/












































































































































































































Похожие




Текст
ПРОЕКТИРОВАНИЕ
МАШИНОСТРОИТЕЛЬНЫХ
ЗАВОДОВ И ЦЕХОВ
СПРАВОЧНИК
ПРОЕКТИРОВАНИЕ
МАШИНОСТРОИТЕЛЬНЫХ
ЗАВОДОВ И ЦЕХОВ
СПРАВОЧНИК В 6 ТОМАХ
Под общей редакцией Е. С. Ямпольского
Редакционный совет: Е. С. Ямпольский (председатель),
Б. И \ Айзенберг, В. М. Шестопал, |А. М. Мансуров , 3. И- Соловей,
М. И. Храмом
ПРОЕКТИРОВАНИЕ
ВСПОМОГАТЕЛЬНЫХ ЦЕХОВ
И СЛУЖБ
ТОМ
Редактор тома
Б» И. Айзенберг
МОСКВА „МАШИНОСТРОЕНИЕ11 1976
6П5 (031)
П79
УДК 621:658.2.001.2(031)
П79 Проектирование машиностроительных заводов
и цехов. Справочник. В 6 томах. Под общ. ред.
Е. С. Ямпольского. Т. 5. Проектирование вспомо-
гательных цехов и служб. Ред. Б. И. Айзенберг. М.,
«Машиностроение», 1975:
223 с.
На обороте тит. л. авт.: Б. И. Айзенберг, И. Г. Дани-
левский, М. Е. Зельдис [и др.].
В томе приведены сведения по проектированию инструменталь-
ных, ремонтно-механических, электроремонтных, деревообрабатыва-
ющих, модельных, ремонтно-строительных, тарных, абразивных цехов.
Рассмотрены вопросы проектирования энергетических служб, цен-
тральных заводских и цеховых лабораторий, центральных измери-
тельных лабораторий, контрольно-измерительных пунктов.
31301-609
П 038(01)-75
подписное
6П5 (031)
АВТОРЫ ТОМА 5
АЙЗЕНБЕРГ Б. И., ДАНИЛЕВСКИЙ И. Г., ЗЕЛЬДИС М. Е., КОВАЛЬ С. Б.,
ЛЕВИН М. М., МАЛЫЙ. Е. А., ПОЛУНОВ Л. С., ФРЕЙДМАН В. С.,
ШЛОСБЕРГ М.. А.
Рецензент; Гипротракторосельмаш (О. П. Ревякин, А. Е. Ганенко, М. Л. Певзнер)
© Издательство «Машиностроение», 1975 г,
ОГЛАВЛЕНИЕ
Глава 1. Инструментальное хо-
зяйство завода (Б. И. Айзенберг,
В. С. Фрейдман) ..................• 7
Назначение................... 7
Специализация и кооперирование 7
Задания на проектирование цехов 9
Расчет количества и состав обо-
рудования ........................ 12
Расчет численности и состав ра-
ботающих ......................... 22
Нормы расстановки оборудования
и площади......................... 23
Размещение, компоновка и пла-
нировка цехов вспомогательного
производства ..................... 26
Расход материалов................. 30
Охрана труда и техника без-
опасности ........................ 31
Энергетика цеха .................. 35
Складское хозяйство вспомога-
тельных цехов .................... 36
Основные данные и технико-эко-
номические показатели .... 38
Состав и содержание техническо-
го проекта .......... 40
Глава 2. Ремонтно-механические
цехи и служба главного механика
(Б. И. Айзенберг, М. Е. Зельдис) 44
Задачи и структура ремонтного
хозяйства ................... . 44
Организация ремонта ............. 45
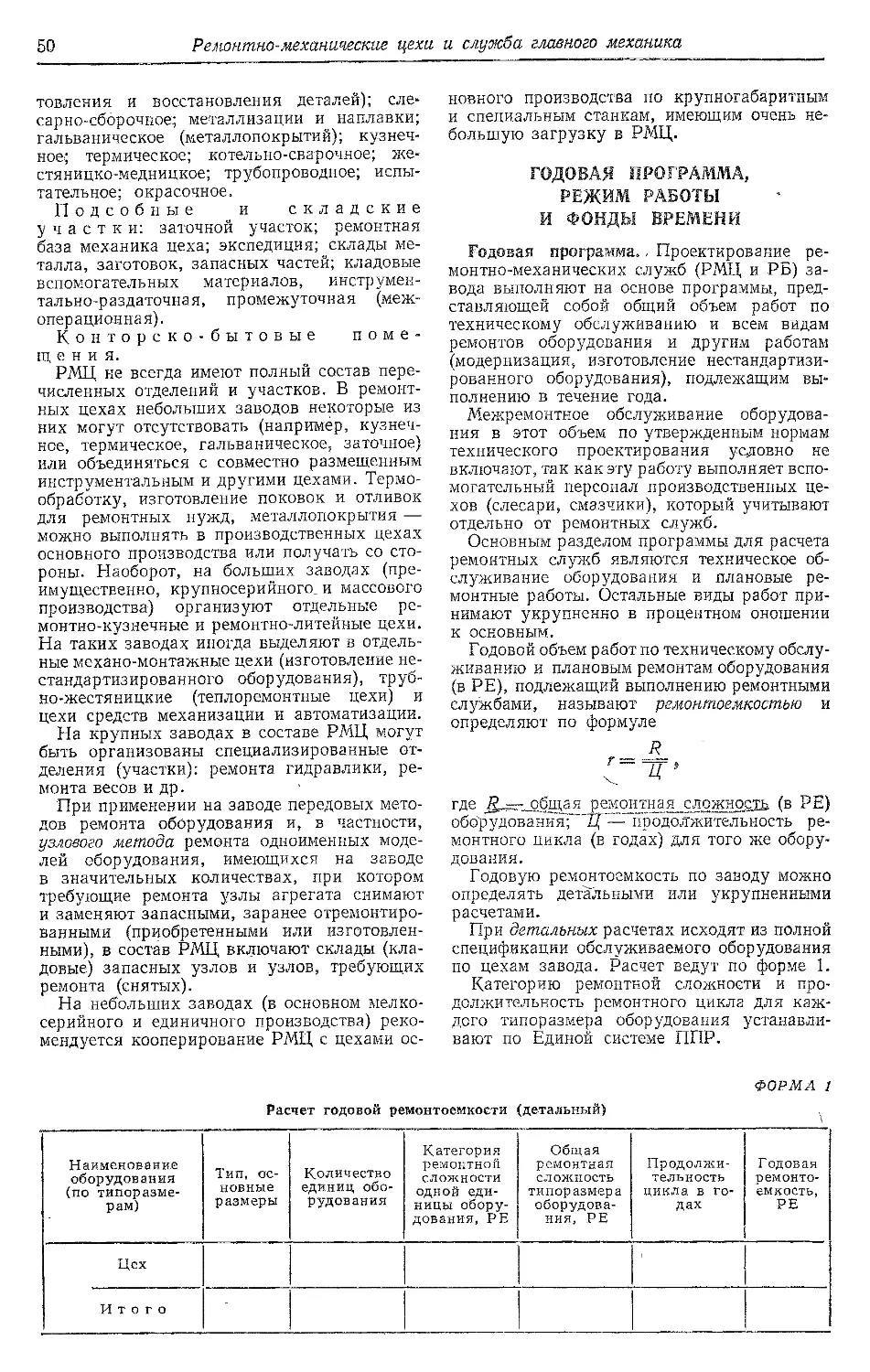
Годовая программа, режим ра-
боты и фонды времени .... 50
Трудоемкость, станкоемкость и
коэффициенты загрузки оборудо-
вания ............................ 52
Расчет количества и состав обо-
рудования ........................ 53
Расчет численности и состав ра-
ботающих ......................... 56
Площади, размещение и компо-
новка цеха........................ 57
Охрана труда и техника безопас-
ности ............................ 61
Энергетика цеха ........ 61
Основные данные и технико-эко-
номические показатели ..... 61
Состав и содержание техническо-
го проекта ..................... 61
Глава 3. Вспомогательные (спе-
циализированные) отделения ремонт-
ных и инструментальных цехов
(5. И. Айзенберг, В. С. Фрейдман) 65
Кузнечно-сварочные отделения 65
Литейные цехи (отделения) ... 70
Отделения (участки) металлопо-
крытий ......................... 70
Термические отделения........... 71
Участки окраски и пропитки 71
Участки пластмассовой оснастки 71
Задания на проектирование . . 72
Глава 4. Служба главного энер-
гетика завода (Л4. А. Шлосберг) ... 76
Функции................ 76
Состав ........................ 76
Организация ремонта и эксплуа-
тации энергетических устройств 77
Глава 5. Цехи и службы энер-
гохозяйства завода (М. А. Шлосберг) 79
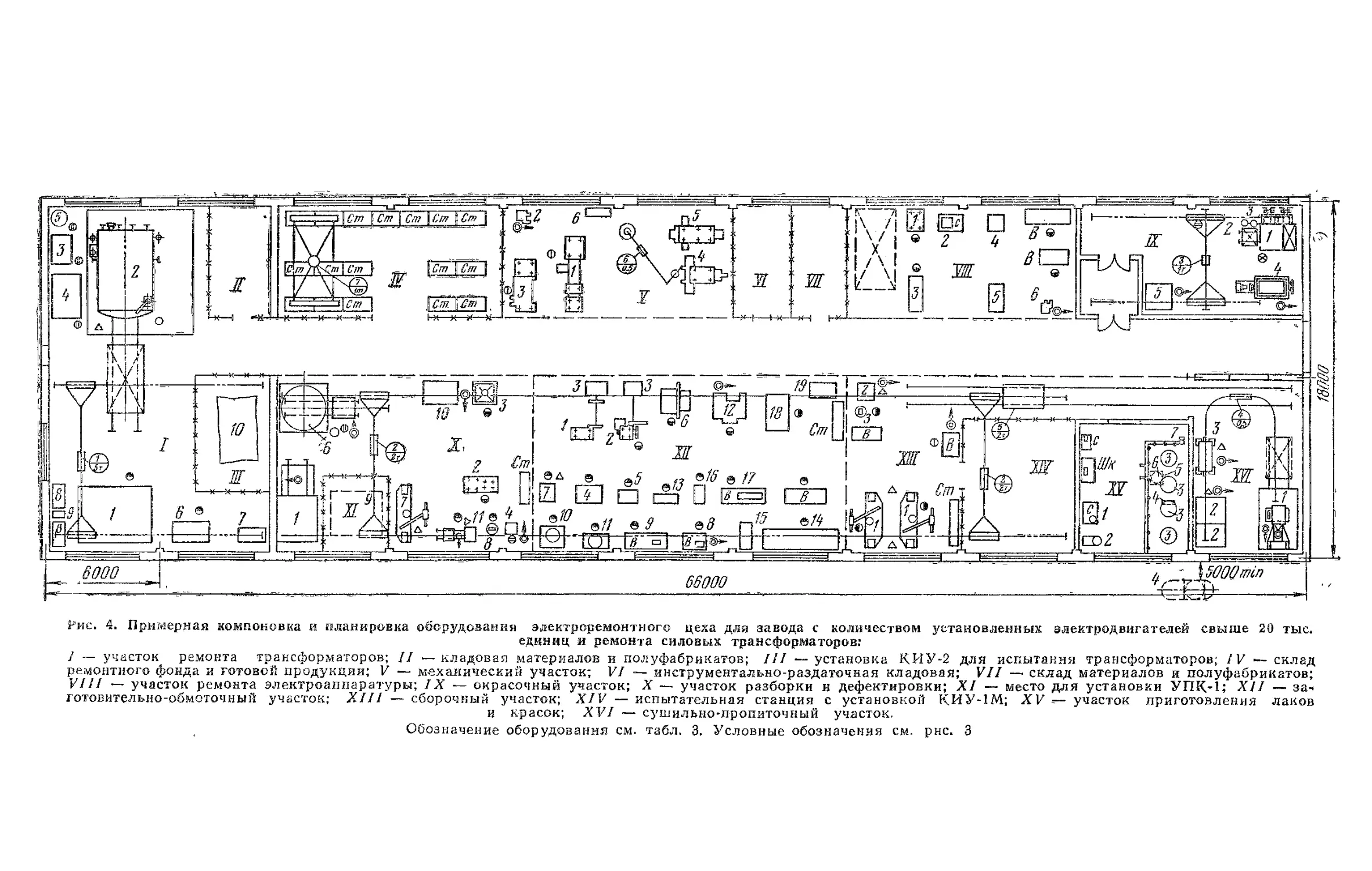
Электроремонтный цех .... 79
Организация ремонта и виды
электроремонтных цехов ... 79
Производственная программа,
состав цеха, режимы работы
и фонды времени............... 81
Расчет количества и состав
оборудования ................. 83
Расчет численности и состав
работающих, трудоемкость . . 89
Площади....................... 89
Техника безопасности и охрана
труда ........................ 91
Энергетика .................. 92
Расход материалов............. 93
Складское хозяйство .... 93
Транспорт ......... 93
Капитальные затраты. Основ-
ные данные и технико-эконо-
мические показатели .... 93
Теплоремонтный цех ..... 94
Тепловой цех ......... 95
Электроцех............. 96
б
Оглавление
Глава 6. Деревообрабатывающие
цехи и сушильное хозяйство (С. Б. Ко-
валь) ....................... 100
Деревообрабатывающий цех . . 100
Станкоемкость и трудоемкость 101
Расчет количества и состав
оборудования............... . 102
Расчет численности и состав
работающих . . . :........ 102
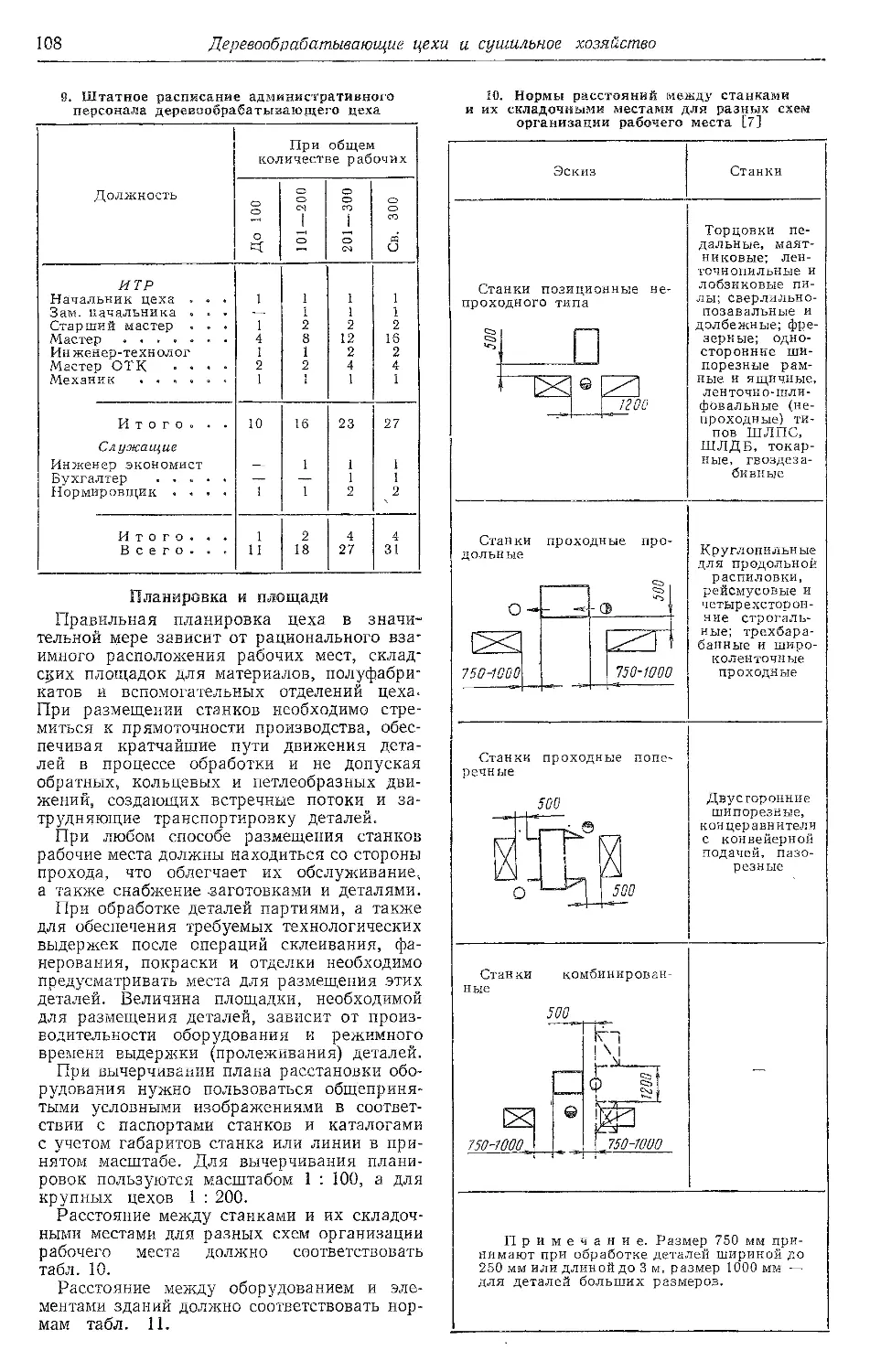
Планировка и площади .... 108
Материалы .................. 110
Инструменты, приспособления,
механизация ................. 111
Энергетика цеха ....... 111
Складское хозяйство...... 111
Техника безопасности и охрана
труда..................... 114
Здания и фундаменты.......... 115
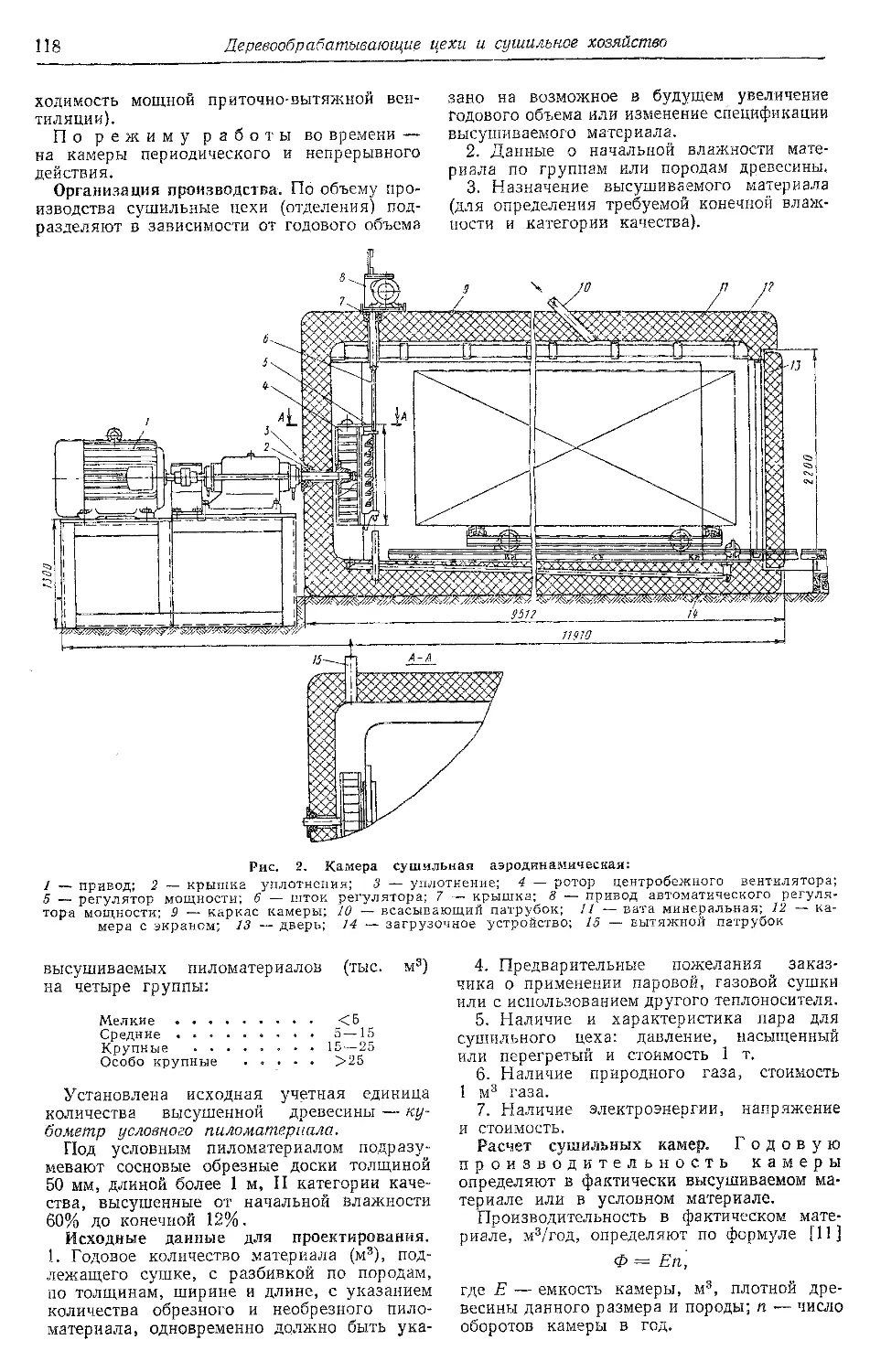
Сушильный цех............... 116
Деревомодельный цех......... 124
Ремонтно-строительный цех . . 129
Тарный цех.............. 132
Глава 7. Абразивные цехи
(Е. А. Малый) . .................. 136
Назначение и функции ..... 136
Виды и состав цехов и произ-
водств ........................ 136
Исходные данные для проекти-
рования ....................... 137
Программа, режим работы и фон-
ды времени.................... 13.8
.Организация производства ... 139
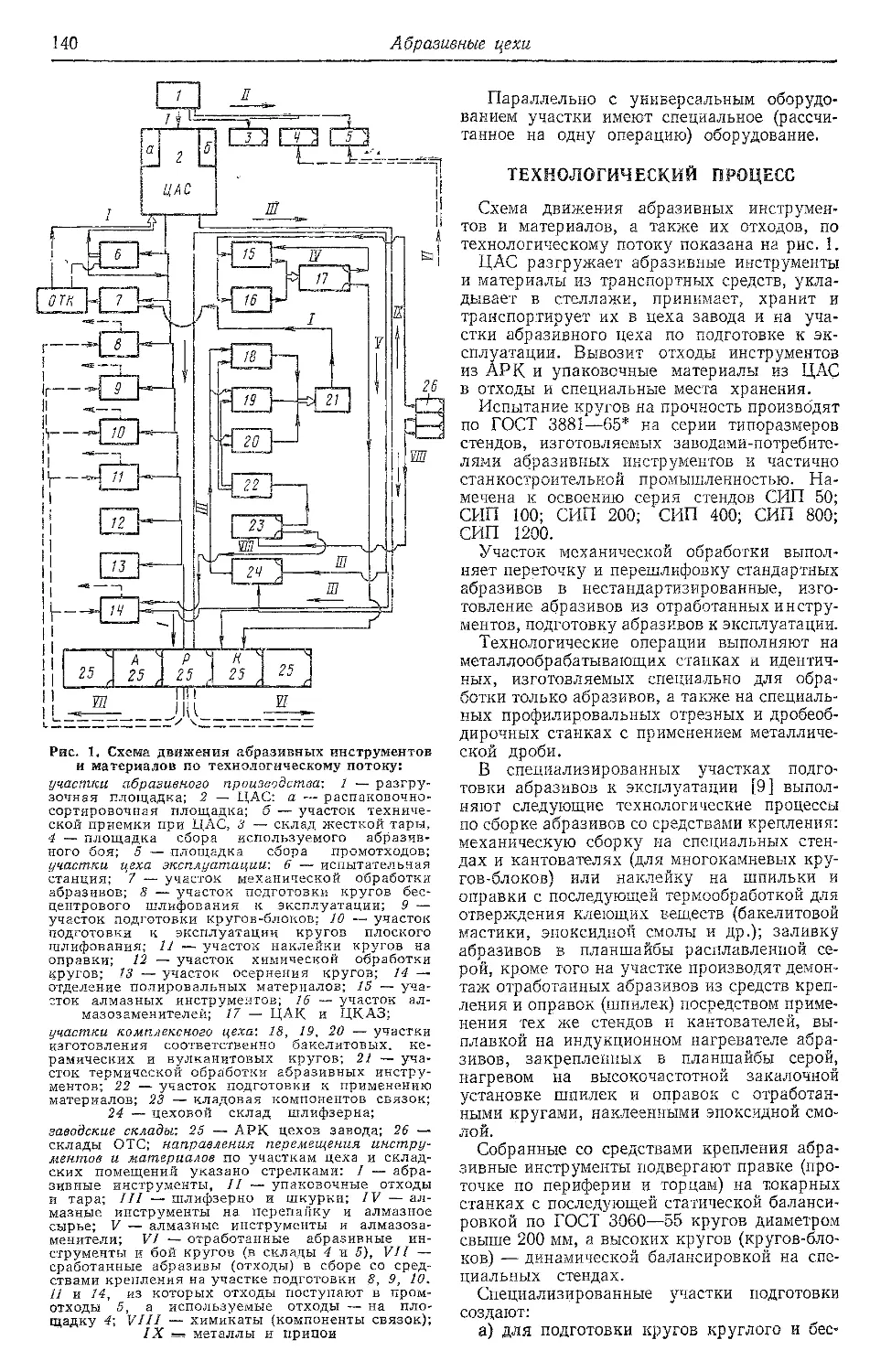
Технологический процесс . . . 140
Оборудование, механизация, ав-
томатизация, фундаменты ... 141
Трудоемкость и состав работа-
ющих ...................... ' 149
Компоновка, планировка, пло-
щади, здания................... 150
Техника безопасности и охрана
труда ........................ 154
Материалы .................... 154
Энергетика ................... 154
Инструмент и приспособления 155
Склады......................... 155
Транспорт .................... 157
Основные данные и технико-эко-
номические показатели .... 157
Р-'
Г л а в а 8. Цехи пластмассовых из-
делий (И. Г. Данилевский)......... 159
Программа, режимы работы и
фонды времени.................. 159
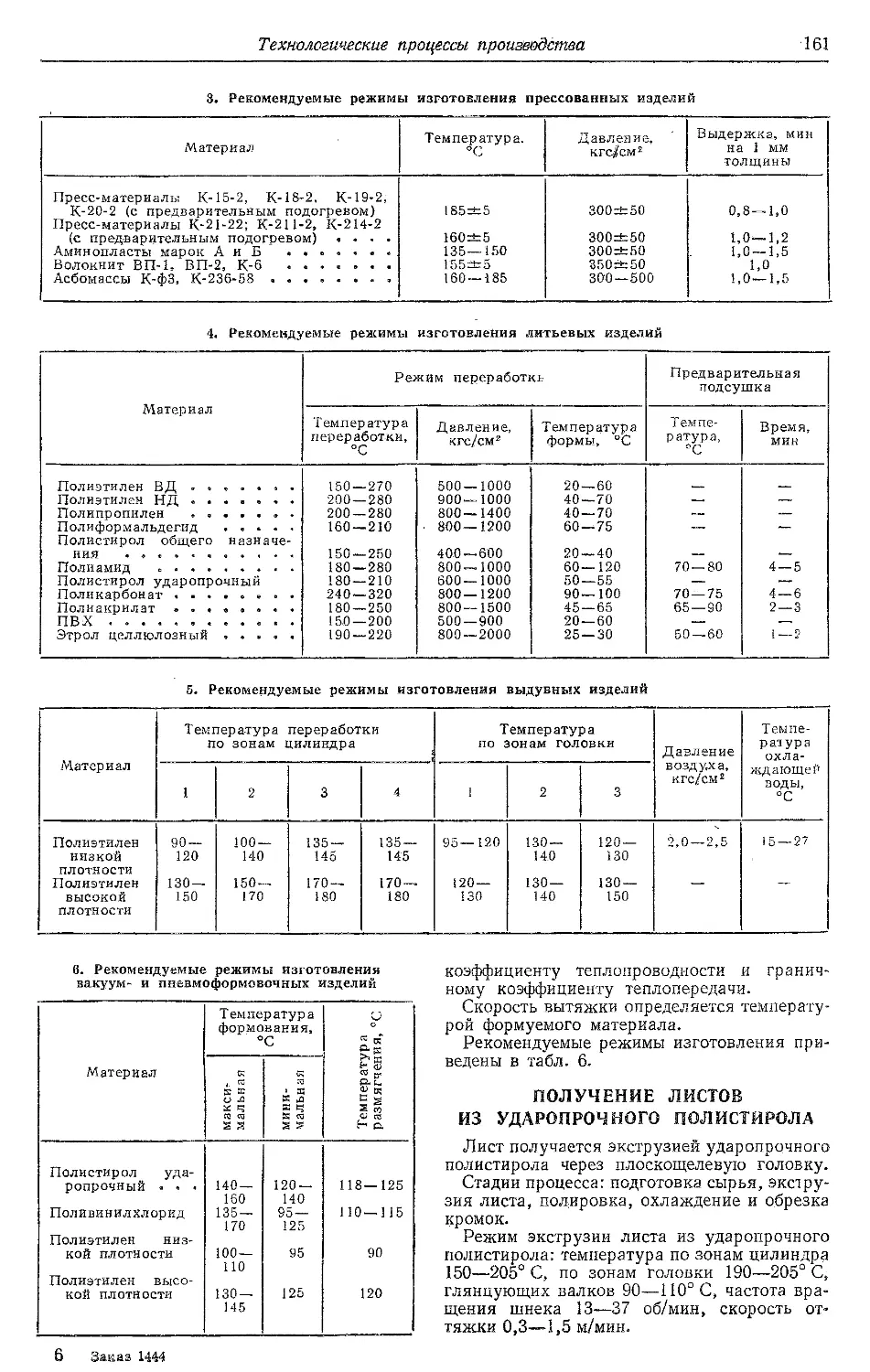
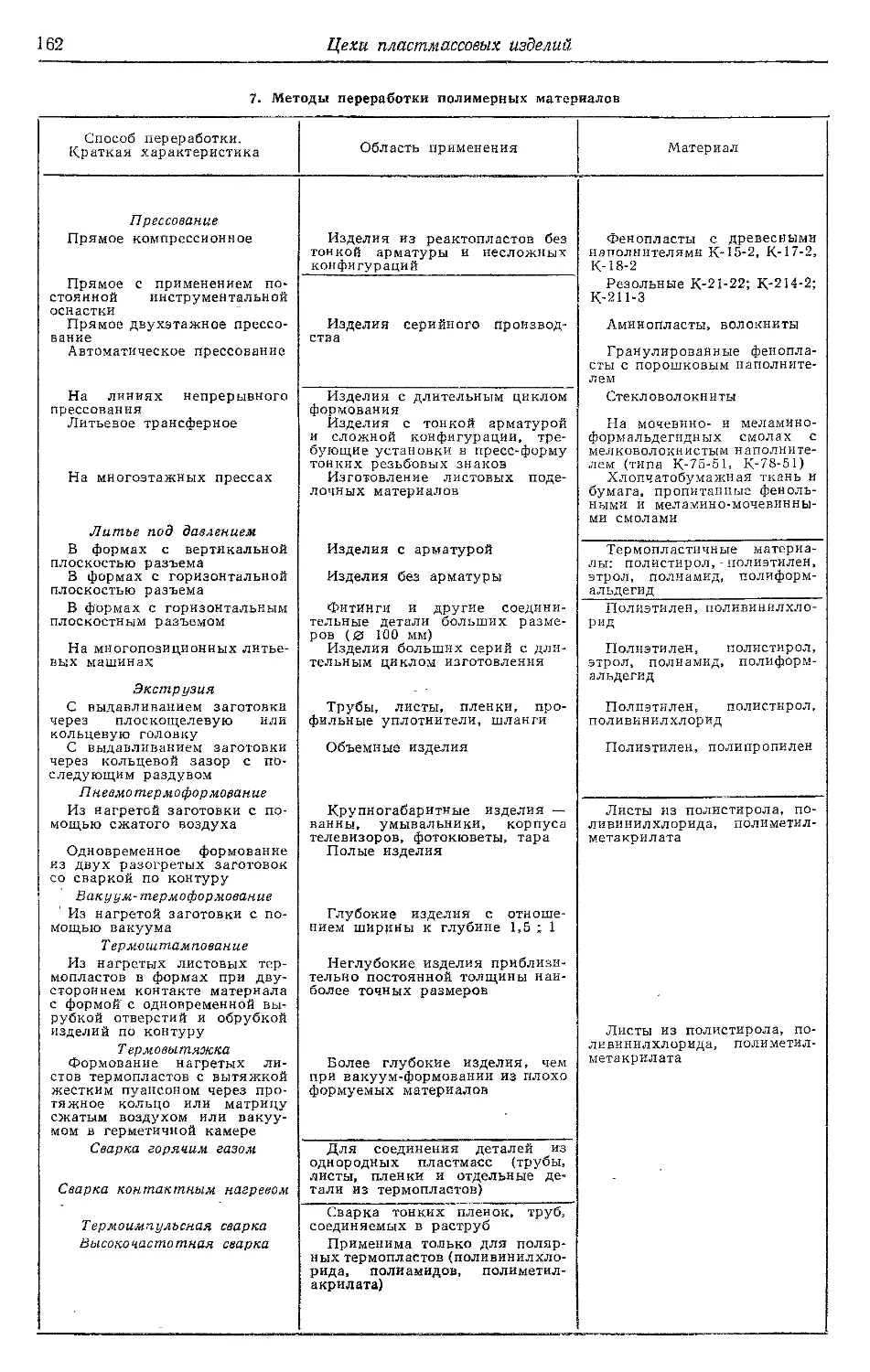
Технологические процессы про-
изводства ............. ...... 160
Получение листов из ударопроч-
ного полистирола.............' 161
Оборудование ................. 164
Трудоемкость и численность ра-
ботающих ...................... 167
Цеховая лаборатория .......... 168
Технико-экономические показа-
тели .......................... 168
Пожаро- и взрывобезопасность 169
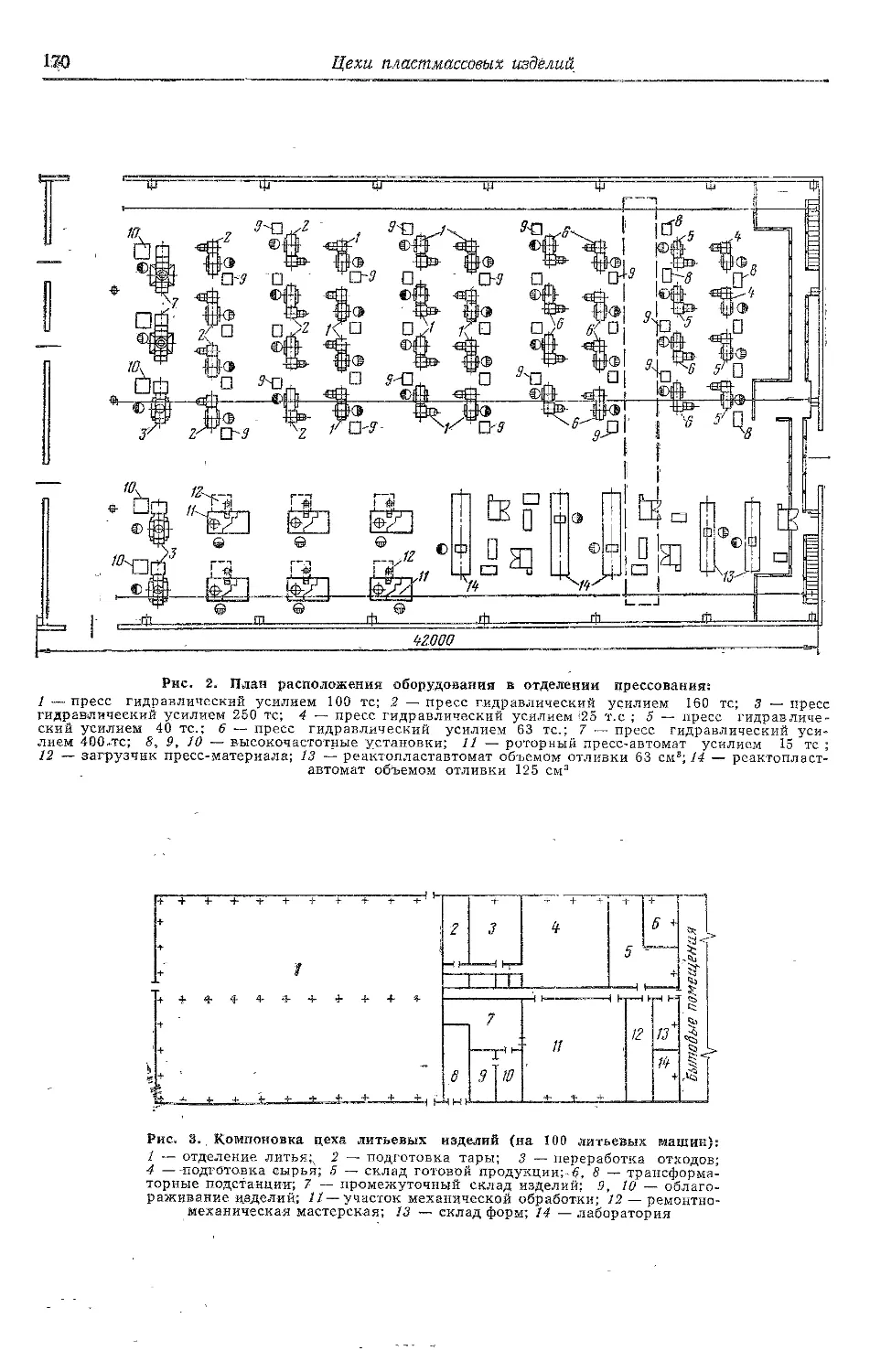
Примеры размещения оборудова-
ния .............. 169
Глава 9. Центральные заводские
и цеховые лаборатории (Л. С. Полу-
нов) ............... 173
Центральные заводские лаборато-
рии (ЦЗЛ) ..................... 173
Назначение, состав и исходные
данные для проектирования 173
Расчет оборудования .... 174
Металлографическая лаборато-
рия ......................... 175
Металлофизическая лаборато-
рия ......................... 176
Рентгеновская лаборатория 177
Термическая лаборатория . . 178
Механическая лаборатория . . 180
Механическая мастерская . . 181
Химическая лаборатория . . . 182
Спектральная лаборатория . . 184
Химико-технологическая ла-
боратория ................... 185
Теплотехническая лаборатория 187
Пирометрическая лаборатория 187
Мастерская точной механики 187
Изотопная лаборатория . . . 189
Лаборатория формовочных ма-
териалов .................... 189
Технологические лаборатории 189
Расчет штата ЦЗЛ............. 189
Здания и площади ............ 189
Энергетика . ........... . 192
Затраты и технико-экономиче-
ские показатели.............. 197
Цеховые лаборатории ........... 198
Виды лабораторий ............ 198
Химические и спектральные ла-
боратории . ............ . 198
Лаборатория формовочных ма-
териалов .................... 198
Рентгеновские и дефектоскоп-
ные лаборатории ...... 199
Металлографические лабора-
тории ....................... 199
Лаборатории цехов покрытий 199
Штаты ....................... 200
Размещение .............. 200
Глава 10. Центральные измери-
тельные лаборатории и контрольно-
поверочные пункты (М. М. Левин) 203
Назначение измерительной ла-
боратории ............... . 203
Задачи филиалов ЦИЛ и КПП 204
Структурная подчиненность и
размещение............. 204
Схемы организации лабораторий 204
Классификация ЦИЛ и КПП 205
Состав лаборатории ...... 207
Режим работы и фонд времени 207
Оборудование .................. 207
Штаты ......................... 211
Площади................ 211
Капитальные затраты ........... 212
Требования к помещениям . . . 212
Поверочные подразделения ме-
трологических служб ........... 215
Список литературы. . . . 216
Предметный указатель ....... 219
ГЛАВА 1
ИНСТРУМЕНТАЛЬНОЕ ХОЗЯЙСТВО ЗАВОДА
НАЗНАЧЕНИЕ
К основным видам инструментальной осна-
стки относят: а) режущий инструмент по
металлу и дереву; б) измерительный и кон-
трольный инструмент; в) вспомогательный
(в том числе: слесарно-монтажный, крепежно-
зажимной, сварочный и механизированный)
инструмент; г) станочные, сборочные, сва-
рочные и контрольные приспособления;
д) штампы для горячей штамповки; г) штам-
пы для холодной листовой и объемной штам-
повки (холодной высадки); ж) пресс-формы
для пластмассовых и резинотехнических из-
делий, для точного литья и литья под
давлением; з) кокили для чугунного и цвет-
ного литья; и) металлические модели и
опоки для литья в землю; к) оснастка для
литья в оболочковые формы и центробежного
литья; л) фильеры для резинотехнических
и некоторых пластмассовых изделий (в виде
профиля, ленты, полосы и т. п.); м) де-
ревянные модели для литья в землю чер-
ных и цветных металлов (проектирование
деревомодельных цехов см. гл. 6); н) абра-
зивный инструмент (круги, бруски, шкурка,
лента, пасты); о) алмазный инструмент
(проектирование абразивных цехов см. гл. 7).
В производственные функции инструмен-
тального хозяйства входят: а) проектиро-
вание и изготовление инструментария; б) по-
лучение готового стандартизированного и
нормализованного инструмента от инстру-
ментальной промышленности или от других
предприятий (цехов на других, базовых
предприятиях данной отрасли); в) хранение
(общезаводское и цеховое) и выдача в про-
изводство; г) контроль (в эксплуатации);
д) ремонт и восстановление; е) переточка
режущего инструмента.
Указанные функции выполняют: отдел
главного технолога (инструментальная груп-
па), конструкторские бюро по инструменту,
штампам, приспособлениям, пресс-формам и
т. д. (инструментальный отдел, ШИХ, (штам-
пово-инструментальное хозяйство), отдел
главного металлурга — группа оснастки);
инструментальный штампово-механический,
модельный цехи, цехи пресс-форм и коки-
лей, приспособлений; абразивно-алмазная ма-
стерская (цех); центральные склады инстру-
мента (ЦИС), абразивов (ЦАС), штампов
и литейной оснастки; мастерские по ремонту
оснастки в производственных цехах; заточ-
ные отделения (участки) в механических
цехах; цеховые контрольные пункты, инстру-
ментально-раздаточные кладовые (ИРК), кла-
довые абразивов (АРК).
Инструментальные цех находятся в ве-
дении инструментального отдела завода. На
заводах с крупными кузнечными и литей-
ными цехами цехи по изготовлению кузнечных
штампов и литейной оснастки часто выде-
ляют в подчинение служб, ведающих ука-
занными кузнечными и литейными цехами
(например, главному металлургу), цехи штам-
пов для холодной штамповки (штампово-
механические) — прессовому производству.
На небольших заводах эти цехи часто под-
чиняют единому отделу — главного техно-
лога или главному инженеру.
СПЕЦИАЛИЗАЦИЯ
И КООПЕРИРОВАНИЕ
Перед станкоинструментальной промыш-
ленностью стоит задача централизованного
обеспечения машиностроительных предприя-
тий стандартизированным и нормализован-
ным инструментом и технологической оснаст-
кой. Расширение специализации и центра-
лизации производства инструмента и техно-
логической оснастки возможно путем созда-
ния в машиностроительных министерствах
отраслевых и межотраслевых специализиро-
ванных предприятий и цехов на действу-
ющих заводах на выпуск ограниченной но-
менклатуры оснастки для групп предприятий
и производственных объединений на основе
кооперирования.
Специализация и централизация инстру-
ментального производства внутри отраслей
машиностроения и в первую очередь на за-
водах, входящих в отраслевые объединения,
создание крупных кустовых специализирован-
ных инструментальных цехов (или заводов—
филиалов) являются эффективным путем раз-
вития инструментального производства в ма-
шиностроении.
При проектировании новых и реконструк-
ции действующих машиностроительных за-
водов министерства и проектные организа-
ции обязаны исходить из перспективных
планов централизованного обеспечения ин-
струментом и технологической оснасткой.
8
Инструментальное хозяйство завода
Основными источниками покрытия потреб-
ностей в инструменте и оснастке машино-
строительных заводов должны явиться: во-
первых, предприятия станкоинструменталь-
ной промышленности, поставляющие стан-
дартизированный и нормализованный инстру-
мент, а также нормализованные детали при-
способлений, штампов и пресс-форм; во-
вторых— отраслевые инструментальные пред-
приятия и цехи, поставляющие специали-
зированный и частично нормализованный ин-
струмент, штампы, пресс-формы, приспособ-
ления и другую технологическую оснастку;
в-третьих, инструментальные цехи, предна-
значенные для обеспечения оснасткой группы
предприятий, как внутриотраслевые, так и
межотраслевые, и в-четвертых — собствен-
ные инструментальные цехи предприятий.
В объем работ инструментальных (штампо-
вых, модельных) цехов должно быть включено:
производство специального инструмента,
штампов и другой технологической оснастки,
не изготовляемых централизованно;
ремонт инструмента, приспособлений,
штампов и другой технологической оснастки.
С учетом значительного роста количества
сложного инструмента, приспособлений, уве-
личением обработки металлов давлением (ли-
стовая и объемная штамповка), повышения
удельного веса точных видов литья (под
давлением, в кокиль и т. д.), а также удель-
ного веса стандартизированного и нормали-
зованного инструмента в общей потребности
в настоящее время по указанию Госстроя
СССР в нормах технологического проекти-
рования инструментальных цехов приняты
следующие основные исходные положения
для проектирования инструментальных це-
хов новых и реконструируемых предприятий:
получение стандартизированного и норма-
лизованного инструмента со стороны в пол-
ном объеме (100% от потребности) от пред-
приятий станкоинструментальной промыш-
ленности и отраслевых специализированных
заводов и цехов;
получение крупных и особо крупных
штампов, а также штампов для новых моделей
изделий (начальный комплект штампов) от
специализированных заводов и цехов;
получение нормализованных деталей осна-
стки (приспособлений, штампов, пресс-форм
и др.) от специализированных предприятий.
Нормами технологического проектирова-
ния принят раздельный метод расчета цехов
инструментального хозяйства, а именно:
цехов по изготовлению и ремонту инстру-
мента (режущего, мерительного, вспомога-
тельного) и приспособлений;
цехов (отделений, участков) технологиче-
ской оснастки: штампов, пресс-форм, коки-
лей, металлических моделей и прочей литей-
ной оснастки.
В зависимости от масштаба производства
и количества оборудования решается орга-
низационная структура цеха: участки и
отделения могут быть разделены или объеди-
нены. Так, при количестве основного оборудо-
вания отделений для изготовления горячих и
холодных штампов до 15 станков в каждом
целесообразно организовать объединенные
отделения штампов, что позволит иметь более
широкую гамму типов оборудования, а сле-
довательно, выполнять работу на более
специализированном уровне, с высокой про-
изводительностью труда. При еще меньшей
потребности в штампах целесообразно отде-
ление штампов включать в состав инстру-
ментального цеха.
Наоборот, в крупном инструментальном
цехе целесообразно организовывать отделе-
ния по видам инструмента, что повышает
специализацию и увеличивает производи-
тельность труда за счет применения более
производительной технологии и специали-
зированного оборудования.
Ниже в качестве примера приведены дан-
ные об удельном весе (в % по стоимости)
разных видов инструмента и оснастки в вы-
пуске инструментального производства по
проекту крупного отечественного автомо-
бильного завода (получение со стороны по-
купного инструмента и оснастки составляло
примерно 15% от общей потребности).
Режущий инструмент.................. 23,0
Мерительный инструмент ....... 3,1
Вспомогательный инструмент ............ 8,2
Высадочный инструмент.................. 2,1
Механизированный инструмент............ 3,7
Прочий инструмент..................... 4,9
Приспособления......................... 8,5
Итого инструмент и приспособления 53,5
Штампы кузнечные..................... 16,0
Штампы холодные ..................... 14,0
Пресс-формы ........................... 6,1
Модели металлические.............. . 6,0
Модели деревянные....................... 2,2
Абразивный инструмент................... 2,2
Всего.......
100
Утвержденные в 1969 г. нормы техноло-
гического проектирования инструментальных
цехов были пересмотрены и утверждены по
согласованию с Госстроем СССР в 1973 г.
При пересмотре исходили из Постановления
Совета Министров СССР от 28 июля 1972 г.
№ 560 «О мерах по обеспечению снижения
сметной стоимости строительства», а также
из уровней централизованного обеспечения
инструментом и оснасткой, предусмотренных
народнохозяйственным планом.
В качестве исходных величин для расчета
количества оборудования инструментальных
цехов с разной серийностью производства
в нормах технологического проектирования
1973 г. приняты по указанию Госстроя
СССР следующие уровни централизованного
удовлетворения общей потребности в инстру-
менте и приспособлениях (без штампов,
пресс-форм и литейной оснастки) в % по
стоимости в зависимости от характера про-
изводства:
Мелкосерийное.........................50
Серийное .............................40
Крупносерийное и массовое.............30
При изменении уровня получения со сто-
роны инструмента и приспособлений нормами
технологического проектирования преду-
смотрены соответствующие коэффициенты (см.
ниже).
Задания на проектирование цехов
9
ЗАДАНИЯ
НА ПРОЕКТИРОВАНИЕ
ЦЕХОВ
Для проектирования цехов инструменталь-
ного производства (инструментальных, штам-
повых, литейной оснастки, пресс-форм) необ-
ходимо иметь достоверные данные по про-
изводственным цехам, которые обслуживают-
ся цехами инструментального производства.
Такие данные необходимы в разрезе норм и
показателей, по которым проектируют ука-
занные цехи.
По литейным цехам в задании на проекти-
рование должны быть Данные: по видам
литья, годовому выпуску лить -I по видам
металла, массе и размерам отливок, коли-
честву и составу оборудования, годовому
расходу и начальному фонду оснастки, ее
характеристике. Примерное содержание за-
дания по литейным цехам на проектирова-
ние вспомогательных цехов * приведено
в форме 1.
По кузнечным цехам задание должно со-
держать данные по оборудованию, выпуску,
размерам и массе поковок, характеристике
штампов (форма 2).
ФОРМА 1
Задание литейного корпуса (цеха) на проектирование вспомогательных цехов
(наименование предприятия)
А. Выпуск литья
Вид литья Материал отливок Выпуск литья в год, т Масса одной от- ливки, кг Наиболь- шие габариты отливок, мм
Наиболь- шая Средняя
Литье в землю по металлическим моделям Черные металлы Цветные металлы (какие)
Примечание. Аналогично заполняют форму по всем видам литья.
Б. Состав производственного оборудования
Наименование основного оборудования Краткая техническая характеристика Количество
Итого производственного оборудования:
В. Годовой расход оснастки и приспособлений
Наименование групп оснастки и приспособлений Начальный фонд в шт. Годовой рас в % к начальному фонду <од в шт.
Г. Характеристика оснастки, приспособлений
и ремонтируемого оборудования
Наименование групп оснастки и оборудования Оснастка в сборе Детали, подлежа- щие механической обработке Детали, подлежа- щие термической обработке
Наиболь- шие га- бариты, мм Наиболь- шая мас- са, кг Наиболь- шие га- бариты, мм Наиболь- шая мас- са, кг Наиболь- шие га- бариты, мм Наиболь- шая мас- са, кг
Оснастка Приспособления Оборудование
* Инструментальных и ремонтных, так как эти цехи проектирует, как правило, один отдел
или группа.
10
Инструментальное хозяйство завода
ФОРМА 2
Задание кузнечного цеха (корпуса)
на проектирование вспомогательных цехов
(наименование предприятия)
Наименование
и краткая техническая
характеристика
Коли-
чество
А. Состав производственного
оборудования цеха
/. Ведущее кузнечное оборудование
Кривошипные горячештамповочные
прессы усилием, тс;
С 1000 ....................
1600 — 2500 ...............
4000 — 6300 ...............
Паровые ковочные и штамповочные
молоты с массой падающих частей,
кг:
<1000 ..................
2 000—3 150 ..............
5 000—10 000 .............
16 000 — 25 000 ...........
Ковочные молоты с массой падающих
частей, кг:
150 — 250 .................
400 — 750 .................
Горизонтально-ковочные .машины уси-
лием, тс:
<400 ....................
630—800 ................
1000—1600 .................
2000—3150 .................
Горячевысадочные автоматы (верти-
кальные и горизонтальные) . . .
Гидровинтовые прессы усилием, тс
630—1000 .........................
1600 — 2500 ...............
Ковочные вальцы усилием 35 — 50 тс
Кольцераскаточные машины . . . .
Вертикальные многопозиционные
прессы........................ .
Автоматические линии .............
II.Прочее кузнечное оборудование
Фрикционные прессы усилием, тс:
100 — 250 ........................
400 — 630 .................
Прессы обрезные кривошипные за-
крытые усилием, тс:
160—250 ...................
315 — 400 .................
630—1000 ................
1600 ......................
Чеканочные прессы усилием, тс:
800—1000 .........................
1200—1600 .................
2000—2500 ............. .
III. Металлорежущее оборудование
(производственное)
IV. Заготовительное
и другое оборудование
Итого:
Б. Продукция цеха
Выпуск цеха, т/год...............
Масса поковки, горячей штамповки
(в среднем), кг...............
Наибольшие размеры поковок (горя-
чих штамповок), мм.............
Годовой расход крупных штампов
(вставок), т.....................
Наличие литых штампов, шт. а . .
дованию, начальному фонду и годовому
расходу штампов, приспособлений, харак-
теристике групп штампов (форма 3).
По сборочно-сварочным цехам задание
должно содержать состав и количество про-
изводственного оборудования, количество
сварочных головок, резаков, электродов в нем;
данные по приспособлениям для сварки
(форма 4).
ФОРМА з
Задание прессового цеха (корпуса)
на проектирование вспомогательных цехов
Наименование оборудования Ко- личе- ство Среднее количе- ство детале- операций, закреп- ленных за прессом
А. Состав производстве оборудования иного
I. Прессовое оборудование:
Прессы однокривошипные для холодной листовой штамповки усилием, тс: Прессы двух кривошипные усилием, тс: Прессы многокривошипные усилием, тс’ Прессы универсальные с ав- топодачей усилием, тс: Прессы-автоматы * усили- ем, тс: многопозиционные с нижним приводом специальные (много- ползунковые и т. д.) II. Заготовительное, ги- бочное и правочное обо- рудование III. Металлорежущее обо- рудование IV. Прочее оборудование Всего производственного оборудования.
* Указать число позиций по группе. каждой
Задания на проектирование цехов
11
Продолжение
Б. Начальнь и годовой расх и приспосо й ф о н д т а м п о в
ОД ш
б л е и й
Наименование групп штампов и приспособле- льшее 2 пресса, 5 а Годов pacxt = 2 ой щ
НИЙ о S * >2 § о Начал фонд, в % К чальнс фонду з
Штампы для Особо мелкие Мелкие Средние Крупные Особо крупные Специальные (.для лонжеронов’ аднопозиц <25 25—160 160 — 630 630—1600 >1600 ЮННЫ прессе в
Штампы для Мелкие Средние Крупные Особо крупные многопозш Триспособле ионнь ния х пресс )в
Продолжение
Наименование оборудования Еди- ница изме- рения Ко- личе- ство
Б Приспособле для сварки Начальный фонд приспособле- ния
ний Годовой расход приспособле- шт.
ний *•’ ..... о/ /0
Наибольшие габариты .... Наибольшая масса одного при- мм
способления кг
*3 Проценты исчисляют ного фонда. от на’ таль-
По механическим цехам — состав и коли-
чество производственного оборудования (фор-
ма 5).
ФОРМА 5
Задание механического цеха
на проектирование вспомогательных цехов
(наименование корпуса, предприятия)
Состав производственного
оборудования цеха
В Характеристика ш т а
и приспособлений
(см. п. Г формы 1)
Наименование оборудования
Ко-
личе-
ство
ФОРМА 4
Задание сборочно-сварочного цеха
на проектирование вспомогательных цехов
Наименование оборудования Еди- ница изме- рения Ко- личе- ство
А. Состав производс оборудовант Прессы кривошипные .... Станки металлорежущие . • . Сварочное оборудование: полуавтоматы и автоматы дуговой сварки .... посты газовой сварки и рез- ки • контактные электросвароч- ные машины: точечные (стационарные и подвесные) .... многоэлектродные *2 . прессы рельефной сварки шовные (роликовые) ма- шины ........ стыковые машины • « • машины для сварки тре- нием автоматизированные и механизированные ли- нии сварки: число позиций в линии количество многоэлектрод- ных *2 сварочных машин количество автоматов и полуавтоматов дуговой сварки ........ механизмы перемещения уз- лов (грейферы, шаговый . транспортер и т. п.) . . • Прочее оборудование *1 II. III. Указать число резако *2 Указать также коли тродов в этих машинах. т в е н я шт. пм шт. в. чество о г о элек-
I. Общее количество металлорежуще-
го оборудования
1. Количество универсального метал-
лорежущего оборудования ....
В том числе:
Зубофрезерные одношпиндельные « •
Зубофрезерные двухшпиндельные •
Зубострогальные для конических ше-
стерен с прямым зубом .....
Зуборезные для конических шестерен
со спиральным зубом ...........
Зубопротяжные ...................
Зубофрезерные для конических шесте-
рен со спиральным зубом ....
Зубодолбежные (зуб прямой, косой)
Шевинговальные ..................
Прочие зубообрабатывающие ....
Протяжные одноплунжерные с круг-
лыми протяжками; наибольшие,
диаметр ........................
длина ........................
Протяжные одноплунжерные с плос-
кими протяжками; наибольшая дли-
на ............................
Протяжные двухплунжерные с круг-
лыми протяжками; наибольшие:
диаметр.........................
длина ........................
Протяжные двухплунжерные с плоски-
ми протяжками, наибольшая длина
Шлифовальные ....................
2. Количество токарных и ф'резерных
автоматов и полуавтоматов . • •
В том числе:
Двухшпиндельные . . . .
Четырехшпиндельные • •
Шестишпиндельные • • •
Восьмишпиндельные . . .
3. Количество агрегатных станков,
включая встроенные в автоматиче-
ские линии ..........
Среднее количество шпинделей аг-
регатного станка ................
II. Общее количество прочего оборудо-
вания .............................
III. Всего производственного оборудо-
вания ..............................
Инструментальное хозяйство завода
По сборочным, деревообрабатывающим, тер-
мическим, гальваническим, окрасочным и
другим цехам задание должно содержать
состав и количество оборудования, число
рабочих мест, оснащенных механизированным
инструментом (форма 6).
ФОРМА 6
Задание на проектирование
вспомогательных цехов и служб
(наименование цеха и предприятия)
Число рабочих мест, оснащенных
механизированным инструментом
Состав производственного оборудования
Наименование оборудования
Металлорежущие станки . . .
Прессы механические . . . .
Прессы гидравлические усили-
ем 20 тс и более . ... .
Деревообрабатывающие станки
Еди-
ница
изме-
рения
Ко-
личе-
ство
шт.
Итого производственного
оборудования . . ............
Прочее оборудование ........
Всего.................... . .
Примечание. Форму исполь-
зуют для выдачи заданий от сборочных,
деревообрабатывающих, термических,
гальванических, окрасочных и др.
цехов.
По всем видам инструмента и оснастки
должны быть указаны уровни кооперирова-
ния (получения со стороны и изготовления
на сторону). Также должны быть указаны
наиболее характерные изделия инструмен-
тального производства, для которых преду-
сматривают в инструментальном цехе спе-
циальное оборудование.
Каждое задание подписывают: главный
инженер проекта, начальник отдела, выдав-
шего задание, и руководитель группы (от-
ветственный проектант).
РАСЧЕТ КОЛИЧЕСТВА
И СОСТАВ ОБОРУДОВАНИЯ
Методы расчета. При проектировании це-
хов инструментального хозяйства можно
применять несколько методов расчета коли-
чества оборудования этих цехов.
Метод детальных расчетов
по представителям изделий.
Этот метод применяют в случаях, когда
программа инструментального производства
задана номенклатурой с указанием количе-
ства по каждой группе, представленной
изделием-представителем.
Метод применим лишь при ограниченной
номенклатуре и не может быть использован
при большой номенклатуре изделий (инстру-
ментов) из-за сложности и длительности
трудоемких расчетов.
Расчет цеха по изделиям-представителям
аналогичен расчету механического цеха се-
рийного или мелкосерийного производства
(см. т. 4).
При разработке технических проектов этот
метод, как правило, не применяют. Он
пригоден при разработке рабочих проектов —
при подготовке производства изделия.
Методы укрупненных рас-
четов. В практике проектирования при
разработке технологической части техниче-
ского проекта применяют методы укрупнен-
ных расчетов цехов ^инструментального хо-
зяйства, т. е. расчетов по нормативам и
показателям. Таких методов несколько.
Метод расчета по потребной массе инстру-
мента. При этом методе расчета исходят
из показателей годовой потребности (в кг)
инструментальной оснастки на одну единицу
измерения основного производства (один
станок, тонна поковок, штамповок или
литья) по видам и группам с учетом номен-
клатуры, технологии производства и уровня
кооперирования.
По выявленной массе подлежащих из-
готовлению на заводе групп инструмента
и технологической оснастки определяют по-
казатели средней трудоемкости и станко-
емкости одной тонны, а затем и годовые
суммарные их величины. На основе этого,
а также фондов времени оборудования,
рассчитывают его количество.
Такой метод применим в тех случаях,
когда могут быть с достаточным приближе-
нием выявлены значения приведенных выше
факторов.
Метод ценностной отличается от расчета
по потребной массе тем, что в качестве исход-
ных принимают показатели годовой потреб-
ности инструмента и оснастки на единицу
обслуживаемого оборудования в ценностном
выражении (в руб.), а количество единиц
оборудования определяют по выпуску (вы-
работке) на один станок инструментального
производства (в руб.).
Показатели потребности и выпуска весьма
различаются в зависимости от серийности,
сложности и размеров изделий, а также
вследствие значительных колебаний в ценах
на инструмент и оснастку, поэтому этот
метод применим в отдельных случаях для
конкретных объектов проектирования, рас-
полагающих указанными отраслевыми пока-
зателями.
Метод, основанный на расчете мощности
действующих цехов инструментального про-
изводства. На основании анализа работы
цехов инструментального производства вы-
полняют расчет мощности этих цехов с вы-
явлением производительности и коэффициен-
та загрузки оборудования по участкам. По
заданной программе завода и потребности
в инструментальной оснастке определяют по
участкам имеющиеся мощности; выявляют
«узкие» места и необходимое для их «рас-
шивки» оборудование, В процессе расчетов
должны быть исследованы возможности ко-
оперировании с другими предприятиями
района или отрасли по изготовлению инстру-
Расчет количества и состав оборудования
13
ментальной оснастки. Расчет по изложенному
методу применим для реконструируемого за-
вода главным образом при сохранении в про-
грамме его основных изделий, выпускаемых
до реконструкции.
Метод расчета по нормам расхода инстру-
ментальной оснастки на единицу продукции
завода. По включенным в программу проекти-
руемого завода изделиям Министерство,
Главк или завод устанавливают нормы
расхода по видам инструментальной осна-
стки, на основе чего и с учетом доли центра-
лизованного обеспечения инструментом от
специализированных предприятий устанав-
ливают программу производства инструмен-
тальной оснастки проектируемым предприя-
тием.
При отсутствии норм расхода инструмента
на новые изделия, подлежащие выпуску
реконструируемым заводом, потребности в ин-
струменте могут быть определены по анало-
гии с действующими нормами расхода на
ранее выпускавшиеся изделия путем приме-
нения поправочных коэффициентов. Количе-
ство оборудования рассчитывают по показа-
телям средней трудоемкости (станкоемкости)
по группам программы производства.
Относительный метод расчета количества
оборудования цехов инструментального про-
изводства основан на применении укрупнен-
ных нормативов процентного отношения чис-
ла единиц этого оборудования к количеству
обслуживаемого оборудования или к выпу-
ску цехов основного производства. В ука-
занных нормативах учитывают серийность,
сложность и масштабы производства, а так-
же уровень централизованных и коопери-
рованных поставок инструмента и оснастки
со стороны.
Относительный метод наиболее распро-
странен в практике проектирования инстру-
ментальных цехов машиностроительных за-
водов разных отраслей как дающий доста-
точно точные результаты при минимальных
затратах труда и времени на проектирова-
ние. Этот метод принят в утвержденных по
согласованию с Госстроем СССР нормах
технологического проектирования, которые
периодически пересматриваются и корректи-
руются для приведения их в соответствие
с развитием прогрессивной технологии и орга-
низации инструментального производства.
При использовании в проектировании ука-
занных норм следует также учитывать отрас-
левые особенности, а также конкретные
условия проектируемого завода и его инстру-
ментального хозяйства.
Приведенные ниже нормы определения ко-
личества оборудования в цехах инструмен-
тального производства основаны на относи-
тельном методе расчета, принятом в нормах
технологи ческого проектир ования.
Нормы для определения количества обо-
рудования. Инструментальные
цехи. Количество основных станков ин-
струментального цеха определяется в зави-
симости от серийности производства и слож-
ности применяемого инструмента. В соответ-
ствии с принятой классификацией по серий-
ности производство делят на три группы:
1) массовое и крупносерийное; 2) серийное
и 3) мелкосерийное и единичное. По слож-
ности применяемого инструмента производ-
ство делят также на три группы: / — слож-
ное, II — средней сложности и III — про- '
стое. В нормах технологического проекти-
рования приведены указанные ниже примеры
распределения производств по группам.
К группе I относятся производства: авто-
мобилей, горношахтного оборудования, дви-
гателей внутреннего сгорания, кузнечно-
прессового и литейного оборудования, слож-
ного режущего и мерительного инструмента,
сложных и точных металлорежущих станков,
машин для кожевенно-обувной, табачной
промышленности, полиграфических машин,
строительных машин с гидроприводом, тур-
бин, тракторов, турбокомпрессоров, холо-
дильников, тепловозов, экскаваторов, элек-
тровозов, электрических машин и других
аналогичных изделий.
Примерами производств группы; II яв-
л яются пр оиз водств а: автотр а ктор ных за -
пасных частей, арматуры, вагонов, ком-
байнов, мотоциклов, силовых трансформа-
торов, простых металлорежущих станков,
строительных и дорожных машин без гидро-
привода, поршневых компрессоров, насосов,
химического, противопожарного, продоволь-
ственного, подъемно-транспортного, текстиль-
ного оборудования и других аналогичных
изделий.
К группе III производства могут быть
отнесены производство: аппаратуры связи,
автоэлектроприборов, велосипедов, простого
инструмента, котлов, сельскохозяйственных
машин (кроме комбайнов), подшипников ка-
чения и скольжения и др.
Серийность производства (и группу слож-
ности) устанавливает министерство в отрас-
левых дополнениях к общемашиностроитель-
ным нормам технологического проектирова-
ния инструментальных цехов, утвержден-
ным в 1973 г.
Как установлено упомянутыми нормами,
количество основных станков инструмен-
тального цеха определяют в процентах к числу
обслуживаемых металлорежущих станков
производственных цехов основного произ-
водства, согласно табл. 1.
1. Нормы количества основных станков
инструментального цеха (в процентах к числу
обслуживаемых металлорежущих станков
производственных цехов)
Группа производ- ства по сложно- сти Процентное отношение числа станков для видов производства
Крупно- серийное и мас- совое Серийное Мелко- серийное и единичное
I 10,0- 8,5 —9,5 7,5ч— 8,5
11,0
II 8,5 —9,5 7,5—8,5 7,5—8,5 6,5 —7,5
III 6,5 — 7,5 6,0 — 6,5
Инструментальное хозяйство завода
С увеличением сложности и серийности
основного производства завода возрастает
относительное количество станков инстру-
ментального цеха, что объясняется соответ-
ствующим увеличением коэффициента осна-
щенности технологических процессов основ-
ного производства.
Указанные в табл. 1 нормы не распростра-
няются на отдельные производства приборо-
строения, средств автоматизации, радиоэлек-
тронной и оборонных отраслей промышлен-
ности. Нормы табл. 1 относятся к инстру-
ментальным цехам, включающим отделения
(участки) режущего, мерительного, вспомо-
гательного инструмента и приспособлений
для металлорежущих станков, включая агре-
гатные и автоматические линии, а также
станки с числовым программным управле-
нием.
В нормах учтены также потребность в ин-
струменте и оснастке вспомогательных (ре-
монтных) и самого инструментального цеха
(инструмент 2-го порядка), кроме переточки
режущего инструмента. Поэтому в число
обслуживаемых станков не включают станки
указанных вспомогательных цехов.
Приведенные выше нормы числа основных
станков даны для инструментальных цехов,
обслуживающих 1000 металлорежущих стан-
ков производственных цехов предприятия.
На практике встречается самое различное
количество станков, поэтому при изменении
количества обслуживаемых металлорежущих
станков нормы корректируют коэффициен-
тами, приведенными в табл. 2.
2. Коэффициенты к нормам количества
станков инструментального цеха
Число об- служиваемых станков в производ- ственных цехах Коэф- фициент Число об- служиваемых станков в производ- ственных цехах Коэф- фициент
6300 0,80 1000 1,00
4000 0,85 630 1,05
2500 0,90 400 1,10
1600 0,95 250 1,15
Для промежуточных значений числа об-
служиваемых станков коэффициенты опре-
деляют интерполяцией.
При увеличении уровня удовлетворения
общей потребности поставкой со стороны
нормы табл. 1 корректируют с применением
указанных в табл. 3 понижающих коэф-
фициентов.
В отдельных случаях, когда при надлежа-
щем обосновании часть стандартизирован-
ного и нормализованного инструмента будет
изготовлять сам завод, к нормам табл. 1
вводят соответствующие повышающие коэф-
фициенты.
Для обслуживания заготовительных, сбо-
рочно-сварочных, холодновысадочных, дере-
вообрабатывающих, сборочных цехов и уча-
стков в инструментальном цехе, кроме тога,
3. Коэффициенты к нормам табл. 1
в зависимости от уровня удовлетворения
общей потребности в инструменте
и приспособлениях поставкой со стороны
Уровень удовлетворе- ния постав- кой со сто- роны (в % от общей потребности по стоимости) Значения коэффициентов по видам производства
Мелко’ серийное и еди- ничное Серийное Крупно- серийное и мас- совое
30 и и 1,0
35 0,95
40 - —1 1,0 0,9
45 1 1 0,95 0 85
50 1,0 0,9 0,8
55 0,95 0,85 0,75
60 0,9 0,8 0,7
65 0,85 0,75 0,65
70 0,8 0,7 0,6
75 0 75 0,65 0,55
80 0,7 0,6 0,5
85 0,65 0,55 0,45
предусматривают дополнительно следующие
количества станков к числу станков, полу-
ченному по нормам табл. 1.
На каждую единицу заготовительного
и гибочного оборудования . . . . 0,05—0,08
- На один автомат для холодной вы-
езд ки ••«•••••.•••• 0,3 — 0, □ о
На 10 горелок, резаков, машин для
контактной сварки из тонколисто-
вого металла .................0,08—0,12
То же, из профильного проката - • 0,03—0,06
На 10 стационарных приспособлений
для сварки ................. 0,2 — 0,25
На один деревообрабатывающий ста-
нок ... ...... ...... 0,0 о— 0,1
Для сборочных цехов крупносерийного
и массового производства, оснащенных боль-
шим количеством сложного механизирован-
ного инструмента и приспособлений, на одно
рабочее место с применением механизирован-
ного инструмента предусматривается 0,05—
0,08 станков в инструментальном цехе.
Кроме указанного выше числа основных
станков инструментального цеха, для уча-
стков: заточки инструмента 2-го порядка
(т. е. инструмента, необходимого для изго-
товления инструмента) принимают дополни-
тельно 2%, а для участка восстановления
инструмента 2—3% количества станков ин-
струментального цеха, полученного по табл. 1.
В зависимости от конкретных условий
проектируемого завода (объектов выпуска,
масштаба производства и др.) отделения цеха
могут объединяться или, наоборот, делиться.
Так, например, отделения вспомогательного
инструмента разукрупняют иногда на отде-
ления слесарно-монтажного инструмента, кре-
пежно-зажимного инструмента и т. п. Отде-
ление прочего инструмента не выделяют,
а оборудование, полученное в результате
расчетов, присоединяют к одному или не-
скольким основным отделениям инструмен-
тального цеха. Так, оборудование для из-
готовления холодновысадочного инструмента,
инструмента для гибочных машин, свароч-
ного инструмента, механизированного ин-
Расчет количества и состав оборудования
15
струмента (механического, пневматического
или электрического) иногда присоединяют
к отделению вспомогательного инструмента.
При большом количестве механизированного
инструмента может выделяться специальное
отделение механизированного инструмента.
Изготовление деревообрабатывающего ин-
струмента, инструмента для листовых нож-
ниц и т. п. иногда поручают отделению режу-
щего инструмента. Стационарные приспособ-
ления для сварки и сборки можно изготов-
лять в отделении станочных приспособлений.
Цехи холодных штампов. Хо-
лодная листовая штамповка применяется
в производстве с достаточно большой серий-
ностью, так как она высокопроизводительна,
но имеет высокую стоимость начального ком-
плекта штампов и требует значительного
времени на переналадку при работе на
прессах.
Классификация штампов приведена в
табл. 4.
4. Классификация штампов для холодной
листовой штамповки
Группы штампов Масса (средняя) одного штампа, кг Усилие приме* няемого пресса, тс
Особо мелкие Мелкие Средние Крупные Особо крупные i 1 30 150 1 500 8 000 35 000 До 30 Св. 30 до 100 » 100 » 400 » 400 » 1000 » 1000 » 2500
Встречаются и более крупные — уникаль-
ные штампы. Так, штамп для штамповки
лонжеронов рамы автомобиля большой гру-
зоподъемности имеет длину 10 м, ширину
и высоту (в сборе) 1,6 м. Масса такого штампа
в сборе составляет 130—150 т. Штампы пред-
назначены для установки на специальные
прессы усилием 4000—6300—10 000 тс.
Вследствие того, что проектирование и
изготовление крупных и особо крупных
штампов требует значительных производ-
ственных площадей, крановых средств гру-
зоподъемностью 75 т и выше, крупных ме-
таллорежущих станков, часть из которых
является уникальными и особо высокоточ-
ными, производство таких штампов следует
сосредоточивать на специальных предприя-
тиях и в цехах.
При проектировании новых цехов холод-
ных штампов следует исходить из следующих
основных предпосылок:
изготовление крупных и особо крупных
штампов предусматривать на стороне, на
предприятии возможна лишь организация
их ремонта;
в цехе предусматривают изготовление, ре-
монт и восстановление мелких и средних
штампов и ремонт крупных штампов для
покрытия эксплуатационных расходов;
при изготовлении новых штампов и их
ремонте следует применять получаемые со
стороны нормализованные детали штампов
(плиты, втулки, колонки);
использование ранее выполненных про-
грессивных проектов, например, типового
проекта завода штампов (Ленинградское от-
деление Гипростанка).
Исходя из вышеприведенных условий, уста-
новлены нормы для определения относитель-
ным методом количества основных станков
цехов (отделений, участков) холодных штам-
пов, приходящихся на один обслуживаемый
пресс, в зависимости от размерной группы
штампов и количества наименований детале-
операций, закрепленных за одним прессом,
согласно табл. 5.
5. Нормы количества станков цехов
(отделений, участков) холодных штампов
Группа штампов
Количество станков
цеха (отделения,
участка) холодных
штампов, приходя-
щихся на один пресс,
при числе наиме-
нований детале-опе-
раций, закреплен-
ных за одним прес-
сом
6 10 16 25
Особо мелкие .... 0,08 0,11 0,14 0,17
Мелкие • • 0,10 0,14 0,18 0,22
Средние . . 0,18 0,22 0,26 0,30
Крупные 0,12 0,14 0,16 0,18
Особо крупные .... 0,16 0,18 0,20 0,23
Нормы табл. 5 определены исходя из полу-
чения со стороны: нормализованных деталей
для изготовления и капитального ремонта
в количестве-30% (по трудоемкости), готовых
штампов для текущего производства 30%
годовой потребности; тоже, для новых моде-
лей изделий 100% потребности.
При других уровнях поставок со стороны
(соответственно обоснованных) нормы табл. 5
должны быть скорректированы на 5% на
каждые 10% изменения уровня поставок
со стороны готовых штампов и на 3% на
каждые 10% изменения уровня поставок со
стороны нормализованных деталей (блоков).
При 100% получения штампов по коопе-
рации к нормам табл. 5 вводится коэффициент,
равный 0,65. При этом в цехе штампов про-
изводят только ремонт штампов и изготовле-
ние к ним вставок. При получении со сторо-
ны нормализованных деталей (блоков) штам-
пов, в размере 100% коэффициент равен 0,79.
Следует также иметь в виду, что (см. табл. 5)
понижающие коэффициенты не распростра-
няются на нормы расчета числа основных
станков для изготовления крупных и особо
крупных -штампов; указанные нормы пред-
усматривают только ремонт этих штампов.
Нормы табл. 5 для определения количества
основных станков вычислены из условия,
что все прессы однопозиционные. В случае,
когда имеются многопозиционные прессы,
последние приводятся к однопозиционным по
формуле
/7пр ~ Лоб Г” (7^ ~ Поб)
Инструментальное хозяйство завода
где 77пр — приведенное количество прессов;
77об — общее количество прессов; М — об-
щее количество позиций прессов; k — 0,4 —
коэффициент.
Например, в прессовом цехе установлено
200 прессов, в том числе 150 однопозицион-
ных, 30 двухпозиционных и 20 четырех-
позиционных.
Приведенное количество прессов (при k =
= 0,4)
Ялр = 200 + (290 — 200) X 0,4 =
— 236 прессов.
Если по расчету, произведенному на осно-
вании приведенных выше норм, число основ-
ных станков участка штампов для холодной
листовой штамповки получается менее 15,
отдельный участок штампов не организуют,
а объединяют с другим участком цеха.
Цех или отделение холодных штампов
размещают при цехе-потребителе (прессовом
цехе) или в инструментально-штамповом цехе.
В последнем случае отделение текущего ре-
монта холодных штампов выделяют из штам-^
пового цеха и размещают в прессовом цехе.
Крупные штампово-механические цехи про-
ектируют не по укрупненным показателям
относительного метода, а на основе разра-
ботанного подетального технологического
процесса обработки.
Цехи горячих штампов пред-
назначены для изготовления, капитального
и текущего ремонта штампов для эксплуата-
ционных нужд с применением получаемых со
стороны нормализованных деталей и штам-
пов. Штампы для новых моделей изделий
завода крупносерийного и массового произ-
водства должны поставляться со стороны от
специализированных заводов и цехов штам-
пов, что и учтено в нормах. Цех горячих
штампов размещают или в обслуживаемом
им кузнечном цехе, или он входит в качестве
отделения (участка) в состав инструмен-
тально-штампового цеха. В последнем случае
участок текущего ремонта штампов разме-
щают в кузнечном цехе.
Число основных станков цеха (отделения,
участка) горячих штампов определяют по
нормам в зависимости от числа единиц ве-
дущего оборудования кузнечного цеха и
средней массы поковки (штамповки) по этому
цеху.
К ведущему оборудованию кузнечного цеха
относят ковочные молоты, штамповочные
молоты, ковочно-штамповочные прессы, горя-
чековочные машины и вальцы, бульдозеры,
гор ячевыса дочные прессы.
Число основных станков цеха (отделения,
участка) горячих штампов принимают по
табл. 6.
Промежуточные значения следует опреде-
лять интерполяцией. Станки для изготовле-
ния обрезных, правочных и чеканочных
штампов следует рассчитывать по нормам
проектирования цехов штампов для холод-
ной листовой штамповки и добавлять к полу-
ченным на основании приведенных выше
норм.
6. Нормы числа основных станков цеха
(отделения, участки) горячих штампов
на единицу технологического оборудования
кузнечного цеха
Масса * штампов- ки, кг Число станков Масса * штампов- ки, кг Число станков
0,4 1,4 2,0 1,0
0,7 1,2 3,0 0,8
1,0 1,1 5,0 0,7
* В среднем по кузнечному цеху.
Если проект предусматривает получение
деталей штампов, изготовляемых методами
точного литья, то нормы следует снизить на
10—15%.
Нормы исчислены, исходя из условий
получения нормализованных деталей штам-
пов и начального комплекта штампов для
новых моделей изделий от специализирован-
ных предприятий, что составляет около
20% годовой трудоемкости на изготовление
и ремонт штампов эксплуатационного рас-
хода.
Отделения (участки) пресс-
форм и литейной оснастки.
В этом отделении (участке) изготовляют
пресс-формы для изделий из пластмасс, для
резинотехнических изделий, для литья под
давлением цветных металлов, для точного
стального литья по выплавляемым моделям,
для порошковой металлургии, а также дру-
гие виды литейной оснастки: для литья
в кокиль, для литья в оболочковые формы,
для центробежного литья, опоки, металли-
ческие модели и др.
Эта оснастка является довольно сложной
и рабочие части ее изготовляют из сталей,
высоколегированных хромом, никелем, мо-
либденом, ванадием.
Для отделений, занимающихся изготовле-
нием и ремонтом пресс-форм, кокилей и
другой оснастки, нормы, как правило, исхо-
дят из отношения числа основных станков
отделения (участка) оснастки к годовому
выпуску литья в тоннах или из годовой
потребности в резинотехнических или пласт-
массовых изделиях.
В отделениях (участках) пресс-форм, ко-
килей и металлических моделей на проекти-
руемых новых предприятиях предусматри-
вают изготовление и ремонт этой оснастки
для покрытия эксплуатационных расходов
с использованием получаемых нормализован-
ных деталей со стороны от специализирован-
ных заводов и цехов.
Согласно утвержденным нормам техноло-
гического проектирования, число основных
станков отделений (участков), изготовля-
ющих пресс-формы, кокили, металлические
модели и т. п., определяют по показателям,
отнесенным к годовому выпуску (табл. 7).
В приведенных нормах большие их зна-
чения применяют для более сложных видов
Расчет количества и состав оборудования
17
7. Нормы числа станков для изготовления и ремонта оснастки
Оснастка Число ос- новных стан- ков на 100 т литья и др. Оснастка Число ос- новных стан- ков на 100 т литья и др.
Пресс-формы для изделий: Кокили для литья:
из пластмасс 2,5 —3,5 бронзового и латунного 0,25 — 0,4
резинотехнических 2 — 2,5 алюминиевого 0,2 —0,3
Пресс-формы для литья под дав- цинковых сплавов 0,15 —0,25
лением: 0,4 —0,5
бронзы и латуни чугунного
0,6 —0,8 Оснастка для литья:
алюминия 0,4 —0,6 в оболочковые формы 0.1—0,15
цинковых сплавов 0,2-0,4 центробежного 0,05—0,08
Пресс-формы для стального литья 0,2 —0,3 Металлические модели 0,02 — 0,028
по выплавляемым моделям
Пресс-формы для порошковой 0,7 —0,8 * Опоки 0,004 — 0,005
металлургии Фильеры для резинотехнических 1,0 —1,3
изделий
* На один пресс.
отливок и изделий, а меньшие — для менее
сложных.
Для изготовления деревянных моделей
необходимо деревообрабатывающее обору-
дование, данные о котором приведены в гл. 6.
Нормы табл. 7 исчислены из условия полу-
чения нормализованных деталей и началь-
ного комплекта пресс-форм и литейной
оснастки от специализированных предприя-
тий (что составляет около 20% по трудо-
емкости изготовления пресс-форм и литейной
оснастки для эксплуатационных нужд в год).
При изменении условий кооперированных
поставок вышеприведенные нормы коррек-
тируют в сторону повышения.
Инструментальный цех .
Заготовительный (отрезной) участок • ♦ •
Для заводов, не имеющих механических
цехов (например, специализированных куз-
нечных или литейных заводов), цех техно-
логической оснастки рассчитывают с увели-
чением приведенных выше норм на 5—10%,
чем учитывают изготовление инструмента
2-го порядка.
Вспомогательные отделе-
ния цехов инструментально-
го производства. К вспомогатель-
ным отделениям инструментальных, штампо-
во-механических и модельных цехов относят:
заготовительные (отрезные) отделения (уча-
стки), участки заточки инструмента 2-го
порядка, ремонтные базы механиков и энерге-
тиков, сварочные, термические, кузнечные,
гальванические и литейные отделения и
участки.
К группе вспомогательных подразделений
инструментального хозяйства завода можно
отнести также отделения (участки, мастер-
ские) заточки и малого ремонта инструмента
и оснастки в производственных цехах завода.
Количество основного оборудования заго-
товительных и заточных отделений (участков)
цехов инструментального хозяйства рассчи-
тывают в зависимости от количества основ-
ного оборудования указанных цехов и до-
бавляют к принятому основному оборудова-
нию. Оборудование участков ремонта инстру-
мента 2-го порядка учтено нормами проекти-
рования инструментальных цехов.
Количество основных станков заготови-
тельного (отрезного) отделения (участка)
принимают в следующей зависимости от
числа основных станков инструментального
цеха:
. 16 25 40 63 100 160 250 400 630 1000
. 1 2 3 4 5 6 7 ' 9 11 15
В число основных станков заготовитель-
ного участка входят: пилы по металлу,
абразивно-отрезные, анодно-механические от-
резные, токарные и фрезерные станки для
торцовки, центровочные станки.
В тех случаях, когда в заготовительном
участке организуют предварительную обра-
ботку заготовок или изготовление нормали-
зованных деталей оснастки, станки для этих
операций выделяют из общего числа станков
основных отделений цеха, полученного по
расчету, изложенному выше.
Рекомендуется заготовительный (отрезной)
участок инструментального цеха объединять
с таким же участком ремонтно-механического
и других вспомогательных цехов, размещае-
мых в одном корпусе для повышения загрузки
оборудования и сокращения его количества.
В состав вспомогательного оборудования
заготовительного отделения (участка) входят
обдирочно-шлифовальные станки, кривошип-
ные прессы для рубки заготовок, ручные
18
Инструментальное хозяйство завода
ножницы для листового металла, а в боль-
ших отделениях (более 10 основных станков),
также стилоскоп, огнерез с пантографом;
для цехов, изготовляющих штампы и пресс-
формы, дополнительно добавляются ножницы
высечные, роликовые и гильотинные (листо-
вые) .
Заточные отделения (участки) инструмента
в производственных цехах и инструмента
2-го порядка во вспомогательных (инстру-
ментальных) цехах рассчитывают, исходя
из числа обслуживаемого металлорежущего
оборудования (за вычетом станков абразив-
ной обработки, а также зубообрабатывающих
и протяжных станков). Число основных
станков заточного отделения (участка) при-
нимают 2—4% указанного выше количества
обслуживаемого металлорежущего оборудо-
вания, в том числе: для производственных
цехов крупносерийного и массового произ»
водства с числом обслуживаемых станков до
200 единиц 4%, свыше 200 единиц 3%; для
цехов серийного, мелкосерийного и единич-
ного производства и всех вспомогательных
цехов соответственно 3 и 2%.
Эти нормы относятся к одношпиндельным
станкам. Если в составе обслуживаемого
заточным отделением оборудования имеется
значительное число многошпиндельных или
агрегатных станков, необходимо привести
все обслуживаемое оборудование к одно-
шпиндельному и число заточных станков
определять, исходя из приведенного числа
обслуживаемого оборудования.
Приведение выполняют по формуле
где Сп — приведенное число станков; Со —
общее число станков (без учета многошпин-
дельности); Ст — число многошпиндельных
токарных стан ков-автоматов и полуавтома-
тов, продольно-фрезерных и барабанно-фре-
зерных станков; ZZ/T — общее количество
шпинделей токарных станков-автоматов и
полуавтоматов, продольно-фрезерных и ба-
рабанно-фрезерных станков; Са — количе-
ство агрегатных станков; — общее коли-
чество шпинделей агрегатных станков; Ki ==
= 0,4 и = 0,15 — коэффициенты.
Заточные отделения (участки) рекомен-
дуется создавать централизованными с рас-
четом обслуживания всех цехов в одном
корпусе или нескольких цехов в разных
корпусах.
Для обслуживания заточкой зубообраба-
тывающего и протяжного оборудования в со-
став заточного отделения (участка) включают
специализированные заточные станки, число
которых берут по табл. 8.
Специализированные заточные станки до-
бавляют к расчетному числу основных
заточных станков.
В состав вспомогательного оборудования
входят: обдирочно-шлифовальный станок
(один или больше), настольное точило, руч-
ной пресс (винтовой или реечный), заточной
8. Нормы специализированных заточных
станков
Затачивае- мый инстру- мент Станки, обслуживаемые одним специализированным заточным станком
Наименование Ко- личе- ство
Червячные фрезы Зубофрезерные одно- шпиндельные Зубофрезерные двух- шпиндельные 10 6
Резцовые головки Зубострогальные для конических шестерен 4 А.
Шеверы Шевинговальные 10
Протяжки Одноплунжерные про- тяжные Двухплунжерные про- тяжные 15 8
Долбяки Зубодолбежные 20 1
станок для дисковых пил и заточной станок
для центровочных сверл.
Отделения (участки, мастерские) ремонта
оснастки в производственных цехах.
В производственных (основных) и крупных
вспомогательных цехах и корпусах органи-
зуют участки (мастерские) для выполнения
малого ремонта сложных приспособлений,
штампов, литейной и другой оснастки. Для
определения числа основных станков этих
отделений (участков) применяют укрупнен-
ные нормы, приведенные в табл. 9.
Промежуточные значения определяют ин-
терполяцией. Капитальный ремонт технологи-
ческой оснастки нормами табл. 9 не учиты-
вается;- он предусматривается в нормах
вместе с изготовлением оснастки.
Для обслуживания нескольких цехов, раз-
мещенных в одном корпусе, следует созда-
вать объединенное корпусное отделение (мас-
терскую) ремонта оснастки. При этом нормы
для отдельных разнородных цехов прини-
мают с коэффициентом 0,7.
Кроме комплекта металлорежущих стан-
ков, в состав отделения (мастерской) ремонта
оснастки входит и вспомогательное обору-
дование: обдирочно-шлифовальные станки,
настольное точило, настольно-сверлильные
станки, прессы ручной и гидравлический,
электр©эрозионный станок для извлечения
сломанного инструмента из отверстий (послед-
ний — только для механических цехов), сва-
рочный агрегат.
Состав оборудования. Общее количество
основного оборудования инструментального
Расчет количества и состав оборудования
19
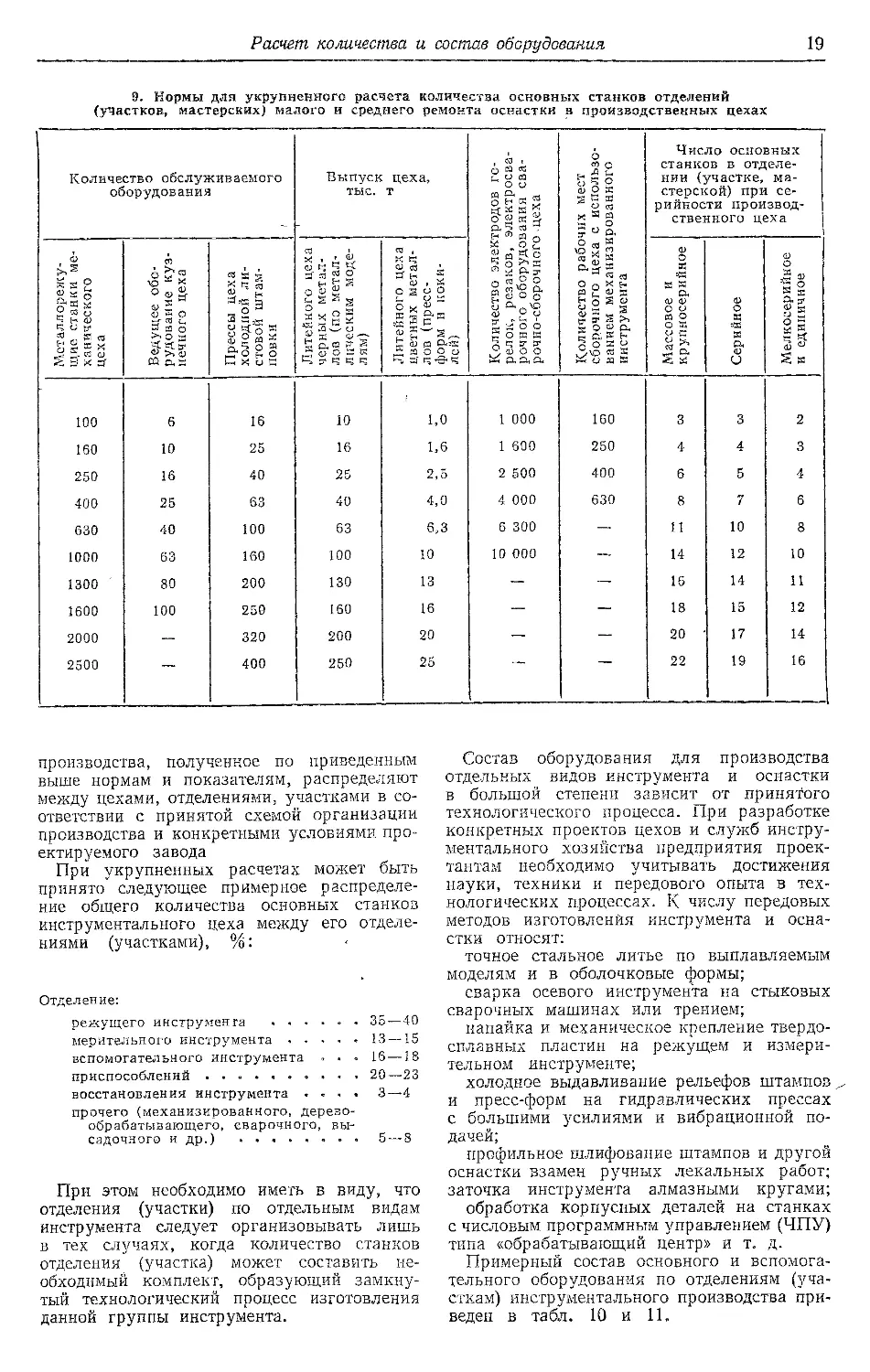
9. Нормы для укрупненного расчета количества основных станков отделений
(участков, мастерских) малого и среднего ремонта оснастки в производственных цехах
Количество обслуживаемого оборудования — Выпуск цеха, тыс. т - Количество электродов го- релок, резаков, электросва- । речного оборудования сва- , роч но-сбор очного-цеха чих мест с использо- рованного Число основных станков в отделе- нии (участке, ма- стерской) при се- рийности производ- ственного цеха
Металлорежу- щие станки ме- ханического цеха Ведущее обо- рудование куз- нечного цеха Прессы цеха холодной ли- стовой штам- повки Литейного цеха j черных метал- лов (по метал- лическим моде- ! лям) 1 1 ! Литейного цеха цветных метал- ; лов (пресс- форм и коки- лей) ' Количество рабо: 1 сборочного цеха ванием механизи инструмента Массовое и крупносерийное ф ф X ф, ф и Мелкосерийное и единичное
100 6 16 10 г ЦО 1 000 160 3 3 2
160 10 25 16 1,6 1 600 250 4 4 3
250 16 40 25 2,5 2 500 400 6 5 4
400 25 63 40 4,0 4 000 630 8 7 6
630 40 100 63 6,3 6 300 И 10 8
1000 63 160 100 10 10 000 LB J 14 12 10
1300 ' 80 200 130 13 М| 16 14 11
1600 100 250 160 16 < 18 15 12
2000 — 320 200 20 * — 20 ‘ 17 14
2500 400 250 25 । ! | 1 22 19 16
производства, полученное по приведенным
выше нормам и показателям, распределяют
между цехами, отделениями, участками в со-
ответствии с принятой схемой организации
производства и конкретными условиями про-
ектируемого завода
При укрупненных расчетах может быть
принято следующее примерное распределе-
ние общего количества основных станков
инструментального цеха между его отделе-
ниями (участками), %:
Отделение:
режущего инструмента ..............35 — 40
мерительного инструмента...........13 —15
вспомогательного инструмента . . <> 16 —18
приспособлений....................- 20 — 23
восстановления инструмента . « - • 3—4
прочего (механизированного, дерево-
обрабатывающего, сварочного, вы-
садочного и др.) 5 — 8
При этом необходимо иметь в виду, что
отделения (участки) по отдельным видам
инструмента следует организовывать лишь
в тех случаях, когда количество станков
отделения (участка) может составить не-
обходимый комплект, образующий замкну-
тый технологический процесс изготовления
данной группы инструмента.
Состав оборудования для производства
отдельных видов инструмента и оснастки
в большой степени зависит от принятого
технологического процесса. При разработке
конкретных проектов цехов и служб инстру-
ментального хозяйства предприятия проек-
тантам необходимо учитывать достижения
науки, техники и передового опыта в тех-
нологических процессах. К числу передовых
методов изготовления инструмента и осна-
стки относят:
точное стальное литье по выплавляемым
моделям и в оболочковые формы;
сварка осевого инструмента на стыковых
сварочных машинах или трением;
напайка и механическое крепление твердо-
сплавных пластин на режущем и измери-
тельном инструменте;
холодное выдавливание рельефов штампов
и пресс-форм на гидравлических прессах
с большими усилиями и вибрационной по-
дачей;
профильное шлифование штампов и другой
оснастки взамен ручных лекальных работ;
заточка, инструмента алмазными кругами;
обработка корпусных деталей на станках
с числовым программным управлением (ЧПУ)
типа «обрабатывающий центр» и т. д.
Примерный состав основного и вспомога-
тельного оборудования по отделениям (уча-
сткам) инструментального производства при-
веден в табл. 10 и И.
*яя
Группы станков
Токарно-винторезные
Токарно-затыловочные
Токарно-карусельные <
Токарно-револьверные
Гор и зон тальк о-расточные
Координ атно-расточн ые
фовальные ....
Поперечно-строгальные
Продольно-строгальные
Долбежные .....
Универсально-фрезерные
фрезерные ....
В ерти к ал ьн о -фр ез е.р н ые
Продольно-фрезерные
Резьбофрезерные
Зубообрабатывающие
Горизонтально-протяжные
Универсально-шлифовальные
ф
4
6
в
О
«
«
С
в
9
4}
в
в
9
«
Ф
О
в
ф
4
и
в
Q
«
4
9
«
»
«
«
9
«
Й
«
И
ч
«
4
С
а
«
4
10* Примерное процентное соотношение основных станков цехов (отделений)
инструментального производства (по группам оборудования)
«
«
4
в
в
«
в
«
9
коордпнатно-шли-
«
«
4
И
й
«
Я
4
9
»
4
О
ft
9
4
Cl
4
4
9
в
4
»
В
4
е
4
4
«
4
4
«
4
4
в
о
1
4
горизонтально-
®
в
«
4
ст
Отделение (участок)
режущего инстру- мента мери- тельного инстру- мента 1 1 1 вспомо- гатель- ного инстру- мента 1 1 приспо- соблений восста- новления инстру- мента 1 штампов для хо- лодной штампов- ки | штампов для го- рячей штампов- ки металли- ческих моделей пресс- форм кокилей
11 —13 | 31 — 35 41 *— 4 5 1 33 — 37 21—25 18 — 22 13—17 23 — 27 27-31 21 — 25
2,5 — Зр5 1 ЕНЧЙ 1 ™*т«1 1 "-Ч1 1 ММ
1 || 0,8—42 mn 45 — 2,5 0,8—42 2,5 —3,5 ь 2 f 5 — 3 5 5
115—'2Э 5 eUzoH 3 — 5 ПВО { 2,5 —3,5 ™Ч< пввчи | —4*0
— 45-2,5 Л^ I 0,8—42 2,5 *— 3,5 2,5-3,5 >4.1 5—7
"и. нН 45—2,5 8~ 10 3,5—4,5 «ЯП*** «ЧЧ^В I 2,5 ™- Зэ 5 5—7
2 — 3 2,5 —3,5 5 — 7 7"— 9 5-7 9—11 10 — 12 8—10 3 — 5
м 1 1 6— 8 2,5 —3,5 12—16 45 — 2,5 0,8—42 45 — 2,5
0,8-1,2 45 — 2,5 45 — 2,5 2,5 —3,5 2,5 —3,5 w*rtau I 4 5 —2,5 0,8—42
12—14 13—15 11 — 14 8—10 9™ 11 7—9 45 — 2,5 23 — 27 15 — 17 7—9
2,5 —3,5, 45 — 2,5 5—7 45—2,5 11 — 15 22 — 26 18—22 6—8 20 — 22
— и П|1Ц 0,8—42 7 9 10 — 12 0,8—42 0,8—42 2,5-3,5
0,8—192 I f|| «ПМЗК) <j i i Чй qf Я 1111ЦР
0,8— 1? 2 0,8—42 1 ю № сч ю ft. О 444V II
0,4 — 0,6 м. I | 1 1 «миЗ 1
13—15 13 — 15 10 *—12 6—8 ! 13 17 * 5—7 45 — 2,5 3,5 —4,5 7—9 6—- 8
11 — 13 14—16 5-7 7—9 10—12 10 12 i 5—7 6 *“ 8 12 — 14 7 ™ 9
4 — 6 2,5—3,5 I 3,5—4,5 3,5—4,5 5 — 7 2,5 —3,5 0,8—42 2,5 —3,5 2,5 —3,5
3 — 5 45 — 2,5 e<WW 1 1. | IHWel I 9|ЫМВ1
0,8— 1 > 2 0j 8™ 1 э 2 2,5 — 3,5 I tMHtt I " 1.
