




















Автор: Гавриш А.П.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы электротехника отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение обработка металлов
Год: 1985




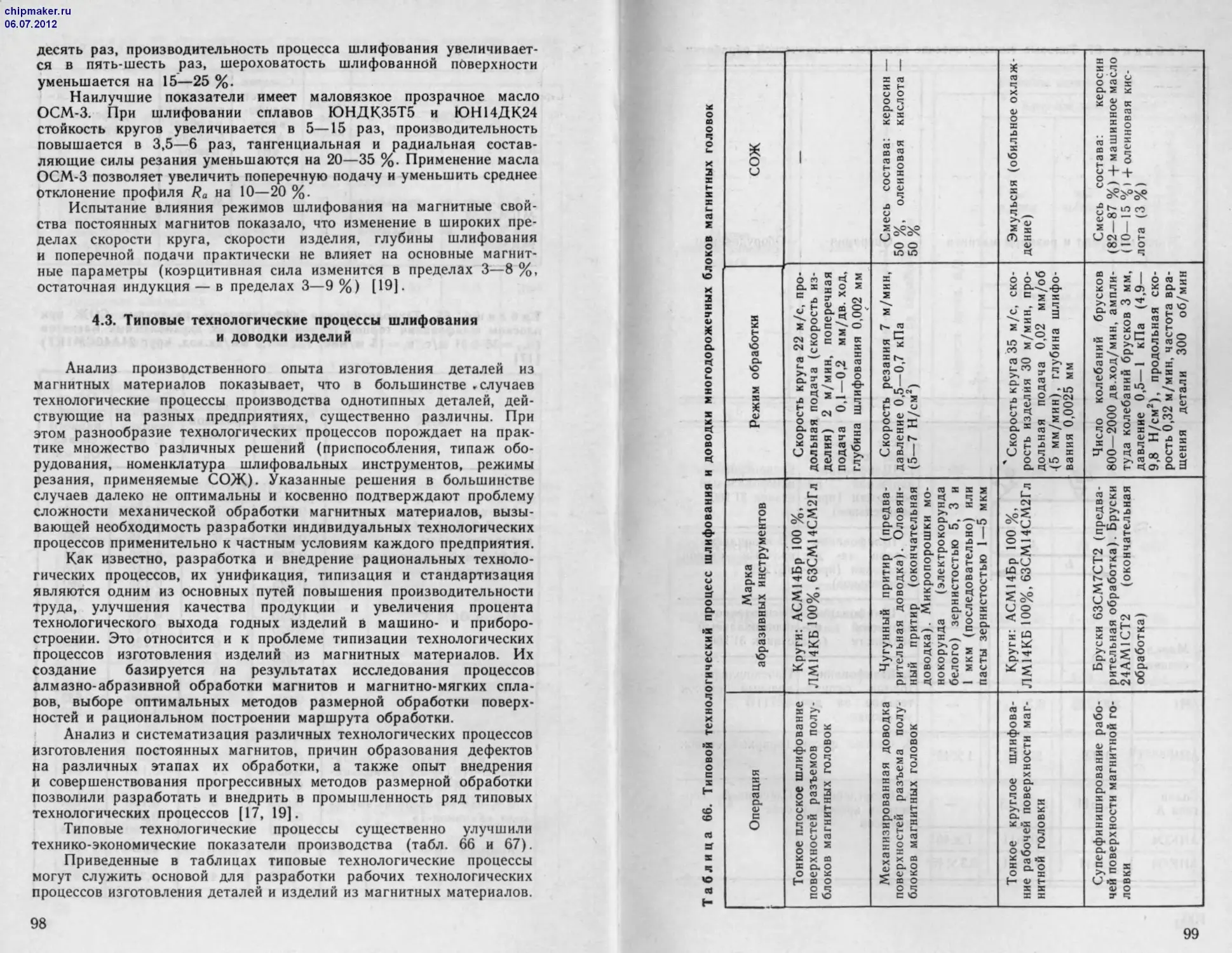
библиотечка шлифовщика
Chipmaker.ru
\ Гавриш
Шлифование
и доводка
магнитных
материалов
ь.
/
chipmaker.ru
06.07.2012
библиотечка шлифовщика
Выпуск 11
А. П. ГАВРИШ
Шлифование
и доводка
магнитных
материалов
Под редакцией
канд. техн, наук 3. И. Кремня
Chipmaker.ru
ТЕХНИЧЕСКАЯ
Е’| -Л ТЕК А
— Г Г - . J- 141 . *
Ленинград «Машиностроение»
Ленинградское отделение
1985
chipmaker.ru
06.07.2012
ББК 34.637.3
Г! 2
УДК 621.923.6:621.318.4
Редакционная коллегия: Ю. Н. Воробьев,
А. А. Зыков, 3. И. Кремень (ответственный редактор),
А. А. Маталин, В. И. Муцянко, Д. Г. Письменный, Л. Н. Фили-
монов
Рецензент В. М. Коломазин
Гавриш А. П.
Г 12 Шлифование и доводка магнитных материа-
лов/Под ред. 3. И. Крем н я.— Л.: Машино-
строение, Ленингр. отд-ние, 1985. 117 с., ил.—
(Б-чка шлифовщика).
45 к.
В брошюре рассмотрена технология шлифования и доводки
магнитных материалов. Даны рекомендации по выбору инструмента,
режимов обработки, смазочно-охлаждающих жидкостей (СОЖ).
Показана эффективность применения инструмента из алмаза и эль-
бора, позволяющих повысить качество изделий.
Данный выпуск издается впервые. Брошюра предназначена
для рабочих-шлифовщиков.
г 2704040000-096 ББК 34.637.3
038(01 )-85 6П4.67
© Издательство «Машиностроение», 1985 г.
ПРЕДИСЛОВИЕ
Chiomaker.ru
Главными факторами дальнейшего развития машинострои-
тельных отраслей’ промышленности являются совершенствование
и интенсификация производства, изменения в его организации
и технологии, выявление новых путей и возможностей научно-
технического прогресса, ускорение роста производительности труда
и повышение эффективности общественного производства.
Решение поставленных задач возможно только на базе меха-
низации и автоматизации производственных процессов, внедрения
в промышленность новых технологических процессов, станков с ЧПУ,
промышленных роботов и применения электронно-вычислительных
машин (ЭВМ). Бурный рост вычислительной техники оказывает
огромное влияние на многие области знания, способствуя раз-
витию и внедрению кибернетических методов решения широкого
круга проблем в науке, технике, экономике и управлении. Совре-
менные успехи в построении цифровых вычислительных систем
характеризуются использованием комплекса различных устройств,
способных принимать, хранить и выдавать большие массивы разно-
образных данных.
Дальнейшее повышение производительности ЭВМ и расширение
круга задач, решаемых на них, связаны с существенным разви-
тием работ по усовершенствованию систем и приборов, исполь-
зующих магнитные материалы, в частности аппаратуру магнитной
записи (АМЗ) внешних запоминающих устройств, по повышению
надежности ее работы и увеличению плотности записи информации.
Рабочие и эксплуатационные параметры АМЗ в значительной
степени определяются соответствующими параметрами системы
«головка—носитель—головка». Поэтому исследование, разработка
и освоение промышленной технологии производства современных
высококачественных магнитных головок являются одним из основных
ключевых вопросов в деле создания аппаратуры магнитной записи,
обеспечивающей развитие широкого класса радиоэлектронных
систем, а также систем управления оборудованием на базе ЧПУ.
Прецизионная магнитная головка, несмотря на относительную
простоту конструкции, представляет собой весьма специфичный,
трудоемкий и сложный в изготовлении прибор. Сложность разра-
ботки и изготовления магнитных головок обусловлена необходи-
мостью достижения прецизионной точности механической обработки
на операциях шлифования и доводки при возможно более полном
сохранении магнитных свойств сердечников, а также достижения
технологическими средствами высокой идентичности выходных
эксплуатационных параметров магнитных головок.
3
chipmaker.ru
06 07.2012 •*
Большинству технологических процессов изготовления магнит-
ных головок, а также приборов, использующих магнитно-твер-
дые сплавы и ферриты, присущи все основные недостатки, типич-
ные для индивидуального и мелкосерийного производства пре-
цизионных приборов: низкая производительность труда, большие
затраты ручного труда, высокая стоимость, значительный разброс
параметров, большой процент брака (в отдельных случаях до 90 %),
необходимость использования остродефицитных абразивных инстру-
ментов и т. п. Поэтому создание научно обоснованной техно-
логии шлифования и доводки магнитных материалов и внедрение
современных технологических процессов в производство являются
серьезной научной проблемой, положительное решение которой
имеет народнохозяйственное значение.
В книге излагаются результаты исследований автора, посвя-
щенных изысканию условий производительного шлифования деталей
из магнитных сплавов, а также освещается передовой опыт оте-
чественной промышленности.
Глава 1
МАГНИТНЫЕ МАТЕРИАЛЫ И ИХ ПРИМЕНЕНИЕ
1.1. Общая характеристика магнитных материалов
В современном приборо- и машиностроении широкое распро-
странение для изготовления различных деталей получили магнит-
ные материалы. Они условно делятся на две большие группы:
магнитно-твердые и магнитно-мягкие.
Материалы первой группы — это постоянные магниты и сплавы,
характеризующиеся трудностью намагничивания, но сохраняющие
остаточный магнетизм при снятии внешнего намагничивающего поля.
К этой группе относят литейные сплавы ЮНД4 (АЛИИ—АНЗ),
ЮНДК24 (АЛНИКО —АНКО4), АЛНИСИ (АНК), АЛНИКО5,
АЛНИКО400, ТИКОНАЛ, ЮНДК15 (АНКО2), ЮНДК18 (АНКОЗ),
ВИКАЛЛОЙ I и ВИКАЛЛОЙ II (сплавы системы Fe—Со—V),
СИЛМИНАЛ (сплавы на основе Ag—М—Al), КУНИФЕ и
МАГНИТОФЛЕКС (сплавы системы Fe—Ni—Си). К этой же группе
относятся прессованные и спеченные магниты из окислов кобальта
(СоО) и железа (Fe2O3 +Fe3O4) — КУНИКО I и КУНИКО II,
прессованные и металлокерамические магниты из порошков АЛИИ',
АЛНИКО, МАГНИКО, а также прессованные и спеченные изде-
лия из гексагонального текстурованного комплексного окисла
BaO*6Fe2O3— ФЕРРОКСДУР или магнитно-твердый феррит.
Магнитно-мягкие материалы предназначены для изготовления
изделий, работающих в слабых переменных полях. Эти материалы
характеризуются тем, что они легко намагничиваются, но весьма
мало сохраняют или вообще не сохраняют магнетизм при снятии
намагничивающего поля. К магнитно-мягким материалам (вторая
группа магнитных материалов) относятся технически чистое железо,
различного рода электротехнические стали класса Э, пермаллои
50Н, 50НХС, 80НХС, 79НМ, 81НМА, альфенолы Ю16, 16ЮИХ,
сендасты, альсиферы, а также спрессованные и спеченные из по-
рошков окислов магнитно-мягкие ферриты никель-цинкового и мар-
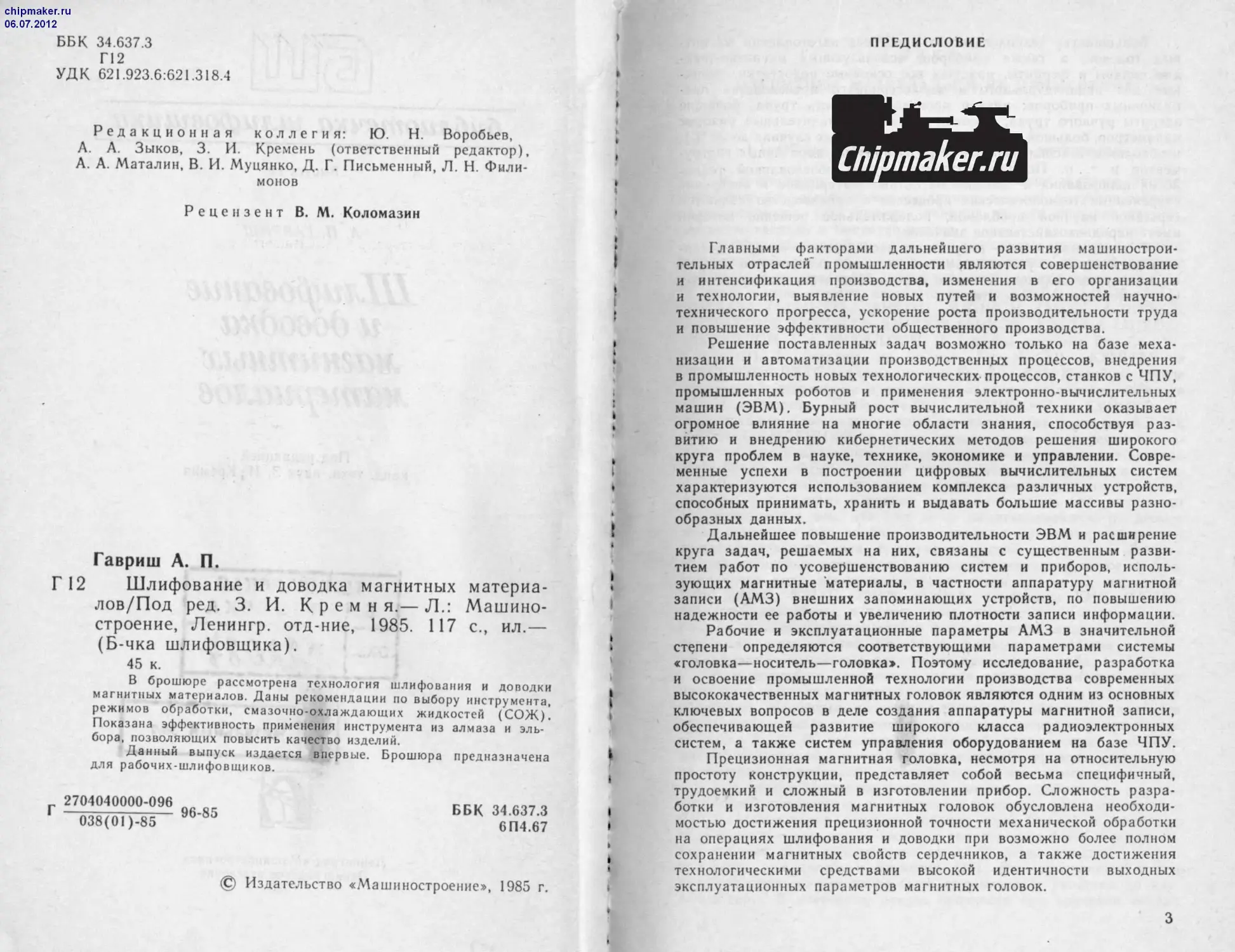
ганец-цинкового состава. Некоторые физические свойства и хими-
ческий состав магнитных материалов приведены в табл. 1—6.
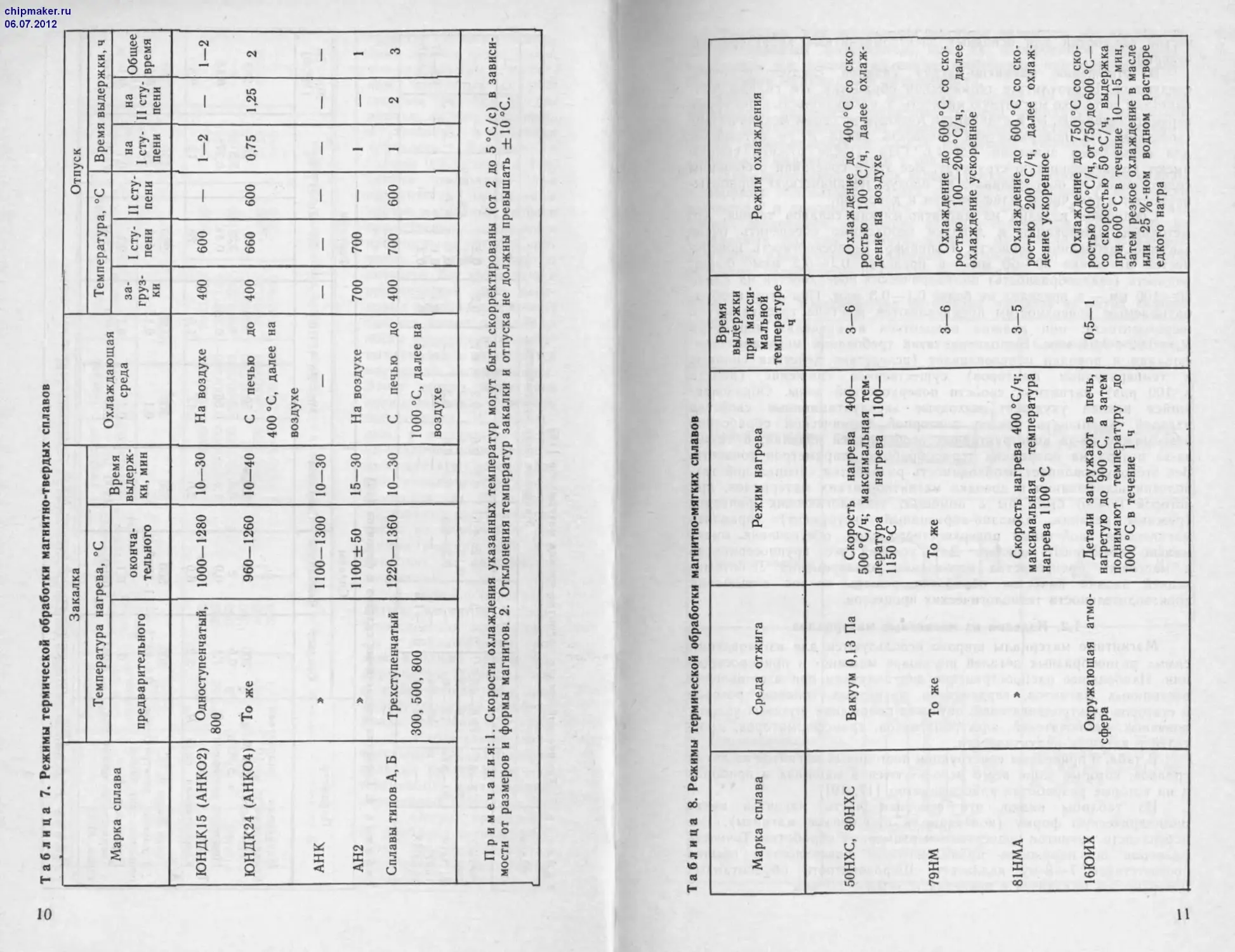
Для получения требуемого уровня электромагнитных свойств
магнитные материалы подвергают специальным видам термической
обработки. Некоторые режимы термической обработки наиболее
распространенных в производстве магнитных материалов приведены
в табл. 7, 8. В результате указанной термической обработки
магнитные сплавы, получая определенный уровень магнитных
параметров, приобретают специфические механические свойства.
Так, литые магнитно-твердые сплавы приобретают крупно-
зернистость структуры и высокую хрупкость. Выполненные в
СССР исследования влияния добавок серы, титана и лития на
магнитные и механические свойства сплавов типа АНКО4 показали,
что добавка серы в количестве до 0,5 % пезко повышает предел
прочности при изгибе и кручении [19]. Это проявляется в тем
большей степени, чем ниже были механические свойства до вве-
дения серы. В частности, предел прочности при кручении сплава
5
chipmaker.ru
06.07.2012
Таблица 1. Магнитные свойства магнитно-твердых материалов [19]
Марка сплава Остаточ- ная маг- нитная индукция Вг, Тл Коэрци- тивная сила Нс, А/м Индук- ция маг- нитного поля Вл, Тл Напря- женность магнит- ного поля Яд, кА/м Плот- ность магнит- ной энер- гии внт„ , 102 8л Дж/м3
при мака энер имальной >гии
ЮНД4(АНЗ) 0,50 40,0 0,30 24,0 36
АНК 0,40 60,0 — —- 43
ЮНДК15(АНКО2) 0,75 48,0 0,43 28,0 60
Сплав типа А 0,75 62,5 — —
Сплав типа Б 0,85 54,0 — — —
ЮНДК18(АНКОЗ) 0,90 55,0 0,57 34,0 97
ЮНДК24(АНКО4) 1,23 44,0 0,95 34,0 160
Таблица 2. Химический состав магнитно-твердых материалов [19|
Марка сплава Массовая доля компонента, %, не более
Ni Al Со Си Ti S Si С Мп
ЮНД4(АНЗ) 25 15,5 — 4 0,3 0,1 0,15
АНК 33 13,5 — — — 0,1 — — —
ЮНДК15(АНКО2) 20 9 15 4 0,3 0,1 0,15 — —
ЮНДК18(АНКОЗ) 19 10 18 3 0,3 0,1 0,15 0,03 0,35
ЮНДК24(АНКО4) 14 9 24 4 0,3 0,1 0,15 — —
Сплав типа А 20,5 9 20 2 1,5 0,35 0,15 — —
Сплав типа Б 18,5 9 20 . 3 1,5 0,35 0,15 —
Примечание. Остальное — Fe.
Таблица 3. Магнитные свойства магнитно-мягких сплавов [16]
Марка сплава Толщина листа, мм Относительная магнитная проницаемость р-10"3 Коэрци- тивная сила Нс, А/м Индук- ция на- сыщения Bs, Тл
началь- ная макси- мальная
79НМ 0,02 0,05; 0,08 0,1; 0,15 0,2 16 16 20 22 70 90 120 130 4,0 3,2 2,4 1,6 0,75
6
Продолжение табл. 3
Марка сплава Толщина листа, мм Относительная магнитная проницаемость ц.Ю-3 Коэрци- тивная сила Нс, А/м Индук- ция на- сыщения В5, Тл
началь- ная макси- мальная
80НХС 0,02 0,05; 0,08 0,1; 0,15 0,2 18 20 22 28 70 90 120 130 4,0 3,2 2,4 1,6 0,63
50НХС 0,02 0,05; 0,08 0,1; 0,15 0,2 1,5 2 2,5 3 15 20 25 28 20 16 13 10 1,0
50Н 0,05; 0,08 0,1; 0,15 0,2 2 2,3 26 20 25 30 20 16 12 1,5
81НМА 0,02; 0,05 0,1; 0,2 50 70 250 1,2 0,5
Ю16 0,1 0,2 2 3 8 9 3,1 3,5 1,0 1.2
16ЮИХ 0,1 0,2 5 10 15 25 3,2 3,5 1,1
ЮНДК24 увеличивается в 2,5—2,6 раза. Наибольшее влияние на
прочность сплавов оказывает добавка серы в количестве 0,2—0,3 %.
Магнитные свойства при этом практически не изменяются.
Ударная вязкость сплавов с увеличением содержания серы
вначале монотонно увеличивается, достигая наибольших значений
при содержании серы в количестве 0,2—0,3 %, а затем уменьшается.
С увеличением содержания серы в сплаве величина зерна практи-
чески не изменяется.
Существенное влияние на механические свойства сплавов для
постоянных магнитов оказывает процентное содержание в их сос-
таве титана и лития.
С увеличением содержания титана прочность на изгиб и кру-
чение, ударная вязкость сплава ЮНДК24 возрастают, достигая мак-
симума при содержании в сплаве титана в пределах 0,5—1 %.
Одновременно отмечается существенное изменение магнитных
свойств: коэрцитивная сила возрастает и достигает значения
590—640 кА/м (750—800 Э), а остаточная индукция снижается.
Добавки лития в сплав до 0,05 % повышают прочность сплава
ЮНДК24 на изгиб и кручение на 30—45 %. В то же время добавки
лития в сплав практически не влияют на ударную вязкость,
обрабатываемость, величину зерна и магнитные свойства.
Обобщая теоретические и эксперементальные исследования влия-
ния лигатур на механические и магнитные свойства магнитно-
7
chipmaker.ru
06.07.2012
1 ' ф * X Q Ф 2 = х О л н |Й I || I
<5 £ го X CJ
< ХР
х 2 ф 04
ф 2 X о о о о in о
$ 5 х м* о -г щ -г со со X
= •=: X Ф дл не’ СО тг СЧ СЧ СО СЧ X
О н х о
о
го
а.
X о
J3 f— о
е; о О О О Q Q о । о । о о
— I — I (ОШ
О ей сч сч — —
Е ф
X
S
# о.
X о о о о о о ф
in tn in О О О
— — СЧ — — co ф
ф о о о о о о 5
о о о о о о
С ф го О О СЧ 00 г*, in
с: •Г- «V VW
X о о о о о о о £ О
5 о о о о о о
О ф о. о X о Ш 1П О 1П -Г — о О Q о о о о о о о о о го X ф
С CU О О СО СТ 00 1П S
с VW «w^ W—W го
X
л * ’2 ООО Q О ООО о о СП СП
Ф О е; ° 5 СЧ со О СО СО in — — — — — in х'
О. Ф с ё х o'о’ o' o' o' o' О О lO О О О X X
CD о. — ТГ in О Г"- in
иэ СЧ сч сч — — co
о
Р х i ф
х g S » g 3 H ф x -Ol-ч вин in сч I o' I in — СЧ S о X X ф е;
у
го
А СП
0) c s я хс CL у» D О О О О О О со СО О О О in m го
Ф го 2 2 ° тг СП СЧ СО Ю со го
b— °- i го е;
с
ф
о 7 о r X X ф 2 к
ф*О ШО1 in — 5
4 H r = " * ПС QO Cl t S ф
* о 5 «=( о x 2 >э о с <п с го о’ о' о' о' о' о' X X ф
го
X
Л СП
о о S о ш г* сч сч —
н • оо 00 ос 00 00 00 е;
О X ф
Е ли
о
X
эка ава XXXII2 0Q
го #
м СП 00—000
Г- оо 00 in in —
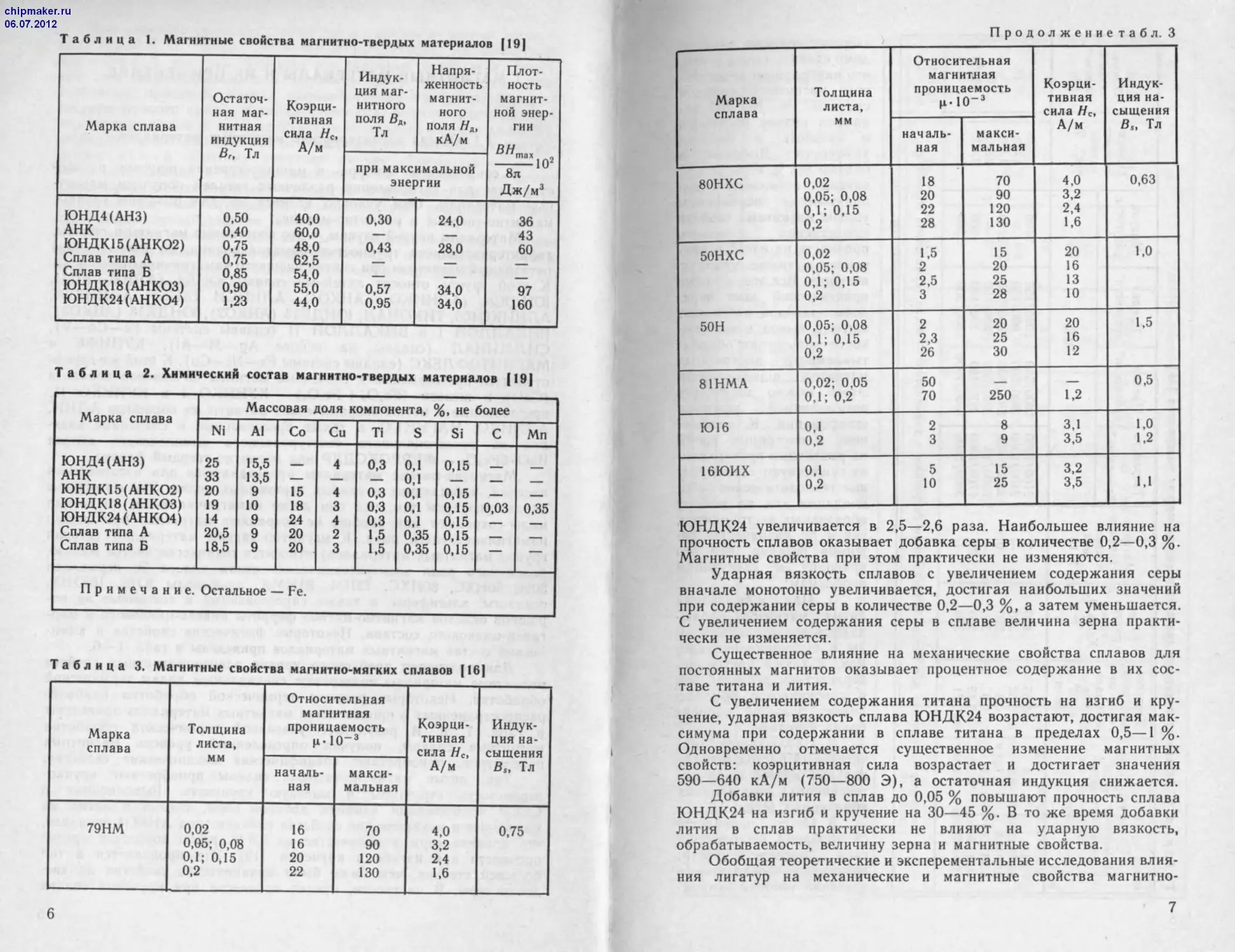
твердых сплавов, необхо-
димо сделать вывод о том,
что наибольшим недостат-
ком магнитных сплавов
системы Fe—Ni—Al яв-
ляются низкие прочность
и вязкость и высокая
хрупкость. Добавки в
сплавы 0,2 % серы и I %
титана позволяют при
практически неизменном
уровне магнитных свойств
существенно улучшить
прочность на изгиб и кру-
чение, а также ударную
вязкость. Все это, а также
практический опыт пере-
довых заводов позволяют
сделать вывод о возмож-
ности повышения обраба-
тываемости постоянных
магнитов шлифованием.
Этого можно достигнуть
оптимизацией режимов
шлифования. К сожале-
нию, в настоящее время
на различных предприяти-
ях существуют самые раз-
ные технологические реко-
мендации как по выбору
абразивных инструментов,
так и по назначению ре-
жимов резания. Все это
приводит к следующим
проблемам:
1. При шлифовании
литых магнитов наблю-
даются значительные ско-
лы и выкрашивание кро-
мок, а также другие по-
верхностные дефекты, что
в совокупности обуслов-
ливает большой процент
брака изделий.
2. Наблюдается зна-
чительный расход шлифо-
вальных кругов из-за ин-
тенсивного изнашивания
абразивных зерен.
3. Остро проявляет-
ся проблема технологиче-
ской наследственности:
возникает необходимость
изучения условий механи-
8
о Таблица 7. Режимы термической обработки магнитно-твердых сплавов
Марка сплава Закалка Охлаждающая среда Отпуск
Температура нагрева, °C Время выдерж- ки, мин Температура, °C Время выдержки, ч
предварительного оконча- тельного за- груз- ки I сту- пени II сту- пени на I сту- пени на II сту- пени Общее время
ЮНДК15 (АНКО2) Одноступенчатый, 800 1000—1280 10—30 На воздухе 400 600 — 1—2 — 1—2
ЮНДК24 (АНКО4) То же 960—1260 10—40 С печью до 400 °C, далее на воздухе 400 660 600 0,75 1,25 2
АНК > 1100—1300 10—30 — — — — — — —
АН2 » 1100 ± 50 15—30 На воздухе 700 700 — 1 — 1
Сплавы типов А, Б Трехступенчатый 300, 500, 800 1220—1360 10—30 С печью до 1000 °C, далее на воздухе 400 700 600 1 2 3
Примечания: 1. Скорости охлаждения указанных температур могут быть скорректированы (от 2 до 5 °С/с) в зависи-
мости от размеров и 1 формы магнитов. 2. Отклонения температур закалки и отпуска не должны превышать ±10 °C.
chipmaker.ru
06.07.2012
Таблица 8. Режимы термической обработки магнитно-мягких сплавов
Марка сплава Среда отжига Режим нагрева Время выдержки при макси- мальной температуре ч Режим охлаждения
50НХС, 80НХС Вакуум 0,13 Па Скорость нагрева 400— 500 °С/ч; максимальная тем- пература нагрева 1100— 1150 °C 3—6 Охлаждение до 400 °C ростью 100°С/ч, далее дение на воздухе со ско- охлаж-
79НМ То же То же 3—6 Охлаждение до 600 °C ростью 100—200 °С/ч, охлаждение ускоренное со ско- далее
81 НМ А » Скорость нагрева 400 °С/ч; максимальная температура нагрева 1100 °C 3—5 Охлаждение до 600 °C ростью 200 °С/ч, далее дение ускоренное со ско- охлаж-
16ЮИХ Окружающая сфера атмо- Детали загружают в печь, нагретую до 900 °C, а затем поднимают температуру до 1000 °C в течение 1 ч 0,5—1 Охлаждение до 750 °C со ско- ростью 100 °С/ч, от 750 до 600 °C— со скоростью 50 °С/ч, выдержка при 600 °C в течение 10—15 мин, затем резкое охлаждение в масле или 25 %-ном водном растворе едкого натра
chipmaker.ru
06.07.2012
ческой обработки для основных электромагнитных характеристик
изделий.
В отношении магнитно-мягких сплавов следует отметить
следующее. В результате термической обработки эти сплавы при-
обретают не только магнитную мягкость, т. е. способность к быстрому
перемагничиванию, но и становятся мягкими по своим механическим
свойствам. Их поверхностная твердость низка и не превышает
для пермаллоев значений 1,2—1,6 ГПа. После отжига сплавы
имеют крупнозернистую структуру. Все это в сочетании с большим
содержанием Ni обусловливает их плохую механическую обрабаты-
ваемость, в том числе шлифованием и доводкой.
Специфика изделий из магнитно-мягких сплавов такова, что
методами шлифования и доводки необходимо обеспечить очень
высокие требования точности. Например, неплоскостность поверх-
ностей на длине 50—60 мм — в пределах 0,1—0,2 мкм; бочко-
видность (седлообразность) цилиндрических поверхностей на длине
60—100 мм — в пределах не более 0,1—0,3 мкм. При этом к обра-
батываемым поверхностям предъявляются жесткие требования по
шероховатости: она должна находиться в пределах параметра
Ra = 0,024-0,04 мкм. Выполнение этих требований методами шли-
фования и доводки обусловливает (вследствие действия силовых
и температурных факторов) существенное снижение (иногда
в 100 раз) магнитных свойств поверхностной зоны. Образовав-
шийся наклеп ухудшает выходные эксплуатационные свойства
изделий. Уменьшить наклеп повторной термической обработкой
невозможно из-за конструктивных особенностей изделий, а также
из-за потери на операциях термообработки параметров точности.
