
















































































































































Автор: Тамбулатов Б.Я.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства станки станочные конструкции
Год: 1980




БИБЛИОТЕКА
СТАНОЧНИКА
Б. Я. Тамбулатов
ДОВОДОЧНЫЕ
СТАН К И
БИБЛИОТЕКА (( r=i) СТАНОЧНИКА
Б. Я. Тамбулатов
ДОВОДОЧНЫЕ
СТАНКИ
Москва • МАШИНОСТРОЕНИЕ • 1980
ББК 34.63
Т17
УДК 621.923.74.06
.Редакционная коллегия: лауреат Государственной премии СССР
проф. С. И. Самойлов (председатель), доц. А. 'В. Коваленко,
инж. Г. Н. Кокшаров, канд. техн, наук В. А. Куприянов,
проф В. В. Лоскутов, инж. Г. Р. Мозжилкин,
Герой Социалистического Труда токарь Л. Я- Мехонцев,
канд. техн, наук доц. А. А. Спиридонов,
д-р техн, наук проф. Ю. С. Шарин
, Рецензент инж. О. М. Леонтьев
Та1^бул.а.1Х)в, Б. -Яг--"от:-——
Т17 Доводочные станки. — М.: Машиностроение,
1980. — 160 с., ил. — (Б-ка станочника),
60 к
В книге рассмотрены принципы конструирования я особенности
компоновки станков отделочной группы описаны основные механиз-
мы, применяемые в доводочных станках, неисправности различных
станков и способы их устранения; приведены краткие сведения по тех-
нике безопасности
Книга предназначена для рабочих-станочнвков.
31304-167
------------ 167-80. 2704040000
038(01 )-80
ББК34.63
6П4.6
т
ИБ № 2363
Борис Яковлевич Тамбула^Ъв
ДОВОДОЧНЫЕ СТАНКИ
Редактор Е. С. Забалуева Художественный редактор И К. Капралова
Технический редактор В И. Орешкина Корректор Н Г. Богомолова
Сдано в набор 29.04 80 Подписано в печать 29.08.80. Т-13348
Формат 60X90‘Л®. Бумага типографская № 1. Гарнитура литературная Печать высокая.
Уел. печ. л. 10 Уч.-изд. л. 10.9 Тираж 16 000 экз. Заказ 1857 Цена 60 к.
Издательство «Машиностроение». 107076, Москва. Б-76, Стромынский пер., 4
Московская типография № 4 Союзполиграфпрома
при Государственном-комитете СССР
по делам издательств, полиграфии и книжной торговли
129041, Москва, Б, Переяславская ул., д. 46
© Издательство «Машиностроение», 1980 г.
ПРЕДИСЛОВИЕ
Повышение эффективности производства невозможно без создания
высокопроизводительных, надежных, быстроходных и долговечных
машин. Создание такого оборудования связано с постоянным повы-
шением требований к точности и качеству изготовления деталей.
Эти требования выполняют, прежде всего на финишных, отделоч-
ных, операциях.
Получение деталей с точностью размеров по пятому и шестому
квалитету, достижение шероховатости поверхностей. Ra = 0,04. 4-
4- 0,08 мкм, исправление погрешностей формы детали, оставшихся
от предыдущих, операций, устранение дефектов в.поверхностном-слое
(микротрещин, прижогов и т ц.) — вот круг технологических за-
дач, которые решаются, с помощью процессов абразивной обработки.
Эти процессы можно разделить на.две группы: отделочную обработку
связанным абразивом и обработку с применением свободного абра-
зивного зерна. К первой группе относится тонкое (прецизионное)
шлифование, суперфиниширование, хонингование и обработка аб-
разивной лентой Вторая группа процессов объединяет доводку-
притирку плоских и цилиндрических поверхностей, доводку от-
верстий, вибропритирку и виброполирование, полирование элас-
тичным кругом, гидроабразивную и абразивно-ультразвуковую об-
работку.
Часто процессы абразивной отделочной обработки называют до-
водочными. Эти названия можно считать идентичными, если под
доводкой понимать конечную цель обработки, при которой достига-
ются высокие требования к точности деталей и качеству поверхност-
ного слоя обработанной поверхности. Соответственно и под доводоч-
ными станками здесь и ниже будем иметь в виду технологическое
оборудование для осуществления процессов абразивной отделочной
обработки. Совершенствование доводочных процессов абразивной об-
работки стимулируется с одной стороны, применением в машино-
строении высокопрочных и труднообрабатываемых материалов, с
другой — созданием новых, высокопроизводительных абразивных
материалов.
Удельный вес станков для абразивной обработки в общем парке
металлорежущих станков постоянно растет.
3
Современные доводочные станки по своим технологическим воз-
можностям, конструктивному исполнению и особенностям работы
составляют одну из самых разнообразных групп.
Все доводочные станки выпускают гаммами (группами однотип-
ных станков с различными техническими характеристиками). Их
применяют в подшипниковой и приборостроительной промышлен-
ности и при создании бумагоделательных машин и прокатного обо-
рудования в единичном и массовом производствах.
Доводочные станки выпускают с высокой степенью унификации
деталей; создаются конструктивно подобные и унифицированные спе-
циализированные станки и станки-автоматы на базе универсальных.
В них широко применяют приборы и системы активного контроля
размера и шероховатости поверхности, загрузочные бункеры, ма-
нипуляторы и транспортирующие устройства, термообработанные
направляющие качения и многовкладышные гидродинамические
подшипники скольжения, электро-и гидроприводы с автоматичес-
ким регулированием параметров и специальные механизмы малых
перемещений, устройства точного останова механизмов и системы
устранения температурных деформаций. Доводочные станки отно-
сительно просты. На этих станках возможно механизировать и авто-
матизировать как процесс обработки детали, так и вспомогательные
операции.
Чтобы эффективно эксплуатировать доводочные станки, рабочие,
наладчики, мастера и технологи должны хорошо знать их конструк-
тивные особенности, технологические возможности и необходимые
требования технического обслуживания.
Долгопрудненский авиационный техникум
Электронная библиотека
141702 Россия, Московская обл., Phone: 8(495)4084593 8(495)4083109
г. Долгопрудный, пл Собина,1 Entail: dat.ak@mail.ru
Site: gosdat.ru
ГЛАВА ПЕРВАЯ
ОБЩИЕ СВЕДЕНИЯ О МЕТАЛЛОРЕЖУЩИХ
СТАНКАХ
1. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС КАК ОСНОВА
СОЗДАНИЯ И ИЗУЧЕНИЯ СТАНКА
При обработке с определенных поверхностей заготовки удаляют
слой материала, в результате чего ее форма и размеры меняются.
Основная часть производственного процесса, содержащая дейст-
вия по изменению и последующему определению состояния предме-
та производства, будет называться технологическим процессом.
Под изменением состояния предмета подразумевается изменение
размеров, формы, внешнего вида, шероховатости поверхности, а по-
рой и свойств материала заготовки. Под определением состояния
предмета производства понимают различные методы и средства конт-
роля (как геометрических параметров, гак и качественных показа-
телей заготовки и детали). Технологический процесс устанавливает
последовательность выполнения различных операций, методы и
способы обработки, необходимое оборудование, технологическую
оснастку и инструмент, режимы обработки, а также средства и ме-
тоды контроля.
Созданию любого типа станка предшествует тщательный анализ
как всего технологического процесса, так и отдельных операций.
Кинематическое и конструктивное оформление станка, его точность
и производительность, мощность привода и степень автоматизации
определяются задачами, поставленными в данной операции техно-
логического процесса (например, припуском на обработку, необхо-
димой точностью геометрической формы и шероховатостью поверхно-
сти, а также характером производства и уровнем квалификации
работающего). Знание особенностей технологического процесса по-
зволяет лучше понять конструкцию станка, необходимость отдель-
ных его механизмов, требований по сохранению технологической
точности и т. п.
Критериями правильности выбора способа обработки детали и
создания или применения имеющегося станка являются, как пра-
вило, время обработки одной детали и себестоимость операции.
Дсводочные станки позволяют выполнять отделочные операции
механической обработки деталей различной формы, причем как на-
ружных, так и внутренних их поверхностей. Требования отделочных
операций: шероховатость обработанной поверхности в пределах
Ra ==0,02-?0,16 мкм, отклонения геометрической формы 0,5—5 мкм,
отсутствие дефектов поверхностного слоя — едины для всей груп-
5
пы доводочных станков. При изучении суперфинишных, хонинго-
вальных, притирочных и подобных станков необходимо помнить
об особенностях доводочных технологических процессов.
2. ЭЛЕМЕНТЫ ПРОЦЕССА РЕЗАНИЯ
Форма обрабатываемой поверхности будет определять те относи-
тельные движения заготовки и инструмента, которые необходимы
для осуществления любого технологического процесса. В металло-
режущих станках эти движения подразделяют на рабочие и вспомо-
гательные. К рабочим относятся главное движение, обеспечиваю-
щее срезание стружки с заготовки, и движение .подачи, позволяю-
щее осуществить процесс резания (снятие припуска) по всей обра-
батываемой поверхности. Вспомогательными движениями являются
установка детали, подвод инструмента к обрабатываемой поверхно-
сти для выполнения операции и отвод при завершении ее, переклю-
чение режимов обработки и т. п.
Главное движение. В доводочных станках главное движение мо-
жет быть вращательным или поступательным. Например, при шли-
фовании и притирке плоскостей (рис. 1,а, б, з) главное движение,
обеспечивающее необходимую скорость резания,—это вращение ин-
струмента (шлифовального круга) или вращение стола-притира
(в вертикально-доводочных станках). При суперфинишировании в
центрах и бесцентровом суперфинишировании, а также при ленточ-
ном шлифовании (рис. 1, в, г, д) главное движение поступательное
(колебания бруска или перемещение абразивной ленты). В хонин-
говальных станках и станках для доводки отверстий (рис. 1, ж)
главное движение представляет собой комбинацию вращения инстру-
мента с его возвратно-поступательным перемещением.
Вращательное главное движение характеризуется окружной
скоростью круга окр или притира опр. Окружную скорость (м/с)
определяют по формуле
____ nDn
Vftp — ~ 60-1000 ’
где D — диаметр шлифовального, полировального круга или прити-
ра, мм; п — частота вращения круга или притира, об/мин.
При шлифовании скорость кругов достигает 60 м/с, при поли-
ровании 30 м/с, скорость притиров в вертикально-доводочных стан-
ках обычно составляет 1—6 м/с и лишь при специальных видах до-
водки может достигать 12 м/с (например, при доводке твердых спла-
вов).
Поступательное главное движение характеризуется линейной
скоростью, которая, как правило, определяется частотой враще-
ния деталей, обеспечивающих поступательное перемещение инстру-
мента. Так, в ленточно-шлифовальном станке линейная скорости
6
перемещения абразивной ленты определяется диаметром и частотой
вращения ведущего шкива. Она может быть равной 15—35 м/с.
Для суперфинишных станков скорость резания
60-1000 ’
где I — ход бруска, мм; нб — частота колебаний бруска, колеб./
мин.
Рис. 1. Схемы доводочных процессов:
а — круглое наружное шлифование (полирование); б — внутреннее шлифование; в —
ленточное шлифование; г — суперфиниширование в центрах: д — бесцентрозое суперфи-
ниширование; е — суперфиниширование желоба кольца подшипника: ж — хонингование
(доводка) отверстий; з — притирка (доводка) поверхностей; и — вибрационное полиро-
вание
В современных суперфинишных станках v = 0,024-0,8 м/с.'
При хонинговании и доводке отверстий скорость резания пред-
ставляет собой геометрическую сумму окружной скорости шпинде-
ля станка и скорости (подачи) возвратно-поступательного движе-
ния хона: о = ]/г^кр + s2. Их соотношение может быть различным
для конкретного технологического процесса. Скорость резания
при хонинговании составляет 20—45 м/мин.
Подача. Для обеспечения резания по всей обрабатываемой по-
верхности детали или инструменту сообщают движения, обеспечи-
вающие продольную и круговую подачу. Продольной подачей s на-
зывается путь, пройденный деталью или абразивным’ инструментом
в направлении, параллельном оси вращения инструмента или дета-
7
ли, за одну минуту или за один оборот детали. Круговая подача —
это скорость вращения детали при обработке (скорость изделия с'и.1Д).
Доводочные операции характеризуются малыми величинами про-
дольной подачи. Так, при прецизионном шлифовании она колеблет-
ся от 0,01 до 2 м/мин, при суперфинишировании — от 0,3 до
1,5 м/мин, при хонинговании — достигает 20 м/мин. Круговую по-
дачу выбирают в определенном соотношении со скоростью резания.
Глубина резания Глубиной резания t называют перемещение
абразивного инструмента в направлении, перпендикулярном обра-
батываемой поверхности, за время одного продольного хода Ею
будет определяться толщина слоя металла, срезаемого за один ра-
бочий ход детали или инструмента Для прецизионного шлифова-
ния t = 14-5 мкм, а для таких процессов, как доводка и притирка,
измеряется долями мкм.
Скорость и глубина резания, продольная и окружная подачи оп-
ределяют элементы режима резания. Для выполнения технологи-
ческого процесса с наибольшей экономической целесообразностью
режимы резания следует назначать с учетом всех особенностей про-
изводства: вида обрабатываемого материала, режущей способности
инструмента, требований к точности геометрической формы и уровню
шероховатости поверхности вида охлаждающей жидкости, и.т. п
Следовательно, режимы резания необходимо Менять в значительных
пределах, и конструкция станка должна обеспечивать простую и
удобную настройку всех его механизмов Регулирование элементов
режима резания может быть бесступенчатым и ступенчатым. Бес-
ступенчатое регулирование в доводочных станках различных типов
достигается применением электродвигателей постоянного тока, ме-
хани ческих вариаторов скорости, гидравлических приводов и по-
-зволяет установить любое значение какого-либо параметра в задан-
ных пределах.
При ступенчатом регулировании режимы резания устанавлива-
ют в виде определенного ряда величин от минимального до макси-
мального значения Механизмы, обеспечивающие ступенчатое ре-
гулирование, применяют более широко благодаря их простоте,
высокому КПД и надежности в эксплуатации.
Скорости резания и вращения детали определяются частотой
вращения соответствующих деталей станка. Ряды этих частот в сов-
ременных станках строят по закону геометрической или арифмети-
ческой прогресии. Известно, что в геометрической прогрессии каж-
дый последующий член получается умножением предыдущего на
одно и то же число, а в арифметической — прибавлением одного
и того же числа
Допустим, необходимо получить г частот вращении с пределами
пш1п — мтах Тогда для геометрической прогрессии пх — nmin;
п3 =/г2ф = /г4 = «3Ф = /г!ф3; п, = пшах = пг-1Ф =
*—|/й
^=-Л1<»а—', где ф=1/ -^—знаменатель геометрической прогрессии;
—диапазон регулирования частот вращения.
nmhi
8
Знаменатель геометрической прогрессии может быть равен 1,06;
1,12; 1,26; 1,41; 1,58; 1,78; 2,0.
При построении ряда частот вращения по законам арифметичес-
кой прогрессии получим nt = «min; п2 = пг + а; пя = п2 + а =
~ п-1 + 2а; п, = п3 + а = п{ + За; ...; п.г =• nmax = п, +
Н~ (z — I) а, где а — ?т«—— разность арифметической
прогрессии Арифметический ряд чаще всего находит применение
в механизмах подач с поступательным движением исполнительного
органа.
3. КОМПОНОВКА СТАНКОВ ДЛЯ ОТДЕЛОЧНОЙ
ОБРАБОТКИ
.При проектировании станка прежде всего создают механизмы, обе-
спечивающие необходимые движения заготовки и инструменту.
При этом каждый механизм должен обеспечивать заданные требо-
вания жесткости, точности, производительности: а также удобство
обслуживания, эстетику конструктивного оформления, возможно
меньший уровень шума и т. п. Одновременно решаются задачи на-
иболее целесообразного взаимного расположения всех механизмов,
т. е. компоновки станка.
С точки зрения технологического процесса механизмы делят на
двигательные (создающие движения), передаточные (передающие и
изменяющие движение) и исполнительные (осуществляющие задан-
ное процессом движение). Сточки зрения конструктивного оформле-
ния элемента станка их можно разделить на три основные группы:
корпусные детали — станины, стойки, траверсы (создающие осно-
ву станка); механизмы перемещения инструмента — инструмен-
тальные головки, суппорты, столы и механизмы детали — бабки
изделия, кронштейны (определяющие положение и характер пере-
мещения обрабатываемой детали).
.Механизмы вспомогательных ходов и управления могут быть вы-
полнены отдельно или встроены в один из механизмов основных
групп. Однако это не влияет на принципиальную компоновку стан-
ка, которая должна обеспечить заданную техническую характерис-
тику и удобства для управления, обслуживания и наблюдения за
станком.
На рис. 2—5 приведены компоновки основных типов доводочных
станков. Прецизионный круглошлифовальный станок (рис 2), со-
стоит из следующих частей: станины /, которая служит основанием
для размещения остальных механизмов; рабочего стола 2, перемеща-
ющегося по направляющим станины, обеспечивающего продольную
подачу детали; бабки изделия <3, расположенной на столе станка,
которая предназначена для установки обрабатываемой детали и вра-
щения ее во время шлифования; задней бабки 5, служащей для под-
держания правого конца детали, устанавливаемой в центрах; шли-
фовальной бабки 4, передающей вращение от электродвигателя йа
9
о
Рис. 2. Прецизионный круглошлифоваль-
ный станок
Рис. 3. Центровой суперфиннщный станок
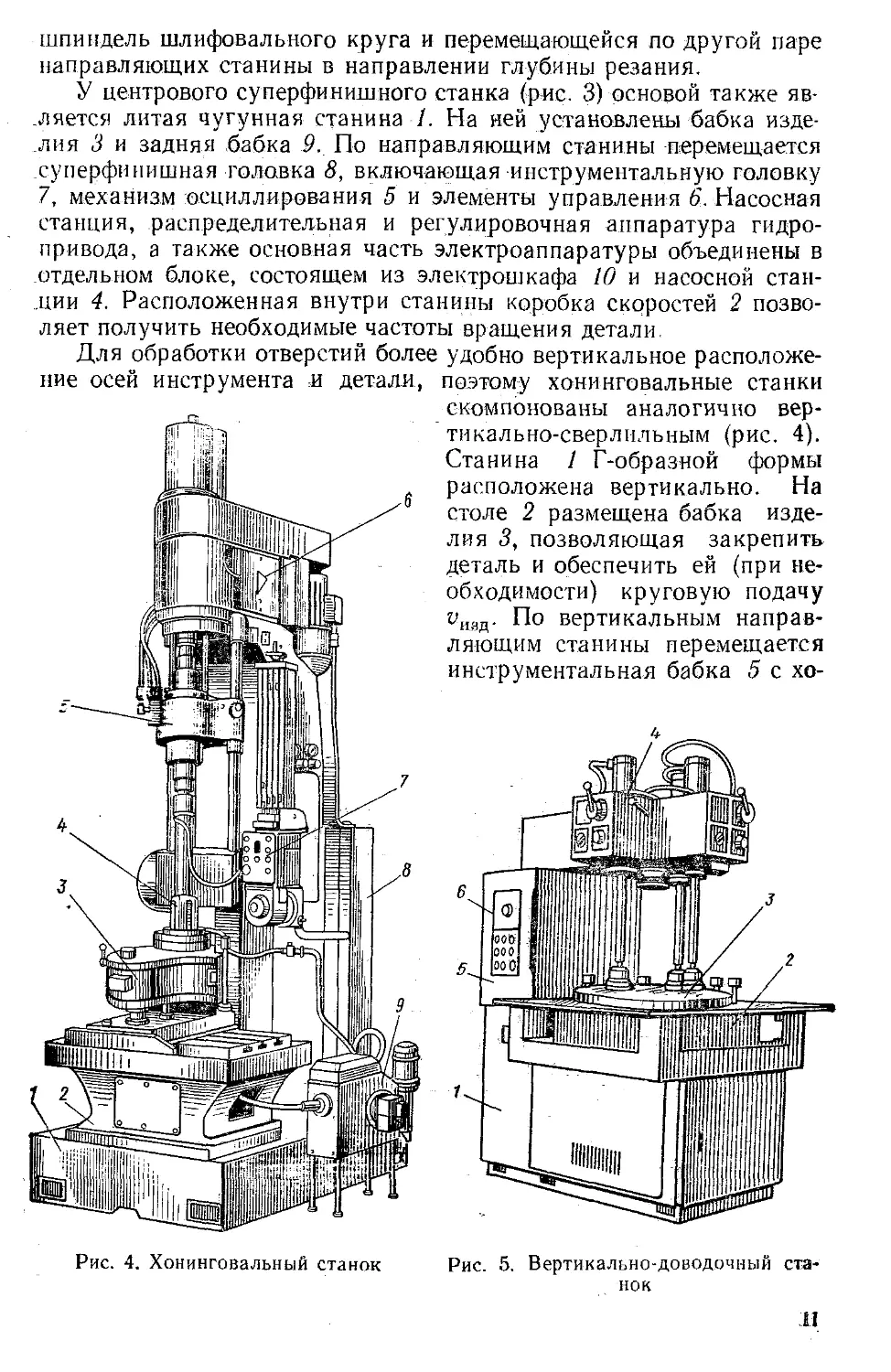
шпиндель шлифовального круга и перемещающейся по другой паре
направляющих станины в направлении глубины резания.
У центрового суперфинишного станка (рис. 3) основой также яв-
ляется литая чугунная станина 1. На ней установлены бабка изде-
лия 3 и задняя бабка 9. По направляющим станины перемещается
.суперфинишная головка 8, включающая инструментальную головку
7, механизм осциллирования 5 и элементы управления 6. Насосная
станция, распределительная и регулировочная аппаратура гидро-
привода, а также основная часть электроаппаратуры объединены в
отдельном блоке, состоящем из электрошкафа 10 и насосной стан-
ции 4. Расположенная внутри станины коробка скоростей 2 позво-
ляет получить необходимые частоты вращения детали.
Для обработки отверстий более удобно вертикальное расположе-
ние осей инструмента и детали, поэтому хонинговальные станки
Рис. 4. Хонинговальный станок
скомпонованы аналогично вер-
тикально-сверлильным (рис. 4).
Станина 1 Г-образной формы
расположена вертикально. На
столе 2 размещена бабка изде-
лия 3, позволяющая закрепить
деталь и обеспечить ей (при не-
обходимости) круговую подачу
Ццзд. По вертикальным направ-
ляющим станины перемещается
инструментальная бабка 5 с хо-
Рис. 5. Вертикально-доводочный ста-
нок
11
ном 4, частота вращения которого меняется с помощью коробки
скоростей 6. Электрошкаф 8, насосная станция 9 и пульт управле-
ния 7 размещаются в местах, удобных для обслуживания станка.
Вертикально-доводочные станки (рис. 5) имеют аналогичные эле-
менты: станину /, стол 2, несущий нижний диск-притир, инструмен-
тальную бабку 4, выполненную в виде траверсы и оснащенную шпин-
делем для крепления верхнего диска-притира; коробку скоростей
для изменения частоты вращения верхнего и нижнего дисков-при-
тиров; электрошкаф 5 и пульт управления 6. Роль бабки изделия
в данном' случае выполняет сепаратор 3, в который закладывают об-
рабатываемые детали. Сепаратору с деталями сообщается плоско-
параллельное, вращательное или более сложное движение.
4. КЛАССИФИКАЦИЯ СТАНКОВ ДЛЯ ОТДЕЛОЧНОЙ
ОБРАБОТКИ
Обработка деталей на этих станках связана с использованием аб-
разивных материалов (обычной прочности или сверхтвердых) в свя-
занном виде или в свободном состоянии.
Станки для отделочной обработки /доводочные) объединяет их
общее технологическое назначение: доводить обрабатываемую по-
верхность до высоких показателей геометрической точности,качест-
ва поверхностного слоя и низкого уровня шероховатости. Все они
относятся к третьей группе, а поэтому их индекс начинается с циф-
ры 3. Вторая цифра будет указывать тип станка, а две последующие
— основной размер станка или обрабатываемой детали. При модер-
низации станка в условное обозначение после первой цифры вводится
буква. Буква в конце индекса означает, что станок выполнен на
базе основной модели с незначительными изменениями. Например,
рассмотрим обозначения доводочных станков 3225 — внутришли-
фовальный, наибольший диаметр обрабатываемого отверстия 25 мм;
3871Б — суперфинишный станок, являющийся модификацией стан-
ка 3871, наибольшая длина обрабатываемой детали 710 мм; 3M83—
хонинговальный модернизированный станок и.т п.
Однако номенклатура станков, выпускаемых для отделочной
обработки, не удовлетворяет производство ряда отраслей машино-
строения, поэтому наряду с серийными применяют специальные,
опытные и экспериментальные станки, спроектированные заводами,
.конструкторскими бюро, отраслевыми институтами и изготовленные
в небольших количествах. Можно встретить, например, доводочные
станки для часовой промышленности—ПР379. Знание конструктив-
ных особенностей и технологических возможностей доводочных
станков, выпускаемых серийно, позволяет быстро освоить и спе-
циальные станки.
Основные параметры доводочных, как и других металлорежущих
станков, отвечают размерным рядам. Размерным рядом называют
группу, однотипных станков, изготовленных из унифицированных
сборочных единиц и деталей. Каждай-станок в этой группе пред-
12
Таблица i
Нормальный ряд вертикально-притирочных станков
Модель станка Диаметр, мм
притира обрабатываемой детали, не более
3803 280 100
3804П 450 160
3806 710 250
назначен для обработки деталей определенных размеров. Рассмотрим
нормальный ряд однодисковых вертикально-притирочных станков
(табл. 1).
Определяющими параметрами вертикально-притирочных стан-
ков являются наружный диаметр притира и наибольший диаметр
обрабатываемых деталей. Оба эти параметра в размерном ряду одно-
дисковых вертикально-притирочных станков образуют геометри-
ческую прогрессию с одинаковым знаменателем ряда <р = 1,58.
Это значит, что каждая последующая модель станка увеличивает
Свой основной размер в 1,58 раза, одновременно давая возможность
обрабатывать детали в 1,58 раза большего диаметра, чем на станке
предыдущей модели
Геометрическая прогрессия со знаменателем <р = 1,58 положена
также в основу требований к показателям точности металлорежущих
станков. Различают пять классов точности станков.
Класс Н. Станки нормальной точности, обеспечивающие доводку
деталей машин седьмого квалитета точности. ' ’ ' '
Класс П. Станки повышенной точности, созданные на базе стан-
ков нормальной точности с более высокими требованиями к обработ-
ке базовых деталей.
Класс В Станки высокой точности. Высокая точность обработки
на этих станках обеспечивается специальной конструкцией отдель-
ных элементов, повышенными требованиями как при изготовлении
отдельных деталей, так и при сборке станка
Класс А. Станки особо высокой точности изготовляют с более
жесткими требованиями ко всем деталям. Сборку станков (как и
станков класса С) ведут в специальных помещениях с постоянной
температурой окружающей среды.
Класс С. Станки особо точные, изготовленные с максимально воз-
можной степенью точности.
Нормальная эксплуатация станков классов В, А, С возможна
только в специальных помещениях при отсутствии запыленности,
колебаний температуры и т. п.
Повышение точности станков достигается выполнением не только
высоких технических требований к отдельным деталям, но и выно-
13
сом за пределы станка источников вибрации и тепловых деформа-
ций: электрооборудования, основных элементов гидропривода, сис-
темы подачи охлаждающей жидкости и т.п.
5. КИНЕМАТИЧЕСКАЯ И ГИДРОКННЕМАТИЧЕСКАЯ
СХЕМЫ СТАНКА
Движение инструменту и детали сообщают рабочие (исполнитель-
ные) органы станка, которым оно передается от источников движе-
ния с помощью ряда меха-
низмов: зубчатых, винто-
вых, кулачковых и др. По-
следовательное соединение
ряда механизмов для обес-
печения определенного дви-
жения в станке будет со-
ставлять кинематическую
цепь. Комплекс всех ки-
нематических цепей со-
ставляет кинематическую
структуру станка. Услов-
ное изображение кинема-
тической структуры назы-
вается кинематической схе-
мой, причем каждый эле-
мент механической или
гидравлической передачи
имеет свое условное обоз-
начение.
Кинематическую и гид-
равлическую схемы станка
изображают в пределах
контура станка с соблюде-
нием мест расположений
отдельных механизмов с их
условными изображения-
ми.
Рис. 6. Гидр о кинем этическая схема станка Если гидравлическая
мод. 3M83 схема проста, то ее, как
правило, изображают сов-
местно с кинематической. В таком случае схема называется гид-
рокинематической.
На рис. 6 приведена гидрокинематическая схема хонинговаль-
ного станка мод. 3M83, на которой отмечено действительное изобра-
жение некоторых элементов станка: электродвигателя, цилиндри-
ческой зубчатой и реечной передач, подшипника качения и гидро-
цилиндра.
(4
ГЛАВА ВТОРАЯ
ТИПОВЫЕ МЕХАНИЗМЫ СТАНКОВ
ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ.
СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ
1. МЕХАНИЧЕСКИЕ ПЕРЕДАЧИ.
ВАЛЫ, ШПИНДЕЛИ И ИХ ОПОРЫ
Механические передачи, как и передачи вообще,— это механизмы,
служащие для передачи механической энергии на расстояние с изме-
нением частоты вращения, крутящего момента, линейной скорости,
а иногда и с преобразованием видов и законов движения (вращатель-
ного в поступательное, равномерного в пульсирующее и т. д.).
Рассмотрим наиболее часто употребляющиеся передачи и механиз-
мы.
Ременная передача. Она состоит из двух шкивов, установленных
на параллельных валах, и ремня (или ремней), натянутого с опре-
деленной силой и передающего окружную силу за счет сил трения.
Шкив, которому задается вращение, называется ведущим, а шкив,
получающий вращение за счет движения ремня, называется ведо-
мым. Ременная передача может быть плоско-или клиноременной
(рис. 7). Клиновые ремни в сечении имеют трапецеидальный про-
филь, и сила трения в этом случае возникает по его боковым поверх-
ностям. Размеры поперечного сечения и материал ремня будут оп-
ределять наибольшую передаваемую мощность.
Мощность на ведомом шкиве определяют по формуле
где Nr — мощность на ведущем шкиве; ц — КПД ременной переда-
чи.
Остальные кинематические зависимости определяют из условия,
что линейная скорость ремня на всем пути должна быть постоянной.
Тогда частота вращения шкивов будет различаться в определенное
число раз, называемое передаточным:
Л | D 2
и ----=------ ,
Л, D,
где и — передаточное число; п1, п2 — частоты вращения ведущего и
ведомого шкивов, об/мин; Оь О2 — диаметры ведущего и ведомого
шкивов, мм.
Крутящие моменты в ременной передаче можно определить вэ
формулам
М., — ш],
М2 ___ N2 п, Л7! т] П1
М\ п->
где М1г Мг— крутящие моменты ведомого и ведущего шкивов.
15
Достоинства ременных передач: плавность и бесшумность рабо-
ты; простота, надежность и легкость в обслуживании; способность
предохранять станок от поломок в случае перегрузок и ударных
нагрузок. Их недостатки: непостоянство передаточного числа в ре-
зультате проскальзывания ремня, громоздкость.
Являясь первым кинематическим звеном в передаче движения от
двигателя к исполнительным механизмам, ременная передача пре-
дохраняет их от нежелательных колебаний.
Цепная передача. В отличие от ременной цепная передача
(рис. 8) состоит из ведущей и ведомой звездочек и приводной це-
пи, звенья которой сцепляются с зубьями звездочек. Соотношение
, Рис. 7. Ременные передачи:
а — плоскоременная; б, — клиноременная
Рис. 8. Цепная пере-
дача
основных кинематических зависимостей аналогично ременным пере-
дачам. Достоинства цепной передачи: постоянство передаточного
отношения, так как цепь при огибании не проскальзывает; компакт-
ность; отсутствие предварительного натяжения Недостатки: не-
постоянство скорости движения цепи, шум в работе, сложность
смазки ее шарниров.
В станках для отделочной обработки цепные передачи применяют
лишь в условиях малых частот вращения: например, в приводе вал-
кового подающего устройства бесцентровых суперфинишных стан-
ков.
Зубчатое зацепление. Зубчатое зацепление — это механизм, со-
стоящий из двух колес с зубьями, посредством которых передается
или преобразуется вращательное движение. Для передачи движения
между параллельными валами применяются цилиндрические колеса
наружного и внутреннего зацепления (рис. 9) с прямыми и косыми
зубьями. При пересекающихся осях валов передача осуществляет-
ся коническими колесами, а в случае перекрещивающихся — винто-
выми и червячными.
Во всех зубчатых передачах основными рабочими поверхностями
зубьев являются боковые. Профили зубьев должны обеспечивать
16
малые скорости скольжения и быть легкими при изготовлении зуб-
чатых колес с различным числом зубьев Таким профилем является
эволь'вентный.
Для передачи различных крутящих моментов изготовляют зуб-
чатые колеса различной ширины и с различными размерами зубьев
В качестве основного параметра, от которого зависят все элементы
зубчатого колеса, принят модуль зубьев = где р — шаг
зацепления — расстояние между профилями двух смежных зубьев,
измеренное по делительной окружности. Если на колесе нарезано
г зубьев, то диаметр делительной окружности d = гт. Высота
зуба колеса h = 2,25 т.
Рис. 9. Зубчатые зацепления:
а — наружное, цилиндрическое прямозубое; б — внутреннее цилиндрическое прямозубое;
в — косозубое цилиндрическое; г — коническое прямозубое; д—винтовое; е,— червячное
Частота вращения в зубчатых передачах меняется в зависимости
от передаточного числа:
1Д ~~~ 1 f
fi, г,
где гь гг — число зубьев ведущего и ведомого колес.
Зубчатые передачи обладают большой долговечностью и надеж-
ностью в работе, высоким КПД, малыми габаритными размерами, по-
стоянством передаточного числа. Их относительно высокая стои-
мость и шум в работе при высоких частотах вращения являются не-
достатком, однако благодаря отмеченным достоинствам зубчатые
передачи всех видов находят исключительно широкое применение
-во всех механизмах станков для абразивно-отделочной обработки.
Степень точности зубчатой передачи будет зависеть от требований,
г- • ' ' -.; '. ,17
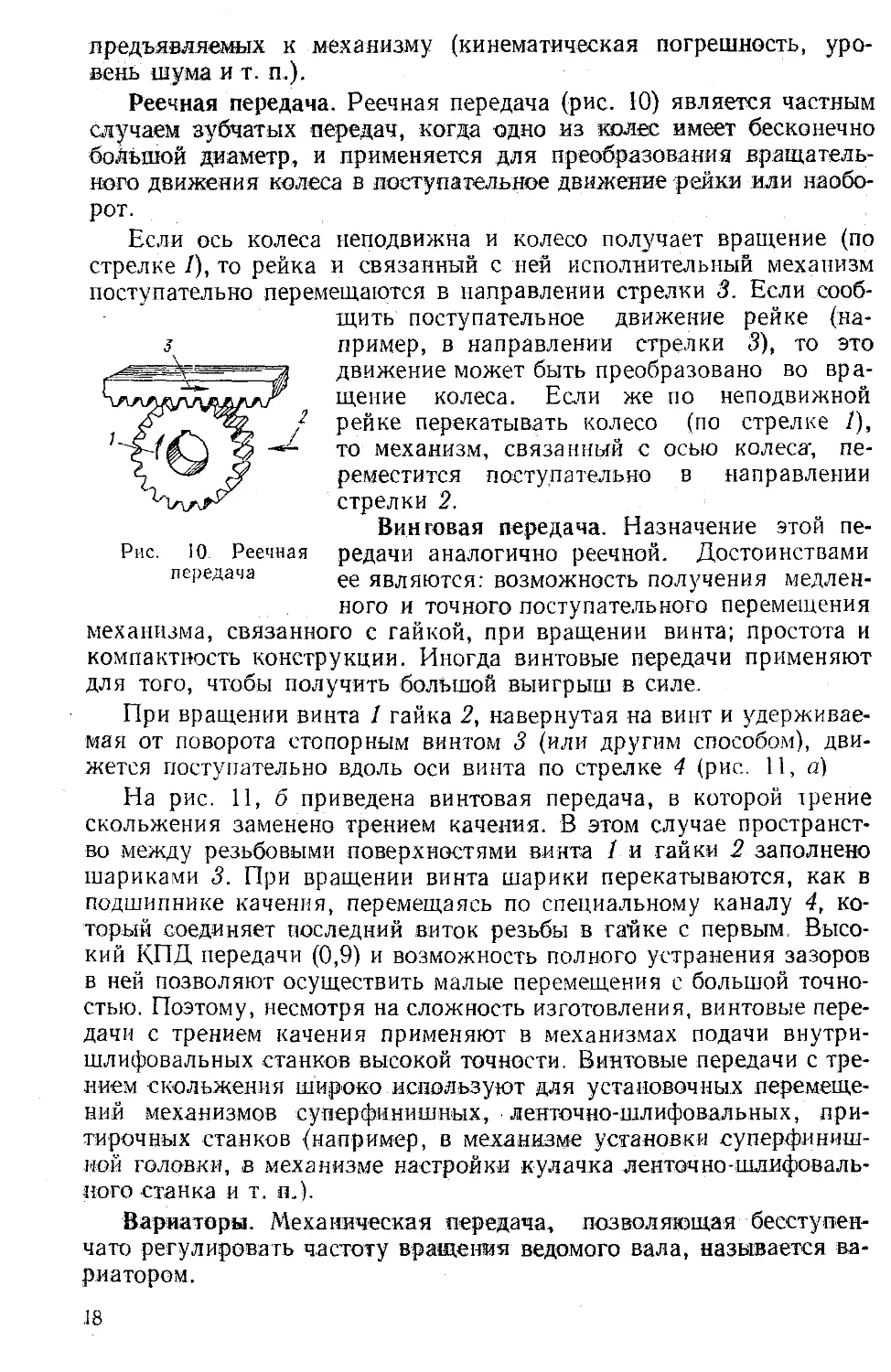
Рис. 10 Реечная
передача
по неподвижной
(по стрелке 1),
осью колеса; пе-
в направлении
предъявляемых к механизму (кинематическая погрешность, уро-
вень шума и т. п.).
