/



















































































































































































































































































































































































































































Автор: Максакова Е.Н.
Теги: тяга поездов на железных дорогах подвижной состав машиностроение механика локомотивостроение локомотивы
Год: 1982




Текст
Е. Н. МАКСАКОВА
ТЕХНОЛОГИЯ
ЛОКОМОТИВОСТРОЕНИЯ
Допущено Министерством высшего и среднего специального образования РСФСР в качестве учебника для студентов высших учебных заведений, обучающихся по специальности «Локомотивостроение*
ВОРОНЕЖ ИЗДАТЕЛЬСТВО ВОРОНЕЖСКОГО УНИВЕРСИТЕТА 1982
УДК 629.42.002.2
Максакова Е. Н. Технология локомотивостроения: Учебник для вузов.— Воронеж: Изд-во Воронежского университета, 1982.— 452 с.
В учебнике, подготовленном в соответствии с программой одноименного спецкурса, рассмотрены основные положения технологической подготовки производства в локомотивостроении на принципах ЕСТПП. Указаны пути технологического обеспечения надежности и создания технологичных конструкций локомотивов с учетом современных требований их производства, технического обслуживания и ремонта. Освещены вопросы прогнозирования, количественной оценки и управления технологичностью на различных стадиях разработки конструкторской документации. Рассмотрены научно-методические основы и практика проектирования технологических процессов локомотивостроения — изготовления типовых деталей, сВ'ар'нЫх конструкций, узловой и общей сборки и испытаний локомотивов; представлены, основные конструкции и методика разработки станочных, сборочно-сварочных и других приспособлений. Показана революционизирующая роль технологической унификации и стандартизации, а также автоматизации технологического проектирования с помощью ЭВМ. Охарактеризованы современное состояние и перспективы развития механизации и автоматизации в производстве локомотивов, в том числе на базе использования автоматических манипуляторов с программным управлением.
Учебник предназначен для студентов вузов специальности «Локомо-тивостроение», а, также может быть полезен студентам других специальностей транспортного машиностроения и железнодорожного транспорта.
Список лит. 18 назв., ил. 207+1 вкл., табл. <25.
Рецензенты: кафедра локомотивостроения Харьковского политехи, ин-та, д-р техн, наук проф. Д. Л. Юдин
Научный редактор — д-р техн, наук проф. А. А. Камаев
м 31'200—039_____31 _ 82 2704000000 © Издательство
М 174(03)—82 * Воронежского университета, 1982
ПРЕДИСЛОВИЕ
Технологическая подготовка согласно квалификационной характеристике инженера-локомотивостроителя играет важную роль в формировании его профиля. Она осуществляется путем изучения общеинженерных дисциплин «Технология конструкционных материалов» (технологические основы производства машин), «Материаловедение и термическая обработка металлов», спецкурса «Технология локомотивострое-ния», а также прохождения технологической производственной практики и выполнения курсового проекта по отраслевой технологии и технологических разработок в дипломном проекте. Основными базовыми дисциплинами при изучении «Технологии локомотивостроения», кроме указанных выше, являются «Взаимозаменяемость, стандартизация и технические измерения», «Конструкция, расчет и проектирование локомотивов», «Экономика отрасли», «Автоматика и автоматизация производственных процессов» и др. «Технология локомотивостроения» тесно связана также с курсом «Организация, планирование и управление предприятием».
Одна из основных задач технологической подготовки студентов конструкторской специальности — научить будущего инженера-конструктора соотносить конструктивные решения с требованиями рационального и эффективного изготовления, технического обслуживания и ремонта изделия, т. е. научить проектировать технологичные конструкции. Вопросы, связанные с обеспечением технологичности изделий, являются одними из важнейших в курсе отраслевой технологии для будущих конструкторов новых машин. Однако этим вопросам в соответствующей учебной литературе и практике высшей школы уделяется недостаточно внимания. Отсутствие специализированных учебных пособий по технологичности конструкций, освещающих современное состояние проблемы, создает известные методические трудности в правильной постановке технологических спецкурсов для конструкторских специальностей. Нами предпринята первая попытка восполнить указанный пробел применительно к одной из таких специальностей — «Локомотивостроение». В пятом разделе предлагаемого читателю учебника, в соответствии с квалифика
ционной характеристикой инженера-локомотивостроителя и программой курса отраслевой технологии, освещаются современные научно-технические и организационно-методические аспекты отработки конструкций локомотивов на технологичность на основе прогнозирования, количественной оценки и управления технологичностью на различных стадиях разработки конструкторской документации.
Важное место в технологической подготовке инженера-локомотивостроителя согласно квалификационной характеристике занимает технологическое проектирование — разработка технологических процессов и средств технологического оснащения. Научно-методические основы и практика проектирования технологических процессов, включая вопросы механизации и автоматизации в производстве локомотивов, освещены в четвертом разделе учебника. Теоретические основы и практический опыт локомотивостроения в проектировании и эксплуатации приспособлений различных видов как одного из важнейших компонентов технологической оснастки являются предметом анализа в третьем разделе. При изложении данных разделов показана революционизирующая роль технологической унификации и стандартизации, а также автоматизации технологического проектирования с помощью ЭВМ в условиях современного производства. Общие теоретические положения и практические основы технологической подготовки производства, необходимые для решения задач технологического проектирования и обеспечения технологичности конструкций локомотивов, составляют содержание первого и второго разделов книги.
Программный материал курса «Технология локомотивостроения» представлен в учебнике с позиций Единой системы технологической подготовки производства изделий машиностроения, приборостроения и средств автоматизации с учетом специфики отраслевой технологии. В связи с тем, что удельный вес тепловозостроительного производства в общем объеме выпуска локомотивов является преобладающим, а уровень его технологической оснащенности достаточно высок, конкретные технологические процессы изложены в книге, главным образом, применительно к тепловозам; при этом учтено, что рассмотренная технология может в ряде случаев служить перспективной основой развития производства в электровозостроении.
При написании учебника использованы материалы Во-рошиловградского производственного объединения тепловозостроения им. Октябрьской революции, Людиновского тепловозостроительного завода, производствённого объединения «Брянский машиностроительный завод» им. В. И. Ленина и других предприятий отрасли, а также результаты научно-ис
следовательских и проектно-технологических работ НИИ, проектных организаций, вузов железнодорожного транспорта и транспортного машиностроения. В книге не приведены описания конструкций обрабатываемых деталей и собираемых узлов локомотивов, поскольку в рамках осуществляемого издания это не представляется возможным. Объем справочной информации сведен к необходимому минимуму. В целях обеспечения углубленной самостоятельной проработки студентами соответствующего материала в подстрочных библиографических ссылках указаны разнообразные дополнительные научно-технические источники.
В инженерной практике перед молодым специалистом-локомотивостроителем неизбежно встает множество разнообразных научно-технических и организационно-методических вопросов, и самостоятельно находить оптимальные решения может только тот, кто хорошо освоил общие закономерности производственного процесса, получил навык творческого подхода к инженерным задачам. Учитывая это, автор стремился при разработке учебника к возможно более глубокому и полному изложению основных закономерностей технологии локомотивостроения, подкрепляя их перспективным материалом отраслевого характера, и не ставил задачу подробного освещения всего многообразия технологических процессов производства локомотивов, поскольку техника и технология в современном локомотивостроении весьма мобильны. Указанное обстоятельство обусловило отказ от традиционной структуры учебных книг по технологическим спецкурсам различных отраслей машиностроения, когда сведения по научно-теоретическим основам дисциплины и по отраслевой технологии излагаются обособленно. Используя отраслевой материал в тесной методической взаимосвязи с изложением основных закономерностей технологии локомотивостроения, автор хотел акцентировать внимание читате лей на фундаментальных принципах курса, обеспечить проч ное усвоение студентами основополагающих технологических вопросов, развить обучающую функцию книги.
Для усиления эвристического начала осуществляемого издания в каждой его главе наряду с изложением нового ма* териала дается комплекс упражнений, требующий немедленной активной переработки полученной информации. Контрольными заданиями для самостоятельной работы охвачены все наиболее важные положения курса «Технология локомотивостроения», начиная от простейших «вводных» вопросов и кончая объемными комплексными задачами технологического проектирования и инженерного анализа. При этом выполнение достаточно сложных заданий, таких, как разработка технологических процессов обработки резанием деталей и
сборки узлов локомотивов с построением технологических схем сборки, предусматривает наличие запрограммированной учебно-методической «подсказки», играющей необходимую обучающую роль; последняя усиливается постепенным наращиванием трудности предлагаемых задач. Работа студентов с контрольными упражнениями в режиме самообучения имеет целью не только прочное усвоение, но и, непременно, определенное углубление и расширение программного материала. В связи с этим среди приведенных заданий нет таких, на которые давались бы прямые ответы при изложении содержания настоящей книги 1,— правильное решение контрольных задач предполагает прежде всего творческое осмысление и глубокое понимание студентом учебной информации, а также привлечение дополнительных источников, в том числе материала базовых дисциплин, включая производственные практики; анализ предлагаемых проблемных ситуаций при сочетании известного и неизвестного студентам материала требует от обучаемого, в конечном счете, самостоятельного научного поиска.
При написании книги автор стремился, таким образом, следовать новой концепции современного вузовского учебника2, органично вписывающегося в процесс подготовки специалистов широкого профиля: раскрывая научное содержание дисциплины, ее теоретические основы и методологический аппарат, учебник призван стимулировать интерес студентов к работе с научной литературой, способствовать их творческому становлению. Это отвечает главной задаче всякого учебного руководства, которая, как отмечал В. И. Ленин, состоит в том, чтобы «дать основные понятия по излагаемому предмету и указать, в каком направлении следует изучать его подробнее и почему важно такое изучение»3. Такой подход вырабатывает у студентов стойкую привычку и умение тщательно обдумывать учебный материал, развивает их любознательность, побуждая к самостоятельной творческой работе. Глубокое понимание и прочное усвоение основных закономерностей технологии локомотивостроения является, в свою очередь, необходимым условием для успешной работы над технологическим курсовым и дипломным проектами, а также залогом плодотворной инженерной деятельности молодого специалиста.
В учебнике нашли отражение многолетний опыт преподавания технологии локомотивостроения в Брянском инсти
1 В необходимых случаях ответы и решения приведены в конце книги (номера соответствующих заданий отмечены звездочкой).
2 См.: Елютин В. П. Актуальные задачи высших учебных заведений.— Вестник высшей школы, 1980, № 4, с. 45.
3 Ленин В. И. Поли. собр. соч., т. 4, с. 40.
туте транспортного машиностроения и научно-методическая работа автора по совершенствованию технологической подготовки студентов конструкторской специальности, в частности с использованием принципов программированного и проблемного обучения; освещены достижения отечественного локомо-тивостроения; указаны перспективы развития отраслевой технологии. В основу книги положены опубликованные ее автором в 1975 ... 1979 гг. учебные пособия [9 ... 13] по основным разделам курса. Автор считает своим долгом выразить благодарность коллективам кафедр вузов и отдельным ученым,, рецензировавшим рукописи указанных пособий и настоящего учебника, в том числе кафедрам локомотивостроения Харьковского политехнического и Ворошиловградского машиностроительного институтов, кафедре технологии машиностроения Московского автомеханического института, д-ру техн, наук проф. Д. Л. Юдину, канд. техн, наук дощ И. П. Карпову, д-ру техн, наук проф. Г. А. Бобровникову и др. Автор выражает признательность за ценные консультации и помощь отраслевыми техническими материалами специалистам системы Минтяжмаша СССР: начальнику технического отдела Всесоюзного производственного объединения Союзтепловозпутьмаш Д. А. Кобцеву, главному инженеру производственного объединения Брянский машиностроительный завод им. В. И. Ленина А. Н. Чебрикову, директору Ворошиловградского проектно-технологического института, машиностроения М. Г. Лапшину, бывшему директору Люди-новского тепловозостроительного завода И. В. Никифорову, заместителю главного инженера того же завода В. С. Васюкову, заместителю главного инженера Ворошиловградского производственного объединения тепловозостроения им. Октябрьской революции П. М. Шевченко, заместителю директора производственного объединения путевых машин .и гидроприводов (г. Калуга) канд. техн, наук М. Ф. Хмаре, а. также старшему инспектору ЦТ МПС В. И. Першину.
Учитывая, что попытка разработки комплексной.учебной книги по технологическому спецкурсу для студентов вузов*, специальности «Локомотивостроение» предпринимается впервые, автор с признательностью примет критические замечания и предложения читателей по дальнейшему совершенствованию предлагаемого их вниманию учебника.
Автор надеется, что настоящий учебник будет полезен также студентам, обучающимся по специальностям «Технология транспортного машиностроения и ремонта подвижного состава», «Тепловозы и тепловозное хозяйство», «Вагоностроение и вагонное хозяйство».
ВВЕДЕНИЕ
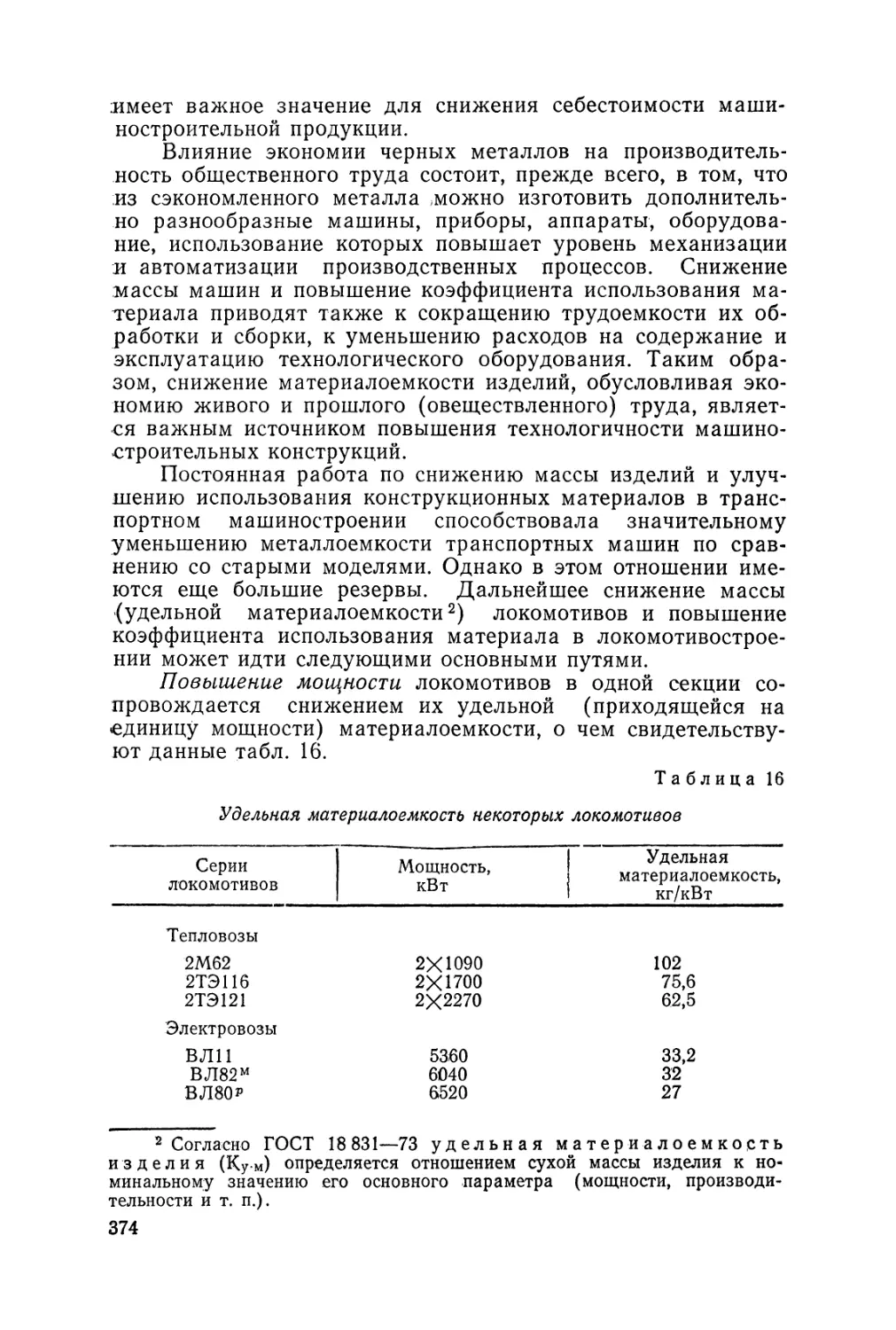
Локомотивы — грузовые, пассажирские, маневровые и промышленные тепловозы и электровозы — выпускаются предприятиями отраслей тяжелого и транспортного машиностроения и электротехнической промышленности. Наряду с серийными (см., в частности, табл. 1) в производстве и на испытаниях находятся опытные образцы машин. СССР занимает первое место в мире по производству электровозов и тепловозов и является крупнейшим экспортером продукции ло-комотивостроения: советские локомотивы работают в странах Западной Европы, Азии, Африки и Латинской Америки.
Конструктор-локомотивостроитель трудится на переднем крае борьбы за технический прогресс в локомотивостроении. Его творческая деятельность базируется на использовании результатов научных исследований и разработок, применении прогрессивных методов расчета и конструирования локомотивов, а также на глубоком знании современной технологии и организации производства, его реальных возможностей и перспектив развития. Необходимые профессиональные знания и навыки будущий конструктор получает при изучении общеинженерных и специальных дисциплин, в том числе спецкурса «Технология локомотивостроения».
Предметом технологии локомотивостроения является учение об обеспечении технологической готовности предприятий к выпуску локомотивов заданного уровня качества при установленных сроках, объеме выпуска и затратах.
Главными задачами технологической подготовки производства (ТПП) как одного из основных этапов производственного процесса являются:
обеспечение технологичности конструкции изделия;
— разработка технологических процессов;
— проектирование и изготовление средств технологического оснащения;
Основные технические данные некоторых серийных локомотивов
Таблица 1
Показатель Тепловоз серии Электровоз серии
2ТЭ10В ТЭП60 ТЭМ2 ТГМ6А ВЛ80Р ВЛ82М ВЛ 11
Род службы Осевая формула Служебная масса, т Мощность, кВт Конструкционная скорость, км/ч Грузовой Пассажир- Маневро- Маневро- ский вый вый и вывозной 2(30—Зо) Зо—Зо Зо—Зо 2—2 2X138 126 120 90 2X2200 2200 880 880 100 160 100 80 Грузовой 2(20—20) 2(2о—2о) 2(20-20) 192 200 184 6520 6040 5360 110 110 100
— организация и управление процессом ТПП4.
Указанные задачи охватывают весь комплекс работ по ТПП, в том числе конструктивно-технологический анализ изделий и организационно-технический анализ производства, расчет производственных мощностей, составление производственно-технологических планировок, определение материальных и трудовых нормативов, а также отладку технологических процессов и средств технологического оснащения.
Взаимосвязь конструкции изделия с технологией его изготовления обусловила одну из наиболее сложных задач технологической подготовки производства — отработку конструкции на технологичность. Конструктор-локомотивострои-тель должен четко представлять, что только при всестороннем учете технологических требований и условий эксплуатации возможно создание технологичных конструкций локомотивов, обеспечивающих оптимальные затраты труда, средств, материалов и времени на проектирование, технологическую подготовку производства, изготовление, техническое обслуживание и ремонт машин. В локомотивостроении ведется большая работа по улучшению технологичности выпускаемых изделий: повышается уровень унификации локомотивов, внедряются принципы агрегатирования машин, широко используются прогрессивные конструктивные решения, снижается материалоемкость конструкций. Обеспечение технологичности изделий в процессе их разработки, особенно на ранних стадиях конструирования, рассматривается в настоящее время в качестве одного из главных путей создания современных высококачественных машин, приборов и оборудования, а также оперативной подготовки их прюизводства. Предусмотренный конструкцией уровень качества изделия обеспечивается важнейшими задачами технологической подготовки производства — разработкой технологических процессов и средств технологического оснащения.
Технологическая подготовка современного производства базируется на принципах одной из крупнейших межотраслевых систем государственной стандартизации — Единой системы технологической подготовки производства (ЕСТПП) изделий машиностроения, приборостроения и средств автоматизации. ЕСТПП предусматривает широкое применение прогрессивных типовых технологических процессов, стандартной технологической оснастки и оборудования, средств механизации и автоматизации производственных процессов, инженерно-технических и управленческих работ. Основное назначение ЕСТПП заключается, следовательно, в установлении
4 Вопросы организации и управления процессом ТПП студенты изучают в курсе «Организация, планирование и управление предприятием».
такой системы организации и управления процессом технологической подготовки производства, которая обеспечивает:
— единый для всех предприятий и организаций системный подход к выбору и применению методов и средств технологической подготовки производства, соответствующих современным достижениям науки, техники и производства;
— освоение производства и выпуск изделий высшей категории качества в минимальные сроки, при оптимальных трудовых и материальных затратах на ТПП на всех стадиях создания изделия;
— организацию производства высокой степени гибкости, допускающей возможность непрерывного его совершенствования и быструю перестройку на выпуск новой продукции;
— рациональную организацию механизированного и автоматизированного выполнения комплекса инженерно-технических и управленческих работ;
— взаимосвязи ТПП и управления ею с другими системами и подсистемами управления.
Функционирование ЕСТПП обеспечивается действием ее стандартов в комплексе с отраслевыми стандартами и стандартами предприятий, конкретизирующими и развивающими отдельные правила и положения ЕСТПП применительно к специфике отрасли и предприятия. При этом используется нормативно-техническая и методическая документация на методы и средства ТПП, разрабатываемая на основе стандартов ЕСТПП и других документов, в том числе Единой системы конструкторской документации, Единой системы технологической документации, Единой системы классификации и кодирования технико-экономической информации, Единой системы аттестации качества продукции.
Внедрение Единой системы технологической подготовки производства позволяет в 1,5 раза повысить уровень применения в серийном производстве типовых технологических процессов при широком использовании стандартной переналаживаемой оснастки, высокопроизводительного агрегатного оборудования и средств вычислительной техники. Это дает возможность увеличить производительность труда на 15... ...30%, снизить затраты на подготовку производства в 2... ... 2,5 раза, сократить сроки разработки и освоения новой техники в 1,5... 2 раза, значительно улучшить качество изделий.
Локомотивы являются очень сложными объектами производства. Их составными частями служат большегабаритные сварные конструкции, дизели, электрические машины, точные детали, теплообменные аппараты, разнообразные приборы и многое другое. Значительное число комплектующих изделий, а также различные материалы и полуфабрикаты поступают на локомотивостроительные заводы со смеж
ных предприятий (приборостроительных, металлургических, электротехнической промышленности и т. п.). Большим объемом и сложностью характеризуется сборка узлов, агрегатов и общая сборка локомотивов. Производственно-технологическое своеобразие локомотивостроения обусловлено, таким образом, специфическими особенностями конструкции выпускаемых изделий. Вместе с тем технология локомотивостроения базируется на общих принципах учения об изготовлении машин — «Технологии машиностроения».
Технология машиностроения как научная дисциплина возникла в нашей стране в 20-х годах текущего столетия на основе передового производственного опыта и результатов технологических исследований. Научные основы технологии машиностроения закладывались и развивались русскими и советскими учеными И. А. Тиме, А. П. Гавриленко, Н. А. Бо-родачевым, А. П. Соколовским, В. М. Кованом, А. И. Кашириным, Э. А. Сателем, Ф. С. Демьянюком, Б. С. Балакшиным, М. Г. Егоровым,, М. П. Новиковым, С. П. Митрофановым, А. А. Маталиным и многими другими. Значительные достижения в развитии технологической науки, в формировании основ технологии машиностроения в качестве одной из важнейших дисциплин в профессиональной подготовке инженеров конструкторских специальностей связаны с именем заслуженного деятеля науки и техники РСФСР доктора технических наук профессора В. С. Корсакова. Большой вклад в дело совершенствования технологической подготовки студентов специальности «Локомотивостроение» внесен доктором технических наук профессором А. А. Камаевым. Заслуга в развитии в вузах МПС технологических дисциплин и становлении специальности «Технология транспортного машиностроения и ремонта подвижного состава» принадлежит докторам технических наук профессорам Н. П. Зобнину, Д. Л. Юдину, С. В. Алехину, Д. Г Евсееву, М. М. Машневу.
РАЗДЕЛ ПЕРВЫЙ
ОСНОВЫ ТЕХНОЛОГИИ ЛОКОМОТИВОСТРОЕНИЯ
ГЛАВА I
ОСНОВНЫЕ ПОНЯТИЯ технологической подготовки ПРОИЗВОДСТВА
§ 1. ОБЪЕКТЫ ПРОИЗВОДСТВА, ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Объектами производства в машиностроении являются изделия и их составные части, полуфабрикаты, заготовки.
Изделием в соответствии с ГОСТ 15895—77 (СТ СЭВ 547—77) считается единица промышленной продукции, количество которой может исчисляться в штуках или экземплярах. Поэтому в машиностроении изделием является любой предмет или набор предметов производства, подлежащих изготовлению на предприятии. Согласно ГОСТ 2.101—68 (СТ СЭВ 364—76) в зависимости от назначения различают изделия основного производства, предназначенные для поставки (реализации), и изделия вспомогательного производства, служащие для собственных нужд предприятия-изготовителя; к первым относятся, например, электровоз, дизель, тяговый электрический двигатель и т. д., ко вторым — режущий инструмент, штампы и т. п. Кроме того, изделия с учетом их структуры подразделяют на неспецифицированные, не имеющие составных частей,— детали — и специфицированные, состоящие из двух и более составных частей,— сборочные единицы, комплексы и комплекты. Локомотив является очень сложным специфицированным изделием, включающим десятки тысяч сборочных единиц и деталей, а также комплекты запасных частей, инструмента, принадлежностей и т. п.
Деталью называют изделие (или его составную часть), изготовленное из однородного по наименованию и марке материала без применения сборочных операций (цельнокатаное железнодорожное колесо, колесный центр, бандаж, ось колесной пары и т. п.).
Сборочная единица — это изделие (или его составная часть), выполненное с применением сборочных операций
на предприятии-изготовителе (тяговый генератор, гидропередача, секция холодильника и т. п.). Сборочную единицу, которую можно собрать обособленно, независимо от других составных частей изделия, называют технологическим узлом (или просто узлом). Примерами технологических узлов могут служить тележка локомотива, колесная пара, редуктор, водомасляный теплообменник и т. п. Топливная, масляная, водяная и песочная системы, а также букса, опор-но-возвращающее устройство и тому подобные сборочные единицы технологическими узлами не являются, так как не могут быть полностью собраны обособленно от других составных частей локомотива.
В зависимости от ступени входимости в изделие различают технологические узлы разных порядков. Узлом первого порядка (первой ступени входимости) называют узел, непосредственно входящий в изделие (главная рама и тележка локомотива, тепловозный дизель и т. д.). Узел второго порядка (например, колесно-моторный блок) непосредственно входит в узел первого порядка (тележку), узел третьего порядка (например, тяговый электродвигатель или колесная пара в сборе с буксами) непосредственно входит в узел второго порядка (колесно-моторный блок) и т. д. Узлы наивысшего, п-го, порядка состоят только из деталей. Группу составных частей изделия, которые необходимо подать на рабочее место для сборки, называют сборочным (технологическим) комплектом.
Полуфабрикатом называется изделие предприятия-поставщика, подлежащее дополнительной обработке или сборке. Полуфабрикатами являются, например, цельнокатаные железнодорожные колеса и бандажи, поступающие на локомотивостроительные заводы с металлургических предприятий и требующие дополнительной обработки резанием. Изделие предприятия-поставщика, применяемое как составная часть изделия, выпускаемого другим предприятием, называют комплектующим. Для тепловоза, например, комплектующими изделиями являются электрические машины, компрессоры, тормозная аппаратура, приборы и т. д.
Заготовка — предмет производства, из которого изменением формы, размеров, шероховатости поверхности и свойств материала изготовляют деталь или неразъемную сборочную единицу. Примерами заготовок являются отливки, поковки, изготовляемые ковкой на молотах и прессах, и штампованные поковки, а также заготовки из сортового, профильного и листового проката и комбинированные заготовки.
Поступающие на завод материалы и полуфабрикаты превращаются в готовые изделия в- результате взаимосвязанных
действий людей и орудий производства, в комплексе называемых производственным процессом. Производственный процесс включает в себя конструкторскую, технологическую и организационно-плановую подготовку производства, материально-техническое снабжение, процессы выполнения заготовок и их обработки, процессы сборки изделий, технический контроль выпускаемой продукции на всех стадиях ее изготовления, транспортирование объектов производства и другие действия, связанные с выпуском изделий. Часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства, называется технологическим процессом. Технологические процессы включают в себя формообразование, обработку, сборку и технический контроль.
Фор мо образование — это изготовление заготовки или изделия из жидких, порошкообразных или волокнистых материалов путем литья, формования или гальванопластики. Обработкой называется заданное изменение формы, размеров, шероховатости поверхности или свойств заготовки. Сюда относится механическая обработка давлением й резанием, термическая, химико-термическая, электрофизическая и электрохимическая обработка, а также нанесение лакокрасочных, гальванических и иных покрытий и некоторые другие виды обработки. Сборка есть образование разъемных или неразъемных соединений составных частей заготовки или изделия путем свинчивания, запрессовки, сваркщ пайки, клепки, склеивания и т. д. Сборка разделяется на общую, объектом которой является изделие в целом, и узловую, объект которой — составная часть изделия. Технический контроль состоит в проверке соответствия продукции или процесса, от которого зависит ее качество, установленным техническим требованиям. Например, при сборке колесных пар локомотивов прессовым методом наряду с проверкой размеров узла контролируется процесс напрессовки колес на ось по специальным диаграммам; при тепловой сборке колесных пар контролю подлежат, в частности, температура нагрева и продолжительность процесса полимеризаций антикоррозийного покрытия.
Технологические процессы изготовления машин выполняются на рабочих местах с помощью средств технологического оснащения, включающих технологическое оборудование, технологическую оснастку и средства механизации и автоматизации вспомогательных (погрузочно-разгрузочных, транспортных и др.) работ, непосредственно связанных с технологическими операциями.
Технологическое оборудование — это орудия производства, в которых для выполнения определенной час
ти технологического процесса размещаются материалы, заготовки или сборочные единицы, средства технологического воздействия на них и, при необходимости, источники энергии. Примерами технологического оборудования являются литейные и формовочные машины, прессы, молоты, станки, печи, гальванические ванны, разметочные плиты, испытательные стенды и т. д.
Технологической оснасткой называются орудия производства, добавляемые к технологическому оборудованию или используемые самостоятельно для выполнения определенной части технологического процесса. Это режущий, сборочный и измерительный инструмент, штампы, приспособления, пресс-формы, модели, стержневые ящики и т. д.
Расходы на приобретение, проектирование, изготовление и эксплуатацию технологической оснастки составляют до 20% от стоимости технологического оборудования. Кроме того, величиной затрат труда, средств и времени на проектирование и изготовление оснастки определяются в основном себестоимость и сроки технологической подготовки производства. Поэтому правильное решение вопросов, связанных с использованием оснастки, имеет важное значение, особенно для таких сложных в технологическом отношении машин, какими являются локомотивы. Достаточно сказать, что для полного оснащения серийного производства одного типа магистрального тепловоза необходимо 11... 13 тыс. приспособлений, штампов, пресс-форм и т. п., не считая большого количества режущего и измерительного инструмента, причем уровень технологической оснащенности локомотивостроительных заводов из года в год повышается. Наибольший удельный вес в общем объеме технологической оснастки в производстве локомотивов имеют приспособления различных типов.
Приспособления — это не содержащие формообразующих, формоизменяющих и других средств технологического воздействия орудия производства, предназначенные для базирования, закрепления и позиционирования предмета производства с целью выполнения определенных технологических операций (обработки резанием, сборки, контроля и т. д.), а также операций перемещения грузов. Примерами приспособлений могут служить широко применяемые в локо-мотивостроении сборочные и сварочные кантователи, манипуляторы, контрольные установки, грузозахватные устройства, оснастка для установки заготовок на металлорежущих станках и т. д. В ряде случаев приспособление устанавливается на изготавливаемой конструкции: это накладные кондукторы для обработки отверстий в большегабаритных предметах, переносные сборочно-сварочные, некоторые контрольно-измерительные и другие приспособления.
Часть производственной площади цеха, на которой размещены один или несколько исполнителей работы и обслуживаемая ими единица технологического оборудования или часть конвейера, а также технологическая оснастка и (на ограниченное время) предметы производства, называется рабочим местом.
§ 2. СТРУКТУРА, ХАРАКТЕРИСТИКИ И ФОРМЫ ОРГАНИЗАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
В технологическом процессе выделяются, прежде всего, технологические операции.
Технологическая операция есть законченная часть технологического процесса, выполняемая на одном рабочем месте. В технологических документах в соответствии со стандартами Единой системы технологической документации (ЕСТД) в технологические процессы включают наряду с технологическими также операции перемещения предметов производства вне рабочих мест. Все операции технологического процесса нумеруются арабскими цифрами в технологической последовательности. Наименование операции обработки резанием в соответствии с ГОСТ 3.1702—79 должно отражать вид применяемого оборудования и записываться именем прилагательным, например, «Токарно-карусельная», «Продольно-фрезерная», «Радиально-сверлильная». Наименования слесарных, слесарно-сборочных и сборочно-сварочных операций согласно ГОСТ 3.1703—79 и ОСТ 24.670-06—77 в технологических документах записывают именем существительным \ отражающим вид процесса, например, «Сборка», «Прихватка», «Сварка», «Балансировка», «Правка», «Раз-метка», «Склеивание»; допускается также полная запись наименования операции с указанием сведений об изделии, характере процесса и т. п., например, «Сборка ведущего вала», «Дуговая сварка с программным управлением», «Пневматические испытания на герметичность». Технологические операции включают в себя отдельные элементы — технологические и вспомогательные переходы, рабочие и вспомогательные ходы, а также позиции и установы.
Технологический переход — это законченная часть технологической операции, которая состоит из действий человека и (или) оборудования, сопровождающихся изменением состояния предмета производства, и характеризуется постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке. Вспомогательный переход состоит из действий, кото-
1 Исключение составляет операция «Слесарная».
2. Е. Н. Максакова
17
рые не сопровождаются изменением состояния предмета производства, но необходимы для выполнения технологического перехода. Переходы нумеруют арабскими цифрами в технологической последовательности в пределах каждой операции. Описание содержания перехода в технологических документах должно быть кратким и вместе с тем давать исчерпывающую характеристику выполняемой части операции, например: «Фрезеровать привалочную плоскость предварительно», «Нагреть 10 заготовок до температуры ковки», «Насадить втулку на вал до упора в подшипник», «Приварить сетку к каркасу 32-мя сварными точками» и т. д.— для технологических переходов; «Установить и снять деталь после обработки», «Установить накладной кондуктор» и т. п.— для вспомогательных переходов.
Рабочий ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, шероховатости поверхности или свойств заготовки; вспомогательный ход не сопровождается изменением состояния предмета производства, но необходим для выполнения рабочего хода. Однократное перемещение в одном направлении источника нагрева при сварке согласно ГОСТ 2601—74 называют проходом.
При изменении положения предмета производства в процессе быполнения операции последняя может включать несколько позиций или состоять из нескольких установов. П о-зиция — это фиксированное положение, занимаемое неизменно закрепленным предметом производства совместно с приспособлением относительно инструмента или неподвижного элемента оборудования для выполнения определенной части операции; установом называют часть технологической операции, выполняемую при неизменном закреплении обрабатываемой заготовки или собираемого объекта.
В планово-организационном отношении операция является неделимой частью технологического процесса и служит основной единицей производственного планирования.
Подготовку технологического оборудования и оснастки к выполнению определенной технологической операции (установка приспособления на станок, настройка заданной температуры нагревательной печи и т. д.) называют наладкой.
Временными характеристиками технологического процесса являются цйкл технологических операций и такт выпуска. Циклом технологической операции называется интервал календарного времени от начала до конца периодически повторяющейся операции независимо от числа одновременно изготовляемых изделий. Такт выпуска — интервал времени, через который периодически производится вы
пуск изделий определённого наименования, типоразмера и исполнения; количество одинаковых изделий, выпускаемых в единицу времени, называют ритмом выпуска.
Термины и определения основных понятий в области технологических процессов производства изделий машиностроения и приборостроения установлены ГОСТ 3.1109—73.
Форма организации технологических процессов изготовления изделия зависит от установленного порядка выполнения операций, способа расположения технологического оборудования, количества изделий и направления их движения в процессе изготовления. Согласно ГОСТ 14.312—74 устанавливаются две формы организации технологических процессов — групповая и поточная.
Групповая форма организации технологических процессов характеризуется однородностью конструктивно-технологических признаков изделий, единством средств технологического оснащения одной или нескольких технологических операций и специализацией рабочих мест. Основой при групповой форме организации технологических процессов является, таким образом, группирование изделий по конструктивно-технологическим признакам. Группы изделий для обработки в определенном структурном подразделении (цехе, участке и т. д.) должны определяться с учетом трудоемкости обработки и объема выпуска. По результатам анализа классификационных групп изделий и показателей относительной трудоемкости устанавливают профиль специализации каждого структурного подразделения, отбирают и закрепляют за ними (с учетом необходимой загрузки технологического оборудования) соответствующие изделия.
Поточную форму организации технологических процессов характеризуют специализация каждого рабочего места на определенной операции, согласованное и ритмичное выполнение всех операций на основе постоянства такта выпуска и размещение рабочих мест в последовательности, строго соответствующей технологическому процессу. В зависимости от номенклатуры изделий, одновременно обрабатываемых на поточной линии, последняя может быть однономенклатурной или многономенклатурной; по характеру движения объекта производства от операции к операции поточные линии подразделяются на прерывные и непрерывные.
Поточная форма организации технологических процессов является наиболее прогрессивной. Ритмичность работы поточных линий значительно упорядочивает деятельность цеха и завода, облегчает планирование производства. Сокращение пути перемещения изготавливаемых предметов при поточной форме снижает расходы на операции перемещения^ делает возможным использование специализированных
средств транспортирования. Непрерывный переход предметов производства с одной операции на другую резко сокращает производственный цикл и объем незавершенного производства. Закрепление за каждым рабочим местом определенной операции обусловливает возможность применения высокопроизводительного специального оборудования и оснастки, снижает требования к квалификации исполнителей, способствует широкому внедрению многостаночного обслуживания. В результате значительно снижается трудоемкость изготовления и себестоимость изделий, обеспечиваются предпосылки для комплексной механизации и автоматизации производства.
В локомотивостроении поточная форма широко применяется для организации технологических процессов обработки резанием осей колесных пар, зубчатых колес тяговых редукторов, корпусов букс и многих других деталей, технологических процессов изготовления главных рам, рам тележек, кузовов, секций холодильников, процессов общей сборки локомотивов и т. д. Используются поточные методы и при ремонте локомотивов2.
Организация технологического процесса в любом случае должна обеспечивать ритмичный выпуск изделий при условии их движения по всем операциям с наименьшими перерывами, т. е. должна максимально приближаться к поточной.
§ 3. ТИПЫ МАШИНОСТРОИТЕЛЬНЫХ ПРОИЗВОДСТВ
Разнообразные изделия, а также изделия одного назначения на различных предприятиях выпускаются в разных количествах. Количество изделий определенных наименования, типбразмера и исполнения, изготовляемых объединением, предприятием или его подразделением в течение планируемого интервала времени, называют объемом выпуска изделий. В зависимости от широты номенклатуры, регулярности, стабильности и объема выпуска изделий различают типы производства: единичное, серийное и массовое. Одной из основных характеристик типа производства является коэффициент закрепления операций, определяемый отношением числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест.
Единичное производство характеризуется широкой номенклатурой изготовляемых изделий и малым объемом
2 Показателен в этом отношении Даугавпилсский локомотиворемонтный завод, где в поточно-конвейерной форме организована общая сборка ремонтируемых локомотивов.
их выпуска. Поэтому на каждом рабочем месте при единичном производстве выполняются (непериодически) самые разнообразные операции. В условиях единичного производства выпускают «супермашины» (например, мощные гидротурбины и прессы, очень крупные металлорежущие станки) и другие изделия ограниченного применения, выполняемые по специальным заказам, а также опытные образцы различных машин, в том числе и локомотивов.
Серийным является производство, характеризуемое ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска. Производственная партия — это группа одинаковых заготовок, запускаемых в обработку одновременно или непрерывно в течение определенного интервала времени; общее количество изделий определенных наименования, типоразмера и исполнения, изготовляемых по неизменяемой конструкторской документации, называют объемом серии изделий.
В зависимости от количества объектов производства в партии или серии и значения коэффициента закрепления операций различают мелко-, средне- и крупносерийное производства. Для мелкосерийного производства коэффициент закрепления операций принимают равным свыше 20 до 40, для среднесерийного — свыше 10 до 20, для крупносерийного — свыше 1 до 10. Таким образом, при серийном производстве на каждом рабочем месте выполняется несколько (от 2 до 40) периодически повторяющихся операций. Размер партии при мелкосерийном производстве обычно составляет несколько единиц, при среднесерийном — несколько десятков, а при крупносерийном — несколько сотен деталей. Серийное производство — самый распространенный тип производства. Сериями выпускают локомотивы, тепловозные дизели, металлорежущие станки, насосы, подъемно-транспортное оборудование и т. д. При этом для отдельных деталей и узлов серийность может быть иной, чем для изделия в целом.
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых в течение продолжительного времени. Коэффициент закрепления операций в этом случае принимают равным единице. Другими словами., при массовом производстве на каждом рабочем месте выполняется, как правило, одна постоянно повторяющаяся в течение продолжительного времени операция. Изделиями массового производства являются шарико- и роликоподшипники, автомобили, тракторы, бытовые холодильники, часы и т. д., т. е. продукция, предназначенная для широкого использования.
Тип производства обусловливает организационно-технический характер и уровень механизации и автоматизации
технологических процессов. Чем больше объем выпуска и уже номенклатура выпускаемых изделий, тем большие требования предъявляются к производительности процессов их изготовления. Если в единичном производстве технологические процессы организуются в групповой (непоточной) форме с использованием универсальных средств технологического оснащения, то уменьшение величины коэффициента закрепления операций вызывает соответствующие изменения в технологии и организации производства. В серийном производстве наряду с групповой (мелкосерийное производство) используют поточную (в средне- и, особенно, крупносерийном производстве) форму организации технологических процессов; вместе с универсальным применяется высокопроизводительное специализированное и специальное (в крупносерийном производстве) технологическое оборудование; широко используются различные приспособления — от универсальных и универсально-сборных в мелкосерийном до быстродействующих специальных в крупносерийном производстве; инструмент (режущий, сборочный, измерительный) —универсальный, специализированный и специальный; наряду с многомерным измерительным инструментом применяют предельные калибры и даже специальные контрольные приспособления (в крупносерийном производстве); уровень механизации и автоматизации и производительность применяемых методов формообразования, обработки и сборки с уменьшением коэффициента закрепления операций увеличиваются. В массовом. производстве технологические процессы организуются в поточной форме; применяемые методы формообразования, обработки и сборки и средства технологического оснащения высокопроизводительны; последние, как правило, специальные; уровень механизации и автоматизации технологических процессов высокий.
Резких границ между смежными типами производства нет: мелкосерийное производство по своим организационнотехнологическим особенностям приближается к единичному, крупносерийное — к массовому. Деление машиностроительных заводов по типам производства является, таким образом, условным.
Терминология в области типов машиностроительных производств установлена ГОСТ 14.004—74.
ЗАДАНИЯ для САМОСТОЯТЕЛЬНОЙ работы
L* Назовите отечественные заводы, выпускающие тепловозы и электровозы, и год их основания.
2. Ознакомьтесь со структурой сборника основополагающих стандартов ЕСТПП (Государственные стандарты Союза ССР. Единая система технологической подготовки производства.— М.: Изд-во стандартов, 1975).
3. Определите, какие из ниженазванных предметов производства являются деталями, а какие — сборочными единицами: топливный бак тепловоза; шарикоподшипник; вентилятор; рама тележки локомотива; ось колесной пары; тяговый электродвигатель; колесный центр; насос; бандаж.
4. Установите ступень входимости (порядок) следующих сборочных единиц (технологических узлов) электровоза ВЛ80т: рама тележки; ее боковина; колесная пара; колесо.
5. Укажите, какие из ниженазванных орудий производства являются приспособлениями:
шлифовальный круг; штамп; моечная машина; скальчатый сверлильный кондуктор; электродрель; токарный кулачковый патрон.
6. Определите, какие из перечисленных ниже переходов являются технологическими, а какие — вспомогательными:
зенкеровать отверстие; откинуть кондукторную планку; установить колесно-моторные блоки на рельсовые опоры стенда для сборки тележки; завести верхний поводок в клиновой паз корпуса буксы и закрепить предварительно двумя болтами; зачистить места под сварку до чистого металла; проверить наличие составных частей редуктора по комплектовочной карте.
7. Укажите, какие из перечисленных ниже методов формообразования, обработки и сборки, средств технологического оснащения и форм организации технологических процессов характерны для условий крупносерийного и массового производств:
разметка; литье под давлением; горизонтально-расточной станок; универсальный сборочно-сварочный стенд со съемными механическими прижимами; специальный агрегатный станок; универсально-сборные приспособления; штангенциркуль; контрольный автомат; поточная форма организации технологических процессов; холодная высадка на автоматах; ручная дуговая сварка.
ГЛАВА II
ТОЧНОСТЬ В ЛОКОМОТИВОСТРОЕНИИ
§ 4. ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ КАК ВАЖНАЯ ПРЕДПОСЫЛКА КАЧЕСТВА ЛОКОМОТИВА
Повышение качества выпускаемых и вновь проектируемых локомотивов — первостепенная задача транспортного машиностроения, от успешного решения которой зависит эффективность работы железнодорожного транспорта страны. Под качеством продукции согласно ГОСТ 15467—79 понимают совокупность свойств, обусловливающих пригодность продукции к удовлетворению определенных потребностей в соответствии с ее назначением. Качество продукции оценивается, таким образом, системой показателей, каждый из которых представляет собой количественную характеристику одного или нескольких свойств продукции, рассматриваемую применительно к условиям ее изготовления и эксплуатации. Для оценки качества изделий машиностроения в эту систему включают показатели назначения машин, их надежности и технологичности, эргономические, эстетические, экологичес
кие, экономические, патентно-правовые и некоторые другие показатели.
Основными показателями назначения локомотивов являются род службы, осевая формула, сцепной вес, нагрузка от колесной пары на рельсы, мощность, сила тяги, конструкционная скорость и т. д. Надежность локомотива характеризуется его способностью выполнять заданные функции, сохраняя эксплуатационные показатели в необходимых пределах в течение требуемого времени работы или пробега. Надежность в соответствии с ГОСТ 13377—75 (ОСТ 24.040.03—79) обусловливается комплексом показателей: безотказностью, ремонтопригодностью и сохраняемостью изделия, а также долговечностью его частей. Последняя проявляется в возможности сохранять работоспособность изделия до наступления предельного состояния при установленной системе технического обслуживания и ремонтов. К основным показателям надежности локомотива относят его ресурс до подъемочного и среднего ремонтов, ресурс агрегатов силовой установки (дизеля, главного генератора, тяговых электрических двигателей) до первой переборки и первого капитального ремонта, а также параметр потока отказов. В результате повышения надежности (долговечности) деталей и узлов снижаются затраты труда, материалов и средств на техническое обслуживание и ремонт локомотивов. Увеличение межремонтных пробегов обеспечивает рост годовой производительности локомотива за счет сокращения времени нахождения его в ремонтах. Важными эксплуатационными показателями качества локомотива являются также уровень шума и характер микроклимата в кабине машиниста, удобство управления и технического обслуживания машины, особенности эстетического решения и качество внешней отделки. Эти показатели оцениваются по соответствию санитарным нормам и требованиям эргономики и технической эстетики.
Наряду с эксплуатационными большое значение в оценке качества локомотива имеют производственно-технологические и экономические показатели. Комплекс производственно-технологических показателей используется для характеристики технологичности конструкции. Технологичность локомотива оценивается удельной (отнесенной к единице массы машины) себестоимостью изготовления, коэффициентом использования конструкционных материалов, удельной (на единицу мощности) материалоемкостью, коэффициентами унификации и стандартизации конструкции и т. п. К экономическим показателям относятся оптовая цена и фактическая себестоимость, удельный расход топлива, масла и т. д. Кроме того, качество локомотива характеризуется патентной
чистотой его конструкции, определяемой относительно СССР и соответствующих зарубежных стран.
Проектируя новую,машину, конструктор должен постоянно иметь в виду, что ее качество, особенно надежность, технологичность, экономичность, не только определяется уровнем конструктивных решений, но и в значительной степени зависит от технологии производства. Взаимообусловленность конструирования и технологии изготовления машин должна быть четко усвоена будущим конструктором-локомотиво-строителем при изучении специальных дисциплин конструкторско-технологического цикла. Технологическое обеспечение надежности локомотивов является предметом второго раздела предлагаемого читателю учебника, а связь технологичности конструкций и прогрессивной технологии локомотивостроения рассмотрена в пятом разделе. Повышение качества локомотивов равнозначно форсированию их выпуска на тех же производственных площадях, способствует росту производительности труда на железнодорожном транспорте и обеспечивает, таким образом, как экономический, так и социальный эффект.
Важным признаком понятия качества изделия является точность. Под точностью в технологии машиностроения понимают степень соответствия действительных значений параметров производимой продукции их номинальным значениям, установленным нормативно-технической документацией, а отклонения действительных значений параметров от номинальных называют погрешностью изготовления изделия. Погрешность изготовления определяется точностью и стабильностью технологического процесса на всех этапах изготовления машины и обусловливает рассеяние действительных значений геометрических параметров, прочностных, упругих и других свойств изделий, а также показателей надежности, технологичности и других показателей качества (погрешности, возникающие на различных этапах технологического процесса, тесно связаны между собой). Так, рассеяние действительных значений жесткости и статического прогиба рессорного подвешивания локомотивов обусловливается, в частности, разбросом значений жесткости пружинных комплектов; последний, в свою очередь, определяется разбросом упругих свойств пружин, вызываемым отклонениями от номинальных значений геометрических параметров пружины, механических качеств конструкционного материала, в том числе его твердости после термической обработки и т. д. Для получения заданного распределения нагрузки по колесным парам пружинные комплекты рессорного подвешивания формируют с учетом фактической жесткости пружин, для чего последние перед сборкой испытывают под статической нагрузкой. Разброс действительных величин
твердости цельнокатаных колес и бандажей обусловлен отклонениями в химическом составе стали разных плавок/ рассеянием значений технологических режимов термической обработки и т. д. С целью уменьшения этого разброса режимы термообработки устанавливаются индивидуально для продукции каждой плавки и тщательно контролируются в ходе технологического процесса. Кроме того, для снижения неравномерности износа поверхностей катания колес одной колесной пары бандажи (или цельнокатаные колеса) при сборке колесных пар подбирают с учетом допустимой разности в твердости парных колес.
Можно привести множество других примеров, характеризующих взаимосвязь точности исполнения самых разнообразных параметров выпускаемой продукции с точностью и стабильностью различных этапов технологического процесса. Предоставив эту возможность читателю, обратим вместе с тем его внимание на то обстоятельство, что особое место в комплексном понятии «точность изготовления» занимает точность геометрических параметров изделий, их составных частей и элементов. Геометрическая точность, характеризуемая точностью выполнения размеров, формы поверхностей и их взаимного положения, а также шероховатость поверхностей имеют большое значение в комплексе требований,, предъявляемых к машиностроительной продукции1.
Разрабатывая новое изделие, конструкор должен помнить,. что точность изготовления является важной предпосылкой, обеспечивающей заданные показатели надежности, а также оказывает существенное влияние на производственно-технологические и экономические показатели качества машин. Так, точностью изготовления в значительной мере определяется надежная и экономичная работа многих наиболее ответственных звеньев оборудования локомотивов: дизелей, гидравлических передач, зубчатых редукторов, насосов и т. д. Для таких изделий, как металлорежущие станки, режущие и измерительные инструменты, приборы и т. п., геометрическая и кинематическая точность, кроме того, может служить одним из главных показателей назначения. Влияние точности изготовления на надежность изделий покажем на примере тяговых редукторов локомотивов.
Известно, что повышение надежности зубчатых передач тяговых редукторов достигается различными конструктивными и технологическими мероприятиями, в том числе обеспечением равномерности распределения нагрузки по длине сопрягающихся зубьев. Одной из основных причин неравно
1 Точность, исполнения размеров регламентируется серией стандартов ЕСДП и ОНВ СЭВ; допуски формы и расположения поверхностей — СТ СЭВ 636—77; шероховатость — ГОСТ 2789—73.
мерного нагружения зуба может стать наличие погрешности изготовления передачи в виде непараллельности и перекоса линейчатых образующих поверхностей зубьев, чему способствуют также упругие деформации оси колесной пары и деталей привода, в особенности вала якоря тягового электродвигателя. Погрешности изготовления возникают как в процессе обработки зубчатых колес, так и при сборке колесно-моторных блоков, причем в последнем случае заметное влияние на взаимный перекос зубчатых колес, особенно для односторонних тяговых редукторов, оказывают зазоры в моторноосевых подшипниках скольжения. Наличие перекоса приводит к тому, что сопряженные зубья колес редуктора, передавая тяговый момент, контактируют каким-либо одним краем, в то время как с противоположного конца наблюдается зазор между рабочими поверхностями. Неравномерное распределение нагрузки является одним из факторов, обусловливающих повышенный износ зубьев. Появляющиеся в результате износа отступления ют эвольвентного профиля вызывают неравномерное вращение зубчатых колес и связанных с ними масс — якоря тягового электродвигателя и колесной пары. В результате возникают значительные инерционные крутящие моменты и поперечные силы, узел подвергается интенсивным высокочастотным вибрациям, которые могут явиться причиной преждевременного выхода из строя как самого зубчатого редуктора, так и узлов тягового электродвигателя. Улучшение условий контактирования зубьев достигается не только повышением точности изготовления, но и другими путями, в частности использованием упругого крепления венца ведомого колеса к ступице.
Рассмотренный и другие аналогичные примеры свидетельствуют о том, что точность изготовления машины и ее элементов конструктор должен назначать, прежде всего, исходя из условий нормального взаимодействия деталей и сборочных единиц, обеспечивающих необходимые показатели назначения и надежности машины. Эта задача решается с использованием расчетно-аналитических методов, экспериментальных данных, а также с учетом опыта эксплуатации изделий-аналогов. При этом принимаются во внимание динамические и тепловые явления, условия смазки, сборки и ремонта, допустимый износ и другие факторы. Неотъемлемой частью данной работы являются геометрический анализ и расчеты размерных цепей изделия, выполняемые в соответствии с ГОСТ 16320—80 методом максимума — минимума или путем вероятностного подхода.
Исходя при установлении норм точности из условий работы машины, конструктор вместе с тем должен обосновать технологическую и экономическую целесообразность назначаемых допусков с учетом применяемых методов формообра-
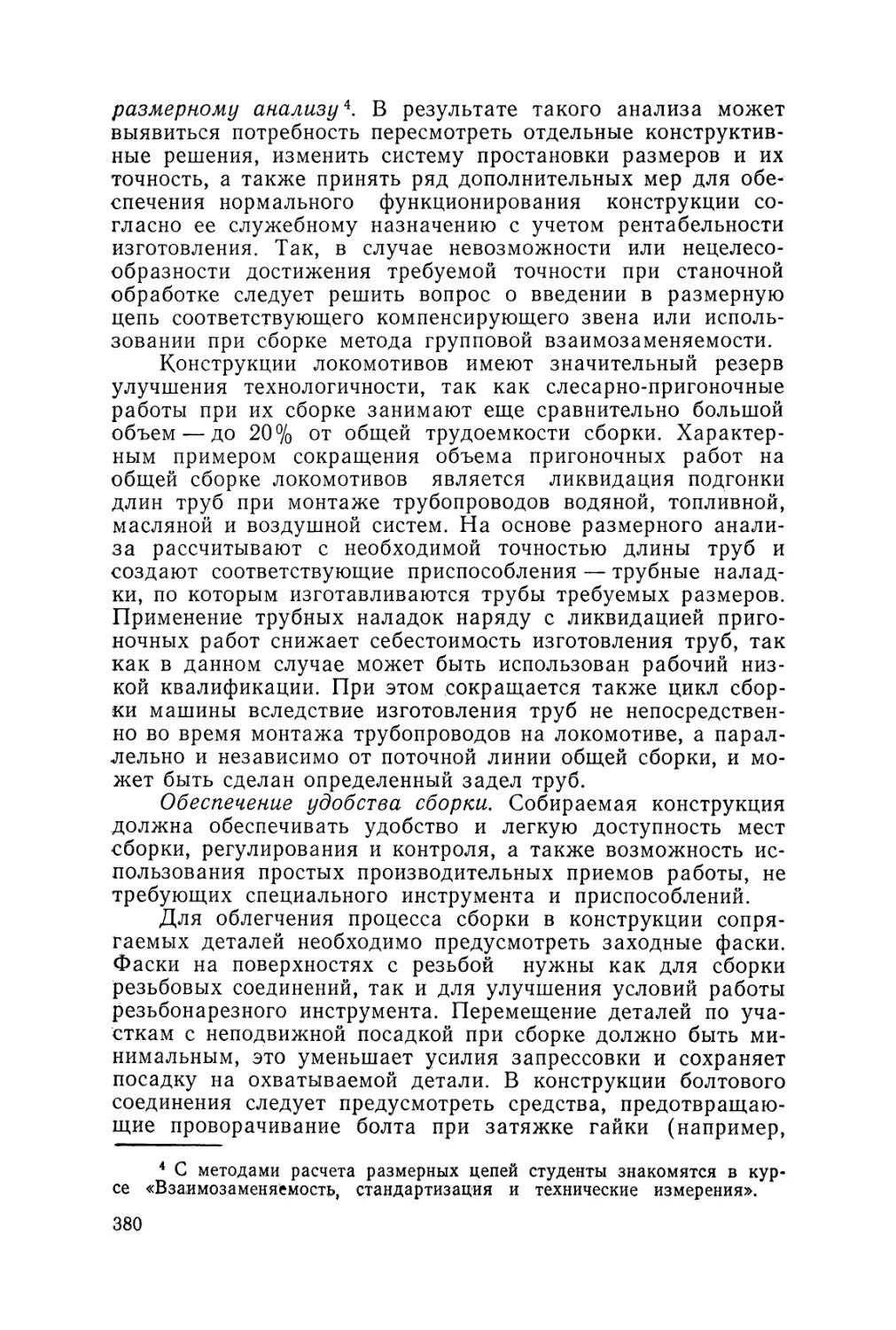
зования, обработки и сборки, технологических процессов и оснастки. При этом необходимо иметь в виду, что всякое повышение требований к точности приводит к увеличению трудоемкости и себестоимости процессов изготовления продукции (рис. 1); в то же время излишне высокая точность не всегда в соответствующей мере повышает служебные свойства изделий, а в ряде случаев вызывает дополнительные эксплуатационные расходы. Задача оптимизации требований к точности изготовления проектируемого изделия должна решаться, таким образом, на основе сопоставления полезного эффекта от эксплуатации продукции повышенного качества и затрат на ее изготовление. Установление обоснованных норм точности — ответственный этап работы конструктора новой машины. Для рационального его выполнения конструктор должен быть знаком с основными положениями технологического обеспечения заданной точности в производственных условиях.
Кбалитъты точности
Рис. 1. Влияние точности на себестоимость (С) изготовления детали
§ 5. ИСТОЧНИКИ ПОГРЕШНОСТЕЙ В ПРОЦЕССАХ ФОРМООБРАЗОВАНИЯ, ОБРАБОТКИ И СБОРКИ И СПОСОБЫ ОБЕСПЕЧЕНИЯ ЗАДАННОЙ ТОЧНОСТИ ИЗДЕЛИЙ
Точность технологического процесса, обусловливающая близость действительных и номинальных значений параметров производимой продукции, зависит от большого числа технологических факторов, вызывающих первичные погрешности. Основными источниками таких погрешностей в общем случае могут быть: геометрическая неточность и погрешности наладки оборудования и оснастки; погрешности базирования и закрепления предмета производства; недостаточная жесткость звеньев технологической системы оборудование— оснастка — предмет производства; нарушения технологических режимов; износ оснастки и оборудования; погрешности в определении изменения состояния предмета производства; тепловые деформации технологической системы; остаточные напряжения в конструкционном материале.
Геометрические погрешности исполнительных органов металлорежущих станков могут вызвать у обрабатываемой 28
детали самые различные отклонения от правильной формы и заданного взаимного расположения обрабатываемых поверхностей. Например, непараллельность в горизонтальной плоскости оси вращения шпинделя токарного станка направляющим станины, по которым перемещается суппорт, может привести к конусности цилиндрических поверхностей обрабатываемых в патроне заготовок. Неперпендикулярность оси шпинделя сверлильного станка плоскости его стола вызовет соответствующее отклонение у обрабатываемой детали. Аналогичное влияние на точность предмета производства оказывают геометрические погрешности установочных деталей и устройств станочных, сборочных и сборочно-сварочных приспособлений. Геометрические погрешности наладки технологической системы определяются точностью применяемого измерительного инструмента и эталонов, а также квалификацией наладчика. При обработке резанием следует принимать во внимание также точность изготовления «мерного» и фасонного режущего инструмента, размер и профиль которого копируется обрабатываемой заготовкой (сверла, зенкеры, развертки, протяжки, резьбонарезной инструмент, фасонные фрезы и т. п.). Определяющую роль в ряде случаев может сыграть отклонение заготовки или изделия от требуемого положения относительно выбранной системы координат, т. е. погрешность базирования (примеры расчета этой погрешности для станочных работ и сборки конструкций под сварку рассмотрены в § 6). При закреплении предмета производства возможна дополнительная погрешность, вызываемая его деформацией под действием приложенных сил.
Важное влияние на качество продукции на всех этапах ее изготовления оказывает жесткость технологической системы оборудование — оснастка — предмет производства. Так, увеличивая жесткость кривошипных прессов и горизонтально-ковочных машин, можно значительно повысить точность горячештампованных заготовок в направлении хода ползуна. Уменьшением жесткости литейных форм, и особенно стержневых систем, достигается снижение уровня остаточных напряжений и вызываемых ими короблений отливок. Для литья в кокиль в ряде случаев уменьшение остаточных напряжений и предупреждение брака по трещинам обеспечивается повышением податливости отдельных элементов литой заготовки и т. д. При обработке на металлорежущем оборудовании недостаточная жесткость узлов станка, оснастки и обрабатываемой заготовки, вызывая упругие деформации технологической системы под действием сил резания, может стать решающим фактором, снижающим точность обработки. Большое значение вопросы жесткости имеют также при сборке машин и особенно при выборе и конструировании средств технического контроля.
Точность изготовления изделия в значительной мере обусловливается износом узлов исполнительных органов технологического оборудования, установочных, направляющих и делительных устройств приспособлений, а также размерным (в направлении нормали к обрабатываемой поверхности) износом режущего инструмента. Размерный износ зависит от метода обработки, геометрических параметров и материала режущей части инструмента, режимов резания и материала обрабатываемой заготовки.
Вопросы точности нельзя решать без учета тепловых деформаций технологических систем, а также остаточных напряжений в конструкционном материале, возникающих в результате неравномерного нагрева или охлаждения, фазовых или структурных превращений металла, пластического деформирования и т. п. Тепловые деформации в ряде случаев могут быть довольно значительными, например, в процессах термической или химико-термической обработки, при образовании неразъемных соединений деталей с помощью сварки. В общей погрешности изготовления точных деталей заметную роль могут сыграть тепловые деформации, обусловленные теплотой, выделяющейся в зоне резания, а также в движущихся узлах станка. Технологические остаточные напряжения в конструкционном материале при нарушении их равновесия в результате какого-либо технологического воздействия вызывают деформирование предмета производства. Влияние таких напряжений на надежность локомотивных конструкций рассмотрено во втором разделе учебника.
При решении вопросов точности изготовления изделий особое внимание уделяется точности методов и средств контроля качества производимой продукции и технологических процессов. Важное значение для повышения качества машин имеет оптимизация технологических режимов в процессах формообразования, обработки и сборки (см. § 7).
Погрешности, возникающие на различных этапах технологического процесса изготовления изделия, по характеру проявления разделяют на систематические (постоянные и переменные) и случайные. Примером постоянной систематической погрешности, сохраняющей при неизменных условиях модуль и знак, могут, в частности, служить погрешности формы и взаимного расположения обрабатываемых поверхностей, вызываемые геометрическими неточностями станка. Переменная систематическая погрешность закономерно изменяется по модулю и (или) знаку (например, погрешность, обусловленная размерным износом режущего инструмента). Случайная погрешность случайным образом принимает при неизменных условиях производства различные модуль и (или) знак (погрешности базирования, закрепления и т. д.).
Суммарная (общая) погрешность, или поле рассеяния
зо
выполняемого размера, применительно к конкретной технологической операции является, как мы видели, следствием влияния большого числа самых разнообразных систематических и случайных факторов, каждый из которых вызывает возникновение отдельной первичной погрешности. Исследования и расчеты точности технологических процессов могут быть поэтому выполнены с использованием различных методов : расчетно-аналитического, вероятностно-статистического или расчетно-статистического. Стабильное и экономичное обеспечение на этой основе заданной конструктором точности — сложная и ответственная задача специалистов-технологов при проектировании, внедрении и исследовании действующих технологических процессов. Имея целью выявление резервов повышения качества выпускаемых изделий, эта работа играет важную роль в оптимизации технологических разработок. Возможные пути решения поставленной задачи подробно освещены в специальной технологической литературе, в частности, в учебниках [7, 16].
Заданная точность в производственных условиях может быть обеспечена технологически либо способом автоматического выполнения данного размера (или размеров) для всей партии (или нескольких партий) без вмешательства извне в течение некоторого интервала времени (например, при литье, штамповке и т. п.), либо индивидуально для каждого предмета производства путем соответствующего вмешательства с целью корректирования погрешности выполняемого размера (при свободной ковке, правке, разметке и т. п.). При индивидуальном обеспечении заданной точности последняя зависит от квалификации рабочего — исполнителя конкретной операции, а при автоматическом — от квалификации наладчика и точности соответствующей оснастки (штампов, литейных форм, мерного и фасонного режущего инструмента и т. п.).
При станочных работах заданная точность в единичном производстве обеспечивается способом индивидуального получения размеров, т. е. выверкой положения заготовки на станке и последующей ее обработкой с помощью пробных рабочих ходов (снятия пробных стружек), сопровождаемых соответствующими измерениями выполняемого размера. Для серийного и массового производств характерен способ автоматического выполнения размеров. В этом случае заготовка устанавливается в приспособление без выверки, а обработка ведется в один рабочий ход предварительно (при наладке технологической системы) установленным на размер режущим инструментом, положение которого в направлении выдерживаемого размера не изменяется для партии заготовок, обработанных до подналадки или замены инструмента по мере его износа. В условиях мелко- и среднесерийного про
изводств при использовании приспособлений заданную точность обработки в ряде случаев обеспечивают за один рабочий ход установкой режущего инструмента по лимбу. В единичном и мелкосерийном производствах используется также предварительная разметка обрабатываемых поверхностей заготовки. В автоматизированных процессах требуемую точность получают с помощью автоподналадчиков, устройств активного («на ходу» станка) технического контроля, а также самонастраивающихся (адаптивных) систем управления станками2.
При слесарно-сборочных работах заданная точность выполняемого размера — замыкающего звена той или иной размерной цепи — обеспечивается либо автоматически (методом полной, неполной или групповой взаимозаменяемости), либо индивидуально (методом пригонки или регулирования). Методы достижения точности замыкающего звена изучаются в курсе «Взаимозаменяемость, стандартизация и технические измерения». Определения соответствующих терминов приведены в ГОСТ 16319—80.
В случае сборки под сварку заданная точность размеров сварной конструкции обеспечивается автоматически, методом полкой (или, в отдельных случаях, неполной) взаимозаменяемости, при использовании сборочно-сварочных приспособлений, когда детали сварного узла получают требуемую ориентировку путем соприкосновения с соответствующими установочными элементами приспособления без выверки, пригонки и регулирования.
§ 6. БАЗИРОВАНИЕ И БАЗЫ
Базирование есть придание заготовке или изделию требуемого положения относительно выбранной системы координат. Базой называют поверхность, ось или точку, принадлежащую заготовке или изделию и используемую для базирования. Кроме баз, детали изделия имеют исполнительные поверхности, при помощи которых они выполняют свое служебное назначение (например, поверхности зубьев у зубчатых колес), и свободные поверхности, не соприкасающиеся с поверхностями других деталей.
Термины и определения основьГых понятий в области базирования и баз при проектировании, изготовлении, эксплуатации и ремонте изделий машиностроения и приборостроения установлены ГОСТ 21495—76.
2 Большой вклад в разработку адаптивных систем управления внесли советские ученые Б. С. Балакшин, Ю. М. Соломенцев, Б. М. Базров и др.
6.1. Классификация баз
Базы классифицируют по назначению, характеру наложения геометрических связей и характеру проявления.
По назначению базы делятся на конструкторские, технологические и измерительные. Конструкторской называют базу, используемую либо для определения положения данной детали или сборочной единицы в изделии, либо для определения положения присоединяемого к ним изделия. В первом случае конструкторская база является основной, во втором — вспомогательной. Например, для вала зубчатого редуктора цилиндрические поверхности и торцы буртов шеек под подшипники являются основными, а поверхности- ступеней и буртов для посадки на вал зубчатых колес — вспомогательными базами; в свою очередь, для зубчатого колеса внутренняя цилиндрическая поверхность и торец являются основными базами. Технологическая база используется для определения положения заготовки или изделия в процессе изготовления или ремонта, а измерительная — для определения относительного положения объекта производства и средств измерения.
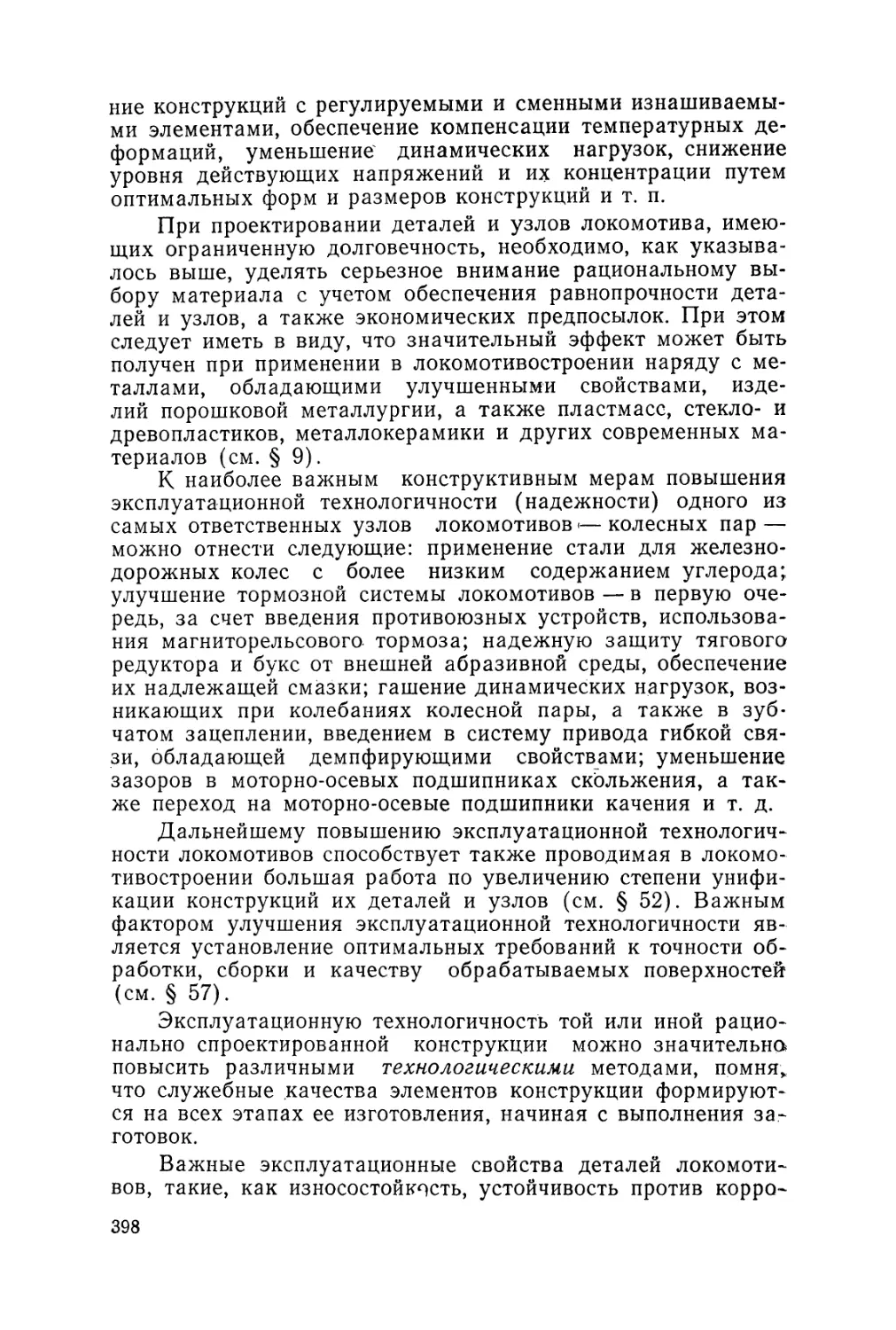
Требуемое неподвижное положение объекта производства относительно выбранной системы координат достигается наложением шести двусторонних геометрических связей, лишающих заготовку или изделие перемещений вдоль трех взаимно перпендикулярных координатных осей и поворотов вокруг этих осей3. Для этого необходим комплект баз. Наложение геометрических связей осуществляется либо путем соприкосновения поверхностей базируемого тела с поверхностями других тел (например, установочных устройств приспособления), либо визуально. Так, на рис. 2, а, положение вала относительно координатной плоскости YOZ определяется посредством уступов кулачков патрона, а на рис. 2,6, вал
Рис. 2. Схемы установки вала в трехкулачковых самоцентрирую-щих патронах:
1,3 — кулачки патронов; 2 — вал; 4 — штангенциркуль
ориентируется относительно этой плоскости визуально с помощью штангенциркуля. Двусторонний характер геометрических связей (силовое замыкание) обеспечивается приложением соответствующих сил (в дальнейшем обозначены Q),
3 Если в соответствии со служебным назначением изделие должно иметь определенное число степеней свободы, то соответствующее число связей снимается.
3. Е. Н. Максакова 33
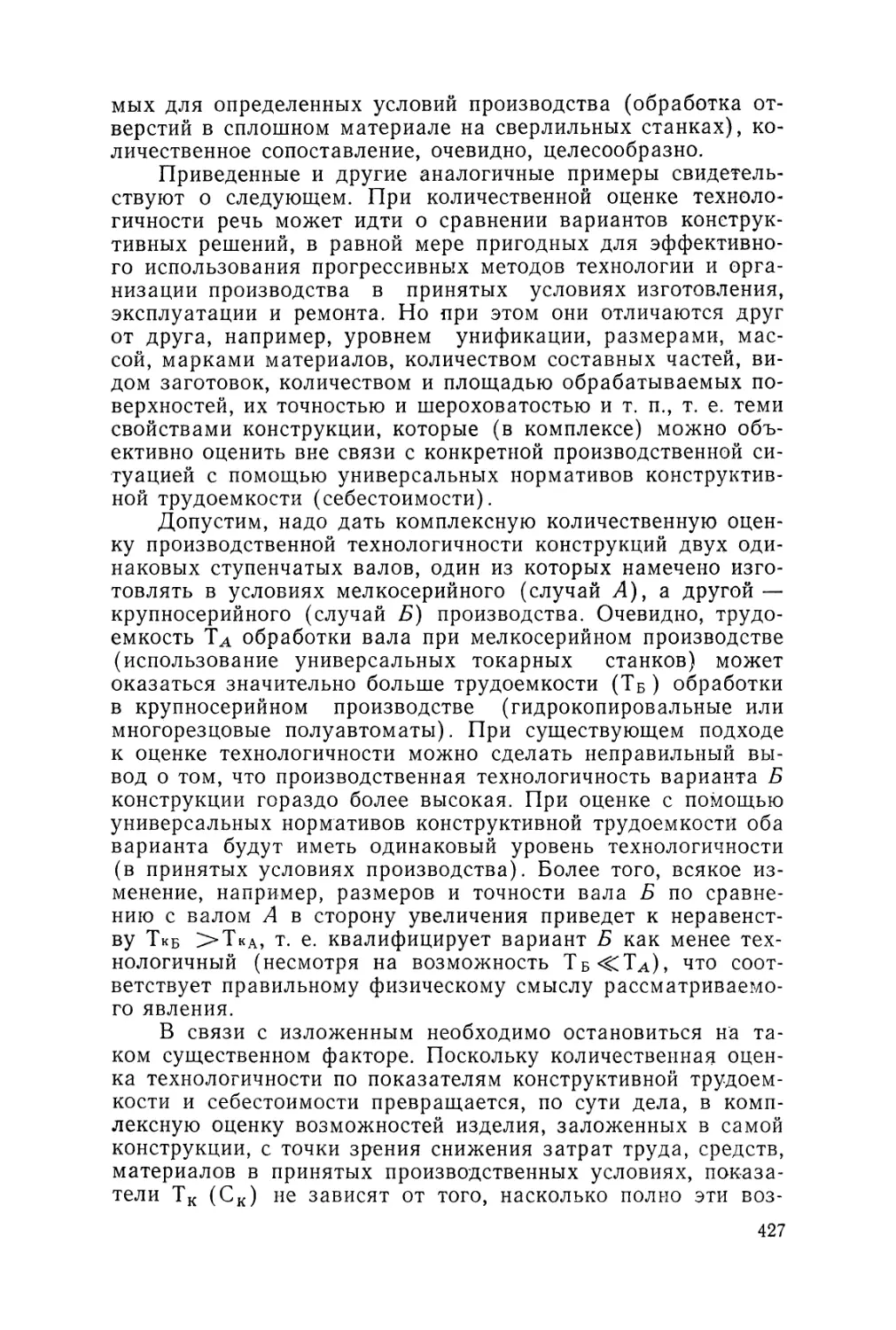
По характеру наложения геометрических связей различают установочную, направляющую, опорную, двойную направляющую и двойную опорную базы. Установочной называют базу, лишающую заготовку или изделие трех степеней свободы — перемещения вдоль одной координатной оси и поворотов вокруг двух других осей. Так, применительно к базированию призматической заготовки в приспособлении с помощью опор (рис. 3) установочной является база I,
Рис. 3. Схема установки призматической заготовки в приспособлении:
1 — заготовка; 2 — опоры приспособления
отнимающая у заготовки перемещение вдоль оси Z и повороты вокруг осей X и Y. Направляющая база отнимает у заготовки или изделия две степени свободы — перемещение вдоль одной координатной оси и поворот вокруг другой оси, а опорная—одну (перемещение или поворот). На рис. 3 направляющая база II лишает заготовку перемещения вдоль оси Y и поворота вокруг оси Z, а опорная база III — перемещения вдоль оси X. База, отнимающая у заготовки или изделия четыре степени свободы — перемещения вдоль двух координатных осей и повороты вокруг этих осей, называется двойной направляющей. Примером двойной направляющей базы является цилиндрическая поверхность I детали 1 (рис. 4), отнимающая у детали перемещения вдоль осей Y и Z и повороты вокруг этих осей. Двойной опорной называют базу, лишающую заготовку или изделие двух степеней свободы — перемещений (цилиндрическая поверхность I лишает деталь 1 перемещений вдоль осей X и Y — рис. 5).
Рис. 5
Рис. 4
По характеру проявления различают скрытую (в виде воображаемой плоскости, оси или точки) и явную (в виде реальной поверхности, разметочной риски или точки пересечения рисок) базы.
6.2. Схемы базирования
Схема базирования характеризует расположение опорных точек на базах заготовки или изделия, а каждая опорная точка символизирует одну из связей базируемого тела с избранной системой координат. Все опорные точки на схеме базирования изображают условными знаками и нумеруют, начиная с базы, на которой размещается наибольшее их количество (рис. 6, 7).
Рис. 6. Схема установки в приспособлении (а) и теоретическая схема базирования (б) при обработке рамы локомотива на специальном фрезерно-расточном станке:
I, II, III — базы рамы локомотива соответственно установочная, направляющая и опорная; 1 ... 6 — опорные точки; 7, 8, 10 — установочные элементы приспособления (призма 8 — подвижная); 9 — рама локомотива
Если число опорных точек при базировании заготовки или изделия окажется больше шести, это означает, что на рассматриваемое тело наложены лишние геометрические связи; установка в данном случае будет несвободной, что может вызвать соответствующие деформации. Такая схема базирования считается теоретически неправильной. Однако подобные схемы в ряде случаев используют на практике, в частности, для повышения жесткости технологической системы. Пример базирования с использованием лишних геометрических связей показан на рис. 8. Требуемое положение заготовки на станке полностью определяется установкой ее в приспособлении на три опорные призмы (шесть опорных точек), четвертая призма накладывает две лишние связи, делая установку теоретически несвободной. Однако «лишняя» опора обеспечивает необходимую (одинаковую для всех че-3* 35
Рис. 7. Схема установки в приспособлении (а) и теоретическая схема базирования (б) при обработке корпуса подшипника:
I, II, III — базы корпуса подшипника соответственно установочная, двойная опорная и опорная; 1 ... 6 — опорные точки; 7, 8, 10 — установочные элементы приспособления (палец 10 — цилиндрический, палец 8 — срезанный); 9 — корпус подшипника
Рис. 8. Схема установки крестовины в приспособлении:
1 — зажимное устройство; 2 — опорная призма; 3 — заготовка крестовины
тырех цапф крестовины) жесткость технологической системы, а следовательно, надлежащую точность обработки, например, при фрезерование торцов цапф. Подобные схемы можно использовать в тех случаях, когда деформации, вызванные наложением лишних связей при базировании, оказываются значительно меньше тех погрешностей, которые могут возникнуть в условиях недостаточной жесткости системы — при эксплуатации изделия под действием рабочих нагрузок или при осуществлении технологического воздействия на предмет производства. Для повышения жесткости системы на практике широко используют также подвижные опо
ры, которые не накладывают на базируемое тело геометрических связей. Конструкции подвижных (самоустанавливаю-щихся и подводимых) опор рассмотрены в § 20.
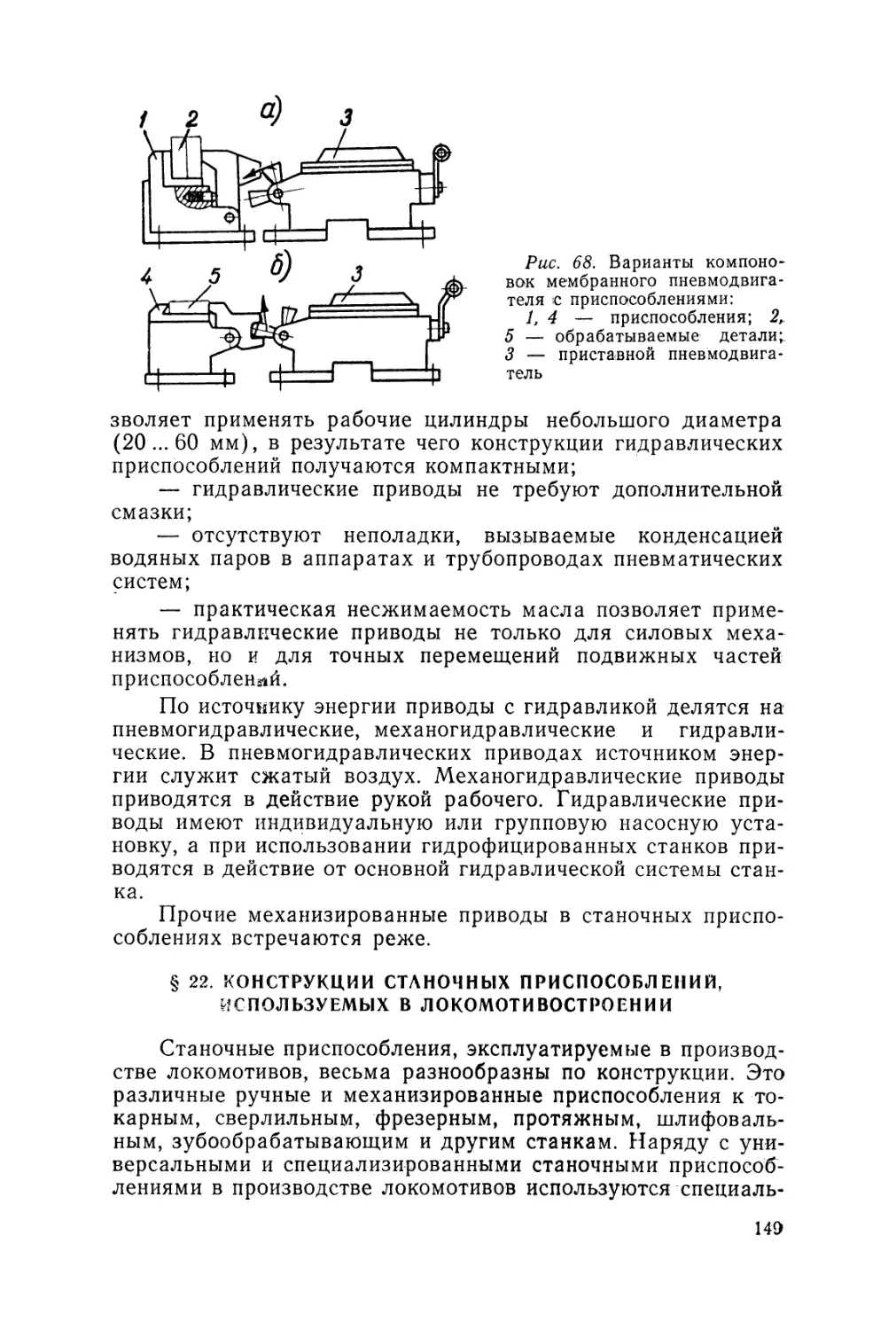
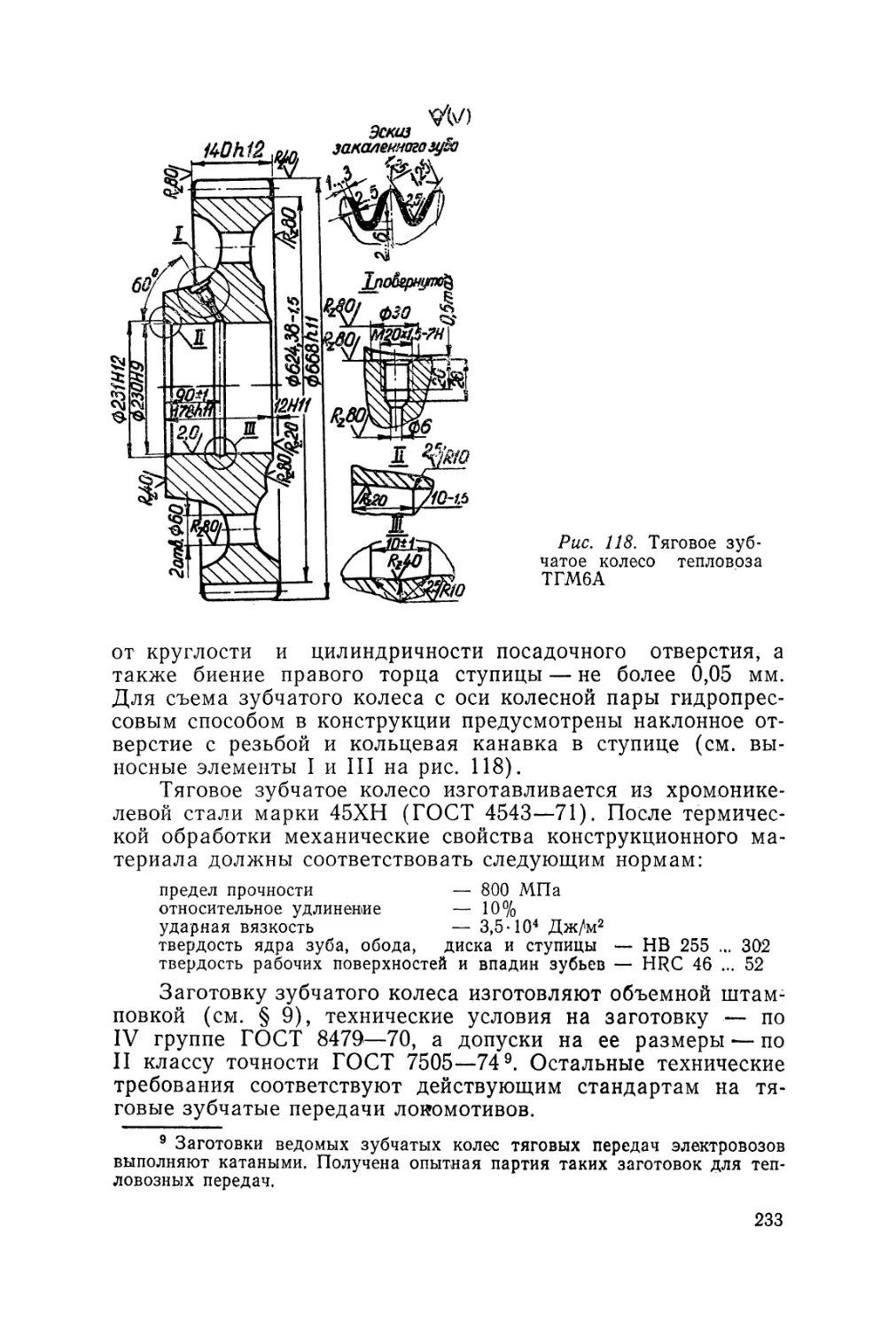
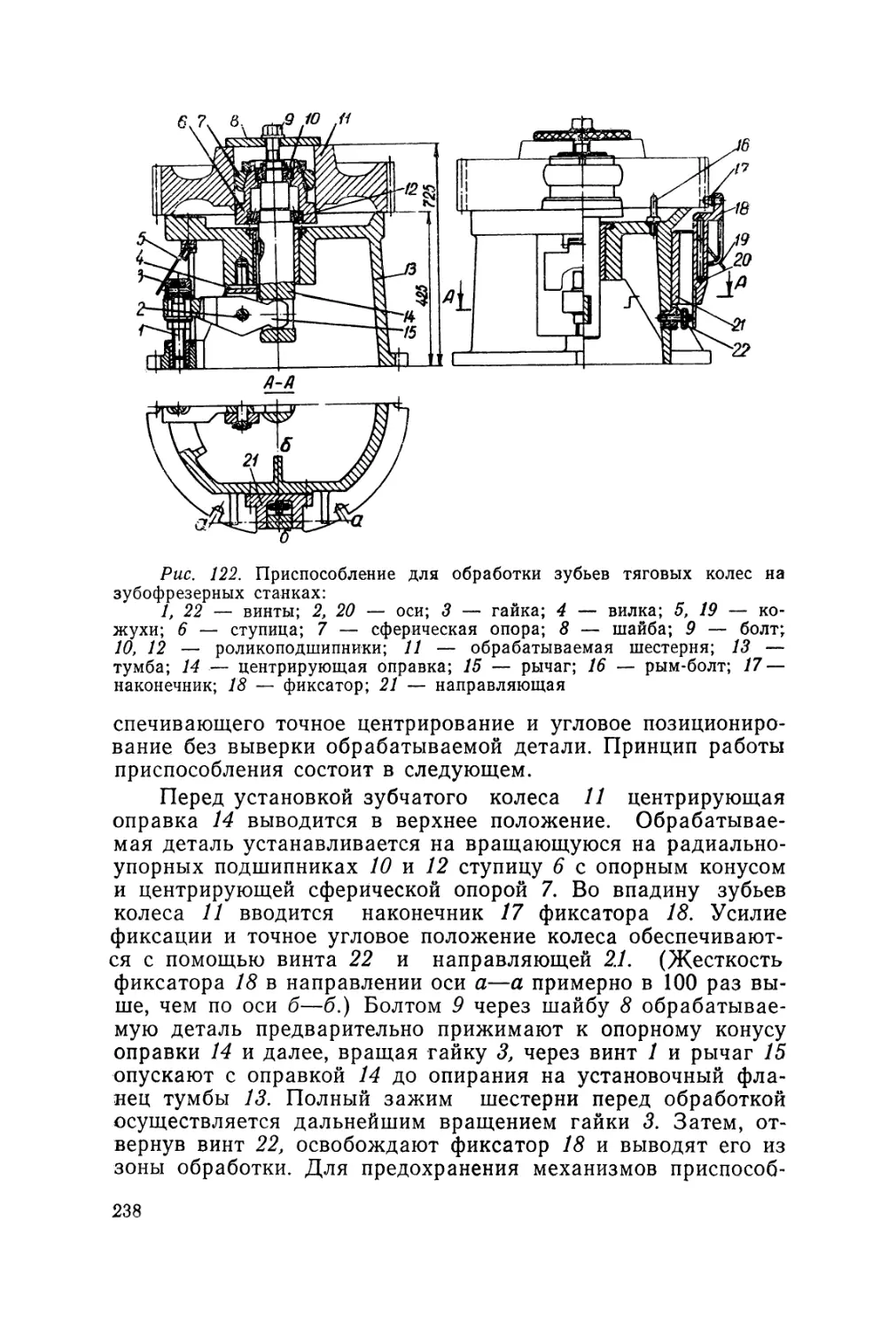
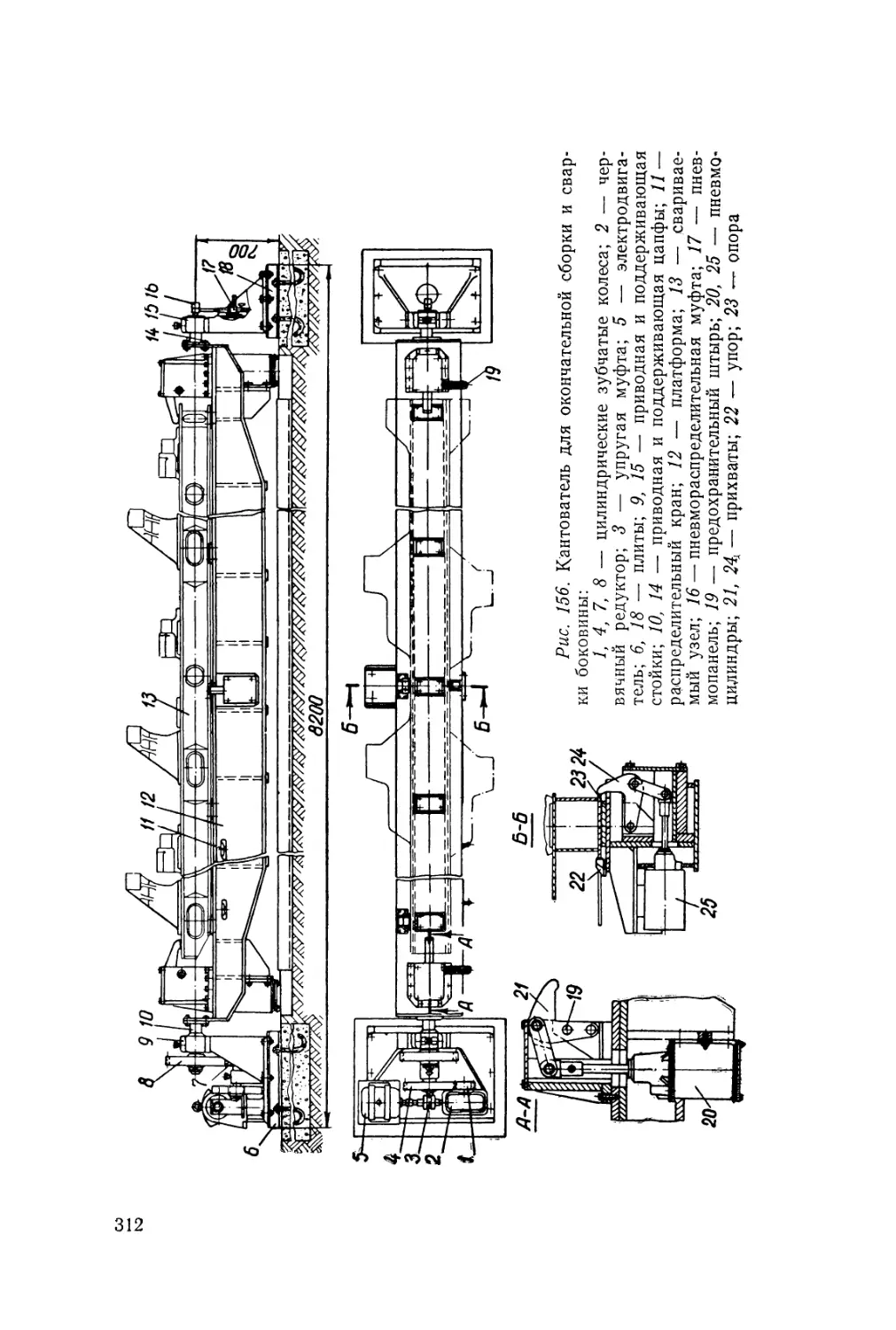
6.3. Погрешность базирования
Погрешностью базирования в общем случае называют отклонение фактически достигнутого при базировании положения заготовки или изделия от требуемого. Об этой погрешности обычно говорят при наличии двух условий. Согласно одному из них наложение геометрических связей осуществляется не визуально, посредством выверки положения базируемого тела, а путем соприкосновения баз последнего с поверхностями других тел и точность выдерживаемых размеров обеспечивается автоматически, без дополнительного регулирования технологической системы или составных частей изделия. Вторым условием возникновения погрешности базирования является несовпадение конструкторской или технологической базы с базой измерительной. В качестве примера рассмотрим погрешность базирования как одну из составляющих погрешности изготовления применительно к процессам обработки заготовок на металлорежущих станках и сборки металлоконструкций под сварку.
При станочных работах погрешность базирования (А) определяется разностью предельных расстояний измерительной базы от режущего инструмента. Так, при фрезеровании торцов каблучков в партии рам тележек локомотива (рис. 9) способом автоматического обеспечения точности размеров
Рис. 9. Схема для определения погрешности базирования при обработке рамы тележки:
1 — фреза; 2 — рама тележки (фрагмент); 3 — опора приспособления
погрешность базирования для размера Hi равна нулю (Ahi = = 0), поскольку в этом случае измерительная и технологическая базы совмещены в плоскости I заготовки; для размера Н2 вследствие несовпадения технологической (плоскость I) и измерительной (плоскость II) баз погрешность базирования
Дн2 = Н2нб—н2нм = (А+В)Нб — (А4-В)нм=^2(бд+бв).
При сборке под сварку способом автоматического обеспечения точности размеров сварной конструкции при несовпадении технологической и измерительной баз также возникает дополнительная погрешность выдерживаемого размера (погрешность базирования). Поэтому схема базирования оказывает существенное влияние на точность размеров, выдерживаемых при сборке. Например, при сборке под сварку партии боковин челюстных рам тележек с использованием специального сборочно-сварочного приспособления погрешность базирования относительно расстояния L между челюстями определяется следующим образом. Если базирование челюстей в направлении выдерживаемого размера L осуществляется посредством жестких опор 2 (рис. 10,а), то при
Рис. 10. Схема для определения погрешности базирования при сборке боковины рамы тележки:
1, 8, 7 — крайние и средняя челюсти боковины; 2, 3, 9 — опоры приспособления; 4> 5, 6 — листовые детали боковины
1-м варианте простановки размеров L погрешность базирования Дь = 0 (технологическая и измерительная базы совпадают в плоскости I), при 2-м (измерительная база II) и 3-м (измерительная база III) вариантах — соответственно Дь = = 2бд и Al = 4Sa. При базировании с помощью центрирующих стоек с раздвижными опорами 9 (рис. 10, б) технологическая и измерительная базы совмещены для 2-го варианта простановки размеров L, в этом случае Дь = 0; для 1-го и 3-го вариантов Дь = 26А.
Погрешность базирования определяется, таким образом, на основе соответствующего геометрического анализа и расчетов размерных цепей в зависимости от принятой схемы базирования. Для повышения точности выдерживаемых размеров следует по возможности совмещать технологическую (или конструкторскую) и измерительную базы. При этом необходимо учитывать возникающую при закреплении предмета производства дополнительную погрешность, вызываемую его деформацией под действием приложенных сил, особенно при недостаточной жесткости элементов конструкции, воспринимающих зажимные усилия. Геометрическим сложением погрешностей базирования и закрепления получают суммарную погрешность установки предмета производства при выполнении конкретной технологической операции.
задания для самостоятельной работы
8. Назовите серии локомотивов, удостоенные государственного Знака качества.
9. Объясните, как влияют на работоспособность букс локомотива погрешности монтажа их роликоподшипников: перекосы; повышенные натяги; значительная разница в радиальных зазорах подшипников одной буксы; повреждения и загрязнения посадочных поверхностей.
10. Охарактеризуйте влияние на надежность соединения ось— колесо колесной пары следующих погрешностей обработки подступичных- частей оси: отклонений от круглости и цилиндричности; повышенных параметров^ шероховатости.
11. Укажите, следствием каких технологических погрешностей является неуравновешенность вращающихся деталей и узлов локомотивов.
12. Измерение диаметра подступичной части оси произведено при температуре окружающего воздуха tb а измерение диаметра отверстия: сопрягаемого колесного центра — при температуре t2. Какое влияние может оказать погрешность измерения посадочных поверхностей на прочность соединения ось — колесо?
13. Укажите, в условиях каких типов производств экономически целесообразна сборка методами полной, неполной и групповой взаимозаменяемости, а также путем регулирования и пригонки.
14* Установите, сколько опорных точек обеспечивает базирование корпуса по поверхностям I, II и III (рис. И).
Рис. 11
15* Определите, в каких из изображенных на рис. 12 схем установки деталей в приспособлениях отдельные геометрические связи наложены визуально.
Рис. 12
16* Укажите, какие из показанных на рис. 13 схем установки деталей в приспособлениях являются неправильными.
6) г) д)
Рис. 13
17 * Определите погрешность базирования для размеров Hi, Н2, Нв и Н4 (рис. 14) при следующих данных: др = 0,2 мм, 6а=0,25 мм, $= = 909
Рис. 14
ГЛАВА III
ТЕХНОЛОГИЧЕСКИЕ РЕЖИМЫ И ТЕХНОЛОГИЧЕСКАЯ ТРУДОЕМКОСТЬ
§ 7. ТЕХНОЛОГИЧЕСКИЕ РЕЖИМЫ В ПРОЦЕССАХ ФОРМООБРАЗОВАНИЯ, ОБРАБОТКИ И СБОРКИ
Всякий механический, физический, электрохимический или иной процесс, связанный с заданным изменением состояния предмета производства, может протекать с различной интенсивностью, что оказывает влияние на качественные характеристики изделий и производительность технологического процесса. Уровень интенсивности процесса характеризуется технологическими режимами. Оптимизация параметров технологического режима является важным этапом работы конструкторов и технологов при установлении обоснованных технических требований к изделию и проектирований технологических процессов формообразования, обработки и сборки.