Все это обусловливает необходимость разработки специальной тех-
нологии шлифования и доводки магнитно-мягких материалов, при
которой можно было бы с помощью технологических факторов
(режимы резания, алмазно-абразивный инструмент) управлять
магнитными свойствами поверхностного слоя, обеспечивая мини-
мально возможный наклеп. Для условий же крупносерийного
и массового производства необходимо одновременно с оптими-
зацией задачи качества обработки решать вопрос повышения
производительности технологических процессов.
1.2. Изделия из магнитных материалов
Магнитные материалы широко используются для изготовления
самых разнообразных деталей и узлов в машино- и приборострое-
нии. Наибольшее распространение они получили при изготовлении
постоянных магнитов, сердечников магнитных головок, роторов
и статоров электродвигателей, датчиков положения, путевых упоров,
конечных выключателей, электромагнитов, трансформаторов, дрос-
селей и катушек индуктивности.
В табл. 9 приведены конструкции постоянных магнитов из литых
сплавов, которые чаще всего используются в машинах и приборах
и на которые разработан классификатор [17, 19].
Из таблицы видно, что основная часть магнитов имеет
цилиндрическую форму (кольцевые и стержневые магниты). Все
поверхности магнитов подвергаются размерной обработке. Точность
размеров по наружным цилиндрическим поверхностям обычно
соответствует 7—8-му квалитету. Шероховатость обработанных
поверхностей находится в пределах /?а = 0,54-2,0 мкм.
12
Учитывая, что постоянные магниты являются весьма трудно-
обрабатываемым материалом, при их шлифовании необходимо
выполнить все эксплуатационные требования при одновременном
обеспечении минимальной трудоемкости.
Одним из наиболее массовых изделий из магнитно-мягких
материалов являются магнитные головки аппаратуры магнитной
записи (магнитофоны, ЭВМ, накопители, регистраторы информации).
Число изготовляемых в СССР магнитных головок доходит до
нескольких миллионов штук в год.
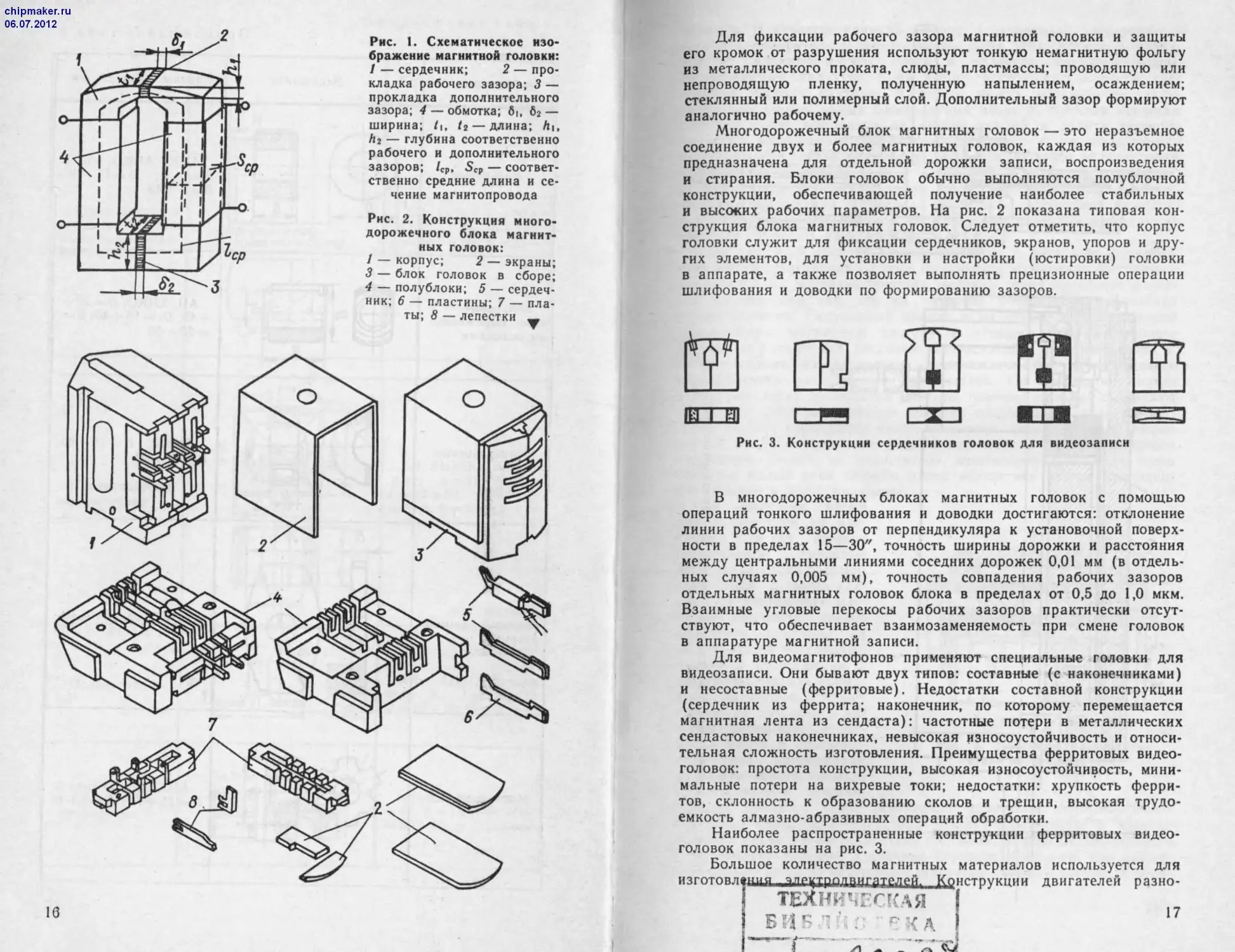
Для сердечников головок используются магнитно-мягкие сплавы
и ферриты. Магнитная головка содержит сердечник /, прокладки
рабочего 2 и дополнительного 3 зазоров, обмотку 4 (рис. 1). Раз-
личают сердечники, состоящие из полусердечников, набранных из
С-образных пластин магнитно-мягкого материала; образованные
изогнутой пластиной или пленкой; состоящие из полусердечников
ферритов; содержащие полюсные наконечники.
Таблица 9. Классификатор постоянных магнитов из литых сплавов
13
chipmaker.ru
06.07.2012
Продолжение табл. 9
Магниты
Эскиз
Сплавы, размеры, мм
Призматические
с цилиндрической
полюсной поверх-
ностью
АН; АНКО; £ = 204-
4-104; /? = Зб4-148;
// = 24,2 4-50; Л =254-
4-50
Призматические
двухполюсные
5 1Н
АН; АНКО; D = 254-
4-67; d = 22,4 4-40,8;
£ = 224-57; // = 214-
4-57,5; Я = 54-8,6; г =
= 0 4-3,5; 0 = 45, 47, 52°
Подковообраз-
ные
АН; АНКО; сплав
типа А; £ = 254- 75;
В= 104-30; // = 254-55
Стержневые
профильные
АН; АНКО; В = 204-
4-45; £=154-45; // =
= 20 4-40
14
Продолжение табл. 9
Магниты
Эскиз
Сплавы, размеры, мм
Кольцевые
АНК; АНКО; сплав
типа A; D= 154-55;
В = 1 4-45
Кольцевые с
явно выраженны-
ми полюсами
Полукольцевые
Сегментные,
овальные, дугооб-
разные
Многополюсные
АН; АНКО; £> = 20 4-
4-45; D, = 154-40; Б =
= 20 4- 30
АНКО; 0 = 254-65;
£=104-60
АНКО; сплав типа А;
0 = 55; 0 = 10; // = 20
АНКО; сплав типа А;
0 = 254-70; В = 54-45
15
chipmaker.ru
06.07.2012
Рис. 1. Схематическое изо-
бражение магнитной головки:
/ — сердечник; 2 — про-
кладка рабочего зазора; 3 —
прокладка дополнительного
зазора; 4 — обмотка; б(, 62 —
ширина; /2 — длина; hi,
hi — глубина соответственно
рабочего и дополнительного
зазоров; /ср, Scp — соответ-
ственно средние длина и се-
чение магнитопровода
Рис. 2. Конструкция много-
дорожечного блока магнит-
ных головок:
/ — корпус; 2— экраны;
3 — блок головок в сборе;
4 — полублоки; 5 — сердеч-
ник; 6 — пластины; 7 — пла-
ты; 8 — лепестки —
16
Для фиксации рабочего зазора магнитной головки и защиты
его кромок от разрушения используют тонкую немагнитную фольгу
из металлического проката, слюды, пластмассы; проводящую или
непроводящую пленку, полученную напылением, осаждением;
стеклянный или полимерный слой. Дополнительный зазор формируют
аналогично рабочему.
Многодорожечный блок магнитных головок — это неразъемное
соединение двух и более магнитных головок, каждая из которых
предназначена для отдельной дорожки записи, воспроизведения
и стирания. Блоки головок обычно выполняются полублочной
конструкции, обеспечивающей получение наиболее стабильных
и высоких рабочих параметров. На рис. 2 показана типовая кон-
струкция блока магнитных головок. Следует отметить, что корпус
головки служит для фиксации сердечников, экранов, упоров и дру-
гих элементов, для установки и настройки (юстировки) головки
в аппарате, а также позволяет выполнять прецизионные операции
шлифования и доводки по формированию зазоров.
Рис. 3. Конструкции
сердечников головок для видеозаписи
В многодорожечных блоках магнитных головок с помощью
операций тонкого шлифования и доводки достигаются: отклонение
линии рабочих зазоров от перпендикуляра к установочной поверх-
ности в пределах 15—30", точность ширины дорожки и расстояния
между центральными линиями соседних дорожек 0,01 мм (в отдель-
ных случаях 0,005 мм), точность совпадения рабочих зазоров
отдельных магнитных головок блока в пределах от 0,5 до 1,0 мкм.
Взаимные угловые перекосы рабочих зазоров практически отсут-
ствуют, что обеспечивает взаимозаменяемость при смене головок
в аппаратуре магнитной записи.
Для видеомагнитофонов применяют специальные головки для
видеозаписи. Они бывают двух типов: составные (с наконечниками)
и несоставные (ферритовые). Недостатки составной конструкции
(сердечник из феррита; наконечник, по которому перемещается
магнитная лента из сендаста): частотные потери в металлических
сендастовых наконечниках, невысокая износоустойчивость и относи-
тельная сложность изготовления. Преимущества ферритовых видео-
головок: простота конструкции, высокая износоустойчивость, мини-
мальные потери на вихревые токи; недостатки: хрупкость ферри-
тов, склонность к образованию сколов и трещин, высокая трудо-
емкость алмазно-абразивных операций обработки.
Наиболее распространенные конструкции ферритовых видео-
головок показаны на рис. 3.
Большое количество магнитных материалов используется для
изготовления ЛПРТОДДйТОТелеЙ, Конструкции двигателей разно-
ТЕХНИЧЕСКАЯ
БИБ Л Й ' "СКА
17
chipmaker.ru
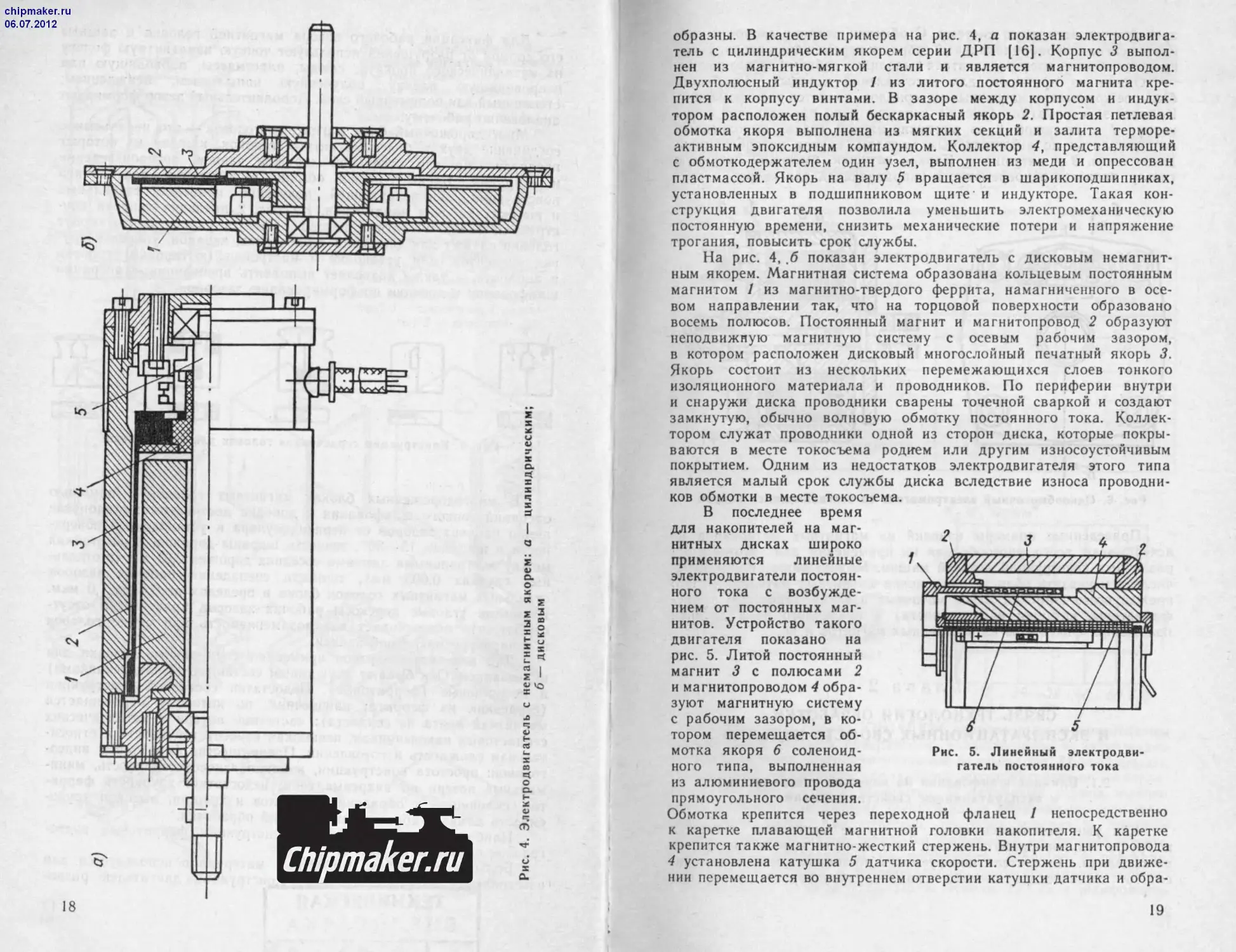
Рис. 4. Электродвигатель с немагнитным якорем: а — цилиндрическим;
б — дисковым
Chipmaker.ru
18
образны. В качестве примера на рис. 4, а показан электродвига-
тель с цилиндрическим якорем серии ДРП [16]. Корпус 3 выпол-
нен из магнитно-мягкой стали и является магнитопроводом.
Двухполюсный индуктор / из литого постоянного магнита кре-
пится к корпусу винтами. В зазоре между корпусом и индук-
тором расположен полый бескаркасный якорь 2. Простая петлевая
обмотка якоря выполнена из мягких секций и залита терморе-
активным эпоксидным компаундом. Коллектор 4, представляющий
с обмоткодержателем один узел, выполнен из меди и опрессован
пластмассой. Якорь на валу 5 вращается в шарикоподшипниках,
установленных в подшипниковом щитеф и индукторе. Такая кон-
струкция двигателя позволила уменьшить электромеханическую
постоянную времени, снизить механические потери и напряжение
трогания, повысить срок службы.
На рис. 4, б показан электродвигатель с дисковым немагнит-
ным якорем. Магнитная система образована кольцевым постоянным
магнитом 1 из магнитно-твердого феррита, намагниченного в осе-
вом направлении так, что на торцовой поверхности образовано
восемь полюсов. Постоянный магнит и магнитопровод 2 образуют
неподвижную магнитную систему с осевым рабочим зазором,
в котором расположен дисковый многослойный печатный якорь 3.
Якорь состоит из нескольких перемежающихся слоев тонкого
изоляционного материала и проводников. По периферии внутри
и снаружи диска проводники сварены точечной сваркой и создают
замкнутую, обычно волновую обмотку постоянного тока. Коллек-
тором служат проводники одной из сторон диска, которые покры-
ваются в месте токосъема родием или другим износоустойчивым
покрытием. Одним из недостатков электродвигателя этого типа
является малый срок службы диска вследствие износа проводни-
ков обмотки в месте токосъема.
В последнее время
для накопителей на маг-
нитных дисках широко
применяются линейные
электродвигатели постоян-
ного тока с возбужде-
нием от постоянных маг-
нитов. Устройство такого
двигателя показано на
рис. 5. Литой постоянный
магнит 3 с полюсами 2
и магнитопроводом 4 обра-
зуют магнитную систему
с рабочим зазором, в ко-
тором перемещается об-
мотка якоря 6 соленоид-
ного типа, выполненная
Рис. 5. Линейный электродви-
гатель постоянного тока
из алюминиевого провода
прямоугольного сечения.
Обмотка крепится через переходной фланец / непосредственно
к каретке плавающей магнитной головки накопителя. К каретке
крепится также магнитно-жесткий стержень. Внутри магнитопровода
4 установлена катушка 5 датчика скорости. Стержень при движе-
нии перемещается во внутреннем отверстии катушки датчика и обра-
19
chipmaker.ru
06.07.2012 ~ л
зует вторую магнитную систему. С обмотки датчика скорости сни-
мается сигнал, пропорциональный скорости перемещения якоря. Токо-
провод к обмотке электродвигателя выполняют гибкими проводниками.
Одним из приборов, для изготовления которых потребуется
большое количество магнитных материалов, является электромагнит.
Каждый электромагнит (рис. 6) конструктивно представляет собой
корпус / с крышкой 2 из магнитно-мягкой стали, выполненный
методом литья по выплавляемым моделям, внутри которого нахо-
дятся якорь 3 и катушка 4. Каркас катушки, имеющий латунную
гильзу, является одновременно и направляющей для якоря.
Рис. 6. Однообмоточный электромагнит со втягивающимся якорем
Приведенные примеры изделий из магнитных материалов не
исчерпывают всего многообразия их применения для изготовления
различных конструкций деталей машин. Можно лишь общим пере-
числением указать области применения магнитных материалов. Это
прежде всего широкий класс моточных изделий (дроссели, транс-
форматоры, катушки индуктивности) и различного рода датчики
положения, фиксаторы из постоянных магнитов и др.
Глава 2
СВЯЗЬ ТЕХНОЛОГИИ ОБРАБОТКИ
И ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ИЗДЕЛИЙ
2.1. Влияние шлифования на качество поверхности
и эксплуатацинные свойства изделий
Как уже отмечалось выше, магнитные материалы относятся
к группе труднообрабатываемых. Это относится и к операциям
шлифования. Показатели шлифуемости постоянных магнитов зави-
сят от химического состава сплаврв, структурных форм при
20
производстве отливок и различных фазовых состояний при терми-
ческой обработке. Данные по сравнительной производительности
шлифования термообработанных магнитных сплавов абразивными
кругами приведены в табл. 10. Предельные значения производитель-
ности процессов шлифования установлены исходя из условия без-
дефектной обработки магнитов.
Дальнейшее увеличение производительности сдерживается
низкой работоспособностью шлифовального круга и появлением
дефектов на обрабатываемых поверхностях магнитов.
Таблица 10. Сравнительная производительность шлифования термо-
обработанных магнитных сплавов с равноосной структурой абразивными
кругами |17)
Вид шлифования Марка сплава Производитель- ность процесса мм3/с Относительная шлифуемость сплава
Круглое наружное ЮН14ДК24 ЮНДК35Т5 5,8—6,7 3,3—5 1 0,57—0,75
Плоское ЮН14ДК24 ЮНДК35Т5 2—2,5 1 — 1,7 0,34—0,37 0,17—0,25
Внутреннее ЮН14ДК24 ЮНДК35Т5 0,67—0,83 0,33—0,5 0,11—0,12 0,05—0,075
Рис. 7. Интенсивность заса-
ливания рабочей поверхно-
сти круга при круглом на-
ружном шлифовании сплава
ЮН14ДК24 с подачей СОЖ
поливом (/ = 0,2 мм/мин;
т, с — время шлифования)
Шлифование сплава ЮН14ДК24 сопровождается интенсивным
засаливанием рабочей поверхности, изнашиванием и затуплением
абразивных зерен. Экспериментальные данные (рис. 7) показывают,
что рабочая поверхность абразивного круга интенсивно засалива-
ется в первые 20—25 с обработки. В начальный период шлифо-
вания магнитов превалирует хрупкий износ абразивных зерен шли-
фовального круга. Как известно, по роду участия в процессе
шлифования абразивные зерна, расположенные на рабочей поверх-
ности круга, разделяются на нережущие, давящие и режущие,
соотношение которых в шлифовальном круге составляет соответ-
ственно 78, 12 и 10 % [17]. По истечении 20—25 с шлифования
21
chipmaker.ru
06.07.2012
магнита на вершины и боковые поверхности режущих и давящих
абразивных зерен начинает налипать металл. К концу периода
стойкости поры круга заполняются отходами шлифования, которые
проникают в толщу круга на 0,25—0,3 мм.
Анализ показывает, что часть зерен, участвующих в резании —
царапании, имеет явно выраженные площадки износа, образовав-
шиеся в результате механического истирания; вершины же большей
части режущих и давящих зерен оплавлены, и только часть из них
покрыта металлическими пленками (наростами). Это свидетельствует
о протекании адгезионных и диффузионных процессов в зоне кон-
такта [17].
Если при шлифовании сплава ЮН14ДК24 режущие свойства
круга зависят в первую очередь от степени засаленности его поверх-
ности, то при обработке сплава ЮНДК35Т5 — от степени износа
и затупления абразивных зерен. Из-за высоких контактных темпе-
ратур и давлений абразивные зерна при шлифовании сплава
ЮНДК35Т быстро округляются и изнашиваются, их вершины интен-
сивно покрываются плотно спрессованными металлическими плен-
ками, к которым привариваются отдельные стружки; за период
стойкости поры круга лишь частично заполняются отходами шли-
фования [17]. Интенсивность засаливания рабочей поверхности
круга при шлифовании магнитно-твердого сплава ЮНДК35Т5
в среднем на 20—25 % меньше, чем при обработке сплава ЮН14ДК24.
Хрупкое разрушение магнитных сплавов при шлифовании,
особенно сплавов, содержащих свыше 20 % кобальта, является
следствием охрупченного состояния границ зерен и воздействия на
них растягивающих напряжений.
По данным В. А. Хрулькова [19], бездефектная обработка
магнитных сплавов возможна при условии, что тангенциальная
составляющая усилия резания (Рг, Н) на абразивном зерне будет
меньше силы связи между зернами шлифуемого сплава, т. е.
4 '
где ов — предел прочности при растяжении, принятый равным
допустимому напряжению при сдвиге, Па; К — условная удельная
сила резания; d3— минимальный диаметр зерна магнитного сплава,
м; В — ширина рабочей части шлифовального круга, м; L — длина
дуги контакта круга с обрабатываемым магнитом, м; / — число
абразивных зерен на 1 м2 поверхности шлифовального круга, шт./м2.
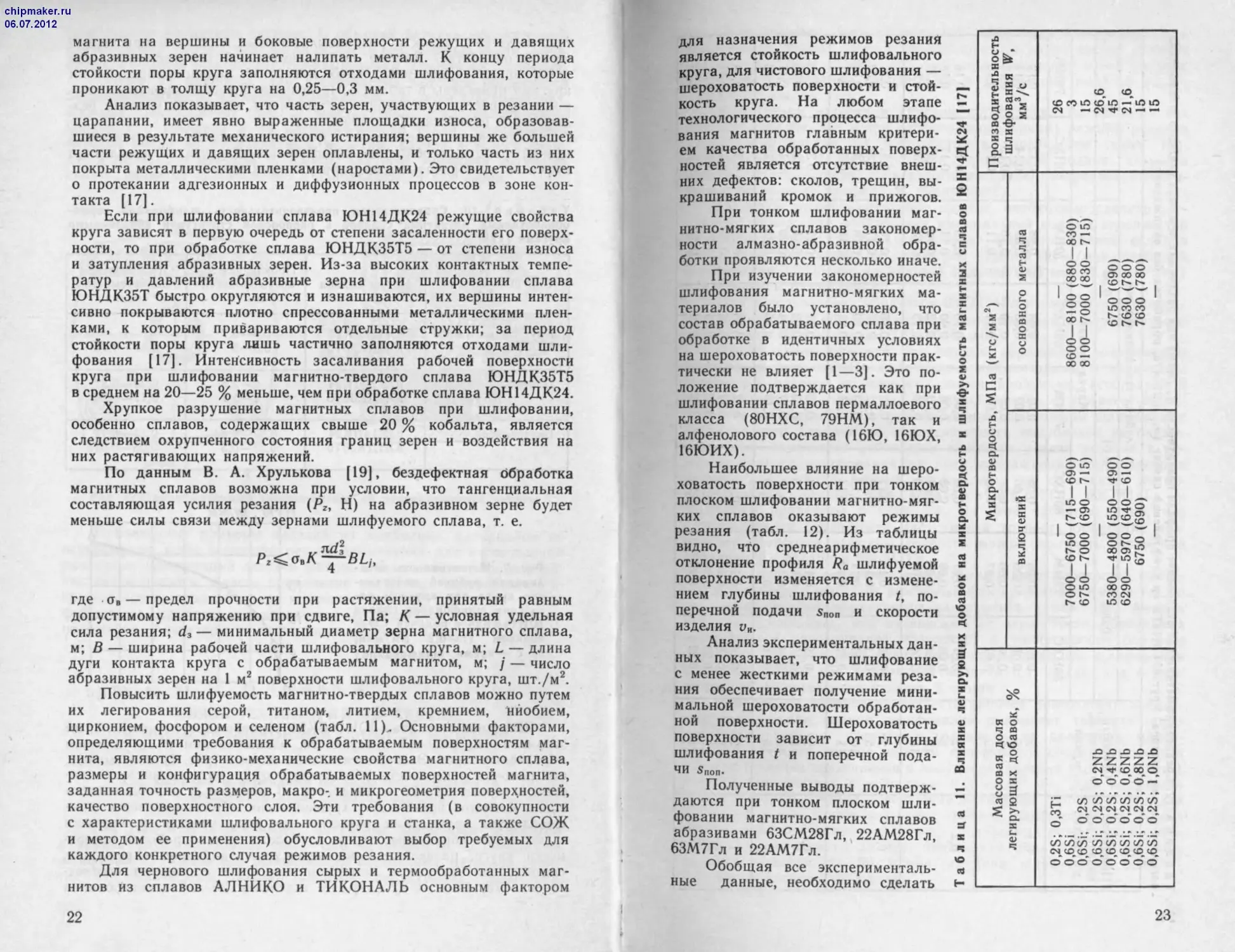
Повысить шлифуемость магнитно-твердых сплавов можно путем
их легирования серой, титаном, литием, кремнием, ниобием,
цирконием, фосфором и селеном (табл. 11). Основными факторами,
определяющими требования к обрабатываемым поверхностям маг-
нита, являются физико-механические свойства магнитного сплава,
размеры и конфигурация обрабатываемых поверхностей магнита,
заданная точность размеров, макро- и микрогеометрия поверхностей,
качество поверхностного слоя. Эти требования (в совокупности
с характеристиками шлифовального круга и станка, а также СОЖ
и методом ее применения) обусловливают выбор требуемых для
каждого конкретного случая режимов резания.
Для чернового шлифования сырых и термообработанных маг-
нитов из сплавов АЛНИКО и ТИКОНАЛЬ основным фактором
22
для назначения режимов резания
является стойкость шлифовального
круга, для чистового шлифования —
шероховатость поверхности и стой-
кость круга. На любом этапе
технологического процесса шлифо-
вания магнитов главным критери-
ем качества обработанных поверх-
ностей является отсутствие внеш-
них дефектов: сколов, трещин, вы-
крашиваний кромок и прижогов.
При тонком шлифовании маг-
нитно-мягких сплавов закономер-
ности алмазно-абразивной обра-
ботки проявляются несколько иначе.
При изучении закономерностей
шлифования магнитно-мягких ма-
териалов было установлено, что
состав обрабатываемого сплава при
обработке в идентичных условиях
на шероховатость поверхности прак-
тически не влияет [1—3]. Это по-
ложение подтверждается как при
шлифовании сплавов пермаллоевого
класса (80НХС, 79НМ), так и
алфенолового состава (16Ю, 16ЮХ,
16ЮИХ).
Наибольшее влияние на шеро-
ховатость поверхности при тонком
плоском шлифовании магнитно-мяг-
ких сплавов оказывают режимы
резания (табл. 12). Из таблицы
видно, что среднеарифметическое
отклонение профиля Ra шлифуемой
поверхности изменяется с измене-
нием глубины шлифования /, по-
перечной подачи Snon и скорости
изделия ци.
Анализ экспериментальных дан-
ных показывает, что шлифование
с менее жесткими режимами реза-
ния обеспечивает получение мини-
мальной шероховатости обработан-
ной поверхности. Шероховатость
поверхности зависит от глубины
шлифования t и поперечной пода-
чи Snon.
Полученные выводы подтверж-
даются при тонком плоском шли-
фовании магнитно-мягких сплавов
абразивами 63СМ28Гл, 22АМ28Гл,
63М7Гл и 22АМ7Гл.
Обобщая все эксперименталь-
ные данные, необходимо сделать
2
а
2
со СО
СО СО Ш СО 1П — in tn
сч — сч хг сч — —
о ш
tn о
ш со
3
2
СП СП СП СП <✓) СП СП СП
СЧ- СО_ <Х5 СО, СО СО, СО со
О Щ
03 со —
ч 00
03
£—• о о
си 00 со
S оо оо
о 1 о о
о о о
X — о
СП 00
:но «и
о о о
СО —
00 00
О оо оо
ю со со
00 05
00 05
со сч
tn СО
ZZZZZ
сч тг со оо о
СП С/) СП СП C/J СП
см сч сч СЧ СЧ сч
ш о
23
chipmaker.ru
06.07.2012
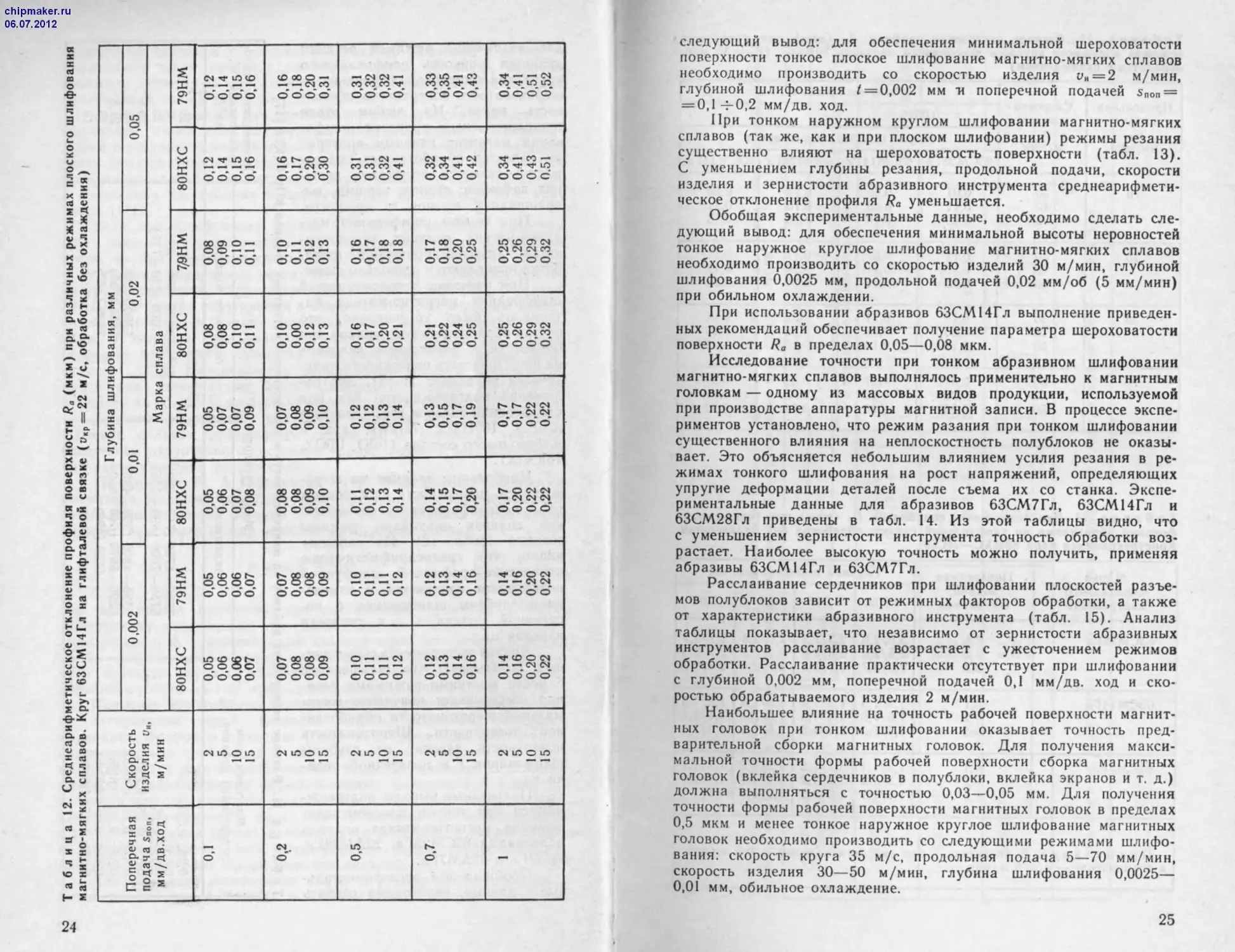
I Таблица 12. Среднеарифметическое отклонение профиля поверхности Ra (мкм) при различных режимах плоского шлифования магнитно-мягких сплавов. Круг 63СМ14Гл на глифталевой связке (окр = 22 м/с, обработка без охлаждения) Глубина шлифования, мм 0,05 Марка сплава 79НМ CM ту ф СО О о о о' <£> 00 О — — — СМ СО о о' о' о” — сч сч — СО СО СО тУ О о" ф' о со Ф — со со со ту ту ф' ф' Ф* ф' — сч СО- ХУ ф- ф- ф* ф" ф' ф"
80НХС СМ ту ф СО о о' о о’ со г- о о — — сч со ф' О Ф’О — — сч — СО СО СО ту о о о о сч ту — сч СО СО ту ТУ ф* о' ф* ф' чу — СО — СО -г ту ф Ф' Ф* О Ф
0,02 7/9НМ 00 Ф Ф — о о' о о* 0,10 0,11 0,12 0,13 СО Ь- 00 00 о‘ о о' о N 00 О Ф — — сч сч ф' ф' о ф' Ф СО Ф СЧ СМ СМ СМ- СО- o' о' Ф* ф*
80НХС 00 00 о — о о о* о' о о' о о сч со — о — — о о' о' о' со г- о — — — сч сч ©' о' О* ф' — СЧ ту Ф СМ- сч сч см_ ф' О ф* Ф* Ф СО Ф сч сч сч сч со о' Ф* о' о'
Ю‘0 79НМ 0,05 0,07 0,07 0,09 &S8® о о о о сч СЧ СО тУ ф' ф‘ ф“ ф' со ф ь- ф ф* ф' ф* ф* ь- ь- сч сч — — СЧ- сч ф' ф* о' о'
80НХС 0,05 0,06 0,07 0,08 0,08 0,08 0,09 0,10 — см со ту ф' ф* ф* ф’ ту Ф Ь* Ф —. — —1 СМ- ф* ф‘ ф" ф“ г*. © сч сч — сч сч сч ф’ ф' о' ф’
0,002 79НМ gsss о' о о о' 0,07 0,08 0,08 0,09 0,10 0,11 0,11 0,12 СЧ СО СО ф* ф* ф* ф' ту СО Ф сч — — сч сч о" ф' Ф* о'
80НХС 0,05 0,06 0,06 0,07 0,07 0,08 0,08 0,09 0,10 0,11 0,11 0,12 СЧ СО ’’Г со ф‘ ф* ф* ф* ТУ со О СЧ — — см сч о' о' о' о'
Скорость изделия уи, м/мин СЧ Ф О Ф СЧ Ф о ф СЧ Ф Ф ф СЧ ф Ф Ф СЧ Ф О Ф
Поперечная подача Snon, мм/дв.ход го 0,2 0,5 ф* —
24
следующий вывод: для обеспечения минимальной шероховатости
поверхности тонкое плоское шлифование магнитно-мягких сплавов
необходимо производить со скоростью изделия ии = 2 м/мин,
глубиной шлифования / = 0,002 мм ъ поперечной подачей $Поп =
= 0,1 4-0,2 мм/дв. ход.