Реечная передача. Реечная передача (рис. 10) является частным
случаем зубчатых передач, когда одно из кола: имеет бесконечно
большой диаметр, и применяется для преобразования вращатель-
ного движения колеса в поступательное движение рейки или наобо-
рот.
Если ось колеса неподвижна и колесо получает вращение (по
стрелке /), то рейка и связанный с ней исполнительный механизм
поступательно перемещаются в направлении стрелки 3. Если сооб-
щить поступательное движение рейке (на-
пример, в направлении стрелки 3), то это
движение может быть преобразовано во вра-
щение колеса. Если же
рейке перекатывать колесо
то механизм, связанный с
реместится поступательно
стрелки 2.
Винтовая передача. Назначение этой пе-
редачи аналогично реечной. Достоинствами
ее являются: возможность получения медлен-
ного и точного поступательного перемещения
механизма, связанного с гайкой, при вращении винта; простота и
компактность конструкции. Иногда винтовые передачи применяют
для того, чтобы получить большой выигрыш в силе.
При вращении винта I гайка 2, навернутая на винт и удерживае-
мая от поворота стопорным винтом 3 (или другим способом), дви-
жется поступательно вдоль оси винта по стрелке 4 (рис. И, а)
На рис. 11, б приведена винтовая передача, в которой трение
скольжения заменено трением качения. В этом случае пространст-
во между резьбовыми поверхностями винта 1 и гайки 2 заполнено
шариками 3. При вращении винта шарики перекатываются, как в
подшипнике качения, перемещаясь по специальному каналу 4, ко-
торый соединяет последний виток резьбы в гайке с первым. Высо-
кий КПД передачи (0,9) и возможность полного устранения зазоров
в ней позволяют осуществить малые перемещения с большой точно-
стью. Поэтому, несмотря на сложность изготовления, винтовые пере-
дачи с трением качения применяют в механизмах подачи внутри-
шлифовальных станков высокой точности. Винтовые передачи с тре-
нием скольжения широко используют для установочных перемеще-
ний механизмов суперфинишных, ленточно-шлифовальных, при-
тирочных станков (например, в механизме установки суперфиниш-
ной головки, в механизме настройки кулачка ленточно-шлифоваль-
ного станка и т. и А
Вариаторы. Механическая передача, позволяющая бесступен-
чато регулировать частоту вращения ведомого вала, называется ва-
риатором.
.18
На рис. 12 представлены две принципиально разные схемы таких
механизмов. В вариаторе с раздвижными конусами и промежуточ-
ным звеном конусы 1 и 2 перемещаются по шлицевым валам / п
II с помощью механизма, состоящего из винта 3 с левой и правой
резьбой и тяг 4 (рис. 12, а). При вращении винта 3 сближение кону-
сов 1 сопровождается одновременным раздвиганием конусов 2.
При этом меняются радиусы контакта промежуточного звена 5 с
конусами, а следовательно, и передаточное отношение. В качестве
промежуточного звена может быть принят ремень, металлическое
кольцо или специальная цепь. При этом несколько меняется вид
рабочей поверхности конусов.
Рис. И. Винтовая передача:
а — с трением скольжения, б —с трением качения
В схеме вариатора две чашки 1 и 2 установлены на ведущем и ве-
домом валах (рис. 12, б). Между ними в качестве промежуточного
звена размещены ролики 3. Рабочая поверхность чашек — тор, ро-
ликов — конус. При повороте роликов меняется диаметр контакта
их конических поверхностей с поверхностью чашек 1 и 2, что вы-
зывает изменение частоты вращения ведомого вала II.
п z
Передаточное отношение и = — = в, где — радиус
контакта промежуточного элемента с конусом (или чашкой) веду-
щего вала; R, — радиус контакта промежуточного элемента с ко-
нусом (чашкой) ведомого вала; е = КПД, учитывающий проскаль-
зывание промежуточного элемента.
Наибольшая частота вращения ведомого вала
II птах п ’
« mln
а наименьшая
тогда диапазон регулирования вала
”11 max / #max ’
nII min \ ^min .
19
Вариаторы с раздвижными конусами могут обладать мощностью
до 8 кВт с диапазоном регулирования 6, 9, 12.
Валы, шпиндели и их опоры. Вращение от двигателя к обрабаты-
ваемой детали или инструменту может быть передано только с по-
мощью валов. Все элементы передач (зубчатые колеса, шкивы и т.п.)
устанавливают на валах. Неподвижные элементы соединяют с ва-
лами с помощью шпонок; подвижные (блоки зубчатых колес в ко-
робках скоростей, управляемые муфты) устанавливают на шлице-
вых валах;
Главным валом в механизмах вращения инструмента и детали
является шпиндель. Шпиндель — это последнее звено кинемати-
ческой цепи механизма, основное и наиболее ответственное, несу-
Рис. 12 Вариаторы:
а — с раздвижными конусами; б— чашечный
щее деталь или инструмент. Его прочность, жесткость (способность
сопротивляться изгибу под действием сил резания) и виброустой-
чивость (способность шпинделя сопротивляться колебаниям от не-
равномерности вращающихся деталей) будут определять качество
обработки поверхности: точность размера, высоту шероховатости,
погрешности геометрической формы.
Конструкция шпинделей учитывает необходимые размеры меха-
низма, в который шпиндель входит, расположение других деталей,
расположение и конструкцию опор шпинделя, метод установки и
крепление детали и инструмента. Передние концы шпинделей стан-
дартизованы как с точки зрения конструкции, так и размеров.
Шпиндельный узел суперфинишного станка мод. 3871Б отражает
отмеченные выше конструктивные особенности шпинделей (рис. 13).
Шпиндель — массивный пустотелый вал ступенчатой формы. Перед-
ний его конец имеет наружный’ конус для установки патрона и
внутренний конус для установки центра. Для изготовления шпинде-
лей применяют углеродистые или хромистые стали, а иногда (шпин-
дель шлифовальной бабки круглошлифовального станка) —- спе-
циальные высоколегированные стали, подвергающиеся цемента-
ции или азотированию с последующей термообработкой рабочих
поверхностей.
20
Опоры валов и шпинделей должны обеспечивать необходимую
'точность вращения в течение длительного времени эксплуатации
станка. Опорами валов в доводочных станках являются подшипники
качения, которые, обеспечивая точность вращения, имеют малый
коэффициент трения, не требуют частого регулирования, просты
в эксплуатации и удобны в монтаже. Разновидности подшипников,
применяющихся в доводочных станках, показаны на рис. 14.
Шпиндели доводочных станков устанавливают на высокоточных
подшипниках качения. В передней опоре чаще всего используют
Рис. 13. Шпиндельный узел суперфинишного станка 3871Б
двухрядные роликовые подшипники типа 3182117, как в бабке из-
делия суперфинишного станка (см. рис. 13). Регулирование ради-
ального зазора, например, в подшипнике 5 производится за счет
упругой деформации внутреннего кольца при перемещении его по
конической поверхности шпинделя с помощью гайки 3 через втулку
4 (см рис. 13). Предел перемещения определяется размером разрез-
ного кольца 6 Съем подшипника осуществляется гидроразжимом
внутреннего кольца при подаче масла под давлением через отвер-
стие 7.
Задняя опора шпинделя представляет собой сдвоенный комплект
радиально-упорных шариковых подшипников 1, установленных с не-
большим предварительным натягом, величина которого будет зави-
сеть от высоты распорного кольца 2.
При повышенных требованиях к точности вращения шпинделя
(например, шлифовальный шпиндель круглошлифовального станка
особо высокой точности) в качестве опор применяют подшипники
скодьжения. Самая простая конструкция такого подшипника —
цилиндрическая втулка с малым радиальным зазором. Но такие
2.1
подшипники не допускают регулирования при износе и увеличивают
зазор при нагреве. В современных высокоточных станках применяют
многовкладышные подшипники скольжения, в которых шпиндель
опирается на несколько сегментов, установленных, в свою очередь,
на сферические поверхности регулировочных винтов (смотри опи-
сание станка мод. 3E153).
Рис. 14. Подшипники качения:
tz — радиальный шариковый; 6 — шариковый сферический двухрядный; в —упорный, г —
радиально-упорный шариковый; д — роликовый с цилиндрическими роликами; е - двух-
рядный сферический роликовый; ж — игольчатый; з —роликовый с коническими рот-
ками; zz — двухрядный роликовый с коническим отверстием
2. МУФТЫ. НАПРАВЛЯЮЩИЕ СТАНКОВ
Муфты. Муфты в приводах являются соединительными устройствами
валов для передачи вращающего момента от одного вала к другому,
соосно расположенному. По назначению, принципу действия и кон-
струкции муфты делят на четыре больших класса: нераснепляемые,
управляемые, самодействующие и прочие.
Нераснепляемые муфты — это такие, в которых ведущая и ве-
домая полумуфты соединены между собой постоянно. Управляемые
это муфты, позволяющие сцеплять и расцеплять ведущий и ведомый
валы как во время остановки, так и при вращении. Самодействую-
щие — муфты, при которых сцепление и расцепление ведущего и ве-
домого валов осуществляется автоматически при изменении задан-
ного режима работы муфты.
Представителем первого класса является втулочно-пальцевая
упругая муфта (рис. 15, а). Полумуфты 1 и 2 соединены между собой
болтовым или штифтовым элементом 3 через упругий элемент 4.
22
Такая муфта легкая & изготовлении, простая и удобная в обслужива-
нии позволяет смягчать толчки и удары при вращении и компенси-
ровать неточности взаимного расположения валов.
Кулачковая муфта относится к классу управляемых (рис. 15, б).
Муфта состоит из полумуфт / и 3 с торцовыми кулачками 2. Включе-
ние и выключение осуществляется перемещением полумуфты ведо-
мого вала по шлицам или направляющим шпонкам. Включение
допускается при скоростях не более 1 м/с.
В станках широко применяют управляемые муфты другого типа
— электромагнитные (рис. 15, в). При пропускании тока через ка-
тушку 3 муфты якорь 5 притягивается к корпусу 2. Нажимной диск
Рис. 15. Муфты
9Г связанный тягами 8 с якорем 5, прижимает фрикционные диски
10 к гайке 11, чем достигается сцепление ведущих и ведомых дисков.
Ток подводится к обмотке через контактные кольца /. Все части
муфты собраны на втулке 4 из немагнитного материала. Диски
6 сцеплены е втулкой 4, а диски 10 — с чашкой полумуфты (на чер-
тежей не указана), жестко соединенной с другим валом или ступи-
цей колеса. При отключении тока якорь 5 и диски 6 и 10 отталки-
ваются пружинами 7. Электромагнитные муфты позволяют переда-
вать большие крутящие моменты при малых габаритных размерах и
дистанционном управлении, исключительном их быстродействии.
Из представителей третьего класса муфт можно назвать обгонные,
центробежные и различные предохранительные.
Упругие муфты применяют для соединения электродвигателей с
насосами (во всех станках для отделочной обработки, имеющих гид-
ропривод), с коробками скоростей в хонинговальных и некоторых
притирочных станках.
Электромагнитные муфты широко используют в коробках скоро-
стей со ступенчатым регулированием частоты вращения.
Кулачковые муфты в станках для отделочной обработки, как
правило, используют для периодического соединения элементов
в механизмах, обеспечивающих вспомогательные ходы (например,
в хонинговальных и суперфинишных станках).
23
Направляющие. Направляющие служат для перемещения (пря-
молинейного и кругового) подвижных механизмов станка. Главное
требование к направляющим — высокая точность, износостойкость
и возможность осуществления точных малых перемещений.
В доводочных станках применяют направляющие скольжения и
качения, причем конструктивные формы и тех и других могут быть
Рис. 16. формы направляющих скольжения:
а— плоские; б — призматические; в форме ласточкина хвоста
Рис. 17. Направляющие качения
станка мод. ЗК227В
дежной защиты. Направляющие
разнообразные. На рис. 16 показаны наиболее часто встречающиеся
формы направляющих скольжения.
Охватываемые направляющие более просты в изготовлении, чем
охватывающие, однако на них плохо удерживается смазка, что ме-
щает легкому и точному пере-
мещению по ним. Плоские
направляющие того и друго-
го вида менее трудоемки в
изготовлении, чем направля-
ющие в форме ласточкина
хвоста. Охватывающие на-
правляющие хорошо удержи-
вают смазку, но легко за-
грязняются и требуют на-
в форме ласточкина хвоста
отличаются компактностью, универсальностью с точки зрения вос-
приятия различных нагрузок, простотой регулирования зазора,
(сочетание различных профилей в направляющих (комбинированные
гаправляющие) упрощает общую конструкцию; и позволяет* исполь-
зовать положительные свойства каждого профиля.
Направляющие качения широко используют в доводочных стан-
ках для перемещения механизмов, определяющих величину подачи
или движения резания (например, в механизме осцилляции супер-
фйниишых станков). Их главное преимущество — незначительное раз-
лиЧиейежду коэффициентами трении’ покоя и движения,* что позво-
24
ляет повысить точность и легкость относительных перемещений. На
рис. 17 представлена конструкция направляющих качения станка
мод. ЗК227В, где на каленые стальные направляющие станины 2
уложены ролики 1 и по ним перемещается стол (направляющие 5).
3. КОРОБКИ СКОРОСТЕЙ.
ИНСТРУМЕНТАЛЬНЫЕ ГОЛОВКИ.
ГИДРАВЛИЧЕСКИЕ ПЕРЕДАЧИ
Коробки скоростей. В доводочных станках скорость резания регу-
лируют с помощью коробок скоростей. Они представляют собой са-
мостоятельные механизмы (например, в суперфинишных станках)
или встроенные в корпусные детали (например, в хонинговальных
станках).
Коробки скоростей должны быть возможно меньших размеров и
массы, с наименьшим числом валов и-различных передач, надежны в
эксплуатации, удобны при ремонте и обслуживании. Принципы кон-
струирования одинаковы для коробок скоростей любой сложности.
На рис. 18, а приведена схема самой простой двухступенчатой ре-
менной передачи на две частоты вращения. Частота вращения ведо-
мого вала II определяется час^ртой вращения вала / и отношением
диаметров соответствующих шкивов:
di da
ni = ni ~г; пг = «I ~г .
d% da
где n(, n2 — частоты вращения ведомого вала //; П\— частота
вращения ведущего вала /, об/мин; dt, d2, d3, d4 — диаметры шки-
вов, мм.
В такой передаче диаметры шкивов выбирают из условия по-
стоянства длины ремня, для чего необходимо, чтобы выполнялось
условие dx + d2 = d3 + d4. .....
Основным типом передач в коробках, скоростей являются зубча-
тые передачи. На рис. 18, б приведена схема коробки скоростей на
две частоты вращения ведомого вала II, а на рис. 18, в — на три
частоты вращения. Изменение частоты вращения вала II достигает-
ся за счет подвижного блока зубчатых колес, позволяющего пере-
давать вращение через любую пару зубчатых колес:
г, <з гГ1 >•
; п2 = п, — ; м8 = п. —,
г-> - it гв • •
где «1, и2, пя — частоты вращения ведомого вала; г, — гв,— числа
зубьев зубчатых колес в коробке. ... ;
Все зубчатые колеса выполняются одного модуля, так что
Zj + г, = z3 + z4 = г5 + гв.
На рис. 19, а приведена кинематическая схема, а на рис. 19, б —
конструкция коробки скоростей хонинговального станка мод.
3K83. На первом и третьем валах установлены подвижные блоки
25
из трех колес; на втором валу неподвижно закреплены пять зуб-
чатых колес. Необходимая частота вращения достигается введением
в зацепление соответствующих зубчатых колес. Так, наименьшая
частота вращения вала П1
20 21 ,.ЙЛ 20 21 оо.
ят1п = пэл—---— -— 1460--------==284 об/мин,
т п эл 40 54 40 54
а наибольшая
Общее число частот вращения выходного вала в данной коробке—
девять. Коробка скоростей (рис. 19, б) представляет собой литой
чугунный корпус /, в котором на подшипниках качения 2 смонтиро-
ваны валы 6 с вертикальными осями вращения. Перемещение под-
вижных блоков 4 осуществляется с помощью рукояток, выведен-
ных на боковую поверхность коробки, которые связаны с переключа-
ющим устройством 5. Электродвигатель 9 с входным валом соединен
упругой муфтой 8. Для быстрой остановки всех валов коробки ско-
ростей установлен электромагнитный тормоз 7. В корпусе коробки
выполнены четыре окна, обеспечивающие удобный доступ во внут-
реннюю полость (при сборке, разборке и регулировании). Для
предотвращения износа вилок переключающего устройства кон-
такт между подвижными блоками и боковой поверхностью вилок
происходит через упорные подшипники качения. Дальнейшее вра-
щение передается по кинематической цепи через зубчатое колесо 3.
Инструментальные головки. Инструментальные головки доводоч-
ных станков могут являться либо отдельными механизмами стан-
ка (у кругло-и внутришлифовальных, суперфинишных станков),
либо элементами технологической оснастки (хоны, притиры). Основ-
ное требование к конструкции йцстр у ментальных головок — обес-
печить заданное расположение инструмента относительно обрабаты-
ваемой детали, плавность и точность его перемещения и отсутствие
колебаний в процессе резания.
На рис. 20 приведены инструментальные головки различных
станков для финишной (отделочной) обработки. Внутришлифоваль-
26
ные станки высокой точности оснащаются электрошпинделями, по-
зволяющими сообщать шлифовальному кругу частоту вращения до
Г20 ООО об/мин. В корпусе 3 (рис. 20, а) на специальных сдвоенных
радиально-упорных подшипниках особо высокой точности 6 смон-
тирован вал 2, на котором установлен ротор 8 высокочастотного
электродвигателя. Статор двигателя 9 запрессован с нерабочего
торца корпуса 3 и охлаждается смазочно-охлаждающей жидкостью
Рис. 19. Коробка скоростей хонинговального станка мод. 3K83
27
Рис. 20. Инструментальные головки: ,
о'_ внутрншлифовального станка: б — инструменю.чьная гидроид су«е»
финишного станка; в — хон ' '
< • •• • -
г28
(СОЖ), подаваемой в рубашку 7. Слишком обильная смазка под-
шипников при высоких частотах вращения вызывает отрицатель-
ные явления (потери мощности на перемешивание масла и нагрев
подшипников), поэтому здесь масло из масленки 1 заполняет по-
лость 10, откуда в незначительных дозах поступает к подшипни-
кам через фетровые гнезда 4 и 5. Температура масла во время работы
электрошпинделя не превышает 40° С. Для смазки можно применять
лишь масла с малой вязкостью (вазелиновое или индустриальное
П-12 А). •
Инструментальная головка суперфинишного станка (рис. 20, б)
представляет собой гидравлический цилиндр 9, на штоке 8 которого
закреплена державка 11 с абразивными или алмазными брусками.
Раздельное исполнение поршня 7 и штока 8 позволяет устранить
несоосность между цилиндром 9 и крышкой 10. Крепление инстру-
ментальной головки на каретке механизма осциллирования произ-
водится винтами через планку 6. Через отверстие 5 в штоковую по-
лость подводится масло, создающее силу, которая удерживает брус-
ки в верхнем положении. При подаче масла в отверстие 3 золотник
2 поднимается, а обратный клапан 4 открывается (опускается) и
масло через него поступает в полость над поршнем 7 и опускает
державку с брусками до касания с поверхностью детали. Погреш-
ность геометрической формы детали в" поперечном сечении (оваль-
ность, огранка) приводит к тому, что каждый выступ неровностей
поверхности будет стремиться отжать бруски, однако обратный кла-
пан 4 не пропустит масло из полости над поршнем, давление здесь
повысится, следовательно, брусок будет прижат К обрабатываемой
поверхности с большей силой, а это приведет к увеличенному съе-
му металла и исправлению погрешности. Отвод брусков осуществ-
ляют подводом масла в отверстие 1. При этом золотники 2 откроет
клапан 4 и масло сольется через отверстие 3.
На хоне (рис. 20, :в) укреплены инструментальные бруски. Все
необходимые движения он получает от шпинделя хонинговального
станка: вращение с определенной частотой и возвратно-поступатель-
ное движение вдоль обрабатываемой поверхности. Его основными
частями являются корпус 4, шарнирный патрон 1 и шарнирный по-
водок 3 Двухшарнирное соединение корпуса хона со шпинделем
станка обеспечивает свободное точное центрирование хона в обра-
батываемом отверстии. Разжим абразивных (алмазных) брусков
осуществляется толкателем 2 через шарнирный поводок 3 и раз-
жимной" конус 5, который через планку 6 перемещает в радиаль-
ном направлении колодки 7 с брусками. Поступательное движение
толкателю 2 может сообщаться механическим или гидравлическим
приводом.
Гидравлические передачи в доводочных станках широко приме-
няют благодаря их преимуществам по сравнению с другими видами
передач: бесступенчатое регулирование скорости перемещения ис-
полнительных механизмов, относительная простота и высокая на-
дежность гидропередач, автоматическая надежная защита всех ме-
29
ханизмов станка от перегру-зок л автоматическое управление тех-
нологическим процессом, самосмазываемость всех элементов гидро-
передачи и высокая в связи с этим долговечность движущихся дета-
лей станка и аппаратуры управления Гидропривод любого станка
состоит из следующих элементов: емкости с определенным количест-
вом масла и устройства для его очистки; насосов для перекачива-
ния масла при определенном давлении, регулирующей аппаратуры,
распределительных устройств и исполнительных механизмов.
Для снижения температурных деформаций базовых деталей гид-
ропривод доводочных станков, как правило, компонуется как гид-
Рис. 21. Лопастной насос
ростанция, установленная рядом со станком, и лишь необходимые
исполнительные механизмы и распределительную аппаратуру раз-
мещают в пределах станин, корпусов и стоек.
Насосы. Для подачи рабочей жидкости из бака к исполнитель-
ным механизмам в доводочных станках применяют шестеренные, ло-
пастные и поршневые насосы различной подачи. Подачей насоса на-
зывается объем масла (в литрах), поданный в единицу времени
(обычно в минуту).
Шестеренные насосы (обычно постоянной производительности)
состоят из двух цилиндрических зубчатых колес, вращающихся
в корпусе. Одно из колес—ведущее. Масло из полости всасывания.,
отделенной от полости нагнетания самим зацеплением зубьев колес,
заполняет каждую впадину между зубьями, удерживается между
ними и корпусом насоса и переносится при вращении колес в по-
лость нагнетания.
Лопастные насосы (рис. 21) состоят из статорного кольца 10,
установленного в корпусе 1 насоса,, и ротора 8, насаженного- на при-
водной шлицевый вал с пазами, в которых устанавлены пластины 9.
При вращении ротора пластины центробежной силой прижимаются
к внутренней поверхности статора. С торцов ротор и статор ограни-
30
чены боковыми дисками 2 и 3, в которых имеются всасывающие 5,7
и нагнетательные 4, 6 -окна. При вращении ротора две соседние
пластины в зоне окна 7 увеличивают объем камеры, который запол-
няется маслом из полости всасывания. При дальнейшем повороте
ротора объем камеры между двумя соседними пластинами (в зоне
окна 4) уменьшается, а масло вытесняется в нагнетательный трубо-
провод. За один оборот ротора такое происходит дважды.
Исполнительные механизмы. Исполнительные механизмы явля-
ются .главным элементом любого гидропривода, так как их работа
непосредственно обеспечивает заданные движения определенных
механизмов станка Роль исполнительных механизмов чаще всего
выполняют силовые цилиндры (поступательного и поворотного
действия) и гидродвигатели.
6)
* 8)
Рис. 22. Схемы силовых цилиндров поступательного действия
Силовые цилиндры могут быть с одно- (рис. 22, б) или двусторон-
ним (рис. 22, а) штоком, с подвижным (рис. 22, а, б) или неподвиж-
ным (рис. 22, в). Скорость движения поршня или цилиндра (в случае
если шток закреплен неподвижно) будет одинаковой в обе сторсня
в случае, если цилиндры выполнены с двусторонним штоком:
где Q — подаваемый объем масла; D — диаметр поршня; d — диа-
метр штока.
В цилиндрах с односторонним штоком эти скорости будут раз-
личны. При равном объеме подаваемого масла отношение скоростей
можно определить из условия
л D- л (D2 — d2)
— = v2----------------
где —скорости перемещения цилиндра соответственно влево
и вправо.
Обычно диаметр штока d — (0,25 4- 0,4) D и — = 0,94 -т- 0,84.
31
Одинаковые скорости движения штока в обоих направлениях
в цилиндрах с односторонним штоком можно получить особым под-
ключением цилиндра к гидросистеме» называемым дифференциаль-
ным.
Цилиндры. Цилиндры поворотного действия (рис. 23) применяют
для получения угловых периодических движений (например, в ме-
ханизмах подачи с храповым колесом) Гидроцилиндр состоит из
корпуса 1, вала 3 с пластиной 2. Полость цилиндра разделена пере-
мычкой 7 с пружинящим поджимом 6 к ротору уплотнительного
элемента 5. Сила, созданная давлением масла при подаче его через
отверстие 8, поворачивает пластину, вал и зубчатое колесо 9. Масло
через отверстие 4 сливается в бак. Угол поворота пластины состав-
ляет 270—280°.
Рис. 23 Цилиндр поворотного действия
Гидромоторы Гидромоторы служат для создания вращательного
движения за счет энергии масла, подаваемого под определенным дав-
лением. В доводочных станках чаще всего используют шестеренные
и лопастные гидромоторы. Они отличаются от аналогичных насосов
более тщательным изготовлением деталей, уменьшением зазоров
в подшипниковых узлах и специальными разгрузочными канавками
(у первых) и подпружиненными лопатками (у вторых). При работе
насоса электроэнергия затрачивается на повышение потенциальной
энергии рабочей жидкости, а при работе гидромотора эта энергия
расходуется на вращение его вала и связанного с ним механизма.
Регулирующая аппаратура. Назначение данной аппаратуры —
поддерживать определенное давление в системе, предохранять ее от
перегрузок, отводить лишнее количество масла, регулировать рас-
ход и т п.
Одним из элементов гидроаппаратуры является напорный кла-
пан, показанный на рис. 24. В расточке корпуса 3 установлен зо-
лотник 2. Пружиной 1 он прижимается к крышке 4 и занимает такое
положение, при котором камеры 9 и 10 разобщены. Масло поступа-
ет в камеру 9, откуда через отверстия 6, 7, 8 в камеру 5. Рабочая
32
площадь золотника со стороны камеры 5 больше, чем рядом с ка-
мерой 9, поэтому давлением масла золотник перемещается вверх
до уравновешивания силы пружиной 1. При возрастании давления
в системе золотник поднимается вверх до соединения полости 10
с полостью 9, откуда часть масла поступает на слив, что снижает
давление в системе до заданной величины.
При больших расходах и высоких давлениях масла применяют
предохранительные клапаны с переливным золотником (рис. 25).
В расточке корпуса 9 установлен
золотник 8, над которым располо-
жен шариковый предохранительный
клапан. Шарик 18 пружиной 19
Рис. 24. Напорный кла-
пан
Рис. 25. Предохранитель-
ный клапан
прижимается к седлу 15. Масло подводится в камеру 4 и через от-
верстие 3 в камеру 2, далее через отверстия 6 и 10 в камеру И и
через отверстия 7 и 12 в камеру 1. Золотник 8 прижимается вниз
пружиной 14. При повышении давления в камере 1 шарик 18 под-
нимается, и масло из камеры 1 через каналы 17, 16 и 13 поступает
на слив. В результате давление в камере 1 резко падает. Так как
отверстие 7 малого диаметра создает значительное гидравлическое
сопротивление, давление в камере 1 ниже, чем в камерах 2 и 11,
а поэтому золотник поднимается вверх, соединяя камеры 4 и 5 и
открывая путь маслу на слив. Таким образом, на пиковые перегруз-
ки реагирует шариковый клапан, а излишки масла сбрасывает зо-
лотник. После снижения давления пружина 14 возвращает золот-
ник, а пружиной 19 шарик закрывает отверстие из камеры 1.
2 Зак. 1837
Если при определенном давлении масла в общей системе какой-
то механизм должен работать при пониженном давлении, его под-
ключение выполняют через редукционный клапан (рис. 26). Таким
образом подключается, например, механизм разжима брусков хона
в вертикально-хонинговальном станке мод. ЗН84. Профиль кромки
золотника 1 здесь выполнен таким, что при перемещении золотни-
ка вверх, плавно меняет проходное кольцевое сечение между поло-
стями 3 и 4. При этом чем меньше площадь проходного сечения, тем
больше падение давления масла при прохождении его из полости
7 в полость 4. Через отверстия 2 и 5 масло подается под кольцевой и
Рис. 26. Редукционный
клапан
нижний торцы золотника, а через отвер-
стие 8 в камеру 6. При повышении дав-
ления масла в камере 7 оно увеличи-
вается и в камерах 4 и 6. Шарик отжи-
мается, давление в камере 6 понижает-
Рис. 27. Реле давле-
ния
ся, а золотник поднимается вверх, уменьшая проходное сечение и
снижая тем самым давление масла в полости 4. Редукционный
клапан поддерживает постоянное давление на выходе при повыше-
нии и понижении давления на входе.
Если при достижении определенного давления требуется отклю-
чить какой-либо механизм (например, электродвигатель насоса),
применяют реле давления (рис. 27). В корпусе 1 на оси 10 установ-
лен рычаг 11. Пружина 13, упирающаяся в торец винта 14, через
шайбу 12 прижимает рычаг к опорной шайбе 5, которая опирается
на резиновую мембрану О, закрепленную в крышке 6. Earn давле-
ние масла в полости 7 превысит величину, определенную настрой-
кой силы пружины 13, то мембрана прогнется и, сжав пружину,
повернет рычаг. При этом конец винта 4 действует на микропере-
ключатель 3 и размыкает контакт. Реле давления монтируют в кор-
пусе 8 с крышкой 2.
Для изменения скорости движения исполнительных механизмов
требуется менять количество подаваемого масла, для чего приме-
няют дроссели (рис. 28). Их устанавливают на нагнетательных
34
трубопроводах перед цилиндром. По конструкции различают щеле-
вые (рис. 28), игольчатые, диафрагменные и другие дроссели. В рас-
точке корпуса 1 смонтирована пробка 2, имеющая щель 3. Масло из
отверстия 6 проходит через поперечные отверстия во внутреннюю
полость дросселя и через щель 3 выходит в отверстие 5 и затем через
отверстие 4 на выход. Увеличение или уменьшение проходного се-
чения щели 3 достигается поворотом пробки 2, который отмечается
лимбом 7.
Рис. 28. Дроссель
Дроссели различного конструктивного исполнения широко при-
меняют в суперфинишных, хонинговальных и ряде других видов
станков для отделочной обработки поверхностей.
Распределительная аппаратура. Распределительная аппаратура
предназначена для направления потоков масла в различные участ-
ки гидросистемы. Одним из простых уст-
ройств для пропуска масла только в од-
ном направлении является обратный кла-
пан (рис. 29). В расточке корпуса смонти-
рован клапан 5, прижимаемый к седлу 2
пружиной 4. Масло из отверстия 1, прео-
долев усилие пружины, поступает в отвер-
стие 3. Движение масла в обратном на-
правлении невозможно, так как оно своим
давлением прижимает дополнительно кла-
пан к седлу.
Более сложное распределение потоков
Рис. 29. Обратный кла-
пан
масла осуществляется с помощью многопо-
зиционных распределителей с ручным,
механическим, гидравлическим или электрическим управлением.
На рис. 30 показан распределитель с ручным управлением. В кор-
пусе 5 выполнено сквозное отверстие с кольцевыми расточками
и каналами для перемещения масла. Золотник 9 устанавливают в оп-
ределенное положение рукояткой 1, которая с ним соединена шар-
нирно с помощью ушка 2, а с корпусом распределителя — серьгой
11. В передней крышке 3 установлено манжетное уплотнение, пре-
дотвращающее утечку масла по золотнику. В задней крышке 7
2*
35
размещен шариковый фиксатор 6. Подача масла под давлением осу-
ществляется через канал 4, слив — через канал 10. Масло из поло-
сти фиксатора сливается через канал 8. Ручные распределители ши-
роко применяются в системах управления гидроприводом доводоч-
ных станков.
Рис. 30. Распределитель с ручным управлением
Аналогичные функции выполняет и распределитель с электро-
магнитным управлением (рис. 31). Расположенный в корпусе 5 зо-
лотник 6 закрыт с двух сторон крышками 2 со специальными флан-
цами, на которых закреплены электромагниты 1. Нейтральное (сред-
нее) положение золотник занимает (при выключенных электромаг-
Рис. 31. Распределитель с электромагнитным управлением
нитах) под воздействием пружин 4. Уплотнение осуществляется
манжетами 3. Такие распределители позволяют осуществлять дис-
танционное управление гидроприводом.
Распределительные устройства с гидравлическим управлением
выполняют чаще всего в виде гидропанелей, объединяющих функции
управления с распределением.
36
4. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ доводочньос
СТАНКОВ
Группа доводочных станков включает в себя станки самых различ-
ных типов, однако всех их объединяют одинаковые технологичес-
кие требования: на них выполняют заключительные, финишные
операции, цель которых — получить высокую точность геометри-
ческой формы обрабатываемой поверхности, высокую точность раз-
мера (5—6 квалитетов), низкую шероховатость поверхности без ка-
ких-либо дефектов поверхностного слоя (прижогов, микротре-
щин и т.п.). Отмеченные выше общие технологические требования
проявляются в некоторых общих конструктивных особенностях
доводочных станков: высокая точность вращения шпинделей и пере-
мещения отдельных механизмов, высокая жесткость как базовых де-
талей (станин, стоек, корпусов), так и шпинделей, устранение или
изоляция источников вибраций, предотвращение температурных де-
формаций основных деталей доводочного станка, обеспечение высо-
кой точности и равномерности малых перемещений.
Так, радиальное биение шпинделей допускается для прецизщ
онного круглошлифовального станка мод. 3E153 и отделочного внут-
ришлифовального мод. ЗК227В — не более 0,004 мм; для суперфи-
нишного мод. 3870Б—0,006 мм. Отклонение от прямолинейности
перемещения основных механизмов для этих же станков (столов,
шлифовальных и суперфинишных бабок) должно быть не более 0,003
— 0,005 мм. Отклонение от плоскостности рабочей поверхности
диска вертикально-доводочного станка мод. ЗБ814 не должно пре-
вышать 0,002 мм.
Высокие требования предъявляются к точности перемещения
механизмов подачи инструмента в станках для отделочной обработ-
ки: для станка мод. ЗЕ 153 постоянство установки шлифовальной баб-
ки не должно отличаться более чем на 1 мкм; для суперфинишной
головки — не более чем на 4 мкм.
, Необходимая точность вращения и поступательного перемеще-
ния достигается, прежде всего, высокой точностью изготовления та-
ких деталей, как шпиндель бабки изделия, инструментальные шпин-
дели, а также направляющие для перемещения различных меха-
низмов. Кроме этого в подшипниковых узлах доводочных станков
применяют либо подшипники качения особо высокой точности
(в суперфинишных, верти кально-доводочных, хонинговальных
станках), либо подшипники скольжения (в круглошлифовальном
станке мод. ЗЕ 153).
Жесткость всего станка и отдельных его механизмов достигается
за счет: а) создания более коротких кинематических цепей, т. е.
сокращением числа деталей и элементов передач для преобразова-
ния какого-либо движения; б) повышения жесткости корпусных де-
талей с увеличением толщины стенок станин, введением ребер, при-
менением рациональных форм литых корпусных деталей; в) увели-
чения размеров наиболее ответственных деталей.
37
Предотвращение вибрации — очень важное условие надежной
работы доводочных станков. Не случайно двигатели и коробки ско-
ростей устанавливают возможно ниже и со станиной, соединяют че-
рез виброгасящие прокладки. Надежным средством предотвраще-
ния вибрации шпинделей является применение ременных передач.
В некоторых случаях (например, в круглошлифовальном станке мод.
ЗЕ 153) в приводах клиновые ремни заменяют на плоские, как обес-
печивающие исключительно высокую плавность вращения. Этим
же целям служит применение гидропривода вместо механических
передач, особенно для возвратно-поступательного перемещения от-
дельных частей станка. Доводочные станки устанавливают возможно
дальше от станков с повышенным уровнем вибраций (фрезерных,
долбежных и т.п.) и с хорошей изоляцией от вибраций грунта (на
специальном фундаменте или на виброопорах). Температурные
деформации в станке возникают как от колебаний температуры внут-
ри помещения, где установлен станок, так и от неравномерности
нагрева различных деталей и механизмов станка. В первом случае
источниками являются отопительные устройства, солнечные лучи,
суточные колебания температуры. В связи с этим доводочные станки
устанавливают, как правило, в отдельных помещениях или возмож-
но дальше от батарей отопления, въездных ворот и т. п. Доводоч-
ные станки высокой точности устанавливают в термоконстантных
помещениях, где поддерживается практически постоянная темпера-
тура. Колебания температуры в пределах самого станка возникают
от источников тепла внутри станка: электродвигателей, гидравли-
ческих систем подшипниковых узлов' и т. п.
На колебания температуры в доводочных станках наибольшее
влияние оказывает работа электродвигателей и гидропривода, по-
этому электродвигатели устанавливают открыто и с обдувом воз-
духом. Все основные элементы гидропривода монтируют в виде от-
дельной станции и располагают вне контура станка. Тепло от под-
шипниковых узлов отводится маслом, поданным для смазки под-
шипников. Количество масла и его давление должны обеспечить не-
обходимый температурный режим работы механизма. В крайних
случаях применяют искусственный нагрев одних деталей станка
(удаленных от источников тепла) при интенсивном охлаждении дру-
гих (подвергающихся нагреву от какого-либо источника внутри
станка).
