/



















Текст
085Ъ
t
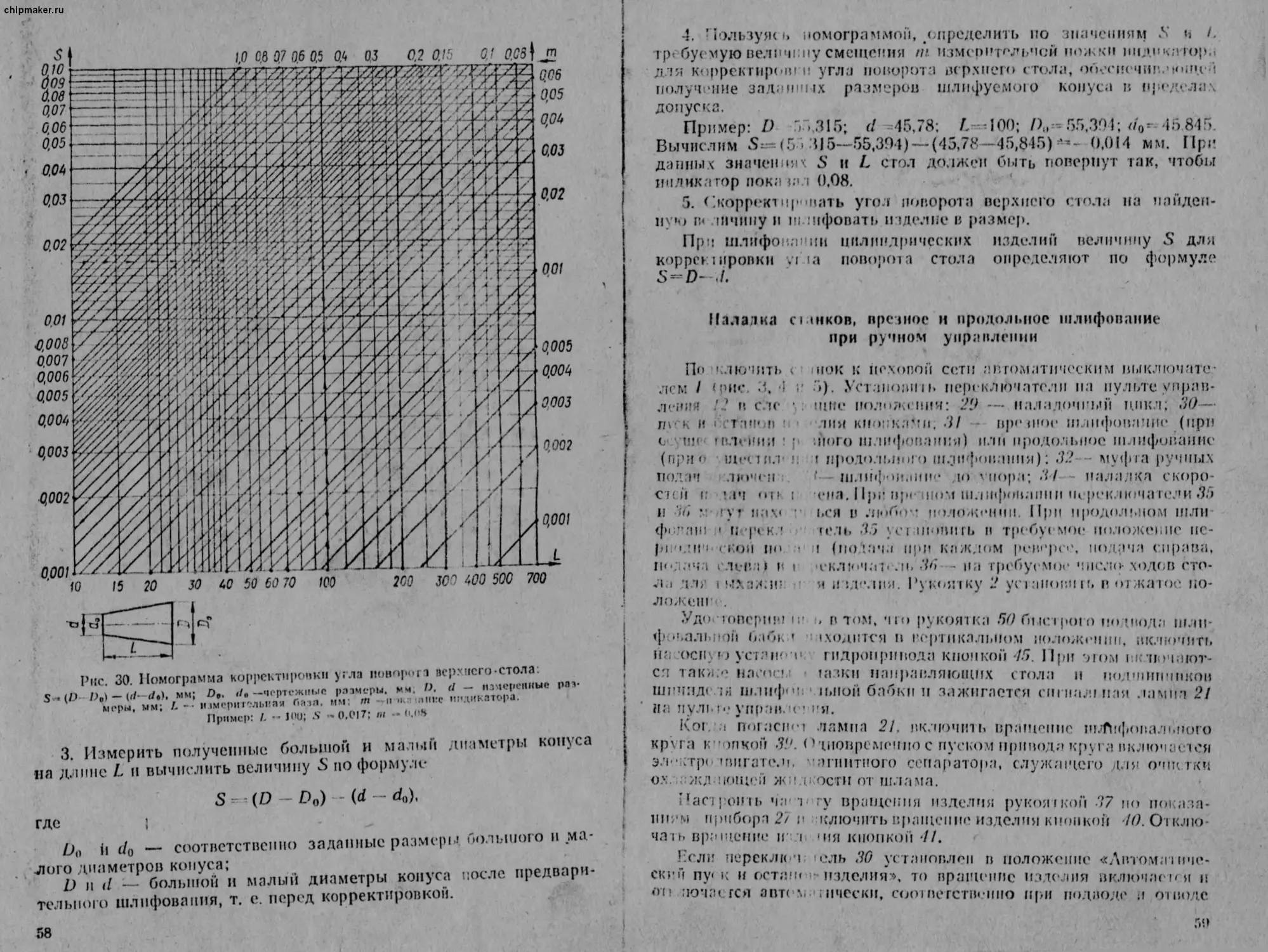
f.
ц < 1
ь* . з
110 Л У /* ВТ О М АТ Ы
НРУГЛОШЛИФОВАЛЬНЫЕ \ 5
ЗМ151,!ЗМ151В1 ЗМ152
ЗМ152В, ЗМ162
3M163B, ЗМ164
3M163
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
F
Chiomaker.ru
I
I
т
I’/O СТАНКОНМ IIOI’l <? СССР О МОСКВА
chipmaker.ru
В связи с Постоянной работой по совершен-
ствованию изделия, повышающей ею надежность
и улучшающей условия эксплуатации, в конструк-
цию могут быть внесены незначительные измене*
ння, нс отраженные в настоящем издании.
I
г
г
Chinmaker.ru
ПО/ЮТТОМЙТЫ
КР' ГЛОШЛИФОВДЛЫ ЬЕ
ЗМ151, 5М15 2
ЗМ151В, Ж62В
*• -—-- v
V
V J
chipmaker.ru
ПОЛУАВТОМАТЫ КРУГЛОШЛИФОВАЛЬПЫЕ
ЗМ151, ЗМ151В, ЗМ152, ЗМ152В,
ЗМ162, 3M163, 3M163B, ЗМ164
Chiomaker.ru
F
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
chipmaker.ru
• I
ОГЛАВЛЕНИЕ
Техническое описание
\ Назначение
Составные части
' Устройство и работа
Гидросистема
Система смазки
Стр.
3
\
Ь
32
45
Инструкция по эксплуатации
Указания по технике безопасности ..................................... 51
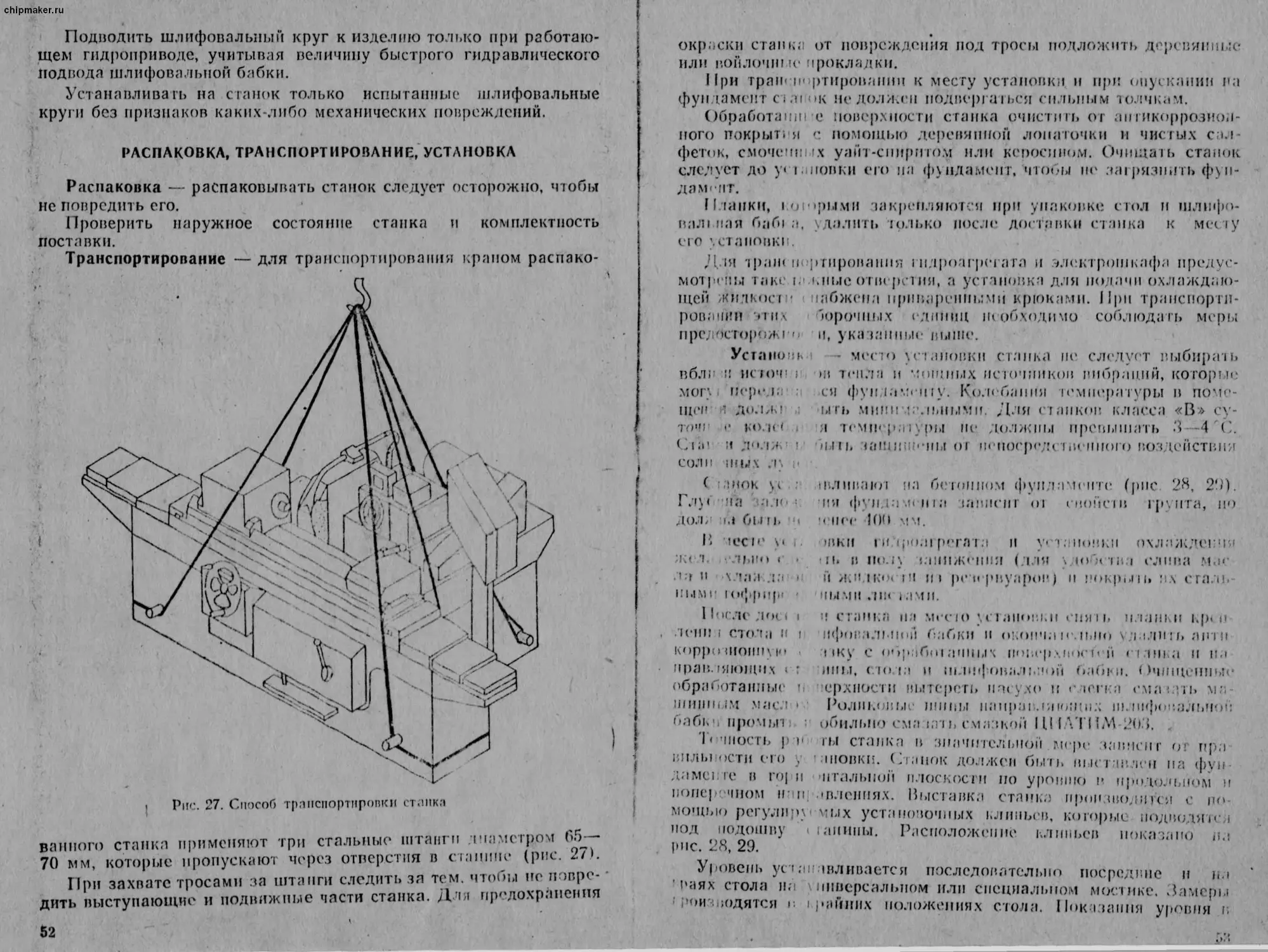
Распаковка, транспортирование, установка ............................. 52
Настройка, наладка и режим работы......................................56
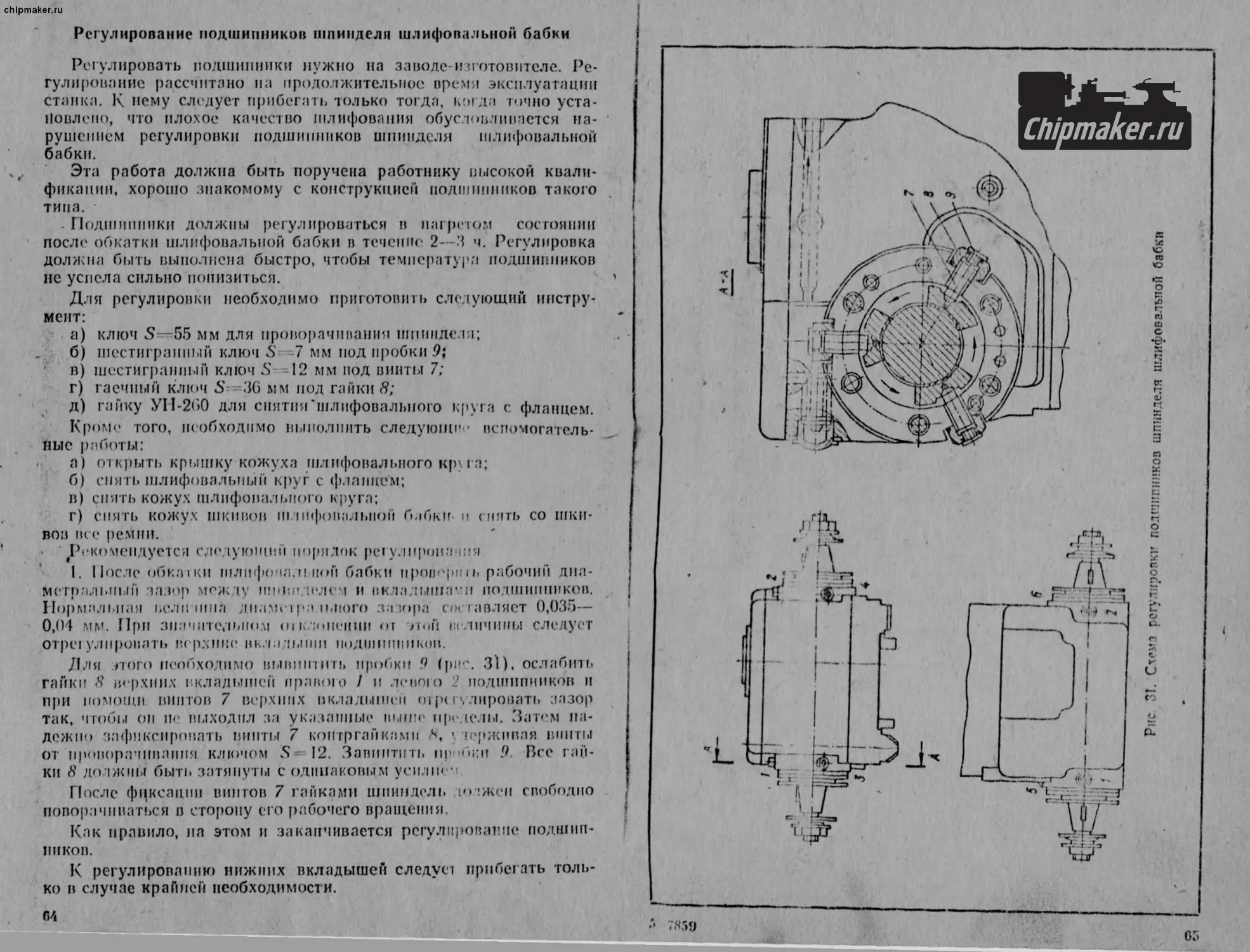
Регулирование ........................................................ 62
Особенности разборки и сборки станков при ремонте „....................67
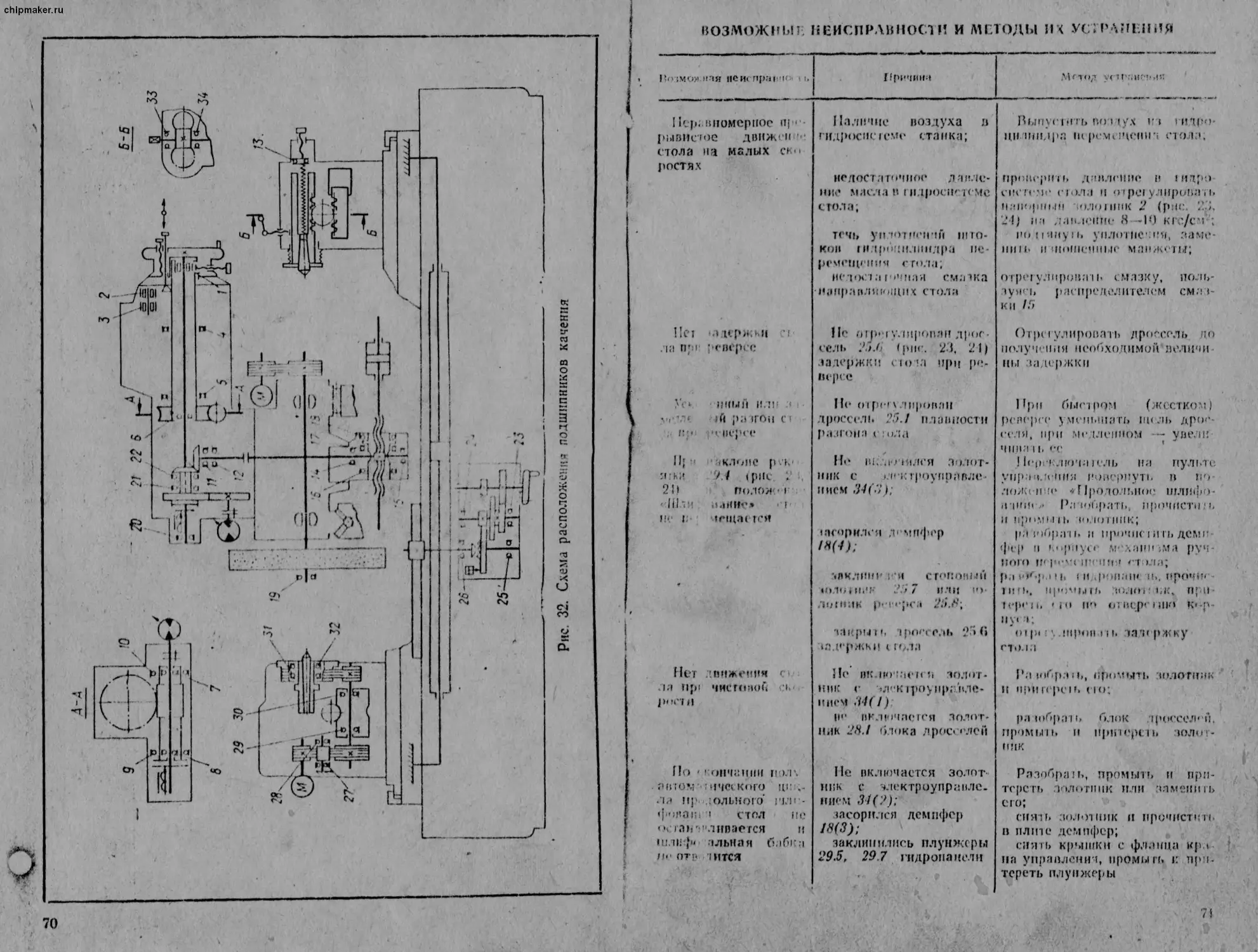
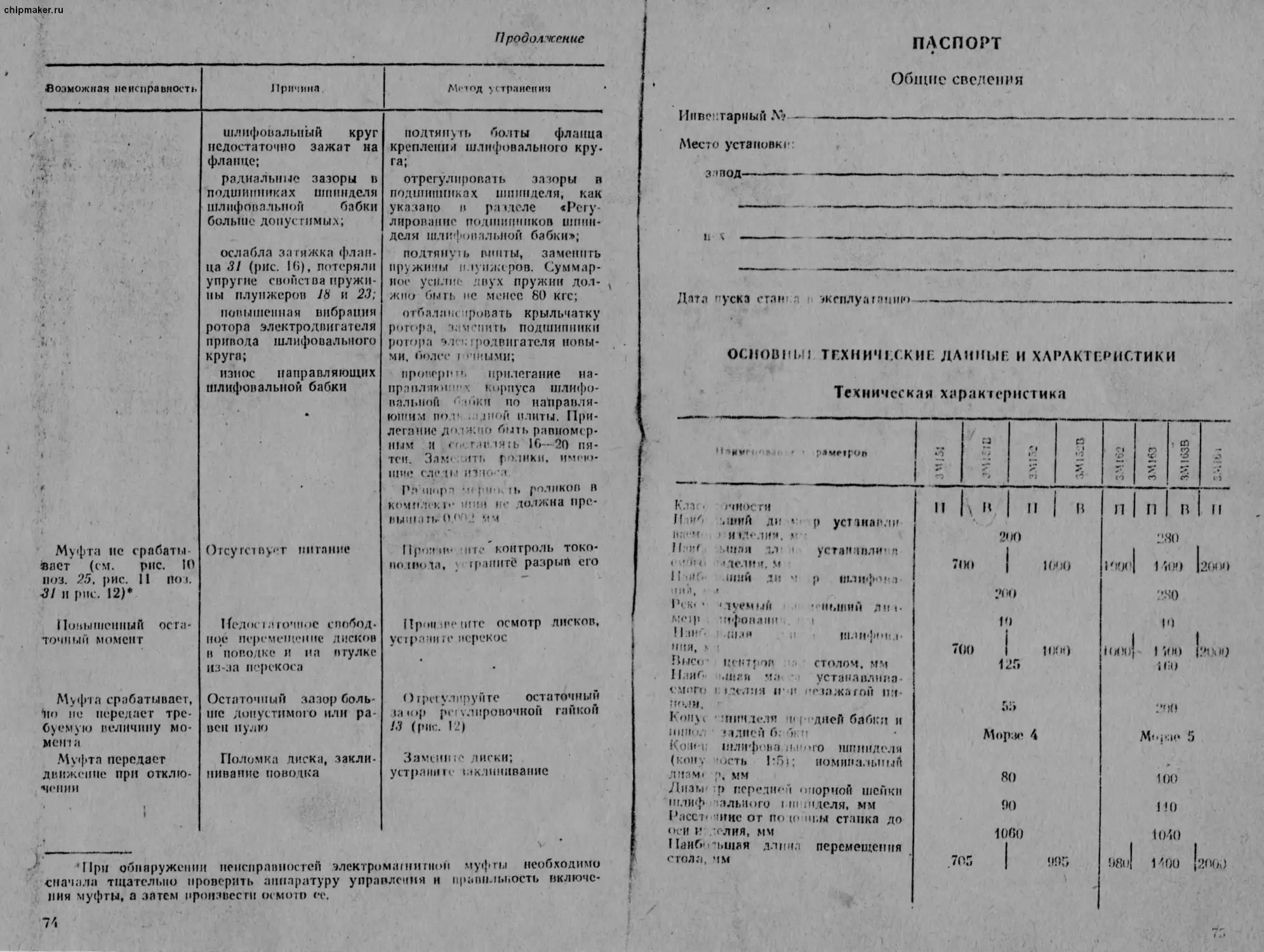
Возможные неисправности и методы их устранения ........................71
Паспорт
Общие сведения ........................................................
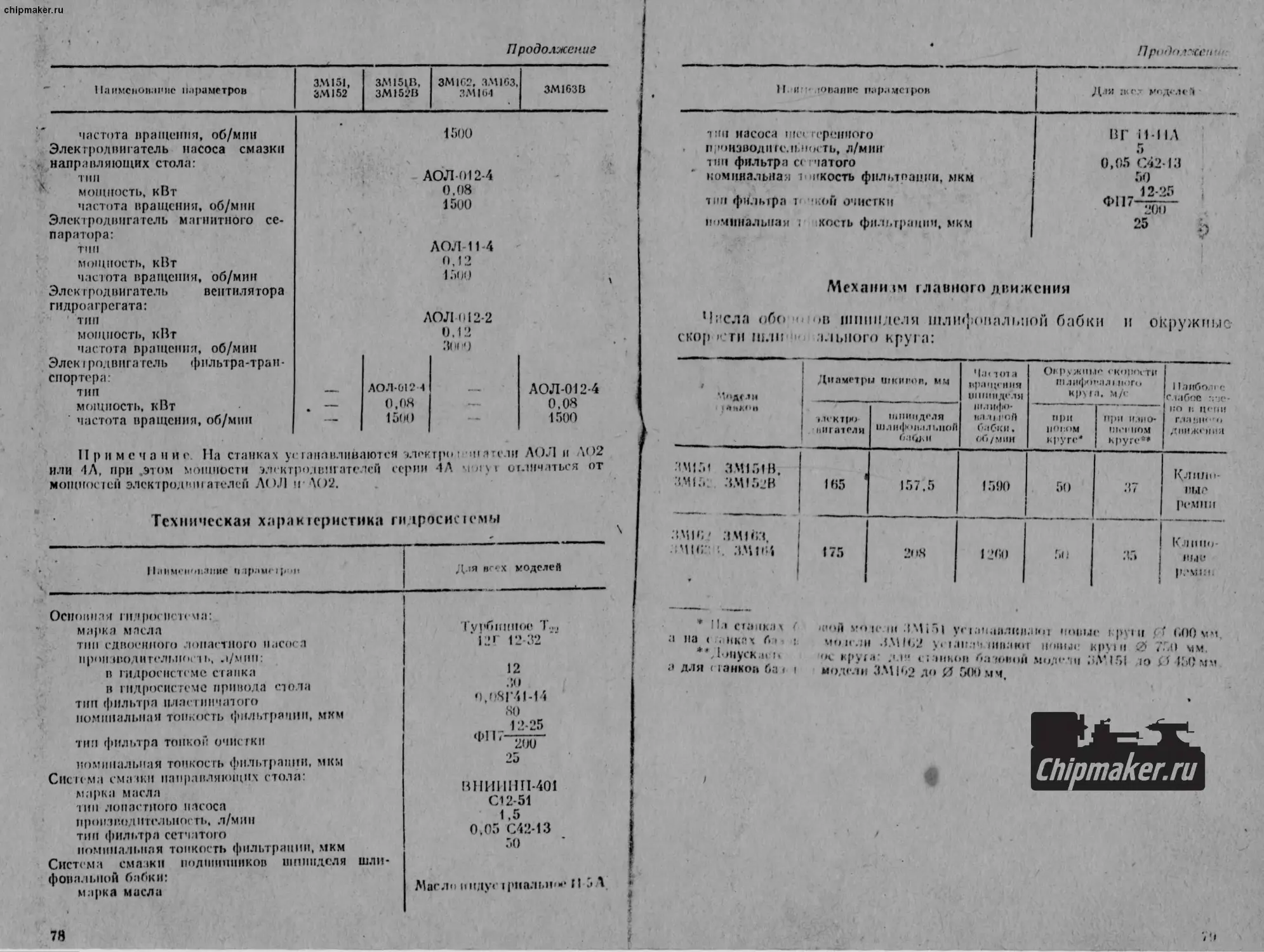
Основные технические данные и характеристики ..........................
•Механизм главною движения . ..........................................
Сведения о ремонте ....................................................
Сведения об изменениях в станке .... ..................................
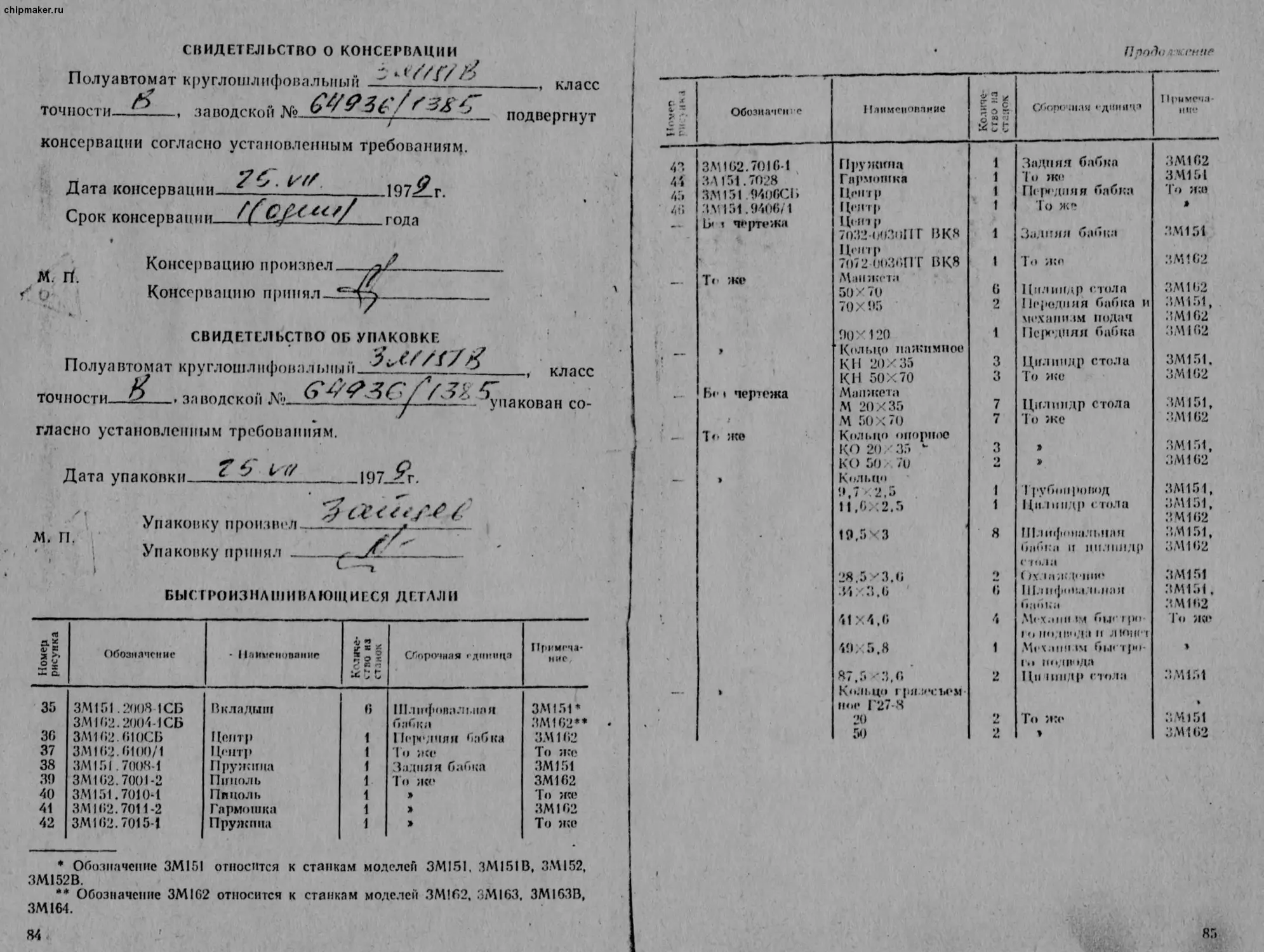
Свидетельство о консервации............................................
Свидетельство об упаковке . . . •......................................
Г)Ь1стропзнашива!О1лисся детали •......................................•
75
81
S2
S3
S'*
<ч;
84
Chiomaker.ru
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
НАЗНАЧЕНИЕ
Круглошлиф('вальные полуавтоматы моделей ЗМ151, ЗМ151В,
ЗМ152, ЗМ152В, 3MI62, 3M163, 3M163B и ЗМ164 предназначены
для наружного шлифования цилиндрических поверхностей изде-
лий типа валов, а также конических поверхностей изделий с не-
большой конусностью.
Станки моделей ЗМ151 (рис. I), ЗМ152, ЗЛА 162, 3M163 и
ЗМИИ — повышенной точности, а станки моделей ЗМ151В, ЗМ152В
и ЗМ 163 В — высокой точности.
♦ • ; • «- • : • • • - • ’ ...
Рис. I ! \глошлнфоиальный полуавтомат модели 3MI51
На станка , глнх моделей можно осуществлять стр дующие ним
шлифования:
продольное и врезное шлифование при ручном управлении;
продольное и врезное шлифование до упора при полуавтома-
тическом цикле работы.
Базовыми являются станки моделей ЗМ151 и ЗЛИ62.
Станки моделей ЗЛИ51 В, ЗМ 152, ЗМ152В — модификации мо-
дели ЗМ151, станки моделей ЗЛ1163, 3M163B, ЗЛ1164— моднфика-
ции модели 3MIG2. Они отличаются or базовых моделей длиной
устанавливаемого изделия.
. Станки могут быть применены в условиях мелкосерийного, се-
рийною и крупносерийного производства.
СОСТАВНЫЕ ЧАСТИ
Общий вид станка модели ЗМ151 с обозначением его составных
частей приведен на рис. 2. Компоновка остальных станков, описан-
ных в настоящем руководстве, аналогична приведенной на ри-
сунке.
Перечень составных частей станков дан в табл. 1.
Таблица 1
Номер пози-
ции на риг. 2
I (пимснонппис
Обозначе-
ние
I И’имс’ншие
Станина
Электрооборудование
Ограждение • ’
Передняя бабка
Люнет
Установка охлаждения
Шлифовальная бабка
Механизм поперечной подачи
Задняя бабка
Маслопровод
Гндроуправлсвие
Механизм ручного перемещения стола
Механизм быстрого подвода шлифоваль-
ной бабки
Механизм для балансировки шлифовально-
го круга
100
95()
910
600
870
850
2оо
500
700
800
300
4Ы; .
920
III У-297
11е показан
на рисунке
Го же
Примечание. Полное обозначение (читанных частей ст ликов. крив еден-
ных в графе «Обозначение» табл. I. состоит из обозначения \ одели станка и
обозначеп1Г! составных его частей. Например, обозначение станины « ганка мо-
дели 3MI5I следует читать 3MI51.IOO, модели 3MIG2- ЗМ162.100. При значи-
тельных конструктивных изменениях составных частей станков к сбошачсни-
ям их справа может быть добавлен цифровой индекс, отд» ленный знаком
дефис, например, ЗМ151.100 2.