При тонком наружном круглом шлифовании магнитно-мягких
сплавов (так же, как и при плоском шлифовании) режимы резания
существенно влияют на шероховатость поверхности (табл. 13).
С уменьшением глубины резания, продольной подачи, скорости
изделия и зернистости абразивного инструмента среднеарифмети-
ческое отклонение профиля Ra уменьшается.
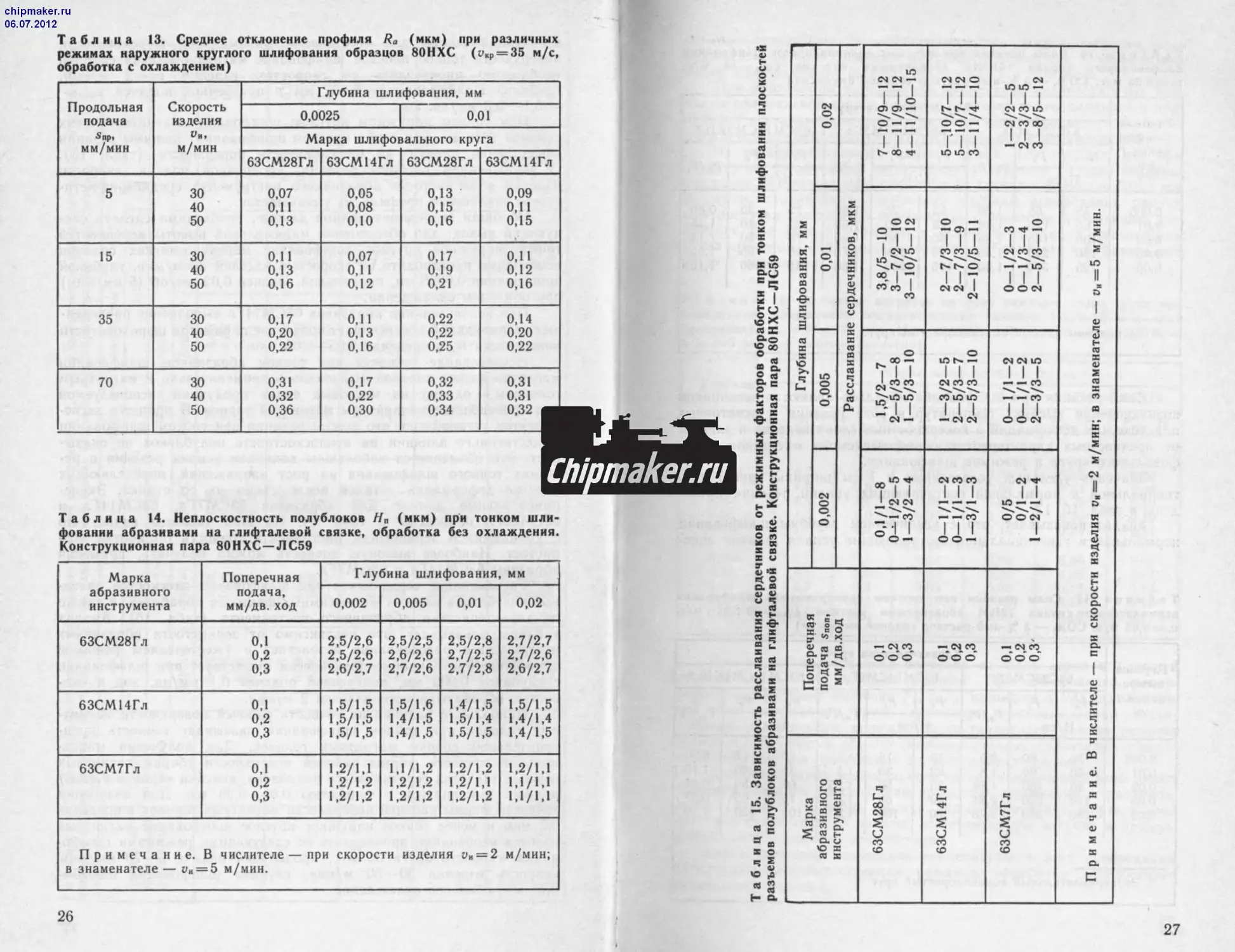
Обобщая экспериментальные данные, необходимо сделать сле-
дующий вывод: для обеспечения минимальной высоты неровностей
тонкое наружное круглое шлифование магнитно-мягких сплавов
необходимо производить со скоростью изделий 30 м/мнн, глубиной
шлифования 0,0025 мм, продольной подачей 0,02 мм/об (5 мм/мин)
при обильном охлаждении.
При использовании абразивов 63СМ14Гл выполнение приведен-
ных рекомендаций обеспечивает получение параметра шероховатости
поверхности Ra в пределах 0,05—0,08 мкм.
Исследование точности при тонком абразивном шлифовании
магнитно-мягких сплавов выполнялось применительно к магнитным
головкам — одному из массовых видов продукции, используемой
при производстве аппаратуры магнитной записи. В процессе экспе-
риментов установлено, что режим разания при тонком шлифовании
существенного влияния на неплоскостность полублоков не оказы-
вает. Это объясняется небольшим влиянием усилия резания в ре-
жимах тонкого шлифования на рост напряжений, определяющих
упругие деформации деталей после съема их со станка. Экспе-
риментальные данные для абразивов 63СМ7Гл, 63СМ14Гл и
63СМ28Гл приведены в табл. 14. Из этой таблицы видно, что
с уменьшением зернистости инструмента точность обработки воз-
растает. Наиболее высокую точность можно получить, применяя
абразивы 63СМ14Гл и 63СМ7Гл.
Расслаивание сердечников при шлифовании плоскостей разъе-
мов полублоков зависит от режимных факторов обработки, а также
от характеристики абразивного инструмента (табл. 15). Анализ
таблицы показывает, что независимо от зернистости абразивных
инструментов расслаивание возрастает с ужесточением режимов
обработки. Расслаивание практически отсутствует при шлифовании
с глубиной 0,002 мм, поперечной подачей 0,1 мм/дв. ход и ско-
ростью обрабатываемого изделия 2 м/мин.
Наибольшее влияние на точность рабочей поверхности магнит-
ных головок при тонком шлифовании оказывает точность пред-
варительной сборки магнитных головок. Для получения макси-
мальной точности формы рабочей поверхности сборка магнитных
головок (вклейка сердечников в полублоки, вклейка экранов и т. д.)
должна выполняться с точностью 0,03—0,05 мм. Для получения
точности формы рабочей поверхности магнитных головок в пределах
0,5 мкм и менее тонкое наружное круглое шлифование магнитных
головок необходимо производить со следующими режимами шлифо-
вания: скорость круга 35 м/с, продольная подача 5—70 мм/мин,
скорость изделия 30—50 м/мин, глубина шлифования 0,0025—
0,01 мм, обильное охлаждение.
25
СЪ
70 35 cn СЛ г * 09 г ? £ X продольная подача
сл ф. со ООО сл о. со ООО ел w ООО сл o. co ООО Ун, м / мин скорость изделия >
ООО со со со О № — р р р ьэ ьо ьэ о -ч p p p о co — ООО ~о CO — "Ч 63СМ28ГЛ S о о
р р р со Кэ * О ЬЭ -0 ООО о со — 0,07 0,11 0,12 ООО '—о о О 00 СП 63СМ14Гл арка шлифсн )25 "лубина шли
ООО со со со со ю р р р ’to ’to to сл to to 0,17 0,19 0,21 pop О сл со 63СМ28Гл сального кру 1 1 0,01 фования, мм
ООО со со со ООО to to too Д ppp о to — 0,09 0,11 0,15 63СМ14Г 2
Я Л
Таблица 15. Зависимость расслаивания сердечников от режимных факторов обработки при тонком шлифовании плоскостей
разъемов полублоков абразивами на глифталевой связке. Конструкционная пара 80НХС—ЛС59
Г Марка Поперечная подача $поп, Глубина шлифования, мм
абразивного инструмента 0,002 0,005 0,01 0,02
Расслаивание сердечников, мкм
63СМ28Гл 0,1 0,2 0,3 0,1/1-8 0—1/2—5 1—3/2—4 1,5/2—7 2—5/3—8 1—5/3—Ю 3,8/5—10 3—7/2—10 3—10/5—12 7—10/9—12 8-11/9—12 4—11/10—15
63СМ14ГЛ 0,1 0,2 0,3 0—1/1—2 0—1/1—3 1—3/1-3 1—3/2—5 2-5/3-7 2—5/3—10 2—7/3—10 2—7/3—9 2-10/5-11 5—10/7—12 5—10/7—12 З—Ц/4—10
63СМ7Гл 0,1 0,2 0,3' 0/5 0/1—2 1—2/1—4 0-1/1—2 0—1/1—2 2—3/3—5 0—1/2—3 0—1/3—4 2—5/3—10 1—2/2—5 2—3/3—5 3—8/5—12
Примечание. В ч ислителе — при скорости изделия ии = 2 м/мин; в знаменателе — ии = 5 м/мин.
ьо
chipmaker.ru
06.07.2012
Таблица 16. Силы резания при плоском однопроходном шлифовании
альфенолового сплава 16ЮИХ абразивными кругами (икр= 13 м/с,
оп = 0,05 м/с, СОЖ — 3 %-ный раствор содовой эмульсии)
Глубина шлифо- Характеристика круга
63С25СМ2К *63СМ14СМ2Гл 63CMI4CM2K16*
вания /, Рг Ру Р, Ру Р, Ру
м м - о / п р / р р / р
Р у Р t * у/* t ,, ‘ у/> t
Н/см Н/см Н/см
0,005 35 65 1,86 15 25 1,66 25 20 0,80
0,01 65 120 1,84 25 40 1,60 35 40 1,15
0,02 100 185 1,85 50 80 1,60 70 80 1,15
0,03 130 240 1,85 70 120 1,70 90 95 1,05
0,05 195 370 1,90 125 235 1,88 145 160 1,10
• Экспериментальный высокопористый круг.
Силы резания при шлифовании металлов являются источником
возникновения высоких температур в зоне резания и остаточных
пластических деформаций в поверхностных слоях изделия и зависят
от прочностных характеристик обрабатываемого материала, шли-
фовального круга и режимов шлифования.
Значения удельных (отнесенных к 1 см ширины круга) тан-
генциальной и нормальной составляющих усилия резания приве-
дены в табл. 16, 17.
Анализ показывает, что с увеличением глубины шлифования
нормальная и тангенциальная составляющие усилия резания зако-
Таблица 17. Силы резания при плоском однопроходном шлифовании
пермаллоевого сплава 79НМ абразивными кругами (икр = 20-^22 м/с,
ии = 0,05 м/с, СОЖ — 3 %-ный раствор содовой эмульсин)
Глубина шлифо- Характеристика круга
63С25СМ2К 63СМ14СМ2Гл 63СМ14СМ2К16 ♦
вания / Р, Ру Р, Ру Pt Ру
мм * р /р р / р . р / р
Ру/ Pt Ру/Р г Р у/Р t
Н/см Н/см Н/см
0,005 30 60 2,0 10 15 1.5 15 12 0,80
0,01 50 90 1,8 20 30 1.5 35 40 1,10
0,02 80 150 1,88 30 50 1,65 60 50 0,84
0,03 НО 250 2,24 40 60 1.5 75 65 0,87
0,05 180 320 1,78 70 100 1,5 105 120 1,10
* Экспериментальный высокопористый круг.
28
номерно возрастают. Это объясняется как ростом нагрузки, при-
ходящейся на одно режущее абразивное зерно, так и увеличением
числа зерен контакта шлифовального круга с изделием.
При абразивном шлифовании применение мелкозернистых кру-
гов на глифталевой связке снижает величину тангенциальной и нор-
мальной составляющих усилия резания. Это объясняется большой
упругостью глифталевой связки по сравнению с керамической.
Из экспериментальных данных (табл. 18) следует, что при
абразивном шлифовании нагрузка, приходящаяся на одно абразив-
ное зерно, растет весьма интенсивно до глубины примерно 0,012 мм.
В случае дальнейшего увеличения глубины шлифования расчет-
ная нагрузка изменяется незначительно, поэтому дальнейшее уве-
личение сил резания связано в основном только с увеличением
числа «режущих» абразивных зерен в зоне контакта шлифовального
круга с изделием.
Таблица 18. Расчетная нагрузка на одно режущее зерно круга при
абразивном шлифовании магнитно-мягких сплавов |икр=13 м/с (для
альфенола), икр = 20-г22 м/с (для пермаллоя), оя = 3 м/мин, СОЖ—
3 %-ный раствор содовой эмульсии)
Глубина шлифования 1, мм Марка шлифовального круга
63С25СМ2К 63СМ14СМ2Гл 63СМ14СМ2К16
Р,з, Н Ру,. Н Р„, н Руз. Н Р,„. Н Руз, Н
• Альфенол 16ЮИХ
0,005 3,2 6,0 0,03 0,05 0,09 0,08
0,01 4,0 7,5 0,03 0,06 0,13 0,09
0,02 4,2 7,7 0,05 0,08 0,22 0,19
0,03 4,3 8,0 0,06 0,1 0,20 0,20
0,05 4,8 9,3 0,08 0,15 0,24 0,31
Пермаллой 79НМ
0,005 2,7 5,4 0,02 0,03 0,06 0,05
0,01 3,1 5,6 0,03 0,04 0,09 0,07
0,02 3.3 6,3 0,03 0,05 0,12 0,13
0,03 3,7 8,3 0,03 0,05 0,14 0,15
0,05 4,5 8,0 0,04 0,06 0,16 0,17
При эластичных связках нагрузка на одно зерно в меньшей
степени зависит от глубины резания. При шлифовании мелко-
зернистыми кругами значения Ргз и Руз примерно в 100 раз меньше,
чем при шлифовании крупнозернистыми кругами. Таким значи-
тельным уменьшением нормальной составляющей усилия резания
зерном и объясняется обычно снижение степени упрочнения поверх-
ностного слоя при применении мелкозернистых кругов.
Для обеспечения минимального уровня наклепанной зоны имеют
большое значение соотношения процессов упрочнения и разупроч-
нения (отдыха). Степень отдыха после упрочнения в результате
действия силового поля зависит от температуры нагрева и продол-
жительности теплового воздействия.
Таким образом, повышение температуры в зоне шлифования
назначением соответствующих режимов обработки способствует
уменьшению наклепа.
29
chipmaker.ru
06.07.2012
Для установления оптимального режима шлифования, обеспе-
чивающего максимальное сохранение исходных магнитных свойств
сплава, были проведены исследования величины мгновенной кон-
тактной температуры, усредненной по ширине круга, от режимов
резания при плоском шлифовании.
Анализ табл. 19 показывает, что шлифование сплава 16ЮИХ
мелкозернистыми абразивными кругами (63СМ14СМ2Гл) при ско-
рости вращения шлифовального круга 13 м/с и глубинах шли-
фования 0,003—0,005 мм обусловливает возникновение в зоне
обработки контактных температур меньше допустимых (200 °C).
При обработке пермаллоевых сплавов типа 79НМ шлифование
мелкозернистыми абразивными кругами обусловливает возникнове-
Таблица 19. Контактные температуры (°C) при абразивном шлифо-
вании магнитно-мягких сплавов |vKp=13 м/с (для альфенола), икр =
= 204-22 м/с (для пермаллоя), ом = 3 м/мин, СОЖ — 3 %-ный раствор
содовой эмульсии]
Глубина шлифования /, мм Марка шлифовального круга
63СМ14СМ2Гл 63СМ14СМ2К16 63С25СМ2К
Альфенол 16ЮИХ
0.005 100 150 210
0,01 140 200 230
0,02 180 250 390
0,03 200 400 500
0,05 250 500 680
Пермаллой 79НМ
0,005 70 130 520
0,01 100 180 600
0,02 140 210 800
0,03 160 365 950
0,05 250 480 —
ние минимальных температур. Существенными параметрами качества
поверхности при тонком абразивном шлифовании магнитно-мягких
сплавов являются глубина и степень наклепа.
Как показали исследования [2, 3], наибольшее влияние на
параметры наклепа оказывают параметры абразивных инструментов.
Режимы тонкого шлифования практически не влияют на величину
наклепа. Это может быть объяснено повышенным тепловыделением
с ужесточением режимов резания и активным отдыхом, стабили-
зирующим наклеп.
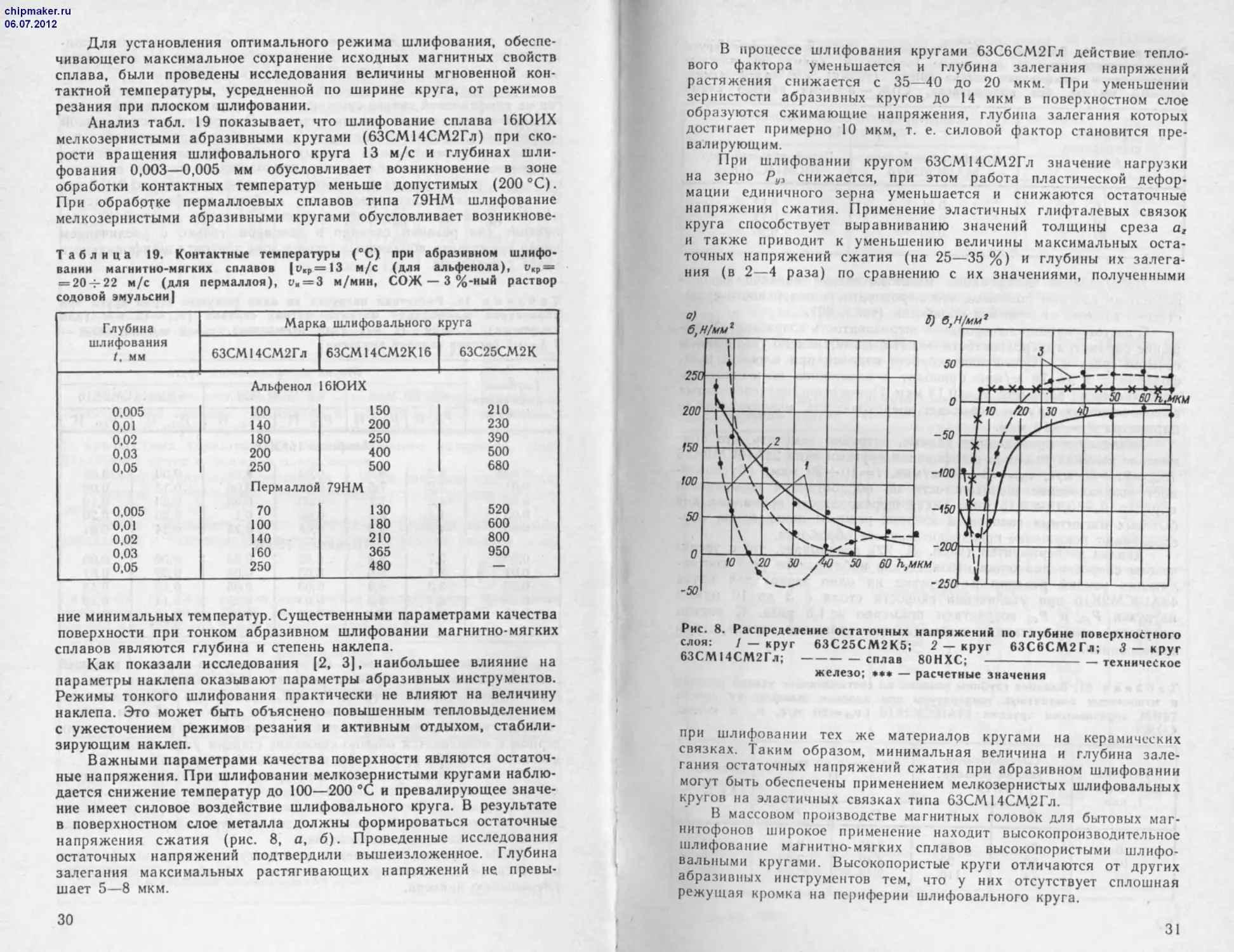
Важными параметрами качества поверхности являются остаточ-
ные напряжения. При шлифовании мелкозернистыми кругами наблю-
дается снижение температур до 100—200 °C и превалирующее значе-
ние имеет силовое воздействие шлифовального круга. В результате
в поверхностном слое металла должны формироваться остаточные
напряжения сжатия (рис. 8, а, 6). Проведенные исследования
остаточных напряжений подтвердили вышеизложенное. Глубина
залегания максимальных растягивающих напряжений не превы-
шает 5—8 мкм.
30
В процессе шлифования кругами 63С6СМ2Гл действие тепло-
вого фактора уменьшается и глубина залегания напряжений
растяжения снижается с 35—40 до 20 мкм. При уменьшении
зернистости абразивных кругов до 14 мкм в поверхностном слое
образуются сжимающие напряжения, глубина залегания которых
достигает примерно 10 мкм, т. е. силовой фактор становится пре-
валирующим.
При шлифовании кругом 63СМ14СМ2Гл значение нагрузки
на зерно Руз снижается, при этом работа пластической дефор-
мации единичного зерна уменьшается и снижаются остаточные
напряжения сжатия. Применение эластичных глифталевых связок
круга способствует выравниванию значений толщины среза аг
и также приводит к уменьшению величины максимальных оста-
точных напряжений сжатия (на 25—35 %) и глубины их залега-
ния (в 2—4 раза) по сравнению с их значениями, полученными
Рис. 8. Распределение остаточных напряжений по глубине поверхностного
слоя: / — круг 63С25СМ2К5; 2 — круг 63С6СМ2Гл; 3 — круг
63СМ14СМ2Гл;---------— сплав 80НХС; ----------------- — техническое
железо; — расчетные значения
при шлифовании тех же материалов кругами на керамических
связках. Таким образом, минимальная величина и глубина зале-
гания остаточных напряжений сжатия при абразивном шлифовании
могут быть обеспечены применением мелкозернистых шлифовальных
кругов на эластичных связках типа 63СМ14СМ2Гл.
В массовом производстве магнитных головок для бытовых маг-
нитофонов широкое применение находит высокопроизводительное
шлифование магнитно-мягких сплавов высокопористыми шлифо-
вальными кругами. Высокопористые круги отличаются от других
абразивных инструментов тем, что у них отсутствует сплошная
режущая кромка на периферии шлифовального круга.
31
chipmaker.ru
06.07.2012
Таблица 20. Влияние глубины шлифования и характеристики круга
на среднеарифметическое отклонение профиля Ra (мкм) при плоском
однопроходном шлифовании сплава 80НХС (икр = 21 м/с, ия = 3 м/мин,
$ооп = 0,3 мм/ход, без выхаживания, СОЖ — 3 %-ный раствор соды)
Глубина шлифования /, мкм Среднеарифметическое отклонение профиля /?а, мкм
Шлифовальный круг 24А10СМ2К16 Шлифовальный круг 63СМ14СМ2К15
5 0,51 0,13
10 0,43 0,14
20 0,60 0,16
Исследование шлифования магнитно-мягких сплавов высоко-
пористыми кругами показало, что шероховатость поверхности суще-
ственно зависит от режимов обработки (табл. 20).
С ростом глубины шлифования шероховатость возрастает. Ухуд-
шение параметра шероховатости может быть объяснено увеличением
сечения среза аг. Повышение скорости изделия при плоском шли-
фовании с 3 до 18 м/мин приводит к изменению шероховатости
поверхности на параметр /?а = 0,13 мкм. Применение мелкозернистых
высокопористых кругов повышает шероховатость поверхности до
параметра /?а = 0,13 мкм.
Анализируя приведенные данные, нетрудно заметить, что при-
менение жестких режимов шлифования кругами типа 24А10СМ2К16
(икр = 214-35 м/с, Vnon = 3-7-10 м/мин, /=104-20 мкм) обусловли-
вает возникновение шероховатости на обработанной поверхности
порядка /?а = 0,134-0,15 мкм. Такая шероховатость приемлема для
бытовых магнитных головок, а жесткие режимы шлифования обу-
словливают повышение производительности обработки.
Анализ экспериментов (табл. 21, 22) показывает, что с увели-
чением скорости движения стола станка наблюдается рост состав-
ляющих усилий резания и нагрузки на одно зерно: для круга
43А10СМ2К16 при увеличении скорости стола с 3 до 10 м/мин
нагрузки Руъ и Ргъ возрастают примерно в 1,5 раза. С ростом
скорости стола станка наблюдается снижение тёмпературы
шлифования.
Таблица 21. Влияние глубины резания на составляющие усилий резания
и мгновенные контактные температуры при плоском шлифовании сплава
79НМ абразивными кругами 24А10СМ2К16 (ржр = 20 м/с, ии = 3 м/мин,
СОЖ)
Глубина шлифования /, мкм Составляющие усилий резания, Н/см Нагрузка на зерно, Н Темпе- ратура Т, °C
Рг Ру Pz, Ру*
5 36 60 2,06 3,40 550
10 60 90 2,40 3,60 650
20 74 ПО 2,12 3,20 690
32
Таблица 22. Влияние скорости движения стола на составляющие
усилий резания и мгновенные контактные температуры при плоском
шлифовании сплава 79НМ (икр = 80 м/с, /=10 мкм, СОЖ) кругом
43А10СМ2К16
Скорость стола он, м/мин Составляющие усилий резания, Н/см Нагрузка на зерно, Н Темпе- ратура Т, °C
Р, Ру Л. Ру•
3 60 90 2,40 3,6 650
10 92 140 3,70 5,6 515
18 78 130 3,10 5,2 —
Шлифование высокопористыми кругами сопряжено с возникно-
вением сил и температур, значительно превосходящих по величине
силы и температуры при тонком шлифовании мелкозернистыми
абразивами.
Эксперименты (табл. 23) показали, что степень наклепа по-
верхностного слоя возрастает с ростом глубины шлифования,
Таблица 23. Влияние режимов плоского шлифования пермаллоя 79НМ
шлифовальным кругом 24A10CM1KI6 на наклеп поверхностного слоя
Глубина шлифования /, мкм Скорость изделия Ои, м/мин Микро- твердость НА, МПа Параметры рентгеноструктурного анализа
Ширина линии рентгенограммы, мм Напря- жения II рода — ю~4 а
Bin Взп
Скорость круга 22 м/с
5 L 3 2340 20,6 52,1 17,9
10 3 2530 20,4 52,7 18,8
20 3 2630 19,5 54,1 21,2
30 3 2570 21,6 48,2 11,0
5 10 2580 24,7 53,5 10,1
5 18 2470 27,5 53,8 12,3
Скорость круга 36 м/с
5 3 2520 [ 24,2 47 14,1
10 3 2500 26,7 50,9 14,6
20 3 2600 24,0 46,8 15,2
30 3 2650 24,6 46,9 15,7
5 10 2520 23,5 49,7 15,0
5 18 2520 21,7 53,3 16,4
Примечание. Шлифо ванне — без выхаживания. Поперечная подача
стола snon = 0,3 мм/ход. •
2 Зак. 299
33
chipmaker.ru
06.07.2012
а также с увеличением скорости изделия ии, что объясняется
более мощным силовым воздействием круга на обрабатываемую
поверхность. Степень наклепа и микротвердость поверхностного слоя
на малых глубинах шлифования практически стабилизируются
в диапазоне 2450—2600 МПа при исходной микротвердости
1450—1550 МПа. Г 9
При больших глубинах шлифования (/> 0,03 мм) наблюдается
уменьшение параметров В3ц и Да/а, что может быть объяснено
отдыхом материала в процессе шлифования, снижающим частично
напряжения II рода и степень наклепа поверхностного слоя.
Сравнение показывает, что шлифование кругами 24А10СМ2К16
сопряжено с возниковением сил Ргз и Py3t в 10—12 раз превосхо-
дящих по величине силы при шлифовании кругами 63СМ14СМГл.
Вместе с тем более высокая температура шлифования спо-
собствует снижению упрочнения поверхностного слоя.
Как показали исследования [3], механическая обработка
магнитно-мягких сплавов шлифованием, сопровождающаяся разви-
тием значительных усилий и выделением в зоне резания большого
количества теплоты, снижает магнитные свойства деталей.
Магнитные характеристики магнитно-мягких материалов в зна-
чительной степени определяются напряженным состоянием металла
поверхностного слоя. Поэтому величина и глубина залегания напря-
жений в поверхностном слое деталей после финишной обработки
должны быть минимально возможными (рис. 8).
Значительное влияние наклепа, остаточных напряжений и тем-
пературы нагрева на магнитные характеристики металла предопре-
деляет зависимость эксплуатационных характеристик готовых
изделий от методов и режимов механической обработки.
Наклеп магнитно-мягких сплавов является результатом взаимо-
действия процессов упрочнения и разупрочнения. Параметрами
наклепа можно управлять выбором оптимальных режимов шлифо-
вания. При шлифовании с тонкими доводочными режимами реза-
ния можно получить поверхностный слой с минимальными упроч-
нением, глубиной залегания, величинами остаточных напряжений.
Эти же режимы шлифования способствуют получению максимально
точной поверхности с шероховатостью в пределах параметра
Ra = 0,054-0,02 мкм по ГОСТ 2789—73* (СТ СЭВ 638—77).
Полученные экспериментальные данные по температурам,
удельным силам, а также приведенным силам, действующим на
одно зерно, свидетельствуют о преимуществах обработки мелко-
зернистыми абразивными инструментами.
Применение для шлифования с высокопроизводительными
жесткими режимами высокопористых кругов 24А10СМ2К16 поз-
воляет стабилизировать глубину и степень наклепа, что способ-
ствует получению высокого уровня выходных рабочих параметров
изделий, а ужесточение режимов шлифования значительно повышает
производительность труда.
2.2. Доводка как средство повышения качества изделий
Доводка, являясь одной из финишных операций технологиче-
ского процесса изготовления деталей из магнитных материалов,
оказывает существенное влияние на эксплуатационные параметры
изделий.
34
В зависимости от характера производства и серийности изго-
товляемой продукции может быть использована как ручная, так
и машинная доводка.
Результаты исследований позволили определить основные
закономерности влияния технологических факторов ручной доводки
на высоту неровностей магнитно-мягких сплавов. Установлено, что
состав магнитно-мягких сплавов (независимо от абразивного
инструмента, способа и режима доводки) существенного влияния
на шероховатость поверхности не оказывает.
С увеличением зернистости абразивных брусков и микропо-
рошков шероховатость поверхности возрастает. Так, для сплава
80НХС при доводке с давлением 68 кПа увеличение зернистости
микропорошков от 1 до 5 мкм обусловливает увеличение высоты
неровностей с 0,197 до 0,263 мкм. Аналогичные выводы получены
при сравнении результатов доводки абразивными брусками различ-
ной зернистости. При прочих равных условиях материал бруска
одинаковой зернистости, но различного рода абразива не оказывает
существенного влияния на высоту неровностей. В то же время уста-
новлено, что шероховатость поверхности зависит от способа доводки.
При доводке магнитно-мягких сплавов можно выделить следующие
группы обработки: 1) отделочная; 2) чистовая; 3) получистовая;
4) черновая.
В первую группу — отделочная обработка — включены: доводка
на чугунных плитах, шаржированных микропорошками электро-
корунда или монокорунда М5, М3, Ml с окончательной доводкой
на смоляных дисках с пастой ГОИ Ml.
Во вторую группу — чистовая обработка — входят: доводка на
чугунных плитах, шаржированных микропорошками монокорудна
М5, М3, Ml, и доводка на чугунных плитах, шаржированных
микропорошками монокорунда или электрокорунда зернистостью
1 мкм.
В третью группу — получистовая обработка — включены: до-
водка на брусках электрокорунда 22АМ20С1Б, карбида кремния
зеленого 63СМ20СТ1К, доводка на чугунных плитах, шаржирован-
ных микропорошками монокорунда зернистостью 3 мкм, и доводка
на чугунных плитах, шаржированных микропорошками монокорунда
зернистостью 5 мкм.
В четвертую группу — черновая обработка — включена только
доводка на бруске электрокорунда белого зернистостью 50 мкм —
22А5СТ1К.
