывов;
ранговая — между двумя разнотипными работами, выполняемыми на
смежных захватках. Отражает степень одновременности начал (прямая
ранговая связь) или окончаний (обратная ранговая связь) работ одного
ранга. Работы с одинаковыми порядковыми номерами, определенными по
самой протяженной цепи предшествующих работ, относятся к одному рангу;
специальная — между двумя любыми работами, отражающая какие-либо
ограничения или особые условия, которые необходимо выполнить при
производстве этих работ. Эти условия могут возникать по технологиче-
ским, организационным и прочим причинам.
Для условий трубопроводного строительства наибольший интерес пред-
ставляют 3 метода:
ОРГАНИЗАЦИЯ СВАРОЧНО-МОНТАЖНЫХ РАБОТ В ТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ
17
с непрерывным использованием ресурсов (иногда называют строитель-
ным потоком); с непрерывным освоением фронтов работ (промышленный
поток); метод сетевого планирования. Каждый из этих методов позволяет
выдержать одно из трех требований, иметь минимальный: срок строитель-
ства, простой ресурсов, простой фронта работ.
При организации работ с непрерывным использованием ресурсов на
объекте не будет простоя ресурсов, однако продолжительность строитель-
ства при этом нередко оказывается больше, чем при методах с непрерыв-
ным освоением фронтов или с критическими путями, где имеют место про-
стои фронтов.
При организации работ с критическим путем, выявленным при ресурс-
ных и фронтальных связях, чаще будет получен минимальный срок строи-
тельства объекта, однако могут иметь место простои как ресурсов, так и
фронтов работ. Иначе этот метод можно было бы назвать методом с гаран-
тированной минимальной продолжительностью строительства.
Рассмотренные методы организации работ определяют правила увязки
работ во времени и пространстве, т.е. содержание методик расчета, по ко-
торым разрабатываются календарные планы. Однако для выполнения этих
расчетов и для наглядного отображения запроектированной организации
работ необходимы какие-то формы — модели организации работ. Модели
должны наглядно и удобно отражать три параметра: вид, место, время вы-
полнения работ. Модели могут быть: описательными, табличными, графи-
ческими, физическими, экономико-математическими и т.д. Наибольшее
распространение при календарном планировании получили графические и
табличные, в частности, матричные модели.
Технологический процесс электроконтактной сварки оплавлением как
при трассовом, так и при базовом способе происходит циклически. Все
операции при сборке и сварке каждого стыка повторяются. Поэтому удоб-
но показать все операции, составляющие цикл сварки, и их последователь-
ность графически, в виде циклограммы в осях "время — операция".
Подобные циклограммы строятся на основании хронометрирования
процесса сварки. Длительность этого цикла сварки и отдельных его эле-
ментов зависят от ряда причин, а именно: от конструкции машин, диаметра
и толщины стенки трубы, от точности геометрических размеров труб и т. д.
Пример циклограммы для сборки и сварки труб размером 520 х 8 мм са-
моходной установкой, имеющей неразъемную сварочную головку, приве-
ден в табл. 1.3.
Циклограмма построена по данным ВНИИСТ. Длительность цикла со-
ставляет около 7 мин. Технологическая операция "Зачистка очередной пле-
ти", являющаяся подготовительной операцией, не связана непосредствен-
но с работой установки и может длиться больше или меньше всего цикла в
зависимости от степени механизации процесса. Эта операция заключается
в зачистке поясков на поверхности концов труб шириной около 60 мм, что
необходимо для подвода сварочного тока низкого напряжения, и выполня-
ется операция зачистными машинками.
18
ГЛАВА 1
Таблица 1.3
Циклограмма монтажа трубопровода с применением
электроконтактной сварки оплавлением
Операции Время, мин
0 2 4 6
Подтаскивание трубоукладчиком к плети очередной трубы 1111
Центровка трубы с плетью в сварочной головке i i
Сварка в соответствии с принятой технологией i
Удаление внутреннего грата
Удаление наружного грата i
Разжатие сварочной головки i !
Разведение сварочной головки
Перемещение головки Н к следующему стыку
Освобождение захвата 1 трубоукладчика от трубы ' j
Перемещение внутреннего гратоснимателя _ । । ; till
Зажим сварочной головки на конце петли i
Зачистка очередной плети для сварки
Аналогичным образом составляется циклограмма для других методов
производства сварочно-монтажных работ с применением ручной электро-
дуговой сварки (табл. 1.4).
В том случае, когда необходимо увеличить производительность свароч-
но-монтажных работ, осуществляют расчленение процесса сварки на отдель-
ные операции.
Монтаж и сварку неповоротных стыков трубопроводов выполняют в
основном четырьмя методами.
ОРГАНИЗАЦИЯ СВАРОЧНО-МОНТАЖНЫХРАБОТВТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ
19
Таблица 1.4
Циклограмма монтажа трубопровода
с применением ручной сварки
Операции Цикл сборки (мин) при диаметре труб, мм
1420 1220 1020 720 530 355
Присоединение и отсоединение штанги внутреннего центратора (ВЦ) 1 1 1 1 1 1
Передвижение ВЦ и установка его в конце секции 1,5 1,5 1,5 1,5 1,5 1,5
Строповка, подвоз и установка секций на штангу 4 4 4 4 4 4
Зачистка кромок стыка 3 2,5 2 1,5 1 1
Установка и снятие кольцевых горелок 2 1,5 1 1 0,5 0,5
Подогрев концов секции 2 2 2 2 2 2
Установка секций на центратор, центровка 3 3 2 2 2 2
Сварка корневого слоя шва электродами с основным покрытием с выполнением внутренней подварки 32,5 27 21,5 18 11,5 6,8
ИТОГО: 49 42,5 35 31 23,5 18,8
Первый метод используют при небольших объемах работ и малых диа-
метрах труб (325-529 мм). Нитку трубопровода наращивают из отдельных
труб или секций с выполнением всех слоев шва одним сварщиком.
Существенным недостатком этого метода сварки является низкая произ-
водительность, которая обусловлена применением данного типа электро-
дов, необходимостью перехода с одной стороны стыка на другую, а также
перетаскиванием сварочного кабеля и инструмента.
Второй метод применяют при больших объемах работ и сварке трубо-
проводов значительных диаметров. Обычно одна пара сварщиков работает
со сборщиками на сборке и сварке корневого слоя шва, а остальные две
пары сварщиков сваривают каждый свой стык до конца, начиная со второго
слоя.
Третий метод — поточно-групповой — применяют при очень больших
объемах работ. Сборочно-сварочная бригада до 48 чел. делится на три зве-
на, выполняя подготовительные работы, сборку стыка, сварку корневого
слоя и последующих слоев.
Четвертый метод — сборки и сварки стыков магистральных трубопро-
водов (поточно-расчлененный). При этом методе организации работ каж-
дое звено действует по тщательно разработанной технологической схеме.
20
ГЛАВА 1
1.3. Технологический граф производства
сварочно-монтажных работ
Организационно-технологическая схема сварочно-монтажных работ
при строительстве линейной части магистрального трубопровода преду-
сматривает целый ряд последовательных технологических процессов и
операций.
Начинают работу с приемки труб в местах поставки их железнодорож-
ным или водным транспортом.
Далее осуществляют транспортировку труб на трубосварочную базу
(ТСБ) или непосредственно на трассу строящегося трубопровода в соответ-
ствии со схемой (рис. 1.8).
Проводят складирование труб (или секций) с выполнением погрузки и
разгрузки труб (или секций). Осуществляют сварку секций труб на ТСБ или
сварку неповоротных стыков труб (или секций) непосредственно на трассе
сооружаемого трубопровода.
Рис. 1.8. Схема транспортировки труб и секций на трассу
ОРГАНИЗАЦИЯ СВАРОЧНО-МОНТАЖНЫХ РАБОТ В ТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ
21
Моделью возможных вариантов организационно-технологических схем
(ОТС) служит ориентированный технологический граф G - (V, D, Г) свароч-
но-монтажных работ, где V— множество вершин графа, D — множество дуг
графа, а отображение Г устанавливает соответствие между дугами и связан-
ными ими упорядоченными парами вершин. В графе G выделена начальная
вершина Gq и совокупность Vq конечных вершин. Тогда ОТС — это любой
составленный из разных вершин и разных дуг путь р у, соединяющий началь-
ную вершину Go с одной из конечных вершин G € Vo-
В качестве критерия эффективности организационно-технологической
схемы, определяемой вершинами (Go, ..., GK) и дугами (ау,..., ак) соединяю-
щими эти вершины, используют минимальные затраты, которые вычисля-
ются по формуле:
А
П= ^П, -» min,
г=1
где П, — затраты на производство работ, моделируемых дугой а i схемы.
Сравнению по экономическим крйтериям подлежат варианты, обеспе-
чивающие синхронизацию производства сварочно-монтажных работ со
всеми остальными работами, выполняемыми в составе комплексного тех-
нологического потока (КТП). Условием синхронизации является:
Р >Р ,
где Рем — производительность сварочно-монтажных работ в линейных еди-
ницах (км/см); Рв — производительность ведущего вида работ.
Условие синхронизации может быть представлено также следующим об-
разом:
Р ^Р „
см тр
р =_____±____
гтр п-1 ’
>=1
где Ртр — требуемая производительность КТП, км/см; L — протяженность
участка трассы, км; Т— продолжительность производства работ основного
технологического цикла, см; А/г — суммарная величина технологических
сближений между работами, выполняемыми в основной период.
1.4. Организация транспортного обеспечения
производства сварочно-монтажных работ
Обеспечение строительства оптимальным количеством технологиче-
ского транспорта и рациональное его использование оказывают значитель-
ное влияние на затраты при сооружении магистральных трубопроводов.
Выбор рациональных схем перевозок, позволяющих сократить встреч-
ные перевозки, организация работ по вывозке труб и секций труб "на себя ,
22
ГЛАВА 1
сокращение простоев транспорта, полное его использование с учетом усло-
вий строительства определяют основные показатели экономичной работы.
Эффективность транспортной работы определяется правильным выбо-
ром определенных типов машин с учетом диаметра трубопровода, позволяю-
щим обеспечить их более полную загруженность, проходимость по данной
местности, необходимый темп линейных монтажных работ, надежность тех-
нологического цикла. Эффективность работы повышается с увеличением
грузоподъемности плетевозов.
Влияние загрузки плетевозов на эффективность определяется коэффици-
ентом загрузки, определяемым отношением грузоподъемности плетевоза
к массе труб.
Эффективность работы технологического автотранспорта будет выше в
случае:
— производства работ без ТСБ;
— сооружения трубопроводов из труб малых диаметров;
— работы однотипных марок машин;
— высокого уровня организации погрузки, выгрузки и увеличения коэф-
фициентов оборачиваемости трубоплетевозов.
Коэффициент оборачиваемости определяется состоянием дорожной
сети, сокращением простоев автомашин и может изменяться в широких
пределах (от 0,6 до 1).
Необходимое число трубовозов или плетевозов является функцией тем-
па монтажных работ и определяется по формуле:
NT = —,
Пр<?’
где Q — масса 1 км труб, т; Пр — кол-во рейсов; q— грузоподъемность маши-
ны, т;
'Т'КМ
п = —
р t ’
ср
где Т“ — продолжительность монтажа 1 км трубопровода на трассе, ч; tp —
время рейса, ч;
А
Ткм. _ “
М ~ п ’
пРл
где А — число труб в 1 км трубопровода, А = 87; Рл — темп колонны, сты-
ков/ ч; п — число труб в секции.
В случае использования плетевозов разных марок общее число машин
определяется как сумма отдельных марок:
Ki+tp.i 21с]
QP,n\---------1--:
Д, 60 Vrd
п
1-1
qtA-y-p-a-b-KQ
ОРГАНИЗАЦИЯ СВАРОЧНО-МОНТАЖНЫХ РАБОТ В ТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ
23
где: tn,i, tp,i — время погрузки и разгрузки г-го трубоплетевоза, мин; 1С — сред-
нее расстояние перевозки, км; Vc — средняя скорость г-го автомобиля, км/ч;
Коэффициенты:
д — удлинения дорог, характеризующийся отношением протяженности
дороги по схеме к реальной протяженности; /? — организационно-техноло-
гических перерывов; Ко — оборачиваемости; а — использования парка ма-
шин; у — загрузки; b — встречных перевозок.
Затраты на перевозку труб и секций труб в большой степени зависят от
выбора железнодорожных станций и причалов для приема труб и располо-
жения трубосварочных баз вдоль трассы.
Погрузочн&разгрузочные и транспортные работы
В состав погрузочно-разгрузочных и транспортных работ входят:
— выгрузка труб из ж/д вагонов;
— транспортировка труб на ТСБ или в места складирования;
— складирование труб на прирельсовой площадке и секций труб на ТСБ;
— погрузочно-разгрузочные работы на ТСБ и трассе.
В табл. 1.5 приведены весовые характеристики труб различных диамет-
ров и толщины стенок.
Таблица 1.5
Весовые характеристики труб
Диаметр и толщина стенки трубы, мм Масса труб (т при длине, м
12,0 11,5 11,0 10,5
720x11 2,3 2,12 2,06 2,0
820x9 2,16 2,07 1,98 1,89
820x11 2,64 2,53 2,42 2,31
1020x11 3,28 3,15 3,01 2,83
1020x14 4,16 4,0 3,82 3,64
1220x12,5 4,5 4,32 4,12 3,9
1220x15,2 5,35 5,12 4,9 4,67
1420x20,5 8,4 8,05 7,70 7,35
Погрузочно-разгрузочные, грузоподъемные и транспортные средства
выбираются в зависимости от весовых характеристик применяемых труб.
В табл. 1.6 приведены типы и потребность машин и механизмов для по-
грузочно-разгрузочных работ и транспортных работ в зависимости от рай-
она строительства трубопроводов при заданном темпе производства работ.
24
ГЛАВА 1
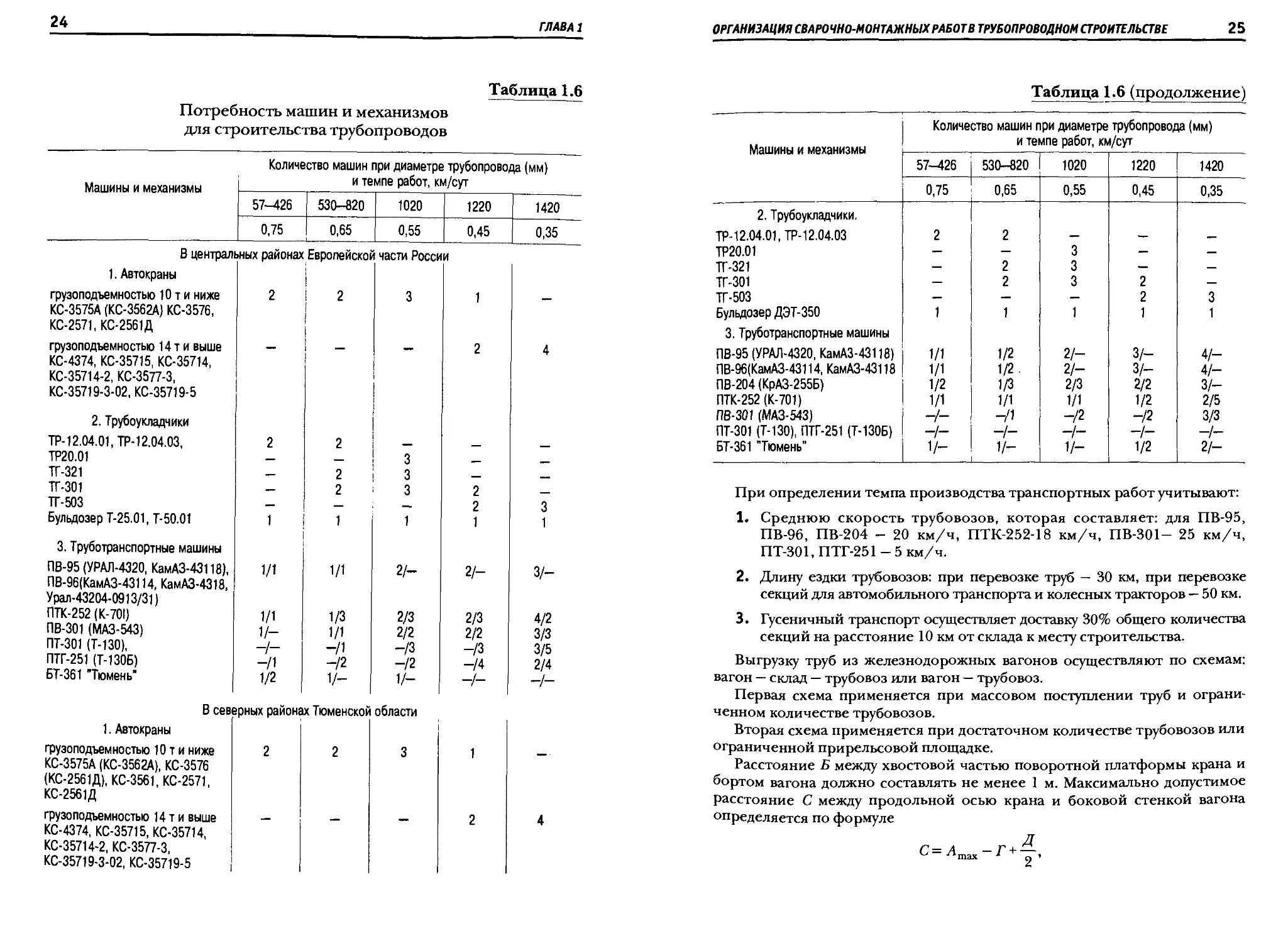
Таблица 1.6
Потребность машин и механизмов
для строительства трубопроводов
Количество машин при диаметре трубопровода (мм)
и темпе работ, км/сут
Машины и механизмы -----------------------------—-----------
57-426 530-820 1020 1220 1420
0,75 0,65 0,55 0,45 0,35
В централ! 1. Автокраны >ных районах Европейской части Росси it
грузоподъемностью Юти ниже КС-3575А (КС-3562А) КС-3576, КС-2571, КС-2561Д 2 2 3 1 —
грузоподъемностью 14 т и выше КС-4374, КС-35715, КС-35714, КС-35714-2, КС-3577-3, КС-35719-3-02, КС-35719-5 2. Трубоукладчики 2 4
TP-12.04.01, ТР-12.04.03, 2 2 — — —
ТР20.01 — — 3 — —
ТГ-321 — 2 3 — —
ТГ-301 — 2 3 2 —
ТГ-503 — — — 2 3
Бульдозер Т-25.01, Т-50.01 3. Труботранспортные машины 1 1 1 1 1
ПВ-95 (УРАЛ-4320, КамАЗ-43118), ПВ-96(КамАЗ-43114, КамАЗ-4318, Урал-43204-0913/31) 1/1 1/1 2/- 2/— 3/-
ПТК-252 (К-701) 1/1 1/3 2/3 2/3 4/2
ПВ-301 (МАЗ-543) 1/- 1/1 2/2 2/2 3/3
ПТ-301 (Т-130), -/- -/1 -/з -/з 3/5
ПТГ-251 (Т-130Б) -/1 -/2 -/2 -/4 2/4
БТ-361 'Тюмень” Веев 1. Автокраны 1/2 ерных районе V- IX Тюменское 1/- области -/- -/-
грузоподъемностью Юти ниже КС-3575А (КС-3562А), КС-3576 (КС-2561Д), КС-3561, КС-2571, КС-2561Д 2 2 3 1
грузоподъемностью 14 т и выше КС-4374, КС-35715, КС-35714, КС-35714-2, КС-3577-3, КС-35719-3-02, КС-35719-5 — 2 4
ОРГАНИЗАЦИЯ СВАРОЧНО-МОНТАЖНЫХ РАБОТ В ТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ
25
Таблица 1.6 (продолжение)
Машины и механизмы Количество машин при диаметре трубопровода (мм) и темпе работ, км/сут
57-426 530-820 1020 1220 1420
0,75 0,65 0,55 0,45 0,35
2. Трубоукладчики. ТР-12.04.01, ТР-12.04.03 2 2
ТР20.01 — — 3 — —
ТГ-321 — 2 3 — —
ТГ-301 — 2 3 2 —
ТГ-503 — — — 2 3
Бульдозер ДЭТ-350 1 1 1 1 1
3. Труботранспортные машины ПВ-95 (УРАЛ-4320, КамАЗ-43118) 1/1 1/2 2/— з/- 4/—
ПВ-96(КамАЗ-43114, КамАЗ-43118 1/1 1/2- 2/— з/- 4/—
ПВ-204 (КрАЗ-255Б) 1/2 1/3 2/3 2/2 3/-
ПТК-252 (К-701) 1/1 1/1 1/1 1/2 2/5
ПВ-301 (МАЗ-543) -/- -/1 -/2 -12 3/3
ПТ-301 (Т-130), ПТГ-251 (Т-130Б) -/- -/- -/- -/- -/-
БТ-361 "Тюмень” V- 1/- 1/- 1/2 2/—
При определении темпа производства транспортных работ учитывают:
1. Среднюю скорость трубовозов, которая составляет: для ПВ-95,
ПВ-96, ПВ-204 - 20 км/ч, ПТК-252-18 км/ч, ПВ-301- 25 км/ч,
ПТ-301, ПТГ-251 - 5 км/ч.
2. Длину ездки трубовозов: при перевозке труб — 30 км, при перевозке
секций для автомобильного транспорта и колесных тракторов — 50 км.
3. Гусеничный транспорт осуществляет доставку 30% общего количества
секций на расстояние 10 км от склада к месту строительства.
Выгрузку труб из железнодорожных вагонов осуществляют по схемам:
вагон — склад — трубовоз или вагон — трубовоз.
Первая схема применяется при массовом поступлении труб и ограни-
ченном количестве трубовозов.
Вторая схема применяется при достаточном количестве трубовозов или
ограниченной прирельсовой площадке.
Расстояние Б между хвостовой частью поворотной платформы крана и
бортом вагона должно составлять не менее 1 м. Максимально допустимое
расстояние С между продольной осью крана и боковой стенкой вагона
определяется по формуле
Д
С = Атз*-Г + —,
m<ix '
26
ГЛАВА 1
где Г— ширина вагона, м; Д— диаметр разгружаемых труб, м; Атах — допус-
тимый рабочий вылет крюка крана в зависимости от массы поднимаемой
трубы, м.
В табл. 1.7 приведены значения A-пшх и С при различных диаметрах Д
и массе в т.
Таблица 1.7
Радиус, А С А с А с
Марка крана описываемый хвостовой частью крана, м При/7=1420 мм и /77=8,49 т При/7=1420 мм И /77=7,26 т При/7=1220 мм и /7^=5,42 т
КС-3775А 2,4 — — — 5,5 2,9
(КС-3562А) КС-3576 (К-3561) 2,9 — — — — 5,5 2,9
КС-4374 (КС-4561) 2,9 5,5 3,0 6,2 3,7 7,5 4,9
КС-4361 (К-4361) 3,0 5,8 3,3 6,4 3,9 8,0 5,4
КС-5363 3,6 8,5 5,0 9,5 7,0 —
Марка крана Радиус, А С А С А с
описываемый хвостовой частью крана, м При Д=Х 220 мм И /77=4,46 т При/7=1020 мм и /77=4,17 т При/7=1020 мм И /77=3,28 т
КС-356А (К-1015) 2,4 5,8 3,2 6,1 3,4 7,0 4,3
КС-3561 (К-1014) 2,9 5,9 3,2 6,1 3,4 7,0 4,3
КС-4561 (К-162) 2,9 8,3 5,7 — —
КС-4361 (К-161) 3,0 8,8 6,2 — —
КС-5363 3,6 - —
При выполнении погрузочно-разгрузочных работ применяются различ-
ные типы и конструкции грузоподъемных средств.
Двух- и четырехветвевые торцовые захваты предназначены для одно-
временного подъема одной или двух труб.
Техническая характеристика торцовых захватов
Марка ЗТ822 ЗТ1422
Грузоподъемность, т б 9
Диаметр поднимаемых труб, мм 530-820 1020-1420
Длина поднимаемых труб, м 11-12 11-12
Диаметр каната, мм 18 25
Число одновременно поднимаемых труб 1-2 1
Число ветвей, шт. 4 2
Масса крюка, кг 5,1 5,1
Масса захвата, кг 74,5 74,0
ОРГАНИЗАЦИЯ СВ АРОЧНО-МОНТАЖНЫХ РАБОТ В ТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ
27
Стропы универсальные канатные предназначены для выполнения раз-
личных такелажных работ при строповке грузов обвязкой, а также через
приваренные петли.
Траверсы предназначены для погрузки и разгрузки изолированных и не-
изолированных труб автокранами и штабелирования трубоукладчиками на
прирельсовых площадках и трубосварочных базах.
Техническая характеристика траверс
Траверса ТРВ41 ТРВ61 ТРВ162 ТРВ182
Грузоподъемность, т 4 б 16 18
Диаметр поднимаемых труб, мм 273-355 377-820 1420 1020-1420
Максимальная толщина стенки труб, мм 13 12 16-21 6-12
Длина поднимаемой трубы с помощью: строп, м 7-12 8-12 16-18 6-12
мягких полотенец, м 24 24 — 12
Число одновременно поднимаемых труб длиной до 12 м 1,2,3 1,2 1,2 1
Строп крюковой СК22 является навесным грузоподъемным средством к
трубоукладчикам и предназначен для разгрузки двухтрубных секций с трубо-
возов.
Техническая характеристика стропа СК22
Грузоподъемность, т Диаметр разгружаемых труб, мм Способ разгрузки 1,5 219-377 С последовательным подъемом и опусканием концов труб (секций)
Длина разгружаемых труб, м Длина стропа, мм Масса, кг 24 1050 5,8
Захваты трубные автоматические являются навесным трубозахватным
средством к портальным и самоходным кранам, а также к трубоукладчикам.
В табл. 1.8 приведена техническая характеристика захватов трубных авто-
матических.
30
ГЛАВА 1
В табл. 1.10 приведены наибольшие допустимые величины вылета крю-
ка при работе с максимально допустимой массой секций длиной 36 м и с
учетом коэффициента устойчивости (Л=1,4).
Таблица 1.10
Грузовые характеристики трубоукладчиков
при подъеме секций
Марка трубоукладчиков Наибольший допустимый вылет крюка (м) при подъеме секций труб до 36 м с диаметром, мм
1420x20.5 1220x15.2 1020x11
ТР20.01.01 1,85 3,04
ТГ-321 — 2,2 3,62
ТГ-402 — 3,3 —
ТГ-502АХЛ 2,32 — —
ТГ-503 3,08 — —
Стрелы трубоукладчиков, предназначенные для работы с изолирован-
ными трубами, следует дополнительно оборудовать эластичными накладка-
ми из утильных автопокрышек, которые крепятся с помощью съемных пла-
нок и хомутов в местах возможного контакта.
При складировании труб необходимо:
— определить и подготовить места складирования, выполнить устройст-
во подъездных путей и основания под склад труб, оснащение склада труб
необходимыми машинами и оборудованием, укладку труб в штабеля, обес-
печить устойчивость труб от раскатывания, погрузку, разгрузку труб с
транспортных средств, разборку штабеля труб, разгрузку элементов стелла-
жа и транспортировку их на новое место складирования;
— обеспечить размещение труб, проход людей, проезд транспортных и
грузоподъемных средств на площади складов;
— на площадках под склады труб предусмотреть уклоны 1,5—2° и другие
мероприятия, обеспечивающие отвод атмосферных осадков и грунтовых
вод;
— склады должны иметь сквозной или круговой проезды шириной не ме-
нее 4,5 м для транспортных и грузоподъемных средств;
— между смежными штабелями труб должны быть проходы не менее 1 м;
— трубы укладывать в штабель рядами по вертикали и располагать в сед-
ловинах между труб нижележащего ряда;
— при укладке в штабеля трубы располагать в поперечном направлении
к проезжей части склада;
— трубы разного диаметра, изолированные и неизолированные, хра-
нить отдельно;
— трубы диаметром выше 300 мм следует укладывать штабелями высотой
не более 8 м с помощью автоматических захватов при отсутствии рабочих
на штабеле.
ОРГАНИЗАЦИЯ СВАРОЧНО-МОНТАЖНЫХ РАБОТ В ТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ
31
При складировании труб штабелями без автоматических захватов высота
штабеля не должна превышать 3 м.
Для предотвращения раскатывания труб в штабеле их следует крепить
специальными инвентарными приспособлениями, обеспечивающими
устойчивость труб в штабеле и безопасность работающих. При складирова-
нии труб не допускается:
— укладывать в один штабель трубы разного диаметра;
— производить укладку труб верхнего ряда до закрепления труб нижнего
ряда;
— складировать вместе изолированные и неизолированные трубы;
— укладывать трубы в наклонном положении с опиранием поверхности
трубы на кромки нижележащих труб.
Склады по назначению и вместимости делятся на прирельсовые, базис-
ные и притрассовые, а по рядности труб — высокорядные с высотой штабеля
труб более 3 ми низкорядные с высотой штабеля труб менее 3 м.
Высокий уровень механизации погрузочно-разгрузочных работ, транс-
портных складских операций, сокращение площадей складирования, умень-
шение трудозатрат и повышение качества хранения труб обеспечивает высо-
корядное складирование с применением сборно-разборных стеллажей
СР-1421.
Прирельсовые склады предназначены для приема и разгрузки труб у же-
лезнодорожных вагонов. Емкость склада не превышает 5 км труб.
Базисные склады создают в местах массового поступления труб (станци-
ях и водных причалах), предназначены для временного складирования и
накопления труб. Емкость склада до 100 км труб. Притрассовые склады
устраивают на трубосварочных базах, предназначены для временного хра-
нения труб и секций перед вывозкой их на трассу.
Складирование труб на прирельсовом складе (площадке) следует произ-
водить с соблюдением следующих требований:
— трубы необходимо укладывать на спланированную горизонтальную
площадку;
— штабели рекомендуется формировать так, чтобы оси труб были распо-
ложены перпендикулярно направлению подкрановых путей;
— нижний ряд труб следует укладывать на деревянные подставки;
— второй и последующие ряды труб необходимо укладывать только на
"седло" без прокладов;
— при формировании штабеля из труб различной длины следует вырав-
нивать в одну линию торцы труб с одной стороны.
Количество рядов в штабеле труб различной длины зависит от их диа-
метра.
Количество рядов в штабеле труб с заводским изоляционным покрытием
(наружный) не должно превышать высоты 3,0 м;
32
ГЛАВА
Диаметр трубы
1020
1220
1420
Количество рядов в штабеле
3
2
1
При складировании труб не допускается:
— формировать штабеля из труб разного диаметра;
— укладывать трубы верхнего ряда до окончания работ по укладже и за
креплению труб нижнего ряда;
— разбирать нижний ряд труб до полной разборки труб верхнего ряда;
— укладывать в одном штабеле трубы с наружной изоляцией и без нее;
— укладывать трубы в наклонном положении "ершом" с опиранием по
верхности трубы на кромки нижележащих труб.
Для предотвращения раскатывания труб при их складировании реко
мендуется использовать опорные и разделительные стойки, струбцины, на-
ружную и внутреннюю увязку, а также клинья.
Для доставки труб и различных грузов используются ж/д, автомобиль-
ный, гусеничный, водный и воздушный виды транспортных средств.
В табл. 1.11 приведены основные технические показатели различных
видов транспорта при строительстве трубопроводов.
Таблица 1.11
Технические показатели транспорта
Вид транспорта Скорость доставки труб, км/ч i Расстояние перевозки, км
Железнодорожный 15-90 300-3000
Автомобильный 20-30 До 250
Гусеничный: тракторы 3-5 До 20
Водный (речной) 10-25 100-5000
В табл. 1.12 приведены технические показатели используемых в отрасли
видов транспортных и грузоподъемных средств.
Комплекс вопросов организации перевозок труб и трубных секций от
прирельсовых складов до притрассовых складов и до трассы решаются в
проекте производства работ (ППР) на основе принятой транспортной схе-
мы. В зависимости от района строительства, времени года и состояния до-
рожного покрытия, темпа производства транспортных работ, выбирают
тип и потребное количество транспортных средств.
ОРГАНИЗАЦИЯ СВАРОЧНО-МОНТАЖНЫХ РАБОТ В ТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ
33
Таблица 1.12
Технические показатели транспортных
и грузоподъемных средств
Используемые виды транспорта Грузоподъемность, т
Транспортные средства:
Железнодорожные полувагоны 60-65
Железнодорожные платформы 50-66
Трубоплетевозы (колесные и гусеничные) 9-40
Баржи-площадки От 300 до 2800
Вертолеты От 0,4 до 12
Грузоподъемные средства:
Автомобильные, пневмоколесные и гусеничные краны От 10 до 40
Краны-трубоукладчики с грузовым моментом От 10 до 115
Козловые краны От 7,5 до 20
В табл. 1.13 приведено предельное число труб и секций труб с учетом
грузоподъемности плетевозов.
На участках со сложным дорожным условием (заболоченные участки,
горная местность) следует использовать транспортные средства на гусе-
ничном ходу.
В табл. 1.14 приведены технические показатели тракторных трубоплете-
возов.
Таблица 1.13
Технические показатели плетевозов
Грузоподъемность, т Марка трубоплетевоза (тип тягача) Диаметр труб, мм
1420 1220 | W20
Длина труб или секций, мм
12 24 36 12 24 36 12 24 36
12,6 ПВ-95 (Урал 4320) ПВ-96 (КамАЗ-4314) 1 — — 2 1 — 2 1 —
19 ПВ-204 (КрАЗ-255В) 2 1 — 3 1 1 3 1 1
15 МАЗ-7910 2 — 2 3 — — 3 — ~~
18 ПТ-181 (Т-100М) 2 2 — 3 2 1 3 2 1
25 ПТГ-25Т (гусеничный трактор тягового класса) 2 2 1 3 3 2 3 3 2
ПТК-25К (К-701) 2 2 1 3 3 2 3 3 2
30 ПВ-301 (МАЗ-543) ПТ-301 (Т-103Б) 2 2 1 3 3 2 3 3 3
40 Т-180 2 2 1 3 3 3 3 3 3
ПВ-361 2 2 1 3 3 3 l2j 3 3
2 - 3396
34
ГЛАВА 1
Таблица 1.13 (продолжение)
Грузоподъемность, т Марка трубоплетевоза (тип тягача) Диаметр труб, мм
820 I 720 I 530
Длина труб или секций, мм
12 24 36 | 12 24 36 12 24 36
12,6 ПВ-95 (Урал 4320) ПВ-96 (КамАЗ-43114) 5 2 1 ! 5 2 1 7 4 2
19 ПВ-204 (КрАЗ-255В) 6 3 2 i 6 3 2 7 5 3
15 МАЗ-7910 6 — — i 6 — — 9 — —
18 ПТ-181 (Т-100М) 6 5 3 . 6 5 3 9 7 * 5
25 ПТГ-25Т (гусеничный трактор тягового класса) 6 6 3 6 6 3 9 9 7
ПТК-25К (К-701) 6 6 3 • 6 6 3 9 9 ' 7
30 ПВ-301 (МАЗ-543) ПТ-301 (Т-103Б) 6 6 5 i 6 6 5 9 9 7
40 Т-180 6 6 6 : 6 6 6 9 9 9
ПВ-361 6 6 | 6 6 6 9 9 1 9
Таблица 1.14
Технические показатели тракторных плетевозов
Марка трубоплетевоза ПТ-62 ПТ-181 ПТК-252 ПТ-301 ПТК-401
Марка базового трактора Т-100МБ Т-100МБ К-701 Т-100МБ Т-130, Т-180
Грузоподъемность, т 6,5 18,0 25,0 30,0 40,0
Погрузочная высота, мм 1570 1520 1825 1600 1725
Среднее давление на грунт с грузом, кПа 19,62 72,5 — 31,4 —
Размеры шин прицепов 8,25-20 260—580 370-508 260—508 370-508
Колея колес прицепов, мм 2280 2280 2115 2280 2100
Тип движителя прицепов Опорные колеса Колесный Опорные колеса с Колесный
с резинометаллической резинометаллической
гусеницей гусеницей
Габаритные размеры (без г эуза), мм:
Длина 79400 8400 16550 16400 9900
Ширина 3200 3240 2500 3640 2630
Высота 1870 1965 2270 2000 2175
Масса без груза, кг 4350 7100 21000 12000 6620
При чередовании заболоченных и сухих участков в целях максимальной
реализации скоростных показателей колесных трубоплетевозов необходи-
мо в транспортной схеме и ППР предусмотреть промежуточные площадки
с необходимым оборудованием для перегрузки труб с колесных на гусенич-
ные транспортные средства.
ОРГАНИЗАЦИЯ сварочно-монтажных работ в трубопроводном строительстве
35
При перевозке трубных секций длиной 24, 36 м необходимо учитывать
габаритные размеры полосы дороги в зоне поворота.
В табл. 1.15 приведены ширина входного проезда и ширина дороги в
зоне поворота для определения вписываемости трубоплетевоза в зоне по-
ворота.
В табл. 1.16 приведены допустимые значения величины заднего свеса
длинномерной трубы при перевозке по пересеченной местности.
При перевозке труб в зимнее время по ледяным переправам через во-
дные преграды следует учесть толщину и качество льда, наличие снежного
покрова на льду и на берегах, трещин и полыней. Если толщина льда недо-
статочна для пропуска транспортного средства с грузом, то необходимо
произвести дополнительное намораживание слоя, но не более 0,7 толщи-
ны первоначального слоя.
Таблица 1.15
Характеристики транспортных дорог
Ширина входного | Ширина дороги в зоне поворота при базе транспортного средства, м
проезда, м 12 Ч 16 20 24
5 15 18 22 26
10 11,5 14 17,5 20
15 8 12 14 17
20 7,5 9 12 14
25 7 8 11 13
Таблица 1.16
Технические показатели транспортных средств
Сумма уклонов спуска и подъемаТдопустимый заданный свес секции при погрузочной высоте, м
в зоне перегиба, град. 1,3 1'5 L 1.9 2,1
35 2,0 2,5 3,2 3,5
30 2,4 2,9 3,7 4,2
25 3,0 3,7 4,3 5,0
20 3,7 4,4 5,4 6,0
15 4,9 5,5 7,0 7,8
10 7,5 9,0 12,0 13,0
В табл. 1.17 приведены требования к величине толщины льда при сред-
ней температуре воздуха в зависимости от массы и типа транспортного
средства.
При перевозке труб с заводским изоляционным покрытием под канаты
поперечной увязки необходимо подкладывать коврик-прокладку для пред-
отвращения механических повреждений покрытия, труботранспортные
средства следует оборудовать специальными устройствами типа ПИТ-200,
кониками ПП-31, снабженными амортизирующими прокладками.
2*
36
ГЛАВА 1
Таблица 1.17
Характеристики ледового покрытия
Полная масса транспортного средства, т Необходимая толщина льда при средней температуре воздуха (за 3 сут), см Дистанция между тяговыми машинами и между осями переправ (интервалы), м
-10°С и ниже От-5доО°С Выше 0°С (кратковременная опепель)
Гусеничные машины
4 18 20 23 10
6 22 24 28 15
10 28 31 35 20
16 36 40 45 25
20 40 44 50 25
30 49 54 61 35
40 57 63 • 71 40
Колесные машины-прицепы
2 16 18 20 15
3,5 21 23 26 15
4 22 25 28 20
6 27 30 34 20
8 31 34 39 22
10 35 39 44 25
15 43 47 54 30
18 48 52 64 32
20 50 55 68 35
Техническая характеристика ПП-31
Базовые плетевозы ПВ-95, ПВ-96, ПВ-204,
ПВ-301, ПТК-252, ПТ-401
Диаметр перевозимых труб в секции, м 1020—1420
Грузоподъемность одного комплекса, кг 30000
Угол качания коника тягача в продольном ±10
направлении,град.
Угол поворота ложемента тягача относительно ±23
опорных роликов, град.
Масса одного комплекса приспособления 1000 кг
На объектах строительства со сложными дорожными условиями для до-
ставки грузов используются вертолеты. Целесообразность применения
вертолетов определяется исходя из технико-экономических показателей
различных видов транспортных средств.
ГЛАВА 2
ИСТОЧНИКИ ЭЛЕКТРОПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ
2.1. Источник питания постоянного тока
Для выполнения ручной, полуавтоматической и автоматической сварки
стыков трубопроводов в качестве источника питания используют пере-
движные сварочные агрегаты, которые состоят из однопостового свароч-
ного генератора постоянного тока и приводного двигателя (внутреннего
сгорания), смонтированных на общей раме и соединяемых эластичной
муфтой. Кроме этого на строительных площадках и сварочных базах вмес-
то двигателя внутреннего сгорания используют электродвигатель, а также
выпрямители.
Сварочные вентильные генераторы с падающими вольт-амперными ха-
рактристиками ГД-2Х2505, ГД-2Х250, ГД-4Х2502 входят в комплект двухпо-
стовых и четырехпостовых передвижных установок АС22.1, АС22, АС23,
АС-41, УСТ-22. Сварочные агрегаты с вентильным генератором используют
для ручной и автоматической сварки под флюсом. Вентильный генератор
представляет собой индуктор повышенной частоты (500 Гц) с выпрямите-
лем. Наклон внешней вольт-амперной характеристики обеспечивают за
счет падения напряжения в обмотках и вентильном блоке генератора.
Основное преимущество индукторного генератора состоит в отсутствии
коллектора, силовых щеток, возможности дистанционного регулирования
сварочного тока, получении более высокого кпд (60—70 %), меньшей массе
(табл. 2.1, 2.2). Генератор ГД-2Х2504 используют для питания двух постов
ручной дуговой сварки, а генератор ГД-4X 2504 — для питания четырех по-
стов. В конструкции генераторов предусмотрены выводы для прокалки
электродов и шлифовальных машинок.
Источники питания с жесткой характеристикой применяют при много-
постовой ручной сварке под флюсом с балластными реостатами типов
РБ-201, РБ-3027, РБ-306, РБ-501 для регулирования тока на одном посту
(табл. 6.56). Реостаты работают на открытом воздухе.
Таблица 2.1
Техническая характеристика сварочных агрегатов для ручной дуговой сварки
Показатели АС22.1 АС22 АС23 УСТ-22 (УСТ-23) АС41 (АС-42) АДД- 4x2501 АДД- 2x2501
Напряжение, В: номинальное количество постов самоходных установок (передвижных) Номинальный сварочный ток, А Пределы регулирования сварочного тока, А Индекс баз трактора Масса, кг 30 2 300 60-300 МТЗ-80.1 30 2 300 60-300 МТЗ-82.1 30 2 300 60-300 МТЗ-82.1 30 2 300 60-300 ДТ-75 8250 30 4 300 60-300 К-701 Т-150К 18500(13500) 30 (4) 300 60-300 5300 30 (2) 300 60-300 4180
Показатели АДД-3123У1 АДЦ-4004У1 АДД-4004.1 А[Щ-5001 АДД-2х250ИУ2
Напряжение, В: номинальное холостого хода Мощность дизельного двигателя, кВт Номинальный сварочный ток, А Пределы регулирования сварочного тока, А Габаритные размеры, м Масса, кг 32* 85 18,4 315 (ПВ-60%) 35-350 1,67x0,95x1,2 650 32* 70 37 400 (ПВ-60%) 45-430 1,67x0,95x1,2 750 32* 70 33 400 (ПВ-60%) 45-430 1,67x0,95x1,2 700 32* 70 37 500 (ПВ-60%) 35-530 1,67x0,95x1,2 830 32* 70 44 500 (ПВ-60%) 50-300 100 - 600 2,0x0,95x1,2 860
Генераторы с коллектором.
Техническая характеристика самоходных сварочных установок
Таблица 2.2
Показатели АЭП-52 АС-81 АСГ-4 АСТ-И4-В АСТ-И4-0 АСТ-4А
Число сварочных постов 4 4 4 4 4(2) 4
Тип базового трактора Т-130 К-700А ТЛТ-100 ДТ-75 ТЛТ-100 ТТ-4М
Источник сварочного тока ВДМ-1001 (ВДМ-4хЗО1) ВДМ-1201 (4хВД-306ДК) ВДМ-1201 (4хВД306ДК) 4хДС250.3 (2хВД-306ДК/"Сорока-306ДК")
Номинальный сварочный ток, А Рабочее напряжение, В Пределы изменения тока, А Мощность агрегата, кВт 1000 32 60-300 64 1200 32 60-300 100 1200 32 60-300 100 60 4x250 (2x350) 32 25-250 (50-350) 60 60
Габаритные размеры, м 13,5x2,5x3,4 9,6x3,1x3,9 6,5x2,8x3,5 5,8x1,9x2,75 7,4x2,79x3,45 7,4x2,7x3,4
Масса, кг 23000 18000 L— , 15000 8500 1300 14500
ГЛАВА 2 ИСТОЧНИКИ ЭЛЕКТРОПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ
Техническая характеристика балластных реостатов
Таблица 2.3
Показатели РБ-201 РБ-302Э (РБ-306) РБ-501
Номинальный ток, А 200 315 500
Пределы регулирования сварочного 10 10(6) W
тока, А
Напряжение на клеммах, В 30 30 зи
Рабочее напряжение источника, В 60 60 ои
ПР, % 60 60 60
Г абаритные размеры, мм 580x355x648 625x370x494 580x465x648
Масса, кг 30 20 (26) 40
и
ч
40
ГЛАВА 2
2.2. Сварочные выпрямители
Сварочные выпрямители собирают из полупроводниковых элементов —
вентилей, которые используют для выпрямления переменного тока. Вы-
прямители для сварочных работ имеют понижающий трансформатор с регу-
лирующим устройством и блоки вентилей. Сварочные выпрямители подраз-
деляют на однопостовые с крутопадающими, жесткими, пологопадающими
и универсальными характеристиками, многопостовые с жесткими характе-
ристиками. В сварочных выпрямителях применяют селеновые или кремне-
вые вентили, собранные по трехфазной мостовой или шестифазной схеме
выпрямления (рис. 2.1), которые наиболее часто используют в монтажных
условиях. В качестве понижающего трансформатора в сварочных выпрями-
телях используют часто трансформаторы с нормальным или повышенным
рассеянием.
Рис. 2.1. Электрическая схема сварочных выпрямителей
а — трехфазная мостовая; б — шестифазная с уравнительным дресселем;
в— с транзисторным блоком
Аналитическое выражение для рабочего участка внешней характеристи-
ки сварочного выпрямителя, собранного по трехфазной схеме:
Среднее напряжение холостого хода выпрямителя зависит от напряже-
ния в трансформаторе; Ux х = Зд/З{7т / л, где (7Т — амплитудное значение
вторичного напряжения трансформатора.
Ток короткого замыкания зависит от полного реактивного сопротивле-
ния одной фазы Хг, источника питания вентилей (трансформатора и дрос-
селя):
и/~ГОЧНИКЯ ЭЛЕКТРОПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ
41
Динамические свойства трехфазных выпрямителей с падающей внеш-
ней характеристикой зависят от отношения рабочего напряжения дуги Сд
к напряжению холостого хода Ux.x. Чем выше напряжение дуги перед ко-
потким замыканием, тем больше отношение 1К,3 / 1Я. При уменьшении от-
ношения максимальное значение тока снижается, что способствует лучше-
му переносу расплавленного металла и при ия / Ux.x = 0,4-5-0,5 процесс
протекает удовлетворительно.
Выпрямители с транзисторным блоком управления обладают высокой
стабилизацией тока (рис. 2.1 в). Выпрямительный блок питается от трех-
фазного трансформатора с увеличением магнитного рассеяния. В цепь вы-
прямленного тока последовательно дуге включают блок транзисторов Т.
Крутопадающую вольт-амперную характеристику формируют трансформа-
торы и транзисторные блоки. Изменяя силу тока базы 7g> можно в широких
пределах изменять силу коллекторного тока /к. Это обеспечивается с помо-
щью дополнительного выпрямителя и активного сопротивления В, уста-
новленного в цепи базы.
Сила сварочного тока зависит только от силы тока управления /б. что
позволяет настраивать источник на требуемый режим сварки. Установка
дополнительной обмотки связи по напряжению позволяет в таких источ-
никах получать вольт-амперную характеристику с различным значением
dUK /91 в рабочей точке, где Си — напряжение источника. Применение
прерывателя П позволяет вести процесс в импульсном режиме и добивать-
ся плавного гашения дуги и др.
Универсальные сварочные выпрямители типа ВДУ имеют жесткие и
крутопадающие вольт-амперные характеристики. Они имеют силовой
трехфазный трансформатор и выпрямительный блок, собранный из тири-
сторов по шестифазной схеме с уравнительным реактором. Режим регули-
руется изменением угла открытия тиристоров выпрямительного блока.
Скорость нарастания сварочного тока в цепи регулируется дросселями с
отпайками.
Многопостовые сварочные выпрямители имеют силовой трансформа-
тор с нормальным магнитным рассеянием и выпрямительный блок. Внеш-
няя вольт-амперная характеристика этих выпрямителей жесткая. Ток на
каждом посту регулируется при помощи балластных реостатов типа РБ у
выпрямителей типа ВДМ. При сварке напряжение дуги ид = Uo - 1яВс, где
Со — напряжение источника; Вс — сопротивление сварочной цепи, Вс ~ ftip + ^5.
Rnp — сопротивление проводов; В§ — сопротивление балластного реостата.
Сила сварочного тока поста 1П = 1Я = (Uo - UA)/[725(ft1p + Я5)]
При коротком замыкании /к.з-"По/7%. Число постов, которые могут
быть подключены к многопостовому выпрямителю, определяют с учетом
коэффициента одновременности Ко'. п = 1г.а / Кз1пх, где /г.н ~~ номинальная
сила тока выпрямителя; /п.с — средняя сила тока поста; Ко ~ 0,6.
В трассовых условиях и на монтажных площадках применяют однопос-
товые и многопостовые выпрямители.
42
ГЛАВА 2
Источники питания подключают к постам сварочным кабелем (медным
или алюминиевым). Сечение сварочных кабелей выбирают в зависимости
от тока в соответствии с табл. 2.4.
При сооружении магистральных трубопроводов и компрессорных стан-
ций для ручной сварки используют передвижные энергетические агрегаты,
имеющие вагончики, в которых установлены сварочные выпрямители. В
одном вагончике устанавливают от четырех до восьми постов. Транспорти-
руют вагончики по трассе тракторами. Такие энергетические агрегаты
удобно эксплуатировать в северных районах при температуре от -40 до
+40°С.
Таблица 2.4
Выбор сечения сварочного кабеля
Сечение кабеля, мм2 Допустимый ток, А Сечение кабеля, мм2 Допустимый ток, А
16 140 50 400
25 240 70 600
35 300 95 800
120 1000
В состав агрегата АЭП-52 входят: электростанция переменного тока,
смонтированная на гусеничном тракторе; блок питания, в котором разме-
щены аппаратура управления электростанцией, выпрямители для питания
электроэнергией сварочных постов и другое вспомогательное оборудова-
ние; палатка (укрытие с электрическим освещением), предназначенная для
работы в ночное время и защиты места сварки от атмосферных влияний.
Для питания пяти постов выпускают агрегат АЭП-52А.У1 на базе гусенич-
ного трактора Т150.
Сварочный агрегат АС-81 установлен на базе трактора К-700А. Агрегат
имеет палатку для укрытия места сварки от атмосферных осадков. Палатку
устанавливают на место сварки с помощью гидрофицированной стрелы. В
комплект агрегата входит компрессорная установка для работы пневмоин-
струмента и сушильная печь для прокаливания электродов. Подобно АС-81
выпускают агрегат АПС-43.12 и на базе трактора К-700-1 выпускают агрегат
АПС-84.12, рассчитанный на работу восьми сварочных постов (рис. 2.2).