Разрабатывая, например, технологию горячей обработки металлов давлением (ковки, штамповки), следует иметь в виду, что заготовка получает наилучшие физико-механические качества при правильно выбранной для данной детали степени уковки металла, определенной ориентации Волокон металлоструктуры, а также соблюдении надлежащего термомеханического режима обработки. Так, ковку и горячую штамповку надо осуществлять при температурах, обеспечивающих полную рекристаллизацию металла в процессе обработки давлением. При частичной рекристаллизации возможно образование неоднородной структуры, что снижает эксплуатационные качества будущей детали и затрудняет самый процесс деформирования. Полнота рекристаллизации Зависит не только от температуры, но и от скорости деформирования. С повышением последней рекристаллизация затрудняется. Для каждого сплава устанавливается максимально допустимая температура (а в отдельных случаях и скорость) нагрева и оптимальная температура окончания обработки давлением.
Температурные интервалы ковки и штамповки углеродистой и легированной стали различных марок, а' также сплавов цветных металлов приведены в технологических справочниках. Превышение установленной температуры нагрева вызывает перегрев, обусловливающий крупнозернистую структуру заготовки, а при температурах, близки^ к температуре плавления, наступает пережог, делающий металл заготовки непригодным для использования в качестве конструкционного материала. Нагрев заготовок из легированной
стали с низкой температуропроводностью, а также заготовок крупных размеров следует вести путем постепенного повышения температуры (например, в методических печах) с соблюдением допустимой скорости нагрева. Продолжение обработки давлением при температурах ниже оптимальной вызывает перенаклеп металла, а в металле повышенной твердости может привести даже к образованию трещин. Если деформирование заканчивается при температурах, значительно превышающих оптимальную, структура металла становится крупнозернистой.
Технологический режим получения отливок характеризуется температурой, при которой металл заливают в форму или камеру, давлением, под которым жидкий сплав подают в формы (при литье под давлением), скоростью вращения формы при центробежном способе литья и т. д., а также условиями охлаждения отливок. Параметрами технологического режима термической (или химико-термической) обработки стали, обусловливающими заданные механические, физические и физико-химические свойства материала, являются температура и скорость нагрева заготовки, время выдержки при этой температуре и скорость охлаждения. Технология и режимы термической и химико-термической обработки изучаются в курсе «Материаловедение».
Важное влияние на физико-механические качества деталей машин и их технико-экономические показатели оказывают технологические режимы обработки резанием. Основными параметрами, характеризующими технологический режим резания, служат глубина резания t, подача в и скорость резания v; уровень режима резания определяет силу (момент) и мощность, затрачиваемую на процесс обработки. Оптимизация технологического режима при обработке резанием состоит в установлении сочетания параметров t, s и v, обеспечивающего заданное качество обрабатываемой поверхности при минимальной трудоемкости и себестоимости обработки с учетом наиболее полного использования режущих свойств инструмента и эксплуатационных возможностей технологического оборудования. Основными исходными данными для назначения режима резания, таким образом, являются тип и модель станка, физико-механические свойства материала обрабатываемой заготовки, требуемая точность и шероховатость обрабатываемых поверхностей, материал режущей части, геометрические параметры и стойкость инструмента, определяемая продолжительностью его работы до затупления. Режимы резания при различных видах обработки (точении, сверлении, фрезеровании и т. д.) устанавливаются по принципиально общей методике. Ниже данная методика рассмотрена применительно к условиям одноинструментной обработки резцами.
Глубина резания определяется величиной слоя материала заготовки, подлежащего удалению в процессе обработки. Для повышения производительности обработки следует стремиться выполнять каждый технологический переход за один рабочий ход или при минимальном числе рабочих ходов. Последнее ограничивается мощностью привода станка и требуемой точностью обработки.
Подачу для заданных условий обработки с позиций производительности процесса рекомендуется также назначать как можно большую. Однако максимальная величина подачи ограничивается рядом факторов: требуемой точностью и шероховатостью обрабатываемых поверхностей, прочностью и жесткостью режущего инструмента, жесткостью обрабатываемой детали, эксплуатационными возможностями станка. Максимально допустимую для заданных условий обработки подачу, выбранную с учетом указанных ограничений, называют технологической. Технологически допустимую подачу устанавливают на основе соответствующих геометрических и прочностных расчётов, а также расчетов на жесткость. Для конкретных условий обработки эти расчеты могут быть ограничены одним-двумя лимитирующими факторами (при чистовой обработке, например, такими факторами служат заданная точность и шероховатость обрабатываемой поверхности; прочность слабого звена станка в большинстве случаев не является лимитирующей и т. д.). Технологические ограничения величины подачи могут быть также установлены с помощью соответствующих нормативных данных, приведенных в справочной литературе.
Скорость резания, допускаемая режущим инструментом, определяется с учетом его стойкости (Т), глубины резания и подачи. Допустимая скорость резания при точении может быть рассчитана по уравнению
v= kvn,
(v — м/с; T — мин; it — мм; s — мм/об).
Значения коэффициента Cr = 60C'v и показателей u, xv, yv приведены в технологических справочниках в зависимости от вида обработки и материала режущей части инструмента. Поправочные коэффициенты kvb kv2, kvn учитывают влияние на скорость резания механических свойств материала и состояния поверхностных слоев обрабатываемой заготовки (наличие или отсутствие корки), марки инструментального материала, геометрических параметров резца и т. д.; значения этих коэффициентов также находят по справочникам. Скорость резания можно приближенно подсчитать как v=vH krikv2 ... kvn, где значения vH принимают для заданных
условий обработки по нормативам На основе установленной скорости резания определяют частоту вращения п (с-1) заготовки:
где D — диаметр обрабатываемой поверхности, мм.
Значения и, а также s корректируют с помощью соответствующих паспортных данных станка.
Установленный режим резания осуществим с точки зрения мощности привода главного движения станка при выполнении условия:
N,^Nnp=N„r)K,
где N3 — эффективная мощность, потребная на резание; Nnp—мощность по приводу главного движения станка; МдВ — мощность электродвигателя привода главного движения; т)—к. п. д. привода; К — коэффициент допустимой перегрузки электродвигателя.
Эффективная мощность N3 (кВт), необходимая лля процесса резания,
N
3 1020 ’
где Pz — тангенциальная составляющая усилия резания, Н. Величина Pz может быть определена, по аналогии с v, как
Pz=C,p-tx^Pv^kpikp2 kpn
или
Pz= Р/нкр1кр2 ••• крП.
Если Nnp окажется недостаточной, следует снизить v(n) либо, в необходимых случаях, предусмотреть выполнение обработки на станке большей мощности.
Установление рациональных технологических режимов имеет также важное значение и при проектировании сборочных процессов. Технологические режимы сборки либо определяются опытным путем, либо назначаются до нормативным данным, либо рассчитываются.
Например, при сборке цилиндрических соединений с гарантированным натягом прессовым способом наибольшее усилие запрессовки Р (Н) может быть подсчитано как
Р = f jtdZp,
где f — коэффициент трения при запрессовке; d — номинальное значение диаметра поверхности сопряжения, мм; I —
1 См., например: Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках.— М.: Машиностроение, 1974, ч. I и II.
длина поверхности сопряжения, мм; р — давление на кон тактирующих поверхностях, МПа.
Величину р определяют зависимостью
Р =
где 6 — наибольший для d2+d,2
данного соединения натяг, мм;
г _ - с _ d24d2 . .
ci- d2—di2 gl’ С2 d23— d2 +Ц2’
Ei и E2 — модули продольной упругости материалов охватываемой и охватывающей деталей, МПа; p,i и Ц2— коэффициенты Пуассона соответственно для тех же материалов; d2 — диаметр наружной поверхности напрессовываемой втулки, мм; di—диаметр центрального отверстия пустотелого вала, мм.
По потребной величине усилия запрессовки подбирают пресс с учетом соответствующего коэффициента запаса (1,5... ...2).
При сборке соединений с натягом способом теплового воздействия температура (°C) нагрева охватывающей или охлаждения охватываемой детали определяется отношением: tcSj -Д- (знак > при нагреве, знак < при охлаждении), ad
где а — коэффициент линейного расширения материала детали, подвергающейся тепловому воздействию, 1/°С.
Найденное значение tc следует увеличивать при нагревании или уменьшать при охлаждении на 20 ...30% для компенсации его изменения при перемещении нагретой или охлажденной детали на сборочную позицию, а также для получения гарантированного монтажного зазора в посадке. Время, требуемое для нагрева или охлаждения детали до заданной температуры, определяют опытным путем или рассчитывают.
Данные по выбору технологических режимов при выполнении различных слесарно-сборочных операций можно найти в соответствующих справочниках.
Особое место в процессах сборки занимает образование неразъемных соединений с помощью сварки. Технологические режимы в этих случаях оказывают решающее влияние на механические свойства швов сварных соединений, а следовательно, на эксплуатационные качества сварной конструкции, а также определяют производительность технологического процесса. Номенклатура параметров технологического режима зависит от способа сварки. Так, например, для автоматической сварки под флюсом основными параметрами сва
рочного режима являются сварочный ток, диаметр электрода (электродной проволоки), напряжение на дуге и скорость сварки. Кроме того, форма и качество сварного шва в данном случае обусловлены составом, состоянием и грануляцией флюса, наклоном электрода и изделия, конструкцией сварного соединения и другими факторами. При электро-шлаковой сварке основными энергетическими параметрами сварочного режима являются напряжение на сварочной ванне и сварочный ток; на процесс сварки и сварное соединение, кроме того, оказывают влияние скорость перемещения, количество и сечение электродов, зазор между кромками свариваемых деталей, глубина шлаковой ванны и др. Основные составляющие режима автоматизированной сварки в углекислом газе — сварочный ток, диаметр электродной проволоки, напряжение на дуге, скорость сварки, расход углекислого газа, вылет и наклон электрода. Влияние указанных параметров на форму сварного шва примерно такое же, как и при сварке под флюсом. Режим контактной точечной сварки включает диаметр контактной поверхности электрода, усилие, приложенное к электродам, продолжительность включения сварочного тока, его величину и потребную мощность сварочной машины.
Данные, необходимые для установления технологических режимов при различных способах сварки, приводятся в специальной литературе. Оптимальные режимы ручной дуговой сварки покрытыми электродами (сварочный ток и диаметр электрода), а также механические свойства сварных швов и другие данные содержатся в паспортах электродов.
Оптимизация технологических режимов процессов формообразования, обработки и сборки — важная задача общей проблемы повышения эффективности производства и качества выпускаемой продукции. Решение этой задачи в настоящее время успешно автоматизируется с помощью современных средств вычислительной техники.
§ 8. ОСНОВЫ НОРМИРОВАНИЯ ТЕХНОЛОГИЧЕСКОЙ ТРУДОЕМКОСТИ
Функционирование всех звеньев производственного процесса сопровождается определенными затратами труда, выраженными в единицах рабочего времени исполнителей разных категорий, профессий, квалификации. Особое место в совокупности этих затрат занимает труд основных рабочих,, осуществляющих технологические воздействия на предметы производства с целью заданного изменения их состояния. Затраты труда основных рабочих составляют технологичес
кую трудоемкость, характеризуемую суммарной трудоемкостью технологических процессов изготовления изделия. При расчетах технологической трудоемкости исходят из величины норм времени.
Нормой времени называют регламентированное время выполнения технологической операции в определенных организационно-технических условиях одним или несколькими исполнителями соответствующей квалификации. Норма времени выражается, таким образом, в единицах рабочего времени с указанием разряда (квалификации) исполнителя. (Тарифно-квалификационные характеристики различных работ приводятся в специальных справочниках.) На основе норм времени устанавливают расценки работ, определяют производительность технологического оборудования, рассчитывают потребное количество рабочих и средств технологического оснащения, осуществляют календарное планирование производства, выполняют расчеты экономической эффективности проектируемых технологических процессов. При этом важное значение для роста производительности труда имеет максимальный охват производства технически обоснованными нормами времени, базирующимися на анализе структурных составляющих нормы и расчете по отдельным составным элементам.
Штучное время как отношение календарного времени технологической операции к числу изделий, одновременно изготовляемых на одном рабочем месте, в общем случае имеет следующую структуру:
Тшт =ТО“|-ТВ 4"Тобс +Тотл , где То—основное (технологическое) время; Тв“ вспомогательное время; Тобс — время обслуживания рабочего места; Тотл — время перерывов на отдых и личные надобности.
Основное (технологическое) время — это время, требующееся непосредственно на заданное изменение состояния предмета производства; оно устанавливается с учетом оптимальных технологических режимов. Вспомогательное время затрачивается на действия, не сопровождаемые изменениями состояния предмета производства, но необходимые для выполнения основной работы. Как основное, так и вспомогательное время может быть машинным, машинно-ручным или ручным. Сумму Т0+Тв называют оперативным временем Топ. Время обслуживания рабочего места предусматривает: осмотр и опробование технологического оборудования, его подналадку в процессе работы, а также смазку и чистку в течение рабочего дня; раскладку рабочего инструмента в начале и уборку его в конце рабочей смены; смену затупившегося и вышедшего из строя инструмента; уборку рабочего места в конце смены и т. п.
ВремЙ перерывов на отдых (физкультпаузы) и личные О Д 6б по сти устанавливают дифференцированно, в зависимости ОТ занятости рабочего и интенсивности его труда. Сумму Тобс 4-Тотл считают дополнительным временем Тдоп. При' использовании автоматического оборудования штучное время подсчитывают без учета составляющей Тдоп.
В случаях, когда работа ведется партиями, определяется подготовительно- заключительное время Тпз па следующие работы: получение на рабочем месте на-ряда^ Технической документации, технологической оснастки и необходимого инструктажа; ознакомление с заданием; подготовку рабочего места, наладку технологического оборудования й оснастки; пробное (в отдельных случаях) выполнение операций; сдачу выполненной работы (партии) и технологической оснастки. Подготовительно-заключительное время затрачивается один раз на изготовление всей партии продукции и не зависит от ее величины.
Нормирование технологической трудоемкости для разных процессов формообразования, обработки и сборки имеет свои особенности. Эти особенности рассмотрены ниже применительно к наиболее трудоемким в производстве локомотивов работам — станочным, слесарно-сборочным и сварочным.
8.1. Станочные работы
Основное (технологическое) время при станочных работах затрачивается непосредственно на заданное изменение формы, размеров и шероховатости обрабатываемых поверхностей заготовки, т. е. на выполнение рабочих ходов. Основное время (мин) рассчитывают для каждого технологического перехода, используя для большинства методов обработки общую зависимость
to= —i
где L расчетная длина рабочего хода инструмента в направлений движения подачи, мм; sM — минутная подачй, мм/мин; i — число рабочих ходов в данном технологическом переходе.
В общем случае расчетная длина рабочего хода инструмента
L = Z-J-Z1 “Н2 "Нз, где / размер обрабатываемой поверхности в направлений движения йодачи; А — величина врезания инструмента; 12 — величина перебега инструмента за обработанную поверхность (напримёр, рис. 15); /3 — дополнительная величина, учитывающая снятие пробных стружек.
Рис. 15. Схема для расчёта основного времени при точении
Размер I берут из чертежа заготовки. Численные значения li опредёляются геометрическими расчетами с учетом свободного подхода инструмента к обрабатываемой поверхности, обеспечивающего безударное начало резания. Значения /1 й Z2 (или Z1+Z2) для разных типов инструментов, а также величина Z3 для различных условий обработки приводятся в соответствующих нормативах. При работе способом автоматического обеспечения точности размеров Z3 = 0; при обработке «в упор» Z2 = 0.
Основное время на операцию (То) определяется суммированием величин t0 для всех ее технологических переходов.
Вспомогательное время при станочных работах учитывает выполнение вспомогательных переходов и вспомогательных ходов технологических переходов и определяется суммой:
тв=тву+тв.п+тв.к ,
где Тв.у — вспомогательное время на установку и снятие детали со станка; Твп— вспомогательное время на приемы управления станком; Тв к — вспомогательное время на контрольные измерения обработанных поверхностей.
Вспомогательное время на установку и снятие детали со станка назначают по общемашиностроительным или отраслевым нормативам времени2. Нормативы Тв.у даны в зависимости от типовых способов базирования и крепления деталей в приспособлениях, причем в качестве определяющего фактора принята масса обрабатываемой детали.
Составляющая Тв п в серийном производстве определяется как
к Твв= tB.nj- , j = l
где tB.nj —вспомогательное время, связанное с выполнением j-ro технологического перехода или с обработкой j-й поверх-
2 См., например: Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительнозаключительного для технического нормирования станочных работ: Серийное производство.— М.: Машиностроение, 1974.
4. Е. Н. Максакова
49
ности; к — число технологических переходов или обрабатываемых на данной операции поверхностей заготовки.
Значения tB п устанавливают по общемашиностроительным или отраслевым нормативам в зависимости от типоразмера станка, величины обрабатываемой поверхности, заданной точности обработки и других факторов, влияющих на продолжительность соответствующих приемов. При этом для токарных, сверлильных, фрезерных, строгальных и долбежных станков нормируется вспомогательное время на выполнение каждого технологического перехода, а для шлифовальных, хонинговальных и других отделочных станков — вспомогательное время на обработку поверхности в целом. Нормативы tB.n учитывают время на подвод инструмента к заготовке, включение и выключение подачи, измерение детали при снятии пробных стружек, отвод инструмента в исходное положение, а также время на приемы, не вошедшие в указанный комплекс (изменение скорости вращения шпинделя или подачи, установка и снятие режущего инструмента или кондукторной втулки, выводы сверла для удаления стружки, смазывание инструмента и т. п.). В массовом производстве Тв.п определяется суммированием дифференцированных нормативов времени на необходимые приемы управления станком.
Вспомогательное время на контрольные измерения после окончания обработки поверхности детали принимают по указанным выше нормативам с учетом необходимой периодичности таких измерений при выполнении работы. Периодичность определяется стабильностью технологического процесса, заданной точностью обработки и т. п. Величину Твк включают в норму времени только в тех случаях, когда это время не может быть перекрыто основным (технологическим) временем.
Для оборудования, рассчитанного на выполнение операций, включающих один технологический переход с постоянными режимами резания (например, многорезцовые, зубо-, резьбо-, шлицеобрабатывающие, протяжные и другие станки), в нормативах для серийного производства указано суммарное вспомогательное время Тв на операцию в целом, включая время установки и снятия обрабатываемой детали. Нормативы Тв в этом случае даны с учетом конструкции приспособления, массы обрабатываемой детали, способа выполнения операции и других факторов.
Время на обслуживание рабочего места Т0бс при станочных работах устанавливается по соответствующим нормативам в зависимости от типоразмеров станков и включает время на техническое (Тобс.т) и организационное (Тобс.о) обслуживание. В серийном производстве Тобс определяется в процентах от оперативного времени. Для станков, работаю-50
щих лезвийным инструментом, ТОбС составляет в среднем от 3 до 7,5% от Топ, а для шлифовальных станков различных типов до 10... 13%. В массовом производстве ТОбс устанавливают дифференцированно, определяя ТобС т в процентах Ьт основного, а ТОбС.о —в процентах от оперативного времени. Значение ТОбст может быть найдено также расчетным путем.
Время перерывов на отдых и личные надобности (Тотл) при работах с автоматической подачей включает время на личные надобности и физкультпаузы, а при работах с ручной подачей учитывается дополнительно время перерывов на отдых, устанавливаемое для каждой операции в зависимости от интенсивности труда. Согласно общемашиностроительным нормативам времени для серийного производства при автоматической подаче Тотл составляет 4% от оперативного времени, а при ручной подаче — от 4 до 9% в зависимости от массы детали, величины оперативного времени и удельного веса машинно-ручных работ в составе Топ .
Таким образом, в серийном производстве штучное время при станочных работах
пр Топ/1 । аобс4~ аотл\ mT"NoV:+ 100 )
где а обс, аотл — время соответственно на обслуживание рабочего места, отдых и личные надобности в процентах от оперативного времени; No — число деталей, одновременно обрабатываемых на данной операции.
Подготовительно-заключительное время Тп.3 при станочных работах определяется суммированием составляющих затрат времени в соответствии с общемашиностроительными или отраслевыми нормативами в зависимости от типоразмера станка, способа установки деталей и количества режущих инструментов, участвующих в операции. При этом учитывается также время на необходимые дополнительные приемы (например, на установку или снятие копира или люнета, растачивание кулачков самоцентрирующего патрона и т. п.) и пробную обработку детали (инструментом, установленным на размер).
Время обработки партии П деталей
ТПар =Тп.3 + ТштП , а норма времени на одну деталь (штучно-калькуляционное время Тщ.к)
Т ш*к pj "Г 1 шт •
С целью сокращения объема и упрощения работ по нормированию технологической трудоемкости в единичном и
мелкосерийном производствах нормы времени устанавливают с помощью укрупненных нормативов.
8.2. Слесарно-сборочные работы
При нормирований трудоемкости слесарно-сборочных работ в условиях среднесерийного производства подсчет норм времени производится по формуле
-г* 7 tv I tv \ ( 1 I ап-з + аобс + аОтл \ tz
1 ш-к — ( 1 в “Г 1 onJ I 1"Г 100 / 1X0 ’
m
где Т^+Г'оп =ТОП ;Т'В= 2 tBi —вспомогательное время 1 = 1
выполнения вспомогательных переходов (установка базовой детали или узла в приспособление, перемещения деталей и узлов вручную или при помощи подъемных средств, контрольные измерения в процессе сборки и т. п.); Т'оп =
к
•= S ton — оперативное время выполнения технологических 1 = 1 1
переходов; m, к — соответственно число вспомогательных и технологических переходов в данной операции; ап.3 — время на подготовительно-заключительную работу в процентах от оперативного времени; аОбС, аОтл—пояснены ранее; Ко — поправочный коэффициент, учитывающий объем выпуска узлов или изделий.
Величины tB ,ton . ап.3 ,а обс, аотл , Ко назначают по общемашиностроительным или отраслевым нормативам3. При этом затраты оперативного времени корректируют с помощью поправочных коэффициентов, характеризующих условия работы (установка деталей и узлов в труднодоступных местах, на ощупь, работа стоя на коленях, сборка при потолочном положении узла и т. д.). Процент времени на подготовительно-заключительную работу и обслуживание рабочего места определяют с учетом сложности выполняемой операции. Характеристика работ по группам сложности (простая, средней сложности, сложная) дается в зависимости от числа пригоночных поверхностей и сопрягаемых деталей, сложности, точности и уровня специализации применяемой технологической оснастки, потребности в подъемных средствах и т. п. Время перерывов на отдых (процент от Топ) назначают в за
3 См., например: Общемашиностроительные нормативы времени на слесарную обработку и слесарно-сборочные работы по сборке машин: Серийное производство.— М.: Машиностроение, 1968.
висимости от массы перемещаемых деталей и узлов с учетом удельного, веса времени, связанного с затратой физических усилий, в суммарном времени оперативной работы в течение смены; время на личные надобности принимают в размере 2% от Топ •
В мелкосерийном и единичном производствах нормирование трудоемкости слесарно-сборочных операций производится с использованием укрупненных нормативов, когда норма времени определяется путем суммирования штучно-калькуляционного времени (tm к) на укрупненные комплексы слесарно-сборочных работ, т. е.
ТШ к=(^Ш*К “b't Ш’К 4” ••• “Т^ш.к )<Кп > 12 П
где Кп — поправочный коэффициент, учитывающий число узлов или изделий в партии.
При выполнении работы в стесненном положении, ограничивающем движения слесаря-сборщика, нормативы tm.K следует корректировать с помощью соответствующих коэффициентов.
Нормирование трудоемкости слесарно-сборочных операций в массовом и крупносерийном производствах производится с учетом организационно-технологических особенностей этих категорий производства и базируется на максимально дифференцированных нормативах.
8.3. Сварочные работы
При нормировании трудоемкости сварочных работ в условиях единичного и мелкосерийного производств, когда при наличии нескольких заданий (партий) в смену доля подготовительно-заключительных работ в рабочем времени значительна, норму времени определяют как
Тш.к = % + Тои(1+ a?6\+a°T4 = 2ff + ТОПА , (1>
где А^1+ .
В средне- и крупносерийном производствах при более редкой смене заданий и незначительной в связи с этим доле Тп.3 в общих затратах рабочего времени подготовительнозаключительное время исчисляется в процентах от Т011. В таких случаях
а отл
I Т оп АоКпр * (2)
где Ао= ап'з+^обс+артл . кпр _ коэффициент, учитывающий более высокую по сравнению с единичным и мелкосерийным производствами производительность в средне- и крупносерийном производствах.
Оперативное время (мин) при сварочных работах определяется зависимостью
к
Топ = Тв.и+ 2 Оо.гНв-ш Vi, i=l ‘ *
где Тв.и — вспомогательное время, зависящее от конструкции свариваемого изделия, мин; <t0 —основное время сварки 1 м длины i-ro типа шва, мин/м; 4В.Ш1— вспомогательное время, зависящее от длины шва, мин/м; Ц — длина i-ro типа швов на свариваемом изделии, м; к — число типов швов на изделии.
Основное (технологическое) время дуговой сварки — это время горения дуги и наплавления присадочного материала (электрода или электродной проволоки). Для ручной дуговой сварки
‘”=60^(г+ г) ан U1 In /
где у — плотность наплавленного металла шва, кг/м3; ан —-коэффициент наплавки, кг/(А-ч); для электродов марки УОНИ-13 aH=10-10“3 кг/(А-ч), для электродов ОЗС-З ан = = 18-10“3 кг/(А-ч); Fi и Fn — площади поперечного сечения соответственно первого и последующих (суммарно) проходов, м2; It и 1п — сила сварочного тока для первого и последующих проходов, А.
Для автоматической и полуавтоматической дуговой сварки под флюсом
t ' (_L+_L+
60 \ Vi V2 Vn )
где Vi, V2, ..., vn — скорость сварки соответственно на 1-м, 2-м, ..., n-м проходах, м/с.
Вспомогательное время, зависящее от конструкции свариваемого изделия, включает затраты времени на установку последнего в приспособление или на рабочее место, его поворот и снятие, перемещения сварщика с инструментом от одного шва к другому и т. п. К вспомогательному времени, зависящему от длины шва, относятся затраты времени на зачистку кромок свариваемых деталей перед сваркой, смену 54
54
электродов, зачистку шва от шлака после каждого прохода, осмотр и промер шва и т. п.
Подставив выражение для Топ в зависимости (1) и (2), получим:
для единичного и мелкосерийного производств
'Р к
ТШ.К = ^+ТВ.ИА+ 2 (WU)A/i =
11 i=l 1
гр к
= ^+ТвиА+ 2
11 i=l 1
для средне- и крупносерийного производств к
^Ш’К = Тв-и А0Кпр+ 2 ) А0Кпр^г “ Тв.иАоКпр~Ь
i= 1
к
4" 2 1н.шк /г,
i=l 1
где tH.m = )А — неполное штучное время сварки 1 м
i i
длины i-ro типа шва, мин/м; tH.niK1= (toi+tg.^)А0Кпр — неполное штучно-калькуляционное время сварки 1 м длины i-ro типа шва, мин/м.
Нормативные значения tM.m, tH.mK, а также А, Ао, Кпр, Т.ив и Тп.3 приведены в общемашинострЪительных нормативах времени4, причем для условий сварки, отличных от предусмотренных указанными нормативами, величины 1н.шти tH.^корректируют с помощью поправочных коэффициентов. Значения последних установлены в зависимости от вида шва (криволинейный, прерывистый, обратноступенчатый и т. д.) и его положения в пространстве (вертикальное, горизонтальное, потолочное), условий выполнения работы (в неудобном положении, в закрытых тесных объемах, при отрицательных температурах и т. д.), марки электрода и т. п.
Вопросы нормирования трудоемкости различных процессов формообразования, обработки и сборки рассматриваются в комплексе с оптимизацией технологических режимов. Эта
4 См., например: Общемашиностроительные нормативы времени на автоматическую и полуавтоматическую электродуговую сварку малоуглеродистых и низколегированных сталей: Единичное, мелкосерийное, серийное и крупносерийное производство.— М.: ЦБПНТ, 1966; То же на ручную электродуговую сварку.
комплексная технологическая задача, неразрывно связанная с проектированием технологических процессов, решается в современном производстве с использованием ЭЦВМ.
задания для самостоятельной работы
18* Проверьте по мощности привода и скорректируйте по паспортным данным токарно-револьверного станка модели 1К36 следующий режим резания при растачивании отверстия диаметром d = 65 мм: технологическая подача s = 0,62 мм/об; скорость резания v = 3 м/с. Тангенциальная составляющая усилия резания Pz = 3450 Н. Станок модели 1К36 имеет:
ряд скоростей (частот) вращения шпинделя, мин—1 (Х60—\ с—1): 44; 58; 78; 100; 136; 183; 238; 322; 430; 555; 745; 1000;
ряд продольных подач суппорта и револьверной головки, мм/об.: ... 0,13; 0,17; 0,21; 0,28; 0,31; 0,38; 0,41; 0,52; 0,56; 0,76 ...
Мощность по приводу станка Nnp = 6,5 кВт.
19. Укажите, какими исходными данными следует руководствоваться при установлении технологического режима гидравлических испытаний водомасляного теплообменника и режима испытаний колесно-моторнога блока при обкатке его на стенде.
20. Ознакомьтесь со структурой указанных в § 8 «Общемашиностроительных нормативов времени» на станочные, слесарно-сборочные и сварочные работы.
21*' Определите количество сверл, потребное для рассверливания к отверстий в каждой из N деталей на радиально-сверлильном станке при следующих данных (рис. 16): подача s = 0,5 мм/об; частота вращения шпинделя станка п=127 мин-1; d = 60 мм; do = 3O мм; 7 = 45 мм; //= = 1 мм; /2 =2 мм; 2(р«120°; стойкость сверла Т=110 мин; количество возможных переточек сверла b = 60; k=4; N = 20 000 шт.
22* Определите, при каком минимальном числе деталей в производственной партии становится целесообразным использование токарного шестишпиндельного полуавтомата модели 1282 взамен токарно-винторезного станка модели 1К62, если при выполнении токарной операции на станке 1К62 штучное время ТШт = 5,7 мин, подготовительно-заключительное Тп,ч=14 мин, а на станке 1282 — соответственно 1,7 и 98 мин.
23* Определите число единиц технологического оборудования, необходимое для выполнения технологической операции в объеме годовой производственной программы, и коэффициент загрузки оборудования при следующих данных: штучно-калькуляционное время выполнения операции Тш-к = 47 мин; годовая программа выпуска изделия N = 700 щт; число изготавливаемых объектов в изделии w=12 шт; годовой фонд времени работы технологического оборудования Ф = 3950 ч.
24. Ознакомьтесь со структурой «Единого тарифно-квалификационного справочника работ и профессий рабочих» (М.: Машиностроение, 1972, вып. 2).
25. Укажите, какие диапазоны разрядов имеют профессии: сверловщик, маляр, слесарь по ремонту подвижного состава.
26. Расположите перечисленные ниже работы электросварщика ручной сварки в порядке возрастания квалификационных требований: 1) ручная дуговая сварка особо ответственных конструкций из различных сталей, цветных металлов и сплавов...; >2) подготовка изделий под сварку, зачистка швов после сварки, прихватка деталей и неответственных конструкций в нижнем, вертикальном и горизонтальном положениях под руководством электросварщика более высокой квалификации...; 3) ручная дуговая сварка ответственных конструкций из различных сталей, цветных металлов и сплавов...; 4) ручная дуговая сварка конструкций из углеродистых сталей для всех пространственных положений шва сварного соединения, кроме потолочного...; 5) ручная дуговая сварка простых конструкций из углеродистых сталей в нижнем и вертикальном положениях шва сварного соединения...; 6) ручная дуговая сварка конструкций из углеродистых и легированных конструкционных сталей, цветных металлов и сплавов для всех пространственных положений шва сварного соединения...
РЕЗЮМЕ РАЗДЕЛА
Технологическая подготовка современного локомотивостроительного производства — предмет курса отраслевой технологии — предусматривает обеспечение технологичности конструкции локомотива, разработку технологических процессов его изготовления, проектирование и изготовление необходимых средств технологического оснащения. Она базируется на принципах ЕСТПП.
Локомотив является очень сложным объектом производства, содержащим десятки тысяч деталей, узлов, комплектующих изделий. Поэтому технология локомотивостроения харатеризуется сложностью и многообразием процессов формообразования, обработки, сборки и технического контроля.
Технологические процессы изготовления локомотивов выполняются на рабочих местах с помощью средств технологического оснащения. В технологическом процессе выделяются, прежде всего, технологические операции, которые включают в себя переходы, установы, позиции. Временными характеристиками технологического процесса служат цикл технологических операций и такт выпуска. Технологические процессы локомотивостроения могут быть организованы в одной из двух форм — групповой или наиболее прогрессивной поточной.
В зависимости от широты номенклатуры, регулярности, стабильности и объема выпуска изделий различают единичное, серийное и массовое производства. Одной из основных характеристик типа производства является коэффициент закрепления операций. Чем больше объем выпуска и уже номенклатура выпускаемых изделий, тем большие требования предъявляются к производительности процессов их изготовления.
Проектируя новую машину, конструктор должен постоянно иметь в виду, что ее качество в значительной степени зависит от технологии производства. При этом важной предпосылкой, обеспечивающей заданные показатели качества изделия, является точность его изготовления. Исходя при установлении норм точности из условий работы локомотива и его составных частей, конструктор вместе с тем должен обосновать технологическую и экономическую целесообразность назначаемых допусков, учитывая, что всякое повышение требований к точности приводит к увеличению трудоемкости и себестоимости процессов изготовления продукции. Установление обоснованных норм точности — ответственный этап работы конструктора новой машины. Для рационального его выполнения конструктор должен быть знаком с основными положениями технологического обеспечения заданной точности в производственных условиях, в том числе с основами теории базирования объектов производства.
Существенное влияние на качественные характеристики изделий и производительность технологических процессов оказывают технологические режимы. Оптимизация параметров технологического режима является важной задачей конструкторов и технологов при установлении технических требований к изделию и проектировании технологических процессов формообразования, обработки и сборки.
Технологические воздействия на предметы производства сопровождаются затратами труда основных рабочих, составляющими технологическую трудоемкость. При расчетах последней исходят из величин норм времени на каждую техно-, логическую операцию. Технически обоснованные нормы времени устанавливаются в результате анализа структурных составляющих и расчета по отдельным составным элементам. Эти нормы определяют с помощью общемашиностроительных или отраслевых нормативов с учетом специфики различных процессов формообразования, обработки и сборки.
Вопросы нормирования технологической трудоемкости рассматриваются в комплексе с оптимизацией технологических режимов. Решение этой комплексной задачи, неразрывно связанной с проектированием технологических процессов, успешно автоматизируется с помощью современных средств вычислительной техники.
РАЗДЕЛ ВТОРОЙ
МЕТОДЫ ФОРМООБРАЗОВАНИЯ , ОБРАБОТКИ И СБОРКИ. ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ ЛОКОМОТИВОВ
Современное локомотивостроение располагает широким арсеналом эффективных методов повышения надежности локомотивов. В многообразии этих методов можно выделить три основные группы: конструктивные, технологические и эксплуатационные. Наиболее важные конструктивные и эксплуатационные факторы надежности (эксплуатационной технологичности) локомотивов рассмотрены в пятом разделе учебника. Цель настоящего раздела — ознакомить будущего кон-структора-локомотивостроителя с большими возможностями технологического управления надежностью для дальнейшего повышения качества машин. Проектировщик новых локомотивов должен четко представлять, что надежность любой рационально спроектированной конструкции можно значительно повысить, предусмотрев для ее изготовления наиболее эффективные методы формообразования, обработки и сборки, обеспечивающие наилучшие прочностные свойства, высокую износо- и коррозионную стойкость и другие эксплуатационные качества.
Ниже рассмотрена физическая сущность влияния технологии изготовления на служебные свойства деталей и узлов локомотивов, изложены отдельные наиболее характерные технологические способы повышения их надежности, а также приведены сведения, характеризующие различные методы формообразования, обработки и сборки по их производительности, достигаемому качеству, конструктивным особенностям выполняемых изделий и используемым конструкционным материалам; даны рекомендации по экономически целесообразной области применения технологических методов. При этом учитывается, что необходимую дополнительную информацию справочного характера студент может получить из специальной научно-технической и учебной литературы по технологии машиностроения, в частности из учебников [7, 16], сущность же различных методов формообразования, об
работки и сборки является предметом курса «Технология конструкционных материалов».
ГЛАВА IV
МЕТОДЫ ПОЛУЧЕНИЯ ЗАГОТОВОК И ИХ ВЛИЯНИЕ НА НАДЕЖНОСТЬ ЛОКОМОТИВОВ
§ 9. ВЛИЯНИЕ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК НА СЛУЖЕБНЫЕ СВОЙСТВА ДЕТАЛЕЙ ЛОКОМОТИВОВ
Служебные свойства деталей локомотивов начинают формироваться уже в процессе получения заготовок, когда закладываются прочностные и другие характеристики, обусловливающие надежность будущих деталей. В зависимости от условий выплавки или обработки стали давлением некоторые механические характеристики материала заготовок после нормализации могут повышаться в 1,5 ... 2 раза. Особенно велико влияние способа получения заготовки на динамическую прочность материала. Например, отливки и поковки из стали марки Ст. 3 имеют ударную вязкость соответственно 20-104 и 200-104 Дж/м2. Еще больше можно изменить свойства деталей, применив новые прогрессивные методы получения заготовок и современные конструкционные материалы.
Выбор вида заготовки, таким образом, зависит от назначения детали, условий ее работы в узле или машине, испытываемых напряжений и т. п. Фасонные детали локомотивов, не подвергающиеся ударным нагрузкам и деформациям растяжения, кручения, изгиба, изготавливаются обычно из чугунных отливок (картеры распределительного редуктора, редуктора главного вентилятора, корпусы подшипников и др.). Для фасонных деталей, работающих в тяжелых условиях и испытывающих большие напряжения, применяются стальные отливки: шкворневая балка, кронштейны для крепления буксовых поводков (или челюсти), кронштейны для подвешивания тяговых электродвигателей — в раме тележки; стяжные ящики, шкворни — в главной раме локомотива, а также корпусы и крышки букс, картеры осевых редукторов, колесные центры и т. д.
Механические свойства стальных отливок зависят не только от химического состава стали, но и от способа выплавки ее, температуры заливки, процесса затвердевания отливки и других факторов, а также от правильности выбора конструктивных форм литой детали. Особое влияние на служебные свойства отливок оказывают литейные напряжения, являющиеся результатом совместного действия температурных, усадочных и структурных факторов. Следует поэтому
принимать специальные меры для предупреждения появления остаточных литейных напряжений. Так, для уменьшения торможения усадки металла, которое может привести к появлению внутренних напряжений, диск колесных центров локомотивов делают изогнутым. Основными мероприятиями по борьбе с литейными напряжениями наряду с изменениями конструкции детали являются обеспечение равномерного охлаждения всех частей литой заготовки (путем подвода питателей литников к тонким элементам отливки или установки холодильников в массивных ее частях), высокотемпературный отпуск и т. д.
Для деталей локомотивов, работающих преимущественно на изгиб, растяжение, кручение, а также подвергающихся изнашиванию, применяют заготовки, получаемые в результате обработки давлением (ковки, штамповки, прокатки и т. п.). Такие заготовки используют для осей колесных пар, бандажей, железнодорожных (цельнокатаных) колес, деталей карданных приводов, зубчатых передач и валов редукторов, шаровых опор и их гнезд и т. д.
Пластическая деформация металлов и сплавов, как известно, изменяет их структуру и оказывает большое влияние на механические свойства деталей. Так, при горячей деформации слитка дендриты постепенно вытягиваются, междендритная пленка неметаллических включений разрушается, газовые пузыри и раковины уплотняются и большей частью завариваются, крупнозернистость металла устраняется; под действием приложенной нагрузки зёрна ориентируются определенным образом: металл приобретает текстуру — волокнистую макроструктуру и становится анизотропным (с различными механическими свойствами вдоль волокон и поперек их), причем особенно чувствительны к направлению волокон ударная вязкость, относительные удлинение и сужение, предел выносливости. При конструировании деталей и разработке технологических процессов получения заготовок необходимо учитывать отмеченное обстоятельство и наиболее выгодное расположение волокон определять с учетом условий работы детали. Это особенно важно в случаях, когда возможно разрушение конструкции под влиянием ударных нагрузок, усталости или низких температур. Другими словами, при ковке или горячей штамповке следует стремиться получить такое расположение волокон, чтобы возникающие при эксплуатации детали напряжения действовали в направлении наилучших механических свойств материала; волокна должны огибать контур детали и не «перерезываться» ее поверхностями.
Соблюдение указанного принципа достигается правильным построением технологического процесса горячей обработки металлов давлением с учетом последующей обработки
резанием. Так, штампованные зубчатые колеса получают правильную ориентировку волокоц (без перерезывания) в том случае, если их изготовляют путем осадки в торец (рис. 17). Если это условие нарушается и волокна направлены поперек или вдоль образующей зубьев, последние могут в эксплуатации отламываться вследствие расслоения волокон. Особенно благоприятного расположения волокон можно достигнуть при получении зубьев не в результате нарезания, а путем накатывания. Внедрение горячего накатывания зубьев крупномодульных зубчатых колес тяговых передач локомотивов повысит срок их службы благодаря повышению износостойкости.
Рис. 17. Эскизы получения штампованной поковки ведомого зубчатого колеса тягового редуктора локомотива:
а — осаживание; б — прошивка отверстия; в — штамповка; г — обрезка облоя
К технологическим методам повышения надежности сварно-литых, штампо-сварных и сварных заготовок и металлоконструкций локомотивов относится, прежде всего, повышение качества сварки (всевозможные дефекты сварки в виде трещин, непроваров, пор, неметаллических включений, подрезов и т. д. во многих случаях являются очагами концентрации напряжений и основной причиной выхода конструкции из строя); повышению надежности способствует также снижение уровня собственных остаточных напряжений в сварных конструкциях, которые возникают в результате термического цикла процесса сварки.
Важнейшими технологическими мероприятиями для уменьшения величины остаточных сварочных напряжений являются рациональный температурный режим при сварке, дающий максимальную равномерность нагрева, применение сопутствующего подогрева, оптимальное сочетание свойств основного и присадочного металла, проведение сварочных операций в определенной последовательности, обеспечивающей свободные деформации в частях свариваемой конструкции при укладке швов. Так, для получения минимальных деформаций от сварочных напряжений сварку главных рам и
рам тележек локомотивов ведут от середины рамы к концам одновременно с двух сторон свариваемой конструкции. Весьма надежным и технологически приемлемым в ряде случаев способом снятия остаточных сварочных напряжений является термическая обработка — высокотемпературный (600 ... ... 650° С) отпуск с последующим медленным охлаждением. Термическая обработка позволяет практически полностью снять остаточные напряжения, возникающие при сварке таких высоконагруженных сварных узлов, как боковины и крепления рам тележек локомотивов.
Наряду с внедрением прогрессивной технологии получения заготовок, использованием металлов с улучшенными свойствами значительный эффект в локомотивостроении может быть достигнут при применении изделий порошковой металлургии, а также таких материалов, как пластмассы, стекло- и древопластики, металлокерамика и др. Использование порошковой металлургии позволяет изготавливать детали с заданными свойствами, в том числе антифрикционными, фрикционными, жаростойкими, электродугостойкими и т. д. Детали, выполненные из порошков с точностью 6 ... 9-го ква-литетов, не требуют дополнительной обработки резанием.
Наиболее распространены антифрикционные самосмазы-вающиеся (с введением в шихту твердых смазок — графита, дисульфида молибдена и др.) порошковые материалы, высокая задиро- и износостойкость которых делает весьма перспективным их применение взамен стали для изготовления буксовых наличников локомотивов. Наличники могут быть изготовлены путем припекания к стальной полосе слоя антифрикционного пористого порошкового материала. Стальная основа такого наличника позволит приваривать его к корпусу буксы, а антифрикционный самосмазывающийся слой обеспечит длительный срок службы без задиров и износа. Важное преимущество двухслойных конструкций состоит также в том, что они значительно дешевле цельнопорошковых, это особенно ощутимо при изготовлении крупных деталей (например, скользунов или втулок узла сочленения электровозов).
Фрикционные железнопорошковые материалы могут быть успешно использованы в тормозах подвижного состава. Так, было установлено, что эти материалы увеличивают величину и стабильность тормозной силы магниторельсового тормоза; кроме того, тормозные башмаки с порошковыми накладками хорошо прирабатываются к поверхности рельса, что дополнительно увеличивает силу притяжения между башмаком и рельсом. Особенно эффективно применение фрикционных порошковых материалов для накладок дисковых тормозов, которые могут быть выполнены двухслойными. Порошковые пористые материалы могут применяться при изго
товлении фильтров для очистки масла и топлива тепловозных дизелей. Разработаны новые высокопрочные износостойкие железнопорошковые материалы, легированные небольшим количеством хрома, которые можно эффективно применять для втулок рычажной передачи тормозов локомотивов Ч
Надежность многих ответственных узлов трения локомотивов, работающих при высоких удельных нагрузках и скоростях относительного скольжения, может быть повышена как за счет улучшения металлических антифрикционных сплавов, так и путем применения антифрикционных полимерных материалов. Антифрикционные пластмассы отличаются малой плотностью, хорошо противостоят коррозии, имеют низкие коэффициенты трения по стали в большом диапазоне нагрузок и скоростей, характеризуются высокой износостойкостью и рядом других ценных физико-механических, химических и технологических свойств. Так, например, пластмассы выдерживают переменные нагрузки лучше металлов. Полимерные материалы со специальными пластификаторами хорошо демпфируют колебания в узлах трения подвижного состава. В полимерных подшипниках легче, чем в металлических, нивелируются погрешности изготовления, перекосы и другие ошибки монтажа. Антифрикционные пластмассы в подавляющем большинстве случаев исключают образование катастрофических заеданий в узлах трения даже при временном перерыве в подаче смазки, так как они способны самосмазываться. К отрицательным качествам большинства пластмасс как антифрикционных материалов относятся: низкая теплопроводность, высокий коэффициент теплового расширения, слабое сопротивление постоянным нагрузкам. С повышением температуры физико-механические свойства большинства пластмасс снижаются в большей степени, чем у металлов. Для замедления процесса деструкции полимеров в них вводят стабилизаторы.
Анализ работы типичных для железнодорожного транспорта узлов трения показал, что требованиям к служебным качествам всех этих трущихся сопряжений могут отвечать виды смол и модификации пластмасс, весьма различные по своим физико-механическим свойствам. Так, разные модификации полимеров и композиционные материалы применяются в локомотивостроении в ответственных узлах трения — для изготовления антифрикционных дисков, наличников буксовых узлов, втулок рессорного подвешивания, моторно-осевых подшипников и других деталей. Используются пластмассы и в
1 Подробнее см.: Усов А. М. Изготовление деталей из порошков для подвижного состава.— Железнодорожный транспорт, 1972, № 10.
элементах внутреннего оборудования локомотивов, а также в качестве электроизоляционных и антикоррозийных материалов.
§ 10. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ХАРАКТЕРИСТИКИ МЕТОДОВ ПОЛУЧЕНИЯ ЗАГОТОВОК
Заготовки деталей локомотивов получают самыми разнообразными методами литья и обработки давлением, резкой сортового и профильного проката, а также комбинированными способами. Метод получения заготовок, оказывая значительное влияние на служебные качества будущих деталей, о чем уже говорилось в § 9, в то же время определяет производительность и рентабельность заготовительного процесса в принятых условиях производства, точность заготовки и, следовательно, объем предстоящей механической обработки резанием. С повышением точности заготовок станочные работы упрощаются, иногда обработку резанием можно вообще исключить. Поэтому главной проблемой в заготовительном производстве локомотивостроения является всемерное развитие ресурсосберегающей (малоотходной) технологии — экономически эффективное получение точной заготовки, близкой к конфигурации готовой детали, в условиях малых партий (серий) при недостаточной еще унификации изделий.
Основная заготовительная база локомотивостроения — литейное производство. Доля стальных отливок в тепловозах составляет 25, в электровозах — 30% от их массы. На тепловоз серии ТЭП60, например, приходится 433, а на электровоз серии ВЛ80 — 648 отливок. Выбирая для будущей детали литую заготовку, необходимо руководствоваться данными, приведенными в табл. 2. При этом следует иметь в виду, что наилучшее использование конструкционных материалов обеспечивается литьем под давлением и по выплавляемым и замораживаемым (ртутным) моделям (коэффициент использования металла 0,9 и выше2), а также литьем в оболочковые формы, кокили и центробежным способом (Ки-м==0,8 ... 0,9); при других методах получения отливок Ки м = 0,6 ... 0,8. Наибольших затрат ручного труда требует литье в песчаные формы при ручной формовке; методы получения отливок в цементных, графитовых и других многократно используемых, а также стержневых формах, литьем по замораживаемым ртутным моделям, в песчаные формы при машинной формовке хорошо механизированы; остальные методы выполнения литых заготовок частично или полностью автоматизированы. При автоматизации изготовления оболочковых форм можно
2 Коэффициент использования конструкционного материала (Ким) есть отношение массы изделия к массе материалов, необходимых для его изготовления. Значения Ким даны без учета потерь металла на литники.
5. Е. Н. Максакова 65
8
Таблица 2
Характеристика методов получения заготовок литьем [/6]
Метод литья Характеристика отливок Производство (тип)
Материал Масса, т Конфигурация Наименьшая толщина стенки, мм Точность исполнения Класс шероховатости по ГОСТ 2789—73
1 2 3 4 б 6 7 8
В песчаные формы:
при ручной формовке по деревянным моделям или шаблонам в опоках, почве или кессонах Чугун, сталь, сплавы цветных металлов и специальные сплавы Не ограничена (100 и более) Сложная 3...5 (чугун), 5... 8 (сталь), 3...8 (цветные металлы) III класс по ГОСТ 1855—55 (чугун) и ГОСТ 2009—55 (сталь) 1, 2 Единичное и мелкосерийное
при машинной формовке по деревянным и металлическим моделям То же До 10 То же То же II и III классы по тем же ГОСТам 3, 4 Средне- и крупносерийное
при машинной формовке по металлическим моделям со сборкой стержней в кондукторах 3 ... 5 « « I и 11 классы по тем же ГОСТам 3, 4 Крупносерийное и массовое
В стержневые формы < Не ограничена < То же 3, 4 Единичное, серийное и массовое
В цементные, графитовые, асбесто- и графитоалебастровые формы « 0,03... 30 < II и III классы по тем же ГОСТам 1, 2 Среднесерийное
В оболочковые формы « До 0,15 « 3 ... 5 (сталь), 1 ... 1,5 (алюминий) 12... 14-й квалите-ты по стандартам ЕСДП СЭВ 4, 5 Средне-, крупносерийное и массовое
По выплавляемым моделям Сталь, труднообрабатываемые сплавы До 0,15 Сложная (при сборных моделях) 0,5 11 и Г2-й квалите-ты по СТ СЭВ 4, 5 То же
По замораживаемым ртутным моделям То же До 0,14 То же 0,5 То же 5, 6
Центробежное Чугун, сталь, сплавы цветных металлов 0,01... 1,0 Преимущественно тело вращения 5... 8 12... 14-й квалите-ты по СТ СЭВ 2, 3 (для наружных поверхностей)
00
1 2 3
В кокиль То же 0,25... 7,0
Под давлением Сплавы цветных мегалдрэ До 0,1
Окончание табл. 2
4 '5 6 7 8
Зависит от конструкции формы 15 (чугун — без от-бела), 10 (сталь), 3 (силумин) 12... 15-й квалите-ты по СТ СЭВ 3...5 То же
То же 0,’5 8... 12-й квалите-ты по ст СЭВ 5... 7 Крупносерийное и массовое
получать до 450 полуформ в час. Центробежное и кокильное литье обеспечивает часовую производительность соответственно 15 и 30 заготовок, а литье под давлением —до 1000 мелких отливок. Перспективен метод литья по газифицируемым (выжигаемым) моделям из пенополистирола, позволяющий получать точные стальные и чугунные отливки значительно большей, по сравнению с литьем по выплавляемым и замораживаемым моделям, массы. Для выполнения точных заготовок, имеющих глубокие выступы и тонкие сечения, целесообразно (при минимальной партии приблизительно в 100 штук) использовать прогрессивный метод штамповки из жидкого металла.
Резервами повышения надежности и точности отливок для железнодорожного транспорта является внедрение таких прогрессивных технологических процессов, как литье в формы, изготовленные прессованием песчаной смеси под высоким давлением на автоматических линиях (например, для отливок корпуса автосцепки), литье в магнитные формы для деталей тормозной аппаратуры и др. Повышение надежности литых заготовок, в соответствии с растущими нагрузками и скоростями подвижного состава железных дорог, может быть достигнуто также использованием высокопрочных литейных сплавов — высокопрочного чугуна и экономно-легированных сталей. Так, легирование углеродистой стали ванадием, по данным В. М. Шестопала и П. Н. Бурмана, повышает предел ее прочности в нормализованном состоянии на 15 ...30%; долговечность деталей при этом увеличивается на 15... 40, а их масса снижается на 15 ... 25%.
Литейное производство в локомотивостроении непрерывно совершенствуется как в отношении качества выпускаемых отливок, так и в части механизации и автоматизации производственных процессов. Широкое применение в литейных цехах локомотивостроительных заводов нашли формовочные и стержневые материалы из быстросохнущих и жидких само-твердеющих смесей; последние позволяют заменить операции набивки и уплотнения этих материалов их заливкой, что исключает ручной труд и значительно повышает производительность формовочных и стержневых работ. Изготовление стержней ведется с использованием горячих и холодных ящиков; стержневая смесь продувается горячим воздухом или газами. Значительно возросло производство литых заготовок такими прогрессивными способами, как литье по выплавляемым моделям, в оболочковые формы, под давлением; используется другая прогрессивная технология получения литых заготовок. Однако основным технологическим процессом в литейных цехах локомотивостроения все еще остается литье в песчаные формы; в производстве тепловозов, например, кокильное и центробежное литье состаляет лишь седьмую
часть, а другие прогрессивные методы получения точных литых заготовок — всего несколько процентов от общего выпуска отливок.
Важная роль в заготовительном производстве локомотивостроения принадлежит обработке металлов давлением. Выбирая метод получения заготовки обработкой давлением (табл. 3), следует принимать во внимание его производительность и экономическую эффективность для конкретных условий производства, а также коэффициент использования конструкционного материала. Наилучшее использование металла (Ки-м = 0,9) обеспечивают безоблойная штамповка, штамповка выдавливанием и высадкой на горизонтальноковочных машинах, фасонное вальцевание на ковочных вальцах и особенно поперечно-винтовая прокатка, холодная высадка на автоматах и волочение (в последнем случае Ки-м приближается к единице). Перечисленные процессы (исключая вальцевание), а также штамповка на радиально-ковочных машинах наиболее полно автоматизированы и отличаются высокой производительностью, особенно производительны прокатка заготовок на поперечно-винтовых и специальных станах и холодная высадка на автоматах (до 20000 шт/ч). При штамповке небольших заготовок на молотах и прессах достигается производительность до 1000 шт/ч. В меньшей степени автоматизирована и наименее производительна ковка на молотах и прессах — свободная и с использованием подкладных колец и штампов; коэффициент использования металла в этом случае также невысок.
В результате постоянной работы по переводу изготовления заготовок со свободной ковки на горячую объемную штамповку удельный вес штампованных заготовок в общем объеме кузнечной продукции в локомотивостроении значительно увеличился. Это позволило снизить трудоемкость получения заготовок и объем последующей обработки резанием, а также повысить коэффициент использования металла (рис. 18); кроме того, на 1 т штампованных заготовок эко-
Рис. 18. Технико-экономические показатели заготовок, полученных ковкой (заштриховано) и штамповкой 70
Характеристика методов получения заготовок обработкой давлением [/5]
Таблица 3
Метод получения заготовок Характеристика заготовок Производство (тип)
Материал Масса или размер Конфигурация Наименьшая толщина стенки, мм Точность исполнения Класс шероховатости по ГОСТ 2789—73
1 2 3 4 5 6 7 8
Ковка:
на молотах и прессах Углеро- До 250 т Простая 3 ...б По ГОСТ Ниже Единич-
(свободная) дистые и легированные стали, специальные сплавы 78*29—70 (на молотах) и ГОСТ 7062—79 (на прессах) 1 класса ное и мелкосерийное
на молотах в ных кольцах Штамповка: подклад-и штампах То же 0,01 т и более Средней сложности 3 ...б По ГОСТ 7829—70 То же Мелкосерийное
на молотах и прессах « До 0,4 т Ограничена возможностью извлечения заготовки из штампа 2,5 I и II классы по ГОСТ 7505—74 К 2 Серийное и массовое
a
Окончание табл. 3
1 2 3
6
8
с последующей калибровкой То же Площадь калиб-
обжатием на радиально- « руемой поверхности 2,5... 80 см2 Диаметр
и ротационно-ковочных машинах прутка (трубы) до 250 (320) мм
То же
0,05...
0,1 мм
Средне-, крупносерийное и массовое
высадкой на горизонтально-ковочных машинах
безоблойная
выдавливанием
Стали и сплавы цветных металлов
До 0,015 т
То же То же
Углеро- Диаметр
дистые и до 200 мм
легированные стали, специальные сплавы
Ступенчатые те- 3...5 0,04 ... 0,4 мм 8 Крупносерийное
ла вращения, трубы (холодная) и 0,i... 0,6 мм (горячая) (холодная) и массовое
Простая 2,5 I и II классы по ГОСТ 750'5-74 1, 2 Средне-, крупносерийное и массовое
То же — То же 1, 2 То же
Простая (преимущественно тела 1„5 (алюминиевые сплавы) 0,2 ... 0,5 мм 1, 2
вращения)
на чеканочных кривошип- То же но-коленцых прессах
Фасонное вальцевание на «
ковочных вальцах
Прокатка (штучных заготовок) «
на поперечно-винтовых и специальных станах
Холодная высадка на автома- «
тах
Волочение прутков через «
специальные профили для последующего изготовления штучных заготовок
(W
До 0,1 т Средней сложности 2,5 На 25... 30% выше, чем при штамповке на молотах 1, 2
До 0,05 т То же 2,5 I и II классы по ГОСТ 7505—74 1, 2
До 0,25 т Тела вращения 2,5 0,5 ... 2,5 мм 2, 3
Диаметр 1 ... 30 мм То же 2,5 8 12-й квалите-ты по СТ СЭВ 5, 6
Диаметр 1 ... 25 мм Фасонный профиль 2,5 0,05... 0,1 мм 5, 6
номится в среднем 120 кг металлопроката. Большой эффект может дать внедрение в локомотивостроение точной объемной горячей штамповки мелких и средних зубчатых колес с образованием зубьев в заготовке, а также штамповка крупномодульных шестерен тяговых редукторов локомотивов с горячим накатыванием зубьев. Перспективны метод электровысадки точных заготовок, а также получение заготовок толщиной до 6 мм и диаметром до 2 м беспрессовой гидровзрывной и электрогидравлической штамповкой.
Для непосредственного изготовления на металлорежущих станках гладких и ступенчатых (с небольшим перепадом диаметров) валов, крепежных деталей, втулок и т. п. используют сортовой прокат. Заготовки из проката применяют также для выполнения поковок. С целью повышения точности заготовок резку проката в ряде случаев ведут с автоматическим контролем массы отрезанной заготовки. Большое количество разнообразных деталей кузовов, главных рам, рам тележек и других металлоконструкций локомотивов выполняют из листового и фасонного (профильного) проката (углового, двутаврового, швеллерного), а также гнутых профилей.
Значительно упростить технологию изготовления сложных и крупных заготовок можно, используя комбинированные штампо-сварные и сварно-литые конструкции. Примером сварно-литой конструкции являются, в частности, боковины рам тележек, у которых челюсти (для челюстной тележки) или кронштейны крепления буксовых поводков (бесчелюстная конструкция) выполняют литыми, а остальные детали вырезают из листовой стали. С помощью сварки из этих заготовок получают сложные пространственные конструкции больших размеров, более легкие по сравнению, например, с цельнолитой заготовкой.
§ 11. ПРИПУСКИ НА ОБРАБОТКУ РЕЗАНИЕМ
Припуском на обработку резанием называют слой материала заготовки, подлежащий удалению в процессе выполнения определенного технологического перехода (промежуточный припуск Zi) или всего технологического процесса (общий припуск. z0) обработки резанием с целью достижения заданного качества обрабатываемой поверхности. Таким к
образом, z0 — S Zi = L3—Ьд (к — число технологических i = l
переходов по обработке резанием данной поверхности; L3, Ьд — размер обрабатываемой поверхности соответственно в заготовке и у готовой детали)l
Завышенные величины припусков вызывают излишний расход конструкционных материалов, увеличивают трудоемкость и себестоимость станочных работ. Недостаточные припуски не обеспечивают удаление дефектных поверхностных слоев и устранение погрешностей предыдущей обработки, а в. отдельных случаях создают ненормальные условия для работы режущего инструмента. Слишком широкие допуски на исходные и промежуточные размеры обрабатываемых заготовок усложняют работу металлорежущих станков по способу автоматического обеспечения точности, затрудняют использование станочных приспособлений. Поэтому установление оптимальных величин припусков и технологических допусков при проектировании технологических процессов изготовления деталей с использованием обработки резанием имеет важное значение.
Припуски на обработку резанием могут быть определены двумя методами — опытно-статистическим и расчетноаналитическим.
При опытно-статистическом методе величины припусков назначают по нормативным таблицам. Для установления общих припусков используют данные, приведенные в соответствующих государственных стандартах (см., в частности, ГОСТ 1855—55 —для отливок из серого чугуна, ГОСТ 2009—55 — для стальных фасонных отливок, ГОСТ 7062—79 и ГОСТ 7829—70 — для поковок из углеродистой и легированной стали, ГОСТ 7505—74 — для стальных штампованных поковок), а также отраслевые нормативы. Промежуточные припуски определяют из соответствующих таблиц, помещенных в технологических справочниках. Опытно-статистические значения припусков, ориентированные во избежание брака на худшую технологическую ситуацию, не учитывают специфики построения технологических процессов в конкретных условиях и поэтому в ряде случаев оказываются завышенными. Благодаря своей простоте и универсальности опытно-статистический метод определения припусков нашел широкое распространение в единичном, мелко- и среднесерийном производствах при изготовлении небольших и сравнительно дешевых деталей.
Расчетно-аналитический метод, разработанный В. М. Кованом, предусматривает определение припусков с учетом конкретных условий станочной обработки на каждом технологическом переходе. Выявляя, таким образом, возможность оптимизации припуска, расчетно-аналитический метод является наиболее прогрессивным. Согласно этому методу минимальная величина промежуточного припуска (Zimin) должна обеспечить устранение дефектов поверхностного слоя и погрешностей предшествующей обработки, а также погрешно-
сти установки обрабатываемой заготовки на выполняемом переходе, т. е. в общем случае _____ ______
Zi min — Rz i— i-f-Hi— i+ | pi— г4”8г |, (3)
где Rz 1—высота неровностей профиля обрабатываемой поверхности, полученная на предшествующем (смежном) технологическом переходе; Hi—i— глубина дефектного поверхностного слоя, полученная на предшествующем переходе; pj -1 — пространственное отклонение обрабатываемой поверхности относительно технологических баз заготовки, полученное на предшествующем переходе; ы •— погрешность установки заготовки на станке, возникающая на выполняемом переходе.
Высота неровностей профиля обрабатываемой поверхности зависит от условий (метод, режим и т. д.) обработки. Дефекты поверхностного слоя могут быть, например, в виде следов формовочного песка в перлитной корке отливок из серого чугуна или в виде обезуглероженной зоны у стальных поковок. К пространственным отклонениям относятся отклонения от соосности, перпендикулярности, параллельности и другие погрешности взаимного расположения обрабатываемых поверхностей и баз заготовки. Характеристика погрешностей установки заготовок на станках рассмотрена в гл. II. Составляющие pi— i и 8i суммируют по правилу сложения векторов.
При обработке плоских поверхностей векторы pi-! и 8$ колинеарны, поэтому уравнение (3) примет вид (припуск на сторону)
Zi min==Rz г- 1 + Hi - i4~pi — i“H8i. (4)
При обработке наружных и внутренних поверхностей вращения векторы pi—! и 8г- могут занимать самое различное угловое положение, поэтому минимальную величину промежуточного припуска (на диаметр) в данном случае определяют с учетом наиболее вероятного суммарного значения этих векторов:
2Zi min = 2(Rz i— 1 + Hi - i“|“'|/p2i- 14"8M • (5)
В зависимости от конкретных условий обработки те или иные составляющие в уравнениях (4) и (5) исключаются. Численные значения составляющих приводятся в технологических справочниках.
На основе минимальных величин промежуточных припусков подсчитывают их номинальные значения 2zi = 2ziWin+ У-бг-_1 (6i-i—допуск на размер, выполняемый на предшествующем технологическом переходе) и определяют промежуточные размеры заготовки. Оптимальные технологические допуски на промежуточные размеры устанавливают специальным расчетом. Подсчитав общие припуски на обработку, составляют чертеж заготовки.
Расчетно-аналитический метод определения припусков и технологических допусков на обработку резанием применяют главным образом в условиях крупносерийного и массового производств; в отдельных случаях его целесообразно использовать даже в единичном производстве •— при изготовлении крупных ответственных деталей тяжелого машиностроения.
§ 12. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС
12.1. Цельнокатаные колеса
Цельнокатаные железнодорожные колеса различных типов — для пассажирских и грузовых вагонов, тепловозов, электропоездов и др.— изготовляют в условиях специализированного централизованного металлургического производства. Изготовителями таких колес в нашей стране являются Нижнеднепровский трубопрокатный завод им. К. Либкнехта (г. Днепропетровск), Нижнетагильский металлургический комбинат им. В. И. Ленина, Выксунский металлургический завод (Горьковская обл.). Отличаясь большими объемами и стабильностью выпуска изделий, указанное производство имеет крупносерийный и даже массовый характер с высокой формой организации в виде непрерывных потоков.
Химический состав и механические свойства колесной стали, технические условия, маркировка, методы испытаний и правила приемки колес различных типов регламентированы соответствующими ГОСТами или отраслевой нормативно-технической документацией. Так, цельнокатаные колеса диаметром 1050 мм (в черновом виде — 1058 мм) для тепловозов (рис. 19) изготавливают в соответствии с «Техническими условиями ТУ-14-15-33—76» из стали следующего состава (%):
углерод .— 0,.55 ... 0,65 остальных элементов (не более) :
марганец — 0,50 ... 0,90 хром, никель, медь — по 0,25
кремний — 0,20 ... 0,42 сера, фосфор — 0,035, 0,040
Механические свойства этих колес после термической обработки должны соответствовать установленным нормам:
предел прочности при растяжении относительное удлинение (сужение) твердость
ударная вязкость
— 920 ... 1120 МПа
— не менее 10(16)%
— НВ 260
— 20-1О4 Дж/м2
Изготовление цельнокатаных железнодорожных колес различных типов в условиях конкретного металлургического предприятия осуществляется по принцициально общей технологической схеме. Ниже рассмотрены технологические
процессы производства цельнокатаных колес применительно к опыту Нижнеднепровского трубопрокатного завода3.
В качестве исходной заготовки для изготовления цельнокатаных колес используют комплектный слиток, размеры и масса которого определяются из условия получения из него заданного числа колес определенного сортамента с учетом необходимого избытка массы для покрытия технологических отходов. В целях устранения литейных напряжений слитки выполняют многогранными.
Рис. 19. Цельнокатаное колесо тепловозов ТГМ4 и ТГМ6А
Резка комплектных слитков на штучные заготовки производится резцами на многосуппортных слиткоразрезных станках, работающих по полуавтоматическому циклу. Разрезка осуществляется в соответствии с эскизами (например^ рис. 20) и заканчивается при наличии между заготовками
Рис. 20. Схема разрезки комплектного слитка на штучные заготовки для колес по рис. 19:
1 — донная часть слитка; 2 — шейка; 3 — прибыль
шеек заданного диаметра. Надрезанные слитки разламыва-
ются на заготовки дисковым клином на слитколомателе — гидравлическом прессе с усилием 4150 кН. Ломка произво
3 См. также: Производство железнодорожных колес/Г. А. Бибик, А. М. Иоффе, А. В. Праздников, М. И. Староселецкий.— М.: Металлургия, 1982.
дится в полуавтоматическом режиме. Передвижение слитка и отделенных от него заготовок выполняется гидравлическим толкателем. Штучные заготовки предъявляются для осмотра представителям отдела технического контроля (ОТК) цеха. При обнаружении неглубоко залегающих пороков в виде плен, неметаллических включений, а также грибовидных и косых шеек и др. производится ремонт заготовок путем автогенной зачистки дефектов.
Осмотренные (и отремонтированные) заготовки, попла-вочно назначают к посаду в нагревательную печь. Нагрев осуществляется последовательно в двух методических кольцевых печах с вращающимися подинами. Температура нагрева в первой печи — 950 ... 1000, во второй— 1240 ...1260° С; общее время нагрева в двух печах — около 6 ч. Производительность печей—до 120 заготовок в час. Заготовки загружаются в печь с помощью печного рольганга и моторных тележек. Выданные из второй печи заготовки транспортируются по рольгангу в специальные камеры для удаления окалины с их торцовых поверхностей. Окалина сбивается водой высокого давления. С целью удаления окалины с боковых поверхностей заготовок производится предварительная их осадка на гидравлическом осадочном прессе усилием 20 000 кН, обслуживаемом задающим и убирающим манипуляторами.
Очищенная от окалины заготовка (рис. 21, а) поступает на гидравлический пресс с усилием 50 000 кН для выполнения из нее «плюшки» (рис. 21,6) с целью подготовки для последующей формовки. Заготовка осаживается в плавающем технологическом кольце. Распределение металла между
а)
б)
Рис. 21. Технологическая схема формоизменения при изготовлении цельнокатаного колеса:
а — исходная штучная заготовка; б— «плюшка»; в — отформованная заготовка;г — прокатаная заготовка; д — готовое колесо
периферийной и центральной частью разгонка «плюшки» — производится пуансоном при центрировании технологического кольца с заготовкой специальным центрирующим механизмом. Величину разгонки устанавливают исходя из условия обеспечения надлежащего качества последующей формовки колесной заготовки и контролируют с помощью указателя хода траверсы пресса. Обработанная «плющка» поднимается гидравлическим выталкивателем и выдается манипулятором на рольганг.
Формовка колесной заготовки осуществляется в штампах на прессе с усилием 100 000 кН. Отформованная заготовка (рис. 21, в) имеет окончательные размеры ступицы и прилегающей к ней части диска, обод заготовки подготовлен для последующей прокатки. Заданная степень деформации контролируется с помощью указателя хода траверсы. Цикл формовки заготовки составляет 34 с. Пресс обслуживается манипуляторами-перекладывателями.
Дальнейшая обработка колесной заготовки производится на шестивалковрм прокатном стане. Формоизменение включает выкатку гребня, оформление поверхности катания колеса, обжатие обода по ширине и раскатку его по диаметру. В результате прокатки получается заготовка (рис. 21,г), отличающаяся от готового колеса формой диска и, незначительно, размерами (внутренний диаметр и ширина) обода, а также отсутствием сквозного отверстия в ступице.-
Работа колесопрокатного стана осуществляется следующим образом (рис. 22). С помощью механизма загрузки за-
Рис. 22. Схема работы колесопрокатного стана:
1, 3, 4 — коренные, наклонные и нажимные валки; 2 — обрабатываемая заготовка
готовка с приемного рольганга стана подается в межвалковое пространство (валки занимают исходное положение) и укладывается на нижний наклонный валок и специальную опору, закрепленную на станине. Каретка с коренными валками, салазки нажимных валков и верхний наклонный валок последовательно подаются к заготовке. После этого включаются электродвигатели приводов вращения наклонных и одного из коренных валков и сообщается рабочее давление в цилиндры прямого хода верхнего наклонного и нажимных валков. Наклонные валки осуществляют обжатие торцов и внутренней поверхности обода колеса и его раскатку по диаметру. Нажимные и коренные валки формируют гребень и поверхность катания обода. Процесс прокатки контролируется по циферблату указателя раскатки. С целью устранения геометрической асимметрии обода обкатка колеса продолжается после снятия рабочего давления еще в течение 2 ... 4 с. Цикл прокатки колес равен 25, а машинное время —12... ... 15 с. Прокатанная заготовка с помощью механизма выгрузки выводится из межвалкового пространства и укладывается на отводящий рольганг.
Формоизменение колеса заканчивается выгибкой диска, калибровкой обода по его внутреннему диаметру и ширине и прошивкой отверстия в ступице (см. рис. 21,5). Данная операция выполняется, с циклом в 32 с, на гидравлическом прессе с усилием 35 000 кН (усилие прошивной системы 5000 кН). Здесь же (или на специальном прессе-клеймите-ле) осуществляется маркировка колес. После деформации производится выборочная проверка «горячих» размеров колес и качества их поверхности с соответствующей записью в специальном журнале.
С целью предупреждения образования в металле заготовки флокенов производят изотермическую выдержку колес при температуре 600 ...650° С. Предварительно заготовки охлаждают на специальных охладительных конвейерах, оборудованных коробами, футерованными огнеупорным кирпичом, после чего их подают на печной конвейер. При входе в печь и при выходе из нее осуществляются, замеры температуры колеса фотоэлектрическим пирометром с регистрацией результатов замеров на круговой диаграмме. Температура колес должна быть на входе не ниже 400, на выходе — не ниже 600° С. Общее время пребывания заготовки в печи — 4,5 ч. После изотермической выдержки колеса складываются в стопки и выставляются на специальные площадки для замедленного охлаждения.
Получение требуемых механических свойств колесной стали обеспечивается соответствующей термической обработкой колес — закалкой и отпуском. Для нагрева под закалку колёса, предварительно скомплектованные поплавочно, за-
6. Е. Н. Максакова
81
гружают шаржир-машиной в кольцевые печи с вращающимися подинами. Нагрев производится до температуры 800... ... 850° С. Температура колеса на выдаче из печи измеряется радиационным пирометром и записывается быстродействующим автоматическим потенциометром. При температуре ниже 800 или выше 850° С потенциометр не дает сигнала на выполнение закалки — колёса в зависимости от результатов контроля либо возвращаются в печь для подогрева, либо подстуживаются. Общая продолжительность нагрева колес в печи — 1,5... 1,84 ч. Нагретое до требуемой температуры колесо укладывается шаржир-машиной на приемный стол закалочной установки вертикального типа. Пневматический толкатель вталкивает колесо на поворотный стол до упора .в приводной ролик закалочной машины. Стол поворачивается на угол 90°, обеспечивая колесу вертикальное положение (рис. 23). С помощью приводного ролика осуществляется
Рис. 23. Схема вертикальной прерывистой закалки цельнокатаного колеса:
1,3 — спрейеры; 2 — закаливаемое колесо; 4 — приводной ролик
вращение колеса со скоростью 10 рад/с. Одновременно производится прерывистое охлаждение, обода колеса с трех его сторон водой с помощью спрейерных устройств. Температуру воды (в пределах 25... 30° С) и продолжительность закалки устанавливают отдельно для колес разных типов в зависимости от величины углеродного эквивалента Сэ стали (Сэ = = С+0,25Мп %); так, для колес по рис. 19 при Сэ =0,67... ...0,69% продолжительность закалки составляет 200 с, при Сэ =0,82 ...0,87% — 150 с.
После окончания закалки колёса краном-тележкой переносятся в стапелирующее устройство, где собираются в стопки, и передаются на специальные площадки для охлаждения на воздухе в течение 10... 30 мин. Отпуск колес производится в электроколодцах при температуре 480 ... 520° С (в зависимости от значения Сэ). Фиксация температуры нагрева осуществляется регистрирующим потенциометром. Продолжительность отпуска — не менее 2,5 ч. После извлечения из электроколодцев колёса охлаждаются на воздухе.
От партии термообработанных колес, выполненных из стали одной плавки, по указанию инспектора МПС отбирается одно колесо для копровых испытаний и контроля механических свойств и макроструктуры. Колёса из плавки, выдержавшей механические испытания, предъявляются к сдаче представителям заказчика.
С целью обеспечения заданной точности и шероховатости основных поверхностей (см., например, рис. 19) колёса обрабатывают на металлорежущих станках. Обработка резанием по требованию заказчика может быть произведена заводом •— изготовителем колес. В этом случае станочные работы выполняются в два этапа — до и после термической обработки — с использованием токарно-карусельных станков, работающих по полуавтоматическому циклу. Цельнокатаные колеса для тепловозов обрабатывают резанием на тепловозостроительных заводах. Обработку посадочного отверстия, «масляной» канавки и торцов ступицы ведут на токарно-карусельных станках, а наклонного отверстия в ступице для гидроспрессовки колес — на сверлильном станке. Поверхность катания, гребень и внутренний торец обода обрабатывают в собранной колесной паре на специальном колесотокарном станке.
12.2. Колесные центры и бандажи
Колесные центры составных локомотивных колес (например, рис. 24, а) в настоящее время изготавливают литыми — отливки 25Л-111 (ГОСТ 977—75) —в соответствии с техническими требованиями, регламентированными ГОСТ 4491—75. Отливки получают в песчаных формах, выполненных по металлическим моделям. Допуски на размеры не обрабатываемых резанием поверхностей назначают по III классу точности ГОСТ 2009—55. Для обеспечения требуемых механических свойств отливки подвергают нормализации. Обработке резанием в колесных центрах подлежат те поверхности, которые сопрягаются с другими деталями. Обработку этих поверхностей ведут на токарно-карусельных станках. Целесообразно для данных целей использование специализированных многошпиндельных токарных полуавтоматов. Наклонное отверстие в ступице обрабатывают на сверлильном станке.
Бандажи (рис. 24, б) выполняют в соответствии с требованиями ГОСТ 398—71, 11018—76 и 3225—80 из специальной бандажной стали марки III, химический состав и механические свойства которой после термической обработки близки к соответствующим характеристикам стали для цельнокатаных колес. Бандажи поставляются на локомотивостроительные заводы Нижнетагильским металлургическим комбинатом.
Рис. 24. Детали составного колеса тепловоза ТЭМ2: а — колесный центр; б — бандаж
В качестве исходной заготовки для изготовления бандажей используют, как и в случае цельнокатаных колес, комплектные слитки, которые надрезают на слиткоразрезных станках с последующей ломкой на штучные заготовки на прессе-слитколомателе. Перед обработкой давлением заготовки нагревают сначала в методической, затем в камерных печах. Формоизменяющими являются следующие операции: предварительное обжатие (осаживание) заготовки и прошивка центрального отверстия на гидравлическом прессе; раскатывание полученной «плюшки» с калиброванием по высоте на черновой клети бандажепрокатного стана; прокатка бандажной заготовки на чистовой клети (оформление поверхности катания, выкатка гребня, формирование внутренней цилиндрической поверхности с упорным заплечиком, выполнение заданного диаметра бандажа). Получение требуемых механических свойств бандажной стали обеспечивается закалкой с последующим отпуском. Обработку отверстия, упорного заплечика и канавки для укрепляющего кольца выполняют на токарно-карусельном станке, поверхность катания, гребень и внутренний торец бандажа обрабатывают в собранной колесной паре.
12.3. Технологические способы обеспечения надежности железнодорожных колес
Главной причиной выхода из строя железнодорожных колес является, как известно, разрушение их поверхности катания. Взаимодействие пути и подвижного состава обусловливает появление контактных напряжений и усталостных разрушений верхних слоев этой поверхности, а буксование и проскальзывание колес вызывает ее естественный износ. Кроме того, на разрушение поверхности катания существенное влияние оказывает процесс торможения, вызывая пластические деформации материала, его нагрев, структурные превращения и т. п.
В настоящее время обточку колес производят через каждые 100... 200 тыс. км пробега в зависимости от вида подвижного состава и условий его эксплуатации4. После 4... 6 обточек колёса (бандажи) приходится заменять, что ежегодно требует немалых затрат труда, материальных средств, бандажной стали. Поэтому повышение эксплуатационной надежности (долговечности) железнодорожных колес имеет важное народнохозяйственное значение.
Дальнейшее увеличение срока службы железнодорожных колес может быть достигнуто путем совершенствования технологии их термической обработки. Так, способ вертикальной прерывистой (в двух закалочных средах) закалки цельнокатаных колес, разработанный в СССР (см. п. 12.1), обеспечивает эффективное упрочнение обода колеса, что предотвращает образование наплывов; снижается также температурный градиент в ободе, и тем самым достигается более благоприятное распределение остаточных напряжений. В результате срок службы колес повышается в среднем на 15% 5* Аналогичный способ предложен для упрочнения бандажей, при этом можно дифференцировать твердость по различным элементам бандажа.
Ряд исследований указывает на возможность повышения износостойкости железнодорожных колес за счет установления оптимального соотношения твердости колес и рельсов. Исследования, проведенные в ЛИИЖТе6, показали, что срок службы колес может быть повышен в 2 ... 2,5 раза при закалке их поверхности катания до твердости HRC 55 с применением высокочастотного индукционного нагрева. Геомет-
4 Правилами технической эксплуатации железных дорог СССР прокат (износ) по кругу катания железнодорожных колес для различных единиц . подвижного состава допускается в пределах 5 ... 9 мм.
5 См.: Ларин Т. В., Паришев Ю. М., Узлов И. Г. Пути дальнейшего повышения качества цельнокатаных колес.— Железнодорожный транспорт, 1973, № 2.
6 М а ш н е в М. М. Увеличение долговечности железнодорожных колес.— Железнодорожный транспорт, 1964, № 8.
рические параметры закаленного слоя должны соответствовать параметрам геометрии износа (проката) профиля бандажа (рис. 25). В этом случае обточка бандажей после по-
Рис. 25. Геометрические очертания предельного износа (кривая 1) и закаленного слоя (кривая 2) бандажа
явления предельного проката закаленного слоя не вызвала бы затруднений даже при отсутствии предварительного отпуска бандажа. Однако получить закаленный слой, полностью соответствующий очертаниям износа профиля, практически весьма затруднительно, поэтому геометрия закаленного слоя (кривая 2) колеса несколько отличается от геометрических очертаний предельного износа. При этом, исходя из необходимости периодических обточек, максимальная глубина закалки должна быть на 0,5 ... 1 мм меньше наибольшей выработки профиля. Указанное упрочнение (вместе с гребнем) бандажей и цельнокатаных колес не только уменьшает интенсивность их износа, но и улучшает условия работы подвижного состава и увеличивает его межремонтные пробеги.
Эффективным способом повышения долговечности железнодорожных колес, у которых износ гребня значительно опережает рост проката, является наплавка изношенных гребней. При этом важное значение имеют выбор износоустойчивого наплавочного материала и высокопроизводительного технологического оборудования, разработка рационального технологического процесса наплавки7.
При восстановлении профиля колес на колесотокарных станках теряется большое количество металла. У колес с термомеханическими повреждениями (наварами, выщербинами тормозного происхождения, ползунами) при точении твердых участков, трудноудаляемых резцами, потери конструкционного металла, а также твердосплавного режущего инструмента особенно велики. Для сокращения этих потерь и продления срока службы колесных пар ВНИИЖТом предложен способ зачистки наваров наждачным кругом; абразивными кругами можно производить также механическую обработку наплавленных гребней колес; ведутся работы по созданию оборудования для шлифования поверхности катания колес вместо обточки. Представляет интерес замена точения более экономным способом профильного и торцового фрезе
7 См.: Кур а со в Д. А. Повышение долговечности бандажей колесных пар подвижного состава,—- М.: Транспорт, 1981.
рования. Целесообразно исследовать также восстановление профиля катания протягиванием. У колесных пар с местными отколами круговых наплывов полная обточка поверхности катания может быть заменена восстановлением фасок. ЛИИЖТом совместно с ВНИИЖТом исследуется возможность применения предварительного нагрева поверхностей катания колес токами высокой частоты с последующим отпуском участков, имеющих термомеханические повреждения. Ведутся и другие работы по увеличению срока службы железнодорожных колес и совершенствованию технологии их ремонта8. Так, в целях дальнейшего повышения надежности составных локомотивных колес предполагается замена литых колесных центров катаными. При этом уменьшается расход металла примерно на одну треть, значительно снижается не-обрессоренная масса локомотива. Опытная партия катаных колесных центров успешно прошла стендовые испытания.
ЗАДАНИЯ для самостоятельной работы
27, Исходя из условий работы карданного привода осевых редукторов локомотивов, назначьте методы получения заготовки крестовины для условий мелкосерийного и крупносерийного производств.
28. Ознакомьтесь с ГОСТ 2009—55, 1855—55, 7062—79, 7829—70 и 7505—74, регламентирующими припуски на обработку резанием и допуски стальных фасонных отливок, отливок из серого чугуна, поковок из углеродистой и легированной стали, изготовляемых ковкой на прессах и молотах, и стальных штампованных поковок.
29. Исходя из общих концепций, изложенных в § 5, проанализируйте основные источники погрешностей в процессах изготовления стальных заготовок методом горячей объемной штамповки.
30. Заготовки для осей колесных пар локомотивов выполняют в настоящее время ковкой на прессах или молотах. Охарактеризуйте техникоэкономические достижения, которые могут быть получены при переходе к изготовлению осевых заготовок методом поперечно-винтовой прокатки.
31. Пользуясь данными ГОСТ 2009—55 и рис. 24, а, назначьте общие припуски на обработку резанием стальной литой заготовки колесного центра, изготовленной по III классу точности.
32. Укажите, какие технологические мероприятия, в дополнение к рассмотренным в § 12, Вы могли бы предложить для повышения срока службы железнодорожных колес.
8 См., например: Мартынов Н. И., Кривошеев В. Н. Продление срока службы цельнокатаных колес.— Железнодорожный транспорт, 1973, № 4; Алехин С. В., Богданов А. Ф., Меркель Я. П. Резервы и перспективы развития колесных цехов.— Железнодорожный транспорт, 1971, № 2.
ГЛАВА V
МЕТОДЫ ОБРАБОТКИ ЗАГОТОВОК И МЕТАЛЛОКОНСТРУКЦИЙ И ИХ ВЛИЯНИЕ НА НАДЕЖНОСТЬ ЛОКОМОТИВОВ
Методы обработки заготовок и металлоконструкций, используемые в современном машиностроении, весьма разнообразны. Это, прежде всего, механическая обработка резанием, широко применяющаяся во всех отраслях машиностроения для обеспечения заданных форм, точности и качества поверхностей деталей машин. Для этих же целей служит механическая обработка пластическим деформированием, а также электромеханическая обработка. Заготовки из материалов повышенной хрупкости (твердые сплавы, стекло, минералокерамика и др.) подвергают ультразвуковой обработке.
При изготовлении отдельных деталей машин, в инструментальном производстве, а также в областях техники и промышленности, связанных с использованием новых особо прочных труднообрабатываемых либо вовсе не поддающихся обработке традиционными способами материалов, находят применение электрофизические, электрохимические и комбинированные. методы обработки. Это электроискровая, электро-импульсная, электроконтактная, анодно-механическая, электронно-лучевая, лазерная, электроабразивная, электроалмаз-ная обработка, электрохимическое хонингование, обработка плазменной струей и др.
В качестве одного из примеров использования электротехнологии в локомотивостроении можно назвать отработанную ВорошиловградПТИМашем технологию электрохимической обработки подвнутрения впадин зубьев зубчатых колес в проточном электролите. Внедрение этого прогрессивного способа обеспечивает значительное снижение шероховатости впадин закаленных колес тяговых передач локомотивов, снятие обезуглероженного дефектного слоя термической обработки, улучшение плавности перехода от эвольвентного профиля к галтели, что исключает появление концентраторов напряжений. В результате прочность зубьев на изгиб повышается на 45 ... 75, а долговечность тяговой передачи — на 20%.
С целью изменения физико-механических и физико-химических свойств конструкционных металлов и сплавов широко применяют термическую и химико-термическую обработку. Защиту от коррозии и декоративные функции деталей и металлоконструкций обеспечивают лакокрасочными и гальваническими покрытиями, окисными (оксидными и фосфатными) и пластмассовыми пленками, напылением расплавлен-88
ного металла (металлизацией). Гальванические покрытия, кроме того, используют для повышения износостойкости деталей (хромирование, борирование), а также в технологических целях (меднение, лужение). Меднение служит для защиты элементов стальных деталей от науглероживания при цементации, а также используется в качестве подслоя при многослойном гальванопокрытии. Лужение применяют для подготовки соединяемых деталей под пайку и для защиты при азотировании. Металлизацией выполняют наряду с декоративно-защитными антифрикционные и жаростойкие покрытия, восстанавливают изношенные детали, исправляют дефекты отливок. В качестве антифрикционных покрытий используют также пластмассы.
Готовые детали и металлоконструкции перед окончательной приемкой и перед сборкой! очищают от следов охлаждающей жидкости, ржавчины, стружки, масла и других загрязнений моющими растворами, стальными приводными щетками, наждачной бумагой, сжатым воздухом, а также с помощью ультразвука. Принятая продукция, передаваемая на длительное хранение или транспортировку заказчику, подвергается консервации антикоррозийными смазками или лаками и упаковкой в оберточную бумагу, пропитанную ингибиторами коррозии.
§ 13. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ХАРАКТЕРИСТИКИ МЕТОДОВ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК
Механическая обработка заготовок может быть выполнена как резанием, так и без снятия стружки — путем пластического деформирования. Обработку резанием разделяют на обдирочную, черновую, получистовую, чистовую и отделочную (тонкую) — в зависимости от точности выполнения заготовки и заданной точности обрабатываемой детали. Так, обдирке резцами подвергают крупные поковки и отливки III класса точности. Для этих заготовок после обдирки, а также для крупных штампованных поковок III и II и крупных отливок II класса точности используется черновая обработка. При более точных заготовках черновые операции могут быть исключены. Для получения технологических баз у мелких и средних отливок применяют обдирочное шлифование сегментными кругами. Получистовую обработку производят для уменьшения погрешностей геометрических форм и пространственных отклонений обрабатываемых поверхностей. Чистовая обработка применяется при повышенных требованиях к точности и качеству обрабатываемых поверхностей либо как окончательная, либо для подготовки под последующие отделочные операции. Обработку точных заготовок можно начи
нать сразу с чистовых, а в отдельных случаях выполнять только отделочные операции.
Механическая обработка заготовок без снятия стружки, путем пластического деформирования, является весьма производительным процессом и обеспечивает высокое качества обрабатываемых деталей. Она может быть объемной или поверхностной. В первом случае происходит формирование в заготовке новых элементов — резьбовых, зубчатых, шлицевых и др. Поверхностное пластическое деформирование (ППД) используется в качестве отделочно-упрочняющей обработки. Это — накатывание наружных цилиндрических поверхностей и зубьев зубчатых колес, обкатывание плоскостей, раскатывание,дорнование и калибрование отверстий, алмазное выглаживание поверхностей вращения в закаленных деталях; для повышения усталостной прочности деталей сложной формы (пружин, листов рессор и т. п.), а также для упрочнения сварных швов применяют дробеструйное наклепывание.
Выбор методов механической обработки заготовок обусловливается формой обрабатываемых поверхностей, заданной точностью, шероховатостью, а также специальными требованиями, способом выполнения заготовки и типом производства, причем для обработки отдельной поверхности может быть использовано от одного (однократная обработка) до четырех-пяти последовательно выполняемых технологических переходов. В табл. 4 в качестве примера приведены данные, характеризующие различные методы механической обработки отверстий в металлических заготовках с точки зрения точности и шероховатости обрабатываемых поверхностей \ При этом с учетом влияния на качество той или иной поверхности предварительных операций в таблице рассмотрены комплексы технологических переходов (планы) обработки поверхностей. При выборе конкретного плана обработки принимается во внимание его эффективность и рентабельность для заданных условий производства.
С данными по точности и шероховатости обработки наружных цилиндрических, плоских, зубчатых, резьбовых и других поверхностей можно ознакомиться, воспользовавшись технологическими справочниками.
§ 14. ВЛИЯНИЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ РЕЗАНИЕМ НА НАДЕЖНОСТЬ ДЕТАЛЕЙ ЛОКОМОТИВОВ
Физико-механические процессы, происходящие при обработке резанием, вызывают изменения обрабатываемой поверхности, влияющие на ее качество. Качество обработанной поверхности определяется геометрическими факторами (мак-
1 Табл. 4 составлена Д. Д. Медведевым.
Таблица 4
Средние экономические данные по точности и шероховатости обработки резанием внутренних поверхностей вращения
План обработки Квалитеты точности по стандартам ЕСДП СЭВ Классы шероховатости по ГОСТ 2789—73
В сплошном металле
Сверление 12, 13 2...4
Сверление и пассвеоливание 12, 13 2...4
Сверление и зенкерование И 4,5
Сверление и развертывание 8,9 5,6
Сверление и протягивание 8,9 5... 8
Сверление, зенкерование и развертывание 8,9 6,7
Сверление, предварительное и чистовое развертывание 7,8 6...8
Сверление, зенкерование, предварительное и чистовое развертывание 7, 8 7,8
Сверление, зенкерование и шлифование 7, 8 7,8
Сверление, протягивание и калибрование 7,8 7,8
Сверление, зенкерование, чистовое и тонкое шлифование 7 9, 10
Сверление, зенкерование, развертывание и притирка 6 10, 11
В заготовках с отверстием
Черновое зенкерование или растачивание 12, 13. 4,5
Черновое и чистовое зенкерование (растачивание) 11 4,5
Черновое зенкерование (растачивание) и развертывание 8,9 5,6
Черновое зенкерование, предварительное и чистовое развертывание 7,8 7,8
Черновое и чистовое зенкерование (растачивание) и тонкое растачивание 7,8 7... 9
Черновое зенкерование, развертывание и абразивное хонингование 7,8 9... 11
Черновое зенкерование (растачивание), протягивание и шлифование 7,8 7... 9
Черновое зенкерование, чистовое и тонкое растачивание и абразивное хонингование 7 10... 12
Черновое зенкерование, чистовое и тонкое растачивание и алмазное хонингование 6 10, 11
рогеометрия, волнистость, шероховатость, направление штрихов обработки), а также физико-механическими характеристиками (твердость, тонкая кристаллическая структура, наклеп, внутренние остаточные напряжения). При этом согласно ГОСТ 2789—73 параметры шероховатости выбираются из следующей номенклатуры: среднее арифметическое отклонение профиля, высота неровностей профиля по десяти точкам и наибольшая, средний шаг неровностей, в том числе по вершинам, относительная опорная длина профиля.
Важные эксплуатационные свойства деталей локомотивов, такие, как износостойкость, усталостная прочность, устойчивость против коррозии, а также контактная жесткость, плотность (герметичность) соединений, декоративные функции и т. п. зависят не только от конструктивных форм деталей, химического состава, структуры, механических свойств материала, точности изготовления, но и в значительной степени от отдельных характеристик качества поверхности, приобретенных металлом поверхностного слоя в процессе обработки резанием.
Износостойкость деталей существенно связана с высотой и формой неровностей, а также направлением (параллельным, перекрещивающимся, кругообразным, радиальным, произвольным) штрихов обработки на трущихся поверхностях. Как показали специальные исследования, проведенные в БИТМе, для обычно применяемых методов обработки резанием (точения, фрезерования, полирования и т. д.) фактическая площадь касания составляет всего несколько процентов от номинальной. В начальный период работы трущиеся поверхности контактируют по вершинам неровностей. В результате в местах фактического касания возникают большие давления, приводящие к интенсивному начальному износу деталей. При этом фактическая опорная поверхность увеличивается, а удельные нагрузки соответственно уменьшаются. Во время начального износа (период приработки деталей) происходит изменение размеров и формы поверхностных неровностей, а также направления штрихов обработки. При этом высота неровностей уменьшается (или увеличивается) до некоторого «оптимального» значения, различного для разных условий трения. Если «оптимальную» шероховатость удается создать при обработке резанием, то в процессе эксплуатации деталей она не изменяется, а время приработки и износ оказываются наименьшими. Увеличение или уменьшение высоты неровностей по сравнению с оптимальным значением повышает износ: в первом случае за счет механического зацепления, скалывания и среза неровностей, во втором — вследствие молекулярного сцепления и заедания плотно прилегающих поверхностей повышенной гладкости, чему способ-
ствует также выдавливание смазки и плохая смачиваемость ею зеркально чистых поверхностей2. Влияние шероховатости и волнистости на износостойкость трущихся поверхностей связано также с шагом, формой неровностей и направлением обработочных рисок.
Повышению износостойкости деталей, работающих не только в условиях трения со смазкой, но и при сухом трении, в большинстве случаев способствует наклеп поверхностного слоя, который создается при обработке резанием. Следует, однако, иметь в виду, что положительное влияние наклепа на износостойкость трущихся поверхностей проявляется только до определенной степени упрочнения. Перенаклеп,, при котором переупрочненные и охрупченные зоны металла отслаиваются от его основной массы, вызывает резкое падение износостойкости, а также снижает усталостную прочность деталей и некоторые другие эксплуатационные свойства. Исследованиями последних лет установлено также положительное влияние на износостойкость деталей, работающих в условиях трения со смазкой, остаточных сжимающих напряжений в поверхностном слое.
Точность сопряжения в подвижных соединениях в значительной мере зависит от шероховатости соприкасающихся поверхностей. Исследования показывают, что в период начального износа дополнительный зазор в соединении в отдельных случаях может достигнуть величины допуска на изготовление детали, и вместо требуемого, например, соединения 6—7-го квалитета точности фактически возникает соединение 8—9-го квалитета и т. п.
Прочность соединений с натягом непосредственно связана с шероховатостью контактируемых поверхностей, а также зависит от погрешностей формы сопрягаемых деталей.
С увеличением высоты неровностей сопряженных поверхностей прочность прессовых сопряжений снижается вследствие того, что повышенное смятие и срез гребешков при запрессовке приводят к уменьшению фактического натяга по сравнению с ожидаемым. Это обстоятельство необходимо, в частности, учитывать при проектировании таких ответственных соединений с натягом, какими являются соединения ось — колесо в колесных парах локомотивов.
Повышение несущей способности неподвижных соединений почти всегда связано с увеличением фактической поверхности их контакта. Погрешности формы деталей в продольном и поперечном сечениях, уменьшая контурную площадь контакта, отрицательно сказываются на несущей способности соединения.
2 См.: Маталин А. А. Технологические методы повышения долговечности деталей машин.— Киев: Техника, 1971.
Усталостная прочность деталей тоже зависит от величины шероховатости их поверхностей. Наличие на поверхности детали, работающей в условиях циклической и знакопеременной нагрузок, отдельных дефектов и неровностей способствует концентрации напряжений, величина которых может стать больше предела прочности металла. В этом случае поверхностные дефекты и обработочные риски играют роль очагов возникновения субмикроскопических нарушений сплошности металла поверхностного слоя и его разрыхления, являющихся первопричиной усталостных трещин.
Циклическая прочность деталей зависит и от наклепа металла поверхностного слоя, создаваемого обработкой резанием. Наклеп до определенных пределов уменьшает амплитуду циклической пластической деформации и предотвращает возникновение субмикроскопичёских нарушений сплошности металла, порождающих развитие усталостных трещин. Существование наклепанного слоя может значительно нейтрализовать вредное влияние наружных дефектов и шероховатости поверхности. Как показывают результаты соответствующих исследований, при наклепе поверхностного слоя, вызванном обработкой резанием, повышение циклической прочности деталей, работающих при комнатной температуре, может достигнуть 25 ... 30%.
Большое влияние на усталостную прочность деталей оказывают остаточные напряжения, возникающие в поверхностном слое при станочной обработке. Многочисленными исследованиями установлено, что при наличии в поверхностном слое остаточных напряжений сжатия предел выносливости деталей повышается, а при остаточных напряжениях растяжения — снижается.
Коррозионная стойкость деталей значительно повышается с уменьшением шероховатости поверхности. На поверхности с большими неровностями вещества, вызывающие коррозию, осаждаются во впадинах и углублениях. Коррозия распространяется в направлении основания гребешков. В результате гребешки под воздействием силы трения отрываются от поверхности, образуя новые впадины и выступы, и таким образом появляются новые очаги коррозии и разрушения.
В условиях циклических напряжений наличие коррозионного фактора значительно усиливает развитие усталостных повреждений металла (коррозионная усталость).
При одновременном действии коррозии и относительном колебательном перемещении (обычно с малой амплитудой) деталей в контакте возникают повреждения металла, называемые фреттинг-коррозией (коррозией при трении). Практика показывает, что фреттинг-коррозия имеет место даже при
ничтожно малых относительных перемещениях контактирующих деталей, например при посадке с натягом колес на оси колесных пар, когда относительные перемещения деталей, казалось бы, вообще отсутствуют. Механизм фреттинг-корро-зии представляется как совокупность процессов микроизнашивания (механический износ) и химического окисления поверхности, а также электроэррозионных явлений, происходящих за счет возникающего при трении двух металлов термоэлектрического тока.
Отдельные характеристики качества поверхности (высота шероховатости, форма неровностей, направление обработочных рисок, толщина упрочненного слоя и его микротвердость, величина, знак и характер распределения остаточных напряжений), которые, как мы видели, существенно влияют на важные эксплуатационные свойства деталей, зависят от технологии механической обработки. При этом если до недавнего времени считалось, что качество поверхности формируется на конечных (финишных) операциях обработки, то работами последних лет доказана необходимость соответствующего комплексного подхода, при котором принимаются во внимание предварительные операции технологического процесса. Современные исследования в рассматриваемой области ведутся, таким образом, с учетом так называемой технологической наследственности. Ниже охарактеризовано влияние технологии обработки резанием — методов и режимов обработки, геометрии, материала режущей части и состояния режущих кромок инструмента, условий охлаждения и т. п.— на качество обработанных поверхностей.
Геометрия режущего инструмента оказывает существенное влияние на шероховатость обработанной поверхности. Так, изменение значений главного ср и вспомогательного (pi углов в плане, а также радиуса г закругления вершины резца влечет за собой изменение не только высоты Rz, но и формы неровностей обрабатываемой поверхности, определяемых остаточными гребешками металла (рис. 26, а, б). Увеличение главного и вспомогательного углов резца в плане приводит к росту высоты неровностей, поэтому при чистовой обработке целесообразно пользоваться проходными резцами с малыми значениями этих углов. Увеличение радиуса закругления вершины резца снижает высоту шероховатости поверхности.
Отрицательно сказываются на шероховатости обрабатываемой поверхности неровности и зазубрины, образующиеся на режущих лезвиях инструмента при его изготовлении и, особенно, затуплении. Наиболее существенно это влияние при тонком точении с малыми подачами, когда величина неровностей лезвия соизмерима с заданной величиной Rz. Для устранения влияния зазубрин и притупления режущего лез-
Рис. 26. Влияние геометрических параметров резца и подачи на характер неровностей обработанной поверхности (1, 2 — начальное и конечное положения инструмента при его перемещении на величину s)
вия рекомендуется тщательная доводка инструментов и своевременная их переточка.
Подача является элементом режима резания, играющим для ряда методов обработки решающую роль в образовании шероховатости. Влияние подачи на размеры шероховатости связано не только с указанными на рис. 26, в, геометрическими факторами, но и в значительной мере с пластическими и упругими деформациями в поверхностном слое обрабатываемого металла.
