/














































































Текст
с::.
6'21. 3
'/ iO
БИБЛИОТЕКА ЭЛЕКТРОМОНТ A
..
. -
'
' ,
. .
. -....
.'.!+
'tJ Jv
"
;:--
.
"
,
,1
,/
Д. М. НДЙФЕЛЬД
r: Е. ХРОМЧЕНКО
МЕХАНИЗИРОВАННАЯ
ПРОБИВ КА
ОТВЕРСТИЙ
1.
\<)
..
1
Библиотека
ЭЛЕКТРОМОНТЕРА
Основана в 1959 r.
Выпуск 507
А. М. НАйФЕЛЬД,
r. Е. ХРОМЧЕНКО
МЕХАНИЗИРОВАННАЯ
ПРОБИВКА
ОТВЕРСТИЙ
. 'Ч
r< н рол
DJV Scan
AAW
r:: ............. ...
,OX)O:;;
H, ...T'." \
caep"r..)8CKoro .
wы"ос ром,eм.иor
.:н .,. .. .... I ..;..
.....
МОСКВА «3 Н Е Р r и Я" 1980
6:i1 6
N,u;
ББК 111.261.3
Н 20
УДК 621.315.37:696.6
6:l/1/3 t l f'3
РЕДА.КЦИОННАЯ КОЛЛЕrия:
Андриевский В. Н.. Большам Я. М., Зевакин А. И., Каминский Е. А.. .
Ларионов В. п., Мусаэлян Э. с., Розанов С. п., Семенов В. А..
Смирнов А. Д., УСТЩlов п. И.
Найфельд А. М., Хромченко r. Е.
н 20 Механизированная пробивка отверстиЙ. М.:
Энерrия, 1980. 112 с., ил. (Б ка электромонте
ра; Выл. 507).
30 к.
Брошюра содержит рекомендуемую для электромонтажноrо пра
.изводства техналоrию абразавания 'Отверстий .и барозд в страительных
основаниях с ярименением современных электр,ичеоких и пневматиче
ски.х ручных машин и рабачеrо инструмента, оснащенноrа :rBep;\O
сплавными пластинками и алмазными вставкам'И, .а TaK.>he основные
сведения па эксплуатации, реманту и затачке рабачеrа инструм('нта.-
Брашюра предназначена для электрамантажникав всех специа.IЬ
настей, рабочих,. бриrадирав, мастерав. Мажет быть палезна электра-
мантерам прамышлен.ных предприятий, электростанций и сетей. l'
Н 30313-292
86 80. 2302030000
051(01 HQA
ББI( 31.261.3
БП2.14
Издательство «Энерrия . 1980 r.
.
.
ПРЕДИСЛОВИЕ
.
с каждым [одом в строительстве и сооружении жи
лых и ПРОМЫШJlенных зданий возрастает объем приме
нения конструкций из железобетона. Применение эле
ментов строительных конструкций (па нелей, колонн,
балок и т. п.) С установленными закладными деталями
и предварительно выполненными отверстиями далеко
не всеrда возможно. Подавляющую часть отверстий и
борозд для установки и крепления на железобетонных
конструкциях электрооборудования и электросетей при
ходится выполнять В процессе монтажных работ.
Немеханизированное выполнение этих работ пред
ставляет собой тяжелый физический труд и требует
больших затрат времени, поэтому отверстия и борозды
всех видов следует выполнять механизированным спо
собом с применением современных машин и инструмен
та. В настоящее время промышленность выпускает зна
чительное количество разнообразных средств механи-
зации, имеются различные, в том числе новые техноло
rпческие приемы их применения, но в технической ли
тературе системаl'изиров.анные материалы по этому
вопросу отсутствуют.
Цель настоящей книrи восполнить этот пробел и
помочь электромонтажникам ориентироваться в YKa
З8ННОЙ технике, чтобы иметь возможность выбрать наи
более эффективные средства механизации и способы
выполнения работ для конкретных условий Toro или
ИН0rо объекта монтажа.
Авторы будут блаrодарны читателям за замечания
и предложения по настоящей книrе, которые MorYT воз-
никнуть в процессе применения содержащихся в ней
рекомендаций, и просят направлять их в адрес изда
тельства «Энерrия»: 113114, Москва, M 114. Ш.'Iюзовая
наб., д. 10.
.
Авторы
ВВЕДЕНИЕ
Образование отверстий и борозд в строительных
конструкциях зданий и сооружений (стенах, перекры
тиях, колоннах, балках и др.) в процессе монтажа
электрооборудования и электрических сетей выполняет
ся при установке электрических машин и аппаратов,
электроконструкций, токопроводов, проводок, устрой
стве проходов сквозь стены и перекрытия и при CKpЫ
той прокладке проводов. Эти работы в современном
электромонтажном производстве выполняются с приме
нением механизированноrо ручноrо инструмента.
Пробивные работы с учетом их трудоемкости долж
ны быть сведены до минимума как в промышленном,
так и в жилищно rражданском строительстве. Это дo
стиrается прежде Bcero установкой закладных деталей
и образованием отверстий, каналов, борозд и проходов
при изrотовлении стеновых панелей, панелей перекры
тий и друrих элементов на заводах железобетонных
изделий.
Однако при заводском изrотовлении железобетон
ных конструкций, особенно для промышленноrо строи
тельства, имеются значительные трудности установки
закладных деталей, вызываемые большим количеством
типоразмеров монтируемых изделий с мноrочисленны
ми закладными деталями разных видов, отверстиями
и т. д. При этом в одинаковых конструктивных элемен
тах закладные детали и отверстия зачастую приходится
предусматривать в различных местах, что усложняет
орrанизацию на заводах железобетонных изделий по
точноrо производства.
Большую часть креплений конструкций и аппаратов
выполняют строительно монтажным пистолетом и поро '"
ховыми оправками, с помощью которых специальные
дюбеля энерrией расширяющихся пороховых rазов за
биваются в бетонные или кирпичные основания. При
этом происходит либо непосредственная rлухая при .
стрелка конструкций и аппаратов дюбелями rвоздями,
либо пристр€лка крепежных резьбовых дюбелей шпи
.(
.
лек или друrих промежуточных крепежных деталей, к
которым затем крепятся конструкции, аппараты и т. п.
При всех преимуществах способа крепления при
помощи строительно монтажноrо пистолета (высокая
производительность труда, отсутствие зависимости от
наличия источников электроэнерrии или сжатоrо возду
ха и др.) ero применение все же оrраничено рядом спе-
uиальных условий, а также свойствами строительных
оснований, снижающими надежность крепления.
Широко применяется также забивка специальных
дюбелей неБО.1IЬшоrо диаметра непосредственно в кир.
пичные или бетонные основания с помощью ручной оп
равки. Этот способ крепления отличается прежде BcerO
простотой, однако он применим при небольших наrруз
ках на забиваемые дюбеля и используется в основном
для крепления изде.1ИЙ небольшой массы леrких ап-
паратов, коробок, установочных изделий, скоб и т. п.
Применение простоrо, удобноrо и надежноrо так Ha
зываемоrо «безвмазочноrо» способа крепления с по-
мощью распорных дюбелей оrраничивалось до HeдaBHe
ro времени дефицитностью' дюбелей, несовершенством
их конструкции и высокой стоимостью, а также необхо
дим остью пробивки rнезд для них. Применяемые в на-
стоящее время распорные дюбеля из капрона и поли-
этилена обеспечивают надежное крепление и обладают
рядом значительных преимуществ перед ме.таллически
ми (дешевизна, удобство монтажа, высокая устойчи-
вость против коррозии, устойчивость к динамическим
наrрузкам и вибраuии). С внедvением пластмассовых
распорных дюбелей и механизированноrо инструмента
для выполнения rнезд в строительных основаниях спо
соб крепления распорными дюбелями находит самое
широкое применение.
Из за разветвленности электрических сетей в зда-
ниях очень трудно точно разметить места всех крепле-
ний и заблаrовременно предусмотреть места всех про
ходов через перекрытия, поэтому значительное количе
ство отверстий, борозд и проходов приходится проби
вать электромонтажникам.
При немеханизированном образовании отверстий
применение кувалд, зубил, шлямбуров и подобных ин
струментов в кирпичных и в особенности бетонных KOH
струкциях нарушает их прочность (130ЗМОЖНО появление
трещин в зонах, близких к месту пробивки), при этом
5
..
получаются отверстия с неправильными очертаниями,
неприrодные для применения дюбелей.
Для механизации образования (;нверстий, проходов
и борозд (штраб) всех видов промышленность произ
БОДИТ электрические и пневматические сверлильные Ma
шины, молотки, перфораторы и бороздоделы, а также
специальные механизмы и приспособления к ним. Bы
пускается также рабочий инструмент, оснащенный пла
стинками из твердоrо сплава или алмазными сверлами.
Имеются также приспособления и устройства для об
леrчения труда, создания усилия подачи, позволяющие
вести с пола работы по пробивке или свеР.'lению OTBep
стий на высоте в стенах и перекрытиях.
.
,
CI
1.
с.
..
.
t. ОБЩИЕ СВЕДЕНИЯ
LLля правильноrо представления об особенностях
пробивных операций по бетону важно отметить следую-
щее. Кирпич, rипсолит, шлакобетон представляют co
бой сравнительно ОДНОрОДНЫе, не очень твердые MaTe
риалы, которые можно сверлить, в то время как бетон
и особенно железобетон весьма неоднородны и требу
ют более эффективных способов обработки. В состав
железобетона входят связующее вещество цементный
раствор, наполнитель из инертноrо материала (песок,
rравий, щебень) и стальная арматура. Марка бетона
определяет значение сопротивления одноосному сжа
тию. При составлении бетона основной характеристи
кой наполнителя служит предел прочности на сжатие,
который должен быть больше этоrо показателя для
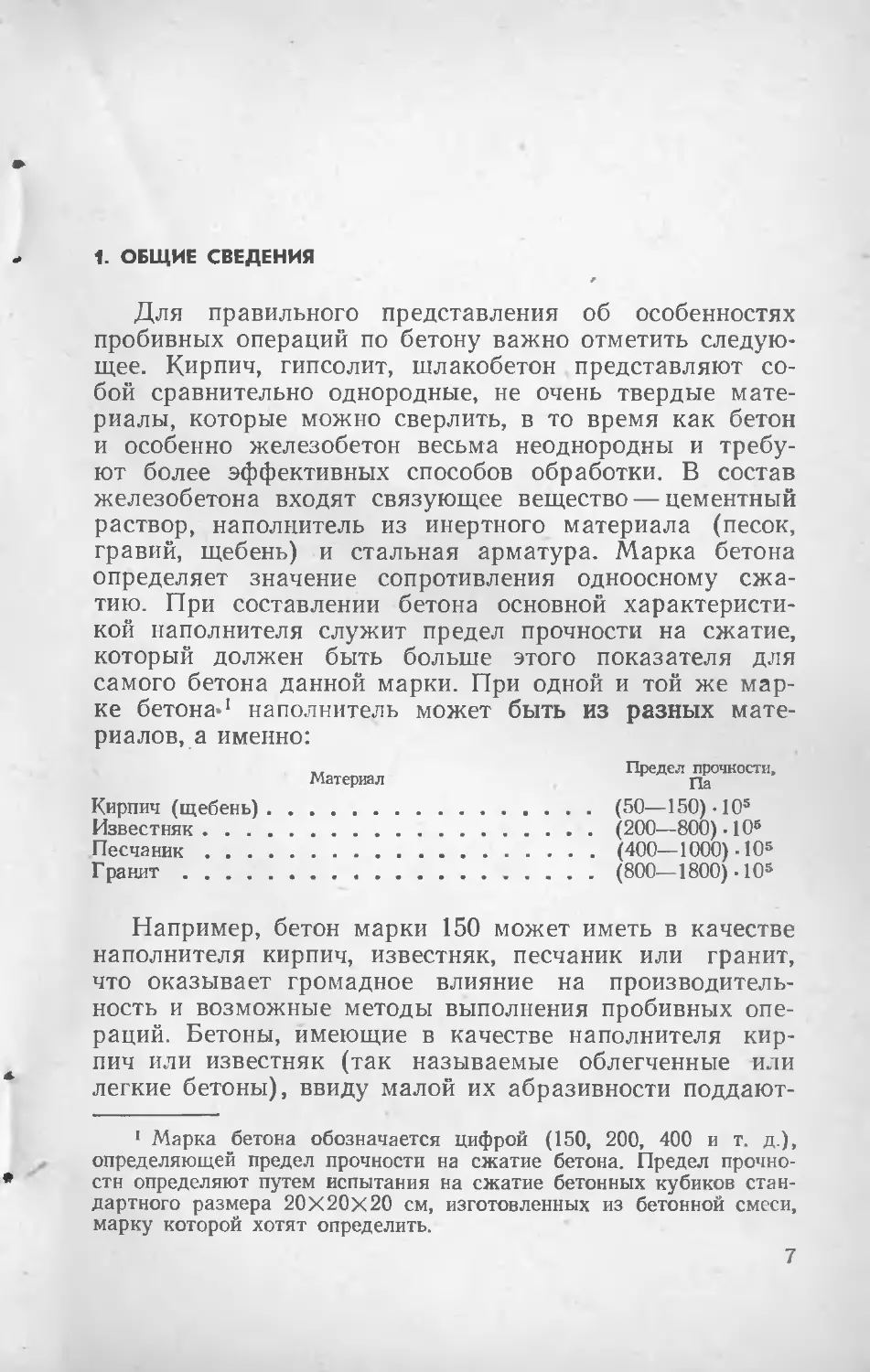
caMoro бетона данной марки. При одной и той же мэ.р
ке бетона.! наполнитель может быть из разных MaTe
риалов,. а именно:
Материал
Предел прочности.
Па
(50 150) .105
(200 800).105
(400 1000).105
(800 1800) .105
I<ирпич (щебень) .
Известняк .
Песчаник . . . .
rраЮ1Т . . . . .
Например, бетон марки 150 может иметь в качестве
наполнителя кирпич, известняк, песчаник или rранит,
что оказывает rромадное влияние на производитель
ность и возможные методы выполнения пр обивных опе
раций. Бетоны, имеющие в качестве наполнителя кир
пич шш известняк (так называемые облеrченные И.1И
леrкие бетоны), ввиду малой их абразивности поддают
.
.
1 Марка бетона обозначается цифрой (150, 200. 400 и т. д.),
определяющей предел прочности на сжатие бетона. Предел прочно
стн определяют путем испытания на сжатие бетонных кубиков CTaH
дартноrо размера 20Х20х20 см, изrотовленных из бетонной смеси.
марку которой хотят определить.
7
ся сверлению. Бетоны с наполнителем из песчаника
или rранита (тяжелые бетоны), отличающиеся высокой
твердостью и абразивностью вследствие наличия боль
шоrо содержания в них кварца, не мотут эффективно
обрабатываться сверлением, в том числе с помощью
рабочих инструментов из твердых сплавов. В необходи-
мых случаях для их сверления MorYT применяться толь-
ко алмазные сверла и механизированный инструмент с
большой частотой вращения и значительным осевым
усилием подачи. Поэтому для бетона с высокоабразив
ным наполнителем наиболее рационально применение
удаРН9-вращательноrо или ударно-поворотноrо метода
образования отверстий, при котором рабочий opraH
воспринимает силовые импульсы (удары) и одновре-
менно совершает непрерывное или прерывистое вра-
щение. При этом методе во время удара происходит
внедрение (врубание) рабочеrо инструмента в матери-
ал основания, скалывание частиц материала, а в про-
цессе вращения ero частичное размельчение и выброс.
Таким образом, для выбора способа выполнения
пробивных операций по бетону имеет значение не
столько марка бетона, сколько вид наполнителя.
Для бетона с малоабразивным наполнителем n
для кирпича применение ударно-вращательноrо метода
образования отверстий также является более целесооб
разным, чем сверление, так как при этом обеспечивают-
ся большая производительность и меньший износ рабо-
чerо инструмента.
Однако при ударно вращательном методе пробивки
рабочий инструмент работает в тяжелых условиях и
испытывает большие наrрузки, поэтому к ero конструк-
ции предъявляются повышенные требования прочности
и износостойкости.
Инструментальная техника в различных отраслях
промышленности (металлообрабатывающей, ropHopYk
ной, уrольной и др.) на протяжении последних трех де-
сятилетий как у нас, так и за рубежом развивалась
rлавным образом за счет широкоrо внедрения твердых
сплавов. Наиболее широкое применение из современ-
ных твердых сплавов получили сплавы спеченные. Они
применяются в металлообработке резанием, в штампов-
ке, в волочении проволоки и прутков металла, в торно-
рудном И нефтяном бурении, в уrольной промышленно-
сти для зарубки пластов уrля. Оснащенный твердыми
8
.
..
.
.
сплавами инструмент обладает стойкостью, значитель
но превышающей стойкость стальных инструментов,
блаrодаря чему этот инструмент сохраняет при работе
высокую производительность.
Металлокерамические твердые сплавы состоят в oc
новном из двух частей карбида I туrоплавкоrо Me
талла и вспомоrательноrо, значительно более леrко
плавкоrо металла (кобальта и никеля), иrрающеrо роль
цементирующей связки. Карбиды туrоплавких метал
лов обладают высокими физико механическими и хими
ческими свойствами. Их твердость и износоустойчи
вость В 5 10 раз выше твердости и износоустойчиво
сти чистых металлов. Они Отличаются большой
прочностью, высокой температурой плавления и хими
ческой стойкостью, особенно против действия кислот.
Для производства твердых сплавов применяются Kap
биды вольфрама и титана.
Производство твердых сплавов состоит из следую
щих процессов: порошки карбида и цементирующеrо
металла перемешивают, прессуют и спекают в защит
ной атмосфере при температуре 1350 1550°C без ДOBe
дения всей массы до плавления. Из за некоторой aHa
лоrии технолоrии изтотовления твердых сплавов с Ke
рамическим ПРОИЗВОДством их иноrда называют
металлокерамическими.
В Советском Союзе твердые сплавы начали изrотов
лять в 1929 1930 п. Широко известен сплав «побе
дит», состоящий ИЗ 90% карбида вольфрама и 10% KO
бальта. Сorласно действующему [ОСТ 3882 74 спечен
ные твердые сплавы делятся на три rруппы, из которых
для дыропробивноrо рабочеrо инструмента применяют
ся только сплавы вольфрамовой rруппы ВК, структура
которых состоит из зерен карбида вольфрама, cцeMeH
тированных кобальтом.
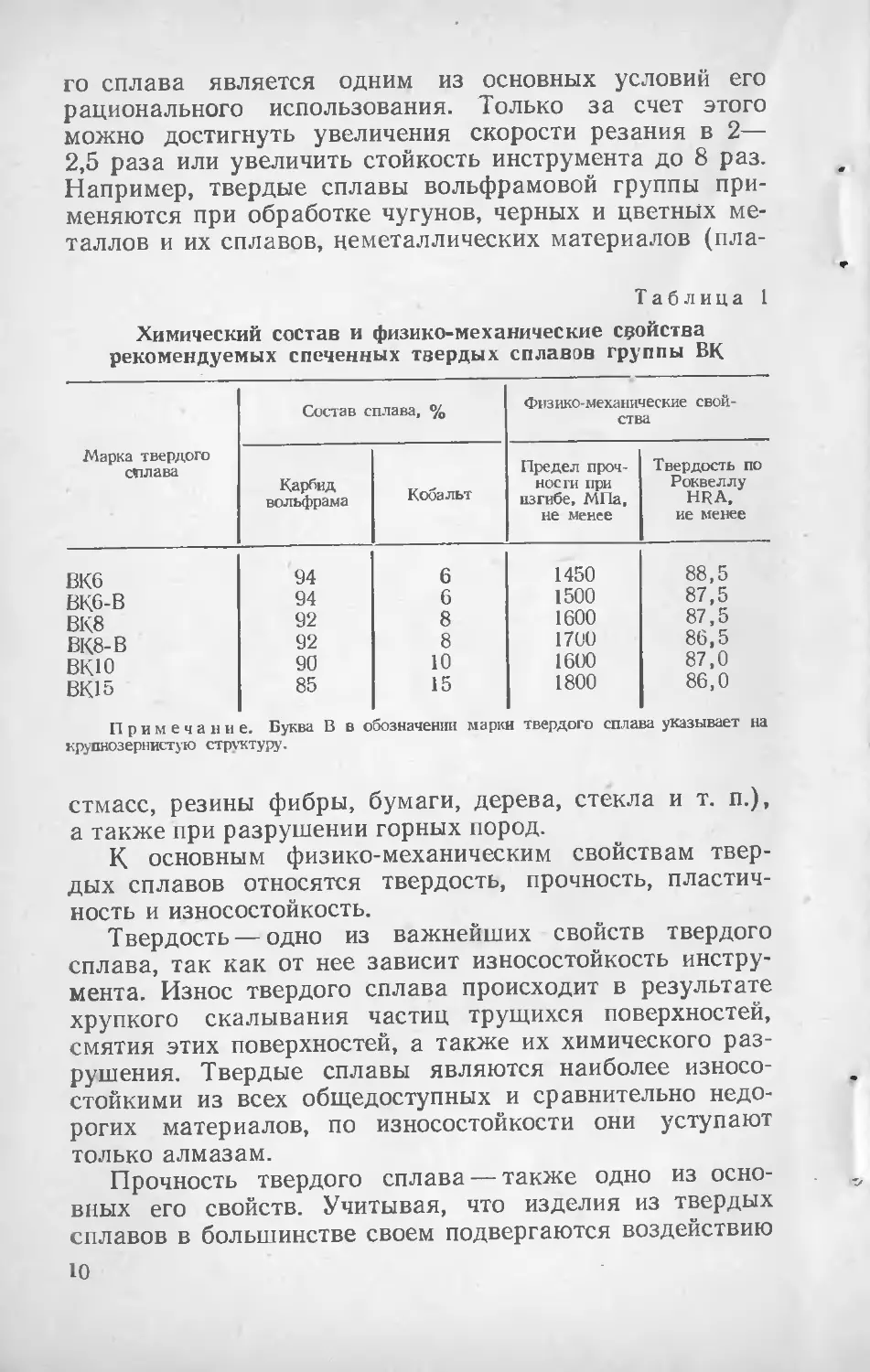
В соответствии с указанным стандартом в СССР BЫ
пускаются сплавы rруппы ВК различных марок
(табл. 1). в обозначении марки сплава цифры указыва
ют процентное содержание кобальта в сплаве. Так, Ha
пример, сплав ВК8 содержит 8% кобальта и 92% Kap
бида вольфрама.
Каждая марка твердоrо сплава обладает своими
особыми свойствами. Правильный выбор марки TBepдo
.
I Соединение металлов н неметаллов с уrлеродом (карбид же-
Леза, кальция, вольфрама и Т. п.).
9
1'0 сплава является одним из основных условий ero
рациональноl'О использования. Только за счет этоrо
можно достиrнуть увеличения скорости резания в 2
2,5 раза или увеличить стойкость инструмента до 8 раз.
Например, твердые сплавы вольфрамовой rруппы при
меняются при обработке чуrунов, черных и цветнЫХ Me
таллов и их сплавов, цеметаллических материалов (пла
..
Таблица
Химический состав и физико механические Сl,юйства
рекомендуемых спеченных твердых сплав()в rруппы ВК
Состав СП.тшва. 0/0 Физико механические СВОЙ
ства
Марка твердоro Твердость по
сплава Предел проч
l\аpfiид l\обальт нос rи при Роквеллу
вольфрама ИЗl"ибе, МПа, HRA,
не MeH e не Менее
ВК6
BK6 B
ВК8
BK8 B
BКlO
BКl5
94
94
92
92
90
85
6
6
8
8
10
15
1450
1500
1600
17UU
16UO
1800
88,5
87,5
87,5
86 5
87:0
86,0
При" е ч а н 11 е. Буква В в обозиачении "арки TBepAoro сплава указывает на
крупнозернистую СТР\'КТУРУ.
стмасс, резины фибры, бумаrи, дерева, стекла и т. п.),
а также при разрушении ropHblx пород.
К основным физико механическим свойствам TBep
дых сплавов относятся твердость, прочность, пластич
ность и износостойкость.
Твердость одно из важнейших свойств твердоrо
сплава, так как от нее зависит износостойкость инстру
мента. Износ твердоrо сплава происходит в результате
хрупкоrо скалывания частиц трущихся поверхностей,
смятия этих поверхностей, а также их химическоrо раз
рушения. Твердые сплавы являются наиболее износо
стойкими из всех общедоступных и сравнительно недо-
роrих материалов, по износостойкости они уступают
только алмазам.
Прочность твердоrо сплава также одно из OCHO
вных ero свойств. Учитывая, что изделия из твердых
сплавов в большинстве своем подверrаются воздействию
10
..
изrибающих наrрузок, основной их характеристикой яп
ляется предел прочности при изrибе
Большой недостаток металлокерамических твердых
сплавов их низкая пластичность. Из за низкоЙ пла
стичности твердые сплавы относятся к хрупким MaTe
риалам, они плохо переносят удары, знакопеременные
наrрузки, вибрацию и т. п. С увеличением температуры
пластичность сплавов увеличивается, чем внекоторой
степени объясняется повышение стойкости рабочеrо ин
струмента при высоких скоростях резания, сопровожда
емых высокими температурами. С увеличением coдep
жания кобальта в сплаве прочность сплава и ero сопро
тивление динамическим (ударным) наrрузкам' резко
возрастают, но при этом понижается твердость сплава
и особенно ero износостойкость. Так, с увеличением co
держания кобальта с 8 до 15% износостойкость сплава,
а следовательно, и стойкость инструмента до затупле
ния падает в 2,5 З раза. Поэтому сплавы с содержа
нием кобальта 10 25% следует применять только в
условиях работы с динамической наrрузкой, rде от
сплава требуется повышенная прочность.
Эксплуатационные свойства твердоrо сплава зависят
также от ero структуры (размера зерен карбида и TOk
щины слоев цементирующеrо металла кобальта). Ha
пример, сплав марки BK8 B имеет основую массу зерен
размером 2 5 мкм вместо 0,5 2 мкм для обычноrо
сплава ВК8. Увеличение размера зерна с 0,5 2 до 2
5 мкм значительно повышает динамическую прочность
сплава, поэтому сплав BK8 B почти не уступает по
прочности сплаву BK15, но превосходит последний по
износостойкости более чем на 20%, что достиrается при
менением специальной технолоrии изrотовления.
Сплав BK8 B применяется для изrотовления рабо
чих инструментов в ударно вращательных ручных Ma
шинах.
В рабочем инструменте для пробивки отверстий
строительными молотками применяются твердые сплавы
с большим содержанием кобальта ВК10, BK15, обла
дающие повышенной прочностью к воздействию дина
мической наrрузки.
В случае необходимости повышения износостойко
сти сплава при отсутствии динамических наrрузок при
меняются сплавы с малым содержанием кобальта и с
более мелким размером зерен карбида вольфрама
II
.,
.
(O,5 1 мкм). В инструментах для сверления без ударов
строительных конструкций из кирпича, rипсолита и леr
Koro бетона при меняются твердые сплавы ВК6, облада
ющие максимальной износостойкостью на истирание.
Различные области применения твердосплавных из
делий обусловливают большое количество их форм и
размеров. Формы и размеры изделий пластинок и
вставок из спеченных твердых сплавов, выпускаемых
промышленностью, определяются стандартами. COOTBeT
ственно области применения твердосплавных изделий
имеются стандарты на формы и размеры и технические
требования, которым должны удовлетворять эти изде
лия (например, для режущеrо инструмента [ОСТ
2209 69** и [ОСТ 4872-75, для ropHoro инструмента
[ОСТ 880-75 и [ОСТ 4411 67*) .
Стоимость твердых сплавов определяется в основном
их химическим составом, а также зависит от сложности
их формы и размеров.
Для повышения производительности труда при об-
разовании отверстий в твердых породах в настоящее
время разработан и внедрен специальный алмазный pa
бочий инструмент кольцевые алмазные сверла, а так-
же механизированный инструмент и приспособления к
нему.
В последнее десятилетие алмазный инструмент все
шире применяется при строительных и монтажных pa
ботах для сверления железобетонных конструкций про-
мышленных и rражданских сооружений.
Природный алмаз это минерал, состоящий из oд
Horo химическоrо элемента уrлерода (С). Он встреча
ется в виде кристаллов массой от 0,005 до нескольких
десятков карат (1 карат равен 0,2 r). Зерна алмаза об
ладают самой большой из всех известных в природе Ma
териалов твердостью и износостойкостью, но прочность
их невелика, они хрупки. Поэтому их применяют в ка-
честве обрабатывающеrо материала в условиях без
ударной и безвибрационной работы.
Централизованное производство алмазных инстру
ментов из природных алмазов создано в нашей стране в
1960 r. Предпосылкой к ero созданию явилось открытие
в 1953 r. отечественных месторождений природных ал
мазов в Якутии и непрерывный рост их промышленной
добычи. Это позволило резко увеличить производство и
применение инструмента из натуральных алмазов, сни
12
"
зить ero стоимость. В 1963 r. освоено промышленное
производство искусственных (синтетических) алмазов.
Синтетические алмазы получают из модификации yr ле
рода rрафита в УС.10ВИЯХ больших давлений и BЫCO
ких температур. Эти алмазы имеют ту же кристалли
ческую структуру, что и природные, и обладают всеми
физико механическими и химическими свойствами HaTY
ральных алмазов.
Открытие метода получения синтетических алмазов
и разработка промышленной технолоrии их получения
привели к резкому увеличению выпуска алмазноrо ин
струмента.
Производство синтетических алмазов и инструмента
из природных и синтетических алмазов является одной
из молодых отраслей станкоинструментальной промыш
ленности. В настоящее время спепиализированные заво
ды выпускают инструменты из природных и синтети
ческих алмазов для всех отраслей народноrо хозяйства.
Средние линейные размеры кристаллов алмазов дo
стиrают 1 2 мм, однако наиболее часто применяются
алмазы размером в несколько десятых долей миллимет
ра (алмазные порошки).
