/



















































































Текст
В. Ф. ГУЩИН
Конструкторская разработка изобретения
I
ЛЕНИЗДАТ • 1967
В брошюре рассматриваются вопросы, с которыми приходится сталкиваться рабочему — изобретателю и рационализатору при конструктивном оформлении своих технических идей. В ней приводятся рекомендации по выбору рациональной последовательности конструкторской разработки изобретения, освещаются вопросы методики конструирования, обеспечения технологичности разрабатываемой конструкции, ее надежности, долговечности и взаимозаменяемости. Ознакомление с этой брошюрой должно подготовить читателя к работе над остальными брошюрами Библиотечки, в которых освещаются вопросы расчетного обоснования конструкций.
Брошюра рассчитана па читателя, имеющего образование в объеме 8 классов средней школы, и может .быть также полезна конструкторам машино- и приборостроения.
Индекс
3—1—6
От автора
Название предлагаемой брошюры может обмануть ожидания читателя. Он может подумать, что в ней содержатся все указания, которых окажется достаточно для того, чтобы, имея идею изобретения или рационализаторского предложения, воплотить эту идею в рабочие чертежи. Однако это не так, такую задачу выполнить, пожалуй, и невозможно. Брошюра лишь обращает внимание читателя на необходимость при конструкторской разработке изобретения придерживаться определенной последовательности, а также указывает на важность таких вопросов, как взаимозаменяемость, технологичность и надежность конструкций. Таким образом, опа может претендовать лишь на роль краткого методического пособия по чертежно-расчетному оформлению изобретения. Такая направленность брошюры оправдывается тем, что рабочий — изобретатель или рационализатор, разрабатывая предложенную им конструкцию, творит по существу самостоятельно, и возможность получения им квалифицированной консультации очень ограничена.
Предпринимая впервые в жизни опыт конструкторской разработки собственных изобретательских идей, наш читатель, естественно, ощущает известную скованность в своих действиях и не знает, с чего начать работу, что в поставленной им самому себе задаче является главным, а что — второстепенным. Это и понятно, так как рабочий, даже высокой квалификации, привык
3
задумываться лишь над тем, как быстрее и лучше выполнить порученную ему работу. При этом он руководствуется предписанным ему технологическим процессом и располагает станком, приспособлениями и инструментами.
Рабочий-конструктор обычно не имеет ничего, кроме идеи изобретения, им самим сформулированной. В его распоряжении лишь безбрежный океан литературы, плавание по которому без элементарных навигационных знаний и лоцмана опасно...
Настоящая брошюра, вместе с другими брошюрами серии, и призвана подготовить его к уверенному плаванию по этому океану и способствовать его первым успехам в самостоятельном техническом творчестве.
Глава I
Общие вопросы конструирования
1. Предпроектные изыскания
а. Общие замечания
Разработка конструкции новой машины или прибора 1 не может быть начата без тщательной и иногда длительной подготовки. Она должна быть подчинена определенной системе и проводиться последовательными этапами. Прежде чем конструктор1 2 сможет, наколов на доску чистый лист ватмана, начать работу над общим видом задуманной им машины или прибора, может пройти очень много времени, потраченного на так называемые предпроектные изыскания.
Предпроектные изыскания включают в себя:
1) .ознакомление с аналогичными конструкциями;
2) изучение соответствующей литературы;
3) экономическое обоснование целесообразности разработки;
4) выбор основного технического направления;
5) выполнение основных технических расчетов и экспериментов.
1 Объектом изобретения могут быть, конечно, не только машина или прибор. Это может быть также приспособление, инструмент, подъемное или транспортное устройство и т. п.
2 Здесь и в дальнейшем предполагается, что в качестве конструктора выступает рабочий — изобретатель или рацирцадизатор, разрабатывающий собственную техническую идею.
5
б. Ознакомление с аналогичными «инструкциями
Одна из самых серьезных неприятностей, угрожающих изобретателю, — это наличие подобных изобретений в прошлом. В таком же примерно положении оказывается нередко и конструктор, когда он берется за Новую разработку, не дав себе труда предварительно основательно ознакомиться с существующими изделиями аналогичного назначения. Конечно, очень часто оказывается, что таких изделий, какие предстоит разработать, еще нет. Но из этого вовсе не следует, что нет других изделий, возможно совершенно иного назначения, в которых могут оказаться отдельные элементы, пригодные для заимствования, хотя бы частичного'. Поэтому никогда не следует жалеть времени на поиски аналогов изделия, подлежащего разработке. И этот поиск следует вести не только в той отрасли техники, для которой предназначается новое изделие, но и во всех смежных, а зачастую и довольно далеких.
Одним из самых результативных путей такого поиска является посещение технических выставок —отраслевых, национальных, международных. Если нет возможности побывать на выставке, можно ограничиться просмотром отчетов о ней, фирменных материалов, каталогов. Конечно, трудно представить себе такое счастливое стечение обстоятельств, когда выставка организуется как раз в тот момент, когда у конструктора возникает конкретный интерес к ней. Поэтому посещать следует по возможности все выставки. При этом, если конструктор специализируется, предположим, в области текстильного машиностроения, он не должен упускать возможности ознакомиться с выставкой полиграфических машин или машин пищевой промышленности. Возможно, он не найдет там ничего, что его в данный момент интересует, но
6
пройдет какое-то время, он будет занят Другой задачей, и вот тогда вспомнит, что что-то подобное он в свое время видел, и, раздобыв отчеты соответствующей выставки, найдет интересующую его информацию.
Большую помощь .конструктор-изобретатель может найти в Доме научно-технической пропаганды, где организуются специальные консультации для рабочих-изобретателей, показы творчества новаторов и т. п. Такие дома есть сейчас во всех больших городах.
Ценную информацию можно также. получить в соответствующем научно-техническом обществе (машиностроителей, приборостроителей и т. д.), объединяющем специалистов определенной отрасли, которые, работая на общественных началах, способствуют техническому прогрессу своей отрасли. Совершенно очевидно, что каждый изобретатель—конструктор и рационализатор должен быть членом своего научно-технического общества. Это даст ему возможность принимать участие в работе секций и комитетов, совещаний, семинаров и т. п. Причем совсем не обязательно быть инженером -или техником — в работе научно-технических обществ принимает активное участие много передовых рабочих. Будучи членом общества, конструктор-изобретатель может по его рекомендации посетить тот завод, с продукцией или производственным опытом которого он хотел бы ознакомиться.
в. Изучение литературы
Изучение литературы является обязательным этапом предпроектных изысканий, хотя можно с уверенностью сказать, что в большинстве случаев в ней не удается найти именно то, что в данный момент конструктору
7
нужнее всего. Это происходит потому, что литература содержит по преимуществу сведения, которые относятся к прошлому и не могут удовлетворить интерес конструктора-изобретателя, устремленного в будущее. Другое дело, если конструктор систематически следит за технической периодикой, монографиями, отчетами различных технических конференций, совещаний и т. п. В этом случае он имеет возможность проследить общие тенденции в развитии интересующей его области техники. А это очень важно для правильного выбора основных технических решений. Здесь следует указать на особую ценность в этом отношении статей обзорного, общего характера.
Ко всякой печатной информации, особенно зарубежной, следует относиться критически и ничего не принимать на веру, каким бы авторитетным ни был источник, так как авторам технических публикаций иногда свойственно преувеличивать значение и возможности тех или иных описываемых ими устройств или технологических процессов, т. е. выдавать желаемое за действительное.
При изучении иностранных публикаций не следует забывать об их по большей части рекламном характере и о том, что всегда существует разрыв во времени между завершением разработки- и опубликованием ее результатов, исчисляемый обычно несколькими годами. Вместе с тем нельзя проявлять и пренебрежения к этим материалам, так как в них всегда можно найти что-то интересное. Ценность зарубежной информации в значительной степени определяется авторитетностью того органа, в котором она напечатана. Так, например, в журнале «Der Maschinenbau», издающемся в ГДР, можно найти очень ценные публикации, но тщетно было бы их искать в швейцарской газете «Технише рупдшау»
8
(«Техническое обозрение»), издающейся для широкой публики.
Вообще, публикации о технических новинках имеют, прежде всего, ту несомненную ценность, что они позволяют- сделать заключение о наличии известного интереса к тому или иному вопросу и в какой-то степени судить о направлении развития данной области техники. Что касается описания конструкций, то в буржуазных органах технической информации они даются чаще всего в самом общем виде, снабжаются иллюстрациями, которые конструктору обычно ничего не дают, а иногда даже содержат преднамеренные неточности, преследующие цель ввести в заблуждение конкурирующую фирму. Из отечественных периодических изданий можно рекомендовать читателям Библиотечки журналы «Машиностроитель» и «Изобретатель и рационализатор».
Ценность информации о технических новинках, содержащейся в книжных изданиях, снижается вследствие того, что книга пишется 2—3 года и еще год печатается. За это время любая интересная информация утратит свою новизну. Однако технические книги ценны другим— в них обобщаются известные технические данные. Это позволяет читателю систематизировать свои представления по интересующему его вопросу, а также проследить историю его развития. Последнее очень важно для оценки правильности собственных технических решений.
Наиболее интересные зарубежные публикации по вопросам техники можно найти в книгах и журналах, издающихся на английском, немецком и французском языках. Поэтому следует стремиться к овладению хотя бы одним из них. Можно, конечно, ориентироваться и на издающиеся у нас сборники переводов из ипострап-
9
них журналов и обзоры иностранной литературы, но при этом следует учитывать, что такая информация не будет самой свежей.
г. Экономическое обоснование целесообразности разработки нового изделия
В современных условиях совершенно недопустимым является пренебрежение экономическими расчетами, связанными с внедрением новой техники. И с этих расчетов надо начинать всякую новую разработку, ибо результаты их позволят конструктору правильно решить вопрос о том, каким должно быть задуманное им устройство, машина, прибор и т. п. Ведь одна и та же конструкторская задача может быть решена на разных технических уровнях.
Предположим, требуется разработать устройство, позволяющее снизить затраты ручного труда на выполнение какой-либо операции механической обработки детали.
Приступая к разработке конструкции устройства, следует задаться сроком его окупаемости и снижением трудоемкости, которое будет достигнуто в результате его внедрения. Это позволит определить те затраты, на которые можно пойти, а следовательно, и решить вопрос о типе устройства: будет ли оно приспособлением, простым станком или станком-автоматом.
Конструкторам в силу особенностей их профессии свойственно стремление создавать самые совершенные, самые прогрессивные конструкции, нередко в поисках новых технических решений они несколько отрываются от конкретных возможностей. Экономические расчеты возвращают их к реальной действительности и застав-
10
Ля-tot концентрировать свои усилия для достижения четко определенной цели.
Вопросам методики оценки экономической эффективности изобретения и технике экономических расчетов посвящен второй выпуск настоящей Библиотечки (см. А. М. Леонтьев. «Как оценивать изобретение»).
д, Выбор основного технического направления разработки нового изделия
Выбор основного технического направления является ответственнейшим этапом разработки изделия. Трудности, с которыми при этом сталкивается конструктор, обусловлены тем, что решения здесь приходится принимать не аналитическим, а почти исключительно логическим путем, т. е. пользоваться не количественными, а только качественными критериями.
В результате этого перед мысленным взором конструктора возникает сразу несколько решений, из которых нужно выбрать одно, самое лучшее. Так, например, станок-автомат может быть выполнен на основе использования механических, гидравлических, пневматических и электромеханических средств автоматизации. Как поступить: бтдать предпочтение какому-либо одному способу автоматизации, допустим гидравлике, использовать сочетание гидравлики с пневматикой или механики с электромеханикой? При выборе решения очень трудно исключить субъективный фактор. Если эту задачу поставить перед двумя конструкторами, из которых один хорошо знает гидравлику, а другой — механику, то можно заранее сказать, какое решение примет каждый из них.
Вот почему, принимая основное конструктивное решение, всегда следует советоваться с опытными кон-
11
структурами, причем не с одним, а с несколькими. Лучше всего собраться всем вместе, обменяться мнениями и поспорить между собой. Ибо, как известно, в спорах рождается истина.
Выбирая основное техническое решение, следует избегать включать в него различные технические «новинки», не отработанные надлежащим образом до стадии их возможного использования в новой разработке. Во всяком случае, если конструктор решается на использование какой-либо «новинки», известной ему только по журнальным статьям, то следует прежде ознакомиться с ней на месте ее использования или проделать необходимые эксперименты. При этом нужно также учитывать, что такая «новинка» в одних условиях эксплуатации уместна, в других — нет. Вообще, конструктор должен очень хорошо представлять себе будущие условия эксплуатации своего изделия: нагрузки на механизмы, температурные и климатические условия той среды, в которой оно будет работать, квалификацию обслуживающего персонала и т. д.
Особую осторожность следует проявлять в отношении использования в качестве средств автоматизации и контроля в тяжелых условиях эксплуатации наряду с механическими, гидравлическими и пневматическими узлами различных электронных приборов, так как они отказывают обычно в первую очередь. Иначе говоря, «в одну телегу впрячь не можно коня' и трепетную лань».
Если изготовление опытного образца производится не самим изобретателем, то во всяком случае надо определенно знать;, кому это будет поручено. Следует уже на первых порах разработки установить контакты со специалистами, которые будут этим заниматься, вы
12
яснить их возможности и обязательно учесть их пожелания.
Совершенно очевидно, что в ходе собственных раздумий и консультаций со специалистами, которым будет поручено изготовление и эксплуатация проектируемого изделия, конструктору придется идти на некоторые компромиссы, обусловленные несовместимостью желаемого с возможным. Однако во всех случаях конструктор не должен жертвовать функциональными качествами изделия. Одним словом, компромисс, выбираемый кон-структуром, должен быть не примирительным, а активным и технически заостренным. Иначе говоря, принятое решение должно побуждать всех участников его реализации к дальнейшему совершенствованию технологии и повышению качества изготовления, а специалистов-эксплуатационников — к дальнейшему улучшению условий эксплуатации и технического обслуживания.
е. Выполнение основных технических расчетов и экспериментов
Когда основное техническое направление выбрано, можно приступить к выполнению технических расчетов. В зависимости от характера проектируемого устройства содержание расчетов будет различным: для механических устройств это будут расчеты кинематических цепей и силовых передач, для гидравлических — расчет производительности насосов, диаметров трубопроводов, клапанов, цилиндров-и т. п., для электромеханических — расчеты электрических цепей, электромагнитов, соленоидов, различного рода датчиков и др. Подробнее о технических расчетах будет сказано в специальных выпусках Библиотечки, здесь же мы вынуждены ограничиться лишь самыми, общими замечаниями, касающимися общей методики проведения расчетов.
13
Приступая к расчету, следует прёжде всего установить степень точности исходных данных. Так, если производится расчет зажимного механизма станочного приспособления, то следует иметь полные данные о режиме резания, так как этим определяются силы, стремящиеся вырвать деталь из приспособления.
Можно провести расчет этих сил по формулам теории резания, но полученный результат будет отвечать нормальному состоянию режущих кромок. При затуплении режущего инструмента силы, действующие в процессе резания, быстро возрастают до значений, которые трудно предвосхитить даже самым тщательным расчетом. Поэтому конструктор принимает их в 3—5 раз большими тех, которые получены по расчету. Ясно, что здесь налицо элемент произвола, и говорить о точности исходных данных можно лишь в том смысле, что материал обрабатываемой детали, скорость резания, глубина резания и подача конструктору заданы. е
Вообще, когда дело касается учета технологических сил, приходится считаться с очень невысокой точностью их определения. И, следовательно, высокая точность всех последующих расчетов становится излишней, так как никакой расчет не может быть точнее тех исходных данных, которые положены в его основу.
Расчеты подъемных и транспортных устройств можно выполнять с более высокой точностью, так как максимальный вес поднимаемого или перевозимого груза задан вполне определенно. Видимо, это одна из причин того, что аварии с подъемно-транспортным оборудо: занием происходят гораздо реже, чем с технологическим. \
Нельзя упускать из виду, что с помощью расчета можно получить данные, пригодные лишь для
14
определенных условий эксплуатации проектируемого изделия.
Используя для расчетов готовые формулы, следует правильно оценивать их точность. В противном случае нельзя будет сделать заключение о точности полученных результатов. Особенно осторожно надо использовать формулы, которые включают в себя различные коэффициенты (коэффициенты трения фрикционных пар, коэффициенты вязкости -смазочных материалов и т. п.). В случаях, когда требуется высокая точность расчетов, значения этих коэффициентов следует уточнять экспериментально.
Нередко конструктор бывает вынужден прибегать к эксперименту, иногда —для нахождения необходимых закономерностей, а чаще — в тех случаях, когда в ходе эксперимента имеется возможность относительно легко и быстро изменять условия его проведения и тем самым расширять область значений исходных параметров, а также учитывать возможные изменения внешних условий.
Эксперимент, даже самый простой, почти всегда дороже, чем расчет, даже очень сложный. Кроме того, следует иметь в виду, что возможностей ошибиться при эксперименте не меньше, чем при расчете. Эксперимент, как бы тщательно и широко он ни был поставлен, в большинстве случаев не является исчерпывающим, а его результаты могут уверенно использоваться лишь с учетом тех конкретных условий, в которых он проводился.
Ошибки эксперимента могут быть обусловлены как методикой и процессом его проведения, так и неточностью измерительных средств. Ошибки могут быть также допущены и в процессе обработки экспериментальных данных.
Никогда не следует ставить эксперименты для
15
проверки того, что само по себе очевидно или может быть проверено с достаточной точностью расчетом. Расчет и эксперимент следует применять в сочетании. Экспериментом проверяют . ориентировочный расчет, а расчетом — правильность выполнения эксперимента.
Как при расчете, так и при эксперименте нельзя получить сколько-нибудь падежных результатов, если за!-писи ведутся па разрозненных листках бумаги.
Расчет должен выполняться в специальной тетради. При этом основной расчет следует фиксировать на правом листе, а вспомогательные вычисления — на левом. В процессе расчета ничего не следует стирать или так зачеркивать, чтобы потом нельзя было разобрать. Расчетная работа требует от исполнителя полной сосредоточенности и внимания. Найти ошибку в расчете зачастую бывает труднее, чем ее избежать.
Регистрация экспериментальных данных также должна производиться в особой тетради, разграфленной по определенной форме. В тетрадь должны быть вброшю-рованы в необходимом количестве листы миллиметровой или логарифмической бумаги для построения на них графиков и диаграмм.
Пренебрежение этими простыми правилами может свести на пет всю ценность расчета или эксперимента или, что еще хуже, привести к ошибочным заключениям.
2. Разработка основных технических решений
а, Общие замечании
Сущность процесса конструирования заключается в придании конструкции таких геометрических форм и размеров, при которых наиболее полно использовались бы
16
свойства современных конструкционных материалов и технологических процессов, примененных для усиления этих свойств, и которые наилучшим образом отвечали бы условиям эксплуатации конструкции и экономичности се изготовления.
Содержание процесса конструирования заключается в последовательном устранении противоречий, возникающих в процессе развития конструкции между отдельными ее свойствами, условиями эксплуатации и производства.
Свойства конструкции определяются ее внутренними статическими, кинематическими, динамическими и электрическими связями и проявляют себя в виде внешних технических характеристик (вес, габариты, мощность, скорость, подъемная сила и т. п.).
Всякая конструкция, будь то машина, прибор или какое-либо иное устройство, подвергается воздействию времени (старение некоторых материалов), окружающей среды (коррозия), связанных с ней других конструкций и оператора (износ) и постепенно меняет свои внешние характеристики (падает мощность, снижается эксплуатационная скорость и т. п.), а нередко и вовсе отказывает в работе (внезапные поломки). Следовательно, задача конструктора заключается не только в том, чтобы путем выбора и соответствующей организации внутренних связей обеспечить требуемые внешние характеристики, но и в том, чтобы обеспечить максимальную стабильность этих характеристик.
Мы видим, таким образом, каким сложным и многосторонним является процесс конструирования и какой синтезирующий характер имеет творчество конструктора (изобретателя). В самом деле, конструктор: 1) создает изделие, обладающее наперед заданными эксплуатационными свойствами; 2) в самом главном определяет
2 в. Ф. Гущин 17
технологию его производства; 3) обеспечивает требуемую надежность и долговечность изделия в эксплуатации; 4) предопределяет тот экономический эффект, который будет достигнут в результате внедрения изделия.
Совершенно очевидно, что рамки этой брошюры не позволяют нам раскрыть все «тайны» конструкторского творчества. Да вряд ли это и возможно. Попытаемся лишь осветить некоторые его стороны, его методику и, если можно так выразиться, — его технологию. При этом мы все время будем иметь в виду начинающего конструктора, имеющего, однако, известный производственный опыт и разбирающегося в чертежах, в способах получения заготовок, методах механической обработки, контроля и испытаний машин, представляющего себе условия их эксплуатации. Мы будем также исходить из того, что наш читатель сумеет преодолеть трудности, с которыми ему придется столкнуться при усвоении материала остальных брошюр Библиотечки. И даже будем рассчитывать на то, что интерес к техническому творчеству, который, как мы надеемся, появится у него в ходе ознакомления с Библиотечкой, побудит его обратиться и к другим книгам. Так, мы могли бы рекомендовать интересно написанную и хорошо иллюстрированную книгу А. Н. Реймерса «Основы конструирования машин» (изд-во «Машиностроение», М., 1966). Эта книга является справочным пособием, что делает ее особо ценной для читателей Библиотечки.
б. Разработка схемных решений
Начинать разработку конструкции новой машины следует с разработки ее схемы. В зависимости от характера машины и выбранного направления основных технических решений это может быть кинематическая, гид-
18
райлийеская, пневматическая ийи электрическая схема. Чаще всего приходится разрабатывать одновременно две схемы, например кинематическую и электрическую, или гидравлическую и электрическую, и т. п.
