/















































































































































































































































































































































Текст
ОБРАБОТКА МЕТАЛЛОВ
РЕЗАНИЕМ
ПРОФТЕХОБРАЗОВАНИЕ
' .7'1 ’»*’• 4й1/ । Ч Р • ч, • ' ' ' •
Г. Б. ЛУРЬЕ, Б. В. МАСЛОВСКИЙ
Chiomaker.ru
‘Г
л
II
основы
I ТЕХНОЛОГИИ
АБРАЗИВНОЙ
ДОВОДОЧНО-
ПРИТИРОЧНОЙ
Ж—ж ВЬйГКМЙот^М1ИММ1ИМгаямма1ГИ11йИМПИИШДАДй1НИМИИ11МММ11МИММИМИМИМИММ1И
Г. Б. ЛУРЬЕ, В. В. МАСЛОВСКИЙ
ОСНОВЫ
ТЕХНОЛОГИИ
АБРАЗИВНОЙ
ДОВОДОЧНО-
ПРИТИРОЧНОЙ
ОБРАБОТКИ
Одобрено Ученым Советом Государственного ко-
митета Совета Министров СССР по профессио-
нально-техническому образованию в качестве
учебника для повышения квалификации рабочих
Chipmaker.ru
МОСКВА «ВЫСШАЯ ШКОЛА» 1973.
6П4.67
Л86
Chipmaker.ru
Лурье Г. Б., Масловский В. В.
Л68 Основы технологии абразивной доводочно-
притирочной обработки. Учебник для повыше-
ния квалификации рабочих. М., «Высш,
школа», 1973.
360 с. с пл.
В книге изложены основные вопросы технологии аб-
разивной доводочно-притирочной обработки, обобщены
достижения науки и практики сверхтонкой обработки
прецизионных деталей машин и приборов; рассмотрены
применяемые при обработке технологические материа-
лы, конструкции притиров и дополнительных устройств,
описаны распространенные модели доводочных станков,
описаны методы, предшествующие доводке: тонкое шли-
фование, хонингование и электроискровая обработка,
даны сведения о технических измерениях.
Л
3124—462
-----------73—73
001(01)—73
6П4.67
Отзывы и замечания просим направлять по адресу:
Москва, К-51, Неглинная ул., 29/14, издательство «Выс-
шая школа».
р Издательство «Высшая школа», 1973 г.
Chipmaker.ru
ПРЕДИСЛОВИЕ
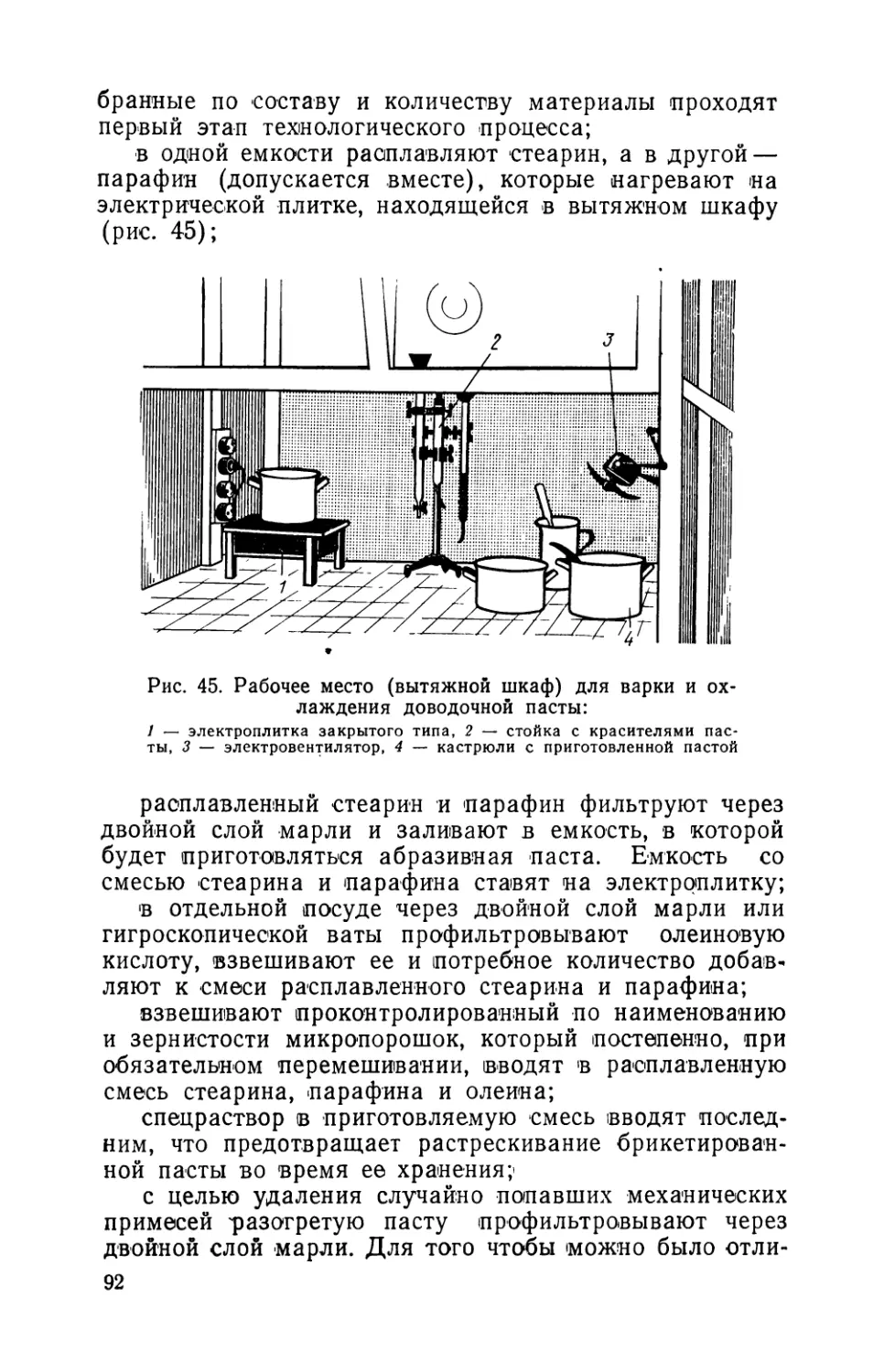
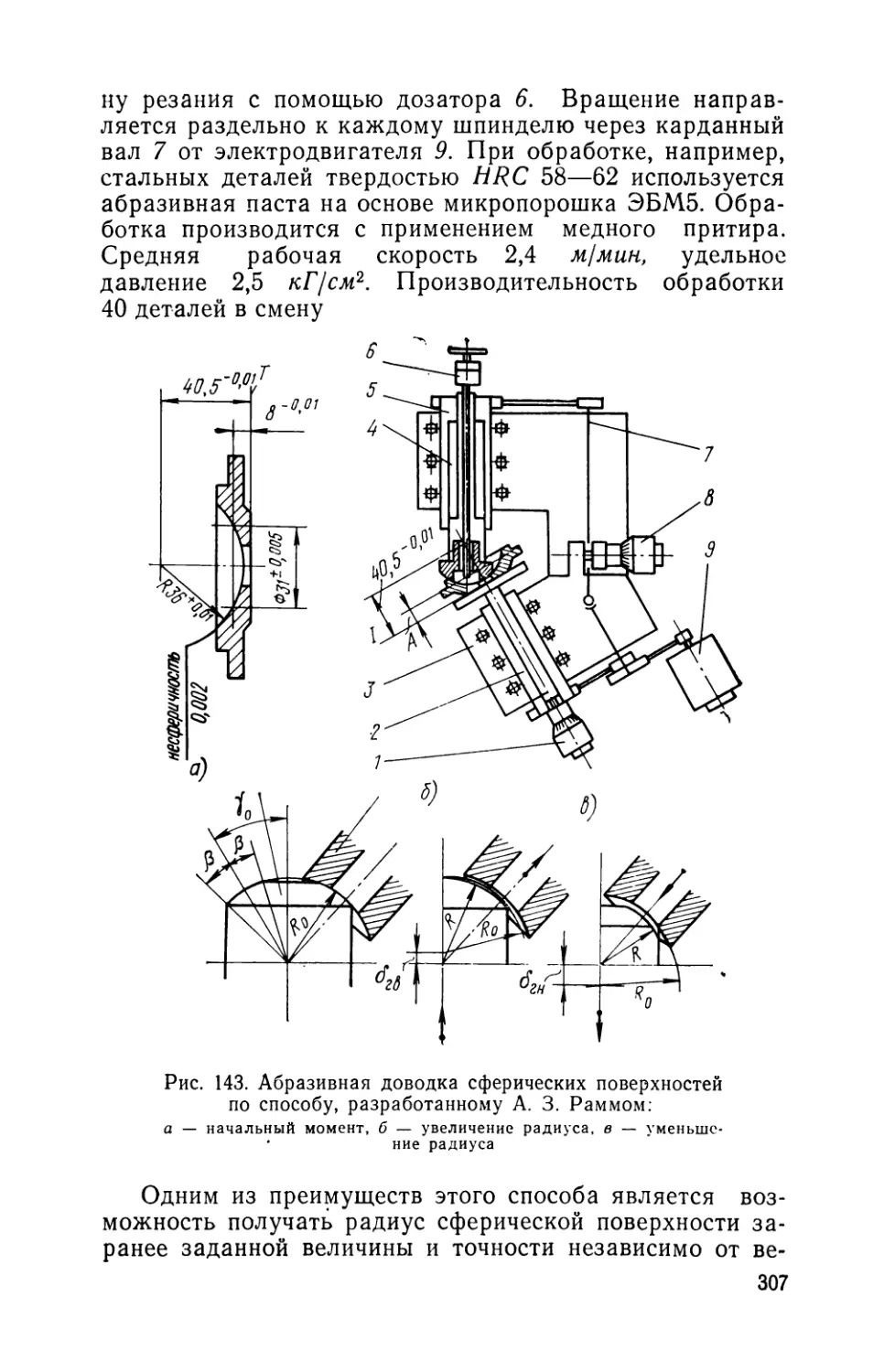
Доводочно-притирочная обработка абра-
зивом является процессом, обеспечивающим
самые высокие точность и класс чистоты
обработанных деталей. Она выполняется с
применением абразивных смесей и жестких
притиров, имеющих форму обрабатываемой
поверхности или ее образующей. Процесс до-
водочно-притирочной обработки происходит
при сложных перемещениях детали по отноше-
нию к притиру или наоборот, в результате че-
го абразивные смеси, находящиеся в зоне ре-
зания, воздействуя на материал, снимают
тончайшую стружку. Физические и химические
явления при этом по своей природе отличают-
ся от обычной обработки металлов резанием.
Доводочно-притирочная обработка требует
большого внимания к подбору абразивно-до-
водочных материалов, жидкостей, определе-
нию их качества и количества на определен-
ных операциях, выбору режимов обработки,
станков, приспособлений, притиров, к креп-
лению деталей и притиров, а также техноло-
гической последовательности выполнения ра-
бот. Не соблюдение одного из этих факторов
может снизить качество и производительность
обработки. -
Вместе с тем, если прогрессивные электро-
физические, электрохимические и другие ме-
тоды обработки обеспечивают получение наи-
более высокой производительности, то абра-
зивной доводочно-притирочной обработкой
достигается самый высокий класс чистоты и
наиболее высокая точность. Абразивная дово-
дочно-притирочная обработка стала одним из
ведущих методов сверхтонкой механической
обработки, без применения которого невозмо-
жен выпуск прецизионных деталей топливной
аппаратуры дизелей, уплотнений, арматуры
насосов высокого давления, точных меритель-
ных средств и многих видов приборов.
Книга предназначена в качестве учебника
для повышения квалификации доводчиков-
притирщиков широкого профиля *. Общие и
теоретические вопросы технологии абразивной
доводочно-притирочной обработки рассматри-
ваются с целью сообщить более глубокие и
широкие сведения в этой области.
При отборе материалов для данной книги
авторы стремились значительное внимание
уделить операциям, предшествующим выпол-
нению абразивных доводочно-притирочных ра-
бот, — тонкому шлифованию, хонингованию,
электрофизическим методам обработки.
Большое внимание уделено также вопро-
сам построения технологических ' процессов,
описанию типовой технологии, выбору дово-
дочных и притирочных станков и технологи-
ческой оонастке.
Очень важно правильно выбрать абразив-
ные микропорошки и вспомогательные мате-
риалы. Исходя из этого, приведены основные
данные по абразивным микропорошкам и
неабразивным материалам, входящим в со-
став паст и суспензий.
Главы I, И, IV, § 26, V—VII, XII—XIII
написаны Г. Б. Лурье, главы III, IV, §27—33,
VIII—XI — В. В. Масловским.
* Для начальной подготовки доводчиков-притирщи-
ков на производстве см.: В. В. Масловский. До-
водочные и притирочные работы. «Высшая школа», 1971.
Глава I
ПОНЯТИЕ О ТОЧНОСТИ ОБРАБОТКИ,
ДОПУСКАХ, ПОСАДКАХ
И КАЧЕСТВЕ ОБРАБОТАННОЙ ПОВЕРХНОСТИ
§ 1. ПОНЯТИЕ О ТОЧНОСТИ ОБРАБОТКИ
И ВЗАИМОЗАМЕНЯЕМОСТИ
Точностью обработки называется степень приближе-
ния действительных размеров или геометрической фор-
мы,' физических или других свойств деталей или изде-
лия к значениям, указанным в чертежах и технических
условиях. Чем меньше разность между действительным
и проставленным на чертеже размерами, тем выше точ-
ность обработки.
Обеспечить заданную точность — значит изготовить
детали и собрать механизм так, чтобы погрешности
размера или других параметров находились в установ-
ленных пределах. Погрешностью называется разность
между действительным и заданным значениями пара-
метра.
Взаимозаменяемостью называется свойство изготов-
ленных с определенной степенью точности деталей или
изделий, обеспечивающее возможность их полной заме-
ны при сборке и ремонте без дополнительной обработ-
ки и подгонки при сохранении технических требований,
предъявляемых к работе механизма, машины.
Взаимозаменяемость создает ряд удобств при изго-
товлении и эксплуатации машин: сокращается трудоем-
кость сборочных и ремонтных работ, создается возмож-
ность кооперирования производства. Необходимыми
предпосылками взаимозаменяемости являются: наличие
соответствующего по точности оборудования, приспо-
соблений, инструментов и средств контроля, соблюдение
заданных режимов обработки, а также достаточная ква-
лификация рабочих, выполняющих производственные и
контрольные операции.
5
Взаимозаменяемость лежит в основе унификации и
стандартизации, что устраняет излишнее многообразие
машин и деталей. При этом повышаются экономичность
производства, качество изделий, создается возможность
специализации и кооперирования производства.
§ 2. ПОНЯТИЕ О ДОПУСКАХ
Практически ни один параметр детали нельзя вы-
полнить абсолютно точно. Объясняется это тем, что в
процессе производства неизбежны отклонения, завися-
щие от неточности станка, погрешностей изготовления
режущего инструмента и приспособлений, их износа,
изменения условий обработки (силовых и тепловых де-
формаций), а также от индивидуальных способностей
рабочего и ряда других причин.
Границы, в пределах которых должен находиться
действительный размер, определяются предельными раз-
мерами, больший из которых называется наибольшим
предельным размером, а меньший — наименьшим пре-
дельным размером.
6)
а)
Jz-Допуск на
сторону для
отверстия
А ^допуск на
сторону для
дала
Адопуск на 1 ’
сторону для
Вала
Рис. 1. Графическое изображение размеров и допусков
для отверстия (а) и вала (б)
До иит
Сторону
отверстия
На рис. 1 показано графическое изображение раз-
меров и допусков. Разность между наибольшим и наи-
меньшим предельными размерами называется допуском.
г>
Номинальный размер устанавливается конструктором.
Этот размер — общий для охватываемой и охватываю-
щей поверхностей. Он служит началом отсчета откло-
нений и таким образом связан с предельными разме-
рами. Охватываемой поверхностью называется наруж-
ная поверхность вала, а охватывающей — внутренняя
поверхность отверстия. Отклонением размера называет-
ся алгебраическая разность между действительным раз-
мером и его номинальным значением. Верхнее откло-
нение — разность между наибольшим предельным и
номинальным размерами. Нижнее отклонение — раз-
ность между наименьшим предельным и номинальным
размерами. Отклонения обычно обозначаются числовы-
ми величинами, проставляемыми с правой стороны но-
минального размера; оба отклонения имеют свои знаки,
верхнее отклонение проставляется над нижним. Напри-
мер, в размере 3Oio’os номинальным размером являет-
ся 30, верхнее отклонение +0,1 и нижнее —0,05 мм.
'Допуском называется разрешенная чертежом раз-
ность между предельными размерами детали. Допуск
на неточность изготовления может быть определен как
алгебраическая разность между верхним и нижним от-
клонениями. Отклонения проставляются з миллиметрах.
Отклонения, равные нулю, не проставляются. Допуски
на размеры деталей можно показать схематически в
виде полей допусков. В общем случае полем допуска
называется пространство, ограниченное двумя поверхно-
стями, имеющими наибольший и наименьший предель-
ные размеры.
§ 3. ПОНЯТИЕ О ПОСАДКАХ
Поверхности, по которым происходит соединение де-
талей, называются сопрягаемыми поверхностями. По
степени свободы взаимного перемещения соединения де-
талей могут быть неподвижными и подвижными.
В подвижном соединении имеется зазор, а в непод-
вижном — натяг. Зазором называется положительная
разность между размерами отверстия и вала, при этом
размер отверстия больше размера вала. При наличии
зазора создается возможность относительного переме-
щения сопрягаемых деталей.
Натягом называется положительная разность меж-
ду размерами вала и отверстия до сборки, при этом
7
размер вала больше размера отверстия. При наличии
натяга создается 'после сборки неподвижное соединение.
Посадкой называется характер соединения деталей,
определяемый величиной получающихся в нем зазоров
или натягов. Посадка характеризует большую или
меньшую свободу относительного перемещения или сте-
пень сопротивления взаимному смещению соединяемых
деталей.
Посадки применяются неподвижные и подвижные.
Подвижные посадки подразделяются на посадки с га-
рантированным зазором и посадки с наименьшим зазо-
ром, равным нулю, которые называются скользящими.
Имеются так называемые переходные посадки, при
осуществлении которых в собранной паре могут полу-
чаться как натяги, так и зазоры. Стандартом на до-
пуски и посадки (ГОСТ 7713—62) предусмотрены
16 основных посадок, каждой из которых присвоено на-
звание и соответствующее обозначение (табл. 1).
ТАБЛИЦА 1
Условные наименования и обозначения посадок
Вид посадки Наименование Обозначе- ние на чертежах
Неподвижные с гарантиро- Прессовая третья Пр. 3
ванным натягом Прессовая вторая Пр. 2
Прессовая первая Пр. 1
Горячая Гр.
Прессовая Пр.
Легкопрессовая Пл.
Переходные (натяг или за- Глухая Г
зор) Тугая Т
Напряженная Н
Плотная п
Подвижные с гарантиро- Скользящая с
ванным зазором Движения д
Ходовая X
Легкоходовая л
Широкоходовая ш
Тепловая ходовая тх
8
§ 4. СИСТЕМЫ ДОПУСКОВ,
КЛАССЫ ТОЧНОСТИ
Системой допусков называется закономерно постро-
енная совокупность рядов допусков и посадок, приме-
няемых в машиностроении. Система допусков подраз-
деляется:
по величине зазоров или натягов — на ряд посадок;
по основанию системы — на систему отверстия и
систему вала;
по величине допусков — на классы точности.
Система отверстия (условное обозначение
СА) характеризуется тем, что у нее за основу принято
отверстие А в детали, причем предельные отклонения
отверстия остаются постоянными для данного номиналь-
ного диаметра и класса точности, а различные посадки
осуществляются за счет изменения предельных откло-
нений валов (рис. 2,а).
Рис. 2. Графическое изображение посадок в системе отвер
сия (а) и в системе вала (6)
Система вала (условное обозначение СВ) ха-
рактеризуется тем, что в ней основной деталью являет-
ся вал В, причем предельные отклонения вала остаются
постоянными для данного номинального диаметра и
класса точности, а различные посадки осуществляются
за счет изменения предельных отклонений отверстий
(рис. 2,6). Та. или иная система выбирается на основе
технологических и экономических соображений. Систе-
ма отверстия имеет большее распространение, чем си-
стема вала. Преимуществом системы отверстия являет-
ся меньшая потребность в дорогостоящем мерном ин-
9
струменте (зенкеры, развертки, протяжки, притиры),
так как для всех посадок одного и того же класса и
номинального размера предельные размеры отверстия
остаются постоянными.
Государственным стандартом установлен ряд степе-
ней точности обработки деталей, называемых классами
точности. Класс точности характеризуется величиной
допуска. Для размеров от 1 до 500 мм предусматри-
вается 10 классов в порядке убывания точности (1, 2,
2а, 3, За, 4, 5, 7, 8, 9). Чем меньше номер класса, тем
меньше допуск. Например, допуски на отверстия диа-
метром 18—30 мм для различных классов точности
равны:
Класс точности........................1 2 2а 3 За 4 5
Допуск, мкм......................... 13 23 33 45 84 140 280
С увеличением размера сопрягаемых поверхностей
величина допуска увеличивается. Например, изменение
величины допуска в зависимости от размера для 2-го
класса точности будет:
Диаметр отверстия, мм
Величина допуска, мкм
Диаметр отверстия, мм
Величина допуска, мкм
1—3 з-б 6-10 10-18 18-30 31—50
10 13 16 19 23 27
50-80 80-120 120-180 180-260 260 - 360 360-500
30 55 40 45 50 60
Чтобы показать, с какой посадкой и по какому клас-
су точности нужно изготовить деталь, на чертеже при
номинальном размере ставится буква, обозначаю-
щая посадку, и цифра, определяющая класс точ-
ности. Приведем пример обозначения допусков в систе-
ме отверстия. Допустим, что отверстие диаметром 25 мм
должно быть изготовлено по 3-му классу точности. На
чертеже обозначение запишется так: 0 25Дз- Буква А
показывает, что допуск выбран в системе отверстия, а
цифра 3 — это 3-й класс точности. Числовые значения
этих отклонений отверстия мы находим по таблицам
допусков. В зависимости от номинального размера, клас-
са точности и посадки они будут равны: верхнее откло-
нение +45 мкм, а нижнее — нулю. Числовое значение
для данного примера: ф 25+0’045. Указание в чертеже
0 25 Хз обозначает: вал диаметром 25 мм 3-го клас-
са точности, посадка ходовая в системе отверстия.
Числовое значение: 0 25 Zo’oes (°тклонение —25 и
—85 мкм).
Приведем пример обозначения допусков в системе
вала. Отклонения основной детали (вала) в системе ва-
10
ла обозначают на чертеже буквой В и оправа ставят
индекс (цифру) класса точности. Например, 0 20В
читается: вал диаметром 20 мм 2-го класса точности
(для 2-го класса точности цифра 2 может быть опуще-
на) в системе вала.
Иногда на чертежах наряду с условными обозначе-
ниями допусков указывают их числовые значения, на-
пример: 27 .
На сборочных чертежах условные обозначения про-
ставляют в виде дроби: в числителе — условное обозна-
чение допусков отверстия, в знаменателе то же для ва-
ла. Например, 50— означает напряженную по-
н
садку (Н) вала в системе отверстия по 2-му классу
1 очности с номинальным диаметром 50 мм.
§ 5. ДОПУСКИ НА ГЛАДКИЕ КОНИЧЕСКИЕ СОЕДИНЕНИЯ
Конические соединения применяются в 'машинострое-
нии в тех случаях, (когда нужно либо передать усилие
при вращении деталей (неподвижные соединения), ли-
бо создать плотное (герметичное) соединение двух де-
талей, либо для создания соосности вращающихся
деталей относительно
друг друга.
Коническое соедине-
ние состоит из кониче-
ской поверхности охва-
тываемой детали (ва-
ла), называемой на-
ружным конусом, и по-
верхности охватываю-
щей детали (втулки),
называемой внутрен-
ним конусом. В кониче-
ском соединении разли- Рис. 3. Коническое соединение
чают следующие основ-
ные элементы (рис. 3):
угол конуса р = 2а — угол между двумя образую-
щими конуса, лежащими в одном осевом сечении;
угол уклона а — угол (между образующей конуса
и его осью (половина угла конуса);
уклон i = tga (половина конусности);
11
конусность — отношение ‘разности диаметров двух
поперечных сечений конуса к 'расстоянию между ними
K = 2i = 2tga;
база конуса — плоскость, перпендикулярная к оси
конуса, по отношению к которой определяется положе-
ние сечений конуса;
расчетное сечение — сечение конуса, перпендикуляр-
ное оси, расположенное на определенном расстоянии от
базы конуса;
базовое расстояние — расстояние расчетного сече-
ния до базы конуса;
I — для малого диаметра d сечения и L — для боль-
шого диаметра D сечения;
межбазовое расстояние — расстояние между база-
ми обоих сопрягаемых конусов I—L.
За базу внутреннего конуса принимают обычно тор-
цовую поверхность большого основания внутреннего ко-
нуса. За базу наружного* конуса принимают любую
торцовую поверхность наружного конуса, удобную для
измерения необходимых расстояний.
Для удовлетворения основных требований, предъяв-
ляемых к коническим соединениям (высокая точность
центрирования, передача наибольшего крутящего мо-
мента), необходимо обеспечить наиболее полное приле-
гание поверхности наружного и 'внутреннего конусов по
всей длине соединения.
В конических соединениях допусками ограничивают-
ся отклонения угла конуса, размер базового диаметра
конуса, отклонения формы конических поверхностей, а
также общая длина конусов. Для конусов инструментов
отклонения углов уклона а назначаются в пределах
±40" до ±Г. При попарной взаимной притирке погреш-
ность угла конуса можно уменьшить до 4", а погреш-
ности конусности к до 0,00002.
§ 6. ДОПУСКИ НА РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Резьбовые соединения применяются для разъемного
соединения деталей машин (крепежные резьбы), для
точных перемещений в измерительных приборах и стан-
ках, для преобразования вращательного движения в
прямолинейное, для герметичных соединений трубопро-
водов и пр. По профилю винтовые поверхности резьбы
разделяются на треугольные, трапецеидальные и др.
12
В зависимости от направления винтовой поверхности
резьбы делятся на правые (подъем резьбы происходит
по часовой стрелке) и левые (подъем резьбы -происхо-
дит против часовой стрелки). Требование свинчиваемо-
сти без .подгонки независимо от изготовленных резьбо-
вых деталей при сохранении эксплуатационных качеств
соединений является общим для всех резьб. Ниже изла-
гаются основные параметры цилиндрических резьб соот-
ветственно ГОСТ 11708—66.
Профиль резьбы — это контур сечения резьбы в
плоскости, проходящей 'через ее ось (рис. 4). Средний
диаметр резьбы d2 — диаметр воображаемого соосного
с резьбой цилиндра, образующая 'которого пересекает
профиль резьбы в точках, где ширина канавки равна
половине номинального шага резьбы. Наружный диа-
метр резьбы d — диаметр воображаемого цилиндра,
описанного вокруг вершин наружной резьбы или впадин
внутренней резьбы. Внутренний диаметр резьбы d{ —
диаметр воображаемого цилиндра, вписанного касатель-
но к впадинам наружной резьбы или вершинам внут-
ренней резьбы.
Рис. 4. Профиль и основные параметры метрической
резьбы
Шаг резьбы S — расстояние между соседними одно-
именными боковыми сторонами профиля в направлении,
параллельном оси резьбы. Ход резьбы t — величина
13
относительного осевого перемещения винта за один обо-
рот, определяемая расстоянием между ближайшими од-
ноименными 'сторонами профиля, принадлежащими од-
ной и той же винтовой поверхности в направлении,
параллельном оси резьбы. В одноходовой резьбе ход ра-
вен шагу, в многоходовой — произведению шага на
число ходов т> т. е. t=S*m,
Угол профиля резьбы а — угол между боковыми
сторонами профиля. Высота исходного профиля Н —
высота остроугольного профиля, полученного при про-
должении боковых сторон профиля до их пересечения.
Высота профиля hx — расстояние между вершиной и
впадиной профиля в направлении, перпендикулярном к
оси резьбы. Рабочая высота профиля h2 — высота со-
прикосновения сторон профиля наружной и внутренней
резьбы в направлении, перпендикулярном к оси резьбы.
Угол подъема резьбы ф — угол, образованный каса-
тельной к винтовой линии в точке, лежащей на сред-
нем диаметре резьбы, и плоскостью, перпендикулярной
к оси резьбы. Угол подъема определяется зависимостью
S t
tg ф =---- или tg ф = ----.
к d2 tz d2
Основные параметры резьбы приведены на рис. 4.
// — 0,86603 5; h = 0,54125 5; г = — = 0,1445,
6
Гнаим= ^=0,108 5.
Длина свинчивания резьбы I — длина соприкоснове-
ния винтовых поверхностей наружной и внутренней резь-
бы в осевом направлении. Нормальная длина свинчива-
ния (высота гайки) для крепежных резьб принята рав-
ной 0,8 d.
Основные виды погрешностей резьбовых поверхно-
стей следующие:
погрешность собственно среднего диаметра М,?,
погрешность шага резьбы AS;
погрешность половины угла профиля резьбы Д —;
несоосность цилиндров выступов и впадин резьбы;
погрешность шага по углу поворота.
Погрешность собственно среднего диаметра kd2 воз-
никает по тем же причинам, что и при обработке обыч-
14
ной гладкой цилиндрической поверхности. Это — де-
формация нарезаемой резьбы от нежесткости узлов 'стан-
ка и самой детали, вибрации режущего инструмента,
температурные деформации и др.
Погрешности шага возникают главным образом по
причине нарушения точности кинематической связи меж-
ду нарезаемой поверхностью и ходовым винтом станка.
Другой причиной может являться частичный износ хо-
дового винта на некоторой его части.
Погрешность угла профиля резьбы возникает пре-
имущественно по причине неправильной заточки или
установки резьбонарезного инструмента.
Допуски на резьбу назначаются для того, чтобы га-
рантировать получение взаимозаменяемых резьб в пре-
делах длины свинчива-
ния.
У всех цилиндриче-
ских резьб с прямоли-
нейными боковыми
сторонами профиля от-
клонения шага и угла
профиля могут быть
скомпенсированы соот-
ветствующим измене-
нием Среднего диамет- Рис. 5. Погрешность шага резьбы
ра резьбы.
Отклонением шага резьбы называется разность меж-
ду действительным и номинальным расстоянием в осе-
вом направлении между двумя точками любых одно-
именных боковых сторон профиля (расположенными на
линии пересечения боковых поверхностей резьбы с ци-
линдром среднего диаметра) в пределах длины свинчи-
вания или заданной длины. Отклонение шага склады-
вается из прогрессивных погрешностей шага A(nS),
возрастающих пропорционально количеству витков резь-
бы п на длине свинчивания Z, периодических и местных
погрешностей AS, не зависящих от количества витков
резьбы на длине свинчивания.
Диаметральная компенсация погрешностей шага есть
такая величина, на которую нужно уменьшить средний
диаметр болта (или увеличить средний диаметр гайки)
для того, чтобы вписать действительный профиль болта
(или гайки), имеющий накопленную погрешность ша-
га AS, в профиль контрдетали (гайки или болта). Диа-
метральная компенсация погрешностей шага обозначает-
15
ся буквой fs. Величина этой компенсации определяется
расчетным 'путем. Из схемы (-рис. 5) можно видеть,
что
f. AS
— : — = tg60°,
2 2 6
откуда
Л =1,732 AS.
* о
Диаметральная компенсация погрешностей угла про-
филя резьбы определяется следующим образом. Допу-
стим, что имеется -винт с погрешностью профиля
(рис. 6,а). Если угол профиля такого болта больше
2Д —,
2
угла профиля гайки на
то свинчивание таких
соединений невозможно. Для осуществления свинчива-
ния болта, имеющего погрешность угла профиля
2Д—
2
с правильной гайкой, необходимо опустить профиль бол-
та на величину Такое опускание профиля рав-
носильно уменьшению среднего диаметра резьбы болта
на величину /а (рис. 6,6).
Рис. 6. Погрешность угла профиля резьбы (а)
и ее диаметральная компенсация (б)
6)
Уменьшение среднего диаметра резьбы болта назы-
вается диаметральной компенсацией погрешностей по-
ловины угла профиля. Иными словами, диаметральная
компенсация погрешностей половины угла профиля есть
такая величина, на которую нужно уменьшить средний
диаметр болта (или увеличить средний диаметр гайки)
для того, чтобы вписать действительный профиль болта
16
('пли гайки), имеющий -погрешность половины угла про-
филя 1В 'ПР°ФИЛЬ контрдетали (гайки или
болта).
Величина диаметральной компенсации половины угла
профиля находится для метрической резьбы по фор-
муле
Л = 0,4 5 Д-V
Диаметральная компенсация погрешности собственно
среднего диаметра Ad2 является линейной величиной.
Диаметральной компенсацией погрешностей собственно
среднего диаметра будет величина самой погрешности
диаметра fd = Ad2.
Метод диаметральных компенсаций позволил все ос-
новные погрешности резьбы Ad, AS и Ay привести
к одному направлению (ib радиальной плоскости) и к
одной -размерности (мкм), суммировать величины всех
трех диаметральных компенсаций и рассчитать допуск
Ас на средний диаметр резьбы Ac=fd+fs+f^
Контроль среднего диаметра резьбы есть комплекс-
ная проверка правильности одновременно всех трех ос-
новных элементов rfcp, 5 и у. В зависимости от на-
значения и эксплуатационных условий для метрической
резьбы применяют скользящие посадки, посадки с на-
тягом и посадки с гарантированным зазором.
Класс точности резьбы определяется величиной сум-
марного допуска среднего диаметра. Установлено, что
погрешность изготовления метрической резьбы с круп-
ным шагом приблизительно пропорциональна корню
квадратному из шага резьбы. В соответствии с этим и
установлена резьбовая единица допуска (РЕД):
PED 67 К 5?
где S —, мм, а результат — РЕД, мкм.
Для метрической резьбы с крупным шагом установ-
лено три класса точности: __
1-й класс 6 = 0,95РЕД = 64 S,
2-й класс 6=1,ЬРЕД = 101 У S,
3-й класс 6 = 2,5 РЕД = 167 У S.
(Ь — допуск на средний диаметр)
17
§ 7. ДОПУСК ЗУБЧАТЫХ ПЕРЕДАЧ
Зубчатые «передачи используются для передачи вра-
щательного движения с понижением или повышением
чисел оборотов, передачи «крутящего момента от двига-
теля к рабочим органам машины, для преобразования
вращательного движения в поступательное, или наобо-
рот. По форме колес и расположению их осей зубчатые
передачи делят на цилиндрические, конические, червяч-
ные и др.
Наибольшее распространение имеет зубчатое зацеп-
ление с эвольвентным профилем зубьев. Эвольвентой
окружности называют плоскую кривую, которая описы-
вается любой точкой прямой,линии (производящей пря-
мой) при перекатывании этой прямой без скольжения
по окружности, называемой основной окружностью.
Основные параметры эвольвентного зацепления при-
ведены на рис. 7. Прямая ОХО2, соединяющая.оси двух
сопряженных зубчатых колес, называется линией цент-
ров. При вращении колес точка касания сопряженных
эвольвенгных профилей перемещается по линии, каса-
тельной к основным окружностям этих колес. Эту ли-
нию называют линией зацепления. Линия зацепления
является общей нормалью к сопряженным эвольвент-
ным профилям. Точку пересечения линии центров с об-
щей нормалью к двум сопряженным профилям называ-
ют полюсом зацепления Р. Отношение длины рабочего
участка линии зацепления I к основному шагу t0 назы-
вают коэффициентом перекрытия е.
Окружности, описанные вокруг центров сопряжен-
ных колес и проходящие через полюс зацепления, на-
зывают начальными окружностями. При работе зубча-
той пары начальные окружности сопряженных колес
как бы взаимно обкатываются без скольжения. Окруж-
ность зубчатого колеса, на которой шаг и угол зацепле-
ния соответственно равны теоретическому шагу и углу
зацепления исходной рейки, называют делительной ок-
ружностью d^. Угол между линией зацепления и каса-
тельной к обеим начальным окружностям в полюсе за-
цепления называют углом зацепления as. Основной
шаг t0 — есть расстояние от общей нормали между
соседними одноименными профилями зубьев. Окружной
шаг t — расстояние между соседними одноименными
профилями зубьев по дуге делительной окружности.
18
Зубчатые эвольвентпые передачи по характеру их
применения делят на отсчетные, скоростные и силовые.
Требования, предъявляемые к точности параметров зуб-
чатых передач, определяются их эксплуатационным на-
значением.
Рис. 7. Основные параметры цилиндрического эволь-
вентного зацепления:
Л — межцентровое расстояние, Re — радиус окружности вы-
ступов, г — радиус начальной окружности, го — радиус ос-
новной окружности, Ri — радиус окружности впадин, 5’ —
толщина зуба, h — высота зуба, h' — высота головки зуба,
h" — высота ножки зуба, I — длина зацепления, Р — полюс
зацепления, t — окружной шаг, to — основной шаг, О^О2 —
линия центров, аз — угол зацепления
ГОСТ 1643—56 устанавливает допуски на цилиндри-
ческие зубчатые передачи с модулями т от 1 до 50 мм.
Стандарт допусков и посадок построен следующим об-
разом.
1. Установлено двенадцать степеней точности зуб-
чатых колес и передач, обозначенных в порядке убыва-
ния точности (1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12). Для
степеней точности 1, 2 и 12 допуски и отклонения пока
в стандарте не предусмотрены.
2. Для каждой степени точности нормируются: ки-
нематическая точность колеса, плавность работы коле-
19
са, контакт зубьев. Нормы кинематической точности
определяют величину полной погрешности угла поворо-
та зубчатых колес за один оборот. Нормы плавности
работы колеса определяют величину составляющих пол-
ной погрешности угла поворота зубчатого колеса, мно-
гократно повторяющихся за один оборот колеса. Нормы
контакта зубьев определяют точность выполнения отно-
сительных размеров пятна контакта сопряженных зубь-
ев колес в передаче.
3. Независимо от степени точности колес и передач
устанавливаются нормы -бокового зазора. Основными
являются нормы нормального гарантированного боково-
го зазора (обозначенного буквой Сп), компенсирующего
колебания реального бокового зазора пары колес от на-
грева передачи и других факторов.
Рис. 8. Допуск:
а — на кинематическую погрешность колеса, б — на разность ок-
ружных шагов
4. Нормы гарантированного бокового зазора допу-
скается изменять. При изменении этих норм предпочти-
тельно применять одно из следующих сопряжений:
а) с нулевым гарантированным зазором — С;
б) с уменьшенным гарантированным зазором — Д;
в) с увеличенным гарантированным зазором — Ш.
20
Таким образом, точность изготовления цилиндриче-
ских зубчатых колес задается степенью точности и ви-
дом сопряжения.
Например, Ст. 7-Х по ГОСТ 1643—56 означает, что
зубчатое колесо изготовляется со степенью точности
(Ст.) 7при норме гарантированного бокового зазора X
(ходовая). При комбинировании норм разных степеней
точности точность колес и передач обозначают после-
довательным указанием номеров степеней в виде трех-
значного числа и буквы. Первая цифра числа означает
помер степени по нормам кинематической точности ко-
лес, вторая — степень по
нормам плавности работы
колес, третья — степень по
нормам контакта зубьев,
а буква — вид сопряже-
ния. Например, Ст. 8-7-7Ш
(ГОСТ 1643—56) означает,
что зубчатая передача дол-
жна изготовляться по нор-
мам кинематической точно-
сти колес со степенью—8, по
нормам плавности работы
колеса со ^степенью — 7, по нормам контакта зубьев
со степенью — 7, и с увеличенным гарантированным
зазором — Ш (широкоходовая).
Рис. 9. Допуск на направление
зуба
Рис. 10. Номинальное измерительное меж-
центровое расстояние
21
Размеры зубчатых передач и их точность по
ГОСТ 1643—56 определяются 'Следующими параметра-
ми (табл. 2).
ТАБЛИЦА 2
Наименование допусков и отклонений нормируемых
параметров зубчатых передач (ГОСТ 1643—56)
Наименование параметра Условное обозначение
Допуск на кинематическую погрешность колес
Допуск на накопленную погрешность окружно-
го шага
Допуск на радиальное биение зубчатого венца Во
Допуск на колебание длины общей нормали и
Допуск на погрешность обката
Допуск на колебание измерительного межцент-
рового расстояния (на одном зубе) а
Допуск на циклическую погрешность ЪР
Допуск на разность окружных шагов
Предельные отклонения основного шага ^В^о Ац^О
Допуск на профиль о/
Пятно контакта —
Предельные отклонения осевых шагов Дв£а
АцВ2
Из этих параметров главными являются:
показатели кинематической точности колеса: допуск
на кинематическую погрешность колеса (рис. 8, а)
или допуск на накопленную погрешность окружного
шага 6L
2j
показатели плавности работы колеса: допуск на цик-
лическую погрешность 6F или допуск на разность ок-
ружных шагов 6t (рис. 8,6);
показатели контакта зубьев: пятно контакта, а для
прямозубых и узких косозубых колес — допуск на на-
правление зуба дВ0 (рис. 9);
гарантированный боковой зазор сп и отклонения из-
мерительного межцентрового расстояния Два и Дна
(рис. 10).
22
§ 8. ПОГРЕШНОСТИ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛИ
Под отклонением формы (понимается совокупность
отклонений формы действительной поверхности (или
профиля) от формы номинальной поверхности (или про-
филя), заданной чертежом. За (величину отклонения
формы принимается наибольшее расстояние от точек
действительной поверхности до прилегающей поверх-
ности.
В основу нормирования отклонений формы и распо-
ложения поверхностей положен принцип прилегающих
поверхностей и профилей (ГОСТ 10356—63).
Основные виды прилегающих поверхностей и профи-
лей — прямая, плоскость, окружность, цилиндр.
Так, например, прилегающая прямая, соприкасаю-
щаяся с действительным профилем вне материала де-
тали, расположена по отношению к действительному
Рис. 11. Отклонение формы цилиндрической поверхности в пло-
скости, перпендикулярной оси:
а — некруглость, б — овальность, в — огранка
профилю так, чтобы расстояние от его наиболее удален-
ной точки до прилегающей прямой было наименьшим.
Точность формы цилиндрических поверхностей опре-
деляется точностью контура в поперечном (перпендику-
лярном оси) сечении и точностью образующих цилинд-
ра в продольном (проходящем через ось) сечении. Кон-
тур поперечного сечения цилиндрического тела описы-
вается окружностью. Комплексным показателем откло-
нений контура поперечного сечения является некруг-
лость (отклонение от окружности), определяемая как на-
23
ибольшее расстояние от точек действительного профиля
до 1прилегающей окружности. Некруглость характеризу-
ет совокупность всех отклонений формы поперечного
сечения цилиндрической поверхности (рис. 11,а). При
отсутствии огранки с нечетным числом граней некруг-
лость определяется как полуразность между наиболь-
шим и наименьшим диаметрами сечения, измеренными
двухконтактным прибором.
К дифференцированным отклонениям формы в по-
перечном сечении относятся овальность и огранка.
Овальность (рис. 11,6) — отклонение от окружности,
при котором действительный профиль представляет со-
бой овалообразную фигуру, наибольший и наименьший
диаметры которой (вдоль большой и малой оси овала)
находятся во взаимно перпендикулярных направлениях.
За величину овальности Дов принимается разность меж-
ду наибольшим и наименьшим диаметрами сечения, т. е.
удвоенная величина некруглости. Огранка (рис. 11, в) —
отклонение, при котором профиль детали представляет
собой многогранную фигуру с криволинейными граня-
ми. Величина огранки — Д0Гр определяется как наи-
большее расстояние от точек действительного профиля
до прилегающей окружности.
чения
Рис. 12. Комплексные показатели отклонений формы ци-
линдрических поверхностей:
а — отклонение профиля продольного сечения, б — нецилиндрич-
ность
Отклонение профиля цилиндрической поверхности в
продольном сечении определяется как наибольшее рас-
стояние от точек действительного профиля до соответ-
ствующей стороны прилегающего профиля (рис. 12,а).
Прилегающий профиль для этого случая образуется
двумя параллельными прямыми, соприкасающимися с
24
действительным профилем вне материала детали и рас-
положенными по отношению к нему тан, чтобы откло-
нение формы было наименьшим. Отклонения от цилинд-
рической формы наиболее полно могут быть регламен-
тированы комплексным показателем — нецилиндрич-
ностью (отклонением от цилиндричности), включающим
все виды отклонения формы поверхности от прямого
круглого цилиндра, т. е. некруглость и отклонение про-
филя продольного сечения. Величина нецилиндричности
определяется как наибольшее расстояние от точек дей-
ствительной поверхности до прилегающего цилиндра
(рис. 12,6).
К дифференцированным отклонениям формы цилинд-
рических поверхностей в продольном сечении относятся
бочкообразность (рис. 13,а), седлообразность (рис. 13,6),
изогнутость (рис. 13,в), конусность (рис. 13,г).
Рис. 13. Отклонения формы цилиндри-
ческой поверхности в продольном се-
чении:
а — бочкообразность, б — седлообразность
(корсетность), в — изогнутость, г — конус-
ность
Бочкообразность, седлообразность (корсетность) и
изогнутость являются следствием непрямолинейности об-
разующих; конусность — следствием непараллельное™
образующих. Величина бочкообразности и седлообраз-
ное™ равна разности между наибольшим и наименьшим
Диаметрами в одном и том же продольном сечении.
Изогнутость определяется как непрямолинейность
геометрического места центров поперечных сечений ци-
линдрической поверхности.
25
Конусность определяется как разность между наи-
большим и наименьшим диаметрами в одном и том же
продольном сечении детали.
При наличии дифференцированных отклонений от-
клонение профиля продольного сечения определяется
величиной изогнутости или половиной величины конус-
ности, бочкообразное™ или корсетности, в зависимости
от того, которая из этих погрешностей имеет большую
величину.
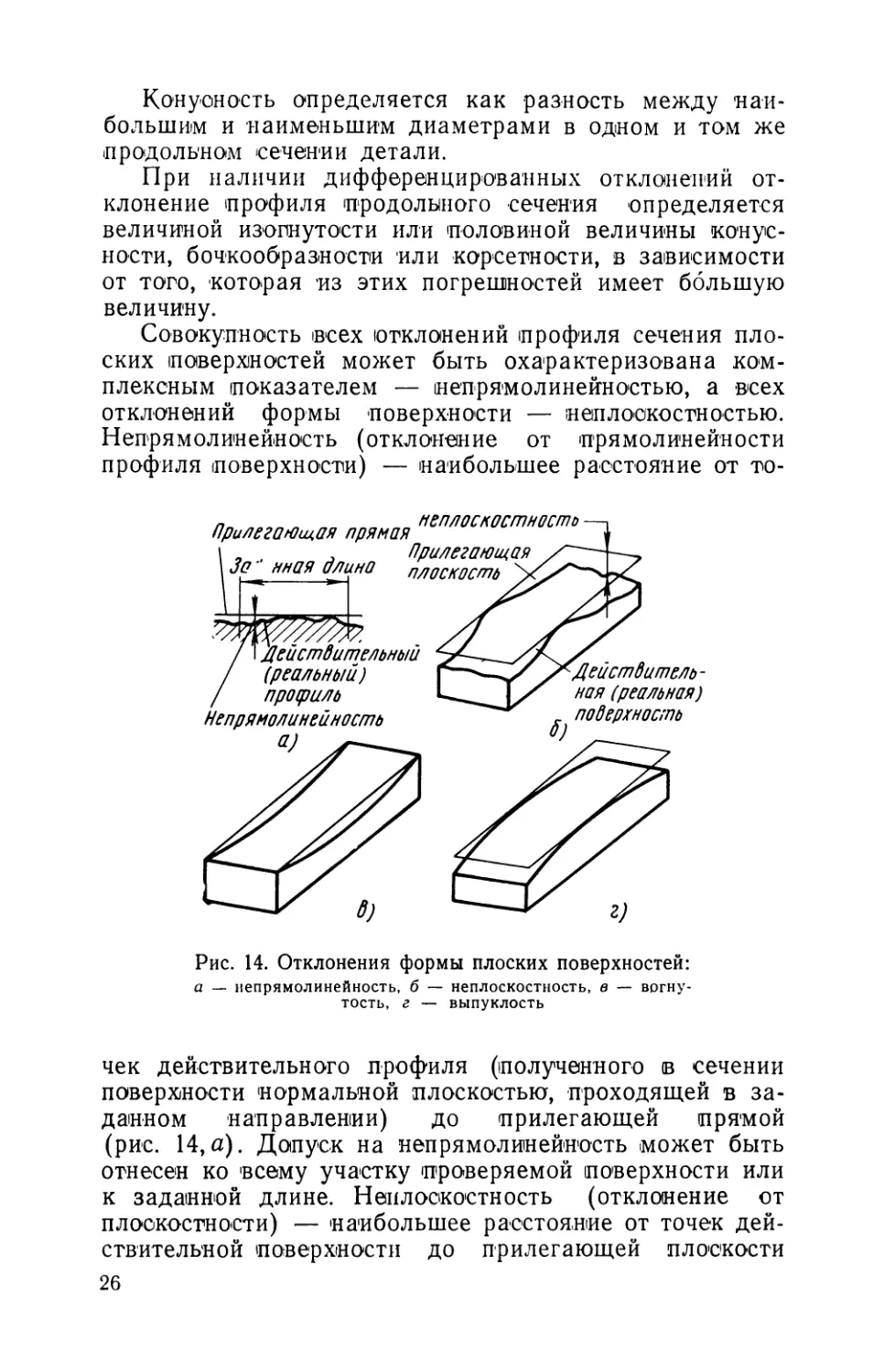
Совокупность всех отклонений профиля сечения пло-
ских поверхностей может быть охарактеризована ком-
плексным показателем — непрямолинейностью, а всех
отклонений формы поверхности — неплоскостностью.
Непрямолинейность (отклонение от прямолинейности
профиля поверхности) — наибольшее расстояние от то-
лп „п неплоскостность—
Прилегающая прямая
। , Прилегающая
I За' иная длина плоскость
Действитель-
ная (реальная)
поверхность
Действительный
(реальный)
профиль
Непрямолинейность
а)
Рис. 14. Отклонения формы плоских поверхностей:
а — непрямолинейность, б — неплоскостность, в — вогну-
тость, г — выпуклость
чек действительного профиля (полученного в сечении
поверхности нормальной плоскостью, проходящей в за-
данном направлении) до прилегающей прямой
(рис. 14,а). Допуск на непрямолинейность может быть
отнесен ко всему участку проверяемой поверхности или
к заданной длине. Неплоскостность (отклонение от
плоскостности) — наибольшее расстояние от точек дей-
ствительной поверхности до прилегающей плоскости
26
(рис. 14,6). Детали с плоскими поверхностями могут
иметь дифференцированные отклонения в виде вогну-
тости (рис. 14,в) или выпуклости (рис. 14,г).
Отклонением расположения называется отклонение
от номинального расположения рассматриваемой по-
верхности, ее оси или плоскости симметрии относитель-
но баз или отклонение от номинального взаимного рас-
положения рассматриваемых поверхностей. Номиналь-
ное расположение определяется номинальными линей-
ными и угловыми размерами между рассматриваемыми
поверхностями, их осями или плоскостями симметрии.
Различают основные виды отклонений расположения:
непараллельностъ — отклонение от параллельности,
либо плоскости, либо оси поверхности вращения и пло-
скости. Непараллельность характеризуется разностью
наибольшего и наименьшего расстояний между плоско-
стью и осью поверхности на заданной длине;
неперпендикулярностъ — отклонение от перпендику-
лярности плоскостей, осей или оси к плоскости — откло-
нение угла между плоскостями, осями или осью и пло-
скостью от прямого угла, выраженное в линейных еди-
ницах на заданной длине;
Рис. 15. Радиальное (а) и торцовое (б) бие-
ние
несоосность — отклонение от соосности относительно
базовой поверхности — наибольшее расстояние между
осью рассматриваемой поверхности и осью базовой по-
верхности на всей длине рассматриваемой поверхности
или расстояние между этими осями в заданном сечении.
Обычно на практике учитывают комплексные по-
грешности, которые складываются из погрешностей фор-
мы >и положения. К таким погрешностям относятся:
радиальное биение — разность наибольшего — ДШах
и наименьшего — Дтш расстояний от точек реальной
27
поверхности до базовой оси вращения в сечении, пер-
пендикулярном к этой оси (рис. 15,а). Радиальное бие-
ние является результатом смещения центра (эксцентри-
ситета) рассматриваемого сечения относительно оси
вращения и некруглости;
торцовое биение — разность наибольшего и наимень-
шего расстояний а от точек реальной торцовой поверх-
ности, расположенных на окружности заданного диа-
метра до плоскости, перпендикулярной к базовой оси
вращения (рис. 15,6). Если диаметр не задан, то тор-
цовое биение определяется на наибольшем диаметре
торцовой поверхности. Торцовое биение является резуль-
татом неперпендикулярности торцовой поверхности к ба-
зовой оси и отклонений формы торца по линии изме-
рения.
Допустимые отклонения формы и расположения по-
верхностей могут либо оговариваться в технических
условиях и на свободном поле чертежа, либо указы-
ваться на изображении детали с использованием услов-
ных знаков.
§ 9. ПОНЯТИЕ О ВОЛНИСТОСТИ
И ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Под волнистостью поверхности понимают совокуп-
ность периодически чередующихся возвышенностей и
впадин, образующих неровности поверхности, у которых
расстояния между смежными возвышенностями или впа-
динами превышает базовую длину I. Волнистость харак-
теризуется высотой и шагом волны. Высота волны (Нъ,
Нс) определяется расстоянием между вершиной волны
и дном ее впадины, шаг волны (£в, ^с) — расстояние
между двумя соседними вершинами или впадинами.
Волнистость занимает промежуточное положение меж-
ду отклонениями формы и шероховатостью поверх-
ности.
Границу между шероховатостью, волнистостью и от-
клонениями формы можно установить по значению отно-
шения шага L к высоте неровностей И: отклонения,
у которых отношение < 50, относят к шерохова-
н
гости поверхности, при — ^50 до 1000 — кволни-
28
стости, и при — > 1 000 — к отклонениям формы.
н
Шероховатостью поверхности называется совокуп-
ность неровностей с относительно малыми шагами, об-
разующих рельеф поверхности детали и рассматривае-
мых в пределах базовой длины I (рис. 16).
В основу ГОСТ 2789—59 положена система средней
линии. Графическое изображение действительного про-
филя, полученного в результате измерения, называется
профилограммой.
Рис. 16. Действительный профиль обработанной по
верхности
Шаг неровностей — расстояние между вершинами
характерных неровностей действительного (измеренно-
го) профиля. Шероховатость поверхности может пред-
ставлять собой сочетание наложенных друг на друга
неровностей с различными шагами.
Шероховатость поверхности определяется на так на-
зываемой базовой длине Z, т. е. на длине участка по-
верхности, выбираемой для измерения шероховатости
без учета других видов неровностей (например, волни-
стости), имеющих шаг более I. Базовая длина из-
бирается соответственно степени шероховатости:
с уменьшением шага и высоты неровностей она
уменьшается.
При определении числовых значений шероховатости
отсчет производят от средней линии профиля. Положе-
ние средней линии определяется по профилограмме та-
ким образом, чтобы в пределах базовой длины площа-
ди, расположенные по обеим сторонам от этой линии
до контура профиля, были равны между собой. Коли-
чественно шероховатость поверхности оценивается высо-
той неровностей Rz и средним арифметическим откло-
нением профиля Ra- Высота неровностей Rz — среднее
29
расстояние между находящимися в пределах базовой
длины пятью высшими точками выступов и пятью низ-
шими точками впадин, измеренное от линии, парал-
лельной средней линии. Среднее арифметическое откло-
нение профиля Ra — среднее значение расстояний (ур
f/2, . Уп) точек действительного (измеренного) про-
филя до его средней линии. Шероховатость поверхно-
сти измеряют в плоскости, перпендикулярной основному
направлению неровностей. Установлено 14 классов чи-
стоты поверхности (табл. 3). Классы чистоты поверх-
ности 6—14 дополнительно разделяются на разряды а,
б и в. Для всех классов чистоты установлены две само-
стоятельные шкалы Ra и Rz, причем шкалой предпочти-
тельного использования для 6—12-го классов является
шкала Ra, а для 1—5-го, 13—14-го классов — шкала Rz.
ТА БЛИЦА 3
Классы чистоты обработанной поверхности (ГОСТ 2789—59)
Класс чистоты поверхности Среднее арифмети- ческое отклонение профиля 7?а, чкм Высота неровно- стей Rz, мкм Базовая длина 1, мм
1 80 320
2 40 160 8
3 20 80
4 10 40 9
5 5 20
6 2,5 10
7 1,25 6,3 0,8
8 0,63 3,2
9 0,32 1,6
10 0,16 0,8 Л 9^
11 0,08 0,4 U, 20
12 0,04 0,2
13 0,02 0,1 А Лй
14 0,01 0,05 и, ио
Класс чистоты поверхности на чертежах обозначает-
ся равносторонним треугольником с добавлением к нему
номера класса или номера класса и разряда (напри-
мер, V 8 и V 8а).
зо *
Числовое значение шероховатости поверхности огра-
ничивает только максимальную величину шероховато-
сти (например, V 9 обозначает поверхность с Ra не бо-
лее 0,32 мкм). Шероховатости поверхности грубее 1-го
класса обозначаются знаком j/~ над которым указы-
500 ______________________________________________
вается высота неровностей Rz в мкм, например
Если для всех поверхностей детали устанавливается
один и тот же класс чистоты, то в правом верхнем
углу чертежа наносят общий знак шероховатости
(рис. 17,а). Если поверхности детали должны иметь
различную шероховатость, то соответствующие обозна-
чения проставляются на каждой линии (или ее продол-
жении), принадлежащей соответствующей поверхности.
При наличии на детали преобладающей шероховатости
поверхности ее обозначение наносится в правом верхнем
Рис. 17. Обозначение шероховатости поверхности на чер-
тежах
углу чертежа со словом «остальное» (рис. 17,6). Если
шероховатость одной и той же поверхности детали на
различных участках должна быть различной, то между
этими участками проводят 'границу оплошной тонкой
линией с нанесением соответствующего размера участ-
ка и знаков шероховатости (рис. 17,в). Поверхности
деталей, сохраняющиеся в состоянии поставки (отливки,
штамповки) и не подвергающиеся дополнительной обра-
ботке, должны обозначаться знаком ~ (рис. 17,г). Ше-
роховатость поверхностей, подвергающихся покрытиям,
обозначается, как показано на рис. 17,6 и е.
31
§ 10. ПОНЯТИЕ О КАЧЕСТВЕ ПОВЕРХНОСТИ
Качество стальной закаленной поверхности после об-
работки характеризуется рядом показателей: твердо-
стью поверхностного слоя, структурными изменениями
металла, остаточными напряжениями, отсутствием при-
жогов и трещин.
Эти физико-механические свойства поверхности опре-
деляются в основном тепловым процессом при обра-
ботке, который зависит от температуры нагрева поверх-
ностного слоя, времени воздействия этой температуры
и теплопроводности обрабатываемого металла. Темпе-
ратура шлифования возрастает с увеличением подачи
на глубину, скорости круга, со снижением теплопровод-
ности, скорости вращения детали и продольной подачи,
с уменьшением пористости, диаметра круга и диаметра
обрабатываемой детали. Применение кругов на бакели-
товой и силикатной связке снижает интенсивность теп-
лообразования в зоне резания по сравнению с кругами
на керамической связке.
Неодинаковое влияние отдельных видов подач (на
глубину, продольной и круговой) на температуру шли-
фования объясняется тем, что с увеличением подачи
на глубину возрастает время воздействия источника теп-
ла, а с увеличением скорости вращения детали и про-
дольной подачи время воздействия снижается.
Закаленные стали при шлифовании претерпевают
структурные и фазовые превращения, которые происхо-
дят в тонком поверхностном слое. При нагреве (темпе-
ратура выше ЛС3) и медленном охлаждении происхо-
дит отпуск и даже отжиг стали, который -сопровож-
дается снижением поверхностной твердости. Быстрый
нагрев мартенситовой структуры до температуры выше
4С3 вызывает превращение ее в аустенит. Закаленная
углеродистая сталь имеет структуру тетрагонального
мартенсита и остаточного аустенита. При отпуске зака-
ленной -стали в интервале 80—200 °C происходит пре-
вращение тетрагонального мартенсита в кубический, что
связано с уменьшением объема. Отпуск в интервале
200—260 °C вызывает превращение остаточного аусте-
нита в кубический мартенсит, что вызывает некоторое
увеличение объема. Отпуск в пределе 260—400 °C спо-
собствует образованию троостита, что сопровождается
уменьшением объема.
32
Ниже приведены изменения плотности при структур-
ных и фазовых превращениях в инструментальной
стали.
Структура Плот- ность
Перлит 7,8
Троостит 7,83
Мартенсит 7,76
Структура
Аустенит
Феррит
Цементит
Плот-
ность
8,15
7,90
7,70
Изменение соотношения структурных составляющих
сопровождается размерными и объемными изменениями,
что 'приводит к возникновению остаточных напряжений.
Для высокоуглеродистой стали при переходе от тетра-
гонального мартенсита (структура закалки без отпуска)
в троостит при температуре 400 °C объем уменьшается
на 4%. При шлифовании детали, подвергнутой допол-
нительному отпуску под действием такой же темпера-
туры, произойдет превращение кубического мартенсита
в троостит, что вызовет уменьшение объема на 2%'. При
шлифовании стали, подвергнутой отпуску при темпера-
туре превращения тетрагонального мартенсита в куби-
ческий возникают меньшие объемные изменения, отсю-
да опасность образования трещин уменьшается.
Величина остаточных растягивающих напряжений
возрастает с увеличением твердости круга, его притуп-
ления, с уменьшением пористости круга, продольной
подачи при правке (на 1 оборот круга). Появление
остаточных растягивающих напряжений может привести
к возникновению трещин. Трещины шлифовального про-
исхождения расположены параллельно между собой и
под прямым углом к направлению шлифования. Появ-
ление шлифовочных трещин сопровождается прижога-
ми. Чувствительность шлифуемой стали к прижогам и
трещинам возрастает с повышением твердости HRC>55,
а также с увеличением содержания легирующих доба-
вок. Отпуск закаленной стали при температуре 150—
180 °C снижает чувствительность шлифуемой стали, так
как теплопроводность стали, прошедшей после закалки
отпуск, больше, чем у стали, прошедшей закалку.
Наличие остаточного аустенита способствует обра-
зованию трещин. Это вызвано тем, что остаточный ау-
стенит является неустойчивым и может переходить в
мартенсит под действием местного нагрева и усилий,
возникающих при шлифовании. Это сопровождается из-
2—2741 33
менением размеров обрабатываемой детали, ее объема
и возникновением остаточных напряжений.
При доводке повышается микротвердость поверхност-
ного слоя, возникают в нем остаточные сжимающие на-
пряжения.
Контрольные вопросы
1. Что такое точность обработки?
2. Что понимается под системой допусков, сколько классов точ-
ности вам известно?
3. Что такое посадка, какие основные виды посадок вам из-
вестны?
4. ' Перечислите основные элементы погрешностей резьбовых по-
верхностей.
5. Какие имеются погрешности формы?
6. Какие имеются погрешности расположения? -
7. Что понимается под шероховатостью и волнистостью обрабо-
танной поверхности?
8. Какие имеются классы чистоты?
9. Что понимается под качеством обработанной поверхности?
Глава II
ИЗМЕРИТЕЛЬНАЯ ТЕХНИКА
И СПЕЦИАЛЬНЫЕ СРЕДСТВА ИЗМЕРЕНИЯ
ПРИ ТОНКОЙ АБРАЗИВНОЙ ОБРАБОТКЕ
$ 11. ПОНЯТИЕ О ТЕХНИЧЕСКИХ ИЗМЕРЕНИЯХ
Методы измерения. Применяемые при тонкой абра-
зивной обработке методы измерения подразделяются на
непосредственные, когда определяется значение всей из-
меряемой величины непосредственно по показаниям
измерительного средства (например, микрометра), и
сравнительные, основанные на сравнении измеряемой
величины с известным значением меры, например, из-
мерение при помощи оптиметра, установленного на нуль
и показывающего при измерении величину отклонения
размера детали от размера эталона или концевой меры
длины.
Метрологические показатели средств измерения.
Шкала — устройство для отсчета показаний прибора,
имеющее ряд отметок (штрихов, точек и т. п.), соответ-
ствующих определенным значениям измеряемой вели-
чины.
Цена деления шкалы прибора — значение измеряе-
мой величины, соответствующее одному делению шкалы.
Интервал деления шкалы — расстояние между ося-
ми двух соседних штрихов. Чем -больше этот интервал,
тем легче отсчитывается размер по прибору. Обычно
интервал деления выбирается от 1 до 2,5 мм.
Измерительное усилие — усилие, возникающее в
процессе измерения в зоне контакта детали с измери-
тельными поверхностями прибора.
Порог чувствительности измерительного прибора —
наименьшее изменение размера контролируемого пара-
метра, способное вызвать изменение показаний прибора.
Пределы измерения прибора — наибольшая и наи-
меньшая величины, которые могут быть измерены дан-
ным прибором или инструментом.
2* 35
Точность отсчета — точность, достигаемая при про-
изводстве отсчета размера по шкале данного прибора.
Погрешность показаний — разность между показа-
ниями прибора и действительными значениями измеряе-
мых величин.
Зная метрологические характеристики инструментов
приборов, легче выбрать требуемое измерительное сред-
ство. При выборе средств измерения следует также учи-
тывать удобство выполнения измерения. Чем выше точ-
ность изготовления детали, тем меньше должна быть
цена деления шкалы прибора и выше его чувствитель-
ность, а также должны быть больше интервал деления
шкалы и точность отсчета.
$ 12. МЕХАНИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Эти измерительные средства основаны на преобразо-
вании малых перемещений измерительного стержня в
большие перемещения указателя (стрелки). В зависи-
мости от типа механизма, увеличивающего перемещения
измерительного стержня, эти приборы разделяются на
рычажные, с зубчатой передачей, с рычажно-зубчатой
и с пружинной передачей.
Для измерений с точностью до 0,002 мм применяют
рычажные микрометры (рис. 18). Эти микро-
метры отличаются от обычных тем, что у них пятка 1
может перемещаться вдоль своей оси. При перемеще-
нии она действует на рычаги 2 и 10. Рычаг 2 поверты-
вается вокруг своей оси и своим зубчатым сектором 3
приводит во вращение зубчатое колесо 5. На одной
оси с зубчатым колесом находится стрелка 7, которая
при его вращении движется по шкале 8. Если пятка 1
переместится на величину 0,002 мм, стрелка 7 располо-
жится у первого деления. Спиральная пружина 6, конец
которой укреплен в скобе 4 микрометра, служит для
устранения мертвого хода между зубчатым колесом и
сектором. Постоянное измерительное давление пятки 1,
равное 100—150 Г, обеспечивается пружиной 12. Эта
пружина прижимает пятку к поверхности измеряемой
детали. Винт 11 служит для регулирования давления
пружины. Кнопкой 9 и рычагом 10 пятка 1 отводится
от измеряемой поверхности, чем устраняется быстрый
износ измерительных поверхностей.
36
При .использовании рычажного микрометра для из-
мерения предельных размеров детали удобно пользо-
ваться сигнальными стрелками 15 и 16. Они устанав-
ливаются на нужные деления шкалы согласно задан-
ным отклонениям -размеров детали. Это производится
специальным ключом при отвернутом колпачке 13. Пе-
Рис. 18. Рычажный микрометр:
« — общий вид, б — схема действия
Рис. 19. Схема ми-
ниметра с качаю-
щимся ножом
ред измерением детали та-ким микрометром следует убе-
диться в правильности его показаний* в нулевом поло-
жении. Для этой цели пятку 1 и измерительную поверх-
ность микрометрического винта 14 приводят в соприкос-
новение. Если стрелка на шкале и риски на гильзе и
барабане микрометра находятся в нулевом положении,
это свидетельствует об исправности микрометра. Если
37
же (нулевая риска барабана не находится на своем на-
чальном делении при нулевом положении стрелки, то
поступают следующим образом. В одном случае пере-
ставляют барабан на нулевое деление, как у обыч-
ного микрометра. В другом случае замечают то деле-
ние шкалы, которое соответствует нулевому положению
барабана. Это положение шкалы принимают за нулевое
и от него производят отсчет размеров при измерении.
Миниметр — прибор с «рычажной передачей. Кон-
струкция миниметра основана на применении неравно-
плечевого рычага (рис. 19). Малым плечом а является
расстояние между ножевыми опорами. Величину этого
плеча можно регулировать перемещением вкладыша в
призме (на рис. 19 вкладыш не показан). Большим
плечом является длина стрелки L. У миниметра с ниж-
ним качающимся ножом перемещение измерительного
стрежня 1 передается качающемуся ножу 2, который
поворачивает призму 3 вокруг острия неподвижного но-
жа 4. При этом одновременно происходит поворот рам-
ки 5 и связанной с ней стрелки.
Передаточное отношение таких приборов, т. е. от-
ношение линейного или углового перемещения указателя
к изменению измеряемой величины, вызвавшему это пе-
ремещение (отношение плеч рычага),
Большее плечо L=100 мм, тогда при а = 0,1 мм пе-
редаточное отношение k=\ 1000, цена деления 0,001 мм>
т. е. равна перемещению измерительного стержня на
1 мкм и соответствует перемещению стрелки на одно
деление.
К недостаткам миниметров следует отнести большие
габариты, значительное измерительное усилие, инерцион-
ность механизма и др. В последнее время миниметры
уступают место приборам с пружинной передачей. Ле-
нинградский инструментальный завод выпускает мини-
метры модели МИ-5 (предел измерения по шкале
0,06 мм) и МИ-2 (предел измерения по шкале 0,12 мм).
Цена деления 1, 2, 5, 10 мкм.
Ми крок а тор основан на использовании в пере-
даточных механизмах упругих свойств плоской изогну-
той или скрученной пружины (рис. 20). Такие прибо-
ры отличаются простотой конструкции передаточного
механизма, отсутствием погрешностей обратного хода,
38
малым трением в звеньях механизма н -высокой чувст-
вительностью. В основу передаточного механизма поло-
жена 'скрученная плоская пружина 1. Одна половина
этой пружины завита вправо, другая — влево. Пружи-
на одним концом прикреплена к установочной скобе 5,
а другим — к плоской пружинб 3. Измерительный
стержень 4, действуя на плоскую пружину 3, вызывает
растяжение пружины 1, а вместе с этим и поворот стрел-
ки 2, прикрепленной посредине к пружине.
Рис. 20. Механизм микрокатора
М*икро1каторы изготовляются с ценой деления 2; 1;
0,5; 0,2; 0,1 мкм и пределами измерения соответствен-
но ±0,06; ±0,03; ±0,015; ±0,006 и ±0,003 мм. Изме-
рительное усилие соответственно равно 350, 300, 200
и 150 Г Кроме микрокаторов, выпускаются малогаба-
ритные измерительные пружинные головки (микаторы)
с ценой деления от 1 до 5 мкм.
Измерительные пружинные головки типа микрокато-
ров мод. ИГП выпускаются Ленинградским инструмен-
тальным заводом.
39
§ 13. ОПТИКО-МЕХАНИЧЕСКИЕ ПРИБОРЫ
Увеличение в этих приборах достигается сочетанием
механических передаточных механизмов с оптическим
авто'коллима,цион1ным устройством. В основу автоколли-
мации положено свойство объектива превращать пучок
расходящихся лучей, исходящих от источника света,
расположенного в фокусе объектива, в пучок параллель-
ных лучей и затем собирать этот пучок, отраженный
плоским зеркалом, в том же фокусе объектива. Лучи
от шкалы, расположенной в фокальной плоскости, прой-
дя объектив, отражаются от зеркала и, пройдя тот же
объектив, собираются в фокальной плоскости его, об-
разуя изображение шкалы.
40
Оптиметр — прибор, (В ’котором используется
принцип оптического рычага (рис. 21, 22, 23). Малым пле-
чом рычага является расстояние а от точки опоры качаю-
щегося зеркала 6 до оси измерительного стержня 7,
а большим плечом — фокусное расстояние объектива F.
Оптическая схема прибора (рис. 22) заключается в сле-
дующем. Лучи света направляются осветительным зер-
калом 1 и призмой 2 на шкалу 3 (на которой нанесено
Рис. 22. Оптическая схема оптиметра
200 делений с интервалом 0,08 мм), расположенную
в общей фокальной плоскости объектива 5 и окуляра 8.
Пройдя шкалу, луч попадает в призму 4 и, повернув
на 90°, проходит через объектив 5. Выйдя из объек-
тива, луч отразится от зеркала 6 и возвратится в фо-
кальную плоскость объектива со смещением в горизон-
тальном направлении относительно главной оптической
оси. Горизонтальное смещение используется для того,
чтобы наблюдать изображение шкалы отдельно от са-
мой шкалы. Изображение шкалы будет смещено в вер-
тикальном направлении по отношению к главной опти-
ческой оси. Перемещение измерительного стержня 7
вызовет поворот зеркала 6 на угол а, что вызовет по-
ворот отраженных от зеркала лучей на угол 2 а. При
41
этом изображение шкалы в общем случае переместится
в вертикальном направлении относительно неподвижно-
го индекса на величину t (рис. 23).
Передаточное отношение оптиметра
«=—«80,
S
где s — перемещение измерительного стержня.
При увеличении окуляра в 12* наблюдаемое пере-
мещение шкалы увеличится в 12 раз, а общее переда-
точное отношение оптиметра составит
к = 80 12 = 960.