Точность и плавность перемещений отдельных механизмов в до-
водочных станках необходима прежде всего, потому, что сам про-
цесс резания протекает при исключительно малых глубинах реза-
ния и подачах (единицы или десятки микрометров). Надежным спо-
собом достижения этой цели является применение направляющих
качения, где значительно меньше коэффициент трения и мала раз-
ность между коэффициентом трения покоя (когда механизм не дви-
жется) и коэффициентом трения движения.
л СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ
Процессы абразивной обработки, как правило, ведут при обильной
подаче в зону резания смазочно-охлаждающих жидкостей (СОЖ).
Назначение их заключается в том, чтобы отвести образовавшееся
при резании тепло, удалить микрочастицы срезанного металла и от-
работавшие абразивные частицы, снизить трение в процессе реза-
ния и предотвратить адгезионное схватывание абразивных частиц
с обрабатываемым материалом. Кроме того, СОЖ должны удовлет-
ворять следующим требованиям: сохранять свои физические свой-
ства и химический состав длительное время, быть нейтральными
к смазке и не вызывать коррозию металлических поверхностей,
не оказывать вредного действия на кожу, а при испарении — на
органы дыхания.
СОЖ назначают с учетом не только свойств обрабатываемого и
абразивного материалов, но и всех особенностей процесса. Для дово-
дочных процессов СОЖ можно разделить на две принципиально раз-
личные группы: для процессов обработки связанным абразивом
(доводочные шлифование, суперфиниширование, хонингование) .л
свободным абразивом (доводка отверстий, притирка поверхностей
и т.д.).
По химической структуре СОЖделятся на три группы: жидкости
на водной основе, эмульсии и жидкости на масляной основе.
Водные СОЖ представляют собой растворы необходимых солей
с добавками поверхностно-активных веществ. Эмульсии—это жид-
кости, основанные на смешении мельчайших капелек специального
концентрата с водой. Основу СОЖ на масляной основе составляют
минеральные или растительные масла, в которых растворяют или
механически смешивают различные добавки.
Для каждого процесса абразивной обработки эксперименталь-
но подобраны наиболее эффективные СОЖ, состав которых выби-
рают из справочника. Наиболее распространенные и универсаль-
ные СОЖ, применяющиеся при обработке связанным абразивом,
приведены в табл. 2.
При обработке поверхностей свободным абразивом роль смазоч-
но-охлаждающей жидкости несколько иная. Так как процесс до-
водки протекает при низких температурах резания, охлаждающие
функции СОЖ сводятся почти к нулю, но появляются дополнитель-
ные (жидкость должна хорошо удерживать абразивный порошок
на поверхности притира, выполняя до некоторой степени роль связ-
ки). Доводочные суспензии и пасты говтовят на основе масел, твер-
дых жиров, олеиновой кислоты и стеарина. Требуемая вязкость
суспензий и паст может регулироваться добавлением керосина,
спирта или авиабензина.
Состав смазочно-охлаждающей жидкости как основы доводочных
паст мало зависит от вида обрабатываемого материала. В табл. 3
приведены составы наиболее универсальных паст и суспензий.
39
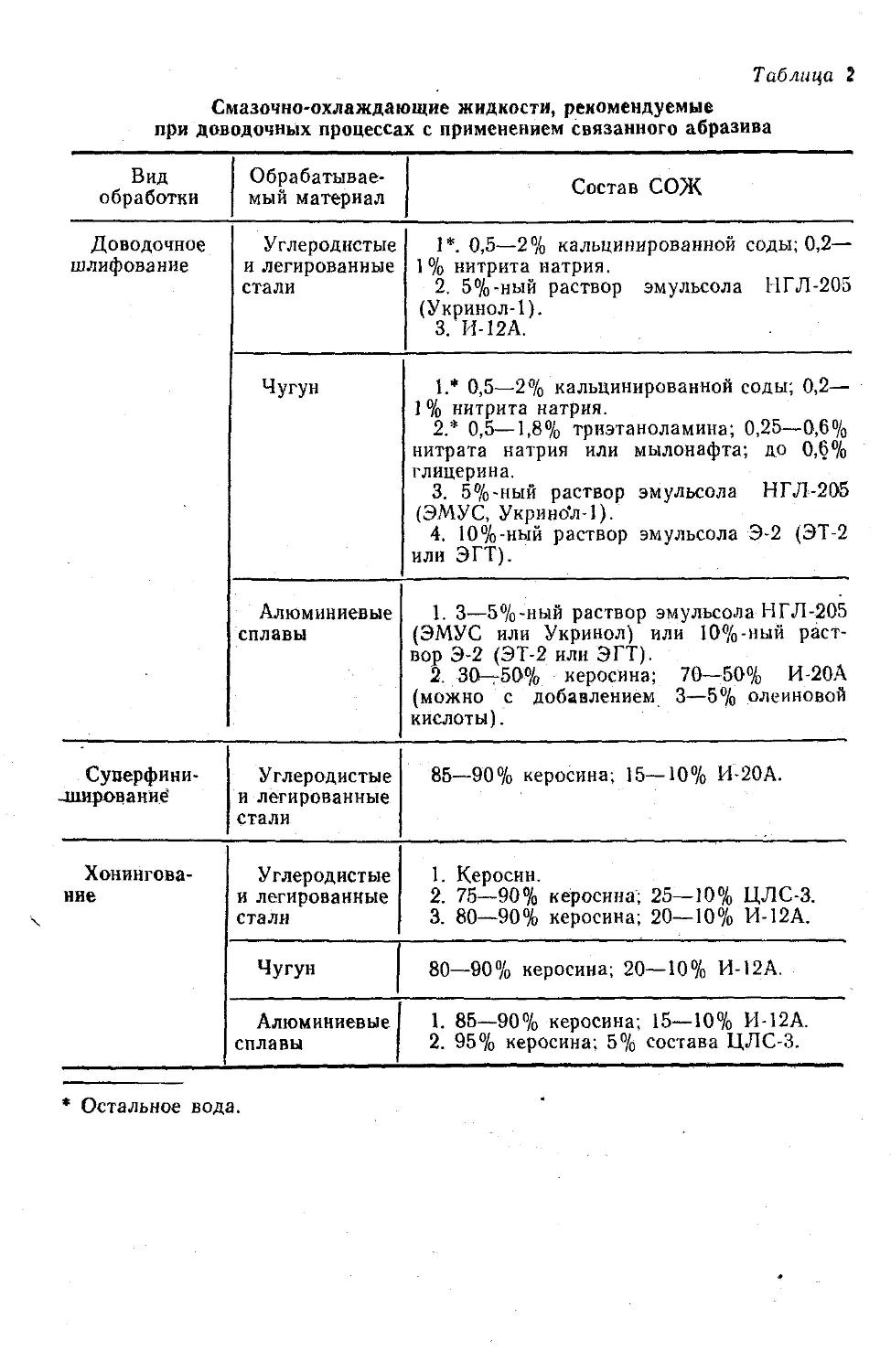
Таблица 2
Смазочно-охлаждающие жидкости, рекомендуемые
при доводочных процессах с применением связанного абразива
Вид обработки Обрабатывае- мый материал Состав СОЖ
Доводочное шлифование Углеродистые и легированные стали 1*. 0,5—2% кальцинированной соды; 0,2— 1% нитрита натрия. 2. 5%-ный раствор эмульсола НГЛ-205 (Укринол-1). 3. И-12А.
Чугун 1 .* 0,5—2% кальцинированной соды; 0,2— 1 % нитрита натрия. 2 .* 0,5—1,8% триэтаноламина; 0,25—0,6% нитрата натрия или мылонафта; до 0,6% глицерина. 3 . 5%-ный раствор эмульсола НГЛ-205 (ЭМУС, Укрино‘л-1). 4 . 10%-ный раствор эмульсола Э-2 (ЭТ-2 или ЭГТ).
Алюминиевые сплавы 1. 3—5%-ный раствор эмульсола НГЛ-205 (ЭМУС или Укринол) или 10%-ный раст- вор Э-2 (ЭТ-2 или ЭГТ). 2. 30—50'% керосина; 70—50%, И-20А (можно с добавлением 3—5% олеиновой кислоты).
Суперфини- иднрованиё Углеродистые и легированные стали 85—90% керосина; 15—10% И-20А.
Хонингова- ние Углеродистые и легированные стали 1. Керосин. 2. 75—90% керосина; 25—10% ЦЛС-3. 3. 80—90% керосина; 20—10% И-12А.
Чугун 80—90%) керосина; 20—10% И-12А.
Алюминиевые сплавы 1. 85—90%) керосина; 15—10% И-12А. 2. 95% керосина; 5%) состава ЦЛС-3.
Остальное вода.
Таблица 3
Основные виды и области применения паст и суспензий [2]
Абразив Зернистость Содержание абразива, % Компоненты сож Содержание компонентов СОЖ % Область применения
Карбид кремния, электрокорунд М20 — М40 5—10 Керосин Масло индустри- альное Стеарин 40—50 34—30 3—10 Предварительная притирка стальных де- талей с непрерывной подачей суспензии
Электрокорунд М20 —М40 30-40 Масло индустри- альное Масло вазелино- вое Стеарин Нитрит натрия Вода 23—40 40—60 10—20 Предварительная притирка деталей из мягких сталей и цветных сплавов с исполь- зованием пасты или периодической подачей суспензии Предварительная и получистовая притир-
Карбид кремния MIO—М14 25—30 1—2 98—99 ка деталей из закаленных сталей с непре- рывной подачей суспензии : Получистовая притирка деталей из стали,
Электрокорунд М5-М10 25—30 Нигрит натрия Вода 1—2 98—99 кварца, полупроводников с непрерывной подачей суспензии
•Электрокорунд, глинозем М3—М5 10-15 Керосин Масло вазелино- вое Стеарин Кислота олеино- вая 70—80 5—10 10—20 3—5 Окончательная притирка деталей из ста- ли, кварца и полупроводников с использо- ванием пасты или периодической подачей суспензии
Глинозем, окись хрома, крокус Ml-М3 10-15 Керосин Масло вазелино- вое Стеарин Парафин | 70—80 5—10 10—20 з—5 Окончательная притирка деталей из мяг* кой стали и цветных сплавов с использова- нием пасты или периодической подачей сус- пензии
е
Абразив Зернистость Содержание абразива,% Компоненты СОЖ
Карбид кремния; белый электроко- рунд; монокорунд MIO —М28 5—10 Керосин Масло вазелино- вое Стеарин
Белый электро- корунд Ml—М5 э Стеарин Оливковое масло
Алмазы синтети- ческие; эльбор М28/ 14— —М14/10; ЛМ28—ЛМ14 0,6—2 Стеарин Парафин Воск пчелиный Масло Керосин
Алмазы синтети- ческие; эльбор М14/10— - М10/7; ЛМ14—лмю 0,4—1,5 Стеарин Парафин Воск пчелиный Растительное масло Керосин
Алмазы синтети- ческие; эльбор М10/7-М5/3 ЛМ7—ЛМЗ 0,2—1 Парафин Масло индустри- альное
Продолжение табл. 3
Содержание
компонентов
СОЖ. %
Область применения
50—60 15—20 Предварительная и получистовая притир- ка деталей из закаленных сталей с непре-
10—20 рывой подачей суспензии
. 3 92 Окончательная притирка деталей из ста- лей и цветных сплавов с использованием пасты или подачей суспензии
8 8 2,4 15 65—67 Предварительная притирка деталей из за- каленных сталей и твердых сплавов с ка- пельной подачей суспензии
8 8 2,4 15 Предварительная притирка Деталей из закаленных сталей, твердых сплавов и ке- рамики с периодической и непрерывной по- дачей суспензии
би—67
1 S9 Окончательная притирка деталей из за- каленных сталей, твердого сплава и керами- ки с непрерывной и периодической подачей суспензии
ГЛАВА ТРЕТЬЯ
ОТДЕЛОЧНЫЕ СТАНКИ ДЛЯ ОБРАБОТКИ
СВЯЗАННЫМ АБРАЗИВНЫМ ЗЕРНОМ
1. ПРЕЦИЗИОННОЕ НАРУЖНОЕ И ВНУТРЕННЕЕ
ШЛИФОВАНИЕ
Такие доводочные процессы, как прецизионное шлифование, супер-
финиширование, хонингование, а также ленточное тонкое шлифова-
ние и доводка режущего инструмента основаны на применении мел-
козернистых абразивных, алмазных и эльборовых кругов и брус-
ков. Зернистость и пределы твердостей этих материалов приведены
в табл. 4.
Следует помнить, что как на производительность процесса, так и
на качество обработанной поверхности влияет, кроме того, связка
абразивного инструмента, поэтому для каждого обрабатываемого
материала необходимо более определенно выбирать вид абразивного
материала, его зернистость, твердость и связки кругов или брусков.
Прецизионное (тонкое) шлифование характеризуется, прежде
всего малым припуском на обработку: 0,22 мм для круглого наруж-
ного и 0,01 мм для внутреннего шлифования. При таком малом при-
пуске необходимо обеспечить определенную точность геометричес-
кой формы детали: для валов — отклонение от круглости 0,0006 мм,
отклонение от цилиндричности 0,002 мм на длине 500 мм; для от-
верстий — отклонение от круглости 0,001 мм.
Тонкое шлифование, кроме того, позволяет получить низкий уро-
вень шероховатости поверхности: Ra = 0,044-0,08 мкм. Техноло-
гические возможности такого процесса заключаются в том, что аб-
разивный круг малой зернистости способен срезать слой металла
толщиной 0,0005 мм, однако для достижения таких условий прак-
тически необходимо, чтобы а) точность механизма подачи шлифо-
вального круга позволяла перемещение его на величину 0,0005—
0,001 мм; б) температурные деформации отдельных деталей и меха-
низмов станка практически отсутствовали; в) жесткость упругой си-
стемы СПИД была исключительно высокой; г) состояние базовых
поверхноЛ?й детали и точность технологической оснастки отвечала
требованиям прецизионного шлифования.
Для наружного шлифования все эти условия выполнимы. Для
внутреннего шлифования отверстий диаметром 5—15 мм, особенно
при значительной их длине, обеспечить достаточную жесткость си-
стемы СПИД не представляется возможным. В таком случае пре-
цизионное шлифование может выполняться только за счет упругих
сил, когда абразивный круг делает несколько рабочих ходов без
поперечной подачи его или детали.
Дополнительным обязательным условием прецизионного шли-
фования является расположение станков особо высокой точности
43
Таблица 4
Зернистость абразивных кругов и брусков, применяемых
в доводочных процессах
Вид обработки Зернистость Твердость кругов и брусков Область применения
Алмаз Эльбор Абразив
Прецизионное шлифование 200/160 160/125 125/100 Л12 ЛЮ Л8 12 10 * 8 С2—Tl; СМ1-С2; М2—СМ1 Отделочное шлифование незакаленных сталей и чугунов Отделочное шлифование легированных за- каленных сталей и твердого сплава Доводка твердого сплава, прецизионное шлифование алюминиевых сплавов и вязких сталей
100/80 80/63 63/50 Л6 Л4 6 4 С2—СТЗ; СМ1—С2; М2—СМ1 Отделочное шлифование закаленных ста- лей, окончательное шлифование резьб Доводка тонких прерывистых пластин Доводка медных сплавов из коррозионно- стойких сталей
40/28 28/20 20/14 ЛМ40 ЛМ22 ЛМ20 М40 М22 М20 СМ1—С2; Ml—СМ1 Доводочное шлифование мелких резьб Доводочное шлифование высокотвердых и инструментальных сталей
Хонингование 315/250 250/200 200/160 1 Л12 ЛЮ Л8 12 10 8 С2— ВТ2; С2— Т2; М3—СМ2 Предварительное хонингование чугуна Предварительное хонингование сталей Предварительное хонингование алюми- ниевых сплавов
160/125 125/100 Л6 Л4 6 4 СМ2—Т2; М3—Т1 Получистовое хонингование чугуна. По- лучистовое хонингование сталей; предвари- тельное хонингование алюминиевых спла- вов
1 1
100/80 80/63 Л6 Л4 6 4 М3—СМ2 Получистовое хонингование алюминиевых сплавов и бронзы
40/28 28/20 20/14 ЛМ40 ЛМ22 ЛМ20 М40 М22 М20 СМ1—Т2; СМ2—СТЗ; М3—СМ2 Чистовое хонингование чугуна Чистовое хонингование сталей Чистовое хонингование алюминиевых сплавов и бронзы
Суперфиниширо- вание 40/28 28/20 20/14 ЛМ40 ЛМ22 ЛМ20 М40 М22 М20 СМ1—М3; М3—Ml СТ2—Т2; СМ1—СТ1 Предварительное суперфиниширование чу- гуна и углеродистых сталей Предварительное суперфиниширование ле- гированных сталей Предварительное суперфиниширование высокотвердых и инструментальных сталей Предварительное суперфиниширование твердых сплавов и керамики
14/10 10/7 ЛМ14 ЛМ10 М14 М10 М7 С—Т.1; М2—С Чистовое суперфиниширование чугуна, ле- гированных сталей Чистовое суперфиниширование мягких и вязких материалов
#• 10/7 5/3 ЛМ7 ЛМ5 М5 М3 Ml С—Т2 i Заключительные переходы суперфиниши- рования высокотвердых сталей и твердых сплавов
в термоконстантных помещениях, в которых температура всегда
поддерживается 20±0,5“ С.
Круглошлифовальный станок мод. ЗЕ 153. По точности кругло-
шлифовальный станок мод. ЗЕ 153 относится к станкам класса А и
предназначен для отделочного тонкого шлифования цилиндрических
и пологих конических поверхностей. На нем можно выполнять: а)
врезное шлифование по полуавтоматическому циклу до электричес-
кого упора; б) врезное шлифование с ручной подачей, автоматичес-
кой врезной и толчковой микроподачей 0,0001—0,0005 мм; в)
продольное шлифование с ручной поперечной подачей или толчко-
вой микроподачей; г) врезное шлифование с прибором активного
контроля.
Техническая характеристика станка мод. ЗЕ 153
Наибольший диаметр шлифуемой детали, мм................ 120
Наибольшая длина шлифуемой детали, мм...................... 450
Высота центров, мм..................................... 80
Скорость автоматического перемещения стола, м/мин . . 0,032
Подача:
врезная черновая, мм/мин............................... 0,02—0,2
толчковая чистовая, мм.......................... 0,002
толчковая (микроподача), мм.......................... 0,0001—0,0003
Наибольший диаметр шлифовального круга,, мм........... 400
Скорость шлифования (наибольшая), м/с................. 33
Частота вращения детали (регулирование бесступенчатое),
об/мин................................................. 84—840
Подача насоса охлаждающей жидкости, л/мин.................... 22
Мощность привода, кВт:
шлифовального круга ....................................... 3
шпинделя изделия .......................................... 0,7
насосов гидропривода....................................... 0,8
насоса охлаждения.................................. . 0,12
Станок имеет конструкцию высокой жесткости. Из него исключе-
ны основные источники вибрации и тепла. В передней стенке ста-
нины есть ниша для удобного подхода при работе на станке. Компо-
новка станка — обычная для круглошлифовальных. Особенности
механизмов определены необходимостью обеспечить высокую жест-
кость и виброустойчивость станка, предотвратить все виды деформа-
ций его деталей. Рассмотрим основные элементы станка мод. ЗЕ 153.
Шлифовальная бабка (рис. 32) является основным механизмом
станка, осуществляющим главное движение — вращение шлифоваль-
ного круга. Шлифовальная бабка состоит из двух корпусов.
Верхний корпус, в котором размещен шлифовальный шпиндель 4,
соединен с нижним корпусом с помощью пружин. Нижний корпус
установлен на направляющих качения, по которым осуществляется
грубое перемещение шлифовальной бабки от механизма поперечной
подачи и быстрый подвод-отвод ее от детали специальным механиз-
мом. Верхний корпус со шлифовальным шпинделем перемещает-
ся относительно нижнего с помощью специального устройства,
действующего при работе механизма микроподачи.
46
Шпиндель 4 установлен на двух трехвкладышных гидродинами-
ческих подшипниках. Каждый вкладыш 7 опирается на сферичес-
кую опору регулировочных винтов. Бурт шпинделя через сферичес-
кую поверхность бронзового кольца 6 пружинами 3 прижимается
к упору 5. Этим шпиндель фиксируется в осевом направлении. Вра-
щение ему передается от электродвигателя через шкивы 1 и 2 плос-
ким капроновым ремнем.
Подшипники шпинделя смазываются маслом И-5А от специаль-
ного устройства.
Рис. 32. Шлифовальная бабка станка мод. ЗЕ 153
Салазки (рис. 33) укреплены на станине. Они предназначены для
перемещения шлифовальной бабки по направляющим качения.
Внутри чугунного корпуса салазок в подшипниках скольжения ус-
тановлен винт 3, на который навернута гайка 1, закрепленная в
корпусе 2. Через муфту 6 винт соединен с валом механизма подачи.
В корпусе гайки 2 размещен гидроцилиндр 4 быстрого подвода и
отвода шлифовальной бабки, шток которого соединен с нижним кон-
цом рычага 5. Смазка роликовых направляющих производится от
гидросистемы. На концах направляющих находятся карманы для
отвода масла.
Механизм подачи (рис. 34) смонтирован на передней стенке пра-
вого крыла станины и соединен с винтовой передачей салазок. Он
47
Рис. 33. Салазки шлифовальной бабки станка мод. 3E153
позволяет осуществить ручную подачу на один зуб храповика.
Ручную подачу осуществляют с помощью маховика 7, который через
зубчатые передачи и вал 3 передает вращение на винт салазок. По-
дачу отсчитывают по лимбу 5 с 250 делениями.
За один оборот маховика 7 поступательное перемещение шлифо-
вальной бабки составит 0,5 мм, а на одно деление лимба — 0,002 мм.
При шлифовании партии одинаковых деталей ручную подачу
осуществляют до упора, который устанавливают по размеру пер-
вой детали или по эталону. Для этого рукояткой неподвижный
упор / поворачивают влево (в рабочее положение), а рукояткой 6
лимб поворачивают до касания подвижного упора 2, установлен-
ного на лимбе, с неподвижным I. Соприкосновение подвижного упо-
ра 2 с неподвижным 1 в дальнейшем будет соответствовать задан-
ному размеру детали. Это положение необходимо корректировать
Рис. 34. Механизм подачи шлифовальной бабки станка мод. 3E153
48
Рис. 35. Механизм микроподачи станка мод. 3E153
лишь на величину износа круга или при его правке. Толчковая
подача на один зуб храповика осуществляется за счет перемещения
собачки 4, имеющейся на пульте, рукояткой.
Механизм микроподачи (рис. 35) предназначен для подачи шли-
фовального круга при отделочном шлифовании на малую величи-
ну. Это оригинальный механизм, позволяющий вести врезное шли-
фование до электрического упора или с подачей импульсами 0,0001;
0,0002—0,0005 мм.
Микроподача осуществляется следующим образом. От кнопки
«Врезная микроподача» на пульте управления включается электро-
49
двигатель 1, от которого вращение через червяк 7 передается на
колесо 10, а при включении электромагнитной муфты 12 далее через
косозубые колеса 13 и 11 на винт 14. Переключение на микроподачу,
ее величина и отключение определяются положением зубчатого ко-
леса 4 и упоров 2 и 3 на нем. Для отсчета различных подач служат
лимбы 5, 6.
При толчковой микролодаче отключение электромагнитной
муфты 12 разрывает кинематическую связь червячного колеса 10
с валом 8. Вал поворачивается на определенный угол храповым ко-
лесом 9 специального плунжерного устройства 15 с собачкой 16.
Рис. 36. Передняя бабка станка мод. ЗЕ 153.
Передняя бабка (рис. 36) имеет чугунный корпус 7, в котором за-
креплен электродвигатель 8 и установлен неподвижный шпиндель
5 с центром. Через шкивы 1 и 2 вращение от электродвигателя пере-
дается планшайбе 3 и далее через поводок 4 — шлифуемой детали.
Бабка установлена на верхнем столе станка и закреплена двумя
болтами 6. Двигатель постоянного тока позволяет плавно менять
частоту вращения детали в пределах 84—840 об/мин.
Задняя бабка (рис. 37) имеет рычажный привод пиноли, в которой
установлен неподвижней центр 2. Поджим пиноли к детали осу-
ществляется пружиной 4. Со стороны центра корпус задней бабки
имеет продольный разрез, поэтому пружинящая часть корпуса под-
тягивается с помощью винта от рукоятки на корпусе бабки, умень-
шая зазор между пинолью и корпусом. От загрязнения пиноль за-
щищена крышкой 3 с прокладкой 1.
Все основные возвратно-поступательные перемещения в станке
мод. 3E153 осуществляются от гидропривода (рис. 38): передвиже-
ния стола; быстрый подвод и отвод шлифовальной бабки; толчковая
микроподача шлифовального круга. Кроме этого, с помощью гид-
ропривода осуществляются блокирование механизма ручного пере-
50
мещения стола и смазка всех трущихся поверхностей и подшипни-
ковых узлов.
Передвижение стола. При передвижении стола масло из бака
через пластинчатый фильтр Ф2 насосом Н1 с подачей 8 л/мин пода-
ется в систему передвижения стола через напорный клапан КН5
в напорный клапан КН6 и параллельно к распределителю Р7.
Пройдя распределитель, масло поступает к распределителю Р17
распределительной панели ПР 13, а по демпфирующему каналу —
под плунжер напорного клапана КН6, поднимая его вверх и откры-
вая дополнительный проход маслу от насоса. Распределитель Р17
имеет три положения: «Пуск»,
«Стоп», «Разгрузка».
При положении распределите-
ля «Пуск» масло через распреде-
литель Р17 и проточки распреде-
лительной панели ПР 13 подается
в правую полость цилиндра Ц12,
закрепленного на станине, оказы-
вает давление на поршень 4, кото-
рый через шток соединен с кронш-
тейнами стола. В результате стол
начнет перемещаться влево. Мас-
ло из левой полости гидроцилинд-
ра Ц12 через каналы распредели- Рис. 37. Задняя бабка станка
тельной панели поступает к распре- мод. 3E153
делителю правки круга Р15, ко-
торый имеет два положения: «Рабочее» и «Правка круга». При ра-
бочем положении распределитель Р15 открыт, а дроссель Др16 за-
крыт, масло проходит через распределитель Р15 к дросселю регу-
лирования скорости движения стола Др14 и сливается.
Реверсирование стола осуществляется закрепленными на нем
упорами 2, которые поочередно нажимают на рычаг реверса распре-
делительной панели, что приводит к перемещению в одно из крайних
положений управляющего золотника 5. Масло под давлением через
соответствующие проточки распределительной панели проходит к
одному из торцов золотника 6 и перемещает его, при этом потоки мас-
ла меняются и меняется направление движения стола.
Быстрый подвод и отвод шлифовальной бабки. При этом движе-
нии масло от насоса НЗ с подачей 5 л/мин проходит через фильтр
Ф4 и распределитель Р8 в гидроцилиндр ЦП подвода шлифоваль-
ной бабки. Если электромагнит распределителя не включен, то
масло под давлением подается в верхнюю полость гидроцилиндра
и происходит быстрый отвод шлифовальной бабки. При включении
электромагнита потоки масла в распределителе меняются, обеспе-
чивая быстрый подвод шлифовальной бабки.
Толчковая микроподача шлифовальной бабки. При нажатии
кнопки включения толчковой микроподачи электромагнит распре-
делителя Р7 включается и открывает путь маслу из полости нагне-
51
тания к цилиндру Ц10. Плунжер сжимает пружину и поворачива-
ет храповое колесо г = 30, которое сообщает через червячную пере-
дачу 1/66 движение винту с резьбой Трап. 44 X 3. Винт нажимает на
рычаг <5, и шлифовальная бабка перемещается.
Блокировка механизма ручного перемещения стола осуществляет-
ся подачей масла из распределительной панели к цилиндру Ц9,
который рассоединяет кулачковую муфту 1, не допуская ручного
включения механизма перемещения при гидравлическом переме-
щении стола.
Внутришлифовальный станок мод. ЗК227В. Станок предназна-
чен для отделочного (доводочного) шлифования сквозных и несквоз-
ных отверстий цилиндрической и конической формы, а также обра-
ботки с одной установки торца детали и отверстия.
Техническая характеристика станка мод. ЗК227В
Диаметры шлифуемых отверстий, мм.................... 20—100
Наибольшая длина шлифования, мм......................... 125
Скорость стола, м/мин .................................. 1—7
Частота вращения шпинделя, об/мин:
изделия.....................................................140—1000
шлифовального......................................... 9000; 12 000;
18 000 ; 24 000
Наименьшая толчковая подача, мм/дв. ход................. 0,002—0,005
Общая мощность электродвигателей, кВт................... 9,9
Масса станка, кг ............................................ 4300
Общая компоновка станка мод. ЗК227В показана на рис. 39.
Станина 11 служит основой для монтажа основных механизмов
станка. В верхней часта ее установлены стальные закаленные на-
правляющие, по которым перемещается стол 6. В левой части на
станину установлен мост 1, по поперечным направляющим которого
с помощью винтового механизма при наладке станка перемещаются
салазки, несущие бабку изделия 2. Передней опорой шпинделя
изделия является двухрядный роликовый подшипник второго клас-
са точности с коническим отверстием. Задняя опора базируется на
сдвоенных радиально-упорных, шарикоподшипниках с предвари-
тельным натягом. Привод шпинделя изделия с бесступенчатым ре-
гулированием скорости вращения осуществляется от электродви-
гателя постоянного тока через клиноременную передачу. В правой
части стола установлена шлифовальная бабка 8 с механизмом по-
перечной подачи шлифовального круга 9. Торцешлифовальное при-
способление 3 укреплено на корпусе бабки изделия и вводится при
необходимости в рабочую зону. Алмазная стойка 4 (аппарат для
правки шлифовального круга) установлена на специальном крон-
штейне. Внизу, в нише станины, размещается гидронасосная стан-
ция станка, а основная часть гидроаппаратуры смонтирована на
панели гидроуправления 10. Электрошкаф 7 с пультом управления
5 и бак СОЖ с магнитным сепаратором вынесены за пределы станка.
53
Одним из наиболее ответственных механизмов станка, обеспечи-
вающих доводочное тонкое шлифование, является механизм шли-
фовальной бабки (рис. 40). Основание шлифовальной бабки 8 ук-
реплено в правой части стола винтами 9. Оно имеет стальные зака-
ленные,. точно изготовленные направляющие 2, на которые уклады-
вают в специальных сепараторах высокоточные ролики 10. Салазки
4 имеют такие же направляющие 3 и перемещаются в поперечном
з
Рис. 39. Внутришлифовальный станок мод.
ЗК.227В
направлении по направляющим качения с помощью механизма по-
перечной подачи. Зазор в
направляющих качения
регулируют специальным
клином 1 и фиксируют
резьбовым устройством 11.
На салазках шлифоваль-
ной бабки установлены
кронштейн 7 для крепле-
ния шлифовального шпин-
деля и электродвигатель
5. Весь механизм закрыт
кожухом 6.
Особенностями станка
являются; электрическое
бесступенчатое регулиро-
вание частоты вращения
детали в широком диа-
пазоне; хорошо защищен-
ные долговечные направ-
ляющие качения высокой
точности; шариковая винтовая пара в механизме поперечной пода-
чи; достаточная универсальность в выборе шлифовальных шпинде-
лей с различной частотой вращения; размещение электроаппара-
туры за пределами станка. На рис. 41 показана кинематическая
схема станка мод. ЗК227В.
Главное движение. Привод шлифовального круга осуществля*
ется от электродвигателя М2 (N = 4 кВт; п — 2880 об/мин) через
плоскоременную передачу. Круг торцешлифовального приспособ-
ления имеет постоянную частоту вращения п = 5700 об/мин от
электродвигателя Ml через ременную передачу с передаточным от-
80 „
ношением шкивов а = ^ = 2.
Движение подачи. Продольная подача шлифовального круга осу-
ществляется движением стола от гидроцилиндра Ц2. Скорость дви-
жения регулируется дросселем от рукоятки, выведенной на панель
управления.
С помощью механизма подачи можно осуществить; ручное пере-
мещение шлифовальной бабки от маховика 8 через зубчатые переда-
чи ~; ручную подачу — по кинематической, цепи через собач-
54
ку 6, храповик 7, зубчатые передачи -ц= винтовую пару 5; ав-
томатическую подачу на каждый двойной ход стола— от плунжера
гидроцилиндра // через собачку 6. Подача метке® изменяться в пре-
делах 0,002—0,006 мм/дв. ход.
Наладочные перемещения. Ручное перемещение стола достигает-
ся вращением маховика 9, движение от которого через передачи
22 20
эд и передается на реечную передачу (зубчатое колесо г = 24).
Ручное перемещение при вклю-
чении движения блокируется
плунжером 10.
Перемещение шлифовальной
бабки осуществляется махови-
ком 8 при включенной зубча-
той передаче, далее через пе-
23
редачу на винт К = 1.
Наладочное поперечное пере-
мещение бабки изделия выпол-
няется винтовой передачей 1,
а ее поворот (при шлифовании
конических отверстий) осущест-
вляется при вращении вала 2,
откуда движение через червяч-
ную передачу 1/30 передается
бабке изделия.
Ввод торцешлифовального
приспособления в рабочую зону
станка осуществляется от гидро-
цилиндра ЦЗ, а* его продольное
Рис. 40. Шлифовальная ба§ка
станка мод. ЗК227В
наладочное перемещение выполняют
которого движение через зубчатую
вращением маховика 3,
14
передачу передается
от
на
реёчную передачу 4.
С помощью гидравлического привода на станке мод. ЗК227В
(рис. 42) можно выполнять следующие перемещения механизмов:
а) возвратно-поступательное движение стола с изменением скоро-
сти; б) поперечное перемещение шлифовальной бабки; в) установку
алмаза в положение «Правка круга»; г) подъем и опускание торце-
шлифовального приспособления; д) блокировку автоматического
и ручного перемещения стола; е) смазку направляющих.
В исходном состоянии стол отведен в крайнее правое положение;
рукоятка 20 находится в положении «Стоп»; поршень цилиндра
Ц13 находится в левом положении, и включена реечная передача
стола; рукоятка 17 реверса в правом, а золотники панели распреде-
лительной ПР 19 — в левом положении; рукоятка 5 ручного рас-
пределителя РР8 установлена в положении «Поднято»; рукоятка
55
10 распределителя РР14 — в положении «Работа»; распределитель
Р16—в нижнем положении плунжером цилиндра Ц15 перекрывает
подачу СОЖ; распределитель Р9 находится в верхнем положении,
а распределитель РЗ — в правом.
Для работы станка рукоятку 20 устанавливают в положение «Ра-
бота», при этом поршень цилиндра Ц13 блокирует ручное переме-
щение стола. Ускоренный подвод стола в зону шлифования произой-
дет при подъеме рукоятки 17 вверх и повороте ее влево (удерживать
ее в таком положении необходимо до входа стола в зону шлифо-
вания). Скорость движения стола увеличивается потому, что слив
масла из левой полости гидроцилиндра Ц18 идет мимо дросселей Др4
(1 и 2), так как распределитель РЗ включен в правое положение.
Рис. 41. Кинематическая схема станка мод. ЗК227В
Как только стол входит в зону шлифования, переключается рас-
пределитель Р9 и распределитель РЗ переходит; в среднее положе-
ние, пропуская масло через дроссель. Др4 (2), обеспечивая дви-
жение стола с рабочей скоростью. Распределитель Р16 переходит
в верхнее положение, и в зону шлифования подается СОЖ- Стол
правым упором перебрасывает рукоятку реверса 17 и изменяет
(через панель распределительную ПР19) направление потоков мас-
ла, что приводит к реверсу движения стола.
Автоматическая поперечная подача шлифовальной бабки нач-
нется при переводе рукоятки 11 ручного распределителя РР12 в
положение «Автоматическая подача», после чего масло будет посту-
пать в цилиндр Ц1. При необходимости можно перевести работу
станка в режим «Выхаживание», для чего рукоятку 11 необходимо
поставить в положение «Ручная подача».
.Для правки шлифовального круга рукояткой 17 стол переводят
в зону правки. При этом распределитель РР16 отжимается вниз
66
(закрывает подачу СОЖ к детали) и одновременно готовится включе-
ние распределителя РЗ и цилиндра Ц2; т. е. цепи «правка круга».
Рукоятку 10 устанавливают в положение «Правка», при этом стой-
ка с алмазом опускается в рабочее положение с помощью цилиндра
Ц2. Распределитель РЗ перемещается влево, и слив масла из ци-
линдра стола Ц18 происходит через дроссель Др4 (/).
Торцешлифовальное приспособление опускается (при необходи-
мости) поворотом рукоятки 5 ручного распределителя РР8 в поло-
жение «Опущено». Масло отжимает фиксатор Ц7, а цилиндр Ц6 по-
ворачивает приспособление в рабочее положение.
Рис. 42. Гидравлическая схема станка мод. ЗК227В
Для отвода стола по окончании шлифования достаточно повер-
нуть рукоятку 17 в соответствующее положение. Распределитель
Р9 поднимется вверх, а РЗ — займет левое положение, в резуль-
тате чего стол на большой скорости отойдет в крайнее правое поло-
жение. На этом рабочий цикл внутришлифовального станка закон-
чится.
