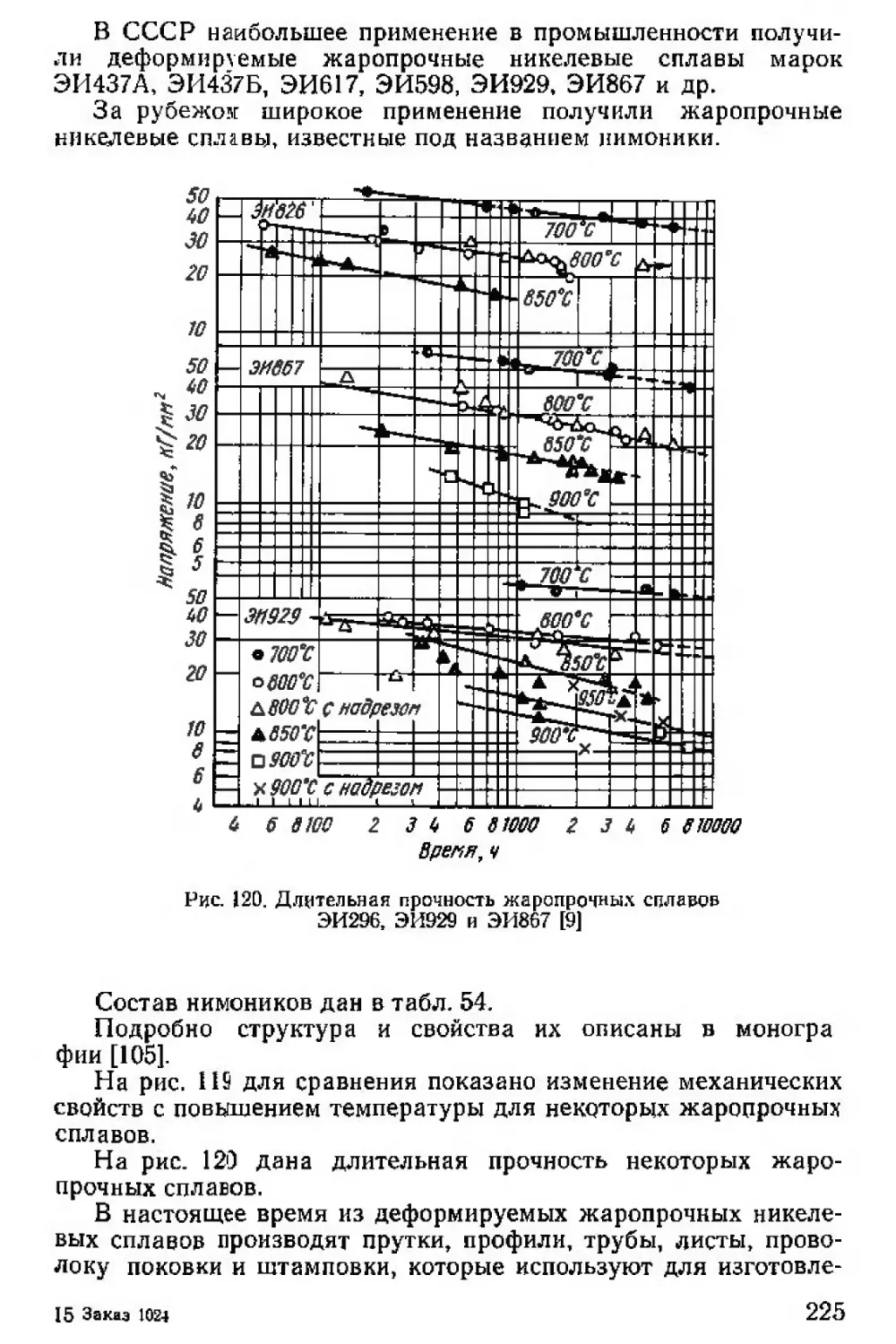
/
















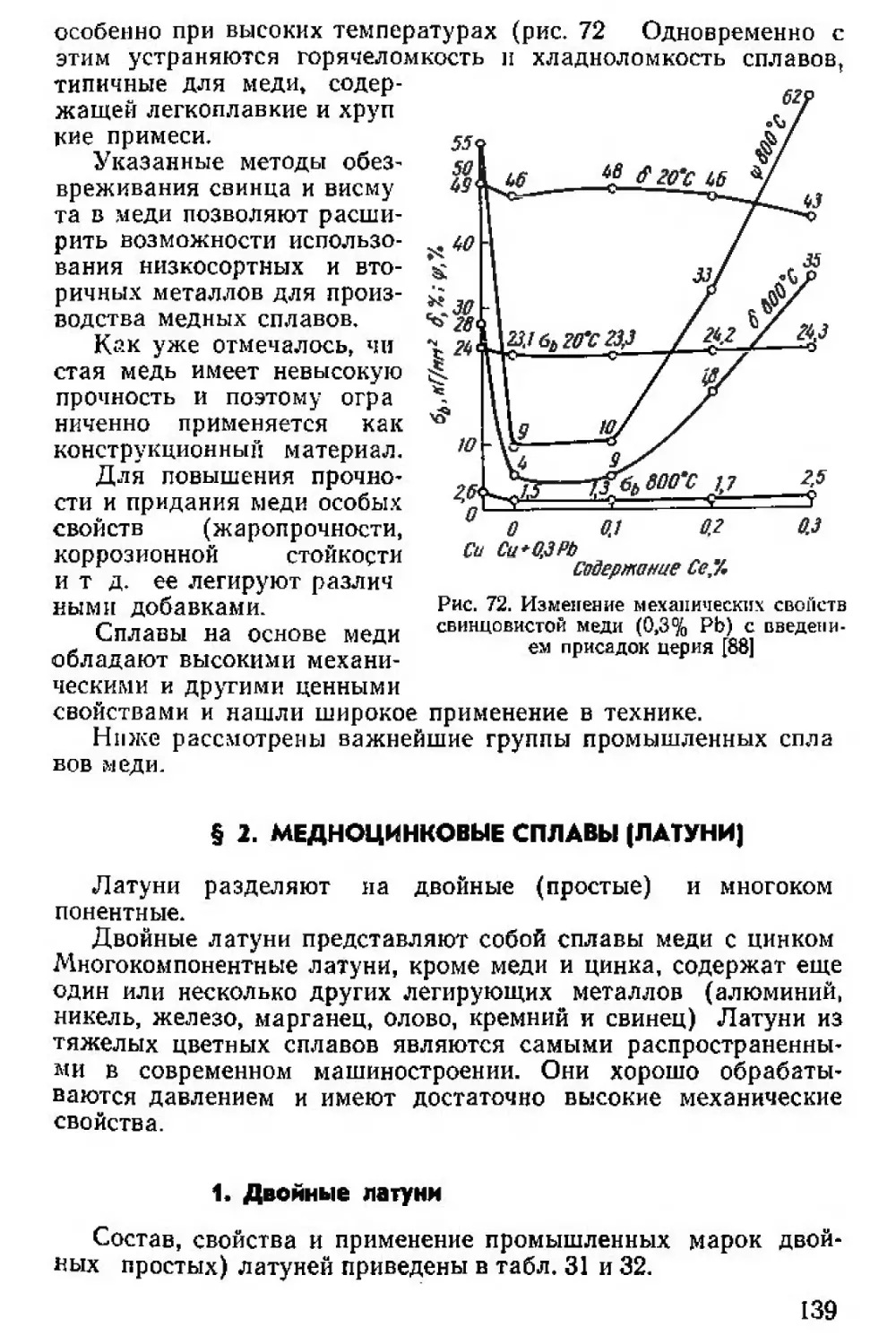






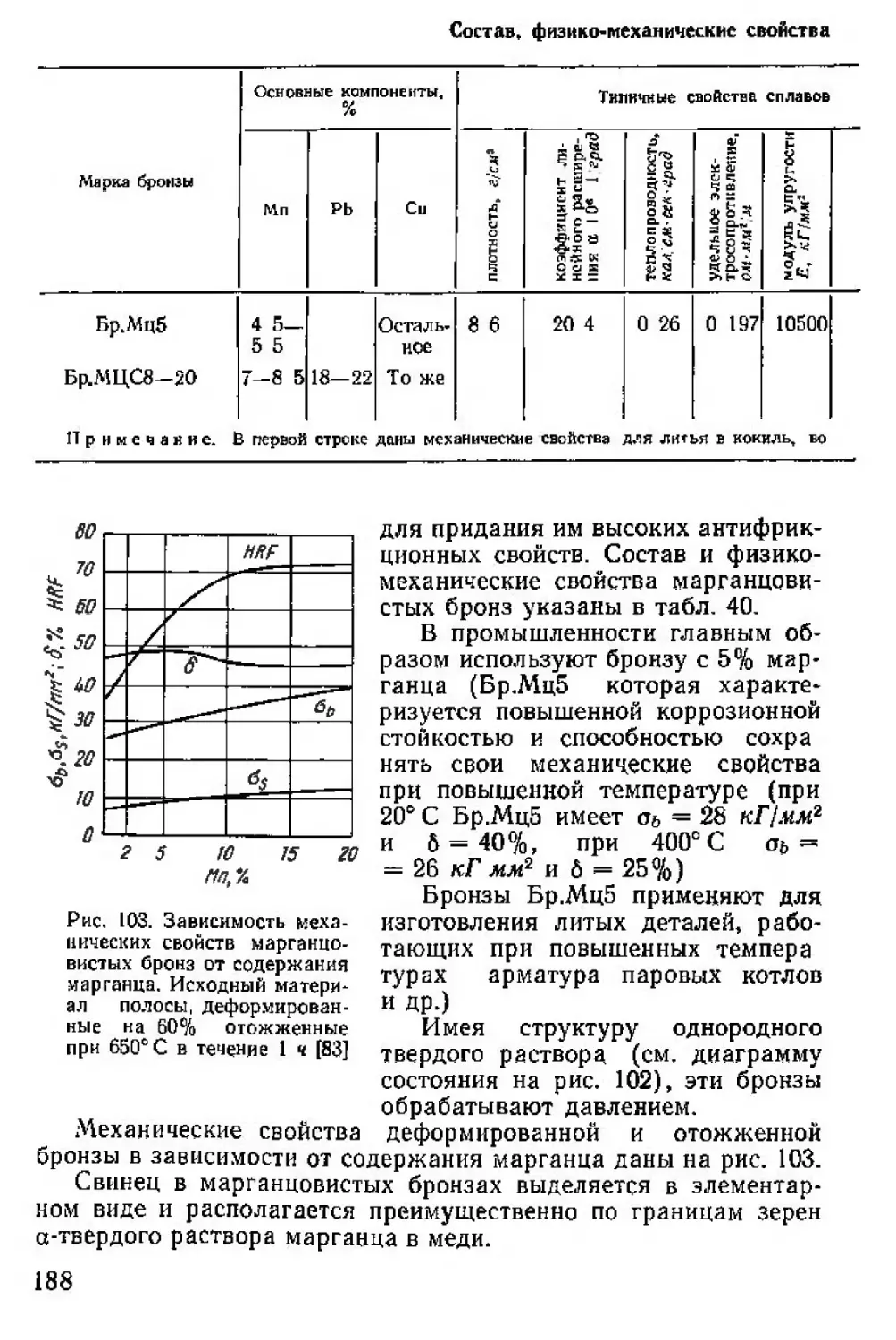









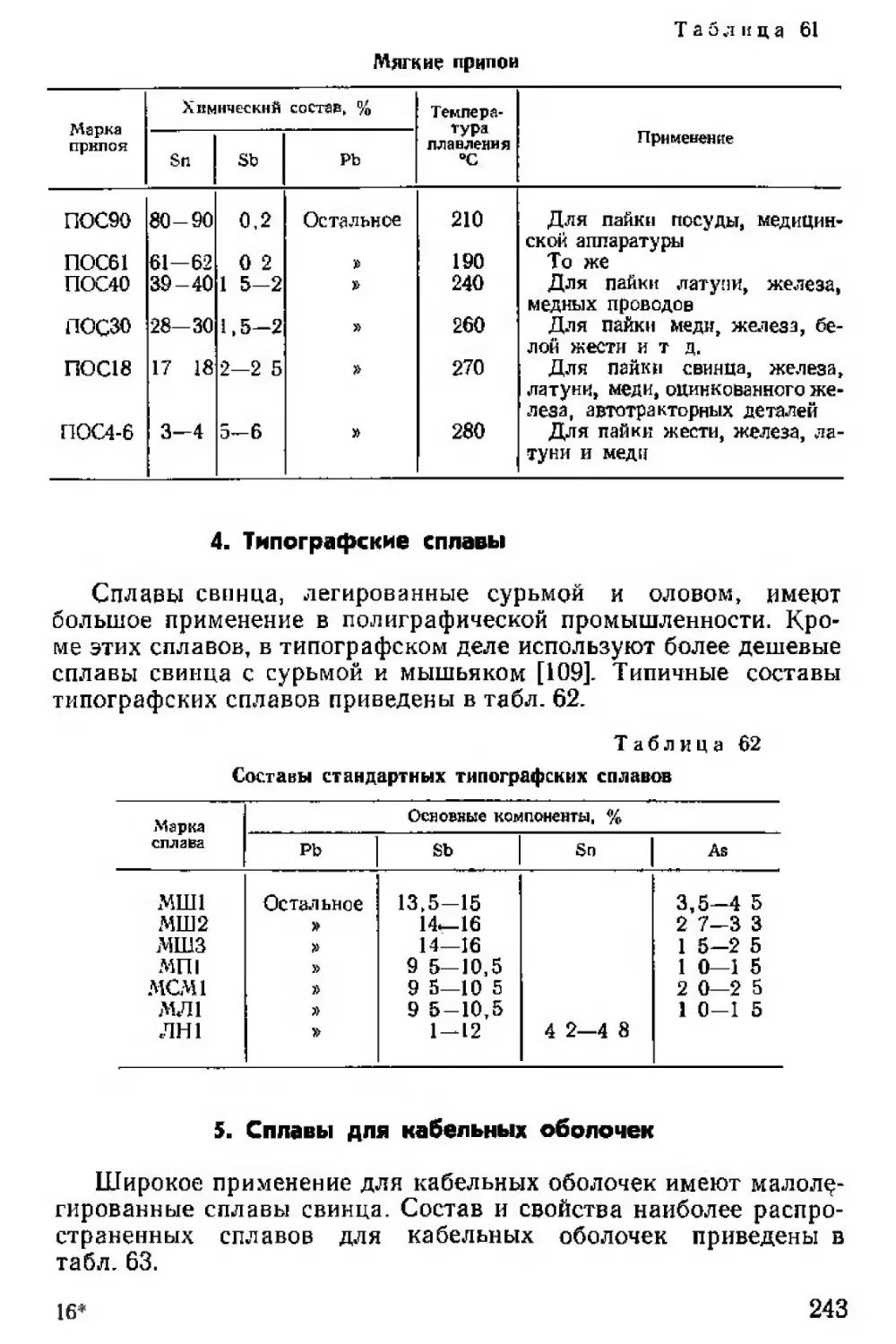






















Автор: Мальцев М.В.
Теги: испытания материалов товароведение силовые станции общая энергетика металлы цветные металлы металлы и сплавы
Год: 1970



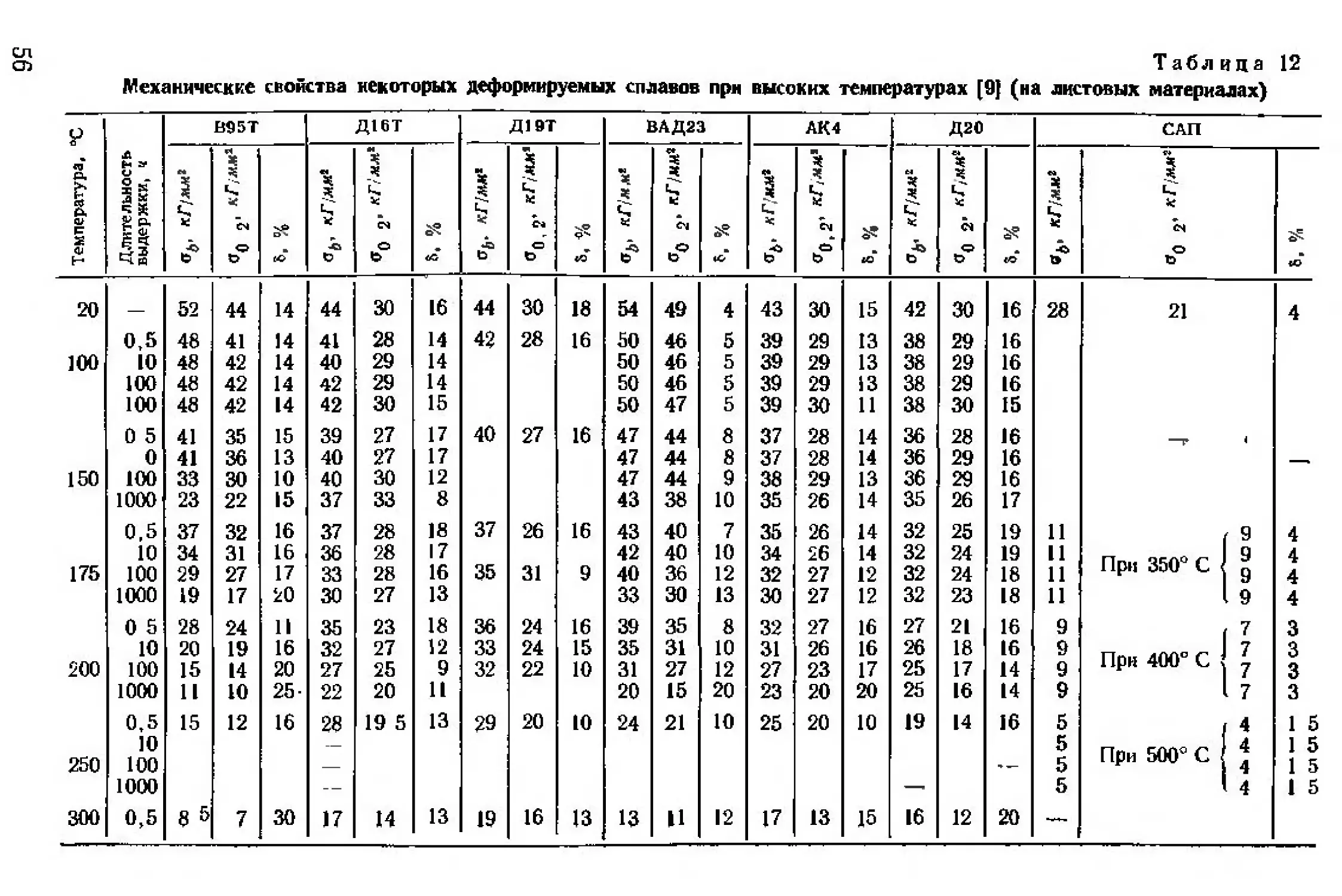
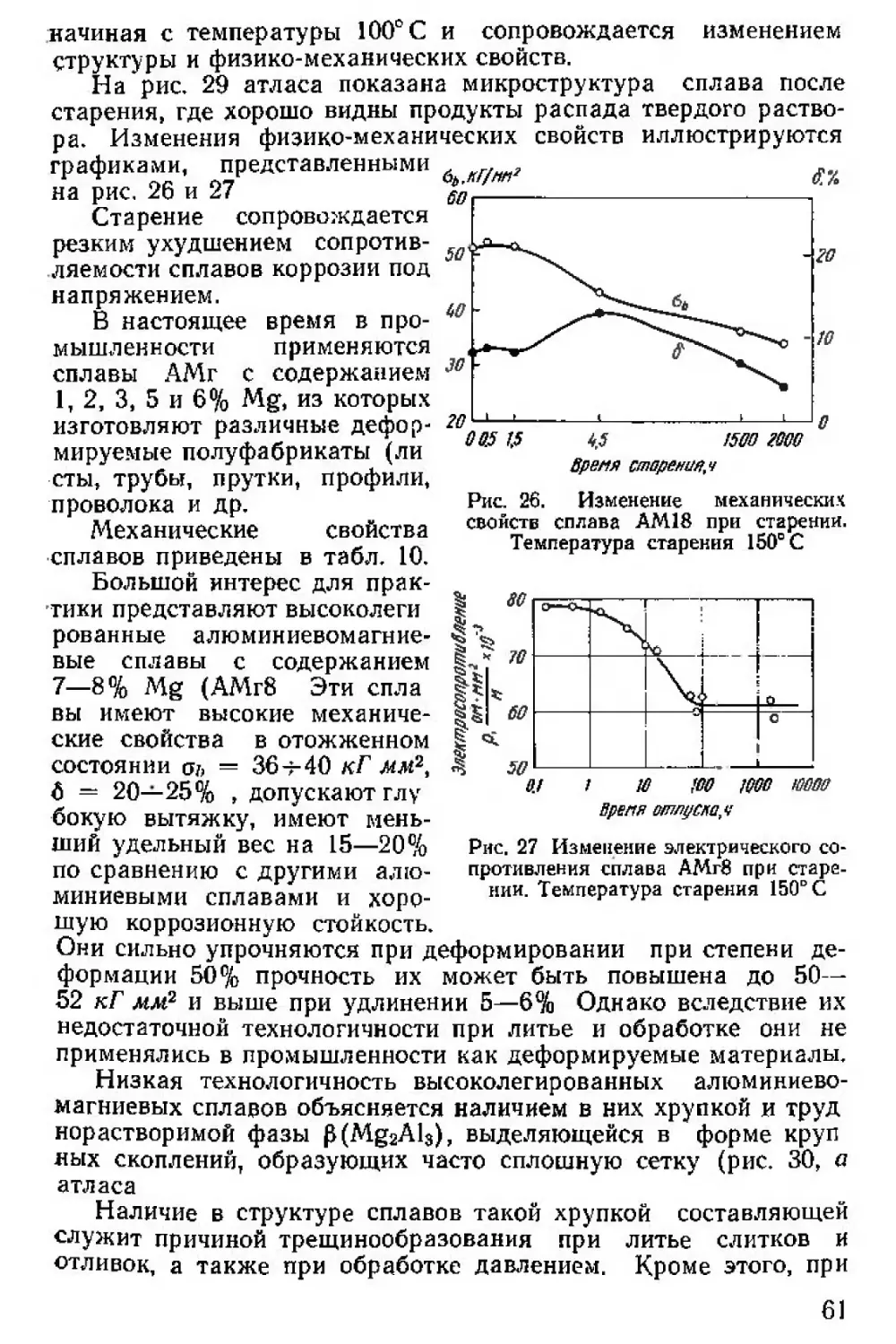
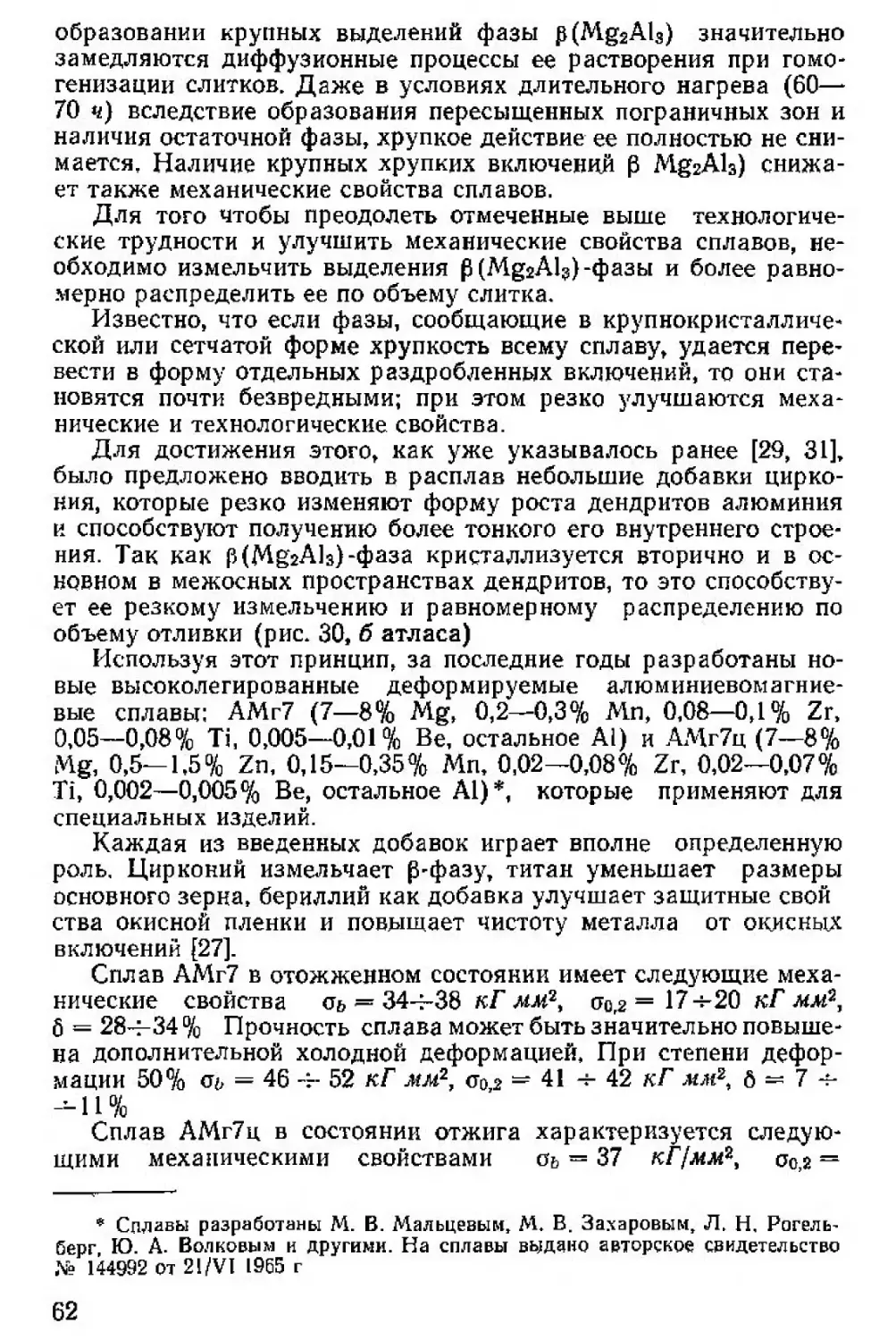
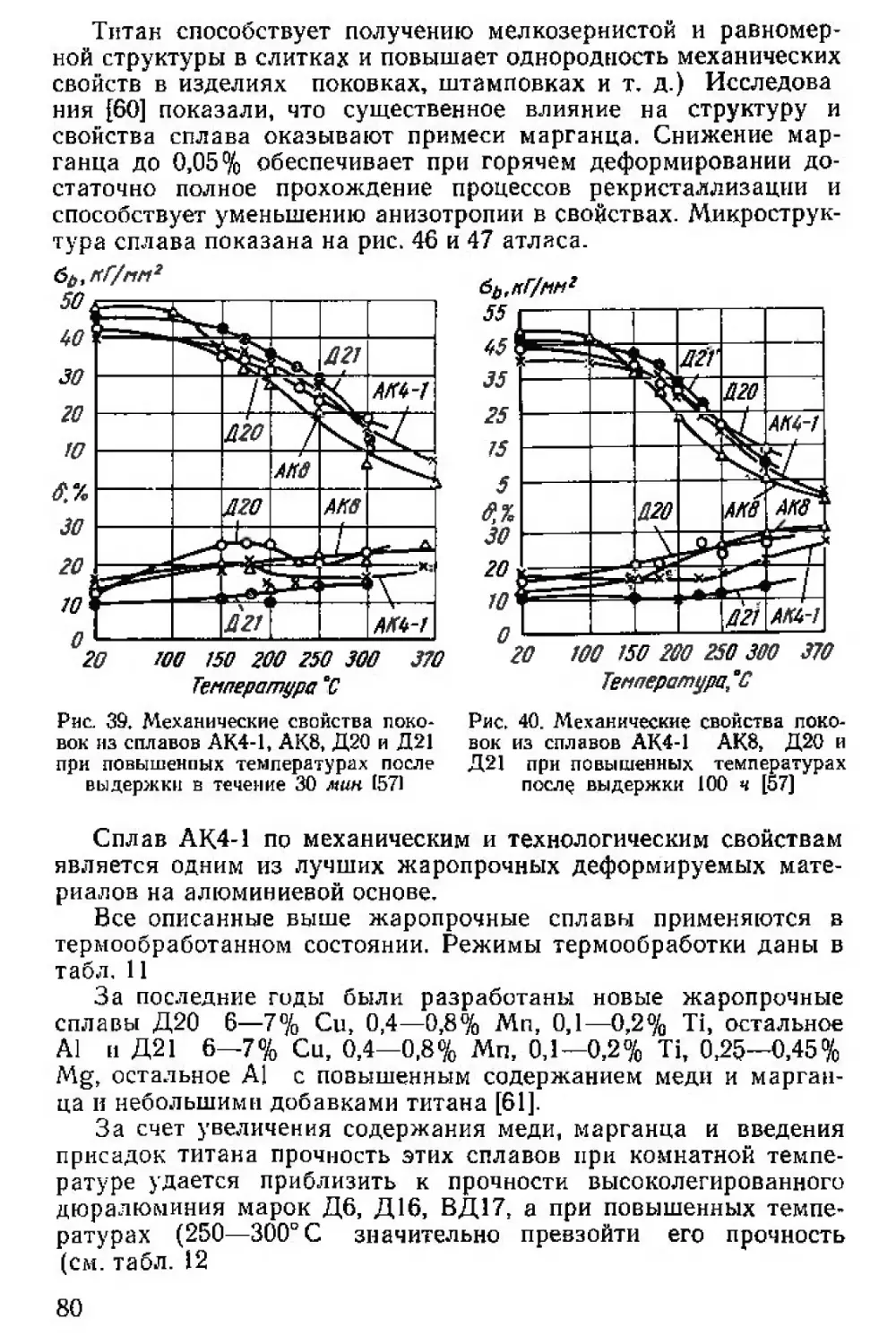
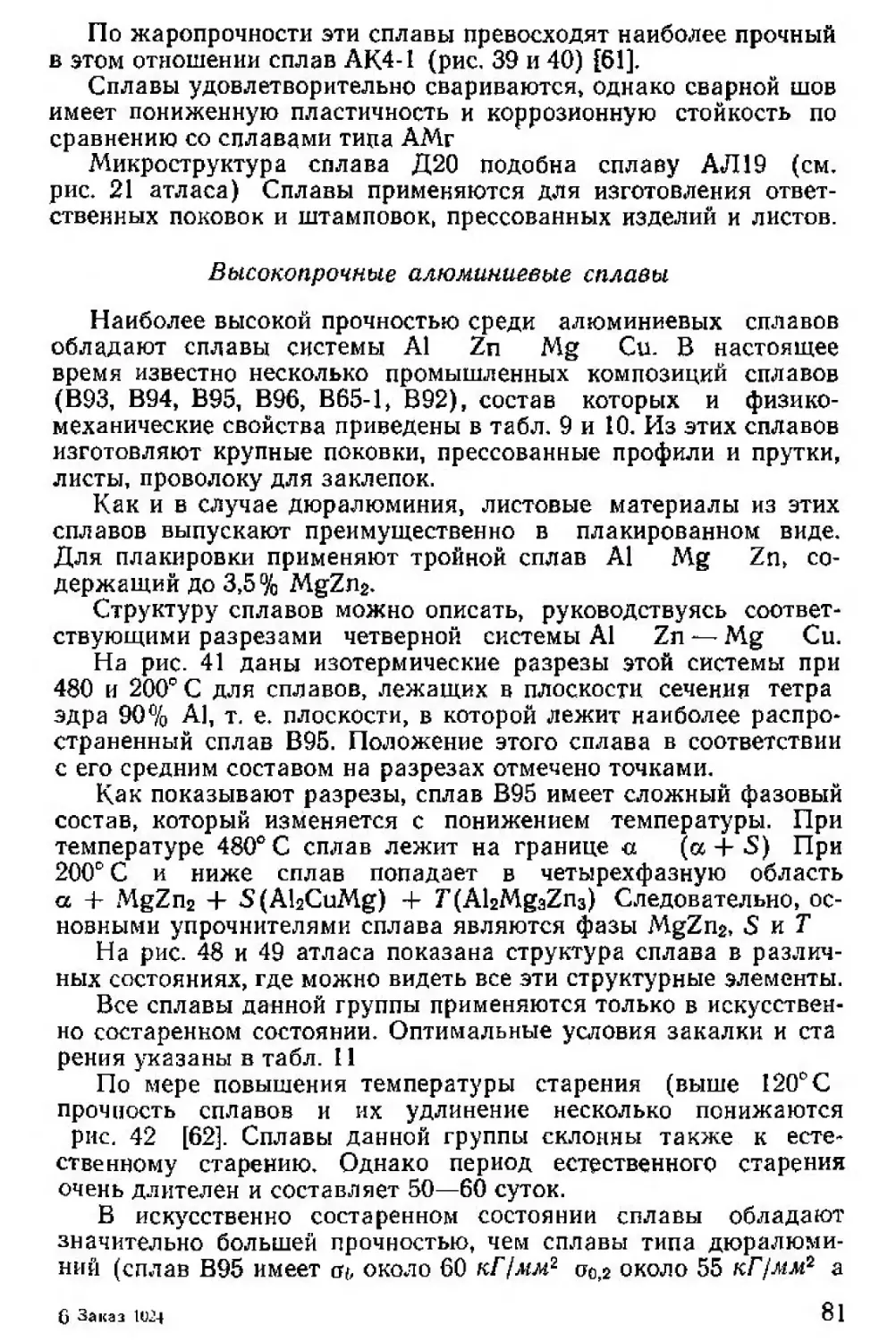
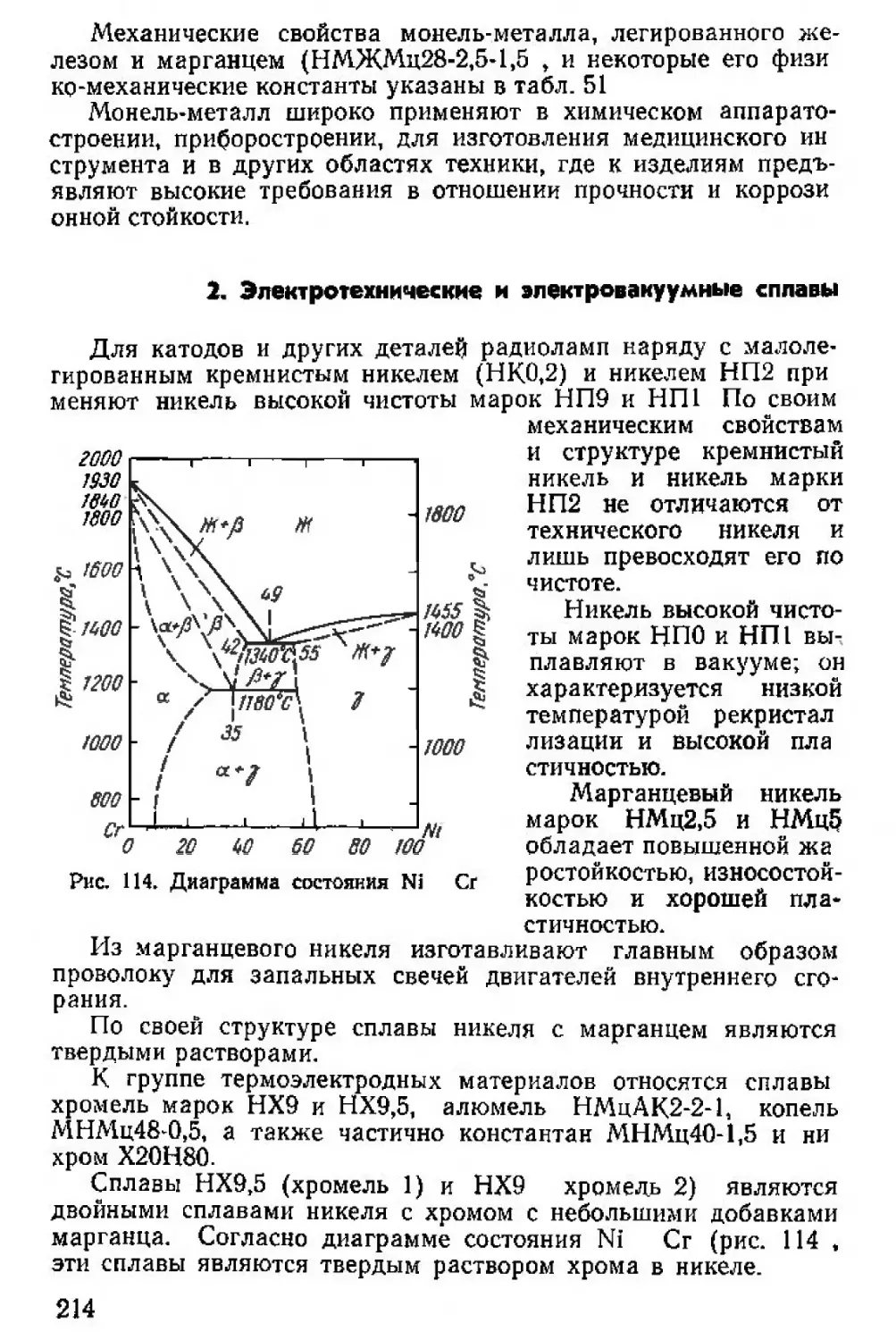
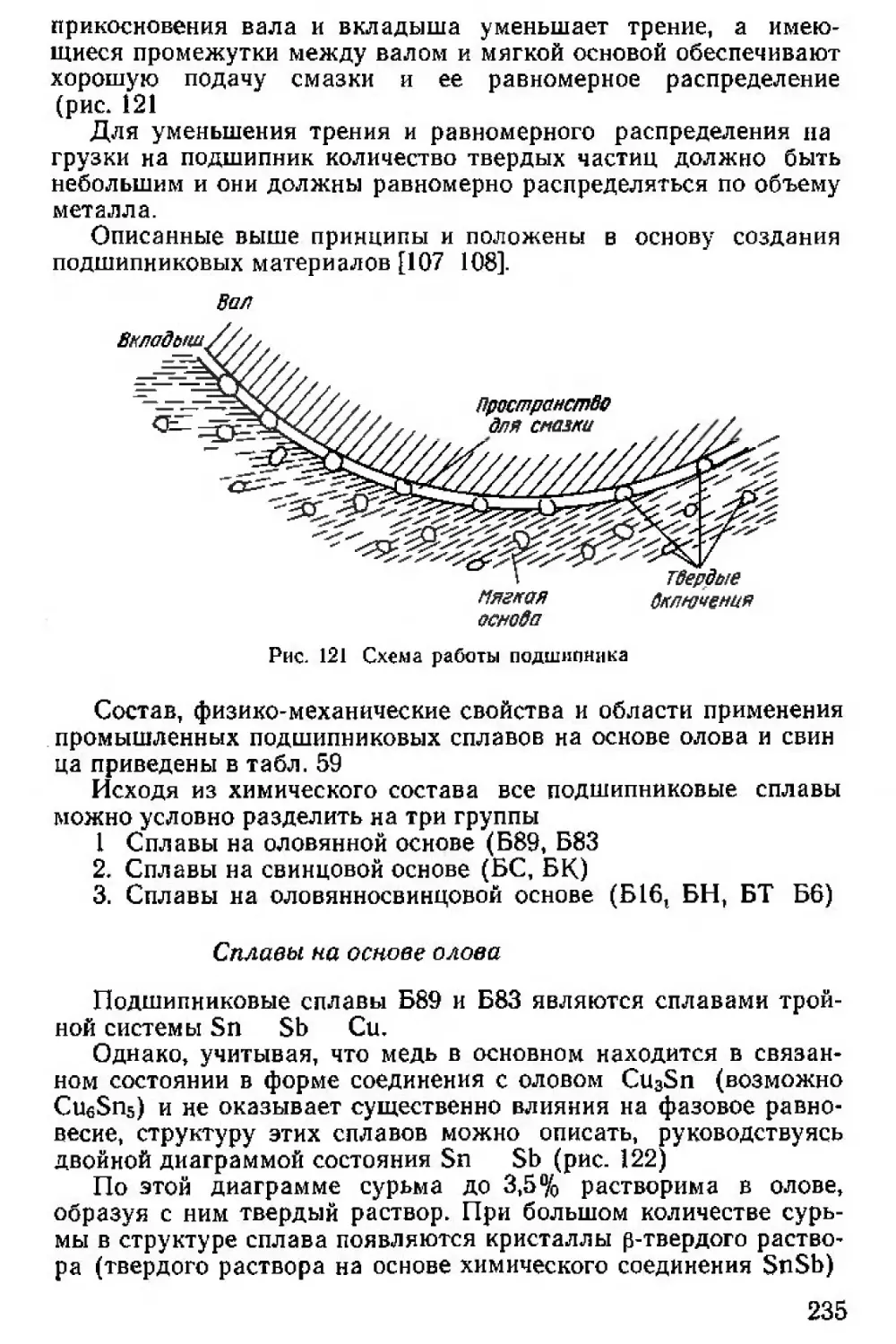
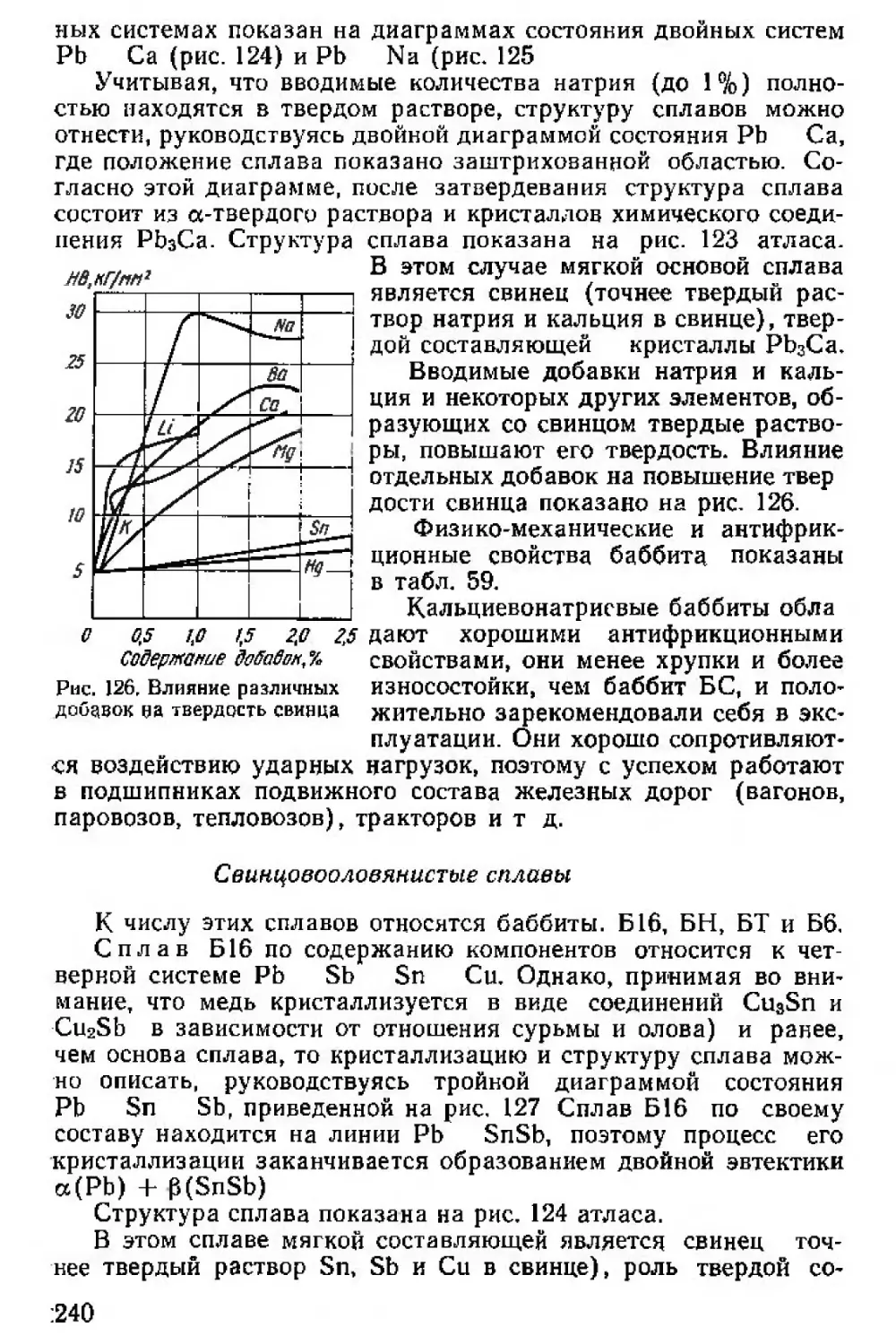
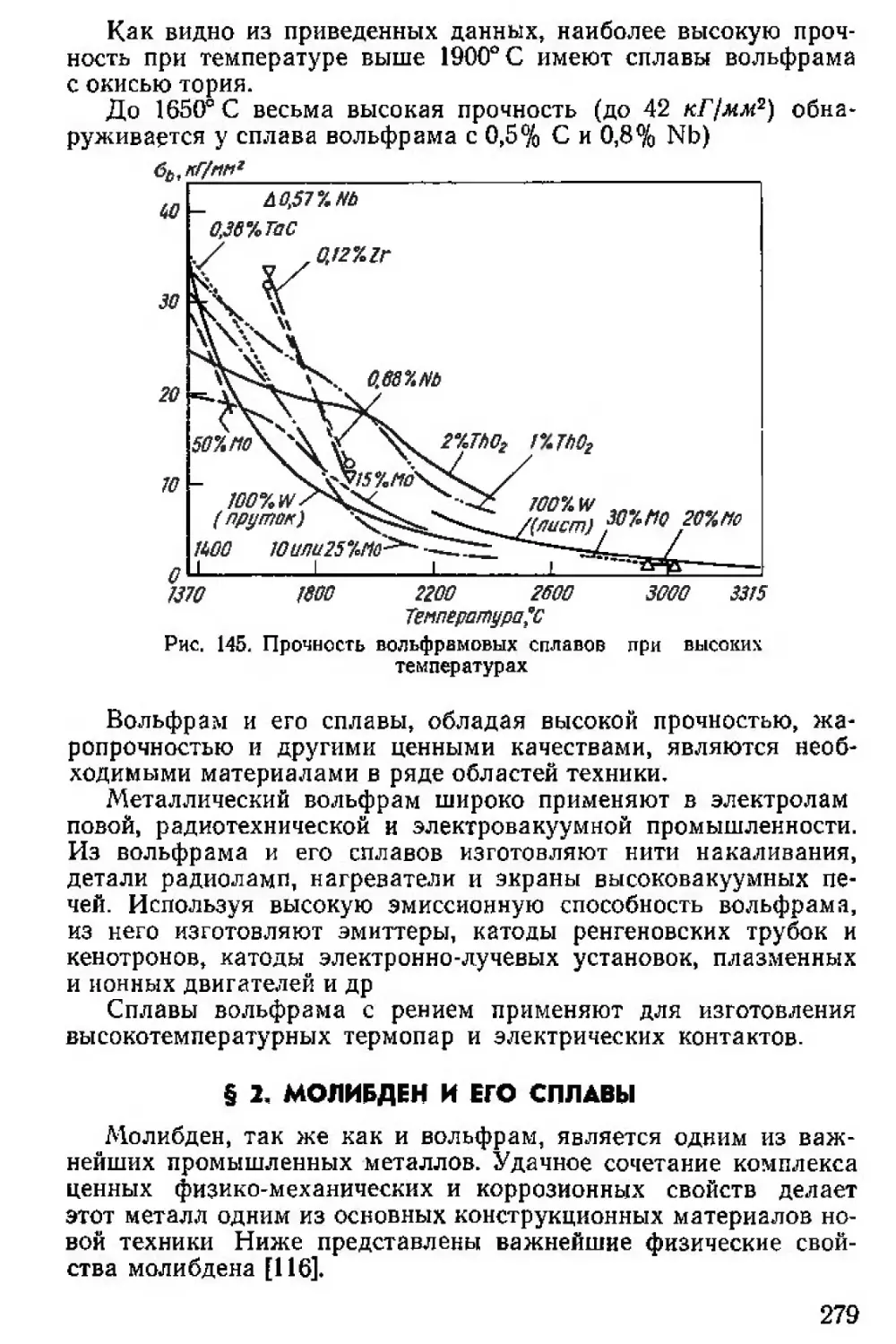
Текст
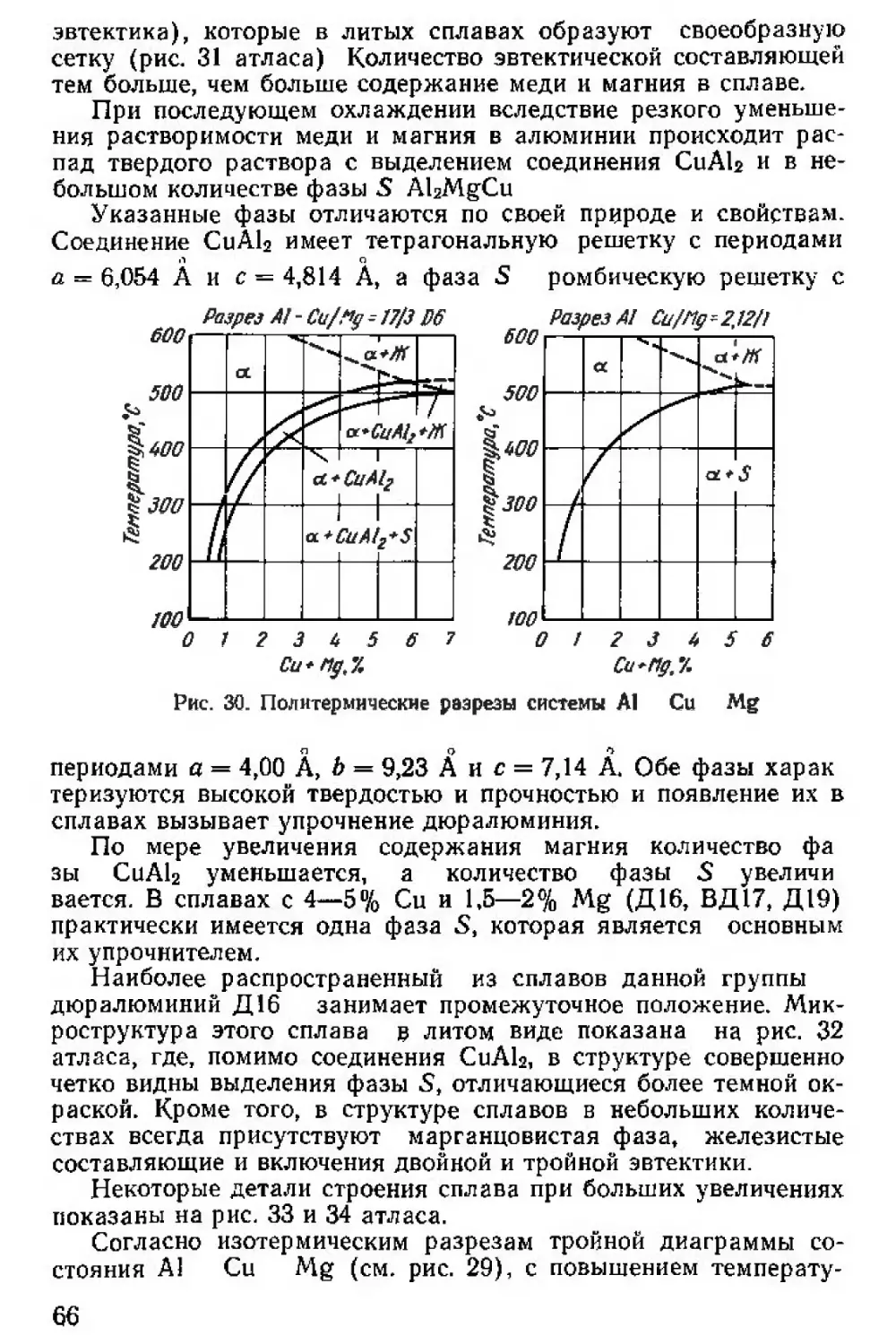
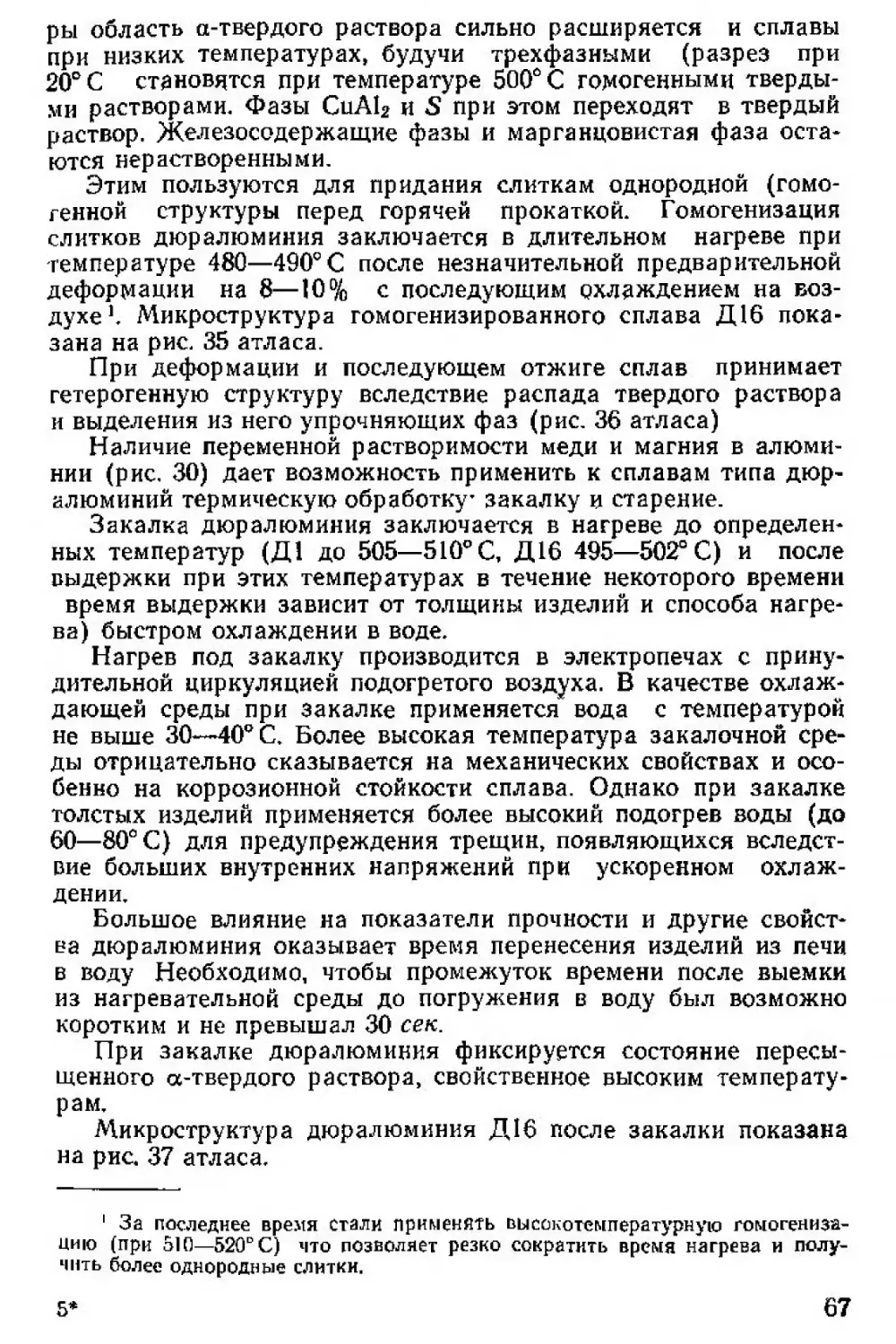
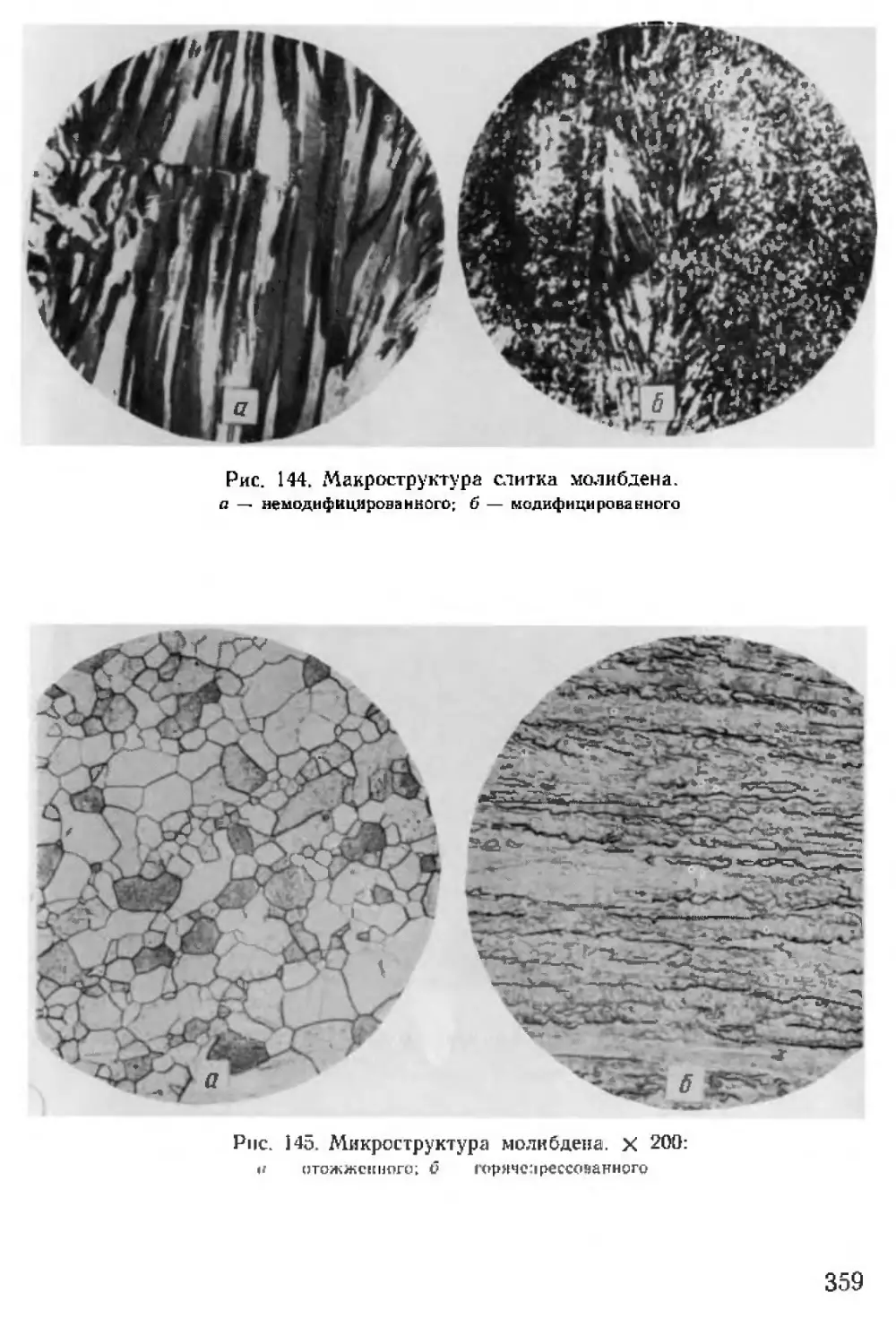
М.В. Мальцев
Металлограф ня
промышленных
цветных
металлов
и сплавов
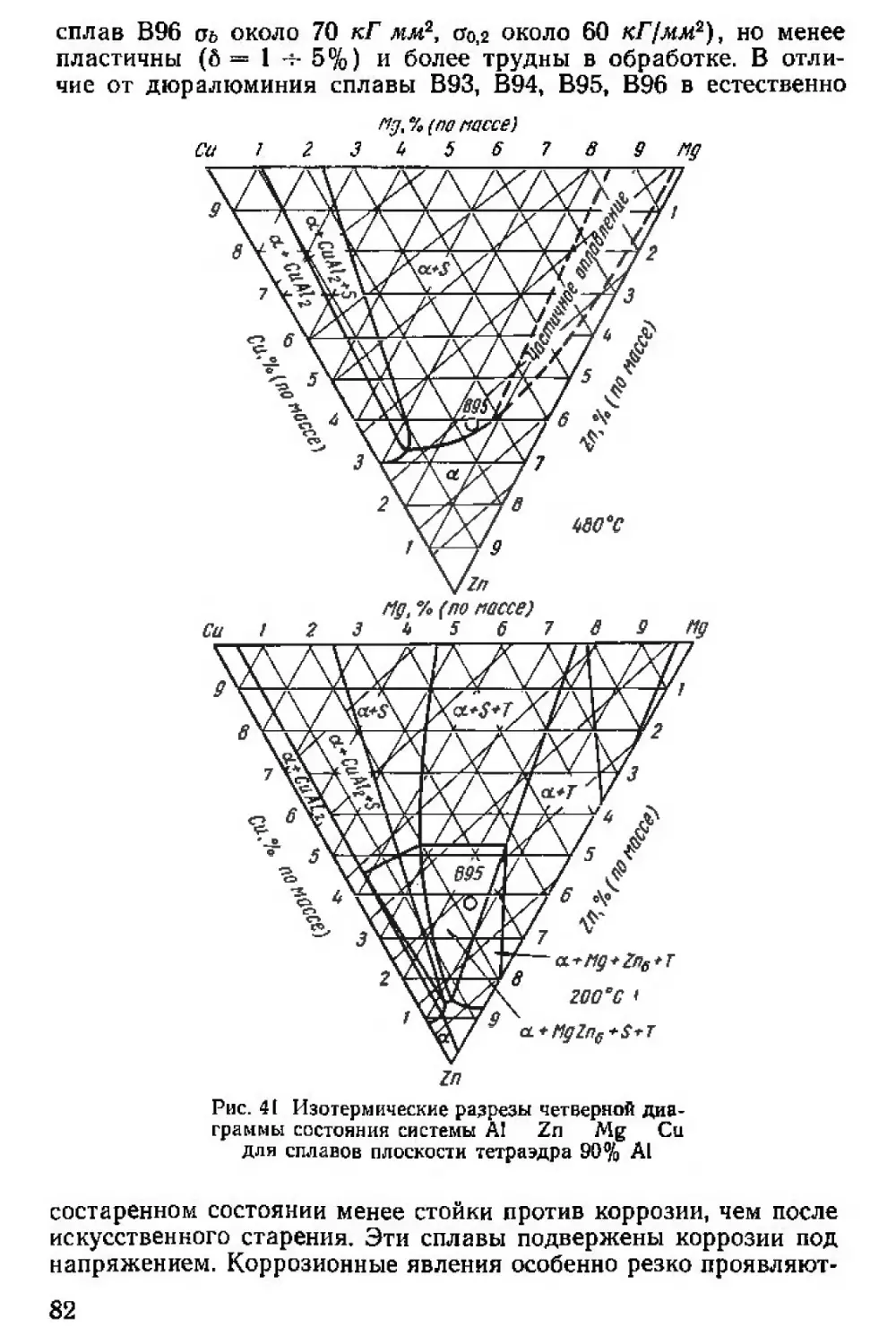
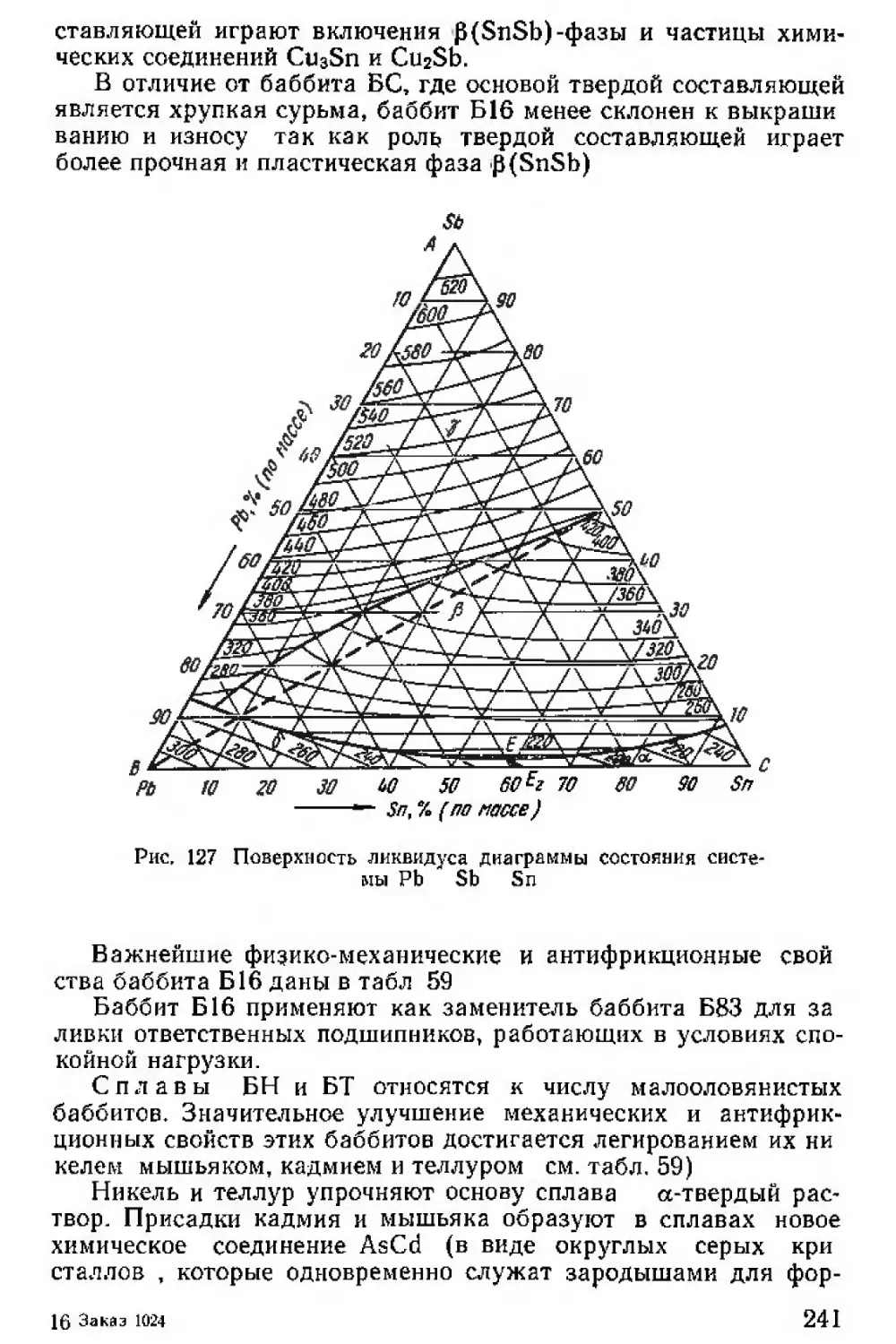
УДК 620.18.182
Металлография промышленных цветных металлов
и сплавов. Мальцев М. В., 2-е изд. Изд-во «Ме-
тал лургия», 1970, 364 с.
