/

























Автор: Васильев В.А.
Теги: компьютерные технологии отдельные машиностроительные и металлообрабатывающие процессы и производства резьба по дереву обработка дерева
ISBN: 5-7088-0378-9
Год: 1990




Текст
35 коп.
В. А. Васильев
в помощ ь
ГРАВЕРУ
Л ЕГОРОМ БЫТИЗ ДАТ
D.A. Васильев
В ПОМОЩЬ
ГРАВЕРУ
Москва
Легпромбытиздат
1990
ББК 34.673
В 19
УДК 681.94
Рецензент — канд. экон, наук Б. Е. Фишман
Васильев В.А.
В 19 В помощь граверу. - М.: Легпромбытиздат, 1990. -
96 с. - ISBN 5-7088-0378-9.
Брошюра написана мастером-гравером, лауреатом смотра самодеятельного
искусства, посвященного 100-летию со дня рождения В.И. Ленина, и является
результатом его практической работы.
Автор преследует цель приобщения молодых специалистов к познанию тайн
граверного дела. Достаточно полно им описаны процессы плоскорельефного и
обронного гравирования, выполнения монограмм и тиснения басмы, а также
гравирования в сочетании с фотографией и литьем.
Для начинающих специалистов-граверов широкого профиля.
3008000000—083
В ~---------------83-90
044(01)—90
ISBN 5-7088-0378-9
ББК 34.673
© Васильев В.А., 1990
ПРЕДИСЛОВИЕ
Декоративно-прикладное искусство в нашей стране издавна имело широкое распро-
странение, значительную роль в нем играет гравирование.
Гравер — понятие широкое. Поэтому, если мы говорим о гравере в обобщенной
форме, подразумевая, что он выполняет разнообразнейшие виды граверных работ, то
мы, несомненно, ошибаемся.
Как правило, граверы подразделяются следующим образом:
мастера по эстампам, куда входит обработка граверным инструментом Матриц из
линолеума, дерева и т.п.;
граверы прикладного искусства, занимающиеся декоративным художественным
гравированием в основном на благородных металлах и их сплавах. Сюда входит выпол-
нение различных орнаментов, оформление замысловатыми узорами подстаканников,
перстней и т.д.;
граверы-оформители, в совершенстве владеющие техникой письма по плоскости
штихелем и бормашиной и обладающие красивым почерком;
граверы-промышленники, осуществляющие гравирование в промышленных целях на
металле и других материалах.
Граверы-промышленники в свою очередь подразделяются на четыре основные кате-
гории:
граверы — мастера ручного и механического гравирования высшей квалификации.
Основная специфика выполняемых работ — изготовление всевозможны^ клейм, пуансо-
нов, пресс-форм и штампов как ручным, так и механическим способом; изготовление
копиров, применяемых при гравировании лицевых панелей приборов и других изделий;
гравировщики, выполняющие операции гравирования непосредственно на гравер-
ных станках по копирам и наборным шрифтам;
градуировщики — граверы средней квалификации, выполняющие в основном опе-
рации нанесения рисок на шкалы измерительных приборов на делительных машинах и
по копирам-шаблонам;
операторы — граверы средней квалификации, прошедшие курс обучения работы на
станках с программным управлением, обслуживающие граверные станки-автоматы и
полуавтоматы.
К профессии гравера в наши дни предъявляются повышенные требования. От гра-
вера требуется не только высокая техника гравирования, мастерское владение инстру-
ментом, но и скорость выполнения задания с должным качеством.
Гравер широкого профиля должен владеть знаниями различных дисциплин: мате-
матики, химии, физики, слесарного дела и др. Так, геометрия помогает развитию про-
странственного мышления и облегчает процесс построения изображения на плоскости.
Без знания основ геометрии гравер не сможет правильно составить эскиз монограммы
или орнамента.
Знание математики необходимо, чтобы рассчитать высоту шрифта, расстояние между
буквами и отдельными словами в будущей строке, а также уменьшить шрифт в тре-
буемом масштабе.
Знание физики необходимо для определения свойств металлов. Без знания химии
нельзя провести травление и др.
Профессия гравера отражает в себе ряд профессий, знание основ которых должно быть
отработано на высоком уровне. Гравер широкого профиля Борис Алексеевич Добротин,
например, говорил, что нельзя считать себя гравером в полном смысле этого слова, если
ты не владеешь в совершенстве профессией слесаря. Того же мнения придерживается и
известный гравер Валентин Антонович Слясский, более сорока лет занимающийся
граверным делом, который считает, что никакого проку от работника не будет, если он
3
не умеет пользоваться слесарными инструментами первой необходимости, а при отработ-
ке эскизов орнамента или любого другого изображения не в состоянии правильно вы-
полнять графический рисунок.
Гравер широкого профиля должен в совершенстве уметь работать на граверных
станках основных широко используемых марок отечественной промышленности и
зарубежного производства, а также уметь выполнять любые регулировочные операции
настройки плеч пантографа и своевременно производить технический уход за оборудова-
нием. Он обязан искусно владеть штихелем. Для достижения правильной координации
движений рук во время ручных работ по металлу у гравера должен быть четко отработан
глазомер. Это достигается постоянными тренировками на точность попадания острием
штихеля в нарисованную карандашом точку на каком-либо материале. При выполнении
граверных работ очень важно, чтобы не дрожали руки, иначе неизбежно появится
брак.
Кроме профессиональных знаний и умений граверу необходима хорошая физическая
подготовка. Ведь если человек здоров, сноровист и сведущь в своем деле, то у него
и работа будет спориться, все будет получаться легко, непринужденно. Тут нужна не
только усидчивость, острое зрение, но и сила всего организма. Спорт здесь — первый
помощник. В силу специфики своей работы граверу приходится подолгу сидеть в одной
и той же позе, не разгибаясь, что вредно отражается на всем организме. Для предупреж-
дения нежелательных последствий следует как можно больше двигаться вне работы.
Как видим, к профессии гравера предъявляются требования, в основу которых
заложены пути повышения индивидуального мастерства. Но чтобы стать подлинным
мастером, гравер должен любить свое дело, уметь чувствовать обрабатываемый материал
и знать его возможности. Все это, безусловно, сказывается на качестве выполнения
граверных работ.
Автор выражает глубокую признательность лауреату Государственной премии
О.О. Улановскому и А.И. Федотову, авторам учебника "Граверное дело”, а также
рецензенту Б.Е. Фишману за ценные советы и замечания при подготовке рукописи к
изданию.
ПЛОСКОРЕЛЬЕФНОЕ
ГРАВИРОВАНИЕ
Плоскорельефное гравирование - это способ, при котором обра-
батывается только поверхностный слой, что отражает характер
гравирования как под глянец, так и под чернение. Глубина выборки
металла незначительная, так как гравирование в основном произво-
дится на изделиях из драгоценных и цветных сплавов металлов.
1. ИНСТРУМЕНТЫ
И ПРИСПОСОБЛЕНИЯ
Инструменты и всевозможные приспособления, которыми гравер
пользуется во время работы, должны отражать направленность его
специализации. Если, например, гравер занимается ручными опера'
циями, то в оснащенности его рабочего места основное значение
имеют слесарные принадлежности.
На рабочем месте гравера широкого профиля должны находиться
следующие инструменты и приспособления: большое количество
штихелей различной конфигурации, зубильца, сечки, чеканы, мати-
ки, зеки, пуансоны, молоток, надфили и рифлевки всевозможных
профилей, ножовка, ножницы по металлу, слесарный прибор ”Гном'’
или бормашина с набором зубных боров, резцы для граверного
станка с пантографом, копировальные планки и накопители шрифта,
оселки для заточки штихелей, слесарный угольник, пространствен-
ный угольник-притир, разметочная плита и наковальня, лекальные
тиски, шаровые тиски, струбцины, штангенциркуль, колумбус, уни-
версальный штангенциркуль (штангенрейсмас), микрометр, линейка,
чертилка, приспособления для ручного гравирования рисок, прибор
БЛ-2 (специальные защитные очки с увеличительными стеклами),
часовая лупа и лупа с измерительной шкалой, а также густотертая
белая краска и водный раствор медного купороса.
Кроме того, одним из основных приспособлений, относящихся к
оснащенности рабочего места гравера и используемых при ручном
гравировании, является кожаный чурбачок, служащий как для
гашения звуков от ударов молотка по инструменту, так и для удоб-
ства. Он представляет собой массивную круглую подушку, после
вымачивания в кипятке плотно набитую песком.
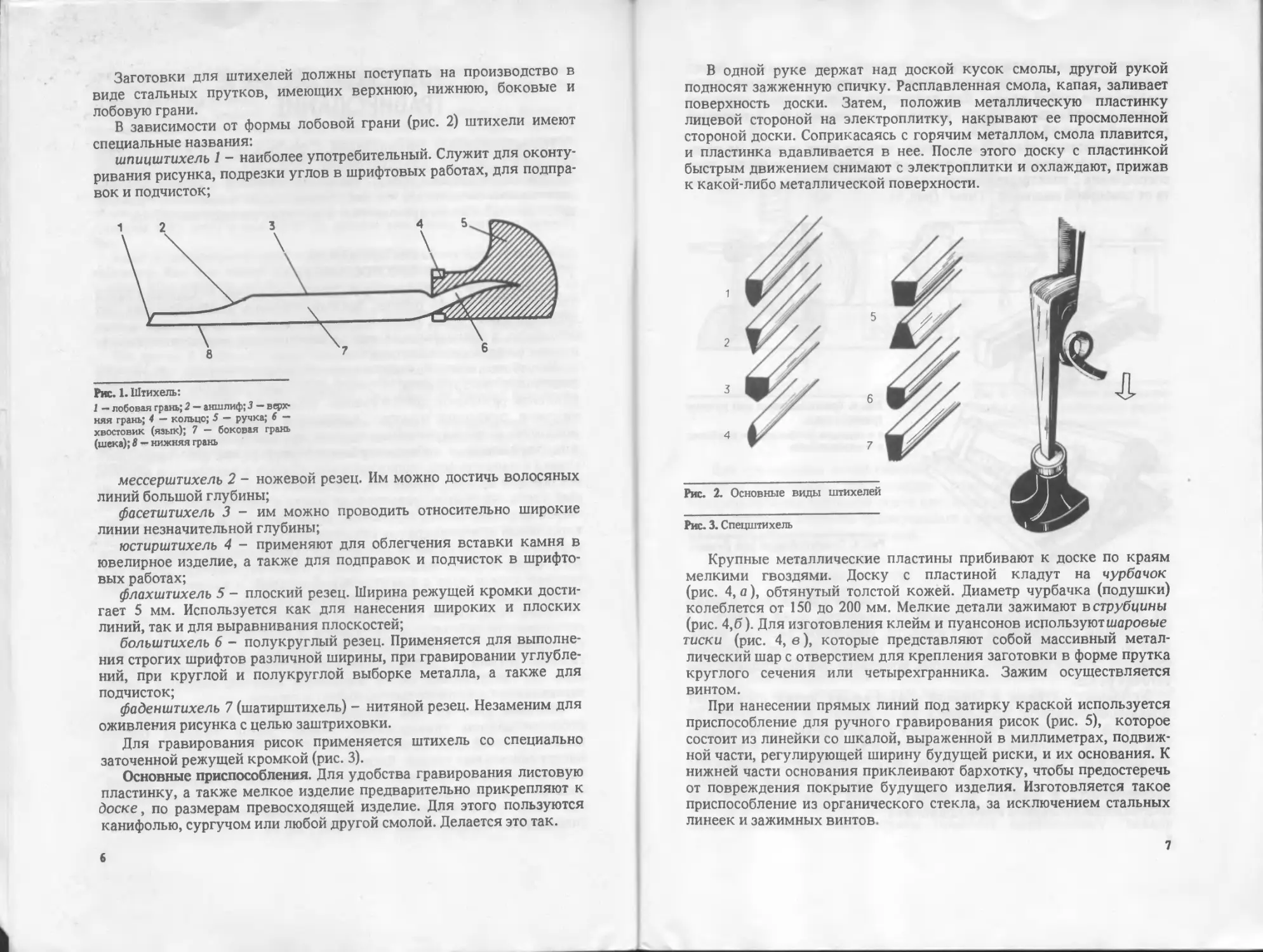
Штихели (рис. 1). Они являются основным инструментом при
плоскорельефном гравировании. Общая длина штихеля (резца)
вместе с ручкой колеблется от 100 до 130 мм. Лезвие изготовляют из
инструментальных сталей. Чаще всего граверы используют штихели,
изготовленные из высококачественных тонкоструктурных сталей.
Отлично зарекомендовали себя резцы из стали У12А (инструменталь-
ная сталь улучшенного качества, содержащая 1,2% углерода) и
специальных легированных сталей ХВГ, 5X12Ф.
5
Заготовки для штихелей должны поступать на производство в
виде стальных прутков, имеющих верхнюю, нижнюю, боковые и
лобовую грани.
В зависимости от формы лобовой грани (рис. 2) штихели имеют
специальные названия:
шпицштихель 1 - наиболее употребительный. Служит для оконту-
ривания рисунка, подрезки углов в шрифтовых работах, для подпра-
вок и подчисток;
Рис. 1. Штихель:
1 — лобовая грань; 2 — аншлиф; 3 — верх-
няя грань; 4 — кольцо; 5 — ручка; 6 —
хвостовик (язык); 7 — боковая грань
(шека); 8 — нижняя грань
мессерштихелъ 2 - ножевой резец. Им можно достичь волосяных
линий большой глубины;
фасетштихель 3 - им можно проводить относительно широкие
линии незначительной глубины;
юстирштихелъ 4 - применяют для облегчения вставки камня в
ювелирное изделие, а также для подправок и подчисток в шрифто-
вых работах;
флахштихелъ 5 - плоский резец. Ширина режущей кромки дости-
гает 5 мм. Используется как для нанесения широких и плоских
линий, так и для выравнивания плоскостей;
болыитихель 6 - полукруглый резец. Применяется для выполне-
ния строгих шрифтов различной ширины, при гравировании углубле-
ний, при круглой и полукруглой выборке металла, а также для
подчисток;
фаденштихелъ 7 (шатирштихель) - нитяной резец. Незаменим для
оживления рисунка с целью заштриховки.
Для гравирования рисок применяется штихель со специально
заточенной режущей кромкой (рис. 3).
Основные приспособления. Для удобства гравирования листовую
пластинку, а также мелкое изделие предварительно прикрепляют к
доске, по размерам превосходящей изделие. Для этого пользуются
канифолью, сургучом или любой другой смолой. Делается это так.
6
В одной руке держат над доской кусок смолы, другой рукой
подносят зажженную спичку. Расплавленная смола, капая, заливает
поверхность доски. Затем, положив металлическую пластинку
лицевой стороной на электроплитку, накрывают ее просмоленной
стороной доски. Соприкасаясь с горячим металлом, смола плавится,
и пластинка вдавливается в нее. После этого доску с пластинкой
быстрым движением снимают с электроплитки и охлаждают, прижав
к какой-либо металлической поверхности.
Рис. 2. Основные виды штихелей
Рис. 3. Спецштихель
Крупные металлические пластины прибивают к доске по краям
мелкими гвоздями. Доску с пластиной кладут на чурбачок
(рис. 4, а), обтянутый толстой кожей. Диаметр чурбачка (подушки)
колеблется от 150 до 200 мм. Мелкие детали зажимают в струбцины
(рис. 4,6). Для изготовления клейм и пуансонов используют шаровые
тиски (рис. 4, в), которые представляют собой массивный метал-
лический шар с отверстием для крепления заготовки в форме прутка
круглого сечения или четырехгранника. Зажим осуществляется
винтом.
При нанесении прямых линий под затирку краской используется
приспособление для ручного гравирования рисок (рис. 5), которое
состоит из линейки со шкалой, выраженной в миллиметрах, подвиж-
ной части, регулирующей ширину будущей риски, и их основания. К
нижней части основания приклеивают бархотку, чтобы предостеречь
от повреждения покрытие будущего изделия. Изготовляется такое
приспособление из органического стекла, за исключением стальных
линеек и зажимных винтов.
7
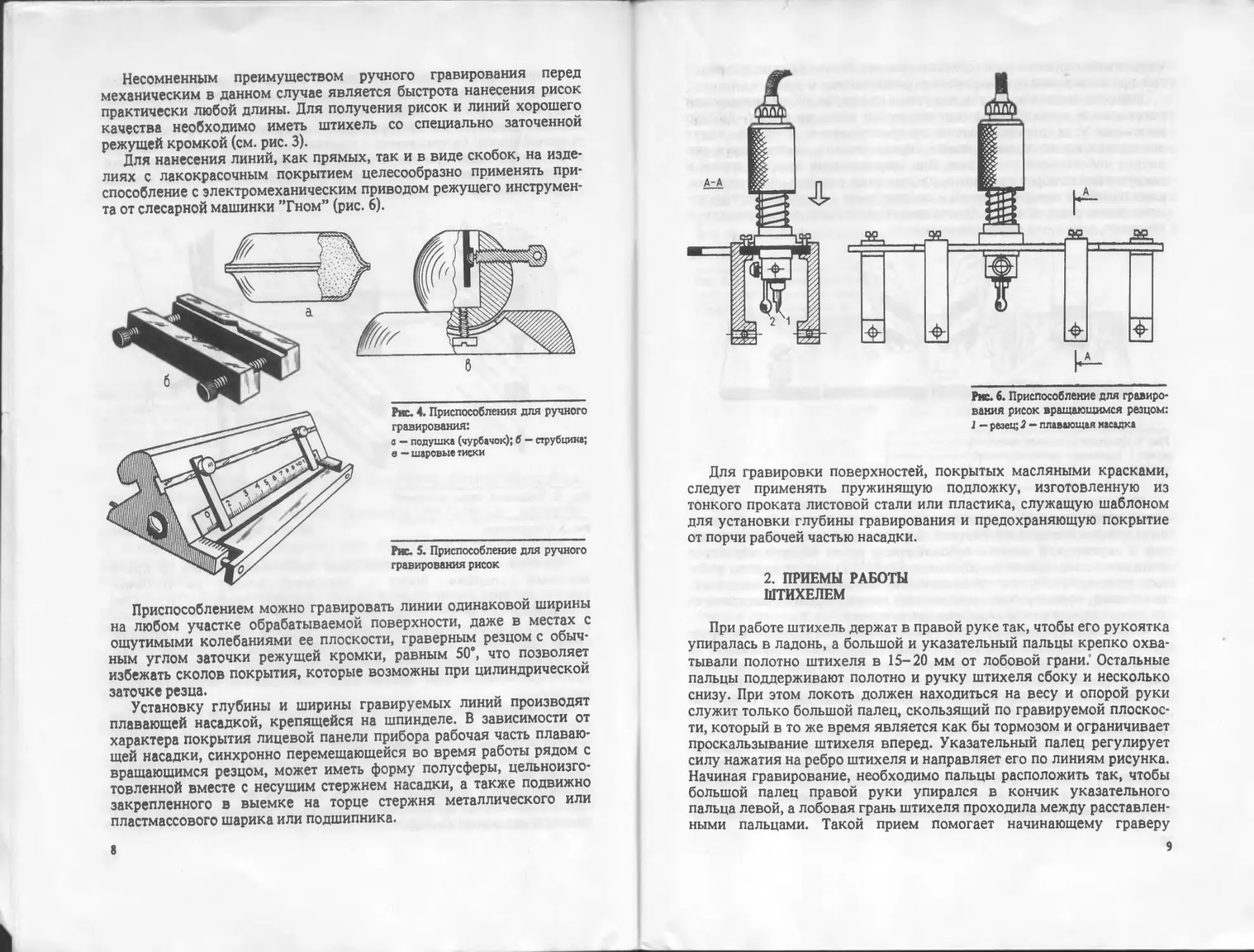
Несомненным преимуществом ручного гравирования перед
механическим в данном случае является быстрота нанесения рисок
практически любой длины. Для получения рисок и линий хорошего
качества необходимо иметь штихель со специально заточенной
режущей кромкой (см. рис. 3).
Для нанесения линий, как прямых, так и в виде скобок, на изде-
лиях с лакокрасочным покрытием целесообразно применять при-
способление с электромеханическим приводом режущего инструмен-
та от слесарной машинки ’Тном” (рис. 6).
Рис. 4. Приспособления для ручного
гравирования:
а — подушка (чурбачок); б — струбцина;
е — шаровые тиски
Рис. 5. Приспособление для ручного
гравирования рисок
Приспособлением можно гравировать линии одинаковой ширины
на любом участке обрабатываемой поверхности, даже в местах с
ощутимыми колебаниями ее плоскости, граверным резцом с обыч-
ным углом заточки режущей кромки, равным 50°, что позволяет
избежать сколов покрытия, которые возможны при цилиндрической
заточке резца.
Установку глубины и ширины гравируемых линий производят
плавающей насадкой, крепящейся на шпинделе. В зависимости от
характера покрытия лицевой панели прибора рабочая часть плаваю-
щей насадки, синхронно перемещающейся во время работы рядом с
вращающимся резцом, может иметь форму полусферы, цельноизго-
товленной вместе с несущим стержнем насадки, а также подвижно
закрепленного в выемке на торце стержня металлического или
пластмассового шарика или подшипника.
Рис. 6. Приспособление для гравиро-
вания рисок вращающимся резцом:
1 — резец; 2 — плавающая насадка
Для гравировки поверхностей, покрытых масляными красками,
следует применять пружинящую подложку, изготовленную из
тонкого проката листовой стали или пластика, служащую шаблоном
для установки глубины гравирования и предохраняющую покрытие
от порчи рабочей частью насадки.
2. ПРИЕМЫ РАБОТЫ
ШТИХЕЛЕМ
При работе штихель держат в правой руке так, чтобы его рукоятка
упиралась в ладонь, а большой и указательный пальцы крепко охва-
тывали полотно штихеля в 15-20 мм от лобовой грани? Остальные
пальцы поддерживают полотно и ручку штихеля сбоку и несколько
снизу. При этом локоть должен находиться на весу и опорой руки
служит только большой палец, скользящий по гравируемой плоскос-
ти, который в то же время является как бы тормозом и ограничивает
проскальзывание штихеля вперед. Указательный палец регулирует
силу нажатия на ребро штихеля и направляет его по линиям рисунка.
Начиная гравирование, необходимо пальцы расположить так, чтобы
большой палец правой руки упирался в кончик указательного
пальца левой, а лобовая грань штихеля проходила между расставлен-
ными пальцами. Такой прием помогает начинающему граверу
9
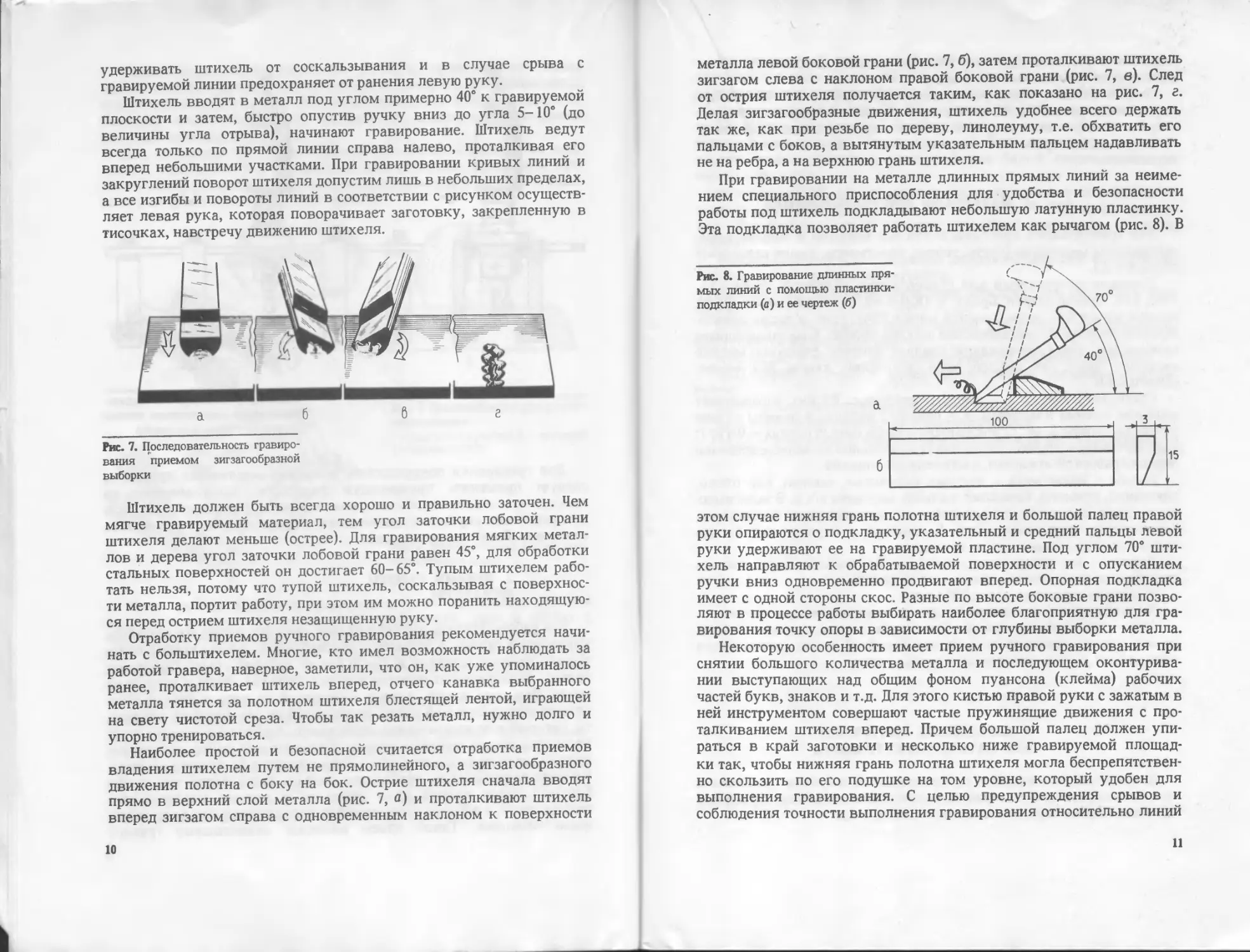
удерживать штихель от соскальзывания и в случае срыва с
гравируемой линии предохраняет от ранения левую руку.
Штихель вводят в металл под углом примерно 40° к гравируемой
плоскости и затем, быстро опустив ручку вниз до угла 5-10° (до
величины угла отрыва), начинают гравирование. Штихель ведут
всегда только по прямой линии справа налево, проталкивая его
вперед небольшими участками. При гравировании кривых линий и
закруглений поворот штихеля допустим лишь в небольших пределах,
а все изгибы и повороты линий в соответствии с рисунком осуществ-
ляет левая рука, которая поворачивает заготовку, закрепленную в
тисочках, навстречу движению штихеля.
Рис. 7. Последовательность гравиро-
вания приемом зигзагообразной
выборки
Штихель должен быть всегда хорошо и правильно заточен. Чем
мягче гравируемый материал, тем угол заточки лобовой грани
штихеля делают меньше (острее). Для гравирования мягких метал-
лов и дерева угол заточки лобовой грани равен 45°, для обработки
стальных поверхностей он достигает 60-65°. Тупым штихелем рабо-
тать нельзя, потому что тупой штихель, соскальзывая с поверхнос-
ти металла, портит работу, при этом им можно поранить находящую-
ся перед острием штихеля незащищенную руку.
Отработку приемов ручного гравирования рекомендуется начи-
нать с больштихелем. Многие, кто имел возможность наблюдать за
работой гравера, наверное, заметили, что он, как уже упоминалось
ранее, проталкивает штихель вперед, отчего канавка выбранного
металла тянется за полотном штихеля блестящей лентой, играющей
на свету чистотой среза. Чтобы так резать металл, нужно долго и
упорно тренироваться.
Наиболее простой и безопасной считается отработка приемов
владения штихелем путем не прямолинейного, а зигзагообразного
движения полотна с боку на бок. Острие штихеля сначала вводят
прямо в верхний слой металла (рис. 7, °) и проталкивают штихель
вперед зигзагом справа с одновременным наклоном к поверхности
ю
металла левой боковой грани (рис. 7, б), затем проталкивают штихель
зигзагом слева с наклоном правой боковой грани (рис. 7, в). След
от острия штихеля получается таким, как показано на рис. 7, г.
Делая зигзагообразные движения, штихель удобнее всего держать
так же, как при резьбе по дереву, линолеуму, т.е. обхватить его
пальцами с боков, а вытянутым указательным пальцем надавливать
не на ребра, а на верхнюю грань штихеля.
При гравировании на металле длинных прямых линий за неиме-
нием специального приспособления для удобства и безопасности
работы под штихель подкладывают небольшую латунную пластинку.
Эта подкладка позволяет работать штихелем как рычагом (рис. 8). В
Рис. 8. Гравирование длинных пря-
мых линий с помощью пластинки-
подкладки (а) и ее чертеж (б)
этом случае нижняя грань полотна штихеля и большой палец правой
руки опираются о подкладку, указательный и средний пальцы левой
руки удерживают ее на гравируемой пластине. Под углом 70° шти-
хель направляют к обрабатываемой поверхности и с опусканием
ручки вниз одновременно продвигают вперед. Опорная подкладка
имеет с одной стороны скос. Разные по высоте боковые грани позво-
ляют в процессе работы выбирать наиболее благоприятную для гра-
вирования точку опоры в зависимости от глубины выборки металла.
