/






















































































Текст
11--79
G 2. с, ro Н. д. ТРОИЦКИЙ
rЛУ&ОИОЕ
СВЕРЛЕНИЕ
КОН:
::'. ..... L . .'\. I
ИЗДАТЕЛЬСТВО "МАШИНОСТРОЕНИЕ"
ЛЕнинrРАД 1971
Удк 621.9&2.8
rлубокое сверление. Т р о и цк" й Н. Д, п., «Машинострое-
НИе», 1971, 176 стр. Табл. 20. Илл. 92. Бllбл. 51 назв.
в книrе приведен большой фактическиЙ материал по исслеДО-
ванию CKOpocTHoro rлубокоrо сверления среднИХ и крупных
отверстий и проектированию сверл, обобщающий производствен-
ный опыт и научно-исследовательские работы в данной области.
Подробно рассмотрены различные конструкции сверл, их класси-
фикация, оборудование и оснастка, а также виды дефектов, воз-
никающих при сверлении rлубоких отверстий. Освещены вопросы,
связанные с разработкой технолоrических процессов, выбором
инструмента, оборудования и режимов свеРJlения. Приведены
указания по затачиванию сверл и контролю за проведением опе-
рации сверления.
Книrа предназначена для инженерно технических работ-
ников технолоrов и инструментальщиков. Она может быть
полезна для студентов вузов технолоrической специальности.
3 12 4
45 71
, 2
rOO'!I p;''''n )#,
1 ,[; T ',,jt.,,, '
H;':1 ;; fJ I
Рецензент канд. техн. наук 11. Ф. I 1, 11 11
ПРЕДИСЛОВИЕ
\
rлубокое сверление является специфической технолоrической
операцией, широко применяемой в современном производстве.
Для проведения этой операции требуется создание специальноrо
инструмента, оснастки и оборудования. Особенно сложно ВЫПОk
нимым является требование непрерывноrо удаления стружки из
зоны резания. За последние 30 лет как в Советском Союзе, так и за
рубежом производительность rлубокоrо сверления резко возросла
блаrодаря применению в качестве режущеrо материала металлоке
рамических твердых сплавов. Однако форсирование режимов CBep
лени я и примене IИе твердосплавных инструментов заметно снизило
надежность протекания процесса обработки. Поэтому повышение
режимов резания сделало необходимым проведение серьезной KOM
плексной отработки операции CKOpoCTHoro rлубокоrо сверления.
Целью отработки было изучение поведения различных типов сверл
при проведении процесса rлубокоrо сверления, выявление рацио-
нальных конструкций инструментов и их рабочих параметров, YCTa
новле IИе необходимых требований к оснащению станков rлубокоrо
сверления, выработка надежных рекомендаций для проведения этой
технолоrической операции и в том числе предотвращение появления
опасных дефектов rлубокоrо сверления уводов и оrранки.
Исследованием, отработкой и внедрением процесса rлубокоrо
сверления занимались мноrие исследователи, технолоrи, KOHCTPYK
торы и рабочие. В числе активных исследователей MorYT быть
отмечены И. С. Веремейчук, А. д. Тукмачев, С. А. Черничкин,
А. И. Павлючук, Л. п. Телятников, Т. К. Крылов, М. А. Минков,
В. Н. Подураев, М. Н. Улитин И др.
Специальных книr по rлубокому сверлению до настоящеrо
времени издавал ось мало. Моноrрафия И. С. Веремейчука [9] была
посвящена в основном только сплошному rлубокому сверлению
инструмент?ми, изrотовленными из быстрорежущей стали. В книrах
М. В. Потяrайло [28] и М. А. Минкова [22] дан обзор всеХ OCHOB
ных операций обработки точных rлубоких отверстий. Эти книrи
имели небольшой объем и поэтому в _них не моrло быть полноrо
освещения вопросов rлубокоrо сверления. Еще в меньшей степени
моrли ВОСПОЛШIТЬ пробел небольшие брошюры о rлубоком сверле-
нии, написанные Т, К. Крыловым [18] и Н. Д. Троицким [35].
Поэтому необходимо было обобщить опыт производственников и
исследователей по rлубокому скоростному сверлению, с тем чтобы
1* 3
(
1
сделать eI'o достоянием широкоrо Kpyra технолоrов, занимающихся
обработкой деталей типа труб и полых валов.
В предлаrаемой книrе не только собраны материалы, обобщающие
достиrнутые результаты по теории и практике rлубокоrо сверления,
которые необходимо использовать в производстве, но и рассмотрены
вопросы, ждущие CBoero решения. К таким вопросам в первую оче
редь относятся автоматизация заrрузки (установки) и снятия обра
батываемых заrотовок и контроля при проведении процесса сверле
ния за состоянием инструмента и заrотовок при крупносерийном и
MaCCOB M производстве деталей с rлубокими отверстиями. Требует
дальнеишеrо развития теория проектирования инструментов для
I'лубокоrо сверления, так как имеющийся опыт позволяет сделать
в этом отношении только первые шаrи.
.,
rлава I
ОБЩИЕ СВЕДЕНИЯ
О rЛУБОКОМ СВЕРЛЕНИИ
1. ПОЛУЧЕНИЕ ОТВЕРСТИй
БОЛЬШОй ДЛИНЫ
,
Во всех областях машино и приборостроения применяются дe
тали, имеющие rлубокие отверстия. Массовыми потребителями дeTa
лей с rлубокими отверстиями являются общее и специальное машино
строение, судостроение, авиастроение, нефтяное и химическое маши
ностроение, приборостроение и др.
Детали с rлубокими отверстиями встречаются самой разнообраз
ной формы. Производятся они различными методами, с различной точ
ностью и чистотой обработки, из различных материалов и имеют боль
шой диапазон диаметров и длин.
Большинство металлических и неметаллических деталей, имею-
щих rлубокие отверстия, изrотовляется без применения rлубокоrо
сверления. Чаще Bcero rлубокие отверстия выполняются металлур-
rическими методами: методами литья, rибкой или завивкой листовоrо
материала с последующей сваркой в трубы, различными методами
прокатки, волочением, экструзией [46] и др.
На рис. 1 в качестве примера показан корпус стеклоочистителя
трактора K 700, имеющий два rлубоких отверстия. Корпус стекло
очистителя изrотовлен литьем под давлением из сплава марки
ЦАМ4-1. Для получения rлубоких отверстий малых диаметров и rлу-
боких отверстий в труднообрабатываемых материалах в последнее
время успешно применяют физико-химические процессы: электро-
эрозионный, анодномеханический, ультразвуковой [21: 27, 29] и др.
На рис. 2 приведены три полых цилиндра, имеющих rлубокие
отверстия диаметром 20 80 .mK-М. Отверстия в них получены электро-
эрозионным методом. Материал цилиндров твердый сплав марки
ВК20.
В отличие от сверления, мноrие из указанных методов не требуют
для изrотовления отверстий относительноrо вращения заrотовки и
инструмента, а поэтому позволяют довольно просто получать цилин-
дрические отверстия не только круrлоrо сечения, но и друrих про-
филей.
Применение сверления вместо друrих упомянутых выше методов
образования rлубоких отверстий производится либо тоrда, коrда
оно является наиболее производительным, либо тоrда, коrда сверле
ние обеспечивает наиболее полные требования точности или чистоты
обработки. В ряде случаев rлубокое сверление, особенно скоростное,
превосходит по производительности и качеству выполнения опера
ций все друrие существующие технолоrические процессы.
Самым распространенным методом обычноrо (неrлубокоrо) свер-
ления является сверление так Ilазываемыми спиральными сверлами.
5
,
I
)
ОДII<IJШ ''НО(' МРIOД УСII1'1II110 III'"МI'IIШ'IL'II 10.111.1,0 "1'11 1,11\ "1111' I 11I'I'Jlе
ния, р.IDНОЙ не БОJlСС:3 5 Jt";]Ml' ('рам t'1I1'1',II.I. 111' 11 1 'II'Р'II'" 1111 il\I' (н!Лее
rлубоких отверстий приходитсSl пр 11 Мl'ШI1'1. "1II'p""I/l1 11.,ii "11I1ILl'CC,
так как необходимо часто ВЫВОДИТЬ спиралыlOl' l'II"I'./IO 11 I 01111'1'1.' rия
для очистки от стружки, смазки и охлаЖДСНШI. J IOJIпflllJII p,luoTa,
даже если она производится автоматически, резко ('1111/101('1 IIIЮИЗ
водительность сверления.
Важным фактором, от KOToporo зависит непрерьшноl."'J. IlpoTe
кания процесса свеРЛСНIIЯ, является отвод образующейся СI'jlУЖIШ.
. "1
"'"
t-' "
' \ \:
\1>; ,
. \ "' -
.,?
:.
:"
1..
:«......Н«- ....."'.... .
>,)
"
"
Рис. 1. Корпус стеклоочистителя трак-
тора K 700:
/ 2 rлубокие отверстия Qj 3,1 мм, дли
иой 70 мм
Рис. 2. Твердосплавные цИлиндры
с rлубокими отверстиями fZJ 20
80 мкм
Чем больше rлубина сверления, тем затруднительнее отвод стружки
ИЗ зоны резания. Спиральные сверла не обеспечивают надежноrо
стружкоотвода. Имеющиеся кОнструкции спиральных сверл (рис. 3)
с внутренними канавками для подвода к режущим кромкам смазочно
охлаждающей ЖИдкости [4, 10, 33] весьма сложны в изrотовлении
и не получили широкоrо распространения в промышленности.
В нрстоящее время некоторое распространение получили сверла
конструкции СКБ-8 (рис. 4), отличающиеся От обычных стандартных
сверл более крутыми l<анавками для отвода стружки (00 == 50+-650).
По своему виду данное сверло напоминает бурав для сверления дре-
весины. Стружкоотвод у сверл подобноrо типа лучше, чем у обычных
спиральных сверл, но не rарантирует от возможных заКлиниваний
удаляемой стружки [4, 33].
На практике rлубокие отверстия сверлятся обычно непрерывно
с при н у Д и т е л ь н ы М либо н а р у ж н ы м, либо в н У T
Р е н н и м о т в о Д о м с т р у ж к и. Принудительный отвод струж-
ки осуществляется обычно ЖИДКостью, подводимой в зону резания под
давлением. Весьма редко вместо жидкости применяют сжатый воз-
дух. Для создания циркуляции ЖИдкости применяется специальная
оснастка и оборудование.
На рис. 5 показаны упрощеНные схемы обоих методов l'лубокоrо
сверления.
6
==
.... ;. '1...
Рис. 3. Спиральное сверло с каналами для подвода
охлаждающей жидкости при rлубоком сверлении
,
Рнс. 1. Сверло конструкции СКБ 8
,
пJ
11
j
{J)
2
1
Рис. 5. Схемы отвода СIРУЖIIII Н.I .ЮНЫ резания при r убоком сверлении: а наруж-
ный оТlЮД CIPY/I{J,H; 6 внутреннии отвод стружки:
/ заrотовка; 2 стебель; 3 стеблевой суппорт; 4 иасос; 5. резервуар. ДJ ла; :
ющей жидкости; 6 СТРУЖКОПРllеМIIIШ; 7 люиет; 8 сверло, 9 патрон, м
приемник
7
Ilpll II.IРУЖIIОМ ОIIlОДt' I'IРУЖI,II (1'11'. '1,/1) ЖIIДhUСТЬ поступает
.11' 1I.It'Ut',1 IH'Pt'.J IIIIY1IH'IIIIIIII0 110.llOI'lu tlt'n.'lll 111'III'pJI<1 13 зону резания
11 ВМСС1'С СО сrРУЖI\C)ij ОШUДIIН'Н 'II'PI'J 111 11'1"" МI'il\ДУ t'lI\.'pJIOM со стеб
лем и поверхностью обраЗУЮЩ\.'I'Ut'Н 1 JIY(IIIIIIIIII О IIII'pe 111 н 11 стружко
приемник. СтружкоприеМlIИК заД\.'IНI\ 11 Ш1' 1 IIРУЖI,У. а ЖII)ЩUСТЬ
стекает в отстоЙник резервуара. n резеРIlУ;II'" (1';1111') Жlljtl,щ'п. очи
щается от механических примесей, охлаждаl.'lt'Н 11 11110111, lIaCOCOM
направляется через трубопровод (rибкий шлаш) 11 СН'(Н':JII. сверла
в зону резания.
При внутреннем оТводе стружки (рис. 5, б) жидкость направ
ляется насосом в специальное устройство маслоприеМIIИК. Из
маслоприемника жидкость поступает в зону рt'заlШН ч\.'рсз зазоры
между наружной поверхностью стебля со Сl3срлом 11 оGразующейся
поверхностью rлубокоrо отверстия. Затем стружка I3месте с жидко-
стью вымывается в стружкоприемник через внутреннюю полость
сверла и стебля. Далее путь жидкости до насоса аналоrичен описан-
ному выше.
Таким образом, с о в р е м е н н ы й про Ц е с с r л у б о к о r о
с в е р л е н и я в общих чертах характеризуется как н е п р еры в
ный процесс образования в сплошном мате-
риале заrотовки отверстиЙ с относительной
Д л и н о й б о л е е 3 5 д и а м е т р о в с в е р л е н и я с при-
м е н е н и е м с п е Ц и а л ь н ы х с в е р л, о с н а с т к и и
о б о Р у д о в а н и я, о б е с п е ч и в а ю Щ и х при н у Д и _
т е л ь н ы Й о т в о Д с т р у ж к и и з з о н ы рез а н и я.
Под относительной длиной отверстия понимают отношение длины
(rлубины) сверления [с к диаметру сверления d c . Соrласно приведен-
ной выше характеристике, при rлубоком сверлении относительная
Длина должна быть равной
б 1 == : ;::: 5,
или более cTporo, учитывая малую надежность стружкоотвода у
спиральных сверл,
б 1 == : >3.
rлубокое сверление занимает особое место среди операциЙ, при-
меняемых при обработке деталей, имеющих большую относительную
длину. Специфичность этой операции заКЛЮЧается как в том, что
инструмент должен прокладывать себе путь 13 сплошном материале,
не имея заранее подrотовленной опоры и жесткоrо направления,
так и в том, что от качества проведения rлубокоrо сверления сущест-
венно зависит структура последующеrо технолоrическоrо процесса.
Типичным для rлубокоrо сверления также является невозможность
непосредственноrо наблюдения за ходом процесса и трудность вы-
полнения данной операuии на универсальном оборудоваllИИ без
ero основательной подrотовки.
В
При rлубоком сверлении различают с п л о ш н о е и к о ль Ц е -
в о е с в е р л е н и е.
При сплошном сверлении (рис. 6, а) весь материал, расположен-
ный в объеме будущеrо отверстия, измельчается в струж у. При коль-
цевом сверлении, которое иноrда называют трепанациеи, в стружку
переводится только кольцевая полость (рис. 6, 6). В центре оuбразую-
щеrося отверстия остается стержень (или керн), используемыи иноrда
в качестве заrотовки для раз-
личных деталей.
Если сверление сквозное,
то высверливаемый стержень
. ' .
.....,)
;
ща + $
,.
" ::...,
'<I;;:- ,
'Ibf,.,. .,<
j
m f;i
Стержень
:'''':if'
.
":=;<t-..
"'%: :'
Рис. 6. Разновидности rлубокоrо
сверления: а сплошное сверле-
ние; б кольцевое сверление
Рис. 7. Поковка и высверленный стер-
жень при двустороннем rлубоком
сверлении
U I<ОIще прохода. Если же
удалять специальными прие-
}
,
полностыо ОТДСЛНСТСН от заrотоВlOl
сверление rлухое, то 1.'1'0 необходимо
мами.
В большинстве случаев при необходимости сверления rлухих
отверстий предпочитают применять только сплошное сверление.
Коrда же необходимо просверлить сквозное отверстие очень боль-
шой относительной длины (б l ;::: 80) или сверлить детали из трудно-
обрабатываемых материалов, применяют двустороннее сверление.
На рис. 7 показана крупная стальная поковка, предназначенная
для двустороннеrо кольцевоrо сверления, а слева от нее расп ложен
высверленный стержень. полученный при сверлении подобнои заrо
товки. На торце заrотовки показана полость, превращаемая при
кольцевом сверлении в стружку.
Запроектированный технолоrический процесс rлубокоrо сверле-
ния обычно ОНСlIипается по трем показателям:
1) по производительности;
2) по соотвеТСТ131110 К<1чсства выполнения отверстия техническим
требованиям на операцию;
3) по общей стоимости ИЗl'отовления детали с rлубоким OTBep
стием.
9
О производительности процесса rлубокоrо сверления укрупненно
судят по величине часовоrо прохода сверла
5 ч == О, 065 0 п е м/ ч
Перечисленные дефекты, кроме эллиптичности, Sl:вляются следст-
вием уводов сверла от заданноrо направления. Под у в о Д о м оси
отверстия в данном сечении или на торцах заrотовки после сверле
ния (растачивания) понимают отклонение оси полученноrо отверстия
от оси отверстия, намеченноrо чертежом.
На рис. 8 показаны детали с правильно просверленным OTBep
стием (рис. 8, а) и отверстиями с дефектами, полученными при rлу
боком сверлении (рис. 8, б 8, и).
или
5 ч == 19,1 : V c м/ч.
Здесь 50 подача на один оборот сверла в мм/об;
V e скорость резания при сверлении в м/мин;
d e диаметр сверления в мм;
п е уrловая скорость вращения заrотовки при сверлении
в об/мин.
Более полно производительность сверления характеризуется ко-
личеством деталей, просверленных за смену,
К 60 (Те То)
д.с == t/C шт/смену,
rде Тс продолжительность работы в смену в ч;
То потери времени за смену, предусмотренные режимом ра-
боты, в ч;
t/C калькуляционное время на операцию сверления одной де-
тали в мин.
При выполнении любой технолоrической операции MorYT быть
получены дефекты, в ряде случаев приводящие к неисправимому
браку. Дефекты, которые MorYT сопровождать операцию rлубокоrо
сверления, весьма разнообразны и им поэтому посвящен следующий
параrраф данной rлавы.
От качества сверления, а следовательно, и от назначения припус-
ков на последующие операции зависит дальнейший процесс обра-
ботки не только отверстия, но и всей детали в uелом. Поэтому стои-
мость выполнения операции rлубокоrо сверления необходимо рассмат-
ривать не изолированно, а с учетом стоимости всей обработки
детали.
т е" Ш
@ ..... . @)
c:;:= "@ E :3
т lт
,; . Ж)@
0)' ') 1
m [:/::= =+ . ; -
yc-wr (!) и)
". . . "' ftEEEE.
2. ДЕФЕКТЫ ОБРАБОТКИ
rЛУБОКИХ ОТВЕРСТИй
Все дефекты, образующиеся в результате сверления rлубоких
отверстий, можно разделить на пять rрупп, исходя из природы их
возникновения.
К пер в о й r р у п п е необходимо отнесrи следующие де-
фекты:
1) собственно уводы оси отвеРСТIlН на торцах заrотовки или в дан-
ном сечении;
2) криви:шу оси отверстия в сечениях заrотовки;
3) разностешlOСТЬ заrотовки в данном сечении;
4) уступы отверстий на стыке при двустороннем еверЖ'IIIIIJ;
5) излом оси, просверленноrо с двух сторон ОI'Щ'IН'('ШI;
6) эллиптичность (некруrлость) отверстиЙ.
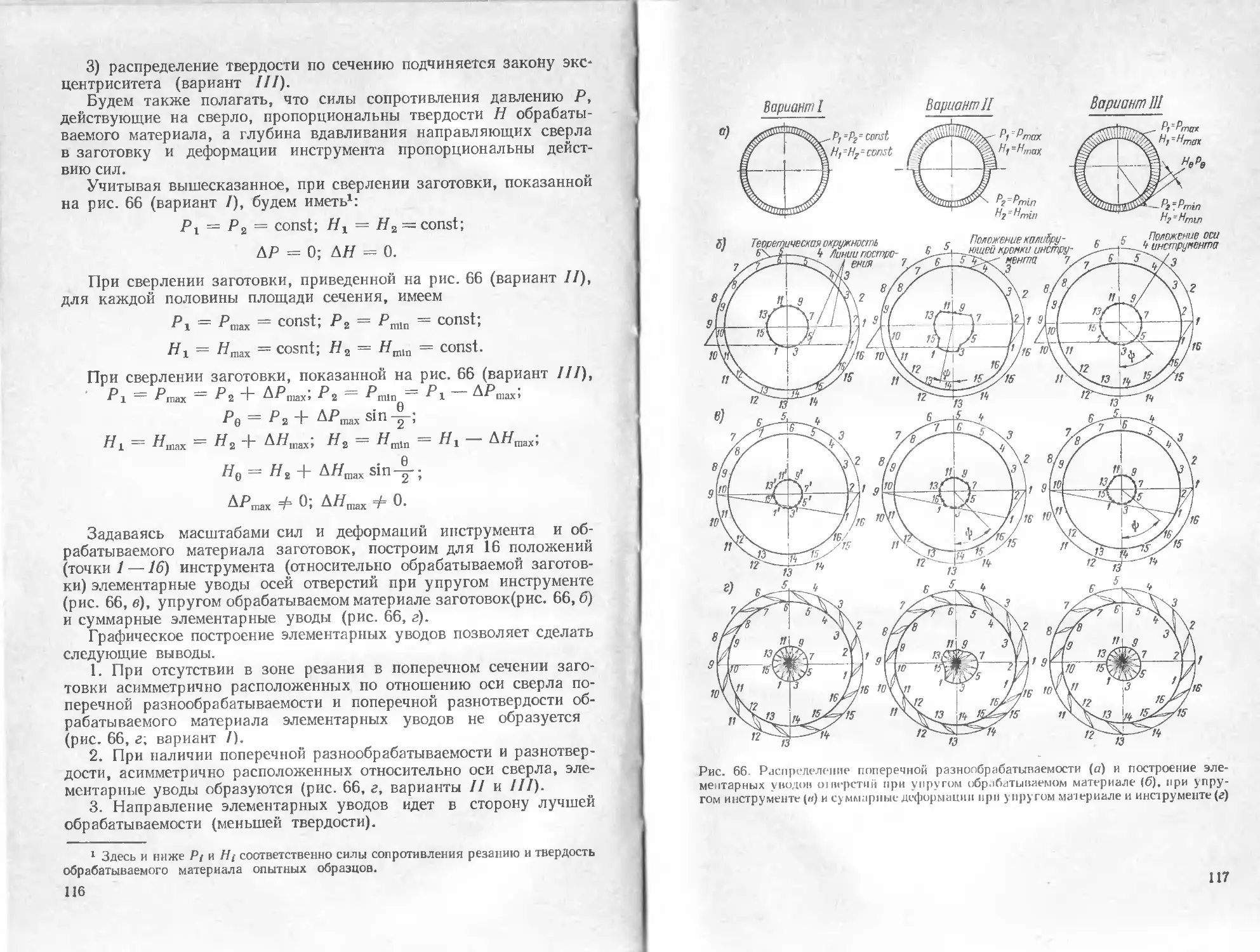
Рис. 8. Дефекты, полученные при rлубоком сверлении отверстий: а IIравилыlO
просверленное отверстие (без увода); б увод расположен в плоскости X Y;
в увод расноложен между плоскостями Х у и Х Z; z кривизна оси отверстия,
вызванная уводом; д кривизна оси отверстия, вызванная короблением; е уступ
от двустороннеrо сверления; ж излом оси отверстия от двусторОllнеrо сверления;
з конусиость; и бочкообразность отверстия
Общий увод ус отверстия на ВЫХОДНОМ торце для детали, представ-
ленной на рис. 8, б,
у е == У мм,
для детали, представленной на рис. 8, в,
у е == yy2 + Z2 мм,
или для i-ro сечения
Y Ci == V Y + Z мм,
rде Yi и Zi координаты центра отверстия в заданном i-M сечении в мм.
у деталей, приведенных на рис. 8, а, б и в, оси отверстий не
имеют искривлений (прямолинейны), т. е. кривизна оси отверстий
отсутствует. При этом увод оси отверстия в сечении заrотовки m m
(рис. 8, 6) будет равен
11 Х т У
<УСт == т е мм
10
11
или
Ву by
У Сm =:: 2 ММ.
Здесь Х m расстояние от входноrо торца заrотовки до сечения m m
в ММ;
lc длина заrотовки (сверления) в ММ;
BII' Ь у соответственно наибольшая и наименьшая ТОЛЩИНЫ
стенок заrотовки в сечении m m в ММ.
Под раз н о с т е н н о с т ь ю , заrотовки в сечении m m пони-
мают разность толщин стенок просверленной (расточенной) заrо-
товки:
'11 == ВII ы l ММ; '2 == В 2 Ь 2 ММ;
'с =:: V (Ву by)Z + (В2 b 2 )Z ММ.
Из рисунка видно, что общая разностеююсть 'с может быть выра-
жена через общий увод в том же сечении, т. е.
'с == 2У с .
На рис. 8, е и д представлены просверленные заrотовки с непря-
молинейными (искривленными) осями отверстий, т. е. в этом слу-
чае отверстие имеет кривизну х.
Под к р и в и з н о й оси отверстия х в данном сечении понимают
расстояние от центра отверстия в данном сечении до прямой, соеди-
няющей центры отверстий на торцах заrотовки.
Исправление кривизны отверстия производят либо правкой на
прессе, либо rлубоким растачиванием. Исправление разностенности,
полученной от уводов, следует производить наружным обтачиванием
заrотовки. Центрирование заrотовки в этом случае должно произ-
водиться от отверстия.
Случай кривизны, представленный на рис. 8, д, должен быть отне-
сен ко в т о рой r р у п п е Д е Ф е к т о В, определяемых короб-
лением (старением) заrотовки. Здесь искривлена вся заrотовка. Это
определяют по отсутствию уводов и разностенности. Исправление
кривизны оси отверстия в данном случае следует производить прав-
кой заrотовки или растачиванием отверстия, если позволяет при-
пуск. Коробление сравнительно часто имеет место после наружной
обточки, сверления и растачивания отверстиЙ, т. С. IЮСЛС съема боль-
ших ПрИПУСI<ОВ, обусловливающих Ilерер<iспрсделение внутренних
напряжениЙ в М;Jfерналс заrотовкн.
Ни рис. 8, е и ж ПОК<Jзаны заrотовки с уступом и изломом осей
отвсрстий. Ilрнчинuй этих дефектов является увод и двустороннее
сверленис (растачивание). Если увод при двустороннем сверлснии раз-
вивается относитсльно заrотовки в одном направлении, ТО произой-
дет излом оси отверстия, если в противоположном Н;lIIраВJIСIIИИ
то получится уступ.
12
Оба эти дефекта весьма неприятны и MorYT быть устранены только
растачиванием. В ряде случаев MHoroKpaTHbIM, требующим повы-
шенноrо припуска.
Эллиптичность отверстий возникает в результате явления «копи-
рования» при растачивании отверстий снеравномерным припуском
или при сверлении заrотовки с поперечной разнообрабатываемостью
(разнотвердостью). Устранить эллиптичность можно хонинrованием,
или, если позволяет припуск, чистовым или черновым растачи-
ванием. Иноrда эллиптичность устраняют протяrиванием.
К т р е т ь е й r р у п п е Д е Ф е к т о в следует отнести orpaHKY,
являющуюся вибрационным следом, образованным на поверхности
отверстия заrотовки вследствие колебаний стебля. Следы оrранки,
если они значительны по веЛИЧине, необходимо удалять растачива-
нием; если они незначительны, то рационально применять хонинrо-
вание. При невысоких требованиях к чистоте просверленной ПО13ерх-
ности orpaHKY оставляют без последующей обработки. В rл. IV
приведено описание специальных муфт, препятствующих возник-
новению оrранки.
К ч е т в е р т о й r р у п п е дефектов относятся I<OllYCIlOCTb
(рис. 8, з) и бочкообразность (рис. 8, и) отверстиЙ.
Конусность отверстий при сверлении возникает из-за ПОПЫШСНlюrо
износа либо базовых направляющих сверл, либо их калибрующих
периферийных кромок (см. рис. 15). Поэтому при возникновении
конусности следует особое внимание обращать на материал режущих
и направляющих элементов сверл, а также на смазываЮЩС-ОХЛ<Jждаю-
щую жидкость. Замечено, что инструменты с Ilаружным отводом
стружки склонны образовывать большую конусность, чем инстру-
менты с внутренним отводом стружки. При работе с сульфофрсзолом
конусность получается, как правило, меньше, чем прп работе на
ВОДНОМ растворе эмульсола. Конусность можно исправить расточкой
или хонинrованием.
Б о ч к о о б раз н о с т ь и л и у ш и р е н и е отверстпй прп
сверлении является весьма неприятным дефектом. БОЧI<ообразность
отверстий возникает только тоrда, коrда в процессе работы состав-
ляющая силы резания Ру, действующая на режущие кромки сверла
перпендикулярно ero оси, направлена от оси к периферии в направ-
лении калибрующих кромок. Под действием этой силы происходит
«растачивание» уширение отверстия. При этом сверло теряет опору
в отверстии и быстро выходит из строя, а уширение может привести
к браку дороrостоящей заrотовки.
Можно указать два случая, приводящих к бочкообразности или
уширению отверстий.
Первый случай наблюдается при работе однорезцовым сверлом,
коrда дополнительные уrлы при вершине сверла 'Рl и 'Pz выбраны
неправильно (рис. 9). Для предотвращения этоrо дефекта необхо-
димо соблюдать следующие неравенства:
'Рl > 'Pz, аl > QZ.
13
Соблюдение неравенств должно обеспечить направление силы ру
от периферийной кромки сверла к базовой направляющей и, следо-
вательно, предохранить отверстие от уширения.
Второй случай бочкообразности отверстий наблюдается при ра-
боте кольцевыми сверлами. Если у кольцевоrо сверла HeMHoro вы-
крошатся центральные кромки, калибрующие стержень, то это
неминуемо приведет к увеличению ero. При этом создаются условия,
которые MorYT привести к уширен ию отверстия, так как диаметр
высверливаемоrо стержня увеличивается.
Бочкообразность отверстий может дости-
raTb в этом случае значительных разме-
ров. Предотвратить ее в таких случаях
очень тяжело, так как определить выкра-
шивание центральных кромок сверла
2 можно только путем наблюдения за вы-
мываемой стружкой. Реrистрирующие
приборы (ваттметр и механизм предохра-
нения от переrрузки подачи) недостаточно
чувствительны к подобным повреждениям
режущеrо инструмента.
Кпятой rруппе дефектов
относятся поверхностные пороки обра-
/ перифериl!ная режущая ботки: надиры, крупные царапины и по-
кромка; в-;р :правляющая вышенная шероховатость обработанной
поверхности отверстия.
Эти дефекты возникают вследствие плохоrо состояния направ-
ляющих у сверл, повышенноrо износа режущих периферийных кро-
мок или повреждения поверхности отверстия при обратном выводе
инструмента после завершения прохода. На повышение шерохова-
тости может влиять также плохая фильтрация охлаждающей жидко-
сти, работа на водных растворах эмульсола, вместо сульфофрезола,
наружный отвод стружки. Надиры возникают и при выкрашивании
режущих кромок и направляющих и при заклинивании вымывае-
мой стружки между отверстием и направляющими сверла при наруж-
ном отводе стружки.
LLля борьбы с этими дефектами следует внимательно осмотреть
инструмент перед проходом, если можно (при сверлении отверстий
крупных и средних диаметров) снимать инструмент через патрон
(см. rл. 111, п. 12), применять ПО возможности внутренний отвод
стружки и работать на сульфофрезоле.
Контроль качества просверленных заrо-
т о в о к производится мноrочисленными приборами и инструментами.
Наружный осмотр отверстий и выявление поверхностных дефек-
тов производится смотровыми оптическими трубами. Чистота обра-.
ботки сравнивается с эталонами или определяется методом слепков.
Размеры просверливаемых отверстий, конусность, бочкообразность,
эллиптичность выявляются обычно клиновыми НОI1ИУСIII,IМИ И./II1 инди-
каторными звездками (рис. 10).
14
ОСЬ сВерла
972
Рис. 9. Профиль однорезцо-
Boro напайноrо сверла в
плане:
'"
:.
"')
t>::
'"
'"
...., g
:s:
"=
:.::;'
о
><
:s:
:>::
о
\о
;>,
...
:s:
f-o
t)
О
:<:
t)
;>,
:<:
о
:>::
:s:
:s:
f-o
t)
О
:<:
'"
'"
о..
\о
О
О
:>::
D'
о
\о
:s:
f-o
t) ..
о .:
g:
:s: ..
f-o ..
t:::.::s;: CL)
:s::s: :J5
f-o '"
t) ...
'" о.. <:
Q) 6)
со
8..0
f-o :11
Q) '"
::;; ..
'"
:s:
"1i ."
<>:
::s:: с;
:<: ...
Q) '"
...
Q)
о.. со!
t::
О
<>:
o=r
'"
:>::
o=r
'"
Q)
'"
'"
t3
:s:
а.
..
..
<:
.:
">
о;
..
'"
!Е
>.
'"
1::
'"
......
to
LQ'
и
>.
'"
'"
с>
..
с:;
....,
:>::
о
'"
о
f-o
О
...
'"
'"
><
:iS
:<:
:<:
Q)
о..
Q)
'"
t)
о
о..
t:: '"
..
'" <:
6)
:s: '"
f-o ..
t) ..
g I
."
f-o
t) .,
о '"
:<: .:
'" '"
'" '"
0..:11
:s: I
(О....
:s: :;
t! '"
C>
1::
:iS с>
:<: 6)
'" :J5
@
:s: .:
0....
:>:: <:
<>:8-
gj I
Q)
0.....
QJ
::::
m
:s:
<>:
"=
I=tj
:!s
о..
о
\о
:s:
о..
r:::
t)
:s:
а.
.5
В массовом и крупносерийном производстве для контроля диа
метров сверления мелких отверстий применяют предельные калибры.
Уводы на выходном торце заrотовки определяются с помощью обыч-
Horo штанrенциркуля замером разностенности (см. формулу на
стр. 12).
Кривизна в любом сечении определяется оптическим методом при-
бором Симонова (рис. 11, а) или рычажными приборами типа прибора
Аваева (рис. 11, б) [2, 22]. На рис. 11, а показан метод измерения:
положение 1 перекрестие нивелира совпадает с центром, положе-
ние 1 1 перекрестие нивелира не совпадает с центром марки, т. е.
в этом случае просверленное отверстие имеет кривизну.
Уводы в любом сечении заrотовки определяются рычажными при
борами замером разностенности (рис. 11, в).
I
rлава 11
ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕ
ПРИ rпY60KOM СВЕрпЕНИИ
3. КЛАССИФИКАЦИЯ СВЕРЛ
ДЛЯ r ЛУБокоrо СВЕРЛЕНИЯ
l
Из всей системы СПИД станок, приспособление, инструмент и
деталь при rлубоком сверлении в наиболее тяжелых условиях
работает инструмент сверло. Замкнутый объем и мноrочисленные
функции, выполнение которых должна обеспечивать конструкция
инструмента и форсированные режимы, заставляют работать корпус
сверла, ero режущие и направляющие элементы с высокими напря-
жениями. Этим можно объяснить обилие всевозможных конструкций
сверл, имеющих часто ориrинальные элементы. Авторы этих сверл,
каждый по-своему и не всеrда достаточно обоснованно, пытаются
решать проблемы, не решенные еще исследователями и конструкто-
рами.
Существующие сверла для rлубокоrо сверления можно разделить
на две rруппы: 1) с в е р л а Д л я с п л о ш н о r о с в е р л е н и я
и 2) с в е р л а Д Jt я к о л ь Ц е в о r о с в е р л е н и я.
Сплошное и кольцевое сверление известны уже давно. Хотя метод
кольuевоrо сверления следует считать проrрессивнее, сплошное
сверление в промышленности распространено больше. В нашей
стране кольцевое сверление применяется, начиная С диаметров свер-
ления d c > 80 ММ. Однако следует ожидать, что этот метод будет
постепенно вытеснять сплошное сверление и при меньших диаметрах
сверления. Об этом свидетельствуют мноrочисленные попытки при-
менения кольцевых сверл даже для диаметров сверления меньших
30 ММ. Причиной недостаточноrо внедрения в производствепную прак-
тику кольцевоrо сверления является меньшая ero надежность и боль-
шая сложность осуществления.
Сверла для rлубокоrо сверления можно также разделить на две
большие rруппы п о с п о с о б у и х б а з и р о в а н и я в о
в р е м я с в е р л е н и я.
Базирование инструмента при rлубоком сверлении весьма сущест-
венно, так как сверло в этом случае может иметь опору только на
поверхность отверстия, которое оно само образует. Причем по отно-
шению к сверлу базирование может быть постоянным (определен-
ным) или может периодически меняться. При постоянном базиро-
вании силы сопротивления, Dозникающие во время сверления в
поперечной плоскости сверла, действуют все время в одном направле-
нии по отношению к сверлу (рис. 12, а). При неопределенном бази-
ровании эти силы либо отсутствуют вообще, либо меняют в работе
свое направление относительно инструмента (рис. 12, 6 и в).
Это важное положение будет в дальнейшем рассмотрено более
подробно. Сейчас отметим только, что при определенном базировании
2 н. д. троицкий 17
')
'1
f
на инструмент действует поперечная сила R, которая постоянно при
жимает инструмент к поверхности просверленноrо отверстия. Если
же инструмент не имеет определенности базирования, то переменная
по направлению поперечная сила R в процессе сверления будет ero
раскачивать. В этом случае, особенно при форсированном режиме
работы, инструмент не обеспечивает не бходимоrо качества сверле
ния. Однако, несмотря на это, в дальнеишем будет показано, что эти
инструменты можно успешно использовать, введя дополнительные
устройства, повышающие надежность их работы.
а)
небольШОМ уЧастке режущей кромки влечет значительные потери
твердоrо сплава. При делении же ширины реза несколькими резцами
поврежденный участок сменной режущей кромки можно леrко BOCCTa
новить заменой вышедшеrо из строя резца. К достоинствам метода
деления ширины реза следует отнести также леrкость получения KOH
струкций инструментов, имеющих постоянное (определенное) бази
рование.
Число режущих кромок (зубьев), участвующих в делении ширины
реза, можно определить по формуле
КВ
z
ь sin (jJ'
rде Ь ширина пластины, образующая режущую кромку резца, вмм;
qJ половина уrла при вершине сверла верад;
К коэффициент, учитывающий необходимость перекрытия pe
жущих кромок резцов (К == 1,2--7--1,4).
При м е т о Д е Д е л е н и я п о Д а ч и имеют в виду число
режущих кромок (зубьев), участвующих в делении подачи сверла
oceBoro перемещения сверла за один оборот заrотовки 50 в мм/об.
Существуют два способа деления подачи.
При первом способе деления подачи инструмент имеет несколько
подобных режущих кромок и все они расположены на одной кони-
ческоil ПОПСрХIIОСТИ, ОПlIСЫl3аlOщей режущий торец сверла. CYMMap
lIая подача, с которой работает сверло, в этом случае равна сумме
подач, приходящихся на каждую из режущих кромок, т. е.
Рис. 12. Действие сил в плоскости, перпендикулярнОЙ оси сверла: а
сила постоянная по величине и направлению (R const; 'Фi О);
б сила не постоянная как но величине, так и по направлению
(R 1: const; 'Фi =F О); в сила R ==с О, R :/0, 'Ф i:/ О
в соответствии с з а r р у з к о й р е ж у Щ и х к р о м о к
сверла, как и мноrие друrие режущие инструменты, можно также
разделить на две rруппы. При этом различают м е т о Д Д е л е н и я
ш и р и н ы рез а и м е т о Д Д е л е н и я п о Д а ч и.
Под шириной реза В .применительно к сплошному сверлению по
нимают величину
В dc
== 2 мм,
т. е. максимальная ширина Сl3срления равна радиусу ОТDсрстия.
При сверлении по м е т о Д у д е л е 11 и Я Ш и р и н ы р е 3 а
имеют в виду число автономных режущих кро;:юк (число зубьев
инструмента), необходимых для перекрытия всеи ширины реза В.
Этот метод следует считать проrрессивным направлен. ем в кон труи:
ровании сверл, так как перекрытие одной режущеи I{POMKO всеи
I11ИРIlI1I,I ]1С.IaНШI, осоБСlIlIО 11]111 СJl./ЮIIlIIOМ CII(']1.11('1I1I1I оrllСРСТИИ диа-
МI'I'!ЮМ 11Ш111' '1() ./1/1./, \;нI'У }tllll 1'1'.111,110. !'I'il<УIIЩ(' I'РОМКИ обычно
С()СI'aIl./IIIIОП'Н 11\ IIII'РДШ'II.II;IIIIII,IХ Jl./I;ICI'IIII, 1IIIIрИl1а которых оrрани-
'11'11.1. 111'{'MIII']111 lIa 1'0, 1J 1'0 стаl1дар 10М предусматриваются тонкие
IIJI.I{'fIIIH.1 (iOJl!.1I10 ii ШJlрllllЫ в производственных условиях они не
IIC('I'}t:J IIMt'IOH':\I.
Применсние широких пластин оказывается в большинстве слу
чаев экономически нецелесообразным, так как любое нсзнС\чительное
выкрашиванu е твердоrо сплава или повышенный износ пластины на
18
z
50 == :Е 5 ц мм/об.
1
r Iодача на один зуб
'Фi
5 Zi == 3600 50 мм/зуб,
IIЛИ при 'Фl == 'Фz == .., == 'ФZ
(1)
80 б
5 Zi == Z мм/зу .
Из фuрмулы (1) ПIIДНО, что подача на один зуб 5 Zi в рассматриваемом
случае всеrда будет пропорциональна подаче на оборот сверла 50 и
уrлу между зубьями инструмента 'Фi'
При втором способе деления подачи зубья инструмента хотя и
подобны, но не располаrаются на одной поверхности описываемоrо
конуса. В этом случае суммарная подача на оборот сверла будет
также равна 50 (рис. 13), но подача на каждый зуб будет зависеть не
только от уrла между зубьями 'Фi' но и от величины превышения h i
одной кромки относительно друrой.
Ниже приводятся формулы для определения подачи на один зуб
и величины превышения h i для применяемых на практике инстру-
ментов.
2*
19
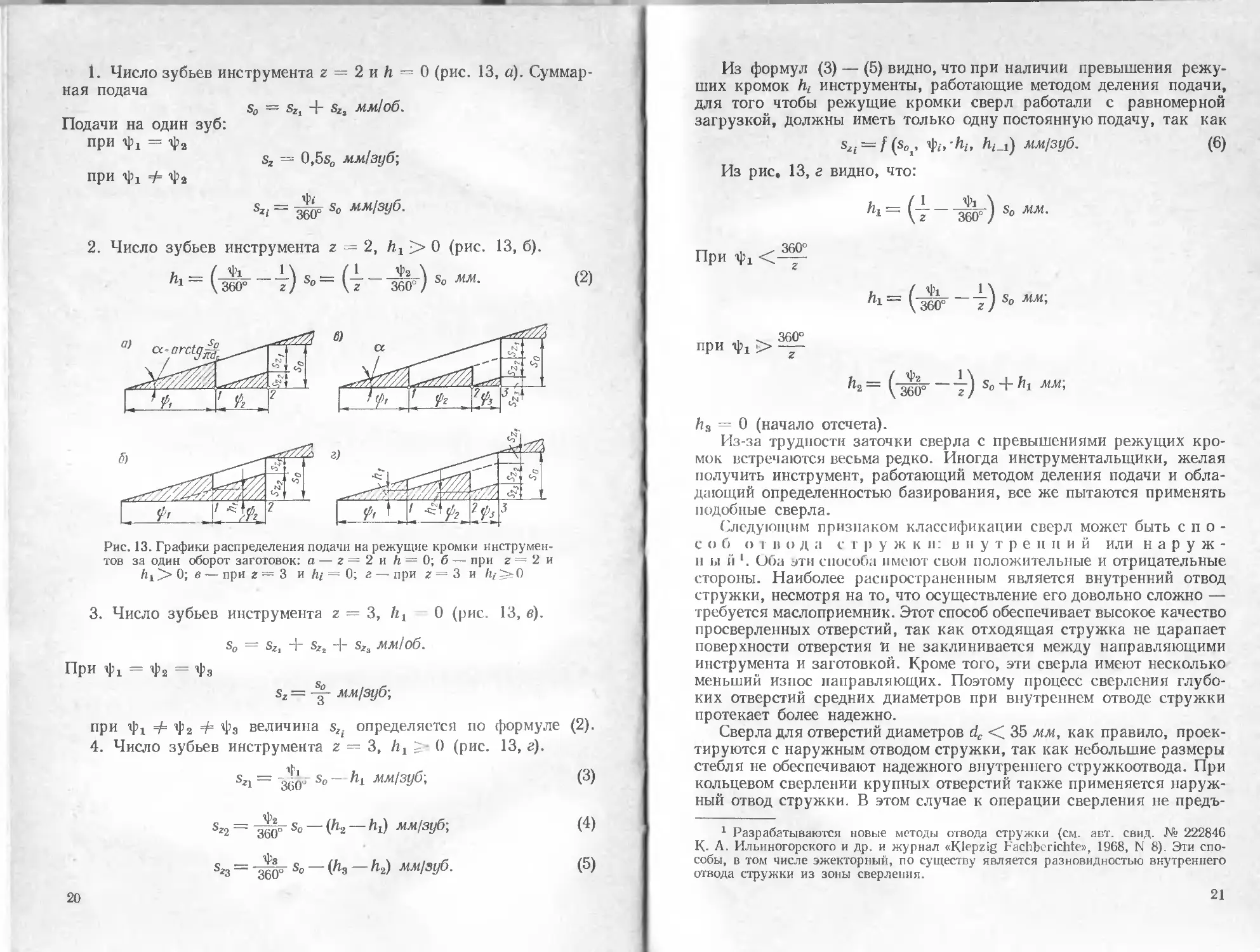
1. Число зубьев инструмента z == 2 и h == О (рис. 13, а). Суммар-
ная подача
50 == 5 z , + 5 z . мм/об.
Подачи на один зуб:
при 'Фl == 'Ф2
5z == 0,550 мм/зуб;
при 'Фl =F 'Ф2
'Фi
5 ч == 3600 50 мм/зуб.
2. Число зубьев инструмента z == 2, h 1 :> о (рис. 13, б).
h ( 'Фl 1 ) ( 1 'Ф2 )
1 == 3600 z 50 == z 3600 50 мм.
а)
.;:;
,:;:;
J..,
.;f
со
с.!;' '"
.,
t;'
Рис. 13. rрафики распределения подачи на режущие кромки инструмен-
тов за один оборот заrотовок: а z == 2 и h == о; б при z == 2 и
hl> о; в при z == 3 и hi == О; z при z == 3 и 11; О
3. Число зубьев инструмента z == 3, /ll
о (рис. 13, в).
50 == 5 z , + 5 z . + 5 z . мм/об.
При 'Фl == 'Ф2 == 'Фз
80 б
5z == 3 мм/зу ;
при 'Фl =1= 'Ф2 =1= 'Фз величина 5ч определяется по формуле (2).
4, Число зубьев инструмента z == 3, /ll;: О (рис. 13, е).
11'. h 6 .
5 Z1 3(;0" 50 1 мм/зу ,
5 Z2 == з% о 50 (h2 h 1 ) мм/зуб;
'Фз
5 zз == 3600 50 (h з h 2 ) мм/sуб.
20
Из формул (3) (5) видно, что при наличии превышения режу-
ших кромок h i инструменты, работающие методом деления подачи,
для Toro чтобы режущие кромки сверл работали с равномерной
заrрузкой, должны иметь только одну постоянную подачу, так как
5 Zi == f (50.' 'Фi' 'h i , h ц ) мм/зуб. (6)
Из рис. 13, е видно, что:
h 1 == (+ з о ) 50 мм.
(2)
3600
При 'Фl <
Z
h 1 == (з% о ) 50 мм;
3600
при 'Фl ;>
z
(3)
h 2 == (з% о +) 50 + h 1 мм;
h3 == О (начало отсчета).
Из за трудности заточки сверла с превышениями режущих кро-
мок встрсчаются весьма редко. Иноrда инструментальщики, желая
получить инструмент, работающий методом деления подачи и обла
ДаюЩИЙ определенностью базирования, все же пытаются применять
надобные сверла.
Слсдующим пrизщlКОМ классификации сверл может быть с п о -
с о () О.' 11 () Д а t' l' JI У ж 1< 11: u 11 У т Р е н н и й или н а р у ж -
н ы ii 1. UGa зти Сllосоиа IIМСIOТ спuи положительные и отрицательные
стороны. Наиболее распространснным является внутренний отвод
стружки, несмотря на то, что осуществление ero довольно сложно
требуется маслоприемник. Этот способ обеспечивает высокое качество
просверленных отверстий, так как отходящая стружка не царапает
поверхности отверстия tI не заклинивается между направляющими
инструмента и заrотовкой. Кроме Toro, эти сверла имеют несколько
меньший износ направляющих. Поэтому процесс сверления rлубо-
ких отверстий средних диаметров при внутреннем отводе стружки
протекает более надежно.
Сверла для отверстий диаметров d c < 35 мм, как правило, проек-
тируются с наружным отводом стружки, так как небольшие размеры
стебля не обеспечивают надежноrо BHYTpeHHero стружкоотвода. При
кольцевом сверлении крупных отверстий также применяется наруж-
ный отвод стружки. В этом случае к операции сверления не предъ-
(4)
1 Разрабатываются новые методы отвода стружки (см. авт. свид. N2 222846
к:. А. Ильиноrорскоrо и др. и журнал «КJepzig Fachberichte», 1968, N 8). Эти спо-
собы, в том числе эжекторный, по существу является разновидностью BHYTpeHHero
отвода стружки из зоны сверления.