Рассмотрены структура, свойства и применение
цветных металлов и сплавов.
Структуры важнейших промышленных сплавов
иллюстрированы соответствующими микрофотогра*
фнями, объединенными в отдельном атласе.
Рассчитано на работников металловедческих ла-
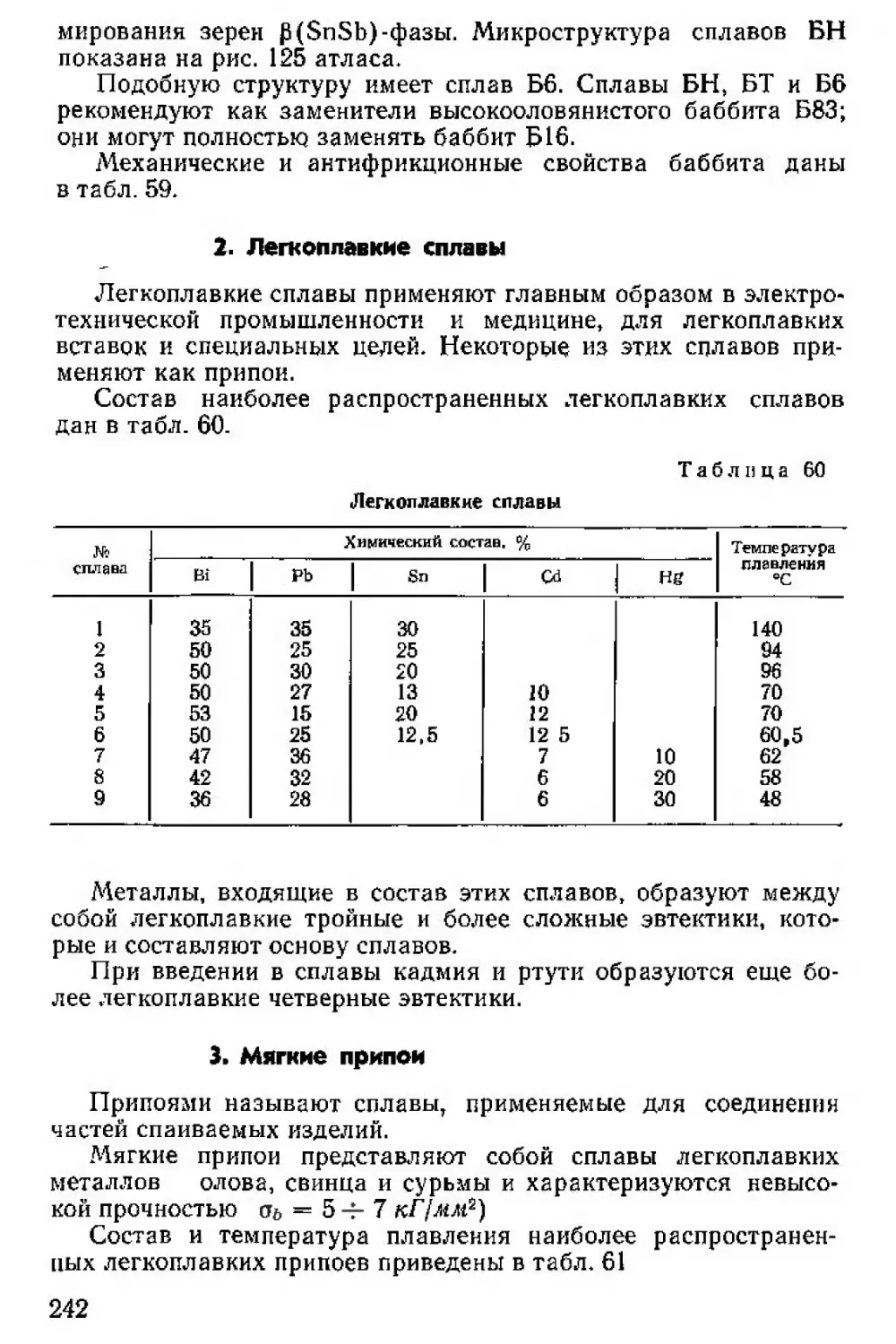
бораторий заводов и научно-исследовательских инсти-
тутов Может быть полезна аспирантам и студентам
металлургических вузов. Илл. 302. Табл. 85. Библ.
130 назв.
192-69
ПРЕДИСЛОВИЕ
Со времени подготовки и выхода в свет первого издания кни-
ги прошло около десяти лет За это время появилось много но-
вых сплавов на основе алюминия, магния, никеля и других
цветных металлов.
Многие сплавы, ранее считавшиеся опытными, перешли в
разряд промышленных сплавов. Значительный прогресс достиг-
нут в области разработки и внедрения в промышленность новых
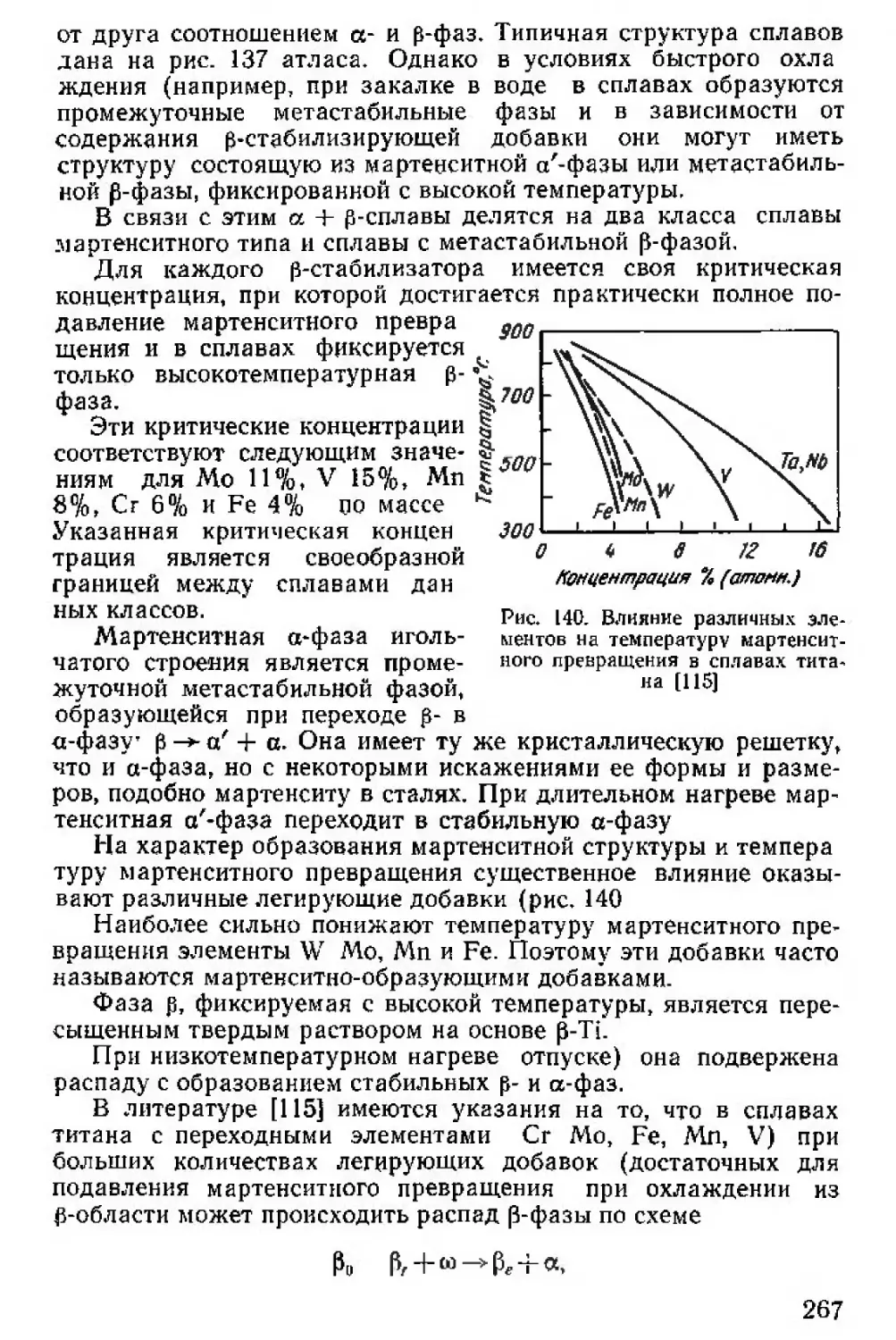
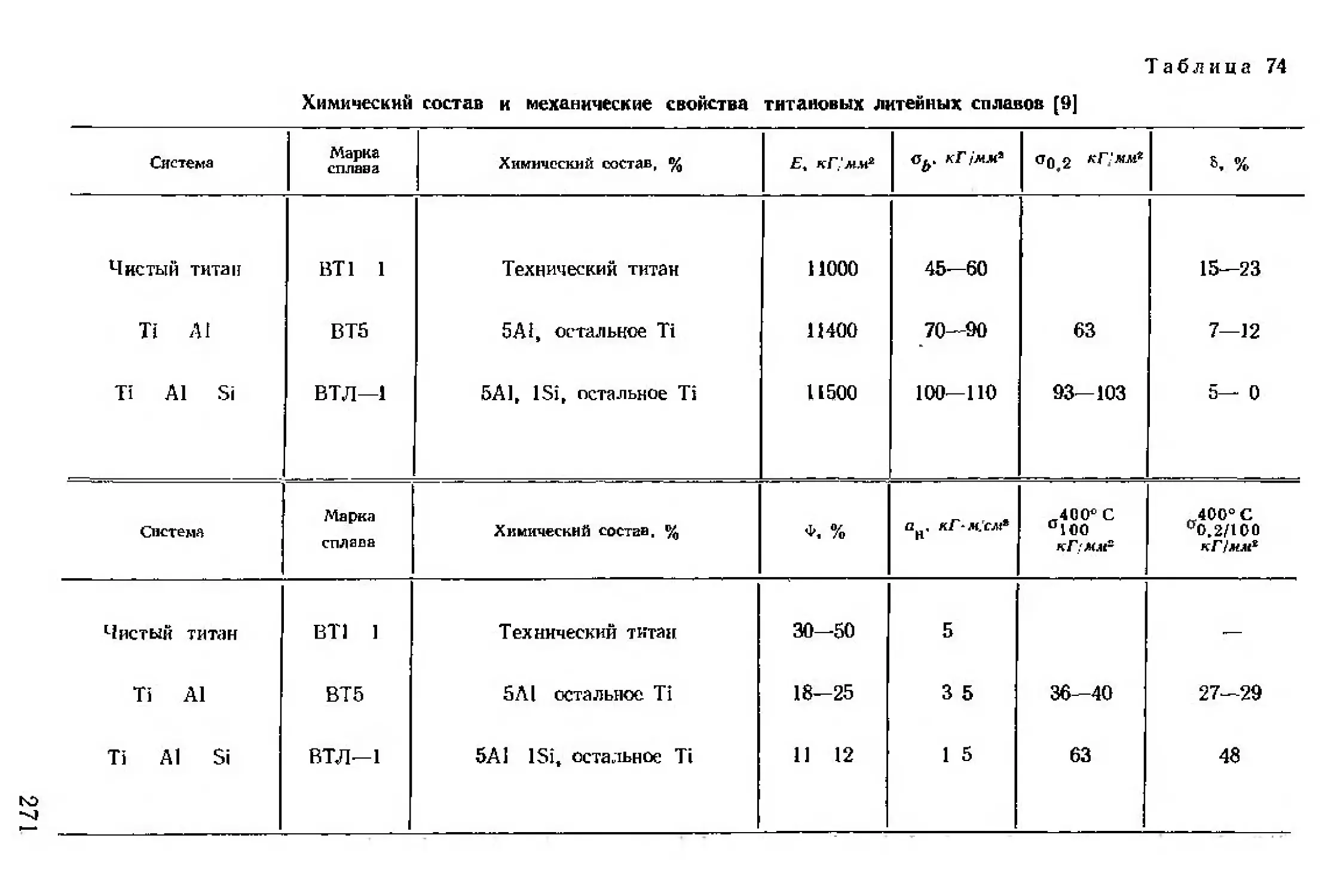
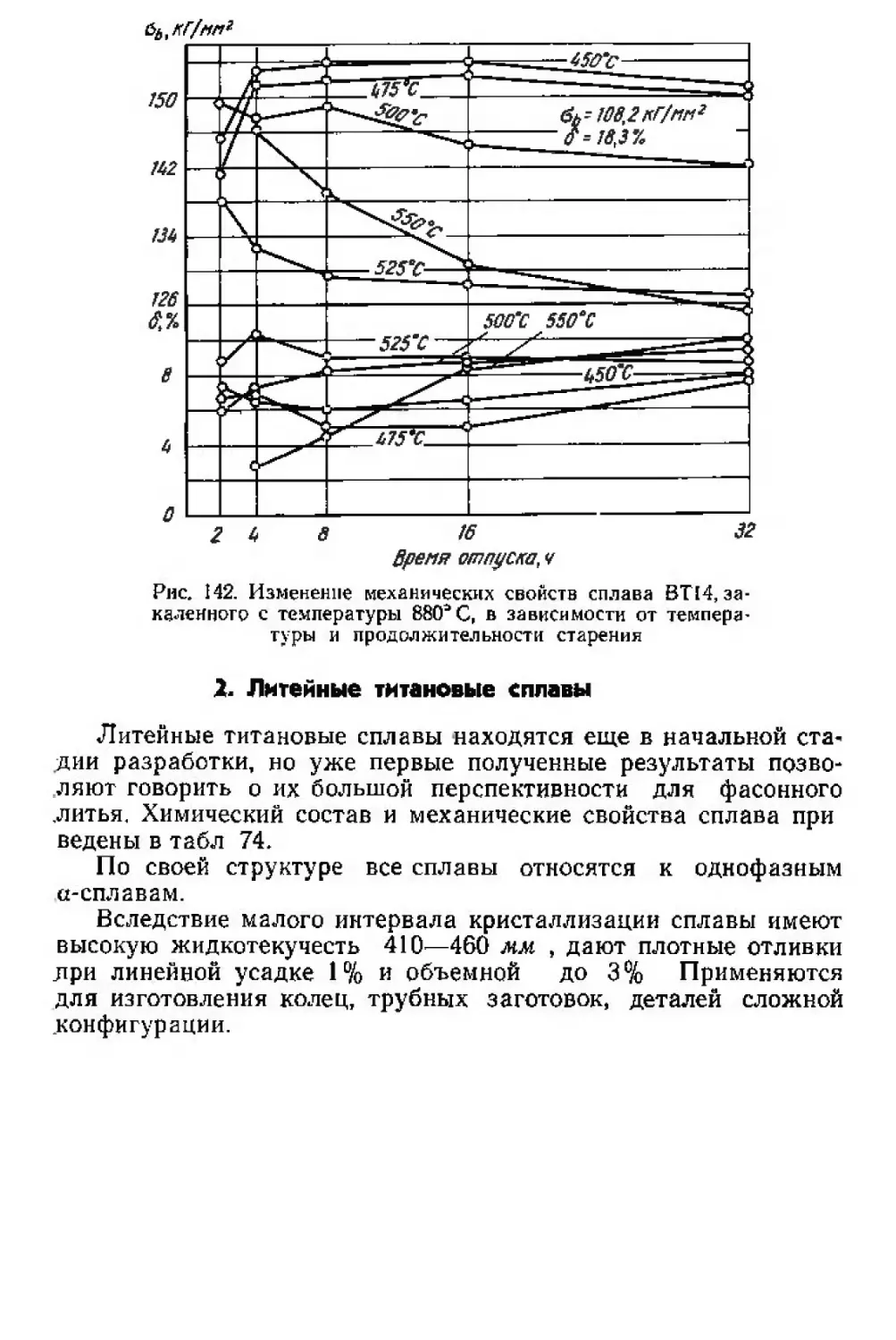
титановых сплавов.
В связи с развитием специальных областей техники промыш-
ленное применение получили новые конструкционные материа-
лы на основе тугоплавких и некоторых редких металлов.
Все это потребовало коренной переработки книги во всех ее
основных разделах.
Главы I, II, IV и VII подверглись коренной переработке, а
глава VIII (Тугоплавкие металлы) написана вновь.
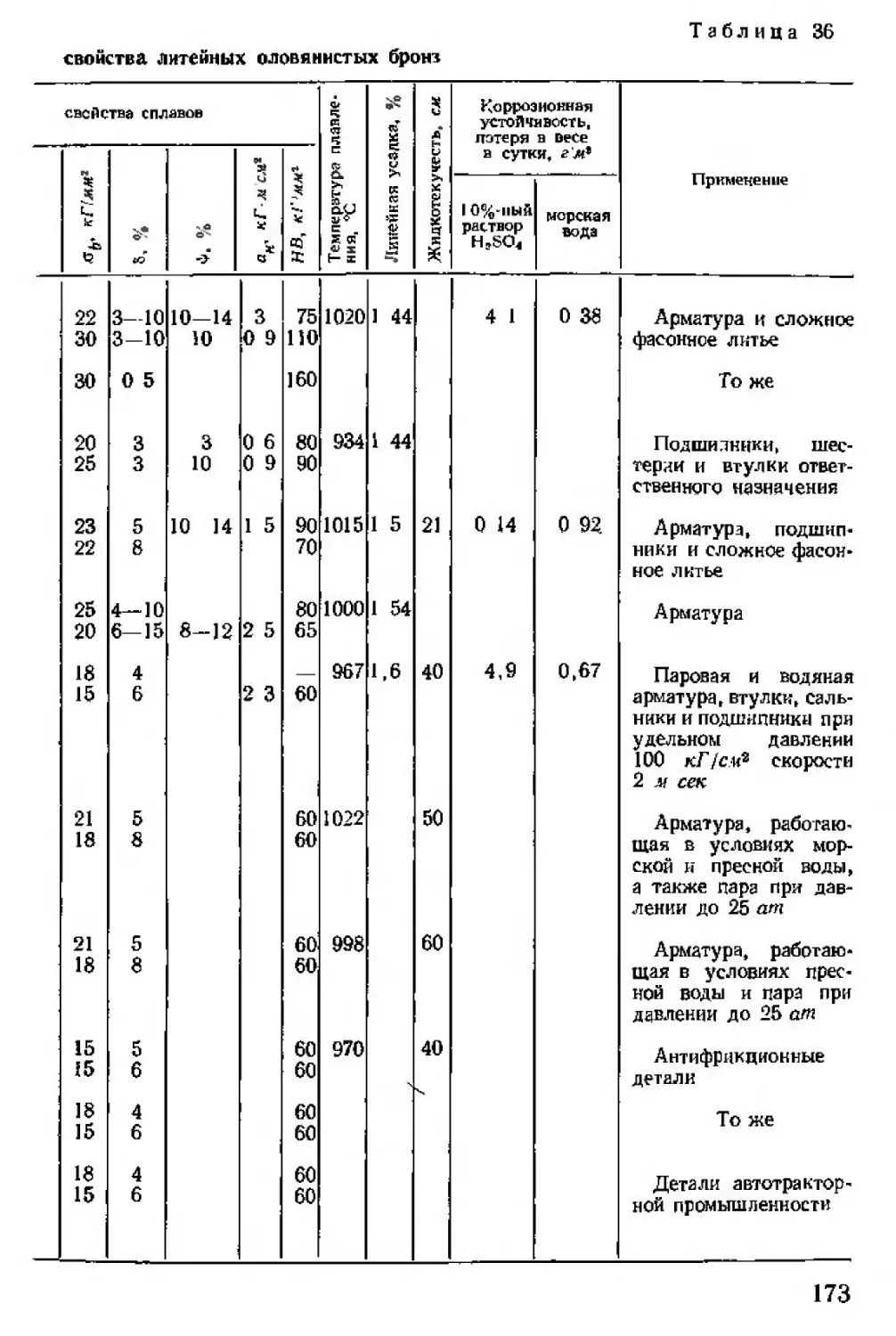
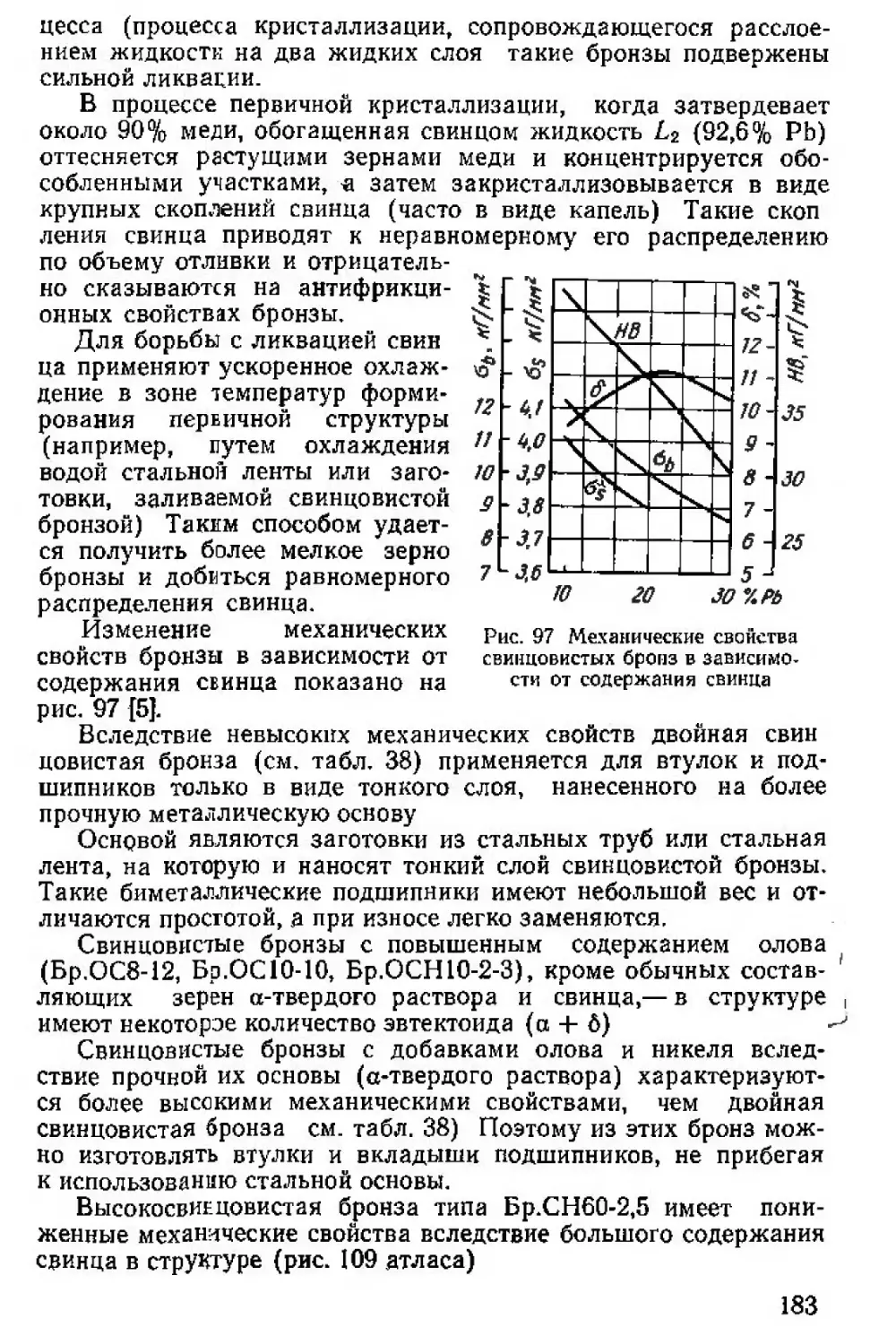
Существенно изменены разделы. оловянистые бронзы,
бериллиевые и алюминиевые бронзы, подшипниковые сплавы и
др. Пересмотрен и значительно дополнен атлас макро- и микро-
структур сплавов.
Основной материал книги написан проф. докт техн, наук
М. В. Мальцевым. Им же подготовлен атлас макро- и микро-
структур сплавов.
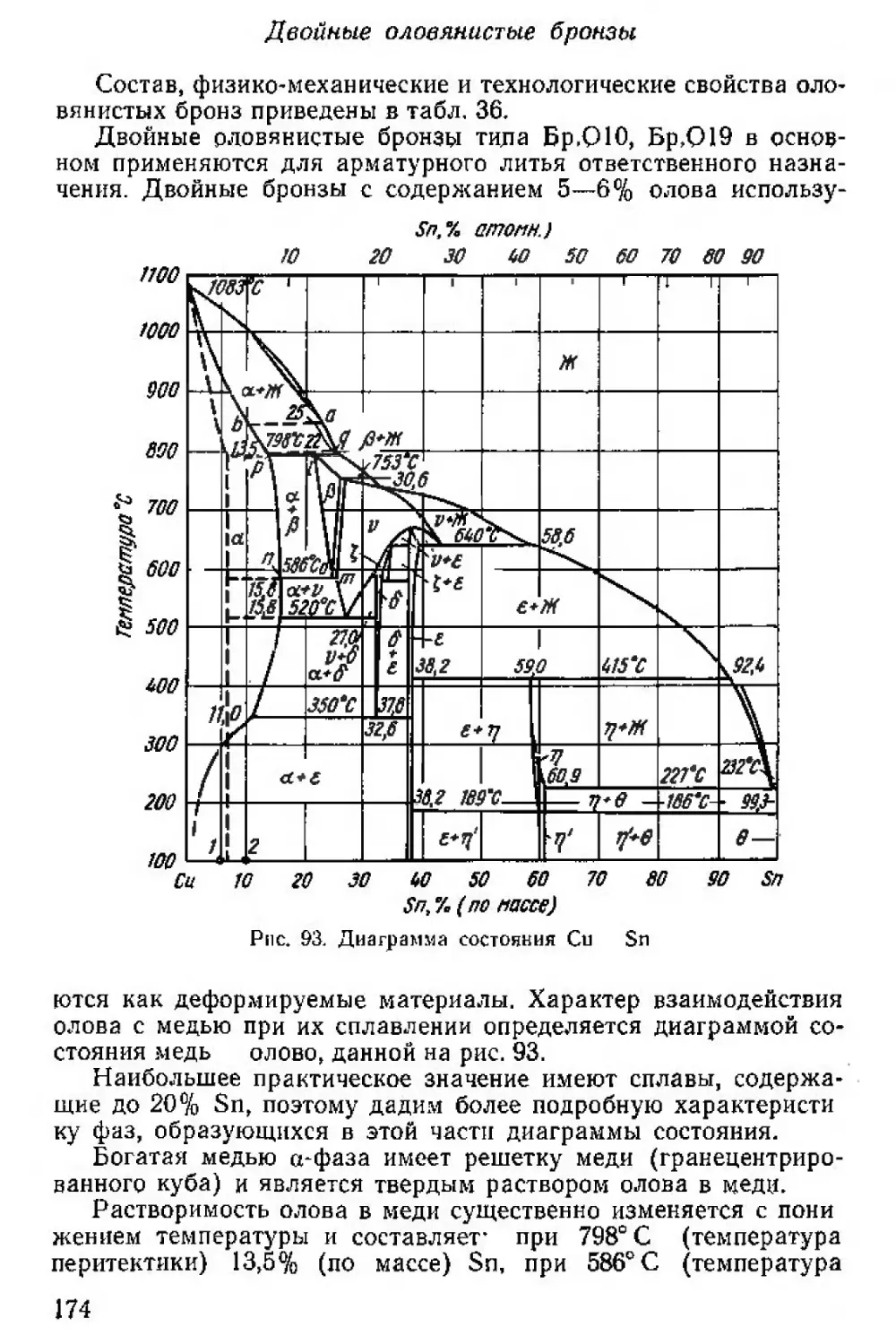
В подготовке материалов и написании подраздела «Двойные
оловянистые бронзю (глава III, § 3, и. 2) принимала участие
доц., канд. техн, наук Т А. Барсукова.
Автор выражает искреннюю признательность заслуженно-
му деятелю науки и техники проф. докт. техн, наук И. Ф. Ко-
3
лобневу за ценные указания, сделанные при рецензировании
рукописи, а также приносит глубокую благодарность акад.
А. А. Бочвару, проф. докт техн, наук М. В Захарову и проф.
докт техн, наук И. И. Новикову сделавших ряд ценных указа
ний которые позволили улучшить книгу
Автор надеется, что предлагаемая книга будет служить
практическим руководством для работников металловедческих
лабораторий заводов и научно-исследовательских институтов, а
также может быть полезна студентам металлургам и техно-
логам.
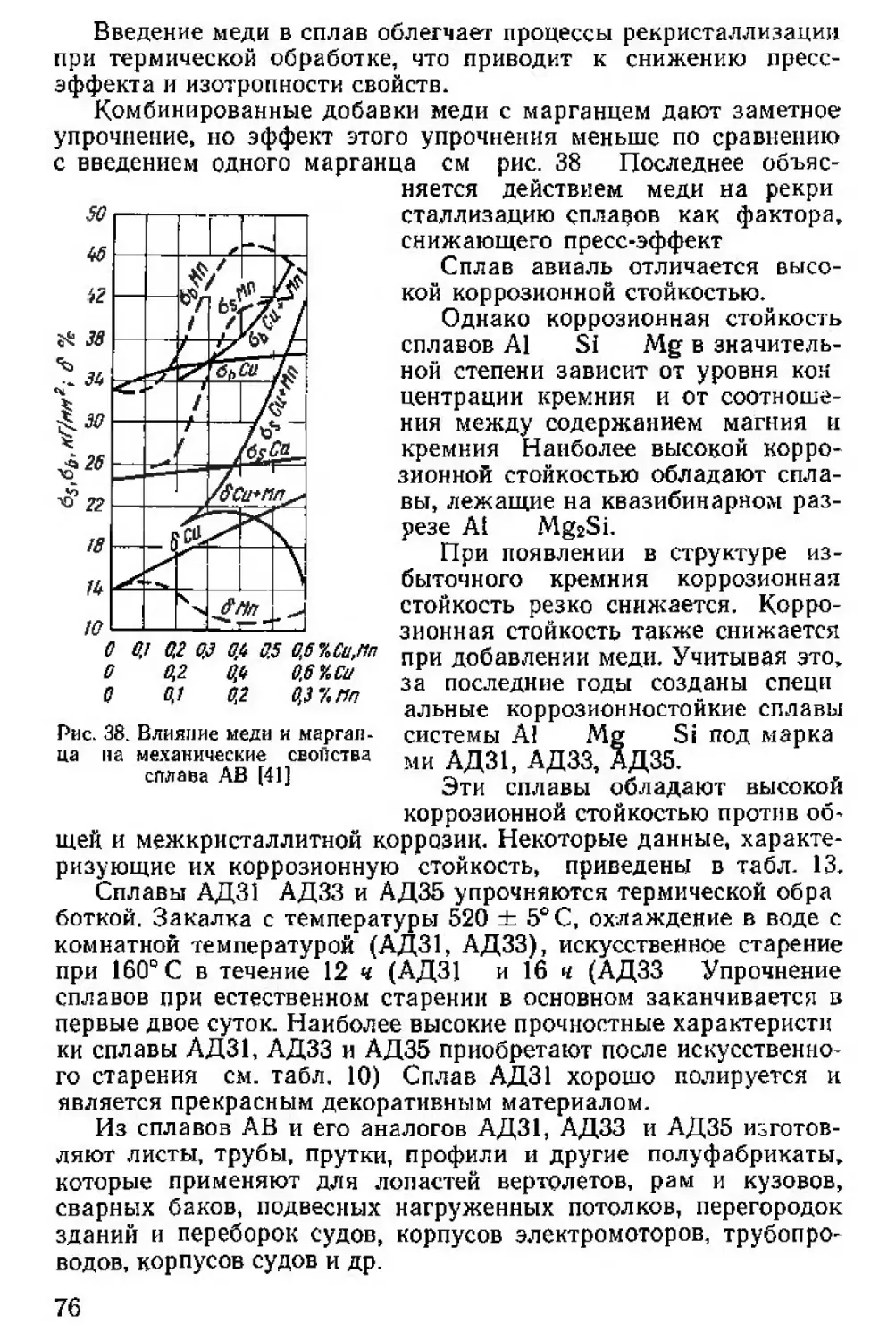
ВВЕДЕНИЕ
Как известно, цветные металлы и сплавы все шире примени
ют в различных областях народного хозяйства.
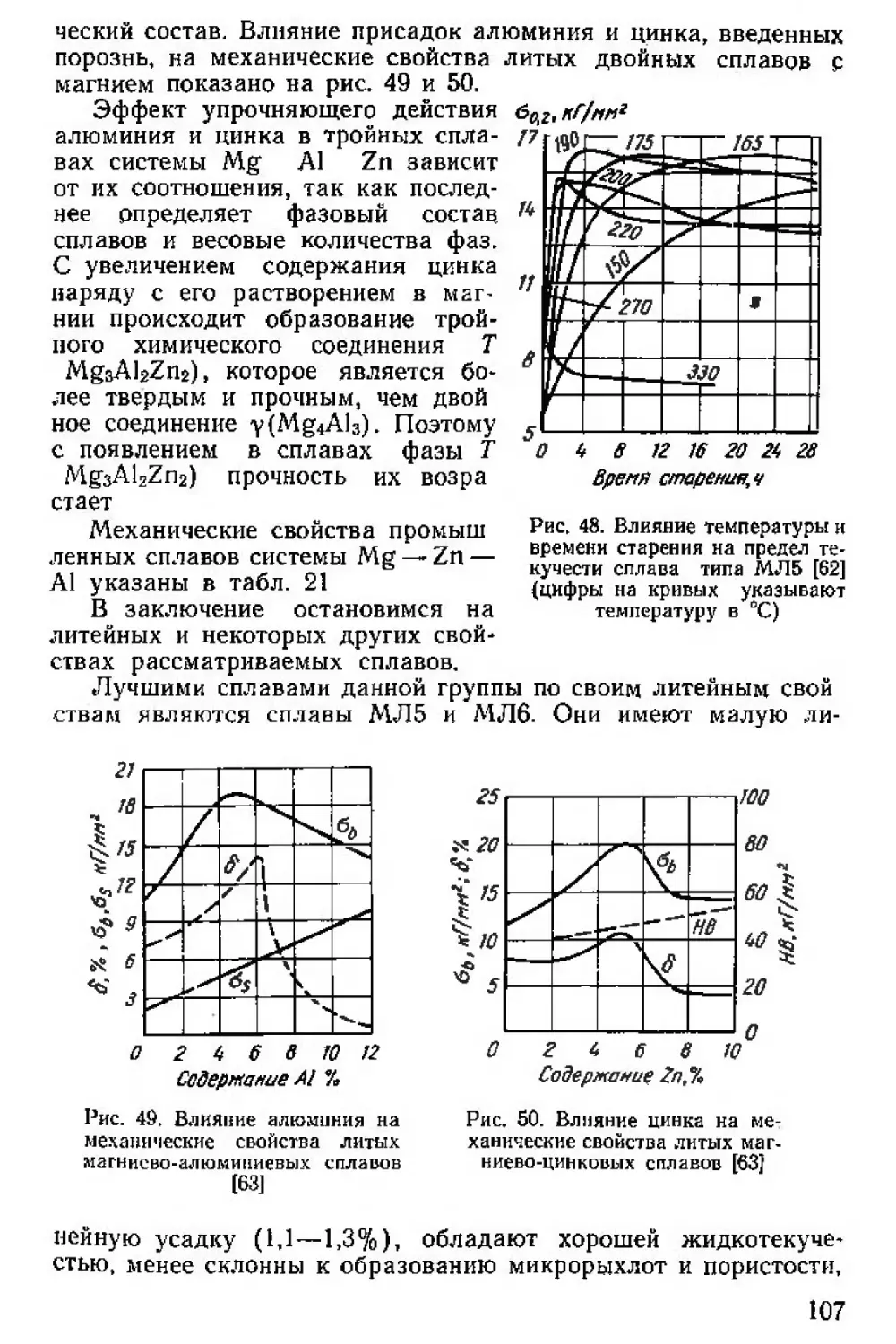
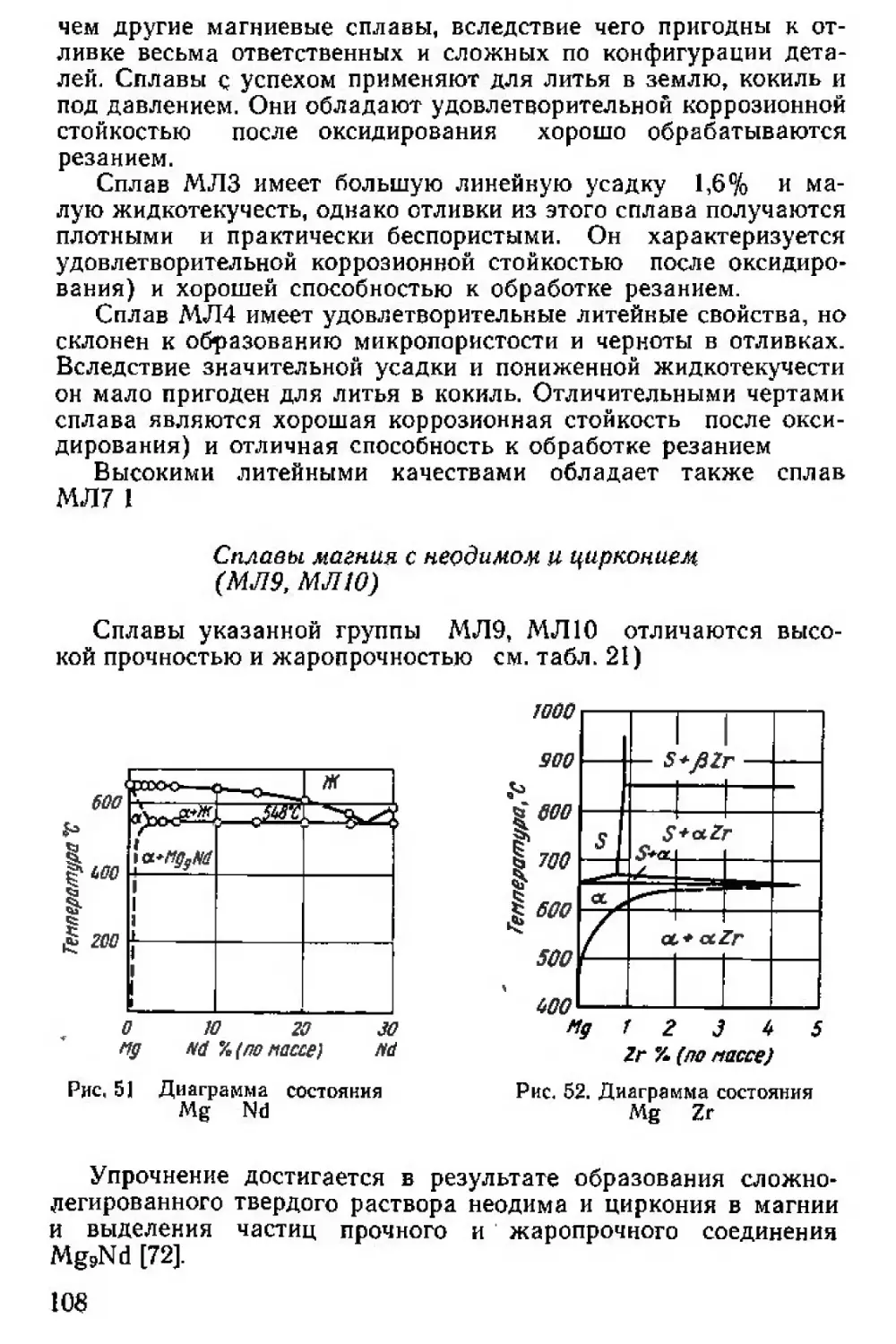
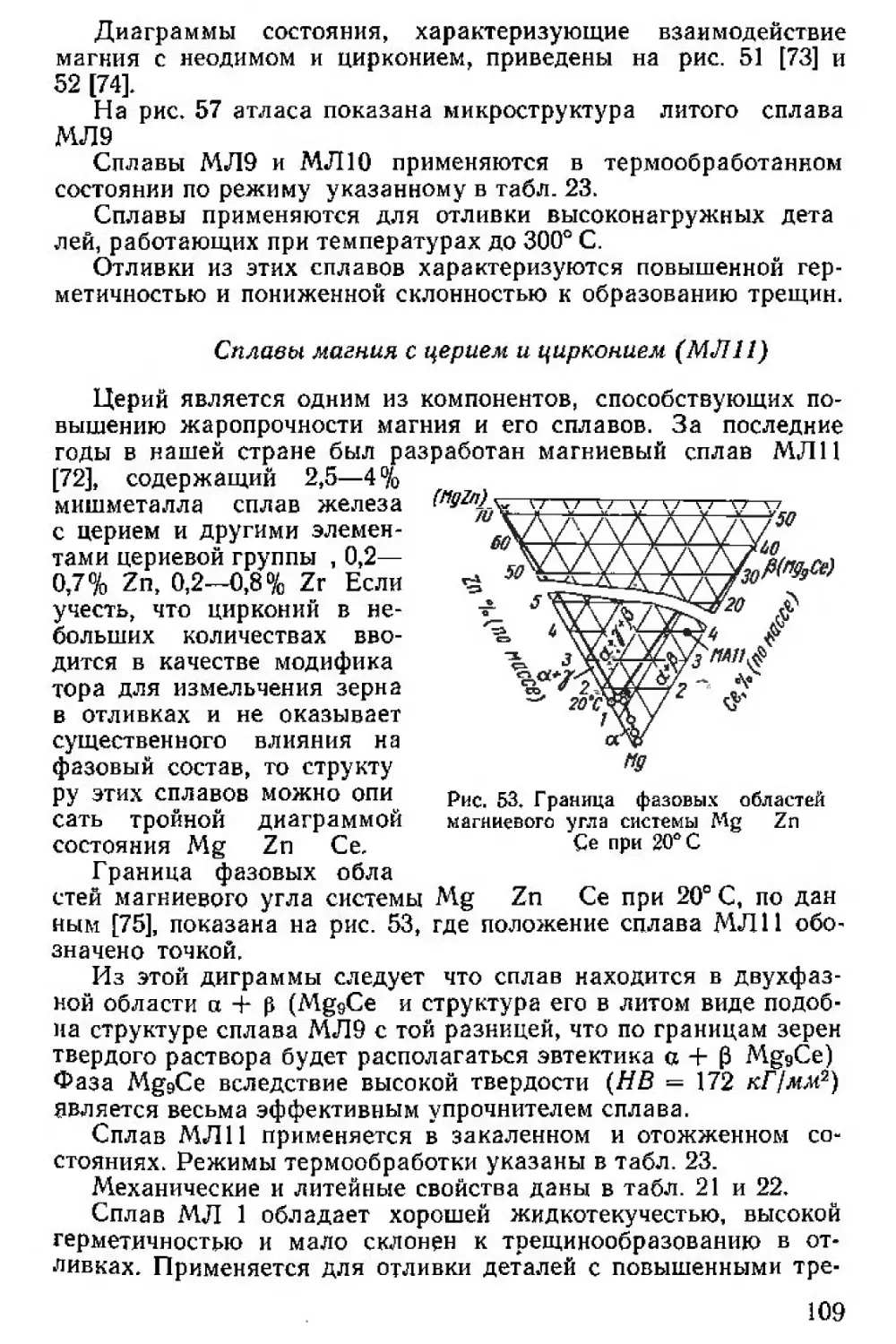
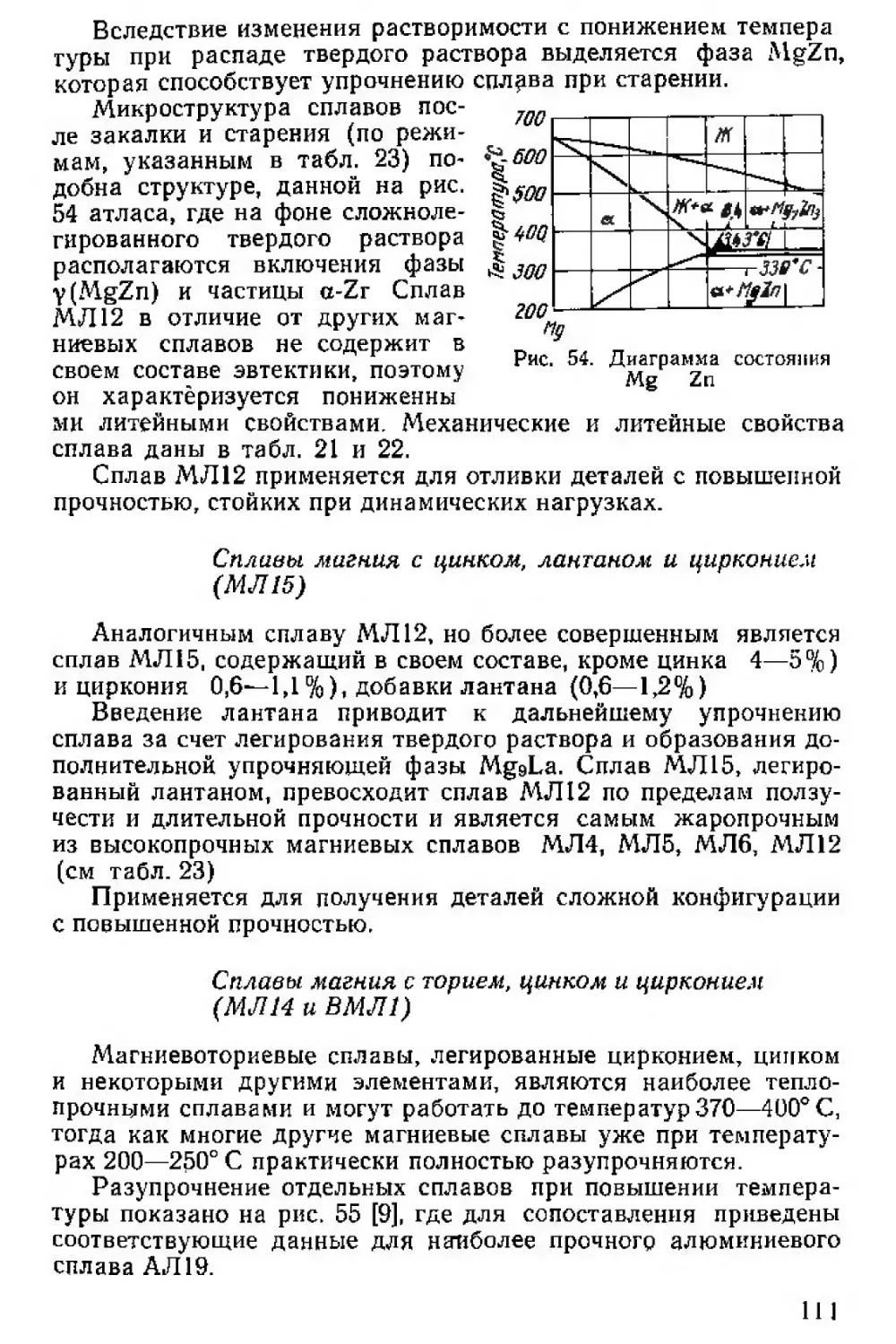
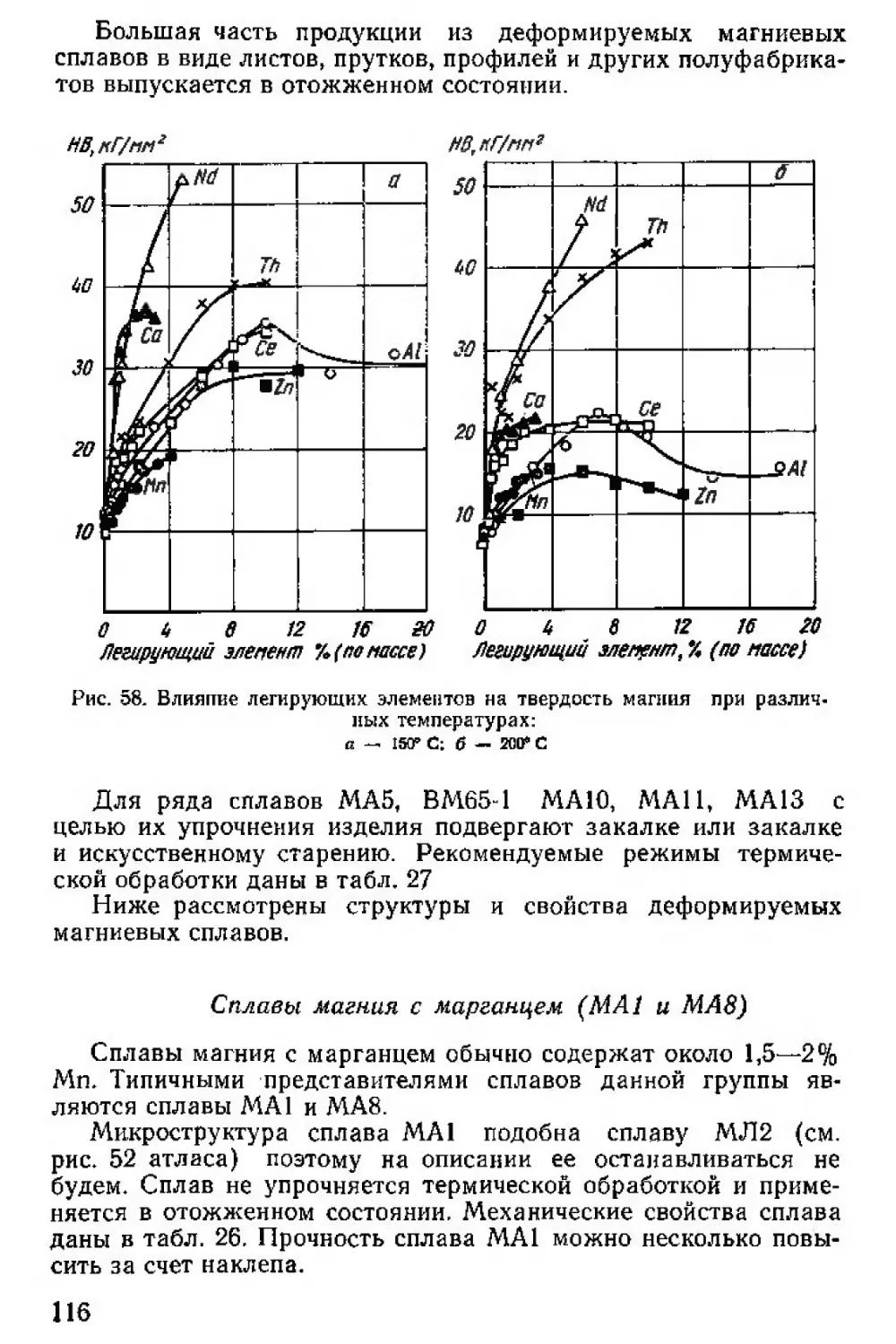
Общеизвестно широкое применение алюминиевых и магние-
вых сплавов в авиационной промышленности. Можно без пре-
увеличения сказать, что без легких сплавов невозможно было
бы развитие современной авиации. Удачное сочетание малого
удельного веса с относительно высокой прочностью предопреде-
лило их широкое применение не только в авиастроении, но и в
других областях техники. Изделия и полуфабрикаты из алюми
ниевых и магниевых сплавов, полученные литьем и обработкой
давлением, являются важнейшими конструкционными материала-
ми в транспортном машиностроении, в автотракторной про-
мышленности, в судостроении, в приборостроении и т д. За пос-
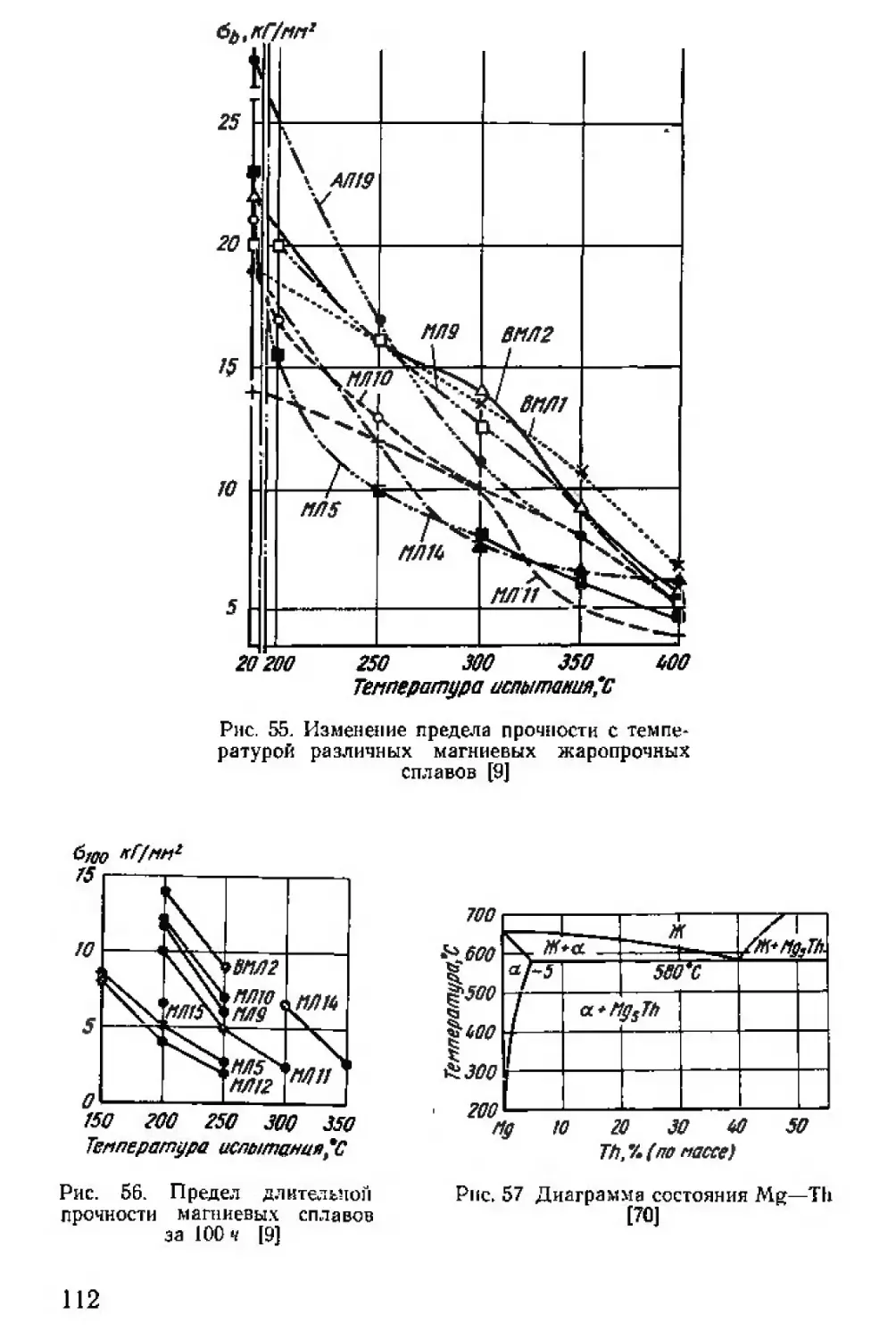
ледние годы легкие сплавы все больше применяют в граждан-
ском строительстве, для бытовых целей.
Высокая электропроводность и химическая стойкость чисто-
го алюминия позволили широко использовать его в электротех
нике и химическом аппаратостроении.
Многими ценными качествами обладают такие цветные ме-
таллы, как медь, никель, цинк и др. Медь после серебра является
лучшим проводником тока, что обусловило ее широкое приме-
нение в электротехнике. Медь служит также основой многих
важных промышленных сплавов латуней, бронз и др
Никель является основным компонентом большинства элек-
тротехнических, жаростойких, жаропрочных и коррозионностой
ких сплавов. Весьма широко никель используют в гальванотех
нике для защитных покрытий. Он является важнейшим компо-
нентом в лучших специальных сталях.
Такие металлы, как свинец, олово, служат основой большин-
ства подшипниковых сплавов, припоев, типографских и других
сплавов.