Некоторую особенность имеет прием ручного гравирования при
снятии большого количества металла и последующем оконтурива-
нии выступающих над общим фоном пуансона (клейма) рабочих
частей букв, знаков и т.д. Для этого кистью правой руки с зажатым в
ней инструментом совершают частые пружинящие движения с про-
талкиванием штихеля вперед. Причем большой палец должен упи-
раться в край заготовки и несколько ниже гравируемой площад-
ки так, чтобы нижняя грань полотна штихеля могла беспрепятствен-
но скользить по его подушке на том уровне, который удобен для
выполнения гравирования. С целью предупреждения срывов и
соблюдения точности выполнения гравирования относительно линий
11
разметки в процессе удаления лишнего металла штихель проталки-
вают вперед небольшими участками.
Острый штихель легко режет металл на глубину 0,1-0,2 мм при
нормальном режиме работы. Во время работы следует постоянно
следить за состоянием режущей кромки острия штихеля. При довод-
ке затупившихся рабочих поверхностей штихеля оселок смачивают
керосином.
3. МАТЕРИАЛЫ ДЛЯ ГРАВИРОВАНИЯ
Для гравирования пригодны почти все металлы и многие неме-
таллические материалы (кость, дерево, пластмассы, камни некоторых
пород и т.д.).
Лучшими материалами для гравирования являются: стали У8А,
У10, У12, бронза марки Бр2БТ и ОСЦ-4-4-2,5, латунь марки ЛС59,
томпак марки Л90, дюралюминий марки Д16Т, гарт, а также всевоз-
можные пластмассы (органическое стекло), эбонит. К малопригодным
материалам для гравирования следует отнести слишком мягкие
металлы, такие, как красная медь, алюминий, латунь Л62, олово,
свинец и т.п.
Стали У8А, У10, У12 - инструментальные. Из них изготовляют
штихели, клейма и матрицы. У - означает наличие в данном сплаве
углерода; цифры 8, 10, 12 показывают содержание углерода - 0,8%; 1;
1,2%. При использовании стали для гравирования ее непосредственно
перед обработкой отжигают, а штихели закаливают.
Бронза - сплав меди с другими металлами, такими, как олово,
алюминий, кремний, бериллий, кадмий, марганец и т.д. В зависимос-
ти от этого бронза будет оловянистая, алюминиевая, кремнистая,
бериллиевая, кадмиевая и т.д. Кадмиевая и бериллиевая бронза
имеет высокую механическую прочность.
Латунь - это сплав меди с цинком. Ее свойства определяются
процентным содержанием цинка - от 10 до 42%.
Томпак содержит не менее 90% меди.
Дюралюминий - это сплав алюминия, меди, марганца и магния.
Гарт - типографские сплавы. Это сплавы свинца, сурьмы и олова.
На них хорошо гравировать (вырезать шрифты), и они долгое время
не искажают выполненное резцом изображение.
4. АБРАЗИВНЫЕ МАТЕРИАЛЫ
ДЛЯ ЗАТОЧКИ ИНСТРУМЕНТА
Для заточки инструмента на производстве широкое применение
получили абразивные материалы, такие, как электрокорунд, карбид
кремния, карбид бора, синтетический алмаз и т.д.
12
Электрокорунд нормальный получил наибольшее применение и
выпускается трех марок: Э2, Э4, Э5. Цифры после буквы означают
содержание окиси алюминия А12 03 соответственно 92,94 и 95%.
Электрокорунд белый Э8, Э9 содержит 98-99% окиси алюминия и
на 30- 40% превосходит по качеству электрокорунд нормальный, так
как включает в себя меньше примесей. В последнее время выпус-
кается промышленностью электрокорунд белый повышенного ка-
чества марки Э9А.
Монокорунд М7, М8 отличается высокой прочностью и более вы-
сокими режущими свойствами. Он содержит 97-98% окиси алюми-
ния. Применяется такой абразив для обработки весьма прочных
сталей.
Карбид кремния 63С- абразив, используемый для чистовой за-
точки твердосплавного инструмента.
Карбид бора используется в виде порошка для доводки и при-
тирки.
Синтетические алмазы, применяемые для заточки инструментов,
выпускаются нескольких марок:
АСО (зерно № 4-25) - алмаз синтетический обычной прочности;
АСП (зерно № 5-32) - алмаз синтетический повышенной проч-
ности;
АСВ - алмаз синтетический высокой прочности;
АСК - алмаз синтетический кристаллический;
АСКС - алмаз синтетический кристаллический сортированный.
ХУДОЖЕСТВЕННОЕ
ГРАВИРОВАНИЕ
Ручное резание, или, как его сейчас чаще называют, художествен-
ное гравирование, - технически довольно сложный вид искусства.
Художественное гравирование включает в себя изготовление прежде
всего эстампов и гравюр. Гравюра - это рисунок, графически выпол-
ненный штихелем на металле, дереве, линолеуме, кости или камне.
1. ГРАВЮРА
НА МЕТАЛЛЕ
Гравюры на металле имеют станковый и прикладной характер.
Гравюра станкового характера может быть выполнена по оригиналь-
ному рисунку гравера или графически копировать художественные
произведения мастеров кисти.
Тонирование и любой другой вид обработки стальной основы
(травление, выборка металла гравированием, чеканка, насечка)
придают плоскорельефной гравюре особые декоративные свойства.
Гравюра прикладного характера призвана служить дополнением,
неотъемлемой частью художественного решения объемных предме-
тов из различных материалов, в данном случае на металле: на лар-
цах, столовых и письменных приборах, подсвечниках, портсигарах и
многих других бытовых изделиях, где ее рисунок приобретает
определенную значимость. Возьмем для примера охотничий нож. С
ажурной гравировкой он уже является законченной художественно
оформленной вещью, имеющей не только утилитарное назначение, но
и художественную значимость.
2. НЕМНОГО
ОБ ОРНАМЕНТАХ
Художественное начало широко входит в наш быт, в производст-
во, где в содружестве с художниками и граверами работают инжене-
ры-конструкторы. Появились новые термины ’’промышленная эстети-
ка”, ’’производственная эстетика”.
Красоту люди хотят видеть везде. Она украшает быт, одухотво-
ряет труд и облагораживает человека, делая его нравственным и
пробуждая в нем творческие возможности. Одним из видов творчест-
ва является гравирование.
Для освоения навыков гравирования необходимо иметь достаточ-
ное представление о рисовании, так как без этого художественное
гравирование немыслимо.
Декоративное оформление предмета совершается на основании
определенных правил и законов: соблюдения ритма, симметрии,
гармонического сочетания штрихов.
Занимающиеся художественным гравированием должны уметь
составлять узоры, знать законы композиции, владеть техническими
навыками работы с инструментом, изучать орнаментальное творчест-
во своего народа, народов братских республик и других стран.
Орнамент - латинское слово, означающее украшение. Оно не
является самостоятельным произведением искусства, это лишь узор,
который в зависимости от характера предмета может быть исполнен в
различной технике и из самого разнообразного материала. Орнамент
бывает графическим, живописным, скульптурным, а по форме -
геометрическим или растительным.
В наши дни уделяется много внимания изучению всех видов
творчества. Сильно возрос интерес и к декоративно-прикладному
искусству прошлого. Роль орнамента в декоративно-прикладном
искусстве очень велика. Если в XV в. художники, писавшие карти-
ны, могли исполнять и предметы убранства, то уже в XVI в. мы встре-
чаемся с именами художников-орнаменталистов, а в XVII и XVIII вв.
во Франции искусство орнаменталиста - рисовальщика или граве-
ра - занимает значительное место в художественной жизни общест-
ва. Термин ’’орнамент” был известен давно. В России его употребля-
ли уже в петровское время. Пристальное изучение декоративно-орна-
ментального искусства воспитывает художественный вкус, а его
творческое освоение обогащает практику мастеров нашего времени,
призванных создавать декор и художественно оформленные пред-
меты, которые становятся неотъемлемой частью современного быта.
Велики богатства орнаментального искусства прошлого. Знаком-
ство с ними вносит свою долю в сокровищницу нашего духовного
мира. Орнамент призван не только услаждать наш взор своей при-
влекательностью в исполнении замысловатых фигур, он заставляет
нас искать заключенную в рисунке определенную информацию.
3. ГРАВИРОВАНИЕ
ОРНАМЕНТА
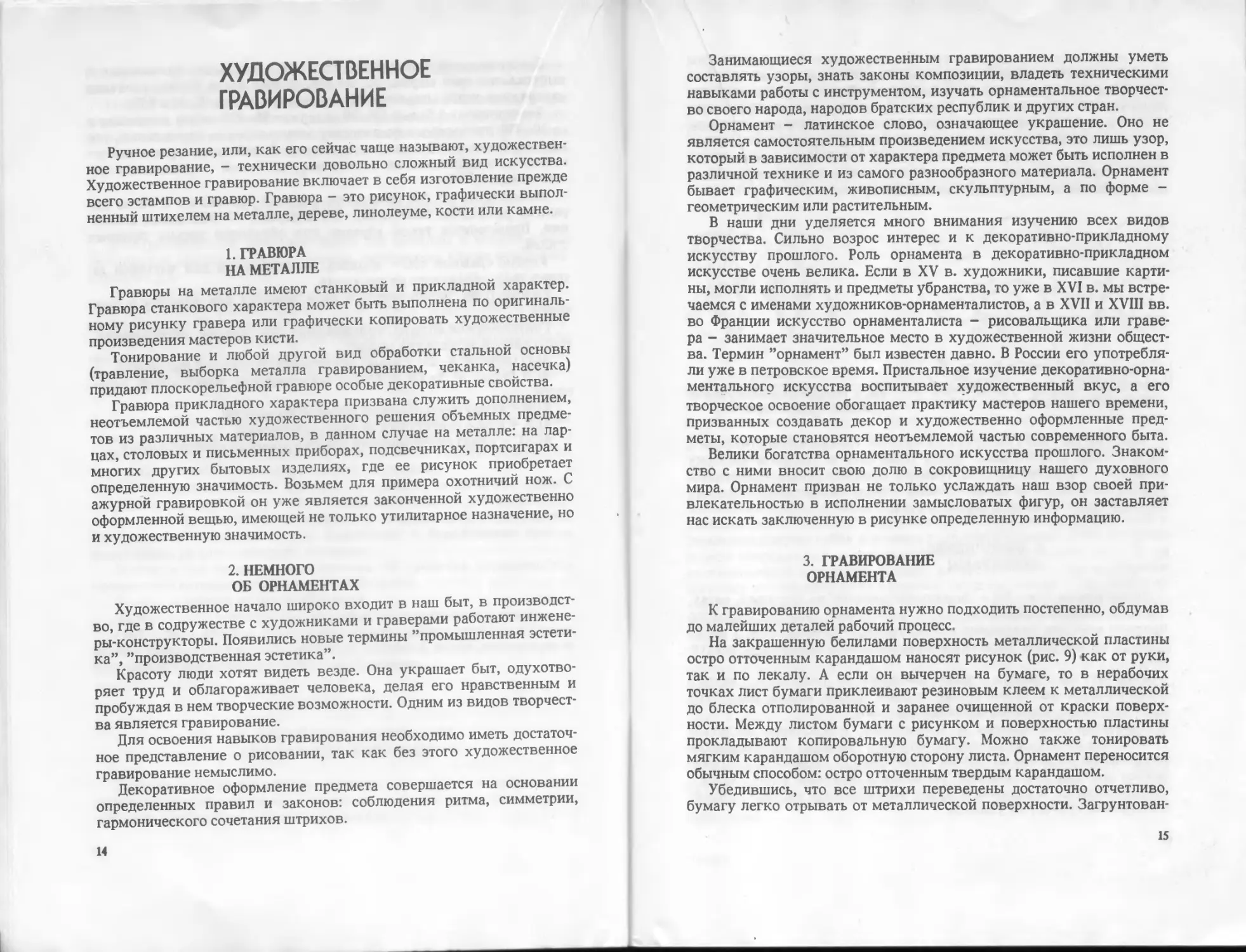
К гравированию орнамента нужно подходить постепенно, обдумав
до малейших деталей рабочий процесс.
На закрашенную белилами поверхность металлической пластины
остро отточенным карандашом наносят рисунок (рис. 9) как от руки,
так и по лекалу. А если он вычерчен на бумаге, то в нерабочих
точках лист бумаги приклеивают резиновым клеем к металлической
до блеска отполированной и заранее очищенной от краски поверх-
ности. Между листом бумаги с рисунком и поверхностью пластины
прокладывают копировальную бумагу. Можно также тонировать
мягким карандашом оборотную сторону листа. Орнамент переносится
обычным способом: остро отточенным твердым карандашом.
Убедившись, что все штрихи переведены достаточно отчетливо,
бумагу легко отрывать от металлической поверхности. Загрунтован-
15
ную поверхность с рисунком тут же закрепляют быстросохнущим
лаком. Рисунок следует обязательно пройти чертилкой или же
штихелем. Затем, если есть уверенность, что блики, отражающиеся от
поверхности металлической пластины, не будут слепить глаза,
краску можно стереть ватным тампоном, смоченным в растворителе.
Последовательность гравирования узоров орнамента остается
такой же, как и при рисовании на бумаге, с той лишь разницей, что
вместо карандаша гравер использует штихели и фигурные чеканы с
изображением повторяющихся элементов орнамента.
Рис. 9. Порядок построения узора из
элементов народного орнамента
Контуры рисунка гравируют на металле тонким шпицштихелем с
постепенным углублением. Чтобы облегчить и ускорить выборку
большого количества металла, гравер в процессе работы прибегает к
помощи зубильцев и сечек. В этом случае необходимо пластину
зажать в тиски и выполнять работу стоя.
4. ВЫПОЛНЕНИЕ
МОНОГРАММ
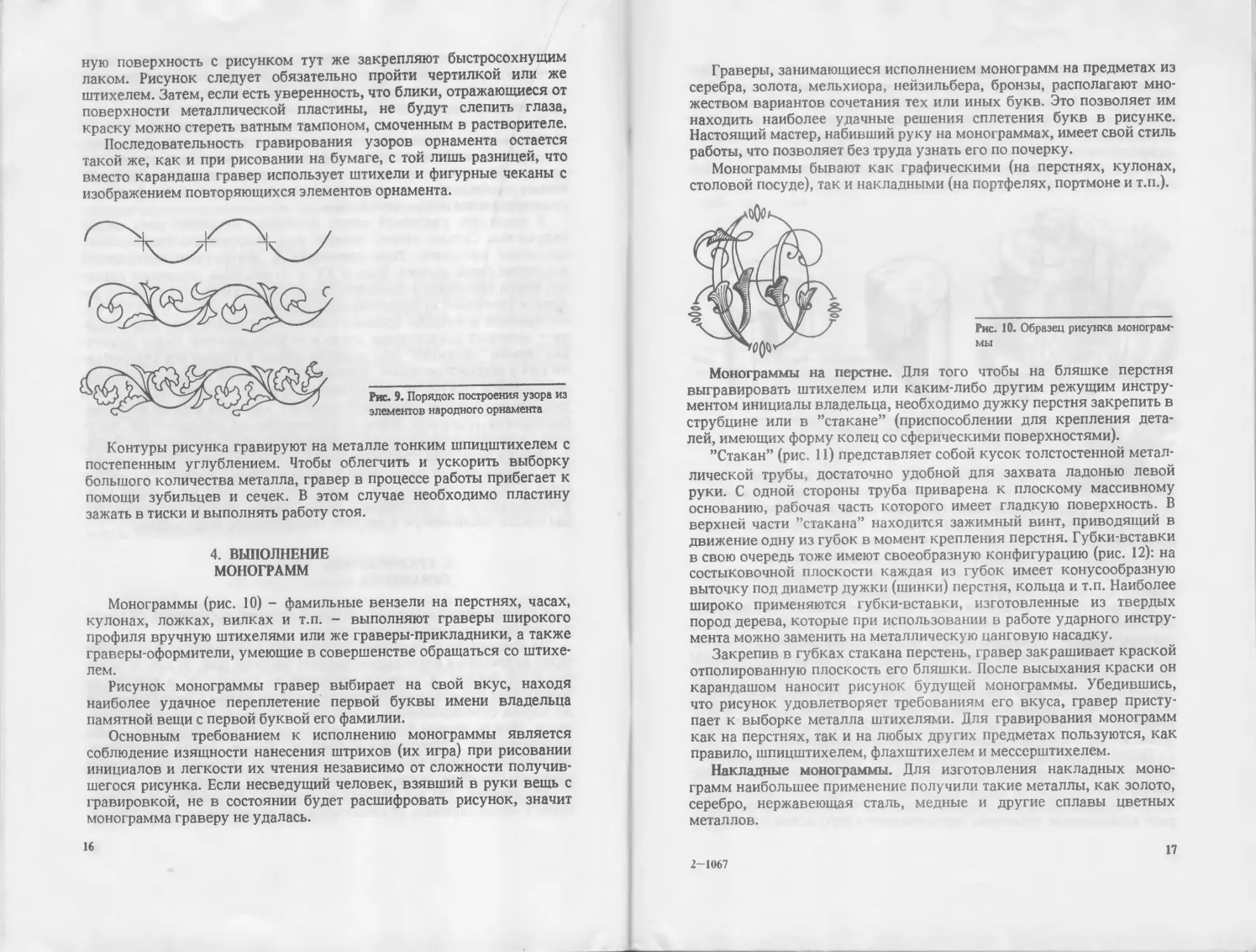
Монограммы (рис. 10) - фамильные вензели на перстнях, часах,
кулонах, ложках, вилках и т.п. - выполняют граверы широкого
профиля вручную штихелями или же граверы-прикладники, а также
граверы-оформители, умеющие в совершенстве обращаться со штихе-
лем.
Рисунок монограммы гравер выбирает на свой вкус, находя
наиболее удачное переплетение первой буквы имени владельца
памятной вещи с первой буквой его фамилии.
Основным требованием к исполнению монограммы является
соблюдение изящности нанесения штрихов (их игра) при рисовании
инициалов и легкости их чтения независимо от сложности получив-
шегося рисунка. Если несведущий человек, взявший в руки вещь с
гравировкой, не в состоянии будет расшифровать рисунок, значит
монограмма граверу не удалась.
16
Граверы, занимающиеся исполнением монограмм на предметах из
серебра, золота, мельхиора, нейзильбера, бронзы, располагают мно-
жеством вариантов сочетания тех или иных букв. Это позволяет им
находить наиболее удачные решения сплетения букв в рисунке.
Настоящий мастер, набивший руку на монограммах, имеет свой стиль
работы, что позволяет без труда узнать его по почерку.
Монограммы бывают как графическими (на перстнях, кулонах,
столовой посуде), так и накладными (на портфелях, портмоне и т.п.).
Рис. 10. Образец рисунка монограм-
мы
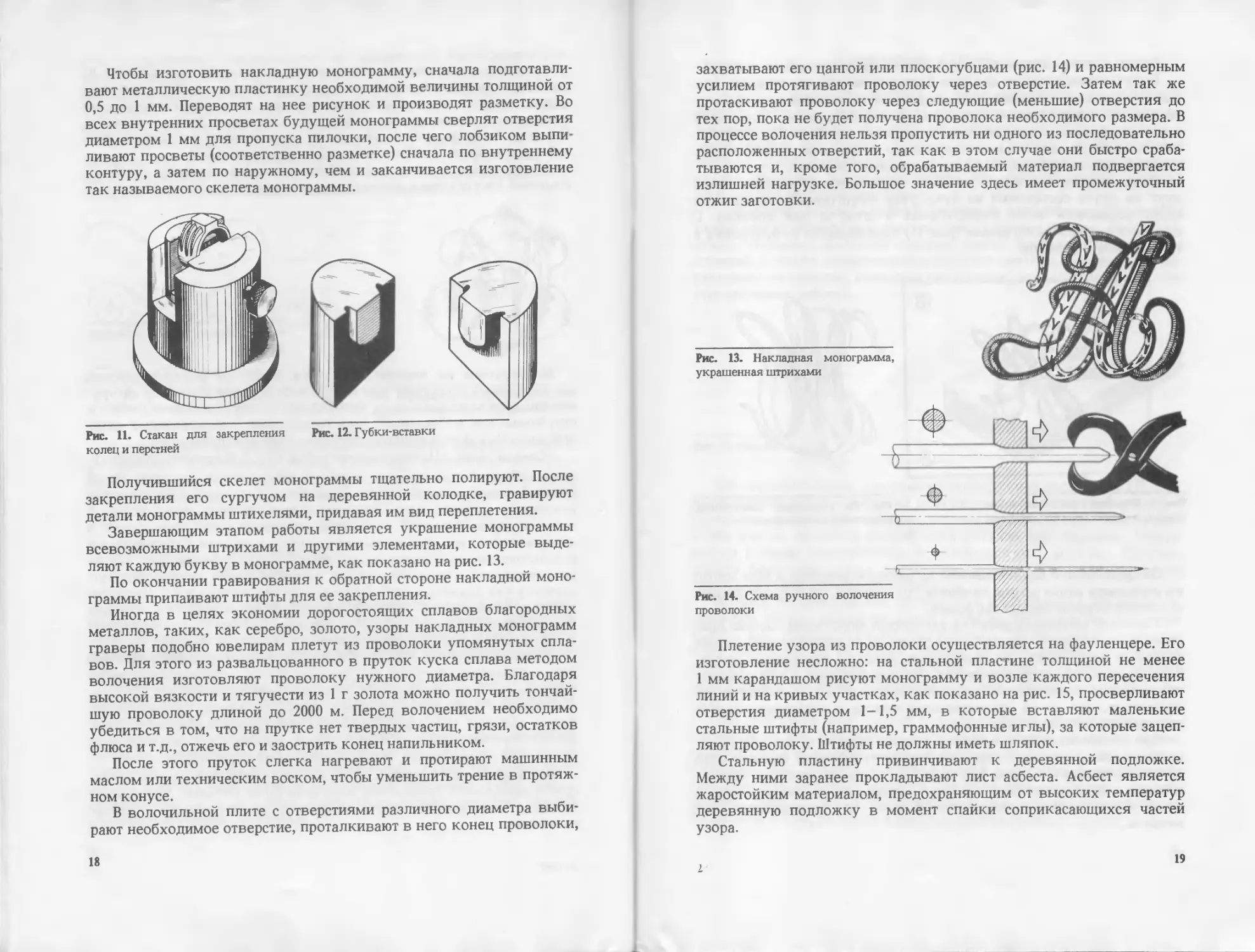
Монограммы на перстне. Для того чтобы на бляшке перстня
выгравировать штихелем или каким-либо другим режущим инстру-
ментом инициалы владельца, необходимо дужку перстня закрепить в
струбцине или в ’’стакане” (приспособлении для крепления дета-
лей, имеющих форму колец со сферическими поверхностями).
’’Стакан” (рис. 11) представляет собой кусок толстостенной метал-
лической трубы, достаточно удобной для захвата ладонью левой
руки. С одной стороны труба приварена к плоскому массивному
основанию, рабочая часть которого имеет гладкую поверхность. В
верхней части ’’стакана” находится зажимный винт, приводящий в
движение одну из губок в момент крепления перстня. Губки-вставки
в свою очередь тоже имеют своеобразную конфигурацию (рис. 12): на
состыковочной плоскости каждая из губок имеет конусообразную
выточку под диаметр дужки (шинки) перстня, кольца и т.п. Наиболее
широко применяются губки-вставки, изготовленные из твердых
пород дерева, которые при использовании в работе ударного инстру-
мента можно заменить на металлическую цанговую насадку.
Закрепив в губках стакана перстень, гравер закрашивает краской
отполированную плоскость его бляшки. После высыхания краски он
карандашом наносит рисунок будущей монограммы. Убедившись,
что рисунок удовлетворяет требованиям его вкуса, гравер присту-
пает к выборке металла штихелями. Для гравирования монограмм
как на перстнях, так и на любых других предметах пользуются, как
правило, шпицштихелем, флахштихелем и мессерштихелем.
Накла;
н: i:
ie монограммы. Для изготовления накладных моно-
грамм наибольшее применение получили такие металлы, как золото,
серебро, нержавеющая сталь, медные и другие сплавы цветных
металлов.
17
2-1067
Чтобы изготовить накладную монограмму, сначала подготавли-
вают металлическую пластинку необходимой величины толщиной от
0,5 до 1 мм. Переводят на нее рисунок и производят разметку. Во
всех внутренних просветах будущей монограммы сверлят отверстия
диаметром 1 мм для пропуска пилочки, после чего лобзиком выпи-
ливают просветы (соответственно разметке) сначала по внутреннему
контуру, а затем по наружному, чем и заканчивается изготовление
так называемого скелета монограммы.
Рис. 11. Стакан для закрепления
колец и перстней
Рис. 12. Губки-вставки
Получившийся скелет монограммы тщательно полируют. После
закрепления его сургучом на деревянной колодке, гравируют
детали монограммы штихелями, придавая им вид переплетения.
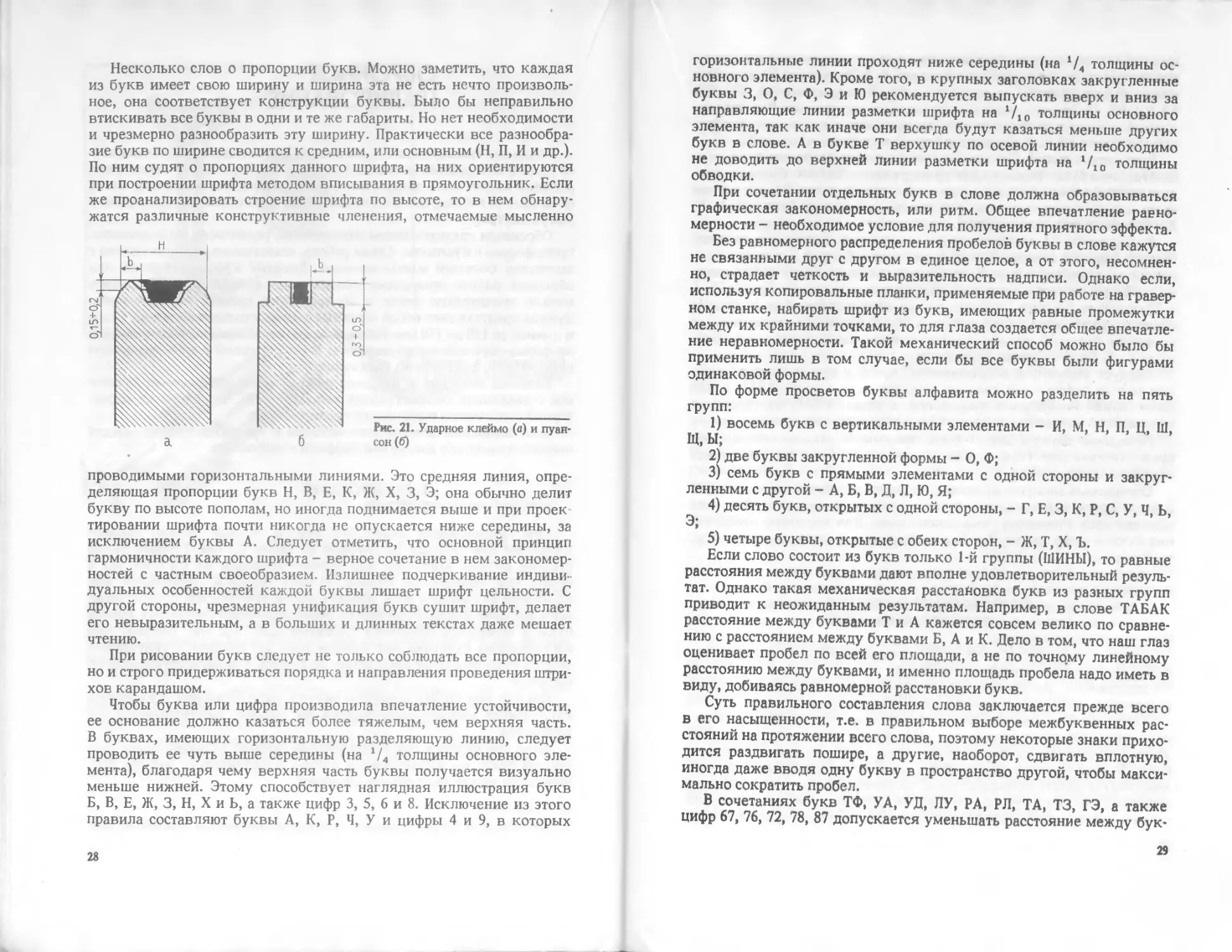
Завершающим этапом работы является украшение монограммы
всевозможными штрихами и другими элементами, которые выде-
ляют каждую букву в монограмме, как показано на рис. 13.
По окончании гравирования к обратной стороне накладной моно-
граммы припаивают штифты для ее закрепления.
Иногда в целях экономии дорогостоящих сплавов благородных
металлов, таких, как серебро, золото, узоры накладных монограмм
граверы подобно ювелирам плетут из проволоки упомянутых спла-
вов. Для этого из развальцованного в пруток куска сплава методом
волочения изготовляют проволоку нужного диаметра. Благодаря
высокой вязкости и тягучести из 1 г золота можно получить тончай-
шую проволоку длиной до 2000 м. Перед волочением необходимо
убедиться в том, что на прутке нет твердых частиц, грязи, остатков
флюса и т.д., отжечь его и заострить конец напильником.
После этого пруток слегка нагревают и протирают машинным
маслом или техническим воском, чтобы уменьшить трение в протяж-
ном конусе.