В трассовых условиях и на строительных площадках электроустановки
питаются от линий электропередач и передвижных дизель-электрических
станций (табл. 2.5).
Электростанции для трубосварочных баз чаще устанавливают в вагончи-
ках с отоплением, что позволяет значительно сократить время на подго-
товку и запуск двигателя в зимнее время. Применение дизель-электриче-
ской станции позволяет использовать сварочные преобразователи и
выпрямители различных назначений. При ручной дуговой сварке на трубо-
сварочной базе станция обеспечивает ток 60—315 А, а при сварке под флю-
сом - 250-500 А.
источники ЭЛЕКТРОПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ
43
Рис. 2.2. Сварочный агрегат АПС с гидрофицированной стрелой
Таблица 2.5.
Передвижные электростанции для сварочных постов
Техническая характеристика Тип электростанции 5И57А
ЭД100 Т400-1РПМ-2 АД-150 АД-200 ЭД-200- Т400-1РКМ1
Номинальная мощность, кВт 100 150 200 200 200
Род тока Переменный трехфазный
Номинальное напряжение, В 400 400 400 400
Частота тока, Гц 50 50 50 50
Коэффициент мощности 0,8 0.8 0.8 0,8
Номинальный ток, А 180 270 360 360 181x2
Расход топлива, г/кВт • ч (кг/ч) 230 204 (48) (28x2)
Габаритные размеры, м 6,2x2,23x2,94 — 2,9x1,2x1,8 6,9x2,6x3,4 9,05x2,86x3,25
1
Питание оборудования от линии электропередач (ЛЭП) осуществляют
через понижающий трансформатор с выходным напряжением 380-400
В качестве сварочных источников питания применяют сварочные выпря
мители (см. табл. 2.6).
44
ГЛАВА 2
При падающих внешних характеристиках.
ИСТОЧНИКИ ЭЛЕКТРОПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ
45
Для ручной электродуговой сварки на трубосварочных базах типа
ССТ+ПАУ и БНС-81 используют многопостовые выпрямители ВДМ-1201-1
с жесткими внешними характеристиками. Для питания цепи управления
внутреннего центратора и других вспомогательных цепей служит выпрями-
тель ВД-306Э.
Силу тока на каждом посту при многопостовой сварке регулируют при
помощи балластных реостатов типа РБ-306 (РБ-302Э).
В качестве источника питания дуги при автоматической сварке на базах
типа ССТ+ПАУ, БНС-81 и БТС-142В служат выпрямители ВДУ-1202.
Питание оборудования каждой трубосварочной базы осуществляется че-
рез гирлянду кабелей, соединяющих блок питания и сварочную будку.
Для подачи тока к электродержателю и изделию применяют главным обра-
зом кабели марок КРИТ, КРПГ, КРПГН, КРПТН по ГОСТ 13497-77*Е, а так-
же марок РГД, РГДО, РГДВ по ГОСТ 6731-77*Е (табл. 2.7). Это гибкие кабели
с медными жилами, заключенными в резиновую изоляцию и оболочку, рас-
считанные для подключения к источникам сварочного тока, либо к электри-
ческим сетям с номинальным напряжением до 600 В, частотой до 400 Гц или
постоянным напряжением до 1000 В (по ГОСТ 13497-77*Е) или до 220 В при
частоте 50 Гц или постоянное напряжение (по ГОСТ 6731-77*Е). Длительно
допускаемая температура жил не должна быть более 65°С.
Таблица 2.7
Номинальные наружные диаметры кабелей, мм
Сечение жил, мм2 Кабель марок КРТП, КРПТН Кабель марок
одна основная жила две основные жилы две основные жилы и заземление три основные жилы три основные жилы и заземление РГД РГДО ргдв
25 15,5 28 28 29,6 30,4 13,4 11Д 14,8
35 16,5 30 30 31,7 34,6 15,7 13,7 15,5
50 18,4 35,8 35,8 37,8 38,9 17,4 15,3 18
70 22,8 43,6 43,6 46,1 47,5 19,8 17,8 19,7
95 24,6 47,2 47,2 50,1 51,5 22 — 22,4
120 27,6 51,2 51,2 54,4 56 25,2 — 23,5
150 — — — — 26,8 — 26,2
2.3. Сварочный инструмент и защитные приспособления
Электрододержатели в соответствии с ГОСТ 14651-78*Е рассчитаны на
номинальный сварочный ток 125, 200, 250, 315, 400 и 500 А с продолжите-
льностью цикла сварки 5 мин и ПВ = 60 % . Масса электрододержателя дол-
жна быть не более 0,35; 0,4; 0,45; 0,5; 0,65; 0,75 кг.
46
ГЛАВА 2
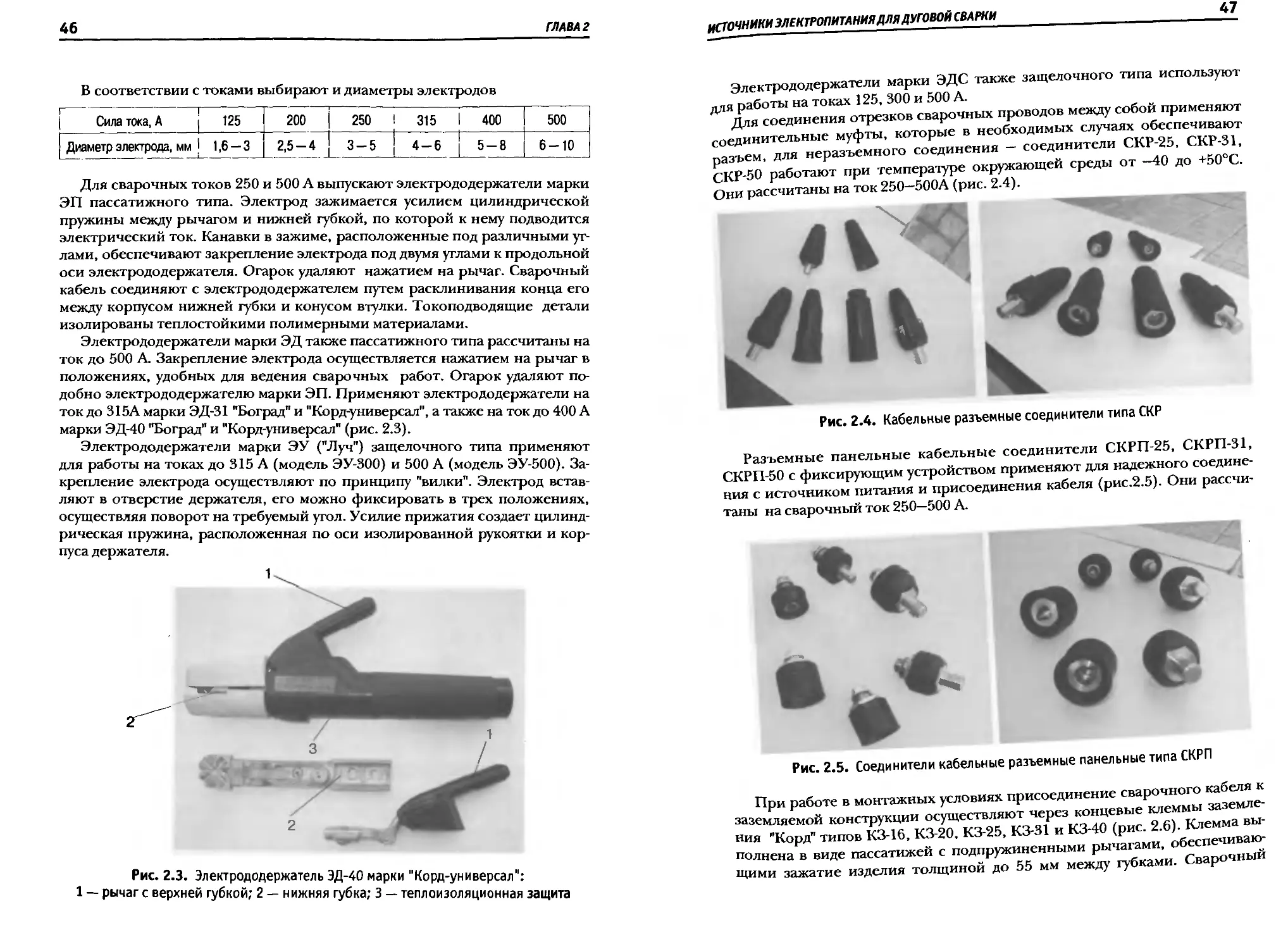
В соответствии с токами выбирают и диаметры электродов
1 Сила тока, А 125 200 250 315 400 500
Диаметр электрода, мм ' 1,6-3 2,5-4 | 3-5 4-6 5-8 6-10
Для сварочных токов 250 и 500 А выпускают электрододержатели марки
ЭП пассатижного типа. Электрод зажимается усилием цилиндрической
пружины между рычагом и нижней губкой, по которой к нему подводится
электрический ток. Канавки в зажиме, расположенные под различными уг-
лами, обеспечивают закрепление электрода под двумя углами к продольной
оси электрододержателя. Огарок удаляют нажатием на рычаг. Сварочный
кабель соединяют с электрододержателем путем расклинивания конца его
между корпусом нижней губки и конусом втулки. Токоподводящие детали
изолированы теплостойкими полимерными материалами.
Электрододержатели марки ЭД также пассатижного типа рассчитаны на
ток до 500 А. Закрепление электрода осуществляется нажатием на рычаг в
положениях, удобных для ведения сварочных работ. Огарок удаляют по-
добно электрододержателю марки ЭП. Применяют электрододержатели на
ток до 315А марки ЭД-31 "Боград" и "Корд-универсал", а также на ток до 400 А
марки ЭД-40 "Боград" и "Корд-универсал" (рис. 2.3).
Электрододержатели марки ЭУ ("Луч") защелочного типа применяют
для работы на токах до 315 А (модель ЭУ-300) и 500 А (модель ЭУ-500). За-
крепление электрода осуществляют по принципу "вилки". Электрод встав-
ляют в отверстие держателя, его можно фиксировать в трех положениях,
осуществляя поворот на требуемый угол. Усилие прижатия создает цилинд-
рическая пружина, расположенная по оси изолированной рукоятки и кор-
пуса держателя.
Рис. 2.3. Электрододержатель ЭД-40 марки "Корд-универсал":
1 — рычаг с верхней губкой; 2 — нижняя губка; 3 — теплоизоляционная защита
ИСТОЧНИКИ ЭЛЕКТРОПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ
47
Электрододержатели марки ЭДС также защелочного типа используют
для работы на токах 125, 300 и 500 А.
Для соединения отрезков сварочных проводов между собой применяют
соединительные муфты, которые в необходимых случаях обеспечивают
разъем, для неразъемного соединения — соединители СКР-25, СКР-31,
СКР-50 работают при температуре окружающей среды от —40 до +50°С.
Они рассчитаны на ток 250—500А (рис. 2.4).
Рис. 2.4. Кабельные разъемные соединители типа СКР
Разъемные панельные кабельные соединители СКРП-25, СКРП-31,
СКРП-50 с фиксирующим устройством применяют для надежного соедине-
ния с источником питания и присоединения кабеля (рис.2.5). Они рассчи-
таны на сварочный ток 250—500 А.
Рис. 2.5. Соединители кабельные разъемные панельные типа СКРП
При работе в монтажных условиях присоединение сварочного кабеля к
заземляемой конструкции осуществляют через концевые клеммы заземле-
ния "Корд" типов КЗ-16, КЗ-20, КЗ-25, КЗ-31 и КЗ-40 (рис. 2.6). Клемма вы-
полнена в виде пассатижей с подпружиненными рычагами, обеспечиваю-
щими зажатие изделия толщиной до 55 мм между губками. Сварочный
48
ГЛАВА 2
Рис. 2.6. Клемма заземления КЗ-2:
1 — проушина; 2 — контактная полоса; 3 — наконечник; 4 — болт; 5, 7 — губки;
б — заземляемое изделие
кабель подключают к клемме через наконечник и болт. Губки соединены
гибкой, плетеной из медных жил, контактной полосой для обеспечения
прохода тока через них.
Для защиты лица и глаз сварщика от брызг расплавленного металла и лу-
чей сварочной дуги по ГОСТ 12.4.023-84* применяют защитные щитки не-
скольких модификаций: ручные защитные щитки (тип PH и РНП), щитки с
налоговым креплением (тип НН и ННП) и щитки универсальные с непро-
зрачным корпусом (тип УН).
Для защиты глаз газо- и электросварщика от излучения дуги применяют
светофильтры темно-зеленого цвета прямоугольной формы (52x102;
69x121мм толщиной от 1,5 до 3,5 мм) и круглые (диаметром 49,5 или 50,5
мм). Применением большого числа классов светофильтров можно достичь
оптимального яркостного контраста и обеспечить лучшую защиту как от
ультрафиолетового, так и инфракрасного излучения дуги.
Тип светофильтра С-3 С-4 С-5 С-6 С-7 С-8 С-9 С-10 С-11
Сварочный ток, А 15 30 60 150 275 350 600 700 900
ГЛАВА 3
МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ СВАРКИ
ТРУБОПРОВОДОВ
3.1. Стали для магистральных трубопроводов
Для строительства магистральных трубопроводов применяют трубы
стальные бесшовные, электросварные прямошовные, спиральношовные и
других специальных конструкций из спокойных и полуспокойных низколе-
гированных сталей диаметром до 1020 мм и низколегированных сталей в
термически или термомеханически упрочненном состоянии диаметром до
1420 мм (табл. 3.1).
Таблица 3.1
Стальные трубы для магистральных трубопроводов
Стандарт Диаметр, мм Толщина стенки, мм Марка стали (класс прочности) Временное сопротивление разрыву, МПа Предел текучести МПа
АО Челябинский трубопрокатный завод
ТУ 14-3-1240-84 530, 820 7; 8; 9; 10; 11; 12 17 ГС 510 353
530, 720, 820 7; 8; 9; 10; 11,12 17Г1С (К 52) 510 353
530, 720, 820 7; 8; 9; 10; 11; 12 08ГБЮ (К 52) 510 353
ТУ 14-3-1698-00 1220 10; 15,2-16 13Г1С-У (К 54) 540 380
1020 10-15 17Г1С-У 13ГС 13ГС-У 09ГСФ 12ГСБ 10ГНБ (К52) 510 То же и и и U 360 То же и U и U
ТУ 14-ЗР-04-94 1020 16 12ГСБ (К 52) 510 350
1020 16 12Г2СБ (К 56) 550 380
820 9 12ГСБ (К 52) 510 350
820 9 12Г2СБ (К 56) 550 380
50
ГЛАВА 3
Таблица 3.1 (продолжение)
Стандарт Диаметр, мм Толщина стенки, мм Марка стали (класс прочности) Временное сопротивление разрыву, МПа Предел текучести МПа
ТУ 14-3-1698-00 1020 10-16,0 09ГСФ 510 360
(К52)
ТУ 14-ЗР-ОЗ-94 1020 10-16,0 09ГСФ 510 360
(К52)
ТУ 14-158-116-99 530 7,0-12,0 09ГСФ 510 360
(К52)
720 8,0-12,0 09ГСФ 510 360
(К52)
ТУ 14-158-117-00 820 9,0-12,0 09ГСФ 510 360
(К52)
1020 10,0-16,00 09ГСФ 510 360
(К52)
1220 10,0-16,00 09ГСФ 510 360
(К52)
АО Выксунский металлургический завод
ТУ 14-3-1573-99 1020 10-12 12Г2С 490 340
(К50)
10-12 09Г2С 490 340
(К50)
10-15 13ГС 510 360
(К52)
15,2-25 13ГС 510 360
(К52)
1020 15-20 12Г2СБ 12Г2СБ-У 550 380
(К56)
12-15 09Г2ФБ 550 430
(К56)
15,2-24 09Г2ФБ 550 430
(К56)
10,3-15 13Г1СБ-У 570 470
(К58)
ТУ 14-ЗР-28-99 1020 15-26 06ГФБАА 590-690 460
(К60)
ТУ 14-3P-01-93 1020 10,3-21,5 (К60) 589 461
720 7,3-20,0 (К60) 589 461 '
Новомосковский трубный завод
ТУ 14-3-1424-94 1020 10,3-12,3 10Г2ФБЮ 590 460
(К60)
1020 13,4 13Г1С-У 540 390
(К54)
1020 9-14,9 13Г1СБ-У 570 470
МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ СВАРКИ ТРУБОПРОВОДОВ
51
Таблица 3.1 (продолжение)
Стандарт Диаметр, мм Толщина стенки, мм Марка стали (класс прочности) Временное сопротивление разрыву, МПа Предел текучести, МПа
1020 АООТ Boj 11—14 I Ст.Зсп тжский трубный завод 470 323
ТУ 14-3-1363-97 1420 15,7; 18,7 10Г2ФБ (Х70) 588 460
ТУ 1104-138100-357-02-96 1220 12,5; 13; 13,5; 14 (К56) 549 441
1220 12,5; 13; 13,5; 14 (К60) 588 441
1020 12,5; 13; 13,5; 14 17Г1С 17Г1С-У (К52) 510 363
ТУ 14-3-1976-99 1220 9,5-14,9 (К56) 550 441
1220 9,5-12,9 (К60) 588 441
1020 8-10 (К56) 550 441
1020 10,3-12,9 (К60) 588 441
ТУ 14-3-1977-00 1420 15,7 i (К60) Харцызский трубный завод 588 461
ТУ-У-322-8-22-96 1420 15,7-18,7 10Г2ФБ (Х70) 588 440
ТУ- У-14-8-2-97 1220 11-16,2 10Г2ФБ (К60) 590 441
1220 12-17,5 13Г1С-У (К54) 539 402
ТУ-У-14-8-16-99 1020 10,6-15,8 13Г1СБ-У |_ (К58) 570 471
В ряде случаев газо- и нефтепроводные трубы поставляют по зарубеж-
ным стандартам Американского нефтяного института (API) (табл. 3.2).
Для магистральных трубопроводов поставляют трубы преимуществен-
но по стандартам API5L. Эти трубы классифицируют по нормативному
пределу текучести, выраженному в фунтах на квадратный дюйм (psi) и де-
ленному на 1000, и обозначают Х42, Х46, Х52, Х56, Х60, Х65 и Х70. Каж-
дый из перечисленных индексов, например Х56, характеризует группу
прочности; им обозначают большое число марок стали, отличающихся
способом выплавки, технологией прокатки, химическим составом и т.п.
Для перевода в систему СИ цифру индекса умножают на 7,03; так, для ста-
ли группы Х60 (Тт = 60x7,03 = 422 МПа (табл. 3.3).
Механические свойства и химический состав трубных нефтяного института (по данным АО "Вьн Таблица 3.2 Я -талей по техническим условиям Американского ссунский металлургический завод") Химический состав, %
Класс стали А Марка стали Механические свойства
не менее д, % С Мп Si Р S Ti Си № AI
МПа МПа не более
В Х42 Х46 Х52 Х56 Х60 Х65 ст. 10 Ст.З Ст.З 08ГБЮ 08ГБЮ 09ГБЮ 08ГБЮТ 09ГБЮТ 09ГБЮ 08ГБЮТ 09ГБЮТ 09ГБЮ 08ГБЮТ 15ГФЮ 22ГЮ 09ГБЮ 15ГФЮ 08ГБЮТ 09ГБЮ 08ГБЮТ 22ГЮ 09ГБЮ 09ГБЮТ 331 413 413 434 455 489 517 530 207 289 289 317 358 390 413 448 24 21 21 21 20 18 18 18 0,07-0,14 0,14-0,22 0,14-0,22 0,07-0,1 0,15-0,22 0,11-0,16 0,08-0,11 0,08-0,11 0,35-0,65 0,4-0,65 0,4-0,65 1,1-1,4 1,2-1,4 1.25-1,4 1,1-1,4 1,1-1,4 0,17-0,37 0,15-0,3 0,15-0,3 0,3 0,15-0,3 0,15-0,3 0,3 0,3 - » 0,035 0,04 0,02 0,025 0,02 0,02 0,025 0,025 0,04 0,05 0,005 0,006 0,01 0,01 0,006 0,006 0,03 0,03 0,3 0,3 0,3 0,03 0,4 0,035-0,055 0,06-0,08 0,06-0,08 0,02-0,05 0,02-0,05 0,02-0,05 0,02-0,05 2 S §
Таблица 3.3
Химический состав и механические свойства импортных трубных сталей
Класс стали Химический состав, % Механические свойства
С Мп Р S Nb V L-J а0, МПа (Гт, МПа <5***, %
Не более Не менее
Х42 0,22 1,25 0,020 0,005 — — — 414 289 20,5
Х46 0,22 1,35 0,020 0,005 -. — — 434 317 19,5
Х52 0,22 1,4 0,020 0,005 — — — 455* 496“ 359 359 19 17,5
Х56 0,18 1,35 0,020 0,005 0,05 0,04 0,03 489* 517“ 384 17,5 17
Х60 0,11 1,5 0,020 0,005 0,05 0,04 0,04 517* 537** 414 17 18
Х65 0,11 1,6 0,020 0,005 0,05 0,04 — 551* 530“ 448 18
Х70 0,12 1,7 0,020 0,005 0,05 0,04 — 565 482 18
Примечание.
* Для труб диаметром менее 508 мм с любой толщиной стенки и диаметром 508 мм и выше с толщиной стенки более 8,7 мм.
** Для труб диаметром 508 мм и выше с толщиной стенки 8,7 мм и ниже.
*** Минимальное удлинение на круглых образцах диаметром 10 мм и рабочей длиной 50,8 мм.
МАТЕРИАЛЫ, используемые для сварки трубопроводов
U1
1л>
54
ГЛАВА 3
3.2. Электроды для ручной электродуговой сварки
Электроды для ручной дуговой сварки в стандартах классифицируются
по назначению (для сварки стали, алюминия, чугуна и т.п.), толщине и типу
покрытия, механическим свойствам металла шва, способу нанесения по-
крытия (опрессовкой или окунанием) и др.
Электроды покрытые металлические для сварки и наплавки сталей по
ГОСТ 9466-75 в зависимости от назначения разделены на классы: для
сварки углеродистых и низколегированных конструкционных сталей с
crB<600 МПа — У (условное обозначение); для сварки легированных конст-
рукционных сталей с ов>600 МПа — Л; для сварки теплоустойчивых ста-
лей — Т; для сварки высоколегированных сталей с особыми свойствами — В;
для наплавки поверхностных слоев с особыми свойствами — Н.
В этом стандарте электроды в зависимости от отношения полного диа-
метра электрода D к диаметру стержня d, т. е. толщине покрытия, разде-
ляются: с тонким покрытием (D/d< 1,2) присвоен индекс М; со средним
покрытием (l,2<D/d <1,45) — С; с толстым покрытием (D/d > 1,8) — Г.
По видам покрытий электроды подразделяются: с кислым — индекс А; с
основным — Б; с целлюлозным — Ц; с рутиловым — Р; с покрытием смешан-
ного вида — соответствующее двойное условное обозначение; с прочими
видами покрытий — индекс П. Если покрытие имеет железный порошок бо-
лее 20 %, то в обозначении добавляют еще букву Ж.
В зависимости от пространственного положения сварки или наплавки
электроды подразделяют: для всех положений — индекс I; для всех положе-
ний, кроме вертикального сверху вниз — 2; для нижнего, горизонтального
на вертикальной плоскости и вертикального снизу вверх — 3; для нижнего
и нижнего в лодочку — 4.
По роду полярности используемого при сварке или наплавке тока, а
также номинальному напряжению холостого тока, применяемого источни-
ка питания сварочной дуги переменного тока частотой 50 Гц электроды
подразделяют на виды.
Приведенные данные для условного обозначения электрода располага-
ют в определенной последовательности. Полное условное обозначение ука-
зывают на этикетках или при маркировке коробок, пачек и ящиков с элект-
родами.
Во всех видах технической документации условное обозначение элект-
родов состоит из марки, диаметра, группы электродов и обозначения стан-
дарта ГОСТ 9466-75.
Классификацию рассмотрим на примере электродов типа Э46А (ГОСТ
9467-75), марки УОНИ-13/45, диаметром 3 мм, используемых для сварки уг-
леродистых и низколегированных сталей У, с толстым покрытием Д, имею-
щих характеристики наплавленного металла и металла шва, с основным по-
крытием Б, для сварки во всех пространственных положениях 1, на
постоянном токе обратной полярности 0.
МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ СВАРКИ ТРУБОПРОВОДОВ
55
Полное обозначение имеет вид:
Э46А—УОНИ—13/45—3,0—УД2
Е342(5)-Б10-ГОСТ 9466-75, ГОСТ 9467-75,
а в технических документах указывают: электроды УОНН—13/45—3,0—2—
ГОСТ 9466-75.
В знаменателе полного обозначения электродов сущность букв и цифр
характеризует свойства наплавленного металла по ГОСТ 9467-75, где рег-
ламентировано 14 типов электродов для сварки конструкционных сталей и
9 типов — для сварки теплоустойчивых сталей.
Для сварки конструкционных сталей тип электрода (Э42, Э42А, Э50 и
др.) указывает цифрами временное сопротивление при разрыве, а буква А
характеризует более высокие характеристики пластичности наплавленного
металла. В условном обозначении электродов в знаменателе группу индек-
сов, указывающих характеристики наплавленного металла, записывают сле-
дующим образом: первые два индекса указывают минимальное значение бв, а
третий индекс одновременно условно характеризует минимальные значения
65 и температуры Тх, при которой определяется ударная вязкость. Буква Е,
после которой следует тире в том случае, если электроды предназначены для
сварки углеродистых и низколегированных сталей с временным сопро-
тивлением разрыву 590 МПа и выше; если ав менее 590 МПа, то тире после
буквы Е не ставят.
Импортные электроды обозначают по национальным стандартам. В Ев-
росоюзе действует стандарт EN. Германия, Великобритания и Франция ис-
пользуют его в полном объеме. В Германии в соответствии с европейскими
нормами действует стандарт DIN EN и частично DIN 1913. В Великобрита-
нии — BS EN и BS. США использует стандарт AWS (А.5.1-91 и А.5.5-96).
В Японии принят стандарт JIS Z, в международной практике используют
стандарт ISO. Важными характеристиками электродов являются химиче-
ский состав наплавленного металла и механические свойства сварного со-
единения (табл. 3.4).
При поточно-расчлененном способе сварки неповоротных стыков в ли-
нейном потоке для выполнения корневого слоя шва и “горячего прохода”
применяют только аттестованные для трубопроводного строительства мар-
ки электродов, которые указаны в табл. 3.5, 3.6.
Таблица 3.4
Химический состав наплавленного металла и механические свойства сварного соединения
U1
о»
Марка электрода Тип Химический состав, % Механические свойства
С Si Мп S Р Мо Ni МПа МПа <5, % KCV, Дж/см2
-20 -40 (-50) -60
Электроды с покрытием основного вида
УОНИ-13/45 Э46А 0,09 0,25 0,55 0,024 0,025 — — 430 310 27 80 59 29
ОК 46.00 Тоже 0,05 0,30 0,50 0,03 0,03 — 460 387 24 28
УОНИ-13/55 Э50А 0,09 0,40 0,85 0,024 0,026 — — 540 410 26 98 69 39
ОК 53.70 То же 0,06 0,36 1,21 0,013 0,008 — — 540 400 28 85 (47)*
ОК 48.04 0,06 0,46 1,20 0,008 0,017 — — 510 430 31 54 47
Фокс ЕВ-50 0,09 0,45 1,10 0,011 0,018 — — 540 440 29 100
ЛБ—52У 0,08 0,50 0,95 0,012 0,012 — — 550 460 31 100 40*
Фирма 5520 Мод • 0,06 0,50 0,50 0,010 0,020 — — 510 420 25 98 47*
АСБ-255 0,07 0,43 1.2 0,013 0,016 — — 550 460 27 90 46
АСБ-268 0,07 0,47 1,0 0,018 0,019 — — 560 430 29 116 83
Филарк 76С 0,75 0,5 1,8 0,015 0,02 — 0,99 575 455 26 150 100 60*
НВ-1СД Э55 0,06 0,4 1,54 0,009 0,003 — 1,35 570 480 26 60*
ВСФ-65У Э60 0,09 0,35 1,20 0,024 0,027 0,35 — 630 520 26 90
Шварц-ЗК Мод Тоже 0,08 0,30 1,20 0,010 0,015 0,45 — 640 540 24 100 76
Кессель 552QMO 0,10 0,70 1,4 0,020 0,015 0,6 — 640 550 26 80 47* —
Таблица 3.4 (продолжение)
Марка электрода Тип Химический состав, % Механические свойства
С Si Мп S Р Мо Ni °в. МПа <>г. МПа <5, % KCV, Дж/см2
-20 -40 (-50) -60
ОК 74.70 Э60 0,08 0,4 1,3 1,3 0,015 0,4 — 620 540 26 80 45* 40
Филарк 88С Тоже 0,08 0,5 1,9 0,015 0,018 — 0,99 650 460 24 100 80 60
Электроды с покрытием целл юлозного вида
Фокс Цель Э42А 0,11 0,12 0,6 0,018 0,022 — — 520 450 26 95 59 —
ВСЦ-4А ♦ Тоже 0,12 0,14 0,7 0,025 0,030 — — 520 430 18 40 — —
Кобе-6010 0,10 0,44 0,9 0,016 0,012 — — 550 460 31 100 — —
Пайпведд-6010 0,12 0,14 0,6 0,014 0,020 — — 450 360 28 50 — —
Фокс Цель Мо Э50А 0,10 0,12 0,4 0,018 0,022 0,45 — 560 430 25 50 — —
Пайпвелд-7010 Тоже 0,12 014 0,7 0,016 0,018 0,25 0,2 565 435 25 46 — —
Кобе-7010 0,15 0,27 0,7 0,015 0,016 0,25 — 570 440 26 48 — —
Кобе-8010 Э60 0,15 0,28 0,92 0,007 0,018 0,22 1,1 605 490 23 51 — —
Пайпвелд-8010 Э60 0,12 0,1 0,7 0,02 0,02 0,4 0,2 595 515 24 65 — —
* Гарантированные минималь >ные значения
илтРРИАЛЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ СВАРКИ ТРУБОПРОВОДОВ
58
ГЛАВА 3
Таблица 3.5
Электроды с покрытиями целлюлозного вида для сварки
поточно-расчлененным методом в линейном потоке
Назначение Марка Диаметр, мм Коэффициент наплавки, г/(А-ч)
Для сварки корневого слоя шва ВСЦ-4М 4 10,5
стыков труб из сталей с нормативным Фокс Цель 4 10
пределом прочности до 588 МПа включительно Кобе-6010 4 10
Пайпвелд-6010 4 10
Тиссен Цель-70 4 10
Флитвелд 5П+ 4 10,2
Для сварки "горячего прохода" Фокс Цель Мо 4 10
стыков труб из сталей с нормативным Кобе-7010 4 10,6
пределом прочности до 588 МПа включительно Пайпвелд-7010 4 10
Флитвелд 5П+ 4,0-5,0 10,2
Для сварки заполняющего и облицовочного слоев шва См. табл. 3.6
Таблица 3.6
Электроды с покрытием основного вида для сварки и ремонта
неповоротных стыков
Назначение Марка Диаметр, мм Коэффициент наплавки, г/(А-ч)
Для сварки и ремонта корневого слоя шва ЛБ-52 У 2,6 10
и для выполнения подварочного слоя стыков 3,2
труб из стали с нормативным пределом Линкольн-16П 2,5 9,2
прочности до 588 МПа включительно 3,2
ОК.53.70 2,5 9,4
3,2
Феникс К50Р Мод 2,5 10
3,2
Фирма 5520Р Мод 2,5 9,2
3,2
Для сварки и ремонта стыков труб заполняю- ОК 74.70 3,2 10
щих и облицовочного слоев шва из стали 4,0
с нормативным пределом прочности Кессель 5520 МО 4,0 10,5
до 588 МПа включительно Шварц-ЗК Мод 4,0 10
Линкольн-18П 3,2 9,4
4,0
ВСФ-65М 4,0 9,7
МАТЕ РИАЛЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ СВАРКИ ТРУБОПРОВОДОВ
59
Таблица 3.5 (продолжение)
Назначение Марка Диаметр, мм Коэффициент наплавки, г/(А-ч)
Для сварки и ремонта заполняющих и облицовочного слоев с нормативным УОНИ-13/55 3,0 4,0 8,5
пределом прочности до 530 МПа включительно ОК 53.70 3,2 4,0 9,4
ОК 48.04 3,0 4,0 10
Фирма 552ОР Мод 3,2 4,0 9,2
Линкольн 16П 3,2 4,0 9,2
3.3. Флюсы
Флюсы для электродуговой сварки сталей представляют собой шлако-
вые системы, обеспечивающие при сварке изоляцию жидкого металла в
зоне плавления от атмосферного влияния, стабилизацию дугового разряда,
регулирование химического и газового составов металла шва, формирова-
ние поверхности шва и его структуры (табл.3.7, 3.8)
В трубопроводном строительстве используют флюсы общего назначе-
ния для сварки углеродистых и низколегированных сталей. По способу из-
готовления флюсы подразделяют на плавленые и керамические (неплавле-
ные).
Защита сварочной ванны от окружающей среды зависит от высоты слоя
флюса над поверхностью основного металла, определяемой, главным обра-
зом, мощностью сварочной дуги:
Сварочный ток, А....... 200—400 400—800 800—1200
Высота слоя флюса, мм.. 25—35 35—45 45—60
3.4. Электродная проволока
В трубопроводном строительстве для сварки под флюсом применяют
сварочные проволоки, химический состав которых приведен в табл. 3.9.
Проволоки поставляют в мотках (табл. 3.10).
Для уменьшения газонасыщения металла шва проводят омеднение по-
верхности проволоки, при этом сталь не должна содержать меди более
0,1—0,15 %. Наличие омедненного слоя полностью не предохраняет прово-
локу от атмосферной коррозии.
Флюсы, приме Таблица 3.7 1 с -няемые в трубопроводном строительстве
Марка флюса
ьиитав, ть е; 11 л .. - _ _ г- . Марка проволоки Марка сталей свариваемых конструкций
«-г мпи мди CaO CaF2 AI2O3 Mn2O3 ZnO2 TiO2 ±е А1 S | р
ЛН-14ЯА 1 не более
At АА ЪА on 1-
Т|—чн 04—JO h.h— / Н <НЛ А С С - —
' - - 2 °'12 0.’2 Св-08 СтЗ; СтЮ; Ст20 АН-348АМ 41-44 34-38 5,5-7,5 <6,5 3-5 <4 5 01-4)3 - - , п Св’08А ’ ’ ’ 2 °’12 °-12 Св-08ГА 17ГС; 14ХГС; АН-47 28-32 14-18 6,5-10,5 13-17 9-13 9-13 - 1 » л 7 п 09Г2Сит.п. 9-13 - ^2,5 4_7 2 0 05 0 08 Св08гд хб0(по американскому стандарту) и т.п. Св-08ХМ Х60-Х75 (по американскому стандарту) и т.п. 'Е“В> Autradl2.24 XS°'X75
(ESAB)
Химический состав некоторых зарубежных флюсов
Таблица 3.8
Марка флюса (страна) Вид флюса Состав, %
SiO2 MnO CaO CaF2 MgO А1/)3 ТЮ2 ZrO2 Fe2O3 Na2O+K2O
LW320 (ФРГ) Плавленый 30 (SiO2 + TiO2) 25 (CaO + MgO) 35 (AI2O3 + MnO) UM-90 (LM-90) Тоже 35 29 10,6 1,85 0,8 20,8 1 - 1,5 2,14 (ФРГ) F-15 Агломерированный 10 20 3,5 1,5 3 31 8 — 10 2,5 (Бельгия) F-86O(CU1A) Тоже 20 12 - 6 15 16 1,5 25 5 3 F-780(CUJA) ’ 15 16 - 3 4 25 8 9 3,5 2 P-230 ’ 23,9 9,3 10,8 11,7 12,8 25 3 - - 1,9 (Нидерланды) OK Них 10.71 ’ А/^>з+МпО=3596; Ca0+Mg0=25%; W^T/Of=2096; CaF^15% (ESAB)
62
ГЛАВА 3
Химический состав (в %) распространенных марок сварочных проволок
1. Буква А на конце обозначения марок низкоуглеродистой и легированной проволоки указывает на повышенную чистоту металла по содержанию серы и фосфора. Сдвоен-
ная буква (Св-08АА) указывает на пониженное содержание серы и фосфора по сравнению с проволокой марки Св-08А.
2.Ms 0,01.
МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ СВАРКИ ТРУБОПРОВОДОВ
63
Таблица 3.10
Размеры и масса мотков проволоки
Диаметр проволоки, ! Внутренний диаметр витков Масса мотка проволоки, кг
мм мотка проволоки, мм низкоуглеродистой легированной
2 300-600 30 20
3 400-600 40 30
4 500-750 40 30
3.5. Защитные газы
При сооружении трубопроводов применяют сварку в среде защитных
газов. Этот способ предусматривает использование защитной среды в виде
аргона, гелия, углекислого газа или их смеси в зависимости от технологи-
ческих требований сварочного процесса. Состав защитных газов для свар-
ки приведен в табл. 3.11.
Углекислый газ в нормальных условиях бесцветный, с едва ощутимым
запахом. Плотность углекислого газа по отношению к воздуху составляет
1,524; при испарении 1 кг жидкой углекислоты образуется 509 л газа. Угле-
кислота, предназначенная для сварочного процесса, хранится в стальных
баллонах в жидком состоянии под давлением 5—6 МПа. Стандартный бал-
лон вместимостью 40 л содержит 25 кг углекислоты. Расход углекислого
газа при сварке можно рассчитать по формуле с = пК, где с — расход угле-
кислого газа; п — расход сварочной проволоки; К — коэффициент, завися-
щий от режима сварки и диаметра проволоки. При диаметрах проволоки
от 0,8 до 2 мм коэффициент меняется от 1,5 до 0,9.
Газообразный аргон поставляют трех сортов: высший, первый и второй.
В зависимости от сортов его содержание равно 99,99; 99,98; 99,95 %; приме-
си — кислород, азот и влага. Аргон высшего сорта используют для автомати-
ческой сварки в смеси с СО2 на установках CRC-Evans и подобные им для
увеличения проплавляющей способности дуги. В трассовых условиях хра-
нят и транспортируют аргон в стальных баллонах под давлением 14,7 МПа
или в жидком переохлажденном состоянии при температуре не выше
-186 °C и давлении 0,1 — 1 МПа.
64
ГЛАВА 3
Используется на установках CRC-Evans
МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ СВАРКИ ТРУБОПРОВОДОВ
65
3.6. Порошковая проволока
Порошковая проволока представляет собой металлическую трубку, име-
ющую сложное внутреннее строение, заполненную шихтой. Эта шихта не-
обходима для создания в процессе сварки газовой и шлаковой защиты, а
также раскисления и дополнительного легирования наплавленного металла.
Применение проволок с различными поперечными сечениями оказыва-
ет влияние на защиту наплавленного металла от окружающей атмосферы.
Проволоки простых конфигураций (рис.3.1 а,б,в) применяют для сварки в
углекислом газе. Проволоки сложных конструкций (рис. 3.1 г,д) применяют
без дополнительной защиты. Особенно надежную защиту обеспечивают
проволоки двухслойной конструкции (рис. 3.1е).
Рис. 3.1. Основные конструкции порошковых проволок
В монтажных условиях порошковую проволоку применяют для сварки
низкоуглеродистых и низколегированных сталей (табл. 3.12), что обуслов-
лено возможностью варьирования химического состава и массы наполни-
теля — порошкообразной шихты, обеспечивающей высокое качество свар-
ных соединений.
По составу сердечника проволоки подразделяют на пять типов: ру-
тил-органические, карбонатно-флюоритные, флюоритные, рутиловые и ру-
тил-флюоритные. Проволоки первых трех типов применяют, как правило,
без дополнительной защиты, а последние используют для сварки в углекис-
лом газе.
з - 3396
66
ГЛАВА 3
МАТЕРИМЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ СВАРКИ ТРУБОПРОВОДОВ
67
3.7. Газы для газопламенной сварки и резки
Газопламенная обработка металлов основана на процессах, в которых
местный нагрев и плавление осуществляют высокотемпературным газовым
пламенем, образующимся при сгорании горючих газов или паров в струе
технически чистого кислорода. В качестве горючих газов и паров при газо-
пламенной обработке металлов используют ацетилен, водород, природ-
ные газы, пропан, бутан, их смеси и другие газы, а также пары керосина и
бензина. В трубопроводном строительстве применяют газовую сварку, раз-
делительную кислородную резку, термическую обработку без изменения и
с изменением структуры, очистку поверхности от окалины, краски, ржав-
чины и других загрязнений.
Кислород при нормальных температурах и давлении является газом, не
имеющим запаха и цвета. При температуре 20°С и давлении 1013 ГПа плот-
ность кислорода 1,43 кг/м3. Кислород получают из атмосферного воздуха пу-
тем охлаждения его до температуры сжижения и разделения в жидком состо-
янии на составные части — кислород и азот — или путем электролиза воды.
Технический кислород по ГОСТ 5583-78 выпускают трех сортов: перво-
го (чистота по объему не ниже 99,9 %); второго (чистота 99,5 %) и третьего
(чистота 99,2 %). Влага в газообразном кислороде не должна превышать
0,07 г/м3. Из 1 л жидкого кислорода при испарении в нормальных услови-
ях получают 860 л газообразного кислорода. Кислород в газообразном со-
стоянии хранят и транспортируют в стальных баллонах под давлением
(ГОСТ 949-73).
Ацетилен при нормальных условиях представляет собой бесцветный газ
с характерным запахом, обусловленным содержащимися в нем примесями.
Физико-химические свойства горючих газов представлены в табл. 3.13.
Ацетилен для газовой сварки и резки получают из карбида кальция при
действии на него водой. Из одного кг карбида кальция получают от 230 до
280 л ацетилена в зависимости от размера кусков (грануляции) карбида.
Ацетилен выпускают в соответствии с ГОСТ 5457-75, растворенный и га-
зообразный. Для хранения и транспортировки ацетилен растворяют в аце-
тоне и распределяют равномерно в пористом наполнителе под давлением.
Пористая масса находится в баллоне и обеспечивает локализацию взрывча-
того распада ацетилена. Максимальное давление в баллоне не должно пре-
вышать 1,34 МПа при температуре —5°С и давлении 1030 ГПа и 3 МПа при
40°С в том же атмосферном давлении. Остаточное давление в баллоне при
тех же условиях не должно быть меньше соответственно 0,05 и 0,3 МПа.
Состав сжиженных газов имеет следующие компоненты: пропан техни-
ческий, бутан технический, пропан-бутан технический. Пропан имеет ши-
рокое применение на трассе для подогрева труб перед сваркой, резки и га-
зопламенной обработки металла.
Пропан транспортируют в баллонах под давлением 1,6 МПа или в пере-
движных емкостях с испарителем.
Жидкие горючие продукты (бензин и керосин) являются продуктами
переработки нефти. При газопламенной резке их используют в виде паров
под давлением 0,3 МПа.
з*
68
ГЛАВА 3
МАТЕРИМЫ, используемые для сварки трубопроводов
69
3.8. Хранение и подготовка материалов к сварке
В покрытиях электродов имеются соединения кальция, целлюлозы,
асбест и другие гигроскопические добавки, которые поглощают влагу из
воздуха.
Прокалку электродов на трассе выполняют в печи СШО-3.2.3. 2.5/3.5-И2,
которую подключают к сети переменного тока напряжением 220 В или по-
стоянного тока напряжением 55 В.
Прокалку электродов на трубосварочных базах выполняют в печах
СНО-5.5.5/5-И1. Питание печи осуществляют трехфазным переменным
током частотой 50 Гц, мощность печи 15 кВт. Рабочее пространство
печи 500x500x500 мм. Масса печи 340 кг, габариты 870x1320x1015 мм.
Печь используют для прокаливания электродов и флюса при температу-
ре до 500°С. Электропечь СНО-0,7.4,55.1/3,5-И 1 используют для прока-
ливания электродов, устанавливают на шасси сварочного агрегата или
на рабочем месте сварщика. Мощность печи 1 кВт. Производитель-
ность по прокалке электродов 2,5 кг/ч при максимальной температуре
350°С.
Электроды прокаливают в течение 1 ч при следующей температуре:
Температура прокалки...........................°C
Электроды с покрытием целлюлозного вида:
ВСЦ-4, ВСЦ-4А, Фокс Цель, Фокс Цель Мо.........80—100
Электроды с покрытием основного вида:
УОНИ - 13/45, УОНИ - 13/55.
ВСФ-60, Фокс ЕВ-50 ........................250-300
ВСФ-65, Шварц-ЗК, Фокс ДМоКб...............350-400
Сварочная проволока поступает на трассу в бухтах, при этом упаковка
может иметь повреждение и проволока ржавеет. Кроме того, поверхность
проволоки часто покрыта смазкой, на ней может быть окалина и грязь, по-
падание этих веществ в сварочную ванну нежелательно. Поэтому проволо-
ку диаметром 2—5 мм перед употреблением подвергают очистке на станке
МОЦ-52 в закрытом вращающемся блоке с помощью иглофрез и наматывают
С рядной укладкой в кассеты сварочных головок.
Кроме станка МОН-52, используется также станок для намотки проволоки
МОН-51.
Флюсы, применяемые в трубопроводном строительстве, также склонны к
поглощению влаги, поэтому перед их употреблением независимо от условий
их хранения и транспортировки необходимо прокаливать. Флюсы АН-348А
и АН-47 прокаливают в течение 1—1,5 ч при температуре 250—300°С, насы-
пая его слоем толщиной не более 60 мм. Для сушки применяют печи типа
сно.
Порошковую проволоку перед сваркой подвергают термообработке с це-
лью удаления влаги и волочильной смазки с ее поверхности. Термообработку
70
ГЛАВА 3
производят в сушильном шкафу типа СНО при температуре 300—350°С в
течение 1,5—2 ч. Прокаленная проволока имеет цвет от коричневого до
темно-синего. Проволоку наматывают в кассеты на намоточных станках.
Прокаленную проволоку необходимо использовать в течение 24 ч, если
это невозможно, то ее хранят в сушильных шкафах при температуре
50—100°С, предотвращая увлажнение, особенно при 100% атмосферной
влажности.
ГЛАВА 4
ПОДГОТОВКА И СБОРКА ТРУБ ПОД СВАРКУ,
СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Современные методы сварки позволяют получать качественные сварные
соединения при условии обеспечения незначительных смещений кромок
труб (2—3 мм) во время сборочных операций.
Сборка стыков труб под сварку включает следующие виды работ: подго-
товку труб (правка концов, очистка поверхности свариваемых кромок),
установку труб, центровку и стяжку труб, проверку сопряжений кромок и
сборочных баз, подгонку сопрягаемых элементов и деталей, закрепление,
(фиксацию) свариваемых кромок.
4.1. Подготовка труб к сборке
Трубы, изготавливаемые на металлургических заводах, доставляют на
трассу в различное время года и разными транспортными средствами, поэ-
тому при транспортировке, хранении и погрузочно-разгрузочных работах
они могут покрыться ржавчиной, изменить точную форму и т.п., что требу-
ег перед сборкой и сваркой выполнить следующие подготовительные работы.
Очистку внутренней полости труб от возможных загрязнений, снега,
льда и случайных предметов выполняют до сборки. На механизированных
линиях загрязнения и случайные предметы удаляются ершом, который
укрепляют на центраторе. В процессе прохода трубы через центратор ерш
удаляет их автоматически. Попавшие внутрь трубы камни, грунт и посто-
ронние предметы могут нарушить технологический процесс сборки и свар-
ки при сооружении трубопровода, в также причинить вред готовой линии
во время ее продувки и эксплуатации.
Очистку изоляции осуществляют с концов труб на участке 100 мм в том
случае, если трубы изолированы на заводе. Битумная мастика вначале сни-
мается режущим приспособлением, а затем — бензином или другими рас-
творителями.
4.2. Оборудование для правки концов труб
Правку деформированных концов труб глубиной до 3,5 % диаметра трубы
выполняют с помощью безударных приспособлений. Вмятины на концах труб
диаметром 720, 820 и 1020 мм с толщиной стенки до 11 мм выправляют, при-
меняя приспособление типа ПВ. В качестве рабочего органа используют ав-
томобильный домкрат с усилием 50 кН. Для правки вмятин на трубах диаметр
ром 630—1420 мм с толщиной стенок до 22 мм применяют устройство
72
ГЛАВА 4
УПВ-141. В качестве рабочего органа используют гидравлический домкрат с
усилием 300 кН. Для труб из стали с временным сопротивлением разрыву <7д до
539 МПа допускается правка вмятин и деформированных концов при поло-
жительной температуре без подогрева. При отрицательной температуре
окружающего воздуха проводят местный подогрев до 100—150°С. Правку
труб из стали с О в — 539 МПа осуществляют с местным нагревом до
150—200°С при любых температурах окружающего воздуха. Участки труб с
вмятинами глубиной более 3,5 % диаметра, а также с резкими деформиро-
ванными краями, имеющими надрезы, обрезают газокислородной резкой
или механическим способом.
4.3. Газокислородная резка
Процесс газокислородной резки основан на сгорании металла в струе
кислорода и удалении этой струей образующихся окислов (рис. 4.1). Повер-
хность разрезаемого изделия нагревается пламенем газокислородной сме-
си, проходящей через канал резака. При нагреве поверхности металла до
температуры воспламенения через канал подается "режущий" кислород, ко-
торый быстро окисляет подогретый металл. Образовавшиеся в верхнем
Рис. 4.1. Схема процесса газокислородной резки:
1 - горючая смесь; 2 - кислород; 3 - пламя для подогрева; 4 - окислы
ПОДГОТОВКА И СБОРКА ТРУБ ПОД СВАРКУ, СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
73
Рис. 4.2. Схема удаления металла газокислородной резкой:
1 - резак; 2 - разделительный рез; 3 - поверхностный рез
слое реза жидкие окислы выдуваются кислородом, окружающий его металл
остается твердым. Вытесненные струей расплавленные окислы нагревают
нижележащий слой металла, обеспечивая условия для его интенсивного
окисления и т.д. В результате процесс окисления распространяется на всю
толщину заготовки. Расплавленные окислы удаляются струей режущего
кислорода из зоны реза.
В шлак попадает сравнительно небольшое количество металла. Количест-
во удаляемого металла при резке (рис. 4.2)
q = (l/t)bhp или q = u>Fp,
где I — длина реза; t — время резки; b — ширина реза; h — толщина металла;
о — линейная скорость резки; р — плотность металла; F— площадь попереч-
ного сечения канавки.
Нагрев металла при резке производят газокислородным пламенем, в ка-
честве горючего газа используют ацетилен или его заменители (пропан, ке-
росин, бензин и др.). Максимальная производительность обеспечивается с
применением ацетилена.
Низколегированные высокопрочные трубные стали чувствительны к
термическому циклу, поэтому при резке требуется строго соблюдать режи-
мы, а в некоторых случаях применять предварительный подогрев.
При резке металл, прилегающий к кромке реза, образует зону, обладаю-
щую высокой твердостью и низкой пластичностью. Деформация этой зоны
при центровке может привести к образованию трещин, особенно с пони-
жением температуры воздуха То. Явление повышения твердости показано
НП?ИС' ^'3 ПРИ резке стали толщиной 20,5 мм с ав = 590 МПа после машин-
и газокислородной резки.