УСТРОЙСТВО И РАКОТА
<
Общий вид станка и обозначение его органов управления при-
веден па рис. 3, а расположение органов управления на пульте /2
электроуправления и па гидронапели 16 гидроуг.равлеиия показа-
но соответственно на рис. 4 и 5.
Перечень органов управления станками приведен в табл. 2.
Chiomaker.ru
Рис. 3. Расположение органов управления
Рис. I’.'сположснне органов управления »идропапо.чи
Таблица 2
Органы управления
Оргэны управления к их казначение
Вводный автоматический выключатель
включения автоматических подач шлифовальной
бабки
Лимб установки припуска на чистовое шлифование
Лимб установки общей величины припуска па шлифование
Рукоятка пуска охлаждающей жидкости
Выключатель светильника
Рукоятка включения жесткого упора
Маховик ручной поперечной подачи
Винт зажима лимба поперечной подачи
Дроссель регулирования скорости черновой подачи
Дроссель регулирования скорости чистовой иодачи
Пульт управления.
Рукоятка зажима пиноли задней бабки
Рукоятка ручного отвода пиноли задней бабки
Рукоятка регулирования усилия поджима пиноли задней
бабки
Гидронацель
Педаль гидравлического отвода пиноли задней бабки
Маховик ручною перемещения стола
Винг поворота верхнего стола
Сигнальная лампа «Сеть включена*
Сигнальная лампа «Отсутствие смазки» нотшипннков шпин-
деля шлифовальной бабки
Сигнальная лампа «Форсированная подача»
Chi на льнам лампа «Черновая подача*
Chi пильная лампа ('Чистовая подачр»
Сигнальная лампа « Выхаживание*
Контроль исправности сигнальных ламп
Уча штсль частоты вращения изделия
Указатель шнрузкн электродвигателя привода шлифоваль-
ного кругл
I к р« к поч;исл|, цпкла работы станка (iia.i i ючный — полу-
автоматический)
Переключатель пуска и останова вращения и чтения (ст кно-
пок - автоматически)
Переключатель метода шлифовании (проз ».’ьчос — врезное
шлифование)
Переключатель муфты ручных поперечных подач (включе*
на — выключена)
Переключатель вида шлифования <с прибором’активною кон-
троля — до упора)
Переключатель наладки скорост г*. подач: подача отключена,
форсированная подача, черновая подача, чистовая подача,
подача отключена
Переключатель периодической подачи (нодачз на каждый
ход стола, подача слева, подача справа)
Переключатель количества ходов на выхаживание
ч
11f'Ch >U. 1 >А
Номер ПОЗИЦИИ
на р|«< • 3, 4, 5
/
Орг 1Гы управления ч их ня •иачсимг
37
38
39
40
4/
42
43
44
45
46
47
48
19
. 50
-- - -ЛИ J—>- - , г- I и | L - и М.— НДЦ —НИДЫ | ! Д *———WBW W— — «•
Р ГуЛЯТОр ЧЯС1ОТЫ крашения изделия при черновом шлифо-
вании
Регулятор чпето гы вращения изделия при чнетолом шлифо-
вании
Пуск шлифовального круга
Пуск вращения изделия
выключение вращения изделия
П< pel он ниш швальной бабки вперед
1 Р регон шли< швальной бабки назад
Общий стоп
Пуск гидронасоса
Толчковая микронная подача .
Рнулятор реле времени на выхаживание при врезном шли
фгШЗИИН
Рычаг'реверса стиля
, россель регулирования скорости гидравлического псреме-
।.-к ния стола при черновом шлифовании
I >коптка быстрою подвода (наклон рукоятки к себе).
• ни»да (наклон рукоятки от себя) шлифовальной бабхи.
и; ки персм<1иепня стола от гидропривода при шлнфозанви
(г себе и вправо) и правке круга (к себе и влн»о), перегона
сюда вправо (от себя и ,«право) и влево (от себя и влево)
ври отведенной шлифовальной бабке
Дроссель регулирования скорости гидравлического переме-
ни ния стола при чистовом шлифовании
Дроссель регулирования скорости гидравлического переме-
щения стола при правке
Дроссель регулирования задержки реверса стола слева
Дроссель регулирования задержки реверса стола справа
Кинематическая схема j
Посредством ряда кинематических испей (рис. 6) в станке осу-
ществляются с в lyfonine движения:
вращение шшшделя шлифовальной бабки;
вращение и <р лия: • |
*
ручная попер' :вая подана шлифовальной бабки;
ав.о.матичи кая поперечная подача шлифовальной бабки;
' ‘ * А" F*11*
ручное перемс шеиие стола;
5 'Л
ап соматическое перемещение стола;
ручной в ги флвличсскнй подвод и отвод пиноли задней бабки.
Перечень элементов кинематической схемы смотри в табл. 3, 4.
Привод шлифовального круга осуществлен асинхронным элек-
тродвигателем // трехфазного переменного тока. Вращение о г
1 L ’ А t л Г • Л I ’ I Т ’J X г х Г ЛЭ - 5 •о'ц * 7 -t-H < п, . * |\1 ' I \
iWkF'4* • .м*г чт .’'/Л'1 1V 1 *. Л1
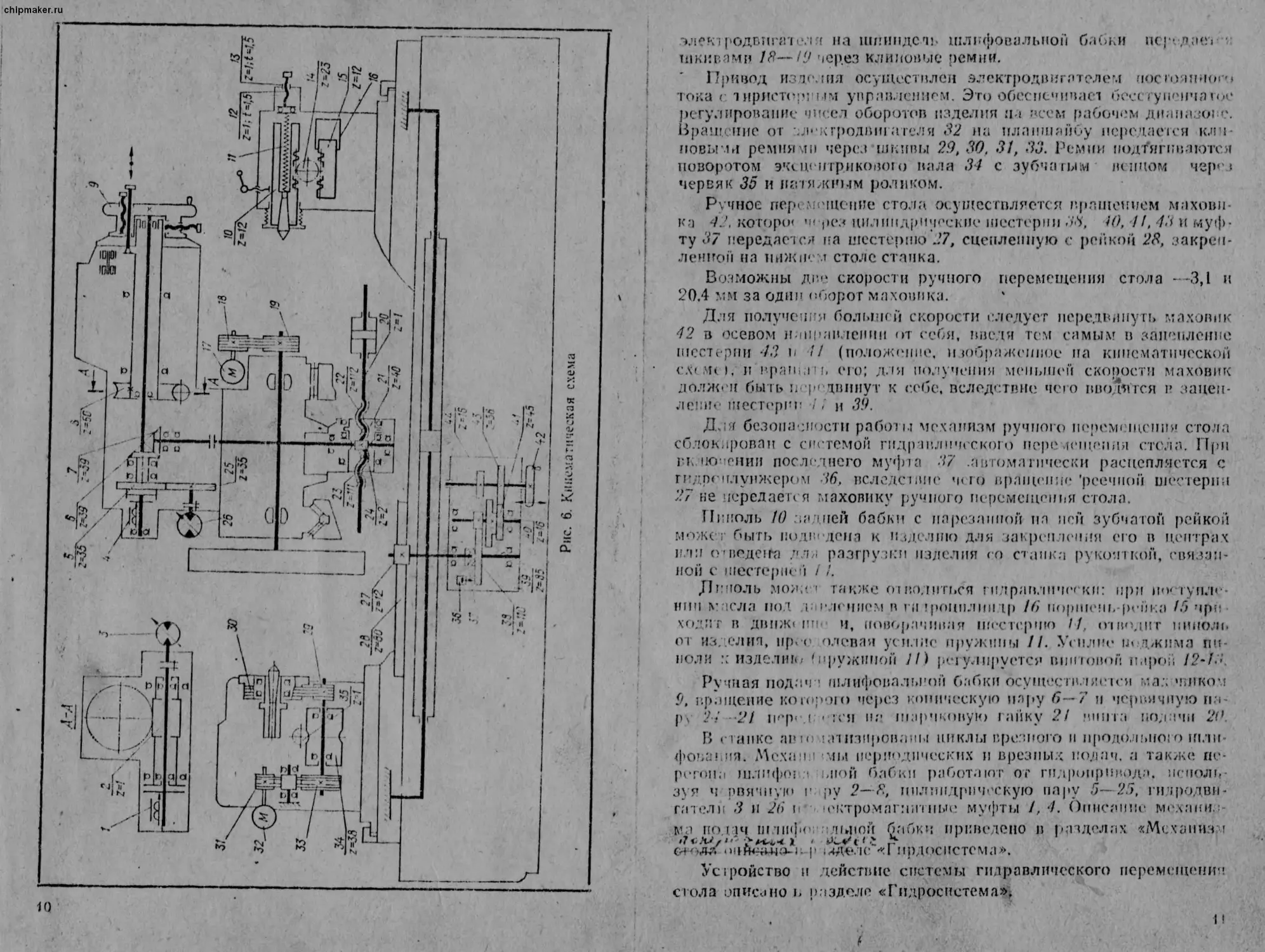
Рис. 6. Кинематическая схема
элем родвигачеля на шпиндель шлифовальном бабки передне! •
шкивами 18—19 через клиновые ремни.
Привод изделия осуществлен электродвигателем постяпиогч
тока с тиристорным управлением. Это обеспечивает бесегупенчагое
регулирование чисел оборотов изделия па всем рабочем диапазоне.
Вращение or чл‘‘кгродвш а геля 32 на планшайбу передаете?! клч-
повы ла ремнями через шкивы 29,30. 31, 33. Ремии подтягиваются
поворотом эччцентриковою вала 34 с зубчатым венном через
червяк 35 и натяжным роликом.
I Ручное nepi лощение стола осуществляется вращением махови-
ка 72. которсн ’н ре.< цилипдрическпе шестерни 38, 10, 4!, 33 и муф-
ту 37 передается на шестерню 27, сцепленную с рейкой 28, закреп-
ленной на нижнем столе станка.
Возможны две скорости ручного перемещения стола —3,1 и
20.4 мм за один оборот маховика.
Для получения большей скорости следует передвинуть маховик
72 в осевом направлении от себя, введя тем самым в запепленне
шестерни 43 н // (положение, и юбражгпное па кинематической
<Л(М<), и вряш.гь его; для получения меньшей скорости маховик
должен быть к |"пишут к себе, вследствие чего вводятся г зацеп-
’ левие шестерни 7 и 39.
Для безопасности работ ы механизм ручного перемещения стола
сблокирован с системой гидрчвличсского перемещения стела. При
гкдю ении последнего муфта 37 .автоматически расцепляется с
гидргплувжером 36. вследствие чего вращение 'реечной шестерня
27 не передается маховику ручного перемещения стола.
Пиноль 10 задней бабки с нарезанной пл псп зубчатой рейкой
может быть подведена к изделию для закрепления его в центрах
иля о’ведшга дл/; разгрузки изделия со станка рукояткой, связан-
ной с шестерней / /.
/1нполь моли > также ni водиться гплраплпче<-кп: при n<v туплс-
вип м а ела пол ыелением в гя ?роцплиндр 16 нор1пе!1ьдн’йка /л чри
ходит в двпж< шн и, поворачивая ипстсршо //. (пводнт ниполь
от изделия, нрео одевая усилие пружины //. Усилие шт ж им а пи-
ноли изделию ^пружиной //) р<чулпруется вппювой парой 12*13.
Ручная подач-’ шлифовальной бабки осуществляется мах чшко л
9, вращение которою через коническую ияру 6—7 п червячную na-
ps 2/ - 21 irp‘л • :<я пн шариковую гайку 21 впита подачи 2Р.
В станке авт »ат пзироваиы никлы врезного и продольно: о пи и-
фочакия. AV’xaii - мы иерподпчсскпх и врезных но.чач. а также пе-
регон.! шлифщ • ьной бабки работают от гидропривода, неволь-
зуя ч рвячную г ру 2—8, цилиндрическую пару 5— 25, гичродви-
гателн 3 я 26 и 'октромагшг!пью муфты 1, 7. Описание механиз-
ма по jin !Н’1пф(’ :Л1яюй бабки приведено в разделах «Механизм
»HiH4rH44O-r- с ле прдоспстсма».
Устройство и действие системы гидравлического псремстеии'!
стола описано ь разделе «Гидросистема».
*
г
।
ru
'Г*
• <
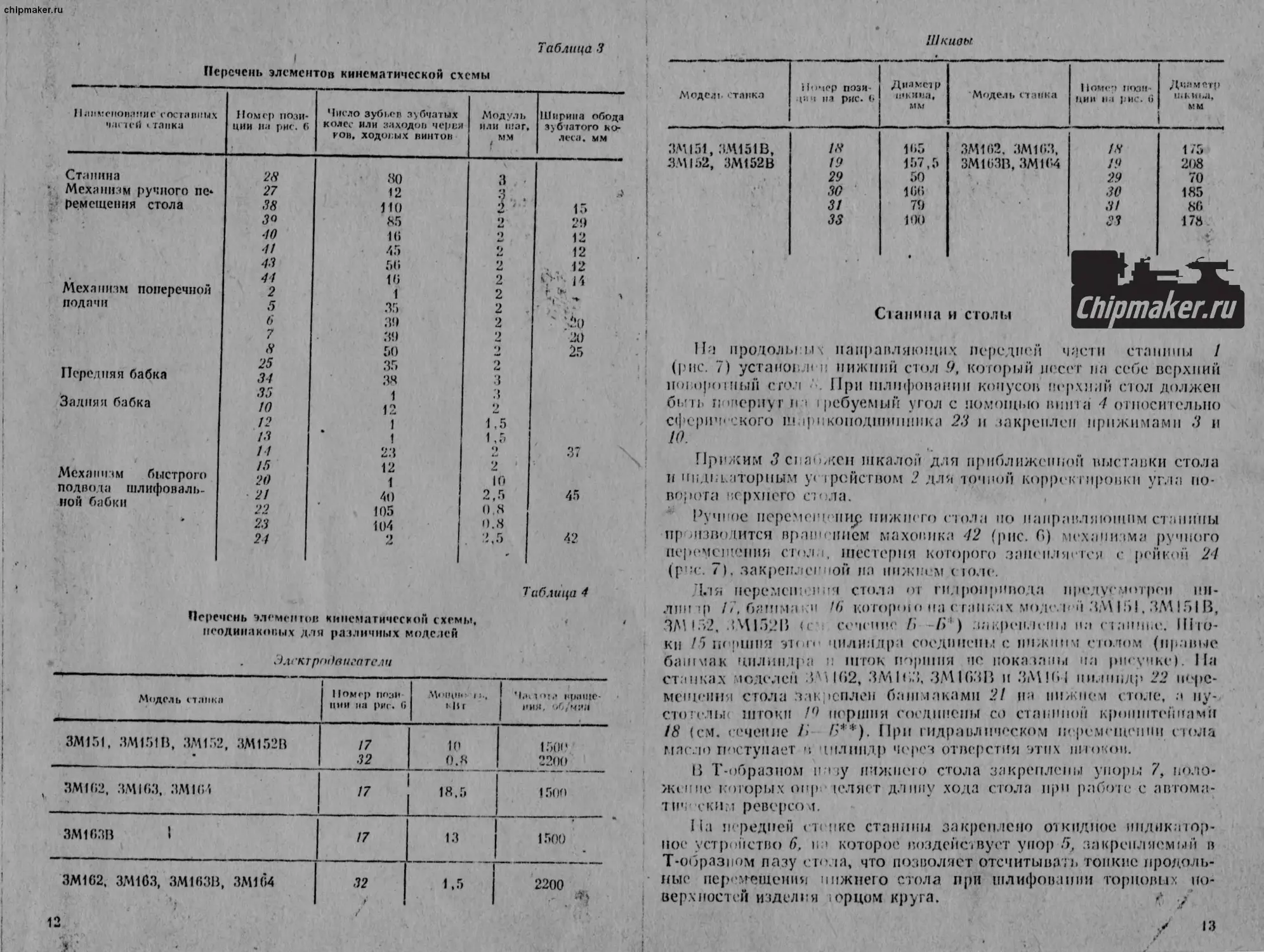
Таблица 3
Перечень элементов кинематической схемы
11 анмепов.'шис составных
ч.к тей • танка
Станина
Механизм ручного по
ремешения стола
Механизм поперечной
подачи
; •
Передняя бабка
Задняя бабка
Механизм быстроп,
подвода шлифоваль-
ной бабки
5 . .
I. ► •
’ • L
Л£
Номер пози-
ции на рис. 6
28
38
3<>
•10
31
33
35
10
20
'>•)
21
Число зубьев зубчатых
колее или заходов червя
кон, ходовых винтов
или шаг,
мм
Ширина обода
зубчатого ко-
леса. мм
80
110
16
16
35
39
39
ЗЯ
12
1
40
105
104
I
10
12
12
37
Перечень элементов кинематической схемы,
неодинаковых для различных моделей
Эм ктрпдпига тс ли
>мя
Модель с i;i II к а
«
SV'IHH»’ II
имя, об/мнл
ЗМ151, ЗАП51В, ЗМ152, ЗМ152В
ЗАН 62, ЗАП63, ЗАП 6'»
3M163B
Номер ПОЗИ-
ЦИИ на риг. 6
1(1
о. к
18.5
1500
13
>00
ЗАП 62, 3M163, ЗАН 63В, ЗАП 64
32
2200
t
«1
I
*
Шкивы
Модель станка
Номер пози-
ции па рис. (»
Модель станка
Номе') ПОЗИ-
ЦИИ на рис. 6
4
Диаметр
и.к ььа,
мм
3MI51, :14151В,
3.4152, ЗМ152В
IX
19
29
30
31
33
Диаметр
inMiiia,
мм
ЗМ162. 3M163,
3M163B, 3M1G4
166
79
100
Станина и столы
13
19
29
30
31
33
175
208
70
185
86
178
<
<•
Chinmaker.ru
г
11а продолы:ы \ направляющих передней чаети станины /
(рис. 7) уставов а< н нижний стол .9, который песет па себе верхний
попоротый сго.т При шлифовании конусов верхний стол должен
быть повернут h i । ребуемый угол с помощью винта 4 относительно
сферп’в ского шарикоподшипника 23 и шкренлеп прижимами 3 и
10.
Прижим 3 снабжен шкалой для приближенной выставки стола
и индикаторным устройством 2 для точной корректировки угла по-
ворота верхнего стола. ,
Ручное нерсмс14/'нис нижнего стола по направляющим ст а и ины
производится прошением маховика 42 (рис. б) механизма ручного
перемешечпш ctoji.i, шестерня которого зацепляется с рейкой 24
(рис. 7), закрепленной на нижнем с юле.
Л.тя перемешепи । стола о г гидропривода предусмотрен ин-
дии» р //, ба шла ни /6 кагор* ио на < ганках моделей ЗМ151. ЗЛА 151 В,
3MI52, .Щ152В <с сечгнпс /» -/>) .закреплены на стаиннс. Што-
ки /5 поршня эк-li’ цилиндра соединены с нижним столом (правые
башмак цилиндра и шток поршня не пока паны на рисунке). На
станках моделей 34IG2, 3M1G3, 3MIG3B и ЗЛ\И»1 цилиндр 22 и<‘ре-
мешеиия стола закреплен башмаками 21 па нижнем столе, а пу-
сто геЛ1>к штоки 1() поршня соединены со станиной кронштейнами
18 (см. сечение /> 1^ '). При гидравлическом перемещении стола
масло поступает ". ччлпндр через отверстия этих иноков.
В Т-образном п ।ту нчжшчо стола закреплены упоры 7, поло-
>KtHiie которых опр |елш г длину хода стола при работе с автома-
тическим реверсом.
На передней стопке станины закреплено откидное индикатор-
ное устройство 6, н.» которое воздействует упор 5, закрепляемый в
Т-образпом пазу сюда, что позволяет отсчитывать топкие лродоль-
• ные перемещения нижнего стола при шлифовании торцовых по-
верхностей изделия юрцом круга. <
13
chipmaker.ru
Рис. 7. Станина и столы:
Разрез Б—Б (мод 3M!5t); Разрез Б—Б (мод. 3M1F2)
Па задней части станины смонтирована подкладная плита //,
па поперечные направляющих которой с роликовыми шинами 7?
установлена шлифовальная бабка. В подкладной идите смоитиро
ван механизм быстрого подвода шлифовальной бабки.
Педалью 13 производится гидравлический отвод пиноли зад-
ней бабки.
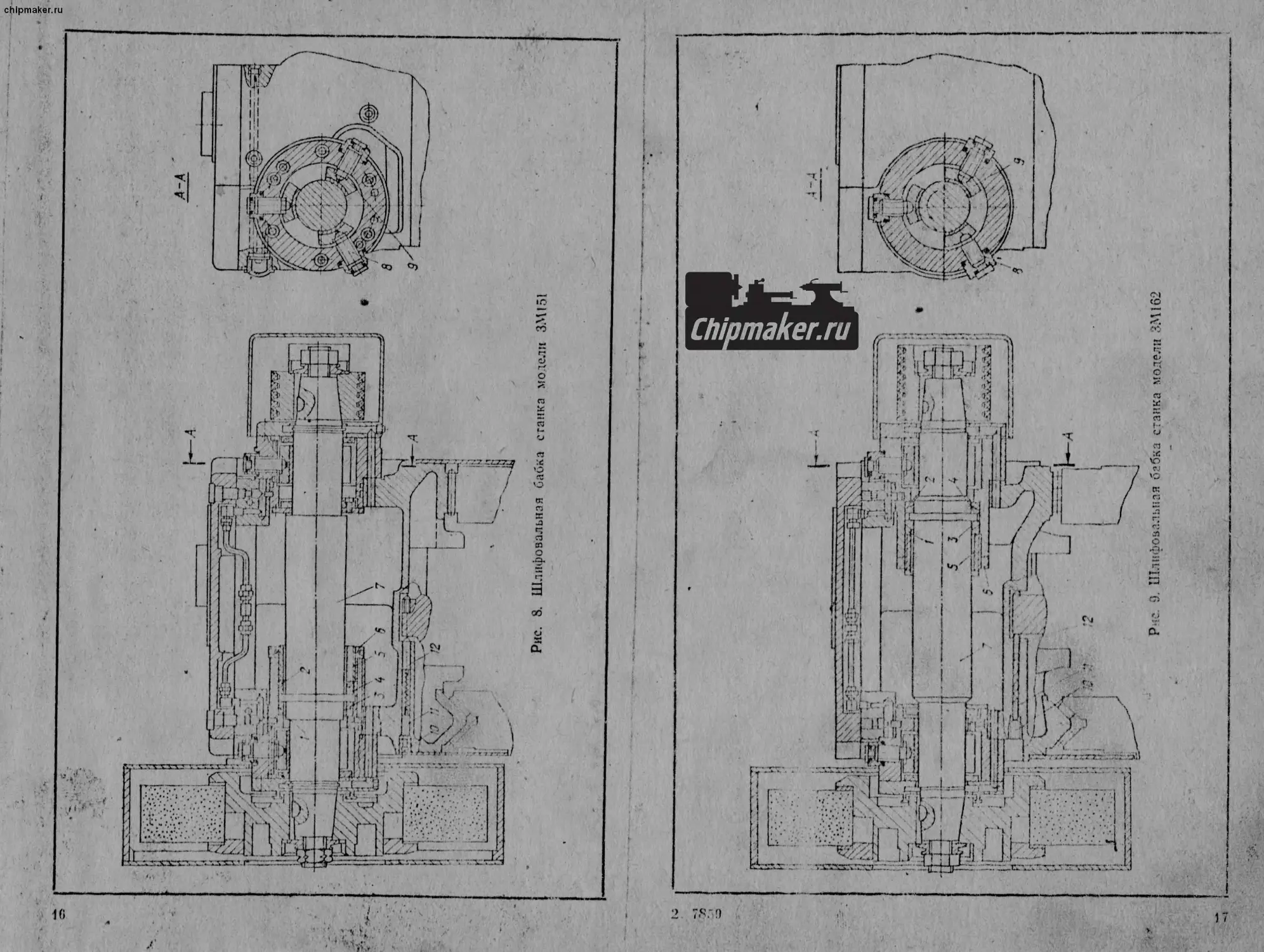
Шлифовальная бабка
Конструкция шлифовальной бабки станков моделей ЗМ15!,
3M15IB, ЗМ152, ЗМ152В представлена на рис. 8, а станков моде-
лей ЗМ162, 3M.1G3, 3M163B, ЗМИИ — на рис. <).
Шпиндель 7 шлифовальной бабки установлен в двух гидродина-
мических подшипниках скольжения. Вкладыши 9 подшипников
имеют форму cei ментов, охватывающих шейки шпинделя, и сво-
ими сферическими лунками опираются па винты 8 с шаровыми
головками, что позволяет им слмоустапавлпваться по шейкам шпин
деля. Конструкция вкладышей обеспечивает во время работы об-
разование масляных клиньев между ними и шейками шпинделя,
что повышает »г»<нюстоикос1Ь шпиндельного узла шлифовальной
бабки и предо i i>p аш ас I чрезмерное нагревание подшипников.
Вингами 8 рсулирую! зазор между вкладышами подшипников
и шейками шпин п ля, а также выставляют шпиндель параллельно
направляющим сшиины.
Шпиндель шлифовальной бабки фиксируется в осевом направ-
лении при помои;п двух сферически?: бронзовых колеи <? и 7, при-
жимаемых с дв\х сторон к торцам бурга шпинделя опорными коль-
цами /, 2 и корончатой гайкой 5, которая фиксируется в требуемом
положении КОН ip! НИКОЙ 6.
Механизм поперечных подач
М<?’':низм ш п печных подач, ус га ноплепиый на кори\се ш. шфо-
ва ibiioii бабки (р’ с. 10, !!), позволяет осуществлять следующие
движения ее: . *
ручную поперс uiyio подачу;
быстрое устан( во«пое исрем< щение;
авг( матпческую непрерывную и периодическую подачи шлифо-
вальной бабки;
толчковую подачу.
Кро ie того, с н<> нощью этого механизма осуществляются:
настройка вели шпы припуска па шлифовапие;
автоматл’гг.ско • переключение с черновой на чистовую подачу;
ручная компепс.щия износа шлифовального круга. а
Ручная поперечная подача осуществляется поворотом маховика
18 при выключенной рукоятке 5. Вращение маховика 18 передается
валу 7 и через ш люченную муфту 25 — коническим шестерням 15
3
О)
ф
f
ru
Рис. 8. Шлифовальная бабка с ганка модели 3MI51
Р «с. 9. Шлифовальная озбка станка модели ЗМ162
1В
Chiomaker.ru
chipmaker.ru
ii ’ От nieciepnn 23 через шлицевое соединение вращение нере-
Д.тыся вертикальному валу, связанному с ходовым винтом меха-
низма быстрого подвода.
Быстрое установочное перемещение пгтпфопллыюц бабки осу-
|||<чтвляется гпдродвигателем /7 при выключе пиой электромагнит-
ной муфте 25. Вращение вала гидродвигателя передается цилин-
дрическим шестерням 16 и 27 и коническим шеперням 15, 23. При
выключенной муфте 25 вал 7 и маховик !8 не вращаются.
Автоматическая непрерывная подача производится гидродвига-
телем. 27 через упругую муфту 26 и вал 33 при включенных муф-
тах 25, 31 и рукоятке 5. Вращение вала 33 через муфту 31 пере-
дается червячной паре 32-22 и втулке /.9. Поскольку рукоятка 5
включена, то посредством грения вращение передается маховику
18 И' по пени ручной подачи — валу 7, муфте 25 и шестерням 24,
15 и 23. . .
Скорость непрерывной врезной подачи регулируется дросселя-.
‘ ми, установленными на сливе из гидродвигателя.
Автоматическая периодическая подача осуществляется по той .
же кинематической псин, что и непрерывная (от гпдродвигателя
27). но при выключенной муфте 31. В момент реверса стола вклю-
чается муфта 31 и осуществляется поперечная подача круга. По
истечении времени, длительность которого определяется установ-
кой реле времени, муфта выключается. Выдержка времени при лю-
бой величине периодической подачи — постоянная. Величина пе-
риодической подачи определяется скоростью вращения ротора
гидродвигателя, которая настраивается дросселями.
Микронная толчковая подача осуществляется по кинематичес-
кой цени автоматических подач с помощью гидродвш ателя 27 при
включенных муфтах 25, 31 и рукоятке 5.
При нажатии кнопки 46 (рис. 4) включается вращение ротора
гидродвигатсля 27 и масло из него сливается в дозатор. Величина
емкости дозатора опре/н ляеч угол поворота ротора гпдродвигателя.
Настраивать величину припуска на шлифование можно толь-
ко >5 том случае, если шлифовальная бабка находится в подведен-
ном положении, а механизм поперечных подач — в положении
выхаживания. При этом должна горсть сигнальная лампочка
« Выхаживание».
Настраивать в такой последовательности:
переключатель 29 установить в воложепис «Полуавтомати-
ческий» и рукояткой 50 (рис. 5) быстро подвид и шлп<|ювальную
бабку;
после того как загорится сигнальная лампочка ^Выхаживание»,
переключатель 2(^ установить в положение «Наладочный» и отпус-
тить рукоятку 5 (рис. 10);
ослабить! винты 21 и 35, фиксирующие лимбы 2 и 4 настройки
припуска па шлифование (рис. 10 и 11) и поворотом лимба '/ уста-
новить общую величину припуска, подлежащего съему при шлифо-
вании относительно риски на диске 3;
относительно той же риски поворотом лимба 2 установить при-
20
пуск пл чпс’кш »<• шлифование. !loc ie настройки величины щ ir,iych i
лимбы 2 и -J закр< нить винтами 21 и 33;
прошлифовал •» изделие в размер при ручной поперечной по.гмн .
полые ясь vnip.ep альпым измерительным пн» i pj мен кн, в конн»
шлиф яишня ц;ь и шест и шл.ча>кпв.1 пне до не че пине ;hj>i ш кр, за
жать рукоятку 5, переключатель 29 (рис. 4) установить в положе-
пне «Полуавтоматический.» и рукояткой 5$ (рис. 5) бы» ipo or юст л
шлифовальную бабку;
после быстрого отвода шлифовальной бабки выдается команда
на перезарядку механизма поперечных подач. 11ри этом маховик /о
(рис. 10), лимб подачи 20 и лимбы 2 и 4 будут вращаться против
часовой стрелки до тех пор, пока кулак 29 не нажмет па штырь
с роликом рычага 30, а рычаг — на конечный выключатель, кото-
рый выдаст команду па остановку перезарядки.
Полуавтоматический цикл работы стайка при шлифовании до
упора начинается при подводе шлифовальной бабки к изделию.
Во время цикл а шлифования маховик, лимб подачи и лимбы на-
стройки припуск.' будут вращаться по часовой стрелке. При этом
торцевой кулак /б, закрепленный на лимбе 2, через штырь 11 и
рычаг 12 включш конечный выключатель, который выдаст коман-
ду на переход ’ Урновой на чистовую подачу. При дальнейшем
вране пин маховика кулак 31, закрепленный на втулке 9, нажмет
на пнырь с ровном рычага 28, а рычаг — на конечный выклю-
чатель. которые выдаст команду на выхаживание.