Огромную роль, особенно в новой технике, играют титан,
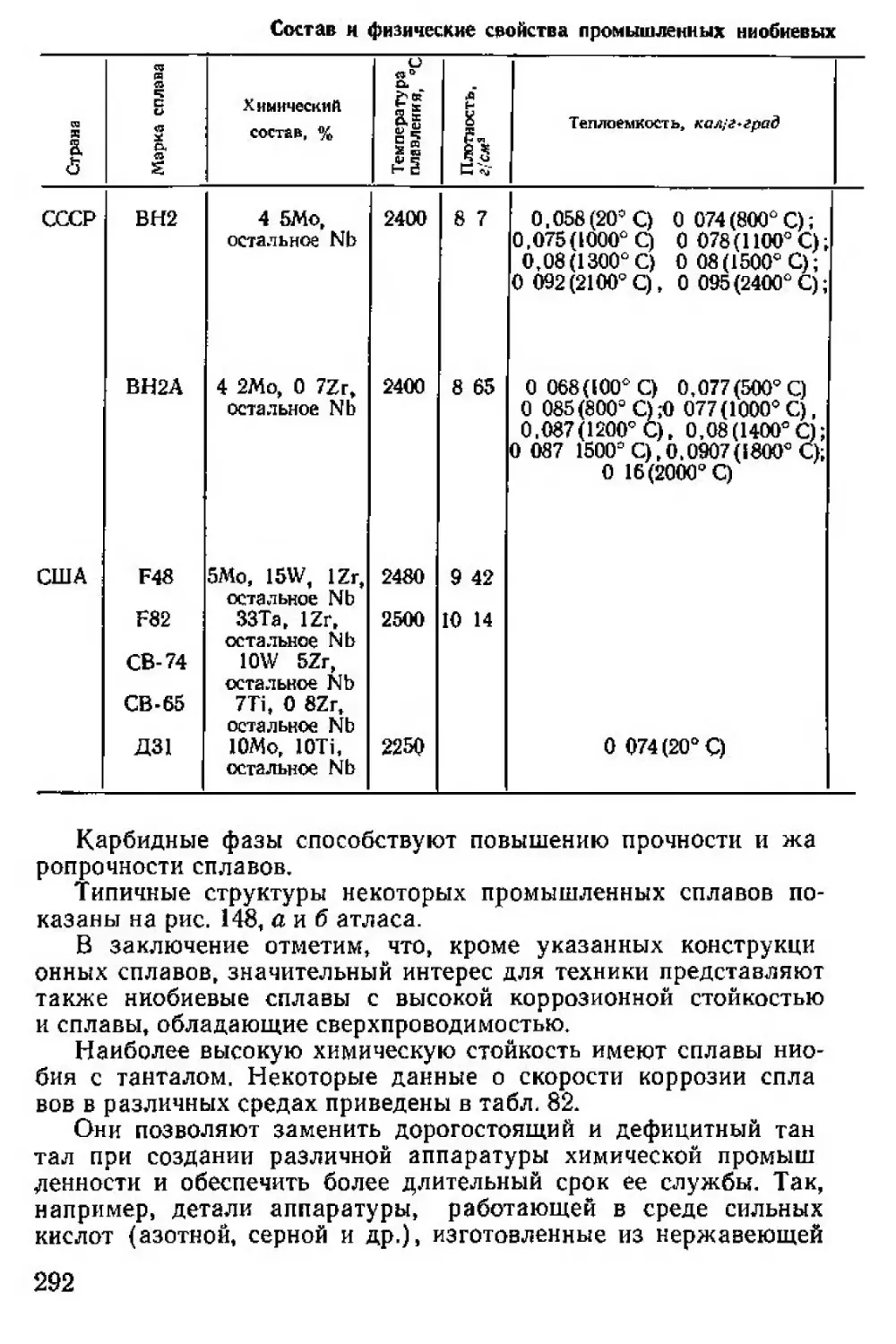
цирконий, вольфрам, молибден, ниобий, тантал и др. Титан со-
ставляет основу новых конструкционных высокопрочных и кор-
розионностойких сплавов. Некоторые сплавы на основе титана
5
по своей удельной прочности прочности на единицу веса) зна
чительно превосходят алюминиевые и магниевые сплавы и ста
ли. Сплавы на основе циркония являются наиболее стойкими в
ряде агрессивных сред. Тугоплавкие металлы вольфрам, молиб-
ден, тантал, ниобий) и их сплавы являются важнейшими кон-
струкционными материалами новой техники.
Правильное и наиболее рациональное использование метал
лов и сплавов для нужд промышленности требует прежде все-
го глубокого знания их природы и свойств.
Современное развитие металлургии, машиностроения и дру-
гих отраслей народного хозяйства выдвигает целый ряд задач
по изысканию новых металлических материалов, по замене од
них материалов другими, по улучшению и совершенствованию
технологии производства, снижению брака и отходов.
Успешное решение всех этих задач требует от работников
промышленности глубоких знаний в области металлографии ме-
таллов и сплавов, необходимых представлений об общих зако-
нах изменения важнейших свойств сплавов от их состава и стро-
ения, а также овладения современными методами исследования
металлов. Металлург, вооруженный этими знаниями, сможет
более уверенно и успешно производить поиски новых сплавов,
правильно строить технологический процесс их литья, механи
ческой и термической обработки. Глубокие знания современных
методов исследования и их широкое применение позволяют не
только выявить общую картину строения промышленных ме-
таллов и сплавов и их основные физико-химические характери
стики, но и установить многие детали сложнейших технологи
ческих процессов.
ГЛАВА
АЛЮМИНИЙ И ЕГО СПЛАВЫ
§ 1. СТРУКТУРА И СВОЙСТВА АЛЮМИНИЯ
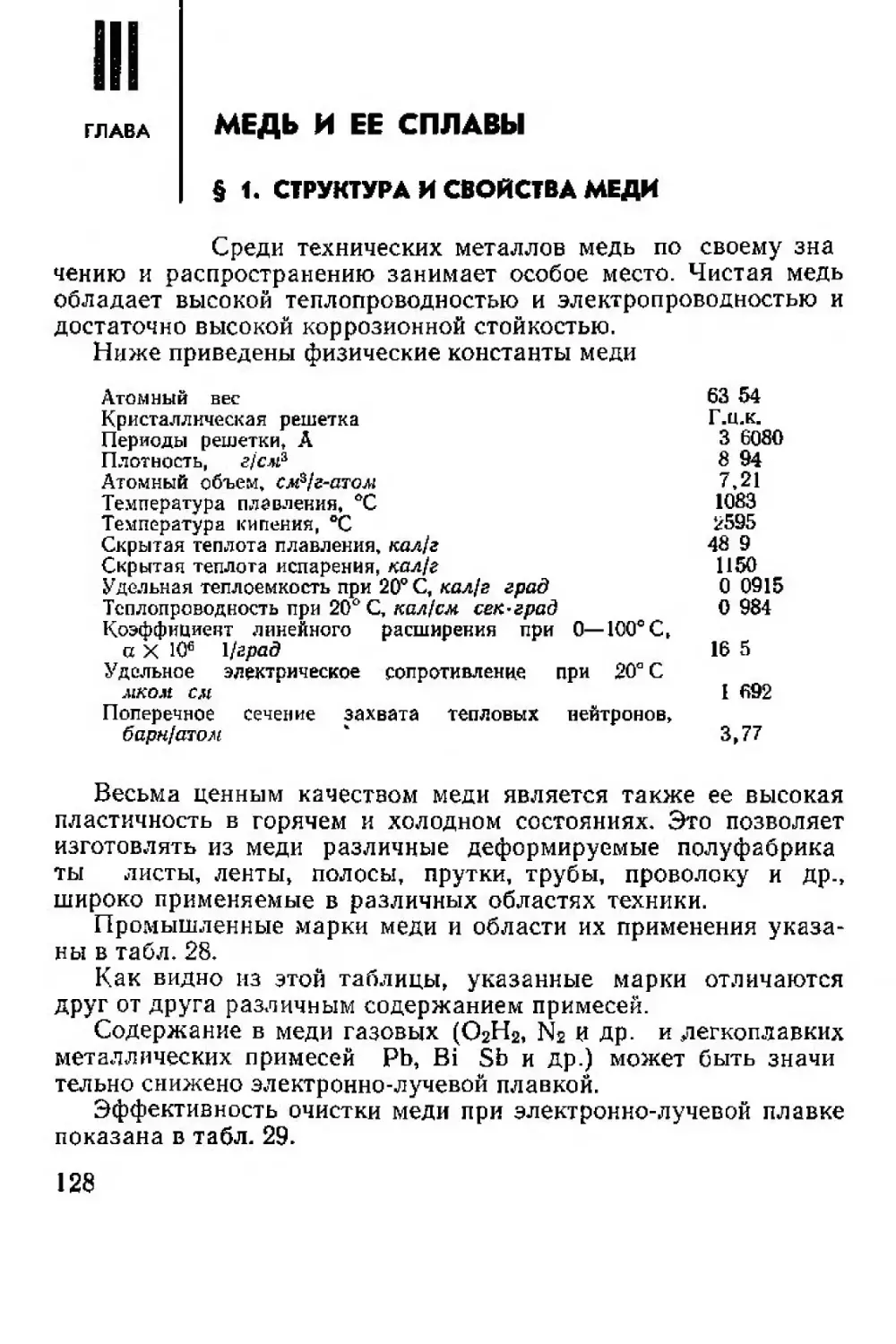
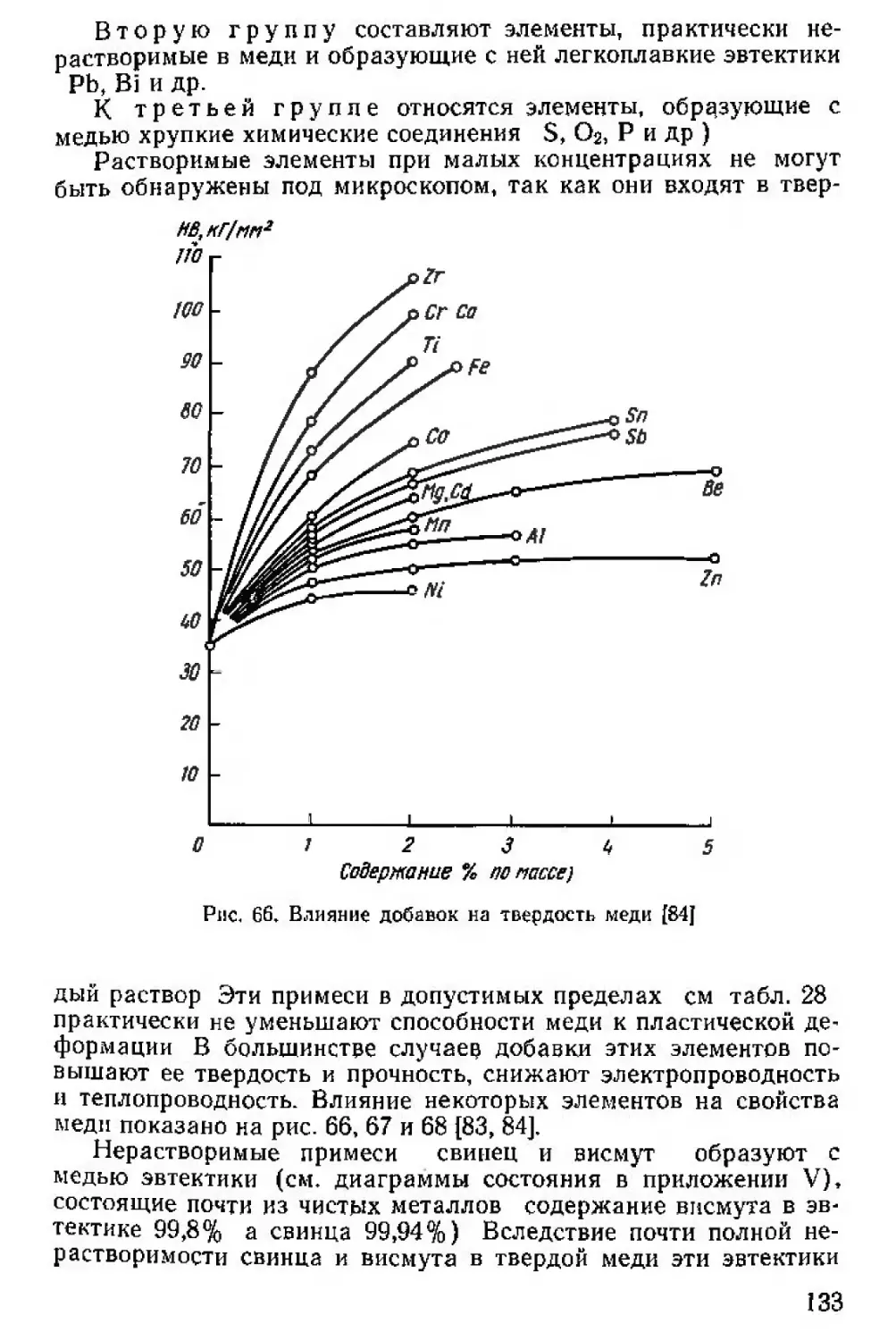
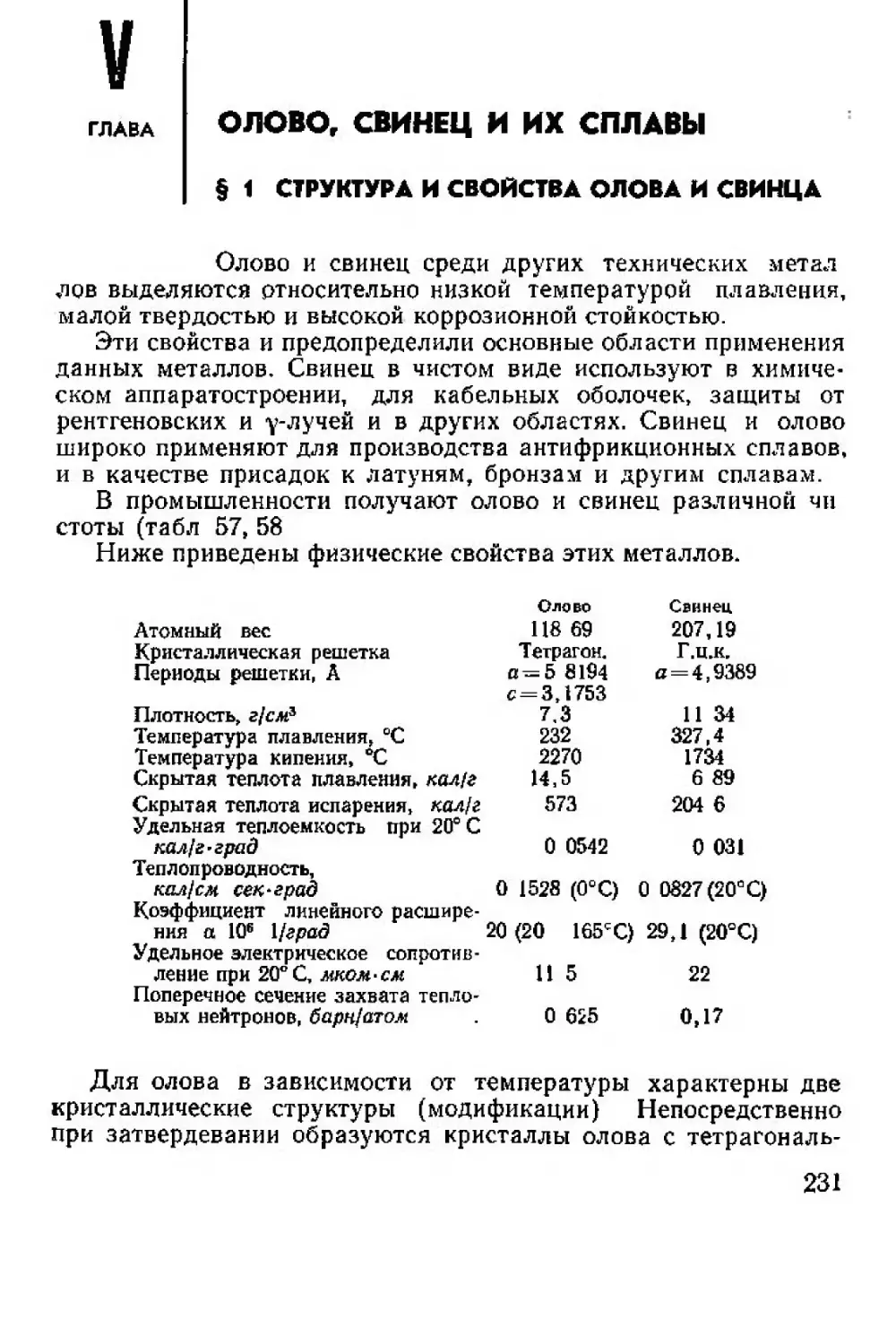
Алюминий один из важнейших промышленных
металлов. Обладая комплексом ценных физико-химических
свойств, он широко применяется в чистом виде и является осно-
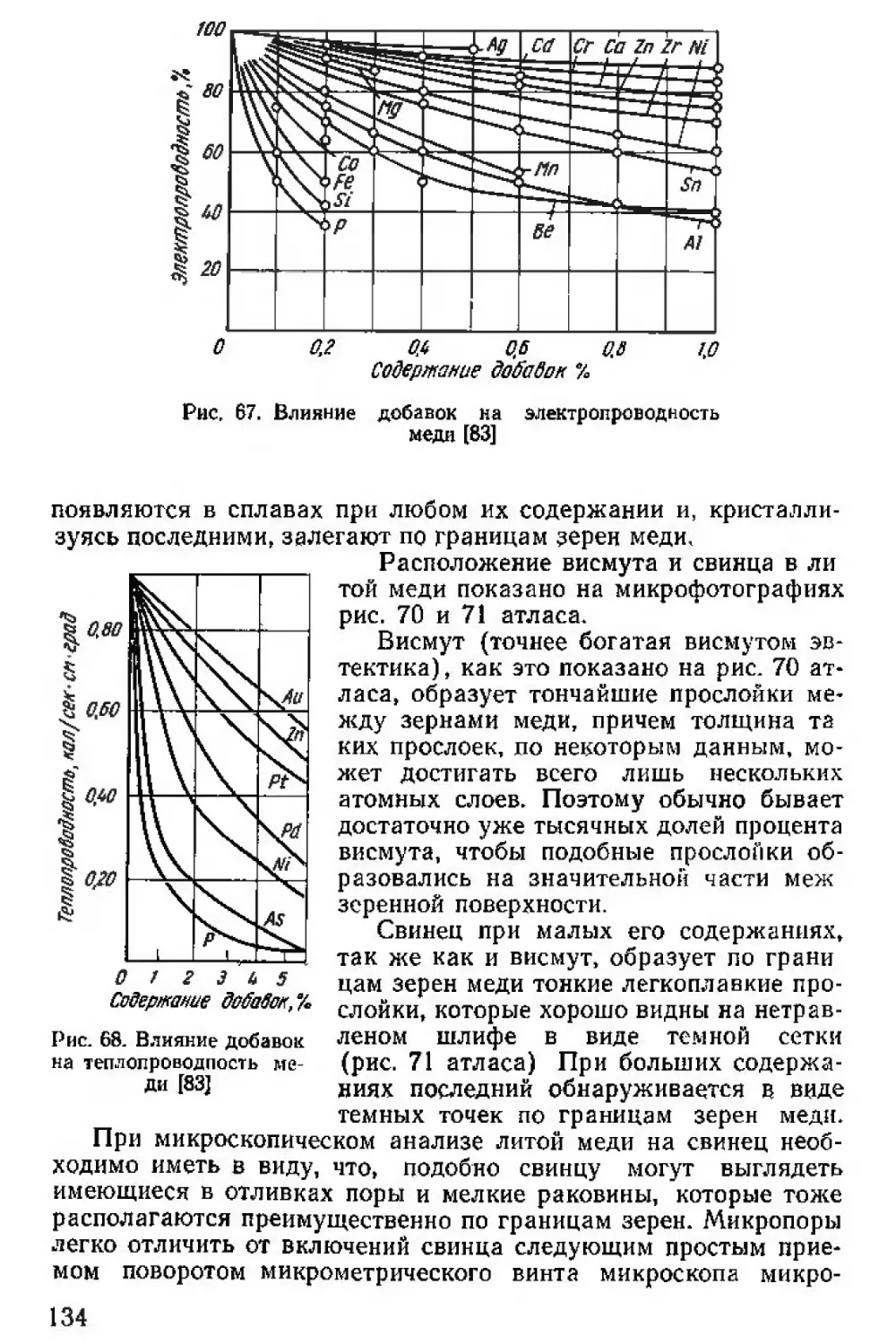
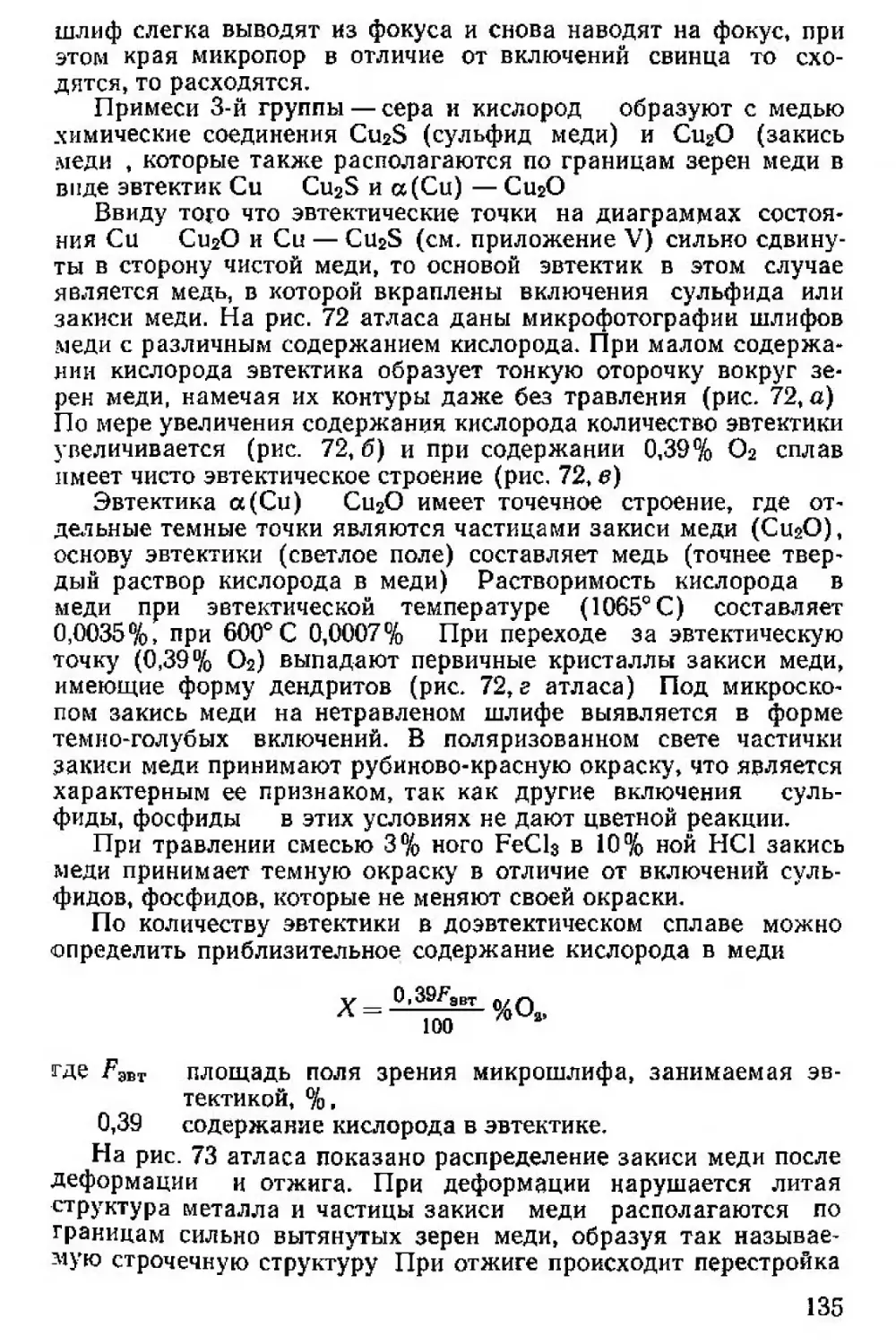
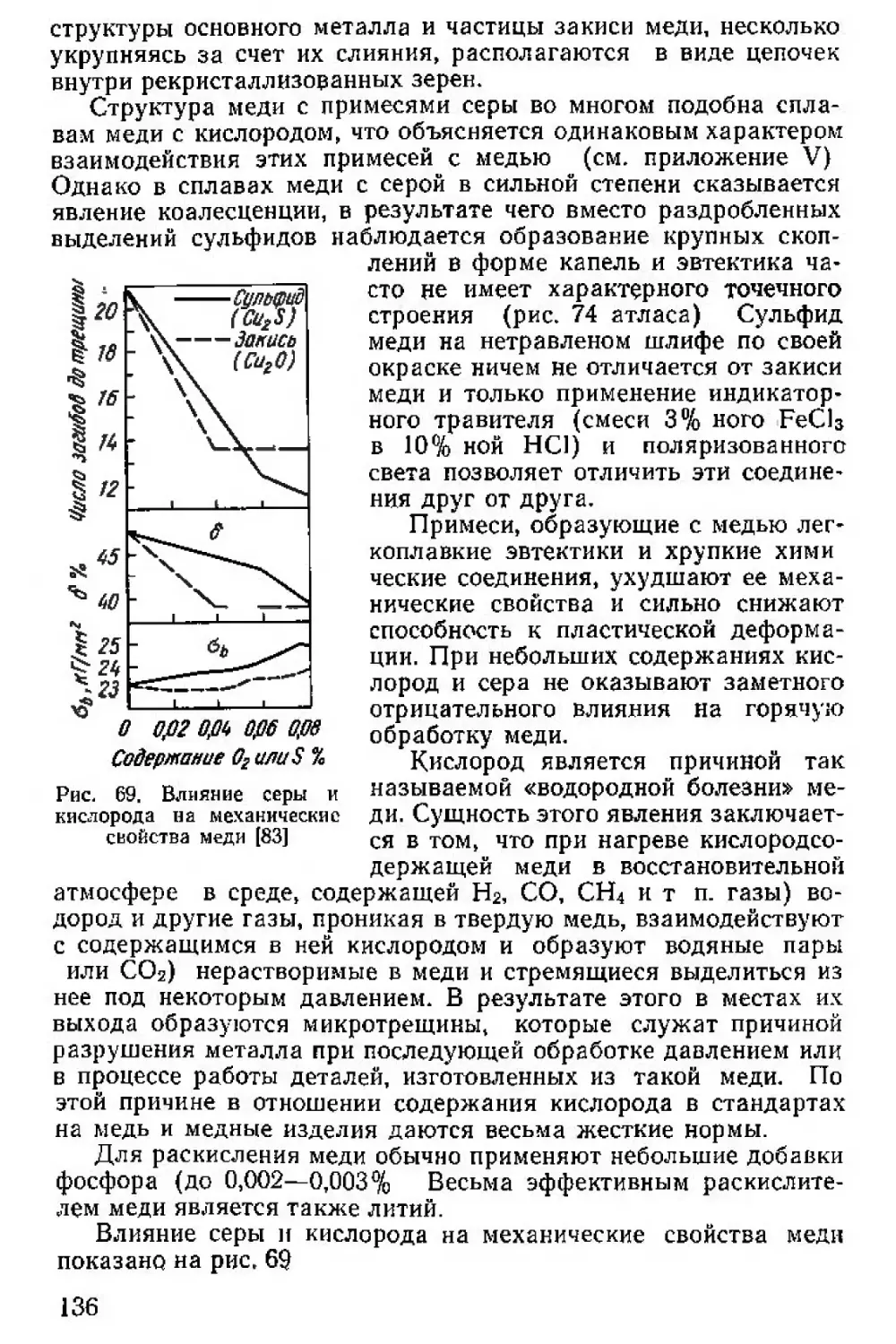
вой многих промышленных легких сплавов. Ниже приведены
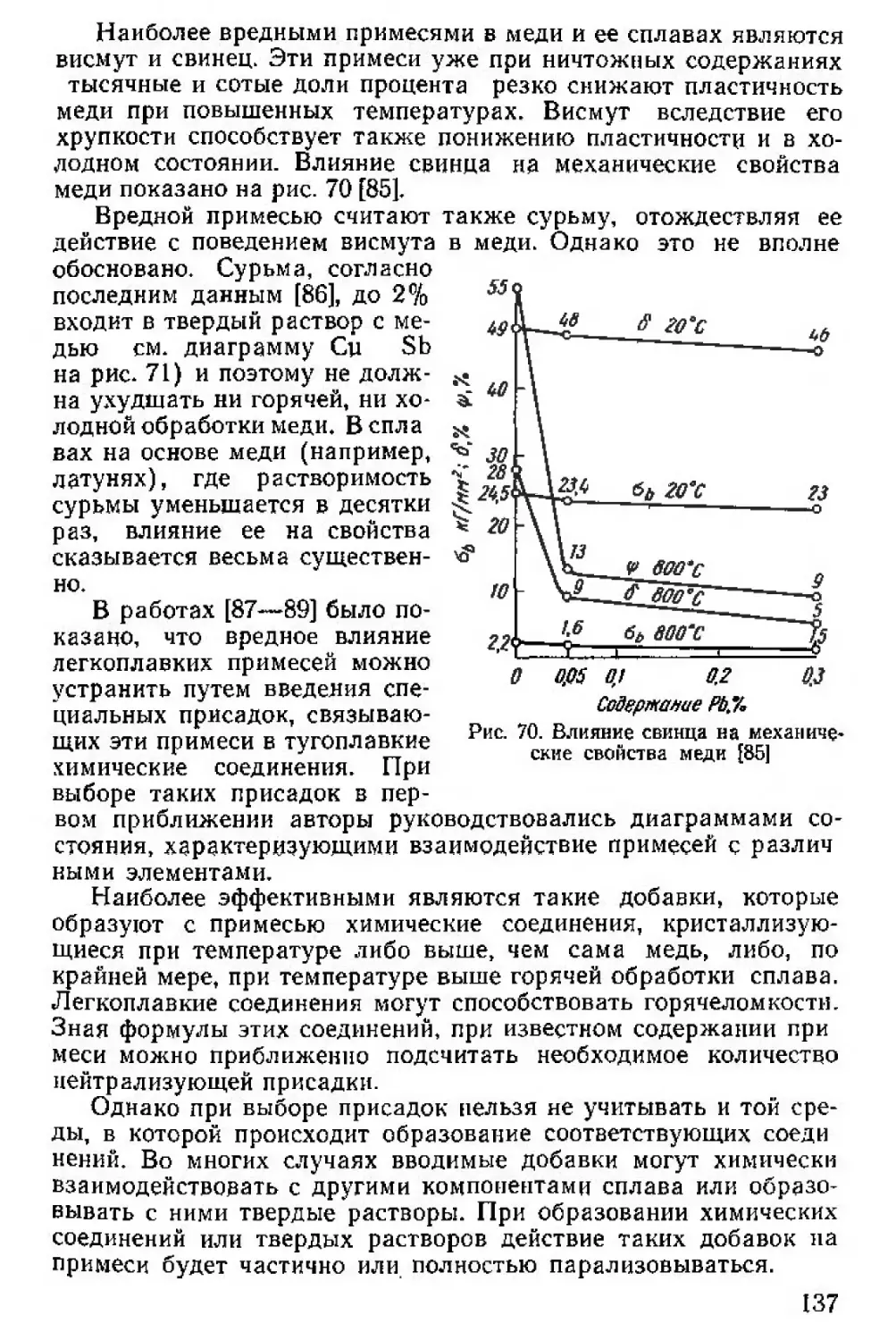
важнейшие физические свойства алюминия.
Атомный вес 26 9825
Атомным радиус, А 1 43
Атомный объем, слР/г-атом 10 0
Кристаллическая решетка г.ц.к.
Период решетки, А 4 0413
Плотность, г/см3 2,71
Температура плавления, °C .660 24 (для
алюминия
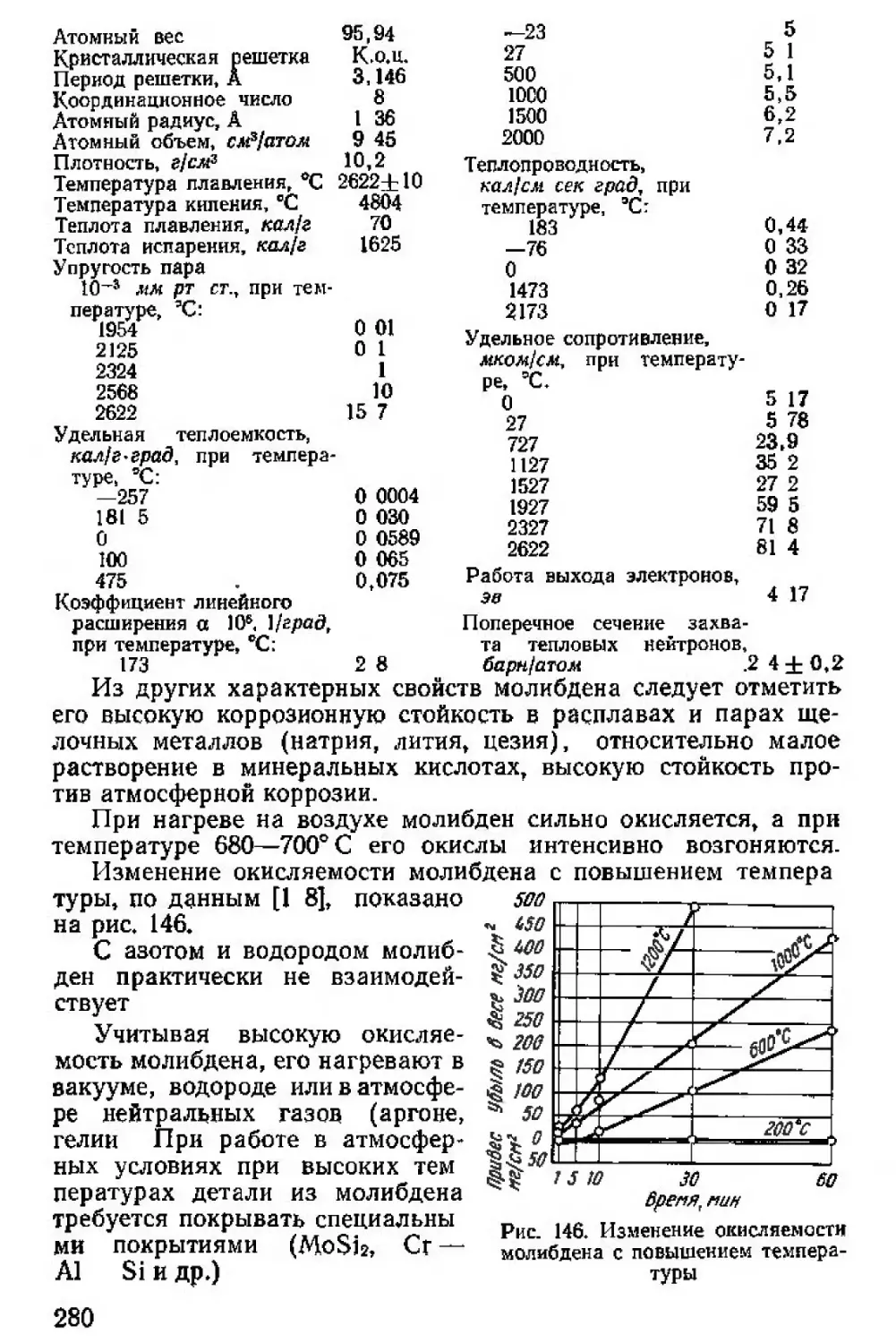
чистотой
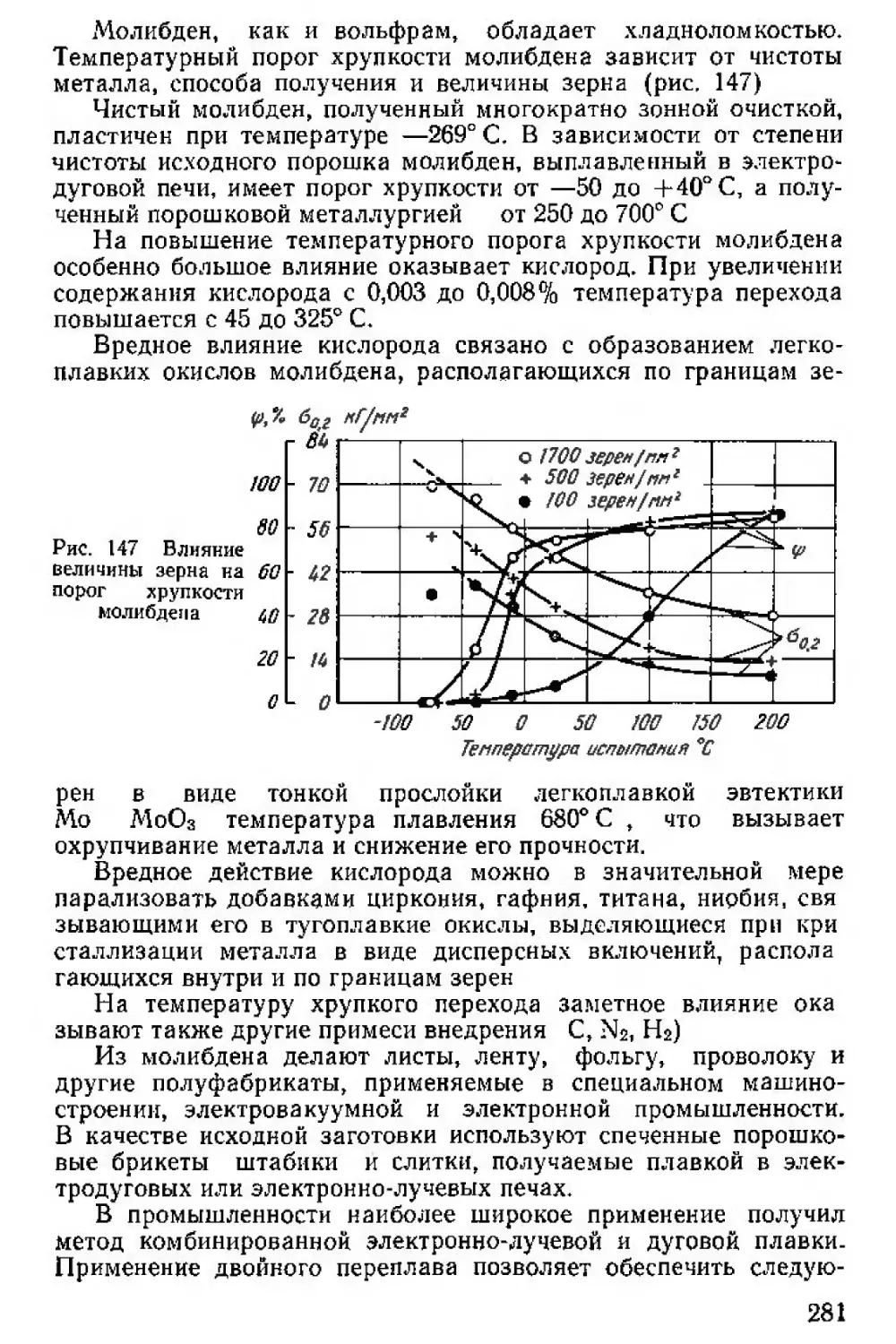
99,996%),
658 (для тех-
нического
алюминия
чистотой
99 5%)
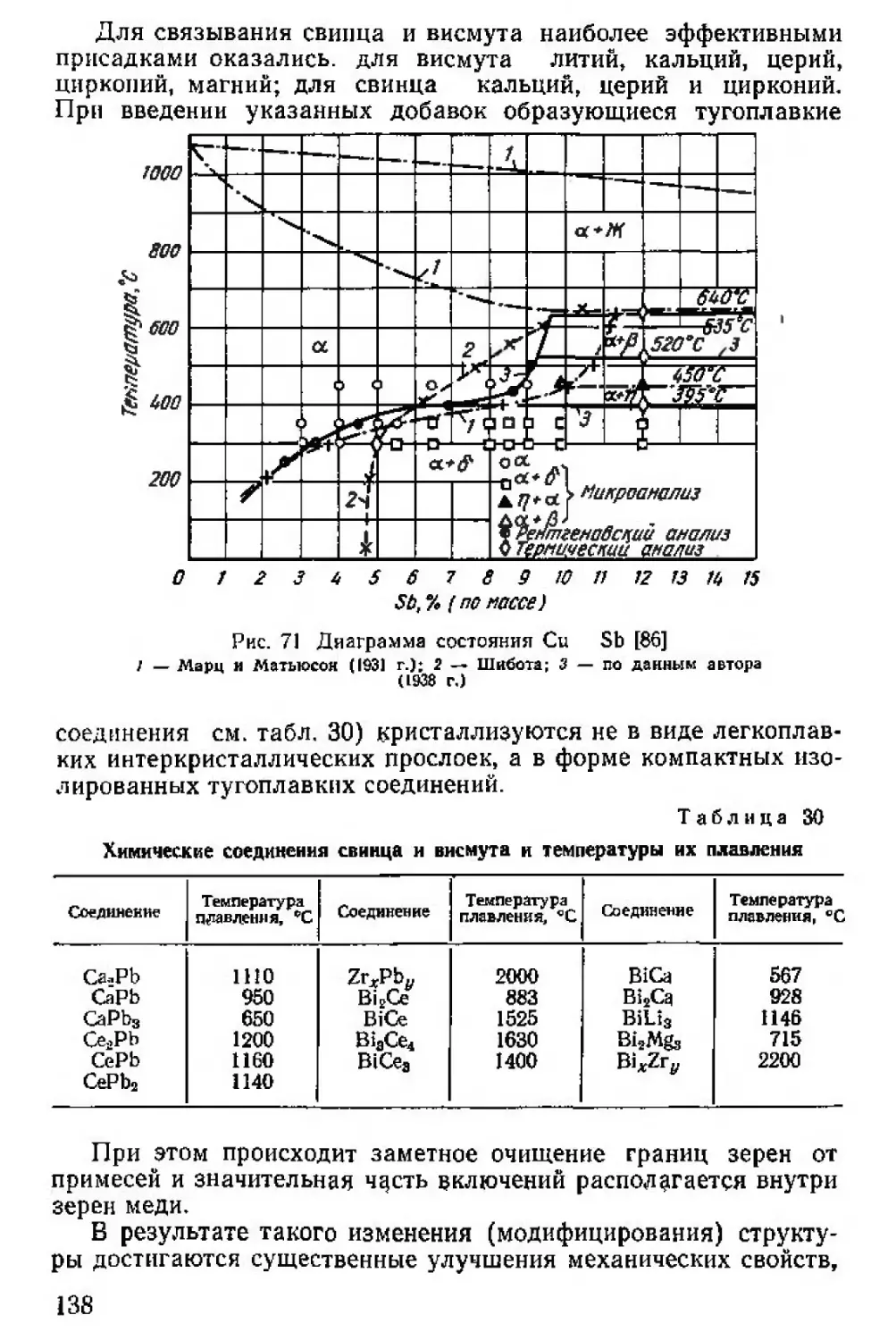
Температура кипения, °C 2450
Скрытая теплота плавления, кал/г 96
Скрытая теплота испарения, кал/г 3050
Удельная теплоемкость, ккал/(г град} при темпера-
туре, °C:
20 0,214
700 0,308
Теплопроводность при 25°С, кал/см сек град 0 503
Коэффициент линейного расширения, l/град, при тем-
пературе, °C
20—100 . . 23,86
20—200 24,7
20—300 25,6
Удельное электросопротивление при 20°С, лкол см 2,66
Ионизационный потенциал, эв 5 94
Поперечное сечение захвата тепловых нейтронов,
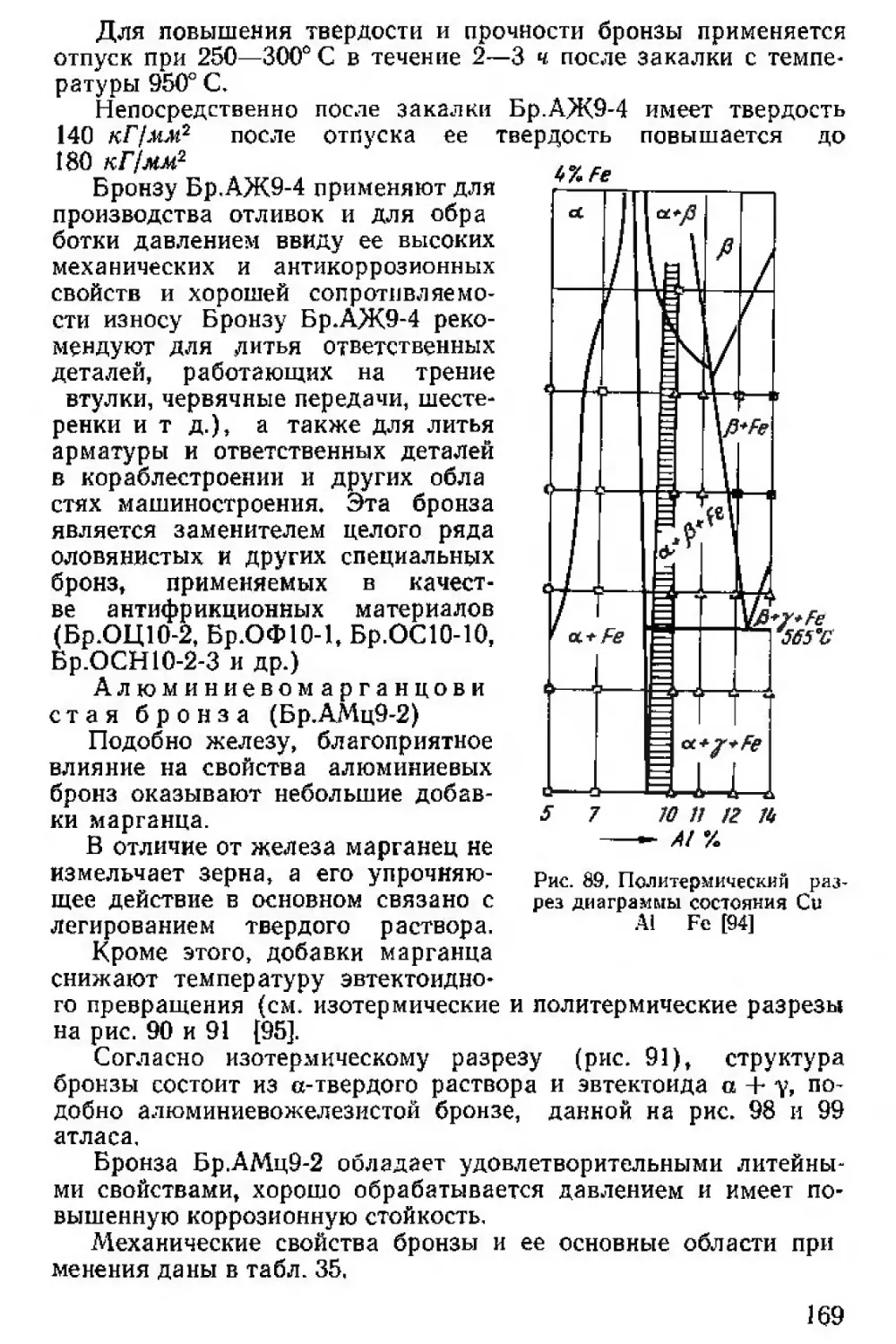
барн/атом ... 0 23
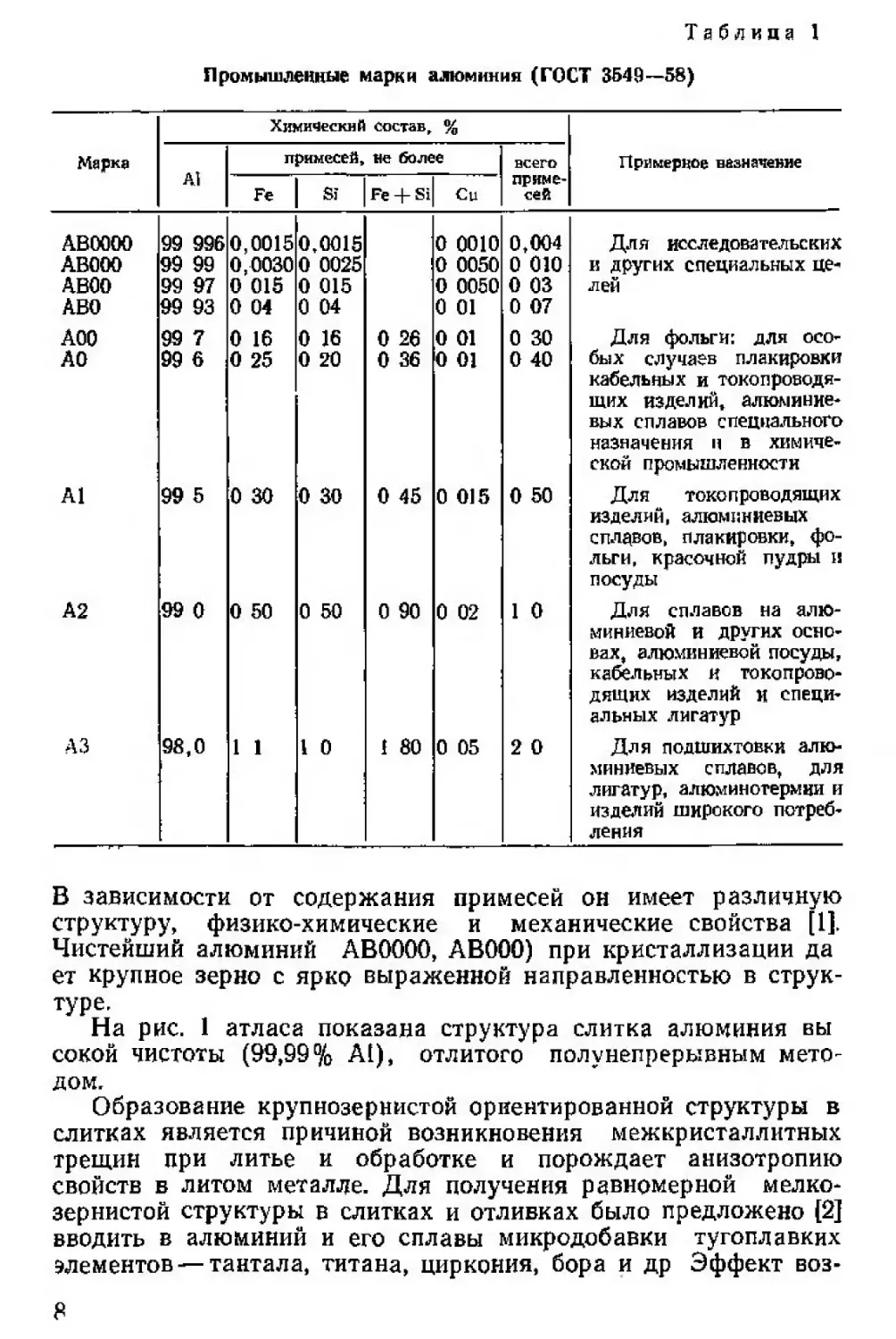
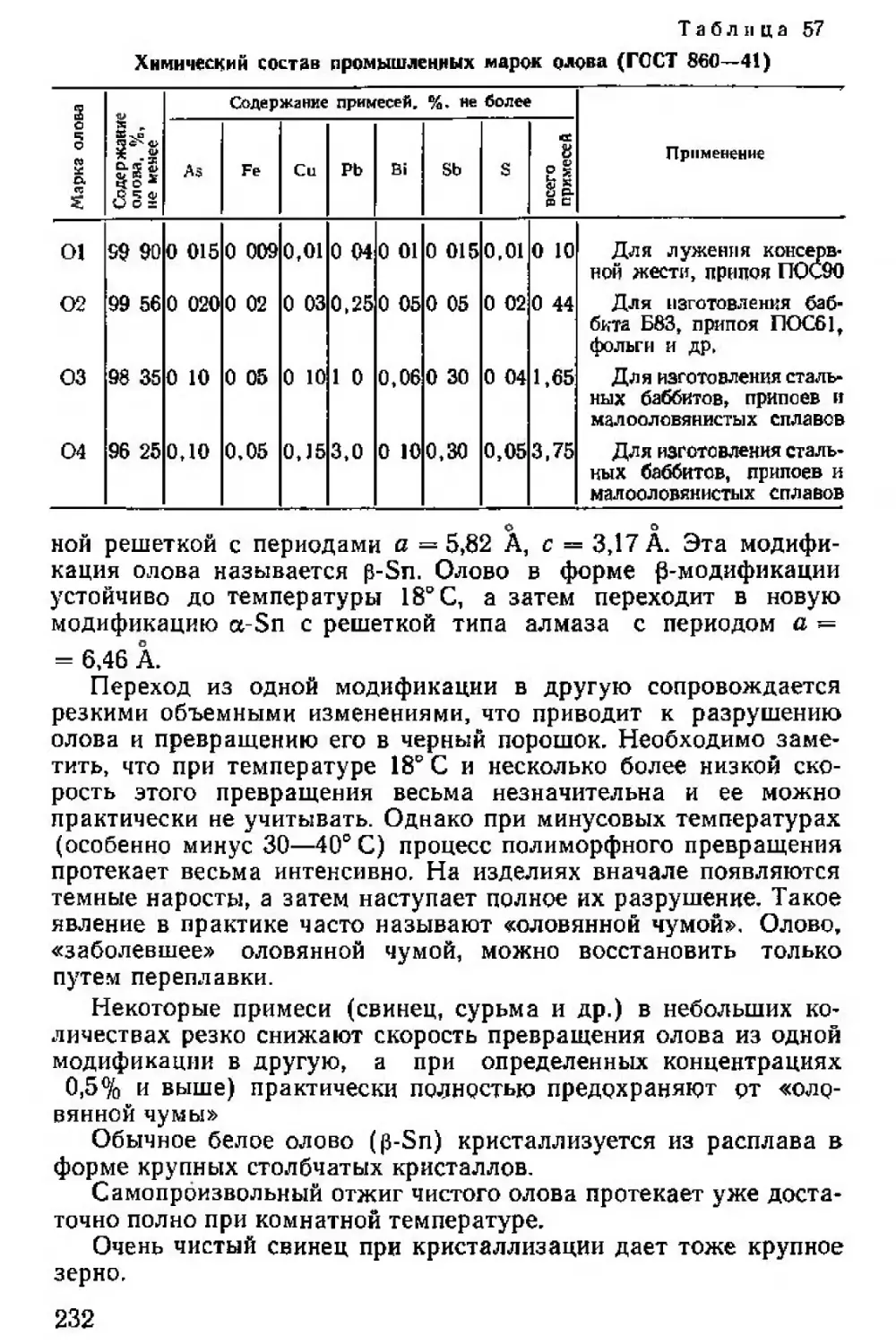
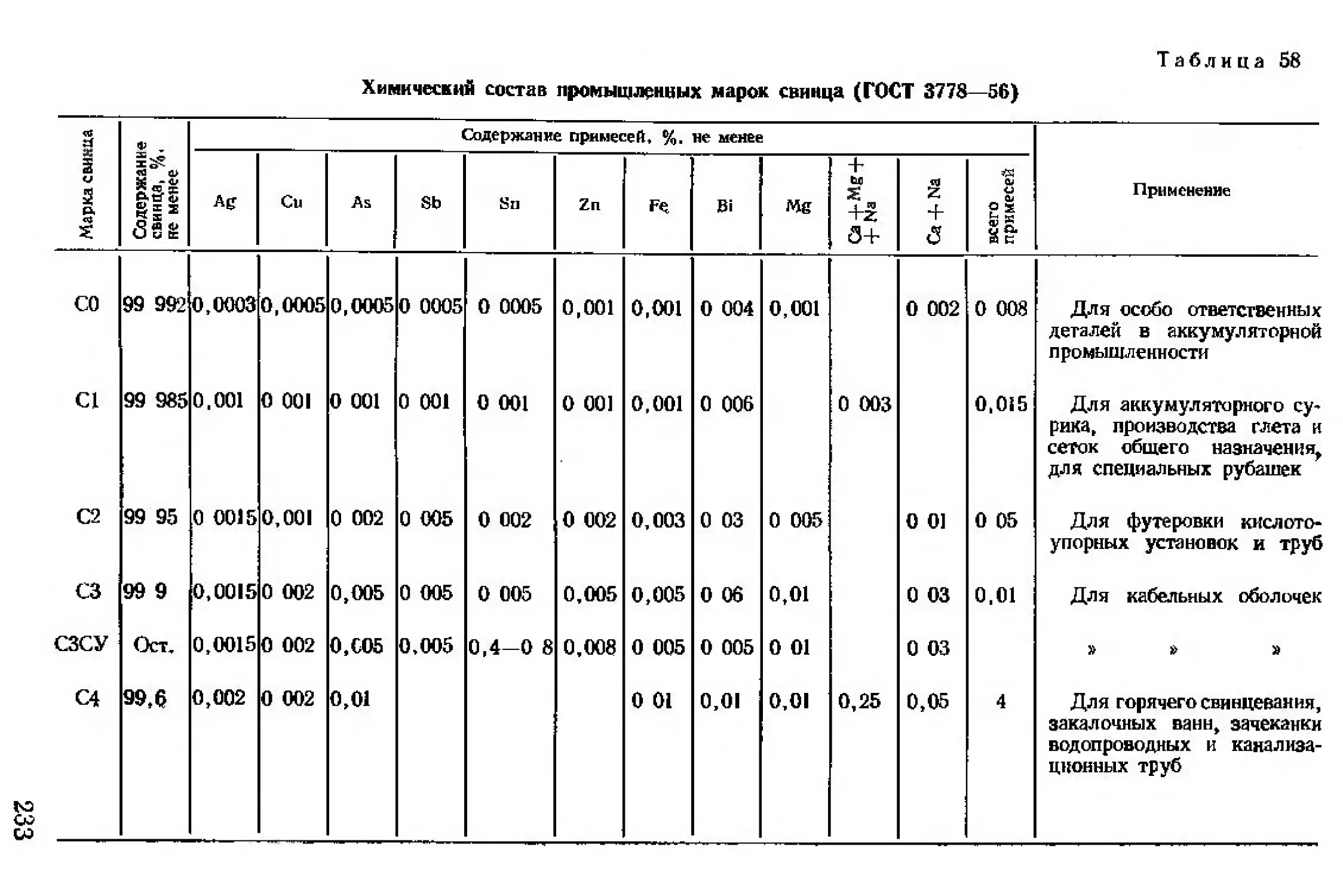
В промышленности выпускают алюминий различной чистоты.
Промышленные сорта алюминия и их назначение даны в табл. 1
7
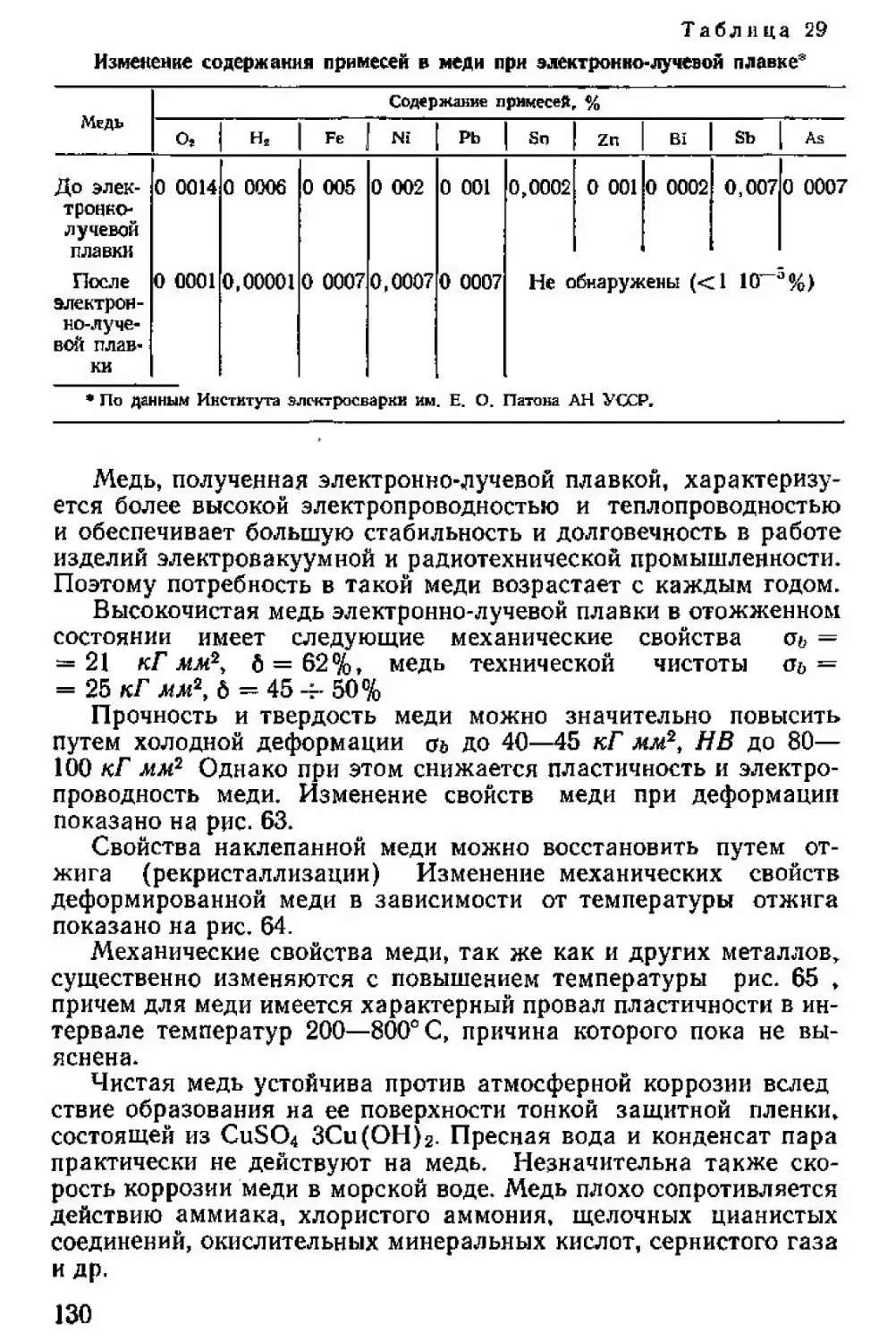
Таблица 1
Промышленные марки алюминия (ГОСТ 3549—58)
Марка Химический состав, % Примерное назначение
А1 примесей, не более всего приме- сей
Fe Si Fe + Si Си
АВОООО 99 996 0,0015 0,0015 0 0010 0,004 Для исследовательских
АВООО 99 99 0,0030 0 0025 0 0050 0 010 и других специальных це-
АВОО АВО 99 97 99 93 0 015 0 04 0 015 0 04 0 0050 0 01 0 03 0 07 лей
А00 99 7 0 16 0 16 0 26 0 01 0 30 Для фольги: для осо-
АО 99 6 0 25 0 20 0 36 0 01 0 40 бых случаев плакировки кабельных и токопроводя- щих изделий, алюминие- вых сплавов специального назначения н в химиче- ской промышленности
А1 99 5 0 30 0 30 0 45 0 015 0 50 Для токопроводящих изделий, алюминиевых сплавов, плакировки, фо- льги, красочной пудры и посуды
А2 99 0 0 50 0 50 0 90 0 02 1 0 Для сплавов на алю- миниевой и других осно- вах, алюминиевой посуды, кабельных и токопрово- дящих изделий и специ- альных лигатур
АЗ 98,0 1 1 1 0 I 80 0 05 2 0 Для подшихтовкн алю- миниевых сплавов, для лигатур, алюминотермии и изделий широкого потреб- ления
В зависимости от содержания примесей он имеет различную
структуру, физико-химические и механические свойства [1].