74
ГЛАВА 4
Рис. 4.3. График влияния начальной температуры То на твердость металла HV
после машинной резки со скоростью 500 мм/мин:
--------- уровень твердости основного металла; 1 - резка с предварительным
подогревом до 150°С; 2 — резка при температуре 18°С;
3 - резка при температуре - 50 °C
На структуру и свойства кромки реза оказывает влияние кроме началь-
ной температуры мощность подогреваемого пламени, толщина металла, хи-
мический состав стали и скорость резки. В табл. 4.1 представлены режимы
машинной и ручной резки малоуглеродистой и низколегированной стали.
Таблица 4.1
Режим машинной и ручной кислородной резки
Машинная резка I Ручная резка
Показатель Толщина стали, мм
5 10 20 1 5 , io L 20
Номер мундштука: I ।
наружного 0 1 1 I 1 0 1 1 । 1
внутреннего 1 2 2 ' 2 1 I 2 ' 2
Давление, МПа: I
кислорода 0,35 0,4 0,5 , 0,7 0,35 I 0,35 1 0,4
ацетилена 0,04 0,045 0,045 1 0,05 0,01 । 0,01 1 0,01
Скорость резки, мм/мин Расход, М7Ч 600 400 370 । 330 400 ! 350 । ! 1 250
кислорода 1,2 1,8 4 5,5 3 ) 3,5 ' 4
ацетилена 0,36 0,35 0,4 i 0,4 0,6 : 0,65 1 0,7
Ширина реза, мм 2,5 2,5 3 । 4 2,5 3 ! 3
Длительность нагрева, с 5 12 | 15 — 1 _ । —
ПОДГОТОВКА К СВОРКА ТРУБ ПОД СВАРКУ, СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
75
На качество поверхности реза и производительность процесса оказыва-
ет влияние следующие параметры:
- чистота технического кислорода (не менее 99,5 %, табл. 4.2);
Таблица 4.2
Изменение скорости резки в зависимости от давления,
расхода и чистоты кислорода (в %)
Чистота кислорода Давление Расход, м3/ч Скорость резки, мм/мин
99,5 100 100 100
95 110-115 110-115 95
98,5 122-125 122-125 91
98 138-140 138-140 87
97,5 158-160 170-175 83
— мощность и характер подогревающего пламени; рекомендуется вести
резку нормальным пламенем кислорода и смеси /?о = 1,05 + 1,2;
— скорость резки, которую устанавливают в зависимости от толщины
металла;
— расстояние между концом резака и поверхностью трубы (при работе
на ацетилене ядро пламени находится от поверхности 1,5—2 мм, при рабо-
те на пропане — 3—3,5 мм);
— давление кислорода, устанавливаемое в зависимости от толщины метал-
ла (см. табл.4.1).
Резку трубы часто начинают в верхней точке пробивкой отверстия. Для
труб, с толщиной станки 15—20 мм резку начинают с просверливания от-
верстия диаметром 7—8 мм. В зависимости от класса точности резки по
ГОСТ 1492-80 приняты допуски на длину реза и шероховатость его повер-
хности (табл. 4.3).
Таблица 4.3
Отклонение размеров при резке
Класс точности Предельные отклонения длины реза (в мм) при его номинальных размерах, мм Нормы шероховатости (в мм) при толщине разрезаемого металла, мм
ДО 500 । 500-1500 1500-2500 5-12 13-30 : 31-60
1 ±1 1 ±1,5 ±2 0,05 0,06 j 0,07
2 ±2 | ±2,5 ±3 0,08 0,16 0,25
3 ±3,5 i ±3,5 _1_ I . ±4 0,16 0,25 ! 0,5
76
ГЛАВА 4
В трубопроводном строительстве применение различных способов
сварки требует соответствующей подготовки поверхности кромок труб.
Меньшей точностью обладает ручная газокислородная резка, после кото-
рой допускается только ручная дуговая сварка электродами с основным по-
крытием после механической обработки. Резка машиной обеспечивает боль-
шую точность, что способствует использованию поверхностей для ручной
дуговой сварки и под флюсом, для ручной подварки электродами с основ-
ным покрытием и двухсторонней автоматической сварки под флюсом, но
после механической обработки. После резки машиной "Орбита-БМ" кромки
труб применяют для сварки всех предыдущих трех способов, а также для руч-
ной сварки электродами с основным и целлюлозным покрытием. Примене-
ние электродов с основным и целлюлозным покрытием требует после вы-
полнения резки еще механическую обработку кромок.
При подготовке стыков (класса прочности (К50 — К54)) из труб диамет-
ром 1020 мм и более для захлестав, плавные вмятины на торце трубы глуби-
ной до 36 мм выправляют безударным разжимным устройством с обязатель-
ным подогревом изнутри трубы до 100—150°С независимо от температуры
окружающего воздуха. Торцы трубы с забоинами и задирами фаски глуби-
ной более 5 мм или вмятинами более 36 мм обрезают газокислородной рез-
кой, а образовавшуюся кромку обрабатывают торцевым станком типа СПК
либо шлифмашинкой с восстановлением заводской формы разделки кромок.
Если ручную и механическую газокислородную резку труб из низкоугле-
родистых и низколегированных сталей выполняют без предварительного
подогрева, то перед резкой необходимо очистить полость трубы на длине
0,5—1 м от снега, грязи. После резки до полного остывания не допускается
укладывать катушки или трубы на снег или воду.
4.4. Оборудование и технология газокислородной резки
К основному оборудованию для газовой резки относятся машины, уста-
новки и аппаратура для газопламенной обработки, ацетиленовые генерато-
ры, баллоны для хранения и транспортирования сжатых газов, резаки, а
также регулирующая и коммуникационная аппаратура — редукторы, венти-
ли, рукава (шланги) и др.
Баллоны для сжатых газов
Газообразный кислород хранят и транспортируют в стальных баллонах
под давлением 15 МПа вместимостью 40 л. Для ацетилена с давлением до
10 МПа используют баллоны типа 100, где содержится около 5,5 м3 газа
(при атмосферном давлении). Баллоны для пропана изготавливают вмести-
мостью от 2,5 до 80 л, сварными из спокойной или полуспокойной стали.
Баллоны окрашивают в условно присвоенный данному газу цвет. На нео-
крашенном участке в верхней части баллона выбивают паспортные данные
баллона, а также клейма при периодических осмотрах и испытаниях, кото-
рые проводят каждые 5 лет (для баллонов под ацетилен — каждые 3 года).
ПОДГОТОВКА И СВОРКА ТРУБ ПОД СВАРКУ, СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
77
Газовые редукторы
Редукторы используют для понижения давления газа, отбираемого из
баллона или питающей сети, а также автоматического поддержания рабо-
чего давления постоянным. В монтажных условиях применяют кислород-
ные редукторы: БКО-40-12,5, БКО-50-12,5, БКО-50-4, БКО-25-02. Баллонные
редукторы для ацетилена применяют следующих марок: БАО-5-1,5,
БАО-5-4, БАО-5-МГ, БАО-1-4. Для пропана используют редукторы БПО-5-3,
БПО-5-4,БПО-5-02, БПО-5-МГ, БПО-1-4. Для предотвращения прохождения
пламени и обратного удара, возникающего при газопламенной резке ме-
талла, в соответствии с требованием ГОСТ Р 50402, к баллонному редукто-
ру в линиях подачи газа (кислород, ацетилен, пропан) к аппаратуре (резак,
горелка) устанавливают предохранительные затворы: ПЗ-1К-01, ПЗ-1Г-02.
Рукава (шланги)
Рукава применяют для подвода газа к горелке или резаку. Их изготавлива-
ют из вулканизированной резины с тканевыми прокладками по ГОСТ 9356-75
и применяют для работы при температуре от 50 до — 35°С (табл. 4.4).
Таблица 4.4
Техническая характеристика прорезиненных шлангов
Внутренний диаметр, мм Допуск на внутренний диаметр, мм Число тканевых прокладок
1 сорт II сорт Для кислорода Для ацетилена
5,5 ±0,5 ±0,75 2 1
5,5 ±0,5 ±0,75 3 2
13 ±1,0 — 3 3
В зависимости от среды, подаваемой в рукава, наружный слой имеет
различный цвет: для кислорода — синий; для ацетилена и пропана — крас-
ный; для керосина и бензина — желтый.
Ацетиленовые генераторы
Ацетиленовые генераторы различают по производительности, по давле-
нию, по роду установки (передвижные и стационарные) по принципу дей-
ствия ("карбид на воду", "вода на карбид", "вытеснение воды" и др.)- Все пе-
редвижные генераторы снабжаются водяными затворами низкого или
среднего давления (в зависимости от типа генератора) для предотвраще-
ния взрыва ацетилена в генераторе при обратных ударах. В монтажных
Условиях находят применение передвижные генераторы (табл. 4.5).
Оборудование для газовой резки
Для газовой резки трубопроводов используют переносные и передвижные
установки и аппараты, имеющие ручные резаки, регулирующую аппаратуру
и баллоны с газом.
78
ГЛАВА 4
Таблица 4.5
Техническая характеристика ацетиленовых генераторов
Показатели Г АСП-10 ' БАКС-1
Система генератора Комбинированная "вытеснения воды"
Расход газа, м3/ч 0,3-1,65 2
Давление в корпусе, МПа 0,01 0,01
Рабочее давление, МПа 0,01-0,15 0,02-0,15
Крупность карбида, мм 25-80 15 х 25
Единовременная загрузка карбида, кг 3,2 3,0
Размеры, мм 100 х 500 х 1000 850 х 400 х 500
Масса генератора без воды и карбида, кг 16,5 —
Оборудование для газовой резки
Для газовой резки трубопроводов используют переносные и передвижные
установки и аппараты, имеющие ручные резаки, регулирующую аппаратуру
и баллоны с газом.
Для газокислородной резки применяют резаки Pl-01, Р2-01, Р2П "Хоре",
"Факел". "Норд" применяют при работе с ацетиленом и пропаном; резаки
РГР-100П, РЗП, РС-ЗП — для резки с использованием пропана; резак РК-71 —
для резки с применением керосина.
В комплект ручного резака входят внутренние и наружные мундштуки,
сменные мундштуки, ключ, уплотнительные кольца.
Для ацетилено-кислородной резки труб со скосом кромок и без него
применяют ручные машинки типа РФ. Машинка состоит из рамы с круго-
вой направляющей, подвижного разъемного кольца, держателя резака и
ручного привода. Газовый резак закрепляют в держателе, так как машинки
поставляют без резака. Рама машинки опирается четырьмя болтами на по-
верхности трубы и удерживается в рабочем положении цепью и пружиной.
Техническая характеристика машинок типа РФ
Тип РФ-529 РФ-820
Диаметр обрезаемых труб, мм 429-529 720-820
Угол скоса кромки, градус 0-45 0-45
Размеры, мм:
длина 530 470
ширина 685 965
высота 800 1080
Масса, кг 22,5 30
Тип РФ-1020 РФ-1220
Диаметр обрезаемых труб, мм 1020 1220
Угол скоса кромки, градус 0-45 0-45
ПОДГОТОВКА И СБОРКА ТРУБ ПОД СВАРКУ, СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
79
Размеры, мм:
длина...................... 540 468
ширина..................... 1180 1395
высота..................... 1295 1650
Масса, кг..................... 40 35
Для обработки кромок труб диаметром 273—355 мм можно использовать
машину газовой резки типа МРТ-31 (рис. 4.4), состоящую из диска, шестер-
ни с вырезом и держателем, резака марки РМ-З-И-250, шарниров с рычага-
ми, соединяющими диск с шестерней, и ручного привода. Резак укрепляют
на держателе под углом к оси трубы. Угол устанавливают в зависимости от
скоса кромок. При вращении ручки приводного устройства оператором
резак перемещается по периметру трубы.
Рис. 4.4. Машина газовой резки труб МРТ
Техническая характеристика машины газовой резки трубМРТ-31
Диаметр труб, мм...................... 273—355
Угол скоса кромок, градус............. 0—45
Привод................................ Ручной
Передаточное число редуктора.......... 4,45
Размеры, мм
длина..................................... 415
ширина.................................... 545
высота.................................... 630
Масса, кг............................. 12
80
ГЛАВА 4
Для труб диаметром 168—273 мм применяют машину МРТ-21, а для труб
больших диаметров 326—426 мм — машину МРТ-41, МРТ-51, МРТ-71,
МРТ-81, МРТ-101, МРТ-121, МРТ-141.
Для механизированной резки и обработки кромок труб на трассе приме-
няют газорежущую машину "Орбита-БМ". Разделительную резку машиной
"Орбита-БМ" проводят под углом 1,5; 3 и 6° для четырех типоразмеров труб
с применением ацетилена и его заменителей.
Техническая характеристика машины "Орбита-БМ"
Диаметр труб, мм.....................
Толщина стенки, мм......................
Температура эксплуатации, °C............
Относительная влажность воздуха, %......
Потребляемая мощность, кВт%
при напряжении 220 В................
при напряжении 24 В.................
Число резаков (РМ-ЗР)...................
Скорость перемещения резака, мм/мин.....
Регулирование скорости..................
Точность реза, мм.......................
Давление газа, МПа:
кислорода...........................
ацетилена...........................
заменителя ацетилена................
Наибольший расход газа на резак, м3/ч:
кислорода...........................
ацетилена...........................
природного газа.....................
пропан-бутана.......................
Масса машины, кг........................
Габаритные размеры ходовой части, мм....
530,720,
820, 1020,
1220, 1420
5-75
(40)—(—30)
90
0,11
0,1
2
100—1200
Плавное
±1
До 0,6
Не менее 0,01
0,02
12
0,55
0,8
0,4
105
314x518x447
Технология тепловой газокислородной резки
Процесс прямолинейной кислородной резки начинают с нагрева торца
пластины до температуры воспламенения в кислороде, а практически до
плавления. Далее осуществляют подачу кислородной струи, обеспечивая
непрерывное окисление металла по толщине, перемещая резак по линии
реза.
При резке стали толщиной до 30 мм мундштук резака вначале устанав-
ливают вертикально или с наклоном 5 — 10° в сторону, обратную направле-
нию резки. Далее этот угол увеличивают до 20 — 30°, обеспечивая частично
или полностью удаление с передней грани разреза жидких шлаков, ускоряя
окисление металла и повышая производительность.
ПОДГОТОВКА И СБОРКА ТРУБ ПОД СВАРЮ/, СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
81
Скорость перемещения резака является основным параметром режима,
определяющего качество поверхности кромок и производительность про-
цесса. От скорости резки в большей мере зависит степень прорезания ме-
талла по толщине. Ориентировочно скорость кислородной резки
у = 40000 /(50+6) мм/мин, где 8 — толщина разрезаемой стали (в мм).
Кислородная резка металла в монтажных условиях является одним из
основных технологических процессов. Экономическая эффективность
применения кислородной резки зависит от толщины изделий. Для листов
толщиной 5 мм и выше трудоемкость и стоимость кислородной резки мень-
ше, чем резки на гильотинных ножницах. С увеличением толщины эффек-
тивность применения кислородной резки по сравнению с механической
возрастает еще больше.
4.5. Виды разделок кромок труб и трубных заготовок
Трубы, изготавливаемые на заводе, поставляют на трассу с разделкой
кромок, предназначенной для ручной дуговой сварки. Для труб любого диа-
метра с толщиной стенки более 4 мм угол скоса кромок 30—35° и притупле-
ние 1—2,6 мм (рис. 4.5 а). Трубы большого диаметра с толщиной стенки 6
поставляют с комбинированной разделкой кромок (рис. 4.5 б), при этом
размер В составляет:
6, мм 16-19 19-21,5 > 21,5
В, мм 7 8 10
Для некоторых автоматических методов сварки кромки труб переделы-
вают в трассовых условиях, а для соединения труб с арматурой кромки
подготавливают на базах в стационарных условиях.
Так, для двухсторонней автоматической сварки под флюсом применяют
разделку кромок с увеличенным притуплением, форма которой зависит от
диаметра и толщины стенки труб. Для труб диаметром 529—1020 мм при
толщине стенки от 7,7 до 11 мм обеспечивают концы без разделки кромок
(рис. 4.5 в). Трубы диаметром 529—820 мм с толщиной стенки более 11 и до
18 мм включительно имеют кромки в соответствии с рис 4.5 г; при толщи-
не стенки труб более 18 мм, а также для труб с диаметром 1020—1420 мм с
толщиной стенки более 21 мм разделку кромок обеспечивают соответст-
венно рис. 4.5 д. Для труб диаметром 1020—1420 мм с толщиной стенки бо-
лее 1] мм и до 21 м включительно соответствует разделка на рис 4.5 е. При
автоматической сварке неповоротных стыков труб в углекислом газе по тех-
нологии ВНИИСТ кромки имеют специальную разделку, изображенную на
Рис. 4.5 ж, при сварке по технологии американской фирмы "Кроуз" разделка
имеет вид, изображенный на рис 4.5 з. Монтажные работы предусматривают
соединение патрубков кранов с трубами. Патрубки запорной арматуры име-
ют стандартную и нестандартную разделки кромок. Наиболее сложная
форма разделки кромок патрубков кранов для условного диаметра 1016 мм
82
ГЛАВА 4
Рис. 4.5. Виды разделок кромок труб и арматуры (а, б, в, г, д, е, ж, з, и, к, л, м)
показана на рис. 4.5 и (с комбинированной разделкой) и на рис. 4.5 к (с про-
стой разделкой).
При соединении труб или патрубков допускается разнотолщинность
стенок до 2S со специальной разделкой толщины стенки трубы или детали
(рис. 4.5 л). Соединение труб с запорной арматурой осуществляют при усло-
вии, что толщина соединяемой кромки патрубка арматуры не превышает 2
толщины стенки стыкуемой с ней трубы в случае специальной подготовки
ПОДГОТОВКА И СВОРКА ТРУБ ПОД СВАРКУ, СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
83
кромок патрубка в заводских условиях (рис. 4.5 м). Если приведенные усло-
вия не выполняются, то соединение осуществляют при установке между
стыкуемой трубой и арматурой специального переходника или переходно-
го кольца.
Для повышения качества сварных соединений в точности обработки
кромок труб в полевых условиях применяют обработку резанием при помо-
щи специализированных установок для механической обработки кромок.
4.6. Оборудование для механической обработки кромок
Для изменения геометрии кромок (снятия фасок) и зачистки поверхно-
сти трубы, примыкающей к кромке из1гутри и снаружи, применяют лобовые
станки типа СПК.
Техническая характеристика лобовых станков
Тип СПК-81 А СПК-121 А СПК-141А
Диаметр обрабатываемых труб, мм 710 и 820 1020 и 1220 1420
Толщина стенки, мм 12-21 12-21 16-21
Частота вращения план-шайбы, с'1 0,44 0,4 0,33
Подача план-шайбы, мм/об 0,11 0,13 0,15
Скорость перемещения план-шайбы, 33 33 33
мм/мин
Наибольшая длина хода план-шайбы, мм 150 150 150
Давление в гидравлической системе
центратора, МПа 10 10 10
Число фиксирующих рядов в центраторе 2 2 2
Размеры, мм:
длина 2910 3260 3520
ширина 1160 1450 1650
высота 1690 2020 2250
Масса, кг 3000 4000 5000
В трассовых условиях станок перемещают от трубы к трубе тракто-
ром-трубоукладчиком, на котором установлена станция питания станка. На
трубосварочной базе станок подвешивают на тали и помещают в будке, где
обрабатываются кромки труб, которые подаются на рольганге.
После газовой резки механическую обработку кромок обычно выполня-
ют абразивными кругами при помощи высокооборотных шлифовальных
машинок.
Для зачистки кромок рекомендуется использовать абразивные круги тол-
щиной 4—6 мм и окружную скорость 100—140 с1. Круги отечественного
производства имеют наружный диаметр 180 или 230 мм, толщину 3; 4; 4,5 мм.
84
ГЛАВА 4
Импортные круги имеют наружный диаметр 178 или 230 мм, толщину
2,5; 6,8; 10 мм и окружную скорость до 80 м/с.
Техническая характеристика импортных шлифовальных машинок
Тип . Ш1-230А Ш1-178А
(Болгария) (Болгария)
Род тока . Переменный, частотой 50 Гц
Напряжение, В . 220 220
Мощность, кВт . 1,9 1,9
Частота вращения, с'1 . ПО 140
Диаметр абразивного круга, мм .... .. 230 178
Окружная скорость круга, м/с .. 80 80
Масса, кг .. 6,7 6,7
Тип .. "БОШ" (ФРГ) "СТАР" (Италия)
Род тока .. Переменный, частотой 50 Гц
Напряжение, В .. 220 220
Мощность, кВт .. 1,6 2
Частота вращения, с1 .. 140 140
Диаметр абразивного круга, мм .. 220 230
Окружная скорость круга, м/с .. 80 80
Масса, кг .. 4,3 4,8
4.7. Оборудование для зачистки кромок под сварку
Перед сборкой под сварку кромки и прилегающие к ним внутреннюю и
наружную поверхности труб шириной не менее 10 мм зачищают до метал-
лического блеска абразивными кругами или проволочными щетками марки
ЩД-6, приводимыми во вращение высокооборотными шлифовальными ма-
шинками. Дисковая щетка марки ЩД-б предназначена для механической
очистки кромок и прилегающих к ним поверхностей от окалины, ржавчи-
ны, краски, снятия заусенцев, скругления острых кромок и зачистки швов
при сварке стыков труб и других металлоконструкций.
Техническая характеристика дисковой щетки ЩД-6
Ширина ворса, мм........................... 6
Длина ворса (свободная), м................. 35
Диаметр проволоки, мм...................... 0,6—0,8
Материал проволоки......................... Сталь пружинная
Максимальная частота вращения, с1 125
Наружный диаметр, мм....................... 160
Диаметр резьбы посадочного отверстия, мм... М14
Масса, кг.................................. 0,6
ПОДГОТОВКА И СБОРКА ТРУБ ПОД СВАРКУ, СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
85
4.8. Оборудование для подогрева
и термической обработки стыков труб
Подготовка кромок труб к сварке начинается с выявления забоин и зади-
ров на фасках глубиной до 5 мм, которые заставляют узкими ниточными
валиками, а затем шлифовальной машинкой обеспечивают скос кромок с
притуплением. При наплавке валика на кромки из стали, которая требует
подогрева, место наплавки подогревают до температуры 150—200°С. Подо-
грев стыков и концов труб на трассе и трубосварочной базе выполняют по-
догревателями, работающими на сжиженном или природном газе. Наиболь-
шее распространение получили подогреватели типа ПС, состоящие из двух
полуколец с расположенными на них инжекционными газовыми горелка-
ми. Наружные подогреватели ПС-1022, ПС-1221 и ПС-1421 комплектуют га-
зовыми баллонами БГ-П-50, по 6 баллонов на каждую горелку. Подогрева-
тель ПС-1424 имеет наружную и внутреннюю модификации и работает от
емкости РС-1600, масса пропана в которой 680 кг. При отборе газа зимой
резервуар подогревают продуктами сгорания двигателя сварочного агрега-
та. Установка подогрева укомплектована вспомогательным оборудованием:
бензоэлектрическим агрегатом АБ-40 мощностью 4 кВт и двумя шлифоваль-
ными машинками мощностью по 1,9 кВт, работающими на напряжении
220 В.
Техническая характеристика подогревателей
Тип ПС-1022 ПС-1221
Диаметр подогреваемых труб наружными и внутренними подогревателями, мм 1020 1220
Топливо Тепловая мощность, кДж/ч 440000 Пропан 561000
Время нагрева стыка при температуре 10 10
окружающего воздуха, мин Расход топлива, кг/ч 9,6 12
Давление газа в горелке, МПа 0,07-0,2 0,07-0,2
Емкость со сжиженным газом Баллон БГ-П-50
Масса пропана в одной емкости, кг 23 23
Масса всего оборудования, кг 265 280
Габаритные размеры, мм 1200x780x1300
Тип ПС-1421 ПС-1424
Диаметр подогреваемых труб наружными 1420 1020; 1220;
и внутренними подогревателями, мм Топливо Тепловая мощность, кДж/ч 880000 1420 Пропан 880000
Время нагрева стыка при температуре окружающего воздуха, мин 10 10
86
ГЛАВА 4
Расход топлива, кг/ч 19 19
Давление газа в горелке, МПа 0,07-0,2 0,07-0,2
Емкость со сжиженным газом БГ-П-50 Емкость РС-1600
Масса пропана в одной емкости, кг 23 680
Масса всего оборудования, кг 2200 2200
Габаритные размеры, мм.................... 3870x1940x2030
Для предварительного подогрева кромок труб перед сваркой и последу-
ющей технической обработки стыков по режиму высокотемпературного
отпуска применяют электрические муфельные нагреватели типа ПТО, ко-
торые устанавливают на горизонтальном или вертикальном трубопроводе
(табл. 4.6). Термическая обработка стыков труб небольшого размера прово-
дится пальцевыми нагревателями типа НП, а обработка мест вварки в тру-
бопровод бобышек и трубчатых отводов осуществляется нагревателями
типа НБ.
Таблица 4.6
Техническая характеристика нагревателей
типов ПТО, НП и НБ
Показатели ПТ0161 ПТ0211 ПТО271 ПТО321 ПТО371 ПТО421 ПТО521 ПТО721
Диаметр труб, мм 89; 108; 114; 159; 168 219 273 273; 325 377 377; 426 ' 529 720
Число секций 2 2 2 2 2 2 2 3
Потребляемая мощность, кВт 11 13 19,5 22 23 26 28,2 39
Ток, А 365 380 750 750 730 730 | 760 1200
Масса комплекта, кг 34 38 43,1 53,1 52,4 64,4 I 69,7 84
Показатели ПТОЮ21 НП111 НП111-01 НП111-02 НБ721 НБ721-01 НБ721-02
Диаметр труб, мм 1020 114 108 89 114-720 114-720 114-720
Число секций 4 1 1 1 1 1 1
Потребляемая мощность, кВт 51,8 2,6 2,45 2,16 12,8 12,8 12,8
Ток, А 1600 120 120 120 260 260 260
Масса комплекта, кг 153,9 9,5 9,3 8,9 46,7 46 45,2
Примечание. Все нагреватели обеспечивают нагрев до 760°С. Нагреватели типа ПТО и НП потребляют
постоянный или переменный ток 50 Гц. Нагреватели типа НБ потребляют переменный ток 50 Гц, нагревают
бобышки диаметром 20-80 мм.
ПОДГОТОВКА И СБОРКА ТРУБ ПОД СВАРКУ, СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
87
При строительстве компрессорных и насосных станций термическую об-
работку в монтажных условиях осуществляют с использованием следующих
нагревательных устройств: однопламенной универсальной ацетилено-кисло-
родной горелки; кольцевой многопламенной горелки; электронагревателей
комбинированного действия (КЭН); гибких индукторов из голого медного
провода марки М или МГ, работающих на токе час тотой 50 Гц; гибких коль-
цевых электронагревателей сопротивления (ГЭН).
Термообработку труб диаметром до 89 мм с толщиной стенки до 10 мм осу-
ществляют с помощью однопламенной (сварочной) универсальной ацетиле-
но-кислородной горелки средней и большой мощности по ГОСТ 1077-79*Е.
Для нагрева стыков труб диаметром до 377 мм с толщиной стенки до 20 мм
используют многопламенные кольцевые горелки конструкции трестов Мос-
энергомонтаж и Востокметаллургмонтаж. Для термообработки стыков тру-
бопроводов используют электронагреватели комбинированного действия
типа КЭН.
Техническая характеристика электронагревателей типа КЭН
Тип КЭН-2 КЭН-3 КЭН-4-3 КЭН-4-ЗМ
Ток для нагрева, А 100-120 250-300 300 350
Напряжение, В 23-27,5 37,5-45 65 75
Мощность, кВт 2,3-3,3 9,4-13,5 23,4 29,3
Сечение нихромовой проволоки, мм2 20 50 50 —
Диаметр нихромовой проволоки, мм 3,6 3,6 3,6 3,6
Марка нихромовой Х20Н80Н Х20Н80Н Х20Н80Н Х20Н80Н
проволоки Тип керамических Х20Н80 Х20Н80 Х20Н80 Х20Н80
изоляторов Максимальная температура ИКН-2 ИКН-3 ИКН-3 ИКН-3
нагрева, °C П родо лжительн ость работы нагревателя при 1100 1100 1100 1100
750°С, ч 250 250 250 250
Длина, м 4,2 6,5 9,6 9,6
Масса, кг 4,1 10 16,5 17,5
4.9. Устройства для сборки стыков труб под сварку
Для выполнения сборки труб под сварку применяют центраторы, кото-
рые позволяют совмещать цилиндрические поверхности двух стыкуемых из-
делий. Центровка предусматривает закрепление отдельных труб или секции
труб так, чтобы они не имели сдвига и поворота относительно трех коорди-
натных осей. Это условие достигается за счет приложения радиальных сил,
88
ГЛАВА 4
развиваемых силовым механизмом центратора. Для обеспечения устойчи-
вого положения труб в центраторе необходимо, чтобы центры приложе-
ния радиальных сил (опоры) были расположены от стыка на значительном
расстоянии, что уменьшит действие макрогеометрических погрешностей
базовых поверхностей (наружных или внутренних поверхностей труб).
В зависимости от положения центраторов при установке их на базовую по-
верхность они бывают наружные или внутренние.
По конструкции наружные шарнирные центраторы изготавливают же-
сткими и многозвенными. Жесткий эксцентриковый центратор состоит
из двух или трех дуг рамочного типа, соединяемых между собой шарнира-
ми. Звенные центраторы ЦЗН применяют для трубопроводов диаметров
57—1420 мм. Центраторы имеют 16 типоразмеров: ЦЗН51, ЦЗН81,
ЦЗН111, ЦЗН151, ЦЗН211, ЦЗН271, ЦЗН321, ЦЗН371, ЦЗН421,
ЦЗН531, ЦЗН631, ЦЗН721.ЦЗН821, ЦЗН1021, ЦЗН1221, ЦЗН1421. Для
центровки труб диаметром 530—1420 мм используют наружные центрато-
ры с гидродомкратом пяти типоразмеров: ЦНГ51, ЦНГ71, ЦНГ81,
ЦНГ121, ЦНГ141. Кроме этого, для центровки применяют наружные цен-
траторы модификации ЦТР для трубопроводов диаметром 203—1420 мм
шести типоразмеров: ЦТр-1, ЦТр-2, ЦТр-3, ЦТр-4, ЦТр-5, ЦТр-6.
Для подгонки торцов труб под сварку диаметром 1020, 1220 и 1420 мм с
увеличением в 2,5 раза усилия центровки применяют центраторы двух ти-
поразмеров: ЦНЦ121, ЦНЦ141.
Наружный многозвенный центратор (рис. 4.6) имеет несколько наруж-
ных 6 и внутренних 5 звеньев, шарнирно соединенных между собой и обра-
зующих вместе с накидным замком 3 замкнутую цепь. На внутренних звень-
ях укреплены ролики 4, с помощью которых удерживаются трубы при
центровке. Замыкающий шарнир имеет крестовину 2 и натяжной винт 1.
При сборке раскрытая цепь центратора подводится под трубы, на цапфы
крестовины надеваются накидные замки. Во время центровки пластины
цепи располагаются симметрично по обеим сторонам от плоскости стыка.
Затем цепь натягивают винтом 1 и ролики 4 совмещают кромки обеих труб.
Усилие, развиваемое винтом с башмаком:
Q = NI/ [0, Id + ifctg(a/Z)],
где N — усилие рабочего, Н; I— длина рукоятки, м: d — наружный диаметр
винта, м; г — радиус поверхности винта, передающего давление на башмак,
м; f— коэффициент трения, f= 0,16, а — угол конуса башмака, а = 118°. Типо-
вой ряд многозвенных центраторов типа НЦ унифицирован (табл. 4.7).
Унификация всех звеньев, упорных роликов и осей позволяет произво-
дить переналадку центраторов на любой диаметр в пределах указанного
диапазона путем удаления или установки дополнительных звеньев.
www.no-fire.ru
ПОДГОТОВКА И СБОРКА ТРУБ ПОД СВАРКУ, СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
89
Рис. 4.6. Многозвенный центратор
Таблица 4.7
Техническая характеристика многозвенных центраторов
Тип Диаметр трубы, мм Масса центратора, кг
НЦ5 570 21
НЦ6 630 24
НЦ7 720 28
НЦ8 820 31
НЦ9 920 34
НЦ10 1020 37
НЦ12 1220 43
НЦ14 1420 49
Внутренние или распорные центраторы обеспечивают наиболее качест-
венную сборку труб благодаря более точному совпадению кромок труб.
При центровке стык открыт снаружи, что позволяет вести сварку без пред-
варительной прихватки. При достаточной мощности механизма центровки
и высокой прочности его корпуса он может быть использован как расшири-
тель, выравнивающий длину окружности концов.
Применение внутренних центраторов позволяет повысить производи-
тельность и степень сборки для сварки как поворотных, так и неповорот-
ных стыков магистральных трубопроводов.
90
ГЛАВА 4
Внутренний гидравлический центратор находит широкое применение
для сборки стыков трубопроводов диаметром 325—1420 мм и секций дли-
ной до 36 м (рис. 4.7). Работа внутреннего гидравлического центратора
основана на действии клинового многоплунжерного зажима (рис. 4.8) Два
сферических клина (левый 2 и правый 8) устанавливаются в жестком кор-
пусе 4. Под действием давления масла, подаваемого в цилиндры I и 9, кон-
цы воздействуют через ролики 10 на два ряда независимых рычагов-жим-
ков 5 и 6. На первом этапе центровки зажимается торец трубы 3 с помощью
левого ряда рычагов-жимков 5. Затем устанавливается вторая труба 7 с не-
обходимым зазором и разжимается правый ряд рычагов-жимков 6. Таким
образом торцы приобретают форму, а трубы устанавливаются с требуемым
положением осей в пространстве. После сварки корневого слоя шва масло
сливается из полости цилиндра и клиновые зажимы под действием пружи-
ны 11 перемещаются в исходное положение, освобождая трубы от дейст-
вия рычагов-жимков.
Рис. 4.7. Центратор внутренний гидравлический типа ЦВ
При расположении рычагов-жимков вокруг конуса усилие одного жимка
на поверхности трубы:
f = ^F/n =f(Q ctga/ri),
где — общее усилие, создаваемое жимками одного ряда на поверх-
ность трубы; п — число жимков в одном ряду центратора; f— коэффициент,
учитывающий потери от трения в направляющих от жимков и опор по кли-
ну, f «0,85-5-0,9; Q—усилие на штоке сферического клина, создаваемое дав-
лением р в гидроцилинре; а — угол сферического клина.
ПОДГОТОВКА И СБОРКА ТРУБ ПОД СВАРКУ, СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
9Г
Рис. 4.8. Схема внутреннего гидравлического центратора
Максимальное давление, развиваемое с помощью жимков на внутренней
поверхности трубы:
р' < 2Gp5/(nD),
где Ср - допускаемое кольцевое напряжение в сечении трубы, Па; 6 — тол-
щина стенки трубы, м; п — коэффициент перегрузки, равный 1,15; D — внут-
ренний диаметр трубы, м.
Допускаемое общее усилие жимков одного ряда центратора на поверх-
ность трубы:
Лдоп. — Р 'lx1tDk,
где 1Ж — длина жимка; k — коэффициент, учитывающий концентрацию на-
пряжения от жимка, к = 0,7.
В табл. 4.8 приведен унифицированный ряд центраторов.
92
ГЛАВА 4
Таблица 4.8
Техническая характеристика внутренних
гидравлических центраторов
Показатели ЦВ42 ЦВ54 ЦВ81 ЦВ104 ЦВ124 ЦВ144 ЦВ32
Диаметр стыкуемых труб, мм 426 530 630 720-820 1 020 1 220 1 420 325-381
Общее усилие разжатия жимков одного ряда, кН 400 500 800 900 1 000 1 100 400
Число жимков в одном ряду 8 8 12 16 20 20 12
Время разжатия, сжатия жимков, с Размеры, мм 2/4 5/2 7,4 12/10 12/10 12/10 8
длина (без штанги) 2150 2 280 2 310 3 000 3 000 3 000
диаметр 426 570 720 1 020 1 220 1 420 —
Масса центратора без штанги, кг 325 475 830 1 500 1 715 1935 260
Примечание. Число центрирующих рядов — 2. Привод центраторов — электрогидравлический,
ток — постоянный, напряжение — 27 В, номинальное давление в гидросистеме —15-17 МПа.
4.10. Гнутье труб. Основные требования
к криволинейным участкам трубопроводов
В зависимости от рельефа местности, географической ситуации на объек-
те строительства, а также по технологическим требованиям трубопровод име-
ет криволинейные участки или повороты для изменения своего направления.
На строительстве применяются два основных способа сооружения криво-
линейных участков: свободным, упругим или естественным изгибом, выпол-
ненным в процессе опускания трубопровода в траншею с помощью трубоук-
ладочных машин, и путем вваривания в нитку трубопровода предварительно
изогнутых на машине отводов.
Заготовку кривых труб выполняют по проекту с учетом способа прове-
дения работ по их транспортировке, сборке, сварке трубопровода и уклад-
ке его в траншею. При укладке трубопровода в траншею угол изгиба трубы
должен соответствовать углу поворота трассы.
Для линейной части трубопровода осуществлена унификация, как по
углу, так и по радиусу гибки отвода, а также параметров вставок кривых на
поворотах, которые комплектуются из отводов. Отводы изготавливаются
по ГОСТ 24950-81 трех типов: первого типа — из трубы (рис. 4.9а), второго
типа — из одной трубы с применением на период гибки второй инвентар-
ной трубы или патрона удлинителя и третьего типа — из двух труб (рис.
4.9б). Геометрические параметры трубных заготовок приведены в табл. 4.9.
При выполнении отводов угол гибки принимают кратным 3°. Допускается
по согласованию изготовителя с потребителем принимать угол гибки крат-
ным 1°. Отклонение от угла гибки отводов не должно превышать ±20".
ПОДГОТОВКА И СБОРКА ТРУБ ПОД СВАРКУ, СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
93
Рис. 4.9. Отвод: а — первого типа — из одной трубы; б — третьего типа — из двух
труб (Он — наружный диаметр отвода; а — угол гибки отвода; 1и 13 — прямые
концы отвода; 1г — гнутая часть отвода; 15 ( прямые участки труб
у поперечного сварного шва; С — поперечный сварной шов, соединяющий трубы
Таблица 4.9
Геометрические параметры труб для изготовления отводов
Наружный диаметр труб, мм Длина трубы и отклонение, мм Справочная толщина стенки труб, мм
прямошовных бесшовных
219 9,8 ± 0,2 4-9 6-18
273 Тоже 4-9 7-18
325 6—9 8-18
377 п 6-10 9-18 ...
426 п 6-12 9-18
530 11,6 ± 0,2 5,5-12 —
720 То же 7-14 —
820 7-14 —
1020 9-22 —
1220 10-26 —
1420 Я 15-26,5 —
Диаметр отводов, расчетный унифицированный радиус гибки и угол
гибки отводов должны соответствовать указанным в табл. 4.10.
Условное обозначение отвода включает тип, наименование изделия, угол
гибки, наружный диаметр, толщину стенки, марку (класс) стали труб, обо-
значения стандартов на трубы и отводы гнутые и вставки кривые на поворо-
тах линейной части стальных магистральных трубопроводов. Пример услов-
ного обозначения отвода типа 1 с углом гибки 6°, диаметром трубы 820 мм,
толщиной стенки 10 мм, из труб по ГОСТ 20295-74, изготовленных из стали
марки 17Г1СУ:1ГО.6°.Ю - ГОСТ 20295-74-17Г1СУ.
94
ГЛАВА 4
Радиус и угол гибки труб
Таблица 4.10
Диаметр Расчетный унифицированный Угол гнутья в градусах для отводов типов
отвода, мм радиус гнутья, м 1 2 3
219-377 15 3,6,9,12,15,18, 21, 24, 27 — —
426 20 3,6,9,12,15,18, 21 — —
530 25 3,6,9,12,15,18 — —
720—820 35 3, 6,9 12 12, 15, 18, 21,24
1020 40 3, 6,9 12 12,15,18, 21
1220—1420 60 3,6 9 9, 12,15
4.11. Технология холодного гнутья труб
Гнутье труб (и двухтрубных сварных секций) выполняют на приспособле-
ниях и машинах, которые перемещаются по трассе, у места укладки кривых.
В тех местах, где трудно транспортировать машины, трубы гнут центра-
лизованным путем в базовых или заводских условиях. Однако при этом на
трассе должны быть трубогибочные станки, чтобы соответствующим соче-
танием заранее заготовленных отводов и изготовленных на месте обеспе-
чить полное прилегание трубопровода к основанию траншеи.
Холодному гнутью подлежат только прямошовные (с одним швом по
всей длине трубы) и бесшовные трубы. При этом сварные швы должны рас-
полагаться в нейтральной плоскости изгиба.
Трубы диаметром 89—426 мм можно гнуть в полевых условиях с помо-
щью трубогибочных станков ПТ по принципу гиба "прямым нажатием" в
горизонтальной плоскости с ручным и гидравлическим приводом
(табл.4.11).
Станки ГТ предназначены для пгутья труб всего диапазона диаметров от
219 до 1420 мм по наружному диаметру (табл. 4.12).
Таблица 4.11
Технические характеристики станков для гнутья труб
Техническая характеристика ГТГ71 Тип станка
ГТГ110 ПТ111 ГТГ211 ПТ321 ГТГ421
Диаметр изгибаемых труб, мм 15-76 57-108 32—114 114-219 219-325 273—426
Максимальный угол гиба, град. 180 180 180 180 100 90
Минимальный радиус гнутья номинальных диаметром труб, Д, 4,6 4,5 4,5 4,5 7,5 7,5
Установленная мощность, кВт — 2,2 2,2 4,0 7,5 - _.j 18,5
ПОДГОТОВКА И СБОРКА ТРУБ ПОД СВАРКУ, СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
95
Таблица 4.11 (продолжение)
Техническая характеристика Тип станка
ГТГ71 ГТГ110 ПТ111 ГТГ211 ГТГ321 ГТГ421
Габаритные размеры, мм длина 1274 1600 1340 1615 2025 2850
ширина 1010 1600 1555 2790 4370 4600
высота 674 1200 605 590 725 1050
Масса, кг 143 650 476 610 1950 3000
Таблица 4.12
Технические характеристики трубогибочных станков
Показатели ГТ 531 ГТ 1021 ГТ 1221 ГТ 1421 ГТ 1422
Диаметр изгибаемой трубы, мм 219, 273, 325, 377,426, 530 720, 820, 1020 1220 1420 1220, 1420
Максимальная толщина стенки трубы, мм 18 16 20 25 25
Предел текучести материала труб, МПа 420 420 480 480 460
Средний радиус оси изогнутой трубы, м 7-15 40 60 65 36
Машинное время, затрачиваемое на один гиб, мин 2,5 3 5 7 1,2
Установленная мощность гидропривода, кВт Размеры, м: 10 22 22 22 30
длина 3,9 8,9 11,9 12,1 9,7
ширина 1,3 1,8 2,2 2,1 4,0
высота 2,2 2,8 2,7 2,9 4,1
Масса, т 5,8 23 36 39 57
4.12. Внутритрубные оправки — дорны
Для предотвращения гофрообразования и уменьшения овальности труб
в процессе их гибки на трубогибочных станках применяют дорны — внут-
ритрубные оправки, которые снижают до минимума овализацию трубы в
ходе гнутья и обеспечивают при прочих равных условиях гнутье на боль-
ший угол, особенно применительно к тонкостенным трубам. Они являются
необходимой принадлежностью трубогибочных станков и обеспечивают
высокую эффективность и качество трубогибочных работ: резко снижают
овальность сечения прогнутого колена, устраняют повреждения наружной
96
ГЛАВА 4
поверхности трубы, уменьшают радиус гнутья. При гнутье с дорном дости-
гается такое качество гнутья, при котором овальность трубы в гибе бывает
меньше, чем прямой трубы до гибки. Кроме того, создаются условия, при
которых изгибаемая труба работает как брус.
Внутритрубные станки ГТВ 1021, ГТВ 1421 оборудованы встроенными
дорнами, в которых отсутствует контакт наружной изоляции труб с гибоч-
ными элементами (табл. 4.13).
Таблица 4.13
Технические характеристики внутритрубных стыков
Техническая характеристика Тип станка
ГТВ 1021 ГТВ 1421
Диаметр изгибаемых труб, мм 1020 1220-1420
Длина изгибаемых секций, мм 12-24 12-36
Максимальный изгибающий момент относительно главной плоскости формирующего лекала, МН.м не менее 11,78 не менее 37,7
Максимальные углы гибки для труб, град 9 6
Скорость передвижения станка, м/с 0,125 ± 0,02
Машинное время одного цикла гиба, с, не более 180
Источник энергоснабжения промышленная сеть или передвижная электростанция 380/220 В, 50 Гц
Привод рабочих органов электрогидравлический
Управление станками дистанционное, электрическое
Максимальное давление в гидросистеме, МПа 32,0 58,0
Общая установленная мощность, кВт 25,0 44,0
Габаритные размеры станка, мм 31700x3680x2485 46200x3175x2485
Масса, кг 18380 29375
ГЛАВА 5
РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
5.1. Технические приемы выполнения швов
Для получения качественного сварного соединения при ручной дуговой
сварке решающим фактором является надлежащая сила тока, которую сле-
дует выбирать в зависимости от: толщины свариваемого металла, химиче-
ского состава металла, вида сварочного соединения, диаметра электрода,
положения стыка в пространстве и характера тока (постоянный или пере-
менный).
Чем больше толщина свариваемого металла, тем больше тепла необходи-
мо подвести для сварки и, следовательно, тем выше должна быть сила тока.
Химический состав металла определяет его теплопроводность. Для
сварки металла, обладающего малой теплопроводностью, требуется мень-
шая сила тока. Например, для сварки низколегированных сталей, тепло-
проводность которых ниже, чем малоуглеродистой стали.
Различные виды сварных соединений также требуют различной силы
тока. Например, для тавровых соединений требуется больше тепла при
сварке, и поэтому сила тока должна быть повышена примерно на 10—12%
по сравнению со сваркой встык, при сварке трубопроводных конструкций
силу тока нужно повысить примерно на 20% по сравнению со сваркой лис-
тов встык и т. д.
С возрастанием диаметра электрода силу тока необходимо увеличивать
в зависимости от свариваемого изделия.
Положение свариваемых конструкций в пространстве также влияет на
выбор силы тока: при вертикальной сварке сверху вниз сила тока должна
быть на 10—12% выше, чем при вертикальной сварке снизу вверх.
Характер тока (постоянный или переменный) также влияет на выбор
силы тока. При сварке на переменном токе силу тока берут на 10% больше,
чем при постоянном.
Кроме силы тока, на качество сварного соединения оказывает влияние
длина дуги, устанавливаемая в процессе сварки.
Под длиной дуги понимается расстояние между торцом электрода и сва-
риваемым изделием. Выбор длины дуги зависит от типа электрода и поло-
жения шва в пространстве изделия при сварке.
Выбирая ту или иную длину дуги, учитывают положение сварочной ван-
ны в пространстве. Сварка в вертикальном и потолочном положениях тре-
буют более короткой дуги, чем в нижнем (рис. 5.1).
4 - 3396
98
ГЛАВА 5
Рис. 5.1. Положение швов в пространстве:
I — нижнее; 2 — вертикальное; 3 — потолочное
Возбуждение дуги необходимо осуществлять в месте начала сварки, не
рекомендуется возбуждать дугу на основном металле возле сварного соеди-
нения. Возбуждение дуги осуществляется путем прикосновения электрода к
изделию и последующего отвода на расстояние не более 5 мм.
Характер перемещения конца электрода (дуги) при сварке может быть
различным в зависимости от толщины свариваемого металла, типа соеди-
нения, формы скоса кромок и положения шва в пространстве (рис. 5.2).
Направленное движение электрода без поперечных колебаний (рис. 5.2 а)
применяют при необходимости получения узкого ниточного валика, напри-
мер при сварке первого слоя многослойных швов соединений труб. Ширина
шва при этом равна приблизительно 0,8—1,5 диаметра электрода, причем с
увеличением скорости сварки ширина шва уменьшается. Возвратно-поступа-
тельное движение электрода с короткими колебаниями его вдоль сварного
соединения (рис. 5.2 б) применяют для незначительного увеличения сечения
шва и его ширины. Поскольку сварочная ванна при таком движении элект-
рода будет находиться в расплавленном состоянии более длительное время,
чем при обычном направленном движении, металл шва лучше дегазируется,
становится более плотным, улучшается внешний вид шва. При возвратно-по-
ступательном перемещении с большой амплитудой колебаний, наоборот,
уменьшается время пребывания металла шва в жидком состоянии. Такой вид
перемещения рекомендуется для сварки шва в потолочном и вертикальном
положениях. Для получения широких с большими сечениями швов сварщик
перемешает электрод с поперечными колебаниями, формы поперечных ко-
лебаний могут быть различными (рис. 5.2 в-и). Одни из них (рис. 5.2 в, г, д, ё)
применяют для лучшего нагрева обеих кромок свариваемых труб, другие —
РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
99
Рис. 5.2. Схема движения конца электрода при ручной сварке:
а) без поперечных колебаний; 6) — возвратно-поступательное движение
с короткими колебаниями; в-и) — с поперечными колебаниями
для лучшего прогрева одной кромки (рис. 5.2 и). Движение электрода "во-
сьмеркой" (рис. 5.2 ж) применяют опытные сварщики для сварки больших
сечений в нижнем положении за один проход.
Для получения качественных сварных соединений важное значение имеет
правильный наклон электрода при сварке, особенно при использовании тол-
стопокрытых электродов. При сварке в нижнем положении электрод накло-
няют от вертикали в сторону сварки на угол 15—30°. Это позволяет равномер-
но покрывать жидкий металл сварочной ванны слоем расплавленного шлака
и предотвращать затекание шлака на нерасплавленный основной металл впе-
реди дуги. При сварке в вертикальном положении капли электродного метал-
ла и металл сварочной ванны стремятся стекать вниз. Поэтому вертикальные
швы выполняются короткой дугой. При сварке снизу вверх электрод наклоня-
ют вверх от горизонтальной оси, а при сварке сверху вниз — вниз. Наиболее
трудна в осуществлении сварка в потолочном положении из-за стекания жид-
кого металла вниз. Для сварки в этом положении рекомендуется применять
электроды диаметром не более 4 мм с более тугоплавкими покрытиями, чем
электродный стержень. При использовании электродов, у которых покрытие
плавится одновременно со стержнем, стекание жидкого металла ванны пред-
отвращают закорачиванием дуги на ванну. Дуга на мгновение гаснет, и металл
ванны кристаллизуется.
4*
100
ГЛАВА 5
Рис. 5.3. Схемы последовательности и приемов сварки неповоротных
стыков труб электродами фтористокальциевого типа:
а — обратносекционным способом; б— наклон электродов при сварке
различных участков; в — траектория колебательного движения электрода;
г — движение электрода треугольником; д — движение электрода змейкой
Сварка неповоротных стыков трубопроводов является очень ответст-
венной и сложной операцией. Сложность заключается в том, что на каж-
дом стыке имеются все (за исключением горизонтального) пространствен-
ные положения шва, и она возрастает с уменьшением диаметра труб.