Основной частью кольцевоrо алмазноrо сверла явля
ется коронка, состоящая из стальноrо цилиндрическоrо
корпуса с закрепленной на ero торце кольцевой алмазо
содержащей матрицей. Матрица изrотовляется из по
рошков твердых сплавов марки ВК6, ВК8, ВКI0, иrра
ющих роль связки, и пропитывается медью. Алмазные
зерна перемешиваются с порошком твердоrо сплава,
после чеrо выполняется формовка и спекание под боль
шим давлением. Таким образом, алмазные зерна paBHO
мерно распределяются по всей массе кольца.
При сверлении к коронке прикладываются значи
тельный вращающий момент и осевое усилие. При этом
материал строительной конструкции (железобетон и
т. п.) разрушается за счет среза (истирания) ero ал
мазными зернами. Строительное основание разрушается
по кольцу. Внутри коронки и цилиндрическоrо удлини
теля остается столб высверленноrо материала, который
называется керном. Чтобы исключить трение корпуса
коронки и удлинителя о внутренние стенки высверли
BaeMoro rнезда и обеспечить леrкое извлечение керна,
кольцо матрицы должно иметь толщину стенок боль
rnую, чем у корпуса коронки (т. е. выступать наружу и
13
.
внутрь корпуса). Для охлаждения алмазосодержащеrо
торца и удаления буровой мелочи при сверлении аJIмаз
ными сверлами необходимо применение ПРОl\1ЫВКИ зоны
резания водоЙ. Вода подается под давление'll через спе
циальную муфту внутрь кольцевоrо сверла. В рабочем
торце матрицы предусмотрены специальные пазы
промывочные окна, через которые вода и шлам посту
паЮТ наружу.
1. МЕХАНИЗИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ
ОТВЕРСТИЙ И БОРОЗД
Электрические сверлильные ручные машины. Для
образования отверстий в строительных конструкциях из
кирпича, бетона и подобных материалов отечественная
промышленность выпускает специальные ручные элек
тросверлильные машины и переставные электрические
станки; наряду с ними MorYT быть применены и ручные
электрические сверлильные машины общеriромышлен
Horo назначения (например, для сверления по метал
лу).
Важнейшим условием применения электрифициро
BaHHoro инструмента является обеспе ение электробезо
пасности, так как электромонтажные работы производят
обычно в среде с большим количеством металлических
масс, в недостроенных зданиях, в помещениях влажнЫХ
и сырых, с токопроводящими полами, т. е. в условиях
повышенной опасности поражения от электрическоrо
тока. Поэтому следует применять электрические ручные
машины либо на 36 В, либо на 220 В, но с двойной изо
ляцией. Снижение напряжения до 36 В привело бы к
резкому увеличению массы электромашины; чтобы из
бежать это, повышают частоту переменноrо тока до
200 [ц*. В связи с этим для ручных ма'ШиН на 36 В при
меняются специальные преобразователи, которые не
только снижают напряжение, но и повышают частоту
до 200 [ц.
Возможность применения ручных машин на напря
жение 220 В с двойной изоляцией без преобразователеЙ
(с непосредственным питанием от сети 220/380 В) яв
ляется существенным преимуществом их по сравнению
с машинам и на напряжение 36 В.
* с повышением частоты nepeMeHHoro тока масса электродвиrа
теля уменьшается почти во столько раз, во сколько повышается
частота.
14
Друrим важнейшим эрrономическим требованием к
ручным сверлильным машинам является оrраничение их
массы 6 7 Kr (но не более 10 Kr соrласно [ОСТ
17770 72) .
С учетом указанных требований и ряда друrих пара
метров, обеспечивающих эффективное выпlIнениеe опе
I
7 8 9
Рис. 1. Элекч'ическая сверлильная
ручна машина ИЭ 1031.
1 шпиндель; 2 корпус редуктора; 3
блок шестерен; 4 вал ротора; 5 перед
ний щит; 6 вентилятор; 7 ротор; 8
статор; 9 корпус; 10 рукоятка; 11
устройство для подавления радиопомех;
12 выключатель; 13 токоподводящий
кабель; 14 защитная трубка; 15 курок.
раций образования отверстий, отобраны электрома
шины, технические данные которых приведены в табл. 2.
В зависимости от их массы ручные сверлильные ма
шины по своей конструкции MorYT быть разделены на
машины «пистолетноrо типа» (рис. 1), удерживаемые
в процессе работы одной рукой, машины с двумя PYKO
ятками (закрытой центральной и боковой), удерживае
мые в работе обеими руками, и машины с двумя боко-
.. вы ми рукоятками и rрудным упором на задней стенке
для более удобноrо удерживания и создания повышен-
Horo oceBorO давления.
15
с1>
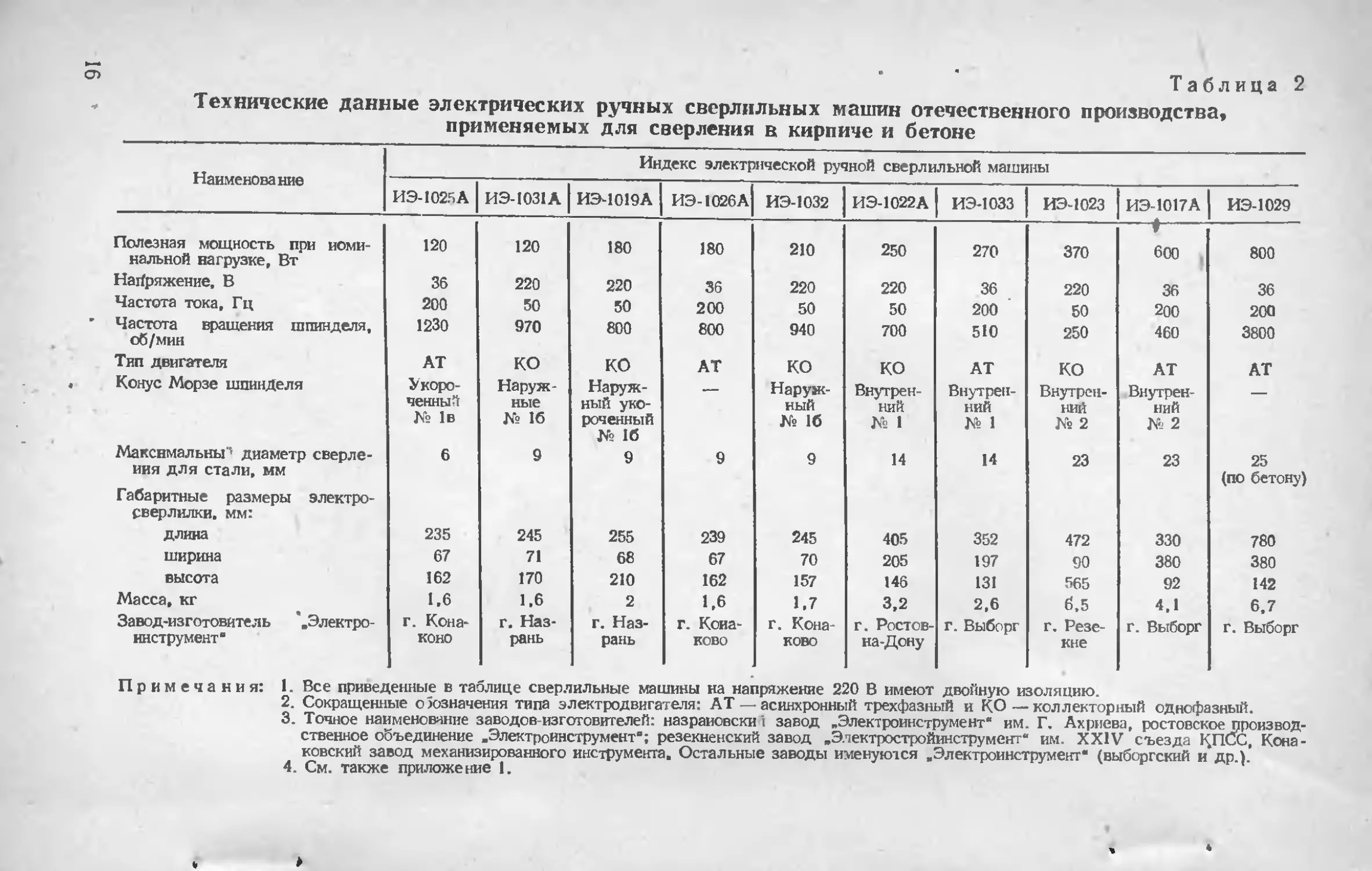
Технические
Таблица 2
данные электрических ручных сверЛlIЛЬНЫХ машин отечественноrо проиsводства,
применяемых для сверления в КИрПИче И бетоне
I Инд кс ЭЛ КТРllч скоlI ручноlI СВ РЛllльноll машины
ИЭ 102SА I ИЭ 1031А I иэ..1019А I ИЭ I026АI ИЭ 1032 I ИЭ 1022А I ИЭ-1033 I ИЭ-I02З I ИЭ 1017А I ИЭ 1029
НаимеНОВЭШlе
.
Полезная мощность при ИОми 120 120 180 180 210 250 270 370 600 800
иапьноlI ваrрузке, Вт
НаJtряженне, В 36 220 220 36 220 220 36 220 36 36
Частота тока, rц 200 50 50 200 50 50 200 50 200 200
Частота вращения mmrnдепя, 1230 970 800 800 940 700 510 250 460 3800
об/мин
Тип двиrатепя АТ КО КО АТ КО КО АТ КО АТ АТ
Конус Морзе ШПИНДеля KOPO- Наруж- Наруж Наруж BHyтpeH BHyтpell BHYТPCII- BHyтpeH
ченны:! ные ный yкo ный IШI! ний lШи ний
N21B N21б рочеиный N21б N21 N21 N22 N.2
N21б
Максвмальны" диаметр сверле- 6 9 9 9 9 14 14 23 23 25
иия для стали, мм (по бетону
rабаритны размеры электро-
j:верлипкв, мм:
длина 235 245 255 239 245 405 352 472 330 780
ШИрШlа 67 71 68 67 70 205 197 90 380 380
высота 162 170 210 162 157 146 131 565 92 142
Масса, Kr 1,6 1,6 2 1,6 1,7 3,2 2,6 ,5 4,1 6,7
3авод-изrотови дь '.Электро- r. кона-I r. Наз- r. Наз- r. Кона- r. Кона- r. POCTOB r. Выборr r. Резе r. Выборr r. Выборr
инструмент. коно рань рань ново ково на-Дону кне
Прим чания:
1. Все приведенные в таблице свер.чильные машины на напряжеIOlе 220 В имеют двойную изоляцию.
2. Сокращенные о ;означения типа электродвиrателя: А Т асинхронный трехфазныI и КО коллекторный однофазный.
3. Точное наимеНОl>iние заводов-изrотовпrелей: назраиовски i завод .Электроинструмент. им. r. Ахриева, ростовское !}роизвод-
сmенное объединение .Электроинструмент.; резекнеНСI<иl! завод .Э.чектростройинструмент' им. ХХ1У съезда I\ПСС, Кона-
ковский заеод механизированноrо инструмента, Остальные заводы И:\!еНУЮ1СЯ .Электроннструмент' (выборrскнй и др.).
4. См. такж приложение 1.
.
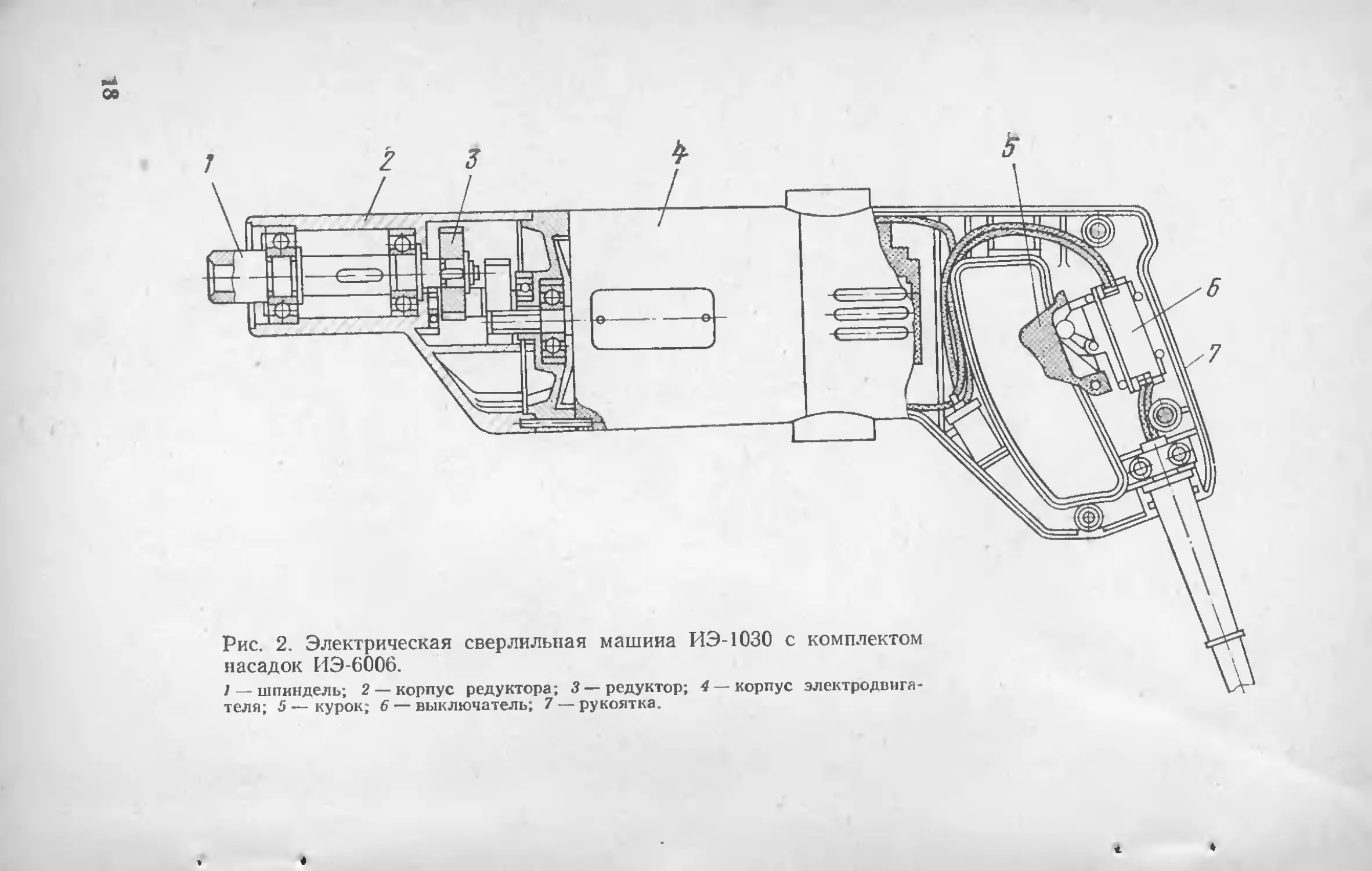
В ряде монтажных орrанизаций имеется специаль
ная ручная 'Машина ИЭ 1030 (рис. 2) с комплектом Ha
садок типа ИЭ 6006, которая при меняется для образова
ния отверстий в кирпиче, бетоне, дереве, металлах, а
также для завинчивания шурупов. Она имеет BCTpoeH
ный коллекторный электродвиrатель с двойной изоля
цией. Для дополнительной защиты работающеrо от по
ражения током корпус двиrателя и рукоятка выполнены
из пластмассы. Вращение от вала ротора передается
шпинделю через редуктор. Шпиндель вращается на
двух шарикоподшипниках.
Выключатель KypKoBoro типа встроен в рукоятку и
имеет фиксатор включенноrо положения. Для крепления
насадок на корпусе редуктора предусмотрен посадоч
ный поясок, а шпиндель имеет наружный конус Морзе.
. Сверлильная машина типа иэ 1 030 имеет следую-
щие насадкИ.
{ Насадка вращательноrо действия ИК 8001 предназ
'()начена для сверления кирпича шлямбурным резцом
(колы евой коронкой). 13 ее орпус заключен плане
тарныи редуктор, снижаюшии частоту вращения до
100 об/мин. Наибольший диаметр шлямбурноrо резца
.. (коронки) 87 мм, что позволяет п лучить необходимые
rнезда для установки выключателеи и штепсельных po
зеток при монтаже скрытой электропроводки. Размеры
насадки, мм: длина 250, ширина 65, высота 62; масса
насадки 1,76 Kr; производительность электросверлилки
с насадкой при работе по кирпичу 15 'Мм/мин.
Насадка ИК 8002 ударно вращательноrо действия
(рис. 3) предназначена для сверления отверстий в кир
пиче, бетоне, шлакобетоне, rипсолите сверлами, OCHa
щенными пластинками из твердоrо сплава. Насадка co
стоит из двух корпусов и ударноrо механизма, в по
следний входят пружина и две кулачковые муфты, Ha
резанные на шпинделе и ударнике. Для центрирования
ударника в пазу на нем и в корпусе имеются шарики,
которые позволяют ему перемещаться только в осевом
направлении. Между шпинделем и корпусом установлен
амортизатор для смяrчения ударов, передаваемых на
рукоятку электросверлилки. Шпиндель насадки, Bpa
щаясь вместе с ведущим валом, упирается тремя спи-
ральными кулачками в такие же кулачки ударника, за
ставляя ударник перемещаться в осевом направлении.
Кулачки ударника, .дос:rи.rн.);:. (4} J; :!Я I'IllI ральньщ кула
2 526 i..е.n::....&CИaII 11
; I.... " .n _ D Т . . . ,
· ,,')e.p( J1OfiCKOrO 1
: ЫИОСТРОИТ.А иerw
, a!\MN! ... М.L lы:n-м
...... r ....;а.:. ........ ............
..
со
9-
Рис. 2. Электрическая сверлильная машииа ИЭ IО30 с комнлектом
насадок ИЭ БОО6.
1 шпиндель; 2 корпус редуктора; 3 редуктор; 4 корпус элеI<ТРОДDнrа-
теля; 5 I<ypOI<; 6 вьшлючатель; 7 РУI<ОЯТI<а.
5"
"
ЧIЮВ, срываются с кулачков шпинделя, и ударник под
действием пружины ударяет по шпинделю с частотой
3900 ударов в минуту. Частота вращения шпинделя
700 об/мин. Наибольший диаметр сверла 15 мм. Разме
ры насадки, мм: длина 197, ширина 71, высота 62; масса
насадки 2,2 Kr; производительность электросверлилки
с насадrюй ИК 8002 при работе по бетону 37 мм/мин..
по кирпичу 77,5 мм/мин.
11 12 13
.
1 2;;} /f
5"57
8 g !о
Tl
ii
r \
Ф .
Рис. З. Насадка ИI(.8002 ударно-вращательноrо действия к элек-
тросверлильной машине ИЭ.IОЗО.
1 rайка; 2, 3 сменные втулкн; 4 корпус; 5 упорный подшипннк; 6
амортнзатор; 7 шпиндель; 8 корпус; 9, 12 пружины; 10 шарик; 11
ударник; 13 ваЛ.
Кроме Toro, в комплекте имеется насадка ИК-8408,
предназначенная для ввертывания шурупов .(шурупо
верт) .
Сверлильная машина с комплектом насадок ИЭ-600&
размещается в чемодане.
Электросверлильная машина ИЭ-l О 17 А относится к
числу т желых электросверлилок. Она предназначена
для сверления металлов, пластмасс и дерева, но может
быть использована и для сверления кирпича и бетона
с малоабразивным наполнителем. В корпус ее встроен
трехфазный асинхронный электродвиrатель с KOpOTKO
замкнутым ротором. На заднем конце вала ротора Ha
сажен вентилятор для охлаждения двиrателя. Враще
ние от ротора передается шпинделю через двухступен
чатый цилиндрический редуктор. Промежуточные ше
стерни редуктора выполнены в виде блока, опирающе
rося на два шарикоподшипника.
Машина имеет две прямые рабочие рукоятки и rpYk
ной упор для создания oceBoro давления на сверло. На
2* 19>
{)дной из рукояток расположен выключатель с переКИk
ным курком и закреплен токоподающий кабель.
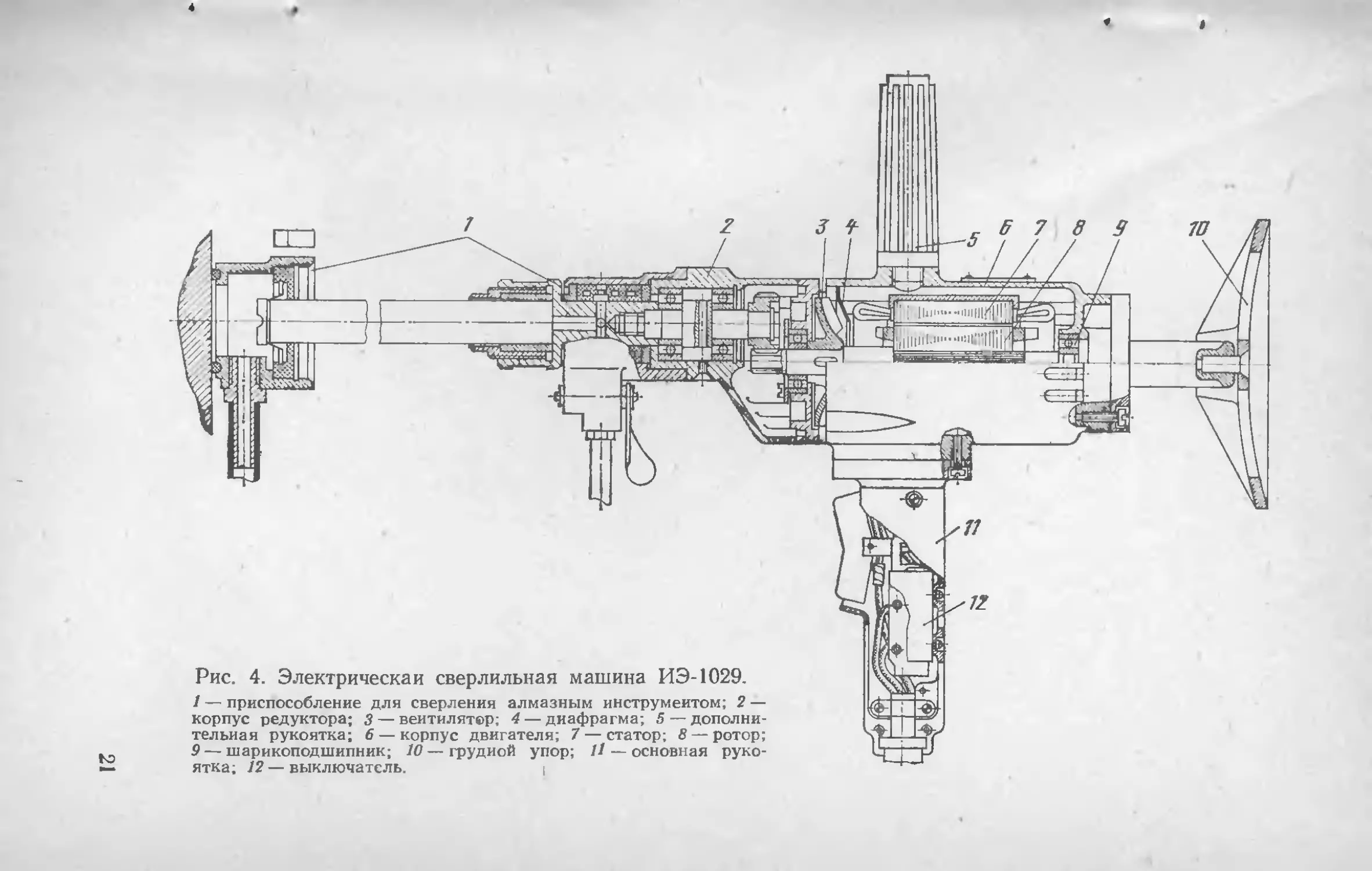
Специальная электросверлильная машина иэ 1029
для сверления отверстий в железобетоне алмазными
кольцевыми сверлами изображена на рис. 4. Она COCTO
ит из BCTpDeHHoro трехфазноrо асинхронноrо электро
двиrателя с короткозамкнутым ротором, редуктора, Ha
правляющих колонок и опорноrо фланца. На шпинделе
установлен патро'н, в котором крепятся алмазные KOJIb
цевые сверла. Для охлаждения сверла, работающеrо с
большой частотой вращения, в Hero с помощью специ
альноrо приспособления подается вода, которая OTBO
дится через штуцер, расположенныЙ на опорном фланце.
Машина имеет две прямые рабочие рукоятки, в oд
ной из них расположен выключатель KYPKoBoro типа и
закреплен токопроводящий кабе.1JЬ, а на задней части
корпуса rрудной упор.
Комплектно с электросверлилкой поставляется ak
мазное кольцевое сверло CKA I диаметром 25 мм, позво
ляющее просверливать отверстия в железобетоне rлу
биной до 250 мм.
Для работы со сверлильной машиной ИЭ 1029, как
и для друrих электромашин на напряжение 36 В и ча
стоту 200 [ц, необходимо иметь питание от специально
ro преобразователя.
Для сверления отверстий в железобетонных стенах,
перекрытиях и фундаментах предназначен изображен
ный на рис. 5 электрический станок ИЭ 1801. Он COCTO
ит из сварной разъемной двухколесной тележки с ше
стью выдвижными опорами (для жесткости установки
конструкции при сверлении), цилиндрической опорной
колонки, реечноrо механизма и узла привода с подачей
к месту сверления за счет усилия, прикладываемоrо к
рукояткам маховика. На опорной колонке передвиж
ной кронштейн. Фланец кронштейна механизма повора
чивается относительно передвижноrо кронштейна, что
пОЗволяет сверлить отверстия вертикально, rоризон
-тально и под yr лом.
Приводом станка служат асинхронный трехфазный
двиrатель мощностью 2,2 кВт на напряжение 220/380 В,
50 [ц и двухступенчатый редуктор со сменными ше
стернями, позволяющими получить на шпинделе частоту
вращения 700 или 1300 об/мин (одна из сменных шесте
рен насаживается на вал двиrателя, а друrая на про
20
Рис. 4. Электрическаи сверлильная машина ИЭ IО29.
1 приспособлеиие для сверлеиия алмазиым ииструмеитом; 2
корпус редуктора; 3 веитилятti>Р; 4 диафраrма; 5 дополии-
теЛЬИая рукоятка; 6 корпус двиrателя; 7 статор; 8 ротор;
9 шарикоподшипиик; 10 rpудио!! упор; 11 осиовная PYKO
ятка; 12 выключатель. I
межуточный вал). Рабочим инструментом станка слу
жат полые алмазные сверла диаметром 50 125 мм,
дающие чистые отверстия без трещин, изломов и BЫKpa
шивания материала. rлубина сверления до 380 мм.
Для ОЮIаждения. сверла и удаления отходов к корпу
су редуктора крепятся узел подачи воды и пробковый
кран. Для сверления отверстий в полу тележка ПРllцепа
отсоединяется и станок устанавливается на четырех опо
рах тележки. При сверлении отверстий в стене фланец
кронштейна механизма подачи поворачивают О'fноси
тельно передвижноrо кронштейна. Скорость подачи
(вручную) 40 60 мм/мин.
rабаРlIтные размеры станка, мм: длина 1440, ширина
510 и высота 1120; масса 140 Kr (с rрузами 200 Kr); из
rотовитель станка Одесский завод строительно отде
лочных машин.
Преобразователи. Для преобразования переменноrо
Рис. 5. Электрический сверлильный станок ИЭ.1801.
1 опора; 2 тележка; 3 полое алмазное сверло; 4 кран для подачи BO
ды; 5 электродвиrатель; б маховик; 7 опорная колонка; 8 передвиж
ной кронштейн.
22
.
тока ПРОМыш.'1енноЙ частоты в переменныЙ ток на 200 rц
и 36 В выборrскиЙ завод «Электроинструмент» выпускает
следующие преобразователи.
Преобразователь частоты тока ИЭ 9401А представ
ляет собой двухмашинный arperaT двухполюсный
асинхронный двиrатель с короткозамкнутым POTQPOM и
шестиполюсный асинхронный reHepaTop с фазным pOTO
ром, ОlOнтированные в одном корпусе и на одном валу.
На переднем конце вала установлены контактные коль
ца, а на щите укреплены стойки с щеткодержателями
и колпак, предотвращающий случайное прикосновение
к токоведущим частям. ArperaT может быть присоеди
нен к сети 220/380 В, он потребляет 5,8 кВт; отдаваемая
мощность 4 кВ. А. Исполнение закрытое, обдуваемое.
rабаритные размеры, мм: длина 572, ширина 354 и вы-
сота 3-10; масса 63 Kr.
Одномашинный преобразователь частоты ИЭ 9403
имеет ротор, выполненный так же, как короткозамкну
тый ротор асинхронноЙ машины. При наrрузке 'он Bpa
щается синхронно с маrнитным полем, поэтому повы
шенная частота (200 rц) остается постоянной. В пазах
башмаков ротора предусмотрена пусковая короткозамк
нутая обмотка. Статор имеет две- обмотки двухполюс
ную для присоединения к сети и восьмиполюсную для
получения повышенной частоты. Потребляемая из сети
мощность 2 кВт, отдаваемая 1,2 кВ. А; rабаритные раз
меры, мм: диаметр 335, высота 256, масса 39 Kr.
Вследствие меньшей массы и большей компактности
преобразователь ИЭ 9403 более предпочтителен для
применения на электромонтажных работах, чем преоб
разователь ИЭ 9401А, который применяют только в тех
редких случаях, коrда мощность 1,2 кВ.А является He
достаточной.
Электрические молотки. Существующие конструкции
электрических молотков (ударноrо действия) подразде
ляются на следующие Две основные rруппы: электроме
ханические с двиrателем, вращение ротора KOToporo
при помощи специальных механизмов преобразуется в
возвратно поступательное движение бойка; электрофу
rальные с двиrателем возвратно поступательноrо дви
жения, кинетическая энерrия подвижных частеЙ KOTOpO
ro непосредственно (без механизмов, изменяющих Ha
правление скорости) передается при ударе хвостовику
рабочеrо инструмента.
.
23
t-:)
,j>.
-...
s:: -i::l.....n:::,:::=::... ......
o:S:o с..;. о о I tI:I
3 I .. I
:s:;j; .g ;
:s: :I: "< . 'tj "'о
o...s0 '" ""
0\ :s: Ш:S: ""-Jo'" tI:I
'g ; I I .....