Скорость резания — один из наиболее существенных факторов, влияющих на развитие пластических деформаций при резании, а следовательно, на шероховатость обработанной поверхности, которая тесно связана с процессами образования стружки и, в первую очередь, с явлениями нароста3. В зоне малых скоростей резания, при которых из-за сравнительно небольших температур нарост не образуется (для конструкционных углеродистых сталей v^0,02 м/с), неровности обработанной поверхности незначительны. С увеличением скорости размеры неровностей возрастают, достигая при v^0,3 ... 0,7 м/с своего наивысшего значения, так как величина нароста при этих скоростях оказывается наибольшей
3 Наростообразование — приваривание частиц металла к передней грани резца под действием сил резания и высоких температур в зоне обработки.
(например, рис. 27). Дальнейшее повышение скорости резания уменьшает величину нароста 4 и понижает высоту шеро-
Рис. 27. Влияние скорости резания на образование, шероховатости обрабатываемой поверхности — по А. А. Шаталину (обрабатываемой материал — сталь марки 4'5; s = = 0,5 мм/об; 1=1,0 мм; г== = 1,5 мм; ф = ф.1 = 45°)
ховатости обработанной поверхности. В зоне скоростей, при которых наростообразования не происходит ,(v>l ... 1,2 м/с), шероховатость поверхности оказывается наименьшей. Указанное обстоятельство необходимо учитывать при назначении режимов чистовой обработки.
Глубина резания в обычных условиях обработки на величину шероховатости влияет незначительно. При уменьшении же глубины резания до 0,02 ... 0,03 мм резец вследствие округления его вершины, отжимаясь от детали, начинает скользить по обрабатываемой поверхности, периодически врезаясь в нее и вырывая отдельные участки. Поэтому глубину резания при работе обычными резцами не следует брать слишком малой.
Обрабатываемый материал оказывает существенное влияние на характер неровностей обработанной поверхности. Более вязкие и пластичные материалы дают при обработке резанием большую шероховатость. При обработке стдли значительно меньшие неровности поверхности образуются после нормализации и отпуска, в результате которых сталь имеет однородную и мелкозернистую структуру. Установлено также, что с увеличением твердости обрабатываемого материала высота шероховатости снижается, на основании чего рекомендуется предварительная термообработка конструкционных сталей, повышающая их твердость. Снижение вязкости обрабатываемого слоя за счет наклепа также способствует уменьшению шероховатости обработанной поверхности.
Вибрации в технологической системе станок—приспо
4 В связи с дальнейшим повышением скорости резания ‘количество тепла, выделяемого в процессе стружкообразования, продолжает увеличиваться. При этом нарост нагревается быстрее остальной части зоны деформации, разупрочняется, и частицы его уносятся вместе со стружкой. Нарост, таким образом, уменьшается, а в интервале 'скоростей 1 ... 1,2 м/с исчезает. При последующем повышении скорости резания наросты на резце не образуются.
7. Е. Н. Максакова
97
собление инструмент — деталь, вынужденные и собственные, являются дополнительным источником увеличения шероховатости обработанной поверхности. Значительно влияет на шероховатость техническое состояние станка; очень важно обеспечить достаточную жесткость оснастки; определенное влияние на вибрации технологической системы оказывает геометрия режущего инструмента и т. п.
Применение смазывающе-охлаждающих жидкостей при резании предотвращает схватывание, уменьшает трение и облегчает процесс стружкообразованйя, чем способствует снижению шероховатости обработанной поверхности.
Метод обработки, оказывая большое влияние как на геометрические факторы качества поверхности, так и на ее физико-механические свойства, в значительной мере определяет многие важные эксплуатационные свойства деталей (например, табл. 5 — по Э. В. Рыжову).
Таблица 5
Зависимость контактной жесткости деталей от методов обработки
Метод обработки Класс шероховатости Среднее арифметическое отклонение профиля, мкм Относительная опорная длина профиля на уровне 10% от линии выступов, % Коэффициент средней контактной жесткости, МПа/мкм
Фрезерование 7 0,92 6 1,02
Шлифование 7 0,90 4 0,68
Накатывание 7 0,93 15 2,13
Влияние методов и режимов обработки, принятых для
серийного производства осей колесных пар локомотивов, на характеристики качества поверхностного слоя подступичных частей рассмотрено в исследованиях Л. Д. Черненко. Изменение микротвердости и толщины упрочненного слоя в зависимости от параметров режима резания изучалось при чистовом точении образцов из стали для железнодорожных осей марки Ос. Л (ГОСТ 4728—79) с применением специальных проходных резцов, оснащенных пластинами твердого сплава марки Т15К6. В результате установлено, что с увеличением скорости резания до 3,3 м/с толщина упрочненного слоя, а также величины микротвердости заметно уменьшаются (рис. 28, а), с увеличением подачи толщина упрочненного слоя растет согласно линейной зависимости (рис. 28, в), а изменение глубины резания практически не влияет на характер наг клепанного слоя; (рис. 28, 6). Таким образом, принятые при 98
Рис. 28. Изменение микротвердости (кривые 1) и толщины hH упрочненного слоя (кривые 2) в зависимости от режима резания
чистовой обработке локомотивных осей режимы резания ока* зывают известное влияние на изменение физического состояния поверхностного слоя, а следовательно, и на величину усталостной прочности оси. Исследования образующихся при обработке локомотивных осей остаточных напряжений проводились на обточенных и шлифованных натурных образцах из стали марки Ос. Л. Эпюры, характеризующие распределение окружных остаточных напряжений в поверхностном слое, показывают, что при тонком точении в нем возникают остаточные сжимающие напряжения, а при шлифовании — значительные по величине растягивающие напряжения (рис. 29). Усталостные испытания прессовых соединений с обточенными и шлифованными образцами показали, что при циклической нагрузке прочность шлифованных образцов значи-
мые. 29. Распределение остаточных окружных напряжений в поверхностном слое образцов из стали марки Ос.Л после точения (кривая 1) и шлифования (кривая 2) (h — расстояние от поверхности образца)
тельно ниже, чем образцов, (рис. 30).
прошедших тонкое точение
Рис. 30. Кривые усталостной прочности для образцов, прошедших чистовое точение (кривая 1) и обработанных шлифованием (кривая 2)
Большое влияние качества поверхностей деталей на их основные эксплуатационные свойства, а также зависимость отдельных характеристик качества от технологии механической обработки резанием приводят к следующему выводу: исходя из эксплуатационных требований, предъявляемых к той или иной детали, можно назначить определенные условия обработки, обеспечивающие получение обрабатываемых поверхностей с необходимыми параметрами качества; другими словами, выявляется возможность управлять качеством. Технологическое управление качеством обработанной поверхности — перспективное направление в технологии машиностроения, значительный вклад в разработку которого внесли ученые Брянского института транспортного машиностроения под руководством проф. Э. В. Рыжова.
§ 15. УПРОЧНЕНИЕ ДЕТАЛЕЙ ЛОКОМОТИВОВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
Разрушение деталей локомотивов в эксплуатации, как правило, начинается с поверхности. Поверхностные слои являются носителями различных концентраторов напряжений, испытывают максимальные напряжения от внешних нагрузок при таких видах напряженного состояния, как изгиб, кручение, а также могут испытывать воздействие коррозионной среды.
Значительный эффект повышения долговечности деталей, работающих в условиях циклических нагрузок и имеющих конструктивные концентраторы напряжений, а также подвергающихся действию коррозионного фактора, достигается в результате поверхностного пластического деформирования — ППД (накатывание роликами или шариками, дробеструйное наклепывание и т. д.). В локомотивостроении упрочнение ППД используется для повышения долговечности осей колесных пар, зубчатых колес тяговых редукторов, рессор, пру
жин и т. п.5. Технологически простым и эффективным методом повышения усталостной прочности осей колесных пар является накатывание роликами. Накатывание производят на специальных токарно-накатных или универсальных токарных станках, оборудованных накатными устройствами (рис. 31).
Рис. 31. Двухроликовое пневматическое устройство (а) и ролик (б) для накатывания осей колесных пар локомотивов:
1 — обрабатываемая ось; 2 — ролик; 3 — пневмоцилиндр
У локомотивных осей накатываются подступичные части, посадочные места под зубчатые колеса, шейки под буксовые и моторно-осевые подшипники, а также прилегающие к ним участки галтелей.
Природа повышения выносливости деталей в результате упрочнения поверхностным пластическим деформированием обусловлена увеличением прочности поверхностного слоя вследствие наклепа металла, возникновением в поверхностных слоях сжимающих остаточных напряжений, благоприятными параметрами шероховатости поверхности. Для деталей локомотивов с галтелями, прессовыми посадками и в других случаях концентрации напряжений главную роль играют сжимающие остаточные напряжения в поверхностных слоях. Механизм возникновения таких напряжений состоит в следующем. Пластическая деформация приводит к уменьшению плотности металла, что объясняется увеличением количества дислокаций и вакансий в наклепанном слое; удельный объем увеличивается — металл поверхностного слоя стремится расшириться, этому препятствуют связанные с ним недеформи-рованные нижележащие слои (сердцевина детали). В результате поверхностный слой оказывается сжатым, а сердцевина — растянутой (например, рис. 32); в детали возникает ос-
6 Значительный вклад в разработку теоретических основ и практическое использование упрочнения поверхностным пластическим деформированием при обработке деталей подвижного состава внесли советские ученые И. В. Кудрявцев, Н. П. Зобнин, В. В. Иванов, Д. Л. Юдин, Л. М. Школьник и др.
6, МПа d)
Рис. 32. Эпюра остаточных осевых (а), окружных (б) и радиальных (в) напряжений по сечению накатанной оси — по Л. М. Школьнику (диаметр оси — 160 мм; диаметр ролика — ПО мм; профильный радиус ролика — 15 мм; усилие накатывания 26,5 кН)
таточное напряженное состояние. Сжимающие остаточные напряжения, складываясь с растягивающими напряжениями от внешней нагрузки, уменьшают величину последних (рис. 33).
Рис. 33. Эпюры напряжений по сечению оси под рабочей нагрузкой:
1 — напряжения, вызванные изгибающим моментом; 2 — остаточные напряжения от накатывания; 3 — результирующие напряжения
Для обеспечения, надежного повышения усталостной прочности осей, особенно в местах прессовых посадок, параметры режима накатывания должны устанавливаться с учетом получения максимальных сжимающих остаточных напряжений. Отрицательное влияние посадок с натягом состоит в том, что в зоне напрессовки от контактных давлений и сил трения возникают значительные по величине остаточные растягивающие напряжения (рис. 34); эти напряжения локализуются главным образом у торцов ступиц колес, что совпадает с зонами максимальной напряженности под ступичных час-
Рис. 34. Осевые напряжения в оси в зоне напрессовки колес от контактных давлений (а), сил трения (б) и суммарные (в)
тей осей от изгибающего момента. Для элементов оси с посадками с натягом остаточные напряжения сжатия (от накатывания) должны быть поэтому выше результирующих напряжений растяжения от посадки и рабочей нагрузки. При этом важна как величина сжимающих напряжений в поверхностном слое, так и глубина, на которую они действуют, поскольку распространение трещин в сжатом металле сильно затормаживается.
Накатывание цилиндрических поверхностей следует производить с выходом на галтели, обеспечив' необходимую величину силы накатывания галтели с помощью силового копира или другими приемами. Прогрессивным является способ накатывания, обеспечивающий перпендикулярность рабочей поверхности ролика к поверхности галтели на всей ее длине, что повышает степень наклепа; необходимо также предусмотреть автоматическую запись величины усилия накатывания.
В наибольшей мере величины остаточных напряжений, возникающих при накатывании роликами, зависят от усилия накатывания. С ростом усилия остаточные напряжения вначале увеличиваются, а затем, после перехода через максимум, уменьшаются (при весьма высоких усилиях накатывания в тонком поверхностном слое возникают остаточные растягивающие напряжения). Профильный радиус ролика и число рабочих ходов также оказывают влияние на уровень остаточных напряжений. Величины напряжений, близкие к максимальным, достигаются уже при первом рабочем ходе ролика, а второй и третий ходы увеличивают их весьма незначительно; дальнейшее деформирование поверхности ведет к перенаклепу, выражающемуся в разрушении поверхностного слоя и снижении уровня сжимающих напряжений. Изменение скорости накатывания практически не влияет на эпюры остаточных напряжений. Более высокие напряжения возникают в сталях с повышенной твердостью, а также с увеличением диаметра накатываемой детали. Остаточные напряжения, таким образом, должны рассматриваться в качестве основы для выбора параметров технологического процесса накатывания.
При правильном технологическом обеспечении процесса накатывания в местах напрессовки колес и буксовых подшипников значительно уменьшается отрицательное действие посадок с натягом, что может увеличить усталостную прочность оси в 2 раза. Накатывание снижает также влияние галтелей, фреттинг-коррозии и других местных концентраторов напряжений, повышает износостойкость шеек оси под моторно-осевые подшипники, а также увеличивает прочность и стабильность соединений оси с колесами; долговечность осей увеличивается в несколько раз. Обработка резанием после накатывания нецелесообразна, так как снятие с накатанной поверхности слоев металла глубиной более 0,2... ... 0,3 мм приводит к заметному падению уровня остаточных напряжений, а удаление 25% толщины упрочненного слоя приводит к полной потере эффекта упрочнения.
Весьма перспективным представляется использование поверхностного пластического деформирования для повышения предела выносливости на динамический изгиб зубьев крупномодульных тяговых зубчатых передач локомотивов6. Поверхностное пластическое деформирование зубьев по всему профилю (рис. 35, а) —способ МИИТа—осуществляется в
Рис. 35. Упрочнение зубчатых колес тяговой передачи локомотивов по технологии МИИТа:
а — характер поверхностного слоя упрочненных зубьев; б — схема установки для накатывания зубьев (1 — упрочняемое зубчатое колесо; 2 — зубоупрочняющий инструмент)
процессе силовой обкатки за счет натяга между зубьями упрочняемого колеса и зубоупрочняющих инструментов-инденторов на специальной установке (рис. 35,6). Обрабатываемая деталь совершает вращательное главное движение, а инструменты, находясь в ней в беззазорном (плотном) зацеплении (с припуском на обработку деформированием в пределах допуска на длину общей нормали), выполняют обкаточное вращение и, кроме того, принудительное поступательное перемещение вдоль оси заготовки.
Отработанная в МИИТе технология комбинированной упрочняюще-отделочной обработки ведомых зубчатых колес
6 Тяговые зубчатые передачи выходят из строя в основном не вследствие, износа, а из-за возникновения и постепенного развития усталостных Трещин в основаниях зубьев.
тяговых передач тепловозов предусматривает предварительную, перед ППД, контурную закалку зубьев с нагревом токами высокой частоты и отпуск на твердость HRC 47 ... 53, В результате такой обработки повышена примерно в 2 раза усталостная прочность колес, износостойкость поверхностного слоя зубьев увеличена на 25 ...30%, а шероховатость обработанных поверхностей снижена на 1—2 класса. При обеспечении надлежащей точности зубофрезерования (перед закалкой) обработка ППД, таким образом, позволяет получать зубчатые колеса с заданной точностью и шероховатостью зубьев, исключая последующую весьма трудоемкую и дорогостоящую операцию зубошлифования.
Весьма эффективно поверхностное упрочнение путем наклепа дробью в плане повышения срока службы пружин и рессор железнодорожного подвижного состава.. Работая в условиях значительных деформаций, пружины, и рессоры не защищены от воздействия грязи и атмосферной коррозии, вследствие чего снижается их усталостная прочность. Отрицательное влияние на выносливость рессорных листов и пружин оказывают также поверхностные дефекты: волосовины, обезуглероживание и разные механические повреждения (царапины, вмятины). Кроме того, межлистовое контактное трение способствует образованию на листах рессор местных повреждений — натиров.
Применение дробеструйного наклепа при правильном выборе режимов этой операции может повысить срок службы пружины в 2 ... 3 раза. Наибольшая долговечность пружин обеспечивается при проведении перед обработкой дробью операции заневоливаиия. Заневоливание производят или длительной (12 ...48 ч) выдержкой пружины в сжатом состоянии, или многократным (10... 20 раз) обжатием до соприкосновения витков без выдержки под нагрузкой. Физическая сущность происходящего при этом упрочнения состоит в том, что напряжения в поверхностных слоях витков превосходят предел упругости из-за возникновения пластической деформации. В то же время сердцевина витков деформируется упруго и при разгрузке стремится освободиться от напряжения и вернуться в исходное состояние. Однако этому препятствуют пластически деформированные верхние- слои, В результате возникают остаточные напряжения сжатия, позволяющие повысить рабочую нагрузку.
§ 16. УПРОЧНЕНИЕ ДЕТАЛЕЙ ЛОКОМОТИВОВ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКОЙ
Термическая обработка металлов и сплавов — один из самых^эффективных и распространенных методов/изменения их свойств, определяющих технологические и.эксплуатацион
ные характеристики деталей. В практике наиболее широкое распространение как метод упрочнения получила закалка в сочетании с отпуском при определенных температурах. В ло-комотивостроении наряду с объемной все шире применяется поверхностная закалка с нагревом токами высокой частоты. В ряде случаев закалка с использованием т. в. ч. обладает существенными преимуществами перед объемной термической обработкой: является весьма производительным процессом, улучшает качество обработанных деталей (в частности, за счет практически полной ликвидации обезуглероживания при нагреве, а также незначительных короблений), хорошо поддается автоматизации. Поверхностная закалка с применением нагрева т. в. ч. как процесс упрочняющей обработки используется в локомотивостроении для повышения износостойкости и усталостной прочности таких деталей, как зубчатые колеса, валы и вилки кардана со шлицами, гнезда шаровых опор и т. п.
Особенно широко применяется поверхностная закалка с нагревом т. в.ч. (рис. 36, в) для упрочнения зубчатых ко-
Рис. 36. Закалка зубьев ведомых колес тяговых редукторов локомотивов с нагревом т. в. ч.:
а — рабочих поверхностей; б — по всему профилю зуба; в — схема установки для закалки (1, 2 — высокочастотные преобразователь и трансформатор; 3 — индуктор; 4 — закаливаемое зубчатое колесо)
лес. Так, использование токов высокой частоты для упрочнения зубьев по всему контуру является одним из эффективных технологических способов повышения надежности тяговых зубчатых передач электроподвижного состава и тепловозов. Первоначально принятое термоупрочнение зубьев ведомых колес тяговых редукторов (хромоникелевая сталь марки 45ХН) путем закалки с нагревом т. в.ч. только рабочих поверхностей зубьев (так называемая секторная закалка — рис. 36, а) не дало желаемых результатов; этот способ закалки, повышая контактную прочность (твердость на поверхности зуба HRC 45 ...58), в то же время существенно снижает выносливость зубьев при работе на изгиб в результате возникновения больших растягивающих напряжений в месте обрыва закаленного слоя и в зоне впадин между зубьями. Закалка зубьев по всему профилю (так называемая кон
турная закалка — рис. 36, б) значительно повышает усталостную прочность зубчатого колеса вследствие действия сжимающих остаточных напряжений по всему контуру зуба и особенно в зоне концентраторов напряжений — галтелей 7. Качество закаленного с нагревом т. в. ч. поверхностного слоя в значительной степени зависит от характера исходной структуры. В связи с этим высокочастотной закалке ведомых зубчатых колес тяговых редукторов предшествует предварительная термическая обработка — улучшение (закалка с высокотемпературным отпуском),— обеспечивающая получение однородной мелкозернистой структуры; твердость после улучшения HRC 27...31. По данным И. В. Кудрявцева, усталостная прочность конструкционных улучшенных сталей может быть повышена закалкой с нагревом т. в. ч. на 40... 100%.
Наряду с термической обработкой в практике локомотивостроения большое распространение получили химико-термические способы упрочнения. Основными преимуществами химико-термической обработки как метода поверхностного упрочнения металла являются возможность более эффективного изменения свойств поверхностного слоя (главным образом твердости и остаточных напряжений) вследствие изменения его химического состава, а также получение упрочненных слоев весьма малой толщины. К недостаткам данного метода следует отнести невысокую производительность и относительно большую себестоимость технологического процесса.
Для упрочнения деталей локомотивов наиболее широко применяются цементация (зубчатые колеса, крестовины карданных приводов и т. п.) и нитроцементация (валики и втулки рессорного подвешивания, ведущие шестерни тяговых ре* дукторов электровозов и другие детали). Увеличение содер жания углерода в поверхностном слое и последующая термическая обработка, значительно повышая поверхностную твердость, существенно (в 2 ... 10 раз) увеличивают износостойкость деталей. Кроме того, в результате структурных изменений увеличивается объем цементированного слоя, в результате чего в нем возникают остаточные напряжения сжатия (400 ... 1000 МПа). Оптимальной является структура мелкоигольчатого мартенсита с минимальным количеством остаточного аустенита, при которой в цементированном слое возникают максимальные сжимающие напряжения. Эта особенность цементации используется для повышения усталостной прочности деталей (предел выносливости может быть повышен в 2 ... 3 раза).
7 Возникновение в поверхностном слое высоких остаточных напряжений сжатия — до 700 МПа — связано с образованием мартенсита, сопровождающимся увеличением объема закаленного слоя.
Ведущие шестерни (сталь марок 12ХНЗА, 12Х2Н4А, 20ХНЗА и др.) тяговой передачи локомотивов для повышения износостойкости и усталостной прочности цементируют в твердом или газовом карбюризаторе с последующей двойной термической обработкой: закалкой или нормализацией (880° С), исправляющими структуру сердцевины, а затем повторной закалкой (800° С) и низкотемпературным (180... ... 230° С) отпуском для достижения максимальной твердости поверхностного слоя HRC 54 ... 60. Глубина цементированного слоя обычно составляет 1,3 ...1,9 для тепловозных и 2... ... 3 мм — для электровозных тяговых зубчатых передач.
§ 17. ЗАЩИТА ОТ КОРРОЗИИ МЕТАЛЛОКОНСТРУКЦИЙ ЛОКОМОТИВОВ ЛАКОКРАСОЧНЫМИ И ГАЛЬВАНИЧЕСКИМИ ПОКРЫТИЯМИ
Несмотря на применение цветных металлов, легированных сплавов и пластмасс, углеродистые стали остаются основным конструкционным материалом в локомотивостроении. Поэтому использование эффективных методов защиты стали от коррозионного разрушения является важной задачей в повышении эксплуатационной надежности локомотивов. Основное направление в решении этой задачи в локомотивостроении — нанесение высококачественных защитных и защитнодекоративных лакокрасочных и гальванических покрытий.
Наиболее экономичным методом защиты от коррозии и обеспечения декоративных функций различных стальных конструкций локомотивов продолжает оставаться окраска. Долговечность лакокрасочных покрытий зависит от многих факторов: конструкции изделия и условий его эксплуатации, состояния защищаемой поверхности, химического состава, толщины слоя и метода нанесения красок. Однако наибольшее влияние на стойкость покрытий оказывает технология выполнения окрасочных работ, особенно подготовка изделий под окраску.
Подготовка окрашиваемых поверхностей в общем случае включает их очистку, выравнивание, грунтование и шпатлевку с последующим шлифованием. Полный комплекс подготовительных операций выполняют, например, для окраски окончательно собранного и испытанного локомотива. В ряде случаев (для окраски отдельных деталей) подготовка окрашиваемых поверхностей ограничивается очисткой и грунтованием. Тщательная очистка поверхности от всех загрязнений значительно повышает сцепление и защитные свойства окрасочных покрытий, и прежде всего грунтовочного слоя.
На заводах локомотивостроения применяются механические (обработка приводными проволочными щетками, абразивной шкуркой, обдувка металлическим песком или
дробью), химические (травление в кислотах, нанесение преобразователей ржавчины) и другие методы предварительной очистки металлических поверхностей от окалины и ржавчины. Наилучшее качество подготовки под окраску листового и профильного металлопроката достигается на предприятиях — поставщиках прокатанного металла с использованием механизированных или автоматизированных линий очистки при обдувке металлическим песком или дробью с последующим фосфатированием или грунтованием очищенных листов и профилей. Удаление масляных загрязнений с поверхности листового проката (расконсервация) с наибольшим эффектом осуществляется струйной обработкой водными растворами с добавлением поверхностно-активных веществ. Установки струйной очистки листового металла и деталей успешно применяются на ряде локомотивостроительных заводов.
Лакокрасочные материалы в локомотивостроении наносятся вручную кистью, окунанием и, главное, с помощью распыления — пневматического, безвоздушного и в электростатическом поле. Применение метода безвоздушного распыления (под давлением 2 ... 4 МПа) нагретых красок дает значительную (30 ...40%) экономию лакокрасочных материалов, повышает производительность и улучшает условия труда работающих. Окраска изделий в электростатическом поле на стационарных установках (подробнее см. в § 51) обеспечивает сокращение потерь краски (вследствие меньшего тума-нообразования) и механизацию малярных работ; рабочий выводится из зоны окраски и управляет процессом дистанционно. Механизация процесса нанесения лакокрасочных покрытий наряду с прогрессивными методами окраски достигается применением подвесных и напольных конвейеров, распылительных камер с механизированными площадками для маляров. Распространение на локомотивостроительных заводах прогрессивной технологии окраски методом распыления создает предпосылки для использования на малярных операциях автоматических манипуляторов с программным управлением ( промышленных роботов).
С целью сокращения цикла окрасочных работ и улучшения качества покрытий в локомотивостроении широко применяется искусственная сушка покрытий горячим воздухом в конвекционных и инфракрасными лучами в терморадиащщн-ных сушильных камерах, а также комбинированная сушка горячим воздухом и инфракрасными лучами в терморадиа-ционно-конвекционных сушилах. Время сушки в зависимости от ее способа колеблется в широких пределах — от 10 минут до нескольких часов (для локомотивов в сборе). В тер-морадиационной камере сушка пленки при поглощении инфракрасных лучей окрашенной поверхностью начинается с нижних слоев покрытия, чем ускоряется испарение раство-
рителя; в результате время сушки сокращается в 5 ... 10 раз при повышении качества пленки.
Для защиты от коррозии самых разнообразных деталей локомотивов успешно используется также электрохимический метод нанесения металлических покрытий — гальваностегия. Наряду с защитой от коррозии гальванические покрытия в большинстве случаев придают покрываемым деталям красивый внешний вид, поэтому чаще всего они являются защитно-декоративными.
В локомотивостроении широко распространены процессы цинкования, меднения, никелирования, хромирования, кадмирования, лужения и др. При обычных режимах электроосаждения в большинстве электролитов покрытия получаются матовыми. Вместе с тем часто требуется, чтобы обрабатываемая поверхность приобретала блеск, для чего до и после покрытия используется механическое полирование. С целью исключения этого трудоемкого процесса разработаны электролиты и режимы для непосредственного получения блестящих осадков. Так, на ряде локомотивостроительных заводов внедрены электролиты никелирования с блескообразующими и выравнивающими добавками, дающие зеркальные покрытия без механического полирования и глянцевания. На многих заводах локомотивостроения применяются электролиты цинкования, для которых отработаны режимы осаждения покрытий на повышенных плотностях тока, что увеличивает производительность труда гальваников. Внедрение электролитов меднения, обеспечивающих получение блестящих покрытий, позволяет механизировать процесс многослойного (медь — никель — хром) защитно-декоративного покрытия, а это, в свою очередь, способствует росту производительности и улучшению условий труда рабочих.
Для механизации процесса подготовки поверхности под гальваническое покрытие и улучшения условий труда Воро-шиловградПТИМашем разработан технологический процесс, сочетающий шлифование полосы с последующей обработкой полученных из нее деталей вибрационным методом. Внедрение способа виброочистки позволило в 2 ... 3 раза увеличить производительность и значительно повысить качество обработки поверхностей под гальванопокрытие.
ЗАДАНИЯ для самостоятельной работы
33, Проанализируйте приведенные в табл. 4 планы обработки резанием внутренних цилиндрических поверхностей для выявления области их целесообразного использования (с точки зрения объема выпуска изделий, типов применяемых станков, диапазонов диаметров обрабатываемых отверстий и т. д.).
34. Объясните, за счет каких факторов зенкерование (чистовое) обеспечивает большую точность обработки, чем сверление.
ПО
35. Назовите методы чистовой и отделочной (тонкой) механической обработки наружных цилиндрических и плоских поверхностей..
36. Охарактеризуйте технико-экономические показатели и области применения различных методов механической обработки резьбовых поверхностей и зубьев зубчатых колес.
37. Укажите план обработки резанием зубьев цилиндрического прямозубого крупномодульного зубчатого колеса внешнего зацепления 7-й степени точности (СТ СЭВ 641—77) в среднесерийном производстве (зубья подвергаются поверхностной закалке с нагревом токами высокой частоты).
38. Определите, какие поверхности рессорных листов выпуклые или вогнутые — следует обрабатывать дробью с целью повышения усталостной прочности листовой рессоры.
39. Укажите, какие из перечисленных ниже марок конструкционной стали являются улучшаемыми, а какие — цементуемыми.
45ХН; 25; 50Г2; 45; 20ХН; 38ХМЮА; 12Х2Н4А.
40. Объясните механизм повышения усталостной прочности деталей в результате поверхностной закалки с нагревом токами высокой частоты.
41. Используя технологическую литературу, в частности учебники [7, 16], ознакомьтесь с технико-экономическими характеристиками различных методов электрофизической, электрохимической и другой специальт ной обработки, а также оксидирования, фосфатирования и напыления расплавленного металла или пластмасс.
ГЛАВА VI
МЕТОДЫ СБОРКИ И ИХ ВЛИЯНИЕ НА НАДЕЖНОСТЬ ЛОКОМОТИВОВ
§ 18. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ХАРАКТЕРИСТИКИ МЕТОДОВ СБОРКИ
При сборке машин выполняют слесарно-пригоночные работы, осуществляют соединение составных частей, регулирование, контроль и испытания собранных узлов и изделий в целом. Слесарно-пригоночные операции’— опиливание, шабрение, притирка, обработка отверстий «по месту» и т. д.— являются трудоемкими и требуют, как правило, высокой квалификации рабочих. Слесарную обработку деталей применяют главным образом в единичном и мелкосерийном производствах, при этом используют соответствующие средства механизации. Слесарно-пригоночные работы в серийном ло-комотивостроении занимают еще сравнительно большой объем, поэтому совершенствование технологии станочной обработки в механических цехах с целью повышения качества поступающих на сборку деталей является актуальной задачей.
Соединения деталей, выполняемые при сборке машин, делятся на подвижные и неподвижные, разъемные и неразъемные. к подвижным относятся цилиндрические и другие соединения с гарантированным зазором, а также соединения шаровых, конических и винтовых поверхностей, к неподвиж-
ным разъемным — резьбовые, шпоночные, шлицевые и штифтовые, соединения, к неподвижным неразъемным — цилиндрические TI-конические соединения с гарантированным натягом, а также соединения, выполненные развальцовыванием, клепкой, сваркой, пайкой и склеиванием.
Трудоемкость сборки соединений с натягом в машиностроении составляет в настоящее время до 16% общей трудоемкости сборочных работ. Эти соединения разделяют на про-дольно-'и~ поперечно-прессовые в зависимости от технологии их формирования. Сборка продольно-прессовых соединений осуществляется запрессовкой охватываемой детали в охватывающую на прессах; в ряде случаев запрессовка производится _с подачей масла под высоким давлением в зону контакта сопрягаемых деталей (гидропрессовая сборка).
Формирование поперечно-прессовых соединений выполняется с помощью теплового воздействия на сопрягаемые детали. Сборку с тепловым воздействием производят с общим или местным нагревом охватывающей или охлаждением охватываемой детали. Нагрев небольших и средних деталей ведут в масляных или водяных ваннах, а для деталей типа колец (например, при монтаже роликоподшипников), а также цельнокатаных железнодорожных колес, бандажей, зубчатых колес-используют индукционные нагреватели. Местный нагрев крупногабаритных деталей осуществляют газовой горелкой, спиральными электронагревателями и индукторами. Охлаждение охватываемых деталей ведут в жидком азоте (температура —195,8° С) или с использованием сухого льда (—78,5° С). При автоматической сборке в технологическую линию включают холодильную установку, обслуживаемую специальным конвейером.
Способ и технология формирования соединений с гарантированным натягом оказывают значительное влияние как на эксплуатационные характеристики соединения (несущая способность, коррозионно-усталостная прочность и т. д.), так и на технико-экономические показатели процесса сборки. Ниже, в § 19, эти вопросы подробно изложены применительно к сборке одного из наиболее ответственных узлов локомотивов — колесной пары.
Развальцовывание полых охватываемых деталей при сборке герметичных неразъемных соединений осуществляют механическим (роликовым или шариковым) инструментом вручную, а также на сверлильных и специальных станках и установках. Для повышения качества соединений, с целью механизации и автоматизации процесса развальцовывания применяют электро- и другую специальную технологию; например запрессовку труб ведут с использованием энергии теплового электрического взрыва или взрыва взрывчатых материалов, способом осевой гидроопрессовки и т. п. Некоторые 112
прогрессивные способы запрессовки труб в трубных досках рассмотрены в § 51 применительно; к сборке охлаждающих элементов (трубных пучков.) водомасляных теплообменников тепловозов.
Одним из самых распространенных способов получения неразъемных соединений металлических конструкций в ло-комотивостроении является сварка. Сваркой обеспечивается значительная экономия конструкционных материалов, а также снижение трудоемкости изготовления и себестоимости изделий. Существует большое количество разнообразных способов выполнения сварных соединений. Характеристика наиболее распространенных способов сварки приведена в табл. 6. Наряду с традиционными в машиностроении в настоящее время используются новые прогрессивные технологические процессы — сварка ультразвуком, взрывом, трением, электронным лучом в вакууме, с индукционным нагревом (в том числе токами радиочастоты — до 450 кГц) свариваемых деталей, а также плазменная, диффузионная, световым лучом и др., что позволяет получать сварные соединения трудно-свариваемых, в том числе и разнородных, материалов; новыми специальными способами сварки можно соединять термопластичные пластмассы, керамические детали, металлы с керамикой и полупроводниками. В локомотивостроении наряду с ручной дуговой наибольшее применение находят полуавтоматическая сварка в среде углекислого газа, автоматическая и полуавтоматическая под слоем флюса, а также точечная и шовная контактная сварка.
Для выполнения неразъемных соединений деталей используют также пайку — ручную, механизированную и автоматическую. Пайка может быть произведена с нагревом соединяемых деталей, паяльником или газовой горелкой (как правило, в единичном и мелкосерийном производствах), в ваннах и газовых печах; широко применяется электронагрев, в том числе индукционный. Перспективна технология пайки металлов и неметаллических материалов ультразвуком. При изготовлении теплообменных аппаратов локомотивов находит применение пайка газовой горелкой, погружением в расплавленный припой, а также методом спекания в электропечи на механизированной конвейерной линии (см. § 51). Широко используется пайка в электромонтажных работах при общей сборке локомотивов.
В тех случаях, когда нагрев соединяемых деталей нежелателен, а также при сборке конструкций из разнородных материалов, сварка и пайка которых традиционными методами затруднительна, для выполнения прочных и герметичных неразъемных соединений применяют клепку — горячую или холодную, механизированную, полуавтоматическую и автоматическую.
8. Е. Н. Максакова
113
Таблица 6
Характеристика основных способов сварки плавлением и контактной
Способ сварки Характеристика сварного узла Область применения способа
Материал Толщина свариваемых элементов, мм (или площадь сечения их, мм2) Вид соеди- нений Пространственное положение сварных швов
1 2 3 4 5 6
Сварка плавлением (плавящимися электродами) :
ручная дуговая Сталь, алюминиевые сплавы 1 ... 100 Стыковые, тавровые, угловые, нахлесточные Любое (сталь) Применим во всех отраслях машиностроения
автоматическая под флюсом Сталь >1 Стыковые, угловые Нижнее Применим во всех отраслях машиностроения при протяженных швах
механизированная в защитных газах; От десятых долей до Стыковые, тавровые Любое
десятков миллиметров
QO
*
в аргоне Нержавеющая сталь алюминиевые и магниевые сплавы
в углекислом газе Сталь
электрошлаковая Сталь, никелевые сплавы, титан, алюминий, медь и сплавы на их основе
Сварка контактная:
стыковая (оплавлением) Сталь, алюминиевые сплавы
гл
8 ... 2500
Стыковые Вертикальное, кольцевое
Применим для сварки ответственных конструкций из легированных сталей и сплавов легких цветных металлов
Универсальный способ автоматизированной сварки конструкционных сталей, широко применим во всех отраслях машиностроения
Применим для сварки металла большой толщины
До 100 000 мм2
Стыковые Нижнее
Широко применим в автомобильной, тракторной, инструментальной промышленности, котлостроении, производстве цецей и др.
а>
1 2 3
точечная Сталь, алюминие- До 6 ... 12 вые и медные (сталь) сплавы
шовная Декапированная, До 2 ... 4 горячекатаная малоуглеродистая и нержавеющая сталь, алюминиевые и магниевые сплавы
Определяется конструкцией сварочной машины.
Окончйнйе дабл. 6
4 5 6
Нахлесточные Нижнее * Широко применим в массовом производстве изделий из металла небольшой толщины (в радиоэлектронной промышленности и др.); в транспортном машиностроении
Нахлесточные Нижнее * Широко применим при изготовлении различных емкостей, ре-
зервуаров и т. п.; в приборостроительной промышленности
Детали из самых разнообразных материалов, в том числе из разнородных, соединяют также склеиванием. При этом обеспечивается герметичность и коррозионная стойкость конструкции в местах контакта при отсутствии ее коробления, уменьшается масса и себестоимость изделия. Клеевые соединения хорошо работают на сдвиг, а также в условиях динамических и переменных нагрузок. К технологическим недостаткам клеевых соединений относится длительный процесс полимеризации, а к эксплуатационным — низкая прочность на несимметричный отрыв (отдир), невысокая в большинстве случаев тепловая стойкость, а также склонность к ползучести при продолжительном действии значительных по величине статических нагрузок.
§ 19. ВЛИЯНИЕ ТЕХНОЛОГИИ ФОРМИРОВАНИЯ СОЕДИНЕНИЙ ОСЬ —КОЛЕСО НА НАДЕЖНОСТЬ КОЛЕСНЫХ ПАР
Формирование соединений ось — колесо колесных пар локомотивов осуществляется в настоящее время путем посадки колес на ось на гидравлических прессах, а также с помощью электронагрева колёс. Проведены эксперименты и разработана новая технология — посадка колес на ось с использованием искусственного холода, а также гидропрессо-вое формирование колесных пар.
Ниже рассмотрены технологические особенности различных методов формирования соединений ось —- колесо, влияющие на эксплуатационную надежность колесных пар, приведены технико-экономические характеристики этих методов. Сделаны выводы о возможных перспективах совершенствования технологии формирования колесных пар.
19.1. Прессовый метод формирования колесных пар
Запрессовка оси в колесные центры производится на гидравлических прессах (рис. 37) с записью диаграммы запрессовки в соответствии с инструкцией по освидетельствованию, ремонту и формированию колесных пар локомотивов и электросекций. Согласно техническим требованиям усилия запрессовки должны составлять 1100... 1500 кН при обандаженном и 950 ... 1400 кН при необандаженном колесном центре. Форма диаграммы запрессовки должна быть близкой к теоретической. Натяг в соединении ось — колесо принят равным 0,18 ...0,30 мм (класс шероховатости подступичной части оси — 7-й, отверстия в колесном центре — 5-й). Для уменьшения опасности образования задиров запрессовка ведется со смазкой сопрягаемых поверхностей (подсолнечное и льняное масла, натуральная олифа).
Рис. 37. Схема запрессовки оси в колесный центр на гидравлическом прессе:
1 — упор пресса; 2 — колесный центр; 3 — ось; 4 — плунжер; 5 — масляный насос; 6 — масляный бак; 7 — контрольный манометр; 8 — манограф (индикатор); 9 — диаграмма запрессовки
Исследования 1 и практика формирования колесных пар прессовым методом показывают, что процесс запрессовки нестабилен. Это может быть обусловлено неустойчивым характером масляной пленки на сопрягаемых поверхностях, непостоянством микропрофиля запрессовочного конуса на подступичной части оси, отклонениями от соосной установки оси относительно колеса, нарушениями в работе гидравлического пресса и другими причинами. Установлено, например, весьма существенное влияние угла запрессовочного конуса на уровень пластических деформаций при запрессовке (а этот уровень во многом определяет прочность прессового соединения). При увеличении угла заходной части степень пластических деформаций микронеровностей посадочных поверхностей повышается, а при очень больших углах микронеровности могут быть даже срезаны. На смятие и срез микронеровностей затрачивается дополнительная работа. В результате в процессе запрессовки увеличиваются конечные усилия. Вместе с тем фактическая прочность прессового соединения, характеризуемая усилием сдвига (распрессовки), вследствие уменьшения действительного натяга снижается.
Количественная оценка изменения конечных усилий запрессовки и усилий сдвига с увеличением угла запрессовочного конуса была экспериментально выполнена Вертом на
1 См.: Мартынов Н. И. Оценка качества формирования вагон-дых колесных пар.— Вести. ВНИИЖТ, 1964, № 4; Прочность прессовых ‘Соединений и напряжения элементов колесных пар вагонов: Тр. ЦНИИ МПС, 1969, вып. 384.
масштабных образцах прессовых соединений стальных валов и втулок (рис. 38). Наиболее благоприятными, как видно из
Рис. 38. Влияние величины (ф) угла запрессовочного конуса на усилия (Р) запрессовки и распрессовки:
1, 2 — конечные усилия запрессовки при натягах соответственно 0,09 и 0,29 мм; 3, 4 — усилия сдвига при тех же натягах
графика, являются небольшие углы, так как в этом случае усилия сдвига значительно превышают конечные усилия запрессовки. Указанное обстоятельство учитывается при конструктивном оформлении заходных частей деталей колесных пар. Однако фактические углы могут значительно превысить номинальные по следующим причинам. Как известно, глубина ih рабочей части запрессовочного конуса, контактирующей в процессе запрессовки со ступицей колеса, очень невелика <(рис. 39). Если принять деформации колеса и оси равными,
Рис. 39. Схема профиля запрессовочного конуса на подступичной части оси
то величина h будет составлять всего лишь четверть натяга. На такой глубине фактический угол <р' заходной части вследствие наличия микронеровностей может оказаться большим, что приведет к повышению пластических деформаций во время запрессовок, росту конечных усилий запрессовки и падению усилий сдвига. Неустойчивый характер микропрофиля рабочей части запрессовочного конуса может иметь место при нестабильных условиях его обработки (например, при ручной подаче, некачественной заточке резцов и т. п.). Значительное повышение фактического угла запрессовочного конуса вызывает резкий скачок усилия в начале диаграммы запрессовки — так называемый брак «по заходу» (рис. 40, а). Отклонения от строгой соосности оси и колеса перед запрессовкой усугубляют нестабильность начальной части диаграммы.
Другой вид «брака» запрессовки — последовательно чередующиеся колебания — «толчки» давления, илщтак называемый «стук» (рис. 40,6),— обусловлен скачкообразным ха-
Р,кН а) 6) в) г) д)
Рис. 40. Виды брака запрессовки
рактером процесса трения при формировании посадки и возникает в условиях пониженной жесткости системы (станина пресса, гидравлическое устройство и т. п.). Благодаря взаимному сцеплению частиц двух соприкасающихся поверхностей относительное смещение деталей происходит вначале без нарушения контакта. Затем, когда приложенная сила становится несколько больше силы трения покоя, одна деталь начинает скользить по другой. При этом усилие, необходимое для относительного смещения деталей, уменьшается. Из-за сравнительно небольших колебаний силы трения и невысокой чувствительности самопишущих приборов эти скачки давления не всегда искажают форму диаграмм. Для появления регистрируемых скачков необходимо, чтобы жесткость всей системы стала небольшой. Такие условия могут возникнуть, например, при попадании воздуха в гидравлическую систему пресса. Поскольку указанное явление не связано с качеством посадочных поверхностей, то усталостная прочность осей в подступичной части по этой причине снизиться не может. Экспериментальная проверка на сдвиг таких соединений, проведенная в ВНИИЖТе, подтвердила достаточно высокую их прочность. Однако на практике прессовые соединения, диаграммы запрессовки которых имеют толчки давления, бракуют, так как последние могут возникнуть и по другим причинам, например при наличии примеси керосина в масле.
Всплеск давления на диаграмме запрессовки (рис. 40, в) свидетельствует об образовании задира на оси в результате схватывания металла вследствие разрыва масляной пленки; Так как задир на оси может существенно снизить ее усталостную прочность из-за концентрации напряжений, прессовые соединения, диаграммы запрессовки которых имели всплеск давления, бракуются. Тугая и слабая запрессовки (рис. 40, г, д) могут наблюдаться в результате температурных погрешностей при измерениях посадочных поверхностей сопрягаемых деталей, а также при отклонениях фактических углов рабочих участков заходных частей оси и колеса от номинальных, при несоосной установке деталей перед запрессовкой и т. п.
Существенное влияние на процесс запрессовки оказывает смазка на посадочных поверхностях. Состав масла и его чистота, температура воздуха в цехе, толщина слоя смазки и другие факторы, связанные с применением масла при запрессовке, делают этот процесс крайне нестабильным. Кроме того, снижая коэффициент трения между контактными поверхностями, смазка уменьшает прочность, прессового соединения, вызывает необходимость в повышенных натягах. При значительных же натягах неизбежно образуются большие напряжения от посадки, которые при возникающем в эксплуатации контактном трении могут привести к образованию в осях усталостных трещин.
На уровень конечных усилий запрессовки влияет, таким образом, большое число факторов, часть которых не поддается объективному учету. К тому же сам процесс запрессовки сопровождается сложными, до конца не изученными физическими явлениями. Поэтому принятый в настоящее время метод контроля прочности прессового соединения по диаграмме запрессовки является несовершенным. Практика показала, что нередко при удовлетворительной диаграмме соединения ось—колесо в действительности оказываются недостаточно прочными и сдвиги колес, как правило, происходят в колесных парах, сформированных без каких-либо нарушений инструкции.
Брак по запрессовке, присущий прессовому методу формирования колесных пар, увеличивает трудоемкость и себестоимость процесса и не дает возможности перейти на автоматический цикл сборки.
19.2. Тепловое2 формирование колесных пар
Нагрев колес до температуры 230 ... 260° С производится в индукционных нагревателях (рис. 41). Для повышения коррозионной стойкости осей их подступичные части при тепловом методе формирования покрывают герметизирую-
Рис. 41. Индукционная установка для нагрева цельнокатаных железнодорожных колес:
1, 4 — нижняя и верхняя плиты; 2, 3 — башмаки; 5, 7 — верхняя и нижняя секции индуктора; 6 — нагреваемое колесо
2 По установившейся в транспортном машиностроении традиции термин «тепловое» относится только к формированию (сборке) с нагревом охватывающей и не распространяется на сборку с охлаждением охватываемой детали.
щим эластомером ГЭН-150(В)3. Последний переходит в твердое необратимое состояние, характеризующееся масло-, во-до-, бензостойкостью, в результате полимеризации с надлежащими режимами. При сборке с предварительной полимеризацией ось нагревают до температуры 160... 180° С и выдерживают при этой температуре 40... 60 мин. При использовании тепла колеса/нагретого для формирования, надлежащий режим полимеризации обеспечивается путем повторных включений индуктора с целью поддержания в зоне сопряжения температуры 160 ... 180° С в течение 35 ... 45 мин. При этом производится автоматическая запись (с получением диаграммы) температуры и продолжительности указанного процесса. Контроль прочности соединений ось — колесо осуществляется путем приложения осевого усилия на гидравлическом прессе с записью диаграммы.
При тепловом методе формирования колесных пар достигается при прочих равных условиях более высокая (в 2 ... ... 2,5 раза) по сравнению с прессовым методом прочность сопряжения колес с осью вследствие лучшего сцепления микронеровностей сопрягаемых поверхностей и отсутствия смазки. Исключая повреждения контактируемых поверхностей и перепрессовки при формировании колесных пар, тепловой метод обеспечивает также более высокую по сравнению с запрессовкой производительность и позволяет шире применять автоматизацию при сборке колесных пар. Антикоррозийные покрытия подступичных частей оси способствуют повышению ее усталостной прочности, а также в известной мере предохраняют сопрягаемые поверхности от повреждений при расформировании колесных пар.
Однако тепловому методу присущи и определенные недостатки. Так, вследствие сложной формы и резких перепадов сечения железнодорожных колес осуществить их равномерный ускоренный нагрев практически невозможно. Это приводит к образованию значительных деформаций и неравномерно распределенных температурных напряжений, которые в сочетании с рабочими нагрузками и термическими напряжениями, вызываемыми действием тормозных колодок, могут явиться, по мнению некоторых исследователей, причиной образования периферических и других трещин. Тепловой метод требует сравнительно больших затрат времени и средств на нагрев (особенно с учетом необходимой полимеризации лаковой пленки), является громоздким.
При повышении температуры до 80° С (что возможно в эксплуатационных условиях при длительных торможениях, нагреве букс и по другим причинам) прочность на сдвиг тепловых соединений с использованием покрытия ГЭН-150
3 Растворитель лака —50% ацетона и 50% бутил- или этилацетата.
снижается, по данным ВНИТИ, в 1,5... 1,7 раза. Это затрудняет использование повышенного по сравнению с прессовой посадкой запаса прочности теплового соединения для уменьшения натяга. Кроме того, на прочность посадки помимо других факторов влияет толщина покрытия ГЭН-150, которую практически обеспечить затруднительно. Поэтому фактический запас прочности сопряжений для разных колес различен. Указанное обстоятельство свидетельствует о недостаточной технологической стабильности процесса теплового формирования колесных пар с использованием в качестве антикоррозийного защитного покрытия эластомера ГЭН-150.
Определенные трудности возникают также при распрес-совке колесных пар, сформированных тепловым методом. Обычный способ распрессовки с помощью пресса здесь неприемлем ввиду образования глубоких задиров и других повреждений осей и колес. Поэтому расформирование колесных пар приходится осуществлять путем нагнетания масла в зону контакта деталей. Такая операция является довольно сложной и не всегда предохраняет контактные поверхности от повреждений.
Технология сборки колесных пар тепловым методом подробно освещена в специальной литературе4.
19.3. Гидропрессовое формирование колесных пар5
Гидропрессовая сборка с использованием высокого давления масла находит применение в ряде отраслей отечественной и зарубежной промышленности для формирования соединений с гарантированным натягом, в частности конических сопряжений в локомотивных гидропередачах и других узлах. Известны сборка и демонтаж колесных пар железнодорожного подвижного состава комбинированным способом: приложением осевой сдвигающей нагрузки с одновременной подачей масла под высоким давлением в зону контакта через отверстие в ступице колеса.
Для осуществления комбинированного способа гидро-прессовой сборки необходима дополнительная обработка одной из сопрягаемых деталей с целью образования каналов нагнетания масла в зону посадки (кольцевые канавки, радиальные отверстия). Это усложняет конструкцию и удорожает ее изготовление; кроме того, кольцевая проточка на внутренней поверхности ступицы колеса может явиться концентратором напряжений, что вызывает опасность снижения
4 См., например: Андреев Г. Я. Тепловая сборка колесных пар.— Харьков: ХГУ, 1965.
5 См.: Чернин И. Л. Исследование нового способа гидропрессовой сборки колесных пар подвижного состава: Автореферат диссертации на соискание ученой степени канд. техн. наук.— Гомель: БелИИЖТ, 1972.
усталостной прочности оси. Эффективная сборка при данном способе происходит лишь на половине длины сопряжения, т. е. с того момента, когда торец оси перекроет кольцевую проточку. До этого запрессовка осуществляется обычным способом, так как масло не поступает в зону сопряжения. (В некоторых случаях допускается применение двух и более маслоподводящих кольцевых канавок на ступице, что несколько компенсирует отмеченный недостаток.) Таким образом, комбинированный способ гидропрессовой сборки обеспечивает эффективное формирование посадок лишь на части длины сопряжения, он весьма трудоемок и не исключает повреждений посадочных поверхностей сопрягаемых деталей.
Дальнейшее развитие гидропрессовой сборки привело к разработке нового ее способа — сборки с торцовым подводом смазки. При осуществлении соединений с натягом указанным способом подача масла (или иной рабочей жидкости) в зону контакта производится со свободного торца напрессовываемой детали с образованием замкнутого объема внутри последней (рис. 42). Этим достигается согласованность упру-
/234 5 6
Рис. 42. Схема гидропрессовой сборки колесной пары:
1 — ось колесной пары; 2 — прижимная траверса; 3 — колесо; 4 — прокладка; 5 — корпус рабочего гидроцилиндра; 6 — плунжер
гих деформаций сопрягаемых деталей под воздействием давления гидросреды и их относительного смещения, благодаря чему микронеровности контактирующих поверхностей в меньшей степени подвергаются пластическим деформациям и срезу. Рабочая жидкость, передавая давление на поверхности деталей, является в то же время смазкой, разделяющей поверхности контакта в течение всего процесса формирования соединения. В результате обеспечивается более полное взаи-мовнедрение микронеровностей поверхностей контакта и соответственно более высокая несущая способность гидропрес-совых соединений. Кроме того, сокращается число факторов, влияющих на прочность соединений (скорость запрессовки, несовпадение осей сопрягаемых деталей), уменьшается возможность повреждения посадочных поверхностей при сборке, а также отпадает необходимость в дополнительной механи-
ческой обработке с целью образования маслонагнетательных каналов.
19.4. Формирование колесных пар с применением искусственного холода
В результате исследования сравнительной прочности прессовых посадок, выполненных различными способами на масштабных и натурных образцах, Г. А. Бобровниковым разработана новая технология формирования колесных пар. Сущность ее заключается в том, что на окончательно обработанные подступичные части оси наносится защитное антикоррозийное покрытие гальваническим (или химическим) способом (наилучшие результаты получены при формировании колесных пар с использованием цинкового покрытия толщиной 0,015 мм). Подступичная часть оси охлаждается с помощью жидкого азота в течение 8... 10 мин, что обеспечивает достаточное для свободной посадки сжатие (данные для вагонных осей). Для охлаждения могут быть использованы различные по устройству холодильные камеры, один из вариантов которых показан на рис. 43. Прочность посадки колес на первом этапе внедрения данной технологии предполагается контролировать так же, как и при тепловой сборке, т. е. путем приложения определенной осевой нагрузки са снятием диаграммы в пределах упругих деформаций.
Рис. 43. Камера для охлаждения подступичной части оси жидким азотом:
1 — стяжной болт; 2 — стальной хомут; 3 — разъемное деревянное кольцо* с войлочными прокладками; 4 — теплоизоляционный материал (мипора); 5 — наружный кожух из оцинкованной стали,*: 6 — внутренняя гильза из нержавеющей стали; 7 — жидкий азот; 8 — охлаждаемая ось
Изменения механических свойств стали (не закаленной «на мартенсит») при охлаждении являются временными. Специальными исследованиями6 установлено, что после многократного (до 30 раз) охлаждения до отрицательных температур при нагреве до исходной температуры сталь полно
6 См.: Бобровников Г. А. Прочность посадок, осуществляемых с применением холода.— М.: Машиностроение, 1971.
стью восстанавливает свои первоначальные механические свойства. Такие же результаты получены и при длительных (до полутора месяцев) выдержках стальных образцов при отрицательных температурах. Следовательно, глубокое охлаждение не может служить препятствием для осуществления сборки даже в самых ответственных конструкциях.
Технология формирования колесных пар с применением холода и цинковым покрытием подступичных частей оси обладает рядом технико-экономических достоинств. Прежде всего, значительно увеличивается прочность сопряжения по сравнению не только с прессовым (табл. 7), но и с тепловым
Таблица 7
Сравнительная характеристика прочности сопряжений натурных образцов вагонных колесных пар при испытании на осевую нагрузку (по Г А., Бобровникову)
Характеристика прочности сопряжения
Подступичная часть оси
без покрытия покрытая цинком
(с маслом) (насухо)
Pz I р Р' I р
Сборка под прессом
Среднее (из трех опытов) зна-
чение распрессовочного усилия, кН 1200 1060 2640 2210
'Сравнительная прочность, % 100 100 220 206
Сборка с охлаждением (насухо)
Среднее (из трех опытов) значение распрессовочного уси-
лия, кН 2560 1836 3950 2570
Сравнительная прочность, % 213 174 330 241
Примечание. Р' — усилие распрессовки в момент сдвига; Р — усилие при установившемся процессе распрессовки.
'тГ Г- *
методом. Это происходит за счет резкого увеличения фактической площади контакта сопрягаемых деталей вследствие одностороннего внедрения микронеровностей охватываемой детали, вызывающего соответствующее переформирование микропрофиля на контактной поверхности охватывающей детали (рис. 44). Такую специфическую особенность сборки с применением глубокого холода можно объяснить только временными (обратимыми) изменениями механических свойств стали при низких температурах; повышением предела текучести и резким снижением пластичности.
Рис. 44. Микрофотографии характерных участков продольного сечения поверхности контакта стальных деталей (сталь марки 50, нормализованная, контактные поверхности -обработаны до 7-го класса шероховатости), собранных различными методами при давлении 3800 МПа (по Г. А. Бобровникову) :
а, б — сборка с помощью пресса; в — сборка с нагревом втулок; г, д — сборка с охлаждением валиков в жидком азоте; е — то же с гальваническим цинковым покрытием валиков
Новый метод формирования колесных пар обладает высокой технологической стабильностью, что позволяет использовать часть запаса прочности посадки для снижения натяга. При этом получается равное по прочности прессовому, но менее напряженное соединение, что весьма положительно сказывается на усталостной прочности оси; представляется возможным при необходимости уменьшить размеры и массу деталей колесной пары. Проведенные испытания показали, что при сборке по новой технологии существенно повышается также коррозионно-усталостная прочность оси.
По сравнению с тепловым методом сборка с охлаждением является, как видим, более совершенной и в то же время более простой операцией. Охлаждение оси происходит равномерно по всей посадочной длине и сечению, в результате чего отпадает вопрос о деформациях и температурных напряжениях, имеющих место при тепловом формировании. Высокая технологическая стабильность метода позволяет в налаженном производстве отказаться от контроля прочности соединений прикладыванием пробного усилия на сдвиг7, а
7 С целью исключения субъективных факторов и случайных оши--бок при определении натяга следует предусмотреть автоматизированные контроль и фиксацию размеров сопрягаемых поверхностей. Возможно также определение фактической прочности сопряжения без прикладывания пробного усилия, например путем регистрации сигналов деформационного шума (подробнее см. в гл. XI).
также дает возможность перейти на автоматизированную сборку колесных пар. При этом обеспечиваются более высокая производительность и меньшая длительность производственного цикла по сравнению с существующими способами формирования колесных пар. Наличие цинкового защитного покрытия, которое играет роль своеобразной смазки, исключает образование задиров и других повреждений основного металла сопрягаемых поверхностей в процессе распрессовки при ремонте колесных пар.
19.5. Основные перспективы совершенствования технологии формирования колесных пар
Обобщая сказанное выше о технологических особенностях и технико-экономических показателях различных методов формирования колесных пар, можно заключить следующее. Прессовый метод формирования, несмотря на возможные некоторые его улучшения, в целом не отвечает современным требованиям производства и возросшим требованиям эксплуатации подвижного состава. Гидропрессовая сборка путем торцового подвода рабочей жидкости в зону сопряжения под высоким давлением позволяет получать посадки с более высокой статической прочностью, чем механические запрессовки, при снижении общего уровня напряженного состояния сопрягаемых элементов. При этом уменьшается возможность повреждения посадочных поверхностей. Однако гидропрессовое формирование посадки только частично усовершенствует технологию сборки запрессовкой. Тепловой метод сборки, обладая известными преимуществами перед прессовым, имеет недостатки, затрудняющие широкое его внедрение, особенно при используемом в настоящее время защитном покрытии подступичных частей оси герметизирующим эластомером ГЭН-150(В). Технология формирования колесных пар с применением искусственного холода и цинкового гальванического покрытия подступичных частей оси по сравнению с существующими методами сборки имеет целый ряд преимуществ. Новый способ формирования увеличит надежность эксплуатации подвижного состава, удлинит сроки службы колесных пар и уменьшит расходы на их изготовление и ремонт, что может дать значительный экономический эффект. В дальнейшем необходимы испытания колесных пар в эксплуатационных условиях, но уже полученные предварительные данные показывают, что новая технология сборки колесных пар может найти широкое применение как в железнодорожном, так и в других видах рельсового транспорта.
Таким образом, совершенствование технологии формирования колесных пар, на основании сказанного выше, с учетом сложившихся в локомотиво- и вагоностроении производственных условий, может идти по следующим основным направлениям. Прежде всего, возможен переход от обычного прессового метода формирования с использованием смазки (растительные масла) к запрессовке насухо с гальваническим цинковым покрытием подступичных частей оси. При этом значительно повышается технологическая стабильность процесса, цинковая «смазка» полностью предохраняет контактные поверхности от повреждений как в процессе запрессовки, так и при спрессовке колес. Кроме того, увеличивается примерно в 2 раза прочность соединения ось — колесо, обеспечивается антикоррозийная защита оси, повышается ее усталостная прочность. Такую технологию следует рассматривать как промежуточный этап для перехода к формированию колесных пар с применением искусственного холода.
Прессовый метод может быть заменен также гидропрес-совой сборкой с торцовым подводом масла в зону сопряжения под высоким давлением. Для дальнейшего повышения несущей способности гидропрессовых соединений целесообразно, по данным И. Л. Чернина, использовать в процессе их формирования в качестве гидросреды вместо масла различные жидкотекучие композиции (в том числе и полимерные). Последние обеспечивают повышение коэффициента трения и площади фактического контакта сопрягаемых деталей, а также образуют тонкослойные антикоррозийные покрытия в зо-. не контакта.
Следует изучить возможность перехода от теплового метода формирования с использованием в качестве антикоррозийного защитного покрытия эластомера ГЭН-150(В) к тепловой сборке с гальваническим цинковым (или другим) покрытием подступичных частей оси. При этом упрощается процесс формирования колесных пар, значительно повышается его технологическая стабильность, а также облегчается дальнейший переход к новой прогрессивной технологии — сборке с применением искусственного холода. Возможно применение и комбинированной сборки — умеренного нагрева колес и охлаждения подступичной части осей с цинковым или другим антикоррозийным покрытием.
Однако наиболее целесообразным, особенно для колесных пар с упругим тяговым колесом, является, очевидно, внедрение взамен существующей технологии метода формирования с применением искусственного холода и гальванического цинкового покрытия оси. Дальнейшее повышение несущей способности посадок, собранных с помощью холода, возможно, в частности, за счет использования нового вида
соединений с натягом с заданным макропрофилем в зоне контакта.
Совершенствование технологии сборки колесных пар в любом из указанных направлений требует дополнительных исследований и эксплуатационных испытаний колесных пар, сформированных по новой технологии.
задания для самостоятельной работы
42. Укажите, какими требованиями следует руководствоваться при установлении температуры нагрева закаленных деталей для тепловой сборки соединений с натягом.
43. Сравните с точки зрения производительности, экономичности и механических свойств швов сварных соединений автоматизированную сварку в углекислом газе и ручную дуговую сварку открытой дугой.
44,- Воспользовавшись технологическим справочником (см., например: Сварка в машиностроении: Справочник в 4-х томах.— М.: Машиностроение, 1978, т. 1), ознакомьтесь с технологией, технико-экономическими характеристиками и областями применения специальных способов сварки: ультразвуковой, взрывом, трением, электронно-лучевой, плазменной, диффузионной, световым лучом.
45. Укажите, в каких случаях для уравновешивания вращающихся деталей и узлов локомотивов используют статическую, а в каких — динамическую балансировку. С помощью «Справочника технолога-машиностроителя» [17, т. 1] или другой специальной литературы ознакомьтесь с различными методами статической и динамической балансировки.
46. Пользуясь СТМ [17, т. 1] или учебником [7], ознакомьтесь с технико-экономическими характеристиками и технологией выполнения клеевых соединений деталей машин.
47. Объясните, почему сборку с использованием глубокого холода не применяют для узлов с закаленными и отпущенными «на мартенсит» охватываемыми деталями.
48. Объясните, почему для смазки сопрягаемых поверхностей при запрессовке колес на ось колесной пары используют растительные, а не минеральные масла.
49. Назовите способы демонтажа колесных пар локомотивов и их технико-экономические характеристики.
РЕЗЮМЕ РАЗДЕЛА
Разнообразные методы формообразования, обработки и сборки не только характеризуются различной производительностью и рентабельностью — они могут существенно влиять на качественные характеристики производимых изделий, в частности на их надежность. Конструктор новой машины должен поэтому предусмотреть наиболее эффективные технологические методы ее изготовления, обеспечивающие наилучшие прочностные свойства, высокую износо- и коррозионную стойкость и другие необходимые эксплуатационные качества. Выбор метода формообразования, обработки и сборки зависит, таким образом, от служебного назначения проектируемо
мой конструкции, условий ее работы, испытываемых напряжений и т. п.
Служебные свойства деталей локомотивов начинают формироваться в процессе изготовления заготовок. Поэтому важно уже на данном этапе предусмотреть возможность улучшения эксплуатационных качеств деталей, применив современные конструкционные материалы и прогрессивные методы получения точных заготовок на базе всемерного развития малоотходной технологии.
Методы механической обработки заготовок выбирают в зависимости от формы обрабатываемых поверхностей, заданной точности, шероховатости, некоторых специальных требований с учетом способа выполнения заготовки и типа производства. Важные эксплуатационные свойства деталей локомотивов во многом определяются отдельными характеристиками качества поверхности, приобретенными металлом поверхностного слоя в процессе обработки резанием. Значительный эффект повышения долговечности деталей, работающих в условиях циклических нагрузок и имеющих конструктивные концентраторы напряжений, а также подвергающихся действию коррозионного фактора, достигается в результате поверхностного пластического деформирования. Исходя из эксплуатационных требований, предъявляемых к той или иной детали, можно назначить определенные условия механической обработки, обеспечивающие получение обрабатываемых поверхностей с необходимыми параметрами качества. Таким путем выявляется возможность управлять качеством обработанной поверхности.
Одним из наиболее эффективных и распространенных способов изменения свойств металлов и сплавов является термическая и химико-термическая обработка. Наиболее экономичным методом защиты от коррозии и обеспечения декоративных функций различных стальных конструкций локомотивов продолжает оставаться окраска; успешно используется также гальваностегия.
При сборке локомотива осуществляют соединение его составных частей запрессовкой, свинчиванием, сваркой, пайкой, клепкой, склеиванием и т. п., выполняют разнообразные слесарно-пригоночные работы, регулирование, контроль и испытания собранных узлов и изделия в целом. Одним из самых распространенных способов получения неразъемных соединений металлических конструкций в локомотивострое-нии является сварка ручная дуговая, полуавтоматическая в углекислом газе, автоматическая и полуавтоматическая под флюсом, а также контактная — точечная и шовная. Технология сборки оказывает значительное влияние на многие важные эксплуатационные характеристики изделий. Это обстоятельство конструктор новой машины должен обязатель
но учитывать, например при проектировании ответственных соединений с гарантированным натягом, таких, как соединения ось'—колесо колесных пар локомотивов и др.
Знания физической сущности влияния технологии изготовления на служебные свойства деталей и узлов локомотивов и основных принципов технологического управления их надежностью позволят конструктору устанавливать обоснованные технические требования к проектируемой конструкции в отношении наиболее принципиальных моментов ее технологического обеспечения.
РАЗДЕЛ ТРЕТИЙ
ПРИСПОСОБЛЕНИЯ В ПРОИЗВОДСТВЕ ЛОКОМОТИВОВ
ГЛАВА VII
КЛАССИФИКАЦИЯ ПРИСПОСОБЛЕНИЙ
Все многообразие эксплуатируемых в локомотивострое-нии приспособлений можно классифицировать по целевому назначению, уровню автоматизации и эксплуатационной характеристике.
По целевому назначению, в зависимости от вида выполняемых работ, приспособления делятся на станочные, сборочные1, сборочно-сварочные, контрольно-измерительные, а также приспособления для захвата и транспортирования грузов и некоторые другие.
Удельный вес приспособлений различного целевого назначения в общей массе эксплуатируемых приспособлений обусловливается прежде всего конструктивно-технологическими особенностями выпускаемых изделий, а следовательно, спецификой отраслевой технологии. Специфику локомотивостроения определяют большой объем и сложность сборочносварочных работ (производство рам тележек, главных рам, кузовов, топливных баков, воздушных резервуаров и т. д.), а также сборки узлов, агрегатов и общей сборки локомотивов. Поэтому сборочно-сварочные и сборочные приспособления в производстве локомотивов занимают одно из ведущих мест в парке эксплуатируемых приспособлений.
По уровню автоматизации приспособления можно классифицировать следующим образом:
— ручные, в которых все рабочие приемы, связанные с установкой и кантованием (позиционированием) предмета производства, выполняются вручную;
— механизированные, в которых часть рабочих приемов
1 Для слесарно-сборочных работ.
выполняется с помощью силового привода2, а остальные — вручную;
— полуавтоматические, в которых часть рабочих приемов выполняется автоматически, без участия человека, а остальные остаются механизированными или ручными;
— автоматические, в которых все приемы, начиная от загрузки предмета производства в рабочую зону приспособления и кончая съемом обработанных (собранных) изделий, производятся без участия человека.
По эксплуатационной характеристике в соответствии с ГОСТ 14.305—73 различают приспособления: универсальносборные, универсальные безналадочные, универсальные наладочные, специализированные наладочные, сборно-разборные, неразборные специальные.
Универсально-сборные приспособления (УСП) компонуются из взаимозаменяемых стандартных универсальных деталей и узлов, рассчитанных на многократное использование и составляющих комплект УСП (рис. 45).
Рис. 45. Комплект стандартных деталей я узлов УСП
Универсально-сборные приспособления применяются в качестве специальных приспособлений краткосрочного действия (рис. 46), после чего разбираются, а их детали и узлы используются в новых компоновках УСП. Таким образом, составные части УСП постоянно находятся в обращении.
Система уциверсально-сборных приспособлений получи-
2 В механизированных станочных приспособлениях чаще всего с помощью силовых приводов осуществляется закрепление и открепление обрабатываемых заготовок, а при обработке крупных предметов, таких, как боковины, рамы тележек локомотивов и т. п., дополнительно механизируются и приемы базирования. В механизированных сборочно-сварочных приспособлениях с помощью силовых приводов производятся закрепление, открепление и кантование (позиционирование) свариваемых конструкций, а в ряде случаев механизируются дополнительно приемы базирования (например, при сборке под сварку главных рам локомотивов).
3
Рис. 46. УнйвёрсаЛййб-ёёбрное токарное, приспособление:
1 — плита; 2, 7 — опор bi; 3 — планка; 4 — шайба; 5 — обрабатываемая деталь; 6 — выдвижная призма
ла широкое распространение в единичном и мёлкосёрййном производствах. В локомотивостроении УСП применяются как в основном производстве, так и в ремонтных, инструментальных и экспериментальных цехах. Наряду со станочными УСП успешно используются универсально-сборные контрольно-измерительные приспособления (УСКНП), а также универсально-сборные приспособления для слесарно-сборочных и сборочно-сварочных работ (УСПС). Конструкция элементов УСПС предусматривает взаимособираемость с элементами универсально-сборных станочных приспособлений. Для закрепления изготавливаемых предметов в системе УСП начинают применять пневмо- и гидросиловые приводы.
Использование системы УСП позволяет сократить наиболее трудоемкие этапы технологической подготовки производства — разработку чертежей оснастки и ее изготовление, повысить производительность труда, снизить себестоимость и улучшить качество выпускаемой продукции. Так, например, применение УСПС позволяет сократить сроки технологической подготовки производства новых изделий в 20 раз, производительность сборочных работ возрастает при этом на 30 ... ...40%.
Универсальные без наладочные приспособления (УБП) обеспечивают установку широкого круга предметов производства любых габаритных размеров в пределах, ограниченных техническими характеристиками каждого вида УБП.
Универсальные безналадочные приспособления наиболее распространены в серийном и единичном производствах. Они широко используются при обработке заготовок резанием (например, патроны и тиски), а также при сварочных и других работах (например, манипуляторы—рис. 47). Часто эти приспособления конструируются с механизированными силовыми приводами.
Рис. 47 Сварочный манипулятор:
1 — свариваемое изделие (рама тележки локомотива); 2 — поворотный стол (планшайба); 3 — зубчатый сектор механизма наклона стола; 4 — корпус; 5 — опорная лапа; 6 — откидной винтовой зажим для крепления изделия на планшайбе (механизмы вращения и наклона стола и их электроприводы размещены внутри корпуса манипулятора)
Универсальные наладочные приспособления (УНП) компонуются из базовых универсальных частей и специальных сменных, регулируемых или дублирующих элементов (наладок), с помощью которых обеспечивается установка различных предметов производства (в диапазоне технических характеристик каждого вида УНП). К УНП относятся универсальные патроны со сменными кулачками, универсально-наладочные тиски, скальчатые кондукторы, различные групповые приспособления (например, групповое приспособление с дублирующими элементами — роликами 5, 6 и 7 — на рис. 48). Система УНП находит наибольшее применение в средне- и мелкосерийном производствах.
Специализированные наладочные приспособления (СНП) используются в средне- и крупносерийном производствах для установки предметов производства, близких в конструктивно-технологическом отношении,— с одинаковыми технологическими базами и сходным характером выполняемых работ. Так же, как и система УНП, эти приспособления состоят из базовой части и комплекса наладок, но отличаются более высокой степенью механизации (см., например, специализированный стенд для сборки и сварки крыш тепловозов на рис. 85 в § 26).
Сборно-разборные приспособления (СРП) применяются в крупносерийном и массовом производствах. Они компонуются из обратимых стандартных составных частей после дополнительной механической обработки последних и используются как специальные необратимые приспособления долгосрочного действия. После окончания эксплуатации СРП компоновки разбирают, а их составные части используют при сборке новых конструкций приспособлений.
Рис. 48. Групповой мембранный патрон для шлифования посадочных отверстий шестерен:
1 — планшайба станка; 2 — корпус патрона; 3 — мембрана; 4 — кулачок; 5, 6, 7 — ролики; 8, 9, 10 — обрабатываемые шестерни; 11 — шайба; 12 — разжимной винт
Неразборные специальные приспособления (НСП) используются в условиях стабильных крупносерийного и массового производств. НСП состоят из стандартных деталей и узлов общего назначения, а также специальных составных частей конструкции. Это необратимые приспособления долгосрочного действия из необратимых деталей и узлов.
Для повышения устойчивости конструкций неразборных специальных приспособлений к изменениям в конструкциях выпускаемых изделий и технологических процессах их изготовления целесообразно выполнять НСП из базовой части и сменной наладки.
Примеры неразборных специальных приспособлений приведены в § 22, 26 и гл. X...XII настоящего раздела, а также в четвертом разделе.
Использование приспособлений приводит к значительному повышению технического уровня производства, росту производительности труда, улучшению качества локомотивов. При этом особое значение для повышения эффективности производства имеют унификация и стандартизация в области приспособлений. Стандартизацией в приспособлениях охвачены конструктивные и размерные элементы (резьбы, пбсадки, конусы и т. п.), заготовки и-детали корпусов, отдельные уз
лы, элементы силовых приводов, ряд конструкций приспособлений, а также целые системы приспособлений (например, системы УСП). Стандартизация приспособлений способствует повышению уровня оснащенности технологических процессов прогрессивными средствами технологического оснащения, сокращению сроков подготовки производства, уменьшению материальных и трудовых затрат на изготовление технологической оснастки.
задания для самостоятельной работы
50. Определите, какие из ниженазванных орудий производства являются приспособлениями:
накатной ролик; пневматическая шлифовальная машинка; сборочный кантователь; стержневой ящик; люнет; пневматический гайковерт; сверлильный патрон; накладной сверлильный кондуктор.
51. Приведите примеры- механизированных приспособлений различного целевого назначения, используемых в производстве локомотивов, в частности на том предприятии, где Вы проходили производственную практику.
ГЛАВА VIII
СТАНОЧНЫЕ ПРИСПОСОБЛЕНИЯ
§ 20. ДЕТАЛИ, УСТРОЙСТВА И МЕХАНИЗМЫ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Станочные приспособления имеют следующие основные детали, устройства и механизмы: установочные, силовые, установочно-зажимные, направляющие, делительные, корпуса.
Установочные устройства приспособлений обеспечивают базирование обрабатываемых предметов. Выполняются они в видё опорных штырей, пластин и призм, установочных пальцев и т.^ п. Рабочие поверхности установочных элементов должны обладать большой износостойкостью. Поэтому установочные детали обычно изготавливают из качественной конструкционной углеродистой стали марок 15 и 20 с цементацией и-последующей закалкой до высокой твердости. Для изготовления особо ответственных деталей, например установочных пальцев, используют инструментальную углеродистую или.-конструкционную легированную сталь (марки У7А или 20Х-)-.
Для установки обрабатываемых предметов плоскостями в качестве установочных деталей применяются опорные штыри и пластины (ГОСТ 13440—68 ... 13442—68, 4743—68), а также регулируемые, самоустанавливающиеся и подводимые опоры (ГОСТ 4084—68, 13159—67 и др.). Детали с обработанными технологическими базами-плоскостями при боль-
ших размерах последних устанавливают на опорные плаСТй-ны (рис. 49), а при небольших — на опорные штыри с плоской головкой (рис. 50, а.)., Плоские пластины (рис. 49, а)
Рис. 49. Опорные пластины:
а — плоские; б — с косыми пазами
Рис. 50. Опорные штыри с’ плоской (а), сферической (б) и насеченной (заголовками
целесообразно располагать на вертикальных стенках корпуса приспособления во избежание скопления в углублениях над головками крепящих винтов мелкой стружки. Пластины с косыми пазами (рис. 49, б) размещают горизонтально; стружка, сдвигаемая устанавливаемой для обработки заготовкой, легко попадает в косые пазы пластин и не нарушает контакта технологических баз обрабатываемой детали и пластины. Детали с необработанными технологическими базами-плоскостями устанавливают на штыри со сферической (рис. 50,6) или насеченной (рис. 50, в) головкой. Последние обычно применяют в качестве опор, закрепляемых на боковых стенках корпуса приспособления (при этом отпадают трудности, связанные с очисткой их от стружки).
В необходимых случаях, в частности при обработке деталей разных размеров в одном и том л<е приспособлении (в мелкосерийном производстве), применяются регулируемые опоры (например, рис. 51). Если требуется повысить жесткость и устойчивость устанавливаемых для обработки предметов, дополнительно к основным используют вспомогательные самоустанавливающиеся и подводимые опоры. Вспомога
Рис. 51. Винтовая регулируемая опора
тельные опоры не влияют на точность базирования, которая полностью определяется основными опорами.
Принцип работы самоустанавливающейся вспомогательной опоры (рис. 52) состоит в следующем. Под действием легкой пружины 9 плун-
Рис. 52. Самоустанавливаю-щаяюя вспомогательная опора:
1 — винт; 2, 6 — втулки; 3 — стержень; 4 — обрабатываемая деталь; 5 — колпачок; 7 — сухарь; 8 — плунжер; 9 — пружина
жер 8 находится в соприкосновении с технологической базой обрабатываемой детали 4„ расположенной на основных опорах (на рисунке не показаны). При стопорении плунжера винтом 1 через стержень 3 и сухарь 7 он превращается в неподвижную опору (угол скоса плунжера должен быть самотормозящим во избежание принудительного подъема обрабатываемой детали с основных опор). В целях предохранения плунжера от засорения мелкой стружкой в конструкции опоры предусмотрен колпачок 5. От проворачивания плунжер удерживается шпоночным выступом сухаря 7.
В подводимой вспомогательной опоре (рис. 53) перемещением кли-
Рис. 53. Подводимая клиновая вспомогательная опора:
1 — шарик; 2 — кулачок; 3 — замковое кольцо; 4 — клин; 5 — опорный штырь; 6, 10, 13 — винты; 7 — втулка; 8 — колпачок; 9 — обрабатываемая деталь; 11 — штифт; 12 — рукоятка; 14 — шайба
на 4 опорный штырь 5 приводят в соприкосновение с обрабатываемой деталью 9 после ее установки на основных опорах. Затем, вращая винт 10, с помощью шариков 1 раздвигают кулачки 2, фиксирующие опору.
Кроме рассмотренных существуют другие конструкции вспомогательных опор, например винтовые подпорки (ГОСТ 13158—67). В механизированных приспособлениях применяют опоры, управляемые с помощью пневмо- или гидропривода.
Для установки обрабатываемых предметов по наружным и внутренним цилиндрическим поверхностям в качестве установочных деталей используются опорные призмы (рис. 54) г
установочные пальцы различных конструкций (некоторые из них показаны на рис. 55) и др.1
Рис, 54. Опорная призма:
1 — призма; 2 — прижимной винт; 3 — обрабатываемая деталь; 4 — контрольный штифт
Рис. 55. Установочные пальцы:
а, б — срезанный и цилиндрический постоянные; в — цилиндрический сменный
Силовые механизмы станочных приспособлений предназначены главным образом для удержания обрабатываемых изделий от смещений и вибраций, вызываемых силами резания. Они приводятся в действие пневматическими, гидравлическими, электрическими и другими устройствами, а также вручную. Конструкции силовых механизмов весьма разнообразны. Некоторые из них показаны на рис. 56 ... 60. Механизмы на
Рис. 56. Винтовой зажимной механизм:
1 — наконечник; 2 — гайка; 3 — винт; 4 — стопор
Рис. 57. Эксцентриковый прихват:
1 — прихват; 2 — эксцентрик; 3 — опорная пластина
1 ГОСТ 12196—66, 12209—66 ... 12212—66, 17774—72, 17775—72.
141
рис. 56;... 58 i—.ручные, на. рис,- 59 и 60 — механизированные (в компоновке с пневматическим приводом).
Рис. 58. Винтовые прихваты
Рис. 59. Силовой механизм с плоским односкосым клином:
1 — рычаг; 2 — ролик; 3 — клин; 4 — поршень
Рис. 60. Силовой механизм с байонетным пазом на прихвате:
1 — поршень; 2 — обрабатываемая деталь; 3 — прихват (а — байонетный паз); 4 — винт с цилиндрическим концом
Простой зажим в виде винта (рис. 56) применяется сравнительно редко, так как он может вызвать смещение закрепляемой детали под влиянием момента трения, возникающего на торце винта. Во избежание сосредоточенного давления винта на зажимаемую деталь часто применяют качающиеся наконечники.
Эксцентриковые зажимы (например, зажим, показанный На рис. 57) действуют в несколько раз быстрее винтовых, но уступают последним в силе зажима и имеют ограниченный линейный ход. Если винтовые зажимы могут работать при значительных отклонениях в размерах зажимаемого участка детали и колебаниях силы резания, то применение эксцентриков в этих условиях не всегда возможно. Эксцентриковые кулачки, а также отдельные конструкции эксцентриковых прихватов стандартизованы.
Большое распространение в силовых механизмах получил клин, обладающий свойством самоторможения (например, в механизме, показанном на рис. 59). Для ускорения действия силового механизма используют байонетные пазы на прихватах (см., например, рис. 60). Байонетные пазы обеспечивают автоматический поворот прихватов при зажиме и разжиме заготовки.
Для ориентации изделий по их плоскостям симметрии часто применяют механизмы, выполняющие установочные и
зажимные функции одновременно (установочно-зажимные механизмы). К ним относятся кулачковые патроны,-центрирующие тиски, цанговые и мембранные центрирующие механизмы, устройства с гидропластмассой и другие.--
Для направления или ориентации режущего инструмента относительно заготовки служат направляющие детали и устройства приспособлений, например кондукторные втулки, установы, копиры. Кондукторные втулки (рис. 61) направ
Рис. 61. Кондукторные втулки:
а — постоянная, б — сменная, в — быстросменная, г; д, ~е — специальные
ляют режущий инструмент при обработке отверстий на сверлильных и расточных станках и могут быть неподвижными и вращающимися. Так как рабочие поверхности кондукторных втулок подвергаются значительному трению об инструмент и стружку, вызывающему их износ, втулки изготавливают из высокоуглеродистых инструментальных сталей марок У10, У12 и закаливают до высокой твердости.
При обработке отверстий одним инструментом в условиях мелкосерийного производства применяют постоянные кондукторные втулки (рис. 61, а), запрессовываемые в кондукторную плиту, а в крупносерийном и массовом производствах, когда необходима быстрая замена втулок в случае их износа, используют сменные кондукторные втулки (рис. 61,6). Последние устанавливаются в переходной, дтулке по
посадке, сдазором, а во избежание проворачивания и подъема при.обработке закрепляются винтами. Переходные втулки запрессовываются в кондукторную плиту. При обработке отверстий последовательно несколькими инструментами при-меняют быстросменные кондукторные втулки (рис. 61, в). На буртике быстросменной втулки наряду с площадкой для головки- крепежного винта имеется срез для быстрого удаления втулки путем ее поворота (без вывинчивания винта).
Конструкции кондукторных втулок стандартизованы (ГОСТ 18429—73... 18432—73). Однако практически не всегда можно применить стандартные кондукторные втулки. Так, например, при сверлении отверстий, расположенных в глубине ^изделия или на криволинейной поверхности, при малом расстоянии-между осями обрабатываемых отверстий и в некоторых- других случаях применяют кондукторные втулки специальных конструкций (рис. 61, г, д, е).
Кондукторные плиты, служащие для установки кондукторных втулок, в зависимости от типа связи с корпусом приспособления могут быть жесткими, откидными, съемными (накладными), подвесными и подъемными.
При обработке изделий на настроенных станках (чаще всего фрезерных) с автоматическим получением заданной точности размеров в конструкциях приспособлений предусматривают специальные шаблоны — установы, служащие для координации взаимного положения режущего инструмента и заготовки перед началом обработки партии деталей. Установы обычно изготавливаются из стали марок 15 и 20 с цементацией и термообработкой до высокой твердости.
Примеры ориентации фрез по установам показаны на рис. 62. Перемещением стола станка приспособление подводится к фрезе 1 до соприкосновения ее со стальным закаленным щупом 2, накладываемым на поверхность установа 5.
Для направления режущего инструмента относительно
Рис. 62. Ориентация фрез по установам:
1 — фреза; 2 — щуп; 3 — уставов; 4 — обрабатываемая деталь
обрабатываемой заготовки с целью получения заданной траектории его движения (а следовательно, для получения заданной формы детали) применяют копиры. Копиры и ролики копирных пальцев изготавливают из высокоуглеродистой или легированной стали, термически обработанной до высокой твердости. Копирная обработка в локомотивостроении широко применяется при изготовлении осей колесных пар, карданных валов, шаровых опор, точении рабочего профиля бандажей и т. д. Однако во всех этих случаях копиры используются не как составная часть приспособления, а как самостоятельная деталь (например, рис. 63), закрепляемая на станке.
Рис. 63. Копир для чернового точения оси колесной пары локомотива
При позиционной обработке в приспособлениях используют делительные устройства (фиксаторы), от которых зависит точность деления, а следовательно, получаемая точность размеров обрабатываемых изделий. Фиксаторы бывают самых различных конструкций, многие из которых стандартизованы: например, простейший фиксатор с подпружиненным шариком (рис. 64,а), цилиндрический фиксатор с вытяжной
Рис. 64. Фиксаторы с подпружиненным шариком (а) и с вытяжной ручкой (б)'.
1,9 — пружины; 2 — шарик; 3 — фиксирующее гнездо; 4, 5 — делительные диски; 6 — направляющая втулка; 7 — штифт; 8 — кнопка; 10 — фиксатор; 11 — фиксирующая втулка
ручкой (рис. 64,6) и др. В конструкции фиксатора по рис. 64, б, при оттягивании за кнопку 8 штифт 7 скользит по продольному пазу направляющей втулки 6 и затем, после поворота фиксатора на 90°, удерживает его в вытянутом положении. После процесса деления фиксатор поворачивают в исходное положение, и он под действием пружины 9 входит в соответствующую втулку (11) делительного диска. На рис. 65
10. Е. Н. Максакова
145
Я 8 &
Рис. 65. Реечный фиксатор:
1 — делительный диск; 2 — фиксатор; 3 — пружина; 4 — валик-шестерня; 5 — втулка; 6 — пробка; 7 — винт; -8 — штифт; 9 — ручка
показана стандартная конструкция фиксатора, перемещаемого с помощью реечного механизма.
Корпус приспособления несет на себе все детали и механизмы и воспринимает усилия, возникающие как прц закреплении заготовки, так и в процессе ее обработки, а также при закреплении приспособления на станке. Поэтому он должен обладать достаточной прочностью, жесткостью и виброустойчивостью при минимальной массе. При конструировании корпусов необходимо предусмотреть: наличие выступающих платиков для закрепления установочных деталей и устройств; достаточные зазоры между обрабатываемым изделием и стенками корпуса, позволяющие свободно закладывать и вынимать заготовки из приспособления; возможность легкого удаления стружки; наличие элементов для базирования и закрепления приспособлений на столах и шпинделях станков, а также устройств для их подъема и транспортирования.
Корпуса станочных приспособлений могут быть цельными или сборными. Цельные корпуса получают методами литья, ковки, резки из проката и т. п. Сборные корпуса выполняют сварными из отдельных стандартных элементов. Корпуса приспособлений могут быть также получены или собраны из стандартных заготовок в результате дополнительной обработки резанием. Соединение отдельных частей корпуса осуществляется штифтами, винтами, болтами, штырями. Стандартные детали и заготовки корпусов изготавливаются из серого чугуна марок СЧ 18, СЧ 32, а также из углеродистой стали марки 35Л и. др.
§ 21. ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
В современном производстве для приспособлений используются пневматические, гидравлические, электромеханические, магнитные и другие механизированные приводы. Наибольшее распространение в станочных приспособлениях при наличии в цехе пневмосети получили пневматические приводы вследствие относительной простоты конструкции и невысокой себестоимости. К достоинствам пневмоприводов относятся также быстрота действия, простота эксплуатации, не-
чувствительность к колебаниям температуры окружающей среды и т. п.;, к недостаткам —"значительные размеры, недостаточно высокий к. п. д., неплавность хода зажимных устройств.
Пневматические приводы состоят из пневмодвигателя, пневматической аппаратуры (распределительные краны, регуляторы давления, влагоотделителй, маслораспылители Д', п.) и пневмосети (трубы, рукава, соединения и т. п.). В качестве пневмодвигателя обычно применяется цилиндр с поршнем (поршневой пневмодвигатель — рис. 66, а, б) или пней-
Рис. 66. Схемы поршневых (а, 6) и мембранных (в, г) пневмодвигателей:
1, 8 — корпусы; 2 — поршень; 3 — шток; 4 — распределительный кран; 5, 10 — пружины; 6 — резиновая мембрана; 7 — опорная шайба; 9 — штуцер
магическая камера с резинотканевой или резиновой мембраной (мембранный пневмодвигатель — рис. 66, в, г). В сравнении с поршневыми двигателями пневмокамеры имеют ряд преимуществ: утечка воздуха в них практически исключена; камеры более компактны и имеют небольшую массу, изготовление- йх .проще и дешевле; мембраны пневмокамер долговечны (выдерживают до 600 тыс. включений), тогда как манжеты пневмоцилиндров выходят из строя примерно после 10 тыс. включений. Основные недостатки пневмокамер — небольшой ход штока и непостоянство развиваемых усилий. Во всех случаях, когда не требуется больших перемещений и постоянства сил на штоке, следует отдавать предпочтение пневмокамерам.
Ю* 147
По конструкции пневмодвигатели бывают двустороннего действия (см. рис. 66, а, в) — в них рабочий и холостой ходы осуществляются сжатым воздухом, и одностороннего действия (см. рис. 66, б, г) —рабочий ход производится сжатым воздухом, холостой — усилием пружины. Двигатели двустороннего действия применяются при наличии в приспособлении самотормозящих зажимных механизмов, когда большие усилия на штоке требуются не только во время рабочего, но и во время холостого хода. Двигатели одностороннего действия рекомендуется применять в случаях, когда усилия при холостом ходе невелики. Эти двигатели не требуют уплотнения штока, при их использовании вдвое уменьшается расход воздуха на цикл зажима, однако при рабочем ходе часть усилия затрачивается на сжатие возвратной пружины.
По методам компоновки с приспособлениями пневмодвигатели могут быть встроенными, прикрепляемыми или приставными. У встроенных двигателей рабочая полость размещается непосредственно в корпусе приспособления. Примером встроенного двигателя может служить цилиндр 3 на рис. 67 Прикрепляемые двигатели монтируются на корпусе
Рис. 67. Пневматическое приспособление для фрезерования проушин в корпусе поводковой буксы:
1,3 — пневмоцилиндры; 2 — обрабатываемая деталь
приспособления (цилиндр 1 на рис. 67). Если приспособление изымается из эксплуатации, то двигатель отделяется от него и используется на другом приспособлении. Приставные двигатели полностью выделены в самостоятельный агрегат и многократно используются в компоновках с различными приспособлениями (рис. 68).
Наряду с пневматическими в станочных приспособлениях используются также приводы с гидравликой, которые обладают рядом достоинств, оправдывающих значительные затраты на их из1гото’влен1ие. Эти достоинства следующие:
— высокое давление в системе (до 16 МПа и выше) по-
Рис. 68. Варианты компоновок мембранного пневмодвигателя с приспособлениями:
1, 4 — приспособления; 2, 5 — обрабатываемые детали; 3 — приставной пневмодвигатель
зволяет применять рабочие цилиндры небольшого диаметра (20 ... 60 мм), в результате чего конструкции гидравлических приспособлений получаются компактными;
— гидравлические приводы не требуют дополнительной смазки;
— отсутствуют неполадки, вызываемые конденсацией водяных паров в аппаратах и трубопроводах пневматических систем;
— практическая несжимаемость масла позволяет применять гидравлические приводы не только для силовых механизмов, но и для точных перемещений подвижных частей приспособлений.
По источнику энергии приводы с гидравликой делятся на пневмогидравлические, механогидравлические и гидравлические. В пневмогидравлических приводах источником энергии служит сжатый воздух. Механогидравлические приводы приводятся в действие рукой рабочего. Гидравлические приводы имеют индивидуальную или групповую насосную установку, а при использовании гидрофицированных станков приводятся в действие от основной гидравлической системы станка.
Прочие механизированные приводы в станочных приспособлениях встречаются реже.
§ 22, КОНСТРУКЦИИ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ, ИСПОЛЬЗУЕМЫХ В ЛОКОМОТИВОСТРОЕНИИ
Станочные приспособления, эксплуатируемые в производстве локомотивов, весьма разнообразны по конструкции. Это различные ручные и механизированные приспособления к токарным, сверлильным, фрезерным, протяжным, шлифовальным, зубообрабатывающим и другим станкам. Наряду с универсальными и специализированными станочными приспособлениями в производстве локомотивов используются специаль
ные неразборные приспособления, которые в ряда случаев являются составной частью специального агрегатного оборудования (например, приспособления для обработки боковин и рам тележек локомотивов на специальных фрезерных станках и др.). Кроме того, в локомотивостроении для станочных работ ежегодно используются десятки тысяч компоновок УСП.
В рамках данного учебника невозможно осветить, хотя бы вкратце, все многообразие конструкций эксплуатируемых в,Отрасли станочных приспособлений. Некоторые из них описаны в § 36. Ниже, в дополнение к ранее упомянутым (см. рис. 46, 48 и 67), рассмотрены еще три приспособления для обработки деталей и узлов локомотивов.
Принцип работы оправки с гидропластмассой (рис. 69)
Рис. 69. Оправка с гидропластма(ссой для токарной обработки поршня тепловозного дизеля:
1 — плунжер; 2 — корпус; 3, 8 — винты; 4 — гидропластмасса; 5, 7 — центрирующе-за-жимные втулки; 6 — обрабатываемая деталь
состоит в следующем. Пластическая масса (гидропластмасса) 4 сжимается плунжером 1 с помощью винта 3 с шестигранным отверстием под ключ. В результате возникает гидростатическое давление, которое по закону Паскаля равномерно передается на все стенки полости и деформирует тон-, костенные части втулок 5 и 7. Последние точно центрируют и зажимают установленную на оправку заготовку поршня 6. При этом исключаются возможные при Использовании других зажимных устройств повреждения технологической базы обрабатываемого изделия. Винты 8 закрывают отверстие, через которое во время заливки гидропластмассы (при изготовлении приспособления) из полости оправки выходит воздух.
При использовании накладного кондуктора (рис. 70) для обработки в раме тележки отверстий, предназначенных для центрирования и крепления опорно-возвращающих устройств, обрабатываемая рама 1 устанавливается на стол радиально-сверлильного станка, без крепления (масса ее около 31 т). Кондуктор накладывается на обработанные платики 10 рамы и центрируется по отверстию шкворневой балки с1 помощью центровика 11. Требуемое угловое положение кондук-
Рис. 70. Накладной кондуктор для обработки отверстий в раме челюстной тележки локомотива:
1 — рама тележки; 2 — плита кондуктора; 3, 4 — кондукторные втулки; 5 — струбцина; 6 — крюк; 7 — буксовая направляющая рамы; 8 — установ; 9 — шаблон; 10 — опорный платик рамы; 11 — центро-вик
тора относительно центра шкворневого отверстия обеспечивается установкой его с помощью шаблона 9 по отношению к буксовым направляющим 7 так, чтобы расстояния I у двух противоположных направляющих были одинаковыми. Кондуктор крепится на раме тележки струбцинами 5. Обработка отверстий производится с помощью быстросменных кондукторных втулок 3 и 4. Для транспортировки приспособления предусмотрены крюки 6.
В отдельных случаях, в частности когда вследствие конструктивных особенностей обрабатываемой детали для уста
новки на нескольких операциях приходится пользоваться одними и теми же черновыми поверхностями, применяют так называемые приспособления-спутники. Такое приспособление может быть использовано, например, для последовательной обработки на агрегатных станках буксового поводка (если конструкцией последнего предусмотрена необработанная поверхность контура головок) на операциях фрезерования торцов головок, чернового и чистового растачивания отверстий в них, а также обработки резьбовых отверстий в торцах с обеих сторон. Приспособление состоит из двух частей1— стационарной, закрепляемой на каждом станке, и кассеты (рис. 71), которая в процессе обработки передается от стан-
Рис. 71. Кассета для установки буксового поводка:
1, 3, 5 — винты; 2 — поводок; 4 — корпус кассеты
ка к станку вместе с закрепленным в ней поводком 2. Положение поводка в кассете перед первой операцией выверяется по его осям и фиксируется с помощью винтов 1, 3 и 5 (по черной поверхности наружного контура головок). Базирование кассеты в стационарной части приспособления производится по плоскостям I, II и III. Стационарная часть приспособления снабжена соответствующими направляющими и гидрозажимами для закрепления кассеты.
§ 23. МЕТОДИКА ПРОЕКТИРОВАНИЯ НЕРАЗБОРНЫХ СПЕЦИАЛЬНЫХ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
При выборе универсальных или проектировании специализированных и специальных станочных приспособлений необходимо учитывать: тип и модель станка, на котором приспособление будет установлено; конструктивные формы, размеры и точность обрабатываемого изделия; схему базирования и закрепления предмета производства и характер обработки; объем выпуска изделий.
Конструкция станочного приспособления должна обеспечить: требуемую точность обработки; надежное закрепление обрабатываемого предмета; повышение производительности и облегчение труда рабочих; удобство и безопасность в эксплуатации; простоту конструктивных решений при максимальном удельном весе стандартных деталей и узлов; сокращение сроков и себестоимости технологической подготовки производства (что имеет решающее значение в условиях большой номенклатуры и частой смены объектов производства) ; экономичность.
Проектирование неразборных специальных станочных приспособлений осуществляется в два этапа: сначала технолог разрабатывает принципиальную схему базирования и закрепления обрабатываемого изделия (с учетом рекомендаций, изложенных в § 6) и составляет техническое задание на проектирование; затем конструктор осуществляет конструктивную проработку приспособления.
Конструирование приспособлений рекомендуется выполнять в следующем порядке. Прежде всего вычерчивают контур обрабатываемого изделия на соответствующей стадии обработки. Затем на чертеж наносят кондукторные втулки, установочные и силовые устройства и механизмы приспособления. В механизированных приспособлениях к силовым механизмам выбирают и вычерчивают необходимый привод. После этого вычерчиваются делительные и прочие устройства и механизмы, а также, в последнюю очередь, корпус приспособления. Разработка чертежа заканчивается составлением спецификации и установлением технических требований к приспособлению.
При проектировании приспособлений производится расчет их экономической эффективности (см. гл. XIII), а также следующие технические расчеты:
1) расчет приспособления на точность;
2) расчет потребных усилий зажима заготовки (см. § 24);
3) расчет основных характеристик силовых механизмов и приводов;
4) проверочные расчеты на прочность, жесткость и износоустойчивость некоторых наиболее нагруженных деталей силовых устройств (выполняются в соответствии с известными методами расчета, изложенными в курсе «Основы конструирования машин»).
Расчет приспособления на точность имеет целью назначить обоснованные допуски на те размеры приспособления, от точности которых непосредственно зависит точность выполняемой обработки. Такими размерами являются, например, расстояния между осями кондукторных втулок, диаметры установочных пальцев и т. п. На практике обычно допус-
ки на подобные размеры приспособлений назначают в 2 ... 3 раза меньшими допусков на размеры, выдерживаемые при обработке. Допуски на размеры тех сопряжений, от погрешностей которых точность обработки не зависит (например, сопряжений силовых устройств, различных вспомогательных механизмов), обычно назначают по 6... 8-му квалитетам точности. Свободные размеры приспособлений выполняются по 14-му квалитету для обработанных и по 16-му — для необработанных поверхностей.
При расчете основных характеристик силовых устройств исходят из соотношения
Q = Wir]M , (6)
где Q — сила, развиваемая на ведомом звене силового механизма (сила зажима); W—исходная сила, прикладываемая к ведущему звену механизма2; i — передаточное отношение сил «идеального» механизма; — к. п. д. механизма.
Зависимости для W и 'i, а также значения т]м применительно к различным силовым устройствам приведены в специальной литературе (см., например, [1]). В случае силового устройства с пневматическим поршневым двигателем одностороннего действия
w= ^ртщ-Рп , (7)
для цилиндра двустороннего действия при давлении в бес-штоковой полости
W=^pr)« , (8)
где W — сила на штоке, Н; Du —диаметр цилиндра, мм; р — давление сжатого воздуха, МПа (обычно при расчетах принимают р = 0,4 МПа); т)ц — к. п. д. цилиндра (% =0,78... ...0,95); Рп—сопротивление возвратной пружины в конце рабочего хода поршня, Н.
Из уравнений (6), (7), (8), исходя из величины потребной силы зажима Q (см. § 24), находят необходимый диаметр пневмоцилиндра.
§ 24. РАСЧЕТ ПОТРЕБНЫХ УСИЛИЙ ЗАЖИМА ОБРАБАТЫВАЕМОГО ИЗДЕЛИЯ
Целью данного расчета является установление величины зажимного усилия, обеспечивающей надежное удержание обрабатываемого изделия от смещений, возникающих под действием сил резания. Зажимное усилие не должно быть
2 В ручных приспособлениях среднее усилие человека в расчетах принимается равным 180... 200 Н.
154
чрезмерно завышенным. В противном случае увеличиваются габариты и масса пневматических (или других) двигателей, излишне расходуется сжатый воздух, а также увеличиваются деформации обрабатываемого изделия, что отрицательно сказывается на точности обработки.
Величины потребных сил зажима обрабатываемого предмета можно определять, решая задачу статики на равновесие твердого тела под действием всех приложенных к нему сил (сил резания и веса заготовки, реактивных сил и сил трения) и их моментов. На практике потребные силы зажима определяют обычно приближенно, на основе анализа взаимодействия сил резания и зажима и их моментов, с учетом следующих условий:
1. Расчет ведут исходя из наиболее неблагоприятной ситуации резания. В одних случаях это момент врезания режущего инструмента, в других — установившийся процесс резания.