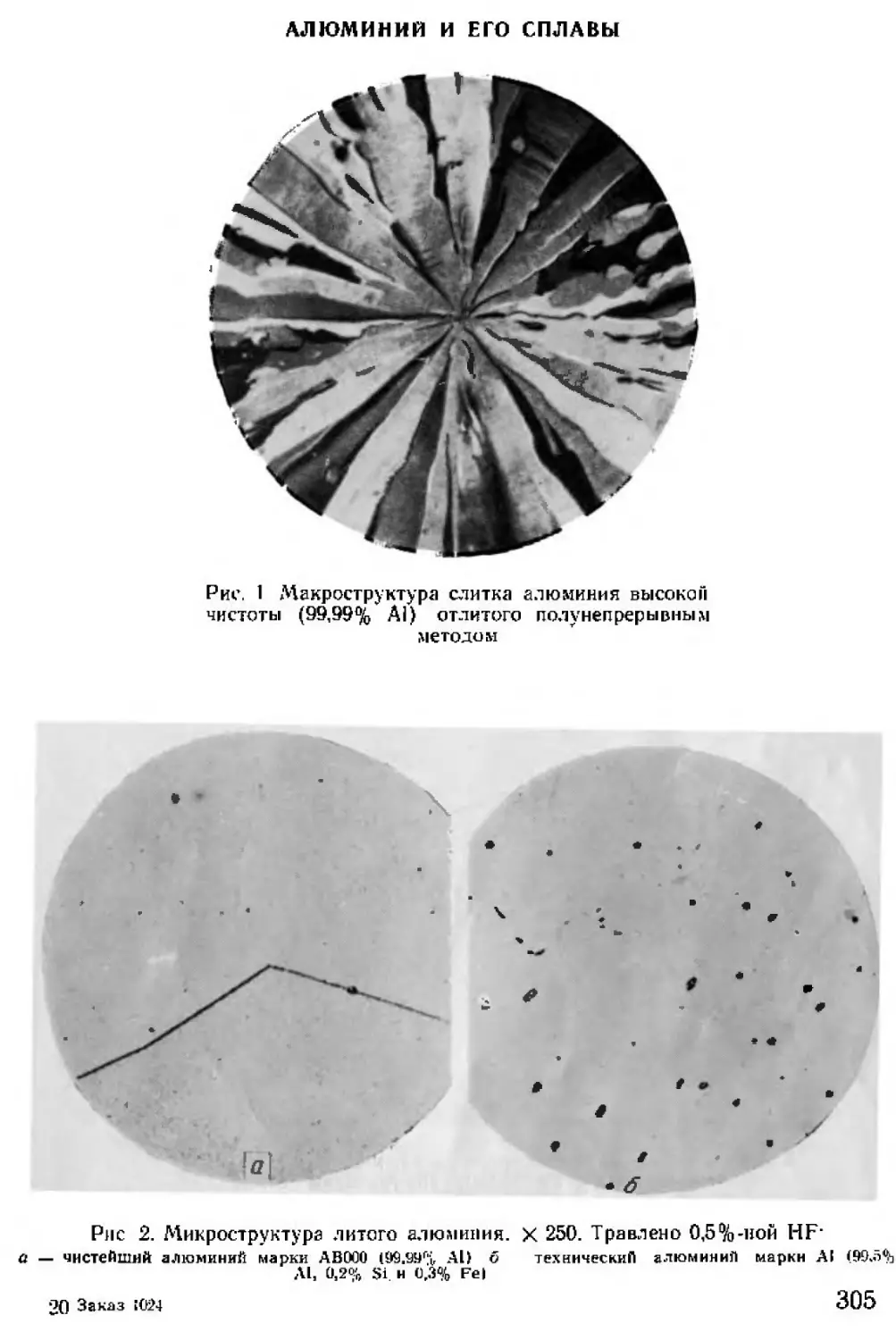
Чистейший алюминий AB0000, AB000) при кристаллизации да
ет крупное зерно с ярко выраженной направленностью в струк-
туре.
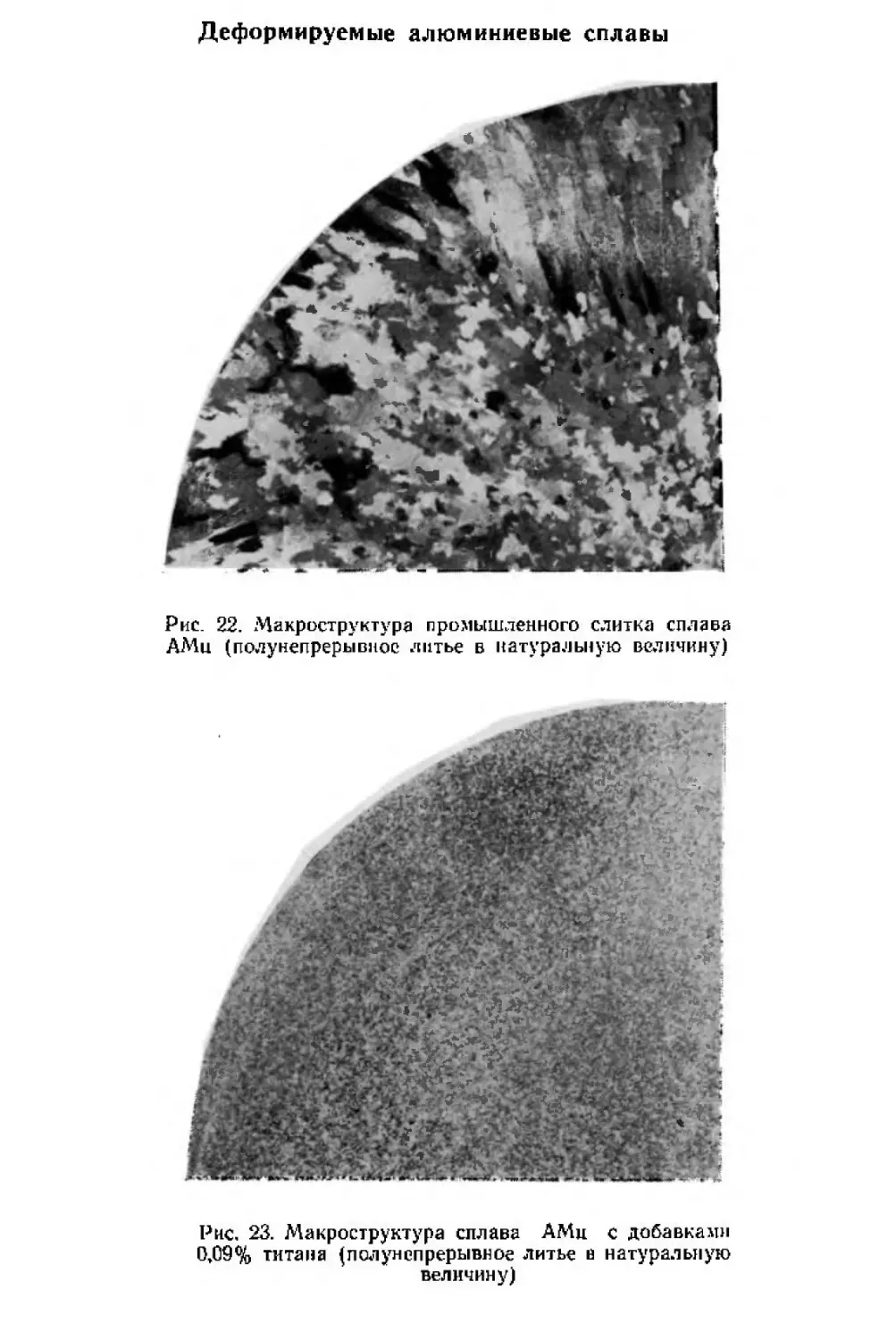
На рис. 1 атласа показана структура слитка алюминия вы
сокой чистоты (99,99% AL), отлитого полунепрерывным мето-
дом.
Образование крупнозернистой ориентированной структуры в
слитках является причиной возникновения межкристаллитных
трещин при литье и обработке и порождает анизотропию
свойств в литом металле. Для получения равномерной мелко-
зернистой структуры в слитках и отливках было предложено [2]
вводить в алюминий и его сплавы микродобавки тугоплавких
элементов — тантала, титана, циркония, бора и др Эффект воз-
8
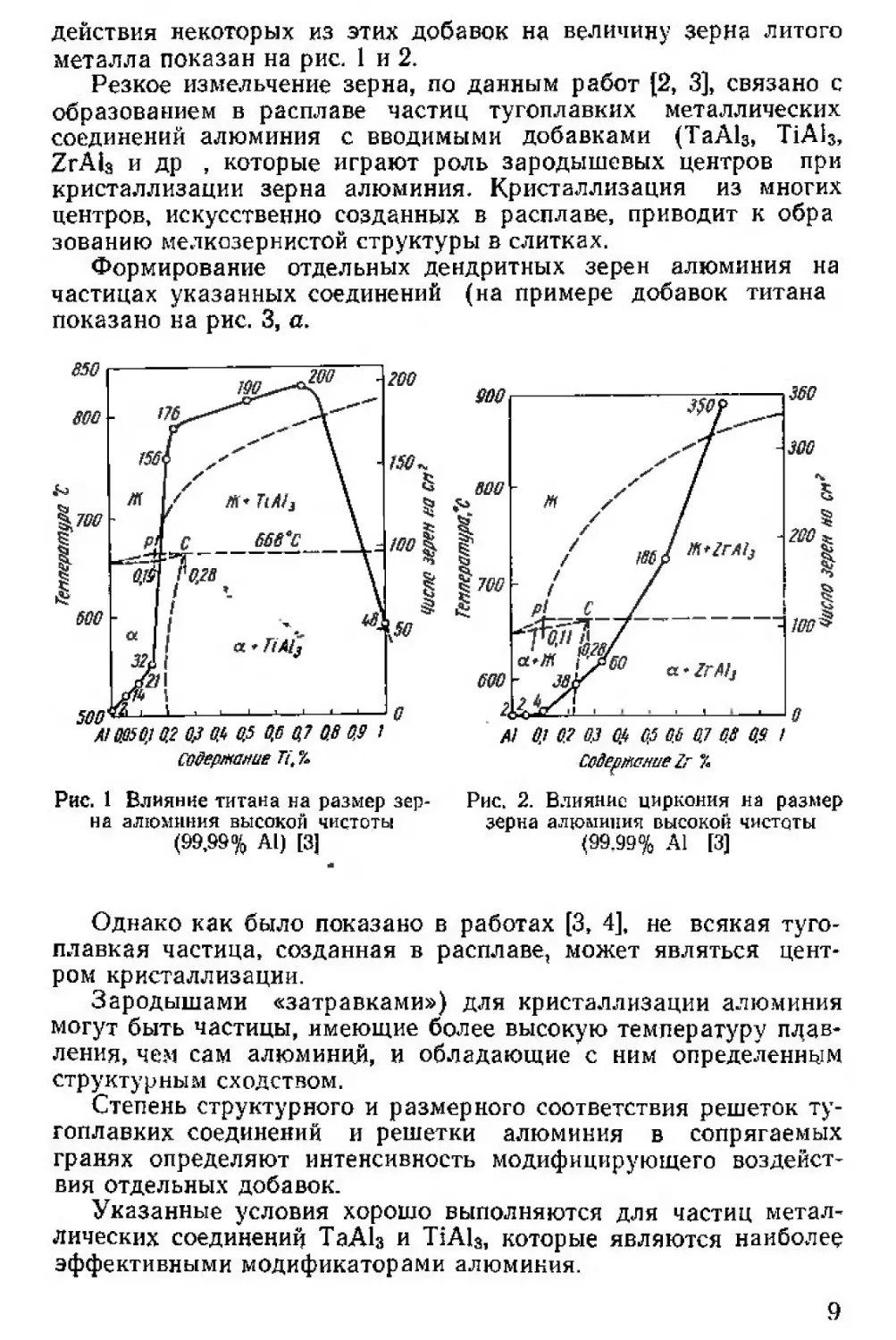
действия некоторых из этих добавок на величину зерна литого
металла показан на рис. 1 и 2.
Резкое измельчение зерна, по данным работ [2, 3], связано с
образованием в расплаве частиц тугоплавких металлических
соединений алюминия с вводимыми добавками (ТаА13, TiAl3,
ZrAh и др , которые играют роль зародышевых центров при
кристаллизации зерна алюминия. Кристаллизация из многих
центров, искусственно созданных в расплаве, приводит к обра
зованию мелкозернистой структуры в слитках.
Формирование отдельных дендритных зерен алюминия на
частицах указанных соединений (на примере добавок титана
показано на рис. 3, а.
Содержание Tit %
Содержание Zr %
Рис. 1 Влияние титана на размер зер-
на алюминия высокой чистоты
(99,99% А1) [3]
Рис. 2. Влияние циркония на размер
зерна алюминия высокой чистоты
(99.99% А1 [3]
Однако как было показано в работах [3, 4], не всякая туго-
плавкая частица, созданная в расплаве, может являться цент-
ром кристаллизации.
Зародышами «затравками») для кристаллизации алюминия
могут быть частицы, имеющие более высокую температуру прав-
ления, чем сам алюминий, и обладающие с ним определенным
структурным сходством.
Степень структурного и размерного соответствия решеток ту-
гоплавких соединений и решетки алюминия в сопрягаемых
гранях определяют интенсивность модифицирующего воздейст-
вия отдельных добавок.
Указанные условия хорошо выполняются для частиц метал-
лических соединений ТаА13 и TiAla, которые являются наиболее
эффективными модификаторами алюминия.
9
Частицы тугоплавких соединений например, СгаА17), не
удовлетворяющие перечисленным выше требованиям, не могут
Рис. 3. Микроструктура сплавов алюминия. Травлено 0,5%-ной HF X 600:
□ — сплав &&/ Си, 0,5% Ti; б — сплав £5% Си, 0,5% Сг ост. AI
служить базой для формирования зерен алюминия и они распо-
лагаются обособленно, вне зерен алюминия (рис. 3, б)
•—•'Кристаллическая решетка 77А13
о—о Кристаллическая решетка А1
Рис. 4, Схема сопряжения решеток
алюминия и химического соедине-
ния TiAl3 по граням (001 [3]:
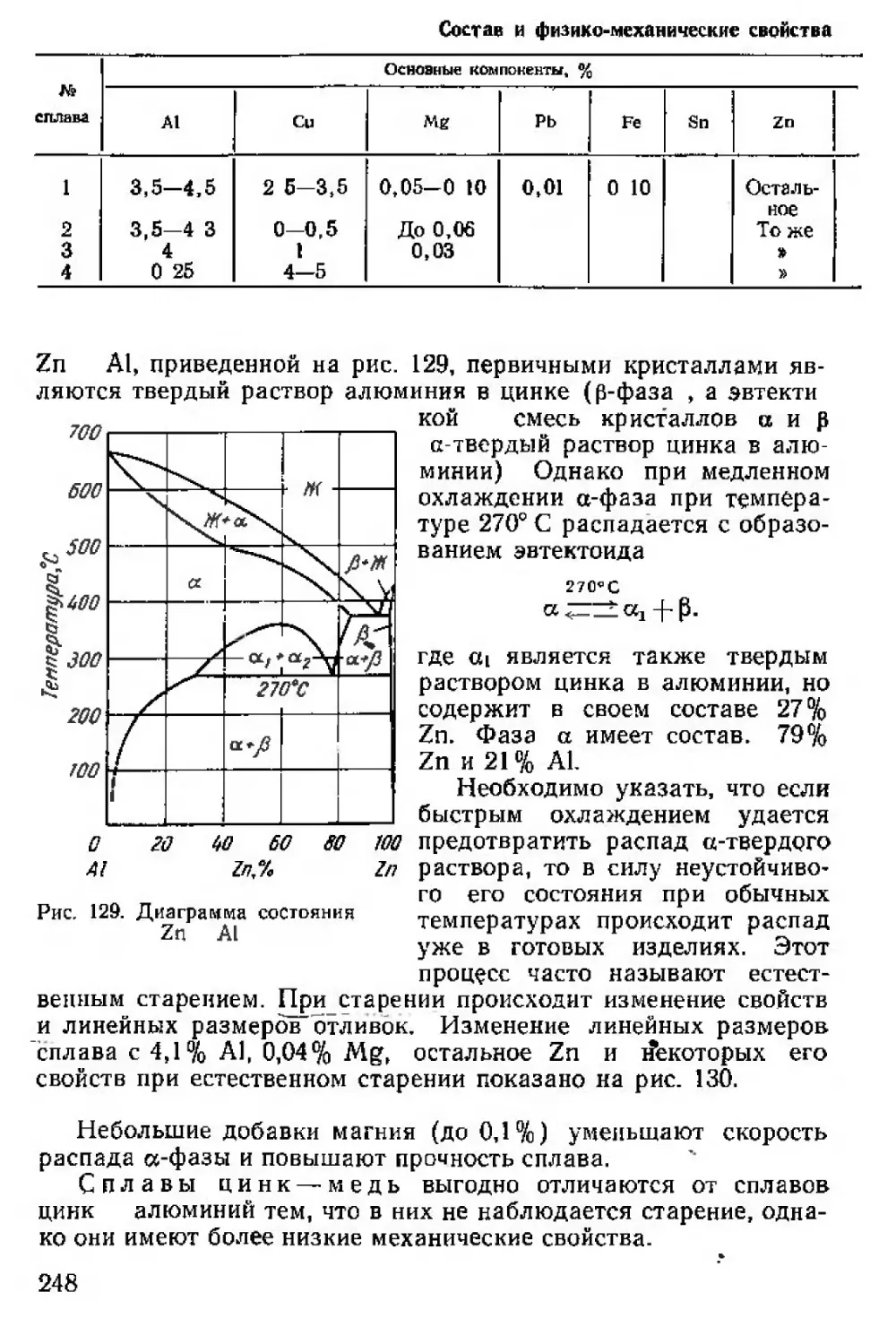
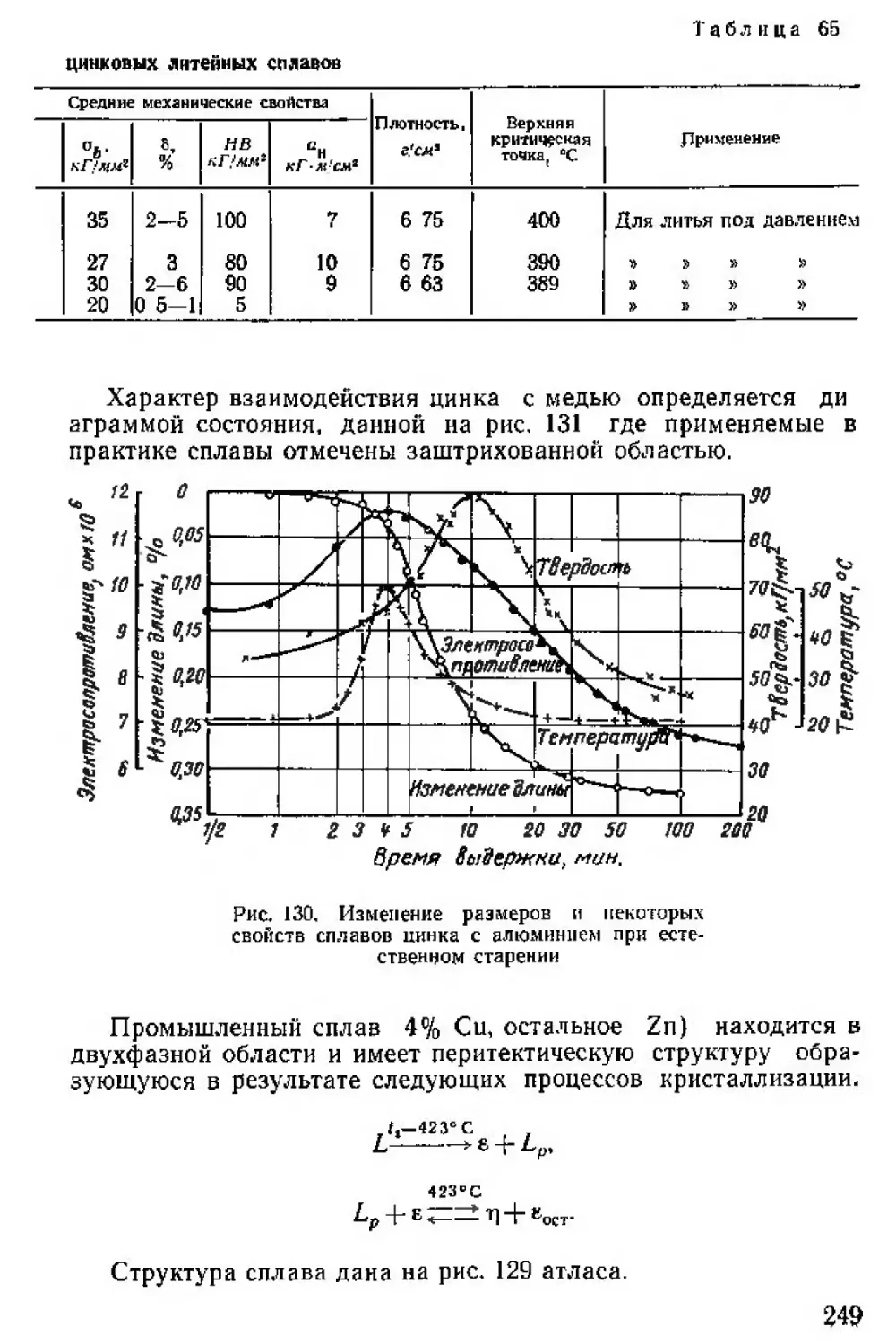
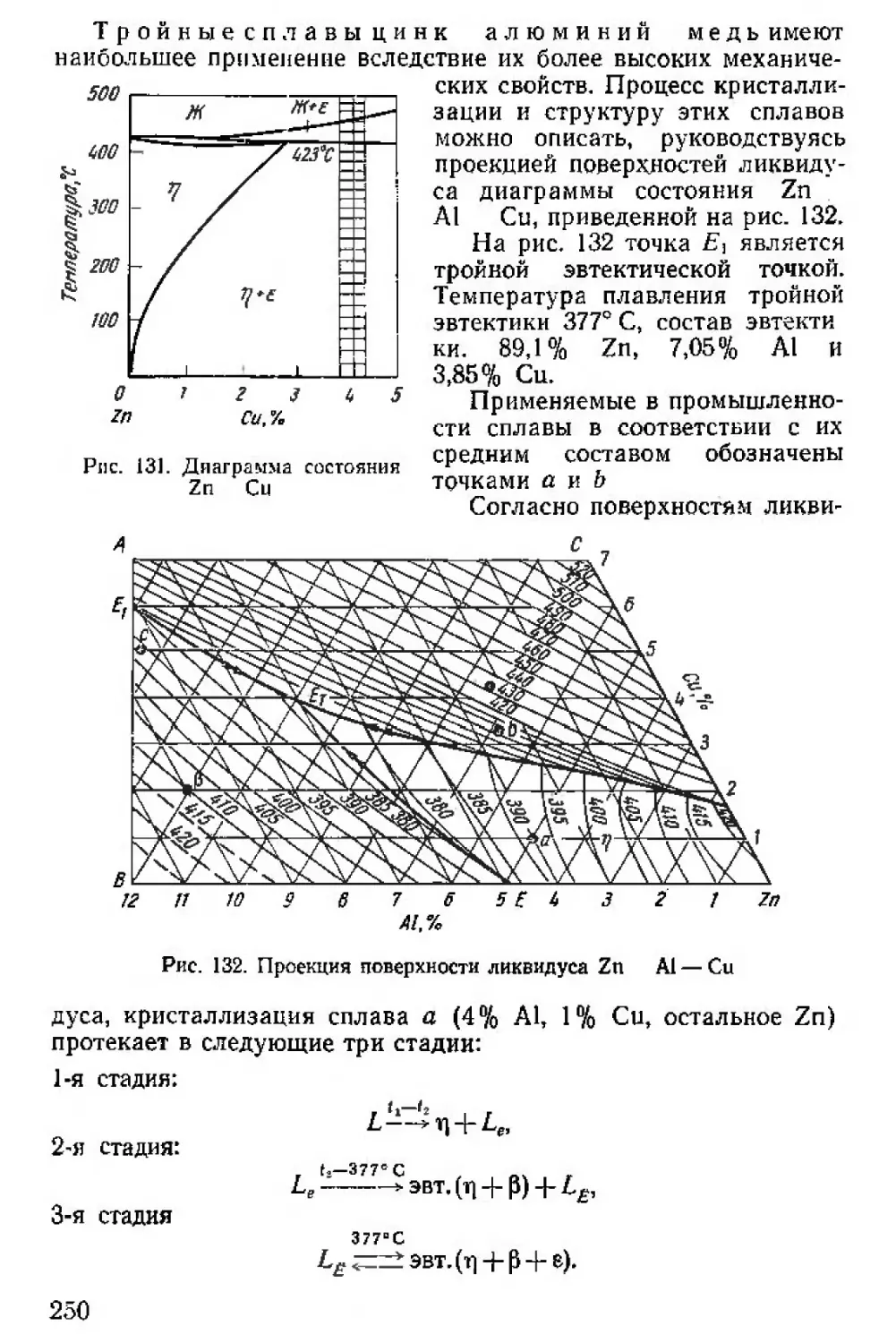
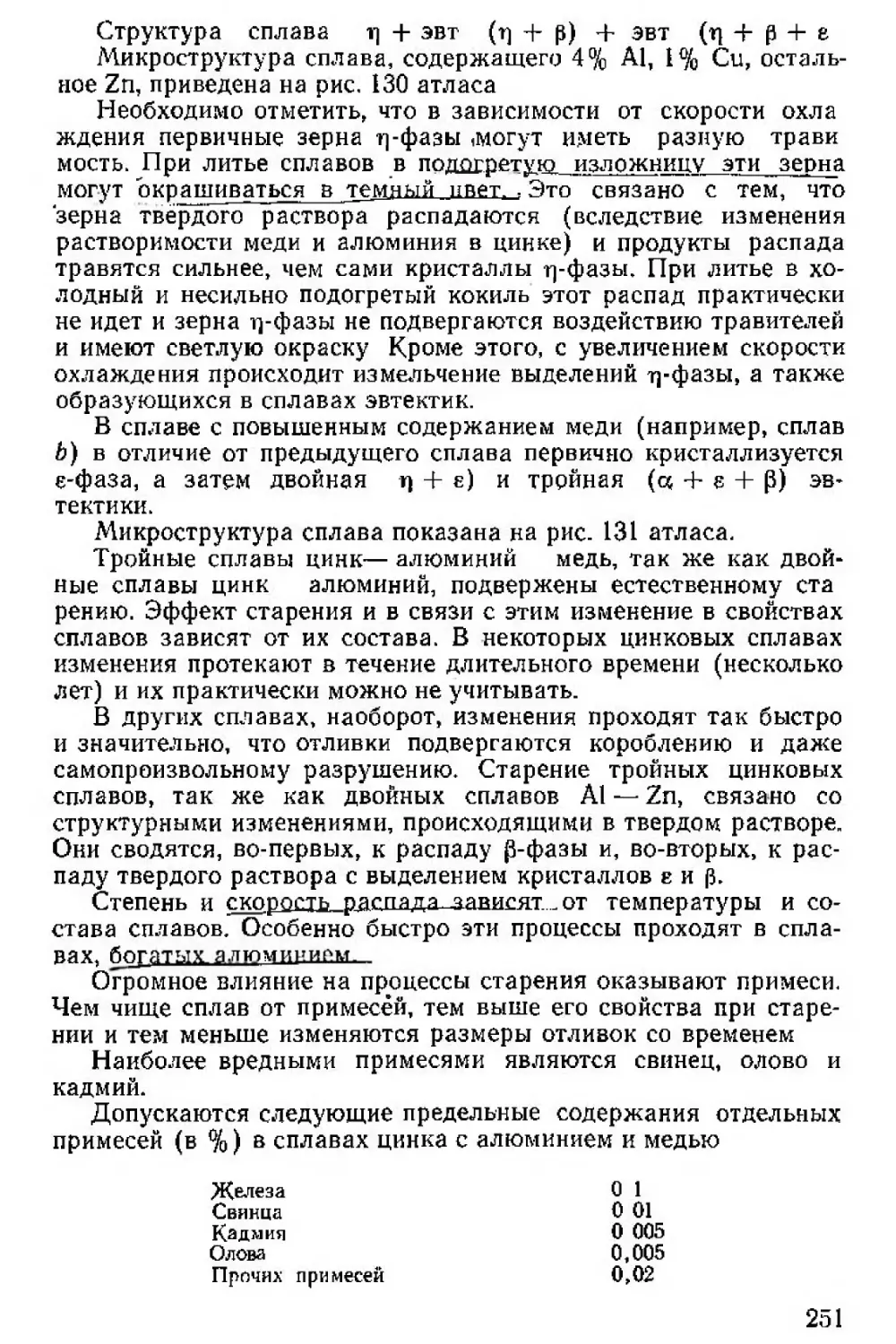
#------• — кристаллическая решетка
Т1А1»; С1------О кристаллическая
решетка AI
На рис. 4 показана схема со-
пряжения решеток алюминия и
соединения TiAl3 по плоскости
(001 (грань куба из которой
видно, что пристройка атомов
алюминия возможна без суще-
ственного нарушения поля решет-
ки соединения TiAU Описанный
выше способ искусственного из-
менения (модифицирования
структуры литого алюминия и
его сплавов в настоящее время
получил широкое применение в
пром ы шл ен ности.
Чистый алюминий марок
AB0000 и АВООО практически не
содержит примесей и имеет чи-
стые границы.
Микроструктура алюминия
высокой чистоты (99,99% А1) при
обычном и большом увеличении
показана на рис. 2 атласа. Сопутствующие алюминию примеси
(железо, кремний и др ) оказывают существенное влияние на
его структуру, образуя различные соединения, отлагающиеся на
границах зерен и внутри них.
10
Железо и алюминий образуют химическое соединение
FeAl3, которое с ним дает эвтектику, содержащую около
1,82% Fe. Диаграмма состояния Al Fe приведена на рис, 5,
Растворимость железа в твердом алюминии при температуре
эвтектики 655° С составляет около 0,05% и при 400° С 0,003
0,005% Таким образом, уже при ничтожных содержаниях же-
леза >0,05% по границам зерен алюминия появляется эвтек
тика, состоящая из алюминия и иглообразных кристаллов сое-
динения FeAl3 (рис. 3 атласа)
Соединение FeAl3 хрупкое и снижает пластичность алюми
ния.
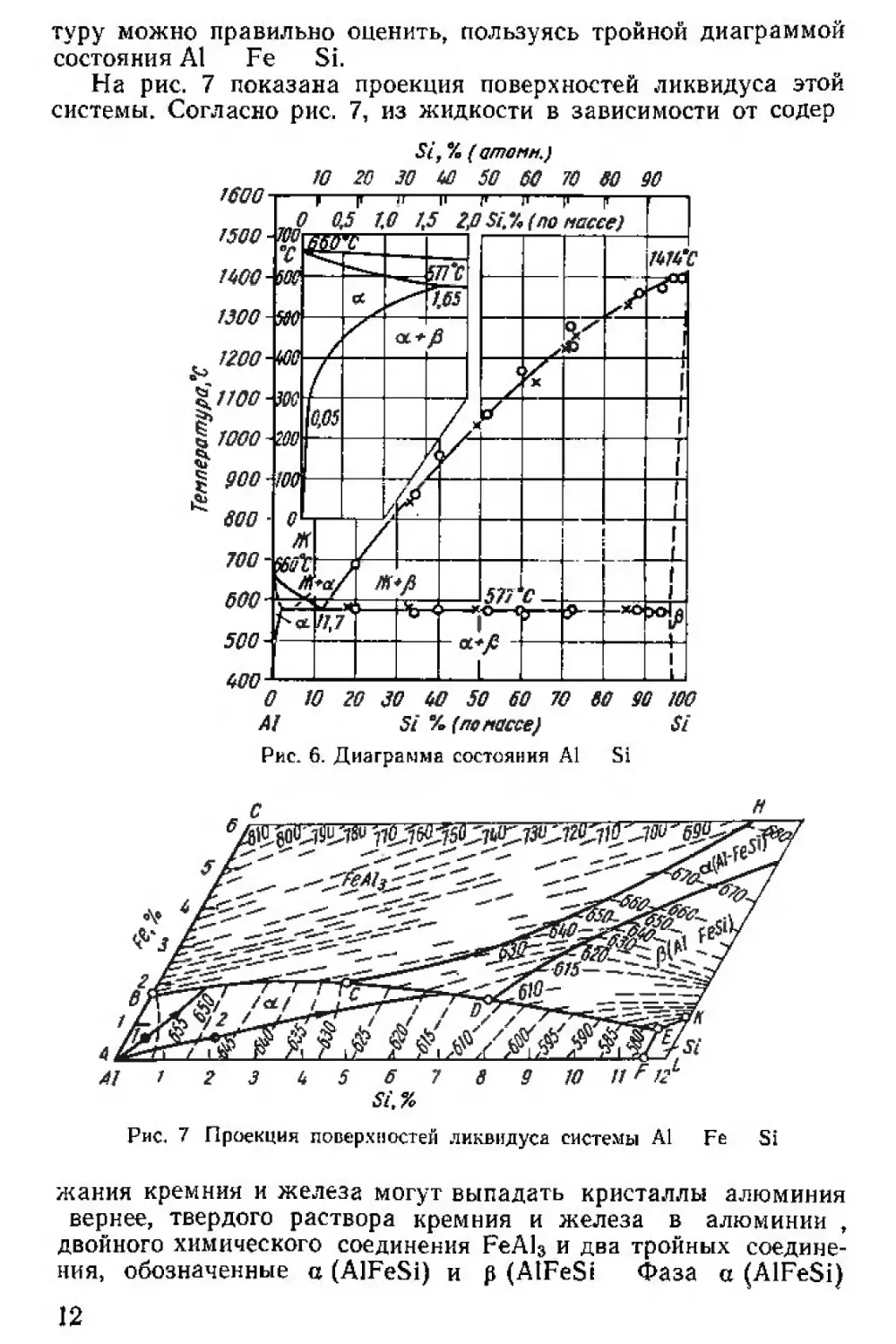
Кремний, гак же как железо, с алюминием образует диаг-
рамму состояния эвтектического типа (рис. 6)
Растворимость кремния в алюминии при эвтектической тем
пер ату ре составляет 1,65%, при комнатной температуре 0,05%
При содержании кремния выше 0,05% в структуре алюминия по
границам зерен появляются выделения хрупкого кремния в ви
де иглообразных кристаллов, подобно железосодержащей фазе.
В технических сортах алюминия железо и кремний как при-
меси присутствуют одновременно. Поэтому их влияние на струк-
11
туру можно правильно оценить, пользуясь тройной диаграммой
состояния Al Fe Si.
На рис. 7 показана проекция поверхностей ликвидуса этой
системы. Согласно рис. 7, из жидкости в зависимости от содер
5/, % ( атонн.)
Рис. 6. Диаграмма состояния Al Si
Sit%
Рис. 7 Проекция поверхностей ликвидуса системы Al Fe Si
жания кремния и железа могут выпадать кристаллы алюминия
вернее, твердого раствора кремния и железа в алюминии ,
двойного химического соединения FeAU и два тройных соедине-
ния, обозначенные a (AlFeSi) и р (AlFeSi Фаза a (AlFeSi)
12
может непосредственно кристаллизоваться из жидкости при
больших содержаниях железа и кремния или образовываться
по перитектической реакции.
63О°С
L -|- FeAl3“— a (AlFeSi).
Эта фаза выделяется обычно в форме скелетообразных кри
сталлов и имеет тетрагональную решетку с периодами а = b =
=6,0А и с = 9,46 А.
Фаза р (AlFeSi) образуется также по перитектической реак
ции
610еС
L + a(AlFeSi)^—p(AlFeSi)
или выделяется непосредственно из жидкости в форме пластин
и иглообразных кристаллов. Фаза р AlFeSi) имеет ромбиче-
скую решетку с периодами а = Ь= $А,с^ 43,4 А.
При малых концентрациях примесей кремния и железа как
это имеет место в техническом алюминии) по границам зерен
алюминия образуются иглообразные кристаллы FeAl3 (см.
рис. 3 атласа)» которые выделяются из расплава как составля
ющие эвтектики a Al) + FeAl3.
Кристаллизация таких сплавов (например» сплава 1 на
рис. 7) протекает в две стадии.
1-ая стадия; Л-—>ct(Al +Lост. (л)»
2-ая стадия: £{п)--^эвт 1<х(А1 -|-FeAIJ.
При определенных соотношениях между железом и кремнием
(например, сплав 2 на рис. 7) может образоваться эвтектика
а А1) + а AlFeS Такая эвтектика, имеющая скелетообразное
строение, показана на рис. 4 атласа.
Все указанные железосодержащие фазы снижают пластич
ность алюминия.
Вредное влияние железа можно в значительной степени па
рализовать введением небольших добавок марганца, хрома и
других металлов. Подробно эти вопросы будут рассмотрены
ниже.
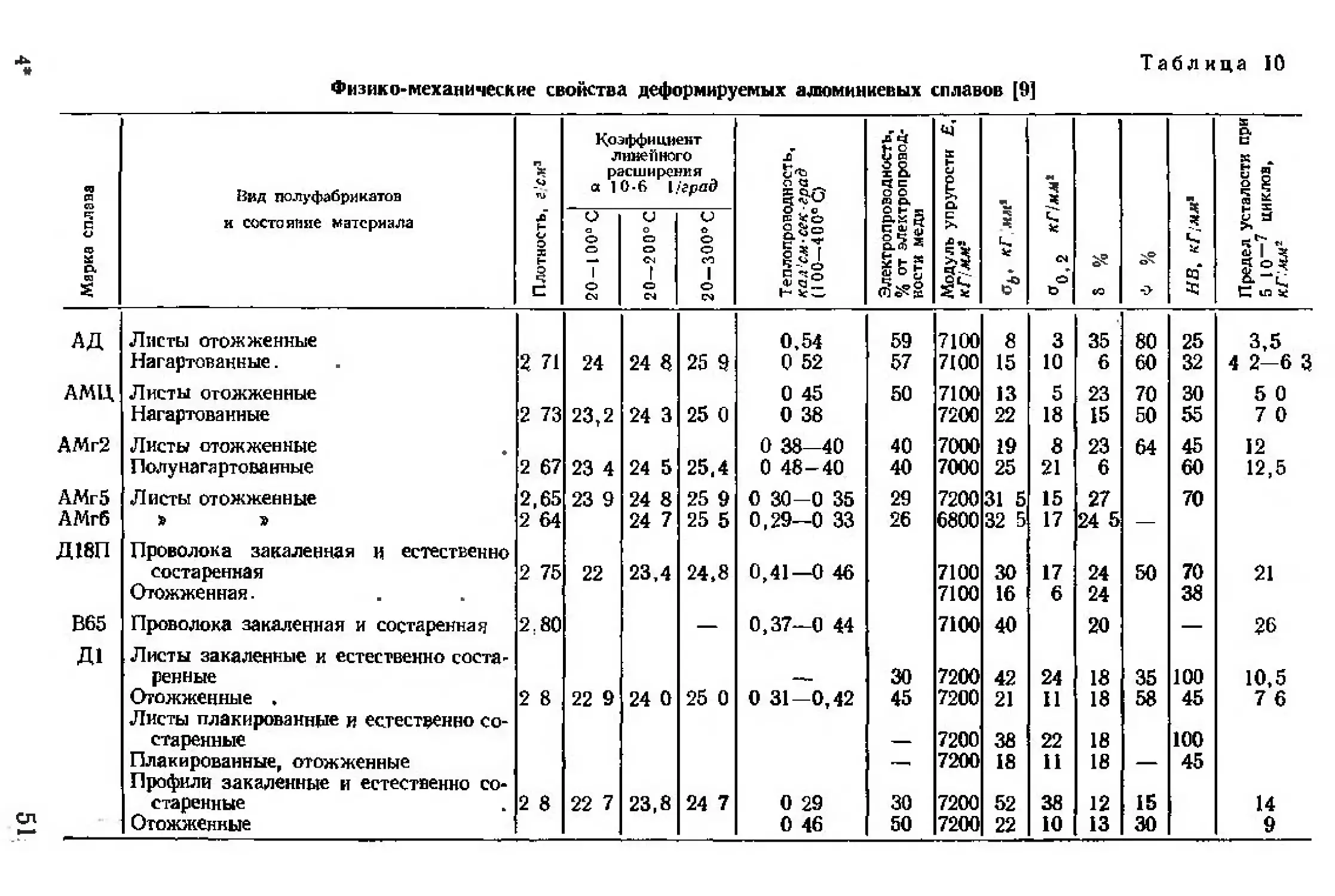
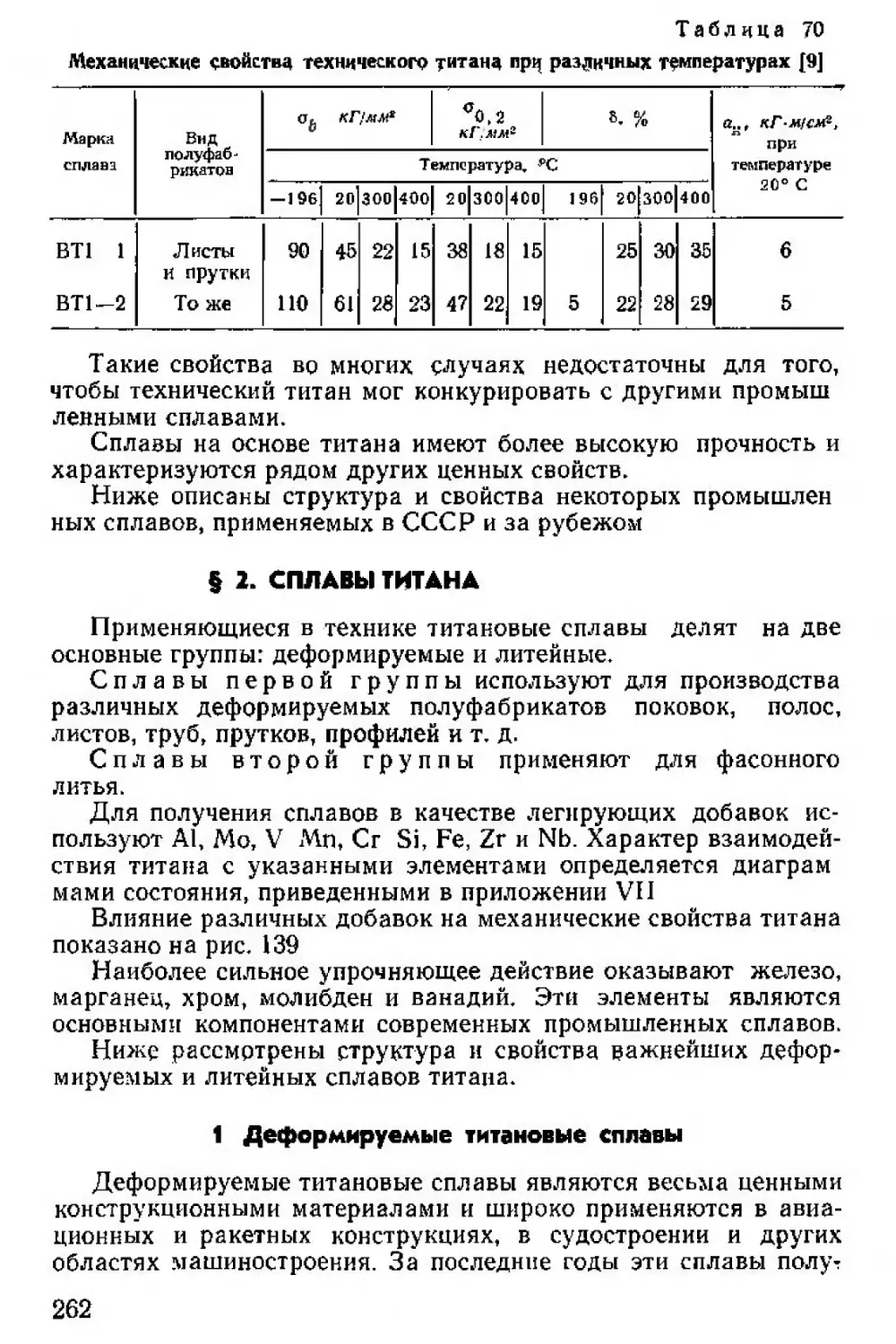
Технический алюминий имеет малую прочность, но высокую
пластичность. Ввиду низкой прочности применение алюминия
как конструкционного материала ограничено.
Прокатанный и отожженный алюминий имеет' = 8 ж
10 кГ мм2, 002 — 3-^4 кГмм2, /75 = 254-30 кГ/мм2, б = 35-^
-МО % ф = 80%
Примеси железа, кремния и некоторых других металлов не-
сколько повышают предел прочности и твердость алюминия, но
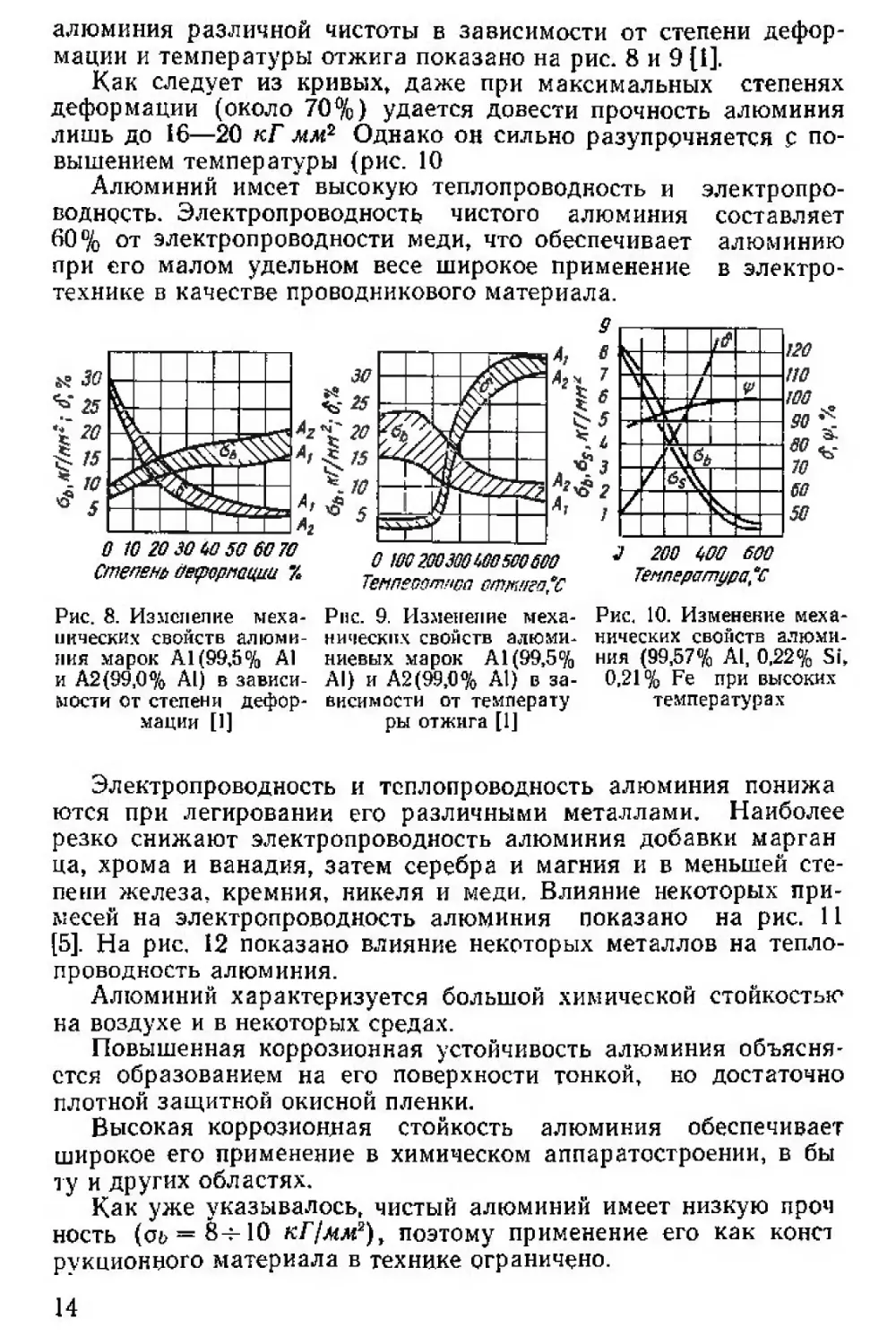
снижают его пластичность. Изменение механических свойств
3
алюминия различной чистоты в зависимости от степени дефор-
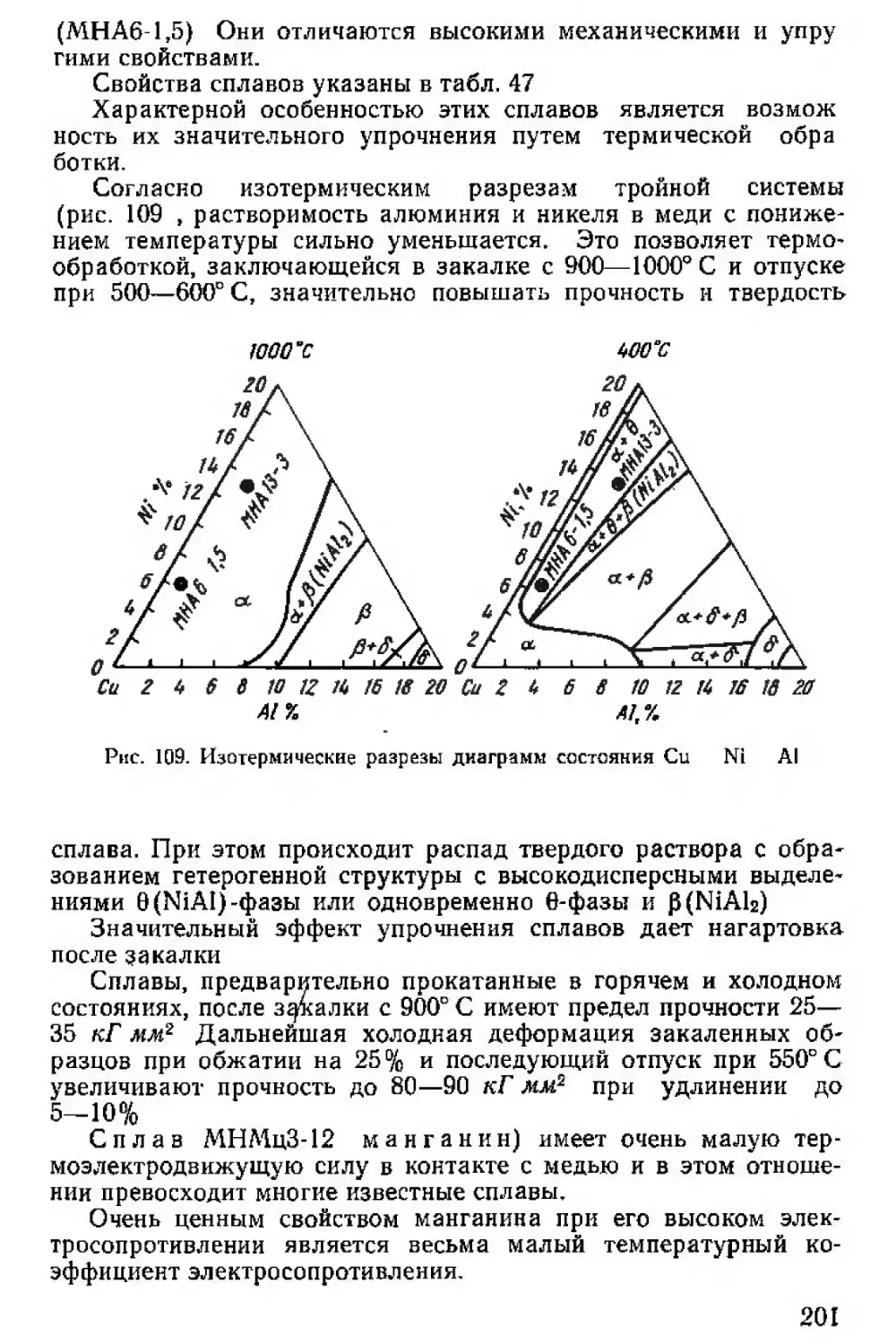
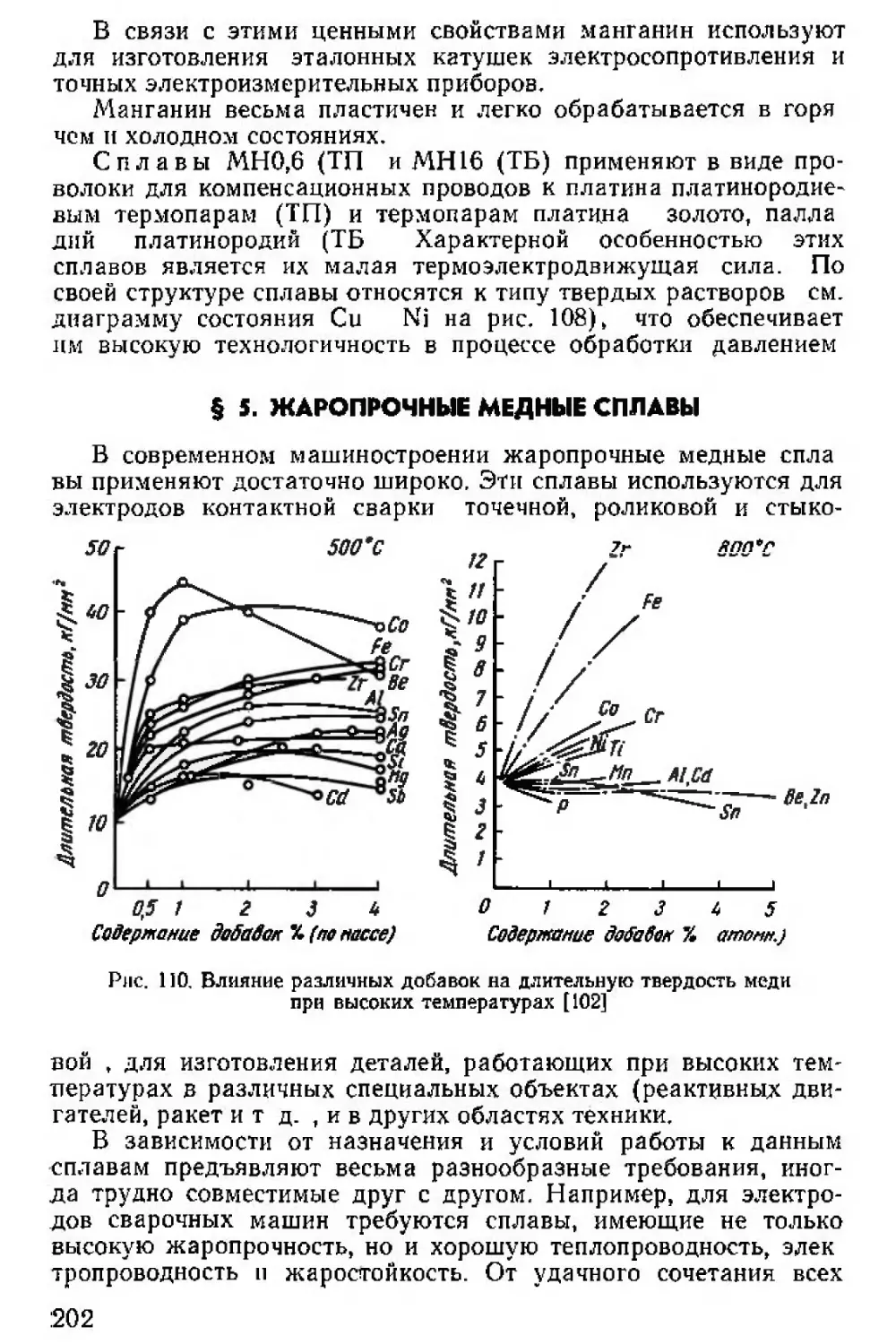
мации и температуры отжига показано на рис. 8 и 9 [1].
Как следует из кривых, даже при максимальных степенях
деформации (около 70%) удается довести прочность алюминия
лишь до 16—20 кГ мм2 Однако он сильно разупррчняется Г по-
вышением температуры (рис. 10
Алюминий имеет высокую теплопроводность и электропро-
водность. Электропроводность чистого алюминия составляет
60% от электропроводности меди, что обеспечивает алюминию
при его малом удельном весе широкое применение в электро-
технике в качестве проводникового материала.
Рис. 8. Изменение меха-
нических свойств алюми-
ния марок А 1(99,5% А1
и А2(99,0% А1) в зависи-
мости от степени дефор-
мации [1]
О Ю0 2Ш80Ш500600
Темпемт-ща omwieafc
Рис. 9. Изменение меха-
нических свойств алюми-
ниевых марок А1(99,5%
AI) и А2(99,0% А1) в за-
висимости от температу
ры отжига [1J
Рис. 10. Изменение меха-
нических свойств алюми-
ния (99,57% А1, 0,22% SL
0,21% Fe при высоких
температурах
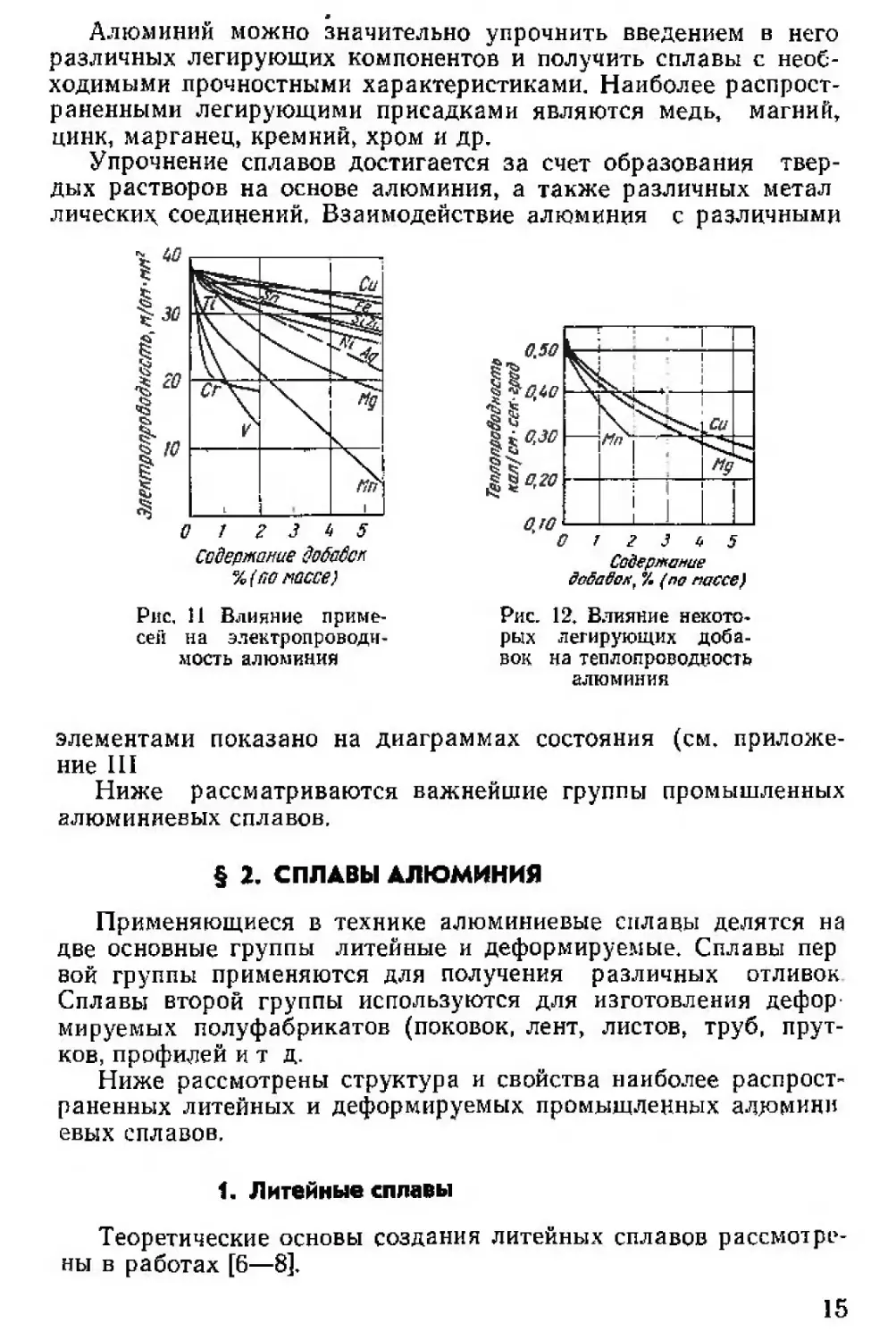
Электропроводность и теплопроводность алюминия понижа
ются при легировании его различными металлами. Наиболее
резко снижают электропроводность алюминия добавки марган
на, хрома и ванадия, затем серебра и магния и в меньшей сте-
пени железа, кремния, никеля и меди. Влияние некоторых при-
месей на электропроводность алюминия показано на рис. 11
[5]. На рис. 12 показано влияние некоторых металлов на тепло-
проводность алюминия.