Чистовая обработка (в зависимости от давления) создает
шероховатость в среднем на 40—45 % больше, чем отделочная
обработка. По сравнению с отделочной обработкой при получи-
стовой обработке шероховатость поверхности в среднем на 80—110 %,
а при черновой обработке в среднем в 4,2—6,5 раз больше. С учетом
полученных выводов можно сформулировать требование для руч-
ной доводки магнитно-мягких сплавов с минимальными парамет-
рами шероховатости Ra: обработка магнитно-мягких сплавов
должна выполняться по следующей технологической схеме: черновая
обработка (обдирка), получистовая — чистовая обработка (проме-
жуточный этап), отделочная обработка (заключительный этап).
Давление при доводке влияет на шероховатость поверхности.
С ростом давления наблюдается тенденция к увеличению пара-
метра шероховатости Ra для каждого способа (группы) обработки.
2*
35
chipmaker.ru
06.07.2012
На рис. 9 показана зависимость Rg = f(p) от способа доводки.
Увеличение шероховатости с ростом давления может быть объяс-
нено увеличением глубины внедрения в обрабатываемый металл
зерен абразива и ростом сечения стружки аг, снимаемой одним
зерном. Учитывая изложенное, а также принимая во внимание, что
с ростом давления увеличивается износ притиров, целесообразно
доводку магнитно-мягких сплавов выполнять с давлениями
68—98 кПа. При этих давлениях, применяя для доводки методы
чистовой отделочной обработки, возможно получить шероховатость
поверхности в пределах параметра Ra = 0,02-г0,03 мкм.
Точность при ручной доводке магнитно-мягких сплавов изу-
чалась применительно к магнитным головкам, сердечники которых
изготовлены из магнитно-мягких сплавов.
Изменение неплоскостности большого числа полублоков при
чистовой и отделочной обработке показало, что в большинстве
случаев независимо от материала сердечников отклонение от
плоскостности не превышает 0,5—0,6 мкм. При обработке рабочей
поверхности головок седлообразность (бочкообразность) находится
в пределах 0,5—0,8 мкм. У 60 % головок, подвергнутых ручной
обработке (независимо от вида доводки), существует перекос
максимальной линии цилиндрической части рабочей поверхности
относительно плоскости зазоров многодорожечной магнитной
головки.
Результаты исследований закономерностей образования наклепа
при ручной доводке магнитно-мягких сплавов показали, что с умень-
шением зернистости абразивных брусков и микропорошков наклеп
уменьшается. Уменьшение наклепа может быть объяснено умень-
шением сечения среза аг и соответствующим уменьшением усилий
резания, обусловливающих деформации в микрообъемах металла.
Необходимо отметить, что наклеп определяется зернистостью абра-
зивного инструмента, применяемого на последних переходах доводки.
Так, обработка на чугунных плитах, шаржированных микро-
порошками монокорунда зернистостью 5; 3 и 1 мкм, и обработка
на чугунных плитах, шаржированных микропорошком монокорунда
зернистостью 1 мкм, обусловливают возникновение наклепа одного
порядка. Материал зерна исследуемых микропорошков при любых
давлениях существенного влияния на параметры наклепа не
оказывает.
Сравнение параметров наклепа позволяет сделать вывод о том,
что каждый способ обработки отличается от другого способа.
1. Доводка (последовательно) на чугунных плитах, шаржиро-
ванных микропорошками М5, М3, Ml.
2. Доводка на чугунной плите, шаржированной микропорош-
ками М5.
3. Доводка на бруске электрокорунда белого зернистостью
20 мкм — 22АМ20С1Б.
4. Доводка на крупнозернистом бруске электрокорунда белого
зернистостью 50 мкм — 22А5СТ1К.
Черновые способы обработки сопряжены с возникновением
наклепа на 30—40 % большего, чем при чистовых отделочных видах
доводки. Эти выводы подтверждаются для всего исследованного
диапазона давлений.
Экспериментальные данные свидетельствуют о наличии связи
между параметрами наклепа и давлением при доводке (рис. 10).
36
Независимо от способа обработки и вида применяемого для доводки
абразивного инструмента наблюдается некоторое увеличение на-
клепа с ростом давлении.
При доводке на крупнозернистых абразивах давление оказы-
вает несколько большее влияние на наклеп, чем при чистовой отде-
лочной обработке. При чистовой доводке с использованием мелко-
зернистых брусков и доводочных микропорошков и паст параметры
наклепа с ростом давлений изменяются незначительно. Рост
наклепа при повышении давления может быть объяснен уве-
личением сечения стружки а2, снимаемой одним зерном. Учиты-
вая изложенное, целесообразно для обеспечения минимального
наклепа доводку магнитно-мягких сплавов выполнять с минималь-
ными давлениями. Необходимо отметить, что полученные выводы
по изучению закономерностей образования наклепа подтверж-
даются принципиально различными физическими методами иссле-
дования — рентгеновским и металлографическим анализами и высо-
кочастотным зондированием.
Рис. 9. Зависимость меж-
ду высотой неровностей
Rt и давлением р при руч-
ной доводке. Обработка:
черновая (/), получисто-
вая (2), чистовая (<?),
отделочная (4)
Рис. 10. Зависимость параметров наклепа
от давления при ручной доводке магнитно-
мягких сплавов: а — ширина интерферен-
ционной линии Взп; б — напряжения II ро-
1 — доводка (последовательно) на чугун-
ных плитах, шаржированных микропо-
рошками М5, М3, Ml, окончательная до-
водка на смоляном диске пастой ГОИ Ml;
2 — доводка на чугунной плите, шаржиро-
ванной микропорошками М5; 3, 4 — довод-
ка на брусках соответственно 24АМ20С1Б
и 24А5СТ1К
При тонких режимах ручной доводки глубина залегания накле-
панной зоны с измененными магнитными свойствами составляет
5—20 мкм. Заметим, что доводка обусловливает снижение начальной
магнитной проницаемости на поверхности обработанной . детали
до значений порядка 200 Гс/Э (25-10“5 Гн/м). Это примерно в 100
раз меньше по сравнению с отожженным металлом, не подвергну-
тым обработке.
Исследование процессов машинной доводки магнитно-мягких
сплавов показало, что состав обрабатываемого сплава на высоту
неровностей существенного влияния не оказывает. Независимо от
способа доводки и материала притира с уменьшением зернистости
абразивного порошка чистота поверхности улучшается. Связь между
37
chipmaker.ru
06.07.2012
среднеарифметическим отклонением профиля Ra и зернистостью
абразивного микропорошка Z — линейная (рис. 11, а, б) и опре-
деляется зависимостями вида:
1) Ra = 0,024-0,03Z— при доводке на чугунных притирах;
2) /?o = 0,02-f-0,012Z — при доводке на оловянных притирах.
Эксперименты показали, что материал зерна существенного
влияния на высоту неровностей обработанных поверхностей не ока-
зывает. Улучшение может быть объяснено более плавным, «пружин-
ным» действием на металл зерен, закрепленных в мягком притире,
что обусловливает уменьшение сечения стружки аг.
Рис. 11. Зависимость среднего отклонения профиля поверхности от зернистости
микропорошков при машинной доводке магнитно-мягких сплавов: а — 80НХС
на чугунных притирах. Микропорошки: • — 32А; О — 22А; А — 43А;
б — 80НХС (•) и 79НМ (О) на оловянных притирах микропорошком 43А
Рис. 12. Зависимость средне-
го отклонения профиля по-
верхности от давления при
механической доводке маг-
нитно-мягкого сплава 80НХС
на чугунных притирах, шар-
жированных микропорошка-
ми М5, М3, Ml
Шероховатость обработанной поверхности (при условии при-
менения для доводки притиров из одного и того же материала)
определяется зернистостью абразива, используемого на последних
переходах доводки.
На рис. 12 приведены экспериментальные данные о влиянии
давления на высоту неровностей. Анализ показывает, что с умень-
шением давления шероховатость обработанной поверхности улуч-
шается. Для обеспечения наименьшей шероховатости поверхности
машинную доводку магнитных головок необходимо осуществлять
с давлением 55—70 кПа.
Основываясь на полученных выводах, доводка магнитно-мяг-
ких сплавов пастами выполнена при давлении 55 кПа. Результаты
экспериментов представлены в табл. 24.
Анализ таблицы позволяет сделать следующие выводы.
1. Высоты неровностей образцов несущественно отличаются
друг от друга при использовании для доводки различных паст
и притиров (в пределах испытанных).
38
2. Независимо от об-
работанного магнитно-
мягкого сплава доводка
пастами зернистостью 1 —
5 мкм обеспечивает полу-
чение шероховатостей в
пределах параметра Ra =
= 0,02 мкм.
3. Доводка пастами
«Диамантин» и «Ленкарз»
зернистостью 1 мкм обес-
печивает несколько луч-
шие результаты, чем до-
водка на плитах, шар-
жированных микропорош-
ками.
Параметры точности
при механической довод-
ке изучались примени-
тельно к магнитным го-
ловкам. В результате ис-
следований установлено,
что материал абразивного
порошка существенного
влияния на неплоскост-
ность не оказывает.
С уменьшением зернисто-
сти абразива точность воз-
растает, что может быть
объяснено более быстрой
потерей притиром точно-
сти с укрупнением рабо-
чего микропорошка. При
доводке нешаржирую-
щимся абразивным мате-
риалом (табл. 25) не-
плоскостность несколько
лучше, чем при доводке
свободно шаржирующим-
ся в притир абразивом
(табл. 26). Учитывая, что
доводка шаржирующимся
в притир абразивом обес-
печивает несколько мень-
шую шероховатость обра-
ботанной поверхности, це-
лесообразной является
комбинированная обра-
ботка плоскостей разъ-
емов полублоков — на чу-
гунных притирах с окон-
чательной обработкой на
оловянных дисках.
Изменение давления
О)
X
о
ч
X
о
>»
03 сз
а
СЧ
к
ч
X
•е-
о
о.
с
Материал образцов X Q О WMW — сч — —• 1 I Ф Ф । оо । I । .оо | 1 оо | о | | 1 1 о ООО o'
Ra, МКМ I.C S СО О U0 о сч СЧ СЧ 1 I СЧ 1 СЧ СЧ СЧ СЧ 1 ooj |о 1 ОООО I о' о' o' о* о' о* о*
79НМ Rz, мкм 1 1 1 1 1 i 1 1 1 1 § о о
ими *°у оо ш со СО сч оюь-оо СЧ СЧ О О СЧ I СО СЧ СЧ СЧ 1 — — оо— |оооо 1 ООООО ОООО
О X X о 00 иян *г# rtNSOOM ф ф ОО ф N S f I I | | О_ О_ О- О О~ О- 1 o' о" о* о' o' о“
WMW Ь- О L0 сч — I 1 1 1 1 I СЧ СО сч со сч 1 1 1 1 | ООООО о' о" о“ о’ о”
Тип пасты «Ленкарз» 5 мкм » 1 мкм «Диамантин» 1 мкм АСМ2 «Ленкарз» 5 мкм » 1 мкм «Диамантин» 1 мкм «Ленкарз» 5 мкм » 1 мкм «Диамантин» 1 мкм АСМ2
Материал притира Чугун » » » Стекло «Пирекс» » » » » Олово » » »
39
chipmaker.ru
06.07.2012
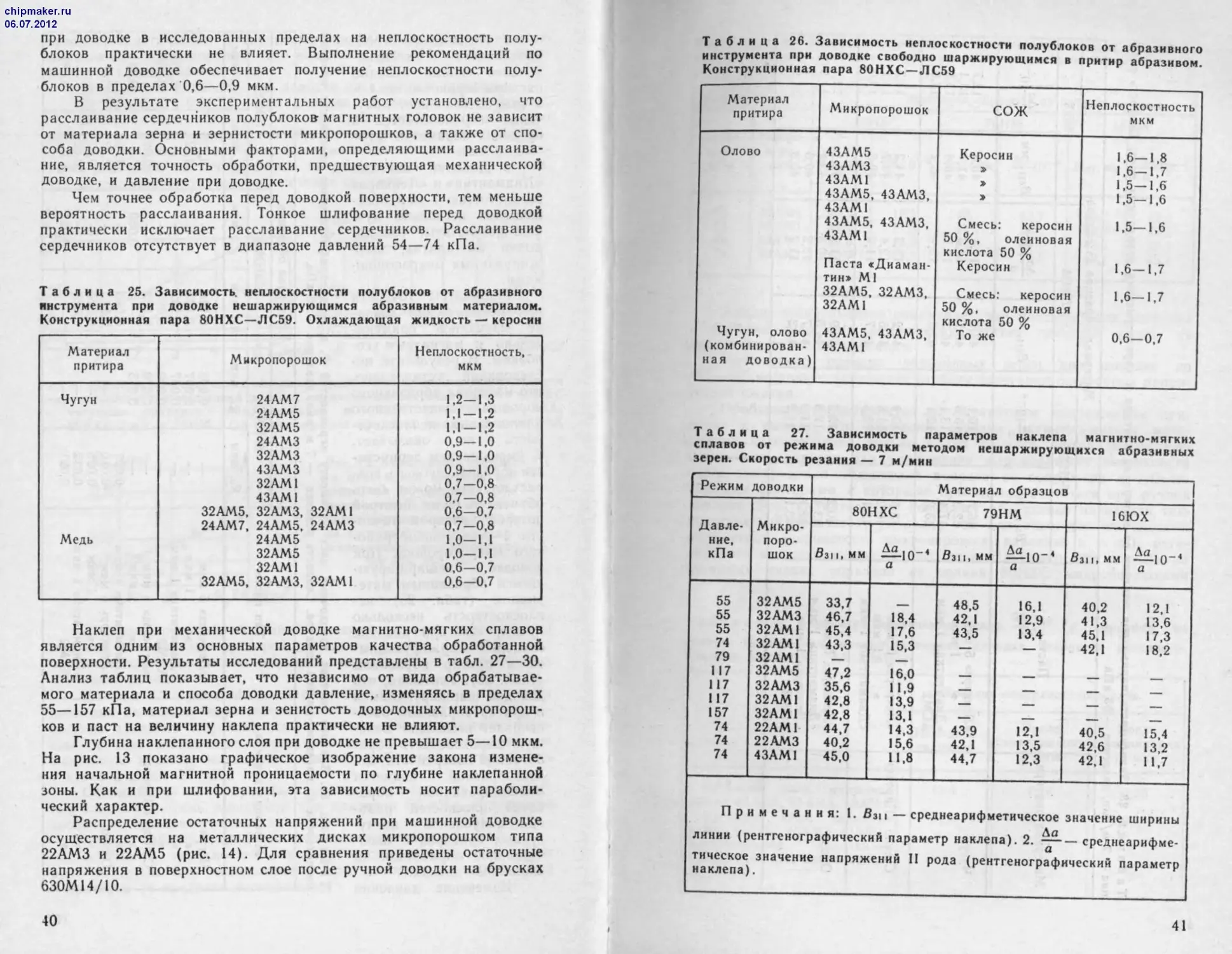
при доводке в исследованных пределах на неплоскостность полу-
блоков практически не влияет. Выполнение рекомендаций по
машинной доводке обеспечивает получение неплоскостности полу-
блоков в пределах 0,6—0,9 мкм.
В результате экспериментальных работ установлено, что
расслаивание сердечников полублоков магнитных головок не зависит
от материала зерна и зернистости микропорошков, а также от спо-
соба доводки. Основными факторами, определяющими расслаива-
ние, является точность обработки, предшествующая механической
доводке, и давление при доводке.
Чем точнее обработка перед доводкой поверхности, тем меньше
вероятность расслаивания. Тонкое шлифование перед доводкой
практически исключает расслаивание сердечников. Расслаивание
сердечников отсутствует в диапазоне давлений 54—74 кПа.
Таблица 25. Зависимость, неплоскостности полублоков от абразивного
инструмента при доводке нешаржирующимся абразивным материалом.
Конструкционная пара 80НХС—ЛС59. Охлаждающая жидкость — керосин
Материал притира Микропорошок Неплоскостность, мкм
Чугун Медь 24АМ7 24АМ5 32АМ5 24АМЗ 32AM3 43AM3 32АМ1 43АМ1 32АМ5, 32AM3, 32AMI 24АМ7, 24АМ5, 24АМЗ 24АМ5 32АМ5 32АМ1 32АМ5, 32AM3, 32АМ1 1,2—1,3 1,1 —1,2 1,1 —1.2 0,9—1,0 0.9—1,0 0.9—1,0 0.7—0.8 0.7—0,8 0.6—0,7 0,7—0.8 1,0—1,1 1.0—1,1 0,6-0,7 0,6—0,7
Наклеп при механической доводке магнитно-мягких сплавов
является одним из основных параметров качества обработанной
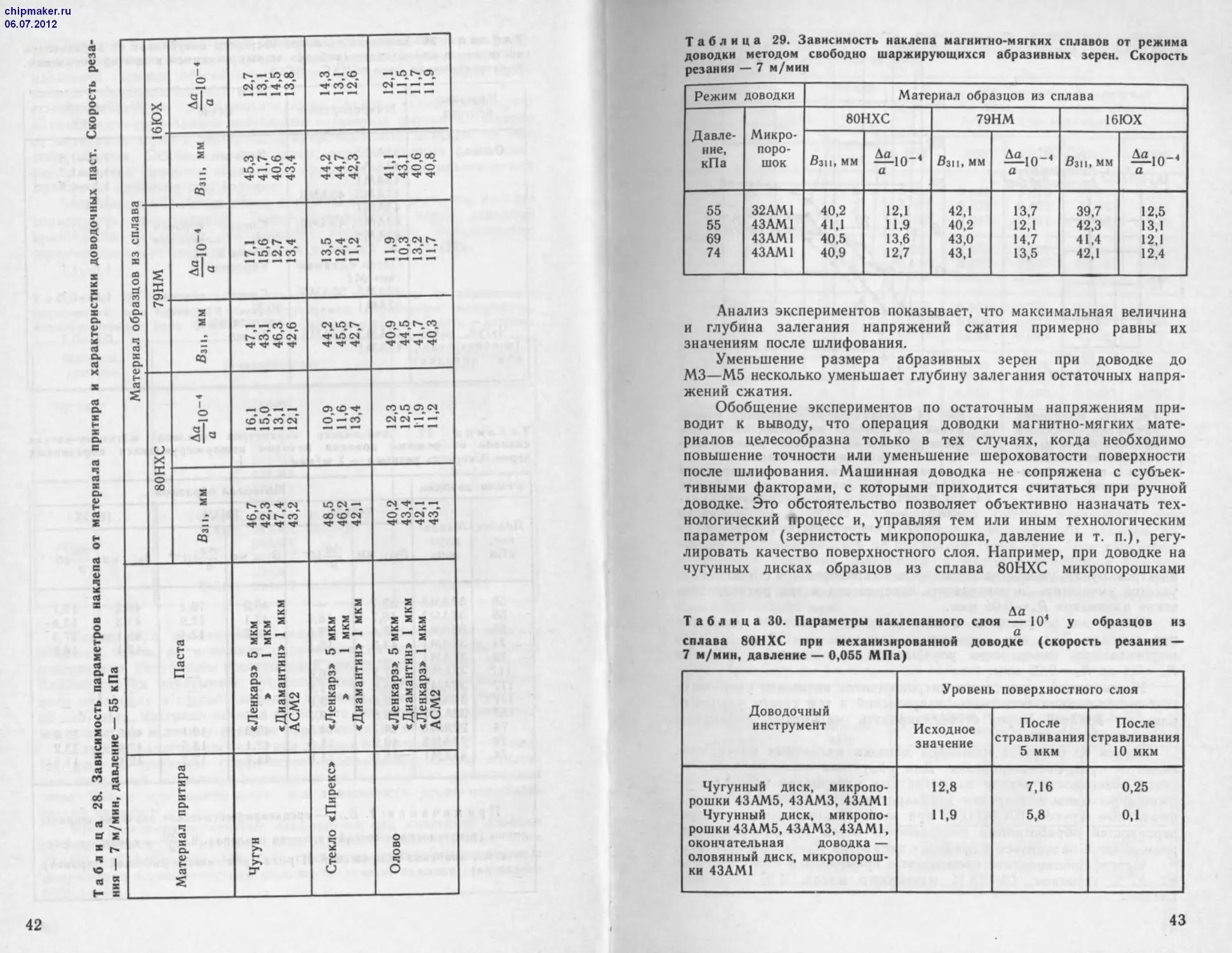
поверхности. Результаты исследований представлены в табл. 27—30.
Анализ таблиц показывает, что независимо от вида обрабатывае-
мого материала и способа доводки давление, изменяясь в пределах
55—157 кПа, материал зерна и зенистость доводочных микропорош-
ков и паст на величину наклепа практически не влияют.
Глубина наклепанного слоя при доводке не превышает 5—10 мкм.
На рис. 13 показано графическое изображение закона измене-
ния начальной магнитной проницаемости по глубине наклепанной
зоны. Как и при шлифовании, эта зависимость носит параболи-
ческий характер.
Распределение остаточных напряжений при машинной доводке
осуществляется на металлических дисках микропорошком типа
22АМЗ и 22АМ5 (рис. 14). Для сравнения приведены остаточные
напряжения в поверхностном слое после ручной доводки на брусках
630М14/10.
40
Таблица 26. Зависимость неплоскостности полублоков от абразивного
инструмента при доводке свободно шаржирующимся в притир абразивом.
Конструкционная пара 80НХС — J1C59
Материал притира Микропорошок СОЖ Неплоскостность мкм
Олово 43АМ5 Керосин 1.6—1,8
43AM3 > 1.6-1,7
43АМ1 > 1,5—1,6
43АМ5, 43AM3, 43АМ1 > 1.5—1.6
43АМ5, 43AM3, 43AMI Смесь: керосин 50 %, олеиновая кислота 50 % 1,5—1,6
Паста «Диаман- тин» М! Керосин 1.6—1,7
32АМ5. 32AM3, 32AMI Смесь: керосин 50 %, олеиновая кислота 50 % 1.6—1,7
Чугун, олово (комбинирован- ная доводка) 43АМ5, 43AM3, 43AMI То же 0.6—0,7
Таблица 27. Зависимость параметров наклепа магнитно-мягких
сплавов от режима доводки методом нешаржирующихся абразивных
зерен. Скорость резания — 7 м/мин
Режим доводки Материал образцов
Давле- ние, кПа Микро- поро- шок 80НХС 79НМ 16ЮХ
Bai 1. мм —10-* а Вц 1, мм —10-* а В31 и мм —10~4 а
55 32АМ5 33,7 48,5 16,1 40,2 12,1
55 32AM3 46,7 18,4 42,1 12,9 41,3 13,6
55 32АМ1 45,4 17,6 43,5 13,4 45,1 17,3
74 32АМ1 43,3 15,3 — — 42,1 18,2
79 32АМ1 — —
117 32АМ5 47,2 16,0 — — — —
117 32AM3 35,6 11,9 — — — —
117 32АМ1 42,8 13,9 — — — —
157 32АМ1 42,8 13,1 — — — —
74 22AMI 44,7 14,3 43,9 12,1 40,5 15,4 i
74 22АМЗ 40,2 15,6 42,1 13,5 42,6 13,2
74 43АМ1 45,0 11,8 44,7 12,3 42.1 И.7
Примечания: 1. Взи — среднеарифметическое значение ширины
линии (рентгенографический параметр наклепа). 2. — среднеарифме-
тическое значение напряжений II рода (рентгенографический параметр
наклепа).
41
chipmaker.ru
06.07.2012
Таблица 28. Зависимость параметров наклепа от материала притира и характеристики доводочных паст. Скорость реза-
ния — 7 м/мин. давление — 55 кПа
Материал образцов из сплава X 2 со —10-‘ а Ь» —« Ю 00 сч' со' со' ИМ м—< СО_ —СО со' сч’ < «—< —« ш ь. сч’ — —’ — «Н «мН *—М
^м* ww СО CD rf in —* о* со" xf xf Tf сч^ео ТГ тг сч’ ’Ф тг тГ ~ — со °о —‘ со’ о’ о' тг ’ф
79НМ 1 1 о —Г^- тг Г- in сч' со’ «М «мН «-4 м-< U0 тГ СЧ_ со’ сч' —’ «и «—и сч —' о’ со’ —’ «мН
Взн, мм ——с*5 <©, г- со’ со' сч’ тГ Tf тГ СЧ-lO Tf’ ю' сч’ Tf ТГ тг СЛ 1Л о’ и*’ — о Tf тг Tf rf
80НХС —10"4 а — О — — со' ш’ со’ сч’ «мН м—4 »—* СЛ CD о' —' со’ «—И «^ CO_in СЛ сч_ сч' сч' —’ —’ М—4 М—< «мН *—М
ww ,,,Ед Ь* со тГ СЧ со’ сч't—’ со’ тг тг тг ТГ ио сч_ — □О* <£>' Сч’ тГ ч? И" СЧ TJ- — — ° 5
Паста «Ленкарз» 5 мкм » 1 мкм «Диамантин» 1 мкм АСМ2 «Ленкарз» 5 мкм » 1 мкм «Диамантин» 1 мкм «Ленкарз» 5 мкм «Диамантин» 1 мкм «Ленкарз» 1 мкм АСМ2
Материал притира Чугун Стекло «Пирекс» Олово
42
Таблица 29. Зависимость наклепа магнитно-мягких сплавов от режима
доводки методом свободно шаржирующихся абразивных зерен. Скорость
резания — 7 м/мин
Режим доводки Материал образцов из сплава
Давле- ние, кПа Микро- поро- шок 80НХС 79НМ 16ЮХ
Взи, мм —io-4 а Взи, мм —10-’ а Взи, мм —ю-4 а
55 32АМ1 40,2 12,1 42,1 13,7 39,7 12,5
55 43АМ1 41,1 11,9 40,2 12,1 42,3 13,1
69 43AMI 40,5 13,6 43,0 14,7 41,4 12,1
74 43АМ1 40,9 12,7 43,1 13,5 42,1 12,4
Анализ экспериментов показывает, что максимальная величина
и глубина залегания напряжений сжатия примерно равны их
значениям после шлифования.
Уменьшение размера абразивных зерен при доводке до
М3—М5 несколько уменьшает глубину залегания остаточных напря-
жений сжатия.
Обобщение экспериментов по остаточным напряжениям при-
водит к выводу, что операция доводки магнитно-мягких мате-
риалов целесообразна только в тех случаях, когда необходимо
повышение точности или уменьшение шероховатости поверхности
после шлифования. Машинная доводка не сопряжена с субъек-
тивными факторами, с которыми приходится считаться при ручной
доводке. Это обстоятельство позволяет объективно назначать тех-
нологический процесс и, управляя тем или иным технологическим
параметром (зернистость микропорошка, давление и т. п.), регу-
лировать качество поверхностного слоя. Например, при доводке на
чугунных дисках образцов из сплава 80НХС микропорошками
Таблица 30. Параметры наклепанного слоя —104 у образцов из
а
сплава 80НХС при механизированной доводке (скорость резания —
7 м/мин, давление — 0,055 МПа)
Доводочный инструмент Уровень поверхностного слоя
Исходное значение После стравливания 5 мкм После стравливания 10 мкм
Чугунный диск, микропо- рошки 43АМ5, 43AM3, 43АМ1 Чугунный диск, микропо- рошки 43АМ5, 43AM3, 43АМ1, окончательная доводка — оловянный диск, микропорош- ки 43АМ1 12,8 11,9 7,16 5,8 0,25 0,1
43
chipmaker.ru
06.07.2012
Chipmaker.ru
Рис. 13. Изменение
начальной магнитной
проницаемости цо по
глубине наклепанной
зоны h при комбини-
рованной доводке
Рис. 14. Распределение остаточных напря-
жений по глубине поверхностного слоя
после ручной и механической доводки маг-
нитно-мягких сплавов:
/ — машинная доводка микропорошком
24АМЗ; 2 — доводка на бруске
63СМ14Т1КЛ; 3 — машинная доводка мик-
ропорошком 22АМ5;----------------сплав
80НХС; ♦♦♦ — расчетные значения
электрокорунда, уменьшив зернистость микропорошков с 5 до 1 мкм,
удается уменьшить шероховатость поверхности в три раза до зна-
чения параметра Яа = 0,05 мкм.
Таких же результатов можно достичь снижением давления
при доводке. Так, при уменьшении давления со 150 до 10 кПа
шероховатость поверхности улучшается от значений параметра
Яа = 0,1 до Яа = 0,05 мкм.
Уменьшением зернистости микропорошков возможно уменьшить
глубину залегания остаточных напряжений и тем самым улучшить
или, по крайней мере, стабилизировать магнитные параметры
поверхностного слоя.
Одним из способов машинной доводки магнитных материалов
является суперфиниширование. Для получения максимальной чи-
стоты поверхности детали из магнитных материалов перед супер-
финишированием подвергают предварительному шлифованию шли-
фовальным кругом 63СМ14Гл, при этом средняя высота микро-
неровностей обработанных поверхностей перед суперфиниширова-
нием должна находиться в пределах параметра Ra = 0,054-0,07 мкм.
Суперфиниширование производят с применением СОЖ состава:
82—87 % керосина, 10—15 % машинного масла, 3 % олеиновой
кислоты.
44
Таблица 31. Зависимость шероховатости поверхности образцов
из сплава 80НХС от частоты и амплитуды колебаний брусков (р = 0,059 МПа,
Unp = 0,32 м/мин, пДеТ = 300 об/мин)
Марка абразивного бруска Ампли- туда коле- баний брусков, мм Среднеарифметическое отклонение профиля Ra, мкм, при частоте колебаний брусков (дв. ход/мин)
600 800 1200 1600 2000
22АМ1СТ2 3 0,026 0,025 0,025 0,025 0,025
5 0,032 0,032 0,032 0,032 0,032
7 0,036 0,037 0,037 0,038 0,036
32AM3CT2 3 0,028 0,030 0,029 0,031 0,030
5 0,036 0,037 0,037 0,036 0,038
7 0,036 0,036 0,037 0,037 0,038
63CM3CT2 3 0,032 0,031 0,025 0,026 0,030
5 0,036 0,038 0,037 0,037 0,036
7 0,039 0,038 0,038 0,038 0,037
32АМ7СТ! 3 0,038 0,038 0,038 0,038 0,038
5 0,039 0,039 0,039 0,039 0,039
7 0,040 0,040 0,040 0,040 0,040
63СМ7СТ2 3 0,037 0,037 0,038 0,038 0,038
5 0,039 0,038 0,039 0,039 0,039
7 0,040 0,039 0,040 0,040 0,040
Некоторые практические рекомендации по суперфинишированию
представлены в табл. 31—34. Анализ таблиц показывает, что
материал зерна абразивных брусков существенного влияния на
высоту микронеровностей не оказывает (табл. 31). При изменении
в широких пределах амплитуды и частоты колебаний брусков
установлено, что обработка инструментами зернистостью 1—7 мкм
обеспечивает получение высоты неровностей в пределах параметра
Ra = 0,025-г0,035 мкм.
Таблица 32. Зависимость шероховатости поверхности образцов 80НХС
от давления и продольной скорости перемещения брусков (ЛбР =
= 800 дв.ход/мин, а = 3 мм, пдст —300 об/мин)
Марка абразивного бруска 1 Давление, кПа Среднеарифметическое отклонение профиля Ra, мкм, при продольной скорости ипр, м/мин
0,20 0,32 0,50
i 22АМ10СТ2 49 0,025 0,025 0,025
68 0,025 0.025 0,026
98 0,026 0,026 0,026
1 32АМ7СТ1 49 0,037 0,037 0,038
68 0,037 0,038 0,038
98 0,038 0,038 0,039
45
chipmaker.ru
06.07.2012
Таблица 33. Зависимость среднеарифметического отклонения профиля
Ra (мкм) образцов из сплава 80НХС от скорости вращения детали
(пбр = 800 дв.ход/мин, р = 49 кПа, ипр = 0,32 м/мин)
Марка абразивного бруска Л дет» об/мин Ra, мкм Марка абразивного бруска Л дет» об/мин Ra, МКМ
22АМ1СТ2 150 0,025 32АМ7СТ1 150 0,032
300 0,025 300 0,038
500 0,032 500 0,039
Независимо от применяемых брусков изменение частоты коле-
баний брусков в пределах 600—2000 дв.ход/мин и амплитуды
колебаний брусков в пределах 3—7 мм существенного влияния
на высоту неровностей не оказывает.
В табл. 32 приведены данные о зависимости среднеарифме-
тического отклонения профиля поверхности Ra от давления и про-
дольной скорости перемещения брусков. Анализ показывает, что
изменение давления в пределах 49—98 кПа и продольной ско-
рости перемещения брусков от 0,20 до 0,50 м/мин на высоту неров-
ностей суперфинишированной поверхности практического влияния
не оказывает.
Полученные выводы подтверждаются при обработке сплавов
79НМ и 16ЮХ. Сравнительные данные о высоте неровностей при
обработке сплавов 80НХС, 79НМ И 16ЮХ приведены в табл. 34.
Анализ экспериментальных данных показывает, что суперфини-
ширование обеспечивает шероховатость поверхности в пределах
параметра Ra = 0,25-4-0,40 мкм.
Выше было отмечено, что суперфиниширование не улучшает
точности предварительной обработки. Контрольные измерения
точности формы рабочей поверхности магнитных головок, обрабо-
танных тонким шлифованием с последующим суперфиниширова-
нием, подтвердили этот вывод. Во всех случаях назависимо от
режимов резания и вида абразивных брусков, применяемых для
суперфиниширования, точность формы рабочей поверхности магнит-
ных головок (бочко-, седлообразность) была менее 0,5 мкм, т. е.
определялась точностью тонкого шлифования на предшествующей
операции обработки.
Таблица 34. Зависимость шероховатости поверхности от состава
обрабатываемого материала (Лбр = 800 дв.ход/мин, а = 3 мм, цпр =
= 0,32 м/мин, идет = 300 об/мин, р = 4,9 кПа)
Марка абразивного бруска Среднеарифметическое отклонение профиля Ra (мкм) магнитно-мягких сплавов
80НХС 79НМ 16ЮХ
22АМ1СТ2 0,025 0,026 0,026
32АМ7СТ1 0,038 0,039 0,040
46
Таблица 35. Зависимость наклепа образцов из сплава 80НХС от вида
абразива при суперфинишировании
Марка абразивного инструмента Я31!, мм Да — 10“4 а Марка абразивного инструмента Взп, мм Да . — io-4 а
63CM7CTI 32AM7CTI 32AM3CT2 48,6 48,4 47,4 18,5 18,5 13,1 32АМ1СТ2 45,7 16,2
Примечания: 1. Предварительное шлифование образцов не про-
изводилось. 2. Время суперфиниширования — 35—40 мин.
Качество вскрытия рабочего зазора суперфинишированием
магнитных головок значительно лучше, чем вскрытия зазора тон-
ким шлифованием. Для получения наиболее качественных рабочих
зазоров, способствующих улучшению рабочих параметров, рабочую
поверхность магнитной головки, обработанную тонким шлифованием,
необходимо суперфинишнровать.