11ри шлифовавиц навесным прибором активного контроля
команда на от» о:» шлифовальной бабки после окончания цикла ,
шлифования поступает через реле времени.
С помощью м ханпзма ручной поперечной подачи можно шли-
фовать до упор i < компенсацией износа шлифовального круга. Для
этого в«обходимо прошлифовать в размер первое изделие из партии
де гал< ч.подлей нчих обработке, и переместить рукоятку 6 от себя.
Затем выключи и. муфту 23 и поверпу п» маховик 18 но часовой
прелн* так. чрвн! противоположный конец рукоятки 6 вошел в
сонрикосновсин j с упором 8, Отжать лимб рукояткой / н совмес-
тить гулевое дегииис лимба с риской указателя. Вклк’чпть муф-
ту 25 и отвести шлифовальную бабку па величину припуска на
in тифование. При шлифовании последующих изделий размер их
б\ -ет определи’ь<1 положением, в которое быт установлен упор.
I Ip а уменьшении диаметра шлифовального круга вследствие
ь шосг или правки шлифуемые' пзделия будут иметь плюсовое от-
клонение.
В ’»н»м случае к‘обходимо откорректировать на соответствующую
величину ноло/г.сние лимба 20, Это осушает влястся следующим
образом: шлиф |<ц изделие до упора и измеряют его. Нрп нали-
чии нетопустпмо! <> плюсового отклонения отключают муфту 23 :
поворачивают ли лб против часовой стрелки на величину плюсово- -
го отклонения. Включают муфту 25 н дошл1н|>овывпюг изделия до
упора. После Э1О1 > можно продолжать шлифование изделий до
упора.
chipmaker.ru
г •z ’
• При выходе из строя муфты 25 механизм может обеспечить по-
< • лучение всех видов подач, за исключением быстрого установоч-
ного перегона шлифовальной бабки. В этом случае необходимо
сиять верхнюю крышку 14 механизма, ввести в зацепление муф-
ту 13 с шестерней 15 и установить крышку па место.
При этом нельзя быстро перегонять шлифовальную бабку по
винту, так как при отпущенной рукоятке 5 маховик 18 начинает
быстро вращаться и может травмировать рабочего.
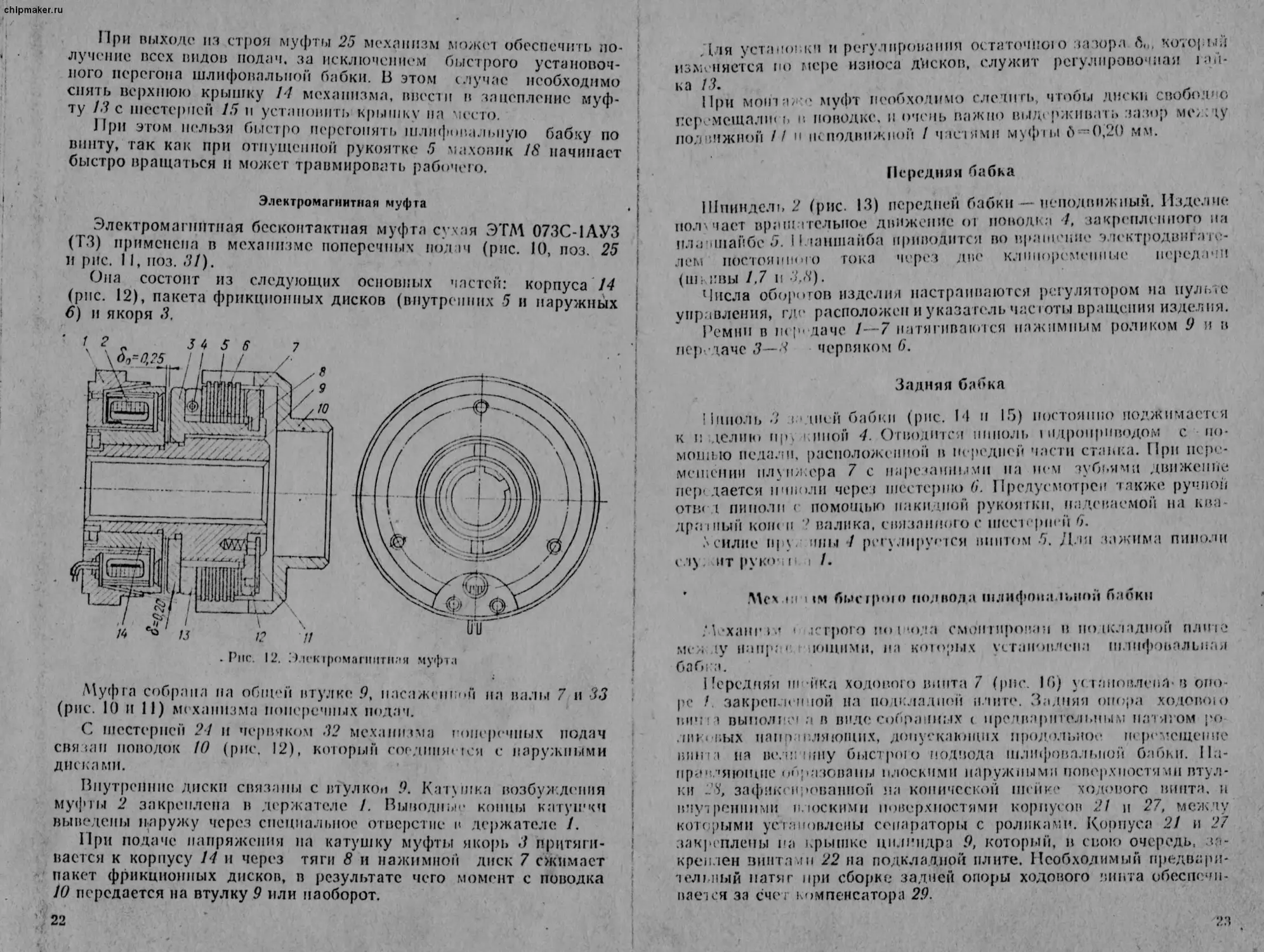
i s ’ Электромагнитная муфта
-
Электромагнитная бесконтактная муфта сухая ЭТМ 073С-1АУЗ
(ТЗ) применена в механизме поперечных подач (рис. 10, поз. 25
и рис. 11, поз. 31).
Она состоит из следующих основных частей: корпуса 14
(рис. 12), пакета фрикционных дисков (внутренних 5 и наружных
i 6) и якоря 3.
.Риг. 12. ).к*к 1ромапштн;н1 муфта
Муфга собрана па общей втулке Р, насаженной на валы 7 и 33
(рис. К) nil) механизма поперечных подач.
С шестерней 21 и червяком 32 механизма поперечных подач
связан поводок 10 (рис. 12), который соединяйся с наружными
дисками.
Внутренние диски связаны с втулкой 9. Катчпка возбуждения
муфгы 2 закреплена в держателе /. Выводные концы катушки
выведены наружу через специальное отверстии в держателе /.
При подаче напряжения па катушку муфты якорь 3 притяги-
вается к корпусу 14 и через тяги 8 и нажимной диск 7 сжимает
пакет фрикционных дисков, в результате чего момент с поводка
10 передается на втулку 9 или наоборот.
Для устаиопкч и регулирования остаточною затора А.., ’«ко[.ыД
изменяется н<> мере износа д'исков, служит регулировочная ши-
ка 13.
При монтаже муфт необходимо слетнть, чтобы диски свобо.Т' О
псремстал1н ь н поводке, п очень важно выл.» оживать зазор мс;; чу
ПОДВИЖНОЙ // Н Hi подвижной / ЧЯСТЯМП муфты 6 — 0/20 мм.
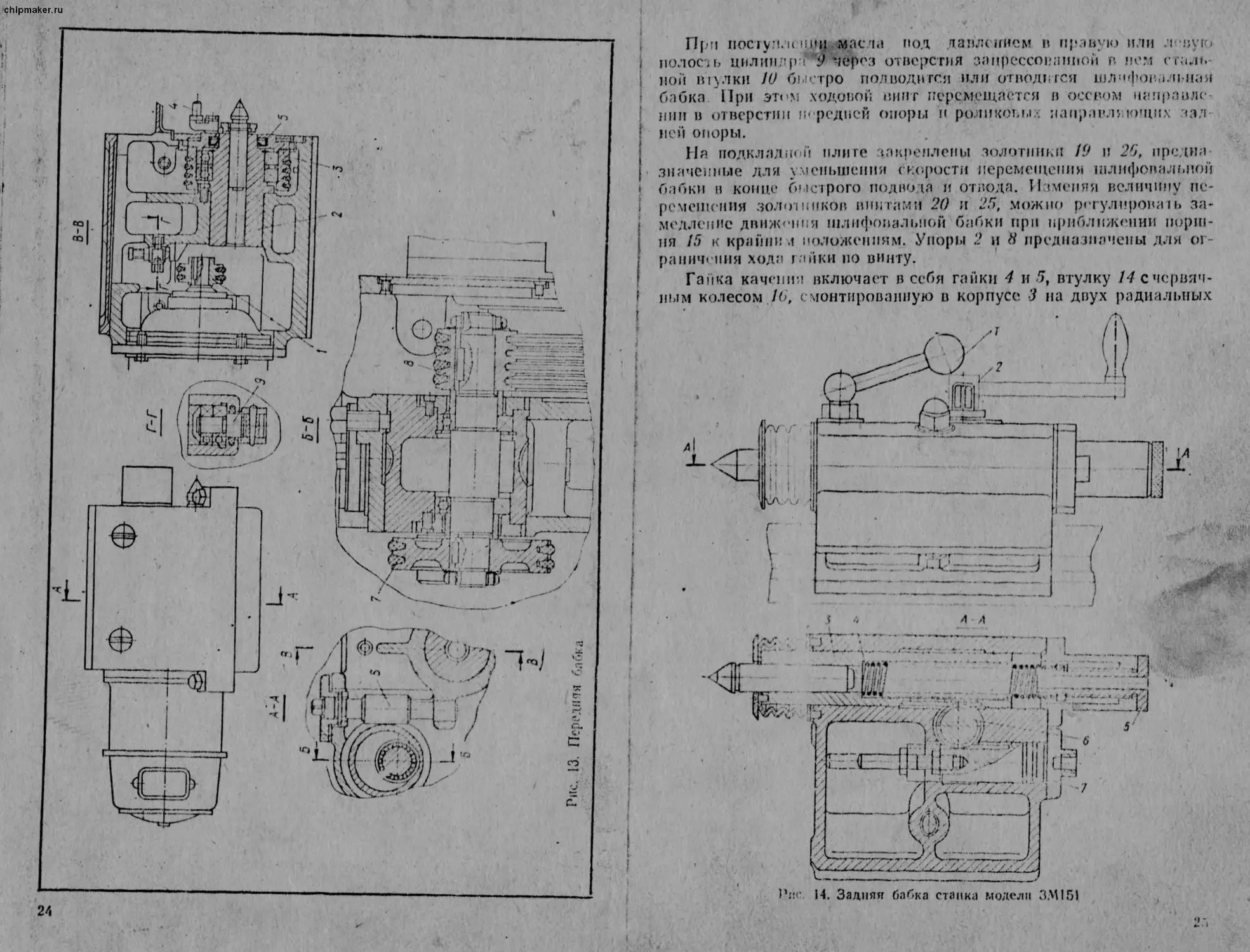
Передний бабка
♦
Шпиндель 2 (рис. 13) передней бабки — неподвижный. Изделие
получает вранытельное движение oi поводка 7, закрепленного на
планшайбе 5. Планшайба приводится во вращение электродвигате-
лем постоянного тока через две клиноременпые передан!!
(шкивы 1,7 н 3,8).
Числа оборотов изделия настраиваются регулятором на пульте
управления, где расположен и указатель нас юты вращения изделия.
Ремни в передаче 1—7 натягипаклся нажимным роликом 9 и в
передаче 3—8 • червяком б.
Задняя бабка
Пиноль 3 а * дней бабки (рис. 14 и 15) постоянно поджимается
к и делит пр. киной 7. Отводится пиноль i идроириводом с • по-
мощью педали, расположи иной в передней части станка. При пере-
мещении плунжера 7 с нарезанными на нем зубьями движение,
передается пиноли через шестерню 6. Предусмотрен также ручной
отве I пиноли с помощью накидной рукоятки, надеваемой на ква-
дратный кош и ? валика, связлнногос inccu pnen 6.
л силие пру. ины 7 регулируется винтом 5. Для зажима пиноли
слу; пт рукочп । /.
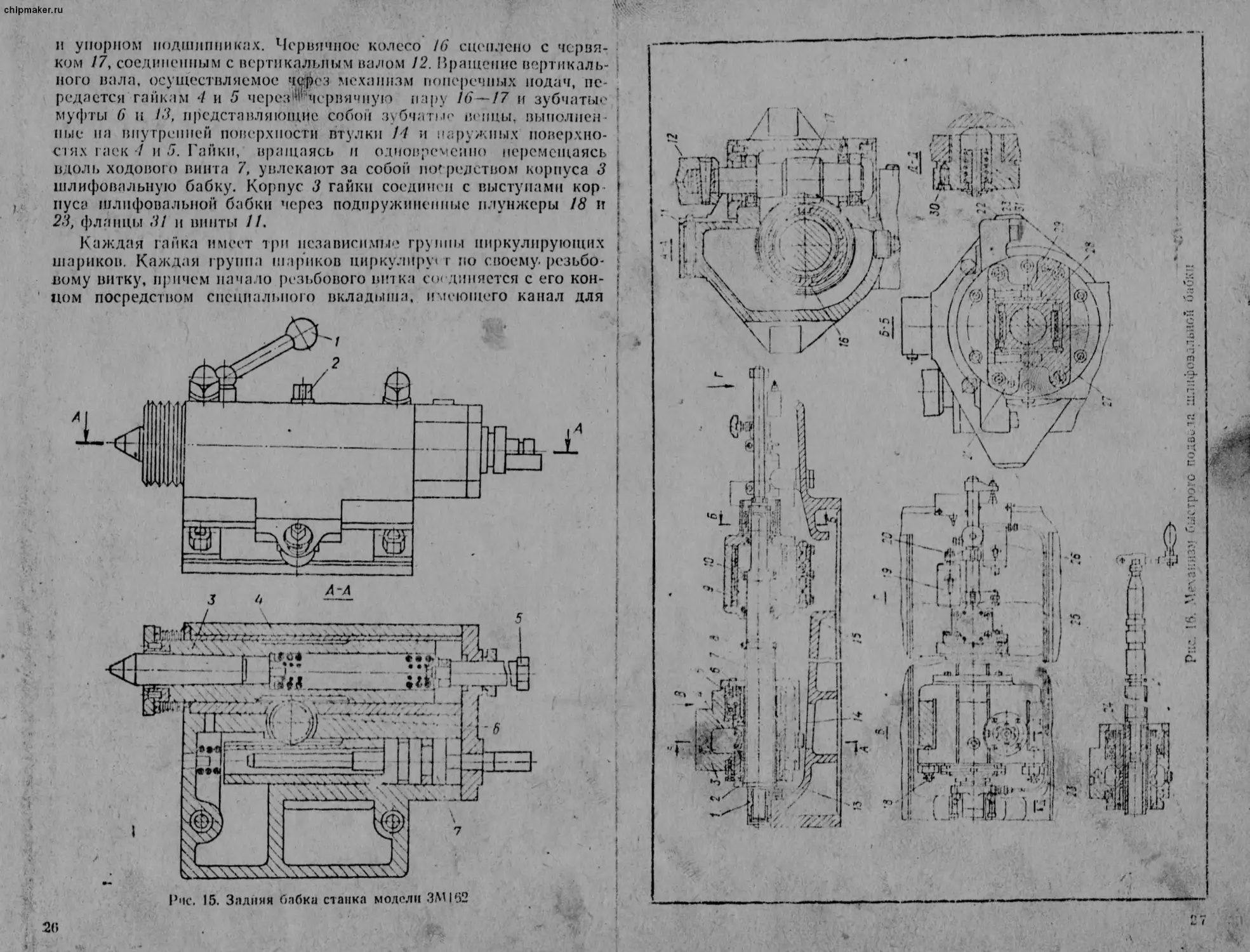
Мех.hi нм быстрою подвода шлифовальной бабки
,‘1-хангм • тсгрого ши *o;ia смонтирован в но неладной плите
меи ту папрт» нощами, на которых установлена шлифовальная
бабка.
Передняя ш ика ходового влита 7 (рис. 16) у< 1аиор,лепгг в опо-
ре / закреп.ich’ioh па подкладной нлиге. Задняя опора ходовою
ви1;’ ! выполис! а в виде собранных t предвари i ел иным натягом ро
.по « вых иапр.1 вляюших, допускающих продольное п< ремещенне
вины на вели !ину быст рою подвода И1лш)ювалы1о|| бабки. 11а-
нран.’яюнше образованы плоскими наружными поверхности ми втул-
ки зафиксированной на конической шейке ходового винта, и
вяу'1 ренними плоскими поверхностями корпусов 21 и 27, между
которыми усыновлены сепараторы с роликами. Кориус<ч 21 и 27
закреплены па крышке цилиндра 9, который, в свою очередь, за-
креплен винтами 22 па подкладной плите. Необходимый предвари-
тельный натяг при сборке задней опоры ходового винта обеспечи-
вается за счег компенсатора 29.
chipmaker.ru
2\
При пост у.ч.к цви масла под давлением в правую или л •вую
полость цнлинд|»а* 9 через отверстия запрессованной в нем с гиль
НОЙ В|)ЛКИ Ю быстро подводится или отводится шлифовальная
бабка При этом .ходовой впит перемещается в осевом направив
нпи в отверстии и« редней опоры и роликоьых паправл»лощих зад-
ней опоры.
На подкладной плите .закреплены .золотники 19 и 26, предна-
значенные для уменьшения скорости перемещения шлифовальной
бабки в конце быстрого подвода и отвода. Изменяя величину пе-
ремещения золотников винтами 20 и 25, .можно регулирова>ь за-
медление движения шлифовальной бабки при приближении порш-
ня 15 к крайни .! положениям. Упоры 2 и 8 предназначены для ог-
раничения хода гайки по винту.
Ганка качения включает в себя гайки 4 и 5, втулку /4счсрвяч-
ным колесом /о, смонтированную в корпусе 3 на двух радиальных
Рис. 14. Задняя бабка станка модели 3MI5I
chipmaker.ru
и упорном подшипниках. Червячное колесо 16 сцеплено с червя-
ком 17, соединенным с вертикальным валом 12. Вращение вертикаль-
ного вала, осуществляемое чфез механизм поперечных иодач, пе-
редается гайкам 7 и 5 через^ червячную пару 16—17 и зубчатые
муфты б и /»?, представляющие собой зубчатые венцы, выполнен-
ные на внутренней поверхности втулки 11 и наружных поверхно-
стях гаек 7 и 5. Гайки, вращаясь и одновременно перемещаясь
вдоль ходового винта 7, увлекают за собой посредством корпуса 3 •
шлифовальную бабку. Корпус 3 гайки соединен с выступами кор I
нуса шлифовальной бабки через подпружиненные плунжеры 18 и j
23, фланцы 31 и винты II. '
Каждая гайка имеет три независимые группы циркулирующих ।
шариков. Каждая группа шариков циркуляру» г по своему резьбо- ;
вому витку, причем начало резьбового витка соединяется с его кон-
цом посредством специального вкладыша, имеющего канал для
chipmaker.ru
. возврата шариков. Разность чисел зубьев зубчатых венцов на гай-
ках 4 и 5 равна 1, что обеспечивает возможность тонкой регули-
ровки осевого натяга гаек.
Для регулирования осевого натяга в сборочной единице винт-
гайка качения применяется технологическая втулка 2/, которая
изготовляется заводом-потребителем но следующим размерам:
длина — 265 мм, наружный диаметр 56,93Сз с центрированием по-
диаметру ЗОЛ.
Ия'1‘ > Ч’ 1 .4* w ГО л и- 1 ‘ :г - > > (. >
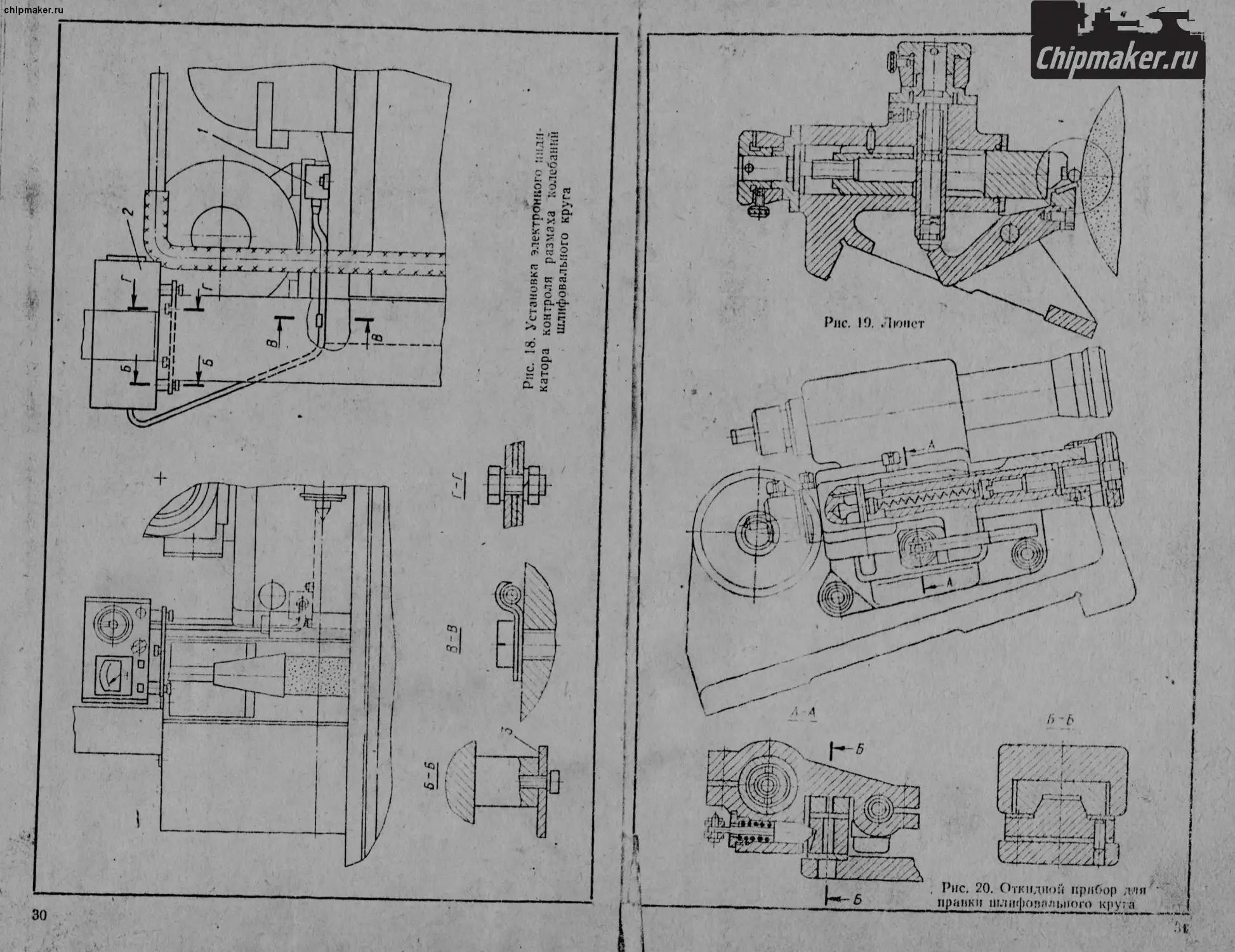
Механизм для балансировки шлифовального круга
Балансировочный механизм закреплен ил фланце шлифоваль-
ного круга. Балансировка производится во время вращения круга.
Для выполнения балансировки необходимо захватить рукой рукоят-
ку А (рис. 17) и удерживать ее от вращения до тех пор, пока круг
нс будет отбалансирован. При этом приходят во вращение тестер-
i
г
[
I
I
t
ни 7/ if /Л движение от них передастся балансировочному. груз\ ;7
мер' ч две червячные пары -1—5, 6~ 7 и грузу /’ через ту же кине-
мат; вескую вевь и шестерни 8, 9. 10. Оба груза вращаются в одну
сторону, но гр\ < Г движется несколько медленнее, чем груз Д, что*
приводит к и м- тошно взаимного расположения грузов.
В пронеси • •-алапспровки грузы могут многократно проходить
чере з полиж* пня наибольшего и ичнмснышчо дисбаланса, преж
де чем круг б\ гот уравновешен с желаемой точностью. Качесчво
балансировки контролируется по электронному индикатору II/) I
размаха колебании, датчик / (рис. 1Я) которого устанавливается на
кор! .се шли' '• > альной бабки, а сам прибор 2 вместе с плитой 3
па клеммном шкафу сзади станка.
I тли пройдено положение минимального дисбаланса, ю следу-
ет ( пустить рукоятку /1 (рис. 17) и захватить рукой рукоятку />,
чтобы возврати гь грузы в пройденное положение минимального дис-
баланса. При лом грузы будут вращаться в противоположном
направлении, так как в передаче вращения шестерне 2 от рукоят-
ки 5 прсдус'К)!репа паразитная шестерня /, получающая враще-
ние от шестерни 12.
Механизм j ссчптан пл исправление дисбаланса, образующе-
гося в ирош чv изнашивания шлифовального круга. На станок
должен устава: шваться круг, предварительно отбалансированный
па сленде.
Люнет
В люнете (рис. 19) может быть установлено изделие диаметром
от Ю до 60 мм.
При юры для пранки шлифовального круга
• ( о станком оставляши я следующие приборы для правки шли-
фов л иного кр\ i:
(1КИДН011 i| бор тля правки ш шфоняльвого круча алмазом
(рш. 20). lip л р HMeei микрометрическую но чачу алмаза на круг.
Цен । долепи имба 0.0025 мм. Подача алмаза за один оборот
маховичка со л. ».ляст 0,02 мм. Прибор cmohiпропан па торце* кор-
пуса задней бабки, ниже пиноли;
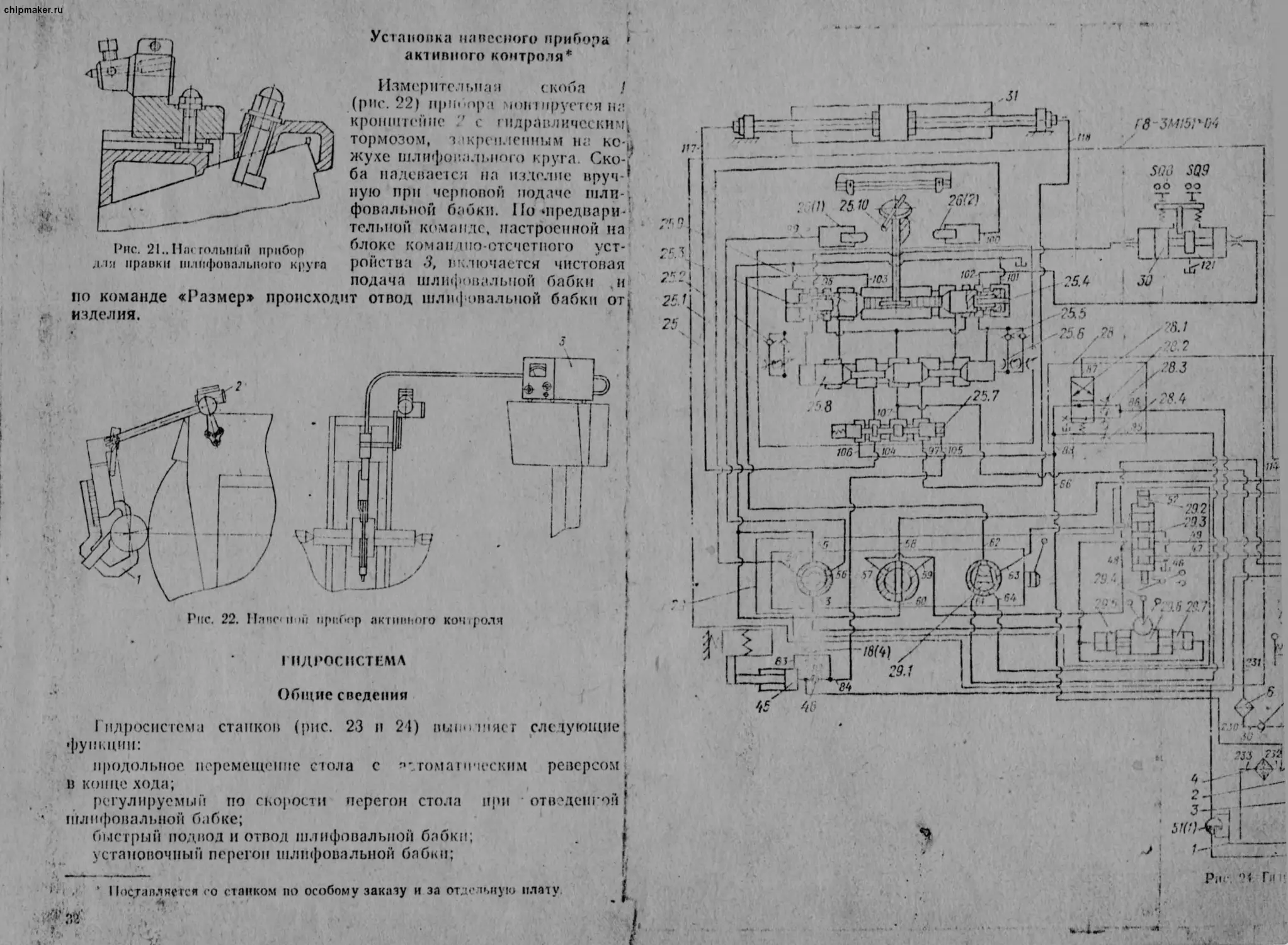
к сгольиыи прибор для правки ш.тпфовзлыимо круга (рис*. 21).
Установка (ля подачи и очистки охлаждающей жидкости
X Ъ - /57/S '
Устройство для подачи и очистки охлаждаюпп й жидкости преч-
став 1яет собо i отдельно стоящую установку. Она состоит из насоса
для подачи ох ыждающен жидкости, магнитного сепаратора д.ля
ее очистки в нм ходящих коммуникаций. Ласос и магнитный сена
ратор привод?! г я в действие отдельными электродвигателям!?
На ( тапках класса В, кроме магнитного сепаратора, предусмотрен
фильтр-транспортер с бумажной лентой для топкой очистки охлаж-
дающей жидкости от немагнитных примесей.
•' . . ’ рЛ1 о . ’ а,- ?
> a Y. ' . Гу / ТА|№ <•»♦ .ЧЛч . • / i
24
о
7
♦
Chipmaker.ru
Рис. 21.. П«з< гольпый прибор
для правки шлифовального круга
chipmaker.ru *
.у. h . г
Установка навесного прибора '
активного контроля*
Измерительная скоба !
(рис. 22) HpiH'opa ж>нт ирустея на
кронштейне <’ с гидравлическим!