Алюминий характеризуется большой химической стойкостью
на воздухе и в некоторых средах.
Повышенная коррозионная устойчивость алюминия объясня-
ется образованием на его поверхности тонкой, но достаточно
плотной защитной окисной пленки.
Высокая коррозионная стойкость алюминия обеспечивает
широкое его применение в химическом аппаратостроении, в бы
ту и других областях.
Как уже указывалось, чистый алюминий имеет низкую проч
ность (о^ = 8^10 кГ/л<л<й), поэтому применение его как консз
рук пион ного материала в технике ограничено.
14
Алюминий можно значительно упрочнить введением в него
различных легирующих компонентов и получить сплавы с необ-
ходимыми прочностными характеристиками. Наиболее распрост-
раненными легирующими присадками являются медь, магний,
цинк, марганец, кремний, хром и др.
Упрочнение сплавов достигается за счет образования твер-
дых растворов на основе алюминия, а также различных метал
лических, соединений, Взаимодействие алюминия с различными
% (М МССё)
Рис, И Влияние приме-
сей на электропроводи-
мость алюминия
Рис. 12. Влияние некото-
рых легирующих доба-
вок на теплопроводность
алюминия
элементами показано на диаграммах состояния (см. приложе-
ние III
Ниже рассматриваются важнейшие группы промышленных
алюминиевых сплавов,
§ 2. СПЛАВЫ АЛЮМИНИЯ
Применяющиеся в технике алюминиевые сплавы делятся на
две основные группы литейные и деформируемые. Сплавы пер
вой группы применяются для получения различных отливок
Сплавы второй группы используются для изготовления дефор
мируемых полуфабрикатов (поковок, лент, листов, труб, прут-
ков, профилей и т д.
Ниже рассмотрены структура и свойства наиболее распрост-
раненных литейных и деформируемых промышленных алюминн
евых сплавов.
1. Литейные сплавы
Теоретические основы создания литейных сплавов рассмотре-
ны в работах [6—8].
15
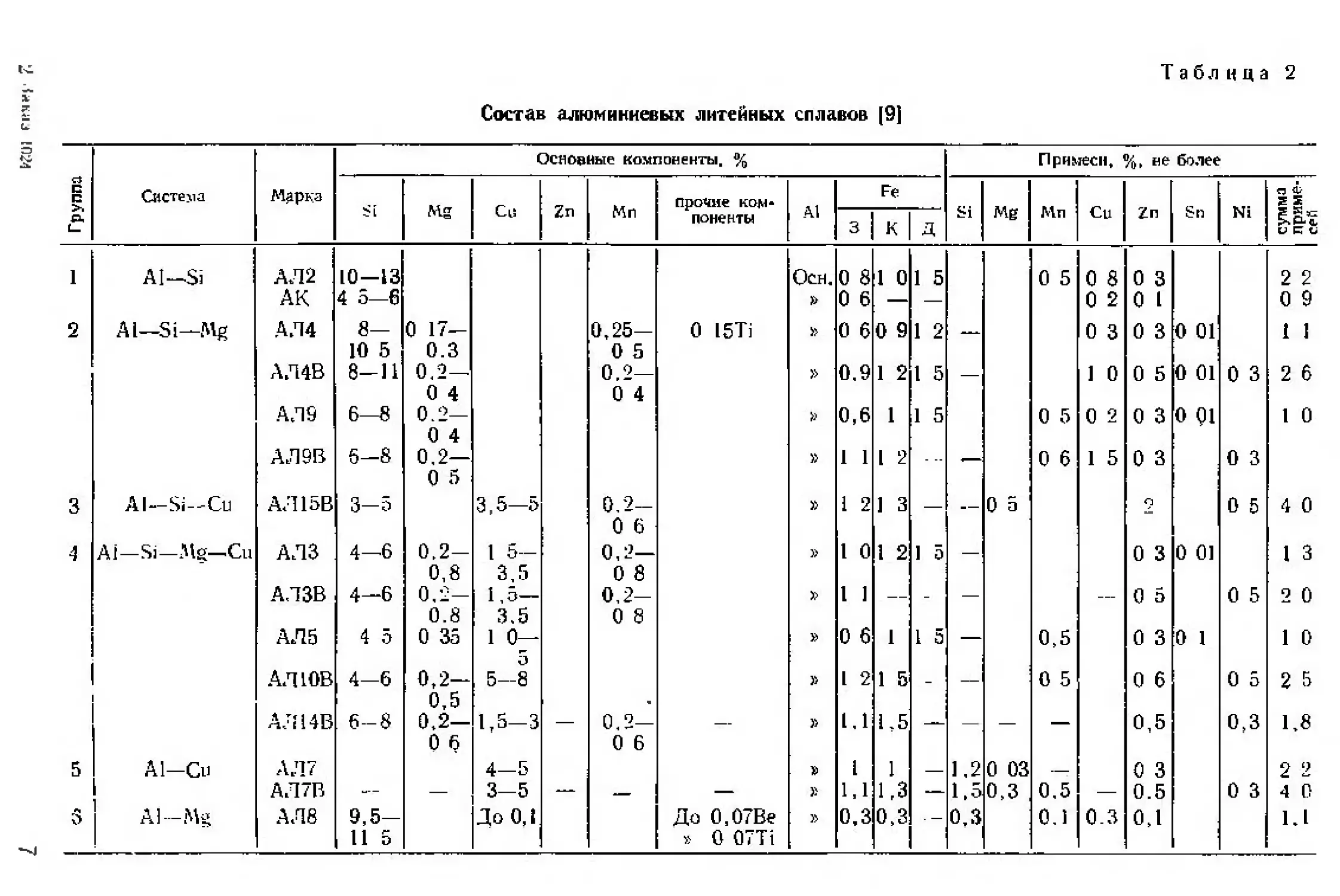
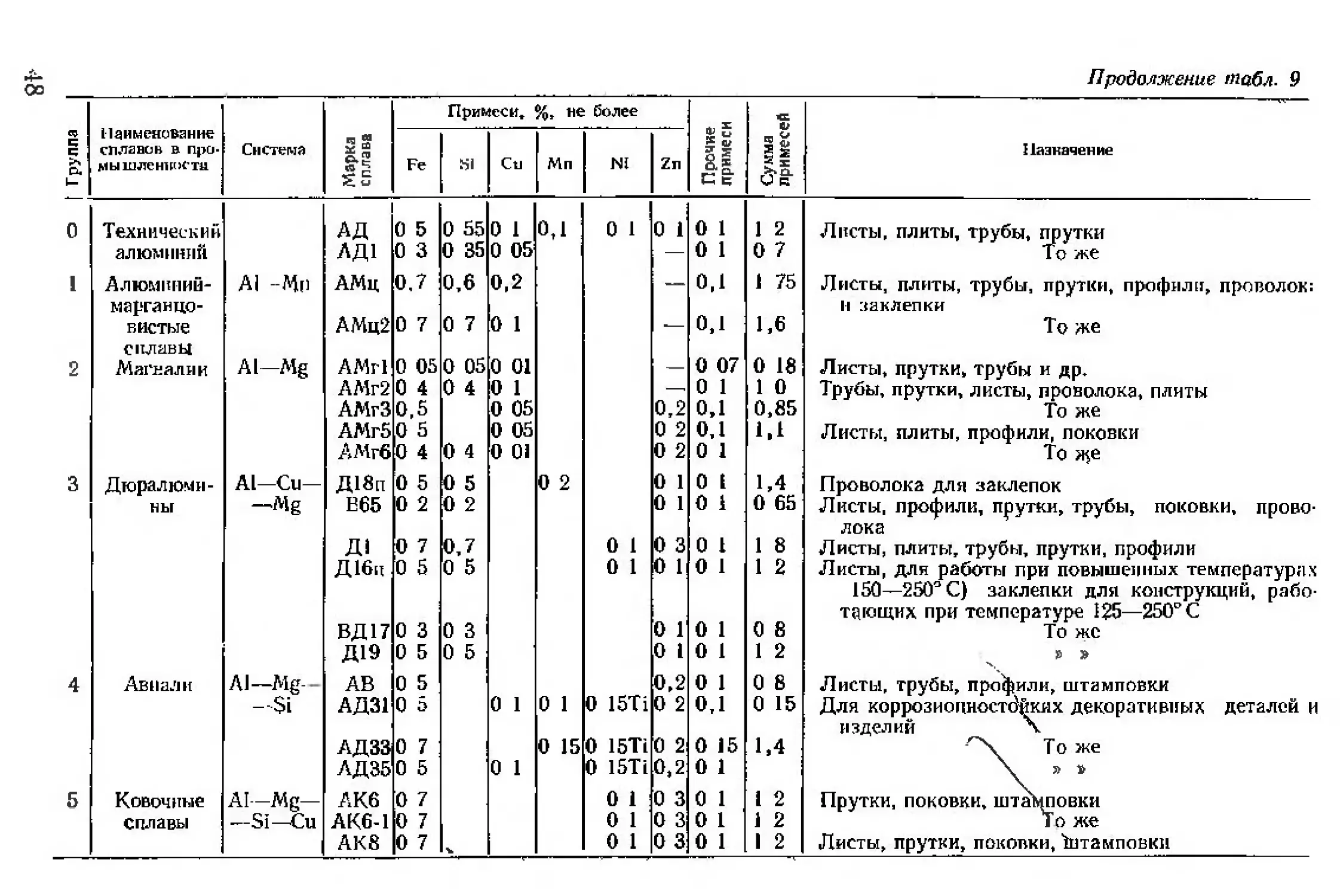
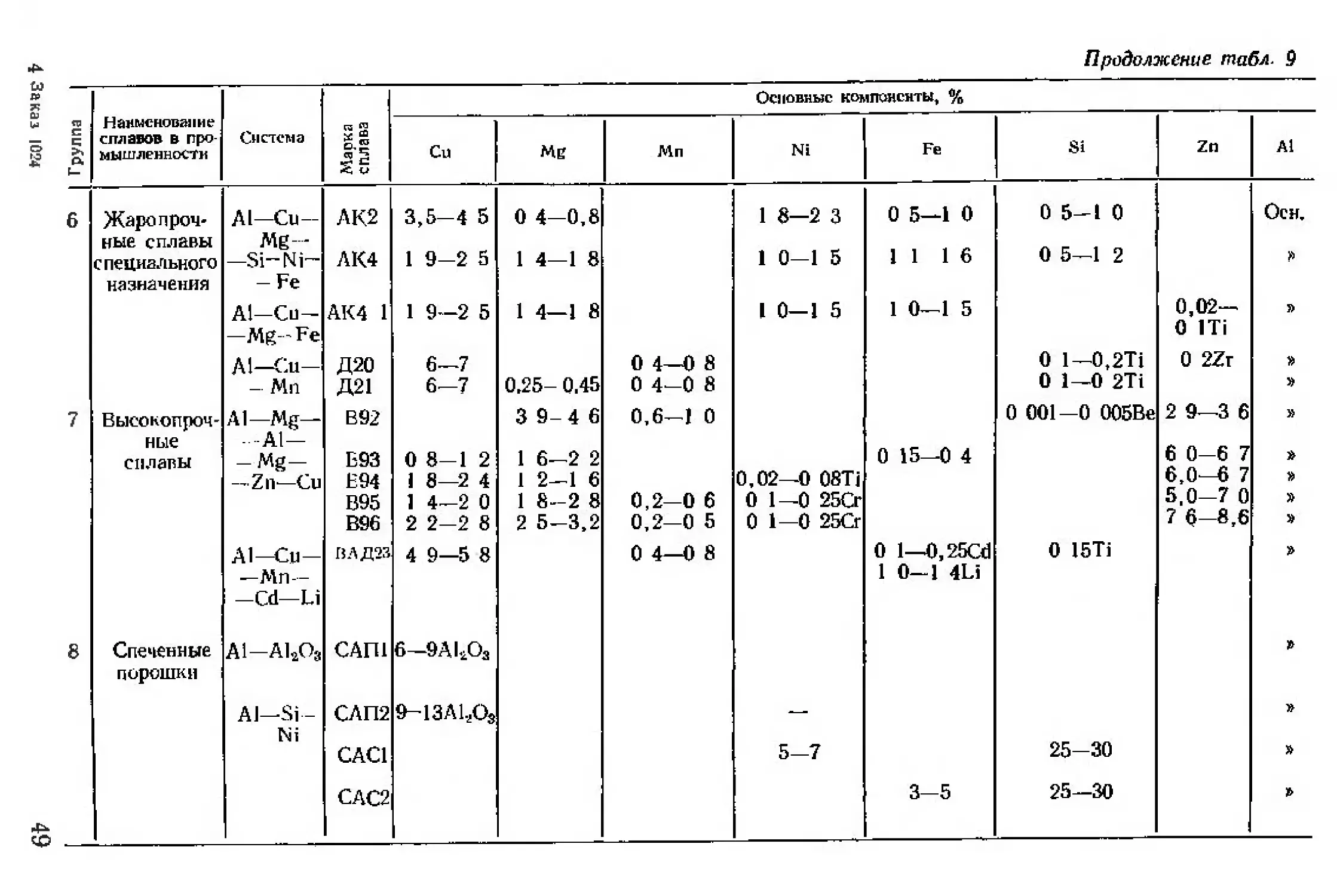
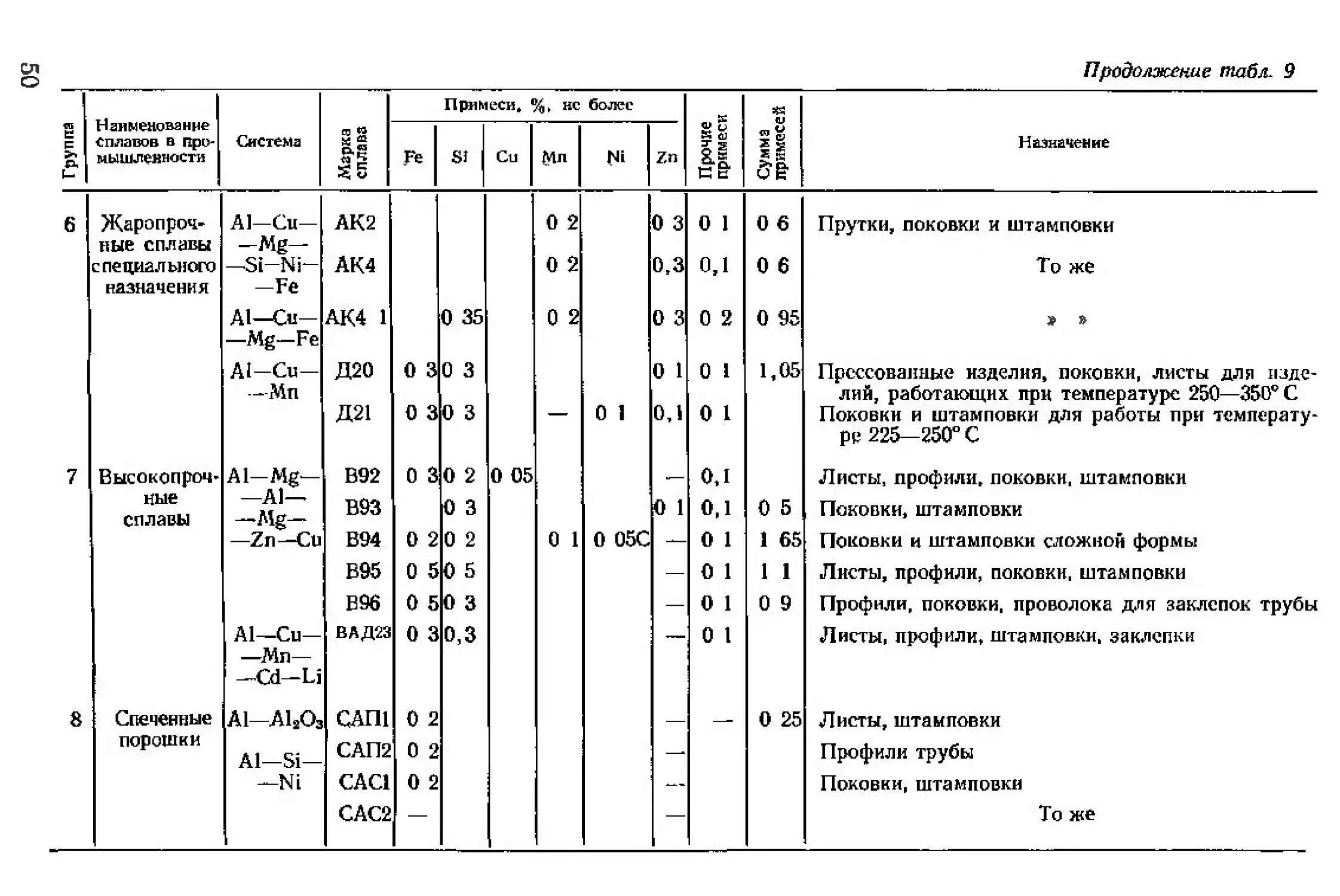
Состав важнейших промышленных литейных сплавов и их
условная классификация приведены в табл. 2.
Небольшие добавки марганца, присутствующие почти во всех
литейных сплавах, вводятся для подавления вредного влияния
примесей железа, а также для повышения механических и кор-
розионных свойств сплавов.
Железо и кремний являются обычными примесями в алюми
нии. В некоторые сплавы железо вводят в больших количествах
для получения особых свойств жаропрочности и др
Литейные алюминиевые сплавы отличаются большим разно-
образием структур Отдельные структурные составляющие этих
сплавов различают под микроскопом по характерной кристал
лической форме, их цвету и изменению цвета под действием
различных травителей.
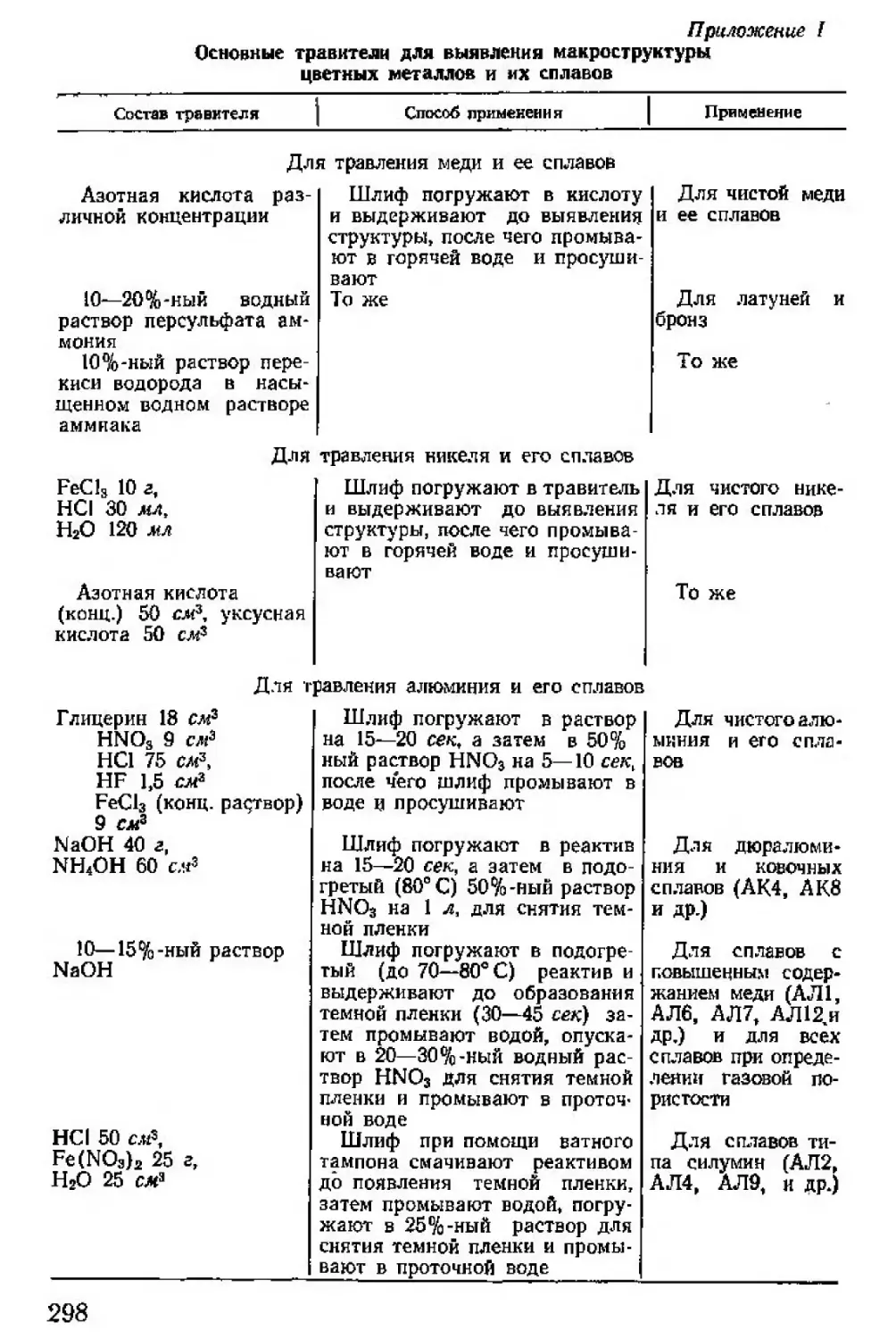
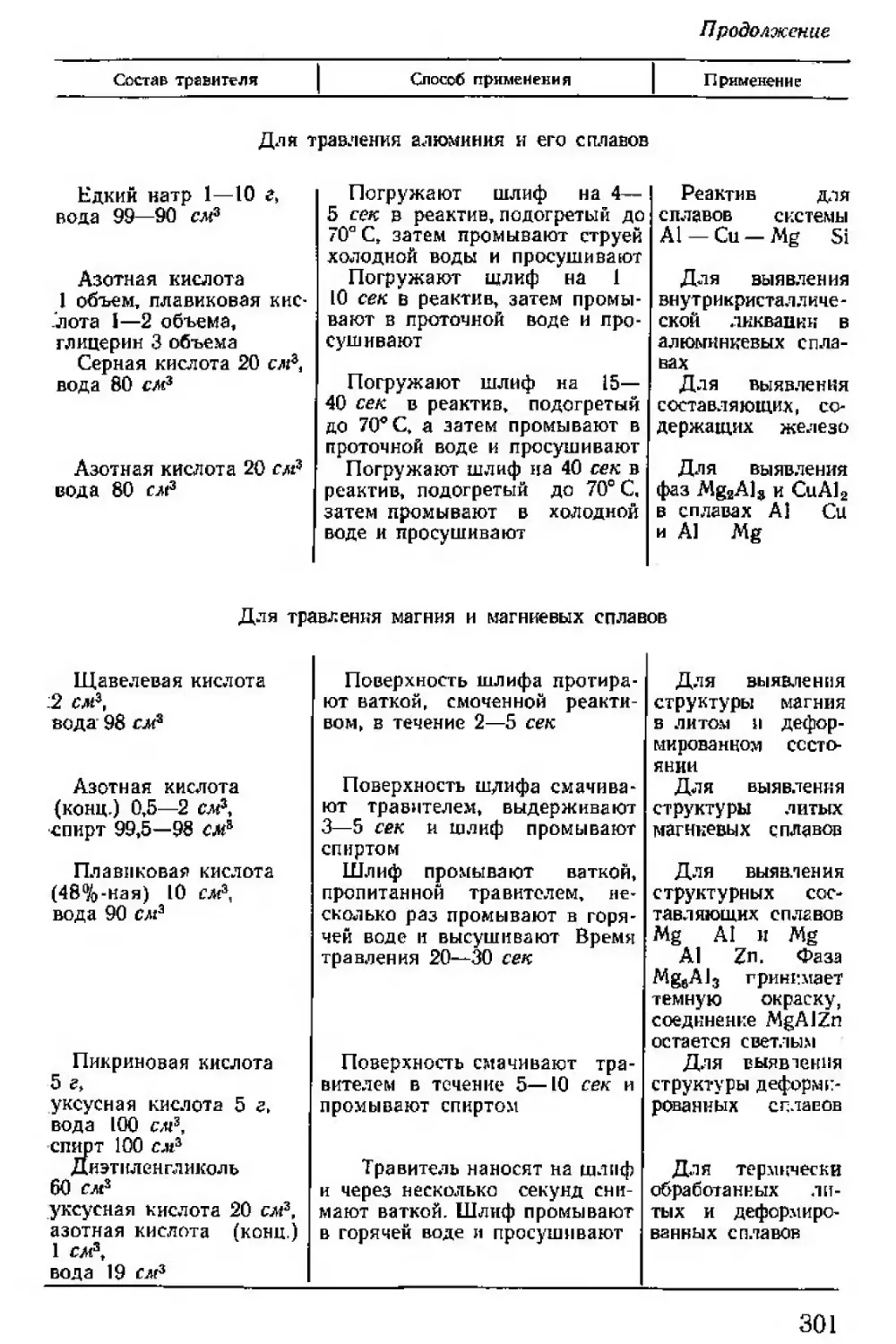
Рекомендуемые травители, их назначение, режимы травле-
ния шлифов и воздействие их на отдельные структурные элемен-
ты сплавов указаны в приложении I и II Эти же травители
применяют для выявления структурных составляющих в дефор-
мируемых алюминиевых сплавах.
Наиболее распространенным травителем алюминиевых спла
вов является 0,5—1% ный водный раствор плавиковой кислоты.
Этот травитель, за исключением отдельных случаев, применялся
нами для выявления микроструктуры всех алюминиевых спла
вов, приведенных в атласе.
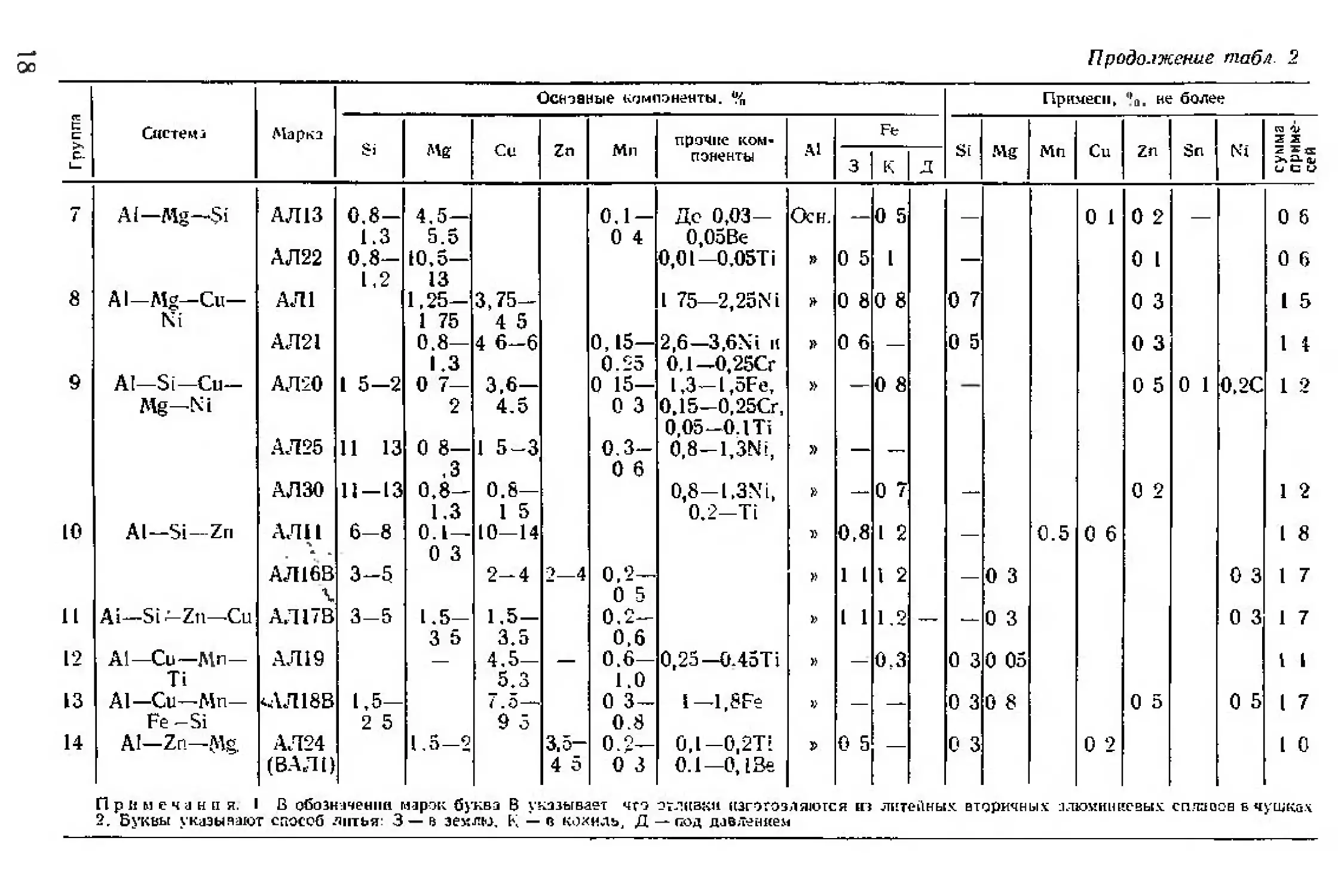
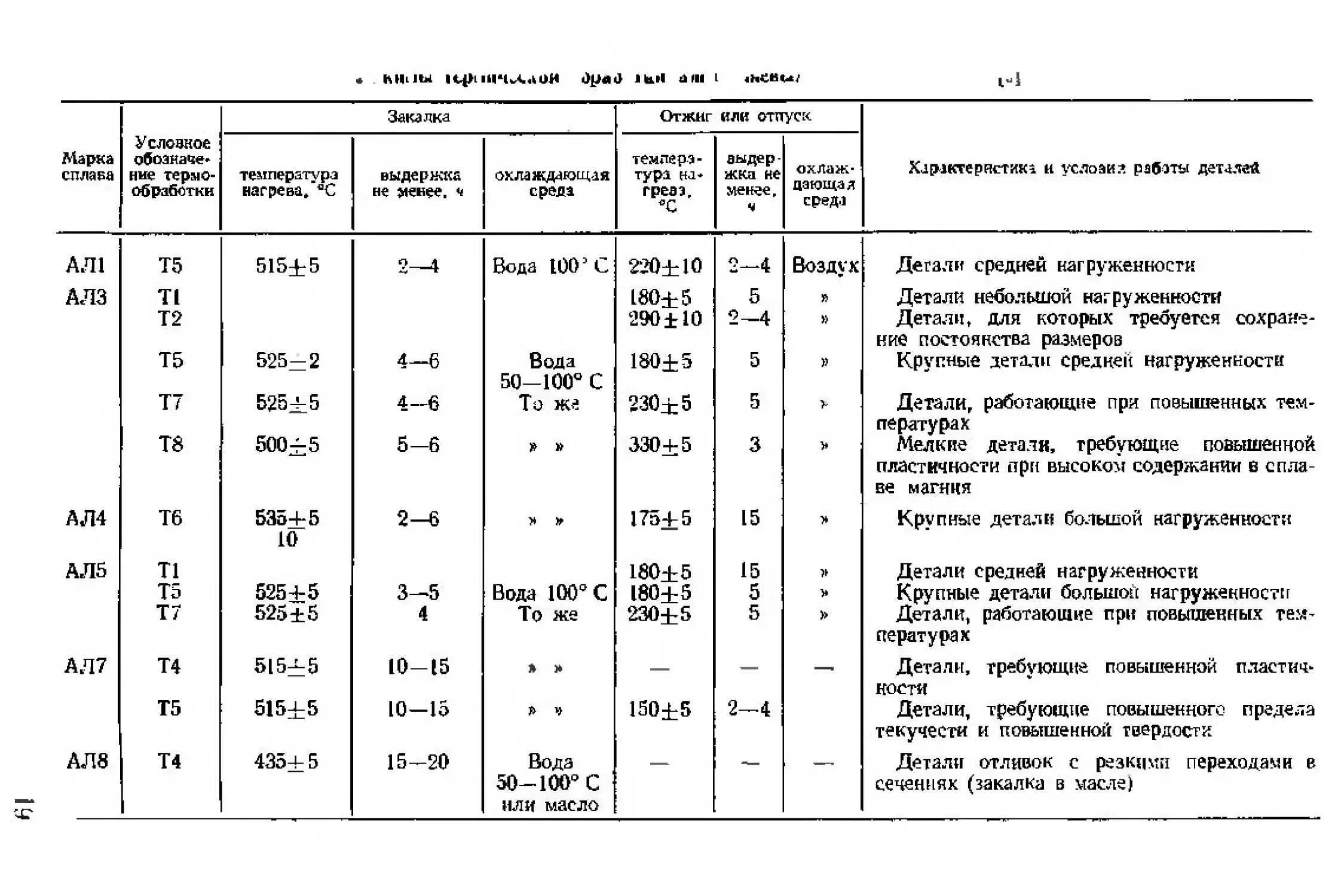
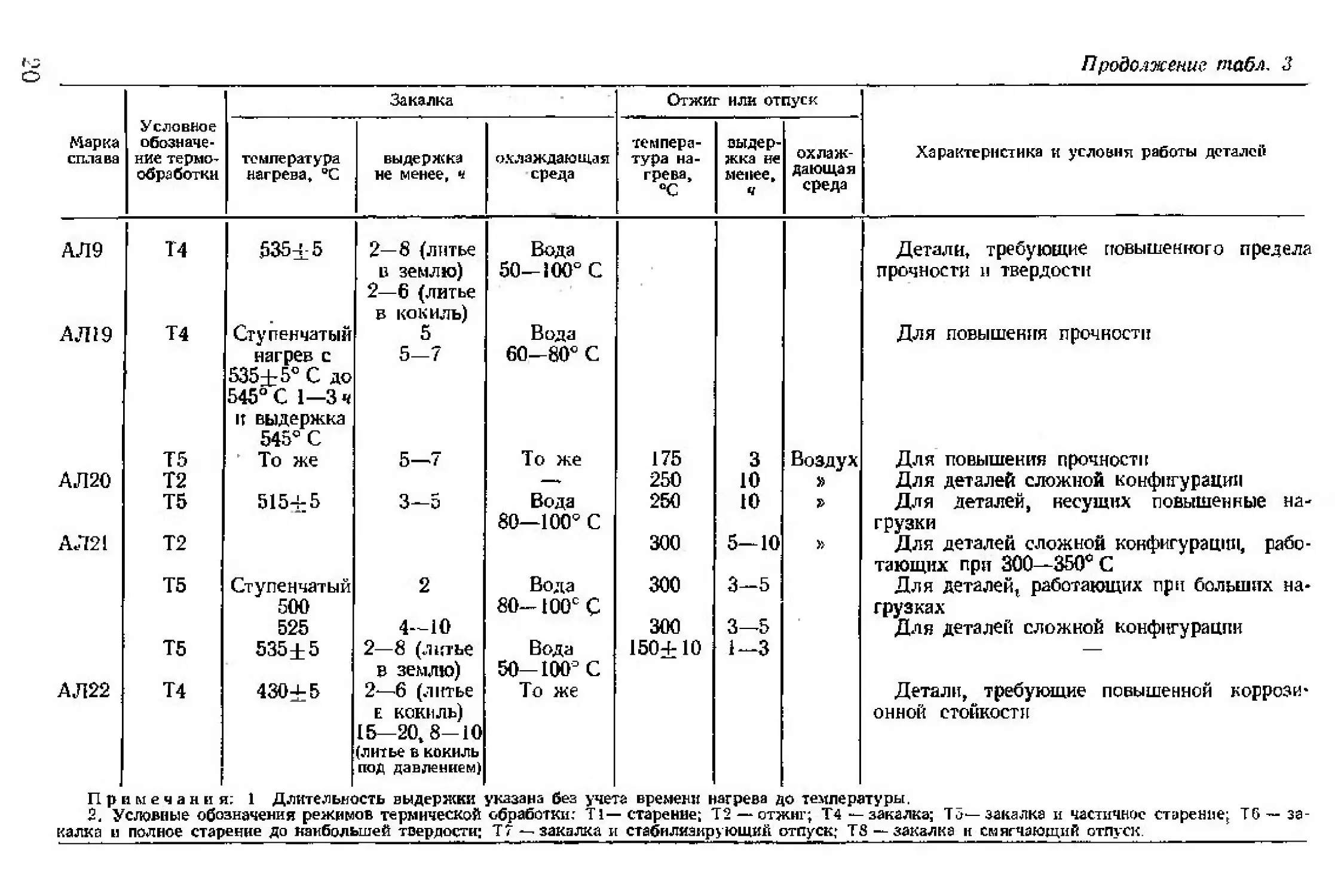
Большинство литейных сплавов подвергается термической
обработке. Режимы термической обработки для различных спла
вов приведены в табл. 3.
В дальнейшем для краткости в тексте указаны ссылки на эти
режимы (в соответствии с их условными обозначениями без
подробной расшифровки самих режимов.
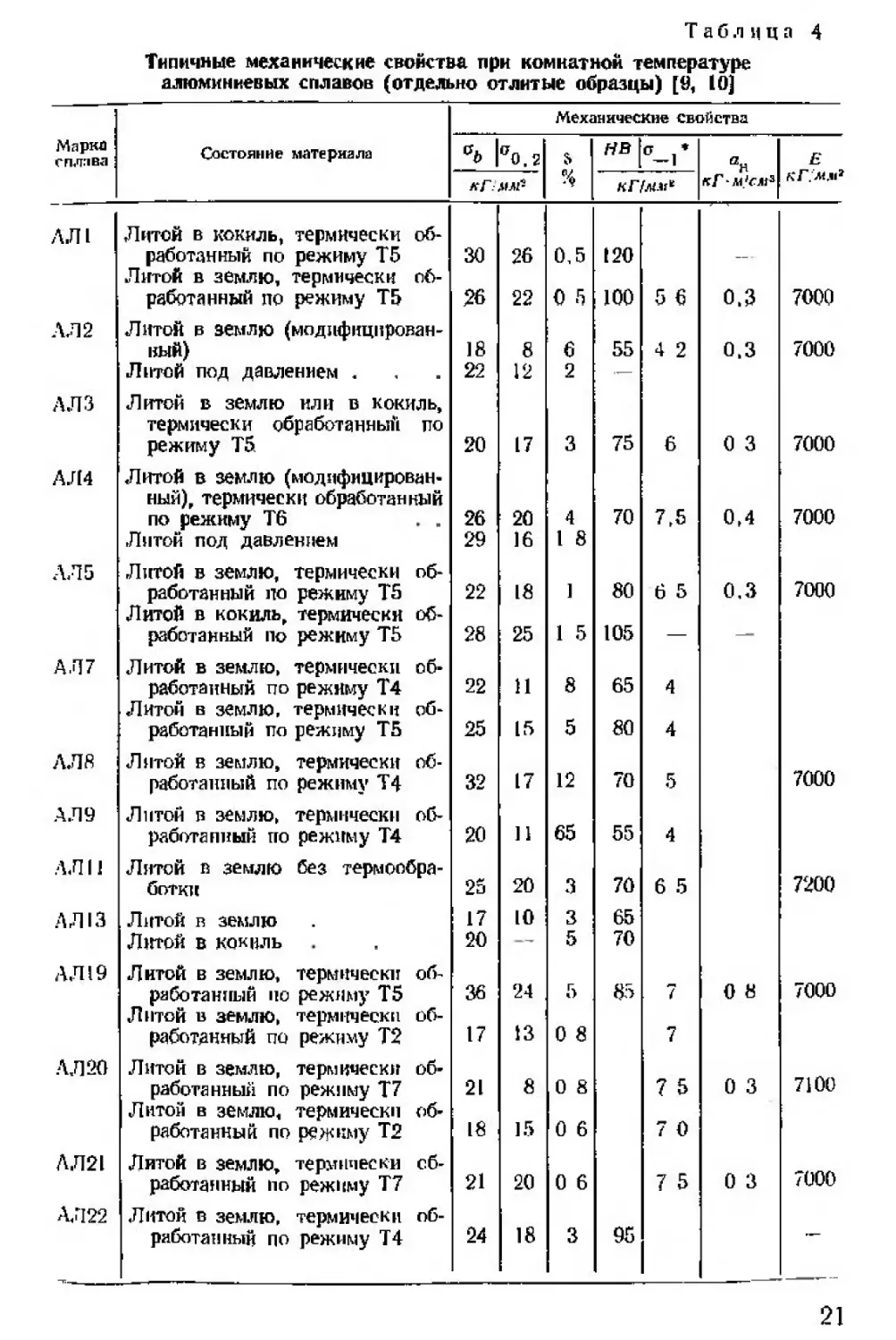
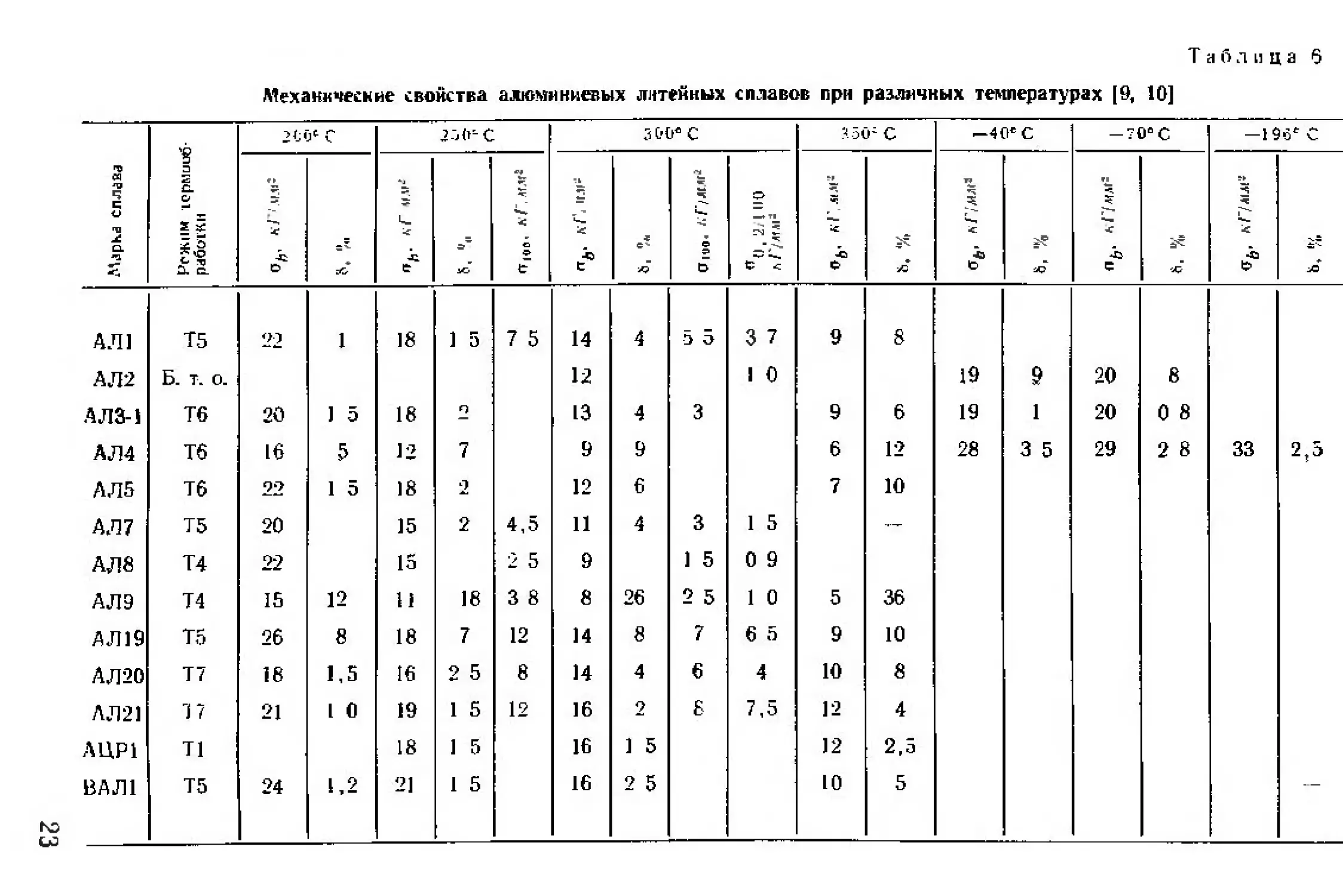
Механические свойства сплавов для различных условий
литья и термической обработки даны в табл. 4—6.
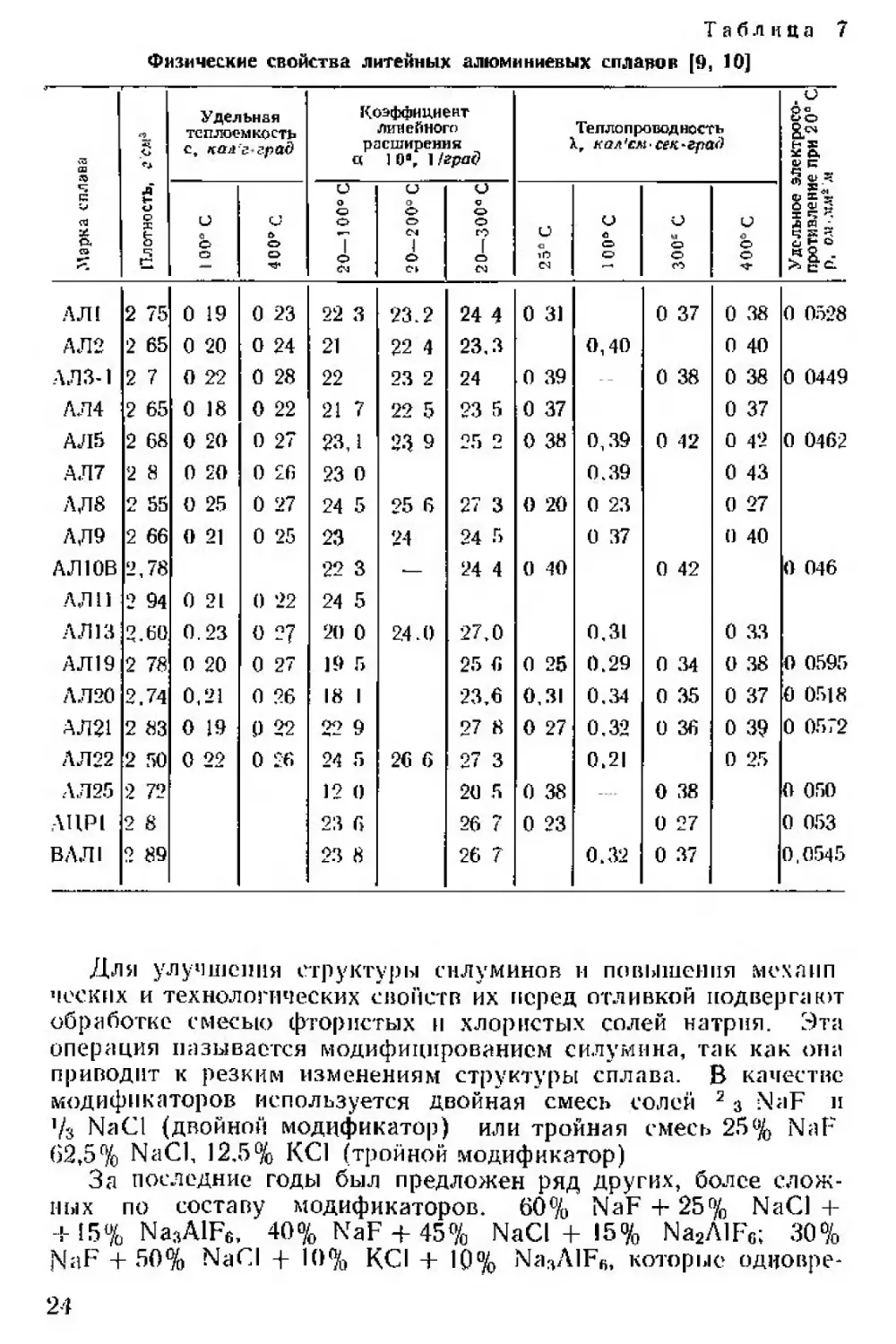
В табл. 7 и 8 приведены некоторые физические и технологи
ческие свойства наиболее важных литейных сплавов.
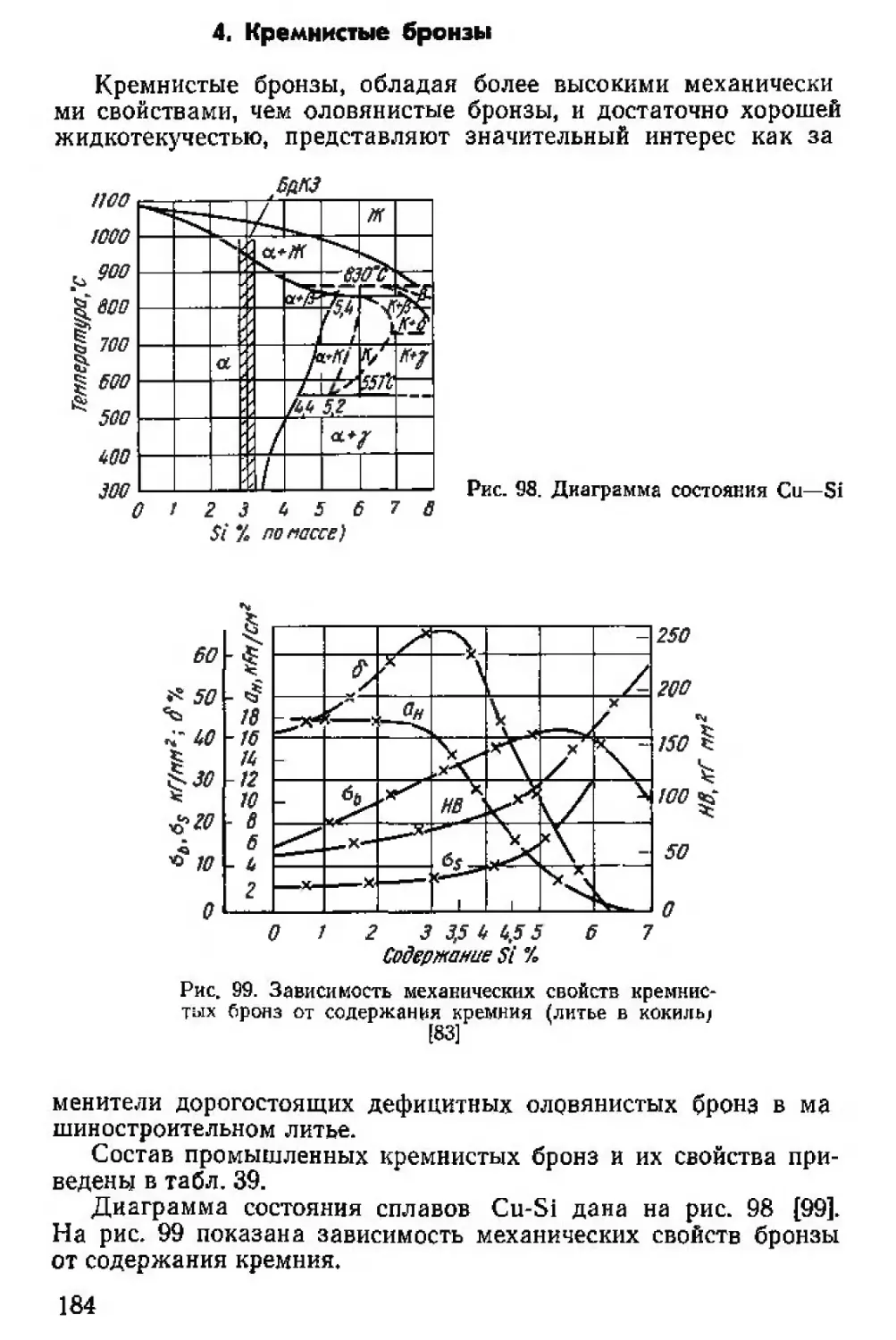
Сплавы алюминия с кремнием
Сплавы алюминия с кремнием, известные под названием
силумины, являются весьма распространенными литейными
алюминиевыми сплавами.
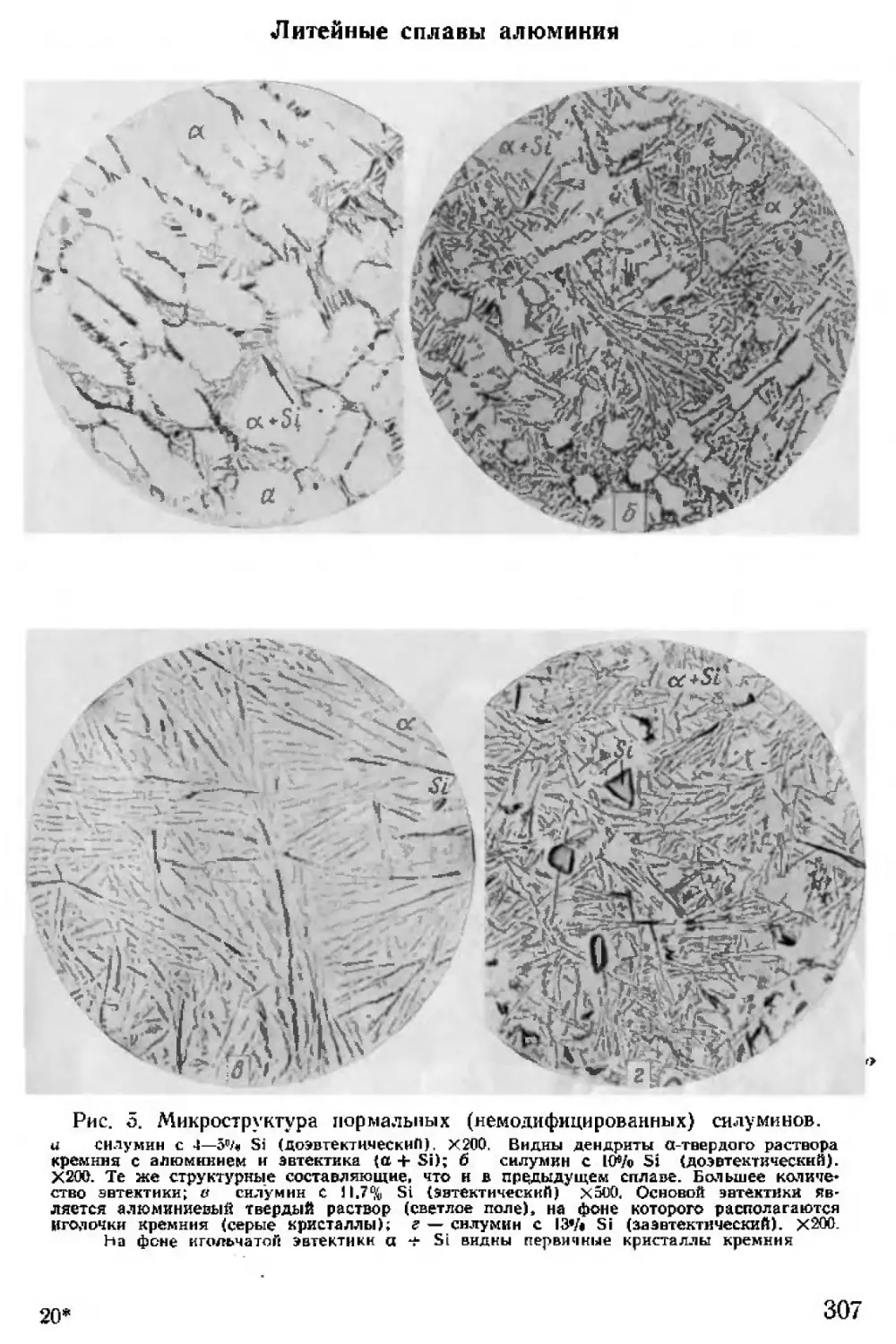
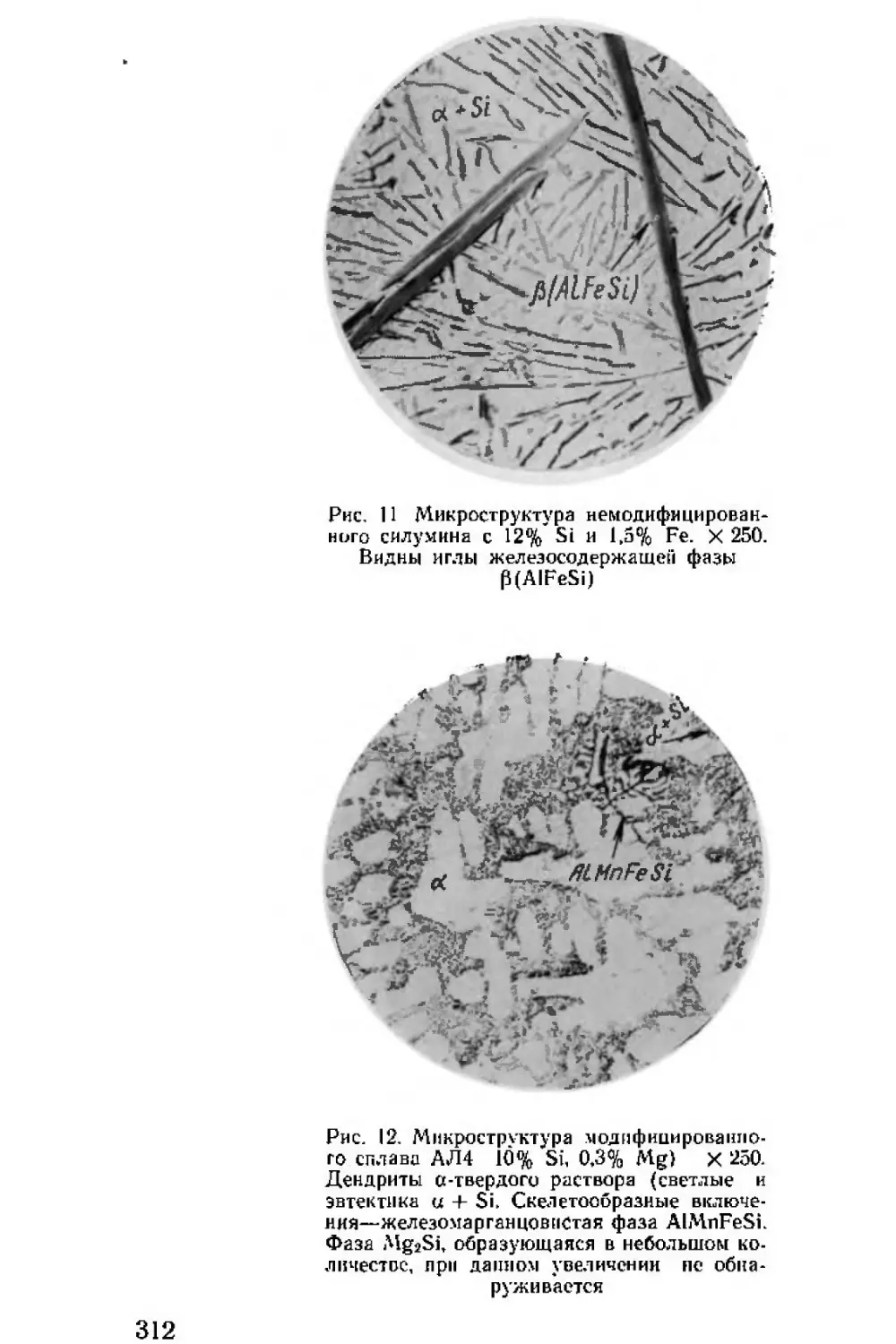
Микроструктура силуминов различного состава показана на
рис. 5 атласа, где на фоне игольчатой эвтектики а + Si видны
кристаллы первичных выделений a-твердого раствора или р Si)
в зависимости от положения сплавов относительно эвтектиче-
ского состава.
Силумины с грубо игольчатой эвтектикой вследствие большой
хрупкости кремния характеризуются невысокими механическими
свойствами оь — 13-7-14 кГ/мм2, д = П-2%) и пониженными ли-
тейными и коррозионными свойствами.