:i I XI O\; .....0-
о","'", O& .. I
б ?: tI;g
>4 o-g O) g'-
g'g I
I g: I..... d
I x:I: с::> ==
:s: -glc..;.
I'I> I O",,,,I..
п В 0\"0
::ItQci "< "C1
gm
I . , . . ('р... .
'"
'"
'-:
:':'0
g: :s:
::S;::c!,?
0::0:>
о.
Бw
0-3 :о,
0(1)
:>;:>;
....
:s:""
w:a
1'-:):>;
о:.:
::S::C:
-&
'<
..,
1»
:.
t>'
,
т аблиuа 3
Технические данные электрических молотков,
выпускаемых отечеСТ/ilенной промышленностью
(дауrавпилсский завод "Электроинструмент")
I Ицдекс элекТрll'Iескоrо мол<m<а
НаимеlЮвзнне I I
ИЭ 4207 ИЭ 421О ИЭ 4203
.
ИЭ-4212
Механиче Механиче
ский ский
10(1) 10(1)
Фуrа ь Фуrаль
ныи ный
4(0,4) 6,3(0,63)
3000 3000
Вид КОНСТРУКЦИИ
Энерrия удара бойка,
Дж (кrc'M)
Частота ударов бойка в
мииуту
Электродвиrатель
Мощность, Вт
РОА тока
1100
АТ
250
Перемен-
ный Tpex
фазный
220
50
1100
АТ
270
Перемен
ный Tpex
фазный
220
50
600 7.00
Перемеи- Перемен-
ный OДHO ный OДHO
фазный . фазный
220 220
50 50
50 50
Напряжение. В
Частота тока, ru
Наибольший ди.аметр бу-
рения, мм
rлубина бурения. мм
3ащитно отключающее
уетройство
rабарнтные размеры, мм:
длина
ширииа
высота
Масса, кr
300
300
И 9801А
ИЭ-9801А
685
110
215
12,5
680
110
210
12
395 410
140 140
190 190
7,0 8,1
1. Л Т асlПlХРОШlblЙ трехфазный двиrатепь.
2. МОIlЦIOСТЬ приведена в таблице дли фуrальиых молorков ПО-
требпяемая, для механнqеских молотков полезНая.
3. Все молотки снабжены штепсельным соединением в рабо'IНМ IПI-
cTPYMeнroM.
4. См. также приложеиие 2.
П.Р JI М е q а и н я:
Технические данные электромолотков, выпускаемых
отечественной промышленностью, приведены в табл. 3.
В отличие от электросверлильных машин важнейши
ми условиями допустимости применения электромолот
ков в электромонтажном производстве являются не
только электробезопасность и малое значение массы,
но и достаточная степень заLЦИТЫ от вибраций (вибро-
заLЦита) и шума. Исходя из этих условий и необходи-
мых технолоrических характеристик, наиболее подходя
LЦим для электромонтажа является электромолоток фу
rальный ИЭ 4207 (рис. 6), СОСТОЯLЦий из корпуса и
следуюLЦИХ основных узлов: ударноrо, вентиляции и
крепления рабочеrо инструмента. Узлы ударный и BeH
25
тиляции расположены внутри плаСПlассовоrо корпуса.
Электробезопасность молотка обеспечивается нали
чием двойной изоляции.
Ударный узел молотка содержит два электромаrнита
(катушки, надетые на маrнитопровод) ПрЯМоrо и об
paTHoro хода. Эти электромаrниты получают ИМпульс
ное питание через два диода, включенных навстречу
друr друrу, вследствие чеrо они обтекаются током в
разноименные полупериоды переменноrо тока. Создавая
маrнитные поля противоположноrо направления, элек
тромаrниты побуждают боек совершать возвратно по
ступа тельное движение и наносить удары по хвостовику
рабочеrо инструмента. Для накопления энерrии обрат
Horo хода и для смяrчения бойка при обратном ходе в
ударном узле предусмотрены буфер и пружина, что cy
щественно снижает вибрацию молотка. Кроме Toro.
уровень вибрации У!v1еньшается тем, что ударный узел
изолирован от корпуса с ОДной стороны шайбами и pe
зпновым амортизатором, а с друrой пружиной с BTY.1
ками и амортизатором.
Узе.1 вентиляции (Д.1я охлаждения электромаrнитов
во время работы молотка) состоит из однофазноrо элек
тродвиrателя переменноrо тока с конденсатором и Haca
женноrо на вал электродвиrателя вентилятора.
Рабочий инструмент крепится к молотку при помощи
рукоятки, которая соединяется с буксой посреДСТВО:\1
фиrурноrо паза. Для крепления рабочеrо инструмента
надевают рукоятку на буксу, освобождают фиксатрр,
вставляют инструмент в буксу и запирают фиксатор
(переключают фиксатор поворотом ero флажка). При
работе молотка рукоятку необходимо поворачивать
относительно буксы.
Электрофуrальный 1V!олоток ИЭ 421 О имеет анало
rичную конструкцию, но отличается большей мощно
стью.
Электромеханические молотки ИЭ-4203 и ИЭ 4212
MorYT применяться для образования борозд, разрушения
бетона, асфальтобетона, кирпичной кладки, каменистоrо
и мерзлоrо [рунта при работе в вертикаЛЬНО:\1 положе
нии сверху вниз. При работе с ню.ш необходимо при
менять защитно-отключающее устройство, предназна
ченное для защиты от поражения током в случае замы
кания на корпус, поставляе:\юе заводом-изrотовителе;\I
комплектно с элеКТРОМО-!IОТКОМ.
26
Электрические ручные перфораторы. ПерфоратораМII
именуются ручные машины ударно вращате.1JЬноrо дей
{;твия Д.11Я образования отверстий, рабочий opraH KOTO
рых при работе воспринимает силовые ИМПУ.11ЬСЫ (yдa
ры) и одновременно совершает непрерывное И.11И преры
вистое вращение. Как и молотки, перфораторы под
раЗДС.11ЯЮТСЯ на фуrальные и механические.
Технические данные э.11ектроперфораторов приведе
ны в табл. 4.
Таблица 4
ТеХНllческие данные электрических перфораторов,
выпускаемых отечественной прзмышленностью
(дауrавпилсский завод "Электроинструмент")
ИlЩе/>с ручноrо эл ектрическоrо перфоратора
Наи '[енование
ИЭ 4709
ИЭ 4710
ИЭ 4 707
Вид конструкции Фуrальный Ме,аНИ'Jе Фуrа.тьный
ский
Энерrпя удара бойка, 2,5(0,25) 4 (0,4) 25(2,5)
Дж (Krc'M)
Частота ударов в минуту 3000 2500 1100
НаибольшиЙ диаметр бурения 16 26 40
по бетону, мм
Скорость бурения в бетоне 100- 70 120
марки 300, ммiмин 1\0
Электродвиrатель 1\0 АТ
Мощность, Вт 650 450 1350
Напряжение, В 220 220 220
Частота тока, [ц 50 50 50
fабаритные размеры, мм:
длина 350 650 760
ширина 95 175 460
высота 195 195 27r
Масса без рабочеrо инстру 7 13 80 (с воз
мента и кабеля, Kr духодувкой)
При м е ч а н и я:
1. Обозначения: АТ асинхрониый трехфазный; КО кол-
.чекториый однофазный.
2. Все перфораторы снабжены штепсе.ЧЬНЫМ соединением н
рабочим инстру"ен1О"_
3. См. также приложение 2.
Фуrальный перфоратор ИЭ-4709 (рис. 7) с двойной
изоляцией является наиболее рациональным для элек
тромонта1Кноrо производства при пробивке отверстий в
1Келезобетоне и бетоне с высокоабразивными наПО.11ните
.1Jями.
В пластмассовый корпус перфоратора заКЛЮчены
узел электромаrнитноrо типа, обеспечивающий ударное
27
t>:)
сх>
?
z
3
9-
5
б
7
8
,
Рис 7. Электрический перфора.тор ИЭ 4709.
1 рабочнй ннструмент; 2 ---"- фартук;' 3 шпнндель; 4 редуктор (муФта); 5 ударннк;
6 корпус; 7 электромаrНIIТ; 8 буфер; 9 выключатель; 10 конденсатор; 11 курок;
12 корпус электродвнrателя.
действие. и коллекторный электродвиrатель с ДBYXCTY
пенчатым редуктором и муфтой предельноrо момента
для вращения рабочеrо инструмента. Ударный узел co
стоит из электромаrнитов прямоrо и обратноrо хода и
работает так же, как у фуrальноrо электромолотка.
Перфоратор может работать в ударно вращательном..
ударном или во вращательном режимах. Переход с
одноrо режима на друrой осуществляется путем переме
ны формы хвостовика рабочеrо инструмента или отклю
чения ударноrо узла. В рукоятку перфоратора встроено
пусковое устройство KypKoBoro типа. Для охлаждения
машины на валу коллекторноrо двиrателя насажен BeH
тилятор. Защита опера,тора от вибраций выполнена так
же, как у электромолотка ИЭ 4207.
Электромеханический перфоратор ИЭ 4707 предназ
начен для бурения в бетоне, кирпиче и [орных породах
rлубоких отверстий (до 700 мм) диаметром до 40 мм.
Он состоит из BCTpoeHHoro электродвиrателя, редуктора..
кривошипно шатунноrо механизма и механизма непре
pblBHoro вращения рабочеrо инструмента. Продувка
отработанной мелочи при бурении обеспечивается воз
духодувкой, поставляемой комплектно сперфоратором.
Она состоит из коллекторноrо однофазноrо двиrателя и
наrнетательноrо аппарата.
Комплектно с перфоратором ИЭ 4707 поставляются
защитно отключающее устройство ИЭ 9801А и трехпо
люсные штепсельные соединения ИЭ 9901 (для воздухо
дувки) И ИЭ 9902 (для перфоратора) .
До настоящеrо времени электромонтажниками при
меняется ранее выпускавшийся электрофуrальный пер
форатор (электромаrнитобур) CЦ 2 (рис. 8), который
состоит из электромаrнитноrо механизма ударноrо дей
ствия и электродвиrателя с редуктором, обеспечивающе
ro вращательное движение инструмента. Эти механизмы
независимы друr от друrа, поэтому перфоратор может
работать в ударно вращательном и вращательном pe
жимах.
При работе электромаrнитноrо механизма боек HaHO
СИТ уда,РЫ по хвостовику шпинделя, в KOTQPOM закрепля
ется рабочий инструмент. Специальная пружина служит
для rашения вибраций и накопления энерrии обратноrо
... хода бойка.
В отличие от электрофуrальноrо перфоратора
ИЭ 4709 в корпусе CЦ 2 отсутствуют встроенные диоды,
29
со\>
с>
.,-
Рис. 8. Электроперфоратор СП 2.
1 шпиндель; 2 трехступенчаты" цилиндрическиЙ редуктор; 3 фрикционная муфта; 4 элек-
тромаrниты прямоrо и обратноrо хода; 5 боек; б коллекторныЙ двиrатель; 7 буферная пру
ЖИНа.
"
поэтому для питания электромаrнитобура необходим
иметь преобразовательное устроЙство УПЭБ, что яви
лось существенным недостатком этой ручной машины.
Устройство УПЭБ понижает переменный однофазный.
ток частотой 50 [ц с 220 до 44 В и выпрямляет OДHO
фазный ток 44 В для питания электромаrнитов прямоrо-
и обратноrо хода в разноименные полупериоды. Устрой
ство потребляет мощность 900 Вт и имеет rабаритные-
размеры, мм: длина 433, ширина 186 и высота 255; Mac
са 19 Kr. Электромаrнитобур cи 2 имеет энерrию удара
4,5 Дж при частоте 3000 ударов Iмин.
3ащитно отключающие устройства. Для безопасноrо
пользования ручными электромашинами, работающими
от сети напряжением более 36 В, применяют защитно
отключающие устройства автоматические аппараты,.
отключающие электрифицированный инструмент при по-
явлении в нем замыканий на корпус и друrих неисправ-
ностей электрической части. Некоторые конструкции.
защитно отключающих устройств позволяют использо-
вать их для дистанционноrо включения и отключения
электроинструмента.
Данные о выпускаемых промышленностью защитно
отключаюших устройствах приведены в табл. 5.
Защитно отключающее устройство ИЭ-9801А (рис. 9)
работаеТ от сети с заземленной нейтраль на напряжениИ'
380/220 В. На крышке OCHoBHoro корпуса устройства
расположены кнопки Стоп, Пуск и Контроль. Под вто-
рой крышкой находятся предохранители и вводные YCT
ройства для кабелей от сети и к инструменту.
Устройство состоит из блока питания и блока защи
ты. Блок питания схемы содержит трансформатор, BЫ
полненный в виде вторичной обмотки на катушке пуска
теля, двухполупериодный выпрямитель и филыр-конден
сатор. Блок защиты состоит из датчика-трансформатора
тока нулевой последовательности, усилителя, собранноrо-
на тиристорах, и реле защиты. Комплектно с устройст
вом поставляется штепсельное соединение ИЭ 9901.
Штепсельные соединения. Трехполюсное штепсе.пьное'
соединение ИЭ-9901 предназначено для присоединения
электрифицированных приборов на напряжение 220 и
380 В к питающей сети. Оно состоит из соединенных
накидной rайкой розетки и вилки, в которых монти
руются токоведущие и заземляющие контакты. Заземля
ющий контакт вилки длиннее рабочих контактов на
31
.
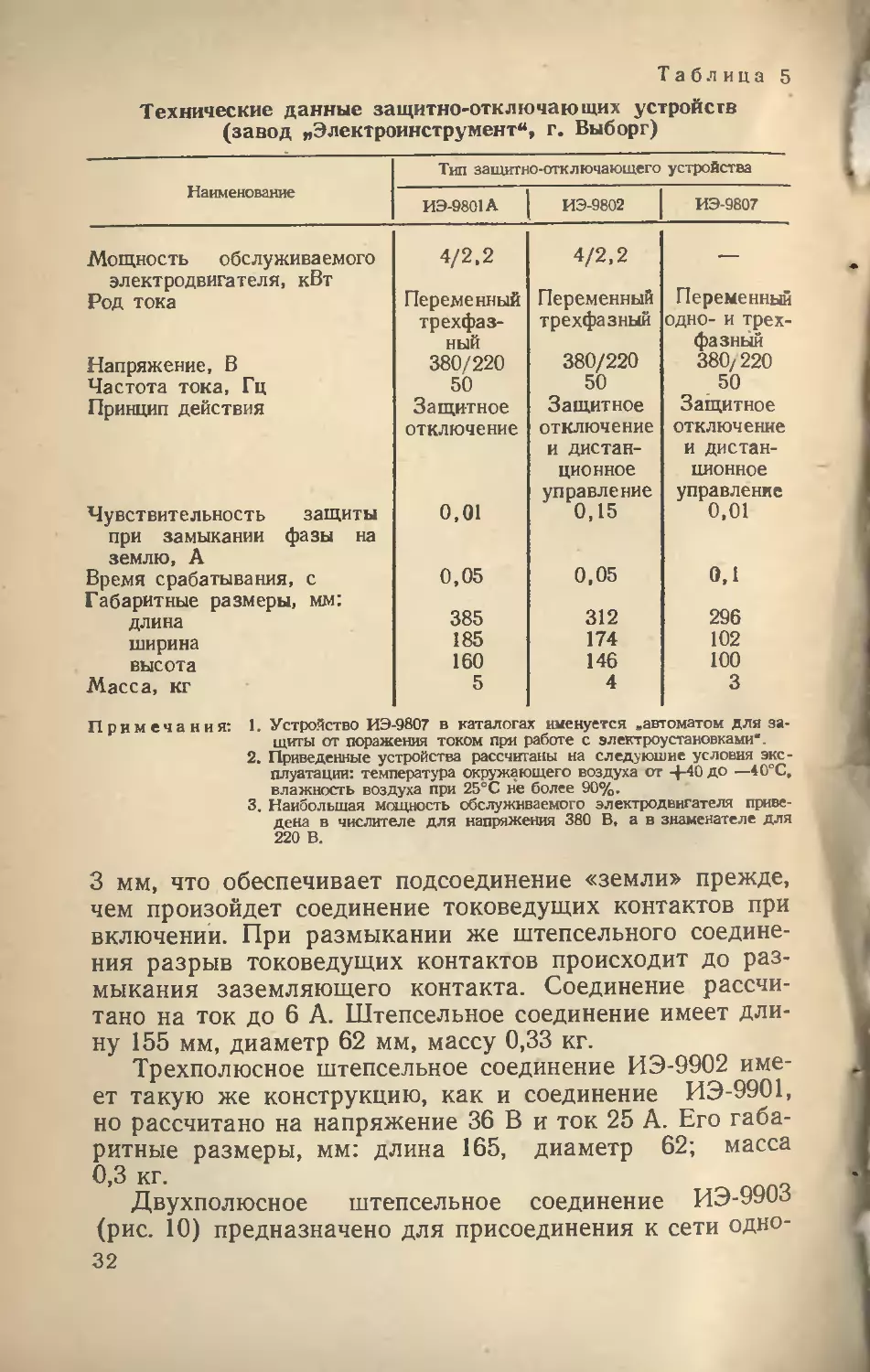
Таблица 5
Технические данные защитно-отключающих устройсrв
(завод "Электроинструмент", r. Выборr)
тШI заnurrно-слключающеrо устройства
Нанменование
ИЭ-9801А ИЭ-9802 ИЭ-9807
Мощность обслуживаемоrо 4/2,2 4/2.2
электродвиrателя. кВт
Род тока Переменный Переменный Переменный
трехфаз-- трехфазный OДHO и Tpex
ный фазнЫй
Напряжение, В 380/220 380/220 380/220
Частота тока, rц 50 50 50
Ilринцип действия Защитное Защитное Защитное
отключение отключение отключение
и дистан и дистан
ционное ШlOнное
управление управлен"е
Чувствительность защиты 0,01 0,15 0,01
при замыкании фазы на
землю, А
Время срабатывания. с 0,05 0,05 0,1
rабаритные размеры. мм:
длина 385 312 296
ширииа 185 174 102
высота 160 146 100
Масса, Kr 5 4 3
При м е ч а и н я: 1. У стройство ИЭ-9807 в J<аталоrах lПlеиуется .автоматом АЛЯ за-
щиты от поражеIOlЯ током при рабсле с злеК'rроустановкамн'_
2. Приведенные устройства рассчитаны иа следуюшие условия ЭКС-
плуатации: температура окруж ющеrо воздуха от +40 до 400C.
влажНOCfЬ воздуха при 25 0 С не более 90%.
3. Наибольшая мощность обспужнваеМОI"О элеКТРОАвиrатепя приве-
деиа в числителе для иапряжеIOlЯ 380 В, а в знаменателе для
220 В.
з мм, что обеспечивает под соединение «земли» прежде,
чем произойдет соединение токоведуlЦИХ контактов при
включении. При размыкании же штепсельноrо соедине-
ния разрыв токоведуlЦИХ контактов происходит до раз
мыкания зазеМЛЯЮlЦеrо контакта. Соединение рассчи-
тано на ток до 6 А. Штепсельное соединение имеет дли-
ну 155 мм, диаметр 62 мм, массу 0,33 Kr.
Трехполюсное штепсельное соединение ИЭ-9902 име-
ет такую же конструкцию, как и соединение ИЭ-9901,
но рассчитано на напряжение 36 В и ток 25 А. Ero rаба-
ритные размеры, мм: длина 165, диаметр 62; масса
0,3 Kr.
Двухполюсное штепсельное соединение иЭ-9903
(рис. 10) предназначено для при соединения к сети одно-
32
фазных электрифицированных приборов. ОНо состоит из
розетки и вилки, соединенных накидной скобой. Соеди
нение имеет три контакта. При однофазном токе до
250 В токоподводящие жилы присоединяют к крайним
контактам, а заземляющую жилу присоединяют к cpek
iJNJ8D/22D 8
IO:A :6 ':с
.l-.J. J. ""ш
IJpJ
nf!T nр! КнТ
пуск
6Т
,41
AZ
Д3
,..f.lf
Рис. 9. Схема защитио-отключающеrо устройства ИЭ-9801А.
ш штепсельное соеднненне; Прl Пр3 п. авКНе предохраннтелн; [(нl, [(н2,
[(н3 кнопкн Пуск, Стоп, [(онтроль; Рl маrннтный пускатель; Р2 реле
защнты; ТрН трансформатор напряжеиия; Rl 5 сопротивлеиия; Лl, Л2
сиrиальные лампы; 81 выключатель типа «тумблер»; Тl, Т2 триоды; Дl
Д4 диоды; С 1, С2 коидеисаторы; Тр траисформатор тщса иулевой после-
J!;овательиости.
нему контакту, который выполнен длиннее крайних -кон-
тактов для указанной выше цели. При напряжении до
36 В все три контакта MorYT быть использованы как
токоведущие. Номинальный ток соединения 10 А. rаба-
ритнЫе размеры, мм: длина 230, ширина 48, высота 25;
масса 0,136 Kr.
Штепсельные соединения- ИЭ 9901 и ИЭ-9902 изrо-
Товляются ярославским заводом «Красный маяк», а coe
динение ИЭ 9903 ростовским объединением «Электро
инструмент».
rибкие кабели. Для дрисоединения. _ электроинстру
мента к источникам электропитания применяются пере
носные rибкие кабели с резиновой изоляцией и резино
вой оболочкой на напряжение до 660 В по [ОСТ
13497 77. Эти кабели имеют две или три основные жилы
e-
':" :' E .:" .... t
б
Рис. 10. Двухполюсное штепсельное tоединение ИЭ 9903.
1 штепсельная розетка; 2, 4 контактные винты; 3 штепсельная внлка;
5. 7 пружннные наконечникн: 6 накидная скоба.
(для однофазноrо или трехфазноrо электроинструмен
та) и одну жилу для заземления. Кроме Toro, отдельные
исполнения кабеля MorYT иметь дополнительно одну или
две жилы для .дистанционноrо управления электроин
струментом.
Для ручноrо электроинструмента рекомендуется при
менять кабели с медными жилами марки КРПТ нор-
мальной rибкости (радиус изrиба не менее восьми диа
ыетров кабеля) и марок кРпr, КРПС повышенной rиб
кости (радиус изrиба не менее пяти диаметров кабеля).
При возможности попадания на оболочку кабеля arpec
сивных веществ, масла, бензина и друrих нефтепродук
34
тов применяют кабели марок КРПТН, крпrн и
КРПСН, имеющие оболочку из маслобензостойкой рези
ны, не распространяющей rорение. Для условий, коrда
на кабели возможны воздействия в процессе эксплуата
ции ударных и раздавливающих наrрузок, приrодны Ka
бели марок КРПС и КРПСН, у которых между жилами
установлен профилированный сердечник.
Кабели марок КРПТН и КРПСН MorYT работать при
температуре окружающей среды от зо дО +50 0 С, а
кабели остальных указанных марок при температуре
среды от 40 до + 50 0 с.
Сечение основных жил кабеля выбирают в зависи-
мости от тока наrрузки так, чтобы длительная темпера
тура жил была не более 65 0 с.
Пневмосверлильные. машины (пневматические ручны
сверлильные машины). Пневматическими называются
механизированные инструменты, которые используют
энерrию сжатоrо воздуха. При наличии источника сжа-
Toro воздуха необходимоrо давления (маrистральная
сеть трубопроводов сжатоrо воздуха или передвижной
компрессор) применениепневматическоrо ручноrо ин-
струмента имеет определенные преимущества по cpanH -
нию с электрифицированным. Основными из них явля
ются простота обслуживания, малая масса по cpaBlle
нию с электроинструментом той же мощности, безопас
ность работы (отсутствует возможность поражения
электрическим током), возможность реrулирования Bpa
щающеrо момента и скорости, отсутствие опасности пе
реrрузок.
Для пневматических сверлильных машиН применяют-
тся двиrатели ротационноrо типа, у которых ротор при
водится во вращение под действием сжатоrо воздуха на
на аженные на Hero лопатки. Ротор расположен эксцен
трично относительно внутренней цилиндрической поло
сти статора и вращается в двух шарикоподшипниках,
установленных в передней и задней крышках инстру-
мента.
Пневматические ротационные двиrатели бывают ре-
версивные и нереверсивные. Для пробивных операций
MQrYT применяться пневмосверлильные машины как
с тем, так и с друrим двиrателем. Однако нереверсив-
ные двиrатели имеют более простую КОНСТРУКЩiЮ и со-
ответственно меньшую массу. В табл. 6 включены тех-
нические данные лишь нереверсивных пневмосверлилок.
3* 35
Технические данные пневматиче
Индекс пнев","тической
Наllменование
ИП 1019 ИП 1020 ИП-1021
Мощность ротационноrо двиrателя, Вт 440 440 590
Частота вращения шпннде.'1Я, ()б/мин:
на ходостом ХОДУ 2000 1000 400
ПОД наrруqкой 1000 500 200
Рабочее давленне воздуха, МПа 0,5 (5) 0,5(5) 0.5(5)
(Krc/cM 2 ) 0,9
Расход сжатоrо воздуха, м З /ммн 0,9 1,0
Наибольший диаметр сверления ДJ1Я 12 12 14
стали, мм
Конус Морзе шпнндеЛЯ BHYT BHYT
ренний ренннй
Ng 1 Ng 1
Диаметр шланrа в свету. мм
rабаРIdтные размеры. мм:
Д.'Jина
ширина
высота
Масса (бе.а патрона), Kr
3авод изrотовитель
200
56
178
1.7
230 290
56 56
178 178
1,9 2,6
вПневмостроймашина-
J
Пр н м е.. а н н я: J. ПнсвмссвеРЛl,-""на".машина ИП-IIОЗ являетСЯ уrловоl1 и предназначе
2. Асе пнеВ'If'свеРЛИ.1ьные машины, приведенные в настоящеt{ таблице.
Т( Б.1ЯЮТ стечест енные судореМОНlfные заводы.
з. П.IСВ\I' свер,;шльная машина ИП I02З дЛЯ сверления по бетону уном
Частота вращения ротационных двиrателей на холо
СТОМ ходу почти В 2 раза превышает частоту вращеН!lЯ
при номинальной наrрузке. В большинстве пневматичес
ких ручных машин требуется частота вращения шпиндс
ля в несколько раз меньшая, чем частота вращения po
тора. В таких случаях между ротором двиrателя и
шпинделем устанавливают зубчатый редуктор (чаще
Bcero планетарный). Примером может служить с'Верлиль
ная пневмомашина ИП 1019 (рис. 11). В ней плане
тарный редуктор состоит из ведущей шестерни, нарезан
ной на выступающем конце вала ротора, водила с двумя
сателлитами и неподвижной шестерни с внутренними
зубьями. Сате.ТIЛИТЫ вращаются на осях, установленных
в водиле. Шпинделем инструмента служит выступаю
щий конец водила, на ero конце крепится сверлильныЙ
патрон. Рукоятка, в которой смонтировано пусковое YCT
36
Та. .1 Н I!I, а 6
CКlIX свер.nипьных ручных маlllИН
СllерЛИЛЫlO1! ручноl! машl\llы
I ИП IО22 ИП IО23 ИП 1016 МП II03 ИП IОII ИП II(}4 ИП ]ОI2't
590 890 1840 1340 340 300 1000
1000 12000 450 450 "3200 3200
500 6500 230 230 16')0 . 1600 300
0,5(5) 0,5(5) 0,5(5) 0,5(5) 0,5(5) 0,5(5) 0,5(5)
1,0 1,2 2,0 2,0 0,6 0,6 1,7
14 25 (по 32 32 9 9 23
бетону) BHYT BЫYT УКОРQчен 81IYT
ренний реliНИЙ ИЬ'Й N 1. реНЩIЙ
N 3 N! 3 М2
18 1 12 12 16
290 690 380 395 145 200 562
56 133 160 96 118
178 135 260 215 1"56 184 342
2,5 5,4 8,4 7,5 1,1 1,4 8
(r. Москва) .Пневмостройма: .Пневматика" (r. Ленинrрад)
I ШI'l'Iа" (r. Сllерд
ло.ск)
иа для работы в стеснеlШЫх условия'\: (нааример, в стене вОЛИ31J пе!",крытия).
нереllерСIIВНые. Ре"ерсивные машины наряду С большой иомеНК.lатурой иереверснвных изrо
плеКТОllaиа польши а лма3ИЫ IН сверлами диаметром 20 и 25 M\I.
ройство С курком, соединяется с корпусом редуктора
накидной rайкой. Внутри рукоятки для уменьшения шу
ма во время работы установлен пластмассовый rлуши
тель с наполнителем.