(5)
21
В нашей стране при обработке rлубоких отверстий часто приме-
нялись сверла и друrие инструменты с наружными хвостовиками
для присоединения к стеблям. В этом случае на хвостовиках Наре-
залась мноrоходовая резьба [9, 22, 28]. Однако опыт эксплуатации
этих инструментов послужил основанием предложить для присоеди-
нения инструментов к стеблям внутреннюю полоrую одноходовую
резьбу.
Для присоединения крупных инструментов к стеблям резьба
неприrодна, так как имеет тенденцию к заклиниванию на стебле.
Поэтому в таких случаях обычно применяют торцевое присоедине-
ние винтами и торцевыми шпонками или штифтами.
Схема классификации сверл для rлубокоrо сверления приведена
на рис. 14,
йвJ1яется Повышенных требований относителЬно чистоты обработкй,
а размеры сверл и стеблей позволяют надежно осуществлять наруж
ный стружкоотвод. К этому необходимо добавить и то, что процесс
кольцевоrо сверления отверстий крупных диаметров до настоящеrо
времени производится с меньшей подачей, чем при сверлении OTBep
стий средних диаметров. Это также облеrчает стружкоотвод. Кроме
оля колщеВОl:О
с(jерления
4. СВЕРЛА СРЕДНИХ ДИАМЕТРОВ,
ОБЛАДАЮЩИЕ ОПРЕДЕЛЕННОСТЬЮ
БАЗИРОВАНИЯ
Силы, действующие на сверло при сверлении. В процессе резания
на сверло действуют следующие силы (рис. 15):
1. Силы сопротивления резанию, приложенные к режущим кром-
кам сверла. К ним относятся:
<1) сила сопротивления резанию, равная Pz и действующая парал-
л лыlO скорости резания V c и в том же направлении;
б) сила сопротивления подаче, равная Р х, направленная парал-
лельно оси сверла в сторону обратную подаче;
в) сила Ру, действующая в плоскости перпендикулярной оси
CB<,p.n:l. ()nl,I'IIЮ СI1Л:l Ру, которую Ш1ЗЬШЮОТ радиальной составляю-
Iщ'ii СII.1J1,1 ('IIIIРОТlJIIЖ'IIШI 11(':1<1111110, деЙствует по радиусу сверла от
lIериферийных (Jl'L!\УЩIlХ I\rюмuк.
2. Силы трения па базовых направляющих сверла. Они MorYT
быть также разложены на составляющие, действующие на сверло
n плоскостях, перпендикулярных (Р tj) и параллельных (F oj ) оси
сверла. Силы F ti напр влены по вращению заrотовки, силы Р О;
В обратную сторону подачи инструмента.
3. Силы веса стебля и сверла а с (на рисунке не показаны). Эти
силы приложепы к центру тяжести стебля со сверлом. Так как вели
чина а с в большинстве случаев значительно меньше, чем силы сопро
тивления сверлению, то ею можно пренебречь.
4. Центробежные силы инерции Р Цi' действующие на сверло,
если сверление производится при быстром вращении ПJюхо уравнове-
шенноrо сверла со стеблем. Практически плохое уравновешение сверла
со стеблем может быть только у ружейных сверл. Однако этими CBep
лами в большинстве слуЧ<lев производят работу без вращения стебля,
а поэтому силой Рц; можно также пренебречь.
Все перечисленные выше силы воспринимаются стеблем в виде
Момента резания Мр и силы подачи Р;, а также поверхностью про-
23
Внутренний 3
отбоlJ ·
стружки .
В"утр,тй
отбоlJ .J;. ·
стружкц .
Рис. 14. Классификация сверл rлубокоrо сверления.
На рисунке приняты следующие условные обозначения:
1 сверла, работающие методом деления ширины реза; 2 сверла, работающие методом
деления подачи; 3 сверла, работающие комбииироваиным методом (сверла 2 и 3-11 [рупп
должиы иметь число режущих кромок 2 ? 2); о сверла с определенностью базиропания;
<81 сверла без определеииости базироваиия; . сверла иапайные; 11 с мехаиическим
креплеиием; ... комбинироваиные
Toro, при сверлении отверстий крупных диаметров с наружным от-
водом стружки получается значительная экономия на оснастке, так
как не требуется дороrостоящий для больших деталей маслопри
емник.
Классифицировать сверла можно также и по различным к о н
с т р у к т и в н ы м э л е м е н т а м. Наиболее существенными из
них являются конструкции резцов и направляющих сверл и KOHCTPYK
ции элементов присоединения сверл к стеблям.
у малых сверл режущие кромки и направляющие напайные,
твердосплавные. Реже применяются прессопанные и спе'lеllllые метал-
локерамические сверла, присоеДИl1енные к стеблю методом пайки.
Сверла из быстрорежущей и Иl1струментаJIЫIOЙ стали для обычноrо
сверления также изrотоuлюотсн цельными в виде насадок к стеб
лям.
У сверл для сверленин отверстий d c >40 мм чаще Bcero резцы и
направляющие сменные. В большинстве случаев пластины твердоrо
сплава припаиваются к державкам резцов и колодкам напрапляю
щих. Реже применнются сверла с механическим креплением TBepдo
сплавных пластин лезвий и направляющих.
22
Было также установлено, что износ базовых направляющих про-
исходит lIеравномерно. Наибольшему износу подверrается направ
ляющая, расположенная под режущей кромкой сверла (рис. 15,
поз. 1). Направляющая, расположенная на одном диаметре с режу
щей кромкой, приrара почти никоrда не имела и изпашивалась зна
чительно медленнее нижней направляющей.
На основании этих наблюдений было проведено усовершенствова
ние однокромочных сверл. Вначале необходимо было заставить рабо
тать обе базовые направляющие с \ а
одинаковой наrрузкой. Для этоrо
следовало равнодействующуюсилу ,
действующую на сверло перпен
дикулярно ero оси (RI. на рис. 16)
и воспринимаемую поверхностью
просверленноrо отверстия через
базовые направляющие, располо
жить по биссектрисе централыюrо
уrла между базовыми направляю-
щими. Кроме Toro, в связи с тем,
что направляющие работают только
одним концом, следовало прове
рить длину и установку базовых
направляющих и обеспечить воз-
МОЖIЮСТЬ l1ерестановки этих напра
вляющих таким образом, чтобы
заставить их работать обеими кон-
цами.
На рис. 16 представж'па схема
JtеiiСТВШI СIIJI ва сверло в 1IJ1t'("I\()
сти, неРНСllДНhулнрноii ОСII Ojtll(l
кромочноrо сверла в предположении, что действие силы RI. направ-
лено по биссектрисе uентральноrо уrла 'Ф.
На схеме приняты следующие обозначения:
Ro су мма рная сила сопротивления резанию (Ro
+ Ру кп;
RI. полная суммарная сила, действующая
CТI перпендикулярной оси сверла
+ рт. кп;
'ф уrол между базовыми направляющими 1 и 2 в zрад;
'\' отклонения направляющей 1 от вертикали аа в zрад;
w режущая кромка сверла, перпендикулярна вертика
ли аа;
CG уrол между вертикалью аа и силой R1:. В zрад;
б уrол между вертикалью аа и силой Ro в zрад;
уrол между силами R1:. и Ro в zрад.
Базовая направляющая 2 должна быть расположена, как это
было указано выше, на одном диаметре с режущей кромкой w сверла,
25
сверливаемоrо отверстия, на которое базируется сверло при свер-
лении.
ОДНОКрОr.lочное сверло. Самым простым и, видимо, потому и самым
распространенным в промышленности является однокромочное
сверло с внутренним отводом стружки. При рассмотрении большоrо
количества таких сверл, поступающих после сверления на ремонт,
z
Нр
f.r,
Pz
Рис. 15. Схема действия сил на
сверло: а сверло и стебель;
б вид сверла в плане.
/ и 2 базовые направляющие;
3 пружиииая иаправляющая;
4 режущая пластина (напайная);
5 периферийная режущая кромка
'f
переоснащение и заточку, было установлено, что почти у всех этих
сверл, работающих па высоких режимах свсрления, опорпые (базо
вые) направляющне (рис. 15, Н03. 1 11 2) имсли, как правило, приrар
и растрескивания, особенно в местах, примыкающих к переднему
торцу сверла. Высокое давление на базовые направляющие вызывает
не только их ускоренный изиос, но сказывается также и на обрабо-
танной поверхности образуемоrо отверстия; она имеет повышенный
наклеп. Однако lIа это следует обращать особое внимание лишь в том
случае, если сверление является заключительной операцией обра-
ботки rлубокоrо отверстия.
24
С F.B
1:,
Fr z
Рис. 16. Схема действия сил на одно-
кромочное сверло в плоскости, перпен-
ДIIКУЛЯРНОЙ ero оси
Pz +
на сверло в плоско-
(i& == Ro + Рт, +
так как в ПрОТШНIOМ: tлуtJ:а в пртJ:3ВоДс'tвеПJlЫХ условиях замерить
диаметр сверла будет трудно.
Из рис. 16 видно, что полная суммарная сила
Однако, рассматривая треуrольники АОВ, САВ и ОДК, можно
установить, что уrол АОВ == 900, а уrол является уrлом трения,
так как
R}; == 2N 1 cos == 2N 2 cos кТ,
АВ == R}; tg ,
а из треуrольника САВ
[де N 1 И N 2 нормальное давление от силы R}; па направляющие
в Kr (N 1 == N 2 == R}; кп.
2COS
Силы трения, деЙствующие на направляющих,
АВ == 2F"i cos '
Учитывая формулу (7), получаем
fJ. == tg ,
/1R};
Р"1 == Р,,2 == 'ф кТ,
2cos2'
(7)
откуда
[де fJ. коэффициент трения между направляющими и поверх-
ностью просверленноrо отверстия.
Анализ формул показывает, что сила R};, как правило, не на-
правлена по биссектрисе уrла 'Ф, и поэтому отмеченный на практике
неравномерный износ направляющих является хотя и нежелатель-
ным, но закономерным. Действительно, уrол между силами Ro и R};
R};==Rocos == V P +PZcos == y кТ. (10)
1 + /12
Выражая в формуле (8) уrол через коэффициент трения fJ.,
определяем соотношение составляющих Ру и Р z
arctg fJ. == 0,96 (arctg : + 0,35).
'ф
==2 (6 +,\,).
(8)
О()ЫЧIIII кuэффнциент трепия направляющих сверла по материалу
заrотовки стремится к величине fJ. == 0,1. В этом случае отношение
составляющих
Исследования модели сверла в ПОЛЯРИЗUВdllllOМ свете показали,
что уrол между направляющими должен быть не более 120°, т. е.
'Ф < 120° или 'Фоnm::::::: 110°. Если направляющая 2 расположена на
одном диаметре с режущей КрОМl<ОЙ, то '\' == 'Фоnт 90° == 20°.
Из рис. 16 видно, что
Ру
l' == 0,51,
(11)
Ру
6 == arctg p .
;1 утл I'Pl'llIIH 1\ ('Yjtt'" р.lIIеlI 11(' 2,5". а 5 60.
Приведепныи расчет 1101<аЗLШ<lет, что нри обычных условиях свер-
.III'IIIIЯ невозможно достичь отношения, paBHoroO,51 [см. формулу (11)].
II",JТOMY с в е р л а, и м е ю Щ и е о Д н у р е ж у Щ у ю к р о м к у,
IIрактически Всеrда будут иметь неравно-
1\1 (' Р Н ы й и з н о с Н.а п р а в л я ю Щ и х.
При работе сверл на пониженных режимах резания износ менее
заметен. Например, при сверлении отверстий малых диаметров ру-
жейными сверлами подача не должна превосходить 80 == 0,04 мм/об,
а скорость резания V c == 100+150 м/мин. При форсировании режима
обработки износ нижней направляющей (находящейся под режущей
кромкой) Достиrает больших размеров и оrраничивает производи-
тельность сверления. Поэтому рассмотренная кОнструкция сверл
для сверления отверстий средних диаметров требует существенноrо
улучшения.
Для сокращения длины базовых направляющих был изrотовлен
макет сверла с направляющими из оптически активноrо материала
(целлулоида). Этот макет исследовался в поляризованном свете.
Направляющие просматривались как в продольном, так и в попереч-
27
Уrол 6 зависит от уrла при вершине сверла 21(10' который обычно при-
нимается в следующих пределах: 1l0° 2{jJo 170°. Поэтому при
сверлении всеrда существует следующее неравенство:
Pz> Рх:> Ру; Ру == РХ ctg (jJo. (9)
l'lз формулы (9) IН1ДIЮ, что чем больше YI'OJI ((10' тем меньше сила Ру.
Следует также иметь 13 виду, что pe<lJlbll;1SI снла Ру будет еще меньше
тоЙ, которая указана в формуле (9), так как на рt':жущих кромках
у центра сверла всеrда имеются уrлы {jJ2 (рис. 9). Обычно при сверле-
нии ВСЛИЧНШI отношения радиальной составляющей силы Ру к Pz
не превышает 0,2 0,25, откуда 6 == (11+14)0.
Подставляя полученные значения уrлов '\' и 6 в формулу (7),
получаем == 22,5('.
26
ном направлениях 1. При этuм базовые направляющие находились
под наrрузкой, иммитирующей действие сил на инструмент при свер-
лении.
Опытами было установлено, что базовые направляющие (и пер-
вая, и вторая) работают в основном только на небольшом уча
стке, примыкающем к переднему торцу сверла. Пuэтому изrотовлять
базовые направляющие большой длины нет основаниЙ. В дальней
шем направляющие сверл (и расточных rоловок) изrотовлялись
сменными и укороченными. Была предусмотрена также возможность
переворачивать их по мере износа передней части.
В настоящее время однокромочные сверла с напайными пластин-
ками твердоrо сплава применяются для сверления сквозных и rлу
хих отверстий .l\иаметром 30 60 мм. На рис. 17 представлен общий
вид и разрез сверла, а в табл. 1 приведены основные конструктивные
размеры ero.
,
"t:i
L
Таблица 1
4 A
B B
Основные размеры (в мм) однокромочных сверл
D (С.) I d (С.) I L I 1 (А,) I 1, (А,) I Н (А,) I h (А,) I d, (А.) I d. (А.) I S (С.)
30 29 65 35 6 2 4,5 22 21 26
32 30 68 40 7 2 4,5 24 23 28
35 33 68 40 7 2 5,0 26 25 30
38 36 76 40 7 2,5 5,5 28 27 32
40 38 78 40 8 2,5 6,0 30 29 35
42 40 78 40 8 2,5 6,0 30 29 36
45 43 88 45 8 2,5 7,0 34 33 40
48 45 92 45 8 2,5 7,0 36 35 42
50 47 92 45 8 3 7,5 36 35 42
55 52 98 50 10 3 8,0 42 41 46
60 57 98 50 10 3 9,0 45 44 52
При м е ч а ни е. Здесь и в табл. 2 10 S размер ПОД ключ.
..;;
ос <-.i
(:;:)... 1:$'
I I
ес, ....
t:;,
;:,..
с::,
Е::
:t:
Для изrотОВЛСНИЯ режущих пластин ЩНlмсняется твердый сплав
марки Т15К6, а армирование сменных колодок базовых направляю-
щих производилось твердым сплавом марки ВК8. Сверление этими
сверлами необходимо проводить с маслоприемниками. Охлаждающая
жидкость сульфофрезол подается под давлением Р == 20....;-..-8 кrlсм 2 .
Требуемая производительность насоса Q == 200 л/мин.
3
.-<:::
120
ДПП'lI/(Of'тся одfютffОЯ
/(ОIf.'jСIfОСIПЬ 000,2/"7/"7 Ifa fOОмм
ОЛlJlfЫ
L
Рис. 17. Сверло однокромочное:
1 корпус; 2 направляющие; 3 резец
1 В работе принимал участие канд. техн. наук А. д. МИХiJЙJЮIJ.
8
29
При этом средняя производительность сверления 1 заrотовок из
стали твердостью Н В 179 229 кП мм 2 при скорости резания V c ==
== 70+90 м/мин и подаче 80 == 0,08+0,15 мм/об достиrает 2,5
3,5 м/ч.
При эксплуатации однокромочных сверл (особенно g 50 60 мм),
кроме неудовлетворительной стойкости направляющих, были выяв-
лены и друrие существенные недостатки. Это в OCllOl3IlOM трудность
напайки твердосплавных пластин и затачивания передНИх торцевых
уступов режущей кромки, приме
няемых для разделения стружки
по ширине. Было замечено также,
что толстые твердосплавные пла
стины мало технолоrичны при на-
пайке.
Шлифование базовых направляющих и калибрующих режущих
кромок проводится В сборе с корпусом сверла на специаuльных кон:
сольных оправках с коническим хвостовиком и приемнои резьбовои
частью для навинчивания сверл.
Затачивание переднеrо торцевоrо уступа вызывало большую по
терю твердоrо сплава. Поэтому была I1\Ю 11 сде 11 а rЮllыrка составлять
режущую кромку сверла из двух пластин (рIlС. 18). 13 lюследствии от
этоrо отказались, так как при переточке ОДНОКРОМОЧ110rо сверла
с двумя напайнымИ пластинами 1 и 2 (снимаемый слой твердоrо сплава,
отмечен на рисунке штриховкой) между пластинами обнажается
стык 3. В этот стык заклинивается стружка и разрушает режущую
кромку сверла, выводя ero из строя. Кроме ТUП>, при перепайке
пластин корпус сверла требует ДОПОЛI\II f{'ЛЫIUП> ремонта, так как
часто происходило ero короuленне.
В связи с отмеченными нсдостатками возникла необходимость
в переходе от напайных твердосплавных пласти к cMeHH!,IM резцам.:
Однако опыт показал, что изrотовление однои сменнои режущеи
3
Рис. 18. Эскиз составной режу-
щей кромки сверла:
/ и 2 пласТИИЫ твердоrосплава;
3 стык между пластинами
КрОМки с торцевым уступом ИЛИ двух режущих кромок, образующих
торцевой уступ, не оправдывает себя. Для изrотовления сменных
кромок можно применять либо стандартные пластины одноrо типо-
размера, закрепляя их в корпусе сверла механически, либо припаи-
вая пластины к металличеСl<ОЙ державке, имеющей устройство для
надежноrо закрепления в корпусе инструмента. Механическое креп
ление проrрессивнее пайки, однако оно требует для каждоrо диаметра
сверления наличия пластин одноrо типоразмера. Это сильно оrрани
чивает применение механическоrо крепления, которое целесообразно
только при централизованном изrотовлении сверл rлубокоrо сверле-
ния, коrда формы и размеры твердосплавных пластин, удобные для
осуществления механическоrо крепления, предусмотрены [ОСТом.
Применение одной державки для резцов однокромочных сверл
lIеконструктивно, держав ка должна быть достаточно жесткой, а
это можно получить лишь за счет ослабления корпуса сверла.
ДBYX и трехрезцовые сверла. Для разrрузки базовых направ
ляющих сверла было принято решение разделить режущую кромку
lIа две (или три) части и расположить эти части одна относительно
друrой под уrлом (см. рис. 20 и 21). Так были созданы вначале двух-
резцuвые, а затем для более крупных диаметров сверления, и трех-
резцовые сверла, которые обладали способностью без торцевых усту-
нол Д('ЛIIТЬ стружку по ширине. Кроме Toro, они имели разrруженные
11() <'P;lIIII('IIHIO С ОДIIОКРОМОЧIIЫМИ сверлами базовые направляющие.
Ре:ЩI,1 и Ililllраllлтощне у двух- и трехкромочных сверл были выбраны
IIСТШШЫМИ, сменнымИ.
Схема сил, действующих в плоскости, перпендикулярной оси
ДIlУлl\\10l\10Чllоrо (двухрезцовоrо) сверла, приведена на рис. 19.
у H()I'() CII\')1./I;I, 1\;11\ IIIЩIIО 11:\ P"CYIII{,I, СУММ<lрll<lН раВlIодейст-
BYIIIIII.,I!! 111111\'1""1111.1\ {'IIJI
F"
1Ft
Рис. 19. Схема сил, действующих в
плоскости, перпендикулярной оси
двухрезцовоrо сверла
/ }; ::::; N"1 /- N"2 +- Р Ч I J-''t2 к/'
(12)
Очень важно то, что 1l0переЧШJЯ равнодействующая сила R:r.2
11\) отношению к аналоrичной силе R:r., действующей на однокромоч-
lI()е сверло, здесь существенно меньше, если оба сверла работают
11<1 одном и том же режиме, т. е.
О R:r.2 < R:r.. (13)
Неравенство (13) показывает, что сила R:r.2 может быть доведена
11 до нуля. Величина R:r.2 зависит от уrла между режущими KpOM
ками: при (U == 1800 R:r.2 == О (здесь влиянием скорости резания на
силы сопротивления Р zi пренебреrаем).
Эти сверла можно проектировать как с одинаковыми, так и с раз
личными по ширине резцами. Во втором случае следует центральный
резец делать шире, чем периферийный. Основанием для этоrо является
то, что центральный резец снимает припуск примерно в три раза мень-
ший по объему, чем периферийный резец, работая при этом со значи
('ельно меньшей скоростью.
1 Средняя производительность при хорошо освоенном процессс может быть
значительно увеличена за счет повышения скорости резания. u()лыная IIрОИЗВОДИ
тельность соответствует сверлам большеrо диаметра.
30
31
в промышленносТtI применяются двухрезцовые сверла и с ОДИНа-
ковыми по ширине резцами. Они хорошо зарекомендовали себя в ра-
боте, так как значительно удобнее в эксплуатации, чем однокромоч-
ные напайные сверла.
Наблюдение за работой сверл при их врезании и выходе привело
к необходимости введения третьей пружинной направляющей.
Эта направляющая способствует более устойчивой работе сверла и
устраняет износ при трении корпуса сверла о поверхность просвер-
ленноrо отверстия заrотовки. Действительно, при завершении про-
хода, коrда сверло выходит из отверстия, центральный резец, будучи
выдвинутым вперед, перестает работать, а следовательно, ввиду от-
сутствия дополнительной направляющей, начинает работать корпус
сверла.
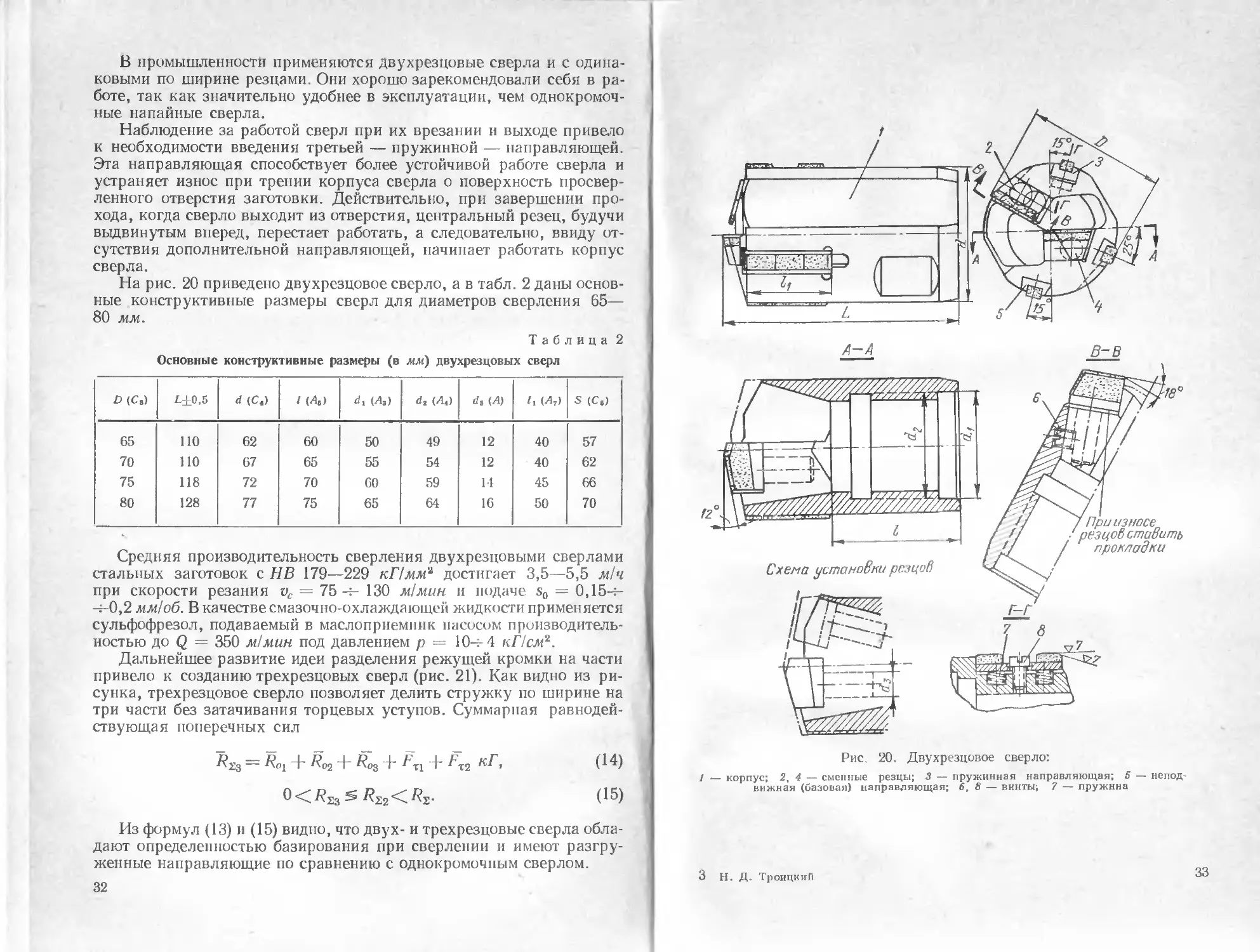
На рис. 20 приведено двухрезцовое сверло, а в табл. 2 даны основ-
ные конструктивные размеры сверл для диаметров сверления 65
80 мм.
Таблица 2
Основные конструктивные размеры (в мм) двухреЗЦО8ЫХ сверл
D (Са) I L:l::O,5 I d (С 4 ) I 1 (А.> I d, (А.) I d. (А.> I d. (А) I 1, (А 7 > I S (С.)
65 110 62 60 50 49 12 40 57
70 110 67 65 55 54 12 40 62
75 118 72 70 60 59 J.1 45 66
80 128 77 75 65 64 16 50 70
Средняя производительность сверления двухрезцовыми сверлами
стальных заrотовок с НВ 179 229 кПмм 2 достиrает 3,5 5,5 м/ч
при скорости резания V c == 75 + 130 м/мин н подаче 50 == 0,15+
+0,2 мм/об. В качестве смаЗОЧlю-охлаждающсii жидкости применяется
сульфофрезол, подаваемый в маслопр"еМНIIК насосом ПРОllзводитель-
ностью до Q == 350 м/мин под давлением р == 10 1 кЛсм 2 .
Дальнейшее развитие идеи разделения режущей кромки на части
привело к созданию трехрезцовых сверл (рис. 21). Как видно из ри-
сунка, трехрезцовое сверло позволяет делить стружку по ширине на
три части без затачивания торцевых уступов. Суммарная равнодей-
ствующая поперечных сил
R};З == -ЙО 1 + Й О2 + Ro 3 + 1 + f 2 KF,
О <R};З 5 R};2<R};.
(14)
(15)
Из формул (13) 11 (15) видно, что двух- и трехрезцовые сверла обла-
дают определенностью базирования при сверлении и имеют разrру-
женные направляющие по сравнению с однокромочным сверлом.
32
L
A A
B B
"t:;'"
....
"c::i
t
ПРUll3110се
. резцоtJ ста8ить
,/ ПРOl(//{J8КlI
Схема !/стаНDВКИ рсзцо8
Рис. 20. Двух резцовое сверло:
1 корпус; 2, 4 сыеIlные резцы; 3 пружинная направляющая; 5 непод.
вижная (uазовая) направляющая; 6, В ВИНТЫ; 7 пружнна
3 н. д. Троицкий
33
Таблица 3
Основные размеры (в мм) трехрезцовых сверл (рис. 21)
о
..,.,
\;
5
Основные размеры трехрезцовых сверл g 85 120 мм приведсны
в табл. 3.
Средняя ПРОИЗВОДIlтельность сверления стальных заrотовок
(НВ 179 229 кПмм 2 ) достиrает 2,5 5 м/ч 1 .
Сверлами, имеющими резцы армированные твердым сплавом
МарКИ Т15К6, рекомендуется работать при следующих режимах
резания: V c == 70+120 м/мин, 50 == 0,18+0,22 мм/об. Производитель-
ность насоса Q == до 450 л/мин при давлении жидкости (сульфофре
зола) р == 3+8 кПсм 2 .
7
о
L
A A
D (св) I L I 1 (А.) I d (с.) I d, (Аз) I d. (А.) I d з (А) I 1, (А,) I S (С.)
85 135 80 82 70 69 13 44 75
90 135 80 86 70 69 13 44 80
95 150 90 90 75 74 14 50 80
100 155 95 95 80 79 14 50 80
105 102 95 100 80 79 15 54 90
110 167 100 105 85 84 15 54 95
115 172 100 110 85 84 16 55 100
120 177 I 105 115 95 93 16 55 105
..
<,
'"
I\ \
,,\\ ,\
fO
...,
;/
.
/ /
/,
Преимуществом трехрезцовых сверл является возможность исполь-
зования твердосплавных пластин небольших размеров.
Перепаивание резцов у двух- и трехрезцовых сверл производится
раздельно от корпусов. После переточки резцы устанавливаются
в корпусе и выставляются с помощью неподвижных компснсаторов
прокладок из листовой стали. Вначале дЛЯ ЭТОI'О нрнменяли подвиж-
ные компенсаторы винты. НО ЭКСНJlуаТ:ЩIIЯ нх 1I0казала, что они
не надежны в работе: винты «сдают» llUД деЙСТllНСМ осевых сил со-
противления резанию. Поэтому для установки резцов в сверлах
со вставными резцами применяют только неподвижные компен-
саторы.
Шлифование направляющих и калибрующих кромок периферий-
ных резцов сверл производится на спеЩl3ЛЫIЫХ ОНР:lllках и центрах.
Для этоrо оправка ввинчивается в задниЙ TUpCIL свсрла и центрируется
центрирующими поясками резьбuвоru крепления сверла, а обратный
центр с цанrовым разжимом вставляется в корпус сверла вместо
центральноrо резца (рис. 22).
Пружинную направляющую сверла следует шлифовать OДHOBpe
мен но с базовыми направляющими и периферийпым резцом. Поэтому
1'11' '1 II"'\I"'ЩII'"II' ,"11'1"1'"
111
11,
I 111"''''' "111"'''''.111111111'111'' .,. '1 1 111' 110.1. ........ "РУ 11\.11 11 IIЫС
11'11 " l' 1111111101. I IIIJV 1;,11111.
,
/
J
1 Меньшая производительность для сверл большеrо диаметр".
Рис. 22. Оправка для шлифования периферийных резцов и направляю-
щих у сверл:
J оправка; 2 сверло; 3 вставной центр; 4 шшраВЛЯlOщая CBepJJa
34
.\'
35
перед шлифованием пр ужинную направляющую устаНС!ВЛИваЮI' lIа
прокладку толщиной в 1 ММ, вынув предварительно пружины. После
шлифования прокладку снимают, а вместо нее снова вставляют пру-
жины. Винт пружинной направляющей необходимо завинчивать
на эмалевой краске. Превышение пружинной нанравляющей над
базовыми направляющими t::. == 0,5 ММ.
Затачивание резцов, в том числе и периферийных резцов, произ
водится раздельно от корпуса сверла. У периферийных кромок сле
дует оставлять калибрующую ленточку (контрольную ленточку)
шириной не более 0,03 O,05 ММ. ДЛЯ компенсации износа периферий
вых резцов и сохранения диаметра сверления неизменным у ДBYX
и трехрезцовых свер.'1 периферийные резцы располаrаются под уrлом
к оси сверла. Поэтому перемещение резца с помощью прокладок
увеличивает диаметр сверла на величину
t::.d c == Ь х siп ММ,
rде уrол между осью хвостовика перифеРИЙНОl'О резца и осью
сверла в 2рад;
Ь х ТО.'1щина прокладки (компенсатора) в М.М.
Конструкция базовых направляющих сверла также дает вuзмож
lЮСТЬ компенсировать их износ за счет небольшоrо съема материала
с одной из боковых стенок колодок и введения прокладки под направ-
лЯющие. Очевидно, что толщина прокладки, а следовательно, и при-
ращение диаметра сверления будет равно
, l1b
t::.d c == == 5,ВДЬ .ММ,
SШ 8
Из опыта проведения различных операций, например точения,
известно, что обдирочные режимы проводятся с большой подачей,
но с пониженной скоростью резания, по сравнению с чистовой обточ
кой. Работая с высокой скоростью резания, чистовые резцы обычно
имеют тонкую подачу. По аналоrии с точением было спроектировано
комбинированное сверло, которое рассчитано таким образом, что
центральный (один) резец работает на обдирочном режиме, т. е.
имеет большую подачу при низкой скорости резания, а периферий
ные резцы (два резца) на чистовом, т. е. 2
на повышенных скоростях резания и с по- 3'
дачей вдвое меньшей, чем у центральноrо q
резца. Таким образом, периферийные резцы
должны работать методом деления подачи. 5
На рис. 23 приведена компоновочная
схема комбинированноrо сверла. Из ри-
сунка видно, что сверло предстаВ.'1яет ин- 7
струмент с определенностью базирования
(R};/C > О).
Комбинированные сверла были изrотов
лены, опробованы и показали высокую Рис. 23. Компоновочная
производительность сверления. Однако схема комбинированноrо
рекомендовать подобное сверло для при сверла:
б J п 5 перпферийиые резцы;
менения в промышленности не Ы.'10 OCHO 2 пружпнная направляющая;
ваний, так как оно имело несколько суще- 3 корпус сверла; 4 цен-
тральный резец; 6 и 7 базо-
ственных недостатков: вые направляющие
1) тяжелые условия в центре сверле
ния при высокой подаче и работе с «нулевой» скоростью;
2) все три резца должны бы.'1п иметь различные ширины и требо-
вали ТОЧllоrо соrЛ<1СОВ<1I1ИЯ К(1(1М(lК 1111 псрифеРlII1 и по торцу;
3) для измельчения СТРУЖI\11 по шириие неllтральный резец дол-
жен был иметь торцевой уступ, а перифериЙные резцы стружко
разделительные канавки, располаrаемые в шахматном порядке;
4) затачивание резцов должно производиться последовата.'1ЬНО
в сборе с корпусом сверла, за исключением центральноrо реЗll ,
который должен был по rоняться по ширине к парному периферии-
ному резцу.
При сверлении в непосредственной близости от оси сверла и при
скорости резания близкой к нулю происходит не резание металла,
а скорее, ero выжимание, выдавливание. Такая своеобразная экстру
зия материала заrотовки в осевой зоне сверления подтверждается
удлинением высверливаемых стержней, сходящих вместе со стружкой,
в случае незначительноrо занижения режущей кромки у оси сверла.
Так, например, при сверлении стальной отожженной заrотовки,:
имеющей длину 6 М, сверлом с занижением центральной режущеи
кромки на 0,6 ММ, был получен стержень длиной около 9 м.
Особенно тяжелые условия возникают у центра сверла при повы
шенных подачах. Таким образом, испытания описываемых сверл
Подтвердили невозможность работы при нулевой скорости.
[де 8 уrол уклона боковой стенки колодок базовых направляющих
в 2рад (8 == 10°);
ДЬ толщина съема материала с боковой поверхности направляю-
щей в ММ.
Приведенные конструкции ДBYX и трехрезцовых сверл успешно
решая некоторые эксплуатационные вопросы (понижевие износа
направляющих, возможность замены изношенных резцов, компен-
сация; уменьшения диаметра сверления при износе, раздельная
заточка резцов и т. д.) существенно не повышают производительности
сверления. Опытом установлено, что для средних диаметров сверле
ния подача на зуб 8 z , а следовательно, и подача на оборот 80 для сверл,
работающих методом деления ширины реза, должна составлять для
сталей не аустенитноrо класса: 0,13 < 8z 0,22 мм/зуб.
Комбинированное сверло. Если учесть, что режущие кромки лю-
боrо свер.'1а работают в диапазоне скоростей от О до V e , являющейся
максимальной скоростью на периферии сверла, то становится ясным,
что тепловой и динамический режим работы различных участков KpO
мок неОДина ов. При изrотовлении режущих KPOMOI{ из одноrо режу-
щеrо материала, а это в подавляющем большинстве случаев так и
бывает, периферийная часть (периферийный резец) будет всеrда рабо-
тать в более тяжелых условиях, чем центральный резец.
36
37
При высокой производительнuсти (высоких режимах) сверления
особенно высокие требования должны предъявляться к надеж
насти следующих элементов конструкции сверл rлубокоrо CBep
ления:
1) сопряжения опор rоловок резцов с корпусами сверл;
2) закрепления хвостовиков сменных резцов;
3) перекрытия стыка центральноrо резца с узким периферийным
с помощью BToporo (широкоrо) периферийноrо резца;
4) выдерживания шахматности расположения стружкораздели
тельных канавок на торцах периферийных резцов и др.
Отмеченные выше мноrочисленные недостатки можно было бы
устранить либо путем повышения надежности инструментов, рабо
J'so тающих в основном Meтo
180 дом деления ширины реза
и имеющих определенное
базирование при сверле-
нии, либо путем использо-
вания метода деления по-
дачи. Предварительные
опыты с этими инструмен-
тами показали, что про-
цесс сверления сверлами,
работающими методом де-
ления подачи, имеет MHoro
неясноrо: особенно отход
от определенности базиро-
вания, который, как казалось мноrим практикам и исследовате-
лям rлубокоrо сверления, приведет к большим уводам.
Однако высокая производительность, получаемая инструмен-
тами, работающими методом деления подачи, была настолько заман-
чива, что мы предпочли основное внимание уделить изучению и со-
вершенствованию данноrо типа сверл.
Однокромочные сверла с внутренним отводом стружки. На рис. 24
приведено одно кромочное сверло, предназначенное для сверления от-
верстий s25 18 35 мм. Это сверло позволяет сверлить rлубокие OT
верстия в высоколеrированных сталях при скорости V c == 60....;.--
....;.--80 м/мин и подаче 80 == 0,08....;.--0,12 мм/об с производительностью
sч == 2,3....;.--4 м/ч [22].
Сверло, изображенное на рис. 24, по сравнению со сверлом, по
казанным на рис. 17, имеет следующие отличня:
1) большую относительную длину ( 2,5 раза);
2) наружный хвостовик с мноrозаходной резьбой, вместо внутрен-
ней полоrой однозаходной резьбы;
3) более длинные направляющие ( 2,5 раза);
4) уrол между направляющими (вместо уrла'Ф == 110....;.--120°), рав-
ный 'ф == 90°;
5) закрепление направляющей одним винтом посередине, вместо
плотной посадки в корпус на ласточкин хвост;
А
.........
Вu8А
/'.'
О:"
" ., ."",,"
6) ОДНа из БОkОВЫХ сторон наnраВЛ$Iющей (твердосплавная) дол-
жна приrоняться по всей длине к пазу корпуса сверла;
7) большие размеры режущих пластин;
8) уrол при вершине сверла {jJ == 21 о вместо 12° и др.
Длинные сверла в эксплуатации хуже коротких во всех отноше-
ниях. Кроме Toro, увеличение длины сверла заметно сказывается на
ero стоимости: короткие сверла не только быстрее, но и удобнее из-
rотовлять. Наружный хвостовик, принятый по нормали, действующей
до марта 1960 [., был нетехнолоrичен: требовалось нарезание MHoro-
заходных резьб, в эксплуатации имел тенденцию к заклиниванию
в стебле, для свинчивания приходилось применять ключи с увели-
ченными рычаrами и т. д. Применение BHYTpeHHero хвостовика делает
сверла более технолоrичными, позволяя производить необходимые
выборки в корпусе для лучшеrо отвода стружки. Одноходовая резьба
с крупным шаrом, как показали мноrочисленные опыты, не склонна
к заеданию. Приемный конец стебля при наличии внутренней резьбы
у сверл не выходит быстро из строя, так как он защищен достаточно
жестким корпусом сверла.
Конструкция направляющих у сверла (рис. 24) и их длина техни'
чески не обоснованы, так как они работают только одним концом,
используя 15 20% своей полной длины. Кроме Toro, их нельзя пере-
ворачивать, как у сверла, приведенноrо на рис. 17, так как при пере-
вороте стальная колодка направляющих имела бы повышенный из-
нос, вступая в контакт с материалом заrотовки раньше твердоrо
сплава. Крепление направляющих одним винтом не обеспечивает жест-
Koro соединения их с корпусом сверла. Приrонять твердый сплав
по пазу корпуса направляющих также нецелесообразно. Поэтому
твердый сплав необходимо симметрично разместить на колодке, как
это сделано у свсрла (рнс. 17), а но назу корпуСR прнrонять только
стальную колодку.
Раньше среди производствеШ1llКОВ было распространено мнение,
что чем длиннее у инструмента направляющие, тем меньше увод при
сверлении (растачивании) и тем основательнее базирование сверла
в отверстии. Для базирования сверла в отверстии не плохо было бы
иметь третью верхнюIp заднюю направляющую, которая распола-
rалась бы на окружности корпуса сверла примерно на расстоянии
120° от друrих базовых направляющих. В этом случае была бы важна
не длина направляющих, а расстояние от передних направляющих
до задней направляющей [Н'
Действительно, если сила резания действует на расстоянии [р от
передних направляющих, то можно написать следующее соотношение
(пренебреrая весом стебля):
М оn == Pzlp == Р з l н ,
[де М оn опрокидывающий момснт, действующий на сверло, вслед-
ствие консольноrо закреплсиия режущей кромки на корпусе сверла,
в кТ ,мм; Р з реакция обработанной поверхности на третью базо-
вую направляющую в кТ.
Рис. 24. Однокромочное напайное сверло с вну-
тренним отводом стружки
38
39
Очевидно, чем больше база [но тем м('ныпе p , так Kak
1
Р з == Pz l: Kr.
rлубокое сверление производят в большинстве случаев в rори-
зонтальной плоскости. Так как момент от веса стебля при этом урав-
новешивается моментом реакции Р з , то третью базовую направляю-
щую не применяют. Необходимо заметить также, что при больших
7 1..
с
17.8
Рис. 25. Однорезцовое
сверло со сменным рез-
цом и направляющими
Оценивая проведенные мероприятия по усовершенствованию свер-
ла можно сделать следующие выводы:
1) новое сверло (рис. 25), как и сверло (рис. 24), по сравнению
со сверлом (рис. 17) имеет удлиненные корпус и базовые направляю-
щие (в 2,5 раза); v
2) хвостовик для соедипения со стеблем остался без изменении;
3) новый сменный резец (вместо напайной режущей кромки) вы-
полнен конструктивно весьма неудачно: не жесткий; место заделки
хвостовика отнесено далеко от режущей кромки; хвостовик резца
слишком тонок; наклон BCTaBHoro резца на 100 малоэффективен для
компенсации износа и служит только для образования уrла 'Рl ==
=== 1,50 по периферии «носика». v
Как известно, затачивание торцевых уступов краине нетехноло-
rично, а образование выдвинутоrо вперед носика тем более затрудни-
тельно. rеометрия cMeHHoro резца такова, что при сверлении появ-
ляются уширения отверстий, так как 'Рп < 'Рц (70 < 10030'), а длины
режущих кромок, соответствующие уrлам 'Рп И 'Рц' примерно одина-
ковые.
Кроме Toro, у этоrо сверла, как впрочем и у мноrих инструментов
применяемых на практике, неправильно заданы размеры входноrо
отверстия для отвода стружки (правая верхняя проекция наvрис. 25).
Из рисунка видно, что жидкость, подводимая к режущеи кромке
через зазоры между корпусом сверла и отверстием в заrотовке, по-
ступает в основном через выборки в корпусе сверла, симметри;,ные
боковой направляющей. Кратчайший путь жидкости, отводимыи на
слив, следует задавать таким образом, чтобы она увлекала за собой
и стружку, образующуюся при сверлении, т. е. жидкость нужно
наПР,ШJI51ТЬ по тому же пути. по которому может отходить стружка.
Только нрн ЭТОМ )IOЩI,ОСТl., 1I0ЮЮДIIМУЮ п зоне резания, удается
заставить выполнять IЮJIЬ IIРIlНУДИТСЛЫЮ дсйствующеrо транспор-
тера стружки. Если этоrо не сделать, то ЖИДI<ОСТЬ может идти по
нути наименьшеrо сопротивления, не участвуя в процессе стружко-
отвода.
Если сверла работают на низких режимах сверления, то все об-
стоит блаrополучно. Но- при переходе к форсированным режимам,
надежность протекания процесса сверления резко падает. И причи-
ной этому, кроме недостаточности базирования сверла и жесткости
ero конструкции, часто является ненадежный СТРУЖКООТВОД.
В сверле (рис. 25) часть пространства входнorо отверстия, при-
мыкающеrо к выборкам, является естественным путем для отвода
большей части подводимой к сверлу жидкости, используемой не-
эффективно. Поэтому отверстие для отвода стружки в этом случае
следует сократить за счет утолщения корпуса сверла (на рисунке
штриховой линией показана необходимая корректировка отверстия
для отвода стружки). На перпыЙ взrляд требование уменьшения вход-
Horo отверстия для отвода стружки кfжетс1{'-iiаji1i)j'oксальным. Были
случаи, коrда, желая обеспечить лу ший _<:тружк отвод, на заводах
увелич вали размеры входных OTBe r " CT и. HeM . HyeMO получали
" h ,Ь: _ . j. 'Н
MG1 ;{ r. . I
39:to,s
;з
<:;;'
уrлах Ip консоль для Pz увеличивается. Поэтому желательно для спо-
койной работы сверла уrол Ip принимать равным 12 150. Увеличе-
ние уrла Ip нерационально и потому, что при этом увеличивается ши-
рина стружки, ухудшаются условия стружкодробления и стружко-
отвода.
В дальнейшем сверло, показанное па рис. 24, претерпело значи-
тельные изменения. В новой разновидности этоrо сверла (рис. 25)
введены следующие изменения: v
1) вместо напайной твердосплавной пластины введен сменныи
резец с Kpyr лым хвостовиком;
2) резец армирован твердым сплавом и ero ось расположена отно-
сительно оси сверла под уrлом 100;
3) изменена форма режущей кромкн: вместо торцевых уступов
применен центральный выступ «носию>; v
4) обе направляющие выполнены одинаковои ширины [у сверла
(рис. 24) базовая направляющая, расположенная под режущей
кромкой, была шире боковой направляющей];
5) нижпяя базовая направляющая сдвинута относителыlO верти-
кали на уrол 200, как у сверла, приведенноrо на рис. ]7 [22].
40
в поперечной ПЛОСКОСТИ инструмента равнодействующую, не равную
нулю, т. е.
отрицательные результаты. Необходимо иметь в виду, что всеrда
выполняется следующее соотношение:
FiVi == Fi+1Vi+l == . . .pnVno
R :;>0.
(16)
Это условие является необходимым, но недостаточным для Toro,
чтобы при ero наличии считать инструмент обладающим определен
ностью базирования.
На рис. 12, б схематично показано, что равнодействующая R (или
R};) в процессе сверления может отклоняться в обе стороны от cBoero
обычноrо положения на величины Д'Фl и Д'Ф2' Очевидно, что если эти
колебания будут значительными и равнодействующая R}; при этом
выйдет за пределы базовых направляющих, то ни о какой определен-
ности базирования сверла (расточной rоловки) не может быть и речи.
Поэтому определенность базирования будет иметь место только тоrда,
коrда будет существовать следующее дополнительное требование:
Д1Рi <О,5'Ф (17)
или, учитывая, что 11-' == Еl + Е 2
Д'Фi < Ei' (18)
rде Еl и Е 2 yr лы между базовыми направляющими и равнодейст-
вующей R};.
Условия (16), (17) или (18) дают только качественное представле
ние об определенности базирования инструментов.
При большом разнообразии существующих конструкций сверл
и конструкций, которые будут в дальнейшем создаваться, желательно
иметь кроме качественной и количественную оценку определенности
базирования инструментов.
Представим себе, что сверло (расточная rоловка) прокладывает
путь сквозь нС'р,ШН()I\IС'Р"I,lii IЮ СПОIIМ споiiстпзм материал заrотовки,
а при растачиваНИI1 11 СIШОЗI. lIераПIIОМСРНЫЙ припуск. В реальных
условиях инструмент действительно образует отверстие в материале,
свойства KOToporo неодинаковы в различных направлениях. Условно
примем, что заrотовка, которую надо просверлить, имеет материал
наполовину мяrкий (по одну сторону выбранноrо диаметра), наполо
вину твердый (см. рис. ..27 30), и допустим, что резание поэтому
одной половины происходит с усилием Pz == Pz , а вто р ой по
шах
лов ины С Pz == Pz .
шlП
Если принять отношение обрабатываемuстей двух половин подоб
ной заrотовки, равным
rде Р 1 . . . Рn площадь сечения маrистрали пулы10тводаa в см 2 ;
Vi . . . V N скорость пульпы в рассматриваемых сечениях
в м/сек
Если у ВХОДноrо отверстия для отвода стружки скорость течения
жидкости будет ниже скорости резания, то надежный стружкоотвод
нельзя обеспечить. Поэтому необ
ходимо, чтобы у входноrо отвер-
стия скорость жидкости V ж . в
(в м/сек) была больше скорости
резания v c , т. е. V ж . в ;::: V c .
За рубежом широко применяют-
ся однокромочные сверла Байснера
или Байснера и rеллера. Эти
Р 26 С Б " сверла предназначены для скорост-
ие. . верло аиснера
Horo сверления с внутренним от-
водом стружки (рис. 26) [49 и 51 ].
Принципиально rоловки Байснера rеллера ничем не отличаются
от наших отечественных однокромочных сверл.