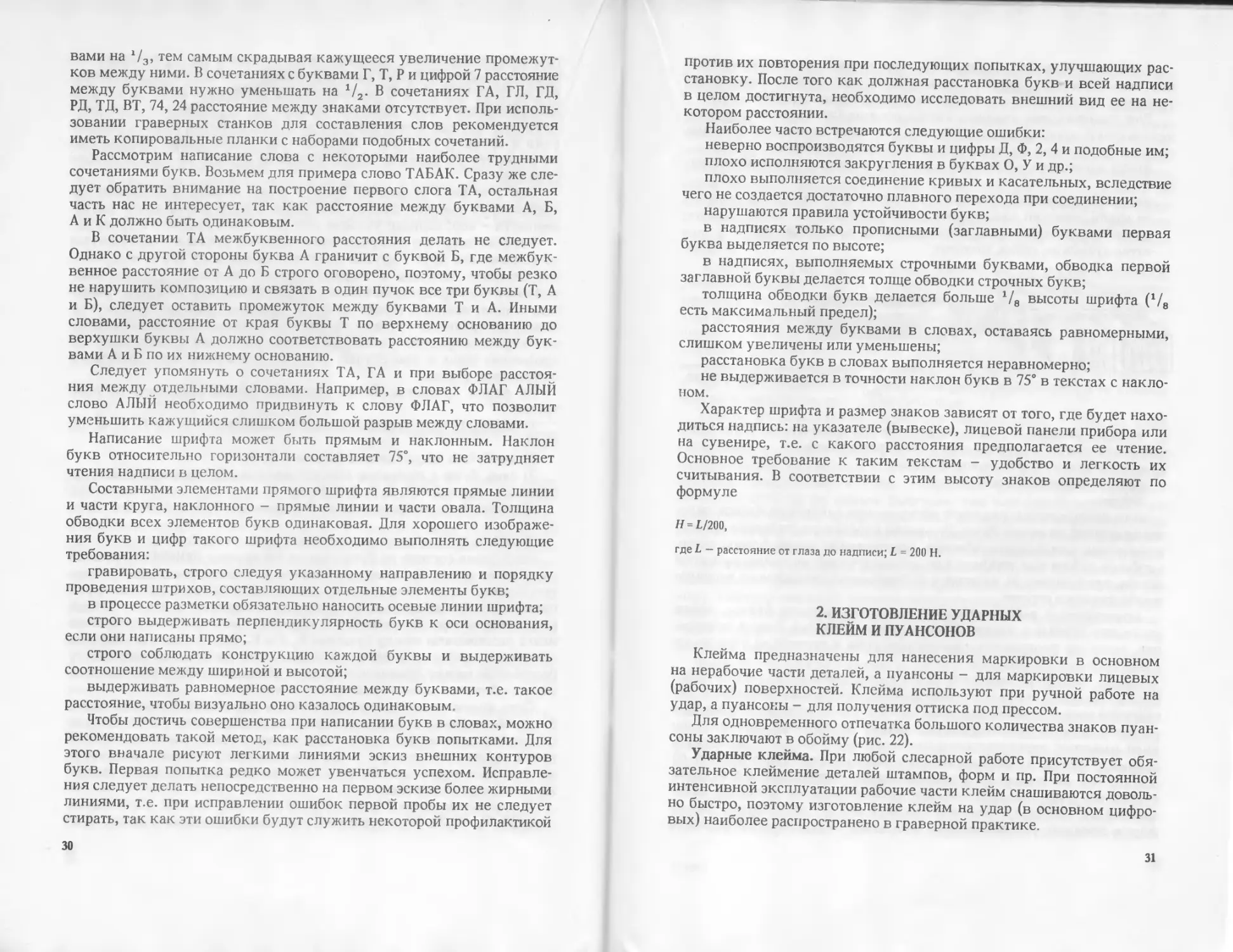
В волочильной плите с отверстиями различного диаметра выби-
рают необходимое отверстие, проталкивают в него конец проволоки,
18
захватывают его цангой или плоскогубцами (рис. 14) и равномерным
усилием протягивают проволоку через отверстие. Затем так же
протаскивают проволоку через следующие (меньшие) отверстия до
тех пор, пока не будет получена проволока необходимого размера. В
процессе волочения нельзя пропустить ни одного из последовательно
расположенных отверстий, так как в этом случае они быстро сраба-
тываются и, кроме того, обрабатываемый материал подвергается
излишней нагрузке. Большое значение здесь имеет промежуточный
отжиг заготовки.
Рис. 13. Накладная монограмма,
украшенная штрихами
Плетение узора из проволоки осуществляется на фауленцере. Его
изготовление несложно: на стальной пластине толщиной не менее
1 мм карандашом рисуют монограмму и возле каждого пересечения
линий и на кривых участках, как показано на рис. 15, просверливают
отверстия диаметром 1-1,5 мм, в которые вставляют маленькие
стальные штифты (например, граммофонные иглы), за которые зацеп-
ляют проволоку. Штифты не должны иметь шляпок.
Стальную пластину привинчивают к деревянной подложке.
Между ними заранее прокладывают лист асбеста. Асбест является
жаростойким материалом, предохраняющим от высоких температур
деревянную подложку в момент спайки соприкасающихся частей
узора.
19
2
Буквы плетут каждую по отдельности с последующей их спайкой.
Получившиеся тонкие скелеты букв накладной монограммы (см.
рис. 15) снимают с фауленцера и переносят по отдельности на нако-
вальню. Используя плоские пуансоны, гравер сплющивает проволоку
в нужных местах, придавая буквам красивые силуэты. Для достиже-
ния большей выразительности переходов от широких до тончайших
частей буквы используют надфили различных профилей.
Затем сначала в руках, а после на фауленцере путем наложения
друг на друга составляют из букв узор монограммы, припаивают
соприкасающиеся части переплетения и штифты для крепежа. С
целью оживления монограммы (рис. 16) производится ее полировка и
гравирование штрихов.
Рис. 16. Накладная монограмма,
сплетенная из проволоки
Рис. 15. Пластина с рисунком моно-
граммы и отверстиями под штифты
По сравнению с выпиливанием из цельной пластинки этот метод
изготовления монограммы наиболее трудоемкий, но с точки зрения
экономии металла весьма выгодный.
Учитывая сложность рисунка некоторых монограмм, можно при-
бегнуть и к наиболее совершенным способам их изготовления, где не
требуется ни сверлить, ни выпиливать контуры затейливого узора.
Узор монограммы можно нарастить непосредственно в гальваничес-
ких ваннах с применением формы или матрицы как на основе фото-
полимеров, так и из органического стекла с выгравированным
узором в зеркальном изображении.
При использовании в качестве основы оргстекла его обезжири-
вают этиловым спиртом, затем на стенки углублений наносят слой
полиизобутилена (толщина 0,02 мм). В полученную клейкую пленку
втирают мелкодисперсный графит, промывают дистиллированной
водой и помещают в гальваническую ванну для наращивания слоя
металла.
20
5. ТИСНЕНИЕ БАСМЫ
Давно известно, что басма как самостоятельный вид обработки
металла является своеобразным развитием и усовершенствованием
чеканки. Отказавшись от затрат сил на многократные удары чеканом,
необходимые для лепки сложных форм, граверы в большинстве
случаев стали пользоваться чеканами-пуансонами. Одного удара
такого пуансона достаточно, чтобы его рабочий конец сообщил
металлу соответствующую форму.
Басменные доски (матрицы) являются дальнейшим логическим
развитием идеи тиснения, так как они заменяют чеканы. Преимуще-
ством тиснения является прежде всего быстрота производства
изделий, а также значительная экономия металла. Тиснение осуще-
ствляется на металле, имеющем значительно меньшую толщину, чем
при чеканных работах.
Рис. 17. Басменная доска
Для тиснения басмы изготовляется басменная доска (рис. 17). Она
представляет собой невысокий монолитный металлический рельеф с
плавными формами без острых углов, краев и резких выступов,
чтобы они не прорвали тонкий слой металла при тиснении. Общая
высота рельефа незначительна и колеблется от 1 до 2 мм. Изготов-
ляются басменные доски из медных сплавов или из стали путем
литья или обронного гравирования.
Процесс тиснения басмы заключается в следующем. На матрицу,
лежащую кверху рельефом, кладут тонкий лист металла толщиной
0,2- 0,3 мм, предварительно отожженного. Затем сверху наклады-
вают прокладку из листового свинца. По этой свинцовой подушке
наносят удары киянкой (деревянный молоток) или осуществляют
необходимое давление посредством ручных прессов мощностью 5-
10 Н.
Под действием силы свинец благодаря своей пластичности вдав-
ливается во все углубления и обтекает выступы на доске, точно
повторяя весь ее рельеф. Такие же деформации претерпевает и метал-
лический лист, зажатый между матрицей и свинцовой прокладкой.
После тиснения свинец удаляют и с матрицы снимают басму - тонкий
рельеф, очень точно воспроизводящий все детали рабочей части
басменной доски, включая и фактуру (выпуклость).
21
В настоящее время в качестве основы для матриц, используемых
при декоративной механической обработке фольги толщиной до
0,2 мм, широкое распространение получили легкообрабатываемые
граверным инструментом материалы на основе органического стекла
и всевозможные пластмассы, способные выдерживать незначитель-
ные нагрузки на сжатие.
В связи с незначительной толщиной фольги фактура гравировки
должна измеряться десятыми долями миллиметра.
При тиснении на неметаллической поверхности для получения
четкого изображения оттиска между фольгой и верхней плитой
пресса прокладывают плотную резину или картон.
Если основой басменной доски является толстое органическое
стекло, в процессе гравирования можно проверять правильность
исполнения тех или иных линий, штрихов, уклонов, завитков и
розеток на просвет благодаря прозрачности обрабатываемого мате-
риала. В этом случае, если изображение орнамента на матрице ре-
жется внутрь, что в основном и практикуется, проверка отпечатка на
пластилин (как это принято при гравировании стальных матриц)
полностью или частично отпадает.
В Древней Руси басмы изготовлялись для оковки иконостасов,
переплетов книг и т.д. В качестве материала для тиснения басмы
широкое применение нашли красная медь и ее сплавы (латунь,
томпак), а также никелевые сплавы (мельхиор и нейзильбер).
Для большей нарядности и во избежание потускнения полученные
изделия из латуни могут быть окрашены в золотисто-красный цвет
путем натирания смесью из 4 ч. промытого порошка мела и 1 ч. су-
сального золота. Смесь смачивается водой до консистенции кашицы.
Сусальное золото есть не что иное, как двусернистое олово; оно
похоже цветом на настоящее золото и также не изменяется от атмос-
ферных воздействий.
При необходимости можно прибегнуть к простейшим методам
чернения. Например, для чернения латунных изделий пользуются
раствором из 1000 см3 воды, 50 г едкого натра и 75 г персульфата
калия. Чернение производится в горячей ванне при температуре 60° С.
Длительность процесса составляет не более 15 мин. Начало выделе-
ния газов на поверхности раствора указывает на окончание процесса
чернения.
В граверной практике часто используется упрощенный метод
ускоренного изготовления разовых форм из листового металла под
заливку как жидкими каучуковыми самоотверждающимися масса-
ми, так и для вулканизации сырой резиной, а также легкоплавкими
пластмассами и формопластами техникой металлопластики.
Металлопластика - один из древних видов художественной
обработки металлов. Художественные произведения, выполненные в
технике металлопластики, по своему виду напоминают чеканку из
листа, но они значительно различаются толщиной листового материа-
ла. Для чеканки идут листы толщиной от 0,5 мм и более, а для метал-
22
лопластики - фольга или тонкие листы до 0,5 мм, в основном толщи-
ной 0,2 0,4 мм. Более тонкие листы легко прорываются, а более
толстые затрудняют работу, так как требуют значительных усилий
для деформации. Поэтому толстые листы применяются только для
выполнения крупных декоративных произведений, не требующих
детальной проработки формы.
Однако главное отличие металлопластики от листовой чеканки
заключается в самом технологическом процессе и в наборе инстру-
ментов. В чеканке форма образуется за счет удара молотком по чека-
ну, а в металлопластике - путем плавных деформаций, осуществляе-
мых специальными инструментами, напоминающими собой стеки.
Минимальный набор инструментов, необходимых для выполнения
металлопластики, следующий:
линейник, или контурная стека (рис. 18, а), для выдавливания
контура рисунка. Для проведения тонких линий применяется линей-
ник с диаметром рабочего конца 1 мм, для более широких - диаме-
тром 2-3 мм. Конец должен быть закруглен и хорошо отполирован;
плоская узкая стека (рис. 18, б) для выдавливания узких линий;
плоская широкая стека (рис. 18, в) для выравнивания фона;
выдавка конусная (рис. 18, г) для выдавливания узких канавок,
а также углублений различной формы для вставки камней;
выдавка шарообразная (рис. 18, д) для проведения кривых, спира-
лей и выдавливания круглых углублений (шарики на рабочих кон-
цах бывают различных диаметров);
пуансоны различной формы (рис. 18, е) для обработки фона, нанесе-
ния фактуры;
вспомогательные инструменты - ножницы, молоточек, надфили
(различных профилей), а также острый и тупоконечный пробойники
(рис. 18 м), кольцевой просечник (различных диаметров для просе-
кания отверстий для вставки камней).
Кроме того, требуется толстое стекло размером 200 х 300 мм (для
мелких и средних работ), кусок линолеума такого же размера, мягкие
подкладки из войлока, драпа, фетра или сукна, резины, деревянная
доска (для просекания на ней отверстий пробойником или кольце-
вым просечником) и наждачная бумага.
Начинать следует с небольших по размерам и несложных по рисун-
ку изделий. Рельеф также на первых работах не должен быть высо-
ким. Кроме того, прежде чем браться за какое-либо произведение,
полезно выполнить тренировочные упражнения и на них отработать
навыки в проведении прямых и кривых линий, чтобы рука приобрела
твердость и уверенность.
Инструмент держат в кулаке правой руки, слегка наклонив к
себе (приблизительно на 30°) и ведут его по направлению к себе.
Чтобы инструмент, например линейник, не вилял, т.е. не уклонялся
вправо или влево, его направляют указательным пальцем левой
руки, при необходимости усиливая давление. Важно, чтобы движе-
ние обеих рук приобрело необходимое согласование, что приходит
по мере приобретения соответствующих навыков.
Работа начинается с отжига металлической заготовки. Отжиг
производится до слабо-бурого каления, затем ему дают возможность
медленно охладиться. Медь, латунь, жесть, а иногда (при сложно-
профильных работах) и алюминий приходится отжигать в процессе
работы два, а то и три раза, не говоря уже об углеродистой стали,
используемой для изготовления разовых форм.
Рисунок предварительно выполняют на бумаге в натуральную
величину в контурной манере, затем снимают на кальку и в пере-
вернутом (зеркальном) изображении переводят через копирку на
металл. Появившийся на металле после отжига налет окиси хорошо
воспринимает рисунок.
Сам процесс металлопластики обычно начинается с обводки
рисунка линейником (контурной стекой). Для этого кусок обыкно-
венного гладкого линолеума прикрепляют к столу кнопками или
мелкими гвоздями и, положив на него пластинку с нанесенным рисун-
ком, обводят рисунок по всем линиям линейником, выдавливая ка-
навку на необходимую глубину. Затем пластинку переворачивают
лицевой стороной кверху, кладут на линолеум и той же стекой по
краю контура проводят вторую линию (дубль-контур). Затем пластин-
ку переносят на стекло и, положив лицевой стороной кверху, широ-
кой стекой (гладилкой) выравнивают фон вокруг выпуклых линий
узора. После этой операции рельеф увеличивается и узор ясно высту-
пает над фоном.
24
При выполнении более сложных по рельефу композиций выдав-
ливание ведут последовательно, начиная с тех элементов рельефа,
которые должны иметь наибольшую высоту, и после каждого выда-
вливания (подъема) рельефа на линолеуме производят выглажива-
ние фона на стекле. Важно, чтобы рабочие части инструментов были
идеально отполированы и не резали металл, а только давили его.
Выдавливать можно не только на линолеуме, но и на войлоке,
фетре, резине или сукне. При этом следует иметь в виду, что чем
тверже подложка, тем линия тоньше, резче и менее высокая по рель-
ефу. Например, линия, выдавленная на войлоке, рельефнее и шире
линии, выдавленной на линолеумной подложке, а линия, выдавлен-
ная на стекле, тоньше и ниже рельефом линии, выдавленной на лино-
леуме.
Чаще всего процесс складывается из следующих последователь-
ных операций: выдавливание на линолеуме, углубление отдельных
мест на войлоке и обжимка на стекле с выравниванием фона.
Фон может быть гладким или узорным, полученным обработкой
пуансоном.
Для нанесения узора на фон заготовку кладут на тот же линолеум
и прикрепляют по краям кнопками, чтобы она не двигалась. Затем,
взяв в левую руку пуансон, держат его вертикально на расстоянии
0,5 мм от поверхности пластинки и легкими ударами ладони правой
руки наносят рисунок, постепенно придавая всему фону желаемую
фактуру.
Применение металлопластики весьма разнообразно. Ею можно
декорировать всевозможные предметы для интерьера. Особенно
хорошо металлические рельефы сочетаются с деревом. Тонируя
металл, можно добиться гармоничного сочетания с цветом и факту-
рой дерева, например для украшения деревянной мебели и т.п.
Способом металлопластики можно изготовлять ковши, блюда,
рамки и многое другое.
Металлопластика в настоящее время стоит на первом месте как
по качеству воспроизведения замысла художника, так и по безопас-
ности условий труда, особенно граверов, так как не требует примене-
ния травильных препаратов.
6. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ПЕРСТНЯ
Как известно, при штамповке благородных металлов получаются
наиболее четкие, чем при литье, отпечатки узоров, выгравированных
на стальной матрице, и весьма незначительная потеря материала.
Использование прессового оборудования позволяет намного ус-
корить процесс изготовления желаемого (опытного) образца, так как
штамп изготовить куда проще и быстрее, чем форму под заливку
металлом. Технология изготовления перстня методом штамповки
довольно проста.
25
Рис. 19. Матрица с изображением
бляшки 1 и шинки 2 перстня, грави-
рованных внутрь
Рис. 20. Гибочное приспособление
Для начала из проката благородного металла или прутка выруба-
ют заготовки двух основных частей перстня - бляшки и шинки.
Заготовка, предназначенная для получения шинки перстня, по дли-
не должна соответствовать ее развернутому профилю на матрице
штампа с выгравированным внутрь (углубленным) узором (рис. 19).
Причем исполнение завитков и розеток орнамента должно быть
в обратном изображении. Бляшку перстня гравируют тут же, на мат-
рице, если позволяет место.
После штамповки и последующей опиловки облоя металла (на-
плывов) заготовку шинки перстня сгибают в кольцо. Для этого при-
меняют различные инструменты, в том числе и несложное в изготов-
лении специальное гибочное приспособление (рис. 20).
Полученную таким образом шинку спаивают с бляшкой перстня
в местах стыков. Места пайки тщательно опиливают надфилем, кра-
цуют и полируют.
ОБРОННОЕ
ГРАВИРОВАНИЕ
Обронное гравирование - это способ, при котором резцом создает-
ся рельеф или даже объемная скульптура из металла. Обронное грави-
рование может быть выпуклым (позитивным), когда рельеф выше
фона (фон углублен, снят) и углубленным (негативным), когда рельеф
режут внутрь.
Обронным гравированием изготовляют различного рода штампы,
пресс-формы и пуансоны. Такая работа, естественно, требует снятия с
заготовки большой массы металла. Поэтому кроме штихелей при
обронной работе применяют специальные зубила, так как рубить
металл значительно легче и быстрее, чем срезать его штихелем.
Зубила представляют собой стальные стержни толщиной от 6 до 10 мм
и длиной от 120 до 150 мм. Рабочий конец их отковывают и опиливают
по форме того или иного штихеля. В соответствии с этим различают
шпицзубило, флахзубило, бользубило.
Большое значение в процессе работы имеет применение пуансо-
нов с различной конфигурацией рабочей части, что является харак-
терной особенностью обронного гравирования.
Для подчистки поверхности металла в труднодоступных местах
широко применяют изогнутые надфили - рифлевки.
1. ГРАВИРОВАНИЕ
ТЕКСТОВ
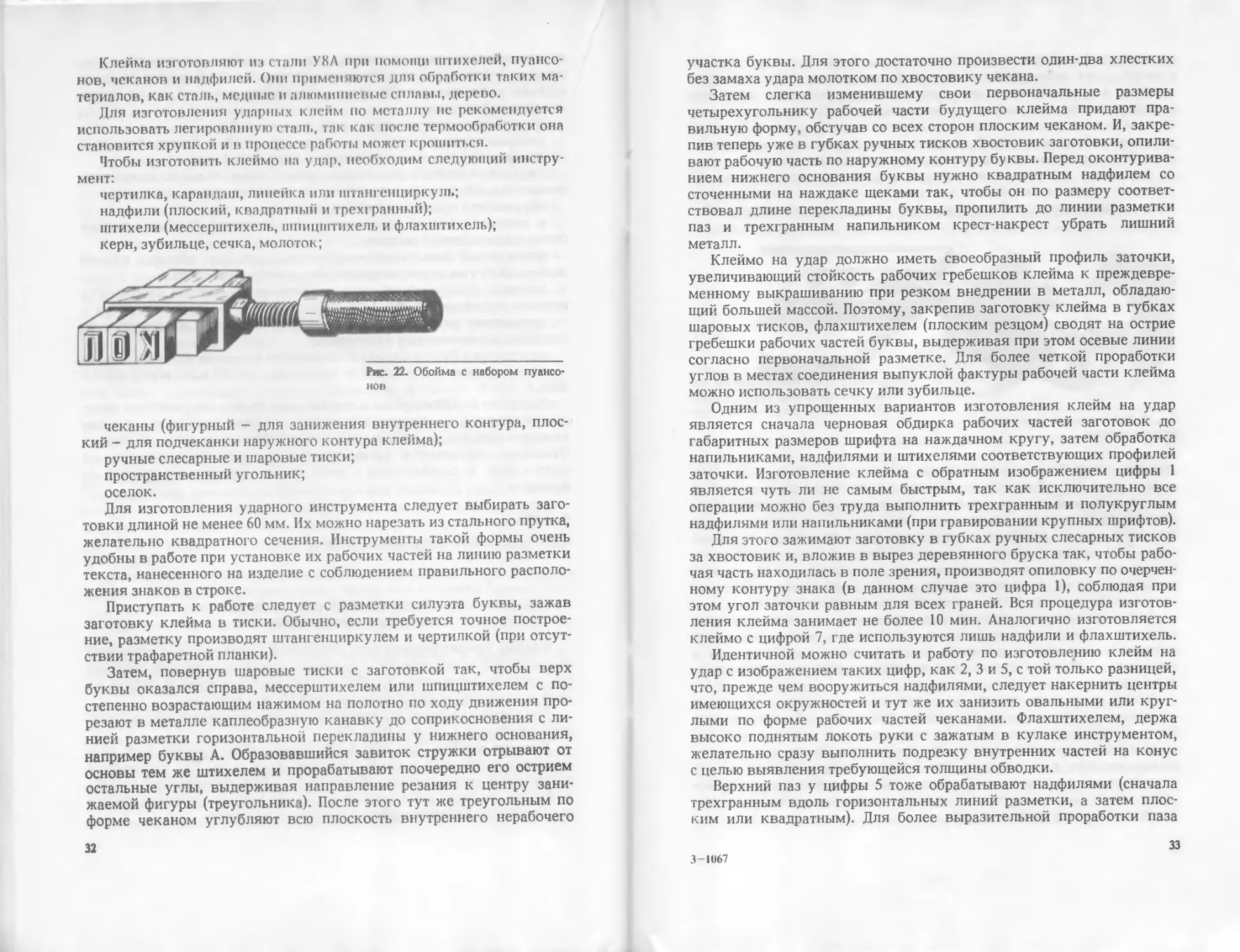
При гравировании выпуклого текста лишний металл срезают
штихелем или зубилом на глубину не менее 0,3 мм. Готовая буква
(цифра) должна выступать над торцом пуансона на 0,3 0,5 мм и
более. При нормальном режиме ручной набивки пуансонами или
клеймами различного рода обозначений в поверхность обрабатывае-
мого металла внедряются только лишь верхушки выпуклых граней
букв и оставляют отпечатки глубиной 0,15-*-0,2 мм. Поэтому при
изготовлении пуансона или клейма (рис. 21) площадки углублений
внутри букв можно не полировать до блеска, а лишь загрунтовать их
матиком.
Прежде чем выбирать резцом металл, надо разметить и набросать
карандашом необходимую надпись на заранее загрунтованной по-
верхности.
Качество надписи при гравировании зависит от правильных про-
порций букв, их расстановки в словах и правильного выбора про-
межутков между отдельными словами*.
* См.: Спиров Н.А. Проектирование и производство типографских шрифтов. M., 1959.
27
Несколько слов о пропорции букв. Можно заметить, что каждая
из букв имеет свою ширину и ширина эта не есть нечто произволь-
ное, она соответствует конструкции буквы. Было бы неправильно
втискивать все буквы в одни и те же габариты. Но нет необходимости
и чрезмерно разнообразить эту ширину. Практически все разнообра-
зие букв по ширине сводится к средним, или основным (Н, П, И и др.).
По ним судят о пропорциях данного шрифта, на них ориентируются
при построении шрифта методом вписывания в прямоугольник. Если
же проанализировать строение шрифта по высоте, то в нем обнару-
жатся различные конструктивные членения, отмечаемые мысленно
проводимыми горизонтальными линиями. Это средняя линия, опре-
деляющая пропорции букв Н, В, Е, К, Ж, X, 3, Э; она обычно делит
букву по высоте пополам, но иногда поднимается выше и при проек-
тировании шрифта почти никогда не опускается ниже середины, за
исключением буквы А. Следует отметить, что основной принцип
гармоничности каждого шрифта - верное сочетание в нем закономер-
ностей с частным своеобразием. Излишнее подчеркивание индиви-
дуальных особенностей каждой буквы лишает шрифт цельности. С
другой стороны, чрезмерная унификация букв сушит шрифт, делает
его невыразительным, а в больших и длинных текстах даже мешает
чтению.
При рисовании букв следует не только соблюдать все пропорции,
но и строго придерживаться порядка и направления проведения штри-
хов карандашом.
Чтобы буква или цифра производила впечатление устойчивости,
ее основание должно казаться более тяжелым, чем верхняя часть.
В буквах, имеющих горизонтальную разделяющую линию, следует
проводить ее чуть выше середины (на х/4 толщины основного эле-
мента), благодаря чему верхняя часть буквы получается визуально
меньше нижней. Этому способствует наглядная иллюстрация букв
Б, В, Е, Ж, 3, Н, X и Ь, а также цифр 3, 5, 6 и 8. Исключение из этого
правила составляют буквы А, К, Р, Ч, У и цифры 4 и 9, в которых
23
горизонтальные линии проходят ниже середины (на */4 толщины ос-
новного элемента). Кроме того, в крупных заголовках закругленные
буквы 3, О, С, Ф, Э и Ю рекомендуется выпускать вверх и вниз за
направляющие линии разметки шрифта на */10 толщины основного
элемента, так как иначе они всегда будут казаться меньше других
букв в слове. А в букве Т верхушку по осевой линии необходимо
не доводить до верхней линии разметки шрифта на 1/10 толщины
обводки.
При сочетании отдельных букв в слове должна образовываться
графическая закономерность, или ритм. Общее впечатление равно-
мерности - необходимое условие для получения приятного эффекта.
Без равномерного распределения пробелов буквы в слове кажутся
не связанными друг с другом в единое целое, а от этого, несомнен-
но, страдает четкость и выразительность надписи. Однако если,
используя копировальные планки, применяемые при работе на гравер-
ном станке, набирать шрифт из букв, имеющих равные промежутки
между их крайними точками, то для глаза создается общее впечатле-
ние неравномерности. Такой механический способ можно было бы
применить лишь в том случае, если бы все буквы были фигурами
одинаковой формы.
По форме просветов буквы алфавита можно разделить на пять
групп:
1) восемь букв с вертикальными элементами - И, М, Н, П, Ц, Ш,
Щ,Ы;
2) две буквы закругленной формы - О, Ф;
3) семь букв с прямыми элементами с одной стороны и закруг-
ленными с другой - А, Б, В, Д, Л, Ю, Я;
4) десять букв, открытых с одной стороны, - Г, Е, 3, К, Р, С, У, Ч, Ь,
Э;
5) четыре буквы, открытые с обеих сторон, - Ж, Т, X, Ъ.
Если слово состоит из букв только 1-й группы (ШИНЫ), то равные
расстояния между буквами дают вполне удовлетворительный резуль-
тат. Однако такая механическая расстановка букв из разных групп
приводит к неожиданным результатам. Например, в слове ТАБАК
расстояние между буквами Т и А кажется совсем велико по сравне-
нию с расстоянием между буквами Б, А и К. Дело в том, что наш глаз
оценивает пробел по всей его площади, а не по точному линейному
расстоянию между буквами, и именно площадь пробела надо иметь в
виду, добиваясь равномерной расстановки букв.
Суть правильного составления слова заключается прежде всего
в его насыщенности, т.е. в правильном выборе межбуквенных рас-
стояний на протяжении всего слова, поэтому некоторые знаки прихо-
дится раздвигать пошире, а другие, наоборот, сдвигать вплотную,
иногда даже вводя одну букву в пространство другой, чтобы макси-
мально сократить пробел.