— — 45—2,5 1 «PrbOj 1 0^1 Я чм< 1
45—2,5 I *" 'Ы 1 «ММ«* 01-ыми 1 ы»ы
2,5 —3,5 Г 1 ст Il u ^Uq 1 1 л ст.ия
1 з 5 — 5 6 — 8 18 "fc-F 20 1 Will iJ м-ЧФЧ
13—15 1 W п»м Н 1Д 1^^ф 1 ^^iii и I 1ЖМЙ «—а
1 *'"ТЛД I кмясл w 2,5—3,5 1 чч ля
[ «Mi Л 0,5 =* 1,0 0,5—40 0,5—40 1«1,5 1 1,5 1 =— 1 j 5 1 — 45 1^45
3 — 4 3-4 1 2 42 42 45 — 2 45—2 1 45—2 45 — 2 45 — 2
100 100 100 100 100 100 100 100 100 100
Инструментальное хозяйство завода
«
О
V
е
«
И
9
в
4
9
Ф
«
4
9
е
4
в
4
4
в
е
г
3
«
«
t
«
е
в
и
4
4
»
9
«
t
4
9
9
4
4
кругл ошли-
9
4
4
С
9
«
4
4
9
4
4
в
, 9
в
«
Ф
9
«
4
фовальные . . .
Плоскошлифовальные
-В н у тр и ш л и фов а л ьн ые
Резьбошлифовальные
Бесцентрово-шлифовальные ... *
Оптические профилешлифовальные
Зубошлифовальные ........
Шлифовально-затыловочные .....
Доводочные ............
Заточные .............
.Электроэрозионные и ультразвуковые
Сверлильные (с диаметрами сверления свыше
5 0 ММ) ф 9 С 4 4 4 С 0 4 Ф 4 4 * . » 4
Р а 3 И Ы © 4 о 0 « 0 0 0 0 0 Ф $ « 4 4 ( Ч 4
4
4
9
4
в
4
Ф
4
9
4
V
4
4
е
4
е
Ф
е
«
4
д
о
ф
Итого, о .
станков с числовым программным
в коли-
, специализации основного
количества оборудовании по
Примечание. Процентным соотношением групп основных станков учтено применение в этих группах
управлением (ЧПУ). При этом следует иметь в в иду,-что один станок с ЧПУ заменяет два-три станка без ЧПУ, что должно находить отражение
честве принятых станков. Структура цеха (состав отделений и участковропределяется в зависимости от масштаба производства
и инструментального производства, условий кооперированных поставок инструмента, что также влияет на распределение
отделениям, участкам и внутри их.
П. Примерный состав вспомогательного (прочего) оборудования инструментальных,
штампово-механических и модельных цехов (по отделениям и участкам)
Оборудование Минимальное (обя- зательное) количе- ство на отделение (участок), шт. Количество основных станков, на которые применяют одну единицу вспомогательного (прочего) оборудования для отделений (участков) Назначение и условия применения
режущего инструмента мерительно- го инстру- мента вспомога- тельного инструмента приспособ- i лений 1 1 восстанов- ления ин- струмента штампов для холод- ной штам- повки i штампов для горячей штамповки пресс-форм кокилей металличе- ских моде- лей и опок
Станки. сверлильные (вертикальные и радиальные) с диаметрами свер- ления 15 — 50 мм 1 35 — 45 15 — 20 15 — 20 15 — 20 15 — 20 20 — 25 20 — 25 15 — 20 15 — 20 10—15
настольно-сверлильный . . . . . 1 15 — 20 15 — 20 15 — 20 10 — 15 10- 15 15 — 20 15 — 20 15 — 20 15 — 20 15 — 20 н
настольно-токарный 1 80—100 1 1 1 1 П
настольно-фрезерный -- 20 — 25 1 I ' .» 1
обдирочно-шлифовальный .... 1 25 — 35 25 — 35 25 — 35 25 — 35 25 — 35 25 — 35 25 — 35 25 — 35 25 — 35 25—35 I 1
настольно-точильный —- 30 — 40 40 — 50 40 — 50 50 — 60 15 — 20 40 — 50 40 — 50 40 — 50 30 — 40 30 — 40'
заточной для заборной части мет- ЧИКОВ • * « * ч ® в а ч • а * 1 80—100 в- 14 < При наличии в программе
шлифовальный для центровых от- верстий 1 35 — 40 40 — 60 60 — 80 - - метчиков При наличии в программе
анодно-механический профилиро- вочный для резцов 25 — 30 1 » If осевого инструмента При наличии токарных ав-
гравировальный (копировально- фрезерный) — 15 — 20 20 — 25 20 — 25 20 — 25 20 — 25 ь - — • томатов
полировальный 1 80 — 100 80—100 1 I. > 1 I 1
доводочный для плоских изделий 1 40 — 60 1 I. 1 1 1 1.1 11
ОПИЛОВОЧНЫЙ t . о « 1 * * • е « 1 40 — 60 40 — 60 20 — 25 20 — 25 25 — 30 25 — 30 30 — 40 30 — 40 30 — 40
контуро-шлифовальный ..... 11 - 30 — 35 М 30 — 35 I 30 —35 1 При наличии электро-
вихрекопировальный ...... ’ - " мм II 50 — 70 50 — 70 ——
клеймовочный ......... 45 — 60 - « * — и 1 1 импульсных станков Для цилиндрических из-
пила ленточная лобзиковая - . . 1 ч ч 40—60 40 — 60 40 — 60 40 — 60 40 — 60 40 — 60 делий Для шаблонов
Прессы: ручной (реечный или винтовой) 1 25 — 30 25—30 25 — 30 25 — 30 20 — 25 20 — 25 20 — 25 20 — 25 20 — 25 20 — 25
гидравлический . 25 — 30 30 — 35 30 — 35 25 — 30 20 — 25 20 — 25 20 — 25 30 — 35 20 — 25 20 — 25 Для правки и запрессовки
гидравлический « . I. J — 1 45-55 45 — 55 I "< — Для выдавливания рель- 1
гидравлический 1 J W4V 1 > 40 — 50 ефов Для испытания пресс-
кривошипный 1 пи 20-25 I 1 20 — 25 1 1 форм Для высадки электродов
пригоночный (гидравлический или винтовой приводной) . . ьа. — " ч 1 20 — 25 1 и испытания штампов Для пригонки средних и
крупных штампов
Расчет количества и состав оборудования
Инструментальное хозяйство завода
I I ^^^кош^нккжжг^кт DVW^TYV#
Продолжение
Назначение и условия применения Для пригонки средних и мелких штампов и пресс- форм Для нанесения шкал Для сплавов Вуда, свин- ца, олова | Примеча ни е. Состав вспомогательного оборудования уточняют в зависимости от программы производства оснастки |
Количество основных станков, на которые применяют одну единицу вспомогательного (прочего) оборудования для отделений (участков) ЯОЦО И -9^0И хини -ЭЬИ1Г1ГиХ9И 1 1 10 — 15 50 — 60
ИЭ1СИЯОЯ ю о СМ О 1 । Ц 1 1 1 N СхГ Ю
иёоф-эээЦи CQ LQ о СМ СМ Ю 2 ! Ц 111 Ц 04 CM LQ
ияэонивхш gdhBdoj BirV яошчвхш Ю Ю О О О СМ см ю со 1 1 1 1 1 1 и 1 о ОШО о СМ СМ СО 'ф iO
и и зон -квггп уон -tfOITOX Blftf Я0ПИВ1Ш ехнэшЛбхэ -ни ьинад -аонвхээоа Ю 1 11J 1 1 11 1 04 1 1 1 Н 11 I 1
&ИНЭ1Г -дооопэийп 1 1 Ц 1 1 1 1 1 ем
ихвэиЛЗхэни 0Л0НЧ1Г9Л -влокопэя I । j 11111 । UO
ехнон -Хбхони oj -ончдэдийэи 50 — 6Q 1IMB мц «мш.
вхнэтчХблони олаЩЛжэб о о ю ю 1 1 I I 1 II 1 1 ою
'МП ’(jlOlDBhX) 9HH0If0tfl0 ВЫ OSXO -энихгоя (эончггэхве -идо) 90H4iri?wntHHW —О< | | | | рч—1 । f—(
Оборудование Стенд пригоночный . Делительная машина ...... . Станок для резки и правки проволоки Сварочный трансформатор ..... Агрегат для газоэлектрической сварки Агрегат для электрошлаковой сварки Сварочная стыковая машина .... Машина для сварки трением .... Электропечь-ванна .........
РАСЧЕТ ЧИСЛЕННОСТИ
И СОСТАВ РАБОТАЮЩИХ
Рабочие вспомогательных цехов (инстру-
ментальных, ремонтных) по общезаводской
классификации относятся к группе вспомо-
гательных рабочих. Внутри цехов они де-
лятся на основных и подсобных.
Основные рабочие— станочники, слесари,
сварщики, термисты, маляры и др.
Численность рабочих - ста ночников
цехов (отделений, участков) инструменталь-
ного производства определяют по числу
основных станков по формуле
р
“ст — щг 77—
где П — число основных станков цеха (от-
деления, участка); Фс — годовой фонд вре-
мени работы станка при соответствующем
числе смен, при двух сменах Фс — 4015 ч;
k3 — средний коэффициент загрузки станка
по цеху (отделению, участку), см. табл, 12;
Фр — годовой фонд времени работы рабо-
чего; Фр — 1860 ч; Км0 — коэффициент мно-
гостаночного обслуживания и совмещения
профессий (среднее число станков, прихо-
дящееся на одного станочника), Км0 ~
= 1,15—1,2.
Численность рабочих - слесарей опре-
деляют в зависимости от числа станочников
по отделениям (участкам), %:
Режущего инструмента . •...........
Мерительного инструмента ......
Вспомогательного инструмента . . .
Восстановления инструмента . . . .
Приспособлений . ..................
В среднем по инструменту и приспо-
соблениям ........................
Штампов для холодной штамповки:
крупных ч ч « ч в « в а 4 в *
СрСДНИХ
МвЛКИХ
В среднем по штампам для холодной
штамповки .... ...................
Штампов для горячей штамповки
Пресс-форм и кокилей .......
Металлических моделей и опок * * «
5—7
60 — 70
20 — 25
15 — 20
35—40
30 — 35
70 — 80
50 — 60
25 — 30
40 — 50
25 — 30
40 — 50
90— 100
Число рабочих - сварщиков прини-
мают в процентах от -числа станочников
отделений: приспособлений и штампов для
горячей штамповки — 2 — 3%; восстанов-
ления инструмента и опок 10—12%.
К подсобный (вспомогательным) рабочим
инструментального цеха относятся: рабочие
ремонтных баз по ремонту оборудования
цеха и оснастки; дежурный персонал по
межремонтному обслуживанию оборудования:
дежурные слесари, трубопроводчики, элек-
тромонтеры, смазчики; рабочие складов и
кладовых; транспортные рабочие — электро-
карщики, крановщики, стропальщики, груз-
чики; уборщики помещений цеха; рабочие-
контролеры.
В связи с заменой в металлорежущих
станках плоскоременных передач клиноре-
Расчет численности и состав работающих
23
12. Средние расчетные коэффициенты загрузки оборудования (&3)
отделений (участков) инструментальных цехов и мастерских
Средние расчетные коэффициенты загрузки при
количестве основных станков
Отделение (участок) До 16 25 40 63 100 и более
Режущего, мерительного, вспомогатель- ного инструмента, приспособлений - . . 0,65 0,7 0,75 0,8
Штампов, пресс-форм, кокилей, метал- лических моделей, заготовительные (от- резные), заточные 0,65 0,7 0,75 0,75 0,8
Мастерские по ремонту оснастки и вос- становления инструмента • 0,6 0,65 0,7 —
менными рекомендуется исключить из со-
става дежурного персонала, обслуживающего
металлорежущее оборудование, профессию
шорников. Необходимый в ряде случаев
для замены клиновых ремней демонтаж
некоторых деталей станков и регулирование
натяжения этих ремней выполняют дежур-
ные слесари.
Нормы обслуживания оборудования де-
журным персоналом и другими вспомога -
тельными рабочими установлены Институтом
труда и приведены в нормах технологиче-
ского проектирования производственных це-
хов.
При укрупненных расчетах число подсоб-
ных (вспомогательных) рабочих инструмен-
тальных цехов принимается примерно 15—
20% от расчетного числа основных рабочих
цехов (в том числе рабочие-контролеры
2-3%).
Инженерно-технические работники состав-
ляют 10—12%, служащие 1,5—2% и млад-
ший обслуживающий персонал 1,0- 1,5% от
числа всех рабочих цеха.
Численность рабочих в 1-й смене (при
двухсменной работе) принимают: основные
рабочие 60% (в том числе в отделениях
оснастки слесари 70%); подсобные рабочие
60—65%.
Число ИТР, работающих в конторских
помещениях, составляет примерно 45—50%
от их общего числа. Примерное количество
женщин, работающих в инструментальном
производстве, составляет (% общего числа
рабочих данной профессии):
Станочницы........................ 10—15
Слесари. 2 — S
Подсобные рабочие ................35—40
Ниже приведено примерное распределение
рабочих инструментального цеха по г р у п -
пам санитарной характери-
стики производственных процессов (по
СНиП П-М.З—68).
Группа 16: рабочие — контролеры; кла-
довщики; -раздатчики инструмента; станоч-
ники на станках без применения смазочно-
охлаждающих жидкостей (кроме обработки
чугуна); слесари (лекальщики, наладчики
измерительных приборов, электрики); кра-
новщики; водители напольного транспорта
и складские рабочие; дежурные электро-
монтеры.
Группа 1в: заточники (с применением
охлаждающих жидкостей); слесари по из-
готовлению и ремонту оснастки; слесари по
ремонту оборудования; смазчики оборудо-
вания; станочники на станках с применением
охлаждающих жидкостей (кроме обработки
чугуна); трубопроводчики; уборщики струж-
ки и помещений; стропальщики.
Группа Пб: кузнецы; литейщики, свар-
щики; термисты.
Группа Пв: мойщики деталей с приме-
нением воды *; просалыцики инструмента;
рабочие по приготовлению смазочно-охлаж-
дающих жидкостей; гидропескоструйщики.
Группа Пг: пескоструйщики; рабочие на
станках по обработке чугуна; рабочие абра-
зивной мастерской; заточники и шлифов-
щики без применения охлаждающих жидко-
стей.
Группа Шб: рабочие гальванического от-
деления (участка); рабочие химических уча-
стков консервации инструмента и абразивной
мастерской.
НОРМЫ РАССТАНОВКИ
ОБОРУДОВАНИЯ И ПЛОЩАДИ
Площади цехов (отделений, участков) ин-
струментального производства определяют
на основе компоновки отделений и помещений
цеха, а также планировки оборудования и
рабочих мест. Планировку оборудования
выполняют с учетом норм расстановки его,
принятых в действующих нормах техноло-
гического проектирования цехов вспомога-
тельного производства (инструментальных,
ремонтных и др.).
Нормы расстояний между станками и от
станков до стен и колонн здания, а также
нормы ширины проездов и расстояний между
рядами станков приведены в табл. 13 и 14.
Эти нормы входят в состав норм технологи-
ческого проектирования, пересмотренных
в соответствии с Постановлением Совета
Министров СССР от 28 июля 1972 г.
№ 560 «О мерах по обеспечению снижения
сметной стоимости строительства» и утверж-
денных по согласованию с Госстроем СССР
в 1973 г.
w При применении вредных веществ к груп-
пе Ша или Шб.
Инструментальное хозяйство завода
13. Нормы расстояний между станками и от станков до стен и колонн здания
Расстояния Норма, мм № эскиза
Наименование 5 Обозначение Мелкие станки габаритом до 1»8Х 0,8 м Средние станки габаритом до 4,0Х 2,0 м — ! Крупные станки габаритом бо- лее 4,0Х 2,0 м
Между станками по фронту а 700 900 1200 1
Между тыльными сторонами станков б i 700 800 1000
Между станками при по- перечном расположении к проезду при расположении станков «в затылок^ в 1300 1500.. 1800 2
при расположении станков фронтом один к другому и обслуживании одним рабочим одного станка г 2000 2500 2800 3 1
Двух станков д 1300 700 1500 800
От стен или колонн здания до тыльной стороны станка е 900 4 ~5~^
до боковой стороны станка ж
до фронта станка | и | 1300 | 1500 j 1800 j
Примечания: 1. Расстояния указаны от наружных габаритов станков, включающих
крайние положения движущихся частей станков, открывающиеся дверки и постоянные огражде-
ния станков.
2. При установке станков на индивидуальные фундаменты (жесткие или виброизолирован-
ные) расстояния станков от колонн, стен и между станками принимают с учетом взаимоположе-
ния, конфигурации и глубины фундаментов станков, стен и колонн здания.
3. Нормы расстояний не учитывают: каналов для промышленных трубопроводов (сжатого
воздуха, смазьгваю.ще-охлаждающих жидкостей, газа, пара, воды и пр.), электропроводок, транс-
портных устройств (рольганги, местные краны и пр.), а также площадок для хранения крупных
и тяжелых деталей.
4. При обслуживании станков мостовыми и однобалочными кранами расстояния от станков
до стен колонн принимают с учетом возможности обслуживания станков при крайнем положе-
' нии крюка крана.
5. При разных размерах рядом стоящих станков расстояние между ними принимают по
большему из этих станков. *
Нормы расстановки оборудования и площади
25
14. Нормы ширины проездов и расстояний между рядами станков
Расположение проезда
Эскиз Размеры, мм
При межопе- рационном транспорте передвижной тарой, скли- зами, лотка- ми, талями, на монорельсе При транс- портировке деталей элек- трокарами (односторон- нее движение)
А Б 1 А Б
Между тыльными сторонами
станков
2000
2500
Между боковыми сторонами
станков
2000 2500
/Между одной линией станков,
расположенных к проезду тыльной
стороной, и второй линией стан-
ков, расположенных к проезду
фронтом
1200 2500 2000 3300
Между фронтами двух линий
станков
Примечания: 1. В габариты станков выключают крайние положения движущихся
частей и открывающихся дверок станков, постоянные ограждения, электрошкафы, электропуль-
ты и установки программного управления станками, индивидуальные резервуары и насосные
установки смазывающе-охлаждающих жидкостей.
2. При расположении станков у наружной стены с остеклением, обслуживание которого
производится с помощью напольного транспорта (автомашины с гидроподъемником, телескопи-
ческие вышки) — вдоль стены должен быть предусмотрен проезд шириной 3000 мм.
3. При использовании вильчатых электропогрузчиков, размеры ширины проездов, ука-
занные для электрокаров, увеличивают на 500 мм.
4. Ширину главного (магистрального) проезда принимают 4,5 —5,0 м в зависимости от
габаритов транспортных средств и транспортируемых изделий.
26
Инструментальное хозяйство завода
15. Показатели общей площади
на единицу основного оборудования цехов
(отделений, участков) инструментального
производства
Площадь I
изделиях
Отдел ен ия
(участки-, мастерские)
х
3
х
s
ч
tu
Отделения (участки) инструментальных
цехов
Режущего инструмента . - « -
Мерительного инструмента • . *
Вспомогательного инструмента
Приспособлений -.............-
Средний по отделениям инстру-
мента и приспособлений * - •
Штампов для холодной штампов-
ки ......................
Штампов для горячей штамповки
Пресс-форм............... . .
Кокилей и металлических моделей
Заготовительное (отрезное) со сва-
рочным участком .......
21 18 16
24 20 18
25 21 19
30 26 24
28 24 22
45 40 35
40 36 32
40 37 34
38 36 34
40 38 36
участки)
цехах
Мастерские (отделения,
б производственных
По ремонту приспособлений - . По ремонту штампов, пресс-форм, 24 22 20
кокилей, металлических моде-
4J ЛёИ 30 25 20
Заточные отделения (участки) . . 12 10 8
Примечание. Для отделений
особо крупных штампов показатели могут
быть увеличены на 20%.
16. Показатели для расчета
площадей вспомогательных помещений
цехов инструментального производства
Помещения
Площадь (м2)
на один
основной
станок цеха
(отделения)
Ин стр у мен та л ьн о -р аздат очн ы е
КЛЙДОВЬШ
Промежуточные кладовые . -
Кладовые деталей по нормалям
и запчастей (для отделений
штампов и пресс-форм) . .
Комплектовочная кладовая (в
отделениях штампов, пресс-
форм, приспособлений) . .
Кладовая готовых штампов и
пресс-форм при участках на-
ЛЗДКИ ч*вч*»**«*
Помещения дежурных электри-
ков • • • ♦ « «•««•««
Помещения для смазчиков и
кладовая масел ............
Кладовая вспомогательных ма-
териалов ...................
Хозяйственная кладовая . . .
Контр ольн о-пр овер оч-ны й
пункт .............. = • •
0,8—1,0
0,7 —0,9
0,6 —0,8 ’*=1
0,5 —0,8
0,8—1,0 ‘ 2
0,05 — 0,1
0,03 — 0,12
0,1—0,15
0,05 — 0,07
0,09 —0,11
*х Суммарная площадь всех кладо-
вых.
*2 Для отделений (участков) хо- '
лодных штампов и пресс-форм.
При укрупненных проектных расчетах
площадь инструментальных служб может
быть определена по показателям удельной
общей площади на одну единицу основного
оборудования, приведенным в табл. 15.
В эти показатели не входят площади терми-
ческого, кузнечно-сварочного, литейного,
гальванического отделений, центральных ин-
струментального и абразивного складов (ЦИС
и ЦАС), складов металла, литья и поковок,
измерительных лабораторий, конторских и
бытовых помещений.
Показателями учтены площади цеховых
кладовых, трансформаторных подстанций, те-
пловых пунктов, помещений установок вен-
тиляции и кондиционирования, всех цеховых
и магистральных проездов. Показатели для
расчета площадей вспомогательных помеще-
ний цехов инструментального производства
приведены в табл. 16.
РАЗМЕЩЕНИЕ, КОМПОНОВКА
И ПЛАНИРОВКА ЦЕХОВ
ВСП ОМО ГАТ ЕЛ ИНОГО П РОИ ЗВОДСТ В А
При проектировании новых машинострои-
тельных заводов наиболее распространены
два вида размещения инструментальных и
других цехов вспомогательного производ-
ства:
для небольших заводов — совместно с про-
изводственными и другими вспомогательными
цехами в одном главном корпусе завода
(рис. 1);
для средних и крупных заводов — в кор-
пусе вспомогательных цехов, включающем
цехи инструментальный, ремонтно-механи-
ческий, электр ор.емонтный, нестандартизи-
рованного оборудования и др. (рис. 2).
На особо крупных заводах, как например,
Волжский автомобильный завод (ВАЗ), кор-
пус вспомогательных цехов является отдель-
ным самостоятельным вспомогательным про-
изводством (кроме которого в корпусах
основного производства имеются крупные
инструментальные и ремонтные базы).
В огромном комплексе нескольких пред-
приятий для автомобильного производства
в г. Набережные Челны (КамАЗ) запроекти-
рован отдельный ремонтно-инструменталь-
ный завод (РИЗ) для обеспечения ремонтами,
инструментом, оснасткой, нестандартизиро-
в а иным оборудованием всех предприятий
комплекса (кроме того, каждое из них имеет
свои базы).
В отдельных случаях на крупных пред-
приятиях некоторых отраслей машинострое-
ния инструментальный или ремонтно-меха-
нический цех размещают в отдельном зда-
нии, что менее рационально в связи с из-
лишним увеличением числа заводских зда-
ний (рис. 3).
Инструментальные и ремонтно-механиче-
ские цехи размещают преимущественно в одно-
этажных зданиях. Отделения инструменталь-
ного цеха, не имеющие тяжелых станков
(например, отделения режущего, меритель-
ного, вспомогательного инструмента), можно
Размещение, компоновка и планировка цехов
27
28
Инструментальное хозяйство завода
Переходная галерея А ~ А
Рис. 2. Компоновочный план корпуса вспомогательных цехов крупного завода по производству авто-
тракторных прицепов:
/ — термическое отделение; II — цех нестандартизированного оборудования; III — заготовительное
отделение со складом металла; IV — ремонтно-механический цех — РМЦ; V —• цех штампов и литей-
ной оснастки (ЦШЛО); VI — электроремонтный цех; VII — центральный материальный склад;
VIII — склады: запасных частей к оборудованию, запасных частей к энергооборудованию и сменного
энергооборудования и строительных материалов и неустановленного оборудования (склады ОГМ, ОГЭ
и ОКСа); IX — центральные инструментальный и абразивный склады (ЦИС и ЦАС); X — теплоре-
монтный цех; XI — цех средств автоматизации и механизации производства; XII — ремонтная база
корпуса; XIII — инструментальный цех; XIV — корпусное заточное отделение; 1 — вспомогательные
помещения; 2 — участок крупных станков и сборки оборудования; 3 — участок крупного оборудования,
сборки и отладки крупных штампов и пресс-форм ЦШЛО; 4 — мастерская по ремонту трансформато-
ров'; 5 — вентиляционные камеры; 6 — комплектные трансформаторные подстанции (КТП), 7 — сан-
узлы; 8—шаблонная группа; 9— бюро технического контроля; 10— испытательная станция с машин-
ным залом; 11 участки сборки узлов и механической обработки РМЦ; 12 — станочные участки ЦШЛО;
Размещение, компоновка и планировка цехов
29
0021
193000
Рис. 3. Компоновочный план инструментально-штампового корпуса автомобильного завода:
/ _ комплектная трансформаторная подстанция; 2 — дробеструйная камера; 3 — печной зал терми-
ческого отделения; 4 — кладовые и вспомогательные помещения; 5 — 6 — станочный и слесарный уча-
стки отделения кузнечных штампов; 7 — отделение точного литья; 8 — кузнечное отделение; 9 — уча-
сток отладки крупных холодных штампов; 10 — станочный участок крупных холодных штампов;
П, 12 — слесарный и станочный участки отделения пресс-форм и кокилей; 13 — сварочный участок;
14 — заготовительное отделение; 15, 16 — склады литья, кубиков и сортового металла; 17 — хозяй-
ственная кладовая; 18 — участок пластмассовой оснастки; 19 — отделение металлопокрытий; 20—уча-
сток макетов и копиров; 21 — химический участок абразивной мастерской; 22 — абразивная мастер-
ская; 23 — центральный абразивный склад; 24 — испытательная станция абразивных кругов; 25 —
участок гипсовых моделей; 26 — участок точной расточки; 27 — отделение мелких и средних холод-
ных штампов; 28 — отделение металлических моделей; 29 — отделение приспособлений; 30 — отде-
ление вспомогательного инструмента; 31 —ремонтная база корпуса; 32—отделение режущего инстру-
мента; 33 — склад инструмента, подлежащего восстановлению; 34 — участок восстановления инстру-
мента; 35 — отделение механизированного инструмента; 36 — отделение мерительного инструмента;
37 — маслоэмульсионное хозяйство; 38 — участок точной шлифовки; 39 — пункт ОТК; 40 — участок
инструмента 2-го порядка; 41 — участок сбора и переработки стружки; 42 — участок консервации
инструмента; 43 — центральный инструментальный склад; 44 — заточное отделение; 45 — лекальный
участок; 46 — кладовая вспомогательных материалов; 47 — центральная измерительная лаборато-
рия (ЦИЛ); 48 — бытовые и конторские помещения
13 — слесарный участок ЦШЛО; 14 — мастерская по ремонту светильников; 15 — участок ремонта
электромашин; 16 — сушильно-пропиточный участок; 17 —- мастерская энергетика; 18 — отделение
приспособлений; 19 — отделение вспомогательного инструмента; 20 — отделение режущего инстру-
мента; 21 — отделение мерительного инструмента; 22 — сварочный участок; 23 — отделение хромиро-
вания; 24 — участок точной (координатной) расточки; 25 — участок мерительного инструмента; 26 —
абразивная мастерская; 27 — участок консервации; 28 маслоэмульсионное хозяйство
30
Инструментальное хозяйство завода
размещать и на верхних этажах многоэтаж-
ного здания.
Для вспомогательных цехов проектируют
здания тех же унифицированных параметров,
что и для механосборочных и прессовых цехов,
с которыми они могут быть размещены в одном
блоке. Большинство пролетов — бескрано-
вые; применяется в основном напольный
транспорт и подвесные однобалочные краны
(кран-балки) грузоподъемностью до 5 т.
Ширина пролетов 24 или 18 м, шаг колонн
12 м, высота до низа стропильной балки
(фермы) 7,2 м. Один или два из пролетов
корпуса делают крановыми (грузоподъем-
ностью мостового крана 10—30 т в зависи-
мости от массы узлов и штампов). В этих
пролетах размещают: крупные металлоре-
жущие станки и слесарно-сборочное и испы-
тательное отделения ремонтно-механического
и штампово-механического цехов, участок
отладки штампов с прессами, склад металла,
термическое и кузнечное отделения. Ширина
кранового пролета 24 м (или 18 м), высота
до головки рельса подкранового пути 8,15
или 9,65 м, в зависимости от габаритов обо-
рудования.
Основными принципами компоновки новых
корпусов, в которых размещают вспомога-
тельные цехи и службы, являются:
унификация пролетов здания корпуса по
ширине и желательно, по высоте и направле-
нию, а также по грузоподъемности подвесных
и опорных транспортных средств (мостовые
и однобалочные краны);
четкое зонирование инструментальных и
ремонтных цехов в случаях их размещения
в одном здании;
устройство продольных и поперечных сквоз-
ных проездов без пересечения их капиталь-
ными стенами и без поворотов;
концентрация отделений и участков, тре-
бующих выгораживания, к одной-двум на-
ружным стенам; например, к одной—терми-
ческого, заготовительного с кузнечным, точ-
ного литья; к другой — участков точной
расточки, электроэрозионной обработки, ме-
таллопокрытий, складов и т. п.;
размещение линий и участков механической
обработки и слесарно-сборочных с таким
расчетом, чтобы транспортировка основной
массы заготовок, полуфабрикатов деталей
была наикратчайшей.
Если инструментальный цех сравнительно
невелик и не разделен на участки по видам
инструмента, то расстановку оборудования
выполняют по групповому методу, т. е. по
группам одноименных станков, например то-
карных, строгальных фрезерных, шлифо-
вальных и т. п.
В более крупных цехах выделяют отделе-
ния режущего, мерительного, вспомогатель-
ного инструмента, приспособлений, восста-
новления инструмента. В таких цехах обо-
рудование расстанавливают по участкам,
а внутри участков — либо по группам, либо
в некоторой технологической последователь-
ности, но без соблюдения строгой поточности.
В крупных цехах, где целесообразно выде-
лить уже такие участки, как, например,
участок протяжек, оборудование следует рас-
станавливать также по участкам, но соблюдая
технологическую последовательность обра-
ботки наиболее типичного изделия (например,
протяжек и прошивок).
Некоторые участки и станки, требующие
особых условий, выделяют в изолированные
помещения. -Так, в отдельных помещениях
размещают участки: лекальных работ, изго-
товления шаблонов и контр-шаблонов; точной
(координатной) расточки, заточки режущего
инструмента, шлифовки (особенно, точной),
иногда — участки протяжных и зубообра-
батывающих станков (в связи с повышенной
пожарной опасностью) и т. д.
Цехи (отделения) штампов и литейной
оснастки на крупных заводах можно разме-
щать не в составе инструментального цеха
(или корпуса вспомогательных цехов), а при
цехах-потребителях этой оснастки.
РАСХОД МАТЕРИАЛОВ
В проекте инструментального производства
завода должен быть определен годовой расход
материалов (металла) для изготовления и
ремонта инструмента и технологической осна-
стки. Этот расход, необходимый для опреде-
ления площади складов и грузооборота,
а также для экономической части проекта,
рассчитывают по укрупненным показателям
расхода на один основной станок по отделе-
ниям цеха в зависимости от серийности и
характеристики объектов основного произ-
водства (табл. 17).
Показатели этой таблицы по инструменту
и приспособлениям относятся к цехам с ко-
личеством основных станков примерно 150—
17. Укрупненные показатели выпуска
инструмента (оснастки) и расхода металла
на один основной станок
2 й
.а щг
Инструмент и оснастка
~
5 5я
Инструмент: режущий 2,0 60 3,3
мерительный .... 1,0 70 1,4
вспомогательный ♦ . 4,5 70 6,4
Приспособления .... Среднее по инструменту и 7,0 60 11,6
приспособлениям • . • Штампы: для холодной штам- 3,5 65 5,4
повки и высадки для горячей штампов- 10,0 70 14,3
ки 17,0 75 22,6
Пресс-формы ...... Металлические модели, ко- 3,0 70 4,3
кили, опоки ..... Восстановление инстру- 6,0 65 9,2
мента 3, 6 30 *
* Масса нового материала в % массе инструмента. к
Расход материалов
31
200 единиц. При количестве в цехе до 100
этих станков к показателям таблицы приме-
няют коэффициент 0,7—0,9, а при 300 —
коэффициент 1,1.
Распределение общего расхода металла по
видам зависит от состава оснастки. Ориенти-
ровочные данные о распределении общего
расхода металла по основным видам его и
заготовкам приведены в табл. 18.
18. Ориентировочные данные
о распределении общего расхода
металла в инструментальном производстве
по основным видам
Процент к общему расходу по производствам
Основные виды металла к S = s 2 s 6
и заготовок “'g i.8 Ct S E Штампы холодные Штампы горячие i ъ i Пресс-фор Модели, к ли, опоки
Твердые сплавы 2
Сталь быстро- 9 — •— — —.
режущая и заменители Сталь конструк- ционная:
углеродистая 30 10 2 49 8
легированная 20 2 4 21 2
Сталь инстру- ментальная:
углеродистая 14 9 12 4 —
легированная 7 5 10 11 12
Прокат рядовой 6 —• —• 6 14
Итого 88 26 28 91 36
В том числе
поковки 22 16 63 30 6
Кубики
для штампов — —— 46 4 —
Литье:
чугунное 7 56 — 1 29
стальное 12 25 — 19
цветное 5 — 9 15
Прочие 2 i 1 2 2
Всего 100 100 100 100 100
Показатели табл. 17 исчислены для серий-
ного производства средних по величине
изделий завода. Для крупносерийного про-
изводства или для крупных изделий к пока-
зателям применяют коэффициент 1,2—1,3,
а для мелкосерийного производства или
мелких изделий — коэффициент 0,75—0,8.
ОХРАНА ТРУДА
И ТЕХНИКА БЕЗОПАСНОСТИ
При проектировании инструментальных,
ремонтно-механических цехов и ремонтных
баз следует строго руководствоваться дей-
ствующими нормами, инструкциями и пра-
вилами, регламентирующими вопросы охраны
труда, техники безопасности, пожаро- и
взрывобезопасности в строительстве и экс-
плуатации (см. т. I).
Основными технологическими процессами
инструментальных и ремонтно-механических
цехов являются механическая холодная об-
работка металлов на металлорежущих стан-
ках и слесарно-сборочные работы. Такие
технологические процессы относятся по взры-
вопожарной и пожарной опасности к кате-
гории Д.
Исключение составляют:
участки копировально-фрезерных, про-
тяжных, зуборезных станков, работающих
с применением огнеопасных смазочно-охлаж-
дающих жидкостей (сульфофрезол, инду-
стриальные масла);
ванны для промывки деталей с примене-
нием огнеопасных жидкостей (керосин, бен-
зин);
участки резинотехнических изделий;
участки изготовления оснастки и деталей
из пластмасс;
сварочные участки;
окрасочные участки (категории определяют
по нормам для окрасочных цехов);
кладовые вспомогательных материалов.
Категории производств по взрывопожарной
и пожарной опасности в отделениях и участ-
ках вспомогательных цехов (инструменталь-
ных и ремонтно-механических) заводов ма-
шиностроительной промышленности приве-
дены в табл. 19. Там же указаны средства
и системы пожаротушения и извещения
о пожаре.
Противошумные мероприятия. Постанов-
ление Совета Министров СССР от 2 февраля
1960 года № 114 обязывает проектные органи-
зации предусматривать в проектах промыш-
ленных предприятий эффективные меры по
снижению шума на рабочих местах до до-
пустимых уровней, а также по устранению
передачи шума в соседние здания и на со-
седние территории.
Выбор противошумных мероприятий при
проектировании цехов должен быть обосно-
ван соответствующими акустическими рас-
четами, определяющими степень превышения
создаваемых уровней шума над допустимыми
и подтверждающими эффективность выбран-
ных средств шумоглушения и звукоизоляции.
Предельно допустимые уровни шума на
рабочих местах производственных предприя-
тий и на границах их территорий установлены
«Гигиеническими нормами допустимых уров-
ней звукового давления и уровней звука
на рабочих местах № 1004—73» и «Сани-
тарными нормами и правилами по ограниче-
нию шума на территории и в помещениях
производственных предприятий № 785—69».
Руководствуясь указанными нормами и пра-
вилами, а также соответствующими отрас-
левыми инструкциями и методическими ука-
заниями, при проектировании цехов выпол-
няют акустические расчеты ожидаемых уров-
ней шума на рабочих местах и предусматри-
вают необходимые противошумовые мероприя-
тия. Для проведения таких расчетов прежде
всего выявляют наиболее интенсивные источ-
ники шума в цехах. В инструментальных и
ремонтно-механических цехах такими интен-
сивными источниками шума могут быть
19. Категории технологических процессов по взрывной, взрыво-пожарной и пожарной опасности
Технологический процесс, участок, цех Применяемые вещества Характери- стика огне- опасного вещества Категория по взрыво- пожарной и пожарной опасности по СНиП П-М, 2 — 72 Класс помещения и взрывоопасной пяти- метровой зоны по ПУЭ Пожаротушение
Температура вспышки, °C Температура самовозго- рания, °C Средства Системы
Слесарно-сборочные работы и ме- ханическая обработка металла с уста- новкой станков: без силовой гидросистемы с силовой гидросистемой или с применением пожароопасной охлаждающей жидкости с тем- пературой вспышки выше 61° С Сварочный участок — зоны рабо- чих мест и сварочных постов Участки: испытания пресс-форм для пластмасс и резино-технических изделий; изготовления резино-техни- ческих изделий (манжет, уплотните- лей, сальников, прокладок) Участок изготовления пластмассо- вой оснастки Ванны для промывки деталей Кладовые: промежуточные, инстру- мента, запасных частей, деталей, вспо- могательных материалов: для негорючих материалов для горючих материалов Металл Масла типа: индустри- альное 20 индустриальное 12 трансформаторное Несгораемые материа- лы, выделение искр, пла- мени Полистирол Резина и материалы на ее основе Дибутилфталат (в каче- стве добавки к составу пластмасс) Промывочные жидкости: деароматизированный ке- росин Бензин Б-70 (в изолиро- ванном помещении) Металлическая тар'а, ин- струмент, запасные части без упаковки, мыло и т. п. Спецодежда, обтироч- ные материалы, изДелия в сгораемой упаковке, из- делия из текстолита, ре- зины, ремня и т. п. 158 164 147 148 100 -34 320 280 270 786 320 390 300 д в г в в в в А д в Нормальная среда Нормальн ая среда Нормальная среда П-Па П-На П-1 П-1 В-1а Нормальная среда П-1а Пена Пена, тонкорас- пыленная вода Пена, вода ; То же Пена, тонкорас- пыленная вода Воздушно-меха-. ническая пена, тон- кораспыленная вода Пена, вода То же Ручные пенные огнету- шители (1 шт. на 600 м2) Автоматическая система пожаротушения, внутрен- ние пожарные краны; руч- ные пенные огнетушители (1 шт. на 400 м2) Ручные пенные огнету- шители (1 шт на 400 м2) Ручные пенные огнету- шители (1 шт. на 400 м2) То же Автоматизированная си- стема пожаротушения, внутренние пожарные краны Ручные пенные огнету- шители *-(11 шт. на 50 м2) Ручные пенные огнету- шители (шт. на 600 м2) Автоматическая система пожаротушения, внутрен- ние пожарные краны, руч- ные пенные огнетушители (1 шт. на 400 м2)
Примечание. Для бензина Б-70 пределы взрывоопасной концентрации (% по объему) следующие: верхний 0,79, нижний 5,16.
Инструментальное хозяйство завода
Охрана труда и техника безопасности
33
наиболее мощные станки, электросварочные
и высокочастотные генераторы, ручные элек-
трические и пневматические инструменты и др.
Ориентировочные проектные расчеты ожи-
даемых уровней звукового давления, созда-
ваемых на рабочих местах оборудованием,
установленным в цехе, можно выполнять по
упрощенной формуле
L = Lp - В, (1)
где L — расчетный октавный уровень зву-
кового давления, дБ; — октавный уро-
вень звуковой мощности источника шума, дБ
(для расчета следует из числа наполняющего
цех оборудования выбрать представитель,
характеризуемый наибольшей звуковой мощ-
ностью); В — величина, зависящая от рас-
стояния расчетной точки (рабочего места)
от центра шумоизлучения выбранного пред-
ставителя, влияния соседних источников
шума, а также от акустических особенностей
помещения цеха, определяемых его объемом
и звукопоглощающей способностью ограж-
дающих конструкций и наполняющих цех
предметов.
Расчет ведут в восьми октавных полосах
частот, характеризуемых стандартизирован-
ными среднегеометрическими значениями ча-
стоты звуковых колебаний (63; 125; 250;
500; 1000; 2000; 4000 и 8000 Гц) и по общему
уровню звука, измеряемому по шкале А
шумомера.
Октавные уровни звуковой мощности берут
из шумовых характеристик оборудования,
которые должны содержаться в паспортах
оборудования.
Для металлорежущего оборудования уров-
ни звуковой мощности могут быть определены
по предельным спектрам шума, установлен-
ным нормалью станкостроения Н.89—40,
разработанной ЭНИМСом и введенной в дей-
ствие в 1968 г. Министерством станкострои-
тельной и инструментальной промышленности
СССР. Предельные уровни звуковой мощности
металлорежущих станков нормальной и повы-
шенной точности в зависимости от мощности
электропривода приведены в табл. 20.
Приведенные значения уровней звуковой
мощности даны нормалью станкостроения
Н.89—40 для холостого режима работы
станков. Санитарные нормы № 785—69 ре-
комендуют учитывать увеличение шума при
рабочем режиме оборудования добавкой 5—
10 дБ.
При отсутствии данных об уровнях зву-
ковой мощности оборудования приходится
ограничиваться ориентировочной оценкой
ожидаемых уровней шума путем подбора
аналогичного оборудования или производ-
ственного участка (отделения, цеха), для
которых на действующих предприятиях были
произведены изменения уровней шума и
сопоставления данных этих измерений с до-
пустимыми уровнями звукового давления
на рабочих местах.
Значения величины В для цехов, осна-
щенных в основном металлорежущим обо-
рудованием, в частности, для инструменталь-
ных и ремонтно-механических цехов в за-
висимости от размеров станков и площади
цеха, приведены в табл. 21 (совместная ре-
комендация институтов ЭНИМС, Гипроста-
нок и Гипроавтопром, изложенная в письме
ЭНИМСа № 19-12-24 от 24.III.1971 г. в Глав-
ное Санэпидуправление Минздрава СССР).
21. Рекомендуемые значения величины В
в формуле (I)
Габариты станков, мм (длина и ширина)
Площадь цеха, м2 Мелкие до 1800Х 800 Средние до 400СХ 3000 Крупные до 8000X 4000 ! Особо круп- ные до 16 000 X 6000
100 150 250 500 1 000 2 000 5 000 10 000 Св. 10 000 1 2 3 4 5 5 5 5 2 4 5 7 8 9 10 10 10 4 6 8 10 12 13 14 15 15 11 13 15 17 18 19 20
Результаты расчетов ожидаемых уровней
шума в сопоставлении с допустимыми уров-
нями (по гигиеническим нормам № 1004—73)
сводятся в форму 7.
Превышение норм в отдельных октавных
полосах частот на величину до 3 дБ не вы-
зывает необходимости в специальных про-
тивошумных мероприятиях. При более зна-
чительных превышениях норм необходимо
предусматривать мероприятия по шумоглу-
20.
Предельные уровни звуковой
мощности металлорежущих станков
Суммарная мощность привода станка, кВт Уровень звуковой мощности, дБ в октавных полосах частот, Гц
63 125 250 500 1000 2000 4000 8000
До 1,25 Св. 1,25 до 4 » 4 » 12,5 » 12,5 » 40 » 40 » 125 95 99 103 107 111 87 91 95 100 104 81 85 90 95 99 76 81 86 91 96 73 78 83 88 93 71 76 81 86 91 69 75 79 84 89 68 72 77 82 87
2 Зак. 1444
34
Инструментальное хозяйство завода
ФОРМА 7
Уровни звукового давления
Наименование данных Уровень звуковой мощности (звукового давления), дБ,
в октавных полосах частот, Гц общий уро- вень звука А, дБ
63 125 250 500 1000 2000 4000 8000
(наименование наиболее шумного оборудования и № по- зиций по плану) Уровни звуковой мощно- сти Lp (по паспортным данным или ведомственным нормалям) Расчетные уровни звуково- го давления на рабочем месте L или уровни звукового дав- ления измеренные у анало- гичного оборудования на дей- ствующих предприятиях Допустимые уровни звуко- вого давления для рабочих мест в производственных по- мещениях и на территории предприятия (по гигиениче- ским нормам № 1004 — 73) 99 92 86 83 80 78 76 74 85
шению и звукоизоляции. Наиболее эффектив-
ным способом борьбы с шумом является
уменьшение его в самом источнике шумооб-
разования, т. е. в машинах, агрегатах, стан-
ках, механизмах. Для этого при проектиро-
вании цехов (в том числе инструментальных
и ремонтно-механических), а также при кон-
струировании, модернизации и ремонте обо-
рудования следует:
заменять, по возможности, ударные про-
цессы и механизмы безударными, возвратно-
поступательные движения деталей враща-
тельными;
предусматривать в технических требова-
ниях на оборудование тщательное баланси-
рование (статическое и динамическое) всех
движущихся деталей для уменьшения вибра-
ций;
заменять, по возможности, металлические
детали деталями из пластмасс или других
малозвучных материалов (например, изго-
товлять из пластмассы или малозвучных
сплавов лотков и тары сброса и сбора дета-
лей);
перемежать металлические детали с дета-
лями из малозвучных материалов (например,
стальные шестерни с капроновыми);
по возможности заменять зубчатые и цеп-
ные передачи на клиноременные, зубчато-
ременные или другие малошумные передачи;
применять виброгасители на оправках ре-
жущих инструментов (в соответствии с ре-
комендациями ЭНИМСа);
изыскивать наилучшие конструктивные
формы деталей для плавного обтекания их
газовоздушными потоками (в вентиляторах,
эжекторах, воздуходувках и т. п.);
предусматривать минимальные допуски при
изготовлении и сборке деталей агрегатов
с целью уменьшения зазоров, перекосов
и связанных с ними ударов в сочленениях;
широко применять смазку соударяющихся,
вибрирующих и издающих шум деталей и
заключать их в масляные и другие жидкост-
ные ванны;
заключать в изолирующие кожухи шумные
узлы агрегатов;
увеличивать жесткость и прочность креп-
ления деталей с большими излучающими
шум поверхностями (кожухи, щиты, крышки,
корпуса и др.);
применять демпфирование вибрирующих
поверхностей путем облицовки их (или за-
полнения специально предусматриваемых по-
лостей) материалами с большим внутренним
трением (мастиками, резиной, войлоком и
др-);
применять гибкие связи, упругие проклад-
ки и пружины для исключения передачи
вибраций от одной части агрегата к другой;
предусматривать глушители шума при вы-
пуске сжатого воздуха из пневматических
цилиндров, золотниковых механизмов, кла-
панов и других узлов пневматических при-
водов оборудования, приспособлений и ин-
струмента, а также на заборных и нагнета-
ющих воздуховодах вентиляционных систем.
Примерные значения снижений шума по
общему уровню (дБ), которые, по данным
Института гигиены труда Академии меди-
цинских наук и ряда других организаций и
предприятий, достигаются при проведении
вышеперечисленных мероприятий, приведены
ниже.
Ликвидация погрешностей в зацеплении ше-
стерен ..................... . . • « 10
Изменение формы зубьев шестерен . « . • 5
Замена одной из стальных шестерен (в паре)
на капроновую . -.................12
Замена зубчатой передачи на клиноремен-
ную > . -.........................15
Ликвидация перекоса внутреннего кольца
шарикоподшипника « » 9 в • . « * . 10
Охрана труда и техника безопасности
35
Замена электродвигателя на менее шумный 15
Замена жестких абразивных кругов на гиб-
кие ............................... 15
Повышение точности обработки и сборки
бабки токарного станка ............. 12
Применение вибродемпфирующих покрытий 10
Применение виброизолирующих прокладок и
вставок................-.............10
Применение глушителей на выхлопе пневма-
тических гайковертов и пневматических
шлифовальных машинок ................16
То же, на пневмомуфтах листоштамповочных
прессов «Эрфурт».....................20
Применение спиральных пружин для демпфи-
рования вращающихся прутков в направ-
ляющих трубах шестишпиндельного токар-
ного автомата 25
При невозможности снизить шум в самом
его источнике до допустимого уровня, этого
достигают планировочными, строительными
и другими мероприятиями, уменьшающими
шум на пути его распространения. С этой
целью рекомендуется:
концентрировать наиболее шумные произ-
водства и цехи в одной зоне и располагать
их с подветренной стороны;
выдерживать надлежащие расстояния меж-
ду шумными цехами и тихими помещениями;
предусматривать вокруг шумных цехов
создание шумозащитной зоны (кустарники,
густолиственные и хвойные деревья);
при разработке компоновочных и техноло-
гических планировок по возможности кон-
центрировать шумные агрегаты в одном
месте и выделять наиболее мощные источники
шума в звукоизолированные помещения и
специальные боксы (галтовочные барабаны,
высокочастотные генераторы, стенды для
обкатки и испытания агрегатов и механиз-
мов и др.);
заключать особо шумное оборудование или
отдельные шумные его узлы в звукоизоли-
рующие кожухи и капоты с выводом наружу
органов управления и контрольных прибо-
ров; необходимые отверстия в звукоизоли-
рующих кожухах выполнять в виде каналов,
облицованных изнутри звукопоглощающими
материалами; по возможности осуществлять
автоматическое управление работой шумного
оборудования;
предусматривать звукоизолированные ка-
бины для наблюдения и дистанционного
управления шумными агрегатами и уста-
новками;
в помещениях с высокими уровнями шума
применять звукопоглощающие облицовки по-
толков и стен, штучные звукопоглотители
и звукопоглощающие экраны;
предусматривать устройство виброизоли-
рованных фундаментов или амортизаторов
под оборудование, работающее с сильной
вибрацией, а также звукоизолирующую об-
лицовку трубопроводов, излучающих шум
(рекомендуется установка металлорежущих
станков на виброизолирующие опоры типа
ОВ-ЗО и ОВ-31 в соответствии с инструк-
цией ЭНИМСа);
выходящие из здания патрубки воздухо-
водов выхлопа и всасывания мощных агре-
гатов и вентиляторов оборудовать глуши-
телями шума.
Эффективность применения различных про-
тивошумных средств (по данным Института
гигиены труда и профзаболеваний Академии
медицинских наук) приведена в табл. 22.
22. Снижение уровня шума противошумными
средствами
Противошумные средства Примерная эффек- тивность, дБ, в полосах частот
низких высоких
Звукоизоляция установ- кой в отдельное по- мещение ...... Звукоизоляция капота- ми и кожухами . • Звукоизоляция откры- тыми кабинами . . . Экранирование .... Звукопоглощение об- лицовками ..... Заглушение глушите- лями, дБ/м' .... Виброизоляция амор- тизаторами ..... Виброизоляция про- кладками и вставками * В соседних пом п> £ - со to to к О О1 ОТ W ОТ ОТ ОТ § А 1 1 1 1 1 1 1 S и ОТ ОТ 00 О0 ОТ Н- со г о от от «• Н— г- IO ОТ .. ОТ ОТ <3> ОТ-00 о о S I I I I I м UI w - м - д о о от to о о о о
Выбранные при проектировании противо-
шумные мероприятия должны быть обосно-
ваны расчетами, подтверждающими их эффек-
тивность.
При невозможности снизить уровни шума
до допустимых пределов перечисленными ме-
рами следует применять индивидуальные
средства защиты работающих, в частности:
заглушки (тампоны из ультратонкого и
ультрасупертонкого стекловолокна эффек-
тивно защищают от шумов с уровнями до
90 дБ на высоких ч штатах);
наушники (наушники ВЦНИИОТ эффек-
тивно защищают от шумов с октавными
уровнями до 120 дБ).
Вредное влияние шума на работающих
может также быть ослаблено соответствующей
организацией режима работы (производить
некоторые шумные работы в межсменное
время при условии достаточной звукоизоля-
ции ограждающих конструкций помещения;
организация отдыха работающих на особо
шумных участках или периодический пере-
вод их на менее шумные работы и др.).
ЭНЕРГЕТИКА ЦЕХА
В проекте инструментального цеха должны
быть приведены данные о потребных для
технологических нужд энергетических ре-
сурсах: электроэнергии, сжатом воздухе,
паре, воде, газе. Подробные расчеты выпол-
няют в энергетической части проекта на
основе заданий, выдаваемых технологами.
В технологической части проекта по элек-
троэнергии должна быть определена уста-
36
Инструментальное хозяйство завода
новленная мощность раздельно: по электро-
двигателям технологического и отдельно подъ-
емно-транспортного оборудования, по элек-
тронагревательным установкам, по свароч-
ному оборудованию.
Установленную мощность в проекте под-
считывают по спецификации оборудования.
При укрупненных расчетах установленная
мощность электродвигателей может быть
определена по укрупненным показателям
мощности, приходящейся в среднем на еди-
ницу основного оборудования цеха, или по
показателю электровооруженности труда
(установленной мощности, приходящейся на
одного рабочего в наибольшую смену).
Для заводов крупносерийного производства
первый показатель (на один станок) равен
примерно для инструментальных цехов 5—
7 кВт, а для штамповых цехов 10—12 кВт.
Второй показатель (на одного рабочего)
примерно 6—8 кВт.
Расходы (примерные) воды, газов и сжа-
того воздуха на одного потребителя при-
ведены в табл. 23.
Приведенные в табл. 23 ориентировочные
данные подлежат уточнению при проекти-
ровании, в зависимости от конкретных усло-
вий производства.
СКЛАДСКОЕ ХОЗЯЙСТВО
ВСПОМОГАТЕЛЬНЫХ ЦЕХОВ
В состав складского хозяйства вспомога-
тельных цехов входят: центральный инстру-
ментальный склад (ЦИС), при котором могут
быть предусмотрены участок консервации
и расконсервации инструмента, а также
контрольно-поверочный пункт (КПП); цен-
тральный абразивный склад (ЦАС), в состав
которого иногда входит испытательная стан-
ция для проверки абразивных материалов и
кругов (см. гл. 7); центральные склады
инструментальных сталей, литья и поковок,
склад металлов для других вспомогательных
цехов; склады отделов главного механика,
главного энергетика и склад оборудования.
В настоящей главе рассматриваются цен-
тральный инструментальный склад (ЦИС)
и склад инструментальных сталей, литья
и поковок. Остальные склады входят в обще-
заводское складское хозяйство.
Центральный инструментальный склад
(ЦИС) предназначен для хранения запасов
инструмента и является базой для планового
снабжения цехов предприятия всеми видами
нормализованного и стандартизированного
инструмента, а на предприятиях с крупно-
23. Примерный расход (м3) воды, газов и сжатого воздуха
Энергоносители Потребители Расход потребит средний га одного еля в час наиболь- ший
Вода техническая Моечная машина однокамерная То же, двухкамерная Моечная ванна 0,05 0,06 0,03 2,0 2,5 1,0- 1,5
Ацетилен Пост газовой сварки Пост газовой резки Огнерез с пантографом 0,3 0,15 0,25 0,6 0,25 0,45
Газ природный Пост газовой сварки Пост газовой резки 0,4 0,25 0,8 0,45
Кислород Пост газовой сварки Поет газовой резки Огнерез с пантографом 0,35 1,8 3,5 0,9 3,0 7,0
Сжатый воздух давлением (из- быточным) кгс/см2: 5—6 Пневматические патроны и тиски Пневматические , ручные шлифовальные ма- шинки Пневматические отвертки, молотки, гайко- верты и т. п. 0,15 0,2 0,15 — 0,25 0,3 1,6 0,5—0,8
3 — 4 Сопла для обдувки (после мойки) 4 20
Примечание. Пневматические патроны и тиски устанавливают на станки, где имеется серийность в производстве и изготовляют детали, близкие по размерам. Шлифовальные машинки предусматривают на каждом втором верстаке, на каждой плите для сборки штампов и пресс-форм. Пневматические гайковерты и другой инструмент предусматри- вают из расчета одна точка на четыре верстака и на каждой плите.
Складское хозяйство вспомогательных цехов
37
серийным и массовым производством — также
и отдельными видами специализированного
инструмента, планируемого по системе запа-
сов (минимум-максимум).
Центральный инструментальный склад вы-
полняет следующие работы:
приемку инструмента, твердых сплавов
(на небольших заводах также и абразивных
изделий), приобретаемых на стороне и из-
готовленных в цехах предприятия;
раскладку и хранение инструмента;
выдачу инструмента в инструментально-
раздаточные кладовые, а в случае, когда
инструментальный цех делает посторонние
заказы, — выдачу на сторону выполненных
заказов (т. е. выполняет роль склада готовой
продукции);
ведет оперативный учет наличия и движе-
ния инструментов;
контролирует состояние запасов инстру-
ментов-;
сигнализирует в инструментальный отдел
(ИНО) или бюро инструментального хозяй-
ства (БИХ) о необходимости закупки или
изготовления инструмента при достижении
«точки заказа»;
консервирует хранимый и расконсервирует
инструмент, выдаваемый в производство.
Центральный инструментальный склад
(ЦИС) создают на каждом машиностроитель-
ном предприятии; на мелких предприятиях
может быть организована инструментальная
кладовая при центральном материальном
складе отдела материально-технического снаб-
жения.
Структура ЦИСа зависит от номенклатуры,
объема хранения инструмента и его расхода,
поэтому в составе ЦИС имеются:
секции по хранению отдельных групп
инструмента, например режущего (стандарти-
зированного и специального), мерительного,
вспомогательного и т. п.;
секция хранения абразивов (на заводах,
где нет самостоятельного центрального абра-
зивного склада);
приемно-сортировочный пункт (ПСП) от-
работанного инструмента на средних заводах
(на крупных организуют отдельный ПСП
в составе инструментального хозяйства);
секция комплектующего инструмента (соз-
дается для комплектации наборов инстру-
мента, необходимого при эксплуатации изде-
лия, например шоферского инструмента,
прилагаемого к автомобилю);
кладовая хранения инструмента на изде-
лия, временно снятые с производства (на
предприятиях с серийным и единичным про-
изводством);
абразивная мастерская со станцией испы-
тания абразивов — создается в составе ЦИС
на предприятиях, где самостоятельного абра-
зивного хозяйства не предусмотрено;
контрольно-поверочный пункт (КПП) ОТК
создают при ЦИС на крупных и средних
заводах; на малых заводах предусматривают
контролера ОТК.
участок консервации и расконсервации
инструмента (на крупные и средних пред-
приятиях).
Расчет плошади ЦИСа (как и других
складов) приближенно производят по фор-
муле
S =
<?
qk.a ’
где S — общая площадь склада в м2; Q =
гМг!/.,
= ~~ч'б'о'- — запас хранения на складе (здесь
еМ — годовое поступление на склад инстру-
ментов всех видов, т; еЯ3— норма запаса
хранения инструментов по видам, календар-
ные дни); q — средняя нормативная на-
грузка полезной площади склада, т/м2;
ka = 0,3-4-0,35 — коэффициент использова-
ния площади.
Средняя нагрузка на 1 м2 полезной пло-
щади склада в зависимости от серийности
производства и размеров изделий q =
= 1,04-2,0 т.
Нормы запаса хранения инструментов па
ЦИСе приведены в табл. 24.
24. Нормы запаса хранения инструментов
на ЦИСе (в календарных днях)
Серийность основного
производства
Инструмент поступает
Массовое
Крупносерийное и се-
рийное .............
Мелкосерийное и еди-
ничное ......
С развитием централизованного снабжения
инструментом запасы хранения на ЦИСе
должны по возможности снижаться.
Численность основных рабочих на складе
может быть определена по формуле
р__ Q&T
“ ЯпСр ’
где Q — запас хранения на складе, т; kr ==
= З-г-4 — коэффициент грузопереработки на
складе; Яп = 4-J-6 — норма переработки
одним рабочим в смену; Ср -- 506 —• число
рабочих смен в году.
Склады инструментальных сталей, литья
и поковок, а также полуфабрикатов для
изготовления инструмента и другой техно-
логической оснастки должны размещаться
в непосредственной близости к потребите-
38
Инструментальное хозяйство завода
лям — соответствующим цехам п отделениям
инструментально-штампового производства
завода.
Ввиду сравнительно небольшого количе-
ства и очень широкой номенклатуры типо-
размеров и марок сталей их хранение орга-
низуют в стеллажах, а поковки, литье и
другие материалы хранят в штабелях до
четырех-пяти ярусов. Подачу материалов на
склад осуществляют преимущественно авто-
транспортом, а крупные литье и поковки
иногда доставляют железной дорогой.
Внутрискладские перевозки, а также пере-
возки металла со складов в цехи производят
авто- и электропогрузчиками, электрокарами,
тягачами с тележками, а также подвесными
и мостовыми кранами, электроталями на
монорельсах и штабелерами. Для перевозки
и хранения штучных грузов (заготовки, полу-
фабрикаты, готовые изделия) широко исполь-
зуют унифицированную тару, исключающую
необходимость в повторной перекладке и
пересчете грузов. Межкорпусные пере-
возки осуществляют автопогрузчиками и
автотягачами с низкорамными прицепами,
приспособленными для установки унифици-
рованной тары в несколько ярусов.
Расчеты площадей складов инструменталь-
ных сталей производят по формуле, приве-
денной выше в расчете площадей центрального
инструментального склада.
Нормы запаса хранения материалов на
складах приведены в табл. 25.
Указанные в табл. 25 нормы запасов хра-
нения приняты в соответствии с нормами
технологического проектирования складского
хозяйства.
Средние нагрузки на полезную площадь
склада инструментальных сталей составляют
3,0—4,0 т/м2, склада литья, поковок и
кубиков 2,0—4,0 т/м2.
Коэффициент использования площади по
складам принимают равным 0,3—0,4.
Норма переработки материалов на складе
на одного рабочего в смену составляет по
складу инструментальных сталей 15—25 т,
по складу литья, поковок и кубиков 20—30 т.
Коэффициент грузопереработки материа-
лов на складах принимают 2—4.
Задание на проектирование складов вспо-
могательных производств выдают по форме 8.
ОСНОВНЫЕ ДАННЫЕ
И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
В техническом проекте инструментального
производства раздел «Основные данные и
технико-экономические показатели» является
заключительным. Назначение раздела —
оценка технической и экономической эффек-
тивности запроектированного производства
в сопоставлении с аналогичным прогрессив-
ным запроектированным или действующим
производством, а для реконструируемого
завода — и с показателями до реконструк-
ции.,
В основных данных приводят характерные
параметры запроектированного цеха, опре-
деляющие вытекающие из них технико-эко-
номические показатели.
Эталоном технического проекта вспомога-
тельного производства установлена следую-
щая номенклатура основных данных и пока-
зателей.
Основные данные. Общее число обслужи-
ваемых металлорежущих станков, годовой
выпуск цехов основного производства. Уро-
вень кооперированных поставок инструмента
и оснастки со стороны (по видам).
Оборудование. Количество обо-
рудования по цехам (отделениям, участкам)
в том числе — металлорежущего, из них —
основного, количество и грузоподъемность
мостовых и однобалочных кранов.
Состав работающих — рабочих
(в том числе основных), ИТР, служащих,
младшего обслуживающего персонала, ОТ К.
Площадь цеха — общая (без конторско-быто-
вых помещений). Энергетика — установлен-
ная мощность электродвигателей, нагрева-
тельного и сварочного оборудования.
25. Нормы запаса хранения материалов на складах металла и заготовок
(в календарных днях)
Материалы
Материалы поступают
непосред- ственно от поставщика от центра- лизованных баз и скла- дов матери- ально-техни- ческого снабжения из цехов завода
Инструментальные стали (сортовой прокат) . . . . .
Литье для крупных и особо крупных штампов.
Литье для средних и мелких штампов, пресс-форм и дру-
гой оснастки ..... .... ........
Кубики для штампов ..............
Поковки для штампов, приспособлений пресс-форм,
инструмента и другой оснастки .........
Цветные металлы и их сплавы......
Полуфабрикаты (комплекты, пакеты штампов и пресс-
форМ...........
А/£ етиз ы
40—50
60 — 90
30—45
30—60
30—45
40—50
30—45
30—35
25—30
20—25
20 — 25
25—30
25 — 30
20—25
60—90
20—25
30—60
30—35
30—35
20 — 25
Основные данные и технико-экономические показатели
39
Задание на проектирование складов вспомогательных прризводств
(наименование предприятия)
ФОРМА 8
I. Центральный инструментальный склад (ЦИС) •
№ по пор. Виды оснастки Годовой р собственного изготовления асход оснастки, т покупной всего
всего в том чи- сле под- лежащей консер- вации и раскон- сервации всего в том чи- сле под- лежащей раскон- сервации
Режущий инструмент » . . . . Мерительный инструмент Вспомогательный инструмент . . Приспособления всех видов . . Штампы кузнечные Штампы для холодной штамповки Пресс-формы
Итого. . .
Примечания: 1. При ЦИСе предусматривают участок консервации н расконсерва- ции оснастки и контрольно-проверочный пункт (КПП) по приемке оснастки. Площадь КПП, м2. 2. Штампы и пресс-формы иа ЦИСе хранят в случаях получения их по кооперации или в случаях поставки их другим предприятиям. II. Центральный абразивный склад (ЦАС) Общий годовой расход абразивов по предприятию — т. Примечание При ЦАСе предусматривают контрольно-испытательную станцию для проверки абразивных материалов и кругов (в случае отсутствия абразивной мастерской). Площадь контрольно-испытательной станции принять равной м2. III. Склад инструментальных сталей и склад металла вспомогательных цехов
Наименование цехов потребителей Годовой расход, т В том числе по видам, т
Инстру Штамп Моделе Ремонт Электр Трубоп Средст! Механс ния) Экспер ментальный . ов и пресс-форм й и другой литейной оснастки ... но-механический . □ремонтный . роводно-жестяницкий (теплоремонтный) .... механизации и автоматизации -монтажный (нестандартнзированного оборудова- нментальный
Всего. . .
40
Инструментальное хозяйство завода
Техникоэкономические показатели. Раздел
должен содержать:
отношение числа основных станков меха-
нических отделений инструментально-штам-
пового цеха к количеству обслуживаемого
оборудования производственных механиче-
ских, прессовых и т. п. цехов или к выпуску
литейных цехов по видам оснастки;
общая площадь на единицу основного ме-
таллорежущего оборудования по отделениям:
коэффициент загрузки оборудования по
отделениям;
коэффициент сменности рабочих;
установленная мощность электродвигателей
на единицу основного металлорежущего обо-
рудования;
электровооруженность труда (установлен-
ная мощность электродвигателей технологи-
ческого и подъемно-транспортного обору-
дования на одного рабочего в наибольшую
смену);
выпуск в год инструмента и оснастки (по
видам) в тоннах или рублях на один основ-
ной станок и на одного рабочего.
К разделу иногда прилагают пояснитель-
ный текст с анализом показателей проекта
и сравнения с другими передовыми проектами.
СОСТАВ И СОДЕРЖАНИЕ
ТЕХНИЧЕСКОГО ПРОЕКТА
Эталон технического про-
екта машиностроительного
завода (вспомогательное производство)
разработан Г ипроавтопромом в 1970 г.
(арх. № 18450-и).
Исходные данные для проектирования:
задание на проектирование;
действующие нормы технологического про-
ектирования инструментальных цехов маши-
ностроительных заводов;
данные по производственным цехам про-
ектируемого предприятия по литейным це-
хам — выпуск литья по видам (см. форму 1);
по кузнечным и прессовым цехам — количе-
ство оборудования по видам, количество де-
тале-операций, закрепленных за прессами;
годовой расход и начальный фонд штампов
(см. формы 2 и 3); количество и виды свароч-
ных машин — по сварочным цехам (см. фор-
му 4); количество металлорежущих станков
по видам — по механическим цехам (см. фор-
му 5); количество рабочих мест, оснащенных
механизированным инструментом; количе-
ство деревообрабатывающих станков — по
разным цехам (см. форму 6); потребность в де-
талях из пластмасс и резины и т. д.;
указания и материалы министерства (ведом-
ства) по централизованному снабжению пред-
приятия нормализованным инструментом,
комплектами деталей штампов, приспособле-
ний, пресс-форм, а также штампами и пресс-
формами в сборе;
данные о наличии площадей, оборудования
и работающих в существующих инструмен-
тальных цехах и цеховых мастерских по ре-
монту оснастки и заточных участках (для
реконструируемых и расширяемых предприя-
тий).
Пояснительная записка по техническому
проекту инструментального хозяйства завода
содержит следующие разделы.
Данные о централизован-
ном обеспечении проектируе-
мого предприятия нормали-
зованным и специальным ин-
струментом, штампами, пресс-
формами, а также комплектами полу-
фабрикатов (пакетов штампов, пресс-форм и
т. д.), заготовками (поковками, литьем). Эти
данные приводят в задании на проектирова-
ние в процентах от потребности или в абсо-
лютных величинах.
Основные положения по ор-
ганизации инструменталь-
ного хозяйства предприятия.
В этом разделе излагают задачи инструмен-
тального хозяйства, указывают принятую
систему получения или изготовления инстру-
мента и оснастки, приводят состав инстру-
ментального отдела и перечень подчиненных
ему цехов, мастерских, складов и служб.
Сводные данные по оборудо-
ванию инструментального хозяйства при-
водят в виде таблицы, в которой перечис-
ляют все цехи, отделения, службы и мастер-
ские как централизованные, так и корпусные
(цеховые). В таблице указывают количество
основного и прочего оборудования по отдель-
ным подразделениям и всего по инструмен-
тальному хозяйству предприятия.
Пояснительные записки по цехам и мастер-
ским инструментального хозяйства состав-
ляют отдельно, они являются разделами тех-
нологической части проекта корпуса, в кото-
рый входят.
Пояснительные записки по инструменталь-
ному цеху составляются отдельно и включают
сводные данные по корпусу
(если цех занимает весь корпус) или по цеху
(если цех является частью корпуса), в кото-
рой приводят проектные данные и технико-
экономические показатели по всем отделе-
ниям цеха (механическими слесарно-сбороч-
ным, заготовительному, термическому, куз-
нечному, сварочному, металлопокрытий и
ДР-)-
Пояснительная записка по
механическим и слесарно-сборочным отделе-
ниям цеха включает разделы.
Назначение. и программа производства цеха.
В этом разделе указывают количество обслу-
живаемых металлорежущих и деревообраба-
тывающих станков, прессов, молотов и дру-
гого оборудования; выпуск литья в год (по
видам); потребность в деталях из пластмасс
и резины, для изготовления которых на спе-
циализированных заводах проектируемый цех
должен поставлять пресс-формы и фильеры;
начальный фонд и годовой расход штампов
и т. д. (см. формы 1—6). Программа выпуска
может быть задана и в других единицах
(т, шт., руб., нормо-час);
Состав цеха. Здесь приводят перечень от-
делений и самостоятельных участков цеха.
Дают ссылку на пояснительные записки по
кузнечно-сварочному, термическому, гальва-
ническому отделениям.
Состав и содержание технического проекта
41
Состав оборудования механических отделений цеха
ФОРМА 9
Отделения и участки Данные по программе Рас- чет- ная фор- мула Количество принятого оборудо- вания
Еди- ница изме- рения Ко- личе- ство Ос- новное Про- чее Всего В том ис- поль- зуе- мое числе ВНОВЬ приоб- ретае- мое
Инструментальный цех
Цех холодных и кузнечных штампов
Цех литейной оснастки (пресс-форм, кокилей и металлических моделей)
Заготовительное отделение Заточной участок инструмента 2-го по- РНДКИ г
В случаях размещения инструментального
цеха в одном корпусе с ремонтно-механиче-
ским цехом инструментальную, ремонтную
и заточную мастерские орган из ают на весь
корпус.
Технологический процесс и новая техника.
Здесь дают краткое описание принятых тех-
нологических процессов, методов получения
заготовок, применяемых новых видов обору-
дования.
Оборудование механических отделений це-
ха рассчитывают по форме 9.
Спецификацию и смету на приобретение и
монтаж технологического оборудования дают
в приложении по единой форме, приведен-
ной в т. 1.
Подъемно-транспортное оборудование цеха
указывают в спецификации к разделу «Транс-
порт корпуса».
Ведомость оборудования, не используе-
мого по проекту реконструкции, хранят в ори-
гинале в архиве проектной организации.
Состав работающих рассчитывают по фор-
мам 10—12.
ФОРМА 10
Состав основных рабочих
(станочников, слесарей и сварщиков)
Показатели
Данные
по отде-
лениям
и участ-
кам
__ , —
Количество основных металлоре-
жущих станков, шт. . . . . .
Средний коэффициент загрузки
Число рабочих смен в сутки . .
Число рабочих-станочников, чел.
Число слесарей в процентном от-
ношении к станочникам, %
Число слесарей, чел. • . . . .
в
Расчет подсобных (вспомогательных) ра-
бочих производят по профессиям (форма 11).
В состав подсобных рабочих включают:
дежурных ремонтных слесарей и электро-
монтеров, смазчиков, кладовщиков, рабочих
на складах, крановщиков, стропальщиков,
водителей безрельсового транспорта, уборщи-
ков стружки и помещений и т. д.
Сводные ’ данные по составу работающих
приводят в форме 12.
Охрана труда и техника безопасности.
Перечисляют основные решения: по приме-
нению механизмов, облегчающих тяжелый
ручной труд; инструмента, снабженного
стружколомателями; механизированного;
уменьшающего вибрацию, и т. п., по приме-
нению ограждений оборудования в опасных
местах; блокировки, исключающей возмож-
ность попадания частей тела рабочего в меха-
низмы на ходу; по механизации уборки струж-
ки; устройству местных отсосов от оборудо-
вания и процессов с вредными выделениями;
по окраске оборудования в соответствии с СН
181—61; по противошумным мероприятиям.
Указывают категорию и группу помещения
по пожаро- и взрывоопасности по СНиП
П-М.2—72 и категорию среды по ПУЭ. При-
водят намечаемые противопожарные меро-
приятия (системы) огнегашения, извещения
о пожаре и т. п.).
ФОРМА и
Состав подсобных рабочих
Профес- сии рабочих Расчетные данные, нор- мы обслужи- вания Число рабочих
расчетное принятое
*
42
Инструментальное хозяйство завода
ФОРМА 12
ФОРМА 13
Общий состав работающих
Группы работающих * Число рабо- тающих Расчет- ные данные
всего в том числе в наиболь- шей смене
Основные рабочие (ста- ночники, слесари и сварщики) Подсобные рабочие Форма 10 Форма 11
Итого
Ин жен еря о-техн и че- ские работники Служащие Младший обслужи- вающий персонал (МОП) 1 1 1
Итого (без ОТК)
Рабочие контролеры Инженерно-техниче- ские работники ОТЦ
Всего работающих (включая ОТК)
Пр имечание. Число И i Р, слу-
жащих и МОП определяют в процентах
к числу основных и вспомогательных ра-
бочих.
Площади. Здесь приводят ссылку на чер-
теж плана расположения оборудования, ука-
зывают размер общей площади (без бытовых
и конторских помещений). Дают распределе-
ние площади по отделениям, участкам и служ-
бам цеха по форме 13.
В тех случаях, когда план расположения
оборудования не разрабатывают, а ограни-
чиваются компоновочным планом, площадь
механических отделений определяют, ис-
ходя из нормы удельной площади на единицу
основного оборудования, по нормам техно-
логического проектирования (форма 14).
Распределение площади по плану
расположения оборудования
Отделения, участки, помещения, службы и др_ * Где рас- положено (оси ко- лонн) Площадь, м3 Расчет- ные данные
Итого -
ФОРМА 14
Распределение площади
по компоновочному плану
Отделения и участки Количество основ- ного оборудования, шт. Средняя площадь на единицу основ- ного оборудова- ния ? М-' Общая площадь, м2
по расчету принято
1
Итого
Материалы. Приводят годовой расход
основных материалов и выпуск инструмен-
тальной продукции (масса нетто). Годовой
расход основных материалов определяют по
укрупненным показателям средней перера-
ботки металла одним основным металлорежу-
щим станком цеха (форма 15).
Оборудование заготовительного и заточ-
ного отделений в расчет по форме 15 не вклю-
чают.
Далее дают распределение годового рас-
хода основных материалов по видам и груп-
пам оснастки: твердые сплавы, быстрорежу-
щие стали, конструкционные и инструмен-
тальные углеродистые и легированные стали,
ФОРМА 15
Расход материалов и продукция
Наименование изделий и отделений (участков) Количество основных станков Годовой расход, т Отходы Выпуск, т
на один основной станок общий % Масса, т с одного основного станка всего
Состав и содержание технического проекта
43
ФОРМА 16
Виды и па- раметры энергии Потребители Единица измерения Установлен- ная мощность электропри- емников Общий часовой расход
наименова- ние количество наибольший средний
рядовой прокат, трубы стальные, лента и про-
волока стальные, литье стальное, чугунное
и цветное, прокат цветных металлов и спла-
вов, кубики для штампов и поковки.
Приводят суммарные данные по расходу
вспомогательных материалов (в рублях),
исчисляемые на один основной металлорежу-
щий станок по нормам расхода.
Приспособления, инструмент— указывают
их общий расход, исчисляемый на один основ-
ной металлорежущий станок (в рублях) по
нормам расхода.
Энергетика для технологических нужд —
приводят сводные данные о расходе различ-
ных энергоносителей, а также об установлен-
ной мощности электроприемников и расходе
воды на производственные нужды по форме 16.
По электрической энергии указывают толь-
ко установленную мощность электроприем-
ников в кВт или кВА; по сжатому воздуху,
пару, газам, а также по воде указывают ча-
совые расходы. Подробные данные по рас-
ходу различных видов энергоносителей каж-
дой единицей оборудования и установленную
мощность его электроприемников приводят
в заданиях на проектирование энергетической
и санитарно-технической частей проекта.
Основные данные, и техника-экономиче-
ские показатели по механическим отделе-
ниям инструментального (штампово-механи-
ческого, модельного) цеха дают по установ-
ленной эталоном номенклатуре по проекту
и в сравнении — по данным аналога, а при
реконструкции предприятия — также и с дан-
ными и показателями, достигнутыми до ре-
конструкции, При значительных расхожде-
ниях сопоставляемых показателей приводят
разъяснения.
В приложениях дают:
спецификацию и смету на приобретение и
монтаж оборудования;
ведомость индивидуальных фундаментов
под оборудование;
смету затрат на специальные сооружения
(металлические конструкции и др.);
смету затрат на приобретение начального
фонда приспособлений, инструмента, произ-
водственного и хозяйственного инвентаря;
расчет ожидаемых уровней шума от техно-
логического оборудования;
ведомость неиспользуемого по проекту ре-
конструкции оборудования из числа имею-
щегося с обоснованием отказа от применения,
с указанием стоимости демонтажа.
ГЛАВА 2
РЕМОНТНО-МЕХАНИЧЕСКИЕ ЦЕХИ
И СЛУЖБА ГЛАВНОГО МЕХАНИКА
ЗАДАЧИ И СТРУКТУРА
РЕМОНТНОГО ХОЗЯЙСТВА
Задачи. Ремонтное хозяйство, входящее
в состав вспомогательного производства ма-
шиностроительного предприятия, предназна-
чено для выполнения совокупности работ по
техническому обслуживанию и ремонту за-
водского оборудования, для обеспечения наи-
более эффективного его использования.
.Главным направлением при проектирова-
нии ремонтного производства новых или ре-
конструируемых заводов является его спе-
циализация и централизация, обеспечиваю-
щие:
а) получение запасных частей и узлов для
ремонта универсального оборудования от оте-
чественных заводов-изготовителей оборудова-
ния, а также от специализированных пред-
приятий и объединений: станкостроения (типа
«Союзстанкоремонт»), которые также должны
выполнять основной объем капитальных ре-
монтов этого оборудования. Генеральной схе-
мой развития ремонтных предприятий станко-
строительной промышленности намечается до-
стижение к 1980 г. значительного повышения
уровней централизованного обеспечения дей-
ствующего и выпускаемого отечественного
металло- и деревообрабатывающего оборудо-
вания запасными частями и капитальными
ремонтами;
б) создание в промышленных районах и
узлах отраслевых и межотраслевых специа-
лизированных предприятий и цехов по цен-
трализованному ремонту однотипного обору-
дования, производству к нему запасных ча-
стей и сменных узлов, а также изготовлению
нестандартизованного оборудования для
групп заводов. При проектировании новых
и реконструкции или расширении действую-
щих машиностроительных заводов необходи-
мо исходить из перспективных планов отрас-
левой и межотраслевой специализации ре-
монтного производства и централизованного
обеспечения запасными частями к оборудова-
нию путем создания общего специализирован-
ного ремонтного предприятия (или базового
цеха в составе одного из заводов) для обслу-
живания группы заводов, входящих в про-
мышленный узел, объединение или комплекс
предприятий;
в) ограничение объема работ ремонтно-ме-
ханических цехов и ремонтных баз проекти-
руемых отдельных машиностроительных пред-
приятий в основном производством малых и
средних ремонтов всего технологического и
подъемно-транспортного оборудования, а так-
же капитальным ремонтом и изготовлением
запасных частей импортного и отдельных
видов специализированного (или снятого
с производства) отечественного оборудо-
вания.
Централизация производства запасных ча-
стей и специализация ремонтных предприятий
повышают производительность труда и ка-
чество ремонтных работ, а также снижают их
стоимость.
В ремонтно-механических цехах ряда за-
водов выполняют также работы по модерни-
зации оборудования, изготовлению средств
механизации и автоматизации производства,
техники безопасности, а также по изготовле-
нию отдельных специальных станков и дру-
гого оборудования. На крупных заводах вы-
деляют специальные цехи (мастерские) для
выполнения этих работ, если невозможно
передать их на сторону специализированным
и централизованным предприятиям.
Структура. Подлежащее ремонту оборудо-
вание машиностроительного завода по своему
назначению можно разделить на следующие
группы.
Технологическое оборудо-
вание: механическое — металлорежущее,
металлодавящее кузнечно-прессовое (горя-
чей обработки металла и холодной листовой
штамповки), литейное, деревообрабатываю-
щее; печное — нагревательные печи в кузнеч-
ных цехах, печи для термической обработки,
плавильные и сушильные установки в литей-
ных цехах и др.
Подъе м н о-т р а н с п о р т н,о е
оборудование: крановое — мостовые
и балочные краны (кран-балки), специальные
портальные, консольные и другие краны;
конвейеры и лифты.’, наземное — тележки вся-
кого рода и др.
Энергетическое оборудо-
вание: электротехническое — электродви-
гатели, трансформаторы, электросварочные
машины, электроаппаратура и приборы, элек-
тросети; теплоэнергетическое (теплосило-
Задачи и структура ремонтного хозяйства
45
вое) — оборудование компрессорных, котель-
ных, насосных, кислородных, ацетиленовых
и других станций.
Санитарно-техническое
оборудование: оборудование насос-
ных станций, вентиляционных устройств, си-
стем кондиционирования и др.
Промразводки: трубопроводы си-
стем водоснабжения, канализации, воздухо-
газоснабжения и др.
На небольших машиностроительных заво-
дах (потребляющих электрическую мощ-
ность менее 2000 кВт) эксплуатация и ре-
монт всего оборудования (включая энергети-
ческое) находятся в ведении отдела главного
механика завода; ремонт осуществляют в ре-
монтно-механическом цехе, включающем так-
же соответствующие отделения (электроре-
монтное, трубопроводное и др.). На крупных
заводах в зависимости ог масштаба, характера
и условий производства, а также от место-
нахождения завода, для ремонта разных
групп оборудования организуются самостоя-
тельные цехи: ремонтно-механический — для
ремонта механического, подъемно-транспорт-
ного, санитарно-технического оборудования и
промразводок; электроремонтный — для ре-
монта электромеханического оборудования;
теплоремонтный — для ремонта теплоэнерге-
тического оборудования. Теплоремонтный
цех может быть организован на крупном за-
воде с развитым энергетическим хозяйством:
котельными, бойлерными, компрессорными,
насосными установками, кислородными, аце-
тиленовыми и другими станциями. Обработку
крупногабаритных деталей энергетического
оборудования и в этом случае выполняет
ремонтно-механический цех, так как уста-
новка в теплоремонтном цехе больших стан-
ков нецелесообразна из-за недостаточной
их загрузки. Ремонт печей и промразводок
может выполнять также теплоремонтный
цех.
Электроремонтный и теплоремонтный цехи
находятся в ведении отдела главного энер-
гетика завода.
В настоящей главе рассматривается про-
ектирование ремонтно-механического хозяй-
ства отдела главного механика завода: ре-
монтно-механического цеха (РМЦ) и цеховых
(корпусных) ремонтных баз (РБ) в произ-
водственных цехах (корпусах) завода.
Проектирование этих цехов и баз ведут на
основе Единой системы планово-предупре-
дительного ремонта (ППР) и рациональной
эксплуатации технологического оборудова-
ния заводов машиностроительных предприя-
тий [1]. Проектирование электро- и тепло-
ремонтных цехов см. в гл. 4 и 5.
При проектировании ремонтно-механи-
ческих цехов и ремонтных баз руковод-
ствуются общемашиностроительными норма-
ми технологического проектирования РМЦ
и РБ и отраслевыми дополнениями к этим
нормам.
Указанные нормы, разработанные инсти-
тутом Гипроавтопром и действовавшие
с 1969 г., были пересмотрены и утверждены
по согласованию с Госстроем СССР в 1973 г.
ОРГАНИЗАЦИЯ РЕМОНТА
Положение о ППР оборудования. Органи-
зация ремонта и обслуживания оборудова-
ния отечественных машиностроительных пред-
приятий основывается на системе планово-
предупредительного ремонта (ППР), сущ-
ность которой заключается в том, что после
того, как агрегат проработал определенное
количество часов, он подвергается различ-
ным видам профилактики и плановых ремон-
тов, последовательность и периодичность ко-
торых определяется назначением агрегата,
его конструктивными и ремонтными особен-
ностями, габаритами и условиями эксплуа-
тации.
Система ППР направлена на предупрежде-
ние интенсивного износа оборудования, резко
сокращает возможности непредвиденного вы-
хода его из строя и позволяет осуществлять
ремонтные работы в кратчайший срок путем
предварительной их подготовки. В резуль-
тате применения системы ППР создаются
условия для эффективного использования
оборудования, уменьшения его износа, уве-
личения времени его полезной работы, повы-
шения качества ремонтных работ.
Принципиальные основы системы ППР
установлены Положением о планово-преду-
предительном ремонте технологического и
подъемно-транспортного оборудования маши-
ностроительных предприятий, утвержденным
Министерством станкостроительной и инстру-
ментальной промышленности СССР в 1966 г.
Это Положение входит в состав Единой си-
стемы ППР, содержащей основные норматив-
ные установки по организации ремонта.
Единая система ППР охватывает металло-
режущее, деревообрабатывающее, кузнечно-
прессовое, литейное, подъемно-транспортное,
электротехническое оборудование и оборудо-
вание, встроенное в автоматические линии.
Перечисленное оборудование классифици-
руют в зависимости от назначения, техноло-
гического содержания выполняемых опера-
ций, степени автоматизации, массы и точ-
ностной характеристики. Грузоподъемные ма-
шины классифицируют в зависимости от ре-
жима работы (по правилам Госгортехнадзора).
Виды работ по техническо-
му обслуживанию и ремонту.
Межремонтное обслуживание включает на-
блюдение за выполнением правил эксплуата-
ции оборудования, своевременное устранение
мелких неисправностей и регулирование ме-
ханизмов, осуществляемое рабочими, обслу-
живающими агрегаты, наладчиками и дежур-
ным персоналом, входящим в состав вспомо-
гательных рабочих цеха, и выполняемое во
время перерывов в работе агрегата, без нару-
шения производственного процесса.
Осмотры — вид планового технического об-
служивания; проводят для проверки состоя-
ния оборудования, устранения мелких не-
исправностей и выявления объема подготови-
тельных работ, подлежащих выполнению при
очередном плановом ремонте; выполняют ре-
монтные слесари с привлечением, в случае
необходимости, работающих на оборудовании.
46
Ремонтно-механические цехи и служба главного механика
Малый ремонт — вид планового ремонта,
связанный с заменой или восстановлением
изношенных деталей и регулированием меха-
низмов и обеспечивающий нормальную экс-
плуатацию агрегата до очередного планового
ремонта.
Средний ремонт — вид планового ремонта,
связанный с частичной разборкой агрегата,
капитальным ремонтом отдельных его узлов,
заменой или восстановлением основных изно-
шенных деталей, сборкой, регулированием
и испытанием агрегата под нагрузкой.
Капитальный ремонт — вид планового ре-
монта, при котором производят полную раз-
борку агрегата, замену всех изношенных де-
талей и узлов, ремонт базовых и других де-
талей и узлов, сборку, регулирование и испы-
тание агрегата под нагрузкой.
При среднем и капитальном ремонте долж-
ны быть восстановлены предусмотренные стан-
дартами или техническими условиями гео-
метрическая точность, мощность и произво-
дительность агрегата на срок до очередного
планового среднего или капитального ре-
монта.
Надлежащая организация системы ППР
должна, как правило, исключать внеплано-
вые ремонты, вызываемые авариями и полом-
кой оборудования.
Ремонтный цикл. Продолжитель-
ность ремонтного цикла — отрезок времени
между пуском оборудования в эксплуатацию
и первым капитальным ремонтом (для вновь
установленного оборудования) или между
двумя последовательными капитальными ре-
монтами (для находящегося в эксплуатации
оборудования).
Структура ремонтного цикла определяется
перечнем и последовательностью выполнения
за этот отрезок времени ремонтных работ и
работ по техническому обслуживанию.
Структура ремонтного цикла оборудования
зависит от его классификационной принад-
лежности и возраста. Так, например, для
большинства металлорежущих станков мас-
сой до 10 т и выпущенных до 1967 г. рекомен-
дуется трехвидовая структура ремонтного
цикла, включающая за цикл: 1 капитальный
ремонт, 2 средних, 6 малых и 9 осмотров, рас-
полагаемых в следующем порядке:
К— О—Л4Х—О—М 2—0—С!—
O—Ms—O—Mt—O—C^—O—M^—
О—М.S—о—к.
Для тех же станков, выпущенных после
1967 г., рекомендуется ремонтный цикл
с 1 средним и малыми ремонтами:
К— О—Л1Х—Q—Мз— о— с— О~
Мз-О-Мз—О-К.
Для автоматических линий, состоящих из
агрегатных станков, предназначенных для
финишных операций, между каждым видом
ремонта рекомендуется проводить не один,
а два осмотра; общее количество осмотров
составляет 18.
Продолжительность ремонтного цикла,
межремонтных периодов (отрезков времени
между двумя очередными плановыми видами
ремонта) и межосмотровых периодов (отрез-
ков времени между двумя очередными пла-
новыми осмотрами или между очередным пла-
новым ремонтом и осмотром) определяют для
каждой группы оборудования в зависимости
от многих факторов: типа оборудования, его
конструктивных и ремонтных особенностей,
условий и характера работы, специфики и
серийности производства и др.
Подробные таблицы с данными по продол-
жительности ремонтных циклов, межремонт-
ных и межосмотровых периодов для различ-
ного оборудования с учетом вышеуказанных
факторов приведены в работе [1J. При про-
ектировании ремонтно-механических цехов
машиностроительных предприятий укруп-
ненным методом принимают условно следую-
щие средние значения продолжительности ре-
монтного цикла в годах при работе в две
смены и в зависимости от серийности произ-
водства:
Крупносерийное и массовое . . -....5,5
Серийное ..........................7-0
Мелкосерийное и единичное . .......8,0
Структура ремонтного' цикла (количество
выполняемых за цикл осмотров и ремонтов)
для различных групп технологического и
подъемно-транспортного оборудования по
Единой системе ППР различна и приведена
в табл. 1. Соответственно трудоемкость ре-
монтов на одну ремонтную единицу (РЕ) за
цикл для разных групп оборудования имеет
различную величину.
В работе [4] даны рекомендации по измене-
нию принятых в Единой системе ППР струк-
туры и продолжительности ремонтного цикла
станочного оборудования.
Применение трех видов ремонтов (капиталь-
ный, средний и малый) нецелесообразно; ре-
комендациями предлагается переход на двух-
видовую структуру: малый и капитальный
ремонты, под которыми понимается следую-
щий состав работ.
Малый ремонт — замена или восстановле-
ние деталей, входящих в комплект отдель-
ных узлов станка, с необходимым для этого
объемом разборочных, сборочных и регули-
ровочных работ.
Капитальный ремонт — восстановление
координации узлов станка и первоначальных
траекторий их взаимного перемещения во
время работы при одновременном устранении
повреждений и износа деталей, входящих
в комплект всех узлов станка, с необходимой
для этого полной разборкой станка на детали
и последующей сборкой их и регулировкой.
Ремонтный цикл для универсальных метал-
лорежущих станков нормальной точности
при этом будет включать: капитальный ре-
монт—1; малых ремонтов — 4; межремонт-
ных периодов — 5 и иметь следующую струк-
туру:
К—O-Mx—О—Мг-0-М3—
О—Мь—О—К.
Организация ремонта
47
1. Количество осмотров и ремонтных работ
за один ремонтный цикл для разных групп
оборудования [1]
Группа оборудования
Количество
за один цикл
Металлорежущие станки
Мелкие и средние (массой до
10 т), выпускаемые с 1967 г 6
Крупные и тяжелые (до 100 т) 27
То же, особо тяжелые (св. 100 т) 36
Автоматические линии из аг-
регатных станков (предва-
рительная и получистовая
обработка) ................ 9
!
2
Кузнечно-прессовое оборудова-
ние
Молоты паровоздушные, го-
ризонтально-ковочные ма-
шины ..........
Прессы фрикционные и меха-
нические ................- .
Литейное оборудование
Формовочные машины до
300 кг .........
То же, до 5000 кг .........
Оборудование для гидровы-
бивки, регенерации смесей
Машины для литья под давле-
нием, в кокиль, в оболочко-
вые формы, конвейеры . .
Деревообрабатывающее обо-
рудование
Подъемно-транспортное обо-
рудование
Краны, кран-балки, лебедки
Ленточные транспортеры . .
12
1 8
8
18
27
18
36
14
Продолжительность пятипериодного цикла
будет равна 62,5% продолжительности девя-
типериодного цикла (по Единой системе ППР).
Так, например, если по Единой системе
ППР продолжительность девятипериодного
цикла определена равной восьми годам, то
для пятипериодного цикла продолжитель-
ность его будет равна 8-0,625 = 5 годам.
Соответственно вместо 7- и 5,5-летнего цик-
ла будет (с округлением) 4,5 и 3,5 года.
Распределение трудоемкости ремонтов по
их видам при двухвидовой структуре цикла
будет иным, чем при трехвидовой (о трудоем-
кости см. ниже), однако суммарные затраты
на выполнение всех видов ремонта и осмотры
при двухвидовой структуре, по заключению
ЭНИМСа, не увеличатся.
Для прецизионных металлорежущих стан-
ков ЭНИМСом рекомендуется следующая
двухвидовая структура ремонтного цикла:
капитальный ремонт — 1; малых ремонтов —
8; межремонтных периодов — 9, со следую-
щей последовательностью:
К— О— Мг—М2—О— М3—О —
О-/И8- ЛГ.
Изложенные выше рекомендации ЭНИМСа
приведены для возможного их учета при про-
ектировании, осуществляемом по утвержден-
ным в 1973 г. нормам технологического про-
ектирования ремонтно-механических цехов,
в основу которых положена действующая
Единая система ППР.
С 1 января 1974 г. введен в действие
ГОСТ 1.8322—73, который содержит следую-
щие определения и термины.
Техническое обслуживание * — комплекс
работ для поддержания исправности или
только работоспособности изделия при под-
готовке и использовании по назначению, при
хранении и транспортировании.
Ремонт — комплекс работ для поддержа-
ния и восстановления исправности или работо-
способности изделия.
Текущий ремонт — ремонт, осуществляе-
мый в процессе эксплуатации для гарантиро-
ванного обеспечения работоспособности изде-
лия и состоящий в замене и восстановлении
его отдельных частей и их регулировке.
Капитальный ремонт —: ремонт, осуще-
ствляемый с целью восстановления исправ-
ности и полного или близкого к полному вос-
становлению ресурса изделия с заменой или
восстановлением, а также регулировкой лю-
бых его частей, включая базовые.
В справочном приложении к ГОСТ 18322—
73 приведены пояснения к установленным тер-
минам «текущий ремонт» и «капитальный ре-
монт». Если в какой-либо отрасли приме-
няют понятие «средний ремонт», отраслевая
документация должна содержать его опре-
деление, не совпадающее с определениями «те-
кущего» и «капитального» ремонтов, установ-
ленными настоящим стандартом.
Возникновение существенных неисправ-
ностей базовых частей в изделиях некоторых
видов приводит к необходимости выполнения
среднего или даже капитального ремонта.
В таких изделиях устранение существенных
неисправностей базовых частей методами и
в условиях текущего ремонта не допускается.
Категории сложности ремонта и трудоем-
кость ремонтных работ. Степень сложности
ремонта каждой единицы оборудования оце-
нивают категорией сложности ремонта, за-
висящей от его конструктивных и технологи-
ческих особенностей, указанных в паспорт-
ной характеристике.
Категорию сложности ремонта каждой еди-
ницы оборудования- определяют путем сопо-
ставления со сложностью ремонта агрегата-
эталона, в качестве которого для технологи-
ческого оборудования принят токарно-винто-
резный станок 1К62 с наибольшим диаметром
* Термин «Технический уход» признается не-
допустимым к применению.
48
Ремонтно-механические цехи и служба главного механика
обрабатываемого изделия 400 мм и расстоя-
нием между центрами 1000 мм.
Этому станку соответствует 11-я категория
сложности ремонта, или, иначе, 11 условных
ремонтных единиц (РЕ), принятых в каче-
стве измерителя трудоемкости и станкоем-
кости ремонтных работ, по которым ведут
проектные расчеты числа работающих, обо-
рудования, расхода материалов.
Категории' сложности ремонта (число ре-
монтных единиц) для разных видов техно-
логического и подъемно-транспортного обо-
рудования приведены в Единой системе ППР
[1 ]. Там же даны зависимости и формулы
для определения категории сложности ре-
монта различных видов оборудования по их
конструктивным особенностям.
Путем деления суммы категорий сложности
ремонта (ремонтных единиц) оборудования
каждого цеха на число единиц (штук) этого
оборудования определяют среднюю ремонтную
сложность по цеху, а затем по заводу в це-
лом. Эти средние значения различны для за-
водов разных отраслей машиностроения.
В работе [1] указаны средние категории
сложности ремонта оборудования заводов
разных отраслей машиностроения (табл. 2).
Приведенные значения средних категорий
сложности ремонта должны быть уточнены
соответствующими отраслевыми проектными
технологическими институтами с учетом имев-
шего место в последние годы технического
прогресса и усложнения состава и конструк-
ций оборудования.