При суперфинишировании магнитно-мягких сплавов возникает
наклеп. Установлено, что режим суперфиниширования не влияет
на величину наклепа [1—3]. Принимая во внимание выводы,
полученные при исследовании шероховатости и точности обрабо-
танной поверхности, детали из магнитно-мягких сплавов рекомен-
дуется суперфинишнровать со следующими режимами резания:
частота колебаний брусков — 200 дв.ход/мин, амплитуда колеба-
ний — 3 мм, давление — 98 кПа.
Некоторые практические данные представлены в табл. 35. Из
приведенных данных видно, что величина наклепа при исполь-
зовании мелкозернистых абразивов практически не зависит от
материала и размеров зерна. С учетом этого для суперфиниши-
рования рекомендуется применение брусков 32AM3CT2.
Установлено, что суперфиниширование после отделочного шли-
фования уменьшает наклеп. Глубина наклепанного слоя образцов,
подвергнутых шлифованию с последующим суперфинишированием,
Таблица 36. Параметры наклепанного слоя —10 4 у образцов
из сплава 80НХС после обработки
Шлифовальный круг Уровень поверхностного слоя, обработанного
шлифованием шлифованием и суперфинишированием
Исходное значение После стравливания 5 мкм Исходное значение После стравливания 5 мкм
43АМ28Гл 18.4 7,55 0,085 0
22АМ28Гл 16,9 8,22 0,075 0
63СМ28Гл 13,7 5,55 0,064 0
47
chipmaker.ru
06.07.2012
значительно меньше, чем у шлифованных образцов (табл. 36),
и находится в пределах 5 мкм.
На рис. 15 показано изменение начальной магнитной про-
ницаемости по глубине наклепанной зоны.
Обобщая приведенные данные, можно сделать вывод, что, наз-
начая брусок для обработки суперфинишированием, возможно
получить требуемую шероховатость поверхности обрабатываемой
детали. Так, например, уменьшение зернистости абразивных бру-
сков с 7 до 1 мкм снижает Ra с 0,03 до 0,02 мкм. Аналогичным
образом можно управлять качеством поверхности и назначением
соответствующих режимов обработки.
Рис. 15. Изменение
начальной магнитной
проницаемости цо по
глубине наклепанной
зоны h при суперфи-
нишировании
Chiomaker.ru
Назначая суперфиниширование после шлифования, удается
значительно улучшить качество поверхности. Особенно важным
является значительное уменьшение глубины наклепа (по сравнению
со шлифованием) и улучшение магнитных свойств в тонких
поверхностных слоях обрабатываемых деталей.
Сравнение параметров точности, шероховатости поверхности,
наклепа при ручной и механической доводке показывает, что меха-
ническая обработка обеспечивает такие же, а в ряде случаев лучшие
результаты (наклеп, шероховатость), чем при ручной доводке.
Учитывая, что механическая доводка исключает субъективные фак-
торы, сопровождающие ручную доводку, а также повышает про-
изводительность труда, необходимо рекомендовать ее для широкого
применения в промышленности при обработке различных изделий,
например магнитных головок.
Значительные трудности в производстве возникают при до-
водке магнитно-мягких ферритов, используемых для сердечников
магнитных головок видеомагнитофонов и другой аппаратуры
магнитной записи.
Прецизионная доводка ферритов магнитных головок является
одной из наиболее сложных технических задач при абразивной
обработке. Трудности при доводке обусловлены необходимостью
обеспечения поверхности без вырывов, сколов, обработочных ра-
ковин.
Некоторые рекомендации по доводке ферритовых сердечников
магнитных головок приведены в табл. 37. Наилучшие результаты,
соответствующие техническим требованиям на магнитные головки,
обеспечивает доводка на стеклянном притире «Пирекс» мягкими
доводочными пастами «Ленкарз» зернистостью 1—3 мкм. Наиболее
близко к предъявляемым требованиям подходит ручная доводка на
Таблица 37. Качество поверхности горячепрессованных ферритов
при различных методах доводки
Способ обработки Качество поверхности
Среднее отклоне- ние профиля поверх- ности Ra, МКМ Неплос- костность, мкм Дефекты на обработанной поверхности
Ручная доводка на чу- гунном притире 0 класса: 0,025 0,2—0,3 Царапины отсутст- вуют. Значительное чи- сло раковин 0 1,5—3 мкм
алмазными пастами на жировой основе зерни- стостью 1—3 мкм
микропорошками элек- трокорунда белого М2—М3 Машинная доводка на станке: 0,027 0,2—0,3 Царапины отсутству- ют. Небольшое число раковин 0 1,5—3 мкм
ИП-018 на стальном ди- ске микропорошками электрокорунда белого Ml—М3 0,030 0,2-0,3 Царапины отсутству- ют, раковины 03—5 мкм
2ШП-200 на стеклянном притире алмазными па- стами на жировой ос- нове зернистостью 1—3 мкм 0,025 0,3—0.5 Царапины, раковины 05—7 мкм
2ШП-200 на стеклянном притире микропорош- ками электрокорунда белого Ml—М3 0,025 0,5—0,6 Небольшие царапи- ны, раковины 03—5 мкм
Ручная доводка на стек- лянном притире микропо- рошками электрокорунда Ml—М2 0,020 0,1—0,3 Царапины отсутству- ют
Ручная доводка на чу- гунном притире отмучен- ной окисью хрома М3 0,020 0,5—0,6 Царапины, раковины 00,5—5 мкм
Полировка на замше ал- мазной пастой Ml—М3 <0,020 3,0—3,5 Отдельные царапины, полное отсутствие ра- ковин
Ручная доводка на стек- лянном притире белыми па- стами «Ленкарз» 1 — 2 мкм <0,020 0,1—0,3 Полное отсутствие царапин, практическое отсутствие раковин (1 —2 шт., 0 0,1 мкм)
стеклянном притире микропорошками электрокорунда белого зер-
нистостью 1—2 мкм. Эти методы доводки рекомендуется приме-
нять в качестве финишных операций изготовления ферритовых
магнитных головок после предварительного алмазного шлифования.
Указанная тонкая доводка практически устраняет трещиноватый
слой, образованный на предшествующих операциях тонкого алмаз-
ного шлифования. Исследования показали, что после доводки глу-
бина трещиноватого слоя не превышает 0,5—1 мкм.
48
49
chipmaker.ru
06.07.2012
Глава 3
ВЫБОР ХАРАКТЕРИСТИК АБРАЗИВНЫХ ИНСТРУМЕНТОВ
3.1. Выбор абразивного материала, вида связки
и зернистости
При обработке постоянных магнитов назначение шлифоваль-
ного круга и оптимизация его характеристик определяются отсут-
ствием трещин, сколов и прижогов.
На основании многочисленных экспериментальных исследований
сравнительной эффективности абразивных инструментов при шлифо-
вании магнитных сплавов для практических целей следует исполь-
зовать данные, приведенные в табл. 38.
Следует отметить, что круги из электрокорунда и монокорунда
не всегда обеспечивают требуемый уровень производительности
обработки и качества поверхности. Это объясняется сравнительно
низкой твердостью кругов, которая примерно равна твердости
обрабатываемого материала. При нагреве электрокорунда от 20
до 1000 °C, что соответствует температурам в зоне шлифования, его
микротвердость снижается до 3,5 раз.
Таблица 38. Характеристики абразивных кругов для шлифования
магнитных сплавов АЛНИКО и ТИКОНАЛЬ
Вид шлифования Абразив- ный материал Зерни- стость Твердость Связка
Круглое наружное цент-
ровое с продольной пода-
чей:
предварительное I4A—16А 40—25 СМ1 К
окончательное 24А— 25А 25—16 СМ1 К
Круглое наружное цент-
ровое врезное:
предварительное 24А—25А 40—25 СМ! К
окончательное 24А-25А 25—16 СМ1 Б
Бесцентровое:
предварительное 14A-I6A 40—25 СМ1 К
окончательное 24А—25А 25—16 СМ1 К
Плоское на станках с
прямоугольным столом:
предварительное 14 А— 16А 40—25 СМ1—СМ2 К
окончательное 24А—25А 25—16
Плоское на станках с
круглым столом:
предварительное I4A—!6А 40—25 СМ 1-СМ2 К
окончательное 24А—25А 25—16 СМ 1—СМ2 К
Внутреннее:
предварительное 24А—25А 25—10 СМ1—СТ2 К
окончательное 24А —25А 25—10 СМ1—СТ2 К
Разрезка 24А-25А 25—12 СТ2 В
50
Для обеспечения требуемого качества поверхности и произво-
дительности необходимо, чтобы твердость абразивных зерен была
не менее чем в два раза выше твердости шлифуемого материала.
Круги на керамических связках обеспечивают большую про-
изводительность и в 10—12 раз меньший расход инструментов,
чем круги на бакелитовой связке. Ценной особенностью инстру-
ментов на бакелитовой связке является их способность к само-
затачиванию. В связи с этим круги на бакелитовой связке реко-
мендуется применять при шлифовании особо хрупких магнитных
сплавов и магнитов с высоким значением коэрцитивной силы.
При обработке деталей на плоскошлифовальных станках
с круглым столом рекомендуется использовать сегментные электро-
корундовые круги на бакелитовой связке.
Производительность процесса шлифования магнитно-твердых
сплавов существенно не изменяется в диапазоне зернистости шли-
фовального круга от 25 до 40 мкм. Однако изнашивание инстру-
ментов зависит от зернистости, о чем свидетельствуют следующие
данные:
Зернистость
круга .... 80 50 40 25 16 12 6 5 3
Коэффициент
износа........... 2 1,5 1 0,8 0,6 0,5 0,3 0,25 0,15
Черновое шлифование сырых магнитов (при условии съема
75—80 % припуска) рекомендуется выполнять абразивными кру-
гами зернистостью 40—25. Чистовое шлифование термообработан-
ных деталей обычно выполняют инструментами 16—25-й зернистости.
Производительность процесса абразивной отработки увеличи-
вается в 1,5—3 раза с повышением твердости шлифовального
круга от М3 до С1. Однако во избежание образования трещин,
вырывов и сколов повышать твердость круга выше СТ2 не следует.
Круглое шлифование постоянных магнитов рекомендуется про-
изводить абразивами твердостью СМ2—С1, а плоское — твердостью
М3—СМ1. Для профильного шлифования необходимо применять
более твердые круги.
Работоспособность абразивных кругов и интенсивность их
изнашивания существенно зависят от вида шлифования. Так, если
при плоском шлифовании магнитов износ абразивного круга про-
порционален съему сплава, то при круглом шлифовании он зна-
чительно выше. Например, изнашивание кругов на керамической
связке при скорости съема сплава 8,3 мм3/с при круглом шлифо-
вании в среднем в 10—20 раз выше, чем при плоском. Изнашива-
ние бакелитовых кругов при круглом и плоском шлифовании при-
мерно одинаково. При равных скоростях съема сплава бакели-
товые круги изнашиваются при круглом шлифовании в 30 раз
больше, чем при плоском шлифовании.
При обработке магнитно-мягких сплавов характеристики шли-
фовальных кругов непосредственно влияют на шероховатость
поверхности и параметры наклепа, определяющие уровень магнитных
свойств обработанной поверхности.
При исследовании процесса тонкого шлифования магнитно-
мягких сплавов было установлено, что при одинаковых режимах
шлифования и зернистости абразивных кругов шлифовальные
51
chipmaker.ru
06.07.2012
Таблица 39. Влияние материала шлифовального круга на шерохо-
ватость обработанной поверхности при плоском шлифовании магнитно-
мягких сплавов 80НХС, 79НМ, 16ЮХ. Станок FF-350 фирмы <Абаверк>
(Abawerk, ФРГ) (и«р = 22 м/с, $пр = 2 м/мин, $поп = 0,1 мм/дв.ход,
/ = 0,002 мм, обработка без охлаждения)
Тип шлифовального круга Среднеарифметическое отклонение профиля Ra (мкм) для образцов из сплава
80НХС 79НМ 16ЮХ
63С5Гл 0,23 0,22 0,21
24А5Гл 0,27 0,28 0,28
63СМ28Гл 0,109 0,128 0,130
24АМ28Гл 0,141 0,163 0,168
43АМ28Гл 0,172 0,168 0,168
63СМ7Гл 0,027 0,026 0,038
24АМ7Гл 0,058 0,060 0,060
круги на основе карбида кремния зеленого улучшают шероховатость
поверхностей.
Экспериментальные данные о влиянии зернистости и материала
зерна абразивных кругов на шероховатость поверхности при тон-
ком плоском шлифовании магнитно-мягких сплавов 80НХС, 79НМ
и 16Ю приведены в табл. 39. Анализ показывает, что зернистость
абразива оказывает значительное влияние на параметр Ra.
Повышение шероховатости с ростом зернистости абразива
может быть объяснено увеличением сечения среза az, что соответ-
ствует общим положениям теории шлифования.
В табл. 40 приведены экспериментальные данные о влиянии
материала связки абразивного круга на шероховатость обработанный
поверхности образцов из сплавов 80НХС, 79НМ и 16Ю. Из
таблицы следует, что независимо от вида материала зерна абра-
зива, а также независимо от зернистости шлифовального круга
применение органических связок типа глифталевых способствует
уменьшению шероховатости обработанной поверхности.
Таблица 40. Влияние материала связки на шероховатость обработан-
ной поверхности при плоском шлифовании магнитно-мягких сплавов
80НХС, 79НМ, 16ЮХ. Станок модели FF-350 фирмы «Абавсрк» (Abawerk,
ФРГ), (окр = 22 м/с, snp = 2 м/мин, $поп = 0,1 мм/дв.ход, / = 0,002 мм,
обработка без охлаждения)
Марка шлифоваль- ного круга Связка Среднеарифметическое отклонение профиля Ra (мкм) для образцов из сплава
80НХС 79НМ 16ЮХ
63С5Гл Глифталевая 0,23 0,22 0,21
63С5К Керамическая 0,32 0,37 0,40
63СМ28ГЛ Глифталевая 0,109 0,128 0.130
63СМ28К Керамическая 0,150 0.154 0,140
63СМ14ГЛ Глифталевая 0,058 0,058 0,059
63СМ14К Керамическая 0,063 0,063 0.071
24А5Гл Глифталевая 0,27 0,28 0.28
24А5К Керамическая 0,49 0,50 0,50
52
Таблица 41. Зависимость нсплоскостности полублоков от характерис-
тики шлифовального круга. Станок модели FF-350 фирмы «Абаверк»
(Abawerk, ФРГ) (икр = 22 м/с, ин = 2 м/мин, snon = 0,l мм/дв.ход,
/ = 0,002 мм)
Шлифовальный круг Связка Неплоскостность полублоков, мкм
24А5Гл Глифталевая 3,5—4
24А5К Керамическая 4—4,5
63С5Гл Глифталевая 3,5—3,8
63С5К Керамическая 3,8—4,2
24АМ28Гл Глифталевая 3,0—3,3
43АМ28Гл > 3,2—3,5
63СМ28Гл > 2,5—2.8
63СМ28К Керамическая 27—3,1
63СМ14Гл Глифталевая 1,45—1,55
63СМ14К Керамическая 1,50—1,70
При исследовании точности обработки магнитно-мягких сплавов
применительно к магнитным головкам было установлено, что
неплоскостность полублоков практически не зависит от материала
зерна и вида связки шлифовального круга (табл. 41).
Как уже было отмечено выше, наклеп при шлифовании маг-
нитно-мягких сплавов существенно зависит от характеристик
инструмента. Некоторые экспериментальные данные исследования
наклепа приведены в табл. 42.
Таблица 42. Зависимость параметров наклепа от материала связки
при тонком шлифовании деталей из сплава 80НХС
Шлифовальный круг Зерни- стость, мкм Связка Параметры наклепа
#зп, мм —Ю“4 а Нд, МПа
24А6К 24А5Гл 63С5К 63С5Гл 63СМ28К 63СМ28Гл 63CMI4K 63СМ14Гл 55—60 50—55 50—55 50—55 28 28 14 14 Керамическая Глифталевая Керамическая Глифталевая Керамическая Глифталевая Керамическая Глифталевая 54,5 50,9 50,1 46,8 47,2 45,5 44,6 42,5 23,47 20,5 19,39 17,94 16,71 15,63 14,28 13,3 3500 3430 3430 3380 2570 2120 2190 2170
Примечания: 1. Взп — среднеарифметическое значение ширины линии (рентгенографический параметр наклепа). 2. —среднеарифме- тическое значение напряжений II рода (рентгенографический параметр наклепа). 3. Ня — среднеарифметическое значение микротвердости по Виккерсу (металлографический параметр наклепа). 4. Показатели на- клепа у «эталона» (образца без обработки): B311 = 23 4-25 мм, —10-4=0. Нд=1600 МПа. а
53
chipmaker.ru
06.07.2012
Анализируя экспериментальные данные, можно сделать следую-
щие выводы.
1. Обработка шлифовальными кругами на глифталевой связке
обеспечивает меньший наклеп, чем при обработке кругами на
керамической связке: ширина линии Взп, величина напряжений
г,
II рода — и микротвердость л/д больше при использовании кера-
мической связки.
Уменьшение наклепа при шлифовании кругами на глифталевой
связке может быть объяснено меньшей жесткостью и большей
эластичностью глифталевой связки, ослабляющих воздействие зерен
на обрабатываемый материал.
2. При шлифовании магнитно-мягких сплавов наклеп мини-
мален при использовании кругов на основе карбида кремния
зеленого. Наиболее отчетливо этот вывод проявляется при шлифо-
вании крупнозернистыми абразивами.
Обобщая экспериментальные данные для крупнозернистых
и мелкозернистых абразивных инструментов, необходимо сделать
общий вывод об уменьшении наклепа при шлифовании кругами
карбида кремния зеленого [3]. Уменьшение наклепа можно объяс-
нить большей хрупкостью зерен карбида кремния, способных при
шлифовании воспринимать и передавать деформируемым микро-
объемам металла меньшие нагрузки, чем зерна электрокорунда
белого и монокорунда.
Z.MKM
1470
2940
2450
1960
в)
Нд-Н/мм2 вонхс
63С
7 14 20 28 50
2, мкм
Рис. 16. Зависимость между
параметрами наклепа: Взи
(а), 10-‘ (б), Я, (в)
и зернистостью инструмента
при тонком шлифовании маг-
нитно-мягких сплавов абра-
зивами карбида кремния
зеленого на глифталевой
связке
3. Наклеп уменьшается со снижением зернистости абразивного
круга (рис. 16).
Независимо от вида абразивного инструмента с уменьшением
зернистости (в пределах 100—7 мкм) параметры наклепа умень-
шаются. Минимальный наклеп обеспечивается при шлифовании кру-
гами 63СМ14Гл—63СМ7Гл. Повышение степени наклепа с укруп-
54
нением зерна можно объяснить более мощным воздействием круп-
ного зерна на микрообъем металла, в связи с чем возрастает
степень пластической деформации.
4. Глубина наклепанной зоны существенно зависит от размера
зерна: уменьшается от 25 (при размере зерна 50—55 мкм) до
5—10 мкм (при размере зерна 7—14 мкм).
На рис. 17 показано изменение магнитных свойств по глубине
наклепанной зоны. .Изменение магнитных свойств в наклепанной
зоне происходит по параболическому закону.
Рис. 17. Изменение началь-
ной магнитной проницаемо-
сти |х0 по глубине наклепан-
ной зоны h при тонком абра-
зивном шлифовании:
1 — круг 63СМ14Гл; 2 —
круг 63С5Гл
Обобщая приведенные данные, для заводской практики можно
рекомендовать следующее. Тонкое абразивное шлифование магнитно-
мягких сплавов производить кругами карбида кремния зеленого
на эластичных глифталевых связках. Зернистость кругов (с учетом
оптимизации параметров качества поверхности) необходимо уста-
навливать в пределах Ml4—М28.
3.2. Применение инструментов из алмаза и эльбора
Проблема повышения производительности шлифования магнит-
ных материалов в последние годы успешно решается применением
алмазных и эльборовых кругов.
При обработке шлифованием постоянных магнитов окончатель-
ные операции наиболее эффективно выполняются алмазными кру-
гами марок АСВ на связке БЗ зернистостью 100/80 и 125/100
концентрации 75/100 %. Применение этих кругов на операциях
плоского торцового шлифования магнитов обеспечивает съем при-
пуска до 7,5 мм3/с и получение шероховатости обработанной поверх-
ности в пределах Ra = 0,074-0,12 мкм. При плоском шлифовании
периферией круга производительность процесса обработки составляет
12 мм3/с, а шероховатость поверхности обеспечивают в пределах
Ra = 0,204-0,50 мкм. На операциях круглого внутреннего шлифо-
вания производительность составляет 1 мм3/с при шероховатости
обработанной поверхности в пределах /?а = 0,504- 1,2 мкм.
Необходимо отметить, что при обработке магнитно-жестких
сплавов удельный расход алмазов достаточно высок и доходит
на операциях наружного шлифования до 30 мг/г, а на операциях
круглого внутреннего шлифования до 15 мг/г.
55
chipmaker.ru
06.07.2012
В целом применение алмазных кругов в производстве повы-
сило производительность труда на 12—15 % и уменьшило шерохо-
ватость шлифованных поверхностей.
Хорошие результаты обеспечивают при шлифовании постоянных
магнитов эльборовые инструменты. При обработке сплавов АЛ НИКО
и ТИКОНАЛЬ эльборовые круги рекомендуется применять на
окончательных операциях шлифования и при съеме припуска не
более 0,3 мм. В этих случаях рекомендуется применять круги на
керамических и органических связках. Первые обладают более
высокой стойкостью, производительностью и обеспечивают получение
шероховатости поверхности в пределах /?a = 0,5-j-1,0 мкм. Вторые
характеризуются более высокими режущими свойствами, способ-
ностью к самозатачиванию, не засаливаются и не образуют шли-
фовальных трещин и ожогов.
Шероховатость поверхностей, обработанных эльборовыми кру-
гами на органических связках, соответствует параметру Ra =
= 0,15 мкм. Обычно используют круги со 100 %-ной концентра-
цией эльбора твердостью СМ1—С2. Зернистость эльборовых кругов
составляет 12/10—20/16.
В среднем эльборовые круги на операциях шлифования трудно-
обрабатываемых магнитных сплавов АЛНИКО и ТИКОНАЛЬ обе-
спечивают (по сравнению с абразивным шлифованием) рост
производительности труда не менее чем в 1,5 раза. Стойкость
эльборовых кругов между правками в 20—50 раз больше стой-
кости абразивных ^кругов. Шлифование этими кругами практически
исключает возникновение трещин в магнитах. Уменьшение удельных
сил резания и вибраций способствует повышению точности обра-
ботки.
Шлифование магнитно-мягких сплавов алмазными и эльбо-
ровыми кругами имеет свои хпецифические особенности.
При исследовании процессов плоского и наружного круглого
шлифования магнитно-мягких сплавов алмазными и эльборовыми
кругами было установлено, что так же, как и при шлифовании
абразивными кругами, параметры шероховатости обработанной
поверхности существенно зависят от режимов шлифования. Причем
эта зависимость проявляется при обработке как крупнозернистыми,
так и мелкозернистыми кругами (табл. 43—46).
При шлифовании сплава 79НМ кругом ЛМ14КБ 100 % уста-
новлено, что увеличение глубины резания с 2 до 30 мкм приводит
к росту параметра Ra с 0,10 до 0,12 мкм, а увеличение скорости
изделия с 3 до 10 м/мин приводит к изменению Ra с 0,10 до 0,19 мкм.
Выхаживание несколько улучшает чистоту поверхности.
Минимальное значение шероховатости обеспечивают шлифо-
вальные круги из алмаза и эльбора зернистостью М14 на органи-
ческих связках. Изучение параметров точности при тонком шлифо-
вании магнитно-мягких сплавов алмазными и эльборовыми кру-
гами (применительно к магнитным головкам) показало, что в тонких
режимах шлифования не происходит расслоения сердечников.
Исследование неплоскостности при плоском однопроходном
шлифовании кругами различных характеристик показало, что
наибольшую точность обеспечивают круги ЛМ14КБ 100 %. Введе-
ние четырех выхаживающих проходов при шлифовании кругом
ЛМ14КБ 100 % с глубиной резания 10 мкм улучшает точность при-
мерно в три раза.
56
Таблица 43. Влияние скорости круга акр при круглом шлифовании
сплава 79НМ на шероховатость поверхности (уи = 23 м/мин, snp=0,15 м/мин,
/ = 2 мкм, без выхаживания, СОЖ — 3 %-ный раствор соды)
Скорость круга ^кр» М/С Среднеарифметическое отклонение профиля Ra (мкм) для шлифовальных кругов
АСМ14Бр 100 % ЛМ14КБ 100 %
10 0,075 0,11
20 0,072 0,1
30 0,08 0,125
Таблица 44. Влияние глубины резания на шероховатость поверхности
при круглом шлифовании сплава 79НМ (икр = 20 м/с, ин = 23 м/мин,
snp = 0,15 м/мин, без выхаживания, СОЖ — 3 %-ный раствор соды)
Глубина резания /, мкм , Среднеарифметическое отклонение профиля Ra (мкм) для шлифовальных кругов
АСМ14Бр 100 % ЛМ14КБ 100 %
2 0,072 0,1
4 0,11 0,16
8 0,11 0,19
Таблица 45. Влияние скороди движения стола при круглом шлифо-
вании кругами различных харктернстик на шероховатость поверхности
образцов из сплава 79НМ (укр==20 м/с, ои==23 м/мин, / = 2 мкм, без
выхаживания, СОЖ — 3 %-ный раствор соды)
Скорость движения стола $пр м/мин Среднеарифметическое отклонение профиля Ra (мкм) для шлифовальных кругов
АСБ5Б1 200 % АСММБр 100% Л6КБ 100 % ЛМ14КБ 100 %
0,15 0,43 0,072 0,37 0.1
0,5 0,47 0,087 0,52 0.12
1.0 0,6 0,105 0,78 0,16
2,0 0,72 0,125 0,75 0,19
При шлифовании сплава 79НМ алмазом и эльбором (табл. 47)
нагрузка на одно зерно меньше, чем у кругов 63СМ14СМ2Гл,
причем при шлифовании эльбором нагрузка Руз примерно в 1,5 раза
меньше, чем у алмазного круга. Несколько более высокая темпе-
ратура при шлифовании кругами АСМ14Бр и ЛМ14КБ (табл. 48)
по сравнению с 63СМ14СМ2Гл может быть объяснена тем, что
57
chipmaker.ru
06.07.2012
Таблица 46. Влияние параметров алмазных кругов и режимов плоского шлифования на шероховатость поверхности пермал- лоевого сплава 79НМ Среднеарифметическое отклонение профиля Ra, мкм — . 0,50—0,60 0,45—0,50 0,1—0,2 0,05—0,06 0,05—0,06 0,04—0,06 0,04—0,05 0,04—0,05 0,05—0,06 0,16—0,20 0,04—0,05 0,04—0,06 0,06—0,1 0,06—0,15 0,04—0,06 0,10—0,12 Примечание. Зернистость круга АСМ 14.
Режим шлифования Глубина шлифо- вания t, мм 0,01 0,01 0,01 сч ю ю о о — сч о о о о o' о* о' о 0,01
Поперечная подача $п» мм/дв.ход 0,51 0,5 0,5 0,5 0,5 5
А Скорость изделия ин, м/с 0,16 0,16 to О О О —* СО о <о 0,16 0,16
Скорость круга Vkp, м/с ю О Ш С£> — — сч ю ю «и ш
Связка и концентрация алмаза Б1 100 % БЗ 100 % Г 100 % Бр 100 % Бр 100% Бр 100 % Бр 100 % Бр 100%
Изменяемый параметр Связка Скорость круга Скорость изделия Глубина шлифования Поперечная подача
58
связка КБ представляет собой моно-
лит без пор, благоприятствующих
очистке круга от шлака, а у кругов
на глифталевой связке эти поры име-
ются.
Результаты проведенных экспери-
ментов по шлифованию сплава Ю16Х
показывают следующее.
1. Глубина резания практически
не влияет на величину мгновенной
контактной температуры при шлифо-
вании. При шлифовании кругом
АСМ14Бр (икр=13 м/с, /=0,02 м)
наблюдаются повышение температуры
до 265 °C по той причине, что связка
круга начинает интенсивно разру-
шаться; схватывание связки круга
с поверхностью изделия, увеличение
работы трения. Аналогичная картина
происходит при шлифовании кругом
ЛМ14КБ 100%.
2. Изменение скорости круга с
13 до 20 м/с приводит к росту темпе-
ратур шлифования. Так как наиболее
высокие температуры при шлифовании
локализуются в тончайших поверх-
ностных слоях круга, то прочность
закрепления зерен связкой снижается,
особенно у мелкозернистого круга на
эластичной связке, повышается изна-
шивание круга и растет роль связки
в процессе резания. Контакт связки
круга с изделием приводит к росту
сил трения и росту мгновенных контакт-
ных температур.
3. При шлифовании кругами
АСМ14Бр, ЛМ14КБ при икр=13 м/с
мгновенная контактная температура
не превышает 100 °C (при глубине
шлифования / = 0,0024-0,01 мм).
4. Минимальная нагрузка на одно
зерно наблюдается у кругов АСМ14Бр
и ЛМ14КБ. Параметры наклепа при
тонком алмазном и эльборовом шли-
фовании магнитных сплавов существен-
но влияют на выходные эксплуата-
ционные свойства изделий, например
магнитных головок.
Исследованиями установлено, что
изменение скорости движения стола
и поперечной подачи на величину
наклепа не оказывает влияния
(табл. 49). При малых скоростях изде-
лий (3 м/мин) микротвердость и сте-
59
chipmaker.ru
06.07.2012
Таблица 48. Величина' контактной температуры (°C) при плоском
шлифовании сплава 79НМ кругами различных характеристик (икр = 20 м/с,
ипр = 3 м/мин, СОЖ — 3 %-ный раствор соды)
Глубина шлифования /, мкм ЛМ14КБ 100 % АСМ14Бр 100 % АСМ14Бр 100 % (без охлаждения)
5 75 60 200
10 ПО 100 240
20 120 80 260
пень наклепа поверхностного слоя с изменением глубины шлифо-
вания изменяются незначительно, а при больших скоростях
изделия (10 м/мин) с ростом глубины резания появляется тен-
денция к уменьшению степени наклепа и микротвердости поверх-
ностного слоя. Указанное уменьшение может быть объяснено
.повышением температур в зоне шлифования, обусловливающих
активное протекание отдыха.
Сравнение влияния характеристик круга на степень наклепа
поверхностного слоя показало, что минимальную микротвердость
и степень наклепа обеспечивают круги АСМ14Бр 100 % и
ЛМ14КБ 100 %.
Уровень электрических потерь в поверхностном слое мате-
риала после шлифования эльбором на 8—10 % меньше по сравне-
нию с образцами, шлифованными алмазом, и примерно в 1,5 раза
меньше, чем у крупнозернистых кругов (табл. 50). Глубина наклепа
в несколько раз меньше для мелкозернистых кругов.
Степень наклепа так же, как и электрические потери, сни-
жается при шлифовании эльбором. Все это может быть объяснено
уменьшением силового воздействия на обрабатываемую поверхность.
Увеличение размера зерен эльбора приводит к росту степени
наклепа и увеличению потерь в поверхностном слое материала
после шлифования.
Замена связки Бр на Б1, т. е. более жесткую, в алмазном
круге зернистости М14 резко увеличивает степень наклепа ,и уровень
электрических потерь. Увеличение параметров наклепа происходит
Таблица 49. Влияние глубины шлифования и поперечной подачи
при тонком плоском однопроходном шлифовании сплава 80НХС кругом
ЛМ14Бр 100 % на микротвердость поверхностного слоя (икр = 21 м/с,
voon = 3 м/мин, без выхаживания, СОЖ — 3 %-ный раствор соды)
Поперечная подача стола Snon, ММ/ХОД Глубина шлифования t, мкм Микротвердость поверхности образцов
наклеенных свободно лежащих
Нд, МПа Нд/Нд ис? Нд, МПа Нд/Нд и„
0,2 2 1500 1,02 1870 1,27
5 1530 1,04 1860 1,26
10 1550 1,05 1780 1.2
0,5 5 1530 1,04 — —
20 1570 1,06 — —
60
Таблица 50. Степень наклепа и электрические потери* в поверхностном слое образцов из сплава 80НХС после плоского
однопроходного шлифования (икр = 20 м/с, иПр = 3 м/мнн, sTOn = 0,3 мм/ход стола, без выхаживания, СОЖ — 3 %-ный раствор
Электропотери, мкА % 001 ЗМ9И co г- о Г"- co о
% 001 9MHWIT О Г- хГ СО СО со
% 001 19HW9V сч — о ТГ тг U0
% 001 d9HWDV UO оо 2" 00 о
Степень наклепа, К % 001 gM9Lf СО ОО io <0
% ooi gNHWir ь- СО <2 СЧ СЧ СО
% ooi ignw9V сч to Ю »Л • • •
% 001 dgtlWDV 1,14 1,14 1,15
Глубина шлифования /, мкм to о О — сч
Электрические потери измерены на частоте 2 мГц.
61
chipmaker.ru
06.07.2012
из-за значительного роста силового действия круга на обраба-
тываемую поверхность.
Исследование остаточных напряжений при тонком шлифовании
магнитно-мягких сплавов алмазными и эльборовыми кругами пока-
зало, что глубина залегания максимальных значений растяги-
вающих напряжений (рис. 18) не превышает 5—8 мкм.
При шлифовании эльборовым крупнозернистым кругом типа
Л200/160Б1 100 % действие теплового фактора уменьшается (на-
пример, по сравнению с кругом 63С25СМ2К) и глубина залегания
напряжений растяжения снижается с 35—40 до ~20 мкм.
Рис. 18. Распределение оста-
точных напряжений по глу-
бине поверхностного слоя
после шлифования алмазны-
ми и эльборовыми кругами:
1 — кругЛ200/160Б1 100 %;
2 — круг АС050/40Б1 100 %;
3— круги АСМ14Бр 100 %,
ЛМ14КБ 100 %
При уменьшении зернистости алмазных и эльборовых кругов
на связке Б1 до 40—50 в поверхностном слое образуются зна-
чительные сжимающие напряжения, глубина залегания которых
достигает 40—45 мкм, т. е. силовой фактор становится превали-
рующим.
При дальнейшем уменьшении размера зерна круга (до М14/10)
значение Руз снижается, при этом работа пластической деформации
единичного зерна уменьшается и снижается величина остаточных
напряжений сжатия.