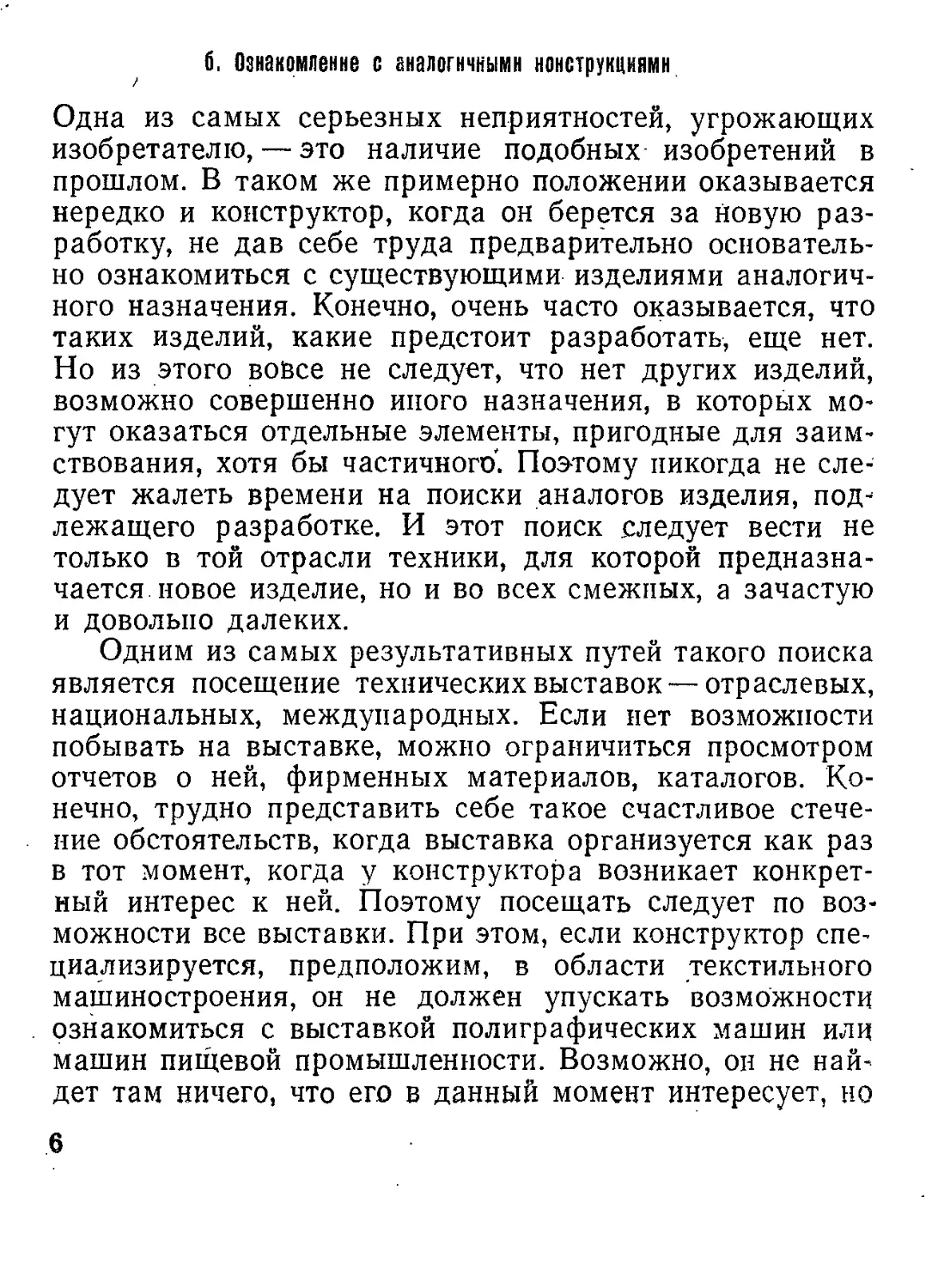
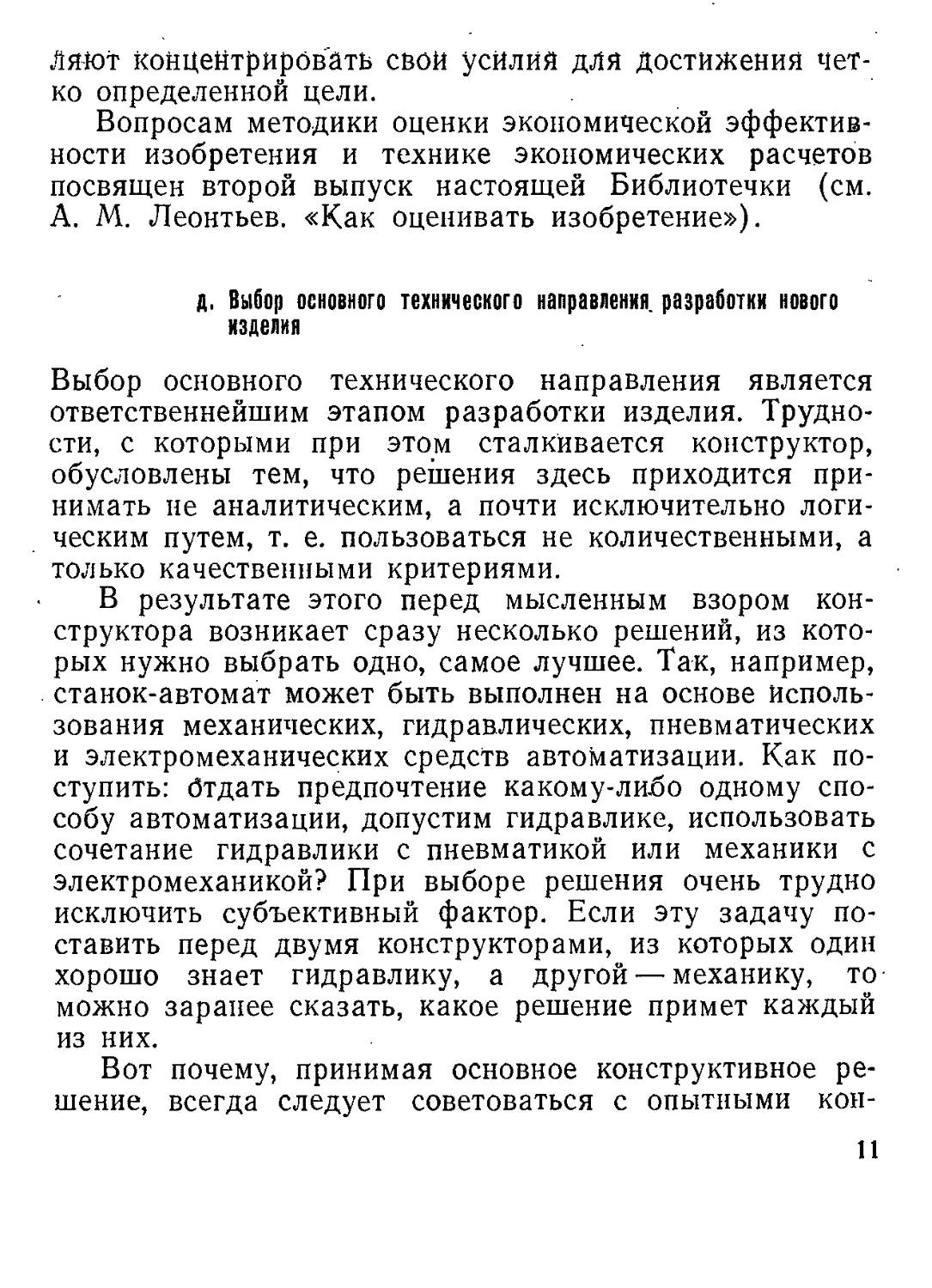
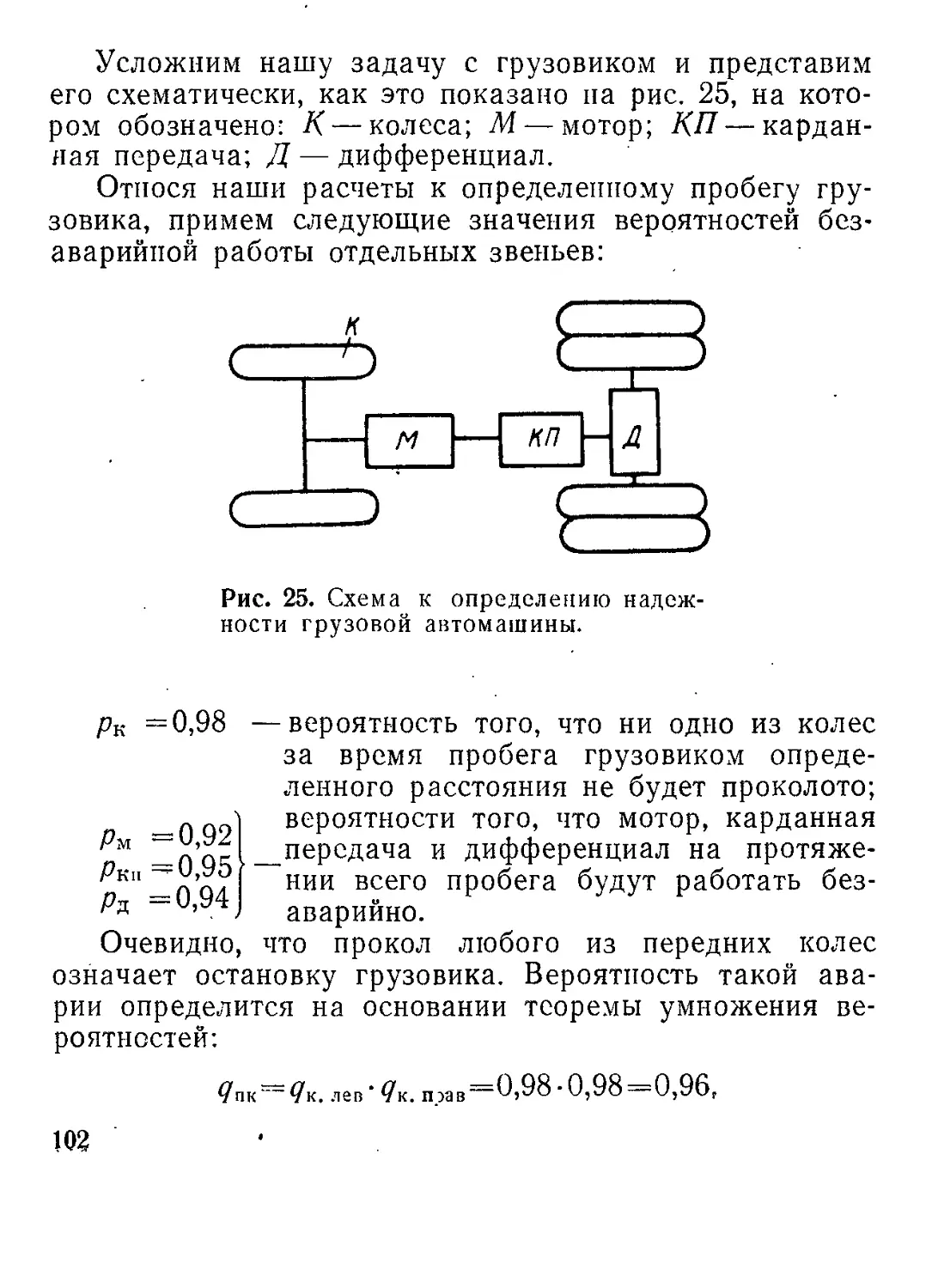
Рис. 1. Технологическая схема закаточного полуавтомата.
Если машина предназначается для выполнения определенного технологического процесса, то прежде всего Должна быть разработана технологическая схема. В качестве примера на рис. 1 приведена технологическая схема полуавтомата для закатки донышек консервных банок. Из этой схемы можно понять, что полуавтомат имеет ролики 3 для предварительной закатки и ролики 6
2*
19
для окончательного уплотнения двойного закаточного шва. Закраины банки 2 и крышки 4 предварительно должны быть загнуты по всему периметру. После подъема столика 1 банка оказывается зажатой между верхним прижимом 5 и столиком. При вращении банки ролики 3 и 6 сближаются с ней и выполняют операцию предварительной и окончательной закатки донышка.
Имея технологическую схему, можно приступать к разработке остальных схем; кинематической, электрической и т. п. Не затрагивая здесь-вопросов разработки гидравлических и аналогичных им пневматических схем, а также электрических, которым будут посвящены отдельные выпуски Библиотечки, сделаем лишь несколько замечаний, касающихся разработки кинематических схем.
Кинематической схемой называется система последовательно расположенных взаимодействующих звеньев, связывающих привод машины с ее рабочим механизмом или выходным валом. Взаимодействующими звеньями чаще всего являются шкивы, зубчатые и червячные колеса, цепные звездочки, ходовые винты, кулачки, кулисы, эксцентрики, толкатели и т. п., выполняющие функции передачи движений. На кинематических схемах отдельные звенья принято изображать условными обозначениями.
Помимо условности обозначений звеньев допускаются также и условности в построении самой схемы. Так, например, если реальный механизм явл'яется пространственным и может быть представлен на чертеже в нескольких проекциях, то кинематическая схема обычно изображает этот механизм в одной плоскости. Лишь очень сложные схемы иногда изображают пространственно, да и то единственно с целью облегчить их понимание и сделать более наглядными. Располагая зве-
20
пья пространственного механизма в одной плоскости, мы вынуждены иногда рисовать прямой вал изогнутым под прямым углом, изображать червяк расположенным не в плоскости червячного колеса, а перпендикулярно к вей и т. п.
На кинематических схемах обычно даются и числовые характеристики отдельных звеньев — числа зубьев зубчатых и червячных колес, числа заходов червяков, эксцентриситеты эксцентриков, подъемы кулачков, числа оборотов электродвигателей и т. п. Это облегчает выполнение по схеме необходимых кинематических расчетов.
Поставим себе задачу — разработать кинематическую схему редуктора, включающего в себя передачи со следующими передаточными отношениями (i): ременную й = 1/з; цилиндрическую i2 = ’А; цилиндрическую 1‘з=1/2 и червячную й = 1/бо-
Общее передаточное отношение редуктора будет:
i= 'h г'2,Й’^4==1/з,1/4'1/2'1/б0=11/1440-
Общее передаточное отношение не зависит от порядка размещения передач в кинематической цепи от электродвигателя до выходного вала редуктора. А вариантов размещения может быть в данном случае 24. Однако так как ременная передача обычно выполняется вне редуктора, то останется только 6 вариантов, которые будут определяться порядком размещения обеих цилиндрических и червячной передачи внутри редуктора.
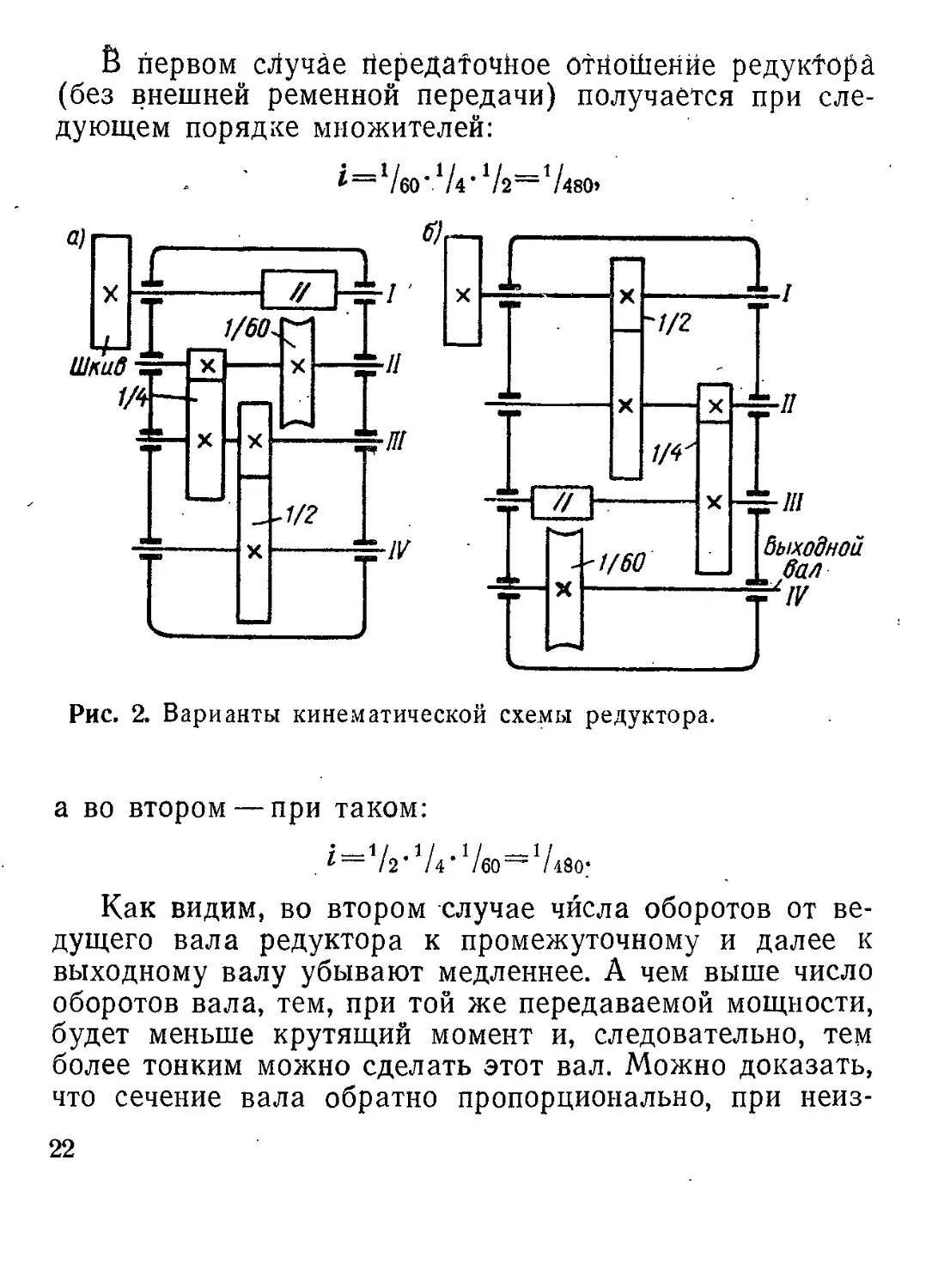
На рис. 2 представлены только две схемы из шести возможных. Нам предстоит сравнить эти два варианта и выбрать лучший из них. На первый взгляд такая задача может показаться бесполезной. В самом деле, что может измениться от того, выберем ли мы схему по рис. 2, а или по рис. 2,6?
21
Ё первом случае йередаточйое отношение редуктора (без внешней ременной передачи) получается при следующем порядке множителей:
*=1/б0,1/4,1/2=1/480»
а во втором — при таком:
. ==1/2' ’/4 * '/бО'/iSo;
Как видим, во втором случае числа оборотов от ведущего вала редуктора к промежуточному и далее к выходному валу убывают медленнее. А чем выше число оборотов вала, тем, при той же передаваемой мощности, будет меньше крутящий момент и, следовательно, тем более тонким можно сделать этот вал. Можно доказать, что сечение вала обратно пропорционально, при неиз
22
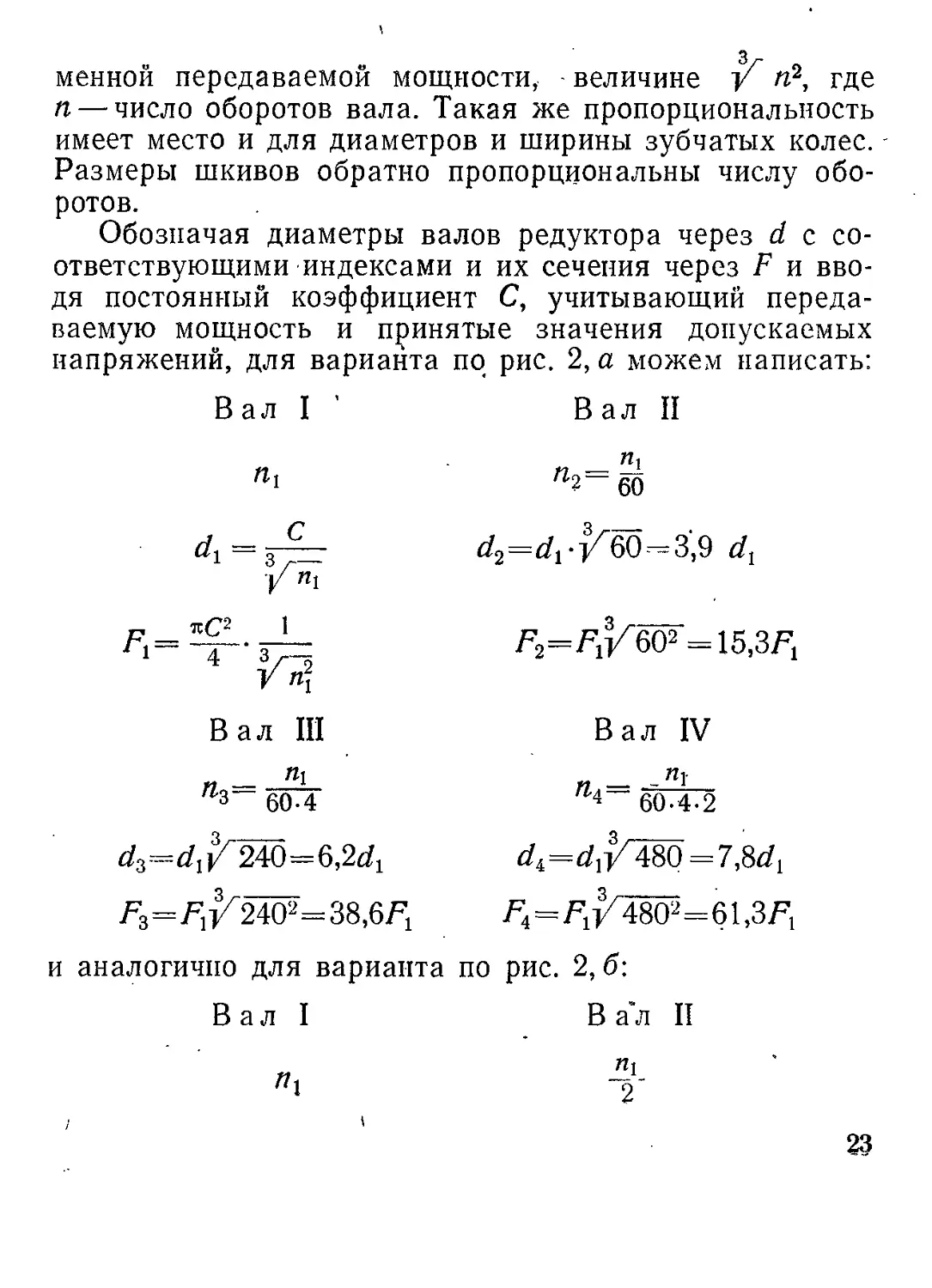
менной передаваемой мощности, величине V п2, где п — число оборотов вала. Такая же пропорциональность имеет место и для диаметров и ширины зубчатых колес. Размеры шкивов обратно пропорциональны числу оборотов.
Обозначая диаметры валов редуктора через d с соответствующими индексами и их сечения через F и вводя постоянный коэффициент С, учитывающий передаваемую мощность и принятые значения допускаемых напряжений, для варианта по рис. 2, а можем написать:
В а л I ’ В а л II
«1
, С
d-L — 3
У «1
пх
П2~ 60 б?2=с?1-уЛ60 — 3,9 dx
р = _L_
Г1 4 3/-К
У п\
з ___
F2=F1/602 =15,3771
Вал III
_________ «1 60Л d3=dx ^240=6,2^
F3=/=’1t/'2402=38,6F1
и аналогично для варианта Вал I
Вал IV
п - -”1 4 60-4-2
б?4=б?]у/480 = 7,8с?1
F4=F1^4805=61,3F1
по рис. 2, б:
Вал II
"1
2'
23
d^d^&^Z&h
V n\
Л= ^=Л^=1,58Л
V nl
В а л III В а л IV
«1 m
2-4 2-4-60
d3^d1yr8==2di di^=dl-^480=7,86?!
^3=ЛУ"82=4Л F4=tZ1-|/’4802=61,3F1
Из сопоставления этих записей видно, что диаметры и сечения первого и четвертого валов для обоих вариантов одинаковы, тогда как диаметры и сечения второго и третьего валов .различны: для первого варианта они больше, а для второго — меньше
Таким образом, для уменьшения габаритов и веса проектируемого механизма следует при выбранной структуре кинематической цепи замедлять редукцию скорости, т. е. располагать в ней передачи в таком порядке, чтобы числа оборотов убывали как можно медленнее.
По тем же причинам в кинематических цепях мультипликаторов, где числа оборотов должны от вала к валу возрастать, передачу с наибольшим передаточным отношением следует включать в цепь возможно ближе к ведущему звену цепи.
Кинематическая схема может быть использована для составления конструктивной схемы механизма, которая является первым приближением к окончательному кон-
24
структивному решению. Конструктивная схема представляет собой общую компоновку механизма и на ней дол-
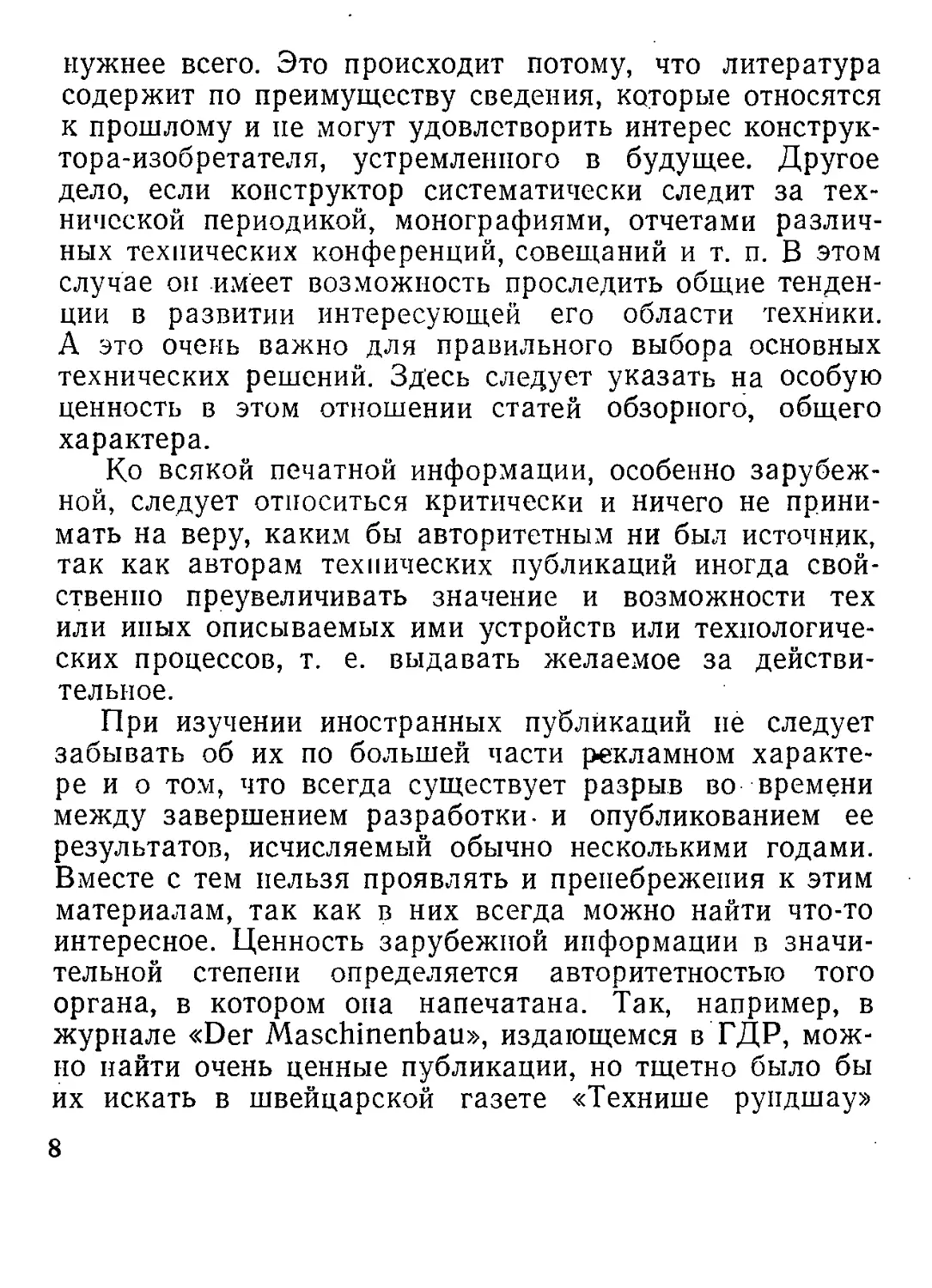
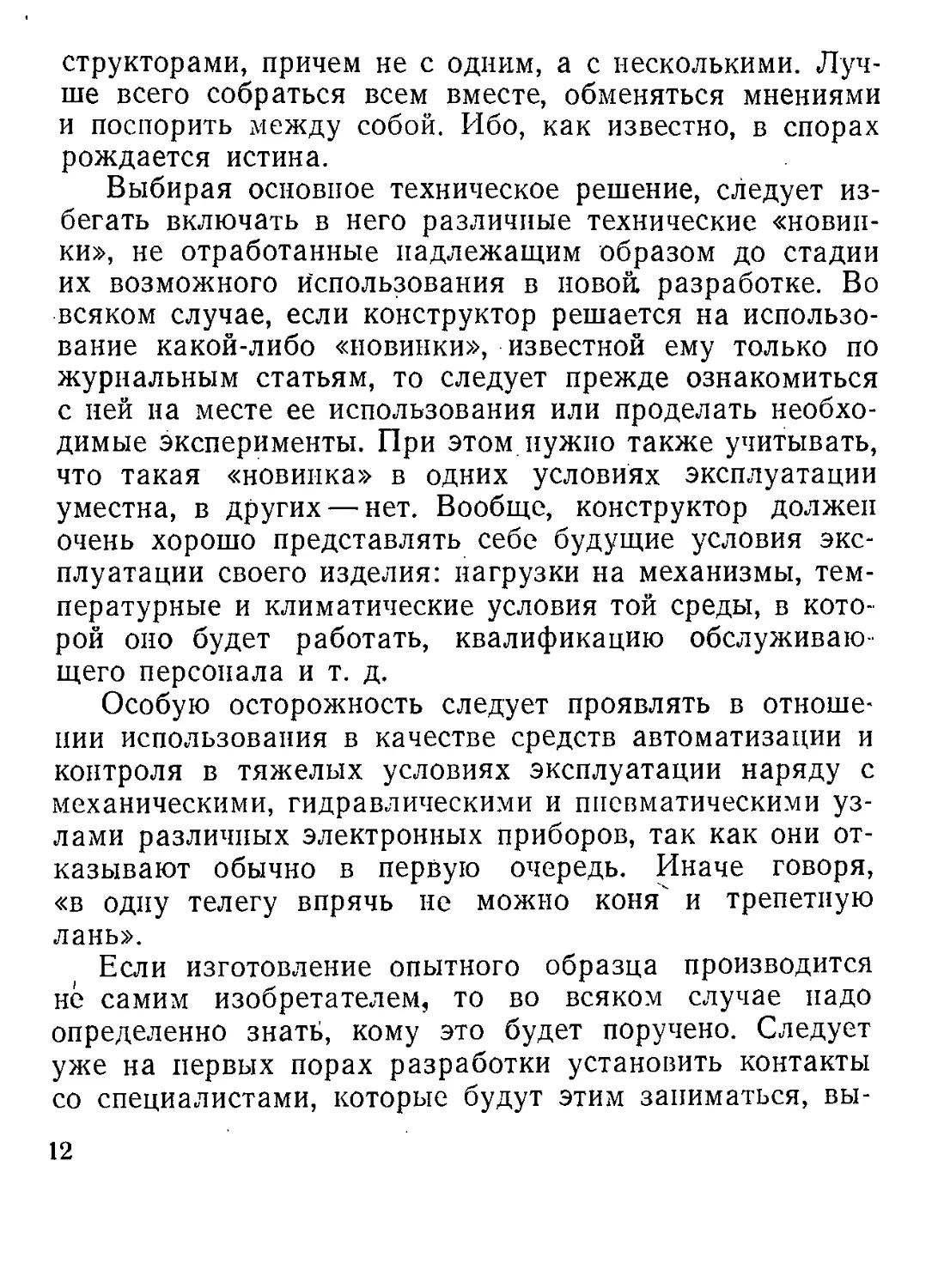
Рис. 3. Конструктивная схема кулисного механизма поперечно-строгального станка.