В качестве исходных данных для определе-
ния трудоемкости работ по ремонту оборудо-
вания и техническому обслуживанию при-
няты нормативы времени на одну ремонтную
единицу, установленные с учетом применения
прогрессивной технологии и высокопроизво-
дительных методов выполнения ремонтных
работ (табл. 3).
2. Средние категории сложности ремонта технологического оборудования
заводов разных отраслей машиностроительной промышленности
Отрасль машиностроения Средняя ка- тегория сложности ремонта
Производство металлургического и прокатного оборудования Турбостроение . Производство: котельной арматуры оов«.«....о»е.св»о. стационарных судовых турбин ......... Авиационное двигателестроение. Производство тяжелых дизелей. Тяжелое станко- строение . Автомобилестроение, производство тяжелых тракторов. Строительное и дорожное ма- шиностроение. Судостроение, самолетостроение Тракторостроение Комбайностроение Вагоностроение, станкостроение среднее . .... Производство подшипников, мотоциклов: Крупное электромашиностроение. Элек- тровозостроение. Крупное и точное приборостроение Производство велосипедов, автотракторных запасных частей. Машиностроение хи- мическое, лесобумажное, компрессорное и гидромашиностроение. Мелкое станко- строение ..... Инструментальная промышленность. Машиностроение текстильное, продовольствен- ное, кожевенно-обувное. Производство арматуры и противопожарного оборудова- НИЯ о ’ . . . Производство газовой аппаратуры, низковольтной аппаратуры, весов. Трансформа- торостроение. Полиграфическое машиностроение. Среднее приборостроение . . . Электроприборостроение. Производство посевных и почвообрабатывающих машин Мелкое приборостроение. Часовое производство . 15 14 12 11,5 11 10 9,5 9 8,5 8 7,5 7 6 5,5
3. Трудоемкость работ по техническому обслуживанию и ремонтам
технологического и подъемно-транспортного оборудования (механическая часть)
на одну ремонтную единицу за один ремонтный цикл (1]
Вид работы Количе- ство на один ре- монтный цикл На один вид работы На один ремонтный цикл
Слесар- ные и прочие работы, человеко- часов Станоч- ные ра- боты, станко- часов Ито- го, ч Слесар- ные и прочие работы, человеко- часов Станоч- ные ра- боты, станко- часов Ито- го, ч
Капитальный ремонт (вклю- чая осмотр перед ним) 22,0 ил 33,1 22,0 11,1 14,0 33,1
Средний ремонт 2 16,5 7,0 23,5 33,0 47,0
Малый ремонт . . .... 6 4,1 2,0 6,1 24,6 12,0 36,6
Осмотр 10 0,75 0,1 0,85 7,5 1,0 8,5
Итог О . . . — — — 87,1 38,1 125,2
Организация ремонта 49
В табл. 3 приведены средние нормы на
один вид работы, установленные Единой си-
стемой ППР с учетом замены ручного шабре-
ния при капитальном ремонте механической
обработкой (станочные работы увеличены на
1 ч, слесарные уменьшены на 4 ч). Величины
трудоемкости даны с учетом получения запас-
ных частей со стороны в количестве 10% об-
щей потребности в лих...
Структура ремонтного цикла (количество
средних и малых ремонтов за цикл) различна
для разных видов оборудования, вследствие
чего различна и трудоемкость работ за один
ремонтный цикл.
В табл. 3 эта трудоемкость приведена как
средняя, принятая в нормах технологического
проектирования для укрупненных расчетов.
В связи с тем, что в результате роста спе-
циализации и централизации ремонтного про-
изводства получение запасных частей к обо-
рудованию со стороны и выполнение капи-
тальных ремонтов его на стороне значительно
возрастают, приведенные в табл. 3 величины
трудоемкости на одну ремонтную единицу
для расчета количества оборудования и ра-
бочих подлежат корректировке (см. ниже).
Для проектирования специализированных
и централизованных ремонтных заводов и
цехов приведенные в табл. 3 нормативы сле-
дует уточнять в сторону снижения.
В упомянутых выше рекомендациях
ЭНИМСа по переходу на двухвидовую пяти-
периодную структуру ремонтного цикла для
универсальных станков нормальной точности
(1 капитальный, 4 малых ремонта, 5 осмотров)
и на сокращенную продолжительность цикла
= 62,5% продолжительности цикла Ц (по
Единой ‘системе ППР) увеличивается трудо-
емкость капитального ремонта одной ремонт-
ной единицы. Эта трудоемкость будет равна
(вместе с осмотром перед капитальным ре-
монтом и с учетом замены ручной шабровки
шлифованием) по слесарным и прочим рабо-
там — 37 ч, по станочным работам — 15,1 ч,
всего — 52,1 ч (вместо 33,1 ч по Единой си-
стеме ППР).
Трудоемкости малого ремонта и осмотра
остаются без изменения.
Следовательно, трудоемкость всех видов ра-
бот по техническому обслуживанию и ремон-
там за цикл для механической части обору-
дования при новой структуре цикла будет
1-52,1 Ц- 4-6,1 + 5-0,85 = 80,75 ч (при из-
готовлении 100% запасных частей в РМЦ
предприятия).
Учитывая сокращение продолжительности
ремонтного цикла, трудоемкость одной ре-
80,75
монтнои единицы за год составит —~— =
80,751 127,6 125,2
= O/W = ~1Г "° сРавнению с -74-
часов по Единой системе ППР, т. е. практиче-
ски годовая трудоемкость 1 РЕ почти не
изменяется.
Соответствующий пересчет трудоемкости
станочных работ (станкоемкости) 1 РЕ за
цикл (при одинаковой приведенной продол-
жительности цикла) при новой структуре со-
ставит 37,8 станко-часа вместо 38,1 станко-
часа по «Единой системе ППР».
Методы организации ремонта. Выполняе-
мые на машиностроительных заводах ре-
монтные работы (малые, средние и капиталь-
ные ремонты отечественного специального,
снятого с производства и импортного обору-
дования) могут иметь различные организа-
ционные формы в зависимости от размеров
(масштабов) и серийности производства, со-
става и особенностей заводского оборудова-
ния. Основные различия в организации ре-
монта заключаются в распределении работ
между ремонтно-механическим цехом и цехо-
выми (корпусными) ремонтными базами. В за-
висимости от этого распределения внутри
машиностроительного завода различают: цен-
трализованный, децентрализованный и сме-
шанный методы производства ремонтов.
Централизованный метод организации ре-
монтов, применяемый в основном для не-
больших заводов мелкосерийного производ-
ства (с количеством оборудования примерно
до 600 единиц), характеризуется выполне-
нием всех видов ремонтов в ремонтно-меха-
ническом цехе или силами ремонтных бригад
этого цеха.
Децентрализованный метод применяют
обычно на заводах крупносерийного и массо-
вого производства с большими цехами (кор-
пусами), в которых сосредоточено значитель-
ное количество одномодельного оборудова-
ния. В таких цехах все-виды ремонтов целе-
сообразно выполнять в ремонтных базах этих
цехов (корпусов) комплексными ремонтными
бригадами цехового (корпусного) механика.
За ремонтно-механическим цехом остается
изготовление не получаемых со стороны слож-
ных сменных деталей или таких запасных
частей, которые не могут быть изготовлены
ремонтной базой цеха (корпуса), а также вы-
полнение капитального ремонта особо слож-
ного или точного оборудования.
Смешанный метод ремонта характеризуется
более равномерным распределением ремонт-
ных работ между РМЦ и РБ с преобладанием
изготовления сложных сменных деталей, вы-
полнения капитальных ремонтов сложного
оборудования и модернизации оборудования
в РМЦ.
Соответственно принятому для конкретного
завода методу организации ремонтных работ
между РМЦ и РБ распределяется количество
оборудования ремонтных служб и числен-
ность работающих в них (см. ниже).
Состав ремонтно-механического цеха зави-
сит от масштаба и серийности основного про-
изводства, степени кооперирования его по
вспомогательному производству и объему пла-
новых ремонтов и других работ.
Применительно к схеме технологического
процесса капитального ремонта механической
части технологического и подъемно-транс-
портного оборудования в состав РМЦ могут
входить следующие отделения (участки) и
помещения.
Основные отделения (участ-
к и): заготовительное; демонтажное (раз-
борочно-промывочное); механическое (изго-
50
Ремонтно-механические цехи и служба главного механика
товления и восстановления деталей); сле-
сарно-сборочное; металлизации и наплавки;
гальваническое (металлопокрытий); кузнеч-
ное; термическое; котельно-сварочное; же-
стяницко-медницкое; трубопроводное; испы-
тательное; окрасочное.
Подсобные и складские
участки: заточной участок; ремонтная
база механика цеха; экспедиция; склады ме-
талла, заготовок, запасных частей; кладовые
вспомогательных материалов, инструмен-
тально-раздаточная, промежуточная (меж-
операционная).
Конторско-бытовые поме-
щения.
РМЦ не всегда имеют полный состав пере-
численных отделений и участков. В ремонт-
ных цехах небольших заводов некоторые из
них могут отсутствовать (например, кузнеч-
ное, термическое, гальваническое, заточное)
или объединяться с совместно размещенным
инструментальным и другими цехами. Термо-
обработку, изготовление поковок и отливок
для ремонтных нужд, металлопокрытия —
можно выполнять в производственных цехах
основного производства или получать со сто-
роны. Наоборот, на больших заводах (пре-
имущественно, крупносерийного- и массового
производства) организуют отдельные ре-
монтно-кузнечные и ремонтно-литейные цехи.
На таких заводах иногда выделяют в отдель-
ные механо-монтажные цехи (изготовление не-
стандартизированного оборудования), труб-
но-жестяницкие (теплоремонтные цехи) и
цехи средств механизации и автоматизации.
На крупных заводах в составе РМЦ могут
быть организованы специализированные от-
деления (участки): ремонта гидравлики, ре-
монта весов и др.
При применении на заводе передовых мето-
дов ремонта оборудования и, в частности,
узлового метода ремонта одноименных моде-
лей оборудования, имеющихся на заводе
в значительных количествах, при котором
требующие ремонта узлы агрегата снимают
и заменяют запасными, заранее отремонтиро-
ванными (приобретенными или изготовлен-
ными), в состав РМЦ включают склады (кла-
довые) запасных узлов и узлов, требующих
ремонта (снятых).
На небольших заводах (в основном мелко-
серийного и единичного производства) реко-
мендуется кооперирование РМЦ с цехами ос-
новного производства по крупногабаритным
и специальным станкам, имеющим очень не-
большую загрузку в РМЦ.
ГОДОВАЯ ПРОГРАММА,
РЕЖИМ РАБОТЫ
И ФОНДЫ ВРЕМЕНИ
Годовая программа. < Проектирование ре-
монтно-механических служб (РМЦ и РБ) за-
вода выполняют на основе программы, пред-
ставляющей собой общий объем работ по
техническому обслуживанию и всем видам
ремонтов оборудования и другим работам
(модернизация, изготовление нестандартизи-
рованного оборудования), подлежащим вы-
полнению в течение года.
Межремонтное обслуживание оборудова-
ния в этот объем по утвержденным нормам
технического проектирования условно не
включают, так как эту работу выполняет вспо-
могательный персонал производственных це-
хов (слесари, смазчики), который учитывают
отдельно от ремонтных служб.
Основным разделом программы для расчета
ремонтных служб являются техническое об-
служивание оборудования и плановые ре-
монтные работы. Остальные виды работ при-
нимают укрупненно в процентном сношении
к основным.
Годовой объем работ по техническому обслу-
живанию и плановым ремонтам оборудования
(в РЕ), подлежащий выполнению ремонтными
службами, называют ремонтоемкостью и
определяют по формуле
где Т^^щэбщая ремотвдя^сложгрсть (в РЕ)
оборудования; ~"Ц~— “продолжительность ре-
монтного цикла (в годах) для того же обору-
дования.
Годовую ремонтоемкость по заводу можно
определять детальными или укрупненными
расчетами.
При детальных расчетах исходят из полной
спецификации обслуживаемого оборудования
по цехам завода. Расчет ведут по форме 1.
Категорию ремонтной сложности и про-
должительность ремонтного цикла для каж-
дого типоразмера оборудования устанавли-
вают по Единой системе ППР.
ФОРМА 1
Расчет годовой ремонтоемкости (детальный)
Наименование оборудования (по типоразме- рам) Тип, ос- новные размеры Количество единиц обо- рудования Категория ремонтной сложности одной еди- ницы обору- дования, РЕ Общая ремонтная сложность типоразмера оборудова- ния, РЕ Продолжи- тельность цикла в го- дах Годовая ремонто- емкость, РЕ
Цех
Итого
Годовая программа, режим работы и фонды времени
51
Детальный метод расчета ремонтоемкости
в практике проектирования не имеет приме-
нения из-за его сложности, необходимости за-
траты большого труда и длительного времени.
Этот метод используют для определения
нормативной средней ремонтной сложности
по видам оборудования (металлорежущее, ли-
тейное, кузнечное, прессовое, деревообраба-
тывающее, подъемно-транспортное и др.) или
по цехам заводов соответствующей отрасли
или подотрасли.
Нормативные значения средней ремонтной
сложности и средней продолжительности
цикла по видам оборудования или по цехам
применяют при укрупненных расчетах ремон-
тоемкости, выполняемых по форме 2 или ана-
логичной форме (при расчете по цехам).
монтами (в основном с капитальным ремон-
том), что дает экономию времени на разбо-
рочно-сборочные работы. Экономическую эф-
фективность модернизации можно значи-
тельно повысить путем применения типовых
узлов и механизмов, изготовляемых центра-
лизованно на специализированных предприя-
тиях.
Большую часть работ по модернизации обо-
рудования следует выполнять централизо-
ванно на специализированных заводах.
Нестандар тиз и р ов энное
оборудование для текущего произ-
водства в тех случаях, когда его не поставляют
со стороны, на крупных заводах изготовляют
в специально организованном цехе (в ряде
случаев — для обслуживания нескольких за-
ФОРМА 2
Расчет годовой ремонтоемкости по видам оборудования
Вид оборудования Количе- ство еди- ниц обо- рудова- ния Средняя ре- монтная сложность одной еди- ницы, РЕ Общая ре- монтная сложность вида обору- дования, РЕ Средний ремонтный цикл по ви- ду оборудо- вания Годовая ремонтоем- кость по ви- ду оборудо- вания, РЕ
Металлорежущее « « . . . Кузнечно-прессовое • . . Итого по заводу - • •
Годовую ремонтоемкость данного вида обо-
рудования (или оборудования всего цеха)
получают делением на средний цикл произ-
ведения средней ремонтной сложности на ко-
личество единиц оборудования.
Эталоном технического проекта вспомога-
тельного производства 1971 г. и нормами
технологического проектирования ремонтно-
механических цехов 1973 г. установлена ана-
логичная форма заданий на проектирование
ремонтно-механического хозяйства, исходя из
ремонтоемкости оборудования по цехам за-
вода.
В заданиях приводят технологическое (про-
изводственное и вспомогательное) и подъемно-
транспортное оборудование производственных
цехов основного производства, а также ин-
струментального производства.
Ремонтоемкость механического оборудова-
ния ремонтных цехов, санитарно-техниче-
ского оборудования цехов (отопительно-вен-
тиляционного и др.), а также прочего не-
учтенного оборудования учитывают добавкой
в размере примерно 15% к итогу.
Не включают в состав оборудования, об-
служиваемого ремонтно-механическими служ-
бами: электродвигатели, трансформаторы,
электросварочное, электропечное и другое
электротехническое оборудование, ремонти-
руемое в электроремонтно?я цехе.
Модернизация оборудова-
ния. Единая система ППР рекомендует
совмещать модернизацию с плановыми ре-
водов одной или разных отраслей). Для ма-
лых и средних заводов нестандартизирован-
ное оборудование частично можно изготов-
лять в РМЦ.
Нормами технологического проектирования
1973 г. принято по согласованию с Госстроем
СССР, что работы по модернизации оборудова-
ния и изготовлению нестандартизированного
оборудования составляют (в процентах общей
годовой ремонтоемкости оборудования): не-
большие заводы (до 20 000 РЕ) — 10, средние
заводы (до 50 000 РЕ) — 5.
Режим работы и фонды времени. Режим
работы ремонтно-механических служб (РМЦ
и РБ) принимают таким же, как и в обслужи-
ваемых ими производственных цехах. В ос-
новном это двухсменный режим (кроме цехов
и участков основного производства, работаю-
щих в три смены).
За основу фондов приняты: продолжитель-
ность рабочей пятидневной недели — 41 ч,
праздничных дней в году — 8, работа по
графику № 1, рабочее время в смену —
8,2 ч; рабочих дней в году — 253 (см. т. I,
гл. 9).
Действительный годовой фонд времени ра-
боты оборудования при работе в две смены —
4015 ч, в три смены — 5960 ч, рабочего места
(верстак, стенд) при работе в две смены —
2070 ч, в три смены — 6210 ч.
Действительный годовой фонд времени ра-
бочих при холодной обработке металлов —
1860 ч, при горячей — 1840 и 1820 ч.
52
Ремонтно-механические цехи и служба главного механика
ТРУДОЕМКОСТЬ, СТАНКОЕМКОСТЬ
И КОЭФФИЦИЕНТЫ ЗАГРУЗКИ
ОБОРУДОВАНИЯ
Трудоемкость и станкоемкость. При про-
ектировании ремонтномеханических служб за-
вода количество оборудования и работающих
определяют исходя из трудоемкости (Т) го-
дового объема ремонтных работ, подлежащих
выполнению этими службами. Общая годовая
трудоемкость (Т) ремонтных работ включает
трудоемкость слесарных и прочих работ (Тсл)
и станочных работ — станкоемкость (Тст):
Т = Тел Пт-
Годовую трудоемкость ремонтных работ (Т)
определяют как произведение годовой ремон-
тоемкости (г в РЕ) на трудоемкость ремонтных
работ (/), выполняемых за один ремонтный
цикл и отнесенных к одной единице ремонто-
сложности (1 РЕ): Т — rt. Соответственно
Т'сл = ^СЛ> Гст = г/ст-
При детальных расчетах величины tCJl и
£ст изменяются для разных видов и групп
оборудования вследствие разной структуры
их ремонтных циклов.
При укрупненном расчете, принятом в нор-
мах технологического проектирования, ве-
личины трудоемкости на 1 РЕ за один ре-
монтный цикл /сл и 4т берут из табл. 3
с приведенными ниже коррективами.
В табл. 3 значения tQri и 4т определены,
исходя из условия получения запасных ча-
стей со стороны в количестве 10% общей по-
требности в них, и выполнения собственными
силами всех 100% плановых капитальных
ремонтов.
Исходя из генеральной схемы развития
централизованных специализированных пред-
приятий по ремонту металло- и деревообра-
батывающего оборудования и изготовлению
к нему запасных частей с учетом доли это
оборудования в общем станочном парке ма-
шиностроительных заводов, а также доли
специального и импортного оборудования,
в нормах технологического проектирования
1973 г. приняты следующие расчетные уровни
централизованного обеспечения на ближай-
шую перспективу (к 1980 г.): по производ-
ству на стороне запасных частей — 40% об-
щей потребности, по капитальным ремонтам —
30%.
В соответствии с этими уровнями центра-
лизованного обеспечения трудоемкости, ис-
численные по Единой системе ППР при 10%
получения запасных частей со стороны и 0%
выполнения капитальных ремонтов на сто-
роне, подлежат снижению с применением
коэффициентов, приведенных в табл. 4.
Учитывая централизованное обеспечение,
нормативная .трудоемкость ремонтных работ
на 1РЕ за цикл по табл. 3 снижается с при-
менением соответствующих коэффициентов
k3. ч. и kK, р. из табл. 4 до следующих уровней:
по станочным работам
^ст ~ ^ст^з. ч^к. р = 38Л х
Х0,82-0,91 = 28,4 станко-часов;
4. Коэффициенты снижения трудоемкости
ремонтных работ (принятой по Единой
системе ППР) в зависимости от уровней
централизованного обеспечения
Запасные части
Капитальный
ремонт
% получения
со стороны
Коэффи-
ци ен т
% вы-
полнения
на сто-
роне
Коэффи-
циент
ь
Кк.р
Станочные работы
10 1,00 0 1,00
20 0,94 10 6,97
30 0,88 20 0,94
40 0,82 30 0,91
-50 0,76 40 0,88
60 0,70 50 0,85
70 0.64 60 0,82
Слесарные и прочие работы
10
20
30
40
50
60
70
1,000
0,975
0,950
0,925
0,900
0,875
0,85
1,000
0,975
0,950
0,925.
0,900
0,875
0,850
по слесарным и прочим работам
<Л= ;СЛЙ3. чйк.р=87,1 X
Х0,925-0,925 = 74,2 человека-часов.
При расчете численности рабочих по трудо-
емкости слесарных и прочих работ следует
дополнительно применять коэффициенты, учи-
тывающие: дальнейшую механизацию слесар-
ных работ (йм. р) и перспективу изменения
норм времени, установленных Единой си-
стемой ППР 1967 г. (см. стр. 48)
Коэффициент загрузки оборудования ре-
монтно-механических служб завода (4.) за-
висит от масштаба производства, его прини-
мают исходя из общего количества единиц
ремонтной сложности обслуживаемого обору-
дования. В нормах технологического про-
ектирования приняты следующие средние зна-
чения коэффициента загрузки оборудования
ремонтного хозяйства в зависимости от коли-
чества ремонтных единиц обслуживаемого
оборудования РЕ);
S РЕ- 10‘
До 3
0,6
Св. 3
ДО 5
0,65
Св. 5 Св. 10
до 10
0,7 0,75
Коэффициент загрузки оборудования
в РМЦ принят выше, чем в РБ. Значение
применяемого при расчетах коэффициента за-
грузки зависит от количества основных стан-
ков, проектируемых РМЦ и РБ. В более
крупных РМЦ и РБ он выше ввиду больших
возможностей эффективного использования
станков.
Рекомендуемые примерные значения коэф-
фициентов загрузки оборудования раздельно
по РМЦ и РБ приведены в табл. 5.
Расчет количества и состав оборудования
53
5. Средние коэффициенты загрузки
оборудования РМЦ и РБ
РМЦ Цеховые - (корпусные )'Р Б
Число основ- ных станков *з Число основ- ных станков k3
<16 0,67 <4 0,58
17 — 25 0,7 5 — 7 0,6
26 — 40 0,72 8—10 0,62
41—63 njS'f 11 — 16 0,65
64 — 100 0,78 17 — 25 0,67
>101 0,8 >26 0,7
РАСЧЕТ КОЛИЧЕСТВА
И СОСТАВ ОБОРУДОВАНИЯ
Количество оборудования. Станочное обо-
рудование механического отделения РМЦ и
РБ (корпусных, цеховых) подразделяют на
основное и вспомогательное. В общезаводской
классификации все оборудование ремонтных
служб относят к вспомогательному.
Количество основного оборудования РМЦ
и РБ определяют суммарно расчетом по трудо-
емкости станочных работ (стан коем кости тех-
нического обслуживания, плановых ремонт-
ных и других работ). Вспомогательное обору-
дование не рассчитывают, а принимают
комплектно.
Общее количество (п) основных станков
ремонтно-механических служб (РМЦ и РБ)
определяют по формуле
„ __ Лгт^м
ФуА/
где Уст — общая годовая станкоемкость
в станко-часах, '
7- ./сТ-^3. 'Л|<- рР .
1 ~ 1СТГ^-р-Т-~~= —-----------------
Ц
&м — коэффициент, учитывающий увеличе-
ние объема станочных работ станкоемкостью
работ по модернизации и изготовлению не-
стандартизированного Оборудования (ем.
стр. 51); Фст — действительный (расчетный)
годовой фонд времени работы станка при
соответствующем числе смен работы (прини-
мают 4015 ч при двух сменах); й3 — коэффи-
циент загрузки оборудования (см. табл. 5);
г — годовая ремонтоемкость, РЕ (см.
стр. 47); R — общая ремонтная сложность
(в РЕ) оборудования; Ц — средний ремонт-
ный цикл этого оборудования (см. стр. 46);
гст — трудоемкость станочвдх работ по ре-
монтам, выполняемым за один ремонтный
цикл и отнесенным к 1 РЕ (см. табл. 3);
/гк. р k3. п — коэффициенты (см. табл. 4).
Развернутая формула расчета количества
основных станков имеет вид
„ _ ^ст^з. Ч^к. р^м
ЦФст^З
I. г
По этой формуле рассчитаны нормы коли-
чества основных станков РМЦ и РБ, приве-
денные в табл. 6.
Пример 1. Определить общее число основных
станков РМЦ и РБ для завода крупносерийного
производства, общее количество единиц слож-
ности ремонта обслуживаемого оборудования
6. Нормы общего количества основных станков ремонтно-механических служб
(РМЦ и РБ) завода
Общее расчетное количество единиц сложно- сти ремонта (РЕ) обслужи- ваемого оборудования завода- Общий % ра- бот по модер- низации и из- готовлению нестандартизи- рованного обо- рудования Средний коэф- фициент за- грузки обору- дования РМЦ и Р Б k3 Количество основных станков ремонтно-механических служб (РМЦ и РБ) при производстве
массовом и крупносе- рийном (Ц = 5,5 лет) серийном (Ц = 7 лет) мелкосерий- ном и еди- ничном (Ц = 8 лет)
<5 000 М. к. М. к. М. к.
6 000 16 М. к. М. к.
8 000 22 18 М. к.
10 000 27 21 18
12 500 10 33 26 23
15 000 0,6 ь 39 31 26
17 500 ' 45 35 30
20 000 . \ 50 39 35
25 000 '• 57 45 39
30 000 67 54 46
35 000 73 58 50
40 000 5 0,65 83 66 57
45 000 93 74 64
50 000 104 83 71
6 0 00‘0 110 86 75
70 000 130 100 94
80 000 0,7 148 114 100
90 000 __ 167- 128 —
100 000 173 133 —-
120 000 207 —_ —
150 000 0,75 259 —
Примечания: 1. Для промежуточных значений обслуживаемого оборудования
количество основных станков РМЦ и РБ определяется интерполяцией.
2. М. к. — минимальный комплект.
Ремонтно-механические цехи и служба главного механика
которого R == 50 000 РЕ. при централизованном
обеспечении со стороны запасными частями в раз-
мере '40% и капитальным ремонтом 30% общей
потребности
^ст^з. ч^к. р ~ 38,1-0,82-0,91 — 28,4 сганко-часов;
Ц = 5,5 лет; 6 = 1,05, <* = 4015 ч; fe = 0,65;
М v 1 о
50 080-25,4-1,.05
га - 5,5 4015-0,(j5 ’ ~~ ‘
станка,-
что соответствует норме в табЛ. 6.
Нормы табл. 6 рассчитаны при уровнях
централизованного обеспечения со стороны
запасными частями в размере 40% и капиталь-
ными ремонтами на стороне — 30% общей
потребности в них. При изменении указан-
ных уровней обеспечения со стороны к нормам
применяют коэффициенты, указанные
в табл. 7.
7. Коэффициенты к нормам количества
основных станков в связи с изменением
уровней централизованного обеспечения
запасными частями и капитальными
ремонтами
Запасные части Капитальный ремонт
Процент
получе-
ния со
стороны
Коэффи-
циент
I
Процент
выпол-
нения
на
стороне
Коэффи-
циент
25
30
35
40
45
50
55
60
1,09
1,06
1,03
1,0
0,97
0,94
0,91
0,88
20
30
40
50
60
1,03
1,0
0,97
0,94
0,91
Применение повышающих коэффициентов
может иметь место при наличии специального
обоснования. При изменении объема работ
по модернизации и изготовлению несТандар-
тизированного оборудования по сравнению
с принятым в нормах табл. 6 к этим нормам
применяют поправку, составляющую 4% на
каждые 5% изменения указанного объема
работ.
Распределение принятого по норме табл. 6
общего количества основного оборудования
ремонтно-механических служб между РМЦ
и РБ производят по отраслевым нормам
технологического проектирования в зависи-
мости от принимаемого метода организации
ремонта оборудования.
Рекомендуемое нормами примерное рас-
пределение (в %) основного оборудования
между РМЦ и РБ для заводов разной серий-
ности и масштаба производства приведено'
в табл. 8.
Ремонтные базы, как правило, следует со-
здавать в качестве общекорпусных, обслу-
живающих все цехи и отделения, входящие
в корпус. Число основных станков в отдель-
ных РБ определяется в зависимости от коли-
чества и ремонтной сложности обслуживае-
мого оборудования корпусов (цехов) и видов
ремонтных работ, выполняемых в данной РБ.
При размещении РМЦ в одном корпусе с дру-
гими производственными цехами ремонт и
техническое обслуживание оборудования этих
цехов осуществляют силами РМЦ, а корпус-
ную (цеховую) РБ не организуют.
Z Не рекомендуется также создавать отдель-
ные цеховые РБ на небольших заводах, для
которых общее число основных станков ре-
монтно-механических служб по расчету по-
лучается менее 25„единиц.
Общее число основных станков РМЦ и всех
цеховых (корпусных) РБ не должно превы-
шать полученного по нормам табл. 6.
Состав оборудования. Основное оборудо-
вание — универсальные станки для обработки
металла резанием. Комплекты станков должны
обеспечивать возможность изготовления или
восстановления деталей ремонтируемого обо-
рудования с требуемой точностью обработки.
Если число станков не превышает 15 еди-
ниц, принимают минимальный комплект (М, кл
табл. 6), примерный состав которого указан
в табл. 9.
После распределения расчетного общего .
числа основных станков ремонтных служб
устанавливают' состав оборудования в РМЦ
(табл. 10) и РБ (табл. 11),.
Рекомендуемые комплекты вспомогатель-
ного и слесарно-сборочного оборудования
РМЦ даны в табл, 12, а РБ — в табл. 13.
8.
Примерное распределение основного
оборудования между РМЦ и РБ (%)
Общее число единиц основ- ного оборудо- вания РМЦ и РБ Производство
массовое и крупносерийное серийное мелкосерийное и единичное
РМЦ РБ РМБ РБ РМБ РБ
<25 100 * 100 <- 100
26 — 40 75 — 80 20—25 80—85 15—20 85 — 90 10—15
< — 63— 70 — 75 25—30 80—85 15—20 85 — 90 10—15 |
64—100 ' 65—70 30—35 75—80 20—25 80—85 15—20 |
101 — 160 60—65 35—40 75 — 80 20—25 75—80 20—25
161 — 250 55 — 60 40 — 45 70 — 75 25—30 — —
^251 50—55 45 — 50 1-1— — - 1* 1
S А 1
1
Расчет количества и состав оборудования
55
S. Примерный состав минимального комплекта' (М. к.) основных станков РМЦ
Станок
Токар но-винторезный
Вертикально-сверлильный
Универсально-фрезерный
Вертикально-фрезерный
Поперечно-строгальный
Долбежный
Универсально-круглошлифовальный
Плоскошлифовальный
3 у б офр ез ер ны й
Размеры, мм Число станков
Максимальный диаметр обработки X меж- центровое расстояние 400X710 400Х 1000 400Х 1500 630Х 1500 630Х 3000 Наибольший диаметр сверления 50 Размеры стола 320Х 1250 Размер стола 320X 1250 Ход 700 Ход 200 Наибольшие размеры обрабатываемых изде- лий- диаметр 300 длина 1000 Размер стола 300X 1000 Наибольший диаметр зубчатого колеса 750 1 2 1 1 1 1 О 1 1 1 1 1 1
Итого
Примечание. При отсутствии в цехах завода крупных станков, а также в случае
невозможности кооперирования с другими предприятиями района в минимальный комплект
станков РМЦ допускается включать продольно-строгальный, расточный и радиально-сверлиль-
ный станки.
10. Примерное процентное соотношение типов основных станков в РМЦ
%
Тип станка
Тип станка
Токарные и револьверные
Карусельные и лоботокарные *
Сверлильные с диаметром сверления бо-
лее 50 мм
Расточные
Поперечно-строгальные
Продольно-строгальные
Долбежные
Универсально- и горизонтально-фрезер-
ные
38—50
2—3
5—6
3 — 4
3 — 4
2 — 3
6 — 7
Вертикально-фрезерные
Зубообрабатывающие
Круглошлифовальные
Внутришлифовальные
Плоскошлифовальные
Специально-шлифовальные
Прочие
5 — 6
7 — 8
5 — 6
2 — 3
4 — 5
2 — 3
3 — 4
11 Карусельные и лоботокарные станки принимают при наличии крупного ремонтируемого
оборудования и включают в счет количества токарных станков.
11. Примерный состав основного оборудования РБ
Тип станков
Число единиц оборудования при общем
числе основных станков
е 5 | 7 10 14 1 18 25
Токарно-винторезные . = *•.*.*
Универсально-фрезерные ......
Вертикально-фрезерные ............
Поперечно-строгальные ...... • .
Долбежные.................
Сверлильные.......................
Универсально-шлифовальные . < ♦ . .
Плоскошлифовальные .
2 3 3 6 7 10
1 1 1 1 2 3
-—- 1 1 1 2
1 1 1 1 2 3
1 1 1 1
1 1 2 2 3 3
— s 1 1 1 1 2
1 1 1 1
5 '7 г 10 14 18 25
Итого. > .
Примечание. При отсутствии в обслуживаемом цехе отрезного участка
в состав ремонтной базы включают отрезной станок.
56
Ремонтно-механические цехи и служба главного механика
12. Примерный состав вспомогательного и слесарно-сборочного оборудования РМЦ
Оборудование Число единиц вспомогательного оборудования при числе единиц основного оборудования
15 25 40 60 100 160 200 250
Станки:
отрезной . . . . 1 1 1 2 3 4 4 5
обдирочно-шлифовальный .... 1 1 2 2 3 3 4 4
центровочный . . . — — 1 1 1 2 2
сверлильный диаметром сверления
до 50 мм 1 2 3 3 4 ‘ 5 5 6
настольно-сверлильный 1 2 3 4 5 7 8 9
Гидравлический пресс . —- 1 2 2 2
Ручной пресс . 1 2 2 . 2 3 4 4 5
Сварочный трансформатор ..... 1 1 1 2 2 4 4 5
Моечная машина . Вайна моечная 1 1 1 — 1 1 2 1 2 1
Ножницы приводные . . « * • . . . — — — 1 1 . 1 1
Аппарат для металлизации ..... — — — 1 1 2 2 2
Пост газовой сварки, резки и наплавки 1 1 1 2 3 4 4 5
Установка для импульсно-дуговой элек-
тронаплавки — — •— 1 1 1 2 2
Итого. . . 8 11 14 23 30 40 45 51
Примечания: 1. Восстановление размеров и покрытие деталей гальваническими ме-
тодами выполняют в порядке кооперирования с отделениями металлопокрытий других цехов
2. В случаях, когда в составе завода не предусмотрен цех для изготовления нестандарты-
зированного оборудования, в состав РМЦ можно включать пресс-иожницы, гибочные вальцы
и другое прессово-заготовительное оборудование. 3. Число станков заточного участка мастерской по ремонту инструмента и приспособле-
ний определяют по нормам технологического проектирования инструментальных цехов.
13. Примерный состав вспомогательного
оборудования РБ
Оборудование
Число единиц
вспомогательного
об ор удо ван ия при
числе основных
станков
| 14 | 18 | 25
Настольно-свер-
лильный станок
Сверлильный станок
Гидравлический
пресс ......
Обдирочно-шлифо- '
вальиый станок
Сварочный транс-
форматор . \ . .
Ручной пресс . . .
Ванна моечная . .
Пост газовой свар-
ки .......
112 2 2
112 2 2
- — — 1 1
112 2 2
-1112
1112 2
11111
11111
Итого.
3 5 7 10 12 13
РАСЧЕТ ЧИСЛЕННОСТИ
И СОСТАВ РАБОТАЮЩИХ
Все рабочие ремонтно-механических служб
по общезаводской классификации относятся
к группе вспомогательных рабочих.
Внутри этих служб они делятся на основ-
ных и подсобных. Ниже приведен расчет-ос-
новных рабочих механосборочных отделений
(заготовительного, демонтажного, механиче-
ского, слесарно-сборочного и испытательного)
РМЦ.
В состав основных рабочих входят станоч-
ники, слесари, сварщики, термисты и др.
Численность рабочих-станочников может
быть определена двумя методами: по трудоем-
кости станочных работ (стан коем кости) и по
числу основных станков.
Расчет по трудоемкости ста-
ночных рабочих можно выполнять после того,
как установлено распределение объемов и ви-
дов ремонтных работ между РМЦ и РБ и
соответственно разделение между ними годо-
вой трудоемкости станочных работ.
В частности, численность рабочих-станоч-
ников в РМЦ может быть определена по фор-
муле ' ' ~ '
р ТсЛрМЦ^м
СТ ф /, h b
*'p»3Kjr. о'-п. н
где Тст — общая годовая станкоемкость ре-
монтных работ (см. выше), станко-часов;-
йрмц — коэффициент, определяющий долю
годовой станкоемкости, выполняемую в РМЦ;
Фр — действительный (расчетный) годовой
фонд времени рабочего, ч; й3 — коэффициент
загрузки оборудования; /гм. 0 — коэффи-
циент многостаночного обслуживания и сов-
мещения профессий (среднее количество стан-
ков, приходящееся на одного станочника);
kn н — коэффициент переработки норм
О 1).
Расчет численности и состав работающих
57
Расчет по числу основных
станков более простой. При этом методе
число рабочих-станочников РМЦ определяют
ио формуле
^рмцс^з
^м. сЛп. н
где прмц — число основных станков цеха
по табл. 6 и 8; с — число смен работы в сутки
(при двухсменном режиме работы с = 2).
Численность слесарей и ра-
бочих прочих профессий (свар-
щиков, маляров и др.) определяют при
проектировании по годовой трудоемкости
слесарных и прочих работ с учетом: уровня
централизованного обеспечения со стороны
запасными частями к оборудованию; уровня
выполнения капитальных ремонтов на сто-
роне; дальнейшей механизации слесарных
работ; перспективной переработки старых-
норм выработки; распределения объема сле-
сарных работ между РМЦ и РБ.
Численность слесарей и других рабочих
РМЦ может быть определена по формуле
р Гсл&рмц^м^м. р
Гел ь
н
где Тсл — общая годовая трудоемкость сле-
сарных и прочих работ, в человеко-часах,
-г ' R
/ —. г г — т ______ =
1 сл ''сл' сл ц
__ %л%. ч^к.
л
где kM, р — коэффициент, учитывающий
дальнейшую механизацию слесарных работ
(для новых заводов kM, р 0,75н-0,8); kn, н —
коэффициент, учитывающий перспективную
переработку норм времени на ремонтные ра-
боты, принятых в Единой системе ППР
1967 г. (для новых заводов йп.н = 1,3ч- 1,4).
Исходя из приведенной формулы и значе-
ний, входящих в нее величин, характерных
для конкретной отрасли, могут быть опре-
делены укрупненные отраслевые нормы соот-
ношения численности рабочих-станочников и
слесарей для РМЦ и РБ.
Пример 2. Рассчитать численность основных
рабочих РМЦ завода крупносерийного производ-
ства с числом обслуживаемых ремонтных единиц
— 60 000 РЕ и смешанной системой организа-
ции ремонтных работ.
Число станочников
р == РМЦ 3
^СТ ь ь >
м. о н- н
где ярдоц = 110'0,7 — 77, с = 2 сме-
ны; А3 = 0,78; *м.о=1,05; fen. н = 1,2.
Подставляя значения, получим
Число слесарей и других рабочих
^сл^РМЦ^м^м. р
фр6п. н
где 7'сл = £сл /сл = 74 человеко-часа; R =
= 60 000 РЕ; Ц = 5,5 лет; = 0,55; * =
РМЦ м
= ’-О5’ Ам.р = °'75: -%.н = ГЗ; фр = >860 Ч.
Подставляя значения, получим
_ 74-60 ООО-'0,55-1,05-0,75
5;5-1860-1,3 — “ 143•
Отношение числа слесарей и других рабочих
к числу станочников равно:
В РБ (цеховых, корпусных) в зависимости
от принятой организации ремонтных работ
и разделения объема этих работ между РМЦ
и РБ число слесарей в 2—3 раза больше
числа станочников.
Состав подсобных (вспомогательных) ра-
бочих РМЦ аналогичен составу инструмен-
тального цеха (см. гл. I).
Число подсобных (вспомо-
гательных) рабочих РМЦ при
укрупненных расчетах принимают примерно
15—18% от расчетного числа основных ра-
бочих (в том числе рабочие-контролеры 2—
3%).
Инженерно-технические работники состав-
ляют 8—10%, служащие 1,5—2% и младший
обслуживающий персонал Г,0—1,5% от ко-
личества всех рабочих.
Численность рабочих в 1-й смене (при двух-
сменной работе) принимают от общего числа:
55—60% (основные рабочие) и 60—65% (под-
собные рабочие).
ИТР, работающие в конторских помеще-
ниях, составляют примерно 50—55% общего
числа. Примерное количество женщин, ра-
ботающих в РМЦ, составляет (процентов об-
щего числа рабочих данной специальности):
Станочницы 10 —15
Слесари, маляры и др ...................2 — 3
Подсобные рабочие 40—50
Примерное распределение рабочих РМЦ по
группам санитарной характеристики произ-
водственных процессов (по СНиП II-M, 3—68)
аналогично -распределению рабочих инстру-
ментальных цехов (см. гл. 1).
ПЛОЩАДИ, РАЗМЕЩЕНИЕ
И КОМПОНОВКА ЦЕХА
Нормы расстановки оборудования и пло-
щади. Площадь РМЦ и РБ определяют на
основе компоновки отделений и помещений
цеха, а также планировки оборудования и ра-
бочих мест. Планировку оборудования вы-
полняют с учетом действующих норм техно-
логического проектирования цехов вспомо-
гательного производства (инструментальных,
ремонтных и др.).
58
Ремонтно-механические цехи и служба главного механика
Нормы расстояний между станками и от
станков до стен и колонн здания, а также
нормы ширины проездов и расстояний между
рядами станков приведены в гл. 1, табл. И
и 12. Эти нормы входят в состав норм техно-
логического проектирования Гипроавтопрома,
пересмотренных в 1972 г. в соответствии с По-
становлением Совета Министров от 28 июля
1972 г. № 560 «О мерах по обеспечению сни-
жения сметной стоимости строительства» и
утвержденных по согласованию с Госстроем
СССР в 1973 г.
При укрупненных проектных расчетах
площадь РМЦ и РБ может быть определена
по показателям удельной общей площади на
единицу основного оборудования РМЦ (или
РБ), приведенным ниже.
совместно с цехами инструментальным,
электроремонтным, нестандартизированного
оборудования в отдельном корпусе вспомога-
тельных цехов — на крупных заводах; на
особо крупных заводах такой корпус яв-
ляется отдельным вспомогательным производ-
ством, а в огромном комплексе заводов авто-
мобильного производства (КамАЗ) ремонтно-
механический, инструментальный и другие
вспомогательные цехи образуют самостоя-
тельный ремонтно-инструментальный завод
(РИЗ). Кроме центрального ремонтно-инстру-
ментального производства или РИЗа, на этих
заводах имеются крупные ремонтные базы
на каждом, входящем в комплекс производ-
стве или заводе.
Число единиц основного оборудования .... <20
Средняя площадь цеха на единицу основного
оборудов'ания, м2 ........ •...................... 45
40- 60 100
44 42 40
160 >160
38 36
В показатели общей площади РМЦ не
входят площади термического, кузнечно-сва,-
рочного, трубопроводно-жестяницкого отде-
лений, а также конторско-бытовых помеще-
ний цеха.
К показателям удельных площадей в за-
висимости от вида ремонтируемого оборудо-
вания рекомендуются коэффициенты;
Тяжелое и крупное оборудование 1,1 —1,3
Мелкое оборудование . ...........0,7 — 0,9
Из общей площади цеха механическое (ста-
ночное) отделение (е заготовительным участ-
ком) примерно занимает 40—45%, слесарно-
сборочное отделение (с испытательным и
окрасочным участками) 30—35%, склады и
кладовые 10—12%.
Площадь РБ (цеховой, корпусной) опре-
деляется планировкой оборудования и ра-
бочих мест или укрупненно — по показате-
лям общей площади на один основной ста-
нок РБ;
Число основных
станков.......... 4 7 10 16 >16
Средняя площадь
на один оснбвной
станок, м2 » « . 31 30 29 28 27
Для корпусных РБ, выполняющих часть
средних и капитальных ремонтов, удельные
показатели площади могут быть увеличены
на 10%.
Площадь цеховой (корпусной) РБ входит
в состав вспомогательной площади соответ-
ствующего производственного цеха (корпуса).
Компоновка и размещение РМЦ. Виды
размещения и компоновки ремонтно-механи-
ческих и других цехов вспомогательного про-
изводства изложены в гл. I.
При проектировании машиностроительных
заводов наиболее распространены два вида
размещения РМЦ:
совместно с производственными цехами за-
вода: в главном корпусе небольшого завода
или совместно с инструментальным, механо-
сборочным и другими цехами в одном корпусе
среднего завода;
Значительно реже встречается размещение
одного ремонтно-механического цеха в от-
дельном здании.
При компоновке внутри РМЦ отделений
(участка) следует стремиться к созданию пря-
моточности технологического процесса ре-
монтных работ без возвратных или петле-
образных движений по схеме, показанной на
рисунке.
Для размещения РМЦ применяют здания
таких же унифицированных параметров, как
и для механических цехов, с которыми РМЦ
размещается в одном блоке: Пролеты РМЦ
имеют ширину преимущественно 24 или 18 м,
шаг колонн 12 м, высоту до’низа стропильной
балки (фермы) 7,2 м. Для этих пролетов не
требуются опорные краны. Применяют в ос-
новном напольный транспорт, а также под-
весные однобалочные краны (кран-балки)
грузоподъемностью до 5 т. Один из пролетов
РМЦ, в котором размещаются участок круп-
ногабаритных станков и слесарно-сборочное
отделение (с участками испытательным и окра-
сочным), рекомендуется оборудовать мосто-
выми электрическими кранами грузоподъем-
ностью 10—30 т, в зависимости от максималь-
ной массы узлов' ремонтируемого оборудова-
ния. Ширину кранового пролета в зависи-
мости от габаритов ремонтируемого оборудо-
вания принимают 18 или 24 м, высоту до
головки рельса подкранового пути 8,15 или
9,65 м.
В крановом (повышенном) пролете можно
также размещать термическое и кузнечно-
сварочное отделение вспомогательных цехов
(РМЦ и инструментального).
Примеры компоновки ремонтно-механиче-
ских цехов даны на рис. 1 и 2 гл. 1.
Рекомендуемые типы полов в ремонтно-
механических цехах указаны в табл. 14.
Расход материалов. При проектировании
ремонтно-механических служб должен быть
определен расход материалов, необходимых
для ремонтных нужд. К материалам для ре-
монта технологического и подъемно-транс-
портного оборудования в основном относят
разные виды металлов: конструкционные и ле-
Расчет численности и состав работающих
59
гированные стали, поковки, литье чугунное,
стальное, .'цветное (бронза), прокат цветных
металлов, трубы, баббиты, метизы (мате-
риалы для ремонта электротехнического обо-
рудования даны в гл. 5).
Рис. Схема технологического процесса ремонта
Годовой расход основных материалов (ме-
таллов) для ремонтных эксплуатационных
нужд действующих машиностроительных за-
водов рассчитывается детально по нормам
расхода, приведенным в Единой системе ППР.
Эти нормы даны в кг на одну ремонтную еди-
ницу по видам ремонта и технического обслу-
живания, а также по видам оборудования:
металлорежущим и деревообрабатывающим
станкам, кузнечно-прессовому, литейному и
подъемно-транспортному оборудованию.
Исходя из годового плана ремонта обору-
дования, предприятие устанавливает годовую
ремонтоемкость (в РЕ) по видам ремонта и
видам оборудования и, пользуясь упомяну-
тыми выше нормами на 1РЕ, определяет го-
довой расход потребных материалов.
При проектировании расход материалов
для ремонтных нужд определяют укрупнен-
ным расчетом с применением средних показа-
телей годового расхода материалов (металла)
на одну из единиц измерения: единицу (на-
туральную) обслуживаемого ремонтами за-
водского оборудования или на 1000 РЕ этого
оборудования, или на один основной станок
РМЦ и РБ.
Первый из этих укрупненных показателей
(на натуральную единицу обслуживаемого
оборудования) составляет 0,3—0,5 т (в за-
висимости от массы и габаритов выпускае-
мых заводом изделий).
Нормами технологического проектирования
установлены следующие укрупненные пока-
затели годового расхода материалов на один
основной станок РМЦ при работе в две смены
для комплексных предприятий с заготови-
тельными цехами:
Число основных
станков РМЦ 25 40 60 100 160 >160
Годовой расход ме-
талла на один ос-
новной станок, т 10 12 13 14 15 16
К нормам применяют следующие коэффи-
циенты:
При работе в три смены.....................1,3
При отсутствии в составе завода литейных и
кузнечных цехов .........................0,8
При преобладании в составе ремонтируемого
оборудования крупного и тяжелого (массой
более Ют) ................................1,1
То же, легкого (массой менее 2 т) . . » . 0,8
Укрупненные показатели годового рас-
хода металла на один основной станок РБ
производственного корпуса (цеха) прини-
мают (в зависимости от числа основных стан-
ков РБ): для РБ механических цехов 3,5-—5 т,
литейных, кузнечных и прессовых цехов
6—10 т.
Примерное распределение общего годового
расхода металла по видам (%):
Литье стальное ......................... 7
» чугунное ...........................20
» цветное .............................5
Поковки всех видов.......................20
Прокат углеродистых конструкционных ста-
лей ............................ ........ 22
Прокат легированных сталей............ . 15
» цветных металлов ....................3
Листовая сталь ........................ 3
Трубы................................... 2
Прочие материалы (метизы, баббиты) ... 3
Коэффициент использования материалов со-
ставляет 70—75% общего годового расхода.
14. Рекомендуемые типы полов РМЦ
Отделение и участок Тип покрытия пола Максималь- ная техно- логическая нагрузка, т/м2 Воздействие жидкостей Пыльность пола, 1 трудоемкость очистки |
вода минеральные масла и эмульсин щелочные растворы бензин, керосин
Механические и слесарно- сборочные (производ- ственная площадь) Полимерцементное 3—5 Допускается Малая
Торцовая деревянная шаш- ка 5 Не допу- скается Допускается Не допу- скается Не рекомен- дуется Беспыльность, средняя ! трудность очистки ,
Участки точных работ (ко- ординатно-расточных станков), точной механи- ки и др. Мозаичные плиты (терра- цо) 3 — 5 Допускается Малая
Керамические плитки 1,5 Допускается Малая
Кладовые металла, заго- товок, вспомогательных материалов и др. Металлоцементное, бетон- ные плиты 10 Допускается Малая
Торцовая деревянная шаш- ка 5 Не допу- скается Допускается Не допу- скается Не рекомен- дуется Беспыльность, средняя трудность очистки
Проезды Металлоцементные 10 Допускается Малая
Бетонные плиты Асфальтобетонное 10 5 Допускается Не допу- скается Допускается Не допу- скается Средняя
Перекрытия (подвалов, тоннелей и пр.) — 2—5 * -
Примечание. Допускается следующая максимальная грузоподъемность безрельсового транспорта: для тележек с колесами на металлических шинах 1 т (кроме полов из керамических плиток); для грузовых автомобилей (колесных) 12 т. * В зависимости от массы устанавливаемого оборудования
Ремонтно^механические цехи и служба главного механика
Состав и содержание технического, проекта
61
ОХРАНА ТРУДА
И ТЕХНИКА БЕЗОПАСНОСТИ
При проектировании РМЦ и РБ надлежит
строго руководствоваться действующими нор-
мами, инструкциями и правилами проекти-
рования, относящимися к вопросам охраны
труда, техники безопасности, пожаро- и взры-
вобезопасности.
Перечень основных норм и правил, кате-
горий производств по взрывопожарной и по-
жарной опасности в отделениях и участках
цехов вспомогательных производств (инстру-
ментального, ремонтно-механического и др.),
а также противошумных мероприятий в этих
цехах изложен в гл. 1.
ЭНЕРГЕТИКА ЦЕХА
В проекте ремонтно-механического цеха
должны быть определены:
по электроэнергии — установленная мощ-
ность электродвигателей технологического и
подъемно-транспортного, нагревательного и
сварочного оборудования (по спецификации
оборудования цеха);
по сжатому воздуху — часовые максималь-
ные и средние расходы для пневматических
зажимных приспособлений, пневмоинструмен-
та, подъемников (р = 5-ь6 кгс/см2) и для
обдувки (р=Зч-4 кгс/см2), для металлиза-
ционных аппаратов, распыления краски и пр.
по производственной воде — часовые сред-
ние и максимальные расходы для моечных
машин, ванн, гидравлических испытаний, сва-
рочного оборудования и др.;
по теплу (пару) — часовые средние рас-
ходы для моечных машин и ванн, сушильных
камер и др.;
по природному газу — часовые средние
расходы для подогрева;
по ацетилену и кислороду — часовые сред-
ние расходы для резки и сварки металлов.
ОСНОВНЫЕ ДАННЫЕ
И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
Основные данные и технико-экономические
показатели, характеризующие запроектиро-
ванное ремонтное производство, составляются
по следующей номенклатуре.
Основные данные. Общее количество обслу-
живаемого технологического и подъемно-
транспортного оборудования завода; средняя
категория ремонтной сложности оборудования
в РЕ; средняя продолжительность ремонт-
ного цикла в годах; годовая ремонтоемкость
в РЕ; уровень централизованного обеспече-
ния со стороны запасными частями в процен-
тах общей потребности; уровень централи-
зованного выполнения на стороне капиталь-
ных ремонтов в процентах общего объема их;
общее количество основного (металлорежу-
щего) оборудования ремонтно-механических
служб (РМЦ и РБ), в том числе — в РМЦ.
Данные по РМЦ: численность рабочих и
работающих; общая площадь (без конторско-
бытовых) помещений; установленная мощ-
ность токоприемников; количество и макси-
мальная грузоподъемность электрических мо-
стовых кранов.
Технико-экономические показатели. Отно-
шение числа основных станков РМЦ и РБ
к общему числу обслуживаемого оборудова-
ния завода;
общая площадь РМЦ на одну единицу ос-
новного металлорежущего оборудования цеха;
отношение числа слесарей РМЦ к числу
станочников;
коэффициент загрузки оборудования РМЦ;
коэффициент сменности рабочих РМЦ;
средняя установленная мощность электро-
двигателей одного основного станка РМЦ
в кВт;
электровооруженность одного рабочего
в наибольшую смену в кВт.
СОСТАВ И СОДЕРЖАНИЕ
ТЕХНИЧЕСКОГО ПРОЕКТА
Состав и содержание технического проекта
ремонтного хозяйства главного механика за-
вода и РМЦ определены эталоном [3].
Исходными данными для проектирования
являются:
задание на проектирование;
Единая система планово-предупредитель-
ного ремонта и рациональной эксплуатации
технологического оборудования машиностро-
ительных предприятий [4];
действующие нормы технологического про-
ектирования РМЦ и РБ;
данные по основным цехам проектируемого
предприятия об общем количестве обслужи-
ваемого ремонтом механического и подъемно-
транспортного оборудования и его ремонто-
сложности (программа для проектирования
ремонтно-механических служб) по форме 3;
указания и материалы министерств и ве-
домств по централизованному снабжению за-
пасными частями и кооперации ремонтных
работ;
данные о наличии площадей, оборудования
и работающих в существующих ремонтных
службах (для реконструируемых и расширяе-
мых предприятий).
Пояснительная записка технического про-
екта ремонтного хозяйства главного меха-
ника завода содержит следующие общие раз-
делы.
Данные о централизован-
ном обеспечении и коопери-
ровании с другими предприятиями
в части получения от них запасных частей
для ремонта оборудования, производства ими
капитального ремонта и модернизации обору-
дования, изготовления нестандартизирован-
ного оборудования, выполнения отдельных
видов работ для ремонтных нужд завода (про-
изводство литья, поковок, термообработка
деталей, металлопокрытий и другие виды ра-
бот).
Эти данные определяются в задании на
проектирование и указываются в процентах
потребности или в абсолютных величинах.
Осн о в ные положения по ор-
ганизации ремонтного хозяй-
62
Ремонтно-механические цехи и служба главного механика
форма s
Программа ремонтно-механических
служб предприятия
(форма задания на проектирование РМЦ и РБ)
Механический . . . .
Механосборочный . .
Итого. . .
Добавка (15%) на не-
учтенное оборудова-
ние ........
Всего по предприя-
тию ..................
Примечания:). Среднюю слож-
ность ремонта оборудования по цехам и'
заводу в целом определяет для каждой
отрасли, с учетом ее особенностей, веду-
щая отраслевая проектная организация.
2. В расчетное количество обслужи-
ваемого ремонтом оборудования входят
производственное и вспомогательное техно-
логическое и подъемно-транспортное обо-
рудование цехов.
3. Добавка 15% учитывает следую-
щее, не вошедшее в расчетное количество
единиц оборудование: РМЦ и РБ, отопи-
тельное, вентиляционное и пр.
с тв а завода. В этом разделе кратко
излагают задачи ремонтного хозяйства, ука-
зывают принятую систему ППР оборудования,
определяют состав отдела главного меха-
ника и перечень подчиненных ему цехов и
служб; указывают выбранный метод органи-
зации ремонтных работ (централизованный,
смешанный или децентрализованный) и при-
водят распределение различных видов работ
по обслуживанию и ремонту оборудования,
выполняемых РМЦ и РБ (корпусными и це-
ховыми).
Расчет количества основ-
ных станков ремонтного хо-
зяйства завода производят по нормам
технологического проектирования РМЦ и РБ,
исходя из общей сложности ремонта обору-
дования завода с учетом: серийности произ-
водства, структуры и средней продолжи-
тельности ремонтного цикла, принятого уров-
ня централизованных и кооперированных по-
ставок запасных частей и выполнения на сто-
роне капитальных ремонтов, а также объема
предусматриваемых работ по модернизации
оборудования и изготовлению нестандарти-
зированного оборудования (в процентах об-
щего объема ремонтных работ).
В разделе указывают распределение общего
количества основных станков между РМЦ и
РБ, в зависимости от принятого метода орга-
низации ремонтных работ, количества и ре-
монтных особенностей обслуживаемого обору-
дования в различных производственных це-
хах завода.
Подробные данные по РБ производствен-
ных корпусов (цехов) приводят в пояснитель-
ных записках проектов соответствующих
цехов.
Пояснительную записку технического про-
екта РМЦ составляют отдельно, в нее вклю-
чают следующие разделы:
Назначение и программа
цеха — указывают общее количество еди-
ниц обслуживаемого оборудования, его сред-
нюю и суммарную сложность ремонта; средне-
годовое количество капитальных и средних
ремонтов, выполняемых цехом; примерный
объем работ по изготовлению запасных ча-
стей, нестандартизированного оборудования;
работу по модернизации оборудования.
Состав цеха (отделения,
участка) РМЦ. В случае размещения
РМЦ в одном корпусе с другими вспомога-
тельными цехами (инструментальными и др.)
инструментальную и ремонтную службу орга-
низуют как общекорпусную.
Технологический процесс
и методы ремонта — дают краткое
описание выбранных методов ремонта, спо-
собов обработки изготовляемых и восстанав-
ливаемых деталей, методов выполнения ка-
питальных и средних ремонтов (агрегатов,
узлов).
Оборудование цеха — приводят
сводные данные по оборудованию цеха по
форме 4.
Спецификацию и смету на приобретение и
монтаж технологического оборудования цеха
составляют по общей форме, приведенной
в т. 1 справочника.
Вслед за спецификацией технологического
оборудования дают спецификацию подъемно-
транспортного оборудования.
Состав работающих — указы-
вают условия, принятые для расчетов числен-
ности станочников, слесарей и рабочих про-
чих профессий (сменность, годовой фонд вре-
мени рабочих, уровень многостаночного обслу-
живания, совмещения профессий). Подробные
расчеты численности рабочих хранят в архи-
ве проектной организации. В пояснительной
записке приводят сводные данные состава ра-
ботающих по форме 5.
Площади — дают ссылку на чертеж
плана расположения оборудования цеха и
указывают общий размер площади (без быто-
вых и конторских помещений); приводят рас-
пределение площади по отделениям, участ-
кам и службам цеха. Площадь цеха опреде-
ляют по планировке или исходя из норм
удельной площади, приходящейся на еди-
ницу основного металлорежущего оборудо-
вания.
Материалы — указывают годовой
расход основных материалов для ремонтных
целей, определяемый исходя из норм годо-
Состав и содержание технического проекта
63
Сводные данные по оборудованию цеха
ФОРМА 4
Оборудование % к итогу Общее количество В том исполь- зуемого числе приобре- таемого
Металлорежущее оборудование (по ти- пам)
Итого металлорежущего оборудования 100
Прочее оборудование (по видам)
Всего технологического оборудования
ФОРМА 5
Состав работающих
Группа работающих Число рабо- таю- щих Расчетные данные
о СУ CJ га в 1-й смене 1
Основные рабочие: станочники . . . слесари, сварщи- ки,» маляры и др. Итого. . . Подсобные рабочие . . Итого рабочих . . . Инженерно - техниче- ские работники . . Служащие Мл а дш и й обслужи в а- ющий персонал . « Итого работающих (без ОТК) Работающие в ОТК Рабочие - контролеры Инженерно-техниче- ские работники , . Итого работающих в отк ....... Всего работающих (с ОТК) ....... % рабочих % рабочих % рабочих % от основ- ных рабочих % рабочих
вого расхода материалов на единицу основ-
вого металлорежущего оборудования. Указы-
вают распределение материалов (по массе
в процентах к итогу) по видам: литье (сталь-
ное, чугунное, цветное), поковки всех видов,
прокат (конструкционных сталей и легиро-
ванных сталей, стальной лист, трубы, про-
кат цветных металлов), прочие материалы.
Приводят суммарные данные расхода вспо-
могательных материалов на ремонтные нужды
(в рублях, исчисляемые по нормам расхода
вспомогательных материалов на один основ-
ной металлорежущий станок).
Приспособления инстру-
мент и инвентарь — дают общий го-
довой расход, исчисляемый по нормам в руб-
лях на один основной металлорежущий ста-
нок. Составляют смету по укрупненным смет-
ным нормам затрат на начальный фонд инстру-
ментов, приспособлений и инвентаря.
Энергетика для технологи-
ческих нужд — сводные данные о рас-
ходе различных энергоносителей приводят по
форме 6.
Часовые расходы энергоносителей указы-
вают по сжатому воздуху, пару, воде и га-
зам; по электроэнергии приводят только уста-
новленную мощность. Подробные данные по
расходу различных видов - энергоносителей
указывают в заданиях на разработку энер-
гетической части проекта.
ФОРМА в
Энергетика цеха
Виды и параметры энергии Потребители Единица Установленная измерения мощность токоприемников Общий часовой расход
максималь- ный средний
64
Ремонтно-механические цехи и служба главного механика
Техника безопасности, ох-
рана труда, пожар о-и взрыве-
безопасности. Перечисляют основные
мероприятия: применение механизмов, облег-
чающих тяжелый рабочий труд, по огражде-
нию оборудования в опасных местах, уборка
стружки; местные отсосы от оборудования и
процессов с вредными выделениями; окраска
оборудования в соответствии с нормами, про-
тивошумные мероприятия.
Основныеданныеи технико-
экономические показатели
ремонтно-механического це-
ха — приводят по установленной эталоном
номенклатуре и в сравнении с основными
данными и показателями аналога, а при про-
ектировании реконструкции завода — также
с данными и показателями, достигнутыми до
реконструкции. При значительных расхожде-
ниях сопоставляемых показателей дают разъ-
яснения.
ГЛАВА 3
ВСПОМОГАТЕЛЬНЫЕ (СПЕЦИАЛИЗИРОВАННЫЕ)
ОТДЕЛЕНИЯ РЕМОНТНЫХ И ИНСТРУМЕНТАЛЬНЫХ
ЦЕХОВ
КУЗНЕЧНО-СВАРОЧНЫЕ ОТДЕЛЕНИЯ
Кузнечно-сварочное отделение инструмен-
тально-штампового и ремонтно-механического
цехов предназначено для изготовления поко-
вок и сварных деталей и узлов к ремонтируе-
мому оборудованию завода, к новым и ремон-
тируемым приспособлениям, инструменту,
штампам и другой оснастке.
Институтом Гипроавтопром разработаны ти-
повые решения шести типов кузнечно-свароч-
ных отделений, различающихся по мощности,
в зависимости от масштаба производства за-
вода.
Кузнечные участки указанных отделений
рассчитаны на следующий годовой выпуск
поковок:
Тип I II III IV V VI
Годовой 150 300 450 800 1500 2000
выпуск, т
При необходимости для крупных заводов
иметь ремонтное кузнечное отделение боль-
шей мощности, его проектируют по нормам,
приведенным в т. 3.
Основные характеристики и параметры
(масса выпускаемых поковок, количество мо-
лотов и максимальная масса их падающих
частей, численность рабочих, площади куз-
нечного и сварочного участков, расход услов-
ного топлива в год) по указанным шести ти-
пам отделений приведены в табл. 1.
Для конкретного завода тип отделения вы-
бирают исходя из потребности поковок для
ремонтно-механического и инструментально-
штампового цехов.
Изготовление поковок массой, превышаю-
щей указанную в табл. 1, а также крупных
штампов в отделениях не предусматривают —
они должны поступать со стороны от специа-
лизированных заводов или цехов.
1. Основные характеристики кузнечно-сварочных отделений
ремонтных и инструментальных цехов (типовые решения)
Основные данные Единица измере- ния Тип кузнечно-сварочного отделения
1 II III IV V VI
Выпуск поковок в год т 150 300 450 800 1500 2000
Максимальная масса:
фасонной поковки кг 8 18 18 40 70 70
поковки вида гладкий вал 35 60 60 140 250 250
Разбивка выпуска на группы по массе, кг:
<1,5 90 —.. — .—. — ~~—~
<10 10 45 70 15 25 25
<20 —. 50 25 — — —
>20 % 5 5 .—. — .—
10 — 40 — 80 35 50
>40 — — 5 — —
- 40—70 —— __ 35 20
>70 — — — — 5 о
Итого % 100 100 100 100 100 100
Количество пневматических ковочных мо- шт 2 3 5 5 7 9
лотов
Максимальная масса падающих частей кг 250 400 400 750 1000 1000
молота
Численность рабочих: человек
кузнечного участка 11 19 26 31 39 52
сварочного участка 6 6 6 9 9 9
Ширина пролета м 18 18 18 24 24 24
Площадь:
кузнечного участка м2 270 378 486 720 1152 1440
сварочного участка — 162 162 162 288 288 2 88
Итого — 432 540 648 1008 1440 1728
Годовой расход условного топлива по’куз- т ПО 200 300 440 900 1200 |
нечному участку
3 Зак. 1444
66
Вспомогательные (специализированные) отделения
2. Состав основного оборудования кузнечно-сварочных отделений ремонтно-механических
и инструментально-штамповых цехов
Оборудование Краткая техническая характеристика Количество единиц оборудования по типам отделений
I II III IV V VI
Молот пневматический ко- вочный Кузнечный уч падающих ча- стей, кг: 150 250 400 750 1000 исток 1 1 1 1 1 1 1 1 2 1 2 2 1 1 1 2 2 2 2 1
Печь нагревательная: однокамерная Площадь пода, м2: 0,35 0,50 0,65 1 1 1 1 2 2 1 1 2 2 1 2 2
Печь двухкамерная Площадь пода, м2: 0,72 1,4 2,0 — 1 1 1 1 1 2 1
Печь камерная термиче- ская Площадь пода, м2: 0,5 1,28 1,9 1 2 1 1 1 1 1
Стол дробеметный Барабан галтовочный Обдирочно-шлифовальный станок Кран однобалочный Манипулятор ковочный безрельсовый Кран ковочный консоль- ный поворотный Диаметр стола 1,6 м П р о и з в одительность 100 кг/ч Два круга 0 250 мм Грузоподъемность 3,2 т, пролет 16,5 или 22,5 м Грузоподъемность 0,3 т, вылет 4,5 м Грузоподъемность 0,5 т, вылет 4,5 м 1 2 1 I 2 1 - ~ 11 1 2 1 1 1 2 1 1 2 1 2 1 1 3
Пост газовой сварки Выпрямитель сварочный однопостовой Сварочный уч 2сток 1 1 1 I 1 1 I 1 1 1 1 1
Сварочная машина стыко- вая Номинальное сечение свариваемых прут- ков, мм2: 400 1000 1 1 1 I 1 1 1 1 1
Машина для сварки тре- нием Автомат для дуговой на- плавки под флюсом Сварочный трансформатор Полуавтомат для дуговой сварки в среде углекис- лого газа Диаметр свариваемых деталей 15 — 35 мм Диаметр электродной проволоки 3 — 5 мм Сила тока 500 А Диаметр электродной проволоки 0,8 — 2,0 мм — 1 1 1 1 1 1 1 1 1 i 1 1 i 1 1 1
Электропечь сопротивле- ния для термообработки Площадь пода, м:' 0,32 0,845 1 1 1 1 1 1 1 1 l
Кузнечно-сварочные отделения
67
Режим работы отделений принят двухсмен-
ный при 41-часовой пятидневной рабочей не-
деле. Действительные (расчетные) годовые
фонды времени работы: оборудования 3975 ч,
рабочих 1820 ч.
Кузнечно-сварочное отделение обслуживает
ремонтно-механический и инструментально-
штамповый цехи и находится в составе одного
Сварочный участок предназначен для вы-
полнения следующих видов работ: газовой
сварки и резки металла, стыковой сварки
заготовок, сварки трением. В более крупных
отделениях (типы IV—VI) возможна также
полуавтоматическая дуговая сварка в угле-
кислом газе и дуговая наплавка штампов
сварочным автоматом под флюсом.
Рис. I. План расположения оборудования кузнечного отделения типа I на выпуск 150 т поковок в год
со сварочным участком:
/ — заготовительное отделение; II — кузнечный участок; III — склад заготовок; IV — склад поко-
вок; V • склад сварных деталей и узлов; VI -— сварочный участок; 1 — печь термическая камерная
площадью пода 0,50 м2; 2 — твердомер шариковый; 3 — станок обдирочно-шлифовальный; 4 —• галто-
вочный барабан; 5 — печь двухкамерная нагревательная площадью пода 0,54 м2; 6 — молот ковоч-
ный пневматический с массой падающих частей 250 кг; 7 ~ печь камерная нагревательная площадью
пода 0.35 м2; 8 — молот ковочный пневматический с массой падающих частей 150 кг; 9 — машина
для сварки трением; 10 стыковая сварочная машина; 11 — электропечь сопротивления ттлогня пью
пода 0,Д2 м3; 12 — обдирочно-шлифовальный станок; 13 — пост газовой сварки; 14 — сварочный
трансформатор; 15 выпрямитель для сварки однопостовой; 16—стеллаж для хранения инструмента;
П — кран однобалочный подвесной трехопорный с электроталыо, грузоподъемностью 3,2 т, пролет
16,5 м
из них или размещается обособленно. Сва-
рочные участки могут входить в состав заго-
товительного отделения и размещаться при
этом отделении.
Заготовки для кузнечного участка посту-
пают через склад заготовок из заготовитель-
ного отделения обслуживаемого цеха, в состав
которого входит отделение и начальнику ко-
торого оно подчинено.
Заготовки нагревают в камерных нагрева-
тельных печах. Поковки изготовляют под
пневматическими ковочными молотами. Для
мелких серий поковок применяют подкладные
штампы.
После ковки поковки передают в таре
однобалочным краном на термообработку и
далее на очистку в галтовочном барабане
или в дробеметной установке с вращающимся
столом, на контроль и в склад поковок.
Грат со сварных деталей удаляют на обди-
рочно-шлифовальном станке. Отжиг сварных
деталей и узлов выполняют в электропечи со-
противления.
Состав основного оборудования и краткая
техническая характеристика приведены
в табл. 2.
Расход условного топлива (теплотворной
способностью 7000 ккал/кг) рассчитан исходя
из удельного расхода на 1 т нагреваемого
металла: под ковку 350 кг и под термообра-
ботку 150 кг. Годовой расход, определенный
с учетом коэффициентов 1,1 на разогрев
печей и 1,09 на прочие расходы, указан
в табл. 1 по типам отделений.
Коэффициент загрузки молотов по расчету
составляет 73—85%.
Плотность бригад принята: для молотов
с массой падающих частей 400—1000 кг
Рис. 2. План расположения
оборудования кузнечного от-
деления типа III на выпуск
450 т поковок в год со сва-
рочным участком (вариант
размещения в пролете шири-
ной 18 м):
/ — заготовительное отделе-
ние; II — кузнечный уча-
сток; III — склад сварных
деталей и узлов; IV — сва-
рочный участок; 1 •— печь
камерная нагревательная
площадью пода 0,35 м2;
2 — молот ковочный пневма-
тический с массой падающих
частей 150 кг; 3 — печь ка-
мерная нагревательная пло-
щадью пода 0,35 м2; 4 — мо-
лот ковочный пневматиче-
ский с массой падающих
частей 150 кг; 5 — печь
камерная термическая пло-
щадью пода 1,28 м2; 6 — об-
дирочно-шлифовальный ста-
нок; 7 — твердомер шарико-
вый; 8 — стол дробеметный;
9 — печь нагревательная
двухкамерная площадью пода 0,72 м2; 10 — молот ковочный пневматический с массой падающих частей — 400 кг; 11 — печь нагревательная камерная
площадью пода 0,50 м2; 12 — молот ковочный пневматический с массой падающих частей 250 кг; 13 — печь нагревательная камерная площадью пода 0,50 и2;
14 — молот ковочный пневматический с массой падающих частей 250 кг; 15 — обдирочно-шлифовальный станок; 16 — стыковая сварочная машина; 17 — электро-
печь сопротивления площадью пода 0,32 м2; 18 — машина для сварки трением; 19 — пост газовой сварки: 20 — выпрямитель сварочный однопостовой;
21 — сварочный трансформатор; 22 — кран однобалочный подвесной трехопорный с электроталью грузоподьемностыо 3,2 тс, пролет 16,5 м; 23 — стеллаж
для хранения инструмента
Рис. 3. План расположения оборудования кузнечного отделения типа V с выпуском 1500 т поковок в год со сварочным участком:
I — заготовительное отделение; II — склад заготовок; III — кузнечное отделение; IV — склад поковок; V — склад сварных деталей и узлов: VI — сварочный участок;
VII — склад подкладных штампов; / — печь нагревательная камерная площадью пода 0,65 мI 2; 2 — молот ковочный пневматический с массой падающих частей £00 кг;
3 — печь нагревательная камерная площадью иода 0,5 м2; 4 — молот ковочный пневматический с массой падающих частей. 250 кг, 5 — печь нагревательная камерная
площадью пода 0,5 м2; 6 молот ковочный пневматический с массой падающих частей 250 кг; 7 — печь нагревательная камерная площадью пода 0,35 м2; 8 — молот
ковочный пневматический с. массой падающих частей 150 кг; 9 — печь нагревательная камерная площадью пода 0,35 м2; 10 — молот ковочный пневматический
с массой падающих частей 150 кг; 11 — печь термическая камерная площадью пода 1,9 м2; 12 — печь термическая камерная площадью пода 1,28 м3; 13 — дробемет-
ный стол; 14 — обдирочно-шлифовальный станок; 15 —твердомер шариковый; 18 — печь нагревательная двухкамерная площадью пода 1,4 мй; -19 — кран ковочный
консольно-поворотный; 20 — молот ковочный пневматический с массой падающих частей 750 кг; 21 — печь нагревательная двухкамерная площадью пода 2,0 м2;
22 — кран ковочный консольно-поворотный; 23 — молот ковочный пневматический с массой падающих частей 1 тс; 24 — манипулятор ковочный безрельсовый
грузоподъемностью 0,3 тс; 25 — электропечь сопротивления площадью пода 0,845 м2; 26 — электропечь сопротивления площадью пода 0,32 м2: 27 — машина для сварки
трением; 28 — обдирочно-шлифовальный станок; 29 — машина сварочная стыковая — сечение свариваемых деталей 400 мм2; 30 — машина сварочная стыковая —
сечение свариваемых деталей 1000 мм2; 31 — пост газовой сварки; 32 — трансформатор сварочный; 33 — автомат для дуговой наплавки под флюсом; 34 — выпрямитель
сварочный одпопостовый; 35 — пост дуговой сварки; 36 — стеллаж для хранения инструмента; 37 кран однобалочный подвесной трехопорный грузоподъ-
емностью 3,2 т, пролет 22,5 м
70
Вспомогательные (специализированные.) отделения
три человека; 150—250 кг два человека,
камерные печи и дробеметная установка
по 0,5 человека. Трудоемкость I т поковок
(человеко-часов):
Тип I II и ш IV v и VI
Трудоемкость 101 87 55 39
Численность основных рабочих кузнечного
участка определена по трудоемкости годо-
вой программы, сварочного участка — по
числу единиц сварочного оборудования с уче-
том коэффициентов: многостаночного' обслу-
живания и совмещения профессий 1,4 и
загрузки 0,6. Подсобных рабочих отделения
принято 20% от числа основных. Общая
численность рабочих и площади по типам
отделений указаны в табл. 1.
По охране труда работающих в кузнечно-
сварочном отделении предусматривают:
устройство приточно-вытяжной системы вен-
тиляции, устройство душирующих установок
у рабочих мест, устройство местных отсосов
у оборудования, выделяющего вредные газы
и пыль (камерные нагревательные и терми-
ческие печи, сварочные машины, дробемет-
ный стол, обдирочно-шлифовальный станок).
Противошумные мероприятия: установка мо-
лотов на виброизолированные фундаменты:
размещение галтовочного барабана и дро-
беметного стола в изолированных помещениях
и устройство вибродемпфирующих прокладок
между корпусом и броней. Противопожарные
мероприятия в соответствии с требованиями
взрывопожарной и пожарной безопасности
в кузнечных и сварочных цехах (см. т. 3).
Планы расположения оборудования куз-
нечно-сварочных отделений типов I, III и V-
показаны на рис. !•—3.
ЛИТЕЙНЫЕ ЦЕХИ
(ОТДЕЛЕНИЯ)
Для обеспечения потребностей инструмен-
тального, штампового, модельного цехов,
а также для обеспечения ремонтных нужд
завода в литье на крупных заводах, как
правило, предусматривают так называемые
ремонтно-литейные цехи. Указанные цехи
предназначены для литья из чугуна, стали
и цветных металлов отливок по разовым
заказам вспомогательных (инструментальных
и ремонтных) цехов. Так как литье, произ-
водимое в этих цехах, самое разнообразное,
основной номенклатурой производства цехов
ремонтно-инструментального литья являются
индивидуальные отливки в землю по дере-
вянным (редко металлическим) моделям,
иногда — в кокили.
Кроме литья в землю и в кокили широко
распространены такие виды литья для ин-
струментальных и ремонтных нужд, как
точное стальное литье по выплавляемым
(восковым) моделям (отливают детали режу-
щего и вспомогательного инструмента), литье
в оболочковые формы (литье для штампов
и пресс-форм), литье в землю по выжигае-
мым моделям (шоу-процесс) — для штампов,
пресс-форм и ремонтных нужд.
Литейные отделения точного стального
литья и литья в оболочковые формы иногда
размещают в корпусах совместно с инстру-
ментальными и ремонтными цехами. Литей-
ные цехи ремонтно-инструментального литья
в землю и кокили, как правило, размещают
в отдельных зданиях или в блоке с другими
литейными цехами завода.
Следует отметить, что проектирование и
строительство литейных цехов для индиви-
дуального и мелкосерийного литья на машино-
строительных заводах ограничено.
Цех ремонтного и инструментального литья
(мелкосерийного литья) можно строить лишь
в том случае, если программа его произ-
водства соответствует оптимальной мощно-
сти. В противном случае цех строить не
следует, а литье необходимо получать от
специализированных заводов по производству
литья (центролитов) или от других предприя-
тий, имеющих крупное литейное произ-
водство мелкосерийного литья.
Отделения (участки) точного стального
литья и литья в оболочковые формы проек-
тируют также с учетом требований об опти-
мальных размерах литейных цехов.
Проектирование литейных цехов (отделе-
ний) см. т. 2.
ОТДЕЛЕНИЯ (УЧАСТКИ)
МЕТАЛЛОПОКРЫТИЙ
Отделения (участки) металлопокрытий ин-
струментальных и ремонтных цехов предназ-
начены для выполнения гальванических по-
крытий, необходимых в процессе изготовле-
ния некоторых видов инструмента и произ-
водства ремонтных работ по оборудованию.
Наиболее часто применяют твердое хромиро-
вание и оксидирование деталей (режущего
и мерительного инструмента, приспособле-
ний, пресс-форм и холодных штампов).
В процессе ремонта деталей иногда прихо-
дится выполнять наращивание изношенных
поверхностей методом размерного хромиро-
вания.
В крупных ремонтных цехах, в которых
изготовляют зубчатые колеса, шлицевые и
карданные валы к оборудованию, возникает
необходимость выполнять фосфатирование и
меднение. В тех случаях, когда в инструмен-
тальном цехе изготовляют контрольные при-
способления и приборы, иногда возникает
необходимость в таких гальванических про-
цессах, как декоративное хромирование, ни-
келирование, анодирование и т. п.
В связи с тем, что указанные гальваниче-
ские процессы встречаются только на очень
крупных предприятиях и их проектирование
рассмотрено в т. 4, здесь даны рекомендации
по проектированию хромировочного отделе-
ния (участка) инструментального цеха.
Институтом Гипроавтопром разработаны
типовые проекты (в технологической части)
хромировочных отделений (участков) ин-
струментальных цехов, имеющих в своем
составе 75—175; 175—350 и 350—650 основ-
ных станков.
Участки пластмассовой оснастки
71
Производительность таких отделений обус-
ловлена следующими соображениями на один
основной станок инструментального цеха
в год приходится примерно 4 м2 хромируе-
мых поверхностей разного рода инструментов.
Принимая во внимание производительность
основных гальванических ванн (ванн хроми-
рования), годовая программа работы отде-
лений составляет 700, 1350 и 2300 м2.
Если необходимо для крупных предприятий
иметь отделение металлопокрытий с другой,
большей программой и с многими видами
покрытий, то такое отделение следует проек-
тировать индивидуально по нормам, приве-
денным в т. 4.
Основные характеристики указанных типо-
вых отделений (участков) металлопокрытий
приведены в табл. 3.
3. Характеристика отделений металлопокрытий
Параметр Еди- ница изме^ рения Показатели по отделениям при числе основных станков инструмен- тальных цехов
75 — 175 175 — 350 350 — 650
Выпуск в год (по хромиро- ванию) Общее количе- ство оборудо- вания в том числе основного Состав работающих: рабочих ИТР м3 шт. шт. чело- век То же 700 31 29 4 1 1350 33 31 6 1 2300 38 36 8 1
Итого без ОТЦ Рабочие ОТК чело- век То же 5 7 1 9 1
Всего чело- век 6 8 10
Общая площадь (без бытовых и конторских помещений) Установленная мощность элек- тродвигателей: технологическо- го оборудования нагревательных устройств кВт 216 43,1 78,7 216 ** 78,1 78.7 288 *2 158,1 78,7
Всего кВт 121,8 156,8 236,8
Общая площадь на единицу про- изводственного оборудования м2 6,9 7,0 8,0
Размер *2 Размер пролета 18Х 12. пролета 24X12.
ТЕРМИЧЕСКИЕ ОТДЕЛЕНИЯ
Термические отделения инструментальных
и ремонтных цехов предназначены для выпол-
нения термообработки инструмента, деталей
приспособлений, штампов, пресс-форм и дру-
гой технологической оснастки, а также для
термообработки запасных деталей к обору-
дованию и деталей, подлежащих ремонту.
Ввиду того, что номенклатура термически
обрабатываемых деталей достаточно велика,
а программа является либо мелкосерийной,
либо индивидуальной, создать типовые
проекты (или типовые решения) термических
отделений вспомогательных цехов было при-
знано нецелесообразным и эти отделения
проектируют индивидуально по нормам, при-
веденным в т. 3. При этом необходимо иметь
в виду следующее;
в программе отделения должны быть отра-
жены особенности термически обрабатывае-
мых деталей: их габариты, масса наибольшей
детали, виды металлов (см. форму 5);
программа в натуральном выражении яв-
ляется весьма укрупненной и несколько
условной, поэтому термическое отделение
следует проектировать по нормам проектиро-
вания термических цехов индивидуального
и мелкосерийного производства.
УЧАСТКИ ОКРАСКИ
И ПРОПИТКИ
В инструментальном производстве окраска
и пропитка встречаются довольно редко.
В ремонтных цехах потребность в окраске
и пропитке значительно больше.
Окраску в инструментальном производстве
применяют для придания товарного вида
оснастке, отправляемой на сторону. Окраска
в этих случаях обычно ручная (кистью).
Для собственных нужд предприятия в ин-
струментальном производстве иногда окра-
шивают сварочные и сборочные приспособ-
ления, штампы для холодной штамповки,
мерительный и вспомогательный инструмент.
В ремонтных цехах окраску применяют
каждый раз, когда заканчивается ремонт
оборудования. Окраску производят кистью,
а на крупных предприятиях — распылением
в окрасочных камерах.
Пропитку электроизоляционным лаком при-
меняют в ремонтном производстве в случаях,
когда делается перемотка обмоток электро-
двигателей (см. гл. 5).
При перемотке обмоток электрошпинделей
в инструментальных цехах подшипниковых
заводов пропитку производят в электроре-
монтных цехах, где пропитывают обмотки
электродвигателей.
Участки окраски проектируют индиви-
дуально по нормам технологического проек-
тирования окрасочных цехов (см. т. 4).
УЧАСТКИ ПЛАСТМАССОВОЙ ОСНАСТКИ
Некоторое распространение получила ос-
настка из пластических масс, приготовляемых
на основе эпоксидных смол ЭД=5 и ЭД-6.
72
Вспомогательные (специализированные) отделения
Преимущества этой оснастки — низкая тру-
доемкость, возможность быстрого изготов-
ления, сравнительно несложная технология.
Недостатками являются низкая стойкость
оснастки (так, вытяжные штампы, изготов-
ленные из пластмассы, имеют стойкость 5—
10 тыс. деталей), высокая стоимость компонен-
тов пластмассы и резко выраженная вред-
ность, характерная для процесса составления
композиции пластмассы и ее отверждения
(по санитарной характеристике согласно СН
245—71 процесс отнесен к группе 111а).
Несмотря на перечисленные недостатки,
из пластмасс на основе эпоксидных смол
ЭД-5 и ЭД-6 изготовляют штампы для холод-
ной штамповки, литейные модели (взамен
металлических), мастер-модели. Однако при-
менение такой оснастки оправдано только
для серийного производства, где стойкость
'в 5 тыс. деталей достаточна на всю серию.
Оборудование для изготовления оснастки
из пластмасс на основе эпоксидных смол
ЭД-5 и ЭД-6 весьма несложное. Для этого
необходимы: емкости для составл яющи х,
смеситель с мешалкой, форма для заливки
в штамп с деревянной или гипсовой мо-
делью, детали для сборки оснастки, камера
или шкаф для полимеризации.
Помещение для участка пластмассовой
оснастки ограждают сплошными перегород-
ками и оборудуют усиленной общеобменной
и местной приточно-вытяжной вентиляцией.
Площадь помещения 100- 300 м2 в зависи-
мости от программы и габаритов оснастки.
Для ремонтных целей применяют различ-
ного рода пластмассы, которые во многих
случаях заменяют металлы, в особенности
цветные. Из пластических масс изготовляют:
декоративные ручки из ударо-прочного по-
листирола и пресс-порошка, втулки, зубча-
тые колеса, фланцы, крышки — из капрона,
применяют и другие пластмассы (см. гл. S).
Проектирование участков изготовления дета-
лей из пластмасс на машиностроительных
заводах целесообразно, а производство рен-
табельно только в тех случаях, когда затраты
на создание таких участков оправдываются
технико-экономическим расчетом, поэтому
проектирование таких участков ведут по ин-
дивидуальным проектам. При создании таких
участков рекомендуется либо объединять уси-
лия, средства и силы групп предприятий,
либо организовать поставку пластмассовых
деталей от специализированных предприятий.
ЗАДАНИЯ НА ПРОЕКТИРОВАНИЕ
Задания на проектирование этих отделений
и участков специализированным технологи-
ческим отделам или группам в зависимости
от структуры проектной организации должны
выдаваться отделом (или группой), ведущим
технологическое проектирование вспомога-
тельных цехов.
Каждое задание подписывают: главный
инженер проекта, начальник отдела, выдав-
шего задание, руководитель группы (ответ-
ственный проектант по цеху).
Задание на проектирование кузнечного
отделения (ремонтно-инструментальной куз-
ницы) должно содержать данные о годовой
потребности в поковках с разбивкой их
выпуска в определенных пределах по их
массе, а также по наибольшим габаритам;
могут быть предъявлены особые требования
к поковкам с точки зрения изменения обыч-
ных марок сталей, конфигурации поковок
и т. п. (форма 1).
Задание на проектирование сварочных
участков вспомогательных цехов содержит
характеристику свариваемых узлов, годовую
программу в тоннах и штуках (крупных
узлов); наибольшие габариты, массу и раз-
мер свариваемого встык сечения (форма 2).
ФОРМ А 1
Задание на проектирование кузнечного отделения (участка) вспомогательных цехов
(наименование предприятия)
Цехи-потребители поковок Потребность в поковках в т/год по их массе, кг
До 2,5 : 2,5 — 4 4 — 6,3 6» 3 — 10 10—16 16 — 25 25 — 40 40 — 63 Св. 63 Итого
Инструментальный Штампов и пресс-форм
Итого:
Конфигурация поковок Наибольшие
габариты, мм масса, кг
Вал, брус и т. п. Диск, кольцо и т. п.
Особые требования к поковкам
Задания на проектирование
73
ФОРМА 2
Задание на проектирование сварочных участков вспомогательных цехов
(наименование предприятия)
Цех, в котором проектируется сварочный участок Характери- стика свари- ваемых узлов (тип, вид, назначение) Годовая программа Наибольшие
I шт. масса узла, кг габаритные размеры узлов, мм размер сече- ния, свари- ваемого встык, мм2
В задание на проектирование цеха ремонтно-
инструментального литья включают данные
по количеству необходимого литья по метал-
лам и видам, указывают также некоторые
данные по отливкам: наибольшую и среднюю
массу, наибольшие габариты (форма 3).
Задание на проектирование отделения
(участка) металлопокрытий вспомогательных
цехов содержит следующие данные: коли-
чество. основных станков обслуживаемых
цехов, поверхности покрытий по видам и
цехам (в год); наибольшие габариты и массу
крупных деталей, программу крупных дета-
лей в штуках (форма 4).
Задание на проектирование термического
отделения вспомогательных цехов содержит
данные по годовой программе термообработки
(в штуках и тоннах), по видам оснастки, под-
вергаемой термообработке, материалам, из
которых изготовляют оснастку, наибольшие
габариты и массу деталей (форма 5).
Задание на проектирование участков
окраски (пропитки) вспомогательных цехов
содержит сведения о программе окраски
(пропитки) по видам покрытий, а также о га-
баритах и массе наибольших деталей (форма 6)
Задание на проектирование участка кон-
сервации выдают в тех случаях, когда тре-
буется промежуточная консервация между
операциями, а также при сдаче готовой про-
дукции на хранение. Содержание задания
аналогично предыдущему (форма 7).
Задание иа проектирование участков дере-
вянных моделей и копиров для нужд вспо-
могательного производства выдают во всех
случаях, когда необходимо проектировать
участки изготовления деревянных моделей,
копиров и тейпсов для копировально-фре-
зерных станков. Задание содержит программу
и характеристику (габариты) изделий. О про-
ектировании производства деревянных мо-
делей см. гл. 6.
ФОРМА 3
Задание на проектирование литейного цеха или отделения ремонтного
и инструментального литья
(наименование предприятия)
Годовая потребность (выпуск)
литья по видам, т
Инструментальный . . ............ * . «
Штампов и пресс-форм...................
Экспериментальный •
Итого. . .
Масса одной отливки наибольшая, кг . . .
Масса одной отливки в среднем, кг . . . .
Габаритные размеры отливок наибольшие, мм
Примечание. К полученным итогам добавляют потребность производственных ли-
тейных цехов в необрабатываемых отливках для собственных нужд (опоки и т. д.).
74
Вспомогательные (специализированные) отделения
ФОРМА 4
Задание на проектирование отделения (участка) металлопокрытий
вспомогательных цехов
(наименование предприятия)
Обслуживаемые цехи Количе- ство ос- новных метал- лорежу- щих станков цеха Поверхности покрытий в год по видам, м2
хромиро- вание оксиди- рование меднение фосфати- рование
Инструментальный ...» Штампов и пресс-форм Экспериментальный Итого. . . Наибольшие габаритные размеры деталей (длина X ширина X высота), мм . . . Наибольшая масса детали, кг Годовая программа крупных деталей • .
ФОРМА 5
Задание на проектирование термического
отделения вспомогательных цехов
(наименование предприятия)
Термообрабатывае- мые детали Годо- вая про- грамма Материал, особые требования ; Наибольшая масса детали, кг Наибольшие габа- ритные размеры детали, мм
шт. т
Штампы кузнечные: новые восстанавливае- мые « . . . Штампы для холод- ной листовой штам- повки: мелкие «... средние .... крупные .... Пресс-формы: для пластмасс для резинотех- нических из- делий . . . для литья под давлением Режущий инстру- мент: из быстрорежу- щей стали протяжки . . . из легированной и углероди- стой стали
Продолжение формы 5
Термообрабатывае- мые детали Годо- вая про- грамма Материал, особые требования Наибольшая масса детали, кг ! Наибольшие габа- 1 : ритные размеры 1 детали, мм
шт т
Опиловочные диски Доводочные диски Мерительный ин- струмент ....
Вспомогательный инструмент:
всего ..... в том числе:
Стальные детали станочных и сбо- рочных приспо- соблений .... Чугунные детали приспособлений, кокилей и штампов
Детали из цехов:
ремонтно-меха- нического « • в том числе крупногаба- ритные . . валы колен- чатые • = эксцентрики шестерни гильзы . . механо-монтаж- ного .... эксперименталь- ного и лабора- торий . . • энергоцеха . . средств механи- зации и авто- матизации
.Задания на проектирование
75
ФОРМА 6
Задание на проектирование участков окраски (пропитки) вспомогательных цехов
(наименование предприятия)
Цех, в котором проекти- руют участки окраски (пропит- ки) Годовая программа окраски (пропитки) по видам покрытий, т или м2 Наибольшие
масляные краски глифта- левые эмали нитро- эмали водо- эмуль- сионные краски электро- изоля- ционные лаки Итого Габарит- ные раз- меры уз- лов (из- делий), мм Масса изделий, кг
ФОРМА 7
Задание на проектирование участка консервации
(наименование цеха, корпуса, предприятия)
Изделия (по группам), подлежащие консер- вации Годовая программа консервации изделий Наибольшие
масса, т поверхность покрытия, м2 крупнога- баритных изделий, шт. габаритные размеры и изделия масса од- ного изде- лия, кг
ГЛАВА 4
СЛУЖБА ГЛАВНОГО ЭНЕРГЕТИКА ЗАВОДА
ФУНКЦИИ
Служба главного энергетика (СГЭ) осу-
ществляет:
руководство энергетическим хозяйством;
эксплуатацию и межремонтное обслужива-
ние оборудования и установок, указанных
ниже.
организацию планово-предупредительного
ремонта указанных устройств силами вклю-
рованными ремонтными цехами проектируе-
мого завода или других предприятий террито-
риального или ведомственного значения
СОСТАВ
Электротехнические и энергетические
устройства. К энергоустановкам относят:
котельную, тепловой пункт, станции сбора
конденсата, компрессорную сжатого воздуха,
Рис. Схема службы главного энергетика завода
ченных в ее состав эксплуатационных и ре-
монтных цехов, мастерских, участков и бри-
гад, а также по кооперации со специализи-
& Написана с участием М. Е. Евдашкина.
ацетиленовую, кислородную, холодильную
газораспределительную (городского газа) и
другие станции для получения, очистки и
сжатия специальных видов газов (водород,
углекислота и др.) для защитных атмосфер
в печах;
Состав
77
водопроводные и канализационные насос-
ные и очистные установки, градирни и брыз-
гальные бассейны:
трансформаторные электроподстанции и
электрические распределительные устройства;
телефонную станцию, радиоузел и другие
станционные устройства связи;
сети трубопроводов и электропроводок
различного назначения, сантехнические ото-
пительно-вентиляционные установки и
устройства для очистки вентиляционных
выбросов в атмосферу (циклоны, электри-
ческие и химические фильтры и т. п.).
Ремонтные цехи: электроремонтный и теп-
лоремонтный.
Эксплуатационные цехи: электроцех; теп-
ловой и цех связи (предусматривают в проекте
заводской автоматической телефонной стан-
ции).
Кроме того, на небольших заводах в состав
службы главного энергетика включают лабо-
ратории и мастерские по поверке и ремонту
электро- и теплоизмерительных приборов,
средств автоматики и защитных устройств
техники безопасности. На крупных пред-
приятиях указанные подразделения входят
в состав ЦЗЛ завода или, если'они выделены
самостоятельно, подчиняются непосредствен-
но главному инженеру завода.
Примерный состав подразделений, мастер-
ских службы главного энергетика приведен
на схеме (см. рисунок).
В зависимости от технологических про-
цессов, используемых на проектируемом за-
воде, и возможностей кооперирования энер-
госнабжения и ремонтных работ с соседними
и специализированными предприятиями мо-
жет потребоваться только часть указанных
на рисунке подразделений.
При разработке проекта следует преду-
сматривать максимальное использование по
кооперации услуг ремонтных цехов завода,
централизованных ремонтных и . эксплуата-
ционных предприятий ведомственного или
территориального подчинения и организуе-
мых в промышленных узлах.
ОРГАНИЗАЦИЯ РЕМОНТА
И ЭКСПЛУАТАЦИИ
ЭНЕРГЕТИЧЕСКИХ УСТРОЙСТВ
Стационарные электротехнические и теп-
лоэнергетические установки, если они не
автоматизированы, обслуживаются посменно
постоянным штатом дежурных, количество
которых определяют в проектах по действую-
щим нормативам. Автоматизированные уста-
новки и все сети электрических проводок и
трубопроводов обслуживают дежурные ли-
нейные слесари и монтеры, ведущие также
контроль состояния тепловых и электри-
ческих подводок к технологическому обору-
дованию (паровые сушильные печи, авто-
клавы, электрованны и др.), требующих
специальных знаний правил техники безо-
пасности.
Линейные слесари и монтеры работают
в составе эксплуатационных цехов — тепло-
78
Служба главного энергетика завода
вого цеха, электроцеха, цеха связи, которыми
управляют тепловой и электротехнический
отделы Службы главного энергетика сов-
местно с планово-экономическим сектором
(энергобюро) и диспетчерской группой, свя-
занными с АСУП предприятия.
Ремонт электротехнического и теплоэнер-
гетического оборудования производят по
системе ППР (см. гл. 2) в электроремонтном
и теплоремонтном цехах.
Обслуживание и ремонт энергетических
установок и сетей могут быть организованы
по централизованной, децентрализованной
и смешанной схемам.
На предприятиях, имеющих небольшое
количество сравнительно простых и маломощ-
ных энергетических установок и сетей, при-
меняют централизованную схему, при кото-
рой все службы по эксплуатации и ремонту
энергооборудования подчинены главному
энергетику (или заместителю главного меха-
ника по энергетической части), что позво-
ляет более квалифицированно и гибко вести
обслуживание.
На больших предприятиях применяют де-
централизованную или смешанную схему,
по которой дежурное обслуживание и теку-
щий ремонт энергетического оборудования
в крупных производственных цехах (корпу-
сах) производят бригады, подчиненные адми-
нистративно начальникам этих цехов (кор-
пусов), а служба главного энергетика обслу-
живает комплекс маленьких цехов, централь-
ные энергетические установки и магистраль-
ные сети, а также осуществляет оперативно-
техническое руководство цеховыми брига-
дами.
При децентрализованной схеме достигается
большая оперативность в обслуживании це-
хового оборудования. Однако администра-
тивно-технический персонал цехов отры-
вается от своих прямых задач по выпуску
основной продукции предприятия, увеличи-
вается требуемое количество ремонтно-эк-
сплуатационного оборудования и персонала.
На предприятиях с небольшими масшта-
бами энергохозяйства, требующего до 50 че-
ловек обслуживающего персонала, реко-
мендуется централизованная схема эксплуа-
тации.