Трубку оптиметра устанавливают в вертикальной
или в горизонтальной стойке. Пределы измерения по
шкале ±0,1 мм, пределы измерения прибора 0—180 мм
у вертикального оптиметра и 0—500 мм у горизон-
тального. Измерительное усилие — 200 Г
Рис. 23. Расчетная
схема оптиметра
Рис. 24. Схема оптикатора
Ультраоптимстр имеет цену деления 0,2 мкм,
пределы измерения по шкале ±25 мкм и погрешность
показаний ~0,1 мкм. Повышение точности ультраопти-
метра достигнуто за счет многократного отражения па-
42
раллельных лучей от неподвижного /и подвижного зер-
кал. Прибор 1предназ1начен для измерения методом срав-
нения проверяемого изделия с концевыми мерами дли-
ны высших классов и разрядов.
Оптикатор — прибор, в котором пружинный пе-
редаточный механизм микрокатора совмещен с увели-
чивающей оптической передачей (рис. 24). На пружи-
не / вместо стрелки укреплено зеркало 2, отражающее
световое пятно с указательным штрихом на стеклянную
шкалу 3. Пучок лучей от источника света 4 проходит
через конденсор 5 и освещает штриховую пластину 6,
затем, преломившись в объективе 7 и отразившись от
зеркала Д дает на шкале 3 изображение (на световом
круглом поле) указательного штриха, нанесенного на
штриховую пластинку. При перемещении измеритель-
ного стержня 8 и раскручивании пружины 1 по шкале 3
перемещается световой зайчик с изображением штрихо-
вого указателя.
Оптикаторы выпускаются с ценой деления 0,1; 0,2
и 0,5 мкм (типы соответственно 01П, 02П и 05П) с пре-
делами измерения по шкале соответственно ±12, ±25
и ±50 мкм, Измерительное усилие оптикаторов 200 Г,
§ 14. ПРИБОРЫ ДЛЯ УГЛОВЫХ ИЗМЕРЕНИЙ
Сравнительный метод контроля углов.
В основу этого метода положено сравнение контроли-
руемых углов с угловыми мерами, угольниками и угло-
выми шаблонами. Угловые меры, представляющие собой
стальные плитки с одним, четырьмя и большим количе-
ством измерительных углов, применяются для установ-
ки и проверки универсальных угломеров и угломерных
приборов, для проверки углов шаблонов, а в отдельных
случаях и для проверки углов деталей. Угловые меры
выпускаются в виде отдельных плиток или комплекту-
ются в наборы из 3, 7, 8, 24, 33 и 93 плиток, позволяю-
щих собрать любой угол с градацией в 1°’ 10х; 2х; Г;
30" и 15"
Угловые меры по точности изготовления выпускают-
ся трех классов точности:
0-го — с предельной погрешностью рабочих углов
от ±3" до ±5";
1-го — с предельной погрешностью ±10"-
2-го — с предельной погрешностью ±30"
43
Измерение углов с -помощью угловых мер произво-
дится путем установления величины наибольшего про-
света между сторонами измеряемого угла и угловой
меры.
Тригонометрические методы 'измере-
ния углов основаны на измерении линейных от-
резков (с помощью, например, синусных линеек —
рис. 25) с последующим определением угла .расчетом.
Основным размером синусной линейки является расстоя-
ние L между осями роликов диаметром d. Выпускают-
ся линейки с L= 100; 200 и 300 мм.
Рис. 25.; Схема измерения угла наруж-
ного конуса с помощью синусной ли-
нейки
Поставив на поверочную плиту синусную линейку
и подкладывая под один из роликов блок концевых
мер, можно установить столик линейки под заданным
углом к поверхности поверочной плиты. Зависимость
между размером блока плиток h и углом наклона си-
нусной линейки а определится из соотношения
Отклонение угла, например конической пробки-ка-
либра, от установленного определяют по разности по-
казаний приборов в точках а и Ь, отнесенной к расстоя-
нию I между этими точками. При обеспечении равен-
ства показаний приборов в точках а и b можно опре-
делить угол конуса по величине блока h. Погрешность
измерения синусными линейками находится в пределах
44
Рис. 26. Универсальный измерительный микроскоп УИМ-21:
а — схема, б — общий вид
от 6" до 15" в зависимости от величины L и измеряе-
мых углов.
Измерительные микроскопы применяются для точных
измерений длин н углов разнообразных деталей, имею-
щих сложный профиль, а также для измерения радиу-
сов, расстояний между осями отверстий и т. п. Универ-
сальный микроскоп УИМ-21 показан на рис. 2G, а, б. На
продольной каретке 1 устанавливаются две центровые
бабки 2, стол или другое приспособление для закреп-
Рис. 27. Конфигурация штрихов универсальной штриховой (а)
и профильной (б) головок
ления измеряемых деталей. В направлении, строго пер-
пендикулярном к перемещению продольной каретки /,
перемещается поперечная каретка 3, несущая визирный
микроскоп 4 со штриховой окулярной головкой 5. При
этом продольная и поперечная каретки перемещаются
независимо друг от друга и могут быть застопорены
винтами 6 и 7. Грубое перемещение продольной и по-
перечной кареток осуществляется от руки, а точнее —
при помощи микрометрических винтов 8 и 9. На про-
дольной и поперечной каретках укреплены стеклянные
шкалы. Отсчеты по шкалам производят при помощи
отсчетных микроскопов 10 (продольного хода) и И (по-
перечного хода), имеющих спиральные нониусы. Изоб-
ражение контролируемого объекта наблюдают в визир-
46
ный микроскоп 4, который можно (перемещать вдоль
колонки, жестко связанной с поперечной кареткой.
Измерительный микроскоп имеет сменные окулярные
головки (универсальную штриховую и профильную).
Конфигурация штрихов, нанесенных на стеклянных ди-
сках головок, показана на рис. 27, а, б. Указанные диски
в процессе измерения можно поворачивать. Центр вра-
щения штриховой шкалы совпадает с оптической осью
микроскопа. По краю диска штриховой головки нане-
сены градусные деления, наблюдаемые в окуляр. С по-
мощью этой головки могут измеряться углы до 360°
Увеличение микроскопа зависит от увеличения смен-
ного объектива (X 1; 1,5; 3 и 5) и при постоянном уве-
личении окуляра (Х10) может быть равно 10, 15, 30
и 50. Предел измерения длин на универсальном микро-
скопе в продольном направлении составляет 0—200 мм,
в поперечном направлении 0—100 мм.
§ 15. ПНЕВМАТИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
При точных измерениях находят применение пневма-
тические приборы. Принцип их действия заключается
в следующем: предположим, что в цилиндр через от-
верстие 2 (рис. 28) поступает воздух с первоначальным
давлением и выходит из него через отверстие 4. Меж-
ду жиклерами (калиброванными отверстиями) 2 и 4
установится в полости 3 давление, являющееся функ-
цией соотношения площадей поперечного сечения жик-
лерных отверстий и величины исходного давления.
Предположим, что отверстие 4, через которое воздух
выходит из цилиндра, будет сделано большего сечения,
чем 2, и что к наружному торцу отверстия 4 будет при-
ближена стенка 6. При изменении зазора 5 вследствие
сближения стенки 6 с торцом жиклера 4 истечение воз-
духа из цилиндра будет затрудняться и давление
в нем возрастет. Следовательно, по изменению давле-
ния в цилиндре можно судить о величине размерных
колебаний расстояния 5 между торцом выходного жик-
лера 4 и плоскостью 6 проверяемой детали. Таким об-
разом, измерение линейного размера основывается на
изменении давления воздуха или его расхода.
Пневматический измерительный прибор состоит из
трех частей: измерительного приспособления, стабили-
затора давления и отсчетного устройства. Конструкция
измерительного приспособления зависит от формы изме-
47
ряемой поверхности. Назначение стабилизатора давле-
ния состоит в том, чтобы, получив от заводской маги-
страли сжатый воздух относительно высокого и непо-
стоянного давления, уменьшить его до определенного
постоянного давления. Отсчетное устройство служит для
того, чтобы тем или иным путем (контролем давления
или расхода воздуха) производить отсчет отклонений
величин измеряемых размеров.
Одним из распространен-
ных пневматических измери-
Z7///7//////7//////^ тельных приборов являет-
____________ся прибор с механическим
\___________If стабилизатором давления и
^//////////////////7 | поплавковым указателем.
' \ ^5 Принцип работы прибора
? J основан на измерении расхо-
да воздуха. При этом расход
Принцип измерения с пО'ВОздуха принимается за ме-
пневматического прибора J г
ру для измерения линейных
размеров детали. Принци-
пиальная схема действия прибора поясняется на рис. 29.
Сжатый воздух поступает в механический стабилизатор
давления 1, обеспечивающий постоянное рабочее давле-
ние. Воздух постоянного рабочего давления снизу посту-
пает в вертикальную трубку 2 с коническим отверстием,
располагающимся большим сечением вверх. Внутри
трубки 2 находится свободно движущийся вверх и вниз
легкий поплавок 3, поддерживаемый во взвешенном со-
стоянии динамическим напором воздушного потока, про-
ходящего снизу вверх. Верхний конец трубки 2 шлангом
4 соединяется с измерительным приспособлением 5, че-
рез выходной жиклер 6 которого воздух проходит в зазор
а между проверяемой поверхностью Р детали и торцом
жиклера. Чем больше зазор а, тем выше поднимается по-
плавок 3 в коническом отверстии стеклянной трубки 2,
открывая кольцевое сечение для прохода воздуха. В мо-
мент образования кольцевого сечения, достаточного для
прохода воздуха, при напоре, определяемом весом по-
плавка, наступает равновесие. В этот момент по положе-
нию верхней грани поплавка 3 относительно соответст-
венно градуированной шкалы 7 производится отсчет по-
казаний прибора.
На рис. 30 показано устройство пневматического из-
мерительного прибора. Воздух после предварительного
48
снижения давления и первой очистки поступает в при-
бор через штуцер 1, с которым 'соединяется резиновый
шланг, ведущий от предварительного стабилизатора дав-
ления и фильтра, смонтированных вне прибора. Коли-
чество воздуха, подаваемого в прибор, может регулиро-
ваться вентилем 2. Далее через штуцеры 3 и 4 воздух
поступает в корпус 5 второго стабилизатора давления,
производящего окончательное, точное регулирование
давления до необходимой величины (0,3—0,7 кГ/см2).
Так как во втором ста-
билизаторе давления так-
же происходит конденса-
ция водяного пара, то
патрубок 6 отводит воз-
дух в корпус 7 фильтра
окончательной очистки.
Пройдя через фильтрую-
щую массу 8 (фетр, шер-
стяная вата, асбест), воз-
дух рабочего давления по
шлангу 9 передается в су-
харь 10, на который опи-
рается нижний торец вер-
тикально расположенной
стеклянной трубки 11, с
коническим расширяю-
щимся кверху отверстием.
воздух
из сети
Рис. 29. Схема действия пневма-
тического измерительного прибора
с механическим стабилизатором
давления и поплавковым указате-
лем
Конусность отверстия
стеклянной трубки долж-
на быть плавной и равно-
мерной, без уступов и не-
ровностей.
В коническом отверстии
стеклянной трубки свободно перемещается вверх и вниз
поплавок /2, поддерживаемый во взвешенном состоянии
воздушным потоком, движущимся снизу вверх по отвер-
стию трубки И. Поплавок должен удерживаться в отвер-
стии трубки прямо, верхняя грань его (по положению ко-
торой относительно шкалы отсчитывается показание при-
бора) должна быть горизонтальной. В верхней части от-
верстия трубки 11 находится пружинка 14, закрепленная
в съемном сухаре 13. Пружинка 14 имеет двоякое назна-
чение. С одной стороны, она препятствует засасыванию
поплавка 12 в каналы сухаря 13 и далее в шланг 15. С
49
другой стороны, пружинка 13 снимает с поплавка возни-
кающие в нем электрические заряды каждый раз, когда
он при снятии контролируемой детали с измерительного
приспособления прижимается к этой пружинке усилив-
шимся потоком воздуха. Сухарь 13 по своим каналам пе-
редает воздух от стеклянной трубки к шлангу 15, соеди-
ненному со стаканом 16.
Рис. 30. Устройство пневматического измерительного прибора с ме-
ханическим стабилизатором давления и поплавковым указателем
С внешней стороны к стакану 16 через штуцер 17
подключается соединительная муфта 18 резинового
шланга 19, второй конец которого соединяется с лю-
бым измерительным приспособлением. Сухарь 13 сделан
съемным, для того чтобы облегчить установку и уда-
ление стеклянной4 трубки И. Отсчет показаний прибора
осуществляется по положению верхней грани in сплав- j
50 i
ка 12 относительно шкалы 20, укрепленной рядом со
стеклянной трубкой 11.
При пользовании пневматическим измерительным
прибором большое значение имеет правильная наладка
прибора и соответствующая тарировка шкалы отсчет-
ного устройства. Тарировка шкалы производится по
специальным эталонам. Шкалы пневматических прибо-
ров для измерения отверстий тарируются по установоч-
ным кольцам. Для этой цели требуется набор устано-
вочных колец. Комплект их должен включать не менее
двух колец соответствующих по своим размерам пре-
дельным величинам диаметра измеряемой детали, для
которой производится тарировка прибора. По устано-
вочным кольцам на шкалу прибора наносят контроль-
ные точки, промежуточные значения получаются деле-
нием отрезков между точками, нанесенными по коль-
цам, на -равные доли с тем, чтобы получить требуемую
цену деления.
Правильная эксплуатация пневматического прибора
имеет большое влияние на точность и надежность его
работы. Перед началом работы необходимо заполнить
баллон стабилизатора давления водой и в случае ее
испарения долить воды до соответствующей контроль-
ной отметки по шкале водяного манометра. Начиная
работу, следует проверить шкалу по установочным коль-
цам. В случае, если обнаружится ошибка в показаниях
прибора, должна быть установлена причина, вызываю-
щая эту ошибку. Наиболее вероятными причинами
ошибки в показаниях прибора могут быть: утечка во-
ды, испарение воды, утечка воздуха, засорение жикле-
ров, смещение выходных жиклеров вследствие плохой
их запрессовки, износ измерительных наконечников.
Ошибки в показаниях прибора выявляются следую-
щим образом:
утечка воды или ее испарение обнаруживается не-
совпадением уровня воды в стеклянной трубке с риской
на шкале «верхний уровень воды»;
утечка воздуха устанавливается полным закрытием
от руки выходных жиклеров; если при этом уровень
воды в стеклянной трубке не опустится до риски «ниж-
ний уровень воды», то, очевидно, в приборе имеется утеч-
ка воздуха; наиболее вероятными местами утечки воз-
духа могут быть: соединения шланга с прибором и ка-
либром, а также сам поврежденный шланг, плохое
51
крепление стеклянной трубки, крышка, закрывающая
головной жиклер, прочие 'соединения путей движения
воздуха, различные заглушки;
засорение головного жиклера может быть обнаруже-
но по повышению уровня жидкости в трубке водяного
манометра относительно рисок, нанесенных по эталон-
ным кольцам;
смещение выходных жиклеров (неплотная их запрес-
совка) определяется по разности уровня водяного стол-
ба относительно шкалы при различных усилиях нажима
па выходной жиклер. При этом нажим может осуществ-
ляться или от руки, или от слабого удара алюминие-
вым молоточком;
при заполнении баллона стабилизатора давления во-
дой последняя иногда попадает в отверстие головного
жиклера и шланг, ведущий к калибру. Это может быть
выявлено по переменному повышению и понижению
уровня воды относительно шкалы при установке калиб-
ра в эталонное кольцо;
при работе стабилизатора давления должно быть
отчетливо слышно бурление воды в водяном баллоне.
Отсутствие бурления воды указывает на засорение груп-
пы редуцирующих жиклеров.
При засорении жиклеров они должны быть тщатель-
но продуты воздухом. Нельзя прочищать жиклеры ме-
таллическими иглами или деревянными палочками, так
как первое приведет к увеличению калиброванного се-
чения жиклера, а второе — к еще большему засорению
жиклера древесными стружками.
Износ измерительных наконечников контактных ка-
либров следует устранять корректировкой шкалы при-
бора. Относительно высокое рабочее давление прибора
с поплавковым указателем позволяет снизить требова-
ния к отсутствию загрязненности измеряемых поверх-
ностей по сравнению с водяным манометром. Внима-
тельно надо следить за сохранностью стеклянной трубки
с коническим отверстием, которая, является самой доро-
гой частью всего прибора. Время от времени следует
спускать конденсат, собирающийся в фильтрах.
К достоинствам пневматического метода измерений
относятся:
высокие передаточные отношения (до 10 000 и выше),
обеспечивающие измерение с точностью до 1 мкм и его
долей;
52
измерение без контакта с измеряемой поверхностью
предохраняет прибор от износа и проверяемую поверх-
ность от повреждений;
результаты измерения не зависят от индивидуальных
качеств контролера;
конструктивная простота прибора, легкость и деше-
визна его изготовления.
Но пневматический метод измерения имеет и недо-
статки, которые выражаются в следующем:
результаты измерения зависят от шероховатости из-
меряемой поверхности и постоянства давления воздуха;
требуется весьма тщательная очистка воздуха от
пыли и влаги;
шкала измерительного прибора может считаться
практически равномерной лишь на некотором ее
участке.
§ 16. СРЕДСТВА ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Овальность выявляют измерением в одном из
поперечных сечений наибольшего или наименьшего диа-
метра и диаметра, расположенного под углом 90° к пер-
вому. Величина овальности определяется как разность
наибольшего и наименьшего показаний прибора, полу-
ченных при повороте детали на 90° под измерительным
наконечником.
Огранка измеряется в кольце, диаметр которо-
го равен наибольшему предельному диаметру вала, или
на призме. При измерении в кольце за величину огран-
ки принимают разность наибольшего и наименьшего
показаний. При измерении на призме (рис. 31, а) при-
нимают разность наибольшего и наименьшего показа-
ний прибора, умноженную на коэффициент, зависящий
от числа граней и угла призмы.
Некруглость может быть измерена на макропрофи-
лографе (рис. 31,6) — приборе, обеспечивающем точ-
ное вращение проверяемой детали и датчика относи-
тельно друг друга и записывающем профилограммы по-
перечного сечения (рис. 31,в). Деталь предварительно
центрируется.
Для измерения отклонений от круглости как наруж-
ных, так и внутренних поверхностей тел вращения (ци-
линдров, конусов и др.) применяется макропрофилограф
53
Мод. 218, выпускаемый московским заводом «Калибр».
Измерение отклонений от круглости производится путем
непрерывного ощупывания детали по окружности за
один оборот шпинделя наконечником индуктивного дат-
чика, сигнал которого усиливается и передаётся на за-
писывающее устройство..
Рис. 31. Схемы контроля отклонений формы ци-
линдрических деталей:
а — огранки, б — некруглости, в — профилограмма по-
перечного сечения, г — изогнутости, д—нецилиндричности
Общий вид прибора макропрофилографа представ-
лен на рис. 32. На литой чугунной станине 1 помещены
горизонтальный стол 3 и панель управления 2. На зад-
ней стенке станины имеются вертикальные направ-
ляющие (формы ласточкина хвоста), по которым пе-
ремещается колонна 8, несущая шпиндельную головку 6
со шпинделем 5 и закрепленным на нем датчиком 4.
На передней стенке шпиндельной головки располагается
записывающий прибор 7.
С помощью электромеханического привода колонна
может перемещаться вверх и вниз со скоростью
100 мм/мин (установочное перемещение) или со ско-
ростью 60 мм/мин (в тех случаях, когда нужно уста-
новить измерительный наконечник щупа датчика в стро-
го определенное положение относительно измеряемой
детали). Стол 3 предназначен для установки измеряе-
мой детали, а также ее центрирования и может пере-
мещаться в двух взаимно перпендикулярных направле-
54
Рис. 32. Кругломер мод. 218 заво-
да «Калибр»
ниях «а ±3 jwjh двумя планетарно-винтовыми меха-
низмами.
В шпиндельной головке помещается шпиндель, элек-
тродвигатель и коробка передач. Диск записывающего
прибора вращается 'синхронно со шпинделем, выпол-
ненным в виде призматической кольцевой опоры каче-
ния и обеспечивающим круговое движение датчика с
погрешностью менее 0,1 jhkjw.
Точность вращения
подвижного диска опоры
определяется степенью
круглости каждой канав-7
ки, идентичностью формы
и размеров обеих канавок,
обеспечиваемой притир-
кой одним и тем же коль-
цевым инструментом, а
также равноразмер-
ностью и точностью фор-
мы несущих шариков.
На подвижном диске
шпинделя закреплена ко-
лодка, несущая датчик,
который можно переме-
щать в радиальном отно-
сительно шпинделя на-
правлении для настройки
на размер проверяемой
детали. Внутри датчика
имеется микроэлектро-
двигатель постоянного
тока и зубчатый редуктор
с большим передаточным
отношением, что позволя-
ет перемещать измери-
тельный наконечник в ра- :
диальном относительно
детали направлении во
время вращения шпинделя.
Запись результатов измерения производится >в поляр-
ной системе координат на диаграммном бумажном
диске (рис. 33).
Фирма Тейлор-Хобсон (Англия) выпускает приборы
для измерения погрешностей геометрической формы и
55
положения. Так, например, (прибор «Тэлироунд 200»
предназначен для определения некруглости, эксцентри-
ситета, неперпендикулярности торцов оси, непараллель-
ное™ плоскостей и т. п. Прибор -снабжен специальным
электр'Оконтактным датчиком и самозаписывающим уст-
ройством. Прибором можно измерять детали с наруж-
ным и внутренним диаметром до 152 мм и .высотой
до 305 мм. При замере обеспечивается увеличение от
Х50 до Х1000, точность замера от 0,075 до 0,2 мкм.
Прибор определяет средний диаметр детали, максималь-
ные отклонения от 'базовой окружности, направленные
наружу и внутрь, среднее отклонение от базовой окруж-
ности и наибольшее отклонение от нее (сумма от-
клонений, направленных наружу и внутрь). Прибор
«Тэлироунд» оснащен вычислителем средней базо-
вой окружности, которая определяется по принципу
наименьших квадратов и автоматически вычерчивает-
ся на диаграмме в полярных координатах.
Изогнутость из-
меряется при враще-
нии детали, базирую-
щейся на двух опорах
(см. рис. 31, г). Раз-
ность показаний изме-
рительной головки рав-
на удвоенной величине
изогнутости (2 А).
Нецилиндр и ч •
н о с т ь может быть из-
мерена двухконтакг-
ным прибором (см.
рис. 31, д). При отсут-
ствии огранки с нечет-
ным числом граней и изогнутости нецилиндрич-
ность определяется как полуразность между наибольшим
и наименьшим диаметрами поверхности, измеренными
двухконтактным прибором не менее чем в двух крайних и
среднем сечениях детали. Если имеются огранка с нечет-
ным числом граней и изогнутость, то для косвенного опре_
деления нецилиндричности они измеряются отдельно и
суммируются с полуразностью наибольшего и наименьше-
го диаметров.
Прямолинейность 'может проверяться пове-
рочными линейками путем определения зазора между
Рис. 33. Контурограмма поверхности
детали, обработанной при врезном
шлифовании:
а — без выхаживания, б — после выхажи-
вания в течение 8 сек
56
длина
опоры
Рис. 34. Схемы измерения погрешности расположения поверхностей
рабочей поверхностью линейки и контролируемой по-
верхностью детали.
Не плоскостность проверяется поверочными
плитами на краску (по установленному наименьшему
количеству пятен на единицу площади). Измерение не-
нрямолинейности и неплоскостности может производить-
ся также с помощью индикаторов и оптических при-
боров.
Н еп а рал дельность плоскостей. При кон-
троле детали устанавливают 'базовой поверхностью на
поверочной плите, относительно 'которой определяется
разность размеров на заданной длине (рис. 34,а). Не-
плоскостность проверяемой поверхности в данном слу-
чае войдет в погрешность измерения.
Непар аллель н ость и перекос осей.
Непараллельность осей практически определяется как
разность расстояний между осями на заданной длине.
Непараллельность и перекос осей могут быть определе-
ны индикатором (рис. 34, б). Деталь выверяют так,
чтобы ось I—I была параллельна плоскости повероч-
ной плиты.
Непараллельность оси и плоскости.
Если базой является цилиндрическая поверхность, де-
таль устанавливают на поверочную плиту согласно
рис. 34, в. Определяется разность показаний измеритель-
ной головки на заданной длине. Непрямолинейность
проверяемой поверхности в данном случае вызовет по-
грешность измерения.
Неперпендикуляр кость. Деталь устанавли-
вают базовой поверхностью на поверочной плите. Опре-
деляют на заданной длине разность показаний индика-
тора, перемещающегося перпендикулярно к плоскости
плиты (рис. 34,г).
Торцовое биение. Деталь устанавливают ба-
зовой поверхностью и фиксируют в осевом направлении
(рис. 34, д). Определяют разность между наибольшим
и наименьшим показателями индикатора, полученными
при вращении детали.
Нес о осн ость. Несоосность относительно базо-
вой поверхности определяют обычно измерением ради-
ального биения проверяемой поверхности в заданном
сечении или в крайних сечениях при вращении детали
вокруг оси базовой поверхности. Несоосность шеек А
и Б вала (рис. 34, е) относительно их общей оси опре-
58
Является при вращении вала на двух призмах, находя-
щихся в средних сечениях шеек.
Радиальное биение. Деталь устанавливают
базовыми поверхностями на призмы (рис. 34,ж). Опре-
деляется разность между наибольшим и наименьшим
показаниями индикатора, полученными при повороте де-
тали на полный оборот.
§ 17. КОНТРОЛЬ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Оценка шероховатости может осуществляться не-
сколькими методами:
визуальным (зрительно), т. е. контроль об-
разцов посредством невооруженного глаза или с по-
мощью лупы или микроскопа;
оптическим с помощью двойного микроскопа;
методом интерференции (наложением све-
товых волн);
ощупывания иглой с использованием опти-
ко-механического и электромеханического способов пе-
редачи колебаний;
пневматическим, основанным на продувании
воздуха через зазоры между наложенной на контроли-
руемую поверхность головкой прибора и шероховато-
стями.
Контроль шероховатости визуальным
методом заключается в рассмотрении поверхности
либо невооруженным глазом, либо с помощью лупы или
микроскопа путем сравнения обработанной поверхности
с рабочим эталоном. К достоинствам этого способа
контроля относятся: наглядность, простота и быстрота
проверки, а к недостаткам — субъективность оценки,
потребность большого количества эталонов, быстрое из-
менение поверхности эталонов. При глазном контроле
необходимо постоянное освещение, в противном случае
отражение света от поверхности детали и эталона может
привести к неправильной оценке шероховатости.
При оптическом методе применяются двой-
ные микроскопы сравнения. Принцип их действия по-
казан на рис. 35. От лампочки 1 лучи света падают в
призму-кубик 2, где разделяются на два направления.
Часть лучей проходит через кубик 2, диафрагму 6, сре-
зающую половину поля зрения, попадает на поверхность
эталона 5 и, отразившись от него, возвращается в приз-
59
му 2. Отразившись от ее гипотенузы, лучи попадают
в объектив 4 и в (половине поля зрения окуляра 3 дают
изображение поверхности эталона 5. Другая часть лу-
чей направляется гипотенузой призмы 2 вниз, проходит
диафрагму 7 и, отразившись от 'контролируемой поверх-
ности детали 8, возвращается в призму 2, проходит че-
рез объектив 4 и дает во второй половине, окуляра 3
изображение контролируемой поверхности детали, рас-
положенное рядом с изображением поверхности этало-
на. Микроскоп сравнения имеет увеличение 55х и поле
зрения 2,8 мм. С помощью микроскопа можно надежно
различать /депоховатость до 9—10-го классов чистоты.
•* Об ъективная оцен-
Рис. 35. Оптическая схема микроско-
па сравнения МС-48:
1 — электролампа, 2 — разделительная
призма, 3 — окуляр, 4 — объектив, 5 —
эталон, 6, 7 — диафрагмы, 8 — контролиру-
емая деталь
вается по формуле
ка высоты шероховато-
сти с помощью двойно-
го микроскопа мето-
дом светового се-
чения заключается в
том, что узкая полоска
света, падая под углом
45° на контролируемую
поверхность, отражает-
ся от нее в виде полоски,
изогнутой соответствен-
но гребешкам и впади-
нам этой поверхности
(рис. 36), и становится
видимой через окуляр.
При помощи окуляр-
ного микрометрическо-
го винта производится
отсчет высоты шерохо-
ватости. Видимая вы-
сота шероховатости
будет больше действи-
тельной. Действитель-
ная высота подсчиты-
/?Д1ах = Я cos 45°,
где Н — высота микронеровностей.
Замер высоты шероховатости методом светового се-
чения производится на двойном микроскопе. При про-
верке поверхностей с различной высотой шероховато-
стей следует пользоваться различными объективами,
60
прилагаемыми к прибору. При наличии в поле зрения
микроскопа трех и более гребешков отсчет 7?тах произ-
водится при установке нити винтового окулярного мик-
рометра по касательной не менее чем к двум гребеш-
кам. Двойной микроскоп позволяет измерять шерохо-
ватость в пределах 3—9-го классов чистоты.
Рис. 36. Схема двойного микроскопа (метод
светового сечения)
М.етод ощупывания иглой. Оптико-меха-
нический метод ощупывания иглой заключается в том,
что профиль шероховатости обрабатываемой поверхно-
сти воспроизводится на светочувствительной бумаге при
достаточно больших его увеличениях. Для этой цели
служат оптико-механические профилографы. Действие
профилографа заключается в том, что по контролируе-
мой поверхности автоматически перемещается алмазная
игла, которая ощупывает -шероховатость, перемещаясь
вдоль своей оси на высоту этих шероховатостей. Пере-
мещение иглы вдоль ее оси увеличивается в несколько
тысяч раз с помощью оптической системы прибора и
фиксируется на фотоматериале. Оптико-механические
профилографы позволяют замерять шероховатость в пре-
делах 3—11-го классов чистоты.
61
Электромеханический метод ощупывания иглой за-
ключается в том, что по измеряемой поверхности пере-
мещается специальный электродинамический датчик, со-
стоящий из подвижной катушки, скрепленной с иглой,
двигающейся в магнитном поле с соприкасающейся по-
верхностью. Так как поверхность деталей всегда имеет
шероховатость, игла и вместе с ней электромагнитная
катушка начинают колебаться, при этом в обмотке ка-
тушки возбуждается электродвижущая сила, которая
проходит через усилитель. Эта усиленная электродвижу-
щая сила на приборе показывает среднее квадратичное
отклонение шероховатостей. Основанные на этом прин-
ципе профилометры конструкции В. М. Киселева и
В. С. Чамана позволяют промерять поверхности с шеро-
ховатостью 5—12-го классов чистоты.
Рис. 37. Датчик к профилометру В. М. Киселева
Типичным представителем электродинамических про-
филометров является прибор конструкции В. М. Ки-
селева мод. КВ-7, который состоит из усилите-
ля, помещенного в пластмассовый корпус, двух датчи-
62
Рис. 38. Схема ощупы-
вающей головки профи-
лометра Чамана:
/ — дпгчик, 2 — катушка
вибратора, 3 — пружина виб-
ратора, 4 — игла, 5—мембра-
на, 6 — катушка датчика.
7 — постоянный магнит
ков типа Б и М и электропривода. Датчик типа Б слу-
жит для измерения шероховатости плоских и наружных
поверхностей, датчик типа М — для измерения шеро-
ховатости поверхности отверстий. Механизм датчика
типа Б (рис. 37) собран па основании 1 п закрыт
крышкой 18. На основании 1 (уголке) укреплен маг-
нит 17 и хвостовик 10, своей цилиндрической частью
входящий в отверстие основания и образующий концен-
трический зазор, в котором помещается катушка 9. Ка-
тушка подвёшена на плоских пружинах 5, позволяющих
ей свободно перемещаться вверх и вниз. Магнит и хво-
стовик стягиваются винтом 2 и с передней стороны под-
держиваются стойкой 11, укрепленной на основании 1.
В нижний конец катушки ввертывается игла 6 с алмаз-
ным острием. При измерении датчик ставится на смен-
ные шаровые опоры 7, укрепленные на мостике 8.
Мостик крепится к скобе 13,
перемещаемой вверх и вниз мик-
рометрическим винтом 14 с лим-
бом 15, вмонтированным па
крышке 18. Перемещение опор
необходимо для регулирования
вылета иглы 6 и натяга пружины
5 при измерении цилиндрических
поверхностей различных радиу-
сов. Поворот лимба на одно де
ление относительно риски, нане-
сенной на штырьке 16, соответст-
вует выдвижению иглы на
3,5 мкм. Обмотка подвижной ка-
тушки 9 соединена последова-
тельно с компенсационной катуш-
кой 12, концы которой подводят-
ся к гетинаксовой панели 4, и со-
единяются со штепсельным разъ-
емом 3, соединяющим датчик со
шнуром или ручкой. Катушка 12
компенсирует паразитную э. д. с.,
наводимую в подвижной катушке
9 переменным магнитным полем
окружающего пространства.
Магнитная цепь датчика 1 в
рукции В. С. Чамана (рис. 38) состоит из постоянного
магнита 7, хвостовика, на котором укреплена неподвиж
шрофилометре конст-
63
ная катушка, подвижного якоря и основания. Эта маг-
нитная цепь включает в себя два воздушных зазора,
из которых зазор между якорем и хвостовиком меняет-
ся -при движении иглы 4 то ощупываемой поверхности.
При изменении воздушного зазора -меняется магнитное
сопротивление цепи, и в катушке индуцируется электро-
движущая сила, пропорциональная скорости изменения
магнитного потока. Благодаря тому что катушка не-
подвижна, она может быть сделана с очень небольшим
количеством витков, что позволяет построить компакт-
ную усилительную схему.
Профилограф-профилометр блочной конструкции
мод. 201 выпускается московским заводом «Калибр».
Вертикальное увеличение прибора 1000—20 000х, гори-
зонтальное 2—4000х. Измерительное усилие прибора
0,1 Л что позволяет измерять в лабораторных условиях
шероховатость 'без повреждения поверхности деталей с
покрытиями, деталей из цветных металлов, пластмасс
и других неметаллических материалов. Прибор позволя-
ет оценить шероховатость поверхности по /?а на базовых
Рис. 39. Схема профилографа-профилометра блоч-
ной конструкции завода «Калибр»
длинах от 0,08 до 2,5 мм в пределах 5—14-го классов,
когда он используется как профилограф, и в пределах
5—12-го классов, когда он используется в качестве про-
филометра. Прибор состоит из унифицированных бло-
ков: стойки с кареткой, универсального столика, датчи-
ка, мотопривода, электронного блока с показывающим
прибором и записывающего прибора. Действие прибо-
ра основано на принципе ощупывания исследуемой по-
верхности алмазной иглой с радиусом закругления 2—4
или 10—12 мкм и преобразования колебаний иглы в
изменения напряжения индуктивным методом.
64
Рис. 40. Интерференци-
онный микроскоп:
а — схема микроинтерферо-
метра, б — изгиб интерфе-
ренционных линий при изме-
рении шероховатости
Электрическая часть (профилографа-профилометра
(рис. 39) состоит из датчика, электронного блока 7 с
показывающим прибором S и записывающего прибора 9.
Магнитная система датчика состоит из сдвоенного
Ш-образного сердечника 4 с двумя катушками 3. Ка-
тушка датчика и две половины первичной обмотки диф-
ференциального входного трансформатора 6 образуют
балансный мост, который питается от генератора зву-
ковой частоты 5. При перемещении датчика относитель-
но исследуемой поверхности алмазная игла /, ощупы-
вая неровности поверхности, совершает колебания, при-
водя в колебательное движение якорь 2. Колебания
якоря изменяют величину воздушных зазоров между
якорем и сердечником и тем самым вызывают измене-
ния напряжения на выходе
дифференциального трансфор-
матора 6. Полученные измене-
ния напряжения усиливаются
электронным блоком, на выхо-
де которого подключаются за-
писывающий или показываю-
щий прибор.
Пневматический ме-
тод измерения шеро-
ховатости основан на опре-
делении расхода сжатого воз-
духа, проходящего через за-
зор, образующийся между соп-
лом измерительной головки и
шероховатостью поверхности.
Для контроля шероховатости
от 9-го и 14-го классов чистоты
находят применение интер-
ференционные микро-
скопы. Микроскоп конструк-
ции В. П. Линника мод.
МИИ-1 (рис. 40) устроен сле-
дующим образом. От источни-
ка света 3 через диафрагму и линзы пучок света направ-
ляется на разделительную призму 5, состоящую из двух
склеенных между собой по диагональной плоскости
призм. На эту плоскость нанесен полупрозрачный слой
серебра, в результате чего часть лучей проходит прямо
сквозь призму и падает на эталонное зеркало 6, а другая
3—2741
65
часть лучей преломляется и падает на контролируемую
поверхность детали 4, накладываемую сверху на корпус
прибора. Лучи, отраженные от эталонного зеркала 6 и от
контролируемой поверхности 4, вновь встречаются в раз-
делительной призме 5 и направляются через линзу 2 в
окуляр /. Через окуляр можно наблюдать интерференци-
онные полосы, изгиб которых соответствует микропрофи-
лю поверхности, причем масштабом служит расстояние
между серединами двух соседних темных (или светлых)
полос, соответствующее длине полуволны света (для бе-
лого света примерно 0,275 мкм.).
Таким образом, высота шероховатости определяется
измерением величины стрелы изгиба одной полосы; по-
лученный результат умножается на 7г длины световой
волны и делится на измеренное расстояние между дву-
мя полосами. Ширину и направление интерференцион-
ных полос можно регулировать. Окуляр снабжен оку-
лярным микрометром. Объект может перемещаться в
продольном и поперечном направлениях. Прибор снаб-
жен фотокамерой, встроенной в его корпус. Фотографи-
рование производится на стеклянные пластинки, что по-
вышает точность последующих измерений. Проявленные
пластинки помещают на проектор, и на экране обводит-
ся граничная линия средней полосы интерферограммы.
Таким образом, получается профилограмма поверхно-
сти, подвергаемая далее обычной статистической обра-
ботке. На приборе можно производить и непосредствен-
но (без фотографирования) измерения высоты шерохо-
ватости, пользуясь окулярным микрометром.
§ 18. ОЦЕНКА КАЧЕСТВА
ОБРАБОТАННОЙ ПОВЕРХНОСТИ
Для выявления трещин применяют физические ме-
тоды контроля, при которых намагниченная деталь при-
водится в соприкосновение с частичками крокуса, нахо-
дящимися во взвешенном состоянии в жидкости. Имею-
щиеся трещины прерывают магнитные силовые линии,
возникающие в магнитном поле. Мелкие частицы кро-
куса, находящиеся в растворе, перекрывают эти трещи-
ны, соединяя два полюса магнитного поля, в результате
чего трещины на детали обнаруживаются невооружен-
ным глазом.
66
Другой способ контроля поверхностных дефектов
основан на проникновении флюоресцирующего (светя-
щегося) вещества в поверхностные трещины. Сущность
метода заключается в облучении испытуемой поверхно-
сти ультрафиолетовыми лучами, при котором флюорес-
цирующие вещества испускают собственное свечение,
видимое глазом. Контролируемая деталь погружается
в жидкость, состоящую из 15% авиационного минераль-
ного масла, являющегося средой для флюоресцирующе-
го вещества, и 85%! керосина, придающего смеси высо-
кую способность проникновения в мельчайшие трещины.
В качестве добавок в 100 см3 смеси растворяют 0,02 г
дефектоля и 0,2—0,3 г эмульгатора ОП-7. Дефектоль —
порошок органического происхождения, обладает свой-
ством светиться под влиянием ультрафиолетовых лучей;
эмульгатор ОП-7 способствует смыванию смеси с по-
верхности детали.
После промывки деталь поступает в сушильный
шкаф, где выдерживается при температуре 40—70 °C.
Затем деталь погружают в коллоидный водный раствор
специального состава, который как бы вытягивает к по-
верхности флюоресцирующее вещество из трещин. В ка-
честве извлекающего порошка могут быть использованы
окись магния л тонкоизмельченный сплав электрона.
На тех участках, где порошок, нанесенный на поверх-
ность, впитал флюоресцирующий раствор, возникает зе-
леное или зелено-голубое свечение, позволяющее обна-
руживать места расположения трещин. После этого де-
таль вынимают и осматривают в затемненном помеще-
нии при источнике света — колбе кварцевого стекла,
заполненной ртутными парами (ртутная газоразрядная
лампа ПР-К2). Трещины представляются светящимися
линиями, поры и рыхлоты — пятнами.
Выделение тепла при шлифовании происходит в зо-
не шлифования, т. е. в месте контакта между шлифо-
вальным кругом и обрабатываемой поверхностью. В
этом месте в момент срезания стружки температура
достигает наивысшего значения. При чрезмерном вы-
делении тепла в зоне шлифования температура поверх-
ностного слоя детали может возрасти и превзойти тем-
пературу отпуска. При этой температуре в стали начи-
наются структурные изменения, сопровождающиеся по-
явлением на обрабатываемой поверхности цветов побе-
жалости. При дальнейшем повышении температуры по-
з*
67
являются прижоги, сопровождающиеся местным сниже-
нием поверхностной твердости. При кругах повышенной
твердости, .при чрезмерно высоких режимах шлифования
и очень затупленных кругах прижоги могут распростра-
няться на сравнительно большие участки обработанной
поверхности. При несбалансированном круге, биении
шпинделя изделия или неисправности опор шпинделя
могут появиться местные точечные прижоги, занимаю-
щие малые участки на шлифованной поверхности.
Для обнаружения мягких пятен и прижогов приме-
няется контроль путем травления. Так как структура
троостита более чувствительна к действию кислот, чем
другие структурные составляющие, применение травле-
ния позволяет отличать троостит и обнаружить мягкие
пятна. Мягкие пятна, получившиеся от неправильной
термообработки, можно после травления отличить от
прижогов, вызванных несоблюдением надлежащего ре-
жима шлифования, так как в первом случае темные пят-
на, характеризующие троостит, частично переходят в
светло-серые пятна мартенсита; при прижогах же тем-
ные пятна имеют более резкие граничные контрасты.
При травлении деталей из хромоуглеродистых сталей
применяются как водные растворы азотной кислоты, так
и спиртовые или ацетоновые растворы азотной кислоты.
Последние могут быть заменены растворами этиленгли-
коля. Обнаружение мягких пятен и прижогов на де-
талях проводятся в порядке, приведенном в табл. 4.
Прижоги и мягкие пятна деталей контролируют глаз-
ным осмотром без лупы. При этом на смоченном бензи-
ном или водным раствором (ванна № И) сером фоне
поверхности травленных деталей проявляются мягкие
трооститовые участки в виде более темных пятен с раз-
мытыми или с резко выраженными границами. Состоя-
ние поверхности детали влияет на процесс травления.
Чем чище и ровнее поверхность, тем более четким полу-
чается результат. Для чисто полированных деталей тре-
буется очень слабая протравка, для грубо шлифованной
поверхности необходимы более крепкие растворы и бо-
лее длительное травление.
Остаточные напряжения обнаруживаются при непо-
средственном измерении деформаций разрезанных колец
или прогиба пластинки по мере удаления поверхност-
ных слоев металла (рис. 41). Удаление металла осу-
ществляется путем электромеханического полирования.
68
ТАБЛИЦА 4
Технологический маршрут травления деталей
для обнаружения мягких пятен и пр иж ого в
№№ ванны Операция Рабочая среда Примечание
1;2 3 4 5 б 7 8 9 10 11 Обезжири- вание Травление Промывка Осветление Промывка Осветление Промывка Нейтрали- зация Промывка Предохра- нение от коррозии Бензин Б-70 или водно- щелочной раствор Этиленгликоль, либо этиловый спирт, или ацетон —100 мл. Азотная кислота (плотностью 1,4) 20—50 мл Проточная вода Хромовый ангидрид 80—150 г. Серная кис- лота (плотностью 1,04) 4 г, вода 1000 мл Проточная вода Вода — 1000 мл. Соля- ная кислота (плотно- стью 1,19) 200—300 мл. Ингибитор ПБ5-5-10? Проточная вода Вода — 1000 мл, сода кальцинированная 15—25 г Проточная вода Вода — 1000 мл. Сода кальцинированная — 10—15 г. Нитрит нат- рия — 2—3 г Последующее удаление воды с деталей путем просушки или про- тирки тканью Температура раствора комнатная. Время вы- держки 1—4 мин с периодическим встря- хиванием 5—б-кратное погруже- ние Промывка деталей в те- чение 30 сек со встря- хиванием и 5—б-крат- ным погружением. Температура раствора комнатная 5—6-кратное погруже- ние Температура раствора комнатная. Выдержка до получения серого фона поверхности де- тали (от 30 сек) до не- скольких минут с 5—6-кратным погру- жением 5—6-кратное погруже- ние Температура комнатная. Время нейтрализации 30—60 сек, 5—6-крат- ное погружение 5—6-кратное погруже- ние и встряхивание 5—б-кратное погруже- ние и встряхивание Температура раство- ра 20—85° С. Время выдержки от 30 сек до 2 мин
69
По своему характеру остаточные напряжения могут
быть напряжениями растяжения или сжатия.
Определение поверхностной твердости производится
на приборе ПМТЗ путем вдавливания алмазной пира-
миды с квадратным основанием и углом при вершине
между противолежащими гранями 136° при нагрузках
от 2 до 200 Г. Размер диагонали отпечатка, измерение
которой может быть выполнено на приборе ПМТЗ, ле-
жит в пределах от 6 до 240 мкм. Испытание на твер-
дость осуществляется следующим образом: деталь уста-
навливают на столик прибора и на ее поверхности вы-
бирают под микроскопом место для нанесения отпечат-
ка. Затем повернув столик вокруг оси 00 на 180°,
подводят выбранное на де-
тали место под острие ал-
мазной пирамиды и произ-
водят вдавливание алмазного
наконечника, находящегося
под действием груза Р в тече-
ние 30—40 сек, после чего сто-
лик поворачивают снова на
180° и с помощью микроскопа
измеряют диагональ отпечат-
ка. На приборе ПМТЗ можно
устанавливать небольшие де-
тали, высота которых не превышает 90 мм, а длина и ши-
рина — 200X200 мм.
Глубину наклепа можно определить путем измерения
микротвердости слоев, залегающих на разных горизон-
тах, для этой цели на поверхности детали производит-
ся косой срез под очень малым углом от 1° до 2°30'
Пересекая поверхностные слои металла на большом
протяжении, плоскость косого сечения позволяет значи-
тельно (в 35—50 раз) растянуть глубину наклепанного
слоя. При вдавливании алмазной пирамиды в исследуе-
мую поверхность на ней образуются достаточно ^четкие
отпечатки. У каждого отпечатка определяют среднюю
длину двух его диагоналей. Зная микротвердость на
различных участках 'косого среза, можно составить суж-
дение об изменении степени наклепа слоев, залегающих
на разной глубине.
Контрольные вопросы
1. Что вам известно о концевых мерах длины?
2. Как устроены отсчетные устройства микрометрических ин-
струментов?
73
Рис. 41. Определение оста-
точных напряжений. Инди-
катор измеряет прогиб про-
шлифованного образца-пла-
стины
3. Опишите устройство рычажного микрометра.
4. Опишите устройство миниметра.
5. Объясните устройство оптиметра.
6. Опишите устройство микрокатора.
.7. Как измеряется некруглость?
8. Как измеряется высота микронеровностей?
9. Как определяется высота микронеровностей на интерференци-
онном микроскопе?
10. Как оценивается качество обработанной поверхности?
Глава III
СВЕДЕНИЯ
О ПРИМЕНЯЕМЫХ МАТЕРИАЛАХ
§ 19. ПОНЯТИЕ О ТЕХНОЛОГИЧЕСКИХ МАТЕРИАЛАХ,
ПРИМЕНЯЕМЫХ ПРИ ВЫПОЛНЕНИИ
ДОВОДОЧНО-ПРИТИРОЧНЫХ РАБОТ
Технологические материалы, применяющиеся при до-
водочно-притирочных работах, можно подразделить на
основные, вспомогательные и дополнительные.
К числу основных материалов относятся
абразивы. Это мелко раздробленные зерна природных
или искусственных минералов й окислов некоторых ме-
таллов (хрома, железа, алюминия), обладающие абра-
зивной способностью. Абразивы применяются в виде
несвязанных порошков, паст, суспензий, а также в свя-
занном виде — в форме абразивных кругов и брусков.
К категории вспомогательных материа-
лов относятся химически активные добавки к абра-
зивонесущим доводочным пастам, связки, интенсифика-
торы и разбавители.
Дополнительными материалами приня-
то называть смазочно-охлаждающие жидкости и мою-
щие вещества (растворы), применяемые для мойки де-
талей в процессе обработки и удаления сработавшихся
абразивных зерен.
$ 20. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ АБРАЗИВОВ
Слово «абразив» происходит от латинского слова
«abrasio», что в переводе на русский язык означает
соскабливание. Еще в старину все минералы, которые
могли соскабливать — царапать другой более мягкий
материал,, называли абразивами. Впоследствии это сло-
во стали использовать и для названия минералов есте-
72
сгвенного и искусственного происхождения, которые при-
меняют для изготовления шлифовального инструмента
и доводочных смесей. Основными характеристиками
абразивного материала является форма и размер (зер-
нистость) абразивного зерна, его твердость и механиче-
ская прочность, минеральный и гранулометрический
(зерновой) составы, абразивная способность порошка,
его объемный вес.
Форма и размер абразивных зерен.
Известно, что абразивные зерна минералов имеют кри-
сталлическое строение. Кристаллы одного и того же
абразива могут отличаться друг от друга своей вели-
чиной, числом граней, ребер и формой граней. Разно-
образные формы кристаллов могут быть приведены в
такое положение в пространстве, при котором несколько
граней одного кристалла станут в параллельном поло-
жении с гранями других кристаллов. Всякое твердое те-
ло, имеющее природную форму многогранника, есть кри-
сталл, но не всякий кристалл имеет многогранную
форму. Зерна абразива, полученные искусственным пу-
тем, также имеют самую разнообразную форму. Напри-
мер, у электрокорунда и карбида кремния зерна (кри-
сталлы) имеют неправильную форму многогранника с
острыми углами. Встречаются также зерна удлиненной
формы — мечевидные, иглообразные и др. Несмотря
на многообразие форм, абразивные частицы можно
свести примерно к следующим разновидностям: изомет-
рические, пластинчатые, мечевидные.
Изометрические частицы имеют более круглую фор-
му. Сопротивление раздавливанию и скалыванию у них
выше, чем у зерен иных форм. Поэтому изометрические
зерна предпочтительнее для изготовления абразивных
инструментов, которые подвергаются ударно-вибрацион-
ным нагрузкам. Зерна пластинчатые, мечевидные и дру-
гих форм с выраженной несимметричностью должны
применяться при обработке с меньшими нагрузками, а
также при обработке труднообрабатываемых материа-
лов. Зерна неизометрической формы имеют свойство
самозатачивания.
Абразивные зерна характеризуются также состояни-
ем поверхности — гладкая или шероховатая, кромок и
выступов — острые, закругленные, прямолинейные, за-
зубренные и т. д. Зерно с острым углом значительно
легче проникает в обрабатываемый материал. Зерна-
73
сростки, неплотные по структуре (дефектные по строе-
нию), выдерживают меньшее давление и быстро разру-
шаются. Размер зерен (зернистость) характеризуется их
длиной Z, высотой h и шириной b и имеет следующие
соотношения размеров: l>b>h. Абразивные зерна опре-
деленной зернистости получают путем просеивания
(классификации) дробленых абразивов сквозь сита с
определенным размером отверстий. Получить в промыш-
ленных условиях зерна только одного размера практи-
чески невозможно, так как это связано, с одной сторо-
ны, с различной формой зерен, а с другой, — с сущест-
вующей технологией классификации по зернистости.
Зерновой состав каждого номера зернистости абразив-
ных порошков характеризуется содержанием отдельных
фракций: предельной, крупной, основной, комплексной
и мелкой в процентах по весу. Однако количество и
крупность зерен основной фракции порошка является
главной характеристикой зерен и определяется линей-
ными размерами. Содержание отдельных фракций для
некоторых мякропорошков приведено в табл. 5.
ТАБЛИЦА 5
Нормы зернового состава микропорошков синтетических
алмазов
Зернистость микропорошка Содержание фракций по количеству зерен
крупная, не более 5% основная, не менее 65% мелкая, не более 30%
Размер зерен, мкм
60/40 80—60 60—40 40—20
40/28 60-40 40—28 28-14
28/20 40-28 28—20 20-10
20/14 28-20 20-14 14—7
14/10 20—14 14—10 10-5
10/7 14—10 10—7 7—3
7/5 10—7 7—5 5-2
5/3 7—5 5-3 3-1
3/2 5-3 3—2 2 и мельче
2/1 3—2 2-1 1 и мельче
1/0 2—1 0—1
и мельче, не ме-
нее 95%
Твердость и механическая прочность.
При абразивной доводочно-притирочной обработке про-
исходит взаимный процесс разрушения (износа) трех
74
твердых тел: обрабатываемого материала, абразивного
зерна и лритира. Без процесса разрушения абразивных
зерен нельзя представить процесс абразивной доводоч-
но-притирочной обработки, который в зависимости от
условий обработки протекает различно.
Интенсивность разрушения абразивных зерен, входя-
щих в состав абразивной смеси, работающей между
двумя твердыми телами (обрабатываемым материалом
п притиром), связана не только с твердостью зерна, но
и с его вязкостью, которая в основном и определяет
механическую прочность зерна. Непрочные (хрупкие)
абразивные зерна крошатся, распадаясь на более мел-
кие. Это ведет к ускоренному износу зерен, влекущему
за собой увеличение расхода абразивно-доводочных ма-
териалов. Вместе с тем качество и производительность
доводочно-притирочных работ снижаются.
Оценка прочности абразивных зерен производится
путем раздавливания зерен под статической нагрузкой
и определения процентного весового количества основ-
ной фракции испытуемых зерен, сохранивших под опре-
деленным давлением первоначальные размеры. Показа-
тель механической прочности абразива определяется
расчетом
Х= — 100,
G
где X — показатель механической прочности зерен, %;
Gj—количество зерен, г, оставшихся после класси-
фикации;
G — всего взятого зерна для испытания.
Прочность отдельных зерен определяется в лабора-
торных условиях на приборах.
Объемный вес. При одинаковом удельном весе
и сходстве зерен по форме и размерам абразивные ма-
териалы имеют одинаковый объемный (насыпной) вес.
Следовательно, контроль объемного веса позволяет су-
дить о стандартности абразивного материала. Объемный
вес определяется по формуле
где v — объемный вес материала, г!см2\
G — вес абразивного зерна, г (среднеарифмети-
ческий, полученный из трех определений);
V — объем мерного цилиндра, равный 50 слЛ
75
Для измерения объемного веса имеется прибор, со-
стоящий из приспособления для засыпки зерен, сотряса-
тельного механизма и мерного цилиндра.
Абразивная способность зерна. Это
свойство проверяется испытанием свободно насыпанно-
го (определенного количества по весу) зерна между
двумя вращающимися с небольшими скоростями стек-
лянными дисками и определяется по формуле
AX==O^-G^ • А,
g-gq
где AX — абразивная способность (является некоторым
условным показателем качества зерна);
Gi — вес диска до испытания, Г;
G2 — вес диска после испытания, Г;
G — вес того же диска до испытания эталонного
зерна, Г;
Gq — вес того же диска после испытания эталон-
ного зерна, Г;
А — коэффициент, характеризующий количество
снятого материала эталонным зерном, Г
Абразивная способность микропорошков, идущих для
приготовления абразивно-доводочных паст и суспензий,
должна определяться с учетом специфики работы абра-
зивного зерна в соответствующих конкретных производ-
ственных условиях.
§ 21. АБРАЗИВНО-ДОВОДОЧНЫЕ ПАСТЫ И СУСПЕНЗИИ
При выполнении абразивных доводочно-притирочных
работ широко используются самые различные по соста-
ву доводочные пасты и суспензии. Доводочные пасты —
это абразивные смеси, состоящие из микропорошков и
связующих материалов, которые по консистентности бы-
вают твердые и мазеобразные. На некоторых доводоч-
ных станках в качестве основного технологического ма-
териала используются абразивно-доводочные смеси в
виде суспензий, т. е. жидкостей со взвешенными в них
абразивными частицами. Применяющиеся на практике
абразивно-доводочные пасты и суспензии отличаются по
своим составам, внешнему виду, технологическим воз-
можностям, стоимости и т. д. Специально приго-
товленные смеси в виде паст или суспензий состоят из
абразивной части (твердых составляющих) и неабра-
76
Рис. 421 Схематическое изображение состава абразивно-доводочных паст
Доводочные пасты
зив-ной части, т. е, химически активных добавок, связок,
интенсификаторов и разбавителей (рис. 42).
В процессе микрорезания, каким является абразив-
ная доводочно-притирочная обработка, абразивная часть
пасты или суспензии выполняет основную роль по съему
металла. Под действием твердых частиц абразива про-
исходит не только резание — царапание, но и как бы
раскатка неровностей и упрочнение поверхности обра-
батываемого материала.
Неабразивнал часть пасты выполняет вспомогатель-
ную, но очень важную роль: оказывая химическое воз-
действие на поверхность обрабатываемого материала,
способствует быстрейшему съему припуска и улучшает
качество обработки, определяет положение абразивных
частиц на притире, уменьшает разброс твердых зерен
под воздействием центробежных сил и повышает их
работоспособность, оказывает положительное действие
на вынос из зоны резания мельчайшей стружки и дру-
гого шлама, влияет на приобретение обработанной по-
верхностью светоотражательной способности (зеркально-
го' блеска).
Неабразивная часть жировых абразивно-доводочных
паст имеет в своем составе жирные кислоты, масло, па-
рафин и др., т. е. такие вещества, которые в обычных
условиях водой не растворяются и не смываются.
Для обработки ряда деталей (как, например, уплот-
нений кислородных насосов, полупроводниковых кри-
сталлов) применяют доводочные пасты, не имеющие в
своем составе жиров. Такие пасты легко смываются
водными растворами. Эти доводочные пасты и суспен-
зии обычно называют безжировыми или водными.
Для названия и области применения пасты или
суспензии абразивная часть в ряде случаев является
определяющей. Если в составе паст имеется микропоро-
шок из кубического нитрида бора (кубонит), то их на-
зывают кубонитовыми; пасты, имеющие микропорошки
из алмазов естественного или искусственного происхож-
дения, называют алмазными. Многие доводочные пасты
имеют название организаций или авторов, где разрабо-
таны пасты, например, пасты ГОИ, т. е. пасты, разрабо-
танные Государственным оптическим институтом Акаде-
мии наук СССР. В зависимости от технологических
особенностей обработки изделий доводочные пасты по
консистентности бывают жидкие, мазеобразные и твер-
78
дне. Жидкие пасты и суспензии чаще всего применяют
при механической обработке методом непрерывной по-
дачи абразивной смеси. При полумеханической и руч-
ной обработке используют мазеобразные доводочные па-
сты (густоты сметаны) или твердые.
Важной технологической характеристикой абразив-
но-доводочных, смесей является их зернистость, т. е. ве-
личина абразивных частичек. В зависимости от зерни-
стости микропорошков определяют крупность доводоч-
ных паст. Самой грубой доводочной пастой на основе
микропорошков является паста М63, а самыми мелки-
ми Ml; МО,5; МО,25.
§ 22. НЕАБРАЗИВНЫЕ МАТЕРИАЛЫ,
ВХОДЯЩИЕ В СОСТАВ
АБРАЗИВНО-ДОВОДОЧНЫХ СМЕСЕЙ
В составе абразивно-доводочных смесей применяют-
ся многие органические вещества, играющие роль хи-
мически активных добавок, связок, разбавителей, интен-
сификаторов, смазок и охладителей. Наиболее распро-
страненными добавками являются: олеиновая кислота,
стеарин, парафин, вазелин, говяжье сало, рыбий жир,
костное масло, машинное масло, авиационное масло,
пчелиный воск, канифоль, скипидар, керосин, бензин,
спецрастворы-интенсификаторы. Используются также
ароматизирующие вещества и анилиновые красители.
Задачи, которые возлагаются на неабразивную часть
абразивно-доводочных смесей, ответственны и разно-
образны. Прежде всего они должны обеспечить непре-
рывное подведение в зону резания одинаковыми коли-
чествами все новых и новых порций абразивных зерен.
Неабразивная часть подготавливает необходимое для
каждого абразивного зерна свободное пространство, не-
прерывно очищает обрабатываемую поверхность, унося
в«сь накапливающийся шлам — разрушенные зерна и
металлическую стружку. Включение в состав паст и
суспензий клеящих растворов интенсифицирует процесс
резания — царапания, а незначительное добавление в
пасту или суспензию ароматизирующих веществ создает
более благоприятные условия для труда в рабочей зо-
не. Активные добавки (как, например, олеиновая кис-
лота) оказывают химическое воздействие на поверхность
обрабатываемого материала, ускоряя и улучшая про-
79
цесс обработки. Канифоль является связующим вещест-
вом в пасте. Ряд жировых добавок обеспечивает предо-
хранение обрабатываемых изделий от коррозий.
Рассмотрим характеристики некоторых веществ, ис-
пользуемых при приготовлении абразивно-доводочных
паст и суспензий на Ярославском заводе топливной ап-
паратуры.
‘Олеиновая кислота техническая. В тех-
нике сокращенно называется олеин. Олеин является
одной из распространенных в природе кислот — встре-
чается практически во всех растительных и животных
жирах.
Для приготовления средних и грубых паст исполь-
зуют олеиновую кислоту техническую марки А: кислот-
ное число 185—200, температура застывания от 10 до
34 °C, плотность 0,898 г/см3. Цвет темно-красный, в рас-
плавленном состоянии — прозрачный. Для приготовле-
ния тонких алмазных паст используют олеиновую кис-
лоту химически чистую. Эта кислота вырабатывается из
косточкового абрикосового масла и имеет вид густой
жидкости слабо-желтого цвета.
Стеариновая кислота кристаллизуется при
температуре 4—7 °C. Техническая (стеарин) имеет вид
чешуек, хлопьев или порошка белого или слегка желто-
го цвета, в расплавленном виде — совершенно прозрач-
ного цвета.
Стеариновая кислота (в смеси с пальмитиновой) вы-
деляется при прессовании охлажденного гидролизата
животных жиров.
Для приготовления доводочных паст на ЯЗТА ис-
пользуют стеарин сорт 1, температура плавления 58 °C,
кислотное число 198—210.
Парафин — белая кристаллическая масса с пла-
стинчатой или ленточной структурой является продук-
том переработки нефти. Для приготовления паст ис-
пользуют парафин нефтяной марки А, температура
плавления 54 °C, содержание масел 0,6%.
Масло костное, сорт высший, цвет бледно-
желтый, кислотное число 0,2; условная вязкость при
20°C 11—13 град, температура застывания — 18°С.
Масло вазелиновое — условная вязкость
при 50 °C 1,4—1,72 град кислотное число 0,04.
Скипидар (масло терпентинное). Прозрачная, ле-
тучая жидкость плотностью 0,855—0,865 г/см3 и с ха-
80
рактерным запахом. Добывают из сосновой живицы или
же как побочный продукт при производстве целлюло-
зы. Растворяет смолы, жиры, каучук. Применяется мар-
ка А по ГОСТ 1571—66, кислотное число 0,7. Являет-
ся легковоспламеняющейся жидкостью. Входит в состав
доводочных паст.
Канифоль сосновая (ГОСТ 797—64). Хруп-
кая стекловидная масса (светло-желтого цвета), состоя-
щая в основном из смоляных кислот, имеет темпера-
туру размягчения 52—70 °C (становится жидкой при
120°C). Плотность 1,01—1,09 г{см\ легко растворяется
в скипидаре, эфире, ацетоне, бензоле, малорастворима
в бензине и керосине.
Керосин осветительный получается при
перегонке нефти. Основные показатели: плотность
0,84 г/сж3, температура вспышки +4 °C, кислотность 1,4.
§ 23. ПРИМЕРНЫЕ СОСТАВЫ АБРАЗИВНО-
ДОВОДОЧНЫХ МАТЕРИАЛОВ
Научные исследования, выполненные в Харьковском
институте радиоэлектроники, Украинском институте
сверхтвердых материалов и инструментов, а также дру-
гими исследователями, показывают, что абразивно-до-
водочные смеси (пасты и суспензии) — не случайно
подобранные составы. Здесь каждый составляющий эле-
мент имеет свое строго определенное назначение. К вы-
бору абразивно-доводочных паст или суспензий необхо-
димо подходить точно так, как это делается с выбором
материала режущей части лезвийного инструмента
(фрез, резцов, сверл).
В настоящее время в производственной практике из-
вестны многие составы доводочных паст и суспензий.
Одной из старейших паст, нашедшей широкое приме-
нение, являются хромовые пасты ГОИ. Позднее были
применены пасты ХТЗ, НЗТА, ЯЗТА и др. Рост требо-
ваний к качеству и производительности абразивной до-
водочно-притирочной обработки стальных деталей, имею-
щих высокую твердость, обусловили разработку опти-
мальных составов абразивно-доводочных паст типа
«Харьков-ДМ», а также паст алмазных и кубонитовых.
Паста хромовая готовится из окиси хрома,
стеарина, парафина и олеиновой кислоты. Применяется
при обработке различных материалов, главным обра-
81
зо-м для достижения высокой светоотражательной спо-
собности обработанной поверхности. Физико-химические
свойства и внешний вид хромовой пасты приведены в
табл. 6.
ТАБЛИЦА 6
Состав и свойства хромовой пасты
Показатель Норма
Внешний вид Содержание, %: органической основы зерен размером более 45 мкм Парафина Температура каплепадения орга- нической основы, °C Твердость Однородные плотные бруски зеленого цвета; допускаются одиночные небольшие поры в изломе 35-38 остальное 10—12 не менее 44 не более 50
Твердость определяется глубиной проникновения в
испытываемую пасту стандартной стальной игры в при-
боре «Пенетромер».
Паста электрокорундевая «Харьков-ДМ»
готовится из микропорошка нормального или хромисто-
го электрокорунда, олеиновой кислоты, стеарина, пара-
фина, интенсификатора и разбавителя. Предназначается
для обработки стальных деталей твердостью HRC 25—
65, имеющих различную форму и размеры. Кроме
того, эти пасты успешно применяют при доводоч-
но-притирочных работах по обработке деталей, изго-
товленных из других материалов, имеющих аналогич-
ную твердость. Абразивная паста «Харьков-ДМ» по
своему составу является унифицированной. По техно-
логическим возможностям паста «Харьков-ДМ» обеспе-
чивает повышение производительности по сравнению с
пастами ХТЗ и ЯЗТА на 15—50%i при заметном улуч-
шении качества обработанной поверхности. Превосход-
ства эти ощутимы при продолжительности выполнения
операции в пределах 3—5 мин. Связано это с тем, что
в составе пасты «Харьков-ДМ» имеется оптимальная
норма микропорошка, продолжительность работы зерен
которого колеблется в этих пределах. Здесь сводится
до минимума бесполезная работа, затрачиваемая на пе-
82
ремалывание зерен между собой, так как абразивные
зерна сразу же располагаются в один ряд и вступают
в контакт с обрабатываемой поверхностью. Физико-хи-
мические свойства и внешний вид доводочной пасты
«Харьков-ДМ» приведены в табл. 7.
ТАБЛИЦА 7
Состав и свойства доводочной пасты «Харьков-ДМ»
Показатели Норма
Внешний вид
Однородная масса со специ-
фическим слабым запахом
хвои, герани, лаванды и с
заметным блеском, окраши-
ваемая в различные цвета
не более 30
Содержание в % абразивного
микропорошка
Неабразивная часть, в том числе:
Олеиновой кислоты
Стеарина
Парафина
Интенсификатора
Разбавителя
Температура каплепадения неаб-
разивной части, °C
22—25
25-32
5—10
2-5
не более 11
не менее 46
С целью различия номеров зернистостей в насту до-
полнительно вводится 1—3%-ный спиртовой раствор
красителя «Родомин Ж», обеспечивающий различие в
окраске паст. Для придания запаха хвои в состав пасты
вводится смазывающе-охлаждающая жидкость «Аро-
мат».
Опыт работы ряда предприятий показывает, что
абразивная доводочная паста «Харьков-ДМ» может .за-
менить малоэффективные плотные составы паст при
обработке деталей топливной аппаратуры, золотников,
уплотнений насосов, технологической оснастки и других
деталей машин и приборов.
Алмазные пасты, выпускаемые в Советском
Союзе, приготавливают как из природных, так и из син-
тетических алмазов. Пасты из синтетических алмазов
разработаны Украинским научно-исследовательским
конструкторско-технологическим институтом синтетиче-
ских сверхтвердых материалов и инструмента
83
(УКРНИИСМИ) и широко применяются в промышлен-
ности. Для приготовления паст используют микропорош-
ки синтетических алмазов трех марок АСО, АСП, АСВ,
наиболее прочными из которых являются микропорошки
марки АСВ.
Пасты выпускают трех концентраций по содержанию
алмаза: нормальной — условное обозначение Н (напри-
мер, АСМ14Н); повышенной — П (например, АСМ14П)
и высокой — В (например, АСМ14В). Расфасовывают
пасты в тюбики по 20, 40, 80 г (табл. 8).
ТАБЛИЦА 8
Состав и свойства доводочной пасты из синтетических
алмазов
Показатель
Норма
Внешний вид
Содержание, о/о алмаза синтетиче-
ского
Органическая основа, о/о
Температура каплепадения орга-
нической основы, °C
Однородная воскообразная мас-
са светлого цвета
2-8
98-92
не менее 45
Известно, что чем мельче зерна алмаза, тем боль-
шее количество их содержится в одном карате и тем
больше их суммарная поверхность. Так, в одном карате
порошка зернистостью 30 мкм содержится около 2,2 млн.
зерен, в то время как в порошке зернистостью 1 мкм
число зерен достигает 60 млрд. При этом суммарная
поверхность зерен, содержащихся н одном карате, воз-
растает примерно в 1000 раз.
Области применения паст из синтетических алмазов
весьма разнообразны, но особенно эффективны они при
обработке твердых сплавов и других твердых и сверх-
твердых материалов.
Доводочные суспензии. При абразивной до-
водочно-притирочной обработке находят применение аб-
разивные суспензии, состоящие из абразивного микро-
порошка и жидкости. Концентрация абразива в жидко-
сти (А:Т) различна: от 1 1 до 0,2 (по весу), что за-
висит от зернистости микропорошка и режима обработ-
ки. За последние годы в СССР и за рубежом намети-
лась тенденция к более широкому применению абра-
зивных суспензий.
84
В составах абразивных суспензий широко применя-
ются микропорошки из электрокорундов (ЭБ, Э, ЭХ,
ЭТ), а из жидкостей для приготовления суспензий луч-
шей является вода, которая обладает невысокой вяз-
костью, хорошей смачиваемостью и хорошим охлаждаю-
щим свойством. На машиностроительных заводах дово-
дочные суспензии приготавливают собственными силами.
В табл. 9 приведены ориентировочные данные по произ-
водительности в относительных единицах для различных
жидкостей.
ТАБЛИЦА 9
Коэффициенты относительной
производительности
при применении различных жидкостей
для суспензий *
Жидкость
Вода
Керосин
Спирт .
Масло машинное
Глицерин
1
0,7
0,57
0,3
0,03
§ 24. ОСНОВЫ ВЫБОРА АБРАЗИВНО-
ДОВОДОЧНЫХ МАТЕРИАЛОВ
Производительная доводочно-притирочная обработка
и высокое качество обработанных поверхностей, а также
стоимость используемых паст и суспензий зависит
от правильного выбора состава абразивно-доводочного
материала. Если доводочные пасты или суспензии име-
ют не тот состав и не те характеристики, которые тре-
буются для данной работы, это влечет за собой сниже-
ние производительности, ухудшение качества обработан-
ной поверхности, повышение расходов на абразивно-до-
водочные материалы и увеличение стоимости обработки.
Одним из важных признаков хорошо подобранного аб-
разивно-доводочного материала являются шипящий звук
при обработке и мгновенное почернение абразивной
прослойки; в противном случае при обработке наблю-
дается неравномерная абразивная прослойка и зеркаль-
ное поблескивание ее на притире.
85
Для выбора абразивно-доводочного материала слу-
жат следующие исходные данные:
характеристика обрабатываемого материала (хими-
ческий состав, структура, физико-химические свойства);
качество исходной поверхности, подлежащей дово-
дочно-притирочной обработке (наличие следов некаче-
ственно выполненной предыдущей работы в виде глу-
боких царапин, отклонение от формы и размеров);
форма, размеры и вид обрабатываемой поверхности,
точность обработки;
тип станка ^универсальный, внутридоводочный или
плоскодоводочный), размеры станка, форма и размеры
притира, мощность двигателя;
режим работы — рабочая скорость притира, метод
внесения в зону обработки абразивно-доводочного ма-
териала и смазочно-охлаждающих жидкостей, способы
удаления сработавшихся абразивных паст или суспен-
зий и др.;
экономические соображения (производительность, ка-
чество обработки, долговечность обработанных деталей,
стоимость и расход абразивно-доводочных материалов,
потери на удаление отходов).
Влияние свойств обрабатываемого
материала. Выбор того или иного абразива для
приготовления доводочных паст или суспензий зависит
от характера обрабатываемого материала. Высокая
прочность материала в сочетании с большой его твер-
достью являются фактором, затрудняющим процесс аб-
разивной доводочно-притирочной обработки. Мягкие
стали легче поддаются обработке, но вместе с тем ка-
чество обработанной поверхности деталей из мягких
материалов значительно ниже (рис. 43). Электрокорунд
нормальный выдерживает большие скалывающие и удар-
ные нагрузки по сравнению с карбидом кремния, по-
этому абразивные пасты на основе карбида кремния
более эффективны при обработке материалов с низким
сопротивлением разрыву (чугун, бронзовое или латун-
ное литье, твердые сплавы). Доводочные пасты на ос-
нове кубонита, алмазов, карбида бора особенно эффек-
тивны при обработке сверхтвердых материалов, а так-
же при тяжелых условиях обработки.
Современные требования к абразивно-доводочным
смесям не исчерпываются только их технической харак-
теристикой. Это связано с тем, что в абразивных сме-
86
сях стоимость микропорошков, входящих в пасты и сус-
пензии, составляет наиболее значительную долю в себе-
стоимости используемых материалов. Поэтому устанав-
ливают наивыгоднейшее количество микропорошка той
или иной зернистости (оптимальную норму микропорош-
ка), которая является минимальным расходом при мак-
симальной производительности обработки.