Таблица 2
Состав алюминиевых литейных сплавов [9]
Основные компоненты, % Примеси, %, не более
С С Система Марка Mg Zn Mr прочие ком* Al Fe Mg Мп Zn Sn Ni ч
А L- Cl! поненты 3 К Д Si Си g.S.’S c E 4
1 Al—Si АЛ2 10—13 Осн. 0 8 1 0 1 5 0 5 0 8 0 3 2 2
AK 4 5—6 » 0 6 — — 0 2 0 I 0 9
2 Al—Si—Mg АЛ4 8— 0 17- 0,25- 0 15Ti 0 6 0 9 1 2 0 3 0 3 0 01 1 1
10 5 0.3 0 5
АЛ4В 8-11 0.2— 0,2— 0.9 1 2 I 5 — 1 0 0 5 0 01 0 3 2 6
0 4 0 4
АЛ9 6—8 0.2- 0,6 1 1 5 0 5 0 2 0 3 o 01 1 0
0 4
АЛ9В ел 1 0D 0.2— 0 5 » 1 1 I 2 *— 0 6 1 5 0 3 0 3
3 Al—Si—Си АЛ15В 3-5 3,5—5 0.2- » 1 2 1 3 — _ — 0 5 9 0 5 4 0
0 6
4 Ai—Si—Mg-Cu АЛЗ 4—6 0.2- I 5- 0,2— » I 0 1 2 1 5 — 0 3 0 01 1 3
0,8 3,5 0 8
АЛЗВ 4—6 0.2— 1,5— 0,2- 1 1 — - — — 0 5 0 5 2 0
0.8 3,5 0 8
АЛ5 4 5 0 35 1 0— » 0 6 1 1 5 — 0,5 0 3 0 1 1 0
5
АЛ10В 4-6 0,2— 5-8 » I 2 1 5 - — 0 5 0 6 0 5 2 5
0,5
АЛ14В 6-8 0,2- 1 uo — 0.2- — » LI L5 —— — — — 0,5 0,3 1.8
0 6 0 6
5 Al—Си АЛ7 4—5 » i 1 — 1.2 0 03 — 0 3 2 2
АЛ7В — — 3-5 — —- — 1,1 1,3 — 1 >5 0,3 0.5 — 0.5 0 3 4 0
5 Al-AV- АЛ8 9,5- До 0,1 До 0,07Ве » 0,3 0,3 . — 0,3 0.1 0.3 0,1 l.l
11 5 » 0 07Ti
Qo
Продолжение табл 2
Г руппя Система Марка Основные компоненты. % Примеси, %, не более
Si Mg Си Zn Мп прочие ком- поненты Al Fe Si Mg Mfi Си Zn Sn Ni сумма приме- сей
3 К Д
7 Al—Mg—Si АЛ13 0.8- 4.5— 0.1- До 0,03- Осн. 0 5 0 1 0 2 0 6
1.3 to 1Л 0 4 0,05Ве
АЛ22 0,8- 10,5— 0,01-0,051 i 0 5 I — 0 I 0 6
1,2 13
8 Al-Mg—Си— АЛ1 1,25- 3,75- 1 75—2,25 Ni 0 8 0 8 0 7 0 3 1 5
Ki 1 75 4 5
АЛ 21 0.8— 4 6-6 0,15— 2,6-3,6Xi и » 0 6 — 0 5 0 3 I 4
1.3 ю K'l о 0,1—0,25Сг
9 Al—Si—Си- АЛ20 1 5-2 0 7— 3,6- 0 15— 1,3—l,5Fe, » — 0 8 — 0 5 0 1 0.2C 1 2
Mg—К i 2 4,5 0 3 0,15—0,25Cr,
0,05-0.1 Ti
АЛ25 И 13 0 8— 1 5-3 0,3- 0,8-l,3Ni, » —
,3 0 6
АЛ 30 11-13 0,8- 0.8— 0,8-1.3X1, —— 0 7 —— 0 2 1 2
1.3 1 5 0.2—Ti
10 Al—Si-Zri АЛИ □О 1 <£> 0.1— 10-14 в 0,8 I 2 — 0.5 0 6 1 8
0 3
АЛ 16В 3-5 2-4 2—4 0,2— » 1 1 I 2 — 0 3 0 3 1 7
0 5
11 Ai—Si-^Zn—Си АЛ 17В 3-5 1.5- 1.5- 0.2- j? 1 1 1,2 -!- W 0 3 0 3 1 7
3 5 3.5 0,6
12 Al—Си—Мп— АЛ 19 — 4.5- — 0.6- 0,25—O.45Ti » — 0.3 0 3 0 05 1 1
Ti ГО Ю 1.0
13 Al—Си—Мп— <АЛ18В 1,5— 7.5— 0 3- 1—1,8Fe — —- 0 3 0 8 0 5 0 5 I 7
Fe—Si 2 5 9 5 0.8
14 Al—Zn—Mg. АЛ24 1,5—2 3,5— 0.2— 0,1-0,2Ti 0 5 — 0 3 0 2 I 0
(ВАЛ!) 4 5 0 3 0.1— 0, iBe
Примечания. I В обозначении марок буква 0 указывает что отливки изгогозляются из литейных вторичных алюминиевых сплавов в чушках
2. Буквы указывают способ литья: 3 — в землю, К — и кокиль, Д — код давлением
• hint* Itpi |Ц‘(ЛаОИ Jpd J I kil dill I thCBUI
Марка сплава Условное обозначе- ние термо- обработки Закалка Отжиг или отпуск Характеристика и условия работы деталей
температура нагрева.'°C выдержка не левее, ч охлаждающая среда темпера- тура на* греаэ, °C выдер- жка не менее, ч охлаж- дающая среда
АЛ1 Т5 515+5 П | Вода 100’С 220+10 2—4 Воздух Детали средней нагруженносги
АЛЗ Т1 Т2 Т5 Т7 525-2 525+5 СО со 1 i М’ М1 Вода 50-100° С То же L8O+5 290 ±10 180±5 330± 5 5 2-4 5 5 и » и Детали небольшой нагруженности Детали, для которых требуется сохране- ние постоянства размеров Крупные детали средней нагруженности Детали, работающие при повышенных тем- пературах Мелкие детали, требующие повышенной пластичности при высоком содержании в спла- ве магния
та 500+5 5-6 * » 330 +5 3 и
АЛ4 Тб 535+5 10 2-6 * » 175+5 15 Крупные детали большой нагруженносги
АЛ5 Т1 Т5 Т7 535+5 525+5 3—5 4 Вода 100°С То же 180±5 180±5 230+5 15 5 5 11 It » Детали средней нагруженности Крупные детали большой нагруженносги Детали, работающие при повышенных тем- пературах
АЛ7 Т4 Т5 515£5 515+5 10-15 10-15 * » & ч 150+5 2-4 Детали, требующие повышенной пластич- ности Детали, требующие повышенного предела текучести и повышенной твердости
АЛ8 Т4 435+5 15—30 Вода 50-100° С или масло — -— — Детали отливок с резкими переходами в сечениях (закалка в масле)
<3
о
Продолжение табл, 3
Марка сплава Условное обозначе- ние термо- обработки Закалка Отжиг или отпуск Характеристика и условия работы деталей
температура нагрева, °C выдержка не менее, ч охлаждающая среда темпера- тура на- грева, °C выдер- жка не менее, ч охлаж- дающая среда
АЛ9 Т4 635^5 2—8 (литье Вода Детали, требующие повышенного предела
в землю) 2—6 (литье в кокиль) 50—100° С прочности и твердости
АЛ 19 Т4 Ступенчатый 5 Вода Для повышения прочности
нагрев с 535±5° С до 545° С 1—Зч 5—7 60—80е С
к выдержка
545° С
Т5 То же 5—7 То же 175 3 Воздух Для повышения прочности
АЛ20 Т2 —* 250 10 Для деталей сложной конфигурации
Тб 5154-5 3-5 Вода 250 10 г> Для деталей, несущих повышенные на-
80—100° С грузки
АЛ21 Т2 300 5—10 >: Для деталей сложной конфигурации, рабо- тающих при 300—350° С
Т5 Ступенчатый 2 Вода 300 3-5 Для деталей работающих при больших на-
500 80-100° С грузках
525 4—10 300 3—5 Для деталей сложной конфигурации
Т5 535 ±5 2—8 (лпье Вода 150+10 1-3 —
в землю) 50-100° С
АЛ22 Т4 430±5 2—6 (литье То же Детали, требующие повышенной кор роз и-
Е КОКИЛЬ) 15—20, 8-10 (литье в кокиль под давлением) онной стойкости
Примечания; 1 Длительность выдержки указана без учета времени нагрева до температуры.
5, Условные обозначения режимов термической обработки: 71— старение; 72 — отжиг; Т4 — закалка; Та—закалка и частичное старение; Тб — за-
калка и полное старение до наибольшей твердости; 77 — закалка и стабилизирующий отпуск; 78 — закалка и смягчающий отпуск.
Таблица 4
Типичные механические свойства при комнатной температуре
алюминиевых сплавов (отдельно отлитые образцы) [9, 10]
Марка сплава Состояние материала Механические свойства
аЬ ао.в & % НВ |о * ан кРм.'сиР Е к Г. мм1
КГ: илГ- кПмл*
ЛЛ1 Литой в кокиль, термически об- работанный по режиму Т5 Литой в землю, термически об- работанный по режиму Т5 30 26 26 22 0,5 0 5 120 100 5 6 0.3 7000
АЛ 2 Литой в землю (модифицирован- ный) Литой под давлением . 18 22 8 12 № 55 4 2 0.3 7000
АЛЗ Литой в землю или в кокиль, термически обработанный по режиму Т5 20 17 3 75 6 0 3 7000
АЛ4 Литой в землю (модифицирован- ный), термически обработанный по режиму Тб . . Литой под давлением 26 29 20 16 4 1 8 70 7,5 0,4 7000
АЛ 5 Литой в землю, термически об- работанный по режиму Т5 Литой в кокиль, термически об- работанный по режиму Т5 22 28 18 25 1 1 5 80 105 6 5 0,3 7000
АЛ7 Литой в землю, термически об- работанный по режиму Т4 Литой в землю, термически об- работанный по режиму Т5 22 25 11 15 8 5 65 80 4 4
АЛ8 Литой в землю, термически об- работанный по режиму Т4 32 17 12 70 5 7000
АЛ 9 Литой в землю, термически об- работанный по режиму Т4 20 11 65 55 4
АЛ | J Литой в землю без термообра- ботки 25 20 3 70 6 5 7200
АЛ 13 Литой в землю Литой в кокиль 17 20 10 3 5 65 70
АЛ 19 Литой в землю, термически об- работанный по режиму Т5 Литой в землю, термически об- работанный по режиму Т2 36 17 24 13 5 0 8 85 7 7 0 8 7000
АЛ 20 Литой в землю, термически об- работанный по режиму Т7 Литой в землю, термически об- работанный по режиму Т2 21 18 8 15 0 8 0 6 7 5 7 0 0 3 7100
АЛ21 Литой в землю, термически об- работанный по режиму Т7 21 20 0 6 7 5 0 3 7000
АЛ 22 Литой в землю, термически об- работанный по режиму Т4 24 18 3 95 —
21
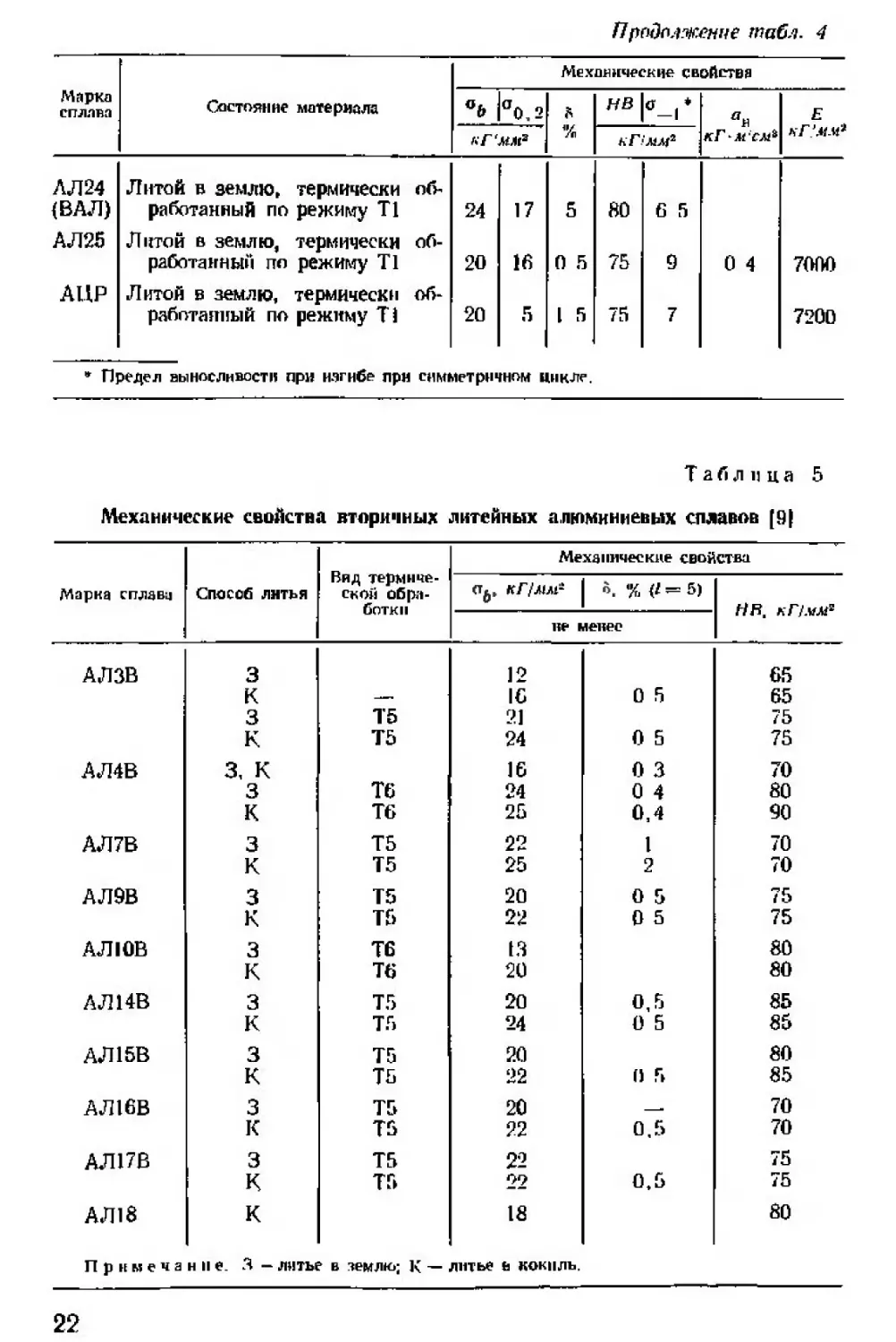
Продалжение табл. 4
Мпрка сплава Состояние материала Механические свойства
% °0,2 * 11/ /in нв с-|* ян КГ-ЛССМ* Е к Г.’ММ*
кГ мм3 аГ мм1
АЛ24 (ВАЛ) Литой в землю, термически работанный по режиму Т1 об- 24 17 5 80 6 5
АЛ25 Литой в землю, термически работа и ный по режиму Т1 об- 20 16 0 5 75 9 0 4 7000
АИР Литой в землю, термически работа пный по режиму Ti об- 20 5 1 5 75 7 7200
* Предел выносливости при изгибе при симметричном цикле.
Таблица 5
Механические свойства вторичных литейных алюминиевых сплавов [9|
Марка с пла в и Способ лнтья Вид термиче- ской обра- ботки Механические свойства
<т^, кГ/мм- % {1 *= 5) НВ. кГ/.»мв
не 1 левее
АЛЗВ 3 12 65
К — 16 0 5 65
3 Т5 21 75
К Т5 24 0 5 75
АЛ4В 3, К 16 0 3 70
3 Тб 24 0 4 80
к Тб 25 0,4 90
АЛ7В 3 Т5 22 1 70
к Т5 25 2 70
АЛ9В 3 Т5 20 0 5 75
к ТО 22 0 5 75
АЛ 10В 3 Тб 13 80
к Тб 20 80
АЛ 14В 3 Т5 20 0,5 85
к Т5 24 0 5 85
АЛ 15В 3 Т5 20 80
к Т5 22 0 5 85
АЛ16В 3 Т5 20 —- 70
к Т5 22 0,5 70
АЛ17В 3 Т5 22 75
к ТО 22 0,5 75
АЛ18 к 18 80
Примечание. 3 — литье в землю; К — литье в кокиль.
22
Таблица 6
Механические свойства алюминиевых литейных сплавов при различных температурах [9, 10]
я О Т1 CL *1 Режим термииб- работки С 230'С 3 С-011 с ?.50; С —40е С — ?овс — 1 9‘5 е С
к: Ъ ! О =4> г’ *о *** е е 1 •— 1с t * С' Oiuo. лГ/лмР л Г/мм3 ч i >С **ч С ъ ю iP с И *р 2 fe л
АЛ1 Т5 22 1 18 1 5 7 5 14 4 •5 5 3 7 9 8
АЛ2 Б. т. о. 12 1 0 19 9 20 8
АЛЗ-1 Тб 20 ] 5 18 2 13 4 3 9 6 19 1 20 0 8
АЛ4 Тб 10 £ 12 7 9 9 6 12 28 3 5 29 2 8 33 2,5
АЛ5 Тб 22 1 5 18 2 12 6 7 10
АЛ 7 Т5 20 15 2 4,5 11 4 3 1 5 —
АЛ8 Т4 22 15 2 5 9 1 5 0 9
АЛ9 Т4 15 12 11 18 3 8 8 26 2 5 1 0 5 36
АЛ19 Т5 26 8 18 7 12 14 8 7 6 5 9 10
АЛ20 Т7 18 1,5 16 2 5 8 14 4 6 4 10 8
АЛ 21 17 21 1 0 19 1 5 12 16 2 8 7,5 12 4
АЦР1 Т1 18 1 5 16 1 5 12 2,5
ВАЛ1 Т5 24 L2 21 1 5 16 2 5 10 5 —
Таблица 7
Физические свойства литейных алюминиевых сплавов [9, 10]
< Марка сплава Плотность, с ел3 Удельная теплоемкость с, кал г-град Коэффициент линейного расширения ц 1 0е, 1 /град Тепло проводностъ 1, кал'см-сек-град о
8 Е 0. 5 е при 50° ,ч
и с о о & о о 3 о00 1— 0S О о О о еч 1 О Oil О «1 о о Гф [ о и <1 тП Г-1 и л о о U О О rt о о О О «г Удельное з противлени р. о,н ..ч,ч4’.
ЛЛ1 2 75 0 19 0 23 22 3 23. 2 24 4 0 31 0 37 0 38 0 0528
АД2 2 65 0 20 0 24 21 22 4 23.3 0,40 0 40
А Л 3-1 2 7 0 22 0 28 22 23 2 24 0 39 0 38 0 38 0 0449
АЛ4 2 65 0 18 0 22 21 7 22 5 23 5 0 37 0 37
АЛ5 2 68 0 20 0 27 23,1 23 9 25 2 0 38 0,39 0 42 0 42 0 0462
АЛ7 2 8 0 20 0 26 23 0 0.39 0 43
ЛД8 О 55 0 25 0 27 24 5 25 6 27 3 0 20 0 23 0 27
А.П9 2 66 0 21 0 25 23 24 24 5 0 37 0 40
АЯ10В 2 ,78 22 3 24 4 0 10 0 42 0 046
ЛЛ11 2 94 0 21 0 22 24 5
АЛ 13 9 .60 0 23 0 27 20 0 2.4. 0 27.0 0.31 0 33
АЛ 19 2 78 0 20 0 27 19 5 25 6 0 25 0.29 0 34 0 38 0 0595
ЛЛ20 2.74 0,21 0 26 18 1 23,6 0,31 0,34 0 35 0 37 0 0518
АЛ21 2 83 0 19 0 22 99 9 27 8 0 27 0.32 0 36 0 39 0 0572
ЛЛ22 2 50 0 22 0 26 24 5 26 6 27 3 0.21 0 25
АЛ25 2 72 12 0 20 5 0 38 0 38 0 050
АИР1 2 8 23 6 26 7 0 23 0 27 0 053
ВАЛ1 О 89 23 8 26 7 0.32 0 37 0,0545
Для улучшения структуры силуминов и повышения мсхаип
веских и технологических свойств их перед отливкой подвергают
обработке смесью фтористых и хлористых солей натрия. Эта
операция называется модифицированием силумина, так как она
приводит к резким изменениям структуры сплава. В качестве
модификаторов используется двойная смесь солей 2 з NaF и
’/з Na О (двойной модификатор) или тройная смесь 25% NaF
62,5% NaCI, 12.5% КС1 (тройной модификатор)
За последние годы был предложен ряд других, более слож-
ных по составу модификаторов. 60% NaF -I- 25% NaCI 4-
-М5% Na3AlF6, 40% NaF + 45% NaCI + 15% Na2AlF6; 30%
NaF 4- 50% NaCI + 10% КС I 4- 10% Na3AIF6, которые одновре-
24
менно используют в качестве рафинирующих флюсов для дсга
зации сплавов и очистки их от окисных включений.
При модифицировании происходит следующая реакция
Al 4-3NaF^±Na + A1F3,
в результате чего выделяющийся натрий вступает во взаимодей-
ствие со сплавом. Указанная реакция наиболее интенсивно про-
водит при температуре 800—900° С, для чего требуется перегрев
силуминов до указанных температур. По мере развития реак
ции и образования продуктов разложения температура плавле-
ния модификатора повышается и резко снижается его вязкость,
а также замедляется сама реакция разложения.
Стремление снизить температуру модифицирования и полу
чить более низкоплавкий модификатор вызвало необходимость
использовать смеси фтористых и хлористых солей (двойные,
тройные и более сложные модификаторы {L 13].
При модифицировании сплава двойным модификатором
смесь солей в количестве 2—3% от веса шихты наносят равно-
мерным тонким слоем на поверхность расплавленного сил у ми
на при температуре 780—830° С. После некоторой выдержки
обычно 5—7 мин до прекращения выделений продуктов раз-
ложения образующуюся на поверхности корочку ломают и
удаляют с поверхности 1 Более сложные по составу смеси вво-
дят в значительно меньших количествах (0,5—1% от массы ме-
талла) Операция обработки флюсами обычно путем заме ши
на и ия) требует меньше времени (3—5 мин) и осуществляется
при более низких температурах (750—720° С)
В результате модифицирования происходят коренные изме-
нения в структуре силуминов. Сплавы эвтектического п заэвток
тического состава становятся по структуре доэвтектическими, а
сама эвтектика становится мелкозернистой.
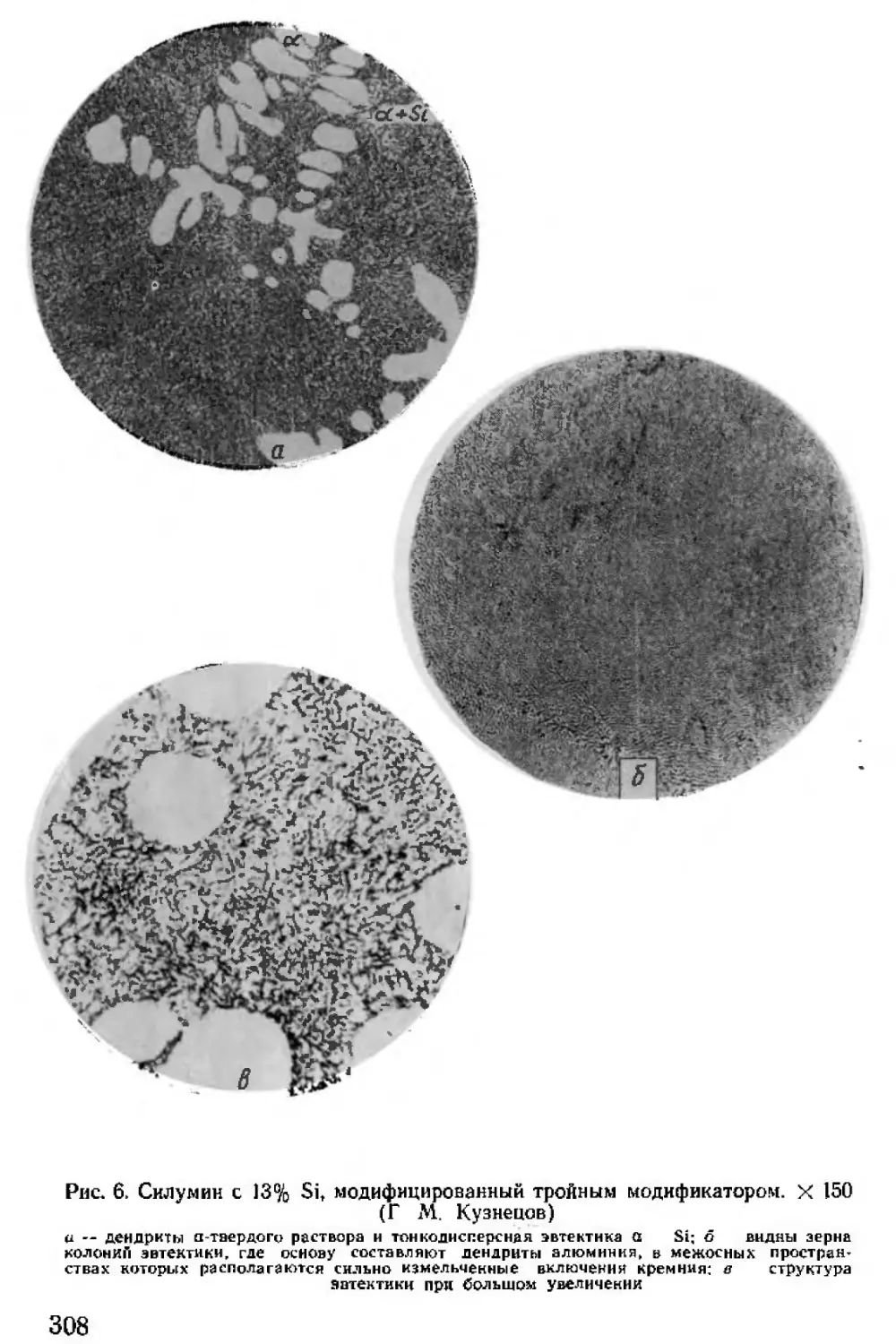
Структура модифицированного силумина с 13% Si показана
ла рис. 6 атласа.
При модифицировании не только изменяется структура, по
и существенно улучшаются механические и литейные свойства
силумина.
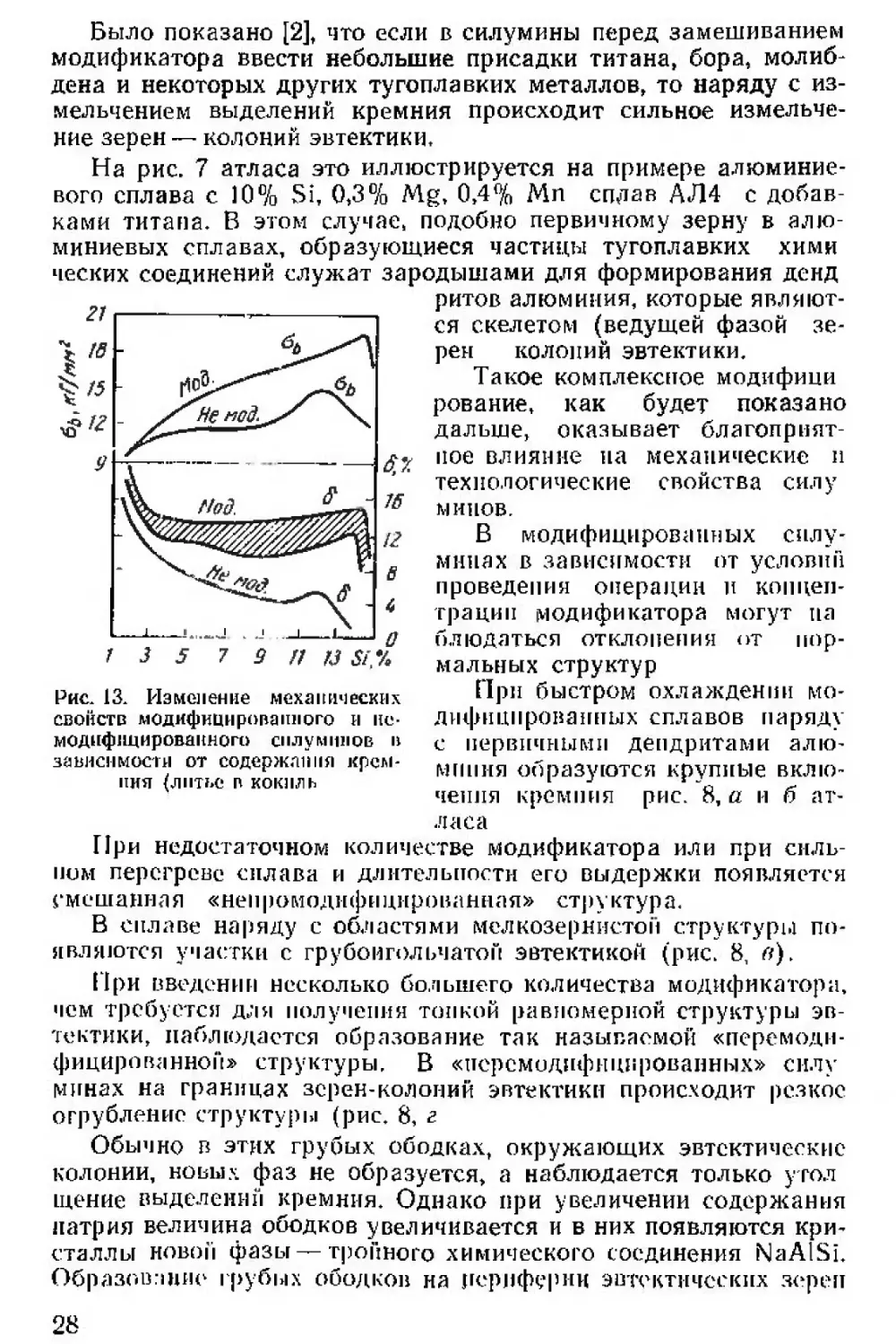
Па рис. 13 показано изменение механических свойств моди-
фицированного и немодифпцироваиного силумина с различным
содержанием кремния. После модифицирования повышается
жидкотекучесть сплава, улучшается плотность отливок и т д.
Детальное изучение строения модифицированной эвтектики
показало, что она имеет зернистую структуру Основу эвтекти
чееких зерен (колоний) составляют дендриты алюминия, воз-
никающие и развивающиеся из определенных центров, в меж
осных пространствах которых располагаются сильно ди с пер гп
ров а иные частицы кремния (рис. (>, <5 атласа
' I Ijuirjbi соли чп лил in в а ют в расплав
25
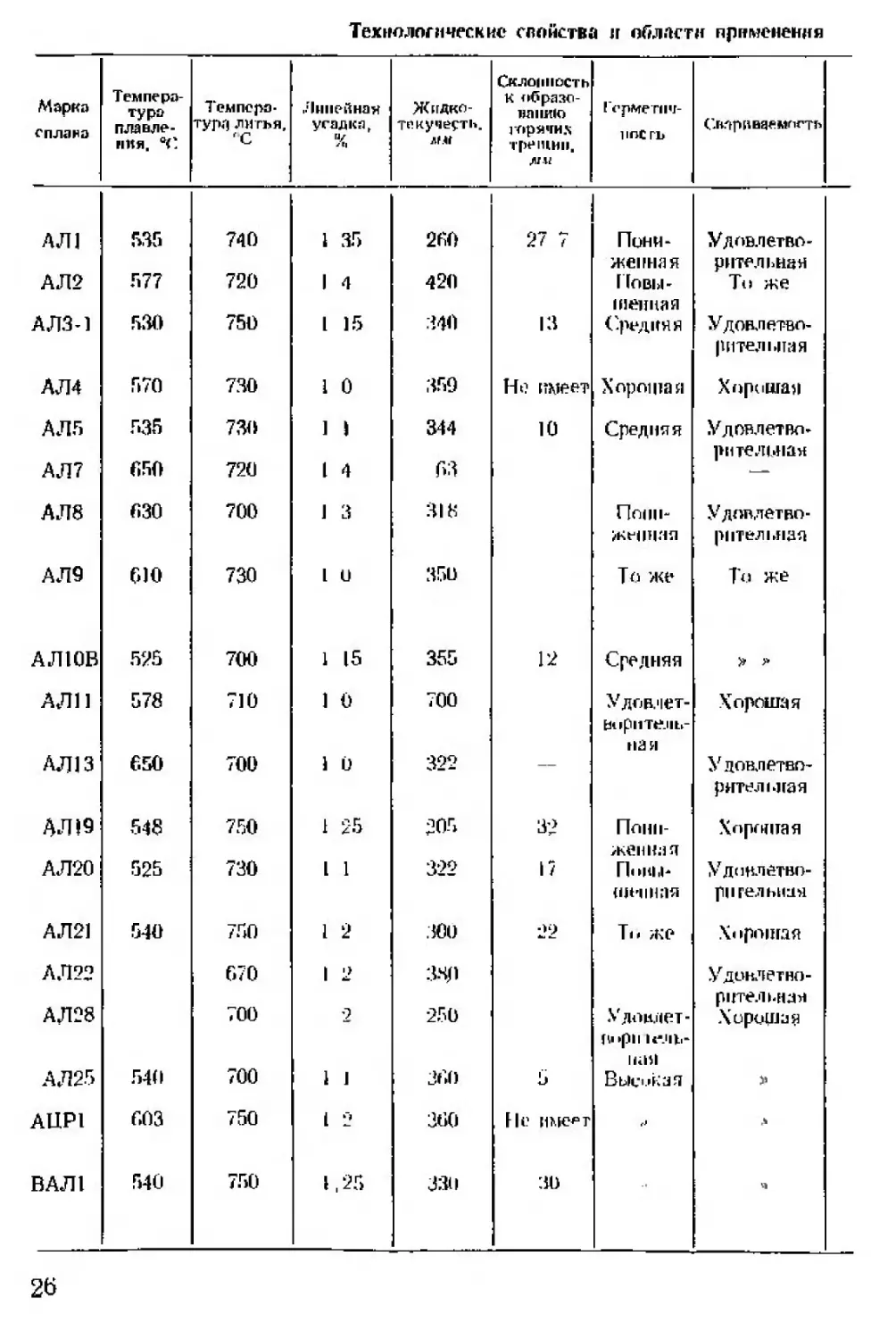
Технологические свойства и области применения
Марка сплана Темпера- тура плавле- ния, °C' Темпера- туру литья, ‘С Линейная угадка, % ЖиДкп- тенучерти, леи Склонность к пбразо- нанию горячие трещин. JIJW !’грме тнч- iinc гь Свари вал мпгть
АЛ) АЛ2 АЛЗ-1 АЛ4 АЛ5 АЛ7 АЛ8 АЛ9 АЛ10В ДЛИ АЛ13 АЛ!9 АЛ20 АЛ21 АЛ22 АЛ28 АЛ25 AUPI ВАЛ1 535 577 530 570 535 650 «30 6)0 525 578 050 548 525 540 540 603 540 740 720 750 730 730 720 700 730 700 710 700 750 730 750 670 700 700 750 750 1 35 1 4 1 15 1 0 I I 1 4 1 3 1 и 1 15 1 0 1 0 1 25 1 1 1 2 1 2 9 1 J 1 2 1,25 260 420 340 359 344 63 318 350 355 700 322 205 322 .300 3S0 250 360 360 330 27 7 13 Не имеет 10 12 32 17 22 5 Не име₽г 30 Пони- женная Повы- шенная Средняя Хорошая Средняя Псин" ЖН1Ш1Я То же Средняя Удовлет- воритель- ная Пони- жении я П<>Ц|,|- шишпя То же Удонлет- С.орп 1С.1Ц,- 1МЯ Выемка я Удовлетво- рительная То же Удовлетво- рительная Хорошая Удовлетво- рительная Удовлетво- рительная То же Хорошая Удовлетвп’ р ягельная Хорошая Удовлетво- рительная Хорошая Удивлетво- рительная Хорошая л ч
26
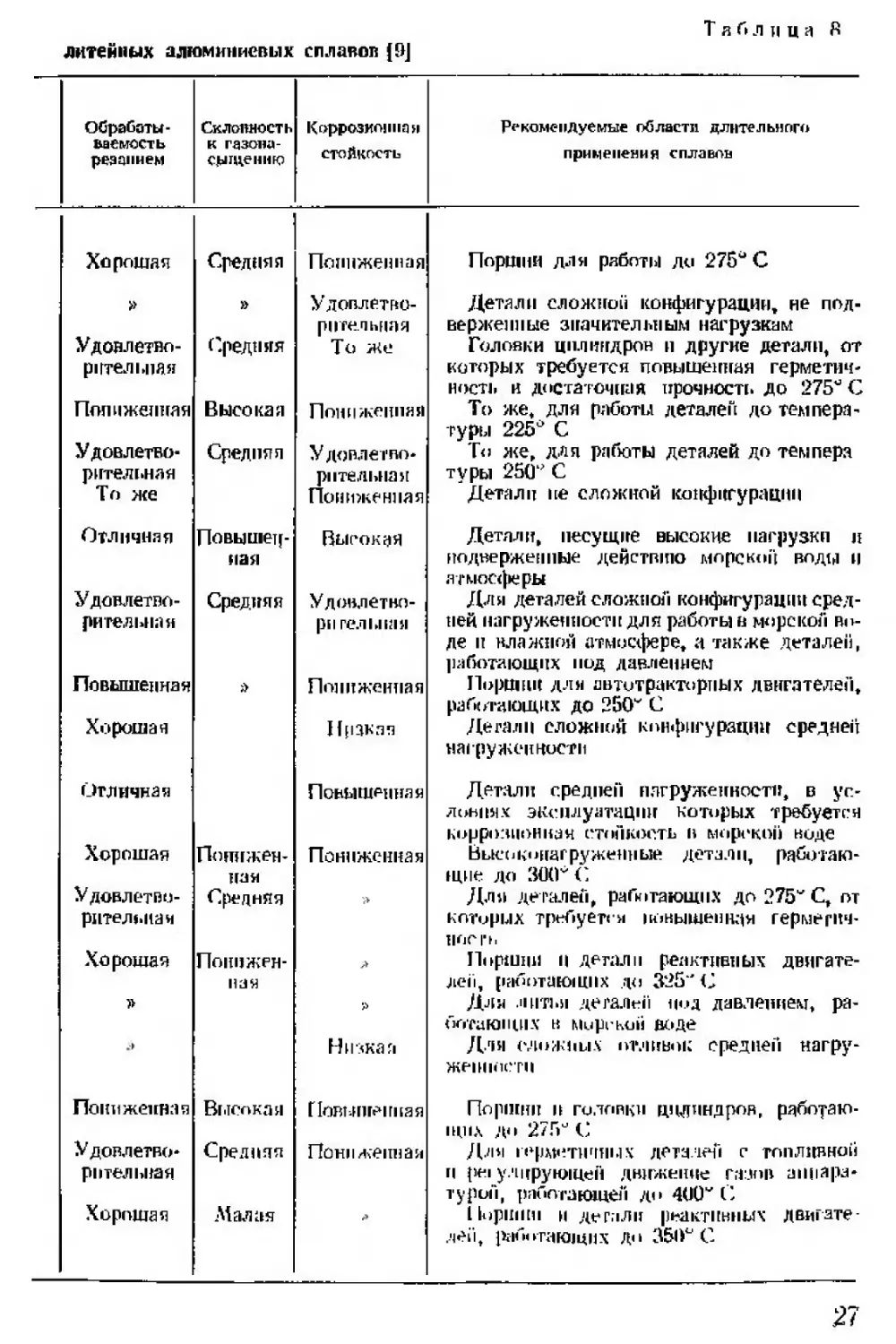
Таблица 8
литейных алюминиевых сплавов (9J
Обрабаты-
ваемость
резанием
Склонность
к газона-
сыщенню
Коррозионная
стойкость
Рекомендуемые области длительного
применения сплавов
Хорошая Средняя в Пониженная Удовлетво-
Удовлетво- Средняя рптельняя То же
pi [тельная Пониженная Высокая Пониженная
Удовлетво- Средняя У довлетно-
рительняя ригельная
То же Пониженная
Отличная Повышец- Высокая
Удовлетво- мая Средняя Удовлетно-
ригельная ри гельная
Повышенная Пониженная
Хорошая Нрзкян
Отличная Повышенная
Хорошая Понижен- Пониженная
Удовлетво- пая Средняя 'V
рительнач Хорошая Понижен- 14
пая
Низкая
Пониженная Высокая Повышенная
Удовлетво- СрехЛПЯЯ Понижет! а я
pi цельная Хорошая Малая
Поршни для работы ли 275° С
Детали сложной конфигурации, не под-
верженные значительным нагрузкам
Головки цилиндров и другие детали, от
которых требуется повышенная герметич-
ность и достаточная прочность до 275" С
То же, для работы детален до темпера-
туры 225° С
То же, для работы деталей до темпера
туры 250L С
Детали не сложной конфигурации
Детали, несущие высокие нагрузки л
подверженные действию морской воды и
атмосферы
Для деталей сложной конфигурации сред-
ней нагруженности для работы в морской ви-
де н влажной атмосфере, а также деталей,
работающих под давлением
Поршни для автотракторных двигателей,
работающих до 250" С
Детали сложной конфигурации средней
№Н'РУЖС|ШиСТ11
Детали средней погруженности, в ус-
ловиях эксплуатации которых требуется
коррозионная стойкость в морской воде
Высь к<>пагру женные детали, работаю-
щие до 300*С
Для деталей, работающих до 275" С, от
которых требуется повышенная гермегич-
ноегь
Поршни н детали реактивных двигате-
лей, работающих до 325 '
Для литья де талей под давлением, ра-
ботающих в мирской воде
Для (ложных отливок средней нагру-
жещ|(1с гп
Поршни п головки цпдиндроя, работаю-
щих до 275"С
Для герметичных деталей с топливной
п pei ул|грующен движение газов аппара-
туры!, работающей до 400" С
I lopiiiiiii и де га л и реактивных двигате-
лей, работающих до 35l)° С
27
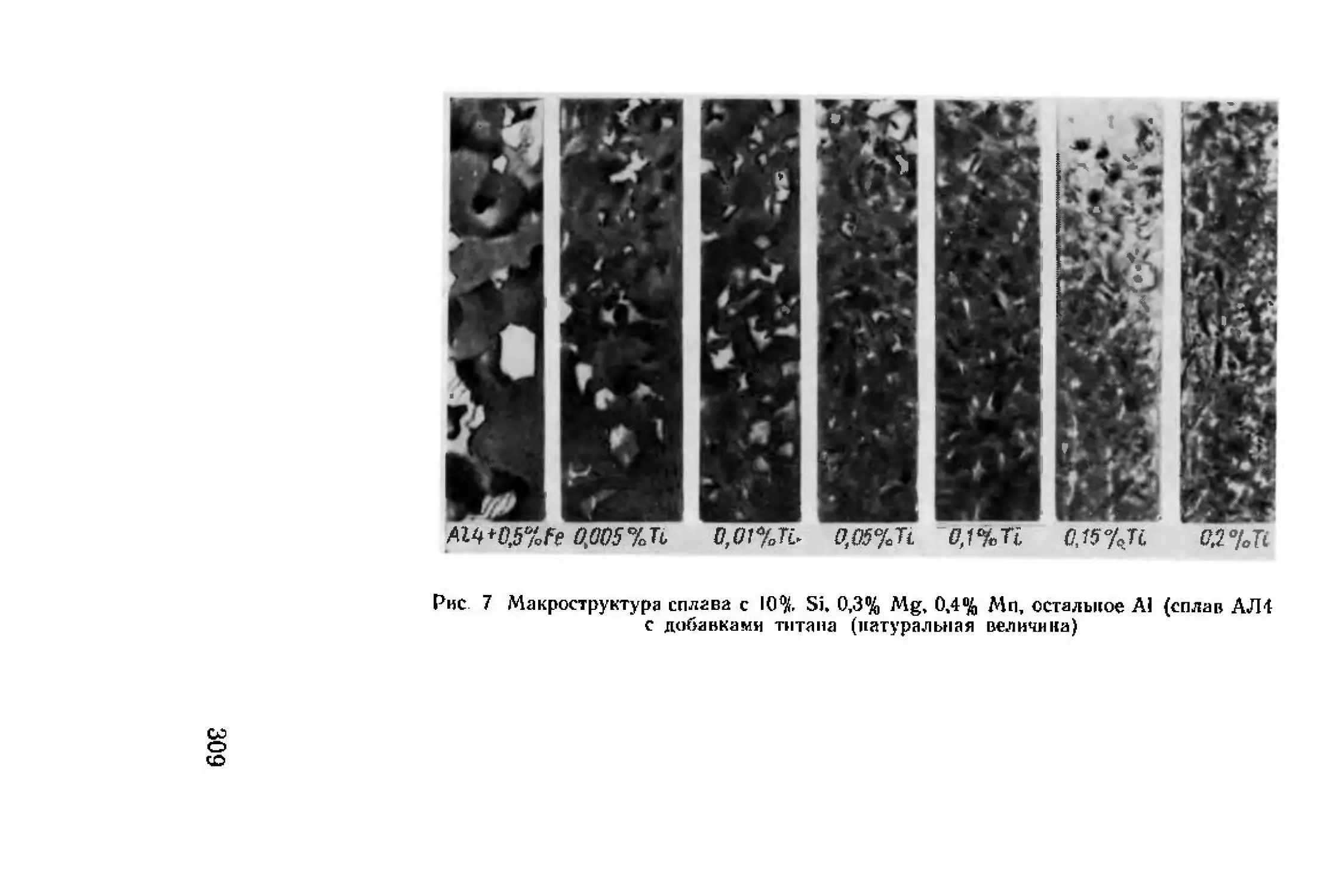
Было показано [2], что если в силумины перед замешиванием
модификатора ввести небольшие присадки титана, бора, молиб-
дена и некоторых других тугоплавких металлов, то наряду с из-
мельчением выделений кремния происходит сильное измельче-
ние зерен — колоний эвтектики»
На рис. 7 атласа это иллюстрируется на примере алюминие-
вого сплава с 10% Si, 0,3% Mg, 0,4% Мп сплав АЛ4 с добав-
ками титана. В этом случае, подобно первичному зерну в алю-
миниевых сплавах, образующиеся частицы тугоплавких хими
ческих соединений служат зародышами для формирования денд
Рис. 13. Пэ мелен не механических
свойств модифицированного и нс-
модифицированного силуминов в
зависимости от содержал ля крем-
ния (литье в кокиль
ритов алюминия, которые являют-
ся скелетом (ведущей фазой зе-
рен колоний эвтектики.
Такое комплексное модифици
рование, как будет показано
дальше, оказывает благоприят-
ное влияние на механические и
технологические свойства силу
мннов.
В модифицированных силу-
минах в зависимости от условий
проведения операции и концен-
трации модификатора могут па
блюдаться отклонения от нор-
мальных структур
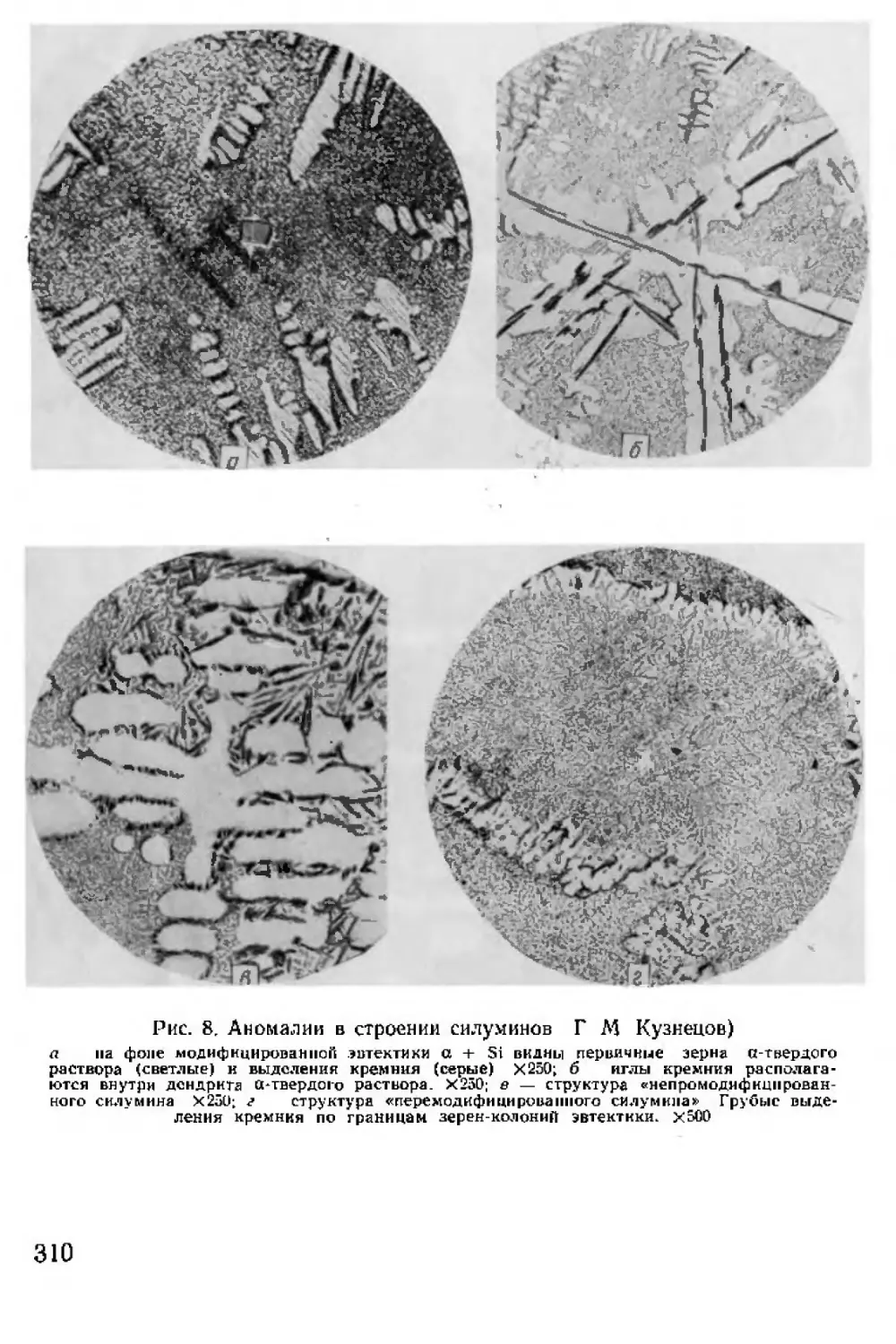
При быстром охлаждении мо-
дифицированных сплавов наряду
с первичными дендритами алю-
миния образуются крупные вклю-
чения кремния рис. 8, а и б ат-
ласа
При недостаточном количестве модификатора или при силь-
ном перегреве сплава и длительности его выдержки появляется
смешанная « не 11 р о м о д и ф и цн р о в а и и а я » структура.
В сплаве наряду с областями мелкозернистой структуры по-
являются участки с грубоигольчатой эвтектикой (рис. 8, в).
При введении несколько большего количества модификатора,
чем требуется для получения топкой равномерной структуры эв-
тектики, наблюдается образование так называемой «перемоди-
фицированной» структуры, В «нсрсмодифнцированных» силу
минах на границах зерен-колоний эвтектики происходит резкое
огрубление структуры (рис. 8, г
Обычно в этих грубых ободках, окружающих эвтектические
колонии, новых фаз не образуется, а наблюдается только утол
щение выделении кремния. Однако при увеличении содержания
натрия величина ободков увеличивается и в них появляются кри-
сталлы новой фазы — тройного химического соединения NaAlSi.
Образование грубых ободков на периферии эвтектических зерен
28
некоторые исследователи [14, 15] объясняют непостоянством теп
левого режима в процессе их роста.
Вначале эвтектические зерна растут при большом переох-
лаждении, но по мере их роста и сближения количество выделя-
ющегося при кристаллизации тепла на единицу объема жидкой
фазы постепенно увеличивается. В результате этого температу-
ра оставшейся части сплава повышается и в пограничных объе-
мах кристаллизация происходит при меньшем переохлаждении,
что приводит к образованию на периферии эвтектических зерен
грубой структуры.
Отмечая, что грубые ободки в «перемодифнцированных» си-
луминах появляются только при определенных содержаниях мо-
дификатора, в работе [16] образование указанных структур
было связано с воздействием примесей натрия на криста л л из а
цию периферийных областей эвтектических зерен. Примеси, кон
центрируясь у границ кристаллизирующихся эвтектических ко-
лоний, могут изменять поверхностное натяжение на границе
кристалл жидкость и резко увеличивать линейную скорость
кристаллизации ведущей фазы алюминия
Таким образом, образование «перемидифицированной» стр у к
туры связано с особым воздействием модификатора натрия
на кристаллизацию периферийных областей зерен колоний эв-
тектики.
Появление в периферийных зонах эвтектических колоний
кристаллов химического соединения объясняется следующим
образом.
По мере роста эвтектических зерен на их периферии количе-
ство примесей может увеличиться до такой концентрации, что
станет возможной кристаллизация тройной эвтектики: « 4- Si +
+ AlSiNa, как и наблюдается на практике.
При этом в противоположность общепринятому мнению трой-
ная эвтектика может иметь более грубое строение, чем двойная,
все зависит от того, при какой степени переохлаждения протека-
ет кристаллизация гой и другой эвтектик.
Как уже отмечалось, по мере роста и сближения зерен —
колоний эвтектики количество выделяющегося тепла на единицу
жидкого расплава постепенно увеличивается. В результате в
пограничных объемах переохлаждение тройной эвтектической
жид кости может оказаться меньше, чем при кристаллизации
двойной эвтектики, В этих условиях кристаллизации двойная
эвтектика будет значительно мельче, чем тройная, и последняя
будет образовывать грубые ободки вокруг колоний двойной эв-
тектики с включениями соединения AlSiNa.
Для объяснения структурных изменений, происходящих при
модифицировании силуминов, был предложен ряд теорий' тео-
рия переохлаждения, адсорбционная, коллоидальная и др
По теории переохлаждения [17] образование моди
фицированной структуры силумина объясняется иереохлажденп
29
см эвтектики, вызванным добавками натрия, чю приводит к
возникновению в расплаве большого числа центров кристалли-
зации, а следовательно, к пол уч сии ю топкой структуры эвтрк
тики.
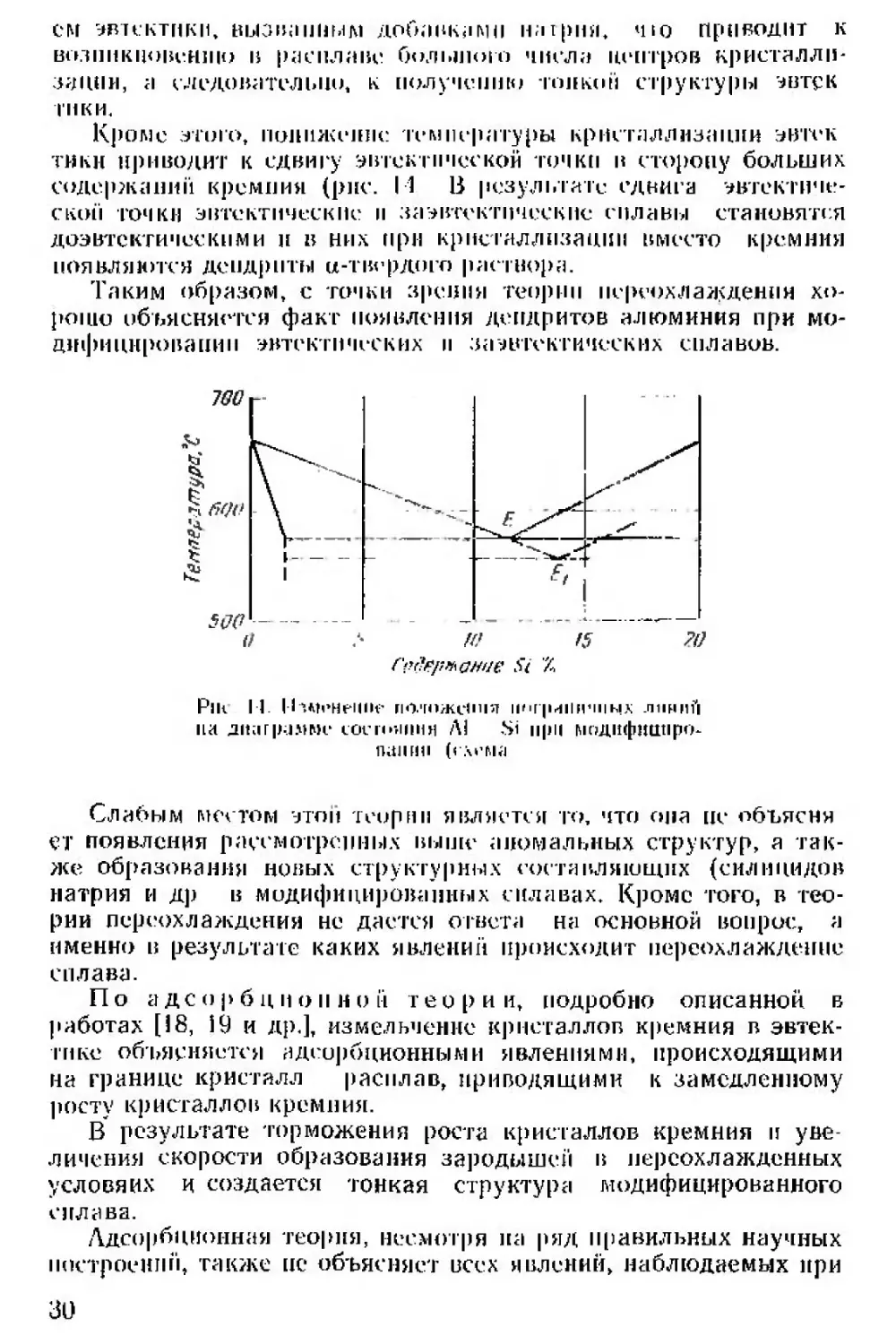
Кроме этого, пониже пне температуры кристаллизации эвтек
тики приводит к сдвигу эвтектической точки в сторону больших
содержаний кремния (рис. I I В результате сдвига эвтектиче-
ской гочкм эвтектические и заэвтектические сплавы становятся
доэвтектическими и в них при кристаллизации вместо кремния
появляются дендриты о-твердо го раствор а.
Таким образом, с точки зрения теории переохлаждении хо-
рошо объясняется факт появления дендритов алюминия при мо-
дифицировании эвтектических и заэвтектических сплавов.
гр№рма/ше Л Z
Put I I. М горнeiHie положения ног '|miih'iiinx линий
па дна грамме covio-iihih Л1 Si при мпдифнш! ро-
палии клена
Слабым местом агон теории является то, что она не объясни
СТ появления рассмотренных выше аномальных структур, а так-
же образования новых стр у кт у | ’ и ы х гост a i wi я ю щи х (сил и i ж до в
натрия и др в модифицированных сплавах. Кроме того, в тео-
рии переохлаждения нс дастся ответа на основной вопрос, a
именно в результате каких явлений происходит переохлаждении
сплава.
По а дс о р б ц и о и и о й гео р и и, подробно описанной в
работах [18, 19 и др,], измельчение кристаллов кремния в эвтек-
тике объясняется адсорбционными явлениями, происходящими
на границе кристалл расплав, приводящими к замедленному
росту кристаллов кремния.
В результате торможения роста кристаллов кремния и уве-
личения скорости образования зародышей в переохлажденных
условяих и создается тонкая структура модифицированного
сплава.
Адсорбционная теория, несмотря и а ряд правильных научных
построений, также нс объясняет всех явлений, наблюдаемых при
30
мпднф||цирогм'Ц||||1. Так, например с точки зрения этой теории
ост л 1<>тс я необъяснимы мн сдвиг эвтектической точки, явление об
р а зова пин « пере модпф и цирова иных» структур и др
По коллоидно й т с о р и и |20] модификатор р леем атрива
стен своеобразным защитным коллоидом, который увеличивает
устойчивость системы в вы со код нс пер с пом коллоидальном со-
СТОПИШЬ
Недостатком коллоидальной теории является то, что она
рассматривает образование эвтектики как коалесценцию колло-
идных частиц. Такой взгляд находи гея в противоречии с резуль-
татами известных исследований по кристаллизации эвтектик.
Коллоидная теория не объясняет также причин сдвига эвтек
гпческой точки, образования «нсремоднфицнрованпых» структур
и других яплелий
Кроме этого, были высказаны и другие гипотезы, объясняю-
щие появление модифицированных структур. Эти вопросы иод
робко оппсапы в монографии {21].
Интересные результаты по выяснению механизма моднфнцн
ровання силуминов были получены в работе А. Л. Бочвара и
Г М. Кузнецова [22]. В этой работе кристаллизация миднфици
роваиного силумина проводилась в обычных условиях и в ус-
ловиях вибрации.
Исследования структуры показали, что, если кристаллизация
проходит в спокойных условиях, структура эвтектики получается
очень топкой, с четко выявленными границами эвтектических
колоний. В модифицированном сплаве, кристаллизация которо-
го проходила в условиях вибрации, структура резко огрубляет
с я кремнии кристаллизуется в пластической форме. Структура
сплава становится полностью не мод ифпцирова иной, несмотря
на то, что в сплаве присутствует натрий.
1'сли вибрация сменялась спокойной кристаллизацией, то та
часть сплава, которая кристаллизовалась в условиях вибрации,
имела грубойгольчатос строение эвтектики, а часть сплава, ко-
торая кристаллизовалась в спокойном состоянии, имела тонкую
з в гс кт 11 ч ес к у ю стр у кту р у.
Было также отмечено, что в модифицированном сплаве при
спокойной кристаллизации эвтектика кристаллизуется при тем-
пературе 569° С с переохлаждением на 8 град по сравнению с
немодифнцнрованным сплавом (в немодифицироваином сплаве
эвтектика кристаллизуется при 577° С)
В случаи, когда процесс кристаллизации модифицированной
эвтектики протекал в условиях вибрации, температура кристал-
лизации повышалась до 577° С, т е. до температуры кристалли-
зации иемодифнцированной эвтектики.
Эти опыты привели авторов к выводу, что па поверхности
кристаллов кремния в присутствии модификатора образуются
особые пленки (состоящие из атомарного пагряя или его соеди-
нений) которые блокируют доступ атомов кремния для разви-
31
тля кристаллов, что затрудняет образование зародышей и рост
кристаллов.