2. СУЩНОСТЬ ПРОЦЕССА СУПЕРФИНИШИРОВАНИЯ
Суперфинишированием называется процесс финишной обработки
деталей за счет осциллирующего движения абразивных брусков 2,
прижатых к обрабатываемой поверхности 1 с определенной силой,
в сочетании с вращением и продольной подачей детали или
брусков (рис. 43),
57
Таблица 5
Показатели процесса суперфиниширования
Исходная шерохова- тость по- верхности, мкм Требуемая шерохова- тость, мкм Общий при- пуск на об- работку (на диаметр), мкм Тип суперфиниширования Зернистость брусков
1,25 0.16 20—25 Однократное М20, М14
0,08 Двукратное: предварительное окончательное М14 М7
0,63 0,16 10—15 Однократное М14,_ М10
0,08 Двукратное: предварительное окончательное М14 М7
0,04 Трехкратное: предварительное получистовое окончательное М20, М14 М7 М3
0,32 0,16 8-10 Однократное МЫ, мю
0,08 Однократное МЮ, М7
0,04 Двукратное: предварительное окончательное М14, МЮ М3
0,02 Трехкратное: предварительное получистовое окончательное М14, МЮ М7. М5 Ml
0,16 6,04 3—5 Двукратное: предварительное окончательное М? М3
0,16 0,02 Двукратное: предварительное окончательное М7, М5 Ml
58
Процесс резания при суперфинишировании происходит за счет
внедрения большого числа абразивных зерен,, выступающих по всей
рабочей поверхности бруска. Сложное движение каждого абразив-
ного зерна по обрабатываемой поверхности приводит к тому, что
срезание металла осуществляется различными гранями зерна, а это
способствует очистке зерен от стружки и поддержанию хорошей их
режущей способности. Это наиболее существенная положительная
особенность процесса суперфиниширования. Припуск под обработ-
ку обычно составляет 5—20 мкм при исходной шероховатости по-
верхности Ra = 0,634-1,25 мкм; достигае-
мая шероховатость Ra — 0,024-0,16 мкм
(табл. 5).
Недостатком процесса суперфиниширо-
вания является его невысокая производи-
тельность и ограниченные возможности по
исправлению погрешности геометрической
формы детали как в поперечном, так и в
продольном сечении.
Суперфинишированием можно обраба-
тывать поверхности практически любой
формы. Однако наиболее распространен-
перфиниширования:
Р — сила прижима бру-
ска; Риз — скорость вра-
щения детали (круговая
подача); s — продоль-
ная подача бруска; I —
ход бруска при осцил-
лировании; а—угол на-
клона траектории абра-
зивного зерна
ные цилиндрические и конические на-
ружные поверхности обрабатывают на
суперфинишных станках, принципиально
отличающихся способом обработки (рис.
44). Наибольшее применение находит су-
перфиниширование деталей в центрах
(рис. 44, а—а) и бесцентровое суперфиниширование (рис. 44, 3).
Соответственно универсальные суперфинишные станки образуют
две большие группы: а) станки для суперфиниширования в цент-
рах; б) бесцентровые суперфинишные.
Суперфинишный станок для обработки в центрах мод. 3870Б.
Ста.нки для суперфиниширования деталей в центрах выпускают с од-
ной или несколькими инструментальными головками, причем уни-
версальными станками широкого назначения являются станки с од-
ной инструментальной головкой. Примером станков этой группы
являются станки мод. '3870Б и 3871Б.
Техническая характеристика станков
Мод. 3870Б Мод. 3871 Б
Рекомендуемые диаметры обрабатываемой
' детали, мм...............................
Наибольшая длина детали, мм . . . . .
Высота центров над направляющими, мм . .
Число колебаний брусков, дв. ход/миа . .
Ход бруска, мм..........................
Скорость подачи инструментальной головки,
м/с.............- ► -.....................
6—70 20—140
360 710
200
500—2000
0,008—0,05
59
Частота вращения детали, об/мин:
на черновом режиме................... .
на чистовом режиме......................
Сила прижима бруска, Н....................
Суммарная мощность электродвигателей, кВт
Масса станка, кг..........................
60—240 30—120
240—1360 120—480
ч80—1920 240—960
0—1000
6,78
3200 3700
Из сравнения технических характеристик видно, что эти два
станка унифицированы. Конструктивно они выполнены по одной
принципиальной схеме. Деталь устанавливают в центрах или патро-
не. Привод шпинделя изделия осуществляется через коробку ско-
ростей, которая может иметь два исполнения: а) с бесступенчатым
a) f)
д)
Рис. 44. Схемы суперфиниширования:
в центрах с продольной подачей: а — гладких валов; б — одновременно двух шеек;
в центрах врезанием; а — коротких цилиндрических поверхностей; г — конических по-
верхностей; д — бесцентровая обработка цилиндрических деталей
(вариаторным) изменением частоты вращения; б) с изменением ча-
стоты вращения с помощью трех ступенчатой коробки скоростей.
Цикл работы станков мод. 3870Б и 3871Б — полуавтоматиче-
ский. Время обработки на черновом и чистовом режимах контро-
лируют по реле времени или по прибору активного контроля.
Приведенный на рис. 45 суперфинишный станок мод. 3870Б пред-
назначен для окончательной обработки цилиндрических и кониче-
ских поверхностей до шероховатости Ra = 0,04-?0,1 мкм. Он со-
стоит из литой станины 1, бабки изделия, задней бабки 12, супер-
финишной головки 8, электрошкафа 6 и насосной станции гидропри-
вода 13. Внутри станины размещены коробка скоростей 2 с вариато-
ром 17 и станция охлаждения 14.
Суперфинишная головка 8 перемещается по салазкам 4. На ее
плите 10 смонтирована инструментальная головка 11 с механизмом
осциллирования 7, здесь же установлен тахометр 9. Управление
60
станком осуществляется с пульта 3, а также с помощью гидропа-
нели 16. Детали большой длины обрабатывают с применением
люнета 15.
Бабка изделия станка унифицирована с аналогичным механизмом
станка мод. 3871Б (см. рис. 13).
Задняя бабка (рис. 46) укреплена на станине винтами 5. Пиноль
2 перемещают с помощью рукоятки через систему рычагов 1. Под-
жим ее к детали обеспечивается пружиной 7. Ход пиноли ограничен
упорами 6 и 8. Центр можно вытолкнуть винтом 3, при отведенной
пиноли и развернутом колпачке 4.
Рис. 45. Суперфинишный станок мод. 3870Б
Суперфинишная головка (рис. 47) перемещается параллельно
линии центров с помощью гидроцилиндра Ц2 по направляющим 8.
Она состоит из литого корпуса 7 и подвижной траверсы 2, подъем
которой осуществляется гидроцилиндром Ц1. На траверсе установ-
лена инструментальная головка 6 с механизмом осциллирования 5.
Положение траверсы будет зависеть от настройки винтового меха-
низма. Редукционным клапаном 3 устанавливают необходимое дав-
ление в системе прижима брусков, его контролируют по манометру
1. Число двойных ходов брусков настраивают по тахометру 4.
Устройство механизма осциллирования показано на рис. 48.
Привод осциллирующих кареток 3 осуществляется двумя эксцент-
риками 9 и 10, установленными на приводном валу 11 и связанными
61
2
Рис. 46.. Задняя бабка суперфинишного станка мод. 3870Б
Рис. 47. Суперфинишная головка станка мод. 3870В
62
[ с кареткой через шатуны 1 и 5 и пальцы 2-и.б. Каретки перемещаются
; в противоположных направлениях по направляющим качения 8 и
12, зазор в которых регулируется клином 7. Механизм осциллиро-
вания может разворачиваться на определенный угол относительно
центрирующей, шейки 4. Смазку направляющих качения произво-
дят через масленку 13. Подшипники качения заполняют консистент-
ной смазкой.
; Инструментальная головка суперфинишного станка приведена
на рис. 20, б. Привод шпинделя бабки изделия 2 осуществляется от
Рис. 48. Механизм осциллирования станка мод. 3870Б
электродвигателя через коробку скоростей 1 с вариатором 5 или
со сменными зубчатыми колесами (рис. 49, а). И в том и в другом слу-
чае конечным кинематическим звеном является клиноременная пере-
дача 3, которая соединяет выходной вал коробки скоростей со шпин-
делем бабки изделия. Вариатор 5 монтируют слева внутри станины.
Коробку скоростей 1 устанавливают непосредственно на корпусе
вариатора. Она соединена с вариатором клиноременной передачей 4.
Ее конструкция приведена на рис. 49, б. Внутри литого корпуса на
подшипниках качения смонтированы три вала с подвижными зубча-
тыми колесами. Коробка скоростей обеспечивает три режима рабо-
ты: а) вращение вала 8 на черновом режиме обработки рбеспечивает-
30 30 1
ся через колеса gg да ~ у i при этом включена электромагнитная
муфта 7 и частота вращения уменьшается в 8 раз; б) вращение на
чистовом режиме с увеличением частоты вращения в 4 раза осуществ-
ляется при включенных электромагнитных муфтах 6 и 7 через коле-
63
58 39 1
ca gg, « -j, т. е. частота вращения вала d уменьшается лишь
в 2 раза; в) вращение на чистовом режиме с увеличением частоты
вращения в 8 раз передается через зубчатые колеса ко = *»
Do DO
т. е. коробка скоростей не меняет частоту вращения вала 8 по
сравнению с частотой вращения вала 9.
Смазка электромагнитных муфт, зубчатых колес и подшипников
осуществляется от централизованной системы смазки станка.
Вариатор (рис. 50) — это механизм для бесступенчатого измене-
ния частоты вращения. На боковой стенке корпуса вариатора 10
установлен электродвигатель, на валу которого смонтирован вал 3
с ведущими дисками 1 и 2. Ведомые диски 6 и 7 расположены на ва-
лу 13, вращающемся в подшипниках, размещенных в крышках
Рис. 49. Привод шпинделя бабки изделия
а —общая компоновка привода;
64
5 и 14 корпуса. Диски 1 и 7 установлены неподвижно. Точность их
взаимного расположения устанавливают с помощью компенсатора
8. Пружиной 4 диск 2 поджимается к ремню 9. С помощью рычага
11 букса 12 может отводиться в сторону крышки 14, в результате
чего диск 6 отодвигается от диска 7; при этом ремень контактирует
по меньшему диаметру конических дисков.
На рис. 51 приведена гидросхема суперфинишного станка 3870Б.
Гидросистема станка обслуживается сдвоенным лопастным насосом
12Г12-23 с подачей 12/35 л/мин. С помощью гидропривода осуществ-
ляются: осциллирование брусков; подъем и опускание каретки су-
перфинишной головки; подъем, опускание и прижим брусков и воз-
вратно-поступательное перемещение суперфинишной головки.
От насоса Н19 с подачей 12 л/мин через напорный клапан КН21
и фильтр тонкой очистки Ф20 масло поступает к распределителям Р9
и РЮ, которые управляют цилиндром Ц2 инструментальной голов-
ки. В штоковую полость через распределитель РЮ, дроссель Др8 и
напорный клапан КН7 постоянно подводится масло. Оно создает
силу противодавления, что дает возможность плавно регулировать
силу прижима брусков к детали. Сила прижима брусков устанавли-
вается редукционным клапаном КР6 по манометру.
От насоса Н18 с подачей 35 л/мин через напорный золотник
КН22 и фильтр тонкой очистки Ф17 масло поступает к распредели-
тельной панели ПР16 и распределителям PH и Р12.. Панель ПР16
управляет продольным перемещением суперфинишной головки, а
распределители — гидромотором ГМ4 механизма осциллирования,
станка мод. 3870В:
б — коробка скоростей
3 Зак. 1857
65
подъемом и опусканием траверсы суперфинишной головки (с по-
мощью цилиндра Ц5).
Продольное перемещение суперфинишной головки осуществляет-
ся цилиндром Ц1. При подаче масла в правую полость слив из ле-
вой происходит через дроссель Др15. Реверс осуществляется с по-
мощью упоров по кинематической цепи 1, 2, 3, 4, 5 от распредели-
телей Р14 и затем Р23, который, переместившись влево, откроет путь
маслу в левую полость цилиндра Ц1. Регулирование скорости пере-
мещения головки производится дросселем Др15.
Рис. 50. Вариатор суперфинишного станка мод. 3870Б
Механизм осциллирования работает от гидромотора ГМ4 при
включении распределителя PH. При вращении гидромотора через
систему рычагов и эксцентриков двум кареткам сообщаются колеба-
тельные движения. Скорость вращения гидромотора регулируется
изменением расхода масла посредством дросселя ДрРЗ.
Подъем и опускание траверсы с инструментальной головкой осу-
ществляется гидроцилиндром Ц5 через распределитель Р12. Обрат-
ный клапан К.О13 препятствует самопроизвольному опусканию тра-
версы при выключении гидропривода.
Подача СОЖ в суперфинишных станках имеет очень важное зна-
чение. Система состоит из станции охлаждения, фильтров тонкой
66
Рис. 51. Гидрокинематическая схема станка мод. 3870Б
ПР16
очистки и устройства подвода жидкости. Схема системы охлажде-
ния станка мод. 3870Б приведена на рис. 52. От центробежного на-
соса Н1 типа 1 СЦВ-1, 5М с подачей 25 л/мин СОЖ поступает через
распределитель РЗ к фильтрам тонкой очистки Ф4 типа 2ТФ-5 и
далее через распределитель Р5 в зону обработки детали 2. При вра-
щении детали СОЖ должна затягиваться под брусок 3. Отработан-
ная СОЖ поступает в приемный патрубок и далее в магнитный ге-
нератор 1, откуда очищенная от отхо-
дов обработки — в бак. Предохра-
нительный клапан КП2 позволяет
сливать излишки СОЖ в бак. Фильт-
ры рекомендуется промывать через
400—500 ч работы.
В зависимости от материала обра-
батываемой детали СОЖ может иметь
различный состав; наиболее употре-
бительны следующие: а) керосин —
85%, индустриальное масло— 15%;
б) керосин—87%, индустриальное
масло — 10%; олеиновая кислота —
3%.
Бесцентровый суперфинишный
станок мод. 3879. Бесцентровый су-
перфинишный станок мод. 3879 явля-
ется представителем универсальных
суперфинишных станков второй боль-
шой группы и предназначен для об-
работки цилиндрических деталей на проход. Применение спе-
циальных подающих валковых устройств позволяет суперфини-
шировать и детали с коническими поверхностями.
Основные элементы бесцентровых суперфинишных станков уни-
фицированы, а кинематические и гидравлические схемы идентичны.
Оригинальными в этих станках являются подающие валковые уст-
ройства, а также в некоторых случаях лотки загрузки и инстру-
ментальные державки.
Техническая характеристика бесцентровых суперфинишных станков
Диаметр обрабатываемой детали, мм . . .
Диаметр валков, мм . ....................
Число инструментальных головок, шт. . .
Число колебаний бруска, дв. ход/мин . . .
Ход бруска, мм...........................
Скорость подачи детали, м/с..............
Частота вращения валков, об/мин . . . .
Сила прижима бруска, Н .............. .
Суммарная мощность электродвигателей, кВт
Масса станка, кг . . . ... . .
Мод. 3878 Мод. 3879
3—32 8—60
60 100
6
500—2000
3
0,003; 0,026 0,002; 0,035
36—360 20—200
0—1000
5.2 6,8
3500 3600
68
На рис. 53 приведен общий вид бесцентрового суперфинишного
станка мод. 3879. Основными элементами станка являются станина 1,
суперфинишная головка 7 с набором инструментальных головок 5,
подающее валковое устройство 3, лотки загрузки 11 а разгрузки 4,
электрошкаф 6 и гидростанция 23 с панелью гидроаппаратуры.
Суперфинишная головка вертикально перемещается по направляю-
щим при вращении маховика 8. Колебания инструментальных голо-
вок задают механизмом осциллирования 9. Управление всеми ме-
ханизмами станка, а также системой охлаждения и гидроприводом
осуществляется с пульта 2.
Рис. 53. Бесцентровый суперфинишный станок мод. 3879
Гидростанция 23 состоит из резервуара емкостью 100 л, насос-
ной установки с двумя лопастными насосами и гидроаппаратурой:
напорными золотниками 18 и 20, фильтрами 21 и 22, предохрани-
тельным клапаном 17, дросселем для регулирования числа колеба-
ний брусков 14, распределителем 19 и манометрами 16 с кранами 15.
Терморегулятор 13 поддерживает в баке постоянную температуру
масла.
Смазочно-охлаждающая жидкость подается под давлением в
трубку с отверстиями, через которые она поступает в зону резания.
Расход жидкости регулируют краном 11. Тахометр 10 показывает
число колебаний абразивных брусков.
Подающее валковое устройство является основным механизмом
бесцентровых суперфинишных станков. Оно обеспечивает вращение
и поступательное перемещение деталей при обработке и служит тех-
нологической базой. Валковое подающее устройство (рис. 54) со-
стоит из валков 3 и 4, установленных на радиально-упорных под-
шипниках высокого класса точности (опоры 2 и 12). Каждый из вал-
ков смонтирован на салазках. В вертикальной плоскости валки
развернуты относительно друг друга на угол 2 О, благодаря чему
обеспечивается продольное перемещение обрабатываемых деталей
в направлении, зависящем от направления вращения валков.
Рис. 54. Валковое подающее устройство станка мод. 3879
Детали располагают между валками, поэтому установка валков в за-
висимости от диаметра изделия осуществляется при взаимном пере-
мещении салазок 1 и 10 по направляющим 5 и 8 с помощью винта 9.
После настройки салазки закрепляют планками 6 и 7.
Кольцевые канавки на рабочей поверхности валков служат для
отвода отработанного абразива с удаленными частицами металла.
Опоры переднего валка 4 выполнены в виде эксцентриковых втулок
13, с помощью которых регулируют положение валка 4 относитель-
но валка 3 для обеспечения прямолинейного перемещения детали.
После контроля настройки положение валков фиксируют клеммовы-
ми зажимами 11. Вращение валков осуществляется от электродви-
гателя постоянного тока 1 (рис. 55) с бесступенчатым регулирова-
нием скорости (и = 1504-1500 об/мин), затем через клиноремен-
70
ную передачу, червячный редуктор 2 с двумя выходными валами
и цепные передачи.
Таким образом, частота вращения валков.
п . = 150 — — = 20 об/мин;
т1п 125 30 14
,_пп 125 2 28 олп л.
птах = Ю00------------= 200 об/мин.
тах 125 30 14
Принцип действия суперфинишной головки станка мод. 3879
аналогичен принципу действия механизмов других суперфинишных
станков. Колебание брусков также осуществляется гидромотором
Г-15-21 через эксцентриковый механизм, передающий возвратно-
поступательное движение соответствующим кареткам.
Скорость вращения гидромотора определяется расходом масла.
Ее регулируют дросселем ДрР18 и устанавливают по тахом'етру
10 (см. рис. 53). Включается гидромотор краном КР17.
С помощью гидропривода станка (рис. 55) кроме осциллирования
брусков можно осуществлять их подъем, опускание и прижим к об-
рабатываемой поверхности, а также прижим детали при входе в зону
обработки и при выходе из нее.
Гидростанция 2АГ48-78 снабжена сдвоенным насосом 8Г12-23
с подачей 8/35 л/мин. От насоса Н4 (подача 35 л/мин) масло через
фильтр тонкой очистки Ф6 поступает к гидромотору ГМ 16 механиз-
ма осциллирования 15 суперфинишной головки.
От насоса Н5 (подача 8 л/мин) масло через фильтр очистки Ф7
поступает по одной магистрали через распределитель РЮ в цилинд-
ры инструментальных головок и прижимов Ц20, Ц21, и Ц22, по
другой магистрали — в штоковую полость этих же цилиндров.
Опускание брусков и прижимов произойдет при срабатывании
распределителя РЮ. Масло под давлением поступает в полость над
поршнем каждого цилиндра, а из штоковой полости масло будет
сливаться через напорный клапан КН14 при определенном про-
тиводавлении, что обеспечит'плавное опускание брусков и прижи-
мов.
Сила прижима каждой инструментальной головки цилиндрами
Ц20, Ц21, Ц22 определяется давлением масла в соответствующем
цилиндре, которое устанавливается редукционными клапанами
КР12 по манометрам. Плавность прижима брусков к детали дости-
гается наличием масла в штоковой полости каждого цилиндра при
противодавлении, настроенном напорным клапаном КН 14 по мано-
метру. Подъем инструментальных головок и прижимов произойдет
при реверсе распределителя РЮ, когда масло от насоса Н5 при дав-
лении, установленном напорным клапаном КН9, через обратный
клапан КО13 поступит в штоковую полость каждого цилиндра. Слив
масла при подъеме происходит через обратные клапаны КОН-
Температура масла в гидросистеме поддерживается постоянной
благодаря наличию масляного теплообменника и вентилятора, ко-
72
торый включается терморегулятором от термопары, расположенной
в гидробаке.
При износе или поломке брусков, а также при отсутствии дета-
ли под любым из них шток этого цилиндра опустится ниже своего
нормального положения и упор, закрепленный на штоке, нажмет на
планку, размыкая контакты микропереключателя 19. Станок оста-
новится и загорится сигнальная лампочка.
Специализированные суперфинишные станки. Кроме универсаль-
ных суперфинишных станков для массового производства выпуска-
ют специализированные станки. Наибольшее количество таких
станков работает в моторостроительной и подшипниковой промыш-
ленности. Для получения малой шероховатости беговых дорожек
колец подшипников применяют суперфиниширование желобов аб-
разивными брусками. Примерами специализированных суперфи-
нишных станков для подшипниковой промышленности являются
полуавтоматы мод. ЛЗ-111 и ЛЗ-112.
Конструкции этих станков аналогичны. Они предназначены для
окончательной обработки желобов наружных колец шарикоподшип-
ников класса точности G. Обработка ведется по полуавтоматическо-
му циклу с управлением циклом от реле времени.
Техническая характеристика специальных суперфинишных станков
Диаметр обрабатываемых колец, мм . . .
Наибольшее перемещение бабки изделия, мм
Частота вращения шпинделя, об/мин . . .
Число качаний доводочных головок в минуту
Давление инструмента на деталь, Н/см2 . .
Общая мощность электродвигателей, кВт .
Масса станка, кг . .........................
Мод. ЛЗ-Ш Мод. ЛЗ-112
35—80 70—160
75
325 — 1640 145—745
400; 600
40-100
2,88
3250
На станине станка смонтированы бабка изделия е приводом, два
суппорта с качательным движением закрепленного в них инстру-
мента, гидропривод, пневмоцилиндры и необходимое электрообо-
рудование. Гидрокинематическая схема станка ЛЗ-111 приведе-
на на рис. 56.
Вращение шпинделя изделия осуществляется от трехскоростного
электродвигателя 1 через систему клиноременных передач 2. Частота
вращения шпинделя меняется ступенчато за счет смены шкивов.
Качательное движение каждой доводочной головке 7 (на левом
и правом суппорте 6) сообщается от электродвигателя малой мощно-
сти 4 через клиноременную передачу 5 и кривошипно-коромысловый
механизм 8.
Вспомогательные перемещения бабки изделия «3, левого и пра-
вого суппортов 6 осуществляются с помощью пневмоцилиндров
Ц1 и Ц2 сжатым воздухом, идущим от сети через фильтровлагоотде-
литель, регулятор давления и реле давления. Включенный в пнев-
мосистему маслораспределитель насыщает воздух парами масла,
обеспечив-Ж-«»ак.у и сохранность всех пневмомеханизмов.
' 73
Рис. 56. Гидрокинематическая схема суперфинишного полуавтомата мод. ЛЗ-111
Подвод, прижим и отвод инструментальных шпинделей 9 про-
изводится гидроцилиндрами 10. Масло к ним поступает от лопастного
насоса Н7 типа Г12-41Б с подачей 3 л/и»н через напорный клапан
КН6 и распределитель Р5.
Система распределителей РЗ обеспечивает взаимодействие пнев-
моцилиндров Ц1 и Ц2: инструментальные головки входят в желоб
обрабатываемого кольца после полной остановки бабки изделия
в переднем положении и, наоборот, отвод бабки изделия происхо-
дит только после вывода доводки ков.
Рабочая зона станка мод. ЛЗ-111 закрыта разборным огражде-
нием, передняя часть которого выполнена в виде трех створок из
оргстекла.
Суперфинишные головки общего назначения. Специальные су-
перфинишные станки экономически нецелесообразно применять при
единичном и мелкосерийном производстве. Низкую шероховатость
при обработке цилиндрических и конических поверхностей в гаком
случае можно получить суперфинишированием деталей специаль-
. ными головками. Суперфинишные головки могут монтироваться на
токарные или карусельные станки и позволяют воспроизводить про-
цесс суперфиниширования.
Технические характеристики суперфинишных головок
Мод. СФГ-100 Мод. СФГ-300
Диаметр обрабатываемой детали, мм . .
Число инструментальных головок . . .
Число колебаний бруска, дв. ход/мин . .
Ход бруска, мм.........................
Прижим инструментальных брусков . .
Сила прижима, Н........................
Мощность электродвигателя привода осцил
лирования, кВт............................
Масса станка, кг.......................
5—100 100—300
1—2 1—4
1400
3
Пружинный Гидравлический
0—1000 0—1500
0,18 0,4
, 95 175
. Как видно из технической характеристики, суперфинишной го-
ловкой СФГ-100 можно обрабатывать одновременно две поверхно-
сти. Ее устанавливают на токарно-винторезных станках мод. 1К62
(рис. 57). Монтаж начинается с установки на поперечном суппорте
станка 1 центрирующего пальца 4, на который устанавливают крон-
штейн 7 с инструментальной головкой 5 и механизмом осциллирова-
ния 8. Электрооборудование размещено в электрошкафу 10. Смазоч-
но-охлаждающая жидкость от индивидуальной или от общей систе-
мы охлаждения токарного станка подводится в зону резания по
шлангу 9 к соплу 6, а из поддона 3 отводится по шлангу 2.
Основным элементом суперфинишной головки является инстру-
ментальная головка (рис. 58), которая представляет собой цилиндри-
ческую скалку 2 с закрепленной на ней инструментальной держав-
кой 1. Сила прижима брусков на державке создается за счет сжатия
пружины 3 при подводе державки к обрабатываемой поверхности.
77
Величина силы будет видна на шкале 7 по указателю 6. Весь этот
механизм работает в корпусе 4, который по направляющим 5 со-
вершает колебательные движения за счет механизма осциллирова-
НИЯ.
Механизм осциллирования суперфинишной головки СФГ-100
принципиально не отличается от такого же механизма станка мод.
3870Б (см. рис. 48). Так как в суперфинишной головке нецелесообраз-
Рис. 57. Схема установки суперфинишной
головки СФГ-100 на токарно-винторезном
станке мод. 1К62
но применять гидропривод, в ней вместо гидромотора использован
электродвигатель. Обрабатываемую деталь устанавливают в цент-
рах или патроне токарного станка. Вращение патрону передается
от передней бабки (направление вращения — обратное точению).
Включается механизм осциллирования, после чего обратным пере-
мещением поперечного суппорта инструментальная головка подво-
дится к обрабатываемой поверхности. Силу прижима абразивных
брусков контролируют по шкале. Процесс осуществляется при
обильной подаче смазочно-охлаждающей жидкости.
При обработке длинных поверхностей суперфинишной головке
сообщается медленная продольная подача, а при необходимости
такие перемещения повторяются.
73
7
2 3
4
Рис. 58. Инструментальная головка
Для обработки конических поверхностей головка разворачивает-
ся на соответствующий угол. По окончании обработки сначала от
детали отводится суперфинишная головка, затем останавливается
деталь и выключается механизм осциллирования.
3. СУЩНОСТЬ ПРОЦЕССА ХОНИНГОВАНИЯ
Процесс хонингования во многом схож с процессом суперфиниши-
рования. Здесь съем металла осуществляется за счет суммарного
микрорезания сотен тысяч абразивных зерен при прижатии абра-
зивных (или алмазных) брусков к обрабатываемой поверхности.
Хонингование применяется главным образом для финишной обра-
ботки внутренних поверхностей (отверстий диаметром 5—1300 мм) и
отличается от суперфиниширования, прежде всего, большим числом
одновременно работающих абразивных инструментов (30—50 брус-
ков вместо двух-трех при суперфинишировании).
Из других особенностей процесса наиболее важные малая ско-
рость и малые глубины резания, незначительные давления брусков
на поверхность и низкие температуры в зоне обработки, обилие
смазочно-охлаждающей жидкости и самоцентрирование хонинго-
вальной головки.
На рис. 59 изображена схема хонингования отверстия на верти-
кально-хонинговальном станке. Скорость резания v здесь определя-
ется как геометрическая сумма скорости вращения хона пок и ско-
рости его возвратно-поступательного движения s (продольной пода-
чи): о = JAiqk + «• Радиальная подача t, равная для всех инстру-
ментальных брусков, зависит от радиальной силы, создаваемой ме-
ханизмом разжима брусков. Процесс ведут при больших количест-
вах сказочно охлаждающей жидкости, что с учетом особенностей
хонингования позволяет получить качественный поверхностный
слой, ликвидировав дефекты шлифования как предшествующей опе-
рации. В процессе хонингования обрабатываемая поверхность по-
крывается мельчайшей сеткой царапин в результате срезания вы-
ступов исходной шероховатости. При этом уничтожаются неровно-
сти и погрешности поверхности; точность размеров достигается
77
в пределах 5—6 квалитетов; отклонение от цилиндричности 3—
5 мкм, шероховатость Ra — 0,16 0,04 мкм.
Исправление геометрии отверстия при хонинговании основывает-
ся на том, что при равной радиальной подаче всех брусков они ис-
пытывают различное давление в зонах наименьшего и наибольшего
диаметра отверстая. Увеличение давления брусков на поверхность
в зоне наименьшего диаметра вызывает более сильное режущее дей-
ствие, а следовательно, и больший съем металла,
чем в зоне наибольшего диаметра. Такое явле-
ние будет иметь место до полного устранения
погрешности геометрической формы отверстия
и выравнивания при этом давления всех бру-
сков.
Свойство самоцентрирования хона позво-
ляет обрабатывать отверстия с очень малыми
припусками (2—3 мкм). В зависимости от вели-
чины припуска хонингование делится на раз-
мерное и отделочное. Отделочное хонингова-
ние применяют только для снижения шерохо-
ватости поверхности и проводят за одну опе-
рацию.
Размерное хонингование преследует цель—
исправление погрешности предшествующей опе-
рации и в зависимости от требований к точно-
сти размера обработанного отверстия, погреш-
ности его геометрической формы и шерохова-
тости поверхности может делиться на две или
три последовательно выполняемые операции.
Припуск при этом может быть равен 0,005—
0,15 мм. Достигаемая точность и шерохова-
тость поверхности при различных видах хонин-
гования даны в табл. 6.
Характеристики брусков выбирают в зависимости от рода и свой-
ств обрабатываемого материала, требуемого параметра шероховато-
сти обработанной поверхности и условий хонингования. Общие тре-
бования сводятся к следующему. С’увеличением зернистости и дав-
ления брусков съем металла увеличивается. Чем выше требования к
параметру шероховатости поверхности, тем мельче должна быть
зернистость брусков. С увеличением зернистости твердость брусков
должна выбираться выше.
В последнее время широко применяют алмазное хонингование.
Стойкость алмазных брусков в 100—200 раз превышает стойкость
абразивных, что даже при увеличенной стоимости обеспечивает вы-
сокую экономическую эффективность применения алмазного хонин-
гования.
Хонинговальный вертикальные полуавтомат мод. ЗН84. Хонин-
говальные станки выпускаются одношпиндельными и многошпин-
дельными, е вертикальным и горизонтальным расположением шпин-
Рис. 5&. Схема
хонингования от-
верстий:
/ — шпиндель стан-
ка; 2—стержень го-
ловки; 3 — корпус го-
ловки; 4 — обраба-
тываемая' деталь;
5 — бруски
78
Показателя врвчесса Хонингования
Таблица 6
Хонингование Квалитет Ra, мкм Съем при- пуска на диаметр, мм Деление общего припуска по опе- рациям, %
Однократное 8-11 1,25—2,5 0,03—0,12
Двукратное:
предварительное — — 0,035—0,065 70—80
окончательное 5—6 0,16—0,63 0 01—0,015 20—30
Трехкратное:
предварительное — — 0,03—0,055 50—70
получистовое — — 0,01—0,015 25—Зо
окончательное 5—6 0,16—0,63 G,005—0.01 5—15
целей, универсальные и специальные. Отечественные универсаль-
ные вертикальные хонинговальные станки по своим технологическим
возможностям позволяют обрабатывать отверстия диаметрами
8—500 мм и глубиной 200—2000 мм.
Хонинговальный вертикальный полуавтомат мод. ЗН84 являет-
ся представителем группы хонинговальных станков, охватываю-
щих размеры обрабатываемых отверстий 200—500 мм. Детали могут
быть чугунные и стальные (с термообработкой или без нее).
Техническая характеристика станка мод. ЗН84
Диаметр обрабатываемого отверстия, мм:
наибольший............................................... 200
наименьший.................................................. W
Длина хода шпиндельной головки, мм....................... 1250
Вылет шпинделя, мм.......................................... 360
Частота вращения шпинделя, об/мин...................... 63—315
Скорость движения шпиндельной головки, м/мин .... 0—20
Масса станка, кг.......................................... - 7500
Станок мод. ЗН84 (рис. 60) работает по принципу совмещения
двух движений головки: вращательного и возвратно-поступатель-
ного.
Основные механизмы станка смонтированы на фундаментной пли-
те 2 и колонне 6. На плите располагается электродвигатель насос-
ной установки 11 и насосная установка для подачи смазочно-охлаж-
дающей жидкости 14. В связи с этим внутренняя полость фунда-
ментной плиты разделена перегородкой и представляет собой два
резервуара. На колонне монтируют коробку скоростей 9, а по ци-
линдрическим скалкам, установленным вдоль колонны станка, пере-
мещается шпиндельная головка 7. Ее привод осуществляется плун-
79
жерным механизмом 10. Внутри колонны размещена вся гидроаппа-
ратура: механизм управления гидроприводом 5, пульт управления
4 и гидропанель 3. На шпиндельной головке смонтирован механизм
разжима брусков хона 8. Стол / может быть выведен из зоны обра-
ботки по. направляющим плиты станка. На столе устанавливается
необходимое приспособление.
Смазочно-охлаждающая жидкость очищается от отходов с по-
мощью магнитного сепаратора 13. Теплообменник 15 позволяет ох-
Рис. 60. Хонинговальный вертикальный одношпиндельный станок мод. ЗН84
80
Рис. 61. Кинематическая схема станка мод. ЗН84
лаждать масло в гидроприводе и смазочно-охлаждающую жидкость.
Специальным автоматическим регулятором обеспечивается подача
воды в змеевики, установленные в обоих резервуарах. Диапазоны
настройки температуры 3°—40° С.
Управление станком может осуществляться и с выносного пуль-
та 12.
81
На рис. 61 приведена кинематическая схема станка мод. ЗН84.
Главное движение — вращение хона достигается передачей вра-
щения от электродвигателя (вал /) через систему подвижных и не-
подвижных зубчатых колес к валу VI коробки скоростей. Этот вал
муфтой соединен с ходовым валом VIa, который позволяет переда-
вать вращение шпинделю VIII в любом положении шпиндельной
головки при ее движении.
Рис. 62. Коробка скоростей хонинговального станка мод. ЗН84
Частоту вращения шпинделя можно подсчитать, рассчитав соот-
ветствующие кинематические цепи:
, , , п / 40
/гш1п = 1440
nmax = 1440 f—
max 50
30 24
60 38
30 27
60 ~35
25
45
32
37
28 \ { 33 41 \ с„ ,,
---- 11 ........ ... 1 — qq ОО/МИН >
56 Д 41 52 /
33 41 \ о i с ,
----------=315 об/мин.
41 52 )
47
37
Шпиндельная головка через реечную передачу и промежуточны^1
вал IX соединена с механизмом управления. На валу X установлен
диск с кулачками управления циклом хонингования. Зубчатое ко-
лесо на валу XI необходимо для управления двухпозиционным
краном гидропривода.
Рассмотрим устройство основных механизмов хонинговального
станка мод. ЗН84, на рис. 62 приведена его коробка скоростей. Она
смонтирована в отдельном корпусе на колонне станка. Пять шлице-
вых валов вращаются на шариковых подшипниках качения. От
электродвигателя на первое зубчатое колесо коробки скоростей 2
вращение передается через зубчатую муфту 1, На первом шлицевом
82
валу коробки скоростей установлена 'многодисковая фрикционная
муфта 3, обеспечивающая плавное включение вращения шпинделя
и предохраняющая станок от перегрузок (даскимуфты проскаль-
зывают при увеличении нагрузки на хон выше данустимой).
Два подвижных блока зубчатых колес 5 и 8 по валам перемеща-
ются с помощью вилок переключения и позволяют получить на пред-
последнем валу коробки скоростей четыре различные частоты вра-
щения. Колесо 6 может находиться в одном из трех положений:
верхнее и нижнее крайние положения позволяют получить восемь
различных частот вращения выходного вала; среднее, нейтральное
Рис. 63. Шпиндельная головка станка мод. ЗН84
положение зубчатого колеса 6 необходимо для наладочного цикла
когда шпиндельная головка отсоединена от коробки скоростей.
Переключение зубчатых колес осуществляется гидроприводом, для
чего достаточно повернуть на пульте рукоятку барабана управле-
ния коробкой скоростей и нажать кнопку «Переключение скоростей».
Смазка всех подшипников, зубчатых колес и дисков фрикцион-
ной муфты осуществляется от плунжерного насоса. Масло подается
в точки смазки через штуцеры 7. Работу насоса и уровень масла
контролируют через смотровое стекло 4, ниже которого расположе-
на маслоспускная пробка.
Шпиндельная головка (рис. 63) одновременно с вращением пере-
дает возвратно-поступательное движение шпинделю станка. Она
представляет собой жесткую литую коробку с тремя валами, кото-
рая перемещается вдоль приводного вала 4 по круглым скалкам.
Скалки установлены параллельно приводному валу на колонне стан-
ка. Приводной вал вращается в опорах качения, смонтированных
83
в кронштейнах 3 и 7. Кронштейны также укреплены на колонне.
Приводное зубчатое колесо 5 установлено на бронзовой гильзе 6,
которая перемещается по шлицевой части вала. Зубчатое колесо 2
является паразитным. Частота вращения шпинделя будет меняться
пропорционально отношению числа зубьев колес 1 и 5. Смазка зуб-
чатых колес и подшипников шпиндельной головки—консистент-
ная ручная, а шлицев приводного вала — жидкостная от насоса.
Две пары роликов, с помощью которых шпиндельная головка
контактирует с круглыми скалками при своем вертикальном пере-
мещении, устроены таким образом, что позволяют легко настраи-
вать правильность прилегания их к цилиндрической поверхности
скалок. Поворотом эксцентриковых осей ролики перемещаются
в вертикальной плоскости, проходящей через оси скалок, при этом
они выбирают зазор между скалками. В горизонтальной плоскости
ролики при необходимости могут быть сдвинуты поджимом винтов
с необходимой стороны (с ослаблением таких же винтов с противо-
положной стороны).