жны быть определены такие важнейшие размеры, как расстояния между осями валов и между их опорами, размеры зубчатых передач, муфт и т. п. Выбор этих
25
Величин может производиться по конструктивным соображениям, т. е. с учетом наилучшей компоновки, удобства сборки и разборки, обработки корпусных и других деталей, одним словом, всех тех многочисленных факторов, которые в конечном счете определяют качество конструкции.
При этом конструктор сплошь'и рядом прибегает и к расчетам, которые большей частью имеют предварительный характер и выполняются для проверки его интуитивных предположений о диаметрах валов, модулях зубчатых передач и т. п.
В качестве примера на рис. 3 представлена конструктивная схема кулисного механизма поперечно-строгального станка. Это еще не конструкция: здесь не определена форма направляющих ползуна, конструкция опор кривошипного диска и т. д. Однако такая схема уже позволяет, задавшись ходом ползуна, определить расчетным путем длину кулисы L, максимальный, радиус кривошипа R, расстояние от центра кривошипного диска до оси качания кулисы Н и другие размеры. После определения этих размеров можно будет определить скорости прямого и обратного хода ползуна и произвести силовой расчет механизма, так как нагрузки на опоры, изгибающие усилия в кулисе и т. д., могут быть определены лишь с учетом размеров, заданных на конструктивной схеме.
Составление конструктивных схем для механизма в целом или для отдельных его элементов, а также выполнение по этим схемам всех необходимых расчетов позволяют избежать многих ошибок и потерь времени, которые оказались бы в большинстве случаев неизбежными, если бы конструктор сразу приступил к окончательной разработке общего вида механизма.
26
3. Детальная разработка конструкции
а. Общие замечания
Этот этап разработки конструкции является завершающим и по своему содержанию — оформительским. Он требует от исполнителя чрезвычайной тщательности и сосредоточенности, так как в противном случае все результаты, достигнутые на предыдущих этапах, могут легко оказаться сведенными на нет в результате небрежного и поспешного оформления чертежей. При этом нужно всегда помнить, что в оформлении чертежей нет ничего второстепенного, здесь все важно: от размещения проекций на поле чертежа и выбора масштаба до составления спецификаций, технических условий и пояснительных надписей. Нечего и говорить, что само графическое исполнение должно быть безупречным, тем более, что в настоящее время широко используется новая техника размножения чертежей непосредственно с конструкторского оригинала, без копировки его на кальку. По той же причине высокие требования предъявляются и к четкости и красоте чертежных шрифтов.
Конечно, овладение техникой графического исполнения требует старания и упорства, но оно необходимо каждому, кто хочет научиться конструировать. И не только по упомянутым выше причинам. Дело в том, что здесь вступает в силу чисто психологический фактор. Если конструктор не умеет красиво чертить, то сам процесс конструирования не приносит ему удовлетворения, он не любуется своей работой и тогда уже перестает замечать не только ^дефекты графического исполнения, но и дефекты самой конструкции. Этот тезис может показаться несколько надуманным, но его подтвердит всякий опытный конструктор. Кроме того, небрежность
27
в оформлении чертежа приводит к накоплению в большом количестве мелких ошибок, и это количество переходит в качество: конструкция перестает соответствовать своему назначению.
б. Конструктивная обработка узлов конструкции
Прежде чем накалывать на доску чистый лист ватмана и приступать к расчерчиванию на нем общего вида, начинающему конструктору следует заняться детальной проработкой отдельных узлов конструкции и только после того, как по всем узлам будет достигнута полная ясность, можно начинать окончательное оформление конструкции. Проработку узлов лучше всего осуществлять на миллиметровке, строго выдерживая масштаб и не допуская погрешностей в размерах, превышающих 0,5 мм. При этом можно неограниченно пользоваться резинкой. Если чертеж окажется протертым до дыр, то на него следует наложить карандашную кальку и воспроизвести его снова, попутно внося необходимые уточнения и поправки. На первую карандашную кальку иногда приходится накладывать следующую и так постепенно доводить прорабатываемый узел до возможного совершенства. После этого его откладывают в сторону и принимаются за следующий и т. д.
При отработке сложных узлов могут встретиться трудности, связанные с выявлением геометрической формы и размеров отдельных деталей. Очень часто это случается с корпусными деталями. В таких случаях следует, опережая разработку общего вида конструкции, выполнить отдельные детальные чертежи, тем более, что их все равно придется делать.
Вот теперь, когда конструкция всех узлов и даже
28
отдельных деталей полностью определилась, можно смело накалывать лист и приступать к окончательному графическому оформлению общего вида. Теперь уже нетрудно будет правильно выбрать масштаб и разметить поле чертежа. Сам чертеж получится чистым, без следов резинки, так как конструкторская работа уже завершена и осталась, по существу, только чертежная.
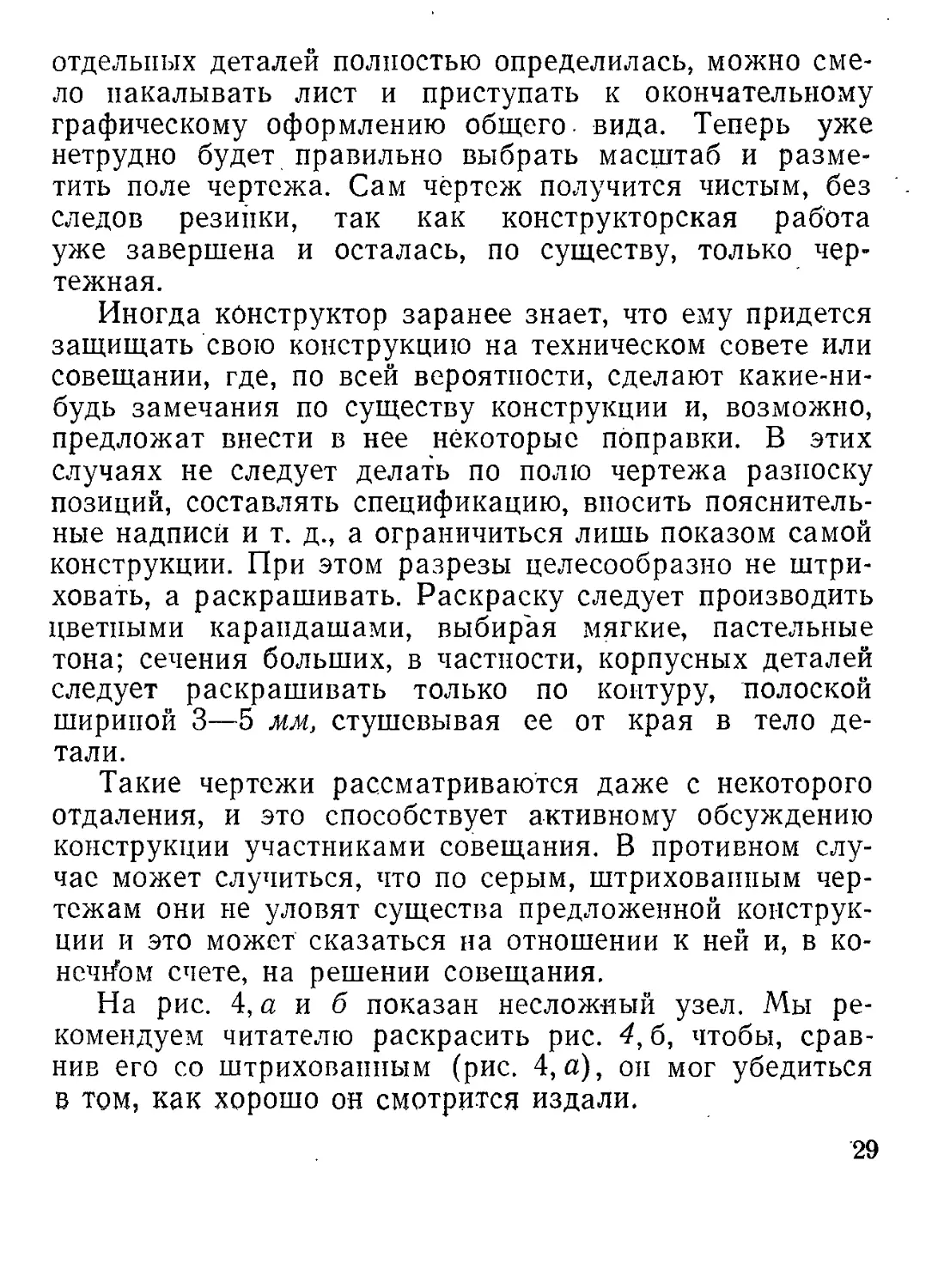
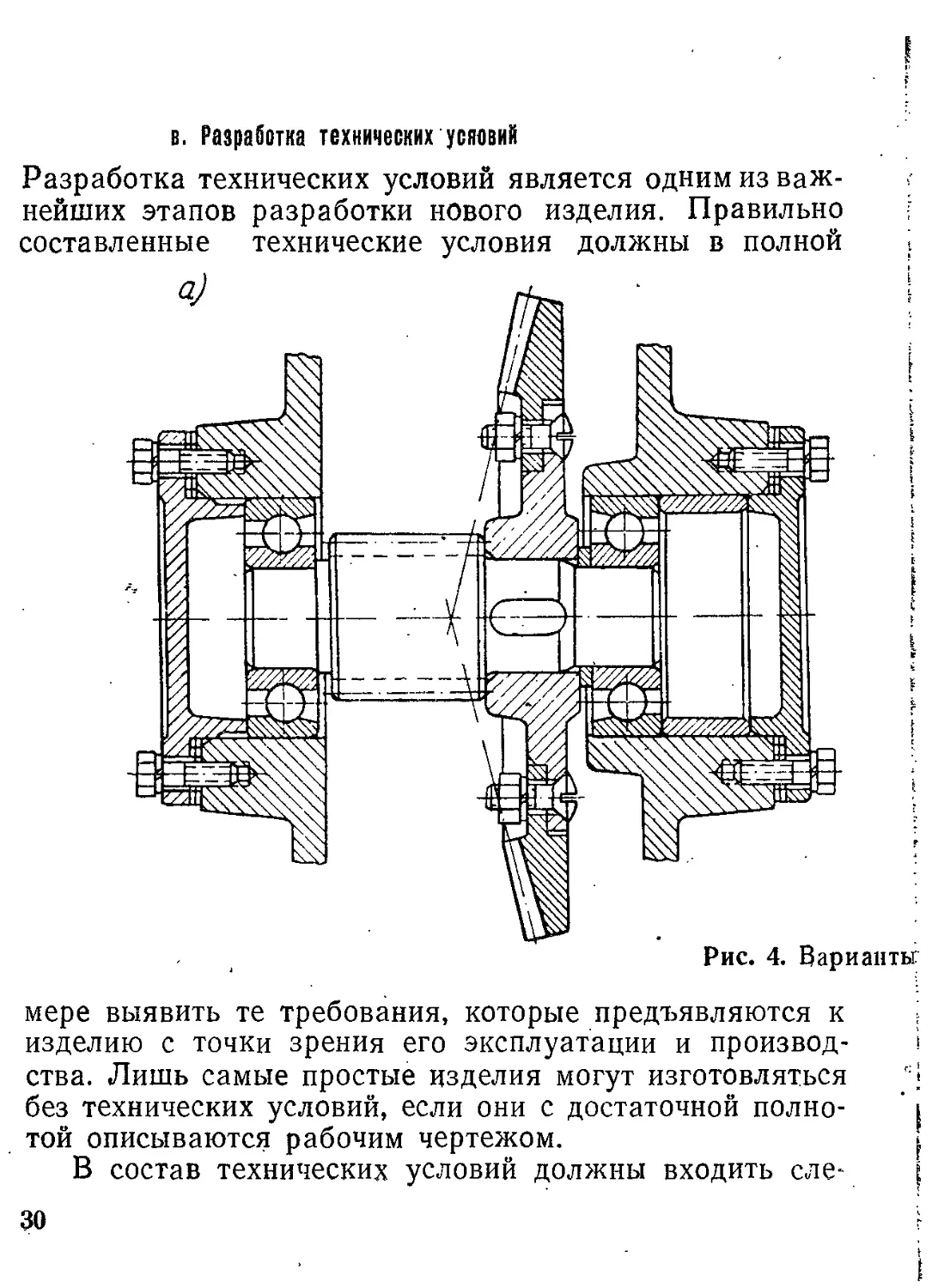
Иногда конструктор заранее знает, что ему придется защищать свою конструкцию на техническом совете или совещании, где, по всей вероятности, сделают какие-нибудь замечания по существу конструкции и, возможно, предложат внести в нее некоторые поправки. В этих случаях не следует делать по полю чертежа разноску позиций, составлять спецификацию, вносить пояснительные надписи и т. д., а ограничиться лишь показом самой конструкции. При этом разрезы целесообразно не штриховать, а раскрашивать. Раскраску следует производить цветными карандашами, выбирая мягкие, пастельные тона; сечения больших, в частности, корпусных деталей следует раскрашивать только по контуру, полоской шириной 3—5 мм, стушевывая ее от края в тело детали.
Такие чертежи рассматриваются даже с некоторого отдаления, и это способствует активному обсуждению конструкции участниками совещания. В противном случае может случиться, что по серым, штрихованным чертежам они не уловят существа предложенной конструкции и это может сказаться на отношении к ней и, в конечном счете, на решении совещания.
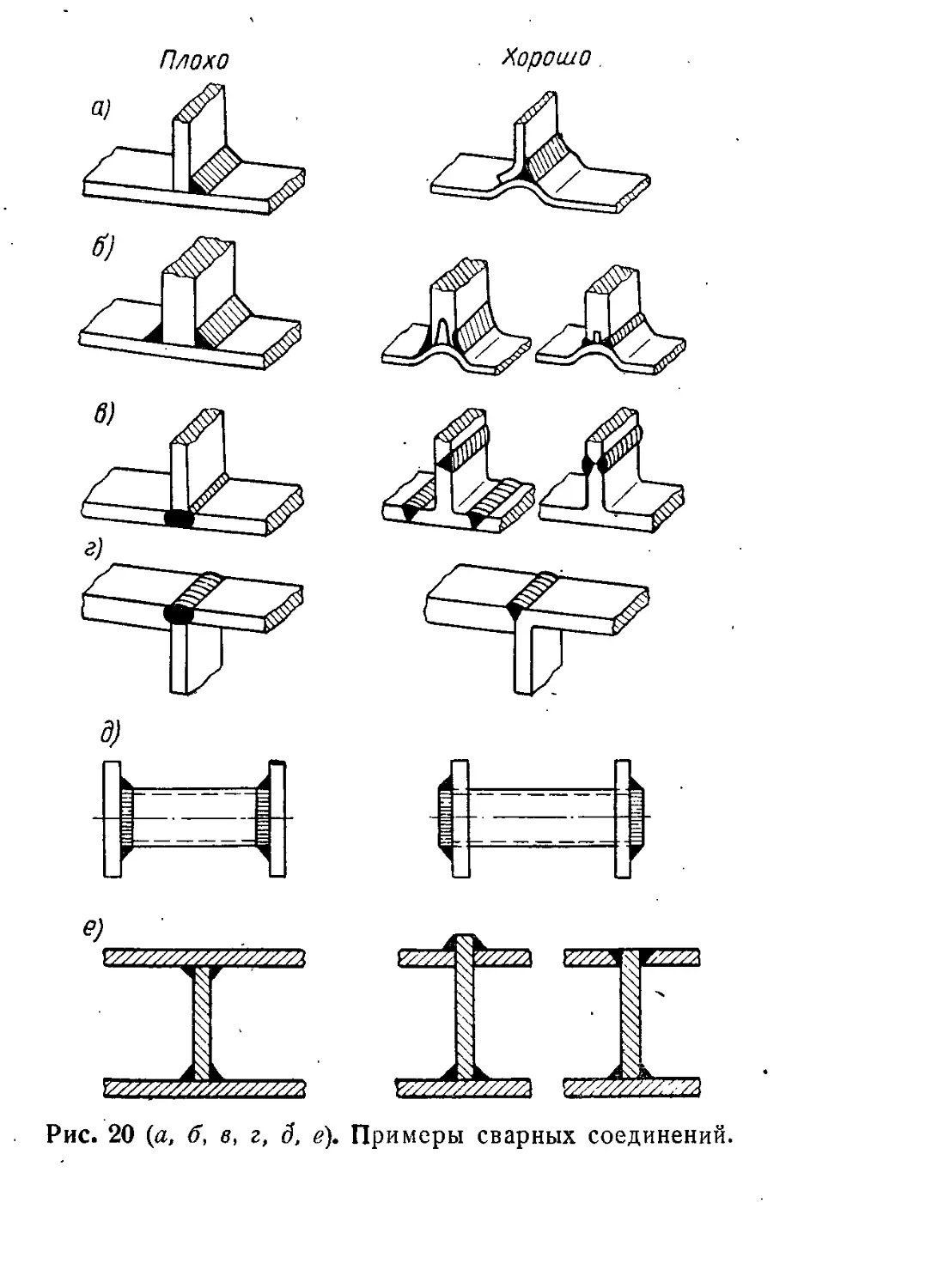
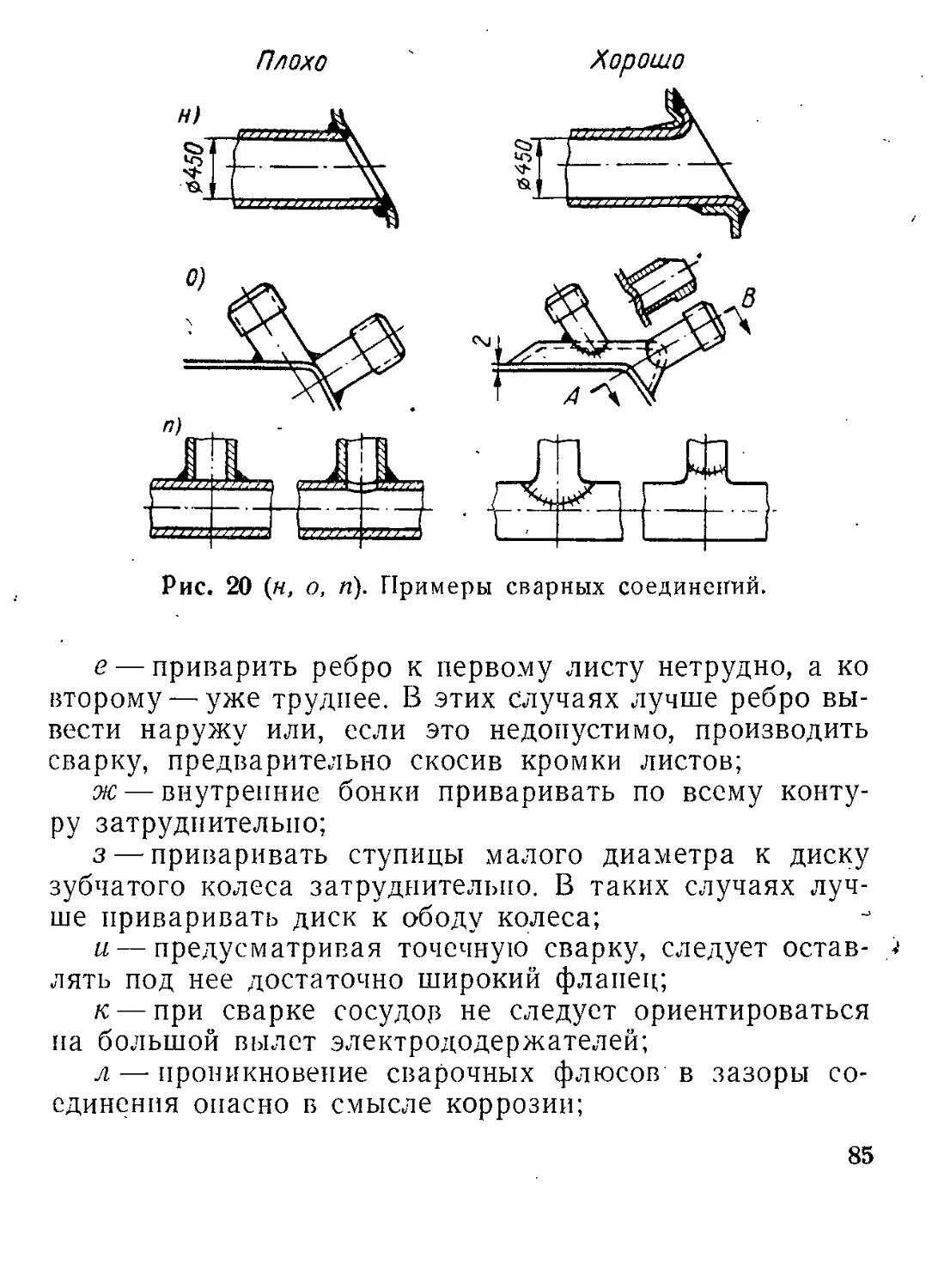
На рис. 4, а и б показан несложный узел. Мы рекомендуем читателю раскрасить рис. 4, б, чтобы, сравнив его со штрихованным (рис. 4, а), он мог убедиться в том, как хорошо он смотрится издали.
29
в. Разработка технических условий
Разработка технических условий является одним из важнейших этапов разработки нового изделия. Правильно составленные технические условия должны в полной
мере выявить те требования, которые предъявляются к изделию с точки зрения его эксплуатации и производства. Лишь самые простые изделия могут изготовляться без технических условий, если они с достаточной полнотой описываются рабочим чертежом.
В состав технических условий должны входить сле-
зо
ДуКИцйе сведения: 1) назначение изДёлйя с краткой характеристикой условий его эксплуатации; 2) краткая характеристика технических показателей с указанием допустимых, для них отклонений; 3) перечень техниче-
исполнення чертежа.
ских показателей, которые должны подвергаться различным видам контроля и испытаний; 4) указания об условиях и методике определения технических показателей; '5) технический ресурс и гарантийный срок службы; 6) условия упаковки, транспортировки и хранения,.
Технические показатели, устанавливаемые техниче-
31
сними условиями, должны определяться точным • расче-том или экспериментом. При этом устанавливаемые конструктором технические показатели должны отвечать реальным возможностям производства. Если желаемые технические показатели не могут быть обеспечены в реальных производственных условиях, то их не следует^ и оговаривать в технических условиях. Вместе с тем всякое, даже кажущееся на первый взгляд незначительным, требование, оставшееся не отраженным в технических условиях, может оказаться причиной брака «без виновника».
В практике работы конструктора-изобретателя технические условия составляются обычно лишь для внутризаводского использования, а не для сдачи изделия заказчику. Являясь, таким образом, внутренним документом, они могут сравнительно легко пересматриваться и дополняться. Вследствие этого некоторые конструкторы иногда склонны считать, что для внутризаводских заказов вообще нет необходимости составлять технические условия, так как существует возможность устной договоренности с различными заводскими службами и отделами (цехи-изготовители, отдел технического контроля, отдел снабжения и т. п.). Такое отношение к техническим условиям вносит элемент безответственности в отношения между заводскими подразделениями. Общение между отдельными подразделениями и ответственными лицами по техническим вопросам должно осуще? ствляться только при помощи исчерпывающих письменных документов. Это не формализм, а обязательное условие порядка и быстрого прохождения заказа в производстве.
Для рабочих — изобретателей и рационализаторов правильное составление технических условий на выполненные ими разработки и четкая формулировка каж-
32
дого их пункта имеют совершенно исключительное значение, так как дело обычно касается новых технических идей, которые легко могут- быть скомпрометированы плохим исполнением. В реальной производственной обстановке работники цехов, будучи до предела загруженными выполнением основных заказов, не всегда, к сожалению, уделяют достаточно внимания заказам, которые проходят по БРИЗу. И если еще техническая документация по этим заказам оформлена недостаточно грамотно или небрежно, то это является причиной того, что заказ задерживается в исполнении или его исполнение поручается рабочим невысокой квалификации или даже ученикам. В этих условиях виновником всех неудач обычно становится сам изобретатель.
Технические условия должны быть напечатаны на листах писчей бумаги хорошего качества, крупным четким шрифтом, через 2 переката между строками и через 3—4 переката между абзацами. В тексте должны быть предусмотрены разделы, параграфы, пункты. Все обозначения и размерности физических величин должны соответствовать ГОСТам. Сокращений слов в тексте следует избегать, за исключением общепринятых. Таблицы должны быть выделены из общего текста; снабжены порядковым номером и названием. Сколько бы страниц ни содержали технические условия, они должны быть сброшюрованы в жесткую обложку.
г. Разработка детальных чертежей
Разработка детальных чертежей, или, как ее часто называют, деталировка, является завершающим этапом разработки конструкции и требует к себе самого внимательного отношения, так как от того, как выполнены детальные чертежи, существенно зависит, как будет
3 В. Ф. Гущин
33
функционировать механизм ' или прибор после его сборки.
Деталировка в значительной степени облегчается, если на чертежах общего вида конструктором проставлены такие важнейшие размеры, как расстояния между осями валов, координаты осей относительно базовых плоскостей, основные посадочные размеры и т. п.
С другой стороны, не следует и чрезмерно перегружать общий вид размерами, так как это затруднит его чтение.
Начинающему конструктору может быть рекомендован следующий простой прием: все узлы механизма копируются от руки на отдельные куски карандашной кальки и на этих кальках наносятся все размеры деталей, которые требуют взаимной увязки. По таким эскизам очень удобно просчитывать осевые размерные цепи, согласовывать длины отдельных деталей, зазоры, выступы и т. п.