2. Разгружающего силовые механизмы действия сил резания, а также веса обрабатываемого изделия, как правило, не учитывают (за исключением тяжелых изделий).
3. Считают, что неизменное положение изделия при обработке обеспечивается трением на поверхностях, воспринимающих усилия зажима. Такие детали и устройства приспособлений, как установочные пальцы, делительные фиксаторы, полагают разгруженными от действия сил резания и веса обрабатываемого изделия.
Значения действующих на обрабатываемый предмет сил резания определяют расчетом или берут из нормативов (см. § 7), а затем для большей надежности их увеличивают на коэффициент запаса Ki = l,5... 1,8 (меньшее значение для чистовой обработки, большее —для черновой).
В общем случае при расчетах потребных сил зажима исходят из необходимости выполнения одного из следующих условий:
Pc<'FTp=(Q±Q').f( (9)
Мс<Мтр =(Q±Q')fRF, (10)
где Рс — суммарное усилие, которое может вызвать сдвиг обрабатываемого изделия по поверхности, воспринимающей усилие зажима; Ме — суммарный момент, который может повернуть обрабатываемое изделие по поверхности, воспринимающей усилие зажима; FTp (Мтр)—сила (момент) статического трения, возникающая на поверхностях, воспринимающих усилие зажима, и противодействующая сдвигу (повороту) обрабатываемого изделия; Q — суммарная сила зажима; Q' — суммарная сила, действующая в направлении усилия Q (разгружающая или нагружающая силовой меха
низм); f — коэффициент статического трения (коэффициент сцепления)3; RF—плечо действия силы FTp, м. (Силы — Н, их моменты — Н-м.)
Из условий (9) и (10) потребная суммарная сила зажима заготовки
Q>-Jf+Q' (И)
ИЛИ
М
Q>^±Q'. (12)
При использовании зажимного устройства, приводимого в действие мускульной силой рабочего, происходит значительное рассеивание величин зажимного усилия. Поэтому найденное из условий (11) или (12) значение Q следует увеличить дополнительно на коэффициент запаса К2=1,3... ...1,5 (меньшее значение — при удобном положении рукоятки зажима и малом угле ее отклонения, большее — при угле отклонения рукоятки свыше 90°). При установке заготовки на опорные детали больших размеров может отмечаться рассеивание величин Мтр вследствие нестабильности расположения точек контакта заготовки и приспособления. В этом случае значение Q корректируют с помощью коэффициента Кз=1Д
Пример. Определим потребное усилие зажима и необходимый диаметр пневмоцилиндров устройств для крепления рамы челюстной трехосной тележки локомотива на специальном фрезерном станке при чистовом фрезеровании боковых поверхностей буксовых проемов.
Исходные данные для расчета примем следующие: схема базирования, закрепления и обработки рамы — по рис. 72; зажим осуществляется 12 пневматическими цилиндрами двустороннего действия через механизмы с односкосым клином 4 при i = 2,37, Цм =0,64, т)ц =0,85; вес рамы G«30 кН; тангенциальная составляющая силы резания Pz = 8,5 кН.
Расчет ведем с учетом следующих допущений:
1. Тангенциальную составляющую силы резания, оказывающую на силовые механизмы разгружающее действие, в расчет не принимаем.
2. Силу веса рамы, также оказывающую на силовые механизмы разгружающее действие, вследствие ее значительной величины при расчете учитываем.
3. Разгружающее зажимные механизмы действие двух базирующих пневматических стоек 4 не учитываем; шаровой фиксатор 3 полагаем разгруженным от действия сил резания.
4. Считаем, что неизменное положение рамы при фрезеровании пол-
3 Средние значения коэффициента трения можно принимать следующими: при контакте обработанных поверхностей заготовки с опорными пластинами и штырями с плоской головкой f=0,1 ... 0,15; при контакте необработанных поверхностей с штырями со сферической головкой f=0,2 ... 0,3; при контакте с закаленными рифлеными элементами (штыри с насеченной головкой, губки кулачков и т. п.) f^0,7 в зависимости от рисунка и глубины насечки.
4 По типу механизма, показанного на рис. 59.
Рис. 72. Схема обработки рамы тележки на специальном фрезерном станке:
1 — рама тележки; 2 — фреза; 3 — шаровой фиксатор; 4 — разжимная пневматическая стойка
ностью обеспечивается трением на установочной базе (торцы каблучков), а также в местах контакта рамы с зажимающими элементами.
Наиболее неблагоприятную комбинацию сдвигающих сил устанавливаем из анализа двух ситуаций: а) неравномерное врезание фрез в начальный момент обработки и б) установившийся процесс резания.
В момент врезания инструмента худшим является тот случай, когда три фрезы, обрабатывающие челюсти одной боковины, вступили в работу, а три фрезы, обрабатывающие противоположные поверхности, еще не работают (рис. 73, а). При этом суммарная сдвигающая сила
Pc = 3P1=3]/P2x+P2lz
или, полагая при торцовом (симметричном) фрезеровании Px«0,4Pz и Py»0,5Pz, имеем Рс« 1,92Р2.
Рис. 73. Схемы действия сил резания на раму тележки (вид в плане):
а — врезание фрез; б — установившийся процесс резания
$ fy Pf fy Pi
MW 4^
В установившемся процессе резания (работают все шесть фрез) Pv взаимно уравновешиваются (рис. 73,5). Суммарная сдвигающая Рс=6Рх = 2,4Р2.
силы сила
Таким образом,, наиболее неблагоприятной в данном случае является ситуация установившегося резания. Суммарная сдвигающая сила, которую следует принимать в расчет, PC=2,4PZ или, с учетом коэффициента запаса Ki = l,5, Рс = 2,4-8,5-1,5 кН = 30,6 кН.
Потребную суммарную силу зажима определяем по уравнению (11) при Q' = G:
Рс 30,6
Q = у—Q — -Q з —30 кН = 72 кН, —
принимая коэффициент трения равным f = fi+f2= 0,1+0,2 = 0,3 (fi и i2 — коэффициенты трения соответственно на установочной базе и в точках зажима).
Определяем силу зажима Qi, которую должно развить одно силовое устройство. При числе зажимных механизмов, равном 12,
Q 72
Qi = у = укН = 6 кН=6000 Н.
Диаметр поршня пневмоцилиндров зажимных, устройств из уравнений (6) и (8)
Du = 1/ ----------= 1/--------------------мм=122 мм.
V лрг)ц1^м У л-0,4-0,85-2,37-0,64
Принимаем Du=125 мм.
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
52* При установке заготовки в станочном приспособлении (уста-; новочная база — горизонтальная плоскость) дополнительно к основным использованы две вспомогательные самоустанавливающиеся (пружинные) опоры. Определите, какова должна быть сила пружины, если вес заготовки равен 400 Н.
53* Укажите, какие кондукторные втулки используются для обработки отверстий 0 12Н14 в условиях мелкосерийного производства.
54* Определите наибольшее возможное смещение оси сверла 1 (рис. 74) относительно оси отверстия переходной втулки 3 (без учета эксцентриситета сменной кондукторной втулки 2 и перекоса сверла) при
—° 007 +5 05
следующих данных: D0T3 = 3O+0,013; DBT2=30_Ooi6 ; авт=2О + о’О2 J
dCB = 20 —o,o52 •
55. На сверлильной операции требуется обеспечить заданное расстояние между осями отверстий обрабатываемой детали с точностью
Рис. 74
Рис. 75
±0,25 мм. Назначьте допуск на расстояние между осями кондукторных втулок соответствующего сверлильного приспособления.
56. Укажите, какой из названных ниже типов приводов целесообразно использовать в крупносерийном производстве для закрепления заготовки в станочном приспособлении при отсутствии самотормозящих зажимных устройств, если для зажима не требуется значительных перемещений:
1) поршневой пневмодвигатель одностороннего действия, прикрепляемый;
2) ручной зажим; 3) поршневой пневмодвигатель двустороннего действияг встроенный или прикрепляемый; 4) мембранный пневмодвигатель двустороннего действия, встроенный или прикрепляемый; 5) поршневой пневмодвигатель двустороннего действия, приставной; 6) мембранный пневмодвигатель одностороннего действия, встроенный или прикрепляемый.
57 * Определите силу Q, потребную для зажима заготовки 1 в пневматических тисках при черновом фрезеровании поверхности I (рис. 75), если тангенциальная составляющая силы резания Pz==5000 Н. Значение коэффициента трения на поверхностях, воспринимающих усилие зажима, принять f=0,4.
ГЛАВА IX
СБОРОЧНО-СВАРОЧНЫЕ ПРИСПОСОБЛЕНИЯ
§ 25. ДЕТАЛИ, УСТРОЙСТВА И МЕХАНИЗМЫ СБОРОЧНО-СВАРОЧНЫХ ПРИСПОСОБЛЕНИЙ
Сборочно-сварочные приспособления имеют следующие основные составные части: установочные устройства, силовые (зажимные) механизмы, механизмы позиционирования {поворота и перемещения) свариваемых изделий, конструкции, составляющие основание приспособлений (плиты, стойки, платформы, планшайбы, порталы и т. п.), специальные устройства для осуществления автоматической и полуавтоматической сварки (устройства для удержания флюса над сварочной ванной, для принудительного формирования шва и т. п.).
Установочные устройства служат для установки деталей свариваемого узла в сборочно-сварочном приспособлении в требуемом положении, выполняются в виде опорных пластин, упоров (штырей), установочных пальцев, опорных призм и некоторых других элементов.
Пластины и упоры служат для установки деталей плоскостями. Для фиксации деталей свариваемого узла по обработанным поверхностям применяют упоры с рифленой головкой (см. рис. 50, в, и рис. 76), а по необработанным — со сферической головкой (см. рис. 50,6). Упоры бывают постоянные, съемные, поворотные и откидные.
Постоянные упоры в приспособлениях невысокой точности с относительно малым сроком эксплуатации прикрепля-
ют к корпусу приспособления с помощью сварки (см. рис. 76); изготавливаются они из сталей марок СтЗ и 45. В приспособлениях повышенной точности и сложности постоянные упоры крепятся с помощью винтов; рабочие элементы таких упоров изготавливают из сталей марок 45 и 45Х и подвергают термообработке. Съемные упоры крепятся с помощью винтов или шпилек и снимаются после выполнения каждой операции, поворотные и откидные применяются в тех случаях, когда при использовании постоянного упора невозможно снять свариваемый узел после прихватки или сварки.
Рис. 76. Постоянный упор с рифленой головкой
Показанный на рис. 77 откидной упор — один из 8 таких устройств, предназначенных для фиксации хребтовых балок при сборке под сварку главной рамы локомотива в кантователе. После установки хребтовых балок 1 включается пневматический цилиндр 8. Он ставит откидной упор 3 в рабочее положение посредством рычагов 6 и 7. Правильное положение упора относительно оси платформы кантователя достигается прижатием его к опорной пластине 4 и регулированием двух его бобышек. 2. Две вертикальные направляющие щеки 5 обеспечивают правильность перемещения упора в вертикальной плоскости.
Рис. 77. Откидной упор:
1 — хребтовая балка рамы локомотива; 2 — бобышка; 3 — откидной упор; 4 — опорная пластина; 5 — направляющая щека; 6,7— рычаги; 8 — пневмоцилиндр
Для установки деталей по отверстиям служат установочные пальцы: постоянные, вставные (рис. 78, я), которые при сборке и прихватке деталей вставляются в сопрягаемые отверстия и вынимаются по окончании операции, и откидные (рис. 78,6). Пальцы изготовляют из стали марки 20 и подвергают цементации и закалке. Для фиксации оси цилиндрических деталей применяют опорные призмы.
Рис. 78. Установочные пальцы:
а — вставной пружинный; б — откидной
Рис. 79. Откидной винтовой зажим
Силовые (зажимные) механизмы служат для удержания деталей свариваемого узла в приспособлении от смещений. Различают постоянные, поворотные и откидные зажимы. Постоянные зажимы применяют в основном для закрепления деталей в вертикальном положении, а поворотные и откидные— в горизонтальном. (На рис. 79 показан откидной винтовой зажим, используемый в приспособлении для сборки секций тепловозных холодильников — установки и прихватки коллекторов к трубным коробкам.) По способу получения усилия зажатия различают ручные механические, пневматические, гидравлические и магнитные зажимы.
Механические зажимы сборочно-сварочных приспособлений могут быть винтовыми, рычажными, рычажно-винтовыми, эксцентриковыми, клиновыми и т. д. Наиболее распространены винтовые зажимы; они широко применяются в качестве самостоятельных простейших приспособлений (например, струбцин). Рычажные зажимы самых разнообразных конструкций используют преимущественно в специализированных (и специальных) приспособлениях в крупносерийном и массовом производствах. Рычажно-винтовые зажимы являются обычно составными элементами приспособлений, хотя могут служить также в качестве самостоятельных зажимных устройств; с их помощью можно создать очень большие усилия зажатия. Эксцентриковые зажимы применяются в крупносерийном и массовом производствах; основное их до-
ооинство — быстрота действия. Клиновые зажимы очень нросты и позволяют создавать большие зажимные усилия, еднако они недостаточно производительны; могут использоваться в виде самостоятельных приспособлений преимущественно в единичном производстве.
Пневматические зажимы в сборочно-сварочных приспособлениях нашли широкое применение благодаря быстрому действию и возможности дистанционного управления. Они служат для закрепления громоздких изделий, когда необходимо иметь одновременный зажим в различных точках. Для увеличения зажимного усилия пневмодвигатели комбинируют е различными рычажными системами.
С помощью пневматического зажима (рис. 80), используемого в приспособлении для сборки и прихватки каркаса стенки кузова локомотива, ©дна из деталей свариваемого каркаса — швеллер 6 — прижимается одновременно к опорной пластине 7 и упору 8 посредством рычага 3, приводимого в действие штоком 9 пневмоцилиндра 10. При обратном ходе поршня отвод рычага 3 от швеллера 6 осуществляется щекой 1.
Рис. 80. Пневматический зажим:
1 — щека; 2, 4 — оси; 3 — рычаг; 5 — кулак; 6 — швеллер; 7 — опорная пластина; 8 — упор; 9 — шток; 10 — пневмоцилиндр
Более подробно пневматические, а также гидравлические приводы рассмотрены в § 21. Магнитные зажимы (на основе электромагнита) применяются главным образом для крепления под сварку листов на стеллажах и стендах.
Для позиционирования тяжелых свариваемых изделий используются механизированные (электромеханические) приводы.
§ 26. КОНСТРУКЦИИ СБОРОЧНО-СВАРОЧНЫХ ПРИСПОСОБЛЕНИЙ, ИСПОЛЬЗУЕМЫХ
В ЛОКОМОТИВОСТРОЕНИИ
В производстве сварных металлоконструкций локомотивов эксплуатируется большое количество разнообразных приспособлений — ручных и механизированных, специальных, специализированных, универсальных и универсально-сборных. По целевому назначению эти приспособления делятся на комбинированные сборочно-сварочные и собственно сварочные (или просто сварочные); по конструкции их можно разделить на переносные приспособления, стенды, кантователи, манипуляторы, вращатели, порталы и т. д. Особую группу составляют приспособления и стенды для испытания сварных (и паяных) конструкций. Ниже рассмотрены разнообразные конструкции сборочно-сварочных приспособлений, используемых в локомотивостроении.
Переносные приспособления. Переносные универсальные приспособления применяют в единичном и мелкосерийном производствах. К ним относятся переносные зажимы, прихваты, стяжки, распоры и т. п.
Переносные зажимы представляют собой различные скобы и струбцины. Прихваты применяются в основном при монтаже крупных конструкций и при сборке под сварку в единичном производстве. Отдельные элементы прихватов временно приваривают к собираемым деталям, а после сварки срубают. Стяжки различных конструкций (винтовые, в виде гибкого хомута и др.) предназначены для сближения до заданных размеров кромок свариваемых деталей в процессе сборки под сварку. Распоры служат для увеличения и сохранения неизменными размеров собираемого изделия в поперечном сечении как при сборке, так и при сварке. В единичном и мелкосерийном производствах распорные усилия создаются винтами и болтами вручную, в крупносерийном и массовом — пневматическими устройствами.
Переносные специализированные (и специальные) приспособления применяются преимущественно в крупносерийном и массовом производствах. Они подразделяются на шаблоны и кондукторы.
Шаблоны различных конструкций предназначаются для фиксирования положения деталей при сборке по отношению к другим деталям сварного узла. Они очень просты в изготовлении и эксплуатации, стоимость их невысока. С помощью шаблонов, например, устанавливают на рамы тележек локомотивов и приваривают многочисленные кронштейны для рычагов и подвесок рычажной передачи тормоза, косынки, подкладки, ребра и другие небольшие детали. Шаблоны используются также для установки и приварки мелких деталей на
узлы локомотивных кузовов. Кондукторы — небольшие жесткие сборочно-сварочные приспособления, обеспечивающие точную сборку деталей свариваемого узла под последующую сварку его в приспособлении. Изготовление кондукторов довольно сложно и дорого. Применение их оправдано в крупносерийном и массовом производствах.
Стенды. Для сборки, прихватки и сварки различных узлов по разметке и с помощью шаблонов в единичном производстве применяют универсальные стенды со съемными крепежными устройствами, размещающимися в пазах, или крепежными устройствами в виде струбцин. Для сборки и сварки лишь определенных изделий во всех типах производства используют специализированные и специальные стенды, снабженные установочными и зажимными устройствами. В крупносерийном и массовом производствах при сборке и сварке громоздких изделий установочные устройства и зажимы — быстродействующие, обычно с пневматическим приводом.
Специальные и специализированные стенды находят применение для сборки, прихватки и частичной сварки главных рам, при изготовлении узлов кузовов и других металлоконструкций локомотивов. Один из таких стендов, оснащенный порталом с пневматическими зажимными устройствами, изображен на рис. 85, другой рассмотрен в п. 45. 1 (см. рис. 153). Разновидностью стендов являются стеллажи (неподвижные, роликовые и цепные).
Кантователи представляют собой сборочно-сварочные приспособления, позволяющие не только закреплять свариваемое изделие или его составные части, но и поворачивать их вокруг горизонтальной оси с целью установки в удобное для сварки положение. Кантователи широко применяются во всех типах производства в качестве комбинированных сборочно-сварочных и собственно сварочных приспособлений. В локомотивостроении они используются при сборке и сварке рам тележек, главных рам, узлов кузовов и других металлоконструкций локомотивов.
По способу осуществления поворота свариваемого изделия кантователи делятся на роликовые (кольцевые), цевочные, цапфовые (центровые), цепные, рычажные, домкратные, челночные и некоторые другие. Наиболее распространены в локомотивостроении двухстоечные цапфовые кантователи без подъема свариваемого изделия; рычажные, домкратные и челночные конструкции встречаются сравнительно редко.
Роликовые кантователи предназначаются для сварки громоздких конструкций. Предварительно собранное «на прихватках» свариваемое изделие 2 закрепляется в кольцах 1, которые перекатываются по роликам 3 (рис. 81). Вращение
Рис. 81. Роликовый кантователь:
1 — кольцо; 2 — свариваемое изделие; 3 — ролик
колец осуществляется с помощью ручного или электромеханического привода через ведущий ролик.
В цевочном кантователе (рис. 82) поворот изделия (ра
Рис. 82. Цевочный кантователь для сборки и сварки рамы локомотива:
1,3 — цевочные колеса; 2 — установочные и зажимные устройства и механизмы; 4 — воздухораспределительное устройство; 5 — платформа; 6 — электродвигатель; 7,9 — редукторы; 8 — вал; 10 — ролик; 11 —- опора
мы локомотива), закрепленного на платформе 5 кантователя, осуществляется с помощью цевочных колес 1 и 3. Последние приводятся во вращение от электродвигателя 6 посредством редуктора 7, валов 8, редукторов 9 и цевочных шестерен, расположенных внутри опор 11 и зацепляющихся с цевочными колесами 1 и 3, каждое из которых опирается на две пары роликов 10. Для фиксирования и зажима деталей и узлов рамы локомотива на платформе кантователя имеется большое количество разнообразных по конструкции устройств 2 (см., например, рис. 77).
Цапфовые двухстоечные кантователи применяются для сварки (сборки и сварки) как мелких и средних, так и крупных изделий. При изготовлении небольших объектов поворот их не требует значительных усилий и обычно осущест-
вляется вручную. Для поворота тяжелых изделий используют электромеханический привод.
Кантователь со связанными цапфами предназначен для сварки изделий определенной длины (см., например, рис. 154 и 157 в § 45). Кантователь с независимыми цапфами может быть использован при сварке изделий различной протяженности. С этой целью не связанные между собой цапфы переставляются. На рис. 83 показан такой кантователь для сварки главных рам локомотивов.
Рис. 83. Цапфовый двухстоечный кантователь с независимыми цапфами:
1,3 — стойки; 2 — свариваемое изделие (рама локомотива); 4 — редуктор; 5 — электродвигатель
Цепные кантователи представляют собой универсальные приспособления для сварки громоздких тяжелых изделий. Свариваемые конструкции перекатываются по цепям, которые передвигаются с помощью приводных звездочек (см., например, цепной кантователь для сварки хребтовых балок главных рам — рис. 84).
Рис. 84. Цепной кантователь:
1 — свариваемое изделие (хребтовая балка рамы локомотива); 2 — цепь; 3 — звездочка; 4 — основание
Порталы — это передвижные или стационарные металлоконструкции с размещенными на них быстродействующими 166
(обычно пневматическими) зажимами, используемые дл® сборки и прихватки под сварку громоздких изделий4.
Порталы подразделяются на универсальные и специализированные. На рис. 85 показано использование специализи-
Рис. 85. Стенд для установки и приварки листов обшивки к каркасу крыши локомотива:
1 — стойка; 2 — ролик; 3 — балка; 4 — портал; 5 — гибкий шланг подачи сжатого воздуха; 6 — крыша локомотива; 7 — -пневмоцилиндр; 8 — качающийся прижим; 9 — упор; 10, 11 — верхняя и нижняя направляющие пластины
рованного портала для установки и приварки листов обшивки к каркасу крыши 6 локомотива. Портал 4, несущий на себе пневматические цилиндры 7 с качающимися прижимами 8, передвигается на роликах 2 по нижним направляющим пластинам 11 балок 3. Во время работы портал, поднимаясь вверх под действием усилий прижатия, опирается на верхние направляющие пластины 10.
Манипуляторы — универсальные приспособления, предназначенные для установки свариваемых изделий в удобное для сварки положение путем поворота вокруг вертикальной и горизонтальной осей, а также для вращения их со сварочной скоростью при автоматической и полуавтоматической сварке, наплавке и металлизации. Привод механизма вращения стола (планшайбы) с изделием вокруг вертикальной оси у большинства манипуляторов —электрический, привод механизма поворота (наклона) относительно горизон-
1 Порталы, предназначенные для установки на них головок для сварки под флюсом или для многоточечной контактной сварки, относятся к сварочному (технологическому) оборудованию, поэтому здесь не рассматриваются.
тальной оси — электрический или гидравлический; манипуляторы небольшой грузоподъемности могут иметь ручной привод наклона стола. Некоторые манипуляторы помимо вращения ~и наклона имеют еще третье движение — подъем стола. Манипуляторы, не имеющие сварочной скорости вращения, называют позиционерами.
Сварочные манипуляторы широко применяются во всех типах производства. При наличии сварочной скорости вращения Дх используют для наложения кольцевых швов на цилиндрических и рамных конструкциях; позиционеры применяют для, сварки рамных, корпусных и других изделий. Пример использования манипулятора для сварки рамной конструкции показан на рис. 47
Типы и основные технические параметры сварочных манипуляторов регламентированы ГОСТ 19143—78.
Вращатели предназначены для установки изделий в удобное для сварки положение путем поворота вокруг постоянной оси, а также для вращения их со сварочной скоростью (при автоматической и полуавтоматической сварке, наплавке и металлизации).
В локомотивостроении применяют вращатели с горизонтальной (для работы в центрах или в патроне), вертикальной или наклонной (при использовании планшайбы или патрона) осью вращения. Привод вращателей — электромеханический. -Зажим свариваемых изделий осуществляется с помощью пневматических или гидравлических зажимных устройств. В случаях, когда не требуется изменения угла наклона оси. вращения изделия, вращателями успешно заменяются более сложные и дорогостоящие манипуляторы. Конструкции сварочных вращателей стандартизованы (ГОСТ 19140—78, 19141—78).
Вращатели и манипуляторы широко используются в локомотивостроении, в частности в установках для автоматической сварки кольцевых швов при изготовлении воздушных резервуаров, колес гидромуфты, карданных валов, вентиля-торных.колес и т. п. (например, рис. 86).
Приспособления и стенды для испытаний сварных конструкций. В зависимости от назначения сварных узлов и условий их работы контроль качества сварных соединений производится различными методами. Конструкции, работающие под давлением, подвергаются гидравлическим и пневматическим (с погружением проверяемого объекта в воду) испытаниям, которые позволяют определить плотность и прочность сварных швов и паяных соединений. Гидравлические (и пневматические) испытания широко применяются в локомотивостроении при изготовлении секций холодильников, водомасляных теплообменников, воздушных резервуаров и других металлоконструкций.
Рис. 86. Консольно-сварочная установка для автоматической сварки кольцевых швов:
/ — фундаментная плита; 2 — колонна; 3 — механизм подъема рукава; 4 — рукав с направляющими; 5 — подающий механизм сварочной головки; 6 — пульт управления; 7 — бункер для флюса; 8 — мундштук; 9 — свариваемое изделие (насосное кольцо гидромуфты); 10 — планшайба; И — сварочный манипулятор; 12 — флюсосборник
На стенде для пневматического испытания секций холодильника на плотность пайки трубок с трубными коробками (рис. 87) испытуемую секцию вставляют в кожух 4 до упора в резиновую прокладку 3 и закрывают крышкой 9, прижав ее к трубной коробке секции с помощью пневматических цилиндров 6. Кожух с секцией устанавливают в вертикальное положение, после чего в трубную коробку наливают воду ниже уровня концов трубок. Между трубками и кожухом впускают сжатый воздух. Дефекты паяных соединений можно определить по воздушным пузырькам. Повернув кожух с секцией на 180°, аналогично проверяют качеств© пайки другой стороны.
В приспособлении для гидро- и пневмоиспытаний охлаждающих трубок с турбулизаторами на плотность пайки (рис. 88) восемнадцать трубок 4 устанавливают в пазы двух дисков 5 и фланцев 2 и 7 (при предварительно отвинченной гайке 1 и сдвинутом влево фланце 2) и плотно зажимают с помощью гайки 1 между резиновыми прокладками 3 и 6 фланцев. Вода (или воздух) под необходимым давлением поступает в трубки через штуцер 8 и сопла 9. Пневматические испытания производятся с погружением приспособления с трубками в воду.
Рис. 87. Стенд для пневматического испытания секций тепловозных холодильников:
1 — стойка; 2, 9 — крышки; 3 — резиновая прокладка; 4 — кожух; 5 — манометр; 6 — пневмоцилиндр; 7 — цапфа; 8 — прихват; 10 — фиксатор
Рис. 88. Приспособление для испытания трубок с турбулизаторами:
1 — гайка; 2, 7 — фланцы; 3, 6 — резиновые прокладки; 4 — испытуемая трубка; 5 — диск; 8 — штуцер; 9 — сопло
§ 27. МЕТОДИКА ПРОЕКТИРОВАНИЯ СБОРОЧНО-СВАРОЧНЫХ ПРИСПОСОБЛЕНИЙ
При выборе универсальных или проектировании специализированных и специальных сборочно-сварочных приспособлений необходимо учитывать: конструктивные формы, общие
размеры, массу и заданную точность свариваемого узла; размеры, точность и характер расположения его деталей; технологию сборки и сварки; объем выпуска изделий.
Конструкция сборочно-сварочного приспособления должна быть возможно более простой (с максимальным использованием стандартных составных частей), экономичной и обеспечивать: получение заданных чертежом размеров сварного узла; предотвращение или уменьшение сварочных деформаций; установку свариваемого объекта в удобное для сварки положение; повышение производительности сборочносварочных работ и облегчение труда рабочих; удобство и безопасность в эксплуатации; сокращение сроков и себестоимости технологической подготовки производства.
Проектирование сборочно-сварочных приспособлений осуществляется в два этапа. Сначала технолог разрабатывает принципиальную схему приспособления с выбором базовой детали, установлением последовательности сборки и характера базирования и закрепления деталей свариваемого узла (или узла в целом). На этом этапе составляется техническое задание на проектирование, которым устанавливаются технико-экономические и другие требования к приспособлению и его отдельным составным частям. На основе утвержденного задания конструктор производит расчет, конструктивную проработку устройств и механизмов приспособления и его общую компоновку. При этом необходимо следовать нижеперечисленным принципам.
Конструкция сборочно-сварочного приспособления должна обеспечить возможность сборки узла из деталей с любыми допустимыми отклонениями. При низкой точности изготовления деталей в приспособлениях используются съемные, переставные или регулируемые установочные устройства и наиболее надежные винтовые зажимы. При достаточно высокой точности деталей свариваемого узла приспособления проектируют с более простыми постоянными и отводными установочными устройствами и быстродействующими эксцентриковыми зажимами. Нужно стремиться в качестве технологических баз использовать обработанные поверхности свариваемых деталей, особенно те из них, которые являются измерительными базами сварной конструкции.
Зажимы должны обеспечить надежный и равномерный прижим деталей свариваемого узла к установочным элементам и возможность уменьшения деформаций, возникающих в процессе сварки. Если для уменьшения коробления сварного узла необходимо создание обратных деформаций перед сваркой при его закреплении, то это учитывается при проектировании приспособления. Во избежание деформаций изгиба и скручивании (при закреплении свариваемых деталей) зажимы располагаются против установочных устройств. Чис
ло ручных зажимов должно быть возможно минимальным, чтобы уменьшить время на сборку.
Кроме того, нужно стремиться обеспечить свободный доступ к местам базирования и закрепления деталей и к местам сварки. Необходимо также предусмотреть возможность легкого съема с приспособления собранного «на прихватках» или сваренного узла (неполностью охлажденного). С этой целью рекомендуется снижать площадь контакта между деталями свариваемой конструкции и установочными элементами приспособления за счет создания местных выточек и выемок. Расположение установочных устройств и зажимов должно быть таким, чтобы они не забрызгивались расплавленным металлом при сварке.
Для громоздких изделий с различным пространственным расположением швов применяют обычно поворотные приспособления. При наличии в конструкции кольцевых швов поворотное устройство должно обеспечить окружную скорость вращения, равную скорости сварки. При конструировании поворотных приспособлений с горизонтальной осью вращения последняя в целях уменьшения момента поворота должна проходить через центр тяжести поворотной части приспособления и закрепленного на ней свариваемого узла.
Привод для кантователей грузоподъемностью до 100 кг выполняется ручным, свыше 100 кг — электромеханическим. Скорость поворота свариваемого изделия в кантователях и манипуляторах различных видов колеблется от 0,02 до 0,8 рад/с (0,2 ... 8 мин-1). Платформа кантователя должна быть отбалансирована с учетом установки на ней всех основных деталей свариваемого узла; вращение без изделия не разрешается. Во избежание несчастных случаев, могущих произойти при повороте платформы кантователя, последний следует оборудовать сиреной и реле времени (вращение начинается через 15 ... 20 с после включения сирены).
При проектировании сборочно-сварочных приспособлений производится расчет их экономической эффективности (см. гл. XIII), а также следующие технические расчеты.
Прежде всего выполняют ориентировочный расчет потребных усилий зажима элементов свариваемого узла (или узла в целом). Эти силы определяются из условия прочной фиксации свариваемых деталей с учетом остаточных сварочных деформаций. Характер и величина последних устанавливаются расчетными методами теории сварочных деформаций либо экспериментально — при сварке опытных образцов. На основе полученных данных рассчитывают усилия, необходимые для предотвращения деформирования изделия в процессе сварки и остывания. Соответствующие расчетные зависимости приведены в специальной литературе. В остальном методика расчета потребных сил зажима для сборочно-свароч
ных приспособлений аналогична соответствующей методике для станочной оснастки (см. § 24). Значение коэффициента запаса при механизированных зажимах следует принимать равным 1,5, при ручных зажимах <—2.
Расчет основных характеристик силовых устройств приспособлений производится с учетом рекомендаций, изложенных в § 23. При необходимости выполняются проверочные расчеты на прочность, жесткость и износоустойчивость некоторых наиболее нагруженных деталей силовых механизмов.
Кинематические и силовые расчеты механизмов позиционирования свариваемого изделия обычно несложны и не имеют специфики, свойственной сборочно-сварочным приспособлениям; они легко выполняются методами, изложенными в курсе основ конструирования машин. При этом исходят из необходимого момента поворота или потребного усилия и принятой скорости вращения или перемещения изделия.
задания для самостоятельной работы
58. Укажите, какое из ниженазванных приспособлений целесообразно для сборки и. сварки громоздкого тяжелого изделия с пространственным расположением швов сварных соединений в условиях крупносерийного производства:
1) универсальный стенд со съемными крепежными устройствами; 2) цапфовый кантователь со связанными цапфами, ручным приводом поворота и пневматическими зажимами; 3) цевочный или цапфовый (со связанными цапфами) кантователь с электромеханическим приводом поворота и пневматическим приводом установочных устройств и зажимов; 4) роликовый кантователь с электромеханическим приводом поворота; 5) специализированный стенд с пневматическим приводом установочных устройств и зажимов; 6) цапфовый кантователь с независимыми цапфами и электромеханическим приводом поворота.
59* Определите момент, потребный для поворота свариваемого изделия при использовании двухстоечного цапфового кантователя со связанными цапфами, и необходимое суммарное усилие для крепления изделия на платформе кантователя при следующих данных: вес свариваемого изделия G = 10 кН; вес поворотной части кантователя Gn = 10 кН; ось вращения проходит через центр тяжести поворотной части кантователя и закрепленного на ней свариваемого узла; радиус цапф г = 50 мм; в процессе сварки узел поворачивается на 360°; крепление осуществляется путем прижатия изделия к опорным пластинам платформы пневматическими прижимами; коэффициенты трения: на установочной базе изделия fi = 0,2, в точках зажима f2 = 0,3, в цапфах кантователя f3=0,l. Коэффициент запаса принять К=1,5.
60* Пользуясь ГОСТ 19143—78 («Манипуляторы сварочные. Типы, основные параметры и размеры»), подберите манипулятор для сварки конструкции весом G=8 кН, если центр тяжести свариваемого изделия смещен относительно оси вращения и относительно опорной плоскости планшайбы манипулятора соответственно на Hi =210 и Н2 = 400 мм (изделие размещается непосредственно на планшайбе).
61. Приведите, в дополнение к рассмотренным в § 26, примеры сборочно-сварочных приспособлений, используемых при изготовлении сварных конструкций локомотивов.
ГЛАВА X
СБОРОЧНЫЕ ПРИСПОСОБЛЕНИЯ И ОБОРУДОВАНИЕ
Сборочные приспособления в основном состоят из корпуса и смонтированных на его основе установочных, силовых и вспомогательных устройств. Привод зажимных устройств в крупносерийном и массовом (иногда в среднесерийном) производствах целесообразно выполнять механизированным. К вспомогательным элементам сборочных приспособлений относятся поворотные и делительные механизмы, выталкиватели и другие устройства. Целевое назначение сборочной оснастки и оборудования: установка базовых составных частей изделия; фиксация соединяемых деталей и узлов; деформирование упругих элементов; выполнение разного рода соединений; подготовительные, пригоночные и вспомогательные работы; демонтаж собранных узлов.
Особую группу составляют приспособления и стенды для испытания собранных объектов. Важное технико-экономическое значение имеет использование в сборочном производстве локомотивостроения промышленных роботов. Конструкции сборочных приспособлений и оборудования, используемых в производстве локомотивов, весьма разнообразны. Ниже даны описания некоторых из них.
Приспособления для установки базовых деталей и узлов применяются для придания собираемому узлу необходимой устойчивости против сил, стремящихся нарушить его положение в процессе сборки (силы при затяжке винтовых соединений, посадке деталей с натягом и т. п.); они способствуют повышению производительности труда, так как рабочие освобождаются от необходимости удерживать собираемый объект руками. К приспособлениям данной группы обычно не предъявляется требование точной установки закрепляемых объектов.
В единичном и мелкосерийном производствах используются универсальные приспособления: плиты и сборочные балки с Т-образными пазами для крепления собираемых объектов; призмы и угольники со сквозными продолговатыми пазами для крепежных болтов; тиски, домкраты, винтовые прихваты и т. п. В среднесерийном, крупносерийном и массовом производствах установка и крепление базовых деталей и узлов при сборке производятся в специализированных и специальных сборочных приспособлениях, которые в целях создания больших удобств сборщикам часто выполняются поворотного типа — сборочные кантователи.
В приспособлении, показанном на рис. 89, базовый узел (охлаждающий элемент 1 водомасляного теплообменника тепло-174
Рис, 89. Приспособление для сборки водомасляного теплообменника:
1 — охлаждающий элемент теплообменника; 2 — опорный фланец; 3 — эксцентриковый прихват
воза) закрепляют на опорном фланце 2 приспособления быстродействующими эксцентриковыми прихватами 3. В кантователе (рис. 90) с механизированным приводом поворота корпус 7 собираемого гидроредуктора крепится на кронштейнах 6, 8 стоек 5, 9 с помощью болтов и гаек. Для крепления используют имеющиеся в корпусе отверстия. Поворот узла в удобное для сборки положение осуществляется от электродвигателя 1 через клиноременную передачу 2, редуктор 3 и муфту 4.
Рис. 90. Кантователь для сборки гидроредуктора:
1 — электродвигатель; 2 — клиноременная передача; 3 — червячно-цилиндрический редуктор; 4 — муфта; 5, 9 — стойки; 6, 8 — кронштейны; 7 — корпус гидроредуктора
Приспособления для фиксации соединяемых деталей и узлов используются для быстрой и точной установки соединяемых объектов (шаблоны, лекала и др.). При этом отпадает необходимость в выверке взаимного положения сопрягаемых элементов, так как оно обеспечивается автоматически, например путем доведения баз собираемых объектов до соприкосновения с соответствующими элементами приспособления или другим способом. Эти приспособления обеспечивают значительное повышение производительности сборочных работ. Они применяются при склеивании, клепке, осуществлении посадок с натягом, винтовых и других соединений. Особое место занимают приспособления для центрирования механизмов в процессе общей сборки локомотивов. Важное значение при конструировании приспособлений данной группы имеет вопрос базирования сопрягаемых деталей.
Ниже описаны два приспособления для быстрой и точной установки сопрягаемых элементов. Показанный на рис. 91 шаблон предназначен для установки опорно-возвра-
Рис. 91. Шаблон для установки опорно-воз-вращающих устройств локомотива:
1 — линейка; 2 — масштабный сектор; 3, 5 — фиксаторы; 4 —
ось
щающи-х устройств (боковых опор) на раме тележки локомотива. Один из фиксаторов (5) шаблона заводят в центральное отверстие шкворневой балки, а второй (3) поочередно вставляют в каждое из четырех отверстий, расположенных на опорных поверхностях рамы тележки. С помощью масштабного сектора 2 и линейки 1, поворачивающейся вокруг оси 4, на опорные поверхности рамы наносят необходимые деления в виде рисок. После снятия шаблона каждая опора устанавливается в соответствующее положение путем совмещения риски, сделанной на ее корпусе, с риской на раме тележки, выполненной с помощью шаблона.
Изображенное на рис. 92 приспособление служит для обеспечения заданного аксиального натяга при посадке ведущей шестерни на вал якоря тягового электродвигателя локомотива. Приспособление устанавливают во впадину между зубьями шестерни 6, плотно посаженной на вал якоря электродвигателя, и закрепляют его гайкой 2. К торцу электродвигателя 5 микрометрическим винтом 1 прижимают щуп 4, толщина которого соответствует среднему аксиальному натя-
Рис. 92. Приспособление для установки ведущей шестерни тягового редуктора на вал якоря электродвигателя:
1,3 — винты; 2 — гайка; 4 — щуп; 5 — электродвигатель; 6 — шестерня
гу в коническом соединении вал — шестерня. Винт 1 закрепляют винтом 3. В таком зафиксированном состоянии приспособление снимают с шестерни. После нагрева последней в индукционной печи и повторного надевания на вал якоря приспособление устанавливают между зубьями и продвигают его вместе с шестерней до упора в торец электродвигателя (уже без щупа). Приспособление снимают с шестерни после ее остывания.
Оборудование и оснастка для деформирования упругих элементов используются в локомоти-востроении для предварительного деформирования в процессе сборки пружин, рессор, разрезных колец и т. п. На представленной на рис. 93 пневматической установке предварительное (перед постановкой стяжных болтов) сжатие пружи-
12. Е. Н. Максакова
Рис. 93. Пневматическая установка для сжатия пружины осевого упора:
1 — пневмоцилиндр; 2 — воздухопровод; 3— манометр; 4 — опора; 5 — пружина; 6 — осевой упор; 7 — башмак; 8 — пневмоаппаратура
177
ны 5 упругого осевого упора 6 буксы осуществляется с помощью пневмоцилиндра 1, башмака 7 и трех опор 4,
Оборудование и оснастка для выполнения соединений деталей применяются при сборке локомотивов для непосредственного формирования прессовых, тепловых, заклепочных, резьбовых и других соединений, для сборки уплотнений, развальцовывания и т. п. Это оснастка для гидропрессовой сборки конусных соединений с натягом, полуавтоматические установки для тепловой сборки колесных пар, пневматические скобы для клепки колес вентиляторов охлаждения тяговых электродвигателей и многое другое. Ниже (§ 51) описаны полуавтомат для сборки полусекций холодильников и средства механизации и автоматизации для запрессовки труб в трубных досках водомасляных теплообменников тепловозов.
Оборудование и оснастка для подготовительных, пригоночных и вспомогательных работ— это моечные машины, масляные ванны с электрическим подогревом, индукционные нагревательные устройства, холодильные камеры, средства механизации пригоночных работ, приспособления для статической балансировки деталей и узлов, станки для динамической балансировки, автоматы для маркировки бирок и комплексной подготовки электрических приводов, установки для опрессовки кабельных наконечников на провода энергией импульсного магнитного поля и т. п.
Оборудование и оснастка для демонтажа собранных узлов включают прессы, различные механические и индукционные съемники, устройства для распрессов-ки с помощью нагнетания масла под высоким давлением и т. п. Так, с помощью изображенного на рис. 94 пресса конструкции ВНИТИ демонтаж ведущей шестерни тягового редуктора локомотива осуществляется посредством нагнетания (винтом /) машинного масла под давлением 60 ... 80 МПа по двум радиальным отверстиям а в вале 3 ротора электродвигателя. Масло, преодолевая контактное давление, создает пленку между сопрягаемыми поверхностями, шестерня 2 сползает с вала рывками от легкого постукивания молотком. При этом полностью исключается образование задиров на сопрягаемых поверхностях и значительно снижается трудоемкость демонтажа.
Испытательные стенды в локомотивостроении находят самое широкое применение для испытаний редукторов, колесных пар, насосов, гидропередач, холодильных камер, вентиляторов и других узлов локомотивов, а также для реостатных испытаний тепловозов с электрической передачей.
Рис. 94. Пресс для демонтажа ведущей шестерни тягового редуктора:
1 — винт; 2 — шестерня; 3 — вал якоря тягового электродвигателя
Колесную пару локомотива в сборе с тяговым электродвигателем для испытаний устанавливают на стенд (рис. 95) носиком электродвигателя 3 на пружинную подставку 12, а колесами 4 — на четыре катка 7. Давление на буксы создается с помощью пневматических цилиндров 10, рычагов 13, подвесок 14 и балансиров 15. Тяговый электродвигатель подключают к источнику постоянного тока. На разных режимах испытаний (при различных нагрузках на буксы и скоростях вращения колесной пары) проверяют температуру наружных поверхностей букс, следят за тем, чтобы не было прерывистого шума в тяговом редукторе, не нагревались моторно-осевые подшипники. Температура букс и моторно-осевых подшипников не должна превышать 70° С. Во время испытаний не допускается течь масла из моторно-осевых подшипников, букс и кожуха тягового редуктора.
ЗАДАНИЯ для самостоятельной работы
62. С помощью справочника [17, т. 1] или другой специальной литературы ознакомьтесь с основными типами технологического оборудования, ручного и механизированно-ручного инструмента, применяемых при выполнении различных сборочных операций (прессы, клепальные установки, балансировочные станки, сверлильные и шлифовальные машины, гайко-, шпилько- и винтоверты, гаечные ключи, вальцовки и т. д.).
Рис. 95. Стенд для испытания колесной пары с тяговым электродвигателем:
1 — регулятор давления; 2 — манометр; 3 — тяговый электродвигатель; 4 — колесо; 5 — винт; 6 — букса; 7 — каток; 8, 9 — стойки; 10 — пневмоцилиндр; 11 — пневмодомкрат; 12 — подставка; 13 — рычаг; 14 — подвеска; 15 — балансир; 16 — противовес; 17 — ось; 18 — люлька
63. Анализируя опыт локомотивостроительного предприятия, где Вы проходили производственную практику, назовите технологические операции узловой или общей сборки локомотивов с недостаточным уровнем технологической оснащенности. Какие конкретно средства технологического оснащения целесообразно, на Ваш взгляд, использовать с целью усовершенствования данных операций?
ГЛАВА XI
КОНТРОЛЬНО ИЗМЕРИТЕЛЬНЫЕ ПРИСПОСОБЛЕНИЯ И КОНТРОЛИРУЮЩИЕ УСТРОЙСТВА
Контрольно-измерительные приспособления и контролирующие устройства широко применяются в локомотивостроении для проверки заготовок, деталей и узлов (в том числе сварных конструкций) локомотивов. Для проверки мелких и средних объектов применяют стационарные контрольные приспособления, для крупных^—переносные приспособления, устанавливаемые на проверяемый объект. Наряду с одномерными находят широкое применение многомерные приспособления, где за одну установку измеряют несколько параметров. Еще большего эффекта в повышении производительности и облегчении условий труда достигают путем применения контрольных полуавтоматов и автоматов. Наиболее прогрессивны автоматические контролирующие устройства, устанавливаемые непосредственно на станках и воздействующие на их рабочие органы с целью поддержания обрабатываемого размера детали в пределах заданного допуска. В данном случае контроль является активным, предупредительным. Ниже приведены примеры некоторых контрольно-измерительных приспособлений и контролирующих устройств, используемых в локомотивостроении.
Приспособление для контроля соосности отверстий в картере редуктора главного вентилятора тепловоза (рис. 96)
Рис. 96. Приспособление для контроля соосности отверстий в кар-тер’е редуктора:
1 — плунжер; 2,6 — левая и правая части оправки; 3 — винт; 4 гидропластмасса; 5 — картер редуктора; 7 — втулка
представляет собой составную оправку с гидропластмассой. В картер редуктора 5 вставляют сначала левую часть 2 оправки; последняя прижимается к стенкам левого отверстия картера давлением гидропластмассы 4, создаваемым с помощью винта 3 и плунжера 1. Затем в картер заводят правую часть 6 оправки (с удлиненной втулкой 7). Если контролируемые отверстия соосны (в пределах заданного допуска), правая часть оправки должна быть надета на хвостовик левой части.
В представленной на рис. 97 схеме многомерного контрольного приспособления индикаторами 4, 5 и 3 проверяются соответственно: расстояние от оси отверстия под палец до торца поршня, перпендикулярность и расположение в одной плоскости оси под палец и оси поршня. При контроле двух последних параметров необходима переустановка контролируемой детали. Разница показаний индикаторов 5 и 3 равна удвоенной величине измеряемой погрешности.
Рис. 97. Приспособление для контроля поршня:
1 — поршень; 2 — оправка;
3, 4, 5 — индикаторы
Рис. 98. Приспособление для натяжения струны:
1 — струбцина; 2 — струна; 3 — винт; 4, 5 — гайки; 6 — рамка; 7 — ось; 8 — обносной швеллер рамы локомотива
Контроль «серповидности» и прогиба по высоте хребтовой балки главной рамы локомотива, а также контроль прямолинейности обносного швеллера главной рамы осуществляются с помощью натянутой вдоль контролируемых элементов струны и щупов. Для натяжения струны используют специальные приспособления по типу изображенного на рис. 98. Струбцина 1 приспособления крепится на обносном швеллере 8 проверяемой рамы. Струна 2 закрепляется в отверстии винта 3. Нужное положение струны достигается вращением рамки 6 вокруг оси 7, а также передвижением винта 3 в горизонтальном или вертикальном направлении с помощью гаек 4 и 5.
С целью проверки качества заготовок наиболее ответственных деталей локомотивов (осей колесных пар, крестовин карданного привода и др.) используют ультразвуковые дефектоскопы, а для выявления поверхностных трещин после финишных операций эти детали подвергают магнитному контролю.
При сборке нередко контролируются параметры технологического режима. Так, усилие запрессовки оси в колесный центр при сборке колесных пар контролируется по записываемой манографом гидравлического пресса индикаторной диаграмме. Существуют различные схемы автоматического контроля с поддержанием в заданных пределах температур при индукционном нагревании деталей для сборки узлов тепловым способом. Такой контроль используют, например, при монтажном нагреве внутренних колец буксовых роликоподшипников и бандажей.
В последнем случае для автоматизации контроля температуры нагрева применяют радиоизотопные терморегуляторы (рис. 99). На
Рис. 99. Схема установки для контроля температуры индукционной нагревательной печи:
1 — магнитный пускатель; 2 — индукционная нагревательная печь; 3 — бандаж; 4 — термопара; 5 — радиоизотопный терморегулятор; 6 — стрелка прибора; 7, 9 — приемники — счетчики излучения; 8 — радиоактивный источник; 10 — тиратронный релейный блок
нагреваемый бандаж 3 устанавливается поверхностная термопара 4, соединенная с радиоизотопным терморегулятором 5, смонтированным на щите около индукционной нагревательной печи 2. Подвижным кареткам со счетчиками излучения 7 и 9 придают положения, соответствующие допустимым предельным значениям температур нагрева (270 и 300°С). Если температура нагрева достигает 300° С, то за счет облучения счетчика 7 радиоактивным источником 8, закрепленным на стрелке 6 прибора, срабатывает тир атропное реле блока 10, цепь питания печи 2 размыкается, и температура нагрева бандажа начинает снижаться. Когда температура достигает нижнего допустимого предела (270°С), за счет облучения счетчика 9 вновь срабатывает тиратронное реле и включает цепь питания печи. Таким образом, температура автоматически поддерживается в заданных пределах, и нагреваемая деталь в любой момент готова для сборки.
При сборке ответственных поперечно-прессовых соединений, особенно в автоматическом режиме, важное значение приобретает неразрушающий контроль прочности посадки. Проведенные исследования1 показали, что такой контроль можно оперативно и с достаточной точностью осуществлять путем регистрации (с помощью специальной аппаратуры) сигналов акустической эмиссии и последующего анализа деформационных шумов, параметры которых коррелируют с
1 Разинков А. И. Контроль качества неподвижных соединений при автоматической сборке.— Технология и организация производства, 1978, № 4.
характеристиками дефектов в контактном слое и показателями кинетики их развития. Такой способ удобен тем, что качество соединения контролируется в момент его формирования. Операции сборки и контроля можно, таким образом, совместить и проводить на сборочной позиции. Это особенно важно при сборке таких крупногабаритных узлов, как колесные пары железнодорожного подвижного состава. В данном случае отпадает необходимость в дополнительных манипуляциях с тяжелыми объектами и в громоздком оборудовании типа испытательных стендов или гидравлических прессов для выполнения операций контроля.
ЗАДАНИЯ для самостоятельной работы
64. Объясните физическую сущность метода магнитной порошковой дефектоскопии изделий. Как практически осуществляется магнитный контроль окончательно обработанных осей колесных пар локомотивов?
65. Охарактеризуйте физические основы и технологические принципы ультразвукового контроля качества продукции.
66. Объясните природу возникновения деформационных шумов при формировании поперечно-прессовых соединений. С помощью какой аппаратуры можно зарегистрировать эти акустические сигналы?
67. Приведите, в дополнение к рассмотренным в гл. XI, примеры используемых в локомотивостроении контрольно-измерительных приспособлений и контролирующих устройств, которые заинтересовали Вас в процессе прохождения производственной практики.
ГЛАВА XII
ПРИСПОСОБЛЕНИЯ И СРЕДСТВА МЕХАНИЗАЦИИ ДЛЯ ЗАХВАТА И ТРАНСПОРТИРОВАНИЯ ГРУЗОВ
Внутрицеховое межоперационное, а также межцеховое транспортирование грузов (заготовок, полуфабрикатов, деталей, узлов и т. п.), включая погрузочно-разгрузочные работы, требует применения в локомотивостроении многочисленных подъемно-транспортных средств. Для лучшего их использования и сокращения времени при эксплуатации станочного парка, сборочного и сварочного оборудования необходимы механизация погрузочно-разгрузочных работ на базе оснащения их приспособлениями для захвата и перемещения грузов, а также внедрение средств механизации транспортирования.
В локомотивостроении применяются грузозахватные приспособления и устройства для транспортирования грузов различных видов: захваты разных конструкций, в том числе полуавтоматические и автоматические, универсальные и специализированные; контейнеры для сбора и транспортировки мелких и средних деталей; защитные приспособления для перемещения легкоповреждаемых предметов (например, полу
пакетов секций холодильников) ; склизы, рольганги (в производстве сварных металлоконструкций) и др. Особую группу средств механизации транспортирования составляют широко применяемые в локомотивостроении конвейеры различных типов — распределительные и рабочие; непрерывные и пульсирующие; подвесные и напольные; тележечные, пластинчатые и др. Конвейеры используются при сборке, окраске и сушке редукторов, изготовлении секций холодильников, частей кузовов, на общей сборке локомотивов и в других случаях. Ниже даны описания некоторых конструкций грузозахватных устройств и средств механизации перемещения грузов, применяемых в локомотивостроении.
Автоматический захват-клещи (рис. 100) предназначен для транспортирования цельнокатаных железнодорожных колес в колесопрокатных цехах. Клещевины 14 этого захвата центрируются по оси отверстия ступицы колеса 12 с помощью специального устройства, состоящего из треноги (втулка 2 с тремя приваренными к ней планками 5), рычагов 10 с роликами 16 и распорок 9. Последние служат для ограничения угла раскрытия рычагов 10\ каждая из распорок одним концом сидит на шарнирной оси И, а другим (с пазом) —перемещается по упору 7, укрепленному в планке 5. Для предотвращения проворачивания втулки 2 на цилиндре 1 служит укрепленный на втулке болт 3 с прямоугольной головкой, входящей в паз цилиндра. Автоматические клещи краном опускают на колесо до соприкосновения роликов 16 с поверхностью диска ко-
Рис. 100. Автоматические клещи для колес:
1 — цилиндр; 2 — втулка; 3 — болт; 4 — цепь; 5 — планка; 6 — запорное устройство; 7 — упор; 8, 11,13,15 —-оси; 9 — распорка; 10 — рычаг; 12 — железнодорожное колесо; 14 — клещевина; 16 — ролик
леса. Под действием веса треноги эти ролики приближаются к ступице ко-леса, распорки 9 упираются в упоры 7 и приостанавливают опускание втулки 2. При этом клещи, продолжая движение, попадают клещевинами 14 в отверстие ступицы колеса. При подъеме цепи 4 натягиваются и поворачивают клещевины 14 вокруг осей 15 до тех пор, пока они, распирая отверстие ступицы, не захватят колесо. Для исключения случайной отдачи груза клещи имеют конусное запорное устройство 6.
На семипозиционном пульсирующем конвейере для сборки и сварки главных рам локомотивов каждая позиция (рис. 101) оборудована че-
Рис. 101. Схема конвейера (фрагмент) для сборки и сварки рам локомотивов:
1 — стойка; 2 — траверса; 3, 8 — тяги; 4 — тележка; 5 — кронштейн; 6 — рама локомотива; 7 — направляющая
тырьмя стойками 1 с выдвижными кронштейнами 5 и двумя тележками 4, соединенными между собой тягами 3. Тележки связаны в общую конвейерную линию шарнирными тягами 8. Периодическое движение конвейера осуществляется от приводной станции, расположенной в конце линии. Принцип работы конвейера заключается в следующем. Каждая из рам локомотива 6 устанавливается на четыре опорные поверхности кронштейнов 5. После выполнения необходимых операций на всех позициях конвейера рамы поднимаются с кронштейнов траверсами 2, размещенными на тележках 4, с помощью электродвигателей и червячных редукторов. Траверсы движутся по направляющим 7. Кронштейны 5 после поднятия рам автоматически отводятся от оси конвейера посредством специальных механизмов. Поднятые рамы подаются вперед до следующей позиции конвейера. После передвижения рамы кронштейны 5 выдвигаются в сторону оси конвейера, траверсы опускаются, и каждая рама устанавливается на четыре кронштейна 5 следующей позиции. Все движения конвейера и кронштейнов осуществляются по автоматическому циклу. Длины ходов отдельных элементов контролируются концевыми включателями.
Для межцехового транспортирования узлов кузова локомотива служат автомобили, оборудованные специализированными приспособлениями. Когда автомобиль (рис. 102, а) приблизится к конвейеру, где находится узел кузова локомотива (например, кабина машиниста 5), подлежащий отправке из кузовного в локомотивосборочный цех, по направляющим пазам рамы 4 выдвигаются кронштейны 2; узел захватывается четырьмя крюками 6, закрепленными на концах
Рис. 102. Автомобили для межцехового транспортирования узлов кузова локомотива:
1 — трос; 2 — кронштейн; 3 — кабина машиниста; 4 — рама; 5 — платформа; 6 — крюк; 7 — кузов над двигателем; 8 — стойка; 9 — башмак; 10 — балка
тросов 1, и поднимается с помощью гидравлического цилиндра через систему блоков; кронштейны, двигаясь в исходное положение, подают транспортируемый узел на платформу 5 автомобиля. Автомобиль, по рис. 102, б, въезжает внутрь узла кузова (7) и поднимает его с помощью выдвигающихся вверх стоек 8 с башмаками 9, соединенных продольными балками 10} в таком положении кузов фиксируется штырями, проходящими через стойки.
ЗАДАНИЯ для самостоятельной работы
68. Назовите основные типы подъемно-транспортных машин и оборудования, используемых для внутрицехового и межцехового транспортирования объектов производства на локомотивостроительном заводе.
69. Укажите, какие требования предъявляют к конструкциям грузозахватных приспособлений.
70. Назовите, в дополнение к рассмотренным в гл. XII, примеры используемых в локомотивостроении приспособлений для захвата и транспортирования предметов производства, которые заинтересовали Вас в процессе прохождения производственной практики.
ГЛАВА XIII
ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРИСПОСОБЛЕНИЙ
При оснащении той или иной технологической операции или операции перемещения грузов приспособлением, при модернизации уже существующего приспособления, при замене его новым, более совершенным, необходимо производить расчеты экономической эффективности применения, модернизации или замены приспособления. Решение о целесообразности создания и внедрения новой оснастки принимается на основе сопоставления приведенных затрат по базовому и новому (нескольким новым) технологическим вариантам.
Приведенные годовые затраты на единицу продукции-или работы (руб.)
3 = С+ЕН-^ ,
где С — себестоимость единицы продукции (работы), руб.; К — капитальные вложения в оснащение анализируемой операции приспособлением, руб.; Ен—нормативный коэффициент эффективности капитальных вложений (для промышленности Ен = 0,2); N — годовой объем выпуска рассматриваемых объектов производства, шт.
Себестоимость выполнения анализируемой технологической операции
С = Тс(1+1Оо)’
где Т — нормированная трудоемкость (штучно-калькуляционное время) выполнения операции, ч; с — часовая тарифная ставка рабочего — исполнителя операции, руб.; а — прочие изменяющиеся расходы по статьям себестоимости, связанным с эксплуатацией приспособления, %.
Капитальные вложения в оснащение операции приспособлением:
для универсально-сборных приспособлений
Кусп — СсПс+Ск, УСП (в. УСП), где Сс — себестоимость сборки компоновки УСП; Пс — число сборок в анализируемый период (количество запусков); Ск. усп (или Св, усп) — стоимость комплекта УСП, приве-188
денная к рассматриваемому объекту производства (или затраты за время эксплуатации при использовании приспособлений с баз проката).
Для универсальных безналадочных приспособлений
СуБП
КуБП = иг1
где Субп — себестоимость (стоимость) приспособления; По — число оснащаемых операций.
Для универсальных и специализированных наладочных приспособлений
С
Кунп (енп) = CH+C2/nj/+yyL,
где Сн — себестоимость изготовления сменной части приспособления (наладки); Су—затраты на установку наладки; Щ— число установок наладки в анализируемый период (число запусков); Сл —себестоимость (стоимость) постоянной (базовой) части приспособления; По — число наладок, закрепленных за базовой частью приспособления (число оснащаемых операций).
Для сборно-разборных приспособлений
Ксрп = Сн4-Сс+Сп,
где Сн — себестоимость изготовления (дополнительной механической обработки) специальных элементов приспособления (наладки); Сс—себестоимость сборки приспособления; Сп — себестоимость (стоимость) постоянной части приспособления, приведенная к рассматриваемому объекту производства.
Для неразборных специальных приспособлений капитальные вложения Кнсп равны себестоимости приспособления.
Наиболее экономичным является вариант, имеющий минимальную величину годовых приведенных затрат. Годовой экономический эффект (Э) от осуществления этого варианта взамен базового
Э=(Зб—3i)N,
где Зб и Зг — приведенные затраты по базовому и принятому (наиболее экономичному) вариантам.
При этом фактический срок окупаемости капитальных вложений (Кг/Э) не должен превышать нормативного срока (1/Ен).
ЗАДАНИЯ для самостоятельной работы
71. Назовите составляющие себестоимости неразборного специального приспособления.
72. Укажите статьи себестоимости выполнения технологической опе
рации, связанные с использованием механизированного (с пневматическим приводом) приспособления.
РЕЗЮМЕ РАЗДЕЛА
В локомотивостроении эксплуатируется большое число приспособлений разнообразного целевого назначения— станочных, сборочных, сборочно-сварочных, контрольно-измерительных и других, различающихся степенью автоматизации и специализации. Их использование приводит к значительному повышению технического уровня производства, росту производительности труда, улучшению качества локомотивов. При этом особое значение в данной сфере имеют унификация и стандартизация.
Конструкция приспособления должна быть экономичной и обеспечивать требуемую точность предмета производства, его надежное закрепление и -соответствующее позиционирование, предотвращение или уменьшение технологических деформаций, удобство и безопасность в эксплуатации, повышение производительности и облегчение труда рабочих. Приемы закрепления и открепления, а для крупных объектов дополнительно и приемы базирования часто выполняются с помощью механизированного силового привода, как правило, пневматического. Приемы кантования (позиционирования) тяжелых конструкций механизируются с помощью электромеханических приводов.
Универсальные приспособления выбирают с помощью соответствующих стандартов и атласов типовых конструкций, специальные — проектируют применительно к конкретным технологическим операциям. При этом сначала разрабатывают принципиальную схему приспособления с установлением характера базирования и закрепления предмета производства, а затем осуществляют его конструктивную проработку. При проектировании рассчитывается экономическая эффективность приспособления, производится расчет его на точность, выполняются необходимые кинематические, силовые и прочностные расчеты.
Разработка специальных средств технологического оснащения — главным образом приспособлений и испытательных стендов — предусмотрена курсовым, по спецтехнологии, и дипломным проектированием на базе соответствующих производственных практик.
РАЗДЕЛ ЧЕТВЕРТЫЙ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛОКОМОТИВОСТРОЕНИЯ
ГЛАВА XIV
ОСНОВЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
§ 28. КЛАССИФИКАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В соответствии с ГОСТ 14.302—73 технологические процессы классифицируются следующим образом: по числу изделий, охватываемых процессом,— единичный, типовой; по основному назначению процесса — рабочий, перспективный; по степени детализации содержания процесса — маршрутный, операционный, маршрутно-операционный.
Единичным называется технологический процесс, относящийся к изделиям одного наименования, типоразмера и исполнения. Типовой технологический процесс характеризуется единством содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками. Разновидностью типового является групповой технологический процесс.
Рабочий технологический процесс применяется для изготовления конкретного изделия в соответствии с требованиями рабочей технической документации. Перспективным называют соответствующий современным достижениям науки и техники технологический процесс, методы и средства осуществления которого полностью или частично предстоит освоить на предприятии. Перспективный технологический процесс является информационной основой для разработки рабочих технологических процессов при организационно-техническом перевооружении производства.
Специфика проектирования типовых (и групповых) технологических процессов, а также рабочих процессов на основании типовых освещена в гл. XVIII.
Маршрутный технологический процесс выполняется по документации, в которой содержание операций излагается без указания переходов и технологических режимов; в документации операционного процесса пере
ходы и режимы указаны по всем операциям, а в документации маршрутно-операционного процесса — по части операций. Степень детализации содержания технологического процесса зависит от типа производства и устанавливается в каждом конкретном случае отраслевыми стандартами.
§ 29. ИСХОДНАЯ ИНФОРМАЦИЯ И ЭТАПЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Исходная информация для проектирования технологических процессов подразделяется на базовую, руководящую и справочную.
Базовая информация для проектирования технологических процессов включает:
— данные, содержащиеся в рабочей конструкторской документации на изделие (чертежи деталей, сборочные чертежи, чертежи общих видов, спецификации, технические условия и т. п.);
— программу выпуска изделия, определяющую тип производства и форму организации технологических процессов;
— сведения о наличных средствах технологического оснащения, производственных площадях и т. п. (при проектировании технологических процессов для действующих заводов или цехов).
В рабочей конструкторской документации содержится вся конструктивно-технологическая информация, необходимая для разработки технологических процессов. Так, на чертеже детали помимо ее конструктивных форм указываются наименование и марка материала детали, ее масса, вид заготовки, размеры, точность и шероховатость 1 всех поверхностей, точность взаимного расположения наиболее ответственных элементов, а также особые требования (твердость, наклеп, непроницаемость и т. п.) и соответствующее им технологическое обеспечение (вид термической обработки, способ и режим поверхностного пластического деформирования, испытание на непроницаемость, магнитное испытание, балансировка и т. п.). Сборочный чертеж наряду с изображением изделия содержит размеры (с допусками), выдерживаемые при сборке, натяги и зазоры в сопряжениях, требования к качеству прессовых, сварных, клепаных и других соединений, зубчатых зацеплений и т. д., а также необходимые указания о технологическом обеспечении этих требований и методах контроля. Например, техническими требованиями чертежа колесной пары локомотива регламентируются
1 Согласно ГОСТ 2789—73 при необходимости дополнительно устанавливаются требования к направлению неровностей поверхности, к виду или последовательности видов механической обработки.
метод ее формирования, технологический режим сборки* способ контроля прочности соединения ось—колесо. На сборочном чертеже при необходимости указываются также характер испытаний изделия (например, испытания вентиляторов охлаждения тяговых электродвигателей на разнос; гидравлические испытания секций холодильников на герметичность и проточность; испытания насосов гидропередач на объемную подачу и т. п.) и технологический режим испытаний. К сборочным чертежам прикладываются спецификации, определяющие состав сборочных единиц.
Конструктивно-технологические особенности изделия и его составных частей определяют, как мы видим, принципиальную направленность технологических процессов их изготовления.
Значительное влияние на организационно-технический характер технологических разработок, на уровень механизации и автоматизации производства оказывают тип производства и форма организации технологических процессов; чем больше объем выпуска изделия, тем выше требования к производительности процессов его изготовления. Тип производства устанавливается, как уже отмечалось в § 3, на основании величины коэффициента закрепления операций. Эту величину рассчитывают исходя из заданного объема выпуска изделий, действительного (с учетом потерь времени на ремонт) фонда времени работы технологического оборудования и средней продолжительности характерных технологических операций процесса изготовления изделия. Последняя при установлении типа производства определяется ориентировочно с использованием соответствующих укрупненных нормативов технологической трудоемкости. При разработке технологических процессов для серийного производства определяют (также ориентировочно) величину производственной партии, исходя из объема выпуска изделий, средней продолжительности характерных технологических операций, трудоемкости подготовительно-заключительных работ, календарных сроков выпуска продукции, объемов незавершенного производства и других организационно-экономических факторов. В массовом производстве принимают поточную форму организации технологических процессов, в серийном — либо групповую, либо моточную, в зависимости от количества изделий в партии и значения коэффициента закрепления операций. Основной расчетной величиной поточной формы организации технологических процессов является такт выпуска.
Руководящая и справочная информ ац и я для проектирования технологических процессов включает следующие источники:
— стандарты ЕСТПП, соответствующие отраслевые стандарты и стандарты предприятий;
— технологический классификатор объектов производства;
- г- классификатор технологических операций;
• ^ типовые и групповые технологические процессы и операции, стандарты на технологические операции;
— стандарты и каталоги средств технологического оснащения (в том числе паспорта технологического оборудования, атласы приспособлений и т. п.);
— стандарты и методики для назначения или расчета припусков на обработку резанием;
нормативы технологических режимов;
— материальные и трудовые нормативы (в том числе общемашиностроительные и отраслевые нормативы времени для нормирования технологической трудоемкости, тарифноквалификационные справочники и т. п.);
— нормативы расходов по содержанию и эксплуатации оборудования;
— стандарты ЕСТД.
Этапы проектирования технологических процессов. Разработка технологических процессов в общем случае включает комплекс взаимосвязанных работ:
— выбор методов получения заготовок;
— назначение технологических баз;
— определение методов (и маршрутов) обработки поверхностей и методов сборки соединений;
— регламентацию последовательности и содержания технологических операций;
— определение, выбор и заказ нового технологического оборудования и технологической оснастки;
— установление промежуточных и общих припусков на обработку резанием и на их основе — промежуточных и наладочных размеров;
— установление технологических режимов;
— нормирование технологической трудоемкости;
— определение профессий и квалификации исполнителей;.
— организацию производственных участков;
- тт. выбор средств механизации и автоматизации технологических процессов и внутрицеховых средств транспортирования;
— г составление планировок производственных участков и разработку операций перемещения изделия и отходов производства;
- ж- оформление рабочей документации на технологические процессы.
Состав и последовательность работ по проектированию технологических процессов зависят от специфики изделия и типа производства. Проектируемый технологический процесс
должен обеспечить выполнение всех требований рабочей конструкторской документации с минимальными затратами труда, стоимостных средств, материалов и времени при наиболее полном использовании технических возможностей орудий и средств производства. Поэтому работы, связанные с проектированием технологических процессов, сопровождаются необходимыми технико-экономическими расчетами и обоснованиями. Из нескольких возможных вариантов технологического процесса выбирают наиболее производительный и рентабельный.
Разработанные технологические процессы, определяя необходимые средства технологического оснащения, производственные площади, потребное число рабочих, количество материалов и энергии, являются основой проектов новых и реконструкции существующих заводов и цехов, а также основой работ по организации производства новых объектов на действующем заводе (в цехе). Уровнем технологических разработок, таким образом, в значительной мере обусловливаются технико-экономические показатели производства.
§ 30. ТЕХНИКО-ЭКОНОМИЧЕСКИЙ АНАЛИЗ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Технологический процесс в целом или его отдельные операции могут быть разработаны в различных вариантах, равноценных с точки зрения обеспечения требований рабочей конструкторской документации. Выбор наиболее рационального варианта производится на базе технико-экономического сравнительного анализа с использованием системы технико-экономических показателей. К числу таких показателей относятся2: цеховая себестоимость детали или узла; цеховая себестоимость обработки резанием3 (сборки) по отдельным операциям и всему технологическому процессу в целом; срок окупаемости капитальных вложений; производительность труда работающих и трудоемкость каждой операции и всего технологического процесса; коэффициент загрузки оборудования (станка, стенда или сборочного места) на каждой операции и (средний) по всему технологическому процессу.
Кроме указанных показателей для технико-экономической оценки спроектированного технологического процесса
2 Подробно рассматриваются в курсе «Экономика отрасли».
3 Себестоимость детали при технико-экономическом анализе определяется в том случае, если в сопоставляемых вариантах технологического процесса запроектированы заготовки разных видов; при одинаковых заготовках сравнение ведут по себестоимости обработки резанием. Статьи цеховых накладных расходов, которые не зависят от технологического процесса и остаются неизменными в сопоставляемых вариантах, можно не учитывать. Часто ограничиваются учетом лишь тех затрат, которые в наибольшей степени влияют на себестоимость.
служит ряд других: например, коэффициент использования станка по основному времени, коэффициент использования конструкционных материалов, коэффициент трудоемкости (себестоимости) сборки. Если сопоставляемые варианты технологического процесса однородны по структуре, то их сравнивают по операциям, имеющим различное построение.
Оценивать технико-экономическую эффективность того или иного технологического варианта следует по комплексу показателей, в числе которых себестоимость детали, узла, машины является основным и решающим критерием. В случае получения недостаточных величин отдельных дополнительных показателей следует установить факторы, приведшие к неудовлетворительным результатам, наметить пути совершенствования технологии и организации производства и внести соответствующие изменения в проектируемый технологический процесс.
Расчет годового экономического эффекта от применения новых технологических процессов и способов организации производства и труда, механизации и автоматизации производства выполняется в соответствии с «Методикой определения экономической эффективности использования в народном хозяйстве новой техники, изобретений и рационализаторских предложений» (М.: Экономика, 1977) (см. также ГОСТ 14.005—75).
§ 31. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Для организации и выполнения технологических процессов подготовкой производства предусматривается составление соответствующих документов, на основании которых планируются и поставляются необходимые средства технологического оснащения, материалы и полуфабрикаты, определяются штаты рабочих и т. д. Эти документы подразделяются на технологические и конструкторские.
В технологических (графических и текстовых) документах фиксируются порядок выполнения работ, данные о составных частях собираемого изделия, технологические режимы, нормы времени, необходимые средства технологического оснащения и т. п. Конструкторские документы представляют собой чертежи средств технологического оснащения (оформляются в соответствии со стандартами ЕСКД). Единой системой технологической документации предусмотрены следующие виды технологических документов.
Маршрутная карта содержит описание технологического процесса изготовления изделия по всем операциям различных видов в принятой технологической последовательности с указанием необходимых данных о средствах технологического оснащения, материальных и трудовых нормативах, а карта технологического процесса включа-196
ет, как правило, только операции одного вида работ, выполняемые в одном цехе. Операционная карта содержит описание технологической операции с указанием переходов и технологических режимов, а также данных о средствах технологического оснащения. Маршрутные карты применяют в единичном и серийном производствах, операционные — в серийном и массовом. Соответствующий комплект операционных карт дополняют маршрутной картой (или картой технологического процесса). В карте эскизов помещаются необходимые эскизы, схемы и другие графические иллюстрации к технологическому процессу. Технологическая инструкция включает описание отдельных приемов работы, правила эксплуатации средств технологического оснащения и т. п.
Кроме указанных документов при технологической подготовке производства составляются комплектовочные карты, ведомости оснастки и материалов, ведомости технологических документов и прочая документация. Правила оформления технологических документов регламентированы стандартами ЕСТД.
§ 32. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ НА ЭВМ
С помощью ЭВМ можно решить большое число разнообразных технологических задач: проектирование типовых технологических процессов изготовления стандартных деталей, расчет припусков на обработку резанием, технологических режимов и норм времени, установление оптимальных технологических маршрутов и методов обработки и сборки, подбор деталей для групповой обработки и т. п. Однако, как показала практика использования вычислительной техники в сфере технологической подготовки производства, оптимальным является комплексное применение средств автоматизации на всех этапах формирования и обработки информации на базе автоматизированной системы технологической подготовки производства (АСТПП).
Совместное функционирование в АСТПП подсистем специального назначения, осуществляющих функции технологического проектирования, обеспечивается обслуживающими подсистемами общего назначения: информационно-поисковой; технических расчетов; подготовки исходных данных; оформления и тиражирования технической документации; формирования исходных данных для АСУП. Каждая подсистема состоит из унифицированных блоков задач и типовых программных модулей. Так, подсистема проектирования технологических процессов состоит из унифицированных блоков, решающих следующие задачи: выбор вида и определе
ние рациональных форм и размеров заготовок; оптимальный раскрой материала; определение рациональных методов обработки отдельных поверхностей и детали в целом; выбор технологических баз и схем обработки; формирование технологических операций; выбор технологического оборудования и оснастки; формирование технологического маршрута; разработка программ для станков с числовым программным управлением.
При решении задач оптимизации технологических разработок используют математическое моделирование. В качестве критериев оптимальности при этом могут рассматриваться такие показатели эффективности, как цеховая (технологическая) себестоимость изделия, производительность технологических процессов и др. Ограничивающими факторами при выборе оптимальных параметров могут выступать технические возможности технологического оборудования, недостаток тех или иных ресурсов и т. п.
Процесс автоматизированного проектирования на базе АСТПП в общем виде предполагает следующие основные этапы. Информация с чертежа детали, для изготовления которой требуется разработать технологические документы и чертежи оснастки, переводится с помощью специальных методов кодирования на соответствующий язык описания геометрических образов, заносится на машинные носители информации и вводится в ЭВМ. Предварительно в память машины записывается соответствующим образом подготовленная информация о производственной ситуации предприятия (наличный состав средств технологического оснащения и их характеристики, нормативные данные массива типовых технологических процессов, программ проектирования технологических процессов, оснастки и т. п.). На основании информации о детали ЭВМ относит ее к той или иной классификационной группе, выбирает соответствующий типовой технологический процесс, при необходимости дорабатывает его и распечатывает на алфавитно-цифровом печатающем устройстве (АЦПУ) соответствующие технологические карты (маршрутную и операционные). При отсутствии типового технологического процесса машина проектирует с помощью программ типовых технологических решений единичный технологический процесс. Если в памяти ЭВМ нет требуемой программы, машина формирует задание на «ручное» проектирование4. При необходимости ЭВМ с помощью типовых программ проектирует требуемую оснастку и выдает результаты проектирования распечатанными на АЦПУ или в виде чертежей, выполненных на чертежно-графическом автомате
4 Результаты «ручного» проектирования постоянно пополняют соответствующие информационные массивы в памяти ЭВМ.
(если соответствующая типовая программа отсутствует, машина подготавливает задание на «ручное» проектирование). Для вновь спроектированных средств технологического оснащения ЭВМ разрабатывает технологические процессы их изготовления. Если на предприятии имеется оборудование с числовым программным управлением, то ЭВМ с пбмощью типовых программ формирует соответствующий программоноситель для управления этим оборудованием.
Для эффективного функционирования АСТПП требуется сложнейший комплекс технических и программных устройств, которыми в полной мере оснащены только ЭВМ третьего и четвертого поколений. Следует отметить в связи с этим, что на каждом предприятии не обязательно разрабатывать АСТПП в полном объеме. Блочность построения системы дает возможность определить необходимый состав задач и подсистем АСТПП для каждого конкретного предприятия. Кроме того, создание типового комплекса программного обеспечения АСТПП позволяет организовать кустовые вычислительные центры, обслуживающие автоматизированные системы технологической подготовки производства нескольких предприятий. Этапы, содержание и последовательность работ при автоматизированном проектировании технологических процессов установлены ГОСТ 14.313—74.
Передача машине выполнения многих сложных и трудоемких процессов технологической подготовки производства позволяет резко ускорить и оптимизировать технологические разработки, снизить себестоимость ТПП, высвободить соответствующих работников. За человеком остаются творческие функции — принятие решений, общая оценка результатов, внесение необходимых изменений в ход машинного проектирования и т. п.
Являясь органической составной частью единой системы автоматизации проектных, конструкторских и технологических разработок (САПР), автоматизация технологической подготовки производства тесно связана, таким образом, с автоматизацией работ по проектированию нового изделия, а также с автоматизацией, на базе ЭВМ, управления процессами изготовления изделий на автоматизированном оборудовании.
задания для самостоятельной работы
73* Определите величину коэффициента закрепления операций при следующих данных: среднее штучно-калькуляционное время по операциям рассматриваемого технологического процесса ТШК(.р=28,2 мин; число изготавливаемых по данному техпроцессу объектов N = 2800 штук в год; годовой фонд времени работы технологического оборудования Ф = 3950 ч.
74* Определите размер производственной партии, если программа выпуска данных деталей N = 2400 штук в год, а для обеспечения беспе-
ребойной--сборки изделий необходим пятидневный (д = 5) запас деталей на складе. Число рабочих дней в году принять Д=240.
75. Ознакомьтесь со структурой сборника основополагающих стандартов ЁСТД (Государственные стандарты Союза ССР. Единая система технологической документации.— М.: Изд-во стандартов, 1975).
76. ' Ознакомьтесь с составом нормативно-справочной информации, переносимой из технологической документации на машинные носители (эта информация в технологических документах ЕСТД заключена в рамки, вычерченные утолщенными линиями).
77. С помощью ГОСТ 3.1901—74 ознакомьтесь с основными областями использования нормативно-справочной информации, содержащейся в технологических документах, для технико-экономических расчетов на ЭЦВМ.
ГЛАВА XV
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ РЕЗАНИЕМ ДЕТАЛЕЙ ЛОКОМОТИВОВ
В локомотивостроении удельный вес обработки на металлорежущих станках хотя и ниже, чем во многих других отраслях, все еще довольно значителен. Так, доля станочной обработки в общей трудоемкости изготовления тепловоза составляет около 20%, в производстве электрического подвижного состава—15... 16%. Поэтому качество разрабатываемых технологических процессов обработки резанием имеет в производстве локомотивов важное значение. Разработка технологических процессов механической обработки резанием является сложной комплексной задачей. Ниже приведены некоторые общие рекомендации по обеспечению рационального решения этой задачи, показан пример разработки и записи операционного технологического процесса, рассмотрены технологические процессы обработки резанием типовых деталей локомотивов.
§ 33. ОБЩИЕ ПРАВИЛА ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОБРАБОТКИ РЕЗАНИЕМ
Разрабатывая технологические процессы обработки деталей на металлорежущих станках, следует руководствоваться следующими общими соображениями технико-экономического характера.
1. Основные контуры технологического процесса обработки резанием и расчленение его на этапы обдирочной, черновой, получистовой, чистовой и отделочной (тонкой) обработки зависят, как уже отмечалось в § 13, от точности выполнения заготовки и заданной точности обрабатываемой детали. Чем ниже точность заготовки и выше требования к точности готовой детали, тем больше объем обработки резанием, слож-200
нее технологический процесс обработки, выше трудоемкость и стоимость станочных работ. И наоборот, с повышением точности заготовки и снижением требований к точности детали станочные работы упрощаются — в ряде случаев представляется возможным ограничиться однократной обработкой; иногда обработку резанием можно вообще исключить.
При использовании неточных заготовок (поковок свободной ковки, а иногда крупных отливок III класса точности) технологический процесс может включать обдирочную обработку резцами. Для заготовок, подвергшихся обдирке, для крупных штампованных поковок и массивных отливок II класса точности используется черновая обработка. При обработке более точных заготовок (отливок и штампованных поковок I класса точности) черновая обработка может быть исключена. Обработку точных заготовок (точное литье, штамповка с последующей чеканкой) можно начинать сразу с чистовых, а в некоторых случаях даже с отделочных операций.
2. Технологический процесс может быть построен по принципу концентрации (укрупнения) или дифференциации (разукрупнения) операций, а также комбинированным способом.
В первом случае необходимо, как правило, более сложное технологическое оборудование с достаточно высокой степенью автоматизации; повышаются требования к квалификации рабочего. Достоинствами метода концентрации операций являются упрощение планирования производства, повышение производительности труда, в ряде случаев большая точность обработки и др. Метод концентрации операций используется во всех типах производства, особенно для обработки тяжелых громоздких объектов, таких, как боковины, рамы тележек и главные рамы локомотивов. Возможность рационального совмещения технологических переходов определяется характером взаимного расположения обрабатываемых поверхностей, условиями размещения режущих инструментов, а также жесткостью заготовки.
С применением принципа дифференциации операций упрощаются технологический процесс и необходимые наладочные работы при использовании более простых оборудования и оснастки; снижаются требования к квалификации рабочего. Метод дифференциации операций целесообразно применять в условиях массового и крупносерийного производств при изготовлении небольших по размерам, и массе объектов.
Наибольшее применение при проектировании технологических процессов находит комбинированный способ, когда одни операции строятся по принципу концентрации, а другие — по принципу дифференциации.
3. Заданная точность обработки может быть получена различными способами (см. § 5). В единичном производстве она обеспечивается способом индивидуального получения размеров, для которого типичным является построение технологической операции с «одноместной» обработкой. При проектировании 'технологических процессов серийного и массового производств следует ориентироваться на обеспечение заданной точности обработки способом автоматического получения размеров с применением многоинструментных наладок. Обработка данным способом неточных заготовок на первых операциях (с использованием необработанных технологических баз) затруднена из-за широких допусков на размеры и значительных пространственных отклонений поверхностей заготовки.
4. Одним из ответственных этапов проектирования технологических процессов обработки резанием является выбор технологических баз. От уровня решения этой задачи зависят трудоемкость технологического процесса, рациональность конструкции станочных приспособлений, а также точность обработки.
Важное значение для качества обрабатываемой детали имеют первые операции разрабатываемого процесса, при выполнении которых необходимо вскрыть возможные дефекты заготовки, обеспечить правильную взаимную увязку комплекса обрабатываемых и необрабатываемых поверхностей и равномерное распределение припусков между обрабатываемыми поверхностями, подготовить технологические базы для последующей обработки. С обработки этих последних поверхностей (баз) и нужно начинать разрабатываемый технологический процесс (см. п. 6).
Первые операции (как правило, одна, максимум—две) технологического процесса обработки резанием выполняются, по необходимости, при установке заготовки на необработанные поверхности (базы). При выборе этих баз рекомендуется руководствоваться следующими общими соображениями. Если обработке резанием подлежат не все поверхности заготовки и часть их остается в готовой детали необработанной, то эти последние поверхности обычно и принимают в качестве технологических баз на первой операции. В этом случае смещение необрабатываемых поверхностей относительно обрабатываемых будет наименьшим. Если в готовой детали много необрабатываемых поверхностей, то за технологические базы на первых операциях следует принять те из них, к увязке которых с обработанными поверхностями предъявляются наиболее высокие требования. Если все поверхности детали подлежат обработке резанием, в качестве технологических баз на первых операциях принимают поверхности с наименьшими припусками (например, подступич
ные части у поковок локомотивных осей); в противном случае при обработке этих поверхностей может наблюдаться брак «по черноте».
Необработанные технологические базы должны обеспечить устойчивую, надежную установку заготовки (нельзя, например, принять за базу места расположения прибылей, литников, разъемов опок или штампов). При обработке недостаточно точных заготовок способом автоматического получения размеров использовать в качестве технологической базы необработанную поверхность рекомендуется только один раз (при одном закреплении заготовки); в противном случае возможно значительное нарушение правильности взаимного расположения обрабатываемых поверхностей.
Подлежащие подготовке на первых операциях технологические базы для последующей обработки должны отвечать определенным требованиям. При выборе этих баз необходимо учитывать следующее. Разрабатывая технологический процесс, надо стремиться к наиболее полному соблюдению принципа совмещения измерительной и технологической баз, так как в этом случае погрешности, связанные с базированием, равны нулю. Повышению точности взаимного положения поверхностей обрабатываемой детали способствует следование принципу постоянства технологических баз, когда основная часть операций разрабатываемого технологического процесса выполняется при установке детали на одни и те же обработанные поверхности. При вынужденной смене баз необходимо переходить от менее точной к более точной базе. Обработанные технологические базы должны обеспечить наряду с устойчивой установкой наименьшие деформации детали от усилий зажима и сил резания. При обработке деталей повышенной точности перед заключительным этапом разрабатываемого технологического процесса следует предусмотреть повторную (отделочную) обработку соответствующих технологических баз.
Стремление к наиболее полному удовлетворению перечисленных выше требований к технологическим базам вызывает в ряде случаев необходимость оформления в конструкции обрабатываемой детали искусственных баз (например, центровых гнезд у валов, платиков или бобышек у корпусных и других деталей и т. п.).
5. Методы (и маршруты) обработки резанием отдельных поверхностей устанавливаются в соответствии с требованиями чертежа детали, видом заготовки и типом производства с учетом технологических характеристик методов обработки, приведенных, в частности, в § 13. При этом исходят из того, что каждый последующий метод должен обеспечивать более высокую точность по сравнению с предыдущим.
Задача построения маршрута обработки поверхности многовариантна (см., например, схему возможных маршрутов обработки цилиндрического отверстия, полученного в заготовке литьем, по 8-му квалитету точности — рис. 103, а
\3аготобха\
Рис. 103. Схема формирования маршрута обработки сквозного отверстия:
1, 4, 7 — черновое, чистовое и тонкое растачивание; 2, 3 — черновое и чистовое зенкерование; 5 — протягивание; 6 — развертывание
также табл. 4 в § 13). Выбор варианта осуществляется с учетом его эффективности и рентабельности в конкретных условиях производства. Решение данной задачи облегчается использованием типовых планов обработки различных поверхностей деталей машин.
6. При установлении общей последовательности операций разрабатываемого технологического процесса можно руководствоваться нижеприведенными рекомендациями.
В начале технологического процесса должны быть обработаны поверхности детали, в дальнейшем принимаемые в качестве технологических баз (см. п. 4). Последующую обработку начинают с поверхностей, к которым не предъявляются высокие требования в отношении точности, а затем обрабатывают более точные поверхности; такая очередность обусловлена тем, что в результате перераспределения внутренних остаточных напряжений возможны деформации обрабатываемой детали. Если деталь подвергается термической обработке, необходимо в ряде случаев в целях устранения возможных короблений предусмотреть повторную обработку отдельных поверхностей. В последнюю очередь окончательно обрабатывают наиболее точную и ответственную поверхность детали.
При обработке неточных заготовок с большими припусками целесообразно черновые и чистовые операции выполнять на разных станках (хотя бы и одного типоразмера). Черновая, а тем более обдирочная обработка, связанная с удалением значительных и неравномерных припусков, вызывает большие переменные нагрузки; в результате станки теряют точность и не могут обеспечить выполнения требований, предъявляемых к чистовой обработке. В ряде случаев, особенно при обработке точных и недостаточно жестких деталей, следует предусматривать между этапами черновой и чистовой обработки операции естественного или искусственного старения для снятия внутренних остаточных технологических напряжений. Отделочные операции в связи с их специ-204
фикой обычно отграничиваются от чистовой обработки и выполняются в самом конце технологического процесса.
Вспомогательные операции (обработка резьбовых и прочих мелких отверстий, фрезерование лысок, канавок и т. д.) обычно выполняют на стадии чистовой обработки. Для контроля качества обрабатываемой детали в технологический процесс должны быть включены соответствующие контрольные операции, перед которыми следует предусмотреть очистку и промывку проверяемых деталей, а также удаление с их поверхностей заусенцев.
Рассмотренная последовательность построения технологического маршрута обработки в ряде случаев может быть изменена. Так, для своевременного выявления возможных дефектов материала заготовки в первую очередь обрабатывают те поверхности, на которых дефекты не допускаются; в случае их обнаружения заготовку либо бракуют без излишних затрат труда на обработку, либо, если возможно, своевременно исправляют брак. В целях организации более рационального транспортирования деталей при обработке порядок операций технологического процесса, разрабатываемого для действующих производств с непоточной формой организации, устанавливается с учетом расположения технологического оборудования в цехе, если это не сказывается отрицательно на качестве обрабатываемой детали.
7. Определение, выбор и заказ новых средств технологического оснащения осуществляются в зависимости от вида работ, требований, предъявляемых к обрабатываемой детали, типа производства и конкретных производственных условий с учетом возможности максимальной унификации технологических разработок, а также широкого использования имеющихся стандартных средств технологического оснащения.
Тип и модель станка определяются принятым методом обработки, характером выполняемой операции, размерами заготовки, заданной точностью и производительностью обработки. Степень специализации и автоматизации рабочего цикла необходимого станка обусловлена требованиями рентабельности для определенного типа производства. В условиях единичного и мелкосерийного производств применяют универсальные станки. В массовом и крупносерийном (а иногда и в среднесерийном) производствах наряду с универсальным и специализированным для отдельных технологических операций экономически целесообразно использовать специальное (агрегатное) оборудование. В каждом конкретном случае составляется техническое задание на проектирование специального станка.
Выбор типа режущего инструмента связан с методом обработки, а исполнительные размеры таких инструментов,
как сверла, зенкеры, развертки, протяжки, фасонные фрезы и т. п., обусловливаются промежуточными размерами заготовки или размерами готовой детали. Средства контроля устанавливают исходя из необходимой точности измерений, а также трудоемкости и стоимости контроля.
Конструкции станочных приспособлений определяются с учетом соответствующих стандартных и типовых решений на основе габаритных размеров и вида заготовок, схем их базирования и закрепления при обработке, точности технологических баз, характеристики применяемого технологического оборудования, а также в соответствии с типом производства. Вопросы, связанные с выбором и проектированием приспособлений, изложены в третьем разделе.
Выбирая технологическую оснастку, следует использовать соответствующие стандарты и атласы типовых конструкций. При разработке новых конструкций приспособлений и инструментов необходимо составлять соответствующие технические задания с оформлением специальных карт заказа на проектирование и изготовление технологической оснастки.
8. Построение технологических процессов обработки резанием деталей различных классификационных групп (валы, втулки, корпусные детали, зубчатые колеса и т. д.) имеет свои особенности. С этими особенностями применительно к деталям общемашиностроительного назначения студент может ознакомиться по учебникам i[7, 16 и др.]’. Отраслевая специфика построения технологических процессов станочной обработки типовых деталей локомотивов отражена в § 36.
9. Проектирование технологического процесса осуществляется в несколько последовательных стадий. Вначале определяют его общие контуры для принятой заготовки, предварительно намечают последовательность и содержание основных технологических операций с выбором технологических баз, методов обработки, типа станков и т. д. Затем технологические разработки уточняют и конкретизируют с учетом соответствующих технологических расчетов (расчет промежуточных размеров заготовки на базе установленных величин промежуточных припусков и технологических допусков, установление режимов резания, нормирование технологической трудоемкости и т. д.).
Технологические разработки, как уже указывалось выше, многовариантны. Из нескольких возможных вариантов технологического процесса обработки одной и той же детали в одних и тех же производственных условиях выбирают Наиболее производительный и рентабельный вариант (см. § 30). При этом для сокращения трудоемкости и длительности технологической подготовки производства сравнение и выбор вариантов технологических разработок целесообразна
при необходимости производить на предварительных и промежуточных стадиях проектирования.
Рассмотренные выше общие правила и рекомендации, разумеется, не решают всех вопросов такой сложной, многоплановой задачи, как разработка производительных и рентабельных технологических процессов обработки резанием. Однако следование этим правилам поможет начинающему разработчику технологических процессов избежать досадных ошибок при проектировании.
§ 34. ЭСКИЗЫ ОБРАБОТКИ
Технологические процессы обработки резанием иллюстрируются необходимыми эскизами (эскизы обработки, запаливания, контроля), которые оформляются на соответствующих бланках технологической документации — картах эскизов.
Эскизы обработки составляются отдельно для каждой операции и установа, а в необходимых случаях—для каждой позиции. Обрабатываемая деталь на эскизе изображается в рабочем, на станке, положении, в соответствующей стадии обработки (после выполнения данной операции, установа или позиции). В отдельных случаях, обычно при многоинструментальных наладках, на эскизе показывают режущие инструменты (в конце рабочего хода).
На эскизах обработки отмечаются технологические базы и места приложения усилий зажима заготовки. Характер установки заготовки отображают с помощью специальных знаков, символизирующих установочные (опоры) и зажимные (зажимы) устройства приспособления. Примеры условных обозначений опор и зажимов в соответствии с ГОСТ 3.1107—73 приведены в табл. 8. На эскизах указываются также промежуточные размеры заготовки1 (или размеры готовой детали — при однократной или финишной обработке) с допусками и шероховатость поверхностей. Все обрабатываемые поверхности (или их размеры) нумеруют арабскими цифрами в направлении движения часовой стрелки. Эти поверхности на эскизе выделяют утолщенными линиями.
Примеры оформления эскизов обработки приведены в табл. 9, 10 и 11, а для случая многоинструментальной наладки— на рис. 104 (черновая обработка, включая отрезание литника, поршня тепловозного дизеля на токарном многорезцовом полуавтомате).
1 Следует помнить, что промежуточным (операционным) называют размер, получаемый после выполнения определенной технологической операции, т. е. размер, за точность которого отвечает исполнитель данной операции.
Условные обозначения опор и зажимов
Обозначение Обозначение
наименование вид спереди ввд сверху наименование ввд спереди ввд сверху
ОПОРЫ
Центры вращающиеся "^0^" Патроны поводковые
Центры плавающие "А^/” Оправки цилиндрические АХ” АХ"
Центры гладкие Штыри, пальцы, пластины
Патроны кулачковые, цанговые; оправки разжимные Опоры регулируемые, самоустанав-ливающиеся, подводимые одиночные А
ЗАЖИМЫ
Зажим механический одиночный © Зажим гидравлический t
Зажим механический сблокированные двойной п Q ф Зажим пневматический
Примечание Для упрощения эскиза допускается лобыэ опоры обозначать знаком”^а любые зажимы - знаком 1
Рис. 104. Эскиз обработки поршня
§ 35. ПРИМЕР РАЗРАБОТКИ И ЗАПИСИ ОПЕРАЦИОННОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ОБРАБОТКИ РЕЗАНИЕМ
В качестве примера рассмотрим технологический процесс обработки резанием корпусной детали — корпуса конического редуктора привода скоростемера локомотива2 по чертежу рис. 105 в условиях среднесерийного производства с непо-
Рис. 105. Корпус редуктора
2 Конический редуктор привода скоростемера представлен на рис. 127.
14. Е. Н. Максакова 209
точной формой организации. Заготовка корпуса — отливка СЧ 15 (ГОСТ 1412—79) III класса точности по ГОСТ 1855—55 (рис. 106); масса заготовки — 6,3 кг (масса гото-
045*/
Рис. 106. Заготовка корпуса редуктора (припуски заштрихованы в клетку)
вой детали — 4,4 кг). Общие припуски на обработку резанием назначены по ГОСТ 1855—55, промежуточные припуски— по типовым рекомендациям.
Техническими требованиями чертежа корпуса предусмотрены следующие допуски формы и расположения поверхностей: круглости и цилиндричности отверстий 055Н8 — 0,03, пересечения осей этих отверстий—0,1, перпендикулярности их относительно торцов горловин — 0,05 мм; позиционное отклонение осей отверстий М8-7Н и М6-7Н — не более 0,25 мм. Неуказанные предельные отклонения размеров отверстий— Н14, валов — hl4, остальных ±1Т14/2. Внутренние необработанные поверхности корпуса должны быть окрашены нитроэмалью № 624 а (ГОСТ 7462—73).
Технологический процесс разработан для действующего цеха на базе типовых решений с учетом рекомендаций, приведенных в § 33. В качестве режущего материала использованы быстрорежущая сталь и твердый сплав надлежащих марок. Все станочные операции оснащены соответствующими приспособлениями.
На первых операциях обрабатываем поверхности, которые будут служить технологическими базами для последующей обработки. Для корпусных деталей такими поверхностями, как правило, являются плоскость основания и либо отверстия в нем (как в рассматриваемом случае), либо другие плоскости. При обработке плоскости основания за технологическую базу принимаем противолежащую плоскость (эта поверхность остается в корпусе необработанной), а при обработке базовых отверстий — плоскость основания и его «контур». Вся дальнейшая обработка корпуса производится при базировании его по плоскости основания и двум отверстиям в нем (установка корпуса в приспособлениях на опорные 210
Технологический процесс обработки резанием корпуса редуктора по чертежу рис. 105
|№ технологиче-ской операции
Наименование и содержание технологической операции
Эскиз обработки Тип и модель станка
4 5_
1
2
3
Вертикально-фрезерная
Установить и снять деталь после обработки Фрезеровать поверхность 1 Операционный технический контроль
1
2, 3
4, 5
6, 7
8
9, 10
11
Радиально-сверлильная
Установить и снять деталь после обработки
Сверлить 2 отверстия 2
Зенкеровать 2 отверстия 2
Развернуть -2 отверстия 2
Откинуть кондукторные планки
Зенковать торцы 2 бобышек Операционный технический контроль
1
2
3
4
5
6
7
8... 12
13
Т окарно-револьверная
Установить и снять деталь после обработки
Подрезать торец 1
Зенкеровать отверстие 3 предварительно
Зенкеровать отверстие 3 начисто
Развернуть отверстие 3
Расточить фаску 2 Переустановить деталь
Повторить переходы 2 ... 6 применительно к размерам 6, 5, 4
Операционный технический контроль
1 2
1
2
3
Вертикально-фрезерная
Установить и снять деталь после обработки
Фрезеровать фланец 1
Операционный технический контроль
1
2
3 ... 6
7
8... L1
12
13...22
23
24
25... 30
3)1
32... 37
38
Радиально-сверлильная
Установить и снять деталь после обработки
Установить кондукторную плиту
Сверлить 4 отверстия под резьбу 1
Снять кондукторную плиту
Зенковать фаски в 4 отверстиях под резьбу 1
Повернуть деталь в приспособлении на угол 90°
Повторить переходы 2 ... 11 применительно к отверстиям 2
Повернуть деталь в приспособлении на угол 135°
Установить кондукторную плиту
Сверлить 6 отверстий под резьбу 3
Снять кондукторную плиту
Зенковать фаски в 6 отверстиях под резьбу 3
Операционный технический контроль
6
8 1
i 2>3
4
5, 6
| 7, 8
9, 10
11
Радиально-сверлильная
Установить и снять деталь после обработки
Сверлить 2 отверстия 2
Откинуть кондукторную планку
Зенковать 2 поверхности 1
Развернуть 2 отверстия под резьбу 2
Зенковать фаски в 2 отверстиях под резьбу 2 Операционный технический контроль
2Н53
1 * 2 3 4 5
7 1 2...5 6 7... 10 11 12... 17 18 19, 20 21 22 Слесарная Установить и снять деталь после обработки Нарезать резьбу М8-7Н в 4 отверстиях Переустановить деталь Нарезать резьбу М8-7Н в 4 отверстиях другой горловины Переустановить деталь Нарезать резьбу М6-7Н в 6 отверстиях Переустановить деталь Нарезать резьбу К1/8" в 2 отверстиях Зачистить заусенцы, притупить острые кромки, очистить резьбовые отверстия от стружки Операционный технический контроль См. рис. 105 —
8 1 2 Слесарная Промыть деталь в керосине Продуть деталь воздухом — —
g 1 2 3 4 5 6 i i 9, 10 ’ 11 ... Контрольная (приемочный технический контроль) Проверить отсутствие заусенцев и острых кромок Проверить шероховатость поверхностей, обработанных резанием Проверить 055Н8(+°,046) Проверить 018Н8(+0,027) Проверить резьбу М8-7Н Проверить резьбу М6-7Н Проверить резьбу К1/8" Проверить размер 92±0,5 Проверить размеры 2—1',3±1 Проверить прочие размеры согласно рис. 105 См. рис. 105 —
Отклонения от пересечения осей отверстий 055Н8, от перпендикулярности этих осей относительно торцов горловин, позиционное отклонение осей резьбовых отверстий, а также размеры 72, 42, 96, 35, 50±0,'5, 100, 62, 91 не контролировать (обеспечиваются технологически).
Примечание. В табл. 9, 10, 11 курсивом выделены номера поверхностей, размеры которых помечены на эскизах обработки кружком.
213
штыри и два установочных пальца — цилиндрический и срезанный), т. е. с использованием принципа постоянства технологических баз.