Две направляющие у сверла расположены под уrлами 180 и 85°
к режущей кромке, т. е. уrол'Ф == 95° (вместо 110°). Форма базовых
направляющих аналоrична форме направляющих отече:твенных
сверл, но не предусматривает возможности переворота. Интересно
выполнен подвод жидкости к зоне резания: наибольший зазор для
подвода жидкости предусмотрен в районе периферийной режущей
кромки сверла.
5, ОБ ОПРЕДЕЛЕННОСТИ БАЗИРОВАНИЯ
СВЕРЛ r ЛУБокоrо СВЕРЛЕНИЯ
Описанные выше ОДНО-, двух- и трехрезцовые сверла по принятой
классификации (см. п. 1) относятся к инструментам с определенно
стью базирования.
Термин «определенность базирования» достаточно широко pac
пространен среди технолоrов и конструкторов инструментальщиков,
занимающихся вопросами rлубокоrо сперлсиия 11 rлубокоrо paCTa
чивания отверстиЙ.
Широкое распространсннс этоrо термина указывает и на прак
тическую значимость обозначаемоrо им фактора для процессов r лу
бокоrо сверления и растачивания, хотя, как это будет показано
В дальнейшем: среди специалистов существует не совсем правильная
оценка ero роли.
Обычно под о п р е Д е л е н н о с т ь ю б а з и р о в а н и я по
нимали такое сочетание сил в процессе резания, которое создает
42
Pz
ч 2
O Р zm1п ,
(19)
то принятые жесткие условия для работы инструментов будут при-
емлемыми для количсствсниой оценки определенности базирования
различных конструкций ИlIструментов при данной величине разно
обрабатываемости '1']0'
Действительно, при оrносительном вращении сверла и заrотовки
режущие кромки и направляющие инструмента будут иметь контакты
43
с материалами различных обрабатываемостей При этом поперечная
равнодействующая R:F. может менять не только свою величину К р ,
но и свое направление K'IjJ относительно корпуса сверла. По этим двум
коэффициентам, выражающим изменение равнодействующей попе-
речных сил, действующих на сверло за ero полный поворот относи-
тельно заrотовки, особенно по коэффициенту K'IjJ, можно судить об оп-
ределенности базирования инструментов и расположить изучаемые
инструменты в ряд с учетом значений вычисленных коэффициентов.
Коэффициент К р l' показывающии изменение величины равно-
действующей поперечных сил R:F. для однокромочноrо сверла, равен
R
К :F.min 1
Pl== 'YjO== ,
x
(21)
а коэффициент К....l' указывающий на изменение направляющих по-
перечной силы в процессе работы при 'yj о 2,
М,>М ;
Я"
Rr;,
К 2 LlФmа !... О
'Фl Ф .
(22)
I
R ,
I
r
r
в данном случае равнодействующая R:F. является наибольшей
из возможных при заданном режиме резания для любых видов
сверл. Это указывает на То, что корпус сверла своими базовыми на-
правляющими надежно прижат (базируется) к обработанной по-
верхности отверстия. С точки зрения спокойной (плавной) работы
инструмента это весьма блаrоприятно, но отрицательно влияет
на долrовечности базовых направляющих сверла.
Для Toro чтобы уменьшить износ направляющих, оставляя зна-
чения коэффициентов К р и K'IjJ и режим обработки неизменными, не-
необходимо перейти к кольцевому сверлению одно кромочным сверлом.
При этом длина режущей кромки сократится, а следовательно, ве-
личина R 2 и износ направляющих уменьшится.
Чтобы получить сопоставимые результаты при сравнениях ин-
струментов, следует вычислять R:F. при одинаковой подаче на обо-
рот 50' а не Пр1l ОДllшнюпоii подаче па зуб 5z. Это следует знать потому,
что при СО1l0стзnлеl11111 III1CTPYMl'1I1011, раGотающих методом деления
ширины реза, с IIНCI'PYM 1I ('аМII, раGотаЮЩIlМII методом деления
подачи, может по казаться правильным проводить сравнение при оди-
наковых наrрузках на зуб, т. е. при работе инструментов с ОДИНа-
ковыми величинами 52' Однако при этом можно получить для ин-
c pYMeHTOB, работающих методом деления подачи, величину R:F.
ббльшую, чем для одно кромочных сверл. Действительно, при числе
режущих кромок z == 2 и при уrле между резцами а < 1200 У двух-
резцовоrо сверла, работающеrо методом деления подачи, R:F.2n >
> R:F.i' При этом не надо забывать, что однокромочное сверло в дан-
ном случае работает с подачей вдвое меньшей, чем двухрезцовое
сверло, и имеет определенность базирования большую, чем двух-
резцовое сверло, рС}ботающее методом деления подачи.
На рис. 28 представлены схема действия сил и rрафики изменения
сил R:F.2n для двухкромочноrо сверла, работающеrо методом деления
подачи, при уrле между реЖУЩlIl\Ш !{ромками а == 180°. У этоrо
сверла при М =1= const
/800
360 и
о
/80
(}l сопst
Я Е ,
З6D
r(zpaiJ
Рис. 27. Схема действия сил и изменение величины и положения силы
R:F. у однокромочноrо сверла
При определении величины R:F. в данном случае силами трения F 1:i
пренебреrаем.
Предлаrаемую методику оценки определенности базирования ин-
струментов рассмотрим на следующих примерах.
На рис. 27 приведены схема дейстnия сил и rрафики изменения
величины (верхний rрафик) и напраnления (нижний rрафик) силы R}:.
однокромочноrо сверла на один ero оборот относительно заrотовки.
Из rрафиков видно, что однокромочное сверло является инстру-
ментом с абсолютной определенностью базирования, так как при
любых условиях работы, даже при врезании и выходе инструмента
(в этом леrко убедиться), равподейстпующая R:F. при М =1= const
(М 1 И М 2 условное обозначение оGраGатываемости материала) не из-
меняет cBoero положения \ т. е.
81 == const; R:F.l =1= const. (20)
1 Здесь и дальше (см. рис. 27 30) уrлом 8 измеряется положение равнодейству-
ющей R'I:; от центральнои режущей кромки сверла. Индексами 1, 2, 2п и 3 отмечены
соответственно значения R:F.' 8, К р н K'IjJ дЛЯ однокромочных, двухрезцовых, рабо
тающих методом делеШIЯ подачи (2п), и трехрезцовых сверл.
44
8 2n =1=- const; R:F.2n =1= О.
45
Коэффициент, ПОl<aзываtoщии изменение Величины paBHoJteii-
ствующей R:F.2n при принятых условиях, В этом случае будет равен
(см. рисунок и табл. 4)
К R1;mln 20.2
Р2n R 'У/о == 20 == 2,
:F. max
на то, что равнодействующая R1; выходит за пределы базовых на-
правляющих. Успешная работа такими инструментами при тяжелом
режиме сверления может производиться только при принятии со-
ответствующих мер (см. rл. IV).
Анализируя рассмотренные выше инструменты (однокромочное
сверло и двухкромочное сверло, работающее методом деления подачи
и имеющее уrол между режущими кромками, равный 1800) можно
сделать вывод, что эти инструменты в отношении определенности
2 Ll'Фmах
К -ф2n === 'Ф
а коэффициент, указывающий на изменение положения R1;2n при ра-
боте инструмента,
2.180"
1100 3,3.
M,>M z
R Еzп RE.!n
!80 0
JБО О
eJn R т
8 zn 6211
R E , В.2рОО
R:,
R R1f,
I JБОО
Br
Bf 01 в:
f80 0
в:
!ВО
8,ёра8
Рис. 29. Схема действия сил и изменение величины и положения силы
R1; двухрезцовоrо сверла, работающеrо методом деления ширины реза
базирования антиподы. Однокромочное сверло обладает наивыс-
шей опреДСЛСIllIOСТЫО (,а,IIIРОnClllIIЯ, а ДIЗУХI<ромочпое наинизшей.
Расчеты определенпости uаЗIlР()ВВПШI раЗЛIIЧНЫХ вариантов ин-
струментов леrко подтверждают данныii вывод. Учитывая это, можно
ожидать, что для всех существующих и вновь проектируемых ин-
струментов должны выполняться следующие неравенства:
Рис. 28. Схема действия сил и изменение величины и положения силы
R1; у двухрезцовоrо сверла, работающеrо методом ,[\еления подачи
Здесь и в дальнейшем уrол между базовыми направляющими
сверла принят равным 'Ф === 110°. На самом J\еле подобные сверла,
не имеющие определенности базирования. обычно изrотовляют
с четырьмя направляющими, расположенными под уrлом 900. Orpa-
ничиться при этом постановкой только двух направляющих под yr-
лом 'Ф === 180°, как это принято у спиральных сверл, нельзя, так
как калибрующие ленточки (они же выполняют функцию направляю-
щих) у спиральных сверл расположены непраlЗlIЛЬНО, поэтому в слу-
чае наличия поперечной разнообрабаТЫlЗвемости спиральное сверло
не имеет опоры и работает неспокоiiпо.
Результаты расчетов, приведенные в формулах (19), (21) и (22),
показывают, что двух кромочное сверло при сверлении идеально
однородноrо материала не имеет базирования, так как сила R1;2n
отсутствует. При сверлении же материалов, имеющих поперечную
разнообрабатываемость, сверло «бросает» из стороны в сторону
(К-Ф2 == 3,3). к.оэффициент К-ф, превышающий единицу, указывает
46
К р2n < K pi < K p1 или 2 Kpi l,
К-Фl < К-Фi < К Ф2n или О К-Фi 3,3,
(23)
(24)
rде К р; и К-Фi коэффициенты, характеризующие степень бази-
рования любых анализируемых инструментов;
К Р1 и К-Фl коэффициенты определенности базирования, со-
ответствующие однокромочному сверлу;
К Р2 и К-Ф2n коэффициенты определенности бизирования для
двухкромочных сверл, работающих методом деле-
нпя ПОJ\ачп с сх == 180°.
На рис. 29 и 30 Прllведспы схемы сил и rрафики изменения силы
соответственно для двух- и трехрезцовых сверл, работающих методом
деления ширины реза.
f7
Для Двухрезцовоrо сверла (рис. 29) при 82 =F const и R'l;2> О
К Р2 == 1; К$2 == 0,92;
для трехрезцовorо сверла (рис. 30) при 8:1 =F const и R'l;3 ;:::: О
К рз ;:::::0; К$3 == о.
M,>M z
п
Я Е
RE3
1800
, ш
1/
JБОО ЯЕЗ
8 1 (при М, >211 ;)
rв O? пРиl1""7 RJ1
e J
eff (npиM,<2fvl z )
В, ероВ
Рис, 30. Схема .l\ействия сил и изменение величины и положения силы
R'l; у трехрезцовоrо сверла
В табл. 4 приведены данные об определенности базирования четы-
рех разновидностей сверл для rлубокоrо сверления.
Приведенные в таблице данные о ДBYX и трехрезцовых сверлах
подтверждают вывод, сформулированный неравенствами (23) и (24).
Таблица 4
Данные об определенности базирования сверл
Параметры сuерл
ВИД сверла R'l;cp I R'l;тaK I R'l;mlJ1 I L\.$ша>< I 0,5$ I /(р I /($
в 1Cr в 1Cr в 1Cr в ерад в zpaa
Однокромочное 60 80 40 О 55 1 О
(рис. 27)
Двухкромочное, ра- О 20 20 180 55 2 3,3
ботающее методом дe
ления подачи (рис. 28)
Двухрезцовое 16 26 13 50 55 1 0,92
(рис. 29)
Трехрезцовое 20 40 О О 55 О О
(рис. 30)
При м е ч а н и е. Мер 60 1Cr, М mаХ 80 1Cr, M m1n 40 1Cr, 1)0 2.
48
I
Вместе с тем на основании этих данных можно сделать вывод и о том,
что трехрезцовые сверла обладают большей определенностью бази-
рования, чем двухрезцовые сверла (ДО '1')0 <2, R'l; > о).
mln
Проверка на определенность базирования двухрезцовых сверл
показала, что у этих сверл неудачно выбрано расположение базовых
направляющих (R'l;2 расположена несимметрично относительно
базовых направляющих) и мал уrол между ними. Это показывает, что
расположение одной из базоlЗЫХ направляющих на одном диаметре
с калибрующе/r перифериЙной кромкой резца для возможности опре
деления диаметра сверла на рабочем месте паrубно влияет на оп-
ределенность базирования двух резцовых сверл. Инструменты, прежде
Bcero, должны работать плавно и уверенно, а для этоrо они должны
иметь хорошую базировку в прокладываемом отверстии. Поэтому
в случаях, аналоrичных двухрезцовому сверлу, целесообразно pac
полаrать базовые направляющие в корпусе исходя из расчетных
данных. Для удобства измерения диаметра сверла можно peKOMeH
довать в ero корпусе на одном диаметре с калибрующей кромкой
образовать rлухое резьбовое отверстие, в которое при необходимости
замеров диаметра всеrда можно установить симметрично калибрую
щей кромке винт и измерить диаметр сверла.
.l\1ноrочисленные опыты, проведенные с различными по KOHCTPYK
цИИ сверлами для rлубокоrо сверления (и с расточными rоловками)
показали, ч т о оп р е Д е л е н н о с т ь б а з и р о в а н и я о б е -
с п е ч и в а е т п л а в н у ю, с п о к о й н у юра б о т у и н
струментам и повышает общую надежность
про Ц е с с а с в е р л е н и я. Отсутствие определенности бази
рования инструментов приводит часто к появлению оrранки на поверх
ности образуемых ошерстиЙ (см. rл. lV).
6. СВЕРЛА, НЕ ИМЕЮЩИЕ
ОПРЕДЕЛЕННОСТИ БАЗИРОВАНИЯ
Рассмотрим сверла, работающие методом деления подачи и пред-
назначенные для CKOpocTHoro сверления. Сверла друrих конструкций
для HecKopocTHoro сверления подробно описаны в работах [9, 22,
28]. Из этих сверд наиболее часто применяются в производстве
сверла КК3 с М образной заточкой. Они обычно отливаются из
быстрорежущей стали Р18 с последующей их обработкой и заточкой.
С це.'IЬЮ экономии быстрорежущей стали применяют сварные встык
сверла (режущая часть сталь Р18 + хвостовик сталь 50).
На рис. 31 показано двухрезцовое сверло [35, 40], рассчитанное
на сверление СКlЗозных отверстий е; 65 130 М.М с внутренним OT
водом стружки 11 С делением подачи. Средняя производительность
ero Sч == 8712 Jrt/J,lIIH 1 при v e == 1207150 M/JrtuH и So == 0,367
70,4 МJrt/об. Работа ПРОIIЗВОДИТСЯ с маслоприемником при давлении
1 Большая производительность ДЛя сверл меньшеrо Диаметра.
4 Н. Д, ТРОI1ЦКjllI
49
смазочно-охлаждающей жидкости р == 1578 КПСJrt 2 и производи
тельности насоса Q == до 500 Л/JrtUН. При сверлении образуется тон-
кий стержень диаметром d o :=::::: (0,1570,2) d e , JrtM. Сверление этими
сверлами можно производить только при наличии специальных
«упруrих» муфт (см. rл. IV).
В табл. 5 приведены основные конструктивные размеры сверл
для диаметров сверления 60 130 JrtJrt.
Таблица 5
Основные конструктивные размеры (в М.М) двухрезцовых сверл,
работающих методом деления подачи
'\::j
,1
D (Са) 11 d (С.) ! d, (Аа) I d. (А.) I d a (Аа) I d. I d. (А) I L /1 (А.) I s (С а)
60 57 45 39 44 9 91,4 30 12 50
65 62 50 44 49 10 102,2 35 12 55
70 66 55 49 54 10,5 107,7 38 14 60
75 71 60 53 59 11 1l8,O 42 14 65
80 76 65 58 64 12 126,6 44 16 70
85 81 70 61 69 13 137,0 44 16 75
90 85 70 61 69 14 144,2 50 17 80
95 89 75 66 74 14 159,7 50 17 80
100 95 80 71 79 15 166,2 55 18 85
105 100 80 71 79 15 166,7 56 18 90
110 104 85 76 84 16 175,1 68 20 95
115 108 85 76 84 17 178,6 68 20 95
120 114 95 85 93 18 190,8 74 22 105
125 118 95 85 93 19 191,0 74 22 110
130 123 105 95 103 20 197,4 74 22 115
4
A A
ц,
.;;: '1::3
Рис. 31. Сверло для скорост-
Horo сверления, работающее
методом деления подачи:
1 корпус; 2, 3 резцы; 4,
5 направляющие; 6 виит
три раза), очевпдно, следопало I1С'реЙТII на метод деления подачи,
а вместо uднOI'О РС'ЗЩl В:ШIЪ дпа IIJI1I rpIl резца, участвующих в делении
(умножении) подачи, т. е. 8!) Z 8z А1Аt/uб.
Изrотовить такое сверло проще Bcero было припайкой резцов
к их корпусу, а так как три или две режущие кромки трудно pac
положить у центра резца, то сверло следовало делать коль
цевым. .
Такие сверла были изrотовлены и испытаны. Они показали
рекордную производительность, но низкую надежность в работе.
Кроме частых выкрашивапий режущих кромок, у них при сверлении
появился новый дефект orpaHKa. Сверление требовало тщатель
ной отработки процесса. Особенно трудно проходило врезание и
выход инструмента из заrотовки. Сложность ремонта поврежденных
сверл заставила полностью отказаться от непосредственноrо при
паивания твердоrо сплава резцов и направляющих к корпусу
сверла.
Трехрезцовые сверла о)<ззались слпшком ажурными, так как в пе
реднем торце корпуса потребопалпсь три входных отверстия под
стружку. Поэтому новое сперло решено было сделать двухрезцовым,
со сменными резцами и направляющими, а режущие кромки располо-
жить по одному диаметру.
6
Созданию конструкции оппсываемоrо СJ3ерла предшествовало
проведение значительноrо объема эксперпмент,:льных работ и испы
тания мноrочисленных вариантов конструкции сверл.
При разработке сверла данной конструкции были поставлены
следующие основные задачи:
1) повысить производительность сверления по сравнению со
сверлами существующих КОНСТРУЮOlй;
2) увеличить надежность работы сперл lIа скоростном режиме
сверления;
3) снизить стоимость инструмента;
4) облеrчить условия эксплуатации сверл. u
На первый взrляд задача казалась довольно простои, так как
имеющиеся OДHO , ДBYX и трехрезцовые сверла обеспечивали произ
водительность сверления при отлаженном процесс е около 5 6 м/ч.
Для дальнеишеrо увеличения производительности сверления (в ДBa
50
4*
51
Таблица 6
ucHoBHыe tеометрические параметры кольцевоrо сверления
ПО которой должна йымыватЬСя стружка. Из этоrо следует, что уЕе.
личение диаметра стержня вызывает необходимость тщательноrо
измельчения струж!ш (и по длине и по ширине), а также неминуемо
приводит к повышению рабочеrо давления жидкости, транспортирую
щей стружку.
Еще большее неудобство при кольцевом сверлении возникает
при больших диаметрах высверливаемых стержней. Очень часто
Диаметр кольцевоrо сверления в мм I 60 I 80 I 100 I 150 I 200
Ширина реза в мм I 17 I 23 I 28 I 32 I 37
Диаметр высверливаемоrо стержня в мм I 26 I 34 I 44 I 86 I 126
При м е ч а н и е. Сверлеиие отверстий 0 150 и 200.мм проводится е наружиым
отводом стружки.
Вначале не совсем ясно обстояло дело с высверливаемым стерж
нем. Наиболее часто для кольцевых сверл за рубежом применяют
диаметры стержней, приведенные в табл. 6.
Опыт кольцевоrо сверления показывал, что высверливаемый
стержень затрудняет нормальное протекание процесса сверления.
так как занимает в стебле центральную часть. Если бы сверление
производилось сверлом для сплошноrо сверления, то отходящая
стружка имела бы возможность перераспределяться по сечению
стружкоотвода за счет центральной полости стебля, так как с этой
части удаляемоrо материала образуется наименьшее количество
стружки. При кольцевом же сверлении в зазор между высверливае
мым стержнем и внутренней поверхностью стебля поступает боль
шое количество стружки. Из рис. 32 видно, что
d c == d o + 2 (а + в + с) мм
Рис. 32. Сечение заrотовки при сверлении сверлами, пока-
занными на рис. 31
d c == d e + 2В .М.М,
(25)
(26)
стержень вследствие пере распределения внутренних напряжений
в материале заrотовки подверrается значительному короблению.
В этом случае он оказывает даП./Iеllllе на внутреннюю поверхность
стебля, изнаШlluая CI'. 1III00'jta 1l0JIof)Hue ЯlЗлсние может оказаться
причиной нарушения стружкоотr;ода, Та!< 1<:11< ОТХОДящая стружка
может заклиниваться между стеблем и покоробленным стержнем.
Особенно неприятно выводить и вводить сверло, коrда покороблен
стержень. Ввод сверла, как правило, в таких случаях произ-
водится не одним, а двумя операторами.
Для борьбы с короблением стержня большоrо диаметра применяют
иноrда специальные ПОДД,ержки [22]. Поддержка должна BCTaB
ляться в расточенное ОТlЗерстие предполаrаемоrо стержня до
начала кольцевоrо сверления. Расточка отверстия, закрепление ПОk
держки и манипулирование с ней после завершения прохода вы-
зывают дополнительные затраты времени и потому ее стараются
по возможности не применять.
Из Bcero lЗышесказанноrо следует, что у новых кольцевых сверл
диаметр высверливаемоrо стержня должен быть не более O,2d c '
Такие размеры стержня при работе сверл дали следующие пре-
имущества:
1) обеспечили уход от «нулевой» скорости и зоны больших пла
стических деформаций, вызывавших сколы твердосплавных резцов
в центральной зоне сверла;
и
rде В ширина реза кольцевоrо сверла в М.М;
а радиальный зазор для отвода стружки и охлаждающей
жидкости в Jl.tAt;
Ь толщина стенки стебля в м.м;
с радиальный зазор для подвода жидкости в зону резания в MJl.t.
Вычитая из уравнения (26) уравнение (25), получаем
В == а + Ь + с MJl.t. (27)
Из формулы (27) видно, что уделяемый нрн !<ольцепом сверлении
слой материала В значнтелыю больше ширины зазора а, в который
он должен быть отведен.
При увеличении диаметра высверливаемоrо стержня зазор с
для подвода охлаждения, как правило, не изменяется, а толщина
стенки стебля может изменяться только незначительно, так как при
большой rлубине кольцевоrо сверления стебель должен быть жестким.
Поэтому увеличение ДИaI\Iетра высверливаемоrо стержня приведет
к резкому сокращению сечения кольцевой полости внутри стебля,
52
53
2) не Жесткий стержень не изнашивает стебеЛЬ сtзерЛа И не за А
трудняет в случае необходимости прохода новым сверлом вход
инструмента в отверстие;
3) облеrчается стружкоотвод, а следовательно, не повышается
давление рабочей жидкости;
4) при сверлении rлухих отверстий извлечение стержня не преk
ставляет особых затруднений, так как ero можно леrко отделить
от заrотовки.
Таким образом, принятые размеры высверливаемых стержней
повышают надежность работы новых сверл (рис. 31) и улучшают
их эксплуатационные свойства.
Узлом сверла, потребовавшим мноrочисленных доработок, яв
ляются также резцы и их сопряжение с корпусом сверла. Для созда
ния жесткоrо соединения резцов с корпусом сверла и обеспечения
точности установки без дополнительных приrонок и реrулировок при
шлось отказаться от компенсаторных прокладок и расположения осей
хвостовиков резцов под уrлом к оси сверла. Было решено изrотов-
лять резцы с круrлыми хвостовиками, как у ДBYX и трехрезцовых
сверл. Однако обычные хвостовики, имея сопряжение с корпусом
А
сверла по посадке П' недостаточно удобны в эксплуатационном
отношении (то хвостовики резцов «проваливаются» в корпусе сверла,
то приходится их заколачивать в корпус свинцовыми, латунными,
а иноrда и обычными стальными молотками). При изучении заВОk
ских сверл у мноrих резцов на переднем торце державки имелись
следы ударов и деформации материала. Сопряжение же хвостовиков
резцов с зазорами также преждевременно выводило резцы из строя.
Было замечено, что корпуса сверл выходили из строя из-за разработ-
ки посадочных rнезд под резцы.
Все это привело к конструкции резцов с ц а н r о в ы м раз-
ЖИМОМ,хвостовиков И асимметричным pac
положением rоловки резцов относительно
х в о с т о в и к о в.
Цанrовый разжим хвостовиков вставных резцов значительно
повышает культуру эксплуатации сверл. Резцы свободно YCTaHaB
ливаются в корпусе сверла до упора в базовую стенку, а затем OT
верткой разжимается хвостовик со стороны задней части сверла.
Корпус при постановке резцов не изнашивается, так как «лепестки»
хвостовика при вводе в корпус сверла находятся в lIеразжатом по
ложен ии.
При замене резцов необходимо только вывернуть HeMHoro раз-
жимной винт, и резец свободно выходит из корпуса сверла.
Существенное значение при базировании резца в корпусе сверла
имеет асимметричное расположение rоловки резца относительно
хвостовика. В результате этоrо rоловка резца всеrда плотно при
жата силами резания к опорной площадке корпуса сверла, особенно
в зоне периферийной режущей кромки. У центральноЙ части сверла
резцы поддерживаются хвостовиками.
54
Принятая конструкция узла резцов позволила проводить зата-
чивание резцов раздельно от корпуса сверла с помощью специальной
оправки, на которой rpynna резцов (1O 20 шт. и более) шлифуется
по uBceMY режущему контуру с одной установки [41]. Шлифоваль
ныи станок настраивается последовательно для шлифования всех
элементов режущеrо контура резцов. После шлифования резцы про-
ходят заточку уrлов резания отдельно от оправки. При этом у pe
жущеrо контура необходимо оставлять контрольные ленточки ши
риной не более 0,05 .iJ-t.iJ-t.
В результате такой раздельной заточки для rруппы шлифуемых
одновременно резцов обеспечивается взаимозаменяемость их. Сле-
дует иметь в виду, что половина из затачиваемых резцов на переднем
торце должна иметь стружкоразделительные канавки, расположен
ные со сдвиrом относительно переднеrо торцадруrой половины резцов.
Поэтому правильнее rоворить о взаимозаменяемости пар резцов.
Парные резцы должны иметь соответствующие клейма для обеспе
чения комплектации 11 сборки сверл.
Идея создания rрупповой оправки для шлифования режущих
контуров резцов возникла при решении вопроса о затачивании цeH
тральных калибрующих кромок резцов, оформляющих высверли-
ваемый стержень. Бы.тю ясно, что затачивать центральные калиб-
рующие кромки резцов в сборе со сверлом нерационально, так как
для этой операции потребовался бы шлифовальный Kpyr диаметром
d ш == (0,16 -7-0,2) d c . Подобный Kpyr не CMor бы обеспечить нормаль-
ную производительность, требовал высокоскоростной привод и В ра-
боте быстро изнашивался.
Учитывая эти обстоятельства, была изrотовлена оправка для
rрупповоrо lПлнфования резнов (рис. 33).
Из P"CYIII{:l 13 IIДI 10 , '11'0 РС'ЗIЩ, Дllаметрально расположенные
на оправке, имеют ЗН<JIJIПС'ЛЫIO БОЛЫlIне осевые расстояния, чем
резцы в корпусе сверла. Это CTaJIO возможным блаrодаря смеще
нию rлавных режущих кромок резцов вдоль образующих кони
ческой поверхности, являющейся поверхностью резания при свер-
лении. .
Подобное смещение вызывает изменение радиуса кривизны конт-
рольных ленточек по сравнению с радиусом кривизны, получаемым
при шлифовании резцов в сборе с корпусом сверла. Увеличение ра-
диуса кривизны приводит к уменьшению заднеrо уrла а на конт-
рольных ленточках. Однако учитывая, что контрольные ленточки
имеют небольшую ширину, будем иметь
Нт (а о а оn ) == Нт ( arctg 1 arctg R a1 ) == О,
a, o a, o "-о оп
rде а о и Ro соответственно задний уrол и радиус кривизны
леНТОЧКII, полученные при шлифовании резцов
в сборе с корпусом сверла;
a O / 1 и Ro n то же, но при затачивании на оправке для rруп
повоrо шлифования.
55
Оправка для rрупповоrо шлифования резцов сделала возможным
применять практически любой диаметр Kpyra для шлифования
центральных кромок, калибрующих стержень. Это, в свою очередь,
увеличило и производительность их шлифования [41].
Для получения необходимоrо диаметра сверления d c и диаметра
высверливаемоrо стержня d o при шлифовании резцов на rрупповой
lIраКТИI<а эксплуатации любых сверл показывает, что износ rлай-
ных режущих кромок происходит примерно по прямолинейному
закону: возрастает от центра сверла к периферии. Поэтому при
перешлифовывании или при перетачивании резцов и режущих KpO
мок друrих конструкций сверл уrол рекомендуется незначительно
увеличивать, соблюдая примерно следующую арифметическую про-
rрессию:
БJ
07 U оп
R оп
а)
П нор
(Р/С == fjJ + (10 ; зо)' (k 1),
rде k количество перешлифовок (переточек) резцов;
fjJ и fjJ/C соответственно дополнительный уrол при вершине
rлавной режущей кромки у новых резцов и после
затачивания (шлифования) через k раз в ерад (у но-
вых резцов fjJ == 120).
Это мероприятие помоrает сократить как время на переточки
(перешлифовки), так и расход твердоrо сплава.
Корпуса сверл изrотовляются достаточно точно и их форма
технолоrична. Опорные стенки для резцов шлифуются «на проход».
Отверстия под хвостовики резцов растачиваются с допуском, не
превышающим :t5 .мк.м, и изrотовл, яются как отмечалось выше,
с осями, параллельными оси сверла. Это позволяет растачивать
rнезда под резцы с одной установки корпуса при перемещении за
rотовки только по одной координате или пр I1 ero повороте на уrол 1800.
Все это облеrчает обработку корпуса, однако не решает вопроса
о компенсации размера отверстия при переточке резцов. В ряде
случаев, коrда к размерам просверливаемых отверстий не предъяв-
ляются жесткие требования, этот вопрос отпадает. Но иноrда необ
ходимо выдерживать диаметр сверления в пределах 5 ro и даже
4-ro клаССОll точности Дли ЭТш'о случая uыло предложено изrотов-
лять корпуса нескольких р<lЗl\IСрОВ, оrJI1IЧaJОЩIIХСЯ один от друrоrо
только расстояниями между осями отuерстиЙ под хвостовики рез-
цов (а). Предусмотрены три варианта корпусов со следующими раз-
мерами а между осями хвостовиков: -
2
t . 7 :..;:::...,o:.-,
............. .....
.: :п шш!: р
(t
Рис. 33. Оправка для rрупповоrо шлифования контура резцов (а) и
схема изменf'НИЯ заДнеrо уrла резцов при заточке в оправке (6)
оправке следует выдерживать наружныЙ и внутренний диаметры пери-
ферийных кромок резцов:
D Hap == 2 (V R 2 h 2 а) + d c .мм;
D BH == 2 (VRЗ h2 a) + d o .м.м,
rде R расстояние между центром rрупповой оправки и центром
rнезда под хвостовики шлифуемых резцов в м.м;
а расстояние от оси сверла до оси rнезда под хвостовик
резцов в .М.м;
h превышение режущих КРОМОI< рсзцов пад осью хвосто-
Вlша в м.м.
Новые сверла, Ка!< ВИДIIО из рис. 31, имеют уrол конуса при
вершине равный 1560. Эта rеометрия rлавных режущих кромок
задается дополнительным уrлом fjJ == 120.
Как уже отмечалось, резцы с уrлом fjJ == 120 удобны в эксплуа-
тации, так как этот уrол не создает большоrо опрокидывающеrо
момента сверлу и обеспечивает высокую жесткость крепления твердо-
сплавных резцов. . .
F6
а в .111)11
Для новых резцов
Для малоизношенных резцов
Для силыIlIзношенныыx резцов
2а
2а+ О. 6
2а+ 1,2
В крупносерийном или массовом производстве изrотовление не-
скольких корпусов сверл для rлубокоrо сверления не представляет
затруднений и может быть оправдано так же, как ремонтные размеры
поршней, рубашек, цилиндров и друrих быстроизнашивающихся
деталеЙ при эксплуатации автомобилей и тракторов.
Для преДохраНСlIlIЯ корпуса свсрла от износа и для восприятия
случайных наrрузок при сверлении IЮрПУС снабжен четырьмя TBep
досш:raвными направляющими: двумя длинными и двумя короткими.
Эти направляющие, КрОМС вышеуказанноrо назначения, образуют
зазор между сверлом и uтверстием для подвода охлаждающеЙ
57
-",
блаrоприятным, в то время как возрастание мощности показывал о
надопустимое заклинивание направляющих сверла.
Этот опыт указывал на необходимость проектировать более
жесткие соединения резцов с корпусом сверла.
Идея создания жесткой посадки инструмента в обработанном
отверстии вызвала появление нескольких новых конструкций ин
струментов и направляющих к ним, которые претворились затем
в «упруrие» муфты. Интересно отметить, что описанные опыты
проводимые теми же СlЗсрлами, но без направляющих, всеrда за ка н:
чивались выкрашиванием 3
режущих кромок. Испыта I
ние новых сверл с четырь- , / I
мя направляющими, за- (
ниженными относительно .'
периферийных кромок рез-
цов на дd == О, 1 O,2 .М.М,
показали удовлетворитель
ные результаты. Несмотря
на длительное примене
ние сверл, не было ни
одноrо случая их закли
нивания в отверстии заrо
товок.
Шлифование направляющих 4 производится в сборе с корпусом
сверла. Для качественноrо и производительноrо выполнения ЭТОЙ
операции применяется специальная оправка 1 (рис. 35), на которую
навинчивается корпус сверла 3. Во время шлифования оправка
базируется на центры круrлошлифовальноrо станка и приводится
во враЩСШlе IЮВОДlЮI\I, заКр('I1.rIСИИЫI\I иа лысках 2. При этом центры
станка должны быть НСIЮДIЗIIЖНЫМII.
Раньше мноrие разновидности СlЗерл затачивались и шлифо
вались при консольном закреплении специальных оправок, обычно
имеющих в качестве элемента присоединения конус Морзе. Кон-
сольное крепление инструмента на ШПИНДеле в большинстве случаев
не обеспечивает ни качественноrо, ни производительноrо проведе-
ния заточных операций. Поэтому оно ПО возможности должно быть
заменено на бесконсольное крепление.
Контроль заточки сверл ДЛЯ rлубокоrо сверления средних диамет
ров на мноrих заводах производился до недавнеrо прошлоrо с помощью
шпиндельных приспособлений, позволяющих закреплять сверло
(сверлильную rоловку) и поворачивать ero BOKpyr оси. В качестве
мерителя применялся индикатор. При переходе к сверлам, рабо
тающим методом деления подачи, требования к контрольной операции
значительно повысились, так как кроме концентричности базовых
направляющих, относителыюrо расположения калибрующей пери
ферийной кромки резца и базоlЗЫХ направляющих и перекрытия
стыка режущих кромок (у ДIЗУХ- или трехрезцовых сверл) потребо
валась проверка С и м м е т р и и р е ж у Щ и х к о н т у р о в
59
2
ЖИ;'J.кости. Если бы они отсутствовали, to На Rорпусе сверЛа приш-
лось бы фрезеровать специальные пазы для подвода жидкости.
Наличие вставных направляющих значительно облеrчает наружную
обработку корпуса сверла. Посадка направляющих в корпус про
изводится, как и у сверл с определенностью базирования, на ласточ
кин хвост.
Так как на практике износ направляющих, как правило, OTCYT
ствует, то возникает вопрос, стоит ли вообще применять направляю-
щие и какие они должны быть жесткие или упруrие. Если при
менить жесткие направляющие, то не будет ли корпус сверла при из-
=:"';f
. .,
к- " ) '" :.. ;
. ,.,' {
. , . '!' .
:У ". 4 4:,)
. " .
'!
.
": .
fi ' ." ' « , ,-
k , '
. .
4-
Рис. 35. Оправка для шлифования направляю-
щих сверла, приведенноrо на рис. 31
".' ""'", ......
'.
"
.'
Рис. 34. Опытное сверло с нежестким креплением режущих
пластин
носе периферийных калибрующих кромок заклиниваться в просвер-
ленном отверстии. На эти вопросы ответить еще трудно, так как He
достаточно накоплен фиктический материал. Несколько случаев
испытания сверл различной конструкции представляют в этом
отношении большой интерес.
При решении вопроса о форме резцов для новых сверл один из Ba
риантов сверл испытывался с жесткими пластинами, предусматри-
вающими возможность компенсации изиоса IlерифсриЙных режущих
кромок сверла (рис. 34). Несмотря на кажущуюся надежность дан-
ной конструкции, оказалось, что пластины при сверлении «сда-
вали» перемещались под уrлом относительно корпуса, а работать
вместо калибрующих периферийных кромок постепенно начинали
жесткие направляющие корпуса сверла. При этом ваттметр пока
зывал заметное возрастание мощности, а заrотовка СIIЛЫIО переrре-
валась. Каждый опыт СlЗерлеllИЯ З31{(lНЧlшаJIСЯ срабатыванием теп-
ловоrо реле и выключением Дl3иrателя привода.
Опыты повторялись несколько раз, так как предпринимались
попытки устранить нежесткое крепление сменных пластин. Кроме то-
ro, было замечено, что режущие кромки сверла после опытов Haxo
ДИЛИСЬ в прекрасном состоянии. Стружка имела блестящую поверх
ность и если бы не возрастание мощности и срабатывание предохра-
нителей, то протекание процесса можно было бы признать весьма
58
резцов относительно оси сверла. При относительном сдвиrе подобных
режущих контуров двух резцов резцы будут работать с неодинако
вой заrрузкой.. Неравномерная заrрузка обеих режущих кромок
будет тем больше, чем больше будет превышение ОДНОЙ режущей
кромки над друrой [см. формулу (20)]. Допустимая несимметрия
(биение) режущих кромок резцов не должна превышать 1/5 подачи
на зуб. Поэтому при подаче на зуб у новых сверл Sz == 0,18-+
+0,2 мм/зуб биение не должно превышать 0,03 0,04 мм.
'".. >:;:
. «
была прнменена упруrая муфта (см. I'Л. IV), процесс сверления стал
стабильным как по производительности, так и по качеству. Стало
ясно, что новые сверла MorYT иметь производительность, превы-
шающую значительно среднюю скорость прохода, указанную выше.
Однако испытания проводилпсь при сверлении сравнительно ко-
ротких образцов (I,2 I,5) м, изrотовленных из нормализованной
стали 35. Поэтому возникали сомнения, что при сверлении длинных
заrотовок из леrированных сталей новые сверла дадут большие уводы.
Испытание новых сверл па длинных заrотовках прошло весьма
успешно. Новые сверла при этом показали следующие достоинства:
1) высокую стойкость: сверло без переточки прошло отверстие
g 80 мм на длину больше 18 м;
2) высокую производителыюсть: скорость часовоrо прохода со-
ставляла Sч> 15 м/ч;
3) малые уводы: 0,5 М.М на 1 м длины сверления;
4) отсутствие оrранки на поверхности просверленных OTBep
стий;
5) чистота обрабатанной поверхности отверстий была выше \75
и местами превышала \77;
6) поперечные размеры просверленных отверстий находились
в пределах допусков A4 A5'
Как и дО ЭТОI'О, износ направляющих почти отсутствовал. CBep
ление проводилось на сульфофрезоле при одновременном вращении
заrотовки н стебля со сверлом. Заrотовки при испытании не имели
отверстий под заход инструмента. Давление охлаждающе смазываю-
щей жидкости не превосходило 5 8 KF/CM 2 .
ДЛЯ испытания сверл был изrотовлен новый стебель длиной около
14 м. Этот стебель был составлен из отдельных труб, длиной по
2 м. Соедннсннс труб ПРОНЗВОJЩЛОСЬ сваркой. Трубы нри этом име
ли центрирующне ЭJlсмеllТЫ и фаски под сварные Шi1Ы. После сварки
стебель проходил дополнительную обработку ШВОВ (зачистку) и
рихтовку, которая, однако, была проведена недостаточно тщательно.
Во время работы стебель устанавливался в упруrое звено редуктора,
в чуrунные вкладыши промежуточных поддерживающих стоек и
через упруrую муфту соединялся со сверлом. Вначале сверления
стебель бил, но через несколько минут после начала сверления,
находясь в контакте с чуrунными хорошо смазываемыми вкладышами
промежуточных стоек, полностью прекратил биение. Таким обра-
ЗОI\-1, рихтовка стебля происходила параллельно сверлению.
Испытания сверл практически подтвердили приrодность метода
деления подачи при скоростном rлубоком сверлении как по произ
водительности и качеству, так и по экономичности процесса. Сверла
леrко собирались, сравнительно просто перетачивались и по стои
мости были конкурентоспособными с ДBYX и трехрезцовыми CBep
лами. Процесс СКОрОСrIЮI'О сверления rлубоких отверстий новыми
сверлами требовал ТОЛЬКО высокой культуры в подrотовке и про
ведении операции, так как скорости обработки, которые применя-
лись при этом, требовали соответствующих навыков от операторов.
61
I
"
...
;- .
.I!JI:J. i t.....- ..... . .......,...,.."',.:. i
I '11.. .2
::» x ""'......,
i I
1
i
: '
Рис. 36. Установка ДЛЯ контроля сверл и расточных
rOJIOBoK:
/ шайба контрольная; 2 режущий инструмент (сверла,
расточные rоловки); 3 иидикатор
Шпиндельный прибор в этом случае не rодится, так как он дo
пускает неточность около 0,02 мм, а конусная оправка и посадочное
место под сверло удваивают эту поrрешность. Поэтому пришлось
изменить способ базирования сверл при контроле.
В настоящее время для базирования сверла нри контроле при-
меняется весьма простой способ. Сверло устанавливается в верти-
кальное положение на контрольную шайбу, ц нтрирующий поясок
которой изrотовлен по скользящей посадке 2-ro класса точности.
Рабочий торец шайбы обрабатывается за одну установку с пояском.
При контроле сверло или расточная rоловка базируются на KOHT
рольной шайбе задним торцем и задним центрирующим пояском
у резьбы (рис. 36). Резьба, центрирующие пояски и задний торец
сверла обрабатываются также за одну установку.
Большим достоинством ЭТОI'О способа контроля является высокая
точность базирования, простота и дешевизна контрольных шайб.
Первые испытания новых сверл (рис. 31) подтвердили резуль-
таты ранее проведенных опытов с трехрезцовыми сверлами. CKa
зывалось отсутствие определенности базирования. После каждоrо
сверления обнаруживались следы орrанки. И только после TOI'O как
60
Сверла однорезцовые. Одно резцовые кольцевые сверла (рис. 37)
предназначены для сверления rлубоких отверстий g 60 130 мм
при внутреннем отводе стружки. Давление жидкости в подводящем
трубопроводе должно быть равно р == 40+ 15 кПсм 2 , а производитель-
ность насоса Q 400 л/мин. Работа кольцевыми сверлами произ-
водится при скорости резания V o == 80+ 120 м/мин и выше с подачей
80 == 0,15+0,22 мм/об. Средняя производительность обычно состав-
ляет 2,5 5,5 м/ч. При сверле-
нии образуется стержень, диа-
_ метр KOTOpOl'O d s == (0,27 +
' '8 : ----;.--0,31) d e , мм.
, Так как конструкция сверла
"2 / J не предусматривает компенса-
Б Б ции износа резцов по перифе-
/' I рии и торцу. то сверление рез-
-- цами, прошедшими несколько
..,;- i-.' '.' переточек, может не только
, снизить диаметр просверливае-
j ,-'" Moro отверстия, но и увели-
' ч
Резьоа ЧИТЬ диаметр высверливаемоrо
прямоуаО/lьная
о(Jнохоf}оВая стержня.
Для деления стружки по
ширине применяются торцевые
уступы, которыми ширина реза
делится на четыре части. Под-
Рис. 37. Сверло о,Цнорезцовое кольце нутрение уступов достиrается
вое: разворотом резца относительно
J корпус; 2 направляющие; 3 резец; корпуса сверла на уrол 50. По-
4 винт добная форма режущей кромки
сверла, хотя и сложна в изrото-
влении, но по сравнению с резцом с симметричным «носиком»
более массивна и устойчива в работе. Таl\же весьма важно, что дан-
ный резец делит стружку на четыре части, тоrда как резец с «носиком»
разделяет стружку по ширине только на три части.
Шлифование периферийной кромки резца и направляющих про-
изводится на специальной оправке, имеющей центры на обоих торцах.
Интересно отметить, что нижняя боковая направляющая кольце-
Boro сверла при сверлении изнашивается медленнее, чем у сверл
для сплошноrо сверления.
В табл. 7 приведены основные l{онструктивные резмеры кольце-
вых одно резцовых сверл fZ5 60 130 мм (рис. 37).
За рубежом широко применяются для кольцевOl'О сверления одно-
резцовые rоловки фирмы «Байснер rеллер» (рис. 38, а). Эти ro-
ловки рассчитаны на внутренний отвод стружки. По сравнению
с нашими отечественными КОНСТРУКЦИЯМИ, у них удачно оформлены
сменные твердосплавные направляющие с механическим креплением
62
5°
B B
шu:л
7. КОЛЬЦЕВЫЕ СВЕРЛА
Таблица 7
Основные конструктивные размеры (в М.М)
однорезцовоrо кольцевоrо сверла
D (Са) I L I D, (С.) I d (Аз) I d, (А.) I d 2 I d. (А) I 1 (А,) I /1 (А,) S (С.)
I
60 86 57 45 44 16 10 25 50 50
65 98 62 5О 49 19 10 30 55 60
70 102 66 55 54 20 12 30 60 60
80 112 76 65 64 24 12 38 70 70
90 128 85 70 69 26 14 38 80 80
100 148 95 80 79 30 16 42 85 95
110 158 104 85 84 32 18 46 95 100
120 168 114 95 93 36 20 56 10Ь 105
130 170 123 105 105 40 20 56 115 105
,
I
клином и винтами. Такие направляющие можно свободно перевора-
чивать, меняя .положение концов. Для леrкоrо манипулирования
с направляющими, видимо, следовало бы заменить форму пластины
трапецеидальноrо сечения на прямоуrольное, а простые винты диф-
ференциальными они компактнее, сильнее и обеспечивают не
Рис. 38. Кольцевые сверла: а фирмы «БаЙснер rеллер»;
б с механическим креплением резца пластины
только зажим, но и отжим клина, что, бесспорно, удобнее в работе.
Резец у rоловок Байснера rеллера имеет симметричный «носию>.
При несколЬКих заточках носик становится узким и стружка делится
по ширине на две широкие и одну узкую части.
Весьма интересна rоловка для кольцевоrо сверления с механиче-
ским креплением резца пластины (рис. 38, б). Как ВИДНО из рисунка,
конструкция данниН rоловки сложна в изrотовлении, и, видимо,
не проста в эксплуатаЦIIII. !Lумастся, что если применять механичес-
кое крепление резцов, ти СJIСДОIJало бы отказаться от пайки и закреп-
лять на корпусе сверла только твердосплавную пластину без дер-
жавки,
63
\"верЛd Д6ухрезцовые. Двухрезцовые кольцевые СВерла (рис. 39)
предназначены для сквозноrо сверления отверстий диаметром 11 o
220 мм. Сверление стальных заrотовок ПРОИЗВОДИТСЯ при скорости
резания V c == 50780 м/мин с подачей 80 == 0,1870,25 мм/об. Сверла
работают методом деления ширины реза и с наружным отводом
стружки. Средний диаметр высверливаемоrо стержня d o == (0,567
2
Для отвода стружюt из ЗОНы резаlпtя на кьрпусе снаружи про-
фрезерованы специальные пазы с уширением в направлении стебля.
Стебель для наружноrо отвода стружки имеет круrлую цилиндри
ческую форму.
Зазор для отвода жидкости и стружки образуется за счет раз
ности в диаметрах просверленноrо отверстия и стебля
С рад == 0,5 (d c dcm) == (0,0970,06) d c ММ;
rде С Рад зазор па сторону (радиальный) между стеблем и про
сверленным отверстием в мм;
d cm наружный диаметр стебля в мм.
Следует всеrда проверять необходимое условие стружкооtвода:
ширина стружки В должна быть меньше радиальнOl'О зазора С рад ,
т. е.
в < w (d c d cm ) мм,
w коэффициент (при делении стружки по ширине на четыре
части w == 0,2).
Навинчивание rоловок на стебель и свинчивание производится
с помощью ключа для круrлых l'aeK с базой на диаметр Дl и пазь
для отвода стружки.
В табл. 8 приведены основные конструктивные размеры двухрез
цовых rоловок для кольцевоrо сверления fZ5 110 220 мА! (рис. 39).
I корпус; 2 базовые направляющие; 3 пружинные направляю.
щие; 4 вннт; 5 пружина; 6, 7 резцы
Р 39 Д Основные конструктивные размеры (в мм) двухрезцовых сверл
не... вухрезцовое кольцевое сверло:
Таблица 8
...;.-0,71) d c , мм. Охлаждающая жидкость подается насосом произ
водительностью Q == 400 л/мин под давлением р == 3710 кПсм 2 .
Средняя производительность сверления достиrает 'sч == 173,5 м/ч.
Два резца, расположенные в Д13ух плоскостях, развернутых между
собой на уrол а == 707500, делят стружку по ширине на четыре
части. Резцы, как видно из схемы резания 1, имеют хвостовики,
развернутые относительно оси I'ОЛОВКИ на :!: 180. Затачиваются резцы
отдельно от корпуса сверла. При установке их в корпус используют
компенсационные прокладки, как и у двух- и трехрезцовых сверл.
Сверло снабжено четырьмя напраI3ЛЯЮЩИМИ: тремя жесткими и ok
ной пружинной.
Шлифование направляющих производится подобно шлифованию
направляющих у сверл дЛЯ СПЛОШНОI'О сверления, Т. е. с при-
менением специальной оправки и с введением жесткой прокладки
под пр ужинную направляющую.