Схемы последовательности и приемов ручной сварки неповоротных сты-
ков труб, получивших распространение при строительстве трубопроводов,
показаны на рис. 5.3. Стыки свариваются снизу вверх преимущественно об-
ратносекционным способом (последовательность сварки показана цифра-
ми на рис. 5.3 а). Корень шва сваривается электродами диаметром 3 мм без
поперечных колебаний электрода. Наклон электрода при сварке различ-
ных участков шва показан на рис. 5.3 б. Для того чтобы сварочная ванна не
РУЧНАЯ ЭЛЕКТРОДУ ГО ВАЯ СВАРКА
101
стекала, сварщик применяет колебания электрода вдоль разделки кромок
(возвратно-поступательное движение) с амплитудой 20—30 мм, стремясь
поддерживать дугу очень короткой. Начало сварки в нижней части стыка
смещается от самой нижней точки (надира) трубы на 50—100 мм для того,
чтобы начало шва не было расположено в недоступной для последующего
визуального контроля части трубы. Начало и конец каждого слоя должны
перекрываться на 15—20 мм последующими слоями во избежание образова-
ния непроваров и зашлаковывания в этих местах. Начало второго слоя шва
смещается относительно надира на 100—150 мм в противоположную сторо-
ну от смещения начала первого слоя.
Чтобы избежать прожога первого слоя, конец электрода приводят в ко-
лебательное движение по траектории, показанной на рис. 5.3 в. Минималь-
ная амплитуда колебаний — при сварке в потолочном и в нижнем положе-
нии, а максимальная — при сварке вертикальных участков шва.
При сварке третьего (последнего) слоя шаг колебательных движений
электрода вдоль шва уменьшается и изменяется характер траектории: пото-
лочный и вертикальный участки выполняются при движении электрода
треугольником (рис. 5.3 г), а в нижнем положении — змейкой (рис. 5.3 д).
Ширина поперечных колебаний электрода должна быть такой, чтобы шов
перекрывал разделку кромок на 1,5—2 мм с каждой стороны.
5.2. Определение режимов ручной
электродуговой сварки
При выполнении стыковых соединений диаметр электрода выбирают в
зависимости от толщины металла.
Толщина металла
при сварке встык, мм..... 1,5—2 3 4—8 9—12 13—15 16—19 20
Диаметр электрода, мм... 1,6—2 3 4 4—5 5 5—6 6—10
При выборе и расчете сварочного тока должны быть учтены следующие
положения: сварочный ток должен обеспечить устойчивое горение дуги,
высокую производительность и при этом не вызывать перегрева электро-
да, который может привести к растрескиванию и осыпанию электродного
покрытия. Для большинства электродов допустимой температурой нагрева
является 600—650°С.
Сварочный ток при ручной дуговой сварке определяется по формуле
_ nd? j
4 ’
где d3 — диаметр электрода, мм; j — допустимая плотность тока, А/мм8
(табл. 5.1).
102
ГЛАВА 5
Таблица 5.1
Допустимая плотность тока при ручной дуговой сварке
Покрытие Допустимая плотность тока (А/мм2) при диаметре электрода (мм)
_з 4 5 6
Рудно-кислое, рутиловое 14-20 11,5-16 1 0-13,5 9,5-12,5
Основное 13-18,5 10-14,5 9-12,5 8,5-12
Целлюлозное 11,3-15,5 11,1-14,3 9,1-12,7 7-7,7
В зависимости от диаметра электрода сварочный ток определяют по
следующей приближенной формуле:
I = т 'd3,
где I— сила сварочного тока, А; т — эмпирический коэффициент (т=30 при
«4=3 мм и т=40—50 при d3=4—б мм); d3— диаметр электрода, мм.
Напряжение на дуге при ручной дуговой сварке определяется маркой
электрода и в процессе горения дуги практически соответствует паспортным
данным электрода.
Скорость сварки рассчитывают исходя из условий обеспечения заданной
площади поперечного сечения шва.
Площадь поперечного сечения наплавленного за один проход металла,
при которой обеспечивается оптимальный режим процесса сварки, опре-
деляется по формулам:
для первого прохода при сварке встык —
Л = (6-s-8)d„
для последующих проходов —
/;=(8^12Х,
где d3 — диаметр электрода, мм; Г/ — площадь поперечного сечения шва
1-го прохода, мм2; Fn — площадь поперечного сечения каждого шва последу-
ющего прохода, мм2.
При сварке угловых и тавровых соединений площадь поперечного сече-
ния наплавленного металла определяется как
Fn=^ky-K,
где ky— коэффициент усиления шва; К— катет шва, мм.
Значение ky выбирают в зависимости от катета шва:
К мм 3-4 5-6 7-10 12-20 20-30 30
ку 1,5 1,35 1,25 1,15 1,1 1,05
РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
103
При сварке встык площадь поперечного сечения наплавленного металла
определяется толщиной свариваемого металла и формой разделки кромок
(табл. 5.2).
Разделка кромок труб
Таблица 5.2
Вид и размеры разделки кромок труб Диаметр трубопровода, мм Толщина стенки трубы, мм Вид сварки
а) -и 30-35° /оо X Lv 14-2,6 ♦ Все 4-16 Ручная дуговая, полуавтоматическая вСОг
5) ^*10-16° 1 n jr|30-35° Гу ИИгк А. 1220-1420 16-21,5 Тоже
При ручной электродуговой сварке основной формой стыкового шва яв-
ляется V-образная разделка.
При этом площадь поперечного сечения определяется по формуле
FH =b(s-h)+(s-c)2tg^-(h- c)*tg^ +0,75eg.
При ручной подварке внутри трубы
Т,/! =6A+(A-c)2rg^+0,75c1g1,
где h ~ 4 мм.
Обозначения в формуле даны в соответствии с рис. 5.4.
а
Рис. 5.4. V-образная форма разделки шва при ручной электродуговой сварке
104
ГЛАВА 5
Исходя из общей площади наплавки и площадей наплавки первого и по-
следующих слоев, находим число проходов:
Количество металла, наплавляемого за один проход, рассчитывается по
формуле
ён ~°н Л3600’
где gH — количество наплавляемого металла, г; ан — коэффициент наплавки,
г/(А-ч), принимается по паспортным данным электрода; I — сварочный
ток, A; t— время горения дуги при сварке слоя шва, с.
Общее количество наплавленного металла определяется как
п
GH >
i=l
где п — число проходов
Откуда
GH
t= —-
«я •
Так как GH = FHpl (где: FH~ площадь поперечного сечения наплавленно-
го металла, см2;р — плотность металла, г/см3; I— длина шва, см), основное
время сварки определяют выражением
t=^.
aj
Коэффициент наплавки электрода, характеризующий удельную произ-
водительность процесса наплавки, находится по формуле:
gK3600
ан - т-----
н п
где gH — количество наплавленного металла, г.
Весьма показательными характеристиками электродов являются также
коэффициенты расплавления и потерь.
Коэффициент расплавления электрода характеризует удельную произ-
водительность процесса расплавления электрода:
2,3600
af It ’
гДе gp~ количество расплавленного металла, г.
Коэффициенты наплавки, расплавления связаны между собой соотно-
шением
РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
105
«« =
Скорость сварки определяется по формуле
aKZ
V = --,
FhP
где р — плотность наплавленного металла, г/см3; FH — площадь поперечного
сечения наплавленного металла, см2.
Скорость сварки при всех диаметрах электрода можно приближенно
определить из выражения:
Z2
и= —,
k}h
где v — скорость сварки, м/ч; Z— сварочный ток, A; h — глубина проплавле-
ния; ki — эмпирический коэффициент, равный 0,22'104 при h < Эмм и
0,49-104 при h > 9 мм.
5.3. Организация сварочно-монтажных работ
в полевых условиях
В зависимости от диаметра свариваемых труб и требуемого темпа сва-
рочно-монтажных работ определяется оптимальная организационная схе-
ма. В тех случаях, когда конкретные условия сварочно-монтажных работ не
вызывают повышенных требований к сменному темпу продвижения сва-
рочной бригады или диаметр труб невелик, целесообразно использовать
элементарную схему организации работ. Бригада делится на два звена: пер-
вое сваривает первый (корневой) слой, а второе — последующие слои. Пер-
вое звено сварщиков (один или два сварщика) работает со сборщиками
стыков. Два (четыре, реже шесть) сварщика, входящих во второе звено,
полностью сваривают попарно, соответственно, один, два или три стыка,
начиная со второго слоя.
Поточно-групповой метод основан на дальнейшем расчленении, по
сравнению с элементарным, потолочной бригады. Каждое звено, состоя-
щее из двух-четырех сварщиков, ведет сварку только одного слоя шва, а в
некоторых случаях (при высоком темпе работ и применении газозащитных
электродов) на сварке каждого слоя (кроме первого) должно работать до
четырех-шести пар сварщиков.
Общая численность рабочих в звеньях сварки корневого слоя и последу-
ющих слоев определяется из условия соблюдения синхронности работы
потолочной бригады и трубосварочной базы, т. е. число стыков, заварен-
ных первым слоем, должно равняться числу секций труб, вывезенных на
трассу после сварки на трубосварочных базах, за один и тот же промежуток
времени, число стыков, заваренных вторым слоем, должно равняться чис-
лу стыков, заваренных первым слоем, и т. д.
106
ГЛАВА 5
Поточно-расчлененный метод предусматривает в еще большей мере рас-
членение операций при сварке — каждое звено сварщиков ведет сварку од-
ного (определенного) участка каждого слоя шва, т. е. все звенья сварщиков
участвуют в сварке каждого стыка. Для этого метода характерна максималь-
ная специализация работы сварщиков. Одним из преимуществ этого мето-
да является то, что каждый сварщик сваривает свой участок шва без регули-
ровки режима.
Однако при поточно-расчлененном методе растут удельные затраты
вспомогательного времени, Связанные с увеличением числа переходов от
стыка к стыку, на сматывание и разматывание кабелей, уборку инструмента
и электродов, подготовку к сварке и т.д.
На рис. 5.5 показана схема расстановки сварщиков по стыку при сварке
секции труб поточно-расчлененным методом на строительстве одного из
газопроводов диаметром 1220 мм. Сварку первого слоя шва электродами с
целлюлозным покрытием выполняют одновременно 4 сварщика, каждый
из которых сваривает определенный участок шва. Общее время сборки, по-
догрева и сварки первого слоя шва составляет 8—10 мин. После сварки осу-
ществляется сошлифовка первого слоя примерно на 1 /4 его толщины для
полного раскрытия зашлакованных "карманов" и создания плоской подлож-
ки для сварки второго слоя шва. Сварку второго слоя — "горячего" прохода
выполняют три сварщика электродами с целлюлозным покрытием незамед-
лительно, чтобы температура стыка не опускалась ниже 70°С. Время сварки
второго слоя шва составляет 8 мин., включая затраты на зачистку шва и пере-
ходы сварщиков. Для сохранения указанного темпа (сварка одного стыка за
8—10 мин. или 50—60 стыков в смену) последующие стыки выполняют 5 пар
сварщиков электродами с основным покрытием диаметром 4 мм.
Рис. 5.5. Схема расстановки сварщиков по стыку при сварке первого (а) и второго (б)
слоев шва электродами с органическим покрытием и при сварке заполняющих
и облицовочного слоев шва электродами с основным покрытием (б)
РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
107
5.4. Сварка трубопроводов из сталей
повышенной и высокой прочности
В отечественной и зарубежной практике трубопроводного строительст-
ва применяют стали с пределом прочности 550—650 МПа, что способствует
уменьшению металлоемкости конструкций. Применение микродобавок ва-
надия, ниобия и титана позволило значительно повысить механические
свойства стали за счет выделения карбидных и карбонитридных фаз. Эти
стали (13Г1СБ-У; 10Г2ФБ, 09Г2ФБ, 12Г2С6, 10Г2ФБЮ и т.п.) более склон-
ны к росту зерна в околошовной зоне, а при высоких скоростях охлажде-
ния в них появляются неравновесные структуры закалочного характера и
холодные трещины.
При разработке технологии сварки сталей повышенной и высокой проч-
ности рассчитывают тепловой режим, при котором предотвращается обра-
зование мартенсита и холодных трещин; выбирают сварочные материалы,
обеспечивающие высокую технологическую прочность наплавленного ме-
талла и равнопрочность его с основным металлом.
Требуемый тепловой режим сварки обеспечивают соответствующим
установлением погонной энергии процесса q/eCB или введением в технологи-
ческий процесс сварки подогрева металла перед сваркой или в процессе свар-
ки. Возможность выбора погонной энергии процесса в значительной степени
зависит от способа сварки. Для ручной сварки она может быть в пределах
4—40 кДж/см, а для автоматической сварки под флюсом — 16—100 кДж/см.
Применение режимов с большими погонными энергиями предотвращает
закалку, но приводит к чрезмерному перегреву основного металла в около-
шовной зоне, что неприемлемо для этих сталей.
При сварке корневого слоя шва стыков трубопроводов электродами с
основным покрытием (УОНИ-13/55) диаметром 3—3,25 мм погонная
Рис. 5.6. Зависимость минимально допустимой начальной температуры То
от толщины металла <5 и эквивалента углерода сэ:
1,2 — для электродов соответственно с целлюлозным и основным покрытием
108
ГЛАВА 5
энергия составляет 10 кДж/см, а при сварке электродами с целлюлозным
покрытием диаметром 4 мм (марка ВСЦ-4А) — 6 кДж/см. В этом случае ми-
нимальную температуру стыка и критическую скорость охлаждения можно
установить из рассмотрения рис. 5.6. Здесь эквивалентный углерод сэ (в %)
определен по формуле Международного института сварки.
На образование закалочных трещин отрицательную роль играет раство-
ренный в металле водород, причем тем более сильную, чем больше эквива-
лент углерода свариваемой стали. Поэтому при выборе электродов для
сварки корневого слоя шва это положение необходимо учитывать.
При сварке корневого слоя шва электродами с целлюлозным покрытием
(ВСЦ-4А) содержание водорода в металле шва достигает 30—50 см3/100 г, а
при сварке первого слоя электродами с основным покрытием (УОНИ-13/55) —
4—8 см3/100 г. Применение электродов с целлюлозным покрытием позволяет
увеличить темп прокладки трубопроводов за счет высокой линейной скоро-
сти сварки (до 22 м/ч) и обеспечения гарантированного проплавления кор-
ня шва с образованием обратного валика с усилением 1—3 мм, что исключает
необходимость подварки корня шва внутри трубы. При сварке электродами
с целлюлозным покрытием предъявляют более жесткие требования к темпе-
ратурному режиму монтажного стыка до начала и в процессе работы, к шли-
фовке металла корневого слоя шва, а также к технике выполнения второго
слоя шва.
При сварке трубных сталей необходимую температуру подогрева опре-
деляют с использованием эквивалента сэ по формуле:
сэ = С + Мп/&+(Cr + Mo + V+Ti + Nb)/5 + (Си + №)/15 +15 В,
где С, Мп, Cr, Mo, V, Ti, Nb, Си, Ni, В — массовые доли (%) элементов в метал-
ле трубной стали.
Режимы предварительного подогрева при сварке корневого слоя шва
электродами с целлюлозным видом покрытия, с основным и проволокой
сплошного сечения методом STT приведены в табл. 5.3.
Таблица 5.3
Эквивалент углерода металла труб,% Температура предварительного подогрева (°C) для электродов с целлюлозным покрытием при толщине стенки трубы, мм
До 8,0 8,1-10,0 10,1-12,0 12,1-14,0 14,1-16,0116,1-18,0 18,1-20,0 Свыше 20.0
<0,41 * **(-10°С) **(0°С) I *** *** j *** **** ****
0,42-0,46 * Тек **(0°С) тература п покрь ★** **** эедварительного подогу >1тием и метода STT при ***♦ **** **** : ***** >ва (°C) для электродов с основным толщине стенки трубы, мм
£0,41 * * * I **(—35°С) “(-20°С) **(—5°С) ***
0,42-0,46 * ★ * । **(- 15°С) “(+5°С) *** ***
Примечание. * — без подогрева; ” (-10‘С) - подогрев до 100°С при температуре окружающего воздуха
ниже указанной; *** - подогрев до 100°С независимо от температуры окружающего воздуха; **** - подогрев
до 150°С независимо от температуры окружающего воздуха; ***** — подогрев до 200°С независимо
от температуры окружающего воздуха.
РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
109
5.5. Сварка трубопроводов, транспортирующих
агрессивные среды
Для сооружения промысловых трубопроводов, транспортирующих при-
родный газ, содержащий сероводород, используют бесшовные трубы из
низкоуглеродистых сталей марок 10, 20 из низколегированных сталей по
стандарту API-5L. Для этих труб обязательна проверка на сероводородное
растрескивание по методике МСКР-01-85.
В процессе сварки трубопроводов из низкоуглеродистых и низколегиро-
ванных сталей в зонах, удаленных от высокотемпературной области, возни-
кает холодная пластическая деформация. Попадая при наложении последую-
щих швов под сварочный нагрев до температуры около 300°С, эти зоны
становятся участками деформационного старения, приводящего к сниже-
нию пластических свойств металла и возможному возникновению трещин,
особенно при наличии концентраторов напряжений. В этих случаях эффек-
тивным средством для снятия остаточных сварочных напряжений, которые
являются одним из факторов, определяющих склонность соединений к кор-
розионному растрескиванию при транспортировании сероводородной сре-
ды, служит высокий отпуск. Нормализации подвергают фасонные детали
трубопроводов для улучшения структуры отдельных участков сварных соеди-
нений и выравнивания их свойств.
Для снижения скорости охлаждения околошовной зоны и получения в
ней структур, обладающих некоторым запасом пластичности, достаточным
для предотвращения образования трещин под действием термодеформаци-
онного цикла, при сварке этих сталей необходим предварительный подо-
грев свариваемого изделия. Концы свариваемых труб и деталей трубопрово-
дов подогревают перед сваркой до 100°С во всех случаях при температуре
наружного воздуха ниже 5°С. При температуре выше 5°С и сварке электрода-
ми с целлюлозным покрытием корня шва, режим предварительного подо-
грева выбирается как при сварке обычных магистральных трубопроводов
(СНиП Ш-42-80*).
При использовании специальных разработанных сталей режим подо-
грева уточняется разработчиками технологии сварки.
Концы труб под сварку обрабатывают механическим способом (абразив-
ным кругом, резцом, фрезой и т.п.), а также газовой резкой с обработкой
шлифовальной машинкой. Первые два слоя выполняют в неповоротном
положении, при изготовлении двух- или трехтрубных секций. Прихватку и
сварку корневого слоя производят электродами диаметром 2—3,25 мм. По-
следующие слои выполняют электродами диаметром 3,25—4 мм. Запрещает-
ся прекращать сварку стыков труб более чем на 1 ч, до заполнения 2/3 раз-
делки шва по всей окружности.
Сварку корня шва выполняют электродами с основным покрытием диа-
метром 2,5—3,25 мм. Допускается применение электродов с целлюлозным
покрытием марок Фокс Цель и ВСЦ-4 диаметром 3—4 мм для сварки корне-
вого шва и "горячего" прохода трубопроводов диаметром 219 мм и более
(для подземных участков трубопроводов).
110
ГЛАВА 5
Заполняющие и облицовочный слои шва выполняют электродами с
основным покрытием диаметром 3—4 мм марок УОНИ-13/55, Фокс ЕВ 50,
ЛБ-52У, Кобе-6010, ЛБ-62Д, Шварц-ЗК, ОК 48.30.
Для снижения уровня остаточных сварочных напряжений, которые яв-
ляются одним из факторов, определяющих склонность сварных соедине-
ний к растрескиванию и ликвидации элементов неравновесных структур,
применяют термическую обработку в соответствии с режимами (табл. 5.4).
Выдержка стыка при максимальной температуре составляет 2 мин на 1 мм
толщины стенки, но не более 30 мин.
В монтажных условиях сварные соединения нагревают электрическими
нагревателями (печи) сопротивления, индукционным, комбинированным
(сопротивления плюс индукционный).
Таблица 5.4
Режимы термической обработки стыков трубопроводов
Назначение стыков Температура нагрева,0 С Скорость нагрева, °С/ч Скорость охлаждения до 300 °С/ч
Стыки на нормализованных трубах из стали типа Ст 20 640 ±20 600 + 10 <600
Стыки на трубах с контролируемой прокаткой из низколегированной стали 550*г? 600 + 10 <600
Стыки на нормализованных трубах из низколегированной стали 580 ± 10 600+ 10 <600
Стыки из стали, легированной молибденом 720+ 10 <300 <300
Стыки приварки соединительных деталей 640 ± 20 <300 <300
Примечание. Охлаждение ниже 300°С не контролируют и выполняют вместе с печью или на спокойном воздухе
с теплоизоляционным покрытием.
Термическую обработку сварных стыков трубопроводов в полевых усло-
виях предпочтительно выполнять с использованием оборудования для тер-
мообработки, ОТС-61, ОТС-62, ОТС-121 и термометрической лаборатории
ЛТП-1. Места сварки бобышек диаметром 20—80 мм термообрабатывают
нагревателями типа НБ—721. Термическую обработку сварных соединений
проводят при помощи различных муфельных печей сопротивления марки
ПТО, обеспечивая зону равномерного нагрева на 70—100 мм.
Для трубопроводов диаметром до 57 мм используют пропаноацетилено-
кислородные горелки. Равномерного распределения температуры по стыку
добиваются за счет направления пламени горелки на стальную или асбесто-
вую воронку, которая устанавливается на трубе около нагреваемого стыка.
РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
111
5.6. Специальные сварочные работы
при монтаже трубопроводов
Для обеспечения надежной работы магистральных и технологических тру-
бопроводов большую роль играет правильный выбор технологии специальных
сварочных работ, к которым относится: сварка разнотолщинных соединений
труб, захлестав, сварка вставок, запорной арматуры, приварка выводов средств
электрозащиты и т. п. Эти работы обычно включают некоторые дополнитель-
ные приемы и операции, направленные на снижение остаточных сварочных
напряжений, обеспечение полного провара свариваемых кромок (в некоторых
случаях подварка изнутри невозможна), повышение деформационной способ-
ности металла шва путем применения только низководородистых электродов с
основным покрытием, обеспечивающих высокий уровень вязко-пластических
свойств и т.п. Соединение разнотолщинных труб одного диаметра выполняют
при условии, что разность толщин стенок стыкуемых труб (максимальная из ко-
торых 12 мм и менее) не превышает 2,5 мм, а также, если разность толщин
стенок стыкуемых труб (максимальная из которых более 12 мм) не превыша-
ет 3 мм.
Соединения (рис. 5.7 б) с разнотолщинностью S/Si не более 1,5 сваривают
без специальной обработки торцов. Типовые варианты обработки торцов
Рис. 5.7 о, б, в, г. Варианты обработки торцов стыкуемых
разнотолщинных элементов
112
ГЛАВА 5
изделий с разнотолщинностью 1,5 и менее представлены на рис 5.7 а, б, г. Со-
единение трубы с трубой показано на рис. 5.7 а. Разнотолщинность регулиру-
ют еще путем вварки между изделиями катушки промежуточной толщины
шириной не менее 250 мм или переходных колец, изготовленных в завод-
ских условиях при S/Si , более 1,5.
По величине S3 определяют необходимость предварительного подогре-
ва; местную послесварочную термическую обработку. Температуру подо-
грева принимают для крана или фитинга 150°С при толщине изделия 28 мм
и менее; 200°С при толщине более 28 мм.
Разнотолщинные соединения свариваемых торцов соединительных дета-
лей, арматуры и труб диаметром 530—1420 мм выполняют с внутренней под-
варкой. При отсутствии технической возможности подварки корневого слоя
внутри трубопровода соединение выполняют путем предварительной свар-
ки соединительной детали и патрубка с последующей подваркой корня шва.
Разнотолщинные сварные соединения контролируют радиографиче-
ским (100 %) и ультразвуковым (100 %) методами.
В процессе монтажа магистральных газонефтепроводов оставляют тех-
нологические разрывы трубопровода, которые выполняют в виде захлеста.
Один из наиболее удобных вариантов монтажа предусматривает схему,
когда оба конца трубопровода не засыпаны землей на расстоянии 60—80 м
от планируемого места захлестного стыка (рис. 5.8).
2.5 м 2,5 м
Рис. 5.8. Схема организации работ при монтаже и сварке трубопроводов на захлестах:
1 — трубоукладчик; 2 — сварочная установка; 3 — аппаратура для резки;
4 — центратор наружный; 5 — инвентарный мостик; 6 — лестница приставная
(Н=1,8 м); 7 — лестница раздвижная; 8 — щиты крепления; 9 — полотенца мягкие;
Afj, Мг — машинисты трубоукладчиков; М3 — машинист сварочной установки;
Эр Э2 — электросварщики; А, Б — центруемые плети трубопровода
При выполнении захлеста в условиях свободного перемещения трубо-
провода работы проводят в следующей последовательности.
Один из концов трубопровода А заранее подготавливают под сварку и
укладывают трубоукладчиком на опоры высотой 50—60 см по оси трубопро-
вода.
РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
113
Затем плеть Б, образующую другой участок трубопровода, поднимают
трубоукладчиком рядом с первой и производят разметку места реза с при-
менением унифицированного шаблона, обеспечивая припуск 25—50 мм по
отношению к концу плети А.
Далее производят газовую резку и формирующую разделку с помощью
унифицированной кромкорезательной машины и поверхность обрабатыва-
ют шлифовальной машиной.
В процессе центровки производят подъем обрезанной плети Б трубоук-
ладчиком на высоту до 1 м на расстоянии 25—30 м от конца. Упругое прови-
сание обрезанного торца позволяет совместить один торец с другим, при
этом не допускается строповка плети для подъема в местах расположения
кольцевых сварных швов.
При центровке используют звеньевой центратор, добиваясь чтобы сме-
щение кромок в потолочной части кольцевого стыка не было более 1 мм, а
в остальной части периметра не более 3 мм.
В процессе монтажа захлесточного стыка запрещается обеспечивать за-
зор, используя натяжение или изгиб трубы силовыми механизмами и про-
изводить нагрев за пределами зоны сварного стыка. В летнее время сварку
выполняют при минимальной суточной температуре во избежание опасно-
го уровня напряжений в сварном соединении. После центровки допускает-
ся выполнение прихваток, которые в процессе сварки удаляют. Независи-
мо от толщины стенки трубы зазор под сварку составляет 2,5±0,5 мм. Перед
сваркой выполняют предварительный подогрев. Сварку захлесточных сты-
ков выполняют не менее двух сварщиков без перерыва с полным заверше-
нием работ.
В зависимости от конкретных условий строительства возможны варианты
захлестав, когда один из концов трубопровода А защемлен, засыпан замлей
или соединен с крановым узлом, а другой Б имеет свободное перемещение и
оба конца соединяемых участков защемлены. Для указанных вариантов преду-
сматривается установка катушек длиной не менее 1 диаметра трубы.
ГЛАВА б
СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
И ПОРОШКОВОЙ ПРОВОЛОКОЙ
При сварке электрическая дуга горит в среде защитного газа (аргона, ге-
лия, углекислого газа), подаваемого из сопла. Газ струей обтекает электрод,
защищая сварочную ванну от вредного влияния воздуха. Аргон применяют
при сварке неплавящимся электродом с присадочной проволокой, для
сварки корневого слоя шва неповоротных стыков труб из углеродистой и
низколегированной стали при строительстве компрессорных (КС) и насос-
ных станций (НС). При автоматической сварке магистральных трубопро-
водов используют один углекислый газ и в смеси с аргоном.
Сварка в среде углекислого газа обладает той особенностью, что ее про-
цесс сопровождается меньшим перегревом расплавленного металла вслед-
ствие интенсивного теплоотвода и лучеиспускания. Быстрый теплоотвод
от металла шва и его высокая вязкость позволяют использовать этот вид
сварки для выполнения швов в разных пространственных положениях с ис-
пользованием полуавтоматов и автоматов.
Углекислый газ, обеспечивающий защиту сварочной ванны от воздейст-
вия воздуха, является вместе с тем окислительной средой, диссоциирующей
в зоне высоких температур по следующей реакции: СО2 <-> СО + 1 /2Ог — Q.
Расход энергии на диссоциацию газа Q составляет 20—25% от общих затрат
энергии в дуге. При высоких температурах, развивающихся в столбе дуги, уг-
лекислый газ полностью диссоциирует.
В зонах с более низкой температурой идет процесс рекомбинации моле-
кул СО и О2 , сопровождающийся выделением тепла. В результате особен-
ностей физико-химических процессов, протекающих при сварке в углекис-
лом газе, достигается меньшая сосредоточенность теплового потока по
сравнению с дугой, горящей в аргоне. Газовая защита дуги, горящей в СО2,
имеет более окислительный характер (83% О2), чем на воздухе (21% О2).
Поэтому, несмотря на надежную защиту сварочной зоны от азота воздуха,
возникает необходимость предотвращения окисления сварочной ванны и
выгорания углерода, кремния, марганца и других легирующих элементов,
которые наблюдаются при сварке проволокой типа Св-08.
При сварке стыков труб из углеродистых и низколегированных сталей,
применяемых при сооружении магистральных трубопроводов, а также КС
и НС, содержание углерода в проволоке не должно превышать 0,1% , а сум-
марное содержание окислителей должно быть не менее 2%.
При сварке в среде углекислого газа на открытых площадках надежная
защита обеспечивается только при скорости ветра не выше четырех бал-
лов Бофорта. Для обеспечения гарантированного проплавления стенок
СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ И ПОРОШКОВОЙ ПРОВОЛОКОЙ
115
труб при полуавтоматической сварке корневого слоя шва и получения об-
ратного валика требуемых размеров во всех пространственных положени-
ях в трассовых условиях применяют американское оборудование по методу
STT, в котором автоматизирован процесс переноса металла в зону сварки в
импульсном режиме.
6.1. Полуавтоматическая сварка стыков трубопроводов
Сварку в среде углекислого газа применяют для выполнения первого
(корневого) слоя шва стыков магистральных трубопроводов на полустацио-
нарных трубосварочных базах, заготовительных цехах, а также для всех
слоев шва трубопроводов малого диаметра с большой толщиной стенки.
Сварочные установки полустационарных трубосварочных баз имеют ис-
точник электрического тока, стационарный пункт электрогазового пита-
ния, которые укомплектованы полуавтоматами А-547Р или аналогичными
им А-547, ПДГ-315К, ПДГ-401, ПДГО-510Т или любыми другими портатив-
ными полуавтоматами, включая ранцевые.
В качестве источника тока применяют сварочные агрегаты с двигателями
внутреннего сгорания, выпрямители в сочетании с передвижными дизель-
ными электростанциями. Такие электростанции могут питать током соот-
ветственно один — два стационарных сварочных поста.
Трубы собирают в секции с помощью внутренних центраторов для вы-
полнения корневого слоя шва на механизированных трубосварочных лини-
ях типа СТТ. Сборку секций труб для полуавтоматической сварки в среде
углекислого газа выполняют с зазором 2—3,5 мм.
Диаметр сварочной проволоки dn выбирают в зависимости от толщины
s стенки стыков свариваемых труб: при s = 1 + 5 мм dn = 0,8 + 1 мм; при s бо-
лее 5 мм dn = 1 -5- 2 мм.
Температуру предварительного подогрева свариваемых кромок опреде-
ляют в зависимости от эквивалента углерода трубной стали и толщины
стенки трубы, приравнивая углекислый газ и электродную проволоку, как
при сварке электродами с основным покрытием. Сварочный ток можно
определить из эмпирической формулы:
7=1004(4-0.5) +50,
где dn — диаметр электрода, мм.
Напряжение при газоэлектрической сварке определяют из уравнения
77=8(4+16).
Стабильное горение дуги, минимальное разбрызгивание и хорошее
формирование металла шва достигают, если сварку в среде углекислого
газа ведут на постоянном токе обратной полярности.
При сварке корневого слоя шва на трубосварочных линиях сварщик вы-
полняет полуавтоматом четверть окружности трубы. Сварку ведут электро-
дной проволокой диаметром 1,2 мм в направлении сверху вниз (рис. 6.1 а)
"углом назад" с упором сопла полуавтомата на кромки труб при следующих
116
ГЛАВА 6
режимах, приведенных в табл. 6.1. Первый шов выполняют два сварщика
на двух стыках. Давление газа устанавливают по манометру таким образом,
чтобы обеспечить надежную защиту дуги. Кроме периодического повора-
чивания секции сварку выполняют, если осуществляют непрерывное вра-
щение секции (рис. 6.1 б). Держатель полуавтомата не перемещается по пе-
риметру стыка, и сварку ведут на одном участке, отстоящем под углом
30—35° от вертикальной оси трубы в сторону, обратную направлению вра-
щения секции.
Таблица 6.1
Режим сварки в среде углекислого газа стыковых соединений
Толщина металла, мм Диаметр проволоки, мм Сварочный ток, А Напряжение, В Скорость сварки, м/ч Вылет электрода, мм Расход газа, л/мин
4 0,8-1 60-140 16-18 18 8-9 12-14
6 1-1,2 140-180 18-20 12 8-9 12-14
8 1,6 340-390 28-35 9 18-20 11-16
10 2 340-390 30-35 8 20-25 11-16
Рис. 6.1. Порядок наложения швов при сварке корневого слоя:
а, б — традиционным методом; в — методом STT
При сварке труб диаметром 1220—1420 мм из стали класса Х60—Х65 в
среде углекислого газа используют проволоки диаметром 1,6—2 мм марок
Св-08Г2С, Св-08Г2СМ, Св-10ГСМТ. Оптимальные режимы для проволоки
марки Св-ЮГСМТ представлены в табл. 6.2.
СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ И ПОРОШКОВОЙ ПРОВОЛОКОЙ
117
Таблица 6.2
Режимы полуавтоматической сварки труб
в среде углекислого газа
Диаметр проволоки, мм Сварочный ток, А Напряжение дуги, В Скорость подачи проволоки, м/ч
1,6 340—360 28-30 363—453
1,6 380-390 32-35 363—453
2 340-450 24-26 220-230
Примечание. Вылет электрода 15—20 мм. Расход газа 11-16 л/мин.
Площадь поперечного сечения каждого наплавленного слоя можно
определить по формуле:
= ZaK/(3600K„p),
где ан — коэффициент наплавки; Vce — скорость сварки; р — плотность на-
плавленного металла.
Коэффициент расплавления ар состоит из двух слагаемых:
ар=а'р +^р’
где ар — составляющая коэффициента расплавления, обусловленная тепло-
вложением; Аар — составляющая коэффициента расплавления, зависящая
от тепловложения вследствие предварительного нагрева вылета электрода
протекающим током.
Суммарный коэффициент расплавления
ар =9,05+3,1- 1(Г3 y[Tl/d*.
Скорость подачи проволоки
Vn = Z[9,05+3,l-10“3 41(1/ rf|)](22608rf^).
При автоматическом режиме сварки в среде углекислого газа свароч-
ный ток определяют по формуле:
1= 1575а pln(l+aT)d2n/l,
где ар — коэффициент расплавления, г/(А-ч); а — коэффициент тепловод-
ности стали, 1/°С; Т— температура нагрева вылета электрода (принимают
400°С); I — вылет электрода (принимают максимальное значение 8 мм);
dn — диаметр электродной проволоки, мм.
Полуавтоматическая сварка методом STT рекомендуется для следующих
операций:
— выполнения корневого слоя шва, последующие заполняющие и обли-
цовочный слой шва — полуавтоматической самозащитной порошковой
проволокой типа Иннершилд;
118
ГЛАВА 6
— выполнения корневого слоя шва, заполняющие и облицовочный слой
шва — ручной электродуговой сваркой;
— выполнения корневого слоя шва, заполняющие и облицовочный слой
шва — автоматической сваркой порошковой проволокой в среде защитных
газов;
— выполнения корневого слоя шва на стенде ССТ, заполняющие и обли-
цовочный слой шва — автоматической сваркой под флюсом на установках
ПАУ;
— выполнения всех слоев шва с применением труб с толщиной стенки до
8 мм.
При сварке корневого слоя шва на трубосварочной базе методом STT.
Сварщик выполняет полуавтоматом половину окружности трубы. Сварку
ведут электродной проволокой диаметром 1,14 мм в направлении сверху
вниз (рис. 6.1 в) "углом назад".
В положении 0—1 ч сварку ведут с небольшими дугообразными попереч-
ными колебаниями с углом наклона горелки — 30—40°С. В положении 1 час
колебания прекращают, переводя в прямолинейное движение горелки, вы-
держивая угол наклона 20—45° до положения 4 часа. Процесс сварки пре-
кращают внизу трубы.
Полуавтоматическую сварку самозащитной порошковой проволокой
Иннершилд применяют для сварки заполняющих и поворотных стыков
труб диаметром 325—1220 мм с толщиной стенок 6—20 мм. Способ использу-
ют для следующих технологических вариантов:
— корневой слой шва выполняют ручной электродуговой сваркой элект-
родами с целлюлозным видом покрытия, "горячий проход" и все последу-
щие слои — с применением проволоки Иннершилд;
— корневой слой шва и "горячий проход" выполняют ручной электроду-
говой сваркой электродами с целлюлозным видом покрытия, все последую-
щие слои — с применением проволоки Иннершилд;
— корневой слой шва выполняют полуавтоматической сваркой в среде
углекислого газа проволокой сплошного сечения методом STT, все последую-
щие слои — с применением проволоки Иннершилд;
— корневой слой шва выполняют ручной электродуговой сваркой элект-
родами с основным видом покрытия, все последующие слои — с примене-
нием проволоки Иннершилд.
Перед началом полуавтоматической сварки устанавливают скорость по-
дачи проволоки и напряжение на дуге (табл. 6.3).
СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ И ПОРОШКОВОЙ ПРОВОЛОКОЙ
119
Таблица 6.3
Режимы полуавтоматической сварки порошковой проволокой
Слой шва Марка проволоки
NR-207 и NR-208S диаметром 1,7 мм NR-208S диаметром 2,0 мм
Скорость подачи, м/ч Напряжение, В Скорость подачи, м/ч Напряжение, В
"Горячий проход" 136 18 136 19
152 19 — —
Заполняющий 152 19 152 20
167 20 167 21
— — 182 22
Облицовочный 121 17 121 18
136 18 136 19
6.2. Оборудование для газоэлектрической сварки
и для сварки порошковой проволокой
Отечественный рынок располагает значительным числом полуавтоматов
(табл. 6.4) для сварки в среде защитных газов и порошковой проволокой.
Особенность полуавтоматов — наличие облегченных держателей с коротким
шлангом длиной от 0,8 до 3 м (рис. 6.2). В трубопроводном строительстве по-
луавтоматы рассчитаны на электродную проволоку диаметром 0,8—2,0 мм и
их используют для сварки первого слоя шва. В комплект полуавтоматов вхо-
дят пульт управления 1; подающий механизм, размещенный в чемодане 7;
сварочный держатель 9 с гибким шлангом 8; защитный щиток 10; газовая си-
стема, состоящая из баллона 3 с газом, подогревателя 2, осушителя газа 4 и
редуктора 5; провода управления 6.
Держатель полуавтомата малогабаритный облегченный. Сопла и наруж-
ные детали держателя изолированы от токоведущих частей. Гибкий шланг
состоит из двух спиралей, обтянутых тремя слоями медной токоведущей
оплетки и установленных в общую резиновую трубу. Механизм подачи
электродной проволоки малогабаритный, смонтирован вместе с катушкой
для электродной проволоки в небольшом чемодане. Подача электродной
проволоки осуществляется со скоростью 100—340 м/ч приводом от элект-
родвигателя постоянного тока. Пульт управления полуавтомата находится
на передней стенке блока управления. Для дистанционного регулирования
тока и напряжения на дуге применяют пульт управления ПУ-08, ПУ-09,
ПУ-11. Для сварки под флюсом, в СО2 и открытой дугой (без внешней за-
щиты), сплошной и порошковой проволокой применяют универсальный
полуавтомат А-1197 (рис. 6.3). Полуавтомат, независимо от компоновки и
способа сварки, состоит из следующих узлов: механизма подачи, шкафа
управления, сварочного рукава цепей управления.
120
ГЛАВА 6
Таблица 6.4
Техническая характеристика полуавтоматов для сварки в среде
углекислого газа сплошной и порошковой проволокой
Показатели ПДГ-315К ПДГ-401 ПДГО-5Ю А-1197 LN-27 LN-23P
Номинальный сварочный ток (ПВ-60%, цикл 10 мин.), А 315 500 315 (500) 500 450 500
Диаметр электодной проволоки, мм 0,8-1,4 (С) 1.2-1,6 (С) 1,2-2,0(C) 1,6—3.2 (П) 1.2—2(C), 1,6—3,5(П) 0,6-1,6(C) 1,2—2,4(П) 1,7- 2,0(П)
Скорость подачи электродной проволоки, м/ч 120-1200 120-1200 70-1100 120-720 75-1170 45,6-258
Источник сварочного тока ВДГ-313 ВДГ-401 ВД-306ДК (ВД-506ДК) ВС-632 Invertec STT II DC 400
Пределы регулирования сварочного тока, А 40-315 80-500 12-350 (35-500) 100-500 О-450(И) 0—125(И) 60—500
Пределы регулирования напряжения., В 16-38 1b—38 22—34 (22-48) 18-50 35-65(И) 22-42
Габариты источника 830х 400х 750 х 605 х 390х600х 1275 х816х 590х335х 840 x 561 х
сварочного тока, мм Масса, кг: х710 х950 х570 Х940 х620 х696
подающего устройства, — — 15 26 15 16
источника сварочного тока 215 283 140 (160) 385 53 215
Примечание. С - сплошная проволока, П - порошковая проволока, И - импульсный режим работы (метод STT).
Рис. 6.2. Схема поста для сварки трубопровода полуавтоматом
СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ И ПОРОШКОВОЙ ПРОВОЛОКОЙ
121
шкаф управления; 7 — кронштейн
122
ГЛАВА 6
В зависимости от условий работы полуавтомат А-1197П5-УЗ комплекту-
ется тележкой и "фигуркой" для большого объема проволоки или кронш-
тейном и катушкой для малого объема электродной проволоки (перенос-
ной вариант). Для выполнения полуавтоматической сварки порошковой
проволокой в импульсном режиме используют следующее оборудование:
— источник сварного тока — Idealars D-400, Invertec V350-PRO, ВД-306
ДК (ВД-506 ДК) и др.;
— адаптер модели К350 или К350-1;
— механизм подачи порошковой проволоки LN-23P или ПДГО-510;
— сварочная горелка К345 со шлангом и кабелями.
6.3. Сварка неповоротных стыков на трассе
Автоматическая сварка неповоротных стыков в среде углекислого газа
на трассе применяется с использованием установок CRC-EVANS и поточ-
но-расчлененного метода организации сварочных работ. Процесс сварки
выполняют бригады, состоящие из нескольких звеньев. Технологический
процесс автоматической сварки неповоротных стыков трубопроводов диа-
метром 630—1420 мм, применяемый в России, предусматривает следующие
основные операции (рис. 6.4).
Отдельные трубы или секции развозят (с опережением сварочных работ
на 8—10 км) и раскладывают на инвентарные лежки на высоте 450 мм без
разрывов под углом 15—20° к оси траншеи таким образом, чтобы к торцам
труб был свободный доступ. Транспортное звено состоит из машиниста-тру-
боукладчика и двух слесарей. Звено раскладки лежек и установки поясов
состоит из тракториста и двух слесарей.
Первая технологическая операция предусматривает изменение геомет-
рии кромок труб с целью увеличения производительности сварочных работ
на 50% и исключения операции по зачистке кромок перед сваркой. Обра-
ботка кромок производится непосредственно на бровке траншеи с помощью
машины, оснащенной шестью резцами и щетками.
Зачистные машины подвешиваются к трубоукладчику и перемещаются
от одной трубы к другой. Для подготовки кромок в сборочно-сварочной
колонне используются две машины. Звено подготовки труб состоит из
двух машинистов-трубоукладчиков и двух операторов, обслуживающих ма-
шины по обработке кромок. Время обработки одного торца трубы состав-
ляет 4—6 мин. Для устойчивого оплавления вертикальных кромок при боль-
шой толщине стенок труб целесообразно проводить скос кромок (табл. 6.5).
СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ И ПОРОШКОВОЙ ПРОВОЛОКОЙ
123
Направление движения колонны
Рис. 6.4. Схема расположения оборудования и расстановки рабочих звеньев для автоматической сварки трубопровода
диаметром 1420 мм в среде защитного газа:
1 — звено раскладки лежек; 2 — звено подготовки труб под сварку; 3 — звено монтажа направляющих поясов; 4 — звено сборки
и сварки корня шва; 5 — звено сварки "горячего прохода"; 6 — звено сварки заполняющих и облицовочного слоев шва; 7 — звено
технического обслуживания
124
ГЛАВА 6
Разделка кромок труб
Таблица 6.5
Вид и размеры разделки кромок труб Диаметр трубопровода, мм Толщина стенки трубы, мм Вид сварки
1 S | 1 ЛЬ 00 ► _ S. 1220-1420 12,5-20,5 Сварка в среде углекислого газа на оборудовании “CRC-Evans” (стенки tdv6 одинаковой
После зачистки кромок на одном конце трубы закрепляется по шаблону
металлическая лента, по которой в дальнейшем перемещаются сварочные ав-
томаты, обеспечивающие выполнение наружных слоев шва. При необходимо-
сти в зиМнее время комплектуют звено сушки стыков перед сваркой от наледи
и снега. Предварительный подогрев концов труб производят установкой
индукционного нагрева или внутренней кольцевой пропановой горелкой.
Температура стыка перед сваркой корня шва должна быть не менее 50°С.
Затем осуществляется сборка стыков труб под сварку с помощью само-
ходного внутреннего пневматического центратора. Сборка выполняется
без зазора. На этой операции используются два крана-трубоукладчика. С по-
мощью первого крана-трубоукладчика осуществляется центровка труб, а
второй — с трубой выходит на исходную позицию.
Первый корневой слой, обеспечивающий надежный провар внутренних
кромок стыка, выполняют одновременно несколько автоматов, которые
устанавливаются между рядами жимков внутреннего центратора. Свароч-
ная секция машины может иметь 4, 6, 8 сварочных головок, рассчитанных
на применение труб диаметром от 609 до 1524 мм.
Каждый автомат сваривает определенную часть окружности стыка. Свар-
ка ведется одновременно несколькими автоматами, которые перемещаются
из своих исходных позиций сверху вниз, обеспечивая наложение корневого
шва одной половины окружности (рис. 6.5). После сварки правой половины
окружности стыка другая группа автоматов заваривает через 10 с левую по-
ловину. Продолжительность циклов сварки внутреннего корневого слоя со-
ставляет 50—55 с. Звено сборки и сварки корневого шва состоит из 8 чело-
век: бригадира, двух машинистов-трубоукладчиков, машиниста сварочной
установки, трех слесарей и оператора для внутренней сварки.
СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ Н ПОРОШКОВОЙ ПРОВОЛОКОЙ
125
Рис. 6.5. Схема сварки стыка установками CRC-Evans:
К1—Кб — выполнение корневого слоя; Г1—Г2 — выполнение "горячего прохода";
31—32 — выполнение заполняющих слоев; 01—02 — выполнение облицовочного слоя
(цифра указывает очередность сварки данного участка в пределах слоя)
Сварочный процесс осуществляется тонкой электродной проволокой
марки K-Nova класса ER7OS-6 диаметром 0,9 мм на режиме, приведенном в
табл. 6.6.
Таблица 6.6
Режимы автоматической сварки неповоротных стыков
трубопроводов в среде защитного газа
Показатели Выполняемый шов
Корневой (внутренний) "Горячий проход" (наружный) Заполняющие слои Облицовочный
Первый Последний
Скорость сварки, см/мин 60-75 127 25-35 38—46 33-46
Защитный газ Аг/СОг, % 75/25 0/100 0/100 0/100 75/25
Расход защитного газа, л/мин 33-52 33-52 33-52 33-52 33-52
Вылет электрода, мм 9 9,5 13 13 9
Напряжение дуги, В 20—22 22-26 22-25 20-25 19-21
Сила тока, А 190-210 220-260 220-250 210-250 200-230
Амплитуда колебания электрода, мм 0 0 4 5,6 8,1
Частота колебаний, МИН’1 0 0 150 150 130
Угол наклона головки вперед, градус 6 6 6 6 6
126
ГЛАВА 6
До окончания сварки корневого слоя шва начинается наложение наруж-
ного слоя двумя самоходными автоматами, перемещающимися по ранее
установленной ленте сверху вниз. Два автомата заваривают свою часть
окружности стыка. В качестве защитной среды зоны сварки применяется
углекислый газ. Звено сварки второго слоя шва состоит из двух сварщиков
и подручного, которые начинают работу через 20—25 с после начала сварки
внутреннего корневого шва.
При вынужденном перерыве сварки более 10 мин перед сваркой второ-
го слоя шва необходимо провести подогрев до 150—200°С, и далее эту тем-
пературу выдерживают до возобновления процесса сварки.
Укладку конца трубы на лежку и перемещение центратора со сварочны-
ми головками на очередную позицию проводят только после окончания
сварки второго слоя. Число заполняющих слоев п зависит от толщины д
стенки труб:
б, мм.............. 18,3 б, мм............... 21,8
п ................. 3 — 4 п .................. 4—5
б, мм.............. 27,1
п.................. 6-7
После сварки второго слоя шва автоматы снимаются с ленты и перено-
сятся к следующему стыку, а поверхность шва зачищается от брызг, окалины
и шлака круглыми металлическими щетками и шлифовальными кругами.
Сварка заполняющих слоев ведется двумя автоматическими установка-
ми, перемещающимися сверху вниз (от верхней точки стыка до нижней) с
поперечными колебаниями электродной проволоки. Звено сварки заполня-
ющего слоя состоит из 4—5 человек. Для обеспечения необходимого темпа
сварочных работ заполняющие и облицовочный слои шва выполняют од-
новременно двумя автоматами. На левой половине стыка начинают сварку
с положения 12 ч по циферблату и заканчивают в положении 6 ч. На правой
половине сначала сваривают участок от 3 до 6 ч, а затем от 12 до 3 ч. После
сварки заполняющего слоя двое рабочих зачищают поверхность шва. Число
звеньев на заполняющем и облицовочном слое зависит от диаметра и толщи-
ны стенки трубы. Интервал времени между окончанием сварки "горячего
прохода" и началом сварки первого заполняющего слоя должно быть не
более 20 мин. Если интервал больше, то проводят подогрев стыка до 50°С.
Газовые горелки устанавливают на трубе на расстоянии 50—70 мм от стыка.
Автоматы, выполняющие облицовочный слой шва, устанавливают на
ленты, которые после окончания сварки снимают. Сварку заполняющих и
облицовочного слоя выполняют с поперечными колебаниями электродной
проволоки. При сварке облицовочного слоя шва амплитуду колебания сва-
рочных горелок выбирают из расчета перекрытия стыка разделки по ши-
рине на 1,5—2 мм в каждую сторону. Ширину облицовочного слоя устанав-
ливают в зависимости от толщины б стенки трубы.
Ь, мм.......... H,5tf
б, мм.......... 10,5—13,5
Ь, мм.......... 131? Ь, мм.............. 14t?
б, мм.......... 15,2-16,6 б, мм............... 19,5
СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ И ПОРОШКОВОЙ ПРОВОЛОКОЙ
127
Ремонтное звено состоит из машиниста самоходной сварочной установ-
ки и сварщика, обеспечивая при необходимости ремонт стыков после про-
верки качества сварки.
Для предупреждения сдувания струи защитного газа ветром сварку запол-
няющего и облицовочного слоя выполняют в укрытии, выполненном в виде
кабины, которая подвешена на гидрофицированной стреле самоходной уста-
новки. Сборочно-сварочная бригада имеет состав 57 человек (из них 18 свар-
щиков), что позволяет за час выполнять 9,4 стыка трубопровода диаметром
1420 мм с толщиной стенки 6,5 мм.