На рис. 64 показан механизм разжима хона. Механизм разжима
брусков установлен на крышке шпиндельной головки. Он представ-
ляет собой сдвоенный цилиндр с большим 1 и меньшим поршнем, рас-
положенным выше первого. В эти цилиндры масло подается с раз-
личным давлением. При хонингований притертыми брусками масло
84
подается в оба цилиндра, создавая необходимое радиальное давле-
ние на обрабатываемую поверхность. Если установлены новые брус-
ки, масло под давлением поступает лишь в малый цилиндр, создавая
меньшую силу разжима брусков.
Шток 2 при своем движении вниз передвигает промежуточную
ось 3, а она нажимает на толкатель хона Рейка 4 поворачивает зуб-
чатое колесо 5, а через него — ротор датчика 7, указывающего из-
нос брусков. С противоположного торца датчика в коробке 6 уста-
новлены два кулачка. Один из них предотвращает включение станка,
если бруски не сжаты, второй — в случае, если износ брусков выше
допустимого.
Механизм управления (рис. 65) получает необходимые движения
от рейки 1, укрепленной на шпиндельной головке. При ее переме-
щении через промежуточный вал 18 и блок зубчатых колес вращает-
ся диск 17 с лимбом. В круговом пазу диска расположены кулачки
управления 2, 3, 4, 6. Полный цикл хонингования (работы механиз-
ма) состоит из нескольких этапов.
1. Медленный ввод невращающегося инструмента в обрабаты-
ваемое отверстие осуществляется нажатием кнопки «Цикл» на пуль-
те управления.
2. Включение вращения шпинделя, разжим брусков хона, пере=~
ход на рабочую скорость возвратно-поступательного движения и
включение насоса охлаждения осуществляется автоматически на-
жатием кулачка 2 на ролик путевого выключателя 5.
3. Возвратно-поступательное движение головки осуществляется
автоматически с величиной хода, определяемой положением кулач-
ков 6 и 3. При этом происходит основной съем металла и выхажива-
ние без разжима брусков.
4. Сжатие брусков хона, выключение вращения, вывод инст-
румента из детали и отключение подачи смазочно-охлаждающей
жидкости происходит автоматически при нажиме кулачком 2 на
второй ролик выключателя 5.
5. Остановка шпиндельной головки в верхнем положении осу-
ществляется нажатием кулачком 4 ролика конечного выключателя 7.
Механизм управления дает возможность хонинговать отверстия
методом коротких ходов хона (так называемых задержек инстру-
мента в месте наименьшего диаметра отверстия). Величина такого
хода составляет чуть больше 30 мм.
Для осуществления задержки необходимо нажать на пульте уп-
равления кнопку «Короткие ходы». При этом шток 19 гидроцилиндра
продвинется вперед и вилка 13 прижмет ступицу 14 с текстолитовым
диском 15 к кулачковому диску. За счет силы трения зубчатый диск
16 вращается вместе с кулачковым диском и передает вращение зуб-
чатому колесу 12, которое повернет валик 11 управления двухпо-
зиционным краном. Этот кран и будет обеспечивать подачу масла
в соответствующие полости цилиндра продольных ходов головки.
Задержка хона немедленно превратится в нормальный цикл, как
только будет отпущена кнопка «Короткие ходы». Шток 19 отойдет,
85
Рис. 65. Механизм управления станка мод. ЙН84
пружина отожмет вилку 13, зубчатое колесо 12 притормозится тор-
мозом 10 и диск 15 отойдет. Рукоятка 9 позволяет осуществлять ре-
верс шпиндельной головки вручную. Весь механизм управления
смонтирован в корпусе 8 на колонне хонинговального станка.
Гидропривод станка мод. ЗН84 (рис. 66) позволяет осуществить:
а) возвратно-поступательное движение шпиндельной головки с бес-
ступенчатым регулированием скорости от 0 до 20 м/мин; б) короткие
ходы хона в любом месте по длине отверстия; в) разжим брусков
в хоне; г) перемещение подвижных блоков зубчатых колес в ко-
робке скоростей; д) перемещение стола и зажим детали.
Насосная установка гидропривода представляет собой сдвоен-
ный насос 8Г12-14А с подачей 8 и 50 л/м.
Гидросистема включает в себя: десять распределителей с управ-
лением от электромагнитов типа БГ73-51 и один 5Г73-51, дроссель
с регулятором и предохранительным клапаном Г55-14, обратный кла-
пан Г51-24, распределитель с гидроуправлением ЗГ72-14, дроссель
с регулятором Г55-21, напорный золотник с обратным клапаном
БГ66-25, три редукционных клапана ПГ57-12, распределитель типа
Г72-13, предохранительный клапан ПГ52-12, дроссель с регулято-
ром Г55-23 и цилиндрово-плунжерную группу Ц20 (см. рис. 64).
Цикл работы станка начинается с замедленного движения шпин*~
дельной головки, при котором осуществляют ввод хона в обрабаты-
ваемое отверстие. Для этого включается распределитель Р5 и от
насоса Н32 с подачей 8 л/мин масло поступает в верхний, неподвиж-
но закрепленный плунжер цилиндровой группы. При этом подвиж-
ный цилиндр, с которым соединена шпиндельная головка, начинает
перемещаться вниз. После ввода хода в отверстие дается команда на
отключение распределителя Р5 и включение распределителя Р4.
При этом поток от основного насоса H3I в объеме 50 л/мин через
дроссель Др21, обратный клапан КО27 и распределитель Р28 посту-
пает в ту же полость. Головка перемещается дальше вниз уже с ра-
бочей скоростью, величина которой настраивается дросселем Др21.
НаЧя&жией полости цилиндрово-плунжерной группы Ц20 масло
проходит через подпорный клапан КП30 и распределитель Р28
на слив
В конце хода шпиндельной головки вниз кулачок в механизме
управления повернет распределитель РЗ в другое положение, в ре-
зультате чего давлением масла распределитель Р28 переместится
в левое крайнее положение. При этом масло от насоса Н31 поступит
одновременно в обе полости цилиндрово-плунжерной группы. Так
как площадь подвижного цилиндра в два раза больше площади верх-
него неподвижного плунжера, шпиндельная головка будет пере-
мещаться вверх, причем скорость движения ее будет такой же, как
и вниз
Разжим брусков при их приработке осуществляется подачей мас-
ла от насоса Н32 через включенный распределитель Р15 и распре-
делитель Р17 к редукционному клапану КР16 и далее через обрат-
ный клапан в верхнюю полость цилиндра Ц7 разжима брусков.
87
Рис. 66. Гидравлическая схема хонинговального станка мод. ЗН84
При включении распределителя Р17 масло»поступает к редукцион-
ному клапану КР24, настроенному на высокое [(8—10) 10б Па] дав-
ление разжима; с повышенным давлением масло поступает в ту же
полость цилиндра Ц7, обеспечивая рабочий разжим брусков.
Если возникает необходимость дать задержку хону на каком-
либо участке обрабатываемого отверстия, включают режим «Ко-
роткие ходы». При этом включается распределитель Р6 и масло
поступает одновременно в поршневую полость цилиндра Ц2 и в
левую полость распределителя РГ1. Цилиндр Ц2 обеспечивает ко-
роткие ходы через механизм управления, а распределитель РГ1
позволяет части масла сливаться из цилиндрово-плунжерной груп-
пы через дроссель с регулятором ДрРЮ. Короткие ходы реверси-
руются распределителем РЗ. Магистраль, связывающая левую по-
лость распределителя Р28 с дросселем (с регулятором) Др22, соеди-
няется со сливом через проточки распределителя Р13 и распредели-
теля РЗ.
В конце цикла, как правило, ведут обработку без разжима брус-
ков (выхаживание). Для этого включается распределитель Р12,
запирающий выход масла из нижней полости цилиндра разжима Ц7,
благодаря чему разжим брусков прекращается. Когда цикл за-
кончен и подается команда на отключение станка (от реле времени
или оператора), включается распределитель Р13. Масло из левой
полости распределителя Р28 сольется, распределитель переключит-
ся, и шпиндельная головка пойдет вверх с малой скоростью, так
как включен распределитель Р5 и отключен распределитель Р4.
Кулачок на лимбе механизма управления выключит кроме четвер-
того распределители Р12, Р15, и Р25, в результате чего бруски хона
сжимаются, фрикционная муфта коробки скоростей отключается и
включается тормоз шпинделя станка. Переключение подвижных
блоков зубчатых колес в коробке скоростей осуществляется ци-
линдром Ц18 и двумя цилиндрами Ц19. Цилиндры связаны с из-
бирательным барабаном Б26, положение которого подготавливает
соединения необходимых полостей со сливом или нагнетанием.
' При остановленном станке барабан поворачивают в требуемое
положение и нажимают кнопку «Переключение скоростей». При
этом включаются распределители Р12, PH, Р14, Р15; внутренняя
полость барабана соединяется с нагнетательной магистралью; ци-
линдры Ц18 и Ц19 перемещаются, устанавливая подвижные блоки
зубчатых колес в соответствующие положения.
Перемещение стола осуществляется при подаче масла от насоса
Н32 через распределитель Р34, от положения которого зависит одно
из двух положений стола: «Загрузка» и «Работа». Настройка редук-
ционных клапанов на определенное давление ведется с панели П29.
Хонингование на станке мод. ЗН84 можно вести с прибором ак-
тивного контроля или с управлением от реле времени.
89
4. ЛЕНТОЧНОЕ ОТДЕЛОЧНОЕ ШЛИФОВАНИЕ
И ПОЛИРОВАНИЕ
Рис. 67. Схема
ленточного шли-
фования
Особенности ленточного шлифования и полирования. Обработка аб-
разивными и алмазными лентами относится к прогрессивным высо-
копроизводительным процессам. Сущность ее заключается в том,
что бесконечная лента 1 (рис. 67) с нанесенным на ее поверхность
слоем абразивного (или алмазного) порошка 2 натягивается между
двумя шкивами 5. Один из этих шкивов получает вращение от элект-
родвигателя, при этом шлифовальная лента
движется со скоростью резания цл. Обраба-
тываемая деталь 3 в зависимости от конфигу-
рации и размеров получает различные движе-
ния подачи: вращение со скоростью паз, ко-
лебательное движение со скоростью s или
совмещение этих движений с продольной -по-
дачей детали. В месте контакта с деталью
лента поддерживается специальными контакт-
ными роликами 4 (или копиром). Ленточное
отделочное шлифование и полирование ши-
роко применяют при обработке деталей
больших размеров (валки прокатных станов
и бумагоделательных машин) или деталей с
криволинейной поверхностью (лопатки тур-
бин, лопасти винтов и т. п.).
Эти процессы обладают существенными
преимуществами по сравнению с обработкой
кругами: большая рабочая поверхность и боль-
шое число режущих зерен дает возможность
увеличить производительность процесса в от-
дельных случаях в 20 раз; схема техноло-
гического процесса позволяет работать со скоростями резания свыше
100 м/с; высокая эластичность и упругость ленты допускает обра-
ботку сложных криволинейных поверхностей; меньшая величина
сил резания (более чем в 2 раза), а также улучшение процесса теп-
лового обмена при резании и медленное затупление абразивных зе-
рен способствуют повышению качества поверхностного слоя; про-
стота технологического процесса ленточного шлифования и полиро-
вания не требует рабочих высокой квалификации и снижает стои-
мость операции в 4—5 раз по сравнению с обработкой кругами.
Зернистость применяемой ленты определяется параметром шеро-
ховатости обработанной поверхности. Так, для достижения шеро-
ховатости Ra — 1,254-0,63 мкм необходима лента зернистостью
50—25, для Ra = 0,32 4- 0,16 мкм — зернистостью 16—4, а для
Ra = 0,16 4-0,04 мм применяют ленты из микрошлифпорошков зер-
нистостью М28—М7. В зависимости от размеров обрабатываемых
деталей и конструкции ленточно-шлифовальных станков используют
ленты шириной 10—3000 мм и длиной 500—7000 мм.
90
Основное требование к бесконечной абразивной ленте заключает-
ся в том, что ее необходимо склеивать так,-- чтобы толщина в месте
склейки не превышала толщину в любом другом сечении. Такое же
требование относится и к прочности ленты. ?...
Большое влияние на шероховатость и производительность лен-
точного шлифования и полирования оказывают конструкция и мате-
риал контактных роликов. Их изготовляют обычно из алюминия или
стали с ободом из войлока, кожи, текстолита, резины или пластмас-
сы. При применении резиновых или войлочных роликов площадь
контакта ленты с деталью больше, давление на абразивное зерно по-
лучается меньше, что приводит к повышению стойкости ленты и
снижению параметра шероховатости. В некоторых случаях приме-
няют пневматические контактные ролики. С увеличением диаметра
контактного ролика, так же как и с увеличением скорости ленты,
давление на зерно и шероховатость обработанной поверхности умень-
шаются.
Станки для ленточного отделочного шлифования и полирования
делятся на две главные группы: универсальные и специальные.
Ленточно-шлифовальный станок мод. XIH-185M. Ленточно-
шлифовальный станок мод. XIII-185M относится к станкам, рабдь.
тающим по методу шлифования широкой абразивной лентой. Ста-
нок предназначен для обработки вогнутой поверхности лопатки
турбины в условиях массового производства. Цикл работы станка
может быть полуавтоматическим или с ручной подачей. Кинемати-
ческая схема станка мод. XIII-185M приведена на рис. 68. Здесь
четко можно выделить все кинематические цепи необходимых
движений.
Движение абразивной ленты (главное движение) осуществляет-
ся от электродвигателя Ml мощностью 10 кВт через систему ремен-
ных передач и далее с помощью приводного шкива 8. Лента кроме ве-
дущего охватывает шкивы 6 и 10 и копир 4. Натяжение ленты обес-
печивается гидроцилиндром Ц1, отклоняющим ведущий шкив (ско-
рость резания 8—28 м/с).
• Перемещение обрабатываемой поверхности детали относительно
абразивной ленты (движение подачи) — необычное. Деталь должна,
перемещаясь поворачиваться вокруг копира так, чтобы ось копира
все время оставалась перпендикулярна криволинейной поверхности
обработки. Такое движение (обката) деталь 2, закрепленная в спе-
циальном приспособлении, установленном на столе /, получает от
двухскоростного электродвигателя М3. От него вращение пере-
дается через двухступенчатую ременную и червячную передачи на
кривошипно-шатунный механизм. С помощью этого механизма зуб-
чатое колесо г = 80 приспособления совершает поворот на опреде-
ленный угол. Но так как это зубчатое колесо находится в зацепле-
нии с неподвижной рейкой 3, установленной горизонтально, то по-
ворот колеса г = 80 совершается при его перекате по рейке; в ре-
зультате обрабатываемая деталь 2 будет совершать поступательное
перемещение с одновременным поворотом.
г 91’
Вертикальное перемещение копира (глубина резания) происхо-
дит при горизонтальном перемещении ползуна 5, с наклонной плос-
костью которого контактирует ролик копира. Вертикальное пере-
мещение копира 4 может быть автоматическим рабочим; ручным
рабочим; ускоренным вспомогательным.
Автоматическую рабочую подачу копир 4 получит по кинемати-
ческой цепи: электродвигатель М2, червячная передача 1/45, смен-
ные зубчатые колеса, червячная передача 1/45, кулачок 12 и рычаж-
ный механизм. Он переместит гайку вместе с винтом в горизонталь-
ном направлении, а следовательно, и ползун 5. Сменные зубчатые
колеса позволяют получить различные вертикальные подачи копи-
Рис. 68. Кинематическая схема ленточно-шлифовального станка мод. ХШИ85М
92
ра для обработки деталей из разных -материалов. Ручную подачу
осуществляют от маховика 9 через конические зубчатые колеса, кар-
данную передачу и червячную передачу 2/28. Червячное колесо объ-
единено с гайкой, которая переместит при своем повороте винт и пол-
зун 5 в горизонтальном направлении. Копир 4 при этом переместит-
ся вертикально.
Ускоренное перемещение копира (отвод, подвод) вместе с лен-
той 7 осуществляется пневмоцилиндром Ц2 с гидравлическими демп-
ферами 11.
Управление циклом работы станка XIII-185M производится
с помощью барабана 14, упоры которого включают или отключают
переключатели 13. После основного съема металла вертикальная
подача отключается и идет процесс выхаживания (шлифования без
подачи на глубину). Затем пневмоцилиндром Ц2 копир с лентой
ускоренно отводятся от детали. Цикл закончен. Обработку произ-
водят с охлаждением. Для снижения трения ленты о копир через от-
верстия в нем подают воздух под давлением, создавая воздушную
подушку.
Полировально-шлифовальный станок мод. ЗБ853. Станок мод.
ЗБ853 предназначен для зачистки, шлифования и декоративного по-
лирования поверхностей металлических, пластмассовых деталей, а
также деталей из стекла, дерева и прочих материалов. На станке
можно обрабатывать как цилиндрические внутренние и наружные,
так плоские и криволинейные поверхности.
Ленточное шлифование выполняют на роликах различных про-
филей и на свободном участке ленты. Полирование ведут различ-
ными кругами или мелкозернистой бесконечной лентой.
Техническая характеристика станка мод. ЗБ853
Наибольший диаметр полировального круга, мм .... 315
Наибольший диаметр контактного ролика, мм............... 315
Наибольшая ширина ленты или круга, мм................... 70
Частота вращения шпинделя, об/мин....................... 1000—4000
Регулирование частоты вращения шпинделя..............Бесступенчатое
• Мощность электродвигателя, кВт.............................. 26/30
Масса станка, кг.............................................. 600
Станок (рис.’69) состоит из: станины 11, полировальных бабок 4 и
7, механизма измерения числа оборотов шпинделей 6, механизма
10 натяжения ленты, подручника для работы с кругом 2, подручни-
ка для ленты 12, двух кожухов 1 и 9, пульта управления 5, шлифо-
вального (или полировального) круга 3, контактного ролика 8, тум-
бы 13 и двух электродвигателей 14.
На рис. 70 приведена кинематическая схема станка мод. ЗБ853.
На шпинделе /// укреплен полировальный круг 5, а на шпинделе
IV — ведущий контактный ролик 22 для абразивной ленты 23.
Вращение шпинделям передается от двухскоростных электродвига-
телей 24 через клиноременные вариаторы 1, которые плавно меняют
частоту вращения шпинделей от 1000 до 4000 об/мин. Натяжение
»3
ремня & осуществляется пружиной, которая поджимает подвижные
конические диски на валах /и //. Перемещение подвижного диска
достигается механизмом, в котором при вращении маховика 2
поворачивается коническое колесо 4, связанное с винтом 3, а затем
рычаг 6, поворачивающийся вокруг оси 7.
Натяжение абразивной ленты осуществляется роликом 14 при
действии на него пружины 17 через пиноль 16. Усилие пружины
регулируют пинолью 18, связанной с винтом VI. Вращение-на винт
VI передается от маховичка 20 через коническую передачу 19—21.
Рис. 69. Полировально-шлифовальный станок мод. ЗБ853
Натяжной ролик 14 смонтирован на оси VII вилки 13. Вилка по-
стоянно прижата к сферическому концу винта VIII При повороте
маховика 10 через коническую пару 9—11 и резьбовую пару 12
происходит смещение конца относительно шарнира 15. Таким пере-
мещением натяжного ролика предотвращают сбегание ленты в сто-
рону.
Полировально-шлифовальный станок смонтирован на станине
коробчатой формы, в верхней части которой размещены полироваль-
ные бабки, а в нижней — фланцевые электродвигатели. В станине
имеется окно для монтажа вариаторов и ниша для размещения пуль-
та управления. Вариатор состоит из ведущей и ведомой пар кони-
ческих дисков. Первые установлены на валах электродвигателей,
вторые — на внутренних концах шпинделей (перемещение дисков
описано выше).
94
Полировальная бабка — это швивдеяь, установленный на ра-
диально-упорных подшипниках ® чугувввм корпусе. На этом, же
корпусе смонтирован рычаг управления варюцрром- Полироваль-
ный круг и контактный ролик укреплены ва наружных концах
шпинделей.
• Механизм для измерения чисел оборотов шпинделя представляет
собой тахометр и два валика с резиновыми дисками, закрепленными
на внутренних концах шпинделей. На ось тахометра также насажен
валик с резиновым диском. При отклонении его влево он соприкаса-
ется с диском левого шпинделя и указывает частоту его вращения,
при отклонении вправо — правого
Механизм натяжения ленты состоит из трубы, пиноли, вилки е
натяжным роликом и нескольких кронштейнов для крепления си-
стемы винтовых пар и шарниров. Пружина 17 в этом механизме вы-
полняет роль буфера и обеспечивает натяжение ленты при увеличе-
нии ее длины. В нормальном положении механизм натяжения уста-
навливают под углом 60° к горизонту, однако он может меняться
от 0 до 90°.
Подручники необходимы для установки детали при полировании.
Подручник для круга состоит из хомутика, на котором установлен
№
поворотный в двух плоскостях столик с Т-образными пазами. Под-
ручник для ленты аналогичной конструкции и имеет возможность
поворачиваться вокруг оси шпинделя. Кожухи выполняют свар-
ными и укрепляют к подручникам. Снизу у них есть патрубки для
подключения к вентиляционной системе.
Станок мод. ЗБ853 поставляется с приспособлениями для склеи-
вания ленты и подрезки кругов. За отдельную плату поставляются
гибкие валы для полирования отверстий.
ГЛАВА ЧЕТВЕРТАЯ
ОТДЕЛОЧНЫЕ СТАНКИ ДЛЯ ОБРАБОТКИ
ПОВЕРХНОСТЕЙ СВОБОДНЫМ АБРАЗИВОМ
1. СУЩНОСТЬ ПРОЦЕССА ДОВОДКИ-ПРИТИРКИ
Абразивная доводочно-притирочная обработка является основным,
наиболее часто применяющимся видом отделочной обработки свобод-
ным абразивом как плоских поверхностей, так и цилиндрических
наружных и внутренних. Физическая сущность обработки поверх-
ностей свободным абразивом принципиально отличается от физичес-
кой сущности отделочных процессов, основанных на применении
связанного абразива (тонкое шлифование, суперфиниш и т.п.).
Доводкой-притиркой называется процесс финишной обработ-
ки, при котором съем металла с обрабатываемой поверхности осу-
ществляется в основном абразивными (или алмазными) зернами,
временно закрепленными или находящимися в свободном состоя-
нии в зоне резания. На рис. 71 приведены схемы притирки поверхно-
стей. Инструментом при доводке является притир 4, которому со-
общается вращение с определенной частотой, обеспечивающей не-
обходимую скорость резания V. На поверхность притира наносят
пасту или суспензию, представляющую собой смесь абразивного или
алмазного порошка малой зернистости с различными компонентами,
выполняющими одновременно роль связки и СОЖ. Движение по-
дачи s сообщается обрабатываемой детали 1. Оно может быть воз-
вратно-поступательным, колебательным или со сложной траекторией,
однако всегда в плоскости, параллельной плоскости движения при-
тира. Съем металла осуществляется абразивными зернами 2, вдав-
ленными (шаржированными) в поверхность притира 4 или свободно
перекатывающимися. Необходимая сила резания создается давле-
нием р на обрабатываемую деталь. Давление будет определять глу-
бину резания t. Возникающая при этом сила трения при одновремен-
ном действии жидкой фазы с химически активными добавками 3
создает размягченный слой металла, срезаемый затем абразивными
зернами (или в отдельных случаях выступами притира). Стружка
выносится из зоны резания вместе с абразивными зернами.
96
В зависимости от способа нанесения и удержания абразивного
материала в процессе резания различают несколько схем доводки по-
верхностей. Доводку при непрерывной подаче суспензии (рис.71, а)
производят смесью с малой концентрацией режущих зерен. Этот
метод обеспечивает высокую производительность процесса, но бо-
лее низкую точность и шероховатость поверхности (Ra = 0,08-4-
-4-0,32 мкм).
Доводку с нанесением абразивной пасты на притир осуществля-
ют смесью с повышенной концентрацией режущих зерен. Произво-
Рис. 71. Различные схемы притирки поверхностей:
а —с непрерывной подачей суспензии на притир; б — шаржированным притиром; в —
алмазным монолитным притиром; г — безабразивная; д — сухая; е — взаимная; / — об-
рабатываемая деталь. 2 — абразивное зерно; 3 — жидкая фаза; 4 — притир; 5 — связка
дительность процесса при этом несколько снижается, но повышается
точность геометрической формы и снижается шероховатость поверх-
ности (Ra = 0,015-4-0,1 мкм).
Доводка шаржированным притиром (рис. 71, б) — это срезание
гребешков исходной шероховатости поверхности зернами, вдавлен-
ными в притир. Этот метод менее производителен, но обеспечивает
высокую точность и малую шероховатость поверхности. Доводку
монолитным алмазным притиром (рис. 71, в) осуществляют дисками,
на рабочую поверхность которых нанесен алмазный слой. Это на-
иболее прогрессивный, высокопроизводительный способ доводки,
однако он не позволяет полностью использовать режущие возмож-
ности алмазного слоя. Безабразивную доводку (рис. 71, г) приме-
няют при обработке мягких или пористых деталей, а сухую — для
получения зеркальных поверхностей.
Взаимной доводкой (притиркой) (рис. 71, е) называют обработку
поверхностей деталей без участия притира. Роль притира взаимно
выполняют обрабатываемые детали. Этот метод применяется для
подгонки деталей с высокой точностью.
Особенности процесса доводки заключаются в том, что:
а) поверхность детали испытывает механическое воздействие абра-
зивных зерен и химическое — жидких компонентов: б) достигаемая
4 Зак 1857 67
Таблица 7
Зернистость абразивных порошков, применяемых при притирке
Группд Зернистость Размер зерен основной ф|; акции, мкм Область применения
Алмазные порошки Эльбор Абразивы
для продуктов рассева для продуктов гидрокласси- фикации
160/125 Л12 12 — 160—125 Черновая притирка
125/100 ЛЮ 10 — 125—100
Шлиф порошки 100/80 Л8 8 — 100—80
80/63 Л6 6 __ 80—63 Для предварительных
63/50 Л 5 5 М63 63—50 доводочно-притирочных
50/40 Л4 4 М50 50—40 работ, при которых сни- мается значительный при-
пуск на обработку
40/28 ЛМ40 — М40 40—28 Предварительная при-
28/20 ЛМ28 М22 28—20 тирка
Микро- порошки 20/14 ЛМ20 — М20 20—14
7/5 ЛМ7 — М7 7—5 Окончательная п тон-
5/3 ЛМ5 — М5 5—3 кая притирка
3/2 лмз — М3* 3—2
2/1 ЛМ2 — М2* 2—1
1/0 ЛМ1 — Ml* 1—0,5
* Изготовляется по заводским нормалям.
точность геометрической формы не зависит от кинематической точ-
ности станка; в) режущие зерна временно закреплены в поверхности
притира или находятся в свободном состоянии в зоне резания;
г) съем металла производится непрерывно со всей обрабатываемой по-
верхности; д) режимы резания значительно ниже, чем при других
видах финишной обработки. Отмеченные особенности процесса до-
водки позволяют получить высокую геометрическую точность дета-
лей, самую низкую шероховатость (Ra — 0,04ч-0,16 или Rz —
= 0,1 мкм), увеличенную площадь контакта сопрягаемых деталей,
качественный поверхностный слой (упрочненный с остаточными
напряжениями сжатия).
В зависимости от вида материала обрабатываемых деталей, тре-
бований к точности и шероховатости доведенной поверхности меня-
ется как зернистость режущих зерен, так и связующие компонен-
ты, материал притиров и режимы обработки.
98
Таблица 8
Показатели процесса доводки-притирки
Требуемая ше- роховатость Ra мкм Тип доводки Припуск на каж- дый рабочий ход мм Зернистость микропорошков в пасте
0 1j Однократная 0.03— 0,0 М20 Mi 4, МЮ
0,08 Двукратная: предварительная окончательная 0,03—0,05 0,005—0,01 М20 М14, МЮ, М7 М5
0,04 Трехкратная: предварительная получистовая окончательная 0,03—0,05 0,005—0,01 0,002—0.003 М20, М14, МЮ М7, М5 М5, М3
0,01—0,02 Четырехкратная: предварительная первая получистовая вторая получистовая око’'<'нте Птнэя 0.03—0,05 0,005—0,01 0,002—0 003 0 0005—0 001 М20 М14, МЮ М7 М5 М5, М3 Ml
В табл. 7 приведены абразивные порошки, применяемые при до-
водке (притирке), а в табл. 8—некоторые показатели этого процес-
са.
Притиры изготовляют из стали, чугуна, меди, бронзы, стекла,
кожи и других материалов. Основное требование: твердость мате-
риала доводочного (притирочного) диска, как правило, должна быть
меньше, чем твердость обрабатываемой детали. Скорость переме-
щения притиров при доводке стальных деталей меняется в пределах
I—6 м/с, давление не превышает (15—20)104 Па (на предваритель-
ной доводке) и (8—10)104 Па (на окончательных операциях).
Для доводки (притирки) различных поверхностей выпускают со-
ответствующие доводочные станки, которые делятся на универсаль-
ные и специальные. Универсальные станки применяют для доводки
плоских, а также цилиндрических наружных и внутренних поверх-
ностей Наибольшее распространение получили одно- и двухдис-
ковые доводочные станки с горизонтальным расположением дисков-
притиров.
2. ВЕРТИКАЛЬНО-ДОВОДОЧНЫЕ СТАНКИ
МОД. 3806 И ЗБ814
Однодисковый станок мод. 3806. Притирка деталей на однодисковых
вертикально-доводочных станках осуществляется при вращении
стол а-притира, на котором свободно уложены правильные кольца,
а в них размещены обрабатываемые детали. Правильные кольца,
4*
99
перемещаясь по поверхности притира, предотвращают образова-
ние неплоскостности его рабочей поверхности вследствие неравно-
мерности износа. Детали, уложенные в сепараторы, вращаются
вместе с кольцами вокруг своей оси, т. к. моменты трения у центра и
периферии притира различны. Необходимая нагрузка на притирае-
мые детали создается механическими или гидравлическими прижим-
ными устройствами. Иногда такая нагрузка создается с помощью
грузов или электромагнитных прижимов.
Большинство вертикально-доводочных станков оснащено до-
полнительными вспомогательными столами и устройствами для
вывода правильных колец с обрабатываемыми деталями на этот
стол. Из однодисковых станков наиболее распространены станки
отечественного производства с диаметрами столов-притиров 280—
2240 мм. Примером таких станков являются вертикально-доводоч-
ные станки мод. 3804П и 3806.
Техническая характеристика станков
Мод. 3804П Мод. 3803
Наружный диаметр притира, мм........... 450
Число правильных колец.................
Наибольшие размеры обрабатываемых дета-
лей, мм:
круглых (диаметр)............................. 160
квадратных (сторона)....................... ИО
Прижим детали к притиру................... Грузом
Частота вращения притира, об/мин . . . . 27, 54, 108
Масса станка, кг............................... 500
710
3
250
175
Механический
(электромото-
ром)
21. 35, 72
1500
На однодисковых станках обрабатывают только одну поверх-
ность. При необходимости деталь можно обработать и по другим
плоскостям, однако при этом должны быть приняты меры предосто-
рожности против забоин и царапин на уже обработанной поверхно-
сти.
Кинематическая схема однодискового вертикально-доводочного
станка мод. 3806 приведена на рис. 72. Станина 13 состоит из пусто-
телого основания коробчатой формы и стойки, на которой монти-
руют консоль 1. В пустотелом основании станка размещен редук-
тор 12. Там же размещается и электродвигатель с электроаппарату-
рой. Стол-притир 11 укреплен на шпинделе станка. Вращение ему
передается от электродвигателя М через сменные шкивы и червяч-
ный редуктор. На поверхности притира установлены три правйль-
ных кольца 8, внутри которых в сепараторах 7 уложены детали 6.
При вращении притира фрикционная связь его с деталями обеспе-
чивает вращение их вокруг своей оси в ходе процесса резания. Не-
обходимую силу прижима деталей к притиру обеспечивают с по-
мощью прижимного диска 5 при опускании пиноли 4. Величину
этой силы контролируют индикатором 2. Для перемещения пиноли
100
в консоли станка смонтирован механизм подъема 3. Правильные
кольца вместе с деталями перемещают по поверхности притира в
радиальном направлении устройством 9. Детали после обработки
разгружают на вспомогательный стол 10. Абразивную пасту или
суспензию подают непосредственно на стол небольшими порциями.
Двухдисковый станок ЗБ814. мод. В отличие от однодисковых
притирочных станков двухдисковые доводочные станки предназна-
чены как для односторонней, так и для двусторонней доводки парал-
Рнс. 72 Кинематическая схема однодискового доводочного станка мод. 3806
дельных поверхностей деталей. На станках этого типа могут быть
доведены и цилиндрические детали, которые закладывают в про-
рези сепаратора и вместе с ним совершают плоско-параллельное дви-
жение между нижним и верхним вращающимися дисками-притира-
ми.
Вертикально-доводочный двухдисковый станок мод. ЗБ814 поз-
воляет обрабатывать детали из различных материалов: стальные,
чугунные, бронзовые, керамические, пластмассовые и др.
Доводку на станке выполняют с эксцентриковым или с плане-
тарным приводов сепаратора.
Базовым элементом доводочного станка мод. ЗБ814 (рис. 73) яв-
ляется станина 1 коробчатой формы, на которой установлена стой-
ка 2. На верхней части стойки на подшипниках качения смонтиро-
вана поворотная консоль 3, в передней части которой имеется пи-
101
ноль 5, служащая для установки верхнего доводочного диска 6.
Пульт управления 4 станком находится в передней стенке консоли.
Для удобства эксплуатации, наладки и ремонта станина стойка и
консоль снабжены крышками, обеспечивающими свободный доступ
ко всем механизмам и системам доводочного станка.
Рис. 73. Двухдисковый
вертикально-доводочный
станок мод. ЗБ814
Рис. 74. Кинематическая схема станка
мод.‘ЗБ814
Техническая характеристика вертикально-доводочного станка мод. ЗБ814
Диаметр притира, мм..................................... 450
Наибольшие размеры деталей, мм:
круглых (диаметр)....................................... 115
квадратных............................................. 80
цилиндрических (диаметр) ................................ 50
Частота вращения, об/мин:
нижнего притира........................................ 41,5; 81
привода сепаратора..............................9; 17; 19; 28; 37; 54
Сила прижима верхнего притира, Н ..... . 0—1600
Точность обработки поверхностей, мм............. 0.0Э05—0,001
Шероховатость доведенной поверхности, мкм . . 0,02—0,08
Мощность главного электродвигателя, кВт ... 1,1
Масса станка, кг................................ 1100
102
Кинематическая схема станка приведена на рис. 74. Главное дви-
жение — вращение нижнего доводочного диска и движение пода-
чи вращение или плоскопараллельное движение сеператора осу-
ществляется от электродвигателя через клиноременную передачу
с помощью зубчатых колес г = 21; 31 и 31 на вал ! 11 и IV и далее
через червячные передачи на центральный вал сепаратора V и шпин-
дель VI, планшайба которого несет доводочный диск. В зависимости
от положения зубчатого колеса г = 21 вращение может быть переда-
но валу III или IV, или обоим валам одновременно. Частота враще-
ния нижнего притира составит
. 110 21 3 .< с ,
п11Р = 1430-----------= 41,5 об/мин.
р 154 31 50 '
Установка шкива диаметром НО мм с первого вала на второй, а
шкива диаметром’154 мм со второго на первый позволяет сообщить
притиру частоту вращения 81 об/мин. Сепаратор может быть при-
веден во вращение одним из трех способов.
1 Вал /// отключен Вращение сепаратора осуществляется
через валы IV и V, зубчатое колесо г = 39, вокруг которого обкаты-
ваются три сателлита г = 21. Их частота вращения пе = 143o|g^ X
к/ 21 2 1 39 391 ,,
Х 31 50 139+81 21) 42 об/мин.
2. Вал IV отключен. Вращение сепаратору передается через вал
III, шпиндель VI, на котором установлено зубчатое колесо г —
— 81 внутреннего зацепления. По нему вокруг неподвижного зуб-
чатого колеса г = 39 обкатываются сателлиты г = 21, частота их
вращения п,. = 1430 ^)(з9+81) = 28 об мии
3 Включены валы III и IV. Сателлиты г = 21 обкатываются
по вращающемуся колесу г = 81 вокруг вращающегося зубчатого
колеса г = 39. Частота вращения сателлитов па = 1430 || X
. 2 / 39 39\ 3 / 81 \1 ,, т
Л Гт)'.39+81 21) 1 50 139+81)1 ~ 70 °б,МИН'
Плоскопараллельное движение сепаратору сообщается централь-
ным эксцентриком, имеющимся на торце водила планетарного меха-
низма Смещение пальца (эксцентриситет) меняется от 0 до 20 мм при
помощи винта.
Различные виды движений сепаратору сообщают в зависимости
от вида обработки
1 При доводке цилиндрических поверхностей детали укладыва-
ют в прорези сепараторов на плоскость нижнего диска. К ним с оп-
ределенной силой прижимается верхний доводочный диск. Процесс
резания осуществляется за счет вращения нижнего притира. Сепа-
ратор устанавливают на палеп центрального эксцентрика; он совер-
шает плоскопараллельное движение по поверхности нижнего прити-
ра.
103
2 . Сепараторы с деталями могут устанавливаться на эксцентри- '
ках сателлитов г = 21. При этом в зависимости от трех видов вра-
щения сателлитов, описанных выше, детали будут совершать слож-
ное движение с различной скоростью по поверхности нижнего при-
тира. Это движение будет определяться перемещением сепаратора
вместе с сателлитом при обкатывании зубчатого колеса г = 21 по
Рис. 75. Редуктор станка мод. ЗБ814
колесам г = 39 или г = 81 и вращением его за счет эксцентрика
сателлита вокруг оси зубчатого колеса г — 21.