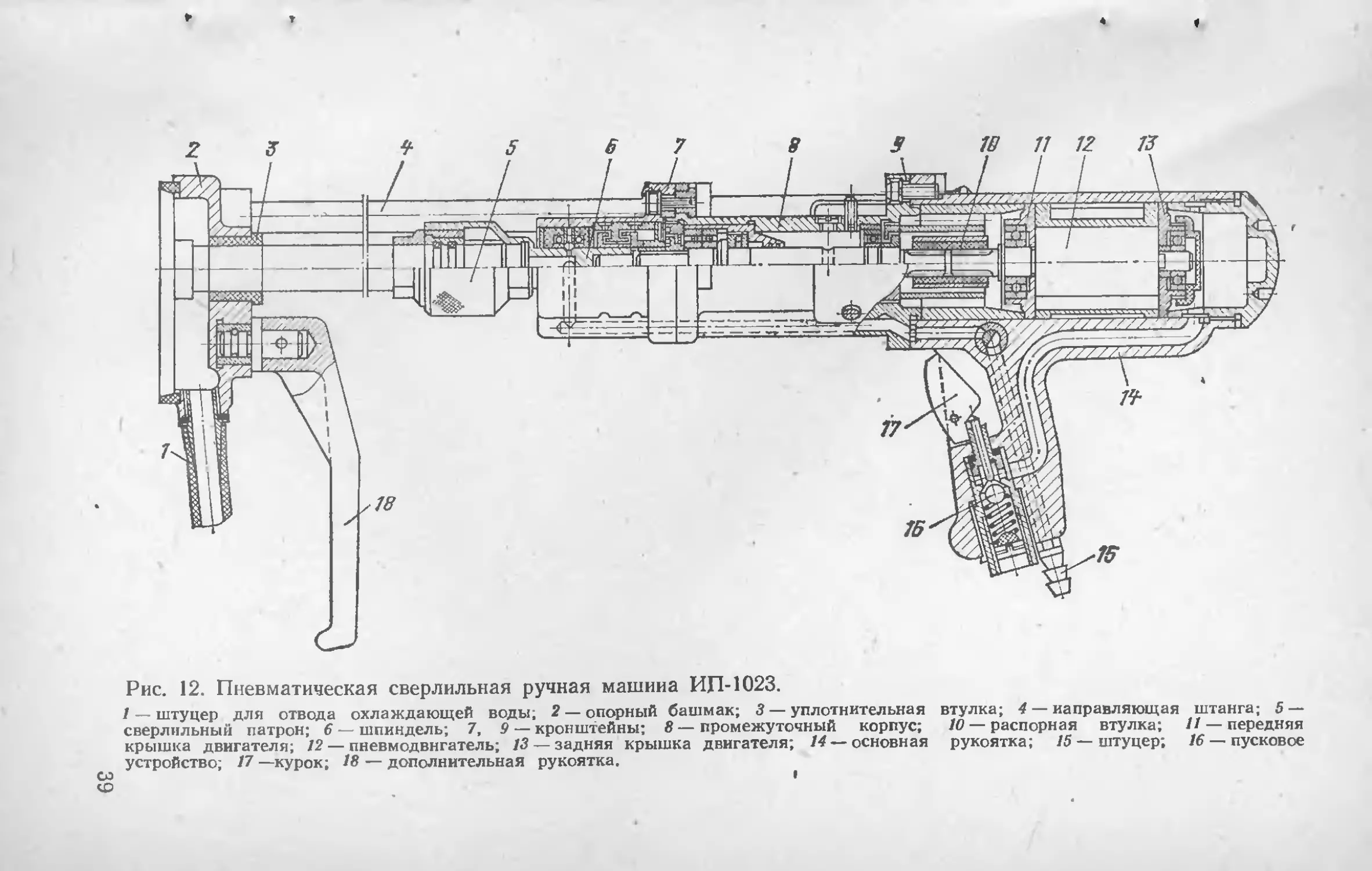
Сверлильная пневмомашина ИП 1023 является спе
циальной. Она предназначена для сверления отверстий
в железобетоне и друrих строите.ТIЬНЫХ материалах ал
мазными кольцевыми СI?ерлами CKA I. В ней (рис. 12)
для ВQСПриятия осевой наrрузки при сверлении на шпин
деле дополнительно предусмотрен упорный подшипник.
На переднем резьбовом конце шпинделя уцановлен
сверлильный патрон для репления алмазных сверл.
На корпусе сверлильной машины смонтированы две
направляющие колонки с кондукторными втулками для
обеспечения устойчивой работы инструмента в процессе
сверления, что позволя т сверлить отверстия rлубиной
37
с.>
00
1
2
5
6
7
8
!l
Рис. 11. Пневматическая сверлильная ручная маши
на. ИП 1019. .
1 шпиндель; 2 корпус редуктора; 3 сателлит; 4 п
редняя крышка; 5 статор; б лопатка; 7 ротор; 8
задняя крышка; 9 рукоятка; 10 пусковое УСТРОЙСТIIО;
11 курок; 12 rЛУlIIитель; 13 ведущая шестерия.
.
6
Рис. 12. Пневматическая сверлильная ручная машииа ИП 1023.
1 штуцер для отвода охлаждающей воды; 2 опорный башмак; 3 уплотннтельная
сверлильный патрон; 6 шпнндель; 7, 9 кронштейны; 8 промежуточный корпус;
крышка двиrателя; 12 пневмодвнrатель; 13 задняя крышка двиrателя; 14 основная
с..:> устройство; 17 KYPOK; 18 дополнительная рукоятка.
Ф
втулка; 4 иаправляющая штанrа; 5
10 распорная втулка; 11 передняя
рукоятка; 15 штуцер; 16 пусковое
до 200 мм. Для охлаждения аJlмазноrо рабочеrо инстру
мента по шданrу через пустотелое сверло подается
охлаждающая жидкость, количество которой реrулирует
ся riробковым краном. Машина И:\lеет дополнительную
рукоятку, установленную на опорном башмаке, в ней
имеется канал для vдаления охлаждающей жидкости
с отходами из просверливаемоrо отверстия. Для orpaHII
чения частоты вращения шпинде.'IЯ на холостом ходу пре
.дусмотрен центробежный реrуЛЯТор золотниковоrо типа.
Пневмомолотки (пневматические молотки). При
образовании отверстий и борозд ударным методом в
бетоне прочных марок с высокоабразивными наполни
телями (rранит, песчаник) в тех случаях, к rда закреп
ляемые или проходные детали заделываются цементным
раствором и правильность очертаний отверстий не име
ет значения, используют также пневмаТические ручные
машины для металлообработки и обработки ropHbIX по
род пневмомолотки (ударноrо действия) и пневмопер
фораторы (ударно поворотноrо действия).
Данные пневмомолотков, рекоменду-емых Д.IJЯ про
бивных операций, приведены в табл. 7. Приицип дейст
Та блица 7
Технические данные пне матических молотков
[рабочееlдавление сшатоrо воздуха 0,5 МПа (5 кус/см 2 )]
Молотки рубильные типа Молотки отбойные типа
Наименование ИП 41121 ИП 41IЗ I ИП 4114 МО-8П I МО-9П I МО lОП
.
Энерrия удара, 8 (0,8) 12(1,2) Н? (1 ,6) 30(3) 37(3,7) 45(4,5)
ДЖ (КУС-М)
Частота ударов в 1IIH 2800 2200 1600 1600 1400 1200
НУТУ
Мощность Двиrателя, 0,37 0,44 0,42
кВт
Расход сжатоrо воз 1,15 1,20 ! ,15 1,25 1,25 1,25
духа, мВ/мнн 16 16 15 15
Диаметр шлаиrа в CBe 16 15
ту, .мм
rабаритные размеры,
111М: .
Д.1ина 328 351 390 490 593 645
ширина 70 70 70 90 90 90
высота 250 250 250 175 175 175
Масса, КР 4,2 5,0 6,0 9,2 10,2 11,2
При м е ч а н и е. См. таКЖе ПРИJ\оже;ие 2.
40
вия рубильных и отбойных молотков один и тот же.
Отличаются они лишь тем, что отбойные молотки, как
правило, имеют большую энерrию удара и несколько
меньшую частоту ударов. Конструкция молотков пред
ставляет собой поршневоЙ механизм, в котором возврат
но поступательное дви {ение ударника происходит под
давлением сжатоrо воздуха, подаваемоrо . по rибкому
шланrу от к.омпрессорной установки или от маrистрали
воздухопровода.
Пневмомолотки имеют воздухораспределительные и
ударные механизмы и пусковое устройство. Пуск молот
ка осуществляется нажатием на курок, который OTKpы
вает шариковый кдапан. При прекращении нажатия на
курок сжатый воздух перестает ноступать в молоток и
деЙствие ero прекращается. С помощью золотниковоrо
воздухораспределительноrо устроЙства поршень COBep
шает возвратно поступательное движение. Поршень боек
в.конце каждоrо рабочеrо хода ударяет по хвостовику
рабочеrо инструмента, удерживаемоrо в буксе колпаком
с пружиноЙ либо пружинным кольцом. Амортизатор, co
стоящий из rильзы и резиновоЙ оболочки, предохраняет
рабочеrо от вредноrо деЙствия вибрации и температуры.
ПнеВl',lOперфораторы (пневматические ручные перфо
раторы), применяемые B rорноЙ промышленности, как
правило, тяжелы и потребляют значительное количество
сжатоrо воздуха. По этим причинам они не находят
применения в электромонтажном производстве. Исклю
цением является пневмоперфоратор П 4701 (рис. 13),
lrзrотовителем KOToporo - является НоrинскиЙ опытный
завод монтажных приспособлениЙ rлавноrо управления
производственных предприятий Минмонтажспецстроя
СССР. Он состоит из рукоятки с пусковым устройством,
воздухораспределительноrо устройства, цилиндра с пе
ремещаемым в нем поршнем, поворотноrо механизма и
патрона для крепления в нем рабочеrо инструмента.
СжатыЙ воздух через пусковое устроЙство попадает в
l'оздухораспределительное устройство, управляющее
возвратно поступательным движением поршня, который,
совершая рабочий ход, наносит удар по хвостовику pa
бочеrо инструмента. При ударе происходит дробление, а
при повороте (под действием поворотноrо механизма)
удаление строительноrо материала. Сжатый воздух,
подводимый по центральному каналу рабочеrо инстру
мента, используется для удаления размельченноrо MaTe
41
"'"
t>:>
7
'.
б
Рис. 13. Пневматический ручной перфоратор П 4 iO 1.
1 рукоятка с пусковым устройством; 2 воздухораспределительное устройство; 3
цнлнндр; 4 поршень; 5 поворотный механнзм; (; патрон для крепления бура;
7 бур. .
риала из обрабатываемоrо отверстия. Бур (рабочий ин
струмент) поставляется комплектно сперфоратором.
Перфоратор имеет энерrию удара 2,5 Дж
(0,25 Krc-M), частоту ударов 2500:!:250 в минуту, расход
сжатоrо воздуха при давлении 0,5 МПа (5 Krc/cM 2 )
0,55 м 3 /мин. rабаритные размеры перфоратора, мм:
длина 452, ширина 89 и высота 186; масса ero вместе
с буром 5,5 Kr.
1
if
6т
ЛlI"I111С!D7li
о
6
5
10
Рис. .4. Схема соединеиия аппаратуры подrотовки сжатоrо воз-
духа.
1 Ф..пьтр впаrоотдепитепь; 2 реryпятор давпеиия; 3 маиометр; 4 маспо-
распыпитель; 5 краи подачи воздуха; 6 пиевмоииструмеит.
Подrотовка сжатоrо воздуха. Для пневматических
инструментов используется атмосферный воздух, сжатый
до 0,5 0,7 МПа (5 7 Krc/cM 2 ) в передвижных или ста-
ционарных компрессорах. В последнем случае сжатый
воздух отбирается от постоянно проложенных маrистра-
лей воздухопроводов. Технические данные некоторых
передвижнЫХ компрессоров приведены в табл. 8.
Эффективная работа пневматических инструментов
может быть обеспечена лишь при нормальном качестве
сжатоrо воздуха, который должен быть очищен от влаrи
и пыли и иметь стабильное давление. Кроме Toro, тру-
щиеся части инструмента должны смазываться, для чеrо
в сжатый воздух вводят масло в распыленном виде. Для
· указанных целей применяются фильтры влаrоотделите-
ли, реrуляторы давления и маслораспылители. На
рис. 14 показана схема установки этих устройств в си-
43
стеме подачи CJКaTOrO воздуха для пневматическоrо ин
струмента.
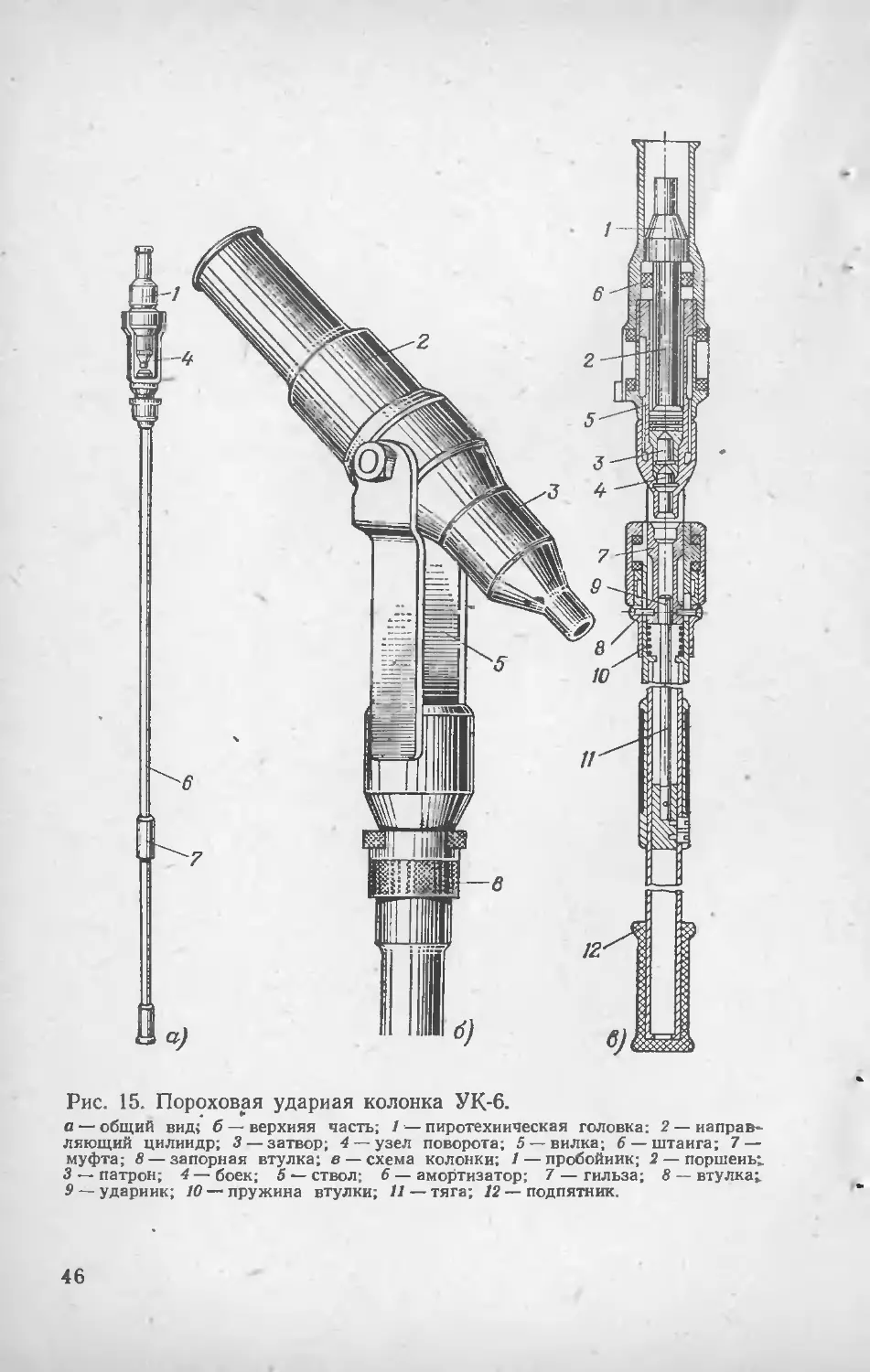
Наиболее производительным механизированным ин
струментом для образования отверстий в перекрытиях
являются пороховые колонки.
Пороховая ударная колонка YK 6 выпускается заво
дами fлавэлектромонтаJКа МинмонтаJКспецстроя СССР.
Она предназначена для пробивки отверстий в мноrопу-
стотных JКелезобетонных пане.'IЯХ по.толочных перекры
тиЙ при MOHTaJКe электропроводок на строительстве JКИ
_1ЫХ и общественных зданиk В бетоне марки 200
300 при толщине бетона 15 50 мм колонка про
бивает отверстия диаметром 20 40 мм, производи
тельность колонки 250 300 выстрелов в рабочую смену.
Длина колонки со штанrой 1800 ММ, что позволяет по
мещениях высотой 2,5 3 м пробивать отверстия без
применения подмостей.
Колонка YK 6 (рис. 15) состоит из rоловки, узла
поворота и амортизации rоловки и штанrи для yдepJКa
ния колонки с механизмОм накола капсюля патрона.
В исходном ПО.'IОJКении колонк располаrается верти
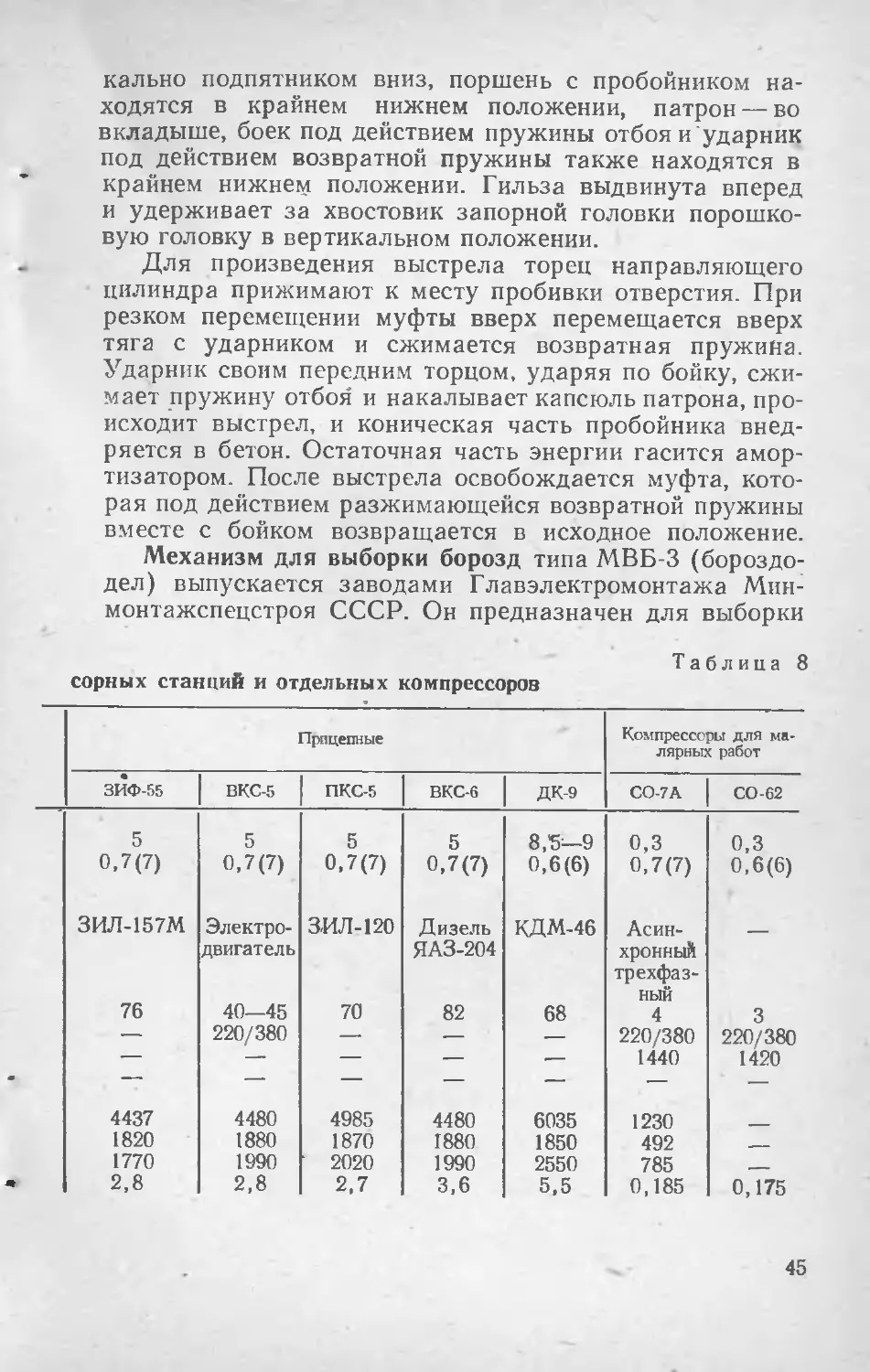
Технические данные передвижнЫХ компрес
На аВТОМООИЛЬНО\l хОду
Наименоваиие
ПI< 5 I АПI<С.5r I АПI< 6
Производительность, м1/мин 5 5 6
Рабочее давление воздуха (MaHOMeT 0,7(7) 0,7(7) 0,8(8)
рическое), МПа (Krc/cM 2 )
Двиrатель:
тип ЗИЛ 120 ЗИЛ 120 ЗИЛ 120
мощность, кВт 70 70 70
напряжение, В
-.... частота вращения, об/мин
Ulасси автомобиля ЗИЛ 150 rАЗ 51 ЗИЛ 150
rабаритные размеры, мм:
длина 5720 550') 5720
ширина 2388 2500 2385
высота 2175 2130 2175
асса (вместе с автомобилем), т 5,6 4,5 5,6
м
При м е ч а н и я: 1. Емкость peCll1!epa КОМП;Jессоров СО.7 А и СО.62 22 л.
2. для прицепиых установок длииа указана вместе с двиrателем.
44
кально подпятником вниз, поршень с пробойником Ha
ходятся в крайнем нижнем положении, патрон во
вкладыше, боек под действием пружины отбоя и 'ударник
под действием яозвратной пружины также находятся в
крайнем нижнеl\J положении. [ильза выдвинута вперед
и удерживает за хвостовик запорной rоловки порошко
вую rоловку в вертикальном положении.
Для произведения выстрела торец направляющеrо
цилиндра прижимают к месту пробивки отверстия. При
резком перемещении муфты вверх перемещается вверх
тяrа с ударником и сжимается возвратная прУЖИfIа.
'дарник своим передним торцом, ударяя по бойку, сжи
мает .пружину отбоя и накалывает капсюль патрона, про
исходит выстрел, и коническая часть пробойника BHeд
ряется в бетон. Остаточная часть энерrии rасится aMOp
тизатором. После выстрела освобождается муфта, KOTO
рая под действием разжимающейся возвратной пружины
юлесте с бойком возвращается в исходное положение.
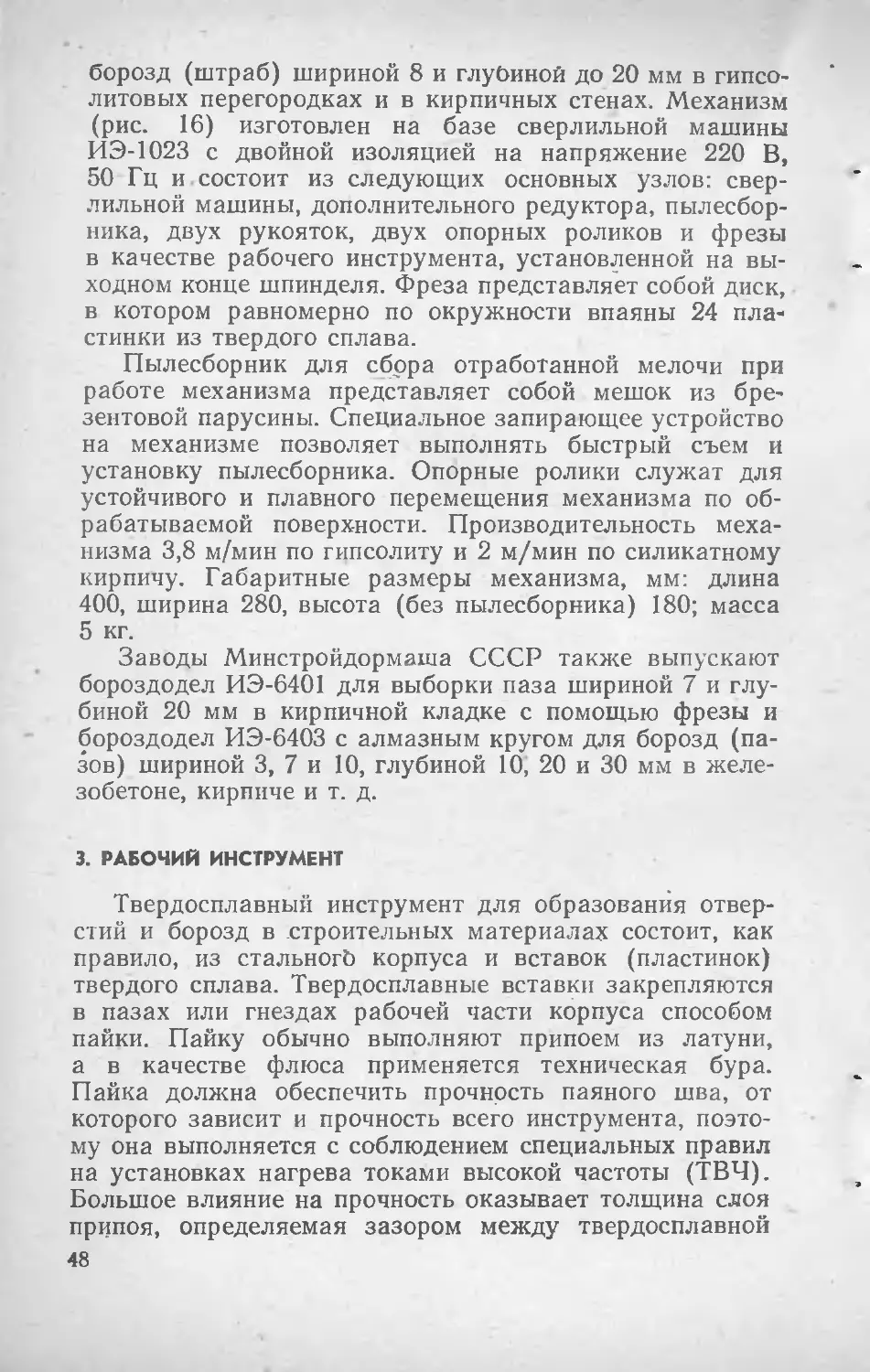
Механизм для выборки борозд типа МВБ 3 (бороздо
дел) выпускается заводами [лавэлектромонтажа Мин
монтажспецстроя СССР. Он предназначен для выборки
Таблица 8
сорных станций и отдельных компрессоров
ПрицеmiЫе I<омпрессоры для MII-
JIЯрНЫХ работ
. I I I I I
ЗИФ-55 BI<C-5 ПI<С-5 ВКС-6 ДI<.9 СО-7А СО-62
5 5 5 5 8,'5 9 0,3 0,3
0,7(7) 0,7(7) О, 7 (7) 0,7(7) 0,6(6) 0,7(7) 0,6(6)
3ИЛ 157М Электро 3ИЛ 120 Дизе.% KДM 46 Асин
двиrатель ЯА3 204 хроннш
трехфаз
ный
76 40 45 70 82 68 4 3
220/380 220/380 220/380
1440 1420
4437 4480 4985 4480 6035 1230
1820 1880 1870 1880 1850 492
1770 1990 2020 1990 2550 785
2,8 2,8 2,7 3,6 5,5 0,185 0,175
.
45
а)
Рис. 15. Пор?хов!'я удариая колонка YK 6.
а общий вид; б верхияя часть; / пиротехиическая rоловка; 2 иаправ--
ляющий цилиидр; 3 затвор; 4 узел поворота; 5 вилка; б штаиrа; 7
муфта; 8 запорная втулка; в схема колонки; / пробойиик; 2 поршеиь
3 патрон; 4 боек; 5 ствол; б амортизатор; 7 rильза; 8 втулка
9 удариик; /о пружина втулки; IJ тяrа; /2 подпятник.
46
..
: I . :
I I
I I
I .
l.'-+r'
Ll
1213
7
5
Рис. 16. Механизм для выборки борозд (бороздодел) МВБ 3.
1 сверлильная электромашина; 2 редуктор; 3 фреза; 4 корпус; 5 пылеотвод: 6 пылесборник; 7 блок роликов; 8
муфта предохраннтельная; 9 устройство пылезащитное; 10 рукоятка; 11 заrлушка; 12 кожух; 13 фильтр.
---1
борозд (штраб) шириной 8 и rлуЬиной до 20 мм в шпсо-
литовых переrородках и в кирпичных стенах. Механизм
(рис. 16) изrОтовлен на базе сверлильной машины
ИЭ 1023 с двойной изоляцией на напряжение 220 В,
50 [ц и состоит из следующих основных узлов: CBep
лильной машины, дополнительноrо редуктора, пылесбор
ника, двух рукояток, двух опорных роликов и фрезы
в качестве рабочеrо инструмента, установ енной на BЫ
ходном конце шпинделя. Фреза представляет собой диск,
в котором равномерно по окружности впаяны 24 пла-
стинки из твердоrо сплава.
Пылесборник для cqppa отработанной мелочи при
работе механизма представляет собой мешок из бре-
зентовой парусины. Специа.1ьное запирающее устройство
на механизме позволяет ВЫПОлнять быстрый съем и
установку пылесборника. Опорные ролики служат для
устойчивоrо и плавноrо перемещения механизма по об
рабатываемой поверхности. Производительность меха-
низма 3,8 м/мин по rипсолиту и 2 м/мин по силикатному
кирпичу. [абаритные размеры механизма, мм: длина
400, ширина 280, высота (без пылесборника) 180; масса
5 Kr.
Заводы Минстройдормаща СССР также выпускают
бороздодел ИЭ 6401 дЛЯ выборки паза шириной 7 и rлу
биной 20 мм в кирпичной кладке с помощью фрезы и
бороздодел ИЭ 6403 с алмазным KpyrOM для борозд (па-
зов) шириной 3, 7 и 10, rлубиной 10, 20 и 30 мм в желе-
зобетоне, кирпиче и т. д.