В сочетаниях букв ТФ, УА, УД, ЛУ, РА, РЛ, ТА, ТЗ, ГЭ, а также
цифр 67, 76, 72, 78, 87 допускается уменьшать расстояние между бук-
29
вами на 1/3, тем самым скрадывая кажущееся увеличение промежут-
ков между ними. В сочетаниях с буквами Г, Т, Р и цифрой 7 расстояние
между буквами нужно уменьшать на 1/2. В сочетаниях ГА, ГЛ, ГД,
РД, ТД, ВТ, 74, 24 расстояние между знаками отсутствует. При исполь-
зовании граверных станков для составления слов рекомендуется
иметь копировальные планки с наборами подобных сочетаний.
Рассмотрим написание слова с некоторыми наиболее трудными
сочетаниями букв. Возьмем для примера слово ТАБАК. Сразу же сле-
дует обратить внимание на построение первого слога ТА, остальная
часть нас не интересует, так как расстояние между буквами А, Б,
А и К должно быть одинаковым.
В сочетании ТА межбуквенного расстояния делать не следует.
Однако с другой стороны буква А граничит с буквой Б, где межбук-
венное расстояние от А до Б строго оговорено, поэтому, чтобы резко
не нарушить композицию и связать в один пучок все три буквы (Т, А
и Б), следует оставить промежуток между буквами Т и А. Иными
словами, расстояние от края буквы Т по верхнему основанию до
верхушки буквы А должно соответствовать расстоянию между бук-
вами А и Б по их нижнему основанию.
Следует упомянуть о сочетаниях ТА, ГА и при выборе расстоя-
ния между отдельными словами. Например, в словах ФЛАГ АЛЫЙ
слово АЛЫЙ необходимо придвинуть к слову ФЛАГ, что позволит
уменьшить кажущийся слишком большой разрыв между словами.
Написание шрифта может быть прямым и наклонным. Наклон
букв относительно горизонтали составляет 75°, что не затрудняет
чтения надписи в целом.
Составными элементами прямого шрифта являются прямые линии
и части круга, наклонного - прямые линии и части овала. Толщина
обводки всех элементов букв одинаковая. Для хорошего изображе-
ния букв и цифр такого шрифта необходимо выполнять следующие
требования:
гравировать, строго следуя указанному направлению и порядку
проведения штрихов, составляющих отдельные элементы букв;
в процессе разметки обязательно наносить осевые линии шрифта;
строго выдерживать перпендикулярность букв к оси основания,
если они написаны прямо;
строго соблюдать конструкцию каждой буквы и выдерживать
соотношение между шириной и высотой;
выдерживать равномерное расстояние между буквами, т.е. такое
расстояние, чтобы визуально оно казалось одинаковым.
Чтобы достичь совершенства при написании букв в словах, можно
рекомендовать такой метод, как расстановка букв попытками. Для
этого вначале рисуют легкими линиями эскиз внешних контуров
букв. Первая попытка редко может увенчаться успехом. Исправле-
ния следует делать непосредственно на первом эскизе более жирными
линиями, т.е. при исправлении ошибок первой пробы их не следует
стирать, так как эти ошибки будут служить некоторой профилактикой
30
против их повторения при последующих попытках, улучшающих рас-
становку. После того как должная расстановка букв и всей надписи
в целом достигнута, необходимо исследовать внешний вид ее на не-
котором расстоянии.
Наиболее часто встречаются следующие ошибки:
неверно воспроизводятся буквы и цифры Д, Ф, 2, 4 и подобные им;
плохо исполняются закругления в буквах О, У и др.;
плохо выполняется соединение кривых и касательных, вследствие
чего не создается достаточно плавного перехода при соединении;
нарушаются правила устойчивости букв;
в надписях только прописными (заглавными) буквами первая
буква выделяется по высоте;
в надписях, выполняемых строчными буквами, обводка первой
заглавной буквы делается толще обводки строчных букв;
толщина обводки букв делается больше V8 высоты шрифта (х/8
есть максимальный предел);
расстояния между буквами в словах, оставаясь равномерными,
слишком увеличены или уменьшены;
расстановка букв в словах выполняется неравномерно;
не выдерживается в точности наклон букв в 75° в текстах с накло-
ном.
Характер шрифта и размер знаков зависят от того, где будет нахо-
диться надпись: на указателе (вывеске), лицевой панели прибора или
на сувенире, т.е. с какого расстояния предполагается ее чтение.
Основное требование к таким текстам - удобство и легкость их
считывания. В соответствии с этим высоту знаков определяют по
формуле
Н = 1/200,
где L — расстояние от глаза до надписи; L = 200 H.
2. ИЗГОТОВЛЕНИЕ УДАРНЫХ
КЛЕЙМ И ПУАНСОНОВ
Клейма предназначены для нанесения маркировки в основном
на нерабочие части деталей, а пуансоны - для маркировки лицевых
(рабочих) поверхностей. Клейма используют при ручной работе на
удар, а пуансоны - для получения оттиска под прессом.
Для одновременного отпечатка большого количества знаков пуан-
соны заключают в обойму (рис. 22).
Ударные клейма. При любой слесарной работе присутствует обя-
зательное клеймение деталей штампов, форм и пр. При постоянной
интенсивной эксплуатации рабочие части клейм снашиваются доволь-
но быстро, поэтому изготовление клейм на удар (в основном цифро-
вых) наиболее распространено в граверной практике.
31
Клейма изготовляют из стали У8Л при помощи штихелей, пуансо-
нов, чеканов и надфилей. Они применяются для обработки таких ма-
териалов, как сталь, медные и алюминиевые сплавы, дерево.
Для изготовления ударных клейм по металлу не рекомендуется
использовать легированную сталь, так как после термообработки она
становится хрупкой и в процессе работы может крошиться.
Чтобы изготовить клеймо па удар, необходим следующий инстру-
мент:
чертилка, карандаш, линейка или штангенциркуль;
надфили (плоский, квадратный и трехгранный);
штихели (мессерштихель, шпицштихель и флахштихель);
керн, зубильце, сечка, молоток;
Рис. 22. Обойма с набором пуансо-
нов
чеканы (фигурный ~ для занижения внутреннего контура, плос-
кий - для подчеканки наружного контура клейма);
ручные слесарные и шаровые тиски;
пространственный угольник;
оселок.
Для изготовления ударного инструмента следует выбирать заго-
товки длиной не менее 60 мм. Их можно нарезать из стального прутка,
желательно квадратного сечения. Инструменты такой формы очень
удобны в работе при установке их рабочих частей на линию разметки
текста, нанесенного на изделие с соблюдением правильного располо-
жения знаков в строке.
Приступать к работе следует с разметки силуэта буквы, зажав
заготовку клейма в тиски. Обычно, если требуется точное построе-
ние, разметку производят штангенциркулем и чертилкой (при отсут-
ствии трафаретной планки).
Затем, повернув шаровые тиски с заготовкой так, чтобы верх
буквы оказался справа, мессерштихелем или шпицштихелем с по-
степенно возрастающим нажимом на полотно по ходу движения про-
резают в металле каплеобразную канавку до соприкосновения с ли-
нией разметки горизонтальной перекладины у нижнего основания,
например буквы А. Образовавшийся завиток стружки отрывают от
основы тем же штихелем и прорабатывают поочередно его острием
остальные углы, выдерживая направление резания к центру зани-
жаемой фигуры (треугольника). После этого тут же треугольным по
форме чеканом углубляют всю плоскость внутреннего нерабочего
32
участка буквы. Для этого достаточно произвести один-два хлестких
без замаха удара молотком по хвостовику чекана.
Затем слегка изменившему свои первоначальные размеры
четырехугольнику рабочей части будущего клейма придают пра-
вильную форму, обстучав со всех сторон плоским чеканом. И, закре-
пив теперь уже в губках ручных тисков хвостовик заготовки, опили-
вают рабочую часть по наружному контуру буквы. Перед оконтурива-
нием нижнего основания буквы нужно квадратным надфилем со
сточенными на наждаке щеками так, чтобы он по размеру соответ-
ствовал длине перекладины буквы, пропилить до линии разметки
паз и трехгранным напильником крест-накрест убрать лишний
металл.
Клеймо на удар должно иметь своеобразный профиль заточки,
увеличивающий стойкость рабочих гребешков клейма к преждевре-
менному выкрашиванию при резком внедрении в металл, обладаю-
щий большей массой. Поэтому, закрепив заготовку клейма в губках
шаровых тисков, флахштихелем (плоским резцом) сводят на острие
гребешки рабочих частей буквы, выдерживая при этом осевые линии
согласно первоначальной разметке. Для более четкой проработки
углов в местах соединения выпуклой фактуры рабочей части клейма
можно использовать сечку или зубильце.
Одним из упрощенных вариантов изготовления клейм на удар
является сначала черновая обдирка рабочих частей заготовок до
габаритных размеров шрифта на наждачном кругу, затем обработка
напильниками, надфилями и штихелями соответствующих профилей
заточки. Изготовление клейма с обратным изображением цифры 1
является чуть ли не самым быстрым, так как исключительно все
операции можно без труда выполнить трехгранным и полукруглым
надфилями или напильниками (при гравировании крупных шрифтов).
Для этого зажимают заготовку в губках ручных слесарных тисков
за хвостовик и, вложив в вырез деревянного бруска так, чтобы рабо-
чая часть находилась в поле зрения, производят опиловку по очерчен-
ному контуру знака (в данном случае это цифра 1), соблюдая при
этом угол заточки равным для всех граней. Вся процедура изготов-
ления клейма занимает не более 10 мин. Аналогично изготовляется
клеймо с цифрой 7, где используются лишь надфили и флахштихель.
Идентичной можно считать и работу по изготовлению клейм на
удар с изображением таких цифр, как 2, 3 и 5, с той только разницей,
что, прежде чем вооружиться надфилями, следует накернить центры
имеющихся окружностей и тут же их занизить овальными или круг-
лыми по форме рабочих частей чеканами. Флахштихелем, держа
высоко поднятым локоть руки с зажатым в кулаке инструментом,
желательно сразу выполнить подрезку внутренних частей на конус
с целью выявления требующейся толщины обводки.
Верхний паз у цифры 5 тоже обрабатывают надфилями (сначала
трехгранным вдоль горизонтальных линий разметки, а затем плос-
ким или квадратным). Для более выразительной проработки паза
33
3—1067
применяют флахштихель с узким лезвием. В связи с этим уместно
отметить, что выравнивание торцевой перемычки паза штихелем
удобнее всего выполнять изнутри, используя рычажное движение
с направлением лобовой грани лезвия вверх, обеспечивающее сво-
бодный выход лезвию к линии разметки на торце заготовки. Пропилы
окружностей как у цифры 5, так и у цифры 3 вскрывают зубильцем,
сечкой или трехгранным надфилем, а у цифры 2 - круглым.
Пуансоны. Пуансон, как и ударное клеймо, предназначен для
набивки текста на какой-либо материал, но имеет не остроугольную
форму выступающих рабочих частей, а плоскую с отшлифованной и
Рис. 23. Использование деревянного
бруска с вырезом
доведенной до блеска поверхностью гребешков силуэта знака. При
этом у пуансона обязательно должно выделяться поле с идеально
ровной и гладкой поверхностью, на котором как бы крепится буква.
Необходимой чистоты поверхности поля внутри и вокруг буквы
пуансона можно добиться растиранием разведенной на керосине
пасты ГОИ палочкой из твердой породы дерева. Клейма такого поля,
как правило, не имеют и изготовлять их значительно легче, так как
опиловку наружных контуров букв и цифр в основном производят
напильниками, надфилями, а затем подравнивают штихелями.
Чтобы выполнять верховые рельефные работы, или, как чаще
называют, обронное гравирование, необходимо иметь несколько
штихелей и чеканов с рабочими поверхностями, выполненными в
виде овала, эллипса, треугольника, как правильного, так и неправиль-
ного, квадрата, прямоугольника и т.д.
Чтобы изготовить чекан, на торце его заготовки необходимо
чертилкой или карандашом нарисовать букву так, как она читалась
бы на бумаге, наметить для себя часть, которая будет нужна при
занижении внутреннего контура буквы, которая будет гравировать-
ся на пуансоне, а также часть, где будет срезаться лишний металл
наждаком или напильником. Опиловку получившейся фигуры произ-
водят вдоль заготовки со всех сторон с незначительным уклоном,
почти перпендикулярно ее торцу.
34
Для удобства выравнивания скосов напильниками и надфилями
затыловочную часть заготовки чекана закрепляют в губках ручных
слесарных тисков, а рабочую часть прислоняют к вырезу в деревян-
ном бруске, прикрепленном шурупами или гвоздями к столешнице
рабочего стола (рис. 23).
Рабочая часть чекана, как и любого другого ударного инструмента,
должна быть обязательно закалена и иметь высокую твердость для
предупреждения деформации острых углов фигуры во время работы
на удар.
Чтобы выполнить работу с наименьшими затратами времени, необ-
ходимый инструмент должен быть подготовлен заранее. Подготовив
Рис. 24. Вид рабочей части чеканов,
служащих для занижения внутрен-
него контура букв А (о) и В (б)
инструмент, зажимают в переносные тиски заготовку пуансона квер-
ху его рабочей торцевой стороной. Тиски с деталью следует устано-
вить на подушке так, чтобы обрабатываемая поверхность находилась
на уровне глаза. Близость гравируемого изображения в этом случае
позволяет сконцентрировать внимание непосредственно на месте гра-
вирования. Затем чертилкой рисуют на торце заготовки букву,
соблюдая при этом основные размеры ее внутреннего контура, пред-
назначенного под занижение чеканом. А чтобы рисунок отчетливо
был виден, металлическую поверхность перед разметкой можно
слегка протереть тряпкой, смоченной в водном растворе медного
купороса.
Для занижения внутреннего контура, к примеру у буквы А, ра-
бочий конец чекана должен иметь на своем торце фигуру, показан-
ную на рис. 24, а, а для занижения внутреннего контура у буквы В -
фигуру, показанную на рис. 24, б.
Для достижения высокой точности разметки буквы на торце чека-
на и этой же буквы на торце пуансона, но уже в зеркальном (пере-
вернутом) изображении с точным повторением размеров как внут-
реннего, так и наружного контуров используют трафарет (рис. 25),
который изготовляют так. На полоске тонкого органического стекла
правильно вычерчивают нужную букву (желательно весь алфавит)
и, просверлив технологическое отверстие, по линиям разметки
выпиливают лобзиком или на граверном станке сквозной контур
буквы. Полученный трафарет можно использовать как для разметки
35
3*
буквы на торце чекана, который предназначается для обработки
рабочей поверхности пуансона, так и непосредственно на самом пуан-
соне с той лишь разницей, что трафарет требуется прикладывать к
металлической поверхности обратной стороной.
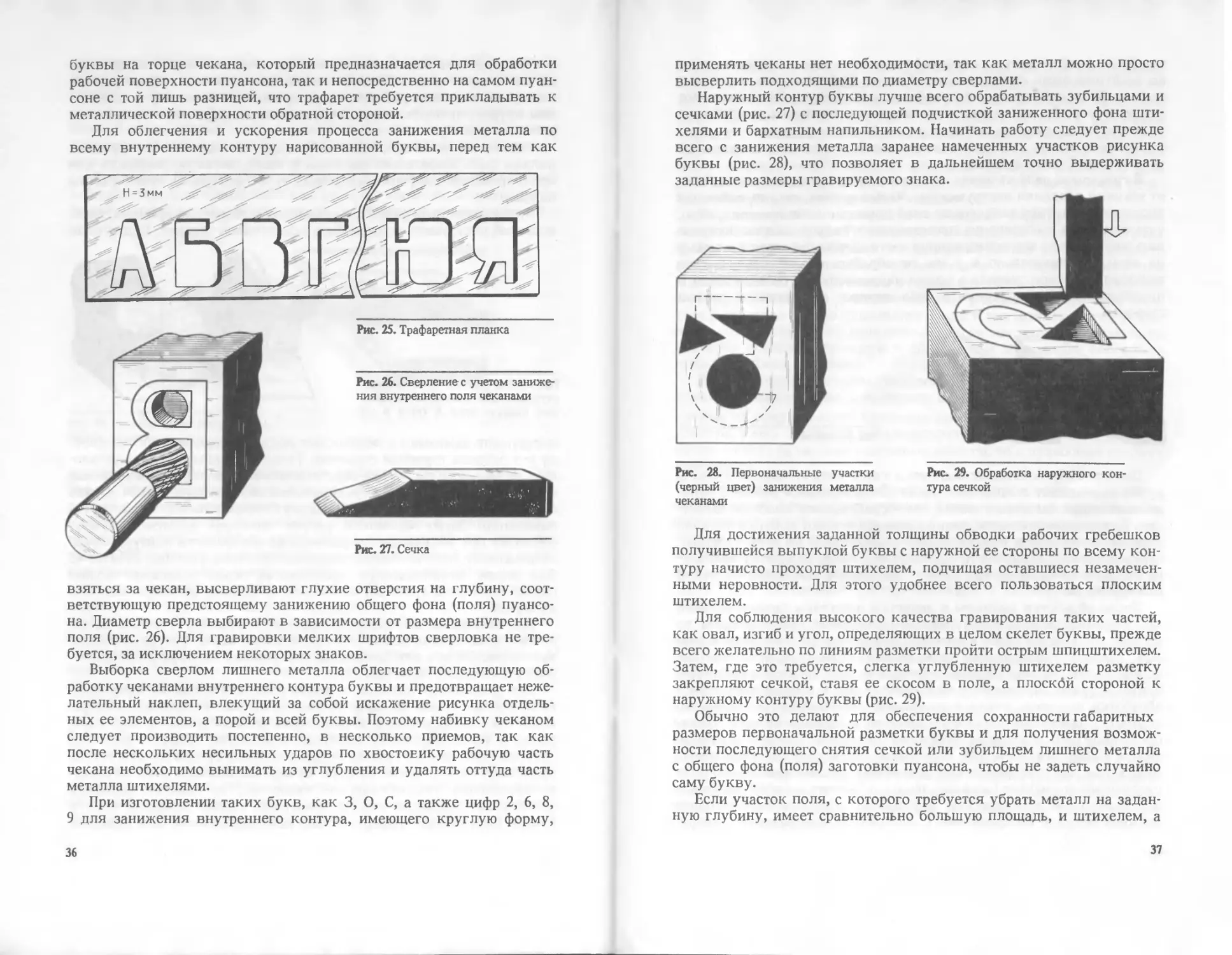
Для облегчения и ускорения процесса занижения металла по
всему внутреннему контуру нарисованной буквы, перед тем как
Рис. 25. Трафаретная планка
Рис. 26. Сверление с учетом заниже-
ния внутреннего поля чеканами
Рис. 27. Сечка
взяться за чекан, высверливают глухие отверстия на глубину, соот-
ветствующую предстоящему занижению общего фона (поля) пуансо-
на. Диаметр сверла выбирают в зависимости от размера внутреннего
поля (рис. 26). Для гравировки мелких шрифтов сверловка не тре-
буется, за исключением некоторых знаков.
Выборка сверлом лишнего металла облегчает последующую об-
работку чеканами внутреннего контура буквы и предотвращает неже-
лательный наклеп, влекущий за собой искажение рисунка отдель-
ных ее элементов, а порой и всей буквы. Поэтому набивку чеканом
следует производить постепенно, в несколько приемов, так как
после нескольких несильных ударов по хвостовику рабочую часть
чекана необходимо вынимать из углубления и удалять оттуда часть
металла штихелями.
При изготовлении таких букв, как 3, О, С, а также цифр 2, 6, 8,
9 для занижения внутреннего контура, имеющего круглую форму,
36
применять чеканы нет необходимости, так как металл можно просто
высверлить подходящими по диаметру сверлами.
Наружный контур буквы лучше всего обрабатывать зубильцами и
сечками (рис. 27) с последующей подчисткой заниженного фона шти-
хелями и бархатным напильником. Начинать работу следует прежде
всего с занижения металла заранее намеченных участков рисунка
буквы (рис. 28), что позволяет в дальнейшем точно выдерживать
заданные размеры гравируемого знака.
Рис. 28. Первоначальные участки
(черный цвет) занижения металла
чеканами
Рис. 29. Обработка наружного кон-
тура сечкой
Для достижения заданной толщины обводки рабочих гребешков
получившейся выпуклой буквы с наружной ее стороны по всему кон-
туру начисто проходят штихелем, подчищая оставшиеся незамечен-
ными неровности. Для этого удобнее всего пользоваться плоским
штихелем.
Для соблюдения высокого качества гравирования таких частей,
как овал, изгиб и угол, определяющих в целом скелет буквы, прежде
всего желательно по линиям разметки пройти острым шпицштихелем.
Затем, где это требуется, слегка углубленную штихелем разметку
закрепляют сечкой, ставя ее скосом в поле, а плоскдй стороной к
наружному контуру буквы (рис. 29).
Обычно это делают для обеспечения сохранности габаритных
размеров первоначальной разметки буквы и для получения возмож-
ности последующего снятия сечкой или зубильцем лишнего металла
с общего фона (поля) заготовки пуансона, чтобы не задеть случайно
саму букву.
Если участок поля, с которого требуется убрать металл на задан-
ную глубину, имеет сравнительно большую площадь, и штихелем, а
37
тем более надфилем этого сделать невозможно или достаточно труд-
но, то лучше всего использовать зубильце. Зубильце, как и чеканы,
должно быть небольшим, но удобным для работы. Применять его
нужно умело. Во избежание нежелательных наплывов и глубоких
подрезов, влекущих за собой в дальнейшем затруднения по обра-
ботке металла, не следует наносить сильных ударов молотком по
затыловочной части зубильца.
В граверном деле качество обработки металла во многом зависит
от техники владения инструментом. Чтобы срезать металл, соблюдая
постоянную глубину выборки по всей площади поля пуансона, надо,
чуть наклоняя и постепенно переставляя зубильце, слегка постуки-
вать молотком по его затыловочной части. Держа зубильце пальцами
на весу приблизительно в 1 мм от обрабатываемой поверхности,
выполняют проход сначала в одном направлении (к себе), а затем в
противоположном, повернув к себе тисочки с заготовкой другой
стороной.
Рис. 30. Матики
Для предупреждения попадания в глаза металлической крошки
рубку производят в защитных очках. Получившийся немного зани-
женный и как бы взрыхленный фон обрабатывают плоским штихе-
лем. Для устранения последствий предварительной выборки металла
зубильцем, не всегда получающейся равномерной по всей площади,
перед зачисткой штихелем производят частичную обработку занижен-
ных участков матиком (рис. 30) - чеканом с рифленой насечкой
рабочей части.
После обработки матиком и зачистки штихелем предварительно
заниженных участков приступают к дальнейшей рубке металла до
тех пор, пока не добьются конечного результата. На этом, можно ска-
зать, процесс гравирования завершается. Однако прежде чем на-
водить глянец на выступающих гребешках получившейся выпуклой
буквы, а также заниженного поля вокруг нее и производить термо-
обработку пуансона, следует выполнить окончательную (чистовую)
обработку штихелем наружного контура выгравированного знака,
предварительно подровняв плоскими чеканами участки с раздав-
шимся вширь металлом для водворения последнего на свое место.
Дело в том, что применение при рельефных работах различного рода
ударных инструментов (чеканов, зек и т.д.) влечет за собой обязатель-
ное проявление пластической деформации обрабатываемого более
мягкого металла по сравнению с материалом инструмента, распро-
38
страняющейся не только по направлению удара, но и во все стороны.
Поэтому прежде чем приняться за оконтуривание штихелем, исполь-
зуют метод проработки отдельных участков плоскими чеканами.
Затем сечкой слегка подрубают (обжимают) металл у основания
знака. Это позволяет избежать нечаянных порезов поверхности поля
пуансона острием штихеля и более точно выдержать при подчистке
знака заданную общую толщину обводки, что играет ключевую роль
для получения впоследствии четкого оттиска на поверхности обра-
батываемого данным пуансоном изделия.
Для наведения и поддержания глянца на нетронутых чеканами
поверхностях выпуклых элементов знака с целью создания удобства
сравнения толщины обводки и подведения их под общую плоскость
в угол с базовыми плоскостями заготовки пуансона, а также для
определения и последующего устранения упущений в гравировке
следует пользоваться пространственным угольником. При этом заго-
товку пуансона плотно прижимают рукой к внутреннему углу уголь-
ника, который ставят на доводочный брусок так, чтобы рабочая часть
пуансона оказалась прижатой к абразиву, и производят несколько
прямолинейных движений.
Для примера рассмотрим гравирование цифры 4, пожалуй, одного
из самых сложных знаков арабского шрифта. Если при изготовлении
клейма на удар основное внимание уделяют обработке внутреннего
контура, а весь остальной металл вокруг цифры удаляют надфилями,
на что уходят буквально считанные минуты, то с пуансоном следует
повозиться.
Гравирование начинают обычно с проработки контуров острием
шпицштихеля или мессерштихеля. Затем в местах соединения и
пересечения линий разметки, немного отступя по биссектрисе угла,
керном ставят глубокие лунки. Шпицштихелем или мессерштихелем
сверху вниз, направляя острие к центру лунки, подрезают незанижен-
ные закругления в углах как наружного, так и внутреннего контуров.
После этого внутренний контур занижают и колибруют фигурным
чеканом.
Деформированные части заготовки с разметкой цифры выравни-
вают плоским чеканом, подчеркивая грани и тем самым водворяя на
свои места базовые участки рабочей части пуансона. Опасаясь, что
металл может вновь поплыть от дальнейшего занижения чеканами
поля пуансона вокруг цифры и повлечет за собой искажение размет-
ки, остальную работу по удалению металла выполняют сечкой на
заложенную в чертеже конструктором глубину. Образовавшиеся
нерабочие участки срезают под общую плоскость плоским штихелем,
а где и той же сечкой. И срезать металл следует не от цифры, а к циф-
ре, при этом немного отступя от боковой базовой грани еще незани-
женной поверхности поля пуансона, так как при последующей подрез-
ке вдоль контура цифры нетронутый штихелем или сечкой выступ
будет непременно снят.
39
Можно действовать и по-другому, если строго соблюдать правила
техники безопасности при гравировании знаков на заготовках, име-
ющих острые кромки. Кромку поля пуансона можно сгладить над-
филем или тем же флахштихелем провести фаску, выявляя возмож-
ность безопасного ввода режущей кромки полотна штихеля в поверх-
ностный слой обрабатываемого металла.
Теперь разберем процесс доводки наружного контура цифры 4,
где снятие металла производится сначала по направлению к верхне-
му ее основанию на выход за пределы поля пуансона от середины,
а затем в обратном направлении до пересечения с хвостовой частью.
Если контур цифры правильно обработан сечкой, то в данном случае
основное внимание следует уделять лишь доводке углов при пересе-
чении ее выступающих частей. Оконтуривание выполняют флахшти-
хелем сначала с одной стороны угла к его центру, а затем с другой,
прижимая к подушке большого пальца полотно штихеля боковой
гранью (щекой).
Добиться строгости линий в углах и выравнивания прочих шеро-
ховатостей можно опять-таки флахштихелем, используя его в качест-
ве скребка. При этом лишний металл надо срезать непременно от ос-
нования выступающей части над поверхностью поля пуансона к ее
вершине, т.е. ”на выход”, а углы сверху вниз подравнивать шпицшти-
хелем или мессерштихелем.
В настоящее время для облегчения и ускорения процесса изго-
товления ударных клейм и пуансонов применяют граверные копиро-
вально-фрезерные станки. Чистовую обработку и доводку рабочей
части клейма гравер выполняет вручную, пользуясь лишь штихелями
и зеками.
Закалка инструмента. Любая граверная работа может быть выпол-
нена быстро и с должным качеством только при условии идеально
изготовленного инструмента: остро отточенного и правильно тер-
мически обработанного. Для углеродистых инструментальных сталей,
таких, как У7, У8, У10, УН, У12, следует выбирать температуру закал-
ки в пределах 780°С, что соответствует красному цвету каления при
визуальном наблюдении. Чем мягче материал, тем выше должна
быть температура его разогрева.
Для создания условий качественной закалки стали У8 необходимо
выдерживать пуансон или клеймо в печи при температуре 780° С не
менее 8 мин. Для более резкой закалки в качестве охлаждающей
среды используют соленую воду, а для более мягкой закалки, что
характеризует термическую обработку легированных сталей, приме-
няют трансформаторное масло. Твердость закалки измеряется кон-
трольными приборами, где алмазным конусом при нагрузке 15 Н
испытывают твердые материалы (измерение твердости по Роквеллу).
Твердость ударных клейм и пуансонов должна быть 58 62 HRC.
После термообработки материал зачастую заметно деформируется
(стальные стержни искривляются). Это связано и с несоблюдением
процесса закалки, и со спецификой структуры данной стали, из кото-
40
рой изготовлено клеймо (или пуансон). Следует иметь в виду, что
брак можно легко предупредить, если по вогнутой стороне клейма
постучать молотком с бойком из твердого сплава, положив клеймо
выпуклостью книзу на рихтовальную плиту. Достаточно хорошо под-
даются рихтовке закаленные детали с сечением до 7 мм при твердо-
сти до 60 HRC; более толстые рихтуются хуже. Это связано с тем, что
обратная отдача на молоток равна приложенной силе к данной детали
при ее обработке. Волна удара должна доходить до сердцевины метал-
ла. Только в этом случае можно устранить поводку детали. При твер-
дости металла 60 HRC и более упругая пластическая деформация
практически равна нулю, и при ударе появляется хрупкое разруше-
ние.