Токарную обработку горловин корпуса, требующую применения нескольких последовательно работающих инструментов, в условиях среднесерийного производства целесообразно произвести на токарно-револьверном станке, сверлильные работы — на радиально-сверлильных станках (обработка крепежных отверстий в торцах горловин и наклонного фланца—с использованием поворотного кондуктора), а фрезерные (обработка плоскостей основания и наклонного фланца) — на вертикально-фрезерных станках. Заданная точность обработки обеспечивается способом автоматического получения размеров.
Технологический процесс завершают контрольная операция, перед которой предусмотрена промывка проверяемой детали и удаление с ее поверхностей заусенцев, и операция окраски. Последняя фиксируется в маршрутном процессе обработки и выполняется по отдельному технологическому процессу..
Операционный технологический процесс обработки резанием корпуса редуктора представлен в табл. 93.
$ 36. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ РЕЗАНИЕМ ТИПОВЫХ ДЕТАЛЕЙ ЛОКОМОТИВОВ
36Л. Корпус поводковой буксы
Корпус поводковой буксы (рис. 107) —деталь сложной конфигурации. Заготовкой для этой детали служит отливка 25Л-П (ГОСТ 977—75) III класса точности по ГОСТ 2009—55. Для обеспечения необходимых качеств конструкционного материала отливку подвергают нормализации.
Согласно техническим требованиям чертежа корпуса буксы допуски круглости и цилиндричности центрального отверстия— 0,05 мм; биение торцов детали относительно оси этого отверстия не должно превышать 0,05 мм, а допуск параллельности боковых поверхностей клиновых пазов — 0,2 мм на длине 250 мм; отклонение от параллельности боковых поверхностей проемов поводковых скоб — не более 0,2 мм в габаритах детали.
Механическая обработка резанием корпусов поводковых букс на Ворошиловградском тепловозостроительном заводе
3 В целях компактного изложения рассмотренного технологического процесса для его оформления не использованы стандартные бланки (в соответствии с ЕСТД), где приводятся сведения о применяемой технологической оснастке, а также данные о режимах резания, нормах времени и квалификации исполнителей.
осуществляется в условиях крупносерийного производства на поточной линии. Наряду с универсальным технологическим оборудованием для отдельных наиболее трудоемких операций используются высокопроизводительные специальные агрегатные станки. Транспортирование обрабатываемых деталей обеспечивается мостовыми кранами в специализированной таре, а установка их на станки — электро- и пневмоподъемниками с помощью специальных грузозахватных приспособлений и кантователей4. На всех технологических операциях предусмотрены соответствующие станочные приспособления, как правило, с быстродействующими пневматическими приводами силовых механизмов. Режущий инструмент
4 Масса корпуса буксы по чертежу рис. 107 — 75 кг, масса заготовки — 145 кг.
оснащен прогрессивными марками твердого сплава и быстрорежущей стали.
На первой технологической операции предварительно обрабатывают один из торцов корпуса буксы (со стороны литейной прибыли) — базу для последующей обработки. Обработку ведут на продольно- или карусельно-фрезерном станке торцовыми фрезами с вставными ножами одновременно в нескольких деталях. Далее фрезеруют плоскости тарелей на специальном фрезерном станке (принцип работы станка ясен из рис. 108, а) и обрабатывают отверстия в них также на специальном оборудовании (рис. 108,6). Обработанные поверхности тарелей служат технологическими базами для последующей токарной обработки корпуса буксы.
Рис. 108. Схемы обработки корпуса буксы на специальных станках
Токарная обработка заготовки включает подрезание торцов, растачивание центрального отверстия, точение технологического бурта (последний предусмотрен в качестве базы для чистового растачивания центрального отверстия на алмазно-расточном станке). Токарные работы ведут на токарно-карусельных станках с числовым программным управлением в две операции — предварительная (черновая) и окончательная (получистовая) обработка; целесообразно использовать для этих целей специальное оборудование.
Следующие три технологические операции связаны с обработкой поводковых скоб. Технологическими базами при этом служат опорные торцы, центральное отверстие и плос
кости тарелей корпуса буксы. Сначала фрезеруют боковые поверхности проемов скоб набором из двух дисковых двусторонних фрез с вставными ножами с переустановкой обрабатываемой детали; обработку ведут на вертикально-фрезерном станке. Затем фрезеруют клиновые пазы на специальном фрезерном оборудовании (рис. 108, в) с последующим протягиванием их на вертикально-протяжном или специальном станке.
Операция фрезерования клиновых пазов осуществляется с помощью специального станочного приспособления (рис. 109), в котором корпус буксы 3 устанавливается на центровик 12 с двумя вращающимися роликами 21 и прижимается к опорным пластинам И штоком 18 пневмоцилиндра посредством рычагов 15, 16 и кулачков 13. Требуемое угловое положение обрабатываемой детали относительно оси центровика обеспечивается опорой 1 с помощью штока 27 пневмоцилиндра, роликов 24 и вилки 23 с винтом 22. Приспособление устанавливают на столе станка, базируя его в поперечном направлении посредством шпонок 9, и закрепляют болтами 10 с шайбами и гайками; после этого рым-болты 6, предназначенные для транспортирования приспособления, выворачивают.
После обработки клиновых пазов производят сверление и нарезание резьбы в четырех отверстиях для крепления буксовых поводков и в восьми отверстиях для крепления крышек буксы, а также обработку прочих отверстий. Сверлильные работы выполняются на радиально-сверлильном станке с помощью поворотного кондуктора (рис. 110), обеспечивающего требуемое угловое положение обрабатываемой детали в процессе обработки. Принцип работы приспособления состоит в следующем.
Корпус буксы 25 устанавливают на опорный фланец 21 и центровик 22 люльки 5 и фиксируют относительно оси центровика с помощью опоры 9 и винта 17. Обработка отверстий ведется при направлении режущего инструмента кондукторными втулками 8, 19 и 23 накладной кондукторной плиты 7, втулками 18 двух накладных плит 3 и втулками 20, вмонтированными в люльку 5. Плиты 3 размещают в клиновых пазах корпуса буксы и крепят винтами 4. Плита 7 базируется по центральному отверстию и опорному торцу корпуса буксы и укрепляется также с помощью винтового зажима через откидную шайбу 6 (этот зажим осуществляет одновременно крепление обрабатываемой детали на люльке). Свободная тарель корпуса буксы поддерживается при обработке с помощью поворотной планки 27 с винтовой подпоркой 26. Поворот люльки 5 с обрабатываемой деталью в подшипниках стоек 2 и 10 осуществляется с помощью пневматического цилиндра 16, шток которого связан с зубчатой рей-
Рис. 109. Приспособление для фрезерования клиновых пазов в корпусе буксы: 1, 17 — опоры; 2 — кронштейн; 3 — обрабатываемая деталь; 4, 7 — корпусы; 5 — козырек; 6 — рым-болт; 8 — распределительный кран; 9 — направляющая шпонка; 10 — болт; 11 — опорная пластина; 12 — центровик; 13 — кулачок; 14, 20, 25 — оси; 15, 16 — рычаги; 18, 27 — штоки; 19, 28 — поршни; 21, 24 — ролики; 22 — винт; 23 — вилка; 26 — гильза
705
Рис. 110. Поворотный кондуктор для обработки корпуса буксы:
1 — противовес; 2 — вспомогательная (поддерживающая) стойка; 3, 7 — кондукторные плиты; 4, 17, 34 — винты; 5 — люлька; 6 — откидная шайба; 8, 18, 19, 20, 23 — кондукторные втулки; 9 — опора; 10 — основная (приводная) стойка; 11 — рукоятка; 12 — пневмопанель; 13 — трубопровод; 14 — гидравлический демпфер; 15 — распределительный кран; 16 — пневмоцилиндр; 21 — опорный фланец; 22 — центровик; 24 — основание; 25 — обрабатываемая деталь; 26 — подпорка; 27 — планка; 28, 32, 36 — оси; 29 — рым-болт; 30 — кронштейн; 31 — ролик; 33 — вилка; 35 — цапфа; 37, 43 — реечные шестерни; 38 — кожух; 39 — рейка; 40 — собачка; 41 — пружина; 42 — храповое колесо; 44 — храповая муфта; 45 — эксцентриковый валик; 46 — ступица рукоятки; 47 — делительная планшайба; 48 — фиксирующая втулка; 49 — фиксатор
кой 39, При перемещении рейки шестерня 37 поворачивается, приводя в действие храповой механизм (40—42), Храповое колесо 42 поворачивает цапфу 35 и связанную с ней делительную планшайбу 47 на требуемый угол.
Для точного позиционирования люльки с обрабатываемой деталью в конструкции приспособления предусмотрен реечный фиксатор, а для зажима делительной планшайбы — эксцентриковый механизм. Механизмы деления и зажима сблокированы между собой и управляются одной рукояткой 11. При повороте рукоятки 11 через ее ступицу 46 и связанную с ней храповую муфту 44 приводится во вращение реечная шестерня 43, свободно установленная на эксцентриковый валик 45; фиксатор 49 входит в фиксирующую втулку 48 делительной планшайбы 47, В это время эксцентриковый валик действует через винт 34 на вилку 33 и, перемещая цапфу 35 вместе с планшайбой 47 вправо, прижимает последнюю к опорной плоскости корпуса стойки 10, Когда фиксатор достигает предельного положения, шестерня 43 прекращает вращение, но может под действием храповой муфты слегка переместиться вдоль своей оси. Это позволяет произвести поворот эксцентрикового валика до полной затяжки делительной планшайбы. При вращении рукоятки 11 в обратную сторону планшайба отжимается, а храповая муфта -44, захватывая шестерню 43, выводит фиксатор из фиксирующей втулки. Для уравновешивания люльки с установленным на ней корпусом буксы и накладными кондукторами служит противовес 1, Плавность хода при повороте люльки обеспечивается гидравлическим демпфером 14, Для транспортирования приспособления предусмотрены рым-болты 29,
Станочная обработка корпуса буксы заканчивается чистовым растачиванием центрального отверстия на алмазнорасточном станке. Использование на этой операции в качестве двойной опорной базы технологического бурта, обточенного в один установ с получистовой обработкой центрального отверстия, обеспечивает равномерное распределение припуска на его чистовое растачивание.
Заданная точность обработки корпуса буксы на большинстве операций обеспечивается способом автоматического получения размеров, установка заготовки для фрезерования торца на первой операции осуществляется с помощью выверки ее положения на станке.
Технологический процесс обработки резанием корпуса поводковой буксы приведен в табл. 10.
Технологический процесс обработки резанием корпуса буксы по чертежу рис. 107
Наименование и содержание технологической операции
1 2
1 Карусельно-фрезерная
Фрезеровать торец 1 предварительно
2
Специальная фрезерная
Фрезеровать поверхности 1 и 2 тарелей одновременно
3
Агрегатная расточная
Фрезеровать поверхность 5; расточить отверстия 2, 5 и фаски 1, 4 одновременно
Токарно-карусельная с ЧПУ (черновая)
Подрезать торец 2, расточить отверстие 1 и фаску 3
5
Токарно-карусельная с ЧПУ (получистовая)
Подрезать торцы 2 и 5, точить технологический бурт 3, расточить отверстие 1 и фаски 4 и 6
1 2 3 4
6 Вертикально-фрезерная Фрезеровать поверхности 1, 2 (одновременно), 3, 4 (одновременно) ЧстакабА МЪ Вертикальнофрезерный 6A56
siii JlSlpS btZ
7
Специальная фрезерная
Фрезеровать клиновые пазы 1 и 2 с двух сторон одновременно
8
Вертикально-протяжная
Протянуть клиновые пазы 1 и 2
9
Радиально-сверлильная
Сверлить все отверстия, зенковать фаски, нарезать резьбу
10
Алмазно-расточная
Расточить отверстие 1 окончательно
См. чертеж рис. 107
О к о н ч а н и е т а б л. 10
1 2 3 4
11 Слесарная Зачистить заусенцы, притупить острые кромки, очистить резьбовые отверстия от стружки — —
12 Контрольная (приемочный технический контроль) Проверить деталь по чертежу — —
36.2. Крестовина карданного вала
Ниже рассмотрен технологический процесс обработки резанием крестовины карданного привода осевых редукторов тепловозов ТГМЗ и ТГМ4 (рис. 111) в условиях среднесерийного производства. Материал крестовины — хромоникеле-
Рис. 111. Крестовина
вая конструкционная сталь марки 12ХНЗА (ГОСТ 4543—71); масса — 9,3 кг; заготовка — штампованная поковка II класса точности по ГОСТ 7505—74 (рис. 112).
Рис. 112. Заготовка крестовины
С целью достижения твердости торцов и цилиндрических поверхностей цапф HRC 58 ... 62 техническими требованиями чертежа крестовины предусмотрены цементация и закалка. Глубина цементированного слоя на указанных поверхностях после шлифования — не менее 1,2 мм. Твердость ядра детали HRC^26. Каждая сотая крестовина после термической обработки проходит испытания механических свойств в зоне цапф в соответствии со специальной инструкцией. Высокие требования предъявляются также к точности обработки цапф: отклонения от круглости и цилиндричности поверхностей 06Og6 не должны превышать 0,01, допуск их перпендикулярности друг относительно друга — 0,2, а соосности поверхностей противолежащих цапф — 0,05 мм; отклонение от перпендикулярности торца цапфы относительно ее цилиндрической поверхности — не более 0,1; разность размеров а — не свыше 0,2 мм. После окончательной обработки резанием цилиндрические и торцовые поверхности цапф должны быть проверены магнитным дефектоскопом. Трещины не допускаются.
Весь процесс обработки крестовины резанием расчленяется на две части—до термической обработки и после нее. На первом этапе обрабатываются технологические базы — торцы, центровые отверстия в них и наружные цилиндрические поверхности цапф. В среднесерийном производстве для обработки торцов и центровых гнезд можно использовать специализированное технологическое оборудование — фрезерно-центровальный станок. Токарная обработка цапф производится на токарно-винторезном станке при установке крестовины на центрах. Центровые отверстия используются в качестве технологических баз также для чистовой и отделочной обработки цилиндрических поверхностей цапф. Последние, в свою очередь, служат базами для обработки всех других поверхностей крестовины. Специфика конструкции данной дета
ли обусловила, таким образом, необходимость в смене технологических баз.
Сверление четырех отверстий 010 можно произвести на вертикально-сверлильном станке в поворотном приспособлении, а обработку четырех отверстий 03 и отверстий под резьбу К 1/8" и К 1/4" — на радиально-сверлильном станке. Угловые канавки на торцах цапф фрезеруют специальной наборной фрезой на горизонтально-фрезерном станку в поворотном приспособлении.
Перед химико-термической обработкой с поверхностей детали должны быть удалены заусенцы. Возможные после термической обработки искажения центровых отверстий — технологических баз для чистовой и отделочной обработки цилиндрических поверхностных цапф — устраняются притиркой.
Требования чертежа в части точности и шероховатости цилиндрических поверхностей цапф могут быть выполнены при включении в технологический процесс двух шлифовальных операций — предварительной и чистовой (на кругло-шлифовальных станках). Чистовая обработка торцов цапф осуществляется на плоско-шлифовальном станке с использованием поворотного приспособления.
Заданная точность обработки крестовины обеспечивается: на шлифовальных операциях — с помощью пробных рабочих ходов, при токарной обработке — установкой резцов по лимбу, на остальных операциях — способом автоматического получения размеров.
После обработки все доступные поверхности крестовины подвергают магнитному контролю с целью выявления по-верхностных трещин.
Технологический процесс обработки крестовины в среднесерийном производстве представлен в табл. 11.
При большем объеме выпуска крестовин (крупносерийное производство) целесообразно операции № 1 и 3 рассмотренного технологического процесса объединить ъ одну и выполнять на специальном (агрегатном) трехшпиндельном станке с полуавтоматическим циклом5 за шесть позиций (рис. 113). Токарную обработку (операция № 2) можно произвести на токарном гидрокопировальном полуавтомате. Фрезерование угловых канавок может быть заменено протягиванием на вертикально-протяжном станке. Выбор наиболее рентабельного варианта осуществляется на основе соответствующих технико-экономических расчетов.
5 Такой станок используется на Людиновском тепловозостроительном заводе.
15. Е. Н. Максакова ___
Технологический процесс обработки резанием крестовины по чертежу рис. 111
Наименование и содержание технологической операции
Фрезерно-центровальная
Эскиз обработки
2
4
1
Фрезеровать 4 торца 2, центровать 4 отверстия 1
2
Т окарно-винторезная
Точить 4 поверхности 3 и 4 конуса 1 с припуском под шлифование; точить фаски 2
3
Вертикально-сверлильная
Сверлить 4 отверстия 1
4
Радиально-сверлильная
Сверлить 4 отверстия /, сверлить, развернуть отверстия 2 и 3 под резьбу, зенковать фаски
1 2 3 4
5
Горизонтально-фрезерная
Фрезеровать на 4 торцах угловые канавки 1
6 Слесарная Нарезать резьбу К1/4" и К1/8", запилить острые кромки —
7 Термическая Цементировать и закалить HRC 58 ... 62 — —
8 Вертикально-сверлильная Притереть центровые отверстия — Вертикальносверлильный 2А135
9 Кругло-шлифовальная Шлифовать 4 поверхности 2 предварительно; шлифовать конусы 1 -к V Круглошлифовальный 316
10 Кругло-шлифовальная Шлифовать 4 поверхности 1 окончательно ! si •4^/ (7} «Из Круглошлифовальный 316
J
1
2
3
4
11
Плоско-шлифовальная
Шлифовать 4 торца 1
12 Контрольная
(магнитный контроль)
Проверить цилиндрические и торцовые поверх ности цапф магнитным дефектоскопом
13 Контрольная
(приемочный техничес кий контроль)
Проверить деталь по чертежу
См. чертеж рис. 111
Рис. 113. Схема обработки крестовины на специальном трехшпиндельном станке
36.3. Ось колесной пары
К осям колесных пар локомотивов предъявляются высокие требования как в отношении механических качеств конструкционного материала, так и в части точности изготовле-
ния (например, рис. 114). Эти и другие требования к осям регламентированы ГОСТ 3281—81.
Рис. 114. Ось колесной пары тепловоза 2ТЭ10В (2ТЭ116)
Конструкционным материалом в данном случае служит сталь для железнодорожных осей марки Ос. Л (ГОСТ 4728—79) следующего состава (%):
углерод — 0,42 ... 0,50 марганец — 0,60 ... 0,90 кремний — 0,15 ... 0,35
остальных элементов (не более): хром, никель — по 0,30, сера — 0,05 медь — 0,25, фосфор — 0,04
Механические качества стали должны отвечать установленным нормам (в зависимости от содержания углерода):
предел прочности при растяжении — 590 ... 660 МПа относительное удлинение — 18 ... 20%
ударная вязкость — (35 ... 50) • 104 Дж/м2
Для обеспечения предъявляемых требований используется кованая заготовка (см. ГОСТ 3281—81) 6, подвергающаяся нормализации и отпуску. Качество осевой заготовки в отношении внутренних дефектов проверяют ультразвуковым дефектоскопом. Заготовки проходят этапы черновой, по-лучистовой, чистовой и отделочной обработки резанием, а также упрочняются поверхностным пластическим деформированием путем накатывания роликами. С целью выявления наружных микротрещин готовую ось подвергают магнитно
6 Для изготовления заготовок осей вагонных колесных пар промышленностью освоена прогрессивная технология поперечно-винтовой прокатки. Изготовлена опытная партия катаных локомотивных осей.
му контролю. Ниже рассмотрены основные этапы обработки осевой заготовки.
Обработку начинают с подготовки технологических баз для последующих операций >— торцов и центровых отверстий. Она производится на специальном оборудовании, работающем по полуавтоматическому циклу,— центровально-отрезных станках. На станке модели 1830А (рис. 115) напуски на
Рис. 115. Схема работы центровально-отрезного станка модели 1830А:
1, 3 — зенковки; 2 — сверло; 4 — трехшпиндельная головка; 5 — резец; 6 — осевая заготовка
концах осевой заготовки отрезаются четырьмя резцами, на станках других моделей для этой цели используются две круглые сегментные пилы. Сверление и зенкование центровых отверстий выполняются с помощью двух трехшпиндельных головок одновременно с обеих сторон обрабатываемой оси; при этом вращается не заготовка, а режущий инструмент.
Черновое (обдирочное) точение осевой заготовки осуществляется также на специальных станках —• токарно-копировальных полуавтоматах с одним или двумя копировальными суппортами. Поперечные перемещения каждого из копировальных суппортов 10 (рис. 116) обеспечиваются штоком 2 и поршнем 3 от гидравлического цилиндра 1, неподвижно закрепленного на суппорте 9. Величиной этих перемещений управляет гидрокопировальная система, получающая сигналы от гидравлического датчика 8, щуп 7 которого находится в контакте с рычагом, несущим копирный палец 6. Последний во время продольной подачи суппорта 9 перемещается по копиру 5 или 13 (см. рис. 63 в § 20), закрепленному на станине станка.
Рис. 116. Схема работы токарно-копировального станка модели 1А832:
1,4 — гидроцилиндры поперечных перемещений и продольной подачи суппорта; 2 — шток; 3 — поршень; 5, 13 — копиры; 6 — копир-ный палец; 7 — щуп; 8 — гидродатчик; 9, 10 — суппорты; 11 — резец; 12 — осевая заготовка
Получистовая токарная обработка оси также производится по копирам. Погрешности технологических баз, которые могли возникнуть от больших усилий резания при черновом точении, исправляют обработкой на токарно-винто-резном станке с помощью самоцентрирующего люнета; здесь же обрабатывают отверстие под втулку скоростемера (см. выносной элемент V на рис. 114).
С целью повышения усталостной прочности осей их подступичные части, посадочные места под зубчатые колеса, шейки под буксовые и моторно-осевые подшипники, а также прилегающие к ним участки галтелей накатывают усилием 25 кН четырьмя роликами одновременно с двух сторон оси на специальных токарно-накатных станках7.
Заданная точность посадочных поверхностей оси обеспечивается шлифованием на круглошлифовальных станках8. Отделка галтелей производится «радиусными» резцами на токарном станке. Здесь же выполняется отделочное накатывание галтелей однороликовой пружинной накаткой с выходом на цилиндрические поверхности оси. Галтели, на которых предусмотрен 8-й класс шероховатости, полируют гибким шлифовальным кругом дугового профиля с помощью специального устройства (рис. 117), закрепляемого на суппорте токарного станка винтами 15. Вращение шлифоваль-
7 Физическая сущность упрочнения подробно рассмотрена в § 15.
8 С точки зрения усталостной прочности осй шлифование накатанных поверхностей является нежелательной операцией (см. § 14 и 15).
4
7
Рис. 117. Устройство для полирования галтелей оси колесной пары: 1 — обрабатываемая ось; 2 — ручка; 3, 12 — шкивы; 4 — электродвигатель; 5 — рама; 6 — противовес; 7, 8 — оси; 9 — кронштейн; 10, 14 — кожухи; 11 — шлифовальный круг; 13 — ремень; 15 — винт
ному кругу 11 сообщается от электродвигателя 4 через клиноременную передачу (3, 12, 13). Контакт круга с обрабатываемой поверхностью обеспечивается вручную путем поворота рамы 5 вокруг горизонтальной (а—а) и вертикальной (б—б) осей с помощью ручки 2.
Все цилиндрические поверхности обработанной оси подвергают магнитному контролю на отсутствие поверхностных микротрещин с помощью электромагнитного индуктора и смеси железного порошка с маслом или керосином. При наличии трещины порошок скапливается возле' дефекта в виде валика:
На один из торцов готовой оси должны быть нанесены номер плавки, номер и дата изготовления осевой заготовки, заверенные клеймами приемщика ОТК завода-изготовителя и представителя заказчика.
36.4. Тяговое зубчатое колесо
Технология обработки зубчатых колес тяговых (и других), редукторов локомотивов рассмотрена в данном параграфе применительно к одной из классических конструкций— зубчатому колесу тягового привода тепловоза ТГМ6А (рис. 118). Колесо имеет 64 зуба при модуле 10 мм. Точность его изготовления — 7 — 6—6 —А по СТ СЭВ 641—77. Прилегание зубьев парных колес при проверке по краске должно быть не менее 50% по высоте и 70% по длине зуба. Предельные колебания измерительного межцентрового расстояния при обкатке с эталонной шестерней: при повороте на один зуб — 0,04, за полный оборот — 0,15 мм. Микротрещины на поверхностях зубьев не допускаются. Отклонения 232-
Рис. 118. Тяговое зубчатое колесо тепловоза ТГМ6А
от круглости и цилиндричности посадочного отверстия, а также биение правого торца ступицы — не более 0,05 мм. Для съема зубчатого колеса с оси колесной пары гидропрес-совым способом в конструкции предусмотрены наклонное отверстие с резьбой и кольцевая канавка в ступице (см. выносные элементы I и III на рис. 118).
Тяговое зубчатое колесо изготавливается из хромоникелевой стали марки 45ХН (ГОСТ 4543—71). После термической обработки механические свойства конструкционного материала должны соответствовать следующим нормам:
предел прочности — 800 МПа
относительное удлинение — 10%
ударная вязкость — 3,5-104 Дж/м2
твердость ядра зуба, обода, диска и ступицы — НВ 255 ... 302
твердость рабочих поверхностей и впадин зубьев — HRC 46 ... 52
Заготовку зубчатого колеса изготовляют объемной штамповкой (см. § 9), технические условия на заготовку — по IV группе ГОСТ 8479—70, а допуски на ее размеры — по II классу точности ГОСТ 7505—749. Остальные технические требования соответствуют действующим стандартам на тяговые зубчатые передачи локомотивов.
9 Заготовки ведомых зубчатых колес тяговых передач электровозов выполняют катаными. Получена опытная партия таких заготовок для тепловозных передач.
На Людиновском тепловозостроительном заводе механическая обработка резанием тяговых зубчатых колес осуществляется на поточной линии. Токарная обработка заготовки под зубонарезание производится на токарно-карусельных станках. Она разделяется на черновую и чистовую. После черновой токарной обработки сверлят два технологических отверстия в диске колеса с помощью поворотного приспособления на вертикально-сверлильном станке. Для обеспечения необходимых механических свойств конструкционного материала, а также для снятия остаточных технологических напряжений между этапами черновой и чистовой обработки резанием производят объемную термическую обработку заготовки— закалку с высокотемпературным отпуском (НВ 255 ...302).
Нарезание зубьев осуществляется в две операции. Предварительно зубья фрезеруют на зубопрорезном станке двумя дисковыми фрезами с пластинками твердого сплава способом «деления» заготовки на два зуба. Чистовое фрезерование зубьев (с припуском под шлифование) производится на зубофрезерном станке червячной модульной фрезой методом обката.
Для повышения износостойкости и усталостной прочности зубья подвергают поверхностной закалке с нагревом токами высокой частоты по всему контуру (см. рис. 118) и низкотемпературному отпуску 10. При этом обеспечивается заданная твердость рабочих поверхностей и впадин зубьев (HRC 46 ...52). Предварительно проведенная объемная термическая обработка заготовки (закалка с высокотемпературным отпуском), обеспечивая получение однородной мелкозернистой исходной структуры, положительно влияет на качество закаленного с нагревом т. в. ч. поверхностного слоя. Перед контурной закалкой на торцах зубьев должны быть запилены фаски. Эта операция выполняется на специальном зубофасочном станке. После термообработки деталь подвергается дробеструйной очистке.
Следующей технологической операцией является обработка наклонного отверстия в ступице колеса. Работа выполняется на вертикально-сверлильном станке с использованием специального приспособления (рис. 119), обеспечивающего установку обрабатываемой детали под заданным углом. Колесо 4 надевается на центровик 3 и прижимается к опорным пластинам 2 штоком пневмокамеры 1 посредством шпильки Я гайки 10, откидной шайбы 11 ц накладной кондукторной плиты 6. Последняя базируется на штыре 8 с помощью шпонки 7. Для направлёния режущего инструмента служат быстросменные кондукторные втулки 5.
10 См. также § 16.
Рис. 119. Приспособление для обработки наклонного отверстия в тяговом зубчатом колесе:
1 — пневмокамера;
2 — опорная пластина; 3 — центровик; 4 — обрабатываемая деталь; 5 — кондукторная втулка; 6 — кондукторная плита; 7 — шпонка; 8 — направляющий
штырь; 9 —. шпилька; 10 — гайка; И — шайба; 12 — основание
С целью обеспечения заданной точности центрального отверстия и зубьев колеса после термической обработки производят соответствующие отделочные операции. Отделочную обработку центрального отверстия выполняют на алмазнорасточном станке; при этом в качестве технологических баз используются правый торец ступицы и делительная окружность колеса. Одновременно растачиваются заходный конус и кольцевая канавка (выносные элементы II и III на рис. 118). Обработка осуществляется с помощью копировальной оправки (рис. 120) п, принцип работы которой состоит в следующем.
Ползун 11, несущий копир 9, в процессе растачивания, вращаясь совместно с корпусом 4 оправки, занимает фиксированное осевое положение. Фиксация осуществляется специальным вращающимся упором 13, центр 12 которого входит в центровое отверстие ползуна 11. Корпус оправки перемещается в осевом направлении относительно ползуна (шлицевое соединение) со скоростью рабочей подачи растачива-
11 Базирование по делительной окружности и закрепление обрабатываемого колеса в приспособлении 1 на рисунке не показаны.
Рис. 120. Схема работы расточной копировальной оправки:
1 — приспособление; 2 — обрабатываемая деталь; 3 — вал-шестерня; 4 — корпус оправки; 5 — пружина; 6 — щуп; 7 — резцедержатель; 8 — резец; 9 — копир; 10 — шлицевое кольцо; И — ползун; 12 — центр; 13 — упор
ния. При этом щуп 6 резцедержателя 7 скользит по поверхности копира 9, сообщая резцу 8 соответствующие дополнительные. радиальные перемещения. Постоянный контакт щупа резцедержателя с копиром создается пружиной 5. Совместное вращение ползуна 11 и корпуса 4 оправки обеспечивается шлицевым кольцом 10, закрепленным в корпусе 4. Перемещение ползуна 11 в исходное положение (до сопряжения с центром 12 упора 13) для обработки очередной детали осуществляется путем вращения вала-шестерни 3. Упор 13 позволяет регулировать осевое положение резца 8 относительно торца обрабатываемой детали с помощью шаблона; на заданный диаметральный размер резец настраивается с помощью специального индикаторного устройства. Для установки оправки на шпинделе алмазно-расточного станка в верхней части корпуса 4 предусмотрены центрирующий палец и фланец.
Отделочная обработка зубьев производится путем шлифования профильным (эвольвентным) кругом методом копирования на зубошлифовальном станке. Технологическими базами при этом служат торец и центральное отверстие колеса.
В целях повышения качества зубчатых колес и производительности зубообработки представляется целесообразным использование для отделки зубьев вместо шлифования других прогрессивных методов. В качестве одного из них может служить лезвийная чистовая обработка твердосплавной резцовой головкой — «обкаточными резцами» конструкции ЦНИИТМАШ — на зубофрезерном станке. Лезвийная чистовая зубообработка закаленных шестерен обеспечивает вы
сокую чистоту поверхности зубьев при удовлетворительной точности. Инструмент (рис. 121) представляет собой корпус
542
Рис. 121. Обкаточная резцовая головка:
1 — корпус; 2, 3 — обратный и прямой резцы; 4 — винт; 5 — опорный эксцентрик; 6 — цилиндрический клин; 7 — дифференциальный винт
1 с двумя резцами 2 и 3 с прямолинейными режущими кромками, обрабатывающими в процессе обката одновременно оба профиля зубьев. На державки резцов напаяны пластины твердого сплава марки ВКЮ-ОМ. Вылет резцов регулируется эксцентриковыми опорными втулками 5.
Применение лезвийной обработки взамен зубошлифо-вания позволяет устранить дефекты шлифованных зубчатых колес (прижоги, микротрещины), значительно повысить производительность зубообработки, отказаться от использования дорогостоящего технологического оборудования; кроме того, лезвийная обработка в отличие от шлифования не требует применения смазывающе-охлаждающих жидкостей, что существенно улучшает условия труда на операции чистовой обработки закаленных шестерен. Однако внедрение новой технологии отделки зубьев выдвигает повышенные требования к жесткости зубофрезерных станков, а также к точности базирования заготовки на операциях фрезерования и отделки зубьев. Последняя задача может быть, в частности, решена использованием на этих операциях оригинального приспособления конструкции ЦНИИТМАШ — ЛТЗ (рис. 122), обе-
Рис. 122. Приспособление для обработки зубьев тяговых колес на зубофрезерных станках:
/, 22 — винты; 2, 20 — оси; 3 — гайка; 4 — вилка; 5, 19 — кожухи; 6 — ступица; 7 — сферическая опора; 8 — шайба; 9 — болт; 10, 12 — роликоподшипники; 11 — обрабатываемая шестерня; 13 — тумба; 14 — центрирующая оправка; 15 — рычаг; 16 — рым-болт; 17 — наконечник; 18 — фиксатор; 21 — направляющая
спечивающего точное центрирование и угловое позиционирование без выверки обрабатываемой детали. Принцип работы приспособления состоит в следующем.
Перед установкой зубчатого колеса И центрирующая оправка 14 выводится в верхнее положение. Обрабатываемая деталь устанавливается на вращающуюся на радиальноупорных подшипниках 10 и 12 ступицу 6 с опорным конусом и центрирующей сферической опорой 7. Во впадину зубьев колеса 11 вводится наконечник 17 фиксатора 18. Усилие фиксации и точное угловое положение колеса обеспечиваются с помощью винта 22 и направляющей 2.1. (Жесткость фиксатора 18 в направлении оси а—а примерно в 100 раз выше, чем по оси б—б.) Болтом 9 через шайбу 8 обрабатываемую деталь предварительно прижимают к опорному конусу оправки 14 и далее, вращая гайку 3, через винт 1 и рычаг 15 опускают с оправкой 14 до опирания на установочный фланец тумбы 13. Полный зажим шестерни перед обработкой осуществляется дальнейшим вращением гайки 3. Затем, отвернув винт 22, освобождают фиксатор 18 и выводят его из зоны обработки. Для предохранения механизмов приспособ
ления от стружки предусмотрены кожухи 5 и 19 (последний-— съемный). Сферическая опора 7— сменная, что обеспечивает использование данного приспособления для обработки зубчатых колес с различными диаметрами посадочных отверстий.
Еще большего, по сравнению с лезвийной обработкой, эффекта можно достичь при использовании для отделки зубьев вместо шлифования поверхностного пластического деформирования (см. § 15).
После отделочной зубообработки производят повторную запиловку фасок на торцах зубьев и клеймение зубчатого колеса. В готовой детали измеряют длину общей нормали (скобой) и ее колебания (нормалемером), а также предельное отклонение основного шага зубьев (шагомером). Для проверки межцентрового расстояния тяговое зубчатое колесо обкатывают в зацеплении с эталонной шестерней на специальном приспособлении. Проверку производят при повороте на один зуб и за полный оборот контролируемой детали. Отклонение профиля зуба от эвольвенты проверяют (периодически) с помощью эвольвентомера. Отклонения от круглости и цилиндричности посадочного отверстия контролируют микроштихмассом или индикаторным нутромером. Контроль качества зацепления парных колес по краске производят в процессе сборки колесной пары с осевым редуктором. С целью выявления поверхностных микротрещин зубья проверяют по всему контуру с помощью магнитного дефектоскопа.
ЗАДАНИЯ для самостоятельной работы
78* Укажите, какую комбинацию поверхностей следует выбрать в качестве технологических баз на первой операции обработки резанием ступицы по чертежу рис. 123.
Рис. 123
79* Запишите приведенный ниже план обработки резанием корпуса привода регулятора с ограничением подачи топлива локомотива по чертежу рис. 124 в виде операционного технологического процесса “для“ условий среднесерийного производства (масса корпуса—1,3 кг; заготовка— отливка СЧ 18 ГОСТ 1412—79, литейные размеры — по II классу точности ГОСТ 1855—5'5):
12 Эскизы обработки и модели станков можете не приводить.
Рис. 124. Корпус привода регулятора
1. Подрезать торцы 10 и 9 (курсивом выделены номера поверхностей, размерых которых помечены на рис. 124 кружком).
2. Точить поверхность 6 начерно и окончательно.
3. Точить канавку 7 предварительно и окончательно.
4. Точить фаску 8.
5. Сверлить, зенкеровать и развернуть отверстие 5.
6. Сверлить 2 отверстия 17 01ОН14 и 2—09,7 под развертывание 13.
7. Развернуть 2 отверстия 17 01ОН9.
8. Зенковать 4 выемки 11.
9. Подрезать торец 16.
10. Сверлить, рассверлить, зенкеровать, развернуть предварительно и окончательно отверстие 4.
11. Подрезать торец 15.
12; Фрезеровать поверхность 3.
13 Два из четырех отверстий 17 будут служить технологическими базами для последующей обработки, поэтому они должны быть выполнены точнее, чем требует чертеж детали.
13. Подрезать (зенковать) торец 1.
14. Рассверлить отверстие под резьбу 2, зенковать фаску, нарезать резьбу 2.
15. Сверлить 2 технологических отверстия под фрезерование паза 12.
16. Фрезеровать пазы 12 и 13.
17. Сверлить 4 отверстия под резьбу 14 и 8 — под резьбу 18, зенковать фаски.
18. Нарезать резьбу 14 в 4 и резьбу 18— в 8 отверстиях.
19. Зачистить заусенцы, притупить острые кромки, очистить резьбовые отверстия от стружки.
20. Проверить деталь по чертежу — контроль приемочный (неуказанные предельные отклонения размеров отверстий—Н14, валов — hl4, остальных ±1Т14/2; отклонение от перпендикулярности оси отверстия 032Н7 относительно оси отверстия 02ОН9 не более 0,15 мм).
80* Составьте теоретическую схему базирования и оформите эскиз обработки резанием корпуса привода регулятора по чертежу рис. 124 для операции № 7 представленного в табл. 22 технологического процесса.
81* Изложите подробно (по переходам) с указанием соответствующей технологической оснастки содержание последней (контрольной) операции технологического процесса обработки резанием корпуса привода регулятора по чертежу рис. 124, представленного в табл. 22.
82. * Пользуясь табл. 12 14, составьте операционный технологический процесс обработки резанием корпуса подшипника вентилятора охлаждения тяговых электродвигателей локомотива по чертежу рис. 125 (масса
14 Пометок в книге не делать.
№ технологической операции № перехода Наименование и содержание технологической операции № технологической операции № перехода Наименование и содержание технологической операции
1 '5 9
10... 15
1 16
2 6
3
2 1 2 —
1 3
2,3 4
4 5
3 6
7
J 7
2,3
4,5 1
6,7 2,3
8 4
4 1 i 8
1 1
2 2... 7 —
3 8
4 9
5 10
6 и
7 9
8
_9 1
10 2
И 12 — 10 Контрольная (приемочный технический контроль) Проверить деталь по чертежу
5
1 2
3 ... 8
Примечание. Курсивом выделены номера вспомогательных переходов.
корпуса — 5 кг; заготовка — отливка СЧ 15 ГОСТ 1412—79) для условий среднесерийного производства с учетом следующих технических требований:
1. Размеры заготовки —по II классу точности ГОСТ 1855—55.
2. Относительно оси отверстия 08ОН7 допускаются: а) торцовое биение поверхности 1 — 0,1 мм; б) радиальное биение отверстия 046Н13— 0,1 мм; в) отклонение от параллельности поверхности 12 — 0,1 мм.
3. Позиционное отклонение осей отверстий М8Х1,25— 7Н — не более 0,25 мм; база — отверстие 08ОН7 (допуск зависимый).
4. Неуказанные предельные отклонения размеров отверстий — Н14, валов — Ы4, остальных ±1Т14/2.
5. После обработки резанием корпус проверить на непроницаемость керосином.
6. Два отверстия 010 под конический штифт обработать по сопрягаемой детали.
83* Объясните, как обеспечиваются в процессе обработки резанием корпуса подшипника (см. рис. 125) пункты 2 и 3 требований чертежа..
ГЛАВА XVI
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
УЗЛОВОЙ И ОБЩЕЙ СБОРКИ ЛОКОМОТИВОВ
Слесарно-сборочные работы 1 имеют наибольший удельный вес (около 30 ...40%) в общей структуре трудоемкости изготовления локомотива. Кроме того, технология сборки значительно влияет на качество готовых машин. Поэтому требования высокоэффективной сборки должны быть максимально учтены при проектировании технологических процессов. Так, .разработанный технологический процесс должен обеспечить необходимую прочность соединений, точность и наиболее рациональную и экономичную последовательность сборки при принятой форме организации производства, предусмотреть своевременность контроля качества выполненных работ, обеспечить возможность механизации и автоматизации трудоемких процессов.
Задача проектирования технологических процессов узловой и общей сборки локомотивов значительно упрощается при наличии технологических схем сборки.
§ 37. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ УЗЛОВОЙ И ОБЩЕЙ СБОРКИ ЛОКОМОТИВОВ
Технологические схемы сборки, определяя структуру и последовательность комплектования изделия и его сборочных единиц (технологических узлов), служат основой проектирования процессов сборки. Принцип построения технологи
1 Данная глава изложена применительно к слесарно-сборочным работам, специфика сборочно-сварочных работ отражена в гл. XVII.
ческих схем иллюстрирует показанная на рис. 128 (с. 250) схема сборки конического редуктора привода скоростемера локомотива.
Составные части (детали и узлы разных порядков) изделия на технологических схемах представляются в виде разделенных на три части прямоугольников: вверху приводится наименование составной части, внизу слева — ее числовой индекс (обозначение или номер позиции по спецификации), справа — число данных составных частей, входящих в рассматриваемый узел. Составную часть изделия, с которой начинается сборка, называют базовой.
Процесс сборки на технологической схеме изображается в виде прямой линии, к которой в строгом соответствии с планируемой последовательностью сборки примыкают обозначенные прямоугольниками составные части изделия. Направление сборки указывается стрелкой — от базовой составной части к соответствующему собранному узлу. Если смотреть в направлении этой стрелки, то детали на технологической схеме изображаются слева, а сборочные единицы — справа от линии, показывающей процесс сборки. Контрольноизмерительные приемы, а также слесарно-сборочные и другие работы, не связанные с непосредственным комплектованием сборочных единиц (такие, как нагрев, регулирование, сварка и пр.), отражаются в соответствующих местах технологической схемы в виде надписей.
Для узловых сборок составляются развернутые (рис. 128) схемы, а для общей сборки таких сложных изделий, как локомотивы2, технологические схемы оформляются условно-укрупненно: на них показывают наряду с технологическими узлами сборочные единицы, которые технологическими узлами не являются. Элементы схемы представляются сборочными и монтажными чертежами, в том числе гидро-, пневмо-и электромонтажными. Поскольку детали на таких схемах не выявляются, то прямоугольники, обозначающие элементы схемы, для большей ее компактности вычерчивают по обе стороны линии, изображающей процесс сборки. При подготовке производства нового локомотива разрабатывают сначала схему его общей сборки, а затем схемы узловой сборки.
Наличие технологических схем упрощает проектирование процессов сборки, придает стройность и наглядность их разработке и выполнению. Вместе с тем технологические схемы сборки дают определенное представление о целесообразной форме организации технологических процессов. Проектирование процессов сборки при наличии технологических схем могут вести одновременно несколько технологов, что сокра
2 Число деталей и узлов тепловоза, например, достигает 50 тыс.
щает цикл технологической подготовки производства. Технологические схемы сборки позволяют также оценить собираемую конструкцию с технологической точки зрения. В этом отношении одним из конструктивных достоинств локомотива как в производстве, так и при техническом обслуживании и ремонте является возможность сборки его из предварительно собранных узлов, каждый из которых устанавливается на локомотив после контроля качества сборки, а в необходимых случаях — после соответствующих испытаний. Это значительно повышает качество общей сборки и дает возможность быстрее обнаружить ее дефекты. Сборка локомотива из предварительно собранных узлов позволяет значительно* сократить производственный цикл его изготовления вследствие осуществления параллельной сборки узлов и изделия.
Учитывая специфику сборки локомотивов, следует признать целесообразной такую организацию технической подготовки производства в локомотивостроении, при которой технологические схемы узловой и общей сборки составляет конструктор—разработчик нового изделия. В этих условиях принципиальные вопросы сборки решаются более просто и квалифицированно, создаются реальные предпосылки для управления технологичностью проектируемых изделий на стадии конструкторской подготовки производства с целью оптимизации конструктивных решений.
§ 38. ОБЩИЕ ПРАВИЛА ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
При разработке технологических процессов сборки в общем случае можно руководствоваться следующими техникоэкономическими соображениями.
1. Рациональная последовательность сборки, заложенная в технологической схеме, должна предусматривать, в первую очередь, установку базовой составной части изделия в приспособление, на стенд или соответствующее технологическое оборудование, а также выполнение наиболее сложной и ответственной размерной цепи, звенья которой входят в состав; других более простых цепей. При этом последовательность сборки в каждой размерной цепи должна обеспечивать завершение сборки формированием соответствующего замыкающего звена. При проектировании нового локомотиза необходимо предусмотреть сборку большинства его узлов по принципу полной взаимозаменяемости, широкое использование при узловой, и особенно общей, сборке локомотивов метода регулирования точности замыкающего звена размерной цепи с помощью неподвижных и подвижных компенсаторов^ максимальное сокращение объема пригоночных работ.
2. Вариант технологической схемы сборки, а следовательно, вариант технологического процесса выбирают с уче
том удобства выполнения сборочных работ, возможности применения средств механизации и автоматизации сборки, потребного количества сборщиков, затрат труда и средств на выполнение процесса сборки.
3. Перед сборкой все детали собираемого изделия должны быть очищены от грязи, антикоррозийной смазки, следов коррозии, тщательно промыты, просушены и осмотрены. С этой целью в технологические процессы сборки включаются соответствующие подготовительные операции.
4. При проектировании технологических процессов сборки узлов с подшипниками качения необходимо помнить, что долговечность подшипников во многом зависит от условий их монтажа. Перекосы, повреждения и загрязнения при монтаже могут вызвать преждевременный выход подшипника из строя. При посадке подшипников с большими натягами, а также вследствие тепловых деформаций узла возможно уменьшение зазоров между кольцами и телами качения и даже заклинивание последних. При слишком малых (и больших) зазорах происходит ускоренный износ подшипника. Значительная разница в радиальных зазорах смежных подшипников одной опоры может вызвать неравномерное распределение нагрузки по подшипникам. Для обеспечения нормальной работы подшипниковых узлов в технологических процессах их сборки в наиболее ответственных случаях предусматривают подбор подшипников по натягам и радиальным зазорам.
Для облегчения сборки и предотвращения повреждений посадочных поверхностей монтаж подшипников, как правило, ведут с помощью теплового воздействия. (При посадке на вал с натягом подшипник рекомендуется нагревать в масляной ванне с электрическими нагревателями до температуры 80... 100° С.) При этом необходимо обеспечить плотное прилегание торца кольца подшипника к соответствующему упорному бурту. При проектировании процессов сборки узлов с роликовыми подшипниками необходимо предусмотреть раздельный монтаж кольца подшипника, конструктивно связанного с роликами и сепаратором, и кольца, не имеющего такой связи.
Технологический процесс должен включать контроль качества монтажа подшипников путем проворачивания валов вручную; при этом вращение должно быть легким, плавным, без заеданий.
5. В технологических процессах сборки зубчатых передач следует предусмотреть контроль качества посадки зубчатых колес на валы, а также проверку и регулирование зацепления. При этом проверяют боковой и радиальный зазоры в зацеплении, размеры и расположение пятен контакта. Нормы кинематической точности, плавности работы и кон
такта зубьев колес и передач установлены соответствующими стандартами (ГОСТ 1643—72, ГОСТ 1758—81).
Для цилиндрических зубчатых передач при вращении меньшего колеса, зубья которого покрыты тонким слоем лазури, на сопряженном колесе пятна краски должны покрыть среднюю часть боковой поверхности зубьев (рис. 126, а; расположение пятен по рис. 126, б, в, г, свидетельствует о не-
Рис. 126. Характер пятен краски при контроле зубчатого зацепления
правильном контакте зубьев). При проверке конических передач пятно контакта должно располагаться ближе к тонкому концу зуба (при работе передачи под рабочей нагрузкой вследствие упругих деформаций зона касания смещается в сторону большего диаметра колес); требуемый зазор между зубьями и надлежащий характер пятен контакта достигаются регулированием зацепления путем осевых перемещений одного или обоих колес с помощью набора прокладок или регулировочных гаек.
Силовые быстроходные зубчатые передачи (например, осевые редукторы тепловозов) подвергают обкатке на специальных стендах с электронагружателями с измерением передаваемых крутящих моментов и комплексной проверкой правильности сборки по нагреву и шуму передачи.
6. Учитывая значительный удельный вес резьбовых соединений, при проектировании технологического процесса необходимо обратить особое внимание на механизацию их сборки путем применения электрических и пневматических инструментов. Для обеспечения определенного момента затяжки гаек следует использовать предельные (выключающиеся при достижении заданного момента) и динамометрические (с указателем момента затяжки) ключи.
7. В технологических процессах сборки ряда ответственных вращающихся узлов локомотивов (соединительных муфт, карданных валов, вентиляторных колес, колесных пар и т. п.) следует предусмотреть статическую, а в необходимых случа-чаях и динамическую (на специализированных балансировочных станках) балансировку. Колесные пары локомотивов с конструкционной скоростью свыше 120 км/ч должны подвергаться динамической балансировке; в отдельных случаях,
обусловленных конструкцией колесных пар, допустимо ограничиться статической балансировкой колесных центров.
8. Разработанный технологический процесс должен обеспечить своевременность контроля качества локомотива. С этой целью в него должны быть включены соответствующие переходы и отдельные контрольные операции.
Контроль качества в процессе выполнения сборочных операций осуществляют как сами сборщики, так и представители отдела технического контроля завода-изготовителя. Качество выполнения особо ответственных операций сборки локомотива, таких, как установка дизель-генератора, центрирование валов силовых механизмов, формирование колесных пар и др., проверяется контролерами ОТК совместно С представителями заказчика (МПС). Ими же осуществляется комплексная, на основе результатов соответствующих испытаний, приемочная проверка качества сборки таких узлов локомотивов, как распределительные, осевые и другие редукторы, насосы, вентиляторы, колесно-моторные блоки и т. п.
При формировании особо ответственных сопряжений, таких, как соединения ось — колесо в колесных парах локомотивов, необходимо предусмотреть автоматический контроль и регистрацию технологического режима сборки.
Собранный локомотив подвергается стационарным и про-беговым испытаниям.
9. При выделении в принятом процессе сборки технологических операций следует исходить прежде всего из условия, согласно которому на каждом рабочем месте желательно выполнение однородной по характеру и технологически законченной работы.
Если расчетная величина такта выпуска значительно превосходит среднюю продолжительность характерных сборочных операций, сборку осуществляют по принципам серийного производства. В этом случае на одном рабочем месте собирают разные изделия, причем сборка может быть поточной или стационарной (с концентрацией или дифференциацией сборочных работ). Если такт близок или меньше средней длительности операций, сборку организуют поточным методом в соответствии с принципами массового производства, закрепляя за каждым рабочим местом определенную сборочную операцию. Чем меньше заданный такт выпуска, тем выше степень дифференциации проектируемого процесса сборки. При невозможности или нецелесообразности выделения отдельных сборочных работ предусматривают параллельное, па рабочих местах-дублерах, выполнение соответствующих лимитирующих операций.
10. При разработке технологического процесса общей сборки локомотива исходят из его конструктивных особенно
стей, характера компоновки оборудования и объема выпуска изделия.
Основной формой организации технологических процессов общей сборки в серийном локомотивостроении является подвижная поточная сборка с периодическим передвижением локомотива на линии сборки по позициям. На каждой позиции выполняется определенный объем работ, сборочные операции комплектуются с учетом параллельно-последовательной работы на данной позиции рабочих различных профессий (слесарей-сборщиков, трубников, электриков, столяров).
Специфика й основная сложность разработки технологического процесса параллельно-последовательной сборки локомотива состоит в обеспечении соответствующей взаимосвязи между работами, выполняемыми исполнителями различных профессий, с учетом необходимой загрузки рабочих.
11. Определение, выбор и заказ новых средств технологического оснащения осуществляются в зависимости от вида сборочных работ, требований, предъявляемых к собираемому объекту, объема выпуска изделий и конкретных производственных условий. При необходимости разработки новых средств технологического оснащения составляются технические задания на проектирование и оформляются карты заказа на проектирование и изготовление технологической оснастки.
12. Проектирование технологического процесса сборки осуществляется в несколько последовательных этапов. Сначала, как уже отмечалось выше, составляются технологические схемы сборки, производится их анализ с выбором наиболее рационального варианта. По принятым схемам выявляют основные сборочные операции и устанавливают организационную форму сборки. Затем операции технологического процесса уточняются и конкретизируются: выбираются средства технологического оснащения, определяются технологические режимы, производится нормирование технологической трудоемкости с установлением разрядов работ. Выбор наиболее рациональных вариантов построения операций осуществляется на основе соответствующих технико-экономических расчетов.
§ 39. ПРИМЕР РАЗРАБОТКИ И ЗАПИСИ ОПЕРАЦИОННОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ
В качестве примера рассмотрим технологический процесс сборки конического редуктора привода скоростемера локомотива по чертежу рис. 127 в условиях среднесерийного производства с непоточной (стационарной) формой организации. Технологический процесс разработан па основе технологической схемы сборки, представленной на рис. 128, с учетом соответствующих типовых решений и рекомендаций,
Рис, 127, Редуктор привода скоростемера:
1, 14 — болты (соответственно 10 и 8 шт.); 2 — шайба (6 шт.); 3, 17 — крышки; 4, 19 — валы-шестерни; 5, 7, 8— прокладки; 6, /6 —втулки; 9 — проволока; 10 — войлочное кольцо; 11> 15 — вилки кардана; 12 — штифт; 13 — шарикоподшипник; 18 — обойма подшипников; 20 — корпус редуктора; 21 — масленка (2 шт.— на рисунке не показаны)
ГаТП
Ill |!н
Г r?<gg £ J Г00 III (SHIIГ г $*} i Ь
d I
И 1
Ж
5
<3
У)рОКЛСйК(Г\
Раскермить
Сверлить и развернуть в сбфвНв 1Л/лкаяо&0.]
Обеспечить зазор 0,05.., 0,1 нм
масляной ванне
7 г
>2
иг
f V. \к11агре/пб в J“ масляной ванне
1
§
*
a
§
srEJ
i*
I- ^Гт1з р/Ьонлабнд 1-а-ТЪ-Нагреть в масляной ваннь
Убойна подш\
г fS । /1
—'Раскормить
Сверлить и развернуть 6 об. Ф8Н8
Обеспечить зазор 0,05...Q 1мм
чшка 777]
Кришкд —1 n-.——r-
\Нагреть в масляной ванне
i°
Рис. 128. Технологическая схема сборки редуктора привода скоростемера
приведенных в § 38. При этом приняты во внимание технические требования чертежа редуктора:
1. Все детали и подшипники, поступающие на сборку, должны быть чистыми, без заусенцев, забоин, ржавчины и других дефектов.
2. Подшипники перед сборкой нагреть в масляной ванне до температуры 80° С.
3. Насадку втулок 16 производить с нагревом в масле до температуры не выше 170° С.
4. Кольца 10 пропитать в осевом масле (ГОСТ 610—72) при температуре 30 ... 35° С в течение 2 ч.
5. Отверстия 08Н8 сверлить и развернуть в сборе. После установки штифтов кромки отверстий раскернить с обеих сторон в двух местах.
6. Величина бокового зазора в зубьях шестерен должна быть в пределах 0,1 ... 0,3 мм, а величины отпечатков краски — не менее 50% высоты и рабочей длины зуба.
7. Вращение валов редуктора при прокручивании вручную должно быть легким и плавным.
8. Полость редуктора и обоймы подшипников заполнить смазкой УТВ (смазка 1-13 жировая) ОСТ 38.01.145—80.
9. Все необработанные наружные поверхности окрасить черной эмалью ПФ-115 ГОСТ 6465—76.
Сборочные операции рассматриваемого технологического процесса выполняются на одном рабочем месте, к которому подаются все детали и подшипники редуктора. Сборка расчленяется на предварительную (сборка узлов «вал-шестерня в сб.» — 4сб и 19 сб) и окончательную («общая» сборка редуктора). Технологическим процессом предусмотрены также подготовительная, контрольная и малярная операции. Последняя фиксируется в маршрутном процессе сборки и выполняется по отдельному технологическому процессу.
Операционный технологический процесс сборки редуктора представлен в табл. 133.
§ 40. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ УЗЛОВОЙ СБОРКИ локомотивов
40.1. Сборка упругого зубчатого колеса тягового редуктора
Для улучшения динамики локомотива и создания наиболее благоприятных условий работы тягового электрооборудования в тяговых зубчатых редукторах ряда локомотивов (2ТЭ10В, 2ТЭ116, ТЭМ7) применена конструкция ведомого колеса (рис. 129), зубчатый венец 15 которого смонтирован на упругих элементах 1 и 2, обеспечивающих возможность поворота венца относительно ступицы 10.
3 Сведения о применяемых средствах технологического оснащения, а также данные о нормах времени и квалификации исполнителей не приводим.
Таблица 13
Технологический процесс сборки редуктора привода скоростемера по чертежу рис. 127
№ технологичес- | кой операции № перехода Наименование и содержание технологической операции
1 2 3
1 Подготовка
1 Проверить наличие составных частей редуктора по комплектовочной карте и наличие клейм ОТК.
2 Проверить составные части на отсутствие заусенцев, забоин, ржавчины и других дефектов (замеченные дефекты удалить).
3 Все составные части, кроме прокладок и войлочных колец, промыть в обезвоженном керосине и продуть сухим сжатым воздухом.
4 Пропитать войлочные кольца 10 в осевом масле (ГОСТ 610—72) при температуре 30 ... 35° С в течение 2 ч.
2 Сборка
1 Установить в обойму 18 подшипник 13.
2 Установить в обойму 18 втулку 6.
3 Установить в обойму 18 второй подшипник 13.
4 Нагреть обойму 18 в сборе с подшипниками 13 и втулкой 6 в масляной ванне до температуры 80° С.
5 Установить обойму в сборе на вал-шестерню 4 до упора.
6 Нагреть втулку 16 в масле до температуры не свыше 170° С.
7 Насадить втулку 16 на вал до упора в подшипник.
8 Вставить пропитанное в масле кольцо 10 в крышку 17 и расправить.
9 Поставить крышку в сборе на обойму подшипника, привернув двумя болтами 1.
10 Замерить зазор между фланцем крышки 17 и торцом обоймы подшипника 18.
11 Подобрать комплект прокладок 8, обеспечивая зазор 0,05 ... 0,1 мм.
12 Сняв крышку, установить подобранный комплект прокладок и крышку.
13 Ввернуть два болта 1.
14 Напрессовать на вал-шестерню 4 вилку кардана И в сборе с отражательным кольцом.
15 Сверлить отверстие 07,8 под развертывание.
16 Развернуть отверстие 08Н8.
17 Запрессовать штифт 12.
3 18 Раскернить штифт с обеих сторон в двух местах. Сборка Сборка вала-шестерни 19 производится аналогично сборке вала-шестерни 4 (операция 2), за исключением 14-го перехода.
Окончание табл. 13
1 ч 3
14 Напрессовать на вал-шестерню 19 вилку кардана 15.
4 Сборка
1 2 3 4 5 6 7 8 9 10 11 1 с 13 14 Вставить валы-шестерни в сборе в корпус редуктора 2d прокладками 7 так, чтобы ощущался зазор в зацеплении, затылки шестерен совпадали. Ввернуть болты 14. Закрепив одну из вилок, проверить величину бокового зазора в зацеплении шестерен. Отрегулировать боковой зазор в зубьях шестерен согласно п. 6 требований чертежа с помощью подбора прокладок 7. Предварительно смазав зубья одной из шестерен краской^ установить окончательно прокладки и шестерни, совмещая отверстия под масленки в корпусе редуктора с соответствующими отверстиями в обоймах подшипников. Завернуть 8 болтов 14. Проверить путем обкатки качество зацепления шестерен по отпечаткам краски согласно п. 6 требований чертежа. Полость редуктора и обоймы подшипников заполнить смазкой УТВ (смазка 1-13 жировая) ОСТ 38.01.145—80. Ввернуть две масленки 21. Поставить прокладку 5. Поставить крышку 3. Привернуть крышку шестью болтами 1 с пружинными шайбами 2. Проверить плавность вращения валов редуктора путем их прокручивания вручную. Установить проволочные замки 9.
5 Технический контроль (приемочный)
1 2 3 Проверить на рабочем месте операции 4: боковой зазор в зубьях шестерен, характер пятен контакта, плавность вращения валов редуктора.
Сборка упругого зубчатого колеса — сложный, трудоемкий процесс. Для его механизации служит специальное приспособление конструкции ВТЗ (рис. 130), основными рабочими органами которого являются три пневматических стола 4, поворотный кронштейн. 13 с двумя захватами-«кантователя-ми» и поворотная крестовина 9 с тремя аналогичными захватами. Приспособление обеспечивает работу бригады слесарей-сборщиков по принципу поточно-конвейерной сборки в соответствии с заданной циклограммой.
Рис. 129. Упругое зубчатое колесо:
Л 2 — упругие элементы; 3, 4, 7 — амортизаторы; 5, 24 — пальцы; 6, 18, 20 — стопорное, предохранительное и маслоотбойное кольца; 8, 12, 14, 16, 17, 23 — втулки; 9 — ролик; 10 — ступица; 11 — гайка; 13 — тарелка; 15 — зубчатый венец; 19 — болт; 21 — шайба; 22 — жёлоб
Составные части собираемого колеса предварительно проверяют на отсутствие забоин, заусенцев и других дефектов, промывают (кроме упругих элементов) в бензине или обезвоженном керосине, продувают сжатым воздухом и насухо протирают салфеткой.
Сборку начинают с установки ступицы 10 (отверстием б вниз) на подвижную плиту 7 одного из трех пневматических столов 4 (правого) приспособления. На цапфы 16 поворотного кронштейна 13 устанавливают (привалочной плоскостью вниз) тарелку 13 в сборе с кольцом 18 (приклепано), служащим для предотвращения выпадания пальцев 5 и 24; тарелка крепится на поворотном кронштейне с помощью трех прихватов (14 и 18). Выведя фиксатор 12 из гнезда, кронштейн 13 поворачивают до совмещения осей тарелки и сту-
Рис. 130. Приспособление для сборки упругого зубчатого колеса:
/ _ основание; 2 — пневмопанель; 3 — пневмоцилиндр; 4 — пнев-
мостол; 5 — распределительный кран; 6 — колонка; 7 — плита; 8 — тумба- 9 — поворотная крестовина; 10 — масленка; 11 — собираемое изделие; 12, 19, 24 — фиксаторы; 13 — поворотный кронштейн; 14, 18, 20, 23 прихваты; 15 — планка-прихват; 16, 25 — цапфы; 17, 21, 22 — планки
цицы (тарелка размещается над ступицей) и фиксируют в таком положении. Поднимая ступицу 10 с помощью подвижной плиты пневмостола, осуществляют сборку ступицы с тарелкой. Взаимное положение собранных деталей фиксируют путем запрессовки (в диаметрально противоположные отверстия) двух из восьми втулок 12, передающих радиальные усилия между зубчатым венцом и ступицей колеса; втулки предварительно подбирают с целью обеспечения натяга в соединении 0,005... 0,015 мм. Плиту пневмостола опускают в крайнее нижнее положение, кронштейн поворачивают на 180°.
В отверстия тарелки снизу по посадке с зазором устанавливают последовательно четыре упругих элемента 1 малой жесткости и восемь упругих элементов 2, значительно более жестких. В канавки упругих элементов заводят стопорные кольца 6 (12 шт.). Втулки 16 для удержания зубчатого венца от возможных осевых смещений выполнены с буртами, и упругие элементы 1 установлены так, что четырьмя втулками 16 венец удерживается с одной стороны, а четырьмя — с другой (сравните разрезы А—А и Б—Б на .рис. 129). Поэтому на данном этапе сборки устанавливают элементы 1 по разрезу А—А. Упругие элементы 1 и 2 формируют с помощью специальной оснастки. Резиновые амортизаторы 3, 4, 7 и сопрягаемые с ними поверхности пальцев и втулок перед сборкой смазывают смесью, состоящей из 30% касторового масла и 70% этилового спирта. Для обеспечения сцепления резины с металлом сформированные упругие элементы выдерживают в течение трех недель при температуре 15 ... 30° С без доступа света.
Собранный узел поворачивают на 180°, предварительно раскрепив с помощью рукоятки и отведя в сторону прихват 14, и закрепляют в данном положении. Кронштейн 13 с собранным узлом поворачивают до размещения над подвижной плитой среднего пневмостола и фиксируют в этой позиции. Плиту пневмостола подводят под собранный узел, последний раскрепляют и опускают с помощью пневмоцилиндра в крайнее нижнее положение.
На цапфы крестовины 9 вне зон пневмостолов устанавливают зубчатый венец 15 торцом а вниз и закрепляют прихватами 20 и 23. В отверстия венца снизу по посадке с зазором вставляют последовательно четыре упругих элемента 1 по разрезу £—Б, стопоря их кольцами 6 (по два на каждый элемент). Собранный узел поворачивают на 180° и размещают с помощью крестовины 9 над тарелкой в сборе со ступицей.
С помощью подвижной плиты среднего пневмостола осуществляется сборка венца с тарелкой. При этом упругие 256
элементы венца входят в свободные отверстия тарелки, а упругие элементы тарелки — в отверстия венца. В канавки упругих элементов заводятся стопорные кольца 6 (16 шт.).
Для центрирования зубчатого венца со ступицей в кольцевое пространство между ними укладывают 90 роликов 9, что обеспечивает возможность проворачивания зубчатого венца относительно ступицы при деформациях упругих элементов 1 и 2. Полость размещения роликов предварительно заполняют пластичной смазкой УТ-1 (ГОСТ 1957—73)'. Диаметральный зазор между роликами и ступицей должен находиться в пределах 0,44 ... 0,6 мм.
С помощью крестовины изделие помещают в зону левого пневмостола. На посадочную поверхность ступицы надевают вторую тарелку 13 и запрессовывают шесть втулок 12. В канавки упругих элементов 1 и 2 заводят стопорные кольца 6 (16 шт.). Плиту пневмостола опускают вниз, а собранный узел выводят из его зоны и поворачивают так, чтобы ось колеса заняла горизонтальное положение. В' таком положении осуществляют крепление тарелок со ступицей восемью болтами 19 с шайбами 21 и гайками 11. Гайки затягивают с помощью предельного ключа, обеспечивая момент затяжки 120 Н-м, и шплинтуют. В канавки четырех упругих элементов 2 заводят стопорные кольца 6.
Собранное зубчатое колесо поворачивают, чтобы его ось заняла вертикальное положение, и снимают со сборочного приспособления.
Маслоотбойное кольцо 20 устанавливают на ступицу колеса с натягом 0,3 ... 0,9 мм при нагреве до 200 ... 300° С.
Для осмотра деталей упругого зубчатого колеса при средних и заводских ремонтах, а также для замены упругих элементов предусмотрена возможность полной его разборки без расформирования колесной пары. Разборка производится в сторону противоположного колесного центра. Для снятия зубчатого колеса с оси колесной пары способом гидро-спрессовки конструкцией предусмотрено наклонное резьбовое отверстие б в ступице.
40.2. Сборка колесной пары
Колесные пары для тепловозов и электровозов железных дорог колеи 1520 мм должны соответствовать требованиям ГОСТ 11018—76 и инструкции ЦТ/2306 по освидетельствованию, ремонту и формированию колесных пар локомотивов и электросекций.
Сборку колесной пары с составными колесами (рис. 131) целесообразно начинать с насадки бандажей на колесные центры (обандаживание колес). Собираемые детали подбирают с целью обеспечения натяга в соединении 1,1 ... 1,45 Мм.
1580
Рис. 131. Колесная пара тепловоз? ТЭМ7:
1 — бандаж; 2 — упругое зубчатое колесо; 3 — ось; 4 — колесный центр; 5 — предохранительное кольцо; 6 — втулка
При этом отклонения от цилиндричности (конусность) посадочных поверхностей бандажа и колесного центра должны иметь одинаковое направление; разница в конусности — не более 0,1 мм. Кроме того, разность в твердости бандажей одной колесной пары не должна превышать НВ 20. Бандаж нагревают индукционным способом до температуры 250... ... 320° С. Колесный центр устанавливают в бандаж до упора в бурт, и в выточку бандажа заводят предохранительное кольца. ..Кольцо завальцовывают в пазу бандажа (см. выносной элемент I на рис. 131) на специальном прессе (рис. 132) давлением 15 МПа за 6—7 оборотов колеса. Температура бандажа при этом не должна быть ниже 200° С. Для контроля отсутствия проворачивания бандажей относительно колесных центров при эксплуатации локомотива на наружную грань бандажа и обод колесного центра наносят соответствующие контрольные метки.
Насадка упругого зубчатого колеса на ось осуществляется тепловым способом с нагревом колеса в индукционном нагревателе до температуры не свыше 170° С. Зубчатое колесо предварительно подбирают для обеспечения натяга в соединений с осью б,16...0,22 мм. Посадочную поверхность оси
Рис. 132. Пресс для обжатия, предохранительного кольца в бандаже:
1 — обрабатываемое колесо;
2 , 3 — обжимной и направляющий ролики; 4 — каток
покрывают антикоррозийной лаковой пленкой — герметизирующим эластомером ГЭН-150(В) с помощью распылителя, установленного на суппорте токарного станка, за 6—7 рабочих ходов. Толщина покрытия — 0,015 ... 0,030 мм. Сушка лаковой пленки должна производиться при температуре 15° С не менее 2 ч. Сборка оси с зубчатым колесом выполняется с помощью несложного приспособления, обеспечивающего осевую фиксацию положения сопрягаемых деталей. Контроль качества насадки зубчатого колеса осуществляется на гидравлическом прессе путем трехкратного приложения осевого усилия 700+50 кН с записью диаграммы; смещение колеса относительно оси недопустимо.
Насадка обандаженных колесных центров на ось производится путем теплового формирования (п. 19.2). Требуемый нат^г в соединении ось — колесо (0,18... 0,22 мм) обеспечивается соответствующим подбором колес. Подступичные части оси покрывают герметизирующим эластомером так же, как и для насадки зубчатого колеса. Колёса для сборки нагревают до температуры 230 ... 240° С. Надлежащий режим полимеризации лаковой пленки обеспечивается дополнительным (после сборки) подводом тепла путем повторных включений индуктора с целью поддержания в зоне сопряжения температуры 170 ... 180° С в течение 40 мин. При этом производится автоматическая запись температуры и продолжительности указанного процесса. Качество насадки колес проверяется так же, как и в случае насадки зубчатого колеса. Величина контрольного осевого усилия в этом случае составляет 1400±50 кН.
В специальное центровое отверстие оси (для одной из колесных пар локомотива) запрессовывается (натяг — 0,03... ... 0,05 мм) втулка для установки конца валика редуктора привода скоростемера.
Сопрягаемые поверхности деталей колесной пары перед сборкой тщательно очищают, протирают и проверяют на отсутствие забоин и других дефектов. Перед нанесением антикоррозийного покрытия поверхности обезжиривают; лаковую пленку защищают от повреждений чехлами. Фактические диаметры сопрягаемых поверхностей вписывают в специальный журнал, а затем переносят в технический паспорт колесной пары. К паспорту прикладывают также копии диаграмм контроля прочности посадки шестерни и колес на ось. Оформленные диаграммы предъявляют инспектору МПС.
Расформирование колесной пары осуществляется способом гидроспрессовки, для чего в ступицах колесных центров и зубчатого колеса предусмотрены наклонные резьбовые отверстия.
В собранной колесной паре производится механическая обработка резанием рабочего профиля бандажей. Обработка ведется на специальном колесотокарном гидрокопировальном станке (рис. 133). Обтачивают оба бандажа одновременно
Рис. 133. Схема работы колесотокарного гидрокопиро-вального станка модели 1836А:
1 — центр; 2 — гидрозажим; 3 — обрабатываемая колесная пара; 4 — ролик; 5 — копир; 6 — чашечный резец; 7, 8 — гидроцилиндры продольной подачи и поперечных перемещений суппорта
двумя чашечными резцами 6, оснащенными твердым сплавом (рис. 134). Перемещениями резцов управляют через гидравлическую систему станка движущиеся по копирам 5 ролики 4. Колесная пара устанавливается на центрах 1 станка и закрепляется гидравлическими зажимами 2. Правильность обработки профиля бандажа проверяют специальным шаблоном.
Рис. 134. Чашечный резец для точения рабочего профиля колес:
1 — пластина-стр ужколом;
2 — режущая пластина; 3 — опорная втулка; 4 — стержень; 5 — гайка
После точения бандажей производят подрезание внутренних торцов ступиц колеса и шестерни на токарном станке, выдерживая размер 1115Н11 (см. рис. 131), контроль и маркирование колесной пары (условный номер завода-изготовителя, дата формирования колесной пары). Готовую колесную пару предъявляют инспектору МПС. Колесные пары должны быть окрашены в соответствии с ГОСТ 22947—78.
40.3. Монтаж букс на оси колесной пары
Технологию монтажа букс на оси колесной пары локомотива рассмотрим применительно к поводковой буксе (например, рис. 135). Сборку начинают с установки на предпод-ступичную часть оси 23 колесной пары лабиринтного кольца 3, нагретого в масляной ванне или индукционным нагревателем до температуры 100... 120° С (натяг 0,030 ... 0,105 мм). Далее на шейку оси насаживают в нагретом состоянии внутреннее кольцо роликоподшипника 8, свободно надевают дистанционное кольцо 10 и устанавливают нагретое внутреннее кольцо подшипника 11. Шейку оси предварительно смазывают тонким слоем авиационного или дизельного масла. Натяг в соединении колец подшипников с осью должен находиться в пределах 0,035 ... 0,065 мм, что обеспечивается соответствующим подбором подшипников. Для того, чтобы между торцами- установленных на ось деталей не было зазоров, их по мере остывания подбивают до упора втулкой из мягкого материала. Для предотвращения сползания внутренних колец роликоподшипников с шейки оси в выточку последней заводят кольцо 20.
Отдельно на стенде собирают корпус буксы 7 с задней крышкой 6 с помощью четырех болтов 19 с шайбами. Между торцами корпуса и крышки для обеспечения плотного соединения прокладывают на консистентной смазке в два ря-
320
190
320
Рис. 135. Букса тепловоза 2ТЭ10В (2ТЭ116):
1, 4, 19 — болты; 2 — поводок; 3, 9, 10, 15, 20 — лабиринтное, дистанционные и стопорные кольца; 5 — планка; 6, 12. — задняя и передняя крышки; 7 — корпус буксы; 8, И — роликоподшипники; 13 — кронштейн; 14 — упорный шарикоподшипник; 16 — упор; 17 — амортизатор; 18— пружина; 21 — пробка; 22 — шелковая нить; 23 — ось колесной пары
да шелковую нить 22. В корпус буксы устанавливают наружное кольцо роликоподшипника 8 (с роликами), дистанционное кольцо 9 и наружное кольцо подшипника 11. Зазор между посадочной поверхностью корпуса буксы и кольцами подшипников не должен быть более 0,09 мм. Для равномерного распределения нагрузки по подшипникам разница в радиальных зазорах подшипников одной буксы не должна превышать 0,03 мм.
Корпус буксы в сборе надевают на ось. При этом должны быть обеспечены свободная — от усилия одного человека — установка и легкое проворачивание буксы на шейке оси. Для предотвращения сползания буксы с оси на задней крышке 6 с помощью двух болтов 4 крепится планка 5; болты 262
шплинтуются проволокой. В отверстие корпуса 7 длзгтгопол-нения буксы консистентной смазкой вворачивается пробка 21.
Затем осуществляется сборка передней крышки 12. В крышку 12 букс крайних колесных пар устанавливается амортизатор 17, представляющий собой две металлические пластины с привулканизированным между ними резиновым элементом. С целью удержания в выточке крышки амортизатор раскернивается в трех точках. (Для средних колесных пар амортизатор не применяется.) Далее в крышку 12 устанавливается пружина 18 и упор 16. Для удержания упора 16 в крышке (при ее снятии с колесной пары) в его проточку заводится кольцо 15. Одно из колец упорного шарикоподшипника 14 насаживают на проточку оси колесной пары в нагретом состоянии (натяг 0,023 ... 0,065 мм), другое (вместе с сепаратором с шариками) —устанавливают на упор 16.
Передняя крышка в сборе соединяется с корпусом буксы с помощью четырех болтов 19 с шайбами; болты попарно стопорятся проволокой. По фланцу крышки предварительно укладывают шелковую нить; свободное пространство в корпусе буксы заполняют заданным количеством пластичной смазки ЖРО (ТУ 32 ЦТ 520—77). На крышки букс наносится маркировка — КР для крайних и СР для средних колесных пар тележки.
Производственный участок, где выполняется монтаж букс, должен быть защищен от попадания пыли, грязи и влаги. Монтажную оснастку следует содержать в строгой чистоте. Сопрягаемые детали и подшипники перед сборкой тщательно очищают, промывают в авиационном бензине и протирают безворсными салфетками, а также проверяют на отсутствие забоин, трещин, вмятин, острых кромок, ржавчины и других дефектов. Результаты замеров, производимых при подборе подшипников, заносятся в специальный журнал, а также в технический паспорт колесной пары.
40.4. Сборка тележки
В качестве примера ниже приведен технологический процесс сборки бесчелюстных трехосных тележек тепловозов 2ТЭ10В (2ТЭ116) —рис. 136. Он состоит из трех технологических этапов: сборка тележки до опускания на колесно-моторные блоки, опускание рамы тележки в сборе на колесномоторные блоки и окончательная сборка тележки. На первом этапе сборки на раму 1 тележки устанавливают верхние буксовые поводки 2, пружинные подвески 14 тяговых электродвигателей 16, опорно-возвращающие устройства 7 и рычажную передачу тормоза И (за исключением тормозных тяг). Перечисленные работы выполняются при установке ра-
5710
7
мы тележки на подставке-козлах. Опускание рамы тележки на колесно-моторные блоки в сборе с пружинными комплектами 10 рессорного подвешивания осуществляется на специальном стенде. После опускания устанавливаются нижние буксовые поводки, тормозные тяги, фрикционные гасители колебаний 5, рукава тяговых электродвигателей 16.
Рассмотрим подробнее основные операции сборки тележки.
Установка верхних буксовых поводков на раму тележки. Верхние буксовые поводки 2 заводят в клиновые пазы кронштейнов рамы 1 тележки и крепят их болтами. Болты стопорят от проворачивания к кронштейнам проволокой.
Установка пружинных подвесок тяговых электродвигателей. Пружины 19 подвески 14 устанавливают между обоймами 18 и 22 и сжимают стяжными болтами 20 с гайками 21 до определенного размера между наружными поверхностями обойм. Собранные подвески устанавливают в кронштейны 15 рамы тележки, в отверстия обойм вставляют направляющие стержни 17 и фиксируют их валиками 23; валики шплинтуют. Гайки 21 отворачивают до обеспечения зазора между гайкой и обоймой не менее 5 мм.
Сборка и установка о по р но-в о зв ра щ а ю щ и х устройств. Сборка роликового опорно-возвращающего устройства (опоры) тележки (рис. 137) несложна. Предварительно детали опоры промывают в чистом керосине, а их трущиеся поверхности смазывают осевым маслом марки Л или 3 (ГОСТ 610—72) в зависимости от периода (летний или зимний) эксплуатации. Корпус 8 опоры собирают с нижней опорной плитой 17, которая крепится с помощью нажимного кольца 14 и 12-ти болтов 15 и фиксируется двумя штифтами 12. Для предотвращения вытекания масла'между корпусом 8 и плитой 17 устанавливается резиновая прокладка 16. Корпус опоры в сборе с нижней плитой проверяют на герметичность водой под давлением 150 ... 200 кПа на специальном стенде в течение 5... 10 мин. Далее собирают воз-
Рис. 136. Тележка тепловоза 2ТЭ10В (разрез Б—Б см. на рис. 137): 1 — рама тележки; 2 — буксовый поводок; 3 — песочный трубопровод тележки; 4 — букса; 5 — фрикционный гаситель колебаний; 6 — колесная пара; 7 — опорно-возвращающее устройство; 8, 24 — ступеньки; 9 — труба подвода смазки к шкворневому узлу; 10 — пружинный комплект рессорного подвешивания; 11 — рычажная передача тормоза; 12 — тормозной воздухопровод тележки; 13 — тормозной цилиндр; 14, 15 — пружинная подвеска тягового электродвигателя и ее кронштейн; 16 — тяговый электродвигатель; 17 — направляющий стержень; 18, 22 — обоймы; 19 — пружина; 20 — болт для стягивания пружин; 21 — гайка; 23 — валик
Рис. 137. Опорно-возвращающее устройство тележки тепловоза-2ТЭ10В:
.. 1 — сферическое гнездо; 2, 13, 15 — болты; 3 — крышка; 4, 16 — прокладки; 5 — хомут; 6 — брезентовый чехол; 7 — мас-лбуказатель; 8 — корпус опоры; 9 — ролик; 10 — обойма; 11 — капроновая втулка; 12 — штифт; 14 — нажимное кольцо; 17, 18 ---.нижняя и верхняя опорные плиты
вращающий механизм: ролики 9 (для их синхронного перемещения) соединяют обоймами 10, капроновые втулки 11 которых служат подшипниками для роликов. Возвращающий механизм устанавливают в корпус опоры на плиту 17, На ролики укладывают верхнюю опорную плиту 18 со сферическим, гнездом 1. Для проверки легкости перемещения возвращающего устройства ролики вместе с установленными на них верхней плитой и гнездом отводят в крайнее положение, откуда, вся система должна вернуться в среднее положение под действием собственного веса. Сборку опоры заканчивают постановкой на корпус 8 картонной прокладки 4 и крышки 3,. которая служит для предотвращения выплескивания масла при работе опоры. Крышка крепится к корпусу болтами: 2.
Каждую из четырех собранных опор устанавливают на платике рамы тележки и крепят четырьмя болтами 13, которые попарно контрятся проволокой. (Пружинное возвращающее устройство шкворня монтируют на шкворневой балке.) Сопрягаемые поверхности рамы тележки и корпусов опорно-возвращающих устройств во избежание ржавления этих деталей на стыках перед сборкой грунтуют.
Перед опусканием рамы тепловоза на тележки (при общей сборке- локомотива) внутреннюю полость опор заполняют маслом Л или 3 до специальной отметки маслоуказате-ля 7. Сферические поверхности гнезд смазывают пластичной смазкой ЖРО. Для предотвращения попадания в узел опирания посторонних предметов, атмосферных осадков и т. п.
он закрывается брезентовым чехлом 6, укрепленным на корпусе опоры тележки хомутом 5. Аналогичным образом, чехол крепится к корпусу опоры, установленной на главной раме тепловоза.
Сборка рычажной передачи тормоза и воз-душного трубопровода тележки. Шарнирные звенья рычажной передачи тормоза (рис. 138) предваритель-
ные. 138. Схема рычажной передачи тормоза тележки тепловоза 2ТЭ10В:
1, 10 — рычаги подвесок тормозных колодок; 2 — тормозная колодка; 3 — тормозной цилиндр; 4 — балансир ручного тормоза; 5 — стяжка; 6 — верхняя вилка; 7 — триангель; 8 — горизонтальный балансир; 9 — шток тормозного цилиндра; 11 — тяга; 12 — скоба
но смазывают смазкой ЖРО. Сборку начинают с установки на кронштейны рамы тележки тормозных цилиндров 3. Ци-лийдры крепятся к раме с помощью шпилек и гаек с пружинными шайбами. Привалочные поверхности тормозных цилиндров предварительно покрывают грунтовкой ГФ-020 (ГОСТ 4056—78). Прилегание привалочной поверхности к платику кронштейна должно быть равномерным. Далее устанавливаются рычаги подвесок 1 и 10 в сборе с тормозными башмаками и колодками 2, горизонтальные балансиры 8, верхние вилки 6, стяжки 5 и триангели 7 (винтовые тяги 11 и скобы 12 устанавливают после опускания рамы тележки на колесно-моторные блоки). Звенья рычажной передачи тормоза соединяются с соответствующими кронштейнами рамы тележки и между собой валиками с постановкой шайб и шплинтов. Рычажная передача тормоза должна свободно, без заеданий перемещаться в шарнирах.
На раму тележки укладываются под скобы поддержек воздушные трубопроводы 12 (см. рис. 136) тормозной системы. Трубопроводы соединяются между собой и со штуцера-
ми тормозных цилиндров. Сборка заканчивается креплением скоб поддержек трубопроводов.
Сборка рамы тележки с колесно-моторными блоками. Колесные пары 6 в сборе с буксами 4 и тяговыми электродвигателями 16 устанавливаются на рельсовые опоры 4 специального стенда (рис. 139), где фиксируются в продольном направлении башмаками 1. Тяговые электродвигатели поддерживаются (под углом 17° к горизонтальной плоскости) с помощью винтовых домкратов приводимых в действие электродвигателями 8, имеющими индивидуальное и групповое включение. На тарели букс устанавливают комплекты пружин 2 (рис. 140) в сборе с опорами 19, 23 и резиновыми шайбами 18, стянутые технологическими болтами 24. Для получения правильной развески по осям тепловоза пружинные комплекты формируют с учетом жесткости пружин 20, 21 и 22 в зависимости от их высоты под статической нагрузкой, для чего пружины испытывают на прессе. Требуемое угловое положение букс на стенде обеспечивается навешиванием на пружинные комплекты с помощью цепей 2 грузов 25.
Раму тележки в сборе с верхними буксовыми поводками, пружинными подвесками тяговых электродвигателей, опорно-возвращающими устройствами и рычажной передачей тормоза подают к сборочному стенду мостовым краном с помощью специального грузозахватного приспособления, обеспечивающего надлежащее положение рамы. Опуская раму тележки на колесно-моторные блоки, одновременно опускают носики тяговых электродвигателей посредством домкратов 10 с тем, чтобы пружинные подвески оказались в зевах тяговых электродвигателей.
После опускания рамы верхние буксовые поводки 2 (см, рис. 136) заводят в клиновые пазы корпусов букс и закрепляют (предварительно) двумя болтами каждый. С помощью гидравлических цилиндров 7 в клиновые пазы корпусов букс и кронштейнов рамы тележки вводят нижние буксовые поводки й закрепляют предварительно четырьмя болтами каждый. Затем поводки закрепляют окончательно при моменте затяжки болтов не менее 150 Н-м, проверяют зазор (5± ±2 мм) между хвостовиком поводка и дном клинового паза, после чего болты стопорят проволокой. Из пружинных комплектов рессорного подвешивания выворачивают технологические болты (6 штук) с помощью пневматического гайковерта 16, площадки 17, толкателя 18 и рычагов 19, 21 (см. рис. 139).
Далее производят установку винтовых тяг 11 по рис. 138 (все шарнирные и резьбовые соединения перед сборкой смазывают универсальной среднеплавкой смазкой) и с их помощью предварительно регулируют зазор между тормозны-268
ми колодками и бандажами по установленной величине выхода штока тормозного цилиндра. Сжатый воздух к тормозным цилиндрам при регулировочных работах подводится посредством специальной оснастки. После регулировки тормозных цилиндров устанавливают и крепят на корпусах букс охранные канаты в сборе со скобами 12.
Сборка и установка на тележке фрикционных гасителей колебаний. Поршень фрикционного гасителя колебаний (см. рис. 140) собирается в следующем порядке. На тягу 15 надеваются последовательно обойма 11, сухарь 12 и амортизатор 14, представляющий собой резиновый элемент, привулканизированный к двум стальным шайбам. Тяга в сборе заводится в отверстие поршня 4, на нее устанавливаются детали 14, 12, 11, шайба 16 и наворачивается гайка 17 при затяжке предельным ключом с моментом S0+10 Н-м; гайка шплинтуется. На другой конец тяги 15 насаживаются обойма, сухарь и амортизатор. Резьбу и сферические поверхности обойм и сухарей предварительно смазывают тонким слоем пластичной смазки.
В корпус 5 гасителя колебаний, приваренный к раме тележки, устанавливаются фиксирующая шпонка и вкладыш 6 с наклепанной накладкой 10 из фрикционной вальцованной ленты. Затем в корпус 5 вставляется поршень в сборе так, чтобы тяга 15 попала в отверстие кронштейна 13 крышки буксы. С кронштейном 13 тягу соединяют аналогично соединению ее с поршнем. В корпус 5 гасителя устанавливают второй вкладыш 7 в сборе с накладкой 10, пружину 9, крышку 8 и полиэтиленовый кожух 3, закрепив последние болтами с пружинными шайбами.
h Возможные перекосы тяги поршня, возникающие при движении локомотива, компенсируются сферическими шарнирами (обойма — сухарь). Требуемое распределение нагрузок по колесным парам в процессе проверки развески при необходимости обеспечивается регулировочными шайбами. Для установки шайб пружинный комплект предварительно сжимают технологическим болтом. При взвешивании тепловоза гасители колебаний должны быть отсоединены от кронштейнов крышек букс.
Установка рукавов тяговых электродвигателей. Постановкой сеток и соединительных брезентовых рукавов в сборе на воздушные каналы охлаждения тяговых электродвигателей и их креплением заканчивается сборка тележки. Предварительно с каналов снимают технологические щитки и укладывают технологические прокладки (прессшпан или битумная бумага). На рукава устанавливают скобы, соединенные винтами, и технологические щитки. Окончательную затяжку винтов скоб производят после опускания главной рамы на тележки и соединения рукавов с рамой тепловоза.
01Z
Рис. 139. Стенд для сборки тележек:
1 — башмак; 2 — цепь; 3 — собираемое изделие; 4 — рельсовая опора; 5 — рама; 6 — спускной кран; 7 — гидроцилиндр;' 8 — электродвигатель; 9 — упругая муфта; 10 — домкрат; 11 — гидропривод; 12, 20 — стойки; 13 — распределительный кран; 14, 15 — напорная и сливная магистрали; 16 — пневматический гайковерт; 17 — площадка для гайковерта; 18 — толкатель; 19, 21 — рычаги; 22 — шток; 23 — поршень; 24 — скоба; 25 — груз; 26 — крюк
Уровень смазки моторно-осевых подшипников тяговых двигателей проверяют, вывернув пробки-маслоуказатели. При необходимости смазку доливают.
Проверка тележки в отношении комплектности, правильности проведения всех работ и выполнения технических требований осуществляется представителями ОТК завода в процессе сборки. Готовая тележка с помощью специального грузозахватного приспособления транспортируется на поточную линию общей сборки тепловоза.
Рис. 140. Рессорное подвешивание тепловоза 2ТЭ10В:
1 — фрикционный гаситель колебаний; 2 — пружинный комплект; 3 — кожух; 4 — поршень; 5 — корпус гасителя колебаний; 6, 7 — вкладыши; 8 — крышка; 9, 20, 21, 22 — пружины; 10 — накладка; И — обойма; 12 — сухарь; 13 — кронштейн крышки буксы; 14 — амортизатор; 15 — тяга; 16, 18 — шайбы; 17 — гайка; 19, 23 — верхняя и нижняя опоры пружины; 24 — технологический болт
§ 41. ОБЩАЯ СБОРКА ЛОКОМОТИВОВ
При разработке технологических процессов общей сборки локомотивов исходят из их конструктивных особенностей, характера компоновки оборудования и объема выпуска изделий. Вопросы технологии и организации общей сборки локомотивов рассмотрены ниже применительно к среднесерийному производству маневровых тепловозов с гидравлической передачей серии ТГМ6А4 (рис. 141).
За основу организации общей сборки тепловозов серии ТГМ6А на Людиновском тепловозостроительном заводе принята поточная форма. Сборка тепловозов осуществляется на механизированной конвейерной линии с закреплением определенных работ за отдельными рабочими позициями. С помощью конвейера собираемое изделие периодически перемещается с одного рабочего места на другое с соблюдением установленного такта выпуска.
Расчетная величина такта выпуска (Т) определяется отношением
где Ф — действительный годовой фонд времени работы конвейера (при двухсменном режиме), ч; N —годовая программа выпуска локомотивов, шт. Принимая Ф = 4015 ч и N = = 600 шт. (ТГМ6А и ТГМ4), имеем Т = ^Ь- ч = 6,7 ч.
oUU
Число рабочих мест конвейерной линии устанавливают исходя из трудоемкости общей сборки и объема выпуска локомотивов с учетом средней плотности работ (количества рабочих, приходящегося в среднем на одно рабочее место). Для сборки тепловозов ТГМ6А (ТГМ4) при средней плотности работ, равной И, требуется 8 рабочих позиций конвейера.
Кроме линии общей сборки в тепловозосборочном цехе предусмотрены участок агрегатной сборки, а также трубный и электромонтажный участки. На первом участке агрегати-руются холодильные камеры, кабины машиниста, двухмашинные агрегаты, топливо- и маслоподкачивающие помпы и другие узлы. Так, например, холодильная камера подается на линию общей сборки тепловозов максимально укомплектованной — с установленными в ней коллекторами и секциями холодильника, с вентиляторным колесом, жалюзи, трубопроводами водяной системы и т. п.
Трубный участок предназначен для изготовления труб, служащих замыкающими звеньями (компенсаторами) на
4 Вопросы общей сборки магистральных тепловозов с электрической передачей подробно изложены в книгах [5, 8].
каждой трассе трубопроводов. Компенсаторами являются небольшие трубные узлы, собираемые «по месту» из отдельных деталей, или шланги, надеваемые на концы труб. Все остальные трубы подаются в сборочный цех в готовом виде, испытанные, очищенные, окрашенные и законсервированные.
На электромонтажном участке производится изготовление электрических проводов, электромонтаж пульта управления, щита приборов и других электромонтажных узлов, аппаратов и технологических комплектов электрооборудования тепловоза. Электрические провода изготовляются по групповым технологическим процессам, включающим операции резки, маркировки, разделки концов и оконцевания провода. Эти операции выполняются с помощью специализированного технологического оборудования и оснастки. Наряду с ручным и механизированным трудом при проведении электромонтажных работ используются автоматизированные средства технологического оснащения, например автоматы конструкции ВорошиловградПТИМаша—для маркировки бирок и комплексной подготовки электрических проводов. Так, автомат для комплексной подготовки проводов по заданной программе правит провода, отмеривает нужную длину, режет и зачищает концы, сматывает провода в бухту и сбрасывает их в тару. Опрессовка кабельных наконечников на провода сечением до 300 мм2 может быть эффективно произведена с помощью магнитно-импульсной установки конструкции того же института.
Кроме перечисленных производственных участков в составе тепловозосборочного цеха предусмотрены необходимое станочное оборудование, комплектовочные и инструментально-раздаточные кладовые, разгрузочные и складские площадки и другие вспомогательные подразделения. Линию сборки тепловозов обслуживают козловые и мостовые подъемные краны различной грузоподъемности. В процессе сборки широко применяются сборочные и контрольные приспособления, а также механизированно-ручной инструмент (пневматические гайковерты и отвертки, сверлильные и резьбонарезные машинки и пр.).
Транспортная часть механизированной линии сборки (рис. 142) включает в себя пульсирующий напольный цепной конвейер для передвижения собираемых локомотивов с одной рабочей позиции на другую и установку для подкатки тележек под тепловоз, обслуживаемую напольным цепным транспортером. Конвейер сборки состоит из приводной станции 8 (электродвигатель мощностью 10 кВт, цилиндрический редуктор, клиноременная передача и приводная звездочка), станции натяжения 2 и тяговой цепи 13. Скорость перемещения тягового органа — 0,1 м/с.
Установка для подъема и опускания тепловоза с целью
7* ft tt ft 9t V ft 6t OSlSZffQ ft Sf 9$ —---\ - \_____\_\_____\_A----\--\ r-\ \ \ \ \ \
fO ft 12 13 /4 15 16
подкатки тележек представляет собой обслуживаемый транспортером комплекс из четырех электрифицированных тепловозных домкратов 5 грузоподъемностью 30 т каждый. Домкраты обеспечивают ход подъемных кареток 1,8 м при скорости подъема 0,003 м/с. Поперечные, относительно оси конвейера, перемещения домкратов 5 на катках 11 производятся с помощью домкратов 10 грузоподъемностью 5 т каждый. Обслуживающий транспортер имеет приводную станцию 7 с электродвигателем мощностью 1,5 кВт, станцию натяжения 3 и тяговую цепь 12, движущуюся со скоростью 0,17 м/с.
Для соединения передвигаемых объектов с тяговыми цепями 12 и 13 служат захваты 4, 14 и 15.
Работы по сборке тепловозов на первых четырех позициях конвейера выполняются при установке рамы локомотива на технологические тележки 1, связанные с тяговой цепьк> 13 конвейера посредством захватов 14. Использование технологических тележек позволяет применить необходимые механические и пневматические приспособления и устройства для подачи под раму тепловоза и подъема таких крупных узлов, как топливные баки, путеочистители, запасные резервуары, воздухораспределители и др. На пятой позиции сборочного конвейера, оборудованной описанной выше специализированной подъемно-транспортной установкой, технологические тележки выкатываются из-под собираемой машины, а на их место подкатываются собственные (штатные) тележ- * 36
Рис. 141. Тепловоз серии ТГМ6А:
1 — кабина машиниста; 2 — кузов аккумуляторного помещения; 3 — кузов машинного отделения; 4 — гидропередача; 5 — вспомогательный генератор; 6 — устройство пожаротушения; 7 — масляный фильтр4 гидропередачи; 8 — редуктор привода вспомогательного генератора; 9 — выхлопная система дизеля (глушитель); 10 — воздухозаборник (воздухоочиститель дизеля); 11 — водяной бак; 12 — кузов охлаждающего устройства; 13 — верхние и боковые жалюзи; 14 — вентиляторное колесо; 15 — карданный вал привода вентилятора; 16 — прожектор; 17 — секция холодильника (водяная); 18 — рама тепловоза; 19 — осевой редуктор; 20 — гидроредуктор привода вентилятора; 21 — тележка; 22, 40 — топливные фильтры грубой и тонкой очистки; 23 — топливный бак; 24 — карданный привод осевых редукторов; 25 — главный воздушный резервуар; 26, 28 — червячный и конический редукторы привода скоростемера; 27 — песочница; 29 — тормозной цилиндр; 30 — воздухораспределитель тормоза; 31 — путеочиститель; 32 — ударно-тяговые приборы; 33 — умывальник; 34 — калорифер; 35 —. съемная перегородка;
36 — компрессор; 37 — топливоподкачивающий агрегат; 38 — ящик для принадлежностей; 39 — топливоподогреватель; 41 — маслопрокачивающий агрегат; 43 — маслоохладитель гидропередачи; 44 — дизель; 45 — эластичная муфта; 46 — масляный фильтр дизеля; 47 — гидроредуктор привода компрессора; 48 — масляный бак (запасной); 49 — аккумуляторная батарея; 50 — шкаф электроаппаратуры; 51 — скоростемер; 52 — пульт управления; 53 — кран машиниста; 54 — кресло машиниста; 55 — привод ручного тормоза; 56 — буферный фонарь
to о
Направление движения конбеиера оборка
Рис. 142. Транспортная часть механизированной линии сборки тепловозов:
1 — технологическая тележка; 2, 3 — станции натяжения конвейера и транспортера; 4, 14, 15 — захваты; 5 — электрифициро ванный тепловозный домкрат; 6 — тележка тепловоза; 7,3 — приводные станции транспортера и конвейера; 9 — собираемый тепловоз; 10 — гидродомкрат; 11 — каток; 12, 13 — тяговые цепи; 16 — путеочиститель
тепловоза
ки 6 тепловоза; последние для этого соединяют с тяговой цепью 12 обслуживающего транспортера с помощью захватов 4. Дальнейшее перемещение собираемого тепловоза на собственных тележках осуществляется посредством захвата 15, укрепляемого на путеочистителе 16. Собранное изделие передвигается с конвейерной линии за пределы сборочного цеха с помощью обслуживающего локомотива или специальной транспортирующей установки.
Безопасность работы на линии конвейерной сборки обеспечивается наличием электрической блокировки включения конвейера; последняя не позволяет произвести перемещение собираемых тепловозов при отсутствии сигнала готовности хотя бы с одного рабочего места. Предусмотрена также система звуковой и световой сигнализации, действующая при включении конвейера. На линии установлены переходные площадки.
На каждой позиции конвейера сборки выполняется определенный объем работ, причем технологические операции комплектуются с учетом параллельно-последовательной работы рабочих различных профессий (слесарей-сборщиков,, трубников, электриков, столяров). Специфика и основная сложность разработки технологического процесса параллель-^ но-последовательной сборки локомотива состоит, таким образом, в обеспечении соответствующей взаимосвязи между работами, выполняемыми исполнителями различных профессий* с учетом их необходимой загрузки. При отсутствии такой взаимосвязи может оказаться, что отдельные работы вообще невозможно выполнить или значительно увеличится их трудоемкость. Исходя из особенностей конструкции и характера компоновки оборудования тепловозов серии ТГМ6А, а также принимая во внимание специфику параллельно-последовательной сборки локомотивов, все сборочно-монтажные работы распределяют по позициям конвейерной линии следующим образом.
На первой позиции конвейера рама тепловоза опускается на технологические тележки с обеспечением ее горизонтального положения с помощью уровня. Рама оснащается путеочистителями, ударно-тяговыми приборами, тормозным оборудованием, лестницами и поручнями, главными воздушными резервуарами. На раму устанавливаются дизель и гидропередача с обеспечением предварительного их центрирования друг относительно друга. Параллельно слесарносборочным работам выполняются электромонтажные операции — затягивание электрических проводов в кондуиты рамы и др.
На второй позиции производят окончательное центрирование и крепление дизеля и гидропередачи, установку ком-
я рессора, гидроредуктора привода вентилятора и эластичной муфты. На раму предварительно устанавливают кабину машиниста, агрегатированную вне линии общей сборки, кузова «аккумуляторного помещения и машинного отделения. Выполняются электромонтажные работы по кузову.
На третьей позиции конвейера кабину машиниста, кузова аккумуляторного помещения и машинного отделения монтируют окончательно с последующей установкой охлаждающего устройства тепловоза, агрегатированного вне линии общей сборки. Производится монтаж топливных баков, вспомогательного генератора, топливоподкачивающего и маслопрокачивающего агрегатов, фильтров и других узлов. Продолжаются электромонтажные работы по раме и кузову.
На четвертой позиции производится монтаж трубопроводов под рамой тепловоза. Устанавливаются воздухоочиститель и выхлопная система дизеля, контейнер с аккумуляторными батареями. Выполняются электромонтаж аккумуляторных батарей, гидропередачи и дизеля, а также другие электромонтажные работы.
На пятой позиции конвейера тепловоз, как уже отмечалось выше, опускается на собственные тележки. Производится подсоединение карданных валов привода осевых редукторов, ручного тормоза, привода скоростемера и т. п. Заканчивается монтаж трубопровода тормоза, монтируется воздухопровод системы автоматики. Выполняется электромонтаж пульта управления, агрегатированного вне линии общей сборки, разводка проводов под шкаф электроаппаратуры с раскладкой по трассам и т. п. На пятой позиции электромонтажные работы в основном заканчиваются.
На шестой позиции выполняются главным образом работы, связанные с монтажом трубопроводов системы автоматики, песочной, топливной, водяной и масляной систем тепловоза.
На седьмой позиции проверяется качество монтажа трубопроводов тормоза, системы автоматики и песочной системы путем их опрессовки. Производятся работы по окончательной сборке тепловоза —установка съемной перегородки внутри машинного отделения, ветровых щитков, фирменных досок, сидений кресел кабины машиниста, огнетушителей, подгонка уплотнений дверей и выдвижных окон.