Рис. 43. Влияние твердости обрабаты-
ваемого материала на эффективность до-
водочного процесса:
1 — при обработке пастами «Харьков-ДМ14»,
2 — при обработке пастами «ДМ7», 3 — при
обработке пастами «ДМ5»
Влияние величины припуска и шеро-
ховатости исходной поверхности. Основ-
ными факторами, влияющими на выбор зернистости
абразивно-доводочного материала, являются: количество
снимаемого на данной операции металла, желаемый
класс чистоты обработки, физические свойства обраба-
тываемого материала, форма обрабатываемой поверх-
ности.
Величина припуска на завершающую обработку
должна быть такой, чтобы в конкретных производствен-
ных условиях обеспечить выпуск высококачественной
продукции при наименьшей ее себестоимости. Большие
припуски, особенно на доводочно^притирочных операци-
ях, влекут за собой увеличение себестоимости и сниже-
ние качества обработки. Малые припуски могут не
обеспечить желаемой точности из-за неполного удаления
дефектного поверхностного слоя, полученного на преды-
дущей операции.
87
Выбор зернистости микропорошка зависит от ряда
технологических факторов. Поэтому приходится подби-
рать опытным путем количество переходов на доводоч-
ной операции, а следовательно, и соответствующие номе-
ра зернистости. На операциях предварительной доводки,
когда исходная шероховатость поверхности имеет 8—9-й
класс чистоты, хорошие результаты дают доводочные
пасты на основе микропорошка М14.
Если же осуществлять обработку, например, паста-
ми на основе микропорошка М20, то на поверхности
остаются глубокие риски — следы работы отдельных
зерен. При применении доводочных паст на основе мик-
ропорошка М10, например на стальных плитках твер-
достью HRC65, не выводятся следы шлифования
(рис. 44). При работах по доводке плиток-мер твердо-
сти, имеющих площадь 24 см2, неплоскостность в пре-
Тдердость HRC
Рис. 44. Влияние твердости обрабатывае-
мого материала на получаемую шеро-
ховатость поверхности
делах 20 мкм и 8-й класс чистоты, зернистость микро-
порошка выбирают в такой последовательности: первая
операция — паста на основе микропорошка М14, вто-
рая операция — паста на основе микропорошка М5 и
последняя операция — паста на основе микропорош-
ка М3 и Ml. В этих случаях стабильно обеспечивается
12-й класс чистоты и отклонение от плоскостности не
более 5 мкм. При выборе зернистости абразива следует
руководствоваться следующим соображением: подобрать
зерна микропорошка такой крупности, чтобы они не
88
утопали в микронеровностях обрабатываемой поверхно-
сти и не были настолько крупными, чтобы могли остав-
лять глубокие риски — царапины.
Форма и размеры обрабатываемой
поверхности. Для доводки крупногабаритных дета-
лей с большой массой и малой .обрабатываемой поверх-
ностью применяют менее прочные микропорошки, так
как здесь имеют место легкие режимы обработки.
При больших площадях обрабатываемой поверхно-
сти рекомендуется применять доводочные пасты, неабра-
зивная часть которых в своем составе имеет связки и
смазки, обеспечивающие стабильную и прочную пленку.
В противном случае будут иметь место отдельные риски,
царапины и даже задиры. Наличие больших отклоне-
ний от формы и размеров усложняет процесс обработ-
ки, резко снижает эффективность доводочно-притироч-
ных работ.
Для данных условий обработки наилучшим является
использование доводочных паст и суспензий на основе
карбида бора, алмазов и кубонита. При обработке фа-
сонных поверхностей абразивно-доводочные материалы
с высокой абразивной способностью могут давать боль-
шие завалы.
Влияние станка. Нередко одна и та же опе-
рация может быть выполнена на1 станках разных раз-
меров и мощностей. Притир большой площади застав-
ляет абразивные зерна пасты или суспензии в тяжелых
условиях интенсивнее работать, а следовательно, сте-
пень прочности зерен здесь особенно ощутима. Для ра-
боты на таком станке применяют пасты с более проч-
ными абразивными зернами.
На внутридоводочных вертикальных станках проис-
ходит быстрая утечка из зоны резания абразивно-дово-
дочных материалов, чего не наблюдается на станках та-
кого же типа с горизонтальным расположением прити-
ра. Поэтому на вертикальных внутридоводочных стан-
ках стремятся работать на твердых пастах, а на гори-
зонтальных станках применяют мази. Имеются тенден-
ции осуществлять обработку с помощью суспензий, что
обеспечивает автоматическую подачу и регулирование
абразивно-доводочной смеси. Станки, снабженные уст-
ройствами принудительного смыва отходов абразивно-
доводочных материалов, резко улучшают и облегчают
работу доводчика. Нужно стремиться использовать та-
89
кую конструкцию станка, на котором можно регулиро-
вать в нужных направлениях режимы обработки, осо-
бенно удельное давление притира на обрабатываемую
поверхность.
Влияние экономических показателей.
С повышением режимов работы абразивно-доводочного
материала производительность труда возрастает. Одна-
ко интенсивный съем припуска неразрывно связан с на-
личием на обработанной поверхности более глубоких
рисок, что влечет за собой ухудшение качества поверх-
ности. Ввиду такой тесной связи качества обработки с
производительностью, на первый план должны выдви-
гаться технологические требования. Затраты А на обра-
ботку единицы площади, отнесенной к какой-то детали,
можно выразить в виде суммы:
А = В + С + Dt
где В — заработная плата доводчика (включая наклад-
ные расходы, начисление на зарплату и затра-
ты на эксплуатацию оборудования и специаль-
ной оснастки), отнесенные к одной детали;
С —стоимость абразивно-доводочных материалов,
израсходованных на обработку детали, отне-
сенная к единице площади;
D — затраты на вспомогательные операции, отне-
сенные к 1- детали (единице площади).
Основными элементами технико-экономического обос-
нования целесообразности приготовляемого состава аб-
разивно-доводочной смеси является вид, зернистость,
количество и стоимость химически активных добавок.
В расчет принимают также затраты, связанные с при-
готовлением абразивно-доводочной смеси.
Стоимость абразивно-доводочной смеси может быть
определена по формуле
CM = (N C + 7VXi С' + N^ С2 + ... + ^п Сп) +
+ (^р Ар к) + А,
где N — количество абразивного микропорош-
ка, входящего в состав абразивно-до-
водочной смеси;
С — стоимость 1 г микропорошка, руб.;
N->NV,NV — количество активных добавок, .входя-
А2 X п
щих в состав абразивно-доводочного
материала, жидкой фазы, г;
90
Cb C2, Cn — стоимость 1 г активных добавок, руб.;
/р — средняя норма времени на приготов-
ление 1 г абразивно-доводочного ма-
териала, ч\
— часовая ставка рабочего, руб.;
к — коэффициент, учитывающий затраты
рабочего на подбор и взвешивание
составляющих и другие работы, свя-
занные с приготовлением абразивно-
доводочного материала;
Ь — накладные расходы, руб.
В заводской практике при наличии большого числа
составов абразивно-доводочных смесей доводчикам не-
редко попадаются пасты, имеющие одинаковые пока-
затели технологического характера, но включающие
различные по природе микропорошки и другие состав-
ляющие.
В подобных случаях рекомендуется наряду с техно-
логической стороной вопроса произвести сопоставление
всех затрат, связанных с приготовлением абразивно-
доводочных смесей, и установить затраты на об-
работку одного и того же количества деталей в кон-
кретных производственных условиях.
§ 25. ТЕХНОЛОГИЯ ПРИГОТОВЛЕНИЯ
АБРАЗИВНО-ДОВОДОЧНЫХ ПАСТ
Технология приготовления абразивно-доводочных
паст включает следующие основные процессы: подготов-
ку рабочего места, подбор, контроль и взвешивание со-
ставляющих, варку, расфасовку и охлаждение приго-
товленной пасты, уборку рабочего места, запись в учет-
ном журнале о приготовленном материале.
Прежде чем приступить к приготовлению абразивно-
доводочных паст, следует привести в порядок рабочее
место. Всю посуду, инструменты и приспособления вы-
мыть теплой водой. Вымыть с мылом руки и надеть белый
халат, проверить качественное состояние маркировоч-
ных знаков на расфасовочной посуде, а в слу-
чае необходимости обновить их. Ознакомиться с ре-
цептом абразивно-доводочной смеси и проверить нали-
чие составляющих. В случае необходимости произвести
замену составляющих, согласно рекомендациям. Подо-
91
бранные по составу и количеству материалы проходят
первый этап технологического процесса;
в одной емкости расплавляют стеарин, а в другой —
парафин (допускается вместе), которые нагревают на
электрической плитке, находящейся в вытяжном шкафу
(рис. 45);
Рис. 45. Рабочее место (вытяжной шкаф) для варки и ох-
лаждения доводочной пасты:
1 — электроплитка закрытого типа, 2 — стойка с красителями пас-
ты, 3 — электровентилятор, 4 — кастрюли с приготовленной пастой
расплавленный стеарин и парафин фильтруют через
двойной слой марли и заливают в емкость, в которой
будет приготовляться абразивная паста. Емкость со
смесью стеарина и парафина ставят на электроплитку;
в отдельной посуде через двойной слой марли или
гигроскопической ваты профильтровывают олеиновую
кислоту, взвешивают ее и потребное количество добав-
ляют к смеси расплавленного стеарина и парафина;
взвешивают проконтролированный по наименованию
и зернистости микропорошок, который постепенно, при
обязательном перемешивании, вводят в расплавленную
смесь стеарина, парафина и олеина;
спецраствор в приготовляемую смесь вводят послед-
ним, что предотвращает растрескивание брикетирован-
ной пасты во время ее хранения;
с целью удаления случайно попавших механических
примесей 'разогретую пасту профильтровывают через
двойной слой марли. Для того чтобы можно было отли-
92
чать пасту одной зернистости от другой, в нее вводят
краситель. Если добавляют спиртовой раствор нигро-
зина, цвет пасты получается серый;
разливку производят только при переходе смеси в
сметанообразное состояние (рис. 46).
Рис. 46. Разливка пасты:
1 — спецтара, 2 — тюбики из парафиновой бума-
ги, 3 — разливаемая сметанообразная смесь
Приготовление жидкости «Аромат».
Для приготовления смазочно-охлаждающих жидкостей
«Аромат» предварительно приготавливается смесь с до-
бавками (по весу к общему количеству СОЖ):
для приготовления СОЖ «Аромат-1» к 52±5°/о дибу-
тилфталата прибавляется 8±2% гераневого масла или
такое же количество его заменителя — гераниола;
для приготовления СОЖ «Аромат-2» к 50±5% дибу-
тилфталата прибавляется 10±2% лавандового масла;
для приготовления СОЖ «Аромат-3» к 45±5%1 дибу-
тилфталата прибавляется 15±2% пихтового масла;
для приготовления СОЖ «Аромат-4» к 40±5% дибу-
тилфталата прибавляется 20±2%i пихтосина;
для приготовления СОЖ «Аромат-5» к 40±5% дибу-
тилфталата добавляется 20±2% композиции базы ро-
зы № 2, все это тщательно перемешивается путем
взбалтывания.
К 40±5%| касторового масла добавляется одна из
вышеуказанных смесей. Полученная смесь тщательно
93
перемешивается, после чего СОЖ «Аромат» является
пригодной, к употреблению. Жидкость должна хранить-
ся в плотно закрытой посуде.
Контрольные вопросы
1. Какие вы знаете материалы, применяющиеся при доводочно-
притирочных работах? Их назначение.
2. По каким признакам классифицируются основные технологи-
ческие материалы при доводке?
3. По каким характеристикам подбирают абразивные микропо-
рошки для приготовления доводочных паст?
4. Что вы знаете об элементах неабразивпой части абразивно-до-
водочных смесей?
5. Как влияют режимы обработки на работоспособность абра-
зивно-доводочных материалов?
6. Как можно повысить эффективность использования абразив-
но-доводочных материалов?
Глава IV
СВЕДЕНИЯ
О ПРИМЕНЯЕМЫХ ИНСТРУМЕНТАХ
При выполнении предшествующих абразивной дово-
дочно-притирочной обработке операций тонкого шлифо-
вания, хонингования в качестве режущего инструмента
используются шлифовальные круги, бруски. Режущим
инструментом при выполнении абразивных доводочно-
притирочных работ являются жесткие притиры, покры-
тые абразивно-доводочными смесями в виде паст и
суспензий.
Абразивные инструменты состоят из абразивных зе-
рен различной зернистости, сцементированных связкой.
Свойства абразивного инструмента, помимо природы аб-
разивного материала и его зернистости, зависят от связ-
ки, структуры и твердости.
Притиры изготовляют из металла, Стекла, твердых
пород дерева, пластмасс, формы и размеры которых
согласовываются с формой и размерами обрабатывае-
мых поверхностей деталей. Свойства притиров, помимо
физико-механических характеристик материала притира,
зависят от структуры материала, наличия инородных
включений, состояния его рабочей поверхности. Притир
должен обладать хорошей шаржируемостью, его твер-
дость должна быть меньше твердости обрабатываемых
деталей.
§ 26. АБРАЗИВНЫЕ МАТЕРИАЛЫ
ДЛЯ КРУГОВ И БРУСКОВ
Абразивные инструменты изготавливают в основном
из следующих абразивных материалов:
электрокорунда нормального, который содержит о г
95
92 до 94,5% кристаллической окиси алюминия марок
Э5, Э4, ЭЗ, Э2К. С увеличением содержания AI2O3 повы-
шается прочность абразивных зерен и кромкостойкость
изготовленных из них кругов;
электрокорунда белого, который содержит от 97 до
99% А12О3 марок Э8, Э9, Э9А. Для (повышения
режущих свойств электрокорунда в него вводят добав-
ки — окислы хрома (ЭХА и ЭХБ), титана (ЭТ) и цирко-
ния;
монокорунда — разновидности электрокорунда мар-
ки М7 и М8;
карбида кремния зеленого марок К38 и К39 и черно-
го — КЧ7 и КЧ8;
алмазов натуральных (А) и синтетических (АС);
эльбора (кубического нитрида бора).
Абразивные зерна различаются по размерам. Обозна-
чать номера зернистости принято по величине отверстия
сита (в сотых долях миллиметра), на котором задер-
живается зерно основной фракции.
Номерами зернистости от 200 до 16 обычно обозна-
чают шлифзерно. Номерами зернистости от 12 до 3
обозначают шлифпорошки. Микропорошки обозначают
от М40 до Ml.
Связка кругов. Для изготовления кругов при-
меняют две основные группы связок:
неорганические — керамическая (условное обозна-
чение — К), магнезиальная, силикатная;
органические — бакелитовая (условное обозначе-
ние — Б), глифталевая и вулканитовая (условное обо-
значение — В).
Круги на керамической связке полу-
чили наибольшее распространение. Достоинства связ-
ки — огнеупорность, водостойкость и химическая стой-
кость, хорошо сохраняют профиль рабочей кромки.
Недостатки — чувствительность к ударам и изгибающим
нагрузкам.
Для улучшения качества обрабатываемой поверхно-
сти, снижения трения и повышения смазывающих
свойств круги иногда пропитывают серой, парафином
и др. или вводят наполнители — графит, криолит и др.
Круги на бакелитовой связке получили
распространение благодаря повышенной прочности и
упругости, что обеспечивает лучшую чистоту поверхно-
сти и снижает опасность появления прижогов. Недостат-
96
ком такой связки является 'малая устойчивость против
действия рабочей жидкости, содержащей свыше 1,5%
щелочи.
Круги на вулканитовой связке обла-
дают повышенной эластичностью, прочностью при вос-
приятии ударной и изгибающей нагрузок, обеспечива-
ют хорошую чистоту поверхности, но обладают пони-
женной теплостойкостью.
Круги на гл и фталевой связке рекомен-
дуется использовать для чистовых и доводочных опера-
ций, где необходимо получать высокий класс чистоты.
По эксплуатационным показателям инструменты на
органических связках отличаются повышенными режу-
щими свойствами, не засаливаются и позволяют осу-
ществить бесприжоговое шлифование. Недостатком та-
ких инструментов является повышенный удельный рас-
ход абразива.
Инструменты на металлической и
керамической связках характеризуются повы-
шенной стойкостью.
Твердость абразивных кругов. Важной
характеристикой абразивных кругов и брусков является
их твердость. Под твердостью абразивного инструмента
понимается сопротивление связки вырыванию зерен с
его поверхности под действием внешних сил. Для абра-
зивных инструментов ГОСТ 3751—47 установлена шкала
твердости (табл. 10).
ТАБЛИЦА 10
Шкала твердости шлифовальных кругов
Условное обозначение
Степени твердости
М — мягкий
СМ — среднемягкий
С — средний
^СТ — среднетвердый
Т — твердый
ВТ — весьма твердый
ЧТ — чрезвычайно твердый
Ml; М2; М3
СМ1; СМ2
Cl; С2
СТ1; СТ2: СТЗ
Tl; Т2
ВТ1; ВТ2
ЧТ1; ЧТ2
Примечание. Цифры справа от буквенного обозначения характеризуют
твердость в порядке ее возрастания.
На керамической и бакелитовой связках вьипускают-
ся инструменты всех твердостей, а на 'вулканитовой —
только СМ, С, СТ и Т.
4—2741 97
Твердость абразивных брусков для хонингования и
суперфи'нишяой обработки определяется но дюрометру.
Твердость бруска на этом приборе оценивается по глу-
бине отпечатка, образующегося на поверхности бруска
при вдавливании в него стального закаленного шарика.
На рис. 47 показан прибор-дюрометр. На приборе мож-
Рис. 47. Прибор-дюрометр для
определения твердости абра-
зивных брусков
но получить три разные на-
грузки — 60, 100 и 150 кГ
Ввиду того что поверхность
абразивного бруска не явля-
ется гладкой, нагрузка при-
кладывается в два приема.
Первая нагрузка (10 кГ)
прилагается для того, чтобы
создать гладкую опору на
поверхности бруска для по-
следующего испытания. Пос-
ле этого прилагается вторая
нагрузка, равная 60 кГ Для
определения глубины лунки
на передней части корпуса
закреплен круговой индика-
тор, имеющий две стрелки:
большую, которая показыва-
ет перемещение шпинделя
прибора в долях мм, и ма-
ленькую, показывающую
число полных оборотов боль-
шой стрелки. Определение
твердости мелкозернистых
малогабаритных брусков
производится под нагрузкой
30 кГ
По данным Московского
автозавода им. Лихачева рекомендуется следующая
твердость брусков (табл. И).
Структура кругов. Одной из характеристик
шлифовальных кругов является их структура. Под
структурой абразивного инструмента понимают внутрен-
нее строение инструмента, характеризуемое количествен-
ным 'соотношением объема абразивных зерен, связки
и пор.
Основой системы структур является объемное содер-
жание абразивных зерен в круге. Структуры обознача-
98
ются номерами, причем структуре № 1 соответствует
объем абразивного зерна, составляющий 60% от обще-
го объема круга. С повышением номера структуры на
единицу объемное содержание абразивного зерна умень-
шается на 2%. Всего предусмотрено 12 номеров струк-
туры. Структуры № 1—4 называют закрытыми или плот-
ными; № 5—8 — средними и № 9—12 — открытыми.
Выпускают также высокопористые круги (структуры
№ 13—18).
ТАБЛИЦА 11
Рекомендуемая твердость абразивных брусков
Зернистость брусков
Класс чистоты* предшествую-
щей обработки
Твердость брусков в
единицах по дюрометру
При обработке закаленной стали
3—М40
М28—М20
М14
30—40
20—30
10—20
При обработке чугуна
10—4
М28—М20
М20
v6
v7
v8
90—105
85—95
75—85
ГОСТ 4785—64 предусматривает выпуск кругов клас-
сов А и Б. Класс А соответствует повышенным техни-
ческим требованиям на ряд параметров. Круги клас-
са А готовятся из зерна высших сортов (Э9А, Э5),
имеют равномерную твердость в пределах одной степе-
ни, с дисбалансом, отвечающим 1—2-му классу, прохо-
дят специальную механическую обработку и обладают
более жесткими предельными отклонениями по геомет-
рическим размерам (диаметру отверстий, эксцентриси-
тету, параллельности торцов).
Инструменты из синтетического алмаза. Синтетиче-
ские алмазы выпускают следующих марок.
АСО — алмаз синтетический обычной прочности и
повышенной хрупкости, предназначенный для изготов-
ления инструментов на органической связке.
АСР — повышенной прочности, предназначенный для
изготовления инструментов на металлической и кера-
мической связках.
АСВ — высокой прочности, предназначенный для
изготовления инструментов на металлической связке, ра-
ботающих при высоких удельных нагрузках.
4*
99
ACK — с прочностью, равной природным алмазам.
АСС — с прочностью, .превышающей «прочность при-
родных алмазов. Применяется для изготовления инстру-
ментов для правки шлифовальных кругов.
Алмазные круги обйчно состоят из корпуса
и алмазсодержащего кольца толщиной 1,5—3 мм. Слой
алмазсодержащего кольца состоит из алмазных зерен,
связки, наполнителя и пор. Алмазные круги характери-
зуются концентрацией алмазсодержащего слоя, которую
принято выражать в %'. За 100%-ную концентрацию ал-
маза условно принимают содержание алмазного порош-
ка в количестве 4,39 карата (карат 0,2 г) в 1 см3 или
0,878 мг в 1 мм3 алмазсодержащего слоя.
Для изготовления алмазного инструмента использу-
ют органические (в основном бакелитовые) и металли-
ческие (в основном бронзовые) связки. Реже применя-
ют керамическую и никелевую (гальваническую) связки*
Инструменты из кубического нитрида бора. Инстру-
менты из кубического нитрида бора изготовляются на
органических (КБ и Б1) и керамической (К) связках.
Наряду с высокой микротвердостью кубический нитрид
бора обладает высокой температурной устойчивостью,
большей, чем у алмаза. Область применения инструмен-
тов из кубического нитрида бора:
чистовое и окончательное шлифование прецизион-
ных деталей из жаропрочных, нержавеющих и высоко-
легированных сталей (твердостью HRC 64—66), зака-
ленных чугунов (HRC 42—52), получение высокой точ-
ности, которая при обычных абразивных материалах
ограничивается сравнительно быстрым их износом;
чистовое и тонкое шлифование профиля резьбы мет-
чиков, калибров, ходовых винтов.
§ 27. ОБЩИЕ СВЕДЕНИЯ О ПРИТИРАХ
Основным средством для выполнения доводочно-при-
тирочных работ являются специально изготовленные ин-
струменты, которые называются притирами. Рабочая по-
верхность притира всегда имеет форму обрабатываемой
поверхности или ее образующей. На поверхности при-
тира некоторое время удерживается абразивный мате-
риал, под действием которого осуществляется процесс
резания-царапания, т. е. процесс абразивной доводочно-
притирочной обработки. Конструкция и конфигурация
100
инструмента-притира определяется формой и размерами
обрабатываемой поверхности, а также местом и условия-
ми его применения. Стремление к экономии материала,
идущего на изготовление инструмента, вызывает необ
ходимость уменьшения габаритов притира, особенно
его нерабочей части. В связи с этим нерабочую часть
инструмента уменьшают путем создания ребер жестко-
сти, дополнительных скосов, рифлений и т. п. К прити-
рам предъявляются следующие основные требования:
минимальные габариты и возможность легкого и на-
дежного крепления в притиродержателе или на план-
шайбе шпинделя;
надежная жесткость и защита от воздействия внеш-
них факторов, а также медленная изменяемость рабо-
чих размеров в процессе эксплуатации;
удобство установки и закрепления притира на стан-
ке и в приспособлении, обеспечивающее надежность
установочных баз;
малый вес;
хорошая шаржируемость абразивным материалом;
коррозионная стойкость;
простота изготовления, а также легкость правки;
отсутствие на рабочих поверхностях инородных
включений, глубоких раковин и других дефектов ма-
териала.
Обеспечение этих требований во многом зависит от
способа получения заготовки притира, а также от ка-
чества его изготовления.
Большую сложность при изготовлении представляет
достижение высокой точности по плоскостности при
больших размерах притиров (например, притиров для
универсальных и особенно плоскодоводочных станков),
которые имеют диаметр 800—1600 мм. При такой боль-
шой площади очень трудно довести рабочую поверх-
ность притира с отклонением от плоскостности 0,01—
0,02 мм и даже меньше. Если учесть, что в производ-
стве находят широкое, применение чугунные притиры,
зачастую имеющие различные инородные включения и
раковины, то это еще больше усложняет их изготов-
ление. Поэтому особое внимание уделяют вопросам тех-
нологии изготовления притиров, начиная от получения
заготовки и кончая правкой притира.
Существует несколько способов получения Заготовок
для притиров: литье в землю, в кокиль, под давле-
101
нием, штамповка из проката. При выборе способа по-
лучения заготовок учитывается целесообразность его
применения, исходя из технических требований, предъ-
являемых* к притиру, материала притира, данных техни-
ко-экономических расчетов и потребности на программу
завода. Наиболее распространенным способом получе-
ния крупногабаритных заготовок притиров является
литье в землю с последующей термической и механиче-
ской обработкой. Установлено, что после отливки заго-
товки притиров должны быть подвергнуты старению,
в результате чего снимаются внутренние напряжения,
происходит рекристаллизация. Таким образом сводятся
до минимума случаи коробления притиров. При меха-
нической обработке стремятся снять такой припуск, что-
бы устранить дефекты поверхностного литейного слоя
и выдержать точность диска-притира или плиты-прити-
ра в пределах 2—3-го классов точности. Однако при
этом избегают случаев снятия «больших припусков с ре-
бер жесткости. Наличие и величина на рабочей поверх-
ности притира макро- и микронеровностей заметно ска-
зываются на производительности процесса и качестве
рабочей поверхности. С целью создания нормальной
работы притира, исключения возможности образования
самим притиром царапин на обрабатываемой поверхно-
сти шероховатость его рабочей поверхности должна
быть только на 1—2 класса ниже чистоты поверхности
изделия, достигаемой на данной операции. На притире
не допустимы риски, царапины, заусенцы, надиры, яв-
ляющиеся источником образования царапин на обраба-
тываемой поверхности изделия.
§ 28. МАТЕРИАЛ ПРИТИРОВ
От физико-механических свойств материала, из ко-
торого изготовлен притир, во многом зависит не только
его износостойкость, но производительность обработки
и качество обработанной поверхности. При абразивной
доводочно-притирочной обработке повышенному износу
подвержены инструменты, изготовленные из мягких ма-
териалов. Кроме того, в слишком мягком материале
абразивные зерна под действием удельных давлений
утопают в притире, в результате чего снижается про-
изводительность обработки и ухудшается качество об-
работанной поверхности. Лучше противостоят износу
10J
-твердые материалы притиров, как например, сталь,
стекло. Притиры, изготовленные из серого чугуна, луч-
ше и легче шаржируются и хорошо удерживают абра-
зив, вследствие чего чугунные притиры применяются
чаще, чем стальные. В технических требованиях к ма-
териалу обычно указывается, что чугун притира дол-
жен иметь перлитную или ферритную структуру и невы-
сокую твердость (табл. 12). Графит чугуна в данном
случае рассматривается как вещество, смазывающее и
обладающее демпфирующими свойствами, устраняющи-
ми сцепление притира с обрабатываемой поверхности.
ТАБЛИЦА 12
Влияние материала притира и его твердости
на величину съема металла
Материал притира
Материал притира
Чугун
Чугун
Чугун .
Сталь 15
Сталь 45
Сталь 40Х закален-
ная
160
187
228
143
207
490
Медь
Латунь
Алюминий
Текстолит
Оргстекло
Зеркальное стекло
70
83
85
3,2
2,8
2,7
2,3
1,6
3,3
Для изготовления стальных притиров используют
чаще всего стали марок 20 или 30, Ст2, СтЗ.
Твердость этих сталей для притиров должна быть
НВ 150—200. Износостойкость и прочность стальных
притиров более высокие, чем чугунных, а шаржируе-
мость по сравнению с чугунными более низ'кая. При
изготовлении тонких и длинных притиров используется
преимущественно сталь.
В качестве материалов для притиров применяют так-
же медь и медные сплавы; из неметаллических мате-
риалов используют стекло, текстолит, стеклотекстолит.
Стеклянные заготовки для притиров должны быть
хорошо отожжены, не должны иметь пузырьков, рако-
вин и трещин вблизи рабочей поверхности.
При выборе материала притира следует учитывать
влияние данного материала на производительность, на
качество обработки с учетом его износостойкости. Ма-
103
терйал притира должен подбираться из соображений
получения максимальной производительности при опти-
мальной чистоте поверхности и соблюдения заданной
точности изготовления деталей. Для получения макси-
мальной чистоты обработанной поверхности рекомен-
дуется использовать в качестве материала притира чу-
гуны повышенной твердости, медь или стекло. Приме-
нением стекла достигается самый высокий класс чисто-
ты обработанной поверхности.
В каждом ответственном случае притир, изготовлен-
ный из соответствующего материала, перед сдачей его
в эксплуатацию должен быть подвергнут производствен-
ным испытаниям. Как показывает опыт московского за-
вода «Калибр», притиры, изготовленные из отливок од-
ного и того же материала и по одной технологии, не бы-
вают одинаковыми, поэтому все притиры на этом заво-
де проходят стопроцентный контроль.
§ 29. КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ ПРИТИРОВ
Все возрастающее многообразие проектируемых при-
тиров для применения на различных доводочно-прити-
рочных станках, а также для ручных доводочно-прити-
рочных работ вынуждает классифицировать их по ряду
основных признаков.
На рис. 48 приведена примерная классификация при-
тиров.
В зависимости от места применения конструктивное
оформление притира может быть в виде диска, плиты,
стержня, кольца или иметь сложную форму, образую-
щую профиль обрабатываемой детали. В настоящее
время универсальные и плоскодоводочные станки с ос-
новным вращательным движением снабжаются прити-
рами в виде диска. Те станки, у которых имеется про-
дольное и поперечное возвратно-поступательное движе-
ние, притиры имеют форму плиты. Именно кинематика
рабочих движений является определяющей для конст-
руктивного оформления притира. При обработке внут-
ренних поверхностей притир имеет форму стержня, по-
перечное сечение которого тесно согласуется с размера-
ми и геометрией обрабатываемого отверстия, паза или
щели. Еще нередки случаи выполнения доводочно-при-
тирочных работ с помощью различных механизирующих
устройств или различных станков, не предназначенных
104
Рис. 48. Классификация притиров
Для доводки, например токарных. В этих случаях при-
тир имеет форму 'кольца, а рабочая его поверхность
также согласуется с геометрией и размерами обраба-
тываемой детали (гладкая, резьбовая, паз, шлиц и т. п.).
105
Нет необходимости перечислять конструкции специ-
альных фасонных притиров, применяемых для доводки
фасонных поверхностей, гак как такие поверхности ча-
ще всего обрабатывают ручным или полумеханическим
способом. Здесь не устройство и не кинематика станка,
а навыки рабочего и установившаяся традиция опреде-
ляют форму и конструкцию притира.
Рис. 49. Направление движения абразивно-
доводочной смеси в зависимости от положения
канавок на поверхности притира:
а — выход отсутствует, б — отработавшая смесь на-
правляется на периферию притира, в — направляется
внутрь притира, г — обеспечивается равномерность и
постоянство смены доводочной смеси, О — обеспечи-
вается равномерное распределение смеси по всей по-
верхности притира
106
В схему классификации не включены притиры для
выполнения ручных доводочно-притирочных работ, так
как притиры для этих работ в большинстве случаев из-
готовляются самими слесарями-лекальщиками или сле-
сарями-ремонтниками.
Все притиры, предназначающиеся для обработки на-
ружных и внутренних поверхностей тел вращения, пло-
скостей и фасонных поверхностей, имеют рабочую по-
верхность гладкую или с канавками различной формы
и размерив, а также неодинаковое их расположение
(рис. 49). Для анализа работы притиров и выработки
рекомендаций по конструктивному оформлению рабочих
поверхностей большое значение имеет установление объ-
ективных критериев, определяющих* влияние формы,
размеров и расположение канавок на притире на эф-
фективность обработки. Ценные работы в этом направ-
лении выполнены в Московском высшем техническом
училище им. Баумана П. Н. Орловым, который пришел
к заключению, что диски-притиры с эксцентричным рас-
положением канавок дают лучшие результаты по срав-
нению с притирами других конструкций. В дисках-при-
тирах с кольцевым расположением канавок накапли-
ваются отходы -процесса обработки, нет возможностей
постоянно выносить из зоны резания эти отходы, что
отрицательно сказывается на качестве обработки. Но
если канавки предварительно покрыть расплавленной
канифолью, то эффективность работы притира повы-
шается. По покрытым канифолью канавкам легко сколь-
зят отработавшие абразивно-доводочные материалы и
шлам, т. е. осуществляется свободное удаление отра-
ботавших порций паст или суспензий и подвод свежих.
На рис. 50 показаны притиры с различного вида ка-
навками для доводки цилиндрических отверстий. Канав-
ки на рабочих поверхностях притира выполняют роль
резервуаров, в которых удерживаются абразивно-дово-
дочные смеси. Задерживающиеся в канавках абразивы
в процессе доводки постепенно вступают в работу. Это
явление благоприятно сказывается на ходе обработки.
Притиры с перекрещивающимися канавками (рис. 50, а)
обладают следующим недостатком: если в зону доводки
не вводить смазывающих веществ или новых порций
абразивно-доводочных смесей, то в канавках задержи-
вается стружка и отработавшие доводочные материалы,
в результате чего качество обработки снижается.
107
Хорошие результаты показывают притиры со смещен-
ным расположением канавок (рис. 50,6). Однако самые
высокие результаты показывают притиры, имеющие
елочное расположение канавок (рис. 50,в). На некото-
рых заводах применяют притиры, имеющие канавки,
расположенные в шахматном порядке (рис. 50,г).
Рис. 50. Расположение канавок на рабочих поверхностях цилиндри-
ческих стержней-притиров и колец-притиров:
а — перекрещивающееся, б — смещенное, в — елочное, г — шахматное
У фасонных и специальных притиров на рабочей по-
верхности также делают канавки различной формы и
размеров, а у чистовых притиров канавки не делают,
поверхность выполняется гладкой.
§ 30. ПРИТИРЫ, ИСПОЛЬЗУЕМЫЕ НА УНИВЕРСАЛЬНЫХ
И ПЛОСКОДОВОДОЧНЫХ СТАНКАХ
Форма и размеры притиров, используемых на уни-
версальных и плоскодоводочных станках., в основном
определяются конструктивными особенностями того стан-
ка, для которого они предназначаются.
Различают конструкции притиров верхних и нижних
(рис. 51). Рабочие поверхности их одинаковые, но по-
садочные -места различны. Нижние притиры конструк-
108
тивно оформляются так, чтобы обеспечить надежное их
крепление на шпинделе и обеспечить возможность вос-
принимать большие нагрузки. Для верхнего же прити-
ра предусматриваются дополнительные устройства, обес-
печивающие подъем и опускание, а также поворот или
фиксацию притира. Вес нижнего притира не оказывает
влияния на режим обработ-
ки, а вес верхнего регламен-
тирует создание удельного
давления притира на абра-
зивные зерна, что оказывает
влияние на конструктивное
эформление притиров. По
конструктивному оформле-
нию притиры могут быть раз-
делены на две большие труп-
пы: притиры, имеющие фор-
му диска (диски-притиры), и
притиры, имеющие форму
плиты (плиты-притиры).
В одних случаях верхние
и нижние диски-притиры вы-
полняются в виде диска, не
имеющего центрового отвер-
тия (рис. 52, а). По сути де-
ла, почти вся площадь такого
51. Притиры универсального
водочного станка мод. ЗБ814:
а — верхний диск-притир, б — ниж-
ний диск-притир; 1 — посадочная
часть станка; 2 — винты для креп-
ления; 3 — притиры
притира является рабочей
поверхностью. На универсальных доводочных станках
(например, на станках ЗБ814, 3814П) диск-притир имеет
форму колеса с центровым отверстием (рис. 52, б).
Рис. 52. Форма притиров:
а — диск-притир цельный, б — диск-притир с цент-
ровым отверстием, в — плита-притир
Плиты-притиры оформляются в виде прямоугольни-
ка, на нижней (нерабочей) стороне которого имеются
ребра жесткости (рис. 52, в).
109
Независимо от формы притиры бывают предназначе-
ны для черновых и для чистовых работ. Черновые при-
тиры отличаются от чистовых наличием канавок, в то
время как чистовые имеют совершенно гладкую рабо-
чую поверхность. Это связано с тем, что окончательная
обработка осуществляется почти сухим, нс шаржирован-
ным притиром. Вследствие больших габаритов станков
и высоких требований к точности обработки, притиры
универсальных и плоскодоводочных станков делаются
массивными, в ряде случаев с ребрами жесткости.
§ 31. ПРИТИРЫ, ПРИМЕНЯЕМЫЕ
НА ВНУТРИДОВОДОЧНЫХ СТАНКАХ
Форма наружной поверхности рабочей части прити-
ров для обработки внутренних поверхностей тел враще-
ния должна повторить форму обрабатываемого контура
детали или его определенной части. Притиры для об-
работки внутренних поверхностей тел вращения обычно
выполняют полыми и внутренняя форма притира тесно
увязывается с конструкцией станка. Например, если
притир предназначен для крепления в притиродержа-
теле с центральной стержневой системой, то он имеет
внутри сквозное конусное отверстие (рис. 53, а, б, в).
Притиры, применяющиеся при обработке отверстий, по
внешнему виду, напоминают стержень, что дает право их
называть стержнями-притирами. По своим конструктив-
ным признакам стержни-притиры бывают нерегулируе-
мые (неразрезные) и регулируемые (разрезные). Нере-
гулируемые стержни-притиры по получаемой точности
обработки превосходят регулируемые. Для уменьшения
искажения профиля притира внутренний конус при
центральной стержневой опоре делают не 1 100, как
это было прежде, а 1:50. Применением такой конст-
рукции стержней-притиров на заводах топливной аппа-
ратуры удалось сократить брак при обработке плун-
жерных втулок насосов. Для разрезания стержней-при-
тиров применяют фрезы, которые обеспечивают ширину
паза от 1,5 до 5 мм в зависимости от наружного диа-
метра притира.
Длина стержня-притира принимается неодинаковой.
Заводы топливной аппаратуры длину стержнейнпритиров
тесно увязывают с глубиной обрабатываемого отверстия.
НО
Как правило, длина стержня-притира не должна пре-
вышать глубину обрабатываемого отверстия. При на-
значении исполнительных размеров сечения рабочей ча-
сти стержня-притира необходимо учитывать максималь-
ную величину зерен абразивной части доводочной пасты
или суспензии. Для стержней-притиров, применяющих-
ся при обработке сквозных цилиндрических отверстий,
размер поперечника рабочей части определяется из
условия: di= (d+Д)—2 о—к,
где ст — максимальное значение абразивного зерна;
к — коэффициент, учитывающий отклонение от ци-
линдричности;
Д— допуск на диаметр отверстия.
Рис. 53. Притиры внутридоводочных станков:
а — нерегулируемый стержень-притир без канавок, б — регулируемый стер
жень-притир с канавками, в — притир с притиродержателсм
По мере износа стержня-притира в процессе обра-
ботки размер будет уменьшаться. Соответственно ин-
струмент будет пригоден до тех пор, пока величина из-
носа 2а не превысит величины допуска Д. Это и опре-
деляет величину допускаемого износа стержня-притира.
Допуск на размер принимается обычно для черновых
операций по 3-му классу (С3), а для окончательной
обработки — по 2-му .классу точности (С). При назна-
чении исполнительных размеров рабочего сечения стерж-
111
ня-притира для обработки точных отверстий необходимо
принимать во внимание возможность возникновения по-
перечных колебаний инструмента в процессе его работы.
Эти колебания заставляют предусмотрительно увеличи-
вать зазор между рабочей поверхностью стержня-при-
тира и стенками обрабатываемого отверстия. Величина
этого дополнительного зазора может достигать 0,05—
0,1 мм (а в отдельных случаях и более). Соответствен-
но рабочие размеры сечения стержня притира необхо-
димо корректировать на эту величину, определяя ее в
результате опытной обработки двух-трех пробных дета-
лей, с учетом и конкретных условий обработки (неточ-
ностей станка и приспособления, нецилиндричности
стержня-притира и т. д.).
§ 32. ПРОЧИЕ КОНСТРУКЦИИ ПРИТИРОВ
Помимо описанных притиров, в производственном
практике имеется множество притиров простых и слож-
ных по конструктивному оформлению.
Рис. 54. Плита-притир, применяю-
щаяся в условиях индивидуально-
го производства:
I, II, III — части плиты соответствен-
но для черновой, предварительной
и окончательной обработки
Притиры для ручных ДОВОДОЧН О-П р И Т И-
рочных работ. Для обработки плоских поверхно-
стей, а также поверхностей цилиндрических деталей
методом обкатывания применяются в большей части
плиты-притиры. Существенной особенностью конструк-
П2
ции этих притиров является разделение поверхности
доводочной плиты на участки (рис. 54). После отливки,
термической и механической обработки плиты на ее ра-
бочей поверхности прорезают пазы глубиной до 5 мм
и шириной 10—15 мм. Таким образом, плита разби-
вается на участки: на первом участке делают, напри-
мер, перекрестные канавки, на втором — более мелкие
одинарные или перекрестные, а на последнем участ-
ке — без канавок с хорошо притертой гладкой поверх-
Рис. 55. Виды притиров:
а _ качающийся сферический притир, установленный на
сверлильном станке, б — притир (чугунный или стеклян-
ный) в форме напильника, в, г — притиры для доводки
конических поверхностей, д — специальный притир для
доводки плеч каленой детали
ностью. Таких участков делают много, что придает уни-
версальность плите. Эти притиры после износа их рабо-
чей поверхности можно прошлифовать, а затем пришаб-
рить и притереть по методу трех плит.
.113
При выполнении доводочно-притирочных работ руч-
ными способами применяются различные так называе-
мые фасонные притиры. Некоторые их разновидности
показаны на рис. 55, а—д.
Особую сложность представляет собой конструиро-
вание притиров для обработки резьбовых и фасонных
поверхностей. Здесь можно различать притиры цельной
и сборной конструкции (рис. 56, а, б). В связи со слож-.
Рис. 56. Кольцо-притир для наружных поверхно-
стей:
а — разрезной для доводки гладких поверхностей,
б — для доводки резьб
ностью изготовления сборных притиров применение их
ограничено. Однако достоинством сборных притиров яв-
ляется то, что в одном корпусе можно помещать рабо-
чую часть притира, которая легко может заменяться.
Подобные конструкции позволяют монтировать в кор-
пусе сборного притира устройства для принудительной
подачи абразивно-доводочных материалов в зону реза-
ния. Размеры таких притиров не должны быть чрезвы-
чайно большими, но вместе с тем обеспечивать доста-
точную прочность и надежность работы притира.
Специальные притиры. Сюда можно отнести
притиры, которые применяют на зубопритирочных, резь-
114
бопритирочных и других специальных станках, для до-
водки деталей, рабочий профиль и размеры которых
выполняются с большой точностью (рис. 57, а, б, в). По-
Рис. 57. Притиры для обработки зубчатых колес:
а — прямозубый для цилиндрических колес, б — косозубый для
цилиндрических колес, в — прямозубый для конических колес
добные притиры изготовляют в большинстве случаев из
износостойких материалов, как например, из стали, стек-
ла «Перикс». Их более часто контролируют и правят.
§ 33. ВЫБОР, ЭКСПЛУАТАЦИЯ
И ХРАНЕНИЕ ПРИТИРОВ
При выборе притира приходится решать ряд конкрет-
ных вопросов. Необходимо ознакомиться с технически-
ми требованиями, которые предъявляются к качеству
обработки изделия. Получить исчерпывающие сведения
о марке материала и твердости обрабатываемой дета-
ли, состоянии исходной поверхности, подлежащей обра-
ботке. Установить,, на каком доводочном оборудовании
и с применением каких абразивно-доводочных материа-
лов может быть осуществлена обработка. Особое вни-
мание обращается на возможность в процессе обработ-
ки осуществлять регулирование режима абразивной до-
водочно-притирочной обработки (удельное давление,
рабочие скорости) и в каких пределах. Связано это с
тем, что притиры для одних и тех же работ могут быть
изготовлены из различных материалов, например, 1-й
притир мягче обрабатываемой детали; 2-й притир имеет
такую же твердость, как и обрабатываемая деталь, и
3-й притир гораздо тверже обрабатываемой детали.
Точность поверхности, получаемой при абразивной до-
115
водочно-притирочной обработке, в очень большой сте-
пени зависит от геометрической точности притира. По-
этому желательно, чтобы сам притир изнашивался как
можно медленнее. По износостойкости из трех случаев
наиболее неблагоприятным является последний третий
притир. В том случае, когда притир изнашивается го-
раздо быстрее, чем деталь, теряется точность обработ-
ки. Это явление объясняется тем, что частицы абразив-
но-доводочного материала шаржируются в более мяг-
кий металл детали и процесс резания — царапания ос-
лабевает. Если применяется очень мягкий при-
тир, то абразивные частицы глубоко шаржируются в
материал притира и изнашивают обрабатываемую де-
таль. Выбор твердости притира зависит не только от
физико-механических свойств обрабатываемого металла,
но и от того, как «работает» абразивное зерно в про-
цессе доводки. При обработке абразивными пастами ма-
териал стального притира имеет обычно твердость в пре-
делах 200—220 по Бринеллю, при осуществлении вы-
полнения доводочных работ с целью достижения зер-
кальной поверхности используют притиры из стекла
«Перикс», которое отличается более высокой твердо-
стью, прочностью и химической стойкостью в сравнении
с другими сортами стекла. Кроме того, это стек-
ло имеет малый коэффициент линейного расширения
и отличается однородностью и быстро правится свобод-
ным абразивом без шаржирования поверхности. При
выборе притира следует стремиться к применению та-
ких материалов, которые не обладают магнитными свой-
ствами, что предотвращает случаи «прилипания» метал-
лической стружки.
Для точных притирочных работ свободным абразивом
рекомендуется применять чугунные притиры твердостью
НВ200—220. При обработке шаржированными прити-
рами рекомендуется применять притиры из как можно
более мягкого перлитного чугуна (НВ 120—140).
Выбирая притир, необходимо увязывать его конст-
рукцию с возможным удельным давлением притира на
абразивные зерна. Особенно это относится к притирам
для тех станков, на которых регулировать удельное дав-
ление притира невозможно. Во всех случаях необхо-
димо обеспечить такие нагрузки, чтобы абразивное зер-
но преждевременно не разрушалось.
Основными правилами эксплуатации притиров яв-
ляются следующие:
116
устанавливая притиры на станок или на оправку,
не следует применять большое усилие нажима. Этим
можно вызвать деформацию притира, в результате чего
снизится его точность;
при выполнении доводочно-притирочных работ сле-
дует пользоваться только притирами, находящимися в
хорошем техническом состоянии и точность которых про-
верена. Нарушение этого правила ведет к браку в ра-
боте;
перед началом работы притиры следует очистить от
смазки, протереть насухо ветошью или марлей, прове-
рить их точность. При необходимости притиры должны
быть подвергнуты правке. Следует помнить, что при чи-
стовой доводке более крупное, чем положено для этого
вида обработки, абразивное зерно или любая инород-
ная крупинка, попав на рабочую поверхность притира,
может вызвать глубокие царапины и риски как на ра-
бочей поверхности притира, так и на обрабатываемой
поверхности детали. Поэтому не следует применять за-
грязненные абразивно-доводочные материалы и не до-
пускать попадания их в зону резания;
после окончания работы притиры должны быть очи-
щены от остатков абразивно-доводочных материалов
хорошо протертой марлей и покрыты тонким слоем
смазки;
во избежание случаев попадания на притир инород-
ных частиц, металлической стружки и отдельных зерен
абразива, притиры покрывают полихлорвиниловым чех-
лом.
На складах притиры хранятся на специальных стел-
лажах чистых и сухих помещений, где исключены слу-
чаи всяческих повреждений: коробления, забоины, за-
грязнения и покрытие коррозией.
Контрольные вопросы
1. Из каких абразивных материалов изготовляют круги и бру-
ски для отделочной размерной обработки?
2. Какие вы знаете виды связок для абразивных инструмен-
тов?
3. Какое значение имеет твердость абразивных инструментов и
как она определяется?
4. Что вы знаете об абразивных инструментах из синтетиче-
ских алмазов и кубического нитрида бора?
5. Расскажите, что собой представляет притир, его назначение
и функции, которые он выполняет в процессе абразивной доводоч-
но-притирочной обработки.
117
6. Что вы знаете о материалах, из которых изготавливаются
притиры?
7. По каким признакам классифицируются притиры?*
8. Что вы знаете о конструктивном оформлении рабочей поверх-
ности притира?
9. Расскажите о конструкциях притиров и месте их применения.
10. Как выбрать притир для обработки сталей, чугуна, цветных
металлов?
Глава V
МЕТОДЫ ОТДЕЛОЧНОЙ ОБРАБОТКИ
СВЯЗАННЫМ АБРАЗИВНЫМ ЗЕРНОМ
§ 34. КЛАССИФИКАЦИЯ МЕТОДОВ
ОТДЕЛОЧНОЙ РАЗМЕРНОЙ ОБРАБОТКИ
Современное машиностроение (предъявляет повышен-
ные требования к точности размеров, форм и качеству
поверхностей деталей машин. Это обычно достигается
применением отделочных операций. Операции отделоч-
ной обработки подразделяются на размерные,
когда выдерживаются высокие требования к точности
обработки, и неразмерные, когда достигается
высокая чистота поверхности при свободных размерах.
Операции отделочной размерной обработки могу г
осуществляться механическим или абразивными инстру-
ментами, электроэрозионным или электролитическим
методами. Общие характеристики современных методов
отделочной размерной обработки приведены в табл. 13.
Тонкое шлифование заключается в обра-
ботке на прецизионных шлифовальных станках мелко-
зернистыми кругами, либо кругами после тонкой прав-
ки, иногда кругами с графитовым наполнителем.
Хонингование выполняется специальной го-
ловкой с укрепленными на ней абразивными брусками,
которые поджимаются «к обрабатываемой поверхности.
В процессе работы головка совершает вращательное и
возвратно-поступательное движения, в результате чего
на обрабатываемой поверхности создается сетка пере-
крещивающихся следов абразивных зерен.
С у п е р ф и н и ш — отделочный процесс, при ко-
тором удаляются посредством мелкозернистых абразив-
ных брусков микронеровности с обрабатываемой поверх-
ности.
Электрофизические и электрохимиче-
ские методы позволяют с высокой точностью
119
ТАБЛИЦА 13
Характеристики методов отделочной размерной обработки
Качество обработки форми- :лоя,
Вид инструмента Название операции sr о X <L> Ч о 2- о
о X Я х |
со о О -Я СО н
X X 5° ** о g
Связанным зерном
Шлифовальный круг Тонкое шлифование 2; 1 и точнее 9-12 15—25
Электрод-инструмент Электроабразивный Электроэрозионная обработка Электролитическое 2; 1 6-8 —
круг шлифование 2; 1 7—9 —
Абразивные бруски Хонинг-процесс Суперфиниш 2; 1 8-12 10—13 5—15 2—5
Свободным зерном
Абразивные порош- ки и микропорош- Доводка механическая предварительная 2 9—10 —
ки Доводка механическая окончательная 1 10—14 2—5
Доводка ручная пред- варительная 2 8-9 —
Доводка ручная окон- чательная 1 9-13 3—7
и большой производительностью обрабатывать электро-
проводящие материалы любой твердости. При этом до-
стигается высокое качество обрабатываемой поверхности
и выполняются самые разнообразные технологические
операции — разрезка и вырезание, шлифование и поли-
рование наружных поверхностей и отверстий, размер-
ное формообразование фасонных поверхностей, обработ-
ка полостей и др.
Абразивная доводочно-притирочная обработка выпол-
няется при помощи свободного мелкозернистого абрази-
ва в среде жидкости или в виде пасты, нанесенной на
поверхность инструмента, называемого притиром. При-
тирка была первым видом отделочной обработки, по-
явившимся в машиностроении. Этот вид обработки при-
менялся в случаях, когда требовалось достигнуть особо
высокой точности сопряжения двух поверхностей, или
высокой их чистоты, или того и другого вместе, напри-
120
мер, (притирка клапанов к их седлам, притирка золот-
никовых пар и др.
Доводка — это отделочная размерная обработка
взаимозаменяемых деталей. Притирка — отделоч-
ная обработка деталей, сопрягаемых с высокой степенью
точности.
При обработке притиру сообщают перемещения от-
носительно обрабатываемой поверхности, одновременно
прижимая его к этой поверхности. Абразивные зерна
удаляют -мельчайшие частицы металла с обрабатывае-
мой поверхности: Удаление металла в зависимости от
состава пасты происходит либо только механическим
путем (резание абразивными зернами, истирание и по-
верхностное деформирование поверхностного слоя), либо
химико-механическим путем.
Достоинства абразивной доводочно-притирочной об-
работки как отделочного процесса:
возможность получения высокой точности размера и
геометрической формы;
возможность достижения весьма высокого класса чи-
стоты поверхности;
повышение микротвердости, получение остаточных
сжимающих напряжений в поверхностном слое, что по-
вышает эксплуатационные свойства детали;
уменьшение по сравнению с шлифованием количе-
ства остаточного аустенита в поверхностном слое, что
снижает возможность изменения размеров детали при
эксплуатации;
универсальность обработки в смысле разнообразия
возможного применения;
возможность применения без использования специ-
ального дорогостоящего оборудования.
Недостатки процесса:
повышенная трудоемкость, особенно при ручной ра-
боте;
необходимость применения точной предварительной
обработки, так как доводочно-притирочная обработка
устраняет только малые погрешности формы и разме-
ров предшествующей обработки.
Требования, предъявляемые к предварительной обра-
ботке: размеры должны быть выдержаны в пределах
классов 2—2а, шероховатость поверхности в .пределах
V 8—V 9, некруглость и нецилиндричность в пределах
10—8 мкм.
121
§ 35. ТОНКОЕ КРУГЛОЕ ШЛИФОВАНИЕ
К достоинствам шлифовальной обработки относится
высокая точность выполнения размеров и формы, низкая
шероховатость поверхности и малое время, затрачивае-
мое на обработку. Обработка закаленных деталей с ма-
лыми припусками является наиболее производительным и
экономичным процессом.
Съем металла осуществляется большим количеством
абразивных зерен, воздействующих на обрабатываемую
поверхность. Резание производится только наиболее
выступающими кромками абразивных зерен, часть ко-
торых не используется, так как попадает на уже срезан-
ные участки поверхности.
Обработанная поверхность при шлифовании состоит
из лунок, образованных отдельными зернами, находя-
щимися в зоне резания. Объем лунки в основном опре-
деляется глубиной врезания отдельных зерен, что в свою
очередь зависит от силы, вдавливающей зерна в обра-
батываемую поверхность, и свойств обрабатываемого
металла. Количество лунок, наносимых на обрабатывае-
мую поверхность в единицу времени, зависит от количе-
ства абразивных зерен, подводимых кругом в зону ре-
зания. Это количество зерен увеличивается с повыше-
нием окружной скорости жруга.
При высоких требованиях, предъявляемых к точно-
сти (1 кл.) и шероховатости поверхности (V 9—V 12 кл.
чистоты), находит применение тонкое шлифова-
ние.
Необходимыми исходными условиями применения
тонкого шлифования являются:
хорошее состояние станка, обеспечивающее безвиб-
рационную работу его основных узлов и плавность ма-
лых перемещений;
тщательная балансировка круга до установки на
станок и на станке;
тщательная очистка рабочей жидкости от металли-
ческих и абразивных частиц;
легкие режимы шлифования, характеризуемые удель-
ным съемом металла 12,5—25 мм^/мин на 1 мм шири-
ны круга (Gx — 0,005 мм; 5д = 0,2—0,25; Уд=10—
15 м/мин).
Для достижения чистоты обработки высоких классов
необходимо соблюдать следующие условия выполнения
работ:
122
1. При правке круга (продольные подачи (мм/об)
необходимо выбирать в зависимости от требуемого клас-
са чистоты. Эти подачи должны быть в несколько раз
меньше размера абразивного зерна. Рекомендуются сле-
дующие скорости продольных подач: для V 9 кл. —
0,06—0,08 мм/об, для V 10 кл. — 0,03—0,05 мм/об, для
V Г1 кл. — 0,016—0,025 мм/об, для V 12 кл. — менее
0,016 мм/об. Поперечная подача 0,01—0,02 мм/ход.
В конце правки 1—2 зачистных прохода выполняют
без поперечной подачи.
Абразивный материал и зернистость кругов на кера-
мической связке при малых продольных подачах не ока-
зывают существенного влияния на шероховатость обра-
батываемой поверхности детали. Круги на керамической
связке более производительны, но требуют более каче-
ственного оборудования. Круги на органической связке
менее производительны (снимают припуски 5—10 мкм),
но обеспечивают лучшие результаты по чистоте и точ-
ности обработки.
2. На последних проходах со съемом металла 1—
3 мкм на сторону необходимо применять мелкозернистые
круги (зернистость 12—5). При этом следует учитывать,
что при шлифовании мелкозернистыми кругами возра-
стает выделение тепла, а потому на последних .прохо-
дах иногда снижают окружную скорость круга.
3. На последних проходах при припуске 0,02—0,04 мм
на диаметр и исходной шероховатости V 7—V 8 кл.
применяют мелкозернистые круги на бакелитовой связ-
ке с графитовым наполнителем. В этом случае высокое
качество поверхности обусловливается благоприятным
смазывающим действием графита.
При применении кругов с графитовым наполнителем
обеспечивается шероховатость V 10—12 кл.
4. Для получения поверхности с оптимальной шеро-
ховатостью предпочтительны круги на органической
(глифталевой) связке; они представляют меньшую опас-
ность в отношении появления волнистости на деталях.
5. При тонкой правке кругов нельзя применять за-
тупленный алмазный инструмент, так как выкрошенные
части зерен вдавливаются в круг и во время шлифова-
ния попадают на деталь, вызывая появление на ее по-
верхности рисок. Такой круг становится склонным к
засаливанию. Поэтому при правке следует' чаще пово-
рачивать алмазную державку, обеспечивая при этом
J23
подвод к кругу острых кромок алмаза, а державку ал-
маза располагать под углом 3—15° к кругу. После прав-
ки поверхность 'круга и направляющие станины реко-
мендуется очищать жесткой щеткой при обильной по-
даче жидкости. Правка круга должна производиться на
тех же участках станины, где обычно производится и
обработка. Следует обращать особое внимание на обес-
печение плавности перемещения устройства для правки
круга.
Точность станка. Шлифовальные станки выпускают-
ся разных классов точности в зависимости от требо-
ваний: класс Н — нормальная точность, класс П —
повышенная точность, класс В — высокая точность,
класс А — особо высокая точность и класс С — осо-
бая точность. Соотношение между показателями точ-
ности при переходе от одного класса к другому приня-
то равным 1,6.
Допускаемые значения отклонений обработанных де-
талей по отдельным параметрам для круглошлифоваль-
ных станков повышенной точности приводятся ниже
(табл. 14).
ТАБЛИЦА 14
Показатели точности круглошлифовальных станков
Параметры Допускаемые значения откло- нений по классам точности,
п 1 мкм с
в 1 А 1
Точность геометрической формы ци- линдрических поверхностей: 1,6 1,0 0,6 0,4
некруглость
овальность Постоянство диаметра в продольном 2,5 1,6 1,0 0,6
сечении . . . ... ... Шероховатость обработанной поверх- 6 4 2,5 1,6
ности цилиндрического образца v8 v9 V 10 V 11
Отечественные станкостроительные заводы выпуска-
ют прецизионные шлифовальные станки. Так, например,
на круглошлифовальном станке особо высокой точности
мод. ЗЕ 153 при обработке по наружному диаметру в
диапазоне 5—50 мм выдерживается некруглость 0,5 мкм.
Постоянство диаметра в продольном сечении (бочко-
образность, седловидность, конусность) на длине вала
в 300 мм выдерживается 1,5 мкм, шероховатость по-
верхности при наружном шлифовании V 11—V 12 кл.
124
чистоты. Высокие показатели точности при окон-
чательной обработке получаются при точных заготов-
ках: отклонение по геометрической форме не более
0,01 мм, припуск на сторону 0,01—0,02 мм, чистота по-
верхности V 7 кл. Из станка удалены источники воз-
никновения вибраций и выделения тепла. Станок уста-
навливают на три точки на виброизоляционных опорах
в помещении с постоянной температурой +20, +1° Элек-
трооборудование, бак для смазки подшипников шпин-
делей, бак очистки и охлаждения эмульсии и гидробак
вынесены за пределы станка. Двигатели привода шли-
фовальной бабки и бабки изделия балансируются. Ско-
рость вращения детали и величина врезной подачи регу-
лируется бесступенчато в диапазоне 1 10.
В станке автоматизированы продольный ход стола
и врезная подача круга; эти движения могут осуществ-
ляться и вручную. Имеется быстрый подвод и отвод
шлифовальной бабки. Станок имеет два механизма по-
дачи: механизм подачи для грубых перемещений с це-
ной деления лимба 2 мкм и механизм микроподачи с
ценой деления 0,1 мкм. Шпиндель передней бабки не-
подвижен. Изделие обрабатывается в неподвижных цент-
рах. Передача вращения от электродвигателей как на
планшайбу, так и на шпиндель круга осуществляется
плоскими ремнями.
При установке станка место для фундамента выби-
рают так, чтобы станок не подвергался непосредствен-
ному воздействию солнечных лучей или нагреванию от
близко расположенных отопительных устройств, так как
неравномерное нагревание ведет к местным деформаци-
ям, снижающим точность станка.
Общий вид станка ЗЕ 153 с обозначением органов
управления представлен -на рис. 58. Приводим краткое
описание его устройства и работы основных узлов.
Шлифовальная бабка (рис. 59). Шпин-
дель 7 шлифовального круга установлен в двух трех-
вкладышных подшипниках 3. Каждый вкладыш уста-
навливается на шаровом пальце 1, который дает ему
возможность поворачиваться в любом направлении. Для
регулирования величины диаметрального зазора имеет-
ся резьба, с помощью которой они перемещаются в ра-
диальном направлении и фиксируются гайками 8 и 9. В
осевом направлении шпиндель удерживается с одной
стороны бортом шпинделя и бронзовой опорой 16, а с
125
Рис. 58. Общий вид станка
3E153 с обозначением органов
управления:
/ — регулировка скорости стола.
2 — регулировка выдержки в конце
хода стола, 3 — кнопка останова
шлифовального круга, 4 — кнопка
«Общий стоп», 5 — переключатель
реверса микроподачи, 6 — кнопка
переключателя скорости ручной
продольной подачи, 7 — маховик
продольной подачи стола, 8 — руко-
ятка микроупора, 9 — фиксация
винта микроупора, 10 — рукоятка
упора, 11 — выталкиватель центра,
12 — рукоятка реверса стола, 13 —
вводной выключатель, 14 — регуля-
тор скорости врезной подачи, 15 —
регулятор скорости вращения при-
вода изделия,16 — сигнальная лам-
па действия смазки, 17 — сигналь-
ная лампа наличия напряжения,
18 — кнопка «Общий пуск», 19 —
выключатель местного освещения,
20 — кнопка пуска шлифовального
друга, 21 — кран охлаждения,
22 — сигнальная лампа «Пе-
реднее положение микроподачи».
23 — кнопка пуска врезной по-
дачи, 24 — лимб установки величи-
ны микроподачи, 25 — кнопка пус-
ка толчковой микроподачи, 26 —
лимб механизма микроподачи, 27 —
рукоятка фиксации пиноли, 28 —
рукоятка отвода пиноли, 29 — вы-
талкиватель центра задней бабки,
30 — фиксатор поворота стола,
31 — винт фиксации индикатора,
32 — винт поворота стола, 33 — ру-
коятка толчковой подачи, 34 — рукоятка быстрого отвода-подвода шлифовального круга, 35 — рукоятка упора механизма
подачи, 36 — выключатель изделия, 37 — кнопка «Стоп» врезной подачи, 38 — рукоятка переустанова лимба, 39 — сигналь-
ная лампа «Заднее положение микроподачи», 40 — маховик механизма подачи, 41 — рукоятка переключения на скорость
правки, 42 — дроссель скорости правки, 43 — рукоятка пуска стола
другой — восемью пружинами 6, которые создают натяг
в осевом направлении. Подшипники шпинделя смазы-
ваются маслом, поступающим по трубопроводу 2 от спе-
циального агрегата, вынесенного за пределы станины.
Для наблюдения за подачей масла в подшипники шпин-
деля в передней части шлифовальной бабки имеются два
маслоуказательных глазка.
На шлифовальной бабке установлен бачок 4 для
смазки направляющих стола, которая осуществляется
маслом ВНИИНП-401, поступающим из бачка 4. Масло-
указатель 5 служит для контроля уровня масла в бачке.
В шлифовальную бабку встроен механизм микропо-
дачи. Шлифовальная бабка установлена на направляю-
щих качения с предварительным натягом, создаваемым
четырьмя секциями тарельчатых пружин 20. К верхнему
корпусу шлифовальной бабки подвижная направляющая
притягивается четырьмя резиновыми шайбами — пру-
жинами. С боков направляющие защищены козырька-
ми. Для защиты направляющих от эмульсии установ-
лена гибкая хлорвиниловая крышка. Верхняя часть шли-
фовальной бабки закрыта кожухом. Под кожухом на-
ходится механизм микроподачи. Шлифовальный круг
закрыт кожухом. Над ним проложена труба для под-
вода рабочей жидкости.
Передняя бабка (рис. 60). На корпусе 1 пе-
редней бабки четырьмя болтами крепится электродви-
гатель 6, который через ременную передачу передает
крутящий момент шкиву и планшайбе 5. Для натяже-
ния ремня к корпусу электродвигателя прикреплен на-
тяжной ролик 2. Деталь приводится во вращение по-
водком, укрепленным на планшайбе, которая соединена
со шкивом. Сзади имеется винт 4 для выталкивания
центра 7 из шпинделя 8 изделия. Передняя бабка кре-
пится двумя болтами 3, квадратные головки которых
входят в Т-образный паз стола. Механизмы передней
бабки закрыты кожухом 6.
Задняя бабка (рис. 61). Корпус 4 бабки ко-
робчатой формы. Пиноль 3 от загрязнения защищена
крышкой и гармошечной прокладкой, укрепленной на
передней части корпуса и пиноли. Пиноль отводится
рукояткой 1 рычажной системы, а поджимается к изде-
лию пружиной 5. Центр выталкивается вращением вин-
та 2. Часть корпуса, находящаяся между двумя проре-
зами, пружинит, она предназначена для закрепления
127
б-Б
Рис. 59. Шлифовальная баб- 74
ка станка 3E153:
1 — шаровой палец, 2 — трубо- 73
провод, 3 — вкладышный под-
шипник, 4 — бачок, 5 — масло-
указатель, 6 — пружина, 7 —
шпиндель шлифовального кру-
га, 8, 9 — гайки, 10—15 — про-
кладки, 16 — бронзовая опора,
17—19 — фланцы, 20 — тарель-
чатые пружины
4
5
2741
6
\
2 3
Рис. 60. Передняя бабка станка 3E153
пиноли в любом положении. Отвод осуществляется шар-
нирами 7, 8 до упора 6. В верхний прилив корпуса
задней бабки ставится приспособление 3 для правки
круга. Оправка инструмента для правки зажимается
гайкой.
Бабка крепится двумя болтами, квадратные головки
которых входят в паз стола.
Одной из отличительных особенностей станка особо
высокой точности ЗЕ 153 является механизм микропода-
чи, определяющий точность и чистоту обработки. Этот
механизм позволяет обеспечить минимальное импульс-
ное перемещение в пределах от 0,1 до 0,5 мкм и регу-
лировать скорость врезной подачи в пределах от 0,02
до 0,2 мм/мин.
Рис. 61. Задняя бабка станка ЗЕ 153
Механизм микро по дачи станка мод.
3E153 показан на рис. 62. Непрерывное вращение
130
электродвигателя, либо поворот храпового колеса па
заданный угол преобразуется посредством червячной и
винтовой пары на поступательное перемещение винта 3.
Этот винт передает движение двум рычажным переда-
чам 4, последней из которых служит качающийся кор-
пус 1 шлифовальной ба'бки, подвешенный на шарнире,
выполненном в виде пружинного креста 2. Механизм
микроподачи основан на принципе качающейся шлифо-
вальной бабки на шарнире, ось которого совмещена в
вертикальной плоскости с осью круга. Применение упру-
гого элемента в шарнирной опоре шлифовальной бабки
исключает наружное трение и зазоры в соединении и
позволяют механизму работать с исключительно высо-
кой чувствительностью.
Рис. 62. Схема механизма микроподачи
станка 3E153
Станок ЗЕ 153 имеет повышенную жесткость
и минимальные температурные деформа-
ции. Под действием сил резания технологическая
система упруго деформируется, вследствие чего форма
и размеры обрабатываемой детали изменяются. Дефор-
мация технологической системы зависит от ее жестко-
сти. Жесткость — способность упругой системы оказы-
вать сопротивление действующим силам. Количественно
жесткость С определяется отношением
Р
С = —-к Г! мкм.
У
где Ру — действующая сила, кГ\
у — величина перемещения, мкм.
Жесткость станка складывается из собственной жест-
кости отдельных деталей и из контактных жесткостей
стыковых соединений. Суммарную жесткость круглошли-
фовального станка характеризует величина перемещения
5* 131
образующей шлифовального круга относительно перед-
него и заднего центров по направлению оси у под дей-
ствием силы резания. Повышенная жесткость частично
объясняется применением многовкладышных самоуста-
навливающихся на сферических опорах подшипников,
обладающих высокой жесткостью.
Основными источниками выделения тепла в станке
3E153 являются: электродвигатель привода круга, опо-
ры шпинделя круга, электродвигатель привода изделия
и подшипники шкива планшайбы, гидроцилиндр приво-
да стола, гидропанель, гидроцилиндр быстрого подво-
да-отвода шлифовальной бабки, гидробак.
Тепловое равновесие наступает через 3—3,5 ч, одна-
ко интенсивное смещение узлов станка происходит в
течение первых 60 мин. В плоскости, перпендикулярной
оси переднего центра, происходит сближение осей кру-
га и обрабатываемой детали до 20 мкм, в плоскости,
перпендикулярной оси заднего центра, оси расходятся,
в результате возникает перекос осей до 6 мкм на
100 мм. Эта погрешность определяется неравномерным
нагревом стенок базовых деталей станка.
Снижение тепловых деформаций может быть достиг-
нуто:
выносом электродвигателя привода шлифовального
круга за пределы станины, путем установки его рядом
со станком или над шлифовальной бабкой;
поддерживанием избыточной температуры масла ги-
дравлики в пределах 5 °C или полной изоляцией гидро-
цилиндра и гидропанели при помощи рубашки, чтобы
тепло, выделяемое в них, направлялось за пределы
станка. Бак с нагретым маслом устанавливают на та-
ком расстоянии от стенок станины, чтобы исключался
их нагрев.
Смазка станка. Правильная и своевременная смазка
является условием безаварийной работы станка, увели-
чивает срок его службы, предотвращает преждевремен-
ный износ деталей. Смазка подшипников круга осу-
ществляется от специального агрегата смазки. Контроль
за поступлением смазки производит реле контроля по-
дачи масла на сливе из шлифовальной бабки. Давление
в системе смазки шпинделя — 0,5—1 кГ/см2. Смазку
направляющих качения шлифовальной бабки, а также
подшипников шпинделя передней бабки осуществляют от
масленки периодически. Смазка направляющих станины
132
осуществляется автоматически от гидросистемы станка,
через дроссель, регулирующий расход масла, который на-
ходится на баке гидравлики. Контроль поступления смаз-
ки к направляющим станины производят по прозрачному
стаканчику, закрепленному на станине. При нормальной
работе смазочной системы стаканчик должен быть за-
полнен маслом до уровня внутренней трубки. Если мас-
ло в 'Стаканчик не поступает, нужно повернуть дроссель
смазки, расположенный на гидробаке.
Масло для редуктора салазок заливают в корпус
салазок до отметки в маслоуказателе. Масло рекомен-
дуется менять в определенные сроки (табл. 15). Свежее
масло перед заливкой необходимо профильтровать. Мас-
ло для смазки подшипников шпинделя наружного шли-
фования фильтруют войлочным фильтром, фильтрующие
элементы которого надо менять не реже одного раза
в три месяца. Количество масла, заливаемого в резер-
вуар, — 45 л.
ТАБЛИЦА 15
Периодичность смазки станка мод. 3E153
Наименование смазываемых механизмов Способ смазки Материал Периодичность смазки и запол- нения резер- вуара
Подшипники шлифоваль- ного шпинделя Велосит Л 1 раз в 3 месяца
Направляющие шлифоваль- ной бабки Шприц Индустри- альное 20 1 раз в смену
Винты салазок Пиноль задней бабки Направляющие станины То же Масленка Автомати- чески То же 6—8 капель в 3—4 дня 1 раз в смену
Механизм ручного пере- мещения стола Шприц Солидол УС2(Л) 1 раз в неделю
Подшипники передней баб- ки То же Индустри- альное 20 1 раз в смену
Наладка станка. Последовательность приемов обра-
ботки (см. рис. 58):
установить деталь, закрепив в нужном месте зад-
нюю бабку;
установить опоры реверса в Т-образном пазе стола
на нужную длину хода и рукоятку 10 надежно закре-
пить;
133
отвести шлифовальный круг маховиком 40 достаточ-
но далеко назад, чтобы три быстром подводе круга не
врезаться в деталь;
нажатием кнопки 18 — «Общий пуск» — включить ги-
дропривод и электродвигатель смазки подшипников
шпинделя шлифовального круга;
нажатием кнопки 20 включить двигатель шлифоваль-
ного круга;
установить регулятором 15 нужную скорость враще-
ния детали;
включить гидравлическое перемещение стола и с по-
мощью рукоятки установить нужную скорость хода (при
продольном шлифовании);
осуществить быстрый подвод шлифовального круга
к изделию рукояткой 34;
маховиком 40 подвести шлифовальный круг к дета-
ли до появления искры;
прошлифовать деталь при соответствующем режиме;
после достижения размера отвести шлифовальную
бабку;
маховик 40 повернуть в направлении, обратном по-
даче на величину припуска;
снять готовую деталь со станка.
Работа механизма микроподачи. Врезная непрерыв-
ная микроподача включается нажатием кнопки 23. Ско-
рость микроподачи устанавливают регулятором 14; от-
счет величины микроподачи производится по лимбу 26.