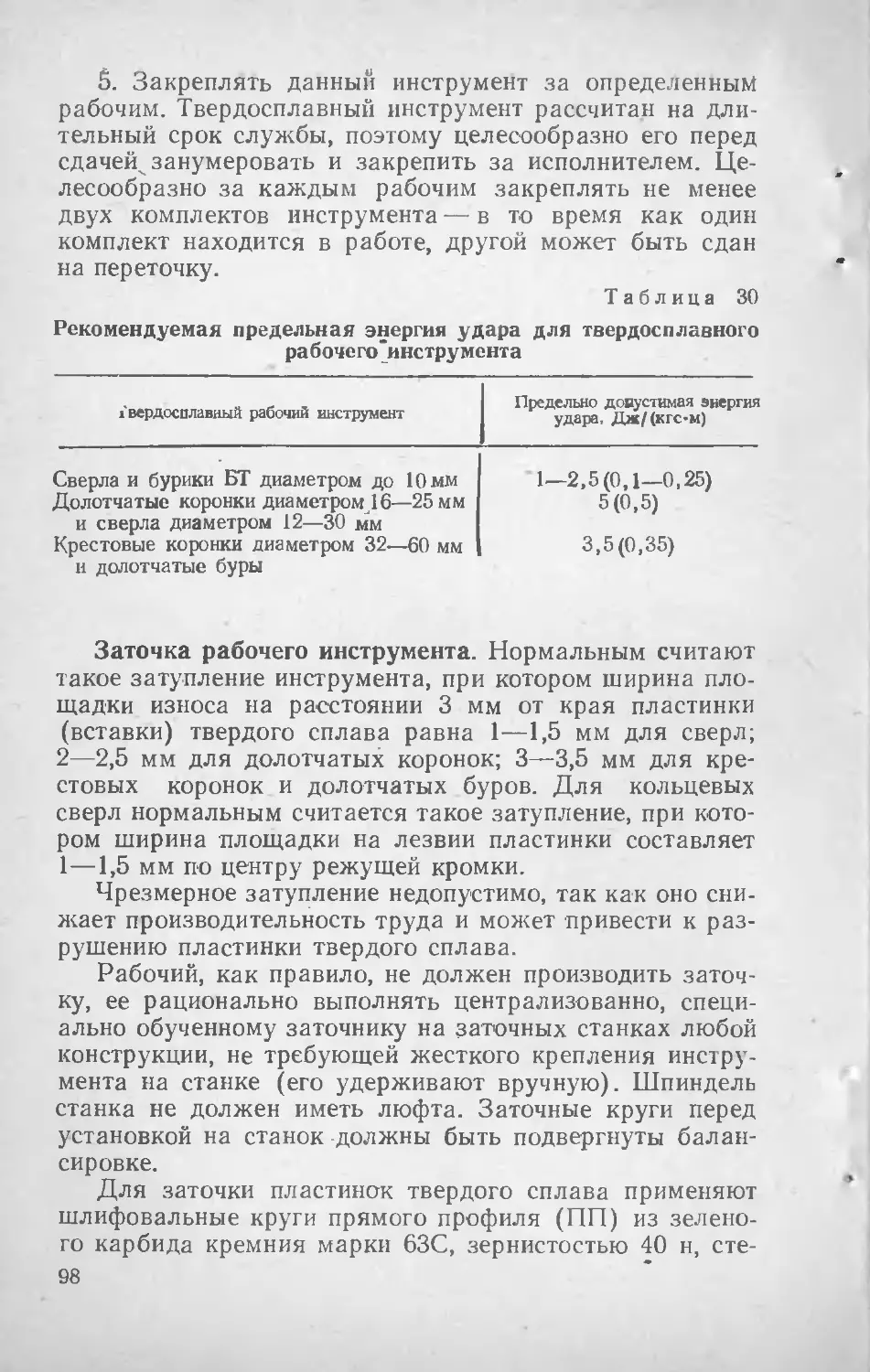
3. РАIiОЧИА ИНСТРУМЕНТ
Твердосплавный инструмент для образования отвер-
стий и борозд в строительных материалах состоит, как
правило, из стальноrЬ корпуса и вставок (пластинок)
твердоrо сплава. Твердосплавные вставки закрепляются
в пазах или rнездах рабочей части корпуса способом
пайки. Пайку обычно выполняют припоем из латуни,
а в качестве флюса применяется техническая бура.
Пайка должна обеспечить прочность паяноrо шва, от
KOToporo зависит и прочность Bcero инструмента, поэто
му она выполняется с соблюдением специальных правил
на установках HarpeBa токами высокой частоты (ТВЧ).
Большое влияние на прочность оказывает толщина сдОЯ
ПРJ:!ПОЯ, определяемая зазором между твердосплавной
48
.
пластинкой и корпусом, который должен быть в преде
лах 0,15 0,25 MM
Корпус ИНСТРУ:\lента при работе несет большую Ha
rрузку на скручивание, сжатие и т. п. Поэтому он под
верrается закалке, причем ero хвостовая часть, преk
назначенная для соединения с механизмом, закалива
ется до меньшей твердости.
Большое значение имеет также точность изrотовле
ния стальноrо корпуса и точность установки и припайки
твердосплавных вставок, так как от этоrо зависит вели
чина диаметра получаемых отверстий. Поэтому в чер
тежах на твердосплавный инструмент обычно устанавли
вается допустимое минимальное радиальное биение pa
бочих поверхностей инструмента относительно оси Bpa
щения, ве.ТIИчиАа KOToporo (обычно десятые доли МИk
лиметра) зависит также и от-диамётра инструмента.
Инструмент для сверления. Инструмент вращатель
Horo действия разрушает обрабатываемый материал pe
занием. Процесс резания имеет ряд преимуществ перед
ударным и ударно вращательным требуются более
прость е механизмы, разрушаемый материал эффективно
удаляется механически с помощью спиральных канавок
на корпусе, твердосплавные вставки не подверrаются
значительным ударным наrрузкам, а отверстия получа
ются более точными по размерам, с rладкими стен.ками.
В то же время основными недостатками являются низ
кая производительность . при сверлении тяжелых бето
нов и необходимость создания значительной силы нажа
ТIIЯ на инструмент. Поэтому сверление применяется
в основном Д.'Iя образования отверстий в строительных
основаниях из кирпича и леrких бетонов с малоабразив
ными наПО.'Iнителями.
Для просверливания в этих материалах отверстий
небольшоrо диаметра (5 15 мм), например, под рас
порные крепежные дюбеля, MorYT служить св рла каь.
перовые с прямыми и косЫми пазами, так и спиральные-
с прямолинейными режущими кромками, оснащенные-
пластинками твердых сплавов марки ВК6 формы 14 или
17 по [ОСТ 2209-69.
Опыт показывает, что на эксплуатационные свой-
ства инструмента большое влияние оказывает способ
удаления из отверстий .буровой мелочи. Оказалось, что
по этой причине при прочих равных условиях производи
тельность спиральных сверл почти в- 3 раза больше про
4 52б 49-
'"
C-I
I
v.;-
о
, изводительности перовых. По этой причине перовые CBep
-ла, преимуществами которых вляются простота K0!lCT
рукции и улучшенное крепление твердосплавной пла
стинки, MorYT применяться только для сверления очень
неrлубоких отверст й (ДО
50 мм), например при зацен
тровке (забуривании) для по
следующеrо сверления кольце
выми резцами или коронками
(рис. 17).
Кроме Toro, ширина TBep
досплавной пластинки сверл
должна быть несколько боль
ше, чем диаметр корпуса CBep
ла. Блаrодаря этому при CBep
лении ручными сверлильными
машинами небольшие отклоне
ния от оси не приводят к за
тираниям и рывкам Mexa
низма или заклиниваниям
сверла.
Таким образом, наличие
спиральных канавок на сверле
инезначительное нависание
твердосплавной пластинки над
r:оловкой сверл? в значитель
ной степени помоrают поrруже -
нию сверла в материал и xopo
шему выносу буровой мелочи
при сравнительно небольшом
усилии нажатия на электросверлильную машину (рис. 18,
7абл. 9).
Производительность таких сверл при работе с руч
ной сверлильной машиной 150 350 мм/мин. На сверле
85 '200
Рис. 17. Первое сверло,
()снащенное твердосплавной
пластинкой.
J корпус; 2 IIластинка.
1
l
lo
-t:::>
00
s
50
Рис. 18. Специальные сверла, оснащенные твердосплавными пла
стинками.
ние отверстия диаметром 12 мм, rлубиной 50 мм в бе
тоне марки 150 с кирпичным наполнителем в среднем
затрачивается 15 с. Стойкость TaKoro сверла, оснащен
Horo сплавом ВК6, дО затупления составляет 75 90
отверстий.
Таблица 9
Размеры специальных спиральных сверл
с твердосплавными пластинками из сплава марки ВК6
d
d,
1.
s
\ N. пластШlКИ
по
rOCT 2209 69
Размеры. мм
11,8 10 130 70 1,8 1713
10,8 9 130 70 1,8 l7I 1
7,5 6 115 60 1,2 1757
5,5 4 115 60 0,8 1753
Аналоrичную конструкцию имеют спиральные CBep
ла диаметром 6 14 мм для сверления бетона, выпу
скаемые заводом «Фрезер» им. М. И. Калинина (рис.
"1-Z.
.
..:"
"'-
. .
. .
Рис. 19. Сверла для сверления бетона конструкции завода «Фре
зер».
19, табл. 10). В отличие от сверл с твердосплавными
пластинками, выпускаемыми этим и друrими заводами,
- предназначенными для сверления металлов, сверла для
бетона имеют упрощенную заточку и MorYT оснащаться
пластинками из сплава марки ВК6. Корпуса этих сверл
.. 51
язrотовляют из более вязкой и износостойкой стали
марки 9Хс.
ДЛЯ сверления отверстий диаметром до 30 мм MorYT
также применяться спиральные сверла, оснащенные
пластинками из твердоrо сплава марки ВI\.В и предназ
Таблица 10
Размеры сверл для сверления бетона
конструкции завода "Фрезер"
D
d
L
1.
с
I N, пластинки
по
rOCT 2209 69
Размеры, мм
6 5 85 55 1,2 1415
8 7 105 65 1,5 1423
10 8,8 115 75 1,7 1431
12 10,5 130 85 2,5 1435
lIаченны для сверления чуrуна, стали и друrих метал
лов (рис. 20, табл. 11). Ширина твердосплавной пла
.стинки у них равна диаметру корпуса. Эти сверла вьiпу
<.:каются в соответствии с rOCT 6647 64, а также
ТОСТ 22735 77 и [ОСТ 22736 77 (типоразмеры) и
:r:}
2 1
L
/'
] Кони'
3r Иорзс
,
Рис. 20. Сверла, оснащеЩlЫе пластинками из сплава ВК8.
.а с цилиндрическим хвостовиком; б со стандартным коническим хвосто-
виком (коиусом Морзе); 1 Корпус; 2 пластиика.
rOCT 5756 64 (технические требования) и по cpaBHe
нию с обычными сверлами имеют меньшую длину рабо
чей части и больший диаметр сердцевины, что способ
.ствует лучшему креплению' твердосплавной пластинки.
Эти сверла имеют два уrла наклона винтовой канавки;
меньший на пластинке и больший на корпусе. Не-
смотря на то, что уrол нак.,она канавок этих сверл
.52
\
меньше, чем у обычных, они обеспечивают хороший
выброс буровой мелочи, так как края спиральных Ka
навок (ленточки) скользят о стенки отверстия, образуя
замкнутые каналы, по которым из зоны резания BЫ
талкивается образуемый при сверлении измельченный
строительный материал.
.
Таблица 11
.
Размеры спиральных свера, оснащенных. пластинками
из твердоr;) сп,рава, мм
I I 1. I Х ТО8ИК 11 I 11. I Х80СТО8l11t
d L I d L
С цилиндрическим хвостовиком
5 5.3 75 40 Цилин 8.8 9.7 95 56 Цилин
5.5 6.4 80 45 дриче 1O 1O.8 100 60 дриче
6.5 7.2 85 50 скlIЙ 11 110 65 ский
7";6 8.4 9З 53 11.7 12 115 70
С коническим хвостовиком укороченным
6 6.9 120 35 19 19.6 220 95
7 7,9 125 40 Конус 2lJ 20.8 225 100
8 8.9 130 45. 21 21.9 225 100
9.1 9.7 135 50 Морзе 22 22.6 230 105
10 10.8 140 55 .N' 1 23 23.5 230 105 Конус
1l 11.8 145 60 23, 24 235 108 Морзе
.N' 3
12 12,8 165 63 24,6 24.8 235 108
13 13.8 170 68 25 25,6 235 112
14 14,8 175 71 Конус 26 240 112
15 15,3 180 76 26,1 240 112
15,6;------16,8 180 80 Морзе
.N' 2 27,6 27 ,9 260 112
17 17,6 185 85 28 28,3 265 118" Конус
18 18,3 190 90 29 29,6 265 118 Морзе
18.6 18.8 190 90 30 270 122 .N 4
в то же время из за трения корпуса и пластинки о
стенки отверстия эти сверла быстро изнашиваются по
диаметру. Этому способствует меньшая износостой
кость твердоrо сплава ВК8 и стали марки Р9, из KOTO
рой сделан корпус. Износ сверл по диаметру не BOC
станавливается при заточке, поэтому указанный Heдo
статок сверл является существенным, особенно для
случаев, коrда требуется высокая точность просверли-
ваемых отверстий, например для установки распорных
крепежных дюбелей.
53
Для сверления сквозных и r лубоких отверстий в
кирпичных стенах MorYT быть использованы сверла из
витой бур.овой стали ромбическоrо сечения с кониче
ским хвостовиком (конус Морзе N!! 2), оснащенные
пластинками из твердоrо сплава марки ВК6 (рис. 21).
Эти сверла имеют диаметр' 28 мм и длины 250, 400 и
700 мм. Изrотовляются они заводами rлавноrо управ
ления производственных предприятий МинмонтажспеIl
строя СССР по ТУ 36 550 67.
.
.Рис. 21. Сверла из витой стали для rлубоких отверстий.
J корпус; 2 пластиика.
Украинским научно исследовательским KOHCTPYK
торско технолоrическим институтом синтетических
сверхтвердых материалов и инструмента rосплана
УССР в результате мноrолетних исследований разрабо
тана серия твердосплавноrо рабочеrо инструмента для
образования отверстий диаметром от 10 до 85 мм в
строительных материалах. Разработанный инструмент
изrотовляется по техническим требованиям [ОСТ
17017 71 на Каменец Подольском заводе твердосплав
Horo инструмента им. [. И. Петровскоrо.
Твердосплавные двухлезвийные сверла типов С 1 и
С2 по [ОСТ 17012 71 предназначены для сверления OT
верстий в кирпиче и леrких бетонах (рис. 22, табл. 12).
Таблица 12
Размеры сверл двухлезвиl%ных по rOCT 17012-71, мм
Тип сверла
D
ь
с
'1'
16 6
(18) . 8 2
Сl 20 10 4
(22) 10 2 300
25 13 5
32 20 2
С2 40 12 5
45 12 10 200
50 22 15
54
150
о)
10 . ,' ' "5 'B)
j
l 5 4
Рис. 22. Двухлезвийные сверла.
а сверло Cl; 6 сверло С2; в штанrа для сверла Cl; е штанrа для
сверла С2; 1 корпус; 2 пластинка твердосплавная.
,
55
Они выполнены из стали 45 и оснащены пластинками
из твердоrо сплава марки ВК6.
Сверла изrотовляются в комплекте со штанrами,
имеющими спиральные канавки для удаления буровой
мелочи. Штанrа для сверл Сl изrотовляется из бурава
И 69 (рис. 22, 8). Соединение сверла со штанrой резь
бовое. Штанrп к сверлам С2 пзrотовляются из витой
буровой стали ромбическоrо сечения марки У7 и У8
(рис. 22, е). Для соединения сверла со штанrой в ее ro
./ювке выполнен паз, куда входит прямоуrольный BЫC
туп сверла, а также отверстие для входа цилиндриче
cKoro хвостовика сверла. Сверло удерживается от
выпадения IIЗ штанrи с помощью шплинта. Для соеди
нения с электросверлилками штанrи имеют хвостовики
с конусом Морзе N!! 1 (для С 1) и N!! 2 (для С2). CBep
ла с обычными электросверлильными машинами обес
печивают скорость сверления до 200 мм/мин. .
При с.облюдении рекомендуемых режимов работы
стойкость сверл CI до нормальноrо затупления, rapaH
тируемая стандартом, составляет 15 м (общая длина
просверленных отверстий), а стойкость до полной aMOp
тизации 100 м при 5 6 повторных заточках. Для
сверл С2 rарантируемая стойкость до. затупления равна
20 м, а до полной амортизации 180 м при 10 11 пов
торных заточках.
В кирпичных стенах и rипсобетонных переrородках
часто возникает необходимость высверливания неrлубо
ких rнезд для последующей установки ответвительных
коробок, а также коробок и друrих деталей для выклю
чателей и штепсельных розеток, им ющих наружный
диаметр 70 и 100 ММ. ДЛЯ этой цели служат коронки
KrC 78 и KrC 1 08 (рис. 23), которыми высверливают
ся rнез;да диаметром 78 и 108 мм, rлубиной до 50 мм.
Каждая коронка оснащена несколькими пластинками
из твердоrо сплава ВК6, которые впаяны в пазы на
торце штампованноrо корпуса стакана и выступают
за пределы ero стенок как внутрь, так и наружу. В Ka
честве Jабурника служит стандартное сверло с TBepдo
сплавной пластинкой, которое крепится в центре KOpOH
ки в rнезде хвостовика с помощью болта. Для соедине
ния с электросверлилкой коронка имеет хвостовик
конус Морзе N!! 2. Такая коронка диаметром 78 мм
сверлит rнездо r лубиной до 50 мм за 15 с. После этоrо
образуемый коронко" керн леrко удаляется скалыва
5G
нием. Коронки изrотовляются заводами [лавэлектро
монтажа Минмонтажспеuстроя СССР.
Новым типом сверлильноrо инструмента, который
дает возможность сверлить отверстия в железобетоне с
перерезанием арматуры диаметром до 6 ММ. являются
1
;J
Рис. 23. 'Коронка с центральным сверлом для образования rнезд
под коробки для скрытой электропроводки.
J корпус; 2 сверло (забурннк); 3 хвостовнк; 4 пластинка TBepдo
сплавная.
кольцевые твердосплавные сверла СК. изrотовляемые
к.аменеu Подольским заводом твердосплавноrо инстру
мента по [ОСТ 17013 71 (рис. 24, табл. 13).
Сверление с помощью кольuевых сверл является бо
лее производительным и экономичным процессом, чем
сверление сверлами со сплошным лезвием (рабочей
Таблица 13
Размеры кольцевых сверл по rOCT 17013 71, мм
D D, Ь
16 11 .8
20 15 12
25 18 15
(30) 24 21
32 24 20
(36) 28 24
40 32 28
(45) 36 32
50 42 38
r 75 68 64
85 78 74
I<оличество
пластинок
3
4
6
57
rранью), расположенным по диаметру. Кольцевые CBep
ла оснащаются BCTaBKaM из твердоrо сплава марки
ВК6, которые помимо заднеrо уrла величиной 300 име
ют передний отрицательный уrол. Это достиrается
установкой вставки наклонно к оси сверла под уrлом 100,
чем значительно повышается прочность инструмента.
Указанные вставки имеют линзообразную форму, что в
свою очередь способствует повышению прочности ин
струмента.
ТаБЛИl1а 14
Размеры переходных втулок для кольцевых сверл
(рис. 24, е), мм
Диаметр сверла d d,
16 М 14 Х1,5 8
20 М 18 Х 1 ,5 10
25 М 22 Хl,5 16
Таблица 15
Размеры переходных втулок для кольцевых сверл
(рис. 24, д), мм
Диаметр сверла d D
32 М27Х1,5 48 36
40 М35Хl,5 55 45
50 М45Х2 65 55
Для производительной работы кольцевыми сверлами
необходимо принудительное удаление буровой мелочи.
С этой целью сверла комплектуются пустотелыми
штанrами (рис. 24, 6).
Корпуса кольцевых сверл и штанrи изrотовляются
из бесшовных холоднотянутых труб. Сверло со штанrой
соединяется двумя цилиндрич скими шипами, BBapeH
ными в корпус сверла, которые входят в пазы штанrи.
Для соединения. штанr со шпинделем электромаши
ны служит переходной хвостовик с конусом Морзе ,N'Q 2
(рис. 24,6). Штанrи для сверл диаметром 16, 20 и
25 мм соединяются с хвостовиком при помощи переХОk
ных втулок, показанных на рис. 24, е (табл. 14), а для
сверл диаметром 32, 40 и 50 мм на рис. 24, д (табл.
15). Штанrа для сверла диаметром. 45. мм соединяется
с хвостовиком непосредственно.
58
't;j
...
t
а)
:t;:
'"
'&
7'1;5 ....,'.
85 30
175
Р}
,
ел
CD
'Q
Рис. 24. I(ольцевое сверло ск. со штанrОЙ, переходнЫМ хвостови
ком и втулками.
а сверло; 6 штанrа; в переходный хвостовнк; 2 переходная втулка
для сверл днаметром 16 25 мм; д переходная втулка для сверл ДHa
метром 32 50 мм; 1 корпус; 2 bcr'-вка твердосплавная; ;3 ШИП.
ё)
3O D,2B
1Ь
о)
зо
"/
'"
55 i1)
Для сверления отверстий диаметром свыше 25 мм в
течно заданном месте необходима предварительная их
центровка на rлубину 15 20 мм, которая выполняется
забурником (рис. 25). Центральное сверло забурника
оснащено пластинкой твердоrо сплава ВК6. Забурник
может быть использован также для сверления неrлубо
ких отверстий, причем в этом случае принудительное
удаление бурщюй мелочи не требуется.
Алмазные кольцевые сверла отличаются следующи
ми особенностями, определяющими их преимущества:
а) рабочая кромка сверла равномерно насыщеflа
большим количеством острых, твердых и износостойких
Рис. 25. Забурник.
1 хвостовик (конус Морзе N. 2); 2 кольцевое сверло; .3 центральное
сверло.
режущих элементов алмазных включений, KOTOpЫ
выступают за поверхность связки. Из за разной интен
сивности изнашивания связки и алмазов происходит как
бы обновление режущих элементов самозатачивание.
Можно подобрать такие режимы сверления скорость
и силу нажатия на СВерло, а также расход ПРОМЫВОЧНОЙ
воды, при которых изнашивание алмазов и связки обе
спечит постоянное самозатачивание с выступанием ал
мазов из связки приблизительно на одну треть cBoero
среднеrо диаметра. При этом производительность и
. стойкость cBepJf будут наибольшими. Пр самОзатачи
вани и скорость сверления практически не изменяется до
полноrо ИЗНОса рабочеrо слоя;
б) высокая износостойкость алмазов ПОЗВОляет дли
тельное время сохранять первоначальные размеры
сверл и получать отверстия cTporo цилиндрической фор
мы с точными размерами, что очень важно при примене
нии распорных крепежных деталей;
в) большое количество острых кромок алмазов в pa
бочем СЛОе и сравнительно малый срез материала при
60
подаче за один оборот дают возможность сверлить же
лезобетон без нарушения ero структуры, с перерезани
ем арматуры практически любоrо диаметра, произво
дить врезание све рл а в материал и выход и-а Hero без.
сколов;
r) при сверлении отсутствует выделение пыли и
шума, что зна'!ительно улучш ет условия труда, снижа
ет утомляемость рабочих. .
Однако алмазному сверлению присущи и некоторые
недостатки. Наибольшая производительность и стой -
кость обеспечиваются при большей окружной скорости
и осевом усилии подачи в сравнении со сверлением или
бурением твердосплавным инструментом. Кроме Toro,
при алмазном сверлении должны быть исключены Ka
кие либо перекосы и биения коронок, которые приводят
к зашлифовыванию алмазов, разрушению коронок и BЫ
ходу из строя. Для охлаждения работающей коронки
и удаления шлама применяется обязательная промывка:
рабочей зоны водой, что значительно усложняет усло
вия работы, особенно при отрицательных температурах
окружающеrо воздуха.
С учетом особенностей алмазноrо сверления разра
ботаны и выпускаются серийно специальные приводы
как в виде передвижных напольных станков с электро
двиrателем, так и в виде ручных электрических и пне
вматических сверлильных машин. Э:rи механизмы обе
спечивают необходимую окружную скорость и силу
подачи. Кроме Toro, для обеспечения жесткости, 'устой
чивости И перемещения сверла при ero подаче без пере
косов на ручных сверлильных машинах имеется специ
альный опорный фланец (<<башмак»), прижимаемый к
поверхности сверления (стене, полу). К фланцу жестко
прикреплены две направляющие колонки (штанrи), по
которым при осев,ОЙ одаче перемещается весь Mexa
низм со сверлом.
Промывочная вода, подаваемая с помощью специ
альноrо приспособления внутрь вращающеrося сверла,
в ero рабочую зону, попадает затем в полость опорноrо'
фланца и отводится из lIero через штуцер. Чтобы вода
не вытекала, опорная поверхность фланца снабжается
резиновой прокладкой либо BOKpyr фланца располаrа
ется резиновый колпак (<<присос» ), являющийся BOДO
сборником: Резиновая прокладка и.'Iи торец водосборни
ка прщкимается к просверливаемой поверхности, за
61
полняя все ее неровности и препятствуя вытеканию
использованной воды при работе на потолках и верти
кальных стенах.
Для подачи промывочной воды при .отсутствии на
месте сверления водопровода MorYT использоваться пе
реносные насосы с электроприводом. Вода при этом
используется MHoroKpaTHo (по замкнутому циклу), а
для сбора отходов сверления (шлама) применяется OT
стойник с фильтром.
' i'
1]f 1E.j .
Рис. 26. Алмазное сверло.
1 коронка; 2 удлинитель.
Чтобы избежать применения промывочной воды, для
охла)кдения коронок и удаления отходов сверления MO
жет быть применена продувка зоны резания сжатым
воздухом {от компрессора) или азотом. Однако стой
кость и производительность сверл при этом значительно
уменьшаются. Кроме Toro, сверление сопровождается
выделение.м в рабочей зоне большоrо количества пыли
и мелких частиц бетона. При использовании продувки
должны быть изменены как конструкция алмазных
сверл, так и режимы сверления.
Основной областью применения алмазноrо сверления
должны быть сквозные отверстия диаметром 40
120 мм в железобетонных стенах' и перекрытиях, причем
на нетиповых объектах, rде их количество в одном Mec
те достаточно велико. .
Для сверления железобетонных конструкций изrо
товляются кольuевые алмазные сверла типа СКА, co
стоящие из алмазоносноrо кольца (матрицы), трубча
Toro корпуса (коронки) и специальноrо трубчатоrо
удлинителя (рис. 26). Сверла диаметром 20 160 мм
выпускаются в соответствИИ со стандартом СЭВ 135 74
«Сверла алмазные кольuевые для железобетонных KOH
струкций. Основные размеры» (табл. 16). Они имеют
длину 350 мм.
62
Кроме сверл указанных размеров выпускаются TaK
же алмазные сверла диаметров 8, 12 и 16 мм, длиной
250 мм, предусмотренные ТУ 2 037 83 76 Минстанко
прома СССР, трех видов; СКАl мяrкие для сверле
ния железобетонных конструкций из бетона марок
250 300, СКА2 средние марок 300 500 и CKA3
марок выше 500.
Таблица 16
Кольцевые алмазные сверла ТIiпа еКА для сверления
железо5етона по стандарту еэв 135 74
...
t
I
Размеры, мы Ориентировоq Размеры. мм ОриеИТИРОБоq
1 ная масса I ная масса
D п, алмазов, D п, алмазов,
карат карат
20 19,5 2,8 70 69
25 24,5 3,6 80 79 14,0
32 31,5 4,6 90 89
,(0 ,39,5 5,8 100 99 18,0
.(5 Н,5 110 109
50 49,5 7,5 125 124 24,0
55 54,5 140 139 29,6
60 59,5 9,2 160 159 34,0
} .
Используются rлавным образом природные алмазы.
но MorYT применяться также и синтетические.
Корпус коронки и удлинитель изrотовляются из xo
лоднотянутых бесшовных стальных тонкостенных труб.
Матрица с коронкой и коронка с удлинителем соединя
ются паЙкой. При необходимости сверло может быть
удлинено припайкой к нему дополнительных трубчатых
уд.lJинителей.
Для охлаждения сверл и выноса размельченноrо Ma
териала (шлама) должна при меняться промывка рабо
чей зоны водой при давлении водопроводной сети. Вода
для промывки расходуется в количестве 0,3 л/мин на
1 см диаметра сверла.
Соединение сверл разных диамет,ров со шпинделем
приводноrо механизма осуществляется при помощи
комплекта, разжимных втулок, состоящих из KOHycHoro
разрезноrо пружинящеrо кольца (цанrи) и зажимной
rайки.
Производительность алмазных сверл (скорость CBep
ления) составляет 3 4 см/мин, а стойкость от 2,5 до
10 м в зависимости от диаметра cBepJ.Ia. Для обеспече
ния этих показателей следует соблюдать peKOMeHдye
63
мые реЖИМ I сверления: окружную скорость в пред
.лах 2 4 м/с, удельное давление на сверло в пре.J:е
.лах 50 70.105 Па для сверл СКАl и 35 50XI05 Па
для сверл СКА2 и СКАЗ. ОбразуемыЙ после высверлн
вания rнезда керн леrко сн;алывается и удаляется без
применения специальноrо инструмента.
Рабочий инструмент для ручных молотков и перфо
раторов. Как указывалось выше, отверстия и борозды
в кон трукциях из тяжелоrо бетона с наполнителем из
lo
1600
.1012.
Jt!J
'\
1"" .
l
A
A A
шD *
A
Рис. 27. Специальиые сверла для бурения тяжелых бетонов.
1 корпус; 2 пластина.
rранита и песчаника наиболее эффективно выrrолняются
механизированным инструментом с ударно вращатель
ным (одновременное вращение и удары рабочеrо ин
струмента) или ударно поворотным (чередование ударов
с поворотами рабочеrо инструмента BOKpyr оси на He
большой уrол) режимом. Условия работы твердосплав
Horo инструмента при таком режиме значительно более
тяжелые, чем при сверлении. Поэтому при ero конструи
ровании принимается ряд дополнительных мер по укреп
лению корпуса, усилению крепления твердосплавных
вставок. Особенно важен правильный выбор марки
твердоrо сплава и rеометрии заточки твердосплавных
пластинок.
Для образования отверстий диаметром 6 12 мм в
тяжелых бетонах под распорные дюбеля завод «Фрезер»
на основании рекомендаций института ВНИИПроект
электромонтаж разработал. серию специальных сверл
по ТУ 2 ОЗ5 267 71 «Сверла с цилиндрическим XBOCTO
виком с пластинками твеl'доrо сплава для строитель
ны:х работ» (рис. 27, таб.ТI. 17). Эти сверла имеют по
64
вышенную прочность по сравнению со стандартными
(см. рис. 20), что достиrается прежде Bcero применени
ем пластинки из твердоrо сплава марки ВК8-В, имею-
щеrо более высокую прочность, сопротивляемость уда-
рам и выкрашиванию, чем у сплава марки ВК8.