При проектировании следует предусматри-
вать кооперацию мастерских главного энер-
гетика с ремонтно-механическим цехом для
ремонта оборудования, требующего сложной
механической обработки, или крупных метал-
лорежущих станков (компрессоры, крупные
насосы и т. п.), электроремонтным цехом
и энергосистемой для ремонта силовых тран-
сформаторов, крупных электродвигателей и
высоковольтного электрооборудования, теп-
лоэлектроцентралью для чистки и ремонта
котельного оборудования и т. п.
Рекомендуемые штаты службы главного
энергетика приведены в табл. 1.
ГЛАВА 5
ЦЕХИ И СЛУЖБЫ ЭНЕРГОХОЗЯЙСТВА ЗАВОДА*
ЭЛЕКТРОРЕМОНТНЫЙ ЦЕХ
Организация ремонта
и виды электроремонтных цехов
Организация ремонта. При разработке
ТЭО и заданий на проектирование предприя-
тий следует учитывать, что освоение электро-
технических изделий, обладающих большой
долговечностью, и создаваемая в стране
сеть централизованных ведомственных и тер-
риториальных электроремонтных предприя-
тий, обеспеченных обменными фондами элек-
трооборудования и складами запасных частей,
позволяет во многих случаях отказаться от
строительства на машиностроительных заво-
дах электроремонтных цехов.
Изготовление запасных частей и ремонт
заводского электрооборудования должны быть
в перспективе целиком сосредоточены на
предприятиях ведомств, выпускающих это
оборудование.
При проектировании строительства новых и
реконструкции действующих предприятий, на
основании технико-экономического обосно-
вания (ТЭО), учитывающего конкретные мест-
ные условия и сроки освоения мощностей,
следует предусматривать:
централизацию электроремонтных работ
в специализированных цехах или предприя-
тиях;
применение системы планово-предупреди-
тельного ремонта электрооборудования
(ППР);
отказ от ремонта электрооборудования, вос-
становление которого нерентабельно или
не может производиться в заводских элек-
троремонтных цехах. К такому оборудо-
ванию относят: асинхронные и универсаль-
ные электродвигатели мощностью 0,1—
0,25 кВт, напряжением 400 В, низковольтные
аппараты до 1050В, силовые конденса-
торы всех видов и силовые трансформаторы
мощностью 1800—4000 кВА и более с выс-
шим напряжением 35, ПО и 220 кВ;
получение от предприятий электротехни-
ческой промышленности всех необходимых
запасных частей;
* Написана с участием М. Е. Евдашкина.
использование обменных фондов централи-
зованных электроремонтных предприятий;
применение АСУ ремонтом и заказами
запасных частей и сменного электрооборудо-
вания.
Содержание типовых работ по видам ре-
монта и методика расчета количества плано-
вых ремонтов приведены в Единой системе
ППР.
Ремонт встроенного станочного электрообо-
рудования, производимый одновременно с ре-
монтом станков в ремонтно-механическом
цехе (РМЦ), организуется индивидуально
для каждого станка или механизма. Ремонт
остального электрооборудования рацио-
нально организовывать партиями по 5—10
и более однотипных единиц.
Средний и капитальный ремонты электро-
оборудования, транспортирование которого
по габаритам, массе и сложности демонтажа
не представляет затруднений (электродвига-
тели до 100 кВт, мелкие трансформаторы
и т. п.), должны производиться в электро-
ремонтных цехах или на централизованных
заводах, применяющих прогрессивную тех-
нологию и оборудование, что позволяет
улучшить качество и удешевить себестои-
мость ремонта.
Если заводской электроремонтный цех
находится в ведении службы главного энер-
гетика, то межремонтное обслуживание элек-
трооборудования на небольших машинострои-
тельных предприятий с количеством работаю-
щих до 2000 человек может быть возложено
на персонал электроремонтного цеха. На
крупных заводах целесообразно межремонт-
ное обслуживание поручать бригадам элек-
тромонтеров-слесарей, оперативно подчинен-
ным механикам крупных производственных
корпусов и цехов.
Виды электроремонтных цехов и заводов.
По сфере, обслуживаемой ремонтом, разли-
чают централизованные электроремонтные
цехи (ЦЭРЦ) или заводы (ЦЭРЗ), заводские
цехи (ЭРЦ), участки или отделения завод-
ских ремонтно-механических цехов (ЭРУ и
ЭРО).
ЦЭРЦ и ЦЭРЗ обслуживают несколько
предприятий определенного территориаль-
ного района, промузла, отрасли промышлен-
80
Цехи и службы энергохозяйства завода
ности или ведомства. Они выполняют капи-
тальный и средний ремонты электрообору-
дования крупными партиями, обладают об-
менным фондом для немедленной выдачи
исправного оборудования, взамен достав-
ляемого на ремонт, и служат базой для орга-
низационной и технической помощи обслу-
живаемым предприятиям в выполнении сред-
них и малых ремонтов.
ЦЭРЦ и ЦЭРЗ могут быть универсальными
или специализированными на ремонте одного
или нескольких определенных видов электро-
оборудования (например, асинхронных элек-
тродвигателей мощностью до 100 кВт; си-
ловых трансформаторов и высоковольтной
аппаратуры и т. д.).
Заводские электроремонтные цехи (ЭРЦ),
если они не кооперируются с ЦЭРЗ, произ-
водят планово-предупредительный средний
и капитальный ремонты электрооборудования
и обслуживают в основном предприятие, на
котором они находятся (доля ремонта на
сторону не превышает 10—15%). Если ЭРЦ
кооперируется с ЦЭРЗ, то в нем капитально
ремонтируют только специальные исполне-
ния электрооборудования (например, встраи-
ваемые в станки иностранных фирм, взрыво-
опасного исполнения и т. п.), которые пере-
давать на ЦЭРЗ не представляется возмож-
ным или нецелесообразно (несерийные).
В случаях, когда на проектируемом заводе
количество установленного оборудования не-
велико (до 5000 электродвигателей) или
принята высокая степень кооперирования
электроремонтных работ с другими пред-
приятиями, целесообразно предусматривать
организацию электромонтажных отделений
(участков) в РМЦ, в которых устанавливают
минимальный комплект оборудования для
электроизоляционных, обмоточных, пропи-
точных, сборочных и испытательных работ.
Заводские ЭРЦ обычно специализируются
на ремонте электромашин мощностью до
100 кВт, сварочного электрооборудования и
мелких трансформаторов.
По мощности ЭРЦ подразделяют на малые,
средние и крупные. Малые цехи располагают
минимальным комплектом технологического
оборудования, необходимого для ремонта
электрооборудования, и могут обслуживать
предприятия, на которых установлено 5—
10 тыс. электродвигателей.
Средние цехи могут обслужить предприя-
тия с количеством установленных электро-
двигателей до 20 тыс. Крупные ЦЭРЗ рас-
считывают на выполнение до 75 тыс. и более
капитальных ремонтов электродвигателей ус-
ловной мощностью 5 кВт при 1500 об/мин
и. кроме того, они располагают комплектом
оборудования для ремонта электрических
машин и силовых трансформаторов мощ-
ностью до 1800 кВт (кВА). Крупные ЦЭРЦ,
обслуживающие энергосистемы, рассчиты-
вают на ремонт силовых трансформаторов
и высоковольтной аппаратуры, типы, мощ-
ности, напряжение и количество которых
определяют на основании данных переписи
оборудования и планов развития обслуживае-
мых предприятий и сроков ремонта. Произ-
водство электроремонтных работ в завод-
ских ЭРЦ, не обладающих обменным фондом,
носит индивидуальный характер. В круп-
ных ЭРЦ и ЦЭРЗ, имеющих обменный фонд,
производство организуют как мелкосерийное
Продолжительность ремонта электрообо-
рудования в заводских ЭРЦ равна при малом
ремонте 3—6, при среднем 4—12, капиталь-
ном 15—30 дней. Минимальный срок выпол-
нения аварийных ремонтов, требующих про-
питки обмоток, равен 3—4 суткам, а без
пропиточных работ 1—2 смены.
Мелкосерийную работу организуют путем
комплектации на складе ремонтного фонда
партий электродвигателей и другого электро-
оборудования с одинаковыми или близкими
техническими и обмоточными данными. Ве-
личину минимальной партии рассчитывают
на загрузку обмоточных и механосборочных
участков на одну-две смены.
До начала проектирования ЭРЦ должны
быть проанализированы следующие исходные
данные:
годовая программа электроремонтных ра-
бот, подлежащих выполнению для проекти-
руемого машиностроительного завода и по
кооперации для других предприятий;
возможность организации ремонта элек-
трооборудования на территориальном и ве-
домственном централизованном электроре-
монтном заводе, которая должна быть под-
тверждена официальными справками;
стоимость транспортирования ремонтируе-
мого электрооборудования на электроремонт-
ное предприятие и обратно к месту его уста-
новки по действующим тарифам на железно-
дорожные и автомобильные перевозки;
возможная продолжительность цикла тран-
спортирования и ремонта электрооборудо-
вания или обмена его на исправное.
На основании указанных данных по укруп-
ненным показателям в обосновании опреде-
ляют:
ценностное выражение стоимости электро-
ремонтных работ согласно [2];
себестоимость электроремонтных работ и
транспортных расходов;
капитальные затраты на строительство
ЭРЦ на проектируемом машиностроительном
заводе, которые сравнивают с расходами на
долевое участие в строительстве ЦЭРЦ
промузла, территориального района или от-
раслевого ведомства;
рентабельность и сроки окупаемости капи-
тальных затрат [4].
Технико-экономическое обоснование вы-
полнять не требуется в следующих случаях.
1. На проектируемом заводе количество
установленных электродвигателей мощно-
стью до 100 кВт меньше 5000 шт. В этом
случае организация собственного ЭРЦ заве-
домо экономически нецелесообразна, так как
его технологическое оборудование будет не-
достаточно загружено.
Организация такого ЭРЦ может быть рен-
табельна только, если будет обеспечена до-
статочно полная (80—85%) загрузка его
технологического оборудования за счет вы-
полнения работ на сторону, стоимость кото-
Электроремонтный цех
81
рых включается в товарный выпуск завода.
Организация цеха может потребоваться при
невозможности использования обменного фон-
да и особых требований к оперативности и
сокращению сроков ремонта электрооборудо-
вания, во избежание излишних простоев
технологического оборудования завода из-за
неисправности его электрической части.
2. В районе расположения проектируемого
завода имеется крупный (на 50—75 тыс.
капитальных ремонтов в год) ЦЭРЗ, распо-
За условную единицу ремонта принят ре-
монт одного асинхронного электродвигателя
с короткозамкнутым ротором защищенного
исполнения напряжением 380/220 В, часто-
той вращения 1500 об/мин и мощностью
5 кВт.
Если средняя мощность установленных
электродвигателей отличается от условной
мощности 5 кВт больше чем на 20%, то
заданное количество электродвигателей ум-
ножают на следующие коэффициенты:
Средняя мощность электродвигателя, кВт 1 2 3 4 5 6 10 16 20
Коэффициент приведения количества элек-
тродвигателей по заданию к расчетному
количеству............................... 0,63 0,71 0,81 0,9 1,0 1,12 1,31 1,67 1,9
лагающий обменным фондом. В этом случае
капитальный и средний ремонты электрообо-
рудования должны безусловно передаваться
на этот завод, а на проектируемом машино-
строительном заводе следует предусматри-
вать только ремонт встроенного станочного
электрооборудования, выполняемый одновре-
менно с ремонтом в электроремонтном отде-
лении РМЦ. Решающее экономическое зна-
чение могут иметь транспортные расходы,
относимые за счет заказчика ремонтных
работ.
3. При количестве электродвигателей на
проектируемом машиностроительном заводе
свыше 5 тыс. шт. и отсутствии возможности
передавать ремонт на централизованное пред-
приятие предусматривают ЭРЦ.
4. На проектируемом машиностроительном
заводе требуется выполнять 5 тыс. и более
условных капитальных ремонтов электрообо-
рудования — проектирование ЭРЦ целесо-
образно (без подтверждения технико-эконо-
мическими расчетами).
Производственная программа, состав цеха,
режимы работы и фонды времени
Производственная программа. Проектную
производственную мощность заводских ЭРЦ
в натуральном выражении условно можно
выражать количеством установленных на
заводе (обслуживаемых) или годовым коли-
чеством капитальных ремонтов электродви-
гателей условной или средней мощности.
Программу ЦЭРЗ задают количеством ус-
ловных или натуральных капитальных ре-
монтов.
Количество необходимых капитальных,
средних и малых ремонтов по заданному
количеству установленных электродвигате-
лей определяют исходя из следующих поло-
жений:
годовое количество капитально-ремонтируе-
мых электродвигателей переменного тока
мощностью до 100 кВт принимают рав-
ным 20% от количества установленных на
предприятии электродвигателей переменного
тока, в том числе количество электродвигате-
лей с фазным ротором 10%;
годовое количество электродвигателей, тре-
бующих среднего ремонта, — в пределах
100—120% от количества установленных на
предприятии электродвигателей переменного
тока, в том числе 10% электродвигателей
с фазным ротором;
Программы ЦЭРЦ и ЦЭРЗ, для которых
определяющим является товарный выпуск
в ценностном выражении, указывают развер-
нуто в рублях по действующим оптовым ценам
на ремонт, а в натуральном выражении —
количеством ремонтируемого оборудования
или в условных единицах ремонта (ЕР).
Программу представляют по форме 1.
Погрешность по стоимости и массе между
точной и приведенной программой состав-
ляет примерно 15%.
Категории сложности ремонта указаны
в Единой системе ППР.
Приведенную программу ЭРЦ составляют
по форме 2, причем за единицу приведения
принимают обычно асинхронный электродви-
гатель на напряжение 380/220 В, мощностью
5 кВт при 1500 об/мин и 36 пазах в статоре.
ФОРМА 1
Развернутая программа
электроремонтных работ
(цех, завод)
Ремонтируе- мое электро- оборудова- ние Мощность, кВт, кВА Годовое количество Оптовая цена на ремонт по прейскуранту Масса
единицы, р. годовой программы, тыс. р. единицы, кг годовой программы, т
82
Цехи и службы энергохозяйства завода
ФОРМА 2
Приведенная программа электроремонтного цеха (в натуральном выражении)
Ремонти- руемое электро- оборудо- вание Количе- ство Тип и ха- рактери- стика расчет- ного предста- вителя Коэффи- циент приве- дения Расчет- ное ко- личество Оптовая цена ремонта Масс?
единицы, Р* годовой прог- раммы, тыс. р единицы, кг годовой програм- мы. т
ФОРМА 3
Расчетная программа ЭРЦ (в единицах ремонта)
Ремонти- руемое электро- оборудо- вание Мощ- ность, кВт, кВА Годовое количе- ство Катего- рия слож- ности ремонта R Годовое количе- ство, ЕР Оптовая цена ремонта Масса
на одно изделие (0,625/?) на все изделия еди- ницы, о. годовой програм- мы, тыс. о. еди- ницы, кг годовой програм- мы, т
При составлении расчетной программы
ЭРЦ в условных единицах ремонта (ЕР)
применяют форму 3.
Задание на проектирование должно содер-
жать следующие данные.
При проектировании завод-
ского ЭРЦ: количество и средняя мощ-
ность установленных на заводе асинхронных
электродвигателей мощностью 0,6—100 кВт,
являющиеся основанием для выбора ком-
плекта технологического оборудования по
форме 4;
перечень крупных электродвигателей и
трансформаторов на напряжение 3—10 кВ —
для определения необходимого коопериро-
вания с ремонтными предприятиями энерго-
системы или территориального района по
форме 4;
особые условия проектирования, устанав-
ливаемые главным инженером проекта.
Возможность ремонта крупных электродви-
гателей и трансформаторов по кооперации
должна иметь документальное подтверждение.
При отсутствии точных данных о количе-
стве и мощности установленных электродви-
гателей для предварительных расчетов могут
быть использованы данные об энерговоору-
женности и средней мощности электродвига-
телей различных отраслей машиностроения
согласно табл. 1.
При проектирований ЦЭРЦ
для пром узла или района: раз-
вернутую программу ремонта электрообору-
дования по форме 1;
данные об условиях строительства и проек-
тирования согласно эталону задания на
проектирование нового предприятия.
ФОРМА 4
Задание на проектирование
заводского ЭРЦ
Электрооборудование Количе- ство установ- ленного обору- дования Срединя мощность, кВт, кВА
Асинхронные электро- двигатели мощностью, кВт: 0,6 — 40 40—100 То же, свыше 100 кВт на напряжение кВ: 0,38 и 0,5 ... . 3 ........ 6 ........ 10 . . Силовые трансформато- ры мощностью, кВА: <1800 >1800 ......
Примечания: 1. Количество электросварочного оборудования и транс- форматоров мощностью до 25 кВА в за- дании указывать не требуется, если их количество не превышает 15% от количе- ства электродвигателей мощностью 0,6 — 100 кВт. 2. Электродвигатели мощностью до 0,6 кВт ремонту не подлежат, при повре- ждении их заменяют новыми.
Электроремонтный цех
83
1. Укрупненные данные
об энерговооруженности предприятий
различного профиля
Отрасль машинострое- ния Энерго- воору- женность работаю- щих, кВт на одно- го чело- века Средняя мощность электро- двига- телей
Автомобильная про- мышленность 8—10 10 — 12
Тяжелое машинострое- ние 9—12 12 — 16
Эл е ктром а ш и н остр оен ие 7 — 9 5 — 7
Состав цеха, режимы работы и фонды
времени. Примерные схемы с указанием
основных технологических связей отдель-
ных участков и отделений показаны на
рис'. 1 и 2.
оборудования при работе в три смены (в слу-
чае, когда непрерывный технологический
процесс пропитки не укладывается. в две
слюны), номинальный 6210 ч; действительный
(расчетный) 5960 ч.
Рабочие места без оборудования — номи-
нальный и действительный фонд 4140 ч.
Годовые фонды времени рабочих: номиналь-
ный 2070 ч; действительный 1820 ч.
Расчет количества и состав оборудования
Выбор оборудования. Учитывая индиви-
дуальный и мелкосерийный характер элек-
троремонтных работ, в заводских ЭРЦ сле-
дует предусматривать установку комплекта
в основном универсального оборудования,
рассчитанного на1 изготовление, ремонт и ис-
пытание большого диапазона типоразмеров
деталей и изделий с учетом рациональной
кооперации с РМЦ по механической обра-
ботке крупных деталей, гальваническим це-
хом для нанесения специальных покрытий и
ЦЭРЗ для ремонта крупных машин, транс-
форматоров и высоковольтных аппаратов.
| Выпускные испытания
Склад готовой продукции
Рис. 1. Схема технологического процесса ремонта электродвигателей
Маслоочистительную станцию организуют
при включении в программу цеха ремонта
силовых трансформаторов. ЭРЦ рассчитывают
на работу в две смены при 41-часовой рабо-
чей неделе.
Годовые фонды времени принимают для
всех видов оборудования (при двух сменах):
номинальный 4140 ч; действительный (рас-
четный) 4015 ч; для сушильно-пропиточного
Технологическое оборудование для элек-
троремонтных работ в значительной части
является нестандартизированным. Это обору-
дование выбирают по альбомам специализи-
рованных проектных и конструкторских орга-
низаций и изготовляют силами завода, для
которого оно предназначено, или на спе-
циальных заводах нестандартизированного
оборудования.
84 Lie ха и службы энергохозяйства завода
При проектировании крупных ЦЭРЦ и
ЦЭРЗ возможно применять некоторые спе-
циализированные автоматические станки и
оборудование для намотки секций, изготов-
ления пазовой изоляции и деревянных клинь-
ев, крепящих обмотку в пазах и др.
Испытательное оборудование выбирают,
как правило, серийного заводского изготов-
ления. Такое оборудование выпускает ком-
плектно Раазикуский опытный ремонтный
завод Эстонской ССР.
рудования, необходимый для планово-пре-
дупредительного ремонта электрооборудова-
ния (см. табл. 3), удовлетворительно загру-
жается и достаточен для машиностроитель-
ного завода с расчетным количеством уста-
новленных электродвигателей средней мощ-
ностью 5 кВт, равным 5—10 тыс. единиц.
При добавлении некоторого, небольшого
количества оборудования, для ликвидации
узких мест цех позволяет удовлетворить
нужды в электроремонте машиностроитель-
Склад ремонтного фонда
Разбор очн о-дефектоночный участок
Слесарный участок
Механический
участок
Сварочный
участок
Маслоочистительная
станция
Изоляционный
участок
Намоточный
участок
Окрасочный
участок
Сушильно-пропиточно
отделение
Сборочный участок
с заливкой маслом
Испытательный участок
Склад готовой
продукции
Рис. 2. Схема участков электроремонтного цеха
Большое значение имеет оснащение ЭРЦ
различными специальными приспособлениями
и ручными инструментами, облегчающими
выполнение многочисленных ручных разбо-
рочно-сборочных операций, обмоточных и
укладочных работ. Перечень этих приспо-
соблений и инструментов определяют при
рабочем проектировании на основании мар-
шрутно-технологических карт. В техниче-
ском проекте следует предусматривать сред-
ства на приобретение специальных приспо-
соблений и инструмента в размере 15—20%
от стоимости основного технологического
оборудования.
При проектировании ЭРЦ для реконстру-
ируемых машиностроительных заводов сле-
дует предусматривать использование в них
морально устаревшего и частично изношен-
ного металлорежущего и другого оборудо-
вания, демонтируемого из цехов основного
производства, что может значительно сокра-
тить капитальные затраты.
Расчет количества оборудования. Мини-
мальный комплект технологического обо-
ного завода с расчетным количеством уста-
новленных электродвигателей 10—20 тыс.
и выше.
Для выбора требуемого комплекта обору-
дования, исходя из расчетного количества
электродвигателей со средней условной мощ-
ностью, отличающейся от 5 кВт (при
1500 об/мин), следует:
определить среднюю мощность в группе
установленных на заводе электродвигателей
мощностью 0,6—100 кВт;
привести количество электродвигателей по
заданию на проектирование к расчетному по
данным стр. 81 по форме 2;
выбрать необходимый комплект оборудо-
вания по табл. 3, предусматривая выполнение
гальванических, термических работ и меха-
нической обработки крупных деталей (с га-
баритными размерами свыше 600X600 мм)
по кооперации в РМЦ.
Количество оборудования и рабочих по
развернутой или приведенной программе
электроремонтных работ определяют обыч-
ными методами по общей станкоемкости и
Электроремонтный цех
трудоемкости ремонта одного электродвига-
теля или другого электрооборудования.
Примерный развернутый расчет количества
основного технологического оборудования,
рабочих мест и производственных рабочих
ЭРЦ с учетом процента выхода в ремонт
приведен в табл. 2, а спецификация обору-
дования — в табл. 3.
При расчете оборудования по заданному
количеству единиц ремонта (ЕР) трудоем-
кость на 1 ЕР по видам ремонта принимают, ч:
.Милый *•**«•*«•* 1»0
Средний • * « • • а • .4,5
Капитальный я..........8,7
Процент выхода оборудования по видам
ремонта указан на стр. 81.
В проекте ЭРЦ следует предусматри-
вать:
малую механизацию подъемно-транспорт-
ных и складских работ, технологических
операций, требующих значительных (свыше
16 кгс) или многократных физических усилий
рабочих;
применение ручного электро- и пневмоин-
струмента для разборочно-сборочных и сле-
сарных работ;
автоматизацию контроля температурного
режима сушки, пропитки и измерения сопро-
тивления изоляции обмоток электрических
машин и трансформаторов;
автоматизацию управления процессами про-
межуточных и контрольных испытаний обмо-
ток и собранных машин.
2. Расчет основного оборудования и рабочих мест по станкоемкости и трудоемкости
ремонтных работ
Виды работ
Нормы на один ремонт, ч Количество оборудования и рабочих мест при количестве установленных на заводе электродвигателей
капитальный средний малый
। асинхронный элек- тродвигатель АО51-4 j 1 асинхронный элек- тродвигатель АК51-4 i 1 электродвигатели , АО51-4, АК51-4 электродвигатели АО51-4, АК51-4 5000 10 000 20 000
расчетное принятое расчетное принятое расчетное принятое
Очистка ............
Разборка ......
Дефектовка . . . . .
Ремонт щеткодержате-
Переборка контактных
колец ..............
Обрубка секций лобо-
вой части статора
Нагрев и выемка об-
МОТКИ • 4 4 4 а 4
Очистка пазов . , . .
Укладка обмотки , .
Пайка схемы . . . .
Снятие подшипников
Промывка ...........
Распайка ...........
Распрессовка контакт-
ных колец . . . .
Частичная замена об-
мотки .......
Укладка обмоток • * .
Бандажировка . . . .
Пайка схемы . . . .
Напрессовка подшип-
ников ..............
Балансировка , . . ,
Заготовка изоляции
Изготовление обмотки
Сборка электродвига-
теля ...............
Пропитка ......
Ручные работы . . . .
Итого. . .
Общий % загрузки
Количество основных
рабочих , . . . ,
0,2
0,38
0,о7
0,1
0,4
0,5
2
0,95
0,18
0,15
0,18
0,45
0,89
0,48
0,8
0,47
8,7
0,2 0,2 ——
0,38 0,38
0,57 “ — 1
0,26 — 1
0,6 ———
0,1
0,4 -—. Ч. I»
0,5 0,1 1 1
2 0,3 1 ||
0,95 0,09 — II
0,18 0,08
0,15
0,12 0,06 —
0,13 11»
0,4 0,2
1,3 0,3 1
0,41 0,09
0,27 0,09 —
0,18 0,09 1 1
0,45 0,45 1—
1,6 0,3
0,88 0,3 ——
1,0 1,0
0,47 0,47
' 1
13,5 4,5 1
— 1 1
0,43 1 0,87 1 1,74 2
0,81 1 1,6 2 3,2 4
0,173 1 0,34 1 0,68 1
0,021 1 0,042 1 0,084 1
1 1
0,024 1 0,048 — 0,096
0,096 1 0,2 1 0,4 1
0,266 1 0,53 I 1,06 1
+ 0,024 + 0,048 + 0,096
0,92 1 1,84 2 3,68 4
0,36 1 0,72 1 1,44 2
0,16 1 0732 1 0,64 1
0,036 1 0,07 1 0,14 1
0,09 — — 0,18 .—- 0,36 —
0,003 1 0,006 1 0,012 1
0,3 1 . 0,6 1 1,2 1
+ 0,09 + 0,018 + 0,36
0,466 1 0,92 1 1,84 2
+ 0,138 + 0,28 + 0,56
0,145 1 0,29 1 0,58 1
0,138 — — 0,28 -—- 0,56
. 0,17.4 1, - 0,34 1 0,68 1
0,78'6 л 1,57 2 3,14 3
0.83 1 1,66 2 3,32 3
0,58 2 1,16 2 2,32 3
2,06 3 4,12 5 8,24 10
- к * — К * к *
3,6 4 7,2 8 14,4 16
9,9.6 22 19,8 27 39,6 42
— 45 > 65,5 83,8
р— 30 ——^1 60 120
* Комплект.
Целебные обозначения.
-fcr—г=^- Сплошная перегородка р~ПТПТГ| Рольганг —и—н-ч Сетчатая перегородка OZ] Верстак [нм j Шка/р Стеллаж [Т] Стол
(ср-— Местный отсос Л Сжатый возднм ® западная вода
Рис. 3. Примерная компоновка и планировка оборудования ЭРЦ для завода с количеством установлеиныл электродвигателей свыше 5 тыс. единиц:
1 =— склад ремонтного фонда, 11 —• участок разборки и дсфектовкн; 111 — участок ремонта роторов, IV — загоговнтельно-обмоточнып участок; V —• сушильно-
пропиточный участок; IV — склад готовой продукции; VII — окрасочный участок; VIII — испытательный участок; JX —- сборочный участок.
Обозначение оборудования см. табл 3.
Электроремонтный цех
87
3. Спецификация основного оборудования и рабочих мест электроремонтного цеха
Позиция на рис. 3 к 4 | Наименование оборудования Установленная мощность, кВт И ' Количество оборудования в зависимости от количе- ства единиц установлен- ных электродвигателей на предприятии, свыше Позиция на рис. 3 и 4 , — — Наименование оборудования 1 Установленная мощность, кВт Количество оборудования в зависимости от количе- ства единиц установлен- ных электродвигателей на предприятии, свыше
5000 000 01 000 02 0009 ‘ 10 000 1 — "' 11 § сц
1 2 3 4 5 6 7 8 9 10 11 1 2 3 4 5 6 7 8 9 10 11 Участок разборки и де- фекта ров ки .... Печь для нагрева обмо- ток статора до -j-400° С Пресс П-6326 гидравли- ческий правильный и монтажно-запрессо- вочный 40 тс • • • « Стол решетчатый 1,3 X X 1,0 X 0,9 м • * • ' Ванна для промывки подшипников в керо- сине 0,6X0,5X0,75 м Ванна горячей промыв- ки 1,2 X 1,1 X 0,8 м Установка для мойки де- талей машин в горячей воде ~f-90° С .... Стол для сборки и раз- борки электродвигате- лей Поворотное приспособ- ление S3 600 мм для ремонта роторов . . Установка УПК-1 для проверки обмоток Установка для выемки провода из пазов ста- тора Камера для продувки 1.5Х 1,5Х 1,9 м • " • Заготовительно- обмоточный участок Намоточный станок ТТ-22 Н амоточны й стан ок Т Т-21 ....... Стойки для барабанов проводов с тормозным электромагнитом • • Полуавтомат для рядо- вой намотки катушек ПР-160 Станок для рядовой на- мотки катушек ПР-159 Картонорезальный ста- нок КН-1 Пресс пневматический на 5 тс Ванна для лужения Трансформатор для пай- ки ОСУ-20/0,5А 380/6-12В Стол поворотный для укладки обмотки ста- торов электродвига- телей 1,1X1,3X1,7 м Стол обмотчика с пово- ротным кругом 1,2 X X О,6Х 0,8 м о - = . 43,7 17,0' 22,5 2,0 0,5 1,5 2,8 2,8 1,0 0,6 0,25 1,6 20,0 кВА 1 1 1 1 1 1 1 1 X 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I 1 1 1 1 2 1 1 1 1 1 1 1 1 12 13 14 15 16 17 18 19 1 2 3 1 2 3 4 5 6 7 1 2 Станок бандажировоч- ный для наложения бандажной проволоки на роторы РМЦ-950; ВЦ-400 Универсальная подстав- ка для роторов и яко- рей при укладке обмо- ток 1,2X0,4X0,9 м Стан ок бал ан сир овоч- ный для деталей до 120 кг Станок для статической балансировки роторов и якорем Приспособление для про- дораживания коллек- торов с фрезой 'Q до 60 мм ....... Станок для растяжки секций (настольный) Станок для изготовле- ния пазовых клиньев Установка для пропитки и сушки клиньев при температуре 105° С Сборочный участок Стол для сборки элек- тродвигателей * . - Ванна масляная для по- догрева подшипни- ков до 90° С 1,1 X 0,9 X X 1,0 м « • ' * • • Поворотное приспособ- ление 0 600 мм для ремонта роторов . . Участок приготовления лаков и красок Краскотерка 0-10А « * Краскомешалка емко- стью 25 л ..... Мерник для лака . • . Объем 0,4 Насос шестеренчатый РЭ-3 Весы товарные с цифер- блатным указателем РП-500Ц-13М .... Смеситель Насос поршневой руч- ной ТКФ ..... С у шильно-пропиточ- ный участок Сушильная печь тупико- вая однокамерная, температура 125° С, объем 1,5 м3 .... Ванна для пропитки с механизмом подъема крышки ...... , о । । . w , о г г г сл . р , , д- 1 ОО * * * Оо * о -ч 1 о ’ СТ» О 1 СП 1 сл t - „ . . - 1 — [ III! « | | | | j | | — 1 1 1 1 1 1 1 1 1 1 1 1 1 4 1 1 1 1 1 2 1 1 1 1 1 1 1 1 2 1 1 1 1 4 1 1 1 1 1 2
88
Цехи и службы энергохозяйства завода
Наименование
оборудования
Позиция на рис.
СП
ж
Наименование
оборудования
Продолжение табл. 3
а 6 । ЕЕ
я 03 5* Я К <у 3S
и Ч Ч £
н о о я 5 <и
“ogg
н ® 2 s
о о 6- Ь И _ у Ш °
Ей о *
и О о U ЕГ ° В о S схк s : н ь
а я мощ н о <и О4 и ч 0 Й ® Й W S <У S и д' ~ £ § “S&
5- О, а у q с
R
ю
о
я
g
ь о о о О
ю
3
4
1
2
3
4
5
1
2
3
4
5
6
1
2
3
4
5
6
1
2
Стол с нижним отсосом
Емкость объемом 2 м3
(подземная) ....
Окрасочный участок
Камера окрасочная ту-
пиковая с тележкой
2;0 X 0,4 X 2,1 м • ♦
Красконагнетательный
бак •
Масл ©водоотделитель
Шкаф сушильный до
200° С...............
Стол с нижним отсосом
1,5X0,9X0,8 м • »
Участок ремонта
электроаппаратуры
Вертикально-сверлиль-
ный станок 2А135
Настольно-сверлильный
станок НС-12А . •
Пресс-ножницы комби-
нированные H522G
Универсальный шино-
трубогиб УШТМ-2
Отрезной станок с ножо-
вочным полотном 872 м
Точильный станок дву-
сторонний 322А . *
Испытательная стан-
ция
Установка КУИ-1 для
испытания электро-
двигателей и свароч-
ных трансформато-
ров, мощностью до
40 кВт; 500 В' . . .
Механический участок
Токарно-винторезный
станок РМЦ-1500;
ВЦ-300 ......
Точильный станок дву-
сторонний 332А . .
Токарно-винторезный
станок 1К62 ....
Горизонтально-фрезер-
ный станок 6М82 . .
Поперечно-строгальный
станок 7М36 ....
Преобразователь сва-
рочный ПСО-500 . .
Подъемно-транспорт-
ное оборудование
Кран подвесной элек-
трический типа 1 А,
грузоподъемностью 5 т
Кран подвесной электри-
ческий грузоподъем-
ностью 2 т
1 1
10,8 —
- .
37,7 —
* —
4,6 1 '
0,5 1
2,2 —
2,8 —
1,7 .
1,7
55 1
15,1 •—_
1,7 1 J м1
11,1 —"
8,7 « !
7,0
— 1 —
9,4
4,48 1
3
4
5
6
7
/
2
3
4
5
6
8
9
10
1
2
3
4
Кран подвесной элек-
трический типа 1А,
взрывозащищенный,
грузоподъемностью 1 т
Монорельс е электриче-
ской талью. Взрыво-
защищенный, грузо-
подъемностью 0,5 т
Тележка транспортная,
грузоподъемностью 2 т
Кран поворотный с двой-
ной осью вращения,
грузоподъемностью
0,5 т................
Кран-штабелер, грузо-
подъемностью 1 т, вы-
сота подъема 4м-*
Участок ремонта
трансформаторов
Стенд-решетка на на-
грузку до 10 тс 3,0Х
X 4,0 м > . • * . •
В акуум-сушильный
шкаф паровой, темпе-
ратура 110° С, 5,0х
X 3,2 X 5,2 м • » . •
Насос вакуумный
ВН-6Г .......
Насос вакуумный
В В Н-12 » » « * . »
Теплообменник-конден-
сатор
7 м2 *
поверхностью
Стол для сборки осто-
вов трансформаторов
2,0Х 1,0Х 0,8 м • • •
Стенд для испытания
армированных изоля-
ТОрОВ » q • « « « «
Промежуточная емкость
400 л для хранения
М 3 С Л Q
Насос шестеренчатый
РЗ-З.................
Установка К И У-2 для
проведения испыта-
ний силовых транс-
форматоров до 320 кВА
Участок ремонта
роторов
Вертикально-сверлиль-
ный станок, диаметр
сверления 35 мм < .
Токарно-винторезный
станок РМЦ-1500;
ВЦ-300
Преобразователь сва-
рочный ПСО-500 . .
Поворотное приспособ-
ление 0 600 мм для
ремонта роторов • •
3,61 1 1 '1
• — I 1
_ 1 1
- 1 4
—— 1 1
— —— 1 1
5 ' — - 1
20 1
28 . ' — 1
• —' . — 1
‘ — 1
——— —— 1
— 2
4,5 1
58 1
"К
1 „
—г— 1 - "
—— 1 - ~
1
Примечание. План расположения оборудования для 10 000 электродвигателей не показан.
Электроремонтный цех
89
В крупных цехах следует автоматизировать
управление производством ремонта, учет
и отчетность, поиск на складе запасных ча-
стей и т. п.
Рекомендуется выполнять:
разборку и сборку электродвигателей на
специальных стендах, снабженных пневмо-
инструментом и подъемными средствами;
укладку обмоток статоров, роторов и яко-
рей на специальных поворотных устройст-
вах;
при сушке обмоток механизировать подъем
и опускание дверей;
механизацию подъема крышек пропиточ-
ных ванн и блокировку крышки с бортовыми
отсосами вытяжной вентиляции.
Расчет численности
и состав работающих, трудоемкость
Численность основных рабочих по цеху
определяют как частное от деления суммар-
ной трудоемкости ремонтных работ на фонд
времени рабочего. Структурный состав рабо-
та ющ их п р и в еде н в табл. 4.
4. Состав работающих ЭРЦ
Отделения и профессии
Разборочно-дефектовочный —
слесари-электрики . . . . -
Слесарный — слесари . . . .
Механический — станочники
Изоляционный и намоточный —
намотчики и обмотчики . .
Сушильно-пропиточный —
пропитчики ...............
Сборочный — слесари-электри-
ки ......................
Испытательная станция — мон-
теры-испытатели . . . . •
Окрасочный — маляры • « *
33
4
15
36
3
4
3
2
4
3
4
4
4
4
4
3
Итого. . .
100
Примечания: 1. Подсобные ра-
бочие составляют 18——20% производствен-
ных рабочих.
2. Численность ИТР принимают 9 —
12% общего числа рабочих.
3. Численность служащих берут
1,5 — 2% общего числа рабочих.
4. Младший обслуживающий пер-
сонал составляет ЦО —1,5% общего числа
рабочих.
Для уточненных расчетов трудоемкости
и станкоемкости отдельных операций по
ремонту электрооборудования используют Ти-
повые нормы времени на ремонт электродви-
гателей мощностью до 100 кВт, силовых
трансформаторов мощностью до 1000 кВА,
сварочных генераторов и трансформаторов,
утвержденные Г осударственным комитетом
Совета Министров СССР по вопросам труда
и заработной платы, Постановлением от
11 февраля 1972 г. № 41.
Станкоемкость и трудоемкость капиталь-
ного ремонта асинхронных электродвигате-
лей с условной мощностью 5 кВт по видам обо-
рудования и рабочих мест см. в табл. 2.
Укрупненные данные об общей трудоем-
кости различных видов электроремонтных
работ приведены в табл. 5.
5. Общая трудоемкость ремонта
электрооборудования
J Оборудование Трудоемкость на единицу человеко-часов при ремонте
капи- тальном среднем малом |
Электродвигатель мощно- стью 5 кВт, 1500 об/мин, 380/220 В с короткозам- кнутым ротором . ". . 8,7 4,5 1,0
То же, но с фазным рото- ром 13,5 7,0 1,5
Силовой трансформатор мощностью, кВА: 400 26,6 20,2 5,0
630 «««4444Q 37,2 28,0 5,5
1000 . 70,8 40,6 10,0
Сварочный трансформатор; мощностью 34 кВА (СТЭ-34) ....... 6,3 4,2 1,1
Площади
Площадь цеха (ма) определяют по плани-
ровке оборудования. Для предварительных
укрупненных расчетов могут быть исполь-
зованы следующие данные:
Площадь на одного рабочего . . . . , 13,5
Площадь на одного работающего . . « 11,3
Площадь на единицу оборудования, ра-
бочее место...........................15—18
Площадь на 1000 единиц обслуживае-
мых электродвигателей при количестве
их на заводе, тыс. шт.:
5—10 ...... ..........86
10 — 20.............'........97
20 .... • * * . . (. ..... 60
Площадь на 1000 шт. условных капиталь-
ных ремонтов в год при.мощности цеха
50 — 75 тыс. капитальных ремонтов в год 40 * 2
Без участка механической обработки де-
талей,
*2 Бёз учета склада готовой продукции и
склада ремонтного фонда.
Приведенные данные предусматривают ра-
боту в две смены и оптимальную загрузку
оборудования (80—85%), при меньшем коэф-
фициенте загрузки данные следует увели-
чить, но не более чем на 25%.
ЭРЦ располагают в зданиях с шириной
пролета 9—18 м. Высота пролетов (м) до
затяжки ферм должна быть не менее:
Ремонт электродвигателей мощностью до
1000 кВт..............................
Ремонт трансформаторов мощностью, кВА:
до 400 . .
» 630 . .
» 1000 . . . .
& 1800 . . . .
6
7,2
8,4
10,8
12,6
Рис. 4. Примерная компоновка и планировка оборудования электроремонтного цеха для завода с количеством установленных электродвигателей свыше 20 тыс.
единиц и ремонта силовых трансформаторов:
7 — участок ремонта трансформаторов; 7/ — кладовая материалов и полуфабрикатов; III — установка КИУ-2 для испытания трансформаторов; IV — склад
ремонтного фонда и готовой продукции; V — механический участок; VI — инструментально-раздаточная кладовая; VII — склад материалов и полуфабрикатов;
VIII — участок ремонта электроаппаратуры; IX — окрасочный участок; X — участок разборки и дефектировки; XI — место для установки УПК-1; XII — за-
готовительно-обмоточный участок; XIII — сборочный участок; XIV — испытательная станция с установкой К.ИУ-1М; XV — участок приготовления лаков
и красок; XVI — сушильно-пропиточный участок.
Обозначение оборудования см. табл. 3. Условные обозначения см. рнс. 3
18000
Электроремонтный цех
91
Для ремонта электродвигателей до 100 кВт
предусматривают подвесную кран-балку гру-
зоподъемностью до 2 т, а для ремонта транс-
форматоров до 630 кВА — кран грузоподъ-
емностью 5 т; до 1800 кВА — грузоподъем-
ностью Ют.
Полы окрасочного, сушильно-пропиточного
и краско-лакоприготовительного участков
должны быть масло- и бензостойкими из
керамической плитки или полимерцементные,
а в остальных участках — бетонные.
Внутренние поверхности стен окрасоч-
ного, сушильно-пропиточного и?краско-лако-
приготовительного помещений на высоту не
менее 2 м должны быть облицованы керами-
ческой плиткой. Верхнюю часть стен и по-
толки покрывают масляной краской свет-
лого тона. Стены остальных участков цеха
могут быть окрашены клеевыми красками.
Компоновка участков (отделений) цеха
должна насколько возможно соответствовать
схеме основных технологических потоков
и учитывать необходимость расположения
у наружных стен здания сушильно-пропи-
точного и окрасочного участков, являющихся
взрыво-пожароопасными. Изоляционно-на-
моточное отделение следует располагать в ме-
сте, имеющем хорошее естественное осве-
щение.
Целесообразно применять U-образную схе-
му размещения участков с тем, чтобы склад
ремонтного фонда и разборочно-дефектовоч-
ный участок, составляющие начало техноло-
гического потока, располагались ' смежно
с испытательной станцией и складом гото-
вой продукции, которые замыкают работы.
Планировка ЭРЦД показанная на рис. 4,
предусматривает организацию электроремонт-
ных работ по поточному принципу.
Станочное оборудование в ЭРЦ устанав-
ливают грузоподъемными средствами цеха
непосредственно на бетонную плиту толщи-
ной 200—300 мм, служащую подготовкой
под пол и сооружаемую на песчаной или
шлаковой подушке.
На участках сушильно-пропиточном, ок-
расочном и ремонта силовых трансформа-
торов предусматривают приямки для под-
водки коммуникаций1 и соответственное за-
глубление фундаментов под колонны и стены
здания.
Крупногабаритные сушильные и окрасоч-
ные камеры доставляют (в цех для монтажа
через специально предусматриваемые мон-
тажные проемы в стенах или сваривают из
узлов непосредственно на месте монтажа, что
должно быть указано в проекте.
Техника безопасности и охрана труда
При составлении задания на разработку
строительно-сантехнического комплекса и
энергетической части следует учитывать клас-
сификацию помещений, приведенную в табл.6.
Основными мероприятиями общего харак-
тера по технике безопасности и охране
труда в ЭРЦ являются:
защитные ограждения у станков и движу-
щихся частей приспособлений;
заземление всего оборудования и металли-
ческих перегородок испытательных станций
и других участков;
применение пониженного напряжения для
местного освещения рабочих мест;
герметизация и теплоизоляция оборудо-
вания, выделяющего вредные пары, запахи
и тепло, а также устройство местных отсо-
сов для их удаления;
общеобменная вентиляция.
Вход на испытательную станцию должен
иметь на дверях специальные запоры, бло-
кировку и сигнализацию, предусматриваемые
в проекте. В санитарно-технической и энер-
гетической и других частях проекта необ-
ходимо предусматривать следующие меро-
приятия.
1. Отопление совместно с вентиляцией
должно обеспечивать в помещениях ЭРЦ
в холодный и переходный периоды года тем-
пературу 18—21° С, а в летний период 22—
25° С. Допускается температура соответ-
ственно 17—22° С и не выше 28° С.
2. У входов ЭРЦ, расположенных в райо-
нах, где расчетная зимняя температура на-
ружного воздуха —15° С и ниже, необхо-
6. Классификация помещений ЭРЦ по санитарным группам производственного
процесса, взрывной, взрыво-пожарной и пожарной опасности
№ по пор. Участок Санитарная группа произ- водственного процесса Категория взрыво-пожар- ной и пожар- ной опасности (по СНиП П-М. 2 — 72) Класс взрывоопас- ности по ПУЭ
I Разборочно-дефектовочный, ме- ханический, заготовительно-об- моточный, сборочный, испытатель- ная станция 16 д
III Сушильн о-пропиточный Ша А, Б B-Ia, В-16
Окрасочный, лако- и краско- приготовления Шб
92
Цехи и службы энергохозяйства завода
димо устраивать шлюзы или- воздушные
завесы.
3. В оборудовании сушильно-пропиточного
и окрасочного участков должна быть преду-
смотрена блокировка, обеспечивающая при
отключении вентиляции: в ваннах окунания—
остановку загрузки; в сушильных камерах—
отключение подачи теплоносителя и оста-
новку загрузки; в окрасочной камере —
отключение сжатого воздуха к краскораспы-
лителю.
4. В помещении лакоприготовления устраи-
вают общеобменную приточно-вытяжную вен-
тиляцию, обеспечивающую 10—15-кратный
воздухообмен.
5. Естественную сушку изделий произво-
дят в камере, оборудованной вытяжной
вентиляцией. Если сушка пропитанных изде-
лий по технологическим условиям или вслед-
ствие больших габаритов не может произ-
водиться в вытяжных камерах (шкафах),
она должна быть организована на участке,
оборудованном вентиляцией. При этом воз-
духообмен должен обеспечивать в помещении
поддержание концентрации вредных веществ
ниже допустимых санитарными нормами.
6. Сточные воды от гидрофильтров окра-
сочных камер и моечных машин перед спуском
в канализацию следует пропускать через ло-
вушки или отстойники для доведения коли-
чества загрязнений до допустимых санитар-
ными нормами.
7. Уборка помещений и рабочих мест
должна производиться мокрым-способом не
реже одного раза в смену. Электрические
устройства при этом должны быть отклю-
чены и укрыты.
8. Для мытья полов в сушильно-пропиточ-
ном и окрасочном участках устанавливают
водопроводные краны со шлангами или
применяют моечные машины.
9. От мест или оборудования с возможным
выделением вредных веществ (печь для выжи-
га изоляции, моечной машины, всех ванн,
точильных станков, ванн пропитки, сушки,
окрасочной камеры и др.) должна быть орга-
низована местная вытяжная вентиляция.
10. Помещения сушильно-пропиточного,
окрасочного и лакоприготовления при любом
их расположении в корпусе должны быть
оборудованы механической приточно-вытяж-
ной вентиляцией.
И. Число и расположение дверей должно
соответствовать СНиП П-М.2—72. В су-
шильно-пропиточном, окрасочном и в лако-
приготовительном участках следует делать
один выход наружу, второй — через тамбур
с гарантированным подпором приточного
воздуха.
12. Помещения пропиточных и окрасоч-
ных участков должны иметь устройства для
естественного проветривания (открывающиеся
форточки, фрамуги) независимо от наличия
искусственной вентиляции.
13. В пропиточном и окрасочном участках
необходимо предусматривать устройства вну-
треннего противопожарного водоснабжения.
14. Пропиточные и окрасочные участки
должны быть оборудованы кнопочными по-
жарными извещателями и телефонной связью.
Телефонные аппараты следует располагать
у выходов из участка.
15. В пропиточном и окрасочных помеще-
ниях необходимо предусматривать рабочее,
ремонтное и аварийное освещение.
16. На испытательной станции испытатель-
ные стенды и установки высокого напряжения
должны быть ограждены барьерами или сет-
ками с дверями, снабженными блокировкой,
исключающей возможность входа за огра-
ждение, когда установка находится под
напряжением.
Энергетика
Укрупненные расчеты потребности ЭРЦ
в электроэнергии, воде, сжатом воздухе
и газах могут быть выполнены на основании
данных табл. 7. Уточненные расчеты произ-
водят на основании спецификаций и данных
каталогов или паспортов технологического
оборудования и карт маршрутных техноло-
гических процессов об установленной мощ-
ности электроприемников, расходе воды, сжа-
того воздуха и газов.
7. Потребность ЭРЦ в электроэнергии, воде, сжатом воздухе и газах
Показатели
Электровооруженность производственных рабочих в наи-
большую смену • « « « • « . « • • • • • * . * * • »
Удельный расход электроэнергии на освещение..........
Расход сжатого воздуха давлением 3 — 5 кгс/см3:
пневматический зажим.............................
распылительный пистолет при окраске .......
поршневой подъемник грузоподъемностью 150 — 300 кгс
из один подъем «е**#ч*«****в*о»*
Расход воды на производственные нужды:
приготовление эмульсии на один станок ......
моечная машина на 1 т промываемых деталей . . .
Пар давлением 3—,6 кгс/см2:
ванна для мойки на 1 т промываемых деталей . . .
су шил ьн ы й ит к аф ...... ...........
вакуум-сушильный шкаф ....................... •
Единица измерения Усредненные данные для расчета
кВт 6,5
В т/м2 15,0
м3/ч 1,5
- 12
2
л/ч 0,6
т 0,15 — 0,5
кг/ч М 1—1 |-*СЛ СП ООО 1 I 1 ю о ОО о О
Электроремонтный цех
93
Расход материалов
Электроремотные предприятия и цехи полу-
чают:
обмоточные провода, цветные и черные ме-
таллы, шарикоподшипники, крепежные изде-
лия, нагревательные элементы, щетки элек-
трические, предохранители, детали электро-
аппаратов, детали из керамики и пластмассы,
краски, масла, изоляционные и другие ре-
монтные материалы от централизованных
областных и районных ремонтных снабжен-
ческих баз;
литье от местных специализированных за-
водов или цехов. Все остальные детали изго-
товляют собственными силами.
Укрупненные нормы расхода материалов
на ремонт электродвигателей с условной
мощностью 5 кВт приведены в табл. 8, на
ремонт силовых трансформаторов в зависи-
мости от мощности — в табл. 9.
8. Годовой расход материалов
на ремонт электродвигателей
Годовой расход
материалов
на ремонт
10. Нормы для расчета площадей
складских помещений
Назначение помещения Высота скла- дирования, м
I
К О сч
П
Е-<
ей
Н
О
О X 3* Q ей
Склад ремонтного фонда . • .
Промежуточная кладовая уз-
лов и деталей ..............
Склад материалов, запасных
частей и деталей ...........
Склад отремонтированного обо-
рудования ........
Склад обменного фонда . . .
Инструментально-раздаточная -
Кладовая пропиточных лаков
Кладовая окрасочных материа-
Л 03
4 2,8
2,5 1,5—2,0
3 1,2
4 2,8
4 2,8
2,5 1,0
0,8 0,13
1,2 1,5
Транспорт
При выборе транспортных средств цеха
следует учитывать максимальную массу ре-
монтируемого оборудования, приведенную
в табл. 11.
Группа материалов
электро-
двигателя
с услов-
ной мощ-
ностью
5 кВт,
кг
одной ре-
монтной
единицы
(ЕР), кг
Кабельные изделия . . 5,05 3,1
Черные металлы • . . 0,85 0,52
Метизы « • а в ч в * 0,1 0,06
Цветные металлы . * • 0,15 0,09
Изоляционные матери- алы * 1,3 0,81
Лакокрасочные мате- риалы 1,8 1,1 0,37
Химикаты ...... 0,6
Вспомогательные мате- риалы 0,3 1,19
11. Масса ремонтируемого электрооборудования
Оборудование в собран- ном виде Масса, т
I наиболее тяжелой части масла |
Электродвигатели и ма-
шины до 100 кВт <1,5 <0,5
Силовые трансформа- торы мощностью, кВА:
400 в » в е « 4 2,7 1,16 0,86
630 »»«««« 3,5 1,24 1,32
1000 « в а е 9 в 6,4 2,60 2,25
1800 • ««««« 9,8 3,60 3,60
Сварочные трансфор- <0,5 <0,3
маторы ......
9. Годовой расход материалов на ремонт силовых трансформаторов (а кг)
Группа материалов
1 10
Черные металлы 5,7
МеТИЗЫ в 1,1
Цветные металлы и сплавы .... 1,0
Кабельные изделия 20,1
Изоляционные материалы ..... 5,4
Лакокрасочные материалы 3,4
Масло трансформаторное 120
Расход материалов на один трансформатор
мощностью, кВА
20 30 50 60 100 180
7,3 9,8 13,1 14,8 15,5 18,5
1,15 1,4 1,9 2,5 2,75 3,6
1,07 1,5 40,2 2,0 2,2 2,5 3,1
30,1 43,3 54,4 62,4 80,5
6,7 8,9 11,8 14,2 15,4 18,9
3.7 4,4 5.3 6,7 7,9 10,0
160 170 280 300 345 430
320
21,0
4,9
4,3
126,6
22,6
14,2
480
Складское хозяйство
Перечень складских помещений ЭРЦ и
нормы для расчета их площадей приведены
в табл. 10. Все помещения складов должны
быть закрытыми, сухими, отапливаемыми,
кроме склада ремонтного фонда, в котором
трансформаторы и крупные машины можно
хранить под навесом.
Капитальные затраты.
Основные данные
и технико-экономические показатели
Средства для приобретения оборудования
ЭРЦ определяют укрупненно на основании
нормативов удельных капитальных вложений
на 1000 р. стоимости электроремонтных
работ.
94
Цехи и службы энергохозяйства завода
Для точного определения сметной стои-
мости строительства составляю,? смету по
инструкции СН 202—69.
Примерная структура капитальных вло-
жений (%):
Строительно-монтажные работы............55
Оборудование, приспособления, инструмент и
производственный инвентарь 40
Прочие затраты ..........................5
Основные данные и технико-экономические
показатели ЭРЦ приведены в табл. 12.
12. Основные данные
и технико-экономические показатели ЭРЦ
Показатели Количество установлен- ных электро- двигателей на предпри- ятии
5000 20 000
Основные данные Годовая программа капиталь- ных ремонтов электродвига- телей мощностью 5 кВт . » 1000 4000
Годовая программа капиталь- ных, средних и малых ремон- тов (в приведенных к капи- тальным ремонтам) 6200 24 400
Годовая программа (выпуск) в оптовых ценах, тыс. р. 229 955
Общая площадь, м2 432 972
Всего работающих, человек 43 171
в том числе: основных рабочих .... 30 120
подсобных рабочих . . • 6 24
Количество оборудования (ос- новного и вспомогательного) 29 70
Капиталовложения на обору- дование, приспособления, инструмент и производствен- ный инвентарь, тыс. р. . » 96 200
Технико-экономически е показатели Выпуск продукции на одного работающего в приведенных капитальных ремонтах, шт. 144 144
Выпуск продукции в оптовых ценах на одного работающе- го, тыс. р Выпуск продукции на 1 м2 площади в приведенных ка- питальных ремонтах, шт. 5,3 5,3
14 21
Площадь на единицу оборудова- ния, м2 - 14,8 14,8
ТЕПЛОРЕМОНТНЫЙ ЦЕХ
Программа работ. В цехе ремонтируют
и изготовляют запасные и сменные детали
и узлы, а также выполняют различные заго-
товительные операции и сварочные работы,
необходимые для ремонта теплоэнергетиче-
ского оборудования и трубопроводов. Сбо-
рочные работы и ремонт тяжелых деталей
крупного оборудования производят на месте
его установки.
Заготовки используют непосредственно на
трассах трубопроводов, применяя местные
передвижные грузоподъемные средства ма-
лой механизации.
Программу работы цеха выражают вели-
чиной годовой трудоемкости ремонтных ра-
бот в человеко-часах, которую определяют
на основании данных о количестве и техни-
ческих характеристиках теплоэнергетиче-
ского оборудования на проектируемом пред-
приятии.
Годовая трудоемкость определяется по
действующим методикам систем ППР.
Оборудование. В состав оборудования цеха
входят металлорежущие и гибочные станки
и сварочные аппараты для ремонта и изго-
товления запасных частей.
Обработку крупногабаритных деталей, как
например, цилиндров компрессоров и дизе-
лей, дисков турбин, крыльчаток дымососов,
13. Минимальный комплект оборудования
теплоремонтного цеха
(с программой ремонта до 2500 ЕР)
Стаиок Основные размеры | Количество |
Механические Токарно-винторезный Г оризонтально-р асточ- ной Поперечн о-строгальн ый Вертикально-фрезерный Вертикально-сверлиль- ный Участок печей и Трубогнбочный Трубо гибочный Трубоотрезной (пере- движной) Труборазвальцовочный Болторезный Гибочная плита с при- способлениями Сварочный аппарат пе- редвижной Сварочный аппарат пе- редвижной Горн Ацетиленовый аппарат (передвижн ой) Гидравлический пере- носный пресс для опрессовки труб и со- судов Нагревательная печь Обдирочно-шлифоваль- ный Слесарно-сбороч Вак для промывки ка- устической содой Бак для промывки го- рячей водой Пресс ручной Пресс для запрессовки втулок и колец Станок для балансиров- ки Ванна масляная Стенд для испытания Опиловочно-зачистной станок с гибким ва- лом Настольно-сверлильный станок участок Высота центров 300 мм, расстоя- ние между цен- трами 1500 мм Диаметр шпин- деля 60 мм Ход 650 мм Стол 420 X 1600 мм Диаметр сверла 25—50 мм трубопроводов Диаметр трубы 50 мм Диаметр трубы 100 мм Диаметр трубы 200 мм Диаметр трубы 50 мм Диаметр 20—65 мм 1200X2000 мм СТЭ-24-34 СУГ-1 1000Х 1000 мм МГ-200 Давление до 10 кгс/см2 1000X600 мм Диаметр круга 400 мм ный участок 2000Х 1500 мм 2000Х 1500 мм Давление 5 тс Давление 100 тс Роликовый 500x500 мм 2000X 3000 мм Диаметр круга 200 мм Диаметр сверла 12 мм 2 1 1 1 2 I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Тепловой цех
95
приводов выдвижных подов печей, гидравли-
ческих и пневматических подъемов заслонок
печей, а также зуборезные и другие работы
целесообразно производить по кооперации
в ремонтно-механическом цехе. В теплоре-
монтном цехе оборудование для указанных
работ не будет достаточно загружено.
Минимальный комплект оборудования теп-
лоремонтного цеха приведен в табл. 13.
Для крупных теплоремонтных цехов необ-
ходимо произвести расчеты оборудования по
годовой трудоемкости ремонта и фонду вре-
мени оборудования.
Состав работающих и площади. Количество
основных рабочих определяют по расчету,
исходя из годовой трудоемкости и действи-
тельного фонда рабочего времени.
Численность вспомогательных рабочих при-
нимают 18—20% числа основных рабочих,
остальные категории работающих рассчиты-
вают в процентах общего числа рабочих:
ИТР ««»•••... « 9 — 12
Служащие 2 — 3
Младший обслуживающий
персонал ............1—2
Большие значения берут для небольших
цехов, а меньшие — для крупных.
Из общего числа рабочих около 60% рабо-
тают в теплоремонтном цехе, а остальные 40%
производят ремонтные и сборочно-монтажные
работы в цехах завода.
Площадь цеха определяют по планировке
оборудования. Для мишшального комплекта
оборудования требуется 500 м3.
Для предварительных укрупненных расче-
тов площадей можно использовать следующие
данные;
Механический участок, м2 на станок 20 — 24
Слесарно-сборочный участок, % площади
механического ........... 70 — 90
Участок печей, м® на 1000 ЕР .... 135
Участок трубопроводов, м2 на 1000 ЕР 50 — 60
Прочие показатели цеха. Энергопотребле-
ние цеха, мероприятия по технике безопас-
ности, складские помещения, способы мон-
тажа оборудования, стоимость оборудования
и требования к зданию определяются по
указаниям, приведенным для ЭРЦ.
ТЕПЛОВОЙ ЦЕХ
Назначение и программа. Цех производит
текущий ремонт и эксплуатационное обслу-
живание сетей и подводок трубопроводов
к оборудованию технологического, санитарно-
технического и бытового назначения, обеспе-
чивая надежную и бесперебойную подачу
энергоносителей согласно заданным регла-
ментам.
В сферу обслуживания цеха входят паропро-
воды, газовые сети, водоканализационные,
отопительно-вентиляционные сети и установ-
ки, очистные сооружения сточных вод и вен-
тиляционных выбросов в атмосферу, трубо-
проводы горячей воды, конденсата, жидкого
топлива, масла, эмульсий, кислот и щелочей,
электролитов и т. п. Персонал цеха произ-
водит осмотр, регулирование, наладку ре-
жимов и текущее обслуживание (включение
14. Укрупненные нормативы для расчета персонала теплового цеха
(по данным Центрального бюро промышленных нормативов по труду
при НИИТруда Государственного комитета по вопросам труда и заработной платы)
№
по
пор.
Профессия и функции
обслуживающего персонала
Единица измерения
Норма на
одного
человека
в смену
I
2
3
4
5
6
7
8
9
Дежурный слесарь-трубопроводчик, обслу-
живающий сети трубопроводов пара, сжатого воз-
духа, конденсата, горячей воды, газа и жидкого
топлива, масла, кислот, щелочей, электролитов,
эмульсии
То же по обслуживанию подводок труб и
арматуры технологических установок, потребля-
ющих пар, сжатый воздух, горячую воду
Лаборанты по контролю качества конденса-
та
Дежурный слесарь-трубопроводчик, обслу-
живающий водопроводные, канализационные,
водосточные и дренажные трубопроводы и кана-
лы
Слесарь по обслуживанию и ремонту сани-
тарно-технических отопительных и вентиляци-
онных установок (приточных и вытяжных с очист-
ными устройствами), воздуховодов, отсосов и
насадок к ним
Электромонтер по обслуживанию электро-
оборудования установок, указанных в и. 5
Мастер (техник) по обслуживанию оборудо-
вания, указанного в п. 5
Слесаря и жестянщики по ремонту венти-
ляционного оборудования, изготовлению и сме-
не воздуховодов
Слесари по ремонту трубопроводов и арматуры
со сменой их на месте установки
км труб
Технологическая установка
Технологическая установка
или точка контроля
км труб и каналов
Условных вентиляционных
установок
Условных вентиляционных
установок
Слесарей и электромонтеров
1000 м2 площади завода
75 — 80 11:1
25 #1
50 *2
75 *2
15 — 20
35
10—15
9—10
6—8
** Не менее двух человек в смену.
*2 Не менее одного человека в смену.
96
Цехи и службы энергохозяйства завода
и отключение, очистку, мелкий ремонт и т. п.)
сетей трубопроводов и установленных на
них, а также на технологических и санитарно-
технических установках арматуры измери-
тельных приборов и гарнитуры.
Цех производит своими силами заготови-
тельные работы и гнутье труб для трубо-
проводов диаметром до 50 мм. Заготовитель-
ные операции для ремонта трубопроводов
большего диаметра, а также механические,
сварочные работы и гнутье труб диаметром
75 мм и более, требующие специального ста-
ночного оборудования, передают в тепло-
ремонтный цех (см. выше).
Программа теплового цеха определяется
длиной сетей трубопроводов, количеством тех-
нологических и вентиляционных установок и
площадью цехов, подлежащих обслуживанию.
Численность рабочих и площадь цеха.
Численность рабочих определяют по данным
табл. 14, а площадь из расчета 10—12 м3
на одного работающего в наибольшую смену.
Оборудование. Цех оборудуют верстаками
тяжелого типа, на которых устанавливают
настольные прессы, трубные и слесарные
зажимные тиски, трубогибочные приспособ-
ления, трубонарезными станками (для труб
диаметром до 50 мм); сверлильными стан-
ками (диаметр сверла до 25 мм); многополоч-
ными стеллажами для труб длиной до 4 м,
трубопроводной арматуры и вспомогательных
материалов.
Для ремонта и обслуживания трубопрово-
дов, проложенных на высоте свыше 5 м
предусматривают передвижные телескопиче-
ские или локтевые установки на тележках,
а на высоте до 5 м специальные лестницы-
стремянки с нескользящими опорами.
Прочие показатели цеха те же, что для
ЭРЦ.
ЭЛЕКТРОЦЕХ
Программа и состав. Цех производит
эксплуатационное обслуживание электросетей
и установок электрического освещения, высо-
ковольтных кабельных и воздушных сетей
(до 35 кВ), трансформаторных подстанций
и распределительных устройств, а также
электросетей и электроприводов.
Программу цеха определяют: количество
точек и установленная мощность электриче-
ского освещения; количество и установленная
мощность электродвигателей; количество и
установленная мощность трансформаторов,
общая и отдельно по группам до 600, до 1800
и свыше 3000 кВА; количество фидеров на
распределительных устройствах напряжением
до 35 кВ, протяженность кабельных сетей
общая (км) и отдельно до 1, 3, 6, 10 кВ
В состав электроцеха входят следующие
подразделения: мастерская ©светильных ар-
матур; бригада по обслуживанию электро-
подстанций и высоковольтной сети; бригада
по обслуживанию низковольтных сетей и
электроприводов.
Мастерская осветительных арматур произ-
водит ремонт светильников и их пускорегули-
рующей аппаратуры (дроссели, ПРА и т. д.),
а также чистку светильников и смену ламп.
Персонал, осуществляющий смену ламп,
чистку и ремонт светильников должен иметь
квалификацию по технике безопасности не
ниже II группы.
Осветительную арматуру (светильники) при
высоте их подвеса до 4 м обслуживают на
месте установки со стремянок, а 4—6 м с теле-
скопических вышек и самоходных тележек.
При большой высоте подвеса светильники,
подлежащие чистке или ремонту, снимают
и направляют в мастерскую. Снятые светиль-
ники заменяют на новые или из резервного
(обменного) фонда, величина которого должна
составлять 2—3% от количества установлен-
ных на заводе.
Обслуживание и ремонт светильников мо-
жет производиться централизованно в одной
мастерской для всего предприятия или де-
централизованно силами персонала цехов.
При централизованном обслуживании ма-
стерская с минимальной площадью 20 м2
может обслуживать завод с установленной
мощностью освещения до 250 кВт, в том
числе люминесцентными лампами 80—90%.
При мощности освещения до 3000 кВт реко-
мендуется принимать площадь и штат мастер-
ской по табл. 15. При мощности более
3000 кВт требуется произвести индивиду-
альный расчет и выбор оборудования.
15. Рекомендуемые площади и штаты мастерской в зависимости
от установленной мощности освещения *
Площадь цеха или предприя- тия, тыс. м2 Установлен- ная мощ- ность осве- щения, кВт Площадь мастер- ской, м2 Численность рабочих Численность ИТР
Всего в том числе работающих
в цехах по чистке арматур в мастер- ской по ремонту
10 20 30 50 70 100 >100 250 500 800 1500 2100 3000 Более 3000 20 90 145 180 215 250 300 5 10 13 16 20 25 30 3 6 6 8 10 12 15 1 2 4 7 8 10 13 15 «—*
Один техник
Один инженер
Один инженер и один тех- ник
* По типовым проектам Тяжпромэлектропроекта
Электроцех,
97
Примерная спецификация обор удова ния
мастерской для очистки и ремонта освети-
тельной арматуры завода с установленной
мощностью освещения 800 кВт приведена
в табл. 16.
16. Спецификация оборудования,
инвентаря и приборов мастерской
для очистки и ремонта осветительной арматуры
(при установленной мощности освещения
800 кВт)
Наименование
.Основные
размеры
Оборудование
Ст&нр для проверки лю-
минесцентных ламп и
деталей схем включе-
ний
Станок сверлильный
Точильно-шлифоваль-
ный станок
Разметочная плита
Настольно-токарный
станок
Ванна стационарная
для промывки све-
тильников в моющем
растворе и горячей
воде
Щит электрический
Приборы
Ручной зажигатель-
пробник и испытатель
для проверки освети-
тельных устройств с
импульсн ой схемой
зажигания
Испытатель для провер-
ки осветительных
устройств со схемой
быстрого зажигания
Прибор переносный
В ольтметр переменн ого
тока
Люксметр
Ярномер
Строботахометр
Инвентарь
Стол для сушки про-
мытых светильников
с вентиляционным от-
сосом и нагревателем
Лестница-стремянка
Телескопическая подъ-
емная установка на
передвижной тележке
Шкаф для хранения де-
талей, инструмента и
приборов
Верстак многоместный
Стеллаж полочный
Раковины водопровод-
ные
4 Заказ 1444
Диаметр сверле-
ния до 12 мм
Диаметр круга
400 мм
Габаритн ые
размеры
400X 400 мм
Габаритные
размеры 2100Х
X 650 X 600 мм
ИПЛ
Тип СТ-5
Мощность на-
гревателей
12 кВт
Высотой до 5 м
Высота подъема
до 10 м, с ручным
приводом
I
1
1
1
1
1
1
1
1
1
5
2
2
При децентрализованном обслуживании
светильников, совмещаемом с обслуживанием
другого электрооборудования цеха, числен-
ность необходимого персонала определяют
по табл. 17.
Бригада обслуживания электроподстанций
и высоковольтной сети наблюдает за пра-
вильной работой наружных и магистральных
внутренних электрических сетей и электро-
подстанций, выполняет текущие коммута-
ционные переключения фидеров и трансфор-
маторов, ведет профилактические планово-
предупредительные осмотры электросетей и
электроподстанций, учет нагрузок и расхода
электроэнергии, поддерживает диспетчер-
скую связь с энергосистемой.
Бригада подчиняется на малых предприя-
тиях начальнику электроцеха, а на крупных—
главному энергетику.
Штат бригады определяют по данным
табл. 18. Дежурный инженер-электрик (или
техник) по предприятию, как правило, рас-
полагается в пультовом помещении на ГРУ
или ГПП, а дежурные электромонтеры и
электрослесари — в помещении мастерской,
снабженной необходимым оборудованием,
приборами и инвентарем (табл. 19).
Площадь мастерской определяют по пла-
нировке оборудования или исходя из норм
15—17 м2 на одного работающего в наиболь-
шую смену.
Бригада обслуживания сетей и электро
проводок низкого напряжения производит
текущее обслуживание электроприводов —
чистку электродвигателей, чистку, регули-
ровку, мелкий ремонт и смену плавких вста-
вок на станциях и щитах управления, наблю-
дение за состоянием кабельных и воздушных
электросетей, мелкий ремонт, переключение
и изменение схем электросетей (при 'единич-
ных переустановках технологического обо-
рудования и т. п.), наблюдение за электро-
безопасностью в цехе (контрольные замеры
и проверки, инструктаж работающих в цехе
и т. п.), контроль и приемку плановых ре-
монтов, ведет учет расхода электроэнергии
(по счетчикам и эпизодическими заме-
рами).
Численность бригады рассчитывают по
данным табл. 18, а оборудование — по
табл. 19.
Прочие показатели те же, что для
ЭРЦ.
Базы цеховых энергетиков в крупных
корпусах выполняют децентрализованный ос-
мотр и межремонтное обслуживание цеховых
сетей трубопроводов, электротехнического и
энергетического оборудования, не входящих
в круг деятельности централизованной служ-
бы главного энергетика.
Базы цеховых энергетиков делят на следую-
щие типы:
Тип
«09
Количество электродвига-
телей в цехе . , . , .
I
100 — 200
п
200 — 400
Тип .
III
Количество электродвига-
телей в цеха « е в « . 400—600
IV
600—’900
98
Цехи и службы энергохозяйства завода
17. Укрупненные нормативы для определения численности персонала
при децентрализованном обслуживании цехового электрооборудования и светильников *
Функции персонала
Норма на одного
электромонтера в смену
Дополнительные указания
единиц
Межремонтное обслуживание электро-
приводов в цехах.
с нормальной средой
с горячей, влажной, пыльной, взры-
воопасной и химически агрессив-
ной средой
Дежурное обслуживание осветитель-
ных установок (смена ламп, включение
и отключение по графику, чистка и мел-
кий ремонт на месте):
с лампами накаливания, обслужи-
ваемыми е пола
то же, в светильниках, требующих
разбалчивания
с люминесцентными лампами
с лампами накаливания при об-
служивании с кранов или мости-
ков
Дежурное обслуживание электрообо-
рудования и освещения цехов (при цен-
трализованной чистке, мелком ремонте
и смене ламп по принудительному гра-
фику специальной бригадой)
* Рассчитано по данным Единой
000—1400
400—700
700
300
200
400
системы
180 — 200
80—100
3500
1500
1700
2000
2—3 цеха на
одного человека
ППР, изд. 1967 г.
Средняя мощность элек-
тродвигателей 5 — 7 кВт
При односменной рабо-
те k = 0,6; трехсменной
Кроме того один элек-
тромонтер 5-го разряда на
трех электромонтеров 3-го
разряда
Расчет персонала центра-
лизованной бригады см
табл. 15
18. Количество персонала для обслуживания электросетей и электроподстанций
1 Профессия 1..Ц.-1.— II. * 1 It 1 I «II II HI НИ Численность рабочих ИТР
Всего в том числе
дежурные электромон- теры электросле* сари
Дежурный инженер или техник-электрик по предприятию (независимо от установленной мощ- ности электроприемников) . • 4*1
Дежурные электромонтеры и по обслужива- нию: до 200 высоковольтных фидеров подстанций и других электроустройств ...... 2 2 1
до 10 трансформаторных подстанций напря- жением до 10 кВ - - 2 2 1
Электрослесари по ремонту сетей и подстан- ций: до 10 трансформаторных подстанций с пи- тающими их фидерами низкого и высокого К Я П р Й 5К С Н И Я * а а • « * « 4 В » V й « a 4 4 J # 2
Примечания: 1. В наибольшую (первую смену работает 50% дежурных электромон-
теров и до 70% электрослесарей, ео вторую смену соответственно 35 — 40 и 25 — 30%, в третью
смену 3 — 5% электромонтеров.
2. При количествах обслуживаемого оборудования большем, чем указано в таблице, до-
бавлять по одному рабочему на каждые 100 фидеров высокого напряжения и 7 трансформатор-
ных подстанций.
По одному человеку в смену все дни недели.
*£ Один техник на каждого электрослесаря.
Электро цех
99
19. Оборудование и приборы отделения
эксплуатации электросетей и подстанций
Наименование
Ко-
личе-
ство
Оборудование и инвентарь
i
[Верстаки с тисками .......... - •
{Настольный сверлильный станок - *
Настольный пресс для гнутья труб
диаметром до 75 мм и шин сечением
до 100 X 8 мм - > -..........
Точило с диаметром круга до 300 мм
Переносная печь для плавки свинца
То же, для разогрева битумных и ком-
паундных изоляционных масс .
Приборы и инструменты
3
1
1
1
1
I
Измерительный мост для определения
места повреждения кабелей и при-
ВОДОВ
Омметры на 500 и 1000 В для измере-
ния сопротивления изоляции « . .
Набор переносных приборов класса 0,5
для измерения тока, напряжения и
мощности с комплектом многопре-
дельных измерительных трансфор-
маторов тока и напряжения . . .
Набор инструмента электромонтера
1
4
1-2
1 *
* На каждых четырех монтеров.
Оборудование и инвентарь баз принимают
комплектно по табл. 20, а количество рабо-
тающих — по табл. 21.
20. Спецификация оборудования и инвентаря
Наименование Мощность. кВ г Количество на базах по типам
1 11 III IV
Оборудование 1
Щит с приборами . . 1 1 h 1 1 !
Обдир очно-ш лифов аль-
ный станок .... 3,2 — 1 1 1
Настольн о-сверл ильн ый
станок НС-12 . > • 0,6 1 1 1
Сварочный трансфор-
матор СТЭ-34 « . . 34 =* — - 1 1 I
Пресс гидравлический
П-452 1,2 — I
Пресс для выпрессовки
ВйЛОВ вс^о**»*»* — 1 1 1
Ножовка приводная
872-А * 1,7 • — 1 1
Ножницы рычажные
Mi-940 • ® * * ® « * —— 1 1 1
Инвентарь 1
Верстаки слесарные — 2 4 6 7
Стол обмотчика • . • —.. 1 1
Стол для опрессовки 1 — 1 1
Стсллззк F' L 1 2
Шкаф для деталей - < А 1 1 1
* кВА.
21. Количество рабочих на базах
цеховых энергетиков
Тип базы Численность рабочих на базах производственных цехов (корпусов)
Механо- сбороч- ный Прес- совый Литей- ный Куз- нечный
I 3 4 5 6
II 5 6 8 9
III 6 7 10 12
IV 8 9 14 15
Прочие показатели баз те же, что для ЭРЦ.
Площади баз при ориентировочных рас-
четах принимают:
Тип базы • « . • » I II III IV
Площадь, мв » « • 30 60 80 100
Базы типа I размещают в обслуживаемом
корпусе без выделения перегородками.
Годовой расход вспомогательных материа-
лов цеховыми базами энергетиков состав-
ляет 300—500 кг на одного работающего.
ГЛАВА 6
ДЕРЕВООБРАБАТЫВАЮЩИЕ ЦЕХИ
И СУШИЛЬНОЕ ХОЗЯЙСТВО
И.1.Ш1 >4LJ4j|i l.„»1.-4iwnlL4iiy|B»^wj --ггт ин tlUIMIIIL» пч_>..1'д-т|»дЛа.д.|,|Аяи—- u ,,-i.u.ui.ni i m ni.lffULll-HLklgbr
” -4 >- 1 '* ! -l-w « 1И- .ЧШЛИИ—
В состав деревообрабатывающего хозяй-
ства машиностроительных заводов входят
следующие обрабатывающие цехи:
деревообрабатывающие цехи изготовляют
детали из древесины для основного произ-
водства ;
деревомодельные цехи изготовляют дере-
вомодельную оснастку для литейных цехов;
лесосушильные цехи производят сушку
поступающего в производство пиломатериала
до требуемой влажности;
Компоновка деревообрабатывающего хо-
зяйства завода должна удовлетворять сле-
дующим требованиям:
производственные и вспомогательные цехи
должны быть обеспечены необходимыми транс-
портными путями для подачи поступающих
материалов;
расположение деревообрабатывающих це-
хов и складов лесных материалов должно
отвечать условию минимальных грузопото-
ков и кратчайших транспортных путей;
Рис. 1. Компоновка деревообрабаты-
вающего хозяйства:
1 — кран козловой двухконсольный;
2 — железнодорожный путь, колея
1524 мм; 3 — склад сырых пиломатериа-
лов; 4 — путь подкрановый; 5 — путь
рельсовый; 6 — склад сухих пиломате-
риалов; 7 и 8 — путь траверсный; 9 —
блок из 8 сушильных камер; 10 — кор-
пус деревообрабатывающих цехов трех-
этажный
ремонтно-строительные цехи производят
ремонт и строительство хозяйственным спо-
собом зданий и сооружений завода;
тарные цехи изготовляют деревянную тару
для изделий основного производства.
Заготовительных лесопильных цехов де-
ревообрабатывающего производства на маши-
ностроительных заводах проектировать не
следует.
Основным материалом должен служить
поступающий со специализированных лесо-
пильных заводов пиломатериал^ который
предназначен для изготовления отдельных де-
талей, моделей, тары и для ремонтно-строи-
тельных нужд завода.
Для деталей внутреннего оборудования
автобусов, пассажирских вагонов широкое
применение нашли декоративный бумажно-
слоистый пластик, водостойкая клееная фа-
нера, твердые древесно-волокнистые плиты
и облицованные древесно-стружечные плиты.
В связи с тем, что характер производства
во всех деревообрабатывающих цехах завода
имеет много общего, более подробно освещен
деревообрабатывающий цех основного про-
изводства. По остальным цехам приведены
нормы и правила, специфические для данного
цеха.
расположение погрузочно-разгрузочных пу-
тей должно исключать необходимость допол-
нительной перегрузки лесоматериалов при
их складировании и транспортировании;
удаление отходов должно быть механизи-
ровано;
величина разрывов между зданиями и
складами должна удовлетворять требованиям
пожарной безопасности.
Компоновка деревообрабатывающего хо-
зяйства завода приведена на рис. 1.
ДЕРЕВООБРАБАТЫВАЮЩИЙ ЦЕХ
Назначение. Цех изготовляет детали и
узлы из древесины для машин, станков,
приборов основного производства завода.
Задание на проектирование цеха должно
содержать следующие данные: годовую про-
грамму выпуска, номенклатуру изделий;
рабочие чертежи изделий; характеристику
исходного сырья; удельные нормы расхода
сырья; станкоемкость и трудоемкость ана-
логичной продукции.
Технологический процесс цеха проекти-
руют по каждому изделию в зависимости от
заданной годовой программы.
Деревообрабатывающий цех
101
При проектировании назначают наиболее
прогрессивные технологические режимы, про-
цессы и методы обработки. Соответственно
этому для реализации запроектированной
технологии должно быть выбрано самое
производительное и эффективное оборудо-
вание с учетом реальных условий данного
производства (ассортимент изделий, объем
выпуска, уровень специализации).
Для возможности организации производ-
ства поточным механизированным методом
обрабатываемые детали и заготовки распре-
деляют на отдельные группы, однородные
по технологии обработки.
Характерные группы однородности:
детали, требующие строжки с четырех
сторон, зарезки шипов или торцовки в раз-
мер по длине, фрезеровки, сверловки, то-
карной обработки;
детали и заготовки рамочных конструкций;
щитовые элементы, фанерованные или не-
фанерованные, с пластиком или без него;
гнутые детали и заготовки.
Одной из операций технологического про-
цесса является сборка узлов и изделий
с помощью различных клеев.
Одним из распространенных соединений
деталей в узлы и изделия в деревообрабаты-
вающей промышленности является соедине-
ние клеем при фанеровальных и сборочных
работах.
Всесоюзным проектно-конструкторским
технологическим институтом мебели
(ВПКТИМ) для некоторых мочевино-формаль-
дегидных клеев предложены режимы склеи-
вания, приведенные в табл. .1.
1. Склеивание шиповых соединений [3]
Параметры режима Еди- ница изме- рения Режимы для клеев на основе смол МФ-17 МФ, М-70, М-60
Горя- чий Холод- ный
Температура воздуха в помещении Зс >18
Относительная влаж- ность воздуха в по- гл еще н и и 0/ /о >65
Удельное давление кгс/см2 5 — -10
Температура отвер- жден и я клеевого шва °C 125 — 130 >18
Выдержка в стопе по- сле освобождения от зажимных устрой- ств ч • >1
Выдержка после обжи- ма в вайме 1 ч >6 ^4
Станкоемкость и трудоемкость
При укрупненных расчетах трудоемкость
и станкоемкость определяют по показателям
аналогичных производств, а по новым изде-
лиям — по разработанному и пронормиро-
ванному технологическому процессу.
Станки делят -на проходные (строгальные,
двусторонние шипорезные, шлифовально-ци-
линдровые прирезные с механической пода-
чей) и позиционные (фрезерные, односторон-
ние шипорезы, ленточно-пильные, гвозде-
забивные).
Машинное время на деталь, выполняемую
станком, определяют по формуле
t -2L
^маш — Д *
где Т — продолжительность смены, мин;
А — производительность станка, деталей
в смену.
Производительность станков определяют
по следующим формулам:
станки проходные для обработки деталей
в продольном направлении
Т unk^kM
где и — скорость подачи, м/мин; /д — длина
детали, м; п — число одновременно обраба-
тываемых деталей; Т — продолжительность
смены, мин; — коэффициент использова-
ния рабочего времени (см. табл. 2); kM —
коэффициент использования машинного вре-
мени (см. табл. 2);
станки проходные для обработки деталей
в поперечном направлении
„ Тип 1 .
Л — ----&р£М,
где /у — расстояние между упорами цепей
для станков типа Ц2К120, /у ~ 168 мм;
станки позиционные
.__ Тип
~пгГ р м’
где m — число одновременно обрабатывае-
мых плоскостей; I — длина хода каретки, м.
С учетом приведенных формул машинное
время (мин) на операцию:
для проходных станков при обработке
деталей в продольном направлении
для проходных станков при обработке дета-
лей в поперечном ^направлении
unkpkM ’
для позиционных станков
маш —
102
Деревообрабатывающие цехи и сушильное хозяйство
Коэффициенты использования рабочего и
машинного времени приведены в табл. 2.
2. Коэффициенты использования рабочего
и машинного времени [I)
Станки kv> м
Круглопильные для про-
дольного раскроя с механи- ческой подачей ...... 0,9 0,9
Торцовочные с механической
подачей • * - 0,9 0,5 —0,6
Фуговальные Рейсмусовые и четырехсторон- 0,85 0,6
ние * * • 0,85 0,85
Двухпильный концеравнитель
с механической подачей . • 0,9 0,6
Фрезерные и ленточнопильные 0,85 0,6
Шипорезы односторонние - . Шлифовальные трехбарабан- 0,9 0,5
0,95 0,75
Сверлильные с автоматической
подачей • ... .... 0,9 0,35
Фрезерно-карусельные .... 0,85 0,9
Трудоемкость обработки детали устанав-
ливают по машинному времени на обработку
с учетом плотности обслуживания дерево-
обрабатывающего оборудования (табл. 3).
3. Плотность обслуживания
деревообрабатывающего оборудования (1]
Станки Загрузка и разгрузка
не меха- низиро- вана механи- зирова- на
Круглопильные для продоль- ной распиловки ...... То же для поперечной распи- ловки . Фуговальные Рейсмусовые . . * Фрезерные и шипорезные одно- сторонние ......... Шипорезные двустороннее и четырехсторонние строгаль- Св 6р Л ИЛ ЬН Ы0 «*$»*•**» 2 3 1 2 1 2 1 2 1 1 1 1 1
При механизированных поточных линиях
на участках раскроя пиломатериалов на
заготовки из круглопильных станков для
поперечного и продольного раскроя типов
ЦПА-2, ЦДК-5 и общелинейном оборудо-
вании (роликовые и ленточные транспортеры)
плотность обслуживания линии уменьшается
на 35% по сравнению с позиционным обору-
дованием. Полуавтоматическая линия из
питателя фуговального станка, четырехсто-
роннего строгального, шипорезного двусто-
роннего станка и общелинейного оборудова-
ния сокращает число обслуживающих рабо-
чих до одного против пяти при позиционном
оборудовании.
Расчет количества и состав
оборудования
Потребное количество оборудования уста-
навливают по технологическому процессу
(маршруту), по которому определяют станко-
часы на годовую программу по форме 1.
Суммируя станко-часы по вертикальным
графам, получают время работы каждого
станка (рабочего места) в течение года. Най-
денное таким путем потребное количество
станко-часов на годовую программу делят
на действительный годовой фонд работы
станка в год с учетом сменности работы и по-
лучают расчетное число станков (рабочих
мест) данного вида. Дробные значения числа
станков округляют, получая число станков
(рабочих мест), выраженное целым числом.
Разделив расчетное число станков на приня-
тое, определяют процент загрузки обору-
дования.
Характеристики деревообрабатывающих
станков, выпускаемых станкостроительными
заводами Минстанкинпрома, приведены
в табл. 4, импортного — в табл. 5.
Модернизацию деревообрабатывающего обо-
рудования осуществляют по следующим на-
правлениям:
интенсификации режимов работы станка,
т. е. увеличения скоростей резания и подач;
механизации и автоматизации загрузочно-
разгрузочных операций за счет применения
автоматических питателей и накопителей;
механизации и автоматизации зажимных
устройств на деревообрабатывающих стан-
ках с применением гидравлических и пнев-
матических исполнительных механизмов;
механизации и автоматизации настройки
и поднастройки станков на заданный размер
обработки деталей;
облегчения физических усилий рабочих;
повышения безопасности работы.
Расчет численности и состав
работающих
Численность производственных рабочих оп-
ределяют по трудоемкости годовой программы
или по количеству оборудования с учетом
коэффициента его загрузки и плотности об-
служивания оборудования и рабочих мест,
принимаемой по табл. 3.
Расчет численности вспомогательных рабо-
чих с указанием номенклатуры профессий
и норм обслуживания приведен в табл. 6.
При укрупненных расчетах численность
вспомогательных рабочих, ИТР, служащих
и младшего обслуживающего персонала при-
нимают по табл. 7. Численность транспортно-
складских рабочих рассчитывают по нор-
мам табл. 8. Штатное расписание админи-
стративного персонала приведено в табл. 9.
ФОРМА 7
Схема технологического процесса обработки
М детали Деталь Количество деталей на годовую программу Опер ация по гохн ологн чес г, ом у маршруту
Сортировка Раскрой поперечны й Раскрой по ширине Строжкя в размер Торцов ка. зарезка шипов О гбор профиля Клей- ка Сборка
Обор удо в а н и е и с та н к ое м кость
Рабочее место Торцовочный ЦПА-40 Прирезной ЦДК-4-2 Строгальный С26-2 Шипорезный Ш2ПА-2 Фрезерный Ф-4 Пресс вайма Рабочее место
Человеко- часы Стан ко-часы Стан ко-часы Стан ко-часы Стан ко-часы Станко-часы Станко-часы 1 Человеко- 1 часы
1 и на де- таль н а годо- вую про- грамму । на де- таль на годо- вую про- 1 грамму i । на де- таль на годо- вую про- грамму на де- таль на годо- вую про- грамму 1 на де- таль на годо- вую про- грамму 1 Ч1ГЕ1 ЕН на годо- вую про- гр амму 1 на де- таль на годо- вую про- гр амму па де- таль н а годо- вую про- грамму
1 Деталь обшивки , . я Деталь рамочной кон- струкции Деталь щитовой кон- струкции Итого. . . Станко-часов на годо- вую программу * . . Действительный годо- вой фонд времени ра- боты оборудования Количество оборудова- ния: расчетное . . . . принятое . . > * . Загрузка оборудования 4- 4~ 11 4- + 4- 4- 4* + 4- 4* I' f 1 1-
Деревообрабатывающий цех
4. Деревообрабатывающее оборудование отечественного производства [1, 9, 12]
Тип, модель Основные параметры Скорость, подачи, м/мин Мощность кВт Масса, кг Габаритные размеры, мм
Наименование длина ширина высота
Станок прирезной миогопильный « * • • ЦДК-5 Ширина отпиливаемой доски до 250 мм <40 20/17 2 500 I 935 1 500 1 335
Станок прирезной •<««•«•*«* Станок торцовочный «•«*«•••«. ЦДК-4 ЦПА-40 Толщина доски до 100 мм Высота пропила до 100 мм <40 33 12,8/10,0 5,7/4,0 1 800 550 I 930 2 300 1 460 790 1 475 1 405
Станок круглопильный • Ц.-6-2 Высота пропила до 100 мм Il IW 7,0/7,0 690 1 65.0 1 545 1 235
Станок ленточнопильный столярный о , Станок фуговальный . , о « « » . • , Станок фуговальный ЛС80-1 СФА-4 СФ6-2 Высота пропила до 400 мм Ширина строгания до 400 мм Ширина строгания до 800 мм 8, 12, 16, 24 5,5/5,5 3,55/2,8 4,5/4 ,5 1 400 800 950 2 075 2 565 2 565 1 100 990 1 120 2 415 1 290 970
Станок рейсмусовый • = < .,«««• . СР6-9 Ширина строгания до 630 мм <24 9,14/7,5 1 700 1 100 1 400 1 500
Станок рейсмусовый • « » « « * » . « » СР-8 Ширина строгания до 800 мм 5—25 8,6/7,5 2 100 1 250 2 050 1 250
Станок строгальный четырехсторонний С26-2 Ширина строгания 40 — 260 мм 5,5 — 42 27,0/7,5 3 295 2 700 1 400 I 520
Станок фрезерный одношпиндельный сред-
НИЙ Станок фрезерный одношпиндельный тя- Ф-4 Толщина детали до 100 мм 4,5/4,5 700 1 275 1 000 1 405
ЖСЛЫЙ Станок фрезерный модельный . • « « . Ф-Т ФМС Размер стола 1250X 1000 мм 5,5/4,5 850 1 175 1 250 1 285
Станок копировально-фрезерный • , « . Станок фрезерный карусельный одношпин- ДеЛЬНЫИ в,,,,»»)»»,,,* ВФК-1 Ф1К Расстояние от торца шпин- деля до поверхности сто- ла до 600 мм Вылет оси шпинделя от станины 600 мм 12,75/10,0 6,0/6,0 5 540 550 3 000 1 270 2 000 1 170 2 900 1 670
Станок фрезерный модельный легкий ФМЛ Диаметр детали до 1200 мм 5,1/4,0 2 500 1 800 2 000 2 500
Станок фрезерный модельный тяжелый Станок шипорезный двусторонний . . . ФМТ-1 ШД15-3 Толщина детали до 500 мм Толщина детали до 600 мм, И 25 —6000 об/мин 2,2/2,2 9,5/7,5 1 700 10 000 1 870 Выпуск с 1 180 1975 г, 1 945
Станок шипорезный двусторонний ящич- о НЫИ »♦«««♦• »«««*«»• Ш2ПА-2 Длина детали до 2800 мм <10 19,3/40 3 500 4 150 2 380 1 525
Станок шипорезный для ящичного шипа «ласточкин хвост» шлх-з Длина детали до 2000 мм 4—8 20,6/7,0 2 900 3 075 1 890 1 370
Станок сверлильный пазовальный . . Станок токарный с подручником . . . « Станок токарный с механической подачей СВПА-2 ТП-40-1 ТВ-63 Ширина детали до 650 мм Диаметр сверления до 25 мм РМЦ-1600; ВЦ-200 <1,5 7,0/7,0 4,9/3,2 1,7/1,7 1 120 700 900 1 070 775 2 600 850 1 555 635 1 055 1 400 1 310
Станок лоботокарный ТЛ-300 РМЦ-1600; ВЦ-315 'Диаметр обработки до 3000 мм J 3,2/3,2 21,35/10 1 400 6 600 3 900 7 000 1 300 3 600 1 400 1 850
Деревообрабатывающие цехи и сушильное хозяйство
Станок круглопалочный . . КПА-20 Диаметр обработки 8— 20 мм 5 3.0/3,0 300 680 420 880
Станок шлифовальный ленточный с по- движным СТОЛОМ .......... Станок шлифовальный с диском и боби- ной ШЛПС-2М ШлДБ-4 Ширина ленты 160 мм Размер стола 880x 450 — 2,8/2,8 7,0/7,0 630 1 075 2 000 1 680 800 1 662 400 1 400
Станок универсальный УН Ход каретки 700 мм — 3,2/3,2 420 1 400 1 300 1 940
Станок комбинированный Вальцы клеевые ........... к КВ-9 Разнообразные работы по дереву Длина вальцов 900 мм 6, 10, 18 15, 30 3,8/2,8 2,1/1,5 985 1 435 1 456 1 754 1 120 685 911 1 292
Станок гвоздезабивной двухбрйковый Станок гвоздезабивной шестнбойковый гзс-м 6ЯГ НО ударов в минуту 80 ударов в минуту — 1,0/1,0 2,5/2,5 400 1 600 1 120 ~1 500 940 -1 200 1 750 ~1 800
Станок проволокосшивной . . яс-1 120 ударов в минуту — 1,0/1,0 600 1 310 1 280 1 760
Пресс гидравлический 10-этажиый для фанерования,- склейки щитов, приклейки пластика • ПА714 Усилие 630 тс, плита 2000Х 16,5/8,7 25 000 5 500 4 100 2 250
<> Камера сушильная высокотемпературная ВА-2 X 1300 мм Производительность в ус- 20,0/10,0 И 130 11 900 3 660 4 505
Камера лесосушильная . СПВ-62 ловиом пиломатериале 4000 м3/год Производительность в ус- . 14,0/7.0 15 720 8 000 3 365 4 700
Тележка траверсная электрифицирован- ная ЭТ2-6.5 ловком пиломатериале 3000 м3/год Грузоподъемность 15 т 21,6 8,5/5,0 4 500 3 900 6 490 1 250
Станок ажурно-лобзиковый ..... Машина рубительная для дробления ре- ек АЖС-4 ДУ-2 Высота пропила 80 мм Производительность 12 м3/ч 35 1,12/1,0 69,5/55,0 500 4 920 1 350 2 980 800 1 780 1 600 2 260
Полуавтомат для заточки плоских ножей Полуавтомат для заточки насадных фрез Полуавтомат для заточки насадных фрез с твердым сплавом ТчН6-3 ТчФА ТчФТ Длина ножа до 640 мм Диаметр затачиваемых фрез 80—180 мм Диаметр затачиваемых 3,5 2,425/1,7 1,1/1,1 2,48/1,5 660 300 1 275 1 705 670 1 950 990 670 1 400 1 300 1 275 1 550
Станок для заточки концевых фрез и це- почек ...... «Ч.9Э®»». Станок уннверсально-заточный ..... ТчФК ТчП фрез 80 — 200 мм Диаметр фрез до 30 мм ши- рина цепочек 6—25 мм Диаметр пил до 1000 мм 0,3/0,3 1.0/0,6 100 460 670 1 200 670 1 150 1 275 1 760
Станок для заточкн круглых и ленточных пил ................ ТчПА-З длина ножей 650 мм Диаметр пил до 1000 мм 1,0/1,0 545 1 070 1 170 2 050
Станок для заточки пил и ножей ..... ТчПН-4 Диаметр пнл 200— 1200 мм — 0,6/0,6 450 1 090 2 000 1 550
Пплоштамп для насечки н обрезки зубьев ПИЛ «.«.....а....... ПШП-2 длина ножей до 64 0 мм Толщина пил 5 мм 2,2/2,2 800 1 545 1 650 1 865
Примечание Мощность в числителе общая, в знаменателе — электродвигателя привода рабочего органа
Деревообрабатывающий цех
5. Деревообрабатывающее оборудование зарубежных фирм
Наименование Тип, модель Основные параметры Скорость подачи, м/мин Мощ- ность, кВт Масса, кг Габаритные раз- меры, мм Страна-изготовитель, фирма
длина ши- рина вы- сота
Пила гидравлическая поперечная Станки пильные ра- диальные Станок фуговальный Станок рейсмусовый Станок фрезерный Станок строгальный че- тырехсторонний Автомат профильно-фре- зерный Автомат профильно-фре- зерный Станок шипорезный дву- сторонний Аппарат гвоздильный пневматический а Аппарат пневматиче- ский скобо® и гвоздеза- бивной Камера сушильная Камера сушильная CW 1 1635/3 PF 500 PS 620 1100 GS 160 UNIMAT-25N ТУРЕЗ DMZ ВеА HAUBOLD MYYP Хильдебранд Длина хода 255 или 510 мм Ширина распила до 910 мм Ширина строгания до 500 мм Размер стола 620Х 1000 мм Размер стола 1000 X 1100 мм Ширина строгания до 160 мм, толщина 15 мм Ширина строгания до 250 мм, толщина строгания 4 — 140 мм Ширина строгания до 250 мм Длина детали 250 — 3000, 4000, 5000 мм Давление 4 — 7 кгс/см2, раз- мер гвоздя 14 — 62 мм, скоба до 50 мм, до 200 ударов в ми- нуту Давление 4 — 6 кгс/см2, рас- ход воздуха 15 л/мин, до 800 ударов в минуту Производительность 12 000 м3 условных пиломате- риалов Производительность 13 000 м3 условных пиломате- риалов 1,5 — 37 —. 8—16 4 — 24 6 — 36 5-30 0-7,5 3,5/3,5 3,5/3,5 4,0/4,0 5,4/5,0 4/4,0 29/5,0 34,5/5,5 32,0/5,5 28,2/5,5 30/15 22/11 ' 1 370 225 730 780 645 3 500 3 500 3 200 0,8 1,0 -11 000 -10 000 4 880 1 435 2 750 1 100 1 000 3 700 4 800 4 900 5 850 27 000 21 000 1650 1150 930 1050 1100 1400 1300 1250 3260 3500 4080 1300 1520 1050 1000 850 1250 1400 1450 1600 6300 3200 Англия, Вадкин CHIA, Де Вольт Италия, Гриджо, Геррино Италия, Гриджо, Геррино ФРГ, завод специ- альных деревообраба- тывающих станков Михаэль Вейнинг щ и Г, м а ши ностр ои- тельный завод Аль- фред Харбс КГ ФРГ, ИОН Фридрих Беренс Аренсбург ФРГ, Акционерное общество Букама Ган- новер США, фирма MYYP ФРГ, фирма Хиль- дебранд
Примечание. Мощность в числителе общая, в знаменателе — привода рабочего органа.