Выдержка инструмента в течение суток в густонасыщенном рас-
творе поваренной соли позволит более длительное время сохранить
его высокие параметры.
При изготовлении кернов, чеканов и других подобных инстру-
ментов, имеющих конусообразные рабочие части с сечением заго-
товки по диаметру не более 3 мм, их закалка производится путем
втыкания раскаленной докрасна торцевой части прутка в заранее
подготовленную плитку сургуча. Если сургуч активно плавится,
то следует произвести еще несколько уколов до полного остывания
рабочей части инструмента, которая к тому времени приобретет
форму конуса. Если это будет чекан, то острие следует притупить
алмазным надфилем или любым другим абразивом.
Кстати, чтобы избежать поводки нижней грани полотна мессер-
штихеля, шпицштихеля или фасетного резца в процессе закалки,
можно также с успехом использовать сургуч, как бы перепиливая
последний раскаленным металлом.
3. РАБОТА НАД КЛИШЕ
ПОД КРАСКУ
Готовясь воспроизвести на металле рисунок клише, предназна-
ченного для переноса красителя на изделие непосредственно с
матрицы, следует обратить особое внимание на исключительную зер-
кальность поверхности заготовки, ее идеальную плоскость перед
самым гравированием. Только в этом случае можно качественно вы-
полнить данную работу, так как глубина выборки металла должна
быть не менее и не более 0,15 мм. Слишком мелкие штрихи могут
оказаться нечувствительными к поливу красителем, а слишком глу-
бокие могут скопить в себе такое количество краски, что при оттиске
на изделии (бумаге или ткани) рисунок будет размазан.
Одним словом, процессы изготовления клише под краску раз-
личны, и перед тем как взяться за работу, гравер должен ясно пред-
ставить себе, для какой цели предназначается клише, и знать условия
его эксплуатации.
41
Готовое клише под краску, используемое при маркировке посред-
ством переноса красителя на изделие с резиновых валков или пла-
стин, представляет собой прямой выпуклый шрифт (рисунок), выпол-
ненный на заготовке (основе) из цветного металла, в частности из
бронзы Бр2БТ или латуни ЛС59 (сыпучки).
Для облегчения механического переноса текста на изделие, ска-
жем на пузырьки из-под лекарств и т.п., готовое клише, как правило,
имеет изогнутую форму определенного радиуса (в зависимости от
диаметра барабана печатной машины, на котором крепится клише во
время работы). Поэтому для гравирования следует иметь кольцевые
заготовки. В процессе работы гравер отрезает от кольца заготовку
нужной длины и, зажимая в специально изготовленные для этого
Рис. 31. Заниженный металл внутри
букв
Рис. 32. Готовое клише
тиски, размечает будущий текст клише. Разметку лучше всего выпол-
нять стальной чертилкой, чтобы в начальной стадии гравирования не
стерлись буквы. Для удобства разметки шрифта поверхность заготов-
ки нужно сделать матовой.
Если рука набита и четко отработан глазомер, гравер рисует кон-
туры букв, цифр и знаков вручную. Такой метод увеличивает затраты
времени на разметку особенно сложных текстов, где слова должны
располагаться по вертикали строго симметрично. Из-за боязни не
суметь как следует разметить текст сложных клише гравер не должен
отказываться от этой интересной работы. Для точности построения
букв, как каждой в отдельности, так и их сочетаний, следует пользо-
ваться заранее изготовленными трафаретными планками, выполнен-
ными из оргстекла.
Текст можно размечать и непосредственно на граверном станке,
что в несколько раз ускорит процесс разметки и даст возможность
более точно вычертить контуры букв. Точность построения букв,
цифр и знаков предотвращает возможность порчи той или иной буквы,
в частности при занижении контуров внутри таких букв, как Р, В,
3, О и др.
Итак, при наличии в слове вышеупомянутых букв гравер, поль-
зуясь чеканами, зеками и всевозможными зубильцами, занижает
контуры внутри букв, а заодно и промежутки между ними (рис. 31).
42
После проделанной работы нетрудно визуально убедиться в том,
что металл как несколько раздался вширь, так и приподнялся над
общей поверхностью заготовки клише, где начертан сам текст. При-
чем наибольшая приподнятость металла наблюдается именно в
тех местах, где расположены буквы с наибольшей площадью зани-
жения внутреннего контура.
Для водворения на место расползшегося вширь металла нужно
кромки заготовки клише обработать плоскими чеканами. В основном
это относится к двум базовым кромкам. Выравнивание торцов вы-
полняют по ходу работы, постепенно перенося удары чеканом по заго-
товке снизу вверх. Это позволяет легко избавиться от наплывов и
завалов по краям рабочей части клише, приподнять металл на вели-
чину первоначальной толщины заготовки на участках, подвергшихся
обработке ударным инструментом.
Деформация середины заготовки характеризуется лишь припод-
нятием металла. Образовавшиеся неровности на поверхности заго-
товки необходимо спилить бархатным напильником или надфилем и
тщательно довести поверхность под гравирование до абсолютно ров-
ной, проверяя ее на просвет при помощи лекальной линейки.
После этого гравер приступает к обработке штихелями внешних
контуров букв по порядку их чередования. Для облегчения гравиро-
вания закруглений и всякого рода скосов перед оконтуриванием
букв следует флахштихелем или пилочкой пропилить канавки между
строками на глубину не менее 1 мм. Тут же необходимо зубильцами и
надфилями удалить и остальной материал с фона. В последнюю оче-
редь, если требуется, вырезают окна под сменные вставки.
Добившись необходимых результатов ручного гравирования и
убедившись, что клише готово (рис. 32), поверхность гребешков
шрифта следует отполировать для придания ему товарного вида.
Тексты клише, требующие особо точного исполнения, принято
накатывать с заранее изготовленных стальных матриц. Для этого
достаточно иметь специальное приспособление, состоящее из сталь-
ного вала, на котором закрепляют заготовку клише, и массивной
плиты, свободно перемещающейся вдоль основания кронштейна и
служащей для установки на ней матрицы с выгравированным внутрь
текстом. Чтобы перенести текст на кольцевую заготовку, нужно к
ее поверхности плотно прижать матрицу. При продольном переме-
щении плиты с матрицей одновременно поворачивается вал с заго-
товкой клише.
Удостоверившись, что на отполированной до блеска рабочей по-
верхности кольцевой заготовки клише проступают слегка припод-
нятые над общим фоном знаки текста, с помощью упорного винта
увеличивают давление вала на матрицу. Для облегчения дальнейше-
го накатывания необходимо периодически занижать пробельные
участки клише надфилями, пуансонами и штихелями.
43
4. ИЗГОТОВЛЕНИЕ
МАСТЕР-ПУАНСОНА
Инструмент для оттиска рельефа в заготовке матрицы с полным
рельефным изображением орнамента называется мастер-пуансоном.
Изготовление мастер-пуансона - сложная рельефная работа.
Гравер располагает свой рисунок на рабочей части массивной
заготовки мастер-пуансона. Заготовка мастер-пуансона должна быть
значительно больших размеров по сравнению с площадкой рабочей
части, что гарантирует устойчивость инструмента к разрушению при
возникновении аварийной ситуации при последующей работе на
прессовом оборудовании. В этом случае пострадает лишь рабочая
часть мастер-пуансона.
Начинать работу следует с подбора штихелей, надфилей, изго-
товления чеканов, сечек, пуансонов, отражающих в себе некоторые
сложные части рисунка. При гравировании, например, портрета это
касается таких частей, как нос, глаза, усы, борода и т.д. (рис. 33).
Если изображение на мастер-пуансоне должно быть выгравиро-
вано на плоскости с незначительными перепадами рельефа, то начи-
нать работу можно сразу с опробования оттисков пуансонов, пока-
занных на рис. 33. После этого штихелями осторожно, штрих за штри-
хом, снимают образовавшиеся наплывы металла. Затем снова под-
чеканивают и штихелями оконтуривают рисунок.
Работа по изготовлению мастер-пуансона весьма трудоемка. Не
следует ускорять рабочий процесс и стремиться превратить рисунок
в готовую вещь за один присест. Для более рационального распреде-
ления своих сил и сохранения свежести зрительной памяти необхо-
димо на некоторое время отрываться от работы для отдыха.
Хорошо изготовленный и правильно термически обработанный
мастер-пуансон может быть использован для производства большого
количества матриц или форм.
Чтобы нанести изображение на металл, гравер зачастую пользуется
калькой, где графический рисунок, переснятый на фотопленку,
выполнен художником в соответствии со скульптурным оригиналом
в размерах, оговоренных для данной детали. Для экономии времени
кальку с рисунком накладывают на рабочую плоскость заготовки
мастер-пуансона и каленым острием чертилки точками перекалывают
рисунок на металл. Затем штихелем или бором углубляют линии
рисунка. Зубильцами, сечками и штихелями снимают лишний металл,
выборка которого необходима для получения рельефного изображе-
ния. Получившийся готовый оригинал, подвергнув термообработке
и соответствующей отделке, опробуют на стальной, предварительно
отожженной заготовке матрицы.
В практике гравирования применяется довольно часто еще один
способ изготовления мастер-пуансона, если гравирование его рабочей
части представляет некоторую сложность верховой обработки. Для
этого в процессе его изготовления используют один или несколько
44
пуансонов-маточников. Пуансон-маточник представляет собой грубо
обработанную выборку изображения рабочей части мастер-пуансона.
Используя такой пуансон-маточник, методом холодного прессования
можно изготовить за короткий промежуток времени несколько заго-
товок мастер-пуансонов, доведя их затем до нужной кондиции.
Изображение рабочей части пуансона-маточника должно выгля-
деть обратным (рис. 34) по отношению к изображению, получающемуся
на рабочей части мастер-пуансона.
Рис. 33. Пуансоны для получения
оттиска очертаний волос (о), глаз
(б), усов (в) и бороды (г)
Рис. 34. Пуансон-маточник
Если рельеф изображения на мастер-пуансоне должен быть высо-
ким, то соответственно и выборка оформляющих частей маточника
должна быть глубокой. Выборку металла в этом случае целесообраз-
но осуществить на граверном копировально-фрезерном станке, пред-
варительно изготовив для этого копир.
5. ИЗГОТОВЛЕНИЕ РЕЗИНОВОГО
ШТЕМПЕЛЯ
Вырезание вручную. Выбранную заготовку из куска прочной и
достаточно эластичной резины обрезают ножом по размерам буду-
щего штемпеля и приклеивают ее клеем 88Н к массивной деревянной
колодке, чтобы обеспечить безопасность в процессе работы с острым
режущим инструментом. Затем, загрунтовав белилами или любой
другой краской рабочую поверхность резиновой заготовки, заранее
обработанную абразивными материалами и доведенную до идеально
ровного состояния, карандашом по краске вычерчивают текст. Над-
пись на заготовке штемпеля должна быть выполнена в зеркальном
(обратном) изображении (рис. 35), т.е. читаться не слева направо,
а справа налево. Тут же по торцам заготовки проводят и линии,
45
определяющие глубину выборки резины из пробельных участков как
внутри букв, так и между ними. Для предупреждения стирания линий
загрунтованную поверхность можно слегка закрепить быстросохну-
щим лаком.
Рис. 36. Основной режущий инстру-
мент для резины:
а — плоские ножи; б — просечка; в —
радиусный нож; г — скальпель
Рис. 35. Текст, размеченный на штем-
пеле
Следующий этап - подготовка соответствующего инструмента.
Резину обрабатывать не так легко, как это кажется на первый взгляд.
Для этого требуется особый инструмент (рис. 36).
Вырезая мелкие тексты и рисунки, опытные мастера предпочитают
пользоваться лезвиями для безопасной бритвы, распилив их на удоб-
ные для работы кусочки. Для предупреждения порезов пальцев рук
эти кусочки насаживают на удлиненные ручки-державки. Вырезание
46
из резины необходимого контура рисунка или буквы ведется, как
правило, не в продольном направлении, а сверху вниз. Так называе-
мое надрезание (оконтуривание) следует производить на заранее
выверенную глубину, чтобы при вырубке с торцов ненужных кусоч-
ков резины не вскрылись сквозные прорезы основания заготовки,
влекущие за собой невозможность получения в дальнейшем качест-
венного отпечатка.
Процесс вырезания, например, ОТК (сокращенного наименования)
начинают с того, что плоским ножом сверху вниз (рис. 37) надрезают
контуры у букв К и Т до отчерченной на торце заготовки линии.
Рис. 37. Выполнение надрезов сверху Рис. 38. Выборка просечкой внутрен-
ней части буквы О
То же самое проделывают плоским и полукруглым (радиусным)
ножами при оконтуривании буквы О. Внутреннюю часть буквы О вы-
бирают трубчатой просечкой меньшего диаметра (рис. 38). При этом
следует отметить, что после поперечной просечки резиновой заготов-
ки на глубину до отчерченной линии на торце сразу же настраивают
инструмент на подрезку в продольном направлении, толкая его к
центру буквы. Это дает возможность срезать (выбрать) всю внутрен-
нюю часть без применения других инструментов.
Убедившись, что контуры надрезаны у всех букв и на одну глу-
бину, приступают к отделению пробельных участков (рис. 39). Для
этого скальпелем и плоскими ножами различной конфигурации,
способными добраться до нужных участков, производят подрезку
с торцов.
Чтобы не испортить товарного вида изделия (рис. 40), при выреза-
нии букв следует стараться избегать недорезов и подрывов на про-
бельных (нерабочих) участках, так как подобные неровности на
резине чрезвычайно трудно заглаживать.
Опрессовка матрицы резиной. В настоящее время для быстроты
изготовления и особой точности выполнения резиновых штемпелей и
47
печатей широко используется метод опрессовки сырой резины с по-
следующей ее вулканизацией. Для этого необходимо иметь метал-
лическую матрицу с выгравированным внутрь изображением рисун-
ка. Если рисунок выполнен на бумаге, то сначала на легкообрабаты-
ваемом материале (дюралюминии, оргстекле) по рисунку будущего
штемпеля гравируют штихелями увеличенный в несколько раз копир,
а затем с копира переносят получившийся рисунок посредством
граверного станка на пластину из латуни ЛС59. Перед гравированием
заготовку необходимо тщательно отрихтовать.
Рис. 40. Резиновый штемпель, изго-
товленный вручную
Рис. 41. Матрица (а) и резиновый
штемпель (б)
После гравирования матрицу обязательно хромируют, чтобы
вследствие вулканизации резинового отпечатка выгравированные
места на матрице не деформировались и по завершении опрессовки
можно было бы легко отделить резину от матрицы.
В последнее время вместо хрома рабочую поверхность матрицы
смазывают жидкостью ’’Эпилам”. Одного раза смазки жидкостью
’’Эпилам” достаточно для множества опрессовок, так как эта жид-
48
кость имеет способность не испаряться, а просачиваться в металл, тем
самым сохраняясь длительное время, и лишь при нагреве до 1230° С
улетучивается. При отсутствии жидкости ’’Эпилам” можно применять
эффективное средство полиизобутилен, который представляет собой
невысыхающий клейкий смазочный материал.
Для получения резиновых отпечатков с крупными буквами в
качестве материала для матрицы может быть использован дюралюми-
ний марки Д16Т, где Т указывает на его твердость после закалки.
В этом случае матрицу не обязательно хромировать, так как в момент
вулканизации резина не будет прилипать к поверхности металла
благодаря его окисной пленке, которая выполняет функцию изоля-
тора.
По завершении процесса гравирования и отделки матрицы рабо-
чую часть ее поверхности накрывают куском сырой резины и с че-
тырех сторон обкладывают металлическими пластинками с целью
получения равномерного облоя резины. После этого матрицу поме-
щают между плитами гидравлического пресса. Под воздействием
давления и температуры резина расползается по разогретой поверх-
ности матрицы, заполняет все углубления и вулканизуется.
Например, при опрессовке матрицы сырой резиной марки В14
температура разогрева матрицы составляет 150-170°С, давление -
50 кг/см2. Время выдержки под нагрузкой берется из расчета 1 мин
при толщине облоя резины 1 мм (слой резины между верхней пли-
той гидравлического пресса и поверхностью матрицы) на площади
матрицы 20 мм2, т.е. если предварительно разогретая до темпера-
туры 150° С, отгравированная матрица имеет размеры 150 X 100 мм, то
при давлении 50 кг/см2 и толщине облоя 1 мм время выдержки под
нагрузкой составляет 5 мин.
Вследствие вулканизации получается резиновый штемпель в
зеркальном отображении по отношению к надписи на матрице (рис. 41).
Остается отрезать ножом лишний облой резины по краям отпечатка,
наклеить на деревянную или пластмассовую ручку - и штемпель
будет готов. Для контрольной проверки рабочую часть штемпеля,
пользуясь штемпельной подушкой, опробуют на бумаге.
К деревянной ручке резину приклеивают клеем 88Н. Он предназ-
начен для приклеивания вулканизованной резины на любой основе
к металлам, стеклу, дереву и другим материалам без последующей
вулканизации. Клей представляет собой готовый раствор, сохраняю-
щийся в герметически закрытой посуде до трех месяцев. Пленка
клея не стойка к маслу и бензину. Склеиваемые поверхности подго-
тавливают обычным способом. В нашем примере деревянную и рези-
новую поверхности промазывают клеем 1 раз и подсушивают в тече-
ние 2- 5 мин, после чего склеиваемые поверхности соединяют и неко-
торое время выдерживают под небольшим давлением.
При изготовлении шрифта из резины буквы должны выступать
над поверхностью облоя не менее чем на 0,6 мм.
49
МЕХАНИЧЕСКОЕ
ГРАВИРОВАНИЕ
На протяжении многих лет в граверном деле преобладал ручной
труд. Со временем техника шагнула вперед, и работу по удалению
большого количества металла с фона все чаще стали производить на
вертикально-фрезерных станках. Наряду с фрезерным станком нашел
применение и сверлильный станок для круглой и полукруглой выбор-
ки металла внутри букв или цифр. Теперь основным оборудованием,
с которым приходится сталкиваться граверу при механизации своей
работы, является копировально-фрезерный станок с пантографом.
Наибольшее применение в гравировании получили такие немец-
кие станки, как модель К-2 фирмы ’’Деккель”, модель 6463 (станок,
позволяющий уменьшать изображение в 50 раз), станок с пантогра-
фом фирмы ’’Кульманн” (масштаб копирования 1:10) и станок фирмы
’’Земпико”.
1. РАБОТА
НА КОПИРОВАЛЬНО-ФРЕЗЕРНОМ
СТАНКЕ С ПАНТОГРАФОМ
Копировально-фрезерные станки предназначены для фрезерова-
ния поверхностей путем копирования заданного образца (набора
букв, цифр или рисунков). В копировально-фрезерных станках пере-
мещения копировального пальца (щупа), постоянно соприкасающего-
ся с копиром, и резца, обрабатывающего поверхность изделия, строго
согласованы. Щуп передает движение резцу непосредственно через
пантограф, представляющий собой шарнирный плоский параллело-
грамм /рис. 42).
Пантограф имеет направляющий копировальный палец (щуп) 6 и
инструментальный шпиндель 3 на оси вращения пантографа 2, При
перемещении щупа 6 по копиру 7 шпиндель 3 описывает на изделии
4 геометрически подобную фигуру. При этом шпиндель, снабженный
цангой с зажатым в ней резцом, может воспроизводить рисунок ко-
пира в различных масштабах. Масштаб копирования М определяется
соотношением плеч пантографа:
где 1Х — расстояние между осью шпинделя и осью вращения пантографа; 12 — расстояние
между осью копировального пальца и осью вращения пантографа.
Изменение масштаба копирования производится перемещением
ползунков 1, 5, 8 по плечам пантографа. Для этой цели на линейках
плеч пантографа имеется соответствующая разметка, а на ползунках
центровые риски. Для правильной работы пантографа необходимо,
50
чтобы усилие, с которым щуп прижимается к копиру, было больше
усилия резания, возникающего в процессе гравирования. Значитель-
ные усилия, действующие на копир при перемещении щупа, вызывают
быстрый его износ, что приводит к снижению точности обработки,
требующей замены данного копира. Для уменьшения износа копира
его следует изготовлять из латуни марки ЛС59, обладающей нужны-
ми качествами. Толщина копира (его заготовки) должна быть не
менее 3 мм.
При механическом гравировании на копировально-фрезерных
станках с пантографом должны соблюдаться следующие условия:
резец должен быть хорошо заточен (режущая кромка должна быть
острой и без заусенцев);
Рис. 42. Вид пантографа сверху
резец не должен иметь биений во время гравирования, поэтому
перед гравированием его следует правильно закрепить в цангу.
Правильно установленным резцом можно отработать целую смену, не
заменяя его. Биение и степень изношенности резца определяют и по
чистоте кромки среза верхнего слоя обрабатываемой детали: тупой и
плохо установленный резец не режет металл, а рвет (дерет) его, что
значительно затрудняет работу;
гравируемая плоскость детали должна лежать строго перпен-
дикулярно оси вращения резца, что предотвращает его поломку,
и в этом случае толщина снятия слоев металла будет равномерной.
При обработке латуни толщина снятия одного слоя не должна превы-
шать 0,1 -г- 0,15 мм; .
перемещать копировальный палец по копиру (шаблону) следует
плавно, без рывков, так как резкие движения приводят к поломке
резца;
во время работы необходимо все внимание концентрировать на
обрабатываемой поверхности, непосредственно на месте гравировки,
а не на копировальном инструменте.
При изготовлении копира на латуни канавки (очертания букв
и цифр) принято резать на глубину 0,75 * 1 мм. В этом случае копиро-
вальный палец не будет соскакивать с копира. Исключением явля-
51
ются копировальные планки, где глубина выборки металла при гра-
вировании латунных и стальных деталей может достигать 1,5 мм и
более, так как во время работы они претерпевают большие нагрузки.
При гравировании изделия, изготовляемого из дюралюминия, глу-
бину канавок букв и цифр принимают равной 0,15 -=- 0,25 мм. Если угол
заточки резца составляет меньше 50°, то допускается выбирать металл
на глубину 0,3 мм и более.
Для гравирования шильдиков (дюралюминиевых бирок) глубина
букв и цифр должна быть 0,1 -г 0,15 мм. (Угол заточки режущей кром-
ки резца в данном случае выбирают равным 120°.)
При гравировании стальных деталей (матриц) глубина канавок
букв и цифр должна быть равна 0,3-а- 0,4 мм, поскольку после гравиро-
вания матрицы подвергают шлифованию и полированию и при этом
снимается слой металла толщиной 0,1 ч- 0,15 мм. Процесс гравирования
стальных деталей весьма трудоемок и длителен, так как снятие
одного слоя металла не должно превышать 0,05-г- 0,1 мм. Если же
деталь подкалена, то снятие одного слоя с поверхности металла, как
правило, не превышает 0,03 мм.
При работе на станке необходимо знать правила его настройки
на гравирование шрифта указанной высоты.
Если требуется нанести надпись на деталь, где надпись будет
читаться, следует принимать за высоту шрифта все то, что заключе-
но между нижним и верхним основаниями букв. В этом случае плечи
пантографа настраивают таким образом, что, к примеру, для грави-
рования шрифта высотой Н = 4 мм с копировальных планок, где по
осевым линиям шрифта Н = 18 мм (угол заточки резца 50°, выборка
металла на глубину 0,2 мм), значения линеек плеч пантографа уста-
навливают на уменьшение в 5,2 раза. Для выполнения данной гравер-
ной работы применяют конусный резец - фрезу.
Совсем по-другому следует настраиваться на гравирование над-
писей шрифтом Н = 4 мм на стальной матрице пресс-формы. В этом
случае следует знать, что матрица служит всего-навсего оформляю-
щей единицей. Надпись же читают на получившейся детали после
опрессовки пресс-порошка и т.д. Следовательно, цифры,
буквы и знаки нужно гравировать в зеркальном отображении.
Прежде чем приступить к гравированию матрицы, необходимо
убедиться в том, что на линейках плеч пантографа отложены зна-
чения, соответствующие уменьшению в 5,2 раза, при условии, что
гравирование будет осуществляться, к примеру, с планок Н = 18 мм по
осевым линиям шрифта и кончик резца сточен на величину, соответ-
ствующую половине толщины обводки букв (Ь = 0,4 мм). Настройку
плеч пантографа для выполнения уменьшенных надписей гравер
прикидывает по высоте шрифта имеющегося у него копира или ко-
пировальных планок, базируясь на осевых линиях шрифта, без учета
значений b копируемых знаков.
Например, для шрифта Н = 24 мм (по осевым линиям Н = 21 мм)
толщина обводки b = 3 мм, для шрифта Н = 8 мм (по осевым линиям
52
Н = 7 мм) толщина обводки b = 1 мм (увеличенная b = 1,2 мм). На
практике, руководствуясь приводимыми значениями Ь, выбирают
профиль гравирования канавок на копирах и т.д., одинаково подхо-
дящий для надежного (без срывов) скольжения по ним щупа в про-
цессе копирования с одной установки набора текста с разными по
высоте знаками.
Некоторое отличие наблюдается при гравировании на матрице из
латуни под опрессовку сырой резиной знаков шрифтом Н = 4 мм.
Здесь масштаб настройки плеч пантографа тот же, что и в первых двух
случаях. Толщину обводки шрифта принимают b = 0,5 мм. Посколь-
ку при штемпелевании краской рельеф изображения из резины будет
слегка деформироваться, раздаваясь вширь в момент действия при-
кладываемых кратковременных усилий, толщину обводки следует
заузить на 0,1 мм. Для маркировки производственных деталей с
использованием масляных красителей гравировку обводки рабочих
частей букв и знаков на матрице обязательно следует выполнять в
минусе относительно номинального размера. Поэтому при гравирова-
нии надписей шрифтом Н - 4 мм резец должен иметь заточку, преду-
сматривающую уменьшение толщины обводки b на 0,2 мм.
Таким образом, толщина обводки рабочих частей букв для шриф-
та Н = 4 мм должна быть равной 0,3 мм. Для шрифта Н = 5 мм b =
~ 0,4 мм, для Н = 8 мм b = 0,9 мм, для Н = 10 мм b = 1,15 мм. Глубина
гравирования знаков матрицы в этом случае должна быть не менее
0,6 мм. Угол заточки граверного резца выбирают в пределах 40-50°.
Острие резца стачивают внизу надфилем или на наждаке на половину
указанной толщины обводки гравируемого шрифта. Иногда для
изготовления матриц под крупный шрифт применяют резцы с цилин-
дрической заточкой.
2. ОСОБЕННОСТИ ГРАВЕРНЫХ
РЕЗЦОВ
При гравировании изделий, не подвергавшихся ранее термичес-
кой обработке, наибольшее применение нашли резцы, изготовляемые
из быстрорежущей стали Р18, поскольку режущая кромка резца
(фрезы) из этой стали в критический момент лишь тупится, но не кро-
шится, что весьма важно при исполнении граверных работ, так как
затупившийся резец можно заточить, не вынимая из цанги, и продол-
жить работу.
Чистота обработки гравируемых углублений в металле прямо
зависит от скорости его резания. Чем больше частота вращения шпин-
деля, тем лучше чистота обработки металла. Однако при гравирова-
нии стальных поверхностей режущая кромка быстровращающегося
резца тупится. Для увеличения износостойкости граверных резцов
из стали Р18 их подвергают обработке парами жидкого азота, а также
смазочной композицией ’’Эпилам”.
53
Для обработки латуни Л 63, сталей 12Х18Н10Т, 4Х5МФС, ЗХ2В8
хорошо зарекомендовал себя сплав стали Р6М5Ц, содержащий до
0,2% циркония и используемый в качестве граверных резцов.
Отработан следующий режим термической обработки резцов из
стали Р6М5Ц: температура закалки 1215 1225°С, твердость после за-
калки 62 -* 63 HRC, отпуск трехкратный при температуре 550 560°С с
выдержкой по 1 ч, твердость после отпуска 64 * 66 HRC. Дополнитель-
ному повышению стойкости инструмента из быстрорежущих сталей
способствует стабилизирующий отпуск, который необходимо прово-
дить после заточки при температуре 350 * 370°С; время выдержки в
печи 2 + 3 ч, охлаждение - воздух.
Рис. 43. Заточка резцов из твердых
сплавов для обработки каленого
металла:
а — сведение на конус; б — снятие фаски
Рис. 44. Резцы-четвертинки с пос-
тоянным центром
Для гравирования стальных, зачастую подкаленных деталей,
применяются и резцы из твердых сплавов, наиболее часто из сплава
ВК6М. Поскольку резцы из твердых сплавов имеют повышенную
хрупкость, работа ими требует наибольшей осторожности, наиболее
строгого соблюдения режима резания металла.
Нормальным режимом гравирования каленых поверхностей сле-
дует считать режим с подачей резца на глубину выборки металла
одного слоя не более 0,01 мм.
Конфигурация резцов из твердых сплавов такая же, как и из
быстрорежущей стали. Заточку таких резцов выполняют на конус
под любым углом (рис. 43) в зависимости от требуемого профиля и
заданной глубины гравирования. Чем мельче шрифт и глубже требуе-
мая выборка металла, тем меньше угол заточки конуса резца. Напри-
мер, при Н = 2,5 мм резец шлифуют под углом 60°. Он напоминает
собой половинчатый резец, так как на алмазном круге слегка снимают
одну сторону конуса, чтобы образовалась режущая кромка. Подобная
заточка увеличивает прочность резца на изгиб и способствует более
длительному его использованию.