Для упрощения сварки корневого слоя шва в технологии CRC — Evans
применяют одностороннюю автоматическую сварку труб малого и средне-
го диаметра (менее 558 мм) с использованием головки Р 200.
Трубы собирают на внутреннем центраторе без зазора с/образной раз-
делкой и углом скоса кромок 5° с притуплением 1,5 мм. Переточку кромок
производят с помощью станка PFM фирмы CRC — Evans. Сварку корневого
слоя производят снаружи по методу SIT с применением электродной про-
волоки сплошного сечения диаметром 1,2 мм и защитного газа, используя
источник Invertec STT-П. Заполняющие и облицовочный слои шва выпол-
няют по технологии CRC — Evans проволокой 0,9 мм с питанием от источ-
ника Idealars DS-400. Сварку корневого и облицовочного слоев производят
в смеси 75% Аг и 25% СОг , заполняющих слоев — в чистом СО2 .
Для выполнения односторонней сварки в защитных газах сплошной
или порошковой электродной проволокой неповоротных стыков труб диа-
метром 426—1220 мм в России используют автоматический комплекс
CWS.02, оснащенный компьютерной системой управления. Система позво-
ляет программировать процесс сварки для выполнения шва в различных
пространственных положениях на кольцевых стыках и управлять свароч-
ными головками.
Сварку корневого слоя шва производят на медной подкладке с подогре-
вом до 50°С, установленной между рядами жимков внутреннего центрато-
ра. Раскладку труб, подогрев, подготовку и обработку торцов труб, установ-
ку на концах труб направляющих поясов для наружных автоматов проводят
подобно технологии CRC — Evans. Кромки подготавливают с /образной
разделкой (рис. 6.6).
Стык собирают без зазора. Допускается локальный зазор не более 1 мм,
который располагают в зените стыка. Смещение кромок допускают не бо-
лее 2 мм. Локальные смещения кромок до 3 мм может быть на суммарной
длине менее 1/12 периметра трубы. Для обеспечения полного прилегания
медного подкладного кольца к поверхностям труб после сборки стыка осу-
ществляют простукивание его по всему периметру кувалдой из цветного ме-
талла. Зазоры между медной подкладкой и внутренней поверхностью тру-
бы не должны превышать 0,5 мм.
Монтаж трубопровода проводят на инвентарных лежках на высоте от
земли не менее 0,5 м. Сварку корневого слоя выполняют снаружи трубы при
увеличенном (до 15 мм) вылете электродной проволоки. При этом обеспечи-
вают сварку участков стыка, собранных без зазора, а затем участков стыка
128
ГЛАВА 6
Рис. 6.6. Схема разделки кромок
с зазорами (рис. 6.7). Устанавливают следующий режим: сварочный ток на дуге
240—290 А, напряжение 22—23 В, скорость подачи электрода 11—12 м/мин,
амплитуда колебаний электрода 0,5—1,5 мм, вылет электрода 8—12 мм, ско-
рость сварки 35—52 м/ч; защитный газ СО2. После сварки корневого слоя
сжимают жимки центратора и укладывают приваренную трубу на инвентар-
ную лежку, затем перемещают центратор на позицию сборки. Эта операция
может выполняться после сварки первого заполняющего слоя шва в зависи-
мости от конкретных условий строительства.
Если стык был собран с локальными смещениями 3,0 мм, то после свар-
ки корневого слоя центратор сдвигают внутрь трубопровода и, в случае не-
обходимости, проводят ручную подварку участков корневого шва с поверх-
ностными дефектами. Сварка первого заполняющего шва не должна
выполняться с перерывом более 10 мин после окончания сварки корня шва.
Сварку заполняющих и облицовочного слоев шва проводят с попереч-
ными колебаниями электродной проволоки одновременно двумя свароч-
ными автоматами, при этом каждый автомат сваривает половину стыка.
Межслойная температура в процессе сварки должна быть не менее 50°С.
Если межслойная температура ниже 50°С, то необходимо прекратить про-
цесс сварки и выполнить предварительный подогрев и после этого продол-
жить сварку. Для выполнения заполняющих слоев шва устанавливают ток
200—245 А, напряжение 20—21 В, скорость подачи электрода 8—9,5 м/мин,
амплитуда колебаний электрода 4,5—7 мм, вылет электрода 10—14 мм, ско-
рость сварки 21—30 м/ч, защитный газ 40/60% Аг/СОг .
СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ И ПОРОШКОВОЙ ПРОВОЛОКОЙ
129
Рис. 6.7. Схема сварки стыка установками CWS.02:
Ki—К2 — выполнение корневого слоя; 31—32 — выполнение заполняющих слоев;
01—02 — выполнение облицовочного слоя
Замки смежных слоев шва смещают на расстояние не менее 100 мм. За-
мок облицовочного слоя располагают как можно ближе к нижней точке
стыка надиру. Колебание электрода при сварке облицовочного шва назна-
чают из расчета перекрытия швом разделки по ширине не менее чем
1,54-2,5 мм в каждую сторону. Для заполняющего слоя применяют ток
120—170 А, напряжение 16—18 В, скорость подачи электрода 3—6 м/мин,
амплитуда колебаний электрода 9—9,5 мм, вылет электрода 10—14 мм, ско-
рость сварки 7—14 м/ч, защитный газ состоит из 60% Аг и 40% СОг • Допу
стимо сварку облицовочного слоя выполнять за 2 прохода. Для защиты сва-
рочной ванны от осадков и ветра процесс ведут в защитных палатках.
После завершения сварочного процесса проводят визуальную оценку каче-
ства облицовочного слоя. Обнаруженные недопустимые внешние дефекты
сварного шва устраняют шлифовкой или ручной сваркой до применения
неразрушающего контроля. Ремонт сварных соединений по результатам радио-
графического контроля выполняют ручной дуговой сваркой.
5 - 3396
ГЛАВА 7
АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ И
С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ ШВА
Автоматическая сварка под флюсом при строительстве магистральных тру-
бопроводов выполняется со свободным формированием шва, когда дуга горит
внутри полости, ограниченной в верхней части оболочкой расплавленного
шлака, а в нижней — поверхностью расплавленного металла (рис. 7.1).
Рис. 7.1. Схема образования сварного шва при горении электрической дуги
под флюсом
Форма сварных швов и форма проплавления (проварка) характеризуются
следующими основными параметрами: глубиной проплавления Н; высотой
усиления сварного шва Л; шириной проплавления или шириной В', длиной
ванны L, глубиной кратера Нк.
Очертание зоны проплавления характеризуют относительная глубина
проплавления Н/В или обратная ей величина — коэффициент формы прова-
В ?пр
pai/>np = —, а также коэффициент полноты проплавления цпр=-, где Fnp —
Н v НВ
площадь проплавления. Величина шпр колеблется в пределах 0,6—0,8. Для
сварки по флюсом характерно большое Н/В. Максимальные значения Н/В,
достигаемые при дуговой сварке, обычно не превосходят 3. Очертание зоны
В
наплавки характеризуют коэффициентом формы валика ipB =----, а также
h • Н
р
коэффициентом полноты валика ipB = —— (где h — величина усиления шва,
hB
АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ И С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ ШВА 131
Fh~ площадь наплавки). Коэффициент формы провара ipnp может изменять-
ся в пределах от 0,5 до 10, но оптимальное его значение чрпр= 1,3 4-2.
Химический состав металла шва, его структура и механические свойства
в известной мере регулируются составом основного и присадочного метал-
лов, образующих шов. Доля участия основного металла характеризуется от-
ношением площади проплавления основного металла к площади всего
сварного шва: у 0 = /(F^ + FH). Величина у 0 может изменяться в зависи-
мости от типа шва, режима нагрева и техники сварки.
Изменение режима сварки и других технологических факторов оказывает
влияние на размеры сварных швов.
7.1. Технология автоматической сварки
под флюсом
Технология автоматической сварки под флюсом в трассовых условиях
существенно отличается от заводской сварки. Характерная особенность
сварки на трубосварочных базах вызывается необходимостью сварки под
флюсом поворотных стыков труб по разделке кромок, предназначенной
для ручной дуговой сварки, полуавтоматической в среде углекислого газа.
При односторонней автоматической сварке корневой слой шва выпол-
няют ручной дуговой сваркой, полуавтоматической в среде углекислого
газа. Последующие слои шва сваривают под флюсом. При двусторонней
сварке кромки обрабатывают с помощью специальных станков с целью уве-
личения притупления, что дает возможность применить двустороннюю ав-
томатическую сварку под флюсом в трассовых условиях. Форма и размеры
швов существенно зависят от основных параметров режима сварки.
Качественная оценка влияния параметров режима на размеры и форму
шва при сварке труб приведена в табл. 7.1.
Смещение электрода влияет на форму шва при сварке под флюсом из-
нутри трубы.
При односторонней автоматической сварке под флюсом применяют
стандартные и комбинированные разделки.
Сварку корневого шва производят по технологии, рекомендованной для
сварки неповоротных стыков в нитку и применяют электроды с основным
видом покрытия, а также применяют полуавтоматическую сварку в СС>2-
Режимы автоматической сварки кольцевых стыков из углеродистых и
низколегированных высокопрочных сталей приведены в табл. 7.2.
5*
132
ГЛАВА 7
Таблица 7.1
Влияние параметров режима сварки на форму шва
Увеличение значений параметров режима сварки Характеристика шва
Глубина проплавления, Н Ширина, В Высота усиления, h Коэффициент формы, В
Сварочного тока до 1500 А Напряжения дуги, В: +3 +1 +3 —3
от 22-24 до 32-34 +1 +2 -2 +3
от 34—36 до 50 Скорость сварки, м/ч; -1 +3 -2 +3
10-40 0 -2 +1 -1
40—100 -2 -1 +1 -1
Диаметр электрода Угла наклона электрода к вертикали: -2 +2 -2 +2
"вперед" -2 +2 -2 +2
"назад" +2 -2 +2 -2
Размера зерна флюса Смещения электрода против вращения .трубы: +1 +1 -1 +2
при наружной сварке -2 +2 -2 +2
при сварке изнутри Смещения электрода по вращению трубы: +2 -2 +2 —3
при наружной сварке +2 -2 +2 —3
при сварке изнутри Вылета электрода: —2 +2 —2 +3
при неизменной силе тока 0 0 +3 0
при неизменной подаче -1 0 0 +2
Примечание. Влияние каждого из параметров режима сварки можно оценить от +3 до -3 при условии
неизменности остальных параметров.
АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ И С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ ШВА 133
134
ГЛАВА 7
Таблица 7.2 (продолжение)
Угол наклона электрода "вперед", градус, не более 30 15 30 15
Смещение электрода с зенита, мм (против вращения) gogogoogoo
Вылет электрода, ММ j 1 40-45 40-50 40-45 40-50
Скорость сварки, м/ч 50-60 50-60 55-60 । 50-60 j 1 50—55 50-55 45-50 50—55 70-90 50-55
Напряжение, В СРСОФСОС£>Г-»СОФСОСО !пипЬ1
Сварочный ток, А ooggoooSoo 2213522552 !£?SSSsggSgg r~cocr>a5r~coco<5>$=CT’
о о 1 2 1 2 1 2 и последующие, облицовочный 1 2 и последующие, облицовочный
Диаметр электродной | проволоки, мм 3,0 4.0 3,0 I 4,0
Толщина стенки, мм , 1 1 9-16 >16
Диаметр труб, мм О
АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ И С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ ШВА 135
При сварке термически упрочненных труб и труб из бейнитных сталей
особое внимание уделяют дозировке теплового вложения, так как при
сварке с энергией, превышающей определенную величину, зона термиче-
ского влияния подвергается разупрочнению. Для избежания этого явления
погонная энергия не должна превышать 23 кДж/см. Запрещается форсиро-
вать режим сварки и применять электродную проволоку диаметром 4 мм.
п 9 .
Погонную энергию сварки — рассчитывают по формуле:
^св
q OfMqlUj „ t
— ------~---кДж/ см,
* Св "св
где q— эффективная тепловая мощность дуги, кДж/с; q — эффективный кпд
дуги (для сварки под флюсом, q = 0,8); I— сварочный ток, А; йд — напряже-
ние на дуге, Д V№ — скорость сварки, м/ч; 0,036 — коэффициент перевода
размерности.
Число слоев и ширина швов автоматической сварки определяется тол-
щиной стенки трубы, при усилении высотой 1—3 мм, должны соответство-
вать данным, приведенным в табл. 7.3.
Для обеспечения гарантированного провара корня шва сварку труб диа-
метром 1020—1420 мм из низколегированных высокопрочных сталей про-
изводят с внутренней подваркой. При ручной подварке стык собирают с
обычным зазором и подварку выполняют после завершения сварки корне-
вого слоя шва. Подварку производят способом сварки "на подъем".
Автоматическую подварку выполняют по двум вариантам: после сварки
корневого слоя шва; после окончания сварки всех наружных слоев шва
(табл. 7.4). Шов, полученный при автоматической подварке, имеет усиле-
ние высотой не менее 1 мм не более 3 мм, а ширину в пределах, указанных в
табл. 7.3.
Таблица 7.3
Необходимое число слоев и ширина шва при односторонней
автоматической сварке
Толщина стенки трубы, мм Число слоев шва Толщина стенки трубы, мм Ширина сварного шва
плавленый флюс агломерированный флюс
До 11,5 2 6-8 14 ±3 12 ±3
11,6-16,5 3 8,1-12 20 ±4 19 ±3
16,6-20,5 4 12,1-16 23 ±4 21 ±3
20,6-24 5 16,1-20,5 24 ±4 22 ±3
21,1-27 6 20,6-27 26 ±4 24 ±4
136
ГЛАВА 7
Таблица 7.4
Режимы автоматической подварки под флюсом
корневого слоя шва
Схема выполнения под- варки Диаметр электродной проволоки, мм Сварочный ток, А 1 i Напряжение, В Скорость сварки, м/ч Вылет электрода, мм
После сварки 3,0/3,2 400—450 J 42—44 25-28 30-35
корневого шва 4,0 500-550! 44—46 30-40 40—50
После завершения сварки всех наружных 3,0/3,2 550-600 [ 44-46 30-40 30-35
слоев шва 4,0 600-650 j 44-46 35-40 40-50
Примечание Ток постоянный, полярность обратная, угол наклона электрода равен нулю. 2. Смещение
электрода с надира в направлении вращения трубы 20 — 50 мм. 3. Режимы для плавленого флюса.
Сварку поворотных стыков труб с разделкой кромок под ручную сварку
можно производить током прямой полярности.
При сварке током прямой полярности глубина проплавления уменьша-
ется на 2 — 3 мм по сравнению со сваркой током обратной полярности.
При токах более 600 А производительность расплавления электродной
проволоки при токе прямой полярности на 30—40 % выше, чем при токе
обратной полярности.
При токах менее 600 А производительность расплавления электродной
проволоки больше при сварке током обратной полярности. Уменьшение
глубины проплавления при сварке на одних и тех же режимах в случае при-
менения прямой полярности по сравнению с обратной полярностью позво-
ляет форсировать режим сварки за счет увеличения силы сварочного тока
и, следовательно, повысить производительность расплавления электродной
проволоки.
При использовании тока прямой полярности режим сварки изменяется в
сторону увеличения сварочного тока на 100 А, а скорость сварки устанавли-
вается по верхнему пределу диапазона скоростей, приведенных в табл. 7.2,
режимов сварки током обратной полярности.
Производительность процесса заполнения разделки стыка можно увели-
чить, одновременно повышая ток дуги и скорость сварки. Вероятность об-
разования прожогов корневого слоя шва возрастает. Уменьшить глубину
проплавления при увеличении силы тока можно за счет применения элект-
родной проволоки повышенного диаметра, так как при этом снижается
плотность тока в активном пятне дуги и тепловой поток, поступающий в
изделие, рассредоточивается.
Увеличение диаметра электродной проволоки позволяет повысить то-
ковую нагрузку, а следовательно, максимально допустимые токи при сварке
(рис. 7.2).
Увеличивая силу тока до 1100 А и применяя электродную • проволоку
диаметром 4 мм, во избежание опасности прожогов одновременно
АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ И С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ ШВА 137
Рис. 7.2. Допустимый сварочный ток в зависимости от длины вылета
и диаметра электрода:
1,2 — проволока диаметром 3 мм; 3,4 — проволока диаметром 4 мм;
I — прямая полярность; II — обратная полярность
необходимо увеличивать скорость сварки до 90 м/ч (см. табл. 7.2). Приме-
нение проволоки диаметром 4 мм позволяет увеличить производитель-
ность процесса сварки стыков на 20 %.
Двухсторонняя автоматическая сварка под флюсом позволяет полностью
исключить применение ручной сварки при изготовлении трубных секций на
базах по сравнению с базами, использующими ручную дуговую сварку для вы-
полнения корневого слоя шва, производительность увеличивается в 1,5—2 раза.
Это достигается за счет уменьшения объема наплавленного металла при ис-
пользовании разделки кромок с повышенным притуплением, форсирования
режимов сварки и полной механизации всех технологических процессов.
Применение двухсторонней сварки под флюсом в трубопроводном
строительстве сокращает число стыков, подлежащих ремонту.
Двухстороннюю сварку стыков начинают с выполнения первого наруж-
ного слоя шва (рис. 7.3). Затем сваривают внутренний слой шва. Допускает-
ся одновременная сварка второго наружного и внутреннего слоев шва. Ми-
нимально допустимое количество наружных и внутренних слоев шва и их
ширина зависят от толщины стенки трубы (табл. 7.5).
При сварке соблюдается режим, приведенный в табл. 7.6.
138
ГЛАВА 7
Рис. 7.3. Вид макрошлифа образца при аттестации процесса сварки
и сварщиков:
1 — ось наружных слоев шва; 2 — ось внутреннего слоя шва; 3 — условная ось стыка;
а — перекрытие наружного и внутреннего слоев шва (а>3 мм при толщине стенки
12,5 мм и более и а>2 мм при толщине стенки менее 12,5 мм и менее); с — смещение
осей наружных и внутренних слоев шва от условной оси стыка (с= 2 мм); Нн — глубина
проплавления наружных слоев шва; Нв— глубина проплавления внутреннего слоя шва
(Не < 7 мм при S<20 мм и Нв<10 мм при S<30 мм); Вв — ширина внутреннего шва;
h — усиление шва
Таблица 7.5
Число слоев и ширина шва с изменением диаметра
и толщины стенки трубы
Диаметр трубы, мм Толщина стенки, мм Число наружных слоев шва Ширина последнего слоя шва, мм
наружного внутреннего
720 7,5-11,5 1 18 ± 3 18 ± 3
11,5-15 2 20 ±3 18 ± 3
15-17,5 3 20 ±3 18 ± 3
17,5-22 3 22 ±3 22 ±3
820 8-11,5 1 18 ± 3 18 ± 3
11,5-15 2 20 ±3 18 ± 3
10,5-11,5 1 18 ± 3 18 ±3
1020—1220 11,6-17,5 2 18 ± 3 18 ± 3
17,6-21,5 2 20 ±4 20 ±3
21,6-24 3 21 ±4 20 ±4
24,1-27 4 23 ±4 20 ±4
1420 18,3 2 17 ±24 16 ±23
21,8 3 18 ±25 16 ±23
27,1 4 19 ±26 18 ±25
АВТОМА ТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ И С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ ШВА 139
Таблица 7.6
Режимы двухсторонней сварки под флюсом
на трубосварочных базах типа БТС
Толщина стенки трубы, мм Порядковый номер слоя ... Сварочный ток, А Напряжение на дуге, В Скорость сварки, м/ч Смещение электрода с зенита против вращения трубы, мм
Наружная сварка
18,3 1 700-750 42-44 40-50 60-80
2 600-700 44—48 40—50 40-60
1 700-750 40—44 40-50 60-80
21,8; 27,1 2 750-800 44—46 50-60 40-60
3,4 700-800 46—48 40-50 40-60
Внутренняя сварка
18,3; 21,8; 27,1 500-800 40—44 40-50 15-20
Примечание. 1. Сварочный ток обратной полярности.
2. Электронная проволока диаметром 3 мм.
3. Вылет электрода 40—45 мм и угол наклона "вперед" до 30°.
4. Диаметр труб 1420 мм.
5. Смещение электрода с надира трубы "по" или "против" вращения трубы.
7.2. Расчет режимов односторонней многопроходной
автоматической сварки под флюсом
Сварочный ток в значительной мере определяет параметры сварочного
режима. Сварочный ток определяется в зависимости от диаметра электрод-
ной проволоки и плотности тока по формуле
где I— сварочный ток, A; j — плотность тока, А/мм2; F3 — площадь попереч-
ного сечения электродной проволоки, мм2; d3 — диаметр электродной про-
волоки, мм.
Диаметр проволок изменяется в пределах 1,6—5 мм. Самыми распро-
страненными марками углеродистых проволок являются Св-08А и Св-08ГА.
Как показывает практика, оптимальные условия формирования шва со-
здаются при плотностях тока, приведенных ниже
Диаметр электрода, мм 2 3 4 5 6
Плотность тока у, А/мм2 62—200 45—90 35—60 30—50 25—45
Диаметр электродной проволоки выбирается в зависимости от диаметра,
толщины стенки, вида сварки и используемого оборудования.
140
ГЛАВА 7
Применительно к существующему оборудованию в расчетах следует при-
менять после сварки корневого слоя шва и всех наружных слоев проволоку
диаметром 3,0—3,2 мм и 4,0 мм.
Для устойчивого горения дуги Ug и Id должны находиться в определен-
ной зависимости, называемой статической Ud=f(Id).
При сварке напряжение дуги связано зависимостью со сварочным током
!7д= 22+0,021д,
где Ud — рабочее напряжение на дуге, В; 1$—сварочный ток, А.
Величину сварного тока, необходимого для получения заданной глубины
проплавления Н, можно определить по формуле:
Н = К' I,
где К' — коэффициент пропорциональности, зависящий от рода тока и его
полярности, от диаметра электрода и от состава флюса, мм/100А (табл. 7.7).
Таблица 7.7
Коэффициент К' для различных марок флюса и защитного газа
Марки флюса или защитный газ Диаметр проволоки, мм К', мм/ЮОА
Переменный ток Постоянный ток при полярности
прямой обратной
ОСЦ-45 2 1,30 1,15 1,45
3 1,15 0,95 1,30
4 1,05 0,85 1,15
АН-348А 2 1,25 1,15 1,40
3 1,10 0,95 1,25
4 1,00 0,90 1,10
5 0,95 0,85 1,05
АН-22 3 — 1,29 1,38
4 — 1,18 1,31
5 — 1,07 1,21
Углекислый газ 1,2 — — 2,1
1,6 — — 1,75
2 — — 1,55
Допустимые значения сварочного тока / и глубину проплавления Н можно
определить из рис. 7.4.
Диаметр электродной проволоки можно приближенно определить по
формуле:
1= 100d3+10df,
где <4 — Диаметр электродной проволоки в мм.
Скорость подачи электродной проволоки определяется по формуле:
АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ И С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ ШВА 141
Рис. 7.4. Зависимость глубины проплавления от тока дуги
v -F
св ш _, Р
vn = —-------ИЛИ vn =--------
F3 g.
гдег>п— скорость подачи электродной проволоки, м/ч; ctp — коэффициент
расплавления, г/(А-ч), равный 1,05-ак; ан — коэффициент наплавки,
г/(А-ч); I— сварочный ток, A; g3— вес 1п.м. электродной проволоки, г.
Значения ан и ар вычисляются по экспериментальным данным по фор-
мулам:
ар-l-t
Ga~ woo ,кг’
GH -3600
«н =----J--->г/А-ч;
G -3600
ap = ———> г/А'4’ aP = * 1 * * * V^)5a";
GH=P-l'Fm-
При ручной сварке ap~ 5+14г/(А-ч), при автоматической под флюсом ар ~
13-=-23г/(А-ч), при сварке в среде СОг ар~ 15+25г/(А-ч).
Здесь GH — количество наплавленного металла, г, G3 — количество рас-
плавленного электродного металла; р — плотность металла шва 7,85 г/см3;
I — длина шва, см; Рш — площадь поперечного сечения шва, см2; t — время
наплавки,с.
Коэффициент наплавки для автоматической сварки под флюсом нахо-
дится в пределах 14—28 г/(А-ч).
Скорость сварки определяется из условия сохранения геометрического
подобия сварочной ванны по эмпирической формуле:
V = 1се'ан-----
" 3600-Гш -р
vce = а 7^
где Рш— площадь наплавки.
Для сохранения геометрического подобия сварочной ванны требуется,
чтобы коэффициент формы ванны остался неизменным: il)=L/B=const, L -
длина ванны, В— ширина ванны.
142
ГЛАВА 7
Для получения швов требуемой формы значение А' принимается в сле-
дующих пределах:
4, мм 1,2 1,6 2 3 4 5 6
А, А-и (2—5)х103 (5—8)х103 (8—12JX103 (12- 16JX103 (16—20)х103 (20—25)х10® (25-ЗО)х1О3
ч
Площадь наплавки одного слоя определяется по формуле:
_ ан I
к~ ри„-3600’
где FH — площадь поперечного сечения наплавленного металла, см2; I — сва-
рочный ток, А; ан, — коэффициент наплавки, г/А-ч;р — плотность наплав-
ленного металла, г/см3; v№ — скорость сварки, м/ч.
Число проходов определяется по формуле:
Рн
где п — число проходов; Fw — общая площадь поперечного сечения шва,
мм2; FH — площадь поперечного сечения одного прохода, мм2.
Площадь поперечного сечения шва определяют в зависимости от фор-
мы разделки кромок труб в соответствии с табл. 7.8.
Таблица 7.8
Разделка кромок труб
Вид и размеры разделки
кромок труб
Диаметр трубопровода, мм Толщина стенки трубы, мм Вид сварки
325-1220 <16 Односторонняя
1020—1420 >15 автоматическая сварка под флюсом
Тоже 16-19 (7) 19-21,5 (8) 21,5(10) То же
1220-1420 >10 в
Примечание. В скобках указано значение В.
АВТОМА ТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ И С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ ШВА 143
Площадь поперечного сечения рассчитывается путем расчленения сече-
ния шва на элементы: прямоугольные шириной а и высотой Ь, треугольные
при высоте h и угле разделки <р', усиления (то есть площади сегмента) ши-
риной В и высотой h.
$пр=а'ь>
8сегм = 2r 2(y>' — sirup')
h в2 _ . В
r=— =— = 2a • arcsin—
2 8h 2r
7.3. Расчет режимов двухсторонней
автоматической сварки
При двухсторонней сварке режим рассчитывают исходя из условия
обеспечения провара всей толщины стенки б. Это условие выполняется,
когда корни шва от каждой стороны перекрывают друг друга. При выпол-
нении симметричных швов:
Ни = Нв = (0,6...0Д)б.
При несимметричных швах:
(Нн+Нв)>д.
Сварочный ток, обеспечивающий глубину проплавления, определяется
как:
^Нх/К'-ЮО,
где I— сварочный ток, A; Hi — глубина провара, К1 — коэффициент пропорци-
ям „
ональности, зависящий от условия проведения сварки (см. табл. 7. /).
Диаметр электродной проволоки определяется по формуле:
d, = 2.
где d3 — диаметр электродной проволоки, мм; I— сварочный ток, A;j — плот-
ность тока на электроде, А/мм .
При выборе скорости сварки можно воспользоваться формулой
v№ = A'/I
Значение А' принимают аналогично расчету для многопроходной сварки.
Для принятого диаметра электрода и силы сварочного тока определяют
оптимальное напряжение дуги:
50-Ю”3 _ .
+ /±L
d.
144
ГЛАВА 7
Рис. 7.5. Схема определения глубины проплавления притупления
Полагая, что при сварке на принятом режиме с разделкой общая высота
шва С остается неизменной, можно определить Но (рис. 7.5):
H0=C~g’,
где g'— высота заполнения разделки стыка одним проходом, мм;
'= lFH~Ce'
ё N Цр/2 ’
где Fh — площадь поперечного сечения металла, наплавленного за данный
проход, см2; в' — зазор в стыке, см; С — общая высота шва, см; а — угол раз-
делки кромок.
Режим сварки одним проходом с внутренней стороны стыка выбирают
исходя из условий обеспечения провара притупления:
Н 'о +Н"0 = с ' + k.
Режим сварки последующими проходами и их число выбирают исходя
из условий заполнения разделки и получения поверхности шва, имеющей
плавное сопряжение с основным металлом и соответствующие геометриче-
ские размеры внутреннего слоя шва (см. рис. 7.3, табл. 7.9).
Таблица 7.9
Геометрические размеры внутреннего шва
Толщина стенки трубы, мм Форма разделки кромок (табл. 7.10) Глубина проплавления Н& мм Ширина внутреннего слоя В& мм, при сварке под флюсом
плавленым алгомерированным
8,0-9,4 а 4,5 14±2 13+2
9,5-10,0 а 6 14±2 13±2
10,1—11,0 б 6,5 18+3 16+2
11,1-12,3 То же 7 Тоже То же
12,4-15,2 8
15,3-18,0 9 20+3 18+2
18,1-21,0 в 10 20+4 18+3
21,1-27,0 г 12 22+4 20+3
Примечание. Коэффициент формы внутреннего слоя шва \рпр=вун^1.
АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ И С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ ШВА 145
Типы разделок кромок под сварку представлены в табл. 7.10.
Разделка кромок труб
Таблица 7.10
Вид и размеры разделки
кромок труб
Диаметр трубопровода, мм Толщина стенки трубы, мм Вид сварки
520-1020 8,0-10,0 Двухсторонняя
автоматическая
сварка под флюсом
До 1020 11,1-18 Тоже
(включительно)
1220 15,3-18
1420 15,3-18
720-820 18,1-22 и
1020 18,1-21
1420 18,1-20
1020
1220
1420
21,1-31,9
19,7-31,9
20,1-31,9
Сварку всех слоев шва производят без перерыва в работе. Время между
завершением первого наружного и началом сварки внутреннего слоя шва
не должно превышать 30 мин при температуре окружающего воздуха выше
0°С и 10 мин при температуре воздуха 0°С и ниже. Межслойная температу-
ра наплавленного металла, контролируемая на расстоянии 10—15 мм от
шва, должна составлять 50—250°С. При снижении межслойной температу-
ры ниже +50°С проводят подогрев до +50—80°С.
146
ГЛАВА 7
7.4. Сварка трубопроводов с принудительным
формированием шва порошковой проволокой
Сварка трубопроводов с принудительным формированием шва позволя-
ет механизировать соединение стыков, находящихся в разных пространст-
венных положениях с помощью искусственного интенсивного охлаждения
поверхности расплавленного металла и шлака.
Принудительное формирование шва выполняют с применением форми-
рующих устройств (медных ползунов и поверхностей), охлаждаемых водой
или без охлаждения. В результате интенсивного теплоотвода на границе
раздела металл — шлак обеспечивается необходимое поверхностное натя-
жение, которое оказывается достаточным для удержания сварочной ванны
в требуемом пространственном положении.
7.5. Технология сварочно-монтажных работ
Процесс сварки трубопровода в непрерывную нитку при помощи комп-
лекса "Стык-1" производят двумя методами.
Первый метод предусматривает применение центратора. Сварка непово-
ротных стыков трубопровода с принудительными формированием произво-
дится следующим образом (рис. 7.6). Отдельные трубы или секции 1 со стан-
дартной или специальной разделкой собирают при помощи внутреннего
центратора, который имеет медную подкладку 8. В верхней части стыка де-
лают прихватку ручной сваркой в месте отсутствия медных подкладок. Затем
по обе стороны стыка устанавливают автоматы, соединяя клещевой захват-
кой с помощью гидравлической системы. Сварочный автомат, состоящий из
Рис 7.6. Сварка неповоротных стыков трубопроводов с принудительным
формированием шва
АВТОМА ТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ И С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ ШВА 147
тележки 3, подающего механизма 4, кассеты с проволокой 5 устанавливают
в нижней части стыка (надире) и перемещают по направляющей 2 к зениту.
В зазор, образованный кромками свариваемых труб, медной подкладкой,
перемещающимся ползуном 7, подается порошковая проволока 6. Сварку
второй половины стыка выполняют другим автоматом с некоторым отста-
ванием от первого, чтобы завершить сплавление полуокружностей одним
автоматом. Стыки труб с толщиной 10—20,5 мм сваривают автоматической
сваркой с принудительным формированием в два-три прохода, так как в по-
толочном положении невозможно удержать расплавленный металл высо-
той более 10 мм.
Для первого слоя шва используют ползуны, имеющие на формирующей
поверхности выступ высотой 8 мм. Облицовочный слой шва формируют с
помощью ползунов, обеспечивающих высоту усиления 2—3 мм.
Производительность процесса в этом случае можно определить из фор-
мулы G = GH / t, где G — масса наплавленного металла в единицу времени;
GH — масса наплавленного металла; t — время расплавления проволоки.
Масса наплавленного металла GH = aHIt, где ан — коэффициент наплавки
порошковой проволоки; 7— сварочный ток.
Для труб диаметром 1220 мм выпущены две модификации в одно- и двух-
агрегатном исполнении. В комплекс "Стык 01" входит один агрегат пита-
ния и сварочный аппарат с двумя сварочными головками, а также внутрен-
ний центратор и передвижная мастерская. Комплекс "Стык 03" отличается
наличием двух агрегатов питания, двух сварочных аппаратов и 4-мя свароч-
ными головками. Для труб диаметром 1420 мм выпускают три модифика-
ции в одно-, двух- и трехагрегатном исполнении: "Стык", "Стык 02" и "Стык
04". Общепринятой схемой является челночное перемещение агрегатов пи-
тания, так как каждый сварочный аппарат сваривает стык полностью. По
окончании сварки агрегат питания объезжает другие агрегаты для выпол-
нения сварки стыка, собранного позднее.
Второй метод сварки предусматривает применение автоматического
процесса сварки с принудительным формированием в сочетании с ручной
электродуговой сваркой, когда для выполнения первого слоя шва применя-
ют серийные внутренние гидравлические центраторы. Перед сваркой по-
догревают кромки труб. Сварку корневого слоя шва выполняют вручную
одновременно два сварщика электродами с целлюлозным покрытием диа-
метром 4 мм. Расстояние от низа трубы до поверхности земли устанавлива-
ют не менее 0,5 м для обеспечения прохода автоматической сварочной го-
ловки. После сварки корневой слой зачищают шлифовальной машинкой с
удалением наплывов и металла, закрывающего зашлакованные карманы.
Второй слой шва "горячий поход" выполняют также два сварщика электро-
дами с целлюлозным покрытием диаметром 4 мм. После окончания процес-
са сварки шов тщательно зачищают. Последний проход выполняют одно-
временно две автоматические сварочные головки аппарата А-1568. Каждая
головка сваривает половину стыка, перемещаясь вместе с формирующим
ползуном снизу вверх. Для увеличения темпа продвижения сварочной ко-
лонны предусматривают увеличение числа сварщиков на каждом слое до
четырех и применение двух-трех аппаратов А-1568.
148
ГЛАВА 7
7.6. Оборудование для сварки трубопроводов
с принудительным формированием шва
Для автоматической сварки трубопроводов с принудительным форми-
рованием шва разработан комплекс оборудования, получивший название
"Стык". Комплекс выпущен в нескольких модификациях.
Оборудование комплекса "Стык-1" для сварки труб диаметром 1220, 1420
мм смонтировано на тракторе ТТ-4, имеет электростанцию АСД-100-Т/400-Р,
три сварочных выпрямителя ВДУ-504, автономный пост охлаждения медных
ползунов, аппаратные шкафы управления, энергоблок, сварочный аппарат
А-1568, центратор, гидростанцию и прицепную мастерскую.
Техническая характеристика сварочного аппарата А-1568
Сварочный ток (при ПВ 100 %), А.......... 400
Напряжение дуги, В....................... 25—29
Скорость, м/ч:
сварки.................................... 5—20
подачи проволоки....................... 15— 300
Диаметр проволоки, мм.................... 2,3; 3
Размеры, мм:
длина..................................... 4000
ширина................................. 2400
высота................................. 3600
Масса, кг:
для труб диаметром 1420 мм................ 1640
для труб диаметром 1220 мм............. 1565
Сварочный аппарат имеет две сварочные головки, перемещающиеся по
жесткому С-образному рельсовому пути, который используется индивидуаль-
но для каждого диаметра. Для защиты аппарата и места сварки от осадков и
ветра имеется палатка, где установлены электрический и гидравлический пу-
льты управления. Шкаф управления аппаратом размещен в агрегате пита-
ния. Аппарат перемещают от стыка к стыку с помощью гидрофицированной
грузовой стрелы, которая установлена на тракторе.
Агрегат питания предназначен для энергоснабжения сварочной дуги и
перемещения сварочного аппарата. Агрегат смонтирован на базе трактора
ТТ-4, в его кузове размещены: электростанция 100 кВт, три сварочных вы-
прямителя ВДУ-504, гидропривод стрелы, автономный пост охлаждения
формирующих ползунов, аппаратура управления.
Передвижная мастерская используется для хранения и подготовки к ра-
боте сварочных материалов, текущего ремонта и профилактического об-
служивания сварочного оборудования. Мастерская размещена в кузове
"КУНГ". В мастерской установлены сушильные шкафы, станок для намотки
порошковой проволоки, компрессор, настольный станок и верстак.
ГЛАВА 8
ПОЛЕВЫЕ ТРУБОСВАРОЧНЫЕ БАЗЫ, УСТАНОВКИ
И ОБОРУДОВАНИЕ
Полевые трубосварочные базы применяют для механизированной сбор-
ки и сварки отдельных труб в секции длиной 24—36 м и более. Существующая
технология строительства магистральных трубопроводов предусматривает
применение двух типов баз: полустационарных и передвижных. Примене-
ние трубосварочных баз позволяет механизировать сборочные операции,
применить высокопроизводительные методы сварки, организовать поточ-
ный контроль качества сварочных работ. На механизированных базах сое-
динение стыков осуществляют в поворотном положении с применением ав-
томатической сварки под слоем флюса и неповоротном — с использованием
электроконтактной сварки.
8.1. Конструктивные особенности трубосварочных баз
Сборка в секции и сварка стыков осуществляется на полустационарных
трубосварочных базах, которые могут быть укомплектованы различными
установками и оборудованием. Сварочные базы по степеням механизации
сборочных операций можно подразделить на несколько основных групп.
Первая группа объединяет полустационарные сварочные базы (рис. 8.1),
которые осуществляют работу по сборке секций с малой степенью механиза-
ции. Эти базы часто используют для сборки и сварки труб диаметром
325—530 мм.
Для сборки секций трубы подаются на приемный стеллаж, где осуществ-
ляют подготовительные операции (очистка внутренней полости и наружной
поверхности трубы, зачистка кромок до металлического блеска, правка
плавных вмятин). Далее трубы поступают на сборочный стеллаж, где с по-
мощью лебедки и наружных или внутренних центраторов осуществляется
их сборка в секции на прихватках с частичной ручной сваркой первого
слоя (на 2/3 периметра). Затем секции труб подаются на промежуточный
стеллаж для полной сварки первого слоя шва, которая производится вручную.
Для сварки последующих слоев шва под слоем флюса секции накатывают
на роликоопоры сварочного стенда, который представляет собой полевую
автосварочную установку ПАУ-601. Основными элементами этой установки
являются вращатель, роликовые опоры, сварочная головка и сварочный
агрегат.
Секцию закрепляют в торцовом вращателе, который осуществляет вра-
щение ее в процессе автоматической сварки под слоем флюса. Сварка сты-
ков труб ведется сварщиком и его подручным, которые по окончании работ
на одном стыке переходят к другому. После окончания сварки последнего
150
ГЛАВА 8
Рис. 8.1. Схема трубосварочной базы с малой механизацией:
1 — направляющие приемного стеллажа; 2 — сварочный агрегат АДД502У1;
3 — лебедка; 4 — сборочный кондуктор; 5 — направляющие промежуточного
стеллажа; 6 — роликовые опоры; 7 — секция на сварочном стенде;
8 — электростанция ДЭС-100; 9 — торцовый вращатель; 10 — направляющие
стеллажа для сваренных секций; 11 — перегружатель
стыка труб сварочную головку поднимают, сварщик с подручным отходят,
секцию освобождают от вращателя, на роликовых опорах переводится пре-
дохранительный рычаг для сброса готовой секции, и она попадает на стел-
лаж для контроля. Средняя производительность сварочной базы достигает
24—84 стыков в смену.
Вторая группа объединяет серию полустационарных сварочных баз
(рис. 8.2), которые состоят из линий сборки труб (ЛСТ) и полевых автосва-
рочных установок (ПАУ). Трудоемкие процессы при сборке труб в секции
(накатывание одиночных труб, сближение труб, установка зазора, враще-
ние секции, скатывание секции) на трубосварочных линиях механизирова-
ны, и управление осуществляется дистанционно. Для комплектования баз
применяют линию сборки труб ЛСТ-81, на которой осуществляют сварку
труб диаметром 325—820 мм.
ПОЛЕВЫЕ ТРУБОСВАРОЧНЫЕ БАЗЫ, УСТАНОВКИ И ОБОРУДОВАНИЕ
151
I — линия сборки труб; П — полевая автосварочная установка; 1 — труба;
2 — отсекатель; 3 — транспортное устройство с мотором; 4 — транспортный ролик;
5 — кабина; 6 — оборудование отсекателя; 7 — перегружатель секций;
8 — манипулятор; 9 — центратор; 10 — устройство перемещения центратора;
11 — штанга; 12 — источник питания линии сборки труб; 13 — источник питания
автосварочной установки; 14 — отсекатель; 15 — кабина;
16 — роликовый вращатель; 17 — опорные ролики; 18 — секции труб
Техническая характеристика линии сборки трубЛСТ-81
Диаметр свариваемых труб, мм............... 320 — 820
Длина труб, м.............................. 10,5—11,8
Число труб в секции........................ 3
Производительность при сварке труб
диаметром 530—8 мм, стык/ч................. 11
Максимальная потребляемая мощность, кВт.... 72
Масса, кг.................................. 38 500
Технологический процесс сборки и сварки секций на линии сборки труб
осуществляется следующим образом. В начале работы трубы укладывают тру-
боукладчиком на приемочный стеллаж, где производят подготовительные
операции. Затем одиночные трубы при помощи отсекателей поочередно от-
деляют от остальных труб, передавая их на рольганги продольного перемеще-
ния. По окончании укладки первой трубы на рольганг линии она перемеща-
ется вправо (или влево) на позицию сборки. Далее на рольганг линии
подают вторую трубу и отправляют на позицию сборки. Затем подается
третья труба, которая остается на позиции сборки. После этого две край-
ние трубы подводятся к средней до соприкосновения кромок и осуществля-
ется сборка секции с установкой внутренних центраторов. При этом
152
ГЛАВА В
собирается вначале один стык на прихватках, а затем второй. Трубы при
сборке можно перемещать с помощью рольганга или приводом штанги цен-
тратора. Когда сварщики проварят две трети периметра каждого стыка, со-
бираемую секцию устанавливают так, чтобы непроваренный участок стыка
оказался в верхнем положении и ручная сварка осуществлялась не в пото-
лочном положении, а в нижнем. После выхода центраторов из полости
труб и перемещения их на лотке в исходное положение секция передается
на вращатель и поворачивается на 180°.
Сборочно-сварочные работы на линиях сборки труб ведутся в освещен-
ной кабине, что позволяет вести работы в две смены и при плохой погоде.
Сварка первого слоя ручными или полуавтоматическими методами обеспе-
чивает получение качественного сварного соединения, так как процесс ве-
дется в укрытии и всегда в нижнем положении. Сварка последующих слоев
швов выполняется под флюсом на полевых автосварочных установках
ПАУ-502 (табл. 8.1), где секция накатывается на роликоопоры. Вращение
секции осуществляется торцовым или роликовым вращателями. Наружная
сварка швов может осуществляться одновременно двумя автоматами, что
повышает производительность сварочной установки. Подварка стыков
внутри секции (при сварке труб повышенной прочности) выполняется ав-
томатом АДФ-1202, АДФ-1002, ТС-30, ТС-35 после окончания предыдущих
работ. Для повышения темпов сварочных работ на базе подварка стыков
внутри секции выполняется на отдельном стенде (например СВР-142 и
т.п.). Полностью сваренные стыки секций труб контролируют на стелла-
жах готовой продукции и вывозят на трассу.
Таблица 8.1
Техническая характеристика полевых
автосварочных установок
Тип установки ПАУ-502 ПАУ-601 ПАУ-602 ПАУ-1001В
Диаметр свариваемых труб, мм 325-820 325-630 720—1220 1020-1420
Сварочный ток, А До 500 До 600 До 600 До 1200
Диаметр электродной проволоки, мм 2-3 2-3 2-3 3-4
Производительность (стык/ч) при сварке труб:
530x8 7 7
1420 x7 — — — 4,3
Частота вращения секции, м/ч 9,3-93 21-95 25-90 18-180
Одновременно потребляемая мощность, кВт 49 52 140 305
Скорость перемещения будок, м/мин Нет Нет Нет 50
Габаритные размеры, м 54,7х10,5х 42x2x3,5 42x2x3,5 50x8x3,5
х9,63
Масса, кг 15 500 5700 6800 27100
Примечание. Длина секции до 36 м.
ПОЛЕВЫЕ ТРУБОСВАРОЧНЫЕ БАЗЫ, УСТАНОВКИ И ОБОРУДОВАНИЕ
153
Полустационарные сварочные базы третьей группы имеют сборочные
стенды ССТ-141 (рис. 8.3) или ССТ-141А, на которых осуществляют сборку
секций; последующая автоматическая сварка под слоем флюса происходит
на полевых автосварчных установках ПАУ-1001В или с использованием ро-
ликового вращателя СВР-142. Эти базы применяют для сборки и сварки труб
диаметром 1020—1420 мм. Трубы собирают в секции после подготовитель-
ных операций. Три трубы отсекателем 4 подают на роликоопоры стенда.
Сближение и установка зазора осуществляется при помощи лебедки 1,
которая устанавливается на стенде. При подаче троса на барабан лебедки
лоток упирается в трубу и перемещает ее до соприкосновения с другой тру-
бой и упором 6. Для создания равномерного зазора по всему периметру
труб осуществляется их подъем или смещение с оси стенда манипулятора-
ми 5. Далее в трубы пропускают самоходный центратор 2 и с его помощью
собирают трубы для прихватки. На стенде можно собирать одновременно
два стыка трехтрубной секции, для чего применяют два центратора. Сбор-
ку секций можно выполнять с помощью внутренних (гидравлического,
электромеханического) центраторов. При сборке секций диаметром 1420 мм
применяют только внутренние центраторы и после прихватки производит-
ся неповоротная ручная сварка корневого слоя шва. Затем секция подается
______________' ~ Li " ~ ~ ~ ~1Г ......1
Рис. 8.3. Схема трубосварочной базы со сварочным стендом ССТ-141
и установкой ПАУ-1001В:
I— сборочный стенд; Л — промежуточный стеллаж; Ш—установка ПАУ;
1 — лебедка; 2 — внутренний центратор; 3 — роликовая опора; 4 — отсекатель;
5 —манипулятор; б—упор; 7— ролики; 8— роликовый вращатель
154
ГЛАВА 8
на промежуточный стеллаж II, где производится ручная сварка небольшо-
го участка стыка, который при сборке на стенде оказался внизу, после чего
она поступает на стенд автоматической сварки III.
Для поворотной сварки используют установки ПАУ, а также можно при-
менять стенд СВР-142. Секции диаметром 1420 мм для автоматической
сварки заполняющих слоев шва могут непосредственно поступать на роли-
коопоры установки ПАУ-1001В или стенд СВР-142, что позволяет сокра-
тить операцию по перекатыванию секций на промежуточном стеллаже.
Для внутренней подварки корня шва сварочная база может быть дополнена
еще одним роликовым вращателем СВР-142 или другим стендом подбор-
ной конструкции.
Полустационарные специализированные базы четвертой группы исполь-
зуют для сборки и соединения труб в секции с применением двухсторонней
сварки. Выпущено три модификации этих баз.
Техническая, характеристика трубосварочной базы БТС-142В
Диаметр труб 1020-1420 мм
Длина секций, м Производительность, стык/ч До 36
(труба 1420 х 16,5 мм) 3,2
Сварочный ток, А Диаметр электродной проволоки 600-1200
при сварке снаружи 3-5
при сварке внутри 3-4
Число операторов Максимальная одновременно 8
потребляемая мощность, кВт 260
Габаритные размеры, м 65x27x5,2
Масса, кг 120 000
На одной из них, трубосварочной базе БТС-142В (рис. 8.4.) трубы из нако-
пителя 1 поступают на стенд обработки кромок I, состоящей из двух станков
СПК 6 и 7. После обработки торцов трубы попадают на стенд сварки наруж-
ного и внутреннего шва II, где проводят сборку стыка внутренним центрато-
ром 13, установленным на штанге 11. В зависимости от принятой техноло-
гии сварки могут накладываться один или два шва наружной головкой 15
типа ГДФ-1001-УЗ, поворачивая секцию роликовым вращателем 16. Цент-
ровка и сварка выполняются в будке, которая установлена неподвижно над
стыком. Далее выполняют сварку внутри секции. Сварочная головка 14 для
внутренней сварки установлена на конце штанги, которая находится внутри
секции. Сварщик, находясь в дистанционной будке, следит за процессом
сварки, регулирует параметры режима и положение электрода относитель-
но стыка. Неиспользованный флюс удаляется из секции флюсоотсасываю-
щим аппаратом. По окончании сварки стыка секция перемещается на
www.no-fire.ru
ПОЛЕВЫЕ ТРУБОСВАРОЧНЫЕ БАЗЫ, УСТАНОВКИ И ОБОРУДОВАНИЕ
155
Рис. 8.4. Схема трубосварочной базы БТС-142В:
I—линия обработки кромок труб; П—линия сварки труб в секции; 1 — накопитель
труб; 2 — отсекатель труб; 3 — труба; 4 — транспортная опора;
5 — транспортная опора с приводом; 6,7 — станки подготовки кромок;
8— перегружатель; 9 — упор; 10 — блок питания; 11 — штанга; 12 — ролики;
13 — центратор; 14 — внутренняя сварочная головка; 15 — наружная сварочная
головка; 16,17 — роликовые вращатели; 18 — секция из труб
линии транспортными устройствами 5 в конец стеллажа И. Следующую тру-
бу с подготовленной кромкой подают со стеллажа I на линию сварки II и
осуществляют сборку и сварку второго стыка. После сварки второго стыка
секцию 18 передают на контроль. Базу БТС-142 используют для сварки двух-
трубных секций.
Монтаж сварочных баз. Для полустационарных сварочных баз обычно пе-
ред их монтажом выбирают определенную площадку, которая планируется с
помощью бульдозеров таким образом, чтобы угол наклона вдоль продольной
оси линии или сборочного стеллажа не превышал 1°, а высота макронеровно-
сти находилась в пределах 70 мм. Монтаж оборудования трубосварочных баз
производится трубоукладчиком и автокраном. Линия и стеллажи монтируют-
ся по секциям. Монтаж трубоукладочных линий обычно начинается с установ-
ки второй секции с последующим присоединением отсекателей. Затем уста-
навливают первую, третью секции и соединяют их с промежуточной рамой.
Далее устанавливают центратор и соединяют его со штангой, а затем произво-
дится сборка всей гидросистемы. На линию устанавливается кабина, которая
соединяется с линией стальной шиной сечением более 40 мм2 при помощи
сварки. К центратору крепится ерш, обеспечивающий удаление земли и
различных предметов из трубы. Инвентарные покати обычно устанавлива-
ют с уклоном 1 : 100.