Деревообрабатывающие цехи и сушильное хозяйство
Деревообрабатывающий цех
107
6. Номенклатура вспомогательных рабочих [7]
Группа рабочих Профессия Данные для определения числа подсобных рабочих (одной смены!
Наладка оборудования Обслуживание оборудо- вания Складская группа Транспортная группа, внутрицеховая Уборщики Ремонт оборудования, инструмента, приспособле- ний Нал адчики Дежурные слесари, электромонтеры, сантех- ники Кладовщики, раздатчик, комплектовщик Крановщики, грузчики, водители электрокаров Уборщики помещений, уборщики отходов от стан ков Станочники, слесари, заточники, сварщики Один рабочий на 15 — 20 станков По одному рабочему на 30 единиц каждого типа оборудования Один рабочий На 30 — 40 человек ос- новных рабочих По числу единиц кранов и электрока- ров; один электрокар обслуживает 35 — 40 станков и рабочих мест Один уборщик на 3500 м2 общей пло- щади По нормативам ремонтно-механиче- ских и инструментальных цехов
7. Укрупненные нормы расчета вспомогательных рабочих. ИТР, служащих и МОП [7]
Общее количество рабочих Вспомогательные рабочие, % основных рабочих ИГР Служащих МОП
% общего числа рабочих
100 101—200 201 — 300 Св. 300 20 — 25 18 — 20 15—18 15 00 СО о 00 | 1 1 со •— •— 1,5 —2,0 1,5 —2,5
Примечания: 1. Большие значения норм принимают к меньшему количеству рабо-
чих для ИТР, служащих и младшего обслуживающего персонала (МОП).
2. Больший процент вспомогательных рабочих принимают при большей механизации работ
8. Нормы расчета численности транспортно-складских рабочих [7.1
Наименование участка или склада Основные операции Оборудование или обслуживание трудо- емкость в человеко- часах Hd 1 м3 пило- материала
Склад сырых пиломате- риалов Формирование штабелей, укладка досок в штабель, устройство крыши, обшив- ка торцов, разборка кры- ши, формирование плот- ных пакетов на штабеле при разборке Кран, автопогрузчик 0.7
То же, хранение в па- кетах 0,2
Немеханизированное обслуживание 1,0
Склад сухого пиломате- риала и заготовок Разборка сушильных штабелей и укладка в па- кеты; подача пакетов в цех Автопогрузчики и кра- ны 0,1
Лифты и краны 0,2
Механизированное об- служивание 0,4
Склад готовой продук- ции Укладка в штабеля или стеллажи; разборка шта- белей и укладка в транс- портабельные пакеты Крановое оборудование 0, 15
Немеханизированное оборудование 0,4
108
Деревообрабатывающие цехи и сушильное хозяйство
9. Штатное расписание административного
персонала деревообрабатывающего цеха
При общем
количестве рабочих
Должность g о §
-•* 1 1
ЕС — см О
ИТР
Начальник цеха . . . 1 1 1 1
Зам. начальника . . . -— 1 1 1
Старший мастер » . • 1 2 2 2
Мастер 4 8 12 16
Инженер-технолог 1 1 2 2
Мастер ОТК .... 2 2 4 4
Механик ...... 1 1 1 1
Итого. . . 10 16 23 27
Сл ужащие
Инженер экономист — 1 1 I
Бухгалтер — — 1 1
Нормировщик .... 1 1 2 2
Итого. . . 1 2 4 4
Всего. « . И 18 27 31
Станки позиционные не-
проходного типа
Станки проходные про-
дольные
Планировка и площади
Правильная планировка цеха в значи-
тельной мере зависит от рационального вза-
имного расположения рабочих мест, склад-
ских площадок для материалов, полуфабри-
катов и вспомогательных отделений цеха.
При размещении станков необходимо стре-
миться к прямоточности производства, обес-
печивая кратчайшие пути движения дета-
лей в процессе обработки и не допуская
обратных, кольцевых и петлеобразных дви-
жений, создающих встречные потоки и за-
трудняющие транспортировку деталей.
При любом способе размещения станков
рабочие места должны находиться со стороны
прохода, что облегчает их обслуживание,
а также снабжение -заготовками и деталями.
При обработке деталей партиями, а также
для обеспечения требуемых технологических
выдержек после операций склеивания, фа-
нерования, покраски и отделки необходимо
предусматривать места для размещения этих
деталей. Величина площадки, необходимой
для размещения деталей, зависит от произ-
водительности оборудования и режимного
времени выдержки (пролеживания) деталей.
При вычерчивании плана расстановки обо-
рудования нужно пользоваться общеприня-
тыми условными изображениями в соответ-
ствии с паспортами станков и каталогами
с учетом габаритов станка или линии в при-
нятом масштабе. Для вычерчивания плани-
ровок пользуются масштабом 1 : 100, а для
крупных цехов 1 : 200.
Расстояние между станками и их складоч-
ными местами для разных схем организации
рабочего места должно соответствовать
табл. 10.
Расстояние между оборудованием и эле-
ментами зданий должно соответствовать нор-
мам табл. 11.
10. Нормы расстояний между станками
и их складочными местами для разных схем
организации рабочего места [7]
Эскиз Станки
Торцовки пе-
дальные, маят-
никовые; лен-
точнопильные и
лобзиковые пи-
лы; сверлильно-
позавальные и
долбежные; фре-
зерные; одно-
сторонние ши-
порезные рам-
ные и ящичные,
ленточно-шли-
фовальные (не-
проходные) ти-
пов ШЛПС,
ШЛДБ, токар-
ные, гвоздеза-
бивные
-О
750-1000
750-1000
500
Станки проходные попе-
речные
Круглопильные
для продольной
распиловки,
рейсмусовые и
четырехсторон-
ние строгаль-
ные; трехбара-
банные и широ-
коленточные
проходные
Двусторонние
шипорезные,
концеравнители
с конвейерной
подачей, пазо-
резные
Станки комбинирован-
ные
500
"Tl
750-1000.
750-1000
Примечание. Размер 750 мм при-
нимают при обработке деталей шириной до
250 мм или длиной до 3 м, размер 1000 м:м —
для деталей больших размеров.
Деревообрабатывающий цех
109
И Нормы расстояний между станками и элементами зданий [7]
Эскиз Расстояния Обо- зна- чение Ра ДЛ? мел- ких змеры, станке сред- них мм в круп- ных
Cxi © xd lx ® ХЗ les Между складочными местами по фронту у станков , а 700 900 1000
CS e IS3 Между тыльными сторонами станков б 700 800 900
От стен или колонн зданий до тыльной стороны станков в 700 800 900
^1 □ <> От стены или колонны до бо- ковой стороны станка г 700 800 900
IxH ® OsJ От стены до продольной сторо- ны около станочного складочного места S 1200 1200 1200 1000
Й «J ©□ ©□ s s Между тыльной стороной стан- ка и продольной стороной склад- ского места ж 1000 1000
Ш f ,n j ® о Л Между торцовыми сторонами складских мест при транспорти- ровке деталей безрельсовыми те- лежками и При длине дета- лей до 2 м к = 1000. При длине деталей свыше 2 м к = 1500. При одностороннем движении к — 2000
r°~] 1 Между торцовой стороной складочного места и стеной при необходимости прохода рабочих 1200 Не мен 1200 6 1200
Примечания: 1. Расстояния указаны от наружных габаритов станков, включающих крайние положения движущихся частей станков, открывающиеся дверки и настольные огра- ждения станков. 2. При установке станков на индивидуальные фундаменты расстояния от колонн, стен и между станками принимают с учетом взаимоположения, конфигурации и глубины фундамен- тов станков, стен и колонн. 3. Нормы расстояний не учитывают: каналов для промышленных трубопроводов элек- тропроводок, транспортных устройств (рольганги, конвейеры). 4. При обслуживании станков однобалочными кранами расстояния от станков до стен, колонн принимают с учетом возможности обслуживания станков при крайнем положении крана
по
Деревообрабатывающие цехи и сушильное хозяйство
12. Укрупненные нормы
удельной производственной площади
на одно рабочее место [7]
Длина обраба- тывае- мых де- талей, м Вид рабочего места
Ста- нок Верстак столяра или модель ящика Стол ско- лот- чика тары Дер ево- сбороч- ная по- зиция и разме- точные плиты модель- ного цеха
1 1.1—2,0 2,1—3,0 3,1—4,0 4,1—5,0 5,1—6,0 25 25 — 30 30—40 40—50 50—60 60 — 80 10 12 15 20 20 — 25 25 — 30 30 — 40 15 15 — 20 20 — 30 30 — 40 40 — 50
Примечания: 1. Под рабочим мес- том подразумевают станок, верстак, про- верочную плигу, рабочий стол, пресс для склейки и т. п. с учетом площади для раз- мещения заготовок до обработки и дета- лей (узлов) после обработки. 2 Большие значения для цехов с пре- обладанием крупных изделий. 3. При обработке деталей разных длин в самостоятельных потоках площадь каж- дого рассчитывают отдельно. 4. При применении поточных и полу- автоматических линий по обработке дета- лей или конвейерной сборки изделий на эту группу оборудования нормы следует увеличивать на 20%.
Площадь, занятая рабочими местами и
оборудованием, составляет в среднем около
60% всей производственной площади, а на
проходы и проезды приходится около 40%.
Нормы удельной производственной пло-
щади на одно рабочее место для укрупнен-
ного расчета приведены в табл. 12.
Площадь вспомогательных мастерских и
цеховых кладовых принимают по табл. 13.
Материалы
Для определения расхода лесных материа-
лов производят подетальный расчет, в ко-
тором указывается вид породы, размер де-
тали в чистоте, припуски на обработку,
размеры и объем заготовки, объем детали
в чистоте, объем пиломатериала.
Припуски на станочную обработку назна-
чают только для деталей, которые должны
обрабатываться на фуговальных, рейсмусо-
вых, фрезерных, четырехсторонних и шипо-
вых станках (табл. 14).
Средневзвешенные проценты полезного
выхода заготовок при раскрое: хвойный
необрезной пиломатериал 60; то же, обрезной
82; твердолиственный (дуб, бук) необрезной
48; мягколиственный (липа, ольха) необрез-
ной 45; плиты ДСП и ДВП, фанера клееная,
пластик 85.
Процент технологического брака: детали
из хвойных пород 5; детали из твердолиствен-
ных пород 3; мягколиственных пород 4;
плиты ДСП и ДВП, фанера клееная, пла-
стик 2.
13. Нормы площадей вспомогательных мастерских и кладовых [71
Помещение Характеристика обслуживаемого объекта Расчетная
Наименование параметра Количество площадь, м2
Заточная и ремонт инстру- мента Количество деревообрабатываю- щих станков До 20 Св. 20 до 40 » 40 » 60 30 45 60
Ремонтная база механика цеха Количество ремонтируемых еди- ниц По нормам технологиче- ского проектирования ремонтных цехов
Инструментальная кладовая Количество производственных рабочих До 150 151 — 250 Св. 250 24 — 36 38 — 48 48—72
Кладовая вспомогательных ма- териалов, метизов Кладовая приспособлений До 150 151—250 Св. 250 1 г-. I CD ОЗ Г'Э СО 1 О CD 1 1 HI СО СО CD СО CD I О О CD
Примечание. Площади для размещения санитарно-технических, энергетических и
противопожарных установок цеха при укрупненных расчетах принимают 3 — 5% общей пло-
щади.
Деревообрабатывающий цех
111
14. Припуски на станочную обработку 14 .'
Размеры деталей после обработки, мм Припуски, мм
длина ширина по длине но ши- рине по тол- щине
<1000 <50 51 — 100 101 — 150 10 6 7 S 5
1001 — 2000 < 50 51 — 100 101 — 150 15 7 8 10 6
Примечания: 1. Размеры заго- товки с припуском по толщине округляют до ближайшей стандартной толщины пило- материала. 2. Стандартные толщины пиломате- риала по ГОСТ 8486 — 66: 16, 19, 22, 25, 32, 40, 45, 50, 60, 70, 75, 100 мм. 3. Длины заготовок принимают 500 — 1000 мм с градацией через 50 мм, а более 1000 мм — через 100 мм 4. При невозможности обработки ко- ротких заготовок на станках их изготов- ляют кратными. Данные по расходу лесных материалов могут быть выданы заводом.
Инструменты, приспособления,
механизация
Дереворежущий стандартный инструмент
(пилы для продольной и поперечной распи-
ловки, сверла спиральные, строгальные
ножи, фрезерные головки для строгальных
станков) цех получает централизованно.
Специальный дереворежущий инструмент для
зарезки шипов, проушки, фрезерования гал-
телей, четвертей разрабатывают и изготовляют
в инструментальном цехе завода. Проекти-
рование инструмента производится в соот-
ветствии с нормами института ВНИИДМАШ
и ВНИИ.
Механизация и автоматизация. Предусма-
тривают следующие мероприятия.
1 Автоматизацию загрузочно-разгрузоч-
ных операций деревообрабатывающих стан-
ков типовыми средствами и путем разра-
ботки специальных загрузочно-разгрузочных
устройств.
2. Применение специальных и универсаль-
ных механизированных и автоматизирован-
ных приспособлений, обеспечивающих по-
вышение производительности станков за счет
сокращения времени на вспомогательные
операции: установку, выверку, закрепление
и снятие обрабатываемых деталей.
3. Механизацию и автоматизацию на-
стройки станков на заданный размер обра-
ботки деталей.
Механизацию производственных процессов
осуществляют путем создания поточных ме-
ханизированных и автоматических линий по
раскрою пиломатериалов на черновые за-
готовки с применением гидравлических подъ-
емников для подачи досок, общелинейного
транспортного оборудования для переме-
щения заготовок и уборки короткомерных
отходов.
Клеильные и сборочные работы механизи-
руют пневматическими и гидравлическими
прессами и сборочными приспособлениями,
клеевыми вальцами для нанесения клея,
типовым и специальным оборудованием для
сверления гнезд и отверстий.
Процессы лакирования и окраски поверх-
ностей и сушку покрытий механизируют ла-
коналивными машинами типа ЛМ-3, сушиль-
ными камерами конвекционного и радиа-
ционного типов.
Соединения гвоздями и шурупами механи-
зируют гвоздезабивными и сшивальными
пистолетами или установками.
Энергетика цеха
В деревообрабатывающих цехах в качестве
привода станков применяется в основном
переменный ток напряжением 380 В, ча-
стотой 50 Гц. Отдельные станки, такие как
сверлильно-пазовальные типа СВПА-2.
четырехсторонний строгальный С16-4А,
работают на частоте 100 Гц, копировально-
фрезерный станок типа ВФК-1 на 300 Гц.
Эти станки работают с преобразователями
частоты, поставляемыми комплектно заво-
дами-изготовителями.
Коэффициент использования мощности для
деревообрабатывающих станков 0,25—0,3;
для установок пневматического транспорта
0,8—0,9.
Широкое применение в станках получил
гидро- и пневмопривод. Гидравлические стан-
ции станков автономные.
Пневмопривод питается от центральной
компрессорной. Давление в пневмоприводах
не превышает 4—6 кгс/см3.
Для пневмопривода вайм, прессов, стан-
ков и различных установок используют пнев-
моцилиндры, пневмодиафрагменные и пнев-
мошланговые камеры. Расход электроэнергии
и сжатого воздуха приведен в табл. 15.
15; Расход электроэнергии
и сжатого воздуха [13]
Носитель энергии Единица измере- ния Удель- ный рас- ход
Электроэнергия на строга- ние заготовки: сельскохозяйственное машиностроение автомобилестроение вагоностроение кВт-ч/м3 11,6 4,1 7,3
Сжатый воздух на распы- литель, пневмоцилиндр м3/ч 15
Складское хозяйство
Склады сырых пиломате-
риалов. Для разгрузки железнодорож-
ных вагонов применяют железнодорожные,
а также башенные или козловые краны.
112
Деревообрабатывающие цехи и сушильное хозяйство
16. Оборудование для механизации погрузочно-разгрузочных операций [7]
Скл ад Пропускная способность, м3
<3000 <10 000 <25 000 Св 25 000
сырых пило- материалов Средства малой механизации, авто- погрузчики Железнодорож- ные краны, авто- погрузчики Железнодорож- ные краны, башен- ные краны, авто- лесовозы, автопо- грузчики Башенные и коз- ловые краны, авто- лесовозы, автопо- грузчики, сортиро- вочные установки
лесосушиль- ного отде- ления Траверсная те- лежка с лебедкой, автопогрузчи ки Электрифициро- ванная тележка, автопогрузчики Электрифициро- ванная траверсная тележка, лифты, автопогрузчики Электрифициро- ванная траверсная тележка, лифты, пакетоформирую- щие установки, ав- толесовозы
сухого пи- ломатериала и заготовок Электропогрузчики, однобалочные краны грузоподъемностью 2 — 3,2 т Краны, электро- погрузчики Краны со спец- захватами, элек- тропогрузчики
деталей и полуфабри- катов Тележки с подъемной платформой, однобалочные краны грузоподъемностью 1 — 2 т Тележки с подъемной платформой, однобалочные краны грузоподъемностью 3,2 т, электропогрузчики
деревянных моделей Тележки, штабе- леры, однобалоч- ные краны грузо- подъемностью 1 — 2 т — —
17. Нормы запасов хранения в сутках древесины на складах [7]
Материалы Способ доставки Годовое потребление, м3
<3000 <10 G00 <25 000 Св. 25 000
Пиломатериалы сырые Железнодорожный транспорт Автотранспорт 45 25 30—45 20 — 25 30 20 25 15
Пиломатериалы или заго- товки сухие То же 15 — 20 8—10 10—15 6—8 8—12 4 — 6 6 — 8 3 — 4
Черновые заготовки сырые То же 30 15 25 10 20 6 15 4
Фанера и столярные плиты Автотранспорт 15 10 8 6
Склад сухих пиломатериа- лов — 4 — 5 3 — 4 2 — 3 2 — 3
Детали и узлы на межопе- рационных складах Автотранспорт 3 — 5 2 — 3 1—2 1—2
Примечание. Большие значения относятся к складам заводов с меньшим годовым потреблением древесины
Деревообрабатывающий, цех 113
Сырые пиломатериалы хвойных пород хра-
нят на открытых складах в «круглых» шта-
белях, в досках или пакетах после предвари-
тельной сортировки и отбраковки. Высота
штабелей при больших складах достигает
6—8 м, при небольших производствах не
превышает 4—4,5 м и обслуживается авто-
погрузчиками. Дальнейшую транспортировку
пиломатериалов выполняют автолесовозы и
автопогрузчики грузоподъемностью 5 т.
Склады сухого пиломате-
риала и заготовок. Эти материалы
хранят в плотных пакетах. При комплекта-
ции пакетов применяют подъемники, опу-
скающие штабель ниже уровня пола и по
мере уменьшения его высоты поднимающие
его вверх.
Пакеты укладывают в штабеля электро-
погрузчиком или крановыми средствами.
Пакеты подают к станкам теми же транспорт-
ными средствами с использованием тележек,
вагонеток или рольгангов.
Склады деталей и полуфаб-
рикатов. При мелкосерийном производ-
стве готовые детали и полуфабрикаты хранят
в специальных подстопных устройствах, пе-
ремещаемых на тележках с подъемной плат-
формой.
В массовом и серийном производстве хра-
нение организуют в несколько ярусов паке-
тами, перемещаемыми подвесными крановыми
средствами или электропогрузчиками.
На складах моделей мелкие модели хра-
нят в многоярусных стеллажах, оснащенных
специальными штабелерами, крупные мо-
дели — на подставках с обслуживанием од-
нобалочными кранами.
Оборудование, применяемое при механи-
зации погрузочно-разгрузочных работ, при-
ведено в табл. 16.
Нормы запаса хранения древесины на
складах даны в табл. 17, а нормы расчета
площадей складов — в табл. 18.
18. Нормы для расчета площадей складов пиломатериалов, деталей, узлов
и готовых изделий [7]
Материалы Способ укладки Наи- большая высота укладки, м Расчетные пока- затели Общая площадь склада 1000а м3 храни- мого ма- териала, м2
Средняя высота укладки, м Грузона- пряжен- ность общей площади, м3/м 2
Пиломатериалы сырые На открытом складе: краном автопогрузчиком средствами малой ме- ханизации 8 6 4 6,5 5,0 3,5 0,8 0,65 0,4 1250 1500 2000
Черновые заготовки сырые На открытом складе: краном средствами малой ме- ханизации 5 4 4 3 0,8 0,5 1250 2000
Пиломатериалы , и за- готовки сухие В закрытом складе: краном средствами малой ме- ханизации 6 4 4,5 3 1,4 1,0 720 1000
Фанера и столярные плиты В закрытом складе: краном средствами малой ме- ханизации 6 4 4,5 2,5 1,7 1,5 585 660
Детали и узлы на межоперационных складах Средствами малой механи- зации На тележках 2,5 1,5 2,0 1,0 0,75 0,5 1350 2000
Готовые изделия: плоскостные Краном В стеллажах 5,0 2,5 4,5 2,0 1,2 0,75 ' 830 1350
фигурные Специальный расчет — — —
114
Деревообрабатывающие цехи и сушильное хозяйство
Техника безопасности
и охрана труда
При проектировании деревообрабатываю-
щих цехов надлежит кроме общих для маши-
ностроительных заводов правил техники бе-
зопасности руководствоваться Правилами
техники безопасности и производственной
санитарии в деревообрабатывающей про-
мышленности.
Проектируемые цехи (отделения) должны
иметь достаточную площадь, соответствую-
щие нормам безопасности расстояния между
станками и размеры проездов и проходов,
правильную организацию рабочих мест, обо-
рудование, оснащенное эффективными огра-
дительными устройствами, соответствующий
уровень механизации перемещения материа-
лов и готовой продукции.
Проезды в цехах (отделениях) должны быть
свободными с учетом типов и габаритов обо-
рудования, размеров материала и изделий,
оснащенности подъемно-транспортными сред-
ствами и соответствовать данным табл. 19.
Освещенность помещений деревообраба-
тывающих цехов (отделений) следует проекти-
ровать по разряду Ш, а модельных цехов
(отделений) по разряду II (СН 245—71).
19. Нормы ширины цеховых проездов
и расстояний между линиями станков
и складочными местами [7]
Вид транспорта Ширина проезда А, мм (одностороннее движение) Расстояние Б между складочны- ми местами при размере детали, м
<2 >2
Тележки с грузом ши- риной до 1000 мм 2000 2500 3000
Электрокары с грузом шириной до 1200 мм 2000 3000 3500
Рельсовые тележки (В — ширина те- лежки) ВА- 4- юоо А + 4-юоо 4^ ооо
Примечания: 1. При использова-
нии вильчатых электропогрузчиков ука-
занные для электрокаров размеры ширины
проездов увеличивают на 500 мм Ширина
магистральных проездов 4500 мм.
2. В случае размещения цеха в блоке
с производственными цехами ширину про-
езда принимают по ширине проезда в про-
изводственных цехах.
По санитарной характеристике производ-
ственных процессов рабочие относятся к сле-
дующим группам:
Станочники, столяры-сборщики, кладовщи-
ки, плотники, модельщики ............* 16
Заточники, ремонтники, наладчики, же-
стянщики, транспортные и складские
рабочие, уборщики цехов.............. 1в
Рабочие сушильных отделений............ Па
Рабочие склада пиломатериалов, обще-
строительные рабочие . . ............. Пс
Маляры, рабочие по изготовлению моде-
лей из пластмассы ......................шб
Во всех проектах нового или реконструк-
ции старого деревообрабатывающего произ-
водства следует предусматривать специаль-
ные мероприятия, обоснованные соответ-
ствующими расчетами в соответствии
с СН 785—69 по снижению шумов до уровней,
допускаемых санитарными нормами и пра-
вилами по ограничению шумов (см. гл. 1).
Отделения покраски, окрасочные камеры,
установки окраски методом струйного облива,
окунания и в электростатическом поле обо-
рудуют стационарными углекислотными уста-
новками для тушения пожара.
Класс- пожароопасности по ПУЭ цехов
и отделений Деревообрабатывающих произ-
водств принят:
Деревообрабатывающие цехи...........П-П
Производственные и цеховые складские
площади ........................П-Па
Открытые склады древесины...........П-Ш
Отделения покраски моделей, изделий В-1а
Процессы механической обработки дре-
весины всегда сопровождаются образованием
значительного количества опилок, стружек и
древесной пыли. Обеспыливание — одно из
основных мероприятий по охране труда и
техники безопасности.
Хорошо спроектированная и правильно
смонтированная пневмо-транспортная уста-
новка обеспечивает автоматическое удаление
почти 95% всех опилок, стружек от станков
и создает нормальные условия работы. Ха-
рактеристика отсосов от станков приведена
в табл. 20.
Отопление деревообрабатывающих, модель-
ных, тарных цехов совмещается с приточной
вентиляцией, которая компенсирует вытяжку
от деревообрабатывающих станков. Раздача
теплого воздуха производится сверху вниз,
в окрасочных отделениях — в рабочую зону.
У постоянно открытых ворот для предот-
вращения прорыва холодного воздуха в зим-
нее время устраивают воздушно-тепловые
завесы.
Противопожарные мероприятия. Дерево-
обрабатывающие производства по пожаро-
опасности производства относятся к катего-
рии В, покрасочные — к категориям А и Б.
Модельные цехи площадью более 1000 м3,
деревообрабатывающие цехи более 2000 м2,
склады сгораемых моделей площадью более
700 м2 должны быть оборудованы спринклер-
ными и дренчерными установками и автома-
тической системой сигнализации о пожаре
на центральный общезаводской или пожар-
ный пост.
Деревообрабатывающий цех-
115
20. Характеристики отсосов от деревообрабатывающих станков [1J
Станок Модель (тип) Минималь- ные скорости в воздухово- дах, м/с Минималь- ное количе- ство отсасы- ваемого воз- духа, м3/ч
Ленточнопильный ЛС 80-2 1080
Круглопильный с автоподачей Прирезной с гусеничной подачей ЦА-2 ЦДК-4 15 840
Торцовочный с прямолинейным движением Концеравнитель с конвейерной подачей Круглопильный ЦП, ЦПА-2 Ц2К120 Ц-бм 16 15 16 960 840Х 2 840
Универсальный УН 900
Фуговальный СФ4 СФ6 18 840 1080
Фуговальный с автоподачей СФА4 1320
Рейсмусовый GP3-3 СР6-8 1080 1320
СР-12 1800
Четырехсторонний строгально-калевочный: верхняя и нижние ножевые головки боковые ножевые головки Фрезерный легкий С26-2 Ф-4 19 18 1500x3 1080Х 2 900
Фрезерный с шипорезной кареткой Фрезерный с автоподачей ФШ-4 Ф-А4 19 960
Шипорезный рамный односторонний: горизонтальные головки проушечный диск, пила Шипорезный двусторонний: пила горизонтальные головки ШО-15 ШД-15-3 18 1020 X 3 840Х 2 840Х 2 1020Х 6
Шипорезный ящичный для прямого шипа Шипорезный для полупотайного шипа типа «ласточ- кин хвост» с автоматической подачей ШП-40 ШЛХА 960
Круглопалочный станок с механической подачей КП-20 17 1080
Шлифовально-ленточный с подвижным столом Шлифовальный с диском и бобиной; диск бобина Шлифовальный трехцилиндровый станок с гусеничной подачей: I, И и Ш цилиндры щетка ШлПС ШлДБ ШлЗЦ-19 15 1000X2 1200 900 960X3 960
Пожарную безопасность технологических
процессов обеспечивают конструктивными
решениями применяемого оборудования, вы-
бором пожаробезопасных схем процессов,
использованием контрольно-измерительных
приборов и автоматов, обеспечивающих бе-
зопасный режим работы оборудования, при-
менением устройств и приспособлений, пре-
дотвращающих механическое искрообразова-
ние и снимающих напряжение статического
электричества, своевременными ревизиями и
предупредительным ремонтом оборудования,
очистки от пыли оборудования и технологи-
ческих конструкций.
Производственные цехи обеспечивают пер-
вичными средствами пожаротушения (огне-
тушителями, бочками с водой, ящиками
с песком, ломами, лопатами, ведрами, топо-
рами, асбестовыми полотнами).
Противопожарные разрывы выбирают по
СНиП П-М-1—71. Расстояния до эвакуа-
ционных выходов принимают в пределах
25—100 м.
Ограждающие конструкции вентиляцион-
ных камер .выполняют из несгораемых мате-
риалов. Электродвигатели во всех цехах,
кроме окрасочного, устанавливают закры-
тые, обдуваемые серии АО, в окрасочных
цехах — в соответствий с классом помещения.
Здания и фундаменты
Здания деревообрабатывающих цехов
должны соответствовать следующим основ-
ным требованиям:
наилучшим образом способствовать орга-
низации производства;
обеспечивать необходимые санитарно-тех-
нические условия для работающих в них
людей;
способствовать экономичности строитель-
ства;
быть максимально простыми По компо-
новке;
возведение зданий должно производиться
индустриальными методами;
предусматривать возможность изменения
размещения технологического оборудования
в процессе эксплуатации и расширения зда-
ний.
Деревообрабатывающее хозяйство вновь
проектируемого машиностроительного за-
вода, как правило, располагают под одной
крышей путем блокирования отдельных це-
хов, а где возможно — блокируют с основ-
ными цехами завода.
Здание цеха должно иметь простые очерта-
ния в плане и разрезах без случайных при-
строек и надстроек с максимальной унифи-
116
Деревообрабатывающие цехи и сушильное хозяйство
кацией пролетов, шага колонн и высоты по-
мещений. Объем производственного поме-
щения на каждого работающего должен со-
ставлять не менее 15 м8, а площадь каждого
производственного помещения, выгорожен-
ного стенами, — не менее 4,5 м2 на каждого
работающего.
Здания деревообрабатывающих цехов, как
правило, следует проектировать одноэтаж-
ными, так как в них лучше размещается
технологическое оборудование, вводы вну-
трицехового транспорта, однако выбор этаж-
ности здания зависит от характера и площади
участка, требований к застройке, климатиче-
ских условий, стоимости земли, строительной
экономики и т. д.
В цехах, размещенных в многоэтажных зда-
ниях, в верхних этажах могут находиться
лишь сборочные, отделочные (покрасочные)
или станочные цехи, оборудованные легкими
станками с нормативной нагрузкой до
1000 кгс/см2; покрасочные отделения распо-
лагают только на последнем этаже.
Основные размеры зданий, шаг колонн и
гр у зоподъемности подъемно-тр а нспор тных
средств приведены в табл. 21.
Фундаменты под оборудование. Дерево-
обрабатывающее оборудование устанавливают
на фундаментах, на бетонных или железо-
бетонных полах или на межэтажных пере-
крытиях.
Монтаж оборудования на бетонных или
железобетонных полах толщиной 200—
300 мм более прогрессивный, чем устройство
фундаментов под каждую единицу оборудо-
вания. В этом случае долбят гнезда в полах
под фундаментные болты, которые затем за-
ливают бетоном.
Резинометаллические виброизолирующие
опоры типа ОВ-ЗО позволяют устанавливать
большую часть станочного оборудования
(прирезные станки, фуговальные, рейсму-
совые-, четырехсторонние строгальные, ши-
порезы двусторонние, шлифовальные трех-
барабанные). Эти опоры предназначены для
установки на них станков массой до 15 т
с жесткими станинами.
СУШИЛЬНЫЙ ЦЕХ
Сушку пиломатериала и заготовок ведут
до влажности, регламентированной стан-
дартами и техническими условиями (табл. 22).
В зависимости от назначения высушивае-
мого пиломатериала установлено четыре ка-
тегории качества:
I-—III — сушка пиломатериалов до экс-
плуатационной влажности, обеспечивающая
механическую обработку и сборку деталей
соответственно I—III классам точности
(ГОСТ 6449—53);
21. Нормы размеров пролетов и грузоподъемности подъемно-транспортных средств [7]
Характеристика отделений и участков Этажность Ширина пролета, м 1 Шаг колонн внутри пролета, м Подъемно-транспортные средства Высота, м
Вид Максимальная грузоподъем- ность, т До головки подкранового пути До низа фермы
Крупные цехи 1 18,24 12 Кран-балки под- весные одноба- лочные, краны- штабелеры под- весные опорные 5 — 7,2
Склады сухих пило- материалов 1 18,24 12 Кран мостовой 10 8,15 10,8
Средние и малые цехи 1 Много- этажные 18,24 6, 9, 12 6,12 6,12 Кран-балки под- весные, краны- штабелеры 1—3,2 0,25—1 6 и 7,2 1-й этаж 6 и 4,8; 2-й этаж и выше — 4,8
Примечания: 1. При размещении деревообрабатывающих цехов в блоке с другими
цехами размеры пролетов принимают исходя из требований, предъявляемых основными цехами.
2. К крупным цехам (отделениям) относят производства с общей переработкой свыше
10 000 м3 пиломатериала в год. ,
3. Во всех случаях, где это целесообразно, следует применять механизированный наполь-
ный транспорт взамен крановых средств.
4. Для многоэтажных зданий высота указана от пола до пола.
5. Для многоэтажных зданий ширина пролета 12 м может быть применена при нагрузках
на перекрытие этажей не более 1000 кгс/м2.
Сушильный цех
117
22. Влажность изделий из древесины [8]
Изделия Влажность, % абс. не более гост
Машины сельскохозяй- ственные. Детали дере- вянные 18 (22) 7072 — 71
Ящики дощатые неразбор- ные (груз до 200 кг) 20 2991—69*
Ящики дощатые для грузов 200 — 10 000 кг 10198—70
Модели деревянные 8—10 —
Детали, требующие склей- ки, окраски
Примечание. В скобках указана влажность деталей типа брусьев сечением 100Х 100 мм и выше.
IV — сушка до эксплуатационной влаж-
ности пиломатериалов для изделий и соору-
жений, детали которых не требуют взаимо-
заменяемости при сборке (рядовая тара,
обшивка зданий).
Режимы сушки и сушильные камеры.
В зависимости от требований, предъявляе-
мых к качеству сухой древесины, пилома-
териалы можно сушить режимами различ-
ной жесткости.
Мягкие режимы — обеспечивают
бездефектную сушку пиломатериалов с сох-
ранением физико-механических свойств дре-
весины (в том числе прочности и естествен-
ного цвета).
Нормальные режимы обеспе-
чивают бездефектную сушку пиломатериалов
при практически полном сохранении проч-
ностных показателей древесины е возмож-
ными изменениями ее цвета.
Форсированные режимы —
обеспечивают бездефектную сушку пилома-
териалов при сохранении прочности на ста-
тический изгиб, растяжение и сжатие, но
при некотором снижении прочности
на скалывание и раскалывание с возможным
потемнением древесины.
Высокотемпературные ре-
жимы обеспечивают бездефектную сушку
при несущественном изменении прочности
на статический изгиб, растяжение и сжатие,
но при заметном (=<30—35%) снижении
прочности на скалывание и раскалывание
с потемнением древесины.
Требования к качеству сушки приведены
в табл. 23.
Сушильные камеры подразделяют по сле-
дующим трем признакам.
23. Требования к качеству сушки
пиломатериалов и заготовок [8, 11]
По способу циркуляции су-
шильного агента различают: ка-
меры с естественной циркуляцией, где су-
шильный агент движется через штабель без
внешнего воздействия за счет разности плот-
ности воздуха; камеры с побудительной цир-
куляцией/ где сушильный агент движется
через штабель под действием побудителей,
которыми обычно служат вентиляторы.
По характеру ,сушильного
агента различают сушильные камеры:
воздушные, газовые, действующие перегре-
тым паром, аэродинамические, высокочастот-
ные, сушки в расплавленных средах. Воздуш-
ные работают с помощью влажного воздуха
посредством паровых, водяных калориферов.
В газовых камерах агентом служит смесь
воздуха с топочными газами. В камерах
с перегретым паром атмосферного давления
последний получается при испарении влаги
из материала. Воздух в такой среде отсут-
ствует.
В аэродинамических камерах агентом слу-
жит воздух, сходящий с рабочего колеса
специального вентилятора. Теплоноситель
в таких- камерах отсутствует, конструкция
камеры показана на рис. 2.
Для высокочастотной сушки используют
ламповый генератор.
Сушка в расплавленных средах осуще-
ствляется в ваннах при погружении в сильно
нагретую среду с расплавленным веществом
(маслом, петролатумом, серой).
В связи с большим расходом электрической
энергии и сложностью обслуживания уста-
новок сушка древесины т. в. ч. распростра-
нения не получила. Нагрев т. в. ч. исполь-
зуют в основном для процесса склейки дре-
весины в узлы и агрегаты.
Сушка древесины в расплавленных средах
не пригодна для изделий машиностроения
(загрязнение поверхности материала и необ-
118
Деревообрабатывающие цехи и сушильное хозяйство
Ходимость мощной приточно-вытяжной вен-
тиляции).
По режиму работы во времени —
на камеры периодического и непрерывного
действия.
Организация производства. По объему про-
изводства сушильные цехи (отделения) под-
разделяют в зависимости от годового объема
зано на возможное в будущем увеличение
Годового объема или изменение спецификации
высушиваемого материала.
2. Данные о начальной влажности мате-
риала по группам или породам древесины.
3. Назначение высушиваемого материала
(для определения требуемой конечной влаж-
ности и категории качества).
Рис. 2. Камера сушильная аэродинамическая:
1 — привод; 2 — крышка уплотнения; 3 — уплотнение; 4 — ротор центробежного вентилятора;
5 — регулятор мощности; 6 — шток регулятора; 7 — крышка; 8 — привод автоматического регуля-
тора мощности; 9 — каркас камеры; 10 — всасывающий патрубок; 11 — вата минеральная; 12 — ка-
мера с экраном; 13 — дверь; 14 — загрузочное устройство; 15 — вытяжной патрубок
высушиваемых пиломатериалов (тыс. м3)
на четыре группы:
Мелкие.................. <5
Средние . ..............5—15
Крупные ................15 — 25
Особо крупные ..... >25
Установлена исходная учетная единица
количества высушенной древесины — ку-
бометр условного пиломатериала.
Под условным пиломатериалом подразу-
мевают сосновые обрезные доски толщиной
50 мм, длиной более 1 м, II категории каче-
ства, высушенные от начальной влажности
60% до конечной 12%.
Исходные данные для проектирования.
1. Годовое количество материала (м3), под-
лежащего сушке, с разбивкой по породам,
по толщинам, ширине и длине, с указанием
количества обрезного и необрезного пило-
материала, одновременно должно быть ука-
4. Предварительные пожелания заказ-
чика о применении паровой, газовой сушки
или с использованием другого теплоносителя.
5. Наличие и характеристика пара для
сушильного цеха: давление, насыщенный
или перегретый и стоимость 1 т.
6. Наличие природного газа, стоимость
1 м3 газа.
7. Наличие электроэнергии, напряжение
и стоимость.
Расчет сушильных камер. Годовую
производительность камеры
определяют в фактически высушиваемом ма-
териале или в условном материале.
Производительность в фактическом мате-
риале, м3/год, определяют по формуле [11]
Ф — Еп,
где Е — емкость камеры, м3, плотной дре-
весины данного размера и породы; п — число
оборотов камеры в год.
Сушильный цех
119
24. Значение коэффициента Рф [11]
Номи- нальная толщина пилома- териа- лов, мм Способ укладки пиломатериалов
со шпациями без шпаций
13 16 19 22 25 32 40 45 50 60 70 80 90 100 0,176 0,201 0,222 0,241 0,257 0,288 0,316 0,330 0,342 0,362 0,379 0,385 0,402 0,411 (0,116) (0,133) (0,147) (0,159) (0,170) (0,191) (0,209) (0,219) (0,227) (0,243) (0,250) (0.255) (0,266) (0,272) 0,244 0,255 0,307 0,333 0,356 0,399 0,438 0,458 0,47.4 0,502 0,525 0,533 0,557 0,569 (0,162) (0,185) (0,205) (0,222) (0,237) (0,266) (0,292) (0,305) (0,316) (0,335) (0,350) (0,356) (0,371) (0,379)
Примечание. Значения Эж даны
для обрезного пиломатериала, для необрез-
ного значения указаны в скобках.
Емкость камеры, м3, находят по
формуле
где Г — габаритный объем штабелей в ка-
мере, м3; Рф — коэффициент объемного за-
полнения штабеля фактически высушивае-
мым материалом.
Габаритный объем штабелей определяют по
формуле
Г = Ibhrn,
где Г = Ibh — соответственно габаритная
длина, ширина и высота штабеля, м; т —
число штабелей в камере.
Габаритные размеры и число штабелей
в камере берут по паспортным данным.
Значение коэффициента объемного запол-
нения штабеля высушиваемым материалом Рф
с прокладками толщиной 25 мм приведено
в табл. 24.
Число загрузок камеры
в год. На основе данных по эксплуатации
сушильных камер с учетом необходимости
ежегодного капитального ремонта устано-
влено время работы их в году 335 суток.
Число загрузок камеры в год определяют
из выражения
335
«=--------,
тОб. ф
где тод. ф — продолжительность одного обо-
рота камеры при сушке фактического мате-
риала, суток.
Для камер периодического действия [11]
тоб. ф ” тсуш. ф “ тзагр>
где тсуш. ф — продолжительность сушки
фактического материала; тзагр — продолжи-
тельность загрузки и выгрузки материала,
которую при механизированной загрузке и
выгрузке принимают равной 0,1 суток.
С учетом формул годовая производитель-
ность камеры при сушке фактического ма-
териала составит
Продолжительность сушки
в паровых и газовых камерах
периодического действия
(низкотемпературный процесс). Общую про-
должительность сушки (ч), включая началь-
ный прогрев и влаготеплообработку, опре-
деляют по формуле
т = тисхДрДц/4кДв,
где тисх — исходная продолжительность соб-
ственно сушки пиломатериалов заданной
породы, толщины и ширины нормальными
режимами в камерах с принудительной ревер-
сивной циркуляцией средней интенсивности
(расчетная скорость воздуха 1,0 м/с, ширина
штабеля 1,5—2,0 м, начальная влажность
60%, конечная 12%) определяют по табл. 25.
25. Исходная продолжительность сушки пиломатериалов (тисх) в зависимости от размеров (мм)
Толщина Ширина Толщина Ширина
80—100 110—130 140—180 >180 80—100 110—130 140—180 >180
Сосна. ель. пихта. кедр
<16 25 27 29 31 ь ук, клен ясень, б ерест
19 31 33 35 37 <16 53 56 59 62
22 37 40 43 46 19 60 64 68 72
25 48 51 54 57 22 70 75 80 85
32 70 75 80 85 25 95 100 105 ПО
40 85 90 95 100 32 112 118 125 135
50 100 105 110 120 40 135 145 160 180
60 120 130 140 160 50 185 210 240 280
70 140 155 175 210 60 250 300 360 430
75 155 180 210 260 75 400 480 580 700
100 230 280 350 465
Дуб, орех, граб Береза, ольха
<16 80 85 90 95 <16 35 38 41 44
19 90 95 100 105 19 44 47 50 53
22 100 105 110 115 22 50 53 56 59
25 110 115 120 125 25 66 70 74 80
32 165 180 200 220 32 90 95 100 105
40 215 240 275 315 40 100 ' 105 ПО 115
- 50 320 380 450 530 50 125 135 150 170
60 500 610 730 860 60 170 190 220 260
75 780 950 1200 1500 75 220 270 330 400
120
Деревообрабатывающие цехи и сушильное хозяйство
Др — коэффициент жесткости режима сушки,
принимают:
Режим ......... Лр
Форсированный ...... 0,8
Нормальный.......... 1,0
Мягкий 1,7
Дц — коэффициент, учитывающий характер
и интенсивность циркуляции воздуха в ка-
мере (табл. 26); Ак — коэффициент, учиты-
26. Значения коэффициента Лц [11]
Типы камер по циркуляции
а > « к а> _ я R
® £
Произ- Й >» Е( U — <У О Я Е ф *0 S и о *
ведение сисх'% О .S S <1? Q. Р. д Е у Й =f S ° й £ к о s 5 <у а Ь S О Sf (U
S и ЕС
SJ2 0)
<U Е" sS Q
—. S Я 5 о в >05
-м £ —< Ef S — С Ef — аз
20 0,65 1,00 1,80 2,60
40 0,70 1,00 1,70 2,30
60 0,75 1,00 1,60 2,00
80 0,80 1,00 1,45 1,75
100 0,85 1,00 1,35 1,55
140 0,90 1,00 1,15 1,30
180 0,93 1,00 1,10 1,15
200 и более 0,95 1,00 1,05 1,10
вающий категории качества сушки и харак-
теризующий среднюю длительность влаго-
теплообработок, принимают:
Категория качества I II Ш IV
Ак............... 1,2 1,1 1,05 1,0
Ав — коэффициент, учитывающий началь-
ную влажность 1FH и конечную WK (табл. 27).
При промежуточных значениях основных
факторов искомые коэффициенты определяют
интерполяцией.
Продолжительность сушки
в паровых камерах периоди-
ческого действия (высокотемпера-
турный процесс). Общую продолжительность
сушки (ч), включая начальный прогрев и
влаготеплообработку, определяют по фор-
муле [11]
т = тисхАц4пАкАк,
где тисх — исходная продолжительность
собственно сушки нормальным режимом со-
сновых материалов заданной толщины и ши-
рины в паровых высокотемпературных ка-
мерах от начальной влажности 60% до ко-
нечной влажности 12% (табл. 28); Ац — ко-
28. Исходная продолжительность
собственно сушки пиломатериалов тисх [11]
Толщина, мм Ширина, мм
80—130 >140
19 5,5 5,5
22 6,5 6,5
25 10,0 10,0
32 16,5 16,5
40 20,0 21,0
50 37,0 40,0
60 55,0 63,0
Примечание. Продолжитель-
ность сушки необрезного пиломатериале
определяют по последней графе таблицы
эффициент, учитывающий характер и ин-
тенсивность циркуляции агента в камерах,
принимают в зависимости от типа камеры [11]:
Латгипропром, Гипродрев, эжекционная 1,0
СПВ-62, ВА-1, ВА-2 ...............0,85
Лп — коэффициент, характеризующий влия-
ние породы древесины на продолжительность
сушки, принимают [11]:
Сосна • « . ........ 1,0
Ель .............0,9
Осина ........... 1,2
Береза ........... 1,4
Лиственница .....4,0
Ав — коэффициент, учитывающий началь-
ную и конечную влажность пиломатериала
(табл. 29); Лк--коэффициент, учитываю-
щий продолжительность начальной, проме-
жуточной и конечной обработок, определяют
в зависимости от толщины пиломатериала
(табл. 30).
27. Значение коэффициента лв [11]
К а <Я5 £ 3 о Конечна я влажность W f %
Начал и % « № И с* 22 20 18 16 14 12 И 10 9 8 7 6
65 50 30 20 18 о",67 0,51 0,19 0,74 0,57 0,25 0,80 0,63 0,32 0,07 0,87 0,71 0,39 0,14 0,07 0,96 0,79 0,48 0,2-2 0,16 1,05 0,89 0,57 0,32 0,25 1,10 0,94 0,62 0,37 0,30 1,16 1,00 0,68 0,43 0,37 1 23 1,06 0,75 0,50 0,43 1,30 1,14 0,82 0,57 0,50 1,38 1,22 0,90 0,65 0,59, 1,48 1,32 1,00 0,75 0,68
Сушильный цех
121
29. Значение коэффициента Лв [11]
1 Начальная ' влажность «Гн. % 22 Конечная влажность W , %
20 18 16 14 12 11 10 9 8 7 6
65 0,88 0,91 0,95 0,99 1,04 1,10 0,80 1,14 1,19 1,24 1,30 1,37 1,47
50 0,58 0,61 0,65 0,69 0,74 0,84 0,89 0,94 1,00 1,07 1,17
30 0,18 0,21 0,25 0,29 0,34 0,40 0,44 0,49 0,54 0,60 0,67 0,77
20 — — 0,04 0,08 0,13 0,19 0,23 0,28 0,33 0,39 0,46 0,56
30. Значение коэффициента .4^
для материала III и VI категорий
качества [11]
и X «г £ с н Толщина, мм ь ,aKUI7 чихэи1 Толщина, мм
19 — 40 50 — 60 19 — 40 50 — 60
1,0 10,0 13,0 9,0 2,00 2,30
1,5 7,0 9,0 10,0 1,90 2,20
2,0 5,5 7,0 12,0 1,75 2,00
2,5 4,6 5,8 14,0 1,65 1,85
3,0 4,0 5,0 16,0 1,55 1,50 1,75
3,5 3,6 4,5 18,0 1,65
4,0 3,2 4,0 2-0,0 1,45 1,60
5,0 2,8 3,4 30,0 1,30 1,40
6,0 2,5 3,0 40,0 1,20 1,30
7,0 2,3 2,7 60,0 1,15 1,10 1,20
8,0 2,1 2,5 100,0 и бо- лее 1,12
Примечание. Для материала I —
II категорий качества значение коэффи-
циента А увеличивают в 1,05 раза.
Число камер определяют по фор-
муле
>у _ Угод
А суш — дП— ’
где Угод — годовое количество всех услов-
ных пиломатериалов, подлежащих сушке,
м3/год; Ук — производительность одной ка-
меры в год, м3, условных.
Производительность су-
шильных камер в условном
материале (м3 усл/год) определяют по
формуле [11]
где Г — габаритный объем штабелей;
Русл — коэффициент объемного заполнения
штабеля условным материалом (см. табл. 24);
тоб. усл — продолжительность оборота ка-
меры при сушке условного материала в сут-
ках.
Отношение —= kn называют пере-
Тоб. усл
счетным коэффициентом, который учитывает
тип камеры, интенсивность и характер цир-
куляции агента сушки в ней, применяемый
режим сушки и способ укладки пиломате-
риалов.
Продолжительность камерооборота на
условном материале Tof-. усл, значение коэф-
фициента kn и плановая годовая производи-
тельность Ук камер различных типов в за-
висимости от величины Г при различных
режимах сушки приведена в табл. 31.
Пересчет объема фактиче-
ского (Ф) в условный (У) выпол-
няют по формуле
у — Ф т°б- фРусл
тоб. услРф
где тОб. ф, тоб. усл— продолжительность обо-
рота камеры соответственно для фактически
высушенного и условного материала; рф,
Русл — коэффициенты объемного заполнения
штабеля соответственно фактическим и услов-
ным материалом.
Коэффициенты определяют по табл. 24.
Подставив в формулу пересчетный коэф-
фициент kn, из табл. 31 получаем
у = йпф .
РФ
Характеристики сушильных камер для
сушки пиломатериалов приведены в табл. 32.
Механизация. Сушильное хозяйство завода
должно быть оборудовано средствами за-
грузки камер, формирования штабелей, пере-
движения штабелей вдоль фронта сушильных
камер и передачи сухих пиломатериалов в де-
ревообрабатывающие, модельные и тарные
цехи.
Сушильное хозяйство с годовым объемом
высушенных пиломатериалов от 3 тыс. м3
и выше должно быть оборудовано рельсовыми
и траверсными путями.
Транспортирование штабелей механизи-
руют тросовой тягой от электролебедок,
установленных на самоходных траверсных
тележках и реже от стационарных электро-
лебедок.
Штат цеха. Численность персонала су-
шильного цеха и его состав зависят от про-
изводственной мощности сушильного хо-
зяйства, спецификации высушиваемого ма-
териала, степени механизации и автоматиза-
ции процесса сушки (табл 33).
122
Деревообрабатывающие цехи и сушильное хозяйство
31. Производительность камеры в условном пиломатериале [11]
Камеры тоб. усл Русл k = i— тоб. усл У , „ К 7 м3 усл./год
Мягкие режимы Периодического действия с циркуляцией | средней интенсивности (ВИАМ эжекцион- 8.7 ные модернизированные) 1 Нормальные реж С естественной циркуляцией (Грум-Гржи- 1 майло) 7,° ушки 0.474 0,0545 == - > 8,7 имы 18,6 Г 15 Г
Периодического действия со слабой при- нудительной циркуляцией 6,6 0,0718 = °’4?4 - 6,6 24 Г
Периодического действия с циркуляцией средней интенсивности 5,1 0,0929 =. °'г4^4 31 г
Периодического действия с мощной цир- куляцией 4,4 0,1075 = - —Д... 4,4 36 г
Непрерывного действия с зигзагообраз- ной циркуляцией Форсироз Периодического действия с циркуляцией средней интенсивности - I анные режимы 4,1 | 0,1152 = -£^1- 38 Г 39 Г
Периодического действия с мощной цир- куляцией 3,4 03392 = ^ 47 Г
Непрерывного действия с зигзагообраз- ной циркуляцией Высокотем Периодического действия с мощной ре- версивной вертикально-поперечной цирку- ляцией 3,6 пературные 2,0 0,474 0,1312 « 3, ь режимы 0,237 = -£’-4.L4_ 2,0 44 Г 79 Г
82. Характеристики сушильных камер [8, 11]
Параметры Периодического действия, эжекционные, типа ЦНИИМОД Высокотемпер атурные, металлические
Категория качества сушки ...... I —IV III —IV
Режимы . . • Габаритные размеры (длинах ширинах Мягкие, нормальные Ускоренные, форсированные
X высота), м Габарит штабеля (длинах ширинах вы- 14X3X3 14X3X3,1
сота), м 6,5Х 1,8X2,6 6,Бх 1,8X2,6
Габаритный объем, м3 Коэффициент объемного заполнения 30,4 30,4
условным пиломатериалом ЗуСЛ • • • • 0,474 0,474
Объем в условном пиломатериале, м3 14,7 14,7
Число штабелей 2 2
Объем камеры, м3 . . Продолжительность сушки условного пи- 29,4 29,4
ломатериала, сутки 5 2
Продолжительность работы в году, дней 335 335
Число камеробборотов в году Производительность в условном материа- 65,7 161
ле, м3/год 1930 5000
Установленная мощность, кВт Расход электроэнергии на 1 м3 условных 14 26
пиломатериалов, кВт-ч . Трудовые затраты на формирование и транспортировку высушенных пилома- териалов, человеко-дни: 17 26
ручная укладка . ’94 94
укладка подъемником Площадь склада (м2) сухих пиломатериа- лов условных на 1 м2 внутреннего 77,5 77,5
объема камеры 15,3 38,5
Сушильный цех
123
33. Примерные штаты [11]
Штатные единицы Производительность сушильных камер, тыс. м3/год
<20 ^35
Начальник цеха . . . Сменный мастер • • . Сушильщик дежурный Лаборант Учетчик Слесарь-сантехник Операторы газовых камер ....... Электрик МОП 1 4 4 1 1 4 1 1 1 4 1 1 1 4 1 1 1 4 1 1
Итого. . . 10 13 15
Примечания: 1. Технический над- зор и ремонт приборов и оборудования по дистанционному контролю и регулирова- нию осуществляет служба главного энер- гетика. 2. Число дежурных сушильщиков при- нимают из расчета один человек на 10 — 12 камер, минимальное их число четыре человека: по одному на смену и один под- сменный.
Число рабочих, занятых на формировании
сушильных штабелей, загрузке и выгрузке
материала из камер и на разборке штабелей,
определяют в зависимости от объема работ
При определении числа рабочих для су-
шильного хозяйства следует руководство-
ваться табл. 34.
Производительность труда бригады из че-
тырех человек на укладке досок в штабеля
или пакеты со шпациями (ручная укладка
в сушильные штабеля и с эстакады, ук-
ладка с помощью лифтов и подъемников,
ручная укладка пакетов) принимают в два
раза большей по сравнению с указанной
в табл. 34.
Рабочие сушильного хозяйства по группе
санитарной характеристики производствен-
ного процесса относятся по СНиП II.М-3-68 к
группе Па.
Техника безопасности и охрана труда.
Основные требования:
организация контроля за процессом сушки
без захода сушильщика в камеру;
наличие специальных брезентовых костю-
мов с воздухоохладительными масками для
захода в камеры;
создание в коридоре управления нормаль-
ных условий для работы дежурных сушиль-
щиков;
механизация трудоемких работ и соблю-
дение мер предосторожности при погрузке-
разгрузке штабелей и по перекатке.
При заходе в сушильную камеру поль-
зоваться аккумуляторным фонарем или
электрическим освещением напряжением
12 В.
34. Произвядительность труда при различных способах укладки досок в штабеля и пакеты
для камерной сушки бригадой из двух человек [11]
Оборудование, применяемое для укладки и разборки штабелей Производи- тельность за смену, м3 Производи- тельность, ?*:3/человеко-час Затраты труда, человеко-час/м3
Ручная укладка в сушильные штабеля (без шпаций) 25 — 30 35 — 40 1,50—1,88 2,19 —2,50 0,64 — 0,53 0,45 — 0,40
Ручная разборка сушильных штабелей 50 — 60 70 — 80 3,10 — 3,70 4,30 — 5,00 0,32 — 0,28 0,23 — 0,20
Укладка в пакеты с помощью пакетоформирую- щей машины 82 117 5,1 7,3 0,196 0,136
Укладка в штабеля (без шпаций) с помощью лифтов и вертикальных подъемников 35 — 40 50 — 55 2,20 — 2,50 3,10 — 3,44 0,45 — 0,40 0,32—0,29
Разборка штабелей лифтами и вертикальными подъемниками 70 — 80 150—160 4,40 — 5,00 5,20 — 5,80 0,23 — 0,20 0,16 — 0,15
Ручная укладка пакетов 33 — 40 46 — 52 2,08 — 2,50 2,86 — 3,23 0,48 — 0,40 0,35 — 0,31
Ручная разборка пакетов 66 — 80 92—104 4,16 — 5,00 5,72 — 6,46 0,24 — 0,20 0, 18 — 0,16
Примечания: 1. Показатели в числителе относятся к доскам 25X 140x5500 мм, в знаменателе — к доскам 50X 140X 5500 мм. 2. Производительность труда на укладке досок в штабеля или пакеты со шпациями (руч- ная укладка в сушильные штабеля и с эстакады, укладка с помощью лифтов и подъемников, ручная укладка пакетов) принимают в среднем на 20% ниже по сравнению с указанной в таб- лице. 3. При укладке заготовок потребность в рабочей силе возрастает в 2 — 2,5 раза.
124
Деревообрабатывающие цехи и сушильное хозяйство
В газовых сушильных камерах, кроме
того, необходимо руководствоваться прави-
лами безопасности в газовом хозяйстве.
Расход пара по некоторым камерам при
укрупненных расчетах приведен в табл. 35.
35. Расход пара
в паровых сушильных камерах [8]
Камера Емкость камеры в услов- _ном пи- ломате- риале, м3 Расход пара, кг/ч
Паровая сушильная камера с естественной циркуляцией периоди- ческого действия (типа Грум- Гр жи майло) 34 300
Паровые сушильные камеры с принудитель- ной циркуляцией пе- риодического действия: ВИАМ-1, ВИАМ-2 ЦНИИМОД-23 91 122 370 480
Эжекционн-ые ревер- сивные камеры 74 130 — 200
Высокотемператур- ные: ВА-2 СПВ-62 14,5 14,7 350 340
Строительные ограждения сушильных ка-
мер. Фундаменты по контуру стен сушиль-
ных камер устраивают бетонные 1 ленточ-
ные.
Под стенами коридоров управления, по-
мещений траверсного пути и остывочных
сооружают столбчатые фундаменты с железо-
бетонными балками. Стены сушильных ка-
мер, коридоров управления устраивают из
красного глиняного кирпича М-75.
Толщина стен сушильных камер: наруж-
ных 2,5 кирпича, внутренних 1,5 кирпича.
Силикатный кирпич для сооружения- камер
не допускается.
Внутреннюю поверхность стен и потолков
в сушильных камерах штукатурят цемент-
ным раствором слоем 15 мм с железнением и
с последующей окраской битумным лаком
№ 177 или промазкой за два раза мастикой
на основе нефтяного битума 53% и уайт-
спирита 47%.
В случае применения в качестве стеновых
ограждений и потолочных перекрытий же-
лезобетонных конструкций необходимо
иметь защитный слой бетона у арматуры
толщиной не менее 25 мм. Внутренняя по-
верхность бетона должна быть защищена
слоем фанзола или двукратным покрытием
бетона обмазкой из смеси 50% тугоплавкого
битума и 50% уайт-спирита или керосина.
Капитальные затраты. По данным Гипро-
Древа для сушильного блока из пяти камер
периодического действия с газовым обогре-
вом производительностью блока 17 тыс. м3
условного пиломатериала в год затраты на
1 м3 условного пиломатериала составляют
7,00 р., в том числе (округленно): строймон-
таж 6,0 р., оборудование 1,0 р.
ДЕРЕВОМОДЕЛЬНЫЙ ЦЕХ
Назначение. Деревомодельный цех пред-
назначен для изготовления и ремонта дере-
вянных моделей для отливки фасонных де-
талей (производственных и ремонтных),
металлических моделей, изготовления литей-
ной оснастки. Основными потребителями
деревомодельной оснастки являются тяже-
лое и среднее машиностроение, станко- и
судостроение, - крупное энергомашинострое-
ние, т. е. отрасли с преобладанием единич-
ного, мелкосерийного и серийного производ-
ства.
Деревомодельные цехи классифицируют на
мелкие, средние, крупные и особо крупные
в соответствии с табл. 36.
Организация производства. Производствен-
ной процесс изготовления модельных ком-
плектов может быть осуществлен тремя ме-
тодами.
Индивидуальный метод. При
этом- методе отсутствует расчленение опера-
ций, и квалифицированный модельщик за-
трачивает 50—60% времени на работы, не
требующие высокой квалификации (первич-
ную обработку древесины, склейку щитов
и т. д.).
Недостатки метода: наличие большого ко-
личества отходов, не имеющих применения;
потребность в большом количестве модель-
щиков и ИТР, а также специального инстру-
мента и оснастки; низкая производительность
труда.
Бригадный метод получил рас-
пространение на ряде машиностроительных
предприятий страны. Изготовлением модель-
ного комплекта занимается бригада, неосво-
божденный бригадир является модельщиком
высокой квалификации и осуществляет тех-
нологическую подготовку производства.
При этом методе существует определенное
расчленение операций технологического про-
цесса.
Недостатки метода: неприменим при (изго-
товлении мелких моделей из-за невозможности
расчленения операций технологического
процесса; невозможность организации двух-
сменной работы, так как производственные
площади заняты находящимися в изготовле-
нии модельными комплектами.
Пооперационн о-м а р ш р у т-
ный метод. В основу метода положено
расчленение сложного технологического про-
цесса на большое количество простых опе-
раций с выделением подготовительных и
вспомогательных операций. Эффективность
подобной организации производства опре-
деляется значительной предварительной тех-
нологической подготовкой и созданием
36. Классификация деревомодельных цехов по мощности [5]
Цехи Число рабо- тающих Годовой объем про- изводства, тыс. нормо-часов Годовой объем пере- рабатывае- мой модель- ной древе- сины, м8/год Примерное количество литья по дайной оснастке, тыс. т/год Средняя себестои- мость пере- работки модельной древесины, Р- Характеристика организации производственного процесса изготовления модельных комплектов Отрасль промышленности
Мелкие <80 J00 <800 <8 280 В основном индивидуальный метод. Отсутствуют специализированные за- готовительные и станочные отделения Производство мелких электро- двигателей, мелких дизелей, на- сосов
Средние 80 — 200 100 — 300 800 — 3000 10 — 20 / 200 Бригадный и индивидуальный ме- ! тоды. Имеются специализированные ! заготовительные и станочные отделе- ния Производство серийных метал- лорежущих и деревообрабаты- вающих станков, литейного куз- нечно-прессового и подъемно- транспортного оборудования
Крупные 300—400 300 — 500 3000 — 7000 40 — 60 140 В основном пооперационно-мар- шрутный и бригадный методы. Имеются несколько специализирован- ных заготовительных и станочных отделений Тяжелое машиностроение, "крупное станкостроение, круп- ные строительно-дорожные ма- шины
Особо крупные > 400 >500 >7000 >70 — 80 13Б В основном пооперационно-мар- щрутный и бригадный методы. Ймеются базовые специализированные заготовительные отделения Тяжелое машиностроение
Деревомодельный цех
Деревообрабатывающие цехи и сушильное хозяйство
нормативной базы, строгим соблюдением тех-
нологической дисциплины и наличием поопе-
рационного контроля, а также правильным
использованием высококвалифицированных
модельщиков.
Основным направлением развития дерево-
модельного производства является макси-
мальная дифференциация работ, расчленение
сложного процесса изготовления модельных
комплектов на возможно большее число
простых операций, большинство из которых
могут выполнять рабочие заготовительных
участков. С этой целью в деревомодельном
цехе необходимо:
создавать технологическую службу для
предварительной разработки конструкции
модельных комплектов;
отделять вспомогательные работы (приго-
товление клея, транспортировка пиломатериа-
лов и т. д.) от основных функций модель-
щика;
отделять модельно-сборочные работы от
столярно-сборочных и сосредоточивать по-
следние на специализированных заготови-
тельных участках модельных цехов или
специализированных (предметно-замкнутых)
участках литейных заводов;
создавать специализированные основные
и вспомогательные отделения, обеспечиваю-
щие прямолинейные потоки движения пило-
материалов от склада леса до рабочих мест
модельщиков;
ремонт модельных комплектов выполнять
на специализированных участках модельных
цехов.
Организацию технического контроля осу-
ществляет бюро цехового контроля (БЦК).
Бюро производит контроль всех элементов
модельных комплектов (проверка соответ-
ствия размеров, литейной технологии, проч-
ности конструкции, технологии деревообра-
ботки).
Пл а нов о-диспетчерское бюро (ПДБ) осу-
ществляет цеховое оперативное планирова-
ние, контролирует ход производства во всех
звеньях цеха.
Состав цеха. Крупные и особо крупные
цехи делятся на производственные и вспомо-
1ательные участки.
Производственные уча-
стки:
раскроя пиломатериалов на заготовки,
обработки заготовок на строгальных дере-
вообрабатывающих станках по нормалям;
заготовительный — столярно-сборочные ра-
боты (оклейка, столярная вязка) и изго-
товление нормализованных заготовок эле-
ментов конструкций модельных комплектов
(барабаны, кольца, коробки и т. п.);
станочный — выполняет необходимые то-
карные, фрезерные и долбежные операции;
модельно-сборочный и ремонтно-модель-
ный — производят общую сборку моделей и
стержневых ящиков, а также текущий и ка-
питальный ремонт модельной оснастки;
контрольный — проверка соответствия вы-
пускаемых моделей рабочим чертежам.
отделочный — окраска модельных ком-
плектов.
Вспомогательные участки:
ремонтная база изготовляет металличе-
ские части комплектов, производит армиро-
вание, а также ремонт и обслуживание всех
видов оборудования цеха;
инструментально-заточный — изготовляет
и перетачивает режущий инструмент.
В мелких и средних модельных цехах за-
готовительный, станочный и модельно-сбо-
рочный участки объединяют в один участок.
Контрольный и отделочный участки не выде-
ляют.
Исходные данные для проектирования.
Задание на проектирование
модельного цеха должно содержать: годо-
вую программу литья, т; группы отливок
по массе; серийность производства; группу
сложности отливки; класс прочности моделей.
По массе отливки делят на следующие
группы: мелкие, средние, крупные, особо
крупные.
По серийности различают следующие виды
производства в зависимости от среднегодо-
вого количества отливок, приходящихся на
1 типоразмер модели: единичное, мелкосерий-
ное. серийное, крупносерийное и массовое.
По сложности отливок различают:
простое литье — это отливки
с прямолинейными очертаниями типа плит,
37. Укрупненные нормы трудоемкости деревянных модельных комплектов
на 1 м3 пиломатериала [7]
Трудоемкость (человеко-час/м3) при количестве перерабаты-
ваемого пиломатериала на годовую программу, м3
^800 | 1000 2000 3000 5000 7000
Группа отливок
1
Модельные комплекты для отливок средней массы и слож- И ОСТИ 175 150 130 120 110 100
Примечания: 1. При преобладании изготовления модельных комплектов для мелких
отливок трудоемкость принимать с коэффициентом К = 1,1: а крупных К ~ 0,9.
2. При преобладании изготовления модельных комплектов для сложных отливок трудо-
емкость принимать с коэффициентом К =1,2; а для простых К = 0,9
3. Объем станочных работ при изготовлении деревянных моделей составляет 30%.
Деревомодельный цех
127
шайб, колосников, дисков, тормозных КОЛО-
док;
литье средней сложности —
это отливки с прямыми и криволинейными
очертаниями типа подвески, подшипники,
ш ки вы, кр о н ште й н ы;
сложное литье — это отливки со
значительным количеством внутренних вы-
емок, сложными очертаниями наружных и
внутренних поверхностей —цилиндры, блоки
двигателей, станины станков и турбин.
По прочности деревянные модели делятся
на три класса: 1-й класс — крупносерийное
и серийное производство отливок по данной
модели; 2-й класс — серийное и мелкосерий-
ное; 3-й класс — индивидуальное.
Трудоемкость и расход ма-
териалов. Нормы трудоемкости дере-
вянных моделей приведены в табл. 37.
Расход основных материалов может быть
также определен по укрупненным нормам
расхода на 1 т годного литья, отливаемого
по деревянным моделям (табл. 38).
38, Расход пиломатериала (м3)
на изготовление деревянных моделей
на 1 т годного литья
(единичное и мелкосерийное производство) [7]
Группы литья по массе? кг Количество съемов с одной модели
2 — 4 5—10 11—20 50
0,2 0,09 0,03 0,01
51—200 0,19 0,08 0,029 0,009
>200 .0,17 0,076 0,027 0,008
Примечания: 1. Расход пилома-
териала на деревянные модели для инди-
видуальных отливок составляет 0,4 м3 на
тонну годного литья.
2. Расход пиломатериала для изготов-
ления моделей со второй усадкой для
литья, отливаемого по металлическим мо-
делям, принят, м3/т:
Массовое производство • • . . . 0,001
Крупносерийное литье . . . * * 0,003
Серийное литье 0,005
3. На ремонт моделей и изготовление
деревянной литейной оснастки к общему
расходу древесины добавляется, %:
Массовое производство ....... 40
Крупносерийное производство . * * 25
Серийное производство ....... 15
4. Процент выхода пиломатериала в мо-
делях принят 50%.
Объем древесины V, расходуемой на один
модельный комплект, определяют по фор-
муле
V — Ум. к ^р,
где Ум< к — объем готового модельного ком-
плекта, м3; Кр —- коэффициент, учитываю-
щий расход модельной древесины при изго-
товлении 1 м3 готовой модели, равный 1,5.
Расход вспомогательных материалов при-
веден в табл. 39.
39. Расход вспомогательных
материалов [13]
Материал Единица изме- рения Расход
1 Клей мездро- вый, костный, синтетический, типа ПВА - 0,200 — 0,250 на 1 м3 склеиваемой поверхности
Шпатлевка Эмали перхлор- виниловые, нитроцеллюлоз- ные и др. кг 0,160 на 1 м3 повепхности 0,120 — 0,150 на 1 м2 поверхности на покрытие
Шкурка шлифовальная- м2 0э05 на 1 м2 повер хности
Оборудование. В модельных цехах машино-
строительных заводов деревообрабатываю-
щие станки не имеют полной загрузки, а по-
требное количество оборудования принимают
комплектно. Комплект оборудования в за-
висимости от программы приведен в табл. 40.
Площадь цеха. Исходным материалом для
определения служит планировка оборудовав
40. Состав оборудования
модельного цеха [7]
Оборудование Трудоемкость работ на годовую программу, тыс. человеко-часов
50 100 150 250 450
Станки:
круглопильные
для продоль- ной и попе-
речной распи- ловки < • < 2 2 3 4 5
строгальные фрезерные уни- 2 3 4 4 6
нереальные 1 2 2 3 5
шипорезные 1 1 2 2 3
сверлильные ленточнопилЬ“ 1 1 1 1 2
ные .... 1 2 3 4 5
шлифовальные токарные и 1 1 1 2 3
круглопалоч- ные . . . . 1 1 1 2 3
заточные . • . 1- 1 2 3 5
Прессы винтовые 1 2 2 3 4
Верстаки ..... 20 38 45 70 120
Камера окрасочная 1 1
Столы окрасочные Разметочные. обо- i 1 2 3 4
рочные и прове- рочные плиты 5 9 12 20 30
Оборудование оков-
ки моделей « . . 1 3 4 4 4
Итого. . . 38 67 84 126 200
Примечани е. Приведенный при-
мерный состав оборудования модельного
цеха в каждом отдельном < случае следует
уточнять.
Деревообрабатывающие цехи и сушильное хозяйство
со
О
V0
о
cd
*
й5
3
о
о
о
Q
н
о
О
cd
Щ cd
03 Р<
О <□ Ь
3 ч ° га
Q ? Ф h
О Н
u £ н
кД л с
'О я ч |
& <и
и tt
о о
а с\а
ния и рабочих мест, при укрупненных
расчетах — удельная площадь на одно
рабочее место (табл, 41).
41- Площади модельных цехов [7]
Трудоем- кость ра- бот на го- довую про- грамму, тыс. чело- веко-часов Общее коли- чество рабочих мест и обору- дования Удель- ная про- извод- ственная площадь на одно рабочее место '1 Произ- вод- ствен- ная пло- щадь цеха х
50 38 950
100 67 25 1680
150 84 2100
250 126 22 2770
450 200 4400
* Бег ! площади складов моделей
и бытовых помещений.
Вспомогательная площадь цеха со-
ставляет в среднем 35—40% от общей
производственной площади Пример
технологической планировки оборудо-
вания деревомодельного цеха показан
на рис. 3.
Состав работающих. Численность
производственных рабочих определяют
делением трудоемкости работ на дей-
ствительный годовой фонд времени
одного рабочего.
Номенклатура и нормы расчета
вспомогательных рабочих приведены
в табл. 6.
Укрупненные нормы расчета ИТР,
вспомогательных рабочих, служащих
и младшего обслуживающего персо-
нала (МОП) приведены в табл. 42.
42. Укрупненные нормы расчета
численности вспомогательных рабочих,
ИТР, служащих и МОП
Общая числен- Вспомога- тельные рабочие, % основных рабочих ИТР Слу- & жа- щие МОП
ность рабочих % общего числа рабочих
<100 12 — 1 5 10—11
100 — 200 200 — 300 10—12 9—10 8 — 9 1,5 — 2 1,5 — 2,5
300 — 400 >400 10—11 9—10 8
Расход денежных средств при раз-
личных уровнях механизации приве-
ден в табл. 43.
Склад моделей. Общая площадь
склада для хранения мелких и сред-
них моделей в стеллажах высотой до
5 м на 1000 м3 выпуска цеха (отделе-
ния) принимают для моделей индиви-
дуального литья 2000—3000 м2, для
Деревомодельный цех
43. Расходы на изготовление продукции
и капитальные вложения [7]
Уровень механи- зации работ Объем переработки, м3/год Расходы по изго- товле- нию еди- ницы продук- ции Удель- ные ка- питаль- ные вло- жения
р/м3
Низкий 30—40% Средний 45 — 60% Высокий 65 — 75% Очень высокий 80 — 90% <1000 1000 — 3000 3000 — 7000 >7000 300 245 175 135 140 123 99 86
В качестве транспорта материалов между
станками и рабочими местами применяют:
роликовые конвейеры приводные и непри-
водные; электрокары грузоподъемностью
0,750—2 т; кран-балки грузоподъемностью
до 5 т; ручные тележки с подъемной плат-
формой.
Во всех случаях массового и серийного
производства моделей и комплектов необ-
ходимо проектировать поточные механизи-
рованные линии по раскрою пиломатериалов,
полуавтоматические линии по строжке за-
готовок. В этом случае можно уменьшить
межстаночные транспортировки деталей и
заготовок на 20—25%, а также увеличить
производительность труда на этих операциях
на 50—60%.
РЕМОНТНО-СТРОИТЕЛЬНЫЙ
ЦЕХ
моделей серийного и массового литья 2000—
2500 м2.
Транспорт» Сухие пиломатериалы из су-
шильного отделения поступают в модельный
цех уложенными в штабеля рельсовым транс-
портом на вагонетках, а при значительном
отдалении цеха от сушки —- автопогрузчи-
ками грузоподъемностью 3—5 т. Для умень-
шения затрат на межцеховую транспорти-
ровку материалов все деревообрабатываю-
щее хозяйство завода должно быть макси-
мально сблокированным и компоноваться
с цехами, потребляющими деревянные мо-
дели и изделия из древесины.
Внутри цеха транспортировку осуще-
ствляют средствами рельсового и безрельсо-
вого транспорта.
Назначение и состав цеха. Цех (отделение)
обеспечивает профилактический малый и
текущий ремонт зданий и сооружений, про-
изводит ремонт и изготовление деревянного
хозяйственного и производственного инвен-
таря.
Капитальный ремонт заводских зданий и
сооружений выполняют подрядным способом
ведомственные или отраслевые ремонтно-
строительные управления и тресты.
В состав цеха входят: деревообрабатываю-
щие отделения, общестроительная группа,
которая производит каменные, штукатур-
ные, малярные работы; жестяницкое отде-
ление.
Объем ремонтно-строительных работ по
заводу определяют исходя из суммы аморти-
44. Нормы объема работ по капитальному и текущему ремонтам
зданий и сооружений заводов [7]
Наименование показателя Единима изме- рения Балансовая стоимость зданий и сооружений, млн. р.
5,0 10,0 20,0 30,0 1 40,0 50,0 60,0
Годовой объем работ по капи- тальному и текущему ремонту зда- ний и сооружений завода т. руб. 120 240 480 720 960 1200 1440
Годовой объем работ по ремон- ту, выполняемому подрядными ор- ганизациями % 50 55 60 65 70 70 70
Объем годового выпуска ре- монтно-строительного цеха т. руб. 60 100 200 250 300 350 503
Примечания: 1. Отчисления на ремонт зданий приняты в размере 2,4% балансовой
стоимости зданий и сооружений заводов", в том числе на капитальный ремонт 1,6%, на теку-
щий ремонт 50% отчислений на капитальный ремонт. Рекомендуется с учетом местных условий
в максимальной степени увеличивать годовой объем работ, выполняемых подрядными органи-
зациями. и вносить соответствующую корректировку в расчет ремонтно-строительного цеха
(отделения).
2. При разработке проектов реконструкции действующих заводов в зависимости от тех-
нического состояния существующих зданий и сооружений отчисления на капитальный и теку-
щий ремонты следует принимать с коэффициентом К = 1,2, а объем работ, выполняемых под-
рядными организациями, соответственно уменьшать на 10 — 15%.
I ilia I I I
5 Зак. Х444
130
Деревообрабатывающие цехи и сушильное хозяйство
45. Нормы расчета и основные данные ремонтно-строительных цехов (отделений) [7]
Наименование основных данных Единица изме- рения Объем годового выпуска, тыс. р.
60 100 200 300 500 600
Расход пиломатериала на 1000 р. выпуска цеха м3 3,5 ' 3,5 3 2,8 2,8 2,8
Объем перерабатываемого пиломатериала м3/год 210 350 600 840 1400 1680
Выработка на одного рабочего тыс. р. 3,0 3,3 3,8 4,0 4,5 5,0
Число основных рабочих в том числе: человек 20 30 53 75 111 120
столяров-плотников (18 — 22%) 5 7 И 15 20 24
Общее количество рабочих мест В том числе: 12 14 20 25 31 33
деревообрабатывающие станки 6 6 7 8 10 10
жестяницкое оборудование “ 2 4 5 5 -Л
верстаки столяров-плотников 4 6 8 10 11 13
столы маляров и стекольщиков 1 1 2 2 3 3
верстаки жестянщиков 1 ± 1 1 2 2
Удельная площадь на одно рабочее место м2 25 25 25 22 22 22
Количество лесосушильных камер (ем- кость 15 м3) ——’ 1 ' 1 1 1
Расход пара на сушку пиломатериала т/м3 —— 0,6 0,6 Uf 1, иь. «Я-, < - М 1-1 0,6
Примечания: 1. Лесосушильные камеры следует применять при отсутствии их при
деревообрабатывающем цехе завода или невозможности получения пиломатериала в сухом виде. •
2. При промежуточных значениях годового выпуска цеха (отделения) основные данные
следует уточнять путем интерполяции, а состав оборудования принимать по ближайшему по-
казателю.
3. Ремонтно-строительный цех (отделение) с годовым объемом работ 60— 100 тыс. р. целе-
сообразно блокировать с другими деревообрабатывающими цехами завода, j
4. В первую смену работает 90% общестроительных рабочих, из них 60 — 65% работает
вне цеха (на ремонтируемых объектах).
48. Нормы расчета численности вспомогательных рабочих, ИТР,
служащих и МОП [7]
Вспомога-
Общее число
рабочих
тельные
рабочие,
% основных
рабочих
% общего числа рабочих
<100
101—200
201—300
>300
8^- 10
7—8
8—9
9—10
10
Примечание. Большие значения норм принимают при меньшей численности ра-
бочих.
7^.^—.-—--------Ifti U1 м ц-ДаытУ^,'——J-rrfir' ".--11- ••• т~' ................."Tlllf rilir~J
Ремонтно-строительный цех
131
зационных отчислений от ба-
лансовой стоимости зданий и
сооружений * завода на капи-
тальный ремонт и средствами,
выделяемыми на малый и теку-
щий ремонт.
Задание на проектирование
цеха (отделения) должно содер-
жать данные о балансовой стои-
мости зданий и сооружений
завода и их техническом состоя-
нии, а также о наличии в районе
специализированных ремонтно-
строительных организаций.
Нормами расчета для машино-
строительных заводов (табл. 44)
принято, что объем ремонтных
работ, выполняемых специали-
зированными сторонними орга-
низациями, составляет 50—70%
общего объема ремонтных работ
в зависимости от величины за-
вода.
Нормы расчета и основные
данные по ремонтно-строитель-
ному цеху приведены в табл. 45.
Состав работающих укруп-
нение рассчитывают по данным
табл. 46.
Оборудование выбирают ком-
плектно в зависимости от объема
годового выпуска. Комплекты
оборудования цеха (отделения)
приведены в табл. 47.
Площади цеха. Производст-
венную площадь цеха опреде-
ляют в соответствии с табл. 45
в зависимости от объема годо-
вого выпуска, количества рабо-
чих мест и удельной площади
на одно рабочее место.
Вспомогательная площадь со-
ставляет 30“-40% от производ-
ственной.
Пример планировки ремонтно-
строительного цеха приведен
на рис. 4.
Ремонтно-строительный цех
блокируют с другими цехами
завода. Здание цеха выбирают
по условиям, приведенным
в разделе деревообрабатываю-
щих цехов.
Основные технико-экономиче-
ские показатели. К ним отно-
сят: объем перерабатываемого
пиломатериала в год на одного
работающего, на одного рабо-
чего, на 1 м2 общей площади,
выработка на одного рабочего
в тыс. руб., выпуск на 1 м2
общей площади. По данным
проектов крупных цехов: выра-
ботка на одного рабочего 4,5—
5 тыс. руб., выпуск на 1 м2
общей площади 0,7—0,8 тыс.
рублей.
ф Л Cv * н i о
i-n го ож I ££
132
Деревообрабатывающие цехи и сушильное хозяйство
47. Состав оборудования
ремонтно-строительного цеха отделения [71
Наименование оборудования Объем годового выпуска цеха, тыс. р.
|—— I 100 200 300 ю 600
Дер евообрабаг Круглопильные пива п 2 зщие 2 С1П1 2 1HKU 2 3 3
Строгальные . . • 1 1 2 2 3 3
Фрезерные «... 1 1 1 1 1 1
Сверлильные - . . i 1 1 1 1 1
Лен точи опил ьные -—— — 1 1 1
Универсальные де- ревообрабатываю- ХЦИ А ф « в а * 1 1 1 1 1 1
Итого, в . 6 1 6 7 8 10 10
Строительные механизмы (вне цеха)
Раствор осмеситель 1 1 1 1 2 f 2
Бетоносмеситель . . 1 1 1 1 1 1
Заливщик швов. . . 1 1 1 2 3 3
Известегасилка . - . 1 1 1 1 1 1
Краскотерка - . • — - 1 ч 1 1 1 1
Компрессор пере- движной .... 1 1 2 3
Машина паркето- шлифовальная 1 1 1 2 2 2
Машина для шлифо- вания пола < . . 1 1 1 2 2 2
Лебедка строитель- Н ЗЯ « * ф * « * . 1 1^ 1 1 1
Подъемник строи- тельный мачто- в ы й ...... 1 —.. 1 2 2
Кран «Пионер» . * . - 1 1 2 2
Каток прицепной ———• 1 1 1 1 2
| И Т О г О О « о 6 7 9 15 20 22
Жестяницкл Ножницы листовые ое обе F И oeaHi 1 не 1 1 1
Зигмашина .... 1 1 1 1
Ножовка механиче- СКйЯ • — -h ' л 1 1 1
Вальцы трехвалко- В Ы G * * » • • 1 — . - ' 1 1 1
Станок настольно- сверлильный « * , *• 1 1
Итого. . . 2 4 5 к о
Примечания: 1. Приведенный
примерный состав оборудования цеха уточ-
няют в каждом конкретном случае в за-
висимости от местных условий.
2. Для заточки инструмента деревооб-
рабатывающего оборудования используют
заточное оборудование деревообрабаты-
вающих и модельных цехов завода.
ТАРНЫЙ ЦЕХ
Назначение — изготовление рядовой и экс-
портной тары.
Упаковка готовой продукции является
неотъемлемой частью технологического про-
цесса завода. Основным материалом для
упаковки в машиностроении является дре-
весина. Машиностроение и металлообработка
потребляет 20—25% всего производства де-
ревянной тары..
При разработке проектов тарных цехов
на машиностроительных заводах необходимо
сокращать расход тарной древесины, а ор-
ганизацию производства тары на заводах
экономически обосновывать.
Мелкие ящики, преобладающих типораз-
меров, изготовляют обычно из тарных ком-
плектов (дощечек), получаемых от специали-
зированных деревообрабатывающих пред-
приятий.
Ящики для крупных машин, изделий,
ящики нестандартизованных типоразмеров,
а также ящики в экспортном и другом спе-
циальном исполнении изготовляют в тарном
цехе.
Внедрение контейнерной паревозки на
предприятиях машиностроительной промыш-
ленности, большого количества мелких агре-
гатов, частей машин, метизов, инструментов
и другой продукции, поставляемой в порядке
кооперации с одних машиностроительных за-
водов на другие, запасных частей и инстру-
ментов для всех отраслей народного хозяй-
ства, а также для внутризаводского переме-
щения и хранения материалов, полуфабрика-
тов и изделий позволяет комплексно механи-
зировать погрузочно-разгрузочные работы.
Расчет оборудования и площадей. Опреде-
ление количества необходимого оборудова-
ния по каждой операции производят де-
лением количества станко-часов годовой
программы на действительный годовой фонд
времени работы оборудования (рабочего
места).
Станкоемкость по видам оборудования на
упаковочный ящик приведена в табл. 48.
При производстве тары с годовой перера-
боткой до 2000 м3 пиломатериала для полной
загрузки деревообрабатывающих станков
тарные цехи (отделения) целесообразно бло-
кировать с ремонтно-строительным цехом
(отделением) завода.
Механическую обработку древесины про-
изводят на специализированных деревообра-
батывающих станках, 80% сколотки ящиков
выполняют на гвоздезабивных и сшивных
станках, отдельные операции с помощью
скобо- и гвоздезабивных пистолетов и уста-
новок.
Площадь цеха определяют, исходя из
необходимого количества технологического
оборудования, рабочих мест, технологиче-
ских конвейеров и принятой удельной пло-
щади на одно рабочее место, станок в соот-
ветствии с табл. 8. Вспомогательная площадь
составляет в среднем 35—-40% от общей про-
изводственной площади.
Пример технологической планировки обо-
рудования тарного цеха показан на рис. 5.
Состав работающих. Численность произ-
водственных рабочих определяют делением
общей трудоемкости (см. табл. 48) годовой
программы работ на действительный годовой
фонд времени одного рабочего.
Укрупненные нормы расчета вспомога-
тельных рабочих приведены в табл. 7.
Расчет численности вспомогательных ра-
бочих, ИТР, служащих и МОП выполняют
по данным табл. 49.
Рис. 5. Планировка оборудования деревотарного цеха:
у . коридор управления; И — лесосушильные камеры; /7/ — помещение автоматического пожаротушения; IV — кладовая инструментальная; V —? подстанция
трансформаторная; VI станочный участок; VII — участок сборки рядовой тары; VIII — участок сборки специальной тары; IX — рембаза корпуса; X — быто-
вые помещения; 1, 2, £ —рольганги неприводные; 3, 4, 5 — станки торцовочные; 7 — концеравнитель двухпильный; 8 — прирезной станок; 9, 14 — ленточно-
пильные станки; 10 — четырехсторонний строгальный станок; И — рейсмусовый станок; 12 — фуговальный станок; 13, 21 — круглопильные станки; Z5 — фре-
верный станок; 16 ..— сверлильно-пазовальный станок; 17, 18, 26, 27 — гвоздезабивные станки; 19, 22, 23, 24, 25, 28 — столы для сборки тары: 20, 29 — транс-
портеры ленточные; 30 станок обдирочно-шлифовальный; 31 — пресс ручной; 32, 33 — сверлильные станки; 34— токарно-винторезный станок; 35 -=?• вертикаль-
нофрезерный станок; 36 пила ножовочная
134
Деревообрабатывающие цехи и сушильное хозяйство
48. Нормы станкоемкости, трудоемкости изготовления и ремонта
деревянных упаковочных ящиков (условных ящиков) [7]
№ по пор. Операция Оборудование Трудоемкость на 100 упаковочных условных ящиков
Рядовая тара Экспорт- ная тара из необ- резного пилома- териала Ремонт воз- врат- ной тары
из тар- ного ком- плекта из необ- резного пилома- териала
1 Поперечный раскрой Станки торцовочные, маятниковые — 2,16 4,32 2,16 4,32 0,6 0,6
2 Продольный раскрой Станки прирезные, круглопильные — 1,61 3,22 1.61 3,22 0,4 0,8
3 Строжка Станки фуговальные, рейсмусовые, четы- рехсторонние — — 1,4 2,8 —
4 Торцовка чистовая Станок круглопильный 2,38 2,38 1,53 1,53 1,56 1,56 —
5 Зачистка, маркировка — — — — 2,1
6 Сколотка щитков на станках Станок гвоздезабивной 3,13 3,13 3,13 3,13 3,13 3,13
7 Сколотка щитков на верстаке Рабочее место 14,54 14,54 14,54
8 Сколотка ящиков на станках Станок гвоздезабивной 3,39 3,39 3,39 3,39 3,39 3,39 1,0 11,5
9 Сколотка ящиков на верстаках Рабочее место 6,5 6,5 6,5
Итого: — 8,9 29,94 11,82 36,63 13,25 38,46
Примечания: 1. В числителе указаны станко-часы, в знаменателе — человеко-часы (для зачистки, маркировки и сколотки на верстаках указаны только человеко-часы). 2. Таблица составлена применительно к серийному производству, при мелкосерийном производстве станкоемкость увеличивать на 15 — 25%. 3. Мелкосерийное производство — годовая переработка до 2000 м3 пиломатериалов. 4. Условный ящик имеет размеры 535x 380x220 мм и предназначен для груза массой 40 — 50 кг.
49. Нормы расчета численности вспомогательных рабочих, ИТР, служащих и МОП [7]
Общее число рабочих Вспомогательных рабочих, % основных рабочих ИТР Служащие МОП
% общего числа рабочих
<100 15—20 8—9 3,0 2,5
Ю1—200 12 — 15 7—8 2,0 —2,5 2,0—2,5
201—300 10—12 6 — 7 1,5 —2,0 1,5—2,0
Примечание. Большие значения норм применяют к меньшему количеству рабо-
тающих.
Тарный цех
135
50. Нормы расхода материалов на изготовление условного деревянного
упаковочного ящика [71
Гип ящиков Расход материалов на 100 ящиков
Древесина, м3 Гвозди? кг Ленты, кг
в деталях в пиломатериале необрезном
Рядовые Экспортные 1,68 1,8 2,14 2,62 33 16
Примечания: 1. Технологический брак (%) по качеству древесины и производству:
при получении деталей — 10, при получении пиломатериалов — 5.
2. Расходы даны при изготовлении тары из необрезных пиломатериалов следующих сортов:
рядовые ящики III и IV сортов, экспортные ящики II и III сортов.
3. Расход древесины при изготовлении ящиков другой емкости или конструкции (на ши»
пах, с фанерными стенками) определяют расчетом в соответствии с формой расчета и при-
пусками на обработку.
4. Расход гвоздей 20 кг, упаковочной ленты 0,5 кг на 1 ма деталей.
Материалы. Для упаковки машин и запас-
ных частей применяют древесину листвен-
ных и хвойных пород. Рекомендуемая влаж-
ность для строганой экспортной тары 10—
12%, для рядовой тары 18—20%.
Нормы расхода материалов приведены
в табл. 50.
ГЛАВА 7
АБРАЗИВНЫЕ ЦЕХИ
НАЗНАЧЕНИЕ И ФУНКЦИИ
Абразивное производство на машинострои-
тельном заводе предназначено для снабже-
ния и обслуживания завода: абразивными
инструментами; инструментами для правки
шлифовальных кругов (правящими); алмаз-
ными инструментами, применяемыми на
других операциях завода — контрольных,
токарных и т. д., а также для снабжения
абразивными материалами и алмазным
сырьем (алмазы в кристаллах), применяе-
мыми абразивным цехом для изготовления
абразивных и алмазных инструментов.
К основным видам инструментов относятся
следующие.
Абразивные инструменты [1, 2, 7]: шли-
фовальные круги, бруски и др.; полироваль-
ные инструменты из шлифшкурок, полиро-
вальной хлопчатобумажной ленты; пасты;
свободные шлифовальные порошки; галто-
вочные абразивные тела.
Правящие инструменты-, алмазные; без-
алмазные — алмазозаменители металличе-
ские, твердосплавные и с карборундовыми
шлифовальными кругами.
Инденторы (наконечники) твердомеров и
ножки (лапки) приборов активного контроля
размеров, профилометров и прочих прибо-
ров [6, 15].
Абразивные инструменты различают по
форме, размерам, зернистости, твердости,
видам связок, материалам, структуре и ско-
ростям шлифования. На заводах с количе-
ством оборудования абразивной обработки
2000—4000 единиц примерно насчитывается
2600 абразивных инструментов в том числе
на керамической связке— 1600, вулканито-
вой — 700 и бакелитовой 300 наименований.
Собственное производство абразивных ин-
струментов (в том числе абразивно-алмазных
и абразивно-эльборовых кругов, брусков, го-
ловок и шлифовальных шкурок) на машино-
строительных заводах не создают. Эти ин-
струменты поставляют специализированные
заводы абразивно-алмазной промышлен-
ности.
При применении заводом большой номен-
клатуры нестандартизированных абразив-
ных инструментов допускается в отдельных
обоснованных случаях создавать участки
собственного производства абразивных ин-
струментов на керамической, бакелитовой,
вулканитовой и эпоксидной связках.
По годовому выпуску эти участки должны
быть минимальными — с учетом загрузки
не менее одной смены установленного на
этих участках минимального комплекта тех-
нологически необходимого оборудования.
В случаях неполной загрузки установлен-
ного оборудования, для повышения коэф-
фициента загрузки его, допускается частич-
ный выпуск стандартной номенклатуры ин-
струментов за счет уменьшения их по фондо-
вым поставкам или изготовление нестандар-
тизированной номенклатуры по кооперации
родственным предприятиям.
ВИДЫ И СОСТАВ ЦЕХОВ
И ПРОИЗВОДСТВ
Абразивные цехи машиностроительных за-
водов по их назначению подразделяют на
два основных вида.
Цехи подготовки абразив-
ных инструментов к эксплу-
атации (эти цехи в дальнейшем будем
называть цехи эксплуатации).
В их обязанности входит: подготовка абра-
зивных инструментов к эксплуатации; вы-
полнение процессов химико-термической
обработки; изготовление картонных прокла-
док; изготовление нестандартизированных
абразивных инструментов способом пере-
точки стандартных типоразмеров и восста-
новлением их отходов; изготовление нестан-
дартизированных полировальных материалов;
изготовление и подготовка к повторному
применению однокристальных алмазных ин-
струментов и алмазозаменителей.
Комплексные цехи — цехи, вы-
полняющие все функции цеха эксплуатации
и дополнительно изготовляющие нестандарти-
зированные й частично стандартные абра-
зивные инструменты из свежих абразивных
материалов на разных видах связок.
Цехи эксплуатации подразделяют по сле-
дующим признакам;
по количеству обслуживаемых цехом еди-
ниц оборудования абразивной обработки
основного- производства (табл. 1);
Виды и состав цехов и производств
137
1. Классы абразивных цехов
Но- мер клас- са Количество единиц обо- рудования абразивной обработки Но- мер клас- са Количество единиц обо- рудования абразивной обработки
0 <100 5 2001—2500
1 101—500 6 2501—3000
2 501 — 1000 7 3001 — 3500
3 1001 — 1500 8 3500 — 4000
4 1501—2000
по организации производства подготовки
абразивных инструментов к эксплуатации:
цехи централизованной подготовки (когда
все участки, предназначенные для этой
цели, размещены в абразивном цехе); де-
централизованной подготовки — те же уча-
стки размещены в абразивно-раздаточных
кладовых (АРК) цехов завода; смешанной
подготовки — те же участки размещены
в абразивном цехе и АРК;
по размещению центрального абразивного
склада (ЦАС) по отношению к цеху (совме-
щенные цехи — при расположении ЦАС в од-
ном здании с цехом; разобщенные цехи —
при размещении ЦАС в разных с цехом зда-
ниях).
Рекомендуется проектировать цехи, с цен-
трализованной подготовкой абразивных ин-
струментов к эксплуатации и совмещенными
с ЦАС.
Состав абразивных производств. Разли-
чают два вида абразивных производств.
Абразивное производство с количеством
обслуживаемого им оборудования абразив-
ной обработки свыше 500'единиц, в состав
которого входят: абразивный цех; абразив-
ный отдел; склады общезаводского назна-
чения — ЦАС, центральная алмазная кла-
довая (ЦАК) и центральная кладовая алма-
зозаменителей (ЦКАЗ); абразивно-раздаточ-
ные кладовые (АРК) производственных цехов.
Абразивное производство с количеством
обслуживаемого оборудования до 500 единиц,
в состав которого входят те же и более мелкие
подразделения: бюро абразивных и алмазных
инструментов (вместо абразивного отдела);
абразивная мастерская; секция абразивных
инструментов при центральном инструмен-
тальном складе (ЦИС); абразивно-раздаточ-
ные кладовые, которые организуют в цехах
или корпусах с количеством оборудования
абразивной обработки свыше 200 единиц, или
секции абразивных инструментов при ин-
струментально-раздаточных кладовых (ИРК)
при количестве оборудования меньше 200
единиц [15].
В состав абразивного отдела первого вида
входят: бюро снабжения абразивных и алмаз-
ных инструментов; планово-диспетчерское
бюро, бухгалтерия; бюро технадзора за
эксплуатацией абразивных, алмазных ин-
струментов и алмазозаменителей; управле-
ние абразивного цеха с технической частью,
экономическим сектором и сектором норми-
рования и зарплаты.
В состав бюро абразивных и алмазных ин-
струментов абразивного производства вто-
рого вида входят те же службы, что и в абра-
зивный отдел, с той лишь разницей, что
функции бюро выполняют ответственные
исполнители и частично штат инструменталь-
ного отдела.
Состав цеха зависит от номенклатуры изго-
товляемых инструментов и подготовляемых
к эксплуатации и повторному применению.
В состав цеха эксплуатации могут входить:
производственные отделения и участки.'.