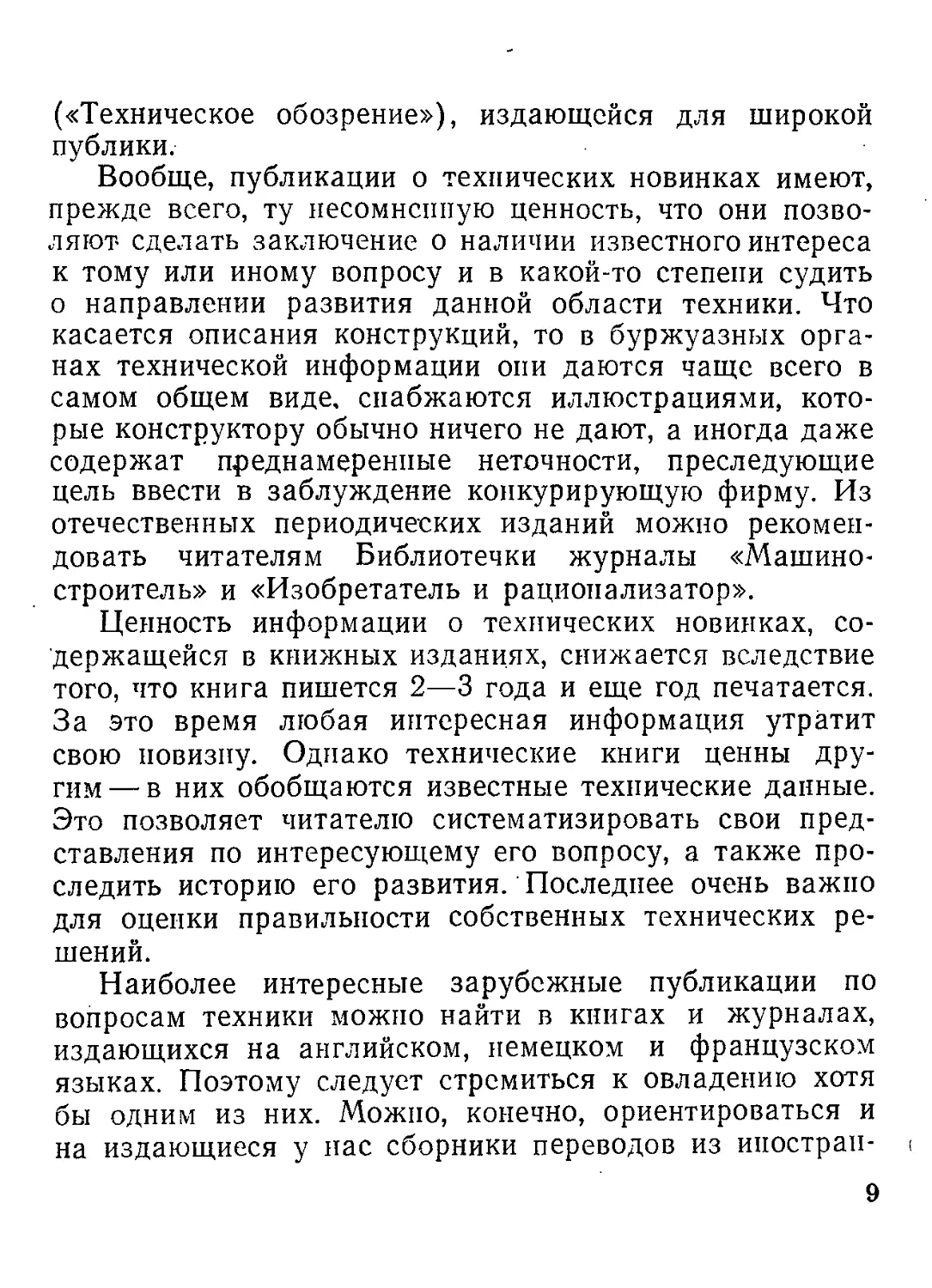
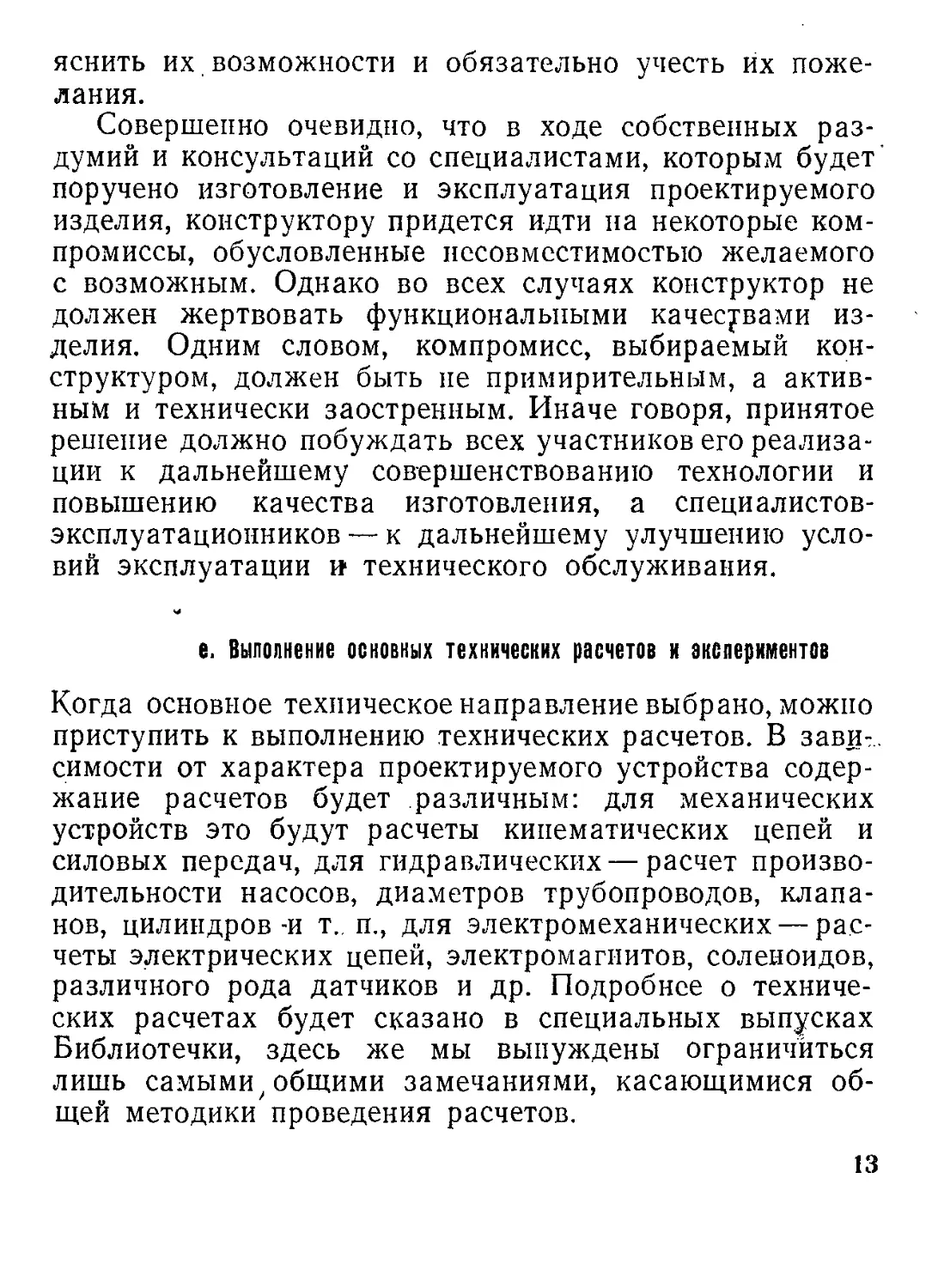
На рис. 5 представлен узел ведущего вала редуктора; на чертеже нанесены все размеры, определение которых с помощью масштабной линейки непосредственно по общему виду легко может привести к ошибке. Некоторые затраты времени на составление таких эскизов вполне окупают себя, Так как проверка детальных чертежей значительно упрощается.
При деталировке следует избегать увеличения и уменьшения и по возможности придерживаться масштаба 1 : 1, так как при этом удается наилучшим образом выбрать пропорции отдельных элементов детали. Детали, сложные по конструкции и большие по своим размерам, которые приходится изображать на чертеже в уменьшенном масштабе, полезно предварительно вычертить в натуральную величину, полностью или поэлементно, чтобы правильно- выбрать размеры отдельных
34
ее частей (толщина стенок и ребер в отливках, приливы, фланцы и т. п.). Вычерчивая мелкие детали в уве-
Рис. 5. Пример простановки размеров па эскизе.
личенном масштабе, полезно тут же изобразить деталь в натуральную величину, но уже без размеров.
Располагать деталь на чертеже следует, имея в виду
3*
35
основные операции ее обработки. Так, различного рода валики, обрабатываемые на токарных станках, следует располагать горизонтально, а маховики и шкивы, размеры которых позволяют предвидеть обработку на карусельных станках, — вертикально.
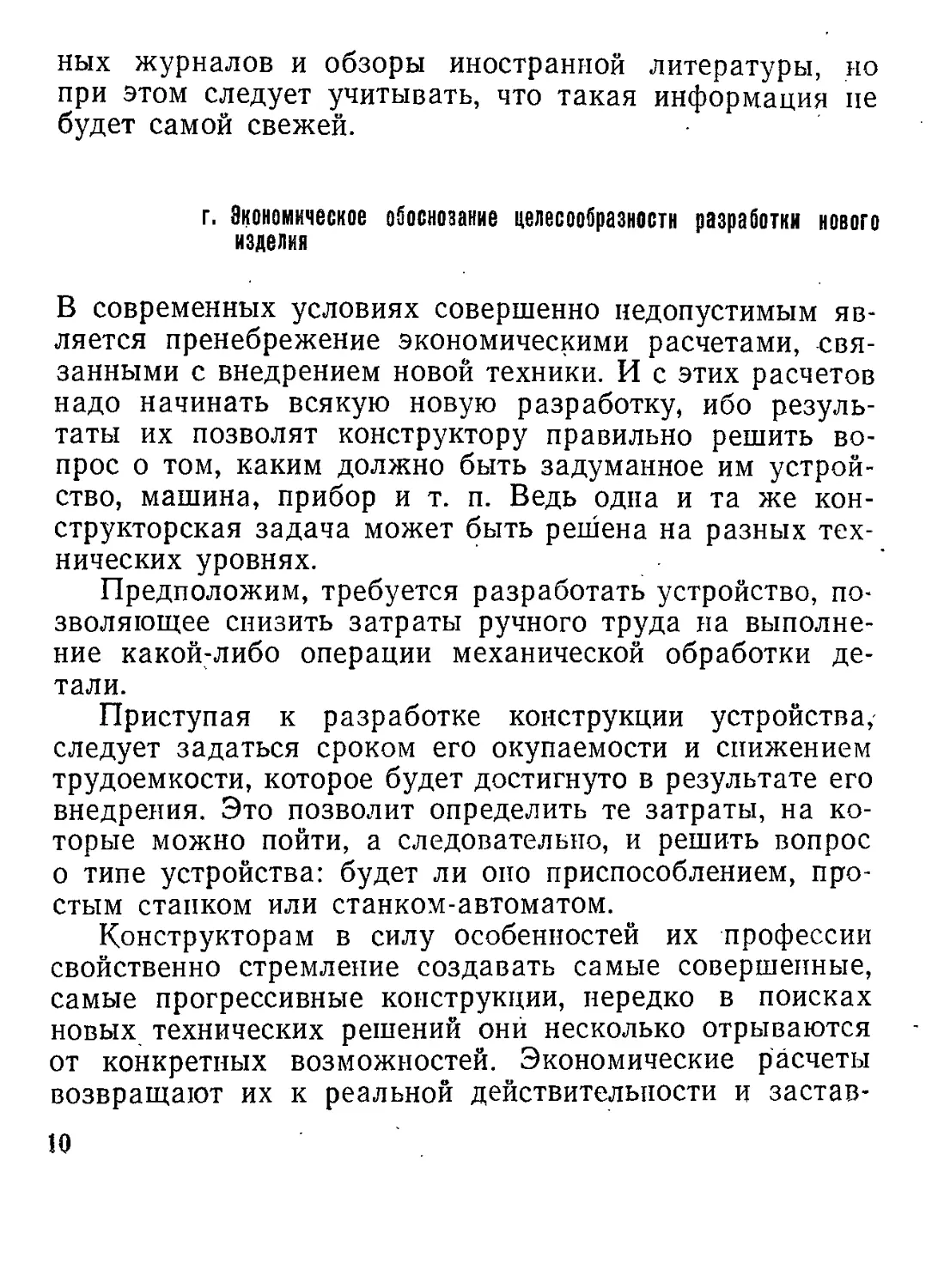
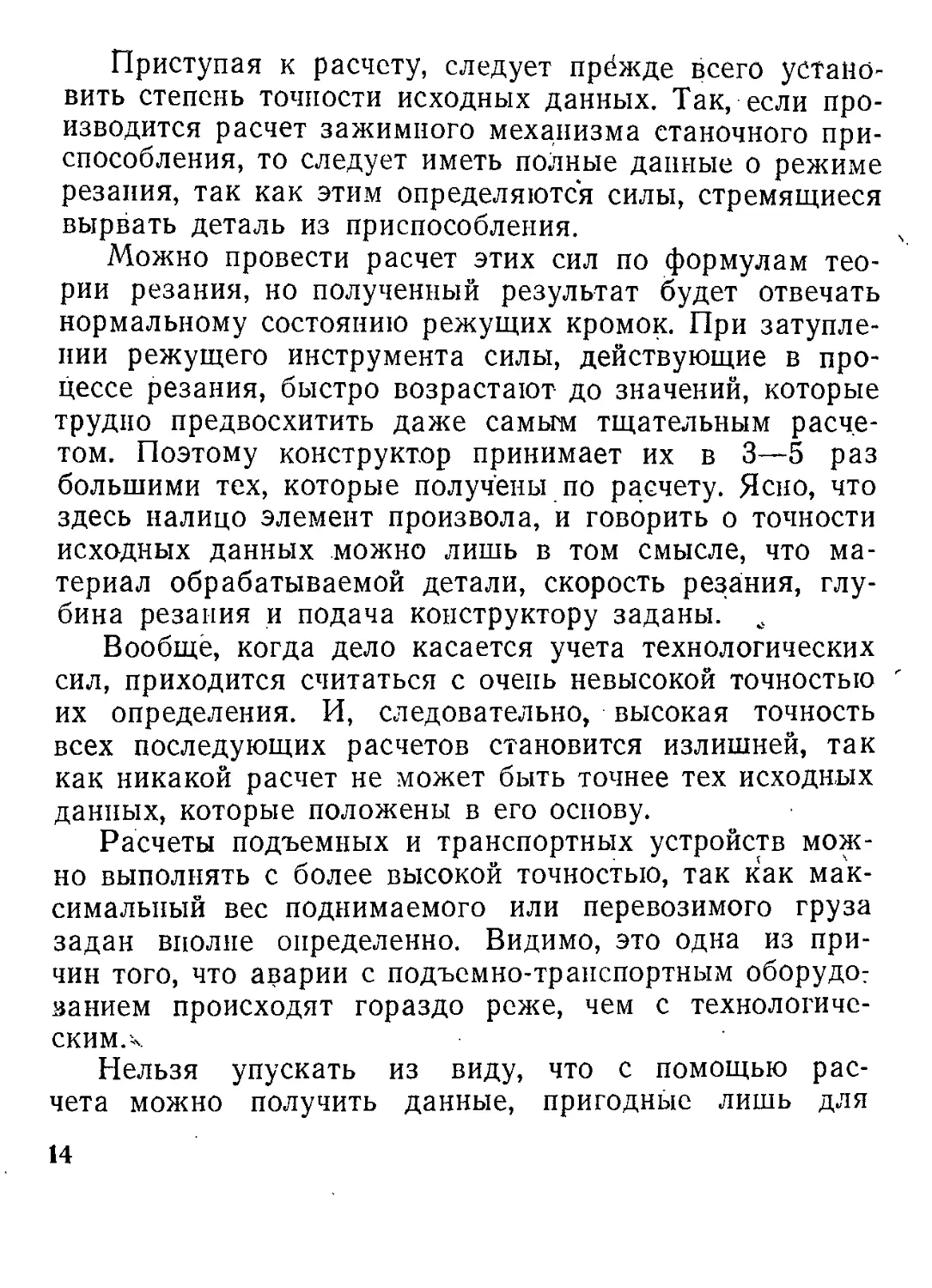
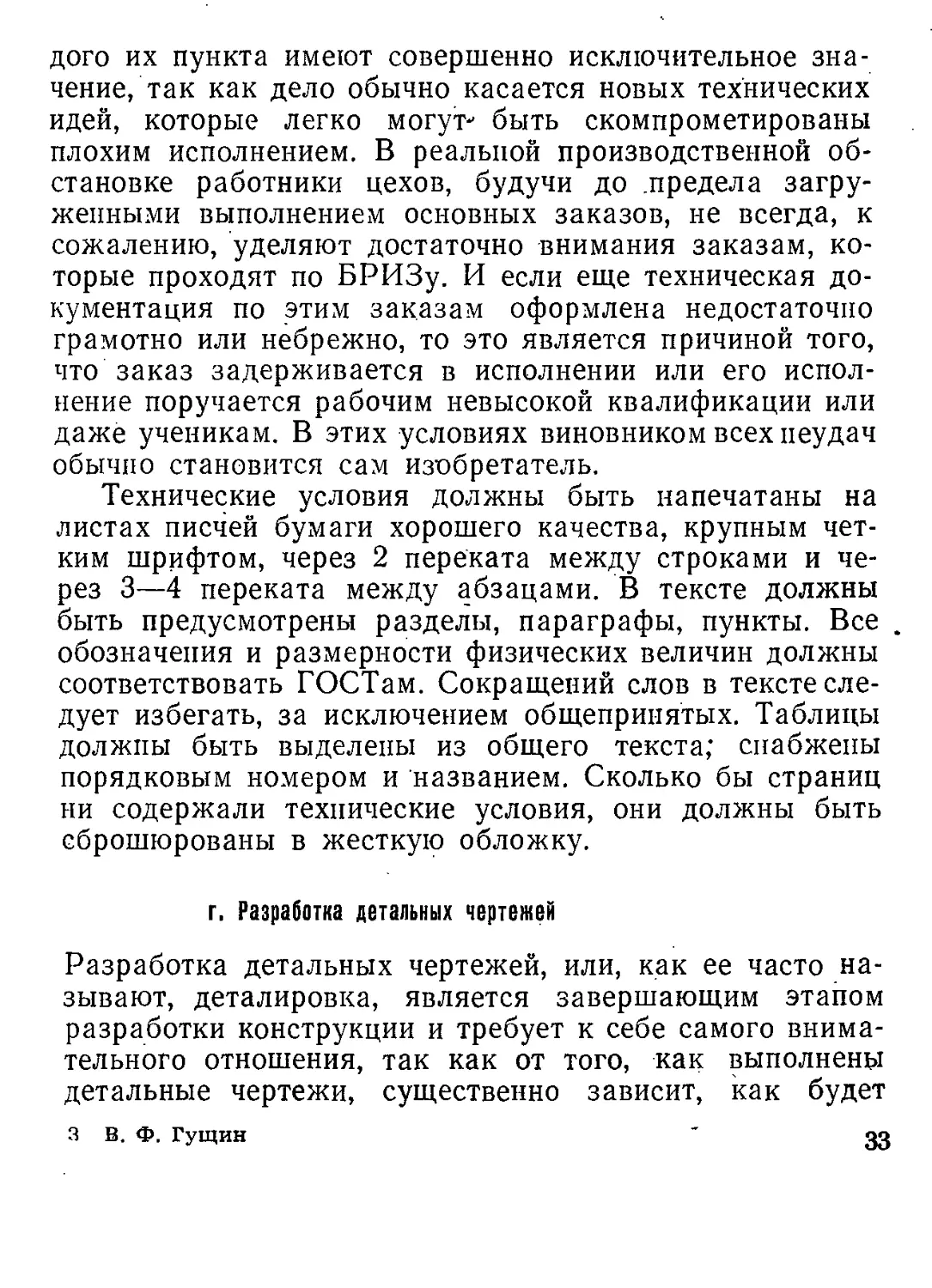
Рис. 6. Варианты простановки размеров.
Особого внимания при разработке детальных чертежей требует простановка размеров. Само собою разумеется, что должны быть .проставлены все до одного размеры, необходимые для формообразования детали, и пи одного лишнего. Каждая деталь для полного определения ее формы требует вполне определенного количества размеров, которое не зависит от того, как они будут проставлены. На рис. 6 приведены два варианта простановки размеров для несложной по конструкции детали. В обоих случаях потребовалось 14 размеров.
36
Любой другой вариант потребует тоже 14 размеров.
Проставляя размеры, конструктор должен хорошо себе представлять, как будет обрабатываться деталь. При этом, естественно, не безразлично, предназначается чертеж для серийного или для индивидуального изготовления детали. Так, например, вариант, показанный па рис. 6 слева, лучше отвечает условиям серийного изготовления, когда обработка будет производиться в приспособлениях, а второй — индивидуального, с использованием разметки.
Проставляя размеры на детальных чертежах, следует учитывать конструктивно-сборочные и обработочно-измерительные требования. Поверхности, определяющие положение детали в сборочном узле, должны являться началом отсчета всех остальных размеров. Ориентация от этих поверхностей всех остальных поверхностей детали должна производиться с учетом удобства базировки детали при обработке и ее измерений как в процессе обработки, так и при окончательном контроле.
При нанесении размеров на отливки следует различать две системы поверхностей: систему поверхностей, остающихся необработанными (черные поверхности), и систему поверхностей, подвергающихся механической обработке (чистые поверхности). В общем случае по каждому из трех направлений координатных осей, т. е. па каждой из трех главных проекций чертежа может быть только один размер, который связывает между собой черную и чистую поверхности. Таким образом взаимное расположение обеих систем поверхностей будет в полной мере определено. При этом все черные поверхности будут связаны между собой своей системой размеров, а все чистые — своей. Заметим еще, что размерные связи между черными и чистыми поверхностями
37
следует стремиться задавать по характерным и наиболее протяженным поверхностям, удобным в качестве базовых при отливке и обработке.
Пояснительные надписи на чертежах, технологические указания и примечания должны быть сформулированы кратко и четко. Все указания о термической обработке детали должны содержать соответствующие показатели твердости, а при химико-термической обработке — и глубину закаленного слоя.
Глава II
Взаимозаменяемость
1. Выбор допусков и посадок
а. Общие замечания-
Выбор допусков и посадок при разработке новой конструкции имеет существенное значение для правильного ее функционирования и в значительной степени определяет стоимость изготовления.
Систематическое рассмотрение всех вопросов, связанных с обеспечением взаимозаменяемости, в рамках настоящей брошюры не представляется возможным, да и вряд ли необходимо.
Мы полагаем, что наш читатель знаком с основами взаимозаменяемости, и как производственник, повседневно имеющий дело с чертежами и технологической документацией, хорошо знает, что такое допуск, посадка, зазор, натяг, предельные отклонения и т. п., а также имеет достаточные представления о технике производственных измерений и контроля. Это избавляет нас от необходимости излагать элементарные истины и позволит нам сосредоточиться на тех практических вопросах, с которыми читателю придется столкнуться на самых первых порах его конструкторского творчества.
Дело в том, что квалифицированный рабочий — станочник или сборщик, хорошо разбираясь в вопросах до-
39
„ пусков и посадок, может не совсем отчетливо представлять себе некоторые особенности нашей отечественной системы допусков и посадок ОСТ', которые, будучи для него второстепенными, являются очень важными для конструктора.
б. Единица допуска и классы точности
Длительные и систе'матические наблюдения за процессами изготовления валов и отверстий различных размеров и точности, которые проводились в период разработки системы допусков и посадок ОСТ, позволили установить, что трудности получения точного размера возрастают пропорционально корцю третьей степени из диаметра.
Это позволило выразить допуск в так называемых единицах допуска.
В системе ОСТ для размеров от 1 до 500 мм единица допуска
r--=0,5j/d [мк\, где d — диаметр обработки, в мм.
Единица допуска является мерой точности изготовления и выражается в микронах.
Используя единицу допуска i, величину допуска можно представить так:
Ъ=а-1,
где а — количество единиц допуска, установленное для данного класса точности.
1 Здесь мы ограничиваемся лишь рассмотрением системы допусков и посадок ОСТ для гладких цилиндрических сопряжений.
40
Система ОСТ предусматривает 10 классов точности. Соответствующие этим классам количества единиц допуска даны в табл. 1.
Таблица 1
Число единиц допуска
Деталь Классы точности
1 2 •2а з За | 4 | 5 | 7 8 9
Отверстие Вал 10 7 16 10 25 16 30 64 100 200 400 640 1000
Из таблицы видно, что в высших классах точности число единиц допуска для отверстия и вала различно. Это отражает тот факт, что точное отверстие обработать и измерить труднее, чем точный вал.
Из десяти классов точности первые семь предусмотрены для осуществления посадок, три последние — для заготовок и свободных размеров.
В соответствии с формулой для б и данными табл. 1 можно построить график зависимости величины допуска от диаметра. Для 4-го класса точности такой график выполнен на рис. 7. Он представляет собой кубическую параболу с осью симметрии на оси d.
Отвечающая это’му графику формула имеет вид: 8=200-/, или
8=200-0,5^5=100^5.
Рассматривая этот график, нетрудно понять, почему разбивка па интервалы диаметров принята в системе ОСТ, да и в других национальных системах,
41
а также и в международной системе, неравномерной: из начала координат парабола поднимается круто вверх, а затем протекает более полого. Поэтому равным при-
ращениям допусков отвечают все увеличивающиеся интервалы диаметров.
Одним из характерных признаков системы ОСТ является то, что классы точности отвечают определенным методам обработки (табл. 2).
Назначая класс точности сопряжения, следует учи-
42
Таблица 2
Классы точности и методы^обработки
Кл асе точности Наружные цилиндрические поверхности (валы) Внутренние цилиндрические поверхности (отверстия)
1 Притирка, доводочное наружное шлифование Притирка, тонкое хонингование
2,2а Шлифование и алмазное точение Шлифование, алмазное растачивание, развертывание (двукратное), хонингование, протягивание
3,3а Чистовое точение, обдирочное шлифование Чистовое растачивание, развертывание (однократное)
4 Предчистовое точение Растачивание, зенкеровз-ние
5 Обдирочное точение Черновое растачивание, зенкерование, сверление
тывать, что величина допуска и стоимость обработки связаны между собой гиперболической зависимостью. Из графика этой зависимости (рис. 8) видно, что переход от 5-го к 4-му классу не вызывает заметного повышения стоимости обработки, так как в обоих случаях обработка производится на обычном токарном станке, а разница в стоимости обработки определяется, по существу, лишь тщательностью выполнения операции. Переход к 3-му классу требует использования токарного станка повышенной точности и более высокой квалификации исполнителя, что уже заметно сказывается на стоимости обработки. Переход ко 2-му и 1-му классам вызывает необходимость использования более дорогих и менее производительных шлифовальных станков и точных измерительных инструментов. При этом необходимо
43
считаться с тем, что обработке на шлифовальном станке предшествует обработка на токарном с точностью не ниже 4-го класса.
Рис. 8. График зависимости стоимости обработки от ее точности.
Все это обязывает конструктора придерживаться принципа максимального расширения допусков, т, е, назначать по возможности большие допуски па обработку, разумеется, без ущерба правильному функционированию машины,
44
в. Основания системы ОСТ
Осуществление различных посадок в системе ОСТ может производиться двумя различными способами:
1. При неизменных предельных отклонениях отверстия — за счет соответствующего выбора предельных отклонений валов (система отверстия).
2. При неизменных предельных отклонениях вала — за счет соответствующего выбора предельных отклонений отверстий (система вала).