тормозом, закрепленным на ко-ц
жухе шлифовал.пого круга. Ско-/
ба надевается па изделие вруч-’
ную ври черновой подаче шли-;
фовалыюй бабки. Ио «предварив
телыюн команде, настроенной на
блоке команд ио-отсчетного уст-
роист ва 3, включается чистовая
подача шлифовальной бабки .ip
ио команде «Размер» происходит отвод шлифовальной бабки от;
изделия. ' I
Рис. 22. !I.Tic'itmi прибор активного ко'ьролч I
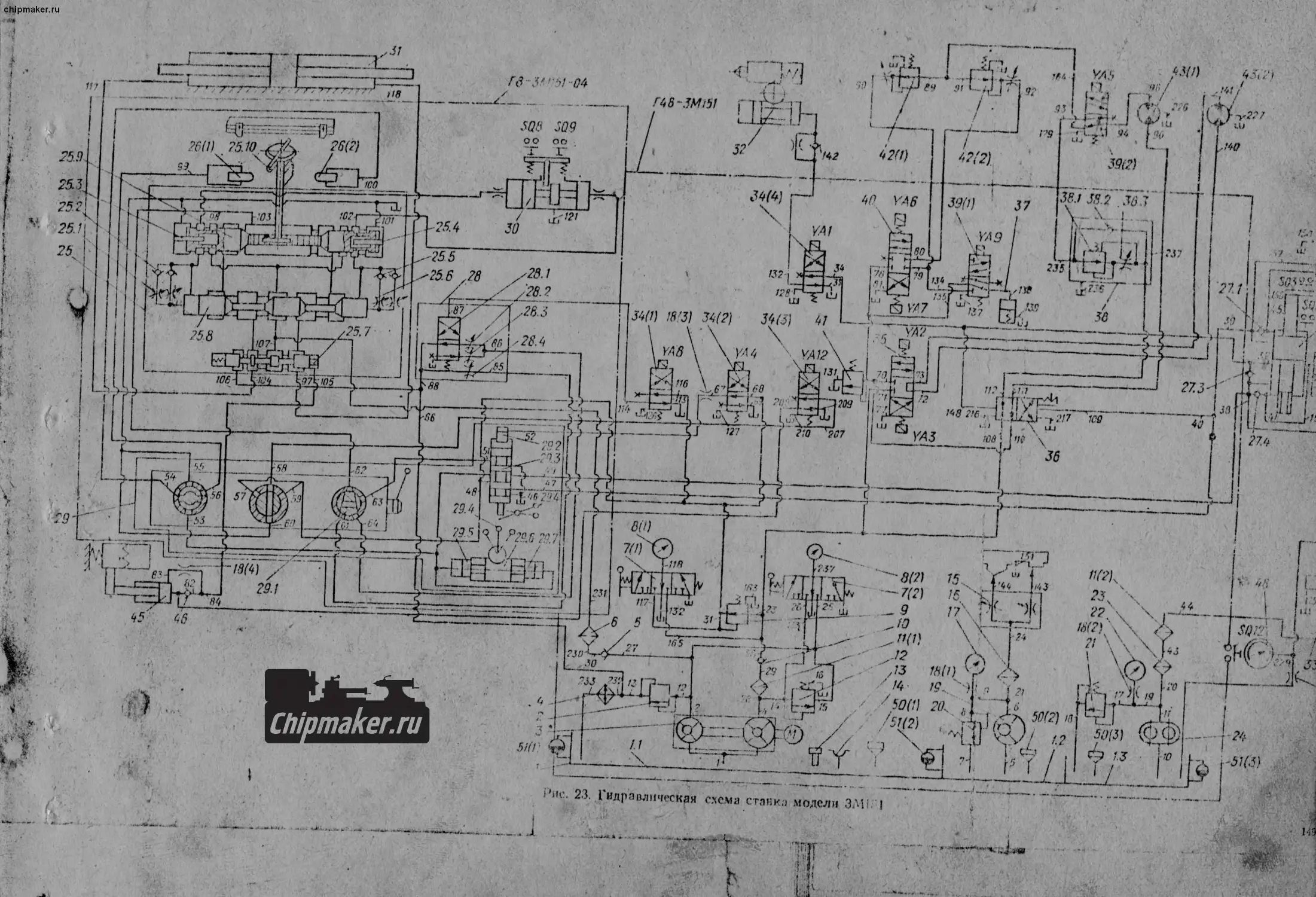
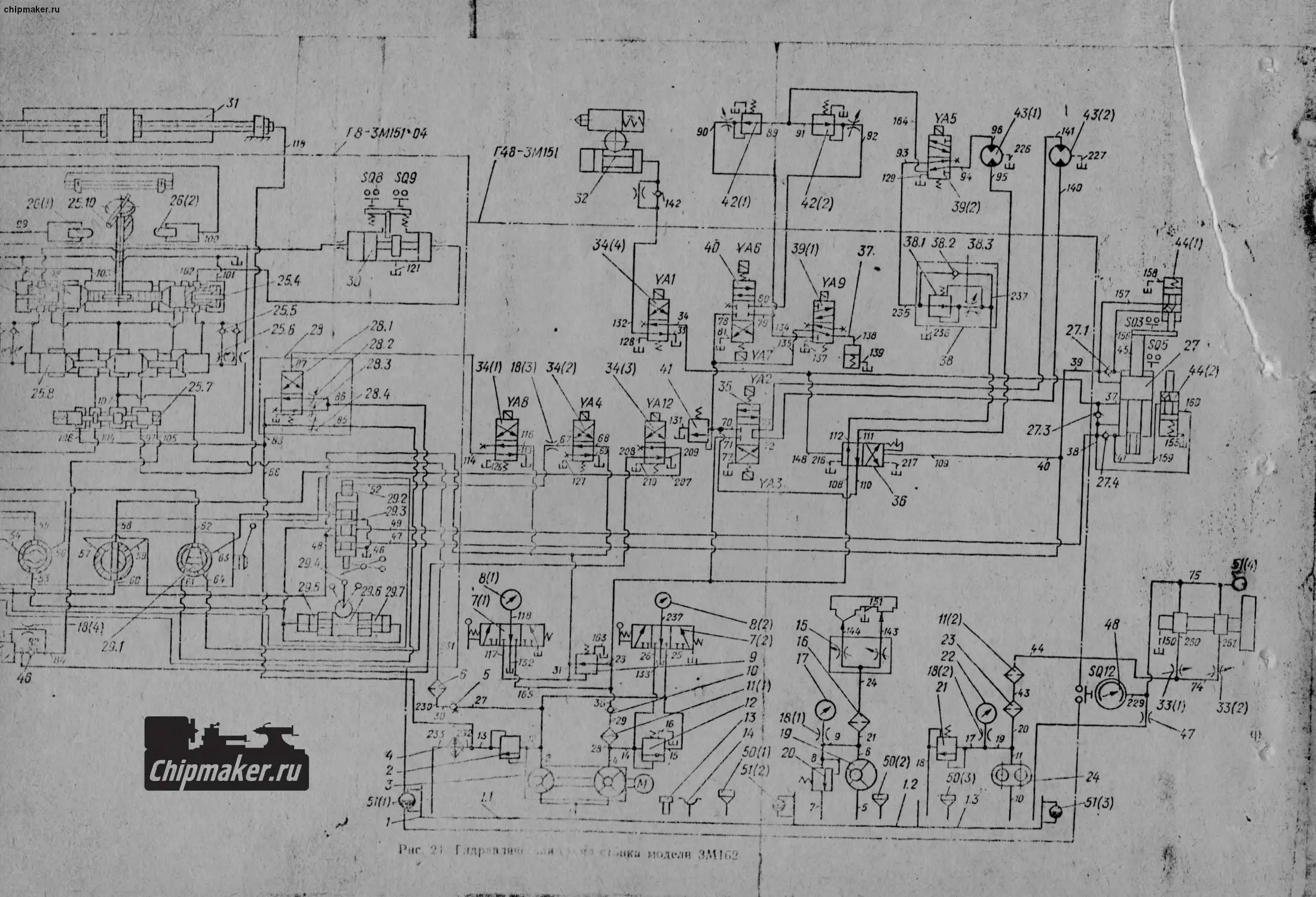
ГИДРОСИСТЕМА
•• Общие сведения ‘
Гидросистема станков (рис. 23 и 21) выни inner следующие'
функции: I
продольное перемещение стола с ^ггома!нчгским реверсом,
в конце хода; , * I
регулируемый по скорости перегон стола при отведенной г
* шлифовальной бабке; ।
быстрый подвод и отвод шлифовальной бабки; . в
установочный перегон шлифовальной бабки; !.
i . < ,• * I |<>стявлясгся со станком по особому заказу и за отдгтьиую плату. I
• * '•* Д f т f , । в ' Г »< J ** 1 .• *1 • ‘ ’д. ъ vfll
t •. • * I ТА’ . ’ ‘ • к ’ • ’ •’г
• *т
chipmaker.ru
*
г
I
YA 5
1бч-
90'
7 &-SMI51
Г48-ЗМ151
42(1)
40 YA 6
39(1)
YA1
\ YA 9
128
34(2)
YA 8
/10
/42
I
34
03
5413) 41
96
Я6
38
• 1
i
*
t »ика rvcir;iH 3
5
1
1 43(2)
IH
til!)
7(!)
SQO SQ9
oo
I 1
•J
110 \
36
*
•4ГГ- aw 1*ч«
••• •
26(2)
Й
121
25.5
34(1) 18/3)
Chiomaker.ru
34(4)
P-, 131. г
105
203
A 209
V257
129
42(2)
39(2)
38.1 38.2 38.3
43(1)
/40
<
158
157
44(1)
78
di
70
7J<3
27.1
59
112
111
7!
*
8(2)
-7(2)
!G\
H(l)
/?'
/5 '
50(1)
51(2)
/46 216
108 \
45
605
к 159
i
44(2)
163
76
♦
f
••
I
15
15
11(2)
18(2)
21
43
48
H5Q
250
\261
№(!)
•9
20
21
6
50(2)
50 (S)
и
-24
51(5)
/ 74
33(!)
33(2)
chipmaker.ru
>
4
93(1)
63(2)
YA 5
/54 4
226
22?
95
I
95
66(1)
36(6)
257
<
66(2)
’42)
/Г
YA 12 \
YA 6
~]?09
схема станка мелели dMlSl
4?
127
I <
66
I
r
94
2'0 9C7
5W) 4/
Г».
Ш 2'
91
39(2)
169
7/;
475
ю
^-51(5)
(7859X>.
MW/78
1
।
’.У*
/19
62(1)
62(2)
YA
92
95
190
4/7 YA6
69
39(1)
37
38.1 38? 383
7rt
Л/.
79
';Q5
rj V/7
и
YAS
81?)
7(2)
JO
..11(4
15
/ 50(1)
148 2'6.,-
iJ.i
ton
1(W
759
40
/Р
15
/6
'0
50(5)
20
и
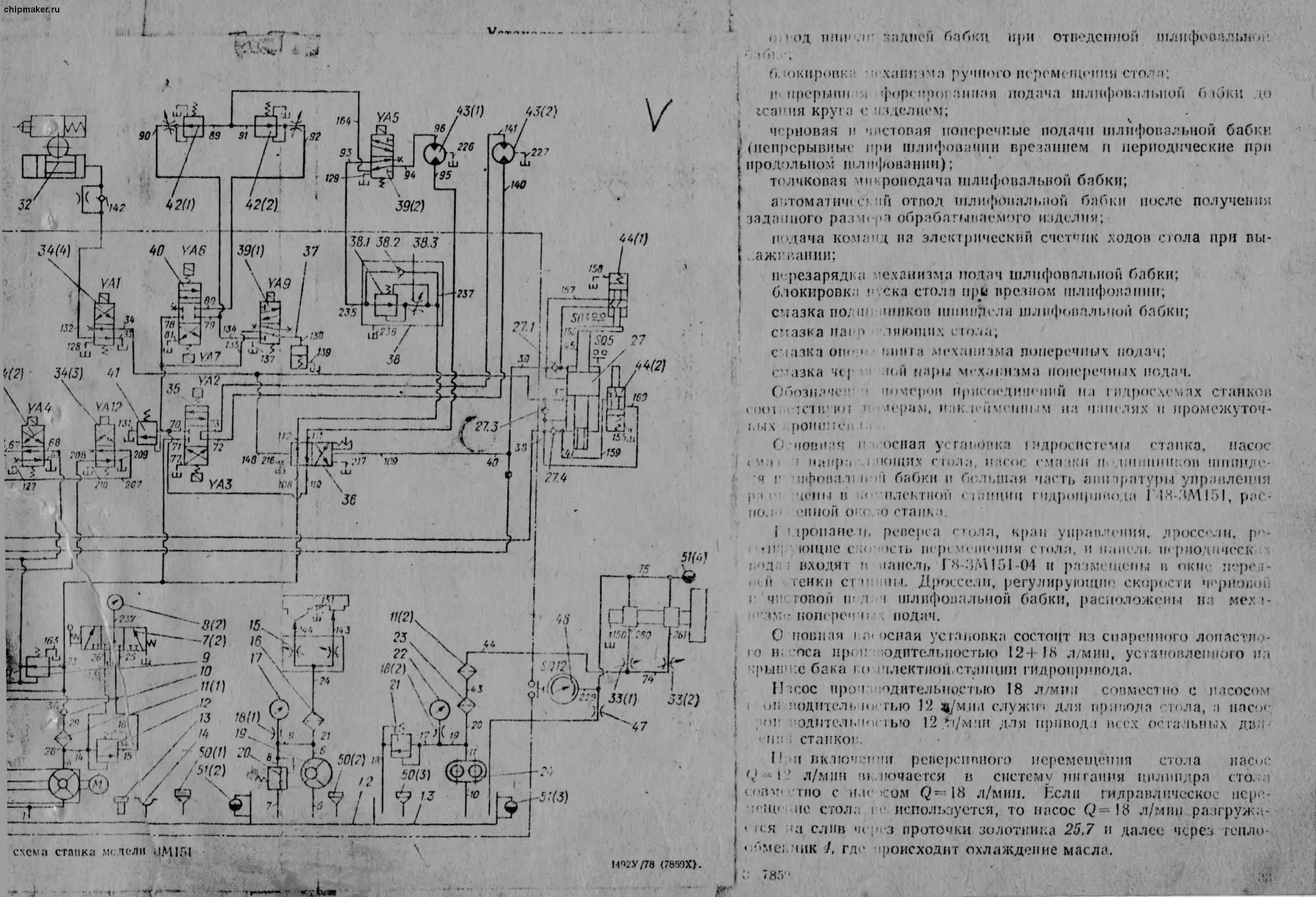
। ’од шин лг заднем бабки при отведением шлифонально'
•/абм*;
6. окировка нхавнзта ручного перемещения стола;
( !• прерьнш । форе щии анизя иодача шлифовальной 6 Киш н>
гсапия круча с изделием;
’ черновая и чистовая поперечные подачи шлифовальной бабки
' (непрерывные при шлифовании врезанием и периодические при
I продольном шлифовании);
j толчковая мнкроподача шлифовальной бабки;
| ачтомаипн с? ай отвод шлифовальной бабки после получения
заданного размера обрабатываемого изделия;
выдача команд на электрический счетчик ходов стола при вы-
саживании;
перезарядка механизма подач шлифовальной бабки;
блокировка ” ска стола при врезном шлифовании;
1 смазка по; пн•шшков шпш.фгля шлифовальной бабки;
» смазка наго лиюших стола;
смазка оно • шина .механизма поперечных подач;
смазка чер < зьй пары мгх.пойма поперечных подач.
Обозначен.' 1 номеров присоединений на i пл рос ле мах станков
cool устную! ’ лерам, н.п: нйменш ол и.’ панелях и промежуточ-
ных крошшен fl. ' ' '
G .шовная п оспая установка ! нлросистем1л станка. насос
(\’i ? наира •. । чоших cio.ia, п ic<n: сма ncii lb пиипниион шипнде-
я г чфоватьн ш бабки и бстьпьчя часть шпиратуры управления
рм чен11 в л -плектиоп < нищий (чдропринода 1 IS-3MI5I, рас-
по.ь» пиной око.;о станка.
i Сфопанеть реверса r-’o/in, кран управления, дроссели, po-
or: инцпе сканей. ш р( \г» |||.<‘ппя сюда, и п.нк-.’п. п< риодпческ
»Л входят в панель • I’8-ЗМ151 -04 и размещешл в окне, перс I-
г(Н тенки ст ’с нит. Дроссели, регулирующие скорости черновой
г чпь говой ша । шлифовальной бабки, расположены на мех а-
ш'зме ноперечч!. < подач.
О повная । .косная установка состоит из спаренного лопаелгво-
ю ш аса прок одительпостыо 12+18 л/мин, установленного п.ч
|чрынше бака го 1Члект/10й<стлицин гидропривода.
U icoc проч 1юднтельщ)стыо 18 л/мнп совместно с насосом
। u!i водитель пятью 12 4/Mii.i служив для пршюда 'м-ла, а иасог
;иг •одителг.'|<)С1Ь’О 12 /т/мчн для привод.! всех (мтальвых два
j спя i станков.
t I.1 и вкт1оч:?пчи реверсивного перемещеиия стола иасос
' 1 л/мпн вглючаегся в систему нигания цилиндра стола
! сонм- тио с н.п-»сим Q—18 л/мин. Если гидравлическое нсре.-
। шчцг ие стола i используется, то насос Q—I8 л/мпп разгружа-
• < 1ся -а слив через проточки золотника 25,7 и далее через тепло-
' ’ бмсь шк 1, где происходит охлаждение масла.
I / <85 ' ир
chipmaker.ru
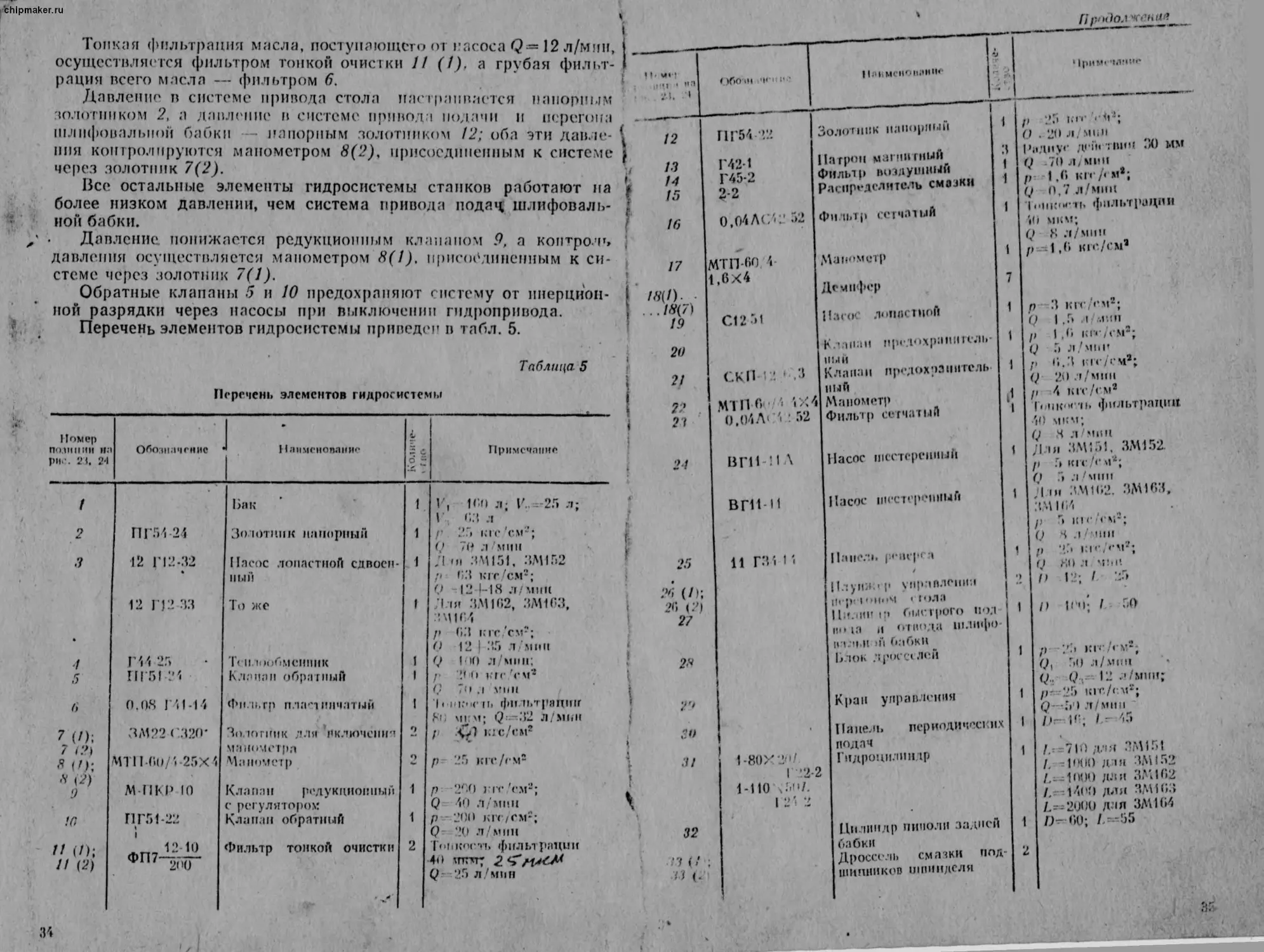
Топкая фильтрация масла, поступающего от насоса Q — 12 л/мин,
осуществляется фильтром тонкой очистки 1! (1), а грубая фильт-
рация всего масла — фильтром 6. i
Давление в системе привода стола настраивается напорным
золотником 2, а давление в системе привода подачи и перегона
шлифовальной бабки — напорным золотником 12; оба эти дав.те- (
пня контролируются манометром 8(2), присоединенным к системе }
через золотник 7(2),
Все остальные элементы гидросистемы станков работают на ’
более низком давлении, чем система привода подач шлифоваль-
ной бабки. ।
• Давление понижается редукционным клапаном 9, а контроль
давления осуществляется манометром 8(1), присоединенным к си-
стеме через золотник 7(1). . ;
Обратные клапаны 5 и 10 предохраняют систему от инерцион-
ной разрядки через насосы при выключении гидропривода.
Перечень элементов гидросистемы приведен в табл. 5.
Таблица 5
Перечень элементов гидросистемы
Номер
ПОЛИНИН ил
рис. 23. 2-1
Обозначение •*
Наименование
Примечание
2 ПГ54 24
.? 12 Г12-32
*
12 Г12 33
7 П4 25
5 ГП’51-24 •
6 0,08 1’41-14
7 (/); 3M22C320'
7 /.?)
Л(/); МТ11-6U/4-25X'»
X (2)
д М-ПКР 10
М ПГ51-22
’> </); ФП7—— ।
II (2) ф11/ 200
г •
Бак
Золотник напорный
Насос лопастной сдвоен-
ный
То же
Т< илообменник
Клапан обратный
Филь гр пл.'гт инчатый
Золотник для нключенил
манометра
Манометр
Клапан редукционный
с регулятором
Клапан обратный
Фильтр тонкой очистки
1 V, 1С0 Л; V. ~25 л;
I 63 л
1 /т 25 кге 'см2;
Q 7И л / мни
1 /I П1 3MI51, ЗМ152
;» 63 кгс/см2;
9 - 12 1-18 л/мин
I Для З.М162, 3M163,
ЗЦ164
/» 63 кгс/см7 * * * II;
I 0 12 | 35 л/мп н
1 Q МО л/мин;
I /• 200 кг с 'см2
С "о л мин
I I« н|.-»1г п> фи льтрящпг
I Ко мкм; Q ~32 л/мпн
2 i> к:с/см2
2 I р- 25 кгс/см2
1 р 260 ксс 'е.м2;
Q 40 Л/мин
1 р - 200 кгс/см2;
О 20 л/мин
2 Тонкпг’п, фильтрации
40 зпгм;
Qr -95 л/мин
34
I
(iI'fnioA wattf!
ЦЦ1 • И Л
21, »
OftO'tH •»«• I* ’
I l.'L МС1ЮПЗНИ»
' 1рим<*члнпс
12
13
!4
15
16
11Г54 >:>.
0,04A(/C' 52
♦
Зо.’1ОП11!К ll.TlIOpllMH
Патрон магнитный
Фильтр воздушный
Распределитель смаэки
Фильтр сетчатый
17
18(1). .
.. 18(7)
19
28
2/
22
23
21
25
м (/»;
2С> (?)
27
28
30
:п
32
:ч (1 ;
м (.
мтп-бо 1
1,6X4
С12'»1
Манометр
Демпфер
Насос лопастной
Клапан предохранитель-
I ный
СКII 12 ‘ ,3 Клапан предохранитель-
ный
Ml II 6 »/ < iX4 Манометр
0,04A< 1 ’ 52 Фильтр сетчатый
ВГ11 И \ Насос шестеренный
ВГ11-Н Насос шестеренный
11 Г31 I < | Цапель реигрел
I
I ПлуНИЛ р управления
I ifrpri<>н»>ч • л<)ла
I Нилин fp быстрого под-
I ио in и отвода шлнфо-
I rvrjif.it in бабки
Блок дросселей
Кран управления
* Нинель периодических
подач
1-80X20/. I Гндроцнлиндр
Г 72-2
1-И0л5(|/.
Г2! 2
I •
Цилиндр пиноли задней
I бабки
Дроссель смазки под-
шипников 1ЛИННДСЛЯ
3
I
1
I
I
7
1
1
I
J
I
I
1
i
•>
I
1
2
р 25
О . 20 л/мни
Радиус дей< тики 30 ММ
Q -70 Д/мин
р 1,0 кп /< м*;
Q 0,7 л/мин
I (•пк(м*'1ь фильтрации
10 мкм;
Q 8 л /мн if
р- 1,0 кгс/см’
п -3 кгс/см2;
О I .5 л/мин
р I Ji 1С1Ч /ГМ2;
Q 5 л/мин
р б.З ьтг/см’;
</ 20 л/мин
р \ кгс/см2
I < »пс''< ih фильтрации
40 мкм;
Q <4 л /мии
Для 3MI5I, ЗМ152.
р 5 кгс/см2;
Q 5 л/мнн
Для 3M1li2. 3MI63,
3MIG4
р 5 К! г/см2;
() S л/мин
р 23 кгс/см2;
Q НО .л мин
/> 12; / 25
*
I) 100; /- 50
р ’/.» ЮТ/СМ’;
О] 50 л/мин
(/. Q . 12 л/мни;
/г 25 кгс/см2;
(/—31 л/мнн
/7г- |0; I - 45
/.:--710 для 3MI51
/. -10(10 д in 3MI52
/.- Кию для ЗМ162
/.14оо для змн;:>
/.^--3000 для ЗМИИ
0^-60; /г-55
chipmaker.ru
4
. V
<
I I
•д р
•д ‘
U
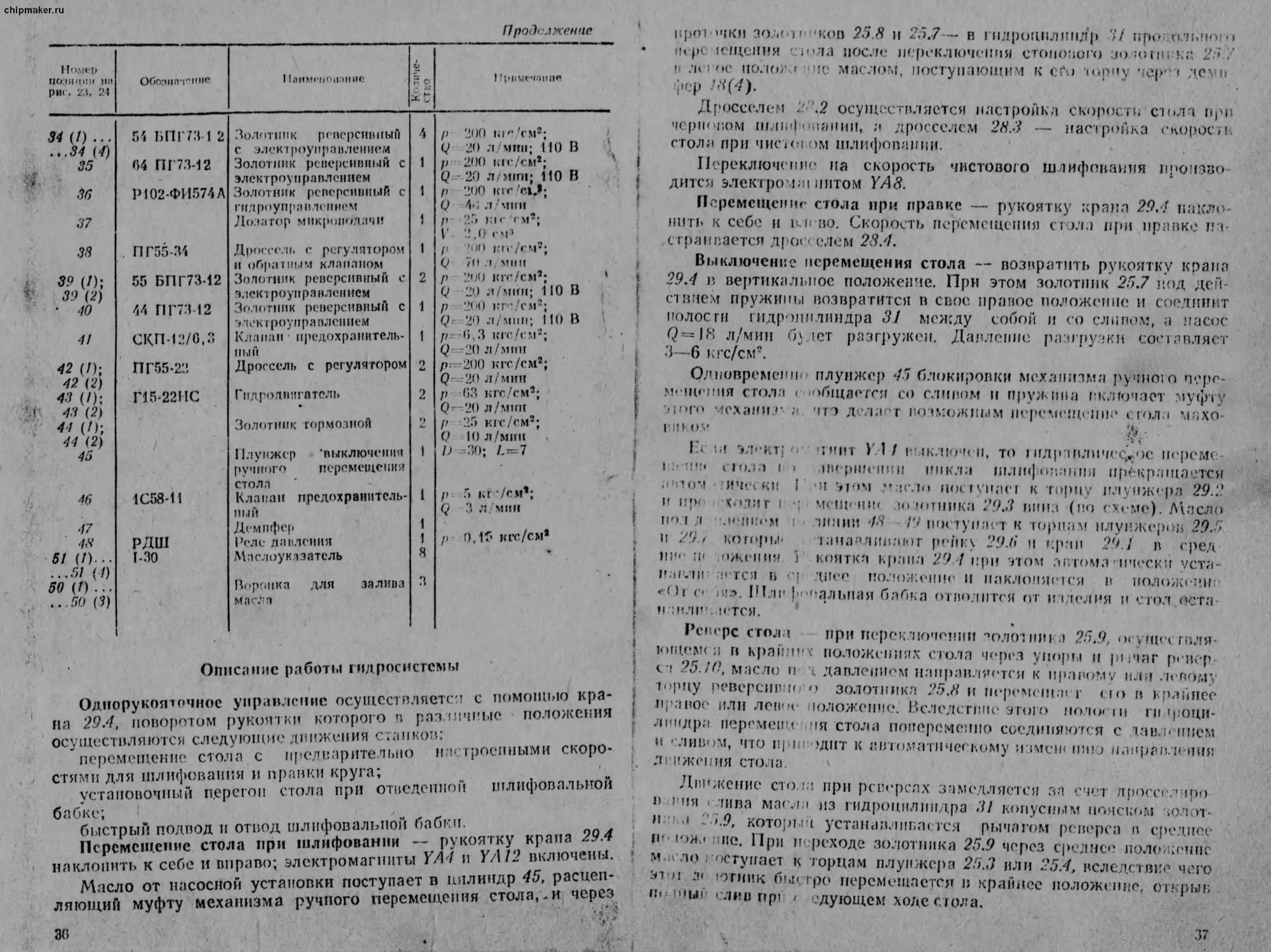
П родолжение
Н'ЬМГр
позиции на
рн< . 23, 24
34 (/)...
...34 (4)
л?.
36
38
5Р (/);
39 (2)
’ 40
4/
♦
О6о.'ШП’1лНПС
64 ГИ 73-12
Р102-ФИ574А
. ПГ55-34
55 БПГ73-12
44 ПГ73-12
СКП-12/6,3
с*
I l.'iifMrnoii'iHHC
I FphMC'i.'iiHin
42 (/);
42 (2)
43 (2)
44 (2)
45
51
46
4Х
(!)
50 (0 ...