Если доводятся верхние и нижние параллельные поверхности
деталей, то вращение нижнего притира прекращается, а верхний
притир также стопорится от самопроизвольного вращения. Детали
обрабатываются между двумя неподвижными притирами лишь за
счет сложного движения самих деталей. Такой способ доводки на-
зывается плоскопараллельным. Он обеспечивает более высокую
точность обработки.
104
3 Двухдисковый доводочный станок позволяет вести и плоскую
одностороннюю доводку (как на однодисковых станках). Для этого
верхний притир отводится в сторону, нижнему притиру сообщается
вращение, а сепаратору — плоскопараллельное перемещение (как
в первом елучае) или сложное (как во втором случае).
Рис. 76. Планетарный механизм станка мод. ЗБ814
Основными механизмами станка мод. ЗБ814 являются редуктор,
планетарный механизм, консоль и устройство для подачи абразив-
ной смеси
Редуктор (рис. 75) предназначен для передачи вращения шпин-
делю с доводочным диском и валу планетарного механизма. Его
монтируют внутри станины 14. В верхней 1 части редуктора — на
подшипниках качения 2 я 12 установлен пустотелый шпиндель 3.
В нижней 6 части редуктора смонтированы цилиндрические 7, 8,
10 и червячные 4 и 5 передачи. Одна червячная пара 5 передает вра-
щение от промежуточного вала 11 к шпинделю, вторая 4— валу
планетарного механизма 13. Цилиндрические зубчатые колеса 7
и 10 - неподвижные, а колесо 8 установлено на скользящей шпон-
ке и может находиться в зацеплении либо с одним из зубчатых колес
105
ПИНОЛЕ
Рис 77, Механизм подъема
станка мод, ЗБ814
7 и 10, либо е обоими одновременно. Переключением осуществляет-
ся рукояткой, выведенной на нижней части корпуса и воздействую-
щей на вилку переключения 9
Планетарный механизм (риа. 76) елужит для передачи враща-
тельного и поступательного движения сепаратору. Он представляет
собой планетарное зубчатое зацепление, центральное зубчатое коле-
со 5 которого насажено на вал
7 червячного редуктора. Оно
находится в зацеплении с тре-
мя сателлитами 4, которые
смонтированы в корпусе води-
ла 6 таким образом, что при
обкатке по центральному зуб-
чатому колесу 5 они увлекают
его за собой. На торце водила
смонтирована каретка 7 а
центральным эксцентриком
3 В верхней части валов
сателлитов расположены до-
полнительные эксцентрики 2
с регулируемым эксцентри-
ситетом.
Консоль 3 (см. рис. 72)
установлена на колонне 'на
подшипниках качения Наз-
начение консоли заключается
в том, что в ней размещены
все механизмы, связанные в
работой верхнего доводочно-
го притира. Основа консо-
ли — чугунная пустотелая
коробка, в передней части
которой смонтирована пиноль 1 с динамометром 2. Пиноль слу-
жит для подъема и опускания верхнего диска; динамометр
позволяет создавать необходимое технологическое давление верхне-
го диска на детали. Силу прижима (степень деформации пружины)
контролируют с помощью индикатора
Механизм подъема предназначен для ручного перемещения пино-
ли (рие. 77). Он состоит из рукоятки 5, конической 4 и червячной 3
передач, цилиндрического зубчатого колеса 2 и рейки, нарезанной
на пиноли ! динамометра. С помощью этого механизма пиноль, а
вместе с ней и верхний притир могут быть опущены на любую вели-
чину (в пределах хода пиноли) и прижаты к обрабатываемым дета-
лям с силой 0—1600 Н.
Механизм зажима служит для предотвращения смещения кон-
соли после поворота и установки верхнего притира (рис. 78). Ру-
коятка 3, выведенная на левую боковую стенку консоли 6, соеди-
нена с винтом 2, на котором нарезана левая и правая резьба. Гай-
106
Рис. 78, Механизм зажима пиноли станка мод ЗБ814
Рис. 79. Устройство для подачи абразивной суспензии на притир
107
ки 7, перемещаясь по винту, сводят или разводят рычаги 4 (соеди-
нены с ними шарнирно), которые поворачиваются вокруг своих осей.
Вторым концом каждый из рычагов прижимает к колонне сухарь 5,
в результате чего консоль оказывается зафиксированной относи-
тельно колонны.
Подача абразивной смеси на поверхность притира осуществля-
ется с помощью специального устройства (рис, 79), расположенного
на крышке одного из отсеков пустотелой стойки. Устройство состоит
из смесителя /, в котором суспензия постоянно перемешивается
валом 2 с лопастями 3. (Привод вала осуществляется от электродви-
гателя). На боковой поверхности бака установлен электромагнит-
ный клапан 5, который соединен с лотком 4. По команде от реле вре-
мени клапан открывается и порция абразивной смеси вытекает по
лотку на поверхность доводочного диска.
Зона резания в станке мод. ЗБ814, как и в других доводочных
станках, закрыта кожухом Вокруг нижнего доводочного диска
имеется вспомогательный стол в виде металлического кольца, уста-
новленного на специальные винты, позволяющие регулировать по-
ложение стола по высоте в зависимости от высоты расположения
нижнего притира.
СТАНКИ ДЛЯ ДОВОДКИ ОТВЕРСТИЙ
Доводку цилиндрических отверстий притирами с нанесением на
них абразивной суспензии применяют для получения высокой гео-
метрической точности отверстий как в поперечном, так и в продоль-
ном сечениях.
Точность доведенного отверстия в поперечном сечении составляет
0,001 мм, в продольном сечении 0,002 мм, а шероховатость Ra =
— 0,02 4- 0,04 мкм.
Притиры, как правило, изготовляют из чугуна; по конструкции
они могут быть нерегулируемые (неразжимные) и регулируемые
(разжимные). Нерегулируемые притиры применяют лишь для от-
верстий малых диаметров (до 5 мм). Регулируемое притиры имеют
разрезную рубашку с внутренним конусом и разжимное устройст-
во, которое при перемещении конуса увеличивает диаметр притира.
Начальный диаметр притира обычно на 0,005—0,03 мм меньше диа-
метра обрабатываемого отверстия. Длину рабочей поверхности при-
тира для сквозных отверстий назначают в пределах 1,2—1,5 глу-
бины обрабатываемого отверстия, а для глухих — меньше глубины
отверстия.
Процесс резания при доводке отверстий осуществляется, когда
притиру сообщают комбинированное рабочее движение относитель-
но обрабатываемой поверхности: главное движение — вращение и
возвратно-поступательное перемещение притира, движение подачи—
разжим рубашки притира по мере ее износа и съема металла.
Кинематические особенности доводки отверстий притирами совпа-
дают с процессом хонингования поверхности отверстий Окружная
108
скорость вращения притиров колеблется в пределах 10—50 м/мин,
а поступательного движения 5—15 м/мин.
Рабочая поверхность притиров может быть гладкой или с ка-
навками различной конфигурации (рис. 80). Если поверхность при-
тира гладкая, производительность процесса низка, так как абразив-
ный порошок плохо удерживается на поверхности. Такие притиры
применяют лишь для окончательной доводки высокоточных отвер-
стий.
Канавки на рабочей поверхности притиров повышают произво-
дительность процесса — они служат накопителями абразивной пас-
ты.
Рис. 80. Притиры с различными канавками на рабочей поверхности
Точность обработки притирами о продольными канавками
(рис.80, а) недостаточна, а съем металла повышенный в результате
постоянного поступления новых абразивных зерен в зону резания.
Притиры с прямыми (рис. 80, д), косыми (рис. 80, а) и перекрещи-
вающимися (рис. 80, е) канавками дают удовлетворительные ре-
зультаты по точности и производительности процесса доводки. Су-
ществуют также притиры с канавками в виде двойной спирали
(рис. 80,6) Однако наилучшую точность обработки при высоком
съеме металла и низкой шероховатости достигают притирами с пере-
крещивающимися спиральными канавками, которые занимают лишь
половину поверхности рубашки (рис. 80, в).
Доводку отверстий выполняют ручным, полумеханическим спо-
собом (на универсальных металлорежущих станках или доводочных
бабках) или на специальных станках для доводки отверстий.
Станки для доводки цилиндрических отверстий могут быть вер-
тикальными и горизонтальными, одношпиндельными и многошпин-
дельными, одно и многопозиционными. По назначению они бывают
для притирки сквозных и глухих отверстий.
109
Техническая характеристика станков для доводки
цилиндрических отверстий
Мод. 3820Д
Мод. 3821Д
Размеры обрабатываемого отверстия, мм:
диаметр................................
глубина ..............................
Вылет шпиндельной головки, мм ...
Ход шпиндельной головки, мм............
Полный ход иглы разжима, мм ... .
Частота вращения шпинделя, об/мин . .
Скорость возвратно-поступательного движе
ния шпиндельной головки, м/мин ....
Дозированная радиальная подача (ход иг
лы), мм..................................
Максимальное перемещение шпинделя голов
ки, мм ..................................
Подъем и ввод притира в отверстие . .
Общая мощность электродвигателей, кВт .
Масса станка, кг.......................
8,5—12 8—30
80 100
140 150
25—200 25 —320
32 40
500 315 200 160 250,
400 630
До 16 До 12
До 0,056 До 0.075
200 300
Г идравлический .
2.1 3.7
1050 1400
Кинематическая схема станка мод. 3820Д приведена на рис. 81.
Вращение шпинделю 8 передается от электродвигателя 1 через ко-
робку скоростей 2, шлицевый вал 22 и зубчатую передачу постоян-
ного зацепления. Возвратно-поступательное движение шпинделю
сообщается гидроцилиндром Ц1. Рабочий ход шпиндельной головки
настраивают кулачками 7, расположенными в подвижной планке.
На конической оправке, которая связана с тягой 6, установлена
разрезная рубашка 9 Радиальная подача в станке осуществляется
автоматически путем быстрого разжима притира с последующим сту-
пенчатым разжимом при каждом двойном ходе шпинделя станка.
Притир разжимается с помощью гидроцилиндра Ц2 На его
штоке установлена зубчатая рейка, кинематически связанная с ци-
линдрическим зубчатым колесом 19. При движении рейки через ко-
лесо 19, муфту 18, коническую передачу 11, шлицевый вал 21, чер-
вяк 5, червячное колесо 4, рычаг 3, кинематически связанный с чер-
вячным колесом, поворачивается и перемещает тягу 6.
С другой стороны рейка связана с зубчатым колесом 12. Повора-
чивая его, она передает вращение валу 13 и колесу 14. На валу 13
свободно закреплен рычаг указатель 17 с зубчатым колесом 16 и
связанным с ним делительным диском 15 Рыча г-указатель 17 слу-
жит для наблюдения за разжимом притира (максимальный пово-
рот рычага 260°).
При полном износе притира оправка для разжима перемещает-
ся ниже предельного положения; при этом упор 10, установленный
на валу 20, нажимает бликировочный контакт. Цикл прекращается
и головка поднимается. При пуске станка притир вводится в обра-
батываемое отверстие и с помощью гидроцилиндра Ц2 предваритель-
но разжимается, причем разжимная оправка перемещается вниз на
определенное, заранее заданное расстояние при каждом двойном
110
ходе шпиндельной бабки. Величину этого перемещения изменяют
с помощью специального дозатора, которым регулируют количест-
во масла, отбираемого из полости гидропилиндра.
Станок снабжен поворотным столом. Эго позволяет использовать
многопозиционные приспособления для закрепления деталей и сов-
мещать время снятия и установки детали е машинным временем.
Рис. 81. Кинематическая схема станка для доводки отверстий мод. 3820Д
Притирка отверстий может производиться и по несколько иной
схеме: вращательное и возвратно-поступательное движения могут
сообщаться детали, а притир оставаться неподвижен и разжиматься
по мере еъема металла @ поверхности отверстия. Такая схема при-
нята в полуавтомате для притирки нееквозного отверстия в корпусе
распылителя топливной аппаратуры. Его кинематическая схема
приведена на рис. 82 Шпиндель изделия 4 получает вращательное
движение от электродвигателя М / через коническую зубчатую пере-
дачу и далее через трех ступенчатую плоскоременную передачу 3.
111
Возвратно-поступательное движение воздается за счет четырех-
звенного механизма 2 а кривошипом переменного радиуса Враще-
ние вала этого механизма обеспечивается от общего вала через трех-
ступенчатый редуктор 1. Шатун четырехзвенного механизма пред-
ставляет собой телескопическую пару, соединенную цилиндричес-
кой пружиной. Такое устройство обеспечивает некоторую задержку
Рис. 82. Кинематическая схема полуавтомата для доводки несквозных от-
верстий
притира у дна несквозного отверстия, когда деталь поднята в край-
нее верхнее положение.
Инструментальная головка со шпинделем 7 совершает вспомога-
тельное перемещение для подвода и отвода притира 5 по кинемати-
ческой цепи: электродвигатель М3, зубчатая передача 23, винто-
вая пара 22. Крайние верхнее и нижнее положения определяются
конечными выключателями ВГ12 и ВП1.
Предварительный ускоренный разжим притира 5 происходит при
вертикальном перемещении оправки 6 От электродвигателя М2 че-
рез коническую передачу 18 вращение передается червячной пере-
даче {19— 20) и далее при вращении колеса —гайки 20 винту 13, ко-
112
торый и перемещает оправку 6. Разжим притира будет совершаться
до касания его и обрабатываемой поверхностью, когда шпиндель 7
повернется на некоторый угол относительно притира и рычаг У
разомкнет контакты выключателя ВП4 В результате сработает
электромагнит 15, выключит муфты 14 и 16, а следовательно, и цепь
рабочей подачи.
Движение рабочей подачи будет передаваться через червячную
пару 17, сменные зубчатые колеса 21 и червячную пару 19, 20. Си-
лу прижима притира к поверхности отверстия контролируют по кру-
тящему моменту на шпинделе Увеличенный разжим притира при-
ведет к увеличению силы трения на его рабочей поверхности, а сле-
довательно, и крутящего момента. Шпиндель 7, преодолевая усилие
пружин 9, закрепленных на стойке 10, продолжает поворачиваться
и через рычаг 8 размыкает контакт выключателя ВПЗ При этом
магнит 15 отключением муфты 16 остановит рабочую подачу. Съем
металла и износ притира при притирке отверстия без радиальной
подачи приведет к снижению сил трения и крутящего момента на
шпинделе. Пружина 9 в этот момент повернет шпиндель в обратном
направлении и замкнет контакты выключателя ВПЗ, отчего магнит
15 снова включит цепь рабочей подачи на разжим притира.
Настройку притира на заданный размер выполняют маховиком
11, от которого вращение передается червячной передаче 12 и да-
лее на винт 13
Наибольший разжим притира (оправка 6 в крайнем нижнем по-
ложении) и наименьший (оправка в крайнем верхнем положении)
контролируют конечными выключателями ВГ15 и ВП6 В случае
увеличенного диаметра притира оправка будет выведена из кони-
ческого отверстия вверх, контакты выключателя разомкнутся и
двигатель М2 отключится. Таким образом предотвращается вклю-
чение станка с размером притира больше диаметра отверстия или
при сильно изношенном притире. Деталь устанавливают в плаваю-
щем приспособлении, чтобы автоматически обеспечить соосность
притира и обрабатываемого отверстия.
Принципиальными технологическими особенностями характери-
зуется процесс притирки конических отверстий. Обеспечение оди-
наковой конусности сопрягаемых поверхностей наиболее эффектив-
но достигается их взаимной притиркой (доводкой) Наиболее рас-
пространенным в этом случае является метод объемного контакта
поверхностей, когда и деталь и притир (или две сопрягаемые детали)
совершают повторяющиеся возвратно-вращательные движения, ко-
торые определяют процесс резания (главное движение) Движение
подачи в этом случае будет заключаться в угловом смещении при-
тираемых деталей при очередных возвратно-вращательных движе-
ниях Периодический отрыв притираемых поверхностей является
вспомогательным движением.
На рис. 83 показан общий вид и кинематическая схема двухмест-
ного конусопритирочного станка мод. СК4000. Станок состоит из
станины 1, на которой вверху смонтированы приводы шпинделей
U3
1
Рис. 83. Конусопритирочный станок мод.>СК4000
(рис. 83, а). Они включают в себя электродвигатель, ременную пере-
дачу и коробку скоростей 2, в которой шпиндель 3 с помощью двой-
ной муфты 4 соединен с притирочной головкой 5 и имеет подъемное
устройство 6 Внизу, на винтовом домкрате 8, размещается стол 7.
Рядом со станком установлен электромагнитный сепаратор 9.
Техническая характеристика станка мод. СК4000
Число рабочих мест............ , ............... 2
Наибольшие размеры притираемых отверстий, мм:
диаметр..................................................... 130
глубина...................................................... 140
Частота колебаний шпинделя, Гц...........................1; 1,5; 1,9
Амплитуда колебаний, рад. ................................... 1,5
Угол поворота шпинделя, рад.:
вперед................................................... 0—1,3
назад , ....................................0,25—I 7
Осевая сила при Притирке, Н.............................. 0—400
Общая мощность электродвигателей, кВт.................... 2.3
Масса станка, кг............................................. 2260
Конструкция коробки скоростей позволяет получить возвратно-
враща ильное движение шпинделя с одновременным вращением его
в одну сторону От электродвигателя 1 (рис. 83, б) через сменные
шкивы2иЗ ременной передачи вращение передается через цилин-
дрические зубчатые колеса 4 и 5 и конические 6 и 7 ведущему звену
четырехзвенного механизма 8. С помощью этого механизма враща-
тельное движение преобразуется в возвратно-вращательное движе-
ние ведущего колеса 9 дифференциала Через сменные зубчатые ко-
леса 10 и 11, червячную передачу 12; 13 сообщается медленное вра-
щение водилу 14 дифференциала В результате ведомое колесо 15
и связанный с ним шпиндель 25 получают возвратно-вращательное
движение с одновременным вращением в заданном направлении.
Притирочная головка со шпинделем 25 соединена муфтой 16 и
несет на подвижном штоке 22 притираемую деталь 23 При враще-
нии головки на грузах 17 возникает центробежная сила, которая по-
средством тяг 18, 19 и траверсы 20, преодолевая усилие пружины 21,
прижимает подвижный шток 22 вместе с обрабатываемой деталью
к неподвижной сопрягаемой детали 24. Осевая подача детали по ме-
ре съема металла с ее притираемой поверхности осуществляется ав-
томатически благодаря тому, что поступательное перемещение што-
ка 22 ограничивается обрабатываемой поверхностью неподвижной
детали 24 При изменении направления рабочего движения скорость
вращения притирочной головки падает до нуля и пружина 21 от-
талкивает траверсу 20, отрывая притираемые поверхности.
Подъемное устройство предназначено для подъема и опускания
шпинделя с деталью при установке и снятии, а также в случае по-
дачи пасты в зону обработки.
Взаимная притирка конических поверхностей на станке мод.
СК4000 обеспечивает 100%-ное прилегание поверхностей, шерохо-
ватость Ra = 0,02ч-0,16 мкм и разность в углах не более 10".
115
4. ВИБРОПРИТИРОЧНЫЕ И ВИБРОПОЛИРОВАЛЬНЫЕ
СТАНКИ
Рис. 84. Схема
вибрационной при-
тирки плоскости
Доводка плоских поверхностей может выполняться вибрационной
притиркой Обрабатываемую деталь I укладывают на притир 2
(рис. 84), жестко соединенный е шпинделем станка, который может
поворачиваться и перемещаться вдоль оси. Горизонтально располо-
женный притир удерживается от вертикальных перемещений вмее-
те с шпинделем с помощью нескольких упругих стержней 3, рас-
положенных под углом к горизонтальной
плоскости между притиром и основанием
станка 4.
Если каким-либо способом (с помощью
электромагнита, пневмо- или гидропривода)
отклонить упругий стержень от его первона-
чального положения, то это вызовет верти-
кальное перемещение шпинделя вместе с при-
тиром и одновременно с этим притир вынуж-
ден будет повернуться на определенный угол.
Другими словами, под действием вибропри-
вода и сил упругости стержней притир бу-
дет совершать крутильные колебания (вок-
руг оси шпинделя) и колебаться вдоль этой
оси.
В результате колебаний масса детали и
ускорение неравномерного движения притира
создают силу инерции Р, направленную пер-
пендикулярно осям упругих стержней.
Когда горизонтальная составляющая силы инерции Рху, парал-
дельная плоскости притира, превысит силу трения, деталь начнет
скользить по притиру Если вертикальная составляющая Р, силы
инерции станет равной силе тяжести детали G, то она оторвется от
поверхности притира Качество и производительность вибрацион-
ной притирки будет выше при безотрывочном движении детали по
притиру. Принцип крутильных колебаний использован в притироч-
ном станке мод. ВДП-4М (рис. 85).
Станок состоит из сварной станины 6, на которой укреплены демп-
фирующее устройство 5 и основание колебательной системы 4. При-
тир 1 под действием трех электромагнитов, составляющих вибра-
ционный привод 2, и сил упругости наклонных стержней 3 соверша-
ет крутильные горизонтальные и линейные вертикальные колеба-
ния. Кожух притира ограничивает перемещение деталей за преде-
лы плоскости притира Режим работы вибропривода изменяется ре-
гулированием электрического тока, поступающего в обмотки элект-
ромагнитов. Амплитуда колебаний притира регулируется измене-
нием зазора между статорами и якорями электромагнитов и изме-
нением длины стержней.
116
Скорость поступательного движения обрабатываемых деталей по
плоскости притира изменяется с изменением угла наклона стержней
Для устойчивого движения без отрыва деталей от притира этот
угол (к вертикали) должен быть 2—3°. При частоте колебаний 50 Гц
амплитуда горизонтальных колебаний составит 2—3 мм Абразив-
ная суспензия подается на притир от насосной установки 8 по тру-
бопроводам 10. Управление станком осуществляется s пульта 7.
Кожух 9 ограждает рабочую зону и предотвращает попадание
брызг абразивной суспензии или охлаждающей жидкости на рабо-
чего
Недостатком вибропритирочных станков такого типа является
неравномерный износ рабочей поверхности притиров.
Колебания могут быть созданы другим способом. Так, в станках
мод. ПДС-3 и ПДС-5 рабочее движение притира образуется в ре-
зультате сложения двух вза-
имно перпендикулярных ко-
лебаний различных частот и
амплитуд. И те и другие ко-
лебания создаются в плоско-
сти притира.
, Кинематическая схема
станка мод. ПДС-3 показана
на рис. 86. Движение от
Рис. 85. Вибрационный прити-
рочный станок мод. ВДП-4М
Рис 86. Кинематическая схема прити-
рочного станка мод. ПДС-3
117
Электродвигателя / через ременную передачу 15 и вариатор
16 передается двум валам 18. Приводные шатуны 17 совершают
колебания с различной частотой. Шкивы 2 вариатора на одном
из валов 18 нерегулируемые, а на втором — раздвижные,
позволяющие менять частоту вращения. Различная частота враще-
ния валов 18 и позволяет получить различные колебания шатунов,
а от них — притирочной плиты И. Диаметр контакта ремня со шки-
вом 2 меняется за счет изменения стрелы прогиба вариаторного рем-
ня при различных положениях ролика 19, которое задается чер-
вячной передачей 20. Притир 11 устанавливают на планшайбе 12,
Притир вместе с ней может перемещаться в горизонтальной плос-
кости на шариковых опорах 13. Для устранения зазоров в опорах и
создания стабильности горизонтального перемещения притира
планшайба прижимается пружиной 14 Двойной шарнирный меха-
низм 21 служит для удержания планшайбы от поворота Ход каж-
дого из шатунов будет определяться взаимным расположением "экс-
центричной шейки вала 18 и эксцентричной втулки 5 шатуна При
колебаниях притирочной плиты возникают динамические силы, рас-
качивающие весь станок Для снижения этого неблагоприятного
явления на приводных валах установлены два сектора противове-
са 3 и 4. Центр тяжести сектора 3 смешен в сторону, противополож-
ную эксцентриситету шейки вала 18, а сектора 4 — в сторону, про-
тивоположную эксцентриситету втулки 5.
Обрабатываемые детали прижимаются к притиру с помощью на-
грузочного устройства, смонтированного на поворотном кронштей-
не Корпус загрузочного устройства перемешается вертикально ре-
ечной передачей 6 Давление создается регулируемой пружиной 8
и деталям передается через вал 9 и наконечник 10. В результате
смещения наконечника 10 относительно вала 9 возникает момент
трения, поворачивающий вал Скорость его вращения регулируется
величиной смещения наконечника Так создается вращение деталей
при колебательном движении притира. Поворотом рычага 7 в го-
ризонтальное положение поднимают нагрузочное устройство вверх.
Станки мод. ПДС-3 и ПДС-5 обладают преимуществом по сравнению
со станками мод. ВДП-4М, так как обеспечивают равномерность из-
носа притирочной плиты.
Другой разновидностью доводочной операции с применением ко-
лебаний является объемная вибрационная обработка деталей. Сущ-
ность этого процесса заключается в том, что обрабатываемые детали
вместе с абразивным наполнителем засыпают в бункер, который за-
тем получает вибрационное движение от специального привода.
Под действием вибрации компоненты содержимого емкости пере-
мещаются по определенному закону, при этом абразивные тела при
столкновении с поверхностью детали осуществляют процесс микро-
резания При вибрационной обработке интенсивность и характер
перемещения содержимого бункера определяется амплитудой, час-
тотой и траекторией колебательного движения. Рабочие тела /аб-
разивный наполнитель) как более легкие движутся относительно по-
48
верхности деталей со значительной скоростью и при этом хскоблят^
или «простукивают» ее
Объемную вибрационную обработку применяют для удаления
окалины, снятия заусенцев, притупления кромок (зачистные опе-
рации), а также для окончательной отделки поверхностей или под-
готовки их под гальванические покрытия (объемное шлифование и
полирование).
Следует знать, что виброполирование не исправляет погрешно-
стей геометрической формы деталей, но вместе с тем и не искажает
геометрии, достигнутой на предыдущих операциях.
Примером оборудования для обоих видов виброобработки дета-
лей является виброустановка мод. ВП-50. Обработка деталей в ней
как в случае зачистки, так и полирования осуществляется при не-
прерывной промывке загруженной в бункер массы деталей и абра-
зивного наполнителя рабочей жидкостью (чаще всего раствором
кальцинированной соды).
Техническая характеристика виброустановки мод. ВП-50
Число контейнеров, шт..................................... 1
Емкость контейнера, л.......................................... 50
Масса загруженных компонентов, кг..................... 150
Масса одной обрабатываемой детали, г...................... 50—300
Амплитуда колебаний, мм................................... 0—4
Частота колебаний, кол/мнн................................ 1420
Тип вибратора . . . ...............................Электромеха-
нический
Общая мощность электродвигателей, кВт......................... 3.5
Масса установки, кг......................................... 900
Общий вид установки приведен на рис. 87. Станина 3 представ-
ляет собой сварную конструкцию из листовой стали и служит для
размещения в ней всех остальных механизмов. Одновременно она
выполняет роль облицовочного кожуха. Станину устанавливают на
гол' на четырех амортизаторах 4, снижающих вибрацию до уровня
а п; тарных норм. Для удобства монтажа частей установки крышка
13 сделана съемной.
Внутри станины смонтирован контейнер 12, представляющий со-
бой емкость, обклеенную изнутри резиной. На передней торцовой
стенке контейнера (в сторону загрузочно-разделительного устройст-
ва 5) имеется разгрузочный люк, открываемый и закрываемый
пневмоцилиндром. На другой торцовой стенке контейнера располо-
жен фильтр для отвода жидкости из контейнера в отстойник насос-
ной установки 1. Вибратор 2 смонтирован на контейнере и предназ-
начен для возбуждения колебаний контейнера за счет вращения ва-
ла вибратора, несущего три противовеса Центральный противовес
установлен на валу неподвижно, а крайние поворачиваются на ва-
лу, относительно неподвижном и фиксируются в установленном по-
ложении винтами. Изменением взаимного положения противовесов
достигается регулирование амплитуды колебаний,
119
Насосная установка 1 состоит из бака-отстойника и электрона-
соса ПА-22. Отстойник размещен в нижней части станины и служит
для осаждения из рабочей жидкости продуктов износа абразивного
наполнителя, стружки и механических загрязнений. Для предва-
рительной очистки рабочей жидкости сверху на отстойнике уста-
новлена дополнительная емкость малой высоты, но большой пло-
щади. Рабочая жидкость в контейнер подается насосом через спе-
циальный штуцер в верхней части его боковой стенки.
Рис. 87. Виброустановка мод. БП-50
Загрузочно-разделительное устройство 5 предназначено для
отделения обработанных деталей от наполнителя в процессе их вы-
грузки из контейнера и для загрузки абразивного наполнителя в
контейнер после отделения его от деталей. Оно состоит из основа-
ния 6, направляющих, ковша 7 с механизмом подъема и виброреше-
та 9 с вибратором 11. Виброрешето 9 установлено непосредственно
над ковшом 7 на резиновых упругих элементах 10 на рамке 8, ко-
торая шарнирно связана е основанием 6. Такая конструкция вибро-
решета позволяет поворачивать его по стрелке до вертикального
положения для подъема ковша 7 по направляющим при загрузке
деталей.
На рис. 88 приведена кинематическая схема виброустановки
мод. ВП-50, на которой видно, что вибратор 2 контейнера приводит-
ся во вращение от электродвигателя 1 через клиноременную пере-
дачу. Механизм подъема ковша состоит из электродвигателя 4, чер-
вячного редуктора 5, приводного вала 3 с двумя звездочками 6 и
120
двух холостых звездочек 9. Звездочки охвачены двумя втулочно-ро-
ликовыми цепями, с которыми жестко связана траверса 7. На тра-
версе смонтирован ковш, который с помощью роликов 8 перемеща-
ется по направляющим 10. Виброрешето получает колебания от
вибратора 2 мощностью 0,18 кВт. С помощью виброустановки мод.
ВП-50 осуществляют полуавтоматический режим работы. Партию
деталей обрабатывают в течение заданного времени, а затем детали
автоматически выгружают и отделяют от абразивного наполнителя,
после чего установка автоматически останавливается.
Рис. 88. Кинематическая схема виброустановки мод. ВП 50
При первоначальном пуске виброрешето отбрасывается в верти-
кальное положение, в ковш засыпается необходимое число абразив-
ного наполнителя. Его загружают в контейнер, нажав кнопку
«Вверх» на пульте управления. Затем ковш опускают в исходное по-
ложение и виброрешето устанавливают в рабочее (горизонтальное)
положение. Детали могут загружаться либо совместно с абразивом,
либо вручную непосредственно в контейнер.
' По реле времени устанавливают время обработки нажатием кноп-
ки «Пуск» включают вибратор. Последующее управление установкой
в течение цикла осуществляется автоматически.
Виброполирование деталей выполняется с постоянной подачей
СОЖ в контейнер. За 2—3 мин до конца обработки насос отключает-
ся и рабочая жидкость из контейнера стекает через фильтр в отстой-
ник насосной установки. По истечении установленного времени с
помощью пневмоцилиндра, управляемого электромагнитным воз-
духораспределителем, открывается загрузочный люк и содержи-
мое контейнера под действием вибрации перемещается на виброре-
шето. Одновременно с открытием люка включается вибратор виб-
рорешета, поэтому детали сразу же отделяются от абразивного на-
полнителя. По окончании выгрузки и разделения деталей и напол-
нителя виброустановка автоматически останавливается и загрузоч-
121
ный люк закрывается. Время обработки деталей, вызрузки и разде-
ления, а также время полной остановки машины устанавливается
по трем дискам реле времени.
Цикл может быть повторен после загрузки деталей с абразивным
наполнителем в контейнер нажатием кнопки «Пуск вибратора».
5. СПЕЦИАЛИЗИРОВАННЫЕ ДОВОДОЧНЫЕ СТАНКИ
Специализированные доводочные станки применяют в массовом
производстве или в производствах, где конструктивные особенности
деталей не позволяют довести их поверхности на универсальных до-
водочных станках. Одной из таких групп станков являются шари-
кодоводочные станки.
Шарикодоводочный станок мод. ВШ-ДЗ относится к станкам для
безэлеваторной доводки и предназначен для окончательной довод-
ки шариков. По принципу работы он подобен упорному подшипни-
ку , где роль колец выполняют чугунные диски.
Техническая характеристика станка мод. ВШ-ДЗ
Диаметр обрабатываемых шариков, мм.................... 0.8—2,5
Диаметр чугунных дисков, мм........................... 400
Сила прижима, Н....................................... 0—500
Частота вращения шпинделя, об/мин..................... 60; 75; 90;
Способ изменения частоты вращения ......... Регулятором
скорости
Торцовое и радиальное биение дисков, мм............... 0 005
Точность обработки шариков, мм........................... 0,0001
Общий вид станка для доводки шариков приведен на рис.89. Ста-
нина 1 представляет собой жесткую и прочную конструкцию короб-
чатой формы, отлитую из чугуна заодно с колонной. На ней и внут-
ри нее смонтированы все остальные механизмы станка. Нижний ве-
дущий диск 2 укреплен на столе, образованном полым шпинделем,
который вертикально смонтирован в нижней части станины, и план-
шайбой, опирающейся на станину через упорный подшипник и сое-
диненный со шпинделем. Верхний прижимной диск 3 установлен
на плавающей подвеске, чтобы обеспечить самоустановку его от-
носительно нижнего ведущего диска. Привод механизма прижима
осуществляется от маховика 4, с которым связан прижимной блок.
Он представляет собой опорную неподвижную и нажимную колод-
ки 8 (рис. 90), в гнездах которых размещены цилиндрические
пружины сжатия.
Смазочно-охлаждающая жидкость подается в междисковое про-
странство по трубопроводу 8 из дозаторов 5, причем конструкция
станка предусматривает дозаторы из четырех емкостей, которые мо-
гут быть заполнены (при необходимости) различными СОЖ и по-
очередно опрокидываться для подачи ее в рабочую зону в соответст-
вии с заданной программой.
122
Рабочая зона станка закрыта раздвижным ограждением 9, Пульт
управления 7 размещен с лицевой стороны станка на его стойке.
Здесь же находится показывающий прибор динамометра 6. Кине-
матическая схема станка мод. ВШ-ДЗ (рис. 90) состоит из четырех
цепей.
Привод стола 3 нижнего рабочего диска осуществляется от двига-
теля постоянного тока 1 мощностью 3 кВт, частота вращения кото-
Рис. 89. Шарикодоводочный станок мод. ВШ-ДЗ
роГо с помощью генератора меняется в пределах 150—3000 об/мин.
Вращение от вала / через клиноременную передачу передается на
вал II, а затем через червячный редуктор 2 столу. Привод переме-
щения и прижима верхнего рабочего диска осуществляется от ма-
ховика 11 через коническую передачу и цилиндрические зубчатые
колеса верхнего редуктора на гайку 5. При вращении гайки в пря-
мом или обратном направлении с помощью винта 4 происходит подъ-
ем или опускание верхнего рабочего диска. Отдельный привод име-
ет механизм опрокидывания емкостей дозатора 10. Здесь от двига-
теля 9 вращается вал III, причем вращение это осуществляется
только при срабатывании определенного выключателя. Привод ди-
намометра осуществляется от перемещения нижней колодки 8 ме-
ханизма прижима. Эта колодка воздействует на систему рычагов 6,
и далее через рейку и зубчатое колесо 7 включается стрелка дина-
мометра.
123
Верхний диск связан с пинолью. Плавность вертикального пере-
мещения пиноли достигается конструкцией ее опор, позволяющей
регулировать зазор в соединении пиноль-опоры. Фиксация пиноли
от поворота осуществляется цилиндрической направляющей, за-
крепленной в станке, и специальным хомутом. Верхний конец пи-
ноли имеет приводную резьбовую нарезку.
Специализированный станок для доводки канавок и направляю-
щих (рис. 91) применяют для повышения производительности при
изготовлении точных деталей в станкостроении и инструменталь-
ном производстве.
Обрабатываемую деталь 5 устанавливают на столе 7 и закрепля-
ют с помощью подвижной губки 6 зажимного приспособления. В кор-
Рис, 90. Кинематическая схема станка мод. ВШ-ДЗ
124
Рис. 91. Станок для доводки направляющих
пусе стола 8 установлена пружина 9, поджатая винтом 10. Благода-
ря такой конструкции стол может свободно перемещаться в верти-
кальном и поперечном направлениях. Деталь при этом самоуста-
навливается относительно притира 4, закрепленного в суппорте 3.
125
Суппорт совершает возвратно-поступательное движение по направ-
ляющим с частотой 60 дв. ход/мин. Вручную необходимое давле-
ние притира создается винтовой парой /, 2.
ГЛАВА ПЯТАЯ
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ СТАНКОВ
ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ.
МЕХАНИЗАЦИЯ
И АВТОМАТИЗАЦИЯ СТАНКОВ
ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ
1. ОСНОВНЫЕ НЕИСПРАВНОСТИ СТАНКОВ
Высокие требования к точности размеров детали, к отклонениям от
геометрической формы и к шероховатости обрабатываемой поверхно-
сти выполнимы лишь при условии сохранения доводочными стан-
ками своей первоначальной точности. Погрешности отдельных меха-
низмов, погрешности их взаимных перемещений регламентируются
соответствующими стандартами. Знание взаимосвязи между неис-
правностями доводочных станков и погрешностями обработки позво-
ляет быстро установить причину отклонений в технологическом
процессе и восстановить необходимую точность обработки.
Неисправности шлифовальных станков. Анализ схем отделоч-
ного (прецизионного) наружного и внутреннего шлифования (см.
гл.1) позволяет сделать вывод, что обрабатываемая поверхность
может быть строго цилиндрической как в продольном, так и в по-
перечном сечениях лишь при определенных условиях: а) деталь и
шлифовальный круг должны иметь постоянную ось вращения; б)
оси вращения детали и круга должны быть пар.аллельны в горизон-
тальной и вертикальной плоскостях; в) оси детали и круга в процес-
се резания должны сохранять параллельность направлению продоль-
ной подачи.