54
При износе или поломке резца его можно с помощью заточного
универсального приспособления или просто от руки алмазным надфи-
лем свести на конус и заточить снова, не вынимая из шпинделя и не
нарушая центр вращения. Резцами с такой конфигурацией рабочей
части допускается обрабатывать металл только на строго оговоренную
глубину, что служит залогом качественного гравирования на стали.
Например, для шрифта Н = 2 мм с соответствующей заточкой резца
допускается выборка металла на глубину не более 0,3 мм (имеется
в виду незакаленный металл), для более крупного шрифта - не более
0,5 мм. Иначе из-за возможного торможения резца шрифт поползет
и гравируемые знаки будут выглядеть неровными, несуразно вытя-
нутыми, вплоть до неузнаваемости.
Рис. 45. Твердосплавный резец кон-
струкции Фомичева
Кроме полукруглых (половинчатых) резцов при механическом
гравировании каленых материалов широкое применение получили
резцы-четвертинки (рис. 44). Они имеют центровую грань, служащую
постоянным центром резца, что значительно облегчает заточку и до-
водку режущих кромок.
Процесс заточки резца с постоянным центром выглядит доволь-
но простым, если строго соблюдать последовательность произво-
димых операций. Разберем способ заточки резца вручную на наждаке.
Во избежание перегрева рабочих частей резца нерабочую его часть
обматывают полоской ветоши и опускают ненадолго в охлаждающую
жидкость. Затем незатылованный резец подносят к вращающемуся
наждачному камню и слегка касаются его поверхности острием. При
соприкосновении с абразивом на торце резца образуется площадка.
Величину площадки выбирают исходя из характера требующегося
профиля гравировки. При наличии площадки легче производить заты-
ловку, заточку резца и последующую доводку его режущей кромки.
Доводку обычно производят алмазным надфилем или на доводоч-
ном камне.
Резцы-четвертинки с постоянным центром имеют тот же недос-
таток, что и половинчатые резцы: при эксплуатации их в условиях
55
ощутимых нагрузок на изгиб происходит частая поломка режущих
кромок.
В настоящее время изготовляются резцы, у которых режущие
кромки можно затачивать без специальной оснастки.
Надежными в работе показали себя и твердосплавные граверные
резцы (рис. 45).
Заточка на конус, затыловка и доводка режущих кромок этих
резцов весьма проста и идентична приводимой заточке резцов, имею-
щих явно выраженный постоянный центр. Их можно использовать в
качестве половинчатых, не боясь во время заточки на наждаке смес-
тить центр острия. Например, при механическом гравировании сплош-
ных координатных сеток на шкалах из органического стекла для
нанесения рисок и линий одинаковой глубины, но отличающихся
по ширине штриха (2 значения), рекомендуется использовать уси-
ленный резец с постоянным центром или же половинчатый гравер-
ный резец. Если используется половинчатый резец, режущую кромку
стачивают на соответствующий угол гравирования так, чтобы центр
резца сместился относительно оси его вращения. Угол заточки резца
зависит от ширины будущей риски при нанесении ее на поверхность
заготовки как застопоренным в шпинделе резцом, так и вращаю-
щимся.
Применение половинчатого резца позволяет значительно умень-
шить затраты времени на изготовление шкалы при одной установке,
так как совершенно отпадает необходимость использовать второй
сменный резец.
Сейчас мало кто практикует гравирование по каленым металлам,
так как по времени процесс выборки металла удваивается, а то и
утраивается. В основном прибегают к электроискровому клеймению.
Однако затраты времени на гравирование каленых металлов прибли-
жаются к затратам на гравирование той же детали до термообработки,
если учесть время на шлифование. Зачастую при изготовлении ответ-
ственных деталей из-за возможных деформаций в процессе их даль-
нейшей термообработки устанавливают значительный припуск на
глубину выборки металла для последующего шлифования деталей.
При гравировании же каленых поверхностей последующее
шлифование отсутствует, поэтому отсутствуют припуски на глубину
выборки, в результате сокращается время на гравирование.
3. ОСНАСТКА ГРАВЕРНОГО
СТАНКА
Универсальная державка. Часто гравировке подвергаются круп-
ногабаритные детали, которые в силу своей специфической формы
и большого размера не могут быть установлены на рабочий стол
граверного станка.
В связи с этим, преследуя цель свести до минимума затраты на
56
подготовительные операции, появилась потребность в более эффек-
тивных приспособлениях для крепежа гравируемых деталей.
Приспособление (рис. 46) устанавливают и закрепляют на рабочем
столе четырьмя болтами. Затем выдвигают брусок 2, несущий на себе
основной узел, состоящий из рейки 3 с двумя плитками-ползунками
4, и фиксируют для изготовления к работе стопорными винтами.
Данная конструкция позволяет без длительной подготовки грави-
ровать надписи и обозначения на деталях любой конфигурации, что в
свою очередь дает большой экономический эффект даже наряду с
ранее разработанными и внедренными в производство приспособле-
ниями для крепления крупногабаритных и корпусных деталей.
Вместе с тем указанное приспособление одновременно является и
универсальным зажимным устройством для крепления мелких плат,
лицевых панелей приборов, шильдиков и даже копиров.
Делительная головка. Она служит для крепления цилиндрических
деталей при необходимости особо точного нанесения обозначений,
поперечных и продольных рисок.
Определение числа оборотов рукоятки делительной головки типа
П6 или П6Б при простом делении производится по формуле
п = 40/z,
где п — число оборотов рукоятки головки; 40 — характеристика головки; z — данное число
делений.
Характеристика головки, выраженная числом 40, означает, что
шпиндель головки сделает полный оборот в 360° при повороте рукоят-
ки вокруг своей оси 40 раз.
Например, при фрезеровании шестерни с числом зубьев z = 12 число оборотов рукоят-
ки делительной головки
п = 40/z = 40/12 = 3.
57
Для выполнения этой работы необходим делительный круг с 24 отверстиями. Если
число полных оборотов рукоятки равно 3, то число пропускаемых промежутков между
отверстиями круга при дополнительном повороте рукоятки будет 24/3 = 8.
Поворачивая рукоятку делительной головки, т.е. переходя от одного зуба к другому,
пропускаем 8 промежутков между отверстиями круга. Ножки раздвижного сектора
следует устанавливать так, чтобы между ними было число промежутков круга, най-
денное по формуле. Если отсчет производится по отверстиям круга, начиная с того, в
которое входил штифт фиксатора рукоятки при последнем положении сектора, то
число отсчитываемых отверстии должно быть на единицу больше числа пропускаемых
промежутков. Рукоятку следует вращать всегда по часовой стрелке, чтобы предупредить
влияние люфтов в передаче от валика рукоятки к шпинделю головки.
Когда фиксатор рукоятки окажется против последнего пропускаемого промежутка
между отверстиями круга, рукоятку фиксатора необходимо отпустить и, осторожно
Рис. 47. Центральный угол между
осями двух плоскостей
постукивая по ней рукой, довести до требуемого положения. В этот момент фиксатор
под действием пружины войдет в отверстие круга. Если рукоятка случайно повернется
больше, чем требуется, то необходимо повернуть ее против часовой стрелки несколько
дальше пропущенного отверстия, после чего осторожным постукиванием повернуть
вновь по часовой стрелке до требуемого положения.
Для настройки делительных головок типа П6 и П6Б при эксплуа-
тации их на граверном станке можно пользоваться табличными зна-
чениями (см. таблицу).
Число делений Делительный круг Число полных оборотов рукоятки Число пропус- каемых проме- жутков Число делений Делительный круг Число полных оборотов рукоятки Число пропус- каемых проме- жутков
2 Любой 20 14 28 2 24
3 24 13 8 15 25 2 16
4 Любой 10 — 16 24 2 12
5 » 8 — 17 34 2 12
6 24 6 16 18 54 2 12
гч / 28 5 20 19 38 2 4
8 Любой 5 20 Любой 2 —
9 54 4 24 21 42 1 38
10 Любой 4 22 66 1 54
11 66 3 42 23 46 1 34
12 24 3 8 24 24 1 16
13 39 3 3 25 25 1 15
58
Продолжение таблицы
Число делений Делительный круг Число полных оборотов рукоятки Число пропус- каемых проме- жутков Число делений Делительный круг Число полных оборотов рукоятки Число пропус- каемых проме- жутков
26 39 1 21 85 34 мм 16
27 54 1 26 86 43 — 20
28 42 1 18 88 66 — 30
29 58 1 22 90 54 от» 24
30 24 1 8 92 46 — 20
31 62 1 18 94 47 от. 20
32 28 1 7 95 38 16
33 66 1 14 96 24 — 10
34 34 1 3 98 49 от. 20
35 28 1 4 100 25 от» 10
36 54 1 6 102 51 — 20
37 37 1 3 104 39 от» 15
38 38 1 2 105 42 от. 16
39 39 1 1 106 53 — 20
40 Любой 1 — 108 54 — 20
41 41 — 40 ПО 66 от» 24
42 42 — 40 112 28 — 10
43 43 — 40 114 57 — 20
44 66 —- 60 115 46 от. 16
45 54 — 48 116 58 от. 20
46 46 — 40 118 59 от. 20
47 47 — 40 120 66 от. 22
48 24 — 20 124 62 — 20
49 49 — 40 125 25 — 8
50 25 20 130 39 — 12
51 51 — 40 132 66 20
52 39 — 30 135 54 от. 16
53 53 •— 40 136 34 — 10
54 54 — 40 140 28 от» 8
55 66 — 48 144 54 WM. 15
56 28 20 145 58 — 16
57 57 — 40 148 37 — 10
58 58 — 40 150 30 — 8
59 59 — 40 152 38 — 10
60 42 -от 28 155 62 от. 16
62 62 — 40 156 39 мм 10
64 24 — 15 160 28 от» 7
65 39 24 164 41 -от 10
66 66 — 40 165 66 от. 16
68 34 — 20 168 42 М» 10
70 28 — 16 170 34 — 8
72 54 от» 30 172 43 от. 10
74 37 от» 20 176 66 — 15
75 30 от. 16 180 54 •от 12
76 38 мм 20 184 46 «м> 10
78 39 от» 20 188 47 от» 10
80 34 — 17 190 38 — 8
82 41 — 20 192 24 от. 5
84 42 •от 20 195 39 — 8
59
Окончание таблицы
Число делений Делительный круг Число полных оборотов рукоятки Число пропус- каемых проме- жутков Число делений Делительный круг Число полных оборотов рукоятки Число пропус- каемых проме- жутков
196 49 —- 10 312 39 5
200 25 5 320 24 — 3
204 51 10 328 41 от. 5
205 41 — 8 330 66 8
210 42 — 8 336 42 — 5
212 53 «от 10 340 34 4
215 43 — 8 344 43 — 5
216 54 — 10 360 54 — 6
220 66 — 12 368 46 5
224 28 от. 5 370 37 •от 4
228 57 — 10 376 47 — 5
230 46 — 8 380 38 — 4
232 58 — 10 390 39 — 4
235 47 — 8 392 49 — 5
236 59 — 10 400 30 «от 30
240 34 — 4 408 51 от. 5
245 49 •от 8 410 41 4
248 62 — 10 424 53 — 5
250 25 — 4 432 54 — 5
255 51 — 8 440 66 — 6
260 39 — 6 456 57 от. 5
264 66 — 10 460 46 — 4
270 54 от. 8 470 47 — 4
272 34 — 5 490 49 — 4
280 28 •— 4 496 62 5
290 58 — 8 500 25 — 2
296 37 — 5 510 51 •от 4
300 30 — 4 528 66 — 5
304 38 — 5 530 53 — 4
310 62 — 8 540 54 — 4
Число оборотов рукоятки головки при повороте детали по задан-
ному центральному углу между осями гравируемых знаков, букв
или цифр для обработки плоскостей с центральными точками А и В
(рис. 47) находится по формуле
п - 40 а/360 = а/9,
где а — центральный угол между осями, выраженный в градусах.
Если при гравировании угол а выражен в секундах, то тогда
формула выглядит так:
п = а"/32400.
Пример. Определить число оборотов рукоятки головки при гравировании двух
обозначений, центральный угол между осями которых а = ЗГ 17х 11хх.
60
Выражая угол а в секундах, получим
а = 31° 17' 11" = (31 • 3600) + (17 • 60) + И = 112631".
Исходя из этого
а 112631
п ------=-------- 3,4762 оборота.
32400 32400
В рассмотренном примере 0,4762 оборота может быть осуществлено по кругу с 42
отверстиями. При повороте рукоятки пропускается 20 промежутков между отверстиями
круга. Если бы дробная часть оборота составляла 0,8919, то для осуществления ее можно
использовать делительный круг с 37 отверстиями; при повороте рукоятки в этом случае
следует пропускать 33 промежутка между отверстиями круга.
Знакомство с техникой гравирования знаков на сферических
поверхностях можно начать с простых примеров. При выполнении
граверных работ для вида или под затирку краской не обязательно
придерживаться вышеуказанных правил пользования делительной
головкой. В этом случае поворот детали на заданный угол между
осями гравируемых знаков осуществляется на глаз. Для того чтобы
удобно расположить надпись, соблюдая при этом правильное ее
конструирование на поверхности детали, особенно если она выпол-
няется в две-три строки, непосредственно перед гравированием нуж-
но набрать в паз копирного стола граверного станка набор необходи-
мого предложения и линейкой определить его линию симметрии.
Причем следует ее тут же совместить с произвольно нанесенной рис-
кой на копирном столе, определяющей в дальнейшем центр враще-
ния детали. Для удобства и быстроты гравирования 2-3-строчных
надписей используется универсальный съемный стол с различным
межстрочным расстоянием (рис. 48).
Итак, установив на найденную линию симметрии надписи копи-
ровальный палец (щуп), гравер, пользуясь ручками продольной и
поперечной подачи рабочего стола, выставляет острие резца на центр
оси вращения детали, закрепленной в патроне делительной головки.
Как правило, за одну установку можно нанести на поверхности детали
3-4 знака. В этом случае глубина гравирования определяется ви-
зуально.
Убедившись, что подготовительные операции выполнены правиль-
но, гравер включает станок и приступает к гравированию.
После того как часть надписи будет выполнена, следует отвести
в сторону пантограф, разжать зажимные винты и передвинуть шрифт
в пазу копирного стола вправо или влево на величину трех-четырех
букв, совместив последнюю с риской на копирном столе. После этого
следует установить копировальный палец пантографа на крайнюю
букву, с которой будет продолжено дальнейшее гравирование над-
писи. Затем, поворачивая ручку привода механизма вращения дели-
тельной головки, гравер плавно подводит резец к поверхности детали
и ловит точку или риску, нанесенную им по завершении гравирова-
ния первых трех-четырех букв, определяющую место расположения
61
крайней буквы, на которую в данный момент установлен копироваль-
ный палец. Таким образом, соблюдая последовательность произво-
димых операций, можно производить гравировку надписей и различ-
ного рода обозначений по всему наружному диаметру детали.
Приспособление ’’Виртуоз” (рис. 49). Используется при гравирова-
нии под углом на конус деталей круглого сечения и при обработке
торцов будущих клейм (пуансонов) до 20 мм в диаметре. Для зажима
(крепления) деталей применяются цанги от токарного станка.
Произвольно нанесенная ориентировочная
риска
Рис. 49. Приспособление "Виртуоз
Рис. 48. Примерная установка набора
копировальных планок для гра-
вировки надписи с использованием
съемного стола
Кроме того, приспособление обеспечивает удобство при выпол-
нении сверловочных и фрезерных операций заготовок круглого
сечения, а также при заточке резцов для граверного станка.
Приспособление ’’Виртуоз” в некотором роде является прото-
типом делительной головки, поэтому с установкой такого приспо-
собления на рабочем столе граверного станка отпадает необходимость
применять более громоздкую по сравнению с ним делительную го-
ловку.
4. ИЗГОТОВЛЕНИЕ КОПИРОВ
НА ГРАВЕРНОМ СТАНКЕ
Для более полного ознакомления с техникой изготовления ко-
пиров, предназначающихся для выполнения в дальнейшем каких-
либо надписей на лицевых панелях приборов, всевозможных матриц
и т.п., мы будем рассматривать работу гравера только лишь инстру-
ментального цеха. Человек, занимающийся такими работами, должен
62
иметь высокую квалификацию и уметь безошибочно разбираться во
всех тонкостях работы данного профиля. Он должен обладать доста-
точными навыками по изготовлению копиров, так как от качества
его работы во многом зависит дальнейшая судьба изделий, подвер-
гающихся гравировке по копиру на завершающих стадиях их изготов-
ления в сборочных цехах.
Копиры подразделяются на одноразовые и многоразовые.
Одноразовые копиры. Эти копиры не имеют серийного назначения
и впоследствии должны быть аннулированы.
Примерами для необходимости изготовления одноразовых копи-
ров служат эскизы и чертежи всякого рода печатей, штемпелей и раз-
личных надписей.
Подобные копиры выполняются в основном на дюралюминии
благодаря его дешевизне. Кроме того, дюралюминий не изменяет
своих размеров при перепаде внешних температур в отличие от орга-
нического стекла, в настоящее время получившего широкое приме-
нение. Оргстекло, к сожалению, нельзя использовать в качестве мате-
риала для особо точных копиров, так как при повышенных нагрузках,
вызывающих некоторый нагрев, оргстекло обладает свойством рас-
ширяться. По этой же причине оргстекло нельзя использовать в ка-
честве копиров на шкалы, в том числе и для изготовления самих
шкал, иначе могут происходить большие непредвиденные погреш-
ности в работе аппаратуры и т.п.
Для изготовления особо точного копира вырезают дюралюми-
ниевую заготовку нужной величины с толщиной не менее 3 мм и обез-
жиривают ее ацетоном. На подготовленную таким образом поверх-
ность заготовки переносят через копировальную бумагу или от руки
нужный рисунок или надпись. Таким же способом наносят рисунки
и на загрунтованную поверхность. По карандашному рисунку гравер
штихелем углубляет рельеф. Для этого обычно используется болынти-
хель. Канавки рельефа копира гравируют на глубину не менее 0,2 мм.
В местах, где линии рисунка, сходясь одна с другой, образуют всевоз-
можные углы, ставятся притупленным керном точки, которые позво-
ляют избежать соскакивания и срывов пальца с этих участков рель-
ефа в момент копирования.
Изготовленный копир следует обязательно опробовать вхолостую,
чтобы разогнать канавки рельефа, имеющие неровности и заусенцы.
Под давлением силы прижимной пружины, действующей на копиро-
вальный палец (щуп), а тем самым и на копир, щуп, перемещаясь по
канавкам рельефа, сглаживает неровности толщины обводки кана-
вок, оставляя за собой гладкий ровный след. При этом по ходу движе-
ния щупа образуется нарост срезаемой стружки. Для предотвращения
соскакивания щупа следует его направлять по канавкам копира плав-
но, без резких толчков, иначе соскочивший щуп задерет канавку ко-
пира и вся работа пойдет насмарку. Разгон канавок одноразового
копира обязательно производится с маслом.
63
Многоразовые копиры. Многоразовые копиры служат весьма
долгое время, так как с их помощью преследуется цель копирования
изображения необходимых надписей для массового производства.
В связи с этим к ним предъявляются требования высокой износо-
стойкости. Копиры изготовляют из материала, способного выдержи-
вать многократные нагрузки от щупа во время длительной эксплуа-
тации на граверном станке.
Для изготовления многоразовых копиров используют в основном
латунь марки ЛС59-1 (59% меди, 1% свинца, остальное - цинк), удов-
летворяющей техническим требованиям.
Латунь этой марки имеет красноватый оттенок на поверхности
проката и хорошо поддается обработке резанием в связи с присут-
ствием в сплаве цинка, снижающего вязкость медной основы.
Перед гравированием, пользуясь данными чертежа будущего
копира, предварительно отрихтованную и опиленную со всех сторон
от заусенцев заготовку размечают штангенрейсмасом. Базовые кром-
ки заготовки, от которых будет производиться разметка, должны
быть строго перпендикулярными относительно друг друга. После
разметки проверяют правильность нанесения размеров и смело при-
ступают к гравированию.
При изготовлении копиров, требующих точности обработки, не
должно быть никаких отклонений, поэтому обрабатываемую заготов-
ку необходимо правильно и надежно закрепить на рабочем столе
граверного станка, чтобы в процессе обработки она не сдвинулась
в ту или иную сторону.
Как и дюралюминий, латунь является в достаточной степени
пластичным материалом, поэтому при обработке латуни резцом на
большую глубину необходимо строго придерживаться правил грави-
рования на граверном станке. Врезаясь в металл, резец плотно за-
жимается им и подчас ломается или заклинивает. Такие особенности
характерны для медных сплавов.
Чтобы предупредить быстрый износ резца и его поломку при гра-
вировании на латуни, рельеф копира нужно углублять постепенно,
без резких перепадов по глубине выборки металла. Гравирование
одного знака производится в несколько приемов, где раз за разом
резец снимает слои металла толщиной 0,1 ч- 0,15 мм. Это способствует
также достижению более высокой чистоты обработки поверхности
стенок углубляемых канавок копира. Причем необходимо так рас-
считать сам процесс гравирования, чтобы на снятие последнего слоя
оставалось не более чем 0,1 мм, что необходимо для достижения
высокой чистоты обработки стенок канавок копира. А первый слой
металла следует выбирать на глубину 0,05 мм для выявления контура
знака, буквы или цифры, чтобы удостовериться в правильности
выдержанных размеров по высоте и ширине, а также для проверки
нормальной установки резца и заготовки. Если резец установлен
правильно и хорошо заточен, а заготовка тщательно отрихтована и
лежит в плоскости, строго перпендикулярной оси вращения резца, то
64
след, оставляемый резцом па заготовке, будет гладким и кромки
среза краев канавок будут ровными (рис. 50), а нс рваными, как при
тупом и плохо установленном резце.
Убедившись в правильности постановки процесса гравирования,
гравер приступает к выборке металла на большую глубину.
Следует помнить, что чем медленнее снимается резцом последний
слой металла, тем чище будет обработана поверхность канавок копи-
ра.
Рис. 50. Профиль гравировки
Гравирование различного рода надписей на изделиях при помощи
станков производится в основном с копиров, увеличенных в 3 раза
(рис. 51), а именно:
Высота п рописных букв, мм Высота строчных букв, мм
Для из- Для копира (по Для изде- Для копира (по осевым
делия осевым линиям) с увеличением в 3 раза лия линиям) с увеличением в 3 раза
2 5,2 3 5,2
3 7,86 4 7
4 10,5 5 8,73
5 13,1 6 10,5
6 15,75 8 14
8 10 21 26,25 10 17,5
Высота строчных букв и цифр составляет 2/3 высоты прописных
букв.
Копировальные планки. Для изготовления выпуклых шрифтов
используют шаблоны, а для плоскорельефного гравирования - копи-
ровальные планки. Копировальные планки - это набор шрифта,
выполняемый тем же способом, что и копиры. Наиболее широко при-
меняются планки, изготовляемые из латуни. Они бывают двух типов:
1) со срезанными под углом 45 + 6(Г двумя торцевыми поверхнос-
тями (рис. 52, а), входящими в пазы копирного стола граверного
станка;
2) Т-образной формы (рис. 52, б) со строго выдержанной перпенди-
кулярностью и параллельностью плоскостей. Такие планки намного
удобнее в эксплуатации, чем планки 1-го типа, у которых в процессе
длительной работы заметен быстрый износ ограничивающих строгость
линий шрифта по высоте нижней и верхней плоскостей.
65
У планок 2-го типа ограничивающими служат четыре плоскости:
две нижние и две верхние, что увеличивает долговечность работы
копировальных планок.
Копировальные планки 2-го типа целесообразно использовать
при работе на крупногабаритных тяжелых станках, таких, как ”Дек-
кель” и т.п.
Рис. 51. Гравированная буква Г на
копире (а) и на изделии (б)
Рис. 52. Копировальные планки
По мере износа начертания шрифта на рабочей поверхности план-
ки под действием усилий, вызванных копировальным пальцем,
непригодное к дальнейшей работе изображение можно сошлифовать
(фрезеровать) и нанести на ту же самую копировальную планку новое
изображение того или иного знака, буквы, цифры.
Практика показала, что модернизация копировальных планок,
связанная с уменьшением их рабочих поверхностей, в частности за-
кругление противоположных по диагонали углов для быстроты на-
бора необходимых букв в словах, меняющихся знаков в обозначе-
66
ниях, ведет к снижению их срока службы, особенно при эксплуата-
ции копировальных планок на тяжелых граверных станках.
В целях сокращения времени на замену необходимых знаков при
механическом гравировании в серийном производстве применяются
накопители текста (рис. 53). Пользуясь накопителем, гравер набирает
необходимое слово (предложение) и, приставив его торцом к торцу
копирного стола с пазом, задвигает набор в паз, где и крепит его
зажимами. Для замены в наборе одного или нескольких знаков гра-
вер, вытащив из паза ограничительный зажим, сдвигает в накопитель
часть копировальных планок, ненужные планки убирает и ставит на
их место другие. Затраты времени на замену знаков остаются такими
же, как и при использовании копировальных планок с закруглен-
ными углами.
Рис. 53. Накопители текста
Рис. 54. Раздвижная линейка под
копировальные планки
Применение накопителя создает и некоторое удобство в процессе
работы в связи с тем, что кассы со шрифтом не всегда находятся в
непосредственной близости от копирного стола граверного станка.
Накопитель можно перенести поближе к кассе и набрать необходи-
мую надпись. При наличии двух и более накопителей появляется
возможность осуществлять предварительный набор и накопление
текстов.
Степень изнашиваемости копировальных планок во многом
определяется отношением работника к инструменту. Соблюдение
правил эксплуатации оборудования и инструментов согласно требо-
ваниям техники безопасности повышает их износостойкость. При
повышенной скорости резания и большей глубине выборки копиро-
вальные планки, принимая на себя возрастающие нагрузки от панто-
графа через копировальный палец, расшатываются в пазу копирного
стола и ограничивающие (рабочие) их плоскости интенсивно работают
на износ. В дальнейшем изношенные планки вызывают частую по-
ломку резцов и создают неточности в изготовлении копиров.
Для увеличения срока службы копировальных планок пользуются
раздвижной линейкой (рис. 54), закрепляемой на копирном столе.
Копировальные планки можно модернизировать путем макси-
мального уменьшения размера В. Но тогда помимо заготовок на ко-
67
пировальные планки в комплект шрифта обязательно должны вхо-
дить и специальные промежуточные вставки, стальные или латунные
стержни строго оговоренного диаметра. Особенно это удобно при
наборе текстов с различными сочетаниями букв в словах. Граверы,
занятые на скоростных операциях гравирования постоянно меняю-
щихся обозначений, с успехом пользуются этим нововведением.
При определении симметричного расположения надписей на ко-
пирах, предназначающихся для гравирования обозначений на лице-
вых панелях приборов, такие знаки, как +, -, >, < и т.п., не сле-
дует учитывать, если они стоят впереди цифр, иначе визуально над-
пись окажется сдвинутой в сторону из-за наличия свободного про-
странства вокруг знака.
Исправление брака. Если во время работы обнаружился брак,
а копир находится уже в стадии завершения, один знак можно за-
паять. Чтобы не испортить соседние с ним знаки, достаточно по
контуру знака высверлить сверлом несколько отверстий и заклепать
кусками латунной проволоки, после чего снять надфилем (рифлев-
кой) образовавшийся излишек металла и мелкой наждачной бумагой
притереть поверхность.
Когда требуется изъять целое слово, которое гравер по ошибке
разместил не в том месте, прибегают к методу пайки. Припой должен
быть твердым, поскольку на этом месте должно гравироваться новое
слово. Самыми распространенными являются серебряные припои:
ПСР-40 (красноватого цвета), ПСР-50 (красноватого цвета, более неж-
ного, отдающего белизной) и ПСР-70 (белого). Цифры указывают
процентное содержание серебра, остальное - медь.)
Процесс пайки заключается в следующем. Пламенем газовой го-
релки нагревается место пайки, причем нагрев производится снизу,
затем выгравированное место засыпается бурой. Нагрев длится до
полного расплавления флюса. Бура плавится при температуре 783° С.
Затем пламя газовой горелки переносят на лицевую сторону брако-
ванного копира, непосредственно на место пайки. Двигая пруток
припоя в очаге пламени по выбранному рельефу, заливают его до
полного закрытия всех углублений. В процессе пайки копир может
деформироваться, поэтому после зачистки запаянной поверхности
его нужно отрихтовать, а затем только приступать к процессу гра-
вирования.
Изделия из латуни хорошо рихтовать на подложке из твердой
резины. В практике гравирования для быстроты исправления брака
применяется еще и метод насечки с подчеканкой. В основном это
касается исправления латунных и дюралюминиевых матриц, предназ-
начающихся для изготовления резиновых штемпелей.
Допустим, граверу требуется убрать одно неправильное слово в
сложном тексте и заменить его другим. Известно, что глубина вы-
борки металла составляет 0,6 мм; толщина заготовки матрицы - 5 мм.