...50 (3)
ПГ55-22
Г15-22НС
1С58-11
РДШ
1-30
Золотник реверсивный
с элск'1роуиравлением
Золоти 11 к ре вере и в и । .1 й
электроуправленнем
Золотник реверсивный
гилроуиравленнем
Лоза гор мнкрополачи
с
Дроссель г регулятором
и обратим клапаном
Золотник реверсивный
элсктроупрапленнем
3 (и от н и к реверсивный
элскгроуправлением
Клапан • предохранитель-
ный
Дроссель с регулятором
с
Гидродяшатель
Золотник
’выключения
перемещения
р 200 пи’'см2;
Q 20 л/мин; НО
р 200 кгс/см2;
Q - 20 л/Mini; 110
200 Kir'ciJ;
4»; л/мин
25 К1г'с.м2;
*> П ....I
О
О 70 л мни
Р 2и0 кгг/см2;
Q 20 л/мин; 110
Q 20 л/мин; 110
Q -20 л/мип
р- -200 кгс/см2;
Q 20 л/мин
р 63 кгс/см2;
Q — 20 л/мип
10 л/мип
f
в
В
В
4
I InyiQKCp
ручного
СТОЛЛ
Клапан предохранитель
ный
Демпфер
Реле давления
Маслоу к лза тс ль
Воронка для залива
масла
I л/мин
р 0,15 кгс/см1
V
34
---। кра-
лся ожен и я
настроенными скоро-
I
стола при отведенной шлифовальной
предварительно
I’
I
Описание работы гидросистемы
Однорукое очное управление осуществляете:! с помощью
ла 29А, поворотом рукоятки которого в paa.1n414.1c г::'7”
осуществляются следующие движения станков:
перемещение стола с
стямп для шлифования и правки круга;
установочный перегон
бабке; ’
быстрый подвод и отвод шлифовальной бабки.
Перемещение стола при шлифовании —_ рукоятку крапа 29.4
наклонить к себе и вправо; электромагниты YA4 и YAI2 включены.
Масло от насосной установки поступает в цилиндр 45, расцеп-
ляющий муфту механизма ручного перемещения стола,-и через
4
I
36
I
iipoi'HKii золон”'ков 25.8 и 23.7 — в гилроцилнндр «>/ продольною
игре кчцеиня гюла после переключения стопового зо циника 25.’
в ;н । ос положение маслом, поступающим к eft) торну чергз демн
? р ХП-
Дросселем 2 .2 осуществляется настройка скорости стола ври
черновом шли»)'»нании, а дросселем 28.3 — настройка скорость,
стола при числя.ом шлифовании.
Переключение на скорость чистовою шлифования произво-
дится электромя! питом YA8.
Перемещение стола при правке — рукоятку крана 29.4 накло-
нить к себе и влево. Скорость перемещения стола при правке пт
страивается дросселем 28.4.
Выключение перемещения стола — возвратить рукоятку крана
29.4 в вертикальное положение. При этом золотник 25.7 под дей-
ствием пружины возвратится в свое правое положение и соединит
полости гидропплиндра 31 между собой и со слипом, а насос
Q=J8 л/мин бу ют разгружен. Давление ра н ручки составляет
3—6 кгс/см?.
Одновременно плунжер 45 блокировки механизма ручною пере-
мещения стола сообщается со сливом и пружина включает муфту
энч’о мсхани»’ а. что дел ж* г возможным перемещение с гола махо-
виком /
1\ ы эл'-гл. '• чни| Е1 / !•• 1ключ( п, то I илршличес^ос персмс-
! сюда । । нпршспин никла шлш| (шлния прекращается
н’иом • нче< ки Г ‘И эюм млели nociynaci к торцу плунжера 29.2
и нр< хотят । •; мещ< цщ пиоп1ика 29.3 вниз (по схеме*). Масло
но । । ’лепном пшии 48 г; по< туп ист к торнам плунжеров 29.5
и 29 f коюрьь 1зиаплив.'1юг ренк\ 29.8 и кран 29.1 в сред
ни»* ж .ожения i коятка крапа 2.9. /при этом лвтомз' ически устл-
Bai.in !< гея в •’! днее положение и наклон',пчея в иоложенн
<•> -.ял. 1Ч/Н’ |’<” альиая бабка отводится от изделия н стол.оста-
Н’.влпчается.
Рснгрс сголл при переключении золотшп а 25.9. осуинч гвля-
ющемс я в крайи”\ положениях стола через упоры п рычаг ргвер-
< д 25.19, масло и ч давлением направляется к правому пли левому
юрцу реверспвш ” золотника 25.8 и переменок г <ю в крайнее
правое или левое положение. Вследствие этого лочо<ли ги’роци-
лпидра перемени чя стола попеременно соединяются с дав и пнем
и ’ Ливом, что npiii ?дит к автоматическому измечк пню направления
движения стола. \
Движение сто ;.! при реверсах замедляется за счет лросселчро
в пня » лива масла из гидропплиндра 31 конусным пояском чолат-
н • » 2.1.9, который устанавливается рычагом реверса в среднее
in* 1ож< пне. При переходе золотника 25.9 через среднее положение
.м дли осту паст к торцам плунжера 25.3 или 25.4, вследствие чего
зз-и з< ютник бы< гро перемещается в крайнее положение, открыв
in 1‘hji < лнв при ( сдующем ходе стола.
chipmaker.ru
Одновременно с этим масло поступает к торну золотника ревер-
са 25.8, перемещал его в противоположное крайнее положение.
При этом осуществляется реверс стола.
При помощи дросселей 25.6 регулируется задержка стола при
реверсах, а при помощи дросселей 25.1— плавность разгона стола
после реверса.
Установочный перегон стола — наклонить рукоятку крана 29.4
от себя и вправо или влево (направление наклона рукоятки соот-
ветствует направлению перегона стола). При этом масло посту-
пает через левое сечение крапа 29.1 к торну плунжера 26.1 пли
26.2, которые перемещаются и поворачивают рычаг реверса 25.10
в сторону, соответствующую направлению наклона рукоятки кра-
на 29.4.
Стол при перегоне перемещается так же, как при шлифовании
или правке. Скорость движения стола определяем я при этом углом
наклона рукоятки 29.4, от коюрого зависит величина щели право-
го сечения крана 29.1.
При отпускании рукоятки 29.4 плунжеры 29.5 и 29.7, находя- •
щиеся под давлением, воздействуют на рейку 29.6 н возвращают
рукоятку 29.4 в исходное положение.
Быстрый подвод шлифовальной бабки - - наклонить рукоятку
крапа 29.4 к себе. При этом масло от насоса () "12 л/мин через
обратный клапан 10 и редукционный клапан 9 поступает к проточ-
ке золотника 29.3 и через нее *в верхнюю но.п » н> цилиндра 27.
В конце быстрою подвода, когда поршнем nei - крина линия 37,
< масло сливается из нижней полости этого пильнта по линии
41—159 через проточку золотника 44(2) и далыи»* но лпнип
160—38—49—46. При этом происходит замедление .шчж» пня баб-
ки при приближении ее к крайнему но.шахиню CKoporib > путь
торможения регулирую!ся изменением положе|н*ч упора, который
нажимает на золотник 41(2).
Быстрый (инод шлифовальной бабки -- и. 'ловить рукоятку
крапа 29.4 от себя. Скорое н. и величина пути л • ’мол гния бабки в
копне быстрого о! во.л а р« i \.uipypocM изм< иенш : ш»южепия упора,
который воздействует на июотиик 44 (Г).
При выключении эл('к । ромai нига YA I золи| »ека 31(2) шлифо-
вальная бабка отводится авгомагически. При эгчм масло под дав-
лением поступает через демпфер 18(3) к горч. п !упжера 29-2,
• перемещая его и золотник 29.3 вниз, вел г*; г i ini чего рукоятка 29.4
наклоняется от себя. Дсмшрер 18(3) обеспечивает плавность пе-
ремещения плунжера 29.2.
Установочный перегон шлифовальной бабки осуществляется
гпдродвпГатсл( м 43(2) при включении электромагнита У/1Л или
У/12 золотника 35 (перемещение бабки вперс i пли назад). Ско-
рость перегона не регулируется. При обесточенных электромагни-
тах обе полости гидридвпгателя соединяются между собой золот-
ником 35.
Отвод пиноли задней бабки осуществляется педалью, которая
подаст команду па включение или выключение электромагнита
YA1 юлотиЧа.ч 3/(7). Отвод пиноли педалью возможен только г; .
отве ченной ш. гв) овальной бабке, так как масло к золокчч у 37(7у
подводится по лапин 37—3/, которая перекрыта поршнем цилиндра
27, к и да он ва.'<< тится в положении подвода шлифовальной бабки.
Поперечные подачи шлифовальной бабки — в качестве принт
да подач служи ч гидродвигатель 73(7). Для форсированной, чер-
новой и чистовой подач используется схема с дросселированием
па выходе, а для микроиодачи используется принцип объемною
дозирования h i *-иходе ч идролвигателя.
При полно (<• шлифовальной бабки масло поступает к правому
торн’ золотин;'.! .76’ и перемещает его влево (по схеме). Масло «»»•
насо a Q я 12 л/ ши через проточку зоаоишка 36 поступает к точке
55 1 и дродвпг.тп in 73(7). Для получения форсированной подачи
включается э.нч громагнит >15 золотника 69(2). При этом слог,
из гпдродвига я 7.7(7) происходит через проточки золотинка
•79(2), дроссель -3.3 и подпорный клапан 7/.
С 'горесть • Ю| тированной подачи регулируется дросселем 38.3.
•Для получ- язя черновой подачи включается электромагнит YA6,
а длч пол\чс’1Н1 чистовой подачи - электромагнит >717 золот
ника 10,
При этом * ч
слив через др н
у ш. черный ! ;
.001» и ГВ» ЧИН |
Л ! Иолу-0 ’
I! ЧТ ) *9 К > 10 !
пост; наст в д »
для I "лучения »
ч ч }’. < Э.ТсК!
ЧТИ Л'.» iai<*p 1Ь •
I! риоднче?
»afc .1 с, как и ч
дг.иг: тля на
ЧИГЛЮ ЧЧП1Я эл< ।
/ПШК 1ТСЛЫ10СТ Ь
л п'ич той пота чц
Команду на *
и .SQ9 црн на/ ;
«О’Я 2 /.0 из о/гю1
/62 jj .93 поперс
порночнческих и
торы ।.
id от точки 96 гидродвигатсля 6,7(7) поступает на
•ль 42(1) или /2(2) п далее через золотник 40
чан 77. (j.opncin черповоп п чистовой подачи
гу.тирун» I <’ч 1р<ичч’чями 72(/) н 72(2).
i i(। lai.о; j»;! макропидачп включается электромаг-
। 39(7). При Лчм масло из i п »родв1п ате.чя 73( 7)
• ор •//. Oohvf Maria в joiaiopi' отр(ч улнровэн
П'чи в I ?ль л каждое пключо|пк. Э-тектромагни-
jiii’iT вк.ночл«‘|ся импульса мп, при его огключе-
•ряжанги пружипои.
подача ш.тпфов.ыгной 6a6i и ocvriec*iкляются
рер|.‘вныо, однако при »|<>м Hpainoiiiio oi гидро
A ХО.1ОШИ О Bllllia !!('р<* IH«* i < я 'ЮЛЬКп гл» время
омагппп*» II му»| |ы ав!оиа i пч<ч кпх подач. Про
। ключепии с»ч'лв1Я(| 0,5 О.К с. Вели чина порно
настран1Н1ек я лр<мс<‘Лям»1 /2(7) и /?<2).
|{.’По’»(’Н1Ь‘ муфи| ;ч«чю1 мнкропер(‘!ч.1юма к .’ш SQ6
ini пл них. ifpn перемени iii'»: юлоипп.и мгравл»*-
о крайне’о положения в /ipvioo масло ио лппиям
uno hociyiiari к торцам зо югннка 36 панели
члч. кю средний поясок нажимает на рыч п\ ко-
иовора чч । »ет
jh‘ключатслей. Н рп
пластину, 11ажима1о!пую па
да. । ьнеичнем перемещении
одни пз
средний
мпкрсяк,-
поясок
Л.1ХО,,чт из кот1 н;та с рьччачом п пружина возврлщлгт п.ь'Ч’твну
по: гральлое го.юженис. При этом пажагпе мпкропср< ключ;
ччч нрекраиь'ьчея.
11< резарядка механизма подач шлифовальном бабки нроисхо
1 • г;»и отв^я^и’юй шлифовальной бабке и включенном электро-
чи| ;с YA5 золг’гипка 39(2). Масло под давлением через проточ-
chipmaker.ru
кн золотника 36, обратный клапан 38.2 и проточки золотника 39(2)
подводится к точке 96 гидродппгатсля 43(1), а сливается из него
через проточку золотника 36 и подпорный клапан 41. Скорость
перезарядки не регулируется.
Блокировка пуска стола при врезном шлифовании — устано-
вить переключатель па пульте управления в положение «Врезное
шлифование». При этом отключается электромагнит YA12 золот-
ника 34(3). При наклоне рукоятки крапа 29.4 в положение про-
дольного шлифования стол перемещаться не будет, так как точка
105 стопового золотника 25.7 при этом все время соединена со
сливом.
Полуавтоматический цикл работы станка до упора при продольном шлифовании
После нажатия па педаль подастся команда па включение
электромагнита YA1 золотника 34(4). Давление подводится к ци-
линдру 32 отвода пиноли. После установки обрабатываемою из-
делия па линию центров оператор отпускает педаль, электромаг-
нит YA1 отключается, пиноль подводи гея пружиной и зажимает
изделие в центрах. Оператор Поворачивает рукоятку управления
29.4 к себе н вправо. ’
В зависимости от положения золотника 23.8 i и |роп<п!ели ревер-
са одна из полостей гпдроцилипдра псремещенп < стола соединя-
ется с давлением, а другая со’сливом. Сливается масло из 1идро-
папели через дроссель 28.2 регулирования скорое!и стола при
черновых подачах. Стол начинав! перемещаться со оз'росняо, оп-
. редслясмой настройкой этого дросселя.
Одновременно с пуском стола при смени» ни рукоятки 29.4
в переднее положение подается команда на быорыи подвод шли-
фовальной бабки. Задняя полость цилиндра 2/ быстрою подвода
спелпаяется с давлением, i передняя соединим. При этом про-
исходит быстрый подвод шлифовальной бабки.
При быстром подводе hi. 1чфональнон бабки масло пос гупает
к правому торну золотника который шшемепыется влево, сооб-
щая полость гидродвнгагеля 43(1) с давлением. ()дноврсмснно
нажатием микропереключателя Sij5 вклю’ьн н и электромагнит
У/15. Происходит форсированная подача ш ни) длиной бабки до
появления искры.
По команде реле тока электромагнит УАЗ золотника 3°{2)
отключается и включаезся элект ромагннт YA3 юлотннка 40. ш ис-
ключая слив из гидродвигателя 43(1) па дроссе и. •/?(/) чернотой
подачи. I
В момент реверса стола импульс давления !ня гуияст oi тидро-
напели к золотнику 30 напели периодических подач. При этом
нажимается микропереключательили SQ9. Последние подают
команду па включение электромуфты автоматических подач, кото-
рая замыкает кинематическую цепь от гидродвпгителя на механизм
подач. Через О/ -0,8 с реле времени отключас г элсктромуф»\
и подача прекращается до следующего реверса стола.
11оеле спя।ня чернового припуска по команде мш:р<'переклю-
чателя отключ е н’я элекзромш ппт У/16 и включаются тв кгромаг
ниты ГЛ7 золотинка 7/> и ЕЛЯ золотника ♦?/(/). Масло из ы.дропл-
нсли сливается очюрь через дроссель 28.3 чистовой скорости стола,
а скорость вращения гпдродвнгателя определяется дроссе-
лем 42(2) числовой подачи шлифовальной бабки.
После снятия чистового припуска нажимается микропереключа-
тель, который о ключ лет электромагнит ЕЛ 7. Периодические по-
дачи прекрати* лея, то есть слив из гилродшп агеля 43(1) заперт
и элекгромуфта автоматических подач отключена.
Одновременно микропереключателем включается схема счета
ходов стола н । выхаживание от срабатывания микропереключате-
лей SQ8 и при реверсах стола.
После отсчет । числа ходов стола, заданного переключателем
па пульте уп| ичшя, выдается команда на отключение электро-
магнитов 1/1/ в YAS. Золотник 29.3 перемещается вниз, рукоятка
29.4 автомат»г • < и устанавливается в срочнее положение и накло-
няется or себП^Ш(|ювальнля бабка отводится от изделии, стол
останавливав! г
I! канне о । ’л шлифовальной бабки нажимается мнкропере-
к!Ю’»1|сль ЛС / который включает электромагнит YA5 и электро-
муфт; автомат и» скнх подач.
М вхан нм речных подач перс заряжается до исходного но-
лож» лия. опр в немого мпкронереключл ।елом. В этот момент
электромагнит / ‘.i и элем ром\ф|а авгома Н1ЧССКИХ подач отклю-
чают я. а э.п >магнпт )’/1/ включае1ся. У>тнм завершается ш -
резарядка t имя шли речных подач и пика шлифования. Опе-
ратор ciniMcH । станка обработанное изделие.
Н<».1уапн>” •* mih.i работы до упора при крешом нглифонанин
Пои подвои шлифова швин бабки отключается эл< ктромапш!
У/1/У, что дел и । невозможным пуск стола при нак.’|опе. рукоягки
29.4 вправо или : ’ево.
В этом случи пикл обработки по ihoctuo повгорш г иикл полу-
антом ai пческ* я <> nptvioniaKH <> шлифования до \нора, кро.м * тою.
чю ’’(‘рповая и "сстовая подачи ьч 1ифовальноп бабки происходя]
не периодическг а непрерывно, так как элекфомуфга авюмати-
ческпх подач н< юянпо замыкает кинематическую пень от гидро-
двнгателя к М“*. нпзму подач па время черновой п чистовой пода”.
После снятия пестового припуска м iiKpoiiopei-.дюча н лв включает
реле времени и отключав! элеюроявнгандв YA7 и элек:ромуфц'
автоматических подач. 11ронсходпт выхаживание. Но нсicbcihih
••-ремени выдерл । и отключается элсктрома! пит VA 1 и шлифоваль
в 1Я бабка отводится от изделия. При отведенном положении шлн-
фоир л иной бабки включается электромагнит YAI2. При этом воз-
•шж< и перегон (мола.
ы
chipmaker.ru
Наладочный режим работы станка и наладка
Наладочный режим работы станка и наладка осуществляются
включением переключателей или кнопок па пульте управления. При
этом включаются соответствующие электромагниты и исполнитель-
ные механизмы совершают движения, как это описано выше.
Управление движениями с гола, подводом пли отводом шли-
фовальной бабки осуществляется рукояткой 29.4.
т Па станке возможна также работа в ручном режиме с оснилли-
ровапием стола. Для этого необходимо упоры стола свести до ка-
сания с рычагом реверса 25 10, переключатель па электропульте
установить в положение «Продольное шлифование», рукоятку 29.4
установить в положение для осуществления про (ильного шлифо-
вания.
Стол при этом будет совершать осциллируют-е движение с ми-*
пимальным ходом 4 мм, а частота осциллпровання регулируется
дросселями настройки скорости стола.
%
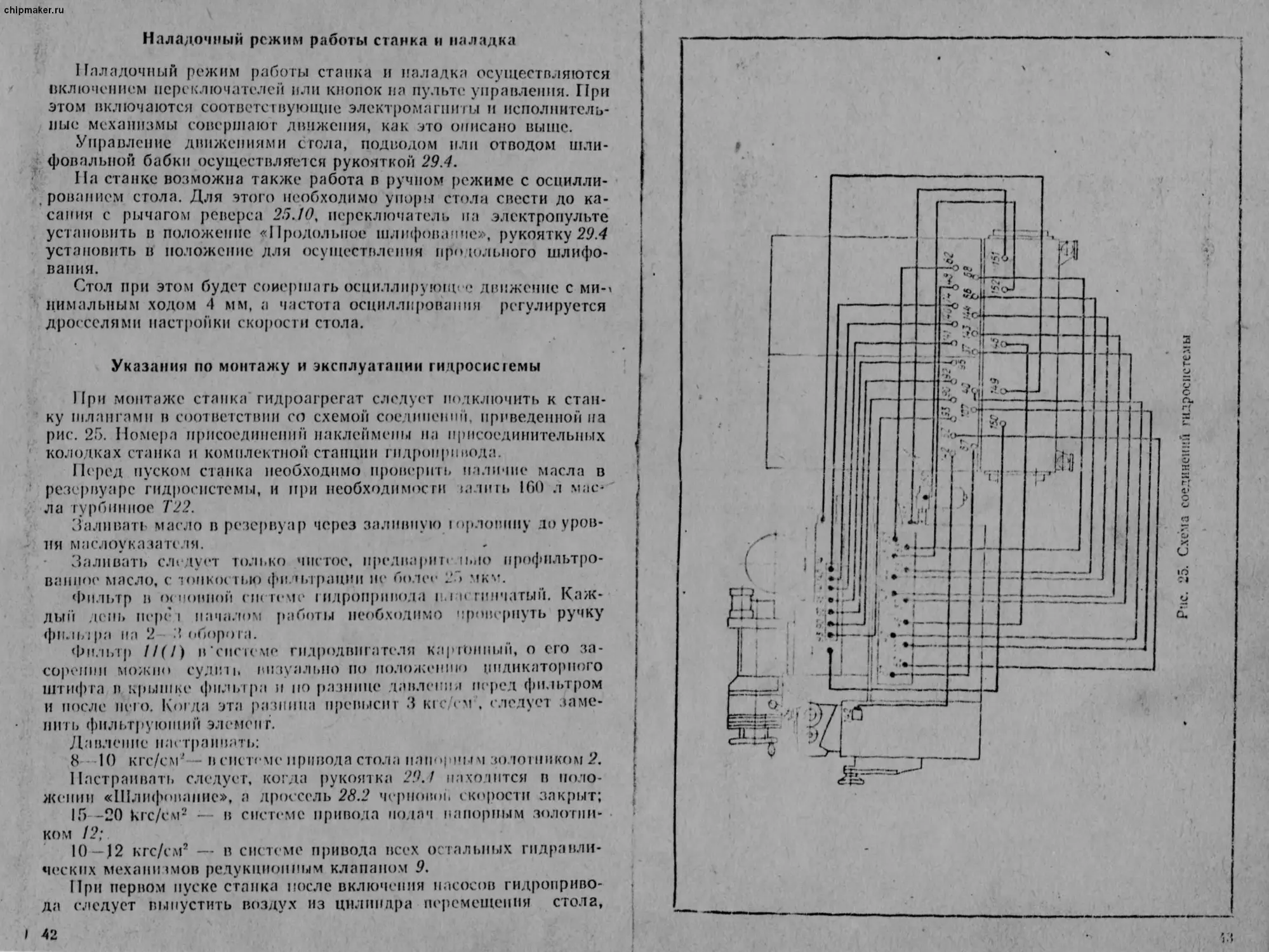
Указания по монтажу и эксплуатации гидросистемы
При монтаже станка гидроагрегат следует подключить к стан-
ку шлангами в соответствии со схемой соединений, приведенной па
рис. 25. Номера присоединений наклеймены на присоединительных
колодках станка и комплектной станции гидропривода.
Перед пуском станка необходимо проверить наличие масла в
резервуаре гидросистемы, и при необходимости нтлпгь 160 л мас-
ла турбинное 7'22.
Заливать масло в резервуар через заливную юрловину до уров-
ня м а сл оу к а за тел я.
Заливать следует только чистое, предварите тио профильтро-
ванное масло, с тонкое гыо фильтрации нс более ?•> мкм.
Фильтр в ос новной системе гидропривода п.гн гинчатый. Каж-
дый день пере । началом работы необходимо провернуть ручку
фильтра на 2- 3 оборота.
Фильтр //(/) b’ciicicmp гпдродвигателя картонный, о его за-
сорении можно судии» визуально по положению индикаторного
штифта в крышке фильтра и по разнице давления перед фильтром
и после него. Когда эта paninna превысит 3 кге/см . следует заме-
нить фильтрующий элемент.
Давление настраивать:
8 -10 кгс/см2- в системе привода стола напорным золотником 2.
Настраивать следует, когда рукоятка 29.1 находится в поло-
жении «Шлифование», а дроссель 28.2 черновой скорости закрыт;
15 -20 кгс/см2 — в системе привода подач напорным золотни-
ком 12;.
10 — 12 кгс/см2 — в системе привода всех остальных гидравли-
ческих механизмов редукционным клапаном 9.
При нервом пуске станка после включения насосов гидроприво-
да следует выпустить воздух из цилиндра перемещения стола,
42
Схема соединений гидросистемы
chipmaker.ru
соблюдая следующий порядок: установить упоры реверса па наи-
большую длину хода стола, дроссель 28.2— на наибольшую ско-
рость. Отвинтить правую и левую пробки 14 и 20 (рис. 7) штуце-
ров выпуска воздуха из цилиндра перемещения стола на один обо-
рот (правые пробки на рисунке нс показаны).
Наклоном рукоятки 29.4 (рис. 23, 24) па себя подвести шлифо-
вальную бабку. Наклоном гои же рукоятки вправо включить пере-
мещение стола от гидропривода. При подходе стола к крайнему
правому положению завинтить правую пробку. Когда стол
приблизится к крайнему левому положению, завинтить левую
пробку. Эту регулировку следует выполнить 2—3 раза, чтобы пол-
ностью удалить воздух, скопившийся в цилиндре перемещения
стола после длительного простоя.
Проверить действие механизмов станка от гидропривода на
холостом ходу в такой последовательности:
проверить работу механизмов автоматического перемещения
стола с реверсированием ог упоров при подведенной шлифоваль-
ной бабке наклоном рукоятки 29.4 вправо при черновой и чистовой
подачах и влево при правке круга;
проверить работу перегона стола при отведенной шлифовальной
бабке наклоном рукоятки 29.1 вправо пли влево. С увеличением
угла наклона рукоятки стол должен двигаться быстрее;
проверить работу механизма быстрого подвоза шлифовальной
бабки, наклоняя рукоятку 29.4 па себя и возвращая се в верти-
кальное положение;
проверить отвод пиноли задней бабки. При подведенной шли-
фовальной бабке при нажиме на педаль отвод пиноли происходить
нс должен;
проверить работу механизма поперечных пол ri лри врезном
шлифовании на форсированной, черновой и чиповой подачах, уста-
новив переключатели на пульте управления в couiвегствующпе
положения при подведенной шлифовальной бабке;
проверить работу толчковых поДач путем нажатия соответству-
ющей кнопки на пульте управления при подвел* иной шлифоваль-
ной бабке;
проверить работу гидросистемы станка п режиме полуавтома-
тического цикла «До упора» при врезном шлифовании. В конце
цикла рукоятка 29.4 должна автоматически возвращаться в вер-
тикальное положение и шлифовальная бабка до окна отводиться
в исходное положение;
проверить работу гидросистемы станка п режиме полуавтома-
тического цикла «До упора» при продольном шлифовании. В кон-
це никла рукоятка 29.4 должна автоматически возвращаться в
вертикальное среднее положение, шлифовальная, бабка должна
отводиться в исходное положение, а стол — останавливаться;
проверить работу механизма перегона шлифовальной бабки
по винту путем нажатия кнопок па пульте управления.
Во время работы гидропривода необходимо: периодически
наблюдать за показанием давлений по манометрам, при веобходи-
44
мосз ч отрегулировать давления, вести визуальный контроль злч’ь
joToи фильтров гонкой очистки по положению индикаторных штиф-
тов в крышках фильтров, следить за показанием уроелни масел
в резервуара ; .бака, систематически контролировать герметич-
ность соедип< ii’iii трубопроводов и уплотнительных устройств. В
случзс необходимости подтянуть соединении и уплотнения пли за-
менит;» их. z
Ежедневно проворачивать ручку фильтра грубой очистки па 2- -
3 оборота.
II* реже одного раза в месяц очищать отстойник, находящийся
сзади станка. /1 ;я этого необходимо отвернуть в нем нижнюю
пробку и слить огстой.
С лену мае.;;» в основной ;идросистсме производить не реже од-
ного раза в г<»л. при этом следует очищать резервуары гидросис-
темы. Отрзбо аннос масло сливать через сливную пробку следую
щим образом: г. штуцер сливной пробки завернуть наконечник со
шлангом и ог и пнуть штуцер на несколько оборотов. В приямок
перед сливной • робкой поставить посуду. При отвинчивании
штуцера масл< г » шлангу сливается в посуду.
Для удобен* очистки резервуаров бака спять его боковые, зад-
ние и верхние н ниши. Магнитные ширены, находящиеся па верх-
ней кнышке, о и. иггь or металлических частиц.
II рсд ра ’ ( ’ чой гидропривода необходимо отключить все
'jiiepi «источин! । з принят;» меры против случайного их включения.
3 протаек я разборка гидропривода и затяжка накидных
трубе»проводи; i; сходящихся под давлением.
II печень и* южных неисправностей гидросистемы приве-
ден г разделе иможныг неисправности и методы их устра-
нения*. * Г'1 •
г
сиси.мл смлзки
I i'iiiiniifiii । 1111111ИДСЛЧ б.чГжп, ii.nipaii.t'jioiHin
стола, перечня юра ходопого винта и червячная пара mcx'iiiiibm.i
иопер' Чны.х п<>' । смазываются автоматичш ки от гидрскистомы
станка.