Полевые автоматические установки на трассу поставляют комплексно и
устанавливают на площадке в виде собранных секций. Каждая секция вы-
ставляется строго горизонтально (с максимальным наклоном вдоль оси сек-
ции 1°30' и высотой неровностей не более 50 мм).
156
ГЛАВА 8
Трубосварочные базы БТС доставляют на трассу в виде отдельных стен-
дов, которые после разгрузки сочленяют между собой.
8.2. Оборудование трубосварочных баз
Применение автоматической, полуавтоматической и ручной сварок на
трубосварочных базах связано с использованием разнообразного оборудо-
вания, которое существенно влияет на степень механизации сборочно-сва-
рочных процессов, на производительность труда и качество сварных сое-
динений. Тщательность подготовки свариваемых труб на стенде — одно из
основных условий получения равнопрочности швов. Сопряжение осей
двух и более труб большого диаметра, свариваемых в секции, без специаль-
ного оборудования практически невозможно.
Вращатели используют на установках типа ПАУ, Л СТ и БТС для создания
непрерывного или периодического изменения положения собранного сты-
ка относительно сварочной головки, обеспечивая выполнение процесса в
нижнем положении с регулируемой частотой вращения. Вращатель должен
обеспечить равномерную окружную скорость вращения секции от Vmin до
Ипах, при заданном диаметре труб от D„un до Dma* в следующем диапазоне:
^min — ^min/(^-^ max )’
^max — ^max /(^^min )•
Скорость сварки при неизменности других параметров режима (I, U)
определяет поперечное сечение шва FM =f (Vce) при 1= const, U= const. Поэ-
тому неравномерное вращение секции может привести к образованию не
равномерного поперечного сечения валика шва, что недопустимо. При вы-
боре вращателя этот фактор учитывают и в зависимости от диаметра труб
применяют различные типа вращателей: роликовые, торцовые и центро-
вочные. Роликовый вращатель СВР-142 обеспечивает окружную скорость
вращения секции труб диаметром 720—1420 мм с помощью приводных ро-
ликов, которые входят в контакт с внешней поверхностью труб (рис. 8.5).
Рис. 8.5. Схема роликового вращателя: 1 — электродвигатель; 2 — редуктор;
3 — распределитель мощности; 4 — вал; 5 — обрезиненный ролик
П0ЛЕ8ЫЕ ТРУБОСВАРОЧНЫЕ БАЗЫ, УСТАНОВКИ И ОБОРУДОВАНИЕ
157
Он может быть использован в комплекте установок ПАУ, где выполняет
следующие операции: вращение секции обрезиненными роликами с высо-
кой равномерностью, отсекание, укладывание и снятие секций со стенда с
помощью системы рычагов с электрическим приводом (рис. 8.6).
Рис. 8.6. Схема отсекателя (манипулятора) установки ПАУ-1ОО1В:
1 - покать скатывания; 2,3, 4 - рычаги; 5 - мостик отсекателя; 6 - покать
накопителя; 7 - рычаги; 8 - корпус; 9 - домкрат; 10 - тяга; 11 - ограничитель;
12 - ролик; 13 - труба
Вращатели ВТ-61 и ВТ-121 (рис. 8.7) применяют для вращения секций
при сварке на полевых автосварочных установках ПАУ-601 и ПАУ-602.
Рис. 8.7. Торцовый вращатель ВТ-61:
1 — планшайба; 2 — штурвал; 3 — редуктор; 4 — электродвигатель; 5 — кулачок;
6 — самоцентрирующее устройство; 7 — колесо; 8 — рельс
Техническая характеристика вращателей
Тип вращателя
Диаметр труб, мм
ВТ-61 ВТ-121 СВР-141
325-630 720-1220 720-1420
158
ГЛАВА В
Окружная скорость, м/ч Регулирование скорости: 21-85 25-89 18,6-186
Ступенчатое, число ступеней 8 8
Плавное, % 10 10
Мощность электродвигателя вращателя, кВт 0,7 1,5 3,2
Габаритные размеры, м 0,9x1,2x0,93 1,09x1,6x1,34 22x5,5x10
Примечание. Длина секции до 36 м.
Привод продольного перемещения на линиях сборки труб и специализи-
рованных трубосварочных базах используют для возвратно-поступательного
перемещения труб и секций. На стенде устанавливают до десяти одинаковых
по конструкции подобных приводов. Привод продольного перемещения
(рис. 8.8) состоит из электродвигателя, двухступенчатого цилиндрического
редуктора и двух приводных катков, установленных на валу, который на
подшипниках качения опирается на опору. Редуктор устанавливают на вы-
ходном конце вала катков. К редуктору крепится электродвигатель мощно-
стью 2,8 кВт, с номинальной частотой вращения 1420 об/мин. В случае вы-
хода из строя электродвигателя или редуктора катки можно использовать
как холостые роликоопоры.
Рис. 8.8. Привод продольного перемещения на трубосварочной линии:
1 — корпус; 2 — ролик; 3 — вал; 4 — цепная муфта; 5 — мотор-редуктор
Перегружатели устанавливают на механизированной линии. Два перегру-
жателя используют для сбрасывания сваренной секции с линии на промежу-
точный стеллаж. Перегружатель (рис. 8.9) представляет собой изогнутый
рычаг, который приводится в действие штоком гидравлической системы.
При подаче масла в нижнюю полость цилиндра шток поднимает рычаг в вер-
хнее положение и происходит сбрасывание секции на покати.
Роликовые опоры применяют при поворотной сварке секций труб на
полевых автосварочных установках типа ПАУ при вращении секции (рис. 8.10).
Каждая опора имеет корпус, в котором на оси устанавливается коромысло.
На коромысле имеется два опорных ролика. Коромысло качается на оси и
может занимать два положения: оба опорных ролика находятся в горизон-
тальной плоскости (рабочее положение — сварка); правый ролик опущен
ПОЛЕВЫЕ ТРУБОСВАРОЧНЫЕ БАЗЫ, УСТАНОВКИ И ОБОРУДОВАНИЕ
159
Рис. 8.10. Роликовая опора типа ОР:
1 — корпус; 2 — обойма; 3 — ролик; 4 — стопорное устройство
(сброс готовой секции). Роликовые опоры крепятся на стенде к двум парал-
лельно расположенным швеллерам на расстоянии, которое можно устано-
вить, исходя из нагрузки на одну опору:
R = G/[cos(a /2)п],
где R — радиальная нагрузка на одну опору, G — вес секции; а — централь-
ный угол; п — число роликоопор стенда.
Техническая характеристика роликовых опор
Опоры.................... ОР61
Диаметр свариваемых труб, мм 325—630
Управление............... Ручное
ОР 121
720-1220
Ручное с автоматической
фиксацией коромысла
в положении "закрыто"
160
ГЛАВА В
Число перестановок роликов
на коромысле..............
Габаритные размеры, м.....
Масса, кг.................
2 2
1,24x0,42x0,4 0,7x0,25x0,3
96 230
Тяговые лебедки используют при сборке труб в секции на сборочном кон-
дукторе для осевого перемещения одиночных труб. Применяемые на трассе
лебедки ЛТЗВ-1, ЛТЗ-Т и ЛТ32-1 развивают тяговое усилие 30 и 80 кН соот-
ветственно.
8.3. Оборудование для сварки под флюсом
Сварку поворотных стыков магистральных трубопроводов на установ-
ках ПАУ и БТС выполняют обычно специализированными сварочными го-
ловками, а также передвижными универсальными (например, сварочные
тракторы).
Установка для механизированной сварки состоит из источника питания
сварочной дуги, шкафа управления, в котором располагаются источники пи-
тания электродвигателей автомата, устройство для замыкания и размыкания
сварочной и вспомогательных цепей, устройства (сварочная головка) для за-
жигания дуги, подачи проволоки в зону сварки, устройства (каретка) для пе-
ремещения сварочной головки вдоль стыка с кассетой со сварочной прово-
локой, пультом управления и бункером для флюса. При поворотной сварке
стыков трубопроводов устройство для перемещения сварочной головки
отсутствует и эту роль выполняет вращатель, который синхронно работает
с подавляющим механизмом.
При сооружении магистральных трубопроводов применяют сварочные
головки переносного типа СГФ и полустационарные ГДФ (табл. 8.2), кото-
рые используют для выполнения поворотных стыков под слоем флюса в
полевых условиях. Сварочную головку ГДФ-1001-УЗ используют в полевых
автосварочных установках ПАУ-1001В. Головка ГДФ-1001-УЗ относится к
автоматам подвесного типа, которая на подвеске укрепляется на колонке.
Головка имеет механизированный привод опускания на стык и подъем.
Опирание на поверхность трубы осуществляется опорными роликами, ко-
торые копируют трубу в процессе сварки. Головка оснащена флюсоаппара-
том, позволяющим после сварки удалять со стыка флюс и бункер. Все регу-
лировочные перемещения фиксируют указателями. Головка комплектуется
выпрямителем ВДУ-1001-УЗ.
Головку СГФ-1004 (рис. 8.11) используют в полевых автосварочных уста-
новках ПАУ-601 и ПАУ-602 для автоматической сварки трубопровода под
слоем флюса. Это усовершенствованная головка позволяет вести сварку по-
воротных стыков труб по предварительно подваренному первому слою шва.
Сварочная головка СГФ-1004 смонтирована на четырехколесной тележке и
имеет электродвигатель с редуктором, подающий механизм, токоподвод,
бункер с флюсом, кронштейн с кассетой и пульт управления. Головка имеет
корректор, который позволяет сместить электропровод относительно
ПОЛЕВЫЕ ТРУБОСВАРОЧНЫЕ БАЗЫ, УСТАНОВКИ И ОБОРУДОВАНИЕ
161
зенита труб на величину 20—120 мм. Для обеспечения надежного подвода
тока к электродной проволоке головка комплектуется токоподводами двух
типов — пружинным и трубчатым. Пружинный токоподвод используют для
сварки труб диаметром 720—1420 мм, применяя проволоку толщиной 2—3 мм.
Токоподвод имеет мундштук, на нижнем конце которого крепится токосъем-
щик, состоящий из двух бронзовых накладок, одна из которых с помощью
пружины давит на проволоку, обеспечивая надежный контакт.
Таблица 8.2
Техническая характеристика сварочных головок
Тил сварочной головки Диаметр свариваемых труб, мм Вылет электрода, мм Сила сварочного тока,А Диаметр электродной проволоки, мм Скорость подачи проволоки, м/ч
СГФ-1004 325-1420 30-50 1000 2-3 186-565
АДФ-1202 (сварочный трактор) 820-1420 30-50 1250 2-6 60—360
ГДФ-1001-УЗ 530-1420 30-80 1000 3-5 28-1060
БТС-142В (головка внутренней сварки) 1200,1420 30-50 1000 3-4 45-265
Рис. 8.11. Сварочная головка СГФ-1004
1 — корректор; 2 — пульт управления; 3 — бункер; 4 — подающий механизм;
5 — кассета; б — штатив; 7 — опорные ролики
Трубчатый токопровод применяют для сварки трубопроводов диаметром
720—1420 мм. В этом случае мундштук имеет наконечник, который рассчитан
на электродную проволоку диаметром 3 мм. Если устанавливается наконеч-
ник для проволоки диаметром 2 мм, то такой токопровод используют при
сварке труб диаметром 325—720 мм.
6 - 3396
162
ГЛАВА8
Для подачи флюса в зону сварки головка комплектуется флюсоподвода-
ми двух типов: раздельным и охватывающим.
Раздельный флюсоподвод применяют при сварке труб диаметром
720—1420 мм, а охватывающий — диаметром 325—720 мм. Каждый флюсо-
подвод закрепляется с токопроводом и копирует их перемещение при ра-
боте корректором.
Аппараты переносного типа — универсальные сварочные трактора при-
меняют для подварки корня шва внутри трубы, их используют в строитель-
стве вместе со шкафом управления и источником питания постоянного
тока. Трактор АДФ-1202 (ТС-30) — универсальный, имеет один электродви-
гатель, который приводит в движение механизм подачи электрода и ходо-
вой механизм. Скорость подачи электродной проволоки и скорость сварки
настраивают сменными шестернями. Автомат АДФ-1202 (ТС-30) может на-
страиваться на сварку различных типов швов с помощью сменных узлов и
деталей. При поворотной сварке трубопроводов диаметром 1420 мм авто-
мат устанавливают внутрь секции и производят подварку корневого шва.
Автомат ТС-30 поставляют в комплекте с выпрямителем ВДМ-1201-2,
блоком управления БУ-031, с б баластными реостатами РБ-306. Автомат
тракторного типа АДФ-10030 также используют в подобных условиях.
8.4. Анализ эффективности применения
трубосварочных баз
Одним из важных вопросов, возникающих при выборе схемы организа-
ции монтажных работ, является определение целесообразности примене-
ния трубосварочных баз с точки зрения их эффективности.
С одной стороны предварительная сборка секций труб на трубосвароч-
ных базах связана с организацией работ по транспортировке труб и секций
труб, с их погрузкой — выгрузкой, с большими затратами времени на орга-
низацию самих трубосварочных баз.
С другой стороны — прогрессивная организация поточного строитель-
ства предусматривает применение эффективных способов ведения мон-
тажных работ при строительстве магистральных трубопроводов и требует
индустриализации производства, то есть выполнения максимума работ по
сборке в секции на базовых участках.
Укрупнение труб в секции в базовых условиях позволяет создать лучшие
условия для автоматизации процессов и, как следствие, для повышения
производительности, снижения трудоемкости, повышения качества работ
и оперативного контроля, то есть повышения эффективности монтажа
трубопровода. Существующие трубосварочные базы состоят из накопителя
труб, линии сборки труб в секции, линии автоматической сварки, линии
контроля сварных стыков.
При строительстве линейной части магистральных трубопроводов ис-
пользуют две типовые схемы трубосварочных баз:
ПОЛЕВЫЕ ТРУБОСВАРОЧНЫЕ БАЗЫ, УСТАНОВКИ И ОБОРУДОВАНИЕ
163
— для односторонней автоматической сварки под флюсом по ручной
подварке с применением сборочно-сварочных стендов (ССТ) вместе с авто-
сварочными установками (ПАУ) и полумеханизированные базы БНС
(ЛСТ-81+ПАУ-502);
— для двухсторонней автоматической сварки под флюсом механизиро-
ванные базы типа БТС.
Для выполнения небольшого объема работ используют простейшие тру-
босварочные базы, состоящие из одного или нескольких стендов.
В отличие от заводских трубосварочных станов, трубосварочная база
(ТСБ) является открытым цехом, который передвигается по трассе, меняя
дислокацию по нескольку раз в год, что отрицательно сказывается на орга-
низации работ. В результате ТСБ быстро изнашиваются, разукомплектовы-
ваются, требуют значительных затрат на перебазировку, монтаж, демон-
таж, что снижает эффективность их применения.
В этих условиях возникает вопрос о целесообразности использования
ТСБ.
Оценка эффективности применения ТСБ с учетом факторов, влияющих
на темпы производства секций труб, позволяет принять правильное реше-
ние о выборе трубосварочных баз и целесообразности их применения.
Требуемое число сварочных баз определяют по формуле:
^тах
где G — число баз; fl — коэффициент, характеризующий отношение числа
стыков труб, выполненных на сварочных базах, к числу баз (на трассе, заво-
де и т. п.), /?~0,65; Lmax — протяженность участка трубопровода, проклады-
ваемого в год максимальной нагрузки, км; I — длина труб, м; П — норматив-
ная производительность сварочной базы, стык/год; п — число стендов
автоматической сварки на базе; k — коэффициент использования базы, учи-
тывающий организационно-технические перерывы, k = 0,6. Для простей-
ших производительность определяется количеством стендов.
Простейшие зависимости от требуемого темпа сварочно-монтажных ра-
бот (в нашем случае — заданного) имеют следующее количество стендов
(табл. 8.3).
Таблица 8.3
Производительность сварочно-монтажных работ
Диаметр трубопровода, мм Заданный темп работ, км в смену
0,5 1,0 1,5
529 1 1 2
720 1 2 3
1020 1 2 3
Производительность определяется с учетом факторов, влияющих на
процесс стыков труб:
6*
164
ГЛАВА 8
L = Рб ‘Тс -n'l, м,
где: Pg— темп сборки, стыков/ч; I — длина одной трубы, м;, п — количество
труб в секции; тс — продолжительность смены, ч.
Целесообразность применений ТСБ в большой степени зависит от про-
тяженности и диаметра сооружаемого трубопровода и определяется из
условия сравнимости затрат при строительстве 1 км трубопровода из оди-
ночных труб и из секций труб (табл. 8.4).
Таблица 8.4
Технические параметры различных типовых схем ТСБ
Базы ЛСТ-81 ССТ-141 ССТ-141А ПАУ-502 ПАУ-1001В БТС-142В
Диаметр свариваемых труб, мм 325 820 1020, 1220, 1420 1020, 1220, 1420 325-820 1020-1420 1020-1420
Производительность, 9,2 3,4 8 7 4,3 3,24
стыков/ч (диаметр (диаметр (диаметр (диаметр (диаметр (диаметр
530x8) 1020,1220 мм) 1,7 (диаметр 1420 мм) 1020,1220 мм); 4,8 (диаметр 1420 мм) 530x8 мм) 1420x17) 1420x17,5); 3,53 (диаметр 1220x17,5); 3,9 (диаметр 1020x17,5)
Длина свариваемых секций (максимальная), м 36 36 36 36 36 36
Масса, т 38,5 36,8 45 11,8 30,5 110
Значения максимальной протяженности магистральных трубопроводов,
монтируемых различными способами из отдельных труб, приведен в табл. 8.5.
С изменением стоимости применяемого оборудования протяженность может
изменяться.
Таблица 8.5
Значения максимальной протяженности трубопроводов
Способы сборки трубопровода Протяженность трубопроводов, щ в зависимости от диаметра, мм
1420 1220 1020 720 530 355
Последовательный (ПС) 4 5,8 12,5 12,3 23 31,5
Поточно-групповой (ПГС) 17 29 20,5 19,4 27,8 41
Поточно-расчлененный (ПРС) 24 31 26 25,6 44,8 50,8
Электроконтактный (ЭКС) Сборка с использованием 22 20 — — — —
сварки в среде защитных газов (СЗГ) 48 — — — —
ПОЛЕВЫЕ ТРУБОСВАРОЧНЫЕ БАЗЫ, УСТАНОВКИ И ОБО РУДОВ А НИЕ
165
При организации монтажных работ важное значение имеет определе-
ние границ участка строительства и местоположения ТСБ.
Наиболее выгодным расположением ТСБ считаются:
— места приема труб (причал, железнодорожная станция);
— территории жилгородков строителей;
— непосредственно на трассе;
— места прохождения дорог.
Выбор местоположения трубосварочной базы определяют затратами на
доставку секций труб, которые, в свою очередь, зависят от средневзвешен-
ного расстояния перевозок (Zc):
с 2L ’
где li и I2 — длина обслуживаемых участков трассы.
Рациональное размещение вдоль трассы ТСБ характеризуется коэффици-
ентом /г, определяемого отношением средневзвешенного расстояния пере-
возок к длине участка трубопровода, строящегося с одной трубосварочной
базы:
_ lc ^+ll
Коэффициент ш изменяется в пределах от 0,25 до 0,5.
Экономическая интерпретация значения коэффициента состоит в том,
что с точки зрения минимальных затрат на перевозку секций труб от базы
к месту производства работ, выгодно располагать ТСБ в центре закреплен-
ного участка. Коэффициент р будет иметь при этом наименьшее значение.
Значение коэффициента /г=0,5 соответствует размещению ТСБ в конце
или начале участка строительства магистрального трубопровода.
На себестоимость монтажных работ значительное влияние оказывает
увеличение затрат на транспортировку труб, доставку рабочих и горю-
че-смазочных материалов на трассу, на техническое обслуживание и ре-
монт машин, а также потери от снижения производительности бригад из-за
несвоевременной доставки трубных секций.
Увеличение протяженности участка, обслуживаемого ТСБ базой с одной
стоянки, позволяет снизить затраты, связанные с передислокацией ее. Од-
новременно, удлинение участка трассы, обслуживаемого с одного располо-
жения ТСБ, вызывает увеличение расходов по вывозке секций труб и достав-
ке рабочих, снижает надежность технологического процесса строительства.
С увеличением длины участка строящего трубопровода сложнее обеспе-
чивать руководство работами, организовывать ремонт механизмов, манев-
рировать техникой. Это приводит к увеличению простоев бригад и машин,
к удорожанию работ.
ГЛАВА 9
ЭЛЕКТРОКОНТАКТНАЯ СВАРКА ТРУБОПРОВОДОВ
ОПЛАВЛЕНИЕМ
Электроконтактная сварка оплавлением относится к прессовым мето-
дам сварки трубопроводов и предусматривает нагрев места соединения до
высокой температуры с последующим осевым сдавливанием. Сварное сое-
динение получается одновременно по всему периметру стыка, что позволя-
ет резко механизировать сварочные работы на трассе и приблизить их вы-
полнение к заводскому поточному производству.
9.1. Процесс стыковой сварки оплавлением
При электроконтактной сварке оплавлением находящиеся под током
трубы сближаются до соприкосновения своих торцов. Первоначальное ка-
сание практически осуществляется в точке. Поверхность соприкосновения
за короткий промежуток времени резко возрастает за счет относительного
перемещения деталей, пластической деформации контактирующих неров-
ностей и теплового расширения металла в зоне контакта. Металл резко на-
гревается в средней части контакта до температуры плавления и превраща-
ется в жидкую перемычку.
Электрическое сопротивление контакта в начальный период нагрева из-
меняется сравнительно равномерно, но в процессе расплавления металла
оно резко возрастает с большой скоростью. В процессе плавления пере-
мычки объем и форма металла не остаются постоянными. Они изменяются
вследствие плавления металла, перемещения перемычки по оплавляемой
поверхности, сжатия объема электродинамическими силами и выделения
паров и газов из перегретого металла. Перемычка разрушается либо под
действием электродинамической силы, либо за счет перегрева металла. Пе-
ремычка выбрасывается за пределы сварочного контура в виде искр. Если в
рассматриваемый момент времени существует несколько контактов, то в
них возникают силы, которые стремятся сблизить эти контакты. Объеди-
нение перемычек приводит к увеличению на торцах труб кратеров, образу-
ющихся в результате разрушения объемов жидкого металла. В результате
разрушения одних элементарных контактов ток перераспределяется в дру-
гие, что приводит к повышению напряжения. При разрушении единичной
перемычки электрическая цепь не разрывается мгновенно, а накопленная
энергия магнитного поля должна превратиться в тепловую энергию. При
этом напряжение между изделиями повышается до величины зажигания и
последующего горения дуги. Время существования элементарного контакта
составляет 0,002 — 0,005 с и зависит от напряжения. Повышение напряже-
ния приводит к увеличению числа дуговых разрядов и их интенсивности.
ЭЛЕКТРОКОНТАКТНАЯ СВАРКА ТРУБОПРОВОДОВ ОПЛАВЛЕНИЕМ
167
Во время оплавления поверхность нагрева покрыта кратерами различных
размеров и число контактов колеблется в широких пределах. Процесс
оплавления предназначается для нагрева изделий на соответствующую глу-
бину и создания на свариваемых поверхностях пленки жидкого металла и
окислов.
Для получения качественных соединений при электроконтактной свар-
ке оплавлением необходимо перед осадкой обеспечить равномерный на-
грев изделий по всей поверхности с образованием на оплавленных торцах
пленки жидкого металла толщиной 0,1—0,5 мм, которая способствует удале-
нию окислов из стыка. Осадка завершает сварочный процесс, и для повы-
шения качества сварных соединений она проводится под током. Скорость
сближения кромок в процессе осадки составляет не менее 20 мм/с при дав-
лении 40—50 МПа. При осадке создается пластическая деформация стенок
труб, что вызывает их утолщение. Для малоуглеродистых сталей заметная
деформация труб при давлении 40 МПа наблюдается в зоне нагрева при
температуре 1100—1150°С. После осадки с внутренней и наружной поверх-
ностей стыка удаляется грат. Изнутри грат удаляется внутренними гратос-
нимателями, с наружной поверхности стыка — наружными.
Качество сварных соединений проверяют внешним осмотром по усиле-
нию, которое после удаления наружного грата не должно превышать 3 мм.
Механические свойства сварных соединений, выполненных электрокон-
тактной сваркой, определяют вырезкой образцов из труб с механическим
испытанием их. Образцы после снятия усиления испытывают на загиб. Ка-
чество соединений считают удовлетворительным, если среднее арифмети-
ческое значение угла изгиба образцов составляет не менее 70°, а его мини-
мальное значение — не ниже 40°.
9.2. Энергетические затраты
при электроконтактной сварке
Для оптимального расчета конструктивных и технологических параметр
ров электроконтактных установок принимаем несколько значений вторич-
ных напряжений сварочного трансформатора, равных 7В, 8В, 9В, и несколь-
ко значений удельных потребляемых мощностей на оплавление РуД1 равных
0,6 кВт/см2, 0,7 кВт/см2, 0,8 кВт/см2.
Определим площадь поперечного сечения свариваемых труб
F = 7tdcpl>,
где dcp— средний диаметр трубы, см; б — толщина стенки, см; dcp = dH — d.
Мощность, потребляемая на сварку:
N„ = F-Pyd, кВт.
Полная мощность сварочной установки:
N
+ кВт,
168
ГЛАВА 9
где Necn — мощность, потребляемая на привод вспомогательных механизмов
в процессе сварки (принимаем 20 % от потребляемой мощности); г[ — коэф-
фициент, учитывающий случайные перегрузки, а также возможные откло-
нения размеров поперечных сечений свариваемых труб, т] = 0,7.
Ток в первичной и вторичной обмотках трансформатора
N
А;
1
/2 = Ц -К, А,
где Ij— ток в первичной обмотке трансформатора, A; Uj — напряжение на
первичной обмотке трансформатора, 380 В; р — коэффициент мощности,
0,67; К = —- — коэффициент трансформации; С1г напряжение на вторичной
[7 2
обмотке трансформатора, В.
Максимально допустимое сопротивление сварочной цепи при коротком
замыкании:
а2
Zk3 ~ 1.7,15) р2 -F^-p °М'
т, кВт
где В?# — удельная мощность , потребляемая на оплавление, -—5-; р — удель-
см
ное сопротивление стали (17- 10~б Ом-см); р — коэффициент мощности со-
ставляет 0,67; U2— вторичное напряжение сварочного трансформатора при-
нимаем 7, 8, 9 В; F— площадь поперечного сечения свариваемой трубы, см2.
Поскольку такой процесс должен отвечать рациональной технологии
сварки, то средняя скорость оплавления подсчитывается по формуле:
V - 0.8зКГ ™
с>~ N 14,7’ с'
где — удельная мощность оплавления.
Время оплавления
Минимальное время оплавления, необходимое для достижения в стыке,
перед осадкой, температуры плавления металла и покрытия каждого из сва-
риваемых торцов жидкой пленкой толщиной 1 мм, при этом:
1опл = ts+ 1Ж ,
где t,s — время, необходимое для достижения в стыке температуры плавле-
ния, с; tx — время, необходимое для образования на оплавляемых торцах
жидкой пленки металла, с (10 с).
ts= 3,03р
где р' — постоянная времени, зависящая от основных технологических па-
раметров оплавления и характеристик сварочного трансформатора.
ЭЛЕКТРОКОНТАКТНАЯ СВАРКА ТРУБОПРОВОДОВ ОПЛАВЛЕНИЕМ
169
Постоянная времениpi' может быть определена из формулы:
, . и2 \ 2Д vcp / и2 \
и' = 0,ЗЗА--—— ------== хехр-т== 39-------- В 2С
2nf-RK.3.{TsjMj Т54М Я
/
Хкз
где —— принимаем значение ближайшей по типоразмеру установки
ПЛТ-141—2,88; U2 — вторичное напряжение принято ранее 6, 7, 8 В; Т5 —
температура плавления свариваемого металла, °C (условно принимаем
1500°С); М— коэффициент Лоренца, В2/градус2 (принимаем 3,05-10“9);
а — коэффициент температуропроводности, см2/с (принимаем 0,08); f —
частота тока, Гц — 50; Vcp — средняя скорость оплавления, см/с; А, В, С —
постоянные, зависящие от принятого закона перемещения для п = 1,25,
они составляют А — 2,4 • 107; В — 1,35 • 103; С — 6, Г.
Величина оплавления
Величина оплавленного участка в процессе нагрева труб до сварочной
температуры рассчитывается по формуле:
^<тл ~ Vcp 'tmjt’ см>
где tnnjl — время оплавления, с.
Величина осадки
Для определения величины осадки 1Ж используют формулу:
0,187
‘ос - 24,921—3,5351/2 т/ 6.88-0.904(72 + 0,2
е ¥ ср
где U2 — вторичное напряжение сварочного трансформатора, В; Vrp — сред-
няя скорость оплавления, см/с.
Общее перемещение свариваемых труб в процессе оплавления и осадки
1общ ~ 1опл + 1ос
Для избежания теплоотвода в губки сварочной машины вылет сваривае-
мых труб обычно принимают равным (1,5 - 2,0) 1опл.
При заданных технологических параметрах осадки и полученном темпе-
ратурном поле усилие осадки можно определить, используя формулу:
Рос - ^’6.99
V V (У2,76 —Z2,76
’ос ср г осн Woe осн
, кгс,
^осн ^оснУос ср
где F— площадь поперечного сечения трубы в мм2; Voccp — средняя скорость
осадки по всей длине периметра 25 мм/с; V0CH — начальная скорость осадки
80 мм/с; lot — начальную величину осадки принимаем 4 мм; I — температур-
ный интеграл определяют по формуле:
170
ГЛАВА 9
33~253 ’ El С0’006387'™ )
Здесь К' — градиент температурного поля (0,08 см-1). Значение Ei вычисляет-
ся для 7m= 1550°С (£,= 1794,1).
Мощность механизма осадки можно определить:
где Noc — мощность привода механизма осадки, кВт; Pof — усилие осадки,
кгс/см2; г)’ — кпд привода осадки, 0,9; — скорость осадки, см/с.
Усилие для зажатия труб в сварочной машине и удержания в процессе
осадки составит:
где f' — коэффициент зацепления между трубами и зажимными башмаками
сварочной машины (J' = 1,25).
Расчет величины усиления после осадки
Максимальная величина усиления толщины стенки трубы после осадки
подсчитывается по формуле:
=10^ -1)’
где й — толщина свариваемой трубы в мм; еу — относительная деформация в
радиальном направлении, определяют по формуле:
еу = (1,17 • 10-5 • 7'^ -3/4 • 10-2 • 7/+23/3),
где 7'к— температура свариваемого металла перед осадкой (1500°С).
Ширина усиления пояска грата в основании может быть определена по
формуле:
еу
”1п-----
\ 0,048
а =--------- см,
Р
где/5 = 0,25 + 0,01 ( fc'-^)1,8 ; п= 1,1 + 0,167; kc — полная величина осадки в мм,
к'— градиент температурного поля (0,08 см1).
9.3. Трубосварочные электроконтактные установки
Электроконтактная сварка непрерывным оплавлением впервые начала при-
меняться на строительстве магистральных трубопроводов в 1952 г., когда Ин-
ститутом электросварки им Е. О. Патона была создана установка КТСА-1 для
сварки труб диаметром 219—529 мм в непрерывную нитку. Дальнейшее усовер-
шенствование технологической схемы сварки труб оплавлением благодаря
ЭЛЕКТРОКОНТАКТНАЯ СВАРКА ТРУБОПРОВОДОВ ОПЛАВЛЕНИЕМ
171
разработкам ИЭС им. Е. О. Патона, ВНИИСТ, КФ СКВ "Газстроймашина" и
другими, привело к использованию двух групп установок — ТКУС (ПЛТ)
для сварки труб в секции на стационарных трубосварочных базах и ТКУП
(Север) — для сварки труб или секций в непрерывную нитку на трассе.
Для сварки трубопроводов различных диаметров разработаны установки,
приведенные в табл. 9.1.
Таблица 9.1
Электроконтактные сварочные установки
Тип установки Тип сварочной головки Диаметр свариваемых труб, мм Потребляемая мощность, кВ-А Производительность, стык/ч
Север-1 К-700 1420 1160 6
Север-3 К-800 1020-1220 1160 6-8
Север-4 К-810 1420 1500 6
Север-5 К-800 720-820 800 6-8
ТКУП-321 К-584М 114-325 200 5-6
ПЛТ-141 К-700-1 1420 1000 6-8
ПЛТ-531 К-805 377—530 500 8-12
ПЛТ-321 К-584М 114-325 250 10-12 —
Условия целесообразного применения установок ПЛТ
Диаметр труб, мм 114 168 219 273
Минимально допустимая протяженность трубопровода, км 18 17 17 15
Максимально допустимый радиус вывозки секций труб, км 23 21 19 19
Диаметр труб, мм 377 529 720 1020
Минимально допустимая протяженность трубопровода, км 14 14 13 12
Максимально допустимый радиус вывозки секций труб, км 17 15 12 10
Механизированная поточная линия типа ПЛТ-321 для электроконтактной
стыковой сварки оплавлением состоит из приемного стеллажа 1 (рис.9.1),
двух машин 3 для зачистки поверхностей труб (поясков) под контактные
башмаки, двух пар пневмоостановов и отсекателей-перегружателей 7; роль-
ганга (роликового конвейера) 4 для перемещения труб, на котором установ-
лена подвесная сварочная машина 6 с наружным удалением грата и внутрен-
ний 5 гратосниматель и перегружатели 9. В состав стационарной установки
входит электростанция и гидропневмостанция.
172
ГЛАВА 9
1 — приемный стеллаж; 2 — остановы; 3 — зачистные машины; 4 — рольганг;
5 — внутренний гратосниматель со штангой; б — подвесная сварочная машина;
7 — отсекатель; 8 — стеллаж готовой продукции; 9 — перегружатель;
10 —12 — свариваемые трубы; I — V — позиции труб
Стационарные и передвижные установки электроконтактной сварки
имеют различное конструктивное оформление, но вместе с тем они содержат
общий характерный агрегат — сварочную машину.
Сварочная машина выполняет зажим труб, центровку и удержание их в
горизонтальном положении, осевое перемещение при оплавлении, осадку
при сварке и снятие внутреннего и наружного грата. Машина имеет свароч-
ный трансформатор, который устанавливается непосредственно на корпу-
се (табл. 9.2). Сварочные машины устанавливают снаружи трубы (К-584М)
и внутри (К-700). У машины К-700 все механизмы для центровки и сварки
расположены внутри трубы и перемещение ее происходит по внутренней
поверхности.
Наружная сварочная машина К-584М клещевого типа для установок
ПЛТ-321 (рис. 9.2) состоит из двух механизмов зажатия и центровки левого
2 и правого 3, в которых устанавливают трубы. В каждую из щек 6 и 8 лево-
го механизма зажатия и центровки установлен сварочный трансформатор,
а в полости центральной оси 5 устанавливается гидравлическая следящая
система, Для зажатия труб используют цилиндры 7, а для осадки — 4. Маши-
ну К-584М при работе подвешивают на траверсе 1.
ЭЛЕКТРОКОНТАКТНАЯ СВАРКА ТРУБОПРОВОДОВ ОПЛАВЛЕНИЕМ
173
Таблица 9.2
Техническая характеристика сварочных машин
Показатели К-584М К-805 К-800 К-700-1
Наружный диаметр свариваемых труб, мм 114—325 377-530 1020,1220 1420
Толщина стенки трубы, мм 14 16 16 20
Максимальное свариваемое сечение, мм2 14 000 22 000 60 000 100 000
Потребляемая мощность, кВ-А 150 300 800 1000
Вторичное напряжение сварочного трансформатора, В 7 6,8 7,4 7,4
Сопротивление сварочного контура при коротком замыкании, мкОм 110 16 11,5 11,3
Рабочее давление масла в гидросистеме, МПа 12,25 16 15,68 15,7
Рабочий ход поршня механизма оплавления и осадки, мм 70 85 85 85
Максимальное усилие осадки, МН 0,7 1 2,95 4
Средняя скорость осадки, мм/с 25 40 40 40
Скорость оплавления, мм/с 0,1-1,5 0,1-1,5 0,1-1,5 0,1-1,5
Рис. 9.2. Схема сварочной машины К-584М
Приемные стеллажи (рис. 9.3) состоят из двух трехгранных ферм 5, кото-
рые устанавливают на земле с помощью винтовых опор 10, обеспечивающих
заданный уклон ферм для скатывания труб. На каждой ферме установлено
по два пневмоостанова 9, которые удерживают трубы с незачищенными кон-
цами 1 и одну трубу 2 во время зачистки, а также подают (отсекают) по од-
ной трубе на зачистку.
пл
ГЛАВА 9
Рис. 9.3. Приемный стеллаж стационарной установки:
1 — трубы для зачистки; 2 — зачищаемая труба; 3 — зачищенные трубы;
4 — отсекатели; 5 — трехгранная ферма; 6 — зачистная машинка;
7 — рельсовый путь; 8,10 — опоры; 9 — пневмоостановы
Пневмоостанов (рис. 9.4) работает от двух пневматических камер 8.
При подаче в камеры воздуха через дроссели 9 их штоки выдвигаются и по-
ворачиваются рычаги 7 вокруг оси 3, при этом вилки 2 опускаются ниже
уровня ферм стеллажа, на которых лежат трубы для зачистки 7 и уже с за-
чищенными концами.
Рис. 9.4. Пневмоостанов:
I — труба, подлежащая зачистке; 2 — вилка; 3 — ось; 4 — упор; 5 — тяга;
б — зачищаемая труба; 7 — рычаг; 8 — пневматическая камера;
9 — пневмодроссель
Зачистные устройства (рис. 9.5) используют для зачистки полос на рас-
стоянии 50 мм от конца трубы под контактные башмаки сварочной голов-
ки. Машинка к установкам ПЛТ-321 и ПЛТ-531 (рис. 9.5) размещена на те-
лежке, которая имеет привод от электродвигателя 7 через шестеренчатую
передачу.
ЭЛЕКТРОКОНТАКТНАЯ СВАРКА ТРУБОПРОВОДОВ ОПЛАВЛЕНИЕМ
175
Рис. 9.5. Машинка для зачистки концов труб:
1 — корпус, 2 — ротор, 3 — подшипник; 4 — набор скребков; 5,6 — шестерни;
7 — электродвигатель; 8 — рычаг; 9 — ролик; 10 — ось; 11 — противовес;
12 — корпус скребков; 13 — рельсовый путь; 14 — пластина; 15 — пружина
После подачи трубы на позицию зачистки машинку надвигают вручную
на трубу и в этом положении фиксируют на ее внутренней поверхности
струбцинами. На пульте управления нажимают на кнопку "Пуск", ротор 2
начинает вращаться, приводя во вращение скребки с твердосплавными
пластинами 14, которые закреплены в корпусе 12. Под действием центро-
бежных сил, возникающих при вращении скребков, противовес 11 стре-
мится повернуть их вкруг оси 10, прижимая скребки к поверхности трубы.
Усилие прижатия скребка к трубе зависит от его формы и размера. Через
30 с двигатель выключают и скребки под действием пружины 15 (через ры-
чаг 8) с роликом 9 возвращаются в исходное положение. Машинку по рель-
совому пути перемещают в исходное положение.
176
ГЛАВА 9
Отсекатели на приемных стеллажах полустационарных установок (рис. 9.6.)
удерживают трубы от скатывания и поочередно подают по одной трубе к ме-
ханизмам зачистки и на рольганг для сварки. Отсекатели имеют рычаг 8, ко-
торый поворачивается на оси 7 под действием перемещающегося штока.
Шток приводится в движение от мембраны, которая установлена в пневмока-
мере 4. Воздух от компрессора подается через ниппель 5 в нижнюю полость
пневмокамеры, что позволяет удерживать трубы от скатывания. При удале-
нии воздуха из пневмокамеры рычаг под действием груза поворачивается на
оси и отделяет одну из труб, задерживая другим концом остальные трубы. По-
следующая подача воздуха приводит к новому повороту рычага и перекатыва-
нию труб по стеллажу.
Рис. 9.6. Отсекатель стационарных установок:
1 — труба; 2 — ролики, 3, 8 — рычаги; 4 — пневмокамера; 5 — пневмодроссель;
б — звено; 7 — палец; 10 — корпус
Перегружатели передают секции с рольганга на стеллаж готовой про-
дукции (рис. 9.7). Перегружатель снабжен рычагами 8 и 9, которые повора-
чиваются на осях 7и 1 под действием перемещения штока при подаче воз-
духа в пневмокамеру 5. На стеллаже имеется три сбрасывателя, которые
при подъеме сваренных секций с транспортного устройства перекатывают
ее на стеллаж готовой продукции. Управление перегружателями осуществ-
ляют с пульта оператора-сварщика.
ЭЛЕКТРОКОНТАКТНАЯ СВАРКА ТРУБОПРОВОДОВ ОПЛАВЛЕНИЕМ
177
Рис. 9.7. Перегружатель стационарных установок:
1,3,7— оси; 2 — корпус; 4 — подкладки; 5— пневмокамера, б— пневмодроссель,
8, 9 — рычаги
Рольганг используют для транспортировки и центровки труб и трубных
секций. Для операций центровки перемещение труб осуществляют со ско-
ростью 0,1 м/с, а для транспорта — 1 м/с.
Гратосниматели применяют в заключительной стадии образования свар-
ного соединения для снятия с внешней и внутренней поверхности сварного
соединения образовавшегося выдавленного и охлажденного металла — грата.
Грат удаляют в горячем состоянии при температуре шва 800— 1000°С.
На установках типа ПЛТ-321 применяют внутренний гратосниматель
(рис. 9.8), который состоит из центробежного устройства с бойками 7, брыз-
гоулавливающего конуса 6, вала 3, вращающейся штанги 4, опорных роли-
ков 5, пневмоцилиндра 2 и электродвигателя 1. Время работы внутреннего
гратоснимателя зависит от диаметра трубы и толщины стенки (табл. 9.3).
7 - 3396
Рис. 9.8. Внутренний гратосниматель
178
ГЛАВА9
Таблица 9.3
Время работы (с) внутреннего гратоснимателя
установки ПЛТ-321
Диаметр труб, мм Толщина стенок, мм
4,5 6 7 8 9 10 11 12 14 16
114 5 7 8 8 10 10 - — — —
159 — 8 8 10 12 12 15 15 —
168 — 10 10 12 12 12 15 18 —
219 — — 10 10 12 12 15 18 18 20
273 — — 10 10 12 15 15 18 18 20
325 — — 11 12 16 16 16 18 18 20
377 — — 11 12 16 16 18 18 20 20
Электроконтактные стационарные сварочные установки снабжены гид-
ропневмостанциями, которые питают воздухом и маслом сварочные голов-
ки, механизмы стеллажей и внутренних гратоснимателей.
Гидропневмостанции стационарных установок имеют масляный насос,
емкость для масла, компрессор, гидропневмоаккумулятор, воздушный реси-
вер и регулирующую аппаратуру. Все оборудование смонтировано в виде
отдельного агрегата. Привод насоса и компрессора осуществляется электро-
двигателями.
Гидропневмоаккумуляторы предназначены для накапливания масла под
давлением в период оплавления и быстрой отдачи его в момент осадки для
обеспечения скорости осадки 25 мм/с.
Установки ПЛТ-321, ПЛТ-531 имеют одну линию сборки и сварки, а
установка ПЛТ-141 имеет две линии и на каждой линии проводится сварка
двух- и трехтрубных секций с использованием основного оборудования от
установки "Север-1".
Передвижные установки типа "Север" состоят из отдельных автоном-
ных агрегатов: сварочной машины (К-700), расположенной внутри трубы и
имеющей привод автономного перемещения, электростанции, агрегатов
для снятия наружного грата и зачистки концов труб.
Оборудование для удаления наружного грата. Агрегат наружного грата
(рис. 9.9) состоит из гратоснимателя 7, подвешенного на удлиненной стреле 5
трубоукладчика 1 и удерживаемого поводком 4. Питание электромоторов
гратоснимателя осуществляется от электростанции 3, которая перемещает^
ся трубоукладчиком. Корпус гратоснимателя состоит из двух половин 9 и 11,
соединенных осью 13. Раскрытие корпуса гратоснимателя осуществляют с
помощью гидроцилиндра 6, шток которого системой рычагов соединен с
каждой половиной корпуса. Замок 10 фиксирует гратосниматель в закры-
том положении. На корпусе гратоснимателя установлены направляющие,
по которым перемещаются две тележки: 8 и 12. На тележках установлены
механизм перемещения и привод режущего инструмента.
ЭЛЕКТРОКОНТАКТНАЯ СВАРКА ТРУБОПРОВОДОВ ОПЛАВЛЕНИЕМ
179
Рис. 9.9. Агрегат для снятия наружного грата
В качестве режущего инструмента применяют дисковую фрезу, которая
приводится во вращение от электродвигателя посредством клиноремен-
ной передачи. Для управления режущими головками на прицепе электро-
станции расположен шкаф 2 управления.
Для установки "Север-1" используют агрегат АНГ-141 на базе трубоуклад-
чика ТО-1224В, для установки "Север-3" — АНГ-121.
Техническая характеристика агрегата для удаления грата
типа АНГ-141
Высота удаляемого грата за один проход, мм....... 20
Фрезерные головки:
число, шт......................................... 2
частота вращения, об/мин......................... 800
подача вдоль грата, м/мин........................ 0,78
Давление в гидросистеме, МПа..................... 5
Размеры, м:
длина............................................ 7,68
ширина......................................... 8,5
высота......................................... 7,4
Оборудование для зачистки контактной полосы. Зачистная машина подве-
шивается на стреле трубоукладчика, и ее энергоснабжение осуществляется от
прицепной электростанции мощностью 30 кВт. Механизм зачистки (рис. 9.10)
смонтирован на упоре-демпфере 1, в процессе установки которого в трубу
обеспечивается размещение иглофрез в требуемом положении. Удары
при установке упора гасятся резиновым кольцом 2. На упоре-демпфере
устанавливается ротор 4, на котором размещены четыре зачистные го-
ловки 6 с электродвигателями 5. Иглофрезы выводятся в рабочее поло-
жение с помощью гидроцилиндров 7. Система зачистки приводится во
7*
180
ГЛАВА 9
Рис. 9.10. Схема устройства машины для зачистки контактной полосы
вращение мотор-редуктором 8. Закрепление зачистной машины в трубе
осуществляется гидроцилиндрами 3. Для управления процессом очистки
используется пульт 9.
На передвижной установке "Север-1" зачистка контактной внутренней
полосы производится агрегатом АЗТ-141, а на установке "Север-3" — агрега-
том АЗТ-121.
Техническая характеристика агрегата АЗТ-141
Мощность генератора, кВт.......................... 30
Напряжение трехфазного переменного тока
частотой 50 Гц, В................................ 380
Число рабочих головок........................... 4
Производительность, число концов в час.......... 6,5
Частота вращения головок, с'1................... 2
Размер иглофрез, мм:
диаметр.......................................... 150
ширина........................................ 25
ЭЛЕКТРОКОНТАКТНАЯ СВАРКА ТРУБОПРОВОДОВ ОПЛАВЛЕНИЕМ
181
Время зачистки стыка, с.......................... 90
Усилия прижатия иглофрез, Н...................... 295—590
Мощность привода иглофрезы, КВт................... 2,2
Ширина зачищенного пояса, мм..................... 150
Мощность привода ротора, кВт...................... 0,4
Давление в гидросистеме, МПа...................... 2,5
Производительность гидронасоса, л/мин............ 15
Мощность привода гидронасоса, кВт................ 3
Габаритные размеры, м............................ 7,98x8,0x6,1
Масса, кг........................................ 28 150
Агрегаты АЗТ-141 и АЗТ-121 для снятия наружного грата созданы на
базе трубоукладчика ТО-1224Г.
Для электроконтактной сварки оплавлением трубопроводов применяют
электростанции с дизельными двигателями (табл. 9.4). Электростанции
устанавливают в закрытых вагончиках или прицепных устройствах и
транспортируют по трассе тракторами-тягачами или трубоукладчиками.
Для стационарных установок ПЛТ-321 и ПЛТ-531 для питания сварочного
трансформатора и всех вспомогательных агрегатов (гидропневмозачист-
ных машин, гратоснимателей) применяют электростанции ЭСДА-100 и
ЭСДА-200; для передвижных установок "Север-1" — электростанции
ЭСДА-1000 (питают сварочные трансформаторы), а вспомогательные агре-
гаты для зачистки и снятия наружного грата питают от электростанций
ЭСДА-30.
Таблица 9.4
Техническая характеристика передвижных электростанций
для электроконтактной сварки
Показатели ЭСДА-30 ЭСДА-100 ЭСДА-200 ЭСДА-1000
Мощность генератора, кВт 30 100 200 1000
Номинальный ток, А 55 180 360 1800
Расход топлива, л/ч 11 29 56,4 230
Вместимость топливного бака, л 100 250 480 1000
Двигатель ЯАЗ-204Г 1Д6 1Д12 1Д12
Генератор АД-30 ГСФ-100 ГСФ-200 ГСФ-1000
Габаритные размеры, мм:
длина 1500 6940 9545 10600
ширина 2500 2580 2950 3000
высота 2700 3200 3100 3500
Масса, кг 5000 9500 12600 15000
182
ГЛАВА 9
9.4. Технологический процесс электроконтактной сварки
трубопроводов
Базовый способ электроконтактной сварки предусматривает выполнение
операций по сборке и сварке трубных секций на стеллажах. Для монтажа
установки ПЛТ выбирают ровную площадку размером не менее 65x45 м.
На пересеченной местности площадку для установки ПЛТ планируют буль-
дозером. Затем на площадке раскладывают секции рольганга (в соответст-
вии с их нумерацией), приемные стеллажи готовых секций и проводят мон-
таж оборудования. После наладки и проверки работы установок осуществ-
ляют сварочный процесс. Перед сборкой труб для электроконтактной
сварки предусматривается подготовка труб к сварке. Она заключается в их
осмотре, удалении с концов снега, грязи и снятии механическим путем про-
дольного шва на участке 370 мм от торца тех труб, которые имеют шов, вы-
полненный электродуговой сваркой. Далее зачищают кольцевую полосу
шириной 150 мм для контактных башмаков на расстоянии 50 мм от торца
труб. Дополнительно металлической щеткой зачищают фаски труб от ржав-
чины, грязи и подают по рольгангу для центровки.
Центровка стыка производится механической системой сварочной го-
ловки, которая действует как наружный центратор с возможным перемеще-
нием сцентрованных труб вдоль оси процесса оплавления и осадки. Сцент-
рованный стык по всему периметру должен иметь зазор не более 7 мм.
Вследствие наличия отклонений размеров труб по диаметру допускается
смещение кромок свариваемых труб на величину до 20% толщины стенки
трубы, но не более 2 мм.
Сварка двух труб осуществляется автоматически. Скорость и время
оплавления можно определить в зависимости от сечения свариваемых
труб, а осадочную длину устанавливают в зависимости от времени оплавле-
ния. После сварки удаляют внутренний и наружный грат в горячем состоя-
нии. Завершив процесс удаления грата, секция перемещается в конец при-
водного рольганга. Затем по рольгангу подается очередная труба, которая
закрепляется в сварочной головке вместе с двухтрубной секцией, и выпол-
няется сварка с последующим удалением грата. Полученная трехтрубная
секция длиной 36 м поступает на стеллаж готовых секций.