Применение эластичных связок способствует выравниванию
значений толщины среза аг и также приводит к уменьшению
величины максимальных остаточных напряжений сжатия (примерно
на 25—35 %) и глубины их залегания по сравнению с их значе-
ниями, полученными при шлифовании тех же материалов кругами
типа АС050/40Б1.
Таким образом, минимальная величина и глубина залегания
остаточных напряжений сжатия при шлифовании могут быть обе-
спечены при применении алмазных и эльборовых кругов на эластич-
ных связках типов АСМ14Бр 100 % и ЛМ14КБ 100 %. Эти круги
следует использовать для практических целей при изготовлении
изделий из магнитно-мягких сплавов.
3.3. Применение алмазных инструментов
для обработки ферритов
Операции шлифования, резки и доводки ферритовых сердечни-
ков являются наиболее важными в технологическом процессе
изготовления магнитных головок. Специфика и сложность выполне-
62
ния указанных операций определяются высокими технологическими
требованиями обеспечения качества поверхности. Так, при обработке
плоскостей разъемов ферритовых сердечников следует обеспечить
шероховатость поверхностей под последующую доводку не хуже
параметра Ra — 0,10-4-0,12 мкм, неплоскостность поверхностей по-
рядка 0,1—0,03 мкм, отсутствие сколов и трещин, минимальный
дефектный (трещиноватый) слой.
При шлифовании рабочей поверхности ферритовых головок
необходимо обеспечить шероховатость поверхности в пределах
Ra = 0,02 4- 0,03 мкм, хорошее вскрытие рабочего зазора, отсут-
ствие обработочных раковин и трещин. Доводка поверхностей
разъема и рабочих поверхностей головок должна обеспечить
параметр /?а=0,02 мкм и менее и полное отсутствие раковин.
При разрезании сваренных стеклом ферритовых заготовок
на брикеты шероховатость поверхности должна быть в пределах
Ra = 0,2 -г0,3 мкм в ферритовом сердечнике и в стекле, образующем
рабочий зазор, не должно создаваться трещин. Необходимо, чтобы
выбранные режимы резания обеспечивали такую динамику обра-
ботки (силы, температуры), которая предотвращала бы оплавление
стекла и нарушение геометрических параметров рабочего зазора.
Выполнить указанные жесткие требования возможно путем правиль-
ного выбора метода обработки, назначением оптимального абра-
зивного инструмента и режимов резания.
Тонкое алмазное шлифование ферритовых сердечников маг-
нитных головок по поверхностям разъема рекомендуется произво-
дить на плоскошлифовальном станке модели МШ-259 («Микрон-1 П»).
Режимы шлифования: алмазные круги АСМ40/28МО12 100 %
(черновое шлифование), АСМ28/20МО12 100 % (получистовое шли-
фование), АСМ14/МО12 100 % (чистовое шлифование), частота
вращения шпинделя 16 000 об/мин, стола — 8 об/мин, вертикаль-
ная подача 5—10 мкм, шлифование — попутное, охлаждение —
содовый раствор.
Качество поверхности при тонком алмазном шлифовании
в значительной степени определяется режимными факторами
обработки, характеристикой инструмента и рядом технологических
параметров (охлаждающая эмульсия, направление шлифования,
качество правки круга и др.).
Уменьшение частоты вращения шпинделя с 16 000 до 8000 об/мин
обусловливает рост составляющих сил резания Рг, Ру и Рх. Так,
при обработке высокоплотных керамических ферритов 300НН,
500НН, 1000НН с частотой вращения стола 8 об/мин и вертикаль-
ной подачей 10 мкм указанное уменьшение окружной скорости
шпинделя увеличивает силу Рг с 0,87 до 1,7 Н, силу Ру— с 2,4
до 7,2 Н, а силу Рх — с 0,54 до 1,35 Н.
Тонкое шлифование более плотных и несколько более твердых
горячепрессованных ферритов того же состава обусловливает рост
сил резания на 25—40 %.
Увеличение частоты вращения стола с 2 до 8 об/мин обуслов-
ливает уменьшение составляющих сил резания Рг, Ру, Рх. При
шлифовании ферритов 300НН и 500НН с частотой вращения шпин-
деля 16000 об/мин и вертикальной подачей 10 мкм указанное
увеличение частоты вращения стола уменьшает составляющие сил
резания в следующих соотношениях: Рг — с 2,1 до 0,87 Н, Ру —
с 7,2 до 2,4 Н, Рх — с 1,6 до 0,5 Н. Шлифование горячепрессо-
63
chipmaker.ru
06.07.2012
ванных ферритов сопряжено с ростом составляющих сил резания
на 30 %.
Изменение вертикальной подачи в широких пределах (от 1 до
30 мкм) обусловливает значительное увеличение составляющих
усилия резания. Так, при шлифовании горячепрессованного фер-
рита 500HTI алмазным кругом АЧК80Х5—АСМ40/28МО12 100 %
при частоте вращения шпинделя 16 000 об/мин и стола — 8 об/мин
рост вертикальной подачи с 1 до 10 мкм приводит к увеличению
составляющих сил резания в 1,5 раза.
При встречном шлифовании силы резания на 20—30 % выше,
чем при попутном шлифовании. Эта зависимость объясняется тем,
что при встречном шлифовании время контакта алмазного круга
с микроэлементом обрабатываемой поверхности больше, чем при
попутном шлифовании.
Таблица 51. Влияние связки алмазного круга на силы резания, удель-
ный расход и коэффициент шлифования алмаза при шлифовании горяче-
прессованйых ферритов 5000НТ1 и 1000НТ1. Станок — МШ-259, частота
вращения шпинделя — 16 000 об/мин, частота вращения стола — 8 об/мин,
вертикальная подача — 10 мкм, шлифование — попутное, СОЖ — 3 %-ный
содовый раствор, форма круга — АЧК 80X5
Характеристика алмазного круга Составляющие усилий резания, Н Удельный расход алмаза, мг/см3 Коэффи- циент шлифо- вания
я, Ру Р,
АСМ40/28 МО12 100 % 1,05 3,02 0,65 3,42 630
АСМ40/28 МО8 100 % 1,15 3,00 0,80 3,51 625
АСМ40/28 СК 100 % 2,75 7,42 1,95 6,51 340
АСМ40/28 Б1 100 % 2,85 7,21 1,78 7,34 310
АСМ40/28 ФП 100 % 3,10 7,83 2,27 8,19 276
Применение для шлифования ферритов алмазных кругов на
керамической связке приводит к росту составляющих сил резания
примерно на 250—300 %. По-видимому, меньшая прочность связки
обусловливает интенсивное выкрашивание алмазных зерен. Это
вызывает увеличение сил резания, приходящихся на единичное
зерно, и, как следствие, приводит к общему росту сил резания.
Косвенным подтверждением указанного является повышенный
удельный расход алмаза и более низкие коэффициенты шли-
фования алмаза при обработке кругами на керамических связ-
ках (табл. 51). Поэтому обработку ферритовых сердечников по
плоскости разъема необходимо производить кругами на связках
типа МО 12.
Применение мелкозернистых кругов (М28/14, М14/10, М7/5)
пропорционально уменьшает силы резания- примерно на 70—1000 %.
Однако шлифование мелкозернистыми кругами сопряжено с повы-
шением удельного расхода алмазов с 3,52 мг/см3 (для зернистости
М40/28) до 6,93 мг/см3 (для зернистости М7/М5) и соответ-
ствующим снижением коэффициента шлифования с 620 до 390.
Повышение концентрации алмаза обусловливает снижение состав-
ляющих усилия резания, уменьшение удельного расхода алмазов
и некоторое возрастание коэффициентов работоспособности. Опти-
64
мум для указанных показателей наблюдается при концентрации
алмазов 100 %.
Качество поверхностного слоя при шлифовании в значительной
степени определяется силовыми факторами обработки. Поэтому все
факторы, уменьшающие силы резания, способствуют улучшению
чистоты обработки и уменьшению глубины трещиноватого слоя
ферритовых сердечников.
Увеличение частоты вращения шпинделя с 8000 до 16 000 об/мин,
частоты вращения стола до 8 об/мин, уменьшение вертикальной
подачи до 1 мкм, снижение зернистости кругов с 40 до 5 мкм
улучшают шероховатость поверхности от параметра /?я = 0,1 до
/?о = 0,02 мкм и обеспечивают минимальную глубину слоя около
5 мкм.
Связь между глубиной слоя (с трещинами) F, зернистостью
шлифовального круга D, частотой вращения шпинделя п, стола N
и вертикальной подачей t описывается уравнением
р = 4000Dq 626 /°,568/(п°1732 /V0,50°
Тонкое круглое шлифование рабочей поверхности магнитных
головок рекомендуется производить на прецизионных круглошли-
фовальных станках, например модели СУ-125.
Режимы резания: алмазные круги АСМ14Бр 100 % (черновое
шлифование); АСМ7Бр 100 % (получистовое шлифование);
АСМЗБр 100 % (чистовое шлифование, скорость круга — 30—35 м/с,
продольная подача — 0,02—0,4 м/мин, скорость изделия —
0,02 м/мин, глубина шлифования — 2,5—3 мкм, охлаждение —
обильное содовым раствором).
Выполнение перечисленных рекомендаций обеспечивает получе-
ние шероховатости поверхности в пределах параметра Ra = 0,025 мкм
и глубины трещиноватого слоя в пределах 2 мкм. Увеличение
скорости круга сопровождается уменьшением шероховатости и глу-
бины трещиноватого слоя. Одновременно уменьшается объемный
коэффициент шлифования алмаза и увеличивается удельный рас-
ход алмазов.
При шлифовании ферритов 500НН кругом АСМ14Бр 100 %
при скорости изделия 0,02 м/мин, продольной подаче 0,04 м/мин
и глубине шлифования 2,5 мкм увеличение скорости круга с 21
до 50 м/с обусловливает уменьшение шероховатости поверхности
(по показателю Ra) с 0,08 до 0,025 мкм и глубины трещиноватого
слоя с 10 до 3 мкм. Удельный расход алмазов при этом увеличи-
вается с 3,54 до 7,59 мг/см3, а объемный коэффициент шлифования
уменьшается с 647 до 226. Аналогичные соотношения характерны
для ферритов других составов (300НН, 1000НН, 500НТ1, 1000НТ1).
Исходя из требований рационального сочетания расхода алма-
зов и параметров качества поверхности оптимальной является
скорость круга 30—35 м/с.
Шероховатость поверхности и глубина трещиноватого слоя уве-
личиваются, а коэффициент работоспособности уменьшается с ростом
глубины резания (табл. 52).
Ухудшение качества поверхности объясняется увеличением
фактического сечения среза и соответствующим возрастанием сил
резания. Этим же фактором можно объяснить увеличение удель-
ного расхода алмазов.
3 Зак. 299
65
chipmaker.ru
06.07.2012
Следует обратить внимание на то, что с ростом глубины
шлифования от 2,5 до 10 мкм значительно (почти в три раза)
увеличиваются составляющие сил резания. Это накладывает суще-
ственный отпечаток на специфику обработки рабочих поверхностей
магнитных головок. (Чтобы обеспечить шлифование головок до
глубины рабочих зазоров 100—120 мкм и предотвратить скалывание
«носика» зазора, необходимо шлифование рабочей поверхности
ферритовых головок осуществлять с глубиной резания 2,5—5 мкм.)
Таблица 52. Зависимость шероховатости поверхности, глубины тре-
щиноватого слоя, составляющих усилия резания, удельного расхода
и коэффициента шлифования алмазов от глубины шлифования при тонком
наружном круглом шлифовании горячепрессованных ферритов различных
составов. Станок модели СУ-125, круг —АСМ14Бр 100 % (икр = 35 м/с,
vH = 0,02 м/мин, snp = 0,04 м/мин, охлаждение — обильное содовым ра-
створом)
— Марка феррита Глубина резания 1, мкм Качество поверхности Составляющие усилия резания Удель- ный расход алмаза, мг/см’ Коэффи- циент шлифо- вания
Пара- метр шерохо- ватости Ray мкм Глубина трещи- новато- го слоя, мкм
Рж,Н Р* н Р<, н
500НТ1 2,5 0,028 5 0,63 0,94 0,31 5,63 493
5 0,065 7 1,07 1,60 0,53 9,71 375
10 0,050 10 1,44 2,16 •0,72 12,69 241
1000НТ1 2,5 0,025 7 0,65 0,98 0,38 5,86 475
5 0,054 10 1,13 1,72 0,56 10,15 365
10 0,082 12 1,66 2,49 0,83 14,19 253
20 0,115 20 2,12 3,18 1,05 18,51 138
Продольная подача существенно влияет на параметры каче-
ства: с увеличением подачи от значений 0,02 м/мин до 1,0 м/мин
шероховатость поверхности изменяется с Ra = 0,027 мкм до
/?fl = 0,20 мкм, а глубина трещиноватого слоя увеличивается с 5
до 25 мкм. Эти зависимости характерны для ферритов 500НН, 500НТ1
и 1000НТ1.
Одновременно резко возрастают составляющие сил резания
(примерно в шесть-семь раз). Учитывая изложенное и во избежание
растрескивания носиков в области рабочего зазора, рабочую
поверхность ферритовых головок необходимо шлифовать с мини-
мальными продольными подачами порядка 0,04 м/мин.
Скорость изделия оказывает существенное влияние на качество
поверхности при круглом шлифовании ферритовых головок.
Увеличение скорости изделия с 0,02 до 1 м/мин приводит к росту
высоты шероховатостей в 10 раз от /?а = 0,02 мкм до /?и = 0,2 мкм.
При этом глубина трещиноватого слоя увеличивается с 5—7 до
23—25 мкм (т. е. в четыре-пять раз), силы резания — в шесть-семь
раз, удельный расход алмазов — в пять раз, а коэффициент
работоспособности уменьшается в 4,5 раза.
66
Наилучшие результаты с точки зрения качества поверхности
головок обеспечивает шлифование алмазными кругами из эластич-
ных связок Бр. Несколько худшие результаты получаются при связ-
ках Б1 и СК (керамическая связка).
Составляющую /силия резания Ру (Н), вызывающую разруше-
ние носика рабочего зазора, можно рассчитывать по заданным
режимам резания по формуле
п __/107/0 _,0 .23 ,, —0 ,91 _0 ,98 IS is is
Г у-4У// У|| 1>кр $пр А^ЛмДэ,
где Ку, К», К3 — поправочные коэффициенты, учитывающие коли-
чество граммов сошлифованного феррита, состав и марку феррита
и зернистость круга.
Формула справедлива при / = 0,00254-0,010 мм, цн = 0,024-
4-0,5 м/мин и работе с охлаждением (3 %-ный содовый раствор).
Значения коэффициентов К», К3 приведены в табл. 53.
Таблица 53. Значения коэффициентов Ку, Км и К3 для определения
усилий при тонком алмазном шлифовании ферритов
Съем металла, г Марка феррита Км Зерни- стость круга Ку
0,5 0,87 300НН 0,95 28 1,17
1,0 1,00 500НН 0,98 ' 14 1,00
1.5 1.15 1000НН 1.0 7 0,83
2 1,25 500НТ1 1.3 5 0,75
3 1,35 1000НТ1 1,35 — —
4 1,45 — — —
5 1,65 — — — —
6 1,98 — — — —
При алмазной резке ферритовых сердечников магнитных голо-
вок режимы резания и характеристика отрезного алмазного круга
существенно влияют на качество обработанной поверхности.
Для точной алмазной резки ферритовых заготовок на сердечники
может быть рекомендован прецизионный станок модели 12500
с резанием периферией алмазного круга, а также станок «Алмаз-4Т»
с резанием внутренней режущей кромкой алмазного круга.
Анализ показывает, что уменьшение скорости круга со 125 до
50 м/с обусловливает рост составляющих сил резания на 150—200 %.
Это приводит к ухудшению шероховатости обработанной поверх-
ности с /?а = 0,2 мкм до /?а=1,5 мкм, а глубина трещиноватого
слоя увеличивается с 30—35 до 75—80 мкм. Одновременно растут
сколы кромок сердечников с 10—12 до 25—30 мкм.
Изменение продольной подачи в пределах 0,1—0,5 м/мин
практически не влияет на шероховатость поверхности, глубину
трещиноватого слоя и величину сколов.
Значительное влияние на качество поверхности при резке
оказывает вертикальная подача. Увеличение вертикальной подачи
с 5 до 200 мкм обусловливает рост составляющих усилия резания
Рг с 10—12 до 32—38 Н и Ру с 15—16 до 50—57 Н, т. е. на
300—350 %. Такое резкое возрастание сил приводит к увеличению
3*
67
chipmaker.ru
06.07.2012
средних размеров сколов с 6—7 до 40—50 мкм. Глубина трещино-
ватого слоя также увеличивается с 25—27 до 60—65 мкм. Приве-
денные данные получены на основе экспериментального изучения
процессов резки ферритов 500НТ1, 1000НН, 1000НТ1.
Существенное влияние на качество поверхности оказывают
зернистость отрезного круга и концентрация алмазов в нем.
На основании результатов исследований и обобщения пере-
дового опыта промышленности алмазную резку ферритов для сер-
дечников магнитных головок следует выполнять со следующими
режимами резания: круг АСОМ40/М28Э1 100 %, скорость круга
100—125 м/с, продольная подача 0,3—0,5 м/мин, вертикальная
подача 10 мкм, охлаждение обильное в масляном тумане.
Обработка с указанными рекомендациями позволяет обеспе-
чить шероховатость поверхности в пределах параметра Ra =
= 0,2-4-0,3 мКм, глубину трещиноватого слоя 25—30 мкм, сколы
кромок не более 10 мкм.
С учетом приведенных данных припуск под следующее тонкое
плоское шлифование должен составлять не менее 0,05—0,07 мм.
Качество стеклянного рабочего зазора при резке с указанными
режимами не нарушается.
Глава 4
Chiomaker.ru
ТЕХНОЛОГИЯ ШЛИФОВАНИЯ И ДОВОДКИ ИЗДЕЛИЙ
ИЗ МАГНИТНЫХ МАТЕРИАЛОВ
4.1. Оборудование и оснастка
Оптимизация технологических процессов изготовления изделий
из магнитных материалов предусматривает, наряду с рациональным
выбором абразивного и алмазного инструмента, назначением
режимов резания, правильный выбор оборудования и специальной
технологической оснастки. Только рациональная совокупность всех
мероприятий (станок, приспособление, инструмент, режимы обра-
ботки) в сочетании с определенной последовательностью выполнения
операций позволяет создать типовые технологические процессы,
обеспечивающие в производстве получение наивысшего качества
изделий и получение экономически целесообразных показателей
производительности и себестоимости.
Массо-габаритные характеристики изделий из магнитных
материалов (см. гл. 1) определяют выбор типажа оборудования
для высокопроизводительной обработки. Для шлифования магни-
тов, роторов и статоров электродвигателей, магнитных головок
и других изделий широко используются внутри-, плоско-, кругло-
шлифовальные и доводочные станки.
Исходя из требований качества изделий и характера про-
изводства (мелкосерийное, серийное, крупносерийное или массовое),
шлифовальные операции выполняют на станках нормальной и повы-
68
шейной точности (табл. 54—56). Для доводочных операций
используются модели станков, характеристики которых приведены
в табл. 57.
Предварительное и окончательное шлифование наружных
цилиндрических поверхностей магнитов, рабочих поверхностей маг-
нитных головок, роторов электродвигателей производят на кругло-
шлифовальных станках. Обычно изделия закрепляют в специальных
центровых оправках:
Осевые отверстия и внутренние пазы магнитов обрабатывают
на внутришлифовальных станках. При этом магниты крепят в
цанговых патронах.
На плоскошлифовальных станках выполняют обширную гамму
операций, в частности шлифование плоскостей разъемов сердеч-
ников и полублоков магнитных головок, шлифование плоских
скосов рабочей поверхности многодорожечных блоков магнитных
головок, профильное шлифование носиков сердечников головок,
шлифование спинки магнита, предварительное и окончательное
шлифование полюсов, шлифование плоских боковых поверхностей
и торцов, шлифование пазов, лысок, фасок, профильное шлифование
уступов, полюсных и торцовых пазов.
В ряде случаев (прецизионная точность обрабатываемых
деталей, единичное изготовление опытных образцов повышенной
точности) используются станки высокой и особо высокой точности.
Среди них можно отметить внутришлифовальные станки моделей
ЗК225А, ЗК228А, плоскошлифовальные ЗЕ711А, 3711Б, ЗБ721,
FF-350 «Абаверк» (Abawerk, ФРГ), «Веркцойт» (Werkzojt, ГДР),
круглошлифовальные — ЗВ 10, ЗУ10С, СУ-125 (Su-125, ГДР),
«Штудер» (Shtuder, Швейцария) и др.
В массовом производстве магнитов находят применение кругло-
шлифовальные полуавтоматы ЗБ 153, ЗМ151В, ЗМ151, ЗМ152,
а также плоскошлифовальные полуавтоматы ЗП722, ЗП740Л
и ЗП756Л.
Для доводочных операций используются суперфинишные голов-
ки, а также специальные станки для суперфиниширования.
Как известно, оснащенность технологических процессов специ-
альными станочными приспособлениями и вспомогательными
инструментами в значительной степени определяют достигаемый
в производстве уровень производительности труда, а также каче-
ство поверхности и точность обрабатываемых деталей. Указанное
общее положение имеет особо важное значение для случая обра-
ботки изделий из магнитных материалов, к которым предъявля-
ются повышенные требования к качеству обрабатываемых поверх-
ностей.
Большей частью станочные приспособления для обработки
деталей и узлов из магнитных материалов конструктивно просты.
Это объясняется сравнительно простой формой обрабатываемых
деталей. Вместе с тем в связи со спецификой обработки магнит-
ных материалов конструкциям приспособлений присуща высокая
точность, обычно соответствующая требованиям точности 1-го и 2-го
классов.
При обработке магнитов в условиях единичного, мелкосерий-
ного и серийного производства из-за многочисленной номенклатуры
магнитов находят широкое применение универсальная станочная
оснастка: электромагнитные плиты и столы, трехкулачковые пат-
69
Таблица 54. Внутришлифовальные станки, используемые при изготовлении изделий из магнитных материалов
Станок Модель Наибольший диаметр шлифуемого отвер- стия, мм Наибольшая длина шлифования, мм Шлифование
Универсальный высокой точности ЗК225В 25 50 Отверстий в магнитах высокой твердости
Универсальный повы- шенной точности ЗА227 100 125 Внутренних поверхнос- тей статоров прецизионных электродвигателей
Универсальный высокой точности ЗА227П 100 125 Посадочных отверстий в видеоблоках
Универсальный ЗК227В 100 125 Отверстий в магнитах средней твердости
chipmaker.ru
06.07.2012
Таблица 55. Плоскошлифовальные станки, используемые для обработки изделий из магнитных материалов
Станок Модель Назначение и область применения Размеры рабо- чей поверхности стола, мм Наибольшие размеры шли- фуемого изде- лия, мм Завод-изготовитель
Высокой точности С крестовым прямо- угольным столом и го- ризонтальным шпинде- лем высокой точности ЗБ70В ЗГ71М Для шлифования перифери- ей круга полублоков магнит- ных головок Для чистового шлифования периферией круга плоских маг- нитов 160X400 200X630 400Х 160X320 630X200X320 Станкостроительный завод «Красный борец» (г. Орша)
То же ЗГ71 Для выполнения работ высо- кой точности на деталях из магнитов высокой твердости 200X630 630X200X320
» ЗЕ711В Для шлифования перифери- 200X630 —
С прямоугольным ЗБ722 ей круга плоских поверхностей магнитных головок То же 320X1000 1000X320X400 Липецкий станко-
столом и горизонталь- ным шпинделем То же 3731 Для шлифования торцом 200X630 630X200X320 строительный завод Станкостроительный
С прямоугольным ЗБ732 круга плоскостей разъема сер- дечников магнитных головок бытовых магнитофонов То же 320X800 800X320X400 завод «Красный борец» (г. Орша)
столом и вертикальным шпинделем повышен- ной точности С круглым столом и ЗД740Л Для шлифования перифери- 0 500 Липецкий станко- строительный завод
горизонтальным шпин- делем повышенной точ- ности С круглым выдвиж- ЗД754 ей круга плоскостей стыка сег- ментных магнитов Для шлифования торцом 1 0 400
ным столом и верти- кальным шпинделем повышенной точности С подвижным круг- ЗД754Л круга плоскостей разъемов ферритовых сердечников То же 0 500 Воронежский станко- строительный завод им. 50-летия Ленинск©-
лым столом и верти- кальным шпинделем То же > ЗД756 » 0 800 0 800X350 го Комсомола
Таблица 56. Круглошлифовальные станки, используемые для изготовления изделий из магнитных материалов
Станок Модель Наименование и область применения Наибольший диаметр ус- танавливае- мого изде- лия, мм Расстояние между цент- рами, мм Наибольший диаметр шлифова- ния*, мм Завод-изготовитель
Универсаль- ный повышен- ной точности ЗА10П — Для шлифования с повы- шенной точностью наруж- ных и внутренних цилинд- рических и конических по- 100 150 15 15 Вильнюсский завод шли- фовальных станков
То же 3K13 верхностей и торцов маг- нитов и магнитных головок 200 500 — Лснинаканский завод шлифовальных станков
> ЗУ131 280 700 280 100 Ст а и кост ро ител ьн ы й за- вод «Коммунар» (г. Дуб- ны)
Круглошли- фовальный по- луавтомат ЗБ 153 Для наружного шлифо- вания цилиндрических и пологих конических по- верхностей ферритовых сердечников 140 500 120 Вильнюсский завод шли- фовальных станков
То же ЗМ151В Для наружного шлифо- 200 700 —
> ЗМ151 вания цилиндрических и 200 700 —
Круглошли- фовальный по- луавтомат повы- шенной точно- ЗМ152 пологих конических по- верхностей конструкцион- ных деталей из магнитно- мягких сплавов 200 1000 — Харьковский станкостро- ительный завод им. Коси-
сти Повышенной точности Высокой точ- ности * В числителе у ЗБ151 ЗБ161 казан нару жный диаметр, в знаменателе 200 280 — внутренний 700 1000 — ора
chipmaker.ru
06.07.2012
Таблица 57. Доводочные станки, используемые для изготовления изделий из магнитных материалов
Станок Модель Назначение и область применения Размеры до- водочного диска, мм Принцип доводки Размеры об- рабатывае- мых изделий, мм
Вертикально-доводочный 3803 Доводка плоских поверх- ностей полублоков магнит- ных головок 280 Односторонняя доводка с фрикционной связью между правильными коль- цами, деталями, притиром До 90
Плоскодоводочный 2ШП-200 То же До 250 Односторонняя доводка с колеблющимся поводком с закрепленной на нем де- талью » 60
> С-15 » » 300 Односторонняя доводка с вращением притира и де- тали в противоположные стороны с эксцентрисите- том > 50
Доводочно-полироваль- ный К-3827 Доводка плоских, цилин- дрических и сферических поверхностей ферритовых сердечников 175 Эксцентриковая двусто- ронняя доводка » 25
Станок двустороннего полирования сдп Доводка плоских и ци- линдрических поверхностей твердых магнитов 600 Планетарная двусторон- няя доводка » 100
Плоскодоводочный ПДС-ЗМ Доводка поверхностей разъемов ферритовых сер- дечников видеоголовок 300X300 Доводка с относитель- ным во взаимно перпенди- кулярном направлении пе- ремещением притира и де- тали » 50
chipmaker.ru
06.07.2012
роны, тиски, делительные головки, стандартные цанги; используют-
ся приспособления, собираемые из стандартных комплектов УСП.
В крупносерийном и массовом производстве в основном приме-
няется^ специальная технологическая оснастка. При этом для
обработки магнитов на плоско- и круглошлифовальных станках
в основном используют многоместные приспособления. Для закреп-
ления деталей применяют механический, гидравлический, пневмати-
ческий и гидропластовый привод. При этом наибольшее распро-
странение получили приспособления с механическим приводом.
К станочным приспособлениям для обработки магнитов предъяв-
ляются следующие специфические требования: недопустимо дей-
ствие на магниты изгибающих сил и моментов, что может еще
до стадии непосредственного шлифования вызвать образование
сколов и трещин; недопустимо крепление магнитов по острым
кромкам и углам из-за возможности их разрушения. С учетом
этого рассмотрим некоторые типовые конструкции приспособлений,
применяемых для обработки магнитов.
Рис. 19. Центровая оправка
для шлифовальных кольце-
вых магнитов по наружному
диаметру
Для шлифования на центровых круглошлифовальных станках
широко используются специальные цилиндрические и конические
центровые оправки. Их используют для обработки магнитов, имею-
щих предварительно прошлифованные посадочные базовые отвер-
стия. .Для выполнения предварительных операций на кругло-
шлифовальных станках, предшествующих операциям обработки
отверстий, находят применение оправки специальной конструкции,
аналогичной показанной на рис. 19. В зависимости от жесткости
отправки, габаритных размеров и массы обрабатываемых деталей
на оправку устанавливают от двух до пяти заготовок магнитов.
Сократить вспомогательное время, а также повысить точность
обработки магнитов на круглошлифовальных станках позволяют
цанговые режимные и гидропластовые оправки.
На плоскошлифовальных станках осуществляется обработка
плоских и фасонных поверхностей магнитов. Их шлифование не-
возможно без специальных приспособлений, что объясняется довольно
высокими требованиями по параллельности плоскостей относительно
оси отверстия, по перпендикулярности обрабатываемых плоскостей
к цилиндрическим поверхностям магнитов. Специальные многоме-
стные приспособления позволяют значительно повысить произво-
дительность плоскошлифовального оборудования. Количество одно-
временно закрепляемых в приспособлении магнитов зависит от их
габаритных размеров и формы, размеров стола и мощности привода
станка, а также вида выполняемой операции.
На рис. 20 показана конструкция многоместного приспособления
типа плоской рамки для шлифования полюсов и лысок призма-
тических магнитов. Магниты устанавливаются в гнезда рамки /
и закрепляются винтами 2. К рамке / винтом 6 крепится поддон 3,
ориентируемый относительно рамки штифтами 4. Поддон 3 поз-
74
воляет ориентировать приспособление на столе станка. Для удоб
ства установки рамки с магнитами на стол станка в приспособ
лении предусмотрены рукоятки 5.
Многоместное приспособление
для шлифования торцов коротких
цилиндрических магнитов (рис. 21)
имеет форму простейшей рамки-
сепаратора. Гнезда в рамке выпол-
нены по 2-му или 3-му классу точ-
ности. В качестве установочной
базы используется электромагнит-
ная плита станка.
Обрабатываемые детали сво-
бодно укладываются в гнезда сепа-
ратора и прочно схватываются маг-
нитной плитой станка. Такой способ
крепления деталей прост и удобен
в производстве. Однако, несмотря
на простоту, обеспечивает задан-
ную точность по параллельности
торцов цилиндрических магнитов.
Несколько более сложную кон-
струкцию имеет приспособление,
Рис. 20. Рамка для шлифо-
вания лысок и полюсов приз-
матических магнитов
Рис. 21. Приспособление для
шлифования торцов корот-
ких цилиндрических магни-
тов
Рис. 22. Приспособление для
шлифования торцов магни-
тов
показанное на рис. 22. Оно состоит из рамки, собираемой из
стенок /, 2, 4, 8 с помощью штифтов 3 и винтов 7. Магниты 9
устанавливаются равномерно рядами во внутренней полости рамки,
а затем плунжером 6 поджимаются к стенке / винтом 5. Устано-
вив приспособление боковой поверхностью 10 на стол станка и
включив электромагнитную плиту, добиваются окончательного
прочного закрепления магнитов и приступают к шлифованию торцов.
При необходимости обеспечить высокую точность по перпен-
дикулярности торцов магнитов к наружной цилиндрической поверх-
ности (например, у цилиндрических магнитов) и параллельность
торцов целесообразно для шлифования использовать многоместные
приспособления (рис. 23, 24).
Закрепление магнитов 5 в приспособлении (рис. 23) про-
изводится в подвижных призмах 3, перемещающихся по направ-
ляющим 2, которые жестко соединены с базовыми планками 1 и 4.
75
chipmaker.ru
06.07.2012
Сжатие подвижных призм с одновременным прочным креплением
обрабатываемых деталей осуществляется винтом 8 через шаровую
пятку 7 и прижимную планку 6. Аналогичную конструкцию имеет
многоместное приспособление для одновременного крепления двух
рядов магнитов (рис. 24).
В приведенных конструкциях приспособлений последовательное
шлифование торцов магнитов производится без их раскрепления.
В конструкциях такого типа во избежание заклинивания призм
предусматривается высокая точность изготовления направляющих
и их взаимного расположения при сборке в приспособлении.
Рис. 23. Многоместное приспособление дли шлифования торцов
цилиндрических магнитов
Рис. 24. Многоместное двух-
рядное приспособление для шли-
фования торцов цилиндрических
магнитов
Обычно точность данных приспособлений обеспечивается в пределах
1-го класса. Для шлифования лысок, уступов и профильных
поверхностей магнитов может быть с успехом применено много-
местное приспособление, показанное на рис. 25. Магниты устанав-
ливают в неподвижную призму 1 и закрепляют подвижными приз-
мами 3, 4 с помощью винтовых механизмов 5. Во избежание пере-
коса магнитов в процессе их закрепления подвижными призмами
последние перемещаются по направляющим 6. Призма / жестко
скреплена с планкой 2 двумя жесткими колоннами 7. Совмещение
профильной оси магнитов с направлением продольного движения
стола в процессе шлифования достигается установкой приспособ-
ления по упору, прикрепленному к электромагнитной плите, и тща-
тельной выверкой. Все это имеет особое значение в случае про-
76
филыюго шлифования. Обеспечению высоких требований параллель-
пости и симметричности шлифуемых плоскостей магнитов способ-
ствует то, что в приспособлении несимметричность поверхностей А
и В призм относительно горизонтальной оси составляет 0,01 мм.
При оснащении технологических процессов механической обра-
ботки постоянных магнитов кроме конструкций приспособлений,
приведенных выше, могут быть рекомендованы специальные приспо-
собления, конструкции которых описаны в работе [19].
Рис. 26. Приспособление для обработки
плоскостей разъемов полублоков магнит-
ных головок на плоскошлифовальном станке
Рис. 25. Приспособление для шлифования
лысок, уступов и профильных поверхно-
стей магнитов
Для обработки плоскостей разъемов полублоков магнитных
головок используют приспособления ’, принципиальное устройство
которых показано на рис. 26. Приспособление состоит из кор-
пуса 5 с гнездом 7, предназначенным для установки в нем одного
или нескольких полублоков магнитных головок 3. Приспособление
содержит прижимной элемент в виде ползуна 4, снабженного
винтовым регулятором 6, который соединяет его с полублоком
магнитных головок 3. Винтовой регулятор укреплен в корпусе
с возможностью перемещения ползуна 4 в гнезде 7. Кроме того,
приспособление содержит фиксирующий элемент /, укрепленный на
корпусе винтами 2.