Нормы точности для шлифовальных станков прецизионного на-
ружного и внутреннего шлифования очень высоки и позволяют дли-
тельное время получать детали с теми предельными отклонениями,
которые указаны в паспорте станка. В связи с этим появление по-
грешности обработки следует рассматривать как нарушение техно-
логического процесса в любой из его составных частей Определяю-
щая роль в вопросах точности обработки безусловно принадлежит со-
стоянию станка.
Проявление основных неисправностей круглошлифовального
станка особо высокой точности в погрешностях обработки показано
в табл. 9. Их величины могут быть определены. Так, например, сме-
12b
Таблица 9
Проявление основных неисправностей вруглошлифовальных
станков в погрешностях обработки
Характер погрешности обработки Погрешность или неисправность станка и оснастки Устранение неисправности
Конусооб- а) Непараллельность оси вращения а) Разворот верхнего
разность детали направлению продольного пе- ремещения стола в горизонтальной плоскости; б) несоосность передней и задней бабок станка в горизонтальной пло- скости; в) увеличенный зазор в передней опоре шпинделя изделия или в соеди- нении пиноль и корпус задней бабки; г) неперпендикулярность переме- щения шлифовальной бабки к оси вращения детали (при шлифовании коротких деталей) стола на необходимый угол; б) исправление пссоос- ности за счет обработки соответствующих направ- ляющих; в) регулирование под- шипников шпинделя из- делия и замена пиноли задней бабки; г) исправление направ- ляющих шлифовальной бабки
Бочко- или а) Отклонение от прямолинейности а) Исправление на-
седлообраз- ность продольного перемещения стола или непараллельность его оси детали; б) несоосность передней и задней бабок станка в вертикальной плоско- сти; в) малая жесткость детали; г) недостаточное охлаждение иравляюших; б) исправление направ- ляющих; в) шлифование с при- менением люнета; г) увеличение количе- ства подаваемой жидко- сти или изменение типа сож
Овальность а) Увеличенный зазор в опорах шпинделя изделия; б) плохое качество центров или центровых отверстий; в) плохое прилегание конических поверхностей центров в шпинделе из- делия и в пиноли задней бабки; г) большая исходная овальность детали (копирование ее при шлифо- вании) а) Регулирование под- шипников; б) исправление цент- ров, притирка центровых отверстий. в) повторное шлифова- ние конических поверх- ностей; г) анализ соответству- ющих операций
Биение а) Биение внутреннего конуса а) Исправление кони-
или несоос- ность повер- шпинделя изделия или пиноли задней бабки; ческйх поверхностей;
хностей б) биение центров или их износ б) повторное шлифо- вание центров
Огранка а) Нежесткость детали; б) плохое качество центров или центровых отверстий; в) увеличенный натяг в подшипни- ковых узлах шпинделя изделия; а) Шлифование с лю- нетом; б) исправление поверх- ностей; в) регулирование под- шипниковых узлов;
127
Продолжение табл. 9
Характер погрешности обработки Погрешность или неисправность станка и оснастки Устранение неисправности
Увеличен- г) износ подшипников бабки изде- лия; д) увеличенный зазор в подшипни- ках шлифовального шпинделя; е) плохая балансировка круга или неплотное крепление его на шпинделе а) Плохое состояние шпиндельного г) замена подшипни- ков; д) регулирование или перешабривание вклады- шей подшипников шли- фовального шпинделя; е) проверить состояние крепления и балансиров- ки а) Довести шпиндель-
ная шерохо- узла шлифовальной бабки: увеличен ный узел до норм точно-
ватость об- зазор во вкладышах, износ или по- сти;
работайной поверхности Неста- грешность рабочих поверхностей шпинделя, плохое прилегание поверх- ностей вкладыша и т. п.; б) посторонняя вибрация, переда- ющаяся на шпиндельный узел от подшипников электродвигателя или от неравномерности движения при- водных ремней; в) плохая балансировка шлифо- вального круга; г) несоответствие характеристики шлифовального круга обрабатыва- емому материалу; д) плохая очистка СОЖ или ее несоответствие условиям шлифования а) Износ механизмов нодачи шли- б) заменить подшипни- ки у электродвигателя; заменить ремни; в) проверить качество балансировки, г) заменить круг; д) заменить на све- жую (очистить емкость) или другого типа а) Ремонт механизма
бильность фовальной бабки; подачи;
размера шли- б) износ направляющих шлифо- б) исправление на-
фуемой дета- вальной бабки; правляюших;
ЛИ в) зазор в подшипниках шпинделя в) заменить подшипни-
изделия и в пиноли задней бабки ки или пиноль
щение оси одного из центров (или оси вращения детали) в верти-
кальной плоскости вызывает отклонение от цилиндричности:
где е — смещение одного из центров в вертикальной плоскости,
мм;
Дк—диаметр шлифовального круга, мм; Дд—диаметр детали,
мм.
При смещении оси пиноли задней бабки в горизонтальной плоско-
сти отклонение от цилиндричности возникает от изменения места
заднего центра в связи с колебаниями длин деталей:
у = 6 tg а,
128
| где 6 — допуск на изготовление деталей по длине; а — угол, вы-
Зйанный несоосностыо передней и задней бабки.
При внутреннем шлифовании погрешность обработки может быть
вычислена по аналогичным формулам в зависимости от того, какие
неисправности станка, технологической оснастки или шлифоваль-
ных кругов проявляются при обработке отверстий. Если при внут-
реннем шлифовании ось вращения детали по высоте не совпадает с
осью вращения шлифовального круга, то отклонение от цилиндрич-
ности можно вычислить по формуле
2еа
У~---------•
Основные’ неисправности внутришлифбкальных станков высо-
кой точности и их проявление в погрешностях обработки приведе-
ны в табл. 10.
Достижение высокой точности при шлифовании отверстий —
задача наиболее сложная из всех доводочных операций. Рассматри-
вая схему технологического процесса внутреннего доводочного
шлифования, нетрудно заметить дополнительные технические труд-
ности, отрицательно сказывающиеся на точности обработки.
Особенности эти определяются тем, что шлифовальный круг дол-'
жен быть меньше диаметра обрабатываемого отверстия. Если отвер-
стие имеет значительную длину (два-три диаметра), инструмент кре-
пят на оправке сравнительно малого диаметра при значительной
длине. Даже незначительные силы резания вызывают упругое от-
жатие оправки с абразивным кругом и ось вращения круга откло-
няется от направления продольного перемещения шлифовального
шпинделя. В связи с этим исключительное значение преобретает
повышение жесткости шлифовальных шпинделей (включая оправ-
ку). Под жесткостью какого-либо механизма или станка следует
понимать способность оказывать сопротивление перемещению де-
тали, находящейся под действием силы. Жесткость шлифовального
шпинделя круглошлифовальных станков составляет 20—30 кН/мм,
оправка шлифовального шпинделя внутришлифовальных станков
имеет жесткость в 100—200 раз меньшую.
При шлифовании отверстий малых диаметров и большой длины
никакими техническими приемами существенно увеличить жесткость
оправки не удается. В таких случаях для повышения точности об-
работки (для восстановления параллельности рабочей поверхности
круга его продольному перемещению) прибегают к развороту шли-
фовального шпинделя в горизонтальной плоскости на угол, равный
углу отжатия оправки при резании.
Второй серьезной технической сложностью достижения высокой
точности внутреннего шлифования является низкая скорость реза-
ния вследствие малых диаметров абразивных кругов. Для достиже-
ния скорости резания 40—50 м/с, а в некоторых случаях и 30 м/с
необходима частота вращения круга 100—200 тыс. об/мин. Это дос-
тигается применением электрошпинделей.
5 Зак. 1857
129
Таблица 10
Проявление основных неисправностей внутришлифовальных
станков в погрешностях обработки
Характер
погрешности
обработки
Погрешность или неисправность
станка и оснастки
Устранение
неисправности
Конусооб-
разность от-
верстия
а) Неправильная настройка движе-
ния шлифовального шпинделя;
б) непараллельность оси вращения
детали направлению перемещения
шлифовального шпинделя;
в) увеличенное отжатие шлифо-
вального круга при работе
«Бегаю-
щий» конус
(то обрат-
ный, то пря-
мой конус)
Седлооб-
разность
Бочкооб-
разность
Оваль- .
ность
а) Непрямолинейность перемеще-
ния шлифовального шпинделя;
б) увеличенный зазор в направляю-
щих механизмах подачи (бабки из-
делия или шлифовальной головки)
а) Неправильная настройка движе-
ния шлифовального круга (велик вы-
ход круга);
б) непараллельность оси вращения
шлифовального круга продольному
его перемещению;
в) непараллельность оси вращения
детали направлению перемещения
шлифовального круга (с вертикаль-
ной плоскостью)
а) Неправильная настройка движе-
ния шлифовального круга (мал вы-
ход круга);
б) недостаточное охлаждение или
загрязнение смазочно-охлаждающей
жидкости
а) Неравномерность радиальной
подачи;
б) износ или нарушение регулиров-
ки подшипниковых узлов бабки изде-
лия или шлифовального шпинделя;
в) периодическое снижение частоты
вращения шлифовального шпинделя
г) деформация детали при зажиме;
д) увеличенная исходная оваль-
юсть
а) Изменить величину
выхода круга из отвер-
стия;
б) исправление на-
правляющих или вывер-
ка бабки изделия;
в) проверка зазора в
подшипниках шлифо-
вального шпинделя и в
соединении оправки с
шпинделем
а) Устранить износ в
направляющих;
б) устранить зазор
а) Уменьшить величи-
ну выхода круга из от-
верстия;
б) выверка кронштей-
на для крепления шли-
фовального шпинделя;
в) выверить бабку из-
делия
а) Увеличить выход
круга из отверстия;
б) увеличить подачу
жидкости; проверить со-
стояние очистных меха-
низмов
’а) Исправить меха-
низм подачи;
б) сменить или отрегу-
лировать подшипники;
в) устранить проскаль-
зывание ремней в приво-
де шлифовального кру-
га; снизить радиальную
подачу;
г) изменить схему за-
жима;
д) разбраковать дета-
ли
130
Продолжение табл, 10
Характер погрешности обработки Погрешность или неисправность станка и оснастки Устранение неисправности
Увеличен- а) Биение рабочих поверхностей а) Исправить поверх-
=ная. шерохо шлифовального шпинделя; ности;
витость шли- б) износ подшипников или увели- б) отрегулировать или
•фованной по- ченный зазор в них на шлифовальном заменить подшипники;
верхности шпинделе или шпинделе изделия; в) биение оправки шлифовального круга или увеличенный зазор в месте ее соединения с шпинделем; . г) увеличена скорость движения в) заменить оправку; г) снизить соответству-
Неста- шлифовального шпинделя или часто- та вращения детали; д) плохая очистка СОЖ или ее не- соответствие обрабатываемому мате- риалу а) Износ направляющих для про- ющие скорости; д) заменить СОЖ а) Исправить направ-
бильнссть дольного перемещения шлифовально- ляющие;
размера шли- фуемого от- го шпинделя; б) неисправность в работе механиз- б) исправить меха-
верстия ма радиальной подачи; низм;
в) увеличена скорость продольного перемещения шлифовального шпинде- ля; г) увеличенный зазор в подшипни- ковых узлах шпинделя изделия в) снизить скорость; г) отрегулировать за- зор
Неисправности суперфинишных и хонинговальных станков.
Компоновка центровых суперфинишных станков аналогична компо-
новке круглошлифовальных станков, поэтому связь погрешностей
обработки с неисправностями станка, которые вызывают эти по-
грешностей обработки с неисправностями станка, которые вызывают
эти.погрешности, во многих случаях аналогичная (табл. 11).
Продольная подача обрабатываемых деталей осуществляется за
счет составляющей силы трения, которая возникает на поверхности
вращающихся валков при развороте их (или одного валка) на неко-
торый угол относительно оси детали. Ось обрабатываемой детали
находится выше осей валков так, что между плоскостью, проведен-
ной через оси валков, и плоскостью, проведенной через ось одного
из валков и ось детали, образуется угол, называемый углом кон-
такта.
Угол контакта и сила прижима брусков будут определять вели-
чину силы трения, вторая составляющая которой будет обеспечивать
вращение деталей на валках. Угол разворота валков составляет
0—3°, а угол контакта 15—20°. Если угол контакта меньше 15°,
происходит заклинивание деталей между валками, если он более
20° — детали проскальзывают на валках. Скорость вращения дета-
9*
131
Таблица It
Проявление некоторых неисправностей: центровых суперфинишных
станков в погрешностях обрабатываемых деталей !
Характер погрешности обработки Неисправность станка Устранение неисправности'
-Отклоне- ние от ци- линдричнос- ти " а) Непараллельность оси вращения детали направлению продольного пе- ремещения суперфинишной головки (в горизонтальной плоскости); б) несоосность передней и задней бабок станка в горизонтальной пло- скости; в) малая жесткость детали; а) Исправление на- правляющих салазок станков; б) выверка взаимного положения передней и задней бабок; в) вести обработку с люнетом;
г) большая сила прижима брусков к детали; г) уменьшить: силу на- стройкой редукционного клапана;
д) непостоянство силы прижима брусков к детали; д) устранить неисправ- ность в редукционном или напорном клапане,
Овальность Увеличен- ная шерохо- ватость об- работанной поверхности е) непостоянство скорости про- дольного перемещения суперфиниш- ной головки а) Не работает обратный клапан инструментальной головки; б) плохое качество центров или центровых отверстий передней и задней бабок; в) большая исходная овальность а) Неправильная настройка угла сетки суперфиниширования; б) несоответствие характеристики брусков обрабатываемому материалу; в) увеличена сила прижима брус- ков; е) устранить утечки в гидросистеме, устранить неисправность в регуля- торе скорости, прочи- стить фильтр а) Исправить обрат- ный клапан; б) исправление цент- ровых отверстий, пере- шлифовка центров: в) анализ предыдущих операций а) Увеличить частоту вращения деталей или уменьшить ход брусков и частоту их двойных ко- лебаний; ’б) подобрать правиль- но абразивные бруски; в) уменьшить силу на- стройкой редукционного клапана;
: : . :: - г) посторонняя вибрация инстру- ментальной головки г) устранить неис- правность гидросистемы, отрегулировать зазор в направляющих кареток механизма осциллирова- ния
132
Таблица 12
Проявление некоторых неисправностей бесцентровых
суперфинишных станков в погрешностях обработки деталей
Характер Неисправность стайка
погрешности' и отклонение технологического
обработки процесса
Устранение неисправностей
Непосто-
янство раз-
меров дета-
лей
Кон у со об-4
разность
, Овальность
, Бо;!кооб- .
ррз.ноёть
Огранка
. Увеличен-.
ная. шерохо-
ватость по-
верхности
П| пжгги ,
на поверх-
ности
а) Плохо подогнаны попе-
речные направляющие подаю-
щего валкового устройства;
б) увеличенный зазор в под-
шипниковых опорах валков
а.) Неправильная настройка
валков (отсутствие прямоли-
нейности перемещения детали
при ее- продольной подаче):
б) неравномерный износ вал-
ков
а) Не работает обратный
клапан инструментальной го-
ловки;
б), большая исходная оваль-
ность
а) Недостаточная жесткость
;вдлкоц в результате многократ-
ных иерешлифовок (предель-
,ный износ);
б) увеличена сила прижима
брусков
а) Уменьшен угол контакта в
валковом подающем устройст-
ве;
б) построенная вибрация в
механизме осциллирования
а) Неправильная настройка
угла сетки суперфиниширова-
ния;
б) несоответствие характери-
стики брусков обрабатываемо-
му материалу;
в) увеличена сила прижима
брусков;
г) посторонняя' вибрация ин-
струментальной головки
it и
а) Уменьшен угол контакта;
б) увеличена сила прижима
брусков;
в) несоответствие характери-
стики брусков обрабатываемо-
му материалу;
а) Исправление соединения
направляющих;
б) заменить подшипники
а) Проверить настройку;
б) проверить геометрию и
твердость валков, перешлифо-
вать или заменить новыми
а) Исправить клапан;
б) устранить погрешность
предшествующих операций
а) Заменить валки;
б) отрегулировать силу на-
стройки редукционного клапа-
на
а) Отрегулировать угол кон-
такта;
б) проверить гидросистему
механизма осциллирования и
зазоры в его наплавляющих
а) Увеличить частому вра-
щения деталей или уменьшить
величину продольной подачи;
б) подобрать правильно аб-
разивные бруски;
в) отрегулировать силу при-
жима;.
г) проверить, гидросистему
инструментальных головок и
зазоры в направляющих
а) Отрегулировать валковое
устройство;
б) отрегулировать величину
силы настройкой редукционно-
го клапана;
в) подобрать правильно
бруски;
133
Продолжение
Характер ; погрешности обработки Неисправность станка и отклонение технологического процесса Устранение неисправностей
Кольцевые, риски г) недостаточно охлаждение; загрязнение жидкости или не- соответствие его; д) малая частота вращения деталей а) Загрязнение валков; б) низкая твердость валков; в) загрязнение смазочно- охлаждающей жидкости г) проверить систему подачи СОЖ, при необходимости жид- кость заменить; д) увеличить частоту враще- ния валков а ) Прочистить, увеличить-по- дачу охлаждающей жидкости; б) проверить, при необходи- мости заменить; в) заменить СОЖ
лей и величину продольной подачи устанавливают изменением числа
оборотов и угла разворота валков.
Цилиндрические детали обрабатывают на валках с криволиней-
ной образующей профиля, чтобы при развороте их относительно
друг друга на 1— 3° детали перемещались строго горизонтально.
Так как валки механизма подачи являются технологической ба-
зой, то погрешности обработки на бесцентровых суперфинишных
станках связаны, прежде всего, с состоянием валкового механизма
продольной подачи и правильностью его наладки. Некоторые дефек-
ты обработки могут вызываться неисправностями других механиз-
мов станка (табл. 12).
При хонинговании требуемое качество обработанной поверхно-
сти (точность размера геометрической формы в поперечном и про-
дольном сечениях, шероховатость поверхности, отсутствие микро-
трещин, прижогов и других дефектов в поверхностном слое) дости-
гается наладкой станка. Она включает в себя про-верку зажимного
приспособления, установку соответствующего хона с абразивными
брусками подобранной характеристики, настройку цикла хонинго-
вания и установку режимов обработки, включая настройку необ-
ходимого да-вления разжима брусков и общего давления в гидроси-
стеме. Существенные неисправности станка будут выявлены уже на
этой стадии, однако в ходе обработки партии деталей погрешность
обработки может зависеть от менее значительных неисправностей
станка или ошибок в-наладке технологического процесса.
С точки зрения влияния неисправностей станка на погрешность
обрабатываемого отверстия работа хонинговального станка во мно-
гом сходна с работой внутришлифовального станка. Это необходи-
мо учитывать при .анализе возникающих погрешностей, не забывая,
безусловно, и принципиальных особенностей процесса хонингова-
ния. Наиболее часто встречающиеся неисправности станка и нару-
134
Таблица 13
Проявление некоторых неисправностей хонинговальных станков
в погрешностях обрабатываемых деталей
Характер погрешности- обработки Неисправность станка или отклонение технологического процесса Устранение неисправностей
Овальность а) Значительная несоосность а) Восстановить соосность;
Отклоне- оси отверстия и оси шпинделя; б) деформация детали при зажиме; в) повышенное давление - брусков; г) неправильное соотношение частоты вращения хона с вели- чиной продольной подачи; д) вибрация при вращении хона; е) значительная исходная овальность а) Неправильная установка б) снизить силу зажима или изменить схему зажима; в) снизить давление разжима брусков; г) уменьшить частоту враще- ния хона или (при возможно- сти) увеличить продольную по-_ дачу; д) уменьшить частоту враще- ния хона, устранить неисправ- ность в коробке скоростей или неуравновешенность в хоне; е) проанализировать преды- дущие операции а) Отрегулировать величину
ние от ци- величины хода и перебегов хо- перебегов и ход хона;
линдричн ос- ти на; б) неравномерность продоль- б) проверить отсутствие воз-
ного перемещения хона; в) выкрашивание брусков на их концах; г) неравномерность разжима брусков по их длине; д’) колебания давления в си- стеме разжима брусков за вре- духа в системе продольной по- дачи шпинделя, работу насоса, подпорного п предохранитель- ного клапанов; в) устранить удары при пе- реключении с ускоренного хода на рабочий гидроцилиндр шпинделя; г) проверить работу механиз- ма разжима брусков; д) проверить работу гидроси- стемы;
мя одного продольного хода шпинделя; е) увеличенный зазор в шарнирах хона, в подшипнико- вых опорах шпинделя, в креп- е) проверить указанные ме- ста, устранить зазоры
Увеличен- лении штока к шпиндельной головке, в круглых направляю- щих для перемещения головки а) Неправильно выбрана ха- а) Заменить бруски;
ная шерохо- ватость по- рактеристика, брусков; б) увеличенное давление б) отрегулировать давление
верхности брусков; в системе разжима брусков на-
стройкой редукционного клапа- на;
135
Продолжение табл. 13
Характер погрешности обработки Неисправность станка или отклонение технологического процесса Устраненйе неисправностей
в) неправильное соотношение
между частотой вращения хо-
на и его продольной подачей;
г) удары в момент реверса
хона;
д) слабы пружины, сжимаю-
щие колодки с абразивными
брусками;
е) загрязнена СОЖ
в) увеличить частоту враще-
ния шпинделя станка или
уменьшить скорость перемеще-
ния шпиндельной головки;
г) отрегулировать дросселя-
ми плавность реверса гидроци-
линдра;
Д) заменить пружины;
е) заменить СОЖ
шения технологического процесса, определяющие погрешности об-
работанного отверстия, приведены в табл. 13.
2. ТЕХНИЧЕСКИЕ СРЕДСТВА МЕХАНИЗАЦИИ . t
И АВТОМАТИЗАЦИИ
Механизация и автоматизация технологических процессов является
одним из наиболее эффективных путей повышения производитель-
ности труда в металлообработке. В этом легко убедиться, если срав-
нить изменения в конструкции и производительности станков лю-
-- бого типа за 15—20 лет. Каждая последующая конструкция станка
' отличается от предшествующей, прежде всего, тем, что доля физи-
ческого труда рабочего уменьшается при одновременном повышении
режимов обработки, скоростей перемещений, используемой мощно-
сти и т. п. Чтобы правильно понимать возможности механизации и
автоматизации при работе на отдельных станках, необходимо знать
сущность понятий механизация и автоматизация.
Любой технологический процесс обработки детали предусмат-
ривает относительные перемещения заготовки и инструмента для
придания детали определенной-формы и размеров; Эти Перемеще-
ния называют рабочими ходами. Однако до их осуществления'деталь
необходимо подать на обработку, закрепить-, Подвести'к-Щнструмен-
ту, а после обработки отвести в исходное положение, разжать,-снять
со станка и переместитьв заданном йайрайЭДейи-и для хранений- Та-
кие Движения Мьгназываем вспбмбгатёЛьньйЦи кодами. • ':::
' ’ Для дбСДижёния положительного ’реДуйРтйТа и рабочие1и вспомо-
гательные ходы должны осуществляться в строго определённой1 по-
следовательности, позаранёе спланированной программе; для вы-
полнений которой необходимо постбянноёвоздействиё в'ходе-ТёХ-йо-
. . ,133
логического процесса на его элементы. Такие воздействия опреде-
ляют существо управления процессом обработки
Управление технологическим процессом обработки .предусматри-
вает: изучение требований, предъявляемых к результатам опера-
ции (точность размеров и геометрических форм детали, шерохова-
тость поверхности и т. п.); переработку этой информации для созда-
ния программы действий и осуществление этой программы в виде
комплекса непосредственных воздействий на элементы станка или
выдачи определенных команд, вызывающих необходимые движения
по разработанной программе.
Управление работой любого станка зависит от характера произ-
водства (единичное, серийное, массовое) и от степени сложности обо-
рудования (универсальный станок или автоматическая линия). Кро-
ме отмеченных требований, управление должно обеспечить постоян-
ный контроль за'состоянием инструмента, за режимами резания, раз-
мерами детали, своевременное регулирование работы станка и пре-
дотвращение поломок станка, инструмента и детали.
Механизация процесса — это полная или частичная замена фи-
зического труда человека работой машин и механизмов. Механиза-
ция не охватывает процесс управления, и ее эффективность заклю-
чается в том, что производительность труда повышается одним из
двух путей: I) использование больших сил и мощностей позволяет
резко сократить время обработки (основное время) с увеличением
глубины резания, подачи повышением скорости резания; 2) исполь-
зование. машин, двигателей различных видов позволяет быстро и
точно,осуществить любые вспомогательные движения в технологи-
ческом процессе, тем самым сократить вспомогательное время (элект-
ромагнитные плиты, гидро- и пневмоцилиндры ускоренных подво-
дов и т.п.).
На первых этапах развития техники первому направлению уде-
лялось большее внимание, так как было необходимо, прежде всего,
облегчить условия труда, человеку; С ростом энерговооруженности
производства основное время обработки на современных станках
доведено до минут и секунд и в большинстве случаев вспомогатель-
ные движения составляют 60—80% общего времени операции. В та-
ких условиях механизация вспомогательных движений является
гее более и более актуальной задачей
Если поставить задачу передачи функции управления техноло-
гическим,процессом самому.станку, то мы получим автоматизирован-
ный станок .(станок-автомат). • . , •
Автоматизация процесса — это выполнение всех технологичес-
ких оцерадгищ транспортировки и контроля деталей машинами, без
непосредственного участия человека. Автоматизацию следует. рас-
сматривать как высшую форму развития механизированного про-
изводства. .... . . . •. .. . .. .. , , . .. . . ..
,, Автоматизация открываеткачественно но.вре направ^е^и^. повы-
шения производительности труда. .Она, освобождает ражего. от
•управления одйн‘й станком и .позволяет емуГосуществлять наблюде-
’ "137
кие за работой группы станков—автоматов или автоматической
линией. Рабочий — оператор одного станка превращается в рабо-
чего — наладчика группы станков.
С другой стороны, автоматизация процессов позволяет увеличить
скорости, различных движений до уровня, недостижимого при руч-
ном управлении. Применение электроники и счетно-решаклцих уст-
ройств в современных станках открывает неограниченные возмож-
ности для повышения производительности труда в любых видах
металлообработки.
В связи с различием понятий механизация и автоматизация все
механизмы, устройства, элементы и системы- в станке следует под-
разделять на механизирующие и автоматизирующие.
Средствами механизации рабочих и вспомогательных ходов в»до-
водочных станках являются механизмы, использующие энергию
электро-, пневмо-или гидропривода и преобразующие движения .ма-
шины-двигателя в необходимое технологическое движение исполни-
тельного органа. Так, во всех видах доводочных станков главное
движение осуществляется от электродвигателей с помощью какой-
либо механической передачи: ременной — в круглошлифовальных и
суперфинишных станках, зубчатой — в доводочных, притирочных
и хонинговальных и т. д.
Как ясно из описания доводочных станков, в них широко при-
меняют различные гидравлические исполнительные механизмы как
средства механизации движений подачи, ускоренного- подвода и от-
вода необходимых механизмов станка. Прежде всего, это гидроци-
линдры поступательного действия или гидромоторы (например, в-
приводе механизма осциллирования суперфинишных станков), а в
станке для суперфиниширования колец подшипников мод. ЛЗ-111
перемещения бабки изделия и суппортов осуществляются пневмо-
цилиндрами.
Однако есть ряд вспомогательных ходов, которые не связаны с
конструкцией доводочных станков, но механизация которых обяза-
тельна для эффективной их работы. Речь идет о механизации за-
жимных и загрузочных операций. Механизация зажима детали до-
стигается созданием специальных приспособлений., позволяющих
быстро и надежно ориентировать и закреплять деталь в удобном для
обработки положении.
На рис. 92 показано приспособление для крепления гильз при
Хонинговании отверстий с высокой степенью точности. Приспособ-
ление двухместное, так что замена гильзы в правой позиции проис-
ходит во время обработки гильзы в левой позиции. Гильза 2 равно-
мерно обжимается манжетой 3 за счет давления масла или воздуха
при подаче его в кольцевую полость корпуса 5. После обработки
гильзы в левой позиции фиксатор 6 выводится рукояткой 7 и при-
способление поворачивается вокруг оси 4 на 180°. Хон при обработ-
ке проходит через отверстие в верхней плите 1.
Механизация загрузки деталей предусматривает подачу их в ра-
бочую зону станка с определенным интервалом или непрерывно (в
138
зависимости от условий работы станка), при этом детали должны на-
ходиться в определенном положении (сориентированными в прост-
ранстве).
Тип загрузочного устройства зависит от типа станка, для кото-
рого оно .предназначается. Для доводочных станков наибольшее при-
менение находят бункерные и магазинные устройства . В отдельных
случаях-целесообразно применять специальные съемники, называе-
мые механическими руками.
Бункерное загрузочное устройство обеспечивает выдачу загото-
вок соориентированными (при загрузке их в бункер в беспорядке)"
Рис. 92. Приспособление для
крепления гильз при хонингова-
нии
Рис. 93. Трубчатый бункер с враща-
ющейся втулкой
На рис. 93 показан трубчатый-бункер с вращающейся втулкой.
Детали загружают в чаша I, которая заканчивается вращающейся
втулкой-ворошителем 2. Назначение ворошителя —менять поло-
жение заготовок в зоне попадания их из бункера в трубчатый лоток
4. Вращение ворошитель получает через зубчатую передачу 3 от
индивидуального привода или привода станка. Недостатком труб-
чатого бункерного загрузочного устройства является то, что при-
ходится постоянно перемешивать всю массу деталей, для чего не-
обходим привод значительной мощности. К тому же .при этом возни-
кает сильный шум. Бункерное устройство такой конструкции при-
меняют для деталей простой формы, не требующих специальной ори-
ентации.
Более сложным, но более универсальным бункерным загрузоч-
ным устройством является вибробункер. Принцип работы его за-
ключается в том, что лоток совершает возвратно поступательные
движения в горизонтальной плоскости с различными ускорениями,
а лежащая на лотке деталь перемешается вместе с ним при движе-
нии в одну сторону (ускорение меньше критического) и проскаль-
зывает при движении лотка в другую сторону (ускорение больше
критического). Таким образом детали будут плавно перемещаться в
одном направлении.
133
Аналогичное явление можно получить, меняя .силу трения
между деталью и лотком. Для этого бункер подвешивают на
пружинах, расположенных под некоторым углом к вертикали,
и приводят в колебательное движение с помощью электромаг-
нитов. При перемещении лотка вперед-вверх сила трения увели-
чивается и он проходит путь вместе с деталью, при движении
его назад-вниз сила
ностью отрывается
лоток возвращается
трения уменьшается (иногда деталь пол-
от
в
Рнс. 94. Схема вибрацион-,
ного бункера
лотка) и деталь проскальзывает, т. е.
первоначальное положение без детали.
Схема вибрационного бункера пока-
зана на рис. 94. Чаша бункера 1 уста-
новлена на трех плоских пружинах 3,
закрепленных в основании 4\. Внутри
чаши расположен винтообразный ло-
ток 2. В бункер засыпают обрабатыва-
емые детали, которые распределяются
ближе к стенкам чаши, так как дно ее
выполнено в виде конуса, обращенного
вершиной вверх. Чаша приводится в
колебательное движение электромагни-
том 5. При прохождении тока через его
обмотку создается магнитное поле,
благодаря которому якорь 6 при-
тягивается, а вместе с ним и чаша вибробункера. В результате этого
чаша несколько опускается, одновременно поворачиваясь, вследст-
вие прогиба плоских пружин. При выключении тока пружины воз-
вращаются в прежнее положение, заставляя чашу бункера подни-
маться и слегка поворачиваться в обратную сторону. Если пропус-
кать через электромагнит переменный ток, то чаша будет совершать
быстрые колебательные движения, при этом находящиеся внутри
бункера детали начнут перемещаться вверх по лотку 2.
Обычно в вибробункерах используют три электромагнита. Их
устанавливают напротив пружин, на которых укреплены якори.
Чашу бункера обычно изготовляют из алюминиевых сплавов, лот-
ки часто облицовывают резиной или пластмассой,’Электромагниты
питаются током промышленной частоты 50 Гц, т. е. чаша получает
3000 колебаний в минуту. Скорость движения деталей при этом со-
ставляет 7—8 м/мин. ,.
Вибробункеры широко применяют для механизации загрузки де-
талей в бесцентровые суперфинишные станки..Они просты по конст-
рукции, не имеют вращающихся деталей, долговечны,- отличаются
большой универсальностью. Магазинные загрузочные устройства
служат для хранения запаса деталей, предвдрительнр.,ориентиро-
ванных в пространстве, и выдачи их в рабочую зону станка.
Для круглошлифовальных и полировальных станков, применяют
лодковые. магазины; с дисковым (барабанным) питателем (рис. ,9>5),
и г.'Детади-;2^укладыв,ак>Т;Щдогок./|).,Из..цФкней)1^гадаст1Г(.дртали пр
одной, выталкиваются, штокомгидрртрли ^пцевмори.лцндр'а, Ц2,,в
МО
гнезДа питателя 3, который периодически поворачивается на опре-
деленный угол собачкой 5 через храповое колесо 4: Движение со-
баЧке сообщается гидро- или пневмоиилиндром Ц1. В рабочей зоне
деталь закрепляют, а после обработки переносят диском (бараба-
ном) питателя г разгрузочную позицию и выталкивают в лоток 6.
Недостаток такого загрузочного устройства в том, что его питатель
располагается в зоне резания и на него могут попадать не только
СОЖ, но также пыль, абразивные частицы и стружка.
Рис. 95. Лотковый магазин с дисковым питателем
Загрузочные устройства могут быть выполнены в виде различных
подъемников (механических, гидравлических и пневматических), ко-
торые переносят детали е транспортера в рабочую зону станка или
с одного станка на другой. Такие загрузочные устройства выполня-
ют функцию руки рабочего, поэтому их называют «механическая
рука». По конструкции они могут быть одинарными и сдвоенными.
Одна из конструкций сдвоенной механической руки показана на
рис. 96.
Каждая из механических рук имеет привод в виде сдвоенного
пневмо- или гидроцилиндра. Шток 7 с поршнем 8 служит для пере-
мещения руки 2. Полость штока заканчивается цилиндром 3, шток
5 которого с поршнем 4 поворачивает губки клещевого захвата 1.
При ходе штока 5 вниз клещи раскрываются, освобождают транспор-
тируемую деталь. Обратный ход обеспечивает пружина 6. Поворот
механической руки относительно оси штока при подъеме и опуска-
нии предупреждается штангами 9, закрепленными одним концом в
корпусе руки и проходящими через направляющие втулки во флан-
це 10.
/Сдвоенные механические руки могут быть вертикальными и го-
ризонтальными, с дополнительным поворотом или без него, поэто-
му йх применяют для любых типов дОВОдочйых станков. Недостаток
этого вида'загрузочного устройства — сложность пневмо- или гид-
И1
&
Рис. 96. Сдвоенная «механическая рука»
роцилиндров и высокие требования к точности изготовления отдель-
ных деталей и к сборке.
Механизация отдельных движений сопровождается передачей
значительной мощности, а системы управления строятся на эле-
ментах, потребляющих мало энергии. Простейшая система автома-
тического управления предусматривает наличие трех необходимых
142
элементов: датчика, преобразующего устройства и исполнительного
механизма станка.
Датчик — это устройство, чувствительный элемент которого вос-
принимает изменение какого-либо параметра (положения в прост-
ранстве или физического состояния) и преобразует его в электри-
ческий сигнал.
Преобразующее устройство — это устройство, позволяющее сла-
бые электрические сигналы, исходящие от датчика., усилить (элект-
Рис. 97. Электроконтактный
датчик мод. 233
Рис. 98. Схема
индуктивного
датчика
ровные или электромагнитные усилители) или преобразовать в уве-
личенный сигнал другого вида (пневматический, гидравлический
и т. п.).
. Усиленные от датчика импульсы используются для воздействия
на конкретный исполнительный механизм станка для изменения со-
стояния системы: снижения или увеличения скорости перемещения,
остановки или реверсирования, отключения или пуска и т. п.
В доводочных станках наибольшее применение находят элект-
роконтактные, индуктивные, пневматические или пневмоэлектри-
ческие, а также виброгенераторные датчики.
На рис. 97 показан электроконтактный датчик мод. 233, в котором
линейное перемещение штока преобразуется в электрический сигнал.
Наконечник штока 7 пружиной 3 прижимается с определенной си-
лой к контролируемой поверхности. При своем вертикальном пере-
мещении он поворачивает коромысло 6 на опоре 8 через толкатель
2 и пластину 4. На концах коромысла закреплены контакты Л7 и
К2, которые могут замыкать электрические цепи через контакты
КЗ и К4, положение которых регулируется головками 1 и 5. При
143
этом отмечаются лишь'крайние (наибольший и наименьший) раз-
меры. При некоторых изменениях в конструкции датчика можно вве-
сти показывающий прибор, по которому будут вйдны все проме- •
жуточные значения сигнала/
Индуктивные датчики относятся к бесконтактным. Схема тако-
го датчика показана на рис. 98. Щуп 2 опирается на измерительный
шток перемещение которого вызывает подъем или опускание яко-
ря 4. Якорь помещается между двумя катушками 3 и 5, которые
Рис. 99. Схема пневмосильфонного датчика
включены в преобразую-
щую электросхему, пред-
ставляющую собой элек-
трический мост. Если
якорь датчика занимает
среднее положение, то мост
находится в равновесии и
в диагонали моста между
Рис. 100. Схема вибро-
генераторного датчика
точками А и Б тока не будет. При любом другом положении якоря
реактивное сопротивление катушек 3 и 5 становится различным, и в
диагонали электрического моста появляется ток,’регистрируемый
гальванометром 6. По отклонению его стрелки можно судить об
изменениях на проверяемой поверхности.
Вторым типом бесконтактных датчиков является пневмоэлектро-
контактные. Принцип их действия основан на изменении давления
воздуха, выходящего через отверстия малого диаметра, при изме-
нении зазора между поверхностью датчика и контролируемой по-
верхностью.