Восьмая позиция конвейера является контрольной; здесь проверяют качество выполнения монтажа трубопроводов топливной и масляной систем и электрооборудования, производят дождевание, работники ОТК завода осуществляют общий осмотр тепловоза. Устранив обнаруженные дефекты, локомотив передают для экипировки, проведения обкаточных (пробеговых) испытаний, окраски, сдачи и отправки заказчику. 278
Окраску тепловозов производят в соответствии с техническими требованиями ГОСТ 22947—785.
Последовательность выполнения работ на рабочих позициях поточной линии общей сборки тепловозов серии ТГМ6А с указанием продолжительности и взаимной увязки комплексов сборочно-монтажных операций приведена в табл. 14.
В таблице обозначены: ! — слесарно-сборочные,
— электромонтажные, | и — трубные работы.
§ 42. ИСПЫТАНИЯ ЛОКОМОТИВОВ6
Испытания локомотивов делятся на стационарные и про-беговые. При стационарных испытаниях проверяется качество выполнения монтажа и работоспособность силовой установки, редукторов, компрессора, холодильников, электрооборудования и других агрегатов и механизмов, обеспечивающих нормальную работу локомотива в эксплуатации. Целью пробеговых испытаний является испытание локомотива в условиях, аналогичных эксплуатационным. Все испытания проводятся с участием представителей ОТК завода — изготовителя локомотива и инспекции МПС (заказчика), которые контролируют работу машины и производят ее приемку.
В ходе стационарной проверки тепловозы с электрической передачей подвергаются реостатным испытаниям, во время которых производится регулирование электрической схемы для получения требуемых мощностных характеристик тягового генератора. Реостатные испытания проводятся с помощью стенда, оборудованного измерительными приборами, и водяного реостата, который используется в качестве регулируемой нагрузки дизель-генератора. Основным рабочим телом водяного реостата является вода, в ней размещаются регулировочные элементы сопротивления — подвижные стальные пластины. Создание силовых полупроводниковых приборов позволило приступить к внедрению нового метода реостатных испытаний: энергия, вырабатываемая генератором тепловоза, не рассеивается в водяном реостате, а после преобразования в инверторе и статическом преобразователе частоты поступает в электросеть.
Вопросы технологии и организации испытаний локомотивов рассмотрены ниже применительно к магистральному теп-
5 Требования к окраске электровозов регламентированы ГОСТ .22896—77. См. также: Васильев И. П. Окраска локомотивов и вагонов.— М.: Транспорт, 1966.
6 Параграф написан В. В. Круковским.
Краткий технологический процесс параллельно-последовательной сборки тепловоза ТГМбА
Перечень сборочно-монтажных работ Час такта выпуска
1 2 3 | 4 5 b 1 7
1 2
Позиция I
1. Установка рамы тепловоза на техноло-
гические тележки
2. Установка путеочистителей
3. Установка ударно-тяговых приборов
4. Установка тормозного оборудования
5. Установка лестниц и поручней
6. Установка главных воздушных резервуаров
7. Установка цилиндра автосцепки с при-водом
8. Установка дизеля
9. Установка гидропередачи
10. Предварительное центрирование дизе ля и гидропередачи
11. Затягивание электрических проводов в кондуиты рамы
12. Установка металлорукавов электрических проводов
13. Подготовка к передвижению и передвижение рамы тепловоза на следующую рабочую позицию
Позиция II
1. Окончательное центрирование дизеля и гидропередачи
2. Окончательное крепление дизеля
3. Окончательное крепление гидропередачи
4. Установка компрессора с гидроредуктором
5. Установка гидроредуктора привода вентилятора и центрирование его с дизе лем
6. Установка эластичной муфты
7. Предварительная установка кабины машиниста
8. Предварительная установка кузова аккумуляторного помещения
9. Предварительная установка кузова машинного отделения
10. Снятие люков кузова машинного отделения
11. Снятие люков глушителя и воздухозаборника
12. Снятие люков кузова аккумуляторного помещения
13. Электромонтаж буферных фонарей
14. Установка электроаппаратуры (с приваркой кронштейнов) в кузове с подключением и установка стекол
15. Установка клеммников в кузове машинного отделения
16. Установка арматуры красного цвета с подключением
17. Установка электрических розеток по кузову
18. Установка клеммных реек
19. Подготовка к передвижению и передвижение рамы тепловоза на следующую рабочую позицию
Позиция III
1. Окончательная установка кабины ма-
шиниста
2. Окончательная кумуляторного установка помещения кузова ак-
3. Окончательная установка шинного отделения кузова ма-
4. Установка охлаждающего устройства
5. Установка облицовок и уплотнений при стыковке частей кузова
6. Установка топливных баков
7. Установка вспомогательного генерато-
ра
8. Установка ограждений компрессора и ги^роредуктора привода вентилятора
9. Установка вода ограждении дизельного при-
10. Установка вентилятора карданного вала привода
И. Установка регата топливоподкачивающего аг-
12. Установка регата маслопрокачивающего аг-
13. Установка бой очистки топливного фильтра гру-
14. Установка передачи масляного фильтра гидро-
15. Установка топливоподогревателя
16. Установка привода ручного тормоза
17. Установка форсунок песочниц
18. Установка заделок проема между ра-
мой тепловоза и гидропередачей
19. Установка электроарматуры подкузовного освещения (с приваркой кронштейнов) и подключение
2
20. Установка электрических розеток по раме тепловоза
21. Установка буферных фонарей
22. Установка преобразователя радиостанции
23. Подготовка к передвижению и передвижение рамы тепловоза на следующую рабочую позицию
Позиция IV
1. Монтаж трубопровода тормоза (до опускания тепловоза на штатные тележки)
2. Монтаж трубопровода песочной системы (до опускания тепловоза на штатные тележки)
3. Предварительный монтаж трубопроводов водяной системы
4. Установка воздухоочистителя дизеля
5. Установка выхлопной системы дизеля и люка глушителя
6. Установка резервуара устройства пожаротушения
7. Установка воздушных фильтров
8. Установка контейнера с аккумуляторными батареями
9. Электромонтаж аккумуляторных батарей с установкой перемычек
10. Монтаж сливных труб от аккумуляторных батарей
11. Установка антенны
12. Установка радиостанции
13. Электромонтаж гидропередачи с пайкой штепсельных разъемов
14. Электромонтаж дизеля
15. Подключение вспомогательного генератора
16. Установка и электромонтаж воздушных вентилей системы автоматики
17. Установка трубы (в сборе) между топливными баками
18. Установка труб запасного масляного бака
19. Монтаж масляного трубопровода гидроредуктора привода вентилятора
20. Подготовка к передвижению и передвижение рамы тепловоза на следующую рабочую позицию
Позиция V
1. Опускание тепловоза на штатные тележки
2. Подсоединение карданных валов привода осевых редукторов
3. Установка предохранительных скоб
4. Заправка смазкой осевых редукторов
5. Подсоединение ручного тормоза
6. Установка и подсоединение привода скоростемера и редукторов
7. Монтаж трубопровода тормоза
8,. Монтаж воздухопровода системы автоматики (см. также поз. VI)
9. Разводка проводов на тепловозе под шкаф электроаппаратуры с раскладкой по трассам
10. Электромонтаж и подключение калорифера отопления кабины машиниста
11. Электромонтаж пульта управления (на тепловозе)
12. Электромонтаж и подключение прожекторов
13. Подготовка к передвижению и передвижение тепловоза на следующую рабочую позицию
Позиция VI
1. Монтаж воздухопровода системы автоматики
2. Монтаж воздухопровода автоматики охлаждающего устройства
3. Монтаж трубопроводов песочной системы
4. Монтаж трубопроводов топливной системы
5. Монтаж трубопроводов водяной системы
6. Монтаж трубопроводов водяного бака
7. Установка спускных труб выхлопной системы дизеля
8. Монтаж трубопроводов масляной системы дизеля
9. Монтаж масляного трубопровода гидропередачи
10. Установка контрольно измерительных приборов
11. Установка заделок трубопроводов по раме, кузову и кабине машиниста
12. Установка люков кузова машинного отделения
13. Установка люков кузова аккумуляторного помещения
14. Установка люка воздухозаборника
15. Подготовка к передвижению и передвижение тепловоза на следующую рабочую позицию
Позиция VII
1. Опрессовка трубопроводов тормоза
2. Опрессовка трубопроводов автоматики и песочной системы
3. Установка съемной перегородки внутри машинного отделения
4. Подгонка уплотнений дверей кабины и кузова и выдвижных окон
5. Установка ветровых щитков и фирменных досок
6. Установка сидений кресел машиниста и помощника и огнетушителей
7. Подготовка к передвижению и передвижение тепловоза на следующую ра. бочую позицию
Позиция VIII
1. Опрессовка трубопроводов топливной системы
2. Опрессовка трубопроводов водяной системы
3. Электромонтаж радиостанции
4. Установка блока кодовых реле
5. Проверка изоляции электропроводов тепловоза
6. Проверка электросхемы тепловоза под током
7. Дождевание тепловоза
8. Общий осмотр тепловоза и предъявление ОТК
9. Устранение выявленных дефектов
10. Подготовка тепловоза к отправке за пределы цеха
11. Отправка тепловоза за пределы цеха
ловозу секционной мощностью 2200 кВт с электрической передачей постоянного тока. Работы выполняются в определенной последовательности (рис. 143); прежде всего машину экипируют топливом, маслом, водой и песком.
Подготовка тепловоза к реостатным испытаниям начинается с осмотра электрических аппаратов и проверки сопротивления изоляции электрических цепей тепловоза и реостата. Проверяются и при необходимости регулируются величины сопротивлений в электрической схеме. Контролируется 284
Рис. 143. Схема технологической последовательности испытаний и сдачи тепловоза с электрической передачей
напряжение аккумуляторной батареи, осуществляется проверка работы схемы управления маслопрокачивающим насосом и пуска дизеля.
Тепловоз кабелями соединяется с водяным реостатом (инвертором). Через штепсельный разъем подключается стенд, предназначенный для измерения параметров главного генератора и схемы управления. Например, при испытаниях тепловоза 2ТЭ10В контролируются токи задающей, регулировочной и управляющей обмоток амплистата, ток выхода амплистата, т. е. ток обмотки независимого возбуждения (намагничивающей) возбудителя, токи размагничивающей обмотки возбуждения возбудителя и возбуждения главного генератора, ток 1г и напряжение U2 последнего, напряжение
синхронного подвозбудителя. Работа реле перехода РП1 и РП2 контролируется сигнальными лампами.
Доводочно-регулировочные реостатные испытания (цеховые). После пуска дизеля производится проверка защиты от повышения давления в картере и срабатывания регулятора предельной частоты вращения. На всех позициях контроллера машиниста проверяются работа дизеля и напряжение вспомогательного генератора, поддерживаемое регулятором в пределах 75 В±3%. Если регулятор не обеспечивает заданной точности, производится его регулировка. Измеряется и при необходимости регулируется установившийся ток заряда аккумуляторной батареи. На холостом ходу генератора проверяется работа электрической схемы.
Затем осуществляется настройка селективной характеристики тягового генератора, определяемой работой системы автоматического регулирования возбуждения генератора без электрической связи с объединенным регулятором дизеля (отключена регулировочная обмотка амплистата). Настройка производится на 15-й позиции контроллера с включенными отключателями тяговых электродвигателей (ТЭД) ОМ1 ... ... ОМ6. Предварительно рекомендуется прогреть машину под нагрузкой в течение часа, так как за это время в основном (до 70%) происходит изменение положения характеристики, вызываемое нагревом задающего устройства и обмоток амплистата. Настройка селективной характеристики осуществляется путем изменения величины сопротивления резисторов СОЗ, СТН, СБТТ и СБТН, определяющих токи в задающей и управляющих обмотках амплистата (рис. 144). Ха-
Рис. 144. Изменение селективной характеристики при изменении величины сопротивления регулировочных резисторов
рактеристика должна примерно соответствовать кривой 2 на рис. 145. Следует иметь в виду, что точки переломов А и Б получаются при продолжении наклонной части характеристики до пересечения с линиями ограничения напряжения и тока.
Далее производится настройка объединенного регулято-
Рис. 145. Характеристики тягового генератора теплово-
за мощностью '2200 кВт в секции:
1 — внешняя; 2 — селективная; 3 — при аварийном возбуждении
ра и внешней характеристики главного генератора, которая осуществляется при подключенной регулировочной обмотке амплистата на 15-й позиции контроллера. Изменением сопротивления резистора СОР устанавливается требуемая величина тока регулировочной обмотки. Затем изменением длины штока сервомотора объединенного регулятора (при необходимости и изменением положения эксцентрика и траверсы золотника нагрузки) регулируется уровень полной мощности, поддерживаемой регулятором, в соответствии с таблицей мощности генератора при .различных значениях температуры окружающей среды и барометрического давления. После настройки объединенного регулятора проверяется вся внешняя характеристика через каждые 200 ... 300 А. Эта характеристика должна соответствовать кривой 1 на рис. 145, а мощность на гиперболическом участке должна отвечать •табличным значениям.
При работе дизеля на полной мощности контролируются давление и температура масла, топлива, воды, воздуха, газов, разрежение в картере и т. д. Изменением сопротивления резистора СОЗ на первых двух (трех) позициях контроллера настраиваются пусковые характеристики, на 15-й позиции при одном отключенном ТЭД—характеристики аварийного режима. На 15-й позиции начинается также настройка аварийной схемы возбуждения генератора, для чего при включенном включателе аварийной работы изменением сопротивления резистора СВВ регулируется напряжение генератора 400... 450 В. Затем при отключенных ТЭД тем же резистором регулируется значение напряжения на 1-й и 2-й позициях (см. рис. 145). Величина тока, при которой происходит включение и отключение реле переходов РП1 и РП2,
регулируется на 15-й позиции изменением сопротивлений резисторов в цепях катушек напряжения и тока реле. В ходе дальнейших испытаний проверяются частота вращения коленчатого вала дизель-генератора на всех позициях контроллера при работе под нагрузкой и без нагрузки, работа реле заземления, вентиляторов охлаждения ТЭД, привода вентилятора холодильника, системы регулирования температуры воды и масла, редукторов, компрессора, клапанов воздушной автоматики, песочниц, тифонов, стеклоочистителей, равномерность нагрева водяных секций; замеряются уровни вибрации тягового генератора и турбокомпрессора.
Контрольные реостатные испытания (ОТК) заключаются в работе тепловоза в течение нескольких часов на различных позициях контроллера. При этом в журнал испытаний записываются скорость вращения вала дизеля по позициям,, параметры настройки электросхемы, температура и давление рабочих сред дизеля, данные о работе механизмов и узлов тепловоза, состояние герметичных уплотнений трубопроводов и т. д.
После устранения выявленных дефектов тепловоз предъявляется для сдаточных реостатных испытаний (МПС). В ходе испытаний контролируются длительность пуска прогретого дизеля, устойчивость числа оборотов на нулевой позиции* работа под нагрузкой на различных позициях контроллера, состояние электрооборудования, работа механизмов и агрегатов тепловоза. В конце испытаний проверяются сброс нагрузки на 15-й позиции при перегреве воды, устойчивость работы дизеля при быстром переводе рукоятки контроллера из 15-й позиции на нулевую (дизель не должен остановиться)* остановка дизеля при замыкании контактов дифференциального манометра и выключении аварийной кнопки.
Подготовка тепловоза к пробеговым испытаниям начинается с проверки ходовой части и регулирования рычажной системы тормоза. Производится дополнительная заправка смазкой моторно-осевых подшипников и механизмов тепловоза, осматриваются щетки и коллекторы электрических машин, проверяется исправность тормозной системы, расход воздуха на охлаждение ТЭД.
Далее контролируется работа ТЭД под током, для чего тепловоз приводится в движение «вперед» и «назад» поочередно на каждом двигателе при отключенных остальных. Одновременно проверяется четкость срабатывания поездных контакторов и реверсора, работа реле буксования и песочной системы.
В ходе пробеговых испытаний на заводских путях проверяются работа тягового электрооборудования, состояние букс, рессорного подвешивания, гасителей колебаний, опор-но-возвращающих устройств, воздушного и ручного тормозов,
срабатывание реле РП1 и РП2, управление тепловозом со всех пультов машиниста.
После заводских испытаний представитель заказчика (инспектор МПС) выдает разрешение на пробеговые испытания на путях МПС, которые проводятся с составом установленного веса на эксплуатационной скорости. По показаниям временно установленных амперметров определяются ток каждого ТЭД при движении «вперед» и «назад» в режимах полного поля (ПП), первой и второй ступеней ослабления поля (ОП1, ОП2), ослабление поля в процентах на режимах ОП1, ОП2. Записываются токи генератора и скорости движения’поезда, на которых срабатывают реле РП1 и РП2.
После прибытия тепловоза на завод представитель ОТК и инспектор 1МПС дают окончательное заключение о пригодности локомотива к эксплуатации на путях МПС. Осматриваются тяговые редукторы, коллекторы электромашин, очищаются воздушные фильтры, проверяются крепления ходовой части, рессорного подвешивания, силовых механизмов и электроаппаратов, герметичность тормозной магистрали.
После окраски тепловоза в соответствующие цвета согласно утвержденным чертежам производится обкатка тепловоза в горячем состоянии на заводских путях, вызванная тем, что попадание краски могло нарушить работу электрооборудования. В ходе разэкипировки машины сливают топливо, масло и воду, продувают воздушные резервуары. Перед консервацией тепловоза снимают щетки ТЭД, закрывают верхние жалюзи, прожекторы и т. п. Консервация осуществляется моторным и специальными маслами, техническим вазелином. Для окончательной сдачи заказчику тепловоз комплектуется инструментом, запасными деталями, сигнальными принадлежностями, посудой, снабжается комплектом технической документации. На каждый отправляемый с завода локомотив составляется акт сдачи и окончательной приемки его представителем заказчика.
При настройке электрической схемы тепловоза с передачей постоянно-переменного тока величина тока возбуждения тягового генератора регулируется изменением момента включения тиристоров управляемого возбудителя (УВ), т. е. изменением продолжительности их открытого состояния. Управляющие импульсы формируются блоком управления возбуждением, в который из селективного узла (СУ) подается разность сигналов задания и сигналов обратных связей. Настройка селективной и внешних характеристик производится потенциометрами СУ Проверяется работа УВ в аварийном режиме, блоков пуска дизеля и компрессора, выпрямительной установки (ВУ), стартер-генератора, синхронного возбудителя, мотор-вентиляторов холодильника, защиты ВУ от пере
грузки и короткого замыкания, возбуждения тягового генератора на нулевой позиции и др.
При испытаниях тепловоза с гидропередачей (ГП) проверяются работа электрической и исполнительной гидравлической частей системы автоматического управления ГП, гидротрансформаторов (1ГТР, ПГТР), гидромуфты (ГМ) ре-верс-режимного узла в положениях «вперед», «назад», «поездной», «маневровый», автоматическое и ручное переключение гидроаппаратов, давление питательного насоса ГП по позициям, состояние осевых редукторов, карданных валов, контролируются в движении скорости переходов 1ГТР — ПГТР и ПГТР - ГМ.
задания для самостоятельной работы
84* Составьте технологическую схему сборки водила гидротрансформатора локомотива (рис. 146), соответствующую приведенной ниже последовательности сборки:
1. В выточку каждого из четырех сателлитов 4 завести пружинное кольцо 5. Нагреть сателлиты в масляной ванне до температуры 90 ... 100° С и посадить в них наружные обоймы роликоподшипников 6 до упора в кольцо 5. В наружные обоймы роликоподшипников вложить их внутренние кольца. Замерить осевой люфт сателлитов.
2. Ввернуть пробки 14 заподлицо и раскернить в трех точках: в обойму водила 19 — 8 шт., в каждую из осей сателлитов 8 — по 2 шт. Маслоканалы обоймы водила и осей сателлитов предварительно тщательно продуть сжатым воздухом.
3. Запрессовать в обойму водила 19 оси сателлитов 8 (4 шт.) так, чтобы они выступали из обоймы (на рис. 146 — влево) не более, чем на величину А. Установить на оси 8 проставочные кольца 9. Нагреть сателлиты в сборе с подшипниками (4 сб) в масляной ванне до температуры 90 ... 100° С и посадить их на оси 8.
4. Установить на обойму водила 19 опорное кольцо 7 и привернуть болтами 2 с шайбами 1. Шайбы отогнуть. В обойму водила и опорное кольцо запрессовать штифты 22 и раскернить в трех точках.
5. Обеспечить зазор Б = 0,05 ... 0,1 мм (см. чертеж) путем подшлифовки кольца 9. Допрессовать оси сателлитов до совпадения их торцов с торцом обоймы водила. Проверить вращение сателлитов. Проверить совпадение маслоканалов обоймы водила и осей сателлитов. Закрепить оси 8, привернув планки 10 болтами 11 к обойме водила. Болты застопорить проволокой 12.
6. Нагреть шарикоподшипник 13 в масляной ванне до температуры 90 ... 100° С и посадить его на обойму водила до упора в бурт. Надеть на обойму водила распорную втулку 15 до упора в подшипник 13.
7. В гнездо 17 посадить шарикоподшипник 13 до упора в бурт гнезда и закрепить его пружинным кольцом 16. Нагреть гнездо 17 в сборе с подшипником 13 в масляной ванне до температуры 90 ... 100° С и насадить на обойму водила 19 до упора в распорную втулку 15. В обойму водила 19 ввернуть пробку 18 и раскернить в четырех точках.
Шайба 20, пружинное кольцо 3 и роликоподшипники 21 ставятся при общей сборке гидротрансформатора.
85* Составьте технологическую схему сборки (заполните бланк схемы на рис. 1487) насоса тепловозной гидропередачи по чертежу рис. 147.
7 Предварительно сделайте копию этого бланка (пометки в книге не допускаются).
Рис. 146. Водило гидротрансформатора:
1 — замковая шайба (4 шт.); 2, 11 — болты (поз. 2 — 4 шт., поз. И — 12 шт.); 3, 5, 16 — пружинные кольца (поз. 5 — 4 шт.); 4 — сателлит (4 шт.); 6, 21 — роликоподшипники (поз. 6 — 8 шт., поз. 21 — 2 шт.); 7 — опорное кольцо; 8 — ось сателлита (4 шт.); 9— проставочное кольцо (8 шт.); 10 — планка (4 шт.); 12 — проволока (4 шт.); 13 — шарикоподшипник (2 шт.); 14, 18 — пробки (поз. 14 — 16 щт.); 15 — распорная втулка; 17 — гнездо; 19 — обойма водила; 20 — упорная шайба; 22 — штифт (4 шт.)
На основе схемы сборки и выделенных на бланке (для условий среднесерийного производства) технологических операций составьте маршрутный технологический процесс сборки насоса, используя полную запись наименований операций8. Технические требования чертежа насоса следующие:
8 Операции перемещения можете не приводить. (Нумерация технологических операций на рис. 148 дана без учета операций перемещения.)
19* 291
Рис. 147. Насос гидропередачи:
1 — крышка; 2 — штифт; 3 — звездочка; 4, 13 — втулки; 5, 29, 35 — верхний, средний и нижний корпусы; 6, И — зубчатые конические колеса; 7, 28 — валы; 8, 12, 26 — шпонки (поз. 26 — 3 шт.); 9 — зубчатое цилиндрическое колесо; 10, 22, 30 — подшипники (поз. 22 — 3 шт.); 14, 21, 34 — гайки; 15 — шплинт; 16, 20, 24, 33, 36 — шайбы (поз. 24 — 6 шт.; поз. 36 — 4 шт.); 17 —
обойма; 18 — проволока (2 шт.); 19 — пружинное кольцо (2 шт.); 23, 31, 37 — болты (поз. 23 и 31 — по 6 шт.; поз. 37—4 шт.); 25, 27 — прокладки; 32 — рабочее колесо
1. Все детали и подшипники, поступающие на сборку, должны быть чистыми, без заусенцев, окалины и других дефектов.
2. Рабочее колесо в сборе отбалансировать. Допустимый дисбаланс — 7-Ю-4 Н-м.
3. Посадку зубчатых колес 6, 9 и И на валы производить с нагревом в электропечи до температуры 90° С.
4. Суммарный торцовый зазор В=0,05 ... 0,07 мм обеспечить подбором звездочки 3.
5. Радиальный зазор Б = 0,02 ... 0,25 мм.
6. Вращение валов насоса при прокручивании вручную должна быть легким и плавным.
Рис. 148. Технологическая схема
(бланк) сборки насоса гидропередачи
7. Величина бокового зазора в зубьях конической пары— 0,13 ... 0,25 мм, а величина отпечатков краски — не менее 50% высоты и рабочей длины зуба. Регулирование производить подбором прокладок 25 и 27.
8. Собранный насос испытать на стенде при заданном режиме.
86. С помощью специальной литературы i[5 или 8] ознакомьтесь с технологическим процессом монтажа колесной пары локомотива с тяговым электрическим двигателем, включая испытания колесно-моторного блока.
87. Используя те же источники, ознакомьтесь с технологическим процессом изготовления вентилятора охлаждения тяговых электродвигателей (клепка и балансировка вентиляторного колеса; сборка и испытание вентилятора).
88. Составьте технологическую схему сборки тележки локомотива по чертежу рис. 136.
ГЛАВА XVII
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ локомотивов
§ 43. ОБЩИЕ ПРАВИЛА ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ
Сварные металлические конструкции (главные рамы, кузова, рамы тележек, топливные баки, воздушные резервуары и пр.) составляют в локомотивах значительную часть их массы. Поэтому сборочно-сварочные работы занимают в локомотивостроении одно из ведущих мест. В структуре трудоемкости изготовления локомотива удельный вес сборочносварочных и огнерезных работ составляет в среднем по подотрасли тепловозостроения 11,5%, уступая только обработке на металлорежущих станках и слесарно-сборочным работам. В связи с этим разработка производительных и рентабельных технологических процессов изготовления сварных конструкций локомотивов имеет важное значение.
Изготовление сварных металлоконструкций локомотивов представляет собой, как правило, сложный комплекс технологических процессов с большим числом сборочных, сварочных и других операций, при которых такие вопросы, как транспортирование сварных конструкций, базирование их деталей в процессе сборки и т. п., решаются подчас сложнее, чем, скажем, при станочной обработке заготовок. Сварная конструкция собирается часто из значительного числа деталей, различающихся по химическому составу конструкционных материалов. При сварке изменяются свойства металла в зоне термического воздействия, возникают деформации и технологические остаточные напряжения, что в ряде случаев может оказать неблагоприятное влияние на прочность свар
ной конструкции. Поэтому при проектировании технологических процессов изготовления сварных конструкций наряду с изложенными применительно к сборке (§ 38) особенностями следует учитывать ряд специфических требований, для чего руководствоваться указанными ниже соображениями.
1. Изготовление сварных конструкций включает в общем случае следующие работы:
— контроль качества конструкционных и сварочных материалов;
— очистку листовой стали, литых, штампованных и других заготовок, являющихся составными частями сварной конструкции;
— заготовительные операции: правку, разметку, резку, подготовку кромок, гибку и т. п.;
— сборку и сварку конструкции;
— устранение технологических остаточных деформаций;
— термическую обработку сварной конструкции;
— механическую обработку резанием;
— общий контроль и испытания сварной конструкции; — окраску и маркирование.
2. Вследствие неравномерного нагрева и охлаждения металла в процессе сварки, литейной усадки расплавленного металла шва и структурных изменений в зоне термического влияния в сварных конструкциях возникают технологические напряжения и деформации.
Ограничить деформации в сварных конструкциях можно различными технологическими приемами: например, созданием при сборке узла упругих или пластических деформаций, обратных по знаку сварочным деформациям; интенсивным охлаждением сварного соединения; применением скоростной сварки с увеличенной плотностью сварочного тока, обеспечивающей высокую концентрацию теплоты; рациональной последовательностью выполнения сборочно-сварочных операций и т. п.
Значительное влияние на точность сварного узла может оказать последовательность наложения швов. Поэтому с целью уменьшения деформаций конструкции от сварочных напряжений порядок сварки должен быть четко регламентирован. Так, сварку рам тележек локомотивов ведут два сварщика параллельно с обеих сторон рамы; сварка главной рамы ведется от ее середины к концам одновременно четырьмя сварщиками. При выполнении швов большой длины короблений можно избежать, применив обратноступенчатую сварку, т. е. накладывая швы следующими один за другим участками в направлении, обратном общему приращению шва (рис. 149).
Необходимо также иметь в виду, что деформации могут быть увеличены при неправильном кантовании, транспорти-
Рис. 149. Схема обратноступенчатой сварки
ровании и хранении сварных конструкций, особенно крупных и недостаточно жестких.
3. Последовательность выполнения сборочно-сварочных операций зависит от конструктивных особенностей сварного узла, заданной точности конструкции, технологических особенностей выбранного способа сварки, удобства выполнения операций и типа производства.
Правильно выбранная последовательность сборки и сварки обеспечивает повышение точности изготавливаемого узла вследствие минимальных деформаций (см. п. 2), а следовательно, уменьшение затрат на исправление деформированных конструкций (п. 4). Последовательность сварки влияет также на прочность сварного узла. Так, предел выносливости при переменных нагрузках может быть повышен в результате наложения швов сварных соединений в последовательности, благодаря которой в опасных зонах конструкции возникают остаточные напряжения сжатия. Влияние концентраторов напряжений можно снизить путем создания в опасной зоне поля напряжений обратного знака при помощи местного нагрева или наложения холостых валиков.
4. Остаточные сварочные деформации устраняют механической правкой сварной конструкции в холодном состоянии и термической правкой.
Механическая правка выполняется на прессах, в вальцах, прокаткой роликами, проковкой и т. д. Термическая правка осуществляется путем несимметричного или симметричного (например, в виде точек, расположенных по спирали) местного нагрева кислородно-ацетиленовым пламенем или неплавящимся электродом (дугой или без образования дуги) с выпуклой стороны. В отдельных случаях термоправку ведут с наложением на выправляемый участок дополнительных грузов. Для ускорения остывания нагретые места иногда охлаждают водой или сжатым воздухом.
Термической правкой исправляют местные выпучины (так называемые «хлопуны») на обшивке кузовов и верхних настилах главных рам локомотивов. Правку балочных сварных конструкций (каркасов всех основных частей кузова, боковин рам тележек и т. п.) производят на гидравлических прессах. Термоправка в этом случае является вспомогательным средством.
При проектировании технологических процессов изготовления сварных конструкций необходимо иметь в виду, что правка может выполняться только рабочими высокой квалификации, является весьма трудоемкой и дорогостоящей, операцией, особенно если ее используют не на стадии изготовления узлов сварной конструкции, а для готового изделия в целом. Кроме того, правка приводит к искажению размеров и формы участков конструкции, не подвергающихся правке, к ухудшению свойств металла в зоне правки. Поэтому во всех случаях, когда это возможно, следует предусмотреть устранение правки за счет менее трудоемких процессов, предупреждающих (см. п. 2) остаточную деформацию сварной конструкции.
5. Термическая обработка сварных соединений и конструкций имеет целью снятие остаточных сварочных напряжений, улучшение структуры и свойств основного металла, металла швов сварных соединений и зоны термического влияния.
Основными видами термической обработки, применяемыми при изготовлении сварных конструкций, являются: предварительный нагрев, сопутствующий нагрев, отпуск, нормализация, отжиг и др.— в зависимости от химического состава металла, его теплофизических свойств, технологии сварки, сложности конструкции, типа сварных соединений, условий работы изделия и т. п.
Сварные конструкции, подлежащие после сварки обработке резанием (например, высоконапряженные сварнолитые боковины рам тележек локомотивов), следует подвергнуть высокотемпературному отпуску для снятия внутренних напряжений. В противном случае после удаления напряженных слоев металла в результате станочной обработки (а для конструкций, не подлежащих обработке резанием,— в эксплуатации) форма и размеры изделия могут значительно измениться.
Возможность термической обработки изделия определяется габаритными размерами и сложностью конструкции, ее способностью к деформации при нагреве, наличием соответствующего термического оборудования и т. д.
При проектировании технологических процессов изготовления сварных конструкций, особенно в условиях серийного и массового производств, необходимо иметь в виду, что термическая обработка является сложной, дорогостоящей операцией, в особенности для крупногабаритных тяжелых изделий, а для некоторых громоздких конструкций она вообще не может быть применена. Во всех случаях отказ от термической обработки значительно упрощает технологические процессы изготовления сварных конструкций и снижает себестоимость изделий.
6. При построении технологического процесса сборочносварочных работ возможны следующие схемы: 1) полная сборка узла или конструкции с последующей сваркой; 2) последовательная сборка и сварка конструкции наращиванием отдельных элементов; 3) сборка и сварка узлов, а затем сборка й сварка конструкции из узлов.
Первую схему используют для изготовления простых узлов, состоящих из двух-трех заготовок, а также конструкций Средней сложности, в технологических процессах изготовления которых имеется несколько сварочных операций.
По второй схеме конструкции изготавливаются в тех случаях, когда сварка полностью собранного изделия невозможна, а использование третьей схемы не обеспечивает заданной точности конструкции из-за ее недостаточной жесткости. Требуемая точность изготовления конструкции по второй схеме достигается промежуточными операциями правки. Производительность сборочно-сварочных работ сравнительно невысокая.
Третья схема используется для изготовления сложных пространственных конструкций больших размеров. Укрупнение отдельных элементов сварной конструкции в узлы с последующей сборкой и сваркой всего изделия обеспечивает доступность сварных соединений, удобство их выполнения и операционного контроля, облегчает использование высокопроизводительной технологической оснастки. Представляется также возможным производить параллельную сборку и сварку отдельных узлов, что сокращает производственный цикл изготовления сварной конструкции. Кроме того, общая деформация всей конструкции в условиях изготовления по третьей схеме может получиться меньшей (с учетом правки деформированных узлов, которая осуществляется легче, чем правка полностью сваренной конструкции). Однако малая жесткость отдельных составных частей сварной конструкции может привести при поузловом изготовлении к возрастанию деформаций от сварки. С позиции уменьшения сварочных деформаций сборка всей конструкции сразу (без расчленения на узлы) в ряде случаев оказывается более целесообразной.
Третья схема построения сборочно-сварочных работ широко используется в локомотивостроении при изготовлении главных рам, кузовов, рам тележек и т. д., причем отдельные узлы этих конструкций могут изготавливаться по первой схеме. Вторая схема реализуется условно при наращивании отдельных элементов на предварительно сваренных каркасах (остовах) конструкций.
7. Для фиксации взаимного положения, размеров и формы собираемых под сварку элементов конструкции применяют короткие сварные швы, называемые прихватками. Сборка сварных конструкций, выполненных из нечувствительных 298
к термическому воздействию сталей, осуществляется на прихватках, которые не вырубают перед сваркой. При использовании чувствительных сталей сборку конструкции на прихватках производить нельзя. Иногда по мере наложения основного шва прихватки вырубают, например при изготовлении ответственных конструкций или при наличии дефектов в металле прихватки.
Для получения в сварной конструкции точных базовых размеров применяется полужесткая сборка, выполняемая на прихватках небольшой длины и малого поперечного сечения. Соединение, определяющее базовый размер, сваривается последним; оно обычно выполняется внахлестку. В некоторых случаях сборка конструкции производится с предварительной деформацией (см. п. 2).
8. При проектировании комплекса технологических процессов изготовления сварной конструкции следует руководствоваться представленными ниже типовыми схемами (с учетом изложенных выше рекомендаций).
III
Подготовительные и заготовительные операции (заготовки обработаны резанием (окончательно)
4
Сборка I
Сварка I
Правка
Приемочный технический контроль
Подготовительные и заготовительные операции (обработка заготовок резанием ограничивается подготовкой кромок)
I
Сборка I
Сварка
I
Термическая обработка
Обработка резанием I
Приемочный технический контроль
Подготовительные и заготовительные операции (заготовки подвергаются частичной обработке резанием)
Сборка I
Сварка
Окончательная обработка резанием
4
Приемочный технический контроль
Преимущества первой схемы — облегчение станочной обработки и разгрузка крупных станков; недостаток'—трудность обеспечения точности сварной конструкции; предметы производства — узлы невысокой точности с малым объемом сварки или очень крупные узлы.
Достоинствами второй схемы являются точность и неизменяемость размеров и геометрической формы узла, отсутствие в конструкции внутренних сварочных напряжений; ее недостатки — высокая трудоемкость и длительность производственного цикла; область применения второй схемы — точные конструкции, узлы с большим объемом сварки.
В третьей схеме вследствие расчленения обработки резанием последняя упрощается при повышении производительности и уменьшении загрузки крупных станков; недостаток схемы — усложнение технологического пути заготовок; область применения — крупные узлы высокой точности.
9. Технологические процессы изготовления сварной конструкции следует разрабатывать одновременно с ее проектированием. На стадии разработки технического проекта изделия принимаются наиболее принципиальные и общие технологические решения с учетом технико-экономического сравнения вариантов технологического процесса. Принятые решения затем уточняются и конкретизируются при разработке рабочей конструкторской документации. В этот период определяются содержание и последовательность операций технологического процесса, методы контроля и испытаний сварной конструкции, устанавливаются необходимые средства технологического оснащения, назначаются соответствующие технологические режимы, производится нормирование технологической трудоемкости и т. п.
§ 44. ПРИМЕР РАЗРАБОТКИ И ЗАПИСИ ОПЕРАЦИОННОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ СВАРНОЙ КОНСТРУКЦИИ
В качестве примера рассмотрим технологический процесс изготовления нажимной рамки по чертежу рис. 150 в условиях среднесерийного производства. Узел служит уплотнением воздуховода, идущего из рамы к тяговому генератору локомотива; листовые детали выполнены из углеродистой
ВадА 726*
600±1
Рис. 150. Нажимная рамка
Таблица 15
Технологический процесс изготовления нажимной рамки по чертежу рис. 150
о Е s £ S з В 4=< Л О С-5-1 03 о X <D Наименование и содержание технологической операции
X Е CL,
<£> о <L>
н #s К
g.s £
1 1 2 Подготовка Подобрать детали для сборки нажимной рамки по комплектовочной карте. Зачистить места под сварку до чистого металла.
2 Сборка
1 Собрать каркас рамки из планок 3 (2 шт.) и 4 (2 шт.), выдержав размеры 600 ±1 и 150±1 мм.
2 Прихватить детали в процессе сборки четырьмя прихватками длиной 10 мм каждая.
3 Сварка
1 Сварить каркас рамки из планок 3 и 4.
2 Зачистить сварные швы от окалины, а прилегающие зоны — от брызг расплавленного металла.
4 Слесарная
1 Зачистить сварные швы с двух сторон заподлицо.
5 Сборка
1 Собрать каркас, состоящий из планок 3 и 4, с планками 1 (2 шт.) и 2 (2 шт.), выдержав размер 18± 1 мм.
2 Прихватить детали в процессе сборки десятью прихватками длиной 15 мм каждая.
6 Сварка
1 Сварить полностью каркас из планок 1 ... 4.
2 Зачистить сварные швы от окалины, а прилегающие зоны — от брызг расплавленного металла.
7 Сварка
1 Установить на каркас рамки сетку 5.
2 Приварить сетку 5 к каркасу 34-мя сварными точками.
3 Зачистить сварные швы от окалины, а прилегающие зоны — от выплесов расплавленного металла.
8 Правка
1 Править нажимную рамку после сварки (отклонение от плоскостности не более 1 мм).
9 1 2 Технический контроль Проверить качество сварки внешним осмотром (прожоги, подрезы, шлаковые включения в сварных швах не допускаются) . Проверить (на рабочем месте операции 4) качество зачистки стыковых швов заподлицо.
стали обыкновенного качества марок: для планок 1, 2 (толщина 2 мм) — I—III—Н Ст. Зкп ГОСТ 16523—70, для планок 3, 4 (толщина 6 мм) — В Ст. Зсп5 ГОСТ 14637—79; сетка 5 (660X210 мм) — № 7,0—1,1 по ГОСТ 3826—66.
Технологический процесс изготовления рамки разработан на базе соответствующих типовых решений с учетом рекомендаций, приведенных в §43, и включает подготовительную, сборочные, сварочные, слесарные и контрольную операции (изготовление деталей рамки ведется по отдельным технологическим процессам). Дуговая сварка каркаса рамки (из планок 1 ... 4) выполняется полуавтоматом А-1230 в среде углекислого газа сварочной проволокой диаметром 1,2 мм марки Св-08Г2С; приварка сетки 5 к каркасу осуществляется контактной сваркой на точечной сварочной машине модели МТП-75 электродом диаметром 3 мм. Количество сварных точек при длине точечного шва 2(660—2-5+210— —2-5) мм=1700 мм и шаге 50 мм равно шт. = 34 шт.
Использование указанных методов сварки предусмотрено чертежом сварной конструкции. В целях надлежащего прилегания сетки к каркасу рамки стыковые швы соединений планок 3 и 4 зачищают заподлицо пневматической шлифовальной машинкой. Заданный допуск плоскостности обеспечивается механической правкой сваренного узла в холодном состоянии.
Операционный технологический процесс изготовления нажимной рамки представлен в табл. 15
§ 45. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ РАМ ТЕЛЕЖЕК ЛОКОМОТИВОВ
Рамы тележек локомотивов — весьма сложные и ответственные узлы. У современных машин они имеют сварную конструкцию. Специфика производства рам тележек обусловлена их принадлежностью к одной из двух основных групп — челюстным или бесчелюстным, а также объемом выпуска изделий. В данном параграфе рассмотрены технологические процессы изготовления рамы бесчелюстной трехосной тележки серийно выпускаемых локомотивов 2ТЭ10В (2ТЭ116) — рис. 151.
В раме рассматриваемой конструкции листовые детали выполнены из углеродистой стали обыкновенного качества марки Ст.З (ГОСТ 380—71); шкворневая балка, кронштейны подвешивания тяговых электродвигателей, кронштейны для крепления буксовых поводков и др.— отливки 25Л-П ГОСТ
1 Данные о режимах сварки, нормах времени и квалификации исполнителей не приводим.
Рис. 151. Рама тележки тепловоза 2ТЭ10В:
1, 4 — кронштейны; 2 — корпус фрикционного гасителя колебаний; 3 — шкворневая балка; 5, 7, 10, 14, 15 — солисты; 6, 9 — междурамные крепления; 8 — заделка; 11, 17 — левая и правая боковины; 12 — диск; 13, 18, .19 g подкладки; 15 — концевая балка
977—75. Боковые, верхний и нижний листы боковин имеют толщину соответственно 10, 14 и 22 мм, а листы междурам-ных креплений—14 мм. Масса рамы — 3514 кг. Сварные соединения — стыковые, нахлесточные, угловые и тавровые (под прямыми углами) —выполняются в соответствии с ГОСТ 5264—80, а угловые и тавровые соединения под острыми и тупыми углами — по ГОСТ 11534—75; сварные швы, отдельные элементы которых имеют отличные от стандартных размеры, вычерчены на рис. 151 в сечениях В—В, Г—Г, Д—Д и др.; большинство не показанных на рисунке сварных соединений—тавровые (ГОСТ 5264—80—Т1— 1\8). Места под сварные швы должны быть зачищены до чистого металла. Местные зазоры между свариваемыми деталями для швов стандартных исполнений не должны превышать: при угловых и тавровых соединениях — 2 мм, при нахлесточных — 0,5 мм; зазоры в стыковых соединениях — 3±1 мм. Швы должны быть очищены от шлака и окалины, а прилегающие поверхности — от брызг расплавленного металла.
Конструкцией рамы тележки в целом предусмотрено применение различных способов сварки'—ручной дуговой, полуавтоматической в углекислом газе, автоматической под флюсом и др. При ручной дуговой сварке листовых деталей должны быть использованы электроды типов Э42, Э46 и Э50, а при сварке литых деталей — Э42АФ или Э50АФ с фто-ристо-кальциевым покрытием (ГОСТ 9467—75). Для сварки под слоем флюса следует применять электродную проволоку марки Св-08А, а для сварки в среде углекислого газа — Св-08Г2С диаметром не более 1,6 мм (ГОСТ 2246—70).
Сварные швы должны быть равномерными по сечению, не должны иметь трещин, несплавлений, наплывов, прожогов, кратеров и других дефектов. Дефектные участки швов могут быть удалены механическим путем, воздушно-дуговой строжкой или сдуванием кислородной струей с последующей заваркой электродом той же марки; подрезы глубиной не более 1,5 мм устраняются зачисткой или аргоно-дуговой обработкой. Для сварных швов наиболее ответственных стыковых соединений необходимо предусмотреть ультразвуковой или рентгеновский контроль. Внутренние напряжения после сварки следует снять путем отжига сварной конструкции. Отклонения от общей плоскостности рамы по верхним листам правой и левой боковин — не более 5 мм на всей длине.
Для выполнения предъявленных к раме тележки технических требований сварочные работы должны производиться сварщиками, выдержавшими испытания на право сварки ответственных конструкций.
С целью наиболее рационального изготовления рамы тележки — сложной пространственной конструкции больших 304
размеров — целесообразно ее отдельные составные части, такие, как боковины, междурамные крепления, концевая балка, выделить в технологические узлы с последующей сборкой и сваркой рамы. Это обеспечивает, как отмечалось в § 43, доступность сварных соединений, удобство их выполнения и последующего операционного контроля, облегчает использование высокопроизводительного технологического оборудования и оснастки. Возможность параллельной сборки и сварки отдельных узлов сокращает производственный цикл изготовления рамы тележки. Кроме того, общая деформация всей рамы в условиях изготовления по данной схеме получается меньшей (с учетом правки деформированных технологических узлов, которая осуществляется легче, чем правка полностью сваренной рамы).
Основные узлы рамы тележки изготовляются по принципиально общей схеме, включающей подготовительные и заготовительные операции, сборку, -сварку, при необходимости правку, термическую обработку, механическую обработку резанием, а также технический контроль и грунтование. Предварительная механическая обработка узлов ограничивается подготовкой измерительных баз и кромок для последующей сборки и сварки рамы тележки. Окончательную станочную обработку выполняют в собранной (сваренной) раме; при этом обработке подлежат поверхности для установки опорно-возвращающих устройств, буксовых поводков, элементов рессорного подвешивания. Готовую раму окрашивают в соответствии с требованиями к окраске локомотива.
Ниже описаны основные этапы изготовления рамы тележки по рис. 151 на поточных механизированных линиях в условиях Ворошиловградского тепловозостроительного завода. При этом технологические процессы изготовления узлов рамы рассмотрены применительно к боковинам.
45.1. Изготовление боковин
Боковина (рис. 152) рамы тележки—один из наиболее сложных ее узлов с большим объемом сварочных работ, со сварными соединениями значительной протяженности.
Наружные продольные швы коробки боковины, формируемые с помощью механизированной сварки под флюсом2, выполняются в соответствии с ГОСТ 8713—79, остальные швы — по ГОСТ 5264—80, в том числе не указанные на рисунке сварные соединения—нахлесточные—Н1— 8. Участки сварных швов приварки кронштейнов 7 и 10 для крепления буксовых поводков и установки опор пружин (см. вид А и сечение Г—Г) должны быть упрочнены аргоно-дуговой
2 Данные соединения отмечены на рисунке звездочкой.
Рис. 152. Боковина рамы тележки тепловоза 2ТЭ10В:
Л 9, 12 — подкладки; 2, 4 — пластины; 3, 5, 6, 8, 11 — торцовый, верхний, боковые и нижний листы; 7, 10 — кронштейны; 13 — ребро; 14 — 00^’ чайка
обработкой. Вертикальный и горизонтальный прогибы и про-пеллерность боковины не должны превышать 4 мм. Остальные требования соответствуют изложенным выше применительно к раме тележки в целом3.
Комплекс подготовительных и заготовительных работ при изготовлении боковин включает в себя очистку листовой стали и литых заготовок, правку, разметку, резку, гибкуг подготовку кромок, зачистку мест под сварные швы и другие работы. Обработка составных частей боковины не сложна. Листовые детали вырезают на гильотинных ножницах или путем газовой резки, используя для фасонных деталей газорежущие копировальные автоматы; кромки под сварку фрезеруют «пакетом» на специальном станке двумя торцовыми фрезами одновременно. Привалочные плоскости литых заготовок— кронштейнов и обечаек4 — фрезеруют на универсальных станках.
Сборку боковины начинают с формирования каркаса ее коробки. Каркас собирают на специальном стенде (рис. 153), снабженном соответствующими установочными устройствами и зажимами с пневматическим приводом. В стенд последовательно устанавливают, выставляя по базовым упорам, боковые листы 6 и 8, обечайки 14 и ребра жесткости 13 и закрепляют их пневмоприжимами. Для базирования боковых листов служат опоры 6, упоры 8, центровики 12 и 15, входящие в овальные вырезы листов, а также штыри 19 и прижим 20. Базирование обечаек 14 производится с помощью подставок 9 и механизмов 10, а ребер 13 — по наклонным направляющим стоек 7. Крепление деталей каркаса боковины осуществляется зажимами И, 16, 17 и 18 с пневматическим приводом (пневмоцилиндры и воздухопровод размещены внутри платформы 3 стенда). Обечайки 14 и ребра 13 прихватывают электросваркой к листам 6 и 8.
Собранный на прихватках каркас коробки боковины снимается со стенда и подается к цапфовому двухстоечному кантователю с электромеханическим приводом поворота (рис. 154) для дальнейшей сборки и сварки каркаса с нижним и верхним листами. На опоры 26 платформы 9 кантователя устанавливают нижний лист 11 боковины, базируя его в поперечном направлении с помощью двух упоров 24, а в продольном — по угловому упору 6. Лист закрепляют тремя зажимными устройствами, приводимыми в действие пневматическими цилиндрами 28. На лист 11 устанавливают каркас
3 Размеры, заключенные на рис. 152 в скобки, указаны для собранной и окончательно обработанной рамы тележки.
4 Полые литые вставки — обечайки 14 — предусмотрены для усиления рамы тележки в местах овальных отверстий в боковинах, предназначенных для прохода горизонтальных рычагов рычажной передали тормоза.
308
Рис. 153. Стенд для сборки каркаса коробки боковины:
/ — тумба; 2 — воздухопровод; 3 — платформа; 4 — распределительный кран; 5 — каркас коробки боковины; 6 — опора; 7 — стойка; 8, 14 — упоры; 9 — подставка; 10 — механизм центрирования обечайки; 11, 16, 17, 18 — пневмозажимы; 12, 15 — центровики; 13 — механизм центрирования бокового листа и обечайки; 19 — штырь; 20 — прижим
f>0£
Рис. 154. Кантователь для сборки и сварки коробки боковины: 1, 17 — плиты; 2 — пневмопанель; 3 — пневмо-распределительная муфта; 4, 14 — поддерживающая и приводная стойки; 5, 13 — поддерживающая и приводная цапфы; 6, 7, 24, 25 — упоры; 8, 11 — пневмоприжимы; 9 — платформа; 10 — распределительный кран; 12 — свариваемый узел; 15, 16, 19, 22 — цилиндрические зубчатые колеса; 18 — электродвигатель; 20 — упругая муфта; 21 — червячный редуктор; 23, 28 — пневмоцидиндры; 26 — опора; %7 Верхний прижим
/7-/7
6-6
коробки боковины, фиксируя его положение упорами 25 и 6. Крепление каркаса осуществляется семью пневмозажимами {см. разрез Д—Л) в горизонтальном и вертикальном направлениях. (Подвод сжатого воздуха к пневматическим цилиндрам осуществляется через цапфу 5 кантователя.) Каркас коробки прихватывают электросваркой к нижнему листу боковины с внутренней стороны, поворачивая платформу со свариваемым узлом в подшипниках стоек 4 и 14 в удобное для сварки положение. (Вращение платформа получает от электродвигателя 18 через червячный редуктор 21 и две пары цилиндрических шестерен 22—19 и 16—15.) Затем в кантователь устанавливают торцовый лист 3 и прихватывают его к боковым листам 6 и 8.
Зазоры между деталями, подлежащими сварке, и в местах прилегания к упорам кантователя должны быть минимальными. Эти зазоры, а также неприлегание (не свыше 0,5 мм) свариваемых деталей к базовым упорам тщательно контролируют. После проверки качества сборки производят сварку собранных деталей боковины внутри каркаса коробки, а также приварку обечаек 14 к боковым листам 6 и 8 по проемам окон с наружной стороны.
Сварочные работы выполняют полуавтоматами в среде углекислого газа. Свариваемый узел при этом поворачивают в удобные для сварки положения. Для избежания короблений сварку внутренних продольных швов коробки боковины ведут обратноступенчатым способом от середины к концам участками длиной 300 ... 400 мм (рис. 155,а). Сварочные работы внутри коробки предъявляют представителю секции технического контроля (СТК) цеха, который проверяет качество сварки и зачистки швов и прилегающих поверхностей. После сварки на коробку боковины устанавливают верхний .лист 5, предварительно раскрепив верхние пневмоприжимы 27 кантователя. Лист 5 базируют по упорам 24 и 7 (последний — регулируемый) и закрепляют пневмозажимами 27. Повернув свариваемый узел в кантователе на угол 180° (листом 5 вниз), производят прихватку верхнего листа к боковым листам 6 и 8.
После снятия с кантователя коробку боковины устанавливают на стенд верхним листом вниз для сборки с кронштейнами 10 и 7. Коробка базируется по упорам стенда и закрепляется пневматическими зажимами. Кронштейны 10 и 7 устанавливают на нижний лист 5 боковины, досылая в продольном направлении торцы поводковых скоб до упора в базовые платики стенда. В поперечном направлении кронштейны 10 и 7 центрируют, совмещая осевые риски основания кронштейнов с осевой линией на нижнем листе коробки боковины. В таком положении кронштейны прихватывают электросваркой к листу 11.
Рис. 155. Схемы наложения швов при сварке боковины
Собранную на прихватках и частично сваренную боковину подают на установку для автоматической сварки под флюсом наружных продольных швов и закрепляют ее в кантователе установки. Повернув в кантователе свариваемый узел на 45° (сварка «в лодочку»), приваривают нижний лист 11 к боковому листу 6 коробки боковины, а после' поворота на угол 180° — верхний лист 5 к боковому листу 8. Затем при соответствующих (сварка «в лодочку») углах поворота свариваемого узла осуществляют приварку нижнего листа к боковому листу 8, а верхнего — к боковому 6.
Для завершения сборочно-сварочных работ боковину устанавливают в кантователь (рис. 156) на платики 23, базируя ее с помощью двух упоров 22 и закрепляя прихватами 24 и 21 с пневматическими приводами. (Поворот платформы 12 с изделием разрешается только при установленных штырях 19.) Сначала приваривают верхний лист 5 к боковому в местах нависания выступающих частей листа, которые были труднодоступны для автоматической сварки на предыдущей операции. Затем, повернув боковину боковым листом 6 вверх, устанавливают на него пластины 4, 2 и подкладку 1 и прихватывают их электросваркой к листу. При этом пластины 2 и 4 выставляют симметрично по окнам обечаек 14. Повернув свариваемый узел на 180°, на боковой лист 8
00
b-б
Рис. 156. Кантователь для окончательной сборки и сварки боковины:
1, 4,7,8 — цилиндрические зубчатые колеса; 2 — червячный редуктор; 3 — упругая муфта; 5 — электродвигатель; 6, 18 — плиты; 9, 15 — приводная и поддерживающая стойки; 10, 14 — приводная и поддерживающая цапфы; 11 — распределительный кран; 12 — платформа; 13 — свариваемый узел; 16 — пневмораспределительная муфта; 17 — пневмопанель; 19 — предохранительный штырь; 20, 25 — пневмо-цилиндры; 21, 24i — прихваты; 22 — упор; 23 — опора
25
устанавливают и прихватывают к нему подкладки 12, а после поворота на 90° устанавливают и прихватывают к нижнему листу боковины подкладки 9. Подкладки 12 и 9 базируют с помощью шаблонов.
После сборки боковины с перечисленными деталями производят их приварку, а также приваривают кронштейны 7 и 10. Свариваемый узел при этом поворачивают с помощью кантователя в удобное для сварщика положение. Сварка осуществляется полуавтоматами под слоем флюса. Швы сварных соединений накладывают в определенной последовательности в направлениях, указанных стрелками на рис. 155, б, в, г.
После окончания сварочных работ производят контроль качества наложения наружных продольных швов коробки боковины, приварки кронштейнов и накладных деталей, проверяют качество зачистки швов и прилегающих к ним по-верхнрстей, а также наличие личных клейм сварщиков. В паспорте рамы тележки делается соответствующая отметка о приемке сварки продольных швов коробки боковины, кронштейнов и накладных деталей.
С целью создания плавного перехода от шва к основному металлу швы приварки кронштейнов к нижнему листу боковины упрочняют аргоно-дуговой обработкой дугой постоянного тока длиной 4 ... 8 мм. Обрабатываемые места предварительно очищают от грязи, ржавчины, масла.
Боковины рамы тележки являются высоконагруженными конструкциями локомотива. Поэтому после проведения всех сборочно-сварочных работ для снятия технологических сварочных напряжений их подвергают термической обработке — отжигу в газовых печах с выкатными подинами. Загрузка боковин в печь производится при температуре не свыше 300° С. Нагрев до температуры отжига (600±20°С) ведется в течение 2 ч с последующей двухчасовой выдержкой при данной температуре. Охлаждаются боковины сначала в выключенной печи (до температуры 300° С), а затем на воздухе вне печи.
После термической обработки боковины производят ее разметку с целью установления степени и мест искривлений и последующую правку на гидравлическом прессе. Припуски на предварительную механическую обработку резанием на соответствующих поверхностях боковины после правки должны находиться в пределах 2,5 ... 3 мм. Прогиб и пропеллер-ность боковины не должны превышать 4 мм на всей ее длине. Выправленный узел подвергают повторному техническому контролю согласно требованиям чертежа и передают для механической обработки резанием.
В боковинах фрезеруют внутренние (обращенные в сторону продольной оси рамы тележки) щечки поводковых скоб
кронштейнов 10, плоскости подкладок 9, 1 и пластин 4, 2, скосы и фаски на выступающих частях нижнего листа 11 (места соединения боковины с междурамными креплениями). Обработку ведут на универсальном и специальном продольно-фрезерных станках с применением соответствующих приспособлений. Необходимые сверлильные работы (обработка отверстий МЗО в пластинах 4 и 2) выполняют с помощью накладных кондукторов на радиально-сверлильном станке одновременно в двух боковинах. После окончательного технического контроля боковины грунтуют и подают на линию сборки и сварки рам тележек.
45.2. Сборка и сварка рамы тележки
Сборку и сварку рамы тележки на первом этапе производят в цевочном кантователе (рис. 157). Сборку начинают с установки на базовые опоры 11 правой (17) и левой (11) боковин (см. рис. 152). Боковины перемещают в продольном направлении с помощью роликов 17 и 20 до базовых упоров стоек 6 (ролики 17 получают вращение посредством пневмоцилиндров 18 через рейку и реечную шестерню; ролики 20 являются холостыми). Затем в кантователь устанавливают междурамные крепления 6, 9 и концевую балку 15. Междурамные крепления центрируют по базовым упорам стоек 7, 23 и закрепляют вертикальными и горизонтальными прижимами, приводимыми в действие пневмоцилиндрами 19. Для базирования и закрепления концевой балки служит стойка 2. Установив междурамные крепления и концевую балку, боковины подают в поперечном направлении к базовым упорам 21 с помощью пневмоцилиндров 22 и закрепляют в этом положении; к нижним опорным платикам 11 боковины прижимаются прижимами 10, приводимыми в действие через систему рычагов пневмоцилиндрами 9.
После перечисленных работ производят прихватку меж-дурамных креплений и концевой балки к правой и левой боковинам. С целью обеспечения заданного качества ответственных стыковых швов прихватки накладывают на выводных планках, выполненных совместно с основными деталями. С торцовых сторон боковин устанавливают и прихватывают заделки 8. Собранный на прихватках узел сдается для контроля представителю СТК цеха. При контроле качества сборки в кантователе проверяют расстояние между осями боковин, величины зазоров между свариваемыми деталями, прилегание узлов рамы к базовым платикам и упорам, качество подготовки кромок и зачистки мест под сварку. В техническом паспорте рамы тележки производится соответствующая отметка о приеме рамы под сварку.
Сварочные работы выполняют при строгом соблюдении
16 17 IS 19 20 21 22 23
A-A
3800
Рис. 157 Кантователь для сборки и сварки рамы тележки тепловоза 2ТЭ10В:
1, 12 — направляющее и приводное цевочные колёса; 2, 3, 6, 7, 23 — стойки; 4 — отбойник; 5 — свариваемая рама; 8 — подставка; 9, 15, 18, 19, 22 — пневмоцилиндры; 10 — прижим; 11 — опора; 13, 17, 20 — ролики; 14 — привод кантователя; 16 — платформа; 21 — упор
заданной последовательности наложения сварных швов (рис. 158). Сначала приваривают боковые листы междурам-
Рис. 158. Схемы наложения швов при сварке рамы тележки: а — низ рамы; б — верх рамы
ных креплений и концевой балки к боковому листу левой боковины (швы 1 и 2 на рис. 158, а), повернув раму с помощью кантователя на угол 90°. После поворота свариваемого узла на угол 180° выполняют аналогичные работы применительно к правой боковине (швы 3 и 4). Затем, разместив раму тележки кронштейнами для крепления поводков вверх, приваривают нижние листы междурамных креплений и концевой балки к нижним листам правой и левой боковин (швы 5 ... S); стыковые швы накладываются одновременно двумя сварщиками с двух сторон рамы в диаметрально противоположных направлениях. В этом же положе
нии рамы осуществляют приварку боковых листов креплений и концевой балки к верхним листам боковин (швы 9 ... 12), а после поворота на угол 180° — приварку тех же узлов к нижним листам боковин (швы 13 ... 16 на рис. 158,6) и приварку заделок 8. Сваренную конструкцию для проверки качества сварки в кантователе предъявляют представителю стк.
Дальнейшие сборочно-сварочные и слесарные операции выполняются при установке рамы тележки на подставках. При этом вырубают корни швов стыковых соединений с последующей их заваркой. Приваривают верхние листы креплений к верхним листам боковин (швы 17 и 18), устанавливают, прихватывают и приваривают листы 5, 7, 14 и 16 — швы 19... 22 (предварительно на верхние листы боковин с торцов устанавливают на прихватках подкладки 18 и 19). С помощью специальных приспособлений на раму устанавливают и приваривают кронштейны 4 для крепления тормозных цилиндров. Здесь же производят окончательную приварку узлов рамы тележки в местах их стыковки друг с другом и с листами 5, 7, 14 и 16 в соответствии с требованиями чертежа.
Затем выполняются операции по установке на раму тележки шкворневой балки 3. Сборку ведут на специальном стенде, снабженном механизированными с помощью пневмопривода силовыми устройствами. Требуемое взаимное положение рамы и шкворневой балки обеспечивается соответствующими базирующими деталями стенда. В таком положении шкворневую балку прихватывают к междурамным креплениям. При этом непараллельность верхних листов боковин в местах установки опор тепловоза и плоскости обработанного торца прямоугольного проема шкворневой балки не должна превышать 3 мм. Приварку шкворневой балки к междурамным креплениям производят при установке рамы тележки на подставках. Здесь же на раму устанавливают и приваривают некоторые мелкие детали (платики, бонки, болты и пр.).
Дальнейшие технологические операции связаны со слесарной обработкой рамы: обрезка выводных планок, притупление острых кромок по всему периметру сверху и снизу,, разметка и правка рамы; после правки на раму устанавливают с помощью специальных приспособлений и приваривают диски 12 и подкладки 13 для установки опор локомотива.
Выполнение комплекса сборочно-сварочных и слесарных работ с использованием указанных выше подставок и стенда требует неоднократного поворота рамы вокруг ее продольной оси на угол 180°. Установка рамы в требуемое положение обеспечивается с помощью кантователя (рис. 159) с
318
6790
Рис. 159. Кантователь для поворота рам тележек:
1,6 — приводная и поддерживающая стойки; 2, 5 — приводная и поддерживающая цапфы; 3 — платформа; 4 — рама тележки; 7 — ограждение; 8 — воздухопровод; 9 — пневмоцилиндр; 10 — рычаг; 11 — шарнирная тяга; 12 — выдвиж-
ная штанга
электромеханическим приводом поворота и механизирован’ ным креплением свариваемого изделия; последнее осуществляется выдвижными штангами 12, приводимыми в действие пневмоцилиндрами 9 через рычаги 10 и шарнирные тяги 11.
Собранную и сваренную раму тележки подвергают тщательному контролю на соответствие требованиям чертежа. Качество сварных швов стыковых соединений проверяют с помощью ультразвука на специальном кантователе. Обнаруженные дефектные участки вырубают и вновь заваривают с обязательной повторной проверкой УЗ. Данные ультразвукового контроля заносят в специальную карту, прикладываемую к техническому паспорту рамы тележки. Места отгиба скоб кронштейнов для крепления поводков проверяют методом магнитной дефектоскопии. При выявлении трещин дефектный участок вырубают, вырубку подвергают повторным магнитным испытаниям на отсутствие остатков дефекта и заваривают. При контроле рамы проверяют качество сварных швов (визуально и с помощью специальных шаблонов), качество зачистки острых кромок, правильность размеров рамы, наличие в необходимых местах личных клейм сварщиков. Результаты проверки заносятся в паспорт рамы тележки. Принятая СТК рама тележки предъявляется инспектору МПС, а для экспортных локомотивов — инспектору Министерства внешней торговли, после чего поступает на механическую обработку резанием.
45.3. Механическая обработка резанием, окончательная сборка и контроль рамы тележки
Технологический процесс обработки резанием рамы тележки выполняется на большегабаритных универсальных и специальных станках с использованием быстродействующих зажимных устройств.
На первой технологической операции производят фрезерование поверхностей д в дисках 12 и подкладках 13 для установки опорно-возвращающих устройств, выдерживая размер 14+3 мм (эти поверхности используются в качестве технологической базы для большинства последующих операций). Обработку ведут на специальном продольно-фрезерном станке конструкции Ворошиловградского тепловозостроительного завода одновременно двумя торцовыми фрезами с вставными ножами, закрепленными на вертикальных шпинделях, в положении рамы поводковыми скобами вверх. Установочной базой при этом служит поверхность верхних листов боковин. Отклонение обрабатываемых поверхностей от общей плоскости — не более 0,5 мм.
Вторая технологическая операция выполняется на уни
версальном продольно-фрезерном станке также в положении рамы поводковыми скобами вверх с использованием в качестве установочной базы обработанных поверхностей д. При этом фрезеруют последовательно торцовыми фрезами, укрепленными на вертикальных шпинделях, шесть поверхностей в в подкладках под опоры пружин рессорного подвешивания^ выдерживая размер 274+2, и шесть поверхностей б установки опор пружин в малых кронштейнах в размер 396± ±1 мм. С помощью горизонтальных шпинделей производят обработку шести поверхностей м подкладок для установки корпусов 2 фрикционных гасителей колебаний.
Обработка рамы тележки на третьей операции включает фрезерование боковых поверхностей ж, и, к, л поводковых скоб больших и малых кронштейнов для крепления буксовых поводков (всего 48 поверхностей). При этом должны быть л. 1 выдержаны размеры 255+0,5, 1879+1, 45+2 и 50 мм, отклонение от параллельности поверхностей и для двух боковин не должно превышать 1 мм на длине 3700 мм, а от симметричности проемов (и — к) поводковых скоб относительно продольной оси шкворневого проема — 2 мм. Работа ведется с использованием высокопроизводительного специального продольно-фрезерного станка четырьмя наборами дисковых двусторонних фрез с вставными ножами (рис. 160, а). Обработка разделяется на предварительную и окончательную. В соответствии с этим инструментальные наборы, предназначенные для предварительного фрезерования, настраиваются с учетом припусков на окончательную обработку. Станок обеспечивает параллельную работу всех 16 фрез.
Рис. 160. Схемы обработки рамы тележки на специальных фрезерных станках моделей УФ122 (а) и УФ123 (б)
Четвертая технологическая операция связана с обработкой торцов (а, г) поводковых скоб больших и малых кронштейнов (всего 24 поверхности) и клиновых пазов в них (см. выносной элемент /). Требуемое расположение обрабатываемых поверхностей обеспечивается выполнением размеров 70+2, 1850+1, 1020+0,5 мм — в горизонтальном и 394+ ±1, 306+0,5 мм—в вертикальном направлениях. Размеры клинового паза соответствуют выносному элементу I с учетом припусков на боковых поверхностях на последующую чистовую обработку. Смещение клиновых пазов правой и левой боковин не должно превышать 0,6 мм, отклонение от их взаимной параллельности для одной боковины — 0,1 мм на длине 345 мм, а от перпендикулярности к ним поверхностей к — 1 мм на длине 3700 мм. Для обеспечения заданной точности и производительности обработки в качестве технологических баз на четвертой операции используют поверхности д (установочная), л (направляющая) и е (опорная), а обработку ведут на специальном многошпиндельном продольнофрезерном станке (рис. 160,6). На этом станке поверхности а и г обрабатывают с помощью пары двухшпиндельных фрезерных бабок торцовыми фрезами одновременно в обеих боковинах, а клиновые пазы — с помощью двух других бабок, работающих концевыми коническими фрезами. Станок обеспечивает параллельную работу шпиндельных бабок обоих типов.
На пятой операции производится чистовая обработка боковых поверхностей клиновых пазов. Для этой цели служит специальный протяжной станок конструкции ВТЗ. Рама тележки устанавливается в положение поводковыми скобами вниз. Базирование осуществляется с помощью торцов щечек этих скоб, а также боковых поверхностей клиновых пазов. Обработка ведется четырьмя блоками трапециевидных протяжек одновременно в четырех кронштейнах двух боковин. Для протягивания пазов следующего буксового проема раму тележки переставляют в продольном направлении на расстояние 1850 мм. Использование протягивания обеспечивает заданную точность и высокую производительность обработки, исключает трудоемкие работы по слесарной доводке клиновых поверхностей для установки буксовых поводков.
Последующие — шестая и седьмая — технологические операции выполняются на радиально-сверлильных станках. На шестой операции производят сверление, черновое и чистовое зенкерование четырех отверстий 07ОН11 для центрирования опор локомотива, а также сверление, зенкование и нарезание резьбы М24-6Н в 16 отверстиях для крепления опор. Обработка ведется с помощью накладного сверлильного кондуктора, подобного показанному на рис. 70 (§ 22) для> выполнения аналогичных работ в раме челюстной тележки.
Седьмая операция включает сверлильные работы снизу рамы сверление и рассверливание шести отверстий 047Н14 (см. сечение А—Д),обработку 24 отверстий с резьбой М24-6Н для крепления буксовых поводков (см. выносной элемент I). Работа ведется с использованием накладных кондукторов.
В процессе обработки резанием рама тележки, как мы видели, занимает либо рабочее (как на локомотиве), либо перевернутое (поводковыми скобами вверх) положение. Поворот рамы на угол 180° осуществляется с помощью кантователя, изображенного на рис. 159.
После станочной обработки производят зачистку заусенцев с помощью механизированного инструмента и сверление 24 отверстий 04Н14 (см. сечение Б — Б на рис. 151) для стопорения проволокой винтов, крепящих поводки; сверление ведут по накладным кондукторам сверлильными машинками. Полностью обработанную раму тележки подвергают тщательному техническому контролю в отношении качества станочной обработки. Проверяют все размеры и выполнение требований чертежа в части формы и взаимного расположения обработанных поверхностей. Затем на раму тележки устанавливают, прихватывают и приваривают корпуса 2 фрикционных гасителей колебаний, многочисленные кронштейны разной конструкции для установки рычагов и подвесок рычажной передачи тормоза, ребра, ушки, косынки, подкладки и т. п. (эти детали на рис. 151 не показаны). Сборку ведут с помощью специальных приспособлений, обеспечивающих требуемое базирование указанных деталей, в том числе с использованием обработанных баз рамы.
Окончательно собранную раму подвергают повторному техническому контролю, включая проверку качества установки корпусов, кронштейнов и других мелких деталей. Контрольные операции содержат большое количество разнообразных замеров, результаты которых фиксируются в специальной карте: указываются наименование проверяемого размера (например, «расстояние между осями клиновых пазов под поводки»), его номинальная величина и предельные отклонения по чертежу, число замеров для данного размера, действительные значения каждого замера. Карта замеров включается в технический парспорт рамы тележки. На раме должны быть проставлены товарный знак завода-изготовителя, порядковый номер рамы, год и месяц выпуска, номер чертежа, клеймо ОТК завода.
Установку рамы тележки в требуемое положение в процессе выполнения перечисленных слесарно-сборочных, сварочных и контрольных операций осуществляют с помощью кантователя.
Окончательно собранную и проверенную раму предъявляют представителю заказчика для приемки и постановки 322
соответствующего клейма. Затем раму очищают под окраску с помощью щеток и шлифовальных машинок с эластичными кругами, промывают уайт-спиритом, протирают безворсными салфетками и окрашивают, за исключением шкворневого гнезда, пазов под установку буксовых поводков и резьбовых отверстий. Малярные работы ведут в соответствии с требованиями ГОСТа на окраску локомотива. Окрашенная и просушенная рама поступает на участок сборки тележки.
ЗАДАНИЯ для самостоятельной работы
89* Составьте операционный технологический процесс изготовления кронштейна трубопровода локомотива по чертежу рис. 161 для условий среднесерийного производства. Детали 2, 3, 4 выполнены из трубной заготовки (труба 50X3,5 ГОСТ 3262—75), фланцы 1 и 5 — из стали марки ВСт. Зсп4 ГОСТ 380—71; швы сварных соединений — по ГОСТ 14771—76 (для дуговой сварки в защитном газе).
Рис. 161. Кронштейн
90* На основании п. 4'5.1 назовите операции маршрутного технологического процесса изготовления боковины рамы тележки тепловоза 2ТЭ10В (наименования операций укажите полной записью).
91. Воспользовавшись книгой [5], ознакомьтесь с технологическими процессами изготовления рам челюстных тележек, главных рам и кузовов локомотивов.
92. Объясните, почему наличники челюстей устанавливают (и приваривают) на окончательно обработанную раму тележки и после приварки не подвергают дополнительной станочной обработке.
93. Объясните, как проконтролировать отклонения от прямолинейности и симметричности главной рамы локомотива.
94. Укажите, каким способом целесообразно осуществить приварку листов обшивки к каркасам боковых стенок и крыши кузова локомотива в серийном производстве.
ГЛАВА XVIII
УНИФИКАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПРОИЗВОДСТВА локомотивов
Одним из основных направлений, позволяющих в значительной мере, решить задачу освоения выпуска изделий высшей категории качества в минимальные сроки при оптимальных затратах с учетом обеспечения мобильности производства и автоматизации комплекса инженерно-технических и управленческих работ, является осуществление принципа технологической унификации.
Под технологической унификацией понимается приведение технологических разработок к оптимальному единообразию, т. е. рациональное сокращение номенклатуры технологических процессов, средств технологического оснащения, технологических режимов и т. д. при обеспечении возможности их многократного и эффективного повторного использования. Внедрение во все звенья современного производства многократной технологической обратимости создает основу для резкого повышения уровня технической оснащенности производства, его механизации и автоматизации (в том числе в условиях единичного и мелкосерийного производств), значительно сокращает сроки освоения выпуска новой продукции при снижении ее себестоимости, обеспечивает организацию производства на прогрессивных научно-технических принципах.
Успешное проведение работ по технологической унификации в большой степени зависит от уровня унификации конструкций проектируемых (выпускаемых) изделий. Унификация конструктивных решений является, таким образом, основой и обязательной предпосылкой унификации технологической. Поэтому будущий конструктор-локомотивостроитель должен четко представлять революционизирующую роль и значение работ по унификации в условиях современного производства.
Основными направлениями технологической унификации являются типизация технологических процессов и групповые методы обработки и сборки. Глубоко разработанная технологическая унификация позволит стандартизовать типовые и групповые технологические процессы, что во многих случаях, особенно в условиях специализации производств, обеспечит использование самой совершенной технологии, определит типаж и направления в создании стандартных средств технологического оснащения, сделает возможным надежное и широкое внедрение АСТПП.
§ 46. ТИПИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПРОИЗВОДСТВА локомотивов
Типовой технологический процесс, как уже отмечалось выше (§ 28), характеризуется единством содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками. Другими словами, типовой технологический процесс разрабатывается применительно к типовому изделию, принадлежащему к группе близких по конструкции изделий и обладающему наибольшим количеством конструктивных и технологических признаков этой группы. Разработка типовых технологических процессов осуществляется на основе применения преимущественно стандартных средств технологического оснащения, современных достижений науки и техники в области технологии и передового опыта работы, а также рационального использования материальных и трудовых ресурсов производства с учетом конкретных производственных условий. Типовой технологический процесс может быть оперативным и перспективным.
Идея типизации технологических процессов выдвинута в 30-х годах текущего столетия А. П. Соколовским. Она базируется на классификации объектов производства по признакам, содержащимся в конструкторской документации, на отдельные группы, для которых возможна разработка общих технологических процессов или операций. Конструкторско-технологической классификации объектов производства свойственна многоступенчатость, последовательно уточняющая классификационные признаки. Последняя классификационная ступень (подразделение) представляет собой совокупность предметов производства, имеющих в одинаковых производственных условиях принципиально общий технологический маршрут.
Признаками, по которым классифицируются детали при разработке типовых технологических процессов обработки резанием, являются форма основных обрабатываемых поверхностей, их взаимное расположение и общий характер размещения обрабатываемых и необрабатываемых поверхностей (конфигурация) деталей. В настоящее время разработаны общесоюзные классификаторы деталей и технологических операций в машиностроении и приборостроении, являющиеся исходной информационной основой при проведении работ по унификации конструктивных решений и типизации технологических процессов. В качестве примера на рис. 162 показаны локомотивные детали разных классификационных групп, а на рис. 163 — типовые совокупности этих деталей.
326
Рис. 162. Локомотивные детали разных классификационных групп:
а — детали вращения с центральны^ отверстием; б — валы; в — корпусные детали
Рис. 163. Типовые совокупности деталей локомотивов: а — корпусы подшипников; б — крышки букс
Основными параметрами, на основании которых классифицируются сварные металлические конструкции в машиностроении при разработке типовых технологических процессов, являются: характер сопряжений свариваемых деталей и конфигурация сварных швов (прямолинейные, кольцевые, криволинейные и смешанные швы) — I ступень классификации; конструктивная форма изделия — II ступень; тип заготовок (листовые, из фасонного проката, поковки и др.), толщина свариваемых элементов и профиль фасонного проката — III ступень; тип сварного соединения (стыковое, тавровое и т. д.) — IV ступень; профиль сечения изделия (сплошное или пустотелое круглое, прямоугольное, тавровое и т. д.) —V ступень; габаритные размеры и масса свариваемого изделия, длина швов, марка металла — VI ступень.
Типизацией могут быть охвачены как комплексные технологические процессы изготовления однотипных изделий, так и отдельные операции обработки различных предметов.
При этом комплексные типовые технологические процессы (маршруты) разрабатываются на изготовление стандартных и характерных типовых деталей данного производства, стандартных и унифицированных узлов, ведущих, наиболее сложных и точных деталей и узлов одного назначения, обрабатываемых (собираемых) на различных предприятиях. Типовые технологические операции проектируются применительно к отдельным прогрессивным методам обработки и сборки, а также к сборке отдельных узлов и изделий. Типовые планы обработки элементарных поверхностей служат вспомогательным материалом при разработке типовых процессов.
Работы по проектированию типовых технологических процессов выполняются в нижеприводимой последовательности. Прежде всего на базе соответствующей классификации создаются группы объектов производства, обладающих общностью конструктивно-технологических характеристик. Из каждой группы выбирается типовой представитель, т. е. изделие, для изготовления которого требуется наибольшее число операций, характерных для изделий группы. Для каждого типового представителя определяется объем выпуска и тип производства. Состав и последовательность дальнейших работ по проектированию типовых технологических процессов, включая расчет точности, производительности и экономической эффективности с выбором оптимального варианта процесса и оформление соответствующей технологической документации, соответствуют указанным в § 29. При этом типовые технологические разработки базируются на анализе множества действующих и возможных технологических процессов изготовления типовых представителей групп изделий с учетом рекомендаций, изложенных в гл. XV... XVII.
Необходимость разработки типовых технологических процессов определяется экономической целесообразностью с учетом количества изделий в группах и частоты их применяемости. Уровень конструктивно-технологической унификации, позволяющий достигнуть оптимального эффекта от внедрения типовых процессов, должен обеспечить значение коэффициента закрепления операций <10.
В зависимости от конкретных задач технологической подготовки производства типовые технологические процессы либо непосредственно используются в качестве рабочей технологической документации для изготовления конкретных изделий, если в типовом процессе имеется вся необходимая информация для изготовления этих изделий, либо служат информационной основой для разработки рабочих процессов. В последнем случае разработка рабочих процессов состоит в отнесении рассматриваемого изделия к соответствующей классификационной группе, выборе (по технологическому коду изделия) необходимого типового технологического процес
са с учетом установленного типа производства и. уточнении состава и последовательности операций, а также выбранных средств технологического оснащения.
Типизация технологических процессов осуществляется на общесоюзном и отраслевом уровнях, а также на уровне предприятия. Наибольший эффект дает типизация технологических процессов межотраслевого и отраслевого характера на базе соответствующих специализированных производств.
В локомотивостроении объектами типизации технологических процессов на разных уровнях являются самые разнообразные детали, узлы, агрегаты: колесные пары (оси, колесные центры, бандажи, цельнокатаные колеса), зубчатые передачи тяговых и других редукторов, рамы тележек, кузова, вентиляторные колеса, тяговые электрические машины и аппараты, дизели, автотормозное оборудование и т. п. Однако огромные преимущества ведения технологической подготовки и организации производства на базе технологической унификации в локомотивостроении используются пока не в полной мере. Причины кроются в основном в недостаточном еще уровне унификации конструкций локомотивов различного назначения, в связи с чем номенклатура изделий локомотивостроительных заводов неоправданно велика, а это, в свою очередь, препятствует широкому использованию методов технологии и организации крупносерийного и массового производств. Так, например, имеет место необоснованная разнотипность кузовов, кабин, пультов управления, вспомогательного оборудования и т. п. Недостаточна еще унификация объектов, общих для тепловозов и электровозов. Вместе с тем такими объектами унификации и стандартизации могут стать многие их составные части, а также детали, узлы, агрегаты дизель-поездов и вагонов, в частности элементы систем управления, предметы общего назначения (арматура трубопроводов, контрольно-измерительные приборы, декоративные элементы и т. п.), детали экипажа и вспомогательного оборудования.
Ввиду сложности и большого разнообразия работ, связанных с изготовлением локомотивов, основным направлением совершенствования производства, позволяющим в полной мере реализовать огромные резервы принципа технологической унификации, является его специализация (§ 49).
Правила разработки и применения типовых технологических процессов регламентированы ГОСТ 14.303—73.. Разработанные типовые технологические процессы создают основу формирования соответствующих информационных фондов различных уровней (общесоюзных, отраслевых и предприятий), а также служат исходной базой для стандартизации технологических процессов.
Неуклонное соблюдение принципов унификации, стандартизации и агрегатирования в локомотивостроении позволит в сравнительно короткие сроки создавать усовершенствованные конструкции локомотивов, приспособленные для различных условий работы и обеспечивающие оптимальные затраты на их проектирование, изготовление, техническое обслуживание и ремонт при широком использовании современных методов технологии и организации производства, стандартных средств технологического оснащения и вычислительной техники.
§ 47. ГРУППОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ В ЛОКОМОТИВОСТРОЕНИИ
Важным направлением совершенствования единичного, мелко- и среднесерийного производств на базе технологической унификации является использование групповых технологических процессов обработки и сборки. Групповой метод обработки и сборки разработан С. П. Митрофановым в 50-х годах текущего столетия и в настоящее время находит все более широкое распространение как в нашей стране, так и за рубежом.
Под групповым методом понимается «такой метод унификации технологии производства, при котором для групп однородной по тем или иным конструктивно-технологическим признакам продукции устанавливаются однотипные высокопроизводительные методы обработки с использованием однородных и быстропереналаживаемых орудий производства; при этом обеспечиваются экономическая эффективность производства, необходимая быстрота его подготовки и переналадки»1. Групповой технологический процесс предназначен, таким образом, для совместного изготовления группы различных изделий в конкретных условиях производства на специализированных рабочих местах при общей наладке и отдельных подналадках средств технологического оснащения в течение длительного интервала времени.
На рабочих местах в единичном, мелко- и среднесерийном производствах при групповом методе увеличивается объем выпуска, повышается уровень специализации и технологической концентрации. В результате становятся экономически целесообразными применение специализированных и универсальных наладочных быстродействующих приспособлений с механизированными приводами и высокопроизводительных инструментальных наладок, использование в ряде случаев специализированного и агрегатного оборудования, внедрение
1 Митрофанов С. П. Научная организация машиностроительного производства.— Л.: Машиностроение, 1976.
быстропереналаживаемых многопредметных (групповых) поточных и даже автоматических линий и т. д.; кроме того, переход на групповые методы вызывает коренные изменения и улучшения во всей системе организации производства. Групповые технологические процессы разрабатываются, таким образом, с целью экономически целесообразного использования методов и средств технологии и организации крупносерийного и массового производств в условиях единичного, мелко-или среднесерийного производства.
Групповые методы в локомотивостроении применяются при обработке резанием таких деталей, как валы и зубчатые колеса редукторов, втулки и валики рессорного подвешивания, штуцеры, фланцы, барабаны вентиляторных колес, осевые упоры и т. п., а также для изготовления заготовок и сварных металлических конструкций — тысячи наименований и типоразмеров деталей и узлов локомотивов изготавливаются по групповым технологическим процессам. Для еще более успешного внедрения прогрессивных групповых методов в локомотивостроении предстоит большая работа по повышению уровня унификации конструкций локомотивов.
Важным этапом технологической подготовки производства при внедрении группового метода является группирование предметов производства по технологическому подобию с учетом требований рациональной организации производства в конкретных производственных условиях. При группировании деталей для разработки групповых технологических процессов обработки резанием принимаются во внимание: геометрическая форма и габаритные размеры деталей; однородность заготовок; марки материалов; общность поверхностей, подлежащих обработке; точность и шероховатость обрабатываемых поверхностей; объем выпуска изделий и повторяемость деталей; существующая структура производственных подразделений; технико-экономические показатели производства.
Сварные конструкции группируются по конструктивным признакам на основе общности следующих элементов технологического процесса: способа (метода) сварки, типа технологического оборудования и оснастки, их наладки, режимов сварки. Классификация однотипных сварных конструкций в зависимости от конкретных условий производства осуществляется по одному, двум и более элементам технологического процесса. Как показывает опыт, при серийном производстве к одной группе обычно относят однотипные конструкции, свариваемые одним способом на одинаковом оборудовании при одинаковой его наладке.
Сварные металлические конструкции локомотивов состоят из очень большого числа разнообразных деталей. Так, например, кузов магистрального тепловоза содержит их в среднем около 2000 (не считая метизов). Поэтому номенклатура
предметов производства кузовных цехов достигает весьма больших размеров. В этих условиях четкая организация работы заготовительного отделения кузовного цеха может быть обеспечена на основе использования группового метода обработки.
Детали кузова локомотива распределяют на группы, в одну из которых включают, например, детали, изготавливаемые из сортового проката различных сечений и размеров, во вторую — детали, выполняемые из листового проката различной толщины, в третью — детали, требующие гибки, в четвертую — листы обшивки кузова. Число наименований деталей в каждой группе может достигать нескольких сотен. Необходимое оборудование для этих групп устанавливается в поточные линии и оснащается по возможности универсальными штампами и приспособлениями, в которых при смене обрабатываемых деталей подналадка либо вовсе не требуется, либо производится в весьма незначительном объеме.
В штампе, показанном на рис. 164, производятся прямая
Рис. 164. Схема наладки универсального штампа для групповой обработки деталей кузова:
1 — матрица; 2 — плита; 3 ... 8 — режущие пластины; 9 ... ... 16 — направляющие планки; а ... и — положения обрабатываемых деталей.
и косая обсечка концов, вырубка полок и тому подобные работы у деталей (правых и левых) кузова более ста наименований, изготовляемых из уголков. На матрице 1, армированной шестью закаленными пластинами 3 ... 8 с режущими гранями, закреплены направляющие планки 9... 16 с упорами, которые служат для установки обрабатываемых деталей в нужных положениях. (При наладке и подналадках штампа планки устанавливаются с помощью специальных шабло
нов.) Работу штампа покажем на примере вырубки полки и обрубки скоса у деталей, выполненных из уголка. Операция содержит три технологических перехода: сначала вырубается полка (А) с установкой детали в положение в по направляющей планке 10; затем дорубается остаток полки (Б) при повороте детали вокруг ее продольной оси на 90° и фиксировании планкой 7 —деталь занимает положение б, и, наконец, обрубается скос (В) при направлении детали планкой 12 (положение г).
Для изготовления мелкопрофильных деталей из полосы используют универсальный штамп (рис. 165), на котором без всякой подналадки можно производить гибку различных облегченных профилей, а также отбортовку листов.
Рис. 165. Схемы гибки профилей на универсальном штампе:
а — отбортовка листа; б — гибка уголка; в — гибка полосы зетового сечения; г — гибка швеллера
Изготовление узлов кузовов (стенок, крыш, дверей и т. п.) также целесообразно производить групповым методом на механизированных поточных линиях, на каждой из которых изготавливать несколько одноименных узлов различной конструкции.
Групповые методы в зависимости от конкретной производственной ситуации могут быть реализованы в различных вариантах построения технологических маршрутов (например, рис. 166). При проектировании групповых технологичес
Рис. 166. Технологические маршруты с групповыми (□) и единичными (О) операциями
ких процессов и выборе общих средств технологического оснащения для совместного изготовления группы изделий за основу принимается так называемое комплексное изделие, которое содержит в своей конструкции основные, подлежащие обработке (сборке), элементы (составные части) всех изделий данной группы.
Комплексное изделие может быть реальным (одним из изделий группы) или условным. Последнее создается искусственно путем нанесения на чертеж наиболее характерного изделия данной группы недостающих элементов, содержащихся в конструкции других изделий группы. Так, для группы втулок, изображенных на рис. 167, а, комплексной (реаль-
Рис. 167. Совокупности деталей для групповой обработки (рамкой выделены комплексные детали):
а — втулки; б — штуцеры
ной) будет деталь 3, так как она содержит все элементы, характерные для деталей данной группы. В группе, представленной на рис. 167,6, ни одна из реальных конструкций не содержит всех элементов деталей данной группы и поэтому не может служить комплексной. Комплексная деталь в этом случае создается искусственно — путем нанесения на чертеж наиболее характерной конструкции штуцера 3 недостающих поверхностей детали 4 (5).
Основные этапы разработки групповых технологических процессов аналогичны соответствующим этапам для типовых процессов, а исходная информация для проектирования, в дополнение к указанной в § 29, должна включать данные, содержащиеся в классификаторах изделий, оборудования и оснастки, материалах по групповой организации производства и др. Групповой технологический процесс при наличии в нем всей необходимой информации для изготовления кон
кретного изделия используется в качестве рабочего’процесса. В противном случае производится его уточнение в соответствии с конструктивно-технологическими особенностями этого изделия на базе необходимых подналадок средств технологического оснащения.
Выбор средств технологического оснащения для групповых технологических процессов осуществляется применительно к группе изделий в целом. Поэтому при групповой Организации производства широко используется универсально-наладочная и специализированная наладочная оснастка. В качестве примера, в дополнение к рис. 164 и 165, в гл. VII (рис. 48) показано групповое приспособление для шлифования посадочных отверстий в шестернях редукторов локомотивов
Правила разработки групповых технологических процессов регламентированы ГОСТ 14.316—75.
ЗАДАНИЯ для самостоятельной работы
95. Ознакомьтесь с «Технологическим классификатором деталей машиностроения и приборостроения», ч. I (М.: Изд-во стандартов, ч. I, 1974; ч. II, 1976) и «Классификатором технологических операций в машиностроении и приборостроении» (М.: Изд-во стандартов, 1975, ч. 1).
96. Приведите примеры групповых технологических процессов и групповой оснастки из опыта локомотивостроительного предприятия, где Вы проходили производственную практику.
ГЛАВА XIX
АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ В ЛОКОМОТИВОСТРОЕНИИ
§ 48. ОСНОВНЫЕ ПОНЯТИЯ
В ОБЛАСТИ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Механизация и автоматизация технологических процессов осуществляются в целях сокращения трудовых затрат, улучшения условий производства, повышения объема выпуска и качества продукции. Механизация технологического процесса предусматривает применение энергии неживой природы в технологическом процессе или его составных частях, полностью управляемых людьми. При автоматизации технологического процесса энергия неживой природы используется не только для выполнения технологического процесса или его составных частей, но и для управления ими без непосредственного участия человека.
Механизация и автоматизация (МА) технологических процессов могут быть полными (завершенными) или частич-
ними (низшая, малая, средняя, большая, повышенная и высокая' категории) в зависимости от того, в каком объеме (полностью или частично) затраты энергии людей заменяются' в .соответствующих функциях процесса затратами энергии неживой природы. Применяя механизацию и автоматизацию: технологических процессов, стремятся, в первую очередь, облегчить выполнение наиболее трудоемких, профессионально вредных, тяжелых, однообразных, скоротечных и монотонных работ.
Механизация и автоматизация технологических процессов разделяются на единичную и комплексную. При единичной МА частично или полностью механизируется или автоматизируется только один первичный структурный компонент из числа всех компонентов системы (например, одна из десяти операций технологического процесса), при комплексной — механизации или автоматизации подлежат два или более структурных компонентов системы. Механизация и автоматизация технологических процессов может быть, таким образом, осуществлена на различных ступенях — от единичных -операций до совокупности технологических процессов, выполняемых на уровне промышленности всей страны, от использования отдельных механизированных, полуавтоматических и автоматических средств технологического оснащения до создания поточно-механизированных, поточно-автоматизированных и автоматических линий, а также автоматических •цехов и заводов.
Наиболее распространенным случаем автоматизации технологических процессов серийного производства является такой, при котором наряду с механизированным технологическим оборудованием в цехах используют автоматы и полуавтоматы. Автоматом называют рабочую машину, функционирующую и управляемую по заданному алгоритму с использованием' энергии неживой природы, без непосредственного участия человека. Полуавтомат, выполняя с помощью энергии неживой природы заданный алгоритм функционирования, -требует участия людей в загрузке и выгрузке или установке и съеме объектов производства и периодическом возобновлении рабочего цикла (включении машины).
Наиболее сложна автоматизация таких технологических процессов, которые требуют строгой ориентации изделий относительно рабочего инструмента и определенной их кинематической взаимосвязи (например, технологические процессы обработки резанием и сборки). Более просто осуществляется автоматизация технологических процессов, когда не требуется ориентации заготовок или рабочий инструмент представляет собой активную рабочую среду (например, процессы термической обработки, очистки, мойки, окраскц, сушки деталей, гальванопокрытий и т. п.). Технологические процес-336
сы автоматизированного производства могут выполняться на машинах дискретного или непрерывного действия, а также на машинах роторного типа ![6]1.
В результате автоматизации производства повышается производительность общественного труда и снижается себестоимость продукции, улучшается качество изделий, высвобождается рабочая сила, сокращается потребность в производственных площадях, улучшаются условия труда и снижается производственный травматизм; автоматизация способствует повышению квалификации обслуживающего персонала и устранению коренного различия между физическим и умственным трудом. Поэтому в системе мер, направленных на совершенствование производства в локомотивостроении, проведение работ, связанных с существенным повышением степени охвата производства автоматизацией (механизацией) и ее категории, является одной из важнейших задач.
§ 49. СОВРЕМЕННОЕ СОСТОЯНИЕ
И ПЕРСПЕКТИВЫ РАЗВИТИЯ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА В ЛОКОМОТИВОСТРОЕНИИ
Наибольший эффект автоматизация производственных процессов локомотивостроения может дать лишь при ведении технической подготовки производства на современной научной основе, при использовании новых прогрессивных методов технологии и организации производства и высокой степени технологической концентрации. Важной предпосылкой автоматизации является дальнейшее развитие предметной, подетальной (поузловой) и технологической специализации предприятий (и соответствующее расширение кооперированных связей по поставкам заготовок, деталей, узлов) на базе унификации конструкций проектируемых (выпускаемых) локомотивов и связанной с ней технологической унификации (см. гл. XVIII).
Перспективными планами развития локомотивостроения страны намечен ряд мероприятий по дальнейшему повышению уровня предметной специализации заводов локомотивостроения. В результате увеличится удельный вес специализированной продукции, повысится серийность основных видов изделий, сократится их номенклатура. Это создаст широкий простор для внедрения и эффективного использования достижений технологической науки, механизации и автомати
1 С теоретическими основами автоматизации студенты подробно знакомятся в курсе «Автоматика и автоматизация производственных процессов»; терминология в области механизации и автоматизации технологических процессов установлена ГОСТ 23004—78, а правила применения средств механизации и автоматизации — ГОСТ 14.309—74.
22. Е. Н. Максакова
337
зации производственных процессов, внедрения прогрессивных форм организации производства.
Одним из резервов повышения эффективности производства и важным условием дальнейшего развития его автоматизации является подетальная и поузловая внутриотраслевая специализация (производство воздушных резервуаров, водо-масляных теплообменников, электроарматуры, вспомогательного оборудования и др.), а также повышение уровня технологической специализации. Расчеты показывают, например, что экономическая эффективность создания единого завода экипажной части тепловозов и электровозов с группой специализированных предприятий-смежников выражается в повышении производительности труда по сравнению с существующей системой производства электроподвижного состава более чем в три раза и снижении себестоимости экипажной части электровозов почти в два раза [4]. Такие достижения обусловлены внедрением во все звенья специализированного производства поточных форм организации, широкой механизацией и автоматизацией производственных процессов.
Ниже освещено современное состояние и указаны основные направления совершенствования производства в отечественном локомотивостроении на базе механизации и автоматизации.
Производство литых заготовок для деталей локомотивов. Общий уровень механизации производственных процессов в литейных цехах локомотивостроения еще недостаточно высок. Комплексно-механизированным способом. производится около трети объема выпуска литых заготовок. Основным технологическим процессом является литье в песчано-глинистые формы. С целью повышения производительности труда, улучшения качества и снижения себестоимости отливок предусматривается дальнейшее развитие специализации литейного производства и его концентрация на базе унификации деталей локомотивов, создающие большие возможности для применения прогрессивных технологических процессов, их механизации и автоматизации.
Техническое перевооружение литейных цехов будет происходить на основе комплексно-механизированных линий формовки, изготовления стержней, обрубки и очистки отливок, механизации и автоматизации всех основных и большинства вспомогательных операций по приготовлению формовочных и стержневых смесей, а также операций по подготовке шихты, транспортированию и загрузке в плавильные печи. Специализация комплексно-механизированных линий предусмотрена в зависимости от массы отливок, технологической общности их изготовления и однородности металла. Предстоит также большая работа по значительному увеличению производства отливок прогрессивными специальными 338
способами (литье по выплавляемым моделям, в оболочковые формы и т. д.). Реализация намеченных мероприятий обеспечит коренное улучшение литейного производства в локомотивостроении.
Производство кузнечных заготовок для деталей локомотивов. Кузнечно-прессовое производство в локомотивостроении пока не в полной мере удовлетворяет потребности заводов отрасли в точных и дешевых заготовках. Решение проблемы совершенствования производства кузнечных заготовок вызывает необходимость реконструкции базовых кузнечно-прессовых цехов на основе современных требований производства. При этом предусматривается дальнейшая установка прогрессивного металлообрабатывающего оборудования (горизонтально-ковочных машин, кривошипных горячештамповочных прессов), создание специализированных централизованных производств точных заготовок,, комплексная механизация на всех производственных участках, внедрение автоматических манипуляторов с программным управлением. Расширится использование точной резки проката на ножницах с автоматическим контролем массы отрезанной заготовки, обеспечится более интенсивный переход со свободной ковки на штамповку, широкое применение получат прогрессивные методы нагрева заготовок (безокис-лительный и индукционный). Намечается также централизованное изготовление заготовок для осей колесных пар локомотивов прогрессивным высокопроизводительным методом поперечно-винтовой прокатки. Перспективными являются штамповка мелких и средних шестерен с формообразованием зубьев в заготовке, получение катаных заготовок крупномодульных шестерен тяговых редукторов тепловозов с горячим накатыванием зубьев, а также замена литых колесных центров катаными.
Производство сварных конструкций локомотивов. В настоящее время на комплексно-механизированных участках и поточных линиях изготавливается более половины общего объема (по массе) сварных конструкций локомотивов. Комплексно механизированы, например, на ряде локомотивостроительных предприятий производства рам тележек, главных рам, кузовов, корпусов гидропередач, секций холодильников, кожухов тяговых редукторов и т. д.
При комплексной механизации производства сварных узлов большое внимание уделяется сокращению времени сборки, крепления, перемещений с позиции на позицию, а также-точности фиксации положений. Для сборки под сварку широко применяются специальные стенды, большинство из которых оборудовано быстродействующими прижимами. Значительный эффект дает использование в производстве сварных узлов локомотивов сварочных манипуляторов, кантова-22* 339
телей, совмещенных стендов-кантователей, вращателей, а также газорезательных установок с фотокопировальным и магнитным управлением. Ведущим технологическим процессом в сварочном производстве локомотивов является полуавтоматическая сварка в углекислом газе, доля которой в общем объеме механизированных способов сварки превышает 75%; общий уровень механизации и автоматизации сварочных работ достаточно высок.
Дальнейшее развитие сборочно-сварочного производства в локомотивостроении будет идти по пути создания новых комплексно-механизированных линий, участков и цехов. Особое внимание будет уделено внедрению сборочных стендов и кантователей, оснащенных быстродействующими пневматическими и гидравлическими прижимами, поскольку сборочные и вспомогательные работы механизированы значительно меньше сварочных, а удельный вес их в общей трудоемкости изготовления сварных конструкций локомотивов весьма значителен. Дальнейшая механизация сварочных работ будет осуществляться в основном за счет максимального внедрения сварки в углекислом газе, а также увеличения объема автоматической и полуавтоматической сварки под флюсом и контактной сварки.
Обработка резанием в локомотивостроении. В локомотивостроении, как и в машиностроении в целом, усиливается тенденция перенесения центра тяжести более или менее окончательного образования форм деталей в заготовительные цехи, сокращается удельный вес обработки резанием. Большое значение в отрасли придается механизации, особенно комплексной, и автоматизации технологических процессов в механических цехах. Из-за сравнительно малых серий деталей и узлов, больших их габаритов и масс в локомотивостроении не получила широкого распространения механическая обработка резанием на автоматических линиях. Как показала практика, наибольший эффект в производстве локомотивов дает внедрение комплексно-механизированных линий и участков с применением специальных (специализированных) и агрегатных станков. Генеральным направлением в развитии обработки резанием на ближайшие годы является применение станков с программным управлением; одним из перспективных путей сокращения вспомогательного времени в механических цехах становится применение промышленных роботов (см. § 50). Особую роль в деле оптимизации процессов резания призвано сыграть применение на станках самонастраивающихся (адаптивных) систем управления.
Узловая и общая сборка локомотивов. Сборка основной массы узлов и агрегатов локомотива (колесных пар, колесно-моторных блоков, тележек, редукторов и т. д.)