Полублоки магнитных головок 3 посредством винтового регу-
лятора 6 укрепляют между ползуном 4 и установочной поверх-
ностью фиксирующего элемента /. Затем производят шлифование
их плоскостей разъемов на плоскошлифовальном станке.
Разброс по различным причинам размера глубины рабочего
зазора (при прочих равных условиях) обусловливает разброс вели-
чины отдачи (сигнала) между головками многодорожечного блока.
В последние годы для обеспечения идентичности глубины рабочих
зазоров в блоках магнитных головок применяется новый способ1 2.
1 А. с. 631980 (СССР).
2 А. с. 268499 (СССР).
77
chipmaker.ru
06.07.2012
Сущность его заключается в том, что после закрепления сердеч-
ников в корпусах полублоков и шлифования плоскостей разъемов
два полублока скрепляют в блок, шлифуют его рабочую поверх-
ность, разъединяют полублоки и профильно заправленным абра-
зивным кругом подрезают носики сердечников головок со стороны,
противоположной их рабочим поверхностям. На рис. 27 показаны
Рис. 27. Схема абразивной обработки носиков полублоков маг-
нитных головок: а — схема установки полублоков головки на станке
для подрезки носиков профильно заправленным абразивным кру-
гом; б — внешний вид приспособления для крепления двух полу-
блоков магнитных головок
схема установки полублоков магнитной головки на плоскошлифо-
вальном станке для подрезки носиков профильно заправленным
абразивным кругом, а также внешний вид приспособления для
крепления двух полублоков. Следует отметить, что приспособление
для подрезки носиков по своему устройству идентично приспособ-
лению для шлифования плоскостей разъемов полублоков (см. рис. 26).
Абразивным кругом / (рис. 27, а), режущая кромка которого
заправлена в соответствии с профилем канавки носика 2 магнитной
головки, закрепленной в гнезде корпуса 3, производят подрезку
сердечников на заданную глубину рабочих зазоров. Для достиже-
ния идентичности размеров подрезку производят у двух полублоков
одновременно. В ряде случаев для повышения качества обработки
полублоков магнитных головок используют специальное устройство
для машинной доводки *.
1 А. с. 352292, А. с. 434457 (СССР).
78
Chiomaker.ru
Недостатком известных устройств для машинной доводки
головок является необходимость сложной и трудоемкой подготовки
полублоков для доводки в целях создания одинаковых размеров
высоты всех полублоков, подвергающихся обработке. Кроме того,
в указанных устройствах необходимо точное взаимное согласование
положения доводочного диска и шпиндельного узла.
При разработке нового устройства была поставлена цель упро-
стить процесс изготовления магнитных головок и исключить
необходимость подготовки полублоков для обеспечения одинаковости
размеров по высоте.
В разработанном устройстве
счет того, что шпиндельный
поставленная цель достигнута за
узел выполнен в виде самостоя-
тельного блока, который снаб-
жен автономным приводом шпин-
деля. Последний установлен в
приводной гильзе и имеет воз-
Рис. 28. Принципиальная схема (а) и шпиндельный узел (б) устройства
для доводки полублоков магнитных головок
можность перемещаться в ней в направлении, перпендикулярном
поверхности доводочного диска, отслеживая плаванием в ука-
занном направлении неточности изготовления диска и взаимного
расположения диска и шпиндельного узла.
В целях повышения чистоты обработки полублоков на конце
шпинделя со стороны доводочного диска крепится качающаяся
планка с центрами крепления накладок с головками.
Схема устройства показана на рис. 28, а, б.
Работа устройства осуществляется в следующей последова-
тельности. Полублоки 21 приклеиваются к накладкам 20 и устанав-
ливаются в центрах 18, закрепленных винтами 19 к качающейся
планке 17 шпинделя 14, так, чтобы поверхность разъема полублоков
прижималась к доводочному диску 4. Полублоки прижимаются к
диску с требуемым давлением с помощью мерных грузов И.
Включают привод 2, с помощью которого через редуктор 3 диск 4
получает необходимое вращение. Затем включают привод 8 шпин-
дельной головки. Через клиноременные передачи б, 7, 10, 12 и
червячную передачу 9 вращение от привода передается привод-
ной гильзе 15, а от нее посредством шпонки 22 — шпинделю 14.
79
chipmaker.ru
06.07.2012
Вращение шпинделя в подшипниках 13 передается планке 17 и
через центр 18 — полублокам 21.
Вращение шпинделя 14 кинематически не связано с вращением
диска 4. Поэтому полублоки 21 принудительно перемещаются по
диску с проскальзыванием с определенной относительной скоростью.
Рис. 29. Многоместное приспособление для доводки полублоков
магнитных головок
В связи с тем что в процессе доводки шпиндель 14 имеет
возможность перемещаться в вертикальном направлении, любые
торцовые биения доводочной поверхности диска отслеживаются
плаванием шпинделя. Наличие качающейся планки 17, шарнира 16
и центров 18 позволяет сделать процесс доводки на предлагаемом
устройстве некритичным к величине перпендикулярности оси шпин-
деля 14 к доводочной плоскости диска 4, что упрощает процесс
доводки, а также позволяет доводить разновысотные полублоки.
Высокое качество доводки обеспечивается при использовании
многоместного приспособления 1 (рис. 29).
1 А. с. 506054 (СССР).
80
Работа приспособления осуществляется в следующей после-
довательности. В гнезда 8 корпуса 1 на демпфирующие эластичные
прокладки 5 устанавливают полублоки 4 так, чтобы поверхности
полублоков, подлежащие доводке, выступали над корпусом 1. При-
способление центровым отверстием 2 устанавливают на диск дово-
дочного устройства, при этом обрабатываемые поверхности полу-
блоков должны быть обращены к доводочному диску. При передаче
нагрузки от шпинделя станка на полублоки 4 эластичные про-
кладки 5 демпфируются, нивелируют разновысотность полублоков
и позволяют осуществлять доводку одновременно всех п полубло-
ков, установленных в гнездах 8 корпуса. Планки 7 и винты 6
используются для крепления моточных концов 3 магнитных головок.
Применение описанных устройств для доводки и многоместных
приспособлений позволяет обеспечить неплоскостность поверхностей
разъема порядка 0,1 мкм. В сочетании с другими технологическими
приемами это полностью исключает перекосы рабочих зазоров
и обусловленные ими потери в магнитных головках.
Для доводки плоскостей разъемов полублоков магнитных голо-
вок для магнитофонов в массовом производстве применяется простое
и высокопроизводительное устройство1 (рис. 30). Устройство
содержит диск /, выполненный из металла и смонтированный так,
чтобы была возможность для вращения и сопряжения его поверх-
ности с плоскостями разъема полублоков 2 магнитных головок.
На полублоках 2 расположены грузы 3, обеспечивающие прижим
плоскостей разъемов последних к поверхности диска /. При этом
сила прижима каждого полублока 2 магнитных головок посред-
ством грузов 3 к поверхности диска / равна 17 Н.
Устройство содержит также капиллярную трубку для капельной
подачи абразивной суспензии на поверхность диска / (на схеме
не показана) и керамические кольца 4, внутри которых располо-
жены полублоки 2 магнитных головок и грузы 3. При этом керами-
ческие кольца 4, вращаясь, сопрягаются с поверхностью диска /,
частота вращения которого составляет 65 об/мин. В связи с тем
что окружная скорость керамических колец 4 в зоне контакта
с диском / на периферии диска и ближе к его центру различна,
указанные кольца приобретают вращение вокруг своей оси. В поло-
жении, показанном на рисунке, кольца удерживаются сепаратором,
который на схеме не показан.
В устройстве в процессе обработки плоскостей разъемов полу-
блоков 2 магнитных головок происходит шаржирование диска /
абразивной суспензией за счет вращения керамических колец 4.
Вращение колец обеспечивает перемещение абразивной суспензии
от периферии диска / к его центру. При этом абразивная суспен-
зия попадает в область обработки плоскости разъема каждого
полублока 2 магнитных головок.
Использование описанного устройства в значительной степени
уменьшает погрешности обработки плоскостей разъемов полублоков
магнитных головок и упрощает процесс доводки. Для доводки
рабочих поверхностей магнитных головок магнитофонов в массовом
производстве применяют несложное устройство2, схема которого
показана на рис. 31.
’ А. с. 773705 (СССР).
2 А. с. 773706 (СССР).
*/24 Зак. 299
81
chipmaker.ru
06.07.2012
Устройство содержит абразивный круг /, который вращается
вокруг вертикальной оси и сопрягается своей плоской боковой
поверхностью с рабочей поверхностью магнитных головок 3. Блоки
Рис. 31. Устройство для доводки
рабочей поверхности магнитных
головок магнитофонов
Рис. 30. Устройство для доводки
плоскостей разъемов магнитных
головок магнитофонов
Рис. 32. Оправка для шлифования рабочей поверхности много-
дорожечных блоков магнитных головок
Chiomaker.ru
головок 3 закрепляют в специальной оправке 2, которой сообща-
ется колебательное движение вокруг горизонтальной оси. Устрой-
ство содержит также абразивное кольцо 5, сопряженное с поверх-
ностью абразивного круга 1 со стороны, диаметрально противо-
положной блоку магнитных головок. Абразивное кольцо смонти-
ровано таким образом, чтобы оно вращалось со скоростью 80 об/мин
в направлении вращения абразивного круга /. При этом абразивное
кольцо 5 выполнено с грузом 4 массой 1,4 кг, который прижимает
абразивное кольцо к вращающемуся кругу /. Такими приемами
в процессе обработки рабочей поверхности блока магнитных голо-
вок абразивное кольцо производит шаржирование поверхности
абразивного круга, а также одновременно его правку. Использо-
вание устройства позволяет уменьшить погрешность обработки
рабочей поверхности блока магнитных головок.
Для шлифования рабочих поверхностей многодорожечных
блоков магнитных головок используют специальные оправки, одна
из которых показана на рис. 32.
Оправка состоит из корпуса /, к нижней части которого потай-
ными винтами крепится основание 10. В хвостовых шейках кор-
пуса / выполнены центровые гнезда. Во внутреннем окне корпуса 1
винтами 8 перемещается фиксирующий сухарь 7. В основании 10
расположены регулировочные винты 9. Сверху на оправку уста-
навливается планка 4, которая крепится к оправке винтами 2, 3.
Магнитная головка 5 устанавливается во внутреннее гнездо
оправки. При этом планку 4 снимают с приспособления, затем
винтами 2, 3 крепят ее к оправке, а винтами 9 магнитную головку 5
досылают до соприкосновения с планкой 4, после чего винтами 8
посредством фиксирующего сухаря 7 поджимают головку к боковой
поверхности внутреннего гнезда оправки и окончательно крепят ее.
Сняв планку 4 и установив оправку в центре круглошлифоваль-
ного станка, осуществляют обработку радиусной части рабочей
поверхности магнитной головки.
В некоторых случаях оправке сообщают возвратно-поступа-
тельные колебания вокруг линии центров. Для этой цели к корпусу
оправки может быть прикреплен поводок 6. Для обработки рабочих
поверхностей магнитных головок бытовых магнитофонов методом
профильного шлифования в массовом производстве широко исполь-
зуются приспособления, принципиальное устройство которых пока-
зано на рис. 33.
Приспособление состоит из корпуса, выполненного из двух
брусков /,2 с пазами, в которые устанавливаются магнитные голов-
ки 3. Головки надежно закрепляются в пазах пружинными зажи-
мами 4, каждый из которых крепится к корпусу с помощью планки 5
и винтов 6. При установке головок в пазы зажимные концы пружин
отводятся технологической ручкой типа отвертки, имеющей в сече-
нии кулачковый профиль. Одним поворотом указанной ручки одно-
временно отводятся все пружины. Затем в свободно открытые
пазы устанавливают головки. Освободив ручку-отвертку, добиваются
быстрого закрепления головок.
В собранном виде приспособление плоскостью А устанавлива-
ется на стол плоскошлифовального станка, где профильно заправ-
ленным абразивным кругом шлифуют рабочие поверхности головок.
При этом приспособление вместе со столом станка совершает воз-
вратно-поступательные перемещения в направлении продольной оси
приспособления. Приспособление многоместное: в нем одновременно
крепится 10 магнитных головок. Обычно на столе станка в один
ряд размещают до 5 шт. указанных приспособлений, что позволяет
повысить производительность труда.
Как отмечалось в предыдущих параграфах книги, режимы
шлифования оказывают существенное влияние на эксплуатационные
82
>/24*
83
chipmaker.ru
06.07.2012
характеристики изделий из магнитных сплавов. Нарушение режи-
мов обработки неизбежно ведет к окончательному браку продукции.
Во избежание этого и для повышения точности установки режимов
обработки и своевременной оценки технологического процесса
шлифования разработаны устройства цифровой индикации и анало-
говой регистрации глубины резания и подач на шлифовальных
станках *.
Рис. 33. Приспособление для профильного шлифования рабочих
поверхностей магнитных головок бытовых магнитофонов
Рис. 34. Принципиальная схема станка с автоматической
индукцией и регистрацией режимов шлифования
На рис. 34 изображена принципиальная схема шлифовального
станка с системой автоматической регистрации режимов обработки.
Контролируемые режимы шлифования, получаемые при поворо-
те или перемещении на определенную величину органов управления
1 режимами обработки (органов управления станком), преобразуют-
ся реверсивными фотоэлектрическими датчиками 2 в пропорциональ-
ные число-импульсные электрические сигналы, которые поступают на
реверсивные счетчики 5, а затем на цифровые индикаторы 4 и регу-
лирующие приборы 5 типа Н349 с отметчиками времени. Путевые
выключатели 6, закрепленные на пути движения стола станка,
1 Л. с. 336683 (СССР).
84
управляют работой счетчиков 3, производя сброс в нуль при про-
дольном и поперечном реверсе стола. Обычно регулирующие при-
боры опечатываются контрольным мастером ОТК, и после вскры-
тия их в конце цикла обработки деталей можно получить записанный
самописцем на бумажной ленте паспорт фактических режимов
шлифования. По паспорту легко определить, были ли допущены
в процессе обработки нарушения установленных режимов шлифо-
вания. При соблюдении технологии и отсутствии ее нарушений
детали не поступают на сложные и трудоемкие операции контроля
магнитных свойств' прошлифованных плоскостей. Это позволяет
сократить цикл изготовления деталей.
Одним из решающих технологических факторов повышения
эффективности шлифования магнитных материалов является способ
подачи СОЖ в зону обработки. Различают следующие способы
подвода СОЖ при шлифовании: 1 — свободно падающей струей
(поливом); 2— напорной струей; 3 — подачей в виде жидкостно-
воздушной смеси; 4 — через поры круга; 5 — через каналы в круге;
6 — напорно-струйный внезонный; 7 — с ультразвуковыми колеба-
ниями; 8 — контактный; 9—гидроаэродинамический; 10—в среде
СОЖ; 11—комбинированные способы (например, 4-Й4-1-Й,
6-й-Н-й, 7-й-[-1-й, 8-Й4-1-Й, 9-Й4-1-Й, 8-й-ф9-й, 4-Й4-2-Й,
6-й-}-2-й и др.). Схемы основных десяти способов подачи СОЖ
при шлифовании показаны на рис. 35 |17).
В настоящее время при шлифовании магнитов подача СОЖ
поливом технически не оправдана, так как большая часть
жидкости в результате действия воздушных потоков от вращаю-
щегося шлифовального круга практически никакого участия в про-
цессе шлифования нс принимает. В результате исследований
различных способов подачи СОЖ, выполненных в Ульяновском
политехническом институте [17], для обработки магнитных материа-
лов рекомендованы устройства для подачи СОЖ низконапорной
струей (способы 1—3). Схема устройства показана на рис. 36.
Устройство используется на станке ЗБ71.
Смазочно-охлаждающую жидкость подают насосом в распре-
делительную камеру /, откуда она поступает в две горизонтально
расположенные трубки 2. В наклонной стенке каждой трубки
просверлен ряд отверстий диаметром 1,8 мм, через которые жид-
кость с повышенным давлением (1,0—1,5 МПа) направляется на
поверхности магнита и шлифовального круга: впереди шлифоваль-
ного круга, за кругом и со стороны его торцов. Шлифуемая
поверхность магнита вступает в контакт с кругом, обильно смо-
ченным СОЖ. Боковые поверхности круга также смачиваются
(сечение В—В), а вращающийся круг транспортирует СОЖ непо-
средственно в зону контакта, где процесс шлифования проте-
кает в особенно жестких условиях. Регулировка зазора между
трубками и поверхностью шлифуемого магнита (3—6 мм) произво-
дится осевым смещением подводящей трубы 5 относительно направ-
ляющей втулки 4. Расход СОЖ через трубки определяется
положением винтов 6.
Применение данного устройства вместо подачи 5 %-ной эмуль-
сии или масла ОСМ-3 поливом через обычное щелевое сопло
позволило увеличить поперечную подачу круга 24А25СМ1К7 при
плоском шлифовании двухполюсных магнитов из сплава ЮНДК35Т5
с 0,025 до 0,035 мм/проход, т. е. в 1,4 раза.
85
chipmaker.ru
06.07.2012
Рис. 35. Схемы основных способов подачи СОЖ при шлифовании:
1 — шлифовальный круг; 2 — кожух; 3 — шлифуемая деталь; 4 — соп-
ло; 5 — вибрирующий волновод; 6 — пористый элемент; 7 — насадка;
8 — резервуар
Рис. 36. Устройство для подачи СОЖ низконапорной струей при плоском
шлифовании
86
Для шлифования магнитов на круглошлифовальных станках
рекомендуется устройство, схема которого показана на рис. 37.
В данном устройстве реализован гидроаэродинамический способ
подачи СОЖ. Сущность его состоит в том, что воздушные
потоки от вращающёгося шлифовального круга используются для
повышения скорости движения жидкости относительно рабочей
поверхности абразивного круга и шлифуемого магнита. Активиро-
ванный поток жидкости очищает от налипов металла рабочую
поверхность шлифовального круга и обильно смачивает зону кон-
такта инструмента и обрабатываемого магнита. В устройстве
Рис. 37. Схема устройства с эластичной
заслонкой для подачи СОЖ гидроаэродина-
мическим способом
из-под кожуха шлифовальным кругом,
отражатель 1.
удлиненное клиновидное
сопло в нижней части
выполнено П-образной
формы и охватывает по
торцам шлифовальный
круг 5. К нижней части
сопла 2 плоской пружиной
3 крепится пористая эла-
стичная заслонка 4, сво-
бодный конец которой
слегка прижимается к по-
верхности невращающе-
гося шлифовального кру-
га. П-образная часть соп-
ла может выполняться
сменной, что позволяет
расширить диапазон при-
меняемых шлифовальных
кругов и диаметров обра-
батываемых магнитов.
Плоская пружина 3 по-
зволяет производить быст-
рую замену пористой эла-
стичной заслонки. Для
предотвращения разбрыз-
гивания СОЖ, выносимой
на кожухе устанавливается
Насосом под давлением СОЖ подается в сопло 2, где захва-
тывается воздушным потоком и движется с возрастающей ско-
ростью по внутренней стенке сопла. На входе из сопла поток
жидкости встречает препятствие в виде наклонной поверхности
эластичной заслонки, резко изменяет направление движения
и ударяется о поверхность шлифовального круга, смачивая и очи-
щая ее от отходов шлифования и налипов металла. Далее СОЖ
проходит через небольшой зазор, образующийся под давлением
потоков жидкости и воздуха между эластичной заслонкой и кругом,
снова смачивая и благодаря кавитационным процессам очищая его
поверхность. Заслонка 4 и плоская пружина 3 в силу своей упру-
гости обеспечивают «саморегулирование» в определенных пределах
зазора при износе шлифовального круга, заслонка направляет поток
жидкости непосредственно в зону контакта круга со шлифуемой
деталью. Вращающийся шлифовальный круг, пропитанный СОЖ,
также транспортирует ее в зону резания.
87
chipmaker.ru
06.07.2012
Угол расположения сопла относительно линии центров шли-
фовального круга и детали а должен находиться в пределах
75—95 °, а угол <р«20°. Ширину сопла В рекомендуется выпол-
нять на ‘4—5 мм меньше высоты круга. Оптимальный расход
СОЖ составляет 5—6 л/мин на каждые Ю мм высоты шлифо-
вального круга. Размер' выходного сечения сопла не должен быть
больше I—1,5 мм. Наиболее благоприятные условия очистки и про-
питки рабочей поверхности круга создаются при угле атаки струи
СОЖ 0 = 60°. Расстояние L должно быть выдержано в пределах
40—50 мм.
Использование указанного способа при круглом наружном шли-
фовании на станке ЗБ 153 магнитов из сплавов ЮН14ДК24 и
КЭНДК35Т5 с 5 %-ной эмульсией эмульсола «Укринол-1» позволило
улучшить показатели шлифования на 10—17 % против их значений
при шлифовании с подачей той же жидкости поливом [17]. Одно-
временно удается на 20—30 % уменьшить шероховатость шлифо-
ванной поверхности магнитов.
4.2. Режимы обработки магнитных материалов
Тонкое плоское шлифование магнитно-мягких сплавов целе-
сообразно производить со следующими режимами: скорость круга
22 м/с, скорость изделия 2 м/мин, поперечная подача
0,1—0,2 мм/дв. ход, глубина шлифования 0,002 мм. Для шлифо-
вания могут быть рекомендованы абразивные круги на основе
карбида кремния зеленого типа 63СМ14СМ2Гл. Улучшить качество
поверхности можно, применив для обработки алмазные и эльбо-
ровые круги типа АСМ14Бр 100 % и ЛМ14КБ i00 %. Шлифование
производят всухую, без применения СОЖ. Это позволяет суще-
ственно уменьшить глубину наклепа и максимально сохранить маг-
нитные свойства обрабатываемых деталей.
С учетом приведенных рекомендаций производят тонкое шли-
фование плоскостей разъема полублоков многодорожечных магнит-
ных головок. Для высокопроизводительной обработки магнитных
головок бытовых магнитофонов в массовом производстве целе-
сообразно использовать на операциях шлифования высокопористые
абразивные круги электрокорунда белого типа 32А10СМ2К16.
Режимы шлифования: скорость круга 21—35 м/с, скорость изделия
3—10 м/мин, глубина шлифования 0,01—0,05 мм, поперечная
подача 0,3—0,5 мм/дв. ход.
Тонкое наружное круглое шлифование магнитно-мягких сплавов
рекомендуется производить со следующими режимами резания:
скорость круга 35 м/с, скорость изделия 30 м/мин, продольная
подача 5 мм/мин, глубина шлифования 0,0025 мм. Для шлифо-
вания могут быть использованы круги на основе карбида кремния
зеленого типа 63СМ14СМ2Гл. Шлифование следует производить
с обильным охлаждением эмульсией (3 %-ный водный раствор соды).
С указанными рекомендациями осуществляется обработка
рабочих поверхностей магнитных головок.
Для доводки магнитных головок могут быть рекомендованы
следующие режимы обработки и инструменты: чугунный притир
(предварительная доводка); оловянный притир (окончательная
доводка); микропорошки монокорунда (электрокорунда белого) зер-
нистостью 5, 3 и 1 мкм (последовательно) или пасты зернистостью
88
1—5 мкм; скорость резания — 7 м/мин; давление — 5—7 кПа;
охлаждающая жидкость — смесь состава: керосин — 50 %, олеино-
вая кислота — 50 %.
Для окончательной доводки рабочих поверхностей головок
могут быть рекомендованы следующие режимы суперфиниширования
и абразивные инструменты: бруски 63СМ7СТ2 или 32АМ7СТ1
(предварительная обработка); бруски 22АМ1СТ2 или 32AM3CT2
(окончательная обработка); частота вращения брусков — 800—
2000 дв. ход/мин; амплитуда колебаний брусков — 3 мм; дав-
ление— 49—98 кПа; продольная скорость — 0,32 м/мин; частота
вращения детали — 300 об/мин; СОЖ — смесь состава: керосин
82—87 %, машинное масло 10—15%, олеиновая кислота 3—5 %.
Тонкое алмазное шлифование ферритовых сердечников магнит-
ных головок по поверхности плоскостей разъема рекомендуется
выполнять на плоскошлифовальном станке модели МШ-259
(«Микрон-1П»). Режимы шлифования: алмазные круги
АСМ40/28МО12 100 % (черновое шлифование), АСМ28/20МО12 100 %
(получистовое шлифование), АСМ14/ЮМО12 100 % (чистовое шли-
фование), частота вращения шпинделя 16 000 мин"1, стола 8 мин-1,
вертикальная подача 5—10 мкм, шлифование попутное; СОЖ —
3 %-ный содовый раствор.
Тонкое круглое шлифование рабочей поверхности ферритовых
магнитных головок рекомендуется производить со следующими
режимами обработки: алмазный круг АСМ14Бр 100 % (черновое
шлифование), АСМ7Бр 100 % (получистовое шлифование),
АСМЗБр 100 % (чистовое шлифование); укр = 304-35 м/с, snp =
= 0,02-?0,04 м/мин, уи = 0,02 м/мин, / = 2,54-3 мкм, охлаждение —
обильным содовым раствором.
На основании результатов комплексных исследований и обоб-
щения передового опыта промышленности алмазную резку ферри-
тов следует выполнять со следующими режимами резания: круг
АСОМ40/28Б1 100 %, икр= 1004-125 м/с, $пр = 0,34-0,5 м/мин, вер-
тикальная подача 10 мкм, охлаждение — обильное в масляном
тумане.
Прецизионную доводку ферритов осуществляют методами
лекальной технологии на стеклянных притирах типа «Пирекс»
белыми пастами «Ленкарз» зернистостью 1—2 мкм.
Окончательную доводку рабочей поверхности ферритовых
магнитных головок целесообразно выполнять специальным гибким
алмазным инструментом — лентой из полиэтилентерефталатной
пленки толщиной 20—50 мкм, имеющей рабочий слой из порошка
алмаза, закрепленного в пленкообразующем веществе на основе
клея БФ-4, БФ-6 или БФ-2. Вначале нужно использовать пленку
толщиной 40—50 мкм при зернистости алмазного порошка 3—7 мкм,
а для чистовой отделки — пленку толщиной 20—30 мкм с зернисто-
стью алмазного порошка 0,1—3 мкм. В процессе доводки рабочую
поверхность ферритовой магнитной головки перемещают по поверх-
ности ленты и вращают вокруг собственной оси. Специальные
приспособления для такой обработки нетрудно разработать на ос-
нове типовых механизмов транспортирования ленты аппаратуры
магнитной записи.
Шлифование наружных цилиндрических поверхностей постоян-
ных магнитов следует выполнять на центровых круглошлифовальных
станках. Детали, имеющие центровые отверстия, устанавливают в
5 Зак. 299
89
chipmaker.ru
06.07.2012
00 in Ю CO
in in
к
CD 1П ю in й
CTl Ч-Н rr\ w-K . *
3
о
in in in in
£
in in in in
CO CO CO CO
z
сч сч сч сч о сч сч сч сч
in in in in
in in in in
CJ о ф о ф о ф о ф о ф о ф о ф о
со m со и со и х со
о о о о о о О о
X (- X 1 X X н
о. Ф о. Ф о. Ф о. и
ф X ф X ф X ф X
7777
Магнитный сплав АЛНИКО ТИКОНАЛЬ АЛНИКО
о
s
центры станка, а шлифо-
вание производят с про-
дольной подачей или вре-
занием. Магниты, имею-
щие форму колец и втулок
(статоры, роторы электро-
двигателей), закрепляют
на многоместных центро-
вых оправах и шлифуют
с продольной подачей.
Режимы круглого на-
ружного шлифования сле-
дует выбирать в соответ-
ствии с рекомендациями
табл. 58.
В целях уменьшения
изнашивания и повыше-
ния стойкости круга, сни-
жения шероховатости об-
работанной поверхности
целесообразно скорость
круга уКр устанавливать
максимально возможной.
В этом случае возрастает
количество абразивных
зерен, участвующих в про-
цессе.. резания в данный
момент времени, умень-
шается их глубина вреза-
ния в обрабатываемый
материал, что обусловли-
вает уменьшение сечения
среза и благоприятно от-
ражается на качестве
шлифуемой поверхности
магнита. В связи с этим
наиболее целесообразно
применять скоростное
шлифование магнитов с
Укр =504-45 м/с. Однако
с увеличением скорости
круга возрастает опас-
ность ожого- и трещино-
образования из-за роста
мгновенных контактных
температур в зоне реза-
ния. Тепловой поток мож-
но снизить увеличением
окружной скорости маг-
нита Уд.
Для бездефектной об-
работки магнитов при
шлифовании со скоростью
круга укр = 254-35 м/с
90
необходимо обеспечить со-
отношение Уд/укр= 1 /40-£-
4-1/60. При скоростном
шлифовании это соотно-
шение должно находиться
в пределах 1/20—1/30 [17].
Черновое шлифова-
ние магнитов рекоменду-
ется выполнять с меньши-
ми значениями окружной
скорости детали ид и по-
вышенными поперечными
и продольными подачами.
При чистовом шлифова-
нии термообработанных
магнитов окружную ско-
рость обрабатываемых де-
талей следует повысить,
а величину подачи — сни-
зить.
Производительность
круглого наружного врез-
ного шлифования магни-
тов на 20—40 % больше,
чем при шлифовании с
продольной подачей.
В процессе изготовле-
ния деталей из магнитно-
жестких сплавов значи-
тельный удельный вес со-
ставляют операции плос-
кого шлифования. Их
обычно выполняют одно-
временной обработкой
десятков штук магнитов,
размещая их равномерно
по площади магнитной
плиты стола станка. При
этом в зависимости от
размеров и формы магни-
тов коэффициент заполне-
ния площади стола со-
ставляет 0,5—0,6. На
плоскошлифовальных опе-
рациях в большинстве слу-
чаев возникают трещины,
сколы кромок, выращи-
вание и разрушение маг-
нитов. Кроме того, наблю-
дается низкая стойкость
абразивных инструментов.
В связи с этим шли-
фование плоскостей и фа-
сонных поверхностей по-
5*
91
chipmaker.ru
06.07.2012
стоянных магнитов рекомендуется выполнять с режимами резания,
приведенными в табл. 59.
Скорость шлифовального круга необходимо устанавливать
в пределах 35—25 м/с. При чистовом шлифовании плоскостей
магнитов рекомендуется применение эльборового инструмента,
улучшающего качество обработки, снижающего технологический
отход и повышающего производительность труда.
При изготовлении постоянных магнитов определенный процент
составляют внутришлифовальные операции, которые характерны
наиболее низкой производительностью. При внутреннем шлифовании
отверстий приходится часто править круги, что нередко сопро-?
вождается их разрушением. Время на замену кругов обычно
составляет 50 % общей трудоемкости операции внутреннего шли-
фования отверстий. Повысить эффективность шлифования и улуч-
шить качество поверхности магнитов удается применением эльбо-
рового инструмента. Рекомендуемые режимы резания приведены
в табл. 60.
Таблица 60. Режимы внутреннего шлифования магнитов (17)
(скорость резания 5—25 м/с, окружная скорость магнита 30—5 м/мин)
Магнитный Способ Шлифо- Продольная Поперечная
сплав шлифо- нальный подача snp, подача snOn,
вания круг м/мин мм/дв. ход
Черновое Абразивный 6—4 0,01—0,008
АЛНИКО » Эльборный 6—4 0,01—0,008
Чистовое Абразивный 4—2 0,008—0,004
» Эльборный 4—2 0,008—0,001
Черновое Абразивный 5—2 0,008—0,003
» Эльборный 5—2 0,008—0,003
ТИКОНАЛЬ Чистовое Абразивный 3—1,5 0,005—0,002
» Эльборный 3—1,5 0,005—0,002
Существенное влияние на качество поверхности при шлифова-
нии постоянных магнитов, а также на производительность про-
цесса оказывает СОЖ. К смазочно-охлаждающей жидкости для
шлифования магнитов предъявляются особые требования: высокие
смазочные, диспергирующие, охлаждающие и моющие свойства.
Выбор необходимых составов СОЖ для шлифования магнитов
производится с учетом рекомендаций табл. 61—65.
В качестве базы для сравнения приняты показатели шлифо-
вания магнитных сплавов с эмульсией на основе товарного эмуль-
сола ЭТ-2 (СОЖ № 1).
Хорошие результаты обеспечивает применение эмульсий на
эмульсолах «Аквол-2» и «Укринол-1», которые обеспечивают повы-
шение стойкости круга в среднем в 1,5—2,8 раза.
Большая часть масляных СОЖ повышает уровень шлифуемости
магнитных сплавов в 3,5—5 раз. Шероховатость поверхности
заметно снижается, трещинообразования и сколы отсутствуют.