На рис. 99 показан пневмосильфонный датчик. В контролируе-
мое отверстие 10 введена пробка-калибр 9. Сжатый воздух подает-
ся через фильтр Ф1 и регулятор давления РДЗ в полости’левого
2 и правого 6 сильфонов, представляющих собой Замкнутые тонко-
стенные латунные сосуды с гофрированными стейками. Расход воз-
духа через дроссель Др2 при'настроенном приборе будет1 постояй-
144
ным, при этом , постоянным „будет « давление в левом сильфоне.
Расход воздуха через сопла 8 и давление в правом сильфоне будут
зависеть от величины зазора между пробкой й поверхностью отвер-
стия, т. е. от фактического размера отверстия.
При малом диаметре отверстия расход воздуха через сопла умень-
шится, давление в правом сильфоне возрастет и рамка 3, подвешен-
ная на пружинах 4 и 5, переместится вправо и замкнет контакт 7.
При увеличении диаметра отверстия расход воздуха будет возрас-
тать и в конечном итоге уменьшение давления в правом сильфоне
вызывает смещение рамки влево и замыкание контакта 1.
Пневматические датчики могут работать в условиях высокой
чистоты воздуха и при отсутствии значительных загрязнений кон-
тролируемой поверхности.
Виброгенераторные датчики ВГД показаны на рис. W0. Прин-
цип их действия заключается в том, что измеряющий щуп 1 приво-
дится в колебательное движение с помощью электромагнита 2.
Щуп совершает 100 колебаний в секунду, в результате с контроли-
руемой поверхностью он соприкасается на очень короткое время
и с очень-малой силой'. Амплитуда колебаний шупа постоянна при
свободных колебаниях, однако она может ограничиваться (умень-
шаться) при приближении контролируемой поверхности к контакт-
ной поверхности щупаНа верхнем конце щупа закреплен якорь 3,
при колебаниях которого между полюсами постоянного магнита 5
в катушке 4 индуктируется электрический ток. Амплитуда колеба-
ний щупа будет определять силу индуктированного тока, реги-
стрируемого прибором 6, а следовательно и передавать - информа-
цию об отклонениях на контролируемой поверхности.
Виброгенераторные датчики надежно работают в условиях за-
грязненья, щуп их практически не изнашивается. Они могут найти
широкое применение для контроля различных параметров при ра-
боте доводочных станков: не только размеров деталей, но и сил реза-
ния, погрешностей геометрической формы и т. п.
Кроме датчиков техническими средствами автоматизации являют-
ся-реле времени, различные путевые электрические переключатели
и микропереключатели, гидро и пневмозолотники и панели управ-
ления, а в настоящее время — миникомпьютеры и электронно-вы-
числительные машины.
Любая система автоматического управления станком решает за-
дачу перемещения исполнительных органов в строго определенной
последовательности, т. е. по определенной программе. Команды уп-
равления в этом случае посылает механизирующее устройство (а не
человек).
В зависимости от способа формирования и подачи команд систе-
мы автоматического управления подразделяются на: а) командную;
б) путевую; в) следящую; г) систему с активным контролем,
д) систему программного управления.
Командная система управления — это система, основным эле-
ментрм которой является командоацпарат-носитель программы уп-
145
равления исполнительными органами. Им может быть вал с набо-
ром кулачков специального профиля, барабан с набором упоров,
воздействующих на микропереключатели и т. п.
Путевая система управления —это система, в которой сам ис-
полнительный орган при изменении своего положения дает команды
на выполнение других движений. Примером путевой системы управ-
ления может, служить работа внутришлифовального станка. Стол
станка, на котором смонтирован шлифовальный шпиндель, при сво-
ем движении в сторону обрабатываемого отверстия в определенные
моменты специальными упорами закрывает ограждение патрона,
открывает кран подачи смазочно-охлаждающей жидкости, включает
подачу масла в гидроцп.тиндр подвода детали к кругу и замыкает
электрическую цепь привода шпинделя изделия, включая вращение
патрона с деталью. В дальнейшем он же обеспечивает реверс своего
прямолинейного движения.
Следящая система управления — это система, основанная, на
постоянном слежении за положением инструмента или детали. До-
стигается это введением копиров, профили которых соответствуют
профилям обработанных деталей, и специальных устройств, ощу-
пывающих поверхность копиров, и выдающих соответствующие ко-
манды исполнительным, органам станка. Широко известны электро-
н гидро копировальные следящие системы управления станками.
Система-управления с активным контролем — это система, -в ко-
торой устройство для контроля какого-либо параметра обработки
(размера, шероховатости и др.) позволяет автоматически воздей-
ствовать на технологический процесс. В доводочных станках широ-
ко применяется система автоматического управления с активным
контролем размера обрабатываемой детали, когда по достижении
определенного размера станок отключается или изменяются режимы
его работы.
Система программного управления — это система с программо-
носителем в виде перфорированных лент и карт, кино- или фотоплен-
ки, магнитной ленты или панелей с переключающимися тумблера-
ми или переставляющимися штекерами. Это система, несмотря на
сложность, в настоящее время находит исключительно широкое
применение благодаря преимуществам: быстроте получения про-
граммы, быстроте переналадки на обработку разного вида деталей,
возможности многократного использования записанной програм-
мы и т. п. Станки с программным управлением по технологическим
признакам подразделяются на две группы: 1) станки с программиро-
ванием цикла и режимов обработки и 2) станки с числовым програм-
мным управленьем.
3. АВТОМАТИЗАЦИЯ КОНТРОЛЯ РАЗМЕРОВ,
ГЕОМЕТРИЧЕСКОЙ ФОРМЫ
И ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Чем выше требования к точности размера, правильности геометри-
ческой формы или шероховатости поверхности, тем большее внима-
ние приходится уделять измерению этих параметров. Ясно, что при
обработке на доводочных станках деталей высокой точности авто-
матизация контрольных операций приобретает особенно важное зна-
чение. Она позволяет не только повысить производительность тру-
да, но и во многих случаях предотвратить появление брака на опе-
рации.
Рис. 102. Схема работы ротаметра
Следует отметить, что не во всех случаях целесообразно полно-
стью автоматизировать контроль размеров и формы деталей. Во
многих случаях (особенно в мелкосерийном и единичном производ-
стве) достаточно иметь несложные, но надежные измерительные
приборы.
При обработке наружных и внутренних цилиндрических пов рх-
ностей широкое применение нашли различного вида измерительные
скобы. Один из контрольных приборов такого типа показан на
рис. 101. Измерительные наконечники А и В укреплены на рычагах
1 и 2. При помощи пружины 3 они соприкасаются с контролируемой
поверхностью. Рычаги смонтированы на плоских стальных, кресто-
образно расположенных пластинах, являющихся осью вращения
рычагов в точках С и D. В точке Е рычага 1 на таких же крестооб-
разных пластинах смонтирован рычаг 4, который суммирует пере-
мещения обоих наконечников и передает суммарное перемещение на
показывающий прибор 5. Соотношение плеч всех рычагов подобрано
так, что точка И получает перемещение, равное изменению размера
147
отверстия, поэтому какие-либо колебания самой детали’(по вертика-
ли) не вызовут погрешности измерения. Такой прибор позволяет
контролировать размер в процессе обработки, без остановки станка.
Доведенные или обработанные хоном отверстия, а также валы
после суперфиниширования, полирования или притирки могут быть
проверены с помощью пневматического прибора — ротаметра (рис.
102). '
Очищенный от пыли, влаги и масла воздух под-постоянным дав-
лением поступает в стеклянную коническую трубку 1, где под на-
пором воздуха при прохождении снизу вверх поплавок 2 поддержи-
вается во взвешенном состоянии. С повышением расхода воздуха
Рис. 1.03. Схемы контроля размера и формы поверхностей:
а —вала: б — отверстия, в — отклонения оси отверстия; 1, 2 — сопла пйевмопрйбора
возрастает скорость его движения, вследствие чего поплавок в Труб-
ке поднимается выше и кольцевая площадь проходного сечения уве-
личивается. Таким образом, высота подъема поплавка в трубке оп-
ределяет расход воздуха через ротаметр, который будет находиться
в прямой зависимости от величины зазоров ал и а2 между соплами
4 пневмокалибра и стенкой детали. Ротаметр настраивают по калиб-
ровочному кольцу или эталонной детали. Регулировочными винта-
ми 3 и 5 устанавливают расход воздуха (при введенном в кольцо
пневмокалибре) так, чтобы поплавок 2 находился против определен-
ного деления шкалы. Пределы измерений составляют 0,04 или
0,08 мм. Время срабатывания прибора 1,5 с. При измерении валов
пневмокалибр заменяют пневмокольцом.
Для контроля размера деталей с доведенными плоскостями пнев-
мокалибр устанавливается на жесткой опоре торцом вниз и сопло
выводится на этот торец. Контролируемые детали по доведенной по-
верхности основания пододвигаются под сопло пневмокалибра.
Таким образом, пневмопрьборы позволяют контролировать не толь-
ко диаметры валов и отверстий и линейные размеры Доведенных де-
талей, но и геометрическую форму их в продольном сечении или по
всей плоскости. Схемы контроля показаны на рис. 103.
Техническая характеристика пневмоприбора мод. 325
Давление воздуха в сети, 10~6 Па ................ 36.
.Длина рабочей части шкалы,, мм ................... ,250
Точность измерения, мм, С трубкой конусносГ.ыО:. '
1:400 . . . . . . . . . . . ..... - 0 I
1:1000 ........ . 004
Наибольшая возможная точность измерения, мм .... 0,005
148
В крупносерийном и массовом
производстве широко используют
приборы активного контроля. На
рис,/ 104 показана конструкция
устройства активного контроля с
помощью «падающей» пробки—ка-
либра, применяющейся при хо-
нинговании отверстий. На стержне
1 хона установлена измеритель-
ная пробка-калибр 7, которая под
действием пружины 6 в процессе
хонингования при каждом ходе
вниз стремится войтй*в обрабаты-
ваемое отверстие. При достижении
заданного размера пробка калибр
входит (падает) в отверстие и
своим буртиком замыкает контакт
датчика 2, в результате чего про-
исходит остановка станка.
Измерение шероховатости по-
верхности производится прибора-
ми трех типов: оптическими, щу-
повуми и-.пневматическими. Из
оптических приборов широко при-
меняют двойной микроскоп мод.
МИСMl или интерференционные
микроскопы мод. МИИ-1 — МИИ-5.
Приборы, принцип которых ос-
нован на методе ощупывания мик-
рорельефа поверхности алмазной
иглой, называются ощупывающи-
ми. Они позволяют не только ви-
зуально наблюдать, но и записать
микрорельеф поверхности.
На рис. 105 показана схема
пневматического прибора для из-
мерения шероховатости поверхно-
сти. Принцип работы его анало-
гичен принципу работы ротаметра.
К контролируемой детали 1 при-
ближается.; самоустанавливающая- ,
ся головка 3 с наконечником 2,:
имеющим воздушное сопло. В за-
висимости от’зазбра, опрёДеляёмбй
высотой.микронеровностей на кон-
тролируемой поверхности, , jiqnjia-z
вок 4 устанавливается против соот-
ветств'ующего деления шкалы 5.
Рис. 104. Хонингование отверстия
& контролем "йадайщей пробкой:
/ __ стержень; . 2 — датчик;, 3. — толка-
тель; 4 —фланец;. 5 — подшипник: б—
"Ц'ружива; 7 прббка-каЛйбр, ’'#Ь- об-
ч ‘ ' * р а<б а ты вэ ем ая. j дет а ль; 9 б русок *
М? , '
1$
4
Рис. 105. Пневмоприбор для измерения шероховатости поверхности
4. ПРИМЕРЫ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ
СТАНКОВ ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ
Высокая производительность процесса суперфиниширования и ра-
бота доводочных станков этого типа по полуавтоматическому
циклу позволяет превратить их в высокопроизводительные стан-
ки-автоматы введением одного лишь загрузочного устройства,
позволяющего создать непрерывный поток деталей в рабочей зо-
не (например, в бесцентровых суперфинишных станках) иля по-
давать детали в строго заданном ритме (в центровых суперфи-
нишных станках) .
На рис. 106 представлено загрузочное устройство магазинно-
го типа с цепным питателем. Оно предназначено для подачи де-
талей цилиндрической формы диаметром 10—80 мм и длиной
J00—800 мм в рабочую зону бесцентровых суперфинишных стан-
ков. Скорость подачи деталей 0,07 м/с.
Устройство представляет собой тумбу 1, на которой установ-
лен механизм загрузки 3, магазин 7 в виде наклонного стола и
цепной транспортер-питатель 8. Винтами 12 и 13 загрузочное
устройство устанавливают относительно оси движения деталей
в зоне резания. Транспортер приводится в движение от гидро-
мотора 10, скорость вращения которого регулируется дросселем 9,
через червячный редуктор 11с фрикцноннной муфтой. Детали
укладывают в магазин 7, откуда они поштучно подаются на
транспортер шибером 4. Подъем шибера произойдет после того,
как масло поступит в бесштоковую полость гидроцилиндра 2.
Шибер при перемещении вверх выдает деталь на транспортер,
которая при продольном перемещении поднимет пластину 6 и
введет ее в паз бесконтактного выключателя 5. Выключатель даст
команду на опускание шибера вниз, а при дальнейшем переме-
щении детали пластина освободится и бесконтактный выключа-
тель снова даст команду на подъем шибера, а Следовательно,
и на выдачу очередной детали. С цепного транспортера детали
150
непрерывным потоком поступают непосредственно на валковое
подающее устройство станка.
На рис. 107 показана схема автоматизации цикла шлифования
на прецизионном^ кр углошлифовальном станке. При включении
распределителя Р8 подается команда на ускоренный подвод шли-
фовальной бабки к обрабатываемой детали. Масло при этом от
гидросистемы станка поступает в левую полость гидроцилиндра
Ц1 и в штоковую полость гидроцилиндра Ц7, а через дроссель
Дрб — в гидроцилиндр Ц4. Шлифовальный круг быстро подхо-
Рис. 1'06. Загрузочное устройство с цепным питателем
дит к обрабатываемой детали, после чего цилиндр U4 продолжа-
ет перемещать шлифовальную бабку со скоростью рабочей чер-
новой подачи. После снятия основной части припуска датчик 7
контрольного устройства подает команду на переключение стан-
ка с черновой на чистовую подачу. Команда эта подается на элект-
ромагнит распределителя РЗ, который срабатывает и масло из
гидроцилиндра Ц4 поступает через дроссель Др2 на слив, в ре-
зультате чего скорость движения шлифовальной бабки уменьша-
ется (идет чистовая подача). По достижении заданного размера
контрольное устройство 8 включает электромагнит 9, переводя-
щий распределитель Р8 в положение быстрого отвода. Шлифо-
вальная бабка и контрольное устройство отводятся от обрабаты-
ваемой детали. Масло из гидроцилиндра Ц4 удаляется через
обратный клапан, минуя дроссель Дрб.
В случае, если деталь установлена с меньшим припуском и по-
сле, ускоренного подвода от гидроцилиндра Ц1 круг не коснулся
детали шлифовальная бабка может быть дополнительно ускорен-
151
Рис. 107. Схема автоматизации круг-
лошлифовального станка
но подана к обрабатываемой поверхности-за счет распределителя Р5.
При нажатии на его кнопку масло поступает в гидроцилиндр Ц4, ми-
нуя дроссель Дрб, и скорость движения штока / .увеличивается. По-
сле касания’ круга с деталью кнопку отпускают и шлифовальная баб-
ка перемешается со скоростью рабочей черновой подачи. Чтобы дви-
жение от гидроцилиндра Ц4 пе-
редавалось валу 2 поперечной
подачи, нужно зубчатое колесо
3 сцепить с валом. Это дости-
гается поворотом гайки 5, ко-
торая подожмет втулку 4 и
зубчатое колесо 3 к буртику
вала 2. При отпущенной гайке
шлифовальную бабку можно пе-
ремещать вручную от махов.ика
6 (движение настройки станка).
По полуавтоматическому цик-
лу работают и хонинговальные
станки. При наличии соответ-
ствующего зажимного приспо-
собления, подобно показанному
на рис. 96, и системы активно-
го контроля размера отверстия
цикл хонингования может быть
полностью автоматизирован.
Работа хонинговального стан-
ка мод. ЗН84 в отмеченных выше
условиях будет выглядеть таким
образом. Рабочий установил де-
таль в загрузочную позицию приспособления, поворотом крана за-
жал ее, повернул в рабочую зону и зафиксировал приспособление.
При этом подается команда на начало цикла. Хон при сжатых брус-
ках вводится в отверстие на пониженной скорости, после чего дает-
ся команда на разжим брусков и переключение движения шпиндель-
ной головки на рабочую скорость. Обработка идет до получения за-
данного размера, при этом пробка-калибр входит в отверстие .и через
датчик активного контроля размера даст команду на сжатие брусков,
медленный вывод головки и останов станка, Цикл обработки закон-
чен.
ГЛ А ВЛ ШЕСТАЯ
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
И ТЕХНИКА БЕЗОПАСНОСТИ
1. НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА НА ОТДЕЛОЧНЫХ
ОПЕРАЦИЯХ
В современном производстве с его высокой интенсивностью и-повы-
шающимися требованиями к качеству выпускаемой продукции от
правильной организации труда на любом участке зависят и общий
ритм работы всего предприятия и результаты труда большого кол-
лектива. Абразивная отделочная обработка является заключитель-
ной операцией всего процесса обработки, как правило, дорогостоя-
щих деталей, впитавших в себя труд большого коллектива рабочих:
токарей, фрезеровщиков, слесарей, шлифовщиков. Труд на отде-
лочных операциях должен быть организован с учетом всех специфи-
ческих особенностей применяющихся процессов отделочной обра-
ботки и вида производства.
Правильная (научная) организация труда предусматривает соз-
дание условий для высокопроизводительной работы. Она включает
разумное разделение и кооперацию труда; применение рациональ-
ных приемов и методов труда; повышение квалификации работаю-
щих; правильную организацию рабочего места; создание здоровых,
абсолютно безопасных условий работы; постоянное" квалифициро-
ванное обслуживание рабочих мест; научно обоснованное нормиро-
вание и прогрессивные формы оплаты труда; освобождение рабо-
чих от тяжелых, утомительных и однообразных операций путем ме-
ханизации или автоматизации их, воспитание творческого отноше-
ния к труду, чувства ответственности за работу бригады, участка,
цеха.
2. РАБОЧЕЕ МЕСТО НА ОТДЕЛОЧНЫХ ОПЕРАЦИЯХ
Общий уровень организации труда проявляется, прежде всего в ор-
ганизации рабочих мест. Под Организацией рабочего места следует
понимать создание условий Высокопроизводительного труда с на-
пменьшей затратой сил и времени, без Лишних и неудобных движе-
ний, без непроизводительных потерь и вынужденных простоев, без
повреждений деталей и высоким качеством обработки их на конкрет-
ной операции.
Рабочее место включает часть производственной площади, при-
лежащей к станку и оснащенной необходимыми средствами труда,
инвентарем,'присНоСоблениями, инструментом и технической доку-,
ментацией. Рабочее место на доводочных операциях оснащается с
учетом его технологических особенностей и Характера произведет- <
ва (серийного или массового). Все технические средства оснащения
153
рабочих мест у доводочных станков могут быть подразделены тга
постоянные, которые сохраняются при выполнении любых произ-
водственных заданий, и временные, необходимость в которых воз-
никает лишь при обработке определенных деталей'.
К постоянным элементам оснащения доводочных операций, кро-
ме станков, следует отнести инструментальные тумбочки (для мел-
косерийного производства) или приемные столы с необходимыми
ящичками для инструмента, легких приспособлений, технической
документации и т. п.; подставки для тары и контрольных приборов;
подножные деревянные решетки, перекрывающие пол но всей зо-
не обслуживания станка; все материа-
лы. и принадлежности для смазки,/ чи-
стки и ухода за станком.
Временными предметами оснащения
могут быть контрольные приборы, при-
способления или инструменты; тара с
деталями, технологическая документа-
ция, инструмент и ряд. других элемен-
тов.
Рациональная организация рабочего
места на доводочных операциях должна
предусматривать, прежде всего, полную
Рис. 108. Приемный безопасность выполнения работ. Это
стол для доводочных к „
ставков требование учитывается как в самой
планировке рабочего, места, так и с
точки зрения необходимости тех или
иных приборов, деталей и приспособлений. На рабочем месте долж-
ны быть лишь предметы, необходимые для выполнения данной опе-
рации. Все они должны располагаться в определенном, удобном для
пользования порядке, желательно всегда в одном и том же месте.
В( е, что рабочий берет левой рукой, должно лежать слева, а все что
берет правой — справа.
Деталей должно быть такое число, которое необходимо для бес-
перебойной работы в течение смены. Нельзя загромождать рабочее
место излишним их запасом. Обрабатываемые детали желательно
располагать так, чтобы были наименьшими затраты, усилий и вре-
мени на их установку и снятие со станка после обработки. Самым
наилучшим можно считать расположение деталей на той высоте, на
которой ведется их обработка. Для этого столик, где располагаются
детали до и после обработки, должен, находиться на высоте линии
центров, например, суперфинишного, шлифовального станка или
быть на уровне стола доводочного и хонинговального станка.
На рис. 108 показана одна из конструкций столика, которая мо-
жет применяться на рабочих местах у Доводочных станков в усло-
виях крупносерийного и массового производства. Непосредственно
на столике 1 размещают детали, поданные на обработку и обработан-
ные (если их размеры невелики). Здесь же могут находиться часто
употребительные инструменты: контрольные скобы, необходимые
154
.ключи и т. п. В узком верхнем выдвижном ящичке 2 хранят техни-
ческую документацию: технологические карты, справочники, Ин-
струкции-и т.п. Четыре ящичка 3 дозволяют хранить различный ин-
струмент так, чтобы измерительный хранился отдельно от режущего
инструмента, салфетки отдельно от принадлежностей для ухода за
станком. Полочка 4 — это место для размещения легких, постоян-
но-применяющихся приспособлений, таких, как оправки для креп-
ления деталей, сменные инструментальные головки (хонинговаль-
ные, суперфинишные и т. п.), кассеты и сепараторы (для доводоч-
ных станков) и т. д.
В современном машиностроении нередко рабочее место имеет
прямую связь с диспетчерским пунктом, обеспечивающим опера-
тивное управление всем производством.
3.'ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА
В современных условиях обслуживание производства является ис-
ключительно важным, но трудоемким делом. В ходе обработки дета-
лей много труда и времени затрачивается на перемещение материа-
лов, заготовок, деталей, приспособлений, инструментов и т. п.; на
ремонт оборудования; технологическое оснащение; приемку про-
дукции и т. д. На каждую операцию по обработке деталей в машино-
строении приходится от четырех до шести перемещений; трудоем-
кость транспортировок составляет более 20% общей трудоемкости
обработки.
Под правильной организацией обслуживания рабочего места на'
доводочных операциях следует понимать комплекс мероприятий,
проводимых как самим рабочим, так и представителями различных
служб и подразделений предприятия, обеспечивающих бесперебой-
ную производительную работу в течение всей смены.
Обязанностью рабочего является: своевременный и системати-
ческий уход за станком; обеспечение на рабочем месте порядка и чис-
тоты; строгое соблюдение всех требований технологического про-
цесса; знание и выполнение правил техники безопасности.
Роль служб и подразделений предприятия сводится к следующе-
му; своевременному доведению до рабочего производственного за-
дания; обеспечению документацией (чертежами, технологическими
картами, нарядами и т. п.) и предметами труда; своевременному ре-
монту оборудования; организации контроля за качествам выполнен-
ных работ; созданию на рабочем месте здоровых и безопасных усло-
вий труда.
К уходу за доводочными станками относится регулярная чистка
станков, смазка трущихся поверхностей и мест ручной смазки, ре-
гулирование механизмов согласно требованиям технической эксплу-
атации, а также мелкий ремонт и замена изношенных деталей, та-
ких как рукоятки маховичков, различные болты, винты и т. п. При
правильном уходе за станком он длительное время безотказно ра-
155
ботает, появляется возможность своевременно.заме.чать.ц устранять
неисправности,- .... , •
Для доводочных станков можно рекомендовать следующий комп-
лекс мероприятий по уходу и смазке. До начала работы: проверить
исправность всех механизмов, убедиться в наличии всех огражде-
ний, проверить работу систем централизованной смазки (по мано-
метру масляного насоса, пульсации масла в специальном смотровом
стекле и т. п.) и уровень масла в картерах и емкостях станка; сма-
зать места ручной смазки из специальной масленки закрытого ти-
па; опробовать работу станка на холостом ходу.
Во время работы на доводочных станках следует: следить за на-
гревом подшипниковых узлов, не допуская их перегрева; обращать
внимание на правильность и четкость работы всех механизмов стан-
ка; следить за тем, чтобы не было течи масла через уплотнение и
прокладки, а также, чтобы не было смешения охлаждающей жидко-
сти с маслом в системе гидропривода или в системе смазки; оберегать
гибкие шланги и металлические рукава от ударов острыми металли-
ческими предметами и от загрязнения их; не допускать небрежного
обращения со станками (удары молотком, неправильные приемы ос-
танова вращающихся частей, создание опасных сил применением
дополнительных рычагов); для применения и отвертывания гаек и
винтов применять исправные ключи.
Ежемесячно необходимо очищать и. промывать, охлаждающую
систему и заливать новую эмульсию. Периодически доливать или
менять масло в емкостях станка. Проверять натяжение ремней, не
допуская их ослабления и чрезмерного натяжения. По окончании
работы убрать станок: смыть отходы абразивной обработки со сто-
лр, протереть чистыми тряпками открытые трущиеся поверхности
и .смазать все места ручной смазки. Уборку станка можно произво-
•дить только при его полном отключении. Если во время работы от-
мечался повышенный нагрев подшипников, нечеткая работа отдель-
ных механизмов .или другие отклонения, следует об этом известить
мастера и представителей ремонтной службы. .
Планирование сменного задания осуществляет мастер или бри-
гадир (при бригадной системе работы). Рабочий доводочных стан-
ков должен заблаговременно ознакомиться с чертежом обрабаты-
ваемой детали, технологией доводочных операций, а пру необходи-
мости получить консультацию: у мастера или технолога. Детали
транспортируются, как правило, специальными рабочими. .
Своевременность текущего .ремонта, .станка будет зависеть рт. пра-
вильного изложения характера . неисправности., .Очен^ важно при.
этом отметить погрешность обработки, которая была связана "с не-
исправностью парка. Такая информация, прмогает -ремонтникам
быстро-и. точно..определить, причцну, нарушения в работе станка.^.
Контроль качества обработки на доводочных Л’Та!!(Р,.х
приятна оче,нь .ответств^нрре, да^дак яэ^дврци^Ж^Ш®’
поверхности и точности г,еоме,триирчен|ь:.вь1ср15))^;ч Однавдда^рведр^^
нцх ставках, как .правило, работают специзлирты вДсркри^кнадифи.*,
156;
'каций, не ДопуСкающйё брайа, а многие работаю? с личным клеймом,
являющимся высшим знаком доверия со стороны работников техни-
ческой) контроля.
4. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ РАБОТЕ НА ОТДЕЛОЧНЫХ СТАНКАХ
Советское трудовое законодательство предусматривает разносто-
ронние меры по созданию здоровых и безопасных условий труда.
Цель достигается мероприятиями трех различных видов: техничес-
кими, санитарно-гигиеническими и правовыми.
Технические^.мероприятия по обеспечению Здоровых и безопас-
ных условий труда на отделочных операциях Включают: применение
таких технологических процессов, при которых не возникает опас-
ность для здоровья, а тем более для жизни работающего; создание
станков, конструкция которых исключала бы даже случайные вред-
ные воздействия на человека; соблюдение общих правил техники
безопасности специальных требований на конкретной операции.
При работе на станке, естественно, главным требованием является
соблюдение правил техники безопасности.
До начала работы на любом из доводочных станков рабочий
должен изучить станок, усвоить приемы работы и порядок включе-
ния И выключения всех его механизмов.
Запрещается работать на неисправном станке, использовать
станок не по назначению, а также оставлять без присмотра работаю-
щее станки.
Перед началом работы необходимо убедиться, что рабочая одежда
в порядке: застегнуты пуговицы на рукавах, в одежде нет развеваю-
щихся концов, свободно свисающих поясов и т. п. Длинные волосы
должны быть убраны под плотно облегающий головной убор.
Следует убедиться в исправности станка и инструмента. Инстру-
мент нужно разложить в необходимом порядке. Необходимо также
выполнить все требования по обслуживанию станка до начала рабо-
ты. Запрещается измерять детали до полной остановки станка, ре-
гулировать ставок во время работы, тормозить подвижные части
рукой, касаться руками только что обработанной детали, открывать
дверцы электрошкафов. При обработке деталей на доводочных стан-
ках правка абразивных инструментов должна производиться только
специальными устройствами с надежным закреплением их на ста-
нинах или столах станков. Перед включением станка рабочий дол-
жен убедиться в правильности установки и зажима обрабатывае-
мой детали.
Рабочий должен строго соблюдать режимы работы, указанные в
технологической карте, а также своевременно замечать любые от-
клонения в работе станка.
Для доводочных операций наиболее важным является оборудо-
вание станков надежной, эффективной вентиляционной системой.
Ойа должна не только обеспечить надежный-отсос пыли И отходов
15*7
обработки, но ив ряде случаев быть приточно-вытяжной, т. е. вза-
мен отсасываемой порции загрязненного воздуха должно подаваться
такое же количество свежего, чистого Чистый воздух должен по-
даваться непосредственно в зону, где находится рабочий. Приточно-
вытяжные вентиляционные.системы включают нагревательные и ох-
лаждающие устройства, позволяющие подавать воздух с температу-
рой, соответствующей санитарным нормам.
Вторым условием является обеспечение на рабочем.месте хоро-
щей освещенности. Следует иметь в виду, что выполнение таких от-
ветственных, высокоточных операций, к которым относятся все до-
водочные операции, требует от рабочего повышенного зрительного
напряжения. В связи с этим освещенность рабочей зоны у доводоч-
ного станка не просто должна соответствовать санитарным нормам,
но и быть достаточно равномерной и подходящей по качеству (пра-
вильные сочетания естественного и искусственного освещения, на-
правленность светового потока, матовые электролампы или люми-
несцентные лампы). Для сохранения хорошего освещенности следу-
ет своевременно удалять пыль как с лампы, так и со стекол световых
фонарей и окон.
К факторам, ухудшающим гигиенические условия на машино-
строительных предприятиях, относятся шум и вибрации, возникаю-
щие при работе станков. Шум и вибрации повышают утомляемость,
ослабляют внимание, вызывают головные боли.
Для различных условий производственной деятельности разра-
ботаны предельно допустимые нормы вибрации или уровни шума.
Следует помнить, что все выпускающиеся станки и вспомогатель-
ное оборудование доводочных станков (отсосы, сепараторы, гидро-
станции и т. п.) проверяются на соответствие допустимым нормам
вибрации и шума.
"" Мероприятия правового порядка, направленные на оздоровление
условий труда и охрану здоровья работающих, проводятся на ос-
нове Конституции СССР, Кодекса Законов о труде и специальных
законов и постановлений правительства. Соблюдение в полном объ-
еме трудового законодательства на предприятии контролируют проф-
союзы и юристконсульты.
При работе на доводочных станках в сравнении с другими стан-
ками создается повышенная опасность вследствие особенностей са-
мих технологических процессов: работа часто выполняется на высо-
ких скоростях резания; абразивный инструмент обладает гораздо
меньшей прочностью, чем лезвийный; он очень чувствителен к виб-
рациям, перегрузкам и ударным движениям. Малейшая неравно-
мерность подачи или вращения инструментальных головок может
вызвать невидимые микротрещины с последующим неожиданным
разрушением абразивных кругов, брусков, ленты и т. п.
Вторая особенность работы на доводочных станках заключает-
ся в том, что большинство доводочных технологических процессов
требуют применения смазочно-охлаждающих жидкостей на основе
керосина и различных паст.
158
Если-лервые особенности п^кйочных процессов требуют, лишь
.соблюденГш'Тгравил хтш^^-лизамены абразивных -инструментов,
соблюденияЧгребоватТи^технологического процесса, то для защиты
от вредного влияния СОЖ необходимо постоянно выполнять сле-
дующие предписания: перед началом работы смазывать руки спе-
циальной мазью (50% вазелина и 50% водного ланолина); всегда
пользоваться ограждениями для предотвращения разбрызгивания
СОЖ; работать только в спецодежде и менять ее после работы;
тщательно мыть руки теплой водой с мылом перед обедом и после ра-
боты; менять смазочно-охлаждающую жидкость в установленные
сроки.
При работе на полировальных, ленточно-шлифовальных и неко-
торых шлифовальных станках главными вредными выделениями
являются пыль и продукты разложения в результате высокой тем-
пературы в зоне резания. Может возникнуть также и повышенная
электроопасность, так как вредные выделения снижают диэлектри-
ческие свойства воздушной среды.
В некоторых случаях доводочные процессы ведутся с удержанием
детали в руках. В таком случае применяются подручники, уста-
новка которых относительно инструмента должна соответствовать
требованиям техники безопасности.
Из других особенностей работы на доводочных станках следует
отметить, что обрабатываемые детали уже имеют достаточно высокую
точность и низкие параметры шероховатости поверхности. Это тре-
бует особой аккуратности при хранении деталей до и после обработ-
ки. Желательно размещать их в деревянных кассетах или в край-
нем случае перекладывать плотной бумагой. Следует помнить, что
доводочные операции завершающие, и любые небрежности в обра-
щении с деталями могут вывести в брак практически готовую, как
правило, дорогостоющую деталь
Безопасные условия работы на доводочных станках обеспечива-
ются наличием различных защитных и оградительных устройств.
К таким устройствам относятся защитные кожухи, щитки, различ-
ные решетки, а также блокировочные устройства.
В заключение следует сказать, что охрана здоровья рабочих,
как и соблюдение всех требований техники безопасности, является
неукоснительной обязанностью любого члена коллектива промыш-
ленного предприятия.
СПИСОК Л И Тхра ТУРЫ
1 Абразивная и алмазная обработка материалов. Справочник. 7 Под ред.
д-ра техн, наук проф. А. Н. Резникова. М.: Машиностроение, 1977 39! с
2. Бабаев С. Г., Садыгов П. Г. Притирка и доводка поверхностей дета*
лей машин. М.: Машиностроение, 1976, 128 с.
3. Кремень 3. И,, Павлючук А. И. Абразивная доводка Л.: Машино-
строение, 1967, 114 с.
4. Куликов С. И,, Романчук В. А., Ризванов Ф. Ф. Системы управления
циклом работы хонинговального станка. — Машиностроитель, 1968. ,
5. Кувшинский В, В, Автоматизация технологических процессов в маши-
ностроении. М.: Машиностроение, 1972. 272 с.
о. Лоскутов В. В. Шлифовальные станки. М.: Машиностроение, 1976.
190 с.
7. Мазальский В. Н. Суперфинишные станки. Л.: Машиностроение, 1974,
160 с. ...
8. Маслов Е. Н. Теория шлифования металлов М.; Машиностроение,
1974.319 с.
9. Масловский В. В. Технология обработки на доводочно-притирочных
станках. М.: Высшая школа. 1979, 151 с.
10. Орлов П. Н. Алмазно-абразивная доводка деталей. М.; НИИмаш,
1972. 200 с.
11. Панин Г. Н., Фефелов Н. А. Механизация и автоматизация процессов
обработки прецизионных деталей. Л.: Машиностроение, 1972. 342 с.
12. Паньков Л. А., Костин Н. В. Ленточное шлифование высокопрочных
материалов. М.: Машиностроение, 1978. 128 с.
13. Хонингование. Справочное пособие / С. И. Куликов, В. А. Романчук,
Ф. Ф. Ризванов, Ю. Евсеев. М.: Машиностроение, 1973. 168 с.
14. Яшерицин П. И., Зайцев А. Г,, Барбатько А. И, Тонкие доводочные
процессы обработки деталей машин и приборов. Минск: Наука и техника
1976. 328 с.
ОГЛАВЛЕНИЕ
Стр.
Предисловие •...................................................... 3
Глава первая. Общие сведения о металлорежущих станках .... 5
1. Технологический процесс как основа создания и изучения станка 5
2. Элементы процесса резания................................... 6
3. Компоновка станков для отделочной обработки................. 9
4. Классификация станков для отделочной обработки .... 12
5. Кинематическая и гидрокинематическая схемы станка . . 14
Глава вторая. Типовые механизмы станков для отделочной обработки.
Смазочно-охлаждающие жидкости......................................15
1. Механические передачи. Валы, шпиндели и их опоры ... 15
2. Муфты. Направляющие станков............................22
3. Коробки скоростей. Инструментальные головки. Гидравлические
передачи .................................................... 25
4. Конструктивные особенности доводочных станков .... 37
5. Смазочно-охлаждающие жидкости..........................39
Глава третья. Отделочные станки для обработки связанным абразив-
ным зерном................................................43
1. Прецизионное наружное и внутреннее шлифование .... 43
2. Сущность процесса суперфиниширования...............57
3. Сущность процесса хонингования.....................77
4. Ленточное отделочное шлифование и полирование .... 90
Глава четвертая. Отделочные станки для обработки поверхностей сво-
бодным абразивом..........................................96
1. Сущность процесса доводки-притирки.................96
2. Вертикально-доводочные станки мод. 3806 и ЗБ814 .... 99
3. Станки для доводки отверстий......................108
4. Вибропритирочные и виброполировальные станки . . . . 116
5. Специализированные доводочные станки..............122
Глава пятая. Возможные неисправности станков для отделочной обра-
ботки. Механизация и автоматизация станков для отделочной обра-
ботки ............................................................126
1. Основные неисправности станков.............................126
2. Технические средства механизации и автоматизации . . . 136
3. Автоматизация контроля размеров, геометрической формы и ше-
роховатости поверхности.......................................147
4. Примеры механизации и автоматизации станков для отделочной
обработки.....................................................150
Глава шестая. Организация рабочего места и техника безопасности 153
1. Научная организация труда на отделочных операциях . . . 153
2. Рабочее место на отделочных операциях......................153
3. Обслуживание рабочего места...............................155
4. Охрана труда и техника безопасности при работе на отделочных
станках.......................................................157
Список литературы.................................................160
60 коп.
Машиностроение