ведется, как правило, на специализированных участках (пролетах) в механосборочных цехах. В отдельных случаях для узловой сборки используются комплексно-механизированные поточные линии — например, для сборки тележек узкоколейных локомотивов. Общая сборка характеризуется поточностью (поточно-механизированные линии) и агрегатированием узлов. Параллельно с комплексной механизацией процессов сборки узлов на локомотивостроительных заводах применяется единичная механизация сборочных операций. Так, при проведении электромонтажных работ наряду с ручным трудом, объем которого еще значителен, используются автоматы для комплексной подготовки электромонтажных проводов и маркировки их бирок. Для опрессовки кабельных наконечников на провода и выполнения некоторых других сборочных операций может быть успешно использован метод магнитно-импульсной обработки металлов. С целью повышения производительности и автоматизации трудоемкого процесса развальцовки трубок в трубных досках водомасляных теплообменников тепловозов предусматривается широкое использование прогрессивной технологии (запрессовка труб тепловым электрическим взрывом, методом осевой гидроопрессовки и др.). Для формирования колесных пар локомотивов на ряде заводов отрасли применяется более прогрессивный, по сравнению с прессовым, тепловой метод. Внедрены полуавтоматические установки для тепловой сборки колесных пар узкоколейных тепловозов. Изучается возможность комплексной ав-томатизации процесса формирования колесных пар на базе принципиально новой технологии — сборки с помощью искусственного холода. Однако по общему уровню механизации и автоматизации слесарно-сборочное производство локомотивостроения еще значительно отстает от обработки резанием, сварочного и других производств. Локомотивостроителям предстоит большая работа по дальнейшему развитию меха-низации и автоматизации сборочных процессов.
Большое внимание уделяется в отрасли совершенствованию технологии нанесения лакокрасочных и гальванических покрытий (см. § 17).
Погрузочно-разгрузочные, транспортные и складские работы в локомотивостроении. Степень охвата механизацией погрузочно-разгрузочных, транспортных и складских работ (ПРТСР) в отрасли локомотивостроения достаточно высока (свыше 90%). Вместе с тем труд рабочих, занятых на этих работах, механизирован лишь на 60%. Совершенствование производства в части ПРТСР будет идти путем дальнейшего развития механизации, а также создания автоматизированных общезаводских и цеховых складов, расширения использования унифицированной и специальной тары, создания централизованных систем транс
портного обслуживания цехов предприятия, широкого применения автоматических манипуляторов с программным управлением.
§ 50. АВТОМАТИЗАЦИЯ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ ЛОКОМОТИВОСТРОЕНИЯ НА БАЗЕ ИСПОЛЬЗОВАНИЯ ОБОРУДОВАНИЯ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Сравнительно небольшой объем выпуска в средне- и мелкосерийном локомотивостроении (особенно маневровых и промышленных локомотивов) ограничивает возможности и сдерживает темпы роста автоматизации производства. В этих условиях одним из основных направлений развития автоматизации на современном этапе, обеспечивающим повышение качества продукции и производительности труда, становится применение оборудования с программным управлением {ПУ) — автоматических манипуляторов с ПУ (промышленных роботов) и металлорежущих станков с числовым программным управлением (ЧПУ). На предприятиях локомотивостроения действуют сотни станков с программным управлением, темпы внедрения оборудования с ПУ возрастают.
50.1. Станки с числовым программным управлением
В станках с ЧПУ (например, рис. 168) вся информация, необходимая для выполнения обработки, представляется в числовом виде и записывается в условном коде на программоноситель (перфорированную карту или ленту, магнитную ленту), с помощью которого вводится в станок. Подготовка управляющей программы может быть, таким образом, автоматизирована путем использования ЭЦВМ.
Рис. 168. Станок с числовым программным управлением:
1 — стол станка; 2 — механическая рука; 3 — магазин инструментов; 4 — шпиндель; 5 — пульт управления; 6 — обрабатываемая деталь
Отечественный и зарубежный опыт применения станков с ЧПУ показывает, что внедрение этого прогрессивного оборудования позволяет в 2 ... 4 раза и более (иногда до 10 раз)
повысить производительность труда при снижении требований к квалификации станочников по сравнению с обработкой на обычных универсальных станках. При этом значительно повышается мобильность производства.
Технико-экономическая эффективность эксплуатации станков с числовым программным управлением складывается из ряда положительных результатов их использования. Прежде всего, повышается качество выпускаемой продукции. Обработка деталей на станках с ЧПУ, особенно многооперационных (так называемых обрабатывающих центров), часто почти полностью осуществляется на одном станке с минимальным числом установок. При этом в значительной степени устраняются погрешности базирования и закрепления. Точность обработки обеспечивается автоматически и не зависит от квалификации станочника, а также его утомляемости, настроения и других субъективных факторов. Это дает наиболее стабильные результаты, особенно при обработке сложных деталей с точными ступенчатыми и криволинейными контурами. Кроме того, наличие ПУ позволяет корректировать программу с учетом всех систематических погрешностей технологической системы.
Для перехода к обработке деталей нового типоразмера не требуется проектирования и изготовления сложных приспособлений, так как закрепление деталей на станках с ЧПУ осуществляется простыми способами. Отпадает необходимость в сверлильных и расточных кондукторах и других устройствах для ориентации инструмента в пространстве, в том числе копировальных приспособлениях, копирах и т. п. Для многих станков с ЧПУ переход к обработке детали нового типоразмера не требует сложной наладки^—часто достаточно лишь заменить программу. В результате ускоряется технологическая подготовка производства, уменьшается подготовительно-заключительное время для обработки. Улучшается также планирование производства за счет сокращения количества операций в результате концентрирования обработки.
В связи с уменьшением числа переустановок обрабатываемой заготовки сокращается вспомогательное время, связанное с ее базированием и закреплением, а при наличии на станке двух столов время на установку заготовки и ее снятие после обработки полностью перекрывается машинным временем. Кроме того, в станках с ЧПУ автоматические установочные движения исполнительных органов могут выполняться со скоростью, значительно превышающей скорость ручного перемещения в обычных станках, и осуществляться одновременно по двум координатам. Уменьшается также время, связанное со сменой режущих инструментов и установкой их на заданный размер, благодаря автоматической
бесподналадочной смене инструмента (см. рис. 168). Использование устройств для предварительного набора и автоматического регулирования скоростей резания и подач в процессе работы станка дополнительно сокращает цикл обработки.
В результате автоматической установки оптимальных режимов резания, а в самонастраивающихся системах с ЧПУ — за счет автоматического регулирования режимов, обеспечивающего максимальную загрузку станка по мощности, сокращается основное машинное время обработки.
Вследствие улучшения соотношения между подготовительно-заключительным, вспомогательным и основным (машинным) временем улучшается использование станка во времени. Машинное время в общем времени эксплуатации для расточных станков с ЧПУ достигает 60, а для фрезерных— 50 ...90%, тогда как для обычных станков, работающих в мелкосерийном производстве, оно, как правило, не превышает 30%. Увеличение периодов работы станка без вмешательства оператора при обработке деталей с малым машинным временем достигается установкой на станке одновременно нескольких различных заготовок, для которых подготавливают единую программу; в результате создаются благоприятные условия для многостаночного обслуживания.
Внедрение металлорежущего оборудования с ЧПУ приводит к сокращению потребности в станочниках и производственных площадях, особенно при использовании многооперационных станков типа «обрабатывающий центр». Так, один многооперационный станок с цепным магазином инструментов может заменить шесть-семь обычных станков при обработке плоскостных деталей и крышек разных типов с отверстиями.
На локомотивостроительных предприятиях станки с числовым программным управлением размещаются, как правило, на отдельном участке. При этом облегчается работа по наладке и обслуживанию электронно-электрических и механических частей станков, в том числе использование специальных устройств для установки режущего инструмента, создаются предпосылки для многостаночного обслуживания, улучшаются условия учета и хранения программ и спец-оснастки, концентрируется работа по обучению кадров. Вместе с тем в локомотивостроении накоплен необходимый опыт, позволяющий встраивать станки с ЧПУ непосредственно в технологические линии.
На станки с программным управлением целесообразно переводить обработку, связанную с большим количеством переходов, сложной траекторией движения режущих инструментов и значительной долей вспомогательных ходов рабочих органов станка, а также обработку, которая при использовании обычных станков требует изготовления сложных шабло-344
нов и копиров или предварительного выполнения трудоемких операций разметки. Так, на станках с ЧПУ осуществляется, например, обработка многих десятков наименований наиболее сложных деталей тепловозных гидропередач, имеющих фасонные поверхности, труднодоступные для обработки места и высокую точность (рис. 169).
Рис. 169. Эскизы обработки деталей гидропередач на станках с ЧПУ (показана только часть операционных размеров):
а — щека; б — чаша; в — плунжер; г — вал
Важнейший этап внедрения обработки деталей на станках с ЧПУ — разработка технологических процессов и управляющих программ — отличается сложностью и большой трудоемкостью. Опыт показывает, что на разработку одной управляющей программы средней сложности затрачиваются десятки часов труда квалифицированного технолога-программиста. Кроме того, огромное количество вычислений приводит к появлению ошибок, которые обнаруживаются только при отладке программы на станке. Поэтому чрезвычайно актуальным в настоящее время является создание совершенных автоматизированных систем разработки управляющих программ на базе современных электронно-вычислительных машин. Максимальная автоматизация при разработке технологических процессов и программ, безусловно, ускорит дело внедрения станков с числовым программным управлением в локомотивостроении.
Дальнейшее развитие обработки резанием будет идти путем автоматизации, на основе ЭВМ, групп станков с ЧПУ, внедрения автоматизированных систем управления техноло
гическими процессами (АСУТП), широкого использования для обслуживания станков промышленных роботов.
50.2. Промышленные роботы
Автоматический манипулятор с программным управле-ниём — промышленный робот (ПР) — переналаживаемая автоматическая машина для осуществления различных манипуляционных действий в производственном процессе. Это принципиально новое средство комплексной автоматизации производства, отличающееся способностью к быстрой перестройке содержания, последовательности и скорости манипулирования. Универсальность и возможность быстрой переналадки на выполнение других операций делает применение автоматических манипуляторов весьма эффективным в условиях мелкосерийного и даже единичного производств при частой сменяемости выпускаемой продукции; в массовом производстве использование роботов позволяет в короткие сроки комплектовать обслуживающими средствами автоматизации автоматические линии различного технологического назначения.
Основными составными частями ПР являются исполнительное, управляющее и информационное устройства. Исполнительное устройство робота реализует его двигательные функции и включает механическую руку (собственно манипулятор) и устройство передвижения ПР. Рабочий орган манипулятора представляет собой захватное устройство (схват) или рабочий инструмент. Захватное устройство может быть механическим, электромагнитным, вакуумным и т. д. Управляющее устройство обеспечивает обучение (программирование) робота2, сохранение программы и ее воспроизведение (считывание информации и передачу управляющих сигналов исполнительным органам ПР). Информационное устройство предназначено для получения, преобразования, обработки и передачи управляющему устройству информации о состоянии ПР и внешней среды.
Промышленные роботы классифицируются в зависимости от числа механических рук (манипуляторов) и степеней подвижности, типа рабочей зоны и приводов, грузоподъемности, типа системы управления, класса точности. При этом учитываются конструктивно-компоновочные особенности ПР и характер выполняемых им операций.
Большинство современных промышленных роботов име’-
2 Промышленные роботы обычно программируются методом обучения с помощью предварительного управления движением исполнительного устройства человеком — оператором с занесением в управляющее устройство параметров этого движения, определяемых алгоритмом функционирования.
ет одну механическую руку. Наряду с неподвижными все большее применение находят подвижные (колесные, гусеничные и шагающие) роботы с одной, двумя или тремя степенями подвижности в рабочем пространстве (зоне обслуживания) ПР. Для перемещения объекта манипулирования в заданное место рабочей зоны3, как правило, достаточно три переносных степени подвижности рабочего органа манипулятора, а для полной ориентации объекта в пространстве необходимы еще три ориентирующие степени подвижности.
Рабочая зона робота может быть в виде плоскости, в форме параллелепипеда, цилиндрическая, шарообразная и др.; типам рабочих зон соответствуют различные системы координат, в которых осуществляются движения рабочего органа: прямоугольная, плоская полярная, цилиндрическая^ сферическая, угловая. Перемещения механической руки и самого робота выполняются с помощью пневматических, гидравлических, электромеханических или комбинированных, приводов. По грузоподъемности промышленные роботы разделяются на сверхлегкие (ряд грузоподъемности 0,1; 0,16; 0,25; 0,4; 0,63; 1,0 кг), легкие (соответственно 1,6; 2,5; 4,0; 6,3; 10 кг), средние (16... 100 кг), тяжелые (160... 1000 кг) и сверхтяжелые (уникальные—свыше 1000 кг).
Тип системы управления ПР определяется принципом управления, типом движения по отдельным степеням подвижности и числом совместно управляемых роботов. Соответственно принципу управления промышленные роботы могут быть с обычным программным управлением, очувствленные и с искусственным интеллектом. При управлении очувствленным роботом заранее составленный алгоритм функционирования (программа) в процессе работы ПР автоматически корректируется с учетом меняющейся производственной ситуации и состояния самого робота (адаптивное управление ПР). С этой целью робот снабжается специальными элементами (сенсорикой) в виде локационных, телевизионных и других устройств, выявляющих в каждый момент времени фактические параметры внешней среды. Дальнейшим развитием очувствленных ПР являются роботы с искусственным интеллектом. По числу совместно управляемых роботов выделяют системы индивидуального и группового (например, на базе ЭВМ) управления.
В зависимости от типа движения по отдельным степеням подвижности системы управления ПР делятся на системы контурного (непрерывного) и позиционного (дискретного) управления движением, а также комбинированные. В системах контурного управления движение исполнительного
3 Рабочая зона ПР представляет собой часть его рабочего прост ранства, в которой может находиться рабочий орган.
устройства робота программируется в виде непрерывно контролируемой по скорости траектории в рабочем пространстве, при позиционном управлении — в виде перемещений по конечной последовательности точек (позиций) рабочего пространства без контроля движения между ними. В современных ПР с позиционным управлением число программируемых точек по каждой степени подвижности составляет от нескольких десятков до нескольких сотен. Точность позиционирования или воспроизведения непрерывной траектории (класс точности ПР) является одной из важнейших характеристик, определяющих возможность использования робота в конкретном технологическом процессе.
По конструктивно-компоновочным признакам промышленные роботы (неподвижные) можно разделить на следующие группы: напольные с горизонтальной выдвижной рукой и консольным механизмом подъема; напольные с горизонтальной выдвижной рукой на подъемной каретке, перемещающейся по направляющим поворотной колонны; напольные с качающейся выдвижной рукой; напольные с многозвенной рукой; портальные с рукой на каретке, перемещающейся по монорельсу; подвесные; специализированные, конструкция которых обусловлена особенностями обслуживаемого оборудования.
В зависимости от характера выполняемых функций (операций) ПР подразделяются на обслуживающие и операционные (технологические). Обслуживающие роботы выполняют действия «взять — положить» на операциях перемещения объектов производства и вспомогательных переходах по установке и снятию заготовок, деталей, инструмента и т. п. при работе технологического оборудования, а также используются на транспортно-складских операциях. Они предназначены для обслуживания металлорежущих станков, кузнечно-прессового оборудования, формовочных машин, машин для литья под давлением, печей, индукционных установок, линий гальванопокрытий, а также автоматических линий различного назначения, конвейеров, складов. Операционные (технологические) ПР выполняют технологические операции или отдельные технологические переходы. Они служат для автоматизации процессов гибки, сборки, сварки, нанесения лакокрасочных, термоизоляционных и других покрытий и т. д.
Как правило, одни и те же роботы находят применение на самых различных обслуживающих и операционных работах. Поэтому классификационным признаком ПР служит не -столько характер выполняемых операций, сколько степень универсальности робота: специальные роботы предназначены для манипулирования однотипными объектами или выполнения вполне определенной технологической операции, специа
лизированные — для работы с объектами определенного класса или для выполнения однотипных технологических операций, универсальные ПР имеют многоцелевое назначение.
Систематизированную информацию об устройстве и технических характеристиках промышленных роботов, в том числе разработанных, выпускаемых или подготовленных к серийному выпуску предприятиями стран — членов СЭВ, студент может получить из специальной литературы4.
Комплексное применение промышленных роботов обеспечивает значительное повышение производительности труда и улучшение использования технологического оборудования, высвобождает многих рабочих на физически тяжелых, монотонных, подчас вредных и даже опасных производственных операциях. Осуществление развернутой программы в этой области будет способствовать решению проблемы трудовых ресурсов, позволит поднять ритмичность и общую культуру производства. Роботизация производства имеет, таким образом, большое социальное значение. Учитывая это, Центральный Комитет КПСС принял соответствующее постановление, направленное на увеличение выпуска и широкое использование автоматических манипуляторов в различных отраслях народного хозяйства.
Роботизация производственных процессов будет идти как путем создания новых технологий, оборудования и целых производств, базирующихся на применении ПР, так и посредством оснащения роботами существующих процессов и оборудования. Организация новых комплексно роботизированных производств основана на использовании нетрадиционных технологических процессов, не имеющих ограничений, налагаемых непосредственным участием человека, его «техническими характеристиками» и необходимыми ему комфортными условиями. Роботизация существующих производств состоит в оснащении промышленными роботами действующих технологических процессов и оборудования с учетом ограниченных возможностей изменения последних.
Всемерная роботизация действующих производственных процессов—основное направление комплексной автоматизации производства в локомотивостроении на современном этапе. Один из возможных примеров решения этой задачи — использование роботизированного комплекса холодной штамповки — рассмотрен в п. 51.1.
4 См., например: Устройство промышленных роботов/Е. И. Юревич, Б. Г. Аветиков, О. Б. Корытко и др.— Л.: Машиностроение, 1980; Промышленные роботы: Каталог/Под общ. ред. В. С. Васильева.— М.: НИИмаш, 1981.
§ 51. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ В ПРОИЗВОДСТВЕ ТЕПЛООБМЕННЫХ АППАРАТОВ ЛОКОМОТИВОВ
51.1. Секции холодильников
Секции тепловозных холодильников с воздушным охлаждением (например, рис. 170) изготавливают в условиях спе-
ВидА
Рис. 170. Секция холодильника (масляная):
1 — боковой щиток; 2 — пруток; 3 — охлаждающая пластина; 4 — охлаждающая трубка; 5 — концевая пластина; 6 — ободок; 7 — трубная коробка в сборе с усилительной пластиной; 8 — коллектор
диализированного централизованного крупносерийного производства на Ворошиловградском тепловозостроительном заводе с использованием поточных механизированных технологических линий, связанных в единый механизированный комплекс с помощью подвесных цепных, пластинчатых и других конвейеров, склизов и прочих подъемно-транспортных устройств.
Секции холодильников должны соответствовать требованиям, регламентированным ГОСТ 20556—75. Охлаждающие трубки секций (труба ГОСТ 2936—75) выполняются из деформируемой простой латуни марки Л96 ГОСТ 15527—70, а охлаждающие, концевые, усилительные пластины и трубные коробки — из металлургической меди марки М3 ГОСТ 859—78 (СТ СЭВ 226—76). Коллекторы отливают из стали марки 25Л-П в оболочковые формы. Боковые щитки, ободки
и прутки — также стальные. Охлаждающие трубки (снаружи) и боковые щитки (внутри) предварительно, перед сборкой секции, покрывают оловянно-свинцовым припоем марки ПОС 40 ГОСТ 21930—76. Охлаждающие трубки лудят гальваническим способом; толщина слоя припоя — 0,02 ... 0,04 мм. Концевые и усилительные пластины, а также трубные коробки изготавливают методом холодной штамповки.
Дальнейшее, после выполнения заготовительных операций, изготовление секций включает следующие технологические этапы. Сначала набирают из охлаждающих трубок и пластин полупакеты секций (полусекции) на специальных полуавтоматах. Затем полупакеты собирают с глухими трубками (на рис. 170 не показаны), концевыми пластинами, трубными коробками и боковыми щитками. Трубные коробки предварительно соединяются с помощью заклепок с усилительными пластинами; к последним приваривают ободки для крепления боковых щитков. Концы трубок в трубных коробках развальцовывают. Сварку боковых щитков с ободками и прутками ведут полуавтоматами в среде углекислого газа.
С целью обеспечения требуемого коэффициента теплоотдачи охлаждающие пластины припаивают к трубкам. Операция пайки выполняется на конвейерной линии методом спекания в электропечи. Для достижения герметичности конструкции производят пайку концов охлаждающих трубок с трубными коробками. Пайку ведут медно-фосфористым припоем с нагревом коробки пламенем кислородно-ацетиленовой горелки; в качестве флюса используют буру. Катет шва, соединяющего трубку с коробкой, должен быть не менее 2 мм. Качество пайки (герметичность) проверяют путем пневматических испытаний секций на специальном стенде (см. рис. 87 в § 26). Затем на секции устанавливают, прихватывают и приваривают коллекторы; в качестве присадочного металла используют медно-цинковый припой марки ПМЦ 54 ГОСТ 23137—78 или латунь Л62.
После описанных операций секции подвергают гидравлическим испытаниям на соответствующих стендах: проверяют качество приварки коллекторов (герметичность секции), испытывают секцию на проточность. Испытание на проточность ведут в соответствии с ГОСТ 20556—75. При этом время протекания определенного объема воды при заданном расстоянии от верхнего ее уровня в баке до привалочной поверхности коллекторов секции, установленной на типовом стенде, не должно быть больше нормативного (с учетом температуры окружающего воздуха). Испытанные секции окрашивают в электростатическом поле на стационарных установках, просушивают в терморадиационном сушиле, консервируют и упаковывают в тару для отправки заказчику.
Секции, в конструкциях которых использованы охлаждающие трубки с турбулизаторами (рис. 171), изготав-
Рис. 171. Охлаждающая трубка с турбулизатором
ливаются по такой же технологической схеме, что и секции без турбулизаторов. Специфику составляет лишь технология изготовления охлаждающих трубок. Турбулизаторная пластина и составные части корпуса трубки выполняются из лент (толщиной соответственно 0,25 и 0,5 мм) медно-никеле-вого сплава марки МН19 ГОСТ 492—73 (СТ СЭВ 378—76) (мельхиор); части корпуса трубки изготавливают вальцовкой, турбулизаторные пластины прокатывают на специальном стане. При сборке трубки между частями ее корпуса и турбулизатором укладываются ленты из медной (медь марки Ml) фольги, которая служит припоем. Стыки частей корпуса трубки завальцовывают роликами, а для обеспечения плотного прижатия элементов конструкции друг к другу и получения заданной толщины трубки производится калибровка ее’на прессе. Затем выполняется операция пайки трубок в конвейерной электропечи с восстановительной средой при температуре 1100... 1120° С; скорость движения конвейера — 0,005 ... 0,008 м/с. В результате медная фольга расплавляется, части корпуса трубки припаиваются друг к другу, а турбулизатор — к корпусу. Качество пайки проверяют с помощью гидроиспытаний на специальной установке при давлении воды 1,2 МПа, а также сжатым (давление 0,8 МПа) воздухом с погружением трубок в воду с использованием приспособления, представленного на рис. 88 (см. § 26). После испытаний трубки просушивают в газосушильном шкафу при температуре 160... 200° С, покрывают сверху припоем и передают на линию изготовления секций.
Большинство технологических и транспортных операций, связанных с изготовлением секций холодильников, выполняются с использованием механизированных и автоматизированных средств технологического оснащения. Ниже подробнее рассмотрены автоматизированное технологическое оборудование и средства механизации и автоматизации вспомогательных работ в производстве секций.
Роботизированный комплекс х о л о д но и штамповки усилительных пластин и трубных коробок5. Комплекс предназначен для пробивки отвер-
6 Проект роботизированного комплекса разработан Ворошиловград-ПТИМашем.
стий в усилительных пластинах, а также вырубки — формовки и пробивки отверстий в трубных коробках секций с тактом выпуска: для пластин — 5, для коробок — 10,2 с.
Работы на роботизированном участке холодной штамповки выполняются следующим образом (рис. 172). Нарезан-
Рис. 172. Роботизированный участок холодной штамповки усилительных пластин и трубных коробок секций холодильников:
1, 4, 7 — прессы; 2 — автоматический манипулятор с программным управлением; 3, 11, 12 — тара; 5 — устройство для правки и подачи ленты в штамп; 6 — бухта ленты; 8 — устройство для автоматической загрузки; 9 — устройство для сбрасывания готовых деталей в тару; 10 — вибратор
ные на гильотинных ножницах заготовки усилительных пластин укладывают в специальные кассеты, которые устанавливают на устройство 8 для автоматической загрузки пресса 7 (номинальное усилие пресса — 3150 кН). После нажатия на кнопку пуска начинается автоматическая работа комплекса до выработки заготовок из всех шести кассет (540 шт.). С помощью механизма подъема стбпы заготовок поднимаются до соприкосновения с присосками вакуумного схвата автоматической руки. Забрав одну пластину, рука поднимается, передвигается вперед к прессу (на рис. 172 —влево), где укладывает заготовку в штамп, и возвращается в исходное положение. После пробивки отверстий деталь зависает на пуансоне и поднимается вместе с ходом ползуна пресса. В это время под верхнюю часть штампа перемещается лоток специального автоматического устройства 9; обработан-
23. Е. Н. Максакова
353
ная деталь, снятая съемником штампа с пуансона, падает в лоток и по нему соскальзывает в тару 12. На этом цикл штамповки заканчивается. После выработки одной кассеты поворотный стол устройства 8 автоматически поворачивается на угол 60°, и загрузка пресса заготовками продолжается. Все перемещения в процессе работы комплекса выполняются по сигналам конечных выключателей. После выработки шести кассет комплекс останавливается для замены пустых кассет на полные. Отходы, получаемые в результате пробивки отверстий, удаляются с помощью вибратора 10 и ссыпаются в тару 11. Для периодической смазки пуансонов предусмотрено специальное устройство.
Изготовление трубных коробок на роботизированном участке производится в таком порядке. С помощью устройства 5 медная лента из бухты 6 правится и подается в штамп пресса 4 (усилие — 1000 кН) на требуемый шаг. На прессе выполняются вырубка и формовка трубной коробки с предварительной смазкой ленты. Рука автоматического манипулятора 2 с программным управлением забирает отформованную заготовку, переносит ее к прессу 1 (2500 кН) для пробивки отверстий и устанавливает в штамп. После пробивки отверстий рука захватывает готовую деталь, сбрасывает ее в тару 3 и забирает новую заготовку, отформованную на прессе 4, для переноса ее на пресс 1. После выработки бухты ленты комплекс останавливается для установки новой бухты.
Работа всех прессов участка происходит в автоматическом режиме. Рабочему, обслуживающему комплекс, необходимо только осуществлять наблюдение за работой оборудования и периодически пополнять магазины загрузочных устройств заготовками.
Полуавтомат для набора полупакетов секций. Полуавтомат конструкции Ворошиловградского тепловозостроительного завода для набора полупакетов секций является интересным примером автоматизации комплекса обрабатывающих и сборочных работ. В этом полуавтомате все приемы по изготовлению охлаждающих пластин из медной ленты и насадке их на трубные пучки полупакетов секций производятся автоматически. Рабочий лишь снимает готовую полусекцию, устанавливает в рабочую зону набранный в кассету трубный пучок и включает полуавтомат. Время набора одного полупакета — 9 мин.
Все основные механизмы полуавтомата (рис. 173) приводятся в действие от вала 16, который получает вращение от электродвигателя 17 через клиноременную передачу 18 и червячную пару 25—24. За один оборот вала 16 совершается перфорация ленты на заданной длине, отрезание охлаждаю-
Рис. 173. Принципиальная схема полуавтомата для набора полупакетов секций холодильников:
1 — электродвигатель ускоренного хода ползуна; 2, 24, 51 — червячные колеса; 3, 25, 52 — червяки; 4, 15, 29, 49 — звездочки; 5, 32, 37 — рычаги; 6, 7, 26, 27, 44, 45, 46, 47 — конические зубчатые колеса; 8 — бухта медной ленты; 9 — кулачок; 10 — пуансон; 11, 12, 19, 20, 23, 28 — цилиндрические зубчатые колеса; 13 — матрица; 14 — заканто-вочный аппарат; 16 — приводной (распределительный) вал; 17 — электродвигатель привода главного движения; 18 — клиноременная передача; 21 — мальтийский крест; 22 — палец; 30, 50 — муфты; 31 — гайка; 33 — ползун; 34 — нож; 35 — направляющая; 36 — приемник пластин; 38 — механизм прижима; 39 — ходовой винт; 40 — гребенка; 41 — тяга; 42 — кривошипный диск; 43 — полупакет секции; 48 — цепь
щей пластины, заталкивание ее в приемник 36 и насадка гребенками 40 на трубки полупакета секции 43.
Движение механизму перфорации ленты от вала 16 передается через мальтийский механизм 22—21 и шестерни 20—19. (Механизм перфорации представляет собой два ролика — пуансон 10 и матрицу 13, между которыми прокатывается медная лента из бухты 8; кромки ленты предварительно формуются роликами в закантовочном аппарате 14.) Ролик-матрица 13 получает вращение через шестерни 11 и 12. Движение верхнему ножу 34 механизма резки сообщается от вала 16 через кулачок 9 и рычаги 5, 32. Механизм досылания пластин в рабочую зону сборки приводится от вала 16 через коническую пару 7—6, кривошипный диск 42 и тягу (шатун) 41; механизм прижима 38 получает движение от кривошипа 42 через рычаг 37.
Механизм насадки пластин на трубный пучок полусекции 43 представляет собой две пары звездочек 49 и 29, между которыми натянуты цепи 48. Цепи соединены между собой осями, на которых посажены гребенки 40, производящие насадку пластин на трубки пучка. Ролики цепей движутся по направляющим 35 станины. Привод цепей — от вала 16 через цепную передачу 15—4 и червячную пару 3—2 к звездочкам 49. Заданный шаг между пластинами в набираемой полусекции обеспечивается ползуном 33 с копирной линейкой, связанным гайкой 31 с ходовым винтом 39. Копирная линейка поднимается после насадки каждой пластины на величину, равную шагу между пластинами в секции, и поэтому каждая последующая гребенка отбрасывается (под воздействием пружины) выше предыдущей на шаг. Вращение ходовому винту 39 передается от вала 16 через шестерни 23, 28, конические пары 26—27, 44—45 и 47—46. Ускоренный ход ползуна с копирной линейкой осуществляется от электродвигателя 1 через червячную пару 52—51 и коническую передачу 47—46). (При включении муфты 50 червячного редуктора муфта 30 коробки передач должна быть выключена.)
Механизированная линия пайки охлаждающих пластин к трубкам. На линии комплексно механизированы процессы подготовки к пайке, пайки охлаждающих пластин к трубкам методом спекания в электропечи и последующей (после пайки) обработки секций. Механизация осуществлена на базе непрерывно движущегося ленточного конвейера, на который секции устанавливаются с помощью специального грузозахватного приспособления и электротельфера. Скорость движения ленты конвейера — 0,003... ... 0,006 м/с.
Подготовка к пайке и последующая обработка паяных секций выполняются в специальных душевых камерах. Под-. 356
готовка к пайке включает обезжиривание секций в горячем^ (80° С) водном растворе каустической сод i (50 г/л) и жидкого стекла (20 г/л), промывку в горячей проточной воде, продувку воздухом и флюсование водным раствором (18... ... 25° С) хлористого цинка и хлористого аммония (соответственно 150 и 50 г/л).
Спекание секций осуществляется в специальных камерах электропечи при температуре 300+50 (первая зона) ...430+ +20 (вторая зона) ° С. При этом покрывающий трубки припой расплавляется и, стекая по ним (при вертикальном расположении секция), заполняет зазоры между трубками и отверстиями пластин.
После спекания секции охлаждаются воздухом, промываются сначала горячим раствором щелочи, затем горячей проточной водой и снимаются с конвейера. Качество припайки охлаждающих пластин к трубкам проверяют (выборочно) пинцетом на отсутствие сдвигания пластин.
Механизированная линия окраски секций. Линия (рис. 174) предназначена для окраски секций в элект-
Рис. 174. Схема механизированной линии окраски секций холодильников:
1 — подвесной цепной конвейер; 2 — приводно-натяжная станция конвейера; 3 — моечная установка; 4, 7 — паровое и терморадиационное сушила; 5 — секция холодильника; 6, 8 — камеры для грунтования и окраски секций в электростатическом поле
ростатическом поле с предварительной подготовкой и последующей сушкой окрашенного изделия в соответствии с ГОСТ 22947—78. Покрытию подлежат наружные поверхности боковых щитков, трубных коробок и коллекторов. Линия обслуживается подвесным цепным конвейером, непрерывно движущимся со скоростью 0,01 м/с.
Сначала секции 5 подаются конвейером 1 в туннельную моечную (душевую) установку 3, где их обрабатывают 2...3%-ным водным раствором кальцинированной соды при температуре 70... 85° С под давлением 0,15 МПа и промывают горячей водой; затем секции просушиваются паром в камере 4. Просушенные изделия поступают в камеру 6 для грунтования.
Грунтование (грунтовка — ФЛ-ОЗк ГОСТ 9109—81) осу-
ществляется в электростатическом поле с помощью специальной установки (рис. 175), где на распылитель 3 грун-
Рис. 175. Схема установки для окраски секций холодильника в электростатическом поле:
1 — воздушная турбина; 2 — окрашиваемое изделие;
3 — распылитель; 4 — пневмоцилиндр; 5 — бачок с краской (грунтовкой); 6 — изолятор; 7 — шестеренчатый насос
товки подается отрицательный, а на секцию холодильника 2 — положительный потенциал (секции соединены через конвейер с землей). Распыление производится воздушной турбиной 1, которая вращается вместе с чашей распылителя со скоростью 250 рад/с. Грунтовка под действием электростатической силы переносится на изделие. Распылители пере-мещаются вдоль окрашиваемой секции (по радиусу вверх — вниз) с помощью пневмоцилиндров 4.
После грунтования секции перемещаются в терморадиационное сушило 7 для сушки инфракрасными лучами. Сушило имеет панели из жаростойкой стали, нагреваемые газовыми форсунками; температура воздуха в нем — 180 ... 200° С. Высушенные секции окрашивают эмалью ПФ-115 ГОСТ 6465—76, а для локомотивов тропического исполнения — эмалью МЛ-152 ГОСТ 18099—78. Окраска производится в камере 8 таким же способом, как и грунтование, а сушка — в сушиле 7.
Окраска секций в электростатическом поле обеспечивает сокращение потерь краски вследствие уменьшения тума-нообразования и механизацию малярных работ; рабочий выводится из зоны окраски и управляет процессом дистанционно.
Турбулизаторный стан. Специальный стан конструкции Ворошиловградского тепловозостроительного завода предназначен для изготовления турбулизаторных пластин из бухты мельхиоровой ленты в процессе непрерывной прокатки (рис. 176). Формирование рельефа турбулизатора осуще-
3'58
Рис. 176. Схема работы турбулизаторного стана:
1 — бухта ленты; 2 ... 7 — профилирующие ролики; 8, 9 — отрезные ролики; 10 — лоток
ствляется последовательно тремя парами фасонных роликов соответствующего профиля. Четвертая пара роликов служит для отрезки турбулизаторной пластины заданной длины. Для исключения прилипания к роликам лента смачивается эмульсией. Производительность стана — до 5000 турбулизаторных пластин за рабочую смену.
51.2. Водомасляные теплообменники
Одним из «узких мест» в производстве водомасляных теплообменников локомотивов (см., например, конструкцию, показанную на рис. 177) является комплекс работ, связанных с обеспечением прочноплотного соединения охлаждающих трубок с трубными досками. Серийной технологией в настоящее время для этих целей предусмотрено развальцовывание концов трубок в трубных досках механическими роликовыми вальцовками с последующей пайкой. Данные операции требуют больших затрат ручного труда и значительного расхода припоя. Поэтому совершенствование технологии формирования соединений трубок с трубными досками водомасляных теплообменников с целью повышения производительности и автоматизации указанного процесса является актуальной задачей. Наиболее прогрессивной в этом отношении представляется технология, полностью исключающая операции пайки при максимальной механизации и. автоматизации процесса запрессовки труб в трубных досках. В указанном направлении локомотивостроительными заводами совместно с научно-исследовательскими институтами ведутся соответствующие опытно-экспериментальные работы. Некоторые из этих работ рассмотрены ниже6.
6 См. также: Иванов В. В., Шитов И. К. Новое в сборке; теплообменных аппаратов.— Л.: ЛДНТП, 1966; Л у ко в к ин А. Новый способ закрепления труб в трубных досках.— ВДНХ СССР, 1967, № 2.
я
Рис. 177. Водомасля-ный теплообменник тепловоза 2ТЭ10В:
1, 5, 7 — нижний,
средний и верхний корпуса; 2 — кронштейн крепления; 3 — перегородка; 4, 8, 13, 15 — резиновые уплотнители; 6 — рубашка; 9, 16 — верхняя и нижняя трубные доски; 10, 18 — верхняя и нижняя крышки; 11 — охлаждающая трубка; 12, 17 — штуцеры для выпуска паровоздушной смеси и слива воды; 14 — промежуточное кольцо
Закрепление труб в трубных досках тепловым электрическим взрывом7. Для запрессовки труб используется явление сублимации (сухой возгонки), или теплового электрического взрыва при прохождении по металлическому проводнику электрического разряда большой мгновенной мощности. «Инструментом» является взрывной стержень (рис. 178) — металлическая проволока 1 с высоким
Рис. 178. Положение взрывного стержня в трубе перед запрессовкой:
1 — металлический сердечник; 2 — полиэтиленовое покрытие; 3 — трубная доска; 4 — графитокасторовая обмазка; 5 — труба
7 Метод отработан НИИТМАШем (г. Ленинград) применительно к производству водомасляных теплообменников тепловозов на Ворошилов-градском тепловозостроительном заводе.
электрическим сопротивлением с покрытием 2 из органического диэлектрика,— вставляемый в трубку 5, установленную в трубной доске 3. При мощном электрическом разряде проволочка и опрессованный вокруг нее диэлектрик возгоняются (мгновенно испаряются), при этом выделяется большое количество газов. В результате в зоне разряда создается очень высокое (до 1000 МПа) давление, которое и производит запрессовку трубы. Электрическим взрывом могут быть запрессованы трубы из самых различных, в том числе труднообрабатываемых, материалов. Соединения получаются прочноплотными, не требующими, в отличие от развальцовывания механическими вальцовками, дополнительной пайки.
Электровзрывная установка состоит из поворотного устройства для базирования и закрепления собранного охлаждающего элемента (трубного пучка) теплообменника, высоковольтного (напряжение до И кВ) генератора импульсных токов, координатного механизма для подвода выводного элемента разрядного контура к взрывным стержням, установленным в трубки трубного пучка, пульта управления и блокирующего устройства. С помощью координатного механизма осуществляется обход контактной головкой с токоподво-дом всех взрывных стержней в трубной доске с определенным шагом по горизонтали и вертикали. После «расстрела» всех труб одной доски каретка останавливается управляющим сигналом от счетчика импульсов.
Закрепление труб методом осевой г идро-опрессовки8. Осевая опрессовка труб в трубных дасках осуществляется гидравлическим пистолетом с помощью специальной установки. Опрессовка производится в результате полой высадки материала конца трубы в объем, ограниченный отверстием в трубной доске. При выполнении цикла опрессовки рабочий инструмент (рис. 179) сначала защемляет трубу 1 в отверстии доски 4 у ее внутреннего торца, а затем пуансоном 8 производит полую высадку конца трубы.
Процесс опрессовки протекает следующим образом. При подаче давления в гидрораспределитель установки поток масла по системе каналов и через шланги поступает в полость в инструмента и приводит его в исходное состояние: оба поршня (16, 18) занимают крайнее левое положение, полости а и б открыты на слив. Гидравлический пистолет вводят в трубу 1 до упора пуансоном 8 в ее торец и нажимают кнопку-курок 22. Очередность приемов в цикле опрессов-
8 Опытное внедрение технологии осуществлено Всесоюзным научно-исследовательским и проектно-технологическим институтом компрессорного машиностроения применительно к опрессовке алюминиевых труб в трубных досках водомасляных теплообменников тепловозов на Людинов-ском тепловозостроительном заводе.
355
Рис. 179. Гидравлический пистолет:
1 — трубка; 2 — шток; 3 — цанга; 4 — трубная доска; 5 — наконечник; 6, 9 — гайки; 7 — пружина; 8 — пуансон; 10, 23 — крышки; 11 — кольцо; 12 — серьга; 13, 17 — фланцы; 14, 24 — штуцеры; 15 — прокладка; 16, 18 — поршни; 19 — корпус; 20 — основание; 21 — чехол; 22 — кнопка
ки трубы обеспечивается автоматически с помощью реле времени. Сначала напор масла сообщается в полость б, поршень 18 движется вправо, затягивая шток 2 в цангу 3 и тем самым защемляет трубу в отверстии трубной доски. Затем напор масла подается в полость а (слив из полости б перекрыт, из полости в — открыт). Корпус 19 пистолета по зафиксированным в трубе поршням перемещается влево и, нажимая торцом крышки 10 на пуансон, производит опрессовку трубы (поршень 18 в процессе опрессовки создает, таким образом, постоянное натяжение штока, исключающее освобождение цанги в месте защемления трубы; излишки масла из полости б уходят на слив через редукционный клапан). После этого шток выходит из цанги, поршни возвращаются в исходное положение. Цикл опрессовки трубы заканчивается. Пистолет вставляют в следующую трубу.
С помощью описанной установки можно опрессовывать трубы из деформируемых алюминиевых и медных сплавов, а также низкоуглеродистой стали диаметром свыше 6 мм. При этом исключаются, как и при использовании теплового электрического взрыва, операции пайки, значительно повы-362
Рис. 180. Схема автоматической установки для сборки колесных пар: п .
1 — собранная колесная пара; 2 — упор; 3 — ловитель; 4 — направляющие; 5 — гидроамортизатор; 6 — подъемник; 7 — холодильная камера; 8 — накопитель осей; 9(9О) — предназначенная для охлаждения (охлажденная) ось колесной пары; 10 — привод центровика; 11 — цент-ровик; 12 — колесо; 13 — привод подъемника; 14 — накопитель колес
шается производительность труда. Установка может быть снабжена несколькими гидравлическими пистолетами для одновременного обслуживания нескольких рабочих постов.
задания для самостоятельной работы
97. На кафедре технологии машиностроения Киевского технологического института легкой промышленности изготовлена и прошла лабораторные испытания установка для автоматической сборки с применением искусственного холода масштабных (1:5) моделей колесных пар железнодорожного подвижного состава. Воспользовавшись предложенной схемой (рис. 180), проанализируйте основные организационно-технические и технологические особенности автоматизации сборки колесных пар локомотивов, обусловленные спецификой их конструкции и объемом выпуска.
Принцип работы установки КТИЛП состоит в следующем. Оси 9 колесных пар загружают в накопитель 8 холодильной камеры 7. С помощью подъемника 6 охлажденные оси поштучно подаются на направляющие 4, по которым выкатываются на ловитель 3. Требуемое положение ловителя с осью фиксируется упорами 2. Колеса 12 поступают на сборочную позицию из накопителей 14. Насадка колес осуществляется центровиками 11, имеющими конусные хвостовики для центрирования колес и внутренние конусные гнезда для направления оси во время сборки колесной пары. При этом упоры 2, сдвигаясь, освобождают ловитель 3 и собранная колесная пара выкатывается за пределы сборочной позиции. Автоматический цикл сборки обеспечивается конечными выключателями и реле времени.
98. Назовите, в дополнение к рассмотренным в п. 51.1, операции процессов производства локомотивов, где могут быть успешно использованы промышленные роботы.
РЕЗЮМЕ РАЗДЕЛА
Производственно-технологическое своеобразие локомотивостроения характеризуется большим объемом и сложностью процессов узловой и общей сборки, изготовления большегабаритных сварных металлических конструкций, а также спецификой обработки многих ответственных деталей локомотивов. Проектирование технологических процессов локомотивостроения —- сложная комплексная задача.
Проектируемый технологический процесс должен обеспечить выполнение всех требований рабочей конструкторской документации. При этбм затраты труда, стоимостных средств, материалов и времени должны быть минимальными, а использование технических возможностей орудий и средств производства — наиболее полным. Поэтому работы, связанные с проектированием технологических процессов, сопровождаются соответствующими технико-экономическими расчетами и обоснованиями; из нескольких возможных вариантов процесса выбирают наиболее производительный и рентабельный. Для организации и выполнения спроектированных технологических процессов сеставляются необходимые документы, оформленные в соответствии со стандартами ЕСТД. 364
Одним из основных направлений совершенствования современного локомотивостроительного производства является осуществление принципов конструктивной и технологической унификации и автоматизация производственных процессов, в том числе с использованием станков с ЧПУ и промышленных роботов. Автоматизация технологического проектирования с помощью современных ЭВМ позволяет резко ускорить и оптимизировать технологические разработки, снизить себестоимость ТПП, автоматизировать управление процессами изготовления изделий.
Разработка разнообразных технологических процессов локомотивостроения осуществляется в технологическом курсовом и дипломном проектах на базе соответствующих производственных практик. В результате теоретической и практической технологической подготовки специалист должен уметь проектировать основные технологические процессы изготовления локомотивов с разработкой специальных средств технологического оснащения. Это предусмотрено квалификационной характеристикой инженера-локомотивостроителя.
РАЗДЕЛ ПЯТЫЙ
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ локомотивов
ГЛАВА XX
СОВРЕМЕННОЕ СОДЕРЖАНИЕ ПОНЯТИЯ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ
Содержание понятия «технологичность конструкций», как и многих других технических терминов, непрерывно расширяется. Так, в 20-е годы это понятие соответствовало свойству конструкции, обеспечивающему возможность ее изготовления при существующем производстве. В дальнейшем под технологичностью стали понимать степень соответствия конструкции изделия требованиям ее рационального и экономичного изготовления. В современных же условиях понятие «технологичность конструкции» нельзя рассматривать только в рамках процесса изготовления, не учитывая сферы эксплуатации машины.
Согласно ГОСТ 18831—73 технологичность конструкции изделия есть совокупность свойств конструкции изделия, обеспечивающих возможность оптимальных затрат труда, средств, материалов и времени при производстве, эксплуатации и ремонте изделия с учетом заданных эксплуатационных показателей качества, условий изготовления и эксплуатации. Технологичность конструкции разделяется, таким образом, на производственную, определяемую применительно к подготовке производства и изготовлению изделия, и эксплуатационную, обусловливаемую его эксплуатацией и ремонтом. Поясним приведенные понятия на конкретных примерах.
Сравним с позиций технологичности конструкции составного и цельнокатаного локомотивных колес. Очевидно, что производственная технологичность цельнокатаного колеса выше, чем составного, так как последнее требует раздельного изготовления и дополнительной обработки резанием-поверхностей сопряжения колесного центра и бандажа, нагрева и насадки бандажа на центр, изготовления, установки и обжатия предохранительного кольца. Кроме того, масса? цельнокатаного колеса меньше массы составного колеса того же диаметра в среднем на 20 ... 30% для колес разных 366
конструкций. Вместе с тем составные колеса, несколько проигрывая цельнокатаным в надежности работы из-за возможности нарушения связи между центром и бандажом, имеют в целом более высокую эксплуатационную технологичность благодаря меньшему расходу бандажной стали на замену изношенных бандажей новыми; к тому же замена бандажей не требует демонтажа букс, как это имеет место при замене цельнокатаных колес.
Примером значительного повышения эксплуатационной технологичности тягового привода является использование на локомотивах (2ТЭ10В, 2ТЭ116 и других) конструкции упругого зубчатого колеса. Введение между зубчатым венцом и ступицей колеса упругой связи позволило в 3 раза снизить динамические усилия, возникающие в зацеплении при движении локомотива, улучшить условия контактирования зубьев и как следствие повысить надежность тягового редуктора. Вместе с тем производственная технологичность упругого колеса по сравнению с традиционным вариантом снизилась из-за усложнения конструкции.
Сравним далее по эксплуатационной технологичности конструкции бесчелюстной (2ТЭ10В) и челюстной (2ТЭ10Л) тележек. Конструкция бесчелюстного буксового узла исключила быстроизнашивающиеся трущиеся элементы челюстной тележки, которые в эксплуатации требовали значительных затрат на техническое обслуживание и замену. В связи с этим существенно уменьшилось число точек смазки в экипажной части и улучшилась динамика локомотива. Применение на тележках локомотива (2ТЭ10В) индивидуального рессорного подвешивания дополнительно исключило все 48 точек смазки, которые имеют место в сбалансированном подвешивании челюстной тележки (2ТЭ10Л). При этом масса рессорного подвешивания уменьшилась более чем в 1,6 раза. Увеличение статического прогиба пружин в сочетании с включением параллельно им фрикционных гасителей колебаний, а также применение шкворневого узла, допускающего упругие поперечные перемещения кузова относительно тележек, существенно улучшили вертикальную и горизонтальную динамику локомотива 2ТЭ10В. Рядное расположение тяговых электродвигателей рассматриваемой бесчелюстной тележки способствует лучшему использованию сцепного кеса локомотива.
В последнее время в локомотивостроении имеется тенденция к замене неподвижных шлицевых соединений гладкими коническими соединениями с натягом. Практика показала, что узлы с коническими посадками обладают более высокой как эксплуатационной, так и производственной технологичностью. Например, конические соединения локомотивных гидропередач надежно работают под воздействием боль-
ших, в том числе и динамических, нагрузок и не нуждаются в осмотре и ремонте в течение всего срока службы гидропередачи до капитального ремонта; шлицевые же соединения таких же габаритов в аналогичных условиях эксплуатации часто разрушались. Более высокий уровень производственной технологичности конических соединений по сравнению со шлицевыми достигается, прежде всего, упрощением обработки сопрягаемых поверхностей и снижением затрат на режущий инструмент; более простой в ряде случаев оказывается конструкция соединения в связи с отсутствием необходимости фиксации деталей в осевом направлении. Кроме того, благодаря повышенной несущей способности конических соединений с натягом представляется возможным уменьшить длину поверхностей сопряжения, а следовательно, массу сопрягаемых деталей (рис. 181).
Рис. 181. Конструкции шестерен со шлицевым (а) и гладким коническим (б) от-
верстиями
Технологичность конструкции — понятие относительное, поскольку характер конструктивно-технологических решений при проектировании нового изделия в значительной степени определяется, условиями его изготовления и ремонта (тип, специализация и организация производства, годовая программа и повторяемость выпуска, применяемые технологические процессы и оборудование). Конструкция, технологичная в одних условиях производства, может оказаться нетехнологичной для другой производственной ситуации. К тому же постоянное совершенствование технологии и организации производства, внедрение новых прогрессивных технологических методов существенно расширяют возможности проектирования технологичных конструкций.
Относительность понятия «технологичность конструкции» иллюстрирует, в частности, рис. 182: конструкция корпуса (рис. 182, а), технологичная для условий мелко- и среднесерийного производств (растачивание отверстий в горловинах производится на универсальном горизонтально-расточном станке), вызывает затруднения при обработке в условиях крупносерийного производства (для операции растачивания в данном случае целесообразно использование агрегатного
Рис. 182. Конструкции корпуса редуктора главного вентилятора (стрелки показывают направление обработки отверстий)
трехшпиндельного расточного станка); изменение конструкции корпуса для условий крупносерийного производства отражено на рис. 182, б.
Технологичность конструкции — понятие комплексное. Отрабатывая на технологичность отдельные детали и сборочные единицы изделия, необходимо постоянно иметь в виду, что конечной целью такой отработки является оптимизация конструкции всего изделия в целом. В этой связи следует отметить, что изделие, состоящее из технологичных (с точки зрения формообразующих и обрабатывающих процессов) деталей, в целом может оказаться недостаточно технологичным из-за низкого уровня технологичности при сборке, техническом обслуживании или ремонте изделия. Так, например, расширение допусков на размеры обрабатываемых поверхностей деталей, упрощая станочные операции , и повышая тем самым технологичность конструкции при обработке резанием, может вместе с тем ухудшить технологичность конструкции при сборке из-за увеличения объема пригоночных работ. Важно, чтобы в каждом конкретном случае отработка конструкции на технологичность велась с учетом всех стадий процесса изготовления изделия, а также условий его технического обслуживания и ремонта с целью достижения в целом для всего изделия оптимальных затрат труда, средств, материалов и времени как в сфере производства, так и в сфере эксплуатации.
В заключение отметим, что в зарубежном машиностроении понятие технологичности конструкции зачастую не имеет специального термина, хотя основные признаки этого по^ нятия используются, на практике. Так, например, у машиностроителей США конструкция изделия считается пригодной к производству, если ее характеризует «простота изготовления, позволяющая поставить массовое или крупносерийное
производство на конвейере; простота налаживания, несложность и надежность эксплуатации, позволяющие свободно пользоваться машиной или приспособлением; простота разборки и сборки, упрощающая и облегчающая процессы монтажа и ремонта» L
ЗАДАНИЯ для самостоятельной работы
99. Сравните по производственной и эксплуатационной технологичности конструкции колесных пар тепловозов ТЭМ2 и ТЭМ7.
100. Объясните, как изменится технологичность (производственная и эксплуатационная) конструкции составного локомотивного колеса при замене литого колесного центра катаным.
ГЛАВА XXI
ОСНОВНЫЕ НАПРАВЛЕНИЯ СОЗДАНИЯ ТЕХНОЛОГИЧНЫХ конструкций ЛОКОМОТИВОВ
В данной главе рассмотрены главные направления и наиболее общие задачи повышения технологичности конструкций в локомотивостроении с учетом современных требований технической подготовки производства, изготовления, технического обслуживания и ремонта локомотивов. Дополнительную информацию справочного характера, касающуюся технологических требований к конструкциям общемашиностроительного применения и их отдельным элементам, студент может получить из справочного пособия [18] или другой специальной литературы. Кроме того, эти требования рассматриваются в курсе «Технология конструкционных материалов».
§ 52. УНИФИКАЦИЯ КОНСТРУКТИВНЫХ РЕШЕНИЙ — ГЕНЕРАЛЬНОЕ НАПРАВЛЕНИЕ СОЗДАНИЯ ТЕХНОЛОГИЧНЫХ КОНСТРУКЦИЙ ЛОКОМОТИВОВ
Важной составной частью регламентированных стандартами ЕСТПП работ по обеспечению технологичности конструкций является планомерное повышение уровня унификации конструктивных решений.
Под унификацией конструктивных решений понимается приведение их к оптимальному единообразию, т. е. рациональное сокращение количества типов, видов и размеров изделий одинакового функционального назначения, а также входящих в них составных частей и отдельных конструктивных элементов. При этом предусматривается создание комплексов ограниченного числа взаимозаменяемых уз-
1 Смеляков Н. Деловая Америка.— М.: Политиздат, 1969, с. 48.
лов и деталей, из которых на основе базовой модели или самостоятельно, путем различных сочетаний, можно собирать (агрегатировать) требуемые изделия с добавлением некоторых оригинальных составных частей.
Для проектирования на основе унификации характерен принцип конструктивной преемственности, при котором в каждой новой разработке в максимальной степени используются уже примененные в других конструкциях и освоенные в производстве (и эксплуатации) детали и узлы. Другими словами, унификация конструктивных решений позволяет оптимизировать номенклатуру выпускаемых изделий, их деталей, узлов, агрегатов. Это значительно увеличивает объем их выпуска и обеспечивает экономическую эффективность во всех сферах: при проектировании, технологической и организационно-плановой подготовке производства, изготовлении и эксплуатации изделий.
Использование принципа унификации конструктивных решений дает следующие результаты, обусловливающие его экономическую эффективность:
— уменьшается объем проектно-конструкторских работ и сроки проектирования изделий;
— сокращаются сроки технологической подготовки и освоения производства нового изделия;
— снижаются затраты на технологическое оснащение производства;
— улучшается организация инструментального хозяйства предприятия;
— повышаются уровень механизации и автоматизации производственных процессов и производительность труда, снижается трудоемкость изготовления изделий за счет увеличения серийности при изготовлении и организации на этой основе специализированных производств;
— обеспечивается большая гибкость и мобильность при переходе на выпуск новых изделий;
— улучшается качество выпускаемой продукции, ее надежность путем тщательной отработки лучших конструкций деталей, узлов, агрегатов и технологии их изготовления на основе обобщения передового опыта эксплуатации и производства изделий; кроме того, увеличение серийности при изготовлении унифицированных деталей и сборочных единиц делает экономически целесообразным применение новых эффективных технологических методов повышения надежности машин;
— повышается производительность и снижаются затраты при ремонтных работах за счет сокращения номенклатуры запасных частей, повышения надежности изделий и индустриализации их ремонта, а также вследствие снижения затрат на технологическое оснащение ремонтной базы. Так,
приходящиеся на один локомотив дополнительные капитальные затраты 30 (руб.) на технологическое оснащение локомотивных депо находятся в непосредственной зависимости от уровня унификации конструкции локомотивов и составляют: Зо = 0,05Ц(1—Ку), где Ц — оптовая цена локомотива, руб.; Ку — коэффициент унификации 1 локомотива.
Анализ показывает, что в новых конструкциях локомотивов широко используются детали, узлы, агрегаты, ранее освоенные в производстве и проверенные в эксплуатации, изготовляемые на специализированных предприятиях. Средневзвешенные значения коэффициентов унификации в тепловозостроении достаточно высоки и составляют, по данным ВНИТИ, для магистральных локомотивов 0,478 (0,67 по массе), для маневровых и промышленных локомотивов широкой колеи — 0,625 (0,803), для локомотивов узкой колеи — 0,504 (0,647). Высокую степень унификации имеют магистральные тепловозы ТЭ114, маневровые ТГМ4, ТГМ7, ТГМ23 и ТЭМ5, тепловозы узкой колеи ТУ6А и ТУ7. Однако возможности унификации используются в локомотивостроении еще далеко не в полной мере. Так, например, как уже отмечалось в § 46, имеет место необоснованная разнотипность кузовов, кабин, пультов управления, вспомогательного оборудования и т. п.; недостаточна еще унификация узлов и деталей, общих для тепловозов и электровозов.
Дальнейшее развитие унификации, стандартизации и агрегатирования в локомотивостроении позволит в короткие сроки создавать прогрессивные конструкции локомотивов, обеспечивающие оптимальные затраты на их производство и эксплуатацию при широком использовании современных методов организации производства, высокопроизводительных типовых технологических процессов, стандартных средств технологического оснащения и вычислительной техники.
Технико-экономические преимущества унификации проиллюстрируем на конкретном примере унификации конструктивных элементов отдельно взятой детали. На рис. 183, а, показан вал, в котором такие конструктивные элементы, как галтели, фаски, канавки, шпоночные пазы, не унифицированы по размерам. В результате для обработки и контроля такой конструкции требуется необоснованно большой комплект режущих и измерительных инструментов, увеличивается вспомогательное время на смену режущего инструмента и конт-
1 Согласно ГОСТ 18831—73 коэффициент унификации изделия определяется отношением числа унифицированных сборочных единиц изделия и его унифицированных деталей, не вошедших в состав сборочных единиц, к общему числу соответствующих составных частей изделия без учета стандартных крепежных деталей. При этом к унифицированным составным частям изделия относят заимствованные, покупные и стандартные непокупные сборочные единицы и детали.
Рис. 183. Вал с неунифицированными (а) и унифицированными (б) конструктивными элементами
роль детали, а следовательно, и себестоимость обработки. При унификации указанных конструктивных элементов (рис. 183, б) обработку всех галтелей вала можно произвести одним резцом, фасок — также одним резцом, шпоночных пазов— одной фрезой, канавок — одним резцом; при этом соответственно сокращается число перестановок режущих инструментов и количество потребных измерительных инструментов, что значительно упрощает обработку.
§ 53. СНИЖЕНИЕ МАССЫ ЛОКОМОТИВА И УЛУЧШЕНИЕ ИСПОЛЬЗОВАНИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ — ВАЖНЫЙ РЕЗЕРВ ПОВЫШЕНИЯ
ТЕХНОЛОГИЧНОСТИ конструкций
Масса изделия и коэффициент использования конструкционного материала являются важными показателями технологичности конструкции, оказывающими решающее влияние на трудоемкость изготовления и технологическую себестоимость изделия.
В результате непрерывного научно-технического прогресса, повышения степени механизации и автоматизации производства и роста производительности труда доля заработной платы в себестоимости промышленной продукции постоянно снижается, а доля материальных затрат (сырье, основные и вспомогательные материалы, топливо, энергия), наоборот, непрерывно увеличивается. Наиболее значительные структурные изменения в себестоимости промышленной продукции происходят в машиностроении и металлообработке, где научно-технический прогресс осуществляется более быстрыми темпами, чем в других отраслях промышленности. Поэтому систематическая экономия материальных затрат, особенно конструкционных материалов, и в первую очередь черных металлов, составляющих основу изделий машиностроения,
имеет важное значение для снижения себестоимости машиностроительной продукции.
Влияние экономии черных металлов на производительность общественного труда состоит, прежде всего, в том, что из сэкономленного металла .можно изготовить дополнительно разнообразные машины, приборы, аппараты, оборудование, использование которых повышает уровень механизации и автоматизации производственных процессов. Снижение массы машин и повышение коэффициента использования материала приводят также к сокращению трудоемкости их обработки и сборки, к уменьшению расходов на содержание и эксплуатацию технологического оборудования. Таким образом, снижение материалоемкости изделий, обусловливая экономию живого и прошлого (овеществленного) труда, является важным источником повышения технологичности машиностроительных конструкций.
Постоянная работа по снижению массы изделий и улучшению использования конструкционных материалов в транспортном машиностроении способствовала значительному уменьшению металлоемкости транспортных машин по сравнению со старыми моделями. Однако в этом отношении имеются еще большие резервы. Дальнейшее снижение массы (удельной материалоемкости2) локомотивов и повышение коэффициента использования материала в локомотивостроении может идти следующими основными путями.
Повышение мощности локомотивов в одной секции сопровождается снижением их удельной (приходящейся на •единицу мощности) материалоемкости, о чем свидетельствуют данные табл. 16.
Таблица 16
Удельная материалоемкость некоторых локомотивов
Серии локомотивов Мощность, кВт Удельная материалоемкость, кг/кВт
Тепловозы
2М62 2ХЮ90 102
2ТЭ116 2X1700 75,6
2ТЭ121 2X2270 62,5
Электровозы
ВЛ11 5360 33,2
ВЛ82М 6040 32
ВЛ80Р 6520 27
2 Согласно ГОСТ 18 831—73 удельная материалоемкость изделия (Кум) определяется отношением сухой массы изделия к номинальному значению его основного параметра (мощности, производительности и т. п.).
Совершенствование методов расчета и конструирования локомотивов, резкое сокращение излишних запасов прочности, улучшение принципиальных и кинематических схем, применение прогрессивных типов приводов и т. п.— эффективное направление снижения массы локомотивов. Так, конструкция колесно-моторного блока тепловоза ТЭП75 за счет улучшения конструктивной схемы обеспечивает снижение массы блока примерно на 500 кг (3000 кг на машину) по сравнению с тепловозом ТЭП60. Замена крупногабаритной буксы тепловоза ТЭМ2 малогабаритной позволила существенно снизить массу буксового узла (масса локомотива уменьшилась при этом более чем на 1 т), значительно сократить трудоемкость обработки его деталей. Кроме того, применение малогабаритной буксы повлекло за собой уменьшение длины оси колесной пары, что, в свою очередь, позволило снизить затраты на обработку осей и дало экономию высококачественной стали марки Ос.Л.
Переход в отечественном локомотивостроении от литых рам тележек и рам с брусковыми боковинами (рис. 184, а, б) к сварнолитым конструкциям обеспечил при небольшой массе достаточную прочность рам. Конструкции сварной коробки боковины рамы (рис. 184, в, г) дают возможность полу-
Рис. 184. Сечения боковин литой (а), брусковой (б) и сварных (в, г) рам тележек локомотивов
чить наибольший момент сопротивления при наименьшей массе. Замена обычных тепловозных холодильников холодильниками с турбулизаторами значительно уменьшает их габариты и массу (расход только цветного металла на двухсекционный локомотив сокращается на 2,5 т). Применение кузова несущей конструкции снижает массу локомотива и, кроме того, позволяет более эффективно использовать для его изготовления автоматическую сварку. Снижение массы конструкции может быть также достигнуто объединением нескольких деталей в одну, например при использовании цельнокатаных колес взамен составных и т. п.
Рациональный выбор конструкционных материалов, внедрение новых прогрессивных материалов, замена черных металлов синтетическими материалами (пластмассами и синтетическими смолами), цветными, легкими металлами и другими эффективными заменителями — один из важнейших путей снижения материалоемкости локомотивов и повышения коэффициента использования конструкционного материала.
При применении пластмасс помимо снижения массы конструкции и повышения Ки-м уменьшается трудоемкость изготовления деталей и узлов благодаря сокращению в несколько раз числа технологических операций по сравнению с обработкой металлов при использовании менее сложного оборудования.
Повышение точности заготовок для деталей локомотивов приводит не только к снижению массы конструкций, но и к существенному повышению коэффициента использования материала.
В локомотивостроении в последние годы значительно возросло производство отливок такими прогрессивными способами, как литье по выплавляемым моделям, в оболочковые формы, кокильное и центробежное. Однако основным технологическим процессом в литейных цехах отрасли, как уже отмечалось, все еще остается литье в песчано-глинистые формы. Поэтому дальнейшее совершенствование литейного производства является существенным резервом повышения уровня технологичности локомотивов.
Важная роль в локомотивостроении принадлежит обработке металлов давлением, причем удельный вес штампованных поковок в общем объеме кузнечной продукции постоянно увеличивается, вытесняя свободную ковку; значительно возросло также производство заготовок точной объемной штамповкой. Вместе с тем резервы кузнечно-прессового производства для совершенствования технологичности конструкций локомотивов используются еще не в полной мере.
Большое значение для экономии металла в локомотивостроении имеет рациональное использование проката, черных металлов, особенно листового проката. Благодаря постоянному совершенствованию технологичности деталей, изготавливаемых из листового проката, коэффициент его использования достигает 0,85 ... 0,95.
Дальнейшее совершенствование технологических процессов в заготовительных цехах с целью повышения точности заготовок и улучшения использования металла — важная задача локомотивостроения. Отработка конструкций новых локомотивов на технологичность должна всемерно способствовать решению этой задачи.
Внедрение экономичных видов и профилей проката, облегченных швеллеров и двутавровых балок, гнутых, тонкостенных и периодических профилей и т. д. дает значительный эффект в снижении массы локомотивов и улучшении использования конструкционных материалов. Использование, например, гнутых профилей дает экономию металла до 25%, а при применении проката периодического профиля расход металла уменьшается на 8... 35%.
Установление научно обоснованных норм удельной материалоемкости для локомотивов разных типов, их агрегатов и узлов — важная задача в снижении расхода конструкционных материалов. Прогрессивные нормативы удельной материалоемкости должны отражать современный уровень железнодорожной техники и технологии машиностроения, предусматривать использование высокопрочных экономичных материалов, точных зготовок и экономичных профилей проката с применением научно обоснованных норм прочности в конструкциях, а также учитывать опережающие требования к качеству машин.
§ 54. ПУТИ ПОВЫШЕНИЯ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ ПРИ СБОРКЕ локомотивов
Слесарно-сборочные работы имеют наибольший удельный вес в общей структуре трудоемкости изготовления локомотива, поэтому технологические требования высокоэффективной сборки при проектировании локомотивов необходимо учитывать возможно полнее. Ниже указаны эти требования и даны некоторые общие рекомендации по отработке конструкций локомотивов на технологичность в связи со сборкой 3.
Обеспечение возможности параллельной и независимой сборки узлов изделия. В современных конструкциях локомотивов предусмотрена разбивка на самостоятельные узлы (тележки, главная рама, дизель, редукторы, вентиляторы, теплообменные аппараты и т. д.), допускающие независимую сборку, контроль и испытания. При этом обеспечиваются следующие достижения: сокращается производственный цикл сборки благодаря организации параллельной работы; улучшаются условия труда сборщиков, так как рабочие места можно специализировать и оснастить приспособлениями и механизированным инструментом; снижаются требования к квалификации рабочих; сокращается трудоемкость сборки вследствие лучшей организации труда; упрощается контроль качества общей сборки благодаря предварительно проведенным проверкам и испытаниям узлов вне локомотива.
Дальнейшее повышение технологичности конструкций в указанном направлении привело, в частности, к выделению в конструкциях локомотивов в отдельные агрегаты большегабаритных узлов (холодильной камеры, кабины машиниста), которые поступают на общую сборку изделия максимально собранными. Так, холодильная камера подается с установленными в ней коллекторами и секциями охлаждения,
3 В данном параграфе технологичность конструкций рассмотрена с позиций слесарно-сборочных работ, специфика сборочно-сварочных работ отражена в § 55.
с вентиляторным колесом, жалюзи, трубопроводами водяной системы и т. д. Это, во-первых, удобно при монтаже узлов в холодильной камере вне локомотива и, во-вторых, снижает плотность работ на отдельных рабочих позициях поточной линии общей сборки машины.
Возможность параллельного выполнения сборочных работ следует предусматривать и на узловой сборке. Примером рациональной в этом отношении конструкции является изображенный на рис. 127 (§ 39) конический редуктор. Редуктор состоит из корпуса 20 и двух обойм 18 с установленными в них валами-шестернями, подшипниками и другими деталями, сборка которых, включая обеспечение необходимых зазоров прокладками 8, может быть выполнена параллельно и независимо одна от другой. «Общая» сборка редуктора заключается лишь в установке собранных обойм в корпус, регулировании прокладками 7 зубчатого зацепления и постановке крышки 3.
Сокращение числа деталей в узле, уменьшая количество сопряжений, ведет к снижению трудоемкости сборки. Поэтому следует стремиться к максимально простым конструктивным схемам сборочных единиц, а также объединять несколько простых деталей в одну более сложную с учетом ее рационального изготовления.
Сравнивая между собой два варианта конструкции шинной муфты (рис. 185), видим, что конструкция, изображенная на рис. 185, б, технологичнее конструкции рис. 185, а, так как имеет более простую конструктивную схему и значительно меньше деталей (в конструкции а в наличии 21 типораз-
Рис, 185. Варианты конструкции шинной муфты тягового привода дизель-поездов ДР1 (а) и ДР1А (б)
мер деталей, общее число которых ИЗ шт., в конструкции б — соответственно 9 и 47 шт.).
Примеры повышения технологичности конструктивных решений путем объединения нескольких деталей в одну показаны на рис. 186.
Рис. 186. Варианты конструкций: а — вилки карданного привода; б, г — шкивов; в — подвески пружины
Обеспечение возможности беспригоночной сборки и экономически целесообразного уровня взаимозаменяемости. Признаком наиболее высокой технологичности конструкции является возможность ее сборки по методу полной взаимозаменяемости. При этом упрощается организация поточной сборки и легко решается проблема запасных частей. Однако использование принципа полной взаимозаменяемости на сборке, неизбежно повышая требования к точности изготовления деталей, снижает их технологичность. Поэтому в каждом конкретном случае необходимо предусмотреть конструкцией экономически целесообразный уровень взаимозаменяемости.
Все конструкции, требующие высокой точности деталей или имеющие многозвенные размерные цепи, подвергают
размерному анализу*. В результате такого анализа может выявиться потребность пересмотреть отдельные конструктивные решения, изменить систему простановки размеров и их точность, а также принять ряд дополнительных мер для обеспечения нормального функционирования конструкции согласно ее служебному назначению с учетом рентабельности изготовления. Так, в случае невозможности или нецелесообразности достижения требуемой точности при станочной обработке следует решить вопрос о введении в размерную цепь соответствующего компенсирующего звена или использовании при сборке метода групповой взаимозаменяемости.
Конструкции локомотивов имеют значительный резерв улучшения технологичности, так как слесарно-пригоночные работы при их сборке занимают еще сравнительно большой объем — до 20% от общей трудоемкости сборки. Характерным примером сокращения объема пригоночных работ на общей сборке локомотивов является ликвидация подгонки длин труб при монтаже трубопроводов водяной, топливной, масляной и воздушной систем. На основе размерного анализа рассчитывают с необходимой точностью длины труб и создают соответствующие приспособления — трубные наладки, по которым изготавливаются трубы требуемых размеров. Применение трубных наладок наряду с ликвидацией пригоночных работ снижает себестоимость изготовления труб, так как в данном случае может быть использован рабочий низкой квалификации. При этом сокращается также цикл сборки машины вследствие изготовления труб не непосредственно во время монтажа трубопроводов на локомотиве, а параллельно и независимо от поточной линии общей сборки, и может быть сделан определенный задел труб.
Обеспечение удобства сборки. Собираемая конструкция должна обеспечивать удобство и легкую доступность мест сборки, регулирования и контроля, а также возможность использования простых производительных приемов работы, не требующих специального инструмента и приспособлений.
Для облегчения процесса сборки в конструкции сопрягаемых деталей необходимо предусмотреть заходные фаски. Фаски на поверхностях с резьбой нужны как для сборки резьбовых соединений, так и для улучшения условий работы резьбонарезного инструмента. Перемещение деталей по участкам с неподвижной посадкой при сборке должно быть минимальным, это уменьшает усилия запрессовки и сохраняет посадку на охватываемой детали. В конструкции болтового соединения следует предусмотреть средства, предотвращающие проворачивание болта при затяжке гайки (например,
4 С методами расчета размерных цепей студенты знакомятся в курсе «Взаимозаменяемость, стандартизация и технические измерения».
;рис. 187: неудачное (а) и удачное (б) конструктивные решения). Детали при сборке желательно базировать с помощью явных конструкторских баз (рис. 188,6). Использование скрытых баз приводит к необходимости установки фиксирующих винтов, штифтов и т. п. (рис. 188, а).
Рис. 187. Варианты конструкции болтового соединения
Рис. 188. Варианты фиксации зубчатого колеса на валу
Конструкция должна также обеспечивать возможность максимальной механизации и автоматизации сборочных работ. В этом отношении конструктивное решение, показанное, например, на рис. 197, а, 2, более технологично по сравнению с конструкцией на рис. 197, а, 1, так как дает возможность при креплении болтами применить высокопроизводительный механизированный гайковерт.
§ 55. ПУТИ ПОВЫШЕНИЯ ТЕХНОЛОГИЧНОСТИ СВАРНЫХ конструкций локомотивов
В локомотивостроении сборочно-сварочные работы занимают одно из ведущих мест, поэтому отработка на технологичность сварных металлоконструкций локомотивов имеет важное значение.
При выборе материала для сварной конструкции необходимо принимать во внимание влияние химического состава на поведение материала при сварке, т. е. учитывать свариваемость конструкционных материалов. В соответствии с характером свариваемости определяют возможность соединения данного материала сваркой плавлением или давлением, а также выбирают способ и технологию сварки.
Приближенно свариваемость стали перлитного класса может быть оценена по эквиваленту углерода (Сэ), который определяется эмпирическими зависимостями типа:
п г . Мп . Ni , Cr+Mo+V+B
Сэ = С+ 20" + ПГ + ’10---------’
где символ каждого химического элемента означает его среднее процентное содержание в стали. Чем выше эквивалент углерода, тем сложнее технология сварки стали (табл. 17) и ниже прочность сварного соединения.
Таблица 17
Условная классификация сталей перлитного класса по трудности свариваемости [18]
Эквивалент ' т- углерода, ГРуппа сваРивае- J oyo 1 мости Характеристика свариваемости
До 0,27 I 0,28 ...0,39 II Ю,40... 0,50 III 0,51 ... 0,66 IV Более 0,66 V Хорошая Удовлетворительная (с подогревом) Удовлетворительная (более высокая температура подогрева) Затруднена Неудовлетворительная
При конструировании сварных конструкций необходимо предусм атрив ать возможность применения прогрессивных производительных методов сварки. При этом следует иметь в виду, что в настоящее время ведущим технологическим процессом в сварочном производстве локомотивов является полуавтоматическая сварка в углекислом газе; дальнейшая механизация сварочных работ будет осуществляться в основном за счет максимального расширения внедрения этого способа сварки, а также увеличения объема полуавтоматической и автоматической сварки под флюсом и контактной сварки.
Технологичность сварных конструкций в ряде случаев может быть повышена путем сочетания в одной конструкции элементов различных видов — литых, штампованных, кованых и из проката. Значительный эффект дает применение комбинированных штампо-сварных и сварно-литых конструкций для таких сложных крупногабаритных узлов, как рамы тележек локомотивов, а также для кожухов тяговых локомотивных передач и в других случаях. Для наиболее сложных деталей средних размеров серийного производства рационально взамен сварных конструкций применять отливки (например, рис. 189,6); в этом случае упрощается технологический процесс и снижается трудоемкость изготовления заготовки, а также уменьшается объем конструкторской и технологической документации. В единичном же производстве для подобных объектов рациональна сварная конструкция (рис. 189, а).
При проектировании сварных конструкций следует стремиться к уменьшению объема сварочных работ. Количество сварных швов в конструкции должно быть минимальным.
Рис. 189. Турбина гидромуфты унифицированной тепловозной гидропередачи:
а — сварная; б — литая
Это обеспечивается, в частности, использованием гибки (рис. 190, а), а также заменой нескольких присоединяемых с помощью сварки деталей одной более массивной (рис. 190,б). Привариваемые ребра жесткости в ряде случаев целесообразно заменять соответствующими выштампованными элементами. Размеры сварных швов, а также углы раздела кромок свариваемых деталей должны быть минимально допустимыми.
Рис. 190. Сечения боковой продольной балки рамы (а) и узла крыши кузова (б) локомотивов
Сложные сварные конструкции целесообразно расчленять на отдельные узлы. Например, в рамах тележек выделяются боковины и межрамные крепления, которые проходят сборку, сварку, термическую и станочную обработку. Это упрощает последующую общую сборку и сварку рам, повышает точность изготовления и устраняет необходимость их термической обработки после сварки из-за минимального объема сварочных работ (см. также § 45).
При проектировании сварных конструкций необходимо иметь в виду, что повышению производительности сварки и качества изделий способствует одновременная установка для сварки максимального количества деталей и узлов. Так, для сварки боковины челюстной рамы тележки (рис. 191) в сбо-
5520+5
Рис. 191. Боковина рамы челюстной тележки:
1,6 — буксовые челюсти; 2, 5, 7 — листы;. 3 — распорка; 4 — подкладка
рочно-сварочный кантователь одновременно могут быть установлены средняя (6) и крайние (1) челюсти, нижние (5) и боковые (7) листы, распорки 3, подкладки 4. И только верхний лист 2 устанавливается и приваривается после выполнения приварки вышеуказанных деталей. Аналогичным образом осуществляется и изготовление главных рам локомотивов, когда большинство узлов и деталей рамы (хребтовые балки, стяжные ящики, поперечные крепления, продольные листы, боковые кронштейны, обносные швеллеры и др.) одновременно устанавливаются под сварку в сборочно-сварочном кантователе или на стенде.
При проектировании сварных конструкций с кольцевыми швами (воздушные резервуары, гидромуфты, карданные валы, вентиляторные колеса и другие конструкции локомотивов) необходимо предусмотреть возможность сварки на спе
циализированных установках при закреплении свариваемых изделий на планшайбе, в патроне или на центрах.
Важным условием обеспечения технологичности сварной конструкции является снижение до минимума напряжений и деформаций, вызываемых термическим циклом сварки, С этой целью швы сварных соединений в конструкции должны располагаться симметрично, а их количество и объем наплавленного металла — быть минимальными. Не следует допускать пересечения швов и их скопления в одном месте, а также резких переходов в сечениях свариваемых деталей, В неответственных соединениях целесообразно применение прерывистых симметричных швов или электрозаклепок.
Ниже приведен вариант улучшения технологичности сварной конструкции с целью уменьшения сварочных деформаций на примере боковины рамы тележки. При приварке челюстей 1 и 6 к нижнему листу 5 боковины (см. рис. 191) вследствие усадки металла швов, расположенных по противоположным сторонам параллелограмма (см. вид Г, вариант /), происходит коробление всей боковины не только в вертикальной, но и в горизонтальной плоскости (боковина приобретает так называемую «пропеллерность»). Если правка боковины в вертикальной плоскости не вызывает затруднений, то исправление «пропеллерности» — процесс весьма трудоемкий, требующий мощного дорогостоящего оборудования. Наличие «пропеллерности» усложняет процесс обработки боковин на станках, вызывая необходимость в их разметке перед станочными операциями. Расположение сварных швов по противоположным сторонам трапеции (вариант 2) приводит к взаимному уравновешиванию горизонтальных составляющих сил, возникающих при усадке. Это исключает «пропеллерность», ликвидирует необходимость в правке боковины в горизонтальной плоскости и в разметке, делает возможным применение при обработке боковин быстродействующих станочных приспособлений.
Для уменьшения деформаций при сварке в конструкциях с недостаточной жесткостью отдельных узлов целесообразно предусмотреть соответствующие дополнительные (технологические) элементы. Так, челюсти боковин рам тележек имеют технологические перемычки а (см. рис. 191), которые после сварки и термической обработки боковины срезаются.
Необходимо также иметь в виду, что в ряде случаев технологичность конструкции может быть повышена применением сварки взамен клепки. Так, замена клепаного (рис. 192, а) соединения лобового листа со стяжным ящиком главной рамы локомотива сварным (рис. 192,6) позволила укоротить лобовой лист, исключить заклепки и обработку под них.
Рис. 192. Клепаное (а) и сварное (б) соединения стяжного ящика и лобового листа
§ 56. ПУТИ ПОВЫШЕНИЯ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ ЗАГОТОВОК
Удельный вес затрат труда на производство заготовок в общей структуре трудоемкости изготовления локомотива еще довольно высок (для тепловозов, например, он составляет около 9%). Кроме того, весьма значительное влияние способ выполнения заготовок оказывает на объем станочной обработки. Поэтому одним из основных направлений в создании технологичных конструкций локомотивов является получение точной заготовки, близкой к конфигурации готовой детали, а также широкое использование экономических видов и профилей проката. Ниже указаны основные требования, предъявляемые к конструкциям технологией заготовительного производства, и даны некоторые рекомендации по проектированию технологичных конструкций заготовок5.
При выполнении заготовок свободной ковкой желательны простые, симметричные формы поковок. Следует избегать пересечений цилиндрических элементов между собой и цилиндрических элементов с призматическими, а также бобышек и выступов на основных поверхностях поковки. Детали сложной конфигурации (рис. 193, а) целесообразно заменять сварными конструкциями, состоящими из простых элементов (рис. 193, б)
При конструировании штампованных поковок, выполняемых на молотах и прессах, геометрическая форма заготовки должна обеспечивать возможность ее свободного извлечения из штампа. С этой целью боковые поверхности заготовки должны иметь соответствующие штамповочные уклоны. Выемки и углубления в штампованных поковках могут вы-
5 Технологические требования к конструкциям заготовок разных видов подробно рассматриваются в курсе «Технология конструкционных материалов». См. также учебники (7, 16].
Рис. 194. Примеры повышения технологичности конструкций горячештампованных поковок
Рис. 193. Раздаточный вал унифицированной тепловозной гидропередачи:
а — цельнокованый; б — сварной
полниться только в направлении движения штампов. Острые углы по условиям горячей штамповки недопустимы.
Следует избегать форм заготовок (рис. 194, а, У), вызывающих боковое смещение штампов. Целесообразно направление волокон в материале заготовки совмещать с ее продольной осью. Нежелательно перерезание волокон или изгиб их под малым радиусом. Конструкция детали должна, как правило, допускать разъем штампов по горизонтальной плоскости. В плоскости разъема должны лежать (в большинстве случаев) наибольшие габаритные размеры заготовки (рис. 194,6,2). Следует стремиться располагать заготовку в одной половине штампа. Резкая разница в площадях поперечных сечений заготовки на различных участках не допускается.
При конструировании отливок способ литья выбирают с учетом материала детали, ее конфигурации, требуемой точности, программы выпуска и срока выполнения заказа. Конфигурация отливки должна обеспечить возможность беспрепятственного извлечения модели из формы и стержней из стержневых ящиков. С этой целью необходимо предусмотреть соответствующие формовочные уклоны на вертикальных поверхностях отливки.
Следует избегать в отливках значительных по размерам горизонтальных поверхностей, занимающих при заливке верхнее положение, так как на этих поверхностях могут возникнуть газовые раковины. Необходимо обеспечить конструкцией отливки беспрепятственное заполнение формы жидким металлом, избегая с этой целью резких изменений направления и скорости его течения.
При конструировании литых заготовок необходимо иметь в виду отрицательное влияние на служебные свойства отли
вок литейных напряжений, являющихся результатом совместного действия температурных, усадочных и структурных факторов.
Конструкция отливки должна обеспечивать возможность легкого удаления из внутренних полостей стержневой смеси и каркасов, а также тщательной их очистки. Внутренним полостям желательно придавать конфигурацию, не требующую применения стержней (рис. 195, а, 2; 6,2), так как стержневые работы при изготовлении литейных форм наиболее трудоемки.
Рис. 195. Примеры повышения технологичности конструкций литых заготовок
Поверхности отливки, служащие черновыми технологическими базами при обработке резанием, должны образовываться моделью и находиться в одной опоке в целях исключения влияния на точность их взаимного положения смещений опок и стержней.
При назначении толщины стенок литых заготовок необходимо учитывать их размер и массу, применяемый материал и метод литья. Резкие изменения сечений и острые углы в отливках недопустимы. При местном скоплении металла возможно образование пор, раковин и трещин (рис. 195, в, /).
§ 57. ПУТИ ПОВЫШЕНИЯ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ ПРИ ОБРАБОТКЕ РЕЗАНИЕМ
В локомотивостроении удельный вес обработки на металлорежущих станках все еще довольно значителен, поэтому повышение технологичности конструкций локомотивов при обработке резанием является важной задачей.
Конструируя детали и узлы, подвергающиеся обработке на металлорежущих станках, конструктор должен стремиться к максимальной унификации конструктивных решений, обеспечению возможности использования высокопроизводительных типовых технологических процессов и средств технологического оснащения, всемерному сокращению объема станочной обработки за счет повышения точности заготовок, применения экономичных профилей, объединения нескольких деталей в одну и т. д., а также учитывать специфические технологические требования, предъявляемые к конструкциям обработкой резанием. Ниже указаны эти требования и даны ре
комендации по отработке конструкций локомотивов на технологичность применительно к обработке на металлорежущих станках.
Обрабатываемость конструкционных материалов резанием зависит главным образом от химического состава, механических свойств и структуры материала. При выборе конструкционного материала конструктор должен в связи с этим учитывать следующее.
Обработка резанием вязких, пластичных материалов в большинстве случаев дает повышенную шероховатость поверхности вследствие склонности этих материалов к образованию нароста на режущих кромках инструмента; повышение твердости обрабатываемого материала понижает шероховатость при увеличении сопротивления резанию. Для деталей из конструкционных углеродистых сталей с содержанием углерода менее 0,3% не рекомендуется поэтому назначать параметры шероховатости поверхности по классу выше 5-го. Конструкционные стали, содержащие более 0,3% углерода, дают хорошее качество обработанной поверхности. При этом желательно, чтобы твердость материала под обработку резанием была HRC 30... 35, что достигается соответствующей термической обработкой. Высокоуглеродистые стали хорошо обрабатываются после отжига на зернистый перлит и равномерно распределенный цементит. Увеличение содержания марганца до 1,5% (при 0,35... 0,45% углерода), повышая прочность и снижая пластичность стали, улучшает ее обрабатываемость. Содержание хрома, значительно упрочняя сталь, делает ее труднообрабатываемой.
Чугуны, как правило, имеют более низкую по сравнению с конструкционными сталями обрабатываемость из-за повышенного износа режущего инструмента вследствие абразивного действия чугуна. Хорошей обрабатываемостью обладают латуни, алюминиевые и магниевые сплавы; несколько хуже обрабатываются бронзы; резание чистого алюминия затруднено из-за его большой вязкости и мягкости. Высокопрочные, жаростойкие и нержавеющие стали, высокопрочные чугуны, сплавы титана, молибдена и тому подобные материалы являются труднообрабатываемыми.
Технологичность конструктивных форм обрабатываемых деталей и сборочных единиц. Проектируемые конструкции должны иметь простые формы обрабатываемых резанием поверхностей: плоские, цилиндрические, конические, винтовые. Обработка фасонных поверхностей, как правило, менее производительна и дает меньшую точность. Следует избегать обрабатываемых резанием глухих отверстий, отверстий некруглой формы, несквозных пазов и шлицев, выточек в отверстиях и т. п.
Важно стремиться к уменьшению числа обрабатываемых
поверхностей и сокращению их площади. В литых, штампованных, сварных конструкциях свободные, нерабочие поверхности целесообразно всюду, где возможно, оставлять необработанными. Поверхности значительной протяженности, требующие обработки резанием, необходимо прерывать необрабатываемыми участками, получаемыми в заготовках (рис. 196,6). На рис. 196, а, показан пример сокращения площади
Рис. 196. Примеры повышения технологичности конструкций за счет сокращения объема обработки резанием
обрабатываемых платиков рамы тележки под опоры локомотива; при сегментных подкладках 2 по сравнению с кольцевыми (1). кроме сокращения объема обработки резанием уменьшилась длина швов сварных соединений и снизился расход металла примерно на 150 кг на машину (для восьми опор двух тележек).
В целях сокращения объема станочной обработки в ряде случаев целесообразно расчленение конструкции на несколько простых деталей с малой потребностью в обработке резанием. Примеры такого расчленения представлены на рис. 196, в, г. Замена зубчатого венца 3 колеса воздухоочистителя бандажом 5 и приваренной к нему храповой лентой 4
с выштампованными зубьями значительно уменьшила трудоемкость обработки резанием и цикл изготовления колеса. Применение взамен конструкции фланца, изготавливаемой из поковки, сварной конструкции (см. рис. 196, в) существенно сократило расход материала и трудоемкость станочной обработки.
Обрабатываемые поверхности должны быть легко доступны для обработки и контроля. В этом отношении конструкция, изображенная на рис. 197, а, 1, нетехнологична. Она не обеспечивает доступ режущего инструмента для подрезки бобышки с «прямой» подачей; обработку в этом случае приходится вести с «обратной» подачей разборным инструментом (см. рис. 197, а, /'), сборка и разборка которого при обработке каждой бобышки усложняет процесс и увеличивает трудоемкость; на рис. 197, а, 2, показана улучшенная конструкция.
При конструировании деталей и узлов, подвергающихся обработке резанием, необходимо обеспечить нормальные условия врезания и выхода режущего инструмента (рис. 197, з, и), что в определенной степени определяет точность й стабильность обработки. В конструкциях со сферическими поверхностями следует предусмотреть технологические отверстия с тем, чтобы при обточке (расточке) сфер не было нулевых скоростей резания, а при шлифовании отсутствовали непрошлифованные участки на вершине сферы (рис. 197, в, г) . Точность и стабильность обработки, а также производительность процесса резания в значительной мере обусловливаются жесткостью конструкции обрабатываемой детали или сборочной единицы. При обработке конструкций с пониженной жесткостью возможны деформации под действием усилий закрепления и сил резания, снижающие точность обработки. В результате затрудняются работа на повышенных режимах резания и использование многоинструментальных наладок.
Проектируемая конструкция должна иметь удобные и надежные технологические базы для обработки. Рациональный выбор технологических баз повышает точность и стабильность обработки, а также способствует снижению трудоемкости. В ряде случаев конструктор должен предусмотреть в обрабатываемой детали дополнительные элементы в виде бобышек, приливов, поясков и т. п., используемые исключительно в целях ее рационального базирования. Так, корпус буксы (рис. 197, д) имеет дополнительный центрирующий поясок п, который обрабатывается за один установ при по-лучистовом растачивании центрального отверстия о на токарно-карусельном станке и используется в качестве технологической базы при тонком растачивании этого отверстия на алмазно-расточном станке.
Рис. 197. Примеры повышения технологичности конструкций при обработке резанием
Обрабатываемые плоскости (платики, бобышки) с одной стороны детали следует располагать на одном уровне; это позволяет вести обработку «на проход» (рис. 197,^2). Обрабатываемые поверхности необходимо четко разграничивать с необрабатываемыми (рис. 197,6,2). При конструировании валов и осей со шпоночными пазами следует отдавать предпочтение пазам, образуемым дисковой фрезой (рис. 197, 392
ж, 2), так как в этом случае обеспечивается большая точность паза и более высокая производительность обработки.
Особо точные отверстия должны быть сквозными, -гладкими и допускать, по возможности, обработку «на проход». Диаметры соосных отверстий должны убывать в одном направлении для облегчения достижения максимальной соосности. Если это невозможно, то предпочтительно убывание диаметров отверстий с обеих сторон детали к ее средней части. Следует избегать глубоких, а также глухих шлицевых отверстий и т. д.
Точность и шероховатость обрабатываемых поверхностей и способ простановки размеров. Точность и шероховатость обрабатываемых поверхностей, как уже отмечалось в тл. II, конструктор назначает исходя из условий нормального взаимодействия деталей и сборочных единиц, обеспечивающих заданные технические параметры и надежную работу машины. При этом, однако, необходимо учитывать технологическую и экономическую целесообразность назначаемых допусков в соответствии с нормами точности, обеспечиваемыми различными методами обработки резанием. Чем выше требования к точности и шероховатости обрабатываемых поверхностей, тем сложнее и дороже обработка (табл. 18). Поэтому при установлении соответствующих требований к конструкции необходимо соблюдение условия Ээ.р^Зт.о, где Ээ.р— экономия на эксплуатационных расходах от повышения точности и снижения шероховатости обрабатываемых поверхностей; Зт.о — увеличение себестоимости изделия (до-
Табл'ица 18
Средние относительные показатели трудоемкости и технологической себестоимости токарной обработки, %,— по М. П. Моисееву
Квалитеты точности (класс точности)
Высота неровностей, мкм, и класс шероховатости
Трудоемкость
Технологическая себестоимость
20 (5) 100 100
7—8 ГО (6) 165 165
(3) 6,3 (7) 175 182
3,2 (8) 218 232
fi 7 ГО (6) 170 Г85
Vr / 6,3 (7) 180 210
<3$ (8) 225 260
волнительные затраты) вследствие повышения требований к точности и шероховатости.
К точности свободных поверхностей специальных требований не предъявляют; шероховатость этих поверхностей определяется в основном требованиями декоративного характера. Поверхности, используемые в качестве технологических баз при обработке, требуют более высокой точности. Точность ответственных поверхностей, определяющих параметры назначения и надежности машины, ограничивается наиболее жесткими допусками, которые диктуются условиями нормального взаимодействия деталей и узлов. Шероховатость этих поверхностей (а также технологических баз) устанавливается исходя из функционального назначения поверхности — в пределах 5 ... 7-го классов при неподвижно-контактных и 8 ... 12-го классов при подвижно-контактных поверхностях.
В практике конструирования машин параметры шероховатости обычно назначают в соответствии с точностью обработки (за исключением декоративных деталей), как показано, например, на графике рис. 198. При необходимости должны дополнительно устанавливаться требования к направлению неровностей поверхности, к виду или последовательности видов обработки и другие специальные требования (в соответствии с ГОСТ 2789—73).
Важной задачей в отработке конструкций на технологичность является рациональная простановка размеров. От способа простановки размеров зависят в значительной мере последовательность и число технологических операций, конструкции станочных приспособлений и средств измерения, точность, стабильность и трудоемкость обработки, а также правильное функционирование изделия. Цель рациональной простановки размеров заключается, таким образом, в том, чтобы как можно полнее удовлетворить как конструктивные, 394
так и технологические требования к изделию. Для достижения этой цели конструктор должен четко представлять себе технологический маршрут и методы обработки при изготовлении проектируемой конструкции. При этом необходимо иметь в виду нижеизложенные моменты.
Порядок простановки размеров на чертеже детали обусловлен назначением конструкторских и технологических баз, с которыми должны быть увязаны все основные размеры чертежа. Для повышения точности обработки необходимо по возможности следовать принципу совмещения технологических и измерительных баз, так как в этом случае погрешность базирования равна нулю. Обработку наиболее ответственных элементов конструкции следует вести при использовании одних и тех же технологических баз; всякая смена баз вызывает дополнительные погрешности во взаимном положении обрабатываемых поверхностей.
Рациональная простановка размеров должна обусловить автоматическое выполнение заданной точности в серийном производстве по возможности без пересчета размеров, обеспечить обработку с помощью простых приспособлений, режущего инструмента и средств измерения, а также удобство обмера обрабатываемой детали или узла; порядком простановки размеров на чертеже должна быть предопределена наиболее рациональная последовательность обработки поверхностей.
Технологичность конструкций деталей и узлов, обрабатываемых на станках с числовым программным управлением имеет особо важное значение, так как обработка нетехнологичных конструкций резко снижает эффективность использования дорогостоящих станков с программным управлением. При отработке на технологичность конструкций, обрабатываемых на этих станках, нужно учитывать следующие основные специфические моменты.
Наибольший эффект станки с ЧПУ позволяют получить при обработке сложных конструкций высокой степени точности (см., например, рис. 169 в § 50). Поскольку на этих станках наиболее целесообразна обработка максимального количества поверхностей с одного установи, важно соблюдать принцип совмещения технологических и измерительных баз; необходимо наличие у деталей хорошо оформленных, надежных технологических баз, обусловливающих минимальную погрешность базирования, и мест приложений усилий зажима, обеспечивающих надежное закрепление без деформаций обрабатываемой детали. Зажимные устройства не должны препятствовать свободному подходу инструмента для обработки заготовки со всех сторон в один установ.
Для обеспечения высокой точности базирования предпочтительно конструировать корпусные и тому подобные де
тали, позволяющие базировать их по трем плоскостям. Если это невозможно, при обработке заготовок со всех сторон применяют менее точную схему базирования по плоскости и двум отверстиям. При этом отверстия должны быть максимально удалены друг от друга и выполнены с точностью не ниже 7-го квалитета. При обработке на станках с ЧПУ применяют в основном чистые базы, которые подготавливаются на первых операциях на обычных универсальных станках.
Поскольку обработка отверстий на станках с ЧПУ производится консольным инструментом без применения кондукторных и направляющих втулок, обрабатываемые детали не должны иметь глубоких отверстий или отверстий, расположенных на большом расстоянии от наружных стенок. Для исключения необходимости переустановки изделий или применения делительных приспособлений целесообразно избегать обрабатываемых поверхностей (в том числе отверстий), расположенных под углом.
С целью уменьшения времени на автоматическую смену инструментов, а также ограничения объемов инструментальных магазинов следует сокращать количество типоразмеров применяемого режущего инструмента на базе максимальной унификации обрабатываемых конструктивных элементов (резьб, фасок, галтелей, канавок, посадок и т. п.). Целесообразно также при конструировании детали предусмотреть возможность ее симметричной обработки с двух сторон одним и тем же инструментом.
Технологические требования к конструкциям в связи с их обработкой на станках с ЧПУ подробно освещены в специальной литературе.
§ 58. ПУТИ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННОЙ ТЕХНОЛОГИЧНОСТИ локомотивов
Эксплуатационная технологичность локомотивов обусловливается рациональным выполнением конструкции, обеспечивающим удобство и эффективность эксплуатации и ремонта локомотива, его безотказность и сохраняемость, а также долговечность его деталей и узлов. Повышение эксплуатационной технологичности локомотивов тесно связано, таким образом, с повышением показателей их надежности и приводит к снижению трудоемкости, цикла и стоимости работ при эксплуатации и ремонтах локомотива.
Современное локомотивостроение, как уже отмечалось, располагает широким арсеналом эффективных конструктивных, технологических и эксплуатационных методов повышения надежности-(эксплуатационной технологичности) машин. К наиболее важным конструктивным методам следует от
нести рациональные конструктивные решения звеньев с ограниченной долговечностью (тяговые зубчатые передачи, карданные приводы, колесные пары, пружины, рессоры и т. д.), обеспечивающие длительную эксплуатацию при экономичности, простоте и удобстве обслуживания и ремонта машины, а также рациональный выбор конструкционных материалов с учетом равнопрочности деталей и узлов.
Пример повышения эксплуатационной технологичности локомотива путем улучшения конструктивного решения тормозного подвешивания тележки показан на рис. 199. Замену изношенных тормозных колодок К в конструкции, изображенной на рис. 199,6, произвести проще и удобнее, чем в конструкции на рис. 199, а, где доступ к колодкам затруднен.
Рис. 199. Варианты конструкции рычажной передачи тормоза локомотива
При конструировании соединений с натягом следует иметь в виду, что их демонтаж в ряде случаев упрощается при использовании гидропрессового метода, к тому же рас-прессовка маслом обеспечивает сохранность контактируемых поверхностей. В конструкциях сопрягаемых деталей при этом необходимо предусмотреть соответствующие каналы для нагнетания в зону сопряжения масла под высоким давлением (см., например, рис. 24, а, 118, 129).
Рациональные конструктивные решения должны предусматривать также создание надежной защиты трущихся пар от внешней абразивной среды, применение прогрессивной системы смазки и современных смазочных материалов, созда
ние конструкций с регулируемыми и сменными изнашиваемыми элементами, обеспечение компенсации температурных деформаций, уменьшение динамических нагрузок, снижение уровня действующих напряжений и их концентрации путем оптимальных форм и размеров конструкций и т. п.
При проектировании деталей и узлов локомотива, имеющих ограниченную долговечность, необходимо, как указывалось выше, уделять серьезное внимание рациональному выбору материала с учетом обеспечения равнопрочное™ деталей и узлов, а также экономических предпосылок. При этом следует иметь в виду, что значительный эффект может быть получен при применении в локомотивостроении наряду с металлами, обладающими улучшенными свойствами, изделий порошковой металлургии, а также пластмасс, стекло- и древопластиков, металлокерамики и других современных материалов (см. § 9).
К наиболее важным конструктивным мерам повышения эксплуатационной технологичности (надежности) одного из самых ответственных узлов локомотивов'—колесных пар — можно отнести следующие: применение стали для железнодорожных колес с более низким содержанием углерода; улучшение тормозной системы локомотивов — в первую очередь, за счет введения противоюзных устройств, использования магниторельсового тормоза; надежную защиту тягового редуктора и букс от внешней абразивной среды, обеспечение их надлежащей смазки; гашение динамических нагрузок, возникающих при колебаниях колесной пары, а также в зубчатом зацеплении, введением в систему привода гибкой связи, обладающей демпфирующими свойствами; уменьшение зазоров в моторно-осевых подшипниках скольжения, а также переход на моторно-осевые подшипники качения и т. д.
Дальнейшему повышению эксплуатационной технологичности локомотивов способствует также проводимая в локомотивостроении большая работа по увеличению степени унификации конструкций их деталей и узлов (см. § 52). Важным фактором улучшения эксплуатационной технологичности является установление оптимальных требований к точности обработки, сборки и качеству обрабатываемых поверхностей (см. § 57).
Эксплуатационную технологичность той или иной рационально спроектированной конструкции можно значительна повысить различными технологическими методами, помня* что служебные качества элементов конструкции формируются на всех этапах ее изготовления, начиная с выполнения заготовок.
Важные эксплуатационные свойства деталей локомотивов, такие, как износостойкость, устойчивость против корро
зии, а также контактная жесткость, плотность (герметичность) соединений и т. п., в значительной мере обусловливаются отдельными характеристиками качества поверхности, приобретенными металлом поверхностного слоя в процессе обработки резанием. При этом следует иметь в виду, что метод обработки оказывает большое влияние как на геометрические факторы качества поверхности, так и на ее физикомеханические свойства.
Применение термической и химико-термической обработки позволяет значительно повысить прочность, предел выносливости и износостойкость деталей. Для улучшения усталостной прочности используют также поверхностное пластическое деформирование. Долговечность деталей локомотивов, работающих на трение, может быть увеличена путем применения износостойких наплавок, а коррозионная стойкость деталей и металлоконструкций локомотивов — использованием гальванических, лакокрасочных и других покрытий и защитных пленок. Существенное влияние на эксплуатационную технологичность узлов локомотивов оказывает технология их сборки.