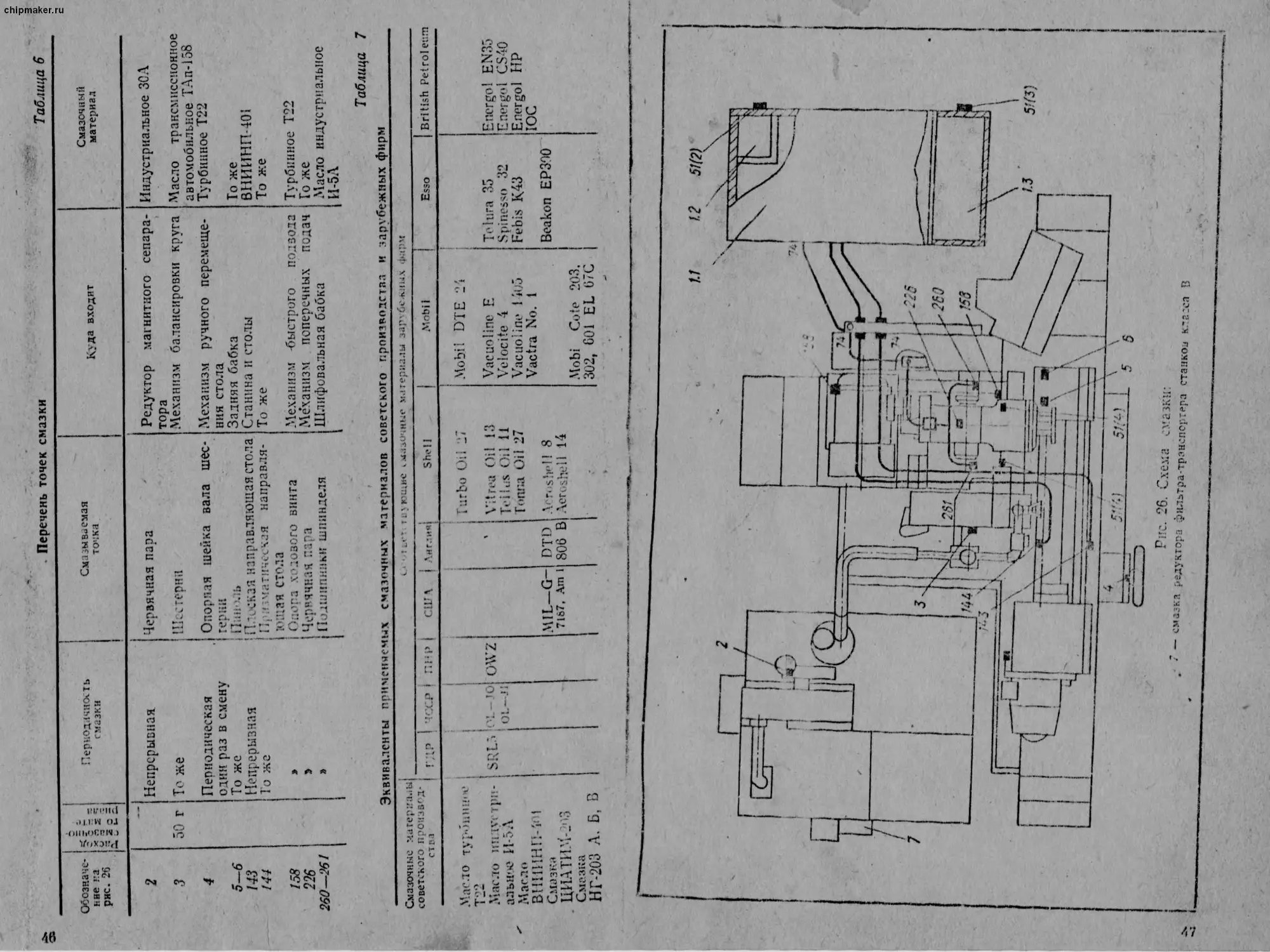
Сх ма cwaniat чриводсна на рис. 26, а перечень точек смазки-
в таб.ч. 6.
С: азку craiii: , обеспечивают следующие ciictcmih (рис. 23, 24,
26): '
1. Циркуля an читая система смазки подшипников шпинделя
шлифовальной м бкп, питающаяся от гидросистемы станка.
Эта систем, в .ночаст в себя резервуар /..? (рис. 23.21) с ворон
коп д.тя залив,- :юла riiecTCpeaiibiii насос 27, фильтры ; ру-
бой очистки 2'1 в тонкой очистки 11(2), предохранитечыплй клаиае
21 и реле давления -18.
Давление в системе настраивается предохранительным клапа-
ном 21 и контролируется по манометру, подключеппому через
Демпфер 18(2).
. Перечень точек смазки
Таблица 6
Обозначе-
ние на
рис. 26
50 г
Периодичность
смазки
Непрерывная
I
Смазываемая
точка
Червячная пара
Шестерни
Редуктор
тора
Механизм
Куда входит
магнитного сепара-
>
балансировки круга
f
Смазочный
материал
143
144
Периодическая
один раз в смену
То же
Опорная шейка вала шес-
терки
i Пш1'зль
’• Плеская направляющая стола
! Призматическая направля-
Механизм
ния стола
Задняя бабка
Станина и
ручного перемеще-
Индустриальное ЗОЛ
Масло трансмиссионное
автомобильное ТАп-158
Турбинное Т22
столы
То же
ВНИИНП-401
То же
158
226
260—261
Опора ходового винта
Червячная пара
Подшипники шпинделя
г
Механизм
Механизм
Шлифовальная бабка
-быстрого подвода
поперечных подач
Турбинное Т22
Го же
Масло индустриальное
И-5А
Таблица 7
Эквиваленты применяемых смазочных материалов советского производства и зарубежных фирм
Смазочные материалы
советского провоз'д-
1
CIU \
t
t
- поющие к>4лзочные материалы зар\6екиых фирм
♦
•r
A’obi j
British Petroleum
Масло
рбнншч»
I
< •
OWZ
Turbo
• >T
Oil 13
Mobil DTE 21
алыгч1
В’ШИНГМ'1
Смазка
ЦИАТИ.ч-2’*3
-J I
Oil 27
Vacuo line Е
Ve Incite 4
Vacuo line 1 iuo
Vactra No. 1
Encrgol EN35
Febis K43
Energol HP
ЮС
MIL—G~
7187. Am 1
DTD
806 В
Aetvshell 14
Mobi Cote 203.
302, 001 EL 07С
Beakon EP390
Подаваемое насосом масло проходит через фильтры и раздели-
тельные дроссели, а затем поступает в камеры подшипников шпип-
деля шлифовальной бабки. Наличие масла в камерах подшипников
контролируется визуально по маслоуказателям 57(/Д Уровень
масла в резервуаре 1.3 контролируется по маслоуказателям 51(3).
Масло сливается из камер подшипников через демпфер 47. Реле
давления 48 не дает вращаться шпинделю шлифовальной бабки
до заполнения камер подшипников маслом.
При отсутствии или уменьшении давления ниже настроенного
(0,15—0,2 кгс/см2) реле давления 48 даст сигнал об отсутствии
смазки и на выключение вращения шлифовального круга. При
этом па пульте управления загорается красная сигнальная лампа.
Часть масла из камер подшипников проходит через зазоры и
собирается на дне корпуса шлифовальной бабки, откуда по слив-
ному трубопроводу оно возвращается в резервуар. '
2. Циркуляционная система смазки направляющих стола, пита-
ющаяся от гидросистемы станка.
Эта система включает в себя резервуар 1.2 с воронкой для .
заливки масла 50(2), лопастной насос 79, фильтр 16, предохрани-
тельный клапан.20 и распределитель смазки 15. Подаваемое
насосом масло проходит через фильтр и распределитель смазки,
после чего поступает па направляющие стола.
Масло после смазки направляющих собирается в карманах
станины if по сливным .трубопроводам возврат. ' 1ся в резервуар.
Давление в системе настраивается предохрани и-л иным клапа-
ном 20 и контролируется по показаниям mhiiomi ipa 17, подклю-
ченного через демпфер 18(1).
Количество масла, поступающего к плоской п призматиче-
ской направляющим, р«ч улпруется распредели и л< м смазки 15.
Уровень масла в резервуаре 1.2 когпролируенч по маслоуказате-
‘ лям 51(2).
3. Проточная < истома смазки опоры винта механизма быстрого
подвода шлифовальной бабкн. ('мазка осущесзт нн гея за счет уте-
чек из тормозною золотника 14(1).
4. Проточная система смазки червячной царг механизма попе-
речных подач. Смазка осуществляется за счет уо чек из гидродвп-
гателя 43(1). .
5. Нериодич' ская смазка пиноли задней о <бкп и опорной
шейки вала-шеезории механизма ручного перемни» пня пола. Сма-
зывать вручную при помощи лейки. Масло заливается через мас-
ленки.
6. Непрерывная смазка червячной пары редуктора .магнитного
сепаратора. В корпус редуктора заливать масло через заливное ог-
верстие. Уровень масла в редукторе контролируется щупом, ввин-
чиваемым в заливное отверстие редуктора.
7. Непрерывная смазка шестерни механизма балансировки
шлифовального круга. В корпус- механизма заливать масло
через заливное отверстие.
Роликовые шины направляющих шлифовальной бабки, ролико-
48
вне 1!<'!нравляюп1пе п сепаратор шпонки ходовою винта, шестерни
механизма по т.н ч и механизма ручного неремеще пня сюда, а
также все mui ii’HBHKii качения па станке смазывать копспс юитиой
< мазкой ЦПЛ'Ш 1-203.
При ремонте < -анка роликовые шины, роликовые направляющие
п сепаратор шпанки ходового винта, шестерни механизмов по-
перечных пода । и ручного перемещения стола, а также все под-
шипники качена i промыть керосином и набить повой смазкой
НИАТИМ-203.
Указания по монтажу и эксплуатации
Перед пуском < танка необходимо:
заполнить р и рвуар / 3 маслом индустриальное Н-5А в коли-
честве 63 л. Уровень магла контролируется по маслоуказате-
лям 51(3):
заполнить р • рнуар /.2 маслом BI IIIIII1П-Ю1 в количестве
25 л. контро.тнр • его уровень но маслоуказа гелям 51(2);
задать в .а-риус мгханн imp. балансировки шлифовального
круге масло тр. । -шссиониое автомобильное ГЛп-158 в количестве
50 г;
ьтг'и, в р< } ор магнитного сепараюра масло индустриаль-
но»* 30. уровень •: ла контролируется при помощи щупа;
ни 1ь млел » роинпос 122 в ирге с-масленки механизма руч-
ною н«рсмгп1епи । тола н задней бабки.
М.н ю. залив.*.- тос в систему. сма ikm подшипников шпинделя
шлифе л.тьной >. «'КН, следуй предварительно очистить до топ-
Ко<ли фильтрации 20... 25 мкм. /(ля >юй пели можно использо-
в.' г ь <р: пары ФЧ /, АСФО, ФI I (Л I, Ф{ 11/4 и лрVII!»’,
г<н ро.тиров.и . чисток филыря топкой очш । ки системы смаз-
ки лот '•ипипког ’ шнндсля шлифовальной бабки с помощью счг-
на паш 1 лампы i а чульп* управления.
1-с.л । после г »чения i нд)1осист',мы сиг пильная лампа контро-
ля сма е:п на ну. ь управления нс гасп< г, то пуск вращения шпин-
деля ш.1ифоваль । бабки исключен. В этом случае необходимо за-
МГН’П I, фильтро в ICHT, находящийся в корпусе фильтра в левом
углу комплектной < гашиш гидропривода. Если сигнальная лампа
не racip г и пос.к амены филыроэлсмеита, то необходимо заме-
ши’. масло в рс:с| суаре смазки и промыть всю систему смазки
ПОДШИПНИКОВ ШПП1! юля.
При работе станка контролировать:
уровень масла пч маслоуказателям 51(2) и 51(3),
наличие масла г указателях 51(4);
.повянь масла г редукторе магнитного сепаратора при помощи
|fr ча (маслоуказатгля);
‘ ктпчие масла
Щ'.' круга.
г корпусе механизма балансировки Шлнфоваль-
49
chipmaker.ru
Масло менять:
в системе смазки подшипников шпинделя шлифовальной баб-
ки — два раза в год;
в системе смазки направляющих стола — нс реже одного раза в
. год; .
в редукторе магнитного сепаратора через шесть месяцев.
Давление в системе смазки подшипников шпинделя шлифоваль-
ной бабки нс регулируется; оно определяется сопротивлением
фильтра и самой системы н ио должно превышать 3 кгс/см2.
Настраивать предохранительный клапан 21 следующим обра-
. зом: ввинчивать его регулировочный винт до достижения макси-
мально возможного давления (которое не увеличивается при даль-
нейшем ввинчивании регулировочного вин га), нос ie чего ввинчива-
ние регулировочного впита прекратить.
При работе станка количество масла, поступающее в камеры
подшипников, уменьшается по мерс засорения фильтроэлеменга.
Когда оно снизится до минимально допустимого, реле дает команду ’
на отключение вращения шпинделя.
Для восстановления работоспособности системы необходимо
увеличить давление в ней предохранительным клапаном 21 до мо-
• мента, пока давление прекратит увеличивалыя. Регулировать
так следует до тех нор, пока давление в системе не достигнет
3 кгс/см2, после чего заменить фильтроэлемепт в фильтре 11(2)
топкой очистки.
Реле давления 48 настроено па заводе на давление 0,15—-
0,2 кгс/см2. При отказе реле его настраивают с.н чующим образом:
на корпусе шлифовальной бабки, около тою ij. i ш установле-
но реле, вывинтить пробку и установи!!» мячом ip. Снять кожух
реле и регулировочным ввитом огр«ч улиронагь и и я ш ипе его пру-
жины так, чтобы при понп/Ш нив давления введихранительным
клапаном 21 реле отключалось при давлении 0,1 » 0,2 кгс/см2. За-
фиксировать регелпровочпый випг контр! никой, иллповпть на мес-
то кожух реле давления, вывинтим» машин ip и i отверстия корпуса
шлифовальной бабки и завинтить в него пробку.
Предохраните льным клапаном 21 повысить ;• ‘вление до макси-
мально возможного (пока оно ле прекратит повышаться); при этом
давление нс должно превышать 3 кгс/см?.
Пятикратным включением и выключенном гидропривода убеди-
ться в стабильности срабатывания роле давления.
При появлении сигнала об отключении роле I ягораипс сигналь-
ной лампы на пульте управления) необходимо пользоваться
рекомендациями, приведенными в разделе «Возможные неисправ-
ности и методы их устранения».
Настраивать давление в системе смазки направляющих стола
клапаном 20. Давление в згой системе должно находиться в преде-
лах 0,3—0,4 кгс/см’.
50
Перечень во сложных неисправностей в системе автомл тжнеек* и
смазки и способы их устранения приведен в разделе «Возможные
’ неисправности и методы их устранения».
Эквиваленты применяемых смазочных материалов советского
производства и зарубежных фирм приведены в табл. 7.
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
КАЗА11ИЯ НО ТЕХНИКЕ i;t3OHA( ПОСТИ
При рабон на станках необходимо соблюдать требования
ГОСТ 12.2,009 75 «Ст авки мста.тлск>брабатываю1И.пе». Общие
требовании ( 'опасности», ГОСТ Г2.2.001 -71 «Unciрумепт абра-
зивный. Праги ; । и нормы безопасной работы» и требования безо-
пасности, hup < иные в настоящем Руководстве и в Руководстве
по экситуата jin электрооборудования.
(ланки p.Ht нпзны па работу при скорости резания 50 м/с.
На папках м ь по устанавливать только специальные шлифоваль-
ные iруги, п| • назначенные для работы при окружной скорости
50 мд.
Jпред нус ?’•* станка проверить;
I» »авильн<» работы блокировочных yciройств;
ip (ежиост • • репления бабок и упоров речи пел на столе, изде-
лия и.xo.Myrni о ;
в . 1ИЧНС и 1 равность защитного ограждения;
р • ь жнос! j енления круга и его кожуха.
Работать га станке (мм кожуха овально!о круга или при
снкр’ыой крынп этою кожуха запрещается.
11 пса усг. г
ИСИЫ1ЛИ H I А’
ном *ленде.
IГ род нац 11
в ЛЯ ( ! о В НО'! I •
200 300 г. 1<Р
I ГПЫТЫВЛ! »
75 м/с в течете
кой на сынок шлифовальный кр)г должен быть
ничгскую прочнеегь па сн< цча.чыю.м ih-п» (татс.’ь
•шем проверить. Пет ли в крую 1 решим. простука-
нном соеЮЯ11ИП л<•рсняппым MO.IOI04KOM массой
»е i rpciHHH должен пздав.иь нчлый звук.
; । механическую прочпоыь при скорости круга
< МИН. . ’
II пытанный шлифовальный круг должен быть отбалансирован
с пом чиыо тр( х ухарей, расположенных в кольпсвом пазу фланца,
и сп( анальной о равки. поставляемой со станком. После установки
на ст шок, пер••. правкой, круг нужно вращать вхолостую ил рабо-
чей сч’оростн в । чеппо Ь мин. а затем отбалапспроваы» с гюг.н-щ! ю
механизма для 1 ыапсиронки 1плпфовальпо1 о круга, который уст'«~
новлеп па стань При обнаружении днебазаися после первой
правки повторил» балансировку и правку круга.
Но мере изп') j шлифовального круга балансировка его может
’’арушаться из за неравномерной плотности абразивного материала.
• ‘преш.ается раб >тать меотбалансированным кругом.
51
chipmaker.ru
I Ji.'A ' f
t
Подводить шлифовальный круг к изделию только при работаю-
щем гидроприводе, учитывая величину быстрого гидравлического
подвода шлифовальной бабки.
Устанавливать на станок только испытанные шлифовальные
круги без признаков каких-либо механических повреждений.
РАСПАКОВКА, ТРАНСПОРТИРОВАНИЕ, УСТАНОВКА
si, ' v * • 4 "
Распаковка — распаковывать станок следует осторожно, чтобы
нс повредить его.
Проверить наружное состояние станка и комплектность
поставки.
Транспортирование — для транспортирования крапом распако-
Рис. 27. Способ транспортировки станка
ванного станка применяют три стальные штанги диаметром 65
70 мм, которые пропускают через отверстия в сгапинс (рис. 2/).
При захвате тросами за штанги следить за тем. чтобы не повре-
дить выступающие и подвижные части станка. Для предохранения
окраски станка от повреждения иод тросы подложить деревянные
или войлочн!ле прокладки.
1|ри транспортировании к месту установки н при опускании на
фундамент ст явок не должен подвергаться сильным толчкам.
Обработапиге поверхности станка очистить от ангпкоррозиои-
ного покрыта я с помощью деревянной лопаточки и чистых сал-
феток, смоченных уайт-спиритом или керосином. Очищать станок
следует до у< i.hiobkh его на фундамент, чтобы не за|рязнить фун-
дамент.
Планки, । спорыми закрепляются при упаковке стол и шлифо-
вал! пая баГн а. удалить только после доставки станка к месту
его установки.
Дня тран< ш ргирования гидроагрегата и электрошкафа предус-
мотрены такс I.' иные от in pci ня, а установка для подачи охлаждаю-
щей жи.чкосг* иабжена приваренными крюками. При транспорти-
ровании 'них юрочных единиц необходимо соблюдать меры
прсдосторож1’о и, указанные выше.
Установк
вблп и ИС 1ОЧ' i
МОГ} Верг I.
ЩСН T ДОЛ Ж!
ТО’И е КО.ТСЧ
Gia’. И ДО.ТЖ !
СОЛИ 1НЫ.Х Л\
( ।явок \( .:
Гл\< на а.и - *
•*
ДОЛ/ i.t бы г ь ч
В ICC10 \i i .
Жет. сльно < »
ли п а .та л да >
П1.1М1' Юфр1!р< '
После доен ।
лени । стола и ।
коррозионную
нрав. 1ЯЮЩИХ ‘ :
обработанные ь
шипи нм мас.т »
бабкч промыт
Точность р в
вольности его у
да мен те в го| и
попер' чпом 1Г и
• место установки станка не следует выбирать
ш тепла и мощных источников вибраций, которые
си фунчам' нту. Колебания температуры в поме-
ыгь мини шльными. Для станков класса «В» су-
я темп* р.иуры не должны превышать 3-4 С.
Hili. <ашиш'-ны о1 нспоср<’ДсIпенного воздействия
шлинают на бетонном фундаменте (рис 28, 2‘»).
ни фуил.т.п и ।а зависит <н свойств грунта, но
iciiee 400 мм.
шкп ги tpo.ii регат а п у< i.hiobkh охлаждения
•л» в полу К111ИЖСННЯ (для у ioh ih.i слива мае
й лд!.!Ко< in hi резервуаров) и нокринь их сга.ть
1 нымн лп< сами.
и станка ня место усгановкн снять планки i.p< п
иф<щял1!н«и бабки и окончи о*.пню v тали н, авт п
I 1Ку С <нЗрабо| аиныч НоКерлВОСО II C l llira И на
ины, (юта и шлифовал иной бабьи. Очищенные
ерхпости вытереть насухо н с кчч:а смашть м.'<-
Ролпковые шипы напряг, га ю:и и:; in. iii(|)or.ал 1,401:
обильно сма кпь смазкой III (ATIIM 203.
гы станка в зпачи гелыюп мере записи г о» прл
• IHOBKH. (лапок должен быть выставлен па (рун
чп’альпой плоскости по уровню в продольном и
а вл синях. Выставка станка производи г< я с во
мощью рсгулиру мых установочных клиньев, которые подводятся
под подошву t аиипы. Расположен нс клиньев показано на
рис. 28, 29.
Уровень уст al: 1вливается последовательно посредине и ьа
паях стола па \ ннверсальпом или специальном мостике. За?лсры
роизводятся г. । ранних положениях стола, Показания уровня г.
Г
• >. •
chipmaker.ru
продольном и поперечном направлениях нс должны превышать
0,02/1000.
Выставку станка рекомендуется производить крайними клинья-
ми и по окончании этой работы подтянуть средние клинья до сопри-
косновения со станиной. Залить цементный раствор так, чтобы
обеспечивалась хорошая опора всей подошвы станины. При этом
следует обеспечить доступ к установочным клиньям, чтобы сделать
3MI52, 3MI52B:
Р«1-1МПЧ4, мч
К» ' <• inn установочных
f Itl’MJKOB
Модель стопка
.317Г,
ЗМИЯ, ЗАП51В
ЗМ1»2, ЗМ152В
24» *0
я HJ
.W)
640
ТИ
Ь’ ч
10
12
/ — '«л< ктроигкпф; 2 — угтлнонкп о>л.» кд» пи* Л — гилр )Я»/ лм сопения, закрыть
стальными гофрировании .«и ли i «ми; // яоднпч «лек г ро иpi ни l< Ьрнрсванные стальные
листы и Фупдам< птные болгы <7» станками нс । с j? мнится
возможным последующую корректировку bih пни.и станка по уров-
ню, которая мож( г понадобиться в процессе эксплуатации.
Установить и подключи и» i пдроатрсгат, элсктрошкаф, установ-
ку охлаждения, руководствуясь указаниями, приведенными в соот-
ветствующих разделах.
Заземлить станок и подключить его к электросети, как указано
в руководстве по эксплуатации электрооборудо! шия, поставля-
емому со станком.
I
I
Подготовка к пуску и пуск
Перед пуском станка следует внимательно прочитать настоя-
щее руководство и выполнять указания, относящиеся к пуску, ко-
торые изложены в разделах «Гидросистема», «Регулирование» и
54 ,
• ft •
ж
I1М«*рЫ, рм
Рис. 29. Упаковка станков
Моделей 3.MI62, ЗУ. 163,
.ЗАП 63 В. 3MI64:
AV* и. < гликл
СЛЫ'
ЛГ. ЗМ16Г1
*чь
— *'> . •-«***«« <
/ — S-Л* ’. Г р»»! II •'!’
I pb'Tb ЗЛЫ'1.1 vw Г«
р'Ч» н<ны» :
КплИ’н <ч пэ
у» taiipt <7(пых
(ышчлкон
У« т 1Н<>ин . « - • । л<ним; »? гилро-н |Н‘| ’t / -- jiPa с«*’н имя; зл-
f> <111111* Mil 'I 'И. // — Г*. I! h I j>*. ill' t (лллии. И* |(>ф|*П
М и фун; пип.!' Солты • •• ti.iiihJ.iw lie iii>> I а: |*п< »ся
в <Р\kodo/ici’ *i эксилуг!гаипп эл»?1лрооборх’лов.зппя», прилагав
мому к сганкх ! зервуары i идросистеми п смазки должны быть
3aiu).iзоны ма< I • । рекомендуемых марок. Электродвигатели дол-
жны мыть <жр<н »ваны пред.жран тьм) без вклюненнч исполни-
тельных мехаин •<мов. Станок 'ицатслыю вычищен.
Назолннгь (» .лажлающеп жидкостью ре юрвузр установки
охлаждения. Емкость этого резервуара 320 л.
Установить р< дни на шкивах шлифовальнси! бабки и отрегули-
ровать их натяжение. Проверить натяжение ремней передней бабкп
Проверить на южность крепления шлифовального круга, его
1.(>жух1 г. других частей ставка. Смонтировать пипки ограждения.
Ознакомиться <• назначением рукояток управления.
Установить рукоятку 50 (рис. 5) управления гидравлическим
перемещением сюда и шлифовальной бабки в вертикальное поло»
i
chipmaker.ru
жснис (шлифовальная бабка отведена и гидравлическое
перемещение стола выключено).
Несоблюдение этой предосторожности может привести к аварии
при пуске станка.
Включить вводный выключатель / (рис. 3) на дверце электро-
шкафа. Включить гидрдпривод станка, нажав кнопку пуска гидро-
насоса на пульте управления. Проверить давление масла в гидро-
системе и системе смазки по показаниям манометров.
Наклоном рукоятки 50 (рис. 5) па себя подвести шлифовальную
бабку и наклоном той же рукоятки вправо включить гитравлчче-
ское перемешен не стола на малой скорое i и. 11ереключатель метода
шлифования должен быть в положении «Продольное шлифование»,
а упоры реверса установлены в Т-образном пазу нижнего стола
в положении наибольшего хода и надежно закреплены. Передняя
. и задняя бабки должны быть раздвинуты максимально. Проверить
поступление масла па направляющие станины.
От вести шлифовальную бабку наклоном рукоятки 50 от себя
и проверить работу механизма перегона стола, наклоняя эту же •
рукоятку вправо или влево. С увеличенном угла наклона рукоят-
, кп скорость перемещения стола должна возрастать.
При наличии циркуляции масла в маслоука ia гелях шлифо-
вальной бабки можно включить вращешг’ шлифовального круга.
Установить переключи юль пуска приполз изделия на ручное
включение и включит!» вране пне изделия.
Не включайте вращение шпинделя шлифов льной бабки при
отсутствии циркуляции масла в маслоука ьзтел »\ ло приведет
к серьезному повреждению под шинников м ti’iiini имя
Проверить работу всех механи они». < i пил ?.» • холостом ходу.
Проверит!» правильность работы блокп| овоч1 устройств:
пиноль задней бабки не должна отвод нгься "едалью при под-
веденной шлифовальной бабке и работающем ига геле привода
изделия;
перегон стола возможен только при отведешюй шлпфовальчой
бабке;
маховик ручною перемещения стола нс вращается при гидрав-
лическом перемени ни и сто ia.
Оставить станок с включенным i илравличгским перемени наем
стола и работающими приводами 1нли(|нрнз.чьноы) круга и изделия
на один-два часа.
Убедившись в нормальной работе всех м< : »пизмов станка,
можно приступить к настройке его для выполи пня копире гнои
работы.
НАСТРОЙКА, НАЛАДКА И РЕЖИМ РАЫЧЫ
Крепление шлифовального круга
111л1|фовалы1Ы11 круг должен свободно падсвя i ься на центри-
рующий выступ фланца Между буртами фланца и шлифовальным
кругом обязательны картонные прокладки, диаметр которых
5G
должен быть несколько больше диаметра фланца. Фланец до.ш <’П
зажимать круг равномерно и надежно.
Фланец с кругом снять со шпинделя (после стама бдлаш и-
ровочного устройства) с помощью специальной серый, поставляе-
мой со станком.
Иранка шлифовального круга
Правка ’» 'фопальною круга существенно влиш i па произво-
дительность. । >чность п чиститу шлифования.
Ргкомонд \ « с я править |нл ифовальные круги диаметром
600 750 мм 1ма.тными карандашами марок Ц5, СЗ, Cl, С5.
Подача алма • на круг при этом не должна превышать 0,01 —
0,03 мм за двойной ход. . . ?
Рско.мсигл -ые величин!,! продольных пода»! при правке' кругов
в заносимое н от требуемой шероховатое!и обрабатываемых но-
верхпоепш н и шлифовании сталей приведены в табл. 8.
Таблица 8
Рооме 1,1 .• мыс величины пролильной подачи алмаза при пранке
шлифовальных кругов
II. » । р ш« р ।
• И 1Л.ЗМф> V
I
I
С1. • •. »»Л Н
lit Р;| IJ'UH J’ •
и П мп м
<_1.1 »•.
н< 4КГл« it 'I
Ifj - дпл|.цач иод гы при np.itme, мм/мин
lew • t .п»м»П и
J; I. СИ? IB. Л,Ml
Для < I 111МП1 мпдгл« 6
3MI<; ЗМ1». <. .TMIG )i..
IM 161
* *•
1Г-Ч :*?i
ll.i I To
|H HO
I! • сгивке д
ih p< •щенш» । :•
(усмотрено раз. uvi ьное per \ л ирона hik
ia при шлифовании и правке.
< коростч
IVJppCKlMp Hl НИС ЦИЛИНЛРИЧНОСТИ И конусное IH П1Л1!||)усМЫХ
изделий
j I •• корреи । нованпя пн тиидричности (конусности) 1плнфуе-
Miix • ’..ic.Thii га станке нредусмотревы нндпкагорнын упор и по
мограмма.
Н|ц ПОЛ1.301 анни номограммой конуса шлифуют еледующим об
разом /рис. 30):
1. Ныставнгь г”рх!|пн стол станка па требуемый уюл шлифу-
емого конуса на шкале на прижиме стола и закрепить его в этом
положении, нро1П.и|фовать конус.
2. Выставить индикатор приспособления для корректировки
конуса (индика горного упора) на 0.
chipmaker.ru
Рис. 30. Номограмма корректировки угла поворот всрхисго-стола:
с^.(П ./К) — «/-</•). мм; D9. г/.—чертежные размеры, мм. D. d — измереяные раз-
( меры'мм* ’ измеригельиач база, мм; т -п ж.итигс индикатора.
Пример: Л - пю; .S' -0.017; ш .. «'.<’S
3. Измерить полученные большой и малый
на длине L и вычислить величину 5 по формуле
диаметры конуса
S - (D - Do) - (d ~ do).
где |
Do й do — соответственно заданные размеры большого и ма-
лого диаметров конуса; „МЛИПппн
р „ (1 _ большой и малый диаметры конуса после предвари-
тельного шлифования, т. е. перед корректировкой.
58
Пользуясь номограммой, определить по значениям 5’ и Л
требуемую величину смещения т измерительной ножки индикатор.।
для корректировго угла поворота верхнего стола, обеспечив.’юшдч
получение заданных размеров шлифуемою конуса в пределах
допуска.
Пример: L) 55,315; d -45,78; Л-ЧОО; /V-55,394; 45.845.
Вычислим S— (5» 315—55,391)— (45,78 — 45,815) 0,014 мм. При
данных значениях 5 и Л стол должен быть повернут так, чтобы
индикатор пока шл 0,08. • ’ '
5. Скорректировать угол поворота верхнего стола на найден*
ну»о в< личину и шлифовать изделие в размер.
При шлифовании цилиндрических изделий величину S для
коррскIировки Vi ia поворот стола определяют по формуле
S^D-d.
Палатка
С I IHKOB,
при
врезное и продольное шлифование
ручном управлении
По ключлть С
лсм I <рис, 3. 4 г
левия /? в. еле • :
пу к и i станов ь •
С !!!< НИсНИИ : •
(врио UlCUH.I
ПОД 14 ЛЮЧГН
С ИЙ И ’14 О и I
И 36 гут НЛ\‘ ’•
ф| Д.'ПИ ' и .’(•< К ’
рЦо.УВ'1 (Кои по
11ча г лев и в i
Vi.। дл/ । ььхажш
ложение.
.Удостоверив! И’
ф-. шальной Ьабк ’
на осну f) устаноч».