Диаметр сердцевины сверл k составляет 0,4 диамет-
ра сверла, что увеличивает прочность корпуса. При
этом также повышается прочность крепления TBepдo
сплавной пластинки. Кроме Toro, для Изrотовления
Таблиuа 17
Размеры сверл для образования отверстий в тяжелых
бетонах, мм
d
L .1
10
k
q
I l\" пласти"ки ПО
rOCT 2209.69
6,15 80 45 2,4 5,45 1417
8,2 105 60 3,2 7,0 1425
10,3 120 75 4,0 8,9 1431
12,3 140 90 4,8 11 1435
корпуса применена более вязкая и износостойкая сталь
марки 9ХС, применяемая в буровой технике. Уrол на-
клона спиральных канавок увеличен, что улучшило вы-
брос буровой мелочи, несмотря на то, что сверл,S. длин-
нее стандартных. Длина сверл соответствует необходи-
мым размерам отверстий под распорные дюбеля. Их
диаметры несколько увеличены по сравнению с диамет-
рами дюбелей. Увеличение диаметра сверл на O,15
0,3 мм позволило без существенноrо снижения проч-
ности заделки дюбелей увеличить дополнительно срок
службы сверл, так как при этом увеличивается машин-
ное время износа сверл по ширине пластинки (до диа-
метра, paBHoro диаметру дюбеля), не восстанавливае-
мой при заточке. Особенностью заточки рабочих rраней
твердосплавных пластинок является наличие отрица-
тельноrо переднеrо уrла величиной 100. блаrодаря чему
значительно повыси:лась стойкость сверл, работающих
в ударно-вращательном режиме, уменьшилась вероят-
ность появления трещин и сколов на твердосплавных
пластинках. Вершина рабочей rрани пластинки несколь.
ко смещена от оси сверла. Такая несимметричная reo-
метрия заточки обеспечивает лучшую скалываемость
материала.
5 526 65
Техническими условиями установлена следующая
стойкость сверл до первой переточки:
6
8
10
12
Количество отверстий,
п(юсверленных на r лубнну
рабсчеi! части. шт.
66
50
40
30
Сверла диа"етро l. ЫМ
с несколько меньшей эффективностью для бурения
отверстий под дюбеля диаметром 6 12 мм можно при
менять стандартные сверла с цилиндрическим XBOCTO
виком, оснащенные пластинками из твердоrо сплава
ВК8 (см. рис. 20). Наиболее эффективно применение
стандартных сверл с конИческим хвостовиком при бу
рении отверстий диаметром от 14 до 25 мм. Во всех
Рис. 28. Уrлы заточки твердосплавных пластинок.
случаях при применении стандартных сверл в целях
увеличения их стойкости рекомендуется затачивать их
твердосплавные ШIастинки так, как это показано на
рис. 28, т. е. необходимы отрицательный передний yro.1I
инесимметричная rеометрия заточки.
Производительность при бурении бетона марки 500
такими сверлами составляет: при диаметре 16 мм
200 мм/мин, а при диаметре 24 мм 60 мм/мин. Полная
эксплуатационная стойкость сверла диаметром 14 мм
более 12 м.
При бурении rоризонтальных или вертикальных
(сверху вниз) отверстий диаметром выше 18 мм и
rлубиной 100 мм спиральные канавки сверл уже He
достаточны для эффективноrо удаления буровой мело
66
чи. В этих случаях рекомендуется принудительный OT
сос буровой мелочи или продувка, для чеrо применяют
сверла. со специальным резьбовым полым хвостовиком,
Иl\1еЮЩИ!\1 канал с выходом в одну или обе канавки. Для
выполнения особо rлубоких отверстий (до 1 1,5 м)
такие сверла удлиняются полыми трубчатыми штанrами
.h= . fI
. p
L
Рис. 29. Бурики БТ дЛЯ пробивки отверстий в бетоие.
Д.'lиной 400 500 мм, соединяемыми между собой и со
сверлом на резьбе.
Если необходима пробивкg в бетоне неrлубоких OT
верстий под крепежные детали и не требуется высокая
точность этих отверстий по диаметру, MorYT быть при
менены бурики серии ВТ с цилиндрическим или кони
чески м хвостовиком и продольными канавками для
удаления буровой мелочи (рис. 29, табл. 18).
Таблица 18
Размеры бурикоs БТ С цилиндрическим хвостовиком
для проБИ8КИ ОТ8ерсПIЙ 8 беТ(lне, мм
ОбозначеlПlе I D
d
D.
L
I N. пластинки по
rOCT 2209-69
БТ6 6 6 8 80 10 1413
БТ8 8 7 8 90 10 1421
БТIО 10 9 10 100 12 1429
БТI2 12 10 12 100 12 1715
ПреимущеСТВОl\l буриков ВТ является простота KOH
струкции, обеспечивающая прочность корпуса и надеж
ность крепления твердосплавной пластинки из сплава
марки ВК6-В или BK8 B.
СК'Орость бурения буриками БТ составляет 200
400 мм/мин, а средНЯЯ стойкость до затупления 100
120 отверстий.
Новым эффективным рабочим инструментом, приме
няемым для бурения железобетона, который обеспечи
5* 67
вает также перерезание в процессе бурения арматуры
диаметром до 10 ММ, ЯВЛЯЮТСЯ кольцевые коронки диa
!\1етром 30, 40, 50 и 60 ММ. Коронка представляет собоЙ
ПОЛЫЙ стальной цилиндр, на торце KOToporo впаяны пла
стинки из твердоrо сплава ВКI5. Пластинки выступают
за корпус коронки как внутрь, так и наружу, поэтому
при бурении между корпусом коронки, стенками OTBep
стия и высверливаемым керном образуется зазор, бла
rодаря которому исключается заклинивание коронки
Таблица 19
Размеры долотчатых твердосплавных коронок КД
по rOCT 17014-71, мм
D d Ь
16 14 12
(18) 14 14
20 16 17
(22) 16 17
25 18 19
при небольших перекосах. Кроме Toro, зазор облеrчает
принудительное удаление буровой мелочи. Для облеrче
ния удалениst буровой мелочи при неrлубоких отверtтиях
на наружной поверхности корпуса коронок иноrда BЫ
полняется спиральная канавка.
оронки применяют для работы с ручными перфо
раторами. Соединение коронки с переходным хвостови
ком или шпинделем перфоратора осуществляется на
резьбе с помощью трубчатыIx штанr. НаI:Iболее эффек
ТИВНЫЙ способ удаления буровой мелочи отсос ее
с помощью пылесоса.
При бурении с помощью перфоратора ИЭ 4709 KO.1Ь
цевой коронкой диаметром 60 мм железобетона марки
500 обеспечивается производительность 12 15 мм I мин.
Для бурения отверстий в железобетоне перфоратора
ми с энерrией удара до 5 Дж без нарушения арматуры,
с принудительным удалением буровой мелочи MorYT при
меняться съемные долотчатые коронки кд по [ОСТ
17014 71, оснащенные твердым сплавом BK6 B (рис. 30,
табл. 19). Корпуса коронок изrотовляют из стали
35XrCA или 30 XrT.
68
Долотчатые каронки надевают на штанrу из шести
rраннай пустателой буравай стали, имеющую канусный
хваставик для саединения с перфаратором. Для саедине
ния са штанrаЙ в каранке имеется кануснае rнезда с раз '
мерам кануса 1: 8. Для павышения стайкости тверда.
JJ
I
p
.
<:::i"
з0
J[
dl
00
и)
1:8t>
L
о}
Рис. 30. Долотчатые твердосплавные коронки КД и штанrа.
а коронка; 6 штанrа; 1 корпус; 2 ппастинка твердосппавная.
.
сплавнам пла'стинки ее рабачая [рань имеет притупле..
ние, равнае 0,5 мм.
Показатели рабаты каранак при бурении атверстий
rлубиной да 270 мм в железабетане марки 500 приве
дены в табл. 20. .
В течение срака эксплуатации далатчатые каронки
дапускают до 10 павтарных заточек. Пасле затачки pa
бачей rрани каронки пад уrлам 100 20 рекамендуется
притупить ее ДQ абразавания лентачки ширинай
0,5 мм. Такае притупление повышает стайкасть пластин
69
ки, уменьшает вероятность образования трещин и ско-
лов на рабочей rрани.
Рабочий твердосплавный инструмент к пневматиче
ским и электрическим ручным перфораторам с энерrией
удара до 35 Дж в зависимости от диаметра и rлубины
Таблица 20
Эксплуатационные данные ДО.1Jот.,атых ,коронок
по rOCT 17014 71
Покэзэте 'IИ
Диаыетры коронок, М'I
16 20 . 22 25
Скорость проходки, мм/мин. не менее
Стойкость до HOp la.lbHoro затупления. м
Полная эксплуатационная стойкость, м
140
20
200
85
10
100
отверстий подразделяется на два типа: ДОЛQтчатые буры
для отверстий диаметром не более 30 мм и rлубиН'ой до
300 мм и крестовые КОронки со штанrами для отверстий
диаметром от 32 до 60 мм и rлубиной не более 1,5 М.
Буры долотчатые БД по rOCT 17016-71 для бурения
отверстий в железобетоне оснащены пластинками из
твердоrо сплава. BK8 B или ВКI5. (рис. 31, табл. 21).
Таблица 21
Размеры БУРО8 БД по rOCT 17016-71, мм
ТИП буров D d L
18 14 160; 250; 360
БЩ 20 16
22 18
25
БД2 28
30
Корпус бура ИЗfотсвляется из стали 55С2 и имеет внут-
ренний канал для продувки. При заточке рабочей rрани
для увеличения стойкости инструмента выполняется при-
тупление до образования ленточки шириной 0,5 ММ. Бу-
ры имеют конусные хвостовики и соединяются .с перфо-
ратором через переходной хвостовик, который устанав.1И-
вается в поворотную буксу молотка.
70
Тип ЕД1
'-J
'.J
"&
Ж'Ь)
Ш
8Z
125
I
..
!/8СЛ I
'J{;
00
!/JСЛ Л
0,5
4
!/8СЛ I
i' p .
\\,
!/зсл ff
&>
Рис. 31. Долотчатые твердосплавные буры с переходным хвосто-
виком.
а бур типа БДl; 6 бур типа БД2; в пере,<одиоЙ хвостовик; 1 корпус;-
2 пластинка твердосплавиая.
7I
A A
пе8ерн!/то
Тип K/(lf!
:;}, 5зсл I
..,: O
'ji-
<'o ' '-'3'0
.0"",
фп+D,1'f-
фзо
A
2
,.
fl)
A -A
пo BCPH!lmo
Тип ККЦ2
5зсл Л
ut
\\
<' 3'0
o-?>
'.0"0-
5зслЛ
"00
1100
1
фи
о)
и t
Рис. 32. Крестовые твердосплавные коронки ККЦ и штанrа.
а коронка тнпа !.<КЦI: 6 коронка тнл КI<Ц2: в штанrа: / корпус; 2.
3 ПJlаСТИНI<а твеРДОСП.1авна я'
72
Крестовые коронки ККЦ по [ОСТ 17015 71 (рис. 32,
табл. 22) оснащены вставками из твердоrо сплава
BK8 B и ВК15, имеющими формы, применяемые ДJIЯ
ropHoro твердосплавноrо инструмента по [ОСТ 880-75.
Коронки имеют центральную выступающую вставку, иr
рающую роль забурника, и внутреннее конусное rнездо
для соединения с полой буровой штанI'ОЙ. Шестиrранный
хвостовик штанrи входит в поворотную буксу строитель
Horo молотка. Корпус коронки из стали 35XrCA или
зохrт имеет один или два канала для продувки. Рабо
чие rрани ВС&.Х вставок при заточке должны иметь при
тупление, обеспечивающее повышение их стойкости.
т а б л и u а 22
Размеры коронок крестовых ККЦ с центральной опере}hающей
вставкой для бурения бетона по rOCT 17015-71, мм
Tlm КОроНКИ D 11 ТШI коронки D
KKЦI 32 ККЦ2 52
36 55
40 60
45
Рабочим инструментом, предназначенным для пнев
матических и электрических молотков либо перфорато-
ров, работающих с отключением привода вращения, слу-
жат прежде Bcero зубила различной формы и назначе
ния.
В комплекте рабочеrо инструмента, поставляемоrо
вместе с ручными молотками ИЭ 4207 и ИЭ 4210, име-
ется зубило. Помимо зубила с прямым лезвием в KOM
плект входит также зубило с наконечником в виде
желобка так называемое канавочное, крторое пред-
назначено для образования борозд на кирпичных и бе
тонных поверхностях. Для перфоратора ИЭ 4709 преk
назначен крейцмейсель, оснащенный пластинкам из
TBepAoro сплава марки ВК15. Он служит ДЛЯ пробивки
узких борозд на поверхности железобетонныIx изделий.
К рабочим инструментам ручных машин ударноrо
действия относятся также лом для электрических мо-
лотков и пика .'IОМИК ПЛ l для пневматических молот-
ков (рис. 33). Лом также применяется для образования
ниш и борозд в кирпичных.и бетонных основаниях.
73
В некоторых случаях электрические и пневматиче
ские молотки используют для пробивки неrлубоких
круrлых отверстиЙ в кирпиче и бетоне. При этом в Ka
честве ра90чеrо инструмента MorYT применяться Tpex
[ранные буры с продольными канавками или трубча
ши
's.
155
о)
J
Рис. 33. ЛОМ дЛЯ пробивки ниш и борозд.
а к электрическим молоткам ИЭ-4207 и ИЭ-421О; 6 к пиевматическому мо-
лотку.
5r
330
f
70
-1
'&
ф 18..'0,12
5 5
,5
ф12il О
<f:!) а)
A A
E5
. C . 2::::!: .: .
о)
g!}f}
Рис. 34. Рабочий инструмент ударноrо действия для пробивки OT
веретий.
а бур диаметром Iб и 24 мм к электрическим молоткам ИЭ-4207 и ИЭ-4210;
6 трубчать)i!. пробоl!ник ПТ-28 с твердосплавными зубьями к Пliевматиче-
СКОМУ молотку.
тые пробоЙники (шлямбуры), оснащенные твердосплав-
ными вставками-зубьями (рис. 34). При пробивке OT
верстиЙ таким рабочим инструментом ero необходимо
прерывисто поворачивать BOKpyr оси с помощью специ
альноЙ рукоятки, предусмотренноЙ в конструкции мо-
лотков.
74
Как указывалось Выше, для пробивки отверстий
диа lетром 6 и 8 мм в кирпиче и бетоне под распорные
дюбеля применяются ручные проб ой ники ПО 1 (диа
метром 5,8 мм) и ПО 2 (диаметром 7,8 мм). Пробой
ники (рис. 35) имеют конусный хвостовик, вставляемый
в оправку (например, типа ОПКМ). На корпусе про
бойника имеются три продольных желобка для удале
ниЯ' буровой мелочи. Про
бивка отверстия ВЫПОлняет
ся ударами слесарноrо l\IO
лотка. При этом удары .по
оправке должны чередовать
ся с небоцьшими ее проворо
тами. Пробив.аемые таким
инструментом отверстия
имеют неско.пько больший
диаметр, чем диаметр caMO
ro пробойника. Поскольку
пробойники обладают боль
шой стойкостью к осевым
ударам, они MorYT также
применяться с электриче
ским Молотком ИЭ 4207, дЛЯ
установки на который необ
ходим специальный переХОk
ной KOHYC.
Крепление рабочеrо Инструмента на ручных маши
нах. Вал ручной сверлильной машины (шпиндель) име
ет внутренний или наружный конус Морзе (KOHYC
J:iОСТЬЮ 1 :20) различных размеров. При этом сверлиль
ные машины малой Мощности имеют, как правило, Ha
ружный укороченный конус Морзе, предназначенный
для закрепления на нем трехкулачковоrо сверлильноrо
зажимноrо патрона. Более мощные сверлильные маши
ны имеют внутренний конус Морзе N!11 или N!12. BCTaB
ляемые в эти конусы стандартные конусные хвостовики
сверл должны иметь на конце ведущую лапку.
Сверла диаметром 6 12 мм, имеющие цилиндриче
ские хвостовики, MorYT быть установлены на сверлиль
ной машине с помощью зажимноrо кулачковоrо патро
на, но такое крепление недостаточно надежно, особенно
при ударно вращательном режиме работы. Крепление
сверла быстро ослабевает, и требуется периодическая
ПОДтяжка резьбовой муфты. Чтобы избежать возмож
о
I
90
55
1
A
а}
800
A
б)
Рис. 35. Ручные пробой ники
ПО 1 и ПО 2.
а пробоllннк; б заточка конца
пробоllника.
75
ных перерывов в работе, предпочтительно применять
.конусные зажимные втулки (цанrи) для конуса Морзе
N!!2 (рис. 36). Цанrи имеют внутреннее цилиндрическое
rнездо для хвостовика сверла и два или три продоль
ных надреза. Наружная конусная поверхность цанrи
имеет несколько большую конусность, чем у конуса
Морзе N!!2. При установке в конус шпинделя цaнra
сжимается и плотно удерживает цилиндрическиЙ XBO
сто вик сверла.
с...
9'1-
17, 70+0.07
30
]11
Кuнусность Щ ""
0,0511
'"
t::"
"'"
29
25 15
I " . 78,5 а)
2 пРОРШII1 I
Pff r"
;;: "..
.)11
D}
Рис. 36. Конусные переходные втулки для крепления рабочеrо ин-
струмента.
а зажимная цаноа к свердидьноi! эдектромашине ддя Сliерд с цидиндриче.
скрм хвостовиком диаметром 6, 8, 10 и 12 мм: б то же, но к МOJIотку иди
перфоратору; в переходник с конуса Морзе N, 2 на конус Морзе JII', 1.
Сверла диаметром более 12 мм, как правило, имеют
хвостовик в виде стандартноrо конуса 10рзе и сочле
няются со шпинделем электросверлилки непосредствен
но. Если конус сверла не соответствует внутреннему
конусу шпинделя, применяются переходные втулки пе
рехоДНИКИ, показанные на рис. 36.
Ручные машины, работающие в ударном или yдap
но вращательном режиме, обычно оснащаются держа
телем рабочеrо инструмента или перехоДНЫМ хвостови
ком, который также имеет внутренний конус. При yдap
ном режиме работы конусный хвостовик рабочеrо ин
струмента плотно забивается в соответствующее KOHYC
ное rнездо держателя. Чтобы не возникали трудности
76
при удалении рабочеrо инструмента из rнезда с по-
мощью клина, конусность сопряrаемых конусов инстру
мента и механизма увеличена до 1 :8, а сам конус. YKO
рочен по сравнению с конусом Морзе. При этом на
хвостовике рабочеrо инструмента обычно отсутствует
ведvщая лапка.
Для крепления к молоткам и ручным перфораторам
рабочеrо инструмента с цилиндрическими хвостовика
ми И.ан с хвостовиками, имеющими конусность 1 :8, при-
меняются цанrи и переходники аналоrичной KOHCTPYK
ции.
Рабочий инструмент для наиболее мощных молот-
ков и ручных перфораторов имеет шестиrранные или
цилиндрические хвостовики, вставляемые непосредст-
венно в держатель или буксу механизма.
4. ТЕхнолоrия ОБРАЗОВАНИЯ ОТВЕРСТИЙ И БОРОЗД
.
Выбор способа образования отверстий. Планируя
работы на электромонтажном объекте, прежде Bcero
выбирают способ выполнения этих работ' сверлением
или пробивкой ударным, ударно вращатеЛЬНЫI\I или
ударно поворотным методом. При сверлении по срав-
нению с ударными методами в 2 3 раза меньше запы
ленность рабочей зоны, меньше уровень шума, а от-
верстия получаются более правильной формы и имеют
более точные размеры. Последнее имеет существенное
значение при образовании отверстий для последующей
установки в них распорных дюбелей.
Однако сверление отверстий в бетоне и железобе-
тоне с высокоабразивными наполнителями может быть
успешно выполнено преимущественно при применении
кольцевых алмазных сверл, работающих с высокой ча-
стотой вращения при обязательном охлаждении рабо-
чеrо инструмента водой. Кроме Toro, сверление может
быть выполнено .производительно в любом строитель-
ном материале, если в процессе работы обеспечена дo
статочная сила нажатия на рабочий инструмент. Пред
став.tIение об этом дают данные, приведенные в
табл. 23, заимствованные из зарубежной литературы.
Эти данные относятся 1< высокопрочным маркам бето-
на и железобетона. Леrко усмотреть, что даже при диа-
метре сверления 15 25 мм в высокопрочном бетоне
рекомендуются также значительные усилия подачи, KO
77
торые не MorYT быть обеспечены работающими без по
мощи специальных приспособлений или механизмов.
Эти данные можно рассматривать как оптимальные,
считая, что при работе с меньшими усилиями эффек
тивность. ВЫПО.'IНения операции будет снижаться. ECTe
ственно, что для бетона с малоабразивным наполни
телем и особенно для кирпича и rипсолита оптималь
ные усилия подачи, передаваемые на сверло, значи
тельно ниже значений, приведенных в табл. 23.
Таблица 23
Рекомендуемые режимы сверлеиия в бетоне
с высокоабразивным наполнителем для твердосплавноrо
инструмента
Примериая
Диаметр подезиая мсщ Частarа
верления, иссть сверлнль- вращеиия, Усилия пода'IИ. KH(Krc)
мм HOn машины, об/мин
Вт
5 11 100 500 750 0.45 0,9(45 90)
12 25 200 300 500 O,65 2.25(65 225)
25 35 300 200 500 1.15 4.5(115 450)
50 65 600 10 300 2.25 6.8(225 680)
65 100 800 100 300 2.25 6,8(225 680)
100 125 1000 Менее 100 3.4 8,0(340 800)
130 160 1000 Менее 100 4.5 9,0(45 900)
Исследования Украинскоrо института сверхтвердых
материалов MorYT служить подтверждением приведенных
данных. Они показали, что скорость сверления возра
стает примерно пропорционально увеличению силы нажа-
тия на сверло и что диапаЭ<JН рациональных режимов
сверления высокопрочноrо бетона, определяемоrо обла
стью минимальных энерrетических затрат, составляет по
частоте вращения 300 400 об/мин, а по величине СИJIЫ
нажатия на сверло 3 4 кН (300 400 Krc).
Человек может создать во время работы силу подачи
порядка 150 200 Н (15 20 Krc). Для создания б6ль
ших усилий применяют нажимные устройства, примером
которых может служить конструкция, изображенная на
рис. 37, или применяют станок типа ИЭ 1801 (см. рис. 5).
Это означает, что при сверлении ручными ,сверлильными
машинами без нажимных устройств, во всяком случае
в бетоне, процесс протекает при р.алеко не оптимальных
режимах.
78
При обра:;ювании отверстий
с ПОМОЩЬЮ строительных молот
ков и ручных перфораторов раз
рушение строительноrо материа
ла ПрОIlСХОДИТ rлавным образом
за счет ударов бойка по инстру
менту и процесс протекает успеш
но при значите.'IЬНО меньших уси
лиях нажатия на рабочий ин
струмент.
Весьма важным является BЫ
бор между электрическими и
пневматическими ручными маши
нами и ручными пробойниками.
Ручные пробойники применимы
лишь при пробивке неrлубоких
отверстий диаметром не более
6 8 111М в Кирпиче, rипсолите и
бетоне с малоабразивным напо.'I
нителем при малом объеме работ.
В остальных случаях должен применяться механизи
рованный инструмент. Пневматический инструмент, как
указано выше, обладает некоторыми преимуществами,
однако существенным недостатком ero в УСJIOВИЯХ MOH
тажноrо объекта является необходимость наличия пере
движной компрессорной установки с аппаратурой (филь
тры -влаrоотделители, реrуляторы давления и маслорас
пылители). На объектах, rде имеются источники сжа
Toro воздуха необходимоrо давления в виде воздушных
маrистралей, эффективность применения пневматическо
ro инструмента значительно возрастает.
При выборе электрических ручных машин по напря
жению следует отдать предпочтение машинам сдвой.
ной изоляцией, имеющим однофазный двиrатель на Ha
пряжение 220 В, во избежание необходимости перемеще
ния тяжелоrо преобразовате.1IЯ вместе с машиной на
Рис. 37. Устройство для создания силы
подачи при сверлении отверстий в бе
тоне.
I основанне; 2 каткн; 3 телескопнческая
стойка; 4 виитовой домкрат; 5 сверлильная
электромаШина; 6 винтовой механизм; 7
rнбкий кабель; 8 ось.
..
ч
/8
б
5
J
7
i
1
79
наnряжние 36 В. ИСК.'Jючение может быть сделано для
таких объектов э.'Iектромонтажа, на которых имеется
БО.'Jьшое КО.'Jичество пробивных операций, сосредоточен
ных в одной зоне размещения преобразовате.'JЯ.
Учитывая ИЗ:lOженные выше соображения, можно pe
комендовать при выборе способа ВЫПО.'Jнения отверстии
и вида инструмента данные, приведенные в табл. 24 и 25.
Удаление буровой мелочИ в процессе образования
отверстий ЯВ.'Jяется важной задачей. Если она не уда.'JЯ
ется, 'fo значите.'Jьная часть мощности непроизводитель-
но расходуется на ее повторный размол и на HarpeB на-
конечника рабочеrо инструмента. По этой причине дишь
при отверстиях rлубиной до 50 60 мм работу выполня-
ют без специальных устройств Д.'JЯ удаления буровой
мелочи. При более rлубоких отверстиях способ удаления
буровой мелочи иной. В пневматическом инструменте
(и это является ero преимуществом) используется сжа
тый воздух, которыIй подается через осевую канавку pa
бочеrо инструмента и выдувает буровую мелочь из про
биваемоrо отверстия. Комплектно сперфоратором
ИЭ 4707 (см. табл. 4) поставля тся специа.'Jьная Maдo
rабаритная воздуходувка с электроприводом. Отсасыва-
ние или продувка буровой ме.'JОЧИ может быть выполнена
с помощью бытовоrо пылесоса (рис. 38), от KOT{)pOrO
шланr присоединяется к специальной промывочной муф-
те, соединенной с трубчатым рабочим инструментом.
Способ С!Тсасывания мелочи является предпочтите.'JЬНЫМ,
так как при продувке образуется поток пыли. Там, [де
позволяют условия, к указанной промывочной муфте
может быть подведена вода из водопроводной сети Д ТIЯ
удаления буровой ме.'JОЧИ промывкой. Как бы.'Jo указано
выше, при работе с алмазным инструментом всеrда при
меняется охлаждение водой, которая одновременно CДY
жит и Д.'JЯ промывки пробуриваемоrо отверстия.
При выполнении r.'Jубоких отверстий без спеllиаль
ных устройств для удаления буровой мелочи приходится
часто извлекать инструмент для прочистки отверстия
доступными средствами (например, резиновой rрушей),
что в значительной мере' снижает производительность
труда.
При прави.'JЬНОМ выборе механизированноrо и рабо
чеrо инструмента, своевременной заточке последнеrо
пробивные операции Moryr быть выполнены достаточно
производительно, что видно на следующих примерах.
80
..
ст>
I
ел
t--:>
о>
Таблица 24
Данные по выбору механизированноrо инструмента для образования отверстий и борозд
сверлением и фрезерованием
Размеры отверсти';, Индекс ручных сверлильных 1\13 IIИН
М'-[ ,
Назначенне отеерстий I I rабочи!\ ИНСТру\lент
rnyБШlа электричеСI\lI'l( ПНеВ'\faтических
диа\lетр (см. табл. 2) (см. табл_ 6)
То же
А. Для кирrn!ча и бетона с \1а"';<J8')Р.1ЗИВdЫ\1 НаПn а 1JНIIТепем
6 12 3:() 50 ИЭ-IО3IА. ИЭ-IОЗ2, ИП-IОII. ИП-1I0-1. . Свеl'ла перовые IIЛИ сrn'ральные
ИЭ-10I9А ИП-IОI9, ИП-1020 (I'ИС. 17 20)
14 26 60 120 ИЭ-1022А ИП-IОII. ИП-1104. Сверл' спира.lы,ые (рис. 201. коль.
ИП-1019. ИП-1020 цeBЫ (рис. 241
79 I10 до 100 ИЭ-1022А, ИЭ-1023 ИП-1021. ИП-1022. Корrнки \рис. 23). э ябурники (рис. 25)
ИП-1012А. ИП-1103
Отверстия ПО;!, дюбеля
rнезда ДJIЯ выключателей и штеп-
сельНых розеток пря скрыто";
элеКТpoI1pOвсдке
От8ерстия в кирпиче н бетоне
25----85
350 750
ИЭ-1023
ИП-1021, ИП-1022.
ИП-10I2А. ИП-1103
Сверла кrльцевые (рис. 24). Двух-
.чезви \ные (рис. 22). из питоЙ ста-
ли (рис. 21)
Борозды ДJIЯ скрыто!! электропро- Шир.ша 8
8Одки
20
Механизм МВБ-3
Б. Для бетона и же.lезобетона с л;обы\! напэлнителе\l
Отаер стия
25
I 350:50 I
ИЭ-1029
ИП-IО23. ИП-1l03 I Сверла кольцевые алмазные СКА
(рис. 26)
Станок ИЭ.I801 Сверла кnльцевые ал-raзные СКА
(рис. 5) (рис. 26)
Приме'lання: 1. ВсеручныесвеРЛНJlЬныемашинызаискл:очением И.3-1029 и стаикаИЭ-1801. приведенные в таблице. рассчитаны на 220 В
11 50 rц. Вместо них IIpИ оuредеJlенных условиях ""ryт быть при\!е.,е.ibl ОlиЗ,ше к н"" ПО техНической характеристике (полезная мощность. частота
З!! вращения, масса) pyomыe мВlIIИИЫ на 33 В и 200 rц (см. табл. 2). .
2. Механизмш н рабочие ИUCТр)llllенты раоп )JI,)жены в П:>СJlещ'вательности. начиная С наиболее пре)uючтитеЛЬНblХ
То же
5O 125
ао
tv
Таблица 25
Данные по выбору механизированною инструмента ударноrо и ударо-вращательнэrо деиствия
ДJlЯ 06разов ния отверстий в бетоне с люБЫIII наполнiпелем и в кирпиче.
,
Pa lМepы от рсти <, Индекс мояотксв И ручных перфораторов
мм
НаимеНl)вание от,ерстнй диаметр I электрических (cil. табл. 3 и 4)1 Рабочий 'rnCTp CHT
r nyбниа пиев\!атических (см. табл. 7) )
.