Схематически это представлено на рис. 9, на котором показано лишь по три посадки для каждой системы, хотя их может быть и больше. Так, например, во 2-м классе точности для системы отверстия предусматривается 13 различных посадок.
Представленные на рисунке посадки существенно различны по своему характеру: для узла № 1 — посадка с зазором (подвижная), для узла № 2 — переходная (могущая дать как небольшой зазор, так и небольшой натяг), для узла № 3 — неподвижная, обеспечивающая получение натяга в сопряжении.
Отверстие в системе отверстия и вал в системе вала принято называть основными деталями.
У всех посадок в системе отверстия нижнее отклонение (НО) отверстия равно нулю, т. е. нижняя граница поля допуска (АЛ) отверстия всегда совпадает с нулевой линией, которая на схеме отвечает номинальному размеру сопряжения. У всех посадок в системе вала верхнее отклонение вала (ВО) равно нулю, т. е. верхняя граница поля допуска вала (АВ) всегда совпадает с нулевой линией. В обоих случаях допуск направлен в тело детали, т. е. по направлению обработки.
Оба основания считаются в нашей системе равноправными, и конструктор может по своему усмотрению
45
а) Система отверстия т
7О'- Узел №1 Узел № г Узел №3",
60
50
40
30
20 Ю
б) Система вала
. Подвижная посадка
днаим ~ Ю 5наиб -Нб бал--24,99
Нм вал =24,960 Нм вал -
Переходная посадка днаиб~40(нат^ днаим-~10 днаиб=Юразор') Днаиб=-60 'Нб вал =25fl4 Нб вал=250б& 1 Нм вал =25,01 Нм бал =29,030^
мк\ узел №1
-10 -20 -30 -40 -50 -60 -70
Узел Nc2
Прессовая посадка
Узел №3
.Подвижная посадка 5наим = Ю 5наиб=00
Переходная посадка днаиб^наШ! дИаиб-Юоазор
Нботв-2503 Нб отв=24,98 Нм отв=25,О1 Нботв=24,966
Прессовая посадка
дна им - -Ю днааб ~ ~6О
Нбатв=24,96 Нм отв=24, 94
Рис. 9. Схемы построения допусков в различных системах.
О
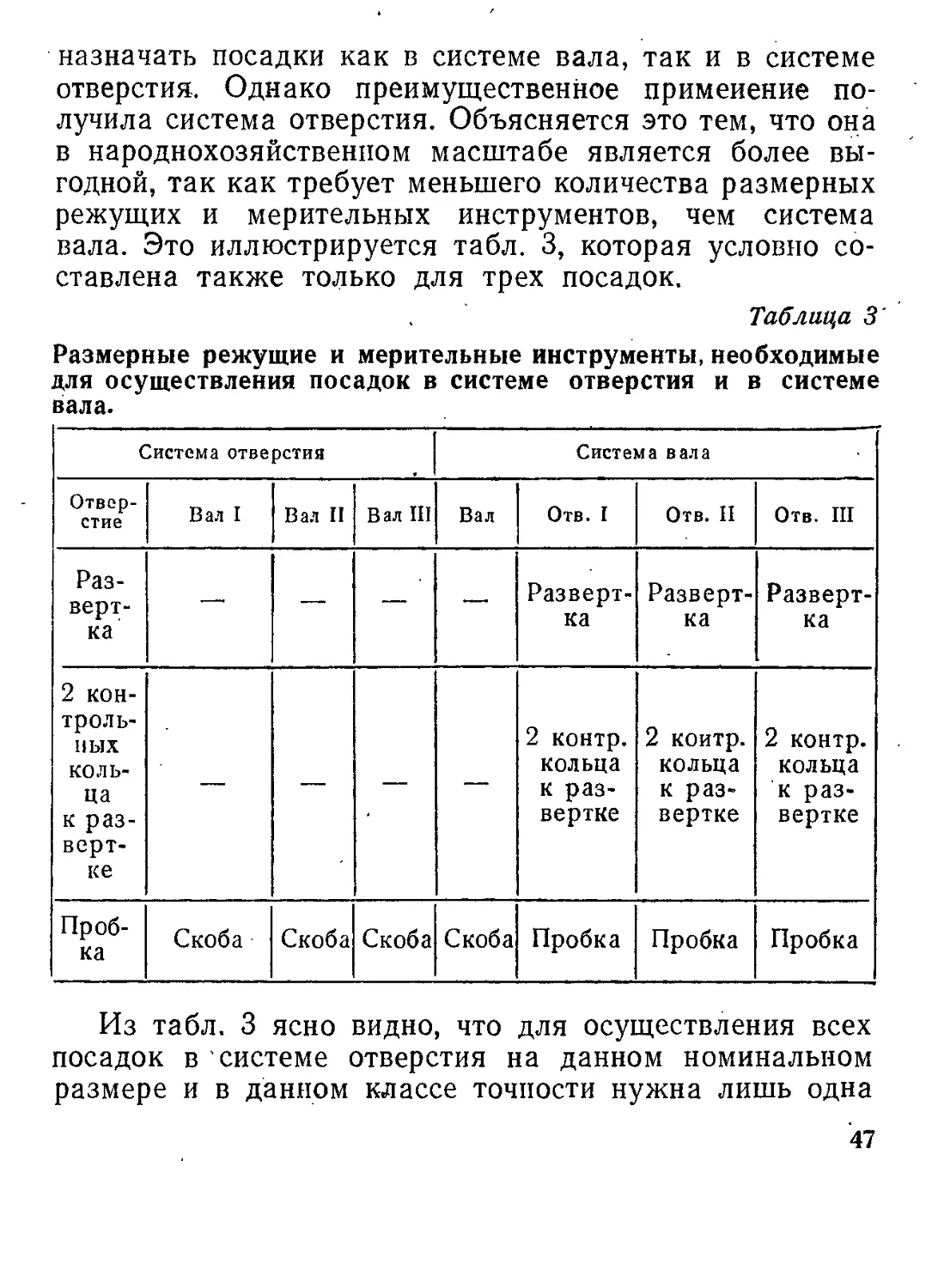
назначать посадки как в системе вала, так и в системе отверстия. Однако преимущественное применение получила система отверстия. Объясняется это тем, что она в народнохозяйственном масштабе является более выгодной, так как требует меньшего количества размерных режущих и мерительных инструментов, чем система вала. Это иллюстрируется табл. 3, которая условно составлена также только для трех посадок.
Таблица 3
Размерные режущие и мерительные инструменты, необходимые для осуществления посадок в системе отверстия и в системе вала.
Система отверстия Система вала
Отверстие Вал I Вал II Вал III Вал Отв. I Отв. II Отв. III
Развертка — — — — Развертка Развертка Развертка
2 контрольных кольца к развертке — — — — 2 контр, кольца к развертке 2 коитр. кольца к развертке 2 контр, кольца к развертке
Пробка Скоба Скоба Скоба Скоба Пробка Пробка Пробка
Из табл. 3 ясно видно, что для осуществления всех посадок в системе отверстия на данном номинальном размере и в данном классе точности нужна лишь одна
47
развертка, тогда как в системе вала их понадобится столько, сколько посадок. Каждая развертка требует
О
Поле допуска пальца 1
Рис. 10. Пример применения допусков по системе вала.
еще два контрольных кольца для контроля ее размеров. Кроме того, в системе вала требуется больше калибров пробок, чем скоб. А пробки дороже скоб.
48
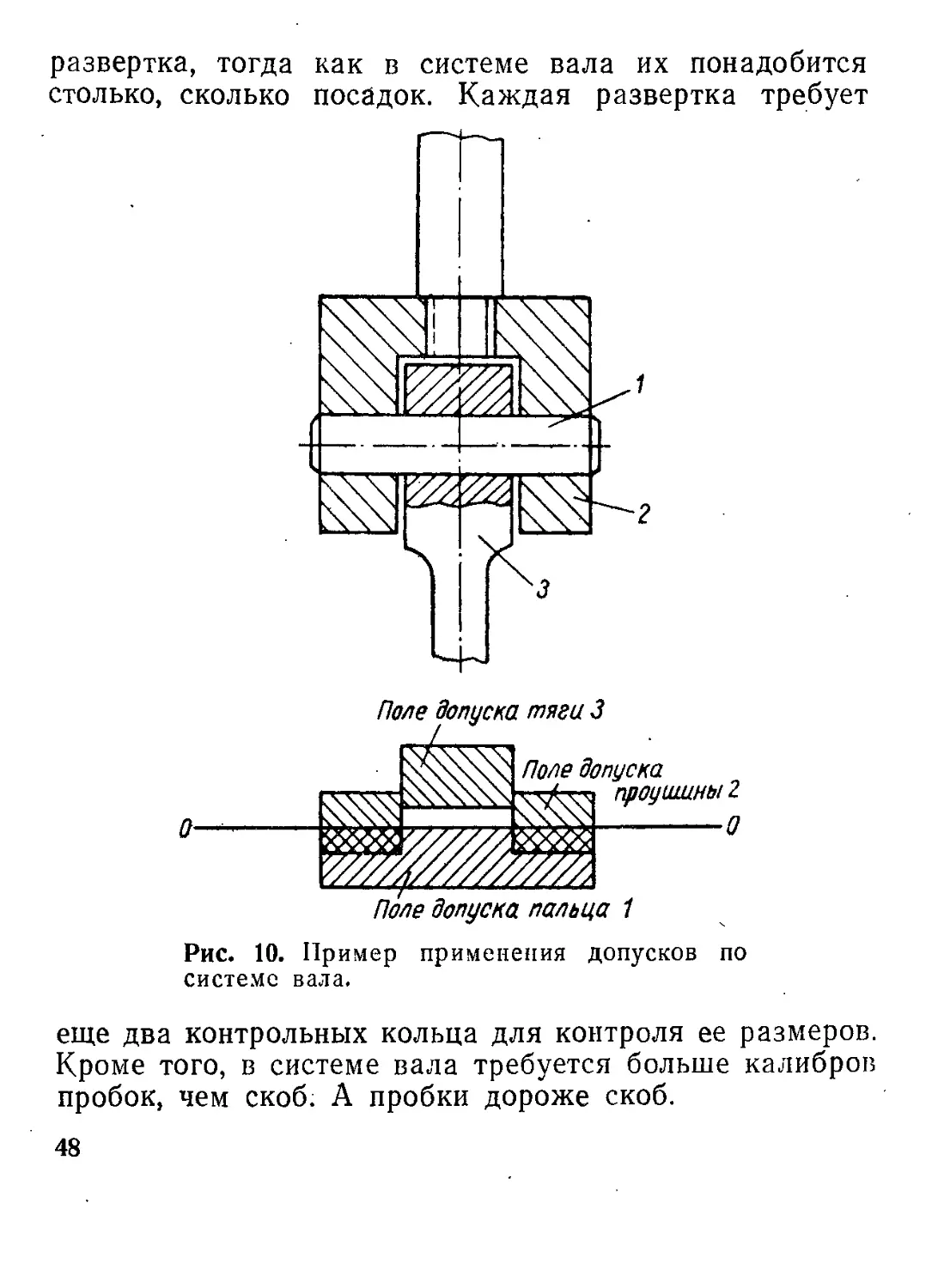
Несмотря на очевидные техно-экономические преимущества системы отверстия перед системой вала,’конструктор нередко бывает вынужден использоватй4 и систему вала. Это приходится делать в тех случаях, когда по конструктивным соображениям оказывается желательным осуществить две или более посадки на гладком, без уступов, валике. Такой случай показан па рис. 10, на котором изображено шарнирное соединение. Палец 1 должен плотно сидеть в отверстиях проушины 2, тогда как тяга 3 должна свободно проворачиваться на пальце 1.
Схема посадок показана на том же рисунке.
Такая конструкция является очень технологичной: проушина обрабатывается гладкой разверткой, а палец шлифуется на бесцентрово-шлифовальном станке.
Есть целый ряд машин, например текстильные, в которых довольно широко используется система вала. Длинные гладкие валы этих машин механической обработке не подвергаются, а изготовляются из чистотя-путого прутка (серебрянки), который имеет допуски основного вала 3-го класса точности. Детали с отверстиями (муфты, шестерни, стопорные кольца и т. д.) насаживаются на этот вал с желаемыми посадками, которые обеспечиваются соответствующим выбором предельных размеров отверстий.
г. Посадки и их выбор
Существуют три группы посадок: неподвижные, переходные и подвижные.
Неподвижные посадки предназначаются для неразборных соединений и осуществляются под усилием пресса, с нагревом охватывающей детали или с охлаждением охватываемой.
4 В. Ф. Гущин
49
Неподвижные посадки способны передавать крутящий момент без таких дополнительных средств крепления, как шпонки, стопорные винты, штифты и т. п.
Переходные посадки предназначаются для соединений, которые могут подвергаться разборке и осуществляются под легкими ударами деревянного или свинцового молотка.
Переходные посадки обеспечивают высокую степень взаимного центрирования сопрягаемых деталей, которые, однако, должны сохранять взаимную неподвижность во время работы машины. Иногда их так и называют: посадки центрирования.
Подвижные посадки предназначаются для деталей, которые в собранном узле должны обладать свободой взаимного перемещения в круговом или осевом направлении.
Следует прежде всего указать на то, что все посадки рассчитаны на определенную длину сопряжения, равную 1,5 d. Если, предположим, конструктор назначает посадку скольжения на длине сопряжения 3d, то он должен считаться с тем, что эта посадка будет вести себя при сборке как плотная или даже напряженная. Дело здесь в том, что искажения геометрической формы обеих сопрягаемых деталей затрудняют сопряжение. В случаях, когда посадки осуществляются на длине большей 1,5 d, следует делать особые оговорки в отношении погрешностей геометрической формы или выбирать посадки более свободные, т. е. обеспечивающие больший зазор.
Посадки системы ОСТ разработаны для деталей из стали, чугуна и бронзы. Применяя другие материалы сопрягаемых деталей, конструктор должен иметь в виду их физико-механические свойства. В отдельных случаях
50
ему придется считаться с необходимостью выполнения специального расчета или эксперимента, особенно когда дело касается посадок с натягом. В противном случае придется считаться или с возможностью разрыва охватывающей детали, или с недостаточной прочностью соединения.
Выбирая посадку для опор скольжения, следует иметь в виду неизбежную несоосность как отверстий подшипника, так и цапф вала. При наличии такой несоосности посадку следует выбирать с большим зазором.
Так же следует поступать и в тех случаях, когда вал укладывается на несколько опор, так как их несоосность затрудняет сборку, создавая впечатление более тугой посадки.
Возможные деформации сопрягаемых деталей в про* цессе их работы (например, прогиб вала на опорах) также должны учитываться некоторым увеличением посадочных зазоров.
Посадки опор скольжения для быстровращающихся валов должны быть более свободными, чем для тихоходных.
Если в работе сопрягаемых деталей предвидится преимущественный нагрев охватываемой детали, то это должно быть учтено- соответствующим выбором посадки. Так, в частности, для посадки поршня в цилиндр двигателя внутреннего сгорания во 2-м. классе точности предусмотрена теплоходовая посадка.
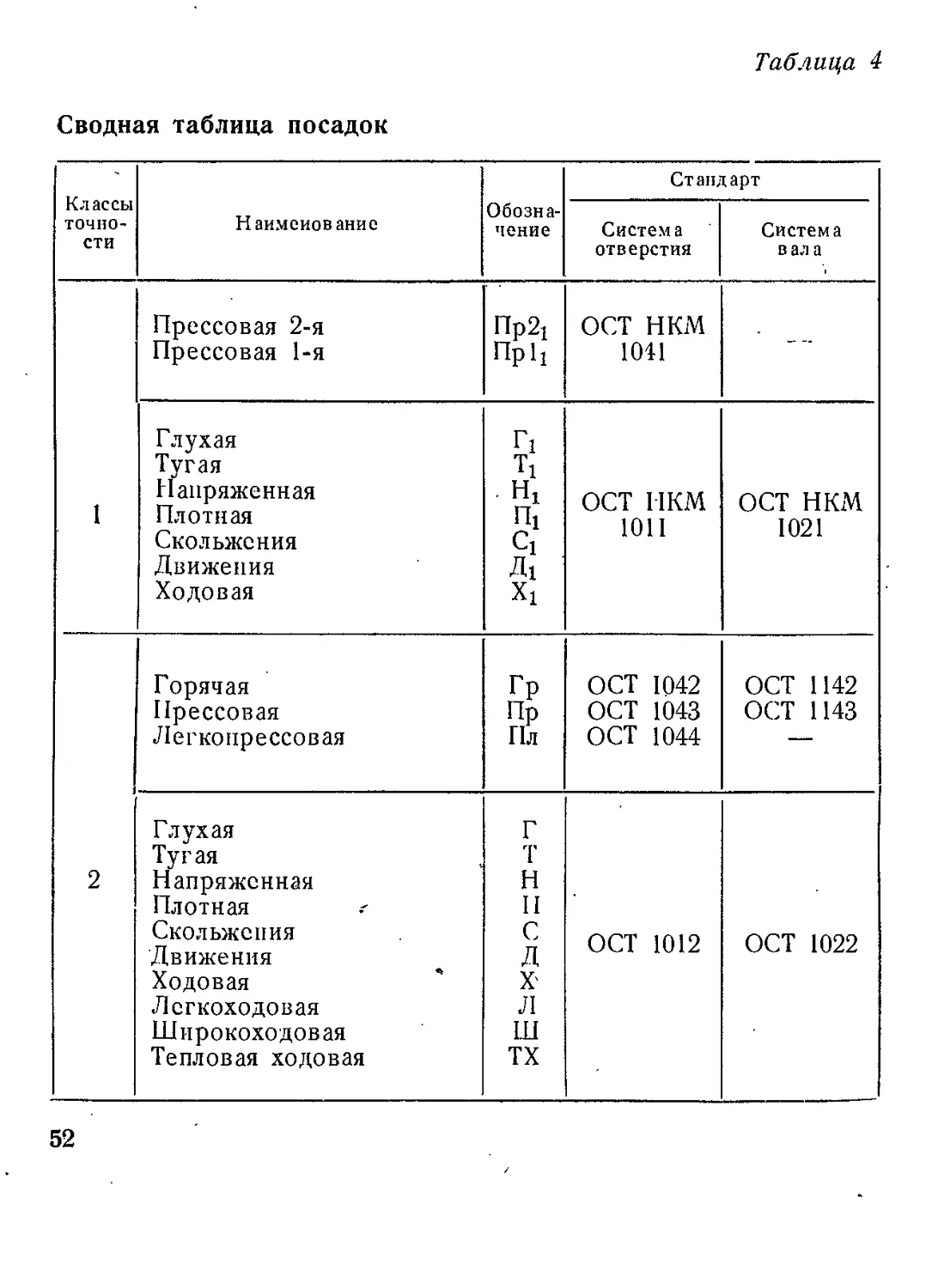
Посадки системы ОСТ сведены в табл. 4. Различные номера ОСТов для различных классов точности, а также отсутствие единства в наименованиях неподвижных посадок объясняются тем, что система создавалась в течение многих лет и в ее разработке принимали участие разные специалисты.
5*
51
Таблица 4
Сводная таблица посадок
Классы точности Стандарт
Наименование Обозначение Система отверстия Система вала
Прессовая 2-я Прессовая 1-я Пр21 Пр h ост ним юн --
1 Глухая Тугая Напряженная Плотная Скольжения Движения Ходовая Г1 Ь П1 С1 Д1 Х1 ост нкм 1011 ост нкм 1021
Горячая Прессовая Легкопрессовая Гр Пр Пл ОСТ 1042 ОСТ 1043 ОСТ 1044 ОСТ 1142 ОСТ 1143
2 Глухая Тугая Напряженная Плотная Скольжения Движения Ходовая Легкоходовая Широкоходовая Тепловая ходовая г т н II с д X' л ш тх ОСТ 1012 ОСТ 1022
52
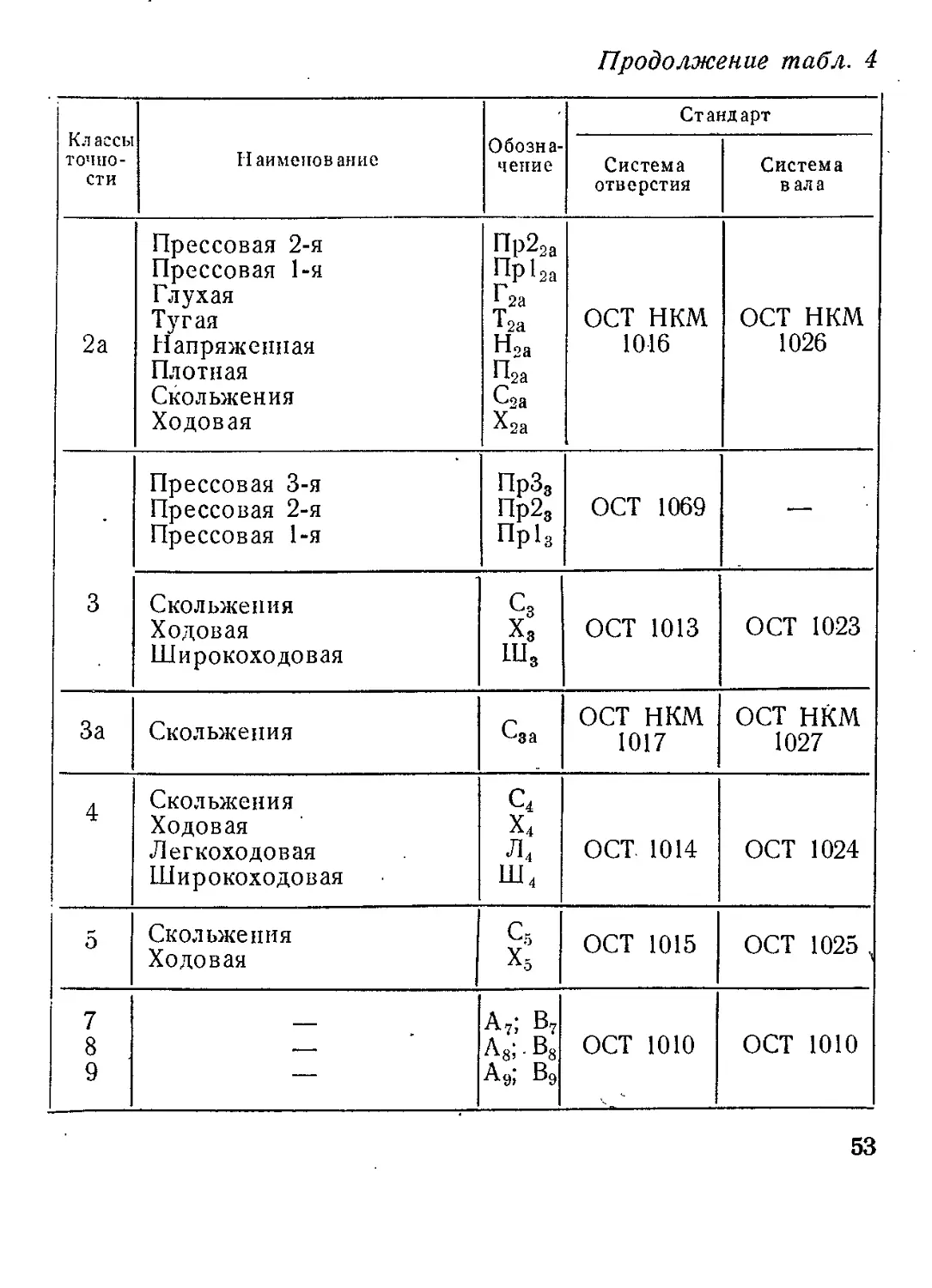
Продолжение табл. 4
Классь точности Наименование Обозначение Стандарт
Система отверстия Система вала
2а Прессовая 2-я Прессовая 1-я Глухая Тугая Напряженная Плотная Скольжения Ходовая Пр22а Пр12а Г2а Т2а Н2а П2а С2а х2а ост ним 1016 ост нкм 1026
Прессовая 3-я Прессовая 2-я Прессовая 1-я ПрЗз Пр23 Пр13 ОСТ 1069 —
3 Скольжения Ходовая Широкоходовая Оз Хз шз ОСТ 1013 ОСТ 1023
За Скольжения Сза ост нкм 1017 ост нкм 1027
4 Скольжения Ходовая Легкоходовая Широкоходовая С4 х4 л4 Ш4 ОСТ 1014 ОСТ 1024
5 Скольжения Ходовая с5 Х5 ОСТ 1015 ОСТ 1025 ,
7 8 9 — >>> «с ОС «4 из из из Ф а ч ОСТ 1010 ОСТ 1010
53
д. Посадки подшипников качения
Выбор посадок подшипников качения имеет некоторые особенности, которые обусловливаются прежде всего тем, что наружные, кольца подшипников изготовляются с допусками основного вала, близкими по величине к допускам 1-го класса точности, а внутренние кольца — с допусками основного отверстия, расположенными, однако, в минус от линии номинального размера, а не в плюс, как это обычно имеет место у основных отверстий.
Если шарикоподшипник посадить на шейку вала, которая принята по скобе, предположим' плотной посадки, то в действительности посадка будет не плотной, а напряженной, т. е. несколько более.тугой. Это является следствием перевернутости поля допуска отверстия. Поэтому в обозначении такдй посадки это подчеркивается буквой «п» (подшипниковая), которая ставится рядом с обозначением посадки, например 04ОЛП,
При назначении посадок под подшипники качения следует помнить следующие правила:
. 1. Если в подшипниковом узле вращается вал,
а корпус остается неподвижным, то внутреннее кольцо сажается на вал неподвижно по одной из переходных посадок, а наружное — в корпус с небольшим зазором.
2. Если в подшипниковом узле вращается корпус, а вал остается неподвижным, то внутреннее кольцо подшипника, сажается на вал с небольшим зазором, а наружное кольцо — в корпус неподвижно.
Соблюдение этих правил при выборе посадок подшипников качения обеспечивает равномерный по всей окружности износ беговых дорожек колец, что обеспечивается в первом случае медленным" проворачиванием
54
наружного кольца в корпусе, а во втором — внутреннего на цапфе вала.
Для первого случая и для средних режимов работы (умеренные усилия и скорости) внутреннее кольцо обычно сажается на вал с посадками Пп или Нп. При более тяжелых режимах могут использоваться также посадки Тп и Гп. Наружное кольцо сажается в этом случае в корпус с посадками Сп_, Пп, Н„.
Для второго случая и средних режимов работы внутреннее кольцо сажается на вал с посадками Д„, Хп и С„, а наружное — в корпус с посадками Нп, Тп и Гп.
Посадочные места под подшипники качения должны иметь точную, геометрическую форму. Погрешности геометрии не должны превышать половины величины допуска на посадку, а для прецизионных подшипников — одну треть, что должно быть оговорено на чертеже специальным примечанием.