Тщательно замерив местонахождение бракованного слова, гравер
переворачивает пластину и делает штангенциркулем на тыльной ее
65
стороне ограничительные риски. Затем, положив пластину гравиро-
ванной стороной на каленую плиту, он ударяет чеканом по отмечен-
ному месту на тыльной стороне. Под действием размеренных сильных
ударов металл в этом месте ползет к противоположной стороне пла-
стины и приподнимает над плоскостью отмеченное слово. Образовав-
шийся бугор гравер спиливает вместе с верхним слоем рельефа вы-
гравированного слова, после чего продолжает наносить удары чека-
нами и сечками до тех пор, пока рельеф не загладится совсем. Доведя
напильником и шкуркой плоскость до первоначального состояния,
можно приступать к гравированию нового слова на этом месте.
Если бракуется большая часть поверхности гравируемой заготов-
ки и запрессовкой штифта невозможно охватить дефект такого раз-
мера, то поступают следующим образом. Забракованное место уг-
лубляют немного ниже оснований гравируемых знаков и затем из
однородного с гравируемым металла изготовляют пластинку, по
форме соответствующую выбранному дефектному месту, а по тол-
щине равную глубине выемки на заготовке плюс 0,2 -ь 0,3 мм для
выравнивания заподлицо с общей плоскостью. После предваритель-
ной подгонки пластинки по месту ее крепят заклепками по углам,
шлифуют и полностью восстанавливают испорченный текст.
5. ИЗГОТОВЛЕНИЕ ТРАФАРЕТОВ
Для маркировки различных видов тары (бочек, ящиков, тюков
и многих других предметов) применяются буквенные и цифровые
трафареты.
Для изготовления трафаретов может быть использован любой
материал, в том числе и плотная бумага. Но поскольку тара марки-
руется большими партиями, трафареты в целях повышения их износо-
стойкости готовят из фольги, латуни, жести толщиной 0,2- 0,3 мм.
К исполнению надписей особых требований не предъявляется, по-
этому разметкой и вырубкой трафаретов зачастую занимается слесарь.
В трафаретах буквы вырубают насквозь, поэтому такие буквы, как О,
В, Б, Ф и др., аналогичные им, могут не получиться вовсе; ничем
не закрепленная середина этих букв будет вываливаться. Чтобы
этого не произошло, их рисуют с учетом специальных перемычек.
Для вырубки трафаретов необходимо иметь набор зубильцев раз-
личных профилей и размеров. Лезвия зубильцев должны быть очень
остро заточены. Для ускорения вырубки букв зубильца делают иног-
да двойными, в результате чего с одного удара металл прорубают
сразу в двух местах. Применение таких зубильцев весьма целесо-
образно, так как при их использовании вырубленные буквы получа-
ются с одинаковой шириной штриха. Зубильце прикладывают к линии
размеченной буквы и ударами молотка по его хвостовику (с переста-
новкой после каждого удара вдоль линии контура) вырубают букву.
Таким путем вырубают весь текст.
69
Для быстроты изготовления трафаретов с большим количеством
букв в настоящее время успешно используют граверные станки. При
этом отпадает надобность в детальной разметке листового металла с
рисованием каждой буквы в отдельности. Здесь следует произвести
расположение строк и расстояние
лишь разметку, показывающую
между ними.
Рис. 55. Пример закрепления заго-
товки трафарета на деревянной
подложке
Рис. 56. Двухперая фреза
Рис. 57. Подбор правильного (Р2)
диаметра фрезы по разметке тол-
щины обводки букв
Рис. 58. Разметка трафарета и след,
получаемый при ступенчатом фре-
зеровании на просвет
Перед закреплением на рабочем столе граверного станка разме-
ченную под текст латунную пластину в нескольких местах приби-
вают гвоздями к подобранной по ее габаритам дощечке (рис. 55).
Подкладка под трафаретом необходима для предохранения от
повреждения поверхности рабочего стола граверного станка вращаю-
щимся резцом-фрезой и соответственно для предупреждения полом-
ки фрезы. После настройки плеч пантографа в нужном масштабе
гравер, набрав шрифт (специально изготовленный для гравировки
трафаретов или же с разметкой копировальных планок под перемыч-
ки) в пазы копирного стола и зафиксировав его, крепит в цанге шпин-
деля двухперую фрезу (рис. 56) и приступает к гравированию. Двух-
перую фрезу выбирают потому, что при подаче шпинделя она в мо-
мент соприкосновения с металлической пластиной не заминает обра-
70
батываемую поверхность, так как имеет незначительную площадь
трущихся о металл нижних частей режущих кромок. Диаметр рабо-
чей части фрезы должен соответствовать заданной величине обводки
букв трафарета, иначе после маркировки краской получившаяся
надпись будет выглядеть сухой (Di на рис. 57) или слишком расплыв-
чатой (D3).
Выборка металла производится гравированием на просвет (рис. 58):
ступенчатым перемещением копировального пальца (щупа) по канав-
кам копировальных планок. При этом перемычки у букв получаются
в результате своевременного опускания и подъема шпинделя панто-
графа и одновременных задержек копировального пальца в нужных
местах. В процессе работы шпиндель нужно стараться опускать плав-
но, чтобы фреза при соприкосновении с металлической поверхностью
не мяла ее.
Рис. 59. Направление фрезерования
при вращении фрезы по часовой
стрелке
Рис. 60. Готовый к использованию
трафарет после дополнительной опи-
ловки округлений в углах
В связи с малой толщиной заготовки, особенно в углах переходов,
вращающийся инструмент может вырвать нужный металл. Для преду-
преждения этого необходимо выбирать направление последующего
гравирования по рисунку буквы с учетом направления вращения
фрезы (рис. 59).
Когда внутри букв получившегося трафарета металл будет пол-
ностью выбран, необходимо сгладить образовавшиеся неровности в
процессе шаговой фрезеровки. Для этого несколько раз проходят
фрезой по контурам букв.
Но не следует считать, что трафарет готов к использованию,
когда металлическая пластина будет отделена от деревянной под-
ложки. Как бы гравер ни старался, он никогда не добьется идеальной
чистоты среза контуров букв из-за дребезжания пластины в местах,
неплотно прилегающих к подложке.
Если взять в руки трафарет и взглянуть на просвет, то обязатель-
но будут видны шероховатости и вмятины, поэтому необходимо
произвести осторожную рихтовку, причем тут же молотком завальце-
вать дырки, прорванные гвоздями. Затем, перевернув пластину
кверху стороной, соприкасавшейся с подложкой, крупной наждачной
бумагой или бруском снять заусенцы, после чего надфилями зачис-
тить контуры каждой в отдельности буквы, а если требуется, убрать
и скругления в углах. Под конец остается отполированным до блеска
полировником разгладить пластину с надписью, нанести соответст-
вующую маркировку - и трафарет готов (рис. 60).
71
С целью соблюдения требований техники безопасности и качест-
венного исполнения трафаретов с крупными надписями применяют
специальные копиры-шаблоны (рис. 61), что позволяет использовать
фрезы небольшого диаметра, а то и просто граверные резцы с обычной
заточкой.
По завершении процесса гравирования после отделения металли-
ческой пластины от деревянной подложки внутренние скелеты выва-
ливаются и в пластине остаются сквозные пространства, изображаю-
щие рисунки букв.
Рис. 61. Сквозное гравирование по
копиру-шаблону:
а — копир-шаблон; б — выборка металла;
в — трафарет
При необходимости получения большого количества одинаковых
трафаретов прибегают к их изготовлению из стального проката тол-
щиной не более 0,3 мм, склепанного в пакет. При этом по завершении
механической обработки не требуется тщательная рихтовка поверх-
ностей. Следует лишь зачистить заусенцы и надфилем сгладить шеро-
ховатости в просветах букв, где это требуется.
6. ИЗГОТОВЛЕНИЕ СТАЛЬНЫХ
МАТРИЦ ПРЕСС-ФОРМ
Гравирование матрицы с помощью граверного станка. Перед гра-
вированием следует выбрать необходимый режим работы. Для этого
нужно знать используемый инструмент и приблизительные затраты
времени на выполнение данного задания. Чтобы рассчитать затраты
времени на обработку матрицы, следует правильно прочесть чертеж
и определить материал матрицы независимо от того, какая марка
стали указана в чертеже. Самый быстрый способ проверки стальных
заготовок - ”на искру” с помощью механического точила. Например,
для стали У8 характерен обильный пучок из очень пушистых ярких
искр, причем, разлетаясь в стороны, они, словно крупные снежинки,
планируя книзу, тут же гаснут.
72
Подобные меры предосторожности граверу приходится принимать
во избежание непредвиденных ошибок в выборе марки стали, что
влечет за собой более длительную ее обработку в процессе гравиро-
вания. Если, например, вместо стали У8 используется легированная
инструментальная сталь ХВГ, которая намного прочнее стали У8, то
гравер должен выбрать соответствующий режим дальнейшей работы,
т.е. либо ее отжечь (если используется резец из быстрорежущей ста-
ли? 18), либо для ее обработки применить твердосплавный резец.
Рис. 62. Правильный (о) и неправиль-
ный (б) замеры высоты шрифта
Для изготовления матриц кроме упомянутых используются такие
стали, как Х12М и Х12Ф1 с закалкой на первичную твердость и отпус-
ком при 180 * 200° С. Твердость матриц, изготовляемых из сталей Х12М
и Х12Ф1, должна быть предельно высокой -57 + 58 HRC. Для более тя-
желых условий эксплуатации (при удельных усилиях, составляющих
больше 2 + 2,2 кПа) возможно использование быстрорежущих сталей
Р6М5, Р18, Р8МЗ, имеющих большую твердость (64 + 65 HR С) и высо-
кую износостойкость. При необходимости нанесения глубокой грави-
ровки должна применяться углеродистая сталь У10А с отжигом на по-
ниженную твердость, что значительно облегчает работу гравера.
Прежде чем приступить к гравированию, нужно тщательно осмот-
реть заготовку матрицы и произвести все необходимые замеры вели-
чин, указанных в чертеже (рис. 62). Гравировать знаки и буквы на
матрице следует на меньшую высоту, чем разметка шрифта. Напри-
мер, если в чертеже указано Н = 3 мм, то гравировать следует Н =
= 2,9 мм, потому что вслед за термообработкой матрицы обязательно
последует зачистка знака, влекущая за собой увеличение его разме-
ров.
Глубину гравировки знаков на матрице определяет конструктор
при разработке будущей детали. В зависимости от характера после-
дующего применения матрицы глубина гравировки знаков может
быть выбрана 0,2 -*• 0,3 мм (без учета припуска на шлифовку) для
шрифтов высотой Н = 2 + 5 мм.
Практически при наличии заготовки матрицы с идеально ровной
и тщательно отполированной (зеркальной) поверхностью нормальная
73
глубина гравирования знаков может достигать всего лишь 0,15 мм.
В этом случае профиль гравировки выполняют без конуса. С целью
обеспечения лучшего чтения текста или обозначений толщина обвод-
ки b должна быть увеличенной. Так, для Н = 2 мм b = 0,3 мм, для Н =
= 3 мм b = 0,45 мм, для Н= 4 мм b = 0,6 мм.
Каждый раз по завершении гравирования знака нужно проверять
глубину выборки металла. Для этого, коснувшись резцом плоскости
в стороне от углубления, устанавливают нулевое значение вертикаль-
ной подачи рабочего стола и повторно проходят резцом по углублен-
ному контуру на заданную глубину. Это требование обязательно
следует выполнять, так как в процессе гравирования острие резца
Рис. 63. Брак гравировки
может затупиться или просто обломиться и при первой же запрес-
совке обнаружится брак. В этом случае буквы и знаки на детали
получатся с перепадами по толщине обводки, что приведет к дефекту
товарного вида из-за предшествующего нарушения профиля гравиров-
ки (рис. 63).
После термической обработки матрицы выгравированные внутрь в
зеркальном изображении знаки и буквы гравер зачищает заточенным
на острие концом надфиля или чертилкой от окалины. Для достиже-
ния нужной чистоты углублений под гальваническое покрытие хро-
мом их смачивают керосином и специальной палочкой из твердой
породы дерева или медным прутком вычищают грязь, окалину и,
пользуясь алмазной пастой, выводят черноту, царапины и риски.
Убедившись, что чернота в углублениях отсутствует, наводят блеск
разведенной на керосине пастой ГОИ. Выполнение надписей на офор-
мляющих поверхностях разъемных плит пресс-формы, имеющих
наклоны по отношению к направлению их разъема, является особо
сложной работой, требующей от исполнителя предельной собран-
ности, так как малейший просчет может пагубно сказаться на качестве
гравировки. Здесь в первую очередь нужно учитывать свойства мате-
риала (пластмасса, металл), из которого будут отливать детали, и
исходя из этого определять угол заточки резца, чтобы достичь парал-
лельности с указанным направлением разъема спаривающихся одна с
другой разъемных частей пресс-формы.
74
В одном варианте гравировку можно выйолнять, располагая обра-
батываемую плоскость матрицы перпендикулярно оси вращения
резца. Тогда следует выдерживать незначительную глубину гравиро-
вания, что способствует предупреждению скалывания (среза) вы-
пуклых знаков надписи с поверхности детали во время разъема
(раскрытия) пресс-формы по завершении процесса опрессовки.
Если же требуется глубокая гравировка, то для обработки сталь-
ной матрицы необходимо использовать как минимум два граверных
резца с разной заточкой режущих кромок. Сначала гравируют резцом
с цилиндрической заточкой или близкой к ней со сточенным торцом,
диаметр которого соответствует ширине обводки букв. Затем, сдви-
нув надпись по направлению к верхней точке подъема гравируемой
поверхности, крепят в цанге шпинделя граверного станка резец,
имеющий угол заточки сведенной на острие режущей кромки, рав-
ной 90°. Убедившись, что острие резца касается не центра, а края
выгравированной внутрь площадки, определяющей контур буквы и
надписи в целом, приступают к повторному гравированию.
В процессе гравирования необходимо следить за тем, чтобы режу-
щий инструмент срезал металл только с тех сторон углубленного
рельефа, которые не имеют достаточного угла съема и могут в даль-
нейшем оказаться задержками при эксплуатации формы.
Другой вариант, пожалуй, самый продуктивный и вместе с тем
трудоемкий, включает в себя гравирование поверхностей, располо-
женных под углом к оси вращения режущего инструмента. Граверу
во время работы следует выдерживать одинаковую глубину гравиро-
вания знаков от нижнего основания до верхнего на всем протяжении
уклона рабочей части матрицы. Как и в первом случае, надпись будет
выглядеть как бы смазанной в сторону подъема подвергнувшейся
операции гравирования площадки матрицы. Однако при использова-
нии резцов с цилиндрической заточкой режущих кромок или близкой
к ней подобный дефект будет незаметен.
При гравировании под углом расчетные значения плеч пантографа
должны быть значительно большими, чем при переносе того же шриф-
та методом копирования на матрицу, лежащую в одной плоскости с
поверхностью рабочего стола граверного станка.
Если не учесть настоящих требований, то на наклонной части
матрицы при гравировании вместо необходимого нам шрифта, до-
пустим, Н = 3 мм получится шрифт Н = 4 мм, Н = 5 мм или Н = 6 мм.
Искажение размера шрифта находится в прямой зависимости от вели-
чины уклона. Чем круче уклон, тем более вытянутыми будут воспро-
изводиться гравируемые знаки.
При серийном производстве однотипных пресс-форм целесообраз*
но использовать специально выполненный пуансон, где при его изго-
товлении учитываются изменения размеров не только по высоте, но
и по ширине каждого знака в отдельности.
Изготовление матрицы мастер-пуансоном. Мастер-пуансон пред-
назначен для получения отпечатка (оттиска) детали, изображенной
75
на его рабочей части, посредством ручного или гидравлического
пресса на латунной, алюминиевой и стальной матрицах.
При тиснении металлов необходимо знать их свойства и хими-
ческий состав. Мягкие металлы, например медные и алюминиевые
сплавы, обладающие некоторой пластичностью, под действием прило-
женной силы легко принимают желаемую форму и не требуют перед
тиснением соответствующей подготовки. Сталь тверже цветных
металлов, поэтому для тиснения на ней требуется больше прикла-
дывать усилий. Чтобы избежать использования мощных гидравли-
ческих прессов, заготовку будущей матрицы необходимо отжечь
в термической печи для придания материалу некоторой пластич-
ности. Затем намечают место будущего отпечатка в центре заго-
товки.
Выдавить рельефное изображение на маленькой площади матрицы
намного легче, чем на большой. Для получения нужного размера
заготовки рабочую часть мастер-пуансона для начала пробуют на
пластилине и получившийся отпечаток переносят на стальную заго-
товку матрицы, плоскость которой тщательно отполирована и не
имеет царапин. Затем, пользуясь чертилкой, обводят границы полу-
чившегося на пластилине отпечатка. После снятия пластилина на
стальной поверхности остается очерченный контур медали диаметром
20 мм. Отложив от краев контура по 2 мм, циркулем или той же чер-
тилкой проводят увеличенную окружность диаметром 24 мм. По
получившемуся более увеличенному контуру на фрезерном станке
снимают вокруг лишний металл на глубину 0,5 мм, тем самым умень-
шая площадь матрицы. Благодаря этому снижается давление на
стальную заготовку в процессе тиснения. Излишки металла с матрицы
снимают на шлифовальном станке по завершении процесса тиснения.
Убедившись, что отпечаток соответствует чертежу с учетом при-
пуска на шлифовку, полученную матрицу следует закалить до твер-
дости 54HRC и чисто отшлифовать.
Рабочая часть пуансонов, изготовляемых из таких сталей, как
У8, У10, У12, для получения глубокой полости в матрице не должна
превышать 25 мм. Допустимая нагрузка на пуансоны 2,5 кПа. При
необходимости получения отпечатка диаметром до 50 мм применяют
пуансоны сталей ХВГ, 9ХС, ХВСГ и т.п. Допустимая нагрузка на ма-
стер-пуансон в момент тиснения составляет 2,2 кПа. Для получения
путем давления под прессом полостей сложной формы в заготовках
при любом диаметре пуансона последний должен быть изготовлен из
таких сталей, как Х12М, Х12Ф, Х6ВФ, Р18. Максимально допустимая
нагрузка в момент тиснения, например, для стали Х12М составляет
2,75 кПа.
7. РАБОТА С БОРМАШИНОЙ
Бормашины широко используются для написания адресов (дар-
ственных надписей), а также для написания всевозможных поздрав-
лений на посуде дюралюминиевыми дисками, чего невозможно до-
76
биться штихелем. Бормашиной можно наносить надписи в самых
труднодоступных местах.
Пользование бормашиной дает также выигрыш во времени при из-
готовлении одноразовых копиров по эскизам и рисункам.
Бормашина - весьма простой инструмент. Она состоит из мотора,
муфты, гибкого вала и наконечника с закрепленным в нем зубным
бором, который служит режущим инструментом.
Бормашина применима как для плоскорельефного, так и для
обронного гравирования, где требуется выборка большого коли-
чества металла.
Но мы сосредоточим внимание только на плоскорельефном грави-
ровании. Сюда входит выполнение надписей различного характера
как прямым шрифтом, так и рукописным на незначительную глубину.
Рис. 64. Зубной бор со сточенным W
кончиком шарика Чг
Приемы написания знаков, букв и цифр вращающимся бором, если
его обороты незначительные, не соответствуют тем, которыми мы
привыкли пользоваться при письме авторучкой или карандашом. При
нанесении на изделие того или иного знака или изображения следует
начинать гравирование вертикальных линий сверху вниз, а горизон-
тальных - справа налево.
Борами можно выполнять объемные, рельефные и контурные рабо-
ты. Для написания текстов применяют в основном шаровидные боры.
С целью достижения отчетливой проработки деталей букв граверы,
как правило, стачивают кончик шарика у бора (рис. 64).
В настоящее время бормашины широко используются для выпол-
нения надписей на всякого рода сувенирах, подарках и других изде-
лиях.
Для нанесения надписи на лобовое стекло автомашины к нему с
обратной стороны прикрепляют бумагу с надписью для гравировки,
а с лицевой стороны его смазывают растительным маслом, которое
во время резания стекла алмазным бором предотвращает распыление
стеклянной пыли и позволяет считывать текст. ,
Если нужна надпись временного характера, то, используя дюралю-
миниевые диски, гравер механически наносит на стекло слой метал-
ла. Выполненную таким образом надпись можно смыть серной кисло-
той.
Технология выполнения надписей на подарках достаточно проста.
Она состоит из следующих операций:
1) выборки материала бором;
2) втирания краски-основы в гравировку;
3) засыпки и растирания бронзовой пудры по поверхности надписи.
77
Для втирания в гравировку обязательно следует брать густо-
тертую масляную краску - белила цинковые или белила свинцово-
цинковые. Любая другая краска для этих целей непригодна. Втирать
краску нужно пальцем или тампоном круговыми движениями, давая
тем самым возможность краске заполнить все углубления.
Убедившись, что краска втерта достаточно прочно и надпись ясно
читается, излишек краски стирают с поверхности изделия ветошью
без ворса. Те же манипуляции проделывают и после растирания брон-
зовой пудры.
8. ПИСЬМО ПО ГЛЯНЦУ
Техника письма по глянцу выполняется на открытках, изделиях
из пластмассы с применением прибора для выжигания. Основное,
что требуется в процессе эксплуатации прибора для выжигания, -
соблюдение температурного режима нагрева спирали наконечника.
В процессе работы помимо прибора для выжигания гравер поль-
зуется специальной копировальной бумагой или пленкой, применя-
емой в типографиях при печатании на обложках книг нарядных
золоченых оттисков. Итак, прикладывая бумагу (пленку) напылен-
ной стороной к изделию, гравер пишет разогретой спиралью буквы.
Пудра сплавляется с поверхностью изделия, образуя тем самым необ-
ходимую надпись ’’золотом”. Для удобства в работе и с целью получе-
ния качественного выполнения надпись или рисунок можно заранее
нанести мягким карандашом или шариковой ручкой на лицевой
стороне бумаги, а затем прикрепить ее к поверхности изделия липкой
лентой.
9. РАБОТА НА ПЕРЕНОСНОМ
ГРАВЕРНОМ СТАНКЕ
Настольный копировально-фрезерный граверный станок ’’Малыш”
(рис. 65) предназначен в основном для выполнения на изделиях
крупных надписей и рисунков как в стационарных условиях, так и в
походных. Он имеет небольшие габаритные размеры и малую массу,
что позволяет транспортировать его к месту работы в чемодане.
На настольном граверном станке ’’Малыш” можно производить
практически любые операции по обработке поверхностей изделий
из органического стекла, всевозможных пластмасс, металлов и их
сплавов.
Копирование на данном станке осуществляется с помощью шибер-
ной системы. Станок состоит из двух плит (шиберов) 1, станины 3 в
виде швеллера, шпинделя 2 с приводом от электродвигателя через
гибкий вал и линейки 4 с пазом для набора и установки шрифта.
Плиты соединены между собой и со станиной роликами таким обра-
зом, что при передвижении копировального пальца (щупа) 5 по ко-
пиру или шаблону верхняя плита, несущая копировальный палец и
78
шпиндель, постоянно скользит по верхнему поперечному пазу ниж-
ней плиты. Одновременно приходит в движение и нижняя плита,
скользя по направляющим станины в продольном направлении - то
слева направо, то справа налево.
Копирование осуществляется вручную в результате движения
плит, повторяющих рисунок, вычерчиваемый копировальным паль-
цем, скользящим по канавкам копира. Отличительной особенностью
конструкции является копирование как надписей, так и различного
рода изображений без какого-либо искажения в масштабе 1:1. Такое
устройство позволяет успешно производить операции гравирования
на деталях любых размеров и наносить надписи высотой шрифта от
6 мм и более. С целью изменения размеров шрифта пользуются не-
сколькими наборами копировальных планок разных по высоте шриф-
тов. Шрифтовая линейка выполнена по типу раздвижной (см. рис. 54).
В комплект станка входят электродвигатель с гибким валом, до-
полнительные верхняя и нижняя плиты, крепежные винты и струб-
цины.
Наличие дополнительных шиберов, отличающихся габаритами и
массой, позволяет использовать станок как для выполнения мелких
граверных операций, так и для гравирования надписей на нестан-
дартных изделиях со сравнительно большими поверхностями, т.е.
оформлять всевозможные вывески и мемориальные доски.
79
В качестве электропривода граверного станка ’’Малыш” исполь-
зуется слесарный прибор ’’Гном”. Шпинделем служит наконечник,
который крепится в верхней плите копировального устройства.
Граверный станок ’’Малыш” имеет простую конструкцию, и для
умелого специалиста изготовить такой станок даже своими силами
не составит особого труда, тем более что материалом для конструк-
ции может служить толстое органическое стекло, которое, как из-
вестно, легко поддается всем видам механической обработки.
Работа на станке заключается в следующем. Станок устанавли-
вают на стол или верстак, на рабочей плите закрепляют пластину
для гравирования, набирают шрифт и, взявшись обеими руками за
ручки, смонтированные на верхней плите (шибере), приводят в дейст-
вие копировальное устройство.
Плавными движениями заставляют скользить копировальный
палец по углубленному контуру знака или буквы, выгравирован-
ному на копировальной планке. Одновременно с этим, нажимая боль-
шими пальцами на гашетки, опускают шпиндель вниз, подводя резец
к обрабатываемой поверхности.
Для гравирования на больших досках и плитах станок крепят
к поверхности изделия струбцинами, предварительно установив его
на разметку будущей строки. В этом случае рабочую плиту необхо-
димо снять, чтобы освободить доступ резцу к обрабатываемой поверх-
ности. Отвернув ограничительную гайку, ввинчивают втулку со
шпинделем в шибер на величину подачи шпинделя, достаточную для
обеспечения нормального режима гравирования. Затем, набрав в
паз шрифтовой линейки первое слово из копировальных планок или
букву, подсоединяют к хвостовику шпинделя гибкий вал от электро-
двигателя и приступают к работе.
Выборку металла вращающимся резцом производят, как и на
стационарных граверных станках, с постепенной вертикальной по-
дачей шпинделя. Для наблюдения за поведением резца и правиль-
ностью установки копировального устройства относительно разметки
в шибере и в станине предусмотрены смотровые окна. Для конструк-
ции из оргстекла окна не нужны. Установка копировального устрой-
ства на линию разметки осуществляется передвижением шрифтовой
линейки в вертикальном направлении и набора шрифта вдоль паза
шрифтовой линейки в горизонтальном направлении. Для лучшего
обозрения гравируемой поверхности предусмотрено местное осве-
щение.
При использовании станка для гравировки пуансонов и деталей
с выступающими частями, превышающими величину наименьшего
хода шпинделя вверх, применяют подкладную раму. Подкладная
рама снабжена подъемным механизмом, позволяющим поднимать
и опускать рабочую плиту (столик). В этом случае рабочая плита
снимается со станины граверного станка и крепится на подкладной
раме.
80
ГРАВИРОВАНИЕ
И ФОТОГРАФИЯ
В процессе работы граверу широкого профиля приходится неодно-
кратно сталкиваться с фотоделом, поскольку встречаются работы со
сложными, порой с неповторимыми рисунками, где без фотографии
не обойтись. К тому же благодаря фотографии появляется возмож-
ность ускорить процесс гравирования того или иного рисунка, орна-
мента.
Метод фотографии позволяет изготовить нужную копию с макси-
мальной точностью в масштабе 1:1. А если требует того технология
изготовления данной детали для серийного производства, можно
даже, соблюдая соразмерность при увеличении, изготовить одноразо-
вый копир.
Фотография и гравирование тесно связаны между собой при вы-
полнении многих ответственных работ. Такие вещи, как портреты,
скульптуры, ценные подарки и т.п., для придания им неповторимости
оформляются мастерами-граверами. Фотография и гравировка часто
соседствуют на надгробных плитах.
1. ПОЛУЧЕНИЕ НАДПИСЕЙ
И РИСУНКОВ ТРАВЛЕНИЕМ
Для начала фиксируют на фотопленку интересующий гравера
рисунок. Затем с помощью фотоувеличителя полученное изображение
с пленки переносят на покрытое с одной стороны светочувствитель-
ным эмульсионным слоем изделие и фиксируют в фотохимических
реактивах.
Эмульсия может сохраняться 3-5 дней, поэтому ее следует при-
готовлять в небольших количествах. Для приготовления эмульсии
из нескольких свежих яиц отделяют белок от желтка. Используют
при этом только белок, который сначала тщательно взбивают в пену,
а затем дают ему отстояться и процеживают через двойной слой мар-
ли. Отдельно приготовляют 10%-й раствор двухромовокислого ам-
мония (бихромат аммония). К этому раствору добавляют по каплям
нашатырный спирт, пока окраска раствора из оранжевой не станет
соломенно-желтой.
Рецепт светочувствительной эмульсии
Вода 1000
Яичный белок (взбитый и отстояв- 100
шийся)
Двухромовокислый аммоний с 120
аммиаком 10%-й
81
После фиксации и просушки незасвеченный или засвеченный слой
эмульсии соскабливают лезвием ножа. Затем изделие со всех сторон
и торцов, за исключением предназначенных для травления линий
получившегося рисунка на лицевой стороне, покрывают кислотоупор-
ным бакелитовым лаком марки А.
Дав просохнуть при температуре 100° С, изделие подвергают трав-
лению. Во время работы следует соблюдать правила обращения с
ядовитыми жидкостями, для чего необходимо надеть фартук, очки
и перчатки.
По достижении линий рисунка желаемой глубины травление пре-
кращают.
Таким же образом из дюралюминия можно изготовить одноразо-
вый копир, который опробуют на граверном станке. В случае надобно-
сти по одноразовому копиру изготовляют многоразовый, перенося с
помощью пантографа изображение на латунную заготовку.