Отверстия под дюбеля 6----8 зо ;о Ручной перфсратор ИЭ-4709 PY'lНo перфоратор П.4701 Сверла (риС. 27), бурикн ЬТ
(рис. 7) (РИС. 13) (рис. 29)
То же . 14 26 60 120 Ручной перфсрат<,р ИЭ.4709, РуЧIlОЙ перфоратор П-4701 Сверла (рис. 20 и 27)
молоток ИЭ.4207 (рис. 6)
Отверстия для крепления 20-----50 200 ;OO Py'IHble перфораторы ИЭ.4709, Ручно:! пепфоратор П.4701, Сверла (рнс. 20 и 27). КОJIOШ\И
аппаратов и ПроIlOдок ИЭ-471О, м<'Лотки ИЭ.4207, МОЛОТ!<II ИП-4112 и ИП.4113 1<000ьцевые. КОроНКИ долотча-
ИЭ.4210, ИЭ-4203 и ИЭА212 тые КД (Рllс.30), буры до-
лотчатые (рис. 31). fЮrюНJ\И
кпест('вые (РНС. 32), пробuflllllК
ПТ-28 ([JИС. 34)
То же 50 До 750 Ручной перфоратор ИЭ.4710, Р}'ЧIIОЙ перфорат<,р П-4701; Коронки крестовые (рис. 3 )
М()ЛОТКИ ИЭ.4210. ИЭ-4203 МОТЮТКИ ИП.4112, ИП.4 11 3
и ИЭ-4QI2 и ИП.4114
Борозды До 60 МОЛОТКИ и ручные пеfXIюра. МrЛflТI\И I[ р}чно"1 lIерфоратор Крейцмеnсель. зубило
торы П.4701
I См. примечаНllе 2 к табл. 24.
..
При сверлении в кирпичной стене кольцевым сверлом
(рис. 24) диаметром 60 мм с применением ручной элек
трической сверлильной машины полезной мощностью
440 Вт при частоте вращения 295 об/мин средняя CKO
рость сверления составляла 140 мм/мин, а при Приме
нении машины полезной мощностью 600 Вт при частоте
вращения 310 об/мин тем же рабочим инструменто
скорость сверления была еще больше и состаВЛЯJlа
200 мм/мин. После сверления 30 таких отверстий на
зубьях коронки отмечены лишь небольшие следы затуп
ления, однако коронка еще может успешно работа'l'Ь.
I
I
I i
.
1: 11
I :; '! 111'" "111" I!!
:II!" 'ii 1I
i / I{II!, t:' . III J '
,,1 i'" I II
1111,,11111 I
5
t
Рис. 38. Применение БЫТОБоrо пылесоса при пробивке отверстий.
а общи!! вид; 6 хвостовик с промывочио!! муфто!!: 1 коронка; 2 труб
чатая штанrа; 3 промывочная муфта со штуцером; 4 упорное кольцо; 5
ХВОСТОВВК.
6*
83
Зубья коронки выдерживают 10 12 заточек После ПUJ1
Horo износа зубьев заменяется лишь коронка. Трубча
тый корпус и хвостовик инструмента практически MorYT
служить неоrраниченный срок.
Эффективность пробивки в железобетоне отверстий
диаметром 20 30 мм электрическим молотком с энерrи
ей удара 4 Дж (0,4 Krc-M) с частотой 2600 ударов/мин
видна из данных, приведенных в табл. 26.
Та6Лllllа 26
Основные данные пробивки отзерстий диаметром 20 30 мм
электрическим молотком с помощью кольцевой коронки
в железобетоне
r лубина Скорость C .[
Способ удаления бу- инструмента
P(!Bпll мелочи (JТ рсТНЯ. пробивки. ДО первой Примечание
мм мм/ми" заточки. м
Без спеllпальных До 150 32 56 2,8 4,9 После проходки
устройств 140 150 мм инст
ру мент заклинива
ется
Выдувка Пblлесо 250 64 IOO 4,1 Проходит ра BHO
сом мерно по всей rлу
бине
Промывка водой 250 95 200 То же
Особенность пробивки железобетона. При образова-
нии отверстий в железобетонных конструкциях желатель-
но возможно меньше нарушать целость стальной ap
матуры, особенно основных стержней большоrо диамет
ра, от целости которых зависит прочность железобетон-
ной конструкции. Кроме Toro, стальная арматура cpaB
нительно леrко поддается обработке лишь при сверле
нии алмазными сверлами. При сверлении и.'1И пробивке
железобетона рабочим инструментом, оснащенным TBep
дым сплавом, из-за большой вязкости стали арматура
перерезается с большим трудом, при этом происходит
снижение производительности труда и быстрый износ
или даже поломка инструмента. По этим причинам необ-
ХОДИМQ там, rде это возможно, смещать обрабатываемое
отверстие так, чтобы в ero зоне не было арматуры. Для
этой цели может БJ:>IТЬ использован изrотовляемый за-
водами r лавэлектромон.тажа Минмонтажспецстроя
СССР искатель арматуры (рис. 39). Он состоит из по-
стоянноrо l\1arHIITa и ПРllбора со стрелкоЙ, BMOHTllpOBaH
R4
lIbIX в корпус. Прибор закрыт колпачком с окном. Paoo
та искателя основана на принципе взаимодействия по
стоянноrо маrнита со стальноЙ арматуроЙ. Для опреде
ления местонахождения арматуры искатель устанавли
вается на железобетонную КОНС1РУКЦИЮ в месте предпо
лаrаемоrо выполнения отверстия и затем перемещается
в разные стороны от этоrо места. При прохождении
искателя над арматуроЙ cTpe.1Ka ero устанавливается на
1
2
3"
.t;-
/.
108
Рис. 39. Искатель арматуры ИА 25.
J постоянный маrнит; 2 корпус; 3 прибор со стрелкой; 4 колпачок
с ОКНОМ.
среднеЙ линии шкалы. Искатель обнаруживает арматуру
на rлубине залеrания до 25 мм. Ero rабаритные разме
ры, мм: длина 108, ширина 54, высота 49; масса 0,5 Kr.
Операция забуривания. Перед сверлением или про
бивкоЙ отверстия с целью выполнения ero в точно задан
ном месте необходима предварительная зацентровка OT
верстия. Эту операцию называют забуриванием и ВЫПОk
няют следующим образом. При сверлении цилиндричес
кими или перовыми сверлами ,достаточно пробить в цeHT
ре отверстия небольшое заrJlубление (лунку). Более rлу
. бокую лунку пробивают при работе инструментом дo
лотчатоЙ формы. Для сверления же отверстий диамет
ром более 25 мм кольцевыми сверлами необходимо
предварительно просверлить отверстие rлубиной 40
100 мм забурником (см. рис. 25), имеющим централь
ное сверло. Коронки диаметром 78 108 мм (см. рис. 23)
применяются исключительно с центральным сверлом,
имеющим большую длину. К моменту, коrда тело KO
85
..
ронки вступает в соприкосновение с обрабатьшаемой
поверхностью, центральное сверло настолько аrлубля
ется в строительный материал, что обеспечивает фIIКСЦ
рованное ПО,'Iожение оси коронки в пр6цессе работы.
Пробивка отверстий в мноrопустотных панелях пере
крытий. В жилых И rражданских зданиях широко приме
няются MHoronycToTHbIe железобетонные панели для
междуэтажных перекрытиЙ. Отверстия в этих панелю..
часто используются для прокладки в них проводок.
В местах, [де требуется вывод проводов к светильнику
и ero крепление для нижнеrо этажа, приходится проби
вать проходы. Наиболее целесообразным способом BЫ
полнения этих проходов является пробивка их пороховоЙ
ударноЙ колонкой УК6 (см. рис. 15). Как и со DСЯКИМ
пороховым инструментом, к работе с коронкоЙ может
быть допущен ТОЛI>КО специально обученныЙ оператор.
Ниже описан порядок работы с колонкоЙ лишь cxeMa
тично для общеrо представления о технолоrическоЙ опе
рации.
Разметку мест образования отверстиЙ производят
так, чтобы они по возможности точнее приходились по
центру пустот в панели. Для этоrо необходимо ознако
миться с размерами конструкции, имея в виду, что naHe
ли стандартные и соответствуют [ОСТ 9561 76.
В каждом отдельном случае необходимо предвари
тельно проверить эти расстояния на панелях, применен
ных на данном объекте, после чеrо приступить к раз
метке.
Патроны в зависимости от толщины марки бетона
необходимо выбрать в полном соответствии с указания
ми инструкции. После зарядки колонки и подrотовки
ее к работе берут колонку двумя руками одноЙ за
штанrу, друrоЙ за муфту (рис. 40), прижимают колонку
к поверхности панели в месте, rде надо пробить OTBep
стие, и, не ослабляя силы нажатия колонки, производят
выстрел [6]..
В некоторых электромонтажных орrанизациях для
пробивки отверстиЙ в MHoronycToTHbIX панелях применя
ется устройство, изображенное на рис. 41. Оно представ
ляет собоЙ стальную трубу, закрепляемую в распор
между двумя междуэтажными перекрытиями. Внутри
трубы размещены пружина и стержень, на конце KOTO
poro установлен термически обработанныЙ стальноЙ
ударник (боек). Снаружи устройства имеются две пру-
86
l'
жины, закрепленные одним концом к трубе, а друrим к
планке.
Пробивка отверстий в панели происходит после cpa
батывания KypKoBoro устройства, коrда боек под дей
ствием растянутых боковых и центральной пружин BЫ
летает с большой скоростыо И
внедряется в железобетон.
Пружинное устройство для
проБИБКИ мноrопустотных па
нелей имеет производитель
ность 200 210 отверстий в
смену, безопасно -в работе, про
сто по конструкции, имеет Ma
лую массу (8 Kr). Ero преД,,10
жили рационализаторы треста
Мосэлектромонтаж 3 rлавмос
промстроя.
Образование отверстий под
дюбеля. Прочность закрепле
ния дюбелей распорноrо типа
зависит от соблюдения пра
вильности формы и размеров
образованных для них OTBep
стий. Поэтому эти отверстия
необходимо выполнять, пра
вильно подбирая размеры pa
бочеrо инструмента. При этом
необходимо учесть, что наибо
лее точное соответствие междv
диаметром рабочеrо инстру
мента и диаметром образован
Horo отверстия может быть по
Рис. 40. ПроБИВК8 OTBep
лучено при сверлении. При стий пороховой КОлонкой.
пробивке, как показал опыт,
MorYT быть достиrнуты следующие отклонения. При pa
боте электрическим ручным перфоратором фактический
диаметр пробитоrо отверстия превышает диаметр рабо
чеrо инструмента на O,2 0,4 мм при диаметре рабочеro
инструмента до 12 мм и на 0,4 1 мм при диаметре рабо
чеrо инструмента 20 30 мм.
При работе пневматическим ручным перфоратором
фактический диаметр пробитorо отверстия превышает
диаметр rабочеrо инструмента на O,5 1 мм при диа'мет
ре бура до 20 мм, на 1 2 мм при диаметре бура 32 мм
.
1
1
]II,!II
"11:'1
1,,1,
11' 1 "1
I I " .
: ,111"
I I 11 I I
11"'1'"
:.1 1 1111
JI'I
1'1
11
1,
,111
':'1
1 1'111
"1'
IIII! :
I,:r 1 i 1
II,!I I
',' .
87
Технические данные
.
Размеры дюбеля. ...1 Размеры шурупа,
тм
мм
L I D
У656 (Д25 4/6) 26 6 3,5Х 3О
У658 (Д35 5/8) 35 8 5Х 4 О
У678 (Д45 5/8) 45 8 5Х60
У661 (Д60 8/14) 60 14 8Х80
У663Щ80-12/20) 80 20 12 100
х
и на 1,5 2 мм при диаметре рабочеrо .инструмента 52
80 мм.
В табл. 27 и 28 приведены типы и размеры распор-
ных дюбелей, выпускаемых заводами rлавэлектромонта-
жа Мин монтаж спец строя СССР дЛЯ использования при
выборе рабочerо инструмента.
Таблица 28
Технические данные дюбелей с Рi1СП()рной rайкоi'1
Размер,;, дю- Наиболь- ДС<IУСТИМое Диаметр ра-
усилие выдер-
беля. мм rnая те л rИВЗllИЯ, нИ бочеrо ин-
тип Размеры вннта щина за- струмента
L I D ИJJИ бота, мм крепляе- для обра-
моЙ дета- в бето-I в кнр- зования от-
JПt, мм Не IП\че верстня. мм
K 437/1 55 18 М 10Х65 15 6 5 18
K 437 /11 55 18 М 10Х80 30 6 5 18
К-438/1 65 20 М'I2Х80 20 7 6 20
К 438/II 65 20 М 12Х100 40 7 6 20
K 439/1 85 26 М 16ХI00 20 8,5 7 26
К 439/II 85 26 М 16Х12О 40 8,5 7 26
Дюбеля пластмассовые (рис. 42,а) изrотовляются
из капрона, но MOrYT изrОТОВЛЯТhСЯ и из полипропилена
или полиэтилена. Для эффективноrо расклинив ани я дю-
беля при установке ero тело разделено на две полови-
ны продольной щеЛLЮ. Дюбель закрепляется в отверстии
путем раСКЛJ1нивания ero цилиндрической части при ввин-
чивании в Hero шурупа или винта. Длина шурупа или
винта должна быть примерно равна длине дюбеля плюс
толщина закрепляемой детали. rлубина пробиваемоrо
или просверливаемоrо отверстия должна быть с некото-
рым запасом (3 5 мм) равна длине дюбеля (шуруп ма-
RR
'fаблnuа 27
пластмассовых ДЮDелей
. Наибольшая тол ДОnYСТIIМое УСlIЛllе выдерrll
ваllllЯ. кН Дi.a"eTp сверла (пробойнвка) для
lЦI!IIa закрепляемой сбраSОБаНИЯ отверс rия, 1\1\1
детали. мм I
в бетоне в КИрпиче
.. 7 0,50 0,35 Пробоiiник 5,8; сверло 6
]0 ] ,00 0,70 ПроБОЙНIIК 7.8; сверло 6
]0 ] ,00 0,70 ПробоЙник 7,8; сверло 8
]5 4,00 2,00 Сверло ] 4
]5 7,00 5,00 Сверло 20
жет при ввинчивании несколько выступать из дюбеля)
В тех случаях, коrда ожидаемые усилия выдерrива
ния превышают допустимые нормативные для пластмас
совых дюбелей, применяются металлические дюбеля с
распорной rайкой (рис. 42, 6). По мере завинчивания
винта или болта в дюбель находящаяся внутри дюбеля
rайка, ПрОДВИrаясь к rоловке винта (болта), увеличи
вает силу расклинивания и обеспечивает большую проч
ность закрепления.
За расчетное осевое усилие Т, кН,
принимают массу аппарата, деленную на ,[
число дюбелей, расположенных в Bepx
ней ero части. При креплении к стене ;r
конструкции с большим вылетом (рис.
42,8), rде a>l, расчет наrрузок, действу
ющих на дюбель, производится по фор 5
муле
Т==:. Ра lO 2
[п J
'f
rде Р масса изделий, Kr; а расстоя
ние от стены до центра тяжести закре
пляемой конструкции, мм; 1 расстояние
между Верхними и нижними дюбелями,
мм; п число дюбелей, расположенных
в верхней части конструкции.
6
.
Рис. 4]. Схема установки для пробивки отверстий
в плитах перекрытий.
1 стоlIка труба; 2 домкратные устройства; 3 ПРУЖII
на наружнаll; 4 ПРУЖlIна центральная; 5 боек; 6
курковое устройство.
89
При малом объеме работ под дю беля диаметром 6
и 8 мм отверстия в hирпиtlе, ПIПсолите и бетоне с мало
абразивным наполнителем можно пробить вручную, при
меняя для этой цели пробойники по 1 (диаметр 5,8 мм,
длина 90 мм) и ПО 2 (диаметр 7,8 мм, Длина 90 мм) и
оправку ОПКМ. В металлическом стержне оправки пред
L
!
wy,
/
/
-:;
I
Y' ,
о)
.
II
...
т
f'
О)
Рис. 42. Распорные дюбеля.
а пластмассовый: 6 металлический с распорной rайкой; в крепление
к стене конструкцни с больши.. вылетом; J uолт (вин"!"); 2 дюбель; 3
распориая rallKa.
усмотрен конус для установки пробойника. Чехол
оправки полиэтиленовый. Для ручной пробивки хвостовик
пробойника ПО (см. рис. 35) вставляют в оправку
ОПКМ, снабженную с одноrо конца коническим rнездом.
ЗатоtlКУ пробоЙников ПО производят на шлифоваль
ном Kpyre после пробивки 50 70 отверстий по кирпичу
и 20 25 отверстиЙ по бетону. При заточке соблюдают
правильность yr лов заточки и следят за тем, чтобы Bep
шина уrлов не была смещена от rеометрической оси
пробойника. В противном случае пробойник будет «YBO
дить» в сторону в процессе забивки и формз отверстия
будет неправильной. В процессе пробивки конец пробой
ника уменьшается в диаметре, поэтому затупленный
пробойник затаt/Ивают до размера по режущим KpOM
кам, дающеrо ПШIНый диаметр. Затупление пробоЙ ника
90
определяют по cKpyr лению режущих кромок и резкому
падению производительности, а также застреванию про
бойника в rнезде.
Пользуются пробойником с применением слесарноrо
молотка массой не более 1 Kr, леrко и часто ударяя по
пробойнику. Пробойник направляют перпендикулярно
плоскости основания без раскачивания в стороны. В про
межутках между ударами пробоЙник поворачивают.
После поrружения пробойника в rнездо на 15 20 мм
периодически удаляют буровую мелочь из желобков.
Для выбивания пробойника из оправки предусмотрен
клин.
Образование борозд. В электромонтажной практике
для выполнения скрытой электропроводки борозды про-
бивают в кирпичных, бетонных и rипсолитовых строи-
тельных конструкциях. Пробивка борозд в железобеТОIre,
как правило, недопустима.
Для образования борозд шириной 8 и rлубиной 20 мм
в кирпичных, rипсолитовых и ,бетонных с малоабразив
ным наполните.'1ем строительных конструкциях успешно
применяется бороздодел МВБ 3 (см. рис. 16), в котором
рабочим инструментом служит дисковая фреза, оснащае
мая 24 пластинками твердоrо сплава. Фреза представ-
ляет собой стальной диск, имеющий пластинки твердоrо
сплава марки ВК6, расположенные радиально в виде
зубьев. Каждая пластинка имеет задний уrол реза
ния 150. К работе приступают после выполнения размет
ки, проверки исправности бороздодела. питающеrо ка-
беля и заземлеНИ5!. опробования механизма вхолостую.
При работе ручка включения удерживается правой ру-
кой и механизм передвиrается работающим. По мере на-
полнеюtя пылесборника ero очищают.
Борозды большоrо поперечноrо размера выполняют
в кирпичных или бетонных <; малоабразивным Наполни-
телем конструкциях пробивкой электрическими или
пневматическими молотками или ручными перфоратора
ми. При этом для получения борозд правильной формы
целесообразно, предварительно разметив эти борозды,
пройти контурные линии бороздоделом МВБ-2 или
МВБ 3, после чеrо пробить среднюю часть молотком или
ручным перфоратором. В бетонных с высокоабраЗИБНЫМ
наполнителе!\;! конструкциях наиболее эффективным спо-
собом образования борозд являе я пробивка ручными
перфораторами.
.
91
'. ОСНОВНЫЕ СВЕДЕНИЯ ПО ЭКСПЛУАТАЦИИ ИНСТРУМЕНТА
Работа с электрическими ручными машинами. Перед
выдачеЙ на производство работ электрических машин
проверяют исправность их электрической и механиче
,/
' . . ' . 'I
Tp2 I
I
KJ ВТ, i
Tt:1i Z2D '
I
I
А .
кт
r
5
Jo ЗСМЛRющиil
лроtJоu
э
DZ 'U
о
с.о
I
t-:)
Рис. 43. Принципиальная электрическая схема прибора «Нормометр».
ской частей. Для проверки электрической части ,сущест
вуют специальные приборы и стенды. Одним' из наибо
лее рациональных приборов является нормометр, схема
KOToporo приведена на рис. 43.
Прибор состоит из трансформаторов Трl (220/1,5 В)
и Тр2 (1,5/220 В); выпрямителя двухполупериодноrо,
дающеrо на выходе .напряжение постоянноrо тока около
550 В; микроамперметра ИЛ на 50 мкА со шкалой
92
i
..
в MeraoMax для измерения сопротивления изоляции и
друrой шкалой в омах для ИЗМерения сопротивления
Щ'ПИ заземления электроинструмента; калиброванноrо
сопротивления 1 МОм, соответствующеrо необходимой
величине сопротивления изоляции электроинструмента;
сопротивлений R1, R2, R3 и R4 дЛЯ настройки прибора,
установки ero на нуль и компенсации изменения напря
жения питающей сетИ.
Для проверки электрическую ручную машину Э
укладывают на заземленную плиту так, чтобы ее MeTak
лический корпус имел непосредственный электрический
контакТ с плитой. Штепсельное соединение электромаши
ны присоединяют к прибору рабочие провода к зажи
мам А и Б, а провод заземления к зажиму В. При
включении питания от сети выключателем В1 образуют
ся три цепи: Тр1 первичная обмотка, Тр2 зажим
r земля (плита) корпус Э заземляющий про
вод контакты 5 6 кнопки К Тр1; плюс выпрями
теля прибор И П и параллельно присоединенные к не-
му сопротивления R 1. R2, R4 и R3 минус; плюс KOH
такты 1 2 кнопки К R5 зажим А обмотка Э
зажим Б R3 минус.
Если цепь заземления исправна, обмотка электриче-
ской ручной машины Э присоединена к схеме и чер з
калиброванное сопротивл ние проходит ток установлен
HOI'O значения, то стрелка прибора устанавливается по
середине шкалы. Отклонение стрелки от середины шка
лы свидетеЛЬСТIfуе. о наличии неисправности, и провер-
ка прекращается.
Сопротивление цепи заземления в омах измеряют по
показаниям прибора при отключенном В2.
Измеряют сопротивление изоляции ручной электро
машины, СНова включив В2. При нажатии на кнопку К
контакты 1 2 и 5 6 размыкаются, а контакты 3 4 и
7 8 замыкаются. При этом образуe'l'CЯ цеПь: плюс
контакты 3 4 зажим В заземляющий провод
корпус Э сопротивление изоляции Э......:.... зажим Е
R3 минус. Питание схемы обеспечивается замыкани
ем контактов 7 8. Прибор покажет сопротивление изо
ляции в MeraoMax. rабаритные размеры прибора, мм:
190Х90Х55, масса 1,3 Kr.
Предварительно убедившись в том, что ручная элек
тро ашина отключена от сети, проверяют состояние ее
механической части надежность крепления резьбовых
93
соединений, исправность редуктора (при повороте шпин
деля рукой он должен леrко поворачиваться), наличие
смазки в подшипниках и зубчатых передачах (смазку
меняют 2 раза в rод, а добавляют 1 раз в два месяца)
правильность установки и заточки рабочеrо инструмента.
Особое вним ание при коллекторных двиrателях yдe
J1ЯЮТ состоянию щеток и caMorO коллектора. Щетки
должны быть хорошо отшлифованы, их износ не должен
быть более 2/3 начальной длины. В щеткодержателях
щетки должны свободно скользить. На коллекторе не-
должно быть следов масла, их УТJ:аляют смоченной в Ke
росине чистоЙ тканью, а рабочую поверхность коллек
тора зачищают шкуркой. При значительном износе кол
лектора электроинструмент сдают в ремонт.
Проверяют также состояние подводящеrо кабеля (ero
оболочка не должна иметь повреждений), целость и ис
правность штепседьноrо соединения, надежность ero за
пирания накидной rайкой или накидной скобой, ис
правность контактов и изоляции.
Перед началом работы с ручной электромашиной
проверяют 'соответствие ее напряжения напряжению ce
ти, исправность заземления п работу машины на холо
стом ходу. При этом на коллекторе не должно бьiть
больтпоrо искрения.
Но время работы с ручноЙ электромашиной нельзя
натяrивать подводящий шланrовый кабель, изrибать ero
петлю иди по кривоЙ с радиусом меньшим Toro, на
IЮТОрЫЙ: он рассчитан.
Кабель должен быть надежно защищен от возмож
ных повреждений проезжающим транспортом, а также
действующими механизмами и Jlрструментом. В штеп
сельное соединение не должна ПОП8Д81'Ь вода. При по
лении KpyroBoro оrня на коллекторе работу с ручной
электромашиной необходимо прекратить, машину сдать
Б ремонт.
По окончании работы ручную электромашину OTcoe
диняют от сети, очищают от пыли, протирают слеrка
промасленной тканью, снимают рабочий инструмент и
оставляют на хранение в установленном месте. Шланrо
вый кабель при этом аккуратна сматывают в бухту
с tоблюдением допустимоrо радиу.са изrиба и перевязы-
Бают мяrким шнуроМ.
Работа с пневматическими ручными машинами. По
ступивший на монтаж новый пневматический инструмент
94
<:
необходимо расконсервировать наружные ero поверх
ности протереть обтирочным материалом, смоченнt>LМ
в керосине, а внутренние полости про мыть, залив их Ke
росином, затем продуть сухим воздухом.
Перед выдачеЙ ручноЙ пневмомашины в работу про
веряют затяжку всех резьбовых С'оединений, чистоту
сетки фильтра, если такая имеется, заполняют масляную
rfОЛОСТЬ в заднеЙ крышке чистым жидким маслом (ми
неральным, турбинным, марки Л), набивают масленки
солидолом для смазки редуктора и подшипников, опро
буют пневмомашину в работе, проверяя ее исправность,
давление подаваемоrо сжатоrо воздуха и исправность
шланrа.
Во время работы ручную пневмомашину держат Ta
ким образом, чтобы рабочий инструмент был все время
направлен к обрабатываемоЙ поверхности; по возможно
сти избеrают работу инструмента вхолостую, не допу
скают повреждений шланrа и переrибов ero под острым
уrлом. Смазывают пневМ'омашину не менее 2 раз в CMe
ну. В зимнее время перед началом работы ручную пнев
момашину подоrревают. При перерывхx в работе OTcoe
ДИНЯЮТ шлаНr и УКЛадывают ее, предохраняя от заI'РЯЗ-
нениЙ. По окончании работы вынимают рабочиЙ инст-
румент, отсоединяют шланr и остаВЛ5LIОТ пневмомашину
в установленном месте хранения. Один раз в мt>\сяц
ручную ПJIевмомашину тщательно прочищают, для чеrо
снимают крышку и заполняют машину керосином, KOTO
рый для растворения в нем старой смазки выдерЖива
ют около часа. Затем сливают керосин, смазывают все
части чистым маслом и ставят крышку на место, закре
пив ее винтами.
Эксплуатация твердосплавноrо рабочеrо инструмен
та. Основными эксплуатационными показателями, опре
деляющими эффективность рабочеrо инструмента, яяля
ются ero производительность и стойкость. В данном слу
",ае производительностью называется средняя скорость
образования инструментом отверстия или борозды
(мм/мин иш! мм/с) в строительном материале опреде
ленноrо вида, твердости и структуры. Производитель
ность в значительноЙ мере зависит также от режима pa
боты, ее мощности, энерrии удара, от наличия принуди
тельНоrо удаления буровоЙ мелочи и т. п. Эти сведения
должны указываться при опреде.1ении производительно
сти, например ПРОИЗВОДИТЕ\1ЫIOСТЬ коронки. по железобе
95
со
"
тону марки 500 с r ранитным наполнителем, с перереза-
нием арматуры диаметром до 12 мм при работе перфо
ратором с энерrией удара 5 Дж, частотой ударов 3000
в минуту и отсосом буровой мелочи составляет
40 мм/мин.
Средней СТОЙIЮСТЬЮ дО затупления называют общую
1'лубину (длину) отверстий в метрах (или количество
отверстиЙ определенной 1'лубины), которая может быть
просверлена или пробурена рабочим инструментом
в определенном строительном основании до нормальноrо
затупления инструмента. Признаком нормально1'О за
тупления инструмента и необходимости e1'O заточки слу
жит падение ero производительности вдвое в сраВН НIIИ
с начальной. Кроме To1'o, признаком нормально1'О за
тупления служит износ рабочих 1'ранеЙ твердосплавщ,{Х
пластинок, которыЙ определяется допустимоЙ шириной
площадок износа (затупления) 'в определенных зонах
или изменением общих размеров рабочих 1'раней таким
образом, что размеры получаемых отверстий выходят за
пределы установленных допусков.
Важной характеристикой является также возможное
количество переточек до полной амортизации инструмен
та, которое зависит от уменьшения размеров при каж
дой заточке; так, например, обычно считают недопусти
мым уменьшение высоты твердосплавноЙ ПJlа'стинки спи
ральноrо сверла при ее последней заточке болеt; чем Ha
половину по сравнению с первоначальноЙ ее высотой.
Полная эксплуатационная стоЙкость, или общий pe
сурс, рабочеI'О инструмента может быть определена, как
произведение ero стойкости до нормально1'О затупления
на число переточек, увеличенное на единицу.
Все эти показатели получают при испытаниях Новых
конструкций рабоче1'О инструмента на специальных CTeH
д x. При испытаниях некоторое количество рабочеrо ин
струмента не удается довести до полноrо износа, так
как ВрIКрашиваются твердосплавны!= вставки, ломаются
корпуса инструментов. Поэтому для сравнения рабочеrо
инструмента различных конструкциЙ пользуются пока
зателем полноЙ эксплуатационной стоЙкости, в котором
дается средняя стойкость инструмента до полно1'О износа
с учетом возможных поломок. В табл. 29 приведены дaH
ные о стойкости твердосплавно1'О инструмента при обра
зовании отверстиЙ в кирпиче и бетоне cor ласно rOCT
17017 71.
J'
96
Для обеспечеtшя высокой эффективности прпменешtи
рабочеrо инструмента, оснащенноrо пластинами или
вставками твердоrо сплава, соблюдают следующие усло
вия ero эксплуатации:
1. Марку твердоrо сплава выбирать в зависимости
от способа выполнения операций и характера обрабаты
BaeMoro строительноrо материала.
Таблица 29
Стойкость твердосплавноrо рабочеrо инструмента
.