В результате затруднения роста и зарождения кристаллов
кристаллизация эвтектики в модифицированных сплавах и кри-
сталлизация первичного кремния в заэвтектических сплавах
могут проходить в условиях большего переохлаждения, чем в не-
модифицированных сплавах. Поэтому переохлаждение на
8° С , наблюдаемое при кристаллизации модифицированных
сплавов, является не первопричиной, а следствием затруднения
роста кристаллов кремния.
При вибрации в результате инерционного смещения кристал
лики кремния выносятся из областей с повышенной концентра-
цией примесей модификатора), этим самым устраняются зат-
руднения в питании и создаются условия для их нормального
развития. Кремний кристаллизуется так же, как и в немодифи
цироваиных силуминах, в результате чего получается обычная
пластинчатая не модифицированы а я эвтектика.
Вместе с устранением причин, затрудняющих рост кристал
лов, устраняется и то значительное переохлаждение, которое со-
путствует получению модифицированной эвтектики.
Но нашему мнению [23], такой пленочный механизм модифи-
цирования, приводящий к сдерживанию роста кристаллов крем-
ния, ио-видимому играет большую роль только на первых эта
пах эвтектической кристаллизации, когда идет зарождение зе-
рен—-колоний эвтектики.
По мнению автора, механизм модифицирования силуминов,
по-видимому, сводится к следующему- в момент зарождения эв-
тектической колонии натрий, адсорбируясь на поверхность кри-
сталликов кремния, сдерживает их развитие, благодаря чему
алюминий становится ведущей фазой при эвтектической кристал-
лизации. Дендрит алюминия, развиваясь в условиях сильного
переохлаждения и сдерживающего влияния примесей натрия
или его соединений), приобретает способность к росту в виде
сильно разветвленных кристаллов с тончайшими осями, разде-
ляющими жидкость на ряд микрообъемов, замкнутых в межос-
иых пространствах дендритов. Кристаллизация кремния в та
15их микрробъемах и приводит к его резкому измельчению-
Слсдовательно, основной причиной измельчения кремния в
силуминах будет не блокирование его роста пленками натрияг
а блокирование и ограничение его роста межосными простран-
ствами дендритов, где он кристаллизуется благодаря особой
форме кристаллизации ведущей фазы (алюминия) под воз де й
сгнием модификатора.
В пользу сказанного выше механизма модифицирования го-
ворят также следующие данные.
Так, например, в работе [24] было показано, что, подобно
двойным силуминам, аналогичный эффект измельчения структу-
ры при введении натриевого модификатора можно получить в
32
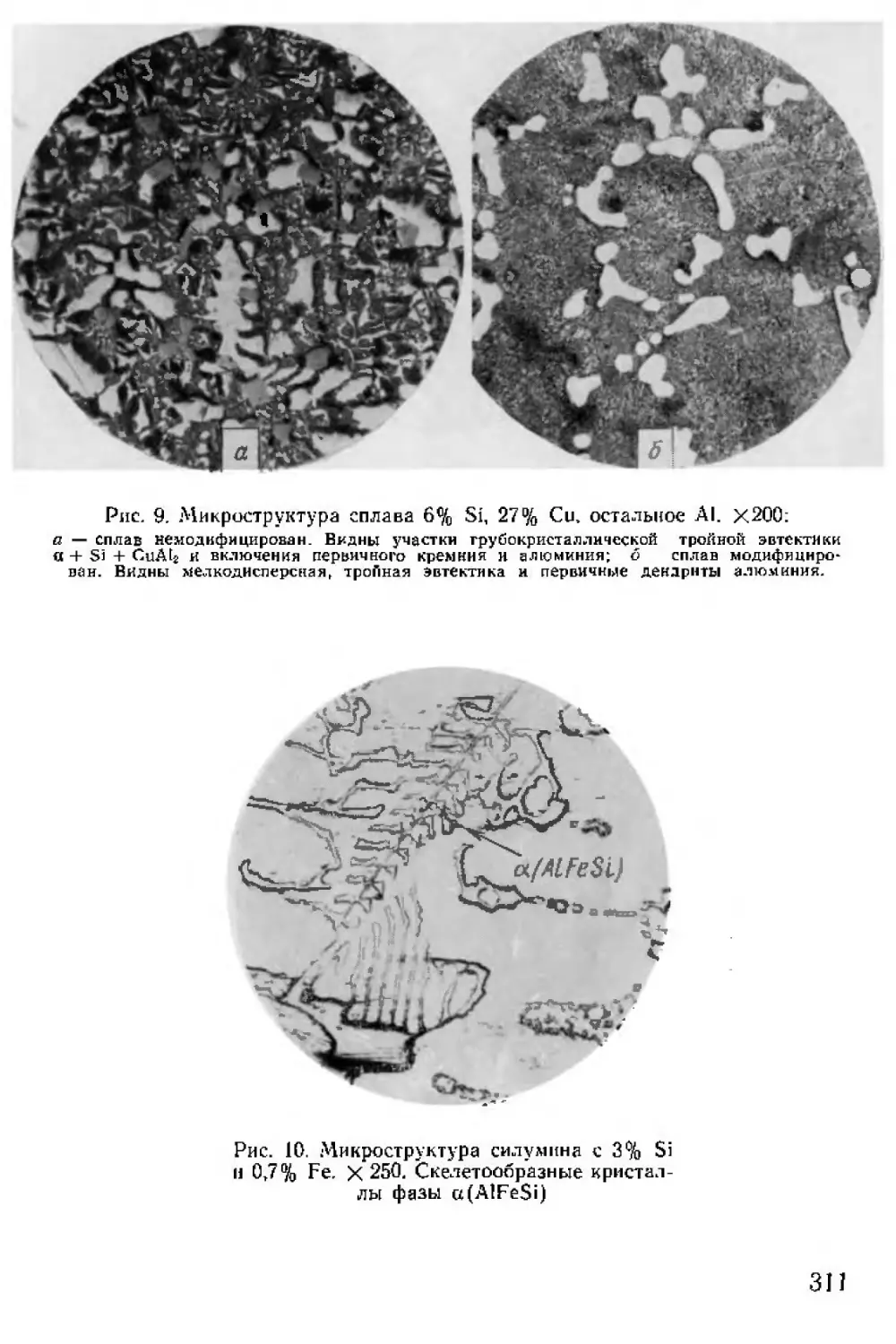
тройной эвтектике Al + Si + G(CuAb) в медистых силуминах
состава 6% Si, 27% Си, ост А1.
При этом в равной мере измельчаются выделения как крис-
таллов кремния, так и фазы G(CuAla) (см. рис. 9 атласа) Пос-
леднее показывает, что дело здесь не в торможении роста крн
сталлов кремния, а в форме кристаллизации ведущей фазы
(дендриты алюминия , которая определяет размеры выделений
и распределение двух других ведомых фаз- Si и 0(СиА1
Наконец, известно [25], что если немодифицировэнный силу-
мин сильно нагреть и подвергнуть быстрому охлаждению, то
структура эвтектики становится такой же, как и в модифициро-
ванном сплаве. Это объясняется тем, что при повышении скоро-
сти охлаждения дендриты твердого раствора растут в виде тон-
ких сетчатых кристаллов, что вызывает измельчение кремния и
приводит к получению тонкой структуры.
В заключение отметим, что наряду с обычными структурны
ми составляющими в силуминах всегда присутствуют выделения
железосодержащих фаз.
Согласно диаграмме А1 — Si — Fe (см. рис. 7 , при неболь-
ших содержаниях железа в малокремнистых силуминах железо-
содержащая фаза выпадает в форме химического соединения
a AlSiFe), кристаллизующегося в виде скелетообразных кри-
сталлов (рис. 10 атласа
_При-увеличении содержания кремния и железа образуется
фаза р(AlSiFe), часто называемая х-фазой, выпадающая в
форме игл или пластин (рис. 11 атласа), Наличие грубых выде-
лений железосодержащих фаз приводит к снижению механиче-
ских и литейных свойств силуминов. Особенно резко снижаются
ударная вязкость и удлинение. При содержании железа 0,8—1 %
ударная вязкость силумина уменьшается в 4—5 раз, а относи-
тельное удлинение более чем в 3 раза. Для ней трал из а ими
вредного влияния железа в силумины обычно вводят небольшие
добавки марганца/ В присутствии марганца образуется четвер-
ное соединение типа AlFeSiMn, которое кристаллизуется в фор-
ме компактных включений. Подобное действие па железистую
фазу оказывают также добавки хрома, бериллия и других ме-
таллов.
Заметное действие всех указанных выше добавок на железо-
содержащие фазы проявляется при сравнительно больших их
концентрациях (приблизительно при соотношении железа и до-
бавок 1:1), что при больших содержаниях железа приводит к
значительному изменению состава сплава.
Типичным представителем промышленных силуминов дан-
ной группы является сплав А Л 2.
Мн огокомпонентн ые сил у мины
Двойные алюминиевокремниевые сплавы, несмотря на их хо-
рошие литейные свойства, не во всех случаях удовлетворяют
3 Заказ 1024
33
требованиям, предъявляемым к литейным сплавам в отношении
механических свойств.
Для повышения механических свойств силуминов их допол
нительно легируют магнием, медью, цинком и другими приезд
ками. Медь образует с алюминием химическое соединение СиА12,
а магний с кремнием соединение Mg2Si. Оба эти соединения
обладают высокой твердостью и прочностью, а поэтому явля
ются упрочнителями алюминиевых сплавов. Цинк входит в твер-
дый раствор, упрочняя его. Значительное упрочнение достигает-
ся также путем термической обработки сплавов см. табл. 4—6)
При одновременном присут-
ствии в силуминах меди и маг-
ния, кроме основных упрочните-
лей CuA12 и Mg2Si, возможно об-
разование в небольшом количе-
стве соединения Al2CuMg S-фа
за и более сложного четверного
химического соединения
AlaMgsCiLiSh «-фаза , играю-
щих роль дополнительных у проч-
цителей.
В настоящее время применя-
ют термически обрабатываемые
силумины с добавкой одного маг-
ния (АЛ4, АЛ9 у проч ните ле м
которыхявляется хи м ическое сое -
динение Mg2Si, силумины с до-
бавкой одной меди (АЛ6, АЛ 15В с упрочняемой фазой СиА12,
а также силумины с добавками магния и меди (АЛЗ, АЛ5„
АЛ 10В, АЛ 14В , где упрочнителями являются фазы СиА]2,
Mg2Si и, возможно, S и w-фазы.
Силумины с добавками магния. Типичными пред-
ставителями сплавов этой группы являются промышленные спла
вы АЛ4 и АЛ9.
Оба сплава содержат небольшие добавки магния (до 0,3—•
0,4% Такое незначительное легирование магнием обусловлено
его малой растворимостью в твердом алюминии при температу-
рах нагрева под закалку 500—530° С
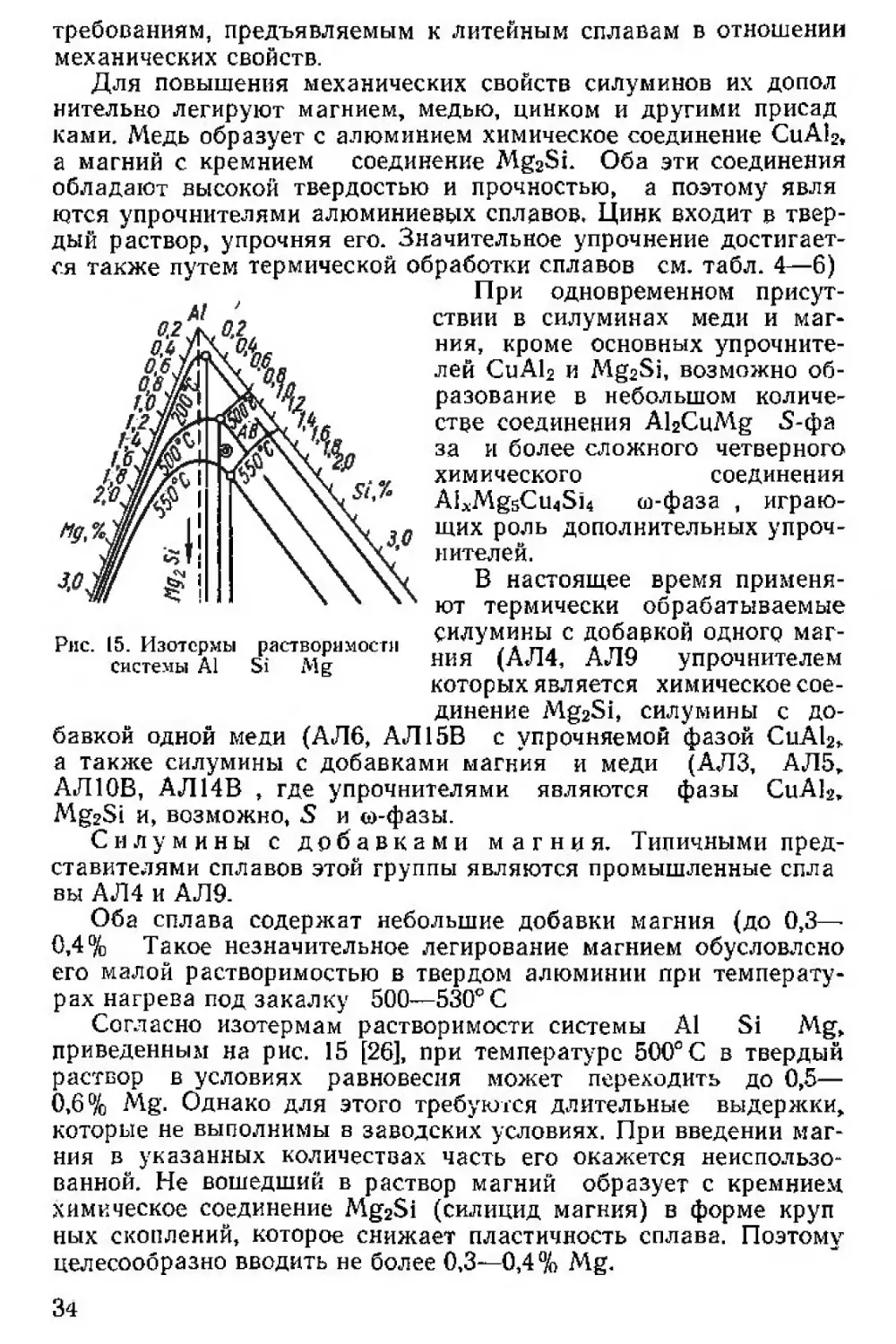
Согласно изотермам растворимости системы Al Si Mg,
приведенным на рис. 15 [26], при температуре 500° С в твердый
раствор в условиях равновесия может переходить до 0,5—
0,6% Mg. Однако для этого требуются длительные выдержки,
которые не выполнимы в заводских условиях. При введении маг-
ния в указанных количествах часть его окажется неиспользе-
ванной. Не вошедший в раствор магний образует с кремнием
химическое соединение Mg2Si (силицид магния) в форме круп
ных скоплений, которое снижает пластичность сплава. Поэтому
целесообразно вводить не более 0,3—0,4% Mg.
34
Кроме этого, увеличение содержания магния приводит к по-
вышению газонасыщенности сплавов и к пористости отливок.
Сплав АЛ4 в модифицированном виде имеет структуру, показан-
ную на рис, 12 атласа.
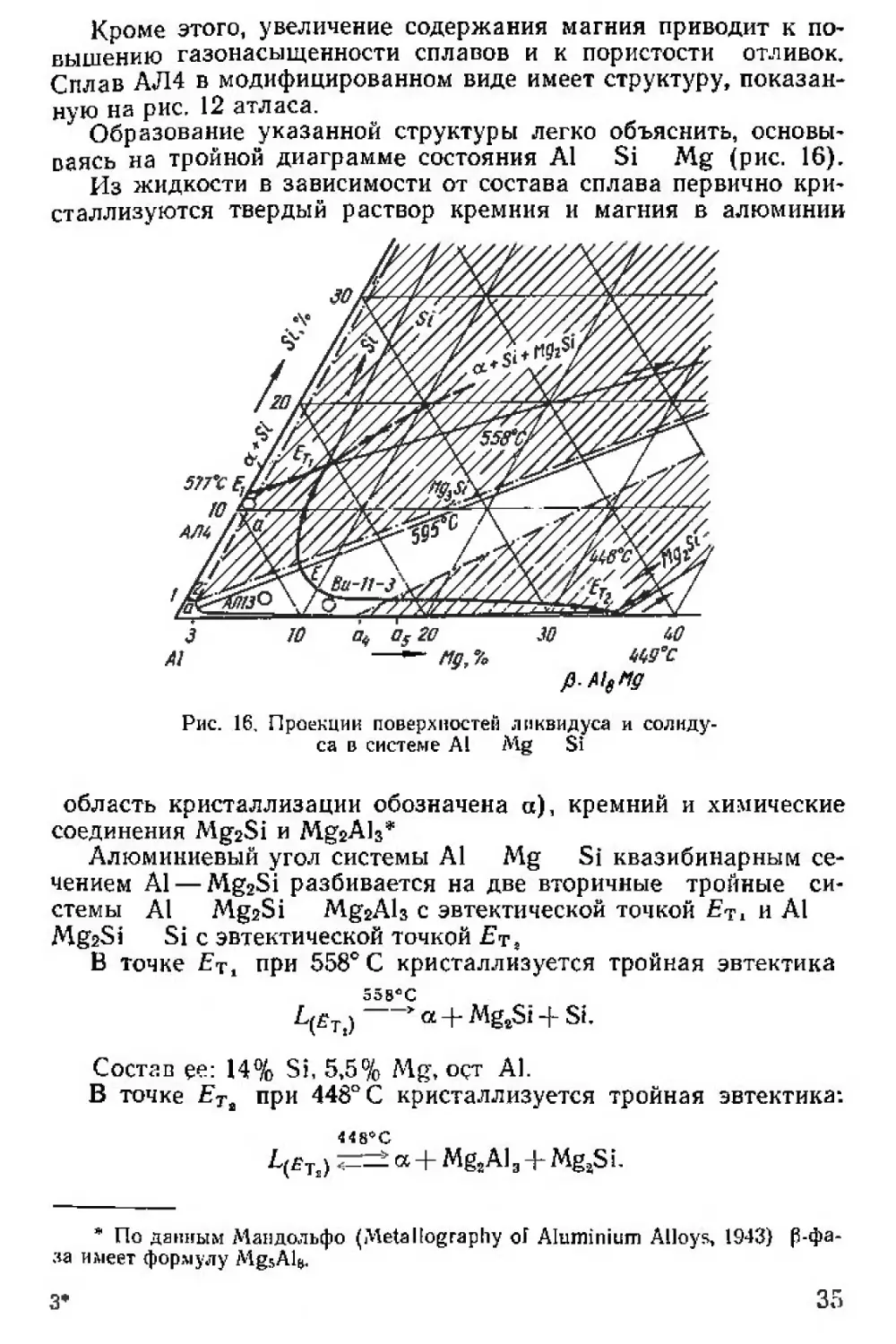
Образование указанной структуры легко объяснить, основы-
ваясь на тройной диаграмме состояния Al Si Mg (рис. 16).
Из жидкости в зависимости от состава сплава первично кри-
сталлизуются твердый раствор кремния и магния в алюминии
Рис. 16, Проекции поверхностен ликвидуса и солиду-
са в системе Al Mg Si
область кристаллизации обозначена а), кремний и химические
соединения Mg2Si и Mg2Al3*
Алюминиевый угол системы Al Mg Si квазибинарным се-
чением А1 — Mg2Si разбивается на две вторичные тройные си-
стемы Al Mg2Si Mg2Al3 с эвтектической точкой и А1
MgsSi Si с эвтектической точкой Ет,
В точке Е^1 при 558° С кристаллизуется тройная эвтектика
558вС
> а + + S*’
Состав ее: 14% Si, 5,5% Mg, ост Al.
В точке ЕТя при 448° С кристаллизуется тройная эвтектика-.
Д(£Тj а + MgaAl 3 -ф Mg.S i.
* По данным Мацдольфо (Metallography of Aluminium Alloys, 1943) 0-фа-
за имеет формулу MgsAl^
3*
35
Сплав АЛ4 принадлежит тройной системе Al MggSi Si,
положение его отмечено в соответствии со средним составом
точкой а.
Кристаллизация этого сплава протекает в две стадии.
1-ая стадия. L- а-г^вт.
2’3я стадия: £эвт — эвт (а + Si).
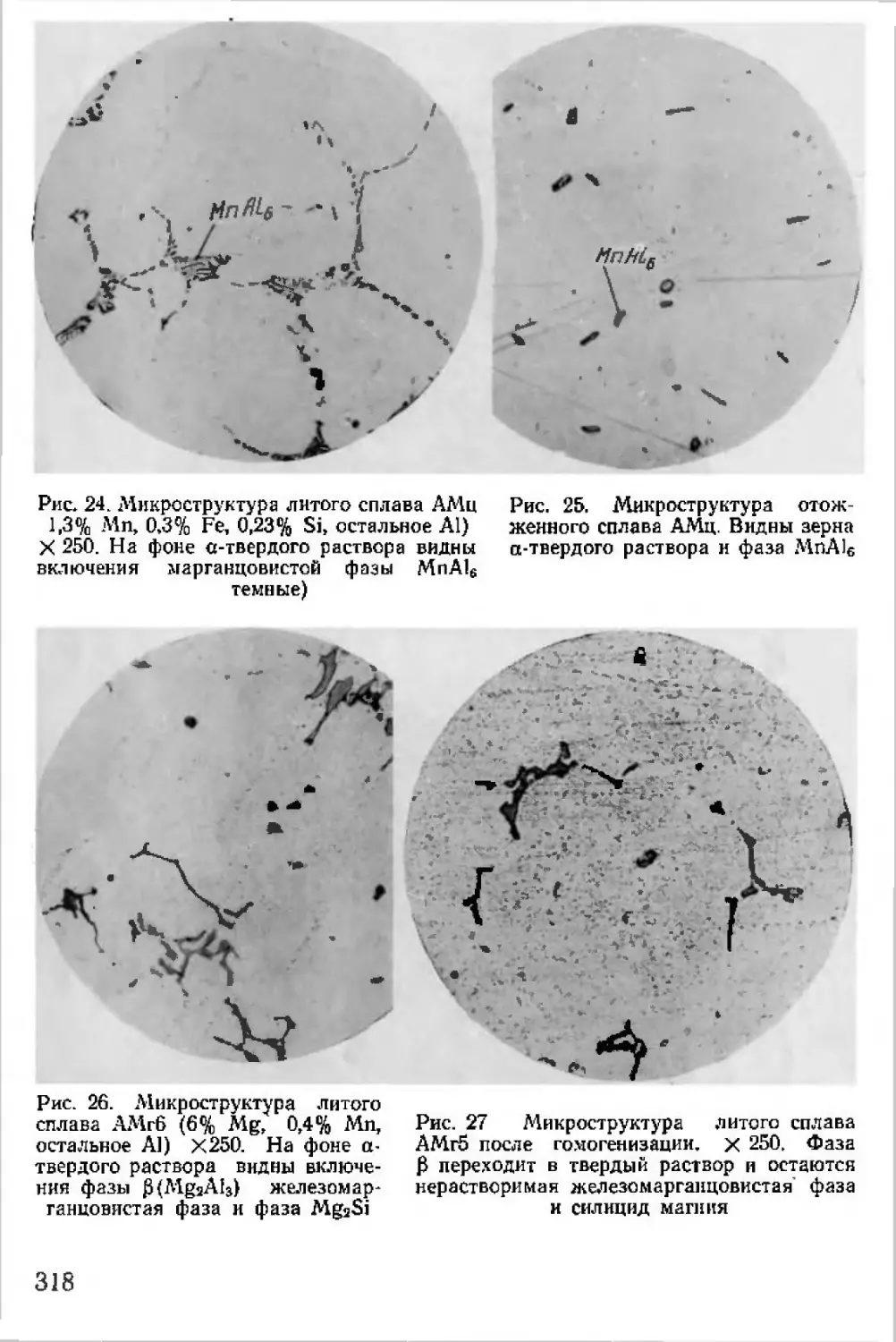
Кроме этого, образуется железом ар ганцовис.тая фаза, так
как в сплаве присутствует примесь железа, а марганец вводят
для его связывания.
Отливки из сплава АЛ4 подвергаются упрочняющей термиче-
ской обработке (закалке и отпуску) В процессе .нагрева проис-
ходят_некоторое укрупнение частиц кремния в эвтектике, пере-
ход в раствор при закалке и выделение (при отпуске) в высоко-
дисперсной форме частиц фазы Mg2Si, которая вызывает
дополнительное упрочнение сплава. Нерастворимая ^жслезомар
ганцовистая. фаза в процессе термической обработки не_испыты
вает из мененищ.
Структуру, подобную сплаву АЛ4, имеет сплав АЛ9 и отли
чается от него только меньшим количеством эвтектики в связи
с уменьшением содержания в нем кремния.
Сплавы АЛ4 и АЛ9 применяют для отливки крупных нагру-
женных деталей и деталей сложной конфигурации, подвергае-
мых сварке и т д.
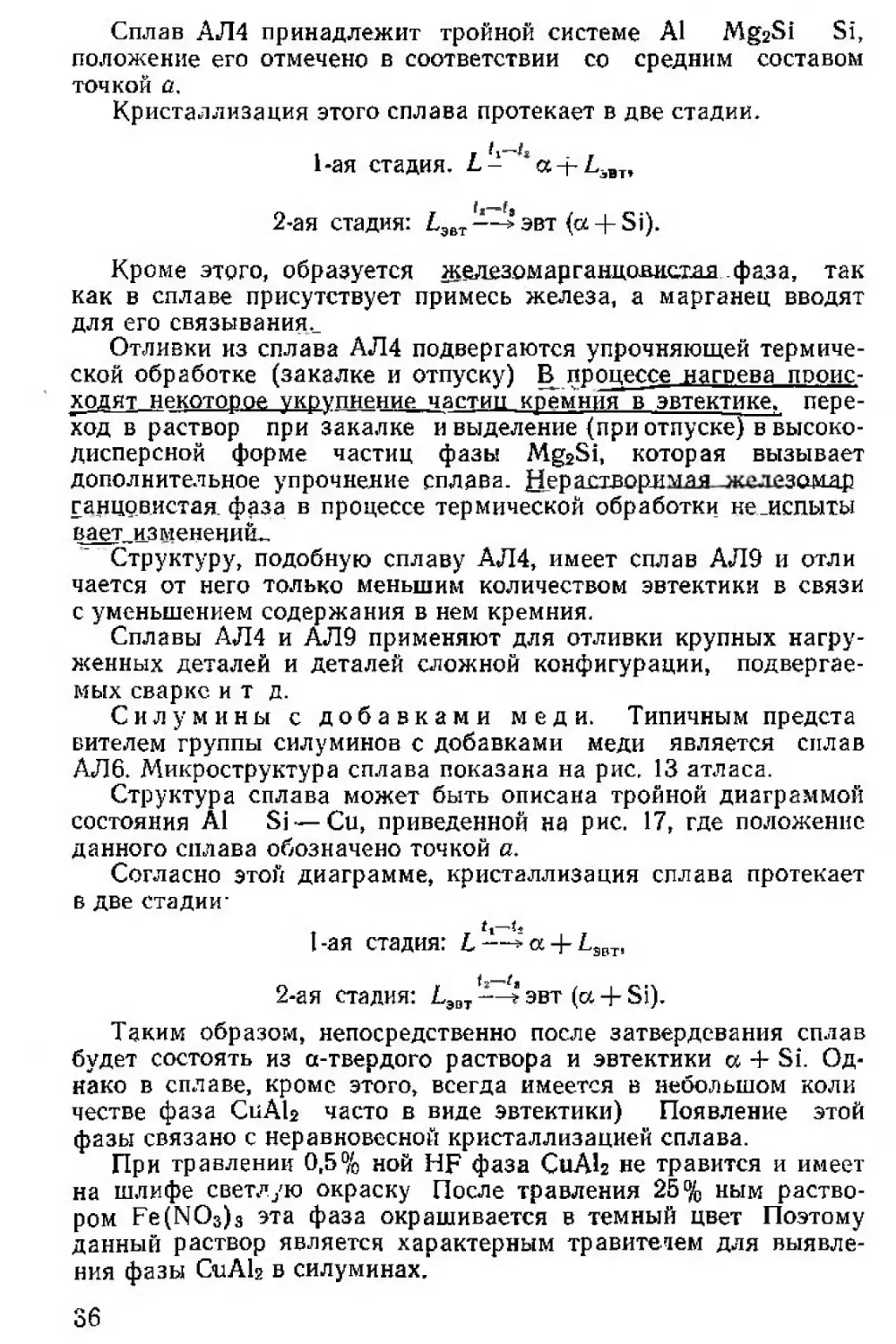
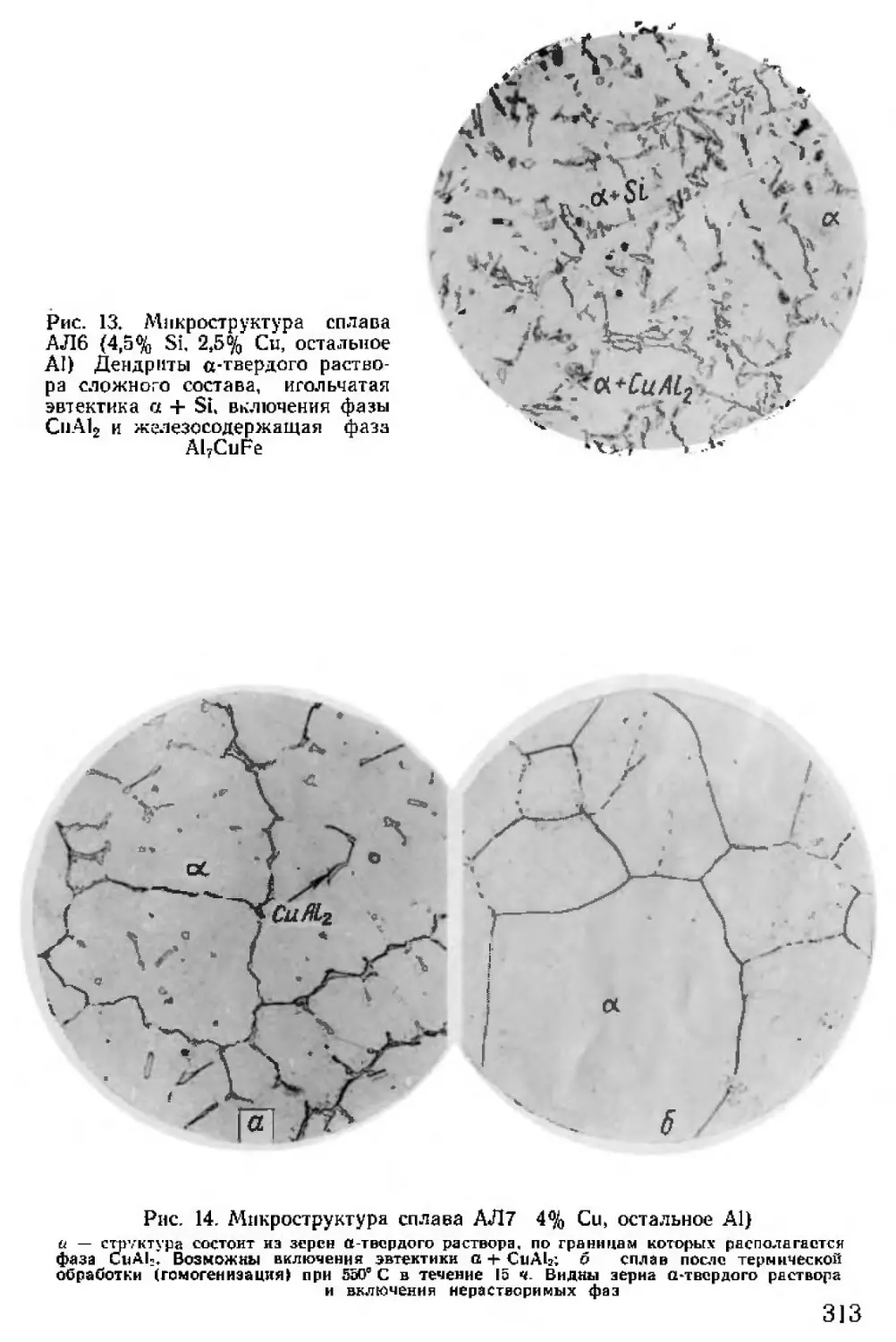
Силумины с добавками меди. Типичным предста
вителем группы силуминов с добавками меди является сплав
АЛ6. Микроструктура сплава показана на рис, 13 атласа.
Структура сплава может быть описана тройной диаграммой
состояния Al Si — Си, приведенной на рис. 17, где положение
данного сплава обозначено точкой с.
Согласно этой диаграмме, кристаллизация сплава протекает
в две стадии'
l-ая стадия: L—»а + /,ЭВТ!
2-ая стадия: £Э0Т эвт (а + Si).
Таким образом, непосредственно после затвердевания сплав
будет состоять из a-твердого раствора и эвтектики а + Si. Од-
нако в сплаве, кроме этого, всегда имеется в небольшом коли
честве фаза СнА12 часто в виде эвтектики) Появление этой
фазы связано с неравновесной кристаллизацией сплава.
При травлении 0,5% ной HF фаза Си Ah не травится и имеет
на шлифе светлую окраску После травления 25% ным раство-
ром Fe(NO3)3 эта фаза окрашивается в темный цвет Поэтому
данный раствор является характерным травителем для выявле-
ния фазы CuAlg в силуминах.
36
Высокомедистые силумины типа АЛ 15В отличаются по своей
структуре от только что рассмотренного сплава АЛ6 большим
содержанием в сплаве фазы CuAlg и эвтектики (ct + CuAl3 + Si
в связи с повышенным содержанием меди.
Кроме отмеченных основных структурных составляющих,
силумины данной группы, как и все железосодержащие алюми-
ниевые сплавы, содержат включения железосодержащих фаз.
Сплавы данной группы имеют хорошие литейные свойства,
удовлетворительно обрабатываются резанием. Применяются для
отливки в землю деталей сложной конфигурации, от которых
Рис. 17 Проекции поверхностей ликвидуса и солидуса в системе
Al Si Си
требуются более высокая твердость и предел текучести, чем
может дать обычный силумин АЛ2,
Силумины с добавками меди и магния. К этой
группе относится большинство применяемых на практике ли-
тейных силуминов, содержащих от 2 до 12% S1. Наиболее ста-
рым и распространенным сплавом этой группы является сплав
АЛ5. В сплавы с пониженным содержанием кремния (2—2,5%),
кроме меди и магния, добавляют никель и железо, которые иг-
рают роль добавочных упрочнителей. Типичными представите-
лями таких сплавов являются английские сплавы RR 50 2% Si,
1,5% Си, 0,1 Mg, 1% Ni, 1,5% Fe, 0,5% Ti, остальное Al) и
RR 53C (2,5% Si, 1,5% Cu, 0,5% Mg, 1,0% Ni, 1% Fe, 0,2% Ti,
остальное Al).
В сплавах с содержанием кремния выше 5% железо и никель
резко снижают пластичность силуминов, ухудшают их литейные
и коррозионные свойства. По этой причине в отечественных
сплавах, содержащих в своем составе 5 и более процентов крем
ния, содержание железа ограничено 0,7—0,8%).
Сплав АЛ 5 и его аналоги АЛЗ и АЛ ЗБ и др по своей струк-
туре практически ничем не отличаются от только что рассмот-
37
ренных нами сплавов АЛ6 (см. рис. 13 атласа) Имеющийся в
сплаве в небольшом количестве магний частично входит в твер
дый раствор и некоторая часть его находится в связанном со-
стоянии в форме двойного соединения Mg2Si и четверной фазы
l^(AlxMg5Cu4Si4) Но ввиду малого их количества и малых раз-
меров частиц эти фазы даже при больших увеличениях не уда
ется обнаружить под микроскопом.
Сплавы АЛ5 и АЛЗ с целью повышения их прочности под
вергаются термической обработке закалке и старению) Режи
мы термической обработки указаны в табл. 3, При нагреве под
закалку фазы CuA12i Mg2Si и W (AUMg5Cu4Si4) переходят в
твердый раствор. При отпуске происходит обратное их выделе-
ние в форме мелкодисперсных частиц, сильно упрочняющих
сплав.
Другие сплавы этой группы, например АЛ 10В, отличаются от
рассмотренных только большим количеством фазы СиА12 в
связи с большим содержанием меди. Механические свойства
сплавов указаны в табл. 4—6.
Сплавы имеют хорошие литейные свойства, но для получения
плотного литья рекомендуется применять хлорирование, дли
тельное выстаивание вымораживание) или кристаллизацию под
давлением в автоклавах)
Сплавы алюминия с медью
Сплавы алюминия с медью (АЛ7, АЛ 12) в отличие от силу
минов или вовсе не содержат в своем составе эвтектики, или
имеют небольшое количество эвтектической составляющей.
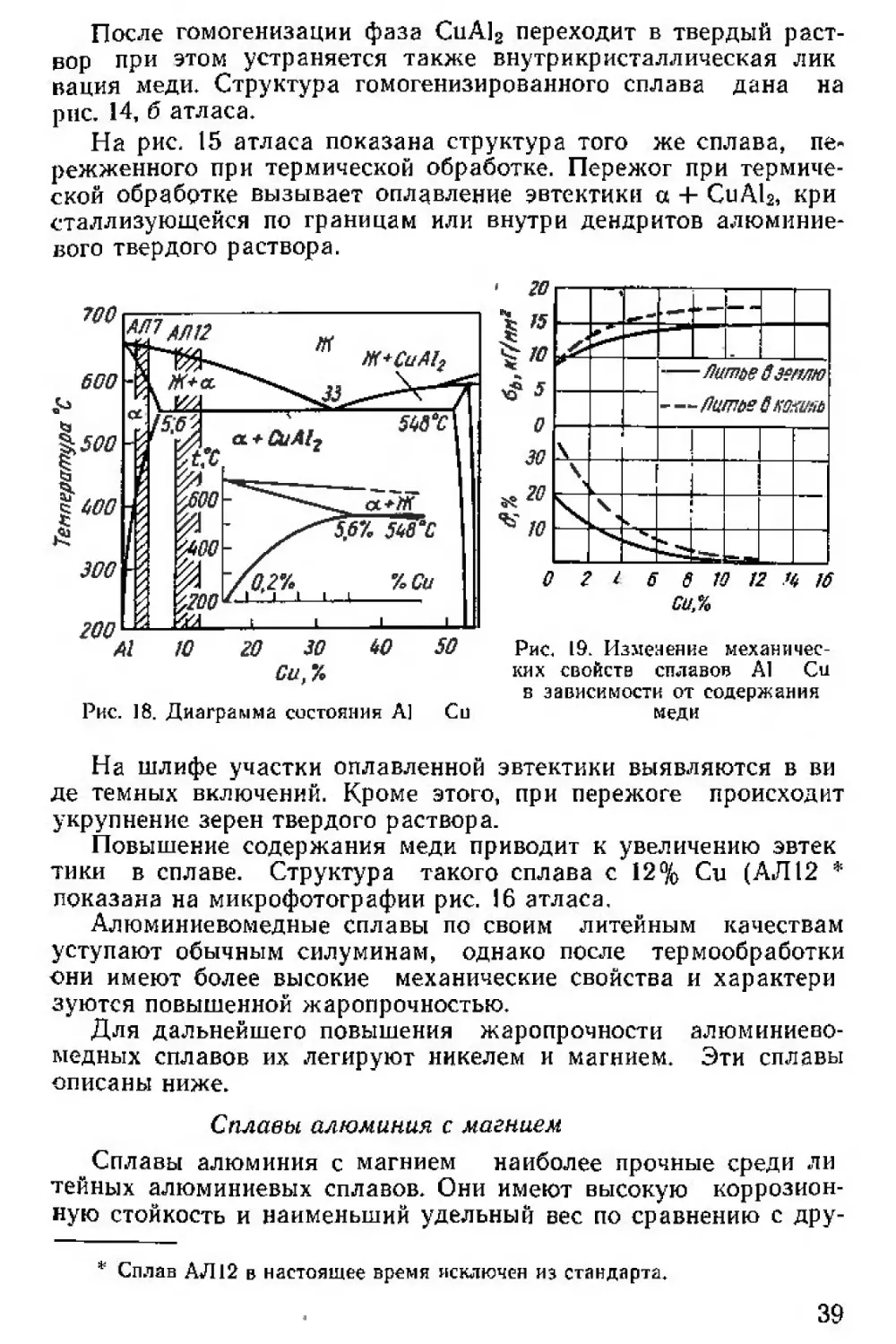
Положение этих сплавов на диаграмме состояния системы
А1 Си (рис. 18) показано заштрихованными областями.
Алюминиевомедные спла.вы с повышенным содержанием ме^
ди склонны к сильному трещйнообразованйю при литье^ Изме-
нение’механических свойств сплавов с увеличением Содержания
меди показано на рис. 19.
Сплав АЛ7 в литом виде имеет микроструктуру, показан-
ную на рис. 14 атласа. Несмотря на то что сплав находится в од
нофазной области, в его структуре в некотором количестве появ-
ляется эвтектика а 4- СиА12, образующаяся вследствие неравно-
весной кристаллизации. Кроме этого, появляются включения
фазы СиА12 вследствие распада a-твердого раствора. Часто
вдоль границ зерен наблюдается более интенсивное травление
твердого раствора, что объясняется внутр и кристаллической лик
вацией меди.
Темная окраска свидетельствует о большом содержании ме-
ди в твердом растворе у границ зерен. Сплав АЛ7 подвергается
термической обработке по режиму Т4 (гомогенизация при тем
пер ату ре 490—500° С)
После гомогенизации фаза CuAls переходит в твердый раст-
вор при этом устраняется также внутрикрметаллическая лик
вация меди. Структура гомогенизированного сплава дана на
рис. 14, б атласа.
На рис. 15 атласа показана структура того же сплава, пе-
режженного при термической обработке. Пережог при термиче-
ской обработке вызывает оплавление эвтектики а 4- СпАЬ, кри
сталлизующейся по границам или внутри дендритов алюминие-
вого твердого раствора.
Рис. 18. Диаграмма состоянии А] Со
Рис. 19. Изменение механичес-
ких свойств сплавов А1 Си
в зависимости от содержания
меди
На шлифе участки оплавленной эвтектики выявляются в ви
де темных включений. Кроме этого, при пережоге происходит
укрупнение зерен твердого раствора.
Повышение содержания меди приводит к увеличению эвтек
тики в сплаве. Структура такого сплава с 12% Си (АЛ 12 *
показана на микрофотографии рис. 16 атласа.
Алюминиевомедные сплавы по своим литейным качествам
уступают обычным силуминам, однако после термообработки
они имеют более высокие механические свойства и характери
зуются повышенной жаропрочностью.
Для дальнейшего повышения жаропрочности алюминиево-
медных сплавов их легируют никелем и магнием. Эти сплавы
описаны ниже.
Сплавы алюминия с магнием
Сплавы алюминия с магнием наиболее прочные среди ли
тейных алюминиевых сплавов. Они имеют высокую коррозион-
ную стойкость и наименьший удельный вес по сравнению с дру-
* Сплав АЛ 12 в настоящее время исключен из стандарта.
39
гм ми алюминиевыми сплавами. Однако по своим литейным
свойствам алюминиевомагниевые сплавы значительно уступают
силуминам. Вследствие большого интервала кристаллизации эти
сплавы имеют меньшую жидкотекучесть и склонны к образов а
нию усадочной рыхлоты.
Кроме этого, они сильно окисляются, и в отливках часто по-
являются окисные включения чернота), что приводит к значи-
тельному падению прочности и особенно удлинения. Для умень-
шения окисления при плавке и литье сплавы плавят под покро-
Г1д % (по массе)
Рис. 20. Диаграмма состояния Al Mg
40% плавикового шпата а в
формовочную землю добав-
ляют специальные присадки
5% борной кислоты) Для
этих же целей в сплавы ре-
комендуется добавлять в не-
большом количестве берил
лий (0,07%).
Роль бериллия в процес-
се окисления подробно изу
чена в работах [27 28], где
при использовании специ
ально разработанной мето-
дики электронографическо-
го анализа тонких окисных
пленок на просвет было по-
казано, что резкое сниже-
ние окисляемости сплава
связано с залечиванием
окислами бериллия имею-
дефектов в поверхностной пленке
атмосферные газы проникают в
щихся трещин, пор и других
окиси магния, через которые
расплав.
В этих работах также было показано, что для обеспечения
необходимой защиты металла от окисления достаточно вводить
бериллий в количестве 0,005—0,01 % вместо 0,07%, как это ука-
зывается в стандартах.
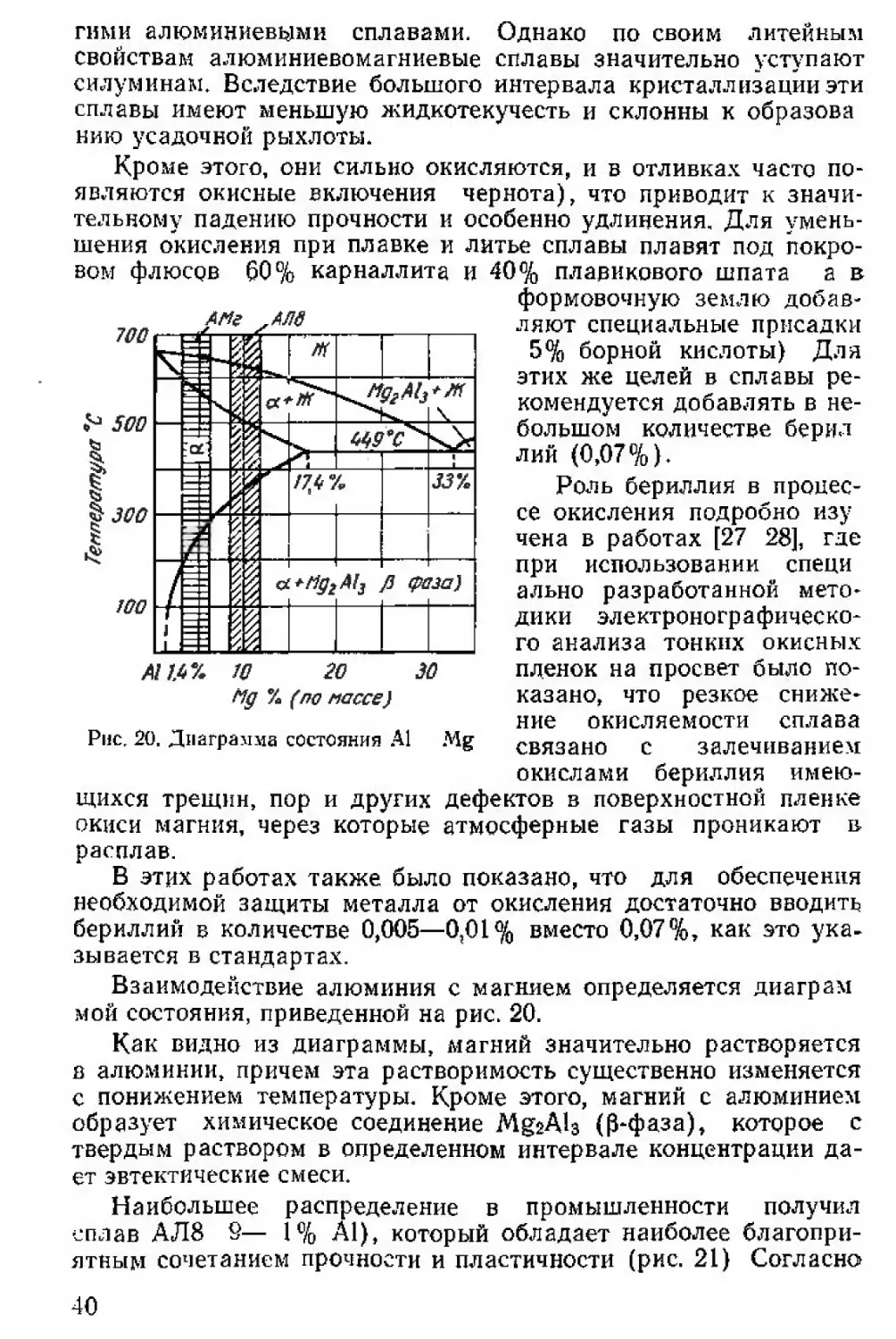
Взаимодействие алюминия с магнием определяется ди а гр а м
мой состояния, приведенной на рис. 20.
Как видно из диаграммы, магний значительно растворяется
в алюминии, причем эта растворимость существенно изменяется
с понижением температуры. Кроме этого, магний с алюминием
образует химическое соединение MgaAb (0-фаза), которое с
твердым раствором в определенном интервале концентрации да-
ет эвтектические смеси.
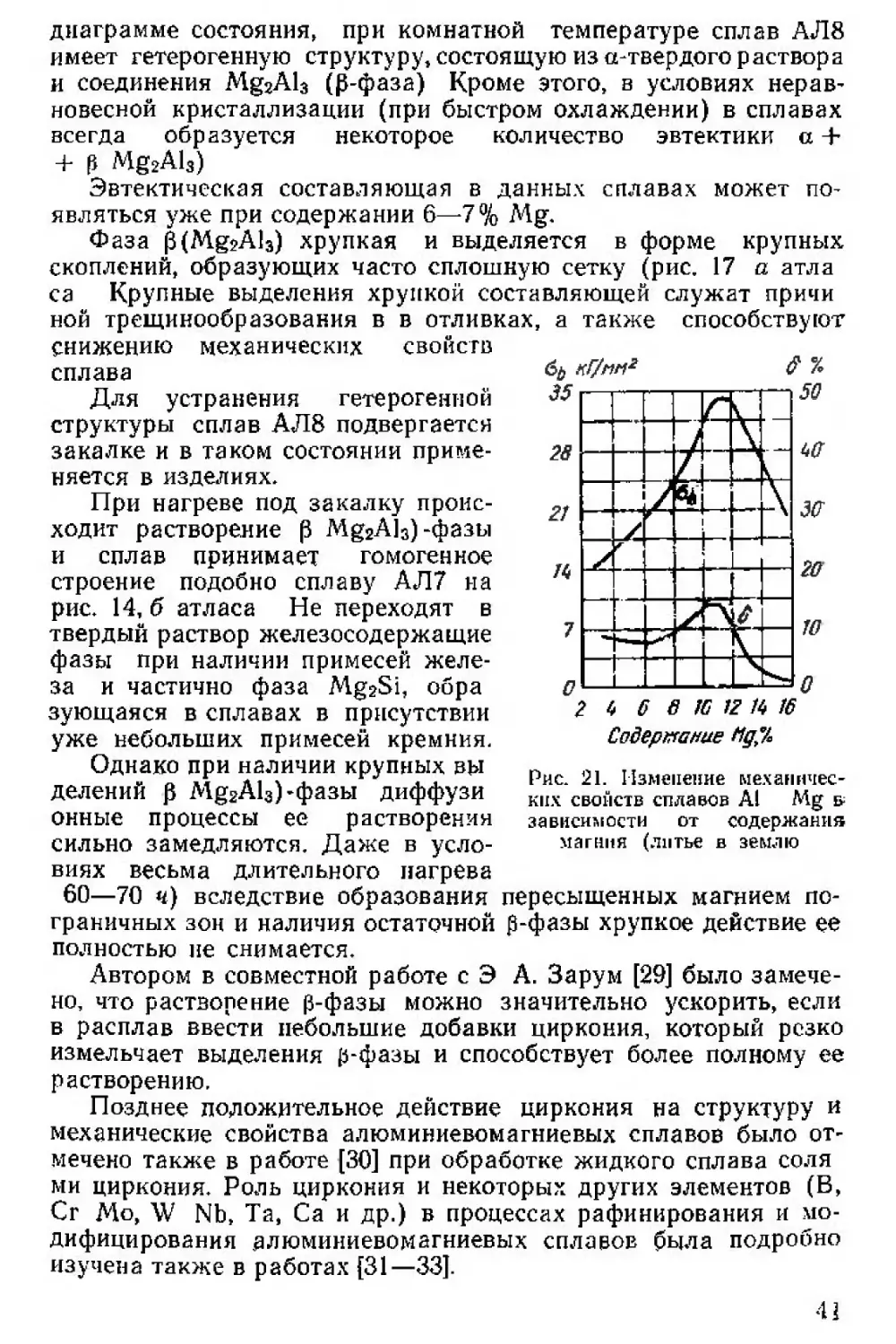
Наибольшее распределение в промышленности получил
сплав АЛ8 9— 1% А1), который обладает наиболее благопри-
ятным сочетанием прочности и пластичности (рис. 21) Согласно
40
диаграмме состояния, при комнатной температуре сплав АЛ8
имеет гетерогенную структуру, состоящую из a-твердого раствора
и соединения Mg2Al3 (0-фаза) Кроме этого, в условиях нерав-
новесной кристаллизации (при быстром охлаждении) в сплавах
всегда образуется некоторое количество эвтектики а +
+ 0 MgzAh)
Эвтектическая составляющая в данных сплавах может по-
являться уже при содержании 6—7% Mg.
Фаза 0(Mg2Al3) хрупкая и выделяется в форме крупных
скоплений, образующих часто сплошную сетку (рис. 17 а атла
с а Крупные выделения хрупкой составляющей служат причи
ной трещинообразования в в отливках, а также способствуют
снижению механических свойств
сплава
Для устранения гетерогенной
структуры сплав АЛ8 подвергается
закалке и в таком состоянии приме-
няется в изделиях.
При нагреве под закалку проис-
ходит растворение 0 А^2А13)-фазы
и сплав принимает гомогенное
строение подобно сплаву АЛ7 на
рис. 14, б атласа Не переходят в
твердый раствор железосодержащие
фазы при наличии примесей желе-
за и частично фаза Mg2Si, обра
зующаяся в сплавах в присутствии
уже небольших примесей кремния.
Однако при наличии крупных вы
делений 0 Л^2А1з)-фазы диффузи
онные процессы ее растворения
сильно замедляются. Даже в усло-
Рис. 21. Изменение механичес-
ких свойств сплавов Al Mg &
зависимости от содержания
магния (литье в землю
виях весьма длительного нагрева
60—70 ч) вследствие образования пересыщенных магнием по-
граничных зон и наличия остаточной p-фазы хрупкое действие ее
полностью не снимается.
Автором в совместной работе с Э А. Зарум [29] было замече-
но, что растворение 0-фазы можно значительно ускорить, если
в расплав ввести небольшие добавки циркония, который резко
измельчает выделения p-фазы и способствует более полному ее
растворению.
Позднее положительное действие циркония на структуру й
механические свойства алюминиевомагниевых сплавов было от-
мечено также в работе [30] при обработке жидкого сплава соля
ми циркония. Роль циркония и некоторых других элементов (В,
Сг Mo, W Nb, Та, Са и др.) в процессах рафинирования и мо-
дифицирования алюминиевомагниевых сплавов была подробно
изучена также в работах [31—33].
41
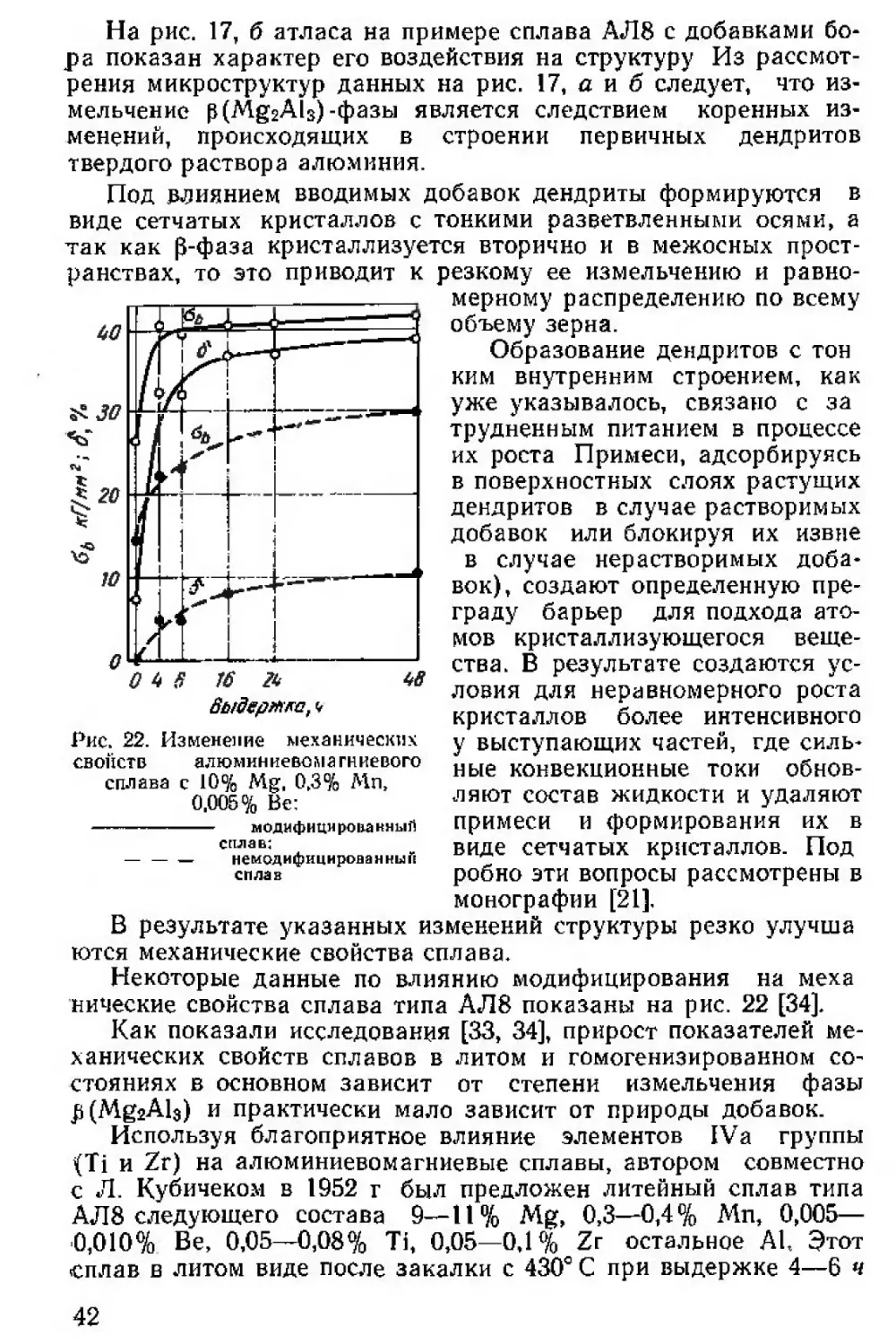
На рис. 17, б атласа на примере сплава АЛБ с добавками бо-
ра показан характер его воздействия на структуру Из рассмот-
рения микроструктур данных на рис. 17, а и б следует, что из-
мельчение p(Mg2Al3)-фазы является следствием коренных из-
менений, происходящих в строении первичных дендритов
твердого раствора алюминия.
Под влиянием вводимых добавок дендриты формируются в
виде сетчатых кристаллов с тонкими разветвленными осями, а
так как p-фаза кристаллизуется вторично и в межосных прост-
Рис. 22. Изменение механических
свойств ал юмнн лево м а гн иевого
сплава с 10% Mg, 0,3% Мп,
0,005% Бе:
------------ модифицированный
сплав:
— — — немодифицированный
сплав
резкому ее измельчению и равно-
мерному распределению по всему
объему зерна.
Образование дендритов с тон
ким внутренним строением, как
уже указывалось, связано с за
трудненным питанием в процессе
их роста Примеси, адсорбируясь
в поверхностных слоях растущих
дендритов в случае растворимых
добавок или блокируя их извне
в случае нерастворимых доба-
вок), создают определенную пре-
граду барьер для подхода ато-
мов кристаллизующегося веще-
ства. В результате создаются ус-
ловия для неравномерного роста
кристаллов более интенсивного
у выступающих частей, где силь-
ные конвекционные токи обнов-
ляют состав жидкости и удаляют
примеси и формирования их в
виде сетчатых кристаллов. Под
робно эти вопросы рассмотрены в
монографии [21].
В результате указанных изменений структуры резко улучша
ются механические свойства сплава.
Некоторые данные по влиянию модифицирования на меха
нические свойства сплава типа АЛ8 показаны на рис. 22 [34].
Как показали исследования [33, 34], прирост показателей ме-
ханических свойств сплавов в литом и гомогенизированном со-
стояниях в основном зависит от степени измельчения фазы
^(MgflAlg) и практически мало зависит от природы добавок.
Используя благоприятное влияние элементов IVa группы
(Ti и Zr) на алюминиевом агниевые сплавы, автором совместно
с Л. Кубичеком в 1952 г был предложен литейный сплав типа
АЛ8 следующего состава 9—11% Mg, 0,3—0,4% Мп, 0,005—
0,010% Be, 0,05—0,08% Ti, 0,05—0,1% Zr остальное AL Этот
<сплав в литом виде после закалки с 430° С при выдержке 4—6 ч
42
имеет следующие механические свойства = 38--41 кГ мм2,
6 = 25-1-30% [31 34].
Позднее в работе [35] было изучено влияние циркония, ти-
тана и других элементов на литейные и коррозионные свойства
стандартного сплава АЛ8 (9,5—11,5% Mg) и подтверждено их
благоприятное влияние.