е. Селективная сборка
В некоторых случаях требования, предъявляемые к сборке, оказываются настрлько высокими, что точность обработки сопрягаемых деталей может превосходить точность 1-го класса. В качестве примера такого точного сопряжения можно* привести сборку поршня с поршневым пальцем и малой головкой шатуна в двигателях внутреннего сгорания и в компрессорах. Между шатуном и пальцем допустим лишь очень небольшой зазор, обеспечивающий взаимную подвижность деталей, но не приводящий к стукам в поршневом механизме в его мертвых точках. Выход из положения находят в том, что поля допусков обеих сопрягаемых деталей, которые изготовляются с обычной точностью, например 2-го класса, разбивают на равное число групп, как это
55
показано схематически на рис. 11. Эту разбивку производят после обработки деталей, в процессе их контроля. Совершенно очевидно, что осуществляется она с помощью точных измерительных инструментов. При этом детали клеймятся номерами групп разбивки.
Рис. 11. Схема селективной сборки.
В одну сборку отбираются детали только одной группы разбивки. В результате, как это можно увидеть из рис. 11, колебание величины зазора будет не 60 мк (от 5 до 65 мк), как это было бы при сборке на полную взаимозаменяемость, т. е. без группировки, а лишь 20 мк (от 25 до 45 мк). Таким образом, посадка будет более определенной, более четкой. И достигается это при относительно невысокой точности обработки, правда, за счет утраты полной взаимозаменяемости. Взаимозаме
56 •
няемость сохраняется лишь в предедах отдельных групп.
Такая сборка называется селективной, от слова селекция, отбор.
ж. Комбинированные посадки
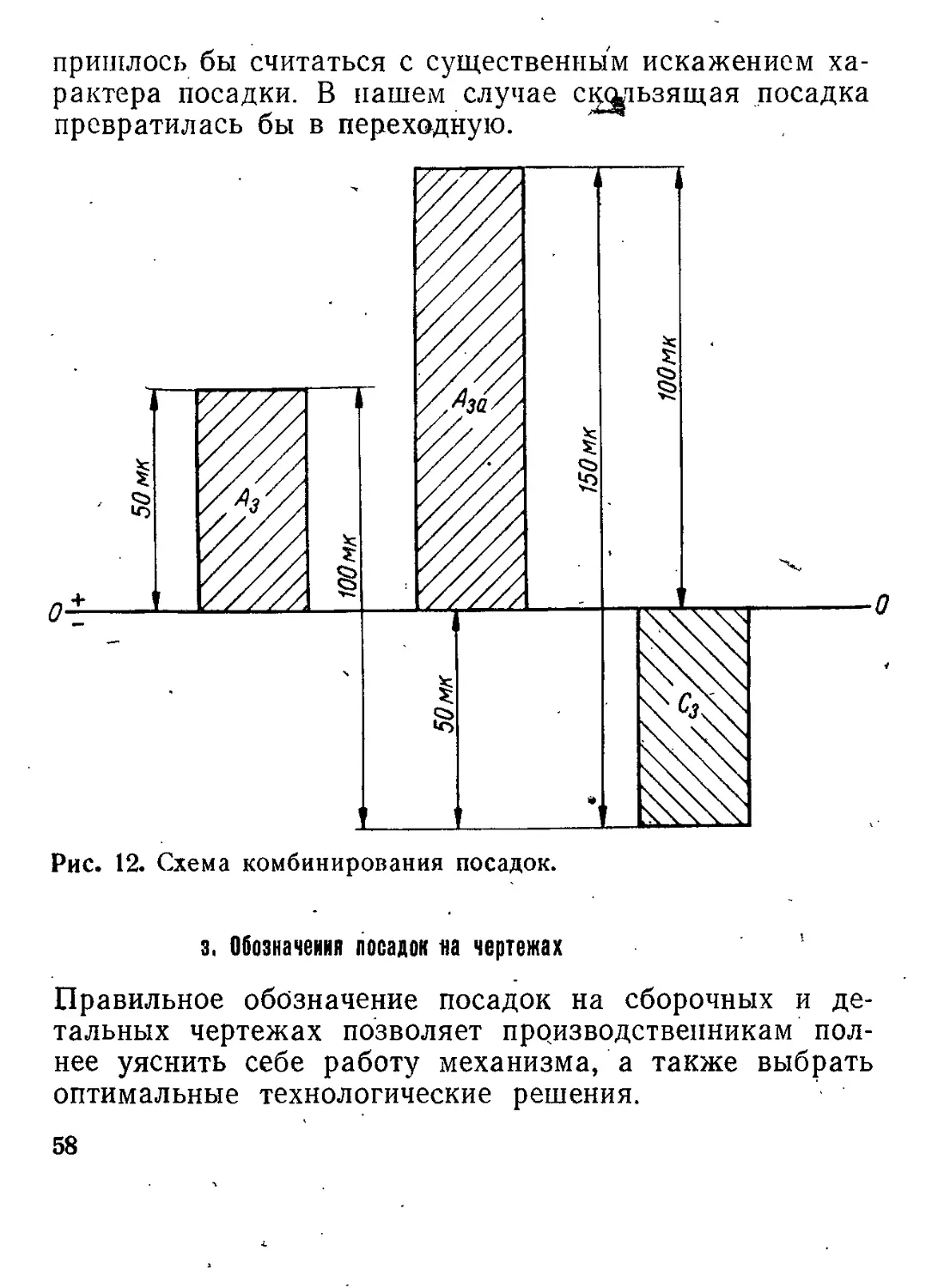
В некоторых случаях конструктор при выборе класса точности сопряжения может оказаться в затруднительном положении. Например, За класс может показаться ему слишком грубым, а точность 3-го — чрезмерной. В таких случаях противоречие может быть разрешено комбинированием обоих классов: отверстие изготовляется по За классу, а вал — по 3-му классу (а не наоборот, так как отверстие, вообще говоря, обрабатывать труднее). При этом из графика на рис. 12, построенного для посадки скольжения, можно заметить, что искажения посадки не произойдет, так как наша отечественная система допусков и посадок (так же, впрочем, как и международная) является предельно-асимметричной системой, т. е. допуски основных деталей располагаются по одну сторону от линии номинала: у отверстий — в плюс, у валов —в минус.
Полагая поминальный размер сопряжения равным 50 мм и выбрав сочетание Аз—Сз, мы будем иметь колебание зазора от 0 до 100 мк, а выбрав сочетание Аза—Сз — от 0 до 150 мк.
Как видим, минимальный зазор, который и характеризует подвижную посадку, остался в обоих случаях неизменным, следовательно, посадка в результате комбинирования классов точности не исказилась. Заметим, что если бы поля допусков основных деталей располагались, например, симметрично относительно линии номинала (как это было в старой британской системе), то нам
57
пришлось бы считаться с существенным искажением ха-
s. Обозначения посадок па чертежах
Правильное обозначение посадок на сборочных и детальных чертежах позволяет производственникам полнее уяснить себе работу механизма, а также выбрать оптимальные технологические решения.
58
На сборочных чертежах применяется почти исключительно буквенное обозначение посадок.
Основные отверстия принято обозначать буквой «А», а основные валы -- буквой «В». Неосновные детали обозначаются буквами в соответствии с выбранной посадкой (см. табл. 4).
Классы точности сопряжений обозначаются цифровыми индексами классов, которые располагаются справа от буквы, обозначающей посадку, несколько ниже нее и более мелким шрифтом.
Посадка обозначается в виде буквенной дроби, причем обозначение отверстия пишется всегда в числителе, а вала — в знаменателе.
Приведем несколько примеров обозначений посадок , на обших видах.
1. Сопряжение по ходовой посадке 4-го класса точности, выполненное по системе отверстия: 050-jp.
2. То же, в системе вала: 050-^-.
3. Сопряжение по напряженной посадке 2-го класса точности в системе отверстия: 050-р-.
(Индексы класса точности не указываются, так как 2-й класс точности считается основным.)
4. Сопряжение по посадке движения, получаемое сочетанием деталей различных классов точности, выполненное в' системе вала (комбинированная посадка): 050 ву
(отверстие 2-го класса точности, вал — 1-го).
При обозначении на общих видах посадок подшипников качения поступают так, как это показано на рис. 13. Здесь обозначается только посадочное место под
59
подшипник, так как отклонения обоих диаметров подшипника несколько отличаются от табличных по ОСТ. Посадка приобретает поэтому несколько иной характер, и это подчеркивается буквой «п», которая ставится рядом с обозначением посадки.
Вм $25 Тп
Отв. Ч>52ДП
Рис. 13. Обозначение посадок шарикоподшипника.
На детальных чертежах посадки могут обозначаться одним из следующих трех способов:
1. Буквами, когда имеется в виду, что деталь будет контролироваться в процессе изготовления предельным калибром (пробкой или скобой). Например, для валов 04ОХ; 012С4 и т. д. и для отверстий 04ОА; 012А4 и т. д.
2. Цифрами, когда имеется в виду, что контроль детали в процессе обработки будет производиться универ
60
сальными измерительными инструментами (штангенциркули, микрометры, рычажные скобы и т. д.). Для примеров, приведенных выше, соответственно: 04OZq’o5q ; 012-0,по; 04О+0-027; 012+0-170.
3. Смешанным, когда заранее неизвестно, как будет контролироваться деталь: 04ОХ (z^g); 012С4(—0,170); 04ОА<+О-О27); 012А4<+о>170).
Первый способ обозначений посадок отвечает условиям массового производства, второй — индивидуального, третий — серийного.
Если допуск является симметричным, то его цифровое обозначение пишется со знаком ±, например: 50±0,1. При этом цифры размера и допуска одинаковы по величине.
2. Расчеты размерных цепей
а. Общие замечания
Одним из важных моментов проработки конструкции на взаимозаменяемость является расчет допусков в размерных цепях.
В качестве простейшего примера линейной размерной цепи может служить цепь, приведенная на рис. 14. Здесь зубчатое колесо 2 покоится в двух втулках 3, прижатых винтами 4 к обработанным приливам корпуса/. Для того чтобы зубчатое колесо могло свободно вращаться на валике, кроме посадочного диаметрального зазора должен быть обеспечен небольшой зазор S между торцом колеса и втулкой. Фактическая величина этого зазора определяется действительными размерами L, I и h. Если не ограничить погрешности изготовления
61
этих размеров допусками, то вместо зазора может получиться натяг (размер L будет выполнен с отклонением в минус, а размеры I и h — в плюс). Следовательно, за-
Рис. 14. Пример линейной размерной цепи.
дача заключается в том, чтобы выбрать допуски на размеры L, I и h таким образом, чтобы зазор S получился после сборки вполне определенным, т. е. также в пределах определенного допуска.
Ниже приводятся краткие сведения по расчету размерных цепей, которые, однако, достаточны для начинающего конструктора и должны помочь ему разобрать
62
ся в этом вопросе, являющемся, пожалуй, наиболее сложным из всех вопросов, связанных с обеспечением взаимозаменяемости.
б. Основные определения и зависимости
Размерной цепью называется ряд примыкающих друг к другу размеров, которые, образуя замкнутый контур, .определяют взаимное положение узлов в машине, деталей в узле или отдельных поверхностей детали.
Расчеты размерных цепей производятся с целью обеспечения желаемого уровня взаимозаменяемости и технологичности конструкции.
Различают сборочные, подетальные и технологические размерные цепи.
Сборочные цепи выражают связь отдельных деталей в узле, подетальные — отдельных поверхностей готовой детали, а технологические — поверхностей детали в процессе ее обработки.
Размерные цепи могут быть плоскими или пространственными. Плоские размерные цепи, в свою очередь, могут быть подразделены- на плоские размерные цепи с параллельными звеньями (линейные размерные цепи) и плоские размерные цепи с непараллельными звеньями.
В дальнейшем будут рассматриваться только плоские размерные цепи с параллельными звеньями, как представляющие наибольший практический интерес.
В размерной цепи принято различать два рода звеньев: составляющие и замыкающие. Замыкающее в каждой размерной цепи может быть только одно.
Замыкающим звеном размерной цепи называется такой размер, который при сборке узла или при изготовлении детали непосредственно не выдерживается,
63
а получается сам собой. Величина замыкающего размера
определяется размерами составляющих звеньев. В дальнейшем замыкающий размер будет обозначаться буквой S. Номинальный размер замыкающего звена может
быть равным нулю.
Составляющие звенья подразделяются на увеличивающие (Л) и уменьшающие (Л).
Увеличение увеличивающего звена приводит к увеличению замыкающего размера, а увеличение уменьшающего — к его уменьшению.
При составлении уравнений размерных цепей увеличивающие звенья считаются положитель-
Рис. 15. Схема размерной цепи. < ными, а уменьшающие отрицательными.
На основании рис. 15 можно написать:
S=^-^A.
(1)
Номинальное значение замыкающего звена равно разности сумм увеличивающих и уменьшающих звеньев.
<? -Ул
° max
min
max>
64
*^*tnax ^rnirT j
8S=2M . (2)
Допуск замыкающего звена равен сумме допусков составляющих звеньев.
^max = ^lrnax-| ^2rnax — ^3min ~ ^4min;
S:^=^|“p^2 — ^3 — ^4»
Smax - S^S°=A?+A°2 - A3o - A4o;
s°=2X-2X. ‘(3)
Верхнее отклонение замыкающего размера равно сумме верхних отклонений увеличивающих размеров минус сумма нижних отклонений уменьшающих размеров.
S=A4-\-A2- А3 — А4;
4“Ао . — А3 — А4 ; п,ш ^гпт zmtn °max }тах
S - Smin=S0=410+Д2о- 4^ - Al
S0=£X-2?°- (4)
Нижнее отклонение замыкающего размера равно сумме нижних отклонений увеличивающих размеров минус сумм'а верхних отклонений уменьшающих размеров.
в, Проектный метод расчета размерных цепей
Этот метод расчета основан на предположении, что все увеличивающие звенья могут оказаться изготовленными по своим наибольшим размерам, а все уменьшаю-
5 В. Ф. Гущин
щие — по наименьшим, или наоборот. Вероятность таких случаев становится тем меньше, чем больше звеньев'имеет цепь. Практически можно считать такие случаи совершенно невероятными.
Это, однако, заставляет считаться с тем, что при расчете на основе этих предположений допуски на составляющие звенья окажутся несколько меньшими, чем их можно было бы назначить, учитывая рассеяние размеров при обработке отдельных деталей и случайность сочетаний деталей на сборке.
Если исходить из того, что допуски всех Составляющих звеньев одинаковы (принцип «равного влияния»), что означало бы пренебрежение их номиналами и технологией, то можно было бы написать:
°Лр- п_ ], где п — число звеньев размерной цепи.
Очевидно, что такой способ расчета следует отвергнуть. Условимся исходить из - предположения, что все составляющие звенья выполнены с одинаковой точностью (принцип «равного класса точности»). Тогда можно написать:
где к — число единиц допуска;
Л,- —средние значения интервалов размеров по таблицам допусков ОСТ.
(б S — в мкг, —в мм).
66
Интервал К'Хр Интерв ал
1—3 1,26 30—50 3,42
3—6 1,65 50—80 4,02
6—10 2 80—120 4,64
10—18 2,41 120—180 5,31
18—30 2,88 180—260 6,7
Класс точности, Который должен быть назначен для составляющих звеньев, определяется по табл. 1 в соответствии с тем количеством единиц допуска, которое определится по формуле (5)..
При практических расчетах необходимо согласовывать поминальные размеры по формуле (1), допуски по формуле (2) и отклонения по формулам (3) и (4).
Пример 1.
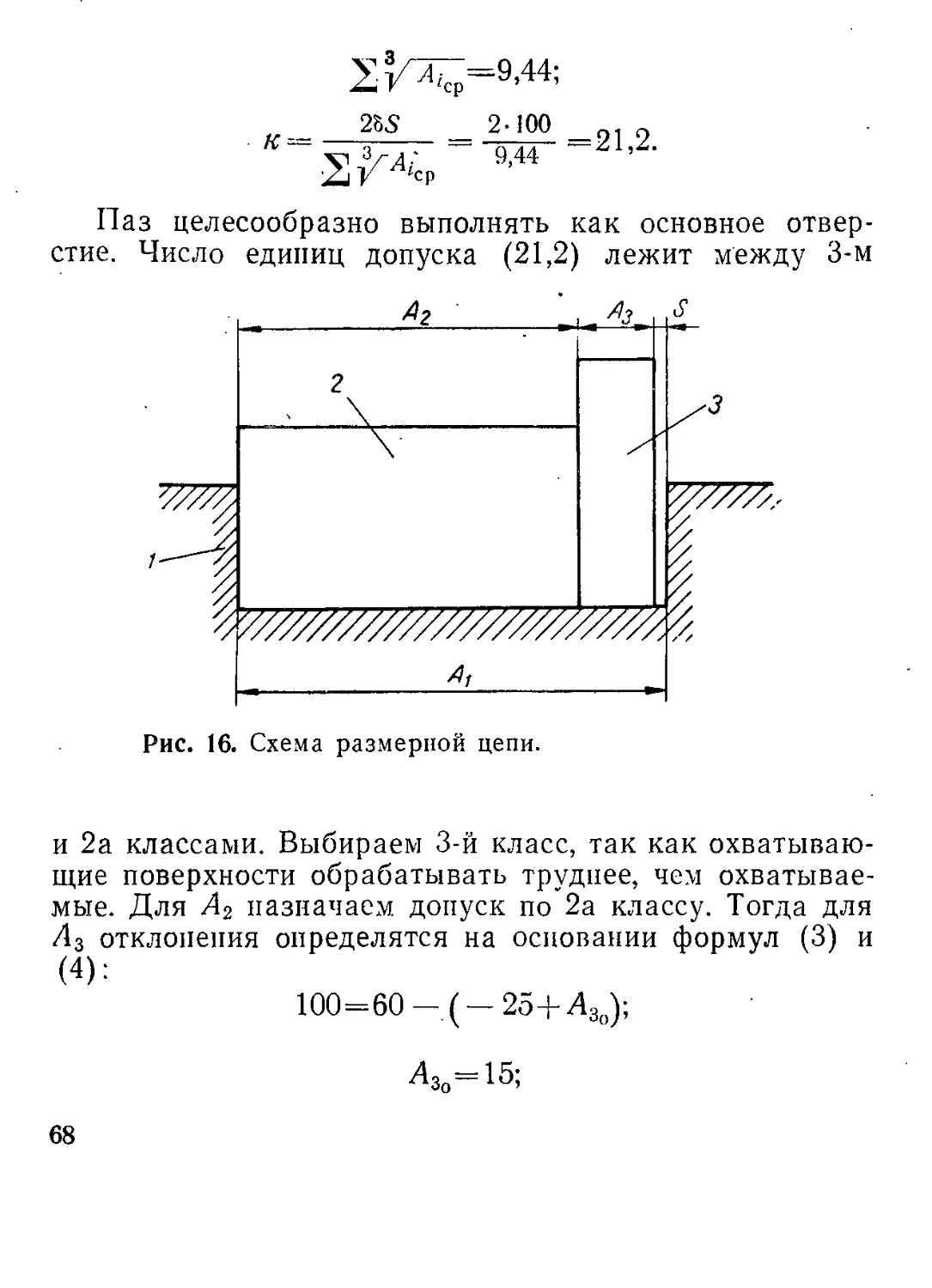
Определить допуски на детали 1, 2 и 3 по рис. 16, если зазор S = 0,05 мм и должен быть выдержан с допуском + 0,1 мм. Размеры деталей (в мм): А{ = 52; Л2 = 42; Л3=9,95.
Воспользовавшись приведенными выше таблицами, найдем число единиц допуска и соответствующий этому числу класс точности. Все записи будем выполнять в виде таблицы:
Размер, мм V Л'ср Кл асе точности 5Ai во но
Л] =52 4,02 3 0,06 +0,06 0
' Д=42 3,42 2а 0,025 0 —0,025
+,=9,95 2 2а 0,015 0 —0,015
5*
67
У?/ЙГ=9,44;
У zcp
= 2^100 =22
V ^/-А: . 9>44
Паз целесообразно выполнять как основное отверстие. Число единиц допуска (21,2) лежит между 3-м
и 2а классами. Выбираем 3-й класс, так как охватывающие поверхности обрабатывать труднее, чем охватываемые. Для А2 назначаем допуск по 2а классу. Тогда для Л3 отклонения определятся на основании формул (3) и (4):
100=60 -.(- 25+Д3о);
Л3о=15;
68
0=0 —(0+Д°);
Аз=0; . <
Д3=9,95 _ 0015.
Здесь символами Л3 и Л3 обозначены соответственно нижнее и верхнее отклонения размера А3.
г. Проверочный расчет размерных цепей
При проверочном расчете определяются предельные значения зазоров, натягов, выступов и других сборочных размеров по заданным на рабочих чертежах поминальным значениям и допускам на рабочие размеры деталей. Допуски на рабочие размеры деталей устанавливаются заранее, при разработке чертежей, на основа--нии опыта эксплуатации аналогичных конструкций.
Установленные па чертежах допуски составляющих размеров либо подтверждаются проверочным расчетом, либо корректируются до получения удовлетворительных результатов расчета.
Таким образом, проверочным расчетом называется определение пределов колебания замыкающего размера по заданным предельным значениям составляющих размеров.
Расчет производится по следующим простым формулам:
е -Уд -У1 • °max
‘-'min ^ы^гпах-
Максимальное значение замыкающего размера равно сумме всех максимальных значений увеличивающих размеров минус сумма всех минимальных значений уменьшающих размеров.
69
Минимальное значение замыкающего размера равно сумме минимальных значений увеличивающих размеров минус сумма максимальных значений уменьшающих.
Расчет методом «отклонений» основывается на использований выведенных выше формул (3) и (4).
Процесс вычисления по отклонениям значительно упрощается, если суммирование номинальных размеров и отклонений производится вертикальными столбцами.
Произведем таким способом расчет предельных значений замыкающего размера, воспользовавшись данными приведенного выше примера и следующим мнемоническим правилом.
Все номинальные значения составляющих размеров заносятся в вертикальную колонку со своими знаками. Отклонения положительных'размеров заносятся в соответствующие колонки таблицы, причем знаки отклонений сохраняются. У отрицательных же размеров знаки и места отклонений меняются на обратные.
Обозначение размера Номинальный размер и его знак Верхнее отклонение звена Нижнее отклонение звена
Л1 +52 +0,06 . 0
А., —42 +0,025 0.
Л —9,95 +0,015 0
S +0,05 +0,1 0
д. Обеспечение^взаимозаменяемости путем применения конструктивных компенсаторов
Компенсатором называется такое конструктивное устройство, которое позволяет производить изменение одного из составляющих размеров данной размерной цепи
70
с требуемой точностью и таким образом обеспечивает точность замыкающего размера в заданных пределах.
В качестве конструктивного компенсатора могут быть использованы наборы прокладок, резьбовые регулировочные кольца, регулировочные винты, зубчатые муфты и т. п.
Использование конструктивных компенсаторов позволяет значительно расширить производственные допуски на соответствующие размеры. Это приобретает особенно большое значение в тех случаях, когда размерная цепь имеет много звеньев. В приводимой ниже таблице показана связь классов точности на замыкающие и составляющие размеры при различных числах звеньев в цепи.
Таблица 5
Зависимость точности выполнения размеров от их количества в размерной цепи.
Размер цепи, непосредственно изменяемый в процессе сборки или эксплуатации, называется компенсационным, или регулируемым, размером.
71
В качестве компенсационного выбирается такой составляющий размер, который по конструктивным соображениям позволяет наиболее рационально ввести в цепь компенсатор.
Точностью компенсации называется минимально возможная величина изменения компенсационного размера.
Рис. 17. Схема размерной цепи.
Рис. 18. Схема размерной цепи. t
Точность компенсатора должна быть равна или менее допуска замыкающего звена.
В ступенчатых компенсаторах точность компенсатора определяется его наименьшей ступенью (толщина наборных прокладок, угол между зубьями муфты и т. п.). При непрерывных компенсаторах (винтовой, клиновой), в которых теоретически регулирование может быть произведено с любой точностью, практически предел точности зависит от тщательности исполнения компенсатора, навыков регулировщика и т. п.
Расчеты размерных цепей с применением компенсато
72
ров следует производить методом предельных значений.
При выводе расчетных формул будем различать два случая:
1-й случай. Компенсационный размер является увеличивающим (рис. 17):
К-А2+А3-A.+S-,
^Gnax '^2max~l' AVax ^min 1
^2min Л- ^3mjn "^тах 1
- К=ЛНЛз° - Д1о+$°;
7<о=7<-7<т!п=Л2оН-Дзо-Л? + 5о;
^°= Va°-VX + S°; .(6)
Ко= 2Х-2л°+50. (7)
Формула (6), например, читается так:
Верхнее отклонение увеличивающего компенсационного размера равно сумме верхних отклонений увеличивающих звеньев минус сумма нижних отклонений уменьшающих звеньев плюс верхнее отклонение замыкающего звена. z
2-й случай. Компенсационный размер является уменьшающим (рис. 18):
К=-Ах + А2 — A-a — S-,
^Gnax ^Iniax ‘ ^2max ^3mjn
^Gniii ^Ijnin ^Зтах ^max’
K°=Km^ - K=A°l + A°2 - Лз0 - so;
73
Величина минимально необходимой компенсации должна быть равна разности верхнего и нижнего от-
' 18+°’г 30-oj
18+0’г
К~
65-ot2
Рис. 19. Схема размерной цепи.
клонений компенсационного размера, а точность (ступень) регулирования должна быть равна или меньше допуска замыкающего размера.
Пример 2.
Пусть в узле по рис. 14 зазор •$ между деталями 2 и <3 должён обеспечиваться в процессе сборки за счет установки под одну из крышек набора прокладок. Определим толщину К (рис. 19) набора прокладок, полагая £=65-о,2; Z=3O_o,i; /i=18+0’2 и $=0,2±0,1.
Составим прежде всего схему размерной цепи.
Очевидно, что номинальное значение размера К будет:
К= 18+0,24-30+18- 65=1,2.
Верхнее отклонение размера К, который в нашей цепи является увеличивающим, определится из формулы (6):
/С°=0,2+0,1 +0+0,2=0,5,
а нижнее
^=0+0,1+0,1+0=0,2.
Следовательно, компенсационный размер К=1,2д§;|.
Для возможности обеспечения зазора S в пределах заданного допуска толщина отдельных прокладок должна быть не более 0,2 мм.’
Совершенно очевидно, что если представляется необходимым обеспечить, кроме того, и герметичность узла, т. е. невытекание масла из корпуса, то набор прокладок делится на две части и прокладки устанавливаются под обе крышки.
Глава III
Технологичность конструкции
1. Критерии технологичности конструкции
Машина, прибор, отдельная деталь считаются технологичными, если при их разработке помимо эксплуатационных требований в полной мере учтены также и требования производства.
Это означает, что сборка таких машин, а также изготовление деталей могут производиться с наименьшими затратами труда и времени, с использованием самых современных средств производства и прогрессивного производственного опыта, при полном соблюдении всех предъявляемых к машине технических требований.
Технологичность конструкции — понятие комплексное, пеподдающееся однозначной количественной оценке с помощью какого-либо коэффициента1. В то же время это понятие является условным, так как оценка технологичности конструкции должна производиться с учетом особенностей организационных форм производства (индивидуальное, серийное, массовое), а нередко
1 Уровень технологичности различных конструктивных вариантов узла или машины может быть сравнительно оценен сопоставлением себестоимости их изготовления, но расчетное определение себестоимости требует много времени и таит в себе возможность ошибок.