Трассовый способ сварки трубопроводов предусматривает поставку
труб к месту укладки на расстоянии 2—3 м (первой трубы) от линии укладки
и последующих труб таким образом, чтобы обеспечить проход зачистного
агрегата к обоим концам трубы.
При сварке трубопроводов электроконтактными установками "Север"
сварочно-монтажные работы ведут в следующей последовательности.
Трубы (секции) раскладывают трубоукладчиком 10 (рис. 9.11) вдоль трас-
сы, и звено подготовительных работ выполняет очистку полости трубы от
грунта, снега и т.п., снимает усиление со шва на участке 370 мм от торца тру-
бы, зачищает с двух концов полосы внутри трубы для контактных башмаков
при помощи агрегата АЗТ-141 (9). Дополнительно металлической щеткой за-
чищают кромки труб от ржавчины и грязи. Трубоукладчиком 8 зачищенную
ЭЛЕКТРО КОНТАКТНАЯ СВАРКА ТРУБОПРОВОДОВ ОПЛАВЛЕНИЕМ
183
трубу подает звено монтажа и сварки для стыковки и центровки с помощью
внутренней сварочной машины К-700 (2). Зазор между торцами сцентриро-
ванных труб должен быть равномерным по периметру и не превышать 7 мм.
Оператор с пульта управления сварочной головки 5 осуществляет пуск авто-
матики машины, и процесс выполняется по заданной программе. После
сварки под трубой выкладывают монтажную опору из брусьев размером
150х 150х 1500 мм. Высоту опоры устанавливают 700 мм для работы агрегата
с наружным гратоснимателем. Сварочную машину питают от электростан-
ции 6. После сварки и остывания стыка (приблизительно 4 мин) оператор
включает электродвигатель сварочной машины, и она перемещается внутри
трубопровода к центровке следующего стыка. При ее передвижении удаляет-
ся резцами внутренний грат. Резцы установлены на корпусе машины. Техно-
логический цикл заканчивается фиксированием трубы на монтажной опоре.
Электростанцию перемещают к очередному стыку трактором-тягачом 7.
Применение для сборки и центровки двух трубоукладчиков типа К-594 по-
зволяет исключить из технологического цикла время, требуемое для переме-
щения очередной трубы к сварочной машине. Звено снятия наружного грата
с агрегатом АНГ-141 перемещается вслед за звеном монтажа и сварки. Для
облегчения проезда агрегатов передвижной установки "Север-1" планируют
рельеф бульдозером 4.
Рис. 9.11. Схема расположения оборудования при сварке
трубопроводов установкой "Север-1":
1 — агрегат для снятия наружного грата; 2 — сварочная машина;
3,8,10 — трубоукладчики; 4 — бульдозер; 5 — пульт управления;
б — передвижная электростанция; 7 — трактор тягач, 9 — агрегат для зачистки
контактной полосы
Обслуживание установок "Север-1" осуществляет бригада, состоящая из
14 человек: оператора сварочной машины, помощника оператора, четырех
машинистов-трубоукладчиков, трех слесарей-трубоукладчиков, машиниста
электростанции, электрика, двух операторов по зачистке и снятию наруж-
ного грата, бульдозериста.
ГЛАВА 10
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
Высокое качество сварочных работ на строительно-монтажных участках
обеспечивается хорошей организацией и контролем сварочного производст-
ва. Под контролем качества сварки подразумевается проверка условий и поря-
док выполнения сварочных работ, а также определение качества выполнен-
ных сварных соединений в соответствии с техническими требованиями.
Операционный контроль в процессе изготовления сварных соединений
нефте- и газопроводов осуществляется на всех стадиях монтажа, и правиль-
ная организация его является надежной гарантией безаварийной эксплуа-
тации магистральных трубопроводов. Операционный контроль, проводи-
мый на всех этапах строительства, включает:
— проверку состояния и качества материалов, подлежащих сварке;
— организацию хранения и выдачи сварочных материалов (электродов,
сварочной проволоки, флюсов и др.) сварщикам;
— подготовку конструкций под сварку с соблюдением требуемой формы
разделки кромок, их чистоты, качества сборки и т.п.;
— соблюдение последовательности, чередования сборочных и свароч-
ных операций в соответствии с технологической документацией;
— соблюдение установленных режимов сварки и порядка наложения
швов;
— использование электросварщиков требуемой квалификации;
— качество и своевременность выполнения сопутствующих и последую-
щих операций (послойная очистка, подогрев, термическая обработка и т.д.);
— соответствие установленным требованиям внешних условий выполне-
ния сварочных работ (температура окружающего воздуха и свариваемого
металла, отсутствие сквозняка, влаги и т. п.);
— исправность электросварочного оборудования и применяемой оснаст-
ки и т. д.
Операционный контроль проводит мастер или производитель работ, а
самоконтроль — исполнитель работ. При операционном контроле мастер
или прораб проверяет соответствие выполняемых работ рабочим черте-
жам, требованиям государственных стандартов СНиП и инструкциям,
утвержденным в установленном порядке.
Нормы контроля сварных соединений. Кроме того, что проводят поопе-
рационный контроль сварных соединений магистральных трубопроводов,
их подвергают внешнему осмотру и неразрушающему контролю физиче-
скими методами. Внешнему осмотру подлежат все сварные соединения с
целью выявления следующих дефектов:
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
185
— трещин, выходящих на поверхность шва или основного металла в зоне
термического влияния;
— наплывов и подрезов глубиной более 0,5 мм в переходной зоне;
— прожогов и незаваренных кратеров;
— неравномерности валика усиления сварного шва по ширине и высоте,
а также недопустимых отклонений валика усиления по оси шва;
— несоответствия геометрических размеров швов требованиям черте-
жей проекта, соответствующих ГОСТ и ТУ на геометрические размеры;
— непроваров в корне шва при возможности осмотра сварного соедине-
ния внутри трубопровода и подварки его.
Перед внешним осмотром наружная поверхность сварного шва и приле-
гающих к нему участков основного металла по обе стороны шва должны
быть очищены от шлака, загрязнений и брызг наплавленного металла.
Осмотр и измерение сварных соединений выполняют, при возможности, с
двух сторон.
Неразрушающим методам контроля подвергают сварные соединения
магистральных трубопроводов, выполненных электродуговой сваркой, в
следующем объеме:
— 100% стыков на участках трубопроводов категорий В и I, наземных и
надземных переходов, стыков захлестов, ввариваемых вставок и арматуры
контролируют радиографическими методами;
— 100% стыков на участках трубопроводов II категории, из которых не
менее 25% проверяют радиографическими методами, а остальные — ульт-
развуковыми или магнитографическими методами;
— 100% стыков на участках трубопроводов III категории, из которых —
радиографическими методами контролируют не менее 10%, а остальные —
ультразвуковым или магнитографическим;
— 100% стыков контролируют радиографическими методами на перехо-
дах через болота II и III типов и через железные и автомобильные дороги I,
II, III категорий;
— 100% стыков на участках трубопроводов IV категории при наземной и
надземной прокладке, из которых не менее 5% контролируют радиографи-
ческими методами, а остальные — ультразвуковым или магнитографическим.
В трассовых условиях не подвергают контролю сварные соединения
труб и арматуры, поставляемые заводами.
Сварные соединения магистральных трубопроводов I, II, III, IV катего-
рий, выполненные электроконтактной сваркой оплавлением, подвергают
100%-ному контролю физическими методами по зарегистрированным па-
раметрам процесса сварки и механическим испытаниям в объеме 1 % с це-
лью проверки состояния системы автоматического управления сварочным
процессом.
Для сварных соединений трубопроводов IV категории при неудовлетво-
рительном результате контроля физическими методами хотя бы одного
стыка необходимо проверить тем же методом 25% стыков из числа тех, ко-
торые сварены с момента предыдущей проверки. Если при этом будет
186
ГЛАВА 10
обнаружен хотя бы один стык неудовлетворительного качества, сварщик
или бригада, допустившие брак, от работы отстраняются до полной сдачи
испытаний, а сваренные ими с момента предыдущей проверки стыки под-
вергают 100%-ному радиографическому контролю. Результаты проверки
стыков физическими методами оформляют в виде заключений. До сдачи
трубопровода в эксплуатацию заключения, радиографические снимки, за-
регистрированные результаты ультразвуковой дефектоскопии и ферромаг-
нитные ленты со стыков, подвергнутых контролю, хранят в полевой испы-
тательной лаборатории (ПИЛ).
10.1. Дефекты в сварных соединениях
Дефекты в сварных соединениях трубопроводов и других конструкций
встречаются при нарушениях технологии сварки, неправильном выборе сва-
рочных материалов и неудовлетворительном их хранении, неудачном выбо-
ре способа сварки и режима, неудовлетворительной подготовке изделий под
сварку и т. п. Сам термин "дефект" определяют как каждое отдельное несоот-
ветствие продукции требованиям, установленным нормативной документа-
цией. По ГОСТ 7512-82 указывают характер, число и размеры дефектов.
Принято разделять дефекты подготовки и сборки стыков под сварку и
сварочные дефекты. Последние могут быть наружными (дефекты формы
швов) или поверхностными и внутренними.
Дефекты подготовки и сборки возникают при электродуговой сварке по
следующим причинам: неправильный угол скоса кромок в швах с различ-
ной разделкой; слишком большое или малое притупление по длине стыкуе-
мых плоскостей кромок; непостоянство зазора между кромками; несовпаде-
ние стыкуемых плоскостей кромок; расслоения и загрязнения на кромках и
т. п. Причинами подобных дефектов могут быть неисправности центрато-
ров; недоброкачественность исходных материалов; ошибки в чертежах, а
также низкая квалификация и культура труда слесарей-монтажников.
Наружные дефекты часто связаны с изменением геометрических форм
и размеров шва. Это выражается в виде неравномерной ширины и высоты
усиления шва, в ослаблении или излишнем усилении шва, грубой чешуйча-
тости. Эти дефекты вызваны либо нарушением режимов сварки, либо недо-
статочной квалификацией сварщика или ручной сварки. Неравномерность
шва и его грубая чешуйчатость, являясь концентраторами напряжений, со-
здают условия для распространения трещин в металле шва. Некоторые на-
ружные дефекты часто рассматривают как поверхностные несплошности
швов (подрезы, незаваренные кратеры, прожоги, наплывы, свищи и т. п.).
Подрезы представляют собой углубления в основном металле, располо-
женные по краям шва. Различают подрезы наружные, образующиеся при
сварке облицовочных слоев шва, и подрезы внутренние, возникающие при
сварке заполняющих слоев шва. Подрезы часто вызваны чрезмерно высокой
скоростью сварки, низким напряжением дуги и неточным направлением
электрода по оси стыка. Если глубина подреза более 0,5 мм, то его заварива-
ют, так как он уменьшает рабочее сечение шва, вызывает концентрацию
КОНТРОЛЬ КА ЧЕСТНА СВАРНЫХ СОЕДИНЕНИЙ
187
напряжений и может стать причиной разрушения швов из-за появления
трещин. При образовании подрезов в заполняющих слоях шва их следует
немедленно после сварки этого шва зачистить шлифовальной машинкой
и заварить при наложении последующего слоя. В противном случае они
превратятся во внутренний дефект (карманы, шлаковые включения) и
впоследствии потребуют ремонта.
Кратеры образуются при обрывах горения дуги и остаются в виде углуб-
лений. Они уменьшают рабочее сечение шва, снижают его прочность и
коррозионную стойкость. Незаваренный кратер может служить очагом по-
явления трещин. Кратер обязательно заплавляется.
Прожоги образуются при нарушении режимов сварки (увеличение сва-
рочного тока, резкое снижение скорости сварки, уменьшение угла наклона
электрода от вертикали) и при увеличении зазора между свариваемыми
кромками. Прожоги являются недопустимыми дефектами при сварке, поэто-
му их немедленно исправляют путем зачистки и заплавления места прожога.
Наплывы представляют собой натекание наплавленного металла на по-
верхность трубы без сплавления с ней. Они вызваны нарушением режима
сварки или наличием на кромках труб толстого слоя окалины или других за-
грязнений. Свищи часто развиваются из канальных пор, выходящих на по-
верхность. Эти поверхностные несплошности хорошо выявляются внешним
осмотром и могут быть исправлены. Значительное число поверхностных
дефектов обычно сигнализирует также о наличии внутренних дефектов.
Ожоги обычно возникают при возбуждении дуги на основном металле
за пределами разделки кромок. Ожоги квалифицируют как дефекты, где ме-
талл доведен до расплавления, а затем быстро охлажден и обладает пони-
женной пластичностью по сравнению с основным металлом, что может
служить очагом возникновения разрушения.
Внутренние дефекты встречаются в виде газовых пор, шлаковых вклю-
чений, непроваров, трещин, несплавления и т. п.
Газовые включения (поры) образуются при перенасыщении сварочной
ванны газами вследствие загрязненности кромок труб, длинной электриче-
ской дуги, повышенной влажности обмазки электродов и флюсов, вредных
примесей и влаги в защитных газах и т. п. Размеры пор колеблются от мик-
роскопических до 2—3 мм в диаметре. Поры снижают плотность швов.
Шлаковые включения (шлаки) проявляют себя вследствие плохой зачи-
стки кромок от окалины и ржавчины, а чаще от плохой зачистки шлака при
многослойной сварке. Значительные по величине и острые включения мо-
гут вызывать местную концентрацию напряжений, а также снижают проч-
ность сварных соединений.
Неметаллические включения в виде оксидов, сульфидов, фосфидов, ни-
тридов снижают пластичность наплавленного металла. Оксидные включе-
ния содержат FeO, S1O2 , MnO, FeO-AlsOg и др. При ручной сварке в сва-
рочной ванне образуются оксидные включения трех типов: смешанные
железомарганцевые оксиды (при низком содержании кремния и отсутст-
вии других активных раскислителей); железомарганцевые силикаты; стек-
ловидный кремнезем (в швах, хорошо раскисленных кремнием). При
188
ГЛАВА 10
сварке под флюсом в зависимости от состава флюса преобладают высоко-
кремнистые и железомарганцевый силикаты (для флюса АН-348А), крем-
нензем (для высококремнистого безмарганцевого флюса), алюмосиликаты
и шпинели (для флюса АН-22). При сварке с СО2 в наплавленном металле об-
разуются, в основном, закись железа и силикаты. Общее количество оксидов
в наплавленном металле при сварке в защитных газах значительно ниже,
чем при сварке под флюсом и ручной сварке. Наибольшую опасность пред-
ставляют сульфидные пленки и цепочки, которые обычно располагаются по
границам зерен и могут давать начало кристаллизационным трещинам. Фор-
ма и размер сульфидных включений, их состав зависят от химического со-
става металла шва. При наличии в составе стали труб титана, циркония в на-
плавленном металле могут образовываться нитриды, особенно в металле, в
состав которого входит азот. Обычно в связи с быстрым охлаждением и низ-
кой концентрацией азот в наплавленном металле содержится в виде твердо-
го раствора.
Флокены выявляются в изломе образцов и имеют вид пятен круглой или
овальной формы с характерным крупнокристаллическим строением, по
сравнению с остальной частью излома. В середине флокена часто находит-
ся пора или шлаковое включение. Образование флокенов связано со сни-
жением пластичности наплавленного металла под влиянием водорода.
Непровары представляют собой несплошности значительного размера на
границах между основным и наплавленным металлом или незаполненные ме-
таллом полости в сечении шва. Непровары образуются при загрязнении кро-
мок, нарушении режима сварки (снижение тока, увеличение напряжения и
скорости,сварки, чрезмерное увеличение угла наклона электрода "вперед"),
смещении кромок от оси стыка. Появление непровара по поверхности стыка
является следствием попадания сварочной ванны на недостаточно нагретый
металл кромки. При сварке в среде защитных газов непровар по кромке назы-
вают несплавлением, оно возникает при нарушении работы механизма коле-
бания электрода, при смещении оси электрода относительно оси шва, а также
при большом увеличении вылета электрода, вызывающего быстрый нагрев
и расплавление электрода и недостаточный нагрев основного металла. Не-
провары могут снизить работоспособность соединения за счет ослабления
рабочего сечения шва и, кроме того, острые непровары могут создать кон-
центрацию напряжений в сварном соединении.
Трещины считают самым опасным дефектом сварных соединений тру-
бопроводов. Они могут быть микро- и макроскопическими, а в зависимости
от происхождения — горячими и холодными. Горячие трещины представ-
ляют хрупкое межкристаллическое разрушение. Температура, при которой
образуются горячие трещины, зависят от химического состава металла шва
и для углеродистых конструкционных сталей соответствует 1200 —1350°С.
Горячие трещины в зависимости от их расположения в металле шва столб-
чатого строения и околошовной зоне бывают продольные и поперечные.
Продольные трещины обычно располагаются по оси шва в месте стыка
столбчатых кристаллитов или между кристаллами. Поперечные трещины
располагаются между кристаллами. Иногда наблюдаются несплошности в
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
189
металле шва, которые являются комбинацией продольных и поперечных
трещин. При дуговой сварке в шве встречаются трещины как выходящие,
так и не выходящие на его поверхность.
Холодные трещины представляют хрупкое разрушение металла сварно-
го соединения. Трещины образуются при температуре 100—200°С во время
охлаждения конструкции, а также в течение последующих нескольких су-
ток после сварки. Холодные трещины возникают чаще всего в сварных сое-
динениях среднелегированных и высоколегированных сталей перлитного
и мартенситного классов, претерпевающих полную или частичную закалку.
Образование холодных трещин при сварке можно рассматривать как один
из случаев замедленного разрушения закаленной стали под действием оста-
точных сварочных напряжений. Холодные трещины могут возникать ино-
гда в шве, чаще в зоне термического влияния. Они состоят из двух участ-
ков: очага разрушения и участка развития трещины. Хрупкое разрушение в
зоне очага проходит по границам зерен на длине одного или нескольких зе-
рен. Участок развития трещины имеет протяженность во много раз боль-
шую, чем очаг разрушения, трещина проходит как по границам зерен, так и
по телу зерен. Трещина во время развития сопровождается пластической
деформацией окружающего металла.
Дефекты, образующиеся при электроконтактной сварке трубопроводов,
отличаются от описанных. Наиболее вероятными дефектами являются
смещения кромок и нарушение формы сварных соединений, оксидные
включения, непровар, матовые пятна в изломе, имеющие локальное отсут-
ствие металлических связей, и перегрев.
Смещение кромок свариваемых труб происходит при сварке труб с раз-
личными допусками на диаметр. При осадке происходит резкое искривле-
ние волокон, что может привести к расслоению металла и низкой ударной
вязкости.
Оксидные включения и матовые пятна появляются в результате недо-
статочной скорости оплавления в конце процесса, наличия коротких замы-
каний или перерывов в протекании сварочного тока на этом этапе, а также
отсутствия осадки под током. Матовые пятна могут появиться в результате
недостаточного нагрева соединяемых торцов труб в процессе оплавления.
Непровар образуется в результате малой по сравнению с требуемым
усилием осадки и недостаточного нагрева торцов труб в процессе оплавле-
ния, недостаточное усилие осадки может быть связано с проскальзыванием
труб в зажимах сварочной машины.
Перегрев образуется в результате увеличения времени оплавления по
сравнению с заданным. Определяют этот дефект по структуре металла в
зоне термического влияния. Значительный перегрев приводит к появлению
зон разупрочнения и, как следствие, к снижению механических свойств
металла в околошовной зоне.
190
ГЛАВА 10
10.2. Определение механических свойств
сварных соединений
Механические испытания сварных соединений из труб обычно прово-
дят на образцах, вырезанных из отдельных участков стыка (рис. 10.1). Эти
испытания требуют разрушения образцов и поэтому осуществляют выбо-
рочный контроль. Подобные испытания используют в следующих случаях:
для аттестации технологий сварки перед началом производства работ при
сооружении магистральных газо- и нефтепроводов, включая ремонт и спе-
циальные сварочные работы; для аттестационных испытаний сварщиков с
целью определения их способности выполнять качественные сварные сое-
динения при сооружении трубопроводов. Каждый сварщик выполняет до-
пускной стык на специально подготовленных "катушках". Сварщик-опера-
тор механизированной сварки должен выполнить весь набор операций,
связанных со сваркой стыка в целом или той части шва, на которую он ат-
тестуется.
А Б В Г
Рис. 10.1. Схема вырезки образцов для механических испытаний
при аттестации технологии сварки и сварщиков:
А, В — трубы диаметром 500 мм и более; Б, Г — трубы диметром 1020 мм и более;
1,2,3 — образцы для испытания на растяжение, на изгиб корнем шва наружу и внутрь;
4 — образцы для испытания на ударный изгиб; 5 — образцы для испытания на изгиб на
"ребро" (из каждого образца — по два темплета); 1' — образцы для испытания на излом
При аттестации по требованию заказчика производится замер твердо-
сти сварного шва 1 по Викерсу HV10 зоны термического влияния (ЗТВ) 2 и
основного металла 3 в соответствии со схемой (рис. 10.2). Линии замера
располагаются на расстоянии не менее 2 мм от наружной и внутренней по-
верхности трубы, в каждой зоне замера должно быть не менее трех отпе-
чатков. Максимальная твердость не должна превышать 350HV для швов без
последующей термообработки и 320HV для швов после термообработки.
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
191
Рис. 10.2. Схема замера твердости сварного шва
При механизированной дуговой сварке поворотных стыков под флюсом
и в защитных газах, а также электроконтактной сварке оплавлением темп-
леты для изготовления образцов и макрошлифов вырезают в любом месте
сварного соединения, но не ближе (для дуговой сварки) 200 мм от места
окончания процесса сварки.
Макрошлифы сварных соединений, выполненных двухсторонней свар-
кой под флюсом, в количестве не менее трех от одного стыка подвергают
травлению с целью определения соответствия размеров швов (рис. 10.3).
Механические испытания сварных соединений и металла швов прово-
дят на образцах, вырезанных из нитки трубопровода или из пробных сты-
ков, сваренных из коротких отрезков труб шириной не менее 250 мм в
условиях, аналогичных трассовым. Из каждого стыка изготавливают от 18
до 24 образцов (табл. 10.1).
Рис. 10.3. Вид макрошлифа образца при аттестации процесса сварки и сварщиков:
1 — ось наружных слоев шва; 2 — ось внутреннего слоя шва; 3 — условная ось стыка;
а — перекрытие наружного и внутреннего слоев шва (а>3 мм при толщине стенки 12 мм
и более и а>2 мм при толщине стенки менее 12 мм; с — смещение осей наружных
и внутренних слоев шва от условной оси стыка (с = ±1 мм); Нн — глубина проплавления
наружных слоев шва; Нв — глубина проплавления внутреннего слоя шва; Вв — ширина
внутреннего шва
192
ГЛАВА 10
Рис. 10.4. Образцы для механических испытаний сварного соединения
на статистическое растяжение (а), статический изгиб корнем шва внутрь или наружу (6),
на ребро (в), на изгиб (г), с надрезом на излом (д), ударный изгиб (е)
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
193
Таблица 10.1
Необходимое число образцов для механических испытаний
Толщина стенки, мм Число образцов
На растяжение На изгиб с расположением корня шва На ударный изгиб (KCV)*
наружу внутрь на ребро по шву по ЗТВ”
До 12,5 4 4 4 — 3 3
Свыше 12,5-19,0 4 — — 8 3 3
Свыше 19,0 4 — — 8 6 6
* Испытания на ударный загиб для швов, выполненных элекгроконгакгной сваркой, проводят после
термообработки.
** Испытания на ударный загиб no ЗТВ проводят для стыков, выполненных электродуговой сваркой.
Вырезанные образцы подвергают механической обработке для получе-
ния определенной формы размеров по ГОСТ 6996-66 (рис. 10.4).
При испытании на растяжение определяют прочность металла шва или
сварного соединения, на рис. 10.4 а показаны образцы для определения
временного сопротивления наиболее слабого участка в стыковом соедине-
нии. Размеры образцов в зависимости от толщины стенки приведены в
табл. 10.2. Общая длина образца L = 1+ 2h, где h — длина захватной части об-
разца, зависящая от конструкции испытательной машины.
Таблица 10.2
Размеры образцов для испытания сварного соединения
на растяжение
Толщина стенки трубы а, мм Ширина рабочей части образца 4 мм Ширина захватной час- ти образца Ь}, мм Длина рабочей части образца 4 мм
До 6 15 ±0,5 25 50
6-10 20 ± 0,5 30 60
10-25 25 ± 0,5 35 100
25-50 30 ± 0,5 40 160
Для испытания образцов усиление шва должно быть снято. Времен-
ное сопротивление разрыву сварного соединения определяют по форму-
ле ств = P/-S. где Р~ разрушающая нагрузка; 5— площадь поперечного сече-
ния рабочей части образца.
Испытание на изгиб стыкового соединения состоит в загибе образца со-
средоточенной силой вокруг скругленной оправки (рис. 10.4 б). Угол изгиба
определяют при образовании первой трещины в растянутой зоне. Размеры
образцов приведены в табл. 10.3.
194
ГЛАВА 10
Таблица 10.3
Размеры образцов для испытания сварных соединений
на изгиб
Показатели Размеры
Толщина стенки трубы а, мм Ширина образца Ь, мм Общая длина образца L, мм, не менее Расстояние между опорами в свету k Диаметр нагружающей оправки D, мм До 50 1,5 Ь, но не менее 10 мм 2,5 ТХ-80 2,5 D 4&2 (S—толщина образца)
При испытании образцов на изгиб усиление шва снимают заподлицо с
основным металлом (рис. 10.4, в). Кромки рабочей части образца закругля-
ют с радиусом 0,2 от толщины образца, но не более 3 мм. При испытании
образцов на изгиб методом "на ребро" шириной образца служит толщина
испытываемого металла, а толщина образца всегда равна 12,5+0,2 мм. Дли-
на образца 180—200 мм, диаметр Поправки 50±2 мм, расстояние между опо-
рами k 80 мм, скорость нагружения не должна превышать 15 мм/мин.
Аттестационные испытания сварщика предусматривают: проведение
пооперационного контроля в процессе сварки; выполнение визуального
осмотра с определением геометрических параметров сварного соедине-
ния; осуществление радиографического контроля; испытание образцов на
излом с надрезом и определение наличия недопустимых дефектов по мак-
рошлифам.
Образцы для испытания (рис. 10.4 д) вырезают газовой резкой, фрезой и
т.п. инструментом с последующей механической обработкой. Далее выпол-
няют надрезы ножовкой в центральной части сварного шва (со стороны на-
ружного усиления) по бокам шва. Кромки образца должны быть параллель-
ные и гладкие.
При толщине стенки трубы менее 20 мм глубина боковых надрезов со-
ответствует 3 мм, а поперечного надреза по усилению шва 1,5 мм, при тол-
щине стенки 20 мм и более, соответственно — 4,0 мм и 2,5 мм.
Образцы разрушают растяжением на разрывной машине или ударом по
центру образца при зажатых концах или ударом молота по свободному кон-
цу образца при зажатом другом конце.
Поверхность излома должна иметь полный провар и сплавление между
слоями шва. Газовые поры должны быть не более 2,5 мм, а суммарная пло-
щадь допустимых пор не должна превышать 3% площади излома образца.
Глубина шлаковых включений не должна превышать 1 мм. Расстояние
между соседними шлаковыми включениями должно быть не менее 12,5 мм.
Если в изломе обнаружены дефекты типа флокенов ("рыбьих глаз"), то
они не являются браковочным признаком при данном испытании.
Допускается вместо испытаний на излом образца с надрезом проводить
испытания на статический изгиб. Положение шва близко к потолочному
("5—7 часов"). Из "катушки" вырезают комплект образцов для испытаний на
ребро.
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
195
Испытанием на ударную вязкость (ударный изгиб) определяют склон-
ность сварных соединений к хрупкому разрушению при динамических на-
грузках. При аттестации технологии сварки испытания на ударный изгиб
проводят на поперечных образцах (рис. 10.4 г) с V-образным надрезом типа
IX (толщина стенки 11 мм и более) и типа X (толщина стенки 6—10 мм) по
ГОСТ 6996-66. Для испытания металла шва надрез наносят по его центру
через все слои шва перпендикулярно поверхности трубы. При испытании
металла зоны термического влияния надрез наносят рядом с линией сплав-
ления (1—2 мм в сторону основного металла).
При толщине стенки трубы более 19 мм для испытания вырезают допол-
нительно еще два комплекта образцов с V-образным надрезом, одна из чис-
товых поверхностей которых расположена на расстоянии 1—2 мм от внут-
ренней поверхности трубы.
Ударную вязкость ан определяют по формуле ан = AH/F, где Ан — работа,
затраченная на деформацию и разрушение образца ударом копра; F — пло-
щадь поперечного сечения образца в месте надреза.
Для определения ударного изгиба по ГОСТ 9454-78 используют до 20 ти-
пов образцов, которые имеют различные концентраторы в виде надрезов и
трещин. Работу удара копра обозначают Аг , где А — символ работы, a i —
тип образца. Ударную вязкость обозначают буквами KCU, KCV, где КС —
символ ударной вязкости; U, V— вид концентратора.
10.3. Радиографический метод контроля
сварных соединений
Радиографический метод контроля имеет несколько разновидностей.
При сооружении трубопроводов наибольшее распространение получили
рентгено- и гаммаграфирование. Радиографический метод основан на ослаб-
лении ионизирующего излучения, прошедшего через контролируемое изде-
лие за счет поглощения и рассеяния. Степень ослабления зависит от толщи-
ны и плотности контролируемого объекта, а также от интенсивности и
энергии самого излучения. Ослабленное металлом сварного шва ионизи-
руемое излучение регистрируется с помощью радиографической пленки.
Под действием излучения на пленке образуется скрытое изображение, ко-
торое становится видимым после фотообработки в проявителе и закрепи-
теле. Для сокращения времени просвечивания и обеспечения лучшей выяв-
ляемости дефектов используют флюоресцентные и металлические экраны.
В промышленной радиографии эффективно используют флюоресцент-
ные экраны. Стандартный кальций-вольфрамовый экран не снижает уро-
вень рассеянного излучения, и качество радиографических изображении,
получаемых с применением этих экранов, не столь высоко, как качество
изображений, получаемых с применением свинцовых экранов. Однако каль-
ций-вольфрамовые экраны позволяют значительно сократить время экспо-
зиции, особенно в случае рентгеновского излучения, усиливая его приблизи-
тельно в 100 раз. Они существенно меньше усиливают гамма-излучение
(приблизительно в 20—40 раз). Низкая контрастность изображения,
196
ГЛАВА 10
характерная для гамма-радиографии, в сочетании с нерезкостью изображе-
ния, вызываемой применением кальций-вольфрамовых экранов, приводит
к низкой чувствительности метода и ошибкам при выявлении дефектов.
Экраны из свинцовой фольги, расположенные с обеих сторон рентге-
новской пленки, широко используются в промышленной радиографии.
Они выполняют две основные функции:
1. Снижают время экспозиции путем усиления излучения;
2. Уменьшают уровень засветки рассеянным излучением, ухудшающим
изображение.
Флуорометаииические жраны
Флуорометаллические экраны совмещают преимущества и флуоресцент-
ных и свинцовых экранов — они представляют собой свинцовый слой, по-
крытый флуоресцентным составом. Эти экраны позволяют весьма сущест-
венно сократить экспозицию — в зависимости от энергии излучения и
продолжительности экспозиции.
Четкость изображения здесь значительно выше, чем при использова-
нии обычного флуоресцентного экрана, а более высокая контрастность,
образованная ярким излученным изображением, позволяет повысить чув-
ствительность метода в обнаружении дефектов.
Рентгеновские лучи являются разновидностью электромагнитных коле-
баний и имеют длины волн 6-1013 — 10'9 м с частотой излучения 0,5-1021 —
3-1017 Гц. Источником получения рентгеновских лучей является рентгенов-
ская трубка, которая имеет баллон с двумя электродами — анодом и катодом.
Рентгеновское излучение генерируется при торможении электронов на ано-
де, испускаемых катодом. В практике радиационной дефектоскопии приме-
няют аппараты двух типов: с постоянной нагрузкой и импульсные. В трубо-
проводном строительстве нашли применение аппараты-моноблоки с
постоянной нагрузкой, у которых рентгеновская трубка и трансформатор
смонтированы в единые блок-трансформаторы, залитые маслом или запол-
ненные газом; аппараты используют как для фронтального просвечивания
направленным пучком излучения, так и для панорамного — кольцевым пуч-
ком излучения. Для работы в полевых условиях широко используют порта-
тивные аппараты первого типа и импульсные аппараты с малой массой и
размерами. Основные характеристики перечисленных аппаратов приведе-
ны в табл. 10.4.
В аппаратах моноблоках (рис. 10.5 а) используют рентгеновские трубки с
неподвижным анодом и полуволновую электрическую схему без выпрямителя.
В импульсных аппаратах (рис. 10.5, б) применяют рентгеновские трубки, име-
ющие конусный анод и двухдисковый катод с отверстиями, концентрично
расположенными относительно оси анода. Электрические схемы импульсных
аппаратов имеют разрядник и пик-трансформатор. Вспышка рентгеновского
излучения в импульсном аппарате, питаемого от трансформатора, возника-
ет в рентгеновской трубке под действием короткого импульса высокого
напряжения, формируемого с помощью электронного ключа и разрядника.
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
197
о
а
X
ч
\о
св
Примечание. * Изменение толщины контролируемых изделий связано с применением различных усиливающих экранов.
198
ГЛАВА 10
Рис. 10.5. Электрические схемы рентгеновских аппаратов:
а — моноблоков; 6 — импульсных; 1 — трансформатор; 2 — рентгеновская трубка;
3 — импульсный трансформатор; 4 — разрядник; 5 — электронный ключ;
б — конденсатор
Напряжение на трубку подается со вторичной обмотки импульсного
пик-тансформатора в момент разрядки конденсатора через его первичную
обмотку. Частота вспышек в импульсных рентгеновских аппаратах состав-
ляет 0,2—15 Гц, и импульс тока достигает 100—200 А.
Для контроля качества сварных соединений трубопроводов гаммагра-
фированием в полевых условиях применяют переносные и передвижные
гамма-дефектоскопы, которые имеют защитные радиационные головки,
обеспечивающие защиту оператора за счет снижения мощности дозы до до-
пустимого уровня. При просвечивании сварных соединений в переносных
гамма-дефектоскопах с помощью дистанционного управления открывают
затвор радиационной головки и используют направленный пучок излуче-
ния. Такие дефектоскопы называют шлангового типа (табл. 10.5). Для конт-
роля сварных соединений трубопроводов на трассе в качестве источников
гамма-излучения используют радиоактивные изотопы: цезий 137 (137Cs),
иридий 192 (1921г), селен 75 (75Se) и тулий 170 (170Тт). В практике радиаци-
онной дефектоскопии применяют перспективные изотопы: стронций 90
(90Sr), европий 155 (155Еи), европий 152 (152Еи) и др. При применении ис-
точника излучения иридий 192 через каждые 1—2 недели необходимо уве-
личивать время экспозиции путем деления его первоначального значения
на коэффициент К (табл. 10.6, 10.7).
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИИ
199
Технические характеристики гамма-дефектоскопов
200
ГЛАВА 10
Таблица 10.7
Поправочный коэффициент А" для уточнения
времени экспозиции с применением Иридия 192
Время работы, недели К Время работы, недели К
0 1 11 0,486
1 0,937 12 0,455
2 0,877 13 0,426
3 0,821 14 0,399
4 0,769 15 0,374
5 0,720 16 0,350
6 0,675 17 0,328
7 0,632 18 0,307
8 0,592 19 0,288
9 0,554 20 0,269
10 0,519 21 0,252
Для контроля сварных соединений трубопроводов диаметром 135 — 457 мм
применяют передвижные Кроулеры JME МК2 6" (табл.10.8). Эти дефекто-
скопы выпускают двух типов: с источником гамма-излучения (модели 6G,
8G) и генераторами рентгеновского излучения (модели 6XR, 8XR). В комп-
лект передвижных аппаратов входит радиационная головка с источником
гамма-излучения Иридий 192 или рентгеновской трубкой (120 — 180 кВ).
Электромеханический привод дефектоскопов обеспечивает скорость пере-
мещений внутри трубопровода 12 м/мин, питаясь от свинцово-цинковых
аккумуляторов емкостью 7, 12 А/ч и напряжением 24 В. Точность позици-
рования при остановке на просвечиваемый стык составляет ±5 мм. Дефек-
тоскопы имеют набор валов и втулок с четырехколесным многоступенча-
тым мотором, что позволяет устанавливать их в трубопроводы большего
диаметра. Время экспозиции предварительно устанавливается от 0 до 200 с
и производится дистанционноное управление перемещением, остановкой
и режимами излучения с помощью контрольного изотопа Цезий 137 актив-
ностью 0,74- Ю^с1. Излучение от контрольного изотопа поступает на дат-
чик Гейгера — Мюллера, установленный в детекторном блоке.
Система радиоуправления позволяет вернуть Кроулер на исходную по-
зицию в случае отказа электроники. Дефектоскопы оборудованы автоном-
ной звуковой сиреной и проблесковыми маячками, которые подают звуко-
вой и световой сигналы с внешней стороны трубопровода при включении
источника излучения. Меры безопасности включают противоразгон аппа-
рата, остановку его у конца трубы и эвакуационное устройство, которое ав-
тономно перемещается внутри трубы; оно оборудовано на конце фиксиро-
ванным гарпуном для захвата дефектоскопа и эвакуации его в случае
неисправности с помощью троса и лебедки. Температура эксплуатации
Кроулера от — 20°Сдо +60°С.
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
201
Обычные характеристики самоходных внутренних дефектоскопов
* Длина и масса аппаратов указаны без источников излучения.
** Анодное напряжение рентгеновских трубок с постоянной нагрузкой.
202
ГЛАВА 10
Трубопроводы диаметром 470—900 мм контролируют с помощью Кроу-
леров JMET-60", имеющих рентгеновские трубки с анодными напряжения-
ми 200 или 300 кВ, a JVT 24" используют для диаметров 720-1828 мм с анод-
ным напряжением 300 кВ (рис. 10.6). Дефектоскопы JVT 24" имеют
полностью автономное устройство для перемещения обслуживающего пер-
сонала внутри трубопровода. Передвижная тележка оснащена электромо-
тором мощностью 2x183,8 Вт. Электропитание осуществляют от свинцо-
во-кислотных батарей емкостью 24 и 48 А/ч. Скорость перемещения
дефектоскопа составляет 10 м/мин. Инфракрасные датчики устанавлива-
ют на передней и задней частях аппарата, исключая возможность его выпа-
дения из трубы. Внутри батарейного отсека Кроулера устанавливают до-
полнительный изотоп, чтобы контролировать положение и направление
его перемещения с внешней стороны трубопровода.
Рис. 10.6. Самоходный внугритрубный Кроулер JVT 24":
1 — источник излучения; 2 — детекторный блок; 3 — аккумуляторный блок;
4 — блок управления; 5 — эвакуационный блок; 6 — корпус;
7 — приводные двигатели
Для рентгенографического контроля сварных соединений трубопрово-
дов диаметром 250—1500 мм применяют Кроулеры JME-60" с пятью модуль-
ными блоками, в аппаратах используют рентгеновские трубки с напряже-
нием 160, 200, 225 и 300 кВ или гамма-изотопы. Работа Кроулера JME-60" не
отличается от предыдущих конструкций.
Отечественная промышленность для контроля качества сварных соедине-
ний трубопроводов выпускает передвижные рентгеновские аппараты Сире-
на-5, Сирена-6. Основным отличием комплексов Сирена-5 и Сирена-6 от отече-
ственных и зарубежных аналогов является отсутствие изотопного командного
аппарата, представляющего опасность для оператора. Командный аппарат
КОНТРОЛЬ КА ЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
203
Арина-1 и основной аппарат Арина-1 используют в составе внутритрубного
комплекса Сирена-6, либо самостоятельно для просвечивания труб через
две стенки. В этом случае энергопитание передвижной тележки использу-
ют для питания аппарата Арина-1. В составе внутритрубного комплекса Си-
рена-5 используют командный аппарат Арина-1 и основной аппарат Ари-
на-05-2М, который применяют самостоятельно для просвечивания через
две стенки. В этом случае энергопитание тележки используют для питания
аппарата Арина-05-2М. Аппарат Арина-1 питается от своего собственного
встроенного аккумулятора. Суммарная емкость аккумуляторных батарей со-
ставляет 20 А/ ч.
Для радиографического контроля сварных соединений применяют оте-
чественные рентгеновские пленки (табл. 10.9) и зарубежные аналоги.
При работе с импульсными рентгеновскими аппаратами применяют ра-
диографические пленки типа PT-5, РТ-4М, РТ-2, РТ-3. РНТМ-1, РТ-1,
РТ-СШ. Пленки хранят в пачках, поставленных на ребро, в специальных
помещениях, где поддерживается температура 10—25°С; коробки с пленкой
должны быть защищены от прямого действия солнечных лучей и распола-
гаться на расстоянии не менее 1 м от нагревательных приборов; в помеще-
ния не должны проникать вредные газы и в них запрещено хранение кис-
лоты, бензина, керосина и других воспламеняющихся жидкостей. Пленки
типа РТ могут применяться как с усиливающими экранами, так и без них.
Таблица 10.9
Типы радиографических пленок для просвечивания стыков
трубопроводов
Толщина стенки, мм Напряжение на рентгеновские трубки, кВ (тип источника излучения)
Ниже 50 50-80 80-120 120-150 150-180 180-200 (192|Г) 200—400 (137Ся) _
1-5 РТ-1 РТ-1 РТ-1 РТ-3 РТ-4М РТ-4М РТ-4М
РТ-3 РТ-3 РТ-4М РТ-5 РТ-5 РТ-5
РТ-4М РТ-4М РТ-5
РТ-СШ РТ-СШ РТ-СШ
РТ-5
5-10 РТ-1 РТ-1 РТ-1
РТ-3 РТ-3 РТ-3 РТ-5 РТ-5 РТ-5
FT-4M РТ-4М РТ-4М РТ-4М РТ-4М
РТ-СШ РТ-СШ РТ-СШ
10-20 РТ-1 РТ-3 РТ-3 РТ-3
РТ-3 РТ-4М РТ-4М РТ-4М
РТ-СШ РТ-СШ РТ-5 РТ-5
10—40 РТ-1 РТ-1 РТ-1
РТ-3 РТ-3 РТ-3
РТ-СШ РТ-4М РТ-4М РТ-СШ
Усиливающие экраны позволяют уменьшить время экспозиции при про-
свечивании (табл. 10.10).
204
ГЛАВА 10
Основные характеристики экранов
Толщина свинцового экрана, мм заднего ’“L гм со in ' Ш2Х о" о" о о
переднего 0,02 0,05-0,08 0,05-0,1 0,1-0,2 0,2-0,3
Флюресцентный экран 1 |юра, мм/см2 задний экран 60 1 70 110 120 120 180
1 К-во люминог передний экран О о о о о S СО Ь- СО xt со 2
Люминофор CaW04 (Ba,Pb)SO4 ZnS(Ag) CaW04 CaW04 CaW04
Тип о к
Толщина стали, мм I . О О xt- о О О СМ о СИИ со
Источник излучения ' Гамма-излучение (изотопы) ё ,Е а> 2= Л ° f t К В 8
Рентгеновский, напряжение, кВ 10-60 60-120 120-200 150- 300 200—400 300-1000
в?
§
О
х
о
о
х
о
V
ЕГ
S
О
S
в?
S
S
и
и
о
к
О.
а
л
х
2
п
О
Д'
S
S
и
о
rt
К
S
&
.5
Коэффициент усиления экрана со in in in to I I I S 3 3 8 c> о о °
in см" й X£<8 £ , । • 5 ° ° I I о о о о о
см 0,07 0,10 0.11 0,11 I
СП Sf е- со X 0> S X £ и: О. С со 140 160 180 200 220 240 260
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
205
Кроме люминесцентных экранов при просвечивании радиоактивными
источниками излучения применяют металлические усиливающие экраны
из свинцовой или оловянисто-свинцовой фольги.
Толщину свинцовых защитных и усиливающих экранов определяют в
соответствии с ГОСТ 7512-82 и табл. 10.11.
Сварные соединения или участки для контроля определяют операторы,
совместно с техническим руководителем. Для контроля в соответствии со
СНиП выбирают такие соединения, которые были выполнены в наименее
благоприятных условиях.
Перед радиографическим контролем сварные соединения должны быть
тщательно очищены от шлака, грязи и приняты по внешнему виду. Далее
сварные соединения размечают на отдельные участки и маркируют. Рентге-
новскую пленку укладывают в кассеты, которые маркируют клеймами, изго-
товленными из свинца. Пленку, усиливающие и свинцовые экраны помеща-
ют в кассету в различных комбинациях в соответствии с ГОСТ 7512-82
(рис. 10.7), в зависимости от требований, предъявляемых к снимку. Кассе-
ты помещают в поясе, длина которого соответствует длине окружности
просвечиваемого стыка. Зарядку и разрядку кассет выполняют таким обра-
зом, чтобы пленка и экраны не имели повреждения и загрязнений.
Просвечивание сварных соединений трубопроводов можно выполнять,
используя три схемы взаимного расположения стыка и источника излуче-
ния. Первая схема предусматривает расположение источника излучения в
центре трубы (рис.10.8 а). Эта схема наиболее эффективна для труб диамет-
ром более 600 мм, так как позволяет контролировать весь стык за одну уста-
новку. По второй схеме просвечивание ведут через две стенки за три уста-
новки источника 1, и кассету 2 с пленкой устанавливают на трубы снаружи
(рис. 10.8 б). В зависимости от схемы просвечивания сварного соединения
и применения радиографических материалов определяют параметры про-
свечивания, основным из которых является фокусное расстояние, т.е. рас-
стояние от источника излучения до радиографической пленки.
Рис. 10.7. Основные схемы зарядки кассет: 1 — свинцовый экран;
2 — рентгеновская пленка; 3 — усиливающие экраны
206
ГЛАВА 10
Рис. 10.8. Схемы установок источников излучения для просвечивания сварных
соединений трубопроводов
При просвечивании криволинейных участков швов (трубы, сосуды неболь-
шого диаметра и т.д.) фокусное расстояние должно быть не менее 300 мм.
Практически фокусное расстояние F для схемы рис. 10.8 а принимается
по формуле:
для схемы рис. 10.8 б
F=l,4C(D-d),
где d— внутренний диаметр контролируемого сварного соединения, мм;
Ф ф Ф
С = — при — ^2 и С = 2 при — < 2,
К К к
D — наружный диаметр контролируемого сварного соединения, мм; Ф —
максимальный размер фокусного пятна источника излучения, мм; К — тре-
буемая относительная чувствительность радиографического контроля, мм.
Относительную чувствительность контроля К определяют по изобра-
жению на снимке (А-' в мм или К" в %) канавочного, проволочного или
пластинчатого эталона (рис. 10.9) по формулам:
— для канавочных или пластинчатых эталонов чувствительности
А'=АИ!Пили К" =^Ю0%,
где S' — толщина просвечиваемого металла в месте установки эталона, т. е.
(S'= S + h);
S— толщина контролируемого металла в месте установки эталона, мм;
КОНТРОЛЬ КА ЧЕСТВА СВА РНЫХ СОЕДИНЕНИЙ
207
I
Место
I
Рис. 10.9. Эталоны чувствительности для просвечивания:
h — глубина канавок (в мм), для эталона № 1 = 0,6; h2 = 0,5; h3 = 0,4;
h4 = 0,3; h5=0,2; h6 = 0,1; h = 2; L = 30; b = 0,5; c = 10; R = 0,1;
для эталона № 2 = 1,75; h2 = 1,5; h3 = 1,25; h4 = 1; h5 = 0,75; h6 = 0,5; h = 4;
L = 45; b = 1,5; c = 12; R = 0,2; для эталона № 3 h3 = 3; h4 = 2,5; h5 = 2; h6 = 1,5;
1 = 60; b = 3; c= 14; R = 0,3
h — толщина эталона чувствительности, мм;
hmin — глубина наименьшей видимой на снимке канавки, мм.
Возможность радиографического метода контроля определяют теми
наименьшими размерами дефектов, которые могут быть выявлены в конт-
ролируемых изделиях.
Для определения чувствительности радиографического контроля в
трубопроводном строительстве чаще используют канавочные эталоны
чувствительности.
На рис. 10.10 приведены зависимости относительной чувствительности
при просвечивании с использованием различных источников излучения.
Эталон чувствительности — дефектометр, маркировочные знаки уста-
навливают со стороны источника излучения рядом со сварным швом парал-
лельно ему таким образом, чтобы они не проектировались на контролируе-
мую часть шва. Допускается установка эталона между трубой и кассетой.
Рис. 10.10. Зависимости относительной чувствительности К" от толщины стали д
при контроле рентгеновскими и гамма-лучами
208
ГЛАВА 10
При просвечивании стыков трубопроводов диаметром от 32 до 530 мм,
работающих под давлением от более 10 до 32 МПа, необходимо обеспечить
относительную чувствительность радиографических снимков не менее
2,5%. Для остальных магистральных трубопроводов, работающих под дав-
лением 10 МПа и менее, относительная чувствительность снимков должна
быть не ниже 5%, не более значений для 3 класса чувствительности по
ГОСТ 7512-82.
Время просвечивания при радиографии устанавливают по номограм-
мам (рис. 10.11, 10.12) или с помощью автоматического экспонометра
ГЭУ-1, измеряющего и задающего требуемую дозу облучения для пленки.
Напряжение на X* трубке, кВ
мА *мин
80 160 250 350 400
Рис. 10.11. Номограмма
для определения экспозиций
при рентгенографии стали (пленка РТ-1,
О» 1,5,экран из Рв<5 = 0,05 мм; F= 75 см)
Рис. 10.12. Универсальная номограмма
для определения времени просвечивания ста-
ли гамма-лучами на пленку РТ-1 (D = 1,5);
источники: Irl92, Тт 170, экран
из РЬ = 0,1/0,2 мм.
Ключ номограммы Pdn — nFt
Качество сварных соединений оператор оценивает при рассмотрении
снимка на негатоскопе. На снимке должно быть четко видно изображение
клейма и дефектометра с четко выраженным затмением части канавок, со-
ответствующих относительной чувствительности снимка 2,5—5 % . Глубину
дефектов по снимкам определяют при помощи фотометра, а при его отсут-
ствии — путем сопоставления затемнений дефектных мест на шве с затемне-
нием канавок дефектометра. В заключении указывают характер, число и раз-
меры дефектов в соответствии с ГОСТ 7512-82. Заключение по качеству
сварных соединений регистрируют в специальном журнале. При выявлении
в сварных швах недопустимых дефектов их бракуют, обеспечивая при воз-
можности ремонт стыков, после чего вторично просвечивают. Всю докумен-
тацию по просвечиванию и снимки регистрируют и хранят в соответствии
с техническими условиями на сооружение магистральных трубопроводов.
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
209
10.4. Ультразвуковая дефектоскопия
сварных соединений
Метод ультразвуковой дефектоскопии использует способность ультразву-
ковых волн с частотой 0,5—10 МГц проникать в металл на значительную глу-
бину и отражаться от неметаллических включений или пустот, находящихся
в металле. Для обнаружения дефекта (рис.10.13) ультразвуковые колебания
излучаются искателем 5, который воспринимает импульсы тока от генерато-
ра 1. При встрече с дефектом 4 волны отражаются от него и снова попадают
на пластинку искателя в момент перерыва между очередными импульсами и
преобразуются в электрические колебания, поступающие на усилитель 2.
Последние после усиления отдаются на электронно-лучевую трубку 3, кото-
рая служит индикатором получения сигналов. По виду отклонения луча на
экране электронной трубки судят о характере дефектов.