1 Предложена Б. И. Дружининым.
64
D I D, (c.>1 D. I L I 1 (С.> I d, (со>1 d. (Аз> I d з (А.) I d. (А> I а в ерад
I
110 107 62 174 75 . 90 82 80,5 12 70
120 117 68 185 75 100 90 88,5 14 70
130 127 I 78 185 75 110 100 99,5 14 65
140 137 84 185 75 118 108 106,5 14 60
150 147 94 185 75 128 118 116,5 14 60
160 157 100 216 85 138 126 127,5 16 60
170 167 110 216 85 148 136 135 16 60
180 177 120 216 85 158 146 145 16 55
190 187 126 226 85 166 153 152 16 50
200 197 136 226 85 176 164 162 16 50
210 207 146 226 85 186 174 172 16 50
220 217 156 226 85 196 184 182 16 50
5 н. д. ТроицкиЙ
65
Кольцевое сверление более крупных диаметров 1 обычно произ-
водится на пониженных режимах резания с применением rоловок
с быстрорежущими резцами и направляющими, наплавленными
сормайтом. Диаметр высверливаемOl'О стержня чаще Bcero в этом
случае составляет d o == (0,56+0,7) d c . Отвод стружки всеrда
наружный. Схема резания комбинированная, т. е. в этих rолов-
ках производится деление по ширине и по толщине среза rруппами
резцов. Такие I'ОЛОВКИ широко распространены в промышленности.
Для деления стружки по ширине обычно применяют Два (значительно
реже три) раличных резца, но этих rрупп резцов устанавливают
несколько, поэтому подача на оборот у таких комбинированных ro-
ловок
rлава 111
О&ОРУДОВАНИЕ И ОСНАСТКА
ДЛЯ rпY&OKOrO СВЕРЛЕНИЯ
8. ОСОБЕННОСТИ И КЛАССИФИКАЦИЯ
СТАНКОВ r ЛУБокоrо СВЕРЛЕНИЯ
z
50 == Sz k мм/об,
Станки для rлубокоrо сверления отличаются от друrих типов
станков, предназначенных для обработки заrотовок большой длины,
следующими особенностями.
1. Станки в цехах занимают большие площади, проектируются,
как правило, в rоризонтальном исполнении 1 и имеют длину, пре
вышающую не менее чем вдвое протяженность обрабатываемых
заrотовок, для которых они созданы. Обычно станины таких станков
конструируются составными, стыкованными. Это обеспечивает удоб
ство их ИЗI'отовления и доставки потребителю.
2. В компоновке станков большое место занимают устройства
для транспортирования стружки из зоны резания, смазки и охлаж-
дения сверл. В циркуляционную систему входят насосная установка,
маrистраль подвода охлаждающей жидкости к зоне резания, стружко-
отвод, стружкосборники, сливные баки с отстойниками, маrнитные
и иные улавливатели (фильтры) твердых частиц из жидкости и ее
охладители. Кроме Toro, станкИ обязаны иметь защитные кожухи
для защиты от разБРЫЗI'ивания и утечки жидкости.
3. Почти все модели станков для rлуБОКОI'О сверления MOI'YT
быть применены и для l'лубокоrо черновоrо и ЧИСТОВОI'О растачи-
вания (развертывания), т. е. выполнения операций обработки l'лад-
ких цилиндрических KpyroBbIx (11 конических) отверстий.
4. При выходе из строя станко13 для l'лубокоrо сверления из-за
большой технолоrической специфичности процесса обработки их
очень трудно заменить друrими станками. Поэтому при планировании
производства, учитывая, что rлубокое сверление является одной
из начальных операций теХНОЛOl'ическOl'О процесса, всеrда следует
иметь резерв оборудования не только по заrрузке, но и по числу
станков для l'лубокоrо сверления.
Станки для rлубокоrо сверления и особенно станки, предназна-
ченные для скоростной обработки, должны обеспечить следующие
требования:
1) удобную и быструю установку и снятие обрабатываемых зш'о-
товок;
2) требуемые режимы обработки, особенно обеспечение бессту-
пенчатоrо реrулирования величины подачи на ходу;
3) непреРЬШllыii ОТlЮД образующейся стружки (пульпы, состоя-
щей из жидкости 11 стружки);
rде z общее число резцов I'ОЛОВКИ;
k число резцов, перекрывающих полную ширину реза.
Более подробные сведения о нескоростных l'оловках дЛЯ I'ЛУ-
бокоrо кольцевоrо сверления приведены в литературе [15, 22, 311.
Специальные случаи сверления рассмотрены в rл, У.
1 Мноrорезцовые rоловки кольцевоrо сверления крупных диаметров применяют
и без направляющих.
1 В вертикальном ИСПОЛII IIIIII конструируются только станки для коротких
заrотовок и малых диаметров сверления.
5*
67
4) фильтрацию и охлаждение рабочей жидкости;
5) непрерывный контроль за ходом процесса с автоматически
действующими защитными устройствами;
6) достаточные по кубатуре приемные устройства для сбора и
отделения от охлаждающей жидкости образующейся стружки;
7) быстрые установочные перемещения рабочих opraHoB станка
(суппортов, стеблевых бабок и др.);
8) надежную защиту обслуживающеl'О персонала и площади цеха
от разбрызrивания рабочей жидкости и др.
в какой то мере специфичным для станков, производящих I'ЛУ
бокое сверление, является и их повышенная, по сравнению со мно-
rими друrими станками, энерrоемкость. В р яде случаев только на
осуществление стружкоотвода потребляется дополнительно до 30 %
(а иноrда и больще) энерrии при сверлении.
Все станки для rлуБОКОI'О сверления, несмотря на больщое раз
нообразие, можно разделить на следующие l'рУППЫ: станки TOKapHoro
типа; станки вертлюжноrо типа; станки без вращения заrотовки
при сверлении. Каждая из этих разновидностей станков предназ
начена для обработки определенноrо вида заrотовок.
у с т а н к о в т о к а р н о r о т и п а (рис. 40, а) бабка
аналоrична передней бабке токарнOl'О станка. Полый шпиндель
(иноrда сплошной) рассчитан на быстрое вращение обрабатываемой
заrотовки; поперечное сечение ero сравнительно невелико. Обрабаты-
ваемая заrотовка устанавливается выходным торцом в патроне,
закрепленном на рабочем конце шпинделя, а входной конец ПОk
держивается либо маслоприемником, если обработка производится
с внутренним отводом стружки, либо люнетом при наружном отводе
стружки. Длинные заrотовки при обработке дополнительно поддер
живаются промежуточными люнетами. Стебель со сверлом закре-
пляется либо на стойке суппорта, либо в стеблевой бабке. Между
стеблевой бабкой (суппортом) и ЗaI'ОТОВКОЙ (маслоприемником) при
больших длинах сверления располаrаютсястеблевыелюнеты (стойки),
поддерживающие стебель.
В станках токарнOl'О типа, как правило, сверлятся обработан-
ные предварительно поверху заrотовки, представляющие по своей
форме тела вращения небольших поперечных размеров.
В ста н к а х вер т л ю ж н о r о т и па (рис. 40, 6)обра-
батываемая ЗaI'отовка устанавливается частично внутри полоrо
шпинделя, называемоrо верТЛlOI'ОМ. Вертлюr по сраl3нению со шпин-
делем сверЛИЛЬНОI'О станка TOKapHoro типа имеет большие попереч-
ные размеры. Поэтому конструкция пертлюrа не рассчитана на
осуществление быстрых вращений заrотовки в процессе сверления.
До внедрения твердосплавных сверл, коrда скорости резания при
сверлении были невелики, станки вертлюжноrо типа применялись
для обработки круrлых заrотовок с малыми скоростями резания.
После внедрения твердых сплавов стало необходимым снабжать
ти станки стеблевыми бабками для быстрOl'О вращения инстру-
ментов,
68
а) lc lK ln
8
.1l
Ll: a
l", [п lcli [к ln
7 8
Lcm
Б
1 Ы 9
LL
l/'l [п lcli lK la
5 7
8
LZ6
2)
ln lK lсб
lH
a5l n
5 7
lсб lK l(J
8
Lcm
lc 6
LL e
. a токарпоrо типа; б вертлюжноrо
Рис. 40. Станки ДЛЯ б rJJуБОJ{оrо СВ Р: ; И:К-и' е двустороннеrо сверления:
типа; в ез вращения З<J, . 5 стебле-
... 3 заrотовка- 4 маСJIоприемник,
1 станина; 2 шпиндельная бабка; б б ' 8 сч;ужкоприеМН\lК; 9 ожух; 10
еая CToi\Ka; 6 сте()ель; 7 стеБJ1СIНlЯ а с ';;аЗКII . 69
Скорость резания при сверлении на станках, работающих с одно-
временным вращением заrотовки и инструмента, определяется по
фОРМУlе
:лd с (n з :t nс)
V c == 1000 м/мин,
rде п 8 и п с соответственно уrловая скорость вращения зю'отовки
и стебля со сверлом в об/мин.
Знак плюс применяется при встречном, а знак минус при оди
наковом направлении вращения заrотовки и ИНструмента.
Станки вертлюжнOI'О типа имеют те же элементы, что и станки
TOKapHoro тИпа. Шпиндель вертлюrа в ряде случаев снабжен двумя
патронами для крепления заrотовки с ДВУХ сторон. Компоновка лю
нетов также может быть несколько иной, в связи с тем, что заrотовка
на этих станках часто располю'ается своим входным торцем у верт-
люrа, тоrда как у станков TOKapHoro типа она всеI'Да устанавли-
вается концом в патроне Шпинделя станка.
Обычно на станках веРтлюжноrо типа обрабатываются заrотовки,
которые нежелательно быстро вращать. -Это поковки, прокат и друrие
детали, отличающиеся по своей форме несколько от тел вращения,
и детали, имеющие значительный дисбаланс. Тяжелые детали типа
роторов и валков с большими диаметрами средних ступеней, имеющих
отверстия небольших диаметров, целесообразно обрабатывать на
станках вертлюжноrо типа с применепием встречнOI'О быстроrо вра-
щения стебля со сверлом.
Станки rлуБОКОI'О сверления без враще-
н и я з а r о т о в о к (рис. 40, в) встречаются значительно реже, чем
первые две разновидности станков. Они применяются для сверления
деталей, требующих сверления rлубоких отверстий без вращения
заrотовки и для сверления нескольких параллельно расположенных
rлубоких отверстий.
Такие станки бывают двух раЗновидностей:
1) со стеблевой бабкой, осуществляющей продольные переме-
щения;
2) со Столом для крепления заrотовки, имеющим продольные пере-
мещения.
Чаще применяются первая разновидность станков. В этом случае
станок с невращающейся заrотовкой при сверлении напоминает
аrреrатный станок с самодействующей СИловой rоловкой.
При сверлении заrотовок с большой относительной длиной от-
верстий в крупносерийном или массовом ПРОИЗВОДствах целесо
образно применять станки для Д в у с т о р о н н е l' о r л у б о _
к о r о с в е р л е н и я (разновидность станков вертлюжноrо типа).
Мелкие детали, имеющиеrлубокие отверстия, в массовом и круп-
носерийном ПРОИзводстве обрабатывают как на двух- и МНОI'ОШПИН-
дельных станках, так и на станках, имеющих вертикальное испол-
нение.
По с т е п е н и а в т о м а т и з а ц и и с т а н к и для rлу
бокоrо сверления можно разделить в основном на три rруппы:
70
1) станкИ с аВ1'оматическим цйКЛОМ еаботы; .
2) станки с частичной автоматизациеи процесса обработки или
контроля за ходом процесса; u
3) станки без автоматизирующих устроиств. вто.
тоя ее время наибольшее распространение получила
В,нас па aHKOB. К этой rруппе относятся станки имеющие ав:
а ские действующие предохраН р Т:::Н:I=д С; чО:с
ном для защиты от переl'рУЗКИ, переI
жи с::и o т:ве!0Д:: И: : 1 и ц :Д := ;: O :e ; :;
rлубоком сверлении, равно как и станки ез автомати
устройств. 41
Схема классификации станков приведена на P: aM КОНСТРУК.
Д ЛЯ Л у чшеI'О ознакомления с основными вари u Л щад и
ление по занимаемои п о
Иц х : Н: :ре : ейм м н с:а собенностям обработки на стан-
каХСД:Т Ь ;:I О;;ссмотрим обработку одинаковых заrотовок На од-
них и тех же режимах резания на станках четырех вариантов. раз-
Площади, занимаемые станками. УСЛОВИМСЯ, что CTaHK ли-
личной конструкции занимают площадь пропорционально и Д аз-
е L так как в большинстве случаев модели одноrо и Toro же р
н :Ei' (В const) Кроме Toro,
мера имеют примерно одина овую ширину i ач нашем при-
б ем полаrать что I'лавныИ привод и приводы под б
M e не будут онструктивно У В L елич:;: Д: р I:::я а; = ;. c aH
считать что за длину станка :Е;
; о:;:йс,я з ч : б : I:: : :: :o =:: : :o ::
будут раВНЫМII. ины станков и
Учитывая принятые допущсния, определяем дл
узлов. 1
Станки TOKapHoro типа:
длина станка
L};a == L8 + 1ш + Lcm + 1/С + 1с + 1д 2 Ы мм,
длина стебля
(28)
(29)
L == L + 1м + 1сб + k1 n ММ,
ста 8
rде k количество стоек стебля. (28) получаем
Подставляя значение формулы (29) в формrл 1 '
L}; == 2L з + 1ш + 1сб + 1м + k1 n + l/С + с д ММ,
В бол:шинстве случаев при компоновке станков имеет место со-
отношение + 1 + k1 + 1 + 1 + lд ММ,
L3 1", + lсб м n /с с
учитывая которое, получаем
I .. 3L3.
a
1 Здесь и дальше индексЫ и, б, в, е З:JlIмствованы соответственно из рис. 40, а,
б, в, z. 71
)
1>:,
:r::
[ц
'"
[ц
'Q
U
о
r....
о
о
[Q
;>,
">
r....
:r::
oq;
f...
U
72
'"
'"
'"
о
1:
о
'"
"
'"
':1
;;;
:r
"
"'-
'"
'"
'"
[Q
"
о:
'"
1:
о
'"
о
:t
51
..
1:
"'-
'"
'Q
"
о:
'"
1:
'"
'"
о
:t
"'-
"
'"
о
f...
",,,
"'1:
"':t
:t",
"''''
:r",
""'-
u:t
'"
",,,
"'1::
"':t
:t",
"''''
:r",
,,"'-
Ё
u:t
'"
.."
"'1:
:t:t
"'",
:r",
"'"
"'-"'-
"'1:
"'''
"':t
[Q",
'" .
:r", "
""'1:"
u ",'"
tj
Q.E
[Q :r 1: :t
,,"'"
",-:t",
",'"
"''''
1:'"
,,:t
",:t
",О
I::i"'-
I
о'"
I I
'1:>0
0"'-
:t
"
..
'"
'1:>
:t
'"
о:
I'J
О
:t
::;;
'",
о'"
I::t
<'>:t
"''''
"'-
О'"
1:'"
,,:t
O:t
:t'"
'1:>"'-
О
О.,
1:'"
,,:t
",:t
"''''
I::i"'-
"'''
1:'"
,,:t
0:t
:t",
'1:>"'-
О
:t
"
..
'"
'1:>
:t
'"
о:
'"
:t
'1:>
О
О.,
1:",
":t
"':t
:t o
t5"'-
О.,
1:'"
<.>:t
o:t
:t'"
'1:>"'-
О
О'"
"'"
"''''
"1:
"'''
.:Q'"
'"
.'"
""
"''''
О'"
1::0-
'"
"''''
"'"
О"
0:"
..
u'"
1:
."
"'",
1:..
"",
",,,,
",:О-
"",
u
..
'"
'"
'"
1:
"
'"
'"
1:
'"
"
[Q
'"
.'"
"..
"''''
"''''
1::0-
'"
"'"
"''''
0:.,
..
u'"
1:
.'"
"''''
1:"
,,'"
",'"
0:0-
"",
u
..
t>:
;.:
==
Q)
<;:
Q,
Q)
ro
u
о
...
о
:.:
о
\о
;;.,
<;:
...
ro
о
:.:
:r:
'"
....
u
;.:
;.:
::f
'"
:.:
;.:
-&
;.:
u
u
'"
<;:
:.:
'"
::1i
Q)
><
u
"'<1'
u
;.:
Q..
.
Интересно отметить, что обычные токарные станки, рассчитан-
ные на обработку длинных заrотовок, имеют длину L"J:.m 2L э .
С т а н к и в е р т л ю ж н о r о т и п а:
длина станка
L};б == L э + Lctn + lc + 2 (1к + la Ы) мм, (30)
длина стебля
L Стб == L э + 1м + lсб + k1 n ММ.
Подставляя формулу (31) в формулу (30), получаем
L};б == 2 (L э + l/C + la Ы) + 1м + 1сб + k1 n + Ic ММ.
Сопоставляя значения L"J:.6 с L"J:.a' получаем разницу
/1L"J:.а б == L"J:.a L"J:.б I ш ММ,
так как приближенно можно считать, что 2/11 == lK + la,
Станки для rлуБОКОI'О сверления
в р а Щ е н и я з а r о т о в к и:
длина станка
L"J:. e == L э + Lcm + Ic + 2 (1/С + la Ы) ММ,
длина стебля
L cme == L э + 1м + lсб + k1 n ММ.
ИЗ формул видно, что
(31)
без
L"J:.б == L"J:.e;
L cmo == L CnlB ;
/1L.... б == /1L.... .
'"'в '"'a в
С т а 11 к и Д в у с т о р о 11 11 С r о с Б е р л с н и я:
длина станка
L"J:. 2 == L э + 2 (Lcm + 1к + la + 1с Ы) + 1пер ММ, (32)
rде 1пер длина перебеrа одноrо из сверл, равная примерно lc;
длина стебля
L Cm2 == 0,5L э + 1м + lсб + 0,5 k1 n ММ. (33)
Подставляя формулу (33) в формулу (32), буде1\'! иметь
L"J:.e == 2 L э + 2 (1." + lсб + l/C + la ........,. Ы) + k1 n + lnep ММ.
Полаrая 1м + 1сб > I ш , получаем
L"J:.2:::::::: 3L э + l/C + la > L"J:. a 1ш L"J:.б L"J:. a .
Выражая длину стебля для всех разновидностей станков через
длину заrотовки, имеем
L cma == L cmo == L cmo Lcme + О,5L э .
Таким образом, при СОПОСТШШСIШИ длин (площадей) четырех
наиболее распространенных типов станков для l'луБОКОI'О сверле-
ния можно сделать следующие выодыы.
J
'{3
1. Самыми компактными станками являются станки Вf'ртлюжноrо
типа и станки, работающие без вращения зш'отовки. Мен/ее компакт-
ными являются станки TOKapHoro типа. Больше Bcero площади за-
нимают станки для двустороннеrо сверления.
Если площадь, занимаемую вертлюжным станком принять за Р верт
то для установки ДРУI'ИХ типов станков, рассчитанных на обработку
одинаковых заrотовок, потребуются следующие площади:
F б . вр == Р верт м 2 ;
. 2
РтО/С == Р верт + Вlшм ;
Рдвуст == Р верт + в (l + l + 1;) м 2
rде длины l " l , 1; и ширина В в м.
2. Длины стеблей при сверлении одинаковых деталей у TOKapHoro
и вертлюжнOl'О станка и у станка без вращения заrотовки равны.
Стебли, потребные для двустороннеrо сверления заrотовки, хотя
и короче стеблей для одностороннеrо сверления (примерно на поло-
вину длины заrотовки), однако их необходимо иметь два вместо
одноrо. Общая длина стеблей при двустороннем сверлении больше,
чем при одностороннем сверлении примерно на сумму длин масло-
приемника, стеблевой бабки и поддерживающих стоек.
Мощность, потребная для сверления. Примем следующие обо-
значения мощности (в квт):
N 8 на вращение заrотовки при резании;
N c на вращение сверла со стеблем;
N оХ на ПРИВОД системы охлаждения и стружкоотвода;
N n на привод подачи;
N x на холостые перемещения стеблевых бабок для суппортов.
Условимся также, что эффективная мощность на резание N рез
при сверлении на одинаковых режимах обработки будет одинаковой
для всех станков.
Для упрощения расчета будем считать, что привод механизма
подачи от собствеННОI'О ДВИl'ателя подачи или от двиrателя rлавноrо
привода будет требовать у всех станков при работе на одинаковых
режимах резания одинаковой мощности. Кроме Toro, учитывая, что
мощность, потребная для привода подачи, составляет 2 3 % мощ
ности rлавноrо привода, примем N n == О. Следует иметь в виду,
что у станков для двустороннеl'О сверления при одновременном
сверлении двумя сверлами подача должна осуществляться от двух
двиrателей. Поэтому
N n == N n й == N n == O , 5N n .
а в ;)
При сверлении с одновременным вращением заrотовки и инстру-
мента очевидно должно быть соблюдено равенство окружных сил и
моментов, приложенных к периферии сверла и к поверхности OT
верстий заrотовки:
РО/СРе == Р О /СР8; М/С е == М/СЗ'
74
Имея в ВИДУ, что
М == 950 Ne'l]c .
/Се NС '
м == 950 Nз'l]з
/С з n з '
будем иметь
nе Nc'l]e
-п-; == N 8'1]з '
rде Р О/СРс' Р о/Срз окружные силы соответственно на радиусе
d d
сверла f и зш'отовки В KF;
М/Сс' М/С з крутящие моменты сверла и заrотовки BKF'M;
N e и N з полные мощности, затрачиваемые на вращение
стебля (инструмента) и зш'отовки в квт;
'11 е , 'I1з коэффициенты полезнOl'О действия приводных
цепей вращения сверла и заrотовки;
п с и п з УI'ловые скорости вращения сверла и заrотовки
в об/мин.
Таким образом, эффективные мощности, затрачиваемые на при-
воды заrотовки и стебля сверла, прямо пропорциональны УI'ЛОВЫМ
скоростям вращения заrотовки и сверла.
Как показали исследования, к. п. д. ПРИВОДОВ заrотовок по
сравнению с к. п. д. ПРИВОДОВ редукторов для вращения стеблей
с инструментами (приводы стеблевых бабок) не высоки.
На рис. 42 приведены значения к. п. д. привода вр'ащения за-
rотовки станка фирмы «Шисс» модели DRB-40 при сверлении
отожженной стали 35 на различных скоростях (d c == 80 мм и 80 ==
== 0,15 мм/об). Как l3идно из рисунка, к. п. д. rлаШ-IOI'оприводанепре-
выщает величины 0,5. Особенно низок к. п. д. при малой наrрузке
станка. Поэтому на этих станках, если известна заrрузка на дли-
тельный период, не следует устанавливать электродвиrатель с мощ
ностыо, превышающей HaMHoro требуемую для заданной операции.
Мощность, потребная на привод насоса для транспортирования ox
лаждающей жидкости и стружки, как известно, зависит от rидрав-
лических сопротивлений в l'идросети и от производительности
насоса Q.
Преодолевая сопротивления транспортированию жидкости, насос
развивает давление р, которое при увеличении rлубины проникно-
вения инструмента в заrотовку возрастает.
В начале работы коrда охлаждающей жидкости мало, темпера-
тура жидкости 130зрастает, доходя обычно до 50 700 С и выше.
С возрастанием температуры уменьшается вязкость жидкости,
а следовательно, пеСКОJlЫЮ СUl\ращ<нотся сопротивления транспорти-
рованию. Через некоторое время температура масла стабилизируется
и уже отчетливее ПРОЯБляется заl3ИСИМОСТЬ давления в сети от I'ЛУ-
бины сверления.
75
N.KBm
55
Сопоставляя формулы (34) и (35), можно сделать следующие вы-
воды.
1. Самая большая мощность на резание при сверлении, стружко
отвод и подачу инструмента требуется для станков двустороннеrо
сверления.
2. Самым экономичным станком rлуБОКОI'О сверления с точки зре-
ния потребления энерl'ИИ является станок без вращения ЗaI'ОТОВКИ.
3. Менее экономичнымИ в сравнении со станками без вращения
ЗaI'ОТОВКИ по потреблению энерrии являются станки токарнOl'О типа.
4. Вертлюжные станки по потреблению энерrии, если они pa
бота ют со стеблевыми бабками, занимают промежуточное место
между станками токарнOl'О типа и станками для сверления невращаю
щихся заrотовок. Этот вывод ЯВJIЯется несколькО неожиданным,
так как при внедрении CKOpOCTHoro сверления станки вертлюжноrо
типа считались устаревшими. Однако после введения почти на всех
станках для обработки средних и крупных деталей стеблевых ба
бок эти станки продолжают работу, подтверждая справедливость
полученных выше результатов.
Сверление на различных типах станков. Станки rлубокоrо свер-
ления т о к а р н о r о т и п а из-за возможности осуществления на них
больших уrлов скоростей вращения заrотовок, несмотря на то, что
wнимают больщую площадь и не эконОМИЧНЫ в отнощении потреб
ления энерrии, получили наибольшее распространение при обработке
rлубоких отверстий. Поэтому все мелкие ЗaI'ОТОВIШ с формой тел вра-
щения и обрабатанные поверху, MorYT проходитЬ сверление на CTaH
ках TOKapHoro типа. Исключением являются лишь заrотовки, требую
щие одновременноrо сверления двусторонних rлубоких отверстий,
так как на станках токарнOl'О типа нельзя одновременно осуществ
лять двустороннее сверление. Учитывая, что мелкие отверстия обычно
сверлят ружеЙными сверлами, недостаточно надсжно работающими
при их быстром вращении, шпиндель вращении заrотовки должен
обеспечивать вращение с требуемой СКОРОСТЫО резания. В ряде слу
чаев в качестве привода MOI'YT быть использованы высокочастот
ные элеКТрОДВИl'атели и ускорительные передачи шбком нитью.
Средние и крупные чисто обработанные заrотовки без большоrо
дисбаланса также часто обрабатывают на станках TOKapHoro типа.
Однако при длинных заrотовках такие станки должны быть обору-
дованы люнетами закрытоrо типа. Скорость вращения заrотовок,
превышающую па === 600 об/мин, следует по возможности избеrать,
так как это опасно для операторов. В таких случаях, если это только
можно, следует применять дополнительное вращение инструмента.
Станки TOKapHoro типа обеспечивают высокое качество обработки
заrотовок. Продукция, получаемая с этих станков, не имеет заме-
чаний относиrелыlO чистоты обработки и формы просверленных от-
верстий.
Токарный принцип, l{ак показала фирма «Карлштадт», видимо,
наиболее удобен для ЩЮВСДСIШИ работ по автоматизации rлубокоrо
сверления.
ки
на
Учитывая, что пуtь сверла при двустороннем сверлении ЗaI'O'l'ов
вдвое короче, чем при сверлении заrотовки с одной стороны
проход, имеем
N oxa == N ОХб == N oxo > 0,5 N oxe . (34)
Здесь, как и выше, учитывается, что при двустороннем сверлении
требуется осуществлять СТРУЖКООТВОД одновременно от двух работаю-
щих инструментов.
{j 20.4 100 200 300
400 500 БОа
700 ВОО 900
п,оо/мин
45
35
25
15
Рис. 42. ИзмеНЕние к. П. д. 'lJс станка в зависимости от числа обо-
ротов и мощности при сверлении:
I к. П. Д. станка; 2 полная мощность станка; 3 мощность хо.
лостоrо кода;4 9ффектнвная мощность
При обычном режиме для станков рассматриваемых типов, мощ-
ность, потребная на вращение ЗaI'ОТОВКИ,
N a >N d б == 0,5 Na
а е'
N э == о,
в
а мощность, потребная на вращение стебля с инструментом
N co == N co > N сб == 0,5 Nce>Nca'
Под нормальным режимом понимается соблюдение соотношений:
па > п а 6 == па' па == о;
а е' 8
1000и с
пСа < п Сб == пСе; пСВ == nd c об/мин.
На практике
бывают сл у чаи, коr д а п с === п === п
а Сб Се
Na Na ==0,5 'Na N a
u а ..:;..1 e в'
76
=== о, тоrда
(35)
77
Станки для rлубокоrо сверлеlIИЯ НеПОД
в и ж н о з а к реп л е н н ы х з а l' о т О в о к компактны и эко
номичныuв отношении потребляемой энерl'ИИ (принимается, что к. п. Д
стеблевои бабки выше к. п. д. обычноrо привода вращения заrотовок
на ДРУI'ИХ станках). Недостатком их является низкое качество CBe p
ления.
Эти станки распространены в промышленности мало, и опыт их
работы еще не обобщен. Поэтому (с вращением только инструмента)
следует применять их по прямому назначению, т. е. для сверления
заrотовок, которые нельзя или неудобно вращать.
Интересно отметить, что принцип работы этих станков можно было
бы рекомендовать и для двустороннеrо сверления I'ЛУХИХ и сквоз-
ных (пока лучше коротких) заrотовок, так как по сравнению с обыч-
ным двусторонним сверлением они не требуют применения правых и
левых сверл.
Основными преимуществами с т а н к о в в е р т л ю ж н о l' О
Т И П а является их компактность и безопасность в работе. На этих
станках можно сверлить заrотовки, недостаточно отбалансирован
ные и не полностыо обработанные поверху. Видимо, заrотовки сред-
них размеров еще долrо будут обрабатывать на станках вертлюжноrо
типа, оборудованных стеблевыми бабками для быстроrо вращения
инструментов, а тяжелые и крупные детали либо на станках TOKap
Horo типа, либо на станках с неподвижным закреплением зю'о
товок.
Преимуществом станков Д в у с т о р о н н е r о с в е р л е н и я
является высокая производительность сверления за счет сокращения
вдвое длины сверления и ведения процесса параллельно двумя
одновременно работающими инструментами. Таким образом, машин-
ное время на станках дву<:,тороннеl'О сверления уменьшается вдвое
при возрастании суммарнои величины потребной мощности привода
также вдвое (относительно rромоздкости и энерrоемкости этих стан-
ков сообщалось раньше).
Недостатком двустороннеrо сверления является необходимость
применения правых и левых сверл, что вызывает увеличение номен-
клатуры инструмента. Кроме TOI'O, при двустороннем сверлении на-
блюдаются специфические дЛЯ ЭТОI'О вида обработки дефекты: излом
оси ИЛИ уступы в просверленных отверстиях. Это серьезные дефекты
обработки, так как их ТРУДНО устранять из-за наличия явления ко-
пиров.ния [34], обуславливающеrо необходимость дополнительных
проходов.
К залось бы, при двустороннем сверлении имеется выИl'рЫШ
в стоикости инструмента. Действительно, каждый инструмент должен
прохо.z:ить только половину длины заrотовки. Следовательно, число
деталеи, которое можно просверливать без переточки одним инстру
ментом, должно вырасти вдвое. Однако это не так. В работе участ-
вуют два сверла, и поэтому стойкость каждоrо из них не возрастает
а число переточек не уменьшается. CTporo rоворя, число переточе
должно несколько увеличиться, так как условия работы инстру-
78
ментов ухудшаются из-за увеличения числа входов и выходов ин-
струмента.
Возникает вопрос: нельзя ли увеличить скорость резания за счет
сокращения длины прохода.
Полю'ая для твердосплавных сверл справедливым уравнение
1 Т
== ( ТО ) -т и учитывая, что т == 6 и + 2, будем иметь V c ==
v Co Т
== 1,12 v co ' т. "е. при сокращении времени работы инструмента
вдвое скорость резания можно превысить Bcel'o на 12%.
Из сказаннOl'О можно сделать вывод, что применение станков ДBY
CTopoHHero сверления можно рекомендовать только при наличии
большой ПрOl'раммы (крупносерийное или массовое производство)
и особо большоЙ относительной длине сверления при недоста-
точно жестких требованиях к качеству отверстия, либо при сверлении
труднообрабатываемых материалов. Станки двустороннеrо сверле-
ния целесообразно применять также для обработки деталеЙ, имеющих
два соосных I'ЛУХИХ отверстия, даже если эти отверстия недостаточно
большоЙ относительной длины.
9. СТАНКИ TOKAPHOrO ТИПА
\
Станки TOKapHoro типа MorYT работать только как станки одно-
CTopoHHero сверления. В качестве примера рассмотрим одношпин-
дельныЙ станок фирмы «Утита» модели АЕ 55/120 (рис. 43), предназ-
наченный для сверления заrотовок длиноЙ до 2,8 М и с наружным
диаметром до 400 ММ На станке можно производить как сплошное
сверление отверстий f25 20 50 ММ, так и кольцевое сверление отвер-
стий f25 48 120 ММ. Станок имеет двухсекционную литую станину.
Слева на верхнсЙ части станины закреплена шпиндельная бабка 3
с зажимным патроном. Вращение изделие получает от двиrателя
постоянноrо тока 2 мощностыо 26 квт. УI'ловая скорость вращения
шпинделя реl'улируется бесступенчато от 250 до 1700 об/мин. Станок
оборудован массивным маслоприемником 5 для подвода охлаждения
в зону резания при внутреннем отводе стружки. На водоприемнике
размещена панель кнопочноrо управления и контрольно-измеритель-
ная аппаратура.
Станок данной модели снабжают суппортом 9, имеющиМ рабочие
и ускоренные перемещения от коробки подач 12. Подачи изменяются
также бесступенчато (от 40 до 240 ММ/МИН), а ускоренные перемеще-
ния суппорта (со стеблем и сверлом) производят со скоростыо 4 м/мин.
Суппорт рассчитан на установку либо кронштейна-стабледержа-
теля, либо стеблевой бабки (в приведенном на рис. 43 исполнении
станка стеБЛСIJ(JЯ бабка отсутствует). К заднему торцу кронштейна
стебледержателя прнкрсплсно своеобразное колено для отвода
в стружкосборник 10 ЖIIДIЮСТИ И стружки. Стружкосборник пере
мещается по напраВЛЯЮЩIIМ рсзервуара для охлаждающеЙ жидко-
сти 11, который расположсн IЩОЛЬ задней части станины. При свер-
79
лении стебель поддерживается стеблевым люнетом б. Станок снабжен
сборником-отстойником охлаждающей жидкости 7, маrнитными
сепараторами 8, rидроаrреrатом 4, состоящим из насосов с приводами
и предохранительными клапанами, и электрошкафом 1. В OДHoceK
ционном исполнении станок рассчитан на сверление заrотовок дли-
ной до 1200 мм. ЭТИ станки являются новыми современными CTaH
ками для r лубокоrо сверления и paCTa
чивания. Один из них' экспОнировался
на Итальянской промышленной BЫCTaB
ке в 1968 r. в Москве. Станок имеет
хороший внешний вид, достаточно
удобен для работы и выrлядит жест
ким. Кинематическая характеристика
станка вполне современна. Недостатком
станка является разбросанность KOM
поновки станка: станок
занимает MHoro места
в цехе. Так, например,
сборник отстойник и Ha
сосный arperaT далеко
удалены отстанка. Элек-
тродвиrатель rлавноrо
привода следовало бы,
как это обычно делают
мноrиестанкостроитель
ные фирмы, вписать в
прямоуrольник: ста-
нок+ резервуар охлаж
дающей жидкости. Ko
робка подач и ускорен-
ных перемещений, на-
ходясь на правом торце
станины, увеЛИЧИвает, как и электродвиrатель rлавноrо привода,
общую длину станка. Станина станка и узел стыковки отдельных
секций также моrли быть оформлены эстетичнее. Незачем увеличи-
вать фланцы для стыковки секции станины, коrда это обычно дe
лается с помощью карманов. Совершенно недопустимыми являются
мноrочисленные наружные ребра между основанием станины и ни-
зом боковых стенок. Станина должна быть rладкой и простой для
очистки. Колено для отвода стружки и жидкости в стружкосборник
хотя И предотвращает разбрызrивание жидкости, однако оператор,
для Toro чтобы контролировать процесс резания по продуктам
отхода, должен обойти станок, чтобы иметь возможность рассмотреть
форму и вид вымываемой стружки.
По данным фирмы, общая установочная мощность станка равна
80 квт при мощности электродвиrателя rлавноrо привода 26 квт.
Думается, что мощность, отводимая на непосредственное резание
сверление, слишком мала,
80
2
ПIирокuе распространение в промышленности получили станки
rлубокоrо сверления TOKapHoro типа фирмы «Шисс» модели SRB-40.
На рис. 44 приведена кинематическая схема этоrо станка. Ста-
нок имеет мноrосекционную станину, с которой состыкована мас-
сивная шпиндельная бабка. За шпиндельной бабкой расположена
коробка скоростей с электродвиrателем мощностью 50 квт. От ко:
робки скоростей к шпинделю вращение передается клиноременнои
передачей. Натяжение ремней может производиться сдвиrом коробки
скоростей по фундаментной плите. От шпинделя движение пере-
дается к механическому вариатору PIV, обладающему способностью
передавать вращение от ведущеrо вала к ведомому без проскальзы-
вания. Вариатор вращает ходовой валик, с которым соединены стеб
левая бабка и заправочный суппорт. Кроме стеблевой бабки и за
правочноrо суппорта, на станине станка размещаются маслоприем-
ник (при сверлении с внутренним отводом стружк ), люнеты (в
качестве п ромежуточпых опор длинных заrотовок) и стоики для поддер-
жания стебля. За станиной установлены резервуар для охлаждаю
щей жидко()сти, насос с приводом и трубопровод от насоса к масло-
приемнику, Мощность электродвиrателя насоса равна 24 квт. Ha
сос производительностью до 530 л/мин развивает давление до
16 кпсм 2 (винтовой). Стебель получает движение от редуктора, при
водимоrо в движение электродвиrателем мощностью 47 квт.
Передача движения от электродвиrателя к шпинделю станка
описывается уравнением кинематическоrо баланса 1.
Рис. 43. Станок модели
AF 55/120 фирмы «Утита»
j( X M'
zJ ZfJ
'''500/fjNl1H Z. < 2,:
Z. ?л
Z6 Z,o Zf2
Z'5
ZfБ
п, ч
п 2 1Jпр пш,ОUjNШI .
Здесь М 1 муфта сцепления передачи напрямую в коробке ско-
ростей;
'l']nр коэффицие-tIт проскальзывания ('I']nр == 1);
n ш уrловая скорость вращения шпинделя в об/мин.
Число ступеней уrловых скоростей вращения шпинделя
z == 3.2.2 + 3.2.1 == 18.
Диапазон реrулирования уrловых скоростей шпинделя
R == п mих == 825 == 40.
n ш n ll lln 20,4
1 Номера при числе зубьсв z соотвстствуют номерам шестерен.
() н. Д. Троицки!!
8\
Л
r
I J
.]
o===<j>
I
I
: Т Шm
ф
w
r
I
I
I
I l
i r \
II I
I I I
J 1 r ..J
I
I
I
I
I
J
f3
I I
I .,oo&",,-'
,]
8
о
"'!'
r:c
(/)
..о
">
Q)
t=i
О
:;
",.
u
u
:<:
S
..
:а
:;
о.
:<:
-&
'"
:>::
:<:
'"
t
'"
:;
Q)
><
u
t>:
'"
:>::
u
Q)
::r
:s:
Е--
'"
:;
Q)
:<:
:<:
:.:::
'<1'
'<1'
U
:<:
а.
Привод вращения стебля инструмента характеризуется уравнением
кинематическоrо баланса
; 1( )
f4БООО/МIlН 0з .,/ = Лет, оо/мин.
Д, .тр 220
Z2f
222 Z20
(36)
Коrда сверление (растачивание) производится без вращения стебля,
зубчатое колесо 225 соединяется с непоДВИЖНЫМ зубом редуктора.
При этом цепь от электродвиrателя к стеблю размыкается. Как
видно из формулы (36), число ступеней вращения стебля равно z' ==
6.
Диапазон реrулирования скоростей вращения стебля инструмента
Rn == пmак == 7:0 == 4,5.
с п.nl n 1/5
Таким образом, при одновременном вращении заrотовки и инстру-
мента в разные стороны
n шах == ( n з + nс ) == 1615 об/мин.
. max max
Цепь подач характеризуется следующим уравнением:
< ) 7( ::
f ОО/1'7УН Z2S Варuап:.ор P/V Ребере
2л Rп f2
229 Z'fJ
230 Z
:::
Z /
Z 7
::; +
. Z5 258 ZCf 263 2c -л; т 2C7 SO мм/оаш"
25 2оо 259 Zfi2 Z C ZC5 ,. .
2 9 /
250
При сверлении без вращепия стебля минутная Sm и часовая Sч
подачи соответственно равны:
Sт .== Sоn ш мм/мин,
s., == 60s т мм/ч,
rде So подача n ,\1,\1 II<J о()орот ШПlшделя.
у станка модели SI H 40 IlUдаЧII 113 uборот меняются бесступев-
чато в следующих диапазонах: при n ш < 600 об/мин 50 == 0,05 до
14 мм/об и при n ш == 600-+-825 об/мин So == 0,03 до 10 мм/об.
6* 83
При сверлении с одновременным вращением заrотовки 11 стебля
s == Sоnш мм/об,
nш + Пет
oceBoto Давления при температурных приращеНIIЯХ длин обрабаты-
ваемых заrотовок имеется компенсатор поршень. Обе МОДели станка
имеют бесступенчатое реrулировапие скоростей вращения шпинделя
и подачи. Плавность хода шпинделя и rашение вибраций привода
обеспечиваются клиноременной передачей, а плавность подачи и
возможность ее реrулирования во время работы rидроприводом.
Фирма «Карлштадт» уделила MHoro внимания контролю за ходом
а)
соответственно этому минутные и часовые подачи составляют
s:п == s (п ш + пет) мм/ч,
s == 60s:п мм/ч.
Ускоренные перемещения стеблевой бабки производятся от спе
llиальноrо электродвиrателя, смонтированноrо на фартуке суппорта,
и характеризуются следующим кинематическим уравнением:
1450 об/мин ZЗ2 Zб8 Z61 Z69 Z64 лtnZ 6 == 2,75 м/мин.
Zоб Zи Zou Z62 Z64 Z60 7
При ускоренных перемещениях муфта коробки подач М п должна
быть передвинута вправо. Цепь подач в этом случае прерывается,
а цепь ускоренных перемещений подключается. Коробка подач
имеет механизм, предохраняющий ее от переrрузки силами подачи Р х'
Станки модели SR В-40 удобны в работе и достаточно компактны.
На маслоприемнике и стеблевой бабке имеются дублеры рукояток
управления. Изменение величины подачи можно осуществлять и
дистанционно с панелей управления во время движения с помощью
серводвиrателя. Станок имеет ориrинальную станину: без выемок
для расположения ходовых валиков. Ходовой валик у станков из
rотовляется составным и имеет откидные опоры, пропускающие фар-
туки заправочноrо суппорта и стеблевой бабки [5].
Весьма интересны с т а н к и Д л я r л у б о к о r о с в е р л е
н и я, .с о з Д а н н ы е ш в е Д с к о й фир м о й «К а р л ш т а Д т»
совместно с фирмой «rеллер» (ФРr). Первая модель станка рассчи
тана на сплошное сверление отверстий 06 50 мм и па кольцевое
сверление отверстий до е; 127 мм. Станок (рис. 45, а) OTHO
сится к токарному типу, имеет внутренний стружкоотвод и пнев
матический (продольный) зажим обрабатываемых заrотовок. При-
емные части шпинделя и маслоприемника выполнены конически
ми, рифлеными, с внутренними конусами. Шпиндель в осевом
направлении неподвижен. Зажимная часть маслоприемника под
действием сжатоrо воздуха пневмоцилиндра (Р == 7 кПсм 2 ) пере
мещается вместе с заrотовкой на шпиндель и зажимает ее (рис. 45, б).
Шпиндель расположен не над станиной, как это обычно принято,
а свешивается за заднюю стенку станины. Такая компоновка шпин
деля позволила осуществить заrрузку заrотовок, поступающих
с конвейера, расположенноrо сзади станка, и съем заrотовок после
их обработки. Шпиндель по КОНСТРУКllИИ напоминает шпиндель
станка фирмы «Шисс» модели SRB-40. ОН имеет хорошо отбаланси
рованный мноrоручьевой шкив для клиноременной передачи и pa
диальные и упорные подшипники качения. Кроме рифленой прием-
ной части, у шпинделя станка более поздней модели для уменьшения
84
6)
'
Рис. 45. Станок фирмы «Карл-
штадт» (а) и пневматический
зажим заrотовки (6)
:t 11
,-
пропесса. Станок, Il J1Iрllмер, МШI\ет автоматически отводить в ис
ход ное положение инструмент, если осевая пuдача возросла до недо-
пустимой величины. Автоматическая конвейерная заrрузка, вывод
инструмента и съем обрабатываемых деталей делают установку спо
собной производить работу на автоматическом цикле.
На станке установлено большое количество измерительных кон-
трольных устройств: амперметр, указатель rлубины сверления,
указатель сопротивления резанию, манометр, показывающий силу
зажима заrотовки, манометр, показывающий давление смазочно
охлаждающей жидкости в наrнетающей маrистрали, и манометр,
указывающий на заrрязненность маслоочистительных фильтров.
Станки выпускаются четырех длин: самый короткий для rлубины
сверления 1180 мм, самый длинный для длины 4200 мм.
Техническая характеристика второй модели станка
фирмы «Карлштадт»
Диаметр сверления в мм:
сплошное сверление
кольцевое сверление
Наружный диаметр обрабатыпаемой заrотОВКИ в мм
16 56
До 106
30 254
85
fлубина сверления в мм
До 1l80 4200
(по требованию
ааказчика)
0 1800
19 1 030
Скорость вращения шпинделя в 06/ мин
Подача инструмента в мм/мин . . . .
Ускоренное перемещение шпинделя в м/мин:
вперед. . . .
назад . . . .
Мощность электродвиrателя в квт:
rлавноrо привода
привода подач
насоса охлаждающей жидкости
Производительность насоса в л/мин
Давление охлаждающей жидкости в KF/CM 2
2,5
5
30
1,5
11/22
100/200
До 40
На рис. 46 показан суппорт специальноrо ДВУХШПИНДельноrо
станка для сверления rлубоких отверстий малоrо диаметра. rлавный
привод у этоrо станка состоит из двух электродвиrателей и ремен-
Рис. 46. Поперечный разрез суппорта Двухшпиндельноrо
станка с червячными полуколесами:
I станина; 2 маховичок; 3 стеблевой суппорт; 4 танrенциаль-
нЫй зажим; 5 червячные полуколеса; б суппорт; 7 ходовой винт
8
ных передач на шпиндели. Два суппорта MorYT получать продольные
перемещения от одноrо ходовоrо винта 7. Вместо маточных raeK здесь
применены предложенные автором червячные полуколеса 5. Если
танrенциальный зажим 4 отпущен, суппорт 6 будет неподвижен.
При затяrивании танrенциальноrо зажима червячное полуколесо 6
превращается в маточную rайку, осуществляя рабочую подачу
сверла. Установочные перемещения суппортов осуществляются вруч-
ную. Червячные кuлеса в этом случае работают, как реечные колеса,
перекатываясь по ходовому винту, как по рейке.
На одном из заводов вместо двухшпиндельных станков фирмы
«Прат Витней» было изrотовлено два станка описанной конструк-
ции. Изrотовленные станки показали высокую производительность
при длительной их эксплуатации.
К токарной rруппе станков rлубокоrо сверления можно отнести
также вертикальный восьмишпиндельный полуавтомат (рис. 47),
86
9
.
I I I I
I ' 1 I
: = ==::.-=. -=- -=--== == :j__J
:
Рис. 47. ВосьмишпинДt'лышii вертикальный станок конструкции
ЭНИМСа
87
спроектированный ЭНИМСом. Полуавтомат рассчитан на сверление
r лубоких отверстий диаметром 7 мм с наружным отводом стружки [2].
На жестком основании станка закреплена вертикальная стойка
станина, направляющие которой образуют с вертикалью уrол 50.
На этих направляющих перемещаются независимо друr от друrа
двое салазок 1. Салазки уравновешены rрузами, размещенными во
внутренней полости станины.
В верхней части салазок установлено по четыре шпиндельных
узла, приводимых в движение через клиноременную передачу от
двух электродвиrателей. Электродвиrатели привода шпинделей для
обеспечения натяжения ремней закреплены на плитах. Каждый
из шпинделей имеет пружинную муфту, предохраняющую сверла
от переrрузки по крутящему моменту, и центробежный реrулятор.
При уменьшении скорости вращения шпинделя, вследствие пробук
совывания муфты, центробежный реrулятор переК.1Jючает салазки
на обратный ход (отвод). В станине размещены также два rидравли-
ческих цилиндра, обеспечивающих как рабочую подачу, так и от-
воды салазок в исходное положение. В нижней части салазок имеются
ползуны 7, в I<OTOpbIX закреплены четыре полых центра на опорах
качения.
Закрепление заrотовок на полуавтомате производится следую
щим образом. В нижние полые центры салазок оператор YCTa
навливает входными торцами четыре заrотовки; верхние части
заrотовок при этом упираются в призматические планки 2. Наклон
направляющих станка обеспечивает устойчивое положение заrото-
вок. При перемещении ползунов вверх выходные торцы заrотовок
входят в рифленные конусы патронов шпинделей 3; КОнтакт заrо
товок с призматической планкой 2 при этом нарушается. Втулки
нижних полых центров соединены уравнителями давления, поэтому
зажим BC€X четырех заrотовок будет практически одинаковым.
Сверла закрепляются в нижние невращающиеся шпиндели 9, имею
щие uaHroBbIe зажимы. Режущая часть сверл заходит в центрирую
щие полые нижние центры салазок и поддерживаются Дополнительно
направляющими втулками. Нижняя опора сверл подпружинена.
При превышении oceBoro давления на сверла пружины сжимаются
и переключают контакты конечноrо выключателя на отход салазок
вверх, при этом над переrруженным сверлом включается световой
сиrнал. Экспериментально было установлено, что наrрузка на сверла
длиной 1000 мм и 07 мм, рассчитанные на наружный отвод стружки,
не должны превышать M k < 0,35 КеМ; РО < 40 Ке. Эти данные
испОльзуются для настройки механизмов полуавтомата, предохра-
няющих сверла от поломки.