•» •
нок к цеховой сети автоматическим выключите-
>). Установи । ь переключите л и на пулые управ-
щие поло/швнч: 29 — наладочный цикл; 30—
шя кнопками, 31 вр<* шог шлифование (при
.ши о шлифования) или продольное шлифование
I продольно! о шлифов.тнпя): 32 - м\фга ручных
‘ шлифование io viiopa; 31 - наладка скоро-
ена. 11рг врг том шлифовании щ реключа юли 33
ься в любое положении. При продол?.пом шли-
юль 33 yci шовить в требус мое положение нс-
I (по ’ача при Каждом реверсе, подача справа,
екл’пчаь ль 33 • на требуемое пиело- ходе,в сто-
и и ::г,лия. 1’ук(>яп<у 2 уеншовигь в отжаюе по-
. в том, чю рукоятка 5<)Ги.1С1рого по »вода шли-
сходится в I’opHiкллыюм ио.'1о;к(Ч1пи, включить
гидропривода кнопкой 75. При эюм i к/почшот-
ся таки?' насосал газки навравляилцих стола и подшипников
шпчпд( hi ш.1иф”!; ibiioii бабки и зажигается сигнал! пая лампа 21
на пульте управ.1г?'ия. \
Кт а погасши лампа 21. включит вращение шлифовального
крхта к”опкой 39. ('(повременно с пуском привод;» крм а включается
электро шигател!. магнитного сепаратора, служащего для очшткч
ох.нгжд пощен жидкости от шлама.
Настроить ча ъ гу вращения изделия рукоятои 37 но показа-
ниям прибора 2/ о ключнть вращение изделия кпонко/г 10. Отклю-
чать вращение и* л ’ия кнопкой 7/.
Если персклк и <ель 30 установлен в положение «Автоматичо-
скин пу< к и остане изделия», то вращение изделия включаем я и
ой почат гея авт( м гпчески, coni вегственно при подводе д отводе
59
chipmaker.ru
шлифовальной бабки. Вместе с пуском и остановом вращении из-
делия включается и выключается насос охла/кдепня.
Шлифовальная бабка подается на изделие маховиком 8 при от-
жатой рукоятке 2. Толчковая микронная подача осуществляется
кнопкой 16 (величина подачи 2 мкм на диаметр надели ] при каж-
дом нажатии кнопки). Толчковая подача возможна только при ра-
боте с ручным управлением.
Для облегчения настройки станка можно пользоваться гидрав-
лическим перегоном стола и шлифовальной бабки.
Перегоняется шлифовальная бабка вперед и назад соответ-
ственно кнопками 42 и 17. Бабка перемещается до тех пор, пока
кнопка нажата, и останавливается при отпускании кнопки, flpir
этом рукоятка 2 должна быть зажата.
Перегон стола произвошнся наклоном находящейся в верти-
кальном положении рукоятки 30 вправо ити влево. Скорость пе-
регона возрастает при увеличении угла наклона рукоятки. Перегон
стола возможен при врезном и продольном шлифовании.
Если переключатель 7/ установлен в положение «Врезное шли-
фование.», то гидравлически! о перемещения сюда при переводе ру-
коятки 50 в правое' или левое положение' при по:п • зонной шлифо-
вальной бабке не происходи г. При установке нон» ш ре ключатёля
в положение «Продольное шлифование» i параилш »< чо<* перемеще-
ние стола включается наклоном рукоятки 50 к < ' •* (подвод шли-
фовальной бабки к изделию) и вправо- при ш.1И‘| ничпи или вле-
во — при правке' круга, Скорости стола при шлифовании и правке
настраиваются раздельно cooiBeTciBeiiiio дро чч’л • • • и /'< 5/ и 52.
При продольном шлифовании правильно установи! •• уш»ры реверса
в Т-образном пазу вижне|о стола и надежно ьзкрушнс их.
Наладка станка на шлифование до упора upon • чти ich, как ука-
зано в разделе «Механизм поперечных подач»
Гидравлический отвод пиноли задней бабки может быть осу-,
щсств.ки после пуска i ндропрпвода только при оп еденной шлифо-
вальной бабке н выключенном крашении изделия.
Если предполагается о< ' нп'ствлять продольное пли врезное
шлифование на полуап!омзнги‘(ком цикле работы станка до упо-
ра, ю необходимо настроить скорости авюма «ичегкцх. поперечных
черновых и чистовых подач п|лпфовал!.пои бабке. Настройка ско-
ростей подач для врезного и проао.тьно!о шлифования одинакова.
Регулировка скоростей черповон и чистовой подач производи гея
раздельно. Для этого переключатель/1/ уст.н1авлпгаетея в соответ-
ствующее положение (черновая или чистовая шщлча) и регули-
руется скорость подачи дросселями 10 пли / »*. .Рукоялка '2 при
этом должна быть в зажатом положении.
При регулировке скоростей черновой и чистовой подач шлифо-
вальвой бабки настройка частоты вращения изд»лня для черно-
. ВОГО п ЧИСТОВОГО шлифования производится COOI |П'!СГ1И-1П1О ’ ру-
коятками 37 и 38 по показаниям прибора 27.
Скорость форсированной подачи ршулирустся дросселем,
расположенным в гидроагрегате (см. раздел «Гидросистема»).
(И)
Пр'»Я<>”|,нос BjMM’ioe шлифование до упора при полу.’гломг i и’пчнод- пилл**
работы стайка
Врезное tti.Vhi•знание зри no^t/ueioMUTUuet ком цикзс Пала
лить станок, как указано выше, и установить нерсключанстп на
пульте управлс пня в следующие положения: 29— полуавтомати
ческий цикл; <79 автоматический пуск изделия; .7/ - врезное
шлифование; .75 шлифование до упора. Переключатели <72, <7/,
Л5 и <75 могут на злиться в любом положении. Переключателем
47 реле времен » .’7?/ настроить необходимое время выхаживания.
|\кляп у 2 устав ч ип» в зажатое положение.
Для осу шее । ц ! кия иол у <ч в и>м ати чсекого врезного шлифования
до уно »я пео6\< : ’чо уст.'и:онин> на с*анке изделие и после запус*
ка II*. ропрпво, ’ подвести к нему в» шфова.н.ную бабку руко-
яткой /9. 1!1лп’1 .nine прои шопится автоматически в такой по-
еледслм гсльнос । и:
бьв ,pi4if игр 1ИЧССКНЙ подвод шлифовальной бабки на ве-
личину 30 мм;
фо| ировянв । подача :п> касания круча с изделием, поел?
чего в комчн л 1КОВОГО реле происходит переключение с фор-
сиров?чной на ч ‘| ’ оную подачу;
чер1 чк’я по I, которая переключается на чистовую подачу
поел1 чо. как < изделия сошлифован настроенный черновой
z/рве.ус- ; ’
чис ш.чя пол j’ia до настроенного размера изделия;
ьых .киизние с заранее настроенной выдержкой времени;
.’пл» магически!! отвод шлифовальной бабки и перезарядка
мотни tn подач, выключение электрод писателей приводов изде-
лия и и ‘coca охлаждения.
(.ел в процессе шлифования шлифовальная бабка отвечена
руины !Й 59. то при этом пропеходиг перезарядка механизма
почал, лк же как при автоматическом отводе.
Гре шлифов inчп маховик подачи вращается, л сигиалнзация
эт.люи • нкла шлифования осучпествля' тся чач иганнсм счппаль-
ш г< ла* : 22, 23. 2 / л .25 на nyjii-je управ юиня.
П/)(ь i.tbnoe at.-ифонанне при noif/c/n^Miriпче''кпм цикле. Па-
ла лить » । инок, как сказано выше, и установит!. ш»р<*ключ.ч гели на
пулмс * нраилепая в следующие положения: 29 полуавтомати-
чес, ий никл; <79 автоматический пуск илделш!; 2/ • прочоль-
ное 1нл| фова1ше; . ’ - - шлифование до упора. Рукоятку' 2 устано-
вить в чжатоо по .ожсиие. I крсключателем 75 установить поло-
жение в• рио приа подачи (при каждом реверсе стола, при
реверсе права, < л вл); переключателем <76 установи1ь нужное
чш’ло ходов пол ! in выхаживания.
После пуска п» ч-опрппода, подвода шлифовальной бабки к из-
делию р пуска п» р лощения стола рукояткой 59 шлифование осу-
ществляется авточ. ячески в такой иослеловагельпогтн:
быстрый гидр н «ячсский подвод шлифовальной бабки к нзде-
лвю па величину 59 мм;
chipmaker.ru
форсированная иодача до касания круга с изделием и переклю-
чение се на черновую подачу по команде токового реле;
черновая подача до снятия с изделия настроенного черново-
го припуска;
. чистовая подача до получения настроенного размера изделия;
выхаживание на протяжении определенного числа ходов стола;
автоматический отвод шлифовального круга в момент реверса
стола и перезарядка механизма подач, отключение электродвига-
телей приводов изделия и насоса охлаждения.
В ровное шлифование с прибором активного контроле (при-
бор активного контроля навесного тина поставляется со станком
по особому заказу). Наладить станок, как указано для врезного
шлифования до упора.
Настроить измерительную скобу прибора активного контроля
на требуемый размер изделия и установить переключатель 33 на
пульте управления в положение «с прибором активного контроля».
Установить заготовку в центрах станка и рукояткой 50 вклю-
чить полуавтоматический никл шлифования. Вводить измеритель-
ную скобу вручную при черновом шлифовании изделия. Команда
на отвод шлифовального круга по достижении заданного размера
изделия подается прибором активного контроля.
Примечания* 1. При шлифовании изделия диаметр 200 мм у задней*
бабки необходимо снять правильный прибор с корпуса залп< й бабки или уста-
новить и отверстии се пиноли удлиненный центр.
2. При шлифовании изделий диаметром менее 30 мм круч править настоль-
ным правильным прибором.
' РЕГУЛИРОВАНИЕ
В процессе эксплуатации станка иногда во'чикаст необходи-
мость в регулировке его мсханн ьмов.
При шлифовании изделии может выявиться несоответствие
между настроенной и фактически снимаемой величиной припуска |
на изделии или полное oicxicTBHc автоматической непрерывной
или периодической подачи шлифональной бабки. Причиной этого
является нарушение регулировки муфт -«> и 31 (рис. Юн II), то
есть изменение величины допускаемого зазор.ч между якорем |
3 (рис. 12) и корпусом //. В результате этою диски муфты '
• проскальзывают и не передают требуемого момента. I
Нормальная величина зазора 60 составляет 0.25 мм при вклю-
* ченнон электромагнитной муфте.
При отклонении от этой величины необходимо отпустить сто-
* норный винт 'Д изменить в нужную сторону о< lai очный зазор бо >
вращением) регулировочной гайки /3, зафиксирован, стопорным
винтом 4 регулировочную гайку, подать на катушкх муфты номи-
нальное напряжение и немагнитным щупом проверить зазор.
Муфта 31 (рис. И) включается только в рабочем состоянии,
поэтому для проверки зазора необходимо полностью закрыть
дроссель подач, чтобы прекратилось вращение гидродвигагеля.
02
При регулировке муфт необходимо обратить особое внимание
на надежность фиксации, так как слабо зафиксированная гайка /7
(рис. 12) мож< 1 гамоогвинчиватьсч при работе муфты.
В процессе' р. боты муфты изнашиваются диски, что привода
к уменьшении <статочного зазора. Необходимо стедшь за тем,
чтобы остаточ!” !;: зазор не оказался равным нулю. С целью увели-
чения срока слу.кбы дисков в связи с неравномерностью н.\ износа
рекомендуется крайние но пакету диски ставить на место сред-
них н наоборо . Менять расположение дисков в следующем поряд-
ке: о винтить гр ‘ винта /.?, кренящих фиксатор Н, спять его,
чуть нал ю юй диск 7 .то ебвпа.тгнн i пазов на нем с тягами
# якоря 3, СН5 и. нажимной диск; снять диски .5 и о; изменить их
взаимное расположение, а з;н ем надеть их на втулку 9 в очеред-
ности. указанной на рис. 12. (Обирать муфту в обратной после-
довательности Заменять диски новыми аналогично.
Pei у лнровапие натяжения ремней привода
шлифовального круга
II । гга электродвигателя привода шлифовального круга закреп-
лена четырьмя винтами на направляющих задней части корпуса
йыи | шальной бабки.
;1л ! регулирования натяжения ремней (Б1800Т) необходимо от-
пуст; ь эти виты, передвинуть п.лну вместе с электродвигателем
на нужную ве.’нгчгпу и снова затянут!, их.
ЧI бы про мн вратнть повреждение подшипников шпинделя
шли<| вальной б |бки, преждевременный износ ремней и возникно-
шин. шбранн с io следует слишком туго пл1янш.иь ремни прп-
no.i.i 11лифош1 »? но круга. Оптимальным является такое натяже-
ние. ри кого » • полная нагрузка передастся без скольжения
ремш к * . * ' • . V ; J
Рссул1’Р< анис натяжения ремней привода и Шелия
Сначала от р ।улировать натяжение ремней в передаче от про-
межу ।очного bi ’ । на планшайбу*, а затем — в передаче от элек-
тродвигателя 1! ! г-ромежугочнын нал.
/I патчж ч я ремней (0710!) в передаче от промежхточ-
пого » 1.та на и.ь’чшапбу п< обходимо спять крышку нередш й баб
кп, опустить г вы с квадратов головкой и, вращая червяк, отре-
гулировать натяжение ремней.
Натяжение р- мпей (06.30Г) в передаче от электродвигаюля на
промежуточный вал регулируется натяжным роликом, кшорыj
затем фикспруее я контргайкой.
После рсчу.н'ровкп натяжения ремней установил» крышку на
корпус передне'» ''лбки и закрепить ее винтами.
chipmaker.ru
Регулирование подшипников шпиндели шлифовальной бабки
Регулировать подшипники нужно на заводе-изготовителе. Ре-
гулирование рассчитано па продолжительное время эксплуатации
станка. 1\ нему следует прибегать только тогда, когда точно уста-
новлено, что плохое качество шлифования обусловливается на-
рушением регулировки подшипников шпинделя шлифовальной
бабки.
Эта работа должна быть поручена работнику высокой квали-
фикации. хорошо знакомому с конструкцией подшипников такого
типа. •
. Подшипники должны регулироваться в нагретом состоянии
после' обкатки шлифовальной бабки в течение 2—3 ч. Регулировка
должна быть выполнена быстро, чтобы температура подшипников
нс успела сильно понизиться. ’ '
Для регулировки необходимо приготовить следующий инстру-
мент:
а) ключ 5=55 мм для проворачивания шпинделя;
б) шестигранный ключ 5 -7 мм под пробки 9;
' в) шестигранный ключ 5 = 12 мм под винты 7;
г) гаечный ключ 5=36 мм иод гайки 8;
д) гайку УН-260 для снятия’шлифовального круга с фланцем.
Кроме* того, необходимо выполнить следующие вспомогатель-
ные работы:
а) от крыть крышку кожуха шлифовального кр\ га;
б) снять шлифовальный круг с фланцем;
в) снять кожух шлифовального круга;
г) снять кожух шкивов шлифовальной бабки- и снять со шки-
вов все ремни.
• Рекомендуется следующий порядок pel улпровачия
1. После обкати шлифовал» поп бабки провариiь рабочий диа-
метральный зазор между шпинделем и вкладышами подшипников.
Нормальная вели шна дплмс|ря innoro зазора составляет 0,035—
0,04 мм. При значительном о|к.я»пспип <н ной величины следует
отрегулировать верхние вкладыши подшипников.
Для этого необходимо вывинтить пробки 9 (рис. 31). ослабить
гайки 8 верхних вкладышей правою / и левою 2 подшипников и
при помощи винтов 7 верхних BK.iaai.iinrii oi рс г\ лировать зазор
так, чтобы он иг выходил за указанные выше пределы. Затем на-
дежно зафиксировать винты 7 контргайками А. \ тержпвая винты
от проворачивания ключом 5= 12. Завинтить ир чши 9. Все гай-
ки 8 должны быть затянуты с одинаковым усилие--
После фцксацпи винтов 7 гайками шпиндель п» !Жсн свободно
поворачиваться в сторону его рабочего вращения. I
Как правило, на этом и заканчивается регулирование подшип-
ников.
К регулированию нижних вкладышей следуш прибегать толь-
ко в случае крайней необходимости.
64
• 1
Рис ЗТ. регулировки подшипников шпинделя шлифовальной бабки
chipmaker.ru
Для этого необходимо проверить параллельность оси шпинде-
ля шлифовальной бабки на правлению перемещения стола в вер-
тикальной и горизонтальной плоскостях. Допускаемое отклонение
составляет 10 мкм на 100 мм для станков класса 11 и б мкм на 100 мм
для станков класса В. В случае значительного отклонения от до-
пуска вывинтить пробки, ослабить гайки и винил верхних вкла-
дышей 1 и 2, вывинтить пробки, ослабить гайки нижних вклады-
шей и при помощи винтов нижних вкладышей 3, /, 5, и 6 добиться
параллельности оси шпинделя направлению перемещения стола,
проверяя одновременно расположение осей шипи шлей шлифоваль-
ной и передней бабок (они должны быть на одной высоте). Допу-
скаемое отклонение составляет 0,15 мм.
2. После регулирования нижних вкладышей снова проверить
диаметральный зазор между шпинделем и вкладышами.
3. Собрать демонтированные детали в порядке, обратном раз-
борке.
П I • . < ’ * • . и 1
Регулирование упорного подшипника шпинделя шлифовальной
бабки
После продолжительной эксплуатации станка в упорном под-
шипнике шпинделя шлифовальной бабки можс1 образоваться не-
допустимый осевой зазор вследствие износа орг н юных упорных,
колец. В этом случае .следует подтянуть упорный подшипник.
Для регулировки упорного подшипника необхошмо:
спять механизм нош речных подач с корпуса ш шфовальной
бабки;,
спять крышку с корпуса шлифовальной бабки;
проверить осевой зазор в подшипнике, которые должен быть и
пределах 0,035... 0,04 мм;
после обкатки шлифовальной бабки в течение 2—3 ч отпус-
тить контргайку в (рис. 8 и 9) н корончаюи ганкой 5 установить
требуемый зазор, после чего затянуть контргайку;
установить верхнюю крышку на корпус шлифовальной бабки;
смонтировать на шлифовальной бабке механизм . поперечных
подач.
Регулирование осевого натяга в сборочной единице винт-гайка
качения *
Регулирование осевого натяга производится .аводом-изготови-
телем перед отгрузкой станка заказчику; оно рассчитано па про-
должительное время эксплуатации станка. К рпулпровке осевого
натяга следует прибегать только в том случае, «'ели точно усла-
новлепо, что ухудшение качества шлифования пытано нарушени-
ем его регулировки.
Для регулирования осевого натяга винтатавкн качения нсоо-
. ходпмо:
. * ’ отпустить винт // (рн<^ 16);
отвинтить в и» । ы 10 (рис. 8 и- 9) и вынуть из каждого отверстия
' малыш 11 и 12 с пружинами;
отвинтить с <»* ирные винты 30 (рис. Н>) и вывинтить фланцы
31 вместе с нруж i «ими и плунжерами 23;
снятье наирю onoiiinx подкладной плиты шлифовальную бабку
имеет» с мсхапи :ом поперечных подач; при этом шлвфовальна »
бабка должна в.; ходиться в одном пз своих крайних положений
относительно ходового винта;
отвинтить вши и опоры / и вынуть штифты;
от« чптшь в т • ы 22 цилиндра 9 и демонтировать механизм
быстр । о поди' шлифовал ьной бабки с подкладной плиты;
от Hinnih хн’ ;» 2 и надеть на ходовой впит технологическую
вт ул к 27;
сь ипиь с у- юного вины! на технологпческую втулку гайки
7 и 5 вместе с » < • ivcom 7 швтулкой //; !
• «
вы .сети raiH / и 3 и* зацепления со втулкой 11 и, поворачи-
вая и в одну и . же сторону на одинаковое или разное коли»
чести» зубьев, в 5ВИСПМОСТП от обра ювавше!оси каюра в сбороч-
ной < иниис »и ганка качения, спеша ввести их в зацепление
со nix кой //. В iniaib ходовой вит в гайки 7 и 5 При ввинчи-
вании ходовой шта проверить осевой натяг в сборочной едини-
це ни г гайка -ния. Удовлетворительным считается такой На-
ин, и I коюр» м илл, приложенная к рукояисе, не превышает
1—2 нс на пл» т 150 мм; ьткая сила должна быть достаточна для
вране «ня ходе • > винта;
сю рать мг ;; пзм быстрого подвода ш.тнфовальной бабки в
поря । е, обрат но • разборке;
см нтирова ь механизм в подкладной и.титс так, чтобы ось
лотов «о вши. • глл паралл* ль”а приз*чагич»ч кой направляющей
J.on>> асмое <’Н шение сосгавлиег 001 мм нз длине* 500 мм;
с<>’ рать ста в в порядке, обратном разборке.
(ЙОНЕННШ I!! РЛЗВОРКП И СВОРКИ С1АНКОВ НГЦ гч монте
Во время и к; чего и кант ильного ремонта с ганка необходимо:
отключить ста но! от электросети;
вычистить сганок и вытереть его насухо;
выпустить ма’ .то из подшипниковых камер шнипделя шлифо-
вальн »й бабки, а при необходимости и из гидроагрегата.
По те выпо in пия этих операций можно приступить к разбор-
ке станка. ’ .
- . ' , • ' Л ' . ...» •
Разборка столов
Ирш разборке < голов необходимо:
сш гь переднюю и заднюю бабки с верхнего стола « тайка;
снять прижимы, которыми закрепляется верхний стол;
chipmaker.ru
9
вывинтить пробку, защищающую ось поворота стола от попа-
дания шлаМа, и вывинтить из торцевого отверстия оси коническую
резьбовую пробку;
вращая против часовой стрелки винт поворота верхнего стола,
вывести его из зацепления с гайкой, после чего верхний стол снять
краном. Поднимать его следует вертикально, чтобы не повредить
подшипник, относительно которою он поворачивается;
снять щитки ограждения направляющих станины, закреплен-
ные на торцах нижнего стола;
отвинтить ганки, которыми штоки поршня цилиндра переме-
щения стола соединены с нижним столом или кронштейнами ста-
нины.
После этого нижний стол может быть свободно снят с направ-
ляющих станины. При установке нижнего стола па направляющие
станины следует осторожно ввести в зацепление шестерню
механизма ручного перемещения стола с рейкой, закрепленной на '
столе между его направляющими, медленно поворачивая маховик
‘ручного перемещения стола. Несоблюдение этою условия может •
привести к повреждению зубьев шестерни и рейки.
Разборка механизма поперечных подач
Для разборки механизма поперечных подач шобходимо:
отсоединить трубопроводы гидросистемы и электропривода,
подведенные к механизму поперечных подач;
снять крышку корпуса механизма и нывший 1» пробку из тор-
па вертикального вала 12 (рис. IG) механизма быстрого подвода,
предварительно установив поперечные отвср<шя в муфте 13
(рис. 10) и в вале 7 против пробки, ввинченной в торен вертикаль-
ного вала;
отвинтить шшгы кропления корпуса механизма поперечных
подач и спять его со шлифовальной бабки.
Разборка шлифовальной бабки
При разборке шлифовальной бабки необходимо:
снять крышку кожуха шлифовального круга;
снять механизм балансировки шлифовального круга;
спять шлифовальный круг вместе с фланцем;
снять кожух шлифовального круга и щитки ограждения;
снять кожух шкивов привода шлифовальной бабки;
отпустить винт 11 (рис. 16), вывинтить винты 10 (рис. 8 и 9)
и вынуть из каждого отверстия пальцы //и 12 с пружинами;
отпустить стопорные винты 30 (рис. 16) н вывинтить фланцы 31
вместе с пружинами и плунжерами 23;
' спять шлифовальную бабку с направляющих подкладной пли-
ты; при этом шлифовальная бабка должна находиться в одном из
своих крайних положений относительно ходового винта.
68
I\i .борка других составных частей станка
V ’• *
При разбсрро других составных частей ставка ^лсдуел руко-
водствоваться рисунками этих составных частей, привсденными :
настоящем руководстве^
Порядок разборки механизма быстрого подвода шлифовальной
бабки приведен в разделе «Регулирование осевого натяга в сбо-
рочной единице винт-гайка качения».
Собирать (о< I явные части станка в порядке, обратном разбор-
ке.
Схема рас ш'тожения подшипников качения приведена на
рис. 32, а перс’ц иь подшипников качения — в табл. 9.
Таблица 9
Перечень подшипников качении
• f ’ ‘ А ? *
Кудл ВХПД1П
Об< иначе
НИС ня
pin . 32
104
7 J0’
♦♦ •
г |0<>
По:ш «и и к
тикк
них
Ппдг инк
Пи не »!нк 6107
Подш анк 202
1К1Ш1 ник
П »Д!И чинк
205
209
0И/1О
913/Зе
I Ь»Д1Н ч<кк
I 1идш ! НИК
Подш» ' ник 6 700< III Л
11одпч । чин 8105
I Ьдшшшик 6 461 IК
Подин /шик 50203
Подшипник Г‘-|Н0' > >’»’>
11одшрчиик 1000316
I 1оДШ!’!П1ИК 5- 10(Н -г »
Нодшп И1ИК 5-700010 ». I
Подшипник 1000093
Подшнниик 1207
V
о
О
О
О
О
О
М* хашим поперечных подач
Го же
Механизм быстрого подвода
Передняя бабка
Задняя бабка
Механизм ручною перемете-
пня стола
Механизм поперечных подач
То же
Задняя бабка
Мсханп <м
i к’редняя
Механизм
пня стола
Механизм поперечных полая
быстрого подвода
ручнея о перемете
Механизм
Механизм
быстрого подвода
поперечных подач
Механизм
финального
Станина
балансировки
круга
IH.’IH-
»
1
^1.
20
, 80
, 28
.U
26
-10
13
17
.?/, 32
23, 21, 25
18
19
На ри-
•.умно ПР
показал
‘ с р*
• к
>1 \
7
chipmaker.ru
9
I
. *
Рис. 32. Схема расположения подшипников качения
70
• f ‘ #
‘V* ’ | I ’ * \ j - I . r , \ •¥/ . •
M \ 4 " H , ' I < * <4 *• ’ V Л
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ 1Г< УСТРАНЕНИЯ
Причина
Р<« гмоя.ппя неи< праеч' 1,
М. I II — <*МГ •***•—- -•*-• “ -* —
I 1ср; впомерпос п|
рывмстос двпжеп -•
стола на малых се. ••
ростах
Пег *л дери; ни
ла Dpi1 репсрес
У> иным или ;•
•< < 1 "* !Й pa iron с1
,. кр и нс’ч г
11} 1 .клопе рек*
я:н» /./ tpiii : ,
2И положи
' lil’CI .OlHH’’* i
не I. ггщаг гея
Нет '.пижгпин <
ia npi чиегпиой сь .
pud И
Ho ' I (Jliqailllll ri ).l\
а вiom• »i4C(k<ho w
ля !ip :ольного‘ ri.’H -
фояаш । стол ire
<»i iait'-рлипаегся и
ИГЛ1;ф< ЛЛЬНЛЯ бабе a
Or ОТВ , ТМТСЯ
C Ц г__f 3 _>. . r S »* > x
k> -"Kr* | j > * ’ » т
т • Л» • . >•" • • • % <
i1 уд
-I • j • *
i • j* • Л* *
йс\ MJC *7* ' P w ’ * •. i
Наличие воздуха в
гидросиигемс станка;
м . - — 11ГИГИЩ Г'~ГГ1.Т. ~г>1 мп emr»Mhи.иолч
Метод у< 1
ММХМ > Г. 1 И М <~ I wwi«МММ , .«• >. -«• • м» -<
I
ВыпугIИть ПО I Iух Г J I ПТИО
ци пнира 1и ремещенна стола.
нс пост а точное д явле-
ние масла в i идросп' томе
стола;
течь УНП>ГН»ЧГ!Н II! то-
кон । нлр|»!1нлиилра не-
ремегцгнич г гола;
нс'юс। а !'»«п|ли смята
направляющих стола
По Л1|)’1 улиропян ЛрОС’
сель (рис. 23, 21)
задержки сю <а при ре-
версе
Не сире» \ тирован
дроссель 25./ плавности
разгона с гола
1 Io in. ।член золот-
ник с ».сч: гроунравле-
и нем 34(3);
проверить д.чнлеппе в !НЛря
с1К’ггмо сюл.1 и и1 pci ул Ирина т ь
н;ни>р!н.П1 юлопшк 2 (рис. 23,
21) па давление 8 -10 кгс/см ;
попяиуи. уплотпс:ия, заме-
няю и ’ношенные манжеш;
отрегулировать смазку, поль-
ту>и ь распредели гелем смаз-
ки /5
()i р< । улировать дроссель до
получения необходимой веянии
ны задержки
«асорился демпфер
13(4);
я •
•*лклннн $ и с гоп оный
«сюимк 251 или е>
логвик реверса 25.6’;
запри г», ipri'TOh 2» G
издержки г. гола
11е пк но гаек я золот-
ник <’ >;и'К ipoy пр;/вле-
ннем 34(1):
И'1 вЕлючаегся золот-
ник 23.1 !>лока лрос« «’.чей
Не включается золот
ник с злектроуправде,
нисм 31(2):
гасорился демпфер
13(3); \
заклинились плунжеры
29.5, 29.7 гидропанели
* *
Нрн быстром (жестком)
реверсе уменынать пиль дрос-
селя, при метленном увели
чина п» ее
Игр..-! .ночи |гль пл пульте
управления повернуть в по
ЛОЖ( П’!<‘ •> Пролольное шлифо-
|| |ИИ< .• Р.тиюрлть, прочистиL
и промы 11. то.ю। пик;
рл юбрат I. и прочие i и гь дем it
фер и । • ‘ря\(t м- хани -,ма руч-
ного !Н ргМ1 И’< ИИ f етила;
p.l io'.p.i • ь I и ,р'»плш !!,, Прочие
1И!Ь. НрОМЬНЬ '.ОМОН ПК, пр и
1срги, » ю и'» отверг гик» к-.р--
иу<а;
oi pi {Прон I 11. З.'ГИ ржку
Г1О.1.Т
I
l‘;ijo6p;Hi,, HpoMfiTMi .'шлогник
и нригереп» его:
р.11обрг||Ь блок 1рОСССЛ»‘П.
промын, и нртopt in золот-
ник
‘Ж
Разобран», промыть и при-
тереть золотник или замениib
его;
сия ю полоз пик и прочисти 1Ь
в плите демпфер;
спять крышки с фланца кр.» ’
на управления, промыть к при-
тереть плунжеры
71
Продолжение
chipmaker.ru
*
Возможная неисправность
Причина
Метод устранения
Нет периодической
подачи
- Отсутствует толчко-
вая мпкроподача
Як) 1 -
* r , i j •
jljv.