76
также и конкретной производственной обстановки и установившихся технологических традиций.
Существует ряд критериев, последовательное применение которых к конкретной машине или узлу позволяет с достаточной степенью объективности оценивать уровень их технологичности.
Ниже приводится краткая характеристика этих критериев, которые в то же время могут рассматриваться как принципы проектирования машин и приборов.
а. Преемственность конструкций
Проектирование новых машин должно осуществляться с учетом опыта проектирования, производства и эксплуатации аналогичных машин в прошлом.
Использование в новых машинах отдельных узлов и деталей из ранее освоенных машин подобного типа способствует снижению трудоемкости механической обработки и сборки повой машины в целом, так как на заимствованные узлы и детали существует уже освоенная технология и оснастка.
Кроме того, в период отладки опытной партии машин с этими узлами не возникает, как правило, никаких неполадок.
Конечно, осуществление при новом проектировании принципа преемственности конструкции не должно сдерживать технический прогресс и приводить к застою и рутине.
С другой стороны, и отказ от возможного использования в новых машинах узлов и деталей старых машин может явиться тормозом технического прогресса в связи с возможным увеличением сроков освоения новых машин.
77
6. Агрегатирование конструкции
С целью обеспечения возможности одновременной и независимой сборки отдельных узлов машины и связанного с этим сокращения производственного цикла при разработке машины должно быть проведено четкое разграничение всех функциональных механизмов машины таким образом, чтобы каждый из них представлял собой отдельный, обособленный агрегат, который мог бы быть не только собран независимо от других таких же агрегатов, но также испытан и обкатан. В этом случае общая сборка машины сведется к монтажу уже обкатанных агрегатов на станине и потребует меньших затрат времени и квалифицированного труда.
в. Унификация узлов
В тех. случаях, когда проектируемая машина представляет собой размерную модификацию определенного, установившегося типа машин, является целесообразным проводить унификацию узлов по всему размерному ряду машин. Это позволяет в условиях завода, выпускающего несколько размерных модификаций однотипных машин, для изготовления унифицированных узлов использовать высокопроизводительную технологию и оснастку и даже обособливать их изготовление на отдельных технологических участках и линиях.
г. Стандартизация деталей и узлов
Широкое использование стандартных узлов и деталей значительно способствует снижению себестоимости, так как эти узлы и детали изготовляются специализированными предприятиями и приобретаемые в порядке внешней поставки обходятся сравнительно дешево.
78
Стремясь к широкому использованию стандартных узлов и деталей, конструктор должен в то же время ограничиться по возможности узкой их номенклатурой. Так, например, не следует одновременно использовать болты Ml2x22 и Ml2x26; очевидно, что всегда можнр ограничиться каким-нибудь одним из этих размеров. То же самое следует сказать и о смежных сериях ша-рико- и роликоподшипников, различного рода арматуре, пневмо- и гидроаппаратуре и т. п., так как это излишне усложняет работу отдела снабжения, складов полуфабрикатов, а также рабочих-сборщиков.
С целью предельного ограничения номенклатуры стандартных узлов и деталей конструкторам часто предписывается пользоваться заводскими или ведомственными нормалями, которые представляют собой выборки из соответствующих Общесоюзных стандартов. В тех случаях, когда такие нормали специально не издаются, в сборниках Общесоюзных стандартов делаются соответствующие отметки о применяемости.
д. Взаимозаменяемость узлов и деталей
Взаимозаменяемость является одним из важнейших принципов современного машино- и приборостроения. Однако различные отрасли машино- и приборостроения характеризуются существенно различными уровнями взаимозаменяемости. Так, например, в производстве автомобилей достигается почти стопроцентная взаимозаменяемость, всех деталей и узлов, в то время как в общем машиностроении, где допускается подгонка отдельных сопряжений, совместная обработка сопрягаемых деталей, введение в размерные цепи компенсаторов и т. п., уровень взаимозаменяемости значительно ниже, обычно не выше 70%.
79
Такой уровень взаимозаменяемости для общего машиностроения является оптимальным, так как отвечает условиям мелкосерийного производства; его искусственное повышение может привести к снижению технологичности, так как потребует применения таких технологических приемов и такой оснастки, которые в условиях изготовления сравнительно небольших партий машин оказываются экономически неоправданными.
Рабочие чертежи, разработанные для условий мелкосерийного выпуска машин, при переходе к серийному и тем более массовому выпуску, или наоборот, должны подвергаться основательному пересмотру с целью приведения уровня взаимозаменяемости в соответствие с организационными формами производства.
е. Выбор конструкционных материалов
Вопрос о рациональном выборе конструкционных материалов и технологических процессов получения заготовок будет подвергнут рассмотрению в особом выпуске Библиотечки, здесь же мы ограничимся лишь теми общими замечаниями, которые могут оказаться полезными при общей оценке технологичности машины.
Отечественная металлургия и химия предоставляют конструктору огромный выбор марок сталей, чугунов, цветных металлов и неметаллических материалов. В этих условиях конструкторы, в особенности начинающие, нередко используют неоправданно большое количество различных ’ марок материалов. Следует придерживаться по возможности узкой номенклатуры материалов, так как в противном случае отдел снабжения завода может столкнуться с серьезными трудностями.
Особую осмотрительность следует проявлять при на
80
значении сталей со специальными свойствами, имея в виду их высокую стоимость, а в ряде случаев и дефицитность.
Неметаллические материалы, по крайней мере некоторые из них, имеют относите’лыю высокую стоимость. Это следует учитывать при оценке целесообразности замены металлов неметаллическими материалами, в частности пластмассами.
Необходимо особо указать на то, что сопоставление двух вариантов изготовления детали (из металла или из пластмассы) должно производиться не только по стоимости материала, но также и по трудоемкости изготовления. Очень часто бывает, что деталь из пластмассы по материалу оказываемся дороже металлической, ио с учетом стоимости изготовления — дешевле. Объясняется это тем, что основным технологическим процессом изготовления пластмассовых деталей является формообразование без последующей механической обработки (компрессионное или литьевое прессование, литье под давлением и т. п.).
2. Технологичное конструирование сварных и паяных соединений
При конструктивной разработке изобретений конструктору-изобретателю чаще всего приходится ориентироваться па разработку опытного образца изделия.' При этом особое значение приобретает изготовление опытного образца в кратчайшие сроки и с наименьшими затратами. Это заставляет его отказываться от использования таких обычных для серийных изделий способов получения заготовок, как все виды литья и штамповки, а также от применения изделий из пластмасс, получае-
6 В. Ф. Гущин О1
мых компрессионным прессованием или литьем под давлением. В то же время сварные и паяные заготовки применяются очень часто, так как, с одной стороны, они позволяют широко использовать листовой и профильный материал, а с другой — обеспечивают высокую прочность деталей при их малой металлоемкости. Конструктивное оформление сварных и паяных деталей требует от конструктора известных навыков, а также знания специфики этих процессов.
• Не ставя себе задачу систематического изложения вопросов технологии сварки и пайки, мы на нескольких типичных примерах сварных и паяных соединений укажем на возможные, и действительно часто допускаемые даже опытными конструкторами, ошибки и постараемся дать рекомендации, как их избежать.
На рис. 20 приводятся примеры различных сварных соединений. При этом слева показано неправильное исполнение, а справа — правильное:
а — для того чтобы избежать коробления свариваемых под прямым углом листов, па одном из них следует предварительно сделать волнообразный изгиб;
б — по тем же соображениям не следует стыковать толстый лист с тонким. Если это тем не менее необходимо, то толстый лист следует предварительно надрезать с торца;
в — следует избегать стыковки в одной точке трех листов;.лучше воспользоваться куском железа таврового профиля;
г — если стыкуемые листы неодинаковой толщины, то толстый лист лучше приваривать V-образпым швом к изогнутому под прямым углом тонкому листу;
д — при конструировании сварных деталей следует обеспечивать свободный подход электрода к месту сварки;
82
Плохо
Хорошо.
Плохо
Хорошо
Рис. 20 (ж, з, и, к, л, м). Примеры сварных соединений.
Плохо
Хорошо
Рис. 20 (н, о, п). Примеры сварных соединений.
в— приварить ребро к первому листу нетрудно, а ко второму — уже труднее. В этих случаях лучше ребро вывести наружу или, если это недопустимо, производить сварку, предварительно скосив кромки листов;
ж — внутренние бонки приваривать по всему контуру затруднительно;
з — приваривать ступицы малого диаметра к диску зубчатого колеса затруднительно. В таких случаях лучше приваривать диск к ободу колеса;
и — предусматривая точечную сварку, следует остав- > лять под нее достаточно широкий фланец;
к — при сварке сосудор не следует ориентироваться на большой вылет электрододержателей;
л — проникновение сварочных флюсов в зазоры соединения опасно в смысле коррозии;
85
м — если привариваемую втулку ввести в отверстие листа, то соединение обретёт дополнительную прочность;
н — труба, приваренная непосредственно к фланцу, будет плохо сопротивляться изгибу. Следует конец трубы предварительно отбортовать и, пригнав по отбортовке фланец, приварить его;
о — штуцера, приваренные непосредственно к стенке сосуда, будут при воздействии на них усилий изгибать стенку. В стенке следует сделать изнутри сосуда местное углубление, на _ которое и приваривать штуцера;
п — под приварку штуцеров на трубы следует предусматривать отбортовку отверстия в трубе. В противном случае штуцер окажется связанным с трубой недостаточно прочно.
Основное отличие паяных соединений от сварных заключается в том, что между соединенными пайкой деталями оказывается тонкий слой припоя, который диффундирует в поверхность соединяемых деталей, обеспечивая таким образом их связь.
Важнейшим условием прочности паяного соединения является достаточно большая площадь контакта соединяемых деталей. Это особенно важно при пайке мягкими припоями, например часто используемыми оловяни-сто-свинцовистыми (ПОС).
На рис. 21 показано несколько примеров конструкций паяных соединений:
а — при пайке твердыми припоями, например латунью или медью, пайка получается достаточно прочной при соединениях встык, тогда как при пайке мягкими припоями следует предусматривать взаимное перекрытие соединяемых деталей или накладки;
б — пайка труб твердым припоем может производить-
86
ся встык, при пайке мягким припоем следует предусматривать втулку или раскатку одной из труб;
Рис. 21. Примеры паяных соединений.
в — если трубы соединяются под прямым углом, то при пайке мягким припоем следует делать широкую отбортовку одной из труб или применять промежуточный фланец;
г—-донышки сосудов при пайке мягкими припоями
87
паяное соединение
Разгруженное паяное соединение
Рис. 22. Примеры разгруженных паяных соединений.
должны быть предварительно отбуртованы и тщательно пригнаны по контуру сосуда.
Во всех случаях, когда при мягкой пайке соединение может подвергнуться значительным усилиям, следует предусматривать его разгрузку путем взаимного врезания соединяемых частей или путем их зафальцовки, как показано на рис. 22.
Конструируя паяное соединение, следует предусматривать удобную закладку прутка, кольца или пластины припоя, который, расплавившись, должен под действием капиллярных сил проникнуть в зазоры между соединяемыми деталями. Па рис. 23 показано правильное и неправильное размещение припоя до пайки:
а — при соединении двух деталей одинакового диаметра колечко из прутка припоя, расплавившись, не попадет в зазор. Диаметр одной из деталей следует сделать несколько большим, тогда на него можно будет уложить колечко припоя; если это невозможно, лучше вырезать колечко из фольги и заложить его в зазор между соединяемыми деталями;
б — если цилиндрическая деталь припаивается к
88
плоской снизу, то цапфа цилиндрической детали должна несколько выступать или не доходить до плоскости;
в — если цапфа полая, то припой может стечь в отверстие. Чтобы этого не случилось, следует несколько
Рис. 23. Способы введения припоя.
отбуртовать цапфу внутрь или предусмотреть в одной из деталей специальную канавку для размещения припоя.
Особо тщательной пайки требуют различные электрические соединения, которые всегда паяются мягкими припоями. Несколько примеров таких соединений показано на рис. 24;
а — при пайке двух проводов, даже если они доста-
89
Хорошо
Рис. 24. Пайка соединений в электрических схемах.
точно большого диаметра, следует не ограничиваться их нахлесткой, а применять колечко из жеста. Тонкие провода перед пайкой скручиваются;
б —при пайке проводов к контактным пластинам не следует полагаться только на прочность пайки, но надо использовать также и механическую разгрузку соединений от возможных усилий;
в —когда провода паяются к цилиндрическим клеммам, то последние следует обтачивать на диаметр, в 2—3 раза больший диаметра провода. Это обеспечит хороший прогрев места пайки и в то же время позволит провести пайку быстро, что особенно важно в тех случаях, когда клемма заармирована в изоляционный материал. Для ввода припоя в цапфе клёммы следует делать паз или шлиц;
г — крепление проводов к клеммам с резьбой не следует делать петлей. Лучше припаивать к ним специальные наконечники.
3. Обрабатываемость машиностроительных материалов
В связи с тем, что почти все детали машин, из какого бы материала они ни изготовлялись, подвергаются механической обработке, важной характеристикой технологичности оказывается способность материала детали подвергаться механической обработке, или его обрабатываемость.
Обрабатываемость определяется следующими факторами:
1) скоростью резания, допускаемой режущим.инструментом при определенной его стойкости;
2) силой резания, крутящим моментом или мощностью, потребной для процесса резания;
91
3) качеством обработанной поверхности и степенью дробимости стружки.
Таким образом, обрабатываемость — это комплексное понятие. Следует указать и на условность этого понятия, так как оно должно отражать требования, предъявляемые к материалу соответственно тому или иному случаю его использования. Так, в одних случаях решающее значение может иметь степень дробимости стружки (обработка на автоматических станках), в других — достижимая чистота поверхности (на финишных операциях) или допустимая скорость резания (при обдирочной обработке).
Приведенный выше комплекс факторов, определяющих обрабатываемость, находится в тесной связи с физико-механическими свойствами материала и, следовательно, с его составом и структурой.
а. Обрабатываемость сталей
Принято считать, что сталь имеет хорошую обрабатываемость при невысокой прочности, низкой пластичности, наличии включений, нарушающих непрерывность феррита и не обладающих абразивными свойствами.
Карбидообразующие элементы, повышая твердость стали, ухудшают обрабатываемость, однако положение может быть улучшено надлежащим- отжигом заготовки.
Твердые или абразивные включения в виде глинозема или кремнезема вредны, но мягкие (сера, фосфор, свинец и др.) благоприятствуют обрабатываемости.
Углерод существенно влияет на обрабатываемость. Стали с малым содержанием углерода плохо обрабатываются с точки зрения чистоты поверхности. Увеличение содержания углерода в стали свыше 0,3% снижает обрабатываемость по стойкости режущего' инструмента.
92
Выход из положения находят в том, что пизкоуглероди-стые стали подвергают нормализации, а высокоуглеродистые — отжигу.
Марганец повышает прочность и снижает пластичность стали. При содержании углерода меньше 0,2% марганец в количестве до 1,5% улучшает обрабатываемость, но при более высрком содержании обоих этих элементов обрабатываемость ухудшается.
Кремний всегда ухудшает обрабатываемость.
Молибден, ванадий, хром, повышая прочность и вязкость сталей, ухудшают их обрабатываемость.
Фосфор при содержании до 0,15% улучшает обрабатываемость.
Сера при отсутствии марганца образует сульфид железа, который, выделяясь по границам зерен, улучшает дробимость стружки. Но это значительно ухудшает прокатываемость и ковкость стали. В связи с этим в автоматные стали вводят еще марганец, который, образуя с серой сульфид марганца, нарушает сплошность феррита и способствует повышению обрабатываемости.
Свинец при содержании меньше 0,2% значительно улучшает обрабатываемость, что объясняется смазывающим действием его субмикроскопических частиц.
Хромистые нержавеющие стали (1X13, 1X17 и др.), содержащие около 0,05—0,45% углерода и около 13% хрома, обрабатываются так же, как и обычные углеродистые стали.
Хромоникелевые нержавеющие стали аустенитного класса (1Х18Н9Т), содержащие углерода около 0,13%, хрома 17—20% и никеля 8—11%, обрабатываются4 значительно труднее. По сравнению с нелегировапными автоматными сталями скорость резания для них приходится снижать почти втрое.
Особое внимание следует обращать па жесткость
93
оборудования. Режущий инструмент должен быть массивным и не доводиться до заметного затупления. Работу нужно вести с охлаждением и непрерывно, во избежание наклепа.
б. Обрабатываемость чугуна
Чугун, вообще говоря, обрабатывается хуже, чем сталь, что объясняется его плохой теплопроводностью и наличием твердых вкраплений цементита, карбидов, формовочного песка. Лучшими по обрабатываемости считаются ковкие чугуны.
Наличие свободного графита в чугуне улучшает обрабатываемость с точки зрения сил резания и стойкости инструмента, но ухудшает ее с точки зрения чистоты поверхности.
Обрабатываемость серого чугуна обратно пропорциональна количеству связанного углерода. Она заметно ухудшается при наличии отбеленной поверхности или наружного наклепа от обработки в голтовочных барабанах.
Никель, количество которого в чугуне может достигать 2%, явно благоприятствует обрабатываемости. Хром упрочняет чугун, но на обрабатываемость почти не влияет.
в. Обрабатываемость цветных металлов
Из цветных металлов и их сплавов наилучшей обрабатываемостью отличается латунь. Если ее обрабатываемость принять за 100, то остальные цветные металлы можно расположить в следующий ряд: свинцовистая бронза — 70, алюминокремнистая бронза — 60, свинцово-фосфористая — 50, красная — 30 и чистая медь — 20.
94
Резание чистого алюминия нежелательно по соображениям чистоты поверхности. Обрабатываемость алюминия улучшается путем добавок меди, цинка, магния. Добавки марганца и кремния ухудшают обрабатываемость алюминия.
Силумин, представляющий ’собой сплав алюминия и кремния, обладает хорошей обрабатываемостью. Работу следует вести инструментами с большими передними углами (у=40°) и тщательно заточенными режущими кромками. Хорошиё результаты дает резание с охлаждением смесью керосина и лярда.
Магний и его сплавы прекрасно обрабатываются резанием и обеспечивают точные размеры и чистую поверхность.
г. Обрабатываемость пластмасс
Обрабатываемость термореактивных пластмасс определяется характером наполнителя. Так, гетинакс и текстолит, имеющие в качестве наполнителя бумагу и ткани, не выдерживают в процессе обработки резанием нагрева, так как наполнители начинают гореть.
Древесная мука и слюда, используемые в качестве' наполнителя в таких материалах, как карболит и монолит, оказывают сильное истирающее действие на режущий инструмент.
Все термореактивные пластмассы отличаются очень низкой теплопроводностью, примерно в 500 раз меньшей, чем у стали. Вместе с тем высокая влагопоглощающая способность этих материалов делает невозможным использование при механической обработке охлаждающих смесей.
Термопластические материалы, не имеющие наполнителей, такие, например, как целлулоид, плексиглас,
95
полистирол, винипласт, нейлон и другие, обрабатываются резанием хорошо, но не переносят нагрева более чем до 200° С.
При обработке всех видов пластмасс следует пользоваться режущими инструментами со специальной геометрией.
Так как при обработке пластмасс обычно выделяется большое количество ныли и летучих веществ, в помещениях, где систематически производится обработка изделий из пластмасс, необходима принудительная вентиляция.
Глава IV
Надежность и долговечность
1. Общие замечания
Надежность есть вероятность того, что изделие (механизм, машина, прибор) будет исправно функционировать в течение определенного времени при работе в определенных условиях.
Вероятность является количественной характеристикой и выражается в процентах или правильной дробью. Так, если вероятность надежной работы изделия в течение, предположим, 100 часов характеризуется числом 0,9. или 90%, то это означает, что в среднем только в девяти случаях из десяти можно ожидать исправного функционирования изделия в течение ТОО часов или, аналогично, что из десяти одновременно переданных в эксплуатацию или на испытание изделий только девять будут в течение 100 часов функционировать исправно.
Очевидно, в каждом случае оценки надежности' изделия следует четко определить, что подразумевается под исправным функционированием. Это опрёделение должно быть сформулировано в технических условиях на изделие, которые' должны содержать и определение условий . эксплуатации и время, в течение которого должна быть обеспечена безотказная работа изделия.
В технические условия на изделие должны быть включены следующие пункты, связанные с обеспечением его надежности:
1) критерии исправного функционирования;
7 В. Ф. Гущии «7
2) описание условий эксплуатации;
3) определение возможных неисправностей;
4) определение способов отсчета времени;
5) гарантийный срок;
6) условия приемки.
Применительно к условиям общего машиностроения основным условием обеспечения надежности и долговечности является тщательность разработки конструкции ]. При этом предполагается, что конструктор имеет достаточную квалификацию и опыт разработки изделий аналогичного назначения, хорошо представляет себе условия производства и эксплуатации изделия. Но даже самой высокой квалификации и добросовестности конструктора может оказаться недостаточно, когда дело касается разработки сложных, автоматизированных устройств. В этих случаях конструктор должен обращаться за консультацией к специалистам смежных отраслей и ученым, а также к производственникам и экономистам.
Заметим попутно, что вопросы экономики в связи с требованиями надежности и долговечности приобретают особую остроту. Это вызвано тем, что высокая надежность и долговечность изделия очень часто может быть обеспечена лишь за счет его стоимости, т. е. стремление обеспечить высокую надежность и долговечность изделия вступает в противоречие с требованием снижения его себестоимости. Выход из‘этого противоречия может быть найден в установлении такого уровня надежности, который, будучи достаточно высоким, не был бы в то же время причиной значительного удорожания изделия.
’ В условиях проектирования и производства электронной аппаратуры широко используются и специальные методы обеспечения надежности: резервирование, встраивание в изделие контрольного оборудования, тренировка и т. п.
98 \
2. Простейшие расчеты, связанные с. надежностью
Все расчеты, связанные с определением надежности и долговечности машин, основываются на использовании теорем и положений теории вероятностей — математической науки, изучающей закономерности случайных явлений. Знакомство с основами этой пауки необходимо для правильной оценки всех факторов, оказывающих влияние па надежность изделия, а также для выполнения простейших расчетов.
Приведем, прежде всего, несколько важнейших определений и теорем теории вероятностей.
Под событием в теории вероятностей понимается всякий факт, который в результате осуществления опыта может произойти или не произойти. Если событие не может произойти, то вероятность его считается равной нулю (невозможное событие), а если событие происходит всегда (достоверное событие), то вероятность его равна единице. Любое число, заключенное между нулем и единицей, является мерой относительной вероятности события.
Появление того или иного числа очков при бросании игральной кости является случайным событием, вероятность которого р = 1/б- Очевидно, что вероятность появления четного числа очков, т. е. 2, 4 или 6, равна сумме вероятностей появления каждого из них, т. е. !/б + ’/б+ + 1/б=’/2-
Таким образом, если событие может происходить несколькими различными и несовместимыми способами, то для оценки его общей вероятности применяется теорема сложения:
Pq—Pi+А+ • • • -\-Pn-
7*
99
Если представляется необходимым определить вероятность появления сложного события, состоящего в одновременном появлении нескольких простых событий, то применяется теорема умножения. Так, если одновременно бросаются три кости, то вероятность того, что общее количество очков будет равно 18, определится как произведение вероятностей выпадания 6 очков па каждой кости, т. е. 1/б-1/в,1/б=1/21б-
Если в машине п деталей и выход из строя любой из этих деталей приводит к остановке всей машины, то это означает, что вероятность безотказной работы машины равна произведению вероятностей безотказной работы каждой из ее деталей, т. е.
Лх=А-А-А- • • • -Рп-
Так как* вероятности безотказной работы каждой из деталей выражаются правильными дробями, то нетрудно сообразить, что чем меньше деталей будет в машине, т. е. чем опа будет проще по конструкции, тем больше будет вероятность ее безотказной работы, тем опа будет надежнее.
Сумма вероятности появления события и вероятности того, что событие не произойдет, на основании теоремы сложения равна единице. Следовательно, вероятность выхода из строя каждой из деталей
?д=1-А-
Одним из конструктивных способов повышения надежности машин является так называемое резервирование, т. е. введение в конструкцию машины двух параллельных звеньев в расчете на то, что если одно из этих звеньев внезапно выйдет из строя, то его работу примет на себя другое звено, резервное. В проектировании электронной аппаратуры резервирование применяется до-100
вольно часто, в машиностроении, напротив, очень редко. В качестве примера резервирования можно привести грузовик, у которого задние колеса сдвоены: в случае прокола шины одного из колес грузовик может какое-то время продолжать движение на другом. В этом случае вероятность одновременного прокола обоих колес равна произведению вероятностей прокола каждого из них, т. е.
^0 = ^"
В общем случае при п параллельных и равнонадежных звеньях
’ <7о=?з»-
Очевидно, что надежность нашего грузовика в смысле выхода его из строя из-за проколов задних колес
и для общего случая
Р =1 — Пп . О 'ЗВ
Таким образом, могут быть сформулированы следующие две теоремы:
1. Ненадежность устройств, состоящих из нескольких параллельных звеньев, равна произведению ненадежностей соответствующих зве_пьев.
2. Надежность устройств, состоящих из нескольких параллельных звеньев, получается путем вычитания значения его ненадежности из единицы.
В реальных конструкциях могут представиться случаи смешанного соединения звеньев, т. е. в ней могут оказаться последовательно и параллельно соединенные звенья.
В. Ф. Гущин
101
Усложним нашу задачу с грузовиком и представим его схематически, как это показано па рис. 25, на котором обозначено: К— колеса; М — мотор; КП — карданная передача; Д — дифференциал.
Относя наши расчеты к определенному пробегу грузовика, примем следующие значения вероятностей безаварийной работы отдельных звеньев:
Рис. 25. Схема к определению надежности грузовой автомашины.
Рк =
рм =0,92 Рки =0,95 Рд =0,94
Очевидно,
— вероятность того, что ни одно из колес за время пробега грузовиком определенного расстояния не будет проколото; вероятности того, что мотор, карданная __передача и дифференциал на протяжении всего пробега будут работать безаварийно.
что прокол любого из передних колес
означает остановку грузовика. Вероятность такой аварии определится на основании теоремы умножения вероятностей:
<7пк = У к. лев • У к. прав=0,98 • 0,98 = 0,96,
102
Воспользовавшись той же теоремой, можно определить вероятность безотказной работы всей цепи звеньев, от передних колес до дифференциала:
г/„к-д=Д1к-АгАт'/’д=0^.0,92-0,95.0,94-0,79.
Вероятность прокола любого из четырех задних колес: ;
\ </к=1 — рк=1 — 0,98=0,02
Вероятность того, что любая пара задних колес окажется последовательно проколотой:
^=^=0,022=0,0004,
а надежность безаварийного пробега каждой пары:
А,зк=1 - ?пзк=1 - 0,0004=0,9996.