ПО завершению прохода срабатывают упоры, размещенные на
планке 4, перемещающейся вместе с салазками. Упоры действуют
на рычажную систему 5, rидропанели 6. Охлаждающая жидкость
поступает в зону резания через отверстия нижних шпинделей 9.
Стружка вымывается из заrотовок в стружкосборник-поддон. Все
переключения станка можно осуществлять с рабочеrо Места полуав
томата от кнопочной станции 8. Вертикальное расположение сверл,
обратное тому, ЧТО обычно принято при сверлении спиральными свер-
лами, улучшает стружкоотвод.
10. СТАНКИ 8ЕРтлюжноrо ТИПА
При внедрении скоростных методов обрабоТI<И производство стан-
ков вертлюжноrо типа как у нас, так и за рубежом было прекращено.
Имеющиеся вертлюжные станки следовало модернизировать и ис-
пользовать, так как в некоторых производствах нужны были станки
двустороннеrо сверления, которые без применения вертлюrов соз-
дать невозможно. Модернизация существующеrо пар ка станков
верт люжноrо типа производилась либо за счет введения новых стеб
левых бабок для быстроrо вращения стеблей, либо за счет увеличения
мощности и быстроходности имеющихся на станках стеблевых бабок.
Обязательным разделом модернизации являлось также повыше-
ние производительности насосов и связанное с этим повышение ем-
костей резервуаров для смазывающе-охлаждающей жидкости. Кроме
Toro, при модернизаuии необходимо было предусмотреть бесступенча-
тое реrулирование величины подач и увеличить диапазон реrулиро-
вания подач. Большой и трудоемкой была работа, связанная с устра-
нением вибрации, возникавшей при сверлении. При модернизации
приходилось оснащать станки дополнительной контрольно-измери-
тельной аппаратурой, вводить механизацию и автоматизацию работ
на станках, имеющих постоянную заrрузку.
В качестве примера можно указать на модернизацию станка
фирмы «Шкода» С диаметром проходноrо отверстия в шпинделе 520 мм.
ДО модернизации этоrо станка стеблевая бабка имела уrловые ско-
рости шпинделя 5 75 об/мин, вертлюrа 6 75 обlJиин. Таким
образом, при !<ОЛЬЦСВОМ сверлснии g 140 мм и при сплошном свер-
лении 0 80 ММ скиростн резаllllЯ не превышали соответственнО
V",c max == 6.6 м/мин и V cmax 38 м/мин. Очевидно, что ни о каких
скоростных методах нельзя было rоворить, так как не только были
малы скорости, особенно для СПЛОшноrо сверления, но также были
малы и мощности для проведения работ.
При модернизации этоrо станка была заменена последняя пара
зубчатых колес привода вертлюrа: вместо прямозубых установлены
косозубые колеса. Это повысило плавность хода вертлюrа. Рекон-
струирована система подачи охлаждающей жидкости, увеличена
ПРОИЗВОДительность насоса и т. д.
Техническая характеристика модернизированноrо
фирмы «Шкода»
Наибольший диаметр обрабатываемоrо изделия в мм
Наибольшая rлубина сперления в .ММ
Пределы чисел оборотоп ШПИllделя в минуту
Число скоростей пращешlЯ шпинделя
Пределы величин пода'l стаllка на оборот шпинделя
в мм/об ..........,......
станка
500
7400
6 75
12
О, 03 6
89
Число подач
Пределы чисел оборотов стебля в минуту
Мощность электродвиrателя в квт:
привода вертлюrа
привода стеблевой бабки
двиrателя ускоренных перемеLЦений
I1роизводительность насоса в л/мин
24
175 800
коробки подач, работающие от привода вертлюrа. По накладным
станинам перемещались стеблевые суппорты.
Накладные станины резко уменьшают высоту центров стеблевых
суппортов, но очень сильно удорожают и усложняют конструкцию
станков и теперь ниrде не применяются.
После модернизации станок оборудован двумя быстроходными
стеблевыми бабками с упруrими звеньями. Накладные станины с KO
робка ми подач заменены коробками подач, расположенными по обеим
торцам станины станка. Привод коробок подач по прежнему осуще
СТВЛЯе1'СЯ от вертлюrа. Изменена система охлащдения. Станок
оборудован реrистрирующими приборами. Включение и выключе
ние подач и ускоренных перемещений стеблевых бабок производится
с помощью кнопочноrо управления и мОжет осуществляться дистан-
ционно. Резко возросла общая мощность установки.
275
48
3
2Х200
На рис. 48 показан модернизированный станок фирмы «Kpebeh-21».
До модернизации станОК имел только тихоходный привод вертлюrа
и не был приспособлен к скоростному сверлению.
r
, .....-:.:.... ,,=,
!
_. :
:_ '"
,, C,
: . .,
--"'-/-'М'
r::
.. :: ...>
IOi'з !I <i'
f'<
i y : : »'N ; ",<с
< , "
"О.,
ъ ":..$>-
--А
- ,'&.
Техническая характеристика модернизированноrо станка
Максимальный диаметр обрабатьшаемой заrотовки в мм 350
Длина обрабатываемой заrотовки в Mht 7000
Пределы уrловых скоростей вертлюrа в об/мин 1,6 82
Число уrловых скоростей вертлюrа 16
Пределы подач на оборот вертлюrа в мм/об O,0375 6,86
Число подач 12
Пределы уrловых скоростей стебля в об/мин 163 400
Число скоростей вращения стебля 3
Величина ускоренных перемещений стеблевых бабок
в м/мин .... . . .
Производительность насосов охлаждающей жидкости
в л/мин . .. .... ....
Давление, развиваемое насосами, в кТ/см 2
Мощность элсктродвнr;IТСJIЯ в кот:
вертлюrа
стеблевых бабок
насосов . . . . . . . . . . . . . . . . .
механизмов ускоренных перемеLЦений стеблевых
бабок . . . . . . . . . . . . . . . . . . .
;: '> >
f;:
-,
', f'
,!.. .
:
.-
-
::::
-.- ,-
;= /
:J . ., .: .?:
"";о. ,'
" :
4,2
. )1' '
>: j"- _ Y< . h
Рис. 48. Станок фирмы «KpeBeH 21» после модернизации
2Х200
До 10
На рис. 49 приведен общий вид двустороннеrо станка для rлубо-
Koro сверления с диаметром отверстия в верт люrе 350 мм фирмы
«30ест» после модернизации. Этот станок имеет ориrинальную кон-
;I
18
2Х29
2Х6
2Х3,7
11. СТАНКИ ДЛЯ СВЕРЛЕНИЯ
НЕВРАЩАЮЩИХСЯ ЗАrотовок
Итальянская станкострuнтельная фнрма «Утнтш> изrотовляет
станки, предназначенные и для rлубuкurо сверления невращаю-
щихся заrотовок. Фирма предусматривает два варианта станков:
станки с подачей заrотовки и станки снеподвижной заrотовкой.
В качестве примера на рис. 50 показан станок модели SUR20'350
рассчитанный на сверление неподвижных заrотовок. НаибольшиЙ
диаметр сверлеНI1Я 200 мм, наибольшая длина заrотовки
3500 мм. ПО заказу фнрма может поставлять станки и для заrотовок
более крупных размеров.
Станина станка COCTUIIT I1З двух частей. Справа на широкой части
станины располаrаются салазки с установочными призмами и
!
Рис. 49. Станок для двустороннеrо сверления фирмы «Зоест» после
модернизаЦ\lН:
J коробка подач; 2 стружкопрнемпик; 8 стеблевая бабка; 4 стебель;
5 маслоприемник; б заrотовка; 7 вертлюr; 8 люиет
струкцию. В отличие от станков rлубокоrо сверления друrих CTaHKO
строительных фирм на станке фирмы «30ест» были применены Bepx
ние подвижные накладные станины 1, на которых располаrаются
1 Накладные станины применялись и фирмой «BarHep» в Дортмунде.
90
устройства для неподвижноrо закрепления обрабатываемых заrо
товок. Призмы морут перемещаться относительно салазок, а в слу
чае необходимости их можно снять и заменить друrими специальными
устройствами для быстрой установки заrотовок. На левой более
узкой части станины размещены маслоприемник, стеблевой люнет
и стеблевая бабка. Стеблевая бабка в данной конструкции обеспе
чивает вращение и осевые перемещения стеблю и инструменту.
Устройства для подачи, приема и очистки охлаждающей жидкости
и стружки, как и у станков с вращением заrотовок (см. рис. 43)
размещены сзади станка.
12. ОСНАСТКА, ПРИМЕНЯЕМАЯ
ПРИ r ЛУБОКОМ СВЕРЛЕНИИ
Маслоприемники MorYT выполнять следующие функции:
1) направлять ЖIЩкость, поступающую от насоса к зоне резания
через зазоры между стеблем со сверлом и поверхностью просверли-
ваеморо отверстия;
2) совмещать оси входных торцев заrотовок с линией центров станка;
3) направлять сверла при их врезании во входные торцы обраба
тываемых заrотовок;
4) rерметизировать сопряжения торца заrотовки с приемной ча-
шей и стебля с входной втулкой маслоприемника;
5) быть задней опорой для обрабатываемой заrотовки;
6) компенсировать тепловые расширения заrотовок в процессе
сверления;
Не все маслоприемники выполняют перечисленные выше функции
и не всерда на практике требуется их выполнять. Так, например,
в станке для rлубокоrо сверления фирмы «Карлштадт» компенса
тором тепловых расширений заrотовок является специальный пор
шень шпинделя. В станках вертлюжноrо типа для одностороннеро
сверления входная часть заrотовки закрепляется и центрируется
вертлюrом. ОчевIЩНО, в этом случае маслоприемник не должен BЫ
полнять функции центрирующеrо элемента компенсатора тепловых
расширений заrотовок. При удлинении заrотовки происходит неболь-
шое осевое перемещение опорной шейки заrотовки относительно опор
люнета. Вполне естественно, что в этом случае маслоприемник также
освобождается от восприятия части веса заrотовки, так как эта на-
rрузка воспринимается вертлюrом станка.
Все существующие конструкции маслоприемников морут быть раз-
делены на две rруппы:
1) с вращением втулки, направляющей сверло при еро врезании
в заrотовку;
2) без вращения направляющей втулки.
На рис. 51 показана пиноль маслоприеМlIика, сконструирован
норо для скоростноро сверления тяжелых заrотовок с вращаю-
щейся направляющей втулкой [36]. Пиноль вмонтирована в корпус
маслоприемника (см. рис. 44) и может перемещаться вдоль оси или
быстро (от реечноrо колеса и рейки), или медленно (при поджиме
заrотовки, от червячной пары и затем через реечную пару). При Meд
ленном перемещении включается муфта, соединяющая вал реечноrо
колеса с червячным колесом. Червячная пара здесь не только реду-
цирует передаваемый от крестовины момент, но и служит само-
тормозящим устройством. На пиноли маслоприемника профрезе
рована шпоночная канавка, для шпонки, которая предохраняет ее
от вращения и одновременно служит оrраничителем осевых переме
щений. После зажима заrотовки пиноль стопорится танrенциальным
зажимом.
Как видно из схемы, представлешlOЙ на рис. 44, маслоприемник
может перемещаться по станине станка и вручную, а для надежности
имеет фиксирующую защелку, rаrантирующую от еро самопроизволь
поrо сдвиrа во время работы.
Рис. 50. Станок фирыы «Утита» модели SUR.20'350 дЛЯ сверления невраща-
ющнхся заrотовок
Сверление неподвижных заrотовок, кю< нам представляется,
может получить в дальнейшем некоторое развитие. Поэтому станки
общеrо назначения для rлубокоrо сверления неподвижных заrотовок,
видимо, должны предусматривать возможность установки более слож
ных заrотовок, имеющих различные положения осей отверстий
относительно наружных поверхностей заrотовок. Следует также пре
дусматривать возможность сверления нескольких параллельно распо
ложенных отверстий. В этом случае закрепляющие устройства (ca
лазки, столы) должны перемещаться на следующую позицию для
изменения координат осей отверстий по вертикали и в поперечном
направлении без раскрепления заrотовки.
Маслоприемиики 1. Для подвода охлаждающе-смазывающей
жидкости в зону рf'зания при rлубоком сверлении с внутренним OT
водом стружки применяются маслоприемники. Они являются при
надлежностью станков.
1 Терминолоrия в технолоrии сверления rлу60КИХ отверстий еще недостаточно
ста6илизировалась. Например, на Hel{OTOpbIX заводах маслоприемники называют
водоприемниками, так как во мноrих случаях (особенно при нескоростном резании)
сверление производится с применением водных растворов эмульсола, а не сульфи-
рованных минеральных масел. Очень редко в качестве смазывающЕ'И и транспорти-
рующей жидкости примеНЯIQТ сжатыч воздух (с добаВJ1ением МпS).
92
93
Следует иметь в виду, ЧТО наибольшие распорныIe сlIлыI MOtYT
возникать при обработке заrотовок на станках TOKapHoro типа,
затем на двусторонних сверлильных станках. Самыми блаrоприят
ными в этом отношении являются вертлюжные односторонние станки
с зажимом входной части заrотовки в вертлюrе.
Известны четыре способа борьбы с возникающей силой распора Р рш'
увеличивающей наrрузку на подшипники, а иноrда приводящей к их
разрушению, Это метод введения упруrих компенсаторов, увеличе-
ние объема охлаждающей жидкости, участвующей в циркуляции,
Шпиндель маслоприемника 5 (рис. 51) базируется на четырех
подшипниках. Два роликовых радиальных подшипника являются
передней опорой, один роликовый подшипник задней опорой.
Осевые с лы воспринимает шариковый упорный подшипник, уста-
новленныи в специальное кольцо 4, вставляемое в пиноль. Все
по;:шипники качения защищены от проникновения транспортирую
щеи жидкости реrулируемыми сальниковыми уплотнениями 3 и б.
В левой части шпинделя маслоприемника вмонтирована компенса-
9 8 7 6
5 4.
Рис. 51. Пиноль маслоприеМlIика с вращающейся направляющей втулкой
ционная чаша 1, опирающаяся либо на резиновые прокладки 2
(как показано на рисунке), либо на тарельчатые пружины (2 3 шт.).
Необходимость введения компенсации тепловоrо vдлинения об-
рабатываемой заrотовки может быть показана на следующем примере.
Пусть температура в пехе и температура заrотовки до обработки 10 ==
== 200 С. При обработке бывают случаи HarpeBa заrотовок на /1/0 ==
== 400 С. Удлинение /1l c (в мм) заrотовки длиной 1 м зависит от об
рабатываемоrо материала.
Значения /1l c для некоторых материалов приведены ниже:
Ы С
Сталь 0,44
Чуrунное литье 0,40
Латунь ...... 0,72
Алюминиевые сплавы 0,88
Маrниевые сплавы 1,04
Зная общую длину заrотовки, ее поперечное сечение и модуль
Юнrа, можно определить как напряжение в обрабатываемом мате-
риале, так и силу распора Р рас' воспринимаемую шпинделями станка
и маслоприемника, между которыми зажата обрабатываемая заrо-
товка
Рис. 52. ]v\аСЛОПРllеМlIИК с КО1.шенсацией тепловоrо расширения
3 .
Р рас == MclO {сЕР кТ,
rде Б. модуль Юша в кr/см 2 ;
{с длина заrотовки в м;
F поперечное сечение заrотовки (среднее) в см 2 .
введение искусственноrо охлаждения жидкости и работа на односто-
ронних вертлюжных станках.
Их этих способов последниЙ способ самый простой, а первый
самый эффеКТИl3l1ЫЙ, 110 требует усложнения конструкции маслопри
емников. ВтороЙ п ТРСТIlН СlIособы rромоздкИ и потому применяются
очень редко.
Для направления CBepJla при врезании применяется съемная
направляющая втулка. Центрирование и поддержание входноrо
конца заrотовки осуществляет съемный конус с кольцевыми уплот-
нениями. В правую часть крышки пиноли маслоприемника встав-
лена деревянная втулка и сальниковая набивка. Деревянная втулка,
как показьшзlОТ ОIlЫТЫ, блаrОllрllЯТIЮ действует на rашение коле-
баний стебля. К заДllеЙ КрLIШI\С IIIIIЮЛП подподится охлаждающая
жидкость от маrистрали насоса. Там же установлен манометр для
контроля давления жидкости.
На рис. 52 показан маслоприемник, широко применяемый за
рубежом. В этом маслоприемнике при врезании сверла в заrотовку
направляющая птулка 10 вращается. Маслоприемник состоит из
втулки 7, УСТ3I1НВJIIII3Ж'МОЙ В корпус специальной стойки 5, имею-
щей устройство дли lIеремещения и поджатия центрирующеrо кор-
пуса 1 к обрабатьшнемоii заrотовке. Шпиндель маслоприемника 2
базируется на трех ШНРИКОlIодшипниках, причем упорный подшип-
ник 9 опирается на КОМПСllсаторное кольцо 8 с пр ужинами б. При
95
94
тепловоМ расширении 3atoTOBKlI происходит осевое перемещение
и проскальзывание шпинделя маслоприемника относительно внутрен-
Hero кольца заднеrо шарикоподшипника. Очевидно данная компен-
сация конструктивно оформлена менее удачно, чем у маслоприем-
ника, приведенноrо на рис. 51. Задняя часть втулки маслоприемника
анаJIоrична подобному устройству маслоприемника u(рис. 51). В Ka
честве уплотняющих элементов вместо сальниковои реrулируемои
набивки, что конструктивно более просто, применеIIЫ манжеты 3
и 4.
4 5
7
8
Б
Рис. 53. Маслоприемник снеподвижной напраВЛЯIOщей втулкой
Сравнительно широкое распространение получил отечественный
маслоприемник, показанный на рис. 53. Этот маслоприемпик имеет
сменную невращающуюся направляющую втулку 1 для сверл при
их врезании в заrотовки. Пиноль маслоприемника состоит из двух
втулок: наружной 4 и внутренней 5. Наружная втулка закреплена
в стойке 3, расположенной на станине станка. Длинпа!l внутренняя
втулка входит на шпонке 2 в наружную втулку. В заднеи части масло-
приемника между втулками размещены тарельчатые пружины б,
нажимная втулка, упорный подшипник и зубчатое колесо винт 8.
На заднюю часть наружной втулки насажен кожух 7 с посадочным
местом для червяка 9, соединяющеrося с зубчатым колесом.
При вращении червяка зубчатое колесо ввинчивается в наруж-
ную втулку и через тарельчатые ПРУЖИIIЫ пода вперед в утреннюю
втулку. Этим осуществляется поджим приемнои зажимнои чаши Ma
слоприемника к торцу обрабатываемой заrотовки.
В большинстве случаев эти маслоприемники не центрируют Bxok
ной торец заrотовки, а создают лишь уплотнение с помощь уплот
нительных колец из маслостойкой резины, прорезиненнои ткани
или кожи. В этих случаях uентрирование заrотовок осуществляется
люнетом или вертлюrом.
96
в отличие от опиtанноtо образца подобный маtлоприемник, из"
rотовленный на Рязанском заводе, имеет заднюю уплотняющую и
вибрurасящую чйсть вращающуюся. Это несколько усложняет кон--
струкцию мйслоприемника.
Рассмотрение двух rрупп маслоприемников с вращающимися
и с невращающимися направляющими втулками позволяет оценить
применяемые конструкции. Так, например, можно отметить, надеж
ную и работоспособную конструкцию маслоприемника с вращаю-
щейся втулкой (рис. 51). Эта конструкция может быть усовершенство-
вана путем замены сальниковых набивок уплотнительными манже-
тами. Также желательно механизировать зажим и отжим приемной
чаши маслоприемника.
Надежна конструкция маслоприемника с невращающейся на-
правляющей втулкой (рис. 53). В этом маслоприемнике, с нашей
точки зрения, недостаточно проработана конструкция поджима при
емной чаши к входному торцу заrотовки, так как практика показы-
вает, что винты большоrо диаметра с малым уrлом подъема винтовых
линий СКЛОННЫ к заеданию. Применение тепловоrо компенсатора
при работе на станках одностороннеrо сверления вертлюжноrо типа,
как было выяснено выше, также не имеет практическоrо смысла.
Отмеченные недостатки КОНСтрукции данноrо маслоприемника леrко
MorYT быть устранены при дополнительной доработке. Какой из ти
пов маслоприемников создает более блаrоприятные условия для ра-
боты сверла, определить трудно. Думается, что более спокойней
врезание должно производиться при маслоприемнике с неподвиж-
ной направляющей втулкой, Из-за отсутствия биения базовых по-
верхностей сверла. Поэтому в первую очередь следует рекомендо-
вать маслоприемшIК, имеющий неврюцающуюся направляющую
втулку.
Проведененые обследования износа направляющих втулок и
замеры входных отверстий в заrотовках IIЗ отожженной стали
ОХН3М (п === 450 об/мин, 50 ==- 0,15 мм/мин) при работе с масло
приемниками, имеющими вращающиеся ШПИндели, дали следующие
результаты (рис. 54). Как видно из осциллоrраммы врезания сверла
в заrотовку (рис. 54, д), момент сопротивления резания М" воз
растает сравнительно плавно, а осевая сила сопротивления реза-
ния Ро, наоборот, увеличивается стремительно инеравномерно.
Износ втулки (рис. 54, е) достиrает значительной величины
(!!d e === 0,17 мм) только на длине до (0,3+0,5) d e , а при удалении
от фланца направляющей втулки резко падает. Втулка была из-
rотовлена из улучшенной стали 40Х (HRC 40 46) инаходилась
длительное время в эксплуатации.
Уширенис ПХОДIIO)'О отверстия в заrотовке (рис. 54, б) соответ-
ствовало износу ШIllР:ll\лшощС'ii ВТУЛIШ (!!d n !!d ll ). Кроме ушире-
ния отверстия, Шl торне З:IПIТО(JJ<И наблюдается также подъем ме-
талла (облой), величина ),OTOpOro ДОХUДИла до k 0,2 мм.
На основании как наших, так и зарубежных опытных данных
[49] можно рекомендовать зазоры между сверлом и направляющей
7 н. Д. Троицкий 97
4
е)
M:
о
)о
с вертикальной плоскостыо проходящей через линию центров станка)
инесамоцентрирующие.
Люнеты можно классифицировать и по друrим признакам. К
числу этих признаков относится: число контактных поверхностей
(двухопорные, трехопорные, четырехопорные), степень механиза
ции перемещения рабочих opraHoB люнета и др-
Фирма «30ест» применяет трехкулачковый закрытый люнет с опо-
рами скольжения. Этот люнет состоит из основания, откидывающей
части, трех скалок для кулачков скольжения и нижней прижимной
планки, с помощью которой осуществляется крепление к станине.
Люнет похож на обычные трехкулачковые неподвижные люнеты TO
карных станков. Для CKOpocTHoro сверления такие люнеты приме-
няются только в станках вертлюжноrо типа, так как быстрое враще-
ние заrотовок вызывает большой износ базовых кулачков.
Люнеты подобноrо типа требуют обработки шеек на заrотовке
и смазки контактных поверхностей. Обработка шеек требует боль
ших затрат времени, так как эту операuию следует производить тща-
тельно, обеспечивая чистоту обработки шеек не ниже \77, а их
эллиптичность не должна превышать O,02 O,04 мм. Преимуществом
люнетов скольжения является обеспечение плавноrо (без дробления)
вращения обрабатываемых заrотовок.
На рис. 55 представлен полузакрытый люнет фирмы «Шисс»
С тремя контактами качения 1.
Этот люнет рассчитан для станков TOKapHoro типа с быстрым вра-
щением обрабатываемых заrотовок. Опоры качения имеют сравни-
тельно большой диаметр роликов, которые смонтированы сбоку oc
нования и откидывающей части люнета. Подобная компоновка опор
качен,;я позволила удобно расположить маховичок для поворота от-
ки;:нои части люнета при заrрузке и снятии со станка обрабатывае
мои заrотовки.
На рис. 56 показана конструкuия люнета закрытоrо типа с тремя
опорами качения. Корпус этоrо люнета вместе с откидывающейся
частью составляет замкнутый контур, надежно базирующий об-
рабатываемую на станке заrотовку. Как видно из рисунка, отки
дывающаяся часть может поворачиваться маховичком BOKpyr
вертикальной оси, обеспечивая свободную заrрузку заrотовок. У осно-
вания люнета размещен кронштейн для механизма ручных установоч
ных перемещениЙ ЛЮII та вдоль станины станка. Центрирование
заrотовок при трехопорных люнетах, если шейки под люнеты обра-
батываются в пределах 4-ro класса точности, происходит просто:
устанавливают тщательно две нижние опоры, а при установке сле-
дующих заrотовок манипулируют только винтом скалки верхней
опоры. Люнсты с контактами качения имеют износостойкие опоры
не требующис тщатсльной обработки шеек на заrотовках (\76, \74
втулкой в пределах от :з3 (при новой втулке) до : (при изношенной
втулке).
Наиболее блаrоприятные условия врезания инструмента в за-
rOToBKY создаются при наличии сверл с абсолютной определен-
ностью базирования и маслоприемников с неподвижнЫМИ направляю-
щими втулкаМИ при отсутствии вращения стебля. Однако из этоrо
а)
б)
k
t
о)
8)
W-NIIIIIШI.\\\ !/IINII!ЖNIIII/IIIiIImМWIIIIЖI#INIIIЖI \WN-WIIi/fI,
t
'
РО
Рис. 54. Изменение размеров отверстия на входном торце ЗaI'ОТОВКИ
(а, 6), износ направляющей втулки маслоприемника (6, е) и осцил.
лоrрамма врезания сверла в заrотовку (д)
не следует делать вывод, что при врезании надо выключать вращение
стебля и сверлить на низкой скорости резания.
Люнеты. Функцию центрирующих опор (промежуточных или кон.
цевых) для обрабатываемых заrотовок выполняют люнеты, являю
щиеся принадлежностью станка. Люнеты, применяемые при CBep
лении rлубоких отверстий, n о х а р а к т е р у к о н т а к т а
рабочих элементов с обрабатываемыми за-
r о т о в к а м и можно разделить на люнеты, имеющие контакты
скольжения, качения, комбинированные контакты и непоДВИЖ.
ные контакты. П о о б щ е м у к о н с т р у к т и в н о м у в ы -
п о л н е н и юлю н е т ы бывают закрытые, полузакрытые
и открытые. ПО способу ц е н т р и р о в а н и я з а r о т о в о к
люнеты можно разделить на самоцентрирующие, не полностью само-
uентрирующие (автоматически совмещающие только центр заrотовки
98
1 Люнеты назыI3оrсsl НОЛУ I,II<РЫТЫМI! в том случае, коrда они в рабочем поло
жении пОлностью не ОХВ,НЫI1.lIоr J,lrОI'О[JКИ. По сравнению с закрытыми люнетами
они менее надежны с точки :lр\'III!Я [Jыполнения правил техники безопасности.
7*
99
обработки с применением разrрузочноrо устройства [8]. Это устрой-
ство представляло восемь дополнительных опор скольжения, ко-
торые воспринимали часть наrрузки трехкулачковоrо люнета сколь-
жения. Дополнительные опоры моrли разrружать основные кулачки
люнета в зависимости от реrулировки домкрата. Для охлаждения
контактов скольжения применялся спеuиальный насос. В резуль-
тате этих мероприятий износ базирующих опор скольжения умень-
шился. Однако предложеная конструкция люнета была rромоздкой
и требовала проточки па за
rOToBKe широких шеек.
На рис. 57 приведен от-
КРЬffЫЙ комбинированный
люнет для скоростной обра-
ботки 1. Конструкция комби-
нированноrо люнета проста:
по узкой шейке обрабаты-
ваемой заrотовки контакти-
руют опоры скольжения 1.
Чтобы не происходил повы
шенный их износ и не на-
rревалась заrотовка, опоры
разrружены упруrим домкра-
том с самоустанавливающей-
ся роликовой rоловкой 2.
Два ролика 3, помещенные
между опорами скольжения, не требуют проточки дополнитель-
ных шеек на заrотовке. Силы трения, действующие на опорах сколь-
жения, малы, а следовательно, мал и HarpeB обрабатываемой заrотовки.
Опыт длителыlOЙ ЭКС!lЛУ,lТаllИИ комБИlIированноrо люнета ра-
бочим-новатором Н. В. К()lIьеrшм показал, что люнет допускает
обработку тяжелых заrотовок без замеТII()rо износа кулачков и на-
rревания заrотовки при скоростях относитеЛЫlOrо скольжения кон-
тактных поверхностей до 150 мин. Опоры скольжения были изrо-
товлены из латуни марки ЛМЦА-57 -З-l.
На рис. 58 показаны два наиболее часто встречающихся на прак-
тике случая использования комбинированноrо люнета.
При использовании комБИlrЩJOваllноrо люнета в качестве конце-
вой uентрирующей ОIIОры заrотовки (рис. 58, а) давление на KOHTaKT
ные поверхности кулачков скольжения будут вызваны силой
G
P,, ( RB) ==т Kr
классы точности). Поэтому такие люнеты широко применяются на
станках rлубокоrо сверления
Высокая плавность вращения заrотовок, обеспечиваемая люне-
тами с контактами скольжения, давно привлекала внимание riроиз-
водственников и конструкторов, желающих повысить надежность
Рис. 56. Люнет закрытоrо типа с опорами
качения
Рис. 55. Полузакрытый трехопорный люнет с контактами
качения
протекания СКОРОСТНОй обработки. Однако первые попытки приме-
нить при скоростной обработке эти люнеты не увенчались успехом.
Опоры скольжения, несмотря на обильную смазку, быстро изнаши-
вались, базирование нарушалось и возникали вибрации. Большим
недостатком опор скольжения явился повышенный HarpeB заrотовок.
Если с износом опор скольжения можно было бороться, создавая
конструкции верхних откидывающихся частей люнетов, выбираю-
щих зазоры от износа, то с HarpeBoM детали бороться было трудно.
Ленинrрадским политехническим институтом им. М. И. Калинина
была предложена конструкция люнета скольжения для скоростной
100
или
P: ( RB)==G Kr,
если центр тяжести заl"UТОUКlr располuжсн не посередине заrотовки.
1 В создании комБИНИрOlldllllUrо JIЮllета nРlIнимали участие: Н. д. ТРОIЩКИИ,
П. П. Филиппов, В. И. Захаро!! и А. Ф. Крупин.
101
Здесь
G вес обрабатываемой заrотовки в ке;
Р к И P силы давления на люнет при концевой ero
опоре в Kr;
lс длина заrотовки в мм;
х расстояния от выходноrо торца заrотовки до
центра тяжести в мм.
При несовпадении оси заrотовки с линией центров станка на 1Зе
личину б i (стрела проrиба), сила давления
'5 48БJ
Р п 8 G :!: ----------з б i Kr; (37)
lc
rде Е модуль Юнrа в кпсм 2 ;
J момент инерции сечения обрабатываемой заrотовки в см 4 ,
lс длина заrотовки в см.
а) lc
х
Я в
G В
о)
R n
Маслопрuемнul(.
з
"
б) 4
А . .- ._ ._ .. в
. . - . -- :
.. .. .. ._ ..................- _.
Рис. 57. Комбинированный люнет
Рис. 58. Схемы установки заrотовки с применением комби-
нированноrо люнета в качестве концевой (а), промежуточной
(6) опор и положение оси заrотовки относительно линии цент-
ров АВ станка (в)
При использовании комбинированноrо люнета в качестве проме-
жуточной опоры (рис. 58, б) давление на ero КОIlтактные поверхности
будет создаваться силой Р п, зависящей от положения оси обрабаты-
ваемой заrотовки (рис. 58, в). В случае обработки круrовой цилин-
дрической заrотовки постоянноrо сечения, коrда люнет находится
посередине заrотовки, а ее ось совпадает с ЛИlшей центров станка,
сила давления
Знак плюс ПРИlIимают тurда, коrда ось заrотовки находится выше
линии пентров станка, а знак минус, коrда ось заrотовки располо-
жена ниже линии центров станка.
Из формулы (37) видно, что сила P может быть равна нулю.
В этом случае
5
Р п == ( Rn) 8 G Kr.
5 т
li == зtИ l.:] см,
а базирование заrОТOIII\ 11 JIIOЩ'ТОМ 11 р,штически отсутствует.
Не следует переrРУЖ<llЪ ОIlОрЫ ЛЮllета, выrибая ось заrотовки
выше ЛИНИИ центров станка. Поэтому при установке кулачков
103
102
fфомежуточноrо люнета неооходимо оОеспечить примерное совпаДе-
ние сси заrотовки с линией центров станка, т. е.
50[3
О J:....... с
U 384t:J .
Открытый люнет с неподВИЖНЫМИ опорами автоматически сов-
мещающий пентр тяжелой обрабатываемой заrотовки с вертикаль-
ной плоскостью, проходящей через линию центров станка, показан
Силу Р/С ИЛИ Р п должны воспринимать два базирующих кулачка
люнета. При этом давление на поверхность трения кулачков будет
равно
Ar
2Р/С Т 2
Р == 2 К/ММ t
nd/C cos а
tде d" диаметр базирующеrо кулачка люнета в ММ.
Если подвести упруrий домкрат комбинированноrо люнета до
соприкосновения роликов с поверхностью опорной шейки заrотовки,
8 затем поднять ролики на высоту h, то опорЫ скольжения будут
разrружены, так как при этом на них будет действовать сила
Р раа == Р" jh кТ,
rде j жесткость пружины упруrоrо домкрата в кп ММ;
h стрела проrиба пружины в ММ.
Очевидно, чтобы работали опоры скольжения, необходимо иметь
A A
Рис. 59. Закрытый люнет кольцевоrо
типа
установленным на станке фирмы «Утита» (см. рис. 50). Люнет яв-
ляется подобием двух полупризм, перемещающихся симметрично
относительно заданной вертикали (обычно с помощью ходовоrо винта
с правой и левой резьбой).
На рис. 60 показан люнет полуза
KpbIToro тИпа с тремя контактами каче
ния. Откидная часть у данноrо люнета
при установке и съеме заrотовок не
поворачивается BOKpyr веРТlIкалыlOИ
оси вручную, а откидывается назад с
помощью пневмоцилиндра. Применсние
подобной механизации зна
чительно облеrчает и уско-
ряет работу оператора, обслу
живающеrо станок.
Стеблевые опоры. Роль
промежуточных или KOHцe
вых опор стебля с инструмен-
h< Р. К ММ.
1
Давление на кулачки комбинированноrо люнета будет равно
р'== 2(l:B jl!) кпмм2.
nd cos а
Обычно заrружают опоры скольжения силой Р' == 0,25Р".
Таким образом, опоры скольжения центрируют и базируют заrо
товку, тоrда как опоры качения, являясь самоустанавливаЮЩИМСЯ t
разrружают заrотовку, облеrчая работу опор скольжения.
На рис. 59 приведена конструкция несамоцентрирующеrо закры
Toro люнета кольuевоrо типа с четырьмя неподвижнымИ контактами.
Этот люнет, по аналоrии со станками, можно было бы назвать BepT
люжным, тю< как заrрузка в Hero заrотовки аналоrична установке
в вертлюrе. Люнет имеет защищенные от rрязи и хорошо смазываемые
опоры качения. При применении этих люнетов отпадает необходи-
мость в обработке шеек. Это является большим преимуществом этих
люнетов.
Существует неСl<ОЛЬКО разновидностей кольцевых люнетов с He
подвижными контактами: контакты расположены по одну сторону
кольца (завод «Красный пролетарий») и по обе стороны кольца
(фирма «Найльс») и др.
Недостатком люнетов кольuевоrо типа, оrраничивающим широкое
распространение их в промышленности, является неудобство заrрузки
И СНЯТИЯ заrотовок.
104
Рис. 60. Люнет с пневматиче-
ским перемещеllием и пrижимом
откидноii ОIlОрЫ
том выполняют стеблсвыс оноры нли стсблсвые люнеты. Коrда
опоры являются КОIIILеВЫМlI, то IIХ lIазывтот н а пр а в л я ю Щ и м и.
Обычно направляющис стс(iJIСIIЫС опоры применяют вместо масло-
приемников при rлуБOlЮМ CUCpJJCll111I с наружным отводом стружки.
105
Подавляющее большинство стеблевых опор имеет разрезные вкла
дыши, охватывающие стебель. Значительно реже применяют вместо
разрезных вкладышей втулки с подшипниками качения. Стебель
при сверлении перемещается в осевом направлении относительно
вкладышей стеблевых опор. Если сверление производится с враще-
нием стебля, то стебель вращается дополнительно относительно вкла
дышей.
Вкладыши изrотовляются из антифрикционноrо чуrуна или анти-
фрикuионной латуни. Иноrда вместо металлических применяют дy
бовые, лиrнофолевые или
лиrностоновые вкладыши.
Очень редко в качестве стеб-
левых опор применяют по-
движные домкраты. Для сни-
жения вибраuий во время
сверления, операторы обыч-
но манипулируют рукояткой
домкрата, что в ряде случаев
приводит к положительному
результату.
Если сверление проходит
с неподвижным стеблем, то
для придания стеблю боль-
шей массы жестко соединяют
стойку со стеблем, откреп-
ляя ее основание от ста-
нины.
При сверлении rлубоких
отверстий небольшоrо диа-
метра (0'6,3 15,8 ММ) на
одном из станков фирмы
«Ка рлштадт» [50] стебель
поддерживался шестью независимыми стеблевыми опорами с зубча-
тыми передачами. Опоры реrулировались пнепматическими домкрата-
ми, обеспечивающими контакт направляющих и стебля в пределах хо-
довой посадкИ. При проходе стеблевоrо суппорта к задней опоре
она автоматически открывалась и пропускала суппорт. Таким об-
разом опоры надежно предохраняют стебель от продольноrо изrиба
и делают ero более устойчивыми в отношении вибраuий.
На рис. 61 показаны автоматические стеблевые опоры фирмы
«Карлштадт». Конструкuия опор интересна тем, что здесь решена
одна из основных проблем стеблевых опор: проблема пропускания
стеблевоrо суппорта или стеблевой бабки. Все ранее рассмотренные
стеблевые опоры должны при работе станка перемещаться со стеб-
левым суппортом (бабкой) к маслоприемнику . При этом они занимают
MHoro места, требуя увеличения длины станин станков и стеблей.
Особенно неприятно в этом случае то, что закрепление стеблевых опор
на станке, раскрепление их, отвод в исходное положение при завер-
JQ6
о)
Рис. 61. Стеблевые автоматические опоры
станка фирмы «Карлштадт» в открытом (а)
и в рабочем (6) состояниях
шеnии прохода и т, д. требует затрат времени и энерrии оператор<l
и отвлекает ero от основной работы наблюдения за ходом про-
цесса сверления.
Зажимные патроны. Большинство станков для rлубокоrо свер-
ления снабжено фирменными зажимными патронами. Станки вер т-
люжноrо типа, как правило, имеют по два зажимных патрона для
закрепления заrотовки с обеих сторон вертлюrа. Зажимные патроны
станков rлубокоrо сверления по своей конструкuии аналоrичны па-
тронам обычных токарных станков. Большинство зажимных патро-
2
J
Рис. 62. Поводковый центрирующий патрон
нов, применяемых на крупных станках, несамоцентрирующие.
Чаще Bcero они имеют по четыре зажимных кулачка (скалки). Од-
нако встречаются станки, на которых применены шестикулачковые
(станки модели 2959 за130Д3 КЗТС, фирмы «Кревен» с диаметром от-
верстия в шпинделе 1800 ММ) и трехкулачковые патроны (фирмы
«BarHep», 0' 500 ММ). Кроме обычных зажимных патронов на CTaH
ках TOKapHoro типа применяются спеuиальные зажимные устрой-
ства «фонари». Это удлиненный зажимной патрон, в корпусе
которо:о для допуска к инструментам и вывода стружки и охлаж-
дающеи жидкости из заrотовки или снятия резuов (у расточных ro-
ловок) образованы отверстия. Через эти отверстия (обычно ДBa
четыре) производят также установку пластин в расточные rоловки
при работе на растяжение. У станков вертлюжноrо типа не требуется
изrотовлять зажимные устройства, так как сверло выходит после
завершения прохода в кожух, защищающий выходной торец заrо-
товки. Для защиты от разбрызrивания охлаждающей жидкости па-
трон следует разысщать в кожухе. Такие патроны неудобны
в эксплуатации. 13 лих СЛУЧ[JЯХ ДЛЯ ПЫВСрl\И необточенных по
верху заrотовок нсuбходимо обта'!ИШl [Ь контрольные шейки.
Выверка неприятна lIе тuлы,u заТР;:IТоii времени и энерrии опера-
тора, но она требует l{раП<ОIIРСМСННЫХ включений мотора, приводя-
щих во вращение шпиндель (I'ОЛЧКОВ шпинделя). Так как приводы
107
Станков для rлубокоrо tверления: не имеют фрикционных МУФl'
включения, рассчитанных на работу с частыми пусками и OCTaHOB
ками, то при выверке приходится часто включать электродвиrатели
большой мощности. В результате этих пусков электродвиrатели
сильно переrреваются, что может привести к повреждению изоля
пии обмоток двиrателей. Поэтому, rде это только возможно, следует
применять различные быстродействующие центрирующие устрой-
ства.
На рис. 62 приведен быстродействующий поводковый пентрирую-
щий патрон, применяемый для rлубокоrо сверления. Устройство
этоrо патрона позволяет закреплять поводковое кольцо 3 на заrо
товке без выверки (диаметр отверстия кольца на 1 2 мм больше
диаметра заrотовки), коrда она еще не установлена на станке. За
rOToBKa должна иметь пентрирующий конус, который вставляется
в сменную конусную втулку 1, а пазы поводковоrо кольпа 3 входят
в ведущие шпонки 2 патрона. Предложенная конструкпия удобна
для работы в серийном производстве. С пелью экономии времени
необходимо иметь два поводковых кольпа, чтобы надевать одно из
них на очередную заrотовку во время работы станка,
rлава IV
УВОДЫ И оrРАНИА
ПРИ rлУ&оиом СВЕРЛЕНИИ
13, УВОДЫ
Уводы или отклонения осей отверстий от требуемоrо направле-
ния в ряде случаев приводят к браку обрабатываемых заrотовок.
От величины нормируемых уводов при сверлении зависят размеры
при пусков на обработку деталей типа пустотелых валов и труб.
Поскольку детали с rлубокими отверстиями достиrают значительных
размеров, брак от уводов может привести к большим потерям в про
изводстве. Выявлением причин возникновения уводов занимались
мноrие исследователи [9, 39]. По мнению этих исследователей воз-
никновение уводов объясняется следующими причинами:
1) несовершенством конструкции инструмента, ero режущих и
направляющих элементов;
2) несоответствием оборудования обрабатываемым заrотовкам;
3) неправильным направлением инструмента в начале сверления;
4) неоднородностью материала обрабатываемоrо изделия;
5) трудностью удаления стружки из зоны резания;
6) неудачно ыбранными режимами резания при сверлении;
7) продольнои неустойчивостью стебля в процессе сверления'
8) неудовлетворительным качеством заточки сверл; ,
9) нерапиональной технолоrией rлубокоrо сверления и др.
Ни одна из вышеперечисленных причин уводов не была доста-
точно теоретически обоснована и экспериментально подтверждена,
а отсутствие повторяемости результатов экспериментов заставляло
настороженно подходить к мноrочислепным рекомендациям по борьбе
с уводами.
Из всех вышеперечисленных причин наиболее вероятными пред-
ставлялись следующие из них.
1. Уrловая поrрешность при первоначальном направлении сверл.
Эту поrрешность И. С. Веремейчук [9] выражает зависимостью
ус == [; tg СХ О мм,
rде ус увод на выходном торце изделия (при двустороннем свер-
лении увод в сечении, rде был завершен проход сверла)
в мм;
а о уrол между осями сверла и заrотовки вначале прохода
в zрад;
[; длина прохода инструмента в мм.
По данным И. С. Веремсйчука величина увода может увеличи-
ваться на веЛИЧИIlУ «эксltСII [рнснтета» ""N"JaК' зависящеrо от reo
метрии инструмента и СЛУ'li1ЙНЫХ факторов. Таким образом, увод
оси отверстия
ус == [с tg сх о :!: ""N шах ММ.
109
Величина эксцентриситета дN maK мала и существенноrо влияния
на величину уводов не оказывает.
2. Материал заrотовки. По опытным данным [39] твердость Ma
териала заrотовки (Н В) влияет на величину увода оси отверстий при
rлубоком сверлении соrласно следующей зависимости:
Уа == 0,28 НВО.45 мм,
частях; в дальнейшем это смещение (приращение <р) заметно сни-
жается. (
2. Приращение величины уводов дУ не остается постояпны oco
бенно в начальной стадии сверления); на отдельных УЧ<1СТКаХ это
приращение равно нулю. Шток f <р,срио
3. Действительные осн У.ММ !ОО
отверстий не прямые ли. 9 80
нии, а пространствспные 7 60
кривые (<р == const). S "о
4. Нет cTporoii законо, 3
мерности в изменении пе 1 20
личин уводов и в их про 1 5 О
странственном расположе у'I1М J 7 Шток 2 с,МI'f'Р.сра8
нии, а следовательно, не 9 80
существует однозначноЙ 7 60
зависимости уводов от пер 5
воначальноrо направлснии *D
сверла, так как не соблю з 20
даются условия: f О
v 3 5 7шП/окз" 3 с, 'f'I
I1У с t t ""мм 'Р,2ра8
== g сх о == cons , 9
11 W
<р == const. 7 60
Т акИМ образом, paCCMa 5 1;0
триваемые случаи уводов 3 20
У трех просверленных дe f О
талей не подтвердили по f . _"IA 13 _ JI1
ложения, выдвинутоrо I . .
L I А-А lA"7
И. С. Веремейчуком. 1. a / ' Детиль Контрольная
оборот, сопоставляя rpa /z... риски
Ф ики для штоков 2 и 3, -
tp ,
можно видеть, что у што-
ка 2 увод происходит наи Рис. 63. Уводы и их расположение по сече-
б ниям заrотовки при сверлении штоков (d c ==
более лизко к закономер ==26мм; z == 2; v c == 28 м/мин; Sт == 35 мм/мин;
ности, указанной в фор- материал сталь 40Х, термообработанная;
муле: увод УС ==тах, охлаждение сульфофрезол):
уrол а о ==min. У штока 3, o o ф f ис); O y f (lс)
наоборот, уrол <р имеет .
наибольшие изменения (Д<р == 600); уrол а о == тах, а Ус == mш.
Все эти данные указывают на то, что причина, которая откло-
няет сверло на различных участках сверления, существует. Так,
например, из rрафика видно, что приращение увода на всем пути
инструмента было неравномерным. Вначале увод быстро возраста
(1 2-й учасТl\И нути), затем ero в личина стабllлизовалась (3 4-и
участки), затем ОШIП> pOCJJa (!) G и участки) И, наконец, на 7 9 M
участках стала ПОСТUЯllllоii. Ilpll этом увод, не меняя величи ы, Me
нял свое относительное НОЛUЖСII11С по отношению к принятои нами
начальной плоскости, проuеДСllllOЙ через ось заrотовки. Создавалось
111
rде Уа == У О + 3а допустимый увод в мм;
У О средняя арифметическая величина уводов при сверлении
в мм;
а среднее квадратичное отклонение уводов в мм.
Эта формула является, по-видимому, пока единственной, указы
вающей на влияение одной из характеристик обрабатываемоrо MaTe
риала на увод оси отверстия при rлубоком сверлении. Однако и она
не соrласуется с практикой сверления. Так, например, замечено,
что при сверлении термически обработанных заrотовок, имеющих
повышенную твердость, уводы меньше, чем у отожженных или нор-
мализованных заrотовок.
Остальные приведенные выше причины уводов являются неопре
деляющими, так как при неизменности этих причин величина YBO
дов осей отверстий колеблется в широких пределах. Вместе с тем
ознакомление с ними давало основание предполаrать, что уводы
зависят от каких-то случайных причин, либо не всеrда проявляю-
щихся, либо не постоянно существующих.
Анализ причин уводов. Разработке методики исследования при
чин уводов предшествовал анализ случаев брака по уводам на про
изводстве. Ознакомление с браком проводилось непосредственно
на рабочих местах, что давало возможность подробно выяснять
условия обработки. Заrотовки измерялись, определялась твердость
материала в нескольких местах по длине и в различных сечениях.
Твердость определялась с помощью прибора Польди. Однако случаи
брака по уводам были нечасты и, как правило, единичны. Возникав
шие при сверлении уводы не превышали обычно величины равной 2/3
допуска. Прободение (выход инструмента при большом уводе не в BЫ
ходной торец, а в бок заrотовки) заrотовок за всю свою практику
автору встретил ось только четыре раза.
Уводы определялись у трех деталей, вышедших в брак по уво-
дам на одном из заводов. Заrотовки имели большую относительную
длину (81 == 84) и круrовую uилиндрическую форму. На наружных
поверхностях заrотовок было нанесено по одной контрольной риске
параллельно образующим. Затем они были размечены и разрезаны
на 10 частей каждая. Измеренные величины уводов УС и их распо-
ложение по сечениям заrотовок (<р в ерад) приведены на рис. 63.
Из rрафиков, приведенных на рисунке, можно сделать следующие
выводы.
1. У всех трех заrотовок (штоки 1, 2, 3) наиболее интенсивное
смещение плоскости наибольшеrо увода наблюдается на входных
110
впечатление, что при rлубоком сверлении сверло, не имея жест-
Koro крепления, все время испытывает действия сил, способных
менять напр вление ero пути. Раскрыть эти силы и их природу
0зн чало наити основную прuичину, вызывающую явление увода
осеи просверленных отверстии.