После использования всего хода микроподачи загорается
сигнальная лампочка 39. Для остановки микроподачи
нажимают кнопку 37. Когда переключатель 5 на пульте
управления стоит в положении «Реверс», то после каж-
дого отвода шлифовальной бабки происходит возвраще-
ние механизма микропередачи в исходное положение
(реверсирование).
Перед включением механизма микроподачи необхо-
димо убедиться, горит ли лампочка 22. Если она не го-
рит, повернуть переключатель 5 в положение «Реверс» и
рукояткой 34 отвести шлифовальную бабку. Только после
того как загорится лампочка 22, можно начать обра-
ботку. Если в процессе шлифования необходимо для
замера или снятия детали отводить шлифовальный круг
несколько раз без реверса механизма микроподачи (не
пользуясь маховиком механизма подачи), переклю-
чатель 5 устанавливается в положение «Наладка». При
134
$том реверсирование механизма микроподачи происхо-
дит не при каждом отводе шлифовальной бабки, а только
после полного использования хода микроподачи. Толчко-
вая микроподача включается кнопкой 25. Величина толч-
ковой микроподачи устанавливается заранее с помощью»
лимба 24. Особая рукоятка 33 служит для включе-
ния толчковой (подачи шлифовального круга на 0,002мм.
Настройка упора механизма подачи.
Для установки шлифовальной бабки в нужное положе-
ние при шлифовании каждой детали в партии преду-
смотрена рукоятка упора. Для установки механизма по-
дачи до упора нужно повернуть рукоятку против часо-
вой стрелки и установить лимб в нулевое положение,
тем самым обеспечивая работу механизма «До упора».
Правка круга. На станке предусмотрено раздельное
регулирование скорости перемещения стола при шлифо-
вании и правке. Перед выполнением правки рукоятку
поворачивают на 90° по часовой стрелке и включают
скорость правки стола. Величина -скорости стола регу-
лируется дросселем 42. Подвод алмаза и подача на
правку осуществляется рукояткой механизма правки
или маховиком подачи. Упоры реверса стола устанав-
ливают так, чтобы стол реверсировал в положении, ког-
да алмаз выходит в сторону от круга на 3—5 мм.
Смена и балансировка круга. Для снятия фланцев
с закрепленным на них кругом следует пользоваться
съемником. При смене круга обязательно ставить кар-
тонные прокладки между фланцами и кругом. Перед
установкой на станок шлифовальный круг должен прой-
ти статическую балансировку. После балансировки круг
с фланцем устанавливают на станок и производят прав-
ку, потом круг снимают и -балансируют вторично. По
мере износа круга необходимо периодически проверять
его сбалансированность, так как при износе первона-
чальная сбалансированность нарушается.
Регулировка станка. В регулировку станка входит:
регулировка натяжения ремня привода бабки изделия,
привода шлифовальной бабки, зазора в подшипниках
шпинделя шлифовального круга, зазора винтовой пары
механизма подачи, регулировка плавности работы ревер-
са, регулировка плавности быстрого подвода-отвода
шлифовальной бабки.
Регулировка натяжения ремня при.во-
Да бабки изделия. Плоскоременная передача
135
Привода бабки изделия помещается под Кожухом у пе-
реднего конца шпинделя. Регулировка натяжения ремня
осуществляется натяжным роликом, поворотом его про-
тив часовой стрелки вместе с фланцем, на котором он
крепится.
Регулировка натяжения ремня приво-
да шлифовальной бабки. Привод размещен
в нижней части правой стороны -станины и закрыт ко-
жухом. Натяжение ремня производится натяжным ро-
ликом, который под действием пружины постоянно при-
жат к ремню. Для увеличения натяжения ремня следует,
сняв кожух, сместить планку крепления пружины в пли-
те или сместить на нужную величину основную плиту
электродвигателя.
Регулировка зазора в подшипниках
шпинделя шлифовального круга. В нагре-
том состоянии шлифовальной бабки зазор должен быть
в пределах 0,003—0,005 мм, Зазор измеряют индикато-
ром, измерительный штифт которого упирается в конус
шпинделя. При нажатии на шпиндель усилием 8 кГ
по показанию индикатора определяют радиальный за-
зор. Регулирование производят вращением нажимных
винтов при непрерывном вращении шпинделя вручную.
После регулирования винты законтривают контргайка-
ми и колпачковыми'гайками.
Регулировка зазора винтовой пары
механизма подачи. В процессе эксплуатации
появляется зазор в винтовой паре механизма подачи,
вследствие чего нарушается постоянство установки шли-
фовальной бабки в заданное положение. Зазор устра-
няется поворотом гайки по часовой стрелке, перед чем
необходимо отпустить винты. После окончания регули-
ровки эти винты необходимо затянуть.
Регулировка плавности реверсирова-
ния. В случае нарушения плавности реверсирования
стола, а также при появлении толчков стола и больших
перебегов необходимо отрегулировать гидропанель. Но
прежде чем приступить к регулировке, необходимо про-
верить давление в гидросистеме по манометру, установ-
ленному на гидробаке. Давление в гидросистеме 8 ат
регулируется поворотом головки напорного золотника.
Регулировка плавности реверсирования производится по-
степенным открыванием правых и затем левых дросселей
2 (см. рис. 58) плавности разгона до требуемой паузы и
плавности разгона при каждом реверсировании.
136
Регулировка плавности быстрого под-
вода— отвода шлифовальной бабки. Плав-
ность и время подвода шлифовальной бабки регулиру-
ются дросселем. При завинчивании дросселя время бы-
строго подвода увеличивается и подвод становится бо-
лее плавным.
Указания по технике безопасности. Каждый рабочий
должен выполнять правила техники безопасности.
Запрещается допускать рабочих к станку, предвари-
тельно не ознакомив их с правилами техники безопас-
ности и инструкцией по обслуживанию станка.
Разрешается ставить на станок круги, только испы-
танные на скорость, превышающую рабочую скорость па
50% (согласно ГОСТ 3881—65).
Не допускается работа на станке без кожухов, при-
крывающих приводные ремни.
Необходимо проверять надежность крепления кожуха
круга, запрещается работать на станке со снятым
ограждением круга.
Перед запуском станка проверить крепление круга
и закрыть откидную крышку кожуха.
Перед шлифованием прокрутить новый круг на пол-
ной рабочей скорости в течение одной минуты. При про-
кручивании круга и во время работы на станке нельзя
стоять напротив круга.
Проверить надежность закрепления детали в центрах.
Работать только в исправной спецодежде.
Не измерять деталь ручным инструментом во время
вращения.
Не тормозить вращающуюся деталь руками.
Чистку и обтирку станка производить после полной
остановки станка.
Рабочее место у станка не должно быть скользким
и загроможденным.
Уходя, обязательно отключать станок от сети.
В табл. 16 (стр. 138—140) приведены основные де-
фекты при наружном круглом шлифовании и меры их
предупреждения.
§ 36. СОПРЯЖЕННОЕ ШЛИФОВАНИЕ
В практике точного машиностроения встречаются со-
пряжения наружных и внутренних поверхностей с задан-
ной разностью диаметров в несколько микрон. Полу-
чение таких сопряжений связано с значительными тех-
нологическими трудностями.
137
ТАБЛИЦА 16
Дефекты при наружном круглом шлифовании и меры по их предупреждению и устранению
Дефекты Причины Предупреждение и устранение
Следы дробления, вол- нистость Неуравновешенность круга, шпиндельного узла Правка круга выполнена неправильно, ли- бо несвоевременно Неточное прилегание центров и центро- вых отверстий Чрезмерный износ центров Слабое крепление детали Крупнозернистый круг Отбалансировать круг, шпиндельный узел Применить непритуплённый алмаз, по- вернуть алмаз и подвести острую кромку Проверить прилегание центров, улучшить смазку центров Улучшить крепление детали и натяг пру- жины Подобрать мелкозернистый круг
Равномерно располо- Неправильный режим правки Снизить продольную подачу при правке
женные узкие и глу- бокие следы грубой обработки Неправильная установка алмаза Обеспечить равномерность подачи алмаза вдоль образующей круга Установить инструмент для правки под углом 5° книзу и 30° в сторону Плотно закрепить державку Окончательный проход при правке произ- водить в направлении, противоположном к подаче
Широкие неравномер- но расположенные Применение мягкого круга или с засален- ными участками. Подобрать более твердый круг
риски разной глубины Завышенные режимы шлифования Выправить засаленный круг
Неравномерные грубые следы обработки Загрязненность рабочей жидкости Слабое крепление шлифовального круга во фланцах Своевременно чистить резервуар и филь- тровать жидкость Промывать сильной струей кожух после правки круга и при переходе на работу мелкозернистым кругом^
Продолжение табл. 16
Дефекты Причины Предупреждение и устранение
Прижоги и трещины на обрабатываемой по- верхности Некруглость обрабаты- ваемой поверхности СО Чрезмерно твердый круг Заниженная скорость детали Недостаточная подача жидкости в зону резания Неправильный способ подвода СОЖ Чрезмерная подача на глубину Проскальзывание круга во фланцах Проскальзывание приводного ремня Притупленный круг Правка притупленным алмазом Неправильный угол, неправильное приле- гание, изношенность центров, повреж- дение центровых отверстий Плохо очищенные центровые отверстия Некруглость шеек шпинделя бабки изделия Слабое крепление детали Неправильная регулировка люнетов Биение шпинделя передней бабки при креплении в патроне Проверить качество прокладок Тщательно затянуть крепежные болты Подобрать менее твердый круг Увеличить число оборотов детали Увеличить подачу жидкости Изменить способ подвода СОЖ Снизить подачу Улучшить крепление круга и натяжение ремня Выправить круг; применить острый алмаз Повернуть алмаз и подвести непритуплен- ную кромку' Проверить положение центров, центровых отверстий и их прилегание и устранить недостатки Очистить центровые отверстия и смазать центр Проверить геометрическую форму шеек шпинделя и перешлифовать Закрепить деталь и повысить натяг пру- жины Выверить люнеты Отрегулировать зазоры в подшипниках
Продолжение табл. 16
Дефекты Причины Предупреждение и-устранение
Непрямолинейность, бочкообразность, во- гнутость. образующей обрабатываемой по- верхности Нецилиндричность обра- батываемой поверхно- сти Неравномерный износ круга по образую- щей Деформация упругой системы Смещение одного из центров в вертикаль- ной плоскости Непараллельность оси вращения детали направлению движения стола в верти- кальной плоскости Непрямолинейность продольного движения стола Чрезмерное выделение тепла Неправильное положение центров и цен- тровых отверстий Недостаточное крепление поворотного сто- ла или передней бабки Несовпадение центров передней и задней бабок станка Неправильность их перемещения по отно- шению к оси вращения детали Смещение пиноли задней бабки в гори- зонтальной плоскости при смене детали Неправильная регулировка люнетов Выправить круг, применить более твердый Выправить дополнительный люнет Увеличить время выхаживания Усилить подачу рабочей жидкости в зону шлифования Проверить положение центров центровых отверстий и их прилегание и устранить недостатки Улучшить затяжку крепежных болтов Проверить наладку станка, применить точные средства измерения при наладке Притереть пиноль задней бабки в корпусе без зазора Работать при постоянном натяге пружины задней бабки без зажима рукоятки
Получение заданной разности диаметров достигает-
ся сопряженным шлифованием. Деталь, заранее обра-
ботанную по внутреннему диаметру устанавливают на ка-
либр измерительного устройства, обычно располагаемо-
го рядом с круглошлифовальным станком. Второе из-
мерительное устройство установлено на самом станке.
Оно осуществляет измерение шлифуемого наружного
диаметра детали в процессе обработки и управление
циклом работы станка. Первое и ‘второе устройства свя-
заны электрической схемой между -собой, чем обеспечи-
вается окончание обработки наружного диаметра при
достижении требуемой разности диаметров с отверсти-
ем сопрягаемой ранее обработанной детали. Принципи-
альная схема такой измерительной системы показана
на рис. 63. На калибрчтробку 1 надета деталь 2 с окон-
Рис. 63. Принципиальная схема измерения при
сопряженном шлифовании
чательно обработанным отверстием. Обрабатываемую
по наружному диаметру деталь 3 устанавливают в цент-
рах круглошлифовального станка. Контроль сопрягае-
мого диаметра осуществляется с помощью измеритель-
ного устройства 4. Оба измерительных устройства осна-
щены датчиками, соединенными электропреобразовате-
лями 5. Сопряженное шлифование исключает необходи-
мость в операции подгонки.
По методу сопряженного шлифования могут быть об-
работаны детали гидронасосов высокого давления, де-
тали золотников (плунжеры и корпус золотника) и дру-
гие детали, к которым предъявляются требования высо-
кой точности сопряжения.
При сопряженном шлифовании в качестве эталона
выбирают поверхность, при обработке которой наиболее
трудно выдержать жесткий допуск. Обычно предвари-
141
тельно обрабатывают отверстия, затем по ним шлифуют
валы. Обработку отверстий можно производить в пре-
делах всего поля допуска, а затем при обработке вала
каждое отдельное отверстие измеряют и размер вала
автоматически подгоняется к размеру отверстия в пре-
делах заданного зазора или натяга. При этом перед
шлифованием каждого отдельного вала приходится ме-
нять сопрягаемую деталь,, что вызывает увеличение
вспомогательного времени.’В этом 'случае внутришлифо-
вальный и круглошлифовальный станки устанавливают
рядом и сопрягаемые детали обрабатывают последо-
вательно.
Применяют и другой способ, когда после шлифова-
ния отверстий детали сортируют на группы. При шли-
Л сети
12 11 10
Рис. 64. Схема прибора БВ-4009 для контроля при сопряженном
шлифовании:
1 — блок стабилизатора и фильтра, 2 — пневматический датчик (сильфон-
ный), 3, 4, 6, 14 — пневматические сопла, 8 — регулируемая пятка, 12 — огра-
ничительный упор, 7 и 10 — измерительные губки, 5 и 11 — плоские пружи-
ны, 13 — втулка, с которой сопрягается шлифуемый вал 9
142
фовании валов для каждой группы используется одно
отверстие, имеющее среднее значение для данной раз-
мерной группы, при этом сокращается вспомогательное
время, так как уменьшается количество проверяемых от-
верстий. При сопряженном шлифовании брак и после-
дующая доработка сводятся к минимуму, снижаются
также затраты времени на селективную сборку и рас-
сортировку деталей по группам. При сопряженном шли-
фовании необходимо предъявлять высокие требования
к чистоте поверхности и некруглости, которые должны
лежать в пределах заданных допусков, а также к точ-
ности предшествующей обработки.
Применительно к сопряженному шлифованию Науч-
но-исследовательским бюро взаимозаменяемости вы-
пущено пневматическое измерительное устройство
мод. БВ-4009 (рис. 64), применяемое для контроля раз-
меров в процессе обработки для диаметров от 5 до
160 мм. При рабочем давлении от 0,8 до 1,5 ат погреш-
ность измерения ±0,1—0,2 мкм. Прибор изготовляется
Челябинским заводом мерительных инструментов.
§ 37. ТОНКОЕ ПЛОСКОЕ ШЛИФОВАНИЕ
Тонкое шлифование плоских поверхностей выполняет-
ся на универсальном плоскошлифовальном станке вы-
сокой точности с горизонтальным шпинделем и прямо-
угольным столом мод. ЗГ71. Станок в основном пред-
назначен для шлифования плоских поверхностей пери-
ферией круга. С применением различных приспособле-
ний возможно профильное шлифование различных де-
талей.
Общий вид станка с обозначением органов управле-
ния представлен на рис. 65.
Общая компоновка станка ЗГ71. На станине в по-
перечном направлении по двум V-образным направляю-
щим качения перемещается крестовый суппорт. По пло-
ской и V-образной направляющим крестового суппорта
в продольном направлении перемещается стол станка.
Стол получает перемещение от гидроцилиндра, закреп-
ленного между направляющими крестового суппорта.
Внутри крестового суппорта к его нижней части, закреп-
лены узлы; механизм поперечной подачи, механизм про-
дольного перемещения стола, механизм продольного ре-
версирования стола, механизм поперечного реверсирова-
143
ния стола, распределительная панель и гидропанель мод.
ВШПГ-35. С задней стороны на станине установлена ко-
лонна, по вертикальным направляющим качения которой
перемещается шлифовальная головка. Внутри станины
установлен гидроагрегат, обслуживание которого произ-
водится через левую дверку станины. С правой стороны
Рис. 65. Общий вид станка ЗГ71 с обозначением органов управле-
ния:
/ — маховик продольного ручного перемещения стола, 2 — лимб установки
величины автоматической поперечной подачи стола, 3 — лимб ручной попереч-
ной микрометрической подачи стола, 4 — маховик ручной поперечной подачи
стола, 5 — рукоятка ручного продольного реверсирования стола, 6 — рукоят-
ка установки величины автоматической вертикальной подачи, 7 — маховик
ручной вертикальной подачи, 8 — рукоятка крана регулировки подачи рабо-
чей жидкости, 9 — кнопка включения и реверсирования поперечной подачи,
10 — упоры продольного реверсирования стола, 11 — рукоятка «Пуск стола»,
«Стоп стола» и «Разгрузка гидропривода», 12 — рукоятка скорости движения
стола, 13 — вводный пакетный выключатель, 14 — кнопка «Пуск гидроприво-
да», /5—переключатель режима работы «С плитой» и «Без плиты», 16—лампа
сигнализации «Станок включен», 17 — переключатель освещения, 18 — кноп-
ка-переключатель магнитной плиты, 19 — кнопка «Пуск шпинделя», 20 —
кнопка «Все стоп», 21 — барабанный переключатель ускоренного перемеще-
ния шлифовальной головки, 22 — кнопка «Стоп гидропривода»
144
в нише монтируется электроаппаратура станка. С пра-
вой стороны рядом со станком устанавливается бак с
магнитным сепаратором мод. СМ-2м.
Кинематическая схема станка представлена на
рис. 66. Шпиндель получает вращение (главное движе
Рис. 66. Кинематическая схема станка ЗГ71
ние) от отдельного электродвигателя через ремень 26
и шкивы 25 и 27. Вертикальная подача может осуществ-
ляться вручную и автоматически. Для ручной вертикаль-
ной подачи имеется маховик III, от которого движение
145
передается через червячную пару 22 и 23. Автоматическая
вертикальная подача осуществляется лопастным гидро-
цилиндром от гидропровода 21. Ускоренное перемеще-
ние шлифовальной головки 24 происходит от электро-
двигателя Э2 через червячную пару 18, 19 и вал 20.
Электродвигатель Э2 соединен с червяком предохрани-
тельной муфтой.
Поперечная подача также может быть ручной и авто-
матической. Ручную подачу осуществляют маховиком
IX либо X через колеса 8, 9. Автоматическая поперечная
подача осуществляется лопастным гидроцилиндром, си-
дящим на валу XII. Вращение ротора гидроцилиндра че-
рез храповое колесо 6, зубчатые колеса 5, 4, 3 вызы-
вает вращение винта 2. Зубчатое колесо 3 может вхо-
дить в зацепление С- зубчатым колесом 6, вследствие
чего винт 2 получает обратное , вращение. Автоматиче-
ская поперечная подача устанавливается рукояткой, си-
дящей на валу XIII через зубчатое колесо 7. Вручную
стол перемещается при вращении маховика VI через ко-
леса 10, 11, 12, 13, 17 и рейку 16, закрепленную на сто-
ле. При включении в работу гидросистемы зубчатое
колесо 17 автоматически выводится из зацепления с рей-
кой 16. Продольное обратное движение стола осуществ-
ляется от кулачка XIV, закрепленного на столе через
зубчатые колеса 14 и 15. Зубчатое колесо 15 посажено
на ось, связанную с золотником управления ВШПГ-35.
Наиболее ответственным узлом станка является шли-
фовальная головка (рис. 67). Шпиндель вращается
в двух бронзовых подшипниках. Подшипники — трех-
опорные, регулируемые, со смазкой самозасасыванием.
Радиальные зазоры регулируются осевым перемещени-
ем вкладышей подшипника с наружной конической
поверхностью (уклон 1 :20) во втулках. Втулки пере-
мещаются при помощи червяков и косозубых колес,
которые соединены с подшипниками прямоугольной
резьбой и упираются торцами во втулки. Зазор меж-
ду косозубыми колесами и втулками выбирают вра-
щением гайки, которую стопорят через проставки
винтами. Подшипники стопорят винтами. При
перемещении подшипников радиальные зазоры умень-
шаются, т. е. контактные полоски подшипников прибли-
жаются к поверхности шейки шпинделя. Одновременно
промежуточные части вкладыша между опорными по-
лосками деформируются и образуют камеры с понижен-
ие
ным давлением (вследствие большого зазора), в кото-
рые через трубки из ванны интенсивно засасывается
смазка. Уровень масла контролируется по указателю,
который расположен с левой стороны головки.
Осевые усилия, возникающие на шпинделе, воспри-
нимают упорные кольца. При регулировании осевого за-
зора кольцо перемещается винтами в осевом направле-
нии. После того как зазоры отрегулированы, винты сто-
порят гайками.
Рис. 67. Шлифовальная головка стан-
ка ЗГ71
Шлифовальный круг установлен между двумя флан-
цами и закреплен гайкой. Отбалансированный грузиками
круг устанавливают на конус шпинделя и закрепляют
винтом. Круг снимают вывинчиванием винта, который
стаскивает фланцы с конуса шпинделя.
От гидропривода осуществляются продольное воз-
вратно-поступательное перемещение стола с регулируе-
147
мой скоростью, автоматическая прерывистая поперечная
подача на каждый продольный ход стола, реверсирова-
ние поперечной подачи стола, смазка направляющих сто-
ла, автоматическое отключение и блокировка механиз-
мов ручного перемещения во время работы стола, авто-
матическая вертикальная подача на каждый поперечный
обратный ход.
Управление гидроприводом производится следующим
образом (см. рис. 65). Электродвигатель насоса гидро-
привода включается нажатием кнопки 14. Реверсирова-
ние стола происходит по упорам 10, перестановкой ко-
торых регулируется длина хода стола. Остановка стола
осуществляется поворотом рукоятки крана 11. Скорость
стола регулируется поворотом рукоятки дросселя 12.
Величина поперечной подачи регулируется поворотом
лимба 2. Реверсирование поперечного перемещения сто-
ла происходит автоматически тоже по упорам, переста-
новкой которых регулируется величина поперечного хо-
да стола. Поворотом кнопки 9 осуществляется включе-
ние и выключение автоматического реверсирования, а
движением этой кнопки «от себя» и «на себя» — ревер-
сирование.
Автоматическая вертикальная подача включается и
выключается поворотом крана. Величину подачи уста-
навливают поворотом рукоятки 6.
Настройка и наладка станка (см. рис. 65). Для пра-
вильной работы всех узлов и увеличения срока службы
станка рекомендуется соблюдать порядок настройки:
установить и закрепить деталь. Закрепление детали
на магнитной плите производится поворотом рукоятки
тумблера в положение «Плита включена»;
в зависимости от размеров шлифуемой детали уста-
навливаются кулачки продольного реверсирования так,
чтобы продольный ход стола был больше длины детали
на 80—100 мм;
включить поочередно шлифовальный круг и гидро-
привод;
дроссельный кран гидропанели установить в поло-
жение «Пуск»;
рукоятку «Скорость стола» медленно выводить из
положения «Меньше», постепенно увеличивая скорость
перемещения стола;
при скорости стола 8—10 м/мин подвести круг к де-
тали, вначале пользуясь механизмом ускоренного пере-
мещения, а затем вручную, до появления искры;
148
в случае работы с автоматической поперечной по-
дачей установить необходимую величину поперечной
подачи; маховик поперечной подачи должен быть при
этом разъединен с валом, т. е. кнопка должна быть вы-
тянута на себя;
в случае работы с автоматической вертикальной по-
дачей поворотом рукоятки установить необходимую ве-
личину вертикальной подачи. При работе с ручной вер-
тикальной подачей рукоятка 6 должна быть установ-
лена в положение «О»;
маховиком 7 произвести вертикальную подачу;
увеличить скорость перемещения стола до необходи-
мой;
установить лимбом 2 требуемую поперечную подачу;
включить кнопкой 9 автоматическую поперечную
подачу в ту или иную сторону в зависимости от того,
с какой стороны начинается шлифование;
перед установкой на станок круг сбалансировать ста-
тически, для чего в собранном виде круг с план-
шайбами закрепляется на конусной оправе, которая
устанавливается на балансировочное приспособление.
С помощью подвижных грузов на фланце производят
предварительную балансировку круга. Затем устанавли-
вают круг на шпиндель и грубо правят его до тех пор,
пока круг будет заправлен по всему диаметру. Для
окончательной балансировки круг вторично балансиру-
ют с особой тщательностью, а грузы зажимают стопор-
ными винтами;
по мере износа круга необходимо периодически про-
верять его 'балансировку, так как при износе круга пер-
воначальная балансировка нарушается.
Для получения высокой точности по плоскостности
и параллельности двух сторон рекомендуется шлифова-
ние производить сначала черновым проходом, а затем
1—2-мя чистовыми проходами с каждой стороны по-
очередно, до получения требуемой плоскостности на
одной стороне детали. После этого, не .поворачивая де-
тали, снимают оставшийся припуск, причем последний
проход ведут с вертикальной подачей не более 0,01 мм.
В случае недостаточности припуска для получения вы-
сокой точности необходимо базовую плоскость для креп-
ления подготовить путем притирки или шабрения.
Приводим важнейшие требования к плоскошлифо-
вальному станку:
149
плоскостность рабочей поверхности стола — 4 мкм,
выпуклость не допускается;
прямолинейность перемещения стола в вертикальной
и горизонтальной плоскостях 3—4 мкм;
радиальное биение наружного конуса — 4 мкм;
осевое биение шлифовального шпинделя — 5 мкм;
параллельность оси вращения шпинделя направле-
нию поперечного перемещения стола в вертикальной
плоскости — 5 мкм/Х 50 мм;
перпендикулярность оси вращения шпинделя про-
дольному перемещению стола — 5 тиаои/150 мм;
перпендикулярность перемещения шлифовальной баб-
ки направлению поперечного хода стола —
10 мкм/300 мм.
Важнейшие требования при проверке станка в ра-
боте:
плоскостность обработанной поверхности образца и
непараллельность верхней обработанной поверхности
образца его основанию — 4 мкм;
шероховатость обработанной поверхности образца —
не ниже V 9;
взаимная перпендикулярность плоскостей, обработан-
ных периферией и торцом круга, — 2 мкм.
§ 38. ХОНИНГОВАНИЕ
Хонингование — процесс отделочной обработки пред-
варительно обработанной поверхности при помощи го-
ловки, несущей абразивные бруски.
Хонингование осуществляется путем совмещения,
вращательного и возвратно-поступательного движений
головки, в результате чего на обработанной поверхно-
сти получаются пересекающиеся штрихи — следы обра-
ботки. Головка устроена таким образом, что абразив-
ные бруски в процессе обработки раздвигаются, обеспе-
чивая компенсацию увеличения диаметра обрабатывае-
мого отверстия по мере съема металла с его поверх-
ности.
Хонингование обеспечивает:
исправление погрешностей геометрической формы
предшествующей обработки (некруглость, непрямолиней-
ность, конусность и др.);
получение окончательного размера в узких допусках,
при этом точность размера мало зависит от точности
станка;
150
объединение быстрого и экономичного съема при-
пуска, получение высокой точности — (1—2 кл.) и ше-
роховатости (V 9—V 12);
уменьшение вспомогательного времени, так как при-
менение «плавающего» инструмента или детали устра-
няет незначительное- несовпадение осей инструмента и
обрабатываемого отверстия.
Основные отличия хонингования от шлифования:
одновременное участие в работе значительно боль-
шего количества абразивных зерен (в 100—1000 раз);
значительно меньшее давление, прижимающее абра-
зивный инструмент к обрабатываемой поверхности (при
отделочном хонинговании в 6—10 раз);
значительно меньшая скорость резания (в 50—
120 раз).
Все это ведет к снижению выделения тепла при об-
работке.
Для хонингования применяются абразивные бруски.
С увеличением рабочей поверхности бруска обычно воз-
растает интенсивность съема металла. Особенно съем
металла возрастает с увеличением ширины абразивного
бруска, при этом лучше исправляются погрешности фор-
мы, но на улучшении шероховатости это отражается
слабо. Оптимальное соотношение между суммарной ши-
риной брусков и длиной обрабатываемой окружности
составляет 25—40%. Длина брусков принимается от 2/3
до 3/4 длины обрабатываемого отверстия. Меньшие зна-
чения длины брусков применяют .при повышенных тре-
бованиях к точности формы. Закрепление брусков в ко-
лодках производится специальными мастиками, либо
целлулоидом, растворенным в ацетоне. Перед закреп-
лением в головке бруска устанавливают в специальной
оправе и заправляют по радиусу отверстия с помощью
шлифовального круга или алмаза.
В качестве абразива для изготовления хонинговаль-
ных брусков применяют электрокорунд, карбид кремния
и алмазный порошок. При обработке чугуна и цветных
металлов обычно применяют карбид кремния и алма-
зы. При обработке стали используется электрокорунд
белый и в отдельных случаях — кубический нитрид
бора, алмаз и карбид кремния. Выбор характеристики
абразивных брусков зависит от требований к- чистоте
поверхности и производительности по съему металла.
Хонинговальные бруски изготовляют из абразивных зе-
151
рен и порошков зернистостью от 40 до М14. При обра-
ботке со снятием металла применяют абразив зерни-
стостью до 3, микропорошки обычно используют для
улучшения чистоты поверхности.
При чистовом хонинговании с исходной чистотой об-
рабатываемой поверхности не ниже V6 класса для
чугуна и V 7 класса для стали применяют бруски зер-
нистостью 3 — М28 для достижения чистоты V 8—V 9
класса и зернистостью М28—М14 для достижения чи-
стоты V 10—V 12 класса. Бруски для доводки изго-
товляются на керамической или бакелитовой связках.
Бруски на бакелитовой связке имеют более равно-
мерный износ, высокую стойкость и обеспечивают более
высокую, чем бруски на керамической связке, чистоту
обработанной поверхности.
Бруски из синтетических алмазов
применяются при обработке чугуна и закаленных леги-
рованных сталей, они обладают высокой стойкостью,
превосходящей стойкость абразивных брусков при об-
работке чугунных деталей в 100—250 раз, а стальных
деталей в 30—50 раз. Средняя стоимость алмазных
брусков в 50—80 раз выше, чем из обычных абразивных
материалов.
При хонинговании деталей из чугуна и незакалеи-
ной стали применяются бруски на металлических связ-
ках с алмазами марки АСП, а для хонингования дета-
лей из закаленной стали — бруски с алмазами мар-
ки АСВ.
Достоинства алмазного хонингования:
сокращение времени обработки, главным образом, за
счет уменьшения частоты смены брусков;
повышение точности отверстий за счет снижения сил
резания;
уменьшение выделения тепла за счет снижения сил
резания и металлической связки брусков, которая об-
ладает повышенной теплопроводностью;
снижается загрязненность рабочей жидкости.
Величина припуска на хонингование
зависит от назначения операции и качества предшест-
вующей обработки. При чистовом хонинговании мини-
мальный припуск назначается с учетом снятия шерохо-
ватости предшествующей обработки и для устранения
волнистости. При размерном хонинговании необходим
припуск не только для снятия шероховатости предше-
152
сгвующей обработки, но и для устранения искажения
геометрической формы обрабатываемой поверхности (не-
цилиндричности и некруглости). Среднее значение слоя
металла для снятия шероховатости предшествующей
обработки примерно составляет для V 7 класса —
0,01 мм (на сторону), для V8 класса.— 0,005 мм.
Слой металла, необходимый для устранения искажения
погрешностей геометрической формы (некруглости, не-
цилиндричности), может колебаться в пределах 10—
30 мкм на сторону. В общем случае припуск на хонин-
гование по величине должен примерно в 1,5—2 раза
превышать величину погрешности формы предшествую-
щей обработки. При тонком хонинговании оставляют
припуск 0,02—0,05 мм на диаметр. При малых припу-
сках (<0,02 мм) шероховатость предшествующей обра-
ботки удаляется не полностью, бруски не успевают при-
тупиться, происходит только режущее действие, не со-
провождающееся заглаживанием. При больших припу-
сках бруски притупляются, но в конце цикла хорошо
выглаживают поверхность, обеспечивая лучшую чисто-
ту. При чрезмерном припуске может произойти искаже-
ние геометрической формы.
Приспособления для установки дета-
лей и доводочные головки. Установка обра-
батываемых деталей на хонинговальном станке произ-
водится с помощью приспособлений, конструкция кото-
рых зависит от особенности детали, способа ее базиро-
вания, инструмента. При хонинговании в качестве базы
используется сама обрабатываемая поверхность, отно-
сительно которой самоустанавливается доводочная го-
ловка.
В зависимости от требований, предъявляемых к точ-
ности обработки, конструктивных форм и размеров об-
рабатываемой детали различают три разновидности
установки и закрепления детали и инструмента на
станке:
1 — деталь закрепляется жестко, а головка крепит-
ся на шпинделе станка шарнирно (через два шарнира).
Доводочная головка в этом случае свободно развора-
чивается в любом направлении на 5—15° Этот способ
закрепления применяется для жестких деталей, у ко-
торых усилие зажима не может вызвать деформацию;
2 — доводочная головка закрепляется жестко, а де-
таль самоустанавливается относительно головки. Такой
153
способ закрепления применяется три хонинговании срав-
нительно небольших деталей с короткими отверстиями.
При этом торцы детали должны быть строго параллель-
ны между собой и перпендикулярны к оси отверстия
в пределах заданного допуска;
3 — доводочная головка и деталь «плавающие». При
этом методе приспособление закрепляется на универ-
сальном шарнире и деталь .имеет возможность самоуста-
навливаться относительно головки в вертикальном на-
правлении. Доводочная головка крепится к шпинделю
станка на одном шарнире и может устанавливаться так,
чтобы ее ось и ось обрабатываемого отверстия совпа-
дали.
Доводочная головка имеет два движения — враща-
тельное относительно оси шпинделя и возвратно-посту-
пательное вдоль оси отверстия. Кроме того, в процессе
хонингования осуществляется раздвижение брусков, что
обеспечивает радиальную подачу. Заготовка обычно не-
подвижна. При обработке деталей небольших размеров
и высоких требованиях к шероховатости поверхности при-
меняется иногда дополнительное колебательное движе-
ние головки.
Точность хонингования в большой степени зависит
и от конструкции доводочной головки.
Доводочная головка для обработки отверстий состоит
из трех основных частей: патрона, служащего для за-
крепления головки в шпинделе станка; рабочей части,
несущей абразивные бруски; механизма для раздвиже-
ния брусков.
Конструктивные отличия различных доводочных го-
ловок заключаются главным образом в механизме раз-
движения брусков.
Различают автоматическое и ручное
раздвижение брусков в радиальном направ-
лении.
У головок с автоматическим раздвижением брусков
на определенный диаметр это раздвижение осуществ-
ляется специальной втулкой, после того как головка
прошла до середины отверстия. У головок с ручным
раздвижением брусков эта операция производится после
ввода головки со сжатыми брусками в обрабатываемое
отверстие.
По принципу раздвижения брусков доводочные го-
ловки можно разбить на три группы:
154
С одним конусом, упирающимся в середину колодки.
Головки этой группы .применяются в основном при сня-
тии очень малых припусков. К достоинству их относит-
ся возможность самоустанавливаться по поверхности
отверстия.
С двумя конусами, направленными в противополож-
ные стороны. Эти головки применяются в основном в
небольших мастерских и на ремонтных работах. Конст-
рукция этих головок очень проста.
С двумя конусами, направленными в одну сторону.
Бруски у этих головок не самоустанавливаются и изна-
шиваются обычно параллельно оси головок. Эти голов-
ки применяются преимущественно при обработке длин-
ных отверстий.
Особое внимание следует уделить наличию требуе-
мых зазоров между торцами головок и упорами, огра-
ничивающими перемещение их в осевом направлении.
Разжим -брусков осуществляется механически и ги-
дравлически. Механический разжим производится двумя
способами: вращением штока, по резьбе которого пере-
мещаются конусы, или вращением гайки, сжимающей
пружину, которая продвигает шток с конусами. При
гидравлическом разжиме шток головки получает пере-
мещение от штока гидроцилиндра, расположенного в
бабке станка.
На рис. 68 представлена конструкция абразивной
доводочной головки с механическим разжимом брусков.
Для автоматического раздвигания абразивных бру-
сков над обрабатываемой деталью устанавливается
стальная направляющая гильза 17, закаленная и при-
тертая. Разжимные кулачки 2 поворачиваются вокруг
осей 3 с помощью гильзы 17 Второе плечо кулачка 2
толкает вниз втулку 4, которая перемещает упорный
шарикоподшипник 5, втулку 6, амортизатор 8, поводок9,
втулку 10, которая через штифт И подает валик 14
с двумя конусами, осуществляющий радиальное пере-
мещение колодок 13 с абразивными брусками 15. До-
полнительное осевое перемещение валика 14 относитель-
но корпуса головки для радиального перемещения абра-
зивных брусков (с целью компенсации износа послед-
них) осуществляется периодически путем поворота втул-
ки 6 вручную. При этом движение валика 14 передает-
ся с помощью втулки 6, шпоночного штифта 7, аморти-
затора 8, поводка 9 и штифта 11. Пружина 12 служит
155
для возвращения валика 14 и абразивных брусков в ис-
ходное положение.
Для предохранения абразивных брусков от повреж-
дения при вводе и выводе головки из отверстия и пред-
отвращения опасности непосредственного соприкосно-
вения металлических деталей головки с обрабатываемой
поверхностью предусмотрены текстолитовые планки 16.
Для предохранения от износа стенки направляющей
гильзы необходимо предотвратить поворот кулачков 2
во время вращения хонинговальной головки. Это дости-
гается путем установки двух шариковых подшипников 1
и 5 у торцов вращающихся деталей 19 и 18.
Рис. 68. Устройство хонинговальной головки с механическим разжи-
мом брусков:
1,5 — шарикоподшипники; 2 — разжимные кулачки; 3 — ось; 4, 6, 10 — втул-
ки, 7 — шпоночный штифт, 8 — амортизатор, 9 — поводок, // — штифт,
12 — пружина, 13 — колодки, 14 — валик с двумя конусами, 15 — абразивные
бруски, 16 — текстолитовая планка, 17 — направляющая гильза, 18, 19 — вра-
щающиеся детали
Устройство доводочной головки с гидравлическим
разжимом брусков показано на рис. 69. Перемещение
стержня 9, осуществляемое поршнем гидравлического
цилиндра через головку, передается штырю и валику
с конусами 3, в результате чего происходит подъем или
опускание пластин и колодок с обоймами и абразивны-
ми брусками 2. Сборка шарнирного соединения 7 осу-
ществляется следующим образом. Сферический конец
трубы 8 вставляют в корпус 1, предназначенный для
регулирования шарнирного соединения, при помощи
двух шариков и сферических втулок 4. Сферические
156
втулки -состоят из двух •половинок, скрепленных гай-
кой 6 и контргайкой 5. Направляющие вкладыши пре-
дохраняют обрабатываемое отверстие от ударов, а абра-
зивные бруски от повреждений. Доводочную головку
закрепляют в шпинделе станка при помощи втулки 10.
Аналогичная конструкция присоединительного уст-
ройства используется и при работе с механическим раз-
жимом (см. рис. 68).
Рис. 69. Конструкция хонинговальной головки с гидравли-
ческим разжимом брусков:
1 — корпус, 2 — бруски, 3 — конус разжимной, 4 — сферическая
втулка, 5 — контргайка, 6 — гайка, 7 — шарнирное соединение,
S — труба, 9 — стержень, 10 — втулка
Головка, применяемая для хонингования наружных
цилиндрических поверхностей диаметром от 13 до 63 мм,
показана на рис. 70. Подача абразивных брусков 1 ре-
гулируется винтом 2 по шкале. Благодаря тому что го-
Рис. 70. Головка для хонингования наружных поверхно-
стей:
1 — абразивные бруски, 2 — винт
ловка охватывает обрабатываемую поверхность с про-
тивоположных сторон, инструмент самоцентрируется по
шейке. Уравновешивание давления абразивных брусков
157
на обрабатываемую поверхность обеспечивается отсут-
ствием сил, изгибающих обрабатываемую заготовку и
центры станка.
При обработке наружных поверхностей вращается
заготовка, а головке сообщается возвратно-поступатель-
ное перемещение и радиальная подача брусков. В от-
дельных случаях заготовка, кроме вращения, получает
также возвратно-поступательное движение.
Работа хонинговального станка. Цикл работы стан-
ка состоит из ввода хонинговальной головки без вра-
щения, разжима брусков, включения вращения и воз-
вратно-поступательного перемещения головки, хонинго-
вания с выдержкой по замеру или времени, сжатия
брусков и вывода головки. На некоторых станках при-
меняется дополнительное осциллирующее движение.
Кроме быстрого разжима брусков, в некоторых станках
предусмотрен периодический разжим на каждый двой-
ной ход шпиндельной головки.
На рис. 71 приведена гидравлическая схема хонин-
говального станка мод. ОФ-38. Схема состоит из двух
самостоятельных гидросистем, из которых основная осу-
ществляет возвратно-поступательное перемещение шпин-
дельной головки, а вспомогательная служит для разжи-
ма брусков.
Работа основной гидросистемы осу-
ществляется следующим образом. Масло из лопастного
насоса 22 через дроссель 20 и реверсивный золотник 19
поступает в дифференциальный цилиндр 13 с односто-
ронним штоком, перемещающим шпиндельную головку.
От того же насоса 22 через фильтр 21 масло подается
в золотник управления 17, а оттуда, в зависимости от
направления движения шпиндельной головки, в левую
или правую сторону реверсивного золотника 19 и золот-
ника 1.
Одинаковая скорость движения шпиндельной голов-
ки вверх и вниз достигается одновременной подачей
масла от насоса в полость цилиндра без штока и из
второй полости того же цилиндра (со штоком). Кулач-
ки 14 и 15 воздействуют на толкатели 16, связанные
через зубчатое колесо с золотником 17, управляющим
вспомогательным потоком масла и предназначенным для
переброса реверсивного золотника 19.
На схеме показано направление потока масла при
движении шпиндельной головки вниз, которая уравно-
158
Рис. 71. Гидравли-
ческая схема хонин-
говального станка
мод. ОФ-38:
1,2 — золотники, <3 —
электромагнит, 4 —
цилиндр ступенчато-
го разжима, 5 — ци-
линдр быстрого раз-
жима, 6 — цилиндр,
7 — электромагнит,
8 — золотник, 9 —
электромагнит, 10 —
золотник, 11 — конеч-
ный выключатель,
12 — кулачок, 13 —
дифференциальный
цилиндр, 14, 15 — ку-
лачки, 16 — толка-
тель, 17 — золотник,
18 — обратный кла-
пан, 19 — реверсив-
ный золотник, 20 —
дроссель, 2/—фильтр,
22 — лопастный насос,
23 — клапан, 24 — зо-
лотник, 25 — микро-
переключатель, 26 —
винт, 27 — дозатор
вмешивается напорным золотником с обратным клапа-
ном 18. Скорость движения головки изменяется дроссе-
лем 20.
По окончании цикла обработки включается электро-
магнит Я который перемещает золотник вниз. При этом
масло от насоса 22 поступает в правую полость ревер-
сивного золотника 19, а левая соединяется со сливом.
Каналы, соединяющие золотник управления 17 с золот-
никами 19 и 10, перекрываются. Таким образом, при
подъеме шпиндельной головки кулачок 15 через толка-
тель 16 дает команду на опускание головки, но так как
каналы золотника 17 перекрыты, головка продолжает
двигаться вверх до воздействия кулачка 12 на конечный
выключатель И.
При движении шпиндельной головки вниз золотник 1
перемещается влево и соединяет левую полость цилинд-
ра 4 с дозатором 27. При движении шпиндельной го-
ловки вверх дозатор соединяется со сливом.
Работа вспомогательной гидро с ист е-
м ы состоит в следующем.
Золотник 10 подает команду на золотник 24,
который разжимает и сжимает бруски. Золотник 24
через золотники 8 и 2 соединен с цилиндрами быстро-
го 5 и ступенчатого 4 разжима. При включении электро-
магнита 7 золотник 8 прекращает подачу масла в ци-
линдр 5, в результате чего цилиндр 6 зажимает поршень
цилиндра 5. При соприкосновении брусков с обрабаты-
ваемой поверхностью давление в сети разжима увеличи-
вается, срабатывает реле давления, отключается элек-
тромагнит 7, включается электромагнит 3 и начинается
ступенчатый разжим. Для прекращения быстрого и сту-
пенчатого разжима (этап выхаживания) включаются
оба электромагнита 7 и 3. Величина ступенчатого раз-
жима регулируется винтом 26.
При движении золотника 10 вниз масло из насоса 22
поступает в нижнюю полость золотника 24, а верхняя
соединяется со сливом. Золотник 24 перемещается вверх.
При этом происходит сжатие брусков, и микропереклю-
чатель 25 отключает вращение шпинделя. Давление в
системе разжима настраивается клапаном 23 и контро-
лируется манометром.
Наладка хонинговального станка про-
изводится в следующей последовательности:
на плите, закрепленной на рабочей плоскости стани-
ны станка, устанавливают приспособление для крепле-
160
пия детали. При этом неперпендикуляриость оси шпин-
деля и базовой поверхности приспособления должна
быть не более 0,02 мм;
на шпиндель устанавливают патрон для шарнирного
или жесткого крепления доводочной головки, в котором
зажимается инструмент;
в приспособлении закрепляют деталь, а затем но ней
настраивают кулачки, ограничивающие рабочий ход
шпинделя. При настройке кулачков необходимо, чтобы
бруски выходили из отверстия обрабатываемой детали
на 7з—Vs своей длины с каждой стороны, обеспечивая
перебег брусков. При перебеге шути отдельных зерен
не должны перекрещиваться;
набор цикла обработки производится следующим об-
разом. На пульте управления переключателем набира-
ются те операции, которые должны быть выполнены при
обработке данных деталей. Последовательность вклю-
чения каждой операции (непрерывного и ступенчатого
разжима, выхаживания, хонингования по замеру или
по времени и т. п.) осуществляется автоматически. На-
ладку возвратно-поступательного перемещения головки
производят на малой скорости при отключенном враще-
нии головки и разжиме брусков;
устанавливают число оборотов шпинделя, время хо-
нингования и выхаживания;
настраивают оптимальное удельное давление с не-
прерывным разжимом брусков. Если непрерывный раз-
жим применяется только для подвода брусков к обраба-
тываемой поверхности, давление может быть несколько
увеличено. В этом случае реле давления настраивают
так, чтобы оно срабатывало при соприкосновении бру-
сков с обрабатываемой поверхностью.
Дозатор ступенчатого разжима настраивают на ве-
личину разжима инструмента на каждый двойной ход
для обеспечения заданного съема металла.
Протекание процесса хонингования зависит от усло-
вий, при которых работают абразивные зерна на поверх-
ности бруска. В общем случае абразивные зерна могут
либо притупляться, либо самозатачиваться.. Степень са-
мозатачивания зависит от удельного давления, с кото-
рым бруски прижимаются к обрабатываемой поверхно-
сти; исходной шероховатости; окружной скорости и ско-
рости возвратно-поступательного движения; характери-
стики абразивного инструмента и рабочей жидкости.
6—2741
161
Обычно процесс резания (вследствие наличия шеро-
ховатостей предшествующей обработки имеет цикличе-
ский характер. Высота неровностей сначала быстро сни-
жается, при этом происходит интенсивное резание, но
через некоторое время высота шероховатостей достига-
ет определенной величины; которая не может быть
улучшена при данных условиях обработки. Повышение
удельного давления брусков повышает съем металла,
повышает степень самозатачивания зерен, но увеличи-
вает шероховатость. При малом удельном давлении
бруски быстрее притупляются.
Степень влияния удельного давления на интенсив-
ность самозатачивания зависит от условий обработки.
Чем больше исходная шероховатость, чем выше отно-
^ВП х
шение —— и меньше твердость орусков, тем в
vo
большей степени повышение удельного давления оказы-
вает влияние на степень самозатачивания. При чисто-
вой доводке деталей из стали и чугуна применяют удель-
ное давление в пределах 1—5 кПсм2. При этом удель-
ное давление должно быть выше, чем больше припуск,
чем меньше исходная шероховатость и выше твердость
брусков.
На эффективность процесса хонингования влияет ок-
ружная скорость v0 доводочной головки, скорость ее
возвратно-поступательного движения — увп, а также
соотношение этих скоростей. Увеличение скоростей
и уВп при сохранении постоянства их отношения повы-
шает производительность по съему металла, не оказы-
вая при этом влияния на шероховатость, создаваемую
брусками. При очень низкой скорости vQ брус-
ки создают значительную шероховатость и быстро
изнашиваются. Увеличение увп при постоянной v0 повы-
шает интенсивность самозатачивания абразивных зерен,
удельный износ брусков при этом повышается. При об-
работке закаленной стали у0~22—36 м[мин и —— =
^вп
= 5—7. При применении дополнительного колебатель-
ного движения скорость его принимается в пределах
3,5—7 м!мин. Чем выше твердость обрабатываемого ме-
талла, тем выше может быть соотношение так
t'o
как, во-первых, для резания более твердого металла
необходимо, чтобы абразивные зерна были более ост-
162
рыми, и во-вторых, при резании более твердого метал-
ла бруски быстрее притупляются.
К чистовому хонингованию 'предъявляются два про-
тивоположных по существу требования: обеспечить бы-
строе снятие шероховатости предшествующей обработ-
ки, получить наименьшую шероховатость, создаваемую
самими абразивными брусками.
Для выполнения первого условия желательно при-
менять большее отношение но при этом затруд-
vo
ияется выполнение второго условия. Поэтому целесо-
образно в начальной и конечной стадии чистового хо-
^вп .
нинговапия применять различные отношения ;
вначале большие, в конце — меньшие. Изменение отно-
шения следует в первую очередь производить за счет v0.
При хонинговании важно, чтобы абразивные зерна
всегда были острыми и бруски не засаливались. Поэто-
му ограничивают окружную скорость доводочной голова
ки. Если v0 слишком велика, то бруски быстро нагре-
ваются, их поверхность засаливается и приходится по-
вышать давление, чтобы достигнуть необходимого съема
металла. При слишком высокой v0 возникает характер-
ный скрип. При малых v0 наблюдается большой износ
брусков, появляется мягкий свистящий звук, легко отли-
чимый от резкого тянущего звука, возникающего при
работе на правильной скорости хонинговальной головки.
Точность обработки при хонинговании
характеризуется: погрешностью формы в поперечном
и продольном сечении, погрешностью положения и точ-
ностью выполнения размеров.
Исправление погрешностей формы в поперечном се-
чении зависит от жесткости системы и режущей способ-
ности абразивных брусков, соотношения между погреш-
ностями до и после хонингования. Исходные погреш-
ности исправляются во времени. Для исправления не-
круглости необходимо, чтобы державки с абразивными
брусками в процессе хонингования разжимались жест-
ким конусом и сами были достаточно жесткими. Если
державки с абразивными брусками прижимаются пру-
жиной, исправление некруглости занимает больше вре-
мени, ввиду пониженной жесткости системы.
Исправление погрешностей формы в продольном се-
чении зависит от длины брусков, глубины обрабатывае-
6*
163
мого отверстия и длины рабочего хода головки. Доста-
точная длина и ширина брусков позволяет им перекры-
вать мелкие неровности, чем устраняется волнистость
на стенках отверстия.
Наибольшие трудности представляет обработка гра-
ничных участков поверхности у торцов отверстия. Сле-
дует учесть, что при продольном перемещении абразив-
ных брусков на отдельные участки обрабатываемой по-
верхности будет воздействовать неодинаковое число аб-
разивных зерен. Для устранения этого явления увели-
чивают перебег брусков. При большом перебеге бруски
не будут иметь достаточно надежного направления, что
в свою очередь может вызвать непрямолинейность обра-
зующей обрабатываемой поверхности. Кроме того, при
перебеге абразивных брусков изменяется удельное дав-
ление, оказываемое ими на обрабатываемую поверх-
ность. Колебания величины удельного давления зави-
сят от отношения величины перебега к длине бруска.
При большом перебеге брусков получается выпуклая
образующая. При малом перебеге получается вогнутая
образующая. Обычно работают с перебегом бруска на
сторону в пределах !/з—V4 длины бруска.
Конусность отверстия, получившуюся при предыду-
щей обработке, выводят при хонинговании тем, что
вращающаяся хонинговальная головка вначале соверша-
ет короткие возвратно-поступательные движения в пре-
делах наиболее узкой части (по наименьшему диамет-
ру), постепенно переходя по длине отверстия к наи-
большему диаметру, причем головка работает с боль-
шим перебегом брусков. Когда конус выведен, вращаю-
щейся головке сообщают возвратно-поступательное дви-
жение по всей длине отверстия, чтобы довести всю по-
верхность до требуемого размера (в пределах допуска)
и получить требуемую шероховатость поверхности.
Бочкообразность отверстия исправляют таким же об-
разом, как и конусность. При выводе конусности бру-
ски будут срабатываться неравномерно; при направле-
нии конусов хонинговальной головки в разные стороны
износ будет меньше, чем при одностороннем направле-
нии конусов.
Для повышения размерной точности обработки боль-
шое значение имеет автоматизация в процессе обработ-
ки. Такие устройства автоматически выключают ради-
альную подачу брусков при достижении заданного раз-
мера.
164
Рабочие жидкости. Применяемые при хонин-
говании жидкости предназначены обеспечивать непре-
рывное -смывание отходов хонингования с обрабатывае-
мой поверхности и предохранять деталь от местного
нагревания. Жидкость подается под избыточным давле-
нием до 0,5 ат. Рекомендуемые составы рабочих жидко-
стей при хонинговании приведены в табл. 17.
Таблица 17
Составы рабочих жидкостей при хонинговании
Обраба-
тываемый
материал
Состав рабочей жидкости
Чугун Керосин, либо керосин -4-10—2О<>/о машинного масла
Сталь Керосин—3 части-4-ЦЛСЗ—1 часть (по объему)
Керосин с парафином или 5%-ная эмульсия.
Примечание. В состав ЦЛСЗ входят осерненное (до 22% в готовом
растворе} хлопковое масло, авиационное масло СО и нитробензол.
$ 39. СУПЕРФИНИШИРОВАНИЕ
Суперфиниширование — метод отделочной обработ-
ки, применяемый для снятия г гребешков с наружных
цилиндрических и плоских поверхностей деталей посреди
ством сложных движений мелкозернистых абразивных
брусков, соприкасающихся с обрабатываемой поверх-
ностью под небольшим давлением. Суперфиниширование
позволяет получить чистоту поверхности в пределах
V 10—V 13 классов, волнистость и огранность обрабо-
танной поверхности до 0,2 мкм.
Характерной особенностью процесса являются:
быстрое колебательное перемещение абразивного
бруска, прижимаемого под определенным давлением к
обрабатываемой поверхности в сочетании с дополни-
тельными и сравнительно медленными вращательными
и возвратно-поступательными движениями, усложняю-
щими траекторию абразивных зерен. Увеличение числа
движений при суперфинишировании способствует луч-
шему использованию режущей способности абразивных
зерен, поскольку зерна в этих условиях режут различ-
ными гранями, кроме того, облегчается и' улучшается
отвод продуктов износа;
165
автоматическое прекращение съема металла после
удаления микронеровностей предшествующей обработки.
Это происходит вследствие притупления абразивов
бруска, уменьшения фактического удельного давления
и образования прочной масляной пленки смазки между
обрабатываемой поверхностью и абразивным -бруском;
малые скорости резания и удельные давления, при
которых не образуется сколько-нибудь значительный
нагрев; по этой причине при суперфинишировании не
может создаваться на поверхности деформированный
слой. На обработанной поверхности могут остаться лишь
мелкие углубления, так как при суперфинишировании
абразивные зерна срезают выступы шероховатости пред-
шествующей обработки.
Рабочий цикл при суперфиниширований состоит из
отдельных этапов. В начале цикла происходит' резание
и съем шероховатости, оставшейся после предшествую-
щей обработки. К концу цикла по мере притупления
абразивных зерен и образования масляной пленки ре-
зание прекращается. Возобновление резания в начале
следующего цикла происходит вследствие того, что при-
тупленные абразивные зерна, соприкасаясь с шерохо-
ватой поверхностью, частично самозатачиваются и вос-
станавливают свою режущую способность.
На производительность, процесса и достижимую чи-
стоту поверхности влияют следующие факторы:
удельное давление на бруски;
скорости колебательного и вращательного движений
и их соотношение;
характеристика абразивного бруска — зернистость и
твердость;
высота микронеровностей до суперфиниширования;
состав рабочей жидкости.
Удельное давление при тонком суперфинишировании
закаленной стали 1—3 кПсм2, для чугуна 2—5 кГ1см2.
Увеличение удельного давления при твердых брусках
повышает интенсивность съема металла, но мало влияет
на шероховатость, с повышением давления обычно под-
бирают абразивный брусок более твердый.
Скорость колебательного движения обычно принима-
ют в диапазоне 2—7 м/мин. Повышение частоты коле-
баний бруска (до 2000—2500 дв.ход!мин) при одновре-
менном уменьшении амплитуды (до 2,0—4 мм) способ-
ствует более производительному и качественному выпол-
166
пению операции. С увеличением окружной скорости чи-
стота поверхности улучшается, но одновременно уско-
ряется притупление брусков. С увеличением скорости
колебательного движения увеличивается интенсивность
съема металла и удлиняется время сохранения режу-
щей способности брусков.
Между скоростью вращательного и колебатель-
ного Укол движений имеется определенная зависимость
^кол = Я v0.
При п = 0,5—1,4 происходит съем металла и само-
затачивание брусков, что обеспечивает удаление следов
предшествующей обработки — шероховатости и волни-
стости. При п = 0,3—0,15 съем металла снижается, неров-
ности сглаживаются.
Для получения высоких классов чистоты (V 11 —
V 13) целесообразно иметь ступенчатый цикл, последо-
вательно снижая значения п за счет увеличения скоро-
сти в-ращения. При этом вместо скалывания абразив-
ных зерен происходит их истирание — .притупление.
Для суперфиниширования применяются мелкозерни-
стые абразивные бруски (М28 до Ml) на керамической
пли бакелитовой связке.
Для получения чистоты V 9—V 10 классов достаточно
одной операции, выполняемой брусками зернистостью
М14. Для получения V 12—V 13 классов требуется про-
ведение трех операций последовательно брусками зер-
нистостью М7, М3, Ml. Чтобы сократить вспомогатель-
ное время на смену и приработку брусков, рекомен-
дуется применять быстросменный поворотный держатель
брусков (рис. 72), в котором установлены три бруска
требуемых характеристик.
Выбор связки зависит от условий обработки. При
недостаточно качественной предшествующей обработке
по данным ВНИИАШ лучшие результаты достигаются
при использовании литых брусков на керамической связ-
ке. Преимущества: большее содержание зерен, более
равномерное распределение зерна, связки и пор, быстг
рее прирабатываются к поверхности детали, интенсивнее
самозатачиваются. При качественной подготовке поверх^
ности и высоких требованиях к шероховатости применя-
ют бакелитовую связку ОС.
При обработке подбирают бруски такой твердости,
чтобы в начале цикла обработки за счет шероховато-
сти детали брусок самозатачивался, а во время обра-
167
ботки — поверхность становилась гладкой за счет при-
тупления зерен и прекращения резания.
Правка абразивных брусков не требуется. Обычно
твердость брусков принимается в пределах М3—СМ2 —
для окончательной обработки и СТ1—Т1 — для предва-
рительной.
Состав рабочей жидкости оказывает влияние на «про-
текание процесса суперфиниширования. С увеличением
вязкости рабочей жидкости режущее действие абразив-
ных брусков снижается, притупление наступает быстрее,
но при этом улучшается чистота обработки. Обычно
применяют смесь керосина (80%) с веретенным пли
турбинным маслом (20%).
Рис. 72. Быстросменный поворотный держатель
брусков
При суперфинишировании исходная шероховатость
снижается и окончательная чистота улучшается на 1 —
2 класса. При необходимости большего улучшения чи-
стоты поверхности суперфиниширование необходимо вы-
полнять в несколько переходов 'брусками постепенно
снижающейся зернистости.
Несмотря на то что гребешки, имеющиеся на поверх-
ности заготовки, оказывают положительное влияние на
процесс (самозатачивают рабочую поверхность бруска),
к качеству предшествующей обработки должны быть
предъявлены высокие требования. Высота неровностей
168
на этих поверхностях не должна превышать 1—2 мкм,
так как припуск, снимаемый ври суперфинишировании,
составляет всего 5—8 мкм на диаметр. Глубина повреж»
денного слоя не должна превышать величину припуска
на суперфиниширование. Увеличение частоты осцилли-
рования брусков повышает производительность процес-
са. Это являлось причиной появления в последние годы
суперфинишных головок с пневматическим приводом ос-
циллирования, обеспечивающим до 4000 дв. ход/мин.
Пневматическая головка с регулируемой амплитудой
осциллмрования (рис. 73) действует следующим обра-
зом. В неработающей головке плунжер 1 возбудителя
занимает среднее положение. Пуск головки осуществ-
ляется нажимом кнопки пускового золотника 9. Сжатый
Рис. 73. Пневматическая головка с регулируемой амплитудой
осциллирования:
/ — плунжер возбудителя, 2 — корпус возбудителя, 3 — корпус дер-
жавок абразивных брусков, 4 — демпфирующая пружина, 5 — рабочая
пружина, 6 — корпус головки, 7 — подвеска, 8 — резиновая обкладка,
9 — пусковой золотник
воздух попадает в правую полость цилиндра и застав-
ляет плунжер 1 двигаться влево. При этом движении
плунжер перекрывает канал, подводящий сжатый воз-
дух в правую полость, открывает выхлопное окно пра-
169
вой полости и канал, подводящий воздух в левую по-
лость цилиндра. Начинается движение плунжера впра-
во, и цикл повторяется в обратной последовательности.
Будучи выведен посредством пускового золотника из
среднего положения, плунжер 1 автоматически совер-
шает возвратно-поступательное движение, пока головка
соединена с 'источником сжатого воздуха.
Для плунжера и цилиндра давление воздуха являет-
ся внутренней силой; центр тяжести всей системы дол-
жен быть неподвижен. Поэтому колебаниям подвергает-
ся не только плунжер, но и цилиндр с корпусом 2 (со
сдвигом по фазе на 180°, т. е. они движутся в проти-
воположных направлениях). Отношение амплитуд коле-
баний корпуса и плунжера равно обратному отношению
их масс. Колебания корпуса 2 возбудителя через рабо-
чие пружины 5 передаются корпусу 3 державок абра-
зивных брусков, подвешенному на тонких пластинча-
тых (толщиной 0,5 мм) подвесках 7. Регулирование ам-
плитуды осциллирования абразивных брусков осуществ-
ляется изменением давления воздуха, подводимого к
возбудителю; при этом изменяется и частота осцилли-
рования.
Достоинством головки является малый диаметр плун-
жера возбудителя (порядка 40 мм). К недостаткам сле-
дует отнести резкое уменьшение амплитуды осцилли-
рования брусков с уменьшением частоты.
Станки для суперфинишной обработки цилиндриче-
ских деталей строятся бесцентровые и с установкой
в центрах. Основой таких станков являются специаль-
ные головки, которые могут быть установлены на суп-
порте токарного станка или бабке шлифовального стан-
ка. Головки для суперфиниширования могут иметь ча-
стоту колебаний до 3000 в минуту при амплитуде от 1
до 5 мм. Давление на бруски может осуществляться
пружиной или пневматическим устройством.
Для повышения точности при обработке нежестких
деталей применяют головку с двумя абразивными бру-
сками, работающими «в обхват». При этом усилия, дей-
ствующие на деталь, уравновешиваются, что уменьшает
упругие деформации системы.
При установке детали в центрах можно снизить
некруглость с 2—4 мкм до 0,5—1 мкм при упорных
центрах станка с некруглостью до 0,6 мкм и центровых
отверстиях с некруглостью 2—3 мкм.
170
На исправление некруглости влияет способ супер-
финиширования и жесткость системы. Наилучшие ре-
зультаты получены при головке с непосредственной пе-
редачей давления от поршня на брусок со встроенным
обратным клапаном, повышающим жесткость 'прижима
бруска к детали.
При бесцентровом суперфинишировании происходит
исправление некруглости до 0,1—0,2 мкм, что можно
объяснить большой жесткостью системы деталь — опор-
ные валики по сравнению с системой деталь — центры.
Дополнительным преимуществом бесцентрового су-
перфиниширования с продольной подачей является
уменьшение разноразмерное™ детали в партии (2—
3 мкм).
Рис. 74. Станок для бесцентрового суперфи-
ниширования, оснащенный тремя головками
На станках для бесцентрового суперфиниширования
имеется возможность установить несколько доводочных
головок для одновременного осуществления предвари-
тельной и окончательной обработки брусками различной
зернистости. Так, например, на рис. 74 показана уста-
новка трех головок с приводом, поджимающим абразив-
ные бруски к обрабатываемой поверхности. На первой
головке применены бруски зернистостью М28, на вто-
рой — зернистостью М5, на третьей установлены поли-
ровальные бруски.
Для исправления микрогеометрических погрешностей
посредством суперфинишной обработки необходимо, что-
171
оы величина снимаемого слоя металла 'превышала мак-
рогеометрические погрешности предшествующей опера-
ции, абразивный брусок не самоустанавливался по от-
ношению к обрабатываемой поверхности в процессе об-
работки, а был жестко закреплен, перемещаясь парал-
лельно оси этой поверхности.
Суперфиниширование с жестким креплением абра-
зивного бруска и съемом большого слоя металла дает
возможность получить не только высокую чистоту обра-
ботанной поверхности, но и исправляет макрогеометри-
ческие погрешности предшествующей обработки.
Конусность, бочкообразность, вогнутость и некруг-
лось уменьшаются в среднем на 50—70% от первона-
чальной их величины при сохранении высокого качества
обработанной поверхности.
Чистота смазочно-охлаждающей жидкости сущест-
венно влияет на качество обрабатываемой поверхности
и на стойкость круга. При -содержании в жидкости при-
меси свыше 0,03% ухудшается шероховатость. Высокая
степень чистоты жидкости достигается при непрерывной
очистке с помощью магнитной сепарации, фильтрова-
ния и центрифугирования. Для тонкой очистки рабочей
жидкости применяются магнитные сепараторы. Загряз-
ненная жидкость поступает в сливной резервуар, а за-
тем в бак. В баке помещается барабан, на котором рас-
полагаются 6—12 постоянных магнитов, обращенных
полюсами к периферии барабана. Металлические части-
цы, находящиеся в жидкости во взвешенном состоянии,
попадая в магнитное поле, притягиваются к поверхно-
сти барабана, поднимаются наверх, где выжимаются
резиновым валиком, соскабливаются латунным ножом
и направляются в сборник, а очищенная жидкость по-
ступает в заборный резервуар. Более тонкая очистка
осуществляется комбинированными установками, в ко-
торых используется фильтровальная бумага. Охлаждаю-
щая жидкость, прошедшая предварительную очистку в
магнитном сепараторе, стекает на фильтровальную бу-
магу и далее поступает в бак. Над резервуаром распо-
ложен поплавок. Пока фильтровальная бумага пропу-
скает всю жидкость, поплавок находится в нижнем
положении, при засорении фильтровальной бумаги уро-
вень жидкости над ней повышается, .поплавок подни-
мается и через тягу воздействует на конечный выклю-
чатель, который включает электродвигатель перемеще-
ния транспортера.
172
Для тонкой очистки жидкости применяют также и
центрифуги, которые по сравнению с магнитными сепа-
раторами имеют то преимущество, что с их -помощью
при достаточно большой величине центробежной силы
отфильтровываются как металлические, так и абразив-
ные частицы.
Контрольные вопросы
1. Перечислите градации твердости абразивных инструментов.
2. Как определяется градация твердости мелкозернистых абра-
зивных инструментов?
3. Перечислите особенности и условия осуществления топкого
круглого шлифования.
4. Опишите особенности конструкции шлифовальной бабки круг-
лошлифовального станка.
5. Опишите особенности механизма микроподачи прецизионного
круглошлифовального станка.
6. Как производится наладка и регулировка круглошлифоваль-
ного станка?
7. Опишите особенности устройства прецизионного плоскошлифо-
вального станка.
8. Опишите особенности процесса хонингования и режима обра-
ботки при нем.
9. Как устроена хонинговальная головка?
10. Опишите особенности процесса суперфинишной обработки.
Глава VI
ЭЛЕКТРОФИЗИЧЕСКИЕ МЕТОДЫ
ОТДЕЛКИ ПОВЕРХНОСТЕЙ
§ 40. ЭЛЕКТРОИСКРОВАЯ ОБРАБОТКА
Обработка металлов импульсами электрического то-
ка называется электроэрозионной ('или электроискро-
вой) обработкой. Электрические разряды, возникающие
между двумя электродами, находящимися на относи-
тельно небольшом расстоянии друг от друга, разруша-
ют их поверхности. Электрическая схема установки при-
ведена на рис. 75. Источник импульсов электрического
тока периодически возбуждает кратковременные разря-
ды между электродами и Э2. Электрод Э{ — инстру-
мент, а электрод Э2 — поверхность обрабатываемой
детали.
Рис. 75. Конденсаторная схема по-
лучения импульсного разряда:
/?р и Тр — сопротивление и индуктив-
ность цепи разряда
6 &
Энергия источника то-
ка Е через сопротивление
/?з и индуктивность Аз за-
ряжает конденсатор С до
некоторого напряжения,
равного напряжению про-
боя межэлектродного про-
межутка. По достижении
конденсатором макси-
мального напряжения
между электродами воз-
никает разряд. В зависи-
мости от мощности разря-
дов на поверхности металла остаются углубления —
лунки. Электрод-инструмент должен находиться на неко-
тором расстоянии от обрабатываемой поверхности, назы-
ваемым межэлектродпым, или разрядным промежутком.
В течение процесса обработки оно поддерживается пос-
тоянными специальными автоматическими устройствами.
174
Так как электрическая эрозия проявляется наиболее
интенсивно, когда межэлектродное пространство запол-
нено диэлектрической средой, то процесс обработки про-
водится в ванне, заполненной какой-либо диэлектриче-
ской жидкостью, — керосином, минеральным маслом
и т. п. Величина лунки, образующейся в электроде при
электрическом импульсном разряде, зависит не только
от количества энергии, выделяемой в нем, но и от того,
когда и каким образом, происходит удаление металла
из лунки.
Производительность электроискровой обработки, чи-
стота поверхности и точность определяются режимом
обработки, материалом электродов, средой, окружающей
электроды, а также взаимным расположением, формой
и размерами электродов. Наибольший эффект эрозии
получается при определенном соотношении энергии и
длительности разряда. Чем короче разряд по времени,
тем большая энергия сконцентрирована в объеме раз-
ряда и выше образующаяся при разряде температура
и интенсивность съема металла (табл. 18). Каждый
электрический импульс способен выбросить из анода
определенную порцию металла, величина которой зави-
сит от длительности и энергии импульса, состава ма-
териалов электродов и межэлектродяой среды.
Таблица 18
Режимы электроэрозионной обработки
Режим обработки Мощность источника питания, вт Длитель- ность импульсов, мксек Частота повто- рения импульсов, имп!сек Интенсив- ность съема металла, мм3 [мин Высота микроне- ровностей, мкм
Чистовой 10 000—300 500—20 1 000—10000 300—30 25-6
Отделоч- ный 1 000-5 20—1 1 000—300 000 30—1 3—1
На производительность электроэрозионной обработ-
ки оказывает влияние площадь электродов. Если пло-
щадь сечения торца электрода-инструмента мала, в меж-
электродном промежутке не может быть реализована
значительная мощность. Производительность обработки
может быть увеличена принудительным удалением про-
дуктов эрозии из межэлектродного промежутка. Интен-
сивное удаление продуктов эрозии достигается прину-
176
дительным нагнетанием жидкости в межэлектродный
промежуток и сообщением электроду-инструменту до-
полнительных колебаний или быстрым вращением его.
Точность обработки и чистота (поверхности повышав
ются со снижением электроэрозионной обрабатываемо-
сти, так как при этом единичный разряд снимает мень-
шую порцию обрабатываемого металла, чем при обра-
ботке металла, обладающего высокой электроэрозион-
ной обрабатываемостью.
Электрод-инструмент может изготовляться из любого
электропроводящего материала, например латуни. Одна-
ко износ латунных электродов велик, что затрудняет
обработку профильных поверхностей. По условиям тер-
мостойкости, хорошей обрабатываемости и невысокой
стоимости наилучшие результаты были получены при
применении углеграфитовых материалов, которые хоро-
шо обрабатываются механическими способами. Электро-
ды-инструменты, изготовленные из углеграфитовой ком-
позиции, прочны, устойчивы в работе и в наибольшей
мере соответствуют условиям электроэрозионной обра-
ботки. Величина износа таких электродов незначитель-
на. Так, например, некоторые марки углеграфитовых
материалов позволяют вести обработку в широком диа-
пазоне режимов с износом, не превышающим 0,5%; что
позволяет с помощью одного электрода-инструмента
производить обработку нескольких десятков деталей.
В табл. 19 приведены характеристики углеграфито-
вых материалов; применяемых для изготовления элек-
тродов.
Таблица 19
Марки углеграфитовых материалов и их характеристики
Марки Плотность, 2[CMZ Механическая проч- ность, кГ/см2 Теплопро- водность, кал1смх сек •град Удельное электриче- ское сопротив- ление, ом • мм2\м Относи- тельный износ, %
на сжатие на изгиб
Ф-23 2,18 657 343 15 0,8
П-23 2,18 580 290 — 15 1,4
В2 2,18 460 220 0,29 13 1,7
АЗ 2,17 540 230 0,60 7 2,7
В1 2,16 450 200 0,28 14 3,0
ВЗ 2,19 500 240 0,30 13 3,7
176
При применении углеграфитовых электродов плот-
ность тока при обработке площадей свыше 1000 мм2
не должна превышать 1—3 а/см2, при обработке пло-
щадей менее 200 мм2 допустимо применение больших
плотностей тока — до 10 а/см2. Рабочее напряжение
па межэлектродном промежутке для обеспечения устой-
чивого протекания процесса следует поддерживать в
пределах 15—18 в. При. применении углеграфитовых
композиций следует избегать сильных вибраций, кото-
рые могут привести к механическому разрушению элек-
трода-инструмента.
Углеграфитовые композиции хорошо обрабатывают-
ся на металлорежущих станках. В электродах может
быть нарезана резьба с шагом 0,5—1 мм. Они могут
быть составными, соединенными болтами и шпильками.