Научные основы технологического обеспечения надежности (эксплуатационной технологичности) локомотивов рассмотрены во втором разделе учебника. Технологическое управление эксплуатационной надежностью — важный рычаг дальнейшего повышения технологичности локомотивов.
В эксплуатации подвижного состава проявляются специфические эксплуатационные факторы надежности (технологичности). Ресурс локомотива значительно изменяется в зависимости от условий эксплуатации и качества ухода за машиной. Локомотивы на железных дорогах Советского Союза работают в различных климатических зонах. Это необходимо учитывать при их эксплуатации и техническом обслуживании. Так, перед наступлением зимнего периода на тепловозах отепляют трубопроводы и отдельные узлы; зимой особенно внимательно нужно следить за температурой воды и масла, чтобы не заморозить секции холодильников. Большое значение имеет очистка воздуха, поступающего в воздуходувку, для охлаждения масла, воды и тяговых электродвигателей. Важнейшее условие продления срока службы деталей локомотива — применение надлежащих сортов смазочных материалов, чистота масла и своевременная его замена (летняя или зимняя смазка). Для повышения долговечности деталей тепловозного дизеля большое значение имеет поддержание оптимального теплового режима, защита от пыли, хороший уход за топливной аппаратурой, сокращение времени работы дизеля на холостом ходу и т. п.
Нормальная работа тяговых зубчатых передач и колесных блоков в целом в значительной степени определяется
качеством управления локомотивом (плавное трогание с места и изменение скорости движения, предотвращение буксованиями т. д;). Важное значение имеет дальнейшее улучшение технического обслуживания автотормозов, своевременное- ш правильное регулирование рычажной передачи. Для улучшения условий контактирования зубьев представляется целесообразным уменьшить допуски параллельности осей расточек горловин тяговых двигателей при выпуске из заводского ремонта. Чтобы снизить динамические усилия, возникающие в зацеплении, прежде всего необходимо не допускать эксплуатации сильно изношенных зубчатых колес тягового редуктора.
Таким образом, надежная работа локомотива, предусмотренная рационально спроектированной технологичной конструкцией, обеспечивается в эксплуатации надлежащим уходом за ним, а также планово-предупредительной системой осмотра и ремонта.
ЗАДАНИЯ для самостоятельной работы
101*. Охарактеризуйте свариваемость конструкционных сталей: углеродистой- обыкновенного качества марки МСт.З, качественной с повышенным содержанием марганца марки 15Г и хромомолибденовой марки ЗОХМ А,. Химический состав сталей (%):
Марка стали ГОСТ | с Мп Si Сг । Мо
МСт.З 380—71 0,14...0,22 Ю,40...0,65 15Г 10’50—74 0,12...0,19 0,70...1,00
30ХМА- 4543—71 0,26...0,33 0,40...0,70
0,12...0,30 — —
0,17...0,37 — —
0,17...0,37 0,80...1,10 0,15...0,25
102. Охарактеризуйте влияние на обрабатываемость резанием конструкционных сталей следующих элементов: сера, фосфор, свинец, алюминий, кремний ([18, с. 122...124].
103- Приведите дополнительные примеры улучшения технологичности конструкций., локомотивов по основным направлениям, указанным в гл. XXI.
ГЛАВА XXII
ОЦЕНКА ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ
§ 59. ПОНЯТИЕ О КАЧЕСТВЕННОЙ И КОЛИЧЕСТВЕННОЙ ОЦЕНКЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ
Оценка технологичности конструкций имеет целью установить, как полно при проектировании конструкции учтены технологические требования и требования рациональной организации Производственного процесса при технической под-400
готовке производства, изготовлении, эксплуатации и ремонте изделия. Оценка технологичности конструкции изделия может быть качественной и количественной.
Качественная оценка технологичности («плохо—хорошо», «хуже — лучше») осуществляется визуально по отдельным конструктивно-технологическим признакам проектируемой (или спроектированной) конструкции; она основана на проверке выполнения изложенных в гл. XXI требований к конструкции, соответствующих различным методам формообразования, обработки и сборки, а также условиям технического обслуживания и ремонта изделия. Качественная оценка характеризует технологичность на основе опыта исполнителя и поэтому субъективна, приближенна и в ряде случаев недостаточно достоверна.
Количественная оценка технологичности конструкции изделия выражается системой показателей, характеризующих степень удовлетворения требований к технологичности конструкции и являющихся критериями технологичности. Количественная оценка, таким образом, дает возможность сравнить различные конструктивные варианты по технологичности с необходимой точностью и объективностью и определить наиболее эффективные способы усовершенствования конструкции с целью повышения ее технологичности.
В практике проектирования изделий качественный и количественный виды оценки технологичности используются комплексно, дополняя друг друга. Качественная сравнительная оценка вариантов конструкции производится на всех стадиях проектирования изделия, когда осуществляется выбор лучшего конструктивного решения и не требуется установления степени различия в технологичности сравниваемых вариантов. Качественная оценка технологичности предшествует количественной и определяет целесообразность и объем последней. Количественная оценка рациональна только по тем конструктивно-технологическим признакам изделия, которые существенно влияют на технологичность рассматриваемой конструкции, и должна быть надежной и по возможности несложной.
§ 60. МЕТОДИЧЕСКИЕ ОСНОВЫ КОЛИЧЕСТВЕННОЙ ОЦЕНКИ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ
Конструкция каждого изделия оценивается, как известно, по многим техническим, технико-экономическим и другим показателям. Однако методы количественной оценки технологичности существенно отличаются от методов, принятых для определения других показателей изделия. Так, если показатели назначения изделия, его прочность, жесткость, на
дежность и т. п. можно определить известными расчетноаналитическими способами и проверить экспериментально, то использование аналогичного подхода для определения показателей технологичности конструкции практически невозможно, так как технологичность обусловливается большим количеством конструктивных, технологических и организационно-технических факторов.
В развитие государственных стандартов, регламентирующих правила обеспечения технологичности конструкции изделий, разработаны специальные методики [14, 2, 3], согласно которым количественная оценка технологичности основывается, как уже отмечалось выше, на системе показателей технологичности1. Эти показатели можно классифицировать следующим образом: производственные и эксплуатационные; технико-экономические и технические; основные и дополнительные; частные и комплексные; абсолютные и относительные; базовые и достигнутые (характеризующие фактический уровень технологичности разрабатываемой конструкции).
К технико-экономическим относят показатели, определяющие технологичность конструкции с точки зрения затрат (в том числе удельных и относительных) труда или стоимостных средств по стадиям изготовления, эксплуатации и ремонта изделия. Это такие показатели, как трудоемкость изготовления и технологическая себестоимость изделия, относительная трудоемкость заготовительных работ, относительная трудоемкость (себестоимость) подготовки изделия к функционированию и его ремонтов, удельная трудоемкость (себестоимость) изготовления (профилактического обслуживания, ремонта) изделия и т. д.'2. Техническими являются показатели, характеризующие технологичность конструкции в отношении унификации и стандартизации, использования материалов, точности изготовления и т. п. Это такие показатели, как коэффициент унификации (стандартизации) изделия, коэффициент применения типовых технологических процессов, масса и удельная материалоемкость изделия, коэффициент использования материала, коэффициент шероховатости поверхности и т. д.
Согласно ГОСТ 14.202—73 трудоемкость изготовления и технологическая себестоимость изделия считаются основными, а все остальные показатели —дополнительными показателями технологичности. Частный показатель технологично
1 Определения показателей технологичности приведены в ГОСТ 18831—73. С некоторыми из них мы уже познакомили читателя в § 52 и 53.
2 Удельные и относительные показатели определяются путем деления абсолютных показателей соответственно на номинальное значение основного параметра изделия или на трудоемкость (технологическую себестоимость) его изготовления.
сти конструкции характеризует одно из свойств технологичности, а комплексный — несколько. Технические показатели технологичности являются частными, а технико-экономические — комплексными показателями. Базовым называют показатель, принятый за исходный при оценке технологичности. Уровень технологичности конструкции определяется относительно соответствующего значения базового показателя.
Численные значения (Кг) относительных показателей технологичности наиболее удобно принять в пределах 0^Кг^1. В этом случае значение Кг дает наглядное представление об уровне технологичности проектируемой конструкции относительно лучшего (с точки зрения данного показателя) конструктивного решения, удовлетворяющего требованиям технологичности на 100%.
Оценка уровня технологичности проектируемой конструкции количественными методами, как средство управления технологичностью, осуществляется в принципиально различных условиях на разных стадиях создания изделия: а) в процессе конструкторской подготовки производства, б) после' окончания проектирования, в) после технологической подготовки опытного производства, изготовления и отработки опытного образца (серии) изделий, г) на стадии установившегося серийного (массового) производства.
Определение показателей технологичности на ранних стадиях конструкторской подготовки производства в ряде случаев неизбежно носит характер прогнозирования этих показателей в зависимости от тех предварительных конструктивных и технологических признаков проектируемого изделия,, которые выявлены на каждой конкретной стадии проектирования. На поздних стадиях конструкторской подготовки, в частности при разработке рабочей документации проектируемого изделия, когда имеется более полная и всесторонняя информация о его конструктивно-технологических особенностях, достоверность и точность оценки технологичности значительно возрастают.
В связи со сказанным на ранних стадиях проектирования для управления технологичностью конструкции могут быть использованы такие средства анализа, как математический аппарат корреляционно-регрессионной обработки статистических данных, интерполяционные эмпирические формулы, балльно-экспертные оценки, корректирующие коэффициенты и др. На более поздних стадиях можно применить наряду с перечисленными и другие количественные методы: например, оценка трудоемкости станочной обработки может быть быстро и достаточно точно выполнена с помощью специально разработанных для конструктора универсальных нормативов; в наиболее ответственных случаях отработки конструкций на тех-
нелогичность может быть использован метод оптимального планирования и др.
Оценка технологичности конструкции на стадии установившегося производства имеет целью определить соответствие достигнутых показателей технологичности базовым. Она может быть выполнена довольно просто с использованием нормативных (отчетных) данных, имеющихся в технологической и конструкторской документации предприятия — изготовителя изделия. Результаты этой оценки служат также делу накопления статистических данных с целью последующего использования их для уточнения методик количественной оценки технологичности.
Номенклатуру показателей для количественной оценки технологичности конструкции выбирают в каждом конкретном случае в зависимости от вида изделия, его специфики и сложности, объема выпуска, типа производства и стадии разработки конструкторской документации.
Сущность некоторых методов, применяемых для определения численных значений показателей технологичности, изложена в § 61 ... 63, а конкретные приложения этих методов к оценке технологичности деталей и узлов локомотивов показаны в § 65 ... 67. Трудоемкость расчетов, связанных с определением численных значений показателей технологичности, резко снижается при использовании современных средств вычислительной техники.
§ 61. ПРИМЕНЕНИЕ, КОРРЕЛЯЦИОННО-РЕГРЕССИОННОГО АНАЛИЗА СТАТИСТИЧЕСКИХ ДАННЫХ
ДЛЯ ОЦЕНКИ ТЕХНОЛОГИЧНОСТИ конструкций
Математический аппарат корреляционно-регрессионного анализа может быть эффективно использован для оценки технологичности конструкций как на ранних стадиях конструкторской подготовки производства в условиях ограниченной информации о проектируемом изделии, так и на более поздних этапах проектирования при возрастании объема такой информации.
Корреляционно-регрессионный анализ (равно как и метод интерполяционных эмпирических формул) позволяет в результате математической обработки отчетно-статистических данных по ранее изготавливаемым изделиям одного назначения получить математические модели зависимости показателей технологичности от тех конструктивно-технологических характеристик изделий и организационно-технических факторов производства, которые выявлены на каждой конкретной стадии проектирования. Следует подчеркнуть, что использование других математических методов для получения, например, моделей комплексных технико-экономических
показателей технологичности практически затруднено, так как между конструктивными, технологическими и организационными факторами, с одной стороны, и технико-экономическими показателями технологичности — с другой, отсутствует однозначное соответствие и наблюдаются ряды распределения.
Рассмотрим основные положения метода корреляционнорегрессионного анализа. Наличие корреляционно-регрессионной зависимости устанавливается по следующим этапам: выбор учитываемых факторов; отбор статистических данных по этим факторам; составление уравнения регрессии; оценка точности полученного уравнения.
Выбор учитываемых факторов, между которыми необходимо установить связь, является ответственным этапом, так как математический аппарат теории множественной корреляции может дать удовлетворительные результаты только при наличии причинно-следственных связей между такими факторами.
При выборе учитываемых факторов следует руководствоваться логически-профессиональным анализом, обращая особое внимание на физическую природу связи между ними. Включение в формулу факторов, физическую природу связи которых нельзя объяснить ни логически, ни профессионально, приведет к ошибочной математической модели явления. Число факторов не должно быть слишком большим, иначе модель будет громоздкой, мало пригодной к практическому использованию; независимые факторы не должны находиться между собой в функциональной или близкой к ней связи.
При отборе статистических данных по учитываемым факторам необходимо обеспечить независимость результатов наблюдения по исследуемым объектам. Если число объектов изучения невелико (до 100), то для исследования надо принять все данные. При большом числе объектов следует применить метод «черного ящика», т. е. независимой представительности в выборке из генеральной совокупности. Эту же работу можно выполнить, пользуясь таблицей случайных чисел.
При составлении уравнения регрессии3 прежде всего следует установить, какова форма связи (линейная или нелинейная) между исследуемым показателем технологичности и определяющими его факторами.
Линейная зависимость выражается уравнением вида
3 Уравнением р ег.р есс и.и в теории математической статистики называют уравнение, устанавливающее связь между зависимым переменным (фактором-функцией) и независимыми переменными (факторами-аргументами); если связь определяется для трех и более переменных, име^т место уравнение множественной регрессии.
Т — ao+iaiKi+'a2K2+ ••• “Ь’апКп, (13)
где Т — зависимая переменная; Кь Кг, •••> Кп — независимые переменные; а0'—свободный член уравнения; аь ia2, ...» ап — коэффициенты независимых переменных.
Если исследуемый показатель технологичности имеет нелинейную зависимость от ряда факторов, то выражение такой зависимости вида
С = 10Ь0К1ь1К2&2 ... Knbn (14)
после логарифмирования приводится к линейному виду
lg С = bo+-bi lg Ki“H b2 lg Кг••• +'bn lg Kn. (15)
Для получения расчетной формулы (14) после решения уравнения (15) производится потенцирование. Методика решения уравнений (13) и (15) одинакова; она приведена в специальной литературе.
Для оценки точности полученного уравнения необходимо вычислить значения функции в зависимости от значений аргументов и найти среднеквадратическое отклонение расчетных величин функции от их опытных данных. Важную роль в оценке точности корреляционной модели играет расчет так называемого коэффициента множественной корреляции; чем ближе величина этого коэффициента к единице, тем теснее связь между факторами.
Получение математических моделей для комплексных показателей технологичности конструкции рассмотренным методом, а также вычисления по полученным формулам при сравнении вариантов конструктивных решений следует автоматизировать с помощью современных средств вычислительной техники.
§ 62. ОЦЕНКА ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ С ПОМОЩЬЮ МЕТОДА
КОРРЕКТИРУЮЩИХ КОЭФФИЦИЕНТОВ
Определение численных значений показателей технологичности в. ряде случаев основано, как уже отмечалось выше, на статистических данных о ранее созданных конструкциях, имеющих общие конструктивно-технологические признаки с проектируемым изделием, на данных аналогов или типовых представителей. При этом необходимо учитывать отличие проектируемой конструкции от выполненных ранее по сложности, оригинальности и перспективности, а также рост производительности труда за счет совершенствования производства к периоду изготовления нового изделия; указанной цели служат так называемые корректирующие коэффициенты.
Приведем пример использования метода корректирую
щих коэффициентов для прогнозирования показателя трудоемкости изготовления (Ти) проектируемого изделия [2, 14]. Расчетная формула для этого показателя имеет вид
Ти “ Тиа К2сл Кт?
где Тиа —трудоемкость изготовления изделия-аналога; К^сл — комплексный показатель сложности проектируемой конструкции сравнительно с изделием-аналогом; Кт =
( 100 V
= inn itz" коэффициент снижения трудоемкости из-
\ lUU-f- 1\пр/
готовления изделия за счет роста производительности труда в результате механизации и автоматизации, совершенствования технологии и организации производства ко времени изготовления проектируемой конструкции; Кпр — планируемый годовой рост производительности труда, %; т — период времени от начала проектирования до запуска изделия в производство, лет.
Трудоемкость изготовления изделия-аналога определяется опытно-статистическими данными. Рост производительности труда за определенные периоды планируется в целом по отрасли и по каждому предприятию. Время на проектирование и освоение производства нового изделия задается соответствующими директивами.
Комплексный показатель сложности проектируемого изделия может быть определен как
п
К^СЛ = Ксл-о + 2 Кел! Кэ! , 1 = 1
где Ксл-о — коэффициент сложности изделия, обусловленный изменением его основных технических характеристик (параметров назначения); K^i — коэффициент сложности i-й составной части изделия (или отдельных конструктивных элементов); Kai —коэффициент экономической эффективности K^i, учитывающий удельный вес трудоемкости усложняемой составной части (элемента конструкции) в общей трудоемкости изготовления изделия.
Коэффициент сложности изделия может быть выражен отношением параметров (Р), указанных в техническом задании на разработку нового изделия, к опытно-статистическим значениям (Ра) соответствующих параметров для конструкций того же класса и назначения, т. е. K^o=P/Pa. При этом параметр Р (Ра) может выражать одну или соотношение нескольких характеристик конструкции изделия.
Значения коэффициентов К^ можно установить различными способами, например по зависимости
ксЛ1 = 1 + 4Д,
где AT; — увеличение трудоемкости изготовления i-й составной части изделия, связанное с усложнением конструкции; Таг — трудоемкость изготовления i-й составной части аналога.
Определить значение АТ; можно укрупненным нормированием дополнительных работ, связанных с усложнением конструкции. Если сделать это затруднительно, следует установить отношение АЪ/Таг экспертным путем (см. § 63).
Коэффициенты экономической эффективности могут быть рассчитаны по отношению:
§ 63. ЭКСПЕРТНЫЕ МЕТОДЫ В ОЦЕНКЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ
Экспертные методы для оценки технологичности конструкций чаще всего используются в ситуациях, когда достоверность информации, необходимой для принятия решения,, невелика (см., например, §62 — оценка К^). Экспертные оценки являются вероятностными; они основаны на способности специалиста-эксперта давать полезную информацию в условиях неопределенности. Информация, полученная от группы экспертов, соответствующим образом обрабатывается. При этом предполагается, что «истинное» значение исследуемой характеристики находится внутри диапазона оценок и что «обобщенное» коллективное мнение более достоверно, чем индивидуальная оценка.
С принципами подготовки, анализа и математической обработки информации, получаемой от ученых и специалистов, выступающих в качестве экспертов, а также с использованием экспертных методов при прогнозировании и долгосрочном планировании научно-технического прогресса студент может ознакомиться, прочитав книгу С. Д. Бешелева, Ф. Г Гурвича «Экспертные оценки» (М.: Наука, 1973) или другую специальную литературу.
Экспертные оценки для анализа технологичности конструкций правомерно использовать только там, где невозможно применить другие, более точные, подходы. Как отмечено в указанной книге, «экспертные методы — это искусство давать неточные ответы на те практические вопросы, на которые даются еще худшие ответы другими методами» (с. 157).
задания для самостоятельной работы
104. Ознакомьтесь с ГОСТ 14.202—73, регламентирующим правила выбора показателей технологичности конструкции изделий, и ГОСТ 18 831—73, где приведены их определения.
105*. Определите коэффициент унификации изделия, структура которого отражена на рис. 200. Сборочные единицы (технологические узлы) выделены на схеме утолщенными линиями, унифицированные составные части заштрихованы.
Рис. 200
ГЛАВА XXIII
УПРАВЛЕНИЕ ТЕХНОЛОГИЧНОСТЬЮ КОНСТРУКЦИЙ
§ 64. ПОРЯДОК И СОДЕРЖАНИЕ ОТРАБОТКИ
И УПРАВЛЕНИЯ ТЕХНОЛОГИЧНОСТЬЮ конструкции ИЗДЕЛИЯ ПО СТАДИЯМ РАЗРАБОТКИ конструкторской ДОКУМЕНТАЦИИ
Стандартами Единой системы технологической подготовки производства устанавливается обязательность отработки конструкций изделий на технологичность на всех стадиях их создания и предусматривается управление технологичностью конструкций на базе количественной оценки технологичности. Цель отработки и управления технологичностью конструкций состоит, как уже отмечалось выше, во всемерном повышении эффективности общественного труда при оптимальном снижении затрат средств, материалов и времени на разработку конструкции, технологическую и организационноплановую подготовку производства, изготовление, эксплуатацию и ремонт изделия при обеспечении заданных эксплуатационных показателей качества. Основные научно-техничес
кие направления достижения указанной цели применительно к локомотивостроению рассмотрены нами в гл. XXI. В данном параграфе мы изложим последовательность решения задач отработки и управления технологичностью конструкций на различных стадиях проектирования изделия.
Техническое задание на проектирование изделия. Отработка и управление технологичностью на стадии разработки технического задания состоит в установлении обоснованных требований к технологичности разрабатываемой конструкции. При этом определяются номенклатура и численные значения базовых показателей технологичности. Последние обусловливают наиболее общие задачи и главные направления всей дальнейшей отработки конструкции на технологичность.
Методические основы установления базовых показателей технологичности рассмотрены в § 65 и 68.
Техническое предложение. Решение конструкторской задачи на стадии разработки технического предложения имеет несколько вариантов. В результате анализа выбирается оптимальный с точки зрения технологичности вариант принципиальной схемы изделия.
При анализе принципиальных схем конструктивных решений выявляется, какая схема наиболее рациональна с точки зрения технологического членения и компоновки конструкции; устанавливается возможность использования унифицированных и стандартных конструктивных решений, типовых технологических процессов, а также возможность ограничения номенклатуры конструкционных материалов; изучается потребность сравниваемых вариантов в принципиально новых для данного производства технологических разработках и технологических исследованиях.
При разработке технического предложения количественная оценка технологичности, с целью управления ею, может быть произведена по показателю удельной материалоемкости и коэффициенту унификации изделия.
Эскизный проект, развивая наиболее рациональные решения технического предложения, дает общее представление об устройстве и определяет принципиальные конструктивные решения изделия. Эскизный проект может быть выполнен в одном или нескольких вариантах. В последнем случае необходимо дать им сравнительную оценку и выбрать лучший вариант.
Отработка конструкции изделия на технологичность на стадии разработки экскизного проекта состоит в следующем. Выбирается рациональная конструктивная схема изделия (выявляются основные составные части, технологическое членение и компоновка; назначаются методы сборки соединений; устанавливаются габаритные размеры изделия). Оп-
ределяются стандартные и унифицированные составные части, а также номенклатура используемых конструкционных материалов. Дается принципиальная оценка технологичности конструкции с точки зрения условий узловой и общей сборки, контроля, регулирования, подготовки к функционированию, технического обслуживания и ремонта изделия.
На стадии разработки эскизного проекта выявляют потребность в новых технологических процессах, а также общие условия организации технологической подготовки производства. Это дает возможность своевременно выполнить необходимые исследовательские работы, изготовить или приобрести специальное технологическое оборудование, освоить новые технологические процессы.
Количественная оценка технологичности конструкции,, как средство управления технологичностью, на стадии эскизного проектирования производится по приближенным значениям таких показателей, как трудоемкость изготовления (см.,, например, § 66), удельная материалоемкость и масса изделия, коэффициент стандартизации конструкции изделия и некоторые другие. При отработке конструкции на технологичность осуществляется технологический контроль конструкторской документации в соответствии с ГОСТ 2.121—73.
Технический проект содержит окончательные конструктивные решения, дающие полное представление об устройстве изделия. Выполняется он в одном варианте.
Отработка конструкции изделия на технологичность на стадии разработки технического проекта состоит в принятии окончательных решений о технологичности в соответствии с основными задачами технологической отработки конструкции (снижение трудоемкости и себестоимости, а также сокращение цикла работ по изготовлению, техническому обслуживанию и ремонту изделия).
При разработке технического проекта отрабатываются основные узлы и детали с точки зрения рациональности конструктивных форм, способов простановки размеров, требований к точности; определяется целесообразный уровень взаимозаменяемости при сборке; уточняются условия контроля и испытаний узлов и машины в целом; назначаются виды покрытий, термической обработки и т. д.
Уровень технологичности конструкции на стадии разработки технического проекта оценивается по ряду показателей технологичности относительно базовых значений, указанных в техническом задании на проектирование изделия. При отработке конструкции на технологичность осуществляется технологический контроль технического проекта, конструкторская документация подписывается технологами.
Рабочая конструкторская документация разрабатывается в развитие технического проекта изделия до
полной детализации сборочных единиц. При этом конструкция «доводится» до соответствия требованиям конкретного серийного (массового) производства с учетом наиболее производительных технологических процессов и средств технологического оснащения. Отрабатываются рациональные формы и размеры деталей, определяющие виды заготовок, уточняются допуски и устанавливаются требования к качеству рабочих поверхностей деталей. На этом этапе важно осуществить максимально возможную унификацию конструктивных элементов и марок конструкционных материалов.
Оценка уровня технологичности изделия на стадии разработки рабочей конструкторской документации производится по всему комплексу базовых показателей, указанных в техническом задании. Достигнутые показатели технологичности указываются в карте технического уровня и качества изделия (см. ГОСТ 2.116—71), а также в стандартах и технических условиях на изделие (ГОСТ 2.114—70). Отработка конструкции изделия на технологичность выражается в технологическом контроле рабочей конструкторской документации.
В системе отработки и управления технологичностью конструкции значение задач технологичности, решаемых на разных стадиях проектирования изделия, различно. Наиболее принципиальные решения по технологичности могут быть приняты только на ранних стадиях проектирования изделия, когда прорабатываются общие вопросы оптимизации конструкций на базе систем автоматизированного проектирования (САПР). С разработкой технического проекта изделия конструкция должна уже быть в основном отработана на
Рис. 201. Объем отработки конструкции на технологичность по стадиям проектирования изделия 412
Правила отработки конструкции изделий на технологичность и оценки технологичности регламентированы ГОСТ 14,201—73... 14.204—73.
§ 65. РОЛЬ БАЗОВЫХ ПОКАЗАТЕЛЕЙ В СИСТЕМЕ УПРАВЛЕНИЯ ТЕХНОЛОГИЧНОСТЬЮ конструкций
Базовые показатели технологичности конструкции изделия, как указывалось выше, устанавливаются на первой стадии проектирования изделия — при разработке технического задания; они определяют главные задачи и основные направления отработки конструкции на технологичность. Значения базовых показателей технологичности проектируемого изделия определяют на основе соответствующих лучших показателей выпускаемых изделий данного назначения, в зависимости от поставленной цели, с учетом реальных возможностей конкретного производства, типа изделия, динамики и экономической эффективности показателей технологичности для конкретных условий. При этом принимают во внимание конструктивную сложность и перспективность проектируемого изделия, конкретные производственные условия предприятия-изготовителя, рост производительности труда за счет совершенствования технологии и организации производства ко времени изготовления проектируемой конструкции. Для обеспечения эффективной отработки конструкций па технологичность базовые показатели должны также учитывать опережающие требования к качеству изделия.
Установление прогрессивных значений базовых показателей как средство управления технологичностью конструкции часто носит характер прогнозирования этих показателей в зависимости от технических характеристик проектируемого изделия, а также от тех предварительных конструктивных и технологических признаков конструкций, которые могут быть выявлены на стадии разработки технического задания, некоторых организационно-технических факторов производства и других параметров. Данную задачу можно решить, используя интерполяционные эмпирические формулы (при малом числе объектов изучения) или корреляционно-регрессионные модели (при достаточно большом числе реализаций), отражающие зависимости показателей технологичности от определяющих их факторов. Такой подход осуществим при наличии соответствующей статистической базы. Важное значение для оценки точности корреляционной модели имеет, как уже отмечалось, расчет коэффициента множественной корреляции. Точность получаемых результатов обусловлена также спецификой самого метода прогнозирования, основанного на экстраполяции тенденций.
В данном параграфе излагается методика прогнозирова
ния базовых показателей технологичности конструкции изделия с использованием интерполяционных эмпирических формул. Рассмотрены следующие показатели технологичности.
Масса изделия. Прогнозирование базового показателя массы изделия может быть осуществлено на основе получения интерполяционной эмпирической модели зависимости массы от основных технических и конструктивно-геометрических параметров изделия. Подобные зависимости устанавливаются в результате анализа методик прочностного, геометрического и других расчетов, обеспечивающих заданные показатели назначения и надежности изделий, и соответствующей математической обработки массива исходных данных; они могут иметь вид:
М. = а0(Р1а1Р2а2 ... Pnan) (LiblL2b2 ... Lndn), (16)
где М — масса изделия; Рь Р2, ..., Рп — технические характеристики (показатели назначения) изделия; Li, L2, ..., Ln— конструктивно-геометрические параметры изделия; а0, ai, ..., an, bi, ..., bn — постоянные, характеризующие специфику изделия, а также конкретные условия его расчета, конструирования, изготовления и эксплуатации.
После корректировки М с помощью коэффициентов Ксл-м и Км записываем уравнение (16) в виде
М = Р2Ку.мКсл.мКм, (17)
где Ps=PialP2a2 ... Рпап—комплексный технический параметр (обобщенный показатель назначения) изделия; Кум =
М
= —=a0LiblL2b2 ... Lnbn — удельная материалоемкость изде-р S
лия; Ксл-м — коэффициент, учитывающий влияние на массу проектируемого изделия повышения конструктивной сложности отдельных его составных частей по сравнению с выпускаемыми изделиями1; Км =0,8 ... 0,9 — коэффициент прогрессивного снижения массы конструкции за счет совершенствования методов расчета и конструирования, применения прогрессивных материалов и заготовок и т. д.
Подставляя в уравнение (17) вместо Рь Р2, ..., Рп технические параметры проектируемого изделия, вместо Ксл м и Км —планируемые (прогнозируемые) значения соответствующих корректирующих коэффициентов, а вместо Ку м — лучшее значение показателя удельной материалоемкости выпускаемых изделий данного назначения, получим прогнозируемое базовое значение (Мб) показателя массы, учитываю
1 Для определения Ксл*м и Км могут быть использованы, в частности, подход и данные, приведенные в работах [2, 3], а также метод экспертных оценок.
щее опережающие требования к качеству проектируемого изделия:
= РЪ Ку* м Ксл*м Км (17х)
проект лучш. план
Трудоемкость изготовления изделия. Прогнозирование базового показателя трудоемкости изготовления изделия может быть осуществлено на основе интерполяционной эмпирической модели, отражающей зависимость трудоемкости от некоторых дополнительных показателей технологичности конструкции, а также организационно-технических факторов производства:
Th = c0P2c1(Ri<W2 ... Rndn) (KielK2e2 ... Кпеп), (18)
где Ти — трудоемкость изготовления изделия; Ri, R2, ...,Rn — организационно-технические факторы изделия (объем выпуска, удельный вес покупных комплектующих изделий и т. п.); Кь К2, ...» Кп — дополнительные показатели технологичности, оказывающие непосредственное и достаточно существенное влияние на показатель Ти (например, удельная материалоемкость изделия, его коэффициент унификации, коэффициент использования материала и др.); со, сь di, ..., dn, еь ..., en — постоянные, характеризующие организационнотехнические условия конкретного производства (наличное технологическое оборудование и оснастка, организация производства и труда и т. п.).
Уравнение (18) является математической моделью для управления технологичностью конструкции с точки зрения основного показателя производственной технологичности — трудоемкости изготовления изделия. Подставляя в уравнение (18) вместо Р^ комплексный технический параметр вновь проектируемого изделия, вместо Rb R2, ..., Rn — планируемые значения соответствующих организационно-технических факторов, а вместо Кь К2, ..., Кп—лучшие значения соответствующих дополнительных показателей технологичности выпускаемых изделий данного назначения, получим, после введения корректирующих коэффициентов Ксл-М , Км, Ксл-т и Кт2, базовое значение (Тиб ) показателя трудоемкости изготовления проектируемого изделия:
Тиб = с0Р£ (RidlR2d2 ... Rndn) (К1е1К2*2 ... Кпеп) проект план лучш.
К clV civ К
X *ХСЛ*М *\м -Гхсл Т1'т 5 план
2 Кт— см. § 62.
где Ксл-т — коэффициент, учитывающий влияние на трудоемкость изготовления повышения конструктивной сложности отдельных составных частей вновь проектируемого изделия по сравнению с выпускаемыми3.
Для прогнозирования опережающих значений базового показателя технологичности может быть использовано понятие «идеального» с точки зрения технологичности изделия. В качестве последнего в зависимости от поставленной цели может служить лучший образец в мире, в народном хозяйстве страны, в отрасли или на конкретном предприятии. Разумеется, далеко не всегда представляется возможным в условиях достигнутого уровня развития производства спроектировать и изготовить изделие, в котором были бы собраны воедино все лучшие показатели технологичности. Вместе с тем, оценивая проектируемую конструкцию относительно лучших мировых, народнохозяйственных, отраслевых или заводских достижений, вскрывают неиспользованные резервы повышения уровня технологичности изделия, что имеет важное стимулирующее значение для повышения качества продукции.
Технологическая себестоимость изделия. Базовое значение (Стб ) технологической себестоимости проектируемого изделия может быть определено интерполяционной эмпирической формулой линейного вида
Ст6 = Г1 + г2 _|_ГзТиб ,
мЛуЧШ
где Rn0K — удельный вес покупных комплектующих изделий в массе проектируемой конструкции; гь г2, г3 — постоянные, характеризующие технико-экономические условия конкретного производства (квалификация рабочих, стоимость энергии или ее носителей, потребляемых оборудованием, стоимость технического обслуживания, ремонта и амортизации оборудования и т. п.).
По мере накопления данных о вновь спроектированных и запущенных в серийное производство изделиях конкретного назначения математические модели для базовых показателей технологичности должны постоянно корректироваться с целью повышения точности каждого предстоящего прогноза базовых показателей. При использовании современных средств вычислительной техники такая корректировка не вызывает затруднений.
Составление интерполяционных эмпирических формул для базовых показателей технологичности покажем на конкретном примере.
3 Для определения Кел т может быть использован тот же подход, что и для Кел м.
Пример. Установим формулу базового показателя массы для вновь проектируемой локомотивной гидромеханической передачи.
С целью уточнения связей между массой гидропередачи и определяющими ее факторами проанализированы методики прочностного и геометрического расчетов локомотивных гидропередач. В результате анализа установлено, что искомая математическая модель может быть представлена в нескольких приемлемых вариантах. Для математической обработки, предполагая, что масса М гидропередачи имеет нелинейную связь с определяющими ее факторами, принята формула вида:
/ \ аз
M=30Np»‘ фф V Pp^Z1..abip ьг> (19)
Мпп/ z реж
где Np — расчетная мощность гидропередачи; п Вх—угловая скорость вращения входного вала; in-n—передаточное отношение повышающей зубчатой пары; пвх : in.n=nH.K—угловая скорость вращения насосного колеса; v — рабочий диапазон скоростей, реализуемый с помощью зубчатых передач; греж—число режимов работы гидропередачи; zCT —число ступеней скорости, реализуемых с помощью зубчатых передач; Рр — ресурс до первого капитального ремонта; zr.a— число гидроаппаратов;
— параметр, учитывающий особенности конструкции в связи с унификацией гидропередач для определенных диапазонов мощности. По включенным в анализ факторам выявлено наиболее существенное влияние на массу гидропередачи.
Массив исходных данных по серийно выпускаемым унифицированным гидромеханическим передачам (УГП) для тепловозов средней мощности и гидропередачам для дизель-поездов (ГДП) представлен в табл. 19. Математическая обработка исходных данных для получения интерполяционной эмпирической формулы вида (19) произведена по методу наименьших квадратов. Параметры интерполяционной модели найдены с помощью ЭЦВМ «Минск-22». В результате получена интерполяционная эмпирическая зависимость в логарифмической форме:
Таблица 19
Показатели назначения и конструктивно-геометрические параметры локомотивных гидропередач
Тип гидропередачи
УГП 230 170 157 0,8210 4,5 2 2 20 1 1 2100
УГП 230 170 157 0,8210 4,5 1 2 20 1 1 1790
УГП 400.. . 650 480 168 0,6810 1,0 1 1 20 2 1 2340
УГП 750 .. .. 1200 880 105 0,4909 5,2 2 2 20 2 10 5500
УГП 750 .. .. 1200 880 105 0,4909 6.0 1 2 20 3 10 5500
УГП 800.. . 1200 880 105 0,4909 6,0 2 2 20 3 1 5700
УГП 800.. . 1200 880 105 0,4909 6,0 1 2 20 3 10 5500
ГДП 1000 735 157 0,8330 4,6 1 2 10 2 1 3000
* Расчетные значения;
2реж
lg М=2,002+0,264 1g Np+0,114 1g +0,409v ZcT —
—0,214 lg Хреж+0,211 lg PP+0,394 lg zr.a+0,0793 lg P„, причем отклонения расчетных значений М от фактических величин во всех узлах интерполяции равны нулю.
После потенцирования полученного уравнения имеем:
0,409гр:ж
V Zct
М= 100,5Np°,264nH.K0,114 -0 214 "PpV'ZraV^Pr,0793,
z , реж
на основе чего с учетом уравнения (17z) получаем исходную зависимость для базового показателя массы:
0,409 2р:ж
,, Np0,264nH.K°,ll4v ZcT Рр0,211 „ „ v
Мб — „о 214 *ху»М ЛСЛМ *\м •
Z ’ Реж .
проект лучш. план
Для определения лучшего из достигнутых значений показателя удельной материалоемкости рассчитаны значения КУ.М для каждой из серийно выпускаемых локомотивных гидропередач по уравнению
„ _ М___________________Mz°,214pe>K
*У-м “ ps - 0,409 гре_ж
Np0,264na.K°,1,4v ZcT Рр°,211
В результате расчетов получено лучшее значение Кум—100,5 кг (на условную единицу комплексного технического параметра). Тогда, принимая Км =0,85, имеем для вновь проектируемой локомотивной гидропередачи при Ксл-м = 1
0,409 7р?ж
М 0 264п0 114 v ZCT Р о 211
Mq = 85,5 .
2°>214реж
§ 66. УПРАВЛЕНИЕ ТЕХНОЛОГИЧНОСТЬЮ КОНСТРУКЦИЙ НА РАННИХ СТАДИЯХ ПРОЕКТИРОВАНИЯ ИЗДЕЛИЯ
Количественная оценка технологичности конструкций как средство управления технологичностью при проектировании изделий (разработка технического предложения, эскизного, технического и рабочего проектов изделия) необходима для обеспечения базовых показателей технологичности. На ранних стадиях проектирования изделия количественная оценка может быть произведена, как отмечалось в § 64, по приближенным значениям таких показателей технологичности, как трудоемкость изготовления, удельная материалоемкость и масса изделия, коэффициент унификации конструкции и некоторые другие.
Ниже изложены результаты исследований по прогнози
рованию трудоемкости изготовления изделия применительно к гидромеханическим передачам локомотивов на стадии эскизного проектирования конструкции. В основу прогнозирования положена интерполяционная эмпирическая модель зависимости трудоемкости от определяющих ее факторов. Искомая математическая модель получена в результате обработки методом наименьших квадратов соответствующих данных по серийно выпускаемым локомотивным гидропередачам.
На основе профессионально-логического анализа причинно-следственных связей между исследуемыми величинами для математической обработки отобраны факторы, по которым выявлено наиболее существенное влияние на трудоемкость изготовления гидропередач, и имеется достаточная информация на ранних стадиях проектирования изделия: масса М гидропередачи, являющаяся функцией ее основных технических и конструктивно-геометрических параметров (см. § 65) и определяющая конструктивную сложность изделия; объем выпуска N гидропередач; коэффициент КПОк = Ь—Кпок» учитывающий влияние на трудоемкость изготовления изделия удельного веса (Rn0K ) покупных комплектующих изделий и полуфабрикатов в стоимости проектируемой конструкции; коэффициент повторяемости Кпов 4- (Очевидно, что с увеличением М и Кпок трудоемкость изготовления гидропередачи повышается, а с увеличением N и Кпов — снижается.) Массив исходных данных представлен в табл. 20.
Таблица 20
Некоторые технико-экономические характеристики локомотивных гидропередач
Тип гидропередачи М, кг Кпок N, шт. (уел.) К * ^пов, % ти, Ч (усл.)
УГП 230 2100 0,780 680 22,50 690,'5
УГП 230 1790 0,865 70 71,00 69'2,5
УГП 750... 1200 5500 0,790 400 28,94 2441,8
УГП 800 ... 1200 5700 0,875 180 55, Г5 2999,4
УГП 800... 1200 5500 0,875 180 55, Г5 2777,7
ГДП 1000 3000 0,930 30 32,96 2630,6
* Значения Кпов Даны не по типоразмерам, а по массе.
4 Согласно ГОСТ 18831—73 коэффициент повторяемости есть функция, дополняющая до 1 отношение числа наименований типоразмеров сборочных единиц изделия и его деталей, не вошедших в состав сборочных единиц, к общему числу соответствующих составных частей изделия без учета стандартных крепежных деталей.
Предполагалось, что трудоемкость изготовления гидропередачи имеет нелинейную связь с перечисленными выше факторами. Параметры интерполяционной эмпирической формулы найдены с помощью ЭЦВМ «Минск-22». В результате получена зависимость в логарифмической форме:
1g Ти = —0,05414-1,29 lgM4-2,821g КПоК —
—0,186 lg N-0,422 1g Кпов-
После потенцирования полученного уравнения и корректировки Ти с помощью коэффициентов Ксл т и Кт (см. § 65) искомая математическая модель приобретает вид:
м 1’29TZ2’82
т — пт 1 1 пок тг iz
J и — и,ООО №’186|Кй’422пов ^СЛ-Т •
§ 67. УПРАВЛЕНИЕ ТЕХНОЛОГИЧНОСТЬЮ КОНСТРУКЦИЙ НА ПОЗДНИХ СТАДИЯХ ПРОЕКТИРОВАНИЯ ИЗДЕЛИЯ
В качестве одного из комплексных показателей при оценке производственной технологичности конструкции с целью управления технологичностью на ггбздних'стадиях проектирования изделия5 может быть использована трудоемкость его изготовления. Оценка трудоемкости Изготовления изделия по* всем видам технологических процессов должна быть объективной, достоверной, простой и обладать"непосредственным управляющим воздействием на уровень отработки конструкции на технологичность.
Известно, что удельный вес трудоемкости обработки резанием в общей трудоемкости изготовления весьма стабилен для однотипных изделий. Поэтому отработку и оценку производственной технологичности конструкции на поздних стадиях проектирования изделия в ряде случаев можно осуществить, исходя из базового показателя трудоемкости обработки резанием (Трезб). Для того, чтобы Трёзб обладала управляющим воздействием на уровень отработки конструкции на технологичность, необходимо установить взаимосвязь этого показателя с характеристиками конструкции, которые непосредственно определяют ее технологичность при обработке резанием и могут быть выявлены на стадии проектирования изделия; такими характеристиками могут служить габаритные размеры и масса деталей, вид заготовок, число обрабатываемых поверхностей, размеры, точность и шероховатость каждой из них и т. д.
Существует несколько способов определения показателя Трез. В данном параграфе использован метод расчета этого
5 Разработка рабочей документации опытного образца, установочной серии и установившегося серийного или массового производства.
показателя с помощью специально разработанных для конструктора универсальных нормативов трудоемкости. ^Согласно указанному методу для прогнозирования значений трудоемкости обработки резанием детали (сборочной единицы) на стадии рабочего проектирования6 применены регрессионные математические модели вида
Трез = А1+А21 о+АзТв.п кН~А4 1 b-v , (20)
полученные в результате соответствующей математической обработки статистических данных на базе предварительно проведенной конструктивно-технологической классификации обрабатываемых предметов. В уравнении (20)
т«“,й (j66'* *+A4’
m
Тв-п-к” ПК1 >
i = l
Тв.у = tB у Z ,
где t*oi — нормативная трудоемкость по основному времени обработки i-й поверхности при длине обработки 500 мм, мин; Ц— длина обработки i-й поверхности, мм; At*Of— нормативная трудоемкость по основному времени врезания и перебега режущего инструмента при обработке i-й поверхности, мин; t*B-n-Kl —нормативная трудоемкость по вспомогательному времени, необходимому на управление станком и контрольно-измерительные приемы в процессе обработки i-й поверхности, мин; ш — число обрабатываемых поверхностей рассматриваемой детали; tB.y — трудоемкость одной установки (переустановки, поворота) обрабатываемой конструкции; z — число установов (позиций) предполагаемого или типового технологического маршрута (плана) обработки конструкции; Ai, ..., А4 — постоянные, характеризующие специфические условия обработки определенной группы предметов по конструктивно-технологическому классификатору.
Таблицы нормативов t0, At0, tB п.к и tB.y для групп деталей, сходных в конструктивно-технологическом отношении, разрабатываются на базе типовых технологических решений, характерных для данной отрасли, в зависимости от вида обработки (токарная, сверлильная, фрезерная), массы обрабатываемых деталей, размеров, точности и шероховатости обрабатываемых поверхностей и вида заготовок. Пример таких нормативов применительно к обработке тёл вращения (втул-
6 Метод может быть успешно использован также на стадии разработки технического проекта изделия.
* Значения этих показателей берут из специально разработанных таблиц универсальных нормативов трудоемкости.
Нормативы трудоемкости, токарной обработки внутренних цилиндрических поверхностей в поковках, мин
Таблица 21
Квалитеты точности Классы шероховатости t0 (в числителе), At0 (в числителе в скобках), tB-n к (в знаменателе) при диаметре, мм
30 40 50 60 80 120 180
15,0 18,3 21,8 111,5 1'5,6 23,4 35,8
12... 14 3 и 4 (0,27) 0,52 (0,‘28) 0,52 (0,62) 0,66 (0,11) 1,14 (0,16) 1,14 (0,23) 1,14 (0,36) 1,14
17.5 21,4 25J 12,4 16,6 24,8 37,8
И 5 и 6 (0,29) 1,33 (0,31) 1,33 (0,66)_ 1,47 (0,12) 1,19 (0,17) 1.19 (0,25) 1,19 (0,38) 1,19
18,8 20,4 27.5 14,9 19,8 29,8 44,4
8 и 9 6 (0,30) 1,60 (0,32) 1,60 (0,68) 1,74 (0,15) 1,46 (0,20) 1,46 (0,30) 1.46 (0Л4), ‘ 1,46
22,6 25,2 33,4 22,0 29ь2 44,0 67,0
7 6 (0,34) 1,85 (0,37) 1,85 (0,74) 1.99 (0,22) 1 1J1 (0,29) 1,71 (0,44) 1,71 (0,67) 12П
Примечание.. Нормативы для отверстий, обрабатываемых в сплошном металле, заключены в рамку. Значения tB.y назначаются в соответствии с общемашиностроительными нормативами времени для станочных работ.
ки, кольца, фланцы, ступицы, шайбы, крышки) из сталей марок Ст.З и 45 представлен в табл. 21. Для деталей, подвергающихся термической обработке, табличные значения трудоемкости следует умножить на поправочный коэффициент Кт-о = 1,2- При обработке материалов, отличных от тех, которые были приняты при разработке нормативов, табличные значения t0 и Ato берутся с учетом поправочного коэффициента Км о- Значения Км-0 устанавливают в соответствии с общемашиностроительными нормативами.
Для исследований с целью получения соответствующего уравнения множественной регрессии вида (20) отбирают достаточное количество наименований и типоразмеров деталей одной классификационной группы, конструктивно-технологические характеристики которых (размеры, масса, материал, точность) соответствуют диапазонам аналогичных характеристик, принятых при разработке универсальных нормативов трудоемкости. Значения То, Тв п.к и Тв.у для отобранных деталей подсчитывают по изложенной выше методике с помощью разработанных нормативов. Значения z и Трез принимают по отраслевым данным. Математическая обработка исходного массива статистической информации производится с применением аппарата корреляционно-регрессионного .анализа. Расчеты выполняются с помощью соответствующих ЭЦВМ.
В результате проведенных исследований и расчетов для токарной обработки деталей типа тел вращения получены следующие численные значения параметров уравнения множественной регрессии (20): Ai = —0,314, А2=1,79, А3=1,73, А4=4,76. Поэтому уравнение (20) в данном случае принимает вид
Трез =-0,314+1,79То+1,73Тв.п.к+4?76Тв.у.
Полученное при этом достаточно высокое значение совокупного коэффициента множественной регрессии (0,975) свидетельствует о наличии тесной корреляционной зависимости между рассматриваемыми факторами. Следует отметить также, что время, необходимое для определения показателя Трез с помощью разработанных нормативов трудоемкости, весьма незначительно (всего несколько минут для детали средней сложности). Расчеты значительно ускоряются с применением клавишных вычислительных машин.
§ 68. НЕКОТОРЫЕ МЕТОДОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СОВЕРШЕНСТВОВАНИЯ СИСТЕМЫ УПРАВЛЕНИЯ ТЕХНОЛОГИЧНОСТЬЮ КОНСТРУКЦИЙ
Практика разработки отраслевых руководящих материалов по оценке технологичности конструкций показала, что для успешного внедрения ЕСТПП в промышленность отдель-
ные положения действующих стандартов и методик нуждаются в дальнейшем развитии и совершенствовании. Прежде всего, требуют решения некоторые вопросы методологического характера, касающиеся роли рекомендуемых показателей в системе управления технологичностью.
Согласно ГОСТ 14.202—73 одним из основных показателей технологичности конструкции изделия является, как уже отмечалось, трудоемкость его изготовления. Но ведь более низкое абсолютное значение трудоемкости изготовления (технологической трудоемкости) изделия далеко не всегда свидетельствует о более высоком уровне производственной технологичности конструкции, так как у разных изделий одного назначения могут быть различными удельный вес покупных комплектующих изделий, объем выпуска и т. п. Эти факторы в значительной степени определяют трудоемкость изготовления изделия, но непосредственно не характеризуют уровень отработки конструкции на технологичность. Кроме-того, снизить технологическую трудоемкость можно и без существенного улучшения технологичности конструкции — в результате повышения уровня механизации и автоматизации, совершенствования технологии и организации производства и труда. Так, перевод обработки резанием ряда наиболее сложных деталей локомотивных гидропередач с универсальных токарных станков на станки с числовым программным управлением позволил значительно (в 2 ... 3 раза) снизить трудоемкость обработки этих деталей, что отнюдь не свидетельствует о соответствующем резком повышении уровня технологичности их конструкций.
Оценка технологичности конструкций по абсолютному показателю трудоемкости изготовления (как и по показателю удельной трудоемкости изготовления) в рассмотренном и ряде других случаев становится необъективной как для различных предприятий, изготовляющих изделия одного назначения (в том числе при сравнении отечественных изделий с зарубежными образцами), так и в отношении разных изделий, выпускаемых одним и тем же предприятием. Более того, указанная оценка, как правило, не позволяет эффективно воздействовать на процесс проектирования изделия с целью выявления существующих резервов совершенствования конструкции. Сказанное об абсолютном показателе трудоемкости изготовления относится и к абсолютному показателю технологической себестоимости изделия (в том числе и к показателю удельной технологической себестоимости), а также к абсолютным показателям удельной трудоемкости (себестоимости) подготовки изделия к функционированию, его профилактического обслуживания и ремонта.
Очевидно, в качестве показателей технологичности могут выступать лишь те характеристики изделия, которые не-424
зависимо от конкретной производственной ситуации непосредственно определяют его конструктивно-технологические свойства, а их улучшение (ухудшение) равнозначно повышению (снижению) уровня технологичности конструкции. Абсолютные же значения трудоемкости изготовления и технологической себестоимости изделия (в том числе и удельные), удельная трудоемкость (стоимость) подготовки его к функционированию, профилактического обслуживания и ремонта, являясь важными технико-экономическими показателями, в большинстве случаев не могут объективно служить показателями технологичности конструкций, поскольку они зависят от ряда организационно-технических факторов, непосредственно не связанных с технологичностью. Вместе с тем большим преимуществом технико-экономических показателей является их обобщающий, комплексный характер. Кроме того, необходимость постоянного снижения трудоемкости (себестоимости) изготовления, обслуживания и ремонта за счет совершенствования конструкции изделия должна стать важным управляющим фактором в отработке конструкций на технологичность.
Высказанные соображения хорошо согласуются с определением понятия «технологичность конструкции», данным в ГОСТ 18831'—73. Однако для оценки затрат труда и стоимостных средств применительно к отработке и управлению технологичностью конструкции требуется иной по сравнению с указанным стандартом подход. С целью повышения объективности и достоверности такой оценки целесообразно ввести понятие так называемой конструктивной трудоемкости (Тк) изготовления изделия *— условной трудоемкости, оценивающей, независимо от конкретной производственной ситуации, те признаки конструкции, которые обусловливают ее технологичность. Определить конструктивную трудоемкость можно с помощью универсальных нормативов7, которые станут общей базой для сравнительной оценки технологичности различных изделий, изготовляемых на разных предприятиях, в том числе и для оценки зарубежных изделий. По аналогии с конструктивной трудоемкостью можно ввести понятия «конструктивная себестоимость (Ск) изделия», а также «конструктивная трудоемкость (себестоимость) подготовки изделия к функционированию, его профилактического обслуживания и ремонта». Конструктивные трудоемкость и себестоимость предлагается использовать в качестве показателей техноло
7 Универсальные нормативы трудоемкости разрабатываются по видам процессов изготовления на базе типовых технологических решений, характерных для данной отрасли. Так, трудоемкость обработки резанием можно установить по универсальному (средневзвешенному) нормативу, приходящемуся на одну типовую обрабатываемую поверхность базовой длины (см. § 67).
гичности конструкций взамен технологической трудоемкости и себестоимости изделия, трудоемкости (себестоимости) его обслуживания и ремонта.
Может возникнуть вопрос, не противоречит ли использование в системе управления технологичностью конструкций категорий конструктивной (условно не зависящей от конкретных производственных условий) трудоемкости и себестоимости тому очевидному обстоятельству, что характер конструктивно-технологических решений при проектировании нового изделия во многом определяется условиями его изготовления и ремонта. Здесь нет противоречия: отвлечение от конкретной производственной ситуации фактически обеспечивает объективность оценки. Поясним это положение подробнее.
Соответствие конструкции конкретным условиям изготовления, технического обслуживания и ремонта изделия в общем случае обеспечивается качественной (визуальной) оценкой технологичности по отдельным конструктивно-технологическим признакам проектируемой конструкции, т. е. технологическим контролем конструкторской документации. В самом деле, вряд ли можно усомниться в нецелесообразности использования количественных методов оценки для принятия соответствующего решения в случаях, представленных на рис. 202, а (конкретные условия обработки отверстий — сверление) и рис. 202,6 (фрезерование паза соответственно пальцевой и дисковой фрезой). В то же время для конструктивных решений, показанных на рис. 202, в, одинаково приемле-
мых для определенных условий производства (обработка отверстий в сплошном материале на сверлильных станках), количественное сопоставление, очевидно, целесообразно.
Приведенные и другие аналогичные примеры свидетельствуют о следующем. При количественной оценке технологичности речь может идти о сравнении вариантов конструктивных решений, в равной мере пригодных для эффективного использования прогрессивных методов технологии и организации производства в принятых условиях изготовления, эксплуатации и ремонта. Но при этом они отличаются друг от друга, например, уровнем унификации, размерами, массой, марками материалов, количеством составных частей, видом заготовок, количеством и площадью обрабатываемых поверхностей, их точностью и шероховатостью и т. п., т. е. теми свойствами конструкции, которые (в комплексе) можно объективно оценить вне связи с конкретной производственной ситуацией с помощью универсальных нормативов конструктивной трудоемкости (себестоимости).
Допустим, надо дать комплексную количественную оценку производственной технологичности конструкций двух одинаковых ступенчатых валов, один из которых намечено изготовлять в условиях мелкосерийного (случай Л), а другой — крупносерийного (случай Б) производства. Очевидно, трудоемкость Та обработки вала при мелкосерийном производстве (использование универсальных токарных станков) может оказаться значительно больше трудоемкости (Тб) обработки в крупносерийном производстве (гидрокопировальные или многорезцовые полуавтоматы). При существующем подходе к оценке технологичности можно сделать неправильный вывод о том, что производственная технологичность варианта Б конструкции гораздо более высокая. При оценке с помощью универсальных нормативов конструктивной трудоемкости оба варианта будут иметь одинаковый уровень технологичности (в принятых условиях производства). Более того, всякое изменение, например, размеров и точности вала Б по сравнению с валом А в сторону увеличения приведет к неравенству Ткб >ТкА, т. е. квалифицирует вариант Б как менее технологичный (несмотря на возможность Тб<^Та), что соответствует правильному физическому смыслу рассматриваемого явления.
В связи с изложенным необходимо остановиться на таком существенном факторе. Поскольку количественная оценка технологичности по показателям конструктивной трудоемкости и себестоимости превращается, по сути дела, в комплексную оценку возможностей изделия, заложенных в самой конструкции, с точки зрения снижения затрат труда, средств, материалов в принятых производственных условиях, показатели Тк (Ск) не зависят от того, насколько полно эти воз-
можноети реализуются в существующем производстве. Иначе говоря, конструкция «не виновата», если технологическое и организационно-техническое обеспечение производства не соответствует заложенному в ней уровню технологичности. Отмеченное обстоятельство, по-видимому, должно стать важным-отправным моментом для изыскания соответствующих направлений стимулирования и четкого разграничения ответственности конструкторских, технологических и организационно-плановых подразделений предприятия за эффективность -отработки конструкций на технологичность.
Предлагаемая замена в составе показателей технологичности конструкций технологической трудоемкости и себестоимости конструктивной трудоемкостью и себестоимостью не означает, как отмечалось, уменьшения роли технико-экономических требований к отработке конструкций на технологичность. Наоборот, значение технико-экономических факторов (включая затраты на техническую подготовку производства, а также сроки освоения новых изделий) в создании технологичных конструкций необходимо повысить, отведя им роль эффективных критериев в данной области.
На основании сказанного выше в качестве технико-экономических критериев в системе управления технологичностью конструкций могут быть приняты следующие характеристики проектируемого изделия: трудоемкость, стоимость и время-технической (конструкторской и, особенно, технологической) подготовки производства; время освоения серийного производства; трудоемкость изготовления (технологическая трудоемкость) и технологическая себестоимость; трудоемкость и себестоимость подготовки к функционированию и профилактического обслуживания; трудоемкость и себестоимость ремонтов; показатели надежности.
Роль технико-экономических критериев в отработке конструкций на технологичность покажем на примере решения двух частных задач системы управления технологичностью: установления базовых показателей технологичности проектируемой конструкции и управления технологичностью на поздних стадиях проектирования изделия.
При выборе какого-либо базового показателя технологичности исходят из одного или нескольких лимитирующих технико-экономических критериев конкретно для каждого вида изделия в зависимости от поставленной цели. Ниже изложена методика установления базовых показателей технологичности конструкции на основе критерия трудоемкости изготовления изделия с использованием интерполяционных эмпирических формул. В общем виде методика предполагает следующий порядок решения поставленной задачи.
1. Устанавливают номенклатуру показателей технологичности для проектируемого изделия в зависимости от специфики и сложности конструкции, объема выпуска, типа производства и т. д., а также с учетом экономической эффективности показателей технологичности для конкретных условий.
2. Устанавливают лучшие значения для каждого показателя приняв той номенклатуры, которые определяются на основании достижений мировой и отечественной практики.
3. Отбирают из принятой номенклатуры частные (технические) показатели технологичности (Кь Кг, ...» Кп), оказывающие непосредственное и достаточно существенное влияние на лимитирующий критерий — трудоемкость изготовления изделия (например, коэффициент унификации изделия, коэффициент повторяемости, удельная материалоемкость изделия, коэффициент использования конструкционного материала).
4. На основе математической обработки соответствующих данных по изделиям одного назначения получают интерполяционную эмпирическую формулу для Тк вида
T/r = с0Р 2 clKiclK2e2 ... Кпеп, (21)
где Р £ — комплексный технический параметр (обобщенный показатель назначения) изделия — см. § 65; с0, сь еь ..., еп — постоянные, характеризующие специфику изделий данного назначения.
5. Определяют уровень технологичности конструкции (Ут-к) по конструктивной трудоемкости изготовления каждого из выпускаемых изделий данного назначения относительно «идеального», с точки зрения технологичности, изделия:
(22)
где К1л, Кгл, ..., Кпл — лучшие значения показателей технологичности выпускаемых изделий из принятой номенклатуры; Кн, Кг*, .., Kmi(K(?n+i)i, ..., Kni)—показатели технологичности i-ro изделия, увеличение которых равнозначно улучшению (ухудшению) технологичности конструкции. ,
6. Устанавливают базовый уровень технологичности конструкции по конструктивной трудоемкости изготовления для проектируемого изделия относительно «идеального»
т-кб ~ Ут-кл Ку т ,
где Ут-кл — лучший уровень технологичности конструкции по конструктивной трудоемкости изготовления, достигнутый для выпускаемых изделий одного назначения,— определяется по уравнению (22); Кут—коэффициент прогрессивного повышения уровня технологичности конструкции, определяемый в зависимости от поставленной цели с учетом реальных возможностей конкретного производства, типа изделия и динамики показателей технологичности. Если, например, планируется снижение трудоемкости изготовления проектируемого изделия на к % путем повышения
к
уровня технологичности конструкции, то Ку.т = 1+ко *
7. На основании уравнения
К1 б\е1 /К2 б +2 /Ктб\Ст / К (т + l )л \ бт +1
К1Л/ \Кгл/ \Ктл' \К(т+1)б / \Кпб
вытекающего из уравнения (22), устанавливают базовые показатели технологичности (Ki б , • Кпб) проектируемого изделия с учетом конкретных условий производства, специфики конструкции, а также экономической эффективности и динамики каждого показателя.
8. Устанавливают базовые уровни технологичности по каждому из базовых показателей относительно лучших их значений.
9. По найденным значениям К1б, •••> Кп$ устанавливают базовый
Г, (22')
Ут-Кб —
(прогнозируемый) показатель конструктивной трудоемкости (Т ) для проектируемого изделия по уравнению
Ткб = Со Р2 с‘ К16е* Кгбе2 • КПбе"Ксл.мс> кмс* ксл.т,
вытекающему из уравнения (21). (Ксл-м, Км и Ксл-т — см. § 65.)
-10. На основании Тк^ определяют базовые (прогнозируемые) значения конструктивной трудоемкости технологических процессов каждого вида:
Ч, = Ткб (y-Q (23)
\ 1 к /ср или
Т к61 =Ткб fe) , (24)
\ 1 и 'ср
\ « z
где 1-^-4 —среднее для рассматриваемых изделии (выпускаемых
' 1и./ср
серийно) отношение суммарной трудоемкости (THi) технологических процессов одного вида к общей трудоемкости изготовления (технологичес-/Тк. \
кой трудоемкости) изделия (Ти); —1 ) —то же применительно к
\ Т к / ср
конструктивной трудоемкости.
11. Устанавливают базовый (прогнозируемый) показатель «масса» для проектируемого изделия:
Мб — Ру; Ку.Мб Ксл-м ,
где Ку-мб — базовый показатель удельной материалоемкости проектируемого изделия, определяемый из уравнения (22').
12. Базовый (прогнозируемый) показатель конструктивной себестоимости для проектируемого изделия может быть найден по уравнению
cK6 = f0 + £ f[TK6i)
Аи-мб i==i
где Ки-Мб — базовый коэффициент использования материала проектируемого изделия, определяемый из уравнения (22z); fo, f<— постоянные, характеризующие специфику изделий данного назначения и устанавливаемые по универсальным нормативам себестоимости.
13. Базовый уровень мости для проектируемого ции находят по уравнению
Ус-кб =
технологичности по конструктивной себестои-изделия относительно «идеальной» конструк-
______________С*б______________
1 ^Т-КА П
С _L т кб X? f.T
«Ут-Кб i=i
Отработка и оценка производственной технологичности конструкции на поздних стадиях проектирования изделия в ряде случаев возможны на основе базового показателя конструктивной трудоемкости обработки резанием (Трезб ), определяемого по уравнениям (23) или (24).
Оценку Трез можно осуществить с помощью специально подготовленных для конструктора универсальных нормативов трудоемкости (см. § 67). Этот метод довольно эффективен с точки зрения повышения уровня отработки конструкции на технологичность. Объективность и доста
точная для поставленной цели достоверность оценки при использовании указанного метода обеспечиваются тем, что необходимый нормативный материал разрабатывается на базе типовых планов обработки и технического нормирования трудоемкости, а специфические условия обработки групп деталей (сборочных единиц), сходных в конструктивно-технологическом отношении, учитываются постоянными коэффициентами в регрессионной модели трудоемкости. Эффективное управляющее воздействие показателя Трез на уровень отработки конструкции на технологичность состоит в том, что любое изменение конструкции (размеров, точности, шероховатости каждой поверхности, вида заготовки) немедленно сказывается на его величине. Имея базовые значения Трез по основным составным частям изделия, можно, таким образом, оперативно управлять уровнем отработки конструкции на технологичность.
Нам представляется, что четкое разграничение функций технико-экономических критериев, с одной стороны, и показателей технологичности конструкций — с другой, использование категорий конструктивной трудоемкости и себестоимости, а также разработка в рамках отраслевых руководящих технических материалов эффективных управляющих моделей для отработки конструкций на технологичность будут способствовать значительному повышению уровня технологичности отечественных изделий и эффективности стандартизации в области технологичности конструкций.
ЗАДАНИЯ ДЛЯ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
106. Ознакомьтесь с ГОСТ 14.201—73, 14.203—73 и 14.204—73, регламентирующими общие правила и порядок отработки и обеспечения технологичности конструкций изделий машиностроения на разных стадиях их разработки.
107. Ознакомьтесь с методической документацией и литературой по отработке конструкций на технологичность и оценке ее уровня [14, 2, 3].
108. Охарактеризуйте роль конструктора и технолога в системе управления технологичностью конструкций.
109. Ознакомьтесь с ГОСТ 2.121—73, устанавливающим порядок технологического контроля конструкторской документации.
РЕЗЮМЕ РАЗДЕЛА
Современное содержание понятия «технологичность конструкции» охватывает не только процесс производства, но и сферу эксплуатации машины. Задача создания технологичных конструкций локомотивов решается, таким образом, с учетом современных требований технической подготовки их производства, изготовления, технического обслуживания и ремонта. Цель данной работы — оптимизация соответствующих затрат труда, средств, материалов и времени. При этом следует иметь в виду, что генеральным направлением в создании технологичных конструкций локомотивов является унификация конструктивных решений; важным резервом повышения технологичности служат снижение массы локомотива и улучшение использования конструкционных материалов.
Стандартами ЕСТПП устанавливается обязательность отработки конструкций на технологичность на всех стадиях их создания; предусматривается управление технологичностью на базе ее количественной оценки. Последняя осуществляется с помощью системы соответствующих показателей, основными из которых являются трудоемкость изготовления и технологическая себестоимость изделия. При этом могут быть использованы такие средства анализа, как математический аппарат корреляционно-регрессионной обработки статистических данных, интерполяционные эмпирические формулы, балльно-экспертные оценки, корректирующие коэффициенты и др.
В системе отработки и управления технологичностью конструкций наиболее принципиальные решения по технологичности могут быть приняты только на ранних стадиях проектирования изделия. Так, на первой стадии проектирования— при разработке технического задания — устанавливаются базовые показатели технологичности, обусловливающие главные задачи и основные направления всей последующей отработки конструкции на технологичность. Значения базовых показателей определяют на основе соответствующих лучших показателей выпускаемых изделий данного назначения с учетом опережающих требований к качеству продукции.
Вопросы анализа, отработки и оценки технологичности конструкций локомотивов находят отражение в курсовых, по спецдисциплинам конструкторско-технологического цикла, и дипломном проектах. Согласно квалификационной характеристике инженер-локомотивостроитель должен уметь проектировать технологичные конструкции локомотивов.
ОТВЕТЫ И РЕШЕНИЯ
1. Людиновский тепловозостроительный (1745 г.), Камбарский машиностроительный (1767 г.), Коломенский тепловозостроительный
им. В. В. Куйбышева (1863 г.), Брянский машиностроительный им. В. И. Ленина (1873 г.), Калужский машиностроительный (1874 г.), Ворошиловградский тепловозостроительный им. Октябрьской Революции (1896 г.), Муромский тепловозостроительный им. Ф. Э. Дзержинского (1912 г.), Новочеркасский электровозостроительный им. С. М. Буденного (1932 г.), Тбилисский электровозостроительный им. В. И. Ленина (1942г.), Днепропетровский электровозостроительный (19'58 г.).
14. 3i+2ji+’1iii. Установка корпуса на плоскость I лишает деталь перемещения вдоль координатной оси, перпендикулярной этой плоскости, и вращений вокруг двух других координатных осей. Базирование по плоскости II отнимает у детали дополнительно перемещение в направлении, перпендикулярном этой плоскости, и вращение вокруг оси, перпендикулярной плоскости I, а установка на ромбический палец — перемещение вдоль плоскости II.
15. В схеме рис. 12, а, визуально наложена геометрическая связь, ограничивающая поворот диска вокруг своей оси, а в схеме рис. 12, д,— связь, ограничивающая перемещение плиты вдоль ее наиболее протяженной стороны.
16. В схеме рис. 13, б, наложено лишнее ограничение на перемещение в направлении оси Z, а в схеме рис. 13, в,— на перемещения вдоль осей Z и X. Исправленные варианты представлены на рис. 203.
Рис. 203
17. Погрешность базирования для размера Hj (рис. 204):
Рис. 204
28. Е. Н. Максакова
433
- —- ОиЛ Оpjyf / 1 \
Днз=НЭн6—Н3нм =3'3"=03"—03'= + sjn р/2) =
6С I 1 х 0,2 f 1 \
= Т V + sin р/2 ) - 2 \1+ sin 9072? мм~0’24 мм-
Для размера Н2:
Дн2 = Н2нб—Н2|1М = 2'2"=02"—02'= 2sinHp/2 -- 2 sin 0/2 =
дх> 0,2 _______ _
—— л • П /О О * ЛЛ/ЛО !С\ М М 0,14 ММ.
2 sin 3/2 2 sin 90 /2
Для размера Нь
А тт тт 77777 £нм I Л ^нб — L —
Дн1==Н1нб—Н1нм==1 1 = 2 Н-Лн2— 2 ” 2 + 2 sin 3/2 “
до / 1 \ 0,2 f 1 \
= — Uirp/2 - 0 = -rtiKW-1) мм~0’04 мм-
Для размера Н4 (см. рис. 14):
Дн4== Дн2“1“2да =0,14+2*0,25 мм=0,64 мм.
18. Эффективная мощность, потребная для резания,
FzV 040U-d
Na ~ 1020 = 1020 кВт=10’1 кВт-
N3 10-1 . СС
что превышает мощность по приводу станка в “+Гб =1,56 раза.
Скорость резания поэтому необходимо соответственно снизить, т. е. v = 3
= Тбб^ м/с =1,92 м/с, чему соответствует частота вращения шпинделя
1000v 1000-1,92 , r г
П = ---Т“ = -------77~ С—1 = 565 МИН—1.
ла л-65
Принимаем по паспортным данным станка s = 0,56 мм/об, п = 555 мин—1. При этом действительное значение скорости резания
лбп л-65-555
v== 1000 = 1000-60’ м/с=1,89 м/с-
21. Величина врезания сверла d—d0 ft 60—30
/1==//+ tg (90 — Ф) = 1+ — tg (90°—60°) мм =9,65 мм.
Расчетная длина рабочего хода
L = /+/i+/2 = 45 + 9,65+2 мм = 56,65 мм.
Основное время рассверливания при числе технологических переходов к = 4 (четыре последовательно обрабатываемых отверстия)
, L 56,65
To = tok= к= q 5.127 мин = 3,57 мин.
Общая стойкость сверла до полного его износа
Тоб= (Ь+1)Т= (60+1) • 110 мин = 6700 мин.
Потребное количество сверл
ToN 3,57-20 000 J~ ТОб “ 6700
шт.
11 шт.
22. Минимальный размер партии (П), при котором становится целесообразным использование полуавтомата 1282, определяется из равенства
Т , Тп*31 — Т 1 Тп’32
1 шт1 • —j-p- — 1 шт? г —j=j—
(индекс 1 относится к станку 1К62, индекс 2 —к станку 1282).
Тп.з2 Тп.3 gg—
П = ------------- = - ----шт. = 21 шт.
Тщт[ — Тщт2 5,7—1,7
23. Потребное количество единиц технологического оборудования
D Тш к Nw 47-700-12
В= Ф .60“ = 3950-60~ шт = 1)66 шт-
Принимаем В = 2 шт. Коэффициент загрузки оборудования Кз = 1,66
= — = 0,83.
52. Сила пружины каждой из двух вспомогательных опор должна быть меньше половины веса заготовки, т. е. меньше 400/2 Н = 200 Н, чтобы исключить подъем заготовки с основных опор.
53. Постоянные: обработка отверстий 012Н14 производится одним инструментом (сверлом).
54. Наибольшее смещение оси сверла от номинального положения определяется как
д , (DBT3h6 - DBT2hm> + (^ВТнб — ^СВИМ) _
(30,013—29,984) + (20,05—19,948)
= ± ----------------2--------------мм =±0,0655 мм.
57. Тангенциальную (Р2) и осевую (Ру) составляющие силы резания, а также силу тяжести заготовки, оказывающие на силовые механизмы разгружающее действие, в расчет не принимаем. Считаем, что неизменное положение заготовки при фрезеровании полностью обеспечивается трением на поверхностях II. Сдвигающая сила (Рс) равна радиальной составляющей (Рх) силы резания, увеличенной с целью создания определенного запаса надежности зажима. Полагая при торцовом (симметричном) фрезеровании Px~0,4Pz, имеем с учетом коэффициента запаса Ki = l,8 Рс = 0,4-5000-1,8 Н = 3600 Н.
Рс 3600
Потребная сила зажима Q= = 2?04 Н = 4500 Н.
59. Момент, потребный для поворота свариваемого изделия, в условиях статической уравновешенности вращающихся масс
Мо= (G-hGn) f3 гК= (10000 4-10000)-0,1 0,05-1,5 Н-м=150 Н-м.
Необходимое усилие для крепления изделия определяем исходя из наиболее неблагоприятной ситуации: изделие находится в положении, когда сила веса его перпендикулярна зажимным усилиям. В этом случае суммарное зажимное усилие
G 10000
Q=f?n;K=Ww 1.5Н=30000 Н.
60. Потребный крутящий момент на оси вращения планшайбы Mi = GHi = 8000-0,21 Н-м=1680 Н-м.
Потребный момент относительно опорной плоскости планшайбы M2=GH2=8000-0,4 Н-м = 3200 Н-м.
Пользуясь ГОСТ 19143—78, для G=8000 Н, Mi = 1680 Н-м и М2 = 3200 Н-м выбираем манипулятор грузоподъемностью 1000 кг с наибольшим крутящим моментом на оси вращения 2500 Н-м и наибольшим моментом относительно опорной плоскости планшайбы 4000 Н-м. Частота вращения шпинделя данного манипулятора для обеспечения сварочной скорости находится в пределах 0,04 ... 2 мин—1, для маршевой скорости — не менее 1,9 мин—1. Наибольший угол наклона планшайбы 135°.
73. Коэффициент закрепления операций
60 Ф 60-3950
Кз‘° = МТщ.Кср = 2800-28,2 =3’
N5 2400-5
74. Размер партии П=^д- = —240” шт. ='50 шт. N 2400
Число запусков Зп = у = _у" = 48.
78. III и IV. Эти поверхности согласно чертежу остаются в готовой детали необработанными, поэтому, приняв их за технологические базы на первой операции, мы обеспечим их наименьшее смещение относительно обрабатываемых поверхностей.
79. См. табл. 22. 80. См. рис. 205. 81. См. табл. 23. 82. См. табл. 24.
Рис. 205. Теоретическая схема базирования (б) и эскиз обработки (а) корпуса привода регулятора
83. Пункты 2, а, и 2, б, требований чертежа рис. 125 обеспечиваются обработкой поверхностей 1, 5 и 4 в один установ. Для выполнения пункта 2, в, поверхность 12 корпуса подшипника используется в качестве чистовой технологической (установочной) базы для обработки отверстий 08ОН7 при соответствующей точности исполнения станочного приспособления (универсального токарного патрона со сменной наладкой). Требования, оговоренные чертежом в отношении позиционного отклонения осей резьбовых отверстий (п. 3), обеспечиваются соответствующей точностью исполнения накладного кондуктора при базировании его по отверстию 08ОН7.
84. См. рис. 206.
85. См. рис. 207. Маршрут сборки: 1. Подготовка составных частей насоса к сборке. 2. Балансировка рабочего колеса в сборе в соответст-436
Технологический процесс обработки резанием корпуса привода регулятора по чертежу рис. 124
№ технологическо] операции № । переходов Наименование и содержание технологической операции
1 2 3
1 Т окарно-револъверная
1 Установить и снять деталь после обработки.
2 Подрезать торец 10.
3 Подрезать торец 9.
4 Точить поверхность 6 начерно.
5 Точить поверхность 6 окончательно.
6 Точить канавку 7 предварительно.
7 Точить канавку 7 окончательно.
8 Точить фаску 8.
9 Сверлить отверстие 5.
10 Зенкеровать отверстие 5.
11 Развернуть отверстие 5.
12 Операционный технический контроль.
2 Радиально-сверлильная
1 Установить и снять деталь после обработки.
2, 3 Сверлить 2 отверстия 17 010.
4, 5 Сверлить 2 отверстия 17 09,7 под развертывание.
6, 7 Развернуть 2 отверстия 17 01ОН9.
8 Повернуть деталь в приспособлении на угол 180°.
9...12 Зенковать 4 выемки 11.
13 Операционный технический контроль.
3 Т окарно-револьверная
1 Установить и снять деталь после обработки.
2 Подрезать торец 16.
3 Сверлить отверстие 4.
4 Рассверлить отверстие 4.
5 Зенкеровать отверстие 4.
6 Развернуть отверстие 4 предварительно.
7 Развернуть отверстие 4 окончательно.
8 Переустановить деталь.
9 Подрезать торец 15.
10 Операционный технический контроль.
4 Вертикально-фрезерная
1 Установить и снять деталь после обработки.
2 Фрезеровать поверхность 3.
3 Операционный технический контроль.
5 Радиально-сверлильная
1 Установить и снять деталь после обработки.
2 Подрезать (зенковать) торец 1.
3 Рассверлить отверстие под резьбу 2.
4 Зенковать фаску в отверстии под резьбу 2,
Окончание табл. 22
1 2
3
5 6 Нарезать резьбу 2. Операционный технический контроль.
6 Радиально-сверлильная
1 2,3 4 Установить и снять деталь после обработки. Сверлить 2 технологических отверстия под фрезерование паза 12. Операционный технический контроль.
7 Вертикально-фрезерная
1 2 3 4 5 Установить и снять деталь после обработки. Фрезеровать паз 12. Снять фрезу 016 и установить фрезу 020. Фрезеровать паз 13. Операционный технический контроль.
8 Радиально-сверлильная
1 2 3...6 7 8...11 12 13...22 23 24..133 34 Установить и снять деталь после обработки. Установить кондукторную плиту. Сверлить 4 отверстия под резьбу 14. Снять кондукторную плиту. Зенковать фаски в 4 отверстиях под резьбу 14. Повернуть деталь в приспособлении на угол 90°. Повторить переходы 2 ... 11 применительно к 4 отверстиям 18. Повернуть деталь в приспособлении на угол 180°. Повторить переходы 2 ... 11 применительно к 4 отверстиям 18 с противоположной стороны. Операционный технический контроль.
9 Слесарная
1 2...5 6 7...10 11 12...15 16 17 Установить и снять деталь после обработки. Нарезать резьбу 14 в 4 отверстиях. Переустановить деталь. Нарезать резьбу 18 в 4 отверстиях. Переустановить деталь. Нарезать резьбу 18 в 4 отверстиях с противоположной стороны. Зачистить заусенцы, притупить острые кромки, очистить резьбовые отверстия от стружки. Операционный технический контроль.
JO Контрольная (приемочный технический контроль)
Проверить деталь по чертежу.
Содержание контрольной операции технологического процесса обработки резанием корпуса привода регулятора по чертежу рис. 124
№ переходов Содержание переходов Измерительный инструмент (контрольное приспособление)
1 2 3 4 5 6 7 8 9 10 11 12 13 14... 29 30 Проверить отсутствие заусенцев и острых кромок Проверить шероховатость поверхностей, обработанных резанием Проверить 032Н7(+0,025) Проверить 02ОН9(+0,052) Проверить 032Ы1 ( — 0,1б) Проверить 041Н11 (+0,16) Проверить размер 2,6±0,1 Проверить размер 40±0,2 Проверить отклонение от перпендикулярности оси отверстия 032Н7 относительно осп отверстия 02ОН9 — не более 0,15 мм Проверить резьбу М.24Х2—7Н Проверить резьбу М.6—7Н Проверить резьбу М4—6Н Проверить 0ГОН14(+0,36) Проверить размеры: 60hl4( - 0,74); 92М4(- 0,87); Ю-i’1 (2 размера); 12+1; 20+.2; 13+1; 15+1 (2 размера); 2-i; Ю- 0,5; 50- 1; 50(+0,62); 45(+0,62); 20(+0,52); 16(+0,43) Проверить радиус R8±2 ] Визуально Образцы шероховатости Калибр-пробка гладкая предельная Калибр-пробка гладкая предельная Калибр-скоба Калибр-пробка гладкая предельная Уступомер Контрольное приспособление Пробка резьбовая Пробка резьбовая Пробка резьбовая. Штангенциркуль Штангенциркуль Шаблон
Примечание. Размеры: 65±0,5; 45±0,25; 55±0,25; 26±0,25; 92±0,25; 40±0,25; *50±0,25 не контролировать (обеспечиваются технологически) .
вии с п. 2 требований чертежа. 3. Сборка горизонтального вала с зубчатым колесом и подшипником. 4. Сборка обоймы с подшипником. 5. Сборка верхнего корпуса с горизонтальным валом. 6. Сборка вертикального вала с подшипниками. 7. Сборка среднего корпуса с вертикальным валом. 8. Сборка среднего корпуса с зубчатым колесом, звездочкой и крышкой. 9. Сборка среднего корпуса с нижним. 10. Сборка среднего корпуса с верхним. 11. Испытание насоса на стенде (п. 8 требований чертежа). 12. Технический контроль (проверка выполнения п. 2, 4 ... 8 требований чертежа).
89. См. табл. 25.
90. 1. Подготовка деталей боковины к сборке и сварке. 2. Сборка (на прихватках) каркаса коробки боковины. 3. Операционный технический контроль. 4. Перемещение (в кантователь для сборки каркаса с ниж-
Технологический процесс обработки резанием корпуса подшипника по чертежу рис. 125
№ технологической операции и о g S о.) Ом О к Наименование и содержание технологической операции
1 2 3
1 Вертикально-фрезерная
1 Установить и снять деталь после обработки.
2 Фрезеровать поверхность 12.
3 Операционный технический контроль.
2 Вертикально-фрезерная
1 Установить и снять деталь после обработки.
2, 3 Фрезеровать 2 поверхности 11.
4 Операционный технический контроль.
3 Радиально-сверлильная
1 Установить и снять деталь после обработки.
2, 3 Сверлить 2 технологических отверстия под фрезерование пазов 9.
4, 5 Зенкеровать * 2 технологических отверстия.
6, 7 Развернуть * 2 технологических отверстия.
8 Операционный технический контроль.
4 Т окарно-револьверная
1 Установить и снять деталь после обработки.
2 Подрезать торец 1.
3 Расточить отверстие 4 начерно.
4 Зенкеровать отверстие 5.
5 Расточить канавку 2 с подрезкой торца.
6 Расточить канавку 6 предварительно.
7 Расточить канавку 6 окончательно.
8 Зенкеровать отверстие 4.
9 Развернуть отверстие 4 предварительно.
10 Развернуть отверстие 4 окончательно.
11 Расточить фаску 3.
12 Операционный технический контроль.
5 Радиально-сверлильная
1 Установить и снять деталь после обработки.
2 Установить кондукторную плиту.
3...8 Сверлить 6 отверстий под резьбу 10.
9 Снять кондукторную плиту.
10...15 i Зенковать фаски в 4 отверстиях под резьбу 10.
16 Операционный технический контроль.
6 Вертикально-сверлильная
1 Установить и снять деталь после обработки.
2 Сверлить отверстие под резьбу 8.
3 Откинуть кондукторную планку.
Окончание табл. 24
1 2 3
4 Зенковать выемку 7.
5 Развернуть отверстие под резьбу 8.
6 Зенковать фаску в отверстии под резьбу 8.
7 Операционный технический контроль.
7 Вертикально-фрезерная
1 Установить и снять деталь после обработки.
2, 3 Фрезеровать 2 паза 9.
4 Операционный технический контроль.
8 Слесарная
1 Установить и снять деталь после обработки.
2,..7 Нарезать резьбу 10 в 6 отверстиях.
8 Переустановить деталь.
9 Нарезать резьбу 8.
10 Зачистить заусенцы, притупить острые кромки, очистить резьбовые отверстия от стружки.
Ы Операционный технический контроль.
9 Слесарная
1 Проверить деталь на непроницаемость керосином.
2 , Предъявить представителю ОТК.
10 Контрольная (приемочный технический контроль) Проверить деталь по чертежу.
* Эти отверстия будут служить технологическими базами для последующей обработки.
ним и верхним листами). '5. Сборка (на прихватках) каркаса коробки с нижним листом. 6. Операционный технический контроль. 7. Полуавтоматическая дуговая сварка в углекислом газе внутри коробки боковины. 8. Операционный технический контроль. 9. Сборка (на прихватках) каркаса коробки с верхним листом. 10. Операционный технический контроль. 11. Перемещение (в стенд для сборки с кронштейнами для крепления буксовых поводков). 12. Установка и прихватка кронштейнов. 13. Операционный технический контроль. 14. Перемещение (в кантователь установки для автоматической сварки под флюсом). 15. Автоматическая дуговая сварка под флюсом продольных швов коробки боковины. 16. Перемещение (в кантователь для сборки с накладными деталями). 17. Установка и прихватка накладных деталей. 18. Операционный технический контроль. 19. Полуавтоматическая дуговая сварка (приварка) под флюсом накладных деталей и кронштейнов. 20. Операционный технический контроль. 21. Аргоно-дуговая обработка швов приварки кронштейнов. 22. Операционный технический контроль. 23. Перемещение (на участок термообработки). 24. Отжиг боковины. 25. Перемещение (на участок правки). 26. Разметка. 27. Правка боковины. 28. Операционный технический контроль. 29. Приемочный технический контроль. 30. Перемещение (на участок механической обработки резанием).
Технологический процесс изготовления кронштейна по чертежу рис. 161
№ технологической операции № перехода Наименование и содержание технологической операции
1 Подготовка
1 Подобрать детали для сборки кронштейна по комплектовочной карте.
2 Зачистить места под сварку до чистого металла.
2 Сборка
1 2 Состыковать последовательно трубы 2, 4, 3, выдержав зазор под сварку 0,5 ... 1 мм.
Прихватить детали в процессе сборки восемью прихватками длиной 10 мм каждая.
3 Собрать узел, состоящий из труб 2, 4, 3, с фланцами 1 и 5 поочередно, выдержав размеры 3±1; 110±2 и 400±2 мм.
4 Прихватить детали в процессе сборки восемью прихватками длиной 15 мм каждая.
3 Сварка
1 Сварить кронштейн полностью.
4 Правка
1 Править кронштейн после сварки.
5 Слесарная
1 Зачистить стыковые швы от неровностей.
6 Технический контроль
1 Проверить качество сварки внешним осмотром (прожоги, пористость сварных швов не допускаются).
2 Проверить размеры 3±1; 110±2; 400±2.
3 Проверить отклонение от перпендикулярности фланцев друг относительно друга (не более 1 мм).
что,
101. Для стали марки МСт. 3 эквивалент углерода
с.=с+ + +
что, на основании данных табл. 17, свидетельствует о хорошей свариваемости: сталь может быть без затруднений сварена любым доступным способом без применения каких-либо специальных технологических приемов.
Рис. 207. Технологическая схема сборки насоса гидропередачи
Для стали марки 15Г
0,85
Сэ = 0,16+ “2q'%~0,2%—свариваемость также хорошая.
Для стали марки ЗОХМА
0,55 0,95 + 0,2 п/ Л
Сэ = 0,3 + +----ц)---% «0,45% — свариваемость удовлетвори-
тельная — требуется предварительный подогрев до температуры 200 ... ... 300° С; при многослойной сварке следует поддерживать температуру предыдущего слоя не ниже 200 ... 300°С; после сварки необходима термическая обработка для снятия сварочных напряжений и улучшения структуры металла в зоне шва сварного соединения.
105. Данное изделие содержит две унифицированные сборочные единицы (№ 5сб и 13сб) и три унифицированные детали, не вошедшие в состав сборочных единиц (№ 17, 18 и 20). Общее количество соответствующих составных частей изделия без учета стандартных крепежных деталей № 21, 22 и 23 равно десяти (№ 15 ... 20, 1сб, 5сб, 7сб, 13сб).
2 + 3
Поэтому Ку= -Jq“ = 0,5.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
1. Ансеров М. А. Приспособления для металлорежущих станков.— Л.: Машиностроение, 1975.— 656 с.
2. Генкин С. И. Методы оценки технологичности конструкций изделий машиностроения: Обзорная информация.— М.: ВНИИКИ, 1974.— 77 с.
3. Генкин С. И. Обеспечение технологичности конструкций машиностроения и приборостроения: Обзорная информация.— М.: ВНИИКИ, 1975.— 84 с.
4. Кобозев В. М. Технологические основы конструирования и производства электрического подвижного состава железнодорожного транспорта: Учебное пособие для вузов.— М.: Высшая школа, 1978.— 309 с.
5. Козин ед П. В., Карташов И. Н., Кагановский А. И., Ге сю к 3. М., С а син И. Ф. Технология тепловозостроения: Учебное пособие для техникумов.— М.: Машгиз, 1962.— 376 с.
6. Корсаков В. С. Автоматизация производственных процессов: Учебник для вузов.— М.: Высшая школа, 1978.— 295 с.
7. Корсаков В. С. Основы технологии машиностроения: Учебник для вузов.— М.: Высшая школа^, 1974.— 336 с.
8. Кузнецов Т. Ф., Кагановский А. И., Геею к 3. М., У м а н ц е в А. В., Бобров В. Ф. Сборка и испытание тепловоза ТЭК).— М.: Машиностроение, 1966.— 268 с.
9. Максакова Е. Н. Приспособления в производстве локомотивов: Учебное пособие для вузов.— Тула: ТПИ, 1976.— 68 с.
10. Максакова Е. Н. Проектирование, унификация, автоматизация технологических процессов локомотивостроения: Учебное пособие для вузов.— Тула: ТПИ, 1978.— 84 с.
11. Максакова Е. Н. Технологическое обеспечение надежности локомотивов: Учебное пособие для вузов.— М.: МАМИ, 1975.— 67 с.
12. Максакова Е. Н. Технологичность конструкций локомотивов: Учебное пособие для вузов.— Тула: ТПИ, 1977.— 92 с.
13. Максакова Е. Н. Технологические основы локомотивостроения в задачах и решениях: Учебное пособие для вузов.— Тула: ТПИ, 1979.—80 с.
14. Методика отработки конструкций на технологичность и оценки уровня технологичности изделий машиностроения и приборостроения.— М.: Изд-во стандартов, 1976.— 76 с.
15. Моисеев М. П. Экономика технологичности конструкций.— М.: Машиностроение, 1981.— 253 с.
16. Основы технологии машиностроения/Под ред. В. С. Корсакова: Учебник для вузов.— М.: Машиностроение, 1977.— 416 с.
17. Справочник технолога-машиностроителя. В 2-х томах.— М.: Машиностроение, 1972 —Т. 1 — 694 с.; Т. 2 — 568 с.
18. Технологичность конструкций: Справочное пособие/Под ред. С. Л. Ананьева и В. П. Купровича.— М.: Машиностроение, 1969.— 424 с.
ОГЛАВЛЕНИЕ
Предисловие ........................................... 3
Введение............................................... 8
Раздел первый
ОСНОВЫ ТЕХНОЛОГИИ ЛОКОМОТИВОСТРОЕНИЯ
Глава I. Основные понятия технологической подготовки производства ..................................... ... 13
§ 1. Объекты производства, технологический процесс и средства технологического оснащения ... 13
§ 2. Структура, характеристики и формы организации технологического процесса . . . . . 17
§ 3. Типы машиностроительных производств ... 20
Задания для самостоятельной работы ... 22
Глава II. Точность в локомотивостроении .... 23
§ 4. Точность изготовления как важная предпосылка качества локомотива ...... 23
§ 5. Источники погрешностей в процессах формообразования, обработки и сборки и способы обеспечения заданной точности изделий .... 28
§ 6. Базирование и базы ...... 32
6.1. Классификация баз..........................33
6.2. Схемы базирования..........................35
6.3. Погрешность базирования....................37
Задания для самостоятельной работы .... 39
Глава III. Технологические режимы и технологическая трудоемкость . . . . . . . .41
§ 7. Технологические режимы в процессах формообразования, обработки и сборки.......................41
§ 8. Основы нормирования технологической трудоем-
кост и ......... 46
8.1. Станочные работы...........................48
8.2. Слесарно-сборочные работы .... 52
8.3. Сварочные работы...........................53
Задания для самостоятельной работы .... 56
Резюме раздела.........................................57
Раздел второй
МЕТОДЫ ФОРМООБРАЗОВАНИЯ, ОБРАБОТКИ И СБОРКИ. ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ ЛОКОМОТИВОВ
Глава IV. Методы получения заготовок и их влияние на надежность локомотивов ..... 60
§ 9. Влияние технологии изготовления заготовок на служебные свойства деталей локомотивов ... 60
§ 10. Технико-экономические характеристики методов
получения заготовок ...... 65
§ 11. Припуски на обработку резанием ... 74
§ 12. Технологические процессы изготовления железнодорожных колес...................................77
12.1. Цельнокатаные колеса..................77
12.2. Колесные центры и бандажи ... 83
12.3. Технологические способы обеспечения надежности железнодорожных колес . . 85
Задания для самостоятельной работы .... 87
.Глава V. Методы, обработки заготовок и металлоконструкций и их влияние на надежность локомотивов . . 88
§ 13. Технико-экономические характеристики методов
механической обработки заготовок ... 89
§ 14. Влияние механической обработки резанием на надежность деталей локомотивов .... 90
§ 15. Упрочнение деталей локомотивов поверхностным
пластическим деформированием .... 100
§ 16. Упрочнение деталей локомотивов термической и
химико-термической обработкой . . . .105
§ 17. Защита от коррозии металлоконструкций локомотивов лакокрасочными и гальваническими покрытиями ..............................................108
Задания, для самостоятельной работы . . . .110
Глава VI. Методы сборки и их влияние на надежность локомотивов ...............................................111
§ 18. Технико-экономические характеристики методов сборки..............................................111
§ 19. Влияние технологии формирования соединений ось — колесо на надежность колесных пар . . 117
19.1. Прессовый метод формирования колесных
пар.......................................117
19.2. Тепловое формирование колесных пар . . 121
19.3. Гидропрессовое формирование колесных пар............................................123
19.4. Формирование колесных пар с применением искусственного холода..........................125
19.5. Основные перспективы совершенствования технологии формирования колесных пар . 128
Задания для самостоятельной работы . . . .130
Резюме раздела..........................................130
Раздел третий
ПРИСПОСОБЛЕНИЯ В ПРОИЗВОДСТВЕ ЛОКОМОТИВОВ
Глава VII. Классификация приспособлений . . . .133
Задания для самостоятельной работы . . . .138
Глава VIII. Станочные приспособления . . . .138
§ 20. Детали, устройства и механизмы станочных приспособлений .........................................138
§ 21. Приводы приспособлений.........................146
§ 22. Конструкции станочных приспособлений, используемых в локомотивостроении . . . . .149
§ 23. Методика проектирования неразборных специальных станочных приспособлений . . . . 152
§ 24. Расчет потребных усилий зажима обрабатываемого изделия...........................................154
Задания для самостоятельной работы .... 158
Глава IX. Оборонно-сварочное приспособление . . .159
§ 25. Детали, устройства и механизмы сборочно-сварочных приспособлений................................159
§ 26. Конструкции сборочно-сварочных приспособлений, используемых в локомотивостроении . . 165
§ 27- Методика проектирования сборочно-сварочных приспособлений....................................170’
Задания для самостоятельной работы .... 173
Глава X. Сборочные приспособления и оборудование . . 174
Задания для самостоятельной работы . . . .179
Глава XI. Контрольно-измерительные приспособления и контролирующие устройства...................................181
Задания для самостоятельной работы . . . . 184
Глава XII. Приспособления и средства механизации для захвата и транспортирования грузов . . .184
Задания для самостоятельной работы . . . .187
Глава XIII. Экономическая эффективность приспособлений . 188
Задания для самостоятельной работы . . . .189
Резюме раздела.............................................190
Раздел четвертый
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ЛОКОМОТИВОСТРОЕНИЯ
Глава XIV. Основы проектирования технологических про-
цессов .........................................191
§ 28. Классификация технологических процессов . . 191
§ 29. Исходная информация и этапы проектирования технологических процессов..............................192
§ 30. Технико-экономический анализ технологических процессов.........................................195
§ 31. Технологическая документация .... 195
§ 32. Автоматизация проектирования технологических
процессов на ЭВМ............................197
Задания для самостоятельной работы *.............199
Глава XV. Технологические процессы обработки резанием деталей локомотивов.................................. 200'
§ 33. Общие правила проектирования технологических процессов Обработки резанием . . . . 205
§ 34. Эскизы обработки...............................207
§ 35. Пример разработки и записи операционного технологического процесса обработки резанием . 209
§ 36. Технологические процессы обработки резанием типовых деталей локомотивов . . . . 214
36.1. Корпус поводковой буксы .... 214
36.2. Крестовина карданного вала . . . 223
36.3. Ось колесной пары..........................228
36.4. Тяговое зубчатое колесо .... 232
Задания для самостоятельной работы .... 239
Глава XVI. Технологические процессы узловой и общей сборки локомотивов.....................................243
§ 37. Технологические схемы узловой и общей сборки локомотивов.......................................... 243
§ 38. Общие правила проектирования технологических процессов сборки . .... . . 245
§ 39. Пример разработки и записи операционного технологического процесса сборки..........................249
§ 40. Технологические процессы узловой сборки локомотивов . ............................ 251
40.1. Сборка упругого зубчатого колеса тягового
редуктора . . . . . . . . 251
40.2. Сборка колесной пары . . . . . 257
40.3. Монтаж букс на оси колесной пары . . 261
40.4. Сборка тележки . . ... . 263
§ 41. Общая сборка локомотивов.....................272
§ 42. Испытания локомотивов ..... 279
Задан ия для самостоятельной работы .... 290
Глава XVII. Технологические процессы изготовления свар-
ных конструкций локомотивов . . . 294
§ 43. Общие правила проектирования технологических процессов изготовления сварных конструкций . 294
§ 44. Пример разработки и записи операционного технологического процесса изготовления сварной конструкции .........................................300
§ 45. Технологические процессы изготовления рам тележек локомотивов...............................302
45.1. Изготовление боковин..................305
45.2. Сборка и сварка рамы тележки . . . 314
45.3. Механическая обработка резанием, оконча-
тельная сборка и контроль рамы тележки . 319
Задания для самостоятельной работы .... 323
Г лава XVIII. Унификация технологических процессов производства локомотивов ..................................324
§ 46. Типизация технологических процессов производства локомотивов . ............................. . 325
§ 47. Групповые технологические процессы в локомотивостроении ........ 330
Задан ия для самостоятельной работы .... 335
Глава XIX. Автоматизация технологических процессов в локомотивостроении .....................................335
§ 48. Основные понятия в области механизации и автоматизации технологических процессов . . . 335
§ 49. Современное состояние и перспективы развития автоматизации производства в локомотивостроении . . . ........................337
§ 50. Автоматизация производственных процессов локомотивостроения на базе использования оборудования с программным управлением . . . 342
50.1. Станки с числовым программным управле-
нием ........ 342
50.2. Промышленные роботы . . . . . 346
§ 51. Механизация и автоматизация в производстве теплообменных аппаратов локомотивов . . . 350
51.1. Секции холодильников .... 350
51.2. Водомасляные теплообменники . . . 359
Задания для самостоятельной работы .... 364
Резюме раздела.........................................364
Раздел пятый
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ ЛОКОМОТИВОВ
Глава XX. Современное содержание понятия технологичности конструкций.......................................366
Задания для самостоятельной работы .... 370
Глава XXI. Основные направления создания технологичных конструкций локомотивов...............................370
§ 52. Унификация конструктивных решений — генеральное направление создания технологичных конструкций локомотивов................................370
§ 53. Снижение массы локомотива и улучшение использования конструкционных материалов — важный резерв повышения технологичности конструкций . 373
§ 54. Пути повышения технологичности конструкций при сборке локомотивов............................377
§ 55. Пути повышения технологичности сварных конструкций локомотивов....................................381
§ 56. Пути повышения технологичности конструкций заготовок ..............................................386
§ 57. Пути повышения технологичности конструкций при обработке резанием ...... 388
§ 58. Пути повышения эксплуатационной технологичности локомотивов.......................................396
Задан ия для самостоятельной работы .... 400
Глава XXII. Оценка технологичности конструкций . . 400
§ 59. Понятие о качественной и количественной оценке технологичности конструкции...........................400
§ 60. Методические основы количественной оценки технологичности конструкций..............................401
§ 61. Применение корреляционно-регрессионного анализа статистических данных для оценки технологичности конструкций.....................................404
§ 62. Оценка технологичности конструкций с помощью метода корректирующих коэффициентов . . 406
§ 63. Экспертные методы в оценке технологичности конструкций .............................................408
Задан ия для самостоятельной работы .... 408
Глава XXIII. Управление технологичностью конструкций . 409
§ 64. Порядок и содержание отработки и управления технологичностью конструкции изделия по стадиям разработки конструкторской документации . 409
§ 65. Роль базовых показателей в системе управления технологичностью конструкций . . . .413
§ 66. Управление технологичностью конструкций на ранних стадиях проектирования изделия . . . 418
§ 67. Управление технологичностью конструкций на поздних стадиях проектирования изделия . . 420
§ 68. Некоторые методологические особенности совершенствования системы управления технологичностью конструкций......................................423
Задан ия для самостоятельной работы .... 431
Резюме раздела..............................................431
Ответы и решения.......................................... 433
Рекомендуемая литература....................................446
ИБ № 874
Елена Николаевна Максакова
ТЕХНОЛОГИЯ ЛОКОМОТИВОСТРОЕНИЯ
Учебник для вузов
Редактор О. П. Шишова Художник В. Н. Огарков Художественный редактор Л. А. Клочков Технический редактор Ю. А. Фосс Корректоры Р. К. Логунова, Н. В. Коваленко, Г. И. Старухина Линотипист В. А. Денисьев Верстальщик В. Б. Кунаковская Печатник В. С. Незнамов
Сдано в набор 17.06.82. Подп. в печ. 24.09.82. ЛЕ 10986. Форм. бум. 60X90/16. Бумага типографская № 1. Литературная гарнитура. Высокая печать. Усл. п. л. 28,5. Усл. кр.-отт. 28,75. Уч.-изд. л. 28,8. Тираж 1000. Заказ 1086. Цена 1 р. 40 к.
Издательство Воронежского университета Воронеж, ул. Ф. Энгельса, 8 Типография издательства ВГУ Воронеж, ул. Пушкинская, 3