механической обработки; подготовки к экс-
плуатации кругов круглого и бесцентрового
шлифования; кругов плоского шлифования,
залитых в планшайбы серой; кругов внутрен-
него шлифования, наклеенных на оправки;
подготовки к эксплуатации кругов-блоков;
химико-термической обработки; изготовле-
ния и ремонта алмазных инструментов и ал-
мазозаменителей, ремонта средств крепле-
ния и испытательная станция;
вспомогательные участки — ремонтная
база механика и энергетика цеха, помещение
мусоросборки; складские помещения — кла-
довая ИРК, кладовая запчастей механика и
энергетика, кладовая легковоспламеняю-
щихся жидкостей (масел, щелочей, стеарина,
вазелина, керосина и других химикатов),
кладовая завхоза; кладовая хлопчатобумаж-
ной ленты, а также ЦАК и ЦКАЗ, которые
должны размещаться совместно с обслужи-
ваемыми ими участками; помещения сани-
тарно-технических и энергетических . уста-
новок; служебно-бытовые помещения.
В состав комплексного цеха, кроме пере-
численных выше участков и помещений, до-
полнительно входят: отделение собственного
производства абразивных инструментов со
всеми входящими в его состав производствен-
ными участками и санитарно-техническими
установками; складские помещения — кла-
довая каучука и компонентов вулканитовой
связки (окиси цинка, окиси магния, октинапа,
рубракса, идитола, тиурама, алебастра, пуль-
вербакелита), цеховой склад шлифовального
зерна и шлифовальных порошков, кладовая
пресс-форм, кладовая незавершенного про-
изводства и подсобные помещения — ОТК
цеха и абразивная лаборатория.
При небольших объемах производства не-
которые из отделений превращают в уча-
стки или объединяют с другими участками
в одно отделение (участок), часть участков
и складских помещений может совсем отсут-
ствовать, а кладовые с совместимыми к хра-
нению материалами объединяют в одну.
ИСХОДНЫЕ ДАННЫЕ
ДЛЯ ПРОЕКТИРОВАНИЯ
Основными исходными данными для про-
ектирования абразивного производства
являются:
генплан завода с размещением цехов за-
вода;
задание заказчика (министерства) на соб-
ственное производство абразивных инстру-
ментов на различных связках;
138
Абразивные s цехи
технико-экономические показатели рекон-
струируемого завода и абразивного произ-
водства завода—аналога с указанием коли-
чества оборудования, установленного в абра-
зивном цехе, площадями, занимаемыми це-
хом, в том числе и его участками и складами
абразивного производства;
ведомость количества устанавливаемого на
проектируемом заводе и его цехах оборудо-
вания абразивной обработки (форма 1).
шлифовальный станок и на 1 млн. руб. про-
дукции основного производства завода для
некоторых отраслей машиностроения при-
ведены в табл. 2.
Перевод потребности в абразивных ин-
струментах из ценностного выражения в на-
туральное может быть выполнен по данным
о средней стоимости 1 т (табл. 3). Эти данные
должны корректироваться применительно
к условиям проектируемого завода.
ФОРМА 1
Программа цеха. При составлении програм-
мы исходят:
из объема услуг по подготовке абразивных
инструментов к эксплуатации, по корректи-
ровке твердости и осернению абразивных
инструментов, по перепайке, перечеканке,
гранению алмазных инструментов, ремонту
алмазозаменителей и средств крепления;
по испытанию шлифовальных кругов на
прочность;
из объема изготовления инструментов и
изделий, включаемых в товарный выпуск
цеха: абразивных инструментов, изготовлен-
ных методом переточки и восстановления;
инструментов и изделий собственного произ-
водства — абразивных, полировальных и
алмазных инструментов, алмазозаменителей
и картонных прокладок.
Программу цеха по услугам, как правило,
не рассчитывают. Необходимое оборудование
для выполнения услуг выбирают по техноло-
гическому процессу в необходимом комплекте,
а численность работающих — по нормам
обслуживания заводского парка оборудова-
ния абразивной обработки, согласно норма-
тивам, рекомендуемым общемашинострои-
тельными руководящими материалами (см.
табл. 6).
Для определения программы изготовления
абразивных инструментов предварительно по
ориентировочным удельным нормам расхода
в рублях абразивных инструментов и шли-
фовальной шкурки определяют общую го-
довую потребность указанных инструмен-
тов в ценностном выражении на программу
завода [17], исходя из численности парка
оборудования абразивной обработки завода.
Ориентировочные удельные нормы расхода
абразивного инструмента (в рублях) на один
Заводы
Шарикоподшипнико-
вые .............
Автомобильные . » »
Моторостроительные
Машин остр ои те л ьн ые
Шлифоваль- ные круги, Шлифо-
бруски, валь-
сегменты,
головки шкурка
с Ю O nj боа
-Э* ।
Q.C O’ О.С о
Ч Р й да
а й ° •- 03 да 5
к =е да
один ьно< i ст г i ° s a® ra Egs „ S.5
a a И «
га о >, оа о >>
к да s а? ч
580 18 800 1850
320 1 500 240
375 4 460 300
315 3 600 180
3. Средняя стоимость абразивных инструментов*
(ориентировочные данные)
Наименование
Абразивные инструменты (кру-
ги, бруски, головки и сег-
менты)
В том числе:
на керамической связке
на бакелитовой
на вулканитовой
шлифшкурки:
на полотне
на бумаге
725
690
530
1000
* По данным ГПЗ-1.
Программа, режим работы и фонды времени
139
Программу абразивного цеха по собствен-
ному производству — изготовлению абра-
зивных инструментов в суммарном выраже-
нии — определяют из расчета:
изготовления абразивных инструментов
восстановлением (переточкой на меньшие
размеры сработанных инструментов-отхо-
дов) — в объеме до 3% общей потребности;
изготовления нестандартизированных ти-
поразмеров инструментов методом нереточки
стандартных — до 7% общей потребности;
изготовления абразивных инструментов не-
стандартизированной и стандартной номен-
клатуры из исходного сырья-—материалов,
объем производства которых допускается до
30—35% общей потребности их на программу
завода, в том числе по связкам: до 5—20%
керамических, до 80—20% вулканитовых и
15—60% бакелитовых. Первые значения
соответствуют подшипниковым заводам, вто-
рые — заводам автомобильной и прочих
отраслей промышленности.
Производство полировальных инструмен-
тов может быть принято в объеме 10% общей
потребности (в ценностном выражении) аб-
разивных инструментов.
Для обеспечения собственного производ-
ства абразивных инструментов из исходного
сырья в комплексных абразивных цехах
создают типовые участки с объемом произ-
водства, указанным в табл. 4. Состав обору-
дования этих участков выбирают по ведомости
оборудования (см. табл. 5) с учетом номен-
клатуры инструментов, подлежащей изго-
товлению и производительности оборудова-
ния.
Следует иметь в виду, что однокристаль-
ные алмазы на операциях правки кругов
в зависимости от точности обработки и форм
обрабатываемых поверхностей могут быть
заменены до 80—90% алмазно-металличе-
скими карандашами л алмазными роликами.
Программа по каждому отделению (уча-
стку) цеха и в целом по цеху также может
быть определена по укрупненным показа-
телям цеха-аналога.
Режим работы и фонды времени. Абразив-
ные цехи работают в две смены. Термические
участки цехов с туннельными бакелизаторами,
вулканизаторами и щелевыми печами об-
жига абразивных инструментов на керамиче-
ской связке работают в три смены. Трех-
сменный режим работы предусматривают
также для отдельных моделей крупного или
уникального оборудования, не обеспечиваю-
щего выполнение программы в две смены.
Коэффициент сменности работы абразив-
ных цехов машиностроительных заводов
обычно не превышает 1,5.
Действительный годовой фонд работы ра-
бочих (при 5 днях и 41 ч работы в неделю)
следующий: основные рабочие 1820 ч, рабо-
чие испытательных станций 1840, подсобные
рабочие (включая ЦАС, ЦАК, ЦКЗ, ИРК
и АРК) I860 ч.
Действительный годовой фонд работы обо-
рудования при такой же продолжительности
рабочей недели приведен в нормах техноло-
гического проектирования (см. т. 1).
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Тип производства абразивных цехов — се-
рийный. Масштаб выпуска изделий в одной
партии рассчитывают с учетом дневной за-
грузки рабочего. При этом количество изго-
товляемых в одной партии крупногабаритных
абразивных инструментов находится в преде-
лах 5—10 шт., малогабаритных до 10 тыс. шт.,
подготовляемых к эксплуатации соответ-
ственно от 2-—5 до 100—1000 шт.
Простая наладка оборудования произ-
водится самим рабочим, более сложная —на-
ладчиком.
4. Объемы собственного производства абразивных инструментов типовыми участками
Вид связки Тип участь а Объем производства абразивных инструментов Площадь участка, м3
на подшипнико- на автомобиль-
вых заводах ных заводах
т тыс. руб. т тыс. руб.
I 30 20 30 20 213
Кер амическая II 60 40 — — 270
III 120 80 — — 400
Бакелитовая (на жидком и пульвер* 1 60 32 60 32 180
бакелите) II 300 160 300 160 220
III — — 600 320 330
I 60 60 60 60 250
Вулканитовая II 200 200 .—. __ 370
III 400 400 — — 500
Эпоксидная — — 30 40 40
140
Абразивные цехи
Рис. 1. Схема движения абразивных инструментов
и материалов по технологическому потоку:
участки абразивного производства: 1 — разгру-
зочная площадка; 2 — ЦАС: а — распаковочно-
сортировочная площадка; б — участок техниче-
ской приемки при ЦАС, 3 — склад жесткой тары,
4 — площадка сбора используемого абразив-
ного боя; 5 — площадка сбора промотходов;
участки цеха эксплуатации: 6 — испытательная
станция; 7 — участок механической обработки
абразивов; 8 — участок подготовки кругов бес-
центрового шлифования к эксплуатации; 9 —
участок подготовки кругов-блоков; 10 — участок
подготовки к эксплуатации кругов плоского
шлифования; 11 — участок наклейки кругов на
оправки; 12 — участок химической обработки
кругов; 13 — участок осернения кругов; 14 —
отделение полировальных материалов; 15 — уча-
сток алмазных инструментов; 16 — участок ал-
мазозаменителей; 1/ — ЦАК и ЦКАЗ;
участки комплексного цеха: 18, 19, 20 — участки
изготовления соответственно бакелитовых, ке-
рамических и вулканитовых кругов; 21 — уча-
сток термической обработки абразивных инстру-
ментов; 22 — участок подготовки к применению
материалов; 23 — кладовая компонентов связок;
24 — цеховой склад шлифзерна;
заводские склады: 25 — АРК цехов завода; 26 —
склады ОТС; направления перемещения инстру-
ментов и материалов по участкам цеха и склад-
ских помещений указано стрелками: / — абра-
зивные инструменты, II — упаковочные отходы
и тара; III — шлифзерно и шкурки; IV — ал-
мазные инструменты на перепайку и алмазное
сырье; V — алмазные инструменты и алмазоза-
менители; VI — отработанные абразивные ин-
струменты и бой кругов (в склады 4 и 5), VII —
сработанные абразивы (отходы) в сборе со сред-
ствами крепления на участке подготовки 8, 9, 10.
11 и 14, из которых отходы поступают в пром-
отходы 5, а используемые отходы — на пло-
щадку 4\ VIII — химикаты (компоненты связок);
IX металлы и припои
Параллельно с универсальным оборудо-
ванием участки имеют специальное (рассчи-
танное на одну операцию) оборудование.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Схема движения абразивных инструмен-
тов и материалов, а также их отходов, по
технологическому потоку показана на рис. 1.
ЦАС разгружает абразивные инструменты
и материалы из транспортных средств, укла-
дывает в стеллажи, принимает, хранит и
транспортирует их в цеха завода и на уча-
стки абразивного цеха по подготовке к эк-
сплуатации. Вывозит отходы инструментов
из АРК и упаковочные материалы из ЦАС
в отходы и специальные места хранения.
Испытание кругов на прочность производят
по ГОСТ 3881—65* на серии типоразмеров
стендов, изготовляемых заводами-потребите-
лями абразивных инструментов и частично
станкостроительной промышленностью. На-
мечена к освоению серия стендов СИП 50;
СИП 100; СИП 200; СИП 400; СИП 800;
СИП 1200.
Участок механической обработки выпол-
няет переточку и перешлифовку стандартных
абразивов в нестандартизированные, изго-
товление абразивов из отработанных инстру-
ментов, подготовку абразивов к эксплуатации.
Технологические операции выполняют на
металлообрабатывающих станках и идентич-
ных, изготовляемых специально для обра-
ботки только абразивов, а также на специаль-
ных профилировальных отрезных и дробеоб-
дирочных станках с применением металличе-
ской дроби.
В специализированных участках подго-
товки абразивов к эксплуатации [9] выпол-
няют следующие технологические процессы
по сборке абразивов со средствами крепления:
механическую сборку на специальных стен-
дах и кантователях (для многокамневых кру-
гов-блоков) или наклейку на шпильки и
оправки с последующей термообработкой для
отверждения клеющих веществ (бакелитовой
мастики, эпоксидной смолы и др.); заливку
абразивов в планшайбы расплавленной се-
рой, кроме того на участке производят демон-
таж отработанных абразивов из средств креп-
ления и оправок (шпилек) посредством приме-
нения тех же стендов и кантователей, вы-
плавкой на индукционном нагревателе абра-
зивов, закрепленных в планшайбы серой,
нагревом на высокочастотной закалочной
установке шпилек и оправок с отработан-
ными кругами, наклеенными эпоксидной смо-
лой.
Собранные со средствами крепления абра-
зивные инструменты подвергают правке (про-
точке по периферии и торцам) на токарных
станках с последующей статической баланси-
ровкой по ГОСТ 3060—55 кругов диаметром
свыше 200 мм, а высоких кругов (кругов-бло-
ков) — динамической балансировкой на спе-
циальных стендах.
Специализированные участки подготовки
создают:
а) для подготовки кругов круглого и бес-
Технологический процесс
141
центрового шлифования; б) для подготовки
кругов-блоков; в) для подготовки кругов
плоского шлифования, закрепляемых в план-
шайбы заливкой расплавленной серы или
приклейкой; г) для наклейки и термообра-
ботки кругов и головок на шпильки и оправ-
ки, а также брусков в колодки (державки)
[10]. При малых объемах работ эти участки
объединяют с другими участками; например,
кругов плоского шлифования с участком про-
питки серой; кругов бесцентрового шлифова-
ния с участком кругов блоков; участки на-
клейки на оправки с участком термообра-
ботки кругов после корректировки твердости
и участком понижения твердости.
Процессы химико-термической обработки
абразивов выполняют для повышения экс-
плуатационных качеств. К этим процессам
относят следующие.
Повышение твердости на участке пропитки
абразивов водно-спиртовыми растворами ба-
келита в специальных [10] ваннах с после-
дующей термообработкой (предварительной
бакелизацией) в паровом сушильном шкафу
при температуре до 100° С и окончательной
бакелизацией в электрошкафу при темпера-
туре 180—200° С. Время бакелизации: пред-
варительной 24 ч, окончательной 2—6 ч.
Понижение твердости кипячением в рас-
творах каустической соды с последующей
промывкой в проточной воде, нейтрализацией
в 5% -ном растворе соляной кислоты и сушкой
в электрошкафу. Операцию выполняют в ван-
нах с электроподогревом [10].
Осернение кругов — в медицинских авто-
клавах с предварительным нагревом кругов
до 150° С в электрошкафу или в специальной
установке, имеющей нагревательную камеру
и емкость с расплавленной серой.
Процессы пропитки кругов в растворах
бакелита и первичной бакелизации взрыво-
опасны, поэтому выполняют их в изолирован-
ном от других процессов помещении.
Процесс изготовления полировальных ин-
струментов зависит от вида полировального
инструмента.
При изготовлении полировальных паст
в электрованне расплавляют жировые со-
ставляющие паст и затем вручную или на
смесительных машинах жировые составляю-
щие смешивают с абразивными материалами.
Ленточную шлифовальную шкурку изготов-
ляют разрывом на специальной машине руль-
ной хлопчатобумажной шкурки (во многих
случаях разрыв шкурки на ленты производят
одновременно с покрытием шкурки пастами).
Бесконечные ленты получают из ленточной
шкурки с дополнительными производствен-
ными операциями, включающими раскрой
ленты по длине, очистку концов от шлифзерна
и склеивание. Мерную заготовку из шлифо-
вальной шкурки получают раскроем шкурки
на разрывной машине. Полировально-обди-
рочные круги изготовляют накаткой на круги,
покрытые клеем, абразивных материалов.
Процессы изготовления алмазных инстру-
ментов и алмазозаменителей заключаются
в изготовлении на металлообрабатывающем
оборудовании оправок для однокристальных
алмазов, лапок для алмазов различных при-
боров и правящих дисков и звездочек по
ГОСТ 6565—63*. Затем на слесарных опера-
циях производят сборку, обкатку, а также
ремонт с заменой изношенных деталей; че-
канку, пайку и перепайку алмазных инстру-
ментов.
Термообработку деталей алмазозамените-
лей выполняют в термическом отделении
инструментального цеха; штамповку и гал-
товку звездочек в прессовых цехах или абра-
зивном.
ОБОРУДОВАНИЕ, МЕХАНИЗАЦИЯ,
АВТОМАТИЗАЦИЯ, ФУНДАМЕНТЫ
Количество производственного оборудова-
ния определяют по технологическому про-
цессу в необходимом комплекте и в зависимо-
сти от класса цеха.
Примерный состав производственного обо-
рудования по классам цехов эксплуатации
определяют по табл. 5. Оборудование ком-
плексных цехов (для изготовления новых аб-
разивных инструментов) в табл. 5 не приве-
дено, так как новый инструмент должны полу-
чать от специализированных заводов. При
необходимости проектирования комплексных
цехов программу собственного производства
выбирают по табл. 4, а модели оборудования
на изготовляемые абразивы запрашивают из
отраслевого Научно-исследовательского ин-
ститута абразивов и шлифования (ВИИАШ)
или пользуются данными цехов-аналогов.
Механизация и автоматизация. В абра-
зивном производстве используют средства
малой механизации, кантователи, пневмати-
ческие устройства для прижима при обра-
ботке кругов на сверлильных станках и за-
жима на токарных, устройства для подачи тя-
желых кругов на станки, гидравлические вы-
талкиватели отпрессованных кругов и авто-
матические подпрессовки кругов.
На операциях формовки керамических
кругов диаметром до 150 мм применяют ро-
торные пресс-автоматы (при массовом произ-
водстве).
Фундаменты. На специальных фундамен-
тах, с глубиной заложения до 1—1,2 м, мон-
тируют прокатные и смесительные вальцы,
газовую печь обжига, камнедробилку и испы-
тательные стенды для кругов диаметром от
300 мм и выше.
Гидропрессы мощностью 150 тс и выше сле-
дует монтировать на фундаментах с учетом
выносных гидравлических выталкивателей,
которыми гидропрессы дооборудуют машино-
строительные заводы.
Основания фундаментов под прессы заглуб-
ляют (против уровня, указанного изготови-
телем) на высоту, равную сумме высот пресс-
формы и тележки для ее крепления (—-450 мм).
Остальное оборудование частично монти-
руют без фундаментов, на бетонном полу
толщиной 100—150 мм с цементной подлив-
кой и креплением к полу анкерными болтами
или на фундаментах с глубиной заложе-
ния 0,6 м-
5. Оборудование цехов эксплуатации абразивных инструментов
Оборудование и краткая техническая х а р а ктер истика Модель, завод- калькодсржа- тель и помер чертежа Г аба- ритные размеры (длина, ширина, высота), мм Масса, кг Мощ- ность, кВт Количество единиц оборудования абразивного цеха для классов цеха
0 1 2 3 4 | 5 — 6 7 — 8
Участок м е х а н Токарный станок без задней бабки, Т>гпах ==‘1250 мм (над выемкой станины, над станиной 1000 мм) Токарный станок, £>П1ах = 630 мм, р. м. ц. 750 мм Токарный станок S1 без задней бабки, ^П1ах = = 400 мм Токарно-винторезный станок,- ^max = мм’ р. м. ц. 1000 мм Плоскошлифовальный станок с круглым столом 0 1000 мм Плоскообдирочный одпошпиндельный станок (дробе- обдирочный), Т>тах — 700 мм, высота до 200 мм То же, Птах — 300 мм Вибросито для отсева дроби от пыли Вертикально-сверлильный станок, d — 50 мм То же, = 25 мм Настолько-сверлильный станок, d^ = 12 мм шах Профилпровальный станок *2, диаметр заправляемых под радиус кругов 30 — 200 мм, высота 32 мм, произ- водительность 200—100 шт./ч То же *2, диаметр заправляемых кругов 250 — 400 мм, высота до 75 мм Станок для абразивной резки брусков Заточной станок для заправки под угол шлифоваль- ных кругов 0 до 400 мм и правка кругов, на- клеенных на оправки и ч е с к о й о б МК-163 РТ-86С2 ЗИЛ, Х9242 ЛТ-10С ЗП756Л АПО-ЗООМ 1ГПЗ, 15-04-00 2Н-150 2Н-125 2М112 Мод. П-2, 1ГПЗ, 9941-0 Мод. П-2А ЗГПЗ, 9083-0 ВНИИАШ ЗА-64и а б о т к и 3850, 2670, 16’30 3135, 1740, 1290 1235, 1110, 1450 2190, 1000, 1400 2840, 2930, 2620 2800, 1600, 1700 1455, 1260, 2580 1000, 800, 800 1550, 1065, 2865 950, 650, 2460 710, 360, 700 1350, 800, 1555 1350, 800, 1700 1100, 700, 800 1700, 1460, 1605 а б р а з 10 100 3 743 1 600 1 050 10 400 2 500 2 422 100 2 250 730 87 350 370 430 ! 050 I В II Ы X I 22 14 4,5 2,2 22 4,5 5 0,37 7,5 3,0 0,6 20 2,0 1,5 2 о 1 1 1 - .1 1 1 1 - 1 1 1 1 I 1 уме и 1 1 1 1 1 T О в 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I 1 1 1 1 1 1 1 1 2 2 1 1 1 1 1 1 1—2 1 1 1 1 1 2 2 1 1 1 1 1 1 1 — 2 1 1 1 1 1 2 2 1 1 I 1 1 1 2-3 1 1 1
Абразивные цехи
Продолжение табл. 5
Оборудование и краткая техническая характеристика Модель, завод- калькодержа- тель и номер чертежа Габа- ритные размер ы (длина, ширина, высота), м.м Масса,, кг Мощ- ность, кВт Количество единиц оборудования абразивного цеха для классов цеха
0 1 2 3 •1 | 5 —6 1 7 — 8
Отделение по д г о о в к и абраз И В И Ы X инструментов к экс п л у а т а ц и и
Участок кругов кру<. лого и бесцентрового шлифования
Токарно-винторезный станок,' Z?max = 540 мм над ЛТ-10С 2190, 1 050 2,2 — — 1 1 1 2 2
выемкой станка (над суппортом 250 мм), р. м. ц 1000 мм Токарно-винторезный станок специальный, £тах ~ РТ-21002 1400 2880, 3 980 13 1 1 1 1 1 2 2 — 3
= 950 мм над станиной (над суппортом в центрах 635 мм), длина 750 мм Токарный трехсуппортный *3, = 1100 мм ЗИЛ, 1762 1690, 1430 2370, 2000, 4 000 10 — — — 1 1 1
Стенд для статической балансировки кругов,- £>тах = 1ГПЗ, П-79А 1850 1200, 260 __ 1 1 1 1 1
== 1100 мм, высотой до 250 мм То же, для кругов ^тах = 800 мм,- высотой до 200 мм Стенд пневматический для демонтажа отработанных и монтажа новых кругов в 700 мм 1ГПЗ, П-90 ЗИЛ, 20П-5410 500, 760 480, 350, 700 1960, 500, 800 100 230 I I 1 1 1 1 1 1 1 1 2 1 2 2
Пресс эксцентриковый усилием 16 тс (для вырубки картонных прокладок) Пресс механический однокривошипный усилием 63 тс (для вырубки картонных прокладок) К-2320 КА-2328 1250, 920, 1850 1995, 1550, 3035 1 170 6 530 1,7 7 1 1 1 1 1 1 1 1 1 1 1
Участок кругов-блоков (многокамневых) диаметром 300—750 MMi высотой до 750 мм
Токарно-винторезный станок,- Pfflax — 650 мм (над 165 5825, 12,500 2,2 а» — I 1 1 1 1
суппортом, над станиной 1000 мм), р. м. ц. 2800 мм 2000, 1760
Кантователь с ручным приводом для демонтажа и монтажа на рабочие шпиндели кругов-блоков Стенд для динамической балансировки кругов (масса 100-2000 кг) 1ГПЗ, ТР-6351 МС-25-16 1963, 1120, 800 4800, 1160, 1500 320 4 000 12,5 — 1 1 1 1 1 1 1 1 1 1
Участок кругов плоского шлифования и осернения абразивных инструментов
Индукционный нагреватель для выплавки из план- шайб отработанных кругов диаметром 800 мм, производительность 6 — 12 шт/ч Электропечь для плавления серы с кабиной управле- • ния нагревом Заглубленный пневматический подъемник грузо- подъемностью 150 кг 1ГПЗ, 569 1ГПЗ, 901110А 1ГПЗ, ТР-3714 3500, 1800, 1850 600, 600, 1500 700, 700, 800 900 250 150 18 3 1 I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Оборудование, механизация, автоматизация, фундаменты
Продолжение табл. 5
Оборудование и краткая техническая характеристика Модель, завод-* калькодержа- тель и номер чертежа Габа- ритные размеры (длина, ширина, высота), мм Масса, кг Мощ- ность, кВт Количество единиц оборудования абразивного
и j цеха для классов цеха ь—6 7 — 8
2 3 4
Стенд для статической балансировки кругов, зали- тых в планшайбы 1ГПЗ, П-90 480, 350, 700 260 |П «М 1 1 1 ! 1 1
Электроплита для наклейки и отклейки кругов фор- мы ПР диаметром 700—1200 мм ЗИЛ 0 1300, 700 300 6 1 1 1 1 1 1 1
Пресс ручной винтовой 1 тс для прижима при на- клейке кругов, £>тах < 1200 мм Установка для пропитки серой абразивных инстру- ментов (одна из приведенных): 1000, 1000, 1500 150 9 *—* 1 1 I 1 1
в вакууме 4ГПЗ 3350, 1100 600 4 11 1 1 1 1 1 1
без вакуума 1ГПЗ, 14-1230 1200, 700, 2000 1 400 8 1 I 1 • 1 1 1
Круги,
головки и 6pycKUi наклеенные
на оправки и державки
Электрошкаф двухкамерный,- рабочая температура 1 ШК-2А
до 250° С, размер камеры 780x 550X290 мм
Высокочастотная закалочная установка для отпайки ВЧИ 4-10У.4.1
сработанных кругов от оправок и пайки алмазов
Круглошлифовальный станок (для заправки бру- 3151
сков, наклеенных на колодки, и кругов на оправки)
Отделение
1010,
940, 1578
1240,
1180,
2050
3600,
1800,
1475
450
1 100
3 200
1
1
1
химической обработки
абразивных инструментов
Участок пропитки абразивных инструментов бакелитовыми растворами
Ванна для пропитки бакелитовым раствором Ванна двухъемкостная с перемещением раствора сжатым воздухом Шкаф вытяжной типа стеллажа для естественной сушки кругов после пропитки Паровой сушильный шкаф с рециркуляционной вен- тиляцией, размер рабочей камеры 7а0 X 750 х X 1200 мм, рабочая температура 80—100 °C Участок бакелизации абра Электрошкаф жарочный трехкамерный, рабочая температура до 250° размер одной камеры 960Х X 1010Х 180 мм Электрованна для понижения твердости? емкость 300 л Ванна щелочная с электроподогревом емкостью 150 л 1ГПЗ, 95232 1ГПЗ, ОР-50.00 1ГПЗ, СШ-1 вивных инструмен ЭШ-ЗМ 1ГПЗ, 95258 1ГПЗ, 95255 1070, 1280, 2200 1200, 800, 1200 1500, 600, 2000 900, 1000, 3200 то в, пропи 1438, 1110, 1610 930, 1000, 2000 450, 450. 1350 I 250 350 150 650 тайных рал 900 390 1 10 2 нпворами, i 16,2 16 5 1 1 1 1 пониж 1 > 1 1 1 'вния mt I *40 1 1 1 1 lepdocmi 1 i 2 1 1 I 1 1 1 2 1 1 2 1 1 2 1 A 2 L I MR 2 1 1 2 1 1
Абразивные цехи
Продолжение табл. 5
Оборудование и краткая техническая характеристика Модель, завод- калькодер жи- тель и номер чертежа Г аба- ритные размеры (длина, ширина, высота), мм Масса, кг Мощ- ность, кВт Кол1 0 ичество 1 единиц цеха д^ 2 оборудс 1я класс 3 >вания < ов цеха 4 абразив! 5 — 6 -(ОГО 1 8
Участки изготовления и подгот о в к и к п о в т О р Н О М V приме нению ПОЛИ] э о в а д [ Ь Н Ы X ИНС г р у м ЗИТОВ
1 Участок полировальных инструментов из шлифовальной шкурки
Станок для разрыва рулонной шлифовальной шкурки 4ГПЗ 1600, 650 1.7 1 1 1 1 1 1
на ленты шириной до 25 мм с одновременным по- 1100, 900 (пар,
крытием ее пастой 1 кг/см2)
Роликовая машина для разрезки бумажной шлифо- 1ГПЗ, 14-796 700, 600 1,7 — 1 1 1 1 1 1
вальной шкурки на рабочие заготовки 1800, 900
Станок для резки полотняной шлифовальной шкурки 2ГПЗ, А332-1 940, 850, 300 0,27 М 1 1 1 1 1 1
на ленты шириной 6 мм и более 900
Электрованна для плавки жировых составляющих 1ГПЗ 670, 750, 250 5 1 1 1 1 1 I 1
паст. Рабочая температура 120° С | 685
Изготовления и восстановления хлопчатобумажной полировальной ленты
Станок для нанесения пасты на полировальную ленту, 2ГПЗ, А-351-1 940, 775, 900 0,7 1 1 1 1 1 1 1 1 1
скорость прохождения ленты 0,4 м/с 860
Станок для размотки катушек с отработанной лентой 1ГПЗ 600, 400, 100 0,27 1 1 1 1 1 1
для восстановления 810
Электрованна для плавления жировых составляющих 1ГПЗ 670, 750, 250 5 1 1 1 1 1 1 1
паст, рабочая температура 120° С 685
Шкаф (термостат) с пароподогревом для сохранения 1ГПЗ 750, 750, 300 — 1 1 1 1 1 1 1
паст в консистентном состоянии, температура 80° С 1540
Паровой сушильный шкаф *б, размер рабочей камеры 1ГПЗ, СШ-1 900, 650 2 — 1-1 ^—1 1 1 1
750X 750X 1200 мм, температура 80—100° С 1000,
3200
Электронагреватель ТЭН для расплавления в бочках 1ГПЗ 0 50, 10 1,5 1 1 1 1 1 1 1
синтетических жирных кислот. Рабочая температу- 800
ра 120° С
И. зготовления и восстановления полировальных кругов
Станок для накатки полировальных кругов абразив- Всесоюзная 1000, 400 0,8 1 1 1 1 1 1 1 1
ным порошком контора 700, 1500 -
Электроклееварка двухъемкостная «Мета л ло- 150, 400, 85 3 1 1 1 1 1 1 1
хи мз ащп та» 420
Испита! ’ е л ь н а я станция
Станок для испытания скоростных кругов 0 30— 4ГПЗ, ЭШ-48 1400, 700 6 1 1 1 2 3 3 4 4
60 мм с высокочастотным электрошпипделем 2500, 850
То же,- 0 60—90 мм,- высотой до 63 мм с приводом 1ГПЗ, 319 500, 800 250 3,5 1 1 1 2 2 3 3
от высокочастотного электрошпинделя ЭШ-18
То же,- кругов диаметром 60—125 мм, с электродви- 9ГПЗ, 0119-5831 800, 400 6 1 1 1 1 1 1 1 1
гателем постоянного тока 1400,
580, 850
Оборудование, механизация, автоматизация, фундаменты
Оборудование и краткая техническая
характеристика
Модель, завод-
калькодержа-
тель и номер
чертежа
Габа-
ритные
размеры
(длина,
ширина,
высота),
мм
Станок для испытания кругов 0 125 — 200 мм, вы-
сотой до 100 мм
То же, кругов 0 250—450 мм, высотой до 200 мм
То же, шлифкругов 0 300—750 мм, высотой до 200 мм
Станок двухкамерный для испытания кругов 0 150—
300 мм, высотой до 100 мм и 0 350—750 мм высо-
той до 200 мм
Станок для испытания кругов 0 800—1200 мм,- высо-
той 200 мм
Балансировочный стенд для кругов 0 до 1100 мм
Участок технической
СИП-200
СИП-400
МЗ-12
СИП-800
СИП-1200
1ГПЗ, П-79А
приемки
1480,
1060,
1740
4950,
2600
1650,
1550,
1260
2000,
2500,
1900
2025,
1425,
1155
3200 .
2900,
3200
1200,
500, 760
абразив
Пескоструйный прибор для измерения твердости
крупногабаритных кругов
То же, малогабаритных кругов
Твердомер для измерения твердости мелкозернистых
керамических и бакелитовых абразивных инстру-
ментов
Твердомер конусный для измерения твердости вул-
канитовых мелкозернистых кругов
Прибор для определения твердости вулканитовых
кругов методом сверления
Прибор для определения твердости абразивных ин-
струментов диаметром до 20 мм на керамической и
бакелитовой связке по модулю упругости
То же, крупногабаритных кругов 0 250 мм и более
Вибросито для рассева песка
Установка (стенд) на аэростатических опорах для
проверки величины статического дисбаланса кру-
гов диаметром до 800 мм
Балансировочный стенд для шлифкругов диаметром
200—900 мм
909
910
ТК-2М
ТКН-5
ТКН-2
«Звук», 1М
«Звук-2»
1ГПЗ
15-04-00
Л Б-10
2520,
700, 1870
1200,
700, 1870
540, 240,
760
780, 560,
885
725, 400,
740
750, 400,
700
800, 800,
900
1000,
800, 800
1200,
850, 1500
ЗИЛ 20П-5317
550, 450,
560
Продолжение табл. 5
Масса, КГ' Мощ- ность, кВт Количество единиц борудования абразивного цеха для классов цеха
0 1 2 | 3 4 5 — 6 । 7™8
3 000 14 1 1 1 1 1 1 1
5 500 7,4 а аки tow 1 1 I 1
5 900 15,3 W ви® 1 2 2
2 500 11 1 1 1 1 1
10 500 i 15,3 1 1 1 I ' 1 1 1
260 i 1 1 1 J 2 2 2
Н Ы X и и с струме' d Т О В I I р и ЦАС и ОТК Цеха
900 1 1 1 2 2 3 3
700 | и Ъ—• 1 1 1 1 1
66 t—«id 1 1 1 1 1 1 1
150 1 1 1 1 1 1 1
75 0,25 1 1 1 1 1 1 1
50 .1 1 1 1 1 1
100 0,25 1 i : i 1 1 1
100 0,37 wen 1 i 3 1 1 I 1
400 0,18 4 - . 1 I 1
200 1 1 1 1 4 h—<
Абразивные цехи
I
Оборудование и краткая техническая
х ар а ктер истик а
Модель, завод
калькодержа-
тель и номер
чертежа
Г аба-
ритные
размеры
(длина,
ширина,
высота),
мм
Механизированный стенд ** для проверки дисбаланса
кругов диаметром до 1100 мм
Токарный станок, р. м. ц. 250 мм, максимальный
диаметр обрабатываемого изделия 160 мм
Настольный сверлильный станок, — 6 мм
Настольно-сверлильный станок., ^тах — 12 мм
Универсально-фрезерный станок
Станок для гранения алмазов
Высокочастотная закалочная установка для пайки
алмазов
Электроплитка *8 для пайки алмазов легкоплавким
припоем
Установка о трансформатором и клещами
электроконтактной пайки алмазов
*я для
У ч а ст
а л м а
з о з а м е
Токарно-винторезный
1000 мм
станок, в.
ц. 200 мм,
р. м. ц.
Токарно-винторезный
р. м. ц. 1500 мм
станок#
щах = 800 мм’
Абразивный завод «Ильич» 800, 1500, 1200
часто к алм а з н ы х
16ТОЗП 1210, 720, 1190
2Н106П 560, 405, 625
2М112 770, 370, 820
675П 1000, 1170, 1650
ТЗАИ, НО-187А 1040, 1080, 1760
ВЧИ 4-10У.4 1 1240, 1080, 1760
См, ОМТРМ- 250, 250, 300
0662-0014—64 1000, 500
н и т е л е й, ре базы м монта е х а н и к
1К-162Б 1 2812, 1166, 1324
21002 2880, 1690, 1430 ь
Продолжение табл. 5
Масса, . кг Мощ- ность, кВт Количество единиц оборудования абразивного цеха для классов цеха
0 1 2 3 1 5 —G 7 — 8
I 350 1,4 ‘Ч * 1 1 1 1
и н с т р у I центов
560 । 0,6 1
80 0,4 1
120 0,6
770 1,5
1 050 2,8 —
1 100 18
10 0,8 1
300 5-10 1
средств а цеха к р е п л е н и я
2 293 10 1
3 980 13 Л—.
Оборудование, механизация, автоматизация, фундаменты
Продолжение табл. 5
Оборудование и краткая техническая характеристика Модель, завод- калькодержа- тель и номер чертежа Габа- ритные размеры (длина, ширина, высота), ММ i Масса, кг Мощ- ность, кВт Количество единиц оборудования абразивного цеха для классов цеха
0 1 2 3 4 1 5—6 7 — 8
Широкоуниверсальный фрезерный станок? рабочая поверхность стола 200X 500 мм 675 1000, 1080, 1630 635 1.7 II им -—— 1 1 I 1
Поперечно-строгальный станок, ход ползуна 20— 500 мм, стол 360x 500 мм 7Б35 2335, 1355, 1540 1 800 3,5 — — 1 1 1
Внутришлифовальный универсальный станок, наи- большие диаметр шлифуемого отверстия 100 мм, длина 125 мм ЗА-227 2500, 1470, 1650 2 700 3 1 I 1 1
| Плоскошлифовальный станок, стол 200X 630 мм ЗГ-71М 1980, 1840, 1860 1 950 22 ——. * 111 1 1 1 1
I Круглошлифовальный станок, наибольшие диаметр устанавливаемого изделия 140 мм, длина 500 мм ЗБ-153 2600, 1750, 1750 3 000 1 “—- 1 I 1 1
Станок отрезной ножевочный, наибольший диаметр ; отрезаемой заготовки 250 мм 872-М 1470, 600, 885 600 1,5 «—* 1 I 1 i
Точильно-шлифовальный станок, диаметр шлифо- вального круга 400 мм ' — «. , 1 1 .1 3B634 1000, 665. 1280 427 3 1 1 1 1 I 1
Обозн а ч е н и я: — наибольший диаметр обработки; rfmax — наибольший диаметр сверления.
* х Оборудование, предпочтительно рекомендуемое к установке (специально сконструированное для обработки абразивов).
* 2 Устанавливается на заводах, производящих шарикоподшипники.
* 3 Устанавливают на заводах, выпускающих коленчатые валы и распределительные валики.
* 4 Допускается использовать пресс, установленный в других цехах завода.
* 5 Может быть использован установленный на участке пропитки кругов бакелитовыми растворами
* 0 Может устанавливаться вместо высокочастотной закалочной установки при малых объемах.
* 7 В комплект установки входят два медицинских автоклава АВ-75. насос для перекачки теплоносителя ПА-22, вакуумнасос ВН-1МГ, двухкамер-
ный электрошкаф ШК-2А для нагрева кругов под пропитку
Абразивные цехи
Трудоемкость и состав работающих
149
ТРУДОЕМКОСТЬ
И СОСТАВ РАБОТАЮЩИХ
Трудоемкость обработки при проектиро-
вании абразивного производства, как пра-
вило, не рассчитывают, так как численность
рабочих определяют по нормам обслужива-
ния оборудования и рабочим местам, прини-
маемым комплектно как технологически не-
обходимые.
Условно трудоемкость абразивного произ-
водства может быть определена исходя из
фонда времени рабочих по формуле
Т ~
где Т — трудоемкость; П — численность ра-
бочих; Фр — годовой фонд времени рабочих, ч
(см. выше).
Состав и численность работающих в цехе
эксплуатации определяют по укрупненным
нормам обслуживания заводского парка обо-
рудования абразивной обработки, рекомендуе-
мым ОМТРМ-0662-003—67, которые приве-
дены в табл. 6, а по производству абразивных
инструментов — по количеству основного
оборудования — рабочим местам и сменно-
сти работы оборудования. Более точно коли-
чество рабочих этой группы может быть опре-
делено по трудоемкости или производитель-
ности оборудования.
По укрупненным нормативам численность
ИТР цеха принимается 15%, служащих 3%,
младшего обслуживающего персонала —
1,5—2% общего количества рабочих цеха.
Примерная численность штатных работников
ИТР и служащих абразивного хозяйства
приведена в табл. 7. В первую смену всего
работают 70—80%, во вторую 15—20%,
в третью — 5%.
6 . Состав и численность основных и вспомогательных рабочих цехов эксплуатации
Участки цеха
эксплуатации абразивных
инструментов, ЦАС и АРК
Подготовки к эксплуата-
ции, корректировки
твердости, механической
обработки, изготовле-
ния полировальных ин-
струментов
То же:
алмазных инструмен-
тов
алмазозаменителей и
ремонта планшайб
Испытания шлифовальных
кругов на прочность
Цен тр альные кл адовые
ЦАК и ЦКАЗ
Служба механика и энер-
гетика
Инструментально-разда-
точная и материальная
кладовые
Центральный абразивный
склад (ЦАС)
Техническая приемка ЦАС
Всего рабочих по цеху
без АРК
Количество шлифо-
вально-заточных
станков основного
производства, об-
служиваемых одним
рабочим
100 единиц на на-
ладчика-баланси-
ровщика
50 — 60 единиц на
рабочего цеха
эксплуатации
500 единиц на сле-
саря **
500 единиц на сле-
саря-станочни-
ка А1
250 единиц
человека
Кладовщиков
Контролеров
Слесарей и
триков
Кладовщиков ~3
на
элек-
единиц
*4
300
грузчика
400 единиц на
довщика
1000 единиц
контролера
на
кла-
на
*s
Класс цеха
0 1 2 3 4 5 6 7 8
1 5 10 15 20 25 30 35 40
2 10 20 30 40 50 60 70 80
0,25 1 2 3 4 5 6 7 8
0,25 1 2 3 4 5 6 7 8
0,5 2 4 6 8 10 12 14 16
0,1 0,5 1 2 2 3 3 3 4
1— — mm 3 4 5 8 9 10 11
1 ь < 1 1 I 2 2 2 2
0,3 2 3 5 т 8 10 12 13
0,25 1 2,5 4 5 6 7 9 10
0,1 0,5 1 1,5 1 2 2,5 3 3,5 4
5 23 49 74 78 122 148 172 217
к
*
Абр азивн о-p аздаточн ые
кладовые (АРК) в це-
хах завода
30—40 единиц на
кладовщика *6
Определяют по цехам завода, имеющих АРК,
которые обслуживаются штатами абразив-
ного хозяйства завода
¥ 1 Принято по заводским данным при работе шлифовально-заточных станков в две смены.
* 2 При работе цеха в одну смену.
* 3 При работе ИРК в одну смену
* 4 При работе ЦАС в одну смену или из расчета переработки грузов одним рабочим 1 т/смену.
* 5 При двухсменной работе цехов завода
* e С доставкой абразивов к станкам и отходов в АРК
150
Абразивные цехи
7. Примерная численность ИТР и служащих
абразивного производства
Участки и службы Классы цехов и чис- ленность ИТР и слу- жащих абразивного производства в зависи-
мости от класса цеха
см СО ю 7 — 8
Управление 1 I 3 3 4 4 4
цеха Планово-эконо- 1 1 1 1 1
мическое бюро абразивного отдела Бюро труда 1 1 1
и зарплаты Бухгалтерия — . 1 2 3 4 4 4
Бюро 2 3 5 6 7 8 9
планирования и снабжения Бюро 1 2 2 2 2 3
алмазных инструментов Техническое 1 4 5 5 6 7
бюро Бюро технад- 1 1 2 3 4 5 7
зора за эксплуа- тацией абразив- ных инструмен- тов Мастера цеха 1 1 4 5 5 5 6
ЦАС 1 2 _2 2 2 2
Итого 5 10 25 30 35 38 44
Примечание. Численность ИТР
абразивных цехов, без учета ИТР, относя-
щихся к управлению абразивным произ-
водством, принимают в пределах 15% чис-
ленности рабочих цеха.
КОМПОНОВКА, ПЛАНИРОВКА,
ПЛОЩАДИ, ЗДАНИЯ
Цехи эксплуатации абразивных инструмен-
тов размещают в отдельно стоящих одноэтаж-
ных зданиях промышленного типа совместно
с ЦАС, ЦАК, ЦКАЗ и всеми производствен-
ными и вспомогательными участками или
в корпусах цехов с выделением абразивного
цеха от прочих производств сплошной стеной.
Компоновка и планировка. Здания ком-
плексных цехов, включающих производство ~
шлифовальных кругов на одной из органиче-
ских связок — бакелитовой или вулканито-
вой, на генплане завода размещают с учетом
устройства санитарно-защитной зоны [18],
предусматриваемой для производств, относя-
щихся ко 2-му классу по санитарной класси-
фикации, и максимальным приближением их
к основным цехам-потребителям абразивных
инструментов.
Допускается: возвратный бой кру-
гов и возвратную тару хранить на открытых
площадках завода; размещать ЦАС и абра-
зивный цех в разных зданиях, при этом сов-
местно с ЦАС следует размещать испытатель-
ную станцию; при АРК цехов завода разме-
щать участки или рабочие места по подго-
товке абразивных инструментов к эксплуата-
ции только в тех случаях, когда принята де-
централизованная система подготовки абра-
зивных инструментов к эксплуатации.
На заводах с незначительным применением
абразивных инструментов абразивную ма-
стерскую, ЦАС и испытательную станцию
размещают при Центральном инструменталь-
ном складе (ЦИС).
Не допускается: размещать испы-
тательную станцию на втором и последующих
этажах; пропитку шлифовальных кругов в ба-
келитовых растворах размещать совместно
с другими производственными процессами,
связанными с термообработкой газом и элек-
тронагревом.
Производственные и вспомогательные уча-
стки абразивного производства группируют
по сходству технологического процесса и про-
изводственным вредностям и размещают в зда-
нии цеха в поточно-технологической последо-
вательности: ЦАС, испытательная станция,
участок механической обработки, участки
подготовки к эксплуатации и химобработки
абразивных инструментов, участок изготов-
ления полировальных инструментов и в конце
потока — участки изготовления алмазных
инструментов, алмазозаменителей, ЦАК,
ЦКАЗ, а затем службы механика и энерге-
тика.
Пример компоновки комплексного абразив-
ного цеха подшипникового завода показан
на рис. 2; ЦАС с испытательной станцией —
на рис. 3, а на рис. 4 — пример планировки
обобщенного цеха эксплуатации абразивных
инструментов с централизованной подготов-
кой.
На рис. 2 обозначено: I — участок подго-
товки к эксплуатации кругов плоского шли-
фования и пропитки кругов серой; // — ото-
пительная камера; III — участок подготовки
к производственному применению абразивных
материалов и приготовления формовочных
масс; IV — участок формовки абразивных
инструментов; V — термический участок;
VI — контора мастеров; VII — участок под-
готовки к эксплуатации кругов-блоков и круг-
лого шлифования; VIII — ЦАС; IX — испы-
тательная станция; X — участок подготовки
к эксплуатации кругов бесцентрового шлифо-
вания; XI — ОТК Цеха и АСУП; XII — уча-
сток механической обработки абразивных
инструментов; XIII — помещение мусоро-
сборника; XIV — въездной тамбур; XV —
участок пропитки абразивных инструментов
бакелитовыми растворами; XVI — участок
полировальных инструментов; XVII — уча-
сток изготовления вулканитовых масс и кру-
гов; XVIII — склад сырья; XIX — кладо-
вая легковоспламеняемых жидкостей; XX —
рембаза механика и энергетика цеха; XXI —
абразивная лаборатория; XXII — ИРК;
XXIII — кладовая АХО; XXIV и XXV —
санузлы с умывальником; XXVI — тамбур;
XXVII — магистральный проезд; 1 — пло-
щадка под вентилятор с электродвигателем и
вытяжной трубой; 2 — вытяжная труба, уста-
новленная на фундаменте с площадкой под
вентилятор с электродвигателем.
0091 0009 0009
Рис. 2. Компоновка комплексного обобщенного абразивного цеха подшипникового завода на 87 единиц основного оборудования (площадь 2450 м2)
Рис. 3. Планировка ЦАС площадью 460 м
OOIZL
овооо
, размещенного в отдельно стоящем здании совместно с испытательной станцией площадью 156 м2
152
Абразивные цехи
На рис. 3 обозначено: I — распаковочно-
сортировочная площадка; II — ОТК; III —
техническая приемка; IV — складское поме-
щение; V — складирование кругов диаметром
более 400 мм; VI — контора ЦАС; VII — ис-
пытательная станция; 1 — испытательный
стенд для кругов 0 450—500 мм; 2 — стенд
для кругов 0 125—150 мм; 5; 14 — агрегат
постоянного тока; 4 — стенд для кругов
Производство полировальных кругов и под-
готовка их к повторному применению может
размещаться непосредственно на площадях
участков, где производят полировку изде-
лий.
Цеховые кладовые желательно размещать
у внутренних стен цеха, вдоль пролета.
Все складские помещения выгораживают
сплошными стенами (перегородками). Кладо-
Рис. 4. Планировка обобщенного цеха эксплуатации абразивных инструментов с централизованной
подготовкой:
7 • испытательная станция; II — АСУП и место мастера; III — кабина мастера; IV — участок под-
готовки к эксплуатации кругов-блоков; V — участок подготовки к эксплуатации кругов круглого и
бесцентрового шлифования и механической обработки; VI — участок механика цеха и ремонта средств
крепления абразивных инструментов; VII — участок* подготовки к эксплуатации плоских кругов,
осернения кругов и термообработки кругов после пропитки; VIII — участок алмазозаменителей и
алмазных инструментов; IX — участок химической обработки кругов; X — участок полировальных
инструментов; XI — участок пайки и перепайки алмазных инструментов; XII — ЦАК с прихожей;
XIII — ИРК. и кладовая АХО; XIV — кладовая легковоспламеняющихся материалов и химикатов;
1 — паровой сушильный шкаф; 2 — ванна для пропитки кругов в бакелитовых растворах; 3—емкость
для тары с растворителями; 4 — вытяжной шкаф; 5 — установка для осернения кругов; 6 — электро-
шкаф ЭШ-ЗМ.; 7 — электропечь для плавки серы; 8 — стол с пневмоподъемником для заливки кругов
в планшайбы серой; 9 — балансировочный стенд; 10 — индукционный нагреватель для выплавки серы
из планшайб; 11 — вертикально-сверлильный станок 2Н125; 12 — токарно-винторезный станок ЛТ10С;
13 — станок для динамической балансировки кругов МС-25; 14 — токарно-винторезный станок с диа-
метром обрабатываемого изделия над кареткой станка 750 мм; 15 — кантователь для сборки .кругов-
блоков; 16 — вертикально-сверлильный станок мод. 2Н150; 17 — станок для резки брусков'; “18 —
профилировальный станок мод. П-2; 19 — токарный станок РТ-21002; 20 — плоскошлифовальный
станок ЗП756Л; 21 — профилировальный станок П-2А; 22 — испытательные стенды собственного
производства для кругов 0 30 — 60 мм; 23 — то же, для кругов 200 — 300 мм; 24— то же, для кругов
350.— 400 мм; 25 то же, для кругов 0 100—125 мм; 26 — генератор постоянного тока; 27 — стенд
СИП-800; 28 — преобразователь частоты
0 175—250 мм; 5 и 6 — стенд для кругов
0 300—350 мм; 7 — стенд для кругов
0 400 мм; 8 — балансировочный стенд; 9 —
стенд для кругов 0 60—80 мм; 10 — стенд
для кругов 0 100 мм; 11 — высокочастотный
агрегат; 12 — стенд для кругов 0 30—60 мм;
13 — стенд для кругов 0 500—600 мм;
15 — пескоструйный прибор для контроля
твердости абразивных инструментов; 16 —
стеллажи 5X5 м и 6X5 м; 17 — стеллаж
4Х 5 м (емкость стеллажей склада 480 кассет).
Участки с большими вредными выделениями
размещают у наиболее протяженных наруж-
ных стен с подветренной стороны для господ-
ствующих в летнее время ветров и отделяют
сплошными перегородками от участков с мень-
шими вредными выделениями.
вые горючих материалов и участки с пожаро-
опасными процессами — пропитка кругов ба-
келитовыми растворами, производство поли-
ровальных материалов — выделяют несгорае-
мыми стенами.
На участке по изготовлению полироваль-
ных инструментов размещают промежуточ-
ную кладовую для хранения трех-, пятиднев-
ного запаса материалов, применяемых участ-
ком.
Очистные установки сухой очистки — филь-
тры и циклоны, а также вентиляторы для от-
соса газов из вулканизаторов и бакелизато-
ров целесообразно размещать вне цеха на
площадях, прилегающих к наружным стенам
цеха и там же на фундаментах устанавливать
вытяжные трубы.
Компоновка, планировка, площади, здания
153
К очистным, улавливающим пыль установ-
кам должны быть предусмотрены удобные
подъезды для саморазгружающихся бункер-
ных тележек.
На участке механическойобработки кругов
при охлаждении водой и участках с гидравли-
ческой уборкой полов предусматривают под-
польные отстойники со спуском чистых сточ-
ных вод.
Планировкой определяют точные размеры
площади цеха.
Расстановку оборудования, ширину проез-
дов принимают по нормам технического про-
ектирования с учетом рациональной органи-
зации рабочих мест.
На рабочих местах предусматривают пло-
щади (места) для хранения двухдневного
запаса материалов [18], полуфабрикатов,
заготовок и готовой продукции.
Площади. Общую площадь абразивного
производства рассчитывают раздельно по
видам:
площадь, занимаемую абразивным цехом
со всеми входящими в цех участками и поме-
щениями, включая площади ЦАК и ЦКАЗ,
как технологически не отделимые от соответ-
ствующих участков;
площадь под ЦАС;
площадь испытательной станции, которая
может быть предусмотрена в составе площади
абразивного цеха или ЦАС;
площади служебно-бытовых помещений.
Общая площадь абразивного производства
распределяется примерно в следующей про-
порции: под цехом с испытательной станцией
40—45%; под ЦАС 45—43%; под служебно-
бытовыми помещениями 15—12%.
Производственная площадь цеха составляет
50—55% от:общей площади.
Укрупненью общая площадь (без ЦАС)
может быть определена из расчета 35 м3 на
единицу основного производственного обо-
рудования комплексного цеха и 30 м3 цеха
эксплуатации. Примерные данные для опре-
деления производственной площади участков
цеха эксплуатации приведены в табл. 8; пло-
щадь типовых участков по изготовлению но-
вых абразивных инструментов указана
в табл. 4.
Расчет площадей ЦАС и цеховых складов
приведен ниже.
Здания. Конструкция. Отдельно
стоящее, одноэтажное, промышленного типа
или одноэтажное с двух-трехэтажной при-
стройкой для размещения служебно-быто-
вых помещений.
Ширина здания 24 м (допускается 18 и
12 м), с шагом колонн 6—12 м.
Высоту здания принимают не менее 7,2—
8,4 м от отметки чистого пола до несущих
конструкций покрытия.
Стены цеха с внутренней стороны, перего-
родки и все металлоконструкции должны
быть окрашены водостойкими красками. Сте-
ны испытательной станции выполняют с шу-
мопоглощающей отделкой.
Панели стен участков химико-термической
обработки, участка приготовления полиро-
вальных материалов должны быть облицо-
ваны плиткой.
Полы устраивают в соответствии с Инструк-
цией! по проектированию полов в произ-
водственных и вспомогательных помещениях
промышленных предприятий и Правилами
8. Примерные площади производственных участков (м2) цеха эксплуатации
Участок Класс цеха и количество обслуживаемого абразивного оборудования завода, единиц
0 1 2 3 4 5 6 7 — 8
^100 101 — 500 501 — 1000 1001 — 1500 1501 — 2000 2001 — 2500 2501 — 3000 3001 — 4000
Испытательная станция 60 95 130 140- 185 235 265 300
Химико-термической обработки: повышения и понижения твердо- сти . . - . ’ О 48 54 54 72 72 72 72 72
пропитки абразивных инструмен- тов серой • • — 24 24 24 36 36 36
Механической обработки, переточек и восстановления абразивных ин- струментов 30 110 155 165 175 210 230 230
Изготовления полировальных инстру- ментов . 48 60 72 72 72 72 72 72
Подготовки шлифовальных кругов круглого и бесцентрового шлифова- ния к эксплуатации . « 95 145 145 185 185 190
Подготовки к эксплуатации кругов для плоского шлифования . . . « 40 40 45 80 80 80 80 80
То же, кругов-блоков — 72 72 72 72 70 72
Изготовления алмазных инструментов 12 24 54 66 76 82 82 82
ЦАК и ЦКАЗ на участке изготовле- ния алмазных инстоументов . « . 6 12 12 16 16 24 24 24
Изготовления алмазозаменителей и ремонта средств крепления . * . . — — 18 105 115 115 115 115
Итого (без участков собственного изготовления абразивных инстру- ментов) 244 395 741 957 1032 1183 1233 1273
154
Абразивные цехи
устройства и содержания иредприятий абра-
зивной промышленности [18 гл. II]. На участ-
ках с обильным пылевыделением — механиче-
ской обработки абразивных инструментов и
подготовки абразивных материалов — преду-
сматривают гидроуборку полов с шламовыми
отстойниками.
В цехах — полы бетонные или полимерные,
допускающие нагрузку 2000 кгс/м2. На уча-
стках химико-термической обработки, поли-
ровальных инструментов и кладовой легко-
воспламеняющихся жидкостей — стойкие
к нефтепродуктам, не допускающие сорбции
растворителей (ацетона, спирта, керосина
и масла); в ЦАС и испытательной станции —
асфальтовые; на участке подготовки абразив-
ных инструментов к эксплуатации со сборкой
их в планшайбы — камнелитовые, покрытые
резиной; кроме того, на участке изготовления
алмазных инструментов и ЦАК — покрытые
линолеумом.
На участках подготовки абразивных ин-
струментов к эксплуатации, изготовления их,
приготовления формовочных масс, россеваль-
ном, механической и химико-термической
обработки в полах должны быть стоки, трапы
и уклоны для гидроуборки полов и, кроме
этого, на участке механической обработки
абразивных инструментов стоки для отвода
воды от оборудования, работающего с охла-
ждением; — в отстойники, устраиваемые
в подпольных емкостях со спуском чистых вод
в водостоки.
По огнестойкости конструкция
здания цехов эксплуатации абразивных ин-
струментов должна соответствовать не менее
II категории, комплексных цехов — I кате-
гории.
В противопожарном отношении согласно
СНиП II-M.2-72 участки химического отделе-
ния должны отвечать классу А (взрывоопас-
ных), участок приготовления полировальных
инструментов, кладовые легковоспламеняю-
щихся жидкостей, кладовая хлопчатобумаж-
ной ленты, каучука и серы — классу Б.
К классу Б также относятся: участок валь-
цовки (переработки каучука), участок вулка-
низации кругов (взрывоопасность процесса
вулканизации) участок механической обра-
ботки ввиду загорания в период обработки
снимаемой стружки (пыли) и на ЦАС, уча-
сток хранения шлифовальной шкурки и меш-
котары вследствие возможности самовозго-
рания водостойкой шкурки.
Вентиляция помещений, кроме аэра-
ционной, производится приточными и вытяж-
ными вентиляторами. Вытяжную вентиляцию
с мокрой очисткой воздуха устраивают в по-
мещениях цеха совместно с отстойниками для
шлама, с сухой очисткой — желательно у на-
ружных стен цеха совместно с вентиляторами
и циклонами.
ТЕХНИКА БЕЗОПАСНОСТИ
И ОХРАНА ТРУДА
При проектировании абразивных цехов
следует строго придерживаться требований
по технике безопасности, охране труда и про-
изводственной санитарии, предусмотренных
Постановлением Совета Министров СССР и
ВЦСПС от 23 января 1962 г. [18].
Указания по пожаро- и взрывобезопасности
участков цеха и складских помещений при-
ведены выше.
МАТЕРИАЛЫ
Материалы, применяемые абразивными це-
хами, подразделяются на абразивные и неаб-
разивные, а по назначению на основные и
вспомогательные.
К основным материалам, кроме материалов
применяемых для изготовления абразивных
и правящих инструментов, подготовки к экс-
плуатации и подготовки к повторному при-
менению, относятся новые и сработанные
шлифовальные круги, которые применяются
как заготовка для изготовления нестандарти-
зированных и стандартных абразивных ин-
струментов.
К отходам абразивных цехов относятся
абразивная пыль, осаждаемая в циклонах, и
крошка, образуемые при механической обра-
ботке абразивных инструментов, а также сра-
ботанные абразивные инструменты, шлифо-
вальные шнурки и ленты.
Количество отходов принимают 20—25%
от общей массы потребляемых заводом абра-
зивных инструментов.
Укрупненный расход основных материа-
лов комплексного цеха определяют из рас-
чета 800 р. на 1000 руб. товарного выпуска
или 2000 руб. на одного производственного
рабочего.
Укрупненные нормы расхода (кг) основных
и вспомогательных материалов на 1 т готовых
абразивных инструментов приведены ниже.
1. Для повышения твердости абразивных
инструментов бакелитовыми растворами: ба-
келитового раствора 200, в котором бакелита
100, спирта 63 л, воды 50.
2. Для понижения твердости керамических
кругов: каустической соды 50, соляной кис-
лоты 10, воды 140.
3. Для понижения твердости бакелитовых
кругов: углекислой соды 30.
4. Серы для осернения кругов 270.
5. Пасты для покрытия 1000 м: шлифоваль-
ной шкурки на полотне шириной 760 мм 428,
в том числе шлифзерна 326, стеарина 56, ва-
зелина 36, керосина 10, то же, на бумажной
основе шириной 900 мм 513, в том числе шлиф-
зерна 400, стеарина 67, вазелина 36, керо-
сина 10.
6. Для покрытия 1000 м хлопчатобумаж-
ной ленты: пасты 13; 22; 37,2 и 48,2 при ши-
рине ленты соответственно 18, 28, 45 и 55 мм.
В состав 1000 кг пасты для покрытия ленты
входит: шлифпорошок, стеарин, вазелин,
петролатум соответственно в количестве по
массе 750, 50, 100 и 100 кг.
ЭНЕРГЕТИКА
В абразивных цехах для производственных
целей применяются следующие виды энергии.
Электроэнергия: для электродви-
гателей технологического оборудования,
Энергетика
155
подъемно-транспортного оборудования, вы-
тяжной и приточной вентиляции; технологи-
ческих целей (печи сопротивления, индук-
Примерные показатели расхода разных
видов энергии [13] абразивными цехами при-
ведены в табл. 9.
9. Расход энергии в цехе эксплуатации абразивных инструментов
на технологические цели
Вид энергии и параметры Виды расхода Еди- ница изме- рения
Сжатый воздух давле- нием 5—6 кгс/см* 2 Пар давлением 3 кгс/см2 Вода горячая (Г = = 90° С) Вода холодная Газ на одну пятифор- суночную печь об- жига Электроэнергия Средний Максимальный Средний Максимальный Средний Максимальный Средний Максимальный Средний Максимальный Максимальная м3
кг
м3
кВА
Часовой расход по классам цехов
0 1 2 3 4 5 — 6 7 — 8
2,4 2,4 8,4 8,4 12,8 12,8 16
6 6 16 16 22 22 24
20 20 20 40 40 40
— 60 60 60 120 120 120
.— 0,05 0,15 0,25 0,3 0,4 0,45
— 0,4 1,2 2,0 2,4 3,2 3,5
.— 0,05 0,15 0,25 0,3 0,4 0,45
— 0,4 1,2 2,0 2,4 3,2 3,38
__ — 172 172 172 172 300
187 187 187 187 380
О 1ределя от по у становл енной n ощност I обо-
рудования, потребляющего электроэнергию
Примечания: 1. Газ расходуют при производстве керамических шлифовальных кру-
гов с обжигом в газовой печи.
2. Для комплексных цехов расход сжатого воздуха увеличивают на 100%, пара на 50%
против указанных в таблице.
ционные нагреватели промышленной частоты,
высокочастотные закалочные установки, ос-
вещение).
Пар давлением 1,4—3 кгс/см2 для паро-
вых сушильных шкафов, обогрева валков,
вальцов и каландров.
Газ для газовых печей обжига керамиче-
ских абразивных изделий.
Горячая вода температурой 80° С
для промывки абразивных изделий при обра-
ботке их на плоскошлифовальных станках,
подогрева валков вместо пара, мойки бакели-
товых мешалок.
Сжатый воздух давлением 4—
6 кгс/см2 для пневматических зажимных
устройств токарных и прочих станков, руч-
ного пневмоинструмента и слесарных тисков
для алмазников, пневматических прессов
для вырубки вулканитовых кругов, толкате-
лей массы на вальцах, обдувки абразивных
изделий после механической обработки в спе-
циальной камере; пескоструйных приборов
для определения твердости, кантователей
(стендов) для демонтажа и монтажа кругов,
подъемных столов у рабочих мест.
Холодная вода: для смачивания
абразивных изделий на операциях механиче-
ской обработки, охлаждения валков смеси-
тельных вальцов, охлаждения высокочастот-
ной закалочной установки, приготовления
бакелитовых и щелочных растворов, увлаж-
нения пыли в циклонах и фильтрах мокрой
очистки воздуха от пыли.
Мощность токопотребляющего оборудова-
ния принимают по ведомости установленного
оборудования раздельно по силовому обору-
дованию (двигателям) и печам.
По данным абразивных цехов автомобиль-
ной промышленности электровооруженность
одного рабочего 17 кВт.
ИНСТРУМЕНТ
И ПРИСПОСОБЛЕНИЯ
Годовой расход инструмента и приспособ-
лений принимают по укрупненным нормати-
вам из расчета 340 р. в год на единицу обору-
дования, а начальные затраты на приспособ-
ления и инвентарь составляют примерно 7%
от стоимости оборудования.
Стоимость начального фонда инструмента
с учетом пресс-форм для прессовки абразив-
ных инструментов и вырубных штампов при-
способлений и инвентаря, по данным проекта
1968 г. абразивного цеха одного завода шли-
фовальных изделий, составила 9,2% стоимо-
сти оборудования.
СКЛАДЫ
Показатели для укрупненного расчета пло-
щадей ЦАС, АРК и цеховых кладовых при-
ведены в табл. 10. Кроме того, площади ЦАС
и АРК могут быть рассчитаны по нормам
запаса хранения абразивных инструментов
и материалов, приведенным в табл. 11.
При технологическом проектировании скла-
дов абразивного производства следует учи-
тывать нормы проектирования общезаводских
складов, утвержденные по согласованию
с Госстроем СССР Минстанкопромом. .
По степени взрывной, взрыво-пожарной и
пожарной опасности склады согласно СНиП
II-M.2—72 относятся к следующим катего-
риям:
А — кладовая легковоспламеняющихся
жидкостей (спирт, ацетон, керосин, лаки,
краски и масла).
В — кладовые химикатов (стеарин, вазелин,
сера, олеиновая кислота, петролатум, уско-
рители вулканизации), пластмасс, каучука.
156
Абразивные цехи.
10. Показатели для укрупненного расчета
площадей ЦАС, АРК,
цеховых кладовых и складов [14]
Площади, помещения Показатели для определения площади
Площадь ЦАС, занятая под стел- лажами 0,4 м2 на полироваль- ный шлифовально-за- точной станок с кругом диаметром до 750 мм; 0,8 м2 для станков с кру- гом диаметром свыше 750 мм? 1,5 м2 для мно- гокамневых станков
Распаковочно- сортировочная пло- щадка при ЦАС 36—40 м2 для цехов до 4-го класса; 72 — 90 м« для цехов 5-го класса и выше
Площадка в ЦАС для подбора абра- зивных инструмен- тов для отправки в цехи 18 — 30 м2 для цехов до 4-го класса; 36— 54 м2 для цехов 5-го класса и выше
Помещение в ЦАС для техниче- ской приемки абра- зивных инструмен- тов 36 м2 для цехов до 4-го класса; 40 — 60 м2 для цехов 5-го класса и выше
Склад шлифзер- на в ЦАСе и в цехе Исходя из норм хра- нения и средней нагруз- ки 0,8 —1,3 т/м2 на по- лезную площадь склада при коэффициенте ис- пользования площади склада 0,3 — 0,35 и вы- соте укладки 3,8 м
Площади АРК в цехах завода 0,7 м3 на шлифоваль- но-заточной и полиро- вальный станок и 1,5 м2 на многокамневый ста- нок
Площадка сбора отходов кругов в ЦАС или на терри- тории завода Из расчета 30 мй на 1000 шлифовально-за- точных станков
Контора в ЦАС До 30 м2 для цехов до 3-го класса и дальше с увеличением на 4 м2 при повышении класса цеха на один номер
Комната отдыха и курения рабочих ЦАС 12 — 24 м2 исходя из численности рабочих ЦАС от 3 до 15 человек
Площадь ИРК 0,8 м2 на единицу установленного техно- логического оборудова- ния (без прессов)
Кладовая штам- пов и пресс-форм 1,5 м2 полезной пло- щади на пресс мощ- ностью до 50 тс и 4 м2 на пресс мощностью в 3 тс и выше
Кладовая запас- ных частей меха- ника и энер'гетика цеха 0,8 м2 на единицу установленного техно- логического оборудо- вания
Продолжение табл. 10
Площади, помещения Показатели для определения цлощади
Кладовая АХО и спецодежды От 9 м2 для цеха 2-го класса до 24 м2 для цеха 7—8-го классов
Кладовая масел и легковоспламе- няющихся жидко- стей От 9 м2 для цеха 2-го кларса до 36 м2 для цехов 7—-8-Г0 классов
Кладовая хлоп- чатобумажной лен- ты От 12 до 18 м2. До- пускается размещать в ЦАСе
Кладовая кау- чука и компонен- тов вулканитовых связок В зависимости от объемов производства (см. табл. 4) 18—36 м2
, Промежуточная кладовая на уча- стке полироваль- ных инструментов В зависимости от но- менклатуры инстру- ментов 12—36 м2
ЦАК и ЦКАЗ с обслуживающим персоналом Из расчета 12 м2 на 1000 шлифовально-за- точных и полироваль- ных станков, но не ме- нее 12 м2
текстильных материалов, спецодежды, а так-
же кладовая участка производства поли-
ровальных материалов и участки на ЦАС,
предназначенные для хранения шлифоваль-
ной шкурки, мешкотары и в том числе раз-
грузочная сортировочно-распаковочная пло-
щадка, склад для хранения шлифзерна
и ЦАК.
Д — участки ЦАС для хранения шлифо-
вальных кругов, ИРК, АРК и ЦКАЗ.
ЦАС и испытательную станцию блокируют
с абразивным цехом и размещают на первом
этаже в здании такого же типа, как и цех [11].
Размещение ЦАС на первом этаже сводит
транспортные расходы к минимальным и до-
пускает наиболее рационально использовать
И. Нормы запаса хранения абразивов
на ЦАСе и прочих материалов
в цеховых кладовых
Запас хранения в днях в зависимо- сти от поступления
Серийность основного производства непосред- ственно от поставщика со складов и баз МТС из цехов за- вода !
Массовое ...... 1 Крупносерийное и се- рийное ...... Мелкосерийное и еди- ничное ...... 40 — 50 50 — 70 60 — 90 20 — 25 20 — 25 50 — 60 30—40 40—50 50 — 60
Транспорт
157
объем склада за счет увеличения высоты
укладки и полезной нагрузки на пол до 15 т/м2
вместо 1,5—3 т/м3, допускаемых перекры-
тием многоэтажных складов [18]. Хранение
абразивных инструментов и материалов в
ЦАС производится укладкой стеллажей и
бесстелажным способом.
Шлифзерно можно хранить в отдельно
стоящих сухих неотапливаемых закрытых
помещениях, включая многоэтажные, с на-
грузкой 1 т/м2 общей площади склада при
высоте укладки 3,9 м электропогрузчиком
грузоподъемностью 3,2 т.
Для ЦАС средняя нагрузка на полезную
площадь 0,8—2 т/м2. Максимальная до 6 т/м2
при высоте укладки 3 м.
Среднюю объемную массу абразивных ин-
струментов и материалов в организованной
укладке принимают: брусков и сегментов
2,3 т/м3; шлифовальных 'кругов диаметром
до 200 мм 2,1 т/м3; диаметром 250 мм и выше
1,8 т/м3.
Общую площадь складов рассчитывают
с учетом вспомогательных площадей различ-
ного назначения и коэффициента использова-
ния площади, который принимают в пределах
0,25 —0,3 при напольном транспорте и 0,35—
0,40 при подвесном.
При проектировании ЦАС, АРК и других
складских помещений следует одновременно
пользоваться РТМ 37.002.0054—71, ч. I—IV
[16].
Полы ЦАС следует рассчитывать на
полезную нагрузку до 6 т/м3, с учетом высоты
укладки до 3 м. Покрытие полов для мате-
риальных и абразивных складов и кладовых
асфальтовое, бетонное или ксилолитовое. Для
маслоскладов и горючих материалов — клин-
керное или маслостойкий бетон.
ТРАНСПОРТ
Абразивный цех, ЦАС и АРК обслужи-
ваются межцеховыми транспортными сред-
ствами, к которым относятся: автотягачи,
автопогрузчики и электрокары. Эти средства
числятся на балансе транспортного цеха и
находятся в' его распоряжении. Водители
межцеховых транспортных средств одновре-
менно с вождением выполняют погрузочно-
разгрузочные работы.
На внутрицеховом транспорте применяют
грузоподъемные и транспортные средства
обычных типов (подвести однобалочные краны
с электроталыо грузоподъемностью 2 т или
1 т, поворотные краны с электроталыо
0,25—1,0 т, монорельсы с электроталыо и
ручными талями, электрокары и электропо-
грузчики, краны-штабелеры и др.) грузоподъ-
емностью в зависимости от массы изготовляе-
мых изданий и узлов машин, поднимаемых
при ремонтах.
В грузооборот ЦАС, кроме массы посту-
пающих и отправляемых в цехи грузов, сле-
дует включать до 25% отходов, подлежащих
вывозу из АРК на площадку возвратного
боя и в промотходы и 5% от поступающих
абразивов, подлежащих частично возврату
по несоответствию качества и частично реали-
зации как неликвидов.
Расчет цеховых и межцеховых транспорт-
ных средств производят по грузообороту.
ОСНОВНЫЕ ДАННЫЕ
И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
При проектировании абразивных цехов
представляют основные данные проектируе-
мого цеха по форме 2 и технико-экономические
показатели — по форме 3.
форма 2
Основные данные
и технико-экономические показатели
Наименование
показателей
Основные данные по заводу
Количество установ-
ленного на заводе
оборудования абра-
зивной обработки
Потребность на годо-
вую программу за-
вода абразивных ин-
струментов
То же, полировальных
инструментов, в том
числе:
шлифовальной
шкурки
хлопчатобумаж-
ной полироваль-
ной ленты
Потребность алмазных
инструментов и ал-
мазозаменителей для
правки кругов
В том числе алмазов
в оправах
единиц
тыс. руб.
тыс. руб.
тыс. руб.
тыс. руб.
тыс руб.
карат
Основные данные по абразивному цеху
Товарный выпуск про-
дукции цехом
Количество осн овн ого
технологического
производственного
оборудования цеха
Численность и состав
работающих абра-
зивного производ-
ства без ОТК
В том числе:.
рабочих всего
производственных
ИТР, служащих
и МОП
Общая развернутая
площадь абразивно-
го производства,
тыс. руб.
единиц
человек
158
Абразивные цехи
Продолжение формы 2
Наименование показателей Единицы измерения Количество Количество на 1000 руб. товарного выпуска, руб.
В том числе абразивно- го цеха; ЦАК и ЦКАЗ испытательной станции, ЦАС конторских и быто- вых помещений Площади АРК цехов завода м2
Энергетика — установ- ленная мощность об- щая В том числе мощность эн ер годен гателей кВт
ФОРМА 3
Номенклатура
технико-экономических показателей
Наименование показателей Единица изме- рения Ко- личе- ство
Выпуск цехом товарной продукции в год на од- ного рабочего То же, на одного работаю- щего, включая ОТК То же, на единицу основного производственного обо- рудования цеха То же, на 1 м2 общей пло- щади То Же,' на 1 м2 производ- ственной площади Установленная мощность электродвигателей на единицу производствен- ного оборудования Электровооруженность од- ного рабочего цеха в наи- большую смену Коэффициент сменности рабочих Трудоемкость на 1000 р. товарного выпуска цеха Коэффициент загрузки ос- новного производствен- ного оборудования тыс. руб.
кВ?
человеко- часов
ГЛАВА 8
ЦЕХИ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ*
Проектирование участков и цехов пласт-
массовых изделий ведут по заданию на проек-
тирование в тех случаях, когда для данной
отрасли машиностроения не предусмотрена
поставка пластмассовых изделий со специали-
зированных предприятий (это решают соот-
ветствующие директивные органы) и не могут
быть использованы детали массового произ-
водства.
Исходные данные для проектирования (ас-
сортиментная программа, технологические
регламенты или типовые технологические
маршруты, а также рекомендации по обез-
вреживанию стоков и вредных выбросов
в атмосферу) выдают проектной организации
отраслевые научно-исследовательские инсти-
туты.
Цехи и участки пластмассовых изделий на
машиностроительных заводах должны иметь
техноэкономические показатели, соответ-
ствующие тем, которые принимают для спе-
циализированных предприятий.
При проектировании должна быть разра-
ботана техническая документация по очистке
стоков и вредных выбросов в атмосферу,
а также переработки и, по возможности, ис-
пользования технологических отходов.
ПРОГРАММА, РЕЖИМЫ РАБОТЫ
И ФОНДЫ ВРЕМЕНИ
Программа цеха определяется количеством
перерабатываемого материала на выпуск
годных изделий, исходя из массы изделия
(форма 1).
4 Написана совместно с В. А. Черномордик.
Программа цеха
ФОРМА I
Изделие Материал Масса изделия, г ~ 1 Выпуск • изделий, • тыс. шт. Годовая прогр амма по перераба- тываемому материалу, кг
готового с учетом потерь
Крышка включателя . • . Изолятор Прессованные из К-18-2 Волокнит делил 75 326 78,0 360 180 35 860
Итого. • В к л ад ы ш •••«•••о Каркас Литьевые изде Полистирол Полиэтилен лия 28,0 75 ... 40 105 9,6 5,0 268,8 375,0
Итого. . . Резервуар • Выдувные издс Полиэтилен высокого давления ... лия 118 ... 135 92 10 856
Итого. « . — . . е . . . • • ° • • •
Всего. - . — . . . - . . . . .
160
Цехи пластмассовых изделий
Режим работы и фонды времени. Работа
з цехах или на участках по переработке пласт-
масс может производиться в две или три
смены. Продолжительность рабочего дня 8 ч.
При трехсменной работе продолжительность
ночной смены 7 ч.
Процесс прямого прессования термореак-
гивных пресс-материалов обычно требует:
нагрева материала до температуры прессо-
вания, обеспечивающей перевод его в пласти-
ческое состояние и проведение реакции отвер-
ждения смолы;
1. Фонды времени (ч)
работы оборудования
Оборудование Число смен Номи- нальный годовой фонд Действи- тельный го- довой фонд времени работы обо- рудования
всего в ре- монте техноло- гические внутри- сменные
Прессы 3 6210 910 290 156 464 5300
2 4140 570 175 84 311 3570
Литьевые машины з 6210 810 278 97 435 5400
2 4140 540 185 65 290 3600
Выдувные агрегаты 3 6210 940 311 133 496 5270
Вакуум-формовоч- ные агрегаты 3 6210 910 300 160 450 5300
Листовальные агре- гаты 3 8532 1432 882 550 7100
Фонды времени работы оборудования при-
ведены в табл. 1, а рабочих — в табл. 2.
2. Фонды времени (ч) рабочих
is
2070
2070
2070
Потери времени
1860
1840
1820
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ПРОИЗВОДСТВА
В зависимости от выбранного типа мате-
риала и конфигурации изделия определяется
метод его переработки — термореактивные
материалы в большинстве своем перерабаты-
вают методом компрессионного прессования;
термопластичные — литьем, выдувкой, ва-
куум- и пневмоформованием и т. д.
Прессование. Процесс состоит из следую-
щих основных операций: таблетирование ма-
териала, предварительный подогрев пресс-
порошков или таблеток, вставка арматуры
или знаков в пресс-форму, загрузка и нагрев
пресс-материала и выдержка при оптималь-
ных температуре и давлении, снятие готовых
изделий и чистка пресс-формы.
давления, обеспечивающего заполнения ма-
териалом оформляющей полости пресс-формы;
времени, необходимого для отверждения
смолы, перехода ее в нерастворимое состоя-
ние и получения годного изделия.
Рекомендуемые режимы изготовления прес-
сованных изделий приведены в табл. 3.
Литье под давлением. Процесс литья
состоит из следующих операций: подсушка
материала, подача его в материальный ци-
линдр, замыкание формы, впрыскивание раз-
мягченного материала в форму, выдержка
длительностью в несколько секунд и больше,
возврат материального плунжера в исходное
положение, разъем пресс-формы и сталки-
вание деталей.
Литьевые машины работают в автоматиче-
ском и полуавтоматическом циклах.
Рекомендуемые режимы изготовления
литьевых изделий приведены в табл. 4.
Выдувание. Процесс состоит из следующих
стадий: подогрев и подсушка гранул, экстру-
зия полиэтилена, раздув заготовки с одно-
временным охлаждением, сброс готовых
изделий.
Подсушку и подогрев сырья осуществляют
воздухом с температурой 80° С.
Рекомендуемые режимы изготовления вы-
дувных изделий приведены в табл. 5.
Вакуум- и пневмоформование. Процесс
вакуум- и пневмоформования изделий состоит
из следующих операций: нагрев листа термо-
пласта, вытяжка с помощью давления или ва-
куума, охлаждение и удаление из формы.
Время нагрева листа до температуры фор-
мования составляет 50—80% от общей про-
должительности цикла, оно прямо пропор-
ционально удельной теплоемкости материала
и толщине листа и обратно пропорционально
Технологические процессы производства
161
3. Рекомендуемые режимы изготовления прессованных изделий
Материал Темпер атура. °C Давление, кгс/см2 Выдержка, мин на 1 мм толщины
Пресс-материалы К-15-2, К-18-2, К-19-2, К-20-2 (с предварительным подогревом) Пресс-материалы К-21-22; К-211-2, К-214-2 (с предварительным подогревом) . . . . Аминопласты марок А и Б Волокнит ВП-1, ВП-2, К-6 ........ Асбомассы К-фЗ, К-236-58 . • 0) Сд W О> 00 О СЛ СЛ О СП 1 II 1 II 1+ — Сл —1 СЛ СЛ со сл сл о W to U Ш со о сл О о о © о о о о 1 И IIII II СЛ СЛ СЛ СЛ сл С О о о о ° 1 0,8--1,0 1,0—1,2 1,0 —1,5 1.0 1,0—1,5
4. Рекомендуемые режимы изготовления литьевых изделий
Материал Р еж им переработка Предварительная подсушка
Температура переработки, °C Давление, кгс/см2 Температура формы, °C Темпе- ратура, °C Время, мин
Полиэтилен ВД . 150 — 270 500 — 1000 20 — 60
Полиэтилен НД 200 — 280 900—1000 40—70 —
Полипропилен ....... 200 — 280 800—1400 40 — 70 —— —
Полиформальдегид Полистирол общего назначе- 160 — 210 800—1200 60—75 — —
НИЯ ........... 150 — 250 400 — 600 20 — 40 __
Полиамид 180 — 280 800—1000 60—120 70 — 80 4 — 5
Полистирол ударопрочный 180 — 210 600 — 1000 50—55 — —•
Поликапбонат ........ 240 — 320 800—1200 90—100 70—75 4 — 6
Полиакрилат ........ 180 — 250 800 — 1500 45 — 65 65 — 90 2 — 3
ПВХ •••«•«<••.•• 150 — 200 500 — 900 20 — 60 — —
Этрол целлюлозный 190 — 220 800 — 2000 25 — 30 50 — 60 1 —2
5. Рекомендуемые режимы изготовления выдувных изделий
Материал Температура переработки по зонам цилиндра Температура по зонам головки Давление воздуха, кгс/см2 Темпе- ратура охла- ждающей воды, °C
1 2 3 4 1 2 3
Полиэтилен низкой плотности 90 — 120 100 — 140 135 — 145 135 — 145 95—120 130 — 14.0 120 — 130 2,0 — 2,5 15 — 27
Полиэтилен высокой плотности 130 — 150 150— 170 170 — 180 170 — 180 120 — 130 130 — 140 130 — 150
6. Рекомендуемые режимы изготовления
вакуум- и пневмоформовочных изделий
Материал Температура формования, °C Температура размягчения, °C
макси- мальная мини- мальн ая
Полистирол уда- ропрочный . « > 140 — 120 — 118—125
Поливинилхлорид 160 135 — 140 95 — 110 — 115
Полиэтилен низ- кой плотности 170 100 — 125 95 90
Полиэтилен высо- кой плотности 110 130 — 125 120
145
6 Заказ 1444
коэффициенту теплопроводности и гранич-
ному коэффициенту теплопередачи.
Скорость вытяжки определяется температу-
рой формуемого материала.
Рекомендуемые режимы изготовления при-
ведены в табл. 6.
ПОЛУЧЕНИЕ ЛИСТОВ
ИЗ УДАРОПРОЧНОГО ПОЛИСТИРОЛА
Лист получается экструзией ударопрочного
полистирола через плоскощелевую головку.
Стадии процесса: подготовка сырья, экстру-
зия листа, полировка, охлаждение и обрезка
кромок.
Режим экструзии листа из ударопрочного
полистирола: температура по зонам цилиндра
150—205° С, по зонам головки 190—205° С,
глянцующих валков 90—110° С, частота вра-
щения шнека 13—37 об/мин, скорость от-
тяжки 0,3—1,5 м/мин.
162
Цехи пластмассовых изделий
7. Методы переработки полимерных материалов
Способ переработки.
Краткая характеристика
Область применения
**^^*——**т————1 " • 1-11,1 .. '.'1Т
Материал
Прессование
Прямое компрессионное
Прямое с применением по-
стоянной инструментальной
оснастки
Прямое двухэтажное прессо-
вание
Автоматическое прессование
На линиях непрерывного
прессования
Литьевое трансферное
На многоэтажных прессах
Литье под давлением
В формах с вертикальной
плоскостью разъема
В формах с горизонтальной
плоскостью разъема
В формах с горизонтальным
плоскостным разъемом
На многопозиционных литье-
вых машинах
Экстр узил
С выдавливанием заготовки
через плоскощелевую или
кольцевую головку
С выдавливанием заготовки
через кольцевой зазор с по-
следующим раздувом
Пневмо термоформование
Из нагретой заготовки с по-
мощью сжатого воздуха
Одновременное формование
из двух разогретых заготовок
со сваркой по контуру
Ваку ум-термоформование
Из нагретой заготовки с по-
мощью вакуума
Термоштампование
Из нагретых листовых тер-
мопластов в формах при дву-
стороннем контакте материала
с формой с одновременной вы-
рубкой отверстий и обрубкой
изделий по контуру
Т ермовытяжка
Формование нагретых ли-
стов термопластов с вытяжкой
жестким пуансоном через про-
тяжное кольцо или матрицу
сжатым воздухом или вакуу-
мом в герметичной камере
Сварка горячим газом
Сварка контактным нагревом
Термои-мпульсная сварка
Высокочастотная сварка
Изделия из реактопластов без
тонкой арматуры и несложных
конфигураций
Изделия серийного производ-
ства
Изделия с длительным циклом
формования
Изделия с тонкой арматурой
и сложной конфигурации, тре-
бующие установки в пресс-форму
тонких резьбовых знаков
Изготовление листовых поде-
лочных материалов
Изделия с арматурой
Изделия без арматуры
Фитинги и другие соедини-
тельные детали больших разме-
ров (0 100 мм)
Изделия больших серий с дли-
тельным циклом изготовления
Трубы, листы, пленки, про-
фильные уплотнители, шланги
Объемные изделия
Крупногабаритные изделия —
ванны, умывальники, корпуса
телевизоров, фотокюветы, тара
Полые изделия
Глубокие изделия с отноше-
нием ширцны к глубине 1,5 ; 1
Неглубокие изделия приблизи-
тельно постоянной толщины наи-
более точных размеров
Более глубокие изделия, чем
при вакуум-формовании из плохо
формуемых материалов
Для соединения деталей из
однородных пластмасс (трубы,
листы, плен ки и отдельн ые де-
тали из термопластов)
Сварка тонких пленок, труб,
соединяемых в раструб
Применима только для поляр-
ных термопластов (поливинилхло-
рида, поли амидов, полиметил-
акрилата)
Фенопласты с древесными
наполнителями К-15-2, К-17-2,
К-18-2
Резольные К-21-22; К-214-2;
К-211-3
Аминопласты, волокниты
Гранулированные фенопла-
сты с порошковым наполните-
лем
Стекловолокниты
На мочевино- и меламино-
формальдегидных смолах с
мелковолокнистым наполните-
лем (типа К-75-51, К-78-51)
Хлопчатобумажная ткань и
бумага, пропитанные феноль-
ными й меламино-мочевинны-
ми смолами
Термопластичные материа-
лы: полистирол,- полиэтилен,
этрол, полиамид, полиформ-
альдегид__________________
Полиэтилен, поливинилхло-
рид
Полиэтилен, полистирол,
этрол, полиамид, полиформ-
альдегид
Полиэтилен, полистирол,
поливинилхлорид
Полиэтилен, полипропилен
Листы из полистирола, по-
ливинилхлорида, полиметил-
метакрилата
Листы из полистирола, по-
ливинилхлорида, поли метил-
метакрилата
8. Прессовое оборудование
ЦШ1
Усилие пресса, тс • « « • • • 40 40 63 63 100 I 100 100 160 160 160 160 250
Ход ползуна, мм »«»»»« 450 320 450 400 1 560 630 630 630 500 500
Ход выталкивателя, мм » • « 160 160 160 160 200 1 200 250 250 250 250 250
Открытая высота, мм « о « . Размеры стола, мм; 560 710 630 800 710 630 900 1000 1000 1000 800 900
I длина 1 500 560 500 630 650 900 710 ! 800 800 800 800 1000
I ширина Г абаритн ые размеры пресса* мм: 500 500 500 560 650 630 630 710 710 ; 800 800 . 1000
1 ДЛИНа 1600 1460 1050 1544 1670 2050 1690 1800 1800 2372 1895 2300
| ширина «»ввв$*в* 500 1100 1135 1225 I 1080 1150 | 1120 1230 1230 1140 1105 1000
высота ч Масса пресса с электрошкафом, 2173 3050 2310 3174 1 2820 3080 3435 3780 3780 3690 3Q00 3360 1
КТ о ft в * ft ♦ ft • а ♦ • ft ; Электродвигатель: 1445 , 2310 1584 2810 2570 3550 3650 5657 3732 6690
ТИП e*ftftfto«<t*ft] АО 42-4 Переменно- го тока фланцевый АО 42-4 Переменно- го тока фланцевый АО 42-4 Переменного тока фланцевый ч АО 42-4 АО 51-4 АО 52-6
мощность, кВт « 1 « « • 2,8 2,2 2,8 4,0 : 5,5 fining 5,5 7,5 7,5 5,5 4,5 10
частота вращения, об/мин 1420 950 1420 950 1000 1000 1500 1300 1440 «т 1000
Емкость масляной системы, л 60 60 100 100 ' 120 120 120 120 120 120 120 400
Давление нас'оса, кгс/см2 • « • * Числитель — высокое j давление; 31 320 * 20 1аменатель — н изкое. 320 * 20 320 * 20 320 * 20 320 * 20 320 * 20 ? ци 1
Получение листов из полистирола
164
Цехи пластмассовых изделий
9. Литьевое
— Отечественное оборудование
Параметры Д3328 Д3231 Д3234 Д3237 Д3240 Д3243 Д3246 Д3031 ДБ3328
Максимальный объем впрыскивае- мого материала (отливки) за один цикл, см3 ........ Наибольшая площадь отливки, см2 . Усилие закрытия формы, кге . . . Давление на материал при ма- ’ ксимальном объеме отливки, кгс/см2 ........... Максимальное расстояние между подвижной и неподвижной пли- той, мм Расстояние между колоннами в свету, мм: по горизонтали ....... по вертикали ....... Время одного открытия и закры- тия формы, с ........ Время впрыскивания материала в форму, с .... . Мощность электрообогрева, кВт Мощность электродвигателей, кВт Масса машины, т Габаритные размеры, мм: длина ........... ширина ........... высота ...... Габаритные размеры электрошка- фа, мм: длина ....... о . . . ширина ........... высота ........... 63 200 50 1400 500 320 3,6 1,2 3,0 10 3,2 3340 750 1675 925 440 1533 125 220 100 1600 630 400 320 5 1,6 6,0 13,0 5,0 3965 1036 1915 1100 400 250 470 180 1600 800 300 400 7 2,0 7,0 13,0 8,0 4950 1300 1950 1100 400 500 1020 320 1800 1000 630 500 10 2,5 13,2 40 13,6 5600 2985 2200 1100 400 1000 1500 630 1800 1250 800 630 14 3,2 13,2 , 40 25,0 6350 3280 3000 1100 400 2000 1250 1800 1000 800 3^8,4 57 37,0 8100 3200 2900 1762 1440 п | 4000 1250 t 1600 1000 800 30 4 57 38,0 8600 3300 2900 1460 710 125 220 100 1600 5 1,6 5,4 13,0 5,0 4580 1250 2000 63 200 56 1730 500 320 190 3,6 1,2 3,8 12,2 3,5 3710 900 1720 930 450 1530
Сварка термопластичных материалов пред-
ставляет собой процесс соединения деталей
путем нагревания под давлением.
Сварка под- прессом или ро-
ликом. Два куска материала помещают
между плитами пресса, создают заданное
давление и включают нагреватель. После
того как импульсный нагреватель сработал,
пресс оставляют в замкнутом положении до
тех пор, пока охлаждающая жидкость не по-
низит температуру сварного шва.
Регулируемые параметры процесса: темпе-
ратура, продолжительность цикла и давле-
ние при сварке.
Высокочастотная сварка.
Электроды одновременно служат зажимами
для свариваемых изделий.
Цикл сварки меняется в зависимости от
толщины, длины и ширины шва. Обычный
цикл должен продолжаться менее 4 с.
Газовая сварка. Термопластичный
материал нагревают в месте будущего шва
струей горячего воздуха или инертного газа,
выходящего из горелки. При газовой сварке
обычно пользуются присадочным прутком из
того же самого или аналогичного сваривае-
мому материала. Обычно для сварки исполь-
зуют азот давлением 0,35—0,7 кгс/см2. Ско-
рость сварки 0,25—0,63 мм/мин.
Сварка при помощи нагре-
т ы х инструментов. Способ состоит
в нагреве горячим металлическим инструмен-
том свариваемых поверхностей. После на-
грева источник тепла удаляют, а нагретые
поверхности быстро соединяют под давлением.
После охлаждения давление снимают.
Для оплавления кромок шва применяют ин-
дукционные нагреватели или нагреватели
сопротивления.
Количество тепла, необходимого для свар-
ки, вычисляют по формуле
Q = met,
где т — масса материала, кг; с — удельная
теплоемкость, ккал/(кг- °C); t — заданный
перепад температур, °C.
Время, необходимое для /сварки, опреде-
ляют делением количества тепла на мощность
генератора.
Примерный перечень методов переработки
полимерных материалов в пластмассовые
изделия и детали приведен в табл. 7.
ОБОРУДОВАНИЕ
Номенклатура и технические характери-
стики оборудования для переработки -пласт-
масс приведены в табл. 8—10. Расчет потреб-
ности оборудования для выдувных изделий
Оборудование
оборудование
Импортное оборудование
ДА3231 ДА3234 -SKM-5I . 1 ' 1 'SKM-76 ' SKM-141 SKM-250 KYASU 25/32 KYASU 50/63 KYASU 100/125 KYASU 320/60
100—125 220 100 2090— 1600 630 400 320 5,0 1,6 6,0 13,45 4,86 ,3.965 . 1036 2280 730 300 ' иоо 400 110—250 470 200 1 2400— 1600 800 500 400 7 2,0 ’ 10,0 13,2 7,8 4950 1300 ' 2400 430- 1 300 1100 400 61 125 — 200 5'0 1700 — 1250 800 280 280' 2 '5,1 7,5 ’ 2,2 41,00 б 1000 1750 121 250— 400 100 1625 — 1240— 980 320 330 330 2. 6,3 15,0 4,2 4900 1300 ' 1970 176 ' 450 140 ' 1590 — 1250— 1020 350 350 350 2,2 7.S 18,5 4,7 5300 . . 1300 2050 253 700 200 1900— 1535 — 1265 — 1065 400 400 4'00 3 12,0 2'2,0 7,6 6000 4300 2150 1100 ' 450 42 125 1480 415 280 160 2,5 7,5 1,41 2400 800 1300 600 400 1200 63 125 — 200 50 1550 320 '500 3,25 13,75 2,5 3000 850 1550 600 400 1200 125 250 — 400 100 “1100' 36.0 250, 5,2 15,7 3,3 3400 850 1800 6'00 400 1200' 2ч50 „ 450—700 .100. : 1550 — 1260 — 1000 400 400 6,4 33,0 4,9 . .5465 1070 -2-27-0
выполняют пр форме 2. Итог в графе 10 делят
на действительный' годовой фонд работы агре-
гатов и Округляют £о следующего целого. Рас-
чет йотребности оборудования для литьевых
и прессовых изделий выполняют по'аналогич-
ным формам.
Действительный годовой фонд ра'боты Обо-
рудования принимают, ч: .
Выдувные агрегаты .... 5270
Литьевые машины..... 5400
Прессы ......... 5300
Для укрупненных расчетов общее количе-
ство технологического оборудования для за-
данного объема производства прн отсутствии
, ФОРМА 2
Расчет затрат машино-часов на годовую программу для выдувных изделий
Наименова- ние детали •(йзделия) Мас- са де- тали, ' - г Годовая программа Мар- ка сырья Время экстру- дирова- л ния, вы- дувания и вы- держки *, Чис- ло гнезд в форме - Вспомо- гатель- ное вре- мя (непет рекры- в аемое), с Время одного цикла, с Затраты ’ машино- часов, на , выполнение годовой программы
тыс. шт. кг
2 О , ' 4 в 6 7 . 8 9 10
* Для прессованных, и литдевых изделий — время выдержки.
Цехи пластмассовых изделий
10. Выдувное оборудование
Параметры «ч I ю 1 1 см 1 см к f to
< < § <
Диаметр шнека, мм ..... 32 32 63 *63 60 80 63
Отношение длины шнека к диа-
метру . . . . 25 25 25 17 14,5 20 20
Объем выдуваемого изделия, л:
максимальный . • . . . 0,120 0,5 1,0 3,0 2,0 10 68
минимальный 0,005 0,05 0,1 1,0 20
Количество позиций 2 1 1 6 - — 1
Частота вращения червяка, об/мин 11—212 1 10—100 20—100 25—100
Средняя производительность, 18,4 42,0
18,4 32,0 50,0 60,0 64
Установленная мощность элек-
тродвигателя, кВт .... 6,0 6,0 47,0 36,6 10,3 21,7 49,2
Мощность электрообогрева, К Вт 4,8 6,0 29,0 — — 10,6 9,6 52,8
Расход воды, м3/ч ° г— *1 II ' ' 3,0 0,7 0,5 1,5 2,16
Расход воздуха, м3/ч . . . . 14,4 — * 10,0 0,3 2,0 2,0 10,0
Габаритные размеры, мм:
Ллина 2936 2690 6500 1875 3430 2518 4350
ширина ......... 2200 2000 3800 1695 2200 850 3850
высота 2373 2360 4300 3000 2085 2100 3650
Масса, т 1,965 1,912 7,85 3,5 4,5 1,95 7,319
конкретной номенклатуры изделий может
быть определено по следующей формуле:
А
t »
Е w
1
где А — объем производства, т/год; у^ —
доля оборудования определенной характери-
стики от общего количества, %; qi — произ-
водительность оборудования, т/год.