§ 41. ЭЛЕКТРОИМПУЛЬСНАЯ ОБРАБОТКА
Этот вид обработки состоит из последовательного
возбуждения разрядов между поверхностями инструмен-
та и заготовки. Возбуждение разрядов осуществляется
с помощью импульсов напряжения, вырабатываемых
специальным генератором, дающим более продолжитель-
ный и мощный дуговой разряд, чем при электроискро-
вой обработке. Снижение температуры при разрядах
способствует уменьшению износа инструмента.
Увеличение мощности и ее более рациональное ис-
пользование позволило значительно повысить произво-
дительность процесса. Достигается съем металла по
стали до 15 см3]мин. Этим
методом можно обрабаты-
вать сложные фасонные
поверхности с точностью
до 0,03—0,05 мм и отвер-
стия с точностью 0,01 —
0,02 мм. Качество поверх-
ности зависит от режимов
работы. При чистовом ре-
жиме (2500 ими] сек) вы-
сота неровностей превышает 4 мкм.
Блок-схема генератора импульсов приведена на
рис. 76. От источника электрической энергии 1 через
токоограничивающую цепь 2 накопитель 3 запасает
электрическую энергию, которая затем с помощью ком-
177
мутирующего устройства 4 направляется в межэлектрод-
ный промежуток 5, где выделяется в виде импульса
большой мощности, вызывающего эрозию.
Наиболее распространенной схемой источника пита-
ния является схема генератора RC, приведенная на
рис. 77. От источника электрической энергии 1 посто-
янного тока напряжением 100—250 в через сопротив-
ление 2 конденсатор 3 запасает некоторое количество
энергии. Напряжение на конденсаторе повышается до
Рис. 77. Генератор RC:
а — схема генератора, б — график изменения напряжения
на электродах и тока через промежуток
величины пробоя, при котором электрическая прочность
промежутка между электродами нарушается. Происхо-
дит пробой межэлектродного промежутка 4 и запасен-
ная энергия выделяется в межэлектродном промежутке
в виде импульса. По мере разрядки конденсатора на-
пряжение на нем уменьшается и через некоторое время
становится ниже величины £7ДуГ (предел дугообразова*
ния), необходимой для поддержания промежутка в про-
водящем состоянии. Начинается зарядка накопительного
конденсатора, и цикл повторяется с частотой, зависящей
от параметров схемы и от величины -промежутка между
электродами и степени его загрязнения продуктами
эрозии.
§ 42. ИСПОЛЬЗОВАНИЕ
ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ
Наиболее распространенными операциями электро-
эрозионной обработки являются: обработка и прошивка
сквозных и глухих отверстий, обработка глухих поло-
стей, плоское шлифование при помощи дискового и~
ленточного электрода-инструмента, круглое наружное
178
Рис. 78. Электрокинематическая схема станка 18М2:
1 — электродвигатель подъема ванны, 2 — передача клино-
ременная, 3 — подшипник опорный, 4 — гайка привода сто-
ла ванны, 5 — винт привода стола ванны, 6 — стол ванны,
7 — привод ручного перемещения ванны, 8 — привод ручно-
го перемещения стола, 9 — кронштейн угловой, 10 — стол
изделия, 11 — изоляционная прокладка стола, 12 — ванна
станка, 13 — прижим электрода, 14 — приспособление выве-
рочное, 15 — ползун, 16 — ходовой винт регулятора, 17 — на-
правляющие шариковые, 18 — гайка ходовая, 19 — крон-
штейн консольный, 20 — маховик продольного перемещения
регулятора, 21 — лимб механизма поворота регулятора, 22 —
зубчатые колеса привода, 23 — реечное зацепление привода,
24 — основание суппорта, 25 — гайка ручного привода суп-
порта, 26 — винт ручного привода перемещения суппорта,
27 — опорный подшипник, 28 — винт поперечного хода регу-
лятора, 29 — гайка поперечного хода регулятора, 30 — ма-
ховик, 31 — муфта, 32 — электродвигатель-регулятор, 33 —
вольтметр, 34 — вольтметровый переключатель «сеть-кон-
тур», 35 — блок балластных сопротивлений, 36 — потенцио-
метр, 37 — кнопка возврата электродов, 38 — пятикнопочный
переключатель режима, 39 — конденсаторы, 40 — постоянно
включенный конденсатор, 41 — реле, 42 — кнопки пусковые,
43 — пускатель магнитный, 44 — лампочка сигнальная, 45 —
блокировка включения станка, 46 — предохранитель цепи
постоянного тока, 47 — клеммы питания 220 в, 48 — выклю-
чатели конечные, 49 — кнопки подъема и опускания ванны,
50 — пускатель реверсивный с механической блокировкой,
51 — лампочка сигнальная, 52 — предохранители цепи пере-
менного тока, 53 — клеммы питания 380 в
шлифование дисковым и брусковым электродом-инстру-
ментом.
Для электроэрозионной обработки выпускаются спе-
циальные станки. На рис. 78 приведена электрокинема-
тпческая схема станка мод. 18М2. На передней стейке
корпуса расположена вертикальная станина, являющая-
ся базой для суппорта, несущего автоматический регу-
лятор подачи, стола для крепления обрабатываемой де-
тали и подъемного стола с ванной для рабочей жидко-
сти. Основанием станка является литая чугунная плита
коробчатой формы. Установка электрода-инструмента
относительно обрабатываемой детали в нужной точке
обеспечивается двумя взаимно перпендикулярными пе-
ремещениями суппорта в горизонтальной плоскости.
Продольное перемещение производится предварительно
с помощью реечной подачи и точно — с помощью хо-
дового винта. Поперечная подача производится ходовым
ьинтом с отсчетом по лимбу. Суппорт имеет вертикаль-
ное перемещение вверх и вниз с помощью винта. Стол
электрически изолирован от корпусов станка и крепит-
ся к станине при помощи винтов. Ванна с рабочей жид-
костью свободно стоит на подвижном столе.
Распространенным процессом электроэрозионной об-
работки является ’ копирование, при этом обрабатывае-
мый профиль копирует форму специально изготовлен-
ного электрода-инструмента. Недостатки этого процес-
са: высокая трудоемкость изготовления электрода-инст-
румента, велик его износ и мал срок службы.
Применяется способ электроэрозионного изготовления
точных деталей по контуру непрофилированным электро-
дом — тонкой проволокой. При этом выдерживается
допуск на размеры до 2 мкм и чистота обработки не
ниже 7-iro класса. Электрод-проволока 0 0,10—0,5 мм
перематывается и непрерывно обновляется в месте об-
работки, при этом улучшаются условия удаления про-
дуктов эрозии. Сила тока колеблется в пределах 1,5—
10 а, плотность тока 400—700 а1мм\
Натяжение проволоки !/з—V* усилия, разрывающего
проволоку. Удельный съем металла пропорционален
диаметру проволоки. Скорость перемотки проволоки
2—4 мм/мин.
На рис. 79 приведена кинематическая схема установ-
ки мод. ЭКУ-1, предназначенной для изготовления де-
талей различного профиля по прямоугольным и поляр-
180
ным координатам. По аналогичным схемам работают
многие другие конструкции установок с спрофилиро-
ванным электродом.
Узел перемоток проволоки установки ЭКУ-1 работа-
ет следующим образом. Тонкая проволока 1, которая
является обрабатывающим электродом, перематывается
с катушки 8 на катушку 3 с постоянной скоростью при
помощи электродвигателя 4 типа РД-09. Проволока про-
ходит через подтормаживающие диски 5, которые при-
жимаются один к другому пружиной 6, этим обеспечи-
вается необходимое натяжение проволоки. Усилие при-
жатия дисков регулируется гайкой 7 Точное направле-
ние проволоки и подвод к ней напряжения осуществ-
ляются направляющими роликами 2. Верхний направ-
ляющий ролик можно сдвинуть относительно нижнего
Рис. 79. Кинематическая схема уста-
новки ЭКУ-1
на 3—5 мм. На катушке 3 проволока укладывается
равномерно, благодаря возвратно-поступательному пере-
мещению катушки вдоль оси с червячным колесом через
рычаг 9. Кулачок укреплен на одной оси с червячным
колесом, вращение которого передается от электродви-
гателя 4 через пару шестерен и червяк. К проволоке,
являющейся электродом-инструментом, напряжение от
генератора импульсов подводится с помощью щетки.
181
Другой полюс генератора присоединяется к обрабаты-
ваемой детали 10.
На Ярославском заводе топливной аппаратуры про-
ведены работы по внедрению электроискрового метода
обработки прецизионных деталей топливной аппарату-
ры. Основным вопросом внедрения электроискровой об-
работки было получение заданного класса чистоты
обработанной поверхности с обеспечением определенно-
го количества снимаемого металла. В основу источни-
ков питания станков положен генератор импульсов.
В качестве возбудителя искрового разряда используется
обычный конденсатор, применяемый в радиоаппаратуре.
С его помощью можно получить высокую частоту сле-
дования разрядов, равную сотням тысяч разрядов в се-
кунду, а это необходимо тогда, когда требуется по-
лучить у детали возможно более гладкую поверх-
ность.
На станках для обработки ствола втулки плунжера
чистота обработанной поверхности лежит в пределах
V 6 класса при съеме металла 0,08 мм по диаметру.
При обработке запорного конуса распылителя чистота
обработанной поверхности лежит в пределах V 9 клас-
са при съеме металла 0,01 мм по глубине залегания
конуса.
Особое внимание при внедрении электроискровой об-
работки было уделено получению точной геометрии
обработанной детали. Жесткие требования к правиль-
ности геометрической формы прецизионных деталей за-
ставили применить на станках специальные головки,
конструкция которых обеспечивает регулирование и под-
держание определенного положения деталей относитель-
но электродов-инструментов.
В качестве рабочей жидкости наилучшие результаты
при обработке с точностью до 0,01 мм получены при
применении дизельного топлива марки Л. Обладая
сравнительно высокой температурой вспышки 65 °C,
оно легче, чем другие жидкости, поддается очистке, не
раздражает кожного покрова рук, почти в два раза
дешевле индустриальных масел, специфический запах
его быстро выветривается.
Электроискровая обработка позволила ликвидировать
часть ручных операций по доводке деталей абразивны-
ми пастами и заменить их станочными операциями. При
этом повысилась производительность труда и культура
182
производства, улучшились условия труда, стало возмож.-
ным организовать обслуживание одновременно 2—3
электроискровых станков одним оператором.
§ 43. ЭЛЕКТРОЛИТИЧЕСКОЕ ШЛИФОВАНИЕ
Электроабразивная чистовая обработка основана на
электрохимическом растворении труднообрабатываемых
сталей и твердых сплавов при одновременном механи-
ческом удалении продуктов растворения из зоны обра-
ботки. Такая обработка производится абразивными кру-
гами, проводящими электрический ток, и обеспе-
чивает высокую чистоту и точность обработки деталей.
Электропроводный абразивный круг является одновре-
менно и катодом и инструментом, удаляющим анодную
пленку.
Схема работы электроабразивного круга показана
на рис. 80. Круг состоит из абразивных зерен 1, элек-
тропроводного наполнителя и связки 2, Он соединен с
отрицательным, а обрабатываемая деталь 3 с положи-
Рис. 80. Схема работы
электроабразивного круга
тельным полюсом источника
тока. В зазор 4, создаваемый
абразивными зернами меж-
ду обрабатываемой поверх-
ностью и кругом, непрерыв-
ной струей подается рабочая
жидкость. При прохождении
электрического тока через
электроды и рабочую жид-
кость обрабатываемая по-
верхность детали (анод)
зодвергается электрохими-
ческому растворению с об-
разованием тонкой механи-
чески прочной пленки 5 с высоким электрическим сопро-
тивлением. При вращении кру^а абразивные зерна уда-
ляют продукты анодного растворения (анодную плен-
ку) и увлекают частицы электролита 6, непрерывно
обновляя его в пр и анодном .пространстве. В процессе
работы абразивные зерна круга изнашиваются и раз-
рушаются, вследствие чего зазор между обрабатывае-
мой деталью и электропроводной связкой круга умень-
шается; происходит пробой тонкого слоя электролита,
приводящий к выгоранию графита и бакелита и >вос-
183
Рис. 81. Схема электроабразивной об-
работки
становлению прежней величины промежутка. Разрушен-
ные «поверхностные слои обрабатываемого твердого
сплава снимаются абразивными зернами и выносятся
из зоны обработки. Процесс обработки проводится при
удельном давлении 0,5—1,0 кГ/см2. Расход абразива по
сравнению с обычным шлифованием снижается в 6—
8 раз.
Схема электроабразивной обработки приведена на
рис. 81. Электропроводный абразивный круг 2 при по-
мощи скользящего контакта 1 соединен с отрицатель-
ным полюсом источни-
ка постоянного тока.
Обрабатываемая де-
таль 4 через реостат 5,
з помощью которого ре-
гулируется ток в цепи,
соединяется с положи-
тельным полюсом ис*
точника тока. В зону
обработки подается
электролит 3. Линей-
ная скорость враще-
ния электроабразивно-
го круга составляет от 20
до 30 м1сек, а обрабатываемая деталь совершает возврат-,
но-поступательное движение. Электролитом является вод-
ный раствор буры плотностью 1,008—1,01 г/ои3. В про-
цессе работы плотность электролита контролируется
ареометром и по мере испарения раствора и повы-
шения его концентрации разбавляется водой. В качестве
электролита может быть использован также водный раст-
вор жидкого стекла плотностью 1,36—1,24 г/см?.
Электроабразивная обработка проводится на посто-
янном токе. Напряжение источника тока 30—32 в, а
максимальный ток не превышает 50 а. Наименьшее
напряжение составляет 7—8 в. При увеличении анодной
плотности тока (что достигается повышением рабочего
напряжения) интенсивность съема возрастает; при этом
ухудшается чистота поверхности. Поэтому электроабра-
зивную обработку целесообразно производить за два
перехода (шлифование и доводка), отличающиеся элек-
трическими режимами.
При применении графитизированных абразивных кру-
гов рекомендуются следующие режимы обработки:
184
при чистовом шлифовании — рабочее напряжение
25—30 в, плотность тока 25—30 а/см2, скорость круга
15—18 м/сек, давление круга на обрабатываемую по-
верхность 1,5—2,0 кГ/см2\
при тонком шлифовании — рабочее напряжение —
12—15 в, плотность тока 3—5 а/см2, скорость круга
15—18 м/сек, удельное давление круга на обрабатывае-
мую поверхность 2—2,5 кГ)см2.
Основной съем твердого сплава обеспечивается чи-
стовым шлифованием, припуск на тонкое шлифование
не должен превышать 0,05 мм.
Электропроводные абразивные инструменты изготов-
ляются из электрокорунда или зеленого карбида крем-
ния на бакелитовой связке. Электропроводность обес-
печивается добавкой графита, пропиткой расплавленным
свинцом или изготовлением специальных стальных или
медных дисков.
§ 44. ЭЛЕКТРОАЛМАЗНОЕ ШЛИФОВАНИЕ
Этот метод шлифования находит применение главным
образом при обработке твердых сплавов. Обработка про-
изводится токопроводящими алмазными дисками в среде
электролита. Сущность процесса электроалмазного шли-
фования состоит в сочетании анодного растворения
(обеспечивающего большую производительность) с ал-
мазным резанием, позволяющим получить высокую точ-
ность.
Отличительными особенностями электроалмазного
шлифования являются:
высокая плотность тока (70—200 а/см2), достигае-
мая благодаря хорошей электропроводности шлифоваль-
ного круга и малому зазору между диском и деталью;
низкое напряжение (4—6 в), предотвращающее воз-
можность возникновения эрозии в процессе обработки;
непрерывное удаление не только продуктов электро-
химического процесса, но также и снятых частиц твер-
дого сплава, что обеспечивает высокую точность обра-
ботки и отсутствие завала острых кромок.
Источник постоянного тока (4—6 в) своим положи-
тельным полюсом присоединяется к обрабатываемой де-
тали, а отрицательным — к шлифовальному кругу. В
185
процессе обработки происходит анодное растворение
шлифуемого твердого сплава и удаление продуктов
анодного растворения алмазными зернами, выступающи-
ми из круга. Малое напряжение источника тока (пред-
отвращает возникновение эрозионного процесса между
электродами.
Происходящее одновременно с химическим процес-
сом механическое шлифование твердого сплава алмаз-
ными зернами позволяет получить высокую точность об-
работки и высокую чистоту поверхности, характерные
для алмазного шлифования. Установлено, что 90% ме-
талла в процессе обработки удаляется за счет электро-,
химического процесса, а 10% — за счет резания. По-
этому износ алмазного круга уменьшается почти в
10 раз по сравнению с механическим алмазным шли-
фованием.
При плоском шлифовании применяются круги фор-
мы чашки диаметром 150—200 мм, однако они имеют
более высокую чашку, что вызвано необходимостью по-
местить внутри чашки разбрызгиватель для подачи элек-
тролита под режущую кромку круга. На торце сталь-
ной чашки находится алмазсодержащий поясок высотой
4 мм, связка — медно-оловянистая (80% меди и 20%<
олова), концентрация — 100%. Зернистость алмазного
порошка А12—А5.
Для активизации подачи электролита в зону обра-
ботки в рабочем пояске круга делаются канавки. На-
личие канавки позволяет значительно увеличить плот-
ность тока и интенсифицировать электролитический
процесс.
Состав электролита: нитрат натрия пли калия —
5%, фтористый натрий — 5%, нитрит натрия — 0,3%,
вода — 89,7%. Скорость круга принимается 20—
25 м/сек. Давление круга на обрабатываемую деталь —
4—6 кГ/см2. Электроалмазное шлифование при обра-
ботке твердого сплава обеспечивает чистоту поверхно-
сти V 10—11 класса и плоскостность 0,01 мм на длине
100 мм.
§ 45. ЭЛЕКТРОЛИТИЧЕСКОЕ ЛАПИНГОВАНИЕ
И ХОНИНГОВАНИЕ
Эти процессы являются комбинированными, состоя-
щими из обычного механического и электрохимического
процесса. В отношении удельного съема металла и ше-
186
роховатости поверхности такие процессы аналогичны
электролитическому шлифованию. В литературе приво-
дится описание электролитического лапингования твер-
дого сплава, которое проводилось при следующих усло-
виях: скорость доводочного диска — 10 м/сек, зерни-
стость абразивного порошка № 3 — М40, удельное дав-
ление — 1 кГ/см2, плотность тока до 80 а/см2, электро-
лит — 5%-ный водный раствор NaNO3, NaNO2, NaF
В последнее время применяется электролитическое
хонингование, которое позволяет повысить скорость сня-
тия металла и улучшить точность формы обрабатывае-
мой поверхности. При таком хонинговании не образу-
ются остаточные напряжения в поверхностном слое.
Электролитическое хонингование осуществляется при на-
личии зазора между корпусом инструмента и обрабаты-
ваемой поверхностью; через этот зазор прокачивается
электролит под давлением. Абразивные бруски раздви-
гаются в обрабатываемой детали обычным образом,
создавая возможность снимать припуск электролитиче-
ски или механически. Электролитическое хонингование
является сочетанием электролитической и механической
обработки. Окончательную обработку поверхности вы->
полняют с выключением подачи электролита за послед-
ние 2—3 прохода.
§ 46. УЛЬТРАЗВУКОВАЯ ОЧИСТКА ДЕТАЛЕЙ
Ультразвуковая очистка основана на явлении кави-
тации. Кавитацией называется процесс образования по-
лостей и пузырьков в ультразвуковом поле во время
фазы растяжения, имеющейся в переменном звуковом
давлении. Эти полости и пузырьки захлопываются во
время фазы сжатия. При возникновении кавитации в
жидкости происходит интенсивное газовыделение, про-
являющееся в выделении мелких пузырьков, которые
под действием гидродинамических потоков объединяют-
ся в более крупные и поднимаются на поверхность
жидкости. Порог возникновения 'кавитации увеличивает-
ся с возрастанием вязкости жидкости. В вакууме и при
давлениях, превышающих 2 ат, интенсивность кавита-
ции уменьшается.
В качестве источника ультразвуковых колебаний
(преобразователя) применяются магнитострикторы. Маг-
нитострикционный преобразователь основан на том, что
187
ферромагнитное тело, помещенное в магнитное поле,
меняет свои размеры. В преобразователях использует-
ся линейная магнитострикция — укорочение или удли-
нение тела в направлении силовых линий магнитного
поля. Относительное удлинение тела имеет порядок
Ю~5—10-6 .в зависимости от свойств тела и напряжен-
ности магнитного поля. Магнитострикторы изготовляют-
ся из никеля, железочкобальтовых и железо-алюминие-
вых сплавов. В технологических ультразвуковых уста-
новках получили применение пакетные шихтованные
преобразователи с замкнутыми магнитопроводами. Из-
лучающая поверхность преобразователя имеет прямо-
угольное сечение.
Ультразвук представляет собой периодические меха-
нические упругие колебания с частотой, лежащей выше
пределов слышимости человеческого уха. Число колеба-
ний, совершаемое в 1 сек, называется частотой. Для
технологических целей используются частоты в пределе
от 16 до 30 кгц.
Колебания источника возбуждения, называемого пре-
образователем или вибратором, создают в окружающей
среде упругие напряжения. Ультразвуковые волны в
упругой среде распространяются как волны давления,
причем частицы упругой среды движутся вдоль направ-
ления распространения.
Ультразвуковая очистка основана на использовании
ряда явлений, возникающих в жидких средах при воз-
буждении в них интенсивных ультразвуковых колеба-
ний. Для очистки деталей необходимо преодолеть по-
верхностные силы, действие которых обусловливает за-
грязнение деталей. Для преодоления поверхностных сил
очищаемые детали погружают в ванну, наполненную
жидкостью, совершающей колебания под действием
ультразвукового поля.
Находят применение следующие технологические про-
цессы ультразвуковой очистки деталей: обезжиривание,
удаление притирочных паст, различных механических
загрязнений и др. Эффективная очистка происходит при
применении жидкостей, обладающих высокими моющи-
ми свойствами.
Детали простой формы могут быть очищены и обез-
жирены на установках с рабочей частотой 20—25 кгц
при акустической мощности до 1—2,5 кет. При очистке
деталей сложной формы и глубоких глухих отверстий
188
применяют более высокие рабочие частоты. Качество
очистки и обезжиривания изделий зависит от удельной
мощности. Наиболее эффективная обработка деталей
возможна при 5—10 вт/см2.
Для очистки стальных деталей применяют водные
растворы следующего состава (в %):
эмульгатор ОП-7 или ОП-10
сода кальцинированная (или тринатрий
фосфат)
жидкое стекло
хромпик . . .
Оптимальная температура раствора—60°С
0,2-0,5
0,15—0,25
0,15—0,25
0,25
После обработки в ультразвуковой ванне в течение
3 мин детали подвергаются промывке в горячей про-
точной, а затем в дистиллированной воде в течение
4—5 мин.
Во многих случаях применяются ультразвуковые ван-
ны, представляющие собой резервуар, в днище или
стенки которого вре-
зан магнитострикционный
преобразователь с мем-
браной. Под воздействием
ультразвуковых колеба-
ний происходит удаление
с. поверхности обрабаты-
ваемых деталей грязи, ко-
торая диспергируется.
Следует обращать внима-
ние на принудительную
фильтрацию моющих
растворов, при этом за-
грязнение поверхности
Рис. 82. Схема ультразвуковой
установки для очистки деталей
с транспортирующим механиз-
мом и принудительной фильт-
рацией моющих растворов:
1 — насос, 2 — фильтр, 3 — гене-
ратор, 4 — преобразователь,
5 — цепной транспортер
ванны резко уменьшается.
На рис. 82 приведена
схема ультразвуковой ус-
тановки для очистки дета-
лей. Жидкость насосом 1
прогоняется через фильтр
2 в ванну по принципу
противотока так, чтобы
очищаемые
на транспортере 5 детали
двигались на
встречу подаваемой жидкости. При необходимости полу-
чения высокой степени чистоты деталей последние пос-
ле предварительной очистки помещаются в следующую
189
ванну, где проходят повторную обработку чистым раст-
вором.
Действующие от генератора 3 (преобразователи 4
могут быть установлены .в ваннах вертикально и под
углом. Применяются два метода очистки: одновремен-
ный .и непрерывно-последовательный. При одновремен-
ной очистке детали, погруженные в ультразвуковую
ванну, через определенное «время (перемешиваются так,
чтобы очищенные участки поверхности были обращены
к излучаемой поверхности преобразователя. При непре-
рывно^последовательной очистке детали поступательно
или при некотором вращении перемещаются через зону
воздействия ультразвуковым полем.
Контрольные вопросы
1. Как происходит электроискровая обработка металлов?
2. В чем особенности электроимпульсной обработки?
3. Из каких материалов изготовляются электроды при электро-
искровой обработке металлов?
4. Расскажите об основных способах электроэрозиониой обра-
ботки.
5. Как осуществляется электролитическое шлифование?
6. Как осуществляется ультразвуковая очистка деталей?
Глава VII
СУЩНОСТЬ ПРОЦЕССА АБРАЗИВНОЙ
ДОВОДОЧНО-ПРИТИРОЧНОЙ ОБРАБОТКИ
§ 47. ОБЩИЕ ПОНЯТИЯ О ПРОЦЕССАХ
Механический процесс при доводке.
При доводке абразивные зерна помещаются между об-
рабатываемой поверхностью и притиром. Под воздейст-
вием давления и при взаимном перемещении притира
и обрабатываемой поверхности будет происходить мик-
рорезание — царапание, пластическое деформирование
и истирание выступающих гребешков на обрабатывае-
мой поверхности. Основную роль по снятию металла
при механической доводке выполняют абразивные зерна,
твердость которых выше твердости обрабатываемого ме-
талла. В зависимости от давления и раз-мера зерен по-
следние внедряются в обрабатываемую поверхность на
разную глубину. При весьма малой глубине внедрения
происходят упругие деформации без образования стру-
жек. В этих случаях имеет место трение между абра-
зивными зернами и обрабатываемой поверхностью, -в ре-
зультате которого происходит износ — истирание тон-
кого слоя на обрабатываемой поверхности. По данным
3. И. Кремень, переход от упругого к пластическому
Деформированию при обработке закаленной стали про-
исходит при относительной глубине внедрения зерна
— < 0,003.
р
где h — глубина внедрения зерна, мкм;
р — радиус закругления при вершине режущих гра-
ней зерна, мкм.
При очень малой глубине внедрения абра-
зивных зерен может иметь место пластическое дефор-
мирование и смятие выступающих гребешков на обра-
батываемой поверхности. По данным 3. И. Кремень,
191
переход or пластического деформирования металла к
образованию стружки происходит при относительной
глубине -внедрения зерна
— > 0,5.
р
При относительно большей глубине внедрения зерен
может иметь место образование стружек.
Под воздействием механического процесса происхо-
дит также упрочнение поверхностного слоя — повыше-
ние микрогвердости, возникновение остаточных сжимаю-
щих напряжений. Величина и глубина залегания оста-
точных напряжений определяются режимом обработки.
Развитие процесса пластической деформации протекает
в основном путем скольжения, т. е. перемещения от-
дельных частей кристалликов по определенным кри-
сталлографическим плоскостям. Можно представить, что
процесс скольжения является движением одного слоя
атомов относительно другого под действием деформи-
рующей силы. Скольжение начинается тогда, когда воз-
никают критические сдвигающие напряжения, достаточ-
ные для начала скольжения. Упругая деформация рас-
пространяется почти со скоростью звука. Для осуществ-
ления пластической деформации требуется время. По-
этому при больших скоростях деформации имеет место
частичное протекание пластической деформации.
По данным И. М. Брозголь, при доводке роль пла-
стических деформаций, вызывающих течение металла,
возрастает по сравнению со шлифованием. По ориен-
тировочным подсчетам при шлифовании на пластиче-
скую деформацию, вызывающую снятие стружки, тра-
тится только 20% общей работы шлифования. Осталь-
ные 80% затрачиваются на упругую и пластическую
деформации. При доводке работа, затраченная на сня-
тие стружки, составляет 10—20%' от общей работы, при-
чем первая цифра относится к началу, а вторая к кон-
цу цикла доводки. Остальная часть работы так же, как
и при шлифовании, затрачивается на пластическую и
упругую деформацию.
Химические явления при доводке. До-
водка — сложный процесс. Здесь помимо непосредст-
венно механической обработки имеют место химические
явления и адсорбция, которые могут происходить при
соответствующем подборе рабочей среды. По данным
акад. И. В. Гребенщикова, поверхность металла всегда
192
покрыта оксидной пленкой. Эта пленка кристалличе-
ская, она весьма прочна и снимается с поверхности ме-
талла с большим трудом. Под влиянием химического
реагента (например, серы и других компонентов, входя-
щих в состав абразивно-доводочных смесей) на металле
можно создать и более мягкие пленки, которые удаля-
ются даже сравнительно мягкими абразивными порош-
ками (например, окисью хрома). Особенностью таких
пленок является их способность притягивать к себе (ад-
сорбировать) тонкоизмельченные вещества и прочно их
удерживать. Таким образом, сущность разработанного
акад. И. В. Гребенщиковым метода доводки заключает-
ся в образовании на притираемой поверхности тончай-
шей мягкой пленки (например, сульфидной), обладаю-
щей большой адсорбционной способностью. Эта пленка
адсорбирует на своей поверхности дисперсные частицы
мягкого абразива (окиси хрома). Также адсорбционно
эти частицы прилипают и к поверхности притира. Бла-
годаря разным скоростям движения заготовки и при-
тира пленка, покрывающая обрабатываемую поверх-
ность, срывается в тех местах, где притир близко под-
ходит к гребешкам, оставшимся после предварительной
обработки.
Обнажившаяся поверхность металла под влиянием
химического реагента вновь покрывается пленкой, ко-
торая снова срывается мягким абразивом и выступаю-
щие частицы на поверхности постепенно сглаживаются.
Таким образом, при этом процессе первоначально ока-
зывается химическое воздействие, а затем механическое.
Работами акад. П. А. Ребиндера установлено влия-
ние адсорбции на механические свойства поверхностных
слоев металла, при этом может происходить облегчение
процесса доводки за счет:
образования и развития большого числа поверхност-
ных микротрещин под влиянием адсорбции поверхност-
но-активных веществ рабочей -среды, при скалывании
металла зона предразрушения может развиваться на
известную глубину под поверхностью диспергируемого
слоя;
облегчения пластического течения обрабатываемого
металла без разрыва в наружных слоях, прилегающих
к поверхности, в результате проникновения адсорбцион-
ных слоев вглубь металла по микрющелям вдоль пло-
скостей скольжения, своеобразное внутреннее смазоч-
7—2741
193
ное действие облегчает течение металла и пластический
сдвиг;
понижения коэффициента внешнего трения, т. е.
обычное смазывающее действие рабочей среды.
В процессе резания химически активные добавки и
смазки жидкотекучи и тем самым, оказывая химическое
и физико-химическое воздействие на металл, способству-
ют более равномерному распределению абразивных зе-
рен, а также выносу из зоны резания осколков абра-
зива и стружки. Время обработки зависит от добавки
поверхностно-активных веществ, например, олеиновой
или стеариновой кислоты и др. Это объясняется изме-
нением толщины покрывающей металл пленки и, следо-
вательно, изменением ее свойств. Чем выше содержа-
ние СН2 в молекуле поверхностно-активного вещества,
т. е. чем длиннее углеродная цепочка, тем большее
химическое воздействие оно оказывает на механические
свойства металла.
Таким образом, доводка является процессом ком-
плексным и включает: пластическое течение микро-
рельефа обрабатываемой поверхности, резание абразив-
ными зернами или истирание тончайшего поверхностно-
го слоя, химическое воздействие поверхностно-активных
веществ {-стеариновой, олеиновой кислоты и др.) на об-
рабатываемую поверхность.
Способы доводки. Существует несколько спо-
собов доводки:
притирами, предварительно шаржированными (внед-
ренными в их поверхность) абразивными порошками,
при этом обращается внимание, чтобы абразивные ча-
стицы не растирались, а вдавливались в материал при-
тира. Этот способ обеспечивает высокую точность, но
является более трудоемким. Шаржирование заключает-
ся во внедрении и достаточно прочном закреплении
абразивных зерен в ферритных и графитных включе-
ниях на поверхности чугуна. Лучшие результаты по
шаржированию достигаются, когда размеры зерен наи-
более близки к размерам ферритных и графитных вклю-
чений и при повышенной однородности зернового со-
става;
притирами, шаржирующимися абразивами в процес-
се работы, при этом абразивная суспензия подается
периодически или непрерывно. При этом способе ма-
териал притира должен быть мягче обрабатываемого
194
материала, либо иметь на поверхности мягкие включе-
ния (феррита, графита), с тем, чтобы абразив мог внед-
риться в процессе обработки под давлением в поверх-
ность притира. При этом обеспечивается большая про-
изводительность, но меньшая чистота поверхности по
сравнению с предыдущим способом;
свободными нешаржирующимися абразивами. При
этом абразив выбирают мягкий, мало способный внед-
ряться как в обрабатываемый материал, так и в мате-
риал притира.
§ 48. ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ФАКТОРОВ
НА ПРОЦЕСС ДОВОДОЧНО-
ПРИТИРОЧНОЙ ОБРАБОТКИ
Вид абразивов. В качестве абразивного мате-
риала при доводке применяются: электрокорунд нор-
мальный и белый, монокорунд, карбид кремния, карбид
бора, кубический нитрид бора, синтетические алмазы,
крокус, окись хрома и др. Притиры, покрытые порошка-
ми алмаза или кубического нитрида бора, наиболее дол-
говечны, и процесс обработки протекает более интенсив-
но; у монокорунда, электрокорунда белого и нормально-
го различие по начальному съему металла невелико;
карбид кремния имеет пониженные свойства при обра-
ботке закаленной стали, но предпочтителен при обработ-
ке чугуна.
Геометрическая форма абразивных зе-
рен. С увеличением размеров зерен радиусы их за-
кругления увеличиваются. Так, например, для электро-
корунда белого с увеличением зернистости от Ml до М7
среднее значение радиуса закругления возрастает от 0,11
до 0,3 мкм. Радиусы закругления при вершине зерен оди-
накового размера для разных абразивных материалов
различны. Наименьшие радиусы имеют зерна синтетиче-
ского алмаза и монокорунда, наибольшие — зерна гли-
нозема. Средние значения углов заострения при вершине
зерен монокорунда колеблются в пределах от 84 до 101°,
а зерен электрокорунда белого — от 92 до 98°
Изменение свойств абразивного зерна.
В процессе доводки абразивные зерна беспрерывно из-
мельчаются, сохраняя форму, присущую форме зерна
данного абразива. Измельчение зерен абразива является
основной причиной снижения съема металла при увели-
7* 195
чении продолжительности использования абразива. Со-
хранение своей формы при измельчении делает целесооб-
разным повторное использование его после извлечения из
отходов.
Дробление абразивного зерна есть полезный процесс,
поддерживающий зерно все время в состоянии, пригод-
ном для работы. Измельчение абразивных зерен происхо-
дит главным образом в момент заклинивания их между
поверхностью притира и обрабатываемой поверхностью,
когда они упираются двумя своими наиболее удаленны-
ми друг от друга точками в обе поверхности. Расстояние
между этими поверхностями больше наименьшего и мень-
ше наибольшего размера зерна основной фракции -и по-
степенно уменьшается по мере измельчения зерен абра-
зива. В работу при этом включается все большее и боль-
шее количество зерен. По мере увеличения количества
зерен в рабочем пространстве уменьшается давление на
каждое зерно. А так как с уменьшением размера абра-
зивного зерна увеличивается его относительная'прочность,
то в результате снижается интенсивность дробления аб-
разивных зерен, но также уменьшается и интенсивность
съема металла.
Интенсивность съема металла в меньшей степени объ-
ясняется постепенным сглаживанием поверхности и при-
туплением вершин абразивных зерен и переходом от ре-
зания к изнашиванию. Чем больше твердость абразива
относительно твердости обрабатываемого металла, тем
больше время, потребное для его округления.
Исходный микрорельеф обрабатываемой поверхности
непрерывно изменяется во время доводки. В результате
пластических деформаций поверхностный слой в процес-
се резания выравнивается, что изменяет характер шеро-
ховатости.
Зернистость абразивного материала.
Размеры абразивных зерен имеют важное влияние на ин-
тенсивность процесса доводки. С увеличением размера
абразивных зерен съем металла возрастает в степени 0,6;
это увеличение наблюдается в пределах зернистости от
М5 до №6. Увеличение производительности объясняется
тем, что с увеличением размера зерна возрастает разру-
шающая его нагрузка и, следовательно, увеличивается
возможность работать с повышенным давлением. Однако
разрушающая нагрузка возрастает медленнее, чем изме-
нение размеров абразивного зерна. Большие по размеру
абразивные зерна имеют меньшую относительную проч-
196
ность, чем мелкие, и потому процесс дробления абразив-
ных зерен у больших по величине зерен происходит быст-
рее. Съем металла зависит также от степени соответст-
вия между размерами зерна и включений феррита и гра-
фита на поверхности чугунных притиров, так как от это-
го зависит прочность удержания абразивных зерен при.
шаржировании. Имеет также значение однородность зер-
нового состава абразива.
С увеличением размеров абразивного зерна высота
микронеровностей на обрабатываемой поверхности воз-
растает в степени 0,5.
Насыщение поверхности притира аб-
разивом. Исследования показали, что по мере увели-
чения количества участвующих одновременно в работе
абразивных зерен, съем металла сначала возрастает, а
по достижении известного предела увеличение количест-
ва абразивных зерен не вызывает заметного увеличения
съема металла. Существует оптимальное насыщение аб-
разивными зернами поверхности притира. При увеличе-
нии количества зерен давление на каждое зерно снижает-
ся; пока абразивных зерен на поверхности притира мало
и давление на каждое зерно превосходит разрушающую
нагрузку, увеличение количества абразивных зерен уве-
личивает и съем металла. Если количество абразивных
зерен возрастает настолько, что давление на каждое зер-
но будет ниже разрушающей его нагрузки, то за счет
снижения съема металла каждым отдельным зерном мо-
жет произойти общее снижение съема металла. Чем вы-
ше предел прочности абразивных зерен и их твердость,
тем ниже уровень оптимального насыщения поверхности
притира.
3. И. Кремень предложил характеризовать степень
насыщения поверхности притира абразивом числом
внедренных зерен на 1 мм2 поверхности притира. Ниже
приведена плотность насыщения чугунного притира аб-
разивными микропорошками при доводке концевых ме-
ритегьных плиток:
Характеристика микро-
порошка
ЭБМ2
ЭБМ5
ЭБМ7
Число зерен на 1 мм2
15600—40000
900—4900
625-3600
Как видно, плотность насыщения колеблется в зна-
чительных пределах, что, по-видимому, связано с неод-
197
породностью зернового состава абразивных микропо-
рошков.
По данным X. Лихтенберга, оптимальное число зерен
на 1 мм2 при зернистости М18 должно составлять 1000 зе-
рен и они будут покрывать 8% поверхности притира. При
концентрации абразивных зерен меньше оптимальной
производительность обработки будет снижаться, при
большей — будет происходить перемалывание и повы-
шенный расход абразива без улучшения показателей об-
работки.
На практике насыщенность и равномерность распре-
деления абразива при предварительном его шаржирова-
нии в поверхность притира проверяют по внешнему виду.
Блестящие пятна указывают, что притир недостаточно
насыщен абразивом, либо последний неравномерно рас-
пределен на его поверхности. В этом случае шаржирова-
ние продолжают до тех пор, пока поверхность не станет
равномерно серой. Излишний абразив смывают кероси-
ном. Лишние абразивные зерна могут создать на обра-
батываемой поверхности царапины и надиры.
Способы подачи абразива. Существует не-
сколько способов подачи абразива в зону обработки:
однократная подача абразива перед началом довод-
ки, при этом имеет место затухающий процесс съема ме-
талла с убывающей производительностью. Это объяс-
няется измельчением зерен до такой степени, что они ста-
новятся близкими по своей величине к толщине пленки,
покрывающей поверхность притира и состоящей из рабо-
чей жидкости или пасты, частичек обрабатываемого ме-
талла и материала притира;
периодическая подача абразива, при этом имеет мес-
то периодически изменяющийся съем металла;
постоянная подача абразива, при этом имеет место
постоянный съем металла.
Ф и зи'К о-м еханические свойства обраба-
тываемой поверхности. С повышением твер-
дости обрабатываемого металла интенсивность процесса
доводки снижается. Наиболее низкий съем наблюдается
при обработке твердых сплавов. Поэтому для обработки
твердых сплавов применяются порошки алмазные и из
кубического нитрида бора. С повышением твердости ста-
ли чистота поверхности улучшается. Доводка повышает
микротвердость на 100—150 кПмм2. При доводке в по-
верхностных слоях возникают напряжения сжатия. Мак-
симальная величина остаточных напряжений равна 120—
198
150 кГ/мм2, а глубина их распространения находится в
пределах 10—11 мкм.
Материал притира. Притиры в зависимости от
способа обработки изготовляют из чугуна, стали, меди,
стекла и в отдельных случаях из пластмасс (текстолита,
оргстекла и др.). Притиры из чугуна и зеркального стек-
ла лучше сохраняют свою форму по сравнению с прити-
рами из меди и стали. Наибольшее распространение име-
ют притиры из мелкозернистого чугуна твердостью
НВ 180—220, которые обеспечивают более высокое ка-
чество обработки.
Износ притира обратно пропорционален твердости ма-
териала по Бринеллю. Притиры из чугуна дают наимень-
ший износ, из стали — больший, из меди — наиболь-
ший. Зерна карбида кремния изнашивают притиры в
большей степени, чем электрокорунд.
Состав и свойства паст. Доводка с приме-
нением рабочей жидкости в 1,2—6 раз производительнее,
чем всухую. Жидкость, связывающая зерна абразива,
выбирается в зависимости от величины снимаемого при-
пуска, твердости обрабатываемого материала и требова-
ний, предъявляемых к чистоте обрабатываемой поверх-
ности. При притирке свободным абразивом, внедряю-
щимся в притир в процессе обработки, связывающей и
смазочной жидкостью обычно является керосин, масло
веретенное и вазелиновое в отдельности или в смеси. Вве-
дение добавок — олеиновой или стеариновой кислоты
(3%) способствует повышению производительности. До-
бавка канифоли улучшает смачиваемость. При чрезмер-
ной густоте смеси затрудняется перемещение абразива
на притире. С понижением вязкости смеси при примене-
нии чугунных притиров снижается потребная мощность
и уменьшается нагрев, повышается удельный съем ме-
талла. Соотношение в смеси между абразивом и жид-
костью принимается в пределах от 7б до 72.
Рабочее давление. Одним из факторов, влияю-
щих на производительность процесса доводки и качество
обработанной поверхности, является давление притира
на абразивные зерна. С увеличением давления съем ме-
талла повышается до некоторого предела. При дальней-
шем увеличении давления съем металла может даже сни-
зиться, а высота микронеровностей возрасти. Это объяс-
няется ограниченным пределом прочности на разрушение
абразивных зерен и затруднительностью удаления из зо-
ны обработки отходов абразива и металла. С увеличе-
199
нием давления возрастает износ абразива и притира, ко-
торый происходит быстрее, чем увеличение съема метал-
ла. Повышение производительности объясняется увели-
чением глубины внедрения абразивных зерен в металл.
При доводке концевых мер длины наименьшая шеро-
ховатость и наиболее высокая точность достигаются при
давлении Р= 1,1 кГ)см2, При менее жестких требованиях
к чистоте поверхности оптимальной величиной давления
Р= 1,6 кГ[см2.
Влияние кинематики движений довод-
к и. Для достижения высокой чистоты поверхности необ-
ходимо обеспечить такой вид относительных движений,
чтобы абразивное зерно при своих повторных проходах
не повторяло своих предыдущих траекторий. Поэтому ра-
бочее движение притира должно быть всегда колебатель-
ным и в простейшем случае может быть возвратно-посту-
пательным или возвратно-вращательным. В случае при-
менения станков специального назначения рабочее дви-
жение осуществляется сложно-циклоидального вида, или
в результате сложения нескольких видов движения, на-
пример, движения вращения и возвратно-поступатель-
ного. Основными видами движений являются: быстрое
вращательное или прямолинейное возвратно-поступа-
тельное, медленное вращательное или прямолинейно-по-
ступательное, возвратно-поступательное.
Съем металла возрастает с увеличением результи-
рующей скорости рабочих движений и с возрастанием
соотношения между скоростями поперечного — уПо и
продольного — уПр перемещения. Более интенсивный
съем металла с увеличением соотношения —— объяс-
^пр
няется участием в работе большего количества вершин
зерен и лучшими условиями их самозатачивания.
Шероховатость поверхности понижается с увеличе-
нием отношения до 0,4 за счет срезания выступов
^пр
неровностей при их пересечении движущимися абразив-
ными зернами, а также в результате заполнения впадин
оттесненным металлом. При больших значениях отноше-
ния , а также при повышении скорости резания
^пр
шероховатость увеличивается вследствие возникновения
вибраций, выпадения зерен из притиров и более быстро-
го разрушения граничных смазочных слоев.
200
Контрольные вопросы
1. Что понимается под притиркой или доводкой?
2. Опишите механический процесс при доводке.
3. Какие химические явления происходят при доводке?
4. Какие существуют способы подвода абразивно-доводочного
материала в зону обработки?
5. Какое влияние на процесс доводки оказывают абразивный
материал, размер и форма абразивных зерен?
6. Какое влияние на процесс доводки оказывает материал при-
тира и степень насыщения его поверхности абразивом?
7. Какое влияние на процесс доводки оказывают рабочее дав-
ление и кинематика движений при обработке?
Глава VIII
ДОВОДОЧНЫЕ
И ПРИТИРОЧНЫЕ СТАНКИ
§ 49. КЛАССИФИКАЦИЯ СТАНКОВ
Большое распространение получили в нашей стране
универсальные доводочные и плоскодоводочные станки,
а в настоящее время выпускается много моделей станков
специального назначения.
В последние годы станкостроительная промышлен-
ность СССР освоила серийный выпуск новых высокопро-
изводительных и вполне современных доводочных стан-
ков. Так, например, Каунасский завод «Нерис» выпус-
кает однодисковые плоскодоводочные станки моделей
3804П, 3806, 3807, 3808 и двухдисковый модернизирован-
ный станок мод. ЗБ814, другие заводы выпускают станки
мод. ЗБ816, ВС-5А, ВС-6А, К-68, 3814-П, СС-4А, ВН18 и
др., а Одесский завод им. Кирова выпускает автоматизи-
рованный внутридоводочный станок мод. 3820Д.
В соответствии с общепринятой системой обозначения
моделей металлообрабатывающих станков доводочные и
притирочные станки входят в группу шлифовальных стан-
ков (третью группу) и имеют впереди цифру 3. Напри-
мер, ЗА814, ЗБ816, 3820Д, 3804П и т. д. Буквы, следую-
щие за цифрой 3, указывают на модификацию этих стан-
ков. Вместе с тем в производстве встречаются доводоч-
ные станки, обозначение которых произведено с отклоне-
нием от общепринятого правила. Так, например, некото-
рые внутридоводочные станки Одесского завода им. Ки-
рова имеют обозначения ОФ-26А, ОФ-61А или плоско-
доводочный станок СППД-2, а также вибрационные
ВДП-4М, инерционные станки ИДП-6. Буква П после
всех цифр означает вариант модели станка, например
М — модернизированный, П — прецизионный и т. п.
К доводочным и притирочным станкам относятся станки,
202
у которых основным рабочим инструментом является
жесткий притир, покрытый абразивно-доводочным мате-
риалом. По сложности и конструктивным признакам до-
водочные станки разделены на станки узкого назначения
и широкого назначения.
Станки узкого назначения используются,
как правило, для машинно-ручной обработки, они имеют
простую кинематику и не оборудованы контролирующи-
ми приборами и автоматическими устройствами. На-
ладка' их несложна, но работа на них требует навы-
ка, затраты физических сил. Применяют эти станки в
индивидуальном и мелкосерийном производствах.
К этой категории оборудования относятся доводоч-
ные бабки, станки для притирки микрометров и др. Из-
готовляют эти станки силами самих машиностроитель-
ных заводов.
К станкам широкого назначения отно-
сятся доводочные станки, имеющие сложную кинематику,
гидравлику, автоматику. Для их наладки необходимы
высококвалифицированные наладчики, но работать на
них могут доводчики более низкой квалификации. Про-
цесс доводки полностью механизирован, а в некоторых
станках полностью или частично автоматизирован. Стан-
ки широкого назначения проектируются преимуществен-
но специализированными конструкторскими бюро и изго-
товляются станкостроительными заводами.
Несмотря на большое разнообразие конструкций и их
технологических возможностей, доводочные и притироч-
ные станки можно разделить на четыре группы с учетом:
характера главного движения, принятого распределения
функций главного движения и вспомогательного, вида
применяемого притира.
К первой группе относятся универсальные до-
водочные станки для обработки наружных поверхностей
тел вращения (методом обкатывания) и плоскостей,
имеющих быстрое вращательное движение дисков-прити-
ров и замедленное возвратно-поступательное движение
притиров или сепараторов. Наиболее характерными для
этой группы станков являются станки, разработанные на
базе моделей ЗБ816 и ЗА814.
Во вторую группу станков войдут внутридово-
Дочные одношпиндельные и многошпиндельные станки с
вертикальным и горизонтальным расположением стерж-
ней-притиров. Сюда относятся, например, станки
мод. ОФ-26А, предназначенные для обработки внутрен-
203
них поверхностей тел вращения (сквозных отверстий), и
станки мод. ОФ61А для обработки глухих и фасонных
отверстий.
В третью группу доводочных станков войдут
плоскодоводочные станки для обработки плоскостей и
взаимопараллельных поверхностей. К таким станкам от-
носятся, например, модель 5 Московского завода «Ка-
либр» (станок имеет возвратно-поступательное прямоли-
нейное продольное и поперечное перемещение лентосепа-
раторов), а также плоскодоводочные станки моделей
3804П, 3806, 3808 и другие Каунасского завода шлифо-
вальных станков.
В четвертую группу войдут специальные до-
водочные станки для обработки зубчатых колес, резьб,
шариков и других деталей, имеющих фасонные поверх-
ности.
Внутри каждой группы доводочные станки могут быть
подразделены на подгруппы и типы в соответствии с кон-
струкцией, технологическими особенностями, назначе-
нием, степенью специализации, автоматизации и т. д.
Подразделение* станков на типы может производиться
по различным признакам, основными из которых явля-
ются:
технологическое назначение (для доводки цилиндри-
ческих наружных или внутренних поверхностей, одной
плоскости, взаимопараллельных поверхностей, отвер-
стий — глухих, сквозных, ступенчатых, нецилиндриче-
ских и др.);
расположение главных рабочих органов в пространст-
ве (с горизонтальным расположением оси вращения при-
тира или с вертикальным);
количество главных рабочих органов (одношпиндель-
ные, многошпиндельные, однодисковые, двухдисковые, с
одним или несколькими обгоночными кольцами);
по степени автоматизации (приводные бабки, обыч-
ные станки, полуавтоматы, автоматы);
по конструктивным особенностям (одностоечные, мно-
гостоечные, с подвижным или неподвижным верхним
притиром, с механическим, электромагнитным или гид-
равлическим прижимом и т. д.).
Кроме того, доводочные и притирочные станки под-
разделяются по габаритным размерам (малые, средние,
крупные), а'также по весу (легкие, средние, тяжелые) и
по степени точности (станки нормальной точности, повы-
шенной точности и высокоточные — прецизионные).
204
В конструкциях современных доводочных станков замет-
ны тенденции к увеличению их производительности и
точности, а также к созданию больших удобств для ра-
боты на них. Некоторые старые модели станков не позво-
ляют устанавливать оптимальное давление притира на
поверхность обрабатываемых изделий, что не дает воз-
можности осуществлять выбор абразивов в зависимости
от твердости обрабатываемого материала. Величина дав-
ления в этих станках зависит от веса верхнего притира.
Но в процессе эксплуатации станка притир срабатывает-
ся, вес его убывает, а следовательно, давление притира
на поверхность обрабатываемой детали постепенно
уменьшается. При обработке деталей на внутридоводоч-
ных станках по мере съема металла и износа рубашки
притира зазор между притирогл и обрабатываемой по-
верхностью увеличивается и абразивные зерна, находя-
щиеся на поверхности притира, все с меньшей нагрузкой
воздействуют на обрабатываемую поверхность, что в ито-
ге приводит к снижению производительности станка.
Недостатком ряда моделей доводочных станков яв-
ляется ручная подача доводочных материалов к месту
обработки. Отсутствие автоматического питателя не по-
зволяет обеспечить постоянную и равномерную подачу
абразива в зону резания, тем самым невозможно обес-
печить стабильный режим обработки. Рассмотрим основ-
ные технологические требования к современным доводоч-
ным и притирочным станкам.
Все доводочные и притирочные станки должны иметь
приборы и устройства, обеспечивающие выполнение сле-
дующих требований автоматизации процесса: непрерыв-
ный контроль удельного давления притира на поверх-
ность обрабатываемой детали, регулирование скорости
вращения и своевременной остановки притиров, регули-
рование подачи абразивно-доводочных материалов в зо-
ну обработки, контроль и принудительное удаление ос-
татков абразивно-доводочных материалов в процессе об-
работки, активный контроль размеров, надежную и быст-
рую правку притиров.
§ 50. ДВИЖЕНИЯ В ДОВОДОЧНЫХ
И ПРИТИРОЧНЫХ СТАНКАХ
Для осуществления процесса абразивной обработки
доводочные и притирочные станки должны иметь опреде-
ленный комплекс движений. Все движения на этих стан-
205
ках подразделяются на главные, вспомогательные и до-
полнительные. Главное движение в станке непосредствен-
но обеспечивает процесс снятия слоя металла, которое в
большинстве случаев сообщает притиру вращательное
движение, а иногда движение и притиру, и изделию (зу-
бопритирочные станки). Вспомогательное движение обес-
печивает постепенность и непрерывность процесса снятия
стружки по всей обрабатываемой поверхности детали.
На вертикальных внутридоводочных станках это дости-
гается за счет возвратно-поступательного движения при-
тира (станки мод. ОФ-26А, ОФ-61 А, 3820Д), а на гори-
зонтальных внутридоводочных станках (мод. 386—125
ЦНИИТА—ХТЗ) — за счет возвратно-поступательного
движения детали. Вращательное движение сепараторов
на универсальных и плоскодоводочных станках создает
вспомогательное вращение обрабатываемых деталей по
отношению к движению притира. Доводочные и прити-
рочные станки имеют и другие движения, определяемые
конструкцией станка, например, за счет эксцентриситета
движения сепаратора на универсальных доводочных
станках или за счет придания детали дополнительного
движения в приспособлении (внутридоводочные станки
мод. ПБ-1 и др.).
В последние годы разработан новый тип доводочных
станков, в которых имеются дополнительные колебатель-
ные движения диска-притира, создаваемые специальны-
ми вибраторами. Это так называемые вибрационные и
инерционные станки.
Приводы станков. Совокупность устройств для
передачи движения от источника движения до рабочих
органов станка называется приводом. Приводы бывают
электрические, гидравлические и пневматические.
Приводы металлорежущих станков подразделяются
на трансмиссионные, групповые и индивидуальные.
Доводочные и притирочные станки оборудуются ин-
дивидуальными электроприводами, которые подразделя-
ются на две группы: однодвигательные и многодвига-
тельные. На универсальных двухдисковых доводочных
станках мод. ЗА814 и ЗБ814 установлено по одному
электродвигателю, а на станке мод. ЗБ816 — их шесть,
каждый из которых приводит в движение какое-то опре-
деленное звено: электродвигатель привода дисков-прити-
ров, электродвигатель привода насоса гидравлики, элект-
родвигатель привода сепаратора, электродвигатель меха-
низма правки притира, электродвигатель привода элект-
206
ронасоса охлаждения, электродвигатель привода элект-
ронасоса фильтра. Нашли применение в доводочных
станках и гидравлические приводы. Здесь в качестве пер-
воначального источника движения используется асин-
хронный двигатель переменного тока, который соединен
с гидронасосом. Принцип работы гидропривода заклю-
чается в следующем: масло из бака подается насосом
под давлением к золотниковому устройству; в зависи-
мости от положения золотника масло подается по право-
му или левому маслопроводу в соответствующую полость
цилиндра и заставляет перемещаться поршень со што-
ком и связанный с ним рабочий орган. Масло, находя-
щееся в другой полости цилиндра, сливается в бак. Из-
менением положения золотника достигается реверсиро-
вание движения рабочего органа. Таким образом, масло,
поступая то в верхнюю, то в нижнюю часть цилиндра,
осуществляет возвратно-поступательное движение.
Гидропривод при сравнительно небольших размерах
позволяет развивать большие тяговые усилия до 100—
150 Г и выше, дает возможность производить спокойно
реверсирование движения, что очень важно для верти-
кальных внутридоводочных и других станков с прямоли-
нейным возвратно-поступательным движением. Благода-
ря тому что рабочей средой в гидроприводах является
масло, все детали имеют большую долговечность.
Механизмы регулирования скорости.
В зависимости от назначения станка, требуемого диапа-
зона регулирования, величины передаваемых нагрузок и
других условий работы в приводах доводочных и прити-
рочных станков используются различные механизмы для
регулирования скорости (табл. 20).
Парносменные колеса в доводочных и при-
тирочных станках используются для регулирования ско-
рости главного движения. В зависимости от желаемого
количества скоростей к станку прилагается комплект
сменных колес, пользуясь которыми, получают геометри-
ческий ряд чисел оборотов шпинделя. Количество воз-
можных скоростей равно количеству сменных колес. Пе-
редаточное отношение определяется числом зубьев А и В
сменных колес
А
1 = —.
В
Сменные колеса обеспечивают максимальную простоту
привода, но требуют значительного времени на их смену.
207
ТАБЛИЦА 20
Некоторые типовые механизмы для ступенчатого регулирования скорости
Наименование механизма, Схема механизма Диапазон регулиро- вания Количество скоростей при двух валах Область применения
Парносменные колеса 8—10 2—12 Приводы главных, вспомога-
1 1 тельных и дополнительных
1 X I ; I движений
Сменные колеса с гитарой ||| ||| 100—60 Практиче- Приводы вспомогательных
л 1 1 ски не огра- движений
• —1—1-М L * I I с ||| 1|| а ничено
Ступенчатые шкивы 1 1 , 4-6 2—5 Приводы главных движений
, 1 X 1 1 X I
,1 * 1 . 1 , х . 1
1 X X 1
||| |||
Наименование механизма
Схема механизма
Коробки скоростей с кулачко-
выми муфтами
Коробки скоростей с подвиж-
ными блоками
Коробки скоростей с фрикци-
онными муфтами
♦о
Продолжение табл. 20
Диапазон регулиро- вания Количество скоростей при двух валах Область применения
4—8 2—4 Все типы приводов
4-8
Приводы главных и вспомога-
тельных движений
Приводы главных движений
и приводы быстрых пере-
движений рабочих органов
Вследствие необходимости консольного расположения ко-
лес и установки их со скользящей посадкой не обеспечи-
вается высокая жесткость и необходимая точность цент-
рирования. Сменные колеса применяются обычно при не-
больших окружных скоростях (не более 8 м/сек).
Гитара сменных колес. В тех случаях когда
необходимо обеспечить регулирование скорости в широ-
ком диапазоне, с большим количеством скоростей и при.
точном передаточном отношении, используют гитару
сменных колес. Особенно широкое применение этот ме-
ханизм нашел в приводах делительных дисков и обкатки.
Передаточное отношение для каждой настройки привода
определяется соотношением чисел зубьев сменных колес:
. а с
1 = — • —.
Ь d
К станкам, имеющим гитару, прилагаются наборы
сменных колес. Наборы бывают пятковые, четные и уни-
версальные. В пятковом наборе число зубьев сменных
колес от 20 до 100 чередуется через 5 зубьев, а в четном
наборе — через 4 зуба. Универсальный набор, разрабо-
танный в ЭНИМ.С, является наиболее полным и исполь-
зуется для ответственных целей. Набор чисел зубьев
может производиться различными методами. Наиболее
простым является способ разложения на сомножители.
Например, необходимо подобрать сменные колеса для
передаточного отношения i= 182/255. Раскладывая на
сомножители, имеем
. _ 2 X 7 X 13 _ 13 X 14
1~ 3X5X17 ~ 15X17 *
Для пяткового набора каждый сомножитель умно-
жается на 5, а для четного — на 4. Тогда соответственно
получим
а с __ 65 X 70 а с __ 52 X 56
/х — ИЛИ ‘ /С —-•
b--------------------------------d 75 x 85 b d 60x68
Промежуточная ось на которой устанавливаются ко-
леса b и с, является неподвижной и поэтому почти при
любых числах зубьев сменных колес может быть осу-
ществлено их зацепление. Однако правильность место-
расположения сменных колес, обеспечивающих возмож-
ность их зацепления, определяется двумя условиями:
а-\-Ь> с и с + b +15.
210
Если одно из этих условий не выполняется, то для
обеспечения зацепления колес необходимо поменять их
местами: а и с или b и d.
Ступенчатые шкивы. Изменение скорости вра-
щения дисков-притиров с помощью ступенчатых шкивов
достигается перестановкой ремня с одной ступени на дру-
гую. Для того чтобы ремень без специального натяжного
устройства мог передавать крутящий момент на любой
из,имеющихся скоростей, сумма диаметров сопряженных
шкивов делается постоянной на всех ступенях. Приводы
со ступенчатыми шкивами имеют некоторые доводочные
станки, например, плоскодоводочный станок СППД-2.
Основными недостатками такого привода являются не-
постоянство передаваемой мощности и неточное измене-
ние чисел оборотов. Однако привод со ступенчатыми
шкивами обладает и существенными преимуществами,
заключающимися в спокойной, равномерной, безвибра-
ционной работе при весьма высоких скоростях.
Шестеренчатые коробки скоростей при-
меняются как самостоятельные узлы в доводочных и при-
тирочных станках с разделенным приводом и как состав-
ная часть шпиндельной бабки или механизма вспомога-
тельных движений. Изменение скорости вращения ведо-
мого вала шестеренных коробок достигается за счет
включения в работу той или иной комбинации шестерен.
В коробках скоростей применяются различные комбина-
ции включения зубчатых колес в работу: передвижением
блока шестерен вдоль оси валов (см. табл. 20), кулачко-
выми муфтами, фрикционными муфтами и др. Каждый
из названных способов переключения скоростей имеет
свои достоинства и свои недостатки. Коробки скоростей
с кулачковыми и фрикционными муфтами позволяют ис-
пользовать зубчатые колеса с косыми и шевронными
зубьями, обеспечивающими, при прочих равных услови-
ях, большую прочность и долговечность, а также бес-
шумность в работе. Однако пониженный к.п.д. делает их
пригодными для тихоходных станков. Для регулирования
движений доводочных и притирочных станков использу-
ют не один тип коробки,- а определенную комбинацию из
типовых механизмов, являющуюся для данного типа
станка оптимальной. Так, например, на вертикальном
внутридоводочном станке мод. ОФ-26А имеются сменные
колеса и передвижные блоки.
Многоскоростные двигатели встречаются
довольно часто в современных конструкциях доводочных
211
и притирочных станков. Это двух-трех- и даже четырех-
скоростные асинхронные электродвигатели, которые вы-
пускаются с числом оборотов 3000/1500 или 1500/750 —
двухскоростные, 3000/1500/1000 — трехскоростные и
3000/1500/1000/750 — четырехскоростные. Применение
многоскоростных электродвигателей упрощает конструк-
цию привода, но увеличивает для той же мощности га-
бариты и стоимость электрооборудования.
§ 51. УНИВЕРСАЛЬНЫЕ ДОВОДОЧНЫЕ СТАНКИ
Универсальные доводочные станки применяются для
абразивной доводочно-притирочной обработки цилинд-
рических деталей типа «плунжер», «золотник» методом
обкатывания, а также для обработки торцов и плос-
костей методом радиальных подач.
В зависимости от вида производства (индивидуаль-
ное, серийное или массовое), конфигурации обрабатыва-
ния деталей, их размеров и веса применяются различные
модели доводочных станков.
Основным инструментом универсальных доводочных
станков являются металлические диски-притиры, поверх-
ность которых покрывают абразивно-доводочными мате-
риалами. Обрабатываемые детали укладывают в гнезда
сепаратора, который находится между двумя дисками-
притирами: нижним и верхним. Оси дисков расположены
вертикально. При обработке цилиндрических деталей оба
диска-притира совершают вращательное движение, т. е.
детали как бы обкатываются. Если же производится об-
работка плоскостей, то вращается только один нижний
диск-притир и движется сепаратор.
На универсальных станках последних конструкций
обработка производится торцами двух дисков-притиров,
покрытых абразивно-доводочной смесью. Главным дви-
жением универсальных станков является вращательное
движение дисков-притиров, вспомогательным — враща-
тельное движение сепаратора, а дополнительным —
осциллирующее движение сепаратора. На станках мож-
но обрабатывать изделия из различных материалов: ста-
ли, бронзы, чугуна, керамики, пластмассы и др.
Технические характеристики наиболее распространен-
ных моделей универсальных доводочных станков отечест-
венного производства приведены в табл. 21, а общие ви-
ды этих станков на рис. 83, 84, 85, 86, 87 и 90. Устройст-
212
кэ
со
ТАБЛИЦА
Основные технические характеристики наиболее распространенных моделей
универсальных доводочных станков
Модель станка Число верхних шпин- делей Размеры дисков- притиров, мм Число оборотов в мин. Наибольшие габаритные размеры обрабатываемых деталей, мм Конструктивные особенности станка
d наружный d внутренний высота (тол- щина) нижнего притира верхнего притира привода сепара- тора круглых плоских
диаметр длина
ЗА814 (рис. 83) 1 500 205 25—65 39 и 60 Непод- вижн. 20,3 и 40,5 До 75 До 100 До 75х Х100 Станок наиболее простой кон- струкции, имеет ограничен- ное число средств механи- зации
ЗБ814 (рис. 84) 1 450 220 115 41,5 и 81 Непод- вижн. 2,48 5,15 7,65 10,2 12,4 До 50 До 115 От 15X15 До 80X80 Более совершенная модифика- ция станка ЗА814. Имеет механизм дозированной подачи абразивной суспен- зии
3816 (рис. 85) 1 600 305 33—80 58 и 112 53 и 102 15 и 22 До 95 До 160 — Имеет механизм правки при- тира, дозированную подачу абразивной суспензии и бло- кирующие устройства
to
Модель станка Число верхних шпин- делей Размеры дисков- притиров, мм Число оборотов в мин
d наружный d внутренний высота (тол- щина) нижнего притира верхнего притира привода сепара- тора
МШ 178 (рис. 86) 1 600 305 33—83 Наим. 35 Наиб. 69 На 1/10 меньше нижнего притира 6,9 И 13,6
ЗБ816 (рис. 87) 1 700 420 45—83 30,50, 59,99 На 0,8 меньше нижнего 26, 52, 88
МШ156 (рис. 90) 1 700 460 45—90 Наим. 58 Наиб. 106 — Наим. 11,5 Наиб. 21
Продолжение табл. 21
Наибольшие габаритные размеры обрабатываемых деталей, мм Конструктивные особенности станка
круглых плоских
диаметр длина
До 95 До 160 — Является модификацией станка 3816. Имеет механизм дози- рованной подачи абразивной суспензии, автоматический останов, механизмы блоки- ровки. Может работать аб- разивными дисками
До 95 До 160 — Снабжен устройствами авто- матического контроля режи- мов обработки, дозирования абразивов и блокировочны- ми механизмами
До 90 До 160 До 90X160 Имеет механизм правки прити- ра, дозированную подачу аб- разивной суспензии и систе- му блокировки. Может работать абразивны- ми дисками
во и действие этих станков наиболее целесообразно рас-
смотреть на примере станка мод. ЗБ816.
Станок мод. ЗБ816 относится к группе универсальных
доводочных станков современной конструкции. Он пред-
назначен для обработки наружных цилиндрических и
плоских поверхностей, снабжен контролирующими при-
борами и дополнительными устройствами, обеспечиваю-
щими надежность его работы и стабильность качества
обработки деталей при высокой производительности (тех-
ническую характеристику станка см. в табл. 21).
Рис. 83. Универсальный дово-
дочный станок мод. ЗА814:
1 — станина, 2 — стойка, 3 — реле
времени, 4 — притир, 5 — корыто,
6 — управление редуктором
Рис. 84. Универсальный доводоч-
ный станок мод. ЗБ814:
/ — станина, 2 — вспомогательный
стол, 3 — нижний притир, 4 — верхний
притир, 5 — пульт управления, 6 —
траверса, 7 — индикатор давления при-
тира, 8 — механизм подъема притира,
9 — стойка, 10 — лоток, 11 — крышка,
закрывающая редуктор и электрообору-
дование
Обрабатываемые детали укладываются в гнезда се-
паратора (разделителя), находящегося на поверхности
нижнего диска-притира. Верхний диск-притир опускается
и прижимает обрабатываемые детали. Прижим, подъем
и опускание верхнего диска-притира осуществляются под
Действием гидравлической системы. При включении стан-
215
Рис. 85. Универсальный доводочный станок мод.
3816:
1 — станина, 2 — пульты управления станком, 3 — корыто,
4 — кожух, 5 — диск-притир верхний, 6 — механизм подъе-
ма верхнего диска-притира, 7 — колонка, 8 — механизм
правки диска-притира, 9 — электродвигатель, 10 — устрой-
ство подачи абразивной суспензии, 11 — масленка для смаз-
ки подшипников
Рис. 86. Универсальный доводочный станок мод. МШ-178:
/ — станина, 2 — механизм автоматического останова, 3 — маслен-
ки для смазки привода сепаратора и нижнего шпинделя, 4 — ко-
рыто, 5 — кожух, 6 — диск-притир нижний, 7 — диск-притир верх-
ний, 8 — механизм подъема верхнего диска-притира, 9 — траверса,
10 — гидрооборудование, 11 — механизм правки дисков, 12 — элек-
тродвигатель главного движения, 13 — устройство для подачи аб-
разивной суспензии
ка включается механизм подачи абразивно-доводочного
материала и начинают вращаться диски-притиры. В это
время происходит вывешивание притиров, что позволяет
избежать задиров на обрабатываемой поверхности. По
окончании периода разгона включается рабочее давле-
ние, величина которого настраивается заранее. Одновре-
менно с вращением притиров включается привод сепара-
тора.
Рис. 87. Универсальный доводочный станок мод.
ЗБ816:
1 — станина, 2 — устройство для подачи абразивной сус-
пензии, 3 — траверса, 4 — верхний диск-притир, 5 — ниж-
ний диск-притир, 6 — кожух, 7 — вариатор (помещен внут-
ри станины)
Вращение дисков-притиров производится от двухско-
ростного электродвигателя. Направление вращения ниж-
него диска притира постоянное — против часовой стрелки.
Вращение верхнего диска-притира осуществляется от ре-
дуктора, регулирующего направление и скорость вра-
щения.
217
Вращение Сепаратора изделий осуществляется от от-
дельного электродвигателя через вариатор, обеспечиваю-
щий бесступенчатое регулирование скорости. Сепаратору
может быть обеспечено вращение в обе стороны путем
реверсирования электродвигателя. На станке имеется
устройство для правки диска-притира.
Станина станка имеет коробчатую форму, на верхних
обработанных плоскостях которой устанавливаются ниж-
ний шпиндель, редуктор, траверса, прибор правки прити-
ров и бак для суспензий. Внутри станины, на плитах,
прикрепленных к ее нижним обработанным платикам,
установлены вариатор и электродвигатель главного при-
вода. Регулирование натяжения ремней главного приво-
да и вариатора производится винтовым устройством.
С правой стороны станина имеет округленную форму,
что облегчает доступ работающему на станке к зоне ре-
зания. На верхней части станины устанавливаются ко-
жухи, прикрывающие прибор правки притира и место
крепления траверсы. Сзади на станине установлен элект-
рошкаф, в котором смонтирована электроаппаратура, а
на левой стенке станины укреплен поворотный пульт
управления. На передней стенке станины помещен махо-
вичок управления вариатором, а на боковой правой
стенке имеется рукоятка, позволяющая изменять направ-
ление вращения верхнего диска-притира. Станина имеет
желоба для сбора абразивной суспензии, которая по тру-
бам поступает в бак.
Прибор для правки притиров позволяет устранять де-
фекты на дисках-притирах с помощью быстро вращаю-
щегося абразивного круга чашечной формы. Устройству
для правки сообщается колебательное движение кача-
нием хобота прибора. Для правки прибор устанавливает-
ся на плите станины на трех точках и может выставлять-
ся с помощью винтов.
Одной из важных для повышения производительности
частей станка является установка непрерывной подачи
абразивной суспензии в зону резания. С ее помощью
можно осуществлять подачу абразивной суспензии на ос-
нове шлифзерна зернистостью 16, шлифпорошков зер-
нистостью 12, 10, 8, 6, 5, 3 и микропорошков от М40
до М7.
Суспензия помещается в специальном баке, оборудо-
ванном вибрационным устройством для взбалтывания, и
подается электронасосом по шлангу к распределительной
головке верхнего доводочного диска. Отработанная су-
218
спензия собирается в желобе станины и возвращается в
бак через сливную трубу.
На рис. 88 показана кинематическая схема станка
ЗБ816. Оба диска-притира приводятся во вращение от
двухскоростного электродвигателя АО2-51—4/2. Через
клиноременную передачу, карданный вал 14 и червяч-
Рис. 88. Кинематическая схема станка мод. ЗБ816
ную пару 16 вращение передается нижнему шпинделю 4,
шкив на двигателе привода сменный; таким образом,
нижний шпиндель имеет четыре скорости вращения с по-
стоянным направлением против часовой стрелки. Враще-
ние верхнему шпинделю 5 передается через червячную
передачу и редуктор 13, затем вал 11 и шкивы 10 и 6.
219
Регулирование натяжения клиноременной передачи про-
изводится винтом 9 и гайкой 8. Редуктор 13 обеспечивает
изменение направления и скорости вращения верхнего
шпинделя 5; переключение производится маховичком 12,
изменяющим зацепление шестерен редуктора. В первом
положении маховичка верхний притир вращается в ту же
сторону, что и нижний, но со скоростью на 71о меньше
последнего, при положении маховичка в промежуточном
положении верхний притир находится в свободном со-
стоянии. Другие два положения сообщают верхнему при-
тиру направление вращения его в сторону, противопо-
ложную вращению нижнего притира и со скоростью на
7ю больше нижнего, а в последнем положении махович-
ка вращение выключается. Вращение сепаратора 3 осу-
ществляется от отдельного электродвигателя АО41-6 че-
рез вариатор скорости и червячную пару 15. Вариатор
обеспечивает бесступенчатое регулирование скорости
вращения сепаратора с помощью специального широкого
клинового ремня 18. Два конусных диска 21 и 23 вариа-
тора жестко закреплены на валах, а диски 20 и 24 могут
перемещаться в осевом направлении, при этом конусный
диск, 20 постоянно прижимается к клиновому ремню 18
пружиной 19. Диск 24 также прижимается к ремню вил-
кой механизма управления вариатором. При вращении
маховичка 23 диск 24 передвигается к диску 23, изменяя
расстояние между дисками; тем самым изменяется диа-
метр огибания клиновым ремнем пары конических дис-
ков 23—24 и 20—21.