Особенно эффективны СОЖ в случае применения масел с содер-
жанием серохлористых препаратов (СОЖ № 18—20). При их
использовании период стойкости круга возрастает в восемь —
92
Таблица 61. Технологическая эффективность различных СОЖ при круглом наружном шлифовании врезанием магнитного
сплава ЮНДК35Т5 (окр = 35 м/с; snOn = 0,15 мм/мин, круг 24А25СМ1К5) [ 17|
Среднее отклонение профиля шлифо- ванной поверх- ности Ra О © © © b- U0 — I о . о Щ СЧ © СО СО СЧ Ь- 4 •—« —И < *—• « *“* *—•
S £. S СО s rf N СТ> оо О) , © СО О ©_ С£> Ю1ГЗ LO Ь» о* о' ©’ о' ©’ ©’ О °" °*
Средняя удельная мощность шлифо- вания Лаудер 5? о о оо о оо — оо © со о Q) .© оо О 00 оо оо о — —
10И мм3/с СО со С000С000Ь~00О — — I О О. СО О О. О_ О- — — — 1 о о’ ©’ ©’ о" ©* ©’ ©’ о' о
Производи- тельность g хр ©X © СЧ-1-00ОСЧ00СЧООГ- О ч-SCOCCiO—'ФМО
— яг М « - 0) * <30 О О СО тг © © СО гГ со СЧ ТГ со
Объем шли- фовального сплава QM о оо — г-соиосчсчосоео О ФООССООССХСяГ — сч со со сч сч со — — — —
п S 2 Tf -N’T — — тг ТГ о со со Z! — СО О ю СО ОООООГ^ОО^'ЯГ’ЬООТГ
Период стойкости круга тс 5? о СГ>©00'Г©’ТОО'^ — О ©ООСО©СЧ — Г^О© — сч со со сч сч со — — — —
3 3 3 00 Г^Г^СО©СОеЧ_*.<-, 00 СО — — ю © Ь., — оо„ °- сч е* — со’ со’ со’ сч' со’ со “* 04 сч —
СОЖ 2,5 %-ная эмульсия на эмуль- соле ЭТ-2 с добавлением 0,6 % кальцинированной соды 2,5 %-ная эмульсия на эмуль- соле РЗ-СОЖ8 5 %-ная эмульсия на эмульсоле РЗ-СОЖ8 10 %-ная эмульсия на эмульсоле РЗ-СОЖ8 2,5 %-ная эмульсия на эмуль- соле Т 5 %-ная эмульсия на эмульсо- ле Т 10 %-ная эмульсия на эмуль- соле Т 5 %-ная эмульсия на эмульсо- ле ЛЗ-ЭМ/ЗО 2,5 %-ная эмульсия на эмуль- соле НГЛ-205 5 %-ная эмульсия на эмульсо- ле НГЛ-205 2 %-ная эмульсия на эмульсо- ле «Аквол-2»
№ п/п — СЧСОгГЮ©Г-00©© —
93
Продолжение табл. 61
№ п/п СОЖ Период стойкости круга тс Объем шли- фовального сплава QM Производи- тельность g Средняя удельная мощность шлифо- вания Мудср I Среднее отклонение профиля шлифо- ванной поверх- ности Ra
мин о/ /о мм3 о/ /О о/ /О кВт мм3/с <У /о мкм о/ /о
12 13 14 15 16 17 18 19 20 21 2 %-ная эмульсия на эмульсо- ле «Укринол-1» 5 %-ная эмульсия на эмульсо- ле «Укринол-1» 2 %-ная эмульсия на эмульсо- ле «Унисол-С» 2,5 %-ная эмульсия на эмульсо- ле «Бормиттель Хехст» 5 %-ная эмульсия на эмульсо- ле «Бормиттель Хехст» Масло И-12 Масло МР-1 Масло МР-2У Масло Т-8 IX Масло ОСМ-3 1,37 1,51 0,95 2,52 3,00 4,28 8,12 9,13 9,80 5,6 115 129 81 214 252 100 364 189 687 213 775 228 830 131 366 412 254 669 789 1137 2151 2423 2599 1665 117 131 81 213 251 100 362 189 685 213 771 229 827 146 530 2,5 3,2 2,1 3,0 4,2 9,9 14,8 18,6 16,6 10,7 81 103 68 97 135 100 320 150 487 188 600 168 535 108 346 0,096 0,096 0,114 0,101 0,09 0,078 0,072 0,054 100 100 119 100 142 88 94 76 81 71 75 53 56 0,60 0,43 0,57 0,40 0,36 0,42 0.45 140 100 133 100 93 90 71 105 98 112 105
475
Примечание. За базу для сравнения приняты показатели шлифования СОЖ № I (для СОЖ № 17—21 данные указаны в знаменателе); эффективность масел (СОЖ № 18—21) сравнивается с эффективностью СОЖ № 17 (данные указаны в числи- теле).
chipmaker.ru
06.07.2012
Таблица 62. Технологическая эффективность различных СОЖ при круглом наружном шлифовании магнитного сплава
ЮН14ДК24 (икр = 35 м/с, $пр = 0,15 мм/мин, круг 24А25СМ1К5) 117]
№ п/п СОЖ Период стойкости круга тс Объем сошли- фованного сплава QM Производи- тельность g Средняя удельная мощность шли- фования А^уд.ср Среднее откло- нение профиля шлифованной поверхности Ra
о/ /О
1 2 3 4 5 6 7 8 9 2,5 %-ная эмульсия на эмульсоле ЭТ-2 с добавле- лением 0,6 %-ной кальцини- рованной соды 10 %-ная эмульсия на эмульсоле РЗ-СОЖ8 10 %-ная эмульсия на эмульсоле Т 5 %-ная эмульсия на эмульсоле ЛЗ-ЭМ/ЗО 2 %-ная эмульсия на эмульсоле «Аквол-2» 2 %-ная эмульсия на эмульсоле «Укринол-1» Масло И-12 Масло МР-1 Масло ОСМ-3 100 153 153 267 281 199 100 157 178 920 299 1548 100 153 153 280 282 199 100 520 177 920 312 1618 100 89 85 141 152 100 100 323 203 655 187 603 100 83 92 117 100 133 100 133 49 65 100 104 98 100 94 73 69
Примечание. За базу для сравнения приняты показатели шлифования СОЖ № 1 (для СОЖ № 7, 8, 9 данные указаны в знаменателе); эффективность масел (СОЖ № 8, 9) сравнивается также с эффективностью СОЖ № 7 (данные указаны в числителе).
chipmaker.ru
06.07.2012
Таблица 63. Удельные силы резания при круглом наружном шлифо-
вании врезанием термообработанного магнитного сплава ЮНДК35Т5
(икр = 35 м/с, круг 24А25СМ1К5) 117)
СОЖ Нд Составляющие силы резания
Ру ср Pz ер
Н % н о/ /О
Пода ча $поп = 0,2 мм/м ин
2,5 %-ная эмульсия на 1,80 15 100 7,0 100
эмульсоле ЭТ-2 с добавле- . •* • • ’• I
нием 0,6 % кальцинирован- •
ной соды ' • « ь
10 %-ная эмульсия на 3,82 14 97 6,5 93
эмульсоле Т
2 %-ная эмульсия на 1,78 15 103 7,0 100
эмульсоле «Аквол-2»
2 %-ная эмульсия на 1,36 15 100 7,0 100
эмульсоле «Укринол-1» • - *J т *
Масло ОСМ-3 5,58 14 97 5,0 64
Подача snp = 0,4 мм/мин
Масло ОСМ-3 2,00 15 103 6,0 88
Таблица 64. Технологическая эффективность различных СОЖ при
плоском глубинном шлифовании призматических магнитов из сплава
ЮНДК35Т5 (укр = 35 м/с, vH = 7,2 м/мин, ‘/ = 0,1 мм/проход, Snon =
= 0,25 мм/дв.ход; время 1 прохода 2,25 с; объем сплава, сошлифованного
за один проход, 103 мм3; круг 24А25СМ1К5) (17)
СОЖ Число про- ходов Средняя мощность шлифо- вания N ш.ср, кВт Шлифо- вочные трещины на обра- ботанной поверх- ности Дефекты поверхности
2,5 %-ная на эмульсоле 1 0,57 Крупные Сколы, выкра-
ЭТ-2 с добавлением 0,6 % шивания
кальцинированной соды
2 %-ная на эмульсоле 1 0,53 Средние Нет
«Аквол-2»
2 %-ная на эмульсоле 1 0,51 Нет »
«Укринол-1» 2 0,55 Средние Выкрашива-
НИЯ
5 %-ная на эмульсоле 1 0,53 Нет Нет
«Укринол-1» 2 0,56 Средние »
2 %-ная на эмульсоле 1 0,60 Крупные Сколы, выкра-
«Унисол-С» шивания
5 %-ная на эмульсоле 1 0,58 » Сколы
«Унисол-С»
96
Продолжение табл. 64
СОЖ Число про- ходов Средняя мощность шлифо- вания N шер, кВт Шлифо- вочные трещины на обра- ботанной поверх- ности Дефекты поверхности
2 %-ная на эмульсоле МДМ22-52 5 %-ная на эмульсоле МДМ22-52 1 1 0,55 0,55 Мелкие » Нет »
Таблица 65. Технологическая эффективность различных СОЖ при
плоском шлифовании торцов термообработанных двухполюсных магнитов
(икр = 354-31 м/с, t>c=l5 м/мин, $поп=1,5 мм/дв.ход, круг 24А40СМ1К7)
117|
1 СОЖ Глубина шлифо- вания /, мм Число проходов п, шт. Сошли- фованный припуск Z, мм Объем сошлифо- ванного сплава Qm, ММ3
Сплав ЮНДК35Т5
5 %-ная эмульсия из эмуль- 0,020 7 0,130 364
сола Э-3(В)+0,4% кальци- 0,020 8 0,146 408
нированной соды 0,025 6 1,136 380
5 %-ная эмульсия из эмуль- 0,020 7 0,130 364
сола «Укринол-1» 0,020 8 0,146 408
0,025 6 0,136 380
0,025 7 0,160 448
Масло ОСМ-3 0,020 7 0,130 364
0,020 8 0,146 408
0,025 6 0,136 380
0,025 7 0,160 448
0,030 5 0,136 380
0,030 6 0,160 448
0,030 7 0,190 532
0,040 3 0,100 280
Сплав ЮН14ДК24
5 %-ная эмульсия из эмуль- 0,030 6 0,160 448
сола Э-З(В) 4-0,4 % кальци- 0,030 7 0,190 532
нированной соды 0,035 5 0,160 448
5 %-иая эмульсия из эмуль- 0,040 5 0,180 504
сола «Укринол-1» 0,040 7 0,260 728
0,050 4 0,180 504
Масло ОСМ-3 0,050 4 0,180 504
0,050 6 0,270 757
0,060 4 0,220 617
97
chipmaker.ru
06.07.2012
десять раз, производительность процесса шлифования увеличивает-
ся в пять-шесть раз, шероховатость шлифованной поверхности
уменьшается на 15—25 %.
Наилучшие показатели имеет маловязкое прозрачное масло
ОСМ-3. При шлифовании сплавов ЮНДК35Т5 и ЮН14ДК24
стойкость кругов увеличивается в 5—15 раз, производительность
повышается в 3,5—6 раз, тангенциальная и радиальная состав-
ляющие силы резания уменьшаются на 20—35 %. Применение масла
ОСМ-3 позволяет увеличить поперечную подачу и уменьшить среднее
отклонение профиля Ra на 10—20 %.
Испытание влияния режимов шлифования на магнитные свой-
ства постоянных магнитов показало, что изменение в широких пре-
делах скорости круга, скорости изделия, глубины шлифования
и поперечной подачи практически не влияет на основные магнит-
ные параметры (коэрцитивная сила изменится в пределах 3—8 %,
остаточная индукция — в пределах 3—9 %) [19].
4.3. Типовые технологические процессы шлифования
и доводки изделий
Анализ производственного опыта изготовления деталей из
магнитных материалов показывает, что в большинстве * случаев
технологические процессы производства однотипных деталей, дей-
ствующие на разных предприятиях, существенно различны. При
этом разнообразие технологических процессов порождает на прак-
тике множество различных решений (приспособления, типаж обо-
рудования, номенклатура шлифовальных инструментов, режимы
резания, применяемые СОЖ). Указанные решения в большинстве
случаев далеко не оптимальны и косвенно подтверждают проблему
сложности механической обработки магнитных материалов, вызы-
вающей необходимость разработки индивидуальных технологических
процессов применительно к частным условиям каждого предприятия.
Как известно, разработка и внедрение рациональных техноло-
гических процессов, их унификация, типизация и стандартизация
являются одним из основных путей повышения производительности
труда, улучшения качества продукции и увеличения процента
технологического выхода годных изделий в машино- и приборо-
строении. Это относится и к проблеме типизации технологических
процессов изготовления изделий из магнитных материалов. Их
создание базируется на результатах исследования процессов
алмазно-абразивной обработки магнитов и магнитно-мягких спла-
вов, выборе оптимальных методов размерной обработки поверх-
ностей и рациональном построении маршрута обработки.
Анализ и систематизация различных технологических процессов
изготовления постоянных магнитов, причин образования дефектов
на различных этапах их обработки, а также опыт внедрения
и совершенствования прогрессивных методов размерной обработки
позволили разработать и внедрить в промышленность ряд типовых
технологических процессов [17, 19].
Типовые технологические процессы существенно улучшили
технико-экономические показатели производства (табл. 66 и 67).
Приведенные в таблицах типовые технологические процессы
могут служить основой для разработки рабочих технологических
процессов изготовления деталей и изделий из магнитных материалов.
98
Таблица 66. Типовой технологический процесс шлифования и доводки многодорожечных блоков магнитных головок
99
chipmaker.ru
06.07.2012
Таблица 67. Типовые технологические процессы механической обработки
• Эскиз, материал и размеры магнита 4 Операция Оборудование
1 2 3
п После термиче- ской обработки 1. Шлифование наружной по- верхности (пред- варительное) Бесцентрово- шлифовальный станок ЗГ180
1_ Л 2. Шлифование торцов за две установки (пред- варительное) Плоскошлифо- вальный станок ЗБ722П
3. Шлифование наружной по- верхности Бесцентрово- шлифовальный станок ЗГ180
Марка сплава D L Ф
4. Шлифование торцов оконча- тельное за две установки Плоскошлифо- вальный станок ЗЕ711В
АН1 о о 4- 0.055 0,0 4-0.030 6,3 — 0.2 —
АНК 16h8 20hl 1 1X45° 5. Снятие фасок Токарный станок
Сплав типа А 1,31111 21 ±0,3 — 6. Скругление острых кромок у полюсов Слесарный вер- стак
АНКО4 91111 1051111 1 Х45°
АНКО4 13h 11 105hll 0,3X45°
100
постоянных магнитов
Марка шлифовального круга СОЖ > Припуск на обработку, мм Режимы шлифования
Скорость круга, м/с Круглое шлифование
Ои, м/мин $пр, м/мин /вр, мм/дв.ход (наружное) или мм/мин (внутреннее)
Плоское шлифование
Ост, м/мин Snoo, мм/дв.ход мм/проход
4 5 6 7 8 9 10
32А40СМ2К Осерненная эмульсия (2,5 %-ный водный рас- твор) 0,9 30 100—150 1—2 0,2
32А40СМ1К 32А40СМ2Б 1,0 35 12-16 14 0,05
32А25СМ2К 0.2 30 100—150 1—2 0,05
32А25СМ1К 32А25СМ2Б 0,3 35 6—8 1; 4 0,01
Резец из мате- риала ВК6М 2 — 30 — Ручная
— 1
101
chipmaker.ru
06.07.2012
Эскиз, материал и размеры магнита
1
Операция Оборудование
2 3
После термиче- ской обработки 1. Шлифование наружной по- верхности с вы- держиванием диаметра Круглошлифо- вальный станок 3 А110
2. Разрезка за- готовки Анодно-механи- ческий станок 4820
3. Шлифование торца (предва- рительное) Плоскошлифо- вальный станок ЗЕ711В
4. Шлифование второго торца с припуском 0,1 мм
5. Шлифование первого торца (окончательное)
6. Шлифование паза
7. Скругление кромок Слесарный вер- стак
102
Продолжение табл. 67
Марка шлифовального круга СОЖ Припуск на обработку, мм Режимы шлифования
Скорость круга, м/с Круглое шлифование
Уи, м/мин Snp, м/мин /вр, мм/дв.ход (наружное) или мм/мин (внутреннее)
Плоское шлифование
нии/w $поп, мм/дв.ХОД /, мм/проход
4 5 6 7 8 9 10
32А25С1К Сульфофре- зол + 10 %- ное дизель- ное топливо 0,8 35 35 0,3-2 ’ .. 1 0,02—0,1
Диск-электрод — 1,2 Напряжение t/ = 24-j-30 В; рабочая сила тока / = 200 А
32А25СМ1К 32А25СМ2Б Осерненная эмульсия (2,5 %-ный водный раствор). Операция 6 — сульфо- фрезол + 4- 10 %-ное дизельное топливо 0,3 35 12—16 12 0,05
32А25СМ1К 32А25СМ2Б 0,4 35 6—8 1; 4 0,01—0,05
32А25СМ1К 32А25СМ2Б 0,1 35 6-8 1; 4 0,01—0,05
32А25С1К 1 35 6—8 1 0,01—0,05
— — — — — — —
103
chipmaker.ru
06.07.2012
Продолжение табл. 67
1 Эскиз, материал и размеры магнита f Операция » i ♦ I] J ж ' Оборудование \ 1 1 4, • я Марка шлифовального круга СОЖ Припуск на обработку, мм Режимы шлифования
Скорость круга, м/с Круглое шлифование
м/мин $пр» м/мин /вр, мм/дв.ход (наружное) или мм/мин (внутреннее)
Плоское шлифование
Уст» м/мин •Snon» мм/дв.ход мм/проход
1 2 3 4 5 6 7 8 9 10
Л- ’\ После термине-; ской обработки 1. Шлифование плоскости 3 в размер В+ 0,6 i. f *>. 1 е 1 32А25СМ1К 32А25СМ2Б Осерненная эмульсия (2,5 %-ный водный раствор) 0,3 35 12—16 4; 12 0,05
Зх
4 В . 2. Шлифование плоскости 4 в размер В+ 0,15 32А25СМ1К 32А25СМ2Б 0,45 35 6-8 1; 4 0,01
Сплав Н L В f
3. Шлифование плоскости 3 окончательное 32А25СМ1К 32А25СМ2Б 0,15 35 6-8 1; 4 0,01
АНКО4Б 9Ы1 25j6 12,1 0,3X45°
АНКО4Б 10 12 3 —-
Плоскощлифо- вальный станок ЗБ722П 1 г 1 1 32А25СМ1К 32А25СМ2Б 0,3 35 12—16 ' 4;, 12 0,05
АН2 14 ±0,2 22±0,25 16±0,2 — 4. Шлифование торца в размер £ + 0,6
Сплав Н L В i 5. Шлифование плоскости / в размер Я + 0,6 6. Шлифование плоскости 2 в размер Я + 0,15 32А25СМ1К 32А25СМ2Б 0,3 35 12-16 4; 12 0,05
АНКО4Б 18 28 23 —
АНКО4А 30 62±0,05 24 — 32А25СМ1К 32А25СМ2Б 0,45 35 6—8 ' 1; 4 0,01
АНКО4А 40 34_о.о17 10-ол —
АНКО4 58h8 63—0,06 16,5Ы1 — 7. Шлифование плоскости 1 окончательное о 32А25СМ1К 32А25СМ2Б 0,15 35 6—8 1; 4 0,01
104
105
chipmaker.ru
06.07.2012
Эскиз, материал и размеры магнита Операция Оборудование /
1 2 3
АН КСИ 104h8 63h8 25,5hl 1 -у 8. Шлифование торца в размер £4-0,15 Плоскошлифо- вальный станок ЗБ722П
АНКО4 105h8 63,4-0.1 18Ы1 — 9. Шлифование второго торца окончательное
АНКО4 17±0,2 24±0,25 20±0,25 1x45°
10. Снятие фаски
в 1^1 2Z V После термиче- ской обработки 1. Шлифование плоскости 1 предварительное
1 • 0Q
1 ' 0,02 ]
2. Шлифование плоскости 2 в размер В 4-0,15
Сплав D d В
АНКО2 13h8 3,6+012 1.2Ы1
3. Шлифование плоскости / окончательное
АНК 14Н12 4,5Н1,2 7Ы1
АНК 15Ы2 4.5Н12 7Ы1
После термиче- ской обработки 1. Шлифование торца предвари- тельное
АНКО2 19Ы1 2,5Н8 5Ы2
АНКО4Б 16-0.24 8Н6 12-0,2
АНКО2Б 20 гб — 8-о.1
106
Марка шлифовального круга СОЖ Припуск на обработку, мм Режимы шлифования
Скорость круга, м/с Круглое шлифование
Уи, м/мин ^пр» м/мин /вр. мм/дв.ход (наружное) или мм/мин (внутреннее)
Плоское шлифование
hhw/w Snon, мм/дв.ход /, мм/проход
4 5 6 7 8 9 10
32А25СМ1К 32А25СМ2Б Осерненная эмульсия (2,5 %-ный водный раствор) 0,45 35 6-8 1; 4 0,01
32А25СМ1К 32А25СМ2Б 0,15 35 6-8 1; 4 0,01
32A25CMIK 32А25СМ2Б — 35 6—8 1; 4 0,03
32А25СМ1К 32А25СМ2Б 0.3 35 12—16 4; 16 0,05
32А25СМ1К 32А25СМ2Б 0,45 35 6-8 1; 4 0,01—0,05
32A25CMIK 32А25СМ2Б 0,15 35 6-8 1; 4 0,01—0,05
32А40—25СМ1К 32А40—25СМ2Б 0,3 35 12—16 4; 12 0,05
107
chtpmaker.ru
06.07.2012
{► • ,1
Эскиз, материал и размеры магнита Операция Оборудование
1 2 3
АНКО2Б 20г6 — 8-o.i 2. Прошивка от- верстия Универсальный электроискровой станок 18
АНКО2Б 20гп6 — 6,5-oj
АНКО2 23,7h8 10Н8 7,5hl2 3. Шлифование наружной по- верхности Круглошлифо- вальный станок ЗА110
АНК 24h6 14Н6 7hl I
АНКО2 24,7-о.н 6,5+0,3 4,5hl2 4. Шлифование торца в размер 8 + 0,15 Плоскошлифо- вальный станок ЗБ722П
АНКО2А 28h8 9Н6 12-0.06
5. Шлифование второго торца окончательное
Сплав D d В
Примечание: Для деталей
До термической
обработки
1. Шлифование
наружной по-
верхности пред-
варительное
Круглошлифо-
вальный станок
ЗА110
108
Продолжение табл. 67
, е. - СОЖ Припуск на обработку, мм Режимы шлифования
Скорость круга, м/с Круглое шлифование
И Марка 1лифовального круга м/мин Плос! X X о <т> 2 Зпоп, Е мм/дв.ход § = ’ 4 ’ о оэ ВЭ /, х /вр, мм/дв.ход мм/проход ° (наружное) или мм/мин (внутреннее)
►
4 5 6 7 8 9 10
Латунный электрод Осерненная эмульсия (2,5 %-ный водный раствор) — — Емкость С = 254- 50 мкФ, напряжение £/=220 В, рабочая сила тока /р = = 24-4 А
32А25С1К 0,8 35 35 0,3—2 0,02—0,1
32А25СМ1К 32А25СМ2Б 0,45 35 6-8 1; 4 0,01—0,05
32А25СМ1К 32А25СМ2Б 0,15 35 6—8 I; 4 0,01—0,05
с диаметром d> 6,5 мм производится дополнительно шлифование отверстия.
32А40С1К Осерненная эмульсия (2,5 %-ный водный раствор) 0.1 35 35 2 0,1
109
chipmaker.ru
06.07.2012
Эскиз, < материал и размеры магнита Операция Оборудование
1 2 3
Сплав D d В f 2. Шлифование торца в размер
АНК02 40Ь6 16± 0,5 28h8 0,2x45° В -|- 0,65 3. Шлифование второго торца в размер В-|-0,3 Плоскошлифо- вальный станок ЗБ722П
Сплав Л F К R * •1
АНК02 0,5x45° 3.5Н14 5Н14 Макс. 1 4. Шлифование отверстия Внутришлифо- вальный станок ЗА227
* •. После термиче- ской обработки 5. Шлифование торца в размер В-f-0,15 6. Шлифование второго торца окончательное Плоскошлифо- вальный станок ЗБ722П
7. Шлифование наружной по- верхности окон- чательное Круглошлифо- вальный станок ЗА227
НО
Продолжение т а б л; 67
Марка шлифовального круга СОЖ Припуск на обработку, мм Режимы шлифования
Скорость круга, м/с Круглое шлифование
м/мин $пр, м/мин /вр, мм/дв.ход (наружное) или мм/мин (внутреннее)
Плоское шлифование
м/мин Snon, мм/дв.ход t, мм/проход
4 5 6 7 8 9 10
32А40СМ1К 32А40СМ2Б Осерненная эмульсия (2,5 %-ный водный раствор) 0,35 35 12—16 4; 12 0,01—0,05
32А40СМ1К, 32А40СМ2Б 0,35 35 12—16 4; 12 0,01—0,05
32А25С1К 1,0 25 30 4—6 0,5—6
32А25СМ1К 32А25СМ2Б 0,15 25 6—8 1; 4 0,01—0,05
32А25СМ1К 32А25СМ2Б 0,15 25 6-8 1; 4 0,01—0,05
32А25С1К 0,3 25 35 0,3 0,02
111
chipmaker.ru
06.07.2012
Эскиз, материал и размеры магнита
Операция
Оборудование
8. Снятие фаски
по наружному
диаметру
Токарный станок
2
3
9. Шлифование
паза
Плоскошлифо-
вальный станок
3711
, _
R ос талы а 1 ное До термической обработки 1. Шлифование торца в размер В 4- 0,6 Плоскошлифо- вальный станок ЗБ722П
1
2. Шлифование второго торца в размер В 4-0,3
Сплав в d с
АНКО2А 23-о.ов 9Н6 4,5 3. Шлифование отверстия пред- варительное Внутришлифо- вальный станок ЗА227
Сплав 30h8 21ЗД11 (9±1)
Сплав типа В 34 ±0,5 26,5 •—> 4. Шлифование наружной по- верхности пред- варительное Круглошлифо- вальный станок ЗА110
АНКО2А 40-о.оз 10.5Н8 10±0,02
Сплав D Е F
112
Продолжение табл. 67
Марка шлифовального круга СОЖ Припуск на обработку, мм Режимы шлифования
Скорость круга, м/с Круглое шлифование
VM, м/мин Snp, м/мин /,р. мм/дв.ход (наружное) или мм/мин (внутреннее)
Плоское шлифование
м/мин $поп, мм/дв. ход /, мм/проход
4 5 6 7 8 9 10
Резец с пластинкой из ВК6-М Сульфофре- зол-h Ю %• ное дизель- ное топливо — 25 30 — Ручная
32A25CMIK 0,3 25 6-8 — 0,01—0,05
32А40СМ1К 32А40СМ2Б Осерненная эмульсия (2,5 %-ный водный раствор) 0,3 35 12—16 4; 12 0,05
32A40CMIK 32А40СМ2Б 0,3 35 12—16 4; 12 0,05
32А40СМ2К 0,8 25 30 6 6
32A40CIK 1,2 35 35 2 0,1
113
chipmaker.ru
06.07.2012
Эскиз, материал и размеры магнита Операция Оборудование
1 2 3
АНКО2А 24h8 9 ±0,05 (20) 5. Шлифование пазов последо- вательное Плоскошлифо- вальный станок 3711
Сплав типа А 6СИ6 I8H12 (45CS)
Сплав типа Б 67,6h 1 1 — После термиче- ской обработки 6. Шлифование отверстия окон- нательное Шлифование торца в размер В±0,15 Внутришлифо- вальный станок ЗА227
АНКО2А 45,2h8 20-0.05 32 ±0,5
Сплав f R a, ...° P, ...°
АНКО2А 0,3x45° 1 — 60
7. Шлифование фаски
Сплав типа А — 60 30
8. Шлифование наружной по- верхности окон- чательное Круглошлифо- вальный станок ЗА110
Сплав типа Б — — — —
АНКО2А 0,2 ±45° 5±0,l — —* 9. Шлифование второго торца в размер В Плоскошлифо- вальный станок ЗБ722П
114
Продолжение табл. 67
Марка шлифовального круга СОЖ Припуск на обработку, мм Режимы шлифования
Скорость круга, м/с Круглое шлифование
Он, м/мин •!*пр» м/мин /вр, мм/дв.ход (наружное) или мм/мин (внутреннее)
/ Плоское шлифование
Ост, м/мин Soon, мм/дв.ход мм/проход 4 . - -
4 5 6 7 8 9 10
32А25С1К Сульфофре- зол-f- 10 %- ное дизель- ное топливо 35 6-8 — 0,1-0,05
32A25I6CM2K Осерненная эмульсия (2,5 %-ный водный раствор) 0,2 25 30 4 0.5
0,15 35 30 — 0,01—0,05
Брусок — — — — 0,02—0,1
32A25I6C1K 0,2 35 35 0,3—2 0,02-0,1
32A25CMIK 32А25СМ2Б 0,15 35 6-8 1; 4 0,01—0,05
115
chipmaker.ru
06.07.2012
СПИСОК ЛИТЕРАТУРЫ
1. Гавриш А. П. Алмазно-абразивная обработка магнитных материа-
лов. Киев: Изд. общества «Знание». УССР, 1979. 24 с.
2. Гавриш А. П. Технология изготовления блоков магнитных головок.
Киев: Изд. общества «Знание» УССР, 1981. 24 с.
3. Гавриш А. П. Финишная алмазно-абразивная обработка магнит-
ных материалов. Киев: Вища школа, 1983. 64 с.
4. Доводка прецизионных деталей/П. Н. Орлов, П. Н. Савелова,
В. А. Пал ухи н. М.: Машиностроение, 1978. 256 с.
5. Захаренко И. П. Алмазные инструменты и процессы обработки.
Киев. TexHiKa, 1980. 216 с.
6. Корчак С. Н. Производительность процесса шлифования сталь-
ных деталей. М.: Машиностроение, 1974. 280 с.
7. Кремень 3. И., Павлючук А. И. Абразивная доводка. Л.: Машино-
строение, 1967. 116 с.
8. Маслов Е. Н. Теория шлифования материалов. М.: Машино-
строение, 1974. 319 с.
9. Маталин А. А. Технологические методы повышения долговечности
деталей машин. Киев: Техжка, 1971. 144 с.
10. Оставьев В. А. Расчет динамической прочности режущих инстру-
ментов. М.: Машиностроение, 1979. 168 с.
11. Островский В. И. Теоретические основы процесса шлифования.
Л.: ЛГУ им. А. А. Жданова, 1981. 144 с.
12. Попов С. А., Малевский Н. П., Терещенко Л. М. Алмазно-
абразивная обработка металлов и твердых сплавов. М.: Машиностроение,
1977. 263 с.
13. Постоянные магниты. Справочник/Под ред. Ю. М. Пятина.
М.: Энергия, 1980. 486 с.
14. Пуховскнй Е. С., Гавриш А. П., Грищенко Е. Ю. Обработка
высокопрочных материалов. Киев: Техшка, 1983. 180 с.
15. Сагарда А. А., Чеповецкий И. X., Мишнаевский Л. Л. Алмазно-
абразивная обработка деталей машин. Киев: Техшка, 1974. 176 с.
16. Справочник по технике магнитной записи/В. И. Антонов,
В. П. Веклич, Л. П. Водяницкий, А. П. Гавриш и др. Под
ред. О. В.Порицкого, Е. Н.Травникова. Киев: Техшка, 1981. 319 с.
17. Технология обработки высококоэрцитивных магнитных сплавов/
Л. В. Худобин, А. М. Бударин, Ф. М. Сальковский и др.
М.: Энергия, 1979. 184 с.
18. Филимонов Л. Н. Высокоскоростное шлифование. Л.: Машино-
строение, 1979. 247 с.
19. Хрульков В. А. Механическая обработка изделий из магнитных
материалов. М.: Машиностроение, 1966. 164 с.
20. Худобин Л. В., Бердичевский Е. Г. Техника применения сма-
зочно-охлаждающих средств в металлообработке. М.: Машиностроение,
1977. 190 с.
21. Эльбор в машиностроении/Г. В. Боровский, В. А. Б у к и н,
Б. А. Гл а го в с кий и др. Под ред. В. С. Л ы с а н о в а. Л.: Машино-
строение, 1978. 280 с.
22. Якимов А. В. Оптимизация процесса шлифования. М.: Машино-
строение, 1975. 176 с.
23. Ящерицын П. И., Попов С. А., Наерман М. С. Прогрессивная
технология финишной обработки деталей. Минск: Беларусь, 1978. 176 с.
116
ОГЛАВЛЕНИЕ
Chipmakerru
Предисловие................................................... 3
Глава 1. Магнитные материалы и их применение.................. 5
1.1. Общая характеристика магнитных материалов .... —
1.2. Изделия из магнитных материалов.................... 12
Глава 2. Связь технологии обработки и эксплуатационных свойств
изделий........................................................ 20
2.1. Влияние шлифования на качество поверхности и
эксплуатационные свойства изделий .................... —
2.2. Доводка как средство повышения качества изделий . . 34
Глава 3. Выбор характеристик абразивных инструментов........... 50
3.1. Выбор абразивного материала, вида связки и зерни-
стости .................................................. —
3.2. Применение инструментов из алмаза и эльбора ... 55
3.3. Применение алмазных инструментов для обработки
ферритов................................................ 62
Глава 4. Технология шлифования и доводки изделий из магнитных
материалов..................................................... 68
4.1. Оборудование и оснастка.............................. —
4.2. Режимы обработки магнитных материалов.............. 88
4.3. Типовые технологические процессы шлифования и до-
водки изделий........................................... 98
Список литературы .............................................. 116
chipmaker.ru
06.07.2012
Chiomaker.ru
Анатолий Павлович Гавриш
Шлифование и доводка магнитных материалов
(Библиотечка шлифовщика, выпуск II)
Редактор С. Я. Кудерская
Художественный редактор С. С. Венедиктов
Технический редактор П. В. Шиканова
Корректор Н. Б. Старостина
Обложка художника А. А. Парушкина
ИБ № 4078
Сдано на фотонабор 04.09.84. Подписано в печать 15.05.85. М-21584.
Формат 84Х108'/з2- Бумага типографская № 1. Гарнитура литературная.
Печать высокая. Усл. печ. л. 6,3. Усл. кр.-отт. 6,51. Уч.-изд. л. 7,06.
Тираж 15 300 экз. Заказ 299. Цена 45 коп.
Ленинградское отделение издательства «Машиностроение»
191065, Ленинград, ул. Дзержинского, 10.
Ленинградская типография № 2 головное предприятие ордена Трудового
Красного Знамени Ленинградского объединения «Техническая книга»
им. Евгении Соколовой Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли.
198052, г. Ленинград, Л-52, Измайловский проспект, 29.
chipmaker.ru
06.07.2012
45 коп.
Л
\ 4
Chipmaker.ru
Машиностроение
библиотечка шлифовщика
Перечень выпусков
Выпуск 1. М. Г. Эфрос, В. С. Миронюк
Современные абразивные инструменты
Выпуск 2. В. И. Муцянко
Основы выбора шлифовальных кругов и их подготовка
к эксплуатации
Выпуск 3. Г. Б. Лурье
Прогрессивные методы круглого наружного шлифования
Выпуск 4. В. Л. Акимов, В. А. Иванов
Внутреннее шлифование
Выпуск 5. В. И. Муцянко
Бесцентровое шлифование
Выпуск 6. Л. Н. Филимонов
Плоское шлифование
Выпуск 7. С. А. Попов
Заточка режущего инструмента
Выпуск 8. Г. В. Боровский
Профильное шлифование
В ы п у с к 9. 3. И. Кремень
Хонингование и суперфиниширование деталей
Выпуск 10. 3. И. Кремень
Обработка свободным абразивом
Выпуск 11. А. П. Гавриш
Шлифование и доводка магнитных материалов
Выпуск 12. Н. В. Никитков, В. Б. Рабинович, В. Н. Суб-
ботин, Н. Н. Шипилов
Скоростная алмазная обработка деталей из технической
керамики