В скором будущем процесс подготовки к травлению металлов
будет упрощен, так как отпадет необходимость приготовлять и на-
носить на обрабатываемую деталь фоточувствительную эмульсию,
куда входит множество ядовитых компонентов. Разработано несколь-
ко вариантов, отличающихся высокой продуктивностью. Одним из
таких новшеств является полнейший автоматизм, когда используется
специальная пленка, пропитанная липким составом с уже напылен-
ным слоем эмульсии.
Если обрабатываемая поверхность - плоскость, то ее кладут на
стол кверху рабочей частью и вылепляют по краям бортик из воска
шириной 15-20 мм. В полученную таким образом плоскую ванночку
наливают соответствующую процессу травления кислоту.
Дюралюминий травят в 10%-м растворе гидроксида натрия, на-
сыщенного хлоридом натрия (поваренная соль). Время от времени
изделие помещают в 10%-й раствор азотной кислоты для вытравлива-
ния частиц железа.
Для травления латунных изделий служит следующий раствор:
Хромовый ангидрид, г 300
Аммоний сернокислый (сульфат 100
аммония), г
Вода, см3 1000
После травления на поверхности образуется бурый налет, который
следует удалять обработкой в растворе следующего состава:
Вода, см3 юоо
Серная кислота, см3 200
Двухромовокислый калий (бихро- 200
мат калия), г
После удаления бурого налета изделие снова помещают в тра-
вильную жидкость.
82
Сталь травят в 12 + 25%-м растворе азотной кислоты. Очень хоро-
шим и доступным средством для травления алюминия, меди, латуни,
стали является 40%-й раствор хлорного железа.
При травлении латуни, меди, алюминия хлорным железом на
поверхности металла образуется налет, который мешает дальнейшему
процессу травления. Его удаляют ватным тампоном, смоченным в
смеси из очищенного мела с нашатырным спиртом.
При всех операциях необходимо следить за тем, чтобы не нарушил-
ся защитный слой, образующий изображение на изделии.
Методом травления можно также получить матовые надписи или
рисунки на стекле.
Травильный препарат готовят следующим образом: в 0,5 л воды
растворяют 36 г хлорида натрия и 7 г сульфата калия. Одновременно
приготовляют еще другой раствор: в 0,5 л воды размешивают 14 г
хлорида цинка и добавляют 65 г соляной кислоты.
Перед применением оба раствора смешивают в равном соотноше-
нии и с помощью пера или тонкой кисти наносят на стекло рисунок
или соответствующую надпись. По истечении некоторого времени
(примерно через 30 мин) на стекле появляется матовое изображение.
Для нанесения на стекло надписи или рисунка с помощью резино-
вого штемпеля можно использовать следующие растворы, которые,
как и в первом примере, перед применением необходимо смешать:
I. Вода 100
Хлорид натрия 12
Хлорид калия 2
г
II. Вода 100
Соляная кислота 20
Хлорид цинка 5
2. ФОТОГРАФИЯ НА ЭМАЛИ
Фотографическое изображение принято выполнять на белой эмали,
в состав которой входят силикаты и оксиды металлов.
При эмалировании изделий пользуются муфельными печами,
потому что процесс нанесения эмалевого слоя на поверхность метал-
ла невозможен без высокой температуры. Для достижения спекания
эмали с поверхностным слоем металла температуру повышают посте-
пенно до предельной (800-900° С). Эмаль белого цвета, состоящую из
оксида цинка (20 г) и флюса (90 г), в состав которого входит ^лет (60 г),
кварцевый песок (20 г) и бура (10 г), выдерживают при этой темпера-
туре 30 мин, затем печь выключают, что способствует медленному
остыванию изделия.
Чтобы получить покрытие хорошего качества, перед обжигом из
эмалевой массы следует удалить воду, которая была необходима при
нанесении эмали на металл; металл перед покрытием должен быть
тщательно обезжирен. Изделия перед обжигом просушивают до тех
пор, пока порошок не станет совсем сухим.
Практика показала, что хорошо связываются с эмалью латунь и
83
томпак, при этом эмаль на их поверхности приобретает намного боль-
ший блеск, чем, к примеру, на меди.
Существуют различные способы выполнения фотографических
изображений на эмалевых поверхностях, в том числе и травлением
плавиковой кислотой. Ознакомимся с самым простым и доступным
способом, который не требует специального оборудования и может
с успехом применяться в обычных условиях. Процесс переноса
фотографического изображения на эмаль состоит в том, что слой
эмульсии с диапозитивным изображением на фотопластинке после
соответствующей химической обработки отделяют от стекла и пере-
носят на эмалированную поверхность.
Отделение слоя эмульсии от диапозитива производят при дневном
или искусственном свете последовательно в трех растворах.
см3
1. Формалин 50%-й 20
Вода До 500
2. Соляная кислота 50%-я 25
Вода До 500
3. Фтористый натрий (фторид натрия) 10 (г)
Вода До 500
В растворах 1 и 2 обработка диапозитива не должна превышать
2-3 мин, а в растворе 3 диапозитив следует держать до полного отде-
ления слоя эмульсии.
Предмет, на который производят перенос изображения, помещают
в сосуд с остуженной кипяченой водой, подкисленной уксусной
кислотой. Добавка кислоты препятствует образованию пузырьков
при наложении на эмаль пленки, отделенной от стеклянной фото-
пластинки.
Перенос фотографического изображения может осуществляться
и прямо через фотоувеличитель на покрытую светочувствительным
эмульсионным слоем эмалированную поверхность.
3. ПОРТРЕТ НА КАМНЕ
Портрет на камне можно выполнить с помощью фотографии. Чтобы
перенести фотографическое изображение на камень, скажем на мра-
мор, специалисту нужно проделать те же операции, что и при пере-
носе изображения на эмаль. Для достижения достаточно прочного
прилипания и длительного сохранения фотографического изображе-
ния на поверхности камня его следует покрыть бесцветным лаком.
Но со временем все лаки, особенно на воздухе, желтеют и фотография
будет выглядеть блеклой, да и камень от резких перепадов темпера-
туры трескается. Поэтому целесообразнее всего выполнять портреты
техникой гравирования: на мраморе - стальными борами^ штихеля-
ми и зубильцами с последующим запуском в углубленные штрихи
красящих составов, а на граните - твердосплавным инструментом.
Если проследить за техникой гравирования портрета на камне,
то основная сложность подготовки данной работы заключается в
выборе фотографии хорошего качества и увеличении ее при пере-
съемке до заданных размеров, скажем, надгробной плиты.
Пересъемку с оригинала производят в основном не на фотобумагу,
а на фотопленку, которую затем наклеивают на отполированную до
блеска поверхность каменной плиты (метод контактной фотопечати
мы не учитываем). В зависимости от характера исполнения портрета
гравер посредством остро отточенного керна переносит изображение
на камень. Затем, отделив от камня использованный трафарет и за-
терев резко контрастирующей с основным фоном краской взрыхлен-
ные участки, приступают к детальной проработке штрихов методом
рубки и долбления камня.
Чтобы предупредить скалывание камня в процессе воздействия
на него долбежного инструмента, не следует врезаться в камень слиш-
ком глубоко. Для этого достаточно лишь снять доведенный до блеска
поверхностный слой. Особенно это касается таких твердых пород,
как гранит.
Как уже говорилось, выгравированное на камне изображение
пропитывают красящими растворами. Например, на мраморе долгое
время держится краситель желтого цвета, составленный из раство-
ренного в водке гуммигута. Разбавленный лакмус придает белому
камню голубой цвет, причем количество лакмуса определяется же-
лаемой густотой окраски. Для нанесения на поверхность мрамора эти
красители применяют в виде горячего пенящегося раствора, который
глубоко проникает в основу и заполняет выгравированные участки.
В настоящее время есть достаточно способов приготовления крася-
щих растворов, где вместо дефицитных препаратов используются
вполне доступные, которые можно приобрести без особого труда.
Чтобы краска закрепилась и прочно держалась, ее можно приготовить
следующим образом: сделать раствор из буры и растительного крася-
щего вещества, а затем прибавить к этому раствору несколько ка-
пель азотной кислоты или какой-нибудь азотнокислой соли.
Например, чтобы окрасить мрамор в голубой цвет, приготовляют
раствор буры с индиго и прибавляют несколько капель азотнокисло-
го железа. Для окраски в красный цвет растворяют с бурой любую
красную краску растительного происхождения и прибавляют азотную
кислоту. Применяя в качестве красящего вещества чернильные
орешки, получают стойкую на мраморе черную краску.
При гравировании портрета на камне не обязательно заливать
гравировку краской. Вместо этого можно высечь изображение на
камне, заранее обработанном красящими составами.
ЛИТЬЕ И
ГРАВИРОВАНИЕ
В граверном деле немалую роль играет литье в формы с целью
получения необходимой детали из металла, намного превосходящего
по твердости образец, выполненный гравером из легкообрабатывае-
мого сплава. В настоящее время литье является прогрессивной фор-
мой изготовления изделий со сложной конфигурацией большими пар-
тиями, на что при ручном или механическом способе гравирования
ушло бы куда больше времени и материала.
Литьем называют процесс изготовления металлических изделий
посредством заливки расплавленного металла в формы. Качество
литья зависит не только от свойств металлов и сплавов, но и от мате-
риалов, используемых для изготовления форм, умения правильно
применить формовочный материал.
1. ИЗГОТОВЛЕНИЕ НАСТЕННЫХ
ВЫВЕСОК
В настоящее время получили широкое распространение настенные
вывески с выпуклым шрифтом. Выпуклые буквы возвышаются над
основанием, имея в себе наращенный слой металла толщиной от
5 мм и более. Весьма приемлемой для стандартных шрифтов следует
считать толщину накладных букв 5 * 10 мм, что позволяет без затруд-
нения считывать надпись, если она находится даже немного в стороне.
Для огромных вывесок, именующих собой названия учреждений
и т.п., допустимая толщина накладных букв может быть и 10, и 15,
и 20 мм. Подобные скачки толщины выпуклого шрифта определяются
его соразмерностью и устанавливаются гравером в процессе работы
над ним.
Прежде чем начать работу, гравер выбирает заготовку из орг-
стекла по размеру вывески и только после этого приступает к раз-
метке текста обратного изображения. Иными словами, он готовит
матрицу под заливку. Гравирование осуществляется непосредствен-
но на граверном станке с фрезой, имеющей цилиндрическую заточку.
Органическое стекло (плексиглас) легко гравируется и не требует
больших затрат на обработку.
По получении готовой матрицы лицевую сторону с выгравирован-
ными углублениями обезжиривают и покрывают изоляционным
составом. После этого, перевернув в руках заготовку обратной сторо-
ной и убедившись, что надпись выполнена правильно, кладут заго-
товку на стол рабочей (гравированной) стороной кверху и по перво-
начальной разметке обкладывают ее пластинками из оргстекла любой
толщины, в местах стыков прихватывая их пластилином.
86
Полученная таким образом ванночка готова под заливку смолой
на эпоксидной основе. По затвердевании (приблизительно через
7 ч) полученную вывеску вытряхивают из формы.
Если требуется серийный выпуск одной и той же надписи, изго-
товленную с оригинала форму заливают техническим воском. Поль-
зуясь такой формой, можно изготовить сколько угодно восковок.
Для изготовления металлической вывески восковку помещают в
резервуар формовочной машины вместе с приваренным восковым
литником, обсыпают формовочной смесью, применяя виброэффект,
и просушивают. После многократной заформовки с промежуточной
естественной просушкой восковку удаляют из получившейся формы
путем погружения в кипяток. Воск плавится при температуре 100° С
и вытекает наружу. Образовавшееся в форме пространство после
заформовки ее кварцевым песком в специальной литейной яме,
или опоке, заполняют расплавленным металлом. Для отливки вы-
весок чаще всего применяют силумин - сплав алюминия с кремнием.
После охлаждения форму разбивают и полученную отливку очи-
щают от формовочного песка или механически, или кипячением в
слабом растворе щелочей. Для придания нарядности и лучшей читае-
мости надписи полученную монолитную металлическую вывеску
анодируют и чернят. В процессе последующей механической отделки
буквы отчищаются добела, а фон остается темным. Такое конструк-
тивное решение настенных вывесок увеличивает срок их службы.
При механических повреждениях букв весь текст можно занизить
(сошлифовать образовавшиеся выбоины, вмятины и сколы). Повреж-
дения основания часто остаются незаметными.
Изготовить настенную вывеску методом литья можно не только
из металла, но и из эпоксидной смолы.
2. ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙ
НА ЭПОКСИДНОЙ ОСНОВЕ
Изделия из эпоксидной смолы легче, чем из металла. Составы на
основе эпоксидных смол, содержащие отвердители, пластификаторы,
растворители и другие компоненты, обладают текучестью, что облег-
чает заполнение форм. Смолы можно смешивать с разными наполни-
телями (металлическими, минеральными и органическими). Преиму-
ществом обладают металлические наполнители. На 1 ч. смолы должно
приходиться не менее 2 ч. оксидов металлов. В зависимости от их
содержания в составе можно добиться любой тональности, придаю-
щей готовому изделию хороший товарный вид.
При использовании эпоксидных смол, отверждающихся при нор-
мальной температуре без воздействия внешнего давления, отпадает
надобность в применении прессового оборудования. Свободной за-
ливкой состава можно получать детали и формы весьма сложной кон-
фигурации. Отвержденные формы легко поддаются любой механи-
ст
ческой обработке: резанию, сверлению, нарезанию резьбы, шлифова-
нию и т.п.
Среди применяемых смол можно выделить жидкие низкомолеку-
лярные эпоксидно-диановые смолы ЭД-16 и ЭД-20, которые обеспечи-
вают наибольшие технологические удобства при переработке в изде-
лия и позволяют создавать самые разнообразные материалы. Отвер-
дителем служит полиэтиленполиамин, имеющий низкую температуру
отверждения (18 + 20* С).
Сущность процесса изготовления всевозможных вещей методом
литья по выплавляемым моделям заключается прежде всего в раз-
работке и изготовлении формы по предъявленной мастер-модели.
Допустим, что требуется изготовить форму по образцу медали (рис. 66)
Рис. 66. Мастер-модель, подготовлен-
ная под заливку эпоксидной смо-
лой:
1 — каркас; 2 — медаль; 3 — пластилин;
4 — литник
с целью ее дальнейшего серийного выпуска. Для этого медаль и пред-
мет, имитирующий литник, кладут или наполовину монтируют в под-
модельную плиту из органического стекла, обезжиривают бензином и
после улетучивания его паров смазывают полиизобутиленом.
Мастер-модель, подвергшуюся предварительной обработке, с
четырех сторон, как и при изготовлении настенных вывесок, обкла-
дывают пластинками из органического стекла. Пластинки торцами
приставляют к подмодельной плите и с наружной стороны пластили-
ном делают соединительный шов. На стыках пластинки также должны
быть прихвачены между собой пластилином. Внутреннюю сторону
получившейся таким образом ванночки, как и саму модель, тоже
подвергают обработке смазочной композицией. Затем приготовлен-
ным пока что в небольшом количестве составом эпоксидной смолы
беличьей кисточкой наносят облицовочный слой, который предупреж-
дает образование нежелательных пузырей и пор в момент затверде-
ния эпоксидной смолы. Рекомендуется последовательное нанесение
двух облицовочных слоев.
После схватывания облицовочного слоя ванночку заполняют до
краев составом на эпоксидной основе. Когда состав полностью за-
твердеет, ограничительные планки отрывают. Получившуюся полу-
88
форму отделяют от подмодельной плиты посредством специальных
толкателей (винтов), ввинченных еще до заливки состава в подмо-
дельную плиту.
Таким же способом изготовляют и вторую полуформу с изобра-
жением обратной стороны медали. Затем, используя рельефность
мастер-модели, обе половинки спаривают и фиксируют штифтами.
Получившуюся таким образом форму снабжают ручками и зажимами
и подают под заливку воском.
Отличительной особенностью форм, изготовленных на основе
эпоксидных смол, является точное повторение конфигурации образ-
ца, что позволяет говорить о них как о формах особо точного литья.
Одним из существенных недостатков форм на эпоксидной основе
является их низкая теплопроводность, что усложняет процесс изго-
товления большого количества восковых отливок из-за длительного
охлаждения формы.
Чтобы увеличить пропускную способность форм особо точного
литья, в промышленности широко используют метод гальванопласти-
ки, дающий омеднение оформляющих частей. Для этого после снятия
копии на восковку или отливку из пластмассы, свинца и т.п., где
это требуется, наносят электропроводный слой (окунают в раствор
хлорида палладия на 15-30 мин или натирают мелкодисперсным гра-
фитом) и помещают форму в гальваническую ванну. Наращивание
слоя меди производят в течение трех суток, что позволяет получить
металлическую копию формы с достаточно толстыми стенками. Для
удобства эксплуатации формы и придания ей красивого внешнего
вида неоформляющие части формы заливают эпоксидной смолой.
3. ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙ
С ИСПОЛЬЗОВАНИЕМ РЕЗИНОВОЙ
ФОРМЫ
Самым простым, пожалуй, и самым производительным способом
для изготовления больших партий поделок сложной конфигурации
из легкоплавких и достаточно хорошо формующихся материалов,
таких, как воск, сплав Вуда, эпоксидная смола, гипс, алебастр, це-
мент, глина и т. д., является литье в разъемные формы, изготовляемые
на основе каучука.
По сравнению с формами, изготовляемыми из эпоксидной смолы,
дерева и гипса, резиновые (каучуковые) формы обладают высоким
коэффициентом упругости, что позволяет без особого труда выни-
мать из них готовые изделия сложной конфигурации. Массивность
формы обычно рассчитывают на глаз, исходя из размеров оригинала.
Однако чем толще стенки формы, тем лучше, без искажений, будут
получаться отливки.
Для отверждения каучуковой массы используют катализатор
марки К-1 (4 г на 100 г каучуковой массы). Чтобы масса смогла за-
89
полнить все свободное пространство, форму или полуформу, запол-
ненную смесью, помещают между плитами гидравлического пресса и
фиксируют до полного отверждения.
Если, например, нужно снять копию с объемной фигуры (ста-
туэтки), то на оригинале карандашом намечают линию разъема, так
как форма должна состоять не менее чем из двух полуформ. Для
этого к подмодельной плите из теплопроводного материала (напри-
мер, алюминия) пластилином крепят фигурку так, чтобы линия разъе-
ма была параллельна основанию. Одновременно с этим на подмодель-
ную плиту устанавливают штифты (фиксаторы), необходимые для
правильной состыковки половинок изготовляемой разъемной формы.
Рис. 67. Резиновая полуформа с
оригиналом (в разрезе):
1 — литник; 2 — фиксатор; 3 — оригинал
(фигурка штангиста); 4 — линия разъема;
5 — каркас; 6 — каучук
Затем вокруг оригинала выкладывают каркас из алюминиевых брус-
ков, определяющих габариты формы. Стыки промазывают пластили-
ном. Бруски по высоте подбирают такой величины, чтобы полуформа
с вмонтированной в нее фигуркой, фиксаторами и конусом, имити-
рующим литник, оказалась в глубине получившейся ванночки
(рис. 67).
Получившуюся своеобразную ванночку постепенно заполняют
растопленным техническим воском до отчеркнутой на фигурке линии
разъема. Причем, если линия разъема идет зигзагообразно, то зали-
вают до самой нижней отметки. Затем пластилином или тем же
воском наращивают требующиеся зигзаги линии разъема. За неиме-
нием воска можно использовать жидкий раствор из гипса.
Дальнейшим этапом является изготовление полуформы путем за-
ливки вмонтированной в воск фигурки каучуковой массой. Ван-
ночку заполняют до краев и сверху прикрывают гладкой плитой,
служащей основанием для полуформы. Каучуковая масса, наполнен-
ная катализатором, желируется быстро, поэтому процесс приготовле-
ния и заливки массы следует выполнять как можно оперативнее.
90
По истечении срока отверждения каучуковой массы каркас раз-
рывают и снимают с фигурки получившуюся резиновую полуформу.
Для высвобождения фигурки из воска подмодельную плиту окунают
в горячую воду. Обмытую и протертую насухо фигурку (оригинал)
помещают на свое место в полуформе.
Установив фигурку, принимаются за дальнейшее изготовление
формы. Процесс изготовления другой половинки резиновой формы
такой же, как и первой, за исключением лишь того, что не требуется
заливки воском (гипсом). Как и в первом случае, полуформу устанав-
ливают основанием на подмодельную плиту и обкладывают с четырех
сторон алюминиевыми брусками, соответственно промазав стыки
пластилином.
Затем изготовляют каучуковую массу и производят заливку.
В целях экономии каучуковой массы ею заливают только облицовоч-
ный слой, а последующую заливку делают с примесью кусков обыч-
ной резины.
Для достижения высокой надежности в процессе эксплуатации
собранную резиновую форму монтируют в металлическую обойму,
специально изготовленную по ее габаритам. Кстати, обойма может
служить и каркасом ванны при изготовлении самой формы.
4. ИЗГОТОВЛЕНИЕ НАДГРОБНОЙ
ПЛИТЫ
Чтобы высечь или выгравировать глубокую надпись на плите из
мрамора или гранита, требуется затратить много времени. Кроме того,
для этого требуются дорогостоящие инструменты: твердосплавные
фрезы, алмазные головки, чугунная дробь, самокальные зубила и
другие инструменты и приспособления, необходимые при гравирова-
нии на труднообрабатываемых поверхностях.
С целью экономии дорогостоящих природных материалов и ин-
струмента в настоящее время принято не высекать надписи на плитах,
а использовать тиснение - метод, значительно ускоряющий и облег-
чающий процесс изготовления мемориальной доски или какой-либо
вывески. Это практикуется в основном на плитах, формуемых из
цемента, глины, пластмасс, эпоксидной смолы и т.п.
Процесс тиснения надписи на плиту из цементной основы заклю-
чается в следующем. Залив в форму цементный раствор и дав ему
несколько отстояться, гравер, пользуясь карандашом (чертилкой) и
линейкой, размечает строки будущего текста. Затем крупными
буквенными пуансонами обратного изображения, специально изготов-
ленными для этой цели, производит последовательное тиснение
буквы за буквой по предварительной разметке. Если основа оказа-
лась достаточно плотной, можно слегка постучать молотком по хво-
стовику пуансона до получения желаемого оттиска. Оттиски должны
быть глубокими, так как по завершении процесса тиснения поверх-
ность плиты обязательно должна быть подвергнута шлифованию.
91
Если используется материал на основе эпоксидных смол, то тисне-
ние начинают через 20-40 мин после заливки массы в форму. В про-
тивном случае метод холодного тиснения будет трудноосуществим.
Если же обрабатываемая поверхность из пластмассы, то перед тисне-
нием пуансон необходимо нагреть.
Для выполнения тиснения на плитах пуансоны должны иметь длин-
ные хвостовики. Пуансоны не обязательно изготовлять металли-
ческими. Например, для обработки основы из цемента, глины, эпок-
сидной смолы можно использовать пуансоны из легкоподдающихся
обработке ножом пород дерева, из органического стекла и т.п. Но
вот для тиснения на пластмассе требуются пуансоны из меди, бронзы
или латуни.
Опытные мастера, в совершенстве владеющие навыками построе-
ния шрифта, за неимением пуансонов пользуются деревянными или
металлическими стеками.
Как известно, более тонкой отделке, чем шлифование, цемент не
поддается, поэтому для придания в дальнейшем поверхности плиты
товарного вида (наведения глянца) ее перед шлифованием посыпают
мраморной или гранитной крошкой. Буквы в этом случае предохра-
няют, заполняя углубления песком или другим подходящим мате-
риалом. Крошку осторожно вдавливают в поверхностный слой цемен-
та и так оставляют до полного затвердения основы. Затем абразив-
ными материалами под струей воды шлифуют лицевую часть плиты и
в дальнейшем полируют до блеска. После этого, вынув из углублений
букв защитный материал, пропитывают их олифой и, выдержав на
солнце несколько часов, заливают краской.
Надгробную плиту можно изготовить и другим способом: путем
формования цементной массы. Для этого требуется достаточное
количество крупногабаритных резиновых шаблонов букв коничес-
кой формы. Эти шаблоны по предварительной разметке наклеивают
на дно (толстый лист фанеры) каркаса, сколоченного из досок, по-
верх укладывают слой измельченной мраморной или гранитной
крошки и заливают цементной массой.
Отделка плиты такая же, как и при тиснении на ней букв.
Надгробные памятники делают и в виде отлитых из металла
бюстов. Используя метод работы с цементом и гранитной крошкой,
можно без особых затрат изготовить гранитный постамент любой
формы согласно эскизу заказчика. Металлический бюст, устанавли-
ваемый на постамент, отливают чаще всего из бронзы.
С целью экономии металла, а также облегчения конструкции
бюст изготовляют полым. Чтобы сделать его цельным (без сварки),
в процессе получения мастер-модели используют карбамид.
Карбамид, или, проще, мочевина, в этом случае является незаме-
нимым материалом. Гранулы мочевины обладают свойством спе-
каться в массу при нагреве, что и послужило поводом использовать
мочевину в качестве модельного материала, способного переходить
из твердого состояния в жидкое, и наоборот. Температура плавления
92
мочевины порядка 120-150°С. В расплавленном состоянии моче-
вина имеет высокие литейные свойства, что позволяет заливать ее
даже в неподогретые формы.
Формы для изготовления разовых знаков или стержней могут
быть выполнены методом гальванонаращивания по каким-либо образ-
цам или же, если это индивидуальный заказ с эскиза, - методом гра-
вирования.
Итак, имея готовый к использованию знак из мочевины, копирую-
щий собой полость внутри бюста, его помещают в форму, предназна-
ченную под заливку воском под давлением для получения восковой
мастер-модели, тщательно закрепив на технологически предусмотрен-
ных выступах.
Чтобы освободить внутренность полученной восковки от ненуж-
ного теперь знака, восковку помещают в ванну с теплой водой и
выдерживают до полного растворения мочевины. После этого, при-
варив паяльником литник из воска, восковку готовят к дальнейшей
операции на пути превращения модели в изделие из металла.
СПИСОК ЛИТЕРАТУРЫ
Князев В.К. Эпоксидные конструкционные материалы в машиностроении. М., 1977.
Федотов АЛ., Улановский О.О. Граверное дело. М., 1981.
Флеров АЛ. Художественная обработка металлов. М., 1976.
Богачкина JLT., Богачкин Б-М. Линогравюра в школе. М., 1983.
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ........................................................... 3
ПЛОСКОРЕЛЬЕФНОЕ ГРАВИРОВАНИЕ.......................................... 5
1. Инструменты и приспособления...........................5
2. Приемы работы штихелем.................................9
3. Материалы для гравирования............................12
4. Абразивные материалы для заточки инструмента..........12
ХУДОЖЕСТВЕННОЕ ГРАВИРОВАНИЕ........................................... 14
1. Гравюра на металле....................................14
2. Немного об орнаментах.................................14
3. Гравирование орнамента................................15
4. Выполнение монограмм..................................16
5. Тиснение басмы........................................21
6. Технология изготовления перстня.......................25
ОБРОННОЕ ГРАВИРОВАНИЕ................................................ 27
1. Гравирование текстов..................................27
2. Изготовление ударных клейм и пуансонов................31
3. Работа над клише под краску...........................41
4. Изготовление мастер-пуансона..........................44
5. Изготовление резинового штемпеля......................45
МЕХАНИЧЕСКОЕ ГРАВИРОВАНИЕ............................................. 50
1. Работа на копировально-фрезерном станке с пантографом.
2. Особенности граверных резцов..........................53
3. Оснастка граверного станка............................56
4* Изготовление копиров на граверном станке...............62
5. Изготовление трафаретов...............................69
6. Изготовление стальных матриц пресс-форм...............72
7. Работа с бормашиной...................................76
8. Письмо по глянцу......................................7g
9. Работа на переносном граверном станке.................7g
ГРАВИРОВАНИЕ И ФОТОГРАФИЯ............................................ 81
1. Получение надписей и рисунков травлением..............81
2. Фотография на эмали...................................83
3. Портрет на камне .....................................84
ЛИТЬЕ И ГРАВИРОВАНИЕ................................................. 86
1. Изготовление настенных вывесок........................86
2. Изготовление изделий на эпоксидной основе.............87
3. Изготовление изделий с использованием резиновой формы.89
4. Изготовление надгробной плиты.........................91
СПИСОК ЛИТЕРАТУРЫ.................................................... 94
Производственное издание
Владимир Анатольевич Васильев
В ПОМОЩЬ ГРАВЕРУ
Редактор В.В. Козодаева
Художник ТО. А. Цветаев
Художественный редактор Е.М. Виксне
Технический редактор Т. П. Астахова
Корректор А. И. Гурычева
ИБ№457
Сдано в набор 28.10.89 г. Подписано в печать 27.04.90 г. Формат 60X90 V16* Бумага о.ф с. №1.
Гарнитура Пресс-роман. Офсет. Объем 6,0 п.л. Усл.п.л. 6,0. Усл. кр.-отт. 6,25. Уч.-изд.л. 6,31.
Тираж 100.000 экз. Заказ 1067 Цена 35 коп.
Издательство "Легкая промышленность и бытовое обслуживание". 113035, Москва, 1-й Кадашевс-
кий пер., д. 12.
Набрано на наборно-пишущих машинах в издательстве "Легкая промышленность и бытовое обслу-
живание”. Отпечатано Ярославским полиграфкомбинатом Государственного комитета СССР по
печати. 150014, Ярославль, ул. Свободы, 97.