Из практики сверления хорошо известен факт изменения харак-
тера стружкообраЗ0вания на отдельных участках пути сверла в за
rOToBKe. Бывает так, что в начальной стадии сверления образуется
мелкая стружка, хорошо вымываемая охлаждающей ЖИдкостью
из зоны резания, а затем наступает момент, коrда стружка начинает
виться. В этом случае может произойти нарушение стружкоотвода
и поломка инструмента. Однако еще До Toro, как оператор примет
меры, стружка опять начинает хорошо дробиться. Причиной изме
нения характера стружкообраЗ0вания, как правило, является не-
равномерность свойств материала по длине заrотовки.
Также хорошо известен факт, коrда при обточке различные части
заrотовки обрабатываются неодинаково: одна сторона получается
rладкой и блестящей, друrая матовой с повышенной шерохова
тостью. В этом случае стружка на отдельных участках длины имеет
различные оттенки. Проверка твердости такой заrотовки подтвер-
ждает, что она неодинакова, т. е. заrотовка имеет «поперечную раз
нотвердость». Наконец, существуют определенные соотношения между
твердостью материалов и их пределами прочности по длине заrо
товки, а также известно, что чем больше предел прочности на растя-
жение а в и твердость Н В, тем больше должны быть силы резания
[4, 10].
Из заrотовки каждоrо штока было изrотовлено по 11 шлифов.
Рассмотрение микрошлифов поперечных сечений подтвердило cy
ществование структурной неоднородности материала. Эта CTPYKTYP
ная неоднородность зависела от характера формирования заrотовок
и их тепловой обработки. Поперечная разнотвердость, в частности,
моrла ПРОИСХОДить и из за неодинаковой по сечению прокаливае
мости заrотовок. Прокаливаемость rлубина проникновения за-
калки зависит от леrирующих элементов сплава, величины зерна,
размеров детали и температуры закалки и др. [6, 47]. Например,
простые уrлеродистые стали, широко применяемые в машинострое-
нии, не всеrда дают хорошие результаты при термообработке как по
свойствам, так и по однородности.
Распределение твердости материала по сечению обычно симме-
трично относительно оси заrотовки. Представим себе, что сверло
любой конструкции образует отверстие симметричное ОТНОСJ.:!тельно
оси заrотовки. В этом случае режущие кромки и направляющие
сверла, вращаясь относительно заrотовки, будут встречать сопро-
тивление срезаемоrо материала, свойства KOToporo симметричны
относительно оси сверла. Очевидно, что в этом случае не будет суще-
I IIIOllaTb причин (сил), которые моrли бы отклонить сверло от приня
1111" 11М напраВЛ{'IIИЯ. Однако даже при самой тщательной термиче
111 "('работке Jlдеа,f\ЫЮй симметрии свойств получить нельзя,
Поэтому можно предположить, что кривые распределения твердости
материала заrотовки MorYT быть расположены асимметрично и иметь
в качестве оси не прямую, а пространственно расположенную кривую.
Можно также предположить, что сверло при врезании в заrотовку
не всеrда направлено по оси симметрии
свойств материала.
На рис. 64 представлены варианты
различных положении сверла в заrотов-
ке при наличии поперечной разно
твердости.
И3 рис. 64, а видно, что обе кромки
сверла испытывают при сверлении сим-
метричную относй:тельно оси инстру
мента HarpY3KY Р. Сил, побуждающих
сверло изменить свое направление, в
этом случае, очевидно, нет.
На рис. 64, б ось свеРЛ<J НС совпа-
дает с осью симметрии разнотвердости
заrотовки. Смещение е вызывает за
rpY3KY левой режущей кромки б6льши
ми силами сопротивления при сверле-
нии, чем заrружена в данный момент
правая кромка сверла. В этом случае
составляющие поперечных сил Р 11 не
равны и разность между ними ДР у'
очевидно, и будет той силой (причи
ной), которая может побудить сверло
изменить свое направление в заrо-
товке.
11\
ДР у == Ру Py кТ,
2 1
rz;
fJ
8)
р
о
tJPy
Рис. 64. Варианты различных
положений сверла в заrотовке
при наличии поперечной разно--
твердости: а ось сверла сов-
падает с осью симметрии раз-
нотвердости; б ось сверла не
совпадает с осью симметрии
разнотвердости; в ось сверла
направлена под уrлом к оси
СlIмметрии поперечной разно-
твердости
rде Р У2 сила, направленная перпендикулярно к оси сверла и
приложенная к одной И3 режущих кромок;
Р yl сила, направленная перпендикулярно к оси сверла и
приложенная ко второй режущей кромке (при двухкро-
мочном сверле) или действующая на ту же кромку, но
при повороте сверла на уrол 1800 при однокромочном
сверле).
На рис. 64, в показан один И3 возможных вариантов сверления,
коrда сверло направлено под уrлом а к оси заrотовки, имеющей по
перечную разнотвердость, расположенную симметрично относительно
rеометрическuii оси. В этом случае, как видно И3 рисунка, также
существует сила, которая должна измениТl, шшравление сверла.
Причем это И3МСIIСIJ11С 1I;lIIpaIlJIl'HU Н;I СUВМСЩСIIИИ осей сверла с за-
rотовкой (с осью clIMMcrplll1 ра:шоrвсрдuсти).
Это случай ставит IIUД CUMIICI\IIC утверждение И. С. Веремейчука
о том, что при наличии D псрноначальный момент сверления уrла
8 Ii. д. Троицкиl! 113
между осями заrотовки и инструмента увод будет увеличиваться.
В рассматриваемом случае, наоборот, существование поперечной раз-
нотвердости должно привести к уменьшению увода и к совмещению
осей сверла и заrотовки. Таким образом становится ясно, почему
сверло, просверливая в ряде случаев очень rлубокое (8[ > 100),
отверстие в заrотовке, имеет весьма незначительный увод.
Из рассмотренных вариантов сверления можно сделать вывод,
что не всеrда существуют причины увода осей отверстия. Например,
в случае, приведенном на рис. 64, а, при существовании поперечной
разнотвердости нет условий для увода сверла, так как ось сверла
и ось симметрии разнотвердости заrотовоК совпадают. Можно дo
пустить, что если диаметр термообработанной заrотовки равен или
меньше критическоrо диаметра D/C/, то также не будет существо
вать сила др У' которая может изменить направление инструмента
относительно заrотовки, если ось сверла в данный момент совпадает
с осью вращения детали. Можно предположить, что наличие продоль-
ной разнотвердости, т. е. распределения твердости материала в ce
чениях на разных участках длины заrотовки, не будет вызывать
появления силы др у' если поперечная разнотвердость при этом будет
располаrаться симметрично оси сверла. В этом случае отсутствие
силы др У не вызовет отклонения сверла от принятоrо направления.
Самым важным выводом из рассмотренных вариантов распреде-
ления разнотвердости относительно осей заrотовок и инструмента
является обнаружение реальной силы, способной изменять направле-
ние пути сверла в заrотовке. Следует иметь ввиду, что при этом
необходимо иметь упруrие сверла или упруrие обрабатываемые ма-
териалы, так как существование одной поперечной силы еще не обус
ловливает возникновение уводов. Поперечная сила, как правило,
всеrда должна уравновешиваться реакциями базовых направляющих
инструмента. Ниже эта мысль будет подробно проиллюстрирована
примером построения элементарноrо увода.
Без большой поrрешности можно рассматривать варианты OTHO
сительноrо расположения сверла и поперечной разнообрабатывае
мости, пренебреrая законом заrрузки режущих кромок сверл, за-
висящих от скорости резания.
Для облеrчения анализа механизма возникновения уводов прове
дем rрафическое построение величины элементарноrо увода. Допу
стим, что сверление производится однокромочным сверлом, пока-
занным на рис. 65, а.
При упруrом инструменте (жесткость инструмента iu =f= 00)
и абсолютно твердом материале заrотовки калибрующая кромка
сверла под действием сил резания Р z иРу перемещается из положе-
ния А 1 В А 2 (рис. 65, б). Соответственно этому центр сверла занимает
положение 02 вместо 01' При абсолютно жестком инструменте и уп-
pyroM материале (рис. 65, в) под действием сил резания базовые
направляющие сверла вдавливаются в материал заrотовки таким об-
разом, что тоЧка нижней направляющей аl перемещаеtся в положе-
ние а2' а точка Ь 1 боковой направляющей в положение Ь 2 . При
этом калибрующая кромка сверла из точки А 1 переходит в точку A ,
а центр сверла 01 В точ!<у O .
Суммарные отклонения калибрующей кромки и оси сверла пред-
ставлены на рис. 65, 2.
02
Рис. 65. Анализ ВОЗIlИКllовеНIIЯ увода: а одпорезцовое сверло; 6, в, z схемы
построения соответственно деформации сверла, деформации материала, суммарных
деформаций
Из рисунка видно, что отклонение оси инструмента под действием
сил резания происходит вследствие податливости как сверла, так и
обрабатываемоrо материала. Причем, в последнем случае BHeдpe
ние направляющих элементов сверла (а 1 , а2 и Ь 1 , Ь 2 ), очевидно, будет
зависеть не только от действующих на инструмент сил Pz иРу, но
И от величины площади рабочих поверхностей направляющих (Р l'
F 2) и твердости обрабатываемоrо материала.
Для упрощеll1lЯ построения величины элементарноrо увода при
мем три случая раСl1рсделеllИЯ твердости материала в поперечных
сечениях заrотоВlШ (рнс. GG):
1) заrотовка имеет ОДНII<ШОВУЮ твердость (вариант 1);
2) половина заrОТОlllШ имеет высокую твердость, а вторая по-
ловина низкую (вариант 11);
8* lli
а)
:.'-........:..
..'. .".. .
.-' -.... -
....
В)
Ь 2
1 D/Cp диаметр, при котором детаЛJ> прокаливается насквозь [47]
114
Ру
ь
62
Ао
3) распределение ТвердостИ по сечению подчиняется закону экс'
центриситета (вариант 111).
Будем также полаrать, что силы сопротивления давлению Р,
действующие на сверло, пропорциональны твердости Н обрабаты
BaeMoro материала, а rлубина вдавливания направляющих сверла
в заrотовку и деформации инструмента пропорциональны дейст
вию сил.
Учитывая вышесказанное, при сверлении заrотовки, показанной
на рис. 66 (вариант 1), будем иметь 1 :
Р 1 == Р 2 == const; Н 1 == Н 2 == const;
ДР == о; ДН == о.
При сверлении заrотовки, приведенной на рис. 66 (вариант 11),
для каждой половины площади сечения, имеем
Р 1 == Р шак == const; Р 2 == P m1n == const;
Н 1 == Н шах == cosnt; Н 2 == Н mln == const.
При сверлении заrотовки, показанной на рис. 66 (вариант 111),
Р 1 == Р шак == Р 2 + ДР шах ; Р 2 == P m1n == Р 1 ДР шах ;
Ре == Р 2 + ДР шах sinf;
Hl == Н mаК == Н 2 + ДН mаХ ; Н 2 == H m1n == Н 1 ДН шах ;
Не == Hz + ДН шак sinf;
ДР шак =1=- о; ДН шак =1= о.
Задаваясь масштабами сил и деформаций инструмента и об-
рабатываемоrо материала заrотовок, построим для 16 положений
(точки 1 16) инструмента (относительно обрабатываемой заrотов-
ки) элементарные уводы осей отверстий при упруrом инструменте
(рис. 66, в), упруrом обрабатываемом материале заrотовок(рис. 66, б)
и суммарные элементарные уводы (рис. 66,2).
rрафическое построение элементарных уводов позволяет сделать
следующие ВЫВОДЫ.
1. При отсутствии в зоне резания в поперечном сечении заrо-
ТОВКИ асимметрично расположенных по отношению осИ сверла по-
перечной разнообрабатываемости и поперечной разнотвердости об-
рабатываемоrо материала элементарных уводов не образуется
(рис. 66, 2; вариант 1).
2. При наличии поперечной разнообрабатываемости и разнотвер-
дости, асимметрично раСПОJIоженных относительно оси сверла, эле-
ментарные уводы образуются (рис. 66, 2, варианты 11 и 111).
3. Направление элементарных уводов идет в сторону лучшей
обрабатываемости (меньшей твердости).
Вариант 1 Вариант 11
а} Ef) P t=P2=coп.st . Pt=Pтax
l' H,'H,. ,' ., , , H,.H
Р 2 =Р m iп
H 2 =H m ill
5}
9
13
Вариант JI1
f},,:Pтiп
H 2 =H mlll
5 Положение оси
It I1HcтPYIf8Hт(]
5 It 3
,
13
Рис. 66. РdСIIРСД!'ЛРIIII!' поперечнои разнообрабатываемости (о) и построение эле-
MellTapHbIX УНОДО!\ Ollll'PCTllii ЩНI YllpyroM обр.lбdТLlнае IOМ МЗТt'риа.1е (6), IIрИ } пру-
rOM инструмент!' (/1) и CYMMapIIЫ Дl'ФОРМ<ЩllllIlРII y"pyroM маlериале и ИНСlрументе (z)
1 Здесь и ниже Pi и Н; соответственно силы сопротивления резанию и твердость
обрабатываемоrо материала опытныХ образцов,
116
117
4. Максимальный элементарный УВОД расположен ПОД некоторым
уrлом Ф к оси симметрии расположения твердости в поперечном ce
чении заrотовки. Направление максимальноrо увода (ф) зависит
также от упруrости инструмента. Так, например, при абсолютно
жестком инструменте максимальный элементарный увод при зако
номерности распределения др у по варианту / / располаrается слева,
а при упруrом справа от оси симметрии. Следовательно, величина
и направление уводов MorYT зависеть и от жесткости корпусов ин
струментов;
5. При уводе должно быть искажение макроформы поперечных
сечений отверстий (рис. 66, е, варианты / / и / / /). Это является ПОk
тверждением своеобразноrо копирования [34] разнотвердости
(и разнообрабатываемости), несмотря на то, что при операции сверле
ния расчетная ве ичина припуска, срезаемоrо инструментом, сохра-
няется постояннои.
Методика проведения опытов. Изучение работ различных иссле
дователей, накопление опыта по rлубокому сверлению и проведенныЙ
анализ причин увода осей отверстий показывают, что получение на-
дежных результатов при проведении экспериментов во MHoroM за
висит от выбранной методики исследования. rлавный вопрос MeTO
дики: как обеспечить контроль материала заrотовок, поступающих
на сверление.
В предшествующих работах по уводам этому вопросу не было
уделено достаточноrо внимания, что привело к большому рассеива
нию опытных данных, а в ряде случаев и к ошибочным выводам.
Значительную сложность представляет в этом отношении выбор опыт
ных образцов для rлубокоrо сверления. До сих пор не существует
простоrо и надежноrо метода определения механических свойств
материала внутри образцов без их разрушения. Попытки изrотовить
опытные образцы для сверления с получением в поперечных сечениях
требуемой поперечной разнотвердости (и разнообрабатываемости)
с помощью термообработки не дали желаемых результатов. Резать
заrотовки после сверления и измерять их твердость или обрабаты
ваемость не только трудно, но и не совсем правильно, так как
материал заrотовок, который оказывает влияние на поведение ин
струмента, высверливается в процессе сверления, превращаясь
в стружку. Измерять твердость и обрабатываемость материала на
наружной поверхности, особенно при сверлении заrотовок из уrле
родных и низколеrированных сталей диаметром выше 50 .мм, было бы
неправильно. Поэтому пришлось пойти по пути созадния составных об
разцов, которые представляли полосовой материал, стыкуемых по
диаметральной плоскости (рис. 66, вариант / / и рис. 71). Такие об
разцы дали возможность контролировать твердость внутренней части
заrотовки до сверления. Имея небольшое сечение (толщину), они
обеспечивали также удовлетворительную однородность материала.
После контроля твердости материала образцы соединялись попарно
сваркой, центрировались по стыку, обтачивались с концов и прохо-
дили заправку до диаметра d э под заход инструмента (ом. стр. 143).
118
Принятые для проведения экспериментов образцы обладали сле
дующими преимуществами:
1) позволяли осуществлять различные комбинации материалов
заrотовки вплоть до сопряжений материалов с различным измене-
нием свойств;
2) для получения уводов значительной величины не требовалось
пр-оизводить сверления очень длинных, а следовательно, и очень до-
роrих образцов (заrотоrюк); в наших опытах длина заrотовок равня
лась примерно 16(1" а опыты проводились преимущественно при CBep
лении отверстий диаметром d c == 80 .мм;
3) работа инструмента проходила в определенной среде, что важно
для раскрытия влияния материала заrотовки на уводы;
4) способствующая уводам среда создавала условия минималь-
Horo разброса опытных данных.
На первый взrляд может показаться, что составные образцы
применять не следует, так как на практике подобных случаев не
встречается. Однако в экспериментах по выявлению причин уводов
и, в частности, по выявлению влияния поперечной разнотвердости
и разнообрабатываемости, надо быть не только уверенным, но иметь
всеrда возможность проверить, какой материал подверrается обра-
ботке. Кроме Toro, при этих образцах можно обеспечить широкий
диапазон изменений изучаемой величины. В этом отношении состав-
ные образцы дают возможность провести широкий Kpyr работ при
сравнительно небольших затратах и rлавное с получением надеж-
ных и леrко повторимых результатов.
Проверив эту методику в работе, мы получили уверенность в том,
что она может быть применена и для друrих исследований в области
технолоrии и резания материалов. Так, например, ее можно peKO
мендовать при иссл('допании обрабатываемости различных материа
лов. Если состаВIIТЬ заrотопку из различных (двух, трех и т. п.)
материалов и провести динзмометрирование, то осциллоrрамма даст
ответ, какой из материалов и при какой rеометрии инструмента
обрабатывается хуже или лучше. Причем ценность этих эксперимен-
тов заключается в том, что здесь все факторы, которые MorYT влиять
на изучаемое явление, остаются постоянными, кроме одноrо, в дaH
ном случае материала. Фактор времени, иноrда вносящий большие
поrрешности в эксперименты, здесь устранен.
Опыты по уводам. Сначала были проведены пробные опыты свер-
ления составных заrотовок с различными разнотвердостью и разно
обрабатываемостью на одном режиме обработки.
На рис. 67 показаны примеры уводов отверстий у двух опытных
образцов с различными разнотвердостями, которые условно пред
ставлены ПРОПОРНllопальными толщинам стенок заrотовок (00 ось
вращения детаЛII н JJIIIIШI ра:lъ('ма зт'ототш). Как видно из рисунка,
разнотвердость Д/l 11 УВОД У, I 11 (){)разца J больше, чем у образца 2
(УСl > УС2)' в данном случае U('ЛIIЧИНЫ уводов не являются макси-
мальными, так как нромсры уuодов производились не в плоскости,
119
Ооразец f
О 100 200 зоо '100 500 600 700 800 900 7000 lc,MM
соЬ сверJiения ВJ1ияет на уводы и сущесtвуеt ВJiиянItе rироскопиче
cKoro эффекта на направление инструмента при сверлении. Послеk
нее предположение было заманчиво тем, что если бы имело место
при сверлении правило Фуко [23 j, то в перспективе было бы допу-
стимо безуводное сверление с использованием попутноrо вращения
инструмента и заrотовки для создания одноименноrо параллелизма.
Результаты опытов rлуБОhоrо сверления составных заrотовок
(сталь 40Х + сталь 25) с одновременным вращением инструмента
и обрабатываемоrо изделия (диаметр сверления 80 мм) приведены
в табл. 9.
Таблица 9
Результаты rJlубокоrо сверлеllИЯ составных заrотовок
при одновременном враLЦении инструмента и заroтовки
задаваемой уrлом 'Ф (плоскость максимальных уводов см. на рис. 66),
а по верхней и нижней образующим просверленноrо отверстия. Уводы
направлены в сторону меньшей твердости материала образцов, что
подтверждает выводы, сделанные при анализе причин уводов и
построения элементарных уводов. Характерным здесь является также
некоторое уширение входноrо отверстия у опытноrо образца В даль
1"/ // // v:
'/
.2... . - . J!.
--о-
"' "" '\ " "( " " ," ",\
....., k
"""" "
Ооразец 2
,// ,»; Щ y '// // ' / //
Q "о... ++!!.
.
"- ""о.",
"\: ," " ." " , , C '."
,"" ,,' <,,,,< >.S
Уrловая скорость в об/мин Диаметр отпечатка
I шарика. полученный Длина Увод
заrо ИIIСТРУ- CYMM"P 113 прсссе БрииеJIЯ I сверления УС
товки мента н.Jя n мм lc в ММ в мм
Встречное вращение инструмента и заrотовки
660 660 4,2/5, О 1055 I 1,3
525 175 700 4,2/5,0 975 1,4
426 275 701 4,2/5,0 950 1,25
142 515 657 4,2/5,0 940 1,37
Попутное вращение инструмента и заrотовки
20 I 515 I 495 I 4,5/5,0 I 1083 I 1,15
660 175 485 4,5/5,0 1042 1,10
о 100 200 300 "00 500 600 700 800 ВОО 100Jl c ,MM
Рис. 67. Примеры уводов отверстии при наличии поперечной раз-
нообра6атываемости:
o o o отклонение верхних образующих отверстия;
o o о отклонение ннжних образующик отверстия
то при па == О
пр и п с == О
УС == У шак ,
Каи. видно из таблицы, ОIlЫТЫ НС подтвердили заметноrо влияния
на уводы" изменеllИЯ соотношениЙ уrловых скоростеЙ и направления
вращении заrотовок IJ инструмента. При существующих режимах
обработки не обнаружено таИ.же влияние одноименноrо параллелизма.
а неИ.оторое снижение величин уводов может быть объяснено мень-
шеЙ в этих случаях поперечной разнотвердостью (04,515 вместо
eJ 4,2/5 .Ю1).
Сверление неподвижных составных заrотовок (сталь 40Х +
сталь 25) было проведено на следующем режиме: V c == 44 .1rt/МИН;
d c == 80 мм; п с == 175 об/мин; п з == о; 80 == 0,17 мм/об. При этом
получены уводы, равные 6,48 и 6,76 .1rtM. ЭТИ величины уводов, как
будет "показано дальше (см. рис. 70), являются нормальными для
даннои скорости сверления.
Таким образом, 11 эти опыты указывают на отсутствие заметноrо
(определяющеrо) 13J1 ШIIIII Н lIа У130ДЫ соотношения yr ловых скоростей
вращения изделия и IIНСТРУМСН ra. 110лученные результаты соrла-
суются с отечеСТБеНllоii 11 зарубежноЙ [50] практикой сверления
неподвижно закрепленных ЗШ"ОТОБОК.
нейшем это уширение исчезло, но диаметр просверленноrо отвер-
стия имел по всей длине колебания в незначительных пределах.
Существовало мнение, что уводы отверстий должны зависеть
от соотношения уrловых скоростей вращения заrотовки и инстру-
мента. Если, например,
:Е п == па + п с == const,
УС == У mln.
Здесь п сумма встречных уrловых скоростеЙ заrотовки и
инструмента в об/.1rtин;
п з и п с yr ловые СИ.орости заrотовки и сверла Б об/мин.
Приведенные соображения треБО!ШJIИ проверки, так как в слу-
чае их справедливости можно было бы считать доказанным, что сп 0-
t 1)
121
Из полученных выше даiшых можно сдеJIаТh вывод о том, что
величина увода не зависит от Toro, будет или нет вращаться заrо
товка при сверлении. Поэтому рассмотрим работу вращающеrося
сверл'а при врезании ero во входной торец неподвижной заrотовки.
При этом сверло будет перемещаться в направлении, задаваемом
ему направляющей втулкой. Если поперечная разнотвердость Ma
териала заrотовки отсутствует, то сил, которые смоrли бы KoppeK
тировать направление инструмента, видимо, не будет. Рассмотрим
далее случай врезания вращающеrося (без дисбаланса) или HeBpa
щающеrося сверла во вращающуюся заrотовку при наличии несов-
падения осей вращения заrотовки и сверла. В принятых условиях
получается, cTporo rоворя, не сверление, а растачивание в сплошном
материале на небольшую rлубину. При этом растачивании между
инструментом и заrотовкой всеrда будет образовываться зазор.
Образующаяся сила сопротивления резанию, в том числе и радиаль
ная ее составляющая Р 11' может в этих условиях восприниматься
только стеблем, а не направляющими сверла. Сила Р 11 будет CTpe
миться совместИть ось сверла с осью вращения заrотовки, а жесткость
стебля вследствие увеличения ero выдвижения резко уменьшается.
Действительно, изrиб стебля в направлении, перпендикулярном оси
вращения заrотовки, будет равен
р [3 .
f ух
е == 3E e J e СМ,
при сверлении не вращается, ТО, очевидно, сверло сохранит свое пер
вонача'льное направление (при /1Н === О), так как возникающая сила
р 11 будет уравновешиваться направляющими инструмента и во время
полноrо оборота сверла постоянна.
В действительности, при больших уводах отверстий (/1Н> О)
сверло отходит от оси вращения заrотовки. Это становится возмож-
ным вследствие малой жесткости стебля и большеrо, чем корректи
о)
f'm
,,// /
// //
ОСЬ Вращения За20тоВкu
5) I', '
i, ,, :t// ....:.
Люнет
rДе [х длина стебля со сверлом от последней опоры до зоны
резания в см;
Ее, J е жесткость поперечноrо сечения стебля в кТ. см 2 .
Коrда ось инструмента совместится с осью вращающейся заrо-
товки, вступят в работу направляющие сверла.
Из этоrо примера становится ясно, что в р а Щ е н и е з а r о -
товки может корректировать первоначаль-
н о е н а п р а в л е н и е и н с т р у м е н т а, к о т о р о е о н
и м е е т при в рез а н и и. Частичное уширение отверстий,
получаемое при врезании инструмента в заrотовку (см. рис. 54),
также подтверждает этот вывод.
При сверлении заrотовок большой относительной длины бывают
случаи, коrда они имеют большое провисание. Промежуточные
люнеты не всеrда выбирают стрелу изrиба, а в некоторых случаях
создают дополнительные переrибы оси обрабатываемой детали (см.
рис. 68). Однако стрелы проrиба 'т заrотовок в этом случае стано-
вятся значительно меньшими.
Из рисунка видно, что если бы сверло продолжало перемещаться
вдоль линии центров станка, ТО в этом случае оно перешло бы от
режима сверления на режим растачивания. Выше было установлено,
что при вращении заrотовки радиальная составляющая силы сопро-
тивления резанию откорректирует направление сверла и совместит
ero ось с действительной осью вращения заrотовки. Если заrотовка
122
Рис. 68. Усrаlluш,а
длинноii заrОIOlJКИ для
сверления: а без
промежуточноrо люне
та; б с промежуточ- f
ным люнетом; в
продольное сечение за. 2
rотошш 2 и сверла 1
Z >d c
ОСЬ Вращения сВерла
рующая способность вращения заrотовки, влияния разнотвердости
(при этом стебель начинает заметно «водить»).
Рассмотрение двух случаев работы сверл как при врезании ин
струмента, так и при наличии непрямолинейной оси вращения заrо
товки показывает следующее:
1) условия работы Сl3ерла при вращающейся и неподвижной за
rOToBKax неодинаковы;
2) при возникновении рассоrласования в направлении осей за
rотовки и сверла при вращающейся заrотовке происходит автомати
ческа я коррекция направления сверла; если заrотовка не вращается,
то у нее действительная ось вращения отсутствует и никакой коррек-
ции не происхuдит;
3) минималыliii увод наблюдается при симметричной относи
тельно оси вращеllИЯ затТОIlI<И ПОllереЧIIОЙ разнотвердости (/1Н)
и разнообрабатьшаеМОСПI (ДР) 11 при вращении заrотовки.
Практика сверлеllИИ показывает, что наиболее сильно способна
изменять направление инструмента поперечная разнотвердость
123
(разнообрабатываемость) но, к сожалению, не всеrда в желаемом
направлении, В этом случае получается не корректировка, а
УВОД.
При определении положения максималь-
н о r о у в о Д а о с и о т в е р с т и й значительное число опытов
подтвердило существование уrла 'Ф между осью симметрии
свойств материала (Р. Н) и расположением максимальноrо увода УС'
у всех просверленных составных заrотовок максимальный увод
располаrается справа от оси симметрии (см. рис. 66). На основании
результатов построения элементарноrо увода можно утверждать,
что увод был получен при сверлении упруrим инструментом (более
упруrим, чем податливость материала заrотовки).
Контроль кривизны, проведенный с помощью нивелира и опти-
ческой марки, показал, что у составных образцов максимальные
уводы в отдельных поперечных сечениях располаrаются в узком
секторе. Существование незначительных отклонений в расположе-
нии максимальных уводов можно объяснить некоторой неизбежной
неоднородностью материала даже у составных заrотовок. Резуль-
таты опытов дают основание считать, что максимальные уводы в се-
чениях заrотовок (рис. 66, вариант 11) располаrаются практически
в одной плоскости.
При определении влияния на уводы пер во-
начальной уrловой поrрешности в направ-
л е н и и с в е р л а составные образцы имели заправочные отвер-
стия на входных концах, расположенные под различными уrлами a j
к теоретическим осям заrотовок. Были опробованы два варианта
направления заправки: на твердый и на мяrкий материалы состав-
ных образцов. При проведении этих опытов наблюдались случаи
исправления заданноrо направления оси заправочноrо отверстия
вначале сверления. Поэтому большоrо уrла наклона а о нельзя было
получить. Результат сверления составных образцов при направле-
нии оси заправочноrо отверстия на твердый материал приведен на
рис. 69.
Опыты показали следующее:
1) при наличии поперечной разнотвердости сверло существенно
изменяет свое направление, несмотря на придание ему в начале свер-
ления противоположноrо действию силы Ру направления;
2) при сверлении разнотвердых образцов с заправочным отвер-
стием, направленным на мяrкий материал, уводы по величине полу-
чаются больше обычных.
Для выявления влияния скорости резания
на уводы были просверлены составные заrотовки из сталей 40Х,
25, 50 и 20 при различных скоростях резания. Скорость сверла
изменилась от 5 до 210 м/мин при постоянной подаче 80 ==
== (), 17 мм/об. В опытах применялись однокромочные сверла диа-
метром d c == 80 мм. До скоростей резания V c < 50 м/мин в качестве
режущеrо материала применялась сталь марки Р18, а при V c >
::> 50 м/мин твердый сплав марки Т15К6.
124
На рис. 70 показаны величины уводов, полученные при сверле-
нии составной заrотовки из сталей 40Х и 25, при различных ско-
ростях (кривая 2) и подачах (кривая 1).
Как видно из рисунка, скорость резания существенно влияет на
уводы: при увеличении скорости резания уводы резко снижаются.
a)Z,/'1f1
0,2
{J "5
-0.2
915
.
т5 ('с,I"Р1
о) х.,ММ
0.2
{] 115
-0,2
-0,'1
-0,6
-0,8
В)х,ММ
О,2
{J
1/5
315
51 Вf 5 Iff5 [с,ММ
/
-0,2
O,'!
З15
515
Рис. 69. Результаты сверления заrотовки с поперечной разнообра-
батываемостью и первоначальной уrловой поrрешностью направления
инструмента: а кривизна по вертикали; б кривизна по rоризон-
тали; в суммарная кривизна
Это обстоятельство чрезвычайно интересно потому, что может быть
применено как основная рекомендация борьбы с уводами. Ценность
ее заключается и в том, что при повышении скорости резания не
только уменьшаются уводы, но и должна расти производительность
сверления. До этоrо, работая на скоростных режимах, мы предпо-
лаrали, что получаемые незначительные уводы определяются в основ-
ном не скоростью резания, а качеством применяемых инструментов.
Оставалась неЯСllОЙ причина резкоrо снижения уводов с возраста-
нием скорости резания при Сl3срлеllИИ ззrотовок с поперечной раз-
нотвердостью, тем более что 13 нредыдущих опытах не удалось вы-
явить заметноrо влияния lIа уводы rироскопическоrо эффекта. Для
установления причины снижения величин уводов при возрастании
125
скорости резания было проведено динамометрирование. Для этоrо
на токарном станке были обточены составные заrотовки, которые
до этоrо сверлились в опытах по выявлению влияния скорости реза-
Jc,HH 0,07 0,12 0.17 0,22 So,l'fflf/ob
.....,
>- ...,)
z
'<....
....... ...............
I
10
8
6
lj.
2
О
о
50
100
150
200 V,H/HlIH
Рис. 70. Зависимость уводов оси сверла от скорости резания и вели-
чины подачи при сверлении:
/ v 28,8 м/мин; 2 8. 0,17 мм/об
ния на уводы (на рис, 71 правая заrотовка). Резец, применяв-
шийся при обточке, был закреплен в токарном динамометре с прово
лочными датчиками сопротивления. Танrенциальные силы реза-
::< :.->
";..,.. . :: ":-:_ .. у .i
,',
"..;
";. (» .
, '18;i
iIiii
'//<
С,
. .
'''.'', :. . Щ " .
. 'i< "". ", " .11"",'/1'''''',
. '<:': .. у . ,' ,;..". ':"' . . -
, .';. ; :!.:." f2: :';'$ ;- :
"
, .
f
_....;<".."';. :!IIi.
.: jR>"
. <6-' ," -.'<,"
1>,..'<><,'.,'<.
:>1:;.." .
,,>-:', "''',,:.:
::>J .v{j
7.:"./ ., :"
-.$'" >"."I!I>.
А..?:<,<
...:IIIv.i' "".. "" '"
,,'
. ." l>"
, i..:""...-:.
..'<11"_..:>".......4\' .
,.(."' -ос
'-. .'l1li'
'. .-..:. --:-: .
Рис. 71. Заrотовки с раЗlIооGрзбатываемостью, просверленные при раз-
личных скоростях резания
НИЯ Pz замерялись и записывались с помощью тензостанции (35 кщ)
и осциллоrрафа МПО 2.
В результате опытов были определены величины Pz при режимах
резания t == 1,5 JIIM, s == 0,53 Nм/об и при ПЯТИ скоростях резания
(v == 17,5 +210 м/мин).
1.26
Ибработка составных образцов дает наrлядное представление
о том, что по мере возрастания скорости резания резко снижается
разность между обрабатываемостью стали 50 и стали 20 (рис. 72).
Подобная нивелировка обрабатываемости различных материалов Ha
блюдалась нами и раньше при сверлении составных заrотовок из
сталей 35 и ОХИ3МА при скоростях сверления v c ?:::: 150 /r/,/.1rtин.
Факт уменьшения поперечной разнообрабатываемости (нивелиро-
вания обрабатываемости, но не твердости) дает основание сделать
б)
,KT
1 ЧОО
2 OO
з t::::j :
t,. 017,5ЗS
5 C=::j
IJPz,Kr
[таль 50
п
200
150
'00
50
о
70 IOS 1М 175 2/0 V,l'7jl'lllH
Рис. 72. Осциллоrраммы (а) и rрафики измененИЯ сил Pz (6), замереннЬ!х при различ-
ных скоростях резания (l1Py == const> О) во время обточки заrотовки из COCTaBHoro
образца (сталь 50 + сталь 20)
/ v 17.5 м/мин; 2 v 35 м/мин; 9 v 70 м/мин: 4 v 140 м/мин; б v
21 О Jot/JoLUH
следующий важный выпод. Если ОСНОПIiОЙ причиной уводов является
наличие поперечной разнообрабатываемости заrОТовоt<, а поперечная
разнообрабатываемость уменьшается с возрастанием скорости реза.
ния, то можно предположить, что на весьма в ы с о к и х с к о р о .
стях резания можно ПрОБОДИТЬ rлубокое
с в е р л е н и е п р а к т и ч е с 1{ и б е з у в о Д о Б:
liт.Ус==О и liтдРу==О.
VC----)-OO vc""""oo
Опытами установлено также, что при увеличении подачи во время
сверления величина уводов имеет тенденцию к возрастанию
(рис. 70). Это положение можно объяснить увеличением отклонения
инструментов IlрИ Уl3еличеНl11I подачи и наличии поперечной разно-
обрабатываемости. ОЮlако чем больше подача, тем меньше число
отжимов инстр умента ( i === )
s"
Были проведены ОПЫI'Ы, определяющие влияние КОНСТРУКТИВНОЙ
схемы сверл на уводы при сверлении. Конструирование сверл,
127
rфиtоднъrх для пiЮИЗБодй'l'еЛьitоrо сверления, настоЙчиво приводИJiо
к мысли использовать инструмент, работающий методом деления
подачи. Для осуществления этоrо необходимо было проверить. как
эти сверла будут вести себя в отношении уводов. Существовало
сильно укоренившееся в практику мнение о склонности сверл подоб-
Horo типа к уводам. Поэтому в 19Б1 r. была проведена статистическая
обработка результатов сверления большоrо числа однотипных заrо
товок двумя типами сверл: однокромочными скоростными и ДBYX
О/ кромочными быст р орежущими
п, /0
25 С верлами, работающими методом
деления подачи (рис. 73).
20
15
10
2 3 ч
9 10 .Yc,f'1M
Рис. 73. УВОДЫ при сверлении однотипных заrотовок (п
количество просверленных заrотовок) двумя типами сверл:
)::( )::( )::( однокромочное скоростное;
О О О двухкромочное быстрорежу-
щее сверло, работающее методом деления подачи
Средний увод оси отверстий при сверлении однокромочными CKO
ростными сверлами составлял .Ус! 1,5 M. , тоrда как средний
увод при еверлении быстрорежущими сверлами равнялся .У С2 ==
== 4,5 М.М, т. е. был втрое выше, чем у скоростных однокромочных
сверл. В то время такую большую разницу в качестве просверленных
заrотовок объясняли высоким качеством однокромочных сверл.
Опыты, описанные выше, вносят ясность в рассматриваемый вопрос,
однако не освобождают от опытной проверки сверл, работающих
методом деления подачи.
Опыты были проведены с тремя типами сверл, охватывающими
пр ктически все возможные комбинации сверл: от сверл с абсолют-
нои определенностью базирования (однокромочные сверла) до сверл
без определенности базирования (двухкромочные сверла, работающие
методами деления подачи). Желая проверить специфичность отдель
ных типов инструментов и в отношении скорости резания, сверление
проводилось как на высоких, так и на низких скоростях.
На рис. 74 показаны уводы, полученные при испытании сверл
на двух режимах резания. Из рисунка видно, что конструкции сверл
не оказывают существенноrо влияния на уводы. При скоростном и
нескоростном режимах различные типы инструментов просверлили
128
отверстия фактически с равными величинами уводов. Таким образом
определили, что нет особых оснований иrнорировать метод деления
подачи и инструменты, работающие этим методом. Это тем более
следует отметить, что данная rруппа инструментов обладает более
высокой производительностью.
Результаты опытов послужили основанием для разработки новой
конструкции CKOpocTHoro сверла для rлубокоrо сверления, работа
ющеrо методом деления подачи
( 11) Ус,ММ
см. rл. .
Общие ВЫВОДЫ. Проведенные
работы по исследованию уводов
при rлубоком сверлении позво-
ляют сделать следующие выводы.
Основной причиной увода яв
ляется поперечная разнообраба
тываемость материала заrотовки.
которая почти всеrда существует
у заrотовок. Однако условия, при
которых происходит увод сверла.
не всеrда существуют. Увод может
происходить только при условиях
несовпадения в данный момент оси
сверла с осью симметрии разно-
обрабатываемости и при наличии
податливости (упруrости) инстру-
мента (или обрабатываемоrо Ma
териала).
Скорость резания, какой бы Be
личины она ни была, не является
1 Vmax 28,8 м/мин; 2 Vmax 65 м/мин
причиной увода сверла. однако
этот фактор может нивелировать
поперечную разнообрабатываемость и этим заметно сократить увод.
Друrими факторами, влияющими на увод не качественно (как
влияет причина). а только количественно. являются упруrость
инструмента, уrол между режущей кромкой и перпендикуляром
к оси сверла ср, величина подачи инструмента при сверлении и др.
При сверлении с оршцснисм ззrотовки уrол между осью вращения
заrотовки и осью сверла а о оказыоает определенное влияние на
увод, но значительно меньшее, чем при неподвижной заrотовке.
Это несовпадение леrко корректируется при сверлении враща-
ющейся заrотовки. Сам процесс сверления. таким образом. проходит
при непрерывном изменении условий резания, так как на своем пути
сверло испытывает действие как корректирующих. так и усуrубля
ющих увод факторов.
Основная причина увода поперечная разнообрабатываемость
способна не только отклонять сверло от оси вращения заrотовки.
но при определенных обстоятельствах активно совмещает ero ось
с осью вращения заrотовки.
СхеfШ сВерл
10
9
8
7
с? Е7 Е1'
I I I
I I I
9-- l .Q
y- \ I
j 1 I
I . I
I I
I I
I I
I I
I I
I I
I 2 I
I .J,... ..L
о-- -- .. --.... --о
6
5
'1
з
2
Рис. 74. Уводы, полученные при испы-
таниях различных типов сверл на ДВУХ
режимах резания (Sz 0,17 мм/зуб;
z 1 и 2; d c 80 мм; lс 1300 мм;
материал составных заrотовок: сталь
40Х + сталь 25):
9 Н. д. троицкий
129
В настоящее время величина допустимоrо увода принимается
равной 0,5 мм на 1 . длины сверления.
Таким образом, чтобы сверлить с малыми уводами, необходимо
следующее:
1) работать на высоких скоростях резания;
2) применять в качестве материалов заrотовок по возможности
высоколеrированные, хорошо прокаливающиеся стали;
3) тщательно проводить опера ии термооб аботки заrотовок перед
сверлением, не допуская большои поперечнои разнотвердости (раз
нообрабатываемости);
4) производить сверление по возможности с вращением заrотовок;
5) применять более жесткие сверла;
6) при наружной обработке перед сверлением заrотовок типа
тел вращения обеспечивать по возможности съем paBHoMepHoro при-
пуска;
7) точно центровать заrотовки и заправлять отверстия под заход
инструмента и др.
Обобщая причины увода и применяя метод наложения для попе
речных перемещений инструмента при сверлении, ero составляющие У
и Z можно представить аналитически в виде трех членов. Для этоr
оси координат располаrаем неподвижно относительно заrотовки
и, учитывая, что способ вращения заrотовки и инструменты суще
ственно не влияют на увод, получаем
Расположение увода на выходном торце заrотовки ОТIIОСИТельно
принятых осей координат можно определить по уrлу
1 == arctg L .
z
Таким образом, внедрение CKOpocTHoro сверления rлубоких OT
верстий перспективно не только с точки зрения повышения произ
водительности, но и с точки зрения уменьшения уводов, повышения
чистоты образуемых поверхностей, а следовательно, повышения
качества обработки.
14. OrPAHKA
lc
У == УО + lс tg ау + J Ву dx,
о
Под оrранкой при rлубоком сверлении понимают разновидность
вибрационных следов на обработанной поверхности отверстий, спо
собных изменить макроформу отверстий, превращая их из поверх
ностей KpyroBblx цилиндров в СЛОЖllые поверхности с чередующимися
выступами и впадинами [раненые поверхности. Иноrда эти следы
почти не ощутимы и представляются как оптический обман (рис. 75).
Довольно часто на обработанной поверхности образуются хорошо
заметные впадины и выступы, причем в большинстве случаев они
расположены по винтовой линии (рис. 76). Поэтому этот вид оrранки
называют иноrда винтовым.
Как правило, orpaHKa возникает постепенно, нарастая к BbIXOk
ному торцу обрабатываемой заrотовки. Винтовые поверхности в боль-
шинстве случаев оказываются мноrозаходными. Причем, если число
заходов z неч:етное, то в поперечном сечении просверленноrо (расто-
ченноrо) отверстия образуется не окружность, а замкнутая фиrура
с нечетным числом впадин и выступов. Поэтому при обмере отверстий
звездкой в этом СЛУЧflе невозможно определить перепады в размерах
выступов и впадин, так как измерительные ножки звездки бази
руются одновременно на впадину и противоположный выступ. Это
создает впечатление, что обмеряемое отверстие представляет не rpa
lIеную поверхность, а правильный круrовой цилиндр. При четном
числе заходов Z леrко обнаружить вместо KpyroBoro цилиндра иска
женную оrранкой поверхность.
Иноrда вместо ВI1IIТОВОЙ поверхности образуются впадины и BЫ
ступы, направленные параллельно оси просверленноrо отверстия.
В ряде случаев orpaHKa получается настолько выразительной, что
lIа выходном торце заrотовки образуется профиль отверстия, напо-
\lИнающий профиль специальной мноrошлицевой втулки или нарез
IIoro канала стрелковоrо оружия.
При кольцевом сверлении тоже образуется orpaHKa, причем не
только на поверхности просверленноrо отверстия, но и lj.8. высверли
ваемом стержне. Обмеры orpaHoK отверстий и стержней показывают,
что впадины отверстий совпадают с выступами на спаренных стерж
иях. Винтовая orpaHKa, возникающая на поверхности отверстия
в конце прохода, у длинных деталей имеет шаr примерно постоянный
9* 131
rде
lc
Z == Zo + lс tg a:z + J B:z dx,.
о ..
УО И Zo координаты входа инструмента в заrотовку (обычно
значения УО и Zp невелики и ими при сверлении
вращающихся заrотовок можно пренебречь);
ау и a:z уrловые поrрешности в направлении инструмента
при врезании в заrотовку;
Ву и B:z сложные безразмерные функции, определяющие п -
перечные отклонения инструмента в результате деи
ствия поперечной разнообрабатываемости.
Полный увод в любом попе речном сечении заrотовки
Y Ci == / Y + Z мм;
увод на выходном торце заrот овки
Ус == 11 у2 + Z2 мм.
1 Начало координат располаrаем в центре Бходноrо торца заrотовки, а ось абс-
цисс по ее оси.
130
-.
132
:Ф_ .."""<- , -./
....
"
.,:...р
\
":5--:
.'
, ,
..
'*:,"-
".*
,.,i
"'.
,. ' Jf. :'''1-
.....::'!"- A? :.,.,.::" ":- : 1:
;
.
:.c:lf:"
.
w'
..
.
,_ <: :;- ... "",,'"\о"
.
;>,
<;
....
:>::
р..
1::
Il>
:а
:<:
:<:
Il>
. ::r
;>,
<;
О
1:::>::
:iSj
Il>
:<:<;
roр..
p..1l>
....
Ос)
:;S:S
'10
Il>
д,8
Il>
:;s
:>::
<;
f-<
Il>
::r
f-<
О
. ,!;':
. >
. ', :
'.
.:, $о
: ;'.
>".<,
." .;' -! "'>,
.-
,<
{. \,.
"'r;
. ! " ,
.;' 1. '.--
,\ , ';'
;'.
'. 1:
: Р,- /
h."lj>; 'I. .
.:; ;./
:.;:k .!- ' l'
, . t;
. !;
; .J<i _ti
' ' '"
. ' .
;у
'"
''':.( j'.
. , .. ,::.;-
. , ':
<.о
t--
u
:>::
а.
::i::
Il>
<;
р..
Il>
U
О
р..
1::
:>::
f-<
u
О
:<:
х
р..
Il>
ggj
rof-<
:<:
f-<
:<:0
a
:а
q
Il>
5
-( . . ,;
;, ':jF-"
.. ? ' .
.
:,.;'1."
,.:1: " __
.:--
у'"'
:; :1
t ,;
Il>
:а
\D
ro
<;
U
11)
t--
U
:>::
а.
".! '
. ji;.
t>:
:s:
:I:
ro
'"
Il>
р..
;s::
:s
t>:
t
О
р..
О
u
:>::
'"
gj
u
:>::
:>::
:I:
Il>
<;
р..
Il>
U
:>::
р..
1::
Il>
:I:
р..
Il>
t
:s
О
:<:
:I:
Il>
J;;
р..
Il>
U
:а
ro
:I:
ro
:<:
ro
р..
....
о
r..:
t--
по величине. Если оrранкэ образуется вначале прохода, то шаr ее
непостоянен.
При сверлении с небольшими скоростями резанья было зафш{си-
ровано несколько случаев, коrда изменялся не только шаr, но и
направление ВИНТОВОЙ линии оrранки (рис. 77).
Появление при rлубоком сверлении оrранки на первый взrляд не
представляет ничеrо опасноrо, так как она может быть выведена за
счет припуска на последующую обработку. Однако при растачивании,
особенно при чистовом растачивании плавающими пластинами,
orpaHKa копируется и поэтому для ее выведения приходится приме-
нять несколько проходов. Наиболее надежно, но недостаточно про
изводительно, orpaHKa выводится хонинrованием.
Механизм образования оrранки. OrpaHKa появляется не всеrда.
Замечено, что наиболее часто orpaHKa появляется при сверлении
инструментами, не имеющими определенности базирования. Механизм
образования оrранки особенно хорошо выявляется при сопоставле
нии спаренных поверхностей просверленноrо кольцевым сверлом
отверстия и высверленноrо стержня. Действительно, если от одноrо
резца кольцевоrо сверла одновременно получаются на поверхности
отверстия выступ, а на стержне впадина или наоборот, то это можно
получить только при поперечных колебаниях инструмента относи
тельно обрабатываемой заrотовки. Однако не всякое поперечное коле
бание инструмента, а следовательно, и стебля, на котором он закреп
лен, может привести к образованию оrранки. OrpaHKa возникает
в тех случаях, коrда частота колебаний инструмента со стеблем будет
примерно одноrо и Toro же порядка с частотой вращения заrотовки.
Если частота вращения инструмента со стеблем будет очень высокой,
то вибрации, очевидно, не создадут оrранки, а только снизят чистоту
обработки.
Учитывая это, было обращепо внимапие на выявление влияния
способа закрепления стебля во ВХОДНОЙ втулке маслоприемника и
В передней направляющей стоике, коrда сверло работало с наружным
ОТВОДОМ стружки, на механизм образования оrранки. Расчеты пока
зали, что способы закрепления стеблей, особенно при работе с длин-
ными стеблями, оказывают незначительное-влияние на частоту их
l<олебаний r 1 ].
На рис. 78 IIриведсны основные частоты колебаний стебля, преk
назначенноrо для CBepJIa d c === 80 ..11. , В зависимости от способа ero
закрепления. Как видно из рисунка, частоты колебаний (Н в щ)
резко снижаются при возрастании длины выдвижения стебля 1 с ,
110, начиная с длины выдвижения стебля более 2 м, разница в частотах
I<олебаний при различных способах ero закрепления становится
IIсзначительной. Этот вывод хорошо соrласуется с опытом образова
IIIfЯ оrранки с постоянным шаrом винтовой линии в конце прохода
IIрИ большой длине выдвижения стебля.