к
(, I
Неравномерное пре-
рывистое движение
шлифовальной бабки
на малой скорости чи-
стовой подачи
' Т о
Течь масла на ста-
нины
Отсутствует смазка
подшипников шпин-
деля шлифовальной
бабки
г • 4
• ' .5
у •
1г »•
I
Не сраба i ывают микро,
переключи । ели SQ8 и
SQ9, так как заклинил-
ся золотник 30 панели
периодических подач;
засорились демпфиру-
ющие отверстия в шту-
церах подвода масла к
торцам золотника 30 па-
нели периодических по-
дач;
расслабились винты
крепления микропере-
ключателей
Закрыт дроссель 42(I)
черновой подачи;
сильно завинчен винт
дозатора 37 мвкропола-
чи
•
Наличие воздуха в
цепи пн гания гидродви-
гатсля подач
Засорилось отверстие
в станине, в iynicc к от-
стойнику;
шланг, идущий от от-
стонинка к нироблку,
имеет провисание;
ПОВ1.ПИГ11НГ у П“1КИ и i
I ядро о; ига f ел я 43 ( / )
Засорился фильтра-
элемент в фильтре тон-
кой очистки;
засорение фильтроэлс-
мента в фильтре тонкой
очистки происходит очень
быстро из-за сильной
загрязненности масла;
предохранительный
клапан 21 не рС1улнрует
давление в системе;
насос не подаст масло
в систему;
Разобрать и промыть золот-
ник;
прочистить отверстия в шту-
церах;
подтянуть пинты крепления,
обеспечив нормальный ход для
срабатывания микропереклю-
чателей
Открыть дроссель черновой •
подачи;
отрегулировать винт доза-
тора микроподачи
Выпустить воздух, отвер-
нув ганку на штуцере гидро-
двягате.тя
1 |рОЧИ< ’НТВ
отверстие
нине и со мчшнк;
у гр • н ь провисание
в ста-
шл ян-
пг рем««»• тировать гидро ши-
। ат« ть н а! заменить его
11ретохрлнитсльным клапа-
ном 2/ повышать давление
до максимально возможного
(иска оно нс прекратит новы-
п :иьс5||. Гели это давление
выше 3 l ie/см2, то следует
см.лип» фильтроэлсмсит в
(| II. I.lpc ТОНКОЙ очистки 11(2)1
заменим, масло в системе
сма «ни ш. нпиппиков;
разобран» и промыть лредч-
хранитслыи ’й клан ли. в .случае
неисправное!и заменить его;
разобран» и проверить насос,
при неисправности заменять его
I
I
/Иогпд упрям* -НО»
Возможна?/ неиспг r i - г».
Отсутствие < ми <и
направляющих СП' 1Я
Пег пореза;»я ки
механизма пол «ч в
полу. / Гома |нч(< (• •
режиме при от • о
ной шлифов и г Л
бабю
4
J
Н» быстрого в
гона шлифов о. г
o.iAi • при <е t
исм переднем и к: и
псы «а днем л< ; е
ниях
Пр ’ нажатии । .
даль и с отводит» i
ноль 1.1ПСЙ баб» ।
Повышенная р::б-
рация шлифовал пн й
бабки
Причина
Предохранительный
клапан 20 не регулиру-
ет давление;
насос не подает мас-
ло в спсгему;
зле ори к я распредели-
тель см а »ки /»>;
щ о (регулирован дрос-
сель распредели геля
смазки /5
3 а кл и и ил о мех а и из м
подач на кулаке «77
(рис. II) вследствие не-
правильного на нем по-
ложении рОЛИКа ры.чи»а
28 н цоменг выдачи
ком а илы на отвод шли-
финал».нон бабки
При in p'-iniie шлифо-
вальная бабка дошла до
жс( псо1о упора 2 или
червячном нотисе
неправильной
пажи-
микропык*
зяг.ли’1Иг..Н1Нс червяка /7
в
велело вне
выставки упора,
мающею на
лючатсли 'Ираничсния '
переднего и
ложен в и
банки или
пня
ген fl
заднего по-
шлифовальной
шч раба i < ша-
этих же выключи-
Неполно» 1ыо 01 жата
пин» и» Mi waini «ма зажи-
ма. Заклинило сухарик
меха и тми зажима пи-
ноли или заклинило ни-
нол ь
11сото ал а нспро ва и н ы й
шлифовальный круг;
Проверить наличие парика
и пружины, заменив» пружину;
разобрать и проверить насос,
при неисправности заменить
его;
разобрать и промыть распре-
дели । ель;
от pci улировап» дроссель
С ПОМОЩЬЮ отвертки толк-
нуп» ПОВОДОК 9.1(’К1р()МуфтЫ в!
(рис. II) против часовой стрел-
ки, пр«’твари гельпо поворог'н
колпака обеспечить доступ к
!1<’Й.
< )ipci улировап» включение
микропыь iio’i.ч н ля отвода
in шфовчльной бабки так, что-
бы сю срабатывание ироисхо-
,'шло при положении ролика на
ерел нем участке скоса кулака
() I pec I И вручную шлифоваль-
ную бабку о г жесткого* упора
из .3 I оборота маховика.
Кнопкой iiepcinaib шлифоваль-
ную бабку в среднее положе-
иле и проверить iicnpariHoi.fь
МИГ роШ4К. ночи | слей.
Отр< » улировать пх включе-
ние упором так, чтобы шлиф'»
в i.ti.h »ч бабка о< т.чпавливз-
ллс!» на 3 I об»»рот;и маховпка
до ее Крайних ПОЛОЖЕНИЙ
Рукояткой / (: нс. Ы п
15) ОГЖЛ11» ПШНМЬ и ЧНСЙ бло-
ки. Bl.' iy 11. пиноль И I корпус I
.чадим! бабкн.
Очистить < с и отверстие в
корпусе бабки oi грязи и На-
лета ржавчины л п[;оизк<. га
сма <ку, Встанпть пиноль в от-
верстие корпуса зашей бабкн
При помощи MOxaioriMa .-.ля
балансировки отбалансировать
шлифовальный круг так, чтобы
показание на ииднхатпре ИЗ ;
было 0,003—0,005 мм;
7.3
chipmaker.ru
Продолжение
Возможная неисправность
Причина
ЛЬ-’од 5 (гранения
шлифовальный круг
недостаточно зажат на
фланце;
радиальные зазоры в
подшипниках шпинделя
шлифовальной бабки
больше допустимых;
• «*.
ослабла затяжка флан-
ца 31 (рис. 16), потеряли
упругие свойства пружи-
ны плунжеров 13 и 23;
повышенная вибрация
ротора электродвигателя
привода шлифовального
круга;
износ направляющих
шлифовальной бабки
Муфта пс срабаты-
вает (см. рис. Ю
поз. 25. рис. II но».
<31 и рис. 12)*
Повышенный оста-
точный момент
Муфта срабатывает,
*но не передает тре-
буемую величину мо-
мен'1 а
Муфта передаст
движение при отклю-
чении
Отсу гст пуст пи тайне
Мелос।а।очное свобод-
ное перемещение дисков
в поводке и па втулке
из-за перекоса
Остаточный зазор боль-
ше допустимого или ра-
вен пулю
Поломка лиска, закли-
нивание поводка
подтянуть болты фланца
крепления шлифовального кру.
га;
отрегулировать зазоры в
подшипниках шпинделя, как
указано в разделе «Регу-
лирование подшипников шпин-
деля шлифовальной бабки»;
подтяну!ь винты, заменить
пружины плунжеров. Суммар-
ное усилие двух пружин дол-
жно быть нс менее 80 кге;
отбалансировать крыльчатку
ротора, заменить подшипники
ротора э.и к фодвигатсля новы-
ми, более I иными;
проверю». прилегание на-
иравля1<)1И1’х корпуса шлифо-
вальной • •|»кп по направля-
ющим по г . иной плиты. При-
легание ДО !ЖНО бып» равномер-
ным и <(р г.!В!Я1ь 16—20 пя-
тен. Зам» ять ролики, имею-
щие следы т;Ю'*л.
Рл’<||«»рп •’< рЧч !Ь pO.IHKOB В
КОЧПЛгК 1 •* ШИН Iff ДОЛЖНЯ ПрС-
ВЫШЗ Г!.. О (,f'J ММ
Принт* ’итс контроль токо-
нодвотл, } ।раните разрыв его
Проииччите осмотр дисков,
устрани гс перекос
() i pvi улируйте остаточный
i.'iiop регулировочной гайкой
13 (рис. 12)
Замени io диски;
устраните шклшшвание
Ч1рп обнаружении неисправностей элсктромшнигной
сначала тщательно проверить аппаратуру управления и
ния муфты, а затем произвести осмото ее.
муфты необходимо
npaiiii.ibhocTb включе-
I
ПАСПОРТ
Общие сведения
Инвентарный N
о
Место установки:
3.1 под
Дата пуска стаж .а эксплуатацию
ОСНОВНЫ1 ТГХНИЧ! (КИЕ ДАННЫЕ И ХАРАКТЕРИСТИК И
Те к н ич сс к а я х а р а к г ср ист и к а
•Н|<мг< 'ip.
К.м rifiocni
И и 6 ,;н»гй л»!
в.-лм • HChdir*.
Il:<pf лиэл :л
< ' »’< лДСЛИИ, м
И -И'.- шли ли
НИЛ, .<
Р« к» • пуеммй
Meip ифонлни
И :1Н"’ шля
НИИ, > 1
Bircii центров
Наиб лиги м.т
с.млго । t алия ir
рЛМПрОП
V Р УСПНАВ.ТН
V
» устам нм»!’ л
М р ШЛиф'Ч’ >
•ниший ДИ I'
' столом, мм
уста на вл и и а •
I’ ‘*гм;кагпп Пи-
Копу пиплсля '!• рсднсЛ бабки и
IIHIIO.T ♦ 1ЛПСЙ 6: ОКИ
Кои-1 1ИЛИ'|н|1.'1ЛЫ1м|'О шпинделя
(кон, ость 1:Гн; помина, и.инн
Д1К1М1 р, мм
Лиам' р передней опорной шейки
1ПЛНф 'ЭЛЬНОГО I Ш 1ПДСЛЯ, мм
Расст-чине от по н> пг.ы станка до
оси игелия, мм
11аиС>')'|,шая длина перемещения
стола, мм
Мирно
R0
90
1060
705
9
200
М<>р;н» 5
100
ио
1()4()
08и НОО |2O(h)
chipmaker.ru
I
4
Продолжение
f
Наименование параметров
l * *
Ручное перемощение стола за
один оборот маховика, мм:
ускоренное
замедленное
Наименьший ход стола от гидро-
системы, мм
Скорость перемещения стола от
гидросистемы (регулируется бсс-
ступенчато), м/мин
Наибольший угол поворота верх-
него стола:
по часовой стрелке
про гив часовой стрелки
Цена деления шкалы
поворота стола:
градусы
конусность, мм/м
Шлифовальный круг
Наибольшая высота устанавлива-
емого круч а, мм
Частота вращения шпинделя шли-
фовальной бабки, об/мин
Скорость резании, м/<
Наибольшее перемещение шлифо-
вальной бабки по винту, мм
Величина быстрого подвода шли-
фовальной бабки, мм
Время быстрого подвода шлифо-
вальной бабки, с
Периодическая подача шлифовали
ной бабки (регулируется бету
пенчато), мм:
и а ибо чьшля
наименьшая
Величина' перемещения шлифо-
вальной бабки при шлифовании,
мм
Пределы скоростей врезных подач,
мм/мин
Толчковая подача, мм
Величина перемещения шлифо-
вальной бабки за один оборот ма-
ховика механизма поперечных по-
дач, мм
Частота вращения изделия (регу-
лируется бесступснчато), об/мин
Величина отводя пиноли задней
бабки, мм: 1
от руки
от гидросистемы
20,4
3,1
4,0
0,05—5,0
3°
10° I 8°
0 40'
10
ПП600Х80Х305
100
1590
50
185
50
2,5
0,05
0.0025| 0,001|О.0025| 0,00!
0,45
0.1-4.5
0,001:' .0,0005
0,5
50—500
♦ По особому заказу наибольшая
20,4
3,1
4,0
0,05—5,0
3°
0’40'
10
ПЛ 750X80X305
100*
290
50
2,5
0,05
0,0025| 0,00! |Л,0025
. 0,45
0,1—4,5
0,001 ± О, (1)05
0.5
40—400
высота устанавливаемою круга 225 мм.
7Й
Hpm h).vu Chf. ^
*•— - — ^*waa*««aaaaaa
Паимспоранн*? > ;г»аметро*
Габаритные размеры станка, мм:
пл та
uji рПна
bi чата
Масса • ганка с а: ктрооборуло*'
ванном. I napoat р ч • юм и уста-
поикой охлаждения, i г
Допустимый уро инь шума, дб
(Л), нс более
П • и ч е ч л н <
часоп ггрс.в'.е i
часть :.шины 2 li
ванич у вич-ю. о I I.
6100
I
4605
29/0
2170
5370
2'i:jo
2170
9320 ’ ™
Я2 87
6100
2930
2200
1.11|П1 ii:.ii!(|»oi!,i’«hh in ic.iufi с уыг.м попорота стола 3° по
лгндустсн спяп. ikpMini! попок, niKpuiiaioinnii корытную
г-юличссмв» потами на папке во всем диапазоне рсгулиро-
’ при скорое!и перемещения сюда иг. менее 0,2 м/мин.
Г: ’'ЗрИТП : )'1<_ТО ilpOCI р.Т!1СПЬ‘1 И ПрИСОСДНП ПТОД ОНЫС рЗЗМС-
рыс: Икон пр । юны ня рис 33 и 31.
• !
Тсхон е । ли характеристика электрооборудования
к went и 1.1* * :иг»р')е»
Ко нес по в.т<»^| нетелей на
С’лчке •
Н.т гт| • вига, ель * г иод а шли-
<|'он.1л» .гл круга
тн:
м IOCTI., кН
чл ’. л прлщ» об/мин
Электр ниглсль ,и.та ине-
л ।: я :
пн
M-..г loctb, кВ*
чп* та пращ» *>б/,м!ш
Эл* пр ииглы’ль । ронасося:
ТИП
МО!’ ость, нВт
Ча- га пращ* -И!', об/мнн
Эт ’ тр ннгатсл • -»са охлаж-
тин
мели нос гь, кВт
чтсюта вращения, об/мин
Электре (писатель wnca смазки
нодщин шпон шт и и ап шлифо-
вальной бабки:
тип
мог: и ость, kBi
Т Ml 51 И.
ЗМГ»?И
Я
'• <:НУЗ
Hi?
ЛО2 31 С-СПУЗ
:1М|ь?. ЗМ|СД
3MI64
3MI63B
А(12 ♦.! 1 < il.x
!0 2200
1090
ЗООО
ЛО2 ?.2 C.-CH.V3
И !Ю
4
АОЛ-2! 4
0.27
chipmaker.ru
Продолжение
Наименование параметров
3M15I,
3MI52
3M15LB,
ЗМ152В
3MIC-2, 3MI63,
3.MI64
3M163B
частота вращения, об/мин
Электродвигатель насоса смазки
направляющих стола:
J тип *
' мощность, кВт
частота вращения, об/мин
Электродвигатель магнитного се-
паратора:
ТПП
мощность, кВт
частота вращения, об/мин
Элек гродвигатель вентилятора
гидроагрегата:
’ ТПП
мощность, кВт
частота вращения, об/мин
Элек । родвпга гель фильтра-тран-
спортера:
тин
мощность, кВт
частота вращения, об/мин
1500
АОЛ-012-4
0,08
1500
АОЛ-11-4
0,12
1500
ЛОЛ 012-2
0.12
.301 ’)
ЛОЛ-Ы2 4
0,08
1500
АОЛ-012
0,08
1500
Приме ч а и и г На станках устанавливаются электро i тзтели ЛОЛ и \О2
или 4Л, при этом мощности электродвигателей серии 4Л отличаться от
мощностей элскт родит ателей АОЛ п• \О2.
Техническая харамюрнстнка nvipocucicMM
I 1.И1М» И 1р.'1М< 1р:»Н
Для всех моделей
Основная гидросистема:
марка масла
тип сдвоенного лопастного насоса
иронзводигол!.погдь, л/мин:
в гидросистеме станка
в гидросистеме привода стола
тин фильтра пластинчатого
номинальная топкость фильтрации, мкм
тип фильтра топкой очистки
номинальная топкость фильтрации, мкм
Система смазки направляющих стола:
марка масла
тип лопастного насоса
производительность, л/мин
тип фильтра сетчатого
номинальная тонкость фильтрации, мкм
Система смазки подшипников шпинделя шли
фокальной бабки:
мирка масла
Турбинное Tv,
IIP 12-32 ‘
12
3(1
0,081’41-14
80
, 12-25
фН;~20Г
25
ВНИИНП-401
02-51
• 1,5
0,05 С42-13
50
Магл»» индус |риальп'«е П 5 А.
78
I! II"'.lOhailUC параметров
•I :пг насоса шс< серенного
производительность, д/мин
uni фильтра сетчатого |
номинальна:! i нкость фильтрации, мкм
«
тип фильтра т< 'кой очистки
номинальная : кость фильтрация, мкм
ВГ И НА
0,05 C42I3
50
Ф1,7~20О
I
I
!
I
Механизм главного движения
Числа обо " ни» шпинделя шлифовальной бабки и окружные,
скор >' ги 1или'Но альиого круга:
Диаметры писи ей л, мм
Чпделн
♦ к К Тро
пит <пели
шпинделя
Шлиф' пыльной
’|.т< тот а
np.l’IV ПИЯ
шпинделя
ШЛ ифо-
на .11 гон
об/мин
:<Я!51 3 Ml 31В
3MI3 3.MI52B
165
1590
•>
' ЗМН.З,
' З.'Н'Ч
I 260
Of руЖП1.Ш гкороети
П1ЛИфое,ТЛ1 1Н)Г<»
крмл. м/с
при
попом
50
При И.1Н0-
шееиом
круге
11.1Ибо. | t:
• шбос ’;че
ПО В пени
гл.1!;|1« о
Д НИ/К< НИИ
Цлпли-
НЫР
ремни
Клипо-
вые
р.'мнь
' ч- » . ей । «•
* I l.i станках (
а па < < нцп* б » :
**г 1>иуск.н н
а для < । никои 6а т i
цн»А е«» и-in Л М i 51 у»'I.i4.iii.!ic/i.inii inmur i pyi и (' 600 мм
МОКЛИ у« 1Л1ГПЧ 1И113НН НОШЛ! крХН! 0 /50 мм.
<»t крута j.i" <;:>нь(Ц| батоиой мо;п,’|ц 35451 ю 0 К»0мм
модели 3.MIG2 Л<> 0 500 мм,
I
Chiomaker.ru
г
/
Chiomaker.ru
Модели станков
о.»116оВ
23?О
-
34162
3M163. 3M1G3B
• г
chipmaker.ru
» 93 ’
1 4<а>
;хг»
20
СВЕДЕНИЯ О РЕМОНТЕ
Наименование
и обозначение
составных частей
станка
Основание
для сдачи
в ремонт
Дата
поступле-
ния в
ремонт
выхода
из
ремонта
Категория
сложности
ремонта
Ремонтный
цикл
работы
станка, ч
Вид
ремонта
Должность, фамилия и подпись
ответственного лица
производившего
ремонт
принявшего
ремонт
СВЕДЕНИЯ ОГ> ИЗМГ1Н НИЯХ В СТАНКЕ
Наименованье и обозначение
составных частей стачка
1
ГЦЧ/МЗВСДСНЯЫХ
кзмененнй
ллрлктермстика рдесты
с ганка после проведения
изменен«Й
; V-M А ПОСТ t. Ф<М л НЯ
м подпись стссгстьенного
лица
chipmaker.ru
СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Полуавтомат круглошлифовальный
точности
заводской №_
----, класс
подвергнут
консервации согласно установленным требованиям.
Дата консервации
Срок консервации.
Консервацию произвел
Консервацию принял-
СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
Пол у а вто мат
точности
круглон1ЛП<|и)на.п>Н1,1и___2Г—
. заводской
класс
упакован со-
гласно установленным требованиям.
Дата
/ •
. * Г
м. и,
I '
I
упаковки
Упаковку произвел-
Упаковку принял___
БЫСТРОИЗНА1НИВА1О1ЦИЕСЯ ДЕТАЛИ
Обозначение
• I laименование
Сборочная гдтпща
Примгча-
НИС
35
36
37
38
39
40
41
42
ЗМ151.2008 1CD
ЗМ162.2004-1 СБ
ЗЛИ62.610СБ
ЗМ162.6100/1
ЗЛИ 51.7008-1
ЗМ162.7001-2
ЗЛ1151.7010-1
ЗЛ1162.7011-2
ЗЛ1162.7015-1
Вкладыш
Центр
Центр
II ру шика
Пиноль
Пиноль
Гармошка
Пружина
6
1
1
1
1
1
1
1
Шлифовальная
бабка
11<*|ч*;н1ли бабка
То асе
Задняя бабка
То же
»
>
3MI51*
ЗМ162#*
3*4162
То же
ЗМ151
ЗМ162
То же
ЗМ 162
То же
♦ Обозначение ЗМ151 относится к станкам моделей 3M15I. 3MI5IB, ЗМ152,
ЗМ152В.
** Обозначение 3MI62 относится к станкам моделей 3MI62, 3MI63, 3MI63B,
ЗМ164.
84. . -
ПрпЛо ' гни?
43
41
4.»
46
»»>- — II —........................................ ** — .«««*• ди».*»— •-«— .
Обозначенjс
I1лнмсцоплнис
Сборочная един и чз
I (рммеча-
II ИС
I;
Г
ЗМ 162.701G-1
ЗА 151.7028
ЗМ151 мобеп
Л V 151.9406/1
Б» 1 чертежа
То же
I
Бр । чертежа
Т< » ясе
>
Пружина
Гармошка
Цент р
Центр
1
1
1
1
Задняя бабка
То же
Передняя бабка
То ж?
В КЗ
7032-0031 ill I
87
г •
Кольцо I рИ.ЮСЪГМ
20
50
। о н<11В'«да и лнин'1
же
Задняя опока
7072 ОО36ПТ
Mail же i;i
50 У 10
ВК8
Цилиндр гтола
Передняя бабка
механизм подан
Передняя бабка
ЗМ162
ЗМ151
'Го жо
ИМ 151
3M1G2
ЗМ162
ЗМ151,
ЗМ162
3MI62
Кольцо нажимное
КП 20X3.)
КП 50X70
Манжета
М 20X35
Кольцо опорное
Цилиндр стола
Цилиндр стола
Го же
ЗМ151.
ЗМ162
ЗМ 151,
ЗМ162
ЗМ151,
ЗМ162
I (и io и др стола
|||лиф<о|||льнан
Олька и пилнлдр
|||.|||фональняя
iti'i IM tiiiP"I ро-
нод И- »да
I In inii/tp сто la
ЗМ151,
ЗМ151,
ЗМ162
ЗМ151,
ЗМ162
ЗМ151
ЗМ151,
ЗМ162
Го же
ЗМ151
;;М151
ЗМ102
I
chipmaker.ru
Рис. 35. Вкладыш ЗМ162.2004-1 СБ;
ЗМ 151.2008 1СБ:
ЗМ 102.2004 | СБ ЗМ 151.2008-1 СБ
0,58-о.|
0113
,,Л-1-0,060
0110 4-0,025
40
80 „
-0.2
0Ш-О,|
093
+0,060
> 9С+0.025
35
'°-0,2
Материл л: сталь 45, бронза OUC 5-5-5.
Поверхность /1 окончательно обработать
расточкой; шабрение и притирка не допу-
скаются. Некруглость поверхности В не
более 0.<Ю7 мм; иепрямолинейность про-
дольной образующей поверхности В на
всей длине вкладыша не более 0,007 мм.
Поверхность /' (сбера 0 25) притирать
но летали 3MI5I 2007-I (ЗМ 162.2003-1) до
прилегания КОХ ио крике 5 — стрелки
на обоих торнах вклпшша в направле-
нии вращения шпинделя. Предельные
отклонении размеров* диаметров — по
Л», В,, остальных — по СМ»
Рис. 36. Центр ЗМ162.6100СБ:
Паяная деталь. Материал наделяя (поз. /) 3417 — сплав твердый ВК8. паять
припоем м^рки ПМЦ-54. Конусность хвостовика проверить ».ашбром-втулкой
на краску,; прилег анис должно составлять не м»н<с *5 боковой поверхно-
сти. Л — конус Морзе 5. Предельные отклонения размеров: диаметров —
по Л». В», остальных — по СМ»-
• Размеры для справок
86
4
Рис. 38. Пружина ЗМ151.7008 I:
.Л »тср|тлл: проводит пружиннам; длина рптялрнутоП пружишл 3710 мм: число на*
Г-ичих витком 31: ппмое число виткеи 36; н.п раилснно илиники припое, Гермпгх».
рлботх.ч: после нанш’кн — отпуск и маслиноП или силлпоП н.'чш* hj»ii 2>)—3'HJ ‘С.
Пжригие: химическое оксплиропание промасленное
Chlpmaker.ru
R50
Rz2Q/
я
номинального
ЛААГ
состав.; ять че менее : .
о’ногите •‘•из псрг^тпостм
о еокгяоч
। .4 и* болге • 23 мм. Нсзтерпеидикулярность направления
•
.ил неходкого КОЛП га .У; степень точности 9-Х: то.тщщ
пригонки
Позер.'..чсчть .
. ’ 14 J , . I*
колебание утоняющего смещения зуба на участке 50 зубьев 0.355 мм; ш
нич размеров, диаметров — по Л7.
40. инчоль 3Ml5170l0-i:
ТВЧ HRC 50 .
00^ мм;
.. 3s\/pаз мер
овальность и
ьяо пс?ер\пслтн
chipmaker.ru
0.003 мм
Ш
Материал: сталь Биение
Поверхность Г птювернть на краску по трем' • <
образующей р< Зии ь рно; н -г-"летание допускае те ' ; * •« v. г -мер и шероховатость новер?ч.’с’н а скобках —
г.осле прнгенчи по отверстию корпуса задней бабки, с ' зз - юом 0дК\>-0.010 мм. Овл тьиость и клмусооб.г.л ш<хть не б^лее
направления зуба относительно осн поверхности В не более 0.021 мм
а 2<Г; степень точности 9-В;
> смещения зуба на уча
Неуказанные предельные отклонения размеров
n:B/D.’ tiOv гей хЛ и 3.* Це.меитнровзть Д !
поверхности I ог’<• ч-нтелкно по.^гчн.ч тк В: у торца 0.02 мм; ча длине 200 мм—0.02 мм.
м краткой должно быть покрыто не менее 70 %
ч-. Г ’мер и шероховатость
Д тины
толщина зуба 3,14
к? до 50 зубьев 0.055 м*
> Л7, В-, остальные
юзерхнос гь I
модуль 2 .мм;
—0.135’ измерительная высота 2 мм;
шаг п.24-0.925: число 3v6bPB 27.
Термообработка
б отверстий М5
043
rKepoxoBarwTb
не б.'л»“
тзриа не Солее Сл0> мм
!м на ч?3ч.чу: прилег;
расположен и ч
уба относктелъво сси поверхности /•
измерителья’а в;iгgта
в 12, пеухззз.г ые предельный .г. к.*оче
chipmaker.ru
t
f
fif
RO. 5
»и
I
1,5-o't
b *14*56
।
Рис, 41. Гармошка ЗМ 162.7011-2:
Материал: резина; /1 — 6 огясрстий « 6,5;
£> — 6 отверстий 0 5,5
• Размеры для справок
t
г
H3 -176 max
t
Нг = 18‘<
"о = J42-j
Рис. 42. Пружина ЗМ 162.7015-1: •
Материал: проволока пружинная. Термообработка: отпуск пос к* навивки. Покрытие:
оксидирование химическое промасленное. Длина развернутой пружины 3674* мм;
число рабочих витков 28; число витков полное 29,5; направление навивки — правое.
• Размеры для справок
90
P3*69kgj
Цг300'-°з
H,=I76 ~
max
Рис. 43. Пружина 3MIG2.70I6-I:
Материал: проволока пружинная. Термообработка: отпуск после навивки.
Покрытие: <» иднроглинс химическое промасленно*’. Длина развернутой пру-
жины W. ’т< ло рабочих витков 37; число пнткоя полное 38,5; направление
Н|йиики — правое
• Г«(меры для справок
I 4 В ,
/ - • < . * >
Рис. 44. Гармошка ЗА 151.7028:
Материал: резина. Л — 3 отверстия 0 6,5 мм; Z> — 4 отверстия 0 6,5 мм
chipmaker.ru
6,5:
0,6 ?)f
бо^ю'
9606/1
Рис. 45. Центр ЗМ151.9406СБ:
Пачкая деталь. Материал изделия (поз. «Б») 3417 — сплав твердый ВК8. паять
припоем марки ПМЦ-54. Конусность хвостолика проверить калибром на краску;
прилегание должно составлять не менее 85% боковой поверхности конуса. D —
конус Морзе 4. Неуказанные предельные отклонения размеров: диаметров —
по А», Вт, остальных — по СМт-
• Размеры для справок
Chiomaker.ru
Рис. 46. Центр ЗМ151.9406/1:
Материал: сталь 40Х. Продельные отклонения размеров, не указанные на черте-
же: диаметров «— по А,, Вт.остальных — по СМ»
I
• mi I’H’hi < ни.ч \ i * и
///ю»hi т * r/Uir
Стра-
ниц/»
Mrr to ».• r ,»
Haiir *i >f i ivi
*114 Гu 11.
8
11
12
34
34
34
34
35
35
35
35
35
35
36
36
41
43
86
86
88
Табл. 2, поз. 2
3-я строка снизу
Табл, 4, 1-я гр •'! ?,
2 я строка сп р ,
Табл. 5, поз. 7( I). 7(2).
2-я графа
Табл. 5, поз. 7(1).
5-я графя
Табл. 5. поз //(/), //
(2), 2-я графа
Табл 5, поз. Н(1). 4(2),
5-я графя
Табл 5, поз. /«7,
2-я графа
Табл 5. поз. /3.
5 я графа
Табл. 5, поз. !4,
2-я графа
Габл, 5, поз. 25.
2-я графа
Табл 5, поз. 26( 1), 26(2)
Та6.1. Г>. поз. 31
Л р<н сель
сюда описано п
рл ъте.тс «1 ядро» нстема»
3MI5I. ЗМ151В, 3MI52.
3MI52B
ЗМ22-С320
р = 320 кгс/см2
12=10
фП7 200
10 мкм
Г42= 1
30 мм
Г45 = 2
11 ГЗк 14
Pvi;»»n । кп
плддч
и ’ ’ I идрги нстема* *
3MI51, ЗМ151В
ЗМ152, ЗМ152В
Табл. 5. поз. 37,
5-я । рафа
Табл, 5. поз. 46,
2-я |рафа
6-я прока сии «у
Рис. 25, точки присоеди-
нения
Рис. 36. полрисх ночная
подпись, 1-я строка свер-
ху
Рис. 36, подрисуночная
подпись. 4-я строка сни-
зу
Рис. 39, подрисуночняя
подпись,гЧ -я строка снизу
12
l=80X2OL
122=^21
1 1 ЮХ50 L
Г24 = 2
Р=-2.0 см3
1С58= 11
. . . электродвигатель
УА7
68
(поз. /)
, . . 85 боковой повсрхно-
L
|р—50 кгс/см1
I 4
L 12-25
Ф*17 200
25 мкм
IГ4212Л
35 мм
Г45-22
II Г34 14
I) = 22
14 ЯОХ2ОХГ22 24
Ц||ПУГОХЛГ24-2(;Л
|/-Г,8 гм»
IC58-H
.. .элоктромнгкит
Y-47
58
(поз. 2)
...85% боковой
поверх НО-
h
Внешторгяэдат, 1492У/70 (6020X1.