Таким образом скорость вращения привода сепара-
тора изменяется от 10 до 35 об/мин. Реверсированием
электродвигателя вращение сепаратора может осуществ-
ляться в обе стороны. Механизм перемещения траверсы
работает от гидравлического привода. С помощью гидро-
оборудования станка осуществляются следующие движе-
ния: перемещение верхнего притира из исходной позиции
в позицию обработки и обратно; регулирование давления
притира на поверхность обрабатываемой детали, (выве-
шивание верхнего притира, зажим и разжим траверсы.
При включении электродвигателя гидравлики начина-
ет работать насос Н (рис. 89). Масло всасывается из ре*
зервуара через сетчатый фильтр И и подается через об-
ратный клапан 12 по трубопроводам к золотникам 7, 8>
10, 13 и 14. Проходя проточки золотников 14 и 15, маслр
поступает к реле давления РД, вызывая его срабатыва-
ние. Цикл работы станка начинается срабатывание*1
220
кнопки «шпиндель вниз», которой включается электро-
магнит 1ЭМ. Золотник 13 опускается и сообщает полость
левого торца реверсивного золотника 14 с давлением,
причем последний перемещается вправо. Масло под дав-
лением через проточки этого золотника подается в верх-
нюю полость гидроцилиндра 1 и к напорному золотни-
ку 5. Одновременно через обратный клапан 2 масло по-
дается в нижнюю полость гидроцилиндра и к золотни-
ку 6.
Рис. 89. Принципиальная гидравлическая схема станка мод.
ЗБ816
Таким образом, обе полости гидроцилиндра будут
соединены с давлением и поршень 1 с притиром начнет
перемещаться в сторону меньшей рабочей площади, т. е.
вниз (цилиндр работает как дифференциальный). Масло,
вытесняемое из нижней полости" гидроцилиндра, переме-
щает золотник 15 контроля расхода в правое положение
и задерживает его в этом положении все время, пока
перемещается поршень.
221
Дальнейшее перемещение золотника вправо соединяет
реле давления РД со сливом. Когда верхний притир ля-
жет на обрабатываемые детали, поршень останавливает-
ся и вытеснение масла из нижней полости прекращается.
Пружина перемещает золотник 15 влево, что соединяет
через клапан 16 реле давления РД с нагнетанием. Реле
давления даст команду на начало вращения обоих при-
тиров и сепаратора. При этом в системе произойдет
включение электромагнита 2ЭМ и выключение электро-
магнита 1ЭМ.
Давление в нижней полости гидроцилиндра опреде-
ляется золотником 5, который до этого времени был за-
крыт, а верхняя полость гидроцилиндра сообщается со
сливом, так как золотник 14 перемещается в левое поло-
жение, происходит вывешивание верхнего притира и раз-
гон вращения притиров. Когда разгон их заканчивается,
электромагнит 1ЭМ включается, а 2ЭМ — отключается
и осуществляется нажим верхнего притира на поверх-
ность обрабатываемых деталей; усилие нажима регули-
руется напорным золотником 5 (в этом случае положе-
ние золотников управления соответствует изложенному
ранее перемещению верхнего притира вниз).
Продолжительность абразивной обработки контроли-
руется реле времени, по команде которого начинается
вывешивание верхнего притира — происходит «выхажи-
вание» (электромагнит 1ЭМ отключается, а 2ЭМ —
включается).
Вывешивание совершается аналогично тому, как бы-
ло при разгоне притиров. После «выхаживания» по
команде реле времени происходит останов вращения при-
тиров, электромагнит 2ЭМ отключается. Золотник 6 за-
пирается, и давление в нижней полости цилиндра воз-
растает до величины, необходимой для перемещения
поршня 1 вверх; масло из верхней полости цилиндра че-
рез золотник 14 поступает на слив. Перемещение поршня
вверх заканчивается, когда поршень дойдет до упора.
При этом масло через напорный золотник 7 сбрасывает-
ся на слив. После остановки притиров реле контроля
скорости включает электромагнит ЗЭМ, золотник 10
опускается, а плунжер 9 перемещается вверх (по схеме),
производя разжим траверсы, после чего она может быть
отведена в сторону. Когда будут сняты обработанные
детали и уложена их новая партия, траверсу возвраща-
ют в рабочее положение и нажимают кнопку «шпин-
222
9
Рис. 90. Универсальный доводочный станок мод. МШ156:
1, 7 - станина, 2 — верхний диск-притир, 3 — гидропривод подъема верхнего шпинделя, 4 - колонна
вод верхнего диска-притира, 8 - механизм правки притира левый, 9 - траверса, 10 — механизм правки
ляющий механизм, 12, /4 — управление шпинделями, 13 - пульт управления станком,
суспензии
5 —зажим колонны, 6 — при-
, притира правый, 11 — направ-
15 — устройство для подачи абразивной
Дель вниз». В это время электромагнит ЗЭМ отключает-
ся и включает 1ЭМ. Цикл работы повторяется.
При контроле за работой системы напорным золот-
ником 5 регулируют рабочее давление, проверяя его по
прибору 4, а золотником 6 регулируют давление выве-
шивания. Золотник 8 настроен на давление, превышаю-
щее давление, необходимое для подъема вверх верхнего
притира. Обратный клапан 12 предотвращает резкое па-
дение верхнего притира в случае отказа в работе насоса.
Дроссель 3 служит для регулировки скорости перемеще-
ния верхнего притира вниз. Управление циклом станка
кнопочное. Станок оснащен сложным электронным обо-
рудованием, что позволяет полностью автоматизировать
цикл обработки.
Универсальный доводочный станок мод. МШ156 —
наиболее крупный в группе станков, предназначенных для
доводки торцов круглых деталей и плоских поверхностей.
Общий вид этого станка показан на рис. 90, а техниче-
ская характеристика приведена в табл. 21. Этот станок
может работать как чугунными дисками-притирами, так
и абразивными дисками.
§ 52. ВНУТРИДОВОДОЧНЫЕ СТАНКИ
Для обработки точных отверстий применяются внут-
ридоводочные станки, которые могут иметь вертикаль-
ное или горизонтальное расположение шпинделя. Наибо-
лее распространенными представителями станков этой
группы являются станки, разработанные Одесским спе-
циальным конструкторским бюро прецизионных станков.
В табл. 22 приведены основные типы внутридоводочных
станков (рис. 91, 92, 93).
Станки этой группы по внешнему виду напоминают
хонинговальные. В качестве инструмента используются
круглые притиры, покрываемые абразивно-доводочными
смесями. Форма и размеры притиров соответствуют фор-
ме и размерам обрабатываемого отверстия. Притиры
имеют вращательное и возвратно-поступательное движе-
ние.
Для крепления обрабатываемых деталей станки снаб-
жаются специальными приспособлениями, которые мо-
гут быть однопозиционными (станок ОФ-26А) или много-
позиционными (станки ОФ-61 А и 3820Д).
2124
-2741
ТАБЛИЦА 22
Основные технические данные некоторых моделей внутридоводочных станков, изготовляемых в СССР
Технические данные Модели станков
ОФ-26А (рис. 91) ОФ-61А (рис. 92) 386-125 ЦНИИТА-ХТЗ (рис. 93)
Тип станка . вертикальный вертикальный горизонтальный
Назначение станка . обработка сквоз- ных отверстий обработка сквоз- ных отверстий обработка отверстий плунжерных втулок топливного насоса
Диаметр обрабатываемых отверстий, мм до 22 от 8,5 до 15 8—10
Глубина , мм до 100 до 220 до 100
Тип притира стержень стержень стержень
Количество шпинделей . 1 1 2
Количество позиций стола i 3 1
Число оборотов шпинделя в мин . 160; 250; 400 и 630 200; 318; 500 и 800 250; 375 и 500
Скорость возвратно-поступательного движения ш п и н де л я рм 1 м ин 0—12 0—12 0; 8,7; 13 и 17,4
Величина ступенчатой подачи на разжим рубаш- ки за один двойной ход притира, мм вручную 0—0,015 0—0,018
Механизм разжима рубашки вручную электродатчик электродатчик
Мощность электродвигателя главного движения, кет 1,7 1,7 1,0
Рис. 91. Вертикаль-
ный внутридоводоч-
ный станок мод.
ОФ-26 А:
1 — станина, 2 — стол,
3—направляющие шпин-
дельной головки, 4, 5 —
гидроцилиндр, 6 — элек-
тродвигатель привода,
7 — колонна, 8 — меха-
низм переключения гид-
рооборудования, 9 —
гидронасос
Для особо тонкой обработки сквозных отверстий
0 8—12 мм и глубиной 80 мм применяется вертикаль-
ный внутридоводочиый многопозициоиный станок
мод. 3820Д. Станок наиболее полно отвечает условиям
крупносерийного и массового производства топливной
аппаратуры, где требования высокой производительности
сочетаются с высокой точностью и высоким классом чис-
тоты обработки. В равной степени станок находит при-
менение и при изготовлении авиационных агрегатов, гид.
роавтоматики, точных приборов. Обработка на станке
осуществляется стержнем-притиром, покрытым абразив-
но-доводочными смесями методом
намазки. Качество и производи-
тельность во многом зависят от
применяемой технологии. При
правильном выборе режимов,
притиров и основных технологиче-
ских материалов на станке дости-
гается 12—13-й класс чистоты и
микронная точность. ;
Одной из отличительных ocoj
бенностей станка 3820Д являето
автоматический разжим рубашю
притира на размер. Обеспечивает^
ся это гидрофицированным меха-
низмом радиальной подачи, по-
зволяющим производить быстрый
разжим рубашки притира для ка-
сания с обрабатываемой поверх-
ностью и последующий перехо.2
на ступенчатый разжим с регули-
руемой величиной подачи за каж-
дый двойной ход шпинделя стаи
ка и обеспечивающим режим «вы
хаживания».
Общая компоновка станка по
казана на рис. 94. Основание
станка представляет собой жест
кую коробчатую станину, на верх
нюю плоскость которой установлены колонна, несуща*
шпиндельную головку, плита с приспособлением дл*
крепления обрабатываемых деталей.
В одной из ниш основания размещен маслобак с гид-
роприводом, в другой нише расположены панели элект-
рооборудования станка. На колонне смонтированы ос-
226
иовные узлы станка и разводка гидро- и электрокомму-
никации. В верхней части помещены гидроцилиндр воз-
вратно-поступательного движения шпиндельной головки
и механизм привода вращения. Шпиндельная головка пе-
ремещается по направляющим, прикрепленным к ко-
лонне.
Рис. 92. Вертикальный мно-
гопозиционный внутридово-
дочный станок мод. ОФ-61А:
/ — основание, 2 — стол, 3 — на-
правляющие шпиндельной головки,
4 — шпиндель, 5 — шпиндельная
головка, 6 — гидроцилиндр, 7 —
электродвигатель главного движе-
ния, 8 — гидрооборудование,
9 — станина
Рис. 93. Горизонтальный много-
шпиндельный внутридоводочный
станок мод. 386-125 (ЦНИИТА-
ХТЗ):
/ — станина, 2 — колонна с редукто-
ром, 3 — пульт управления, 4 — сто-
лик, 5 — притир, 6 — шпиндель, 7 —
электроконтролирующее устройство
Направляющие цилиндрические, их оси расположены
в одной плоскости с осью гидроцилиндра и шпинделя.
Такое расположение обеспечивает наиболее рациональ-
ное распределение усилий при возвратно-поступатель-
ном движении доводочной головки.
8* 227
Механизм разжима и его гидропанель смонтированы
на левой наружной поверхности колонны. На правой по-
верхности колонны смонтированы панель управления и
основная гидравлическая панель. Маслобак расположен
в нише основания (с задней стороны станка). С правой
стороны основания прикреплен пульт управления. Элект-
Рис. 94. Вертикальный внутридоводоч-
ный многопозиционный станок мод.
3820Д
рошкаф располагается вне станка, при необходимости его
можно перенести в другое, удобное для обслуживания
место. На плите основания может быть установлен по-
воротный стол с загрузочными приспособлениями. В кон-
струкции станка предусмотрены микропереключатели:
ВП6 — касание и ВП7 — перегруз, которые устанавли-
ваются при монтировании приспособления на каждую
конкретную деталь,
228
На рис. 95 приведена кинематическая схема станка.
Шпиндель получает вращение от электродвигателя 8
мощностью 0,6 кет через трехступенчатый редуктор с
зубчатыми колесами 11, тройчатку 10 и две пары шесте-
рен 9 и 12. Величина рабочего хода шпиндельной голов-
ки настраивается кулачками 13, расположенными в по-
движной планке.
Рис. 95. Кинематическая схема стан-
ка мод. 3820Д
Внутри шпинделя проходит игла разжима 14, кото-
рая передает усилие на конусный стержень-притир. Раз-
жим осуществляется под действием гидравлики. При хо-
де штока гидроцилиндра разжима усилие на иглу пере-
дается через шестерню, муфту, вал VII, пару кониче-
ских шестерен, шлицевой вал, червячную передачу и
рычаги.
229
Одновременно с поворотом зубчатого колеса 6 при
ходе штока 7 поворачиваются зубчатые колеса 5 и /. На
валу VIII свободно сидят рычаг указатель с зубчатым
колесом 2, делительным диском 3 и подпружиненной со-,
бачкой 4. Зубчатое колесо 1 сцеплено с зубчатым коле-
сом 2, жестко связанным с диском 3, который застопорен
собачкой 4. Следовательно, рычаг поворачивается на тот
же угол, что и зубчатое колесо 5. При достижении
упора рычаг останавливается. Делительный диск от-
жимает собачку и проворачивается до тех пор, пока
не сработает реле времени. При сжиме направление
перемещения штока 7 изменяется на обратное. Ры-
чаг нажимает на микропереключатель ВП2, сжим за-
кончен.
Если при разжиме игла перемещается дальше поло-
жения, соответствующего полному износу инструмента,
упор 15 нажимает блокировочный контакт ВП4. Цикл
прекращается, головка поднимается вверх. Запуск сле-
дующего цикла не разрешается.
Станок работает по полуавтоматическому циклу!
головка находится в верхнем исходном положении
(смена детали) — инструмент вращается-;
после включения цикла кнопкой или педалью шпин-
дельная головка опускается и совершает возвратно-по-
ступательное движение с величиной рабочего хода, опре-
деляемого настройкой кулачков.
Для предотвращения поломки инструмента разжим
его производится после ввода в деталь. Блокировка обес-
печивается золотником и контактом ВПЗ, сигнализирую-
щим, что произошел первый двойной ход и инструмент
введен в деталь. После первого двойного хода контакт
ВПЗ включает быстрый разжим; при касании рабочей
части инструмента с обрабатываемой поверхностью при-
способление поворачивается и нажимает на микропере-
ключатель, включается ступенчатый привод и реле вре-
мени доводки.
После срабатывания реле времени подается команда
на подъем головки. Происходит сжим. Рычаг нажимает
контакт ВП2. При наличии установленного на станке
автоматического стола происходит поворот на одну по-
зицию. Цикл обработки может осуществляться с выха-
живанием от реле времени.
В станке предусмотрена блокировка перегруза с вы-
держкой времени от реле.
230
Технические данные станка мод. 3820Д
Вылет шпинделя (расстояние от передней
плоскости колонны до оси шпинделя),
мм .
Наибольший ход шпиндельной головки,
мм ....
Наименьший ход шпиндельной головки,
мм
Наибольшее расстояние от торца шпин-
деля до плоскости базовой плиты, мм .
Размер базовой плиты (ширннаХДлина),
мм
Высота базовой плиты, мм
Размер посадочного отверстия шпинде-
ля под хвостовик инструмента (диа-
метр Xдлина), мм
Размеры наружной посадочной шейки
шпинделя (резьба, диаметрХшагХдли-
на), мм . .
Размеры посадочного отверстия иглы раз-
жима (диаметрхдлинахминимальное
расстояние от торца шпинделя), мм
Полный ход иглы разжима, мм . .
Количество ступеней чисел оборотов
шпинделя ...
Число оборотоц шпинделя, мин
Пределы скоростей возвратно-поступа-
тельного движения шпиндельной го-
ловки, м/мин
Пределы величин ступенчатой' подачи
(разжима) иглы за один двойной ход
шпиндельной головки
Габаритные размеры станка (длинахши-
ринах высота), мм . . . ...
Вес станка с электрооборудованием, кР .
140
200
25
485
450X355
30
22АХ15
М 42X1,5X30
10АХ16Х23
30
3
200, 315, 500
от 0 до 16 (не
менее)
от 0 до 0,056
1500X1300X2020
1050
§ 53. ПЛОСКОДОВОДОЧНЫЕ СТАНКИ
Для обработки плоскостей применяются, как прави-
ло, однодисковые плоскодоводочные станки. Представи-
телями этой группы являются станок мод. СППД-2 и
гамма серийных станков моделей 3803, 3804П, 3806, 3807,
3808, 3814П.
Для обработки плоских поверхностей малых разме-
ров находят применение станки нового вида — инерци-
онные и вибрационные.
Тот или иной тип станка применяется в зависимости
от вида производства, конфигурации, размеров и веса
обрабатываемых деталей. В табл; 23 приведены харак-
231
теристики наиболее распространенных конструкций плос-
кодоводочных станков (рис. 96, 97, 98, 99, 100).
У всех плоскодоводочных станков основным инстру-
ментом являются жесткие металлические притиры (дис-
ки), покрытые абразивно-доводочными материалами; на
некоторых плоскопритирочных станках используются
притиры из пластмассы, дерева и других материалов. На
однодисковых станках обрабатываемые детали обычно
Рис. 96. Плоскодоводочный одно-
дисковый станок мод. 3804П:
1 — станина, 2 — вспомогательный
стол, 3 — диск-притир, 4 — ролики об-
гоночных колец, 5 — пульт управления,
6 — привод редуктора, 7 — обгоночные
кольца
помещают в сепарато-
ры, укладывая их обра-
батываемой поверх-
ностью на вращающий-
ся притир. Сверху осу-
ществляется нагруже-
ние специальными гру-
зами, гидравлически-
ми механизмами или
прижим магнитами.
Главным движени-
ем плоскодоводочных
станков обычного ис-
полнения является вра-
щательное движение
диска-притира, а вспо-
могательным и допол-
нительным — осцилли-
рующее движение сепа-
ратора. На станках
можно обрабатывать
плоскости деталей, из-
готовляемых из раз-
личных материалов:
стали, бронзы, латуни,
чугуна, керамики,
пластмассы, стекла и
др.
Характерным пред-
ставителем группы пло-
скодоводочных станков
является однодисковый
плоскодоводочный ста-
нок мод. СППД-2. Об-
рабатываемые детали
кладут на диск-притир
внутрь трех обгоноч-
232
Основные^техническиеТданные наиболее распространенных моделей
однодисковых плоскодоводочных станков
ТАБЛИЦА 23
Технические данные Модели станков
3804 П (см. рис. 96) 3806 (см. рис. 97, 98) 3808 (см. рис. 99) СППД-2 (см. рис. 100)
Размеры обрабатываемых поверхностей, мм'. плоских до 105X105 до 175X175 до 350x350 —
диаметр круглых до 150 до 250 до 500 —
Диаметр диска-притира, мм\ наружный 450 710 1600 750
внутренний 100 150 500 25
Количество обгоночных колец, штук 3 3 4 3
Размеры обгоночных колец, мм\ диаметр наружный 200 310 620 330
диаметр внутренний 150 250 500 200
высота 100 140 160 100
Удельное давление обгоночного кольца, кГ!см2 0,08 0,1 0,1 0,08
Удельное давление обрабатываемой детали, кГ/см2 от 0,1 до 1,5 от 0,1 до 0,2 от 0,1 до 0,3 не норми- ровано
Способ прижима детали к притиру вручную механич. и электро- магнитное механич. и электро- магнитное вручную
Способ подачи абразива в зону обработки дозирован- дозирован - непрерыв- непрерыв-
ная суспен- зия ная суспен- зия ная суспен- зия ная суспен- зия
Время цикла обработки, мин 6; 3; '2 6; 3; 2 6; 3; 2 непрерыв- ный
Рис. 98. Вид сверху станка мод. 3806
Рис. 97. Плоскодоводочный однодисковый ста-
нок мод. 3806:
1 — станина, 2 — диск-притир, 3 — консоль, 4 —
шпиндель, * 5 — обгоночные кольца, 6 — вспомога-
тельный стол, 7 — редуктор, 8 — механизм регулиро-
вания расположения обгоночных колец
Рис. 99. Плоскодоводочный однодисковый станок мод.
3808:
/ — станина, 2, 10 — пульты и механизмы управления, <7, 9 —
вспомогательные столы, 4 — кронштейн, 5 — обгоночное кольцо,
6 — стойки, 7 — шпиндели, 8 — устройство для подачи абра-
зивной суспензии, 11 — диск-притир
ных колец. Положение деталей в кольцах определяется
размещением гнезд в сепараторах. Гнезда имеют зазор
0,3—0,5 мм, что обеспечивает их свободную установку на
235
притире без перекосов и заклинивания. На необрабаты-
ваемую поверхность деталей укладывается пластина из
бензомаслостойкой резины, на которую давит груз. При
вращении диска-притира обгоночные кольца с обрабаты-
ваемыми деталями увлекаются и тоже начинают вра-
щаться, благодаря чему обеспечивается сложная траек-
тория скольжения деталей относительно диска-притира
(см. рис. 99).
Притир 10 (рис. 100), закрепленный на шпинделе 11,
приводится во вращение от электродвигателя 12 через
Рис. 100 Плоскодоводочный однодпсковый станок мод. СППД-2
236
ременную передачу и червячный редуктор 13, установ-
ленные внутри станины 14. Скорость вращения притира
регулируется сменой шкивов. Обрабатываемые детали
расположены в гнездах трех сепараторов 9, размещен-
ных внутри обгоночных колец 5, конструкция сепаратора
зависит от размеров, формы и количества одновременно
обрабатываемых деталей.
Обгоночные кольца 5 производят непрерывную прав-
ку рабочей поверхности притира во время обработки с
целью поддержания ее плоскостности. Положение колец
определяется двумя роликами 2, установленными .на
плите 1. В зависимости от характера износа рабочей по-
верхности притира правящие кольца можно смещать
(рис. 101), что обеспечивает получение требуемой плос-
костности притира. Подъем и опускание колец произво-
дится специальным устройством, снабженным пневмоци-
линдрами 3 (см. рис. 100), которые управляются двуххо-
довыми гидравлическими кранами. Кронштейны 4 вмес-
те с обгоночными кольцами 5, пластиной 8 и грузами 6
могут поворачиваться вокруг вертикальной оси, пол-
ностью открывая рабочую поверхность диска-притира и
1 г
Рис. 101. Положение обгоночных колец:
1 — обгоночное кольцо, 2 — притир
обрабатываемые детали. Абразивно-доводочные материа-
лы могут подаваться специальным насосом (при работе
суспензиями) или методом намазки доводочными пас-
тами.
Абразивные частицы и отходы, образующиеся в про-
цессе обработки, собираются в корыте 7.
Станок снабжен реле времени и управляется полуав-
томатически.
Плоскодоводочный станок модели 5 завода «Калибр»
(конструкция В. Д. Семенова) предназначен для окон-
чательной обработки особо точных плоскопараллельных
деталей. На заЪоде «Калибр» на нем выполняется окон-
чательная доводка мерительных плиток. Принципиаль-
ное решение его кинематики представляет большой ин-
терес для многих приборостроителей. Прямоугольные
плиты-притиры (размером 300X300 мм) неподвижны.
237
Рабочее движение совершает лента-сепаратор с обраба-
тываемыми деталями. Лента имеет продольное и незначи-
тельное поперечное возвратно-поступательное движение.
Изменяя соотношение скоростей Kv = -^- (где иПр,
^пр
vn — соответственно линейные скорости продольного и
поперечного хода), можно получать различный характер
движения деталей. Наилучшие результаты по произво-
дительности и качеству обработки достигаются при /<„ =
= 0,4—0,5, что соответствует углу сетки а = 25—30°
Рис. 102. Плоскодоводочный станок завода «Калибр»
мод. 5 конструкции В. Д. Семенова
Благодаря этому на данном станке наряду с высокой
точностью и чистотой обработки получается не хаотиче-
ское расположение следов работы абразива, а направ-
ленное продольное.
Станок конструкции В. Д. Семенова показан на
рис. 102. Он имеет следующие основные части: стани-
ну /, кронштейн 5, нагрузочное устройство 3 с верхней
плитой 6, нижнюю плиту-притир 7, механизм главного
238
Рис. 103. Вибрационный плоско-
• доводочный станок мод. ВДП-4М
движения 2 с электродвигателем и приводом ленты 8 к
пультом управления 9. Отдельно помещен механизм
подъема нижнего притира 10.
Станина имеет коробчатую форму. Внутри станины
помещаются все механизмы движения, а сбоку смонти-
рован поворотный кронштейн, на котором крепится на-
грузочный механизм с верхней плитой. Верхняя плита 6
скреплена с кронштейном шарнирно, что обеспечивает
ей возможность самоустанавливаться по обрабатывае-
мым деталям. Прижим обрабатываемых деталей к при-
тиру осуществляется нагрузочным устройством, а прила-
гаемая к верхней плите посредством винта нагрузка кон-
тролируется прибором 4.
Нижняя плита-притир
помещается в верхней ча-
сти станины. При износе
притира или при переходе
па доводку других по тол-
щине деталей она может
перемещаться в верти-
кальном направлении-при
помощи маховичка И.
Вибрационный плоско-
водочный станок мод.
ВДП-4М предназначен
тля полуавтоматической
доводки плоских поверх-
ностей деталей малых и
средних размеров.
Станок состоит из сле-
дующих основных узлов
(рис. 103): вибратора 4,
включающего в себя си-
товой вибрационный при-
вод 6 с диском-притиром
5, нивелировочного и дем-
пфирующего устройства 7,
закрытых кожухом 2, си-
стемы подачи рабочих аб-
ра'зивно-доводочных сме-
сей 8 с краником 3 и
взмучивающим приспособлением 1. Все механизмы смон-
тированы на раме основания 9. Вибропритир является
основным узлом станка, обеспечивающим процесс до-
водки и все рабочие перемещения.
239
Рабочее движение совершает лента-сепаратор с обраба-
тываемыми деталями. Лента имеет продольное и незначи-
тельное поперечное возвратно-поступательное движение.
Изменяя соотношение скоростей Kv = -^- (где уПр,
^пр
— соответственно линейные скорости продольного и
поперечного хода), можно получать различный характер
движения деталей. Наилучшие результаты по произво-
дительности и качеству обработки достигаются при =
= 0,4—0,5, что соответствует углу сетки а = 25—30°
Рис. 102. Плоско доводочный станок завода «Калибр»
мод. 5 конструкции В. Д. Семенова
Благодаря этому на данном станке наряду с высокой
точностью и чистотой обработки получается не хаотиче-
ское расположение следов работы абразива, а направ-
ленное продольное.
Станок конструкции В. Д. Семенова показан на
рис. 102. Он имеет следующие основные части: стани-
ну /, кронштейн 5, нагрузочное устройство 3 с верхней
плитой 6, нижнюю плиту-притир 7, механизм главного
238
Рис. 103. Вибрационный плоско-
доводочный станок мод. ВДП-4М
движения 2 с электродвигателем и приводом ленты 8 к
пультом управления 9. Отдельно помещен механизм
подъема нижнего притира 10.
Станина имеет коробчатую форму. Внутри станины
помещаются все механизмы движения, а сбоку смонти-
рован поворотный кронштейн, на котором крепится на-
грузочный механизм с верхней плитой. Верхняя плита 6
скреплена с кронштейном шарнирно, что обеспечивает
ей возможность самоустанавливаться по обрабатывае-
мым деталям. Прижим обрабатываемых деталей к при-
тиру осуществляется нагрузочным устройством, а прила-
гаемая к верхней плите посредством винта нагрузка кон-
тролируется прибором 4.
Нижняя плита-притир
помещается в верхней ча-
сти станины. При износе
притира или при переходе
па доводку других по тол-
щине деталей она может
перемещаться в верти-
кальном направлении при
помощи маховичка 11.
Вибрационный плоско-
водочный станок мод.
ВДП-4М предназначен
тля полуавтоматической
поводки плоских поверх-
ностей деталей малых и
средних размеров.
Станок состоит из сле-
дующих основных узлов
(рис. 103): вибратора 4,
включающего в себя си-
ловой вибрационный при-
вод 6 с диском-притиром
нивелировочного и дем-
пфирующего устройства 7,
закрытых кожухом 2, си-
стемы подачи рабочих аб-
разивно-доводочных сме-
сей 8 с краником 3 и
взмучивающим приспособлением 1. Все механизмы смон-
тированы на раме основания 9. Вибропритир является
основным узлом станка, обеспечивающим процесс до-
водки и все рабочие перемещения.
239
Электромагнитный силовой вибрационный привод
конструкции Н. С. Каракулова и Ю. Б. Серебренника со-
стоит из упругой системы и электромагнитных вибрато-
ров. Под действием электромагнитов и сил упругости
пружинных стержней диск-притир совершает направлен-
ные винтовые колебания относительно центрального
стержня с частотой 50 гц.
Вся электроаппаратура расположена внутри станка
на специальных панелях.
Основные данные вибрационного станка ВДП-4М
Диаметр диска-притира, мм . . . . .
Наибольшие размеры обрабатываемых де-
талей, мм:
длина
ширина . .
высота (с грузом) .
Наибольший вес обрабатываемых деталей
(с грузом), кГ
Тип вибраторов .
Количество вибраторов, шт.
Число колебаний в минуту .
Наибольшая амплитуда колебаний, мм
Общая потребляемая мощность, кет
Габаритные размеры станка, мм:
длина .
ширина
высота
Вес станка, кГ
400
280
280
250
25
электромагнитный
реактивного
действия
3
50
2,5
0,6
600
710
1300
200
§ 54. СТАНКИ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
В группу доводочных и притирочных станков спе-
циального назначения входят станки для абразивной до-
водочно-притирочной обработки пазов, зубчатых зацепле-
ний, сферических и конических поверхностей и др. Боль-
шую часть этих станков станкостроительная промышлен-
ность серийно не изготовляет. Их разрабатывают, изго-
товляют и используют на машиностроительных и при-
боростроительных предприятиях по мере их потребности.
Рассмотрим наиболее характерные конструкции этих
станков.
Станки для доводки зубчатых колес.
Применяют различные конструкции доводочных станков,
отличающиеся в основном расположением и кинемати-
кой движения обрабатываемых шестерен и притиров.
240
Притирами служат специальные чугунные шестерни,
имеющие тот же модуль, что и обрабатываемые колеса.
Число зубьев шестерни-притира выбирают некратным
числу зубьев обрабатываемой шестерни. Точность их
должна быть очень высокая.
Широко распространен зубопритирочный станок
мод. 572СПО. Он используется для, притирки профиля
зуба конических, спиральных и гипоидных передач.
Конструкция станка обеспечивает осевое и качательное
движения шпинделя. Продолжительность притирки уста-
навливается сменным колесом. Процесс притирки осу-
ществляется абразивно-доводочными суспензиями, пода-
ваемыми специальным насосом.
Техническая характеристика станка модели 572СПО:
Наибольший диаметр притираемого коле-
са, ММ'.
ведущего 200
ведомого . 400
Гипоидное смещение передачи (вверх и
вниз), мм........... . ±75
Скорость вращения шпинделя, об/мин 1060
Угол между осями шпинделя, град . 90
Наименьшее и наибольшее расстояния,
ММ',
от торца ведущего шпинделя до оси
ведомого .... . 150—250
от торца ведомого шпинделя до оси
ведущего . . 90—160
Осевое перемещение ведомого шпинделя,
мм . . .... 10
Мощность электродвигателя, кет 2,8
Габаритные размеры станка, мм . 2150x1480x1800
Применяется несколько схем доводки зубчатых колес
на различных зубопритирочных станках. При обработке
па станке по схеме наружного зацепления обрабатывае-
мая шестерня вращается и приводит во вращение шес-
терню-притир (движение обкатки). Движением обкатки
при работе с внутренним зацеплением является плане-
тарное вращение шпинделя детали. Кроме этого движе-
ния, обрабатываемая шестерня совершает осевое воз-
вратно-поступательное движение с частотой 100—
500 дв. ход!мин при длине хода 10—25 мм. Регулирова-
ние рабочих скоростей производится с помощью сменных
шестерен; оси притира или обрабатываемой шестерни
параллельны или скрещены. Обработка обеих сторон
241
зубьев ведется, как правило, поочередно, с изменением
направления движения обкатки. С помощью пружинного
или гидравлического устройства создается рабочее дав-
ление, действующее на шпиндель притира. На зубопри-
тирочных станках достигается высокая точность обра-
ботки зубчатых колес: исправляются погрешности ша-
га — до 0,01—0,03 мм] биение по делительной окруж-
ности — до 0,03—0,05 'мм] профиля зуба — до 0,03—
0,05 мм.
§ 55. ОСНОВНЫЕ ПРАВИЛА
ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ ДОВОДОЧНЫХ
И ПРИТИРОЧНЫХ СТАНКОВ
Обслуживание доводочных и притирочных станков
производится в соответствии с инструкциями, разрабо-
танными на предприятии. Кроме того, при эксплуатации
станков необходимо руководствоваться рекомендациями,
которые предложены заводами-изготовителями станков.
Неуклонное выполнение правил является условием, обес-
печивающим падежную и экономичную работу станка.
Опыт передовых доводчиков-притирщиков показывает,
что эффективная эксплуатация доводочных и притироч-
ных станков обеспечивается строгим контролем режима
работы станка, тщательным обслуживанием его в соот-
ветствии с действующими правилами и инструкциями,
своевременным проведением профилактических работ си-
лами доводчиков-притирщиков и наладчиков.
Подготовка к пуску станка. Станок к пуску подготав-
ливает доводчик-притирщик. В случае необходимости он
приглашает наладчика или мастера. О всех замеченных
неполадках сообщает мастеру. Перед пуском станка не-
обходимо тщательно осмотреть станок, проверить зазем-
ление и ограждение, нет ли их повреждений. Должны
быть опробованы системы смазки, охлаждения и подачи
абразивной суспензии. В процессе проверки систем при-
нудительной подачи рабочих жидкостей, гидрооборудо-
вания производится опробование на холостом ходу. При
осмотре притиров особое внимание следует обращать на
состояние притира, его чистоту и точность. Для этого,
кроме визуального осмотра, прибегают к приборам и ин-
струментам. По окончании подготовки станка доводчик-
притирщик обязан доложить бригадиру или непосредст-
венно мастеру. л
242
Обслуживание станка во время работы. На ходу стан*
ка число оборотов притира не меняется. Следует избе-
гать работы, если предварительно не обеспечена подача
абразивно-доводочной суспензии или не нанесена дово-
дочная паста на притир. В противном случае произойдет
порча рабочей поверхности притира и обгоночных колец.
Не рекомендуется работать на предельных окружных
скоростях. В случае необходимости при повышении ско-
рости следует увеличить и подачу абразивно-доводочных
материалов и смазки и обеспечить быстрый отвод отхо-
дов из рабочей зоны. Во время работы станка особенно
тщательно необходимо следить за чистотой рабочей зо-
ны и обеспечивать своевременную смазку трущихся по-
верхностей. Давление и температуру масла, смазочно-
охлаждающих жидкостей, суспензии надо поддерживать
согласно инструкции. При обнаружении стука в станке
(если увеличение смазки не снизило его) станок необхо-
димо остановить, вызвать наладчика и приступить к лик-
видации неполадок. По окончании работу станок должен
быть тщательно очищен, притиры вымыты, смазаны тон-
ким слоем смазки и покрыты чехлом.
Контрольные вопросы
1. Каким основным технологическим требованиям отвечает совре-
менный доводочный и притирочный станок?
2. Какие вы знаете доводочные и притирочные станки и где они
применяются?
3. Какое отличие доводочного и притирочного станка от шлифо-
вальных или хонинговальных станков и суперфинишных?
4. Какие функции выполняет гидрооборудование на универсаль-
ных, внутридоводочных, плоскодоводочных и других станках?
5. В чем преимущество вибрационных и инерционных доводоч-
ных станков по сравнению с обычными?
6. ьКак можно повысить эффективность использования доводоч-
ных станков применительно к вашему рабочему месту?
7. Почему трущиеся поверхности станка надо оберегать от по-
падания абразивно-доводочных материалов?
8. Как влияет вес притира на эффект обработки?
Глава IX
ДОПОЛНИТЕЛЬНЫЕ УСТРОЙСТВА
И ПРИСПОСОБЛЕНИЯ К ДОВОДОЧНЫМ СТАНКАМ
§ 56. КЛАССИФИКАЦИЯ И ОБЩИЕ ТРЕБОВАНИЯ
Разнотипность конструкций доводочных и притироч-
ных станков, различие их по технологическим возмож-
ностям и .целевому назначению отразилось на конструк-
циях, форме и размерах дополнительных устройств и
приспособлений к станкам.
Все дополнительные устройства и приспособления к
доводочным и притирочным станкам можно объединить
соответственно их назначению в следующие группы:
для крепления и ориентации деталей в процессе обра-
ботки;
для крепления и ориентации притиров на станке;
для контроля и правки притиров;
для контроля и регулирования процесса обработки
(приборы активного контроля).
Основными требованиями, предъявляемыми к приспо-
соблениям и дополнительным устройствам, являются со-
кращение продолжительности обработки, снижение стои-
мости обработки, простота, безопасность и удобство экс-
плуатации, способствующие повышению качества обра-
ботки и производительности труда.
Количество дополнительных устройств и приспособле-
ний, а также универсальность ;их выбирается в зависи-
мости от масштаба производства (массовое, серийное,
индивидуальное), технологических факторов и условий
применения.
§ 57. ПРИСПОСОБЛЕНИЯ И ДОПОЛНИТЕЛЬНЫЕ УСТРОЙСТВА
К УНИВЕРСАЛЬНЫМ И ПЛОСКОДОВОДОЧНЫМ СТАНКАМ
На универсальных и плоскодоводочных станках наи-
большее распространение имеют приспособления для
крепления деталей на станке, которые называются сепа-
244
раторами, а также компенсаторы и устройства для прав-
ки диска-притира.
Сепараторы. Типичными разновидностями этих
приспособлений являются сепараторы для закрепления
обрабатываемых деталей в одном положении и сепара-
торы для закрепления деталей в нескольких положениях.
7 Z J 4
Рис. 104. Сепаратор цельной конструкции:
/ — винт, 2, 4 — гайки, 3 — заглушка, 5 — втулка, 6 — диск, 7 — болт,
8 — пластина, 9 — гнездо под обрабатываемую деталь
При выборе конструкции сепаратора главное внима-
ние должно обращаться на то, чтобы деталь точно фик-
сировалась в гнезде сепаратора. Положение детали
должно быть достаточно надежным, обеспечивающим
подвижность ее в процессе обработки. При фиксации де-
талей в* рабочем положении они устанавливаются по ра-
245
нее обработанным поверхностям, имеющим самую высо-
кую точность, по искусственным (технологическим) ба-
зам или по предварительно обработанной поверхности.
Получили распространение сепараторы цельной кон-
струкции (рис. 104) и составные (рис. 105). Сепараторы
Рис. 105. Сепаратор составной:
1 — гайка, 2 — винт, 3 — заглушка, 4 — гайка со шлицами,
5 — ступица, 6 — диск, 7 — пластина, 8 — втулка, 9 — болт,
10 — гнездо
246
цельной конструкции находят применение в обгоночных
кольцах и станках с небольшими размерами диска-при-
тира. Связано это с тем, что малая толщина (5—10 мм)
при больших размерах сепаратора является основной
причиной, вызывающей его деформирование. Особенно
опасно деформирование сепаратора при окончательной
доводке особо точных деталей. Составные сепараторы
обладают рядом преимуществ: они устойчивее против
деформирования и проще в изготовлении. В случае необ-
ходимости лепестки составного сепаратора можно пооче-
редно менять. Это придает сепаратору большую универ-
сальность и дает возможность делать сепараторы разных
типоразмеров, что особенно экономично в условиях мел-
косерийного производства.
Компенсаторы. На универсальных и плоскодо-
водочных станках при обработке поверхностей деталей
сложной формы, например, корпусов, кронштейнов, де-
талей с буртиками и радиусными закруглениями, помимо
сепараторов применяются дополнительные приспособле-
ния — компенсаторы. Они обеспечивают горизонтальное
положение обрабатываемой поверхности, удерживают де-
таль в процессе обработки и компенсируют разницу в
высоте. При обработке плоскостей на плоскодоводочных
и универсальных станках в качестве компенсаторов вы-
соты обрабатываемых деталей используются круги (по
размеру обгоночных колец или диаметру диска-притира),
изготовленные из бензомаслостойкой резины. Компенса-
тор для обработки корпусных деталей показан на
рис. 106. Он состоит из корпуса /, плиты 2 с гнездами
для деталей, подвижных опор 3, пружин 4, штифтов 6 и
винтов 7, соединяющих плиту с корпусом. Гнезда в пли-
те выполнены по форме фасонной части детали 5 с зазо-
ром в‘0,8—1,2 мм. В каждом гнезде имеются пружинные
опоры, обеспечивающие горизонтальное положение обра-
батываемой поверхности. Количество опор зависит от га-
баритов и формы деталей. При установке деталей на не-
сколько опор выбираются те участки детали, которые ле-
жат в параллельной плоскости с обрабатываемой поверх-
ностью. Это создает равномерный прижим и повышает
точность обработки. Размеры компенсатора определяют-
ся габаритными размерами деталей, обрабатываемые по-
верхности которых возвышаются над верхним краем пли-
ты 2 на 2—3 мм.
Устройства для крепления деталей на
вибродоводочных станках. Их конструкция
247
зависит от формы и размеров обрабатываемых деталей
а также требований, предъявляемых к качеству обработ-
ки. На вибрационных доводочных станках применяются
одноместные и многоместные кассеты. Одноместная кас-
Рис. 106. Компенсатор для обработки по-
верхностей деталей сложной формы
сета для вибрационной обработки торцовой поверхности
кольца (рис. 107, а) состоит из корпуса 1 с центрирую-
щим выступом, тарированных грузов 2, штыря 4 и гай-
а)
Деталь
Рис. 107. Конструкция кассет:
а — одноместной, б — трехместной, в — трехместной для деталей типа
пластинка, г — многоместной
248
ки 3. Тарированные грузы позволяют при необходимости
изменять давление детали на диск-притир. В трехмест-
ной кассете для обработки торцов цилиндрических дета-
лей имеется сепаратор 5, удерживающий детали от выпа-
дения (рис. 107, б). Многоместная кассета для одновре-
менной обработки 36 деталей показана на рис. 107, г.
Обрабатываемые детали устанавливают в гнезда сепара-
тора 5, расположенные по периферии. Специальные за-
жимы 7 удерживают детали от выпадения при установке
кассеты на диске-притире. Резиновая прокладка 6 ком-
пенсирует разницу в размерах по высоте обрабатывае-
мых деталей и обеспечивает их свободное передвижение
по диску-притиру.
При обработке деталей
типа «пластинка» исполь-
зуют приспособление, по-
казанное на рцс. 107, в.
На круглом корпусе 1 кас-
сеты равномерно по окруж-
ности расположены три за-
жимные устройства 5. Обра-
батываемую деталь устанав-
ливают на базовые поверх-
ности в пазу и закрепляют с
помощью винта 6 и клина 7.
Необходимое давление на
писк-притир создается тари-
рованными грузами 2, за-
крепляемыми на корпусе
кассеты посредством штыря
4 и гайки 3. На станке уста-
навливают одноместные и
многоместные кассеты или
Рис. 108. Схема приспособ-
ления для автоматического
подвода доводочной массы
к кругу
те и другие вместе.
Приспособление для автоматического
подвода пасты к доводочному кругу.
В последнее время получают применение жидкие пасты,
которые предпочтительны при механизации и автомати-
зации притирочно-доводочных работ, так как обеспечи-
вают возможность равномерного подвода пасты в зону
обработки. На рис. 108 приведена схема устройства для
автоматического подвода абразивно-доводочной пасты в
зону обработки. Устройство состоит из вибрационного пи-
тателя 10, бункера 2, питающего желоба 8 с вибрацион-
ным встряхивателем 1, 4. Вибрационный питатель 10 со-
249
стоит из спирального желоба 7, вращающегося вокруг
стержня 6. Абразивно-доводочная паста подается по спи-
ральному желобу 7 при помощи встряхивателя 9 из ниж-
него бункера 11 в питающий желоб <$, откуда паста через
воронку 5 попадает на доводочный круг 3.
Оснащение современных станков устройствами для
равномерного дозирования подачи абразивной смеси в
зону обработки способствует постоянству времени и ста-
бильности режима обработки.
& 58. ПРИСПОСОБЛЕНИЯ И МЕХАНИЗМЫ
К ВНУТРИДОВОДОЧНЫМ СТАНКАМ
Внутридоводочные станки снабжаются специальными
оправками, предназначенными для крепления рубашки
притира — притиродержателями, а также приспособле-
ниями для ориентации и удержания обрабатываемых де-
талей.
Притиродержатели. Все устройства удержания
притиров внутридоводочных станков в зависимости от
формы обрабатываемых отверстий делятся на три груп-
пы: притиродержатели цилиндрических притиров, прити-
родержатели конических притиров, притиродержатели
фасонных и специальных притиров (табл. 24).
ТАБЛИЦА 24
Классификация притиродержателей для крепления притиров
при абразивной доводочно-притирочной обработке отверстий
Назначение
Притиродержа-
тель для обра-
с ботки цилинд-
Г рических отвер-
Г стий 1
Притиродержа-
тель для обра-
ботки конусных
отверстий 2
Притиродержа-
тель для обра-
ботки фасонных
отверстий 3
А Ц
Гб
Гб
Гб
Г Пр с
Г Пр С
А Ц
250
Пример условного обозначения: ШПрН ф 8,5 — это
означает притиродержатель цилиндрического полуавто-
матического притира с пружинной стержневой опорой
‘ для доводки отверстия нормальной глубины 0 8,5 мм:
ЗРЦГбМ 10X1,5 — притиродержатель резьбового ручно-
го притира с центральной стержневой опорой для довод-
ки глубокого отверстия с резьбой М10Х1,5.
В пределах каждой группы в зависимости от вида об-
рабатываемого отверстия (нормальное, глубокое, глухое)
притиродержатели различаются по размерам отверстий:
для обработки отверстий диаметром до 10 мм, для обра-
ботки отверстий диаметром свыше 10 до 30 мм, для обра-
ботки отверстий диаметром свыше 30 мм.
По степени автоматизации притиродержатели делят-
ся на три вида: притиродержатели с ручным регулирова-
нием разжима, притиродержатели с полуавтоматическим
разжимом (механические, гидропневматические) и при-
тиродержатели с автоматическим разжимом рубашки
притира.
В зависимости от системы разжима рубашки притира
притиродержатели делятся на четыре типа: с централь-
ной стержневой системой, гидропластмассовой опорой, е
пружинной опорой и со смешанной опорой.
При -конструировании притиродержателей внутридово-
дочных станков необходимо иметь в виду, что наиболь-
шей эффективности обработки можно добиться при усло-
вии хорошего и постоянного контакта рабочей поверхно-
сти притира с обрабатываемой поверхностью. Поэтому
разжим рубашки притира должен быть обеспечен таким
образом, чтобы износ рубашки все время компенсировал-
ся и одновременно создавалось равномерное и стабиль-
ное давление на абразивное зерно, особенно трудно до-
биться этого при обработке отверстий малого диаметра.
Практика показывает, что образование в процессе рабо-
ты больших зазоров между притиром и обрабатываемой
поверхностью изделия резко снижает интенсивность про-
цесса. Малые же зазоры вызывают заклинивание и сни-
жение качества обработки. На предприятиях применяют-
ся десятки разнообразных конструкций притиродержате-
лей, весьма различных по оформлению, названиям, и
лишь на отдельных предприятиях начаты работы по со-
зданию заводских нормалей притиров и притиродержа-
телей. Наиболее простой конструкцией являются ручные
притиродержатели, у которых компенсация износа ру-
башки притира отсутствует. При обработке каждой дета-
251
ли с целью возобновления работоспособности притира
износ его (увеличение зазора) приходится периодически
компенсировать вручную, останавливая станок. Разжим
рубашки притира вручную не отвечает требованиям со-
временной технологии и требуется замена такой конст-
рукции притиров другими, более прогрессивными устрой-
ствами.
Более современным являются держатели притиров с
гидравлическим механизмом разжима (гидропластом) с
пневматикой, а также смешанной конструкции. На
рис. 109 показан саморазжимной притиродержатель,
действующий под давлением помещенной в нем пружины.
Рис. 109; Саморазжимной (пружинный) притиродержатель:
1 — центральный сердечник, 2 — пружина упорная разжима, 3 — коль-
цо, 4 — пружина-амортизатор, 5 — рубашка притира, 6 — подрубашеч-
ный сектор, 7 — кольца, 8 — втулка, 9 — переходник, 10 — кольцо-
гайка, 11 — хвостовик
В последние годы разработаны притиродержатели,
обеспечивающие полуавтоматический или автоматиче-
ский разжим рубашки притира на размер и, кроме того,
связанные с устройством, прекращающим процесс обра-
ботки после того, как будет снят определенный припуск
и достигнут нужный размер. Такого рода устройство
притиродержателей требует предварительной установки
по кольцу-калибру рубашки притира, после чего электри-
ческое реле автоматически контролирует его работу. По-
добными механизмами снабжены внутридоводочные вер-
тикальные станки мод. 3820Д и двухшпиндельные гори-
зонтальные станки конструкции ЦНИИТА-ХТЗ.
Автоматизирующее устройство к стан-
ку мод. 386-125. При доводке отверстий применяются
разнообразные механизмы для автоматизации разжима
рубашки притира во время обработки. Наиболее часто
встречаются механизмы, конструкция которых основана
на следующих принципах:
252
крепление обрабатываемой детали производится в
шарнирном приспособлении;
разжим рубашки притира производится при помощи
поршня гидравлического цилиндра и золотникового
устройства, подающего команду в зависимости от крутя-
щего-момента, возникающего между стенкой обрабаты-
ваемого отверстия и стержнем-притиром;
разжим рубашки притира производится винтовым ме-
ханизмом, который имеет фрикцион и выключающее
устройство, срабатывающее при повышении крутящего
момента во время обработки. Многие из этих систем не
имеют в цикле обработки режима «выхаживания».
На Харьковском тракторном заводе применяется раз-
работанное ЦНИЙТА полуавтоматическое устройство,
которым снабжен станок мод. 386-125 (ЦНИИТА-ХТЗ).
На этом станке движение обрабатываемой детали осу-
ществляется при помощи свободно устанавливаемой дер-
жавки с шаровыми опорами, базирующимися на подпру-
жиненные подпятники, что придает устройству повышен-
ную чувствительность к биению инструмента. На рис. 110
показано устройство, обеспечивающее полуавтоматиче-
скую обработку отверстий. Оно состоит из трех узлов:
механизма разжима рубашки притира, гидродемпфирую-
щего узла и приспособления с электроконтактным дат-
чиком для крепления обрабатываемой детали. Механизм
разжима рубашки притира состоит из электродвигате-
ля, который через редуктор 6 передает вращение на
шестерню 7, шестерня при помощи упорных шарикопод-
шипников 5, втулки 4 и штифта 3 соединена с тягой 14.
Эта тяга вмонтирована в полый шпиндель 13 доводочно-
го станка, имеет резьбу и при вращении в корпусе 15
шпинделя перемещается вместе с ним. К шпинделю стан-
ка с помощью накидной гайки 12 крепится центральная
стержневая оправка 11 притиродержатели, несущая стер-
жень-притир 10. В тягу на резьбе крепится конусная
игла 9 оправки, при перемещении которой происходит
регулирование рубашки притира на размер.
Работа механизмов происходит в такой последова-
тельности. При включении внутридоводочного станка
стол с приспособлением совершает возвратно-поступа-
тельное движение, а шпиндель станка с притиродержа-
телем — вращательное. Одновременно включается элек-
тродвигатель (см. рис. ПО) механизма разжима при-
тира, электромагнит гидродемпфирующего устрой-
ства ЭМ и реле времени РВ, При достижении опреде-
253
Рис. ПО. Устройство, обеспечивающее полуавтоматическую обработку отверстий на
внутридоводочном станке
ленной силы трения между разжимающимся притиром и
стенками обрабатываемой детали возникает крутящий
момент, который увлекает деталь с державкой приспо-
собления. Своей шаровой поверхностью державка нажи-
мает на шток датчика и отключает электромагнит ЭМ.
Перемещение сердечника электромагнита передается по-
средством гибкой связи С на рычаг демпфирующего
устройства и отключает посредством контактов КН и
магнитного пускателя двигатель механизма разжима
притира.
В процессе обработки сила трения, возникающая
между притиром и поверхностью обрабатываемой дета-
ли, уменьшается до определенного значения, державка с
деталью возвращается под действием усилия пружины в
исходное положение и происходит повторное включение
механизма разжима притира. Цикл повторяется.
По истечении определенного периода реле времени РВ
останавливает процеёё обработки. С помощью пускате-
ля МП2 включается реверс электродвигателя и притир
возвращается в исходное положение. Так как во время
обработки возникает колебание державки с обрабатывае-
мой деталью, зависящее от величины и направления ко-
нусности обрабатываемого отверстия и биения оправки с
притиром, то могут быть случайные включения механиз-
ма разжима притира. Для устранения случайных вклю-
чений в электрическую схему устройства введено гидрав-
лическое демпфирующее устройство Н с различными за-
держками времени на включение и выключение, обеспе-
чивающее «выхаживание» в процессе обработки. Усилие
электромагнита ЭМ преодолевает усилие пружины и гид-
равлическое сопротивление жидкости, вытекающей в за-
зор .между цилиндром и поршнем. В зависимости от на-
правления движения поршня гидравлическое сопротивле-
ние изменяется за счет выключения клапанами перепуск-
ных отверстий, следовательно, имеются условия для
создания различных величин задержки времени на вклю-
чение и выключение. Путем смещения подвижной муф-
ты 8 можно производить разжим рубашки притира вруч-
ную. Возвращение рубашки притира к исходному разме-
ру осуществляется реверсированием электродвигателя
или вручную. В шпиндель станка можно установить
притиродержатель любой конструкции. Гидродемпфи-
рующее устройство состоит из цилиндра 2 и поршня /,
имеющего пропускные отверстия, закрываемые клапана-
ми 18. Своим штоком поршень 1 шарнирно связан с ры-
255
чагом 16 и электромагнитом. Под действием пружины П
поршень находится в крайнем нижнем положении.
Приспособления для установки и за-
крепления обрабатываемой детали. При-
способление, показанное на рис. 111, состоит из корпу-
са 6, в котором на подшипниках 3 с помощью пальцев 4
установлена рамка 10. Внутри рамки свободно установ-
лена державка 2 приспособления, которая своими шаро-
выми поверхностями 12 опирается на подпятники 1 и 13.
Подпятники перемещаются в резьбовых втулках /4, с
одной стороны под действием пружины, а с другой — под
Рис. Ш. Приспособление для закрепления деталей на сто-
ле внутридоводочного стола
действием сил трения, возникающих между притиром и
стенкой обрабатываемого отверстия во время обработки.
От продольного смещения державку удерживают закреп-
ленные на стойке рамки 10, щитки 17, поддерживающие
шаровые опоры. Обрабатываемую деталь устанавливают
во втулке 16 и закрепляют винтом 15, хвостовик которо-
го входит в отверстие обрабатываемой плунжерной втул-
ки. Втулку 16 вставляют в державку 2 и закрепляют в
ней с помощью зажима. В верхнюю часть рамки 10
вставлен электроконтактный датчик, состоящий из кор-
пуса 9, неподвижного контакта 7 и другого неподвижного
контакта 5, поддерживаемого пружиной 8. Этот контакт
установлен на штоке 11, опирающемся на шаровую по-
256
верхность 12. Приспособление устанавливают на столе
внутридоводочного станка 386-125.
Существует немало различных конструкций приспо-
соблений для крепления деталей на внутридоводочных
А-А
Рис. 112. Приспособление для крепления
плунжерных втулок на внутридоводочном
станке
9-2741
257
станках. На рис. 112 показано приспособление, разрабо-
тайное на Ярославском заводе топливной аппаратуры и
предназначенное для крепления деталей диаметром 12 мм
и длиной 60—90 мм.
Приспособление обеспечивает самоустановку детали в
процессе обработки и свободное ее перемещение. Обра-
батываемая деталь вставляется в сменную втулку 2 и
закрепляется гайкой 1 в малой крестовине 12, чем огра-
ничивается ее поступательное перемещение по верти-
кальной оси. Крестовина может поворачиваться и пере-
мещаться поступательно относительно горизонтальной
оси двух пальцев 11 в подшипниковых втулках 10 боль-
шой крестовины 18, которая также может поворачивать-
ся и перемещаться поступательно относительно оси, пер-
пендикулярной первой, т. е. вокруг оси пальцев 15 в под-
шипниковых втулках 16 стакана 5. Таким образом, обра-
батываемая деталь, закрепленная во втулке, может сво-
бодно перемещаться в горизонтальной плоскости и са-
моустанавливаться относительно оси движения притиро-
держателя. Вращение детали вокруг вертикальной оси
ограничено тремя пружинами 14. Одни концы пружин
прикреплены винтами 13 к станку, а вторые — винта-
ми 17 к гайке 3. Гайка зажимает неподвижную наруж-
ную обойму шарикоподшипника 4 в корпусе 7. Стакан
прикреплен гайкой 6 к внутренней вращающейся обойме
шарикоподшипника. Кольцо 8 и шпильки 9 служат для
центрирования и крепления корпуса 7 на столе станка.
Во время работы доводчик по натяжению пружин мо-
жет судить о наличии зазора между притиром и стенкой
обрабатываемой детали. Натяжение пружин на опреде-
ленную величину, поворот детали вместе со стаканом и
внутренней обоймой шарикоподшипника свидетельствует
о наличии определенного крутящего момента, возникаю-
щего от усилия резания. Ослабление же пружин свиде-
тельствует об уменьшении крутящего момента, что ведет
к снижению интенсивности процесса доводки. Приспособ-
ление устанавливается на столе вертикального внутри-
доводочного станка. Применение его обеспечивает пер-
пендикулярность оси относительно посадочной торцовой
поверхности в пределах 0,01—0,02 мм.
Устройство для активного контроля и
подналадки работы притира. На рис. 113
показана схема одного из автоматических устройств для
активного контроля при доводке отверстий. Конструкция
устройства основана на принципе измерения диаметра
258
обрабатываемого отверстия пневматическим калибром,,
вмонтированным в притиродержатель. Воздух в этом
устройстве через фильтр и редуктор давления поступает
в трубки 3 и 4. По трубке 3 воздух направляется в ле-
вую полость пневматической камеры, разделенной диаф-
рагмой 5 и по гибкому шлангу через управляющий саль-
ник 2 к пневматическому калибру, вращающемуся вместе
с притиродержателем L По трубке 4 контрольного потока
воздух поступает в правую полость пневматической ка-
меры к жиклеру 10 и клапану 9. Таким образом, оба по-
тока воздуха разделены диафрагмой 5, которая в процес-
се доводки детали находится под действием противопо-
ложно направленных усилий давления в обоих потоках.
Рис. 113. Схема автоматического устройства для активного конт-
роля при доводке отверстий
В начале цикла диафрагма находится только под давле-
нием воздуха, поступающего по трубке 4 (другой поток
через открытый клапан сообщается с атмосферой). Когда
притиродержатель находится в обрабатываемом отвер-
стии, клапан закрывается, и в регулирующем потоке
устанавливается давление, величина которого регули-
руется винтом 11. По мере увеличения диаметра обраба-
9* 259
тываемого отверстие давление в контрольном потоке па-
даст, и диафрагма, выгибаясь в обратную сторону, воз-
действует на микровыключатель 7, управляющий меха-
низмом разжима рубашки притира и циклом станка.
Давление воздуха в трубке 3 уменьшается по мере уве-
личения зазора между жиклерами калибра и поверх-
ностью доводимого отверстия. Давление в трубке 4 с по-
мощью микрометрического устройства И устанавливает-
ся так, чтобы в момент, когда диаметр обрабатываемого
отверстия достигнет заданного размера, диафрагма пере-
местилась влево, при этом копир 6 освобождает микро-
выключатель 7, по его сигналу сегменты притира переме-
щаются внутрь притиродержателя и последний автомати-
чески выводится из обрабатываемого отверстия.
Копир S, прикрепленный к станку, открывает кла-
пан 9, когда притиродержатель находится в нерабочем
положении, в результате чего диафрагма 5 перемещается
вправо. Диафрагму изготавливают из маслобензостойкой
резины толщиной 0,4 мм. Рабочая площадь диафрагмы
78 см2. Для активного контроля заготовок большого диа-
метра систему пневматического контроля заменяют гид-
равлической. С этой целью используют масло, которое
вытекает из трубки по направлению к стенке обрабаты-
ваемого отверстия, причем расстояние между трубкой и
стенкой цилиндра достаточно мало, чтобы образовалось
необходимое противодавление в трубопроводе. По мере
увеличения диаметра обрабатываемого отверстия или из-
носа притира давление падает. Опытным путем устанав-
ливают величину давления при достижении требуемого
диаметра отверстия, в результате чего внутридоводрчный
станок останавливается.
Контрольные вопросы
1. Перечислите технологическую оснастку, применяющуюся при
выполнении доводочно-притирочных работ. Охарактеризуйте функ-
ции, выполняемые приспособлениями.
2. Что вы понимаете под техническим оснащением рабочего
места доводчика-притирщика?
3. Подберите технологическую оснастку для работы на универ-
сальном, плоскодоводочном или внутридоводочном станке.
4. Какая технологическая оснастка нужна к контрольным при-
борам при измерении отклонений от круглости, цилиндричности, пло-
скостности?
5. Какую вы знаете специальную оснастку при обработке фасон-
ных поверхностей?
6. Что вы понимаете под технической эксплуатацией приспособ-
лений и устройств к доводочным и притирочным станкам?
Глава X
ВЫПОЛНЕНИЕ АБРАЗИВНОЙ
ДОВОДОЧНО-ПРИТИРОЧНОЙ ОБРАБОТКИ
НА СТАНКАХ
§ 59. КОНТРОЛЬ И ПРАВКА ПРИТИРОВ
В процессе работы точность дисков-притиров сни-
жается, особенно при выполнении операций со снятием
больших припусков. Не исключены случаи появления
задиров и забоин на притирах, а также глубоких цара-
пин. Устраняются дефекты рабочей поверхности дисков-
притиров путем их правки.
Правка дисков-притиров. Правка прити-
ров универсальных и плоскодоводочных станков может
осуществляться двумя способами: путем взаимной прира-
ботки и по методу трех плит.
При первом методе правки со станка снимают сепа-
ратор и диски притиры очищают от остатков абразива и
отходов процесса обработки. После этого наносят на
притиры абразивно-доводочную массу с абразивом на
2—3 номинала крупнее по сравнению с тем, которым про-
изводилась обработка, затем опускают верхний диск-
притир или обгоночные кольца и включают станок. Че-
рез каждые 5—6 мин (при правке с использованием
электрокорундов) производят мойку диска-притира, смы-
вая сработавшиеся абразивы путем обильной подачи ке-
росина или бензина на притир. Операцию мойки выпол-
няют в течение 2—3 мин, после чего вводят новую пор-
цию абразивного материала. Например, при правке ди-
ска-притира диаметром 760 мм одновременно вводится
30 г доводочной пасты.
Общая продолжительность правки определяется ха-
рактером и величиной дефектов дисков-притиров.
По опыту заводов топливной аппаратуры правку дисков-
притиров выполняют абразивно-доводочными материала-
ми на основе электрокорундов зернистостью М28—М14—
261
М7—М5, осуществляя постепенный переход от крупно-
зернистых материалов к мелкозернистым.
Проверку плоскостности рабочей поверхности прити-
ров выполняют с помощью лекальной четырехгранной
или двутавровой линейки, как показано на рис. 114.
Рис. 114. Проверка плоскостности диска-притира с помощью конт-
рольной линейки:
1 — контрольная линейка, 2 — диск-притир
Большие отклонения от плоскостности дисков-прити-
ров устраняют правкой по методу Трех плит, при этом
используют специальные приспособления. На рис. 115
показано устройство приспособления, при помощи кото-
рого правят диски-притиры с очень высокой точностью
(до 0,0005 мм). Верхнее 1 и нижнее 2 кольца приспособ-
ления отливаются из серого чугуна и их рабочие поверх-
ности обрабатывают с самой высокой точностью. Осо-
бенно высокие требования предъявляют к параллельно-
сти рабочих поверхностей как нижнего, так и верхнего
колец.
Диски-притиры станка правят следующим образом.
На рабочую поверхность нижнего диска-притира наносят
ровный тонкий слой абразивных микропорошков: для
предварительной правки ЭБМ14, для окончательной
правки ЭБМ7. В качестве смазки применяют керосин,
262
Рис. 115. Приспособление для
правки дисков-притиров:
/ — верхнее кольцо, 2 — нижнее
кольцо, 3 — центрирующая втулка,
4 — шпонка, 5 — плита, 6 — шай-
ба, 7 — призматический поводок,
8 — палец, 9 — маховичок
скипидар, бензин. На смазанный нижний диск-притир
накладывают чугунную плиту, слегка смазанную с ниж-
ней стороны абразивно-доводочной смесью, а с верх-
ней — смазкой. Затем крепят чугунную плиту приспо-
собления, сцентрировав ее по оси нижнего диска-прити-
ра. Опускают верхний диск-притир и станок подготовлен
к правке. Вначале правят нижний диск-притир, при этом
он вращается электродвигателем, а притирщик вручную
возвратно-поступательно перемещает приспособление.
После того как абразив-
но-доводочные материалы
придут в негодность, правку
нижнего диска-притира пре-
кращают и приступают к
правке верхнего диска-при-
тира. Для этого на доводоч-
ный станок устанавливают
центрирующую шайбу, а на
шайбу чугунное кольцо при-
способления. В таком поло-
жении приспособление сво-
бодно лежит на выправлен-
ном нижнем диске-притире,
т. е. приспособление подго
товлено для правки верхнего
диска-притира. Правка верх-
него диска-притира осущест-
вляется аналогично правке
нижнего.
По окончании правки вер-
хнего диска-притира приспо-
собление снимают со станка
и верхний и нижний диски-
притиры подвергают вза-
имной притирке. Этим закан-
чивается первый цикл прав-
ки. Контролируют выправ-
ленные диски-притиры последовательным прикладывани-
ем лекальной линейкой в нескольких местах к поверхно-
сти каждого из притиров.
Во втором цикле сначала осуществляют местную
правку поверхностей (чаще вручную). Затем аналогич-
но первому циклу производят общую правку дисков-при-
тиров (третий цикл). Если диски-притиры выправлены
263
достаточно точно, то приложенную к диску в любом ме-
сте лекальную линейку можно повернуть с одинаково
легким усилием.
Приведенным методом правят диски-притиры на стан-
ке мод. ЗА814, но это приспособление для правки мож-
но использовать и на других станках аналогичной кон-
струкции.
После правки диоки-притиры подвергают 6—8-ми-
нутной обкатке, в результате чего крупные абразивные
зерна, оставшиеся на рабочей поверхности дисков, раз-
рушаются. Выполняется это следующим образом: на ра-
бочую поверхность нижнего диска-притира наносится
тонкий слой абразивно-доводочной смеси той зернисто-
сти, которой будет выполняться технологическая опера-
ция. Опускают верхний диск-притир и включают станок.
По окончании обкатки удаляют отходы процесса правки.
Хорошие результаты в подобных условиях для тонких
работ показывает вместо абразивно-доводочной смеси
смазочно-охлаждающая жидкость на основе касторового
масла и дибутилфталата.
Правка притиров внутридоводочных
станков. Эта правка производится с целью придать
стержню-притиру цилиндрическую форму и повысить
класс чистоты его рабочей поверхности. Для этого ис-
пользуют специальный контрпритир, имеющий, как пра-
вило, форму кольца. Размеры и форма контрпритира со-
гласуются с особенностями обработанной поверхности
детали.
Процесс правки-притира заключается в следую-
щем: на стержень-притир наносят тонкий слой доводоч-
ной пасты, а затем на него надевают контрпритир. Вклю-
чают вращательное движение стержня-притира и довод-
чик, удерживая контрпритир, перемещает его в осевом
направлении. В ослабленных местах правка происходит
быстрее, чем в тугих.
После того как стержень-притир приобретет нужную
форму и требуемый класс чистоты, правку прекращают.
Подобным же способом правят резьбовые и другие фа-
сонные притиры.
В процессе правки притиров очень важно, как и при
абразивной доводке, соблюдать чистоту рабочей зоны.
Особенно недопустимо попадание в зону обработки бо-
лее прочных или более крупных абразивных зерен. Во
всех случаях должна выполняться многократная про-
мывка дисков-притиров и сепараторов.
264
§ 60. ТЕХНОЛОГИЯ ОБРАБОТКИ
НА УНИВЕРСАЛЬНЫХ ДОВОДОЧНЫХ СТАНКАХ
В процессе работы на универсальных доводочных
станках обрабатываемые детали не закрепляют, а уста-
навливают свободно в гнездах сепаратора. Сепаратор
действует эксцентрично по отношению к дискам-прити-
рам, что обеспечивает возвратно-поступательное движе-
ние детали вдоль своей оси (рис. 116). Толщину сепара-
Рис. 116. Схема обработки на универсальных до-
водочных станках:
а — цилиндрических поверхностей, б — плоских поверх-
ностей, в — схема движения обрабатываемых деталей
относительно притира
тора всегда делают на 2—4 мм меньше диаметра или
толщины обрабатываемых деталей. Гнезда в сепарато-
рах располагаются под углом 15° к радиальному направ-
лению, что обеспечивает в какой-то степени уравнение
скоростей резания на длине обрабатываемой детали. Ко-
личество гнезд в сепараторах определяется габаритами
дисков-притиров и размерами обрабатываемой детали.
26S
Обработка на универсальных доводочных станках мо-
жет осуществляться двумя способами: способом обкаты-
вания и способом круговых или радиальных подач. Спо-
соб обкатывания характеризуется тем, что находящиеся
в сепараторах обрабатываемые детали обкатываются по
поверхностям дисков-притиров, т. е. имеют возможность
вращаться вокруг своей оси. Этим способом обрабаты-
вают наружные поверхности цилиндрических деталей.
Плоские поверхности, например, концевые меритель-
ные плитки и торцовые поверхности цилиндрических де-
талей, обрабатывают способом круговых подач. При этом
способе обрабатываемые детали укладывают в сепарато-
ры, с направлением подлежащих обработке поверхностей
к дискам-притирам, в процессе обработки диски-прити-
ры и сепаратор совершают рабочие движения. Однако
обработываемая деталь не обкатывается по рабочей по-
верхности диска-притира, а только скользит, совершая
движения в радиальном направлении. Грузы или гидрав-
лическое нажимное устройство давят на верхний диск,
постепенно осуществляя подачу и при этом снимается
тончайший слой металла.
При обработке на универсальных доводочных станках
работу рекомендуется выполнять в такой последователь-
ности: проверяют точность дисков-притиров и при необ-
ходимости правят их; наносят на диск-притир абразивно-
доводочный материал, а также смазочно-охлаждающие
жидкости, укладывают обрабатываемые детали в сепара-
торы, настраивают станок и осуществляют пробную об-
работку; проверяют качество обработки и включают ста-
нок* на обработку партии, контролируя подачу суспензии
или абразива и смазочно-охлаждающей жидкости в зону
резания; удаляют абразивно-доводочные материалы с
обработанных деталей, промывают детали и проверяют
качество доводки.
При работе на универсальных доводочных станках
очень важно правильно подобрать режим обработки.
Избыточное количество абразивно-доводочного материа-
ла не повышает интенсивность процесса обработки, а,
наоборот, снижает его и ведет к перерасходу абразива.
Особое внимание нужно обратить на установление
удельного давления притира на обрабатываемую поверх-
ность деталей. Например, первая операция по доводке
плунжера топливного насоса, производимая на универ-
сальном доводочном станке ЗБ814, выполняется на сле-
266
дующих режимах: вращение нижнего диска-притира —
81 об/мин, удельное давление — 1,5 кГ/см2\ продолжи-
тельность обработки — 4 мин (24 детали), расход абра-
зивной пасты «Харьков-ДМ14»—6—10 г; расход СОЖ
«Аромат» 5—8 капель. Окончательная доводочная опера-
ция выполняется на том же станке, но с числом оборо-
тов диска-притира 41,5 в минуту; удельное давление сни-
жается до 1 кГ/см2-, продолжительность обработки оста-
ется прежней; расход абразивной пасты «Харьков-
ДМЗ» — 5—7 г; расход СОЖ «Аромат» — 3—4 капли.
При доводке наружных цилиндрических поверхностей
на универсальных станках точность геометрической фор-
мы обрабатываемых деталей зависит от точности дисков-
притиров и положения детали в процессе обработки. Наи-
более удаленные от оси вращения точки имеют более
высокие скорости по сравнению с точками, расположен-
ными ближе к оси. Кроме того, под действием центро-
бежных сил в местах, удаленных от оси вращения, про-
исходит скопление более крупных зерен. В результате на
периферии диска-притира будет происходить более ин-
тенсивный съем металла. Это в конечном итоге приводит
к возникновению конусности. Для устранения погрешно-
сти обработки детали перекладывают. При этом очень
важно не только поменять положение детали на прити-
ре, но и целесообразно сместить их положение в радиаль-
ном направлении.
Важным фактором, снижающим погрешность довод-
ки, является правильное расположение больших и мень-
ших по диаметру деталей по окружности притира. Обра-
ботку круглых деталей высокой точности (до 0,001—
0,003 мм) осуществляют по способу трех ведущих дета-
лей, хорошо зарекомендовавшему себя при окончатель-
ной доводке игл распылителей, золотников, плунжеров,
насосов и других деталей цилиндрической формы.