Так как задних колес две пары, то вероятность безаварийного пробега обеих пар колес определится по теореме умножения:
Ак=Р2пзк=0,99962=0,9992,
т. е. сравнительно с надежностью каждого из передних колес (рк = 0,98) будет более высокой.
Теперь представляется возможным определить общую вероятность безаварийного пробега грузовика:
^о=Ак-д • Ак=0,79 -0,9992=0,789.
Если бы задние колеса не были сдвоенными, то вероятность безаварийного пробега грузовика оказалась бы равной:
pi=0,758,
т. е. несколько меньшей.
103
Из всего сказанного выше Можно сделать вывод, что надежность отдельных деталей машины должна быть на несколько порядков выше, чем ожидаемая надежность машины. Так, при количестве последовательно соединенных звеньев машины п=10 и допускаемой вероятности повреждения машины <7о=О,О1 допустимая вероятность выхода из строя каждого отдельного звена должна быть не выше q3B =0,001.
Повышение надежности машины достигается путем повышения прочности и износостойкости отдельных ее узлов и деталей. Чем прочнее, и износоустойчивее отдельные детали машины, тем реже опа становится на ремонт, тем дольше служит.
Производительность- рабочей машины (станка, фасовочного автомата, линотипа и т. п.) с учетом ее долговечности выражается зависимостью
Qn=Qn—1'®д»
где Qn —производительность машины с учетом всех видов потерь;
Qn-i — производительность машины с учетом всех потерь, кроме потерь, связанных с недостаточной долговечностью, т. е. вызванных ремонтными простоями;
ад — коэффициент долговечности.
Коэффициент долговечности представляет собой отношение времени работы машины Qp к сумме этого времени и ремонтных простоев S0ni:
Ор '
Нетрудно заметить, что коэффициент долговечности изменяется от пуля до единицы. При ад=0 машина не-104
работоспособна (непрерывно ремонтируется), а при ад—1 мы имеем идеальный, практически недостижимый случай, когда машина никогда пе выходит из строя.
Если количество ремонтов длительностью т» каждый за все время эксплуатации машины обозначить через т, то для суммы времени ремонтных простоев можно написать:
2Х/ = тГ//г.
а для суммарного времени работы машины:
Qp=7>zn,
где Ti — межремонтный период.
Тогда
(а)
Из уравнения (й) видно, что производительность машины может быть повышена как за счет ее технологической производительности, так и за счет повышения ее надежности. Последнее означает повышение долговечности деталей и узлов машины (прочности, износостойкости) и вследствие этого сокращение длительности ремонтных простоев.
зависят не т.олько от технологии и организации ремонт-
105
Moro Производства, но и От ремОнтосложности оборудования, т. е. от того, в какой степени конструкция машины является технологичной в отношении ремонта.
3. Пути повышения долговечности
а. Повышение точности обработки и сборки
В соответствии с тем, что долговечность машин определяется конструктивными, технологическими и эксплуатационными факторами, она должна обеспечиваться общими усилиями конструкторов, технологов и производственников. При этом решающая роль принадлежит конструктору, так как он, разрабатывая машину, должен учитывать условия ее изготовления и эксплуатации. Так, если детали разрабатываемой машины подвергаются интенсивному износу, то конструктор не только соответствующим образом выбирает материалы деталей, но и назначает их термическую, а иногда и специальную, например упрочняющую, обработку, предвосхищая, таким образом, действия технолога, которому останется лишь обеспечить заложенную в самом рабочем чертеже детали технологию ее изготовления. Правильный учет конструктором особенностей работы отдельных деталей и узлов в машине делает их однаково долговечными, причем в идеальном случае физическая долговечность всех деталей и узлов машины должна приближаться к моральной долговечности машины. Это означает, что потребность в ремонте машины возникнет лишь тогда, когда машина морально устареет, успев уже к этому времени окупить все затраты на ее изготовление. Иначе .говоря, машина эксплуатируется до полного физического и морального износа, которые наступают одно-
106
/
временно, после чего она заменяется новой, более совершенной. ,
В качестве примера машины, которая проектируется в расчете на длительную и безремонтную эксплуатацию до полного физического и морального износа, можно привести герметичный холодильный агрегат домашнего холодильника. Сердцем холодильного агрегата является компрессор, который вместе с электродвигателем находится в общем герметично закрытом кожухе. При этом ротор электродвигателя напрессован непосредственно на вал компрессора (рис. 26). Компрессор одноцилиндровый; диаметр поршня 27 мм, ход поршня 15 мм, синхронная скорость вращения вала 1500 об!мин, номинальная мощность двигателя на валу 93 вт. Будучи собран на заводе в неразъемную герметичную систему холодильного агрегата, компрессор должен отработать весь эксплуатационный срок службы (15 лет и более) без замены трущихся частей и смазочного масла. Это определяет соответствующие требования к материалам, точности изготовления отдельных деталей, чистоте обработанных поверхностей, качеству сборки и т. д.
Можно было бы предположить, что детали компрессора изготовляют из особых, дорогостоящих материалов. В действительности же для изготовления деталей компрессора в основном применяют серый чугун и низко-углеродистую сталь. При условии высокой точности изготовления отдельных деталей и тщательности сборки эти материалы вполне удовлетворяют предъявляемым к ним требованиям в отношении износоустойчивости.
Все основные детали компрессора — цилиндр, поршень, коленчатый вал, подшипники и другие изготовляют по 2-му классу точности. При этом трущиеся поверхности этих деталей обрабатываются по 10-му классу чистоты.
107
Рис. 26. Компрессор герметичного холодильного агрегата:
7 — цилиндр; 2 — поршень; 3 — корпус головки; 4 — всасывающий клапан; 5 — седло клапанов; 6 — нагнетательный клапан; 7 — заглушка корпуса головки; 5 — заклепка; 9 — глушитель нагнетания; 10 — шатун; 11 — коленчатый вал; 12 — ротор; 13 — передний подшипник вала; 14 — замочное кольцо; 16 — стопор; 16 — масло-приемник; 17 — корпус компрессора. ’
Сборка компрессора — селективная, т. е, производится путем подбора сопрягаемых деталей по одноименным размерным группам. Этим достигаются следующие оптимальные зазоры между основными сопрягаемыми
деталями компрессора:
цилиндр—поршень............... . 0,010 — 0,016 мм
коленвал—подшипник............. 0,012—0,024 мм
коленвал—шатун................ 0,012 — 0,024 мм
поршень—поршневой палец........ 0,008 — 0,016 мм
При таких незначительных монтажных зазорах огромное значение приобретает точность геометрической формы детали. Погрешнбстй геометрйческой формы должны находиться в пределах группового допуска. Это означает, что если допуск на изготовление детали равен 27 мк,, то при трех группах селекции погрешности геометрии должны быть ограничены 9 мк.
В процессе сборки каждый компрессор обкатывают для приработки трущихся поверхностей.
Специальные исследования показали, что долговечность автомобильных двигателей в существенной степени зависит от исходной макрогеометрии поверхностей трения, т. е. от точности их геометрической формы. Чем лучше макрогеометрия поверхностей трения, тем долговечнее сопряжение. Следовательно, в рабочих чертежах ответственных деталей, подвергающихся износу, следует делать особые оговорки в отношении точности геометрической формы. Если таких оговорок не сделать, то погрешности геометрической формы могут достигать величины допуска на размер, что для таких,’ например, сопряжений, как поршневой палец — шатун, будет совершенно недопустимо.
Большое значение для долговечности двигателей
В. Ф. Гущин 109
имеет их заводская обкатка, а также приработка трущихся пар в начальный период эксплуатации. На Горьковском автозаводе, например, для интенсификации приработки деталей в процессе обкатки применяют специальные присадки к маслу, содержащие серу, фосфор и цинк, которые обеспечивают образование сульфидных пленок и полирование прирабатываемых поверхностей. Наилучшие результаты были достигнуты с применением противозадирной присадки ДФ-11, примешиваемой к маслу «индустриальное-20».
б, Применение термической и химико-термической обработки
Правильный выбор материала детали и способа термической обработки может существенно способствовать повышению ее статической и усталостной прочности, а также износоустойчивости.
Одним из прогрессивных процессов термической обработки является поверхностная закалка токами высокой частоты (ТВЧ), которая обеспечивает наибольшую прочность в поверхностном слое определенной глубины и более низкую — в зонах, лежащих ближе к центру детали. Эта особенность закалки ТВЧ делает ее применение особенно выгодным в тех случаях, когда при работе детали наибольшие напряжения возникают на ее поверхности и уменьшаются по направлению к сердцевине, например при статическом и циклическом изгибе и кручении (шестерни, валы, шпиндели, торсиопы и т. п.). Для деталей, работающих па растяжение или сжатие, закалка ТВЧ не дает особых преимуществ.
Особый интерес с точки зрения упрочнения деталей приобретает закалка при глубинном индукционном нагреве. При этом глубина зоны закалки на мартенсит определяется не глубиной нагрева, а прокаливаемостью
ПО
стали. Участки детали, расположенные глубже слоя мартенсита, закаливаются на троостит или сорбит, что обеспечивает наилучшее соответствие изменения прочности распределению напряжений по сечению детали.
Для деталей диаметром до 40 мм при глубинной закалке ТВЧ могут применяться стали 45 или 45Г, для деталей большего сечения применяются специальные стали, обладающие свойством повышенной прокаливаемое™.
Можно попутно заметить, что при глубинном прогреве детали можно использовать индукционные установки небольшой мощности, в среднем 0,1—0,2 кет на 1 см2 нагреваемой поверхности. Это объясняется невысокими скоростями нагрева: от 2 до 10 град!сек.
Высокая износоустойчивость трущихся поверхностей деталей может быть достигнута и применением химикотермической обработки —• цементации, азотирования, цианирования, алитирования и сульфидирования.
Цементации (поверхностное насыщение углеродом) подвергаются изделия из углеродистой и легированной стали с содержанием углерода до 0,25%. Цементированные изделия, работающие на износ, нежелательно подвергать шлифовке, так как наиболее ценный в отношении износоустойчивости слой — поверхностный будет снят.
Азотирование (поверхностное насыщение азотом) применяется двух видов — прочностное и антикоррозионное. Прочностное азотирование применяют для повышения твердости, износостойкости и усталостной прочности деталей. Чаще всего для прочностного азотирования применяют стали 38ХЮ, 38ХМЮА и 36ХВФЮА, которые приобретают твердость до 1100 единиц по Виккерсу.
Антикоррозионному азотированию подвергают дета
111
ли из углеродистой и низколегированной сталей, а также из чугуна.
Процесс цианирования заключается в одновременном насыщении поверхности стали углеродом и азотом, которое чаще всего производится в газовой среде.
Для повышения твердости, износоустойчивости и усталостной прочности производят так называемое высокотемпературное газовое цианирование (нитроцементацию) в смеси аммиака с углеродосодержащими газами. Глубина цианированного слоя обычно находится в пределах 0,12—0,16 мм. Закалка производится в печи непосредственно после цианирования, после чего детали проходят отпуск при 160—200° С.
Алитирование применяют для повышения жаростойкости стальных изделий. Оно может производиться путем погружения изделий в расплавленный алюминий.
Сульфидирование заключается в поверхностном насыщении стальных изделий серой и применяется для повышения износоустойчивости и в особенности противозадирных свойств металла.
в. Применение материалов со специальными свойствами
В машиностроительной практике широко используются такие подшипниковые пары, как сталь—чугун, сталь— бронза, сталь—баббит, сталь—текстолит. Эти пары хорошо работают в условиях нормальной смазки. Вместе с тем конструктору нередко приходится считаться с тем, что его машина будет эксплуатироваться в условиях, когда регулярная подача смазки к подшипнику не может быть гарантирована по характеру работы самой машины или в связи с тем, что ее обслуживание будет производиться персоналом невысокой квалификации.
Из применяемых в настоящее время полимерных ма-
112
териалов наилучшими антифрикционными свойствами при трении без смазки'обладает фторопласт-4. При трении по металлам коэффициент трения фторопласта-4 составляет в отсутствии смазки всего лишь 0,04—0,05, а по фторопласту еще меньше — 0,03. При этом фторопласт сохраняет свои высокие антифрикционные свойства в широком диапазоне температур — от —200 до + 280° С.
К сожалению, низкая теплопроводность фторопласта и высокий коэффициент термического расширения не позволяют использовать его в чистом виде в качестве антифрикционного материала. Выход из положения был найден в применении фторопласта в виде тонких покрытий и в комбинации его с другими материалами. Последнее решение оказалось очень перспективным. Сейчас в нашей стране выпускается новый подшипниковый материал с основой из стальной ленты, на которую методом спекания наносится слой глобулярной высокооло-вянистой бронзы толщиной 0,3—0,4 мм. Сообщающиеся между собой поры этого слоя, составляющие по объему около 40%, заполняются смесью фторопласта с мелкодисперсным дисульфидом, молибдена. Поверхность пористого слоя покрывается тонким слоем материала, заполняющего поры. Толщина этого слоя — несколько сотых миллиметра.
При работе подшипниковой пары наружный тонкий слой фторопласта, смешанного с дисульфидом молибдена, выполняет роль смазки. Если па каком-либо участке подшипника обнажится бронза, то трение в этом месте быстро возрастает, и местное повышение температуры приведет к выдавливанию фторопласта из ближайших пор и размазыванию его по поверхности.
Этот «самозалечивающийся» подшипниковый материал выпускается в виде ленты, из которой могут изго-8 В. Ф, Гущин 113
товляться втулки, упорные кольца и плоские направляющие. Механическая обработка этих деталей по рабочей ' поверхности недопустима и ограничивается лишь подравниванием торцов и снятием заусенцев. Тыльная сторона стальной лепты и торцы покрываются электролитическим оловом для предотвращения коррозии.
Втулки из металлофторопласта применяются сейчас в различных узлйх автомобилей ЗИЛ-130 и ЗИЛ-131, причем они смазываются лишь при сборке и работают при удельном давлении 140—400 кг! см2 и скорости скольжения 2 м!мин.
По своим . противоизносным свойствам металлофторопласт сравним со смазанным баббитом, устойчив против коррозии, нечувствителен к загрязнениям, легок и механически прочен.
Высокие антифрикционные свойства фторопласта побудили к созданию на его основе новых материалов для поршневых колец, работающих при умеренных температурах (насосы, воздушные компрессоры и компрессоры холодильных машин). В ФРГ, например, такой материал известен под торговым наименованием флу-рофрап. Помимо фторопласта, составляющего его основу, он содержит стекловолокно и графит. Наилучшими антифрикционными качествами обладает пара флуро-фрап—флурофран. Чтобы использовать это обстоятельство, зеркало цилиндра подвергается относительно грубой обработке и в первые же минуты работы материал колец замазывает впадины микрорельефа зеркала и трение происходит практически не по металлу цилиндра, а по покрывающему его топкому слою флурофрана.
На рис. 27 показан поршень с двумя направляющими (широкие) и тремя уплотнительными кольцами из флу-рофрапа. Так как флурофран не обладает собственной упругостью, то последняя обеспечивается экспандером —•
114
Рис. 28. Уплотнительные буксы из флурофрана.
Рис. 27. Поршень с направляющими и компрессионными кольцами из флурофрана и флурс-франовое поршневое кольцо со стальным экспандером.
8*
стальным пружинящим -кольцом, которое закладывается под уплотнительное кольцо из флурофрана.
Направляющие кольца необходимы для того, чтобы исключить трение поршня по зеркалу цилиндра, так как иначе покрывающий зеркало тонкий слой флурофрана будет снят. Они обычно. выполняются разрезными. В тех случаях, когда это недопустимо (в цилиндре имеются окна), направляющие кольца выполняются без разреза и благодаря способности флурофрана растягиваться без особого труда вводятся в канавки поршня.
Опыт эксплуатации флурофрановых поршневых колец показал их .высокую износоустойчивость. При этом значительно уменьшается . также износ цилиндров.
Помимо поршневых колец флурофрай используется также для изготовления штоковых уплотнительных букс (рис. 28). ,
г. Нанесение износостойких электролитических покрытий
Весьма заметное повышение износоустойчивости деталей, работающих на трение, может быть достигнуто путем нанесения электролитическим способом хромового или никелевого покрытия.
В зависимости от назначения детали различают молочные и блестящие хромовые покрытия. Молочные хромовые покрытия, называемые так по своему характерному цвету, наносят на детали, работающие в условиях трения при больших удельных нагрузках и циклическом характере нагружения, а блестящие — на детали, рабо-. тающие в условиях трения, но при меньших удельных давлениях и более благоприятном характере нагружения.
Твердости электролитического хрома весьма высока
П6
и превышает твердость таких, например, материалов, как цементированная и азотированная сталь.
Заметно повышая износоустойчивость детали, электролитическое хромовое покрытие несколько снижает ее усталостную прочность, причем тем заметнее, чем толще слой хрома. Поверхности, покрытые электролитическим хромом, приобретают высокие антифрикционные свойства; Это способствует тому, что и детали, сопрягаемые с хромированными, изнашиваются значительно меньше. Например, износ подшипниковых вкладышей из оловя-нистой бронзы при работе с хромированной цапфой вала в 40 раз меньше, чем при трении о сталь, латуни —в 18 раз, баббита — в 1,5 раза и т. д.
Хромовые покрытия, предназначенные для работы на износ в условиях скудной смазки, путем применения специальных технологических приемов выполняются пористыми, т. е. испещренными мельчайшей сеткой трещин, которые способствуют хорошему удержанию пленки смазочного материала на поверхности детали.
В последние годы получило применение твердое износостойкое никелирование, которое во многих случаях оказывается более выгодным, чем хромирование. Твердое никелирование может осуществляться электролитическим и химическим способами.
Коррозионная стойкость твердых никелевых покрытий выше, чем хромовых и обычных никелевых покрытий. Коэффициент трения твердого никеля по чугуну и стали на 30% ниже, чем у хрома, а при трении по бронзе — несколько выше. Покрытие твердым никелем не снижает усталостной прочности стальных деталей.
Износостойкость твердого никелевого покрытия примерно вдвое меньше, чем хромового, однако сопряженную стальную деталь оно изнашивае*г вдвое меньше, чем хромовое. В условиях трения при граничной смазке твер-
»
«г
117
дое никелевое покрытие выдерживает вдвое большую нагрузку (до заедания), чем гладкое хромовое покрытие.
д. Применение специальных способов обработки
Машиностроительная практика последних двух десятилетий выработала целый ряд новых способов обработки деталей машин, подверженных циклическим нагрузкам или износу. Несмотря на некоторые различия, сущность всех этих способов сводится к изменению физико-механических характеристик поверхностных слоев деталей и улучшению качества поверхности путем пластической деформации в холодном состоянии (дробеструйная обработка, динамический наклеп, дорпование, обкатывание роликами или шариками и т. п.). При пластической деформации отдельные кристаллы поверхностных слоев металла деформируются за счет сдвигов, происходящих по плоскостям скольжения. Кристаллы утрачивают свою глобоидную форму, сплющиваются, укорачиваются в одном направлении и вытягиваются в другом, совпадающем с главным направлением деформации. Кристаллическая решетка получает ориентацию — текстуру. При этом сама структура металла меняется, превращаясь из структуры беспорядочно расположенных кристаллов в структуру ориентированных, линейно расположенных волокон. Деформация кристаллов наиболее заметна у поверхности и уменьшается в глубину детали. При этом чем выше степень деформации, тем на большую глубину распространяется деформированный слой.
В результате пластического деформирования поверхностных слоев детали достигается упрочнение детали, т. е. повышение твердости, предела упругости, предела текучести, предела прочности и усталостной прочности. При этом неизбежно снижаются показатели пластич-118
поста: относительное удлинение, ударная вязкость и относительное сужение.
Для деталей, работающих при циклических нагрузках (шатунные болты, клапанные пружины, рессоры и' т. п.), решающее значение имеет достигаемое упрочняющей обработкой повышение усталостной прочности, тогда как для деталей, подверженных износу, — повышение поверхностной твердости и улучшение качества
Деталь А
Деталь В
Рис. 29. Два различных микрорельефа с одинаковой высотой гребешков.
поверхности. При этом улучшение качества поверхности означает не только уменьшение высоты обработочных гребешков, по и получение более благоприятного для приработки трущихся поверхностей микрорельефа.
На рис. 29 схематически показаны микрорельефы двух деталей с одинаковой высотой обработочных гребешков Н. В соответствии с ГОСТ 2789-59, обе детали по чистоте обработки должны быть отнесены к одному классу. Однако совершенно очевидно, что в отношении износоустойчивости они далеко не равноценны и деталь А будет изнашиваться значительно быстрее, чем деталь Б. К сожалению, ГОСТ 2789-59 не предусматривает критериев, которые могли бы быть использованы для характеристики износных свойств микрорельефа. Таким критерием мог бы быть коэффициент заполнения
119
профиля, т. е. отношение заштрихованной площади к площади, ограниченной линиями, проведенными по вершинам и впадинам гребешков. Ясно, что у детали Б этот коэффициент больше, чем у детали А.
В этой связи можно указать на новый метод чистовой обработки давлением, предложенный Ю. Г. Шнейдером 1 и названный им вибрационным обкатыванием. От обычного обкатывания шариками этот процесс отличается наличием быстрых осциллирующих движений шарика вдоль оси детали. При этом след шарика на обрабатываемой детали представляет собой синусоиду, амплитуда которой равна размаху осцилляций, а период определяется соотношением между числом осцилляций и числом оборотов заготовки. Как показывают исследования, выполненные Ю. Г. Шнейдером, деформирующее действие при обкатывании тем выше, чем сложнее перемещение деформирующего элемента относительно деформируемых неровностей исходной поверхности.
Вибрационное обкатывание обеспечивает получение поверхностей с чистотой выше 10-го класса.
Поверхность, обработанная виброобкаткой, по рельефу подобна шабреной поверхности, причем число пятен или масляных карманов, приходящееся на единицу площади, определяется выбором режимных параметров.
В последние несколько лет в связи с широким внедрением в машино- и приборостроении алмазных инструментов начал применяться процесс алмазного выглаживания. Как и обкатка роликами, этот процесс преследует цель повышения усталостной прочности и чистоты поверхности. Инструмент представляет собой державку с алмазом, рабочая часть которого имеет сферическую
1 См. его статью в журнале «Машиностроитель» № 9 за 1966 г. — Виброобкатывание улучшает качество поверхности деталей»,
120
или цилиндрическую форму. Державка закрепляется в суппорте токарного станка. Сила, с которой выглаживающий алмаз давит' на обрабатываемую деталь, может регулироваться с помощью винта и гайки, воздействующей через пружину сжатия на скалку с алмазом.
Благодаря тому, что рабочей поверхности алмаза может быть придана чистота 14-го класса, удается получить чистоту обработанной поверхности до 10-го класса при исходной чистоте 6-го класса. Это позволяет производить выглаживание непосредственно после токарной обработки, минуя шлифовку, — обстоятельство очень важное, так как абразивные зерна, шаржирующиеся в поверхность детали в процессе ее шлифовки, нередко являются причиной задиров- на трущихся поверхностях деталей.
Имеется положительный опыт алмазного выглаживания закаленных деталей, в частности калибров-пробок (HRC=60—61). При чистоте поверхности после шлифования, отвечающей 8-му классу, последующим выглаживанием достигался 10-й класс. Износоустойчивость деталей после алмазного выглаживания повышается в два раза и более. Стойкость алмазов цилиндрической формы достигает 150 км пути.
Одним из новых способов упрочнения деталей машин пластическим деформированием поверхностного слоя является ультразвуковой. Сущность его заключается в том, что стальной шарик, прижимаемый к обрабатываемой поверхности постоянной силой, подвергается, кроме того, импульсивной нагрузке от ультразвукового -преобразователя. Таким образом на постоянное статическое усилие накладывается переменное динамическое, достигающее значительной величины. При этом обрабатываемой детали сообщаются движения, обеспечивающие равномерную обработку всей ее поверхности.
121
Можно предположить, что читатель, закрывая эту книгу (если у него хватило терпения прочесть ее), будет несколько разочарован. В самом деле, может ли он считать, что готов теперь к самостоятельной конструкторской разработке своих изобретений или рационализаторских предложений? Нам думается, что пет. И мы не рассчитывали па это. Да и нет таких книг, по которым можно было бы научиться конструировать. Это дается практикой, в постоянном общении с книгой. Мы хотели лишь указать нашему читателю на необходимость придерживаться при всяких конструкторских разработках определенной последовательности и методики. Подробные указания по графическому оформлению изобретений и рационализаторских-предложений читатель найдет в одном из следующих выпусков Библиотечки (В. И. Хижняков и Г. И. Кравцов. «Графическое оформление изобретений»). Мы хотели также ввести читателя в круг тех вопросов, которые связаны с обеспечением надежности и долговечности предлагаемых им конструкций, а это, в свою очередь, заставило пас коснуться вопросов технологии и взаимозаменяемости.
Можно с уверенностью сказать, что читатель и сам неплохо разбирается в технологии, и рекомендовать ему какие-либо книги в этой области вряд ли необходимо. Разве только посоветовать подписаться на журнал «Машиностроитель». Что же касается вопросов взаимозаменяемости, то мы настоятельно рекомендуем познакомиться с книгой А? Н. Журавлева «Допуски и технические измерения» (изд-во «Высшая школа», 1965).
Главное же, что мы хотим посоветовать нашему читателю,-— это не бояться трудностей, которые встретятся ему при изучении остальных выпусков Библиотечки.
Оглавление
О т а в т о р а .................................... ...... 3
Глава I. Общие вопросы конструирования
1. Предпроектные изыскания.................... 5
2. Разработка основных технических решений . . 16
3. Детальная разработка конструкции........... 27
Глава II. Взаимозаменвемость
1. Выбор допусков и посадок .................. 39
2. Расчеты размерных цепей.................... 61
Глава III. Технологичность конструкции
1. Критерии технологичности конструкции ... 76 '
2. Технологичное конструирование сварных и паяных соединений........................... 81
3. Обрабатываемость машиностроительных материалов .....................................•. 91
Глава IV. Надежность и долговечность
1. Общие замечания............................ 97
2. Простейшие расчеты, связанные с надежностью ....................................... 99
3. Пути повышения долговечности................106
Виктор Федорович Гущин
Конструкторская разработка изоб ретениа
Редактор С. И. Борщевская Художник-редактор О. И. Маслаков Технический редактор Д. И. Сергеева Корректор Н. Н. Касимова
Сдано в набор 23/V 1967 г. Подписано к печати 10/VIII 1967 г. Формат бумаги 70х108]/з2- Бум. тип. № 3. Усл. печ. л. 5,43. Уч.-изд. л. 4,77. Тираж 11 000 экз. М-26817. Заказ № 821/л. Работа объявлена в Т. п. 1967 г., Д 74.
Лениздат, Ленинград, Фонтанка, 59 Типография нм. Володарского Лениздата, Фонтанка, 57
Цена 14 коп.
14 коп.
Биьпиотечна раБОчега-изоБРетатепя и рационализатора
UU0H СТРУНЮ РСНДЯ РАЗРАБОТКА ИЗОБРЕТЕНИЯ