НаимеИОlIЗlDIе инструмента
Диаметр. мм
Стойко сть, ы
ДО нормальноrо / ПOJUll\Я эксплуа
затупления таЦИJI
Сверла
По ICUpпU'iY
16 25
32 50
75 85
15,0
20,0
15,0
Кольцевые сверла
Кольцевые сверла
Долотчатые коронки
Крестовые коронки
По бетону U железобетону
16 25 0,7
30 50 1,0
16 20 20,0
22 25 10,0
З2 40 20,0
45 ю2 10,0
55 60 5,0
18 22 20,1
25 ЗО 10,0
Долотчатые буры
100,0
180,0
100,0
3,5
7,0
200,0
100,0
250,0
120,0
50,0
200,0
100,0
2. Правильно выбирать формы и размеры рабочеrо
инструмента, уrлы ero заточки и режимы сверления или
пробивки, что является необходимым условием получе
ния высокой производительности труда и ЭКОНоМИЧНоrо
использования инструмента, оснащенноrо дороrостоя
ЩИ М твердым сплавом.
з. Своевременно и правильно затачивать затупленный
инструмент. Соблюдение нормальной величины износа
инструмента и своевременная ero переточка позволяют
почти полностью использоватIo твердосплавное лезвие
инструмента с максимальной эффективностью.
4. Применять для пробивки молотки И ручные перфо
раторы с энерrией удара, не превышающей предельные
значения (таб.rr. ЗО), так как на стойкость твердосплав
Horo инструмента и ero производительно ть в значитель
ной мере влияет значение ударной наrрузки.
..
5. Закреплять данныf, инструмент за определенныМ
рабочим. Твердосплавный инструмент рассчитан на дли
тельный срок службы, поэтому целесообразно ero перед
сдачей, занумеровать и закрепить за исполнителем. Цe
лесообразно за каждым рабочим закреплять не менее
двух комплектов инструмента в 1'.0 время как один
комплект находится в работе, друrой может быть сдан
на переточку.
Таблица 30
Рекомендуемая предельная э ерrия удара для твердосплавноrо
рабочеro инструмента
iвердосплавныll рабочий инструмент
Предельно ДОllустимая !lиерrия
удара, Дж/(кrс,м)
Сверла и бурики ВТ диаметром дО 10MM
Долотчатые коронки диаметром)6 25 мм
и сверла диаметром 12 30 мм
Крестовые коронки диаметром 32 60 мм
и долотчатые буры
1 2.5 (O.I O,25)
5 (0,5)
3,5(0,35)
Заточка рабочеrо инструмента. Нормальным считают
такое затупление инструмента, при котором ширина пло
щадки износа на расстоянии 3 мм от края пластинки
(вставки) твердоrо сплава равна 1 1,5 мм для сверл;
2 2,5 мм для долотчатых коронок; 3 3,5 мм для Kpe
стовых коронок и долотчатых буров. Для кольцевых
сверл нормальным считается такое затупление, при K.oTO
ром ширина площадки На лезвии пластинки составляет
1 1,5 мм по центру режущей кромки.
Чрезмерное затупление недопустимо, так как оно сни
жает производительность труда и можеТ привести к раз
рушению пластинки твердоrо сплава.
Рабочий, как правило, не должен производить заточ
ку, ее рационально выпоЛНЯть централизованно, специ
ально обученному заточнику на заТ'очных станках любой
конструкции, не требующей жесткоrо крепления инстру
мента на станке (ero удерживают вручную). Шпиндель
станка не должен иметь люфта. Заточные круrи перед
установкой на станок -должны быть подверrнуты балан
сировке.
Для заточки пластинок твердоrо сплава применяют
шлифовальные круrи прямоrо профиля (ПП) из зелено
ro карбида кремния марки 63С, зернистостью 40 н, CTe
98
пенью твердости СМ! или СМ2, Ho epOM структуры 5,
на керамической связке. Форму и размеры Kpyra выби
рают соrласно [ОСТ 2424 75.
Нельзя примеНFТЬ засаленные круrи, это лриводит
к образованию трещин на пластинках твердоrо сплава.
Применяют круrи с наружным диаметром 250 400 мм
и внутренним отверстием 32 127 мм, высотой 25 40 мм.
Круrи необходимо периодически править. Расход абрази
ва составляет в среднем 3 Kr на 1 Kr твердo.rо сплава.
Для заточки рабочий инструмент устанавливают на
заточном станке под задаННЫ\1: уrлом при помощи под
ручников. Чтобы предупредить возможность захватыва
ния инструмента KpyroM, стол подручника устанавлива-
ют как М'ожно ближе к заточному Kpyry (не далее 3 мм).
а лезвие инструмента не ниже осевоЙ 'линии Kpyra.
При вращении Kpyr должен направляться на лезвие ин
струмента (Kpyr набеrает на пластинку Т'вердоrо спла
ва). Рекомендуется окружная 'скорость заточноrо Knvr
12 15 м/с.
Заточку выполняют всухую либо, что nолее же.rтатеЛh
но, с оби.тrьным охлаждением. ПпИ заточке всухую He.'1Ь
зу охлаждать в воде наrревшиЙся инструмент. В качр
стве охлаждающей жидкости при заточке с охлаждени
ем применяют 3 5% ныЙ раствор эмульсола или каль
цинированной соды, которьн' поступает обильноЙ и не-
прерывноЙ струеЙ с расходом не менее 5 л /мин. Ох.rтаж
дение повышает качество заточки, уменьшает расход
абразива и значительно повышает производительность
труда при заточке. НедостаТОЧНQе, прерывистое или Ka
пельное охлаждение приводит к появлению трещин
в пла,стинках твердоrо сплава.
Нажим инструментом на Kpyr при заточке должен
быть леrким при непрерывном передвижении инструмен
тов вдоль рабочеЙ поверхности Kpyra. Нажатие с БО.1Ь
шой силой на Kpyr не ускоряет заточку, а лишь сло'соб
ствует поя лению трещин на П.rтастинках твердоr'O
сплава.
Правильность заточки и соб.1юдение peKOMeHДOBaH
ных уrлов заострения проверяют шаблоном ИJТИ уrло е
ром. Лезвие инструмента не должно быть остры'l1:, после
заТ0ЧКИ ero притупляют так, чтобы на нем оста вал ась
ленточка шириной 0,1 мм. При такой форме .1езвия не
сНИжается эффективность инструмента, но значите'1ЬНО
повышается ero прочность.
.
7.
99
..
После ка даЙ перетачки на инструменте делают MeT
ку. Числа метак указывает на каличества перетачек да
палнаrа изнаса.
Использование отходов. Отх'Оды твердых сплавав яв
ляются пенным втаричным сырьем, садержащим б'О"lЬ
ш'Ое каличеств'О вальфрама и кабальта. П'Оэт'Ому все па
требители тверд'Осплавнаr'О инструмента 'Обязаны сдавать
кускавые и пылевидные отхады твердых сплавав пр'Оиз
вадственно заrатавительным арrанизациям r лаввт'Ор
цветмета.
Кускавые 'Отхады твердых сплавав 'Остаются на aTpa
б'Отаннам инструменте в виде непалнастью испальзован
ных пластинок. Эти 'Остатки патребители выпаивают из
атраб'Отанноr'О инструмента. При перетачках инструмен
та 'Образуется затачная пыль, саст'Оящая из пыли TBepд()
ra 'сплава, абразивной пыли и стальнай пыли 'От карпуса
инструмента.
Зат'Очную пыль сабирают специальными пыIеулави
телями, кат'Орыми далжны быть абарудаваны заточные
станки. Эта 'Однавременна саздаст не'Оnхадимые санитар
ные уславия для рабаты зат'Очник'Ов. В качестве пыле
vл'Овителей применяют циклоны типа ЦН нииоrаз.
Учитывая, что затачная пыль имеет в сваем составе
чрезвычайн'О мелкие частицы, целес'Ообразна применять
цикл'Оны нииоrаз типа ЦH 11 с уrлам наклана крышки
и вхаднаrо патрубка, равным 11°.
Установлены следующие нар'МЫ сдачи 'Отхадав TBep
дых сплавав:
а) куска вые атх'Оды не менее 15% массы сплавав,
l)''Олученных патребителем;
б) пылевидные атхады не менее 20% массы палу
ченных предприятием твердых сплавав при садержании
в пылевидных атх'Одах не менее 3% вальфрама.
Напайка твердосплавных пластинок и вставок на KOp
пуса рабочеrо инструмента. Напайка пластин'Ок или
вставок твердых сплавав на карпуса (державки) инстру
мента является аднай из наибалее 'Ответственных опера
ций при изrат'Овлении и реманте твердасплавнаrа ин
струмента. Неправильна напаянные пластинки или BCTaB
ки ва время рабаты инструмента 'Отделяются или лама
ются вследствие 'абразавания трещин при напаЙке.
Перед напайкай праверяют саатветствие размерав
пластинки TBepnara сплава размерам rнезда стержня
держаl!КИ, а также прям'Олинейнасть 'Опарных пл'Оскастей
100
..
.
,
пластинак или вставак. Если на плоскастях пластинок
абнаруживают карабления, мешающие платнаму их при
леrанию к rнезду, пластинки падверrают шлифовке. Kpa
ме Tara, припиливанием устраняют неравносТИ обрабат
ки и заусенцы на паверхнасти rнезда (пластинка, пола
женная на rнездо державки, не далжна качаться) и Map
кируют инструмент клеймам или электроrрафам, указав
марку сплава.
Припои для напайки пластинак или вставок твердаrо
сплава" далжны иметь температуру плавления приблизи
тельна на зоо о с выше температуры, возникающей на pa
бочем инструменте в процессе образавания отверстий
в строительных аснаваниях, сахраняя при этом прочность
И пла,стичность. Эти припаи далжны абладать харашей
жидкатекучестью и смачиваемостью и обеспечивать бы
стрый атвод тепла ат пластинки или вставки твердаrа
сплава к державке. В качестве припая рекамендуется
применять латунь Л 63 (састав: медь 63%, цинк 37%,
температура плавления 900 0 С) в виде кусочкав фольrи
или праволаки или в виде мелкай стружки.
llля предахранения паверхности rнезда и пластинки
(вставки) твердаrа сплава ат акисления и аблеrчения
удаления акислав применяют флюс, который, краме Tora,
спасабствует лучшему спаиванию паверхнастей и paCTe
Юj.нию припая. В качестве флюса применяют абезвожен-
ную буру с температурой плавления 7830. Буру препва
рительна неабходима расплавить и пасле ахлаждения
истолочь и прасеять через сито, имеющее акала 400 OT
верстий на 1 ,см 2 . Буру хранят в закрытых сасудах, пре-
дохраняющих ее от увлажнения и заrрязнения. При пай
ке латунными припаями удобнее применять флюс, caCTO
ящий из 50% буры и 50% борнай кислоты. Температура
пл авления этаrа флюса 750 0 с.
Расплавляют припай и наrревают держ8.ВКИ и пла
стинки или вставки в плам нных rазавых или электри
ческих муфельны.х печах, таками высакай частоты, KaH
тактным спосабам на стыкавых электросварачных
аппаратах или пламенем ацетилено кислсродной ro
релки.
Качества напайки контралируют следующим образом:
1) внешним осматрам паложения пластинки и BCTaB
ки твердаrо сплава в rнезде державки; если пластинка
смещена и свисает с державки "больше, чем эта преду-
смотрена, инструмент возвращают на перепаику;
.
I
...
101
2) сильным ударом державки о маесивный металли
ческий предмет проверяют прочность напайки; пластинка
при этом не должна отделяться от державки;
3) зачисткой задней rрани рабочей rоловки инстру
мента на Kpyrax из зеленоrо карбида кремния, что дает
возможность проверить толщину припоя и отсутствие
пустот; слой припоя должен быть тонким (до 0,15
0,25 мм), разрывы слоя недопустимы;
4) выборочной промывкой инструмента в керосине
с последующей пескоструйной очисткой, что дает воз
можность проверить инструмент на отсутствие трещин.
Керосин, проникая в мельчайшие трещины и поры в пла
стинке твердоrо сплава, окрашивает их темными линия
ми на светлой от пескоструйной обработки поверхности
инструмента.
.
6. МЕРЫ 6ЕЗОПАСНОСТИ ПРИ ПРОИЗВОДСТВЕ РА6ОТ
В процессе образования отверстий и борозд в кирпи
че и бетоне выде.flЯется большое количество отработан
ноЙ пыли и буровоЙ мелочи, которые тем или иным спо
собом удаляют из обрабатываемоrо отверстия: Наиболее
блаrоприятные условия создаются при отсасывании пы
ли пылесосом и при промывке отверстия водой. Значи
тельно худшие условия возникают при удалении ее про
дувкой сжатым воздухом.- Частицы материала с большой
скоростью вылетают из отверстия в сторону оператора
и MorYT засорить ему rлаза и дыхательные opraHbI. По
токи пыли создаются также при обрабO'I'ке отверстия
ударным способом без отсоса пыли, а также при выпол
нении отверстий в потолке любым способом. Особую
опасность представляет кварцевая пыль, которая, попа
дая в леrкие, может вызвать тяжелое заболевание, из
вестное под названием силикоз. Существенную опасность
для зрения человека представляет попадание этой пыли.
в rлаза.
По указанным причинам при выполнении отверстий
ударным инструмеНТО\1 без отсоса пыли, при продувке
отработанной мелочи сжатым воздухом и при выполне
нии отверстиЙ в ПОТО.':Iке любым способом необходимо
пользоваться защитными очками и респиратором.
Работа на высоте. Ббльшую часть отверстий и бо
розд приходится пробивать или просверливать на BЫCO
те. Нельзя при этом пользоваться случайными cpeДCTBa
102
<:)
<:)
""
IQ
).
ми. Работать можно лиоо с общестроительных лесов и
подмостей, принятыл h.омпетентноЙ h.ОМlIссией, .'lибо с ин
вентарных приспособлений для работы на высоте, выпу
скаемых заводами rлавэлектромонтажа Минмонтаж
.
"""f.d
,
/.
,>
1
а) ) lrd 6)
Рис. 44. ПрнспособлеНI!Я ДЛЯ работы на высоте.
а лестница-стремянка ЛСМ; б лестница с площаДкоА Л Зlz: в подъем-
ник «Темп::to; J тележка; 2 неподвижная часть телескопа; 3 подвижная
часть телескопа; 4 рабочая площаДКа.
4
.
'("y
lto" 2
о ______
спеЦС1РОЯ СССР. К ним относится лестница стремянка
ЛСМ (рис. 44,а), изrотовленная сваркой из профилеЙ
алюминиевоrо сплава. Лестница стремянка состоит из
ДВУХ шарнирно соединенных частеЙ. В транспортном по
103
Ложении лесrНIIца складывается и скрепляется штырst
ми. rрузопО'дъемност{> лестницы 1 кН (100 Krc), высота
от урО'вня земли до верхней ступеньки в рабочем поло
жении 2120 мм, масСа 12 Kr.
На рис. 44,6 показана лестница -с площадкоЙ Л 312
для работ на высоте до 4,5 м. Лестница сварная из алю
миниевых профилей. Она состоит из двух О'порных стоек
и площадки с оrраждением. В транспортном положении
стойки складываются. Лестница с площадкой pa-с.считаНа
на работу ОДноrо человека (rpузоподъемность 1 кН),
имеет высоту до рабочей площадки 3 м и массу 32 Kr.
Для работы на высоте от 5,5 до 8,5 м в ПрОМышлен
ных зданиях может быть использован подъемник «Темп»
(рис. 44,8). Он состоит из тележки, телескопической час
ти с рабочеЙ площадкой, на которой установлена руч
ная лебедка для подъема и опускания подвижной части
телескопа. Подъемник оборудован аутриrерами (BЫHOC
, ными опорами) для обеспечения неО'бходимой устойчи
вости вО' время работы. Рабочий поднимается на пло
щадку по ступенькам неподвижной части телескопа.
rрузоподъемность подъемНика 1 кН, масса 125 Kr. По
движная и неподвижная секции телескопа леrко снима
ются 'с тележки и транспортируются в виде отдельны"
ча'стей. Изrотовляются также инвентарные телескопиче
ские подмасти.
При работе с механизированным инструментом О'пе
ратор руками, а в ряде случаев и rрудью создает усилие
нажатия на корпус ручной машины. Поэтому во избежа
ние падения нельзя выполнять эту работу, -стоя на лест
нице или СТр,емянке, ее МОЖНо выполнять только с под
мастей, имеющих оrраждение (лестница с площадкой
Л 312, подъемник «Темп» и т. п.). С лестницы стремянки
можно размечать места, [де необходимо пробивать OT
верстия, а также пробивать их ручным немеханизирова.н
ным инструментом, например О'правкой од 6 для забив
ки дюбелей или оправкой ОПКМ к пробойникам серии
по.
Работа с ручными электромашинами. Для электро
монтажных работ, которые почти всеrда производятся
в помещениях с повышенной опасностью или вне поме
щений, рекомендуется применять ручные электрО'машины
на напряжение 220 В с двойной или усиленной изоляцией
или на напряжеНИе 36 В (до 42 В) при питании через
понижающиЙ трансформатор или преобразователь час
104
#
9
\..
.
тоты. На корпусе машин с двойной или. усиленной и:щ
ляцией имеется специальный отлинительный знак две
квадратичные рамки одна в друroй.
Кроме Toro, разрешается применять электромашины
на напряжение 220 В, питающиеся через разделяющие
трансформаторы или через защитно отключающие
устройства. Во всех перечисленных случаях заземление
металлических корпусов ручных электромашин не требу
ется.
При работе в особо опасных условиях в металли
ческих сооружениях, при дожде, снеrопаде, повышенной
влажности земли, при использовании воды, подаваемой
на рабочий инструмент, и т. п. принимают дополни
тельные защитные меры: работают в спецодежде и шле
ме, резиновых перчатках и диэлектрических rалошах
или стоя на резиновом коврике или на изолирующей под
ставке. Эти средства должны быть проверенными и
иметь клеймо с указанием даты испытания.
Если условия повышенноЙ опа'сности поражения элек
трическим током отсутствуют, допустимо применять
электрические ручные машины на напряжение 220 и
380 В (без двойной изоляции), питающиеся непосредст
венно от сети. Их металлические корпуса должны быть
заземлены. Для этоrо используется специальная жила
заземления питающеrо кабеля. Один конец этой жилы
соединен с корпусом электромашины, а друrой прИсоеди
няется (через штепсельный разъем) к проверенному ла
бораторией заземляющему устройству или нулевому за
жиму источника питания.
К работе с электромашинами допускают только тех,
кто хорошо знает и CTporo соблюдает правила техники
безопасности и аттестован по технике безопасности не
ниже второй rруппы.
Электродвиrатель ручной машины включают перед
самым началом операции. При всяком ремонте и пере
рыве в работе электромашину отключают и кабель OTcoe
диняют от источника питания, предварительно отключив
ero пусковым аппаратом, а затем штепсельным соедине
нием. Кабель подвешивают, а если это затруднительно,
прикрывают досками или иными средствами защиты от
механических повреждений. Не допускают образования
петель на кабеле или ero перекручивания. Не допуска
ют также соприкосновения с rорячими металлическими
или промасленными поверхностями.
.,
-<
'О1)
На холостом ходу следует рабочий инструмент на-
править вниз, чтобы предупредить опасность случайно
ro вылета ero и травмирования работающих рядом
людей.
Работа с ручными пневмомашинами. К работе с ру':Ч-
ными пневмомашинами, как и с ручными электромаши-
нами, допускают рабочих, изучивших правила техники
безопасности и прошедших практическое обучение. Важ-
ной мероЙ безопасности является -соблюдение порядка
подачи и прекращсния подачи сжатоrо воздуха на пнев-
момашину. Резиновый шланr надежно присоединяют
к пневмомашине и к воздухопроводу при закрытом вен-
ТИле. После этоrо допускается подать на шланr сжатый
воздух. Нельзя отсоединять шланr, находящийся под
давлением сжатоrо воздуха. ЭТО ОПЭ'СНО дЛЯ работающе-
ro и находящихся вблизи людей. Шланr может вырвать-
ся из рук и нанести травму. При ремонте или переры-
вах в работе вентилем, установленным на воздухопрово-
де, прекращают подачу сжатоrо воздуха на резиновый
шланr. .
Заточка рабочеrо инструмента. Во избежание несчаст-
ных случаев при заточке соблюдают полностью меры
предосторожности, предусмотренные в правилах и нор-
мах безопасности при обращении с абразивным инстру-
ментом. Эти нормы 'содержатся в rOCT 12.2.00l 74 и яв-
ляются обязательными для всех пр.едприятий и орrани-
заций СССР. К работе по заточке инструмента рабочий
допускается после полноrо изучения (со сдачей испыта-
ний) норм, предусмотренных указанным стандартом.
Инструктирует заточников 'специально вьrделенное лицо,
ответственное за состояние техники безопасности в MOIl
тажном управлении.
Среди указанных норм содержится запрещение рабо-
тать без защитноrо кожуха на точиле и без предохрани-
тельных очков. Состояние абразивноrо Kpyra тщательно
проверяют для выявления наружных дефектов и повреж-
дений. Отсутствие трещин в насаженном на металличе-
скую оправку Kpyre проверяют, постукивая по торцевой
поверхности Kpyra леrким деревянным молотком. По
дребезжащему звуку определяют наличие трещин.
На ШПИНДеЛЬ точила Kpyr насаживают леrко без Ha
колачивания. Если возникает необходимость увеличить
отверстие в абразивном Kpyre, растачивают ero на стан-
ке. Разрабатывать это от ерстие зубилом или молотком
106
,
\.
..
запрещено. Разница между диаметрами оtверстия Kpyra
и шпинделя не долл\.на быть более 1 2 мм.
Заточные кр) rИ диаметром от 150 мм и более перед
установкой на станок испытывают на прО'чнО'сть, вращая
их на испытательном стенде в течение 5 7 мин с часто
ТО'й вращения, превышающей номинальную на 50%.
ЗаточныЙ Kpyr при установке закрепляют фланцем.
Между ним и фланцем с О'беих СТОРО'Н устанавливают
эластичные прокладки из картО'на, резины' и подобнО'rо
материала толщиной 0,5 3 мм в зависимО'сти от ДИа
метра Kpyra. Диаметр этих прО'кладО'к на 8 1 О мм БО'ль
ше диаметра фланцев. Диаметр фланцев дО'лжен быть
не менее 1/3 диаметра I<pyra.
ПО'сле устанО'вки HOBO'rO' абразивнО'rО' Kpyra на шпин
дель тО'чилО' дО'лжнО' 15 мин раБО'тать вхолостую.
Работа с пороховым инструментом выполняется при
cTporoM соблюдении правил безопасности, изложенных
в инструкции по применению данноro пороховоrо ин
струмента.
Нормы для работы с PYt;HbIM механизированным ин
струментом. Общие требования безопасности при работе
с механизированным инструментом определяю11СЯ rOCT
12.2;013 75 (для электрических ручных машин), rOCT
12.2.010 75 (для пневматических ручных машин} и rOCT
12.l.003 76 (требования в отношении шума). Все эти
стандарты входят в ,систему стандартов по безопасности
труда. Для обеспечения нормальных условиЙ труда и
охраны здоровья работающих с механизированным ин
струментом rOCT 17770 72 устанавливает -следующие
условия:
1) вибрационнО'е воздействие должно быть не более
определенноrо уровня, указанноrо в стандарте; электри
ческие молотки ИЭ 4207 и ИЭ 4210 и электрический руч
ной перфоратор ИЭ 4709 удовлетворяют этим требова
ниям;
2) сила нажатия работающеrо 'при rОРИЗ0нтальном
расположении инструмента для получения ero нормаль
ной производительности должна быть не более 200 Н
(20 Krc):
.
J
4'
Наименование электрической
ручноЙ машины
Молоток ИЭ 4207
Молоток ИЭ 4210
Перфоратор ИЭ 4709
Паспортное значение
cllJlЫ иажатия, Н (ктс)
160(16)
200 (20)
120(12)
Сипа иажатия фактическая,
н (Krc)
140 (14)
170 (17)
80 100 (8 10)
107
3) масса инструмента, удерживаемOl"О в рукал, Долж
на быть не более 10 Kr.
Кроме Toro, по нормам, утвержденным Министерст
воМ здравоохранения СССР, оrраничивается уровень шу I
ма при работе с механизированным инструментом, KOTO
jшй должен быть не более 85 дБ при частоте 1000 [ц.
В качестве дополнительных мер для борьбы с ШУМО l .
при необходимости рекомендуется при менять противо
шумные шлемы, наушники и вклаДЫШИ (беруши).
СПИСОК ЛИТЕРАТУРЫ
1. Металлокерамические твердые сплавы! К. и. Романова,
п. [. Чекулаев, В. и. Дусев и др. М.: Металлурrия, 1970.
352 с.
2. Славенчинекий и. С., Хромченко r. Е. Пробивка отверстнй
и борозд в бетоне. М.: Эиерrия, 1964. 41 с.
3. [ОСТ 3882-74. Сплавы твердые спеченные. Марки.
4. rOCT 2209-69. Сплавы твердые металлокерамические. Изде-
лия для инструментов при обработке резанием металлов и неме-
таллических материалов. Формы и размеры.
5. Белоцерковец В. В. Применение пороховых механизмов
в электромонтажных работах. М.: Энерrия, 1976. 88 с.
.
.,
...
..
..
...
п рuложенuя
Приложение 1
ТеХllичес){ие Д3111:ые ручных сверлилы;ых элеJ{ТРОМ<:ШИН, постзвляеIVЫХ в СССР, производствз не){(т('рых
страll членов СЭВ
ТIП1 электросвеРJIИЛЫIOЙ машины
Наименование покаэателеll PRCA 1011 PRCA 1311
и PRCB 1011 н PRCB 1311 B 8 RBK 131 НВl\И50
Полезная мощность при номи 160 195 120 400 250
нальной наrрузке, Вт .
Частота вращения шпинделя при 700 450 8()0 450 1200
номиналЬНой наrрузке, об/мин
Максимальный диаметр сверле 10 13 8 13 10
нJlя для стали, мм
fабаритные размеры, мм:
длина 410 410 30() 430 250
ширина 120 120 170 130 70
высота 86 86 75 100 1fiO
Масса, Kr 3 3 1,6 4 1,55
Страна изrОТОВl ель ПНР ПНР НРБ [ДР [ДР
Фирма PONA F ANA PONAI{ FANA ЕЛ ПРО ,\'1 JКA JKA
ELECТI{ICA ЕI ЕС} ЩСА
о При м е ч а и 11 е. Все ЭJIекч:vr.:аШJ11IЬJ име :..т (дноq-аЗJ ь"е lю.п {К70rllые ЗJlеRТр(1ДБI1rате 1П на напряжение 220 В, ..астоту 50 rl\ с двоlIно!>'
ф lIэоляциеil.
ПРllложеНllе 2
Технические данные электрических t.ЮJ1?1'КОВ и перфораторов,
rотовящихся к выпуску отечественнои промышленностью .
И декс ручной электрической м шины
Наименование показателя
ИЭ 4213 ИЭ 4214 ИЭ-4712 "
Вид конструкции Молоток Молоток элек Перфоратор
электроме трома rиитныЙ электроме
хаиический (фуrальныЙ) ханическиЙ
Энерrия удара бойка, 10 (1) 25 (2,5) 2 (0,2)
Дж (кrc'M)
Частота ударов в ми 1100 1000 2200
нуту
Электродвиrатель КО КС
Мощность, Вт 250 1600 210
Напряжение, В 220 220 220
Частота тока, [ц 50 50 50
Наибольший диамет.р 16
бурения в бетоне, мм
Скорость бурения, 90
мм/мин
fабаритные размеры,
мм:
длина 850 600 450
шнри на 120 110 120
высота 150 180 120
Масса, Kr 8,5 15 4
При м е ч а н и я: 1. Все машины.имеют двойную изоляцию.
2. 1(0 коллекторный однофаз {ый двиrатель.
3. В таблице приведена мощ,юсть для злектромаrнитноrо молотка потребляемая.
ля остальных машин ПOJ1езная.
4. Все электромашины снабжены штепсельным соедине"lИем и рабочим инструментом.
5. ЭлектромOJ\ОТОК ИЭ 4214 предназначен r лавнЫм образом для пробивки больших
орозд. "
I(роме указанных в таблице электрических маши, rотовится к выпуску также CTpo
ительно монта,!,ный ручной пневматический молоток типа ИП 4201 с виброзашитой:
энерrия удара 10 Дж. частота ударов 20 rц (1200 ударов в мнн), сила нажатия 120 Н
расход воздуха 1,1 м"/мин при давлении сжатоrо воздуха 0,5 МПа (5 кrс/см"); длина
молотка 455 мм. масса 5,5 Kr; изrотовитель Ноrинский опытный завод монтажных
приспособлеаий rлавноrо ynравления производственных предприятий Минмоmажспец-
строя СССР.
..
.l
f,
СОДЕРЖАНИЕ
Предисловие 3
Введение -1
1. Общие сведения 7
2. Механизированный инструмент для обра
зования отверстий и борозд 1 'i
'3. Рабочий инструмент . 4iJ
4. ТехиолопlЯ образования отверстий и
борозд 77
5. Основиые сведения по эксплуатацин
инструмента 92
6. Меры безопасности при производстве pa
бот . 102
Список литературы 108
Приложеиия 109
..
1.
""
1
АЛЕКСАНДР .\'I.АРКОВИЧ НАйФЕЛЬД,
rриrорип ЕФИМОВИЧ ХРОМЧЕНКО
Механизированная пробивкз отверстий
Редактор Я. М. БОЯЗflЫЙ
Редактор издательства И. И. Лобысева
Обложка художннка Т. Н. Хромовой
Техннческнй редактор Н. Н. Хотулева
Корректор 3. Б. Драnoвская
ИБ Ng 794
Сдано в набор 24.01.80 Подписано в печать 11.01.80 Т-07167 Формат 1!4X1U8t,..
Бумаrа типоrраФСкая N. 3 [арн. шрифта литературиая Печать высоУ<ая
Уел. печ. л. 5,88 Уч.-изд. л. 6,01 Тираж 25000 зl<3. Заказ 526. Цена 30 к.
Издательство «Эиерrия". 113114, Москва, М-1I4, Шлюзовая иаб., 10
Московская типоrрафия N. 10 Союзполиrрафпрома при rосударствен-
иом комитете СССР по делам издательств. полиrрафии и киижноR
торrоВЛИ. 113114, Москва. М-1I4. Шлюзовая наб.. 10
..
ЗО К.
,
и o rk.. "оии; a.,OhI''fQ",e.t:N,u.yechVl'i
tll "иf.п"' '" NЛ
ттт.6; 6leшдu,f ;od.;.ll.