Рис. 10.13. Схема ультразвуковой дефектоскопии сварного соединения
Контроль стыковых кольцевых соединений проводят наклонными ис-
кателями, характеристика которых приведена в табл. 10.12.
Таблица 10.12
Характеристика искателей для различных толщин стенок труб
Толщина стенки трубы, мм Частота импульсов, МГц Угол наклона призмы, градус Диаметр датчика, мм Максимальная стрела при прозвучивании прямым лучом, мм
4-5,5 5 55 5 5
6-7,5 5 53 6 5
8-11,5 5 53 8 6
12-25,5 2,5(1,25) 50 (45) 12 8
26—40 2,5(1,25) 50 (40) 12(13) 12
Примечание. В скобках указан угол наклона призмы при контроле соединения изнутри трубы.
8 - 3396
210
ГЛАВА 10
Для ультразвукового контроля сварных соединений трубопроводов при-
меняют ультразвуковые дефектоскопы типа УД-09, УД2-17, УД2-70, УД-21Р,
EPOCH 4В и др.
Характеристики ультразвуковых дефектов
Марка УД-09 УД2-17 УД2-70 УД-21Р EPOCH 4В
Рабочая частота 1,25-5 1,25-5 1,25-10 1,25-10 0,1-25
Максимальная глубина прозвучивания, мм 2-9 1-2500 2-5000 300 10000
Масса, кг 0,7 7 3 — 2,4
Для контроля качества сварных соединений магистральных трубопро-
водов в трассовых условиях и на трубосварочных базах применяют лабора-
тории с оборудованием, которое устанавливают на шасси автомашин или
вездеходе. Лаборатория для контроля качества сварных соединений на
базе автомобиля КамАЗ-43114 (рис. 10.14), Урал-4300, ГАЗ-3308 обеспечива-
ют эксплуатацию установленного на них стационарного оборудования при
температуре окружающего воздуха от —40 до 40°С.
Рис. 10.14. Мобильные диагностические лаборатории для контроля качества
трубопроводов
Техническая характеристика лаборатории на базе
автомобиля КамАЗ-4 3114
Диаметр контролируемых труб, мм:
при рентгеновском просвечивании...................... 126—1828
при ультразвуковой дефектоскопии.................. 126—1828
Стационарное оборудование:
— бензогенератор "HONDA" с дистанционным пультом управления,
мощностью от 1 до 7,5 кВт;
— кондиционер накрышный "Webasto";
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
211
— дополнительный отопитель;
— встроенный терминал сотовой связи стандарта GSM.
Визуально-измерительное оборудование и приборы:
— бороскопы EVEREST VIT серий R, RZ, PR, PRZ, RL, ECONO, TEW;
— оптоволоконные эндоскопы серий FN, F;
— видеоэндоскопы EVEREST VIT VideoProbe XL PRO (до 7,5 м) и Long
Steer (до 30 м);
— видеокроулеры серии Rover 400, 600, 900 (до 200 м);
— камеры глобального наблюдения CA-ZOOM PTZ;
— толкаемые зонды серии Recon (до 60 м);
— видеомикроскопы серии VICROVIPER;
Комплект инструментов для визуального контроля:
— универсальный шаблон сварщика УШС-З;
— набор радиусных шаблонов № 1;
— набор щупов № 4;
— штангенциркуль ШЦ-1-125-01 с глубиномером;
— набор луп с подсветкой.
Оборудование и приборы для ультразвукового контроля:
— дефектоскопы серий EPOCH 4, EROCH 4В, EROCH 3;
— толщиномеры серий 26MG, 26MG-XT, 25 HPV, 36DLPlus-99;
— комплексная дефектоскопическая установка;
— ультразвуковые сканирующие системы.
Приборы рентгеновской дефектоскопии серии SITE-X с напряжением от
160 до 360 кВ:
— рентгеновские аппараты типа "КРОУЛЕР".
Приборы и материалы капиллярной и магнитопорошковой дефектоско-
пии TLY Chemical.
Оборудование и материалы для проявки рентгеновской пленки, про-
мышленная рентгеновская пленка KODAK INDASTREX.
Подобные диагностические лаборатории размещают на базе автомоби-
лей: УАЗ-3962, УАЗ-39629, УАЗ-3162, Газель 2705, Соболь 2752, БИС-1705,
Ford Transit VAN.
Передвижные лаборатории для оперативного контроля качества трубо-
проводов, диагностики и технического надзора с оборудованием отечест-
венного производства изготавливают на базе автомобилей высокой прохо-
димости типа КамАЗ-43114, КамАЗ-43118, Урал-4320, УАЗ-3909, ГАЗ-66,
ВАЗ-2131.
8*
212
ГЛАВА 10
В состав лабораторий включают отечественные или импортные рентге-
новские аппараты, ультразвуковые и электроискровые дефектоскопы, ультра-
звуковые и электромагнитные толщиномеры, трассопоисковые приборы,
вспомогательное оборудование и расходные материалы.
Лаборатории могут быть дополнены негатоскопами, сушильными шкафа-
ми, портативными проявочными машинами, дефектоскопами типа Кроу-
лер с системой запасовки и т.д.
ГЛАВА 11
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
СВАРОЧНО-МОНТАЖНЫХ РАБОТ
Техническая норма времени состоит из нормы штучного времени Тшт,
задаваемого рабочему на выполнение данной работы, и нормы подготови-
тельно-заключительного времени Тп.3_. Составными частями нормы штуч-
ного времени являются основное время Тосн, вспомогательное время Т9СП,
время на обслуживание рабочего места Т„бс, время на отдых и естественные
надобности Тдшд-
Т =т +т + т, +Т
* шт * осн всп к обе ‘‘отд
Сумма основного и вспомогательного времени составляет время опера-
тивной работы:
Т =Т + Т
* on л осн л всп >
Т = Г + 7,.^ + Т а
•" шт on обе 1 отд
Если норма времени устанавливается на одно изделие, то к нему надо
прибавить подготовительно-заключительное время, если же нормируемое
время определяется на партию изделий из п штук, то полная норма време-
ни на всю партию:
Тпар =пТшт + Тп.з.
При определении основного времени сварки Тосн необходимо вводить
следующие поправочные коэффициенты в зависимости от положения,
вида и длины шва:
Нижнее 1
Горизонтальное 2
Вертикальное 1,6
Потолочное 2
Кольцевые швы с поворотом труб 1,1
Кольцевые швы без поворота труб 1,4
Нормативы и расчеты времени для всех видов сварки и резки даны с
учетом выполнения работ в стационарных условиях на сварочной площад-
ке. При проведении работ непосредственно на монтаже или строительном
участке с переходами и передвижной аппаратурой полученные по расчетам
нормы нужно умножить на коэффициент 1,1. При выполнении сварки и
резки с люлек полученные нормы времени необходимо умножить на коэф-
фициент не более 1,5, с подмостей и лестниц — на коэффициент не более
1,2. При затрудненном подступе к конструкции, работе лежа или в неудобном
положении нормы времени и расценки умножают на коэффициент 1,25; при
сварке с подогревом нормы времени умножают на коэффициент 1,35.
214
ГЛАВА 11
11.1. Нормирование ручной электродуговой сварки
Основное время — это время, в течение которого происходит образова-
ние сварного шва
_ Мн60
Т°сн ~ а I
св
Если
Мн
ТО
Т - F^l^P60
жн алв ’
где Тосн — основное время, мин.; Мн — масса наплавленного металла, г; Рш —
площадь шва; см2; ~ длина шва, см; р — плотность наплавленного металла,
г/см3; ан — коэффициент наплавки, г/А-ч; /св — сварочный ток, А.
При нормировании многослойной сварки
( F F F F \
гг , “2 , «О , , “п
ТОСН -----+ ~г ~ + ~т ++------ .
1сеп&Нп )
где индексы 1, 2, 3,...потносятся кслоям наплавленного металла.
Сечение шва определяется расчетом площадей элементарных геомет-
рических фигур, на которые можно его расчленить.
Вспомогательное время состоит из времени, связанного со сваркой шва,
и времени, связанного со сваркой изделия. Вспомогательное время, связан-
ное со сваркой шва, включает время, затрачиваемое на смену электродов tj,
измерение и осмотр шва <2> зачистку шва и кромок tj.
Время на смену электродов
где tiyg — удельные затраты времени, отнесенные к 1 см3 наплавленного ме-
талла, на смену электродов представлены в табл. 11.1.
Таблица 11.1
Удельные затраты времени на смену электродов
при различном пространственном положении шва, мин/см3
Диаметр электрода, мм Нижнее вертикальное, горизонтальное Потолочное
4 0,04 0,059
5 0,027 0,039
6 0,018 0,026
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ СВАРОЧНО-МОНТАЖНЫХ РАБОТ
215
Время на измерения и осмотр шва <2 определяется умножением длины
шва на 0,35 для нижнего, вертикального и горизонтального и на 0,5 для по-
толочного швов. Время на зачистку швов и кромок О принимается равным
1—1,6 мин на 1 м шва, расположенного в нижнем, вертикальном и горизон-
тальном положениях и 1,5—2,3 мин для потолочных швов. Затраты време-
ни на зачистку 1 м облицовочного шва принимаются равными 0,6 мин.
При применении пневматического зубила для очистки швов затраты
времени на эту операцию следует сократить на 30%.
Вспомогательное время, связанное со сваркой изделия, включает время
на установку, поворот и снятие изделия Z^, переходы сварщика и клеймение
шва Z5. Затраты времени на установку, поворот и снятие деталей (табл. 11.2)
зависят от их массы. Время на установку клейма принимается равным
0,03 мин на один знак. Время на переходы сварщика устанавливается
хронометражным наблюдением (табл. 11.3).
Таблица 11.2
Затраты времени на операции по сварке
Время на установку, поворот и снятиедеталей, мин, при массе детали, кг
Операция 15 25 50 100 250 500 1000
Подвести и уложить I 0,3 0,4 0,1 0,9 2,1 2,3 2,4 2,8
Снять и увезти 0,15 0,2 0,3 0,15 2 2,2 2,3 2,7
Повернуть I 0,12 0,13 0,17 0,22 l2LJ 2,3 2,4 2,8
Таблица 11.3
Время, затраченное на переходы сварщика
Характер перехода Время на один переход сварщика, мин, при длине перехода, м
2 4 6 8 | 10
Свободный 0,11 0,16 0,2 0,25 । 0,3
Затрудненный 0,31 0,46 0,6 _ i _
Время на обслуживание рабочего места То& (по имеющимся хрономет-
ражным наблюдениям) для ручной дуговой сварки, выполняемых в поме-
щениях, составляет 3%, при выполнении сварки на открытых площадках —
5% оперативного времени.
Время на отдых и естественные надобности приближенно берется рав-
ным 6% оперативного времени при ручной дуговой сварке в удобном поло-
жении, 8% — в неудобном положении и 12% — в напряженном положении.
Если сварка выполняется в закрытых сосудах сечением более 0,75 м2 с од-
ним или двумя днищами, то это время устанавливается в размере 15% опе-
ративного времени.
216
ГЛАВА 11
Подготовительно-заключительное время при электродуговой ручной
сварке определяется хронометражными наблюдениями. В него входит
время на получение производственного задания, указаний инструктажа,
ознакомление с работой, подготовку приспособлений, сдачу работы.
11.2. Нормирование автоматической сварки под флюсом
Основное время Тосн подсчитывается по вышеприведенным формулам
для ручной однослойной и многослойной сварки. Площадь поперечного се-
чения определяется по формулам. Коэффициенты наплавки приведены в
табл. 11.4. Сварочный ток замеряется амперметром или определяется по
инструктивным материалам и технологическим картам. Вспомогательное
время Твсп определяется хронометражными наблюдениями; оно слагается
из вспомогательного времени, связанного со сваркой шва (табл. 11.5), и
вспомогательного времени, связанного со сваркой изделия.
Таблица 11.4
Коэффициенты наплавки при автоматической сварке
Сварочный ток, А Напряжение на дуге, В Для сварки малоуглеродистой проволокой под флюсом АН-348А (при вылете электрода, равным десяти его диаметрам), г/(А ч), при диаметре электродной проволоки, мм
3 4 5 6 8
400 27-30 12,3 11,5 — — —
500 27-30 13,8 12,6 13,3 — —
600 32-35 15,4 13,8 14,6 — —
700 32-35 17 16 14,8 13,8 —
800 36-38 18,5 — 15,6 14,3 —
900 36-38 — — 15,3 14,8 14,4
1000 37—40 — — 17,1 15,2 14,8
1100 38-45 — — — 15,7 14,9
1200 38—45 — — — 16,1 15,1
1300 38—45 — — — 16,7 15,3
1400 38—45 — — 17,3 15,6
Ко времени, приведенному в табл. 11.5, следует прибавить время на за-
правку кассет Г3.х. (в том случае, если сварщик, сам выполняет работу).
По данным хронометражных наблюдений время на одну заправку кассе-
ты t3 x составляет 5,4 мин, при ручной заправке кассет закрытого типа мас-
сой 8—12 кг, массой 18—20 кг — 7,2 мин; при механизированной заправке
кассет закрытого типа массой 18—20 кг — 6,4 мин; для кассет открытого
типа массой 30—50 кг — 5,5 мин.
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ СВАРОЧНО-МОНТАЖНЫХ РАБОТ
217
Таблица 11.5
Вспомогательное время сварочного процесса
Элементы вспомогательного времени Время на 1 м шва, мин Пояснения
Зачистка и осмотр свариваемых кромок 0,5 Зачищают стальной щеткой
Корректировка электродной проволоки 0,4 вручную В удобном положении
относительно оси разделки (шва) по длине 0,7 В неудобном положении,
Передвижение вручную к месту начала сварки 0,12 на высоте 2 м, внутри объемов При сварке многослойных швов
трактора, головки это время умножается на число
Сбор флюса со шва или слоя после сварки: слоев Включается в норму времени
с уборкой 0,5 при работе без флюсоотсоса.
без уборки 0,2 При длине шва более 2 м время
Засыпка флюса по длине шва вручную 0,15 на сбор флюса перекрывается основным временем на 50%
(совком, лопатой) Зачистка шлака, осмотр или промер шва Нормы времени предусматривают
или слоя: зачистку шлака зубилом
наружные слои стыковых и угловых 0,4 и стальной щеткой
соединений, 0,8 Время дано на зачистку одного
промежуточные слои многослойных швов слоя шва
соединений с разделкой кромок под сварку. Зачистка шва от шлака с подрубкой пневмозубилом: наружные слои стыковых и угловых 1,4 При зачистке (подрубке) швов
соединений; 3 одновременно со сваркой врем»
промежуточные слои многослойных швов зачистки перекрывается
соединений с разделкой кромок под сварку временем сварки на 50%
Примечание. 1. Величина 4» определяется суммированием времени по тем элементам работы, которые
выполняются самим сварщиком или при его участии. 2. При зачистке кромок пневматической щеткой в норму
времени вводится коэффициент 4^0,6. При обдувке кромок после зачистки сухим сжатым воздухом х норме
времени прибавляется 0,4 хл»на 1 м.
Вспомогательное время, связанное со сваркой изделия, устанавливается
хронометражными наблюдениями и включает следующие элементы рабо-
ты: установку, крепление, повороты, перемещения и переносы изделия в
процессе работы; установку сварочной головки в начале шва и управление
головкой; клеймение шва.
Время обслуживания рабочего места Тобс включает затраты рабочего
времени на раскладку и уборку инструмента, включение и выключение ис-
точника питания дуги, установку и смену кассеты с электродной проволо-
кой, заправку флюса в начале работы, уборку электродной проволоки и
218
ГЛАВА 11
флюса после окончания работы, уход за оборудованием и уборку рабочего
места. Время на обслуживание рабочего места определяется хронометраж-
ными наблюдениями; для автоматической и полуавтоматической сварки,
как показали наблюдения, оно составляет 6—10% оперативного времени.
Время на отдых при автоматической сварке в стационарных условиях
обычно не предусматривается. При сварке переносными тракторами оно
берется равным 2% оперативного времени, при полуавтоматической свар-
ке — 5% в удобном положении и 9% при сварке в неудобном положении.
Время на естественные надобности составляет в среднем 2% оперативного
времени.
Подготовительно-заключительное время устанавливается хрономет-
ражными наблюдениями. В него входит время на получение производст-
венного задания, инструктаж, ознакомление с работой, технологией, чер-
тежами, подготовку приспособлений, сдачу работы.
11.3. Нормирование электроконтактной сварки
Основное время при электроконтактной сварке труб — время работы ма-
шины, затрачиваемое непосредственно на сварку 1 стыка. Оно зависит от
ряда технологических и электрических параметров процесса электрокон-
тактной сварки и геометрических размеров труб и может быть определено
по эмпирической формуле
Тосн = l,8'10~U -e^2V-<W.9O4L’2) + lo>
где U2 — вторичное напряжение сварочного трансформатора при оплавле-
нии, В; V— скорость оплавления, см/с.
Вспомогательное время — время, затрачиваемое на установку труб в за-
жимах, центрирование, зажатие и на перемещение труб при сварке секций
установками типа ТКУС или перемещение установок типа ТКУП при свар-
ке труб в непрерывную нитку. Вспомогательное время определяется хроно-
метражом.
Время на обслуживание рабочего места включает время на подготовку
машины к сварке.
Подготовительно-заключительное время — время на получение задания
и инструкций, сдачу стыков, установку и регулировку режимов сварки и др.
11.4. Нормирование газовой резки труб
Основное время, затрачиваемое непосредственно на резку, слагается из
времени на подогрев металла в начальной точке реза Тосн.п и основного вре-
мени на резку Тосн.р. Время на подогрев металла до температуры воспламе-
нения зависит от рода горючего газа, толщины разрезаемого металла и мес-
та начала резки (от кромки либо внутри контура листа или заготовки).
Основное время резки устанавливается по данным хронометражных наблю-
дений; оно зависит от рода горючего газа, чистоты кислорода, расстояния
сопла резака от разрезаемой поверхности и номера режущего мундштука.
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ СВАРОЧНО-МОНТАЖНЫХ РАБОТ
219
Время на подогрев (в мин) может быть определено по следующим фор-
мулам:
при резке от кромки
Тот.п = 0,08(1+0,1 д);
при резке внутри контура листа
ТОсн.п.в..= 0,01 д+0,16,
где д — толщина разрезаемого металла, мм.
Основное время ручной резки, затрачиваемое на 1 м реза (в мин):
Тот.р.р= 0,05 д+2,7
Основное время машинной резки, затрачиваемое на 1 м реза (в мин):
юоо
т =---------
* ОСН.М.р. у >
где V— скорость резки, мм/мин, устанавливаемая в соответствии с паспор-
тными данными газорежущей аппаратуры.
При криволинейной фигурной резке основное время следует увеличить
на 15%,
Расчет по формулам ведется с учетом чистоты кислорода — 98,5%; с повыше-
нием чистоты кислорода на 0,5 время резки уменьшается на 5%, с понижением
чистоты кислорода соответственно увеличивается.
При резке по вертикальной и наклонной поверхности полученные нор-
мы времени увеличивают на 10%, при резке без подручного — на 20% и при
резке на монтаже в неудобных и тесных условиях — на 30%,
При керосино-кислородной резке основное время надо увеличить на
30% по сравнению с ацителено-кислородной, при резке газами-заменителя-
ми — на 40—60%.
Вспомогательное время складывается из времени Твсп.р, связанного с про-
цессом резки, и времени Твсп и, связанного со сваркой изделия. Твсп.р зависит
от длины реза, оно складывается из времени на осмотр и зачистку места реза
Т0(М и времени на проверку качества кромок Тпр. Хронометражными наблю-
дениями установлено, что Тосм можно принимать из расчета 0,15 мин на 1 м
реза. Время Твсп и определяется хронометражными наблюдениями. В него
входит время на установку и уборку резака, копира, разрезаемого металла
(если они выполняются при участии самого резчика), и на переходы резчи-
ка в процессе работы, табл. 11.6).
Время на обслуживание рабочего места предусматривает время на уста-
новку и смену баллонов, подключение шлангов к магистралям и протягива-
ние их к рабочему месту, отключение и их уборку, зажигание и регулирова-
ние подогревающего пламени резака, прочистку резака, уборку резака. Это
время может быть определено хронометражными наблюдениями или под-
считано по оперативному времени с учетом коэффициента дополнительно-
го времени Кд (табл. 11.7).
220
ГЛАВА 11
Таблица 11.6
Затраты времени на переходы
при сварочно-монтажных работах
Резка Характер перехода Время на один переход резчика, мин. при длине перехода, м
1 2 3 4 5
Ручная Свободный 0,08 0,11 0,13 0,16 0,2
Затрудненный 0,24 0,31 0.38 0,46 0,53
Сектором Свободный 0,2 0,27 0,32 0,4 0,5
Затрудненный 0,6 0,76 0,93 1,13 1,3
Примечание. 1. Время на переходы учитывает перемещение резчика, растягивание шланга к рабочему месту и
установку резака или сектора в начале реза. 2. Затрудненным считается переход, когда резчику на своем пути
приходится перешагивать через разрезаемые детали или посторонние предметы.
Таблица 11.7
Затраты времени на обслуживание рабочего места
Резка Способ питания поста газом Время в % к оперативному Общий коэффициент дополнительного времени КЭ
на обслуживание рабочего места на отдых на естественные надобности
толщина металла толщина метал- ла (мм) до
мм) до
25 50 100 25 50 100
Машинная От магистрали 5 5 5 5 2 1,12 1,12 1,12
Ручная От магистрали 5 5 5 7 2 1,14 1,14 1,14
Тоже От баллонов 9 12 16 7 2 1,18 1,21 1,25
и Кислород от магистрали, ацетилен от баллонов 6 6 6 7 2 1,15 1,15 1,15
и Кислород от баллонов, ацетилен от магистрали 8 11 15 7 2 1,17 1,20 1,24
и Кислород от баллонов, ацетилен от генератора АСП-10 (при обслуживании газогенератора самим резчиком) 15 20 26 7 2 1,24 1,29 1,35
Норма штучного времени на газовую резку
Т4 = К Т = К Т 1 +т + т
1 чатп L on * осн.п 1всп>
где К^— общий коэффициент дополнительного времени; 1р— длина реза, м.
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ СВАРОЧНО-МОНТАЖНЫХ РАБОТ
221
Подготовительно-заключительное время устанавливается хронометраж-
ными наблюдениями; оно включает время на получение задания на озна-
комление с работой, установку резака, регулирование давления газа, уста-
новку скорости резки и сдачу работы. Это время в условиях сборочной
площадки составляет: для ручной резки — 13 мин, резки полуавтоматом —
15 мин, резки автоматом — 21 мин.
11.5. Расход материалов на сварочные работы
при строительстве трубопроводов
11.5.1. Определение норм расхода электродов и проволоки
для электродуговой сварки
Норма расхода Нэ (кг) покрытых электродов и сварочной проволоки
определяют исходя из длины шва (м) и удельной нормы расхода электро-
дов G3 на 1 м шва данного типоразмера:
Нэ = G}liu
В общем виде удельную норму расхода определяют
G, тк;
тн = pFH -10'3,
где тн — расчетная масса наплавленного металла, кг/м; kp— коэффици-
ент расхода, учитывающий потери электродов и проволоки; р — плотность
наплавленного металла, г/см3; F — площадь поперечного сечения наплав-
ленного металла шва в мм2.
При сварке тонкопокрытыми электродами р = 7,5 г/см3; толстопокры-
тыми — р = 7,8 г/см3. Площадь FH подсчитывают по сумме площадей эле-
ментарных геометрических фигур, на которые она может быть разбита.
Для электродуговой сварки необходимые размеры конструктивных
элементов швов сварных соединений берут из руководящих документов и
чертежей сварных узлов.
Коэффициент расхода при сварке покрытыми электродами
kp= koky kn ,
где k0— коэффициент, учитывающий потери электродов на огарки, пред-
ставляет отношение длины стержня электрода к его расплавляемой части
(табл. 11.8); к^ — коэффициент, учитывающий массу покрытия
kn = 1 + 0,9&,
где к — коэффициент массы покрытия; тэ — масса электрода (табл. 11.9), г;
тт ~ масса стержня полной длины, г; 4,— длина обмазанной части стержня
222
ГЛАВА 11
электрода, см; т— масса 1 см электродной проволоки, г/см (табл. 11.10);
ky — коэффициент, учитывающий невозвратные потери металла электрода
(табл. 11.11):
у 1-1р
где ip — коэффициент потерь, характеризующий потери металла электрода
на испарение, разбрызгивание и окисление.
Таблица 11.8
Коэффициент ко для электродов стандартной длины
Длина, мм k = — °
электрода 13 расплавляемой части электрода 1р
350 300 1,17
400 350 1,14
450 400 L12
Примечание. При определении к0 длина огарка принимается равной 50 мм.
Таблица 11.9
Масса тэ стальных стержней, г
Длина стержня, мм Диаметр стержня и отклонения* по диаметру, мм
3 I 4 5
-0,06 I -0,08
350 19,4-18,6 | 34,5-33,1 54-52,4
400 I 39,43—37,9 61,7-59,9
450 Z i Z 69,4-67,3
‘Отклонения для проволоки повышенной точности
Таблица 11.10
Масса т 1 см стальной электродной проволоки, г
Номинальный диаметр проволоки, мм m Номинальный диаметр проволоки, мм m
1,0 0,06 4,0 0,99
1,2 0,09 5,0 1,54
1,6 0,16 6,0 2,22
2,0 0,25 8,0 3,95
2,5 0,38 10,0 6,17
3,0 0,55 12,0 8,88
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ СВАРОЧНО-МОНТАЖНЫХ РАБОТ
223
ТаблицаЛ 1.11
Коэффициент расхода кр электродов для сварки углеродистых
и низколегированных конструкционных сталей
Тип электрода Марка апрктрпдр Коэффициент
по ГОСТ 9467-75 масса покрытия, к потерь, у/ расхода
Э42А ВСЦ-4А 0,28-0,3 0,17-0,19 1,8
Э42А Фокс-Цель То же То же 1,4
Э42А Кобе-6010 То же То же 1,4
Э42А Пайпвелд-6010 То же Тоже 1,4
Э42А УОНИ-13/45 0,3-0,4 0,15 1,73
Э50А УОНИ-13/55 0,3-0,4 0,13 1,7
Э50А Фокс Цель Мо То же То же 1,4
Э50А Кобе-7010 То же Тоже 1,4
Э60А Шварц-3 К То же Тоже 1,5
Коэффициент расхода kp при сварке под флюсом и в среде СОг учитыва-
ет потери электродного материала на угар, концевые отходы при заправке
в автоматы и т.п. При расчетах коэффициент kp принимают для автомати-
ческой сварки под флюсом 1,02; для полуавтоматической под флюсом —
1,03 и в среде защитных газов (табл.11.12).
Таблица 11.12
Коэффициент kp при сварке в защитных газах
Способ сварки _________________I кр
Автоматическая и полуавтоматическая сварка плавящимся электродом в среде инертных I
газов; в смеси инертных и защитных газов (75 % Аг + 25 % СОг)..... 1.05
Автоматическая и полуавтоматическая сварка в среде углекислого газа; автоматическая
сварка в смеси (50 % Аг + 50 % СОг)............................... ' 1.15
Сварка тонколистовых нержавеющих сталей в смеси (50 % Аг + 50 % СОг); сварка ।
толстолистовых сталей (б > 30 мм) в углекислом газе............... | 1,05
Для ручной электродуговой сварки и автоматической сварки под флюсом
наиболее типичное сечение приведено на рис. 5.4.
FH = b(s-h) + (s-c)2tg^-(h-c)2tg^ + 0,75eg ,
FH1 =bh+(h — c)2 tg— + 0, y^ejgj (для ручной подварки).
Расчетные значения FH и гпн приведены в табл. 11.13.
224
ГЛАВА 11
Таблица 11.13
Значения коэффициентов FH и тн
5; мм Расчетные значения Автоматическая сварка Полуавтоматическая сварка
FHt мм2 т№ кг/м Расход, кг/м шва
проволоки флюса проволоки флюса
5 32,7 0,255 0,26 0,338 0,263 0,367
6 34,7 0,271 0,276 0,359 0,279 0,39
7 40,5 0,316 0,322 0,418 0,326 0,455
8 40,5 0,316 0,322 0,418 0,326 0,455
9 48,5 0,378 0,385 0,5 0,389 0,545
10 48,5 0,378 0,385 0,5 0,389 0,545
12 57,0 0,445 0,454 0,59 0,458 0,641
14 58,0 0,428 0,437 0,567 0,442 0,616
При выполнении ручной сваркой первого слоя шва, расчетные значения
FHJ итН1 приведены в табл.11.14.
Таблица 11.14
Значения коэффициентов FH итН1
S, мм Расчетные значения S, мм Расчетные значения
F„,, мм2 Н1 тН1, кг/м F,,, мм2 тн], кг/м
5 28,05 0,219 9 35,3 0,275
6 28,05 0,219 10 43,7 0,341
7 28,05 0,219 12 43,7 0,341
8 35,3 0,275 14 74,7 0,583
11.5.2. Флюсы для электродуговой сварки
Норма расхода флюса на изделие Нф определяется по расходу свароч-
ной проволоки на изделие Нэ
Нф = кфНд ,
где кф — коэффициент, выражающий отношение массы израсходованного
флюса к массе сварочной проволоки и зависящий от типа сварного соеди-
нения и способа сварки (табл. 11.15).
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ СВАРОЧНО-МОНТАЖНЫХ РАБОТ
225
Таблица 11.15
Коэффициент кф при сварке под флюсом
Сварка Швы стыковых и угловых соединений Швы тавровых соединений без скоса и со скосом кромок
без скоса кромок, с отбортовкой со скосом кромок
Автоматическая 1,3 1,2 1,1
Полуавтоматическая 1,4 1,3 1,2
11.5.3. Защитные газы для газоэлектрической сварки
Норма расхода защитного газа на изделие Нг (м3) определяется по фор-
муле:
Нг = (QJm + Qjion-) ’Ю 3, (1)
где Q. — удельная норма расхода газа на 1 м шва данного типоразмера, м3;
1ш — длина шва, м; Q^m. — дополнительный расход газа на подготовительно-за-
ключительные операции: продувку газовых коммуникаций перед началом
сварки; защиту вольфрамового электрода от окисления сварки при сварке
неплавящимся электродом; настройку режимов сварки.
Удельная норма расхода газа определяется по формуле:
& =qit0-6o-io-2, (2)
где qz — оптимальный расход защитного газа по ротаметру, м3/с; t0 — ма-
шинное (основное) время сварки 1 м шва в с.
Основное время при сварке плавящимся электродом можно определить
по формуле:
т -60'10'3
t = —5--------
ан1св
где тн — масса наплавленного металла в кг/м шва данного типоразмера; ан —
коэффициент наплавки в г/(А-ч); — сила сварочного тока, А Основное
время при сварке неплавящимся (а также плавящимся) электродом можно
рассчитывать по формуле:
60
Оптимальные значения дг, 1св , vCB задаются режимом сварки для данно-
го технологического процесса и уточняются при отработке технологии
сварки. Для расчета величина t0 может быть взята из нормативов времени
на сварку в среде защитных газов. Коэффициент наплавки ан при сварке на
обратной полярности приведен в табл. 11.16.
226
ГЛАВА 11
Таблица 11.16
Коэффициент наплавки ан в г/(А - ч) при сварке
в углекислом газе на обратной полярности
/св А Диаметр электрода в мм /^,А Диаметр электрода в мм
1,6 2,0 р 2,5 1,6 2,0
200 14,2 12,2 450 24,1 19,0 15,6
250 15,1 12,6 500 28,3 22,3 17,8
300 16,5 13,5 11,1 550 — — 20,5
350 18,6 14,8 12,4 600 — — 24,2
400 21,1 16,8 13,9 — - — —
Дополнительный расход газа (м3) на подготовительные и заключи-
тельные операции не зависит от скорости сварки:
-60-Ю2 ,
где tn 3 — время на подготовительно-заключительные операции, с.
При сварке неплавящимся электродом tn,3 ~ 12 с; при сварке плавящим-
ся электродом tn 3 ~ 3 с.
Норма расхода защитного газа, рассчитанная по формуле (1), при свар-
ке коротких швов (менее 50 мм) и при сварке мелкой арматуры диаметром
менее 20 мм должна быть увеличена на 20 %. Расход газа на прихватку со-
ставляет примерно 20% общего расхода газа на узел (изделие). При сварке
с применением газовой защиты обратной стороны шва дополнительный
расход газа определяется умножением оптимального расхода газа q3 в фор-
муле (2) на коэффициент 1,3—1,5.
11.5.4. Г азы для сварки и резки
Для газопламенной сварки нормы расхода кислорода и ацетилена опре-
деляют по эмпирическим формулам (табл. 11.17).
Таблица 11.17
Нормы расхода кислорода и ацетилена на 1 м шва
Свариваемый металл Кислород (чистота 90 %), л Ацетилен, л
Сталь (шов внахлестку, тавровый, угловой внутренний) 14ЛЮ'3 11,752-Ю-3
Сталь (шов стыковой) Юл2 -Ю’3 8,352-10’3
Сталь (шов угловой внешний) 7,652-10'3 6,2652-Ю-3
Примечание, s— толщина свариваемого металла в мм.
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ СВАРОЧНО-МОНТАЖНЫХ РАБОТ
227
Поправочные коэффициенты к норме расхода кислорода в зависимости
от чистоты кислорода приведены ниже:
Чистота кислорода 99,5 99% 98,5 (%) 98%
Поправочный коэффициент 0,9 1,0 1,1 1,24
Примечание. При замене ацетилена на пропан коэффициент 0,6.
Расход присадочной проволоки может быть определен по массе наплав-
ленного металла с добавлением на потери (угар, разбрызгивание) 7—15 %
массы наплавленного металла:
Нпр =ks2 + (0,07 + 0,15)ks2,
где Нпр — расход присадочной проволоки в г/м; k — коэффициент, завися-
щий от угла скоса кромок и равный при углах 45°; 40° и 35° соответственно
10; 9 и 8 , а при малых толщинах без скоса кромки 12.
Для газовой резки удельная норма расхода кислорода на 1 м реза склады-
вается из удельной нормы расхода кислорода на резку и подогрев, а также
из непроизводительных потерь (неиспользуемый остаток кислорода в бал-
лоне 2,56 %, продувка вентилей резака, регулировка пламени, холостое го-
рение резака, утечки 4,5 %).
В общем виде формула для расчета удельной нормы расхода кислорода,
м3/м:
II к =3,6-1,07(Нрк +Нпк),
где Нр.к и Нп к — удельные нормы расхода кислорода соответственно на рез-
ку и подогрев м3/м, определяемые по эмпирическим формулам:
нр.к = WQp.kto) = Л<^2,7 +
1рез
*0=---
Vpe>
При ^,= 1м
( 3,4\
Нр.к -3,6\2,7+^s,
где 0р.к— расход режущего кислорода м3/с, t0 — основное время, необходи-
мое для резки 1 м при данной скорости резки, с, s — толщина металла в мм;
Ь— ширина реза в мм; Ip^ — длина реза в м; Vpa— скорость резки в м/с;
Нпх -3,6(QnKtn); QnK =3,6-l,2Qa; Нпк = 3,6-l,2Qatn,
где Qp.K — расход кислорода на подогрев, м3/с, - расход ацетилена, м?/с
(мощность пламени); t„ — время подогрева, с (табл. 11.18).
228
ГЛАВА 11
Таблица 11.18
Ширина реза и длительность нагрева в зависимости
от толщины металла
Параметр Толщина металла, мм 5-15 | 15-30
Ширина реза, мм Длительность нагрева tn, с 2-2,5 I 2,3-3 5-10 । 10-15
Характерные значения мощности
ацетилено-кислородного пламени для подогрева
Толщина разрезаемой стали, мм 3—25
Мощность пламени, м’/с 3,6(300—550)
25-50
3,6(550-750)
При выполнении сварочных работ на трассе используют укрупненные
нормы расхода материалов на 1 км трубопровода, приведены в табл. 11.19.
Таблица 11.19
Нормы расхода материалов
Диаметр трубопровода, мм
материал изм. 350 400 500 600 700 800 1000 1200 1400
Трубы стальные км 1,01 1,01 1,01 1,008 1,008 1,008 1,008 1,006 1,006
Проволока сварочная кг 50 50 40 44 50 70 160 210 340
Флюс Тоже 66 74 52 61 72 97 227 298 512
Электроды 100 100 110 110 120 170 300 370 620
Лес круглый, 14—24 см м3 0,3 0,3 0,3 0,3 0,4 0,4 0,4 0,4 0,4
Ацетилен Тоже 8,1 9,1 8,8 10,4 11,6 13,4 16,3 19 101,5
Кислород к 17,8 18,6 17,1 18,7 20,9 24,6 32,5 37,4 153,3
Заглушки инвентарные металлические шт. 5 5 5 5 5 5 5 5 5
При сооружении трубопровода на болотистой местности предусмотрены
следующие нормы расхода материалов на 1 км трассы, табл. 11.20.
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ СВАРОЧНО-МОНТАЖНЫХ РАБОТ
229
Таблица 11.20
Нормы расхода материалов
Материал Ед. Диаметр трубопровода, мм
изм. 350 400 500 600 700 800 1000 1200 1400
Трубы стальные км 1,01 1,01 1,01 1,008 1,008 1,008 1,008 1,006 1,006
Проволока сварочная кг 61 65 51 60 65 99 256 350 580
Флюс Тоже 80 89 66 75 91 141 363 510 858
Электроды 142 151 156 172 200 313 600 770 143
Лес круглый, 14—24 см м3 1,68 1,68 1,68 1,68 2,13 2,13 2,13 2,13 2,13
Доски необрезные, 40-60 мм То же 0,09 0,09 0,09 0,09 0,09 0,12 0,12 0,12 0,12
Брусья необрезные, 130 мм п 1,03 1,03 1,03 1,03 1,03 1,12 1,12 1,12 1,12
Кислород н 26,3 27,7 26,9 29 32,2 38,4 58,5 69 315
Ацетилен м3 12 13,2 12,8 14,7 17,3 19,2 29,3 38 202
Заглушки инвентарные металлические шт. 6 6 6 6 6 6 6 6 6
Для сооружения трубопровода в горной местности приведены нормы
расхода материалов на 1 км трассы, табл. 11.21.
Таблица 11.21
Нормы расхода материалов
Материал Ед. изм. 350 Диаметр трубопровода, мм
400 500 600 700 800 1000 1200 1400
Трубы стальные км 1,01 1,01 1,01 1,008 1,008 1,008 1,008 1,006 1,006
Проволока сварочная кг 33 36 27 32 37 49 128 170 270
Флюс Тоже 47 53 37 44 52 70 180 250 410
Электроды 130 130 139 139 155 224 393 480 865
Лес круглый, 14-24 см м3 0,3 0,3 0,3 0,3 0,3 0,4 0,4 0,4 0,4
Ацетилен Тоже 10,1 11,3 11,9 13 14,6 16,8 17 22 105
Кислород 22,2 23,2 21,4 23 26,1 30,8 3,4 42 165
Заглушки инвентарные металлические шт. 5 5 5 5 5 5 5 5 5
Нормы расхода материалов при сварке трубопровода на переходах через
водные преграды, автомобильные и железные дороги отражены в табл. 11.22.
230
ГЛАВА 11
Таблица 11.22
Нормы расхода материалов
Дд. Диаметр трубопровода, мм
Материал изм. 350 400 500 600 700 800 1000 1200 1400
Трубы стальные км 1,01 1,01 1,01 1,008 1,008 1,008 1,008 1,006 1,006
Электроды кг 103 114 140 177 205 262 605 780 957
Проволока сварочная То же 44 50 61 58 65 88 182 340 540
Флюс п 67 75 92 86 98 132 273 511 814
Лес круглый, 16 см м3 0,3 0,3 0,3 0,3 0,4 0,4 0,4 0,4 0,4
Заглушки сферические шт. 3 3 3 3 3 3 3 3 3
Ацетилен м3 3,95 4,31 5,24 6,12 6,44 7,19 8,7 10,3 20,2
Кислород То же 9,13 9,12 10,13 11,44 12,45 13,15 17 23 57
Нормы расхода материалов на 1 км трассы при сварке и укладке трубо-
провода по опорам приведены в табл. 11.23.
Таблица 11.23
Нормы расхода материалов
Материал ; ИЗМ. Диаметр трубопровода, мм
350 ; 400 500 600 700 800 1000 1200 1400
Металлоконструкции подвижных и неподвижных опор т I I 0,91 0,99 1,08 2,51 2,88 4,46 5 5 5
Электроды кг 17 26 22 26 22 39 68 84 21
Кислород I м3 2,63 ! 2,64 2,21 2,66 2,98 3,53 ! 4,59 5,37 17,6
Ацетилен Тоже 1 I 1,08 0,98 1,13 1,25 1,48 1,87 2,22 10,74
Металлоконструкции вре- менных инвентарных опор т 0,114 По же п И
Алюминиевый порошок \ кг 0,26 0,29 0,31 0,73 0,84 1,29 1,45 1,45 1,45
11.5.5. Определение расхода электроэнергии
при электродуговой сварке
Расход электроэнергии на 1 кг наплавленного металла приближенно на-
ходят по формуле:
U.
0.3 =----—>
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ СВАРОЧНО-МОНТАЖНЫХ РАБОТ
231
где U/) — напряжение дуги, В; ан — коэффициент наплавки в г/А- ч; т] — коэф-
фициент полезного действия установки; ku — коэффициент, учитывающий
время горения дуги (работы сварочного оборудования) в общем времени
сварки.
Коэффициент ku , учитывающий время горения дуги
Ручная дуговая: k,,
крупносерийное и массовое производство........... 0,60—0,75
единичное и мелкосерийное производство........... 0,35—0,55
Автоматическая под флюсом:
обслуживание одним автоматом поточной линии........ 0,50—0,65
единичное и мелкосерийное производство, обслуживание
одним автоматом нескольких рабочих мест.......... 0,25—0,45
Напряжение дуги определяется технологией сварки.
Список литературы
1. Акулов А.И., Алехин В.П., Ермаков С.И. и др. Технология и оборудо-
вание сварки плавлением и термической резки. Учебник для вузов. —
М.: "Машиностроение", 2003.
2. Березин В.Л., Суворов А.Ф. Сварка трубопроводов и конструкций:
Учебник для вузов. 2-е изд., перераб. и доп. — М.: Недра, 1983.
3. Будзуляк Б.В., Васильев Г.Г., Иванов В.А. и др. Организационно-тех-
нологические схемы производства работ при сооружении машино-
строительных трубопроводов: Учебное пособие. — М.: ИРЦ Газ-
пром, 2000.
4. Васильев Г.Г., Иванец В.К., Клышников И.Н. и др. Сварочно-мон-
тажные работы в нефтегазовом строительстве. — М.: ВНИИОЭНГ,
1994.
5. ВСН 012-88. Строительство магистральных и промысловых трубо-
проводов. Контроль качества и приемка работ. Миннефтегазстрой. —
М.: ВНИИСТ, 1989.
6. Колганов Л.А. Сварочное производство. Учебное пособие. — Ростов-
на-Дону: "Феникс", 2002.
7. Маслов В.И. Сварочные работы: Учебное пособие. — М.: Профобриз-
дат, 2002.
8. Мустафин Ф.М., Блехерова Н.Г., Квятковский О.П. и др. Сварка тру-
бопроводов: Учебное пособие. — М.: ООО "Недра — Бизнесцентр",
2002.
9. Оборудование для дуговой сварки. Справочное пособие / Под ред.
В.В. Смирнова. П.: Энергоатомиздат. Ленинградское отделение, 1986.
10. Папков О.С., Хоменко В.И. Контактные установки для сварки газо-
нефтепроводов. — М.: Высшая школа, 1989.
11. Походня И.К., Шейнкин М.З., Шлепаков В.Н. и др. Дуговая сварка
неповоротных стыков магистральных трубопроводов. — М.: Недра,
1987.
12. РД 153 — 006 — 02. Инструкция по технологии сварки при строитель-
стве и капитальном ремонте магистральных нефтепроводов. — М.:
АО ВНИИСТ, 2002.
234
СПИСОК ЛИТЕРАТУРЫ
13. Сварочно-монтажные работы при строительстве трубопроводов.
Справочник / Шмелева И.А., Тарлинский В.Д., Шейнкин М.З. и др. —
М.: Недра, 1990.
14. СП 105 — 34 — 96. Свод правил по производству сварочных соедине-
ний. — М.: ИРЦ Газпром, 1996.
15. Строительство магистральных трубопроводов. Справочник / Чир-
сков В.Г., Березин В.Л., Телегин Л.Г. и др. М.: Недра, 1991.
16. Суворов А.Ф. Сварка магистральных трубопроводов: Конспект лек-
ций. Ч I. - М.: ГАНГ, 1997.
17. Чернышов Г.Г. Сварочное дело. Сварка и резка металлов. Учебник
для нач. проф. образования. — М: ИРПО Проф Обр Издат. 2002.
18. Электроды для ручной дуговой сварки. Международный трансля-
тор-справочник. Авт. кол. Аванесов В.С., Бочкарев Г.Н., Владимиров
А.И. и др. Научн. ред. В.Я. Кершенбаум, О.И. Стеклов. — М.: МФОС
"Технонефтегаз", 2000.
Содержание
Предисловие.................................................3
Глава 1 ОРГАНИЗАЦИЯ СВАРОЧНО-МОНТАЖНЫХ РАБОТ
В ТРУБОПРОВОДНОМ СТРОИТЕЛЬСТВЕ..........................5
1.1. Планирование фонда рабочего времени
для производства сварочно-монтажных работ.........5
1.2. Основные методы организации сварочно-монтажных
работ на трассе.................................13
1.3. Технологический граф производства
сварочно-монтажных работ........................20
1.4. Организация транспортного обеспечения производства
сварочно-монтажных работ........................21
Глава 2 ИСТОЧНИКИ ЭЛЕКТРОПИТАНИЯ
ДЛЯ ДУГОВОЙ СВАРКИ.........................................37
2.1. Источник питания постоянного тока.............37
2.2. Сварочные выпрямители.........................40
2.3. Сварочный инструмент и защитные приспособления • • • 45
Глава 3 МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ
ДЛЯ СВАРКИ ТРУБОПРОВОДОВ...............................49
3.1. Стали для магистральных трубопроводов.........49
3.2. Электроды для ручной электродуговой сварки....54
3.3. Флюсы.........................................59
3.4. Электродная проволока.........................59
3.5. Защитные газы..........................• 63
3.6. Порошковая проволока..........................65
3.7. Газы для газопламенной сварки и резки.........67
3.8. Хранение и подготовка материалов к сварке.....69
глава 4 ПОДГОТОВКА И СБОРКА ТРУБ ПОД СВАРКУ,
СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ...............................71
4.1. Подготовка труб к сборке......................71
4.2. Оборудование для правки концов труб...........71
4.3. Газокислородная резка.........................72
4.4. Оборудование и технология газокислородной резки • • • 76
4.5. Виды разделок кромок труб и трубных заготовок.81
236
СОДЕРЖАНИЕ
4.6. Оборудование для механической обработки кромок- • • • 83
4.7. Оборудование для зачистки кромок под сварку..84
4.8. Оборудование для подогрева
и термической обработки стыков труб..............85
4.9. Устройства для сборки стыков труб под сварку.87
4.10. Гнутье труб. Основные требования
к криволинейным участкам трубопроводов.............92
4.11. Технология холодного гнутья труб............94
4.12. Внутритрубные оправки — дорны...............95
Глава 5 РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА......................97
5.1. Технические приемы выполнения швов...........97
5.2. Определение режимов ручной
электродуговой сварки...........................101
5.3. Организация сварочно-монтажных работ
в полевых условиях..............................105
5.4. Сварка трубопроводов из сталей
повышенной и высокой прочности..................107
5.5. Сварка трубопроводов, транспортирующих
агрессивные среды...............................109
5.6. Специальные сварочные работы
при монтаже трубопроводов.......................111
Глава 6 СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
И ПОРОШКОВОЙ ПРОВОЛОКОЙ..................................114
6.1. Полуавтоматическая сварка стыков трубопроводов • • • 115
6.2. Оборудование для газоэлектрической сварки
и для сварки порошковой проволокой..............119
6.3. Сварка неповоротных стыков на трассе........122
Глава 7 АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ
И С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ ШВА- • • 130
7.1. Технология автоматической сварки под флюсом.131
7.2. Расчет режимов односторонней многопроходной
автоматической сварки под флюсом................139
7.3. Расчет режимов двухсторонней автоматической сварки 143
7.4. Сварка трубопроводов с принудительным
формированием шва порошковой проволокой.........146
7.5. Технология сварочно-монтажных работ.........146
7.6. Оборудование для сварки трубопроводов
с принудительным формированием шва................148
Глава 8 ПОЛЕВЫЕ ТРУБОСВАРОЧНЫЕ БАЗЫ, УСТАНОВКИ
И ОБОРУДОВАНИЕ..........................................149
8.1. Конструктивные особенности трубосварочных баз- • • • 149
СОДЕРЖАНИЕ
237
8.2. Оборудование трубосварочных баз.............156
8.3. Оборудование для сварки под флюсом..........160
8.4. Анализ эффективности применения
трубосварочных баз................................162
Глава 9 ЭЛЕКТРОКОНТАКТНАЯ СВАРКА ТРУБОПРОВОДОВ
ОПЛАВЛЕНИЕМ..............................................166
9.1. Процесс стыковой сварки оплавлением.........166
9.2. Энергетические затраты
при электроконтактной сварке......................167
9.3. Трубосварочные электроконтактные установки....170
9.4. Технологический процесс электроконтактной сварки
трубопроводов.....................................182
Глава 10 КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ • • • • 184
10.1. Дефекты в сварных соединениях..............186
10.2. Определение механических свойств
сварных соединений................................190
10.3. Радиографический метод контроля
сварных соединений................................195
10.4. Ультразвуковая дефектоскопия
сварных соединений................................209
Глава И ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
СВАРОЧНО-МОНТАЖНЫХ РАБОТ.........................213
11.1. Нормирование ручной электродуговой сварки....214
11.2. Нормирование автоматической сварки под флюсом • • • 216
11.3. Нормирование электроконтактной сварки......218
11.4. Нормирование газовой резки труб............218
11.5. Расход материалов на сварочные работы
при строительстве трубопроводов..................221
11.5.1. Определение норм расхода электродов и проволоки
для электродуговой сварки........................221
11.5.2. Флюсы для электродуговой сварки..........224
11.5.3. Защитные газы для газоэлектрической сварки.225
11.5.4. Газы для сварки и резки..................226
11.5.5. Определение расхода электроэнергии
при электродуговой сварке........................230
Анатолий Федорович Суворов, Геннадий Германович Васильев,
Юрий Афанасьевич Горяйнов, Юрий Эдуардович Кинцлер,
Фаниль Мухаметович Мустафин, Сергей Иванович Сенцов,
Сергей Владимирович Головин
Сварочно-монтажные работы в трубопроводном строительстве
Учеб, пособие для вузов
Корректор С.Н. Тарасова
Верстка С.Н. Тарасова
Подписано в печать 15.03.2006. Формат 70 х 100/16.
Бумага офсетная. Гарнитура Нью-Баскервиль
Печать офсетная. Печ. л. 15. Тираж 3000. Заказ №3396
ISBN-5-91174-001-Х
ЗАО "Звезда"
309740, Россия, Белгородская обл., пос. Ровеньки, ул. Кирова, д. 5.
Отпечатано в полном соответствии с качеством
предоставленного ори! инал-макета в 1П1П «Типография «Наука»
121099, Москва, Шубинский пер., 6