Сущность этого способа заключается в том, что три
детали, диаметр которых превышает диаметр остальных
на 1—2 мкм, располагают в гнездах сепаратора через
120° Рабочая поверхность верхнего диска-притира рав-
номерно давит на все три ведущие детали. По мере
уменьшения размера ведущих деталей верхний диск-при-
тир начинает касаться остальных деталей. В результате
этого происходит равномерный съем металла со всех
деталей и исправление геометрической формы благодаря
отсутствию вибрации в процессе обработки. Кроме того,
267
рабочие поверхности дисков-притиров истираются более
равномерно, а на обрабатываемых деталях значительно
уменьшается непрямолинейность образующих.
Продолжительность обработки партии деталей на
универсальных станках составляет примерно 3—4 мин.
При абразивной доводочно-притирочной обработке ци-
линдрических поверхностей на универсальных станках
можно достигнуть точности до 0,0001 мм, а шероховатость
обработанной поверхности — до 13-го класса чистоты.
§ 61. ТЕХНОЛОГИЯ ОБРАБОТКИ
НА ВНУТРИДОВОДОЧНЫХ СТАНКАХ
Машинной абразивной доводке подвергают преиму-
щественно цилиндрические гладкие сквозные отверстия
средней глубины. Обрабатываемые отверстия можно
условно разделить на следующие группы:
точные отверстия, имеющие точность не ниже 2—2а
классов и шероховатость обработанной поверхности до
10-го класса чистоты;
особо точные отверстия, обрабатываемые с точностью
1 класса и шероховатостью не ниже 11 — 12-го классов
чистоты;
сверхточные отверстия, имеющие отклонения формы
и размера в пределах 1—0-го классов и шероховатость
обработанной поверхности 12—14-го классов чистоты.
Многие втулки или цилиндры прецизионных гидрав-
лических устройств можно отнести к первой группе.
Большая номенклатура деталей регулирующей гидравли-
ческой аппаратуры, насосов, волноводов, пуансоны, ме-
рительный инструмент имеют отверстия 1-го класса
точности и 11 — 12-й классы чистоты. Плунжерные втул-
ки деталей топливной аппаратуры дизелей, мерные
втулки расхода жидкостей, как правило, обрабатывают-
ся с самой высокой точностью и с шероховатостью обра-
ботанной поверхности не ниже 12-го класса чистоты.
Абразивная доводка на внутридоводочных станках
осуществляется по двум схемам: стержень-притир пла-
вает (шарнирно закреплен) и самоустанавливается по
неподвижно закрепленной обрабатываемой детали; при-
тир закреплен неподвижно, а обрабатываемая деталь са-
моустанавливается по оси шпинделя. При обработке по
первой схеме обрабатываемую деталь закрепляют в при-
способлении неподвижно, а стержень-притир, закреплен-
268
ный шарнирно, совершает рабочие движения. Внутридо-
водочные станки последних моделей имеют жестко за-
крепленный стержень-притир, а обрабатываемая деталь
закрепляется в самоустанавливающемся приспособле-
нии. В одних случаях стержень-притир совершает враща-
тельное и возвратно-поступательное движение (станки
ОФ-26А, ОФ-61 А, 3820Д), а © других станках стер-
жень-притир имеет только вращательное движение, ос-
тальные движения выполняет стол станка с приспособле-
нием, в котором закреплена деталь (станки 386-125
ХТЗ-ЦНИИТА).
Размеры притира при абразивной доводке всегда
определяются формой и размерами обрабатываемого
отверстия. Искажение формы притира передается на об-
рабатываемую поверхность. Однако в процессе обработ-
ки происходит не только увеличение размера обрабаты-
ваемого отверстия, но и износ притира, в результате
чего зазор между стенками обрабатываемого отверстия
и стержня-притира увеличивается, удельное давление
уменьшается, производительность обработки снижается.
При изготовлении прецизионных деталей на пред-
приятиях серийного и массового производств особое вни-
мание обращается на правильную организацию техноло-
гического процесса и надлежащее оборудование рабочих
мест доводчика. На предшествующих абразивной довод-
ке операциях допускается отклонение от круглости
0,008—0,002 мм, кривизна 0,002—0,001, шероховатость
обработанной поверхности не ниже 8-го класса чистоты.
Доводочные операции четко дифференцированы: чем вы-
ше требуется качество обработки, тем большее количе-
ство доводочно-притирочных операций включает техно-
логический процесс окончательной отделки. Стабилиза-
ция технологического режима доводки достигается вне-
дрением машинной обработки с автоматической подна-
ладкой рубашки притира на размер. На рис. 117 показа-
но рабочее место доводчицы-притирщицы на Ярослав-
ском заводе топливной аппаратуры. Машинная доводка
отверстий на этом заводе выполняется в такой последо-
вательности: закрепление детали в приспособлении, уста-
новка притира на оправку, регулирование его по диамет-
ру отверстия обрабатываемой детали, нанесение доводоч-
ной смеси на притир, введение притира в обрабатывае-
мое отверстие, выполнение механической доводки от-
верстия с автоматическим регулированием разжима ру-
2ф
башки притира на размер, снятие детали и установка ее
в специальную тару, контроль качества обработки.
Предварительная доводочно-притирочная операция
выполняется на вертикальном внутридоводочном станке
мод. 3820Д. Окружная скорость стержня-притира
16,3 м!мин\ скорость возвратно-поступательного движе-
ния притира 1,2 м/мин-, давление притира 1,2 кГ/см2\ до-
Рис. 117. Положение работницы, выполняющей доводочно-при-
тирочную обработку на станке мод. 3820Д:
1 — крепление деталей, 2 — притир, 3 — доводочная паста, 4 — пульт
управления
водочная паста ЭМ 14 в количестве 1 г, продолжитель-
ность обработки 2—3 мин. Достигается 10-й класс чи-
стоты. При дальнейшей абразивной доводке режимы об-
работки снижаются, используются более мелкозернистые
абразивы.
270
При обработке отверстий на вертикальных внутридо-
водочных станках большое влияние на получение геомет*
рически правильной формы отверстия оказывает крепле-
ние притира и выход его за кромку отверстия, поэтому
притиродержатель тщательно центрируют по приспособ-
лению и только после проверки на биение надежно за-
крепляют в шпинделе станка.
По опытным данным, величина выхода притира за
кромку отверстия при доводке должна составлять
0,3—0,4 от глубины обрабатываемого отверстия. При
слишком большом вылете притира происходит разбивка
отверстия, т. е. искажение его геометрической формы.
§ 62. ТЕХНОЛОГИЯ ОБРАБОТКИ
НА ПЛОСКОДОВОДОЧНЫХ
И ПЛОСКОПРИТИРОЧНЫХ СТАНКАХ
На плоскодоводочных станках выполняется наиболее
распространенный вид сверхтонкой механической обра-
ботки плоскостей. Абразивная обработка плоских по-
верхностей на доводочных станках представляет собой
производительный механизированный способ обработки,
при котором ручной труд доводчика полностью заменен
машинным. Этот способ обработки наиболее широко при-
меняется в серийном и массовом производствах.
По точности и качеству обработки обрабатываемые
детали условно разделяются на три группы:
детали точные, имеющие отклонение от плоскостно-
сти до 0,005 мм и шероховатость обработанной поверх-
ности в пределах 10-го класса чистоты;
детали особо точные, у которых отклонение от плос-
костности колеблется в пределах 0,005—0,001 мм, а шеро-
ховатость обработанной поверхности соответствует
И — 12-му классу чистоты;
детали сверхточные, ймеющие отклонения от плоско-
стности в долях микрона, а шероховатость обработанной
поверхности соответствует 13—14-му классам чистоты.
К первой группе можно отнести, например, поршне-
вые кольца; ко второй — уплотнения компрессоров, на-
сосов, торцы плунжерных втулок топливных насосов. Са-
мыми точными являются плоские мерительные плитки
(концевые меры длины).
271
Доводка плоских поверхностей производится двумя
способами: прямолинейными проходами (поперечные по-
дачи) и круговыми подачами.
При обработке прямолинейными проходами обраба-
тываемые детали, помещенные в сепаратор, находящий-
ся между двумя притирами, совершают продольное воз-
вратно-поступательное и незначительное поперечное пе-
ремещение (рис. 118).
Обработка круговыми подачами в отличие от обра-
ботки прямолинейными проходами выполняется с приме-
нением вращательного и вращательно-поступательного
движения (рис. 119).
Рис. 119. Схема абра-
зивной доводки пло-
скостей на станках с
вращающимся прити-
ром способом круго-
вых подач:
/ — обрабатываемые де-
тали, 2 — верхний диск-
притир, 3 — сепаратор,
4 — нижний диск-притир
Рис. 118. Схема абразивной доводки плоско-
стей прямолинейными проходами:
/—обрабатываемые детали. 2 — верхний притир,
3 — лента, 4 — нижний притир
Процесс обработки плоскостей по способу круговых
подач напоминает доводку наружных цилиндрических
поверхностей обкатыванием, но обрабатываемая деталь
под действием сил, возникающих в процессе обработки,
перемещается, а не обкатывается.
Машинная абразивная доводка бывает односторонняя
и двусторонняя. Односторонняя доводка характеризует-
ся тем, что обрабатывается только одна плоскость. При
выполнении односторонней обработки на однодисковых
плоскодоводочных станках допускается более широкий
272
диапазон разброса размера обрабатываемых деталей по
высоте или толщине. Равномерный прижим деталей к
диску-притиру достигается путем применения компенса-
торов.
При двусторонней обработке детали укладывают в
сепаратор. Съем металла осуществляется двумя прити-
рами. Разброс размеров по высоте обрабатываемых дета-
лей допускается очень незначительный. Например, при
обработке образцовых мер твердости на двухплитном
плоскодоводочном станке конструкции Семенова разброс
по толщине плиток колеблется в пределах 0,2—0,3 мкм.
При машинной обработке доводчик не затрачивает мно-
го физического труда, а точность доводки зависит, глав-
ным образом, от технического состояния оборудования и
правильности выполнения технологических требований.
Обработка на. плоскодоводочном станке выполняется в
такой последовательности: правка плит-притиров, намаз-
ка пасты или шаржирование притиров, укладка деталей
в гнезда ленты или сепараторов, выполнение процесса
механической доводки, промывка деталей, контроль каче-
ства обработки. Качество доводки зависит прежде всего
от точности притиров, применяемых абразивно-доводоч-
ных средств и режимов обработки.
Для достижения высокой точности и чистоты обрабо-
танной поверхности технологический процесс обработки
плоскостей дифференцируется. Например, доводка эта-
лонов плоскопараллельных концевых мер длины выпол-
няется в четыре перехода:
первая (черновая) доводка производится на двух-
дисковом доводочном станке; одновременно обрабатыва-
ются 128 деталей; снимаемый припуск 0,03—0,05 мм\ аб-
разивная смесь для намазки притиров состоит из микро-
порошка электрокорунда белого М28 и керосина; ско-
рость 40—60 м/мин; удельное давление 1,4 кГ/см2; ма-
шинное время 5 мин;
вторая (получистовая) доводка производится на пло-
скодоводочном станке мод. 5 завода «Калибр»; одновре-
менно обрабатываются 32 детали; снимаемый припуск
0,01—0,015 мм. Абразивная смесь состоит из микропо-
рошка электрокорунда белого М7, керосина и стеарина;
скорость 15—20 м!мин, удельное давление 1,2 кГ/см2, ма-
шинное время 2,5—3 мин\
третья (предварительная) доводка производится на
таком же станке завода «Калибр». Перед обработкой де-
тали сортируют по партиям через 1 мкм\ снимаемый
10—2741 273
припуск 0,005—0,006 мм. Обработка выполняется дваж-
ды с помощью притиров, шаржированных микропорош-
ками электрокорунда белого сначала М3, затем М2; ско-
рость 10 м/мин-, удельное давление 1,0—1,2 кГ)см2, ма-
шинное время 1,5—2 мин\
ТАБЛИЦА 25
Точность и шероховатость поверхностей плоскопараллельных
концевых мер длины при сверхтонкой абразивной доводке
№№ пере- ходов Разброс размеров в партии деталей Отклонение от плоскостности в свободном состоянии Отклонение от плоскопараллель- ности Класс чистоты обработанной поверхности
Не более, мм
1 0,0050 0,0020 0,0030 10а
2 0,0020 0,0015 0,0010 116
3 0,0005 0,0010 0,0003 126
4 0,0001 0,0006 0,0001 13в 14а
четвертая (окончательная) доводка выполняется на
доводочном станке Семенова; одновременно обрабаты-
ваются 16 деталей. Перед обработкой детали сортируют
на партии через 0,2—0,3 мкм-, снимаемый припуск
0,0008—0,0012 мм. Обработка ведется дважды притира-
ми, шаржированными микропорошками электрокорунда
белого М2 и Ml (на первом проходе) и глинозема М2 в
смеси с электрокорундом титанистым Ml и М2 (на вто-
ром проходе с правкой притиров); скорость 6—7 м/мин;
отношение скоростей поперечного и продольного ходов
0,4, удельное давление 0,8—1,0 кГ/см2, машинное время
2—3 мин.
В табл. 25 приведены данные о точности размеров и
шероховатости поверхности мерительных плиток разме-
ром до 10 мм после абразивной доводки.
Качество обработки плоских поверхностей определя-
ется точностью размеров, плоскостностью, шерохова-
тостью обработанной поверхности и состоянием поверх-
ностного слоя обрабатываемой детали перед доводкой.
Чем точнее обработана деталь, тем достигнуто большее
соответствие действительных размеров и обеспечена пра-
вильная геометрическая форма. Допустимой шерохова-
тостью поверхности перед черновой абразивной довод-
кой является 8—9-й классы чистоты.
274
При абразивной доводке плоскостей особенно сказы-
вается величина обрабатываемой поверхности: чем боль-
ше обрабатываемая площадь, тем труднее ее обрабо-
тать.
Машинная доводка плоскостей должна выполняться
на чистом, хорошо оснащенном рабочем месте, при обя-
зательном соблюдении периодической мойки притиров и
сепараторов, чем значительно повышается качество об-
работки.
§ 63. КОНТРОЛЬ ОБРАБОТКИ
Входной контроль. На предприятиях, изготавливаю-
щих и ремонтирующих прецизионные детали машин, при-
боров и контрольной аппаратуры, технологические опе-
рации абразивной доводочно-притирочной обработки
должны быть четко дифференцированы. Детали на каж-
дой операции должны подвергаться тщательному конт-
ролю размеров и формы, а также оценке качества обра-
ботанной поверхности. На участке доводочных работ дол-
жен существовать входной контроль всех поступающих
на доводку деталей. Необходимость организации входно-
го контроля вызывается следующими причинами:
так как при крупносерийном и массовом производст-
вах изделий всегда большой объем контрольных опера-
ций, то в принятой партии отдельные детали окажутся
негодными;
изготовить детали совершенно одинаковых размеров
невозможно. В этих условиях в ходе обработки с целью
повышения качества и производительности на оконча-
тельных доводочно-притирочных операциях лучше всего
произвести отбор из общего числа деталей, которые пол-
ностью удовлетворяют требованиям технологического
процесса доводки;
не исключены случаи (Появления различного рода де-
фектов (царапин, рисок, забоин) при моечных, контроль-
ных и транспортных работах.
Возникающие 'на предшествующих доводке шлифо-
вальных операциях дефекты деталей можно разделить на
три группы: дефекты по форме и размерам, дефекты об-
работанной поверхности, нарушение кристаллической
структуры поверхностного слоя.
К первой группе относятся отклонения формы и рас-
положения поверхностей, разброс размеров по толщине,
10*
275
длине, диаметрам, а также конусность, бочкообразность,
кривизна, непараллельность, неплоскостность и т. д’
К дефектам поверхности относятся те недостатки, кото-
рые открываются в результате образивной обработки и
вследствие нарушения режимов шлифования. Сюда отно-
сятся микроскопические отклонения профиля (волнис-
тость, полосы), дефекты термической обработки (микро-
трещины, отслоения и т. п.), прижоги, пригар, глубокие
риски, забоины, царапины, повышенная шероховатость,
не укладывающаяся в требовании 8—9-го класса чисто-
ты. При обработке на электроискровых станках возника-
ют дефекты — вырывы отдельных кристаллов («кра-
теры»).
Рис. 120. Рабочее место сортировщицы втулок
С целью предотвращения брака в процессе доводки
предприятия организуют контрольно-сортировочные уча-
стки, оборудованные новейшими приборами, на которых
работают специально подготовленные рабочие.
На рис. 120 показано рабочее место сортировщицы,
выполняющей контроль деталей клапанной группы. На
столе 2 установлен горизонтальный оптиметр 3 и оптика-
торная головка 4 с ценой деления 0,0001 мм. Контроли-
276
руемые детали размещаются в специальной таре 1. Для
руководства при сортировке имеется список 5, указываю-
щий на размеры каждой из групп деталей. Рассортиров-
ка производится строго по номиналам в результате сто-
процентного контроля. В результате на машинную абра-
зивную доводку поступают детали с очень узким разбро-
сом размеров. Это дает возможность верхнему диску-
притиру или стержню-притиру создавать равномерное
давление и снимать одинаковый слой на всех деталях.
Повышается не только качество, но и производительность
доводочной обработки.
Рис. 121. Установка цилиндрической детали
для контроля:
1 — поверочная плита, 2 — штатив для индика-
тора, 3 — индикатор часового типа, 4 — сталь-
ная каленая и точно шлифованная призма,
5 — контролируемая деталь
Контроль наружных размеров. Доводчику-притирщи-
ку при обработке деталей чаще всего приходится опре-
делять их действительные размеры и форму: диаметр,
длину, толщину, отклонения от круглости, цилиндрично-
сти, плоскостности, а также оценивать степень шерохова-
тости обработанной поверхности. Для этой цели исполь-
зуются микрометры, индикаторы, пассаметры, минимет-
ры, оптиметры, оптикаторы, микроскопы (см. гл. II). Су-
ществует много методов измерения с помощью универ-
сальных средств измерения, некоторые варианты из ко-
торых приведены в табл. 26.
При контроле должна обеспечиваться точность уста-
новки детали для контроля, простоте установки и сня-
277
ТАБЛИЦА 26
Методы контроля наружных размеров и формы деталей
Примеры
Измерение на-
ружных раз-
меров:
плоских' и
цилиндри-
ческих де-
талей, вйут-
реннего ди-
аметра
резьб
Измерение на-
ружных ко-
нусов
Определение
отклонений
от кругло-
сти
Краткое описание
Контролируемую
деталь 1 помещают
между измерительны-
ми плоскостями ми-
крометра 2 так, что-
бы исключить по-
грешности, вносимые
перекосом. Действи-
тельный размер опре-
деляется-, отсчетом по-
казаний шкалы ин-
струмента
Конус укладывают
на измерительную
плоскость синусной
линейки. Под один
из роликов линейки,
установленной на
контрольную плиту,
подкладывают конце-
вые меры длины, до-
биваясь одинаковых
размеров показания
индикатора на обоих
концах конуса. Угол
конуса определяют
расчетом
Цилиндр укладыва-
ют на призму. При
контакте наконечника
индикатора с рабочей
поверхностью детали
циферблат индикато-
ра выставляют на
нуль. Поворотом ци-
линдра вокруг оси
определяется его не-
круглость
278
Продолжение табл. 26
Примеры
Эскиз
Краткое описание
Определение
отклонений
от цилинд-
ричности
В лабораторных
условиях о круглости
цилиндра судят по
профилограмме, запи-
санной с помощью
прибора мод. 218 за-
вода .Калибр* ’
Цилиндрич е с к у ю
деталь укладывают на
мерительный плоский
столик. При контакте
наконечника прибора
с поверхностью дета-
ли циферблат выстав-
ляют на нуль. Путем
передвижения в осе-
вом направлении су-
дят об отклонениях
от цилиндричности
По результатам за-
меров в разных по-
ясах можно судить
о бочкообразное™,
изогнутости, кривиз-
не, овальности и т. п.
279
тия ее, надежное положение детали и удобство контро-
ля. На рис. 121 приведен пример установки контроли-
руемой детали в стальной каленой точно шлифованной
призме для замеров с помощью индикатора часового ти-
па, смонтированного на штативе. На рис. 122 показано
специальное приспособление для контроля плунжеров
топливного насоса с помощью оптического измерительно-
го прибора — оптикатора (см. гл. IL).
Рис. 122. Приспособление к оптикатору для
контроля деталей типа «валик»
Базирование детали осуществляется по ее наружной
цилиндрической поверхности. Укладывают деталь на
главную плоскость и прижимают к направляющей. Глад-
кий столик состоит из корпуса /, твердосплавной рифле-
ной пластины 2, ползушки 3, винтов фиксации ползуш-
ки 4 и направляющей пластины 5. Контролируемая на
приспособлении деталь показана цифрой 5.
Контроль внутренних размеров. Контроль внутренних
размеров осуществляется с помощью универсальных из-
мерительных средств, например, микрометрических нут-
ромеров, калибров, пневматических длиномеров и др.
Какой именно инструмент будет использован доводчиком,
во многом зависит от технической оснащенности и объ-
ема программы предприятия, степени точности, заданной
чертежом, а также требования к окончательному качест-
ву обработки детали.
280
В качестве примеров использования различных
средств контроля в табл. 27 приведены схемы замера от-
верстий.
На рис. 123 показано оснащение рабочего места конт-
ролера при пневмоконтроле внутренних размеров глухих
отверстий в деталях, прошедших доводочные операции.
Рис. 123. Пневмоконтроль внутренних размеров глухих отвер-
стий:
1 — контролер, 2 — считывающая часть прибора, 3 — детали
Приспособления к пневморотаметру. На рис. 124, а
приведено приспособление для удержания пробки-калиб-
ра при контроле золотниковых втулок гидравлических
насосов. Оно состоит из плиты 1, стойки 2, ниппеля 3,
гаек 4 и 5, пробки-калибра 6. Контролируемая деталь по-
казана цифрой 7. К приспособлению прикладывается на-
бор пробок-калибров и колец-калибров, по которым осу-
ществляется тарировка прибора. К пневморотаметру
обычно прикладываются пробки-калибры с одним выход-
ным отверстием и с двумя. На рис. 124,6 показана уни-
версальная пробка-калибр при контроле 0 16 мм, кото-
рая имеет направляющие поверхности 3. Они являются
опорами, на которых базируется деталь 7. На рис. 124, в
показано кольцо-калибр.
281
ТАБЛИЦА 27
Некоторые примеры контроля внутренних размеров
Назначение
Эскиз
Краткое описание
Измерение размера глад-
кого цилиндрического
отверстия
При использовании универсальных инструмен-
тов применяют микрометрические штихмасы
или в измеряемое отверстие детали 1 вводят
измерительные губки набора концевых мери-
тельных плиток 2, набранных на нужный раз-
мер и установленных в оправку 3
Измерение внутреннего
конуса с помощью
пробки
Вводят в коническое отверстие калибр, имею-
щий уступ I на определенном расстоянии от
торца 2 и две риски 3, определяющие допуск.
При отсутствии качания по рискам определя-
ют, правильно ли выполнено отверстие
Назначение
Эскиз
Измерение внутренних
размеров между плос-
кими поверхностями
ьо
00
Q0
Продолжение табл. 21
Краткое описание
Подбирают блок мерительных плиток /, прити-
рают и вводят без перекосов в измеряемое от-
верстие детали 2. Суммарная величина конце-
вых мерительных плиток есть действительный
размер (в данном примере контрольной скобы)
Измерительный зазор, образованный торцом сопла и
стенками отверстия, зависит как от непрямолинейности
образующей отверстия (например, вогнутости или бочко-
образное™), так и от искривления оси отверстия.
Рис. 124. Приспособления к пневморотаметру:
а — стойка для удержания пробки-калибра, б — универсальная пробка-ка-
либр, в — кольцо-калибр
Для измерения непрямолинейности оси отверстия не-
обходимо закрыть измерительное сопло 2 вращением
винта 10, Непрямолинейность оси определяется как раз-
ность показаний прибора при вращении.
Для измерения диаметра и погрешности формы от-
верстия (бочкообразное™, седлообразное™, конусности
и т. д.) винт 10 необходимо вращать в обратную сторону
до тех пор, пока воздух не будет свободно выходить че-
рез измерительное сопло 9, после чего можно произво-
дить измерения.
В комплект входит три насадки и шесть колец-калиб-
ров.
Для удобства замера конусности хвостовик пробки-
калибра удлинен, что позволяет замерять как прямую,
так и обратную конусность, не снимая детали. Данная
284
насадка устраняет неудобства, связанные с перестанов-
кой детали с одной насадки на другую для замера раз-
личных параметров, и дает возможность контролировать
все параметры втулки распределительного золотника на-
соса.
Рис. 125. Контроль плоскостности и па-
раллельности поверхностей детали на
оптикаторе:
1 — столик оптикатора, 2 — контролируемая
деталь, 3 — корпус
Контроль обработки плоскостей. Для контроля пло-
скостности обработанных деталей на заводах крупносе-
рийного и массового производств используются специаль-
ные инструменты и приборы. Эти измерительные сред-
ства, как правило, обеспечивают быстрое и точное изме-
рение (см. гл. II).
285
В мелкосерийном и инструментальном производствах
широко применяются универсальные приборы и инстру-
менты: лекальные линейки, контрольные плиты, плоские
стеклянные пластины, рычажные приборы типа оптимет-
ров, оптикаторов и др. При определении отклонений от
плоскостности наиболее простым инструментом являются
лекальные линейки, которыми проверяют прямолиней-
ность и плоскостность по способу световой щели (на
просвет) и по пятнам на краску. При проверке прямоли-
нейности на просвет лекальную линейку накладывают
на контролируемую поверхность и по величине световой
щели устанавливают, в каких местах имеются неров-
ности.
Для проверки плоскостности по методу пятен на крас-
ку на контролируемую поверхность наносят тонкий слой
растертой на масле краски-лазури, проводят лезвием
линейки и по оставшимся следам определяют плоскост-
ность. Для проверки плоскостности по методу интерфе-
ренции применяют плоские стеклянные плитки диамет-
ром 60, 80 и 100 мм и толщиной 25 мм. Эти плитки изго-
товляют из специального стекла «Пирекс». Торцовые по-
верхности этих плиток обработаны с очень высокой точ-
ностью и чистотой, обеспечивающими притираемость
(прилипание) плиток друг к другу.
Оценку шероховатости обработанных плоскостей про-
изводят методами, которые рассмотрены в гл. II.
На рис. 125 приведен пример контроля параллельно-
сти и плоскостности точно обработанной плитки на опти-
каторе.
Контрольные вопросы
1. Для чего нужна рассортировка деталей по группам? Как и на
чем она производится?
2. Как поддерживается точность притира в процессе абразивной
доводочно-притирочной обработки? Что вы знаете о методах правки
притиров?
3. Какие поверхности легко поддаются машинной абразивной
доводочно-притирочной обработке? Охарактеризуйте технологиче-
ские схемы обработки различных поверхностей.
4. Как влияют толщина и прочность абразивной пленки на каче-
ство и производительность машинной обработки на плоскодоводоч-
ных станках?
5. Какие вы знаете методы и средства контроля при машинной
абразивной доводочно-притирочной обработке?
Г л а в a XI
РУЧНЫЕ И МЕХАНИЗИРОВАННЫЕ СПОСОБЫ
АБРАЗИВНОЙ ДОВОДОЧНО-ПРИТИРОЧНОЙ
ОБРАБОТКИ
§ 64. ОБЛАСТЬ ПРИМЕНЕНИЯ
И ПОРЯДОК ВЫПОЛНЕНИЯ РУЧНЫХ
И МЕХАНИЗИРОВАННЫХ ДОВОДОЧНО-ПРИТИРОЧНЫХ РАБОТ
Выполнение доводочно-притирочных работ вручную
или с применением несложных механизмов производится
в основном в условиях мелкосерийного и индивидуаль-
ного производств, а также при ремонте высокоточных ме-
ханизмов, приборов и инструментов, когда полная меха-
низация работ невозможна. Например, в инструменталь-
ных цехах при изготовлении мерительного и режущего
инструмента, приспособлений, пресс-форм, ремонте гид-
рооборудования, насосов, дизелей и некоторых узлов
станков, где встречаются сравнительно большие объемы
доводочно-притирочной обработки.
Ручными и механизированными способами абразив-
ной доводочно-притирочной обработки могут обрабаты-
ваться поверхности различной формы: цилиндрические,
наружные и внутренние, конусные, плоские, фасонные.
Широко применяемое ручное и полумеханизированное
выполнение доводочно-притирочных работ имеет ряд не-
достатков, к числу которых относятся: малая производи-
тельность, высокая трудоемкость с большой затратой
физического ручного труда, зависимость производитель-
ности и качества обработки от субъективных качеств ис-
полнителя, невозможность применения стабильно под-
держиваемых и управляемых режимов.
Доводочно-притирочную обработку начинают, как
правило, с проверки припусков на обработку, затем под-
бирают абразивно-доводочные и смазочные материалы,
конструкции притира. Производительность обработки
зависит от соблюдения правильной последовательности
287
переходов, правильного использования абразивно-до-
водочных материалов и умения вести процесс обра-
ботки.
Каждая технологическая операция абразивно-дово-
дочной обработки состоит из следующих последователь-
но выполняемых переходов:
подготовка притира и обрабатываемой поверхности;
нанесение абразивно-доводочных материалов и сма-
зочно-охлаждающих жидкостей;
накладывание обрабатываемой детали на притир или,
наоборот, притира на обрабатываемую поверхность и пе-
ремещения их относительно друг друга с определенным
давлением и скоростью;
промывка притира и обработанной детали;
контроль формы, размеров и шероховатости обраба-
тываемой поверхности.
Все доводочные операции имеют общий порядок их
выполнения, но отличаются друг от друга составом и
крупностью применяемых абразивно-доводочных мате-
риалов, размерами и формой используемых притиров и
применяемыми режимами обработки.
Очень важным при выполнении сверхтонкой абразив-
ной обработки является постоянное поддержание чи-
стоты на рабочем месте, внимательность и осторож-
ность работающего. Нельзя допускать поспешности
в работе.
Повышение производительности труда при выполне-
нии процесса абразивной доводочно-притирочной обра-
ботки может идти по следующим направлениям:
усовершенствование приемов доводочно-йритирочных
работ, конструкций притиров, вспомогательных устройств
и приспособлений;
применение оптимальных по составу и рекомендуе-
мых для данного вида обрабатываемого материала дово-
дочных паст и смазочно-охлаждающих жидкостей;
использование эффективных моющих жидкостей;
предъявление более жестких технологических требо-
ваний к предшествующим доводочно-притирочной обра-
ботке операциям, уменьшение припуска под доводочно-
притирочные работы;
механизация процесса обработки путем применения
специальных «механизирующих приспособлений и «методов
контроля;
чистота и порядок на рабочем месте.
288
§ 65. ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
В настоящее время ручные доводочно-притирочные
работы все более и более механизируются путем исполь-
зования приводных бабок, приводов токарных, сверлиль-
ных, хонинговальных, фрезерных и других станков.
Оборудование выбирается в зависимости от особен-
ностей обрабатываемой поверхности, а также производ-
ственных условий. На многих ремонтных предприятиях
для этих целей используются пневматические машинки,
электрические дрели и различного рода приспособления.
Доводочная бабка.
На рис. 126 показана дово-
дочная бабка, основной час
тью которой является стани-
на 5, по форме напомина
ющая столик. В одной тумбе
помещается электродвига-
тель 7, а во второй имеются
полки для инструмента. Вер-
хняя часть станины служит
столом, на котором разме-
щаются все принадлежности
и детали для доводки. Кроме
того, на столе устанавливает-
ся шпиндельная головка, от
которой вращение через
шпиндель передается прити-
ру 4, закрепленному в цанге
3. Шпиндель головки 2 полу-
чает вращение через клино-
ременную передачу от электродвигателя 1. Для пуска
и остановки бабки служит кнопочный выключатель.
Обработка на приводных доводочных бабках произ-
водится методом врезания (поперечной подачи). При об-
работке наружных цилиндрических, конических поверх-
ностей и резьб обрабатываемую деталь закрепляют в
шпинделе доводочной бабки, а кольцо-притир надевают
на обрабатываемую деталь и удерживают в процессе об-
работки при помощи приспособления или непосредствен-
но рукой.
Деталь совершает вращательное движение, сообщае-
мое шпинделем, а кольцо-притир имеет возвратно-посту-
пательное движение, осуществляемое доводчиком вруч-
ную. В результате этого любая точка на поверхности
289
Рис. 126. Доводочная бабка:
1 — электродвигатель; 2 — привод-
ная головка бабка; 3 — цанга, 4 —
притир, 5 — станина
кольца-притира совершает относительно обрабатываемой
детали сложное движение в виде синусоиды.
Ручная пневматическая машинка являет-
ся простым и удобным механизирующим устройством.
На рис. 127 показана одна из конструкций такой машин-
ки, имеющей попеременное вращение шпинделя в разные
стороны. Обеспечивается это за счет специальной зубча-
той передачи, вмонтированной в корпусе машинки. Об-
рабатываемую деталь 5 ус-
танавливают в специальное
приспособление — обойму 4,
которое вставляют в шпин-
дель машины 3. Для облег-
чения условий обработки
торцовых поверхностей
эбойма 4 делается сменной.
Притир 2 укладывают, на
специальный стол 1, в ре-
зультате чего обрабатывае-
Рис. 127. Ручная пневматиче- мая деталь и притир имеют
ская реверсивная машинка надежное крепление.
Электрическая
дрель. Для притирки клапанов применяют специаль-
ную электрическую дрель (рис. 128, а), которая обеспе-
чивает попеременное вращение шпинделя то в одну, то в
Рис. 128. Электрическая реверсивная дрель:
а — внешний вид дрели, б — кинематическая схема ме-
ханизма
290
другую сторону на угол 90°. Дрель состоит из корпуса, в
котором смонтированы электродвигатель 3 и зубчатая пе-
редача 2. На шпинделе укреплен поводок 1 для удержа-
ния клапана в процессе притирки. Шпиндель совершает
до 400 колебаний в минуту. На рис. 128, б показано, как
изменение положения шатуна 4 обеспечивает поворот
клапана. Применение такой машинки сокращает время
притирки по сравнению с ручной в 5—6 раз.
Притирочные диски. Плоскости сравнительно
небольших деталей притирают вращающимся горизон-
тальным притирочным диском, который изготовляют из
чугуна. Привод диска вала осуществляется от электро-
двигателя через ременную передачу. Притираемую де-
таль во время обработки прижимают руками к поверхно-
сти диска.
§ 66. КОНТРОЛЬ ДЕТАЛЕЙ, ПОСТУПАЮЩИХ НА ОБРАБОТКУ
Для правильной организации доводочно-притирочных
работ необходимо выполнить следующее: осуществить
контроль качества предшествующей обработки, подгото-
вить рабочее место, подготовить притиры к работе.
Последовательность контроля. Предвари-
тельно производят наружный осмотр деталей, поступаю-
щих для доводки. В результате этого обнаруживаются
отклонения от формы поверхности, возможные дефекты
материала — раковины, трещины, а также дефекты тер-
мической обработки. Затем осуществляют замеры и конт-
роль поверхностей, определяют припуски на обработку.
Для этого используются соответствующие приборы и ин-
струменты (см. гл. II и табл. 26). Особое внимание
при этом обращают на отсутствие на подлежащих обра-
ботке поверхностях заусенцев, царапин, забоин, прижо-
гов, раковин. Большие дефекты деталей доводочно-прити-
рочной обработкой не устраняются, а поэтому детали,
имеющие шероховатость обработанной поверхности ниже
8-го класса чистоты, подвергать доводочно-притирочной
обработке не рационально.
Опыт показывает, что чем выше требуется качество
обработки, тем более жесткие требования должны предъ-
являться к предшествующим операциям. Поверхности де-
талей, подлежащие абразивной доводке, не должны
иметь рисок, царапин, раковин, забоин и других дефектов
предшествующей обработки. Как правило, границей для
291
перехода на абразивную доводку является 8—9-й клас-
сы чистоты.
Припуски на обработку. В процессе ручных
доводочно-притирочных работ снимают очень тонкие
стружки. Абразивная доводочно-притирочная обработка
не устраняет больших отклонений от формы и размеров
детали, поэтому припуски под доводочно-притирочные
работы должны быть небольшими. Припуски зависят от
диаметра и длины обрабатываемых цилиндрических по-
верхностей, ширины и длины плоскостей. В табл. 28 и 29
даны опытные припуски на обработку плоскостей и от-
верстий.
ТАБЛИЦА 28
Общие припуски на обработку отверстий
при ручных доводочно-притирочных работах
Диаметр отверстия, мм Длина отверстия, мм
до 50 50-100 100-200 200-300
До 10 0,009—0,02 0,02—0,04 0,03—0,07
10—30 0,01—0,03 0,03—0,05 0,03—0,08 —
30—50 0,02—0,04 0,04—0,06 0,04—0,09 0,1—0,12
50—100 0,04—0,05 0,05—0,07 0,07—0,1 0,1—0,15
ТАБЛИЦА 29
Общие припуски на обработку плоскостей
при ручных доводочно-притирочных работах___
Ширина плоскости, мм Длина ппоскости, мм
до 50 50-100 100-300
До 10 0,01—0,03 0,02—0,05
10—30 0,01—0,035 0,03—0,06 0,06—0,1
30—50 0,015—0,04 0,035—0,07 0,07—0,2
Абразивная доводочно-притирочная обработка, вы-
полняемая вручную, дает возможность получать точность
в пределах долей микрона и шероховатость обработанной
поверхности до 14-го класса чистоты.
§ 67. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
И ПОДГОТОВКА ИНСТРУМЕНТОВ К РАБОТЕ
Рабочее место доводчика, выполняющего работу вруч-
ную, должно быть оборудовано в соответствии с требова-
ниями, выполнение которых должно обеспечивать усло-
292
вия для сосредоточенной и трудоемкой работы. Нель-
зя добиться точности при работе на грязном рабочем ме-
сте, замасленными измерительными инструментами, засо-
ренными притирочно-доводочными материалами, а так-
же загрязненными приспособлениями и притирами.
Абразивно-доводочные материалы целесообразно дер-
жать в герметически закупоренных пластмассовых куль-
ках или бутылочках. В этом случае исключаются случаи
загрязнения их, а также удается очень легко наносить
пасты или суспензии на притир. Режущие свойства паст
и суспензий дольше поддерживаются и они не так скоро
высыхают.
Во всех случаях, подлежащие обработке детали
должны храниться в отдельных ящиках-стеллажах, рас-
сортированные по размерам. Для обработанных деталей
должны быть также ящики-стеллажи. Чтобы в процессе
работы обработанные детали не могли смешаться с не-
обработанными, ящики-стеллажи с обработанными дета-
лями обычно располагают с левой, а необработанные —
с правой стороны от работающего.
Притиры, притирочно-доводочные средства, измери-
тельные инструменты и приспособления должны быть так
расположены на рабочем месте и в таком порядке, чтобы
ими легко и удобно было пользоваться. Это избавляет от
необходимости тратить много времени на поиски нуж-
ного инструмента или приспособления. Все движения до-
водчика должны быть целесообразными.
Для правильной организации рабочего места довод-
чика необходимо руководствоваться следующими прави-
лами:
на рабочем месте не должно быть ничего лишнего;
все должно быть сосредоточено вокруг работающего
на возможно близком расстоянии, но так, чтобы не ме-
шать его свободным движениям;
каждый использованный предмет необходимо класть
на свое место, чтобы не искать при повторной необхо-
димости;
инструменты, которыми приходиться пользоваться ча-
ще, нужно располагать ближе;
предметы, требующие осторожного обращения, долж-
ны быть положены выше предметов, требующих менее
осторожного обращения. Например, измерительные инст-
рументы всегда должны располагаться выше, чем при-
тиры;
чертежи, операционные карты, рабочие наряды долж-
293
ны располагаться так, чтобы ими также было удобно
пользоваться;
вспомогательные материалы и инструменты должны
храниться в специальных ящиках;
во многих случаях рабочие места доводчика оборуду-
ют шкафчиками для хранения оснастки и притирочно-
доводочных средств. При укладке технологической ос-
настки в шкафчики необходимо избегать повреждений ее,
а при помещении в шкафчики посуда с притирочно-дово-
дочными средствами должна быть плотно закрыта крыш-
кой;
все быстроиспаряющиеся жидкости должны распола-
гаться ближе к вытяжной вентиляции, а в нерабочее вре-
мя храниться закрытыми;
вспомогательные инструменты доводчика должны из-
готовляться только из цветных металлов и неметалличе-
ских материалов (текстолита, стеклопластика и т. п.);
освещение’рабочего места должно быть сильным, но
в то же время не ослепляющим;
рабочее место доводчика должно быть самым чистым
местом в цехе и на участке.
Подготовка к работе включает в себя под-
бор технологической оснастки, абразивно-доводочных и
смазочных материалов, контрольно-измерительных инст-
рументов, моющих жидкостей, а также наведение поряд-
ка на рабочем месте. Для этого на каждом рабочем ме-
сте должны быть три плиты-притира: черновой, чистовой
и финишный. Перед работой они должны быть подверг-
нуты контролю на точность и правке. Правка произво-
дится, как правило, по методу трех плит.
Абразивно-доводочные материалы выбирают в соот-
ветствии с требуемым качеством обработки, а также фи-
зико-механическими свойствами обрабатываемого метал-
ла. При обработке сверхтвердых и хрупких материалов
используют доводочные пасты на основе алмаза или
эльбора, для обработки сталей твердостью HRC 25—65
применяют пасты на основе электрокорундов. Для обра-
ботки бронз, латуней, графитов используют окиси хрома,
алюминия или железа, венскую известь или же микропо-
рошки из карбида кремния. Любые абразивно-доводоч-
ные материалы перед употреблением должны быть под-
вергнуты технологической пробе, т. е. микропорошок,
паста или суспензия испытаны на соответствие условиям
обработки и возможность обеспечения качества. При об-
наружении крупных зерен в абразивных материалах сле-
294
1
Рис. 129. Намазка прити-
ра пастой:
1 — плита-притир, 2 — па-
ста, 3 — намазанная зона
дует пасту или суспензию подвергнуть дополнительной
классификации методом фильтрования или отмучивания.
В условиях инструментальных цехов и ремонтных участ-
ков большинство остающихся на обработанной поверхно-
сти детали царапин являются следствием загрязнения
паст и суспензии.
Из соображений чистоты обработки и избежания вся-
кого рода одиночных глубоких царапин и выхватов, сле-
дует хранить абразивно-доводочные материалы в закры-
той посуде, например, полихлорвиниловых кульках или
бутылочках. Не следует пользоваться для нанесения паст
или суспензий на притир кисточками, палочками или
пальцем. Лучше всего пригодны для этого бутыли из
легкодеформируемых пластмасс, из которых легко мож-
но наносить абразивно-доводочные материалы.
Перед обработкой детали должны быть хорошо очи-
щены от грязи, масла, пыли, мельчайшей стружки и осо-
бенно абразивных зерен. Достигается это промывкой с
последующей сушкой и протиркой. В качестве моюших
жидкостей применяют специальный бензин и газойль
Подготовка притиров.
Цоводчик-притирщик проверя-
ет точности формы притира и
производит шаржирование его
абразивным порошком или сма-
зывает пастой (рис. 129). Рабо-
чая поверхность притира перед
началом работы должна быть
точно отшлифована и доведена,
после чего тщательно очищена
от отходов абразива и смазки.
Притир промывают в бензине
или керосине и насухо протира-
ют хлопчатобумажной тканью.
При притирке деталей тверды-
ми абразивами шаржирование
заключается во вдавливании в
рен абразивного материала для укрепления зерен в мяг-
кой поверхности притира. В противной случае зерна аб-
разивного материала в процессе притирки будут перека-
тываться между притиром и деталью, что вызывает сни-
жение интенсивности процесса доводки.
Покрытие притира абразивом (шаржирование) может
быть прямым и косвенным. При прямом шаржировании
притира абразивный порошок вдавливают в притир до
295
поверхность притира зе-
начала работы. Этот прием выполняется так: поверх-
ность притира покрывают тонким слоем смазки и посы-
пают ровным слоем абразивного порошка, затем при
помощи стального закаленного бруска, ролика или ци-
линдрического валика (рис. 130) вдавливают порошок в
притир. Круглые притиры катают между двумя твердыми
стальными плитами до тех пор, пока абразив не вда-
вится в поверхность притира.
При косвенном покрытии притира абразивным по-
рошком покрывают не притир, а притираемую поверх-
ность детали, и только
уже в процессе притирки
абразивный порошок вда-
вливается в притир, изго-
товленный из более мяг-
кого материала, чем при-
тираемая деталь. Шаржи-
рованный таким способом
притир будет иметь мато-
вую поверхность, состоя-
щую из большого числа
мелких твердых с режу-
щими ребрами зерен.
Следует учитывать, что
чем выше требование к
чистоте поверхности, тем
Рис. 130. Шаржирование притира
микропорошком:
f — притир, 2 — абразивная прослой-
ка, 3 — верхняя плита, 4 — шаржиро-
ванные зерна
тоньше должна быть абразивная паста и должно быть
меньше абразивного материала нанесено на притир.
Процесс обработки. Как правило, абразивная
доводочно-притирочная обработка выполняется в три
этапа. Первый этап — черновая операция начинает-
ся с удаления следов инструмента после механической
обработки. Работа производится притиром, имеющим ка-
навки, на который наносится ровным слоем абразивно-
доводочный материал и смазочно-охлаждающая жид-
кость. Не рекомендуется применять малые притиры, так
как это может вызывать снижение точности обработки.
При обработке стальных деталей чаще всего использу-
ются чугунные притиры твердостью НВ 180—200. На пер-
вой доводочно-притирочной операции снимается припуск
значительно меньше, чем на второй операции. Примерно
величина припуска определяется из расчета 25—30% от
общего, хотя используется абразивно-доводочные мате-
риалы зернистостью М28, М20 или Ml4. Здесь большое
значение имеет площадь фактического контакта. Чем
296
больше эта площадь, тем большая площадь одновремен
но обрабатывается. Опыт показывает, что если детали ти-
па «плитка» предварительно обработаны с точностью
2—3-го классов и чистотой по 8—9-му классу, то целесо-
образно обработку начинать абразивно-доводочным ма-
териалом зернистостью М14. При удельных давлениях
0,4—0,5 kFJcm2 удается 'полностью устранить следы пре-
дыдущей обработки.
Второй этап — достижение требуемой точности*
обработанной поверхности. Выполняется эта операция
большей частью гладкими притирами. В качестве абра-
зивно-доводочного материала используют среднезерни-
стые пасты или суспензии, например М7—М5, а в каче-
стве смазочно-охлаждающих жидкостей применяют раз-
личные смеси. Хорошие результаты показывает смазочно-
охлаждающая жидкость, состоящая из касторового мас-
ла и дибутилфталата. На этой операции снимается ос-
новной припуск, оставленный на абразивную доводочно-
притирочную обработку, в результате чего достигается
высокая точность формы и размеров обработанных по-
верхностей.
Третий этап — полировка. Обработка заканчи-
вается сверхтонкой доводкой или, как часто называют
этот этап, полировкой. Выполняется она на гладком при-
тире, чаще всего изготовленном из стали или стекла.
В этих случаях применяют мелкозернистые пасты или
суспензии, например М3, М2 или Ml и тоньше. Обработ-
ку производят почти на сухом притире.
При обработке плоских поверхностей (например, пли-
ток из сталей твердостью HRC 60—65) на плиту-притир
наносят пасту. Через одну минуту обработки на плиту
из специальной пипетки наносят несколько капель керо-
сина, затем сразу же несколько капель жидкости «Аро-
мат». Как только плитка станет «сухой», т. е. образуется
светлая ровная еле заметная пленка, обработку прекра-
щают. В этих случаях достигается очень высокая чистота
поверхности.
При подготовке деталей к доводке, а также в процес-
се обработки производится очистка. Обычно очистка де-
талей, приводных бабок и притиров производится авиа-
ционным бензином. В последующие годы стали очищать
детали от паст специальными моющими безбензинными
составами. Известен раствор, состоящий из 30 г/л три-
натрийфосфата и 3 г/л поверхностно-активного вещества
ОП-7 или ОП-Ю. Применяют этот раствор при темпера-
11—2741 297
туре 65—75°С. После очистки в этом растворе стальные
детали промывают в горячей проточной воде в течение
8—10 мин. Промытые детали на 10—12 мин загружают в
ванну, содержащую 150 г/л нитрита натрия и 0,5 г/л
кальцинированной соды, моющий раствор подогревают
до температуры 80—82°С. После просушки для удаления
тончайшей пленки (порядка нескольких микрон) детали
обтирают марлевыми тампонами, смоченными в бензи-
не Б82 или гидролизном спирте.
При создании давлений на поверхность обрабатывае-
мой детали необходимо стремиться к тому, чтобы оно бы-
ло равномерным и постоянным. При этом надо помнить,
что с увеличением давления интенсивность процесса до-
водки повышается до некоторых пределов (рис. 131), а
^Ьдрадатыдаемая (или ширжи-
^оуемая) подерхнооть
Действие химически
.актидных додадок
JZ
1 стадия
Ш стадия
Ц стадия
'Зерно, ддадленное ‘Трещина
д притир (зерно разрушилось}
Зерно сидит
сдододно
Рис. 131. Положение абразивных зерен при шаржировании
притиров
при дальнейшем увеличении давления снижается не
только производительность доводки, но и шероховатость
обработанной поверхности. Это объясняется тем, что при
оптимальном давлении притира на зерна происходит рав-
298
номерное скалывание абразивов, т. е. происходит как бы
самозатачивание зерен, в результате чего осуществляет-
ся более интенсивное и равномерное сглаживание микро-
неровностей. При превышении оптимального давления
притира зерна начинают интенсивно изнашиваться и
разрушаться, постепенно утрачивая свою режущию спо-
собность. С одной стороны, при этом увеличивается сброс
абразивов, уносимых из зоны резания, что снижает ин-
тенсивность процесса доводки, а с другой стороны, нали-
чие в зоне резания абразивных зерен разной крупности
ухудшает качество обработки, так как появляются неоди-
наковой величины риски. Очень важно учитывать это при
шаржировании притиров.
$ 68. СПОСОБЫ ОБРАБОТКИ
РАЗЛИЧНЫХ ПОВЕРХНОСТЕЙ
Обработка плоскостей. Обработку вручную
выполняют, как правило, в два этапа: предварительно и
окончательно. На плитах-притирах обрабатывают дета-
ли, требующие высокой точности, например лекальные
Рис. 132. Приемы
1 — обрабатываемая деталь,
доводки плоских поверхностей:
2 — притир, 3 — брусок для установки
и удержания детали
линейки, шаблоны, плитки, калибры. Подготовленную к
обработке деталь аккуратно укладывают на притир (или
наоборот — притир на поверхность детали) и круговыми
И* 299
Рис. 133. Плоскодоводочный
диск с вертикальным распо-
ложением шпинделя:
1 — тумбочка, 2 — обрабатывае-
мая деталь, 3 — доводочный
диск, 4 — станина с размещен-
ным в ней электроприводом
в сочетании с прямолинейными движениями перемещают
по всей поверхности притира (рис. 132). Нажим на де-
таль должен быть равномерным и не сильным, а движе-
ния рук плавными. Для предотвращения завалов и пере-
косов давление должно быть приложено в точке, распо-
ложенной ближе к центру, а Уоризонтальное усилие —
в наиболее низкой точки детали, расположенной ближе к
притиру; при этом деталь должна быть уравновешена.
Для уравновешивания деталей применяют специаль-
ные устройства. После двух—четырехминутной работы
абразивно-доводочные материалы (например, пасты) при-
ходят в негодность, тогда их удаляют с притира и нано-
сят новый слой.
При наличии средств меха-
низации наиболее распростра-
ненным способом доводки яв-
ляется обработка на вращаю-
щихся дисках-притирах, покры-
тых абразивно-доводочными
материалами. Ось шпинделя,
на который насаживается диск,
может быть расположена гори-
зонтально или вертикально
(рис. 133).
При обработке плоских по-
верхностей на приводных дис-
ках притир совершает враща-
тельное движение, а обрабаты-
ваемая деталь удерживается
рукой. Рукой же обрабатывае-
мой детали сообщают дополни-
тельные движения и необходимое давление на поверх-
ность диска. Перед обработкой притир выправляют и на-
носят на него абразивно-доводочный материал. Лучшие
результаты показывает обработка со скоростью враще-
ния диска-притира до 300 об/мин; при этом абразивно-
доводочные материалы значительно ‘меньше разбрасыва-
ются, а диск-притир вращается более плавно и ровно без
большого биения.
Применяется также плоскостная обработка на пли-
тах-притирах, имеющих привод возвратно-поступательно-
го движения, аналогично плоскодоводочному станку кон-
струкции В. Д. Семенова (см. гл. VIII). Применяемые
при работе на этих приводных плитах приемы доводки
аналогичны применяемым на приводных дисках.
300
Качество поверхности, обработанной на плитах с воз-
вратно-поступательным движением, значительно выше: в
•меньшей степени разбрасываются абразивно-доводочные
материалы, удается легче удерживать деталь и сохранять
нанесенную на поверхность плиты абразивную прослой-
ку, удается получить направленное расположение следов
работы абразивных зерен, что очень важно при обработ-
ке, например плиток и шаблонов.
Обработку наружных цилиндрических
поверхностей, как правило,, выполняют с помощью
механизирующих устройств. В других случаях цилиндри-
ческие поверхности обрабатывают на плитах-притирах
способом перекатывания по притиру. В этом случае при-
меняются два притира (рис. 134). В отличие от обработ-
Рис. 134. Ручная доводка цилиндрических дета-
лей способом перекатывания:
1 — обрабатываемые детали, 2 — плиты-притиры
ки плоскостей при абразивной доводочно-притирочной
обработке наружных цилиндрических поверхностей вруч-
ную необходимо обеспечивать равномерное поворачива-
ние детали вокруг ее оси. Это исключит возможность по-
явления огранности.
При обработке наружных поверхностей тел вращения
на доводочных бабках решающее влияние на качество
обработки оказывает правильная ориентировка притира.
Если притир при обработке будет иметь частичный, а не
полный контакт с обрабатываемой поверхностью, то
будет происходить съем металла только в месте контак-
та. Обработанная поверхность будет иметь дефекты. На
рис. 135 показаны различные положения притира при
обработке. Устраняются эти дефекты только местной до-
водочной обработкой. Например, при выведении конус-
ности на наружной цилиндрической поверхности новый
слой абразивно-доводочных материалов наносят на утоЛ-
&01
щенный участок. Затем притир помещают так, чтобы он
имел контакт с обрабатываемой поверхностью только в
зоне дефекта, и снимают слой металла с целью устране-
ния конусности.
Рис. 135. Положение кольца-притира при доводке наружных ци-
линдрических поверхностей:
а — неправильное, б — правильное (1 — притир, 2 — обрабатываемая де-
таль)
После устранения конусности обязательно нужно про-
извести «освежение» всей поверхности обрабатываемой
детали, что выполняется более крупнозернистыми по-
рошками или пастами.
1 2 J 4
Рис. 136. Притиродержатель для удержания прити-
ров рукой при доводке наружных цилиндрических по-
верхностей:
1 — притиродержатель, 2 — компенсатор, 3 — разрезной
притир, 4 — стягивающий винт
Для обработки наружных цилиндрических поверхно-
стей на доводочных бабках и токарных станках исполь-
зуют кольца-притиры, форма и размеры которых зави-
сят от особенностей обрабатываемой поверхности и тре-
буемого качества обработки. Например, для предвари-
тельной обработки золотника гидроагрегата пастами при-
зов
меняют кольца-притиры.с канавками, а для чистовой до-
водки такие же кольца-притиры, но гладкие.
В условиях инструментальных цехов машинострои-
тельных предприятий цилиндрические гладкие калибры
обрабатывают механизированными способами. В качест-
ве оборудования используют приводные бабки или токар-
ные станки. Обрабатываемая пробка-калибр крепится в
центрах или в поводковом патроне. В качестве режущего
инструмента используют чугунные и стеклянные прити-
ры, покрытые абразивно-доводочными пастами. Притир
удерживается вручную или с помощью приспособлений—
притиродержателей (рис. 136). Огранку снимают на при-
водных бабках с применением колец-притиров. На
рис. 137 показан способ механизированной доводки ко-
ренных шеек коленчатого вала на токарном станке.
Рис. 137. Механизированный способ доводки на токарном станке
шеек коленчатого вала:
/ — поводковый патрон с центром, 2 — рычаг-притиродержатель, 3 — центр
задней бабки токарного станка, 4 — коленчатый вал, 5 — притир, 6 — хо-
мутик
Обработка внутренних цилиндрических поверхностей
производится с помощью стержней-притиров, закрепляе-
мых на доводочных бабках или в патроне токарного
станка (рис. 138). При доводке вручную отверстий кор-
пуса гидравлического насоса его закрепляют в тисках.
Притир, удерживаемый с помощью притиродержателя
(рис. 139) и покрытый абразивно-доводочным материа-
лом, вводят в отверстие. Сочетая круговые и вращатель-
ные движения, производят обработку. Давление притира
303
на стенки обрабатываемого отверстия должно быть по
возможности одинаковым. В противном случае появятся
завалы, исказится круглость. Выход притира за пределы
отверстия должен быть обеспечен на длину, равную
74 длины притира.
Рис. 138. Закрепление притира в конусе
шпинделя доводочной бабки и нанесение
пасты с помощью тюбика:
1 — шпиндель, 2 — обрабатываемая деталь, 3 —
тюбик с доводочной пастой, 4 — притир
Рис. 139. Ручная доводка отверстий корпуса
гидравлического насоса:
1 — корпус насоса, 2 — притир
Абразивная доводка резьб производится
резьбовыми притирами, профиль и размеры которых со-
ответствуют профилю и размерам резьбы на обрабаты-
ваемых деталях (рис. 140).
Обрабатываемую деталь зажимают в патроне ревер-
сивной головки доводочной бабки. При доводке соверша-
304
ют реверсивные движения притира в радиальном направ-
лении. Всякие заедания исключаются. Нельзя применять
большое количество абразивно-доводочных материалов,
в результате чего могут возникнуть заедания и завалы
резьбы. Давление притира должно быть постоянным и
равномерным.
Обработка конических отверстий. Ко-
нические отверстия обрабатывают на доводочных бабках,
используют при этом конические притиры, имеющие ка-
навки для удержания абразивно-доводочных материалов.
Доводка осуществляется способом радиальных подач.
Деталь, закрепленная в шпинделе доводочной бабки, со-
вершает быстрое вращательное движение, стержень-при-
тир удерживают рукой (рис. 141).
Рис. 141. Доводка конического
отверстия:
/ — патрон, 2 — обрабатываемая
деталь, 3 — притир
2
Рис. 140. Приемы креп-
ления детали и удержа-
ния притира при доводке
резьбы:
1 — обрабатываемая деталь,
2 — притир
Обработка сферических поверхностей.
Абразивную доводку точных сферических поверхностей,
например рабочей поверхности клапана, производят в
специальных приспособлениях. На рис. 142 показана схе-
ма доводки: обрабатываемую деталь 3 устанавливают в
гнездо притиродержатели 2, который связан со стойкой 7
через втулку 5 и шариковую опору 6. Чугунный притир /,
рабочая поверхность которого имеет сферическую фор-
му, приводится во вращение от реверсивной доводочной
бабки. Для сообщения обрабатываемой детали постоян-
ного давления предусмотрена пружина 4. Прижим обра-
батываемой детали и рабочее возвратно-поступательное
движение стойки 7 осуществляется вручную или от спе-
циального привода. На приборостроительных предприя-
тиях находит применение способ абразивной доводки
сферических поверхностей на станке, разработанном со-
3G5
ветским ученым А. 3. Раммом (рис. 143). На сферодо-
водочном станке производится обработка вогнутых сфе-
рических поверхностей в диапазоне радиусом 20—25 мм.
Деталь имеет вогнутую сферическую поверхность, зако-
ординированную относительно базовой плоскости Г, за-
дача состоит в одновременном получении как радиуса
Рис. 142. Доводка сферической поверхности на реверсивной
доводочной бабке с применением шарнирного приспособления
сферической поверхности 36+0*01, так и размера 8-0*01. Для
выполнения этой задачи необходимо в течение всего пе-
риода обработки расстояние от базовой плоскости Т до
центра сферической поверхности выдерживать равным
40,5~0’01. Для этой цели служит микрометрический винт 1.
В период обработки непосредственно на станке простым
индикаторным прибором замеряют размер А и при до-
стижении величины 8-0’01 доводку прекращают. Радиус
сферической поверхности находится в заданных пре-
делах.
Шкала индикаторного прибора градуирована непо-
средственно в величинах отклонения радиуса. Шпиндели
детали 2 и притира 5 закреплены в специальных подшип-
никовых узлах 3, обеспечивающих радиальное биение не
более 5 мкм. Микрометрическим винтом 8 устанавливает-
ся минимальная непересекаемость осей в пределах
5—10 мкм. Несферичность при этом не превышает
1,5—2 мкм. Давление притира на поверхность обрабаты-
ваемой детали создается пружиной 4, которая одновре-
менно перемещает притир вдоль оси, компенсируя его
износ. Абразивная паста подается непосредственно в зо-
306
ну резания с помощью дозатора 6. Вращение направ-
ляется раздельно к каждому шпинделю через карданный
вал 7 от электродвигателя 9. При обработке, например,
стальных деталей твердостью HRC 58—62 используется
абразивная паста на основе микропорошка ЭБМ5. Обра-
ботка производится с применением медного притира.
Средняя рабочая скорость 2,4 mImuh, удельное
давление 2,5 кГ1см2. Производительность обработки
40 деталей в смену
Рис. 143. Абразивная доводка сферических поверхностей
по способу, разработанному А. 3. Раммом:
а — начальный момент, б — увеличение радиуса, в — уменьше-
ние радиуса
Одним из преимуществ этого способа является воз-
можность получать радиус сферической поверхности за-
ранее заданной величины и точности независимо от ве-
307
личины радиуса сферической поверхности, подготовлен-
ного под абразивную доводку. Так как точка пересечения
осей притира и детали неподвижна относительно станка
и при обработке образуется сфера с центром в точке пе-
ресечения этих осей, то по положению вершины (или
другой части сферы) относительно этого центра можно
судить о величине радиуса сферической поверхности.
Если обрабатываемую деталь (рис. 143, а) переме-
стить вверх (рис. 143,6), то создаются условия для уве-
личения радиуса выпуклых и уменьшения радиуса вогну-
тых сферических поверхностей. При опускании обраба-
тываемой детали (рис. 143, в) создаются условия для из-
менения радиусов в обратную сторону, т. е. уменьшается
радиус вогнутых сферических поверхностей. Величина
изменения радиусов может быть подсчитана по формуле:
1 — для случая (схема, 6)
Я = /?о.± °™cos (ь + р)
2 — для случая (схема, в)
R = /?0 ± огн cos ('j’q р).
па сферодоводочных станках, работающих по спосо-
бу «жестких осей», может быть получена минимальная
неточность формы поверхности детали 0,5 мкм, мини-
мальная неточность взаимного расположения поверхно-
стей 1 мкм, минимальная неточность радиуса сфериче-
ской поверхности 5 мкм и шероховатость обработанной
поверхности 12—13-го классов чистоты.
притирка зубчатых колес заключается в
гом, что обрабатываемое колесо вращается в зацеплении
с вращающимися чугунными шестернями-притирами,
смазанными пастой из смеси мелкого абразивного порош-
ка и масла.
Применяют два способа притирки: при первом спосо-
бе — оси обрабатываемого колеса и притира параллель-
ны, при втором — оси обрабатываемого колеса и прити-
ров скрещиваются под небольшим углом. Притирка ко-
леса 1 по первому способу (рис. 144, а) производится
одним притиром 2 того же модуля и заключается во
взаимном обкатывании зубьев обрабатываемого колеса
и притира, на рабочую поверхность которого нанесена
абразивная паста. В процессе притирки колесо 1 имеет
принудительное вращение и одновременно совершает не-
большие осциллирующие движения в радиальном на-
правлении, а притир 2, увлекаемый колесом, помимо вра-
308
щения совершает возвратно-поступательное движение в
осевом направлении. Вращения колеса и притира ревер-
сируются.
При втором способе притирки (рис. 144,6) происхо-
дит взаимное обкатывание зубьев колеса 2 и зубьев трех
чугунных притиров /, 3 и 4 одновременно. В большинстве
случаев для притирки колес с прямыми зубьями прити-
ры 3 и 4 делают косозубыми с углом наклона зубьев
5—10°, причем у одного притира направление зубьев пра-
вое, а у другого — левое. Притир 1 делают прямозубым.
Рис. 144. Схемы притирки цилиндрических зубча-
тых колес:
а — при параллельном расположении осей колес, б — при
скрещивающемся расположении осей колес
Для притирки косозубых колес притир 1 делают косозу-
бым с одинаковым, но противоположно направленным
наклоном зубьев, ось его остается параллельной оси коле-
са 2. Притиры 3 и 4 также делают косозубыми с углом
наклона зубьев колеса на величину необходимого угла
скрещивания. Окружная скорость обрабатываемого коле-
са должна составлять 30—60 м!мин. Необходимое дав-
ление на боковые поверхности зубьев во время притирки
создается гидравлическими тормозами, действующими на
шпиндели притиров.
Притирка — высокопроизводительный способ отделки
зубчатых колес. Колесо среднего размера притирается
обычно за 2—4 мин, при этом шероховатость поверхно-
сти соответствует 9—10 классам чистоты. Однако с по-
мощью притирки можно исправить сравнительно неболь-
шие погрешности предыдущей обработки, так как при-
пуск на притирку составляет не более 0,03 мм на сторону.
309
При наличии ошибок в шаге и профиле зуба более
0,04—0,05 мм притирка становится неэффективной. Так
как в процессе термической обработки колеса толщина
зубьев, как правило, увеличивается на 0,03—0,04 мм, то
в этих случаях припуска на притирку можно не остав-
лять.
Если подготовленное под притирку колесо имеет
7-ую степень точности, а притир — 5-ую, то в результате
притирки получают колесо 6-й степени точности. Притир-
ку цилиндрических колес осуществляют на станках
мод. 573, 5735, ЕЗ-8.
§ 69. ПРИМЕРЫ ОБРАБОТКИ
ТИПОВЫХ ДЕТАЛЕН
Обработка мер твердости. Доводка образ-
цовых мер твердости требует соблюдения строгой после-
довательности, тщательного и аккуратного -выполнения
всех без исключения приемов. Обработка осуществляет-
ся в три этапа: 1-й этап — подготовительный, который
включает входной контроль и рассортировку, мойку и
сушку обрабатываемых деталей; 2-й этап—достижение
требуемой плоскостности поверхности и устранение сле-
дов предшествующей обработки; 3-й этап — окончатель-
ная обработка, в результате которой достигается высокое
качество обработанной поверхности. При выполнении
2-го и 3-го этапов обработки производится многостадий-
ная промывка сепараторов, притиров и обрабатываемых
деталей, контроль их качества.
Технологический процесс включает три доводочных
операции, что обеспечивает достижения 12-го и
13-го классов чистоты. Первая доводочная операция вы-
полняется на плоско-доводочном станке мод. СППД-2.
Обработка производится на чугунном диске-притире, ра-
бочая поверхность которого имеет 8—9-й класс чистоты.
Диск-притир (рис. 145) совершает 50 об/мин, удельное
давление 0,5 кГ/см2. В качестве доводочного материала
используется абразивная паста «Харьков-ДМ14», нама-
зываемая на притир в количестве 25 г на обработку од-
ной партии (24 детали в. партии). При этом на 2 мин об-
работки в зону резания вводят 5—8 капель смазочно-
охлаждающей жидкости «Аромат» и 8 капель керосина.
Обработка продолжается 4,5 мин. По окончании обработ-
ки детали снимают со станка, моют и контролируют на
миниметре или оптикаторе.
310
Вторая доводочная операция выполняется на другом
плоскодоводочном станке, имеющем чугунный диск-при-
тир, с рабочей поверхностью 9—10-го класса чистоты.
Диск-притир совершает 30-об/лшн. При этом использует-
ся абразивная паста «Харьков-ДМ5» в количестве 25 г
на партию деталей. Для достижения высокой чистоты об-
работки особое внимание обращают на поддержание по-
стоянной плотности аб-
разивной прослойки. В
первую минуту обра-
ботки (примерно на
55-й секунде) в зону ре-
зания вводят 8—9 ка-
пель керосина, а на вто-
рой минуте — 5—7 ка-
пель СОЖ «Аромат».
Как только образивная
прослойка приобретав!
матовый цвет (притир
окажется полусухим) ?
станок сразу же вы-
ключают. Достигается
11 — 12-й класс чистоты
и отклонение от плос-
костности не более
0,005 м/см.
Окончательная до-
водка выполняется
на ПЛОСКОДОВОДОЧНОМ Рис. 145. Схема доводки плоскоца-
станке, который имеет раллельных плиток:
СТеКЛЯННЫЙ ППИТИГ) С ~ плитка, 2 — диск-притир, 3 — сепара-
ислллипош npninp с тор( 4 _ ЛроКладка-компенсатор, 5 — на-
шероховатостью рабО- гружатель
чей поверхности прити-
ра, соответствующей 11 — 12-му классу чистоты. Скорость
вращения притира снижается до 10 об/мин. На этой опе-
рации используется паста «Харьков-ДМ1» в количестве
10—12 г на партию. Для достижения высокого качества
обработки на 1-й минуте в зону резания вводят 8—9 ка-
пель авиационного бензина, а затем 4—6 капель СОЖ
«Аромат». Обработку прекращают при образовании на
поверхности притира тонкой, еле заметной масляной
пленки. Процесс окончательной доводки длится пример-
но 3—4 мин. Достигается высокая плоскостность мёр
(0,0004—0,0008 мм) и шероховатость обработанной по-
верхности не ниже 12-го класса чистоты.
311
Доводка стержней и наконечников
приборов. В результате доводки достигается перпен-
дикулярность и плоскостность торцов стержней. Для это-
го используются приспособления различной конструкции,
одна из которых показана на рис. 146. Цилиндрическая
поверхность диска 1 имеет вырезы призматической фор-
мы. В этих вырезах располагают обрабатываемые дета-
ли 2 и закрепляют их винтами 3, проходящими через
Рис. 146. Приспособление
для доводки торцовой пло-
скости стержней и наконеч-
ников приборов
полняют пастами М7—,
водку пастами М3—Ml.
кольцо ч.
После термической об-
работки весь набор стер-
жней, установленный в
приспособлении, шлифу-
ют с двух сторон по тор-
цам. Припуски под довод-
ку составляют 0,012—0,01
мм. Первая операция до-
водки выполняется паста-
ми М28—М14 и выполня-
ется на плосководочных
станках или приводных
бабках с вертикальным
шпинделем.
При обработке на плос-
ководочных станках при-
способление вставляют в
обгоночное кольцо, пред-
варительно сняв сепара-
тор. Остальные приемы
аналогичны обработке
других деталей на этих
станках/ Доводку вы-
и окончательную до-
концу обработки скоро-
сти вращения притиров снижают и уменьшают воз-
вратно-поступательное движение. Удельное давление при
обработке деталей одной и той же твердости остаются
неизменными. При выполнении предварительных дово-
дочных операций используют чугунные притиры, а при
окончательной доводке — стеклянные. В процессе выпол-
нения всего технологического цикла установку обрабаты-
ваемых деталей не меняют, иначе нарушится их точность.
При контроле детали также не вынимают из приспособ-
ления. Контролируют с применением микрометров, ми-
ниметров и лекальных линеек.
31?
Доводка предельных скоб. Скобы после
термической обработки, закаленные до твердости
HRC 56—62, подвергают предварительной обработке на
Рис. 147. Приспособление И. П. Карташова для до-
водки скоб:
а — внешний вид, б — устройство приспособления, в, г, д, е — на-
стройка на обработку плоскостей
плоскошлифовальных станках, а затем шлифуют бруска-
ми с последующей доводкой с помощью доводочных паст.
Режущим инструментом при абразивной доводке являют-
ся притиры, изготовленные из чугуна или стекла «Пе-
рикс». При ручном изготовлении скоб обработка бруска-
313
ми и доводочные работы могут не иметь строгой последо-
вательности. Например, после предварительного шлифо-
вания брусками и окончательной доводки одной из губок
скобы следует предварительное шлифование бруском и
окончательная доводка другой губки. Необходимый раз-
мер обеспечивается за счет обработки второй губки рас-
твора скобы.
Существуют два основных приема доводки скоб: ско-
ба двигается по неподвижно закрепленному притиру; не-
подвижно закреплена скоба, а двигается притир.
Первый прием применяется при обработке скоб не-
большого и среднего размера (зев скобы до 150 мм).
При обработке доводчик ставит доводимую пло-
скость скобы на притир и передвигает ее по притиру с
равномерным прижимом к нему. Скобу располагают на
притире под углом 20—25° к его оси и двигают в таком
положении не вдоль притира, а под углом 5—10° В про-
цессе обработки следует менять направление движения,
т. е. применять перекрестную доводку.
Для рабочих, имеющих известный навык, доводка
представляет простой процесс. Опытный доводчик по ха-
рактеру движения скобы на притире заранее может су-
дить о результатах обработки и, изменяя степень нажима
на отдельные участки плоскости, исправлять перекосы.
При доводке узких и длинных лапок скоб можно ис-
пользовать кубик, который устанавливают на притире
совместно с доводимой скобой. Это обеспечивает надеж-
ное положение скобы и уменьшает возможность появле-
ния завалов и перекосов.
При обработке скоб с размером зева выше 50 мм сле-
дует помнить, что вес корпуса скобы всегда создает не-
сколько большее давление на пятку (часть мерительной
поверхности, расположенной ближе к корпусу скобы).
Это может привести к продольному перекосу. Поэтому
давление руки на носок (часть плоскости, расположенной
ближе к внешней части зева скобы) должно быть не-
сколько большим.
При обработке односторонних предельных скоб довод-
ку следует начинать с общей плоскости. Затем нужно вы-
держать разницу в размере между проходной и непро-
ходной плоскостью и окончательно доводить опять за
счет общей плоскости. Это диктуется тем, что последняя
имеет большую площадь, что способствует более устой-
чивому положёнию скобы на притире. Кроме того, обра-
314
батывая любую из плоскостей предельной стороны, очень
легко снять несколько лишних микрон. Имея же в запасе
некоторый припуск на общей стороне, можно его всегда
использовать при возникновении ошибок.
При доводке скоб можно пользоваться некоторыми
приспособлениями. Одно из таких приспособлений пред-
ложено новатором И. П. Карташевым (рис. 147, а).