Данные расчета подтверждаются и друrими наблюдениями за
оrранкой. Так, например, было установлено, что появление винтовой
Iюверхности наблюдается только тоrда, коrда отношение частоты
133
u
:<:
а.
собственных колебаний стебля к суммарной частоте вращения за
rотовки и стебля не являются кратными, т. е.
z == 60ш == 60ш (38)
L n Па + nс '
rде z частное от деления частот собственных основных изrибных
колебаний стебля со сверлом (j) (в периодахiсек) на суммар-
ную уrловую скорость вращения заrотовки и стебля
1;п / )
60 (в об сек.
Н,8Ц
50
5ОО
б'DD lСПl.С/
"О
30
2О
Рис. 78. Зависимость частот
собственных изrибных коле-
баний стебля (d cт . нар
70 мм, d c11l . вн 56,7 мм)
от длины ero выдвижения
и способа закрепления
10
о
Величина z физически представляет число врезаний и выходов
инструмента за один оборот заrотовки, в результате которых Kpyro
вая цилиндрическая поверхность просверленноrо отверстия превра-
щается в rраненую (с впадинами и выступами).
Как было указано выше, число врезаний z может быть не целым
числом, т. е.
z == Zo + !J..z,
[де Zo целое число врезаниЙ инструмента в материал заrотовки
за один ее оборот относительно инструмента;
!J..z врезание, выходящее за один оборот заrотовки (!J..z < 1).
Причем при !J..z == о канавки от врезания инструмента распо- .
лаrаются параллельно образующим просверленноrо отверстия, при
!J..z < 0,5 и !J..z > 0,5 канавки образуют соответственно левые и
правые винтовые линии при существовании оrранки и при !J..z == 0,5
канаВЕ.И располаrаются по правым и левым винтовым линиям, об-
разуя сетку.
При существовании резко выраженной оrранки можно rоворить
и об окружном шаrе t между канавками (впадинами) и даже о шаrе
винтовой линии канавок Т. Окружной шаr между канавками
t == 1td c
мм.
z
134
При опытном сверлении коротких заrотовок до применения упру
rих муфт часто orpaHKa получалась с Z == 3. Сверление проводилось
сверлом d c == 80 мм при п з == 600 об/мин.
Исходя из формулы (38), можно приближенно определить частоту
поперечных колебаний стебля
z п 3.600
(j) == == == 30 l/ceK,
При сверлении сверлами из быстрорежущих сталей количество
впадин и выступов при orpaHKe было значительно больше Z == 3.
Высказанные наблюдения нашли подтверждение в работах
А. А. Кустова [19], который занимался исследованием обрабатывае
мости точением с применением «тока проводимости» для повышения
чистоты обработанных поверхностей. При обточке на низких скоро-
стях резания с применением переменноrо или пульсирующеrо (' ==
== 50 щ) тока на обработанной поверхности образовывался узор
или сетка, имеющая вид правильно чередующихся блестящих вин-
товых линий. Несколько раньше А. А. Кустова аналоrичной работой
занимался Б. М. Аскинази [3], который также получал узоры caMoro
различноrо характера, например в виде художественной росписи под
дерево. При использовании постоянноrо тока (по величине и направ
лению) сетки или узоров не было. Наблюдения во время опытов за
зоной резания с помощью механическоrо стробоскопа показали,
что режущая кромка резца, имея малую тепловую инерцию, Harpe-
валась периодически с частотой, равной 100 периодам в секунду.
А. А. Кустов указывал, что обработанная поверхность детали при
возникновении сетки имела чередование блестящих и матовых
участков, причем матовые участки были несколько заниженными
по отношению к блестящим участкам.
При сверлении, коrда стебель приходит в колебательное движе
ние, происходит явление, аналоrичное образованию сетки. Уrлубле
ния периферийных режущих кромок сверла с частотой собственных
колебаний стебля создают условия для образования оrранки. На
рис. 76 можно наблюдать чередование блестящих винтовых полос
с темными винтовыми поверхностями. Из рисунка видно. что светлые
полосы имеют чистоту обработки выше. чем темные поверхности. на
которых в риде СJIУЧiJСI3 заметны впадины. Светлые полосы меньше
уrлублены, чем темные.
При сверлении образование оrрапки происходит в более сложных
условиях. Особенно это заметно при небольших вылетах инструмента.
Из рис. 77 видно, что при изменении длины стебля с 1 до 2 м
частота колебаний изменяется от 30 до 5 щ, т. е. в шесть раз. Причем
следует иметь ввиду. что изменение частоты происходит плавно
(бесступенчато). Поэтому. если производить подсчет числа заходов
I3ннтовой линии по формуле, то величину Z можно получать не только
дробной. но и целой. Выше было указано. что при целом числе за-
ходов выступы и впадины при orpaHKe располаrаются вдоль образу-
IOщих обработанных поверхностей.
135
На рис. 77 показаны переходы от винтовых ЛИНИЙ к параллель-
ным линиям. Эти переходы MorYT сопровождаться изменением наклона
волн оrранки в противоположную сторону. Видимо, при возникно
вении узоров в виде художественной росписи под дерево [3] процесс
обточки ПРОИСХОДИЛ с плавным изменением величины z. Узоры
оrранки, образованные на поверхности высверленноrо стержня
(рис. 77), действительно подобны росписи под дерево.
При сверлении явления поперечных колебаний стебля сложны
еще и потому, что здесь на колебания OCHOBHoro тона MorYT накла-
дываться колебания друrих частот. Механизм образования оrранки
во MHoroM аналоrичен зубофрезерованию методом оrибания.
Причины возникновения оrранки. Если механизм образования
оrранки представляется достаточно определенным, то причина по
перечных колебаний стебля пока выяснена совершенно недостаточно.
Хорошо известен факт неравномерности подач (особенно медленных
подач), применяемых на металлорежущих станках. Видимо, это
положение должно быть принято во внимание и при установлении
причины поперечных колебаний стеблей при сверлении (и растачи
вании) rлубоких отверстий.
Сверление всеrда происходит с работой стеблей на сжатие, т. е.
на продольный изrиб. При этом стебель испытывает неравномерную
наrрузку, которая может быть вызвана первоначально не только раз
личными условиями сопротивления сил трения продвижению стебле-
вой бабки при осуществлении подачи, но и продольной разнообра
батываемостью материала заrотовок. Замечено, что появившаяся
orpaHKa очень редко пропадает. Обычно она имеет тенденцию к уси-
лению и наиболее отчетливо проявляется в конце сверления. Это
может бьпь объяснено не только резким снижением жесткости стебля,
но и некоторым копированием следа оrранки направляющими инстру
мента или ero калибрующими кромками.
Интересно было бы провести исследования оrранки при rлубоком
растачивании с применением стеблей, работающих на сжатие и на
растяжение. В последнем случае, по всей вероятности, orpaHKa
должна возникать реже и проявляться не так отчетливо, как при
продольных изrибах стеблей.
Поведение различных типов инструментов. Было замечено, что
инструменты, применяемые при rлубоком сверлении, имеют неодина-
ковую склонность к образованию оrранки. Сверление заrотовок дли
ной до 1,5 м при скоростях резания до 250 м/мин сверлами, имеющими
определенное базирование (OДHO , ДBYX и трехкромочные сверла),
никоrда не сопровождалось появлением оrранки. OrpaHKa возникла
при rлубоком растачивании отверстий и при сплошном и кольцевом
нескоростном сверлении. Особенно часто orpaHKa появлялась при
больших длинах сверления и растачивания в конце ПРОХОДОВ. Особый
интерес представляет склонность образовывать orpaHKY инструмен-
тов, не имеющих определенности базирования. Коrда же применили
сверла, работающие методом деления подачи, то orpaHKa стала ча
стым явлением и ею пришлось специально заняться. Сразу же было
136
обращено внимание на то, что появление оrранки зависит от типа
инструмента. Анализ базирования инструмента при сверлении пока
зал, что сверла, работающие методом деления подачи (использова
лись ДBYX и трехрезцовые сверла), базируются на режущем конусе
сверла: они не прижаты поперечными силами к стенкам отверстий.
Подобное базирование напоминает шаровую опору, которая, как
известно, не может оказывать заметноrо сопротивления поперечным
колебаниям стебля. Поэтому в начале работ по борьбе с оrранкой
представлялось, что если сверло искусственно отключить от стебля
таким образом, чтобы оно не совершало поперечных колебаний вместе
со стеблем, то orpaHKa появляться не будет. Были изrотовлены сверло
и расточная rоловка, которые имели шарнирные соединения со стеб-
лем [36]. Однако испытание шарнирноrо соединения сверл и расточ
ных rоловок не дало ожидаемых результатов. Кроме Toro, конструк-
тивно такие инструменты выrлядели значительно сложнее обычных
сверл и расточных rоловок.
По сравнению со сверлами, работающими методом деления подачи,
инструменты, работающие методом деления ширины резания, «спол
зают» с режущеrо конуса, прижимаясь все время к опорным направ-
ляющим. Причем, чем сильнее происходит прижим к направляющим,
тем реже и меньше возникает orpaHKa. Особенно убедительным
был опыт растачивания rлубоких отверстий расточными rоловками
с подпружиненными направляющими. OrpaHKa появлялась каждый
раз в том случае, коrда были ослаблены пружинные направляющие.
Этот факт послужил основанием для создания упруrих муфт, ока-
завшихся эффективным средством для борьбы с оrранкой.
Упруrие муфты. Промежуточным звеном между сверлом (рас-
точной rоловкой) и стеблем являются упруrие муфты. Их можно
рассматривать как упруrие передние опоры стебля при сверлении
отверстий. Упруrие муфты можно изrотовлять вместе со сверлом или
стеблем, но подобные конструкции были бы нетехнолоrичными.
Упруrая муфта (рис. 79) состоит из корпуса 1, представляющеrо
полую втулку с нарезанными концами: левый конец соединяется со
сверлом, а правый со стеблем. В средней части корпуса муфты имеется
несколько пазов для размещения в них пр ужинных направляющих 2,
армированных твердым сплавом ВК8. Между корпусом и направ-
ляющими размещены пружины 3. Хорошо зарекомендовали себя
арочные ПРУЖИIIЫ, которыс ДJШ ПОПЫШСIIИЯ долrовечности BCTaB
ляются в каждый паз по 2 3 шт. ПРУЖШlНые направляющие стя-
rиваются проволокой 4 (е; 2 мм). При шлифовании арочные пружины
удаляются, а вместо них вставляются жесткие прокладки определен-
ных размеров.
Хвостовик под сверло имеет два центрирующих пояска, между
которыми расположена одноходовая специальная резьба прямоуrоль-
Horo сечения. У центрирующеrо пояска диаметра d расположен
упорный бурт. Характерной особенностью данноrо крепления яв
ляется наличие ШИрOIЮЙ впадины и узкоrо выступа резьбы. Этот
вид крепления можно представить как специальную мноrоходовую
13
'1-
::".
-<')
<:\,
138
.;. ".:.:-.
'"
,.
.. ...
р
:iE:
-..о
ro
Е-<
-&
>.
резьбу, у которой оставлен только
один ход. Может по казаться , что
такая резьба нетехнолоrична, так
как требует MHoro времени на сре-
зание лишних ходов. Однако это
не так, если учесть, что на такой
хвостовик, нарезанный только
один раз, MorYT навинчиваться
MHoro сверл. Внутренняя резьба
сверла весьма технолоrична, так
как требует прорезания только
одной узкой винтовой канавки.
Корпус сверла при подобной
резьбе становится более жестким.
Такое крепЛение обеспечивает
быстрое навинчивание и свинчи
вание сверл. Кроме Toro, здесь
отсутствует тенденция к заклини
ванию. Хвостовик под стебель у
упруrой муфты имеет старую KOH
струкцию хвостовиков, применяе
мых для сверл. Основные размеры
упруrихмуфт приведенывтабл.lO.
Как видно из описания KOH
струкции, упруrие муфты весьма
просты и компактны, а опыт их
эксплуатации показал, что они
являются надежной опорой для
стебля и инструмента. Упруrие
муфты в какой-то степени создают
беззазорные соединения (пружин
ный распор) сверла в просверлен
ном отверстии, не допуская попе
речных колебаний стебля со CBep
лом, отодвиrая передний «шарнир»
стебля на упруrую муфту и тем ca
мым устраняя orpaHKY при сверле-
нии. Однако было бы неправиль-
ным считать, что упруrие муфты
являются только средством борьбы
против оrранки. Они блаrотворно
влияют на весь процесс сверле-
ния (или растачивания), так как
при применении их улучшаются
микро- и макроформы обработан-
ных поверхностей и, по всей Be
роятности, повышается стойкость
режущих инструментов.
Таблица 10
Основные размеры упруrих муфт (рис. 79)
'"
'"
...
>.
о-
»
Диаметр I D." C.> ID' (C.>\D. (А.>\ L (В'+' (A.lc.>IM (А./С.> I d (C.>\l (В,> I s (С.>
сверла d c
в .м-м
60 61 57 33 215 75 16 45 49 55
65 66 62 35 225 75 16 50 59 55
70 71 66 40 240 75 16 55 64 60
75 76 71 43 255 85 20 60 69 65
80 81 76 45 260 85 20 65 74 70
85 86 81 50 275 85 20 70 79 75
90 91 85 50 275 85 20 70 79 75
95 96 89 55 285 85 20 75 89 80
100 102 95 55 330 120 22 80 94 90
105 107 100 б2 345 120 22 80 94 90
110 112 104 66 355 120 22 85 99 95
115 117 108 66 355 120 22 85 99 95
120 122 114 71 360 120 22 95 104 105
125 127 118 71 360 120 22 95 104 110
130 132 123 81 370 120 22 105 104 115
I I
о'>
t--
и
:=
cl..
r лава V
ТЕхнопоrия
rпУБокоrо СВЕрпЕНИЯ
15. СВЕРЛЕНИЕ ОТВЕРСТИЙ СРЕДНЕrо
ДИАМЕТРА!
за счет специальных припусков дп, предусматривающих КОМПСIlса-
цию увода при сверлении (ДП === 2У с мм). При двустороннем сuерле
нии устранение увода (уступов, излома оси) необходимо производить
за счет припуска на отверстие, т. е. за счет уменьшения диаметра
сверления.
Как выяснено было выше, уводы оси отверстия имеют тенденцию
возрастать от входноrо торца, rде они равны нулю, к выходному
торцу заrотовки. Поэтому очень важно иметь представление о том,
с какой стороны заrотовки будет производиться сверление, так как
hомпенсирующий припуск не должен быть постоянным по всей длине
обрабатываемой детали. Назначать ero нужно сообразно величине
допустимых уводов на отдельных участках заrотовки.
Если заrотовка изrотовляется из круrлоrо проката, то компенси
рующий припуск будет влиять на увеличение диаметра проката,
если из поковки, то имеется возможность более рационально распре-
делить припуск па заrотовке. Особенно важно распределить пра-
вильно припуск на конической заrотовке, проходящей термообра-
ботку. Коническую заrотовку следует сверлить со стороны большеrо
диаметра. В этом случае заrотовка для сверления может иметь мень-
ший вес, так как компенсирующий припуск в основном будет распо-
ложен со стороны меньшеrо диаметра обрабатываемой детали.
Экономия в весе материала заrотовки БG на единицу ее длины
будет пропорциональна отношению наружныХ диаметров концов
конической заrотовки
Подrотовка заrотовки. Наиболее часто заrотовки средних разме-
po , предназначенные для rлубокоrо сверления, изrотовляются KOB
кои или про каткой. Размеры заrотовки зависят от мноrих факторов.
Специфическими же для rлубокоrо сверления являются следующие
факторы:
1) наличие термической обработки до или после rлубокоrо свер-
ления;
2) дефекты операции r лубокоrо сверления.
Эти факторы необходимо учитывать при установлении оконча-
тельных наружных размеров заrотовки и диаметра сверления d c .
Предварительная обработка заrотовки под операцию rлубокоrо
сверления зависит во MHoroM от принятоrо метода крепления ее при
сверлении и от применяемоrо оборудования и оснастки.
Характер производства при rлубоком сверлении принимается
серийным и крупносерийным. Сверление проводится на станках,
предназначенных для скоростной обработки соответствующеrо раз-
мера заrотовок.
Разберем случай, коrда материал заrотовки обладает хорошеЙ
прокаливаеМОСТЫQ, а твердость, полученная после термообработки,
позволяет успешно производить сверление. При этом заrотовка может
поступать на операцию сверления с обработанными торцами, центри
рующими шейками и контрольными поясками. Полную обточку после
термообработки перед сверлением можно не производить, если
заrотовка не имеет большоrо биения и сверление будет осуще-
ствляться с одновременным вращением инструмента и обрабатывае-
мой детали (коrда nс> Па)' Следует иметь в виду, что перед термооб-
работкой всеrда про изводится обработка заrотовки поверху, так как
черновины MorYT явиться причиной образования закалочных трещин.
Для испытания свойств материала после термообработки на
обоих торцах заrотовки предусматриваются темплеты (диски).
В ряде случаев темплеты назначаются и для повторных испытаний
и потому MorYT существенно удлинять заrотовку. После испытания
лишний материал с концов заrотовки отрезается.
Наружные поперечные размеры заrотовки зависят от чистовых
размеров детали и припусков на последующие операции. При rлу-
боком сверлении наружные размеры заrотовки MorYT быть увеличены
D
lЮ == G т.
rде D наружный диаметр большеrо основания конической заrо-
товки;
d наружный диаметр меньшеrо основания конической заrо-
товки.
Располаrая дополнительный (компенсирующий) припуск /).П
на поверхности диаметра d, уменьшают конусность заrотовки и
улучшают технолоrичность с точки зрения термообработки.
На рис. 80 наибольший компенсирующий припуск
дп === 2ДУ с l с мм.
rде ДУ С допустимый увод на 1 м длины сверления в мм;
lс длина сверления в м.
Таким образом, при сверлении конических заrотовок с внутрен-
ним отводом стружки на станках TOKapHoro типа следует больший
диаметр заrотовки базировать на маслоприемник или на люнет,
установленный около маслоприемника, а меньший диаметр закреп-
лять в патроне шпинделя станка. Поэтому конструкторы при проек-
тировании маслоприемников для сверлильных станков TOKapHoro
типа должны создавать их жесткими (см. рис. 43).
Рассмотрим случай, коrда заrотовки не обеспечивают надежную
прокаливаемость из-за материала или больших поперечных размеров,
141
1 Сверление отверстий малых (dc 4 мм) и особо малых (dc 0,2 м.м) Диаме-
тров освещено в работах А. И. Павлючука [24 26], М. Н. Улитина [42], В. Н. По
Аураева [30] и др.
140
либо коrда после термообработки тяжело производить сверление
ввиду высокой твердости материала.
Термообработку при этом необходимо производить после rлубо
Koro сверления. Заrотовки должны иметь темплеты для испытаниЙ
материала после термообработки. Поэтому они длиннее заrотовок,
применяемых при сверлении деталей после их термообработки.
В этом случае перед технолоrами стоит вопрос, проводить ЛИ
полную наружную обточку заrотовки перед сверлением, так как
при получении увода (для Toro чтобы вывести разностенность) все
равно необходимо обтачивать заrотовку от отверстия. Практически
Иноrда заправочное отверстие делают с небольшим конусом.
с тем чтобы в момент врезания режущеrо торца сверла в материал
калибрующие кромки инструмента подrотовили базу под опорные
направляющие. Врезание сверла в этом случае будет плавным, без
ударов.
Заправку отверстий следует выполнять не на станке rлубокоrо
сверления, а на токарном или центровочном станках. Только тяжелые
заrотовки экономически целесообразно заправлять на станках rлу
бокоrо сверления с использованием заправочных суппортов.
\ Ось ЗUёото8кц
'" 2
\ "'" ",,'"
\ " lf;>y
\
"> f
,
[с /JП
с
КО/lЩО о) ЦТ
a t j;K n \!;. .
. (iП атрон .t
(37Б)d .. -
cCBep/lo 1" т "1
. - t:.Ь. Ooourvu Во{}опрuеNНUК
Л Ю'!';';' '(,2Ь6 и и ,,;: nйкn .$J
а a
Входнои торец
IJП
Рис. 80. Распределение припуска, компенсирующеrо увод на на-
ружной поверхности заrотовки
поступают следующим образом: если заrотовка при сверлении
должна вращаться с высокой уrловой скоростью, то наружную об
точку назначают. Наружную обточку производят и при получении
заrотовки свободной ковкой, с тем чтобы иметь возможность выявить
наружные дефекты после ковки. В этом случае удалить неrлубокие
поверхностные дефекты можно путем «передачи центров», т. е. по
перечным смещением оси заrотовки. Коrда производство заrотовок
хорошо отлажено, то поверхностные дефекты, подлежащие удале
нию, встречаются сравнительно редко и потому заrотовки, если они
проходят rлубокое сверление с вращением на невысоких уrловых
скоростях, можно полностью не обтачивать поверху. Однако надо
всеrда иметь в виду, что наружное обтачивание, кроме возможности
обнаружения дефектов, сокращает биение и коробление заrотовок
при сверлении, Наружное биение обточенной под сверление заrотовки
при медленном вращении (Па 60 об/мин) не должно быть выше
(0,000570,0008) Lc мм. Биение следует проверять на станке с отпу-
щенными кулачками у промежуточных люнетов.
Для создания блаrоприятных условий врезания инструмента
в заrотовку весьма желательно образовывать на входном торце заrо-
товки отверстие под заход сверла (рис. 81). Такие заправочные от-
верстия должны иметь следующие размеры:
Рис. 81. Примеры подrотовки заrотовок под rлубокое сверление (а) и
различные случаи сверления длинных заrотовок на проход (6)
d a == d c + (0,0570,15) мм;
lа == (0,7571,2) d c MA1,
Если процесс rлубокоrо сверления хорошо отлажен и врезание
сверл в заrотовку не вызывает повышенноrо расхода инструмента, то
расточку отверстий ПОД заход ПРОИЗВОДИТЬ не следует, так как эта
работа достаточно трудоемкая.
На рис. 81 приведены эскизы заrотовок под сверление для различ
ных случаев работы, а на рис. 82 дан типовой эскиз заrотовки (после
термообработкп), предназначенной для обработки в коническом
центрирующем патропе И л маслоприемнике с коническим уплотне
нием.
Во избежание ПОЛОМКII режущих кромок инструмента при ero
выходе из изделия следует подрезать выходной торец заrотовки.
При обработке заrотовок сверлами с наружным отводом стружки
входной торец не должен иметь уплотнения, так как в этом случае
маслоприемник отсутствует.
Обычно центрирующий поясок под люнет у заrотовки распола
rается на входном конце на расстоянии не более (376) d c от торца.
Предварительная (под сверление) обточка заrотовок должна
про изводиться с чистотой поверхности около \75 \76, а обточка
центрирующих и контрольных шеек с чистотой \76. Если
143
rде d a и lа диаметр и длина заправочноrо отверстия.
142
е,
'"с
rJ 2 f}ртали
rJ!! наряf}а
'iJ
l,
5. Уплотнение (подобрать или ИЗfОТОВИТЬ ) для стебля ( d ="
== 60 м.М) В задней части маслоприемника (как видно из рис т51,
элементами уплотнения MorYT быть дубовая втулка с наружным кону-
сом, сальниковая набивка и поджимное кольцо).
aK указано в rл. III, маслоприемники без вращения направля-
ющеи вuтулки несколько uпредпоч:ительнее маслоприемников с вра-
щающеися направляющеи втулкои. Здесь выбран второй тип масло
приемника, так как обрабатываемая заrотовка короткая, а сле
довательно, машинное время Т маш мало. Выбранная конструкция
маслоприемника имеет быстрый ручной подвод и отвод пиноли, что
сокращает вспомоrательное время и облеrчает работу оператора.
6. Стебель для сверла d c == 70 Mftl. Наружный и внутренний диа
метры стебля определяются по формулам
d H == Т Mftl; d BH == D 2 + 2 Mftl,
rде Т размер стороны квадрата упруrой муфты для сверл;
D 2 внутренний диаметр упруrой муфты.
Для нашеrо примера Т == 60 Mftl, D 2 == 40 ftl.M (см. табл. 10).
Поэтому принимаем d H о== 60С ь ff-lМ, d BH == 42А ь Mftl. Конусность и
эллиптичность наружнои поверхности стебля желательно выдержи-
вать в пределах допуска С 3' а чистоту обработки следует иметь не
ниже \7 7. Длина стебля определяется пu формуле (29).
7. Раз езные ПКЛ3ДI.II11I1 Д I CTCUJICBOii cтuiiKH. Днаметр расточки
вкладышеи (;lIIl'1lфРНIЩIIOIIIILIII ЧУI'УН) li вкл 60А 4 , чистота раста-
чивания у7. I3кладыши должны иметь смазочные канавки и ра-
ботать при обильной смазке.
Стеблевую стойку следует применять в тех случаях, коrда рас-
стс:яние между входным торцом заrотовки и передним торцом стебле-
вои бабкн ПН3Ч<JЛ(' сверления превосходит длину z;, равную
( J / Е:!
<111 '\Оn; Mff-l
НРХ '
rде JC/II MOMelll' IIнеРЦНII относнтельно диаметральной оси стебля
в см 4 ;
Е модуль Юнrа в кПсм 2 ;
РХ осевая сила сопротивления сверлению в KF'
/l I\ОЭффlщнt:'IIТ УСТОЙЧИВОСТII (обычно k == 4). '
Так как стеUЛII llСl'I'ЩI IlЗI'UТUВЛSlIOТСЯ из стали и имеют кольцевое
сечение, то
центрирующие и промежуточные шейки устанавливаются на люнеты
скольжения, то чистота их поверхностей должна быть не ниже \77.
При этом эллиптичность центрирующих шеек не должна превышать
допусков ходовой посадки 3 4 ro класса точности.
Подrотовка станка. Выбираемый для проведения работы станок
должен иметь необходимые технические данные. Особое внимание
при выборе станка следует обратить на наличие защитной и кон-
трольной аппаратуры. Для большей конкретности изложения условно
ЗаВоо
Эскиз за отоВки
а Ь
А
+
1
I
I
I
L
R
Под ,.,асло
приемник
Материал:
Вес заеот08ки:
ТермооБраБотка 80
с В ерления:
<.>
""
........... .....
Диски А и В отрезать 00 сВерления
Рис. 82. Типовой чертеж заrотовки для сверления
примем, что выбираемый станок должен быть подrотовлен для свер-
ления отверстия fZ5 70 мм с внутренним отводом стружки в заrотовке,
показанной на рис. 82.
Заrотовка представляет жесткую, обточенную поверху деталь,
подобную по форме KpyroBoMY цилиндру. Относительная длина ее
невелика (6 l == 7,5). Здесь мы имеем типичный случай детали,
которую удобно сверлить скоростным методом на станках TOKapHoro
типа.
Для установки и закрепления заrотовки на станке требуется
подобрать следующую оснастку.
1. Коническую втулку 1 (см. рис. 62) ПОВОДковorо центрирующеrо
патрона; центрирующие конические пояски на торцах заrотовки
должны быть изrотовлены по размерам приемной части втулки.
2. Два поводковых хомутика, соответствующих диаметру за-
rотовки D 1 ; внутренний диаметр хомутиков должен быть равен d on ==
== D 1 + (2 +3) мм.
3. Центрирующую коническую втулку маслоприемника (см.
рис. 51); размеры конуса втулки должны совпадать с размерами кони-
ческой втулки 1 поводковоrо центрирующеrо патрона.
4. Направляющую втулку маслоприемника для сверла fZ5 70 мм.
144
, ( d 4 d4
lcт>5.I0 3 t HkPx вн ММ.
Подста ля в эту формулу принятые значения d H , d BH и Р х, получаем
длину Zcт 3600 Mff-l. Полаrая длину стебля Z больше вычисленной
ст '
принимаем ?ля нашеrо случая сверления одну стеблевую промежу-
точную стоику.
8. Установить на станке два кожуха: кожух для защиты зажим-
Horo патрона и кожух-стружкоприемник. Емкость стружкоприемника
10 11. Д. Троицкий 145
лучше, чем при малой вязкости. Однако вязкость жидкости по мере
повышения ее температуры имеет тенденцию падать по rиперболи-
ческому закону. Сверление, как правило, производится обычно при
температуре жидкости 40 600 С.
В цеховых условиях емкости резервуаров для сбора охлажда
ющей жидкости для станков средниХ размеров не должны превышать
6 м 3 . Увеличение емкости баков,
кроме Toro, опасно и в пожарном т а б л и ц а 11
отношении. В настоящее время Количество жидкости
и давление Р при сверлении
принято считать, что емкость ре: rлубоких отверстий
зервуара V p для охлаждающе и
жидкости должна обеспечивать
10-минутную работу насоса, т. е.
V p == 10 2Qо.ж м 3 .
Если вопрос о понижении cpeд
ней температуры охлаждающей
жидкости можно решить введе-
нием охладителей, то вопрос, как
заставить жидкость эффективнее
вымывать стружку и колько сле
дует подавать охлаждающей жид
кости в зону резания для обеспе
чения удовлетворительноrо струж
коотвода, решается чисто эмпири-
чески.
В табл. 11 приведены опытные
данные [36] о количестве жидко
сти и необходимом давлении
масла при сверлении кольцевыми
сверлами с использованием доста-
точно BbIcoKoro давления жиk
кости.
Наблюдения за процессом
стружкоотвода из зоны резания по-
казали, что стружка будет успешно удаляться из зоны резания только
тоrда, коrда скорость транспортирующей жидкости будет не меньше
скорости образования стружки. Если принять скорость резания на
периферии режущих кромок за V e == V max И полаrать, что жидкость
в зоне резания должна быть направлена в сторону отвода стружки
(в стебель), имея среднюю скорость движения V e , то создаваемыЙ на-
сосом скоростноЙ поток должен увлекать образующуюся стружку.
Очевидно, что для этоrо насос должен подавать в зону резания в еди-
ницу времени количество жидкости, равное произведению VeP e ,
rде Ре поперечное сечение приемноrо отверстия для отвода
стружки у сверла. Чем больше будет суммарное сечение приемных
отверстиЙ у сверла, тем больше потребуется подавать жидкости для
отвода стружки.
Ю. lП
следует выбирать таким, чтобы рабочему приходилось разrружать
ero не чаще трех раз в смену.
Требуемую емкость стружкоприемника можно подсчитать по
следующей формуле:
Veтp I,5e( d )le e .10 B м 3 ,
t ш
rде е коэффициент увеличения объема материала, превра-
щаемоrо в стружку (е == 6 +7);
lе длина сверления в мм;
d e и d o соответственно диаметры сверления и высверливае-
Moro стержня в мм;
Те число часов работы в смену в ч;
t l действительное штучное время на операции rлубокоrо
сверления в МИН.
Одним из важных мероприятиЙ подrотовки станка является пра-
вильный выбор насоса для обеспечения транспортирования стружки
из зоны резания. Существует MHoro рекомендаций относительно не-
обходимоrо объема охлаждающеЙ жидкости, которую насос должен
подводить к зоне резания в зависимости от диаметра сверления.
Однако мноrочисленные наблюдения за работой станков при сверле-
нии указывают на то, что кроме диаметра сверления существенное
значение должна иметь и скорость резания, с котороЙ производится
сверление. Элементарное сопоставление объемов высверливаемоrо
материала и проrоняемоЙ через rидравлическую систему станка для
ero транспортирования жидкости дает основание предполаrать, что
охлаждающая жидкость как транспортирующая среда работает
малоэффективно.
Действительно, при сплошном сверлении, например, эффектив-
ность работы жидкости можно оценить коэффициентом эффективности
работы транспортирующей ЖИДIЮСТИ
qcтp
11-0 == O 25%
. Qо.ж ' l'
rде Qcтp объем высверливаемоrо материала в л/мин;
Qо.ж. объем охлаждающей жидкости, поступающей от насоса,
в л/мин.
Полученные результаты приводят к мысли: нельзя ли сократить
потребное количество жидкости, если она так плохо работает. Однако
если подавать жидкости меньше, чем обычно применяется, то на-
блюдаются частые забивания сверл и резкое повышение температуры
. масла. Иноrда при этом жидкость начинает дымить, что опасно не
только для здоровья окружающих, но и не исключает возникновения
взрывов. Поэтому вопросы охлаждения инструмента и транспорти-
рования стружки требуют дальнейшеrо rлубокоrо изучения.
Жидкость часто обходит стружку, не смывая ее. При большей вяз-
кости жидкость работает как транспортная среда значительно
146
Диаметр I Qo. ж I р
сперления
d e в ММ в q/."UH в кТ/см'
8 1O 20 40 50
1O 20 80 40 50
20 30 100 40
40 200 35
50 300 30
60 350 30
70 400 25 30
80 450 25 30
90 500 20 25
100 550 20 25
125 600 25 20
150 650 15 20
175 750 1O 15
200 900 8 12
225 1050 I 8 1O
250 1200 8 1O
в табл 12 приведены средние значения сил резания P z , силы
подачи Р х и мощности привода N пр станка для различных диаметров
сверления и различных режимов резания.
Исходя ИЗ принятых соображениЙ, можно подсчитать необходи
мую производительность насоса Qc для сверления отверстия задан-
Horo диаметра данным типом сверла на выбранноЙ скорости резания
Qc== 2,3.10 4xd;vc л/мин,
rде х коэффициент относительной величины сечений приемноrо
отверстия для сверл различных типов:
х
'"
"' :>:
t:;Q.J;:;
::;"=
",,,,,,,
:s:: u
I::{"""
Сверло однокромочное для сплошноrо сверления .
Кольцевое однокромочное сверло с диаметром высверливаемоrо
стержня d o О, 3d c 0,6
Двух резцовое сверло, работающее методом деления ширины
реза 1,2
Трехрезцовое сверло, работающее методом деления ширины реза 1,35
Двухрезцовое сверло с d o 0,2d c , работающее методом деления
подачи 1,5
20
30
При подсчете величины Qc необходимо также учитывать, что
скорость резания во время сверления отверстий различных диа
метров в одинаковых материалах неодинакова. При сверлении OTBep
стиЙ крупных и мелких диаметров скорость резания принимается
несколько заниженноЙ и очень часто вместо твердосплавных инстру
ментов используются быстрорежущие. Поэтому кривая скорости
в зависимости от диаметров сверления несколько похожа на кривую
Лапласса, применяемую для описания закона нормальноrо распреде
ления. Максимальные скорости обычно задаются инструментам диа-
метром d c == 507100 мм.
ДЛЯ нашеrо примера при d c == 70 мм, V c == 200 м/мин, х == 1,5
производительность насоса равна Q70 == 365 л/мин. Станок, имеющиЙ
насос с такоЙ производительностью, может обеспечить нормальныЙ
стружкоотвод при сверлении принятых заrотовок сверлами новой
конструкции.
Приводная
40
60
100
150
200
мощность электродвиrателя насосной установки
N pQc квт ,
пр 6121]мех
р давление ЖИДКОСТИ, определяемое по манометру, в KF/CM 2;
1l.l<ex механическиЙ коэффициент полезноrо действия насоса.
Для нашеrо примера можно принять давление жидкости Ртах ==
15 кпсм 2 (вместо р == 25730 кпсм 2 по табл. 12), llMex == 0,75 [5],
тоrда мощность электродвиrателя насосноЙ установки будет равна
N np == 13 квт.
При выборе станка для определения потребноЙ мощности электро
двиrателя привода имеются формулы и таблицы, которые дают
достаточно надежные результаты. К сожалению, все эти данные
учитывают лишь изменение коэффициентов резания в зависимости
от толщины срезаемой стружки, но совершенно не учитывают влия
ния скорости резания на величину силы сопротивления резания.
Режимы сверления стали с а в 75 100 кТ/мм 2
60
80
'"
'"
Q)
'"
'"
0::>:
,,:>:
'"
"",
SQ:)
10
15
20
30
17
23
28
32
37
Q)
'"
tO)
g
@O
u",,,,
"
",.о,"
"'...."
"''':>:
о о.....
"= "'\О
,-00
'"
'" \Q
'" '"
". ....'"
t:
E
:>,
....
t::", '"
.
,,":>:
'" 0:.....
,,"''''
-&IO
-е- '" '"
t: (,)
:.:;,:;'<
120 1900
Сплошное сверление
740
Кольцевое сверление
т а б л и ц а 12
,...
",><
'"
'" ....
","-
"='"
""
uo:
'"
"1:
g
;;J'"
"=
u".
.0:<:
....
"",
0"1:
s-s
:
5,8
7,8
11,3
15,5
18,2
22,5
35,0
43,5
20,0
24,2
25,2
31,7
36,0
42,0
44,0
52,5
61,0
70,0
rде
Для условий, отличающихся от приведенных в таблице, расчеты
можно производить по следующим приближенным формулам:
сила резания
190 1350
0,07
0,1
0,085
0,125
0,10
0,15
0,13
0,17
140 1100
140 740
140
0,13
0,17
0,15
0,20
0,175
0,225
0,2
0,25
0,25
0,30
120
480
120
380
120
250
120
190
135
190
105
170
110
155
95
125
420
400
410
390
400
380
390
365
95
125
110
150
65
86
50
65
47
55
390
365
375
350
370
340
350
335
335
320
(d c d o )
Pz== Kcsz z 2 кТ,
крутящиЙ момент
M z == Pz KF 'ММ,
мощность резания
148
N Pzvc 10 3
6 . квт,
61')
290 145
400 200
520 260
735 360
800 400
1140 570
1500 750
1880 940
860
1050
1300
1620
1820
2160
2250
2260
3100
3550
430
525
650
810
910 I
1080
1125 I
1330
1550 I
1770
I
(3fH
(40)
(41)
149
Значения коэффициента Кс
т а б л и ц а 13
приемника. 11pOBepKa уплотнений производится СJIL'ДУIOIIlIIМ о('ра 10М.
Вначале стебель без сверла заводится в маслоприеМШII\. 3ан'м УСlа-
навливается на станке заrотовка. При расстоянии между ВХUДIIJ.IМ
торцем заrотовки и передним торцем стебля, примерно равпым Дllа-
метру сверления, включают насос и проверяют циркуляцию масла.
Если масло из маслоприемника попадает в стебель и сливается
в стружкоприемник без подтечек и разбрызrивания, то приступают
к испытанию уплотнений в маслоприеМНИI{е под наrрузкой, макси-
мально приближая проведение испытания к условиям сверления.
Так, например, если сверление будет производиться с вращением
заrотовки и стебля, то надо включить вращение стебля и заrотовки и,
заметив по манометру давление жидкости, постепенно перемещать
стеблевую бабку до отметки, которую следует предварительно уста-
новить при торцевом контакте стебля и заrотовки. Обычно в ка-
честве отметки используют rладкий тяжелый металлический брусок,
который прижимают к торцу одной из передних направляющих
стеблевой бабки (стеблевоrо суппорта), коrда достиrнут торцевой
контакт стебля и заrотовки. Установка отметки производится без
вращения стебля и заrотовки. По мере приближения торца стеблЯ'
к торцу ЗaI'ОТОВКИ давление, указываемое манометром, должно по-
вышаться: Не следует приближать стебель к торцу заrотовки Ha
столько, чтобы давление манометра превышало данные, указанные
для заданноrо диаметра сверления (см. табл. 11). При приближении
стебля к заrотuвке необходимо тщательно просмотреть все те места
маслоприемника и маrистрали подвода охлаждения, из которых
может просачиваться жидкость. При протекании переднеrо уплот-
нения необходимо проверить соответствие конусов маСJlоприемпнка
и обрабатываемой заrотовки. Перед установкой заrОТUL!I,и на crапок
центрирующие конические поверхности должны быть протерты
чистой тряпкой. Если течет заднее уплотнепие, то необходимо подтя
нуть зажимную rаику уплотнения маслоприемника. Убедившись
в надежности уплотнений маслоприемника, можно отвести пиноль
и стебель с муфтой назад и навинтить на стебель с упруrой муфтой
сверло.
Все друrие предельные контролирующие устройства, имеющиеся
на выбранном для сверления станке, должны настраиваться по ин-
струкции по уходу и настройке за станком.
Для удобства работы и защиты направляющих станка peKOMeH
дуется между шпиндельной бабкой (у станка TOKapHoro типа) и
маслоприемником, если сверление производится без промежуточных
люнетов, установить деревянный брусок. Тоrда при установке и сня-
тии заrотовки она может опираться на брусок, не соприкасаясь
с направляющими станины.
Механизм предохранения от переrрузки, обычно встроенный
в цепь подач, прапильнее ncero настраивать при сверлении по BЫ
бранной величине подачи прп максимально допустимом притуплении
сверла ( РХ ) .
тах
З d c d o
десь ширина реза в мм (предполаrается, что уrол qJo
750);
z число режущих кромок, участвующих в делении
подачи;
5" подача на зуб в мм/зуб;
1') к. п. д. привода от электродвиrателя до заrо
товки или от электродвиrателя до сверла (обычно
1') 0,65);
КС коэффициент резания при сверлении, зависящий
от условий испытаний и обрабатываемоrо мате-
риала.
Значения коэффициента КС дЛЯ двух rрупп сталей приведены
в табл. 13.
ив в 1Cr/JHM' Коэффициент /(с в зависимости от подачи Sz в .мм/ эу:5
0,07 I 0,1 I 0.15 I 0,2 I 0.25 I 0.30
50 70 340 320 305 280 270 265
75 100 420 400 380 350 335 320
В табл. 13 значения КС приведены для скоростей резания V c ==
120+140 мм/мин. Для приближенноrо подсчета можно допустить
равенство коэффициентов КС дЛЯ разных скоростей резания, так как
перепад скоростей в данном случае невелик. Однако при скоростном
сверлении при большом перепаде скоростей это может внести значи-
тельные поrрешности в расчет.
Применение в формулах (39) (41) сосредоточенной на периферии
сверла силы Р z вместо распределенной силы резания вдоль режущей
кромки отчасти компенсируется тем, что трение направляющих
сверла об обработанную поверхность отверстия заrотовки не учи
тывается.
Зная крутящий момент резания при сверлении !см. формулу (40)],
можно проверить прочность стебля, применяемоrо для крепления
сверла
R 10Mz r 2
ст 3 3 к/мм,
d H d BH
rде d H и d BH соответственно наружный и внутренний диаметры
стебля в мм;
Rcт напряжение в стебле в кПмм 2 .
Стебли изrотовляют из сталей 50, ОХМ, ОХН3М и др.
После монтажа всех перечисленных выше элементов необходимо
проверить на rерметичность переднее и заднее уплотнения масло-
150
151
После зажима заrотовкИ и включения требуемых yr ловых скоро-
стей вращения заrотовки и стебля, а также установления подачи
станок можно считать подrотовленным к rлубокому сверлению.
Сверление заrотовки. Для сверления (включения станка) произ
водят последовательное включение подаЧИ охлаждающей жидкости,
вращения стебля (если работа должна производиться с вращением
инструмента), вращения заrотовки, подачи.
При врезании инструмента в заrотовку и при сверлении необ-
ходимо систематически наблюдать за показаниями контрольно-
измерительной аппаратуры и за формой стружки. В случае обна
ружения каких-либо отклонений от нормальноrо хода процесса
сверления необходимо выключить подачу, а затем и все остальные
механизмы в порядке, обратном приведенному выше. После этоrо
следует, пользуясь механизмом быстрых перемещений, вывести из
заrотовки стебель со сверлом и проконтролировать состояние режу-
щих кромок и направляющих сверла. Если необходимо, устанавли-
вается новое сверло, и процесс сверления продолжается. После
завершения прохода станок выключают, начиная с выключения
подачи. До снятия со станка просверленной заrотовки требуется
вывести стебель из заrотовки. Здесь MorYT быть два случая: либо
стебель выводится вместе со сверлом, либо до вывода стебля с Hero
свинчивается через окна в зажимном патроне (фонаре) сверло и уже
после этоrо стебель подается назад, в маслоприемник. Снятием
просверленной заrотовки со станка цикл обработки завершается.
Успешное проведение rлубокоrо сверления определяет процесс
образования и транспортирования стружки, который зависит от
обрабатываемоrо материала заrотовки, reометрии режущеrо инстру-
мента и режима резания.
При обработке вязких материалов (мяrкоЙ меди и сталеЙ аусте-
нитноrо класса) не удается надежно дробить стружку по длине обыч-
ными методами, связанными с манипуляцией rеометрическими пара-
метрами стружкодробящеrо уступа на передней rрани сверла и вели-
чиной подачи. Поэтому для Toro, чтобы сделать стружку мяrкоЙ,
приходится прибеrать к снижению величИны подачи. В этом случае
стружкоотвод становится ненадежным, так как вымываемая стружка
имеет вид мяrкой жеваной длинной ленты. Эта лента по аналоrии
с мятой кинопленкой, полученной при нарушении процесса ее транс-
портирования, может быть названа салатной. Она в любоЙ момент
работы может забить стружкоотвод и нарушить процесс сверления.
При этом следует также иметь в виду, что снижение величины по-
дачи уменьшает производительность сверления.
В настоящее время начинают широко применять для эффектив-
Horo деления стружки по длине осевые колебания либо заrотовки,
либо инструмента. Однако при сверлении тяжелых и длинных заrо-
товок применение осевых колебаниЙ для дробления стружки пока
не нашло применения.
Обычные уrлеродистые и леrированные стали позволяют надежно
делить образующуюся стружку по длине, если работа производится
152
при правильном сочетании ширины и высоты порожка на передней
rрани режущих кромок сверл и величины подачи на зуб. Практи-
чески установленные размеры порожков приведены на рис. 17
и др. Если стружка при выбранной подаче дробится плохо, то
следует увеличить высоту порожка. Если же при сверлении происхо-
дит разрушение твердосплавной пластины, начиная от уrла уступа,
с выкрашиванием твердоrо сплава, то высоту уступа необходимо
уменьшить.
Процесс стружкодробления при сверлении принципиально ан а-
лоrичен стружкодроблению при наружной обточке. Как известно,
при обточке в зависимосТИ от уrла наклона режущеЙ кромки резца л
срезаемая стружка, встречая на своем пути препятствие в виде уступа
на передней rрани инструмента, направляется либо на обрабатывае-
мую поверхность, либо на поверхность резания, либо на обработан-
ную поверхность заrотовки. Упираясь о поверхность заrотовки,
непрерывно сбеrающая стружка ломается от изrибных деформаций.
Чем толще стружка, тем выше будут напряжения изrиба и больше
вероятность ее разрушения. При увеличении скорости резания про-
дольная усадка стружки уменьшается, стружка становится тоньше
и, как правило, ломается хуже. Если при сверлении увеличить по-
дачу, то стружка становится толще и надежнее измельчается. Этим
пользуются для реrулирования процесса стружкодробления при
сверлении.
В табл. 14 приведены некоторые данные из зарубежноЙ практики
по режимам CKOpocTHoro сплошноrо и кольцевоrо r лубокоrо свер-
ления.
Повышать производительность сверления следует только при
большой стойкости инструмента. Было замечено, что при увеличении
скорости резаНIIН uбрабатьшаемость различных материалов хотя и
нивелируется, но стоЙкость инструментов для различных обрабаты-
ваемых материалов Нрll этом остается различной.
Ориентировочные РСЖIIМЫ реЗ..JIIИЯ при сплошном и кольцевом
сверлении твердосплавными сверлами заrотовок из уrлеродистых
и леrированных сталей приведены в табл. 15.
Сверление отверстий больших диаметров в настоящее время пре-
имущественно осуществляется не твердосплавными, а быстрорежу-
щими инструментами.
Назначение режимов резания всеrда требует значительноrо
внимания, так как является во MHoroM определяющим не только
для установления стабильноrо процесса rлубокоrо сверления, но
и для производительности работы на данной операции. Поэтому
режимы резания, как, впрочем, и rеометрию затачивания инстру-
мента, следует тщательно доводить при работе, исходя из местныХ
условий производства.
Во время сверлеНIISI СI3срловщик часто пользуется ситом с длинной
рукояткой, которым можно в любой момент взять из стружкоотвода
пробу стружки. По ВЫМl>1uаемоЙ стружке, имеющей самую разнооб-
разную форму, сверловщик определяет, что ПРОИСХОДИТ в данный
153
Т а б л и ц а 14
Режимы резания при сплошном и кольцевом сверленин
т а б л и ц а 15
Ориентировочные режимы резания
:t Подача
';:"1 ., ':t '"
;. '" .;, "'''' >!
:\i>! ":"1 g3 ....... :t ......
О '" 010
'" '-'", '" >! "'", "''' '"
t: '" '-'", 10 '"
Сталь ": .,: "'<.> '" t:'" " ......
...'" '" ,-,'" '" <.> ...... ..
" '" <.> '-' <.> "'
"'", '"
L:: " "' о'" 0.0
::Е", "'''' "'", '" b '" '" '"
",'-' '" "'", ,5>! о"'
t: ro "", ": "''' "'0 и'" }= и....
r:::r,,: ::j", r:::r;; u'" ;>..'"
Сплошное сверление
, Хромони- 75 100 20 10 2000 120 1900 0,1 190 11,4
келевая 15 130 1350 0,125 170 10,2
30 2500
40 20 3000 140 1100 0,15 155 9,3
60 30 4000 140 740 0,17 125 7,5
76,5 162,5131,251 7000 I 164 I 825 I 0,241 165 111,8
колыlвоеe сверление
Х ромони 75 100 76,2 22 7200 167,5 700 0,18 126 7,9
келевая 76,2 22 7200 204,0 850 0,25 215 12,65
76,2 22 1980 204,0 850 0,26 220 13,26
Леrиро- 70 75 101,6 28 3800 179,5 550 0,19 105 6,30
ванная
Х ромони- 75 100 68,5 20 7200 1 167,5 850 0,20 ]70 10,21
келевая 68,5 20 9300 1 167,5 850 0,19 162 9,45
Леrиро- 75 100 60 17 7000 140 740 0,17 125 7,58
ванная 80 23 4000 120 480 0,20 96 5,76
100 28 5000 120 380 0,225 85 5,13
150 32 4000 120 250 0,254 62,5 2,75
200 57 4000 120 190 0,30 57 3,06
1 Двустороннее сверлеиие.