Рекомендуемые величины у и <удля трех ви-
дов производств приводятся в табл. 11.
11. Соотношение типов оборудования
(у) и средняя производительность (<?)
Изделия Оборудование V, % i кг/ч 7 т/год Материал, по которому выве- дена произво- дительность
Прессовые Пресс гидравлический уси- лием, тс: 40 63 100 160 250 2 24 39 30 5 CQ Tfi О О • | *1 «ь Г, 44 СО хр 00 1 HI "ф СЧ ОО см со оз ю n О) t-М LO О О СМ см Ю Ь- II 1 II Ю О СО Ю 00 СМ СО Ю - - - Пресс-материал К-18-2 1
Литьевые Литьевая машина с объемом отливок, см3: 30 — 42 50—67 100—125 220 — 250 500 Св, 500 до 1000 » 1000 12 (12) 27 (30) 23 (26) 20 (22) 10 (10) 6 2 2,8 —3,2 4,8—5,2 6,3 —6,7 8,3—10,1 10—12 СЛ СО Ю и-* СЛ СЛ 4^ О СЛ 1 1 11 1 1 1 1 СП СЛ СО NO СП СЛ СП OD ОО 1 Полистирол ]
Выдувные Выдувная машина с объемом отливок, л: 1 Св. 1 до 2 » 2 » 10 » 10 » 60 25 30 20 25 10—15 20 — 25 45 — 60 50 — 65 50 — 80 105—140 240 — 320 270 — 345 1пчм
Примечания: 1. Пределы средней производительности выбирают в зависимости
от предполагаемых массы и объема изделий.
2. Производительность литьевых машин с объемом отливки 500—1000 см3 и свыше при-
нимают по конкретным изделиям. При отсутствии в программе таких крупных изделий реко-
мендуется изменить процентное соотношение остальных машин, как указано в скобках.
пмГг
4w>
Трудоемкость и численность работающих
167
ТРУДОЕМКОСТЬ И ЧИСЛЕННОСТЬ
РАБОТАЮЩИХ
Норму обслуживания прессового оборудо-
вания и литьевых машин, работающих в по-
луавтоматическом режиме, при наличии кон-
кретной номенклатуры изделий определяют
по формуле
где /7о5с — количество единиц оборудования,
обслуживаемого одним человеком; То— основ-
ное время (с), включающее время на смыка-
ние формы, подпрессовки, выдержку и разъем
формы; 7’вн — вспомогательное время (с), не
перекрываемое основным временем; Твп —
вспомогательное время (с), перекрываемое
основным временем; kR — коэффициент, учи-
тывающий микропаузы в работе и возможные
другие причины, принимают = 0,74- 0,9.
Для укрупненных расчетов численность
операторов основного технологического обо-
рудования определяют в зависимости от типа
оборудования и режима работы по табл. 12.
Численность остальных производственных
и вспомогательных рабочих определяется
исходя из табл. 13.
12. Нормы обслуживания основного технологического оборудования
Изделия Оборудование Количество единиц обо- рудов ания, обслуживае- мого одним человеком в смену
наименование х ар актер истики режим работы
Литьевые Литьевые машины Объем впрыска,- см3: 30—42 50—67 100—250 Полуавтомати- ческий 2,0 2,5 2,7
Прессован- ные Гидравлические прессы полуавтоматические От 63 до 500 тс 1,8
Таблеточные машины Ротационные и эксцентри- ковые 5,0
Прессы брикетировоч* ные Для заготовок из волок- нистых материалов ПО
Галтовочные барабаны 2,0
Выдувные Выдувные агрегаты Объем изделия, л: 2 Св. 2 до 60 Полуавтоматы" ческий 1.0 2,0
13. Нормы для расчета численности производственных и вспомогательных рабочих
Профессия
Исходная единица для расчета литье- вые Изделия прес- совые выдув- ные
Рабочие по механической обра- ботке изделий Рабочие по подготовке сырья Рабочие по подсушке сырья Рабочие по переработке отходов Упаковщики т/год на одного человека 20 — 30 400 170 50 120 35 — 40 1000 200 1000 50—100 300
Рабочие на испытании готовой продукции т/год программы основного производства на одного че- I-— 600
Транспортные рабочие ловека 200 — 300 100—150 300—500
Слесарь-наладчик 26 65 17
Слесарь по ремонту оснастки Количество единиц оборудо- 80 80 80
Слесарь по ремонту оборудова- ния вания, обслуживаемого од- ним человеком в смену 45 50 25
Электрослесарь по КИП 70 80 32
Слесарь-электрик 70 90 24
Контролер ОТК Количество единиц оборудо- вания, обслуживаемого од- ним человеком в смену 4-1 35 35 32
Примечания: 1. Механической обработке подвергают 10—15% литьевых и 80% прес-
сованных изделий.
2. Подсушке подвергают 30% сырья.
3. Слесари и электрослесари выполняют мелкие ремонты оборудования, электрооборудо-
вания, электроосвещения, снятие и установку КИП, заливку масла, переналадку и подналадку
Основное ремонтное обслуживание централизованное.
Цехи пластмассовых- изделий
’ Численность ИТР и служащих прини-
мается В—9% от общего числа работающих,
а численность младшего обслуживающего
персонала соответственно 1 —2%.
ЦЕХОВАЯ ЛАБОРАТОРИЯ
Назначение. Лаборатория должна обеспе-
чить контроль следующих свойств пластмасс:
технологических, характеризующих перераба-
тываемость пластмасс; физико-механических и
диэлектрических, характеризующих качество
изделий из пластмасс. К технологическим
свойствам относят: насыпную плотность,
коэффициент уплотнения, гранулометриче-
ский состав, таблетируемость реактопластов,
текучесть реактопластов, скорость отвержде-
ния реактопластов, текучесть расплава термо-
пластов (индекс расплава), усадка.
К основным _ физико-механическим свой-
ствам относят: пределы прочности при растя-
жении, сжатии и статическом изгибе, модуль
упругости, ©ременное сопротивление срезу,
ударную вязкость. Диэлектрические свой-
ства — поверхностной и объемное электриче-
ское сопротивление, пробивное напряжение,
тангенс угла диэлектрических потерь. Кроме
перечисленных свойств, в лаборатории опре?
деляют: атмосферостойкость и светотепло-
стоикость. t
Оборудование: Принимается в комплекте
без расчета (табл. 14).
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ
Основные показатели цехов по переработке
пластмасс „приведены в табл. 15 и 16.
14. Оборудование цеховой
лаборатории пластмасс
Наименование и краткая характеристика
Назначенце
Г - > J ,
Пресс гидравлический типа
табл., 8)
Пластометр Канавца
(см.
Аппарат искусственной погоды типа ИП-1-3
Машйна разрывная типа РМИ-250, пределы
измерения шкалы 0 — 50; 0—100; 0—250 кгс;
устайоЙленйая мощность 0,6 кВт1 5
Копёр маятниковый типа ЦМ-0,5, количество
сменных молотов 2, запас энергии 0,25 —
0,9 кгс*м
Прибор ИИРТ, рабочая температура 100 —
300° С, нагрузка 21,6 кгс.
Литьевая машина ручная
Прибор для определения твердости ТМ-2
“ Только для определения свойств реактопла-
стов ' - -
Определение тейучеёти и’ скорости отвержде-
ния реактопластов —-' - л . - 4 -
Ускоренное испытание на атмосферостой-
кость
Обеспечивает с применением соответствующих
приспособлений определение прочности при
растяжении, сжатии й статическом изгибе; мо-
дуля у пру гбстн / ’ в рем' ен н огр ’ со ц р отй в л ен и я
срезу ' - '1
Для определения.„удельной „ударной ___ вяз- _
кости
Прибор для определения твердости по Бри-
д -неллю. ’
Установка
яр • Мартенсу
Установка
- по»-Вику ‘
Установка
дДя
для
типа
определения
определения
М-25
Установка
• Установка
диэлектрических потерь
типа
для
АИИ-70
определения
теплостойкости
теплостойкости
тангенса угла
Определение индекса расплава термопластов
А •
Изготовление образцов массой до 150 г
Для определения твердости при помощи иглы
(для однородных по физической структуре ма-
териалов)
Для всех видов
L
Для всех видов
пластмасс
пластмасс • 1
помощью наконечника (для
Определение с
однородных пластмасс) , г
Определение удельногр-и объемного электро-
сопротивления
Испытание на электропробой,,
15в Техника эко комические показатели
г
Показатели
Единица
измерения
Изделия
литьевые
прессован-
~ ь ные
выдувные.,
“Годовой выпуск продукции:
на одного работающего
на 1 м2 общей площади
на I м2 производственной площади
на единицу основного оборудования т
Расход сырья на 1 т готовой продукции
Возвратные отходы на 1 ф готовой про-
дукции ___________
Площадь производственного зала на еди-
ницу основного оборудования м2
Производственная площадь на единицу
основного оборудования
„ ^-Числитель— пресс-порошки, знаменатель *»
11 = Ш
0,6—;0>7
1,2—1;;5
37 — 39:
1,04 7
0,1 f
30
бо :
0,8-1,0
212—2,6
35 — 39 '
1,2 * ‘
> 1,3 ,
16
40 .
14 — 23
' 0,6—0,9
4,4^ 1; ,7
100—130
т
1,045
72
148 - '
---
вол-о К.НК-ГЫ.
' - Г ' Г т
Примеры размещения оборудования
169
16, Энергетические затраты
на 1 т готовой продукции
(на технологические нужды)
Вид энергетиче- ских затрат г ' Г 1 Г '-г Г * J. .• Единица из- мерения к Из дел и я
литьевые й" прессо- . ванные выдув- ные
Электро* энергия Вода (оборотная) Сжатый ^оз'дух - Теплоэнергия •. ' 1 кВт*ч 2400 95 I72 • 2-~3 * 1 2000 37 610 2-3 1300 55 400 2 — 3
-Гкал - 1
ПОЖАРО-
И ЭЛЕКТРОБЕЗОПАСНОСТЬ
Категория пожарной опасности по СНиП
1ЬМ.2тг-72 и классы помещений по.ПУЭ для
помещений цехов приведены в- табл. 17.
4 I г
17. Категории по цожарной опасности
помещений "и класса по правилам
устройства электроустановок (ПУЭ)
Продолжение
- 1
; Отделение (участки) f . Категория , г пожарной 'опасности Класс по ПУЭ г
Производство прессованных изделий г *
Отделения: прессования, меха- 1 нйческой обработки и упа- ковки. Участки: брикетиро- вания волокнитов; голтовки. Склады (цеховые): сырья, го- товой продукции. Кладовая - таблеток > - * 1 В - П-Па 1 > _
1. Участок распаковки и загруз- ки сырья в таблетмашины Участок подготовки тары Б В В-Ila <
Произво дство выдувных изделий — -
Отделения: подготовки, сырья; переработки отходов; вы- дувных изделий. Участки: испытания готовой продук- ции; упаковки и комплекто- вания. Склады: сырья; гото- вой продукции и* в -1— П-Па «1 1
Примечание, При наличии боль- шого количества машин и прессов с инди- видуальными гидроприводами от насосов, работающих на индустриальном масле, рекомендуется установить класс П-1.
Отделения (участки) р 1' ’ 'll / ' г w Категория пожарной опасности OU
х ъ Производств# литьевых изделий Т ь- Отделение литья. Участки: ме- ханичеекойобработки; сбор- ки, комплектования и упа- ковки; подготовки сырья; пе- реработки отходов; подготов- ки тары, склады (цеховые): сырья, готовой продукции Лаборатория Слесарная мастерская (Склад форм ‘ Кладовая материалов ; _ п"" j ед 1 'И fct fc^cQ I f _c ' ! । п~1| . . — ?. III? С E J
I I
J
ПРИМЕРЫ РАЗМЕЩЕНИЯ
ОБОРУДОВАНИЯ
Примеры компоновки цехов переработки
реактопластов и производства литьевых
изделий, планировки оборудования в -основ*
них производственных отделениях этих цег
хов и размещения групп однородного обору-
дования с учетом норм обслуживания
последнего показаны на рис. 1—6.
На рис.'6 в площадь рабочего места вклю-
чены примыкающие проезды и проходы-
Рис. 1. Компоновка цеха
переработки реактопластов
(на 50 прессов):
1 — отделение прессования;
2 -- Кладовая -табдеток; 3 —
промежуточное хранение
изделий; — ремонтно-меха-
ническая мастерская; 5 —
галтовка; 6 — упаковка и
склад t готовой продукции;
7 — склад пресс-форм; 8 —
электрощитовая; 9 -- транс-
форматорная подстанция;
10— лаборатория; 11 —вен-
тиляционная камера; 12 —
брикетирование волокнитов;
13 —- отделение таблетиро-
вания
Цехи пластмассовых изделий
Рис. 2. План расположения оборудования в отделении прессования:
1 -—пресс гидравлический усилием 100 тс; 2 —пресс гидравлический усилием 160 тс; 3 — пресс
гидравлический усилием 250 тс; 4 — пресс гидравлический усилием <25 т.с ; 5 -- пресс гидравличе-
ский усилием 40 тс.; 6 — пресс гидравлический усилием 63 тс.; 7 ~~ пресс гидравлический уси-
лием 400.тс; 8, 9, 10 — высокочастотные установки; 11 — роторный пресс-автомат усилием 15 тс ;
12 — загрузчик пресс-материала; 13 — реактопластавтомат объемом отливки 63 см3; 14 - реактопласт-
автомат объемом отливки 125 см3
Рис. 3. г Компоновка цеха литьевых изделий (на 100 литьевых мащин);
1 — отделение литья;ч 2 — подготовка тары; 3 — переработка отходов;
4 — -подготовка сырья; 5 — склад готовой продукции;^, 8 — трансформа-
торные подстанции; 7 — промежуточный склад изделий; 9, 10 — облаго-
раживание изделий; // — участок механической обработки; 12 — ремонтно-
механическая мастерская; 13 — склад форм; 14 — лаборатория
Примеры размещения оборудования
171
Рис. 4. Пример размещения четырех
гидравлических прессов:
1 — высокочастотная установка; 5 —
стол; 3 — стол прессовщика; 4 — под-
водка сжатого воздуха к пневматиче-
скому пистолету; 5 — пресс гидравли-
ческий 100 тс
Рис, 5. План расположения оборудо-
вания в отделении литья:
1 — термопластавтомат с объемом от-
ливки 32 см3; 2 — термопластавтомат
с объемом отливки 63 см3; 3 — термо-
пластавтомат с объемом отливки 125 см3;
4 — термопластавтомат с объемом от-
ливки 250 см3; 5 — термопластавтомат
с объемом отливки 500 см3; 6 — термо-
пластавтомат с объемом отливки
1000 см3; 7 — термопластавтомат с объ-
емом отливки 4000 см3; 8, 9 — литьевая
машина для двухцветного литья; 10 —
револьверная литьевая машина с объе-
мом отливки 32 см3/цикл; 11 — револь-
верная литьевая машина с объемом
отливки 63 см3/цикл; 12 — литьевой
автомат с объемом отливки 16 см3/цикл
172
Цехи пластмассовых изделий
Рис. 6. Примеры размещения литьевых машин Д-3231 и оргоснастки на рабочем месте при полу-
автоматическом режиме: . '
а — при обслуживании одним оператором двух литьевых машин; б при Обслуживании одновре^
менно . треяГ' машин; 7-— литьевая- машина Д-3231; .Л — эдектрошкгцр;. 3 — контейнер > для сырья;
4 — термостатирующий агрегат; 5 — стол оператора; 6 — лоток для готовой продукции ,
При компоновке цеха и размещении обору-
дования следует выделять помещения в зави-
симости, от категории пожарной опасности и
класса по ПУЭ, а также принимать во внима-
ние необходимость группировать оборудова-
ние в зависимости от ’ в'идой' перерабатывае-
мого сырья, вйдбв издёлйй/циклов производ-
ства и др. ’
ГЛАВА 9 ЦЕНТРАЛЬНЫЕ ЗАВОДСКИЕ И ЦЕХОВЫЕ
ЛАБОРАТОРИИ
ЦЕНТРАЛЬНЫЕ ЗАВОДСКИЕ
ЛАБОРАТОРИИ (ЦЗЛ)
Назначение, состав и исходные данные
для проектирования
Назначение. ЦЗЛ выполняют следующие
работы:
контрольные анализы и испытания сырья,
материалов (основных и вспомогательных),
газов в жидком или газообразном состоянии,
полуфабрикатов и деталей, поступающих со
стороны и на любой стадии производственных
процессов, на соответствие их стандартам и
техническим условиям; контроль соблюдения
технологии и качественных результатов ее
осуществления.
Разработка мероприятий по борьбе с браком
'на основании проведенных исследований и
анализов;
разработка новых технологических про-
цессов и внедрение в производство результа-
тов работ научно-исследовательских инсти-
тутов по внедрению более прогрессивной тех-
нологии;
разработка рекомендаций по интенсифика-
ции технологических процессов;
проведение производственно-исследова-
тельских и научно-исследовательских работ
по применению новых видов сырья и материа-
лов и новых методов их обработки;
разработка производственных инструкций
и технических условий, участие в разработке
новых стандартов;
исследование вышедших из строя во время
эксплуатации машин, деталей и узлов и раз-
работка мероприятий по устранению прежде-
временного их износа;
разработка и внедрение эффективных мето-
дов контроля качества изделий;
методическое руководство цеховыми лабо-
раториями;
исследование работы печей и прочих нагре-
вательных устройств и разработка мероприя-
тий по повышению их производительности и
улучшению конструкции;
проверка, контроль работы лабораторных
приборов и испытательных машин.
Состав. ЦЗЛ должна быть предусмотрена
на любом машиностроительном предприятии,
независимо от объема производства и размера
завода.
В состав ЦЗЛ входят специализированные
лаборатории, наличие каждой из них зависит
от объема производства.
По объему производства предприятия де-
лятся на четыре категории: I — крупнейшие
предприятия, ведущие в отрасли; II — круп-
ные; III — средние; IV — малые.
Состав специализированных лабораторий
и служб на заводах различной категории
приведен в табл. 1.
1. Состав центральных лабораторий
Специализированные
лаборатории и службы
Лаборатория контрольных
анализов и исследования
Металлографическая . . . .
Механических испытаний
Металлофизическая или физи-
ческих методов исследова-
ния ......................
Рентгеновская .......... .
Изотопная .............. .
Химическая.................
Спектральная .........
Химико-технологическая
Теплотехническая ..........
Пирометрическая ......
Формовочных материалов
Термическая и электронагре-
ва .... . .................
Вспомогательные службы
Механическая мастерская
Мастерская точной механики
Техническое бюро , . . . .
Планово-диспетчерское бюро
Группа механика ...........
Группа снабжения и бухгал
тер и я . о ... . ... .
Наличие
лабораторий
и служб
в ЦЗЛ по
категориям
заводов
II | III IV
* г Включают в состав металлографиче-
ской лаборатории.
* 2 Включают в состав металлофизиче-
ской лаборатории.
* 3 Исследования при помощи изотопов
осуществляют в межведомственной район-
ной изотопной лаборатории.
* * Включают в состав химической ла-
боратории.
* 5 Включают в состав теплотехниче-
ской лаборатории.
* в Включают в состав лаборатории ме-
ханических испытаний.
* 7 Образцы для испытаний изготов-
ляют в инструментальном цехе.
174
Центральные заводские и цеховые лаборатории
Кроме указанных лабораторий на заводе
создают технологические лаборато-
рии: резания металлов, кузнечно-прессовые,
термические, литейные, сварочные, пластмасс
и металлокерамические (порошковой метал-
лургии). Такие лаборатории целесообразно
создавать при соответствующих основных
цехах.
Исходные данные для проектирования.
В качестве исходных данных для расчета
необходимого количества оборудования и при-
боров и, как следствие, для определения
необходимых площадей отдельных специали-
зированных лабораторий и ЦЗЛ в целом и
численности работающих принимают количе-
ство поступающих на завод материалов и из-
готовляемых заводом заготовок, подлежащих
лабораторному контролю или испытаниям
и анализу (форма 1).
ФОРМА 1
Ведомость заготовок и материалов,
подлежащих контролю
Наимено-
вание
Единица
измерения
Количество
в год
Примечание. В ведомости при-
водят перечень заготовок и материалов,
подлежащих контролю.
Заготовки. Отливки: стальные углероди-
стые, стальные легированные, чугунные се-
рого и ковкого чугуна, чугунные специальных
составов (магниевые, хромистые и др.), алю-
миниевые, бронзовые и других цветных ме-
таллов, прочих видов специальных чугунов,
поковки и штамповки из углеродистых и ле-
гированных сталей.
Материалы. Стали: сортовая углеродистая,
сортовая легированная, профильная, листо-
вая углеродистая толщиной до 2 мм, листовая
углеродистая толщиной свыше 2 мм, листовая
легированная, инструментальная углероди-
стая, инструментальная легированная, бы-
строрежущая; проволока пружинная, чугун
чушковый, ферросплавы, дробь чугунная и
стальная, лом чугунный и стальной со сто-
роны, прокат цветных металлов, электроды
сварочные, проволока для электродов и пр.;
формовочные материалы: песок, глина, кре-
пители, кислоты, химикаты, пластические
массы; жидкое горючее (нефть, керосин, бен-
зин), масла, твердое топливо (кокс, уголь,
антрацит), краски и лаки, эмульсии и дру-
гие охлаждающие жидкости, лесоматериалы.
Расчет оборудования
При расчете загрузки оборудования и опре-
делении необходимого его количества исходят
из выполнения следующих видов работ:
контрольных анализов и испытаний изго-
товляемых заводом заготовок, поступающих
на завод материалов и полуфабрикатов. Ко-
личество анализов и испытаний подсчитывают
с учетом количества изготовляемых заводом
заготовок и поступающих материалов, норм
отбора проб заготовок и материалов для ана-
лизов и испытаний (табл. 2), нормы времени
на производство одного анализа или испыта-
ния (нормы приведены ниже по каждой спе-
циализированной лаборатории);
2. Нормы отбора проб
изготовляемых заготовок
и поступающих материалов
Ср едн я я
масса
партии,
т, для
заводов
Заготовки и материалы
1 11ОКОВКИ ........ Отливки: 10 5 3 2
стальные 10 5 3 1
чугунные ...... 15 10 5 1
цветных металлов 5 3 1 2
Сталь:
углеродистая .... 30 15 10 1
легированная .... 15 10 3 2
Проволока разная и элек-
ТрОДЫ Чугун чушковый и ферро- 5 3 1 2
сплавы о******* 30 15 10 1
Прокат и литье цветных
металлов и сплавов 5 2 1 9
Лом чугунный и стальной 30 20 10 1
Формовочные материалы Химикаты, кислоты, лаки, 20 15 5 2
краски 3 2 1 2
Топливо жидкое и масла 20 10 5 9
Топливо твердое ..... 100 60 30 1
Лесоматериалы, м3 ... 50 30 20 1 "
контрольных анализов и испытаний по ходу
технологических процессов, количество кото-
рых определяется как доля контрольных ана-
лизов заготовок и материалов по коэффициен-
там, приведенным в табл. 4. Основной объем
таких анализов и испытаний проводят в це-
ховых экспресс-лабораториях по приведен-
ным ниже нормам;
анализов и испытаний для выполнения про-
изводственно-исследовательских и научно-
исследовательских работ. Количество этих
анализов принимают как долю от контроль-
ных анализов заготовок и материалов (см.
табл. 4).
Фонд времени работы оборудования опре-
деляют в зависимости от сменности работы
каждой специализированной лаборатории
(табл. 3).
Количество испытаний или анализов, вы-
полняемых на приборе или испытательной
машине подсчитывают по формуле
К = Ki(a+ b + c), (1)
где — коэффициент, учитывающий повтор-
ные (дублирующие) испытания и анализы;
а, Ь, с—- количество испытаний и анализов
соответственно изготовляемых заготовок и
поступающих материалов, выполняемых для
контроля технологических процессов и для
проведения исследовательских работ.
Центральные заводские лаборатории [ЦЗЛ ]
175
3. Сменность и годовые фонды времени
работы оборудования [11]
Лаборатория Предприятия
веду- щие и КРУП’ ные сред- ние малые
1 1
1 0 о
а CL Л
[nJ и Ь Я н Я
и о О О и о ЕГ
Н-| S я мч S s м СЕ >-Н
S О 33 * о S 9 CD о S >01 ен
о О s о V s
Химическая 2 4140 О 4140 1 2070
Рентгенов- 4 5490 3 3660 1 1830
ская *1
Формовочных 2 4140 1 2070 1 2070
материалов
Пирометриче- 3 6210 2 4140 1 2070
ская
Механическая 2 4140 1 2070
мастерская
Участки 4 8760 4 8760 1 2070
контроля
топлива и масел
химико-тех-
нологической
Все остальные 1 2070 2070 1 2070
*х Рентгеновские лаборатории рабо-
тают по 6 ч в смену.
*2 Контроль прибывающих на завод
топлива и масел должен производиться
круглосуточно в течение всего года без
выходных и праздников.
В приведенной выше формуле
(2)
здесь Д — масса (т) или объем (м3) поступаю-
щих за год материалов или изготовляемых
заготовок; д — норма отбора заготовок или
материалов (средние масса или объем пар-
тии); х — количество образцов на анализ от
одной партии;
Ь=К2-а; (3)
с = Ks-a, (4)
где /<2 н /<3 — коэффициенты, учитывающие
количество испытаний и анализов, выполняе-
мых для контроля технологических процес-
сов (К2) и для проведения исследовательских
работ (/<s), как часть контрольных испытаний
и анализов а, изготовляемых заготовок и
поступающих материалов.
Значения коэффициентов и при-
ведены в табл. 4.
4. Коэффициенты для определения
количества повторных
и контрольных испытаний
Коэффи- циент Значения для заводов
ведущих и круп- ных средних малых
1,4 1,3 1,5
Х2 0,3 0,2 0,2
0,6 0,4 0,1
Необходимое число единиц М каждого вида
оборудования (машин, приборов, аппаратов)
определяют по формуле
фа
где К — годовое число испытаний или опре-
делений, выполняемых на данном оборудова-
нии; т — норма времени на одно испытание,
ч; Фо — годовой фонд времени работы обору-
дования, ч.
Расчет оборудования производят по лабо-
раториям металлографическим, механических
испытаний, химическим и химико-технологи-
ческим, формовочных материалов, рентгенов-
ским и по механическим мастерским.
По всем остальным лабораториям оборудо-
вание принимают без расчета в комплектах,
обеспечивающих выполнение всех испы-
таний и анализов, возлагаемых на лабора-
торию.
Состав и характеристика оборудования по
каждой специализированной лаборатории
приведены ниже.
Металлографическая лаборатория
Назначение. Изучение структуры и свойств
различных металлов; создание новых марок
сплавов и сталей; разработка новых методов,
режимов термообработки металлов и сплавов,
внедрение их в производство; выполнение
производственно-исследовательских и науч-
но-исследовательских работ и внедрение в
производство результатов исследований и от-
крытий научно-исследовательских институ-
тов и специальных лабораторий; контроль
макро- и микроструктуры металлов, отливок,
штамповок, деталей машин, инструментов,
штампов и других изделий технологического
оснащения производства; изучение брака и
преждевременного износа деталей, определе-
ние причин их возникновения, разработка
рекомендации по их ликвидации; обслужива-
ние технологических лабораторий, контроль
выполнения технологических процессов тер^
мообработки в цехах, руководство цеховыми
экспресс-лабораториями.
Оборудование. Расчет потребного количе-
ства оборудования производится по формуле
(5). Число испытаний /С подсчитывают по
формуле (1), при этом количество определений
а учитывают только для материалов, проходя-
щих металлографический контроль.
По расчету определяется потребное коли-
чество металломикроскопов (горизонтальных
и вертикальных) и шлифовально-полироваль-
ных станков для изготовления макро- и мик-
рошлифов.
Все остальное оборудование (электронный
микроскоп, лабораторные печи, приборы
твердости, фотооборудование и прочие при-
боры) принимают без расчета в комплектах,
обеспечивающих выполнение лабораторией
своей работы. * '
176
Центральных* заводские и цеховые лаборатории
Нормы времени (ч) на выполнение работ на
микроскопах и шлифовально-полировальных
станках следующие:
Шлифование поверхности макрошлифа 0,4
Шлифование поверхности микрошлйфа 0,16
Полирование поверхности шлифа . « » 0,12
Просмотр микрошлифа ............... 0,25
Фотографирование микрошлифа........0,25
Заключение по микрошлифу, регистрация
в журнале, заполнение уведомления 0,5
Принимают что> 40% образцов проверяют
на горизонтальном и 60% на вертикальном
микроскопах.
Перечень оборудования с указанием при-
мерного потребного количества приведен
в табл. 5.
Металлофизическая лаборатория
Назначение. Изучение физических свойств
металлов и сплавов. Выполнение исследова-
тельских работ по совершенствованию метал-
лургических процессов; исследование при
помощи меченых атомов процессов диффузии
при плавке металлов и их химико-термической
обработке, износа трущихся поверхностей,
стойкости инструментов, структурный анализ
сплавов с помощью рентгеновских лучей при
отсутствии специальной рентгеновской лабо-
ратории; организация и выполнение контроля
качества сварных швов, диффузионных про-
цессов, различных технологических процес-
сов и определение внутренних дефектов и
5. Оборудование металлографической лаборатории
Наименование и
техническая характеристика
Микроскоп:
люминесцентный, увели-
чение 1350 *
электронный
металлографический:
горизонтальный
вертикальный
Двухшпиндельный шлифоваль-
ный станок, 2 круга 0 150 мм
Двухшпиндельный полиро-
вальный станок, 2 круга
0 150 мм
Ванна для травления макро-
шлифов, внутренние разме-
ры 800X 600X 800 мм
Установка для контроля про-
каливаем ости
Закалочные баки
Ванна для промывки деталей
Прибор для макро- и микро-
съемки
Дефектоскоп магнитный:
передвижной
переносной
Ванна для электролитического
травления микрошлифов
0 300x350 мм
Ванна для электролитического
полирования микрошлифов
размером 0 300X350 мм
Сушильный электрический
шкаф до 250° С
Печь муфельная электриче-
ская до 1000° С, размеры ка-
меры 170X 245X 90 мм
Электропечь сопротивления
камерная закалочная до
1000° С
Электропечь сопротивления
шахтная низкотемператур-
ная до 700° С
Трубчатая электропечь до
1200° С
Вытяжной шкаф для травле-
ния макрошлифов
Стол для проявления фотопла-
стинок
Автоматический прибор для
сушки и глянцевания отпе-
чатков
Стол физический
Тип, модель Г абаритные размеры, мм Количество по катего- риям заво- дов Мас- са, кг Мощ- ность, кВт
I II III IV
МЛ-3 1 - " ' — 300 —»
ЭМ-11 1 - — 1 - 1 1
МИМ8-М 1 1 — 150
ММР-2 350X540X360 3 2 1 1 29 1*
3881 2 2 1 1 1,0
3881Б Г1 ц 2 2 1 1 1,0
1000Х800Х 800 3 2 1 1 120 - 1,2
Чертеж ГТСХМ 1 1 360
400X500X600 1 II 2 2 100 > 1
400Х 500X600 • 1 1 120 0,8
ФМН-2 1 1 1 1 60 0,1
ДМП-2 720X480X910 1 1 250 8
77ПМД-Зм 1850Х620Х 1680 - 1 1 30 10
1 1 1 1 1 3,2 0,3
Чертеж ГТСХМ L 1 1 1 1 3,2 0,3
СНОЛ-2,5 t—’—V 1 1 1 1 35 1,6
МП-2 УМ -Д 2 1 I 1 50 2,6
СНЗ-З, 0.6,5.2/10 300X650X200 ма—— 1 * 1 1200 15
СШО-4.4/7 (камера) 0 400X400 1 1 25
Т40/600 (камера) 40Х 600 1 57 1,6
(камера) 1700X850X2800 2 1 1 1 750
ГипроНИИ 1200X650X900 1 1 1 1 75
АПСО-5м 1100Х 800Х 1500 1 1 1 1 145 4,0
ГИПРОНИИ 2000X800X800 8 8 7 7 80 —
Центральные заводские лаборатории [ЦЗЛ\
т
сплавов не разрушающими методами: рентген-
дефектоскопией, магнитной ультразвуковой
и люминесцентной дефектоскопией, с по-
мощью изотопов и спектрального анализа;
организация и руководство цеховых участков
дефектоскопии.
Оборудование применяют без расчета в ком-
плектах, обеспечивающих выполнение по-
ставленных задач. Перечень оборудования
приведен в табл. 6.
Санитарно-технические требования.* Рент-
геновские участки должны быть сооружены
с учетом специальных требований, утвержден-
ных Государственной Санитарной Инспек-
цией И мая 1961 г. № 366-61 (см. Рентгенов-
ские лаборатории).
Участок радиоактивных методов исследова-
ния металлофизической лаборатории должен
быть выделен в изолированное помещение.
Для использованных изотопов должны быть
сооружены «могильники» для их захороне-
ния.
Рентгеновская лаборатория
Назначение. Дефектоскопия просвечива-
нием рентгеновскими лучами деталей, метал-
лов, сплавов, сварных швов, отливок, биме-
таллических изделий, исследование остаточ-
ных напряжений в деталях, изучение процес-
сов кристаллизации металлов, структурный
анализ, анализ процессов превращений
в сплавах в результате обработки; организа-
ция и контроль цеховых рентгеновских лабо-
раторий. Рентгеновские лаборатории в каче-
стве самостоятельных специальных лаборато-
рий создают на крупных (ведущих) заводах;
на средних заводах — входят в состав метал-
лофизических лабораторий; на малых заво-
дах, как правило, не создают.
Оборудование. Работы по рентгеновской
дефектоскопии, предусмотренной технологи-
ческим процессом изготовления деталей тре-
бующих серийной проверки, сосредоточивают
в цеховых рентгеновских лабораториях, на-
6. Оборудование металлофизической лаборатории
Наименование и техническая характеристика Тип, модель Габаритные размеры (длина, ширина, высота) мм Коли- чество по кате- гориям заводов Масса, кг Мощность, кВт
I II III
Испытательные машины
и оборудование
Переносный гамма-аппарат для ГУП-иридий
промышленного просвечивания 1 1 1 20
5 — 2
Переносный гамма-аппарат для ГУП-тулий
промышленного просвечивания » |> I 1 1 18
0,5 — 3
Дефектоскопы:
магнитный, длина контро-
лируемого изделия до 1200 мм . ЦНВ-3 —-к 1 2 — 400 8,0
магнитный . ДМП-2 720, 480, 910 1 1 1 260 8,0
ультразвуковой импульсный УДМ-1М 420, 330, 220 1 1 1 61 I 1
люминесцентный электромагнитный индукцион- ЛД-4 -— 1 1 — 240 2
НЫЙ « ЭМИД-8М II 1 1 — — I
магнитный - * полупроводниковый перенос- У-604-64 2800, 950, 1780 1 1 М — "
НОЙ ультразвуковой импульсный ППД-1 1 “ 1 1 -—- 0,1
портативный . Приборы и аппаратура ДУК-13ИМ 240, 230, 120 1 1 — 4
Дилатометр Анизометр для исследования маг- УВД *1 — 1 1 1 400 2,8 5,0
нитных свойств . МАГ-51 1 1 1 200
Осциллограф катодный С1-19Б 1 1 1 1
Электроосциллограф ...... С1-С II 1 1 1 1 -
Феррозондовый коэрцитиметр Портативный 14-канальный свето- ФК-1 1 1 1
лучевой осциллограф Переносной прибор для люмкон- - Н-700 — 1 1 1
ТрОЛЯ Универсальная феррозондовая ДМН-15 УФСТ-1 " 1 1 1
установка Настольный люминесцентный осве- — 1 -Л 1
титель . 1 1 “ --—-
Универсальный комплект этало- нов для дефектоскопа УДМ-1М Переносный прибор для цветной КЭЦ-1 77ДКМ-ЗМ V 1 1 - - -
дефектоскопии 1 1 —
Измеритель электропроводности Комплект изыскательных головок ИЭ-1 1 1 1 6
для ультразвукового дефекте-
СКОПа ГИК-2А - 1 1 —
Стол'физический ........ 2000, 800, 1000 1 1 1
Вытяжной шкаф 2040, 850, 2800 1 1 1 750
178 Центральные заводские и цеховые лаборатории
пример в сварочных цехах, в цехах биметал-
лических вкладышей и аналогичных. В этих
цеховых лабораториях количество оборудова-
ния определяют расчетом по нормам времени,
приведенным ниже при описании цеховых
лабораторий. В центральной рентгеновской
лаборатории оборудование принимают без
расчета в комплекте, обеспечивающем выпол-
нение поставленных задач (табл. 7).
шествующих процессов, проведение экспери-
ментальных работ по термической и химико-
термической обработке деталей, инструмен-
тов, штампов и новых k марок сталей с приме-
нением различных способов нагрева (т. в. ч.,
в вакууме, в защитной атмосфере), обработки
холодом, цементации, цианирования, азоти-
рования, хромирования, борирования,алити-
рования и других процессов.
7. Оборудование рентгеновской лаборатории
Наименование и техническая характеристика т Тип, модель
Испытательные машины
и оборудование
Передвижной рентгеновский
промышленный аппарат
380 В, 3 фазы, 50 Гц . . .
Рентгеновский дифрактометр,
220 В, 50 Гц .......
Рентгеновский дифрактометр
Пе чи
и нагревательные приборы
Шкаф электрический сушиль-
ный 250° С • . . . .
Приборы и аппаратура
Микрофотометр регистрирую-
ЩИЙ ...а.......
Стабилизатор напряжения
электромагнитный . . . . .
Стабилизатор напряжения
электромагнитный . . . . .
Рентгеновская камера для
структурного анализа . . .
Рентгеновская камера враще-
НИЯ
Негатоскоп .........
Рентгеновская камера для об-
ратной съемки ......
Рентгенометр медицинский е
6 диапазонами измерения
Длиномер горизонтальный
оптический. Пределы изме-
рения до 200 мм в . . . .
Г абаритные
размеры
(длина,
ширина,
высота), мм
Количество
по кате-
гориям
заводов
I II
РУП-150/300-10-1 1 1 1100 5 v
ЖРОН-1 1 1 965 5,5 *
УРС-50ИМ 1 1 500 3 *
енол 510, 460, 490 2 1 35 1.6
ИФО-451 1 1 250
СНЭ-120-0,1 Р- ц 1 I 7 *
СНЭ-220-0,5 1 1 25 1 1
РКД 120, 130, ПО 4 4 1,6 -
РКЭ 190, 150, 230 О 2 3 —
НС-2 500, 300, 150 1 1 3 *
1 КРОС 350, 180, 240 2 п * 6,5 W
РМ-1М 1 1 O=W4-r
ИЗА-2 610, 300, 390 1 1 1 — ] * --
Санитарко-технические требования. Прак-
тически следует располагать рентгеновскую
дефектоскопию на первом этаже. Размер по-
мещения для аппарата должен быть не менее
30 м2 при его мощности 100 кВ и 40 м2 при
мощности 200 кВ.
Термическая лаборатория
Назначение. Контроль соблюдения режимов
термической обработки в цехах завода; опре-
деление величины зерна стали, глубины про-
каливаемости, термообработка образцов для
металлографических, металлофизических,
литейных и других лабораторий, разработка
и внедрение новых технологических процес-
сов термообработки, совершенствование су-
Самостоятельные термические лаборатории
следует организовать на ведущих и крупных
заводах, на средних и малых заводах функции
термической лаборатории целесообразно воз-
ложить на металлографические лаборатории.
На ведущих заводах отрасли допустимо
выделить из термической в качестве самостоя-
тельной лабораторию электронагрева по тер-
мообработке деталей с нагревом т. в. ч.
Оборудование. Основная работа лабора-
тории заключается в проведении эксперимен-
тальных процессов, не поддающихся учету и
поэтому количество оборудования принимают
в комплекте без расчета (табл. 8).
Необходимо предусмотреть специальное
устройство для тушения возгорающегося
масла и вспышек газа (пено- и водотушснис).
Центральные заводские лаборатории [ЦЗЛ}
179
8. Оборудование термической лаборатории
Наименование
и техническая характеристика
Тип, модель
Г абаритные
размеры
(длина,
ширина,
высота), мм
Коли-
чество
по кате-
гориям
заводов
Испытательные машины и оборудование I Установка для получения за- щитной атмосферы с газовым обогревом ЭН-16 1370, 2160, 2340 1 1 1 —— 26
Установка для определения глубины прокаливаемости стали 430, 400, 1200 1 1 1 36 —
Передвижные закалочные баки для воды и масла Чертеж ГТСХМ 500, 400, 600 3 2 1 А 100 "
Ванна с электрообоГревом для промывки деталей р 400, 400, 600 1 1 1 80 0,8
Печи и нагревательные приборы
Шахтная лабораторная элек- трическая печь до 1200° С ШП-1 500, 410, 490 1 1 1 40 6,0
Установка высокочастотная за- калочная ЛЗ-2-67М 1500, 2900, 2250 1 1 1 2500 105
Криостат для получения тем- пературы до —65° С к-1 0 30, 230 2 1 1 40 0,2
Шахтная вакуумная электро- печь сопротивления 1600° С, вакуум 10“4 мм рт. ст. СШВЛ-0,6 2/16-М01 1340, 770, 1400 1 I 1 750 10
Электропечь сопротивления камерная закалочная до 1000° С СНЗ-З, 0-6,5*2,0/10 1 1 1 1200 15
Электропечь сопротивления шахтная низкотемператур- ная до 700° С СШО-6.6/7-М-4 Wil J I 1 1 1760 3.8
Масляная ванна электриче- ская для низкого отпуска до 300° С, емкость 60 кг МВ-60 630, 760, 700 1 1 1 96 8,0
Электропечь камерная высоко- температурная до 1300° С СН-2, 5-5.1,7/13 1 1 1 760 12,0
Электропечь-ванна тигельная для нагрева в соли под за- калку до 850° С В-10 0 1160, 1800 1 1 1 900 10,0
Муфельная электропечь с тер- морегулятором МП-2УМ 520, 460, 450 4 3 2 60 2,6
Сушильный электрический шкаф до 250° С СНОЛ-2,5 • 2,5 • 2,5/2М 520, 460, 490 1 1 1 55 1.6
Печь шахтная для газовой це- ментации до 950° С Ц-35Б 1390, 1740, 2600 1 1 1 2400 г 37
Приборы и аппаратура
Твердомер конусный по Рок- веллу ТК-2 720, 210, 470 1 1 1 70 — —
Твердомер шариковый по Бри- неллю ТШ-2 700, 230, 840 1 1 1 230 0,52
Оптический пирометр перенос- ный для интервалов темпера- туры 1200 — 2000 и 800 — 1400° С ОППИР-017 — 1 1 1 52
Потенциометр электронный ав- томатический до 1000° С ЭПП-09 510, 600, 390 1 1 I 50
Щиты управления с пироме- трией к электропечам ЩУ-13 и ЩУМ-13 650, 430, 1900 6 6 6
180
Центральные заводские и цеховые лаборатории
Механическая лаборатория
Назначение. Проведение испытаний механи-
ческих свойств металлов, сплавов и неметал-
лических материалов, поковок, отливок и де-
талей на специальных образцах; изучение
прочности деталей в условиях длительных
испытаний на износ, кручение, ползучесть
и др.; контроль технологических свойств
металлов и деталей на выдавливание, изгиб,
скручивание, сжатие; проведение исследова-
тельских работ по усовершенствованию мето-
дов механических испытаний, разработке и
внедрению новых методов и новых испытатель-
ных машин и приборов.
Оборудование. Расчет оборудования — по
формуле (5), но нормам времени на выполне-
ние механических испытаний, приведенным
в табл. 9 и на основании данных табл. 2—4.
Состав и количество оборудования приведены
в табл. 10.
Кроме стандартного оборудования, коли-
чество которого определяют по расчету, при-
меняют специальные стенды для испытания
деталей и целых узлов машин на прочность,
трение, износ. Тип и количество таких стен-
дов определяют в зависимости от изделий,
которые подлежат испытанию и от объема
работ на испытание.
9. Нормы времени на выполнение механических испытаний
Наименование испытаний
Оборудование
Время
на одно
испытание
мин
Испытание на разрыв круглых образцов с опре-
делением предела прочности, удлинения и по-
перечного сужения
То же, плоских образцов
Определение ударной вязкости
Испытание на разрыв сварных образцов
Испытание твердости по Бринеллю
Испытание твердости по Роквеллу
Испытание твердости по Виккерсу
Испытание твердости крупных изделий
Испытание проволоки на скручивание
Испытание листового металла на выдавливание
Испытание проволоки и плоских образцов на
изгиб с перегибом
Испытание пружин на сжатие или растяжение
Испытание на износ
Испытание на усталость
Разметка образцов перед испытанием
Разрывная машина
Маятниковый копер
Разрывная машина
Твердомер ТШ
Твердомер ТК
Твердомер ТП
Прибор Польди
Прибор ШОРА
Машина на скручивание
Прибор ПТЛ
Прибор НГ-1-2
Машина МИП-10
Машина МИП-100
Машина на износ
Машина НУ
Машина ДА
10
5
15
2
1
5
10
1
6
3
4 -
4
6
15
До 3 суток
5
10. Оборудование механической лаборатории
Наименование и техническая характеристика Тип, модель Габаритные размеры (длина, ширина, высота), мм Количество по кате- гориям Масса, кг Мощность, кВт
I заводов IV
II III
Испытательные машины и оборудование Машины универсальные: испы- тательные усилием, т; 100 .......... . УММ-100 3500; 1500, 5150 1 1 1 9720 5,0
50 или Д-100 У ММ-50 2400, 1020, 3640 1 1 1 2913 2,35
40 ...... . ... . 30 .......... . 20 .......... . 5 Д-40РИ ДМ-30 Д-20 или У ММ-20 УММ-5 1050, 500, 2000 1 1 1 2 1 1 1 2 1 1 1 3 1 1 1 2 1760 645 1,32 0,5
Пресс гидравлический для ис- пытания на сжатие и изгиб, усилием 100 т ПГ-100 2120, 750, 2970 1 1 2800 6,0
Машина для испытания на кру- чение 5—50 кгс-см .... КМ-50-1 470, 210, 710 1 1 1 1 70 0,6
Машина для испытания на из- нос 0—200 кгс-см .... МИ-1М 1100, 500, 600 1 1 1 I 235 0,6
Машина для испытания образ- цов на выносливость, изги- бающий момент 600 кгс*см МВП-10000-1 810, 510, 1260 1 1 1 1 545 0,6
Копер маятник'овый 30 кгс*м МК-30А-2 340, 2100, 2090 1 1 2 1 294
Центральные заводские лаборатории [ЦЗЛ'\
181
Продолжение табл. 10
1 1 1 1 г Наименование1' • и -техническая характеристика J <1 Тип, модель 1 $ = ;* i Габаритные .размеры (длина, Количество по кате- 1 Масса, кг' Мощность, кВт
г < 1 1 гориям заводов 'IV
ширин а, высота)., мм
II III
Мащина для испытания прово- локи на скручйвание 0'1 — г - 1 * 1 р г <
г 3 М1ЙЕ с й « d е « 1 d 4 « " Стенд для испытания целых К-5 ' - 1'100, 410“, 1 1 1 430 ' 1 1 1 ' I ,130 0,3
деталей и узлод . . . . . Машййга для5‘испытания круг- г лЬ1х образцов на усталость при частом изгибе .... - ч - 3 МУИ-6000., 1 - 1 1 1 1 Д ’ 1 г 1 4 4 5,0 . 2,0
Машина для испытания невра- щающегося образца на дли-
тельную жаропрочность и * - -
ползучесть при кбнсольном
, и з г иб е йв-еа*4б»в« УКТ-3000 - 1150, 400, 1360 1 1 — I -ч .
Машина для испытания вра- i щающегося образца на дли-
1 тельную жаропрочность и 1 J
1 Цолзучесть при консольном
изгибе .......... Машина для испытания образ.- . УКИ’ЗОООТ 810, 850, 1300 1 1 — 1 500 1,4
цов металлов и сплавов на
длительную жаропрочность - 4
и ползучесть при постоянней
растягивающей нагрузке Цриборы и аппаратура Машина разрывная: мп-зп с 1 *1 810, 850, ,1 1300 1 1 1 4 - 1 1400 4,5
500 КГС Р МУ-0,5 1030, 590, 1650 1 1 1, 1 400 *«"
5 0 К ТС Твердомер: , РМУ-0/03 610, 620, 1400 1 1 1 1 225
по Бринеллю 3000 кг . . . ТШ-2М 1 700, 250, 880 2 1 1 1 180
по Роквеллу ТК:2М 510, 240, 740 2 1 1 1 70 -
по Виккерсу Машина для испытания листо- ТП-7 г 680, 350, 1120 2 2 1 1 200 1 ।
вой стали на выдавливание Прибор для испытания прово- МТЛ-10Г 720, 800, 1400 1 1 1 1 330 <
локи и листов на перегиб ' нг-ьзм 240, 190, 480 1 1 1 1 21,5 ।
Машина для; испытания пру-
жин на сжатие и растяжение Машина для испытания пру- МИП-10-1 720, 330, 720 1 1 1 1 43 <1
жин на сжатие и растяжение МИПЧ0О-2 860, 570, ИЗО 1 1 1 1 200 1
Машина для деления образцов дм , 570. 4.80, 260 . _ 2 1- 2 1 - 38 -
Динамометр грузовой образцо- вый 3-го класса:
100—1000 кг . ДОСМ-3-1 - 1 Г 1 1 1 2 1
500 — 5000 » . « . . ,= . Копер маятниковый 0,5 кге-м 1 - , ДОСМ-3-5 мк-о,5 - 1 J 1 1 I 1 1 1 1 4 90 - 1
1 Механическая мастерская
Назначение. Изготовление образцов для
механических испытаний на разрыв, на удар-
ную вязкость, на1( износ,кручение и другие
механические ;и технологические испытания;
изготовление макрошлифов и заготовок для
микрошлифов, -темпл^тов и изломов; изго-
товление приспособлений для . лаборатории
и запасных частей для “ремонта.
На предприятиях Ijl категории механиче-
ская мастерская входит в состав механиче-
ской лаборатории, а’ца предприятиях IV ка-
тегории —ввиду незначительной нагрузки
ее не создают^ Образцы для механических
испытаний изготовляют в инструментальном
цехе.
Оборудование. Расчет оборудования меха-
нической мастерской производят по фор-
муле (5), по нормам времени на выполнение
операций изготовления образцов и темплетов
на основании данных табл. 2—4.
t
Нормы времени (мин) на изготовление од-
ного образца (темплета) принимают:
Вырезка на дисковой пиле ...... 3-5
Вырезка на ножовке образцов всех видов 15
Вырезка на горизонтально-фрезерном
станке 12 — 30
Прорезка паза на горизонтально-фрезерном
станке в образце для испытания на удар 2
Строгание черновое и чистовое на попе-
речно-строгальном станке...............12 — 40
Обдирка черновая и чистовая на токарном
станке............................... 20 — 60
Шлифование на плоскошлифовальном
станке . ............................ 15 — 75
Сверление паза на сверлильном станке
в образце для испытания на удар - * * 2 — 3
Набор стружки на сверлильном станке
для химического анализа . * . « • » 3 — 5
К полученному по, расчету количеству обо-
рудования добавляется 40—50% на изготов-
ление приспособлений и запасных частей для
ремонта оборудования всей центральной лабо-
ратории.
Оборудование мастерской приведено
в табл. 11.
182
Центральные заводские и цеховые лаборатории
И, Оборудование механической мастерской
Наименование
и техническая характеристика
Испытательные машины
и оборудование
Пресс ручной правильный . . . . ,
Монорельс (длина по месту) . . . ,
Точильно-шлифовальный станок, диа-
метр круга 300 мм ...............
Электротельфер 0,5 т . в . в , < ,
Металлорежущие станки
Токарно-винторезный, диаметр 400 мм,
р. м. ц* 1000 мм............ . . .
Токарно-винторезный, диаметр 320 мм,
р. м. ц. 710 мм о.................
Диаметр 125 мм, р. м. ц. 250 мм . . .
Универсально-фрезерной, стол 160Х
/4 530 ММ ............
Горизонтально-фрезерный, стол 200Х
X 80.0 мм ......................
Вертикально-сверлильный, диаметр
сверления 25 мм . . . . ...........
Вертикально-сверлильный, диаметр
сверления 18 мм ........ .
Полуавтомат для резания высоко-
твердых образцов ........
Плоскошлифовальный, стол 63 0Х
X 200 мм ......................
Поперечно-строгальный, ход 200 мм
То же, ход 500 мм ........
Ножовочная пила, диаметр 250 мм
Универсально-заточной, 0 250X
630 <М ... ........ .
Точильно-шлифовальный, диаметр
круга 200 мм . ................
Универсальный круглошлифоваль-
ный 0 140X 200 мм .......
Фрезерно-отрезной полуавтомат диа-
метр 240 мм . . . в с о . ... .
Тип, модель
332Б
ТЭ05-531
1К62
1А616П
16ТО2П
6Н804Г
6Н80Г
2Н125
2Н118
САСП-1
ЗГ-71
7А311
7В35
872М
ЗВ642
3B632
ЗА110
8Б66 А
Количество
по кате-
гориям
заводов
Г абаритные
размеры
(длина,
ширина,
высота), мм
1100, 2500 1 1 1 1 500 ——
810, 480, 980 1 1 260 1,7
1 1 120 0,8
2 1 2140 11,125
2 1 1500 4,0
1 1 35 0,3
11 1 1 780 1,5
* 1 1 ИЗО 3,0
ч 1 1 1020 2,2
и*» 1 1 450 и
780, 730, 1300 1 1 350 1,52
1 1 2000 2,2
I 1 1 1 600 1,5
IIIH 2 1 2000 5,5
2 2 650 1,5
1 1 1285 1,0
I 1 195 1,0
1 1 2000 1.5
«MW 1 1 3980 7,5
Санитарно-технические требования. Все
шлифовальные, заточные, точильные станки
должны быть оборудованы местной вентиля-
цией без выброса абразивных отходов в атмо-
сферу. Помещение мастерской должно быть
обеспечено обшеобменной вентиляцией с
двух-, трехкратным обменом воздуха.
Химическая лаборатория
Назначение. Анализ химического состава
черных и цветных металлов и сплавов, посту-
пающих на завод; анализ химического со-
става поковок, отливок, деталей, инструмен-
тов и других изделий, а также шлаков; раз-
работка новых методов химического контроля
металлов и шлаков; руководство цеховыми
экспресс-лабораториями.
Оборудование. Количество основного обо-
рудования определяется расчетом по формуле
(5), на основании данных табл. 2—4 и по
нормам времени на производство химического
анализа, приведенным в табл. 12. Количество
приборов и аппаратуры принимают без рас-
чета в комплекте, необходимом для нормаль-
ной работы оборудования.
Санитарно-технические требования. Для
предохранения от отравления вредными га-
зами химическую лабораторию нужно обору-
довать вытяжными шкафами, количество
которых принимают по расчету работающих
лаборантов (см. ниже). Каждый вытяжной
шкаф должен быть снабжен индивидуальной
вентиляцией. Не рекомендуется подсоединять
два или более шкафов к одной системе венти-
ляции. Принудительную вытяжку от вытяж-
ных шкафов включать в общелабораторную
вентиляцию не допускается.
Химический анализ ядовитых веществ
(мышьяк, ртуть и др.) должен выполняться
в отдельном специально оборудованном поме-
щении.
Оборудование лабора тории приведено
в табл. 13.
Центральные заводские лаборатории [ЦЗЛ}
183
12. Нормы времени на химический анализ металлов и шлаков
Определяемые химические элементы и соединения Время на одио определение, мии Метод определения
Углерод Марганец: в углеродистой стали в легированной стали в высоколегированной стали 6-10 8 18 60 Объемный
Кремний: в стали в чугуне 15 20 Фотоколориметрический
в стали и чугуне Сера Фосфор в стали и чугуне Никель, хром, вольфрам, ванаднй, мо- либден, титан Графит Медь Алюминий Железо 60 6 20 70 12 — 45 15 30 20 135 Весовой Объемный (сжиганием) Колориметрический Объемный Фотоколориметрический или объемный Объемный Электролизом Фотоколориметрический
Свинец Олово: в бронзе в баббите В шлаках: окиси кальция и магния, за- кись марганца 30 20 50 180 — 480 Электролиз Объемный *
13. Оборудование химической лаборатории
Наименование и техни- ческая характеристика Тип, модель Габаритные размеры (длина, ширина, высота), мм Количество по кате- Масса, кг Мощность, кВт J
1 гориям заводов IV
11 III
Испытательные машины и оборудование Дистиллятор, производи- тельность 20 л/ч .... Д-20 380, 550, 1 1 20,0 18,0
Дистиллятор, производи- тельность 4 л/ч .... Д-4 1310 2 1 13,5 3,6
Виброистиратель 1140, 400, 1 1 — 185 0,6
Точильно-шлифовальный станок с двумя 'кругами 0 300 мм ЗБбЗЗ 650 1 290 1,7
Спектрограф кварцевый, диапазон 2000 — 6000 А ИСП-30 1700, 700, 1 136 0,7
Фотоэлектрический стило- метр ФЭС-1 580 1 0,7
Настольно-сверлильный станок для сверл й 6 мм 2А106 1 1 1 82 0,6
Печи а нагревательные приборы Трубчатая лабораторная электрическая печь до 1250° С СУОЛ-0,25.1/12-М1 450, 400, 760 2 2 68 1.6
Муфельная электрическая печь до 1000° С .... VII-2YM 520, 460, 450 2 2 1 1 60 2,6
Сушильный шкаф электри- ческий 250° С СНОЛ-2,5.2,5/2М—М01 520, 460, 490 1 1 1 1 35 1.6
Сушильный шкаф вакуум- ный емкостью 0,035 м® СНОЛ-3,5.3,5/ЗМ — М01 740, 590, 700 1 1 1 85 2,0
Термостат ТС-24 2 3 1 1 50 2,0
Электропечь с молибдено- вым нагревателем до тем- пературы 1450° С ... ВТ-40/400 — 2 2 1 1 67 3.5
Центральные заводские и цеховые лаборатории
Наименование и техни-
ческая характеристика
Приборы и аппаратура
Автоматический прибор для
определения углерода
Газоанализатор для пол-
ного анализа газа . . .
Аппарат для определения
содержания серы » . .
Полярограф электронный
для качественного и ко-
личественного определе-
ния веществ в растворе
Фотоэлектроколориметр
для анализа металлов
Колориметр-нефелометр фо-
тоэлектрический ....
Прибор для электролиза на
четыре ячейки .....
Выпрямитель 150 А, 6 В
Мешалка лабораторная,
размер 0 206x310 мм
Весы:
аналитические с опти-
ческим отсчетом с
разновесами до 200 г
аналитические с разно-
весами до 200 г . . .
микроаналитические с
разновесами до 20 г
Гальванометр зеркальный
Баллон кислородный с ре-
дуктором и манометром
Лабораторный рН-метр
Стилоскоп стационарный
для качественного ана-
лиза »£««««« ео|
Аппарат для определения
температуры вспышки
нефтепродуктов от 20 до
275° С • «
Аппарат для разгонки неф-
тепродуктов .............
Вискозиметр по Энглеру,
-0 190X375 мм...........-
Прибор для определения
прочности лакокрасоч-
ных покрытий на удар
Прибор для определения
твердости покрытий.маят-
никовый ........
Аппарат для определения
коксуемости нефтепро-
дуктов е е а а .
Прочее оборудование
и специнвентарь
Вытяжной шкаф , 9 . . .
Стол аналитический сдвоен-
ный о
Тип, модель
АН-160 или АН-22
ВТИ-2
ЭП-312
ФЭК-М
ФЭК-56
ВАКГ-12/6.600
ЛМ
ВЛА-200
В ЛАО
AV25
РК-53
ЛII У-01
СЛ-11А
пвнэ
АРН
ВУ
КН-51
У-1А
мэ-з
лк
Продолжение табл. 13
Габаритные размеры (длина, ширина, высота), мм Количество по кате- гориям заводов , Масса, кг Мощность, 1 кВт 1 I
1 1 II | III IV
1 2 3 ч 1 1 1 —
-= 1 1 1 1 1
2 2 1 1’
1,/ -
и .j 1 2 1 1 20: 14
90, ПО, 130 2 2 1 I . 40 J
2 2 1 1 22,5 Г ' '
2 1 1 1 1 -
— 2 1 1 1 65 ' 3,6
1 1 1 1 1 м —ч
430, 420. 500 2 3 1 1 ‘ 18
410, 310, 500 3 3 1 1 15в
430, 310, 130 I 1 1 1 17
180, 40, 30 1 1 1 — 0,9
i г
0 220^ 930 2 3 1 1 -г - -
350, 210, 200 1 1 1 1 8,5 W
1 1 1 52 - 1
э ово ^-1 4 1 1 •J 2,8 4-
540, 150,- 740 1 1 <* Г 1
1 1 4 -
150, 200. 610 — 1 1 1 И
130, 180, 790 - U-M 1 1 13
I 1 22 1 и
0 170, 470 1 l_J 1 1 1 «
>
. 1 .
2040, 850, 4 3 2 2 750 .жги Г
р 2800 >
3400, 1670, 3 3 ' 2 2 800
1870 •1 Е ч_ Г.1 1 . 1
I / .
Спектральная лаборатория t
Назначение. Спектральный качественный
и количественный анализ химического со-
става металлов, шлаков и других материалов;
руководство цеховыми спектральными экс-
пресс-лабораториями и стилоскопическими
участками.
Оборудование. Расчет потребного количе-
ства оборудования производят пр формуле (5),
по. данным табл. 2—5 и по следующим нор’
мам времени на производство анализов; мар-
ганец 4 мин; кремний, сера, фосфор по 5 мин;
никель, хром по 6 мин, вольфрам 7 ми».'
- Оборудование лаборатории приведено
в табл. 14.
Центральные-заводские лаборатории
14. Оборудование спектральной лаборатории
Наименование и техническая характеристика - 1 Ч р Тип, модель Габаритные размеры (длина, ширина, высота), мм Количество по кате- гориям заводов Масса, кг Мощность, кВт
I 11
Испытательные машины и оборудование Спектрограф кварцевый для 1 11
анализа металлов . . . . . ИСП-30 1750, 430, 410 2 2 95 0,05
Фотоэлектрический стилометр Спектрограф стеклянный трех- ФЭС-1 —Ц-Ц 1 1 218 0,7
призменный ........ ИСП-1 1760, 770, 550 1 1 ПО 0,7
Спектрограф кварцево-стек- КСА-1 3000, 600, 500
лянный автоматический г i_ Печи 1 т- 1 450 0,7
и нагревательные приборы Сушильный электрический
шкаф до 250° С; ...... Приборы и аппаратура Стилоскоп: СНОЛ-2,5.2,5.2.5/2М 520, 460, 490 1 х 1 35 1,6
стационарный для каче- 540, 200, 340
ственного анализа . . . СЛ-11А 2 2 45 2,0
переносный для качествен- 320, L70, 60
ногр анализа . . . . . СЛП-4 , 1 1 33 1,2
Камера автбколлимационная
К спектрографу ИСП-51 Длиномер горизонтальный УФ-90 1560, 390, 460 1 1 1 90
оптический ... КИЗ-2 240, 380, 350 1 1 14 1 —
Микрофотометр регистрирую- 700, 900, 450
И ФО-451 1 1 .75 U
Спектрограф, увеличение 20^ СПП-2 800, 850, 610 1 1 100 »
Спектрограф двойной, увели-
чение 20^ ........ Стабилизатор напряжения фер- ДСП-1 1030, 850, 700 1 1 61 —
рорезонансный, 220 В . . . СНЭ-220-0,5 щши 1 1 25
Универсальный генератор УГЭ-4 2 2 345 । ~
Универсальный заточной ста-
НОЬС eeeaeeeeeee УЗС-З 1 1 ‘ "
Весы аналитические ВЛАО-200Г-1 1 1 14 I
X им и ко ° техно ло ги ческая
лаборатория
Назначение. Анализ химического состава
й контроль технологических свойств лакокра-
сочных материалов, жидкого и твердого топ-
лива, масел, эмульсий, кислот, горючих ма-
териалов, химикатов, резины, асбеста и дру-
гих материалов; контроль в цехах состава тра-
вильных ванн, моечных растворов,-, гальвани-
ческих ванн; контроль применяемых в цехах
лакокрасочных материалов; проведение ис-
следовательских работ по борьбе с коррозией,
изучение коррозионной стойкости металлов;
разработка и внедрение новых гальваниче-
ских и лакокрасочных процессов, разработка
новых методов контроля различных материа-
лов кроме металлов; руководство цеховыми
экспр есс-л а бор атор и ями.
Принимая во внимание большой объем ра-
бот химико-технологической лаборатории и
значительное' разнообразие методов анализа
и контроля свойств лаков и красок, масел и
топлива; различных гальванических, травиль-
ных, моечных, охлаждающих составов, сле-
дует допустить организацию на ведущих и
очень крупных заводах взамен единой хими-
ко-технологической лаборатории самостоя-
тельные лаборатории: лаков и красок; масел,
топлива, нефтепродуктов; коррозионных и
прочих материалов.
На небольших же заводах можно функции
химической и химико-технологической лабо-
раторий объединить в единой химической.
Оборудование. Расчет потребного количе-
ства оборудования производят по формуле (5),
по данным табл. 2—4 и по нормам времени на
выполнение анализов и испытаний, приведен-
ным в табл. 15. 1
Приборы и аппаратуру принимают без рас-
чета, в комплекте, необходимом для работы.
Оборудование лаборатории приведено
в табл. 16.
Производство анализов ядовитых веществ
(мышьяк, циан и т. п.) выполняют в отдель-
ном изолированном специально оборудован-
ном помещении.
Санитарно-технические условия. Устрой-
ство вытяжных шкафов с индивидуальной
вентиляцией и устройство специальной венти-
ляции над экспериментальными ваннами для
гальванических процессов строго обязательно
186
Центральные заводские и цеховые лаборатории
15, Нормы времени на анализ и испытание технологических свойств
в химико-технологической лаборатории
Материал Наименование определений Норма времени
ч МИН
Смазочный Удельный вес, вязкость при 50° С и 100° С, темпе- ратура вспышки, содержание воды и золы, кислотность 2 20
Твердое топливо Удельный вес, влажность, зольность, содержание серы, определение летучих и теплотворной способности 4 00
Жидкое топливо Удельный вес, механические примеси, температура вспышки, содержание воды, серы 4 45
Эмульсол Кислотное число, влага, кислотность, стабильность 1 05
Лаки и краски Высыхаемость, сорность, водоустойчивость, кислото- упорность, анализ растворителя, содержание олифы 3 25
16, Оборудование химико-технологической лаборатории
Наименование и техническая характеристика Тип, модель Г абаритные размеры (длина, ширина, высота), мм Коли- чество по кате- гориям заводов Масса, кг 1 .... . Мощность, кВт
1 11 III
Испытательные машины и оборудование Дистиллятор, производитель- ность 4 л/ч Д-4 340, 220, 700 1 1 1 13,5 3,6
Краеконагнетательный бак С-383 1 1 1 1 1 20 35
Окрасочная камера , . . , « 1250, 1000, 1600 1 1 J 1 2600 487
Универсальная лабораторная установка для гальванопо- крытий . УЛУГ-2М 3570, 940, 1450 1 I 1 3,3
Гидростат . . Г-4 690; 690, 730 1 1 1 128 0,9
Аппарат искусственной погоды ИП-1,3 2070, 1350, 970 1 1 1 0,2 505
Печи и нагревательные приборы Муфельная электрическая печь МП-2УМ 460, 520, 450 1 2 1 2,6 5G
Сушильный электрический шкаф до 250° С СНОЛ-2,5.2,5/2М 460, 520, 490 1 1 I 1,6 35
Термостат ТС-24 870, 410, 440 2 2 1 50 2
Трубчатая электропечь . . , Т-40/600 760, 410, 660 1 1 1 43 1,6
Приборы и аппаратура Аппарат для определения тем- пературы вспышки нефте- продуктов лтво 620, 200, 120 1 1 4,5 0,4
Прибор для определения тем- пературы вспышки раство- рителей Флаштешт 2 1 2,0 0,4
Аппарат: для разгонки нефтепро- дуктов . ........ , АРН 540, 150, 740 2 1 13
для определения коксуемо- сти нефтепродуктов лк 0 170, 470 > 1 1 i 2
для определения свойств смазочных масел « * . * р 730, 350, 200 и 2 1 35 0,3
для определения корро- зийности масел .... АП-1 410, 160 2 2 1 62 0,9
Калориметрическая бомба ЛВС 0 80, 160 1 2 1 2
Лабораторный pH-метр , . . ЛПУ-01 250, 310, 210 2 1 1 9,5 -
Квантометр для анализа масел МФС-3 *' ' 1 1 * 1
Центральные заводские лаборатории [ЦЗЛ}
187
Продолжение табл. 16
Наименование и техническая характеристика Тип, модель Габаритные размеры (длина, ширина, высота), мм Количе- ство по кате- гориям заводов 1 Масса, кг Мощность, кВт
I II III
Генератор . АрКУС - 1 1 -
Вискозиметр . ВЗ-1 360, 170, 110 3 2 1 1,5 ——1
В 3-4 290, 160, 90 3 2 1 1,3
Вискозиметр для определения
условной вязкости нефте- -
продуктов » . ВУ 0 190, 380 2 2 1 4 0,4
Фотоэлектрический калори-
метр-нефеломер ФЭК-56 380, 280, 190 1 1 1
Прибор для испытания проч-
ности лакокрасочных покры-
тий на удар У-1 180, 130, 780 1 1 1 12,5 — II
Фотоэлектрический блескомер ФБ-2 380, 360, 220 1 1 1 12,5 —
Маятниковый прибор с элек-
тростатированием мэ-з 280, 240, 930 1 1 1 9,0 ——1
Магнитный измеритель толщи-
НЪ1 ПЛСНОК ИТП-1 460, 200, 400 2 2 1 12 1 ™
Прибор для определения по- 1
крытий на изгиб ШГ-1 240, 160, 130 2 2 1 2 и пи
Прибор для определения эла-
стичности шпатлевки .... ЭЛ-2 300, 240, 70 2 2 1 6
Прибор для определения вы-
сыхания лакокрасочных по-
крытий ВИ-4 кой 2 2 1 0,2 1
Электрический дефектоскоп ЭД-4 1 1 1 10 — ^1
Микротвердомер ...... ПМТ-3 470, 550, 320 1 2 1 30
Весы аналитические ..... ВЛАО-200г ^^и» 2 2 1 15 ——»
Пистолет-распылитель .... 0-45 ВЗПА 11 2 2 1 0,5
Газоанализатор ГХП-2 — ' 1 1 1 13,0 1
Газоанализатор ....... ВТИ-2 Ц 1 1 1 45 ——
Прибор для определения мо-
дуля эластичности резины ВА-5307 В 1 1 1 30 — -
Прибор для определения плот-
ности резины ПВМ-3 М 1 1 1 8 —
Вискозиметр резинового клея ВМ-10 — ми 1 1 1 ——в
Толщиномер ........ КТП-1 1 1 1 1 6 .
Твердомер для резины . . . ТШР 150, 150, 350 1 1 1 8
Твердомер для резины . . . ТЧР 1 1 1 16
Прочее разное оборудование
и специнвентаръ
Вытяжной шкаф ...... ГИПРОНИИ 2040, 850, 2800 2 3 2 750
Стол аналитический ..... ГИПРОНИИ 3400, 1670, 1870 2 1 1 850 И
Теплотехническая лаборатория
Назначение. Контроль, исследование
и анализ работы печей и нагревательных
устройств; разработка мероприятий по улуч-
шению работы и повышению к. п. д. печей и
нагревательных устройств; проведения мер,
направленных на экономию топлива, электро-
энергии, огнеупорных материалов; проекти-
рование приспособлений для рационального
использования печей, разработка чертежей
запасных частей для ремонта печей; составле-
ние инструкции по эксплуатации печей.
Оборудование. Теплотехническая лабора-
тория работает в контакте с пирометрической
лабораторией и использует ее оборудование.
На средних заводах самостоятельную тепло-
техническую лабораторию не создают, она
входит составной частью в пирометрическую
лабораторию.
Пирометрическая лаборатория
Назначение. Проверка и ремонт цеховых
и лабораторных пирометрических прибо-
ров; контроль за правильной эксплуата-
цией пирометрических приборов в цехах;
обслуживание (круглосуточное) пирометрии
в небольших цехах с единичными прибо-
рами; проверка и градуировка термопар,
узаконение через Госкомитет стандартов, мер
и измерительных приборов при Совете
Министров СССР термопар и пирометров.
рудование применяют без расчета в ком-
плекте, обеспечивающем нормальную работу
оборудования.
Состав и количество оборудования при-
ведено в табл. 17.
Мастерская точной механики
Назначение. Ремонт цеховых и лаборатор-
ных приборов, испытательных машин и аппа-
ратов; изготовление новых эксперименталь-
ных видов контрольных приборов, узаконение
через Госкомитет стандартов, мер и измери-
тельных приборов испытательных машин
и приборов твердости.
Оборудование принимают без расчета. Со-
став и количество оборудования приведено
в табл. 18.
На средних заводах мастерскую точных
приборов включают в состав пирометриче-
ской лаборатории.
188
Центральные заводские и цеховые ^лаборатории
17. Оборудование пирометрической лаборатории
г
* Наименование и техническая характеристика Тип,' модель 1 р Габаритные размеры, мм Количество по категориям заводов ц Масса, кг Мощность, кВт
1 - Il III IV
Печи и нагревательные приборы Тигельная электропечь с тер- морегулятором до 1000° С ТЭП-1 1 2 2 1 1 27 2,5
Трубчатая электропечь с мо- либденовым нагревателем ВТ-40/400 Г 2i 2 1 1 64 ’ - 3,5
Трубчатая электропечь с тер- морегулятором до 1200° С Т-40/600 г ь 2 2 1 1 57 1.6
Печь электрическая муфельная
лабораторная до 1000? С МП-2У . > пг 1 2 2 - 1 1 60 2,6
Приборы и аппаратура Потенциометр переносный КП-59 1 3 3 2 I 1 50 * ь Mfc Ju
Потенциометр электронный самопишущий автоматиче- ский . 4 . . . ...... 1 ЭПП-09мЗ-1 ц > III 3 2 I 1 50 J &
Оптический пирометр перенос-
ный до 2000° С ОППИР-017 ч 1 3 3 2 2 52
Потенциометр электронный ЭПД-37 Г1 5 5 3 2 33 -
Гальванометр баллистический 0 125 мм М-197 10 - 6 - s 3
Мост сопротивления постоя-н* НО1 О ТОКИ «4Л0«аа«4 Р-329 «дам* 4 Л 3 2 V, 1 13
Магазин сопротивления ры- чажный ......... МСР-60 4 3 9 J. 1 ь 8 я
Панель на 24 точки для про-
верки термопар ПДП-ТП-2У 4 4 3 2 10
Термосигнализатор для темпе- ТС-10 ТС-20
ратур 0—100 и 200° G . . . ъ 10 10 5 0 f
Манометр образцовый поршне- вой (грузовой) МП-60 — 2 2 1 1 80
Испытатель потенциометров для проверки и градуировки 1ШУ-П 2 2 r 1 —
Установка поверки оптических пирометров . УПО-4 - - ., 2 2 1 1 « — 1 ь
Установка поверки термопар и термометров сопротивления f УТ Т-3 — 5 4 3 2 c II
Вытяжной шкаф ...... 1700X83QX 2 1 k 1 650
Х2800 . - L — —]-- -
18. Оборудование мастерской точной механики
1г*? <
Наименование и техническая характеристика 1 Тип, модель Количество по категориям заводов 1 Масса, кг ) Мощность, кВт J
1 11 ' III ' IV
Ток арно-винторез ный станок, диаметр 320 мм, р. м.' ц. 710 мм 1А616П 1 ) г 1 - 1500 4,0
Токарный станок, диаметр 125 мм . . . 16Т02П J 1 1 — 35 0,3
Токарный настольный станок, диаметр 125 MlVl 1601 1 1 || 210 0,6
Настольно-сверлильный станок, диаметр, 2AI06 1 1 т. J 82 0,6
То же, диаметр 12 мм 2М-112 i 1 ——— р 120 0,6
Универсально-фрезерный станок, стол 160х 630 мм ...... о 6804 1 1— 700 ’ ч
Точильно-шлифовальный станок, диаметр круга 300 мм ............ 332Б 1 1 г 1 1 ч 260 11’7 н г* Р
Центральные заводские лаборатории [ЦЗЛ}
189
Изотопная лаборатория
Ввиду того, что работа с применением
изотопов связана с большими вредностями,
для защиты от которых и борьбы с ними при-
ходится сооружать отдельные боксы, при-
менять особые строительные материалы и
предусматривать специальные санитарно-
технические условия, следует считать целе-
сообразным создание районной междуве-
домственной изотопной лаборатории.
Такая лаборатория может обслуживать
все машиностроительные заводы или группы
заводов в одном каком-либо районе, что
значительно сократит капитальные затраты,
эксплуатационные расходы и, главное, источ-
ники распространения вредностей от при-
менения изотопов.
Применение изотопов можно организо-
вать в ЦЗЛ только для целей дефектоскопии,
что предусмотрено выше в металлофизиче-
ских лабораториях. Оборудование для гамма-
дефектоскопии см. табл. 6.
Лаборатория
формовочных материалов
Назначение. Контроль качества и прове-
дение испытаний всех свойств формовочных
материалов, поступающих на завод; уста-
новление оптимального состава формовоч-
ных смесей; контроль формовочных и стерж-
невых смесей; выполнение исследователь-
ских работ по подбору, проверке и внедре-
нию новых формовочных смесей, разработка
технологического процесса их изготовле-
ния; руководство цеховыми экспресс-лабо-
р а тор иями.
Лабораторию формовочных материалов
(земельные лаборатории) следует органи-
зовать на любом машиностроительном за-
воде, где имеются литейные цехи для про-
изводства отливок из чугуна, стали или
цветных сплавов, если в таких цехах от-
ливки выполняются в земляные формы.
В каждом таком цехе должна быть органи-
зована экспресс-лаборатория для срочного
контроля формовочных смесей в процессе
их изготовления и применения в цехе.
Если на заводе производство отливок не
велико, то не следует организовывать двух
лабораторий и в ЦЗЛ, и в цехе. Доста-
точно ограничиться одной экспресс-лабора-
торией, о проектировании которой сказано
ниже.
На ведущих заводах отрасли и на крупных
предприятиях с большим выпуском литья
необходимо иметь в составе ЦЗЛ литейную
лабораторию, одной из важнейших задач
которой является работа над улучшением
качества отливок.
Этой же задаче подчинена работа лабора-
тории формовочных материалов, поэтому
при наличии в ЦЗЛ литейной лаборатории
целесообразно подчинить ей в администра-
тивном отношении лабораторию формо-
вочных матер налов.
Оборудование. Количество комплектов обо-
рудования, предназначенного для анализа
и испытания формовочных смесей, опреде-
ляют из расчета средней пропускной спо-
собности одного комплекта. Число анализов
в смену в зависимости от категории завода
принимают:
Категория завода ..... II III IV
Число анализов в смену 40 25 15
Расчет ведут по формуле (5) и данным
табл. 2—4.
Состав и количество оборудования при7
ведено в табл. 19.
Технологические лаборатории
На заводе необходимо предусмотреть ряд
технологических лабораторий, главной за-
дачей которых является выполнение раз-
личных экспериментальных и исследователь-
ских работ, за исключением термической
лаборатории (и электронагрева), которая
выполняет и контрольные функции (основы
проектирования этой лаборатории приве-
дены выше).
Технологические лаборатории: литей-
ную, кузнечно-прессовую, резания, сва-
рочную, порошковой металлургии и пласт-
масс (см. гл. 8) располагают в соответствую-
щих цехах. Однако для их размещения
можно предусматривать пристройку к зда-
нию ЦЗЛ одноэтажного корпуса производ-
ственного характера (см. рис. 1).
Расчет штата ЦЗЛ
Численность лаборантов и других про-
изводственных рабочих определяют по фор-
муле
где k — число испытаний; т — норма вре-
мени на одно испытание, ч; Фр — фонд
времени рабочих.
Фонд времени рабочих (Фр) принимают
по нормам, утвержденным по согласованию
с Госстроем СССР для лабораторий с нор-
мальным рабочим днем 1840 ч/год, для ла-
бораторий с сокращенным рабочим днем
(рентгеновским, изотопным и др.) 1610 ч/год.
Примерный состав работающих в лабора-
ториях в зависимости от1 характера и объема
производства приведен в табл. 20.
Здания и площади
ЦЗЛ можно размещать в здании, сблоки-
рованном со зданием заводоуправления,
в здании инженерно-лабораторного корпуса
или в отдельно стоящем корпусе, сооружае-
мом специально для ЦЗЛ. На малых заво-
дах ЦЗЛ можно располагать в бытовых
помещениях какого-либо производствен-
ного корпуса,
Исходя из требований строительства зда-
ний с применением сборного железобетона,
типовых строительных конструкций а
190
Центральные заводские и цеховые лаборатории
19. Оборудование лаборатории формовочных материалов
Наименование и техническая характеристика Тип, модель Г абаритные размеры (длина, ширина, высота), мм Количество по кате- гориям Масса, кг Мощность, кВт
I заводов IV
II Ш
Испытательные машины и оборудование Мельница шаровая лабораторная 4 ОМ Л Р1 1 1 I 1 I
Печи и нагревательные приборы Электропечь муфельная 1000° С в „ . МП-2 УМ 570, 530, 600 1 1 1 1 60 2,6
Сушильный шкаф лабораторный с вра- щающейся полкой . . „ . . - . . 097 690, 600, 1 1 1 156 3,4
Приборы и аппаратура Лабораторные бегуны для размола зе- МСЛВ *ве<**«вв0в9** 018 1620 810, 540, 540 1 1 170 0,65
Отборник проб , в . . . в в • в . 011 340, 300, 260 3 3 — 4
Приборы для взбалтывания а . , . 022 500, 500, 500 1 1 30 0,27
Прибор для определения зернового со- СТава 029 640, 340, 650 1 1 , —— 80 0,6
Лабораторный копер а . * 03 ОМ 180, 280, 440 1 1 ► —— 18 •
- Разъемная гильза . , « в « » « в . 034М 100, 70, 140 3 3 -у 1,93
Стержневой ящик » « » » » « е « . 037 130, 90, 70 3 3 1 2,4 MV-hv
Прибор для испытания на газопрони- I-^HCMOCTb 042 320, 260, 470 2 2 15,4 ~ 1
Прибор для определения влажности 062М 1 1 6,5 0,5
Прибор для испытания формовочных м ате р и ало в 084М 1 1 —— 155
Прибор для определения осыпаемости 056 280, 150 1 1 ' 2,5
Весы технические с разновесами до 1 КГ* ВЛТ-1кг 480, 200, 450 1 1 — 1
Весы технические с разновесами до 5 КГ ВЛТ-5кг 650, 290, 560 1 1 —- — *
Твердомер для сырых формовочных материалов 071 50, 20, 90 1 1 , pi 0,2 ——
То же, для сухих форм и стержней 0731М 60, 290, 90 1 1 — 0,24 —
Прочее оборудование и специнвентаръ Шкаф вытяжной о „ . - . • . « а . 2040, 850, 1 1 750
2800
20. Количество и состав работающих в ЦЗЛ
1 Количество по категориям заводов
Лаборатории и службы 1 11 111 IV
P-i К К О u С С ►"Ч й О U 1 к К О к к о Е»ч
1
t-ч OQ J О О) сэ й S о (У и С Й О CD U и q Ф O
S 1 | О. «X | О pQ Сц | О Й s о
|| 1 1 1 1
У правление ЦЗЛ 20 18 10 10 58 1 Оч* 16 16 8 9 49 ^11 1 8 8 4 5 25 F" 3 3 1 3 IO
Лаборатории 1 «
Металлографическая . . . 10 8 * и*|***« [ 18 8 — ни 7 1 15 6 4 ViHto — ,, 10 4 2 J WMM 6
Механических испытаний Металлофизпческая и изо- 8 4 12 8 3 Е * — 11 14 10 -—» 3 гн i 13 10 2 j w 1 » i 3
тонная 10 8 —— 18 8 6 । Rii । 6 4 1 R 1 1 — " -I гчн**а
Рентгеновская 6 — 4 — - 10 6 — — 4 I । 1 10 - 1 — и — Wl * Ц .
Химическая 14 4 6 1 1 26 12 3 5 1 1 22 8 3 4 1 1 17 5 1 2 — 8
Химико-технологическая 16 4 6 1 1 28 14 3 5 1 1 24 10 3 4 — 1. 1 18 — II -
Спектральная ...... 10 1 1 3 — 13 8 2 1 1 10 я — MM - . —. * •—
I Теплотехническая .... 6 !* 3 2 . И 6 3 2 — 11 > м - I > II lull - 1 14» - 1 - . I »
Пирометрическая .... 8 ——• 2 1 — — 10 -л Г— > - 1 1 6 2 8 4 1 1 » 1 5
Формовочные материалы 6 3 — 1 10 6 2 to ь 1 9 4 1 » 5 2 1 . [ — 3
Резания 7 . 10 2 5 17 10 2 5 |»| ч 17 6 |. 2 klto^wto 8 n— *>1
I ЛИТ^ЙН ИЯ iflaaeaau 12 2 5 1II 1 1 I 19 12 2 5 <кчо 19 8 1 2 11 — ““ -1
Сварочная ........ 8 I W I. 2 1 j 10 8 » 2 | 10 4 1 — 5 2 1 * ll ' 3
Кузнечно-прессовая . . . Термическая и электрона- 1 6 I Ifc 1—1 2 “^1 8 9 6 —'М 2 8 JfMH-^to 1 1 I 1
I FpCBcl аойфсаофо 6 I ««taw 3 'to 1 1 •“—к 6 - 2 Н 1 8 4 5 h1 м kM4
Пластмасс . . , . э • . . 6 1 й.1,11 2 t > 8 6 1'11 1 2 | btom 8 I 4 1 1 5 fc— .1 i — [ HI I
Порошковая ....... 4 1 *1PI Hip to 2 > 6 4 2 1 Iftow* 6 3 1 1 4 — , I BRto*to< — I
Мастерские , l к, 1 ! 1
Механическая . . . г . . 12 3 1 16 10 «I ’ 2 1 13 р 1 I *1 m w>—_ ' Ч
Точной механики 0Л . . 8 P-R—НГ 2 w I 10 6 1 1 7 3 Г 1 1 -* 11^ 4 4^ l " to "
У h
Всего по ЦЗЛ . . . • 166 Ч. 32 91 14 14 317 150 26 76 12 13 277 82 15 39 5 7 148 19 4 11 1 3 38
Обозн ачения: Рп и p — в соответственно производственные и вспомогательные рабочие; ИТР — инженерно-технические работники; СКП
счетно-конторский персонал; ? * .W »» - «' ЛОП *- - младший обслуживающий персонал,
Центральные заводские лаборатории \ЦЗ.Л\
Центральные заводские и цеховые лаборатории
принятого в строительстве стандартного шага
колонн, здание для размещения ЦЗЛ должно
быть трехпролетным 6,0 + 3,0 + 6,0 м (3 м
ширина коридора) при шаге колонн 6 м.
При размещении ЦЗЛ в бытовых помеще-
ниях производственного корпуса здание мо-
жет быть двухпролетным 6,ОХ 6,0 м при том
же шаге колонн.
Высота всех помещений должна быть не
менее 3,6 м. В механической лаборатории,
где устанавливают испытательные машины
высотой свыше 5 м, высота помещения либо
всей лаборатории, либо той части, где уста-
навливают машины, должна быть не ме-
нее 6 м.
На первом этаже многоэтажного здания
нужно располагать специализированные ла-
с
21. Площади лабораторий,
служб и мастерских
Лаборатории, службы и мастерские Площадь, м2, по категориям заводов
I 11 III IV
В основном корпусе Управление (руковод-
ство, службы, обще- f
ственные организа- ции) 216 180 144 36
Металлографическая, включая фотолабо-
раторию ь * в • - Механических испыта- 180 144 126 72
НИЙ ........ Металлофизическая, 288 180 162 72
включая изотопную 252 198 180
Рентгеновская .... 144 108 —
Химическая Химико-технологиче- 288 216 180 180
скан 288 216 180
Спектральная .... 72 72 Г Ь
Теплотехническая 72 72 fc —
Пирометрическая 108 72 36 36
Формовочных мате-
риалов 90 54 36 36
Термическая .... 90 54 36 fcw Им
Пластмасс Порошковой метал- 144 108 90
лургии ...... Механическая мастер- 144 108 90 ' -
ская ........ 144 108 — — 1
Мастерская точной ме-
ханики 72 54 36
Итого. . , 2592 1944 1296 452
Коридоры, лестнич-
ные клетки, санузлы 1008 756 504 148
Всего. . . 3600 2700 1800 600
В производственной пристройке или при
цехе., включая проходи
и вспомогательные
помещения
Литейная ...... 576 576 288 —
Кузнечно-прессовая 288 288 1 — -
Резания 432 432 240 —
Сварочная ..... 288 288 192
Итого. . . 1440 1440 720
Всего. . . 5040 4140 2520 600
боратори.и с громоздким, тяжелым оборудова-
нием (механические мастерские, термические
и электронагревательные устройства).
Помещения рентгеновских лабораторий
для дефектоскопии и участков радиоактив-
ных изотопов по санитарным условиям необ-
ходимо изолировать от остальных помеще-
ний.
Поэтому такие лаборатории также це-
лесообразно разместить на первом этаже.
В помещении для их размещения стены, пол,
потолок нужно обить свинцовыми листами
либо изолировать баритобетоном по'стенам
толщиной от 500 до 1300 мм по нормам,
предусмотренным постановлением Г осудар- -
ственной санитарной инспекцией СССР
№ 366—61 от 11 мая 1962 г.
Для лучшей вентиляции химических и
химико-технологических лабораторий их
нужно разместить на верхнем этаже зда-
ния, над -которым следует соорудить техни-
ческий этаж для монтажа вентиляционных
установок.
Так как задачи спектральных лабораторий
по качественному анализу металлов совпа-
дают с задачей химической лаборатории,
целесообразно эти две лаборатории распо-
ложить рядом на одном этаже.
При размещении спектральной лаборато-
рии нужно руководствоваться распоря-
жением Академии наук СССР № 1-1248 от
29 июля 1963 г.
Под частью здания лаборатории целесо-
образно соорудить подвальный этаж для
размещения подсобных помещений: столяр-
ной, травильной для глубокого травления
макрошлифов, вентиляторов приточной вен-
тиляции, кондиционеров, складов посуды,
приборов, химикатов.
Примерная площадь ЦЗЛ приведена
в табл. 21.
В качестве примера на рис. 1—4 показан
план расположения лаборатории среднего
завода в четырехэтажном здании.
Энергетика
В ЦЗЛ используют почти все виды
энергии и энергетических ресурсов, приме-
няемых на машиностроительных заводах.
Точный расход определяют расчетом по
мощности оборудования и потребляемых ви-
дов энергии.
Ниже приведен примерный расход элек-
троэнергии, пара, сжатого воздуха и дру-
гих энергетических - ресурсов. Указанный
в таблицах расход подсчитан по ведомостям
оборудования специализированных лабо-
раторий и мастерских и дан с округлением.
В табл. 22 приведена установленная мощ-
ность потребителей электроэнергии без учета
потребности на искусственное освещение
(принимают по нормам).
Для расчета потребляемой электроэнергии
необходимо установленную мощность обо-
рудования принимать с учетом коэффициен-
тов одновременности работы, загрузки и
полезного действия.
Зак. 1444
Рис. 1. План расположения оборудования ЦЗЛ среднего завода. Первый этаж:
/ — мастерская точной механики; II — столярная мастерская; III — баллонная; IV — диспетчерская V — помещение кондиционеров; VI — пультовая;
VII — рентгенодефектоскопная; VIII — фотокомната; IX — структурный анализ; X — механическая лаборатория; XI — механическая мастерская; XII — тер-
мическая лаборатория; 1 — точильно-шлифовальный станок; 2 — токарно-винторезный станок; 3 — универсально-фрезерный станок; 4 —- токарный станок
повышенной точности; 5 — настольно-сверлильный станок; 6 —токарный настольный станок; 7 —установка для получения защитной атмосферы; 8 — су-
шильный шкаф до 250° С; 9 —криостат для температуры ниже 0°С; 10— твердомер по Бринеллю; II — твердомер по Роквеллу; 12 — шахтная печь до
1050° С; 13 — шахтная электропечь низкотемпературная; 14 —- шахтная печь для цементации; 15 — шахтная лабораторная печь до 1200° С; 16 — муфельная
электропечь; 17 — установка для определения глубины прокаливаемости; 18 — передвижные закалочные баки; 19 — ванна для промывки деталей; 20 — электро-
печь камерная до 1000° С; 21 — электропечь камерная; 22 — электропечь-ванна до 850° С; 23 — масляная ванна 300° С; 24 — ножовочная пила; 25 — фре-
зерно-отрезной полуавтомат; 26 — монорельс с тельфером; 27, 28 — токарно-винторезные стаики; 29 — универсальный фрезерный станок; 30 — горизонтально-
фрезерный станок; 31, 32 — поперечно-строгальные станки; 33 — плоскошлифовальный станок; 34 — вертикальио-сверлильный станок; 35 — уни-
версально-заточной станок; 36 — вертикально-сверлильный станок; 37 — настольно-сверлильный станок; 38 — точильно-шлифовальиый станок; 39 —
обдирочно-шлифовальный станок; 40 — токарный станок; 41 — пресс правйльный ручной; 42 — машина для испытания на выносливость;
43 — машина для испытания на кручение; 44 — машина для испытания на износ; 45, 46 — машины для испытания пружин; 47 — машина для испытания
иа выдавливание; 48 — машины для испытания на скручивание; 49 — прибор для испытания на гиб с перегибом; 50 — машина универсальная испытательная;
51 — машины для деления образцов; 52 — машина разрывная; 53 — пресс для испытания на сжатие и изгиб; 54 — машина разрывная 500 кгс; 55 — копер
маятниковый; 56 — стенд для испытания деталей и узлов; 57 — твердомер по Роквеллу; 58 — машина универсальная испытательная; 59 — твердомер
по Бринеллю; 60 ~ твердомер по Виккерсу; 61 — микрофотометр; 62 — длиномер горизонтальный оптический (компаратор); 63 — рентгеновский аппарат
для структурного анализа (кроме того, имеется переносный гамма-аппарат); 64 — копер маятниковый; 65 — сушильный шкаф; 66 — стол для проявления
пленок; 67 — рентгеновский аппарат
Рис. 2. План расположения оборудования ЦЗЛ среднего завода. Второй этаж: !
/ — ремонтная мастерская; II — пирометрическая лаборатория; III —X — металлографическая лаборатория (III — микроскопная; IV — исследовательская;
у _ фотокомната; VI >— проявительная; VII — кладовая; VIII — шлифовальная; IX — полировальная; X — травильная); XI —XII — металлофизическая
лаборатория {XI — исследовательская; XII —дефектоскопная); XIII —XIV — лаборатория формовочных материалов; 1 — электропечь трубчатая; 2 — электро-
печь муфельная; 3 •— электропечь трубчатая до 1450° С; 4 — электропечь тигельная; 5 — поверка оптических пирометров; 6 — поверка термопар;
7 — поверка термометров сопротивления; 8 — вытяжной шкаф; 9 — ванна травления микрошлифов; 10 — ванна полирования микроШлйфов; 11 — четырех-
шпиндельный полировальный станок; 12 — травильная ванна (одна с вытяжным шкафом); 13 — закрома; 14 — электропечь муфельная; 15 — сушильный шкаф;
/6 — весы технические; 17 — прибор для взбалтывания; 18 — копер лабораторный; 19 — мельница шаровая лабораторная; 20 — испытание формовочных
материалов; 21 — испытание на газопроницаемость; 22 — определение осыпаемости; 23 — испытание влажности; 24 — определение зернового состава; 25 — бе-
гуны лабораторные; 26 — вытяжной шкаф; 27 — анизометр; 28 — мост постоянного тока; 29, 39 — электроприборы; 30 — дилатометр; 31 — магнитный анализа-
тор; 32 — магазин сопротивления; 33 — люминесцентный дефектоскоп; 34 — твердомер по Роквеллу; 35 — осциллограф; 36 — эпидиоскоп; 37 — электромагнитный
дефектоскоп; 38 — измеритель электропроводимости; 40 — стилоскоп; 41 — микротвердомер; 42 — твердомер по Виккерсу; 43 — твердомер по Роквеллу; 44 — шли-
фовальный станок; 45 — печь муфельная; 46 — электрошкаф сушильный; 47 — микроскоп горизонтальный; 48 — микроскоп вертикальный; 49 — твердомер
по Бринеллю; 50 — стол для проявления негативов; 51 — фотоувеличитель; 52 фотокамера; 53 прибор для макро- и микросъемки
Центральные заводские и цеховые лаборатории
Центральные заводские лаборатории \ЦЗ.ЛУ
195
Центральные заводские лаборатории [ЦЗЛ]
Рис. 3. План расположения оборудования ЦЗЛ среднего завода. Третий этаж:
/ — конторские помещения и общественные организации; II — кладовая; ///—VIII —спектральная лаборатория (IV — спектрографическая; ///, V — стило-;
метрическая; VI — фотометрическая; VII — фотокомната; VIII — пробная); IX — XI — химикотехнологическая лаборатория (IX и X — лаков и красок;
XI — коррозии); 1— ванна для гальванических процессов; 2 •— ваина для промывки деталей; 3 — моторгенератор; 4 — окрасочная камера; . 5 — красконагре-
вательный бак; 6 — определение прочности лакокрасочных покрытий на удар; 7, 8 —термостаты; 9 —= прибор маятниковый для определения твердости покры-.
тия; 10 — мнкротвердомер; 11 — аппарат для испытания на истирание лаков и красок; 12 — везерометр; 13 —вытяжной шкаф; 14 — стол для проявления
фотоснимков; 15 —• спектропроектор; 16 стилоскоп стационарный; 17, 18 — спектрографы кварцевый н стеклянный; 19 —= весы аналитические; 20 — сушиль-;
ный шкаф; 21 стилометр; 22‘г- щиты управления
Центральные заводские лаборатории [ЦЗЛ}
197
22. Установленная мощность (кВт)
потребителей электроэнергии
23. Расход воды в ЦЗЛ
Лаборатории -и мастерские Категории заводов
I II III IV
Металлографическая 20 15 10 40
Механическая .... 85 -40 25 40
1Метал;Лофйзическая с изотопной ...... 40 40' 20
Рентгеновская . . 5 5 3
Химическая ... . 50 50 30 30
Спектральная . 25 15 10 7
X и ми ко - тех н е логи ве- ская ' . . 65 65' . 40 .15
Теплотехническая - — —~ 20 —
Пирометрическая 30 30 -— 15
Формовочных мате- риалов . . . . - . . 20 20 15 " 8
Пластмасс ....... 20 20 — —-
Порошковой метал- лургии . '• . . . . 40 40
Резания 120 ПО 80 —-
Литейная 250 150 150 —
Кузнечно-прессовая 20 20 — —
Термическая’ и .элек- тронагрева . . 200 200 130
Сварочная ...... 400 • 400 100 60
Механическая мастер- ская ........ 50 50 30
Мастерская точной ме- ханики ...... 10 10 7
Итого. . . 1450 1280 670 215
Потребители
Столы аналитические * . . .
Шкафы вытяжные..............
Раковины умывальные * . . .
Столы для мойки посуды *
Стол для проявления фотопле-
нок ........................
Куб перегонный для дистил-
лята ......................
Баки закалочные ...........
Генераторы ламповые т. в. ч.
Машины электросварочные
Рентгеновский аппарат . . .
Расход, м3/ч
0,30
0,30
0,30
0,72
0,30
0,50
0,50
3,00
0,60
2,50
* Вода горячая и холодная.
0,10
0,06
0,05
0,30
0,15
0,50
0,20
3,00
0,60
2,50
Так как величина этих коэффициентов
зависит от вида оборудования, необходимо
для разработки проекта электроснабжения
разделить на группы потребителей электро-
энергии: печи электрические и нагреватель-
ные устройства, печи электрические элек-
тродные, - высокочастотные генераторы,
электродвигатели металлорежущих стан-
ков и приборов, электродвигатели транспорт-
ного оборудования, электросварочные транс-
форматоры.
При разработке,- проекта электропитания
необходимо предусмотреть в каждом поме-
щении несколько штепсельных розеток для
тока различного напряжения.