Приспособление (рис. 147, б) состоит из корпуса /,
тисочков 3, подвижной направляющей 5 и регулировоч-
ных винтов 6 и 7. Доводимую скобу зажимают в тисочках.
С помощью винта 7 тисочки можно перемещать вверх и
вниз для установки лапки скобы на уровне роликов 2 и 4.
С помощью винта 6 регулируется положение ролика 4 по
высоте. Контроль расположения в одной плоскости роли-
ка 2, поверхности губки и ролика 4 осуществляется ле-
кальной линейкой (рис. 147, в и е).
Наряду с этим образующие обоих роликов и доводи-
мая плоскость должны быть параллельными (рис. 147, д).
Такая установка достигается соответствующей регули-
ровкой скобы при ее зажиме в тисочках, Винт 7 служит
для подачи доводимой поверхности на притир. По окон-
чании доводки одной стороны скобу переворачивают и
зажимают в тисочки другой стороной. Параллельность
роликов и лапки скобы выверяют по ранее доведенной
лапке. Для этого на ролики накладывают плоскопа-
раллельную мерительную плиту. Плоскостность доведен-
ных поверхностей скобы проверяют лекальной ли-
нейкой.
Параллельность плоскостей и размер рабочего зева
скобы после доводки проверяют с помощью блока мери-
тельных плиток «на вхождение». Обязательным условием
при этом является применение защитных плиток, пред-
охраняющих основные плитки набора от преждевремен-
ного износа. Об отклонении от параллельности можно
судить следующим образом. При отсутствии параллель-
ности блок плиток, помещенный в зеве скобы, будет по-
ворачиваться вокруг какого-либо угла мерительной по-
верхности скобы или одной из ее сторон. Если же поверх-
ность хорошо доведена, то в результате поворачивания
блока плиток на месте контакта останутся едва разли-
чимые кольцевые следы.
При контроле скоб небольшого размера непараллель-
ность можно установить, вставляя плитку уголком по-
следовательно в разных местах зева скобы.
315
$ 70. ДОВОДОЧНО-ПРИТИРОЧНЫЕ РАБОТЫ
ПРИ РЕМОНТЕ
Ремонт микрометров. Доводкой при ремонте микро-
метров восстанавливают перпендикулярность плоскостей
шпинделя и пятки, их плоскостность. При небольшом из-
носе мерительных поверхностей микрометров с пределом
измерения не свыше 75 мм применяют следующий прием.
Изготовляются четыре плоскопараллельных притира не-
обходимой высоты, различающиеся по размеру на
6,125 мм (или для комплекта из 3 шт. с разницей в раз-
мере на 0,17 мм). Назовем их в порядке возрастания
размеров: № 1, № 2, № 3, № 4. Порядок доводки сле-
дующий: вначале плоскости обрабатывают притиром
№ 1 до получения их взаимопараллельности. Трудно
ожидать, что в результате такой обработки одновремен-
но получится и перпендикулярность их к оси шпинделя.
Скорее всего они будут несколько наклонены (рис. 148, а).
После этого используют притир № 3. Поскольку он боль-
ше притира № 1 на 0,25 мм, шпиндель при зажиме при-
тира повернется на 0,5 мм, т. е. произойдет кантовка
(рис. 148,6). Вследствие обработки притиром № 3 пе-
рекос уменьшится. Затем плоскости попеременно обра-
Рис. 148. Доводка мерительных плоскостей
микрометров:
а—г — последовательность обработки
батывают притирами № 2 и 4 (рис. 148, в, г). В резуль-
тате многократной обработки всеми притирами может
быть достигнута взаимная параллельность и строгая пер-
пендикулярность их к оси шпинделя. Контроль этой опе-
рации осуществляется методом интерференции с по-
мощью набора плоскопараллельных стеклянных пластин.
При обработке рабочих поверхностей микрометров
большого размера и при ремонте сильно изношенных
микрометров применяют раздельную обработку шпинде-
316
ля и пятки. Торец шпинделя обрабатывают в специаль-
ном приспособлении — кондукторе, у которого ось отвер-
стия для закрепления стебля строго перпендикулярна к
основанию. Пятку обрабатывают в собранном виде прие-
мами, сходными с обработкой скоб. После обработки ба-
рабан должен быть установлен в нулевое положение.
Ремонт плоскопараллельных концевых мер длины.
Абразивной доводкой устраняют небольшие забоины, не-
значительную коррозию и отсутствие притираемости. Сни-
маемый слой при выполнении данной операции не пре-
вышает 0,1 мкм. Поэтому даже после неоднократного пе-
редвижения ремонтируемой плитки по притиру она лишь
незначительно теряет свою первоначальную точность.
Работа производится последовательно на трех притирах
размером 100X200 мм, изготовленных из мелкозерни-
гого чугуна, тщательно выправленных и шаржирован-
ных мелкозернистой пастой. Первая плита шаржируется
относительно более грубым, вторая — средним,
третья — наиболее мелким номером абразива в пасте.
В качестве смазки применяется авиационный бензин.
Плитки малого размера притирают, прижимая к держав-
ке, представляющей обычную плитку размером 10 мм,
обклеенной с одной стороны плоской мелкозернистой
наждачной бумагой. Чтобы в начале доводки плитка
соединялась с державкой, последнюю слегка смазывают
вазелином. Плитки размером от 0,5 до 7 мм для удобст-
ва их удержания соединяют с другой плиткой размером
8—10 мм. Качественность обработки плоскости на плит-
ках зависит от степени нагрева плитки от рук доводчика,
от скорости движения плитки по притирам, от умения
правильно держать плитку. В процессе обработки пло-
скостей плитку удерживают указательными и большими
пальцами обеих рук и перемещают по притиру обеими
руками. Для уменьшения нагрева плиток от рук верх-
нюю поверхность плитки покрывают кусочком чистой
замши, которую периодически смачивают бензином. Если
на плитке получается выпуклость, то плитку необходимо
положить на несколько минут на холодную плиту для
охлаждения. В некоторых случаях исправить этот де-
фект можно несколькими ускоренными движениями
плитки по всей длине притира. Если температура внеш-
ней среды была выше нормальной или притиры, на кото-
рых обрабатывались плитки, были слишком нагреты, на
обрабатываемой плитке получается впадина. Чтобы ис-
править этот дефект, иногда бывает достаточно сделать
317
лишь более медленное движение, чем обычно при до-
водке. Перед началом обработки плиток размером от
0,5 до 2 мм выверяют их плоскостность. Для этого плит-
ку сначала кладут вогнутой частью и проводят ею не-
сколько раз по каждому из всех трех притиров, затем
плитку перевертывают второй стороной и таким же спо-
собом проводят по всем притирам.
На обеих сторонах плитки ясно выступят места, ха-
рактеризующие ее вогнутость или выпуклость. Только
после такой проверки можно доводить плитку в размер.
Припуск следует снимать равномерно с обеих плоскостей
во избежание деформации. Иногда доводчик бывает вы-
нужден снимать припуск неравномерно с обеих сторон.
В таких случаях плитка деформируется (коробится).
Чтобы исправить этот дефект, следует положить ее на
контакт с притиром выпуклостью вверх и провести не-
сколько раз по другой плите-притиру, которых шаржиро-
вана более крупнозернистой пастой.
При обработке плиток размерами от 20 до 100 мм сле-
дует с особым вниманием нажимать на плитку. Нажим
должен быть равномерным по всей плоскости, иначе
не удастся получить требуемые плоскостность и парал-
лельность.
При обработке поверхностей плитки следует водить
ее по притиру то одним концом вперед, то другим, повора-
чивая плитку на 180° через .каждые пять ’движений.
Если плитка непараллельна (например, один угол высту-
пает), то для исправления ее делают несколько больший
нажим на этот угол и направляют плитку этим углом
вперед. При незначительном износе поверхности доста-
точно 5—6 движений плитки на каждом притире.
Плоскостность плиток контролируют с помощью стек-
лянных плиток методом интерференции, параллельность
проверяют на вертикальном оптиметре. Более сложный
ремонт — восстановление параллельности и снижение
номинального размера — может быть осуществлен лишь
при наличии большого опыта.
Ремонт золотниковых пар. При ремонте основной за-
дачей является правильное построение технологического
процесса и умелый подбор абразивно-доводочных мате-
риалов.
Опыт передовых предприятий по ремонту дизельных
двигателей, а также другой техники показывает, что тех-
нологический процесс ремонта топливной аппаратуры,
318
распределительных золотников гидрооборудования и ар-
матуры должен включать минимум три операции, для
выполнения которых необходимо подбирать соответст-
вующий режим и определенные абразивно-доводочные
материалы. Порядок работ следующий:
1-я операция — предварительная обработка из-
ношенной во время эксплуатации поверхности. Круп-
ность абразивов должна быть М10—М7;
2-я операция — окончательный съем припуска с
целью придания правильной формы и точности размера.
На этой операции крупность зерен абразивов прини-
мают в пределах М7—М5;
3-я операция — окончательная доводка. Исполь-
зуются микропорошки М3—Ml.
В процессе доводочно-притирочной обработки приме-
няется многостадийная промывка и сушка. Расчленение
процесса связано с тем, что занимаемый припуск
при доводке весьма мал и, если не будут устранены
следы износа или предыдущей обработки, то значитель-
но больше времени потребуется на устранение дефектов.
На тех золотниках, на которых не видно рисок от шлифо-
вания, достигается 10-й класс чистоты.
В практику ремонта внедряются доводочные станки
различных модификаций. При абразивной доводочно-
притирочной обработке круглых цилиндрических деталей
диаметром до 16 мм и длиной до НО мм применяются
универсальные доводочные станки моделей ЗА814 и
ЗБ814. На этих станках можно притирать и плоскости,
например торцы клапанов.
Для обработки отверстий плунжерных втулок при-
меняются внутридоводочные одношпиндельные станки
мод. 3820Д с автоматическим-разжимом рубашки при-
тира на размер. Они вполне приемлемы для участков и
цехов ремонта топливной и гидравлической аппаратуры.
Технологическая оснастка включает приспособления для
крепления деталей, притиры и притиродержатели, а так-
же технологическую тару. Обработка деталей на уни-
версальных доводочных станках производится в сепара-
торах. Контроль деталей топливной аппаратуры в усло-
виях ремонта производят на оптикаторах и пневморо-
таметрах. Овальность проверяют на оптикаторе с по-
мощью призм, а кривизну оси — на плоском столике.
Большое значение имеет форма, размер и материал
притира. Для доводочных операций притир должен быть
хорошо выправлен, а шероховатость его рабочей поверх-
319
ности должна быть на 1—2 класса ниже требуемого клас-
са чистоты обрабатываемых деталей. Для устранения
износов конусных отверстий в деталях топливной аппара-
туры рекомендуются притиры из сталей 20 и 30 или стек-
ла «Перикс», обладающего высокой износостойкостью.
Применять на черновых операциях алмазные пасты с
последующим переходом на мелкозернистые абразивные
пасты и суспензии не рекомендуется, так как оставшееся
крупное алмазное зерно будет ухудшать чистоту обрабо-
танной поверхности.
Контрольные вопросы
1. Какой существует порядок выполнения доводочно-притирочных
работ вручную и механизированным способами?
2. Расскажите о подготовке деталей к абразивной доводочно-
притирочной обработке.
3. Почему на одном притире нельзя выполнять черновые и чи-
стовые доводочно-притирочные работы?
4. Как можно повысить качество и производительность доводоч-
но-притирочных работ?
5. Как должно быть организовано рабочее место доводчика-
притирщика?
6. Какие требования предъявляются к деталям, поступающим на
обработку с помощью приводных бабок?
7. Расскажите о способах механизированной обработки цилинд-
ров, плоскостей, резьб. Перечислите требуемую технологическую
оснастку для этих целей.
8. Какие требования предъявляются к точности приводной баб-
ки, пневматической машинки?
9. Какие меры предосторожности должны соблюдаться при ра-
боте на приводных устройствах?
10. Какие методы контроля вы знаете? Охарактеризуйте мето-
дику контроля цилиндрической, плоской и фасонной поверхностей.
11. В чем заключается общность и отличие доводочно-прити-
рочных работ по обработке мер твердости и плоскопараллельных
концевых мер-длины? Охарактеризуйте схемы обработки.
12. Какое влияние оказывают прочность и стабильность абразив-
ной прослойки при обработке плоскостей и других поверхностей?
13. Что вы знаете о способе обработки сферических поверхно-
стей, предложенном А. 3. Раммом?
14. Как осуществляется притирка зубчатых колес?
Глава XII
ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ПРИ РАЗМЕРНОЙ АБРАЗИВНОЙ ОБРАБОТКЕ
§ 71. ПОНЯТИЕ О ПРОИЗВОДСТВЕННОМ ПРОЦЕССЕ
И ЕГО СТРУКТУРЕ
В технологии машиностроения приняты следующие
понятия:
Изделие — окончательная продукция предприятия.
Деталь — первичный элемент изделия (нет соедине-
ний).
Агрегат — самостоятельная часть машины.
Сборочная единица — соединение, где возможна ею
сборка обособленно от других элементов изделия.
Заготовкой называется первоначальное состояние ос-
новного материала до начала обработки; заготовки, по-
ступающие на доводку, имеют очень малый припуск на
обработку по сравнению с другими механическими спо-
собами обработки. Необходимая точность размеров и
формы достигается, главным образом, на предшествую-
щих операциях — точении, шлифовании, хонинговании.
Производственным процессом называют совокупность
всех действий, в результате которых материалы и полу-
фабрикаты превращаются в готовые изделия.
Технология — наука об использовании технических
средств и труда в процессе изготовления нужных общест-
ву изделий заданного качества с наименьшей затратой
общественно необходимого живого и обобществленного
труда.
Технологическим процессом называется часть произ-
водственного процесса, непосредственно связанная с из-
менением формы, размеров, физико-механических
свойств или внешнего вида предмета труда. Технологи-
ческий процесс характеризуется неизменностью предме-
321
та труда, например, технологический процесс изготовлен
ния корпусов топливного насоса.
Технологический процесс подразделяется на опера-
ции. Операцией называется часть технологического про-
цесса, выполняемая на одном рабочем месте. Операция
характеризуется неизменностью рабочего места.
Операции подразделяются на установы или позиции.
Устинов — часть операции, выполняемая при определен-
ном положении детали относительно рабочего движения
инструмента. Установ характеризуется неизменностью
положения детали относительно траектории инструмента.
Позицией называется каждое из различных положе-
ний детали относительно оборудования, на котором про-
изводится обработка при неизменном установе детали.
Позиция характеризуется неизменностью положения де-
тали относительно станка.
Замена установов позициями является одним из про-
грессивных направлений на пути механизации технологи-
ческого процесса.
Переходом называется часть операции, которая ха-
рактеризуется неизменностью одновременно обрабаты-
ваемых или соединяемых поверхностей, рабочего инст-
румента (или одновременно работающего комплекта ин-
струментов) и режима работы станка. Переход характе-
ризуется неизменностью условий обработки.
Переход может подразделяться на проходы. Прохо-
дом называется действие, производимое над обрабаты-
ваемой деталью за одно законченное движение инстру-
мента. Проход характеризуется удалением каждого ново-
го слоя металла с обрабатываемой поверхности.
Переход подразделяется на приемы. Приемом назы-
вается законченная совокупность отдельных движений
работающего в процессе выполнения работы или в про-
цессе подготовки к ней. Прием подразделяется на эле-
ментарные движения. Элементарным движением назы-
вается наименьшая измеряемая часть технологического
процесса, состоящая из одного законченного движения.
§ 72. ОСНОВНЫЕ ТИПЫ
И СПОСОБЫ ПРОИЗВОДСТВА
В зависимости от количества изготовляемых изделий
и характера их выпуска различают три типа производст-
ва: массовое, серийное и единичное.
322
Массовым называется производство, при котором из-
готовление большого количества изделий, непрерывно-
повторяющихся в течение длительного промежутка вре-
мени, ведется путем выполнения на рабочих местах, за-
крепленных за ними одних и тех же операций. Отличи-
тельной особенностью массового производства является
широкое применение специализированных и специаль-
ных механизированных и автоматизированных станков,
специальных сложных приспособлений, непрерывной за-
грузкой станков одними и теми же деталями, расстанов-
кой станков по ходу технологического процесса.
Серийным называется производство, при котором из-
делия изготовляются периодически повторяющимися се-
риями и ведущееся, как правило, путем выполнения на
одном рабочем месте разных операций над различными
деталями. Отличительной особенностью серийного произ-
водства является применение универсальных и частично
специализированных станков, широким применением
приспособлений и специальных инструментов, периодиче-
ской сменой деталей на станках, расстановкой станков
с учетом характерных направлений грузопотоков.
Единичным называется производство, при котором из-
готовляется одно или несколько изделий, неповторяю-
щихся вовсе, либо повторяющихся через неопределен-
ный промежуток времени. Отличительной особенностью
единичного производства является применение универ-
сального оборудования, использование приспособлений
и специального инструмента лишь в случаях невозмож-
ности выполнения работ без их помощи, загрузкой стан-
ков различными деталями без какой-либо закономерной
смены последних, расстановкой станков группами по ти-
пам и размерам.
Прогрессивным является поточный способ производ-
ства однотипных изделий, при котором рабочие места
расположены в порядке последовательности выполнения
отдельных операций технологического процесса. Высшей
формой поточного способа производства является непре-
рывное поточное производство, при котором рабочие ме-
ста расположены в порядке последовательности выпол-
нения операций технологического процесса, а темп работ
согласован так, что осуществляется немедленная переда-
ча изделий-с предыдущей операции на последующую.
При изготовлении изделий крупными сериями находит
применение переменно-поточный способ производства,
при котором за поточной линией закрепляется обработ-
323
ка группы сходных по технологическому процессу дета-
лей. Под переменно-поточной линией понимается линия
в которой попеременно обрабатываются (или собирают-
ся) различные предметы при неизменном технологиче-
ском маршруте их обработка (сборки). В серийном про-
изводстве находит применение групповой способ произ-
водства, при котором за каждым станком закрепляется
обработка группы сходных по технологическому процес-
су деталей. Под групповой поточной линией понимает-
ся линия, в которой одновременно обрабатывается
группа различных деталей с использованием одних
и тех же приспособлений, постоянных или переналажи-
ваемых.
Производительность поточной линии характеризует-
ся темпом ее работы. Под темпом понимается отрезок
времени, в течение которого протекает то или иное пе-
риодически повторяющееся явление, длительность рав-
ных промежутков времени между выпуском с данного
рабочего места следующих друг за другом предметов
труда (деталей, сборочных единиц, изделий).
§ 73. ПОНЯТИЕ О ПРОЕКТИРОВАНИИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
И ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
Чертеж обрабатываемой детали является исходным
документом, определяющим требования к размерам и
качеству детали, которую нужно изготовить. На черте-
же указываются наименование обрабатываемой детали,
материал и вид заготовки, размеры и допустимые от-
клонения, требования к точности формы (некруглость и
нецилиндричность), шероховатость обработанной поверх-
ности, вид термической обработки, поверхностная твер-
дость и т. д. На чертеже детали иногда указываются так-
же технические требования на обработку (рис. 149).
Операционный эскиз — технологический документ,
предназначенный для рабочего и контролера. На эски-
зе указываются поверхности обработки, размеры и тех-
нические требования, которые должны быть выдержаны
при выполнении операции или перехода. Эскиз фикси-
рует внимание рабочего на технических требованиях,
предъявляемых при обработке детали, и облегчает пони-
мание задачи. Существует ряд условных обозначений на
324
33
26,5
Г75±0,2 .
159.—фр
О
4
31^0,2
0,5+1.5
410
W////
6,5
Ф1ВАр^'°в-5отб.
'равномерно по окруж-
ности через 90^+30'
52,5 Ср ~°>z
63,5 Ср '°>г
Рис. 149. Рабочий чертеж точной детали с техническими условиями на ее изготов-
ление
эскизах, например, обрабатываемые поверхности очер-
чиваются жирными линиями, размеры проставляются
те, которые должны быть получены после окончания вы-
полнения данной операции и с соответствующими допу-
сками.
Проектируемый технологический процесс при задан-
ных условиях и масштабе производства должен обеспе-
чить надежное осуществление всех технических требова-
ний при наименьшей себестоимости, высокой производи-
тельности обработки и наименьшем сроке окупаемости
дополнительных затрат.
Технологический процесс разрабатывают технологи
в общезаводских или цеховых технологических бюро.
Исходными материалами для разработки технологиче-
ского процесса являются: рабочие чертежи деталей и
технические условия на их изготовление, чертежи заго-
товок, годовая производственная программа выпуска
изделий, характеристика оборудования й приспособле-
ний, абразивно-доводочных материалов, притиров и т. д.
При разработке технологического процесса используют
справочную литературу, типовые технологические про-
цессы обработки подобных деталей, опыт передовых
предприятий, достижения новаторов производства и т. д.
В процессе разработки технологического процесса оп-
ределяют рациональные форму и размеры заготовок,
порядок операций обработки в их последовательности,
способ установки детали и закрепления ее при обработ-
ке, типы и размеры станка для выполнения отдельных
операций, расчет операционных размеров (операцион-
ных припусков и допусков), тип и размеры режущих ин-
струментов. При разработке технологического процесса
составляют эскизы и чертежи специальных приспособле-
ний, подбирают универсальные приспособления, устанав-
ливают нормы расходования материалов, нормируют
время выполнения операций, составляют технологиче-
скую документацию.
Важным вопросом в разработке технологического
процесса является выбор баз И установление последова-
тельности обработки. В зависимости от требований к
точности и чистоте поверхности обработка отдельных по-
верхностей подразделяется на несколько этапов обработ-
ки: черновую, получистовую, чистовую и тонкую. С по-
вышением требований к точности размеров и формы и
чистоте обработанной поверхности возрастает число эта-
пов обработки и наоборот.
326
Качество, достигаемое на доводочных операциях, за-
висит также от общей культуры производства. При раз-
работке маршрута обработки следует также предусмат-
ривать моечные операции, которые должны следовать
после каждой доводочной операции.
К основным технологическим документам относятся
спецификация для распределения деталей и операций
между цехами, операционные технологические карты на
обработку и сборку, сводные карты механической обра-
ботки, карты контроля и др.
В спецификации для распределения деталей и опера-
ций между цехами приводится порядок их прохождения
по цехам завода от момента изготовления заготовки до
сборки машины.
В операционной технологической карте (см. приложе-
ние) приведены сведения, необходимые для рацио-
нального и экономичного выполнения одной операции.
Сводная карта механической обработки представляет со-
бой описание маршрута обработки детали. В ней указы-
вается характеристика обрабатываемой детали, перечис-
ляются названия операций и их краткое содержание.
Для каждой операции указываются тип станка, приспо-
собление, норма времени на выполнение операции и раз-
ряд работы. Сводные карты являются основным докумен-
том для мастеров и цеховых нарядчиков, по которым со-
ставляются суточные и сменные задания.
Наиболее важной для доводчика является средняя
часть операционной карты (табл. 30 и 31), где указывает-
ся, как и в каком порядке и при помощи каких притиров,
абразивно-доводочных материалов производится обра-
ботка. Кроме того, указываются режимы доводки и вре-
мя на обработку. Во многих операционных картах при-
водятся технические условия на доводку, которые дол-
жен выполнять доводчик в процессе работы.
Карты контроля представляют собой документ, в ко-
тором занесена последовательность контрольных перехо-
дов с указанием инструментов и приспособлений для
контроля.
Строгое выполнение процесса, оформленного в тех-
нологических картах, т. е. соблюдение технологической
дисциплины, является законом производства.
Под технологической дисциплиной подразумевается
не только соблюдение последовательности обработки,
указанной в технологических картах, но и соблюдение
всех технических условий. Строгая технологическая дис-
327
Технологический процесс доводки рабочей поверхности отверстия
втулки золотника насоса
ТАБЛИЦА 30
№ опера- ций Наименование операции Операционный размер, мм Станок, рабочий и мерительный инструмент Технические требования
5 10 15 Тонкое шлифование Промывка I предваритель- ная доводка ^9 G 1 L Внутришлифовальный станок мод. 3225 Круг Э10СТ1К6 Пневматический длиномер М/насадка Э-018 Ванна с бензином Б-82 Марлевые салфетки Вертикальный внутридоводоч- ный станок мод. 3820Д иокр=19 м 1 мин Притир разрезной № 1 Паста# ДМ14 Насадка Э-018 Эталон чистоты обработки Чернота не допускается. Некруглость, нецилиндрич- ность не более 0,008 мм Остатки абразивно-доводоч- ных материалов не допу- скаются Некруглость, нецилиндрич- ность не более 0,006 мм Шероховатость обработанной поверхности — не ниже эталона
\795
—
12—2741
№ опера- ций Наименование операции Операционный размер, мм
20 Промывка Н
25 II предваритель-
пая доводка I
30 Промывка
35 Окончательная
доводка
^zd ‘..z.^
Промывка LT
40
Продолжение табл. 30
Станок, рабочий и мерительный инструмент Технические требования
Ванна с бензином Б-82 Марлевые салфетки Вертикальный внутридоводоч- ный станок мод. 3820Д Притир разрезной № 2 Паста ДМ7 Насадка Э-018 Светоскоп Остатки абразивно-доводоч- ных материалов не допу- скаются Некруглость, нецплпндрпч- ность отверстия — не более 0,004 мм
Ванна с бензином Б-82 Марлевые салфетки Вертикальный внутридоводоч- ный станок 3820Д v0Kp=12 м{мин Притир разрезной гладкий № 3 Паста ДМ5 Насадка Э-018 Светоскоп Остатки абразивно-доводоч- ных материалов не допу- скаются Нецилиндричность отвер- стия— не более 0,002 мм
Ванна с бензином Б-82 Марлевые салфетки Следы абразивно-доводочных материалов не допускаются
ТАБЛИЦА 31
Технологический процесс доводки рабочей поверхности золотника насоса
№ опера- ций Наименование операции Операционный размер, мм Станок, рабочий и мерительный инструмент Технические требования
5
10
15
20
25
30
Тонкое
шлифование
Промывка
Предварительная
доводка
Промывка
Доводка—снятие
огранки
Промывка
Бесцентровошлифовальный
станок
Круг ПП300Х75Х127 мм
Э10СТ1К6
Оптикатор
Ванна с бензином Б-82
Марлевые салфетки
Универсально-доводочный ста-
нок мод. ЗБ814
^окр=85
Диск-притир
Паста ДМ14
Оптикатор
Ванна с бензином Б-82
Марлевые салфетки
Доводочная бабка
vokp=25 м1 мин
Притир-кольцо
Паста ДМ7
Оптикатор
Ванна с бензином Б-82
Марлевые салфетки
Нецилиндричность, некруг-
лость не более 0,01 мм
Остатки абразивных материа-
лов не допускаются
Остатки абразивно-доводоч-
ных материалов не допу-
скаются
Конусности—не более
0,001 мм
Некруглость — не более
0,0008 мм
Остатки » абразивно-доводоч-
ных ^материалов не допу-
скаются
Продолжение табл. 31
Станок, рабочий и мерительный
* инструмент
Технические требования
Универсально-доводочный ста- нок мод. ЗБ814 ^окр=60 м/мин Диск-притир Паста ДМ5 Некруглость — не более 0,0005 мм Нецилиндричность — не бо- лее 0,001 мм
Оптикатор со специальной
призмой
Эталон чистоты
Ванна с бензином Б-82 Следы абразивно-доводочных
Марлевые салфетки материалов не допускаются
циплина обеспечивает нормальный ход производства, за-
данное качество продукции, высокую производитель-
ность труда, уменьшение брака и снижение себестоимо-
сти изделий. Нарушение технологической дисциплины ве-
дет к браку в работе и невыполнению программы выпу-
ска продукции.
Технологический процесс любого производства дол-
жен постоянно совершенствоваться. При изготовлении
деталей доводка их может производиться различными
способами с применением различных абразивно-доводоч-
ных материалов и притиров, при помощи разнообразных
механизирующих устройств и приспособлений. Однако
как бы хорошо и быстро ни осуществлялась та или иная
операция, в ряде случаев можно найти и применить еще
лучший, более производительный способ обработки. Од-
нако это не значит, что можно изменять технологию по
собственному желанию. Самовольное изменение техно-
логии может нанести ущерб производству.
Усовершенствование технологического процесса,
предложенного рабочим, должно быть оформлено в ви-
де рационализаторского предложения. После рассмотре-
ния и одобрения предложение вносится в технологиче-
скую документацию, т. е. становится частью технологи-
ческого процесса. На заводах существует бюро рациона-
лизации и изобретательства (БРИЗ), которое имеет своей
задачей привлекать рабочих к совершенствованию тех-
нологии производства. За рационализаторское предложе-
ние автор получает денежное вознаграждение, сумма ко-
торого зависит от экономии, полученной в результате
внедрения в производство рационализаторского предло-
жения.
$ 74. ПОНЯТИЯ О БАЗАХ
Поверхности, которыми деталь присоединяется к дру-
гим деталям и которыми определяется положение ее в
машине, называются основными (конструкторскими) ба-
зовыми поверхностями.
Поверхности детали, от которых производится отсчет
размеров при измерении деталей, называются измери-
тельными базами.
Поверхности, по которым производится установка об-
рабатываемой детали на станке относительно рабочего
332
движения инструмента, называются установочными базо-
выми поверхностями.
Выбор установочной базы имеет значение для повы-
шения точности обработки. Следует по возможности
стремиться к совмещению установочной базы с основной
и измерительной. При несовмещении этих баз возникает
погрешность обработки, величина которой зависит от до-
пуска на базисный размер, связывающий установочную
с основной базирующей поверхностью. При повышенных
требованиях к точности обработки необходимо ужесто-
чать допуск на базисный размер. В процессе обработки
детали иногда возникает необходимость перехода с од-
них баз на другие. Следует помнить, что такой переход
почти всегда связан со снижением точности обработки,
так как к имеющимся погрешностям добавляются по-
грешности выполнения базисного размера.
Обычно различают черновую и чистовую
установочные базы. Под черновой базой пони-
мается черновая поверхность на первой операции техно-
логического маршрута, когда обычно производится обра-
ботка чистовой базы, от которой производится последую-
щая обработка.
В качестве черновой базы обычно принимают: по-
верхность необрабатываемую, пространственное положе-
ние которой имеет важное значение; поверхность, на об-
работку которой предусматривается минимальный при-
пуск; поверхности гладкие, ровные, чистые, которые на-
дежно получаются при изготовлении заготовок.
В качестве чистовой установочной базы обычно при-
нимают: поверхности, которые обеспечивают устойчивое
положение детали при обработке, где выполняются усло-
вия совмещения базы, где выдерживается условие по-
стоянства чистовой установочной базы, когда все опера-
ции механической обработки (кроме первой) выполня-
ются от одной базы.
Под установом детали понимается придание ей за-
данного положения относительно рабочего движения ре-
жущего инструмента. При установе могут возникнуть по-
грешности от неточного совмещения установочных эле-
ментов приспособления и установочной поверхности об-
рабатываемой детали, также вследствие погрешностей
геометрической формы установочной базы и др.
Погрешности установки возникают в процессе выпол-
нения рассматриваемой операции. Погрешности базиро-
333
вания являются следствием неточности выполнения
предшествующих операций.
§ 75. ПОНЯТИЕ О ПРИПУСКАХ
НА ОБРАБОТКУ
Целью механической обработки является постоянное
повышение точности размера и формы и улучшение ка-
чества поверхности заготовки. Эти изменения происхо-
дят в результате последовательного снятия слоев метал-
ла с поверхности заготовки на каждой операции техно-
логического процесса. Припуском на обработку назы-
вается избыточный (сверх чертежного размера детали)
слой металла на поверхности заготовки, который остав-
ляется для снятия его «режущим инструментом в процес-
се обработки с целью достижения заданной точности
размера, формы и качества поверхности.
Под общим припуском понимают весь слой металла,
снимаемый на всех стадиях обработки. Операционным
припуском называют припуск, удаляемый при выполне-
нии отдельных операций. Припуск, указываемый «на сто-
рону» равен толщине снимаемого слоя. Иногда для ци-
линдрических деталей припуск указывают «на диаметр»,
т. е. припуск равен двойной толщине снимаемого слоя.
Величина операционного припуска определяется тол-
щиной дефектного поверхностного слоя, высотой микро-
неровностей и допуском предшествующей обработки, так-
же минимальной толщиной гарантийного слоя металла.
Чем крупнее деталь и грубее предварительная обработ-
ка, тем больше припуск. Общий припуск на диаметр под
доводку обычно составляет 5—20 мкм.
Доводка является окончательным видом отделки по-
верхности детали, при которой происходит сглаживание
микронеровностей предшествующей обработки. Доводка
делится на несколько самостоятельных отделочных опе-
раций; черновую — первую доводку, предварительную —
вторую доводку и тонкую — третью доводку.
Общий припуск снимается при доводке в следующем
соотношении: 35% — первой доводкой, 60% — второй
доводкой и 5% — третьей доводкой. На доводку пода-
ются предварительно обработанные заготовки — про-
шедшие чистовое точение или тонкое шлифование.
334
Контрольные вопросы
1. Приведите определение понятия производственного и техноло-
гического процесса.
2. Приведите определения для основных типов и способов про-
изводства.
3. Какие сведения фиксируются в операционной технологической
карте?
4. Что понимается под понятием конструкторская, измерительная
и установочная база?
5. Из каких соображений выбирают черновую и чистовую уста-
новочную базу?
6. Что понимается под припуском на обработку?
Глава XIII
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И ТЕХНИЧЕСКОЕ
НОРМИРОВАНИЕ ПРИ ОТДЕЛОЧНОЙ ОБРАБОТКЕ
§ 76. ПОНЯТИЕ О ПРОМЫШЛЕННОМ ПРЕДПРИЯТИИ
И ЕГО СТРУКТУРЕ
Государственное промышленное предприятие пред-
ставляет собой обособленную производственно-хозяйст-
венную единицу, специализирующуюся на выпуске опре-
деленной номенклатуры изделий. Основными производ-
ственными подразделениями машиностроительного заво-
да являются цехи, которые делятся на основные и вспо-
могательные. В цехах основного производства изготовля-
ются детали, осуществляются сборка и испытание изде-
лий. К основным цехам относятся заготовительные, ли-
тейные, кузнечно-штамповочные, механические, термиче-
ские, гальванические, сборочные. Вспомогательные цехи
служат для обеспечения нормальной работы основных
цехов. К ним относятся инструментальный, ремонтно-ме-
ханический, тарно-упаковочный, транспортный и др.
Машиностроительный завод подразделяется на цехи
по предметному или технологическому признаку. Если
цехи специализируются на выпуске определенного вида
продукции, то в их название включается наименование
этой продукции, например цех топливной аппаратуры.
При организации производства по технологическому при-
знаку цехи могут носить следующие названия; механиче-
ский, гальванический, доводочный, термический и др.
Цехи подразделяются на отделения или участки, ор-
ганизованные по принципу однородности оборудования
(токарный, фрезерный и т. п.) или выпускаемой продук-
ции (доводка иглы, доводка корпуса и т. п.).
Участки подразделяются на рабочие места, обслужи-
ваемые одним рабочим или бригадой рабочих.
Четкая организация основного производства и вспо-
могательных цехов и высокая трудовая дисциплина всех
336
работающих являются основным условием ритмичной ра-
боты предприятия.
§ 77. ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ
ПРОМЫШЛЕННЫМ ПРЕДПРИЯТИЕМ
Планомерная и ритмичная работа предприятия, обес-
печивающая рациональное использование производст-
венных ресурсов и выполнение государственного плана,
во многом зависит от организации производства и управ-
ления предприятием. Во главе предприятия стоит дирек-
тор, которому непосредственно подчинены планово-эко-
номический отдел и производственно-диспетчерский, от-
дел труда и зарплаты, отдел технического контроля, от-
дел капитального строительства (ОКС), главная бухгал-
терия и отдел кадров. Директор имеет заместителей: по
техническим вопросам — главного инженера (первый
заместитель), по снабжению, сбыту и административно-
хозяйственным вопросам (второй заместитель). На неко-
торых предприятиях директор имеет третьего заместите-
ля, который в основном занимается жилищными вопро-
сами, быта, отдыха и здравоохранения трудящихся.
Главному инженеру подчиняются следующие отделы
и цехи: отделы главного конструктора, главного техноло-
га, главного металлурга, главного механика, главного
энергетика, отдел механизации и автоматизации, инстру-
ментальный отдел и экспериментальный цех. В подчине-
нии начальника инструментального отдела находится ин-
струментальный цех и бюро инструментального хозяйст-
ва с инструментальными кладовыми. В подчинении глав-
ного механика — ремонтно-механический цех, а в подчи-
нении главного энергетика — все энергетическое хозяй-
ство предприятия.
Заместителю директора по снабжению и администра-
тивно-хозяйственным вопросам подчиняются отделы —
технического снабжения, сбыта, кооперирования, транс-
портный и административно-хозяйственный.
Заместителю директора по быту подчинены жилищ-
но-коммунальный отдел, ремонтно-строительный цех, за-
водская амбулатория, заводской дом отдыха, детские са-
ды и ясли, пионерские лагеря.
Рабочие и служащие социалистического предприятия
принимают активное участие в управлении производст-
вом. На постоянно действующих производственных сове-
337
щаниях, конференциях, собраниях обсуждаются основ-
ные хозяйственные, организационные и технические во-
просы, направленные на улучшение работы предприятия
и быта трудящихся.
§ 78. ОРГАНИЗАЦИЯ ТРУДА
В МЕХАНИЧЕСКОМ ЦЕХЕ
В состав механического цеха входят его производст-
венные участки и различные службы. Во главе цеха сто-
ит начальник цеха, который несет ответственность за его
производственную деятельность, трудовую дисциплину и
хозяйственное состояние цеха.
Мастер цеха руководит коллективом рабочих на уча-
стке в своей смене. В больших цехах имеются начальни-
ки отделений, а при сменной работе — начальники смен,
руководящие работой сменных мастеров, начальники от-
делений несут ответственность за работу всех смен в сво-
ем отделении. В обязанности мастера входит инструктаж
вновь поступающих рабочих по правилам обслуживания
сложных станков и приспособлений и инструктаж по тех-
нике безопасной работы.
Вопросы загрузки рабочих мест также решает мастер.
Если’ система работы бригадная, то загрузкой рабочих
мест ведает и бригадир. Для непосредственной помощи
мастеру и бригадиру в планировании и учете работы в
цехе имеется планово-диспетчерское бюро, состоящее из
начальника ПДБ, диспетчеров и нарядчиков. Указания
об очередности выполнения работы мастер получает от
ПДБ. Наряды на выполняемую работу рабочий полу-
чает от нарядчика с ведома мастера цеха.
В цехах массового производства обычно выдается
многодневный наряд на всю работу, планируемую на
данное рабочее место. Внеплановая работа или работа с
отступлением от установленного графика оформляется
однодневными нарядами, причем в этих случаях у рабо-
чего обязательно остается копия такого наряда. В каж-
дом наряде должны быть указаны норма, расценка, фа-
милия рабочего, которому поручается работа.
После выполнения работы контролер отдела техниче-
ского контроля (ОТК) проверяет ее и проставляет в на-
ряде количество годных деталей, а при наличии брака
отмечает его количество и указывает виновника. Мастер
цеха подписывает наряд и направляет его в бухгалтерию
для оплаты.
338
Технолог и нормировщик цеха устанавливают нормы
на выполняемые работы, повседневно наблюдают за со-
блюдением технологических процессов, за улучшением
методов обработки, разрешают технические вопросы,
связанные с отступлением от действующих технических
условий или норм на материалы, инструмент, приспособ-
ления, уточняют цеховую технологическую документа-
цию.
Бесперебойную работу оборудования обеспечивает
бригада слесарей-ремонтников и электромехаников.
В задачи бригады входит надзор за оборудованием,
устранение причин аварийных остановок станка, перио-
дические осмотры, устранение неполадок в работе меха-
низмов и электрооборудования станков, текущие ре-
монты.
Отдел главного механика завода осуществляет систе-
му планово-предупредительного ремонта оборудования.
Система планово-предупредительного ремонта включает
надзор за использованием оборудования, периодические
ревизии станков, включающие тщательней осмотр и про-
верку станков на точность, изготовление чертежей запас-
ных частей для оборудования, периодические плановые
ремонты с заменой отдельных износившихся частей, ка-
питальные ремонты.
В составе бригады ремонтников в цехе имеется де-
журный электромонтер, который обязан следить за со-
стоянием электрооборудования рабочих мест и действую-
щей электроавтоматики, а при повреждении устранять
их неисправность.
§ 79. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
ДОВОДЧИКА
Часть площади цеха с расположенным на ней обору-
дованием, инвентарем и инструментом, необходимым для
выполнения доводочно-притирочных работ, находящая-
ся в распоряжении отдельного рабочего или бригады, на-
зывается рабочим местом. Организация рабочего места
доводчика зависит от способа выполнения им работы —
вручную или с использованием станка. Если доводочно-
притирочные работы выполняются вручную, то рабочее
место доводчика напоминает рабочее место слесаря-ле-
кальщика. Рабочее место, предназначенное для довод-
ки отверстий на вертикально-доводочном станке по-
339
казано на рис. 150. Подлежащие обработке де-
тали, рассортированные по размерам, должны храниться
в отдельных ящиках или на специальных подставках 4.
После обработки детали укладывают на специальные
подставки 2. Измерительный инструмент хранится на
подставках 3. Чтобы устранить возможность смешивания
обработанных и необработанных деталей, подставки с
обработанными деталями обычно располагают на левой
стороне, а с необработанными на правой стороне стола.
Рис. 150. Рабочее место доводчика-
станочника:
1 — стол, специальные подставки; 2 — ме-
сто для обработанных деталей, 3 — для
измерительного инструмента, 4 — для де-
талей, подлежащих обработке, 5 — дово-
дочный станок, 6 — подножная решетка,
7 — винтовой стул
Притиры, абразивно-доводочные материалы, измеритель-
ные инструменты, приспособления должны быть так
расположены на рабочем месте, чтобы ими легко и удоб-
но было пользоваться, чтобы доводчику не приходилось
тратить время на поиски необходимого инструмента или
приспособления. При организации рабочего места и вы-
340
полпенни работ доводчик должен руководствоваться сле-
дующими правилами: на рабочем месте не должно быть
ничего лишнего, все должно быть сосредоточено вокруг
рабочего на возможно близком расстоянии, но так, что-
бы не мешало его свободным движениям; каждый пред-
мет в процессе работы необходимо класть на свое ме-
сто, чтобы не искать его при повторном пользовании.
Предметы, которыми чаще приходится пользоваться во
время работы, нужно располагать ближе (притиры, аб-
разивно-доводочные материалы), а редко употребляемые
предметы укладывать дальше (различный вспомога-
тельный инструмент). Предметы, требующие особенно
осторожного обращения, должны быть положены выше
других предметов (например, рычажную скобу распола-
гают выше, чем обычную скобу — предельный калибр);
чертежи, операционные карты, рабочие наряды должны
располагаться так, чтобы ими было удобно пользо-
ваться (на планштетах-полках); вспомогательные мате-
риалы, инструменты должны храниться в специальных
ящиках.
Во многих случаях рабочие места доводчика обору-
дуются шкафчиками для хранения оснастки и абразив-
но-доводочных материалов. При укладке оснастки в
шкафчики необходимо избегать повреждений ее, а посу-
да с абразивно-доводочными материалами должна быть
плотно закрыта крышкой и установлена в шкафчики
так, чтобы она не опрокинулась.
Посуда с легковоспламеняющимися жидкостями
должна располагаться вблизи вытяжного устройства, а
в нерабочее время должна быть закрыта. Рабочее место
доводчика должно быть достаточно освещено, но свет не
должен ослеплять работающего. Оно должно быть обо-
рудовано подножной решеткой, ограждением всех опас-
ных мест, станок должен быть заземлен.
Для поддержания и оснастки в исправном состоянии
и успешной работы доводчик должен:
до начала работы проверить исправность
станка, приспособлений, инструментов, наличие огражде-
ний, заземления, точность притирочных плит, наличие
соответствующих технологическому процессу абразивно-
доводочных материалов, удалить все лишнее с рабочего
места и смазать станок. В случае необходимости произ-
вести правку притиров, о всех замеченных недостатках
сообщить мастеру;
341
во время работы строго соблюдать технологи-
ческую дисциплину, экономить электроэнергию, материа-
лы, оберегать станок и другое оборудование от повреж-
дений, беречь технологическую оснастку, строго соблю-
дать правила техники безопасности, содержать рабочее
место в чистоте и порядке, работать только точными при-
тирами, не допускать простоя станка;
по окончании работы предъявить обработан-
ные детали контролеру или сдать в установленном по-
рядке в кладовую, разложить все предметы по местам
хранения, а ненужные сдать в кладовую, убрать рабочее
место, смазать рабочие поверхности станка и приспособ-
лений; отключить станок от электрической сети, сдать
станок сменщику, получить задание на следующий день.
§ 80. ОСНОВНЫЕ СВЕДЕНИЯ
ПО ТЕХНИЧЕСКОМУ НОРМИРОВАНИЮ
Основная задача технического нормирования — ис-
пользование таких режимов, которые обеспечивают обра-
ботку при заданных технических требованиях с наимень-
шей затратой труда.
Первым этапом технического нормирования является
установление времени работы технологического оборудо-
вания. Технической нормой времени называется время,
устанавливаемое на выполнение данной операции при
определенных организационно-технических условиях и
наиболее эффективном использовании всех средств про-
изводства с учетом передового производственного опыта.
Техническая норма времени на операцию состоит из
нормы штучного времени и нормы подготовительно-за-
ключительного времени.
Составными частями штучного времени являются:
оперативное время — /Оп, время обслуживания рабочего
места — ^обсл, время перерывов на отдых и естествен-
ные НаДОбнОСТИ — /отд-
Оперативным временем называется время, затрачи-
ваемое на работу, непосредственным результатом кото-
рой является выполнение заданной операции. Оператив-
ное время является суммой основного (технологического)
и вспомогательного времени.
Основное (технологическое) время — t0 — время, в
течение которого происходит изменение формы, разме-
ров, свойств материала и внешнего вида детали, являю-
342
щихся непосредственной целью заданного технологиче-
ского процесса.
Основное время t0 может быть:
машинным, если предусмотренные технологическим
процессом изменения заготовки осуществляются на стан-
ке без непосредственного участия рабочего;
машинно-ручным, если изменение заготовки произво-
дится механизмом с непосредственным участием рабоче-
го ,работа на станках с ручной подачей);
ручным, если изменение заготовки производится ра-
бочим без участия механизма.
Вспомогательным временем — tB называется время,
затрачиваемое рабочим на действия, обеспечивающие
выполнение основной работы. Оно повторяется с каждой
обрабатываемой деталью или в определенной последова-
тельности через некоторое число их. Вспомогательное
время состоит из времени на установку, закрепление и
снятие обрабатываемых заготовок, на приемы управле-
ния станком, на замеры обрабатываемых поверхностей в
процессе обработки и т. д.
Время обслуживания рабочего места — /Обсл подраз-
деляется на время технического и время организацион-
ного обслуживания.
Время технического обслуживания рабочего места за-
трачивается на уход за станком, на правку затупленно-
го и смену изношенного абразивного инструмента, регу-
лирование его, подналадку’оборудования в процессе ра-
бот и т. п.
Время организационного обслуживания станка затра-
чивается на уход за станком в течение рабочей смены
(на раскладку и уборку вспомогательного инструмента
в начале и конце смены, осмотр станка, его смазку и очи-
стку и т. д.).
Время перерывов на отдых и естественные надобно-
сти /отд зависит от условий выполнения работы.
Штучное время Гшт выражается формулой
Т'щт == ^оп Ч- ^обсл 4“ ^ОТД == 4 Ч- Ч~ ^обсл Ч- ^отд-
Подготовительно-заключительным временем Тпз на-
зывается время, затрачиваемое рабочим па ознакомле-
ние с заданием и чертежом, подготовку рабочего места,
наладку оборудования, установку инструмента и приспо-
соблений на обработку заданной партии одинаковых де-
талей, а также на снятие инструмента и приспособлений
после окончания работы. Отличительной особенностью
343
подготовительно-заключительного времени является то,
что оно затрачивается рабочим один раз для выполнения
данной работы (партии, серии) и его продолжитель-
ность не зависит от размеров обрабатываемой партии
(числа штук).
Если к штучному времени добавить часть подготови-
тельно-заключительного времени, приходящуюся на од-
ну деталь, то получим штучно-калькуляционное время
Лит. к, которое подсчитывается по формуле
7* ___ 7* । Т'пз
1 ШТ.К - 2 ШТ Т >
п
где п — число штук в партии.
В норму штучно-калькуляционного времени не долж-
ны включаться потери времени как по вине рабочего,
так и по не зависящим от него причинам, за исключени-
ем времени, затраченного на снятие излишних припусков
и некоторых других затрат времени. Эти отклонения от
нормальных условий могут быть учтены нормировщиком
отдельно на каждую партию специальным доплатным
листком. Потери рабочего времени при отсутствии
работы оплачиваются по простойным листкам
на основании кодекса законов о труде.
Под нормой выработки — Н понимается количество
единиц деталей (изделий), которое должно быть выпол-
нено в единицу времени (за час, смену). Между нормой
выработки и нормой времени существует обратно про-
порциональная зависимость
И - - (шт), 7ШТ= (мин).
/ шт п
Штучно-калькуляционное время характеризует время
занятости станка и на его основе можно определить за-
грузку станка или потребное количество станков для вы-
полнения производственного задания.
При автоматизированных станках в норму времени
рабочего включаются те элементы ручной работы, кото-
рые не удалось автоматизировать, а также время на ак-
тивное наблюдение за работой станков. Время занятости
рабочего характеризует загрузку рабочего и на этой
основе можно определить количество станков, которое
может обслужить один рабочий. Многостаночное обслу-
живание является важным фактором повышения произ-
водительности труда.
344
Заработная плата в СССР представляет собой выра-
женную в денежной форме долю работника в создании
той части общественного продукта, которую социалисти-
ческое государство выплачивает рабочим в соответствии
с количеством и качеством их труда. Социалистическая
организация производства ставит уровень заработной
платы в зависимость от производительности труда и ква-
лификации рабочего. Правильная организация заработ-
ной цлаты является важнейшим условием роста*произ-
водительности труда.
Существуют следующие системы оплаты труда: сдель-
ная и повременная. Сдельной называется такая система
оплаты, когда заработная плата зависит от количества и
качества изготовленных деталей. Так, чем больше в ра-
бочее время доводчик обработал и сдал годных деталей,
тем больше причитается ему заработной платы. Эконо-
мическое значение сдельной оплаты труда заключается в
том, что она создает непосредственную заинтересован-
ность рабочих в систематическом повышении производи-
тельности труда, рациональном использовании их рабо-
чего времени, овладении техникой и высокопроизводи-
тельными методами работы.
Исчисление сдельных расценок производится по фор-
муле
Р= ' к
н ’
где Р — расценка,
Т — тарифная ставка 1-го разряда,
к — тарифный коэффициент данного разряда.
Н — норма выработки.
Для повышения роли заработной платы в борьбе за
увеличение выработки иногда применяется сдельно-
прогресЬивная оплата труда. Ее принцип
состоит в том,.что сдельная расценка за обработку одной
детали остается неизменной до тех пор, пока рабочий не
достигнет установленной нормы выработки. Как только
этот предел превзойден, за каждую последующую вы-
пускаемую деталь рабочий получает уже не по прежней
расценке, а по новой, повышенной.
На тех участках работы, где не может быть внедрена
сдельная система оплаты, труд оплачивается с учетом
затраченного количества времени. Такая система оплаты
называется повременной. При повременной оплате труда
работникам различных квалификаций устанавливаются
345
соответствующие ставки, которыми и определяется раз-
мер их заработка сообразно проработанному времени
независимо от объема выполненной работы. Повремен-
ная оплата в сочетании, с премиальной стимулирует
уплотнение рабочего дня и повышение качества работы
повременщиков.
§ 81. НОРМИРОВАНИЕ РАБОТ ИНСТРУМЕНТАМИ
СО*СВЯЗАННЫМ АБРАЗИВНЫМ ЗЕРНОМ
Тонкое шлифование. Параметрами режима
обработки являются подачи (скорость детали — рд, про-
дольная подача — s и подача на глубину — t) и ско-
рость резания — vK.
При шлифовании различают продольные подачи:
5Д — продольная подача в долях ширины круга,
s0 — продольная подача на 1 об. детали
$0 == *$Д В„
где Вк — ширина круга,
$м— минутная продольная подача
$М == $0 ^Д == $Д Вк
где /гд — число оборотов детали.
При шлифовании различают подачи на глубину t0 —
подача на глубину на 1 оборот детали (при врезном
шлифований);
/х, ^лх — подача на глубину на 1 ход (на двойной ход).
При шлифовании с продольной подачей
4шп — минутная подача на глубину
/мин = /0 ^д (при врезном шлифовании)
/МИн = ^дх ^дх (ПРИ шлифовании с продольной подачей).
Объем металла Q, снимаемый при шлифовании, рав-
няется произведению всех подач
Q = tvJl s0 t* мм2 J мин.
Как показали исследования, все подачи примерно в
одинаковой степени влияют на стойкость круга, силу и
мощность шлифования, высоту микроперовностей. В ка-
честве параметра режима принимается удельный объем
снимаемого металла на 1 мм ширины круга С?уд
Qyn = -5- = 5д /х мм2!мин мм.
346
Удельный объем Qya характеризует нагрузки на абра-
зивные зерна, а вместе с ними — стойкость круга, высо-
ту микронеровностей, мощность шлифования.
В качестве норматива режима шлифования принима-
ются следующие значения для 2УД при
получистовом шлифовании — 80—160 мм^мин- мм
чистовом » — 32—63 »
тонком » — 12,5—25 »
Подачи при шлифовании не в одинаковой степени
влияют на температуру шлифования. С увеличением по-
дачи на глубину возрастает время воздействия источни-
ка тепла на обрабатываемую поверхность и повышается
температура шлифования. С увеличением скорости дета-
ли снижается время воздействия источника тепла и по-
этому повышение температуры будет меньшим. Этими
соображениями определяется порядок назначения от-
дельных подач.
В первую очередь подбирают возможно большее зна-
чение для скорости детали — уд. Ограничением здесь
может быть возникновение вибраций, вырывание из
центров.
Во вторую очередь подбирают величину продольной
подачи в долях ширины шлифовального круга — $д.
Обычно принимают для чистового и тонкого шлифова-
ния 5д = 0,2. В последнюю очередь назначают величину
подачи на глубину, исходя из ранее принятых величин
ДЛЯ фуД, ^д И 5Д*
Руд
Хонингование. Основное (технологическое) вре-
мя для хонингования зависит от свойств обрабатываемо-
го материала, диаметра и длины обрабатываемой по-
верхности, припуска на обработку, класса точности и чи-
стоты поверхности, длины активной поверхности бруска
и коэффициента заполнения брусками обрабатываемого
диаметра. Влияние этих факторов учитывается следую-
щей зависимостью, принятой для расчета основного (тех-
нологического) времени:
'г __ б’т Ад 1г
1 ° — —77----7“ ^2»
z6
347
где Ст — коэффициент, зависящий от обрабатываемого
материала и класса чистоты поверхности,
/б — общая длина брусков по образующей, мм,
LK — длина обрабатываемой поверхности, мм,
— среднее арифметическое отклонение профиля,
мкм.
Значения показателя ТАБЛИЦА 32 степени х
Обрабатываемый материал Класс чистоты поверх- ности после обработки v 7-9 | v Ю-12 Показатель степени х
Сталь Чугун 0,4 0,6 0,5 0,7
к{ — поправочный коэффициент в зависимости от
величины припуска и точности обработки, мм;
к2 — коэффициент заполнения.
Основное (технологическое) время прямо пропорцио-
нально припуску в степени 1,0 и обратно пропорциональ-
но допуску в степени 0,4.
ТАБЛИЦА 33
Числовые значения для Ст в условиях
крупносерийного производства
Обрабатываемый материал Класс чистоты поверхности после хонин- гования Значения Ст
Сталь . . ав=120—180 v8—9 v 10 0,092 0,071
Сталь зв >180 V9 v 10-11 0,077 0,059
Чугун v7—9 v 10 0,057 0,043
С увеличением числа брусков по окружности хонин-
гуемого отверстия z и ширины брусков Вб увеличивается
коэффициент заполнения к2, равный отношению произ-
ведения Bq-z к периметру хонингуемого отверстия. С ро-
стом этого отношения увеличивается объем металла, сни-
348
маемого в единицу времени, и поэтому основное (техно-
логическое) время уменьшается.
Класс чистоты поверхности до хонингования принят
на 2—3 класса ниже заданной чистоты.
Суперфиниширование. Основное (технологи-
ческое) время для суперфиниширования зависит от
свойств обрабатываемого материала, диаметра обраба-
тываемой поверхности, от отношения между длиной об-
работки и длиной абразивного бруска, от заданного
класса чистоты, от исходной шероховатости заготовки,
от количества абразивных брусков, участвующих в об-
работке, и от скорости обрабатываемой детали. Влияние
этих факторов характеризуется следующей зависи-
мостью, принятой для расчета основного (технологиче-
ского) времени для суперфиниширования наружных по-
верхностей
где Ст — коэффициент, зависящий от чистоты поверх-
ности,
Дд — диаметр обработки, мм,
Ro — среднее арифметическое отклонение профиля,
мкм.
Значения показателя степени х:
Чистота поверхности
Класс суперфиниширования Показатель степени х
v 8-9 * 0,4
V10—11 0,6
Ki — поправочный коэффициент в зависимости от ис-
ходной чистоты обработки и отношения длины обработ-
ки к длине бруска. Основное (технологическое) время
прямо пропорционально отношению длины обработки к
длине бруска в степени 0,8.
к2 — поправочный коэффициент в зависимости от ха-
рактеристики обрабатываемого материала и количества
брусков, одновременно участвующих в обработке.
Числовые значения Ст в условиях крупносерийного
производства:
Чистота поверхности посте Значение С
суперфиниширования т
v 8 —9 0,055
V10—11 0,044
349
§ 82. НОРМИРОВАНИЕ РАБОТ
СО СВОБОДНЫМИ АБРАЗИВНЫМИ ЗЕРНАМИ
Основное (технологическое) время зависит от класса
требуемой чистоты поверхности, зернистости абразива,
суммарной площади обработки, припуска на обработку
и свойств обрабатываемого материала. Влияние этих
факторов учитывается следующей зависимостью, приня-
той для расчета основного (технологического) времени,
Ст S0/
• Кг К2у
Т° ' Д°-4 а0,3
где Ст — коэффициент, зависящий от обрабатываемого
материала.
Числовые значения для Ст в условиях крупносерийно-
го производства:
Значение Ст
0,88
1,38
Обрабатываемый материал
Сталь закаленная
Сталь незакаленная и чугун
2
Рис. 151. График для определения нормы
основного времени на доводку плоских по-
верхностей:
/ _ ручная обработка, 2 — механизированная об-
работка
350
Sz — суммарная площадь обработки, см2,
R& — среднее арифметическое отклонение профиля,
мкм,
а — средний размер абразивного зерна, мкм,
К[ — поправочный коэффициент в зависимости от
припуска на обработку.
Основное (технологическое) время прямо пропорцио-
нально припуску на обработку в степени 0,5.
к2 — коэффициент в зависимости от состава и способа
подвода пасты.
Суммарная площадь обработки определяется по фор-
мулам:
для цилиндрических деталей S2 = 71 Ljl • q (см2),
для плоских деталей Sz = Ч (см2\
где £>д и Ад — диаметр и длина обрабатываемой поверх-
ности, мм,
q — количество одновременно обрабатывае-
мых деталей,
Вд — ширина,обрабатываемой поверхности, мм.
При необходимости улучшить чистоту поверхности на
1—2 класса обработка выполняется за один переход.
При необходимости улучшить чистоту на 3 класса обра-
ботка выполняется за два перехода. При необходимости
улучшить.чистоту поверхности более чем на 3 класса об-
работка выполняется за три перехода.
В табл. 34 приведены данные по основному (техноло-
гическому) времени на доводку*
При ручной и механизированной доводке плоских по-
верхностей стальных деталей с применением твердых аб-
разивно-доводочных материалов норму основного време-
ни можно определить по графику (рис. 151). Время,
определяемое по графику, справедливо при следующих
условиях: исходная неплоскостность от 0,03 до 0,1 мм;
прилегаемость подлежащей обработке поверхности к
контрольной плите по краске должна быть не менее 50%,
припуск — 0,05 мм.
* Рекомендации по режимам обработки приведены в справочной
литературе, например в кн. «Общемашиностроительные нормативы
режимов резания и времени для технического нормирования дово-
дочных работ».
351
ТАБЛИЦА 34
Средние данные по основному (технологическому) времени
при доводке стальных деталей на станке
Незакаленная
Закаленная
Обрабатываемая
сталь
v9 0,015
V10 0,015
Время на обработку деталей, установленных
в сепаратор TQ мин, при суммарной площади
обрабатываемой поверхности, см2
25 50 100 200 400 800
2,2 2,5 2,9 3,4 3,9 4,4
3,7 4,2 4,7 5,6 6,5 7,7
V10 0,008 2,0 2,2 2,6 2,9 3,4 3,8
vll 0,008 3,2 3,6 4,2 4,8 5,5 6, С
V12 0,008 4,5 5,3 6,0 6,8 7,9 9,1
§ 83. ПОНЯТИЕ О ХОЗРАСЧЕТЕ
И СЕБЕСТОИМОСТИ ПРОДУКЦИИ
Вся хозяйственная деятельность промышленного
предприятия осуществляется на основе хозяйственного
расчета, который дает возможность определить, во что
обходится изготовление той или иной продукции, и уста-
новить экономическую целесообразность производства.
Хозяйственный расчет распространяется не только
на предприятие в целом, но и на деятельность его под-
разделений — цехов, участков и бригад.
Хозяйственный расчет бригад является одной из форм
социалистического соревнования. Сущность такого сорев-
нования заключается в том, что всей бригаде и каждому
ее члену устанавливают, например, нормы расхода абра-
зивно-доводочных и вспомогательных материалов. Кро-
ме того, осуществляется строгий учет получаемых довод-
чиком полуфабрикатов и сдаваемых деталей, измери-
тельных инструментов, притиров, а также затрат на меж-
ремонтное обслуживание станка и приспособлений.
С введением хозрасчета бригад и отдельных рабочих
изменяется порядок выдачи, сдачи и учета полуфабрика-
тов, инструментов и материалов. Все цеховые материа-
лы, полуфабрикаты, инструменты и приспособления от-
пускаются при этом через цеховые кладовые и принима-
ются только по отдельным карточкам.
Цеховая бухгалтерия по отчетным данным кладовых
и по нарядам на работы записывает в хозяйственный
352
лист каждой бригады фактически выполненную работу и
производственные расходы на взятые со склада абразив-
но-доводочпые, вспомогательные материалы и т. п. По
окончании месяца подсчитываются результаты хозяйст-
венной деятельности и определяется фактическая себе-
стоимость произведенной продукции.
Основным экономическим показателем деятельности
промышленного предприятия является себестоимость его
продукции. Себестоимость продукции выражает в денеж-
ной форме все затраты предприятия, связанные с произ-
водством и реализацией продукции. В себестоимость
включаются: стоимость сырья, материалов, топлива,
амортизация основных фондов, расходы на заработную
плату, цеховые и общезаводские расходы. Таким обра-
зом, себестоимость изделия складывается из себестоимо-
сти отдельных деталей, а себестоимость отдельных дета-
лей из себестоимости операций.
Себестоимость изделия С подсчитывается по фор-
муле:
С = /И + 3 + М
где М — стоимость основных материалов полуфабрика-
тов,
3 — заработная плата основных рабочих,
И — накладные расходы.
Все расходы делятся на прямые и косвенные. К пря-
мым расходам производства относятся затраты, непо-
средственно связанные с изготовлением изделия, —
стоимость заготовки (полуфабриката) и заработная пла-
та основных рабочих.
К косвенным расходам (накладным) производства
относятся затраты, которые невозможно или затрудни-
тельно прямо отнести к себестоимости определенных из-
делий, например, затраты на электроэнергию, износ при-
тиров, расход абразивно-доводочных и вспомогательных
материалов, зарплата вспомогательных рабочих (ре-
монтников, транспортников, электриков). В эту группу
расходов включаются также списания на амортизацию
производственного оборудования, дорогостоящих при-
способлений, измерительных* инструментов, служащих
более года.
Есть еще цеховые косвенные расходы, которые связа-
ны не только с работой оборудования, но и с работой
цеха в целом. К ним относятся зарплата инженерно-тех-
нических работников, служащих, Младшего обслужи-
353
вающего персонала. К цеховым расходам относятся так-
же амортизация цеховых зданий, расходы по охране тру-
да и технике безопасности, по освещению, отоплению
и водоснабжению цеха, расходы на содержание цехово-
го транспорта, текущий ремонт и уборку помещений
цеха.
Косвенные расходы каждый месяц суммируются бух-
галтерией и затем распределяются так, чтобы в себестои-
мость каждого изделия вошла определенная часть об-
щей суммы цеховых косвенных расходов. В машино-
строении распределение цеховых косвенных расходов по
изделиям производится пропорционально заработной
плате, затрачиваемой на их изготовление.
Прямые расходы вместе с цеховыми косвенными
(накладными) расходами составляют цеховую себестои-
мость детали.
Кроме того, в полную себестоимость изделия включа-
ются общезаводские расходы, сюда относится заработная
плата работников заводоуправления, расходы по содер-
жанию зданий и сооружений общезаводского назначе-
ния, внутризаводского транспорта, пожарной охраны
и т. п. Общезаводские расходы распределяются пропор-
ционально заработной плате.
Контрольные вопросы
1. Какие основные отделы входят в структуру управления про-
изводственным предприятием?
2. Как следует организовать рабочее место доводчика?
3. Приведите структуру штучного времени и дайте определение
его основных составных частей.
4. Как исчисляется сдельный расценок?
5. Как определяется режим обработки при тонком шлифовании?
6. Какие факторы влияют на основное время при хонинговании?
7. Какие факторы влияют на основное время при суперфиниш-
ной обработке?
8. Какие факторы влияют на основное время при станочной до-
водке?
9. Из каких элементов складывается себестоимость изделия?
ЛИТЕРАТУРА
Лурье Г. Б., Комиссаржевская В. Н. Шлифоваль-
ные станки и их наладка. М., «Высшая школа», 1972.
Лурье Г. Б. Современные методы отделки поверхности аб-
разивными инструментами. М., Трудрезервиздат, 1958.
Масловский В. В. Доводочные и притирочные работы. М.,
«Высшая школа», 1971.
Форма операционной технологической карты
Инв. № подлинника Взам. инв. № Инв. № дубл. Нормоконтроль
356
ПРИЛОЖЕНИЕ
Форма
абразивной доводочно-притирочной обработки
Цех Обознач. де- тали № опер. Лист Листов
Оборудов. Наимен.
Модель
Инв. №
ТУ предшествующей
операции
Кол-во одновре- менно Разряд работы Оперативное время на шт. мин Коэффициент К, учи- тывающий обслужи- вание» рабочего ме- ста и отдых Штучное время с учетом коэффициен- та К в часах Подготовительно-за- ключительное время в часах Рас- ценок, руб.
обраб. детали обслуж. станков за — штук
1 1
Вид ин- струм. №№ перехо- дов Наименование оснастки, размер Обозначен. Кол.
Приспособление
Основное (О)
Вспомогательные (В)
Мерительные (М)
Абразивно-дово- дочный материал
Смазка, охлажде- ние
357
ОГЛАВЛЕНИЕ
Предисловие 3
Глава I. Понятие о точности обработки, допусках, посадках и
качестве обработанной поверхности 5
§ 1. Понятие о точности обработки и взаимозаменяе-
мости 5
§ 2. Понятие о допусках 6
§ 3. Понятие о посадках 7
§ 4. Системы допусков, классы точности 9
§ 5. Допуски на гладкие конические соединения II
§ 6. Допуски на резьбовые соединения 12
§ 7. Допуск зубчатых передач 13
§ 8. Погрешности формы и расположения поверхностей
детали 23
§ 9. Понятие о волнистости и шероховатости поверхности 28
§ 10. Понятие о качестве поверхности 32
Глава II. Измерительная техника и специальные средства
измерения при тонкой абразивной обработке 35
§ 11. Понятие о технических измерениях 35
§ 12. Механические измерительные приборы 36
§ 13. Оптико-механические приборы . 40
§ 14. Приборы для угловых измерений 43
§ 15. Пневматические измерительные приборы 47
§ 16. Средства измерения отклонений формы и располо-
жения поверхностей деталей 53
§ 17. Контроль шероховатости поверхности 59
§ 18. Оценка качества обработанной поверхности 66
Глава III. Сведения о применяемых материалах 72
§ 19. Понятие о технологических материалах, применяе-
мых при выполнении доводочно-притирочных работ 72
§ 20. Основные характеристики абразивов 72
§ 21. Абразивно-доводочные пасты и суспензии . 76
§ 22. Неабразивные материалы, входящие в состав абра-
зивно-доводочных смесей 79
§ 23. Примерные составы абразивно-доводочных матери-
алов . 81
§ 24. Основы выбора абразивно-доводочных материалов 85
§ 25. Технология приготовления абразивно-доводочных
паст 91
Глава IV. Сведения о применяемых инструментах 95
§ 26. Абразивные материалы для кругов и брусков 95
§ 27. Общие сведения о притирах 100
§ 28. Материал притиров 102
§ 29. Конструктивное оформление притиров 104
§ 30. Притиры, используемые на универсальных и плоско-
доводочных станках 108
§ 31. Притиры, применяемые на внутридоводочных стан-
ках НО
§ 32. Прочие конструкции притиров 112
§ 33. Выбор, эксплуатация и хранение притиров 115
Глава V. Методы отделочной обработки связанным абразив-
ным зерном . . 119
§ 34. Классификация методов отделочной размерной об-
работки . 119
358
§ 35. Тонкое круглое шлифование 122
§ 36. Сопряженное шлифование 137
§ 37. Тонкое плоское шлифование 143
§ 38. Хонингование 150
§ 39. Суперфиниширование . 165
Глава VI. Электрофизические методы отделки поверхностей 174
§ 40. Электроискровая обработка 171
§ 41. Электроимпульсная обработка . 177
§ 42. Использование электроэрозионной обработки 178
§ 43. Электролитическое шлифование 183
*§ 44. Электроалмазное шлифование 185
§ 45. Электролитическое лапингование и хонингование 186
§ 46. Ультразвуковая очистка деталей 187
Глава VII. Сущность процесса абразивной доводочно-прити-
рочной обработки 191
§ 47. Общие понятия о процессах 191
§ 48. Влияние технологических факторов на процесс до-
водочно-притирочной обработки 195
Глава VIII. Доводочные и притирочные станки 202
§ 49. Классификация станков 202
§ 50. Движения в доводочных и притирочных станках 205
§ 51. Универсальные доводочные станки 212
§ 52. Внутридоводочные сганки 224
§ 53. Плоскодоводочные станки 231
§ 54. Станки специального назначения 240
§ 55. Основные правцла технической эксплуатации до-
водочных и притирочных станков 242
Глава IX. Дополнительные устройства и приспособления к
доводочным станкам . 244
§ 56. Классификация и общие требования 244
§ 57. Приспособления и дополнительные устройства к
универсальным и плоскодоводочным станкам 244
§ 58. Приспособления и механизмы к внутридоводочным
станкам . 250
Глава X. Выполнение абразивной доводочно-притирочной
обработки на станках 261
§ 59. Контроль и правка притиров 261
§ 60. Технология обработки на универсальных доводочных
станках . 265
§ 61. Технология обработки на внутридоводочных станках 268
§ 62. Технология обработки на плоскодоводочных и плос-
копрйтирочных станках 271
§ 63. Контроль обработки <. . 275
Глава XI. Ручные и механизированные способы абразивной
доводочно-притирочной обработки 287
§ 64. Область применения и порядок выполнения ручных
и механизированных доводочно-притирочных работ 287
§ 65. Применяемое оборудование 289
§ 66. Контроль деталей, поступающих на обработку 291
§ 67. Организация рабочего места и подготовка инстру-
ментов к работе . 292
§ 68. Способы обработки различных поверхностей 299
§ 69. Примеры обработки типовых деталей 310
§ 70. Доводочно-притирочные работы при ремонте 316
Глава XII. Организация технологического процесса при раз-
мерной абразивной обработке 321
359
§ 71 Понятие производственном процессе и струк-
гурс
§ 72. Основные 'пшы и способы производства
§ 73. Понятие о проектировании технологических процес-
сов и технологической документации
§71. Понятия о базах
§ 75. Понятие о припусках на обработку
Глава XIII. Организация производства и техпичсск -орми-
рование при отделочной обработке
§ 76. Понятие о промышленном предприятии и его струк-
туре
§ 77. Организация управления промышленным предпри-
ятием
§ 78. Организация труда в механическом цехе
§ 79. Организация рабочего места доводчика
§ 80. Основные сведения по техническому нормированию
§ 81. Нормирование работ инструментами со связанным
абразивным зерном
§ 82. Нормирование работ со свободными абразивными
зернами
§ 83. Понятия о хозрасчете н себестоимости продукции
Литература
Приложение
321
321
о31
33-1
33(5
337
338
339
312
316
350
352
355
356
Chipmaker.ru
Герц Борисович Лурье
Вячеслав Викторович Масловский
ОСНОВЫ ТЕХНОЛОГИИ АБРАЗИВНОЙ
ДОВОДОЧНО-ПРИТИРОЧНОЙ ОБРАБОТКИ
Научный редактор В. М. Владимиров. Редактор Н. П. Притулина. Ху-
дожественный редактор В. И. Пономаренко. Переплет художника
Е. В. Романовой. Технический редактор Н. В. Яшукова. Корректор
В. В. Кожуткина.
Т-11699. Сдано в набор 20/1II 73 г. Подписано к печати 22/XI—73 г.
Формат 84X108/32. Бум. тип. № 2. Объем 11,25 печ. л. Усл. и. л 18,9.
Уч.-изд. л. 19,09. Изд. № М-186. Тираж 12.000 экз. Цена 60 кон.
План выпуска литературы издательства «.Высшая школа»
(профтехобразование) па 1973 г. Позиция № 73
Москва, К-51. Пеглиииая ул., д. 29/14,
Издательство «Высшая школа»
Набрано в типографии иш-ва «Московская правда»,
Потаповский пер. 3. Зак. 1779.
Отпечатано в Московской типографии .X? 8 «Союзполиграфпрома»
при Государственном комитете Совета Министров СсСР по делам
издательств, полиграфии и книжной торгов ш, Хохловский пер., 7. Зак. 2711.