Диаметр Ширина Скорость Число Подача
Обрабатьшаемый Спррле- рез ан ия режущик на Ot)0POT
материал иия d c реза V c KPOMOI{ сверла So
в мм
в ММ в М/."ин z в мм/об
Сплошное сверление
у r леродистая KOH 28 14 120 1 0,04
струкционная сталь а в 31 15,5 120 1 0,042
55+65 кпм 2
35 17,5 120 1 0,055
I 40 20 180 1 0,08
45 22,5 140 1 0,1
50 25 160 1 0,13
55 27,5 160 1 0,15
65 32,5 160 1 0,20
Кольцевое сверление
70 19 200 1 0,20
80 23 200 1 0,22
90 25 180 1 0,22
100 28 160 1 0,22
Леrированная сталь 125 30 140 2 0,44
а в 86+ 102 Kr/JcIM 2 140 32 180 2 0,44
160 33 100 2 0,44
200 37 90 2 0,44
210 40 90 2 0,44
315 42 80 2 0,46
355 45 80 3 0,46
400 50 80 3 0,46
При м е ч а 11 и е. СI{()РОСТИ резаllИЯ при КQльцеп()м сверлении откорректиро
ваны автором.
момент в зоне резания. При этом следует учитывать конструкцию
инструмента, которым производят сверление.
На рис. 83 показаны три вида различных по форме стружек,
полученных при спер лени и трехрезцовым сверлом (см. рис. 21).
Стружка, сходящая с центраЛЫlOrо резца, всеrда имеет смятую
наиболее узкую часть «веера». Это показывает, что у оси сверла
происходит не резание, а смятие выдавливание материала.
Обычно мятый конец стружки является скрепляющим элементом
155
154
на передней rрани сверла. Однако если насос подает достаточно жид
кости и манометр не показывает больших перепадов давления, то
сверление не следует прекращать. u
На рисунках показаны стружки, полученные с подрезцовои
стороны. При острых резцах и хорошо обрабатываемом материале
подрезцовая сторона стружки получается rладкой, без заметныХ
рисок. При притуплении резца начинают быть заметными риски,
подрезцовая по13ерхность утрачивает чистоту и на боках стружки
появляется бахрома. На рис. 84 показана бахрома в виде чередова-
ний выступов и вшщин. Эти зазуб
рины также свидетельствуют о не-
удовлетворительном состоянии pe
жущих кромок сверла.
Особенно неприятны обнаружен-
ные в стружке тонкие и часто
длинные «усы» (обычно имеют попе
речник, вписьшающиЙся в диаметр
0,5 0,8 .ММ, и длину 01\ОЛО 10
40 ММ). ОНИ появляются в тех слу-
чаях, коrда на режущих кромках
сверла имеются трещины и неболь
шие выкрашивания. Обнаружить
усы леrче Bcero 13 сите. ИIIОI'да
образование ус(ю СОllРО130ждается
звуком BbICOKoro тона, показы
вающим на повышенное трение сверла
о заrотовку. При обнаружении в
стружке усов сверление следует
прекратить, а дефекты инструмента устраll1IТЬ.
Опытные свер,rЮВЩI1l\1I ПРИ Сlk'рЖ'JlIIII I3СЛУШlIваются в шум,
производимыЙ С13СрJЮМ, ЖIIДI\ОСТЫО 11 стружкой. ЕСЛII IIРНСЛОIIИТЬ
ухо К стеблю (I{О!'Д<! paUUT<l 1IJЮИСХОДIIТ бсз пращеНIIЯ стеuля) или
стеблевой стоЙке, то 111'11 хорошеЙ работе сверла слышеll однообраз-
ный приrлушенный шум и шелест вымываемой стружки. Коrда сверло
имеет повреждения, то шум сопровождается rлухими ударами.
Если сверло значительно притуплено, то монотонный ШУМ сменяется
неприятным скрежетом и поя13лением звуков BbIcoKoro тона. Износ
режущих кромок, ссли наблюдать их при у13еличении, показывает,
что частички твердоrо сплава пластинки срываются поверхностью
резания и отходящей стружкой. Видимо, причиной воспринимаемых
слухом толчков и ударов являются переменные силы резания и тре-
ния, которые даже при самых хороших условиях резания не бывают
постоянными. ОсобешlO неприятно выкрашивание режущих кромок
в зоне центра Сl3ерЛа, так как ни ваттметр, ни амперметр не реаrи
руют на это вьшраШIl13аllllе. Переl'рузочные же механизмы, к сожа-
лению, обладают большой инерцией. Поэтому представляется целе-
сообразным испытать на но13ых станках специальный микрофон для
прослушивания хода процесса. Микрофон может быть периодически
157
стружки. Смятие металла в цеlпре сверла вызывает u ПО13ышенную
наrрузку на режущую кромку резца и поэтому в этои зоне u наблю-
дается часто выкрашивание твердоrо сплава. Центральныи резец
следовало бы изrотовлять не с пластиной из сплава T15K6, а из сплава
ВК8 или быстрорежущей стали, учитывая, что в центре сверла ско-
рости малы, а давления на режущую кромку высоки. Поэтому режу
щий материал для центральнorо резца должен обладать в первую
очередь прочностью, а не теплостойкостью.
Средний резец делит стружку по длине. Здесь, может быть, следо
вало изменить HeMHoro уступ резца для стружкодробления, сделав
d)
о)
6)
..,
:.
"$::;..
., .
.'t :
. f .
. . ,
1
"
..с,"
; .
,
r/;'
",'
f\
Рис. 83. Форма стружки, образующейся при сверлении трехрез-
цовым сверлом:
а перифеРИЙIIЫМ резцом; б средний резец; в централь-
НЫМ резцом
ero либо длиннее, либо HeMHoro ниже. Особенно измельчать стружку
нет необходимости, так как очень мелкая стружка становится «тяже-
лой» И хуже вымывается из зоны резания. Мелкая стружка обладает
способностью лучше заполнять объем и потому может леrко задер-
живаться в уступах стружкоотвода. Поэтому 13 ОТlзодящем Ka
нале сверла стебля не должно быть уступов, образующих су-
жение.
Периферийный резец образует хорошую для вымывания стружку,
однако здесь она имеет увеличенные размеры. Увеличение размеров
стружки может происходить в процессе сверления не uтолько от слу
чаЙных причин, например HeKoToporo изменения своиств материала
по длине заrотовки, но и от износа стружкоизмельчительноrо уступа
на передней rрани сверла.
На рис. 84 показана недостаточно измельченная стружка. Если
в первом примере (рис. 83) только центральный резец образует
связку из двух-трех элементов стружки, неудобную для транспорти
рования, то стружка, приведенная на рис. 84, имеет достаточно боль-
шую длину. Она очень быстро забивает стружкоотвод. В таких
случаях рекомендуется увеличить высоту стружкодробящеrо уступа
156
Рис. 84. ФОр IJ СТfJУЖКll, свиде-
тельствующая о ПfJIПУПЛ!'/\IIИ pe
жущих "РUIIЮI{ СП!'рJlа
подключен сверловщиком ДЛя контроля, а tакже может быть исполь-
зован как датчик для сиrнала на выключения подачи станка, если
уровень шума или ero частотный спектр отклоняются от нормально
существующих при стабильном сверлении.
Сверловщик в процессе сверления обязан внимательно наблюдать
за поведением стебля. Коrда стебель не вращается, то обычно к нему
подводят руку и по характеру пульсации определяют ход процесса.
Особенно опасны колебания стебля, совершаемые с частотой, равной
част те вращения заrотовки. Это один из наиболее верныХ показа-
телеи увода инструмента. Очень часто в таких случаях обработку
прекращают с тем, чтобы начать сверление с выходноrо торца.
Одниако переворачивание заrотовки нарушает обычный технолоrиче-
скии процесс.
За стеблем необходимо следить при сверлении еще и потому, ЧТО
он вместе с суппортом или стеблевой бабкой надвиrается со CKO
ростью подачи на маслоприемник. Если между маслоприемником
и стеблевой бабкой имеются промежуточные стеблевые опоры
(стойки), то их вовремя следует перезакреплять.
Во время сверления показания манометра не остаются постоян
ными. Чем дальше внедряется сверло в материал заrотовки, тем выше
показания манометра. Особенно осторожно следует работать при
подаче жидкости к зоне резания шланrом, так как бывают случаи,
коrда при возрастании давления шланr прорывается. При возраста-
нии давления масла выше обычноrо можно рекомендовать выключить
подачу станка и несколько секунд работать без резания. В это время
происходит «промывка» Bcero стружкоотводящеrо канала. Выклю-
чать и включать повторно подачу следует только в особых случаях.
Любое включение и выключение подачи оставляет след на обрабо-
танной поверхности. Коrда сверло работает без подачи, оно несколько
«разбивает» отверстие. Кроме Toro, включение подачи может повре-
дить сверло, так как режущие твердосплавные кромки недостаточно
надежно работают при врезании.
Если манометр не показывает заметноrо повышения давления
при уrлублении сверла в заrотовку, а масло, вытекая из стебля
со стружкой, вспенивается, то следует срочно наполнить резервуар
маслом. При невозможности ввести в циркуляционную систему
станка необходимый объем масла, лучше Bcero процесс сверления
прекратить. Опыт работы показывает, что подача охлаждающей
жидкости к сверлу не должна прекращаться до конца резания.
Иноrда сверловщики стараются выключить насос при выходе инстру-
мента из заrотовки, чтобы избежать утечки масла, если недостаточно
rерметичен кожух у выходноrо торца ЗaI'ОТОВКИ. Поспешное выклю
чение насоса может привести к возrоранию масла, так как на выходе,
коrда сверло еще работает периферийными кромками, существует
высокая температура резания, значительно превышающая темпе
ратуру вспышки сульфофрезола ивcn === 1600 С). Поrасить вспышку
масла при выходе сверла из заrотовки иноrда удается повторным
включением насоса.
158
После завершения сверления сверло выводят, свинчивают с при
емноЙ части упруrой муфты (если работают с упруrой муфтой) или
стебля. Внутренние хвостовИКИ сверла с полоrой резьбой удобны
в эксплуатации и позволяют леrко свинчивать сверло. Образующиеся
при сверлении новымИ сверлами и кольцевыми rоловками стержни
не всеrда позволяют вынуть сверло из окна зажимноrо патрона после
ero свинчивания. Стебель в таких случаях выводится из заrотовки
в маслоприемник, а сверло с высверленным стержнем остается в па-
троне и пынимается после снятия заrотовки со станка.
В тех случаях, коrда сверло выходит из строя, не пройдя задан-
ную длину прохода, на станине станка отмечают переднее крайнее
положение стеблевой бабки в момент выкрашивания сверла. Затем
выводят сверло со стеблем в маслоприемник и устанавливают новое
сверло, диаметр KOToporo должен быть на O,I O,2 .м.м меньше пре-
дыдущеrо. ПОСЛе установки детали в маслоприемнике включают
насос для очистки стружкоотводноrо канала, в том числе и от выкро-
шенноrо твердоrо сплава инструмента. Но удалить твердый сплав
не всеrда удается и тоrда он может «шаржировать» конус резания
и это приводит К новым авариям сверла. В таких случаях следует
заrотовКу перевернуть, а сверление заканчивать при врезании HO
Boro сверла в выходной торец.
При сверлении длинной заrотовки рабочий имеет возможность
не только наблюдать за ходом процесса, но и подrотовить очередную
деталь для работы (надеть запасной ПОВОДКОВЫЙ хомутик и т. д.).
Заrотовки для сверления обязательно должны лежать на стеллажах
таким образом, чтобы имелся к ним свободный доступ при надевании
хомутика и стропа для установки детали на станок. Стеллаж удобен
для работы, но занимает дополнительное место в цехе. Однако сле-
дует всеrда оборудовать рабочее место у станка, так как заrотовки
недопустимо держать на полу цеха. В этом случае заrотовка всеrда
будет иметь на своеЙ ПОПРРХIIОСТИ ['рязь и песок, которые MorYT BЫ
вести из строя напраПЛЯЮЩllе станины или рабочие механизмы станка,
Стеллажи MorYT быть использованы иноrда и для проведения предва-
рительных обмеров заrотовок.
При кривизне 'Х большей, чем (0,270,4) УС .м.м, просверленную
заrотовку перед обточкой следует править, а после правки удалить
разностенность, применяя обточку с базированием детали от отвер-
стия.
16. ОСОБЕННОСТИ CK803HOrO
И r лухоrо КОЛЬЦЕвоrо СВЕРЛЕНИЯ
Кольцевое сперлеl-lИе отверстий диаметром 110 130 .м.м и выше
обычно производится с наружным отводом стружки. В этом случае
используют центрирующую стеблевую стойку и располаrают стружко-
приемник у входноrо торца заrотовки. Охлаждающая жидкость под-
водится к стеблю либо по бронированному шланrу, либо по телеско-
пической трубе (см. рис. 90). -
159
Процесс обработки при кольцевом сверлении значительно OT
личается от сплошноrо сверления: отсутствуют «нулевые» скорости,
перепад скоростей резания значительно сокращается. В этом отно-
шении кольцевое сверление близко примыкает к операuии растачи-
вания кольцевых выемок и к обычному раСТ.1чиванию.
Жидкость со стружкой при обычном кольцевом сверлении отво-
дится по специальным наружным каналам кольцевоrо сверла, про
фрезерованным в корпусе инструмента, и по кольцевому зазору
между просверленным отверстием и наружной поверхностью стебля.
При переходе от корпуса сверла к стеблю жидкость несколько те-
ряет свою скорость. Поэтому стружка должна быть хорошо
измельчена, так как при наружном отводе условия транспор-
тирования стружки менее блаrоприятны. Отвод стружки из зоны
резания сопровождается значительными усилиями, что видно
по обработанной поверхности отверстия, часто покрытой царапи
нами.
Особенно MHoro неприятностей доставляют высверливаемые
стержни, которые, имея значительныЙ диаметр, оказывают при
короблении давление на внутреннюю полость стебля. При сверлении
rлухих отверстии самоЙ неприятноЙ работоЙ является извлечение
из просверленноrо отверстия стержня. Стержень большоrо диаметра
трудно сломать и скрутить; ero надо отрезать у корня. Для этоЙ цели
предназначаются специальные rоловки. Иноrда эти I'ОЛОВКИ MorYT
выполнять и функции кольцевоrо сверла и отрезноrо инструмента,
срезающеrо высверленные стержни.
В большинстве случаев отрезноЙ инструмент бывает двух типов.
Основное отличие одноrо типа rоловок от друrоrо состоит в направ-
лении подачи отрезноrо резца. Кроме Toro, встречаются отрезные
rоловки как с внутренним, так и с наружным отводом образуемой
при отрезании стружки.
у rоловок с направлением отрезноrо резца по дуrе (рис. 85, а),
перпендикулярноЙ оси высверливаемоrо стержня, получается коль-
цевая выточка, образованная двумя кольцевыми поверхностями,
расположенными перпендикулярно оси просверленноrо отверстия.
Режущая пластина закрепляется на рычаrе, вмонтированном в переk
ниЙ торец корпуса инструмента. Рычаr закреплен жестко на ПрИВОk
ном валу с косозубым зубчатым колесом. Зубчатое колесо соединяется
с реЙкоЙ, имеющеЙ наклонные зубья и перемещающеЙся вдоль оси
стебля и инструмента. При перемещении рейки вперед косозубое
колесо поворачивается в опорных подшипниках и медленно вращает
рычаr с припаянной отрезной пластиноЙ в направлении от периферии
к центру отверстия. Рычаr, перемещаясь по дуrе, проходящей через
ось отверстия, отрезает стержень непосредственно у ero основания.
Подача рычаrа осуществляется вручную.
Как видно из рисунка, режущая пластина закреплена на кон-
соли и потому подобныЙ инструмент в работе недостаточно устой-
чив, хотя с точки зрения сил, возникающих при отрезании стержня,
имеет рациональную схему.
160
I
Ниже приводится описание BToporo типа отре.ШО('() 1111('I'PYMI'III':I,
которыЙ имеет вставноЙ резец, закрепляемый на дуrt', IIMI'IIIIIl('ii
в отличие от рычаrа rоловки, показанноrо на рис. 85, а, дщ: UIIO!'I,I.
Дуrовой рычаr также за
креплен на переднеЙ части
корпуса и приводится 13 дви
жение штанrоЙ с промежуточ
ными звеньями (рис. 85, б).
При отрезании стержня об
разуется сферическая по
верхность, так как отрезной
резец, закрепленныЙ на pы
чаrе, описывает дуrу окруж
ности в плоскости, проходя
щеЙ через ось просверлен
Horo отверстия 13 то время,
коrда заrотовка с ВЫСI3ер
ленным стержнем вращается
относительно этоЙ оси.
ДанныЙ вариант KOHCT
рукции отрезноrо инструмен-
та позволяет подрезать стер-
жень у caMoro ero оснош\
ния, так как дуrовой рычаr
с резцом при повороте зна-
чительно удаляется от переk
Hero торца корпуса. Такое
конструктивное оформление
обеспечивает большую жест
кость отрезному инстру
менту. Оба отрезных ин
струмента неудобны в экс
плуатации и малопроизво-
дительны.
В некоторых случаях про
изводят в месте стыка стерж-
ня с дном перпендикулярно('
сверление стенки, которое
дает возможность осущест-
вить отрезание стержня J заrотовка; 2 корпус rоловки; 3 резец;
ацетилено кислородным реза 4 при вод резца
ком. После отрезания стерж-
ня отверстие задельшают с помощью сварки. В настоящее время
разработаны надежные и производительные методы сварки, кото-
рые позволяют в случае необходимости заrлушать просверленные
отверстия. Поэтому процессы отрезания высверленных стержней с
помощью отрезных инструментов являются устаревшими и должны
применяться только в исключительных случаях.
11 н. д. Тронцкий
а)
I
I
I .-
I '-,\
. . .
, /
(3
2
Рис. 85. Инструмент для отрезания высвер-
тrвaeMoro стержня с применением резца,
lIеремещаЮIЦ!'I'ОСЯ перпенДИКУЛЯРНО к ОСИ
заrотовки (и) и 13 ПЛОСКОСТИ, параллельнои
оси заrОТОБКИ (6):
161
17. ОСОБЫЕ СЛУЧАИ
КОЛЬЦЕвоrо r ЛУБокоrо СВЕРЛЕНИЯ
Сверление сверлами А. П. Иванова. Инженером ЛМЗ им.
ХХII съезда КПСС А. П. Ивановым были сконструированы специ-
альные кольцевые сверла для кольцевоrо сверления отверстий диа-
метром 60 200 мм и длиной сквозноrо сверления до 500 мм. При при
менении двустороннеrо сверления длина отверстий может доходить
до 900 950 мм [15, 16].
Ценность этих сверл ЗaJ{лючается в том, что они MorYT быть ис
пользованы для сверления на станках токарной и сверлильно
фрезерованы по полоrой винтовой ЛIlI1И" (1"' .. ,10 ) с 'I'V>'(I\"" 'ПnДII
щие канавки. Каждое «перо» кольцевOI'О CBl'pJla "М\'\' 1, 1\.11\ 11 "11111':1.111.-
ные сверла, направляющую ленточку с обра"I1I>1М I\IIIIYI'IIM. '1.1111
предохранения от износа корпус сверла из rOTUUJI я 1.: I'СЯ 11,1 С 1 aJIII
12ХН3А, цементируется и термически обрабатывастся.
Конструктивные элементы кольцевых сверл приведены н табл. Ili.
т а б л и ц а 16
Конструктивные элементы кольцевых сверл
J *
Днаметр КОЛl1честпо резцов Количество Размер резьбы
I(оличестпо
сверления I ВИНТОВЫХ шариков квостовнка (резьба
d c в М-К проре дope в ОДНОЙ прямоуrольиая
зающик зающих канавок секции трекзакоДная)
60 80 2 3 4 4 75х 3х 12
90 110 3 3 6 3 75х 3х 12
110 150 4 4 8 4 105X 3Х 12
150 200 5 5 10 5 105X 3Х 12
в
A( п)
, -", 5
.'
\' ,J.
'" -r
о Б Б
J20o
Сверла А. П. Иванова позволяют производить замену резцов
без снятия сверла со шпинделя. Работа кольцевыми сверлами про
водится как резцами 113 быстрорежущеЙ стали, так и напайными из
твердоrо сплава марки ВК8. Резцы кольцевоrо сверла расположены
относительно оси корпуса под yr лом 200. Соответственно для резцов
из быстрорежущей стали Р18 и твердоrо сплава ВК8 передние уrлы
'\' == 00 и 50, а задние уrлы а == 8 и 60. Резцы имеют уступы для
дробления стружки по длине.
Сверла А. П. Иванова MorYT быть отнесены к комбинированным
сверлам кольцевоrо сверления, в которых rруппы из двух резцов
работают методом ДСЛСНIIЯ пuдаЧИ, а срез внутри rруппы делится
на три части по Шllрине.
Внедрение кольцевоrо сверления вместо существовавшеrо до
этоrо технолоrическоrо процесса дало большую экономию времени
и металла. Кольцевые сверла, например, применяются для сверле
ния отверстия d c == 160 мм на длину 300 мм в отливке фланца лопасти
рабочеrо колеса из нержавеющеЙ стали при режиме сверления:
V c == 20+30 м/мин, 80 ---=- 0,2+0,4 м,м/об. Работа может осуще
ствляться на станках разных конструкциЙ. СТОЙI{ОСТЬ рсзцов Т ==
== 4+6 ч до переточки. Комплект резцов выдеРЖlIвает до шести
переточек.
Блаrодаря высверливаемым стержням, которые идут 111:1 пере
ковку или используются непосредственно как заrотоВlШ для раз
личных деталей, удается получить значительную экономию металла.
Так, например, при сверлении 36 отверстий d c == 160 мм и lc == 350 мм
во фланце KOBaHoro вала турбины экономится 1200 к;; конструкцион-
ной стали. .
11* 163
Рис. 86. Ко.1ЬцеЕое СВЕрЛО КОНСlр) кции А. П, I1раНСЕа
расточной rруппы общеrо назначения без их специальной подrотовки
и при использовании существующеrо насоса для подачи ох,пажда-
ющей жидкости. В ряде случаев для отвода стружки может быть
использован сжатый воздух.
Предложенный метод кольцевоrо сверления успешно освоен
при работе на rоризонтально сверлильно фрезерных (расточных),
на радиально сверлильных, токарных, карусельных и револьвер-
ных станках.
На рис. 86 показано кольцевое сверло конструкции А. П. Ива
нова. Сверло состоит из хвостовика 4 с обоймой 3 для подвода охла
ждающей жидкости (или воздуха) и ввинчивающеrося в хвостовик
корпуса кольцевоrо сверла 2. В корпус кольцевоrо сверла встав-
ляются точно изrотовленные (взаимозаменяемые) резцы 1 двух rрупп,
которые делят стружку по ширине реза на три части. Узкие резцы
выдвинуты вперед и расположены посередине реза. Широкие резцы
оформляют диаметр отверстия и наружную поверхность высверли-
BaeMoro стержня. Кроме резцов, в корпус сверла встроены шарики 5
для стабилизации процесса сверления и поддержания высверливае
Moro стержня. С наружной стороны корпуса кольцевоrо сверла про-
162
в приведенных случаях сверления относительная длина сверле
ния б[ не всеrда доходит до (3+5) d c . Поэтому, cTporo rоворя, такое
кольцевое сверление не всеrда можно назвать r лубоким. Однако по
технике выполнения данная операция должна быть отнесена к rлу
.
А. П. Иванова тем, что вместо массивноrо и длинноrо корпуса имеют
удлинитель 2 (стебель), изrотовленный за одно целое с хвостовиком.
На удлинитель навинчивается обычных размеров кольцевая ro
ловка 1 для работы с наружным отводом стружки. Кольцевая ro
ловка 1 имеет так же, как и сверло А. П. Иванова, rруппы парных
резцов, а вместо узла с шариками обычные направляющие.
Отвод стружки при сверлении этими сверлами несколько хуже,
чем у сверла А. П. Иванова, так как жидкость со стружкой, переходя
с корпуса сверла на стебель хвостовика, значительно теряет скорость.
Поэтому, видимо, стало необходимым применять одновременно и
"'"
,
\ \ll\
\\
; 1\50 '"
'"t::o "<:s
t \ LlL
у>----
cq 'Е "
I
Рис. 87. Составные сверла Б. В. Злотницкоrо
бокому сверлению, так как основным условием ее проведения яв
ляется непрерывный принудительный СТРУЖКООТВОД из зоны реза
ния,:\ с применением транспортирующей жидкости или воздуха.
...,кономический эффект от применения кольцевоrо сверления
можно видеть из табл. 17. Чем больше диаметр сверления тем
эффективнее применение кольцевоrо сверления как по пр изво-
дительности, так и по экономии удаляемоrо металла.
На рис. 87 представлены модификации кольцевоrо сверла
А. П. Иванова, предложенные Б. В. Злотницким [13, 14]. Как
видно из рисунка, сверла Б. В. Злотницк()r() отличаются от сверла
Рис. 88. Тонкостенная КОЛЬUtoвая коронка С. А. Черничкина
Таблица 17
ЭкономичеСI{ИЙ эффект применения кольцевоrо сверления
охлаждающую жидкость, и сжатый воздух для отвода стружки.
Однако отвод стружки при незначительных rлубинах сверления
оказывает на процесс С[Jсрления не такое влияние, как при rлубоком
сверлении, и поэтому l1е должен беспокоить ПРОИЗВОДСТ[JеI1НИКОВ при
сверлении на неПЫСОКIIХ реЖIIмах резания. Обычно обра()(jтыпаемые
детали при ПрОВСДСllllil лоii ОНl'рашIИ IIС пращаются.
Кольцевые сверла А. П. Иванова и Б. В. Злотпицкоrо успешно
работают на заводах и MorYT быть peKOM HДOBaHЫ для сверления
неrлубоких средних и крупных отверстий в серийном производстве
на станках общеrо назначения.
Сверление коронками С. А. Черничкина. Скоростное rлубокое
сверление отверстий диаметром 30 мм и выше в ряде случаев произ-
водится тонкостенными коронками С. А. Че р пичкина [43 44
45]. ' ,
На рис. 88 показана тонкостенная коронка, а в табл. 18 приведены
основные размеры коронок и стеблей к ним. Из рисунка видно, что
коронки С. А. Черничкина MorYT быть отнесены к комбинированным
кольцевым сверлам, работшощим с наружным отводом стружки.
Резцы подобно схеме, описанной [Jыше, образуют несколько пар,
работающих методом деления подачи. Парные резцы делят ширину
резца на три части. Прорезной (передний) резец пары выдви-
rается несколько вперед относительно калибрующеrо и расположен
165
Машинное время
Диаметр Длнна на ОДНО отверстие Экономия металла
сверления сперле при сверлении Повышение
d c ния [с иабораым I ПР()1I3DDДИ-
n м-и в JlfM KoпbЦC тельности I во/.
ИIIСТРУ ПЫМ В К<! К удаля r.IOМУ
меНТОМ сперлом ПРIIПУСКУ
60 50 25 В 2 раза 2,1 32
120 300 95 36 » 2,6 » 15,3 58,5
200 189 45 » 4,2 » 53,4 74
164
т а 6 л:и ц a] 18
Основные паРаМетры коронок и стеблей
Конечно, эти инструменты не MorYT соперничать с фIlJ1ИrраНIIЫМИ
кольцевыми сверлами выдающеrося офтальмолоrа В. П. Филатова
для вырезания rлазной роrовицы. Как видно из рис. 88, TOHKOCTeH
Чнсло Размеры
Размеры коронки (см. рис. 88) в М-К каиа
вок СТебля в мм
Диаметр
сверления '" 'i
d c (А,) <; " ...
... <.:J ... со.
в М-И '" <\) ><
'"' '" '" 1: '"
Q ., c:i Q '" Е <> .,
"" "" tЗ '" "" ...
30 30,3 50 21 4,5 25,5 22,3 7 6 30 22,7
40 40,3 60 30 5 35 31,5 6 6 40 32
50 50,3 70 39 5,5 44,5 40,5 5 8 50 41
60 60,4 80 48 6 54 49,5 5 8 60 50
70 70,4 85 57 6,5 63,5 58,5 4 8 70 59,5
80 80,4 90 66 7 73 68 4 10 80 68,5
90 90,4 95 75 7,5 82,5 77 4 10 90 78
100 100,4 100 84 8 92 86,5 4 12 100 87
110 110,4 100 93 8,5 101,5 95,5 3 12 110 96
120 120,5 110 102 9 111 104,5 3 12 120 105,5
130 120,5 110 111 9,5 120,5 114 3 12 130 115
140 120,5 120 120 10 130 123 3 12 140 124
150 120,5 125 129 10,5 139,5 132 3 12 150 133
При м е ч а н и е. У стеблей стружкоотводящие канавки делаются на 10 шире
t; .
.. ..
.:, -':,--:""""К< , X
"
<'.,
-4-
. .. .'0. .
.., -
,;1: ::"У
'. ., .;
';;
i.;
",<
с*
т;
r : ..
Рис. 89. Цилиндр с двумя кольцевыми полостями, образованными коронка 1И
С. А. Черничкипз, и кольцевая коронка со стеблем
вые коронки С. А. Черничкина способны сверлить кольцевые OTBep
стия, превращая в стружку весьма небольшой объем металла. Малая
ширина реза вызывает необхо т а б л и ц а 19
димость работать с повышенu Производительность насосов
ными давлениями охлаждающеи и скорость сульфофрезола при сверлении
жидкости (20 30 кТ/см 2 ). тонкостенными коронками
Данные о производительно
сти насоса и скорости жидко
сти В стружкоотводящих Ka
навках приведены в табл. 19.
Сверление производится (' при
менением сульфофрезола.
При работе кольцевыми KO
ронками рекомендуются сле
дующие режимы резания: 52 ==
== 0,03--7-0,05 мм на пару
зубьев; скорость резания при
сверлении yr леродных сталей
V c == 50--7-60 м/мин, леrирован
ных сталей V c == 40--7-45 м/мин.
Коронки армируются твердым
сплавом марки КВ8.
Весьма малые подачи на зуб
не обеспечивают надежноrо
стружкодробления с помощью
стружкоразделителыlхx YCT
ройств передних rраней рез
цов, а повышение подачи де-
симметрично относительно ширины реза. Резцы напайные и поэтому
коронки С. А. Черничкина должны шлифоваться и затачиваться
в сборе.
Стебель имеет наружные канавки, расположенные параллельно
оси сверла. Канавки на корпусе коронки для облеrчения стружко-
отвода имеют наклон под уrлом 5 80 относительно образующих.
Канавки коронки и стебля должны совпадать при работе, поэтому
разметка расположения резцов у коронок должна производиться
по калибру или по стеблю относительно канавок после нарезания
резьбы.
На рис. 89 показан цилиндр с двумя rлухими кольцевыми поло
стями И кольцевая коронка со стеблем конструкции С. А. Чернич
кина. Для наrлядности цилиндр имеет вырез, и во внутренней коль
цевой полости ero помещена коронка.
Кольцевые коронки С. А. Черничкина при сверлении образуют
стержень большоrо относительноrо размера:
d/l == (0,7--7-0,875) d c мм.
166
.о", >t "' .;,
о; "':>< >t "1:.0 .
,,-'" :>.'" ,,'" astO':t:
...=>t "'о C:i u о ::c:
0"- Oca::$ 0-&;) IQ,)
r:; :;:::r:u Q.,.Q са
",,,-,,, "-", 0.00.........
'" U . "'''' c.t::;U о t; t; >t
'" <> "'", '" a t:: a:I ::.:: >.0
t::[u"" :т (]J t\4 UCJM a:I
30 6 4,5 34 7
40 6 5 42 7
50 8 5,5 63 6,5
60 8 6 75 6,5
70 8 6,5 80 6
80 10 7 115 6
90 10 7,5 125 5,5
100 12 8 170 5,5
110 12 8,5 190 5,5
120 12 9 200 5
130 12 9,5 220 5
140 12 10 240 5
150 12 10,5 265 5
167
168
t>:
:>:
:z:
QJ
"=
cl.
QJ
'"
U
О
(...,
О
'"
О)
::f
'"
"=
о
о
(...,
о
:z:
:z:
о
:>:
::f
'"
cl.
\о
:>:
'"
t>:
"=
"'1:
'"
:z:
'"
f--<
U
'"
':>:
о
cl.
t;
'"
:r::
о
о>
u
:<:
cl.
лает стружку жесткой, Что может приводить к забиванию стружко
отводящих каналов. Выход был найден при переходе к вибрацион
ному сверлению (рис. 90). Здесь вибрация используется для соз
дания прерывистоrо резания. Заrотовка 3, совершая при сверлении
колебания вдоль оси с помощью шариковоrо вибратора 1 и 2, Ha
дежно делит стружку по длине, так как размах колебаний превы
шает величину подачи. По данным С. А. Черничкина, колебаний
большой частоты не требуется: размах колебаний может не превос
ходить 0,5 мм. Чтобы стружка делилась через каждые 2/3 оборота,
достаточно применить три шарика, так как
число колебаний за один оборот
т
К==2'
I
rде rп число шариков вибратора (m ш1n ==
== 2).
При сверлении отверстий с d c == 32 +
+86 мм вибратор с тремя шариками по-
казал надежное стружкодробление вне за
висимости от свойств обрабатываемоrо ма-
териала.
Сверление с осевыми колебаниями Tpe
бует корректировки задних уrлов резцов,
т. е. авuб == а + (2+3)0.
Вибрационное сверление обеспечивает
лучший доступ жидкости в зону резания и
более интенсивное промывание инструмента.
Тонкостенные кольцевые коронки не следует применять для
сверления весьма длинных заrотовок, так как массивный высверли
ваемый стержень при ero короблении может создавать неБЛсl1'ОПРИЯТ-
ные условия для эксплуатации инструмента и стебля. Метод lюльце-
Boro сверления тонкостеllllЫМИ j,ОЛL,цепыми коронками, разработан-
ный С. А. Черничкиным, может быть р(,I ОМ('НДОRан для сквозноrо
сверления отверстий небольшой относительной длины (б, 25),
коrда требуется оставлять стержень больших размеров.
Сверление сверлами фирмы «Стар Куттер компюш» (США) *.
Фирма применила при сверлении чуrунных втулок (d c х lс ==
== 11,1 х 140 мм) кольцевое дuухкромочное сверло, работающее
комбинированным методом с наружным отводом стружки.
На рис. 91 приведена конструкция сверла и схема сверления.
Сверло представляет напайную кольцевую rоловку из металло
керамическоrо твердоrо сплава. Внутреннее отверстие сверла для
подвода жидкости расположено эксцентрично относительно Ha
ружной поверхности. Поэтому кромки имеют неодинаковую длину,
и наиболее длинная кромка должна не только калибровать BЫCBep
ливаемый стержень (d o == 2,11 мм), но и срезать припуск у ero корня
с подачей, превышающей вдвое подачу кромок сверла у периферии.
,,
''''''')o,.y
. 4
...... . :'.'"
. : x. "; 1 :;-
11-4 . ; ; . ';. .
. A
tr\;
/ '"
/.h /-".-'
Рис. 91. Кольцевое сверло
и схема сверления, пред-
ложенные фирмо й «Стар
Куттер компани»
* «Star Cutter со»
16!I
fлуоокое сверление производится на алмазно-расточном Станке
модели 112 C фирмы «Эксцелло». Давление охлаждающей жидкости
равно 25 кпсм 2 . Перед наrнетанием в зону резания жидкость про
ходит через маrнитный и тканевый фильтры. Производительность
сверления доходит до 120 втулок в час. При подаче Sm == 380 ММ/МИН
уводы не превышают 0,025 ММ, а чистота обработки выдерживается
в пределах '\79 '\710. Станок оборудован автоматическим заrрузоч
ным устройством маrазинноrо типа. При
вод установки и съема деталей пневма
тический.
Электроалмазное сверление твердоrо спла
ва. Электроалмазное сверление внешне
сходно со сверлением кольцевым сверлом,
предложенным А. П. Ивановым. Эти два спо-
соба близки тем, что MorYT осуществляться
на станках общеrо назначения; подвод элек-
тролита и охлаждающей жидкости тоже ана-
лоrичен. При электроалмазной обработке
требуется дополнительно подводить ток, ПОk
ключая катод к инструменту, изолирован
ному от станка, а анод к обрабатываемой
заrотовке. Для этой цели станок должен
быть снабжен источником постоянноrо тока
мощностью O,3 0,6 квт с напряжением на
выходе 6 8 в [11].
На рис. 92 показан шпиндель вертикаль
но-сверлильноrо станка модели 2118 A с ин-
струментом для электроалмазноrо сверле
ния.
Алмазные кольцевые сверла 1, в том
числе и для rлубокоrо сверления, изrото
вляются методом спекания и экструзии как
ИЗ искусственных алмазов марок АСВ, АСК, АСКС на электро
литической связке, так и из естественных с величиной зерна
100 500 МКМ. В качестве связующеrо в этом случае используются
связки типа МС2, МВ 1 и др. При сверлении электролит подается
стандартным насосом для охлаждения, имеющимся на сверлильном
станке.
Состав электролита: 6,5% NaN0 2 ; 1,2% NаNО з ; 1,0% Na 2 B 4 0 7 ;
0,8% NаЗРО4; 0,5% Nа 2 СО з ; 90% Н 2 О.
Описываемый метод сверления твердоrо сплава является наи-
более производительным из применяемых в настоящее время различ
ных процессов сверления 1.
В табл. 20 даны сведения о производительности сверления TBep
доrо сплава марки ВК15 при d c == 10 ММ и lс == 10 ММ.
Рис. 92. Ulпиндель свер-
лильноrо станка со свер-
лом для электроалмазноrо
сверления
Таблица 20
Производительность сверления твердоrо сплава
при различных способах обработки
1
Способ обработки
Показатель Электро Электро Ультра- Электро
искровое
алмазное искровая звуковая вырезание
Сверлеи Не прошивка ПРОШИБка проволокой
Время обработки в мин 5 60 150 78
Производнтельность:
в мм/мин 2 0,17 0,058
в мм 2 /мин 5
Класс чистоты обработан- 6 4 6 5
ной поверхности
Модель станка 2118А 4872] 4772 Электрон-15
(выпрями
тель типа
BCr 3A)
Режимы обработки:
сила тока в а 20 2,5 1
напряжение в в 5 155 130
емкость в ,икф 16 1
частота в кzц 20
удельное давление 50
в кПсм 2
скорость вращения 2000
ШПИндеЛЯ в об/мин
Из табл. 20 можно сделать вывод о перспективности электроал
мазноrо сверления твердых сплавов, так как при принятых условиях
обработки оно оказалось в 12 раз производительнее электроискровой
и в 30 раз ультразвуковой прошивки и в 16 раз электроискро
Boro вырезания проволокой.
1 В технической литературе пока нет данных о ПРОШlIвании отверстий с приме
нением лазеров.
170
ПИТЕРАТУРА
30. С а т е ль Э. А., П о д у р а е в В. Н., Т у к м а к о в А. r. и др. Вибра-
ционное сверление отверстий в нержавеющих и жаропрочных сталях. «Вестник
машиностроителя», 1962, N2 1.
31. С т е п а н о в Н. И. Применение кольцевых сверл. «Тракторное Н сель-
скохозяйственное машиностроение». Научно техническиЙ сборник 1960, N2 2.
32. С т о р о ж и н А. r. Пустотелые сверла для сверления чуrуна. «СТ<JНКИ
И инструмент», 1955, N2 12.
33. С е м е н ч е н к о И. И., М а тю ш и н В. М. и С а х 8 р О В r. 11. Ilро
ектирование металлорежущих инструментов. М., Машrиз, 1962.
34. С о к о л о в с к и й А. П. Курс технолоrии машинострорн 11 Н, М. Л.,
Машrиз, 1949.
35. Т р о и Ц к и Й Н. Д. Скоростное сверление rлубоких отвеРСТII\"[ ДII<JМетром
30 мм и выШе. ЛДНТП, 1960.
36. Т р о и Ц к и Й Н. д. Обработка rлубоких отверстиЙ 11 IIНСТРУМСIIТ. Про-
rрессивная технолоrия машиностроения. Кн. 41, вып. 1, М. Л., М;НUПIЗ, 1956.
37. Т Р о и ц к и й Н. Д. и 3 а х а р о в В. И. КомБШlllроваllllЫЙ люнет для
чистовой обработки тяжелых деталей. ЛДНТП, 1954.
38. Т Р о и ц к и и Н. Д. и С о к о л о в С. П. ХОII\IIIrовалыrые бруски на
связке СК. ЛДНТП, 1953.
39. Т Р о и ц к и и Н. Д. О причинах уводов при ]'лубоком сверлении. Л.,
1957.
40. Т Р о и ц к и й Н. Д. Кольцевое сверло. Авт. свид. N2 111034, 1957.
41. Т Р о и ц к и и Н. Д. Оправка для rрупповой заточки вставных резцов
кольцевоrо сверла, работающеrо по методу деления подачи. Авт. свид. N2 128322, 1959.
42. У л и т и н М. Н. и К У р и Ц ы н И. r. Вибрационное сверление отверстий
малоrо диаметра. «Автомобильная и тракторная промышленность, 1956, N2 1.
43. Ч е р н и ч к и н С. А. Дробление стружки при сверлении rлубоких от-
верстии. «Станки И инструмент», 1959, N2 6.
44. Ч е р н и ч к и н С. Л. Тонкостенные коронки для кольцевоrо сверления
rлубоких отверстии. «Станки И инструмент», 1958, N2 8.
45. Ч е р н и ч к и н С. А. Кольцевое сверление rлубоких отверстии с вибра-
цИей зю'отовки. «Производственно технический бюллетень», 1956, N2 6.
46. Ш е в а к и н Ю. Ф. и r л е й б ерА. З. Производство труб. М., Метал-
лурrиздат, 1968.
47. Ш м ы к о в А. А. Справочник термиста. М., Машrиз, 1961.
48. Эль я с б е р r М. Е. Расчет механизмов подач на плавность и чувстви-
тельность перемещения (о разрывных колебаниях при трении). «Станки И инстру
мент», 1951, N2 II и 12.
49. Р е а r s оп Н. I. Dеер Ноlе-Воriпg, Part HI. ContinentaI Boring Equipment
8t the 3 id Iпtеrпаtiопаl Maclline Tool ExlIibition in Brusse1s. «Aircraft Produc-
tion», 1953, N VHI, IX, Х.
50. Тime Sаviпg in the aircraft Industry. «Machinery», L., 1956, v. 88, N 2253.
51. D i n g 1 i n g е r 1. Neue Erfahrungen mit Tieflochbohrwerkzeugen. «Werk-
stаttstесhпik uпd Maschinenbau», 1955, Н. 88. N VIII.
1. А н а н ь е в И. В. Справочник по расчету собственных колебаний упруrих
систем. М., rостехиздат, 1946.
2. А р е Ф ь е в М. r. и К арп о в Л. И. Производство стволов стрелковоrо
оружия. М., Оборонrиз, 1945.
3. А с к и н а з и Б. М. Чистовое точение стали при поверхностном HarpeBe.
ЛПИ им. М. И. Калинина. Автореф. дисс., 1949.
4. Ар ш и н о в В. А. и А л е к с е е в r. А. Резание металлов и режущий
инструмент. М., ИЗkВО «Машиностроение», 1964.
5. А ч е р к а н Н. с., r а в рюш и н А. А., Е р м а к о в В. В. и др. Ме-
таллорежущие станки. Т. 1 и 11. М., изд-во «Машиностроение», 1965.
6. Б о л х о в и т и н о в Н. Ф. Прокаливаемость стали. Л., Машrиз, 1949.
7. Б а ерА. Я. 11 К О Н О Н е н к о С. r. Кольцевое сверление rлуБОКIIХ
отверстий. «Машиностроитель», 1960, N2 11.
8. Б л ю м б е р r В. А. Люнет для скоростной обточки крупных деталей
конструкции ЛПИ им. М. И. Калинина. Л., Машrиз, 1950.
9. В е р е м ей ч у к И. С. Сплошное сверление rлубоких отверстий. М.,
Оборонrиз, 1940.
10. r р а н о в с к и й r. И., r р у д о в П. П., К р и в о у х о в В. А. и др.
Резание металлов. М., Машrиз, 1954.
11. r у р в и ч Р. А. Электроалмазное сверление твердоrо сплава при низких
скоростях вращения инструмента. Киев, НИИНТИ, 1967.
12. Е л Ф и м о в В. В. Сверление rлубоких отверстий в жаропрочных сплавах
на никелевой ОCIlове марок ЭН868 (ВЖ98) и ЭН894. ЛДНТП, 1962.
13. 3 л о т н и Ц к и й Б. В. Составное кольцевое сверло. лднтп, 1962.
14. 3 л о т н и Ц к и й Б. В. Конструкция сверла для кольцевOI'О сверления.
«Станки И инструмент», 1961, .N'2 8.
15. И в а н о в А. И. и О б о Р и н А. И. Конструкция и эксплуатация коль-
цевых сверл. Л., Машrиз, 1955.
16. И в а н о -в А. П. и О б о Р и н А. И. Сверление отверстий кольцевыми
сверлами. Л., ВПТИ, 1955.
17. К а ц н е л ь с о н В. Ю. и Ч и ж о в Б. r. Производственный метод CBep
ления rлубоких отверстий. М., ЦИТЭИ, 1960.
18. К рыл о в Т. К. Настройка операций сверления rлубоких отверстий.
М., Оборонrиз, 1946.
19. К У с т о в А. А. Применение электрическоrо тока при чистовом точении
в приборостроении. ЛИТМО, Автореф. дисс., 1952.
20. К У з н е Ц о в В. А. Физика твердоrо тела. Т. IH, Томск, АН СССР, 1944.
21. Л а зар е н к о Б. Р. и Л а зар е н к о Н. И. Электроискровая обра
ботка металлов. М., rосэнерrоиздат, 1950.
22. М и н к о в М. А. Технолоrия изrотовления rлубоких точных отверстий.
М. Л., изд во <<машиностроение», 1965.
23. Н и к о л а и Е. Л. [идроскоп И некоторые ero технические применения.
М., rостехиздат, 1947.
24. П а в л ю ч у к А. И. Применение ружейных сверл при обработке rлубо-
ких отверстий малых диаметров на токарно-револьверном автомате. Обработка
металлов резанием. Вып. 15, тема 6, N2 M 62 97/15. М., СОСинти, 1962.
25. П а в л ю ч у к А. И., К и р и л л и н Б. Н. и Я к о в л е в И. С. Вибра-
ционное сверление отверстий в деталях топливноЙ аппаратуры, ружейными сверлами.
Серия «Автомобилестроение», М., НИИнавтосе.льхозмаш, 1965.
26. П а в л ю ч у к Л. И. IIРllменение ружейных сверл с твердосплавными
rоловками для обработки отверстии в прецизионных деталях топливной аппаратуры.
Бып. 20, Л., ЦНИТА. 1964.
27. Поп и л о в Л. Я. Справочник по электрическим и ультразвуковым мето-
дам обработки материалов. М. Л., Машrиз, 1963.
28. П о т я r а й л о М. В. Изrотовление rлубоких и точных цилиндрических
отверстий. М. Л., Машrиз, 1947.
29. Р я б и н о к А. r. Электрохимическая размерная обработка металлов и
сплавов. Лениздат, 1965.
172
оrпАвпЕНИЕ
Предисловие
r л а в а 1. Общие сведения о rлубоком сверлении
1. Получение отверстий большой длины. .
2. Дефекты обработки rлубоких отверстий
r л а в а 11. Инструменты, применяемые при rлубоком сверлении.
3. К.'Iассификация сверл для rлубокоrо сверления . . . . . . . .
4. Сверла среДНИХ диаметров, обладающие определенностью бази
рования. .......................
5. Об определенности базирования сверл rлубокоrо сверления
6. Сверла, не Имеющие определенности базирования
7. Кольцевые сверла ....
r л а в а 111. Оборудование и оснастка для rлубокоrо сверления
8. Особенности и классификация станков rлубокоrо сверления
9. Станки TOKapHoro типа
10. Станки вертлюжноrо типа .......
11. Станки для сверления невращающихся заrотовок
12. Оснастка, применяемая при rлубоком сверлении
r л а в а IV. Уводы и orpaHKa при rлубоком сверлении
13. Уводы
14. OrpaHKa
r л а в а У. Технолоrия rлуБОКоrо сверления
15. Сверление отверстий среднеrо диаметра . . . . . . .
16. Особенности сквозноrо и rлухоrо КО'lЬЦевоrо сверления
17. Особые случаи кольцевоrо rлубокоrо сверления.
Литература
Стр.
3
5
10
17
23
42
49
62
67
Николай Дмитриевич
ТРОИЦКИЙ
rЛУБОКОЕ
СВЕРЛЕНИЕ
79
89
91
92
109
Редактор издательства л. И. Вожи/С
Переплет кудожника Б. П. Жадановс/Соео
Техннческнй редактор В. Ф. /(осmина
Корректор Л. Ф. Борисова
131
140
Сдано в пронзводство 29/1V 1971 r.
nодпнсаио к печати 26/ Х 1971 r. M 46170
Формат бумаrн 60х90'/,.
Бумаrа тнпоrрафская N, 3
Печ. л. 11. Уч.-нзд. л. 11.8
Тнраж 15000 !Окз. 3ак. N, 1120. Цеиа 73 к.
159
162
172
Ленннrрадское отделен не
нздательства «МАШИНОСТРОЕНИЕ"
Ленннrрад, Д 65, ул. Дзержинскоrо, 10
Ленинrридская типоrрафия N, 6
rлавполиrрафпрома Комитета по печати
при Совете Мннистров СССР
Ленинrрад. C 144. ул. Моисееико, 10