Расход воды в ЦЗЛ приведен в табл. 23,
а ориентировочные данные расхода энерго-
ресурсов — в табл. 24.
Затраты и технико-экономические
показатели
Затраты на оборудование и его монтаж,
приборы, определяются по ведомостям обо-
рудования и ценам по соответствующим
прейскурантам.
Кроме того, добавляют расходы на инстру-
мент, приспособления, производственный
инвентарь, посуду, материалы по 149 руб.
на одного работающего и на хозяйственный
инвентарь 34 руб. на одного работающего.
Тёхнико-экономические показатели. В ка-
честве показателей, характеризующих
проект центральной лаборатории, можно
принять:
количество определений (анализов, испы-
таний), приходящихся на одного работаю-
щего;
площадь общая (без подвала и технического
этажа) на одного работающего;
количество в кг металла и металлоизде-
лий на одного работающего.
Для установления названных показателей
нужно определить:
количество металла и металлоизделий,
проходящих контроль;
24. Расход воды, сжатого
воздуха, пара, газа в ЦЗЛ
Энерго- носитель Категории заводов
I II III IV
макси- мальный средний . макси- мальный средний макси- мальный средний макси- мальный средний
Вода, . 20 8 18 7 8 3 6 2
м3/ч Сжатый 350 2’00 300 180 200 75 14.0 50
воздух, м?/ч Пар, кг/ч 300 60 250 45 150 35
Газ,-м?/ч 10 10 8 - 8 5 5 3 3
198
Центральные заводские и 'цеховые лаборатории
количество определений в год как суммар-
ное количество всех определений;
площадь помещений центральной лабо-
ратории;
количество работающих.
ЦЕХОВЫЕ ЛАБОРАТОРИИ
Виды лабораторий
Ряд исходных материалов, применяемых
в процессе производства, требует перед за-
пуском их в производство контрольной про-
верки, подтверждающей соответствие их
предъявляемым требованиям. Такой же
экспресс-проверке подвергают некоторые
технологические процессы для контроля
соблюдения технических условий.
Для выполнения таких зкспресс-анализов
в ряде цехов, создают Цеховые экспресс-
лаборатории. В литейных цехах химическую,
спектральную, формовочных материалов,
дефектоскопную, рентгеновскую; в свароч-
ных и кузнечных цехах дефектоскопную,
рентгеновскую; в термических цехах метал-
лографическую; в цехах покрытий гальва-
ническую, окрасочную.
Химические и спектральные
лаборатории
Назначение. Химические и спектральные
экспресс-лаборатории проводят непрерыв-
ный систематический контроль технологи-
ческого процесса литейного цеха, осуще-
ствляют борьбу с браком в литейных цехах,
определяют химический состав металлов,
металлической шихты, шлаков.
25. Оборудование цеховой
химической экспресс-лаборатории
Наименование Количе- ство по лабора- ториям в цехах
крупных средних | малых
Газоанализатор для определения
углерода . . Аппарат для определения содер- 3 2 Д
жания серы 3 2 1
Прибор для электролиза . . . . Выпрямитель селеновый для при- 2 1 1
бора электролиза , 2 1 1
Трубчатая электропечь «Марс» 4 3 2
Муфельная электропечь .... Весы аналитические с разнове- 2 1 1
сами 3 2 1
Весы технические Q — 200 г 1 1 —
Вытяжные шкафы 3 2 1
Аналитические столы ...... Куб электрический перегонный - 2 1 1
для дистиллята 1 1 1
Стол для мойки посуды .... Шкаф сушильный для сушки по- 1 1 1
суды 2 1 1
Станок настольно-сверлильный Баллон кислородный с редукто- 1 1 1
ром Набор электроизмерительных 2 1 1
приборов: амперметр, вольт- метр, реостат 3 2 1
Химический состав определяют как весовым
или объемным методом, так и на спектро-
графах. Какому из анализов отдать пред-
почтение, решают в каждом конкретном слу-
чае в зависимости, от требований к скорости
и точности определения.
Спектральные или стилоскопические ла-
боратории или небольшие контрольные
участки создают также на складах металлов,
в кузнечных, термических, сварочных цехах
и .в цехах холодной листовой штамповки.
Оборудование принимают в комплекте,
обеспечивающем выполнение поставленных
перед лабораториями задач.
Количество и состав оборудования хими-
ческой и спектральной экспресс-лаборато-
рий приведены в табл. 25 и 26.
26. Оборудование
спектральной экспресс-лаборатории
Количество
Наименование
.Спектрограф кварцевый
ИСП-30 .......... 1—2
Стилоскоп стационарный СЛ-11 1—2
Микроскоп измерительный
МИР-12 ................ 1
Длиномер горизонтальный
ИЗА-2 ....................... 1
Микрофотометр МФ-2 .... 1
Спектропроектор ПС-18 ... 1
Печь муфельная электрическая
МП-1 ....................... 1
Весы аналитические ..... 1
Стилоскоп переносной СЛ-1 —
Лаборатория формовочных материалов
Назначение. Лаборатория систематиче-
ски проводит контроль формовочных сме-
сей и свежих материалов, контроль составов
для изготовления стержней.
Оборудование. Количество оборудования
принимают без расчета в комплекте для
крупных литейных цехов два-три комплекта,
для средних один-два комплекта. Малые
литейные цехи своей лаборатории могут не
иметь, а обслуживаться формовочной лабора-
торией ЦЗЛ.
В комплект оборудования и приборов
входят: бегуны лабораторные мод. 016,
отборник проб мод. ОН, приборы: для взбал-
тывания мод. 021, для определения зернового
состава мод. 026; копер лабораторный
мод 031; гильза разъемная мод. 034, ящик
стержневой мод. 037; приборы для испы-
тания: на газопроницаемость мод. 041, на
сжатие мод. 051, на растяжение мод. 081,
прибор для определения влажности мод. 061;
шкаф сушильный лабораторный мод. 097;
твердомеры: для сухих форм мод. 073, для
сырых форм мод. 071; весы технические
с разновесами Q = 5000 г; шкаф вытяжной;
печь электрическая муфельная МП-1.
Цеховые лаборатории
199
Рентгеновские и дефектоскопные
лаборатории
Назначение. Контроль качества отливок,
поковок, сварных швов, на наличие внутрен-
них дефектов (трещин, включений, непровара
и т. п.), биметаллических отливок на ликва-
цию, поковок, деталей, пружин на наличие
наружных трещин, волосовин и прочих де-
фектов.
Оборудование. Количество рентгеновских
аппаратов для дефектоскопии методом про-
свечивания рентгеновскими лучами рассчи-
тывают по формуле
Д =
Пт
Металлографические лаборатории
Назначение. Контроль глубины насыщения
деталей углеродом, азотом и другими эле-
ментами при химико-термической обработке.
Периодический анализ микроструктуры де-
талей, поковок, инструмента в процессе их
термообработки, анализ газов в печах га-
зовой цементации и защитных атмосферах.
Оборудование принимают без расчета в ком-
плекте, необходимом для проведения всех
микроанализов. В крупных цехах жела-
тельно установить стилоскопы для опреде-
ления качественного химического состава
металлов.
Оборудование лаборатории приведено
в табл. 28.
где П — годовая программа деталей, под-
вергающихся просвечиванию; т — время
на просвечивание одного изделия, ч; Ф —
годовой фонд времени работы, ч (см. выше).
Время на просвечивание одного изделия
из стали принимают:
Толщи- Время, ч
на, мм
Толщи-
на, мм
Время, ч
<5
6—25
26—50
0,07
0,08—0,3
0,3 —0,4
51—70
71 — 100
101 — 120
0,4 —0,6
0,6 —0,8
0,8-1,0
Количество и состав оборудования рент-
геновской цеховой экспресс-лаборатории
приведены в табл. 27.
27. Оборудование
рентгеновской лаборатории
28. Оборудование
металлографической лаборатории
Наименование Коли- чество в лабора- ториях
[ крупных I средних малых
Микроскопы: металлографический МИМ-7 металлографический МИМ-6 бинокулярный БМ-51-2 . . . Лупа телескопическая ТЛ • » . Твердомер Роквелла Станок шлифовально-полиро- вальный . . Муфельная электропечь МП-2 Стилоскоп стационарный СЛ-11 Газоанализатор для анализа со- става газов в цехах, исполь- зующих газ . ....... . Дефектоскоп магнитный .... Катушка размагничивающая 1 1 1 1 1 1 1 2 1 1 1 1 1 1 1 1 II" II- -11 -1
Наименование
Количество
в лаборато-
риях
Рентгеновский аппарат РУП
150/300 .................... 2
Кенотрон рентгеновский
КРМ-110.................. . 2
Трубка рентгеновская
ЭБПМ-200 ................... 2
Стол для проявления фотопле-
нок ....................... 1
Микрофотометр МФ-2 .... 1
Негатоскоп НГ-2........... 1
Шкаф электрический для суш-
ки пленок .................. 1
Стекла свинцовые 300X400X
X 8 мм..................... 2
I
1
1
1
1
1
1
Для дефектоскопной лаборатории нужно
предусмотреть гамма-дефектоскопы или маг-
нитные дефектоскопы и соответствующую
аппаратуру в зависимости от применяемых
методов контроля.
Лаборатории цехов покрытий
Назначение. Контроль состава гальвани-
ческих ванн, периодический контроль тол-
щины и качества металлопокрытий, анализ
моечных растворов в моечных машинах и
охлаждающих жидкостей на металлорежу-
щих станках, контроль качества и соответ-
ствия техническим условиям лаков и красок,
олифы и растворителей, контроль окрасоч-
ных ванн окунания, контроль качества
окрасочных покрытий.
Оборудование принимают без расчета в не-
обходимом комплекте.
В гальванических цехах анализ состава
гальванических ванн и анализ в механиче-
ских цехах состава моечных машин и охлаж-
дающих жидкостей осуществляют химико-
аналитическим методом, поэтому оборудова-
ние состоит из вытяжного шкафа и аналити-
ческого стола, технических весов, посуды.
В лакокрасочных цехах оборудование ла-
боратории состоит из комплекта контроль-
ных приборов, приведенных в табл. 29.
200
Центральные заводские- и цеховые лаборатории
29. Оборудование
окрасочной лаборатории
Количество в лабораториях
Наименование крупных средних х «3 2
Аппарат для испыта- ния лаков и красок на истирание . . . Вискозиметры ВЗ-1 и ВЗ-4 Вискозиметр-воронка ВЗ-З и ВЗ-7 . . . Прибор ддя определе- ния прочности на удар У-1 Прибор для определе- ния высыхаемости ВИ-4 Прибор маятниковый для--- определения твердости МИ-3 Толщиномер ручной ТР-10 Шкала НИИЛК для определения проч- ности покрытий Весы технические 0 — 200 г с разновесами Установка с рефлек- торными лампами для сушки п.окрытий , * Для каждой мод 1 3 — 4 * 2 — 3 * 2 I 1 2 — 3 1 1 ели. 2 — 3 * 1—2 * 1 I 1 1—2 1 1 * 1 * I 1 1 1
Штаты
Цеховые лаборатории, кроме рентгеновских,
работают по режиму работы цехов, обслу-
живаемых лабораториями. Режим работы
рентгеновской лаборатории цеха такой же,
как и режим работы рентгеновской лабора-
тории ЦЗЛ.
Количество работающих в цеховых лабо-
раториях принимают по расстановке на
рабочие места.
Примерный состав работающих в цеховых
экепресс-лабораториях приведен:,' табл. 30.
Размещение
Цеховые экспресс-лаборатории целесо-
образно разместить на первых двух этажах
бытовых помещений цеха. Однако размещение
экспресс-лабораторий может определяться
в каждом конкретном случае удобствами
обслуживания.
Например, лабораторию формовочных ма-
териалов следует разместить поближе к зем-
леприготовительному отделению; рентгенов-
ские — рядом с участком, изготовляющим
30. Состав работающих
в цеховых лабораториях
Должности Кате- гория Коли- чество рабо- тающих в лабора- ториях
и 3 И с X S к 5’ X 3 5
5й", и 2
Металлографическая лаборатория
Заведующий лабора- торией Старший инженер Инженер-начальник смены ИТР 1 3 1 2 1 I
Лаборанты-металлове- ды Лаборанты по газу Полировщик-шлифо- вальщик Рабочий 6 3 1 3 3 3 3
Химическая . и спектральная лаборатории
Заведующий лабора- торией Старший инженер Инженер . . Старшие лаборанты- химики Лаборанты-химики Лаборанты-спектрогра- фисты Пробиреры Мойщики и кубовщики ИТР 1 1 1
Рабочий 6 4 12 6 4 2 4 2 8 4 5 2 1 4- 2 Т
Лаборатория формовочных материалов
Заведующий лабора- торией Старший инженер Ин жен ер - н ач а л ьн-ик смены ИТР 1 2 1 2 1
Старший лаборант Лаборанты Рабочий 2 6 2 4 2
Рентгеновская и дефектоскопная лаборатории
Заведующий лабора- торией Старший инженер- рентгенограф Инженер дефектоско- пии ИТР ИТР 1 3 1 1 f —
Л абор ант-рентген о- граф Лаборант-дефектоско- пист Лаборант-фотограф Подсобный рабочий 8 4 —
Рабочий 32 1 1 1 1 1 1 1
Гальваническая лаборатория
Инженер Лаборант ИТР Рабочий 1 2 1 2
-Лакокрасочная лаборатория
Инженер Лаборант ИТР Рабочий 1 4 1 2 2
Цеховые, лаборатории
201
Рис. 5. Лаборатория формовочных материалов:
/ — лаборатория; II — коридор; 1 — бегуны ла-
бораторные; 2 — отборник проб; 3 — прибор
взбалтывания; 4 — ситовой прибор; 5 — прибор
для испытания на сжатие; 6 — копер лаборатор-
ный; 7 — прибор для определения газопрони-
цаемости; 8 — прибор для испытания на разрыв;
9 — прибор для испытания формовочных мате-
риалов; 10 — прибор для испытания на осыпае-
мость; 11 — сушильный шкаф; 12 — прибор для
проверки влажности; 13 — сушильный шкаф;
14 шаровая мельница; 15 — печь электриче-
ская муфельная; 16 — вытяжной шкаф; 17 —
весы до 5 кг; 18 — весы до 1 кг; 19 — умываль-
ная раковина; 20 — ларь для глины и графита;
21 — ларь для песка; 22 —- шкаф; 23 — стол
4000 я 8 = 32000
4000
0000
Рис. 6. Планы цеховых лабораторий. Химическая и спектральная лаборатории:
/ — лестничная клетка; II — пробоприготовительная; 111—аналитический зал; IV—фотокомната;
V — кабинет заведующего лабораторией; VI — спектральная лаборатория; VII — кубовая и моечная:
VIII — коридор; 1 — стол; 2 — шкаф; 3 — верстак слесарный; 4 — настольно-сверлильный станок;
5 — умывальная раковина; 6— весы аналитические и технические; 7 — аналитические столы;
8 — вытяжные шкафы; 9 — баллон с кислородом; 10 — аппараты для определения углерода в метал-
лах; 11 — аппарат для определения серы; 12 — прибор для электролиза; 13 — стол для проявления
фотопластинок;- 14 — спектропроектор; 15 — стилоскоп; 16 — микрофотометр; 17 — длиномер;
18 — спектрограф; 19 — микроскоп измерительный; 20 — муфельная электропечь; 21 — куб перегон-
ный; 22 — стол для мойки посуды; 23 — шкаф для сушки посуды
9000*9* 16000
Рис. 7. Рентгеновская лаборатория:
I — лестничная клетка; II — ка-
мера рентгеновского аппарата;
III — помещение пультов управле-
ния и приемки-выдачи деталей;
IV — фото-комната; V — рабочая
комната; 1 — рентгеновский аппа-
рат стационарный; 2 — рентгенов-
ский аппарат передвижной; 3 —
пульт управления передвижным
аппаратом; 4 — пульт управления
стационарным аппаратом; 5 —рако-
вина; 6 — стеллаж; 7 — шкаф;
8 — стол; 9 — стол для проявле-
ния фотопленки; 10 — микрофото-
метр; 11 — негатоскоп
202
Центральные заводские и цеховые лаборатории
Рис. 8. Лаборатория
радиоактивных изотопов
(компоновочный план по-
мещений):
I — счетная комната;
II — рабочая комната;
III — комната для запи-
сей; IV — лаборатория;
V — комната для обез-
вреживания; VI — умы-
вальник; VII — санузел;
VIII — раздевалка спец-
одежды; IX — душевая:
X — раздевалка чистой
одежды; XI — коридор
санпропускника; XII —
лестничная клетка;
XIII — коридор
Рис. 9. Металлографическая лаборатория:
I — коридор; II — лаборатория; III — фотоком-
ната; 1 — твердомер по Роквеллу; 2 — шлифо-
вально-полировочный станок; 3 — вертикальный
металломикроскоп; 4 — стилоскоп; 5 — стол для
проявления пластинок; 6 — газоанализатор; 7 —-
муфельная электропечь; 8 — стол; 9 — раковина
умывальная; 10 — шкаф
Рис. 10. Лаборатория лаков и красок:
I — лаборатория; II — коридор; 1 — вытяжной
шкаф; 2 — аппарат для испытания на истирание
красок; 3 — вискозиметры; 4 — вискозиметр-во-
ронка; 5 — прибор для определения прочности
лаков и красок; 6 — прибор для определения
выеыхаемости; 7 — прибор маятниковый для про-
верки твердости; 8 — установки с рефлекторными
лампами для сушки покрытий красками, 9 —
весы; 10 =- стол; 11 — шкаф; 12 — раковина
умывальная
детали, подвер гающиеся систематическому
выборочному или 100-процентному контролю.
Примерное размещение экспресс-лабора-
тории приведено на рис. 5—10.
При сооружении помещений рентгеновских
лабораторий нужно руководствоваться
упомянутыми выше правилами и нормами
Госсанинспекции.
ГЛАВА ю ЦЕНТРАЛЬНЫЕ ИЗМЕРИТЕЛЬНЫЕ ЛАБОРАТОРИИ
И КОНТРОЛЬНО-ПОВЕРОЧНЫЕ ПУНКТЫ
НАЗНАЧЕНИЕ
ИЗМЕРИТЕЛЬНОЙ ЛАБОРАТОРИИ
Измерительная лаборатория машиноетрои-
тельного предприятия имеет своей основной
задачей обеспечение на предприятии един-
ства и достоверности измерений линейных
и угловых величин, являющихся одним из
важнейших средств повышения эффектив-
ности производства, улучшения качества про-
дукции и ускорения технического прогресса.
Измерительная лаборатория в своей дея-
тельности руководствуется государствен-
ными стандартами Государственной системы
обеспечения единства измерений (ГСИ),
правилами, инструкциями и другими нор-
мативно-техническими документами Госстан-
дарта СССР по вопросам метрологического
обеспечения предприятий, организации и
деятельности метрологической службы, а
также отраслевыми нормативно-техническими
и руководящими документами по этим
вопросам.
При организации и проведении поверки
средств измерения и контроля за их состоя-
нием и применением измерительная лабора-
тория руководствуется требованиями, изло-
женными в ГОСТ 8.002—71 и в правилах
12—58.
Права и обязанности измерительной лабо-
ратории в системе метрологической службы
предприятия регламентируются типовым
положением о метрологической службе про-
мышленного министерства (ведомства).
Основными функциями измерительной ла-
боратории, зарегистрированными Госстан-
дартом СССР, являются:
сохранение единства мер, своевременное
предъявление на государственную поверку
рабочих эталонов, образцовых приборов и
универсального инструмента, ведомственный
надзор, периодическая поверка, хранение
и поддержание на должном уровне мер и
измерительных приборов для линейных и
угловых измерений;
проведение ремонта, наладки и юстировки
средств измерений;
разработка и внедрение поверочных схем,
установление оптимальной периодичности
поверки средств измерений, составление ка-
лендарных графиков их поверки, в том числе
средств автоматизации и механизации кон-
троля, согласование поверочных схем и
графиков государственной поверки средств
измерений с органами метрологической
службы Госстандарта СССР и представление
этих документов на утверждение руковод-
ству предприятия;
проведение сложных и точных измерений
изделий и деталей, которые не могут быть
выполнены силами и на оборудовании других
подразделений;
участие в создании, внедрении и аттеста-
ции нестандартизированных средств изме-
рений специального назначения, изготовлен-
ных в единичных экземплярах или разовыми
партиями для нужд предприятия;
техническая приемка и изучение метро-
логических, эксплуатационных свойств
и учет вновь поступающих средств измере-
ния с целью их совершенствования, в том
числе средств автоматизации и механизации
контроля; информация подразделений метро-
логической службы предприятия (ведомства)
о выявленных дефектах конструкции и изго-
товления, а также о соответствии средств
измерений условиям эксплуатации;
контроль правильности определения тре-
бований к средствам и методам измерений
в нормативно-технической документации,
разрабатываемой на предприятии; участие
в выборе и назначении средств и методов
измерений пооперационного и выходного
контроля качества выпускаемой продукции,
а также для экспериментальных и научно-
исследовательских работ;
замена морально устаревших средств
измерения новыми, в том числе автомати-
ческими, принудительное изъятие из экс-
плуатации изношенных, не прошедших
своевременной поверки и используемых не
по назначению измерительных средств;
регулярный выборочный инспекционный
контроль изготовляемых деталей: выявле-
ние причины брака при изготовлении и в про-
цессе эксплуатации и разработка мероприя-
тия по их устранению;
проверка по государственным стандартам
точности финишных металлорежущих стан-
ков; проверка режущего инструмента и
покупных комплектующих деталей;
201 Центральные измерительные лаборатории и контрольно-поверочные пункты
оказание технической помощи в проведении
на предприятии работ по применению авто-
матических средств измерения в процессе
монтажа, наладки и эксплуатации;
руководство работой филиалов централь-
ной измерительной лаборатории (ЦИЛ) и
контрольно-поверочных пунктов (КПП).
Для лучшего обслуживания крупных и тер-
риториально отдаленных от ЦИЛ цехов мо-
жет быть создан филиал, которому подчи-
няют КПП близлежащих цехов.
При размещении в одном корпусе несколь-
ких цехов и при них КПП, один из них соз-
дают более крупного размера и выделяют
в качестве корпусного, где сосредоточивают
оборудование, необходимое для выполнения
наиболее сложных проверок и соответствую-
щее специализации работ КПП, размещен-
ных в корпусе, такому КПП придают зна-
чение филиата ЦИЛ.
В отдельных случаях может быть принята
структурная схема организации отдела тех-
нического контроля, допускающая орга-
низацию при ЦИЛ филиала для руководства
КПП цехов.
КПП могут быть подчинены и непосред-
ственно ЦИЛ, КПП создаются в основных
производственных, крупных вспомогатель-
ных цехах, как правило, при инструмен-
тально-раздаточной кладовой (ИРК) це-
ха и при центральном инструментальном
складе (ЦИСе). Небольшие цехи могут
обслуживаться одним КПП, рассчитанным
на группу цехов. Если в структуре завода
отсутствует измерительная лаборатория, то
права, обязанности и ответственность воз-
лагают на КПП, который также должен
осуществлять надзор за состоянием изме-
рительных средств.
Количество КПП определяется профилем
выпускаемой продукции, масштабом про-
изводства и объемом контрольно-поверочных
работ; распределение КПП по цехам уста-
навливается внутризаводским положением.
Когда ЦИЛ размещают рядом с инстру-
ментальным цехом, то в нем КПП можно
не создавать, а поверку измерительных
инструментов и приборов, применяемых
в цехе, производить непосредственно в ЦИЛ.
ЗАДАЧИ ФИЛИАЛОВ
ЦИЛ И КПП
В задачи филиалов и пунктов входят:
периодическая или сменная поверка при
возврате в ИРК всех универсальных средств
измерения, применяющихся в обслуживае-
мом КПП цехе;
принудительное изъятие из эксплуатации
изношенных или негодных средств измере-
ния и изоляция их в установленном на пред-
йриятии порядке;
осуществление надзора за правильной
эксплуатацией средств измерения и хране-
нием их в ИРК и на рабочих местах; инструк-
таж рабочих по применению средств изме-
рения;
контроль работы ИРК в части своевре-
менного направления средств измерения на
периодическую или сменную поверку и
в ремонт;
выявление причин брака при изготовлении
продукции;
периодическая поверка и наладка приме-
няемых контрольных приспособлений, изме-
рительных приборов и автоматов;
систематический выборочный инспекцион-
ный контроль изготовляемых деталей;
КПП при ЦИСе производит поверку по-
ступающих со стороны и хранящихся в нем
средств измерения.
СТРУКТУРНАЯ ПОДЧИНЕННОСТЬ
И РАЗМЕЩЕНИЕ
Измерительная лаборатория является
структурным подразделением отдела тех-
нического контроля (ОТК) предприятия или
отдела главного метролога.
Отделы главного метролога организуются
на промышленных предприятиях с боль-
шим объемом производства или выпускаю-
щих продукцию высокого класса точности.
Так, например, в Минстанкопроме отделы
главного метролога организуются на заводах,
выпускающих прецизионные станки, и на
заводах I и II категории.
ЦИЛ должна размещаться не выше пер-
вого этажа; вдали от кузнечно-прессовых
цехов, компрессорных установок, магистраль-
ных внутри- и внезаводских автомобиль-
ных и железных дорог, а также вдали от
литейных, гальванических, химических, шли-
фовальных и заточных участков, работа ко-
торых может вызывать вибрацию, корро-
зию или загрязнение измерительных средств.
Окна помещения лаборатории должны вы-
ходить на север, северо-восток или северо-
запад; количество солнечной радиации в по-
мещении ЦИЛ должно быть минимальным;
лабораторию следует располагать вблизи
цехов с большим объемом измерений (инстру-
ментальный, механический); через помеще-
ние не должны проходить парогазоводопро-
водные, водосточные и канализационные
трубы, кабели высокого напряжения и дру-
гие коммуникации.
Филиалы ЦИЛ и КПП предпочтительно
размещать в помещениях, смежных с инстру-
ментально-раздаточными кладовыми (ИРК)
на отдельных площадях [1].
СХЕМЫ ОРГАНИЗАЦИИ
ЛАБОРАТОРИЙ
Рекомендуются три типовые схемы орга-
низации измерительных лабораторий. Выбор
схемы зависит от объема производства и
территориального расположения цехов и
служб завода [2].
По схеме А (рис. 1) измерительная лабора-
тория не имеет структурных подразделений
(групп). В производственных цехах и ЦИСе
КПП не организуют. Необходимые по-
верки используемых на заводе средств изме-
рения линейных и угловых размеров осу-
ществляет непосредственно измерительная
лаборатория. В инструментальном цехе до-
Схемы организации лабораторий
205
пускается КПП, подчиненный измеритель-
ной лаборатории.
При отсутствии на заводе инструменталь-
ного цеха поверку поступающих измери-
Отдел технического
контроля
I
Измерительная
лаборатория
Контрольно-поверочный пункт при
инструментальном цехе
Рис. 1. Схема А организации измерительных
лабораторий
тельных средств и отдельных видов обраба-
тывающего инструмента производит изме-
рительная лаборатория.
По схеме Б (рис. 2) измерительной лабора-
тории подчинены имеющиеся в цехах завода
КПП, находящиеся, как правило, при ИРК.
Рис. 2. Схема Б организации измерительных
лабораторий
Поступающие на завод (от поставщиков)
измерительные средства и отдельные виды
обрабатывающего инструмента проверяют
КПП ЦИСа или инструментального цеха.
По схеме В (рис. 3) при измерительной
лаборатории организуют филиал для ру-
Отдел технического
контроля
Контроль•
но-пове-
рочные
пункты
цехов
Конт-
рольно-
повероч-
ный пункт
при ЦИСе
Конт-
рольно-
повероч-
ные
пункты
цехов
Рис. 3. Схема В организации измерительных
лабораторий
ководства КПП цехов. Допускается непо-
средственное подчинение части цеховых КПП
лаборатории. КПП при ЦИСе может также
подчиняться измерительной лаборатории
или ее филиалу.'
КЛАССИФИКАЦИЯ
ЦИЛ И КПП
Центральные измерительные лаборатории
различных отраслей промышленности под-
разделяются на категории в зависимости от
объема производства, внутриотраслевой спе-
циализации (номенклатуры) и класса точ-
ности выпускаемой продукции. В руководя-
щих материалах различных ведомств объем
производства предприятия выражается пока-
зателями: объемом выпуска товарной про-
дукции в денежном выражении или числен-
ностью парка металлорежущих станков
(табл. 1—3).
1. Классификация ЦИЛ
в автомобильной промышленности [7]
Категория ЦИЛ 1 . Количество станков при внутриотраслевой специализации заводов
Автомобиль- ные, мотор- ные, мото- циклетные Подшип- никовые, топливной аппара- туры Запчастей, электрообо- рудования, велосипед- ные
I II III 3000 — 5000 1500—3000 Менее 1500 2000—3500 750 — 2000 Менее 750 1000—1500 Менее 1000
Условная классификация измерительных
лабораторий в зависимости от точности про-
веряемых (объектов) изделий предлагается
в работе [2]:
Тип ЦИЛ . . . . I II III
Класс точности из-
делия .............Выше 2—3-й Ниже
2-го 3-го
Функции ЦИЛ различных категорий (ти-
пов) зависят от сложности, точности, серий-
ности проверяемой продукции, количества
обращающихся на предприятии универсаль-
ных измерительных инструментов, прибо-
ров и специальных мерителей.
В руководящем материале [7] рекомен-
дуется центральным измерительным лабо-
раториям I и II категории самостоятельно
производить поверку и юстировку универ-
сального инструмента и измерительных при-
боров, в том числе оптико-механических,
зубоизмерительных, для контроля червяков,
ходовых винтов и червячных фрез, для кон-
троля прямолинейности, круглости, ше-
роховатости и средств автоматизации и
механизации контроля.
Измерительным лабораториям III кате-
гории рекомендуется производить поверку,
ремонт и юстировку универсального инстру-
мента, а поверку, ремонт, юстировку изме-
206 Центральные измерительные лаборатории и контрольно-поверочные пункты
2. Классификация ЦИЛ в станкостроении [1, 12]
Выпускаемые станки Класс точности Категория ЦИЛ при программе выпуска, млн. руб.
<10 <20 <30 <50
Координатно-расточные, координатно- шлифовальные, резьбошлифовальные, вин- торезные, зуббфрезерные вертикальные, зу- бошлифовальные для цилиндрических ко- лес, внутришлифовальные С, А 1-1 1-2 1-3 1-4
Круглошлифовальные центровые и бес- центровые, продольно-шлифовальные, пло- скошлифовальные, шлицешлифовальные, отделочно-расточные, автоматы продоль- ного точения, токарно-винторезные, зубо- резные для конических колес А, В П-1 П-2 11-3 П-4
Автоматы токарные многошпиндельные, токарные многорезцовые и копировальные, горизонтально-расточные, токарно-винто- резные, фрезерные широкоуниверсальные, протяжные п, н Ш-1 Ш-2 Ш-3 Ш-4
3. Классификация ЦИЛ в электротехнической промышленности
Заводы Годовой выпуск млн. руб. Рекомен- дуемый тип ИЛ
Небольшие, выпускающие освоенную продукцию (электроустановоч- ные изделия, светотехническая арматура, бытовые электроприборы, микродвигатели) <70 ** ИЛ-2 *2
Электротермического, электросварочного оборудования и ртутных <200 ИЛ-2
выпрямителей (применяющие особо надежные материалы) >200 ИЛ-1
Трансформаторов и высоковольтного оборудования >200 ИЛ-1
Заводы среднего электромашиностроения 1 <150 1 >150 ** Для заводов микродвигателей до 200 млн. руб. *2 Измерительная лаборатория выполняет также функции КПП. ИЛ-2 ИЛ-1
ригельных приборов в лаборатории не про-
изводить, а организовывать их на стороне
с привлечением ремонтных предприятий
Госстандарта СССР и отраслевых базовых
организаций и предприятий.
На предприятиях, имеющих в составе ЦИЛ
I и II категорий, в зависимости от объема
производства и номенклатуры обслуживае-
мых цехов, можно создавать КПП двух
типов, различающихся по составу обору-
дования, штатам и занимаемой площади [7 ].
Рекомендации по выбору типов КПП в за-
висимости от основной характеристики
обслуживаемых подразделений завода при-
ведены в табл. 4.
При отсутствии КПП в цехах его функции
выполняют ЦИЛ или КПП соседнего цеха,
в ЦИСе- функции КПП выполняет измери-
тельная лаборатория.
4. Классификация КПП
по данным автомобильной промышленности
Тип Численность металлорежу- щих станков в производ- ственных и вспомогатель- ных цехах Площадь ЦИС, м2
Филиал >1000
ЦИЛ
1 300—1000 >500
2 100 — 300 200—500
Не создают <100 <200
'Состав лаборатории
207
СОСТАВ ЛАБОРАТОРИИ
ЦИЛ состоит из групп: надзора, опера-
тивно-производственных измерений; мел-
кого ремонта, юстировки и поверки при-
боров; эталонирования и точных измерений,
в том числе поверки концевых и штриховых
мер; производственно-исследовательских ра-
бот и разработки методов контроля, изме-
рения зубчатых колес и зуборезного инстру-
мента, измерения резьб. Необходимость
организации отдельных групп определяется
объемом работ, производимых ЦИЛ и ее
категорией. Отдельные группы ЦИЛа могут
быть объединены при условии выполнения
работниками всех возложенных на эти группы
задач.
В измерительной лаборатории I категории
организуют группы, выполняющие надзор-
ные и оперативно-производственные функ-
ции, а также группы для проведения произ-
оперативных измерений, поверки мер, изме-
рения резьбы и зубчатых колес, а также эта-
лонирования объединены в одну группу.
РЕЖИМ РАБОТЫ
И ФОНД ВРЕМЕНИ
ЦИЛ работают в одну смену при 41-часо-
вой неделе; КПП должны работать в две
смены, годовой фонд времени работающего
составляет 1860 ч.
ОБОРУДОВАНИЕ
Основное (технологическое) оборудова-
ние выбирают в зависимости от категории
ЦИЛ, [1, 4]. Примерный перечень основных
измерительных средств приведен в табл. 5,
а примеры расположения его на рис. 4—7,
Оборудование выбирают по фактической
потребности.
Рис. 4. План расположения оборудования ЦИЛ категории 1-3, 1-4 и II-5:
/ — кабинет начальника лаборатории; II — приемочная III — ремонт и юстировка приборов;
IV — промывочная; V — участок эталонирования; VI — группы надзора и производственных изме-
рений; позиции см. в табл. 6
водственно-исследовательских работ, раз-
работки методов контроля и для выполне-
ния сложных измерений резьбы и зубчатых
колес; в лаборатории II категории из-за
уменьшения объема работ объединяют
группы оперативных измерений, резьбы и
зубчатых колес; в лаборатории III категории
не предусматривают группы исследователь-
ских работ и разработки методов измерений;
юстировки и поверки приборов, а. группы
Вспомогательное оборудование и инвентарь
ЦИЛ должны быть однотипными и отве-
чать требованиям промышленной эстетики.
В помещении группы оперативно-произ-
водственных измерений должны быть пре-
дусмотрены подъемные средства (электро-
тали на монорельсах, ручные подвесные
кран-балки грузоподъемностью 0,25—1 т)
в зависимости от характеристики проверяе-
мых изделий.
208 Центральные измерительные лаборатории и контрольно-поверочные пункты
Рис. 5. План расположения оборудования ЦИЛ категорий 1-2 и П-3:
/ — V/ — см подпись к рис. 4, позиции см. в табл. 6
Рис. 6. План расположения оборудования ЦИЛ категорий 1-1, П-1, II-2 и Ш-4:
I — VI см. подпись к рис. 4; позиции см. в табл. 6
Рис. 7. План расположения оборудования ЦИЛ категорий Ш-1, Ш-2 и Ш-3:
1 — VI см. подпись к рис. 4; позиции см. в табл. 6
Состав лаборатории
209
Позиции на рис.
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
5. Спецификация приборов, оборудования и инвентаря ЦИЛ
Приборы и оборудование Тип, модель Количество по категориям ЦИЛ
1-3, 1-4, 11-4 (рис. 4) । J 1-2, 11-3 (рис. 5) 1-1, П-1, П-2, Ш-4 (рис 6) 111-1, Ш-2/ Ш-3 (рис. 7)
Приемочная и промывочная
Стол 633-03 2 2 2 2
Шкаф:
вытяжной ГИПРОНИИ 109ПЧ 1 1 1 1
двухстворчатый Ш-4 544-18 2 2 3
несгораемый СРТС - 1 1 1 .. 1
Кабинет начальника лаборатории
Стол 633-03 1 1 1 1
Шкаф двухстворчатый . Ш-4 2 3 3 3
Помещение ремонта и юстировки
Верстак СД 3701 06 3 3 3 3
Станок:
токарный настольный 1600 1 1 1 1
сверлильный настольный НС-12А 1 1 1 1
Стол 633-03 1 1 1 1
Шкаф двухстворчатый Ш-4 S44-18 1 2 1 2
Помещение групп надзора
и производственных измерений
Автоматическая оптическая линейка ИС-49 1 1/16 1/16
Стол 633-03 45 30/18 28/50 22/17
Плоскомер оптический ИС-45 2 1/40 1/31 1/18
Микроинтерферометр МИИ-16 1 1/28 1/19 1/19
Многолучевой интерферометр МИИ-11 1 1/29 1/20
Оптиметр:
горизонтальный икг-з 8 4/24 4/18 3/21
вертикальный ИКВ-3 • 4 2/23 2/17 1/22
Оптическая делительная головка ОДГ-0.5Э 1 1/27 1/22
Оптическая делительная головка ОДГ-2Ц 1 1/26 1/21 1/23
Профильный микроскоп сравнения ПМС-1 1 1/49 1/35 1/28
Прибор для проверки изделии на ПБ-1400 1 1/51 1/24 1/14
биение
Контактометр универсальный БВ-5028 1 1/47 1/49 1/37
Плита поверочная 1000X 630 ГОСТ 10905 — 64 1 2/17 1/38 .—.
Подставка передвижная ПИ-203 1 1/44 1/39 —
Плита поверочная 1600X 1000 ГОСТ 10905 — 64 1 1/43 — 1/41
Плита поверочная 1000X630 ГОСТ 10905 — 64 Q 1/42 —
Прибор для поверки микрометров 1 пкм 2 1/31 - 1./26 1/24
Прибор:
для поверки индикаторов 2ПКИ 2 — 1/30 1/26
для поверки угольников ПК ум 2 1/32 1/28 1/36
для поверки угловых мер КПУ-3 1 1/20 1/27 —
самопишущий электрический 260 1 1/21 1/34 —
для проверки изделий на биение ПБМ-500 1 1/34 1/36 1/35
Биениемер 2500-2 1 1/48 1/47 1/31
Прибор для контроля рычажно-меха- пкм 2 1/22 1/29 1/20
нических приборов
Шкаф двухстворчатый Ш-4 544-18 8 7/25 4/51 1/45
Линейка с широкой рабочей поверх- ШМ-2500 1 1/14 1/14 1/15
ностью
Линейка с широкой рабочей поверх- ШМ-4000 1 1/15 1/15 1/16
ностью
Длиномер:
оптический горизонтальный ИКУ-2 1 1/41 1/26 1/25
вертикальный изв-з 5 3/30 2/23 1/32
Биениемер со специальными налад- Б-10М 1 1/36 1/32 1/30
ками
Прибор для комплексного контроля БВ-1025 или БВ-5005 1 1/33 1/33 1/34
червячных фрез
Универсальный прибор для контроля 19295, Исполнение I 1 1/38 1/42 1/29
червячных фрез
Универсальный прибор для поэле- БВ-5035 1 1/37 1/44 1/33
ментного контроля зубчатых колес
Универсальный прибор для поэле- БВ-5015-2 1 1/39 1/45 1/27
ментного контроля зубчатых колес
и шеверов
Микроскоп большой инструменталь- БМИ-1Ц 1 2/19 1/43 1/39
ный с цифровым отсчетом
Микроскоп универсальный измери- УИМ-23 3 2/52 2/41 1/38
тельный
Эвольвентомер индивидуально-диско- 18700 1 1/50 1/46 1/44
вый
210 Центральные измерительные лаборатории и контрольно-поверочные пункты
Продолжение табл. 5
1 Позиции на рис. 1 4 — 7 Приборы и оборудование Тип, модель Количество по категориям ЦИЛ
1-3, 1-4, II-4 (рис. 4) Н, 11-3 (рис. 5) 1-1, 11-1, П-2, Ш-4 (рис. 6) । 111-1, Ш-2, Ш-3 (рис 7)
51 52 53 Большой проектор Кругломер: станковый повышенной точности БП-ЗЦ 258 255 1 2 2/53 1/45 1/46 1/48 1/40 1./43 1/42
54 55 56 57 58 59 60 62 61 Участок эталонирования -Шкаф двухстворчатый Плита поверочная 630X 400 Интерферометр: горизонтальный контактный вертикальный контактный Фотоэлектрический микроскоп Машина универсальная длиномерная с пределами измерения 3000 мм Универсальная координатно-измери- тельная машина с наибольшими пе- ремещениями 1000X 630X 400 мм Машина измерительная Стол Фотоэлектрический автоколлиматор Прибор щуповый профилограф-про- филометр (лабораторный) Образцовая штриховая мера 1-го класса точности Оптиметр горизонтальный Экзаменатор уровней Колеса измерительные зубчатые жест- кие и регулируемые Призматические угловые меры Ш-4 544-18 ГОСТ 10905 — 64 ИКПГ, 265 ИКВЭ, 250 ФЭМ-2 24-231-1 ИЗМ-Юм 633-03 АФ-2 202, ГОСТ 9504 — 60 ГОСТ 12069 — 66 икг-з 130 ГОСТ 6512 — 58 ГОСТ 2875 — 62 1 1 1 1 1 1 1 1 5 1 1 1 1 1 * 1 * 1/56 1/58 1/60 1 1/59 1/61 6/5'5 1 1 1 1/54 1 1 * 1 * 1/53 1/56 1/57 1 1/55 6/58 1 1 1 1/59 1 1 * 1 * 1/46 1/47 1/48 1/49 5/50 1 1 1 1 * 1 *
Примечания: 1. Числа, указанные в числителе дроби, указывают количество еди- ниц оборудования и приборов, потребных для ЦИЛ данного типа; числа в знаменателе — обозна- чают соответственно позицию на плане ЦИЛ (рис. 5 — 7). 2. Позиции 1 — И на рис. 4 — 7 общие для всех типов ЦИЛ. 3. Приборы, указанные в спецификации без позиции (не показанные на планах), хранят в шкафах и применяют при выполнении контрольно-поверочных работ.
* Комплект.
Современное оборудование ЦИЛ и КПП
по своему составу характеризуется широ-
ким применением механических приборов
с электроникой, электронных и оптико-
электронных приборов: в оптико-механи-
ческих приборах применяют измерительные
системы с устройствами цифрового отсчета;
в машинах для измерения зубчатых колес,
червяков и ходовых винтов используют из-
мерительные системы с электронными ре-
гистрирующими приборами; отсчет размеров
по штриховым мерам и автоколлимационным
прибором производят с применением фото-
электрических преобразователей.
Существенное влияние на состав обору-
дования измерительной лаборатории ока-
зывает возрастающее применение на маши-
ностроительных предприятиях станков типа
«обрабатывающий центр», автоматических
линий и комплексов станков с программным
управлением. В этом случае традиционные
системы контроля изделий не обеспечивают
соответствия темпов производства и кон-
троля. Этот разрыв может быть устранен
с применением автоматизированных коорди-
натно-измерительных машин.
Автоматизированные координатно-изме-
рительные машины сокращают время на уста-
новку изделия, сокращают время на конт-
роль в среднем на 75%, повышают точность
методов контроля и позволяют осуществлять
комплексный контроль. Координатно-изме-
рительную машину применяют на началь-
ных технологических операциях для про-
изводительного контроля исполнения про-
граммы обработки изделия и внесения в нее
коррекции, а на финишных операциях для
арбитражных проверок готовой продукции
и контроля за ходом производства.
Применение таких машин в измерительных
лабораториях и в контрольно-поверочных
пунктах основных цехов машиностроитель-
ных предприятий повышает эффективность
производства, хотя и вызывает необходи-
мость повышения профессиональной под-
готовки- обслуживающего персонала (8].
Штаты
211
ШТАТЫ
Общее число работающих в ЦИЛ и КПП
определяют расчетом в зависимости от объема
производства и внутриотраслевой специали-
зации.
Для автомобильной промышленности при-
няты следующие нормативы численности
работающих в ЦИЛ по заводам на каждые
100 единиц металлорежущего оборудова-
ния [3]:
Подшипниковые, топливной аппаратуры 2,2
Автомобильные, моторные и мотоциклетные 2,0
Запчастей, автоэлектрооборудования, вело-
сипедные . . . . •.......................1,8
Для станкостроительной промышленности
принята следующая зависимость числа ра-
ботающих в ЦИЛ (включая ИТР) от числа
производственных рабочих на предприятии
и категории лаборатории [1]:
Категория лабора-
тории .......... I II III
Численность рабо-
тающих в ЦИЛ
(% производствен-
ных рабочих) 2,3 —3,0 1,7 —2,3 1,5 —1,7
В работе [2] штат измерительной лабора-
тории определяют, исходя из соотношения
численности работников лаборатории и
контрольного аппарата (работников ОТК).
Отношение ЦИЛ
Тип производства к штату контрольного
аппарата, %
Единичное и мелкосерий-
ное ........................ 10 — 12
Серийное............... 8—10
Крупносерийное и массо-
вое .................. 6 — 8
Численность ИТР определяет уровень
производства и рекомендуется принимать
не ниже, чем для механосборочных цехов
машиностроительных предприятий. Для
измерительных лабораторий III и II кате-
горий число ИТР будет составлять 10%
численности рабочих, а для лабораторий I
категории 15%.
К ИТР относят: начальника лаборатории,
руководителей групп, контрольных мастеров.
Рабочие: контролеры, слесари юстиров-
щики и младший обслуживающий персонал.
Распределение общего количества работаю-
щих между ЦИЛ, ее филиалами и КПП можно
рассчитать, согласно руководящему мате-
риалу [7], определив количество работаю-
щих в филиале ЦИЛ и КПП по табл. 6.
6. Штаты КПП
Подразде- ления Численность работающих
Рабочие ИТР Всего
Филиал ЦИЛ 6 2 8
КПП 1-го типа 5 1 6
КПП 2-го типа 2 1 3
Для станкостроительных предприятий
состав и количество работающих для каж-
дого типа лаборатории приведены в табл. 7.
7. Численность и состав работающих
в ЦИЛ станкостроения
ПЛОЩАДИ
Производственные площади основных по-
мещений ЦИЛ и КПП определяют в зави-
симости от категории лаборатории или типа
поверочного пункта.
Для предприятий автомобильной промыш-
ленности площади ЦИЛ и КПП принимают
по табл. 8.
8. Площади ЦИЛ и КПП
по данным автомобильной промышленности
ЦИЛ КПП
Кате- гория Площадь м2 Тип Площадь м2
I II Ш 200—250 120—150 70—90 Филиал ЦИЛ 1-й 2-й 48 — 60 24 — 36 12—18
Примечание. В таблице не учтены площади примыкающих проездов, прохо- дов, коридоров, бытовых помещений и по- мещений для кондиционеров.
Если в составе ЦИЛ имеются развитые
группы по измерению крупногабаритных
деталей, зубчатых колес, то площади ЦИЛ
могут быть увеличены на 10—15%; если
филиалы ЦИЛ и КПП обслуживают цехи
по массовому производству зубчатых колес
с большой номенклатурой, то площади КПП
могут-быть увеличены на ДО—15%.
212
Центральные измерительные лаборатории и контрольно-поверочные пункты
Площадь измерительной лаборатории
уточняют по сетке колонн зданий по приня-
тому модулю строительных конструкций.
По этой причине на планах измерительных
лабораторий различных категорий помеще-
ния для промывочной, ремонта и юстировки
имеют одинаковые площади.
Для станкостроительной промышленности
площади ЦИЛ предприятия принимают [1]:
Категории ЦИЛ Площади,
м2
1-3, 1-4, II-4........... 430
1-2, П-З.............. « 360
1-1, П-1, П-2, Ш-4 290
Ш-1, Ш-2, Ш-3 . . « 220
Для предприятий электротехнической
промышленности площади ЦИЛ принимают
[П]:
Тип лаборатории НЛ-1 ИЛ-2
Площадь, м2 ... 105 84
Дополнительные площади для филиалов
ЦИЛ и КПП приведены в табл. 9.
9. Площади КПП [I, 7, 11]
Промышлен- ность Площади по типам
м2 2-й % пло- щади ЦИЛ
Фи- лиал ЦИЛ 1-й
Станкострои- тельная — — — 10
Автомобильная 48 — 60 24 — 36 12 — 18 20 — 25
Электротехни- ческая — 42 21 25 — 40
Различия в рекомендациях [1, 7, 11]
по площадям ЦИЛ и КПП станкостроитель-
ной, автомобильной и электротехнической
отраслей промышленности можно объяснить
следующими причинами:
более высоким классом точности продук-
ции, выпускаемой предприятиями станко-
строительной промышленности, вызываю-
щим значительное увеличение номенклатуры
образцовых и высокоточных средств измере-
ния, применяемых в измерительных лабо-
раториях станкостроительных предприятий,
по сравнению с другими отраслями маши-
ностроения;
единичным и мелкосерийным характером
производства в станкостроительной промыш-
ленности, требующим большего участия изме-
рительной лаборатории в технологических
операциях контроля деталей, узлов и изде-
лий главным образом в выполнении сложных
проверок с высокой точностью;
массовым и крупносерийным характером
производства в автомобильной и электро-
технической промышленности, вызываю-
щим необходимость проведения выборочных
и арбитражных проверок деталей, узлов и
изделий. Такая организация контроля тре-
бует применения специальных инструмен-
тов, цеховых приборов и средств автомати-
зации и механизации контроля. Наиболь-
ший объем работ выполняется в ОТК и КПП,
соответственно площади ЦИЛ сокращаются,
а площади КПП возрастают.
КАПИТАЛЬНЫЕ ЗАТРАТЫ
Данные о затратах на оборудование и кон-
трольно-измерительные приборы для ЦИЛ
станкостроительной промышленности при-
ведены в табл. 10.
10. Капитальные затраты на ЦИЛ
(тыс. руб.)
Категория Сметная 1 стоимость | Категория Сметная стоимость Категория : Сметная : стоимость
1-1 205,0 П-1 167,0 Ш-1 136,0
1-2 212,0 П-2 176,0 Ш-2 138,0
1-3 249,0 П-З 192,0 ш-з 147,0
1-4 264,0 П-4 219,0 Ш-4 158,0
Затраты на приспособления и инвентарь
составляют 5—7% стоимости основного
оборудования.
ТРЕБОВАНИЯ К ПОМЕЩЕНИЯМ
Воздушная среда. Стандарт-
ная нормальная температура для линейных
и угловых измерений по ГОСТ 9249—69
принята 20° С. Допустимые отклонения тем-
пературы в рабочей зоне помещения ЦИЛ
в зависимости от категории лабораторий и
характера выполняемых работ приведены
в табл. 11.
Виброизоляция. Допустимые
уровни колебаний, характеризующие вибро-
устойчивость приборов к вертикальным коле-
баниям, измеренным в плоскости стола или
подставки, приведены в табл. 12.
Измерительные средства групп 1—3 мо-
гут быть установлены на многослойных виб-
роизолирующих резиновых ковриках; при-
боры групп 4 и 5 необходимо устанавливать
на специальных виброизолированных фун-
даментах. Все средства измерения, не упомя-
нутые в таблице, не требуют специальных
виброизолирующих фундаментов. В этом
случае за оптимальный вид фундамента для
точных приборов может быть принята изо-
лированная бетонная плита толщиной 0,5—
1,0 м, установленная на естественном осно-
вании. Плиту располагают на уровне пола
для удобства размещения и транспортиро-
вания оборудования.
Окончательное решение вопроса о строи-
тельстве виброизолирующих сооружений
принимают на основе измерений уровня
вибраций на площади проектируемой ЦИЛ.
В обоснованных случаях, а также для уста-
новки высокоточных измерительных ма-
шин и компараторов допускается сооруже-
ние специальных виброизолирующих фун-
даментов.
Требования к помещениям
213
11. Технологические требования к помещению ЦИЛ [4,12]
Регулируемые параметры 1 Участки ЦИЛ Категория ЦИЛ
I II III
Отклонение температуры от номи- нальной (статическая характеристи- ка), °C Участок эталонирования и точных измерений, участок группы ремонта и юстировки +0,5 ±1,0 ±1,0
Отклонение температуры во вре- мени, °C: в течение 8 ч в течение 1 ч (’динамическая ха- рактеристика) Участок эталонирования и точных измерений ±0,7 ±0,3 ±0,7 “ ±0,3 ±1,5, ±0,4 '
Относительная влажность возду- ха, % Участок эталонирования и точных • измерений, участок, группы ремонта и юстировки 45 ±5 45 +5> 55 4+5т?
Наибольшая скорость воздуха, м/с Участок эталонирования и точных измерений 0,1 0,1 0,1
Участок группы ремонта и юсти- ровки 0,2 0,2 0,3
Наибольшее количество пылинок, оседающих на 1 см2 стекла в 1 ч Участок эталонирования и точных измерений, участок группы ремонта и юстировки 40 40 40
12. Уровень колебаний оснований для измерительных приборов [12]
Труп- па Измерительные средства Наименьшая цена деле- ния, мкм Допускаемый уровень колебаний основания *
Собственная частота, Гц Амплитуда, мкм
1 Головки, микрометры и скобы рычажно-зубча- тые (ИГМ, ИГ, МРИ, СР) 1.0 12,0 40,0
2 Оптико-механические приборы (ИЗМ, УИМ, -БМИ, ММИ, ИКВ, ИКГ) 0,1 10,0 38,0
3 Головки пружинные и рычажно-пружинные (ИГП, ИРП,. ИПМ) 0,1 10,0 34,0
4 Интерферометры (ИКПВ, ИКПГ) 0,05 8,0 20,0
5 Головки пружинно-оптические, оптикаторы (П) 0,1 7,0 20,0
* Допускаемый уровень колебаний основания регламентирован при условии закрепления измерительных головок в жестких стойках.
Такие фундаменты повышенной вибро-
устойчивости могут быть расположены на
свайном основании или на упругих вибро-
изоляторах. В фундаментной плите выпол-
няются каналы для прохода воздуха с целью
сохранения постоянства ее температуры [9].
Архитектур но-пла ни р о в о ч -
ные решения и требования,
предъявляемые к отделке
помещения. ЦИЛ рекомендуется раз-
мещать в отдельно стоящем или пристроен-
ном к цеху, здании административно-быто-
вого назначения или в инженерно-лабора-
торном корпусе. Лабораторию следует раз-
мещать не выше первого этажа. Предпочти-
тельными являются планировочные вариан-
ты размещения лаборатории в помещениях
с сеткой колонн более крупной, чем 6X6 м.
214
Центральные измерительные лаборатории и контрольно-поверочные пункты
При проектировании измерительной лабо-
ратории необходимо ' соблюдать следующие
условия [1]:
удаление на расстояние не менее 100' м
от грузонапряженных дорог общей сети 1-й
категории и автодорог промышленных пред-
приятий 1-й категории;
наибольшее удаление от источников, со-
здающих вибрации фундаментов;
ориентация измерительных лабораторий
на север или северо-восток с применением
эффективной защиты от действия солнечных
лучей;
приближенность ’ и удобное сообщение
с производственными помещениями;
сохранение единства производственного
объема помещения за счет наименьшего ко-
личества перегородок.
Так как в помещении лаборатории необ-
ходимо обеспечить заданные параметры воз-
душной среды (температура и влажность), а
также по пылесодержанию, то кроме сани-
тарно-технических мероприятий предусма-
тривают планировочные решения, способ-
ствующие изоляции лаборатории от воз-
можного попадания пыли извне на вносимом
оборудовании и одежде. Для предваритель-
ной промывки, очистки и выравнивания
температуры доставленных на проверку
деталей предусматривают специальный
тамбур.
Высота основного помещения лаборатории
должна быть 6 м.
Для поддержания заданного технологи-
ческого режима помещения и изоляции воз-
духоводов и других санитарно-технических
трубопроводов целесообразно предусматри-
вать подвесной потолок.
К полам измерительной лаборатории предъ-
являют повышенные требования в отноше-
нии пылеотделения и легкости пылеуборки.
Рекомендуются полы из паркетной доски,
покрытые лаком, поливинилацетатные, ма-
стичные из поливинилхлоридного 'и резино-
вого линолеума.
Отделка и облицовка стен и стационарных
перегородок должна соответствовать тре-
бованиям технологического режима поме-
щений. Поверхности стен штукатурят и
подготавливают под лакокрасочные или
пленочные покрытия. Облицовочные мате-
риалы должны быть полуматовой фактуры,
не допускающей бликов, по цвету — свет-
лых нейтральных тонов. Для отделки и
облицовки стен рекомендуется окраска
пылеотталкивающей алкидностирольной
эмалью, облицовка мраморными плитками,
шлакоситаллом, асбоцементными плоскими
листами, окрашенными водостойкими эма-
лями, древесно-стружечными плитами, от-
деланными древесным шпоном матовой по-
лировки. Стены приемочной и промывочной
целесообразнее отделывать глазурованными
плитками. Двери выполняют без филенок
с уплотнителями, покрытыми пылеотталки-
вающей краской.
Окраска всех электроконструкций должна
гармонировать с окраской помещения, в-ко-
тором они установлены.
Электротехническая часть.
Электроснабжение ЦИЛ при проектирова-
нии решают совместно е корпусом, в котором
она находится.
Потребители электроэнергии лаборато-
рии в отношении обеспечения надежности
электроснабжения по классификации ПУЭ
в основном относятся к 2-й и 3-й категориям.
Учитывая технологические требования лабо-
раторных помещений отдельные группы по-
требителей электроэнергии должны быть
отнесены к 1-й (аварийное освещение) и
2-й категориям :(вентиляционные и конди-
ционирующие установки). ;
Суммарная нагрузка всех потребителей
силовой сети, включая электрооборудова-
ние санитарно-технических установок, мо-
жет составлять 10—20 кВт; напряжение сило-
вой сети 380 В, частота трехфазного тока
50 Гц.
Суммарная нагрузка светильников может
изменяться в зависимости от площади поме-
щения от 10 до 20 кВт.
Силовое электрооборудование. Потребите-
лями силовой сети являются электропри-
воды измерительных машин и приборов,
а также вентиляционных и кондиционирую-
щих установок. Эти потребители должны
получать питание от двухтрансформаторной
подстанции с автоматическим включением
резерва. Питание потребителей электро-
энергии в лаборатории целесообразно осу-
ществлять по радиальной системе. На лабо-
раторные столы требуется подводка сети
питания однофазного тока напряжением 0—
220 В, частотой 50 Гц; для этого должны
быть установлены понижающие трансформа-
торы или лабораторные автотрансформаторы.
Освещение и электропроводка. В помеще-
нии измерительной лаборатории основным
является естественное освещение через
оконные проемы в наружных стенах. Коэф-
фициент естественной освещенности на по-
верхности лабораторного стола следует при-
нимать не менее 1,5 [3]. Дополнительно для
периодов и мест малой освещенности пре-
дусматривают искусственное освещение.
Общая освещенность должна быть не ме-
нее 500 лм.
В случае применения в лаборатории свето-
прозрачного потолка, для получения наи-
лучших условий освещенности коэффициент
его светопропускания должен быть не ме-
нее 0,7. В качестве источников света в основ-
ных помещениях лаборатории для общего
освещения следует использовать люминесцен-
тные лампы белого света типа ЛБ, мощностью
не менее 80 Вт и светильники типа ОД-2Х60.
Лампы накаливания применяют для мест-
ного освещения и вспомогательных поме-
щений. Местное освещение предусматривают
на рабочих местах, где выполняют особо
точные и специальные работы. В коридо-
рах и проходах лаборатории обязательным
является устройство дополнительного ава-
рийного освещения, обеспечивающего безо-
пасный выход людей из помещения при
аварийном отключении рабочего освеще-
ния.
Поверочные подразделения метрологических служб
215
Для прокладки распределительных се-
тей в лаборатории рекомендуются подполь-
ные токопроводы, выполняемые проводами
в трубах с установкой в полу переходных
(присоединительных) коробок по опреде-
ленному модулю. Промпроводки должны
быть выполнены за двойными перегородками
или подвесным потолком. Для установлен-
ных измерительных приборов должно быть
предусмотрено надежное лабораторное за-
земление.
Для подключения приборов комплекты ро-
зеток для напряжений 6, 12, 220 В устанав-
ливают на стенах помещения на высоте 1 м
от уровня чистого пола, с интервалом 2,5 м.
На каждое напряжение должны быть ро-
зетки одного цвета.
Стабилизация напряжения сети должна
быть предусмотрена в пределах —5%.
Всю осветительную электропроводку вы-
полняют скрыто. В качестве осветительных
щитков применяют распределительные
пункты серии ПР-900, устанавливаемые
в нишах.
ПОВЕРОЧНЫЕ ПОДРАЗДЕЛЕНИЯ
МЕТРОЛОГИЧЕСКИХ СЛУЖБ
Методические указания по организации,
расчету состава, оборудования и помещений
поверочных подразделений органов ведом-
ственных метрологических служб [3] со-
держат основные положения, исходные нор-
мативные данные и методику расчета обосно-
вания подразделений метрологических служб
предприятий для обеспечения ведомственной
поверки средств измерений в соответствии
с требованиями ГОСТ 8.002—71.
Основой для принятия решения о созда-
нии поверочных подразделений предприятия
является оценка технико-экономической це-
лесообразности обеспечения контроля средств
измерений, подлежащих ведомственной по-
верке силами метрологической службы пред-
приятия.
При проведении такой оценки учитывают:
соотношение финансовых затрат пред-
приятия при условии поверки средств изме-
рений в органах Госстандарта СССР с затра-
тами на создание и содержание поверочных
подразделений метрологической службы
предприятия;
требуемую оперативность поверки;
возможности обеспечения необходимой ма-
териально-технической базы для поверочных
подразделений (помещение, образцовое и
поверочное оборудование).
Финансовые затраты за 1 год на обеспе-
чение поверки средств измерений в органах
Госстандарта СССР определяют как сумму
госсборов, выплачиваемых органу Госстан-
дарта СССР за поверку средств измерений;
расходов, связанных с транспортированием
средств измерений, и вызовом госповерителя
и с содержанием обменного фонда средств
измерений.
Финансовые затраты за 1 год на обеспе-
чение поверки средств измерений силами
поверочных подразделений метрологической
службы предприятия определяют как сумму
амортизационных отчислений от стоимости
образцовых средств измерений и другого
поверочного оборудования; расходов, свя-
занных с содержанием и эксплуатацией
образцовых средств измерений и другого
поверочного оборудования; с содержанием
помещений; с подготовкой ведомственных
поверителей; фонда заработной платы работ-
ников поверочных подразделений.
Численность ИТР поверочных подразде-
лений определяется номенклатурой и коли-
чеством применяемых на предприятии средств
измерений, подлежащих ведомственной по-
верке и периодичностью их поверки. Расчет
численности поверителей предприятия мо-
жет быть произведен на основе приведенных
среднегодовых норм времени на поверку
одного средства измерения, количеств пове-
рок средств измерений, количества средств
измерений и годового фонда рабочего вре-
мени поверителя.
Расчет необходимого количества образ-
цовых средств измерений и поверочных уста-
новок рекомендуется производить на основе
РТМ «Методика расчета оптимального числа
поверочных установок и продолжительности
пребывания измерительных приборов»в по-
верке», разработанного ВНЙИМС Госстан-
дарта СССР.
Площадь помещений для поверочных под-
разделений определяют из расчета 10—12 м2
на одного работающего. В тех случаях,
когда один работающий обслуживает неод-
новременно две-три установки, то площадь
можно исчислять из расчета 4—-6 м2 на одно
рабочее место (установку).
СПИСОК ЛИТЕРАТУРЫ
К главе 1
1. Егоров М. Е. Основы проектирования ма-
шиностроительных заводов. Изд. 7-е. М., «Маши-
ностроение», 1969, 486 с.
2. Методические указания (рекомендации) по
определению уровней шума и выбору противо-
шумных мероприятий при проектировании цехов
автомобильных и подшипниковых заводов. М.,
Гипроавтопром, 1968, 116 с. '
3. Нормы технологического проектирования
инструментальных' цехов машиностроительных
заводов. М., Гипроавтопром, арх. № 18592-и,
19.73, 7.8 с. '
4. Организация инструментального хозяй-
ства машиностроительного завода. ОМРТМ
0662-001-64—67. М., НИИМАШ.
Ч. 1.— Инструментальный отдел, цех и цен-
тральный склад, механизация ‘ управления ин-
струментальным хозяйством, 1967, 196 с.
Ч. 2.— Технический надзор за эксплуатацией
режущего инструмента, организация инструмен-
тального хозяйства в механосборочных цехах и
централизованной заточки инструмента, 1964,
228 с.
5. РТМ по ограничению пройзвЬдственного
шума при проектировании предприятий, новых
технологических процессов и оборудования в ав-
томобильной промышленности. Львов, Гипроспец-
автотранс, 1971, 164 с.
6. Указания по снижению производственного
шума на предприятиях Министерств^ тяжелого,
энергетического и транспортного машинострое-
ния методами звукоизоляции, звукопоглощения и
экранирования источника звука. М., .ВЦНИИО-Т
ВЦСПС, 1973, 72 с. _
7. Эталон технического проекта’машинострои-
тельного завода. Вспомогательное производство
(инструментально-штамповое и ремонтно-меха-
ническое хозяйства завода). Технологическая и
транспортная части. Арх. № 18450-и, М., Гипро-
автопром, 1970, 87 с.
8. Эталон форм заданий на разработку тех-
нического проекта. Арх. № 18597-и. М., Гипро-
автопром, 1973, 200 с.
К главе 2
1. Единая система планово-предупредитель-
ного ремонта й рациональной эксплуатации тех-
нологического оборудования машиностроитель^
ных предприятий. Изд. 6-е, М., «Машинострое-
ние», 1967. 542 с.
2. Гипроавтопром. Нормы технологического
проектирования ремонтно-механических цехов
и ремонтных баз машиностроительных заводов.
Арх. 18589-и. М., 1973, с. 48.
3. Гипроавтопром. Эталон технического про-
екта машиностроительного завода. Вспомогатель-
ное производство (инструментально-штамповое и
ремонтно-механичеркое хозяйства завода),. Тех-
нологическая и транспортная части. Арх.
№ 18450-и М.« 1970, 87' с.
4. Экспериментальный научно-исследователь-
ский институт металлорежущих станков Совер-
шенствование системы эксплуатации и ремонта
технологического оборудования машинострои-
тельных предприятий Вып. I. Руководящие ма-
териалы; 42 с. Вып. 2. Рекомендации, 30 с: М.
1971.
К главам 4 и 5
1. Положение о ППР энергетического обору-
дования на предприятиях Министерства черной
металлургии, 1972, 141 с.
.2. Прейскурант № 26-04-47 оптовых цен
на ремонт турбогенераторов, электрических ма^
шин, трансформаторов и аккумуляторов. М.,-
Прейскурантиздат, 1972, 159 с.
3. Система ППР химического оборудования
и транспортных средств на предприятиях химиче-
ской и нефтехимической промышленности. М.,-
НИИТЭХИМ, 1966, 418 с.
4. Типовая методика определения экономи-
ческой эффективности капитальных вложений.
Госплан СССР, Госстрой СССР, Академия наук
СССР. М., НИИТруда, 1969, 51 с.
К главе 6
1. Афанасьев П. С. Деревообрабатывающие
машины. Справочник. М., Машгиз, 1966, 575 с.
2. Бершадский А. Л. Справочник по расчету
режимов резания древесины. М., Гослесбум-
издат, 1962, 132 с.
3. Голиков В. И., Ресина 3. Ф. Пособие для
работников лабораторий мебельных предприятий.
М.» «Лесная промышленность», 161 с.
4. Инструкция по расчету лесных материалов
в производстве строительных деталей и изделий.
М., ВНИИДрев, 1969, 20 с.
5. Клебанер В. Я. Экономика и организация
модельного производства. Л., «Машиностроение»,
1968, 236 с.
6. Лисович Ю. Ю. Основные пути развития
и совершенствования организации производства
тары. ЛоЛЛТА, 1970, 21 с.
7. Нормы технологического проектирования
деревообрабатывающих цехов М., Гипроавто-
пром, 1972, 50 с;
8. Пейч Н. Н. Справочник по сушке древе-
сины. М., «Лесная промышленность», 1966, 278 с.
9. Перечень технологического оборудования,
выпускаемого отечественными заводами в 1972 г.
М., Гипролеспром, 116 с.
10. Правила техники безопасности и произ-
водственной санитарии в деревообрабатывающей
промышленности. М.» «Лесная промышленность»,-
1966., 200 с.
Список литературы
217
11. Руководящие материалы по камерной
сушке пиломатериалов. М., ЦНИИМОД, 1971,
161 с.
12. Типаж деревообрабатывающего оборудо-
вания на 1971 —1975 гг. М., НИИМаш, 1972,
119 с.
13. Справочник по деревообработке. Гослес-
бумиздат, 1963, 544 с.
К главе 7
1. Абразивные инструменты и материалы.
Каталог-справочник. Под ред. И. Г. Майкова.
М., ЦИИМАШ, 1972, 319 с.
2. Абразивный инструмент для полирования
деталей подшипников. Обмен опытом в машино-
строении. Сост. инж. Е. А. Малый. М., ЦБТИ
Министерства автомобильного тракторного и
сельскохозяйственного машиностроения СССР,
1955, 24 с.
3. Гербер М. И. Декоративное шлифование
и полирование. М., «Машиностроение». М.,
1964, 186 с.
4. Губин И. П., Гуревич А. С., Маркуше-
вич В. А. Роторные прессы для формовки'шлифо-
вальных кругов диаметром 8—150 мм. Научно-
технический реферативный сборник. Абразивы.
Вып. 2 М., ВНИИАШ, 1973, с. 29 — 33.
5. Гуревич А. С. Оборудование для произ-
водства абразивных инструментов. М. — Л. М.,
«Машиностроение», 1964, 258 с.
6. Ильин А. Н. Опыт эксплуатации алмазного
инструмента на Московском Автозаводе им. Ли-
хачева. Передовой Научно-технический и произ-
водственный опыт. Тема 14-63^587/23. М.,
ГОСИНТИ, 1963, 26 с.
7. Инструмент для металлообрабатывающих
станков. Основные размеры и рекомендации по их
применению. Алмазный инструмент. Ч. II,
ОМТРМ 3466-018 — 65, М., НИИМАШ, 1965,
200 с.
8. Кудасов Г. Ф. Механическая обработка
абразивных инструментов. М., МАШГИЗ, 1956,
162 с.
9. Малый Е. А. Подготовка абразивных
инструментов к эксплуатации. Передовой На-
учно-технический и производственный опыт,
№ 6-65-932/287. М., ГОСИНТИ, 1965, 32 с.
10. Малый Е. А, Методы повышения и пониже-
ния твердости абразивных инструментов. Передо-
вой производственный опыт. Серия Механиче-
ская обработка металлов. Л., ЛДНТП, 1964,
36 с.
11. Малый Е. А. Организация центрального
абразивного склада (ЦАС), 24 с. Организация и
механизация заводских складов. Передовой на-
учно-технический и производственный опыт.
Вып. 3, тема 21, № Т-62-22/3. М., ГОСИНТИ,
1962, с. 3—25.
12. Малый Е. А. Скоростной абразивный ин-
струмент на вулканитовой связке и его произ-
водство. Передовой научно-технический и произ-
водственный опыт. Обработка металлов резанием.
Вып. 27, Тема 8, № М-60-126/27. М., ЦИТЭИН,
1960, 32 с.
13. Нормы .расхода энергоносителей-для цехов
заводов станкостроительной и инструментальной
промышленности. Руководящие материалы. М.,
НИИМАШ, 1973, 144 с.
14. Организация вспомогательных' служб ма-
шиностроительного завода. Под ред. Б. В. Вла-
сова. М., «Машиностроение», 1966, 524 С;
15. Организация инструментального хозяй-
ства Машиностроительного завода. Абразивное
и алмазное хозяйство. ОМРТРМ 0662-003 — 67.
Ч. 3. М., НИИинформаш, 1967, 102 с.
16. Основные решения по совершенствованию
складов штучных грузов предприятий автомо-
бильной промышленности. Ч. I —IV. ОРТМ
37.002.0054.71. Ульяновск, ОНТИ ЦНИПТИ
МАШ, 1972, соответственно 9.9, 39, 75, 33 с.
17. Оптовые цены на материалы абразивные:
инструменты абразивные, шкурки шлифовальные.
Прейскурант № 18-06. М.» Прейскурант, ГИЗ,
1973» 224 с.
18. Правила техники безопасности и произ-
водственной санитарии для предприятий абразив-
ной промышленности. М., ВНИИАШ, ЦБНТИ,
1964, 52 с.
К главе 8
1. Брацыхин Е. А., Миндлин С. С., Стрель-
цов К. М. Переработка пластических масс в из-
делия. М., «Химия», 1966, 399 с.
2. Яковлев' А, Д. Технология изготовления
изделий из пластмасс. М., «Химия», 1972, 342 с.
К главе 9
1. Денель А. К. Дефектоскопия металлов.
Изд. 2-е, перераб. и доп. М., «Металлургия»,
1972, 304 с.
2. Денель А. К. Термоэлектрическая дефекто-
скопия. «Машиностроение», -1968, Яа 12, с. 26.
3. Ермолов И. Н. Ультразвуковая дефекто-
скопия в машиностроении.— «Вестяйк машино-
строения», 1972, № '2, с. 50—53.
4. Карякин А. В., Боровиков А. С. Люми-
несцентная и цветная дефектоскопия/М., «Маши-
ностроение», 1972, 240 с.
5. Каталог на лабораторное оборудование.
Серия 811. М., Гипронии АН СССР, 1969, 74 с.
6. Кифер П. И,, Зацепин Н. К. Магнитные
методы дефектоскопии. «Дефектоскопия», 1969,
№ 51С. 76 — 83.
7. Костин Н. В. Техника безопасности работы
в химических лабораториях. М., Изд-во МГУ,
1966,. 345 с.
8. Либова Н. В. Отечественные установки для
высокотемпературной металлографии. Труды
ЦНИИ черной металлургии 1967, вып. 48,
с. 46 — 50.
9. Лозинский М. Г., Перцовский Н. 3. Высо-
котемпературная металлография.— В кн.: Ме-
тоды испытания, контроля и исследования маши-
ностроительных материалов. Т. 1. М., «Машино-
строение», 1971, с. 187—202.
1,0 ., Новик А. А. Центральная заводская ла-
боратория. Харьков, Областное изд-во, 1968,
84 с.
11. Общемашиностроительные типовые и ру-
ководящие материалы ОМТРМ-0031-001 —65.
Центральные заводские лаборатории для машино-
строительных предприятий. М., НИИМАШ, 1965,
86 с. '
12. Партолин О. Ф. Безопасность работ при
рентгенодефектоскопии. «Машиностроитель»,
1969, № 7, с. 37 — 40.
13. Партолин О. Ф., Чистов Е. Д. Безопас-
ность работ при гамма-дефектоскопии. «Машино-
строитель»; 1968, № 9, с. 38 —139.
14 Полунов Л. С. Унификация' лабораторий
машиностроительных заводов.— «Стандарты и ка-
чество», 1970, № 8, с. 23—24.
15. Полунов Л. С. Краткое справочное посо-
бие (К: С. П.), Проектирование заводских ла-
бораторий. М., Машгиз, 1960, 154 с.
16. Полунов Л. С. Организация и планирова-
ние работ центральных заводских лабораторий.
М., «Машиностроение», 1968, 76 с.
17. Румянцев С. В. Радиационная дефектоско-
пия. М., «Атомиздат», 1968, 50 с.
18. Румянцев С. В.» Штань А. С., Попов Ю. Ф.
Справочник рентгене- и гамма-дефектоскопии.
М., «Автомиздат», 1969, 275 с. пл.
19. Титоров Б. Д. Центральная лаборатория
Уралмашзавода.— «Заводская лаборатория»,
1970, т. 36, № 4, с. 505 — 507.
20. Утевский Л. М, Электронная микроскопия
металлов в СССР.— «Заводская лаборатория»,
1967,- т. 33, Ns 40, с. 1243 — 1260.
21. Укрупненные сметные нормы (УСН) на
приобретение' инструмента, инвентаря производ-
ственного и хозяйственного. М., Гипротяжмаш,
1971» 12 о.
218
Список литературы
22. Эталон технического проекта машинострои-
тельного завода. Центральные заводские лабора-
тории. М.,- Гипроэнергопром,- 1971,- 47 с.
К главе 10
1. Измерительная лаборатория. Типовой
проект. М., Гипростанок, 1973, 104 с.
2. Измерительная лаборатория машинострои-
тельного завода и рекомендации по выбору обо-
рудования (типовое решение). М., БВ, ЭНИМС,-
ВНИИ, НИИМАШ, 1965, 45 с.
3. Методическое указание по организации,
расчету состава оборудования и помещений
поверочных подразделений органов ведомствен-
ных метрических служб. М.,- Госстандарт СССР,
1974, 12 с.
4. Основные направления и рекомендации
по проектированию заводов и цехов прецизион-
ного станкостроения, технологическая часть (ру-
ководящий материал). Гипростанок, Оргстанкин-
пром, ЭНИМС, 1968, 160 с.
5. Отраслевые нормы расчета вспомогательных
рабочих, ИТР, счетно-конторского персонала,
младшего обслуживающего персонала и работ-
ников ОТК машиностроительной промышленно-
сти. М., Гипростанок, 1972,- 57 с.
6. Правила 12-58 «Организация и проведение
проверок мер и измерительных приборов и кон-
троля за состоянием измерительной техники,
соблюдением стандартов и технических условий».
М., Госстандарт, 1971,- 20 с.
7. Руководящие материалы (инструкция) по
проектированию центральных измерительных ла-
бораторий и контрольно-поверочных пунктов
(заводы крупносерийного и массового производ-
ства). М., Гипроавтопром, 1964; № 15940=и, 40 с.
8. Техническое предложение на гамму коор-
динатно-измерительных машин. М.г ЭНИМС,
1968,- 60 с.
9. Техническое задание на проектирование
термостатированной кабины для высокоточной
делительной машины модели МС-18. М., ЭНИМС,-
1963, 12 с.
10. Типовое положение о метрологической
службе промышленного министерства (ведом-
ства). М., Госстандарт СССР, 1971,- 15 с.
11. Типовые измерительные лаборатории и
контрольно-поверочные пункты. Проектное за-
дание, технологическая часть. Н-23. М., Гипро-
энергопром, 1960, 20 с.
12. Центральная измерительная лаборатория
станкостроительного завода (руководящий ма-
териал). М., Оргстанкинпром, 1970, 140 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Абразивное производство — Здания 153
— Исходные данные для проектирования 137
— Площади 153
— Состав 137
— Трудоемкость 149
— Численность ИТР и служащих 150
Абразивные цехи — см. Цехи, абразивные
Б
Базы цеховых энергетиков 97
Бригада по обслуживанию электроподстанций
и высоковольтной сети 97
---сетей и электроприводов низкого напря-
жения 97
В
Виброизоляция приборов 212
Влажность изделий из древесины 117
Воздух сжатый — Расход 36. 92, 197
Вода — Расход 36, 92, 197
Высота пролетов цеха 89
Г
Газы — Расход 36, 92, 197
ГОСТ 2991— 69* 117
3060—55 140
3881 — 65* 140
6449—53 116
6565 — 63* 141
7072—71 117
S.002 —71 203, 215
8486 — 66 111
9249—69 212
Ю198—71 117
10905 — 64 209
18322 — 73 47
Группы санитарной характеристики производ-
ственных процессов 23
Д
Деревообрабатывающее хозяйство завода — Ком-
поновка 101
— Состав 101
Древесина — Пересчет фактического объема пи-
ломатериалов в условный 121
Е
Единая система ППР 45
Единица приведения натуральной программы
в условную для ЭРЦ 81
3
Заготовительный (отрезной) участок инструмен-
тального цеха — Оборудование 17
Задание на проектирование кузнечного отделе-
ния вспомогательных служб 72
—-— отделения деревянных моделей 73
— — — металлопокрытий вспомогательных цехов
73
— — сварочного отделения вспомогательных
цехов 72
---термического отделения вспомогательных
цехов 73
---участка Консервации 73
---цеха ремонтно-инструментального литья 73
Затраты капитальные на строительство ЭРЦ 93
--- на центральные измерительные лаборато-
рии 212
Заточное отделение (участок) — Оборудование 18
Звуковое давление — Расчет ожидаемого уровня
33
Здания деревообрабатывающих цехов 115
---электроремонтных цехов 91
И
Измерительные лаборатории Задачи 201
— Назначение 201
— Схемы организации 204
— Численность работающих 211
Инженерно-технические работники деревообра-
батывающих цехов — Расчет численности 107
Инструмент абразивный
— Классификация 236
— Нормы расхода материалов 154
— Средняя стоимость 138
Схема технологического процесса изготовле-
ния 140
Трудоемкость обработки 149
— Химико-термическая обработка 141
Инструментальное хозяйство — Исходные данные
для проектирования 40
— Методы расчета оборудования 12
— Нормы для определения количества обору-
дования 13
— Пояснительная записка по техническому про-
екту 40
Инструментальные цехи «= см. Цехи инструмен-
тальные
К
Камеры сушильные — см. Сушильные камеры
Категории качества сушки пиломатериалов 117
Категории производств по взрывопожарной и
пожарной опасности 32, 91, 169
Категории сложности ремонта — Средние зна-
чения 48
Класс пожароопасности деревообрабатывающих
цехов по ПУЭ 91, 114, 169
Классификация инструмента по сложности 13
---помещений ЭРЦ по санитарным группам
взрывной, взрыво-пожарной и пожарной опас-
ности 91
Количество капитальных и средних ремонтов
по заданному количеству установленных элек-
тродвигателей 81
Компоновка корпусов со вспомогательными це-
хами и службами — Основные принципы 30
---ЭРЦ 91
Контрольно-поверочные пункты = Организация
204
— Площади помещений 212
— Штаты 211
Коэффициент загрузки оборудования 22, 23, 52
---использования машинного времени при дере-
вообработке 102
—— рабочего времени при деревообработке 102
220
Предметный, указатель
*---к нормам станков инструментального цеха 14
----объемного заполнений сушильных камер 119
----сменности работы абразивных цехов , 139
----снижения трудоемкости ремонтных работ
в зависимости от уровня централизованного
обеспечения 52
Кузнечные участки .вспомогательных цехов 65
Л
Лаборатории измерительные — См, Измеритель-
ные лаборатории
--- технологические 189
---цеховые 163, 198—202
Лаборатория изотопная 189
---металлографическая 175
<--металлофизическая 176'
--- механическая 180
---пирометрическая 187
--- рентгеновская 177
--- спектральная 184
--- теплотехническая 187
---термическая 178 '
---химическая 182
---химико-технологическая 185
Литейные цехи 70
М
Мастерская механическая ЦЗЛ 181
---ремонта осветительной арматуры 96
---точной механики ЦЗЛ 187
Материалы — Нормы расхода в ЭРЦ 93
— Расход инструментальным хозяйством 31
Материалы вспомогательные при изготовлении
деревянных моделей — Расход 127
------для абразивных ' инструментов 154
---полимерные — Методы переработки 163
---ремонтные — Нормы расхода на I .основной
станок РМЦ ,59
Механизация и автоматизация абразивного,про-
изводства 141
--- деревообработки 111
---работ в ЭРЦ 85
Младший обслуживающий персонал деревообра-
батывающих цехов — Укрупненные нормы рас-
чета численности 107
Модели деревянные — Трудоемкость 127
— Расход материалов 127
Модернизация оборудования — Организация и
эффективность 51
Монтаж оборудования ЭРЦ 91,
Монтеры линейные 77
Мощность установленная — Расчет в технологи-
ческой части проекта 36 -
• — Укрупненные показатели 36
Н
Номенклатура основных данных и показателей
вспомогательного производства 38
Норма основных станков цеха горячих штампов 16
Нормы времени на анализ и испытание техноло-
гических свойств 186
--- на выполнение работ на микроскопах и
шлифовально-полировальных станках 176
•--на выполнение механических испытаний 180
---на изготовление образцу (демплета) 181 ,
---на химический анализ металлов и шлаков 183
Нормы годового расхода абразивных инструмен-
тов (ориентировочные) 138
Нормы для расчета площадей складов деревооб-
рабатывающих цехов 113
---для укрупненного расчета количества основ-
ных станков отделений (участков, мастерских)
малого и среднего ремонта оснастки в произ-
водственных цехах 19
---запасов древесины на складах деревообра-
батывающих цехов 112
---количества станков цеха горячих штампов 16
------ цеха холодных штампов 15
— — обслуживания оборудования по переработке
пластмасс 167
--- объема работ по капитальному и текущему
ремонтам зданий и сооружений завода 129
— основных станков инструментального цеха 13
-----ремонтно-механических служб, .53
---отбора проб заготовок, и материалов 174
---площадей вспомогательных мастерских и
кладовых деревообрабатывающих цехов 110
— — подъемно-транспортных средств деревооб-
рабатывающих цехов 116
---- размеров пролетов и шага колонн зданий
деревообрабатывающих цехов 116
----расстояний между деревообрабатывающими
станками и элементами зданий 109
-----между станками и от станков до стен и
колонн 24
------ между станками и складочными местами
деревообрабатывающих цехов 108
----расхода материалов на изготовление услов-
ного упаковочного ящика 135
-----материалов на I основной станок РМЦ 59
•---расчета численности вспомогательных рабо-
чих, ИТР, служащих и МОП тарных цехов 134
-----деревомодельных цехов 128
-----деревообрабатывающих цехов 107
-----ремонтно-строительных цехов 130
----- цехов по переработке пластмасс 167, 168
----станков для изготовления и ремонта осна-
стки (пресс-форм, литейной) 17
•---станков заточных специализированных 18
----станкоемкости и трудоемкости изготовления
и ремонта упаковочных ящиков 134
----технологического проектирования РМЦ и
РБ 45, 51, 59
-----инструментальных цехов 8
----укрупненные расходы материалов для абра-
зивных инструментов 154
-----трудоемкости деревянных модельных ком-
плектов 126
----удельной производственной площади на
рабочее место деревообрабатывающих цехов ПО
----ширины проездов и расстояний между ря-
дами станков инструментальных цехов 25
-----между линиями станков и складочными
местами деревообрабатывающих цехов 114
О
Объемный фонд электрооборудования в ЭРЦ
79, 80, 81
Оборудование выдувное для пластмасс 164
----деревообрабатывающее — Направление мо-
дернизации 102 — Расчет потребности 102 •—
Характеристики 104, 106
----для механизации погрузочно-разгрузочных
операций на складах деревообрабатывающих
цехов 112
---- для цехов переработки пластмасс При-
меры размещения 169
----литьевое для пластмасс 164
----машиностроительных заводов — Класси-
фикация 44
----инструментальных цехов — Методы расчета
количества 12
----кузнечно-сварочных отделений РМЦ и ин-
струментально-штамповых цехов 66
----лабораторий — Расчет потребного коли-
чества 175
----нестандартизированное — Организация из-
готовления 51
----основное ремонтных служб — Коэффициен-
ты к нормам 54 — Нормы 53 — Общее количе-
ство основных станков (расчет) 53 — Распре-
деление основных станков между РМЦ и РБ 54
---- прессовое для пластмасс 166
----РБ — Примерный состав 55, 56
----РМЦ — Примерный состав 55, 56 — Соот-
ношение типов основных станков 55
----теплового цеха 97
---- теплоремонтного цеха 94
---технологическое для цехов пластмасс —*
Расчет количества 162
---- цехов эксплуатации абразивных инструмен-
тов 142
----ЭРЦ — Выбор 83 — Расчет количества 84
Обслуживание межремонтное — Назначение 45
Октавные полосы частот 33
Опоры виброизолирующие ОВ-ЗО 116
Осмотры оборудования — Назначение 45
Оснастка инструментальная — Состав 7
Отдел главного метролога 204
Отделения вспомогательные инструментальных
цехов 17
----инструментального производства — При-
мерный состав оборудования 19
----металлопокрытий 70, 71
----пресс-форм и литейной оснастки 16
Предметный указатель
221
---ремонта оснастки в производственных це-
хах 35
--- термические 71
Отсосы от деревообрабатывающих станков
— Характеристика 115
Охрана труда в инструментальных цехах и РМЦ 31
---в кузнечно-сварочных отделениях вспомо-
гательных производств 70
Охрана труда и техника безопасности — Проекти-
рование для РМЦ и РБ 61
п
Пасты полировальные — Изготовление 141
Персонал административный деревообрабатыва-
ющего цеха — Штатное расписание 108
Пиломатериалы — Пересчет фактического объема
в условный 121
— Расход на изготовление деревянных моделей
127
— Расчет расхода на изделие ПО
Планировка деревообрабатывающих цехов 108
ЭРЦ и ЦЭРЦ — Примеры 91
Пластмассы — Вакуум- и пневмоформование 160
— Выдувание 160
— Литье под давлением 160
— Оборудование для переработки 162, 164
— Прессование 160
— Энергозатраты при переработке 169
Плотность обслуживания деревообрабатывающего
оборудования 102
Площадь цехов инструментального производ-
ства 26
---в ЭРЦ — Расчет 89
---деревообрабатывающих цехов 110
---общая на единицу основного оборудования
цехов инструментального производства 26
--- теплоремонтного цеха 95
Показатели технико-экономические
---вспомогательных цехов 40
--- инструментального производства 40
---РМЦ и РБ 61
--- цехов по переработке пластмасс 164
---электроремонтных цехов 94
Показатели укрупненные выпуска инструмента
на I основной станок 30
Полистирол ударно-прочный — Получение листов
161
Помещения цехов по переработке пластмасс —
Пожаро- и электробезопасность 169
Приборы измерительные — Допустимые уровни
колебаний оснований 213
Припуски на станочную обработку деревянных
деталей 111
Программа приведенная ЭРЦ 81
---производственная ЭРЦ 81
---* работ теплового цеха 95
----- теплоремонтного цеха 94
--- электроцеха 96
Продолжительность ремонта электрооборудова-
ния в ЭРЦ 80
Противопожарные мероприятия в деревообраба-
тывающих цехах 114
Р
Рабочие вспомогательные деревообрабатывающих
цехов — Номенклатура 107 — Расчет числен-
ности 102
—— РМЦ — Расчет численности 57
--- цехов по переработке пластмасс 167
Рабочие производственные деревообделочных це-
хов — Расчет численности 102
---РМЦ — Расчет численности по трудоем-
кости 56 — Расчет численности по числу стан-
ков 57
Рабочие транспортно-складские деревообрабаты-
вающих цехов — Нормы расчета численности
107
Режимы работы в цехах пластмассовых изделий
160
---ремонтно-механических служб 51
---ЭРЦ 83
Ремонт — Определение 47
— Организация 45, 49, 50
Ремонт капитальный — Назначение 46, 47
Определение 47
— — малый — Назначение 46
---средний — Назначение 46
— — текущий — Определение 47
--- электрооборудования — Организация и
направление проектирования 79
Ремонтная единица (РЕ) 48
Ремонтоемкость — Расчет 50
Ремонтное хозяйство — Назначение 44
— Основные направления при проектировании 44
Ремонтно-механические службы завода
— Годовая программа 50
Ремонтно-механический цех (РМЦ)
— Здание 58
— Нормы технологического проектирования 59
— Размещение 58
— Расход материалов 58
— Рекомендуемые типы полов 60
— Состав 49
— Энергетика 61
Ремонтно-строительный цех 129 —132
— Назначение и состав 129
— Оборудование 131
— Площади 131
— Состав работающих 131
— Технико-экономические показатели 131
Ремонтный цикл 46
С
Сварка термопластичных материалов 162
Сварочные участки специализированных вспомо-
гательных отделений 67
Склады абразивов общезаводские 137, 155
--- инструментальных сталей, литья и поковок
37
Складское хозяйство вспомогательных цехов 36 —
38
---деревообрабатывающих цехов 111
---ЭРЦ — Нормы расчета площади 93
Слесари линейные 77
---РМЦ — Расчет численности 57
Служащие деревообрабатывающих цехов — Нор-
мы численности укрупненные 107
Служба главного энергетика
— Состав 77
— Функции 76
— Цехи 77 -
Сменность работы лабораторий 175
СНиП ИМ.3—68 23
СНиПП-М.1 —71 115
СНиП II-M.2—72 154, 155, 169
Соединения шиповые деревянных моделей
— Склеивание 101
Состав работающих теплоремонтного цеха 95
--- центральной заводской лаборатории 191
--- электроремонтного цеха 89
Спецификация оборудования ЭРЦ 87
---электроцех-а 99
---ЦИЛ 209
Станкоемкость деревообработки 101
--- ремонта электрооборудования 89
Сушка древесины — Капитальные затраты 124
— Категории качества 116
— Механизация 121
— Производительность сушильных камер в услов-
ном материале 122
— Расчет числа сушильных камер 121
— Режимы 117
Сушка пиломатериалов — Продолжительность 119^
120
Сушильные камеры — Емкость (расчет) 119
— Классификация 117
— Производительность в условном материале 122
— Производительность в фактическом материале
118
— Расход пара 124
— Строительные ограждения 124
— Характеристики 121, 122
— Число загрузок в год 119
Т
Техника безопасности и охрана труда в деревооб-
рабатывающих цехах 114
---в электроремонтных цехах 91
Техническое обслуживание и ремонт — Виды
работ 45
— Определения 47
Технический проект инструментального хозяйства
— Исходные данные 40
— Материалы 4-2
— Оборудование 41
222
Предметный указатель
Основные данные и технико-экономические
показатели 43
— Охрана труда и техника безопасности 41
— Площади 42
— Пояснительная записка 40
— Приспособления и инструмент 43
— Энергетика для технологических нужд 43
Технический проект ремонтного хозяйства —
Исходные данные для проектирования 61
— Пояснительная записка 61
Технический проект ремонтно-механического
цеха — Пояснительная записка 62
Технологический процесс деревообрабатывающего
цеха — Проектирование 100
Транспорт ЭРЦ 93
Трудоемкость деревообработки 101, 126
---работ по техническому обслуживанию 48
•--ремонта электрооборудования 89
— ремонтных работ годовая — расчет 52
У
Уровни звуковой мощности металлорежущих
станков предельные 33
Уровень централизованного удовлетворения по-
требности в инструменте и приспособлениях 8
Условная единица ремонта электрооборудования
81
Установки теплотехнические — Обслуживание 77
---Электротехнические — Обслуживание 77, 78
Участки окраски и пропитки в вспомогательных
цехах 71
---пластмассовой оснастки 71, 72
Ш
Штампы для холодной листовой штамповки —
Классификация 15
Штат главного энергетика 77
---деревообрабатывающего цеха 108
---контрольно-поверочного пункта 211
---мастерской электроцеха 96
---сушильного цеха 123
Шум — Индивидуальные средства защиты 35
— Расчет уровней для цеха 33
— Способы борьбы при проектировании цехов
34, 35
Ч
Численность рабочих абразивного цеха 149
---деревомодельного цеха 128
?--деревообрабатывающего цеха 102, 107
--инструментального цеха 22
---кузнечного участка вспомогательных про-
изводств 70
— — ремонтно-механического цеха 56, 57
---ремонтно-строительного цеха 131
--- тарного цеха 132, 134
---теплового цеха 89
---теплоремонтного цеха 95
---цеха по переработке пластмасс 167
Ц
Центральные заводские лаборатории (ЦЗЛ)
— Исходные данные для проектирования 174
— Капитальные затраты 197
— Назначение 173
— Оборудование 174
— Размещение 189
— Расход воды 197
— Расход газа, сжатого воздуха и пара 197
— Расход электроэнергии 192
— Состав 173
— Технико-экономические показатели 197
— Штаты 189
Центральные измерительные лаборатории (ЦИЛ)
— Назначение-203—204
— Категории по надежности электроснабжения
214
— Классификация 205 — 207
— Оборудование 207—210
— Освещение и проводки 214
— Площадь помещений 211
— Параметры воздушной среды 212
— Размещение 204, 213
— Режимы работы и фонды времени 207
— Силовое электрооборудование 214
— Филиалы 204
— Численность работающих 211
Центральный инструментальный склад (ЦИС)
— Назначение и функции 36
— Нормы запаса хранения инструмента 37
— Расчет площади 37
— Средняя нагрузка на 1 м2 полезной площади 37
— Структура 37
Цех абразивный — Вспомогательные материалы
154
— Годовой расход инструмента и приспособле-
ний 155
— Здания 153
— Категории взрывной, взрыво-пожарной и по-
жарной опасности складов 155
— Классификация 136
— Компоновка 150
— Нагрузки на пол складов 157
— Основные материалы 154
— Отходы 154
— Площади и их распределение 153
— Программа 138
— Размещение 150
— Расчет площадей складов 155
— Режимы работы 139
— Состав 137
— Специализированные участки 140
— Техника безопасности и охрана труда 154
— Транспорт и грузоподъемные средства 157
— Фонды времени 139
— фундаменты под оборудование 141
— Численность ИТР и служащих 150
— Энергетика 154—155
Цех горячих штампов 16
Цех деревомодельный 124— 129
— Исходные данные для проектирования 126
— Классификация по мощности 125
— Назначение 124
— Оборудование 127
— Организация производства 124
— Основные направления развития 126
— Площадь цеха 127
— Расход денежных средств 128
— Склад моделей 128
— Состав работающих 128
— Состав цеха 126
— Транспорт 129
Цех деревообрабатывающий 100—116 — Назна-
чение 100
— Противопожарные мероприятия 114
— Расход электроэнергии 111
— Фундаменты 116
Цехи вспомогательные — Размещение 26
Цех инструментальный — Исходные положения
для проектирования 7
— Объем работ 8
— Распределение основных станков по отделе-
ниям 19, 20
— Расход воды, газов и сжатого воздуха 36
— Расход металлов 31
— Энергетика 35
Цехи комплексные абразивные — Компоновка г
планировка 150
Цех литейный (отделение) вспомогательных про-
изводств 70
Цех ремонтно-механический (РМЦ)
— Годовая программа 50
— Коэффициенты загрузки оборудования 52
— Режимы работы 51
— Состав 49
— Схема технологического процесса ремонта 59
— Трудоемкость и станкоемкость 52
— Фонды времени 51
Цех тарный 132—135
— Материалы 135
— Назначение 132
— Расчет оборудования и площадей 132
— Состав работающих 132
Цех пластмассовых изделий
— Исходные данные для проектирования 157
— Оборудование 162—167
— -Производственная программа 159
’Предметный указатель
223
* — Размещение 169
— Режимы работы и фонды времени 160
— Технико-экономические показатели 168—169
— фундаменты 167
Цех сушильный — Группы по годовому объему
выпускаемых пиломатериалов 118
— Исходные данные для проектирования 118
— Техника безопасности и охрана труда 123
— Штат 1,21
Цех эксплуатации абразивного инструмента —
Планировка 150
— Площади производственных участков 153
— Размещение Г50
— Состав оборудования 141, 142
— Численность работающих 149
Цикл ремонтный 46
Э
Электроремонтные цехи (ЭРЦ) — Виды 79
— Оборудование 83
— Организация производства 79
— Площадь 89
— Производственная программа 81
— Режимы работы 83-
— Состав 83 i
— Энергетика 92
Электроцех 96—99
Эталон технического проекта вспомогательного
производства 51
Электроэнергия Расход 92, 111, ' 155, 169
ПРОЕКТИРОВАНИЕ МАШИНОСТРОИТЕЛЬНЫХ
ЗАВОДОВ И ЦЕХОВ
Том 5
Проектирование вспомогательных цехов и служб
Редактор издательства Д. В. Баженов
.Технический редактор Н. Ф. Демкина
Корректор Н. И". Шарунина
Художник X, Я. Михайлов
Сдано в набор 17/XII-1974 г.
Подписано к печати 24/IV 1975 г. Т-08026
Формат 70XW81/!,. Бумага машинномелованная
Усл. печ._л. 19,0. Уч.-изд. л. 28,4 -
Тираж 38 000 экз. Заказ 1444. Цена 1 р. 75 к
. Издательство «Машиностроение»,
107885, Москва, Б-78,
i-й Басманный пер., 3
Ленинградская типография № 6
Союзполиграфпрома при Государственном
комитете Совета Министров СССР
по делам издательств, полиграфии
и книжной торговли. 193144, Ленинград,
С-144, ул. Моисеенко, 10