В результате этих исследований рекомендован сплав соста
ва 9,5—11,5% Mg, 0,05—0,1 % Be, 0,1% Ti, 0,1% Zr, остальное
AL Сплав после закалки на образцах, отлитых в песчаные
формы, имеет следующие механические свойства сц, = 38 кГ/мм2,
б = 20% [35],
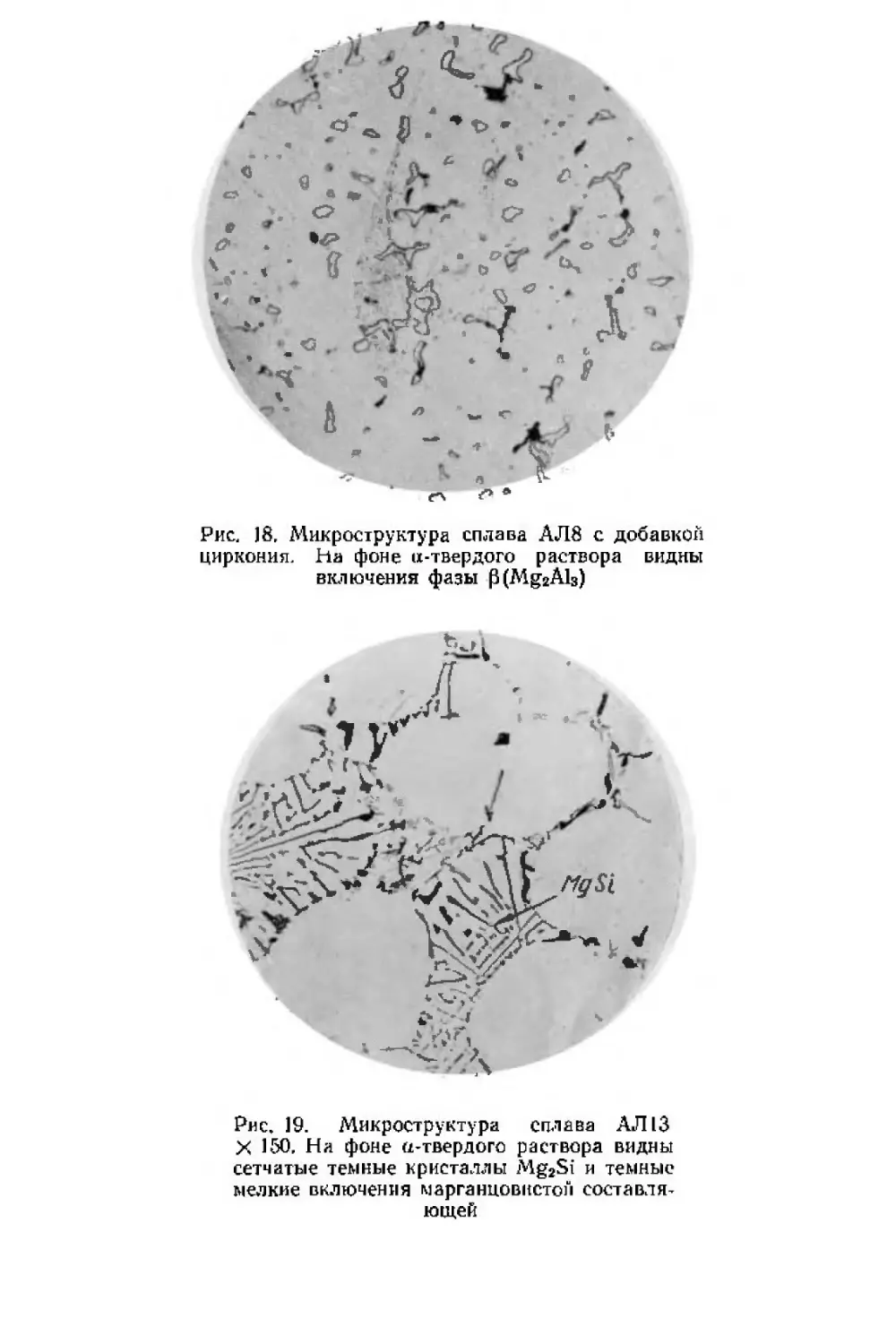
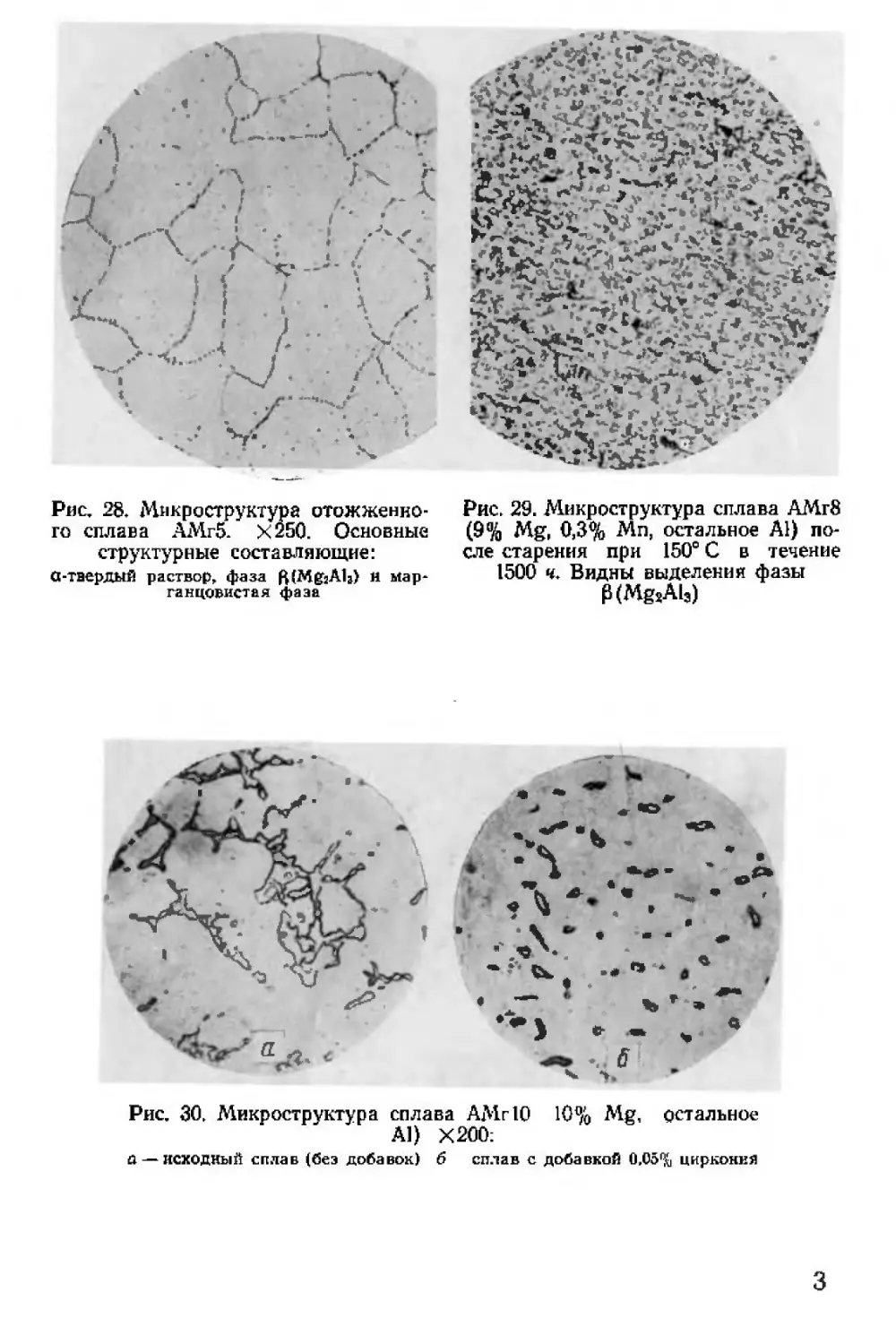
Микроструктура сплава АЛ8 показана на рис. 18 атласа.
В настоящее время сплав АЛ8 обычного и улучшенного со-
става находит широкое применение в промышленности. Недо-
статком сплава является пониженная стойкость против коррозии
под напряжением.
За последние годы появился ряд новых алюминиевомагние-
вых сплавов (АЛ22, АЛ 13)
Сплав АЛ22 содержит 10,5—13% Mg, 0,8—1,1% Si, 0,03—
0,07% Be, 0,01—0,05% Ti, остальное Al. Введение кремния спо-
собствует улучшению литейных свойств сплава. Бериллий в во- '
дят для снижения окисляемости, а титан —с целью измельчения
зерна в отливках. Сплав АЛ22 литой под давлением после за-
калки имеет вь = 25 кГ мм2 и 6 = 3% и характеризуется повы
шейной жаропрочностью.
Сплав АЛ 13 4,5—5,5% Mg, 0,8—1,3% Si, 0,1—0,4% Мп, ос-
тальное А1) содержит примерно в два раза меньше магния по
сравнению со сплавом АЛ22 и такое же количество кремния.
Этот сплав литой в кокиль без термообработки имеет —
— 20 кГ[мм2 и 6 = 5 %
Согласно тройной диаграмме состояния Al Si — Mg (см.
рис. 16 , сплавы АЛ22 и АЛ13 находятся в области а 4- MgaSi
и имеют структуру состоящую из а-твердого раствора и эвтек-
тики а 4- Mg2Si) При наличии марганца в сплаве и примесей
железа возможно, кроме этого, образование в небольшом коли-
честве железом ар ганцовистой фазы.
На рис. 19 атласа показана микроструктура сплава АЛ 13.
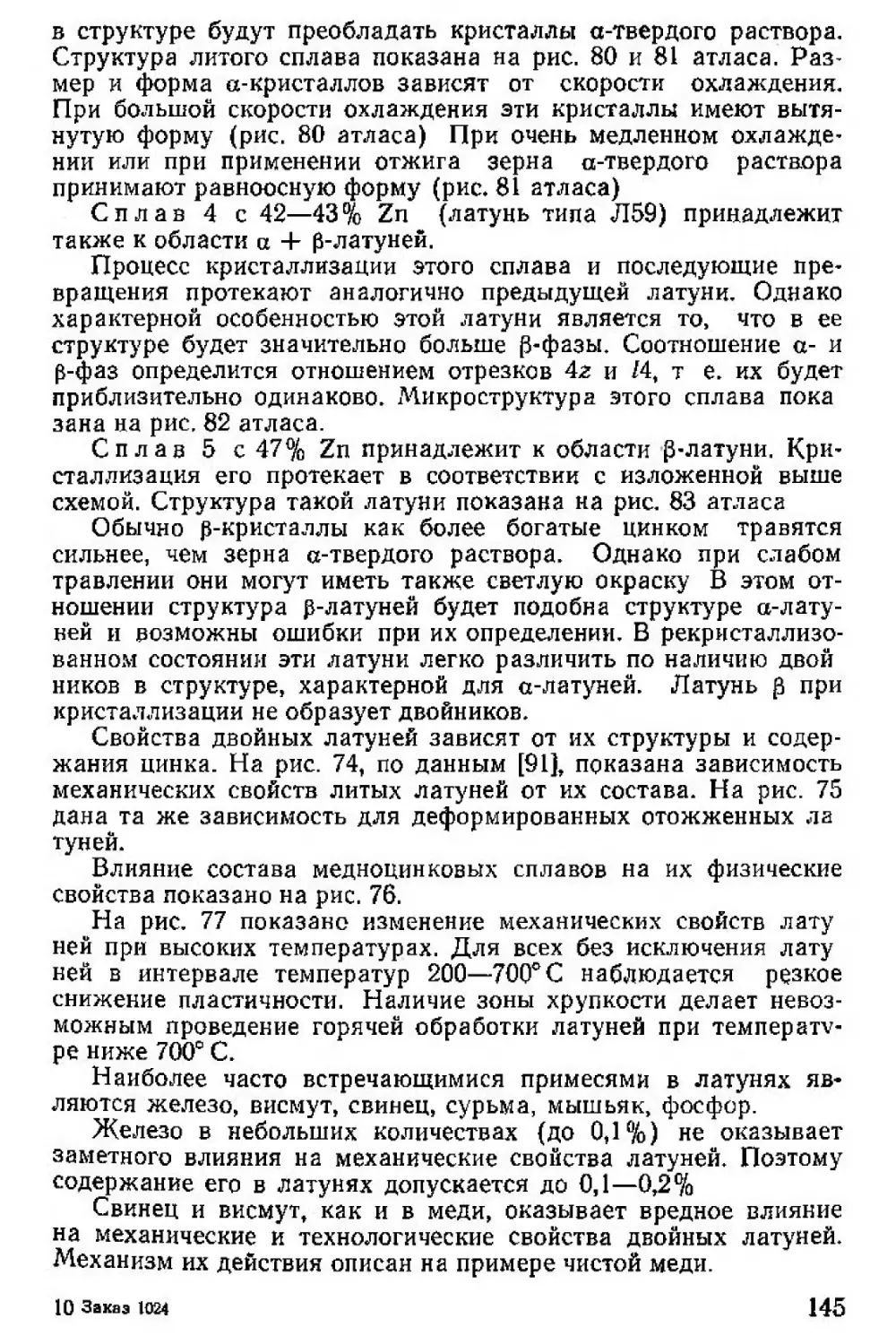
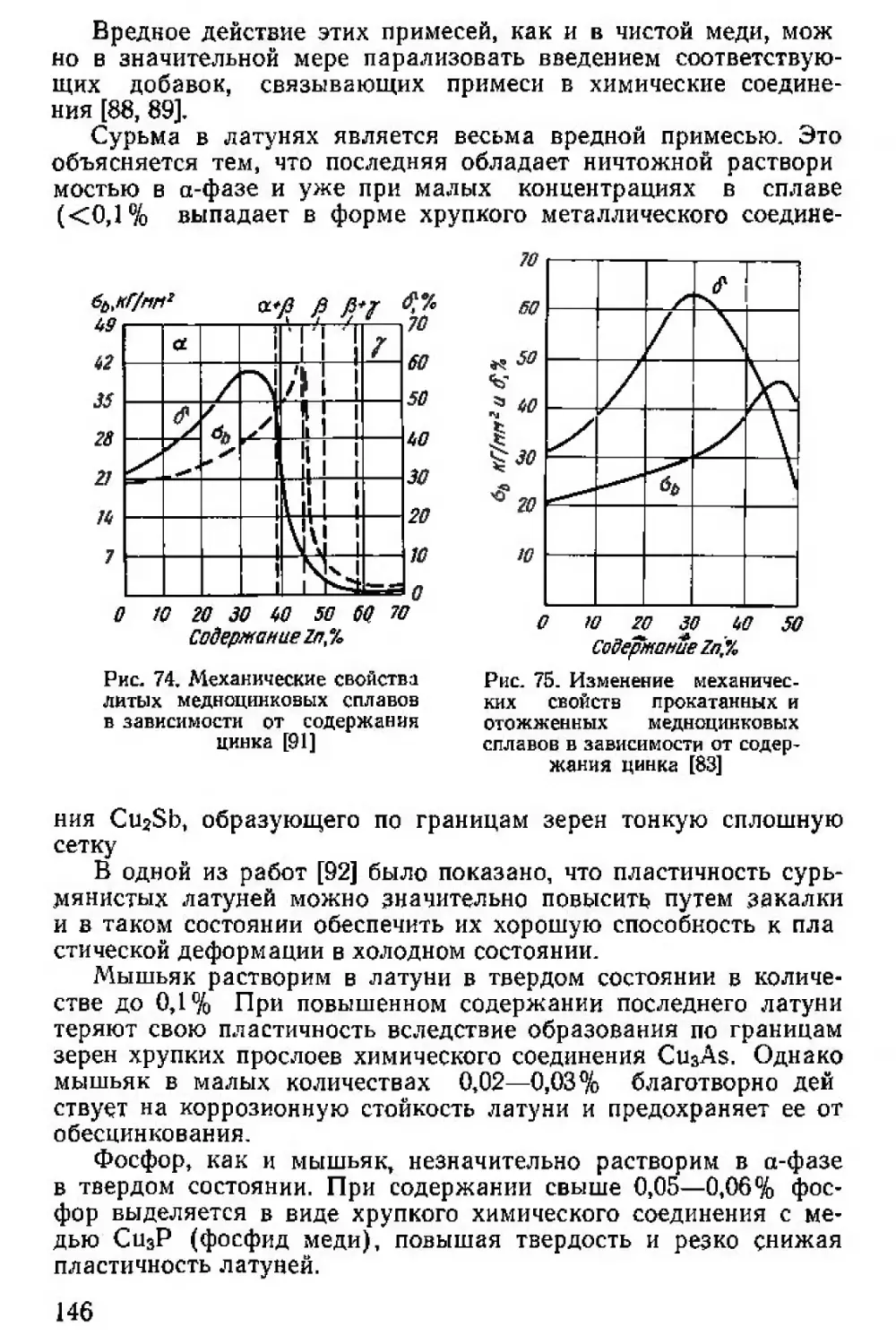
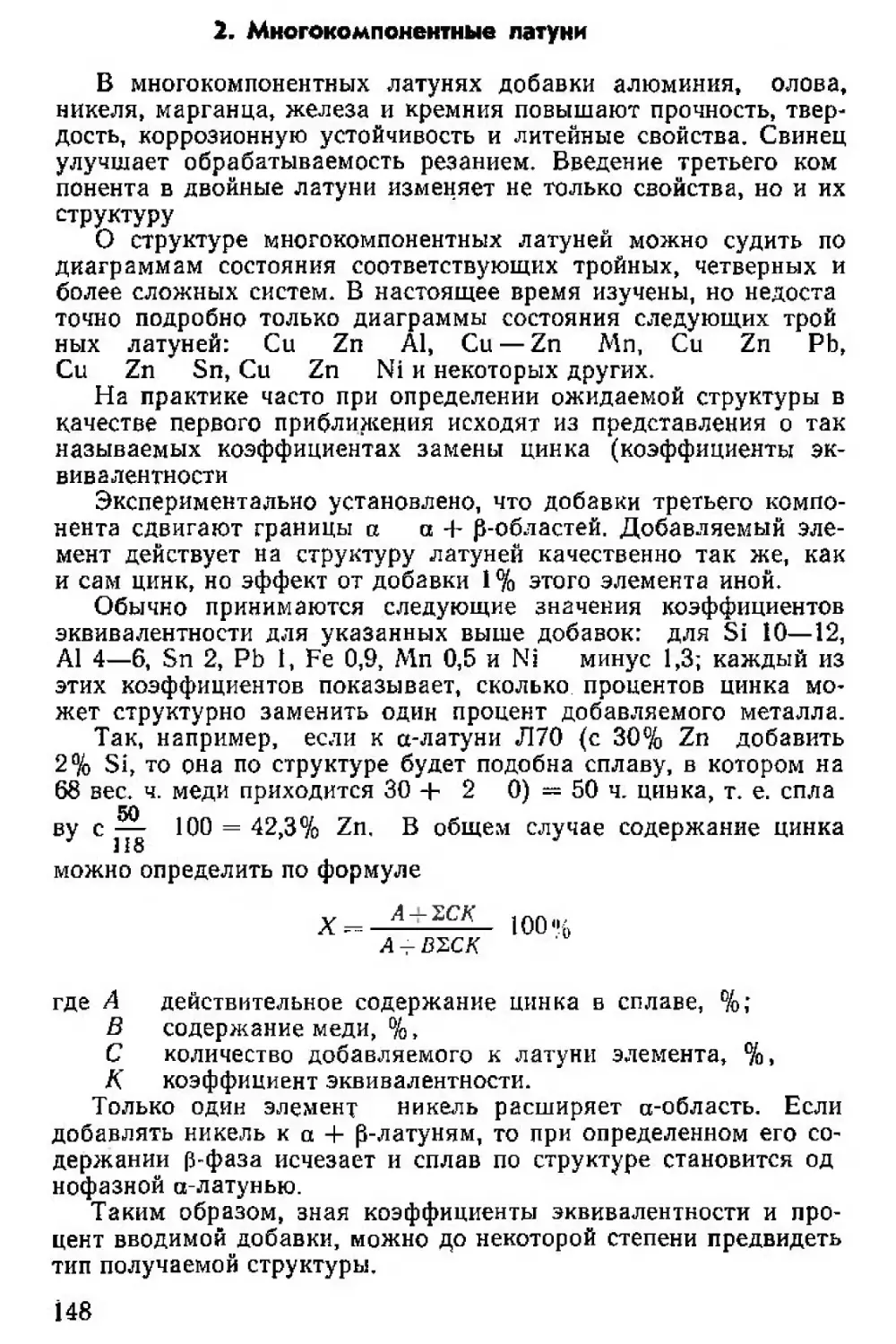
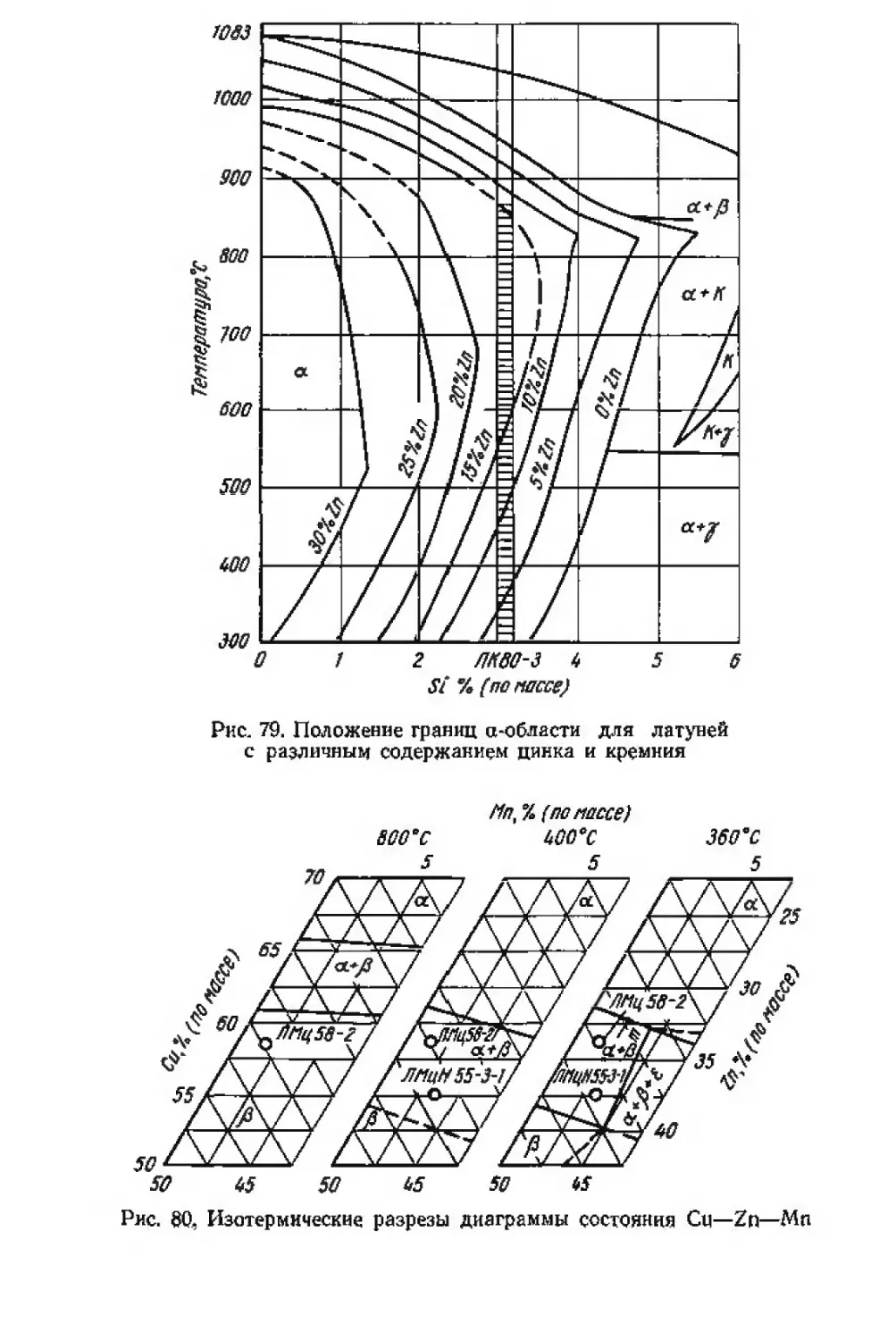
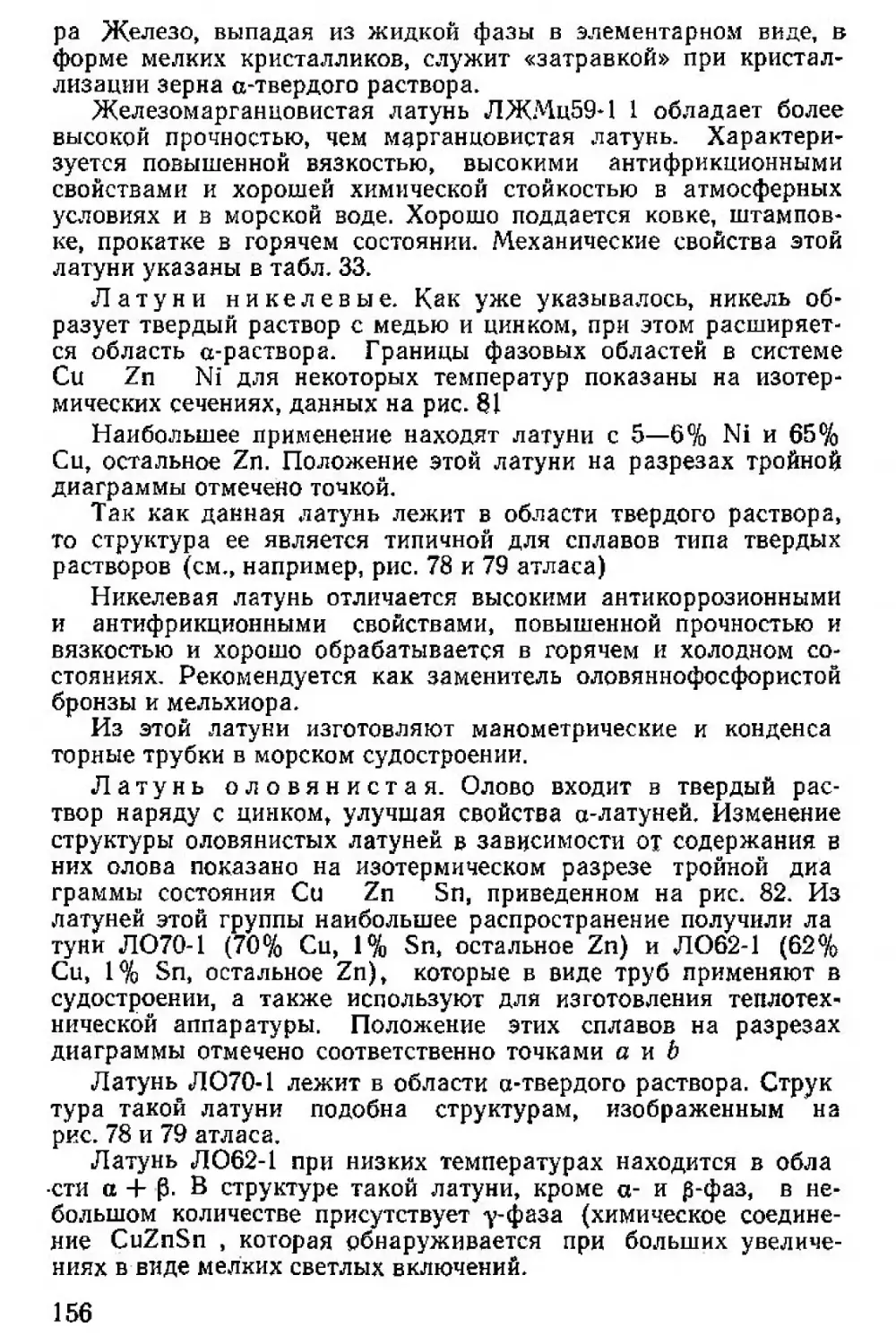
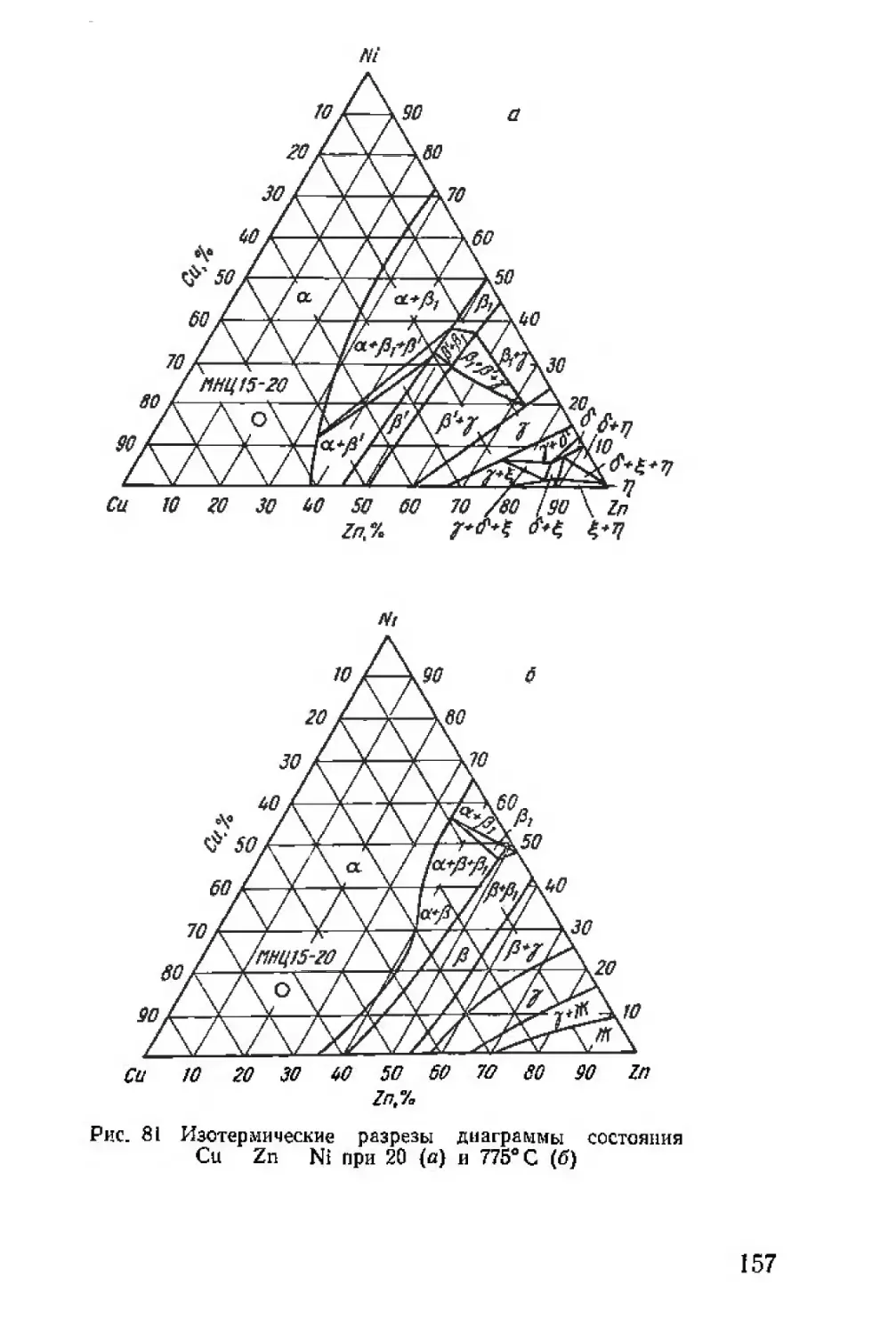
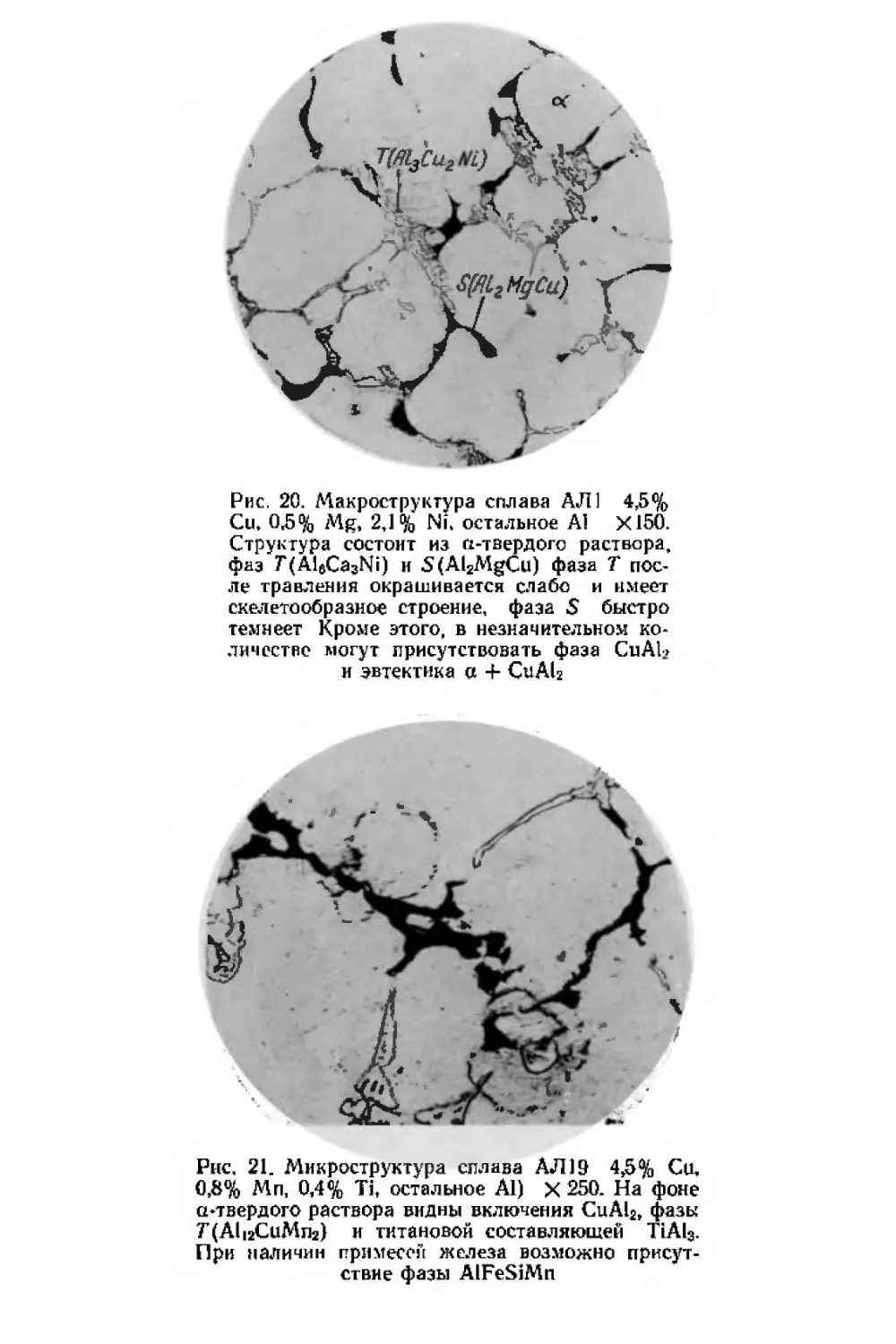
Жаропрочные литейные сплавы
Типичным представителем этой группы является сплав АЛ1
(3,75—4,5% Си, 1,25—1,75% Mg, 1 75—2,252% Ni, остальное Al).
Сплав имеет структуру, показанную на рис. 20 атласа. Ни
кель с алюминием образует тройное соединение Al6CusNi (Т
фаза которое обладает высокой жаропрочностью. Магний ча
стично входит в твердый раствор, а также образует с медью и
алюминием тройное соединение AI^CuMg (S-фаза) Таким об-
разом в структуре сплава, кроме a-твердого раствора, присут-
43
ствует никелевая составляющая Т AUCuaNi) и S-фаза
Al^CuMg) Обе эти фазы четко выявлены на указанной выше
микрофотографии. Кроме этого, в структуре сплава могут в не-
значительном количестве присутствовать фаза CuAL и эвтекти-
ка (а 4- СиА12 4- S
Сплав АЛ1 применяется в термообработанном состоянии за-
калка и закалка и старение) При закалке фазы СнАЬ и S пере-
ходят в твердый раствор, поэтому на шлифе можно видеть толь-
ко фазу Т (Al6Cu3Ni и железосодержащие фазы.
За последние годы разработаны новые композиции жаро-
прочных литейных сплавов, которые подробно описаны в моно-
графии [10]* К числу их относятся сплавы АЛ21 (4,6—6% Си,
0.8—1,3% Mg, 2,6—3,6% Ni, 0,15—0,25% Мп, 0,1—0,2% Сг, ос-
тальное А1 , АЛ 19 (4,5—5,3% Си, 0,6—1% Мп, 0,25—0,45% Ti,
остальное AI), АЛ20 1,5—2,2% SS, 0,7 1,2% Mg, 3,5—
4,52% Си 0,15—0,3% Мп, 0,8—1,3% Ni, остальное Al), АЦР1,
АЛ25 11 13% Si, 0,8—1,3% Mg, 1,5—3% Си, 0,3—0,6% Мп,
0,8—1,3% Ni, остальное Al) и его аналог с добавкой 0,2% Ti,
сплав А Л 26, А Л 24 (ВАЛ!) 1,5—2% Mg, 3,5—4,5% Zn, 0,3%
Мп, 0,2% Ti, остальное Al
В отличие от сплава АЛ1 сплав АЛ21 вследствие повышенно-
го содержания никеля, кроме фазы Т (AieCu3Ni), имеет вторую
никельсодержащую фазу Sni Al3(CuNi 2, что способствует бо-
лее значительному его упрочнению.
Сплав АЛ21 после термической обработки закалка с 525° С
и отпуск при 300° С в течение 3—5 ч) при комнатной темпера
туре имеет оь = 21 кГ мм2, б = 0,8% и длительную 100-ч) проч-
ность при 300 и 350° С (соответственно 6,5 и 3,5 кГ мм2 Микро-
структура сплава подобна сплаву АЛ1 и поэтому не приводится.
Микроструктура сплава АЛЮ показана на рис. 21 атласа.
Сплав АЛЮ после закалки с 545° С и старения при 175° С в те-
чение 3 ч имеет следующие показатели механических свойств:
при комнатной температуре съ = 4-=- 45 кГ мм2, 6 = 4-5-8% и
при 300° С длительную (100-ч) прочность. 6,5—7 кГ мм2 [9, 10].
Сплав АЛЮ очень чувствителен к примесям железа и чем
меньше будет в сплаве железа, тем выше его прочность.
Для получения минимальной прочности содержание железа
должно быть не более 0,2%
Сплав АЛ20 имеет структуру, подобную сплаву АЛ1 По по-
казателям прочности и жаропрочности он также приближается
к сплаву АЛ1 но значительно превосходит его по технологич-
ности.
Наибольшей жаропрочностью и повышенной герметичностью
обладают сплавы АЦР1 и ВАЛ1
* Сплавы АЛ 19, АЛ20, АЛ21 АЦР1 ВАЛ1 разработаны группой сотруд-
ников под руководством заслуженного деятеля пауки и техники докт
техн, наук И. Ф Колобнева [10].
44
Сравнительные данные по жаропрочности различных спла
вов приведены на рис. 23.
Сплав АЦР1, термообработанный по режиму TI, имеет при
комнатной температуре следующие механические свойства с>ь =
= 20 кГ лш2, оо?й = 15 кГ}мм2, б = 1,5%, при 300° С его кратко-
временная прочность составляет 16 кГ!мм2\ при 350° С 12 кГ мм2
и 400° С 8 кГ мм2 [9].
Сплав ВАЛ1 упрочняется
термообработкой (режим Т5
и при комнатной температуре
имеет более высокую проч-
ность, чем сплав АЦР1 о/, =
28 кГ мм2)
Однако с повышением тем
пературы прочность их при
300° С становится одинаковой
(а6 “ 16 кГ/лиг2) при более
высоких температурах сплав
БАЛ по жаропрочности усту-
пает сплаву АЦР1
Сплавы АЦР1 и ВАЛ! об-
ладая высокой герметичностью,
выдерживают высокие давле-
ния газов и жидкостей, поэто-
му их широко применяют для
агрегатов топливной аппара
туры, работающих при темпе-
ратурах 300—400° С
Сплавы А Л 25 и АЛ 26 об л а
Рис. 23. Данные по длительной
прочности различных литейных
алюминиевых сплавов [10]:
1 — АЛ19{Т4); 2 — ВАЛКТ5); 3
АЛ7(Т4); 4 — АЛ7(Т5); 5 — АЛЗ(Т5);
6 — АЦРЦТ1); 7 — АЛ4(Т6} 8
АЛ9(Т4)
дают более высокими литейными свойствами, но меньшей жаро-
прочностью, чем описанные выше сплавы АЦР и ВАЛ1 [36].
Эти сплавы применят для деталей, работающих при температу
ре 250—300° С.
Цинков истые силумины
В сплавах системы А1 — Zn — Mg при определенном содер-
жании кремния и цинка высокие литейные свойства удачно со-
четаются с хорошими прочностными показателями [37]. Высокие
литейные свойства обеспечиваются благодаря наличию в спла
в ах в значительных количествах эвтектики а + Si. Повышение
п р очности достигается за счет л егир ования твердого раствор а
цинком.
'Преимуществом цинкового силумина является то, что высо-
кие механические свойства его обеспечиваются не путем терми-
ческой обработки, как это имеет место для многих литейных
алюминиевых сплавов? а простым легированием силумина цин
Ком, способствующим самопроизвольному упрочнению сплава.
45
С целью дальнейшего упрочнения цинковистого силумина вво-
дят добавки магния, марганца и меди.
В настоящее время применяют несколько марок цинковистых
силуминов, состав которых указан в табл. 2.
Макроструктура цинковистого силумина ничем не отличает-
ся ст обычных силуминов при соответствующем содержании
кремния.
В не модифицированном силумине, как и в других силуминах,
эвтектика имеет грубоигольчатое строение, после модифициро-
вания выделения кремния сильно измельчаются и эвтектика
принимает весьма тонкое строение. До 10—15% цинка новых
структурных составляющих не обнаруживается вследствие на
хождения его в твердом растворе.
После глубокого травления 1% ным раствором плавиковой
кислоты в структуре обн ар у ж ив а юте я телшые-^участкщ-^явл я ю >
щиеся зонами ликвации цинкана.
раствора. Чаще всего это обнаруживается при содержании цин
к а около 15% и выше. Наличие в цинковистых силуминах желе-
за приводит к образованию той же игольчатой р AlFeSi)-фазы,
которая наблюдается в обычных силуминах.
При присадке марганца тройная железосодержащая фаза
p(AlSiFe) преобразуется в четверное соединение AlSiFeMn и
игольчатая форма заменяется скелетообразной.
Вводимый в цинковистый силумин магний при содержании
его до 0,2% в структуре не обнаруживается. При большем со-
держании образуются включения силицида магния (MgsSi
Присадки меди уже в небольших количествах (0,4—0,5%) при
водят к появлению в структуре фазы CuAL, являющейся весьма
эффективным упрочнителем.
Цинковый силумин применяют для производства фасонных
отливок в моторостроении, в автомобильной и тракторной про-
мышленности.
2. Деформируемые сплавы
Деформируемые алюминиевые сплавы являются основными
конструкционными материалами, широко применяющимися в
авиа и автостроении и в других областях машиностроения. За
последние годы эти сплавы получили также большое примене-
ние в гражданском строительстве, для бытовых целей и т д.
Состав важнейших промышленных деформируемых алюминие-
вых сплавов приведен в табл. 9, где дана также условная их
классификация по основным компонентам.
Небольшие добавки марганца, присутствующие в большин-
стве сплавов, при этом не учитывались, так как он, частично на
ходясь в твердом растворе, а также в связанном состоянии в
форме различных химических соединений, не вызывает заметно-
го отклонения от фазового состояния сплавов, определяемого
46
Состав деформируемых алюминиевых сплавов и их применение [9]
Таблица 9
Наименование сплавов в про- мышленности Основные компоненты, %
Группа Система Марка сплава Си Mg Мп Ni Fc Si Zn Al
0 1 2 3 4 © 5 Технический длюминий Алюминий- марганцо- вистые сплавы Магналии Дюралюми* ны Авцали Ковочные сплавы А1—Мп Al—Mg Al—Си— —Mg Al - Mg - —Si Al -Mg— —Si—Си АД АД! АМц АМц2 АМН АМг2 АМгЗ АМг5 АМгб Д18п В65 Д1 Д16п ВД17 Д19 АВ АД31 АДЗЗ АД35 АК6 АК6-1 АК8 Ф1ЛОД1ЛСЧ—। to -ф <£> 4© ОС СО "ф ф -ф СОФ Ф О CN (М Ф 1 1 ' । ! 1 I II 1 СЧ 0) Q0 GO СО Q0 О) Ю 00 00 Ф СЧ СО СО СО CN СО О " F4 —1 СО о 0 8—1 4 0 5-1 8 1 8—2 8 3,2—3,8 4 8—5 5 5,8 6,8 0 2—0 5 0.15-0 3 0 4—0 8 1 2-1,8 2 0-2 4 1 7-2 3 0,45-0 9 0 4-0 9 0 8—1,2 0 8-1 4 0 4—0 8 0 4-0 8 0,4-1,0 1 0-1 6 0,9-1,4 0 2—0 6 0 30-0 60 0 3-06 0 5—0 8 0.3-0,5 0 4-0 8 0.3-0,7 0 4-0 7 0 5—1,0 0,15-0 35 0 5-0 9 0 4-0 8 0 4-0,8 0,4—1 0 0 01—0 2Сг 0 02-0 ITi 0,5—0 8 0,02—0 15V 0 02-0, ITi 0,02-0, ITi 0 001—0,005Be 0,02—0 ITi 0 001-0 005Be 0,5—1 2 0 3-0 7 0 4-0 8 0 8—1 2 0 7—1 2 0 7—1 2 0 6-1 2 — co oa Г" А Л А А А А Я Й Я Й А А Й Й * А А Й Й СОСУ X Ф О
Qo
Группа Наименование сплавов в про- мышленности Система ! Марка сплава Примеси, %, не более
Fe Hi Си Мп NI Zn
0 Технический АД 0 5 0 55 0 1 0.1 0 1 0 1
алюминий ЛД1 0 3 0 35 0 05 —
1 Алюминии- AI -Мп АМц 0,7 0,6 0,2 —
марганце-
в истые АМц2 0 7 0 7 0 1 —
сплавы
2 Магналии Al-Mg АМг! 0 05 0 05 0 01 —
АМг2 0 4 0 4 0 1 —.
АМгЗ 0,5 0 05 0,2
АМг5 0 5 0 05 0 2
АМгб 0 4 0 4 0 01 0 2
3 Дюралюми- AICu Д18п 0 5 0 5 0 2 0 1
ны —Mg В65 0 2 0 2 0 1
Д1 0 7 0,7 0 1 0 3
Д16п 0 5 0 5 0 1 0 1
ВД17 0 3 0 3 0 1
Д19 0 5 0 5 0 1
4 Ав пали Al—Mg- АВ 0 5 0,2
—Si АД31 0 5 0 1 0 1 0 15Ti 0 2
АДЗЗ 0 7 0 15 0 15Т1 0 2
ЛД35 0 5 0 1 0 15Ti 0,2
5 Ковочные AI—Mg— АК6 0 7 0 1 0 3
сплавы —Si—Cu АК6-1 0 7 0 1 0 3
АК8 0 7 0 1 0 3
Продолжение табл. 9
Прочие примеси Сумма примесей Назначение
0 1 0 1 0,1 0,1 0 07 0 1 0,1 0,1 0 1 0 1 0 i 0 1 0 1 0 1 0 1 0 1 0,1 0 15 0 1 0 1 0 1 0 1 1 2 0 7 1 75 1,6 0 18 1 0 0,85 1.1 1,4 0 65 1 8 1 2 0 8 1 2 0 8 0 15 1.4 1 2 1 2 1 2 Листы, плиты, трубы, прутки То же Листы, плиты, трубы, прутки, профили, проволок: и заклепки То же Листы, прутки, трубы и др. Трубы, прутки, листы, проволока, плиты То же Листы, плиты, профили, поковки То же Проволока для заклепок Листы, профили, прутки, трубы, поковки, прово- лока Листы, плиты, трубы, прутки, профили Листы, дли работы при повышенных температурах 150—250° С) заклепки для конструкций, рабо- тающих при температуре 125—250" С То же » » Листы, трубы, профили, штамповки Для коррозиопност()йких декоративных деталей и изделий \ Тоже \ » Прутки, поковки, штамповки То же Листы, прутки, поковки, Ътамповки
4 Заказ 1024
Г рулпа Наименование сплавов в про- мышленности Система Марка сплава Си Me Mn
6 Жаропроч- ные сплавы специального назначения Al—Си— Mg- —Si—Ni— — Fe Al—Си— —Mg-'Fe Al—Си— — Mn AK2 ЛК4 AK4 1 Д20 Д21 i— >— W O> *£> Ю Сл 1 i I II 5 5 5 0 4-0,8 1 4—1 8 1 4—1 8 0,25- 0,45 0 4—0 0 4-0 8 8
7 Высокопроч- ные сплавы Al—Mg— --Al— -Mg— — Zn—Си B92 E93 E94 B95 B96 0 8-1 i 8—2 1 4-2 2 2-2 2 4 0 8 3 1 1 1 2 9-4 6 6-2 2 2-1 6 8-2 8 5-3,2 0,6-1 0,2-0 0,2-0 0 6 5
Al—Си— —Mn- —Cd—Li ВЛД23 4 9—5 8 0 4—0 8
8 Спеченные порошки A1-A12O3 САШ 6—9ALO3
Al—Si- bil СЛП2 CAC1 9— 13A1.A
CAC2
Продолжение табл. 9
Основные компоненты, %
Ni Fe Si Zn Al
1 8—2 3 0 5—1 0 0 5 1 0 Осн.
1 0-1 5 1116 0 5—1 2
1 0—1 5 1 0—1 5 0,02— 0 ITi
0 1—0,2Ti 0 2Zr »
0 1—0 2Ti »
0 001-0 005Be 2 9—3 6 »
0 15—0 4 6 0-6 7
0,02—0 08Т1 6,0—6 7 5,0-7 0 »
0 1—0 25Сг »
0 1—0 25Сг 7 6—8,6 »
0 1—0,25Cd 0 15Ti
1 0—1 4Li
-—
5-7 25-30 »
3-5 25—30
I Группа 1 Наименование сплавов в про- мышленности Система Марка сплава Примеси, %, нс более Прочие примеси
Fe SI Си Мп Ni Zn
6 Жаропроч- ные сплавы специального назначения А1—Си— - Mg— —Si—NH —Fe AK2 AK4 0 2 0 2 0 3 0,3 0 1 0,1
Al—Си— —Mg—Fe AK4 1 0 35 0 2 0 3 0 2
Al—Си— —Мп Д20 Д21 0 0 3 3 0 3 0 3 — 0 1 0 1 0,1 0 1 0 1
7 Высокопроч- ные сплавы Al—Mg— —Al— —Mg— —Zn—Си B92 B93 B94 0 0 3 2 0 2 0 3 0 2 0 05 0 1 0 05С 0 1 0,1 0,1 0 1
B95 0 5 0 5 — 0 1
В 96 0 5 0 3 — 0 1
Al- Cu- —Mn— —Cd—Li ВДД23 0 3 0,3 0 1
8 Спеченные порошки Al—AI2O3 Al—Si— —Ni САГИ САП2 САС1 0 0 0 2 2 2 —* —
САС2 —
Продолжение табя. 9
Сумма примесей Назначение
0 6 Прутки, поковки и штамповки
0 6 То же
0 95 » »
1,05 Прессованные изделия, поковки, листы для изде- лий, работающих при температуре 250—350° С Поковки и штамповки для работы при температу- ре 225—250° С Листы, профили, поковки, штамповки
0 5 1 65 1 1 0 9 Поковки, штамповки Поковки и штамповки сложной формы Листы, профили, поковки, штамповки Профили, поковки, проволока для заклепок трубы Листы, профили, штамповки, заклепки
0 25 Листы, штамповки Профили трубы Поковки, штамповки То же
Физико-механические свойства деформируемых алюминиевых сплавов [9]
Таблица 10
щ я сз Р7 С О я £ а СП £ Вид полуфабрикатов и состояние материала Плотность, г'с,на Коэффициент линейного расширения а 1 0 6 1 >гр ад Т еп лопроводност ь, калсмс&сград (100—400° С) Электропроводность, ит зшвдтринршкщ" ности меди Модуль упругости £, кГ/мм* 5 I-,' 4е ’° а0,2 кг/нм' «о -У _3f аз* =4 Предел усталости при 5 10“7 циклов, кГмм*
Q о о с 7 о Сч и о о о <М 1 с сч а о о 1 о сч
АД Листы отожженные Нагартованные. 2 71 24 24 8 25 9 0,54 0 52 59 57 7100 7100 8 15 3 10 35 6 80 60 25 32 3,5 4 2-6 3
АМЦ АМг2 АМг5 АМгб Д18П В65 Д1 Листы отожженные Нагартованные Листы отожженные Полу нагартованные Листы отожженные * » Проволока закаленная и естественно состаренная Отожженная. Проволока закаленная и состаренная Листы закаленные и естественно соста- ренные Отожженные , 2 73 2 67 2,65 2 64 2 75 2.80 2 8 23,2 23 4 23 9 22 22 9 24 3 24 5 24 8 24 7 23,4 24 0 25 0 25,4 25 9 25 5 24*8 25 0 0 45 0 38 0 38-40 0 48-40 0 30-0 35 0,29—0 33 0,41—0 46 0,37—0 44 0 31-0,42 50 40 40 29 26 30 45 7100 7200 7000 7000 7200 6800 7100 7100 7100 7200 7200 13 22 19 25 31 5 32 5 30 16 40 42 21 5 18 8 21 15 17 17 6 24 11 23 15 23 6 27 24 5 24 24 20 18 18 70 50 64 50 35 58 30 55 45 60 70 70 38 100 45 5 0 7 0 12 12,5 21 26 10,5 7 6
СП — Листы плакированные и естественно со- старенные Плакированные, отожженные Профили закаленные и естественно со- старенные Отожженные 2 8 22 7 23,8 24 7 0 29 0 46 30 50 7200 7200 7200 7200 38 18 52 22 22 11 38 10 18 18 12 13 15 30 100 45 14 9
Си
КЗ
Марка сплава Вид полуфабрикатов и состояние материала Плотность, г'слР
Д16 Д19 Листы плакированные и естественно со- старенные Плакированные, отожженные Листы плакированные, закаленные и со- старенные , . . 2 76
ВД17 АВ Прессованные полосы, закаленные и со- старенные Профили, прутки, закаленные и есте- ственно состаренные 2 7
АД31 Листы, профили искусственно состарен- ные. 2 71
АДЗЗ То же 2 71
АД35 к » 2 69
АК6 Штамповки закаленные и искусствен- но состаренные 2 75
АК8 Штамповки, закаленные и искусствен- но состаренные 2 8
АК2 Прутки прессованные, закаленные и со- старенные 2 8
Продолжение табл. 10
Коэффициент линейного расширения Теплопроводность, кал'см-сак-град () 00—400е С) Электропроводность, % от электропровод- ности меди _ Модуль упругости Е кГ/мм* кГ/мм* ф* ! « о* Ь % % Ф НВ, К Г мм* Предел усталости при 5 10“7 ЦИКЛОВ, кГ/мм*
а-]0’6 1 (град
и о о о 1 о OI о 0 о о о 1 о сч ЭоООЕ—ОЕ
6900 44 29 19
23 10 18
0 33-0 41 6300 44 30 20
52 34 5 17 20 16,5
23,5 24 3 25 4 0 43—0 55 7100 33 28 16 20 95 9 8
24 3 26 7 0 45 24 21 10 50 80 9
24 1 25 0 0 30-0 41 32 27 10 25 И
24 0 0,44 (25) 36 30 9
0 43-0 45 7200 42 30 13 105 13
22 5 23 6 24 5 0 40-0 43 40 7200 48 3$ 19 25 135 12 5
22 3 23,3 24 2 0,38-0 43 7200 44 28 9 105 10
Марка сплава Влд полуфабрикатов и состояние материала Платность, г гл4
ЛК4 АК4-1 Прессованная полоса, закаленная есте- ственно состаренная Прессованные прутки, закаленные и ис- кусственно состаренные 2 7 2 8
Д20 Листы закаленные и состаренные 2 &
Д21 В92 В93 Поковки, закаленные и состаренные Листы, закаленные и искусственно со- старенные Поковки, закаленные и искусственно состаренные 2 8
В94 Проволока, закаленная и состаренная Профили, закаленные и искусственно состаренные 2 8
В95 В96 ВАД23 сл САГИ 00 Отожженные Листы плакированные, закаленные и со- старенные Профили, закаленные и искусственно состаренные Листы, профили, закаленные и искус- ственно состаренные 1 Листы 2 8 2 8
Продолжение табл, 10
Коэффициент линейного расширения а 10 6 \{град Теплопроводность, кал!ем-сек*град (100-400” С) Электропроводность, % от электропровод- ности меди * — Модуль упругости Е, КГ/мМ* г» 1 SC С? *5 СЧ о >5 * % НВ. кПмм* Предел усталости при 5*10-7 циклов, кГ-мм*
О о о о 7 о сч о <? CD О см 1 о ем О ь о О со 1 о W
22 23 9 24 9 0 36—0 41 7200 42 35 10 20 110 13
19 6 21 7 23 2 0 35-0 39 7200 41,5 27,5 13 25 120
22 6 27 7 27 3 0 34-0 38 6900 40 30 10 100 13
19 0 23,7 26 8 0 33-0 4 7000 43 35 9 18
26 4 27 3 27 7 0 32-0 36 7000 40 23 15
49 40 6
21 94 24 85 28,87 0 38—0 40 7100 52 44 15 45 150 32
30 7100 58 54 8 12 150 15 5
23 2 24 3 25 9 0,38 22 10 15
6700 52 44 14 —
22 84 24 66 0,31-0 39 7000 68 64 7 190
24 0 24 9 29 9 0 23-0 29 7600 57 52 4
28 21 4 —-1-
Сл
Режимы термической обработки важнейших деформируемых алюминиевых сплавов [9]
Таблица 11
Марка сплава Закалка Старение Отжиг
температура нагрева °C охлаждающая среда температура нагрева °C время старения охлаж- дающая среда температура нагрева *С охлаждающая среда
АД, АД1 ^—~г 350—410 Воздух
АМц 350—410 »
АМг1, АМг2, 350—410 »
АМгЗ
АМг5 270—280
АМгб 300—350 »
Д18П 495—505 Вода Комнатная Не менее Воздух 340—370
4 суток
В65 515—520 75 ±5 24 ч *
Д1 495—510 Комнатная Не менее 1) 390—430 охлаж- »
4 суток ленке до 260—270
(30 град в час)
2) 350—370
Д16 495—505 » Комнатная Не менее 1) 390—430
4 суток охлаждение до
190° С 6 ч 250- 270й С
(для профилен), (30 град в час)
125—135° С 20 ч
(для листов)
ВД17 500 ±5 170±5 16 ч —
Д16 505+3 » Комнатная 5 суток —
АВ 515—525 150 6 ч Воздух 350—370 —
Up j м; iiii >нлОл. ii
Закалка Старение Отжиг
Марка сплава температура нагрева °C охлаждающая среда температуря нагрева °C время старения охлаж- дающая среда температура нагрева X охлаждающая среда
АД31, АДЗЗ, АД35 AK6 AK8 AK2 AK4 AK4-1 Д20 Д21 B92 B93 B94 B95 B96 g ВАД23 52О±5 505—515 . 490—505 510—520 515—520 520—530 535±5 525+5 465+5 465—470 465±5 465—480 465—475 525±5 Вода » » 5> Воздух Вода, темпера- тура не выше 40° С Вода Вода, темпера- тура не выше 40° С Вода 160 150—165 Комнатная 165—175 170J-5 190—195 165—175° С для деталей, работаю- щих кратковремен- но, 200—230° С д!ля деталей, рабо- тающих длитель- ное время 185—195 100 1) 115—125 2) 160—170 100 165±5° 1) 120—125° С для листов 2) 135—145° С для профилей 1) 95—105 2) 155—160 170—180 12—16 ч 15—6 ч Не менее 4 суток 15—18 ч 16 ч 8—10 ч 10-16 ч 12 ч 12—16 ч 96 ч 3 ч 4 ч 3 ч 24 ч 4—5 ч 8—9 ч 16—12 ч Воздух в в > & & » » & 350—370 350-370 . 350—400 390—430 3—90 Воздух Воздух Охлаждение со скоростью 30—50 град в ча до 150 °C, далее на воздухе 10—60 мин
СИ
сь
Таблица 12
Механические свойства некоторых деформируемых сплавов при высоких температурах [9J (на листовых материалах)
Температура, °C Длительность выдержки, ч В95Т Д16Т Д19Т ВАД23 АК4 Дао САП
Л С к to* и и и ' ёч о to о * to С к to * к сч о to 1 fe «ь to 1 м Са О О * fe to* ч С. к ёч to° лГ к ks* зе 5! г ёч о to ы нс 4 to -E-k c sc СЧ о to 40 ea Л s 4 to P+ I k сч о to -^e 40
20 — 52 44 14 44 30 16 44 30 18 54 49 4 43 30 15 42 30 16 28 21 4
0,5 48 41 14 41 28 14 42 28 16 50 46 5 39 29 13 38 29 16
100 10 48 42 14 40 29 14 50 46 5 39 29 13 38 29 16
100 48 42 14 42 29 14 50 46 5 39 29 13 38 29 16
100 48 42 14 42 30 15 50 47 5 39 30 11 38 30 15
0 5 41 35 15 39 27 17 40 27 16 47 44 8 37 28 14 36 28 16 1
0 41 36 13 40 27 17 47 44 8 37 28 14 36 29 16 L
150 100 33 30 10 40 30 12 47 44 9 38 29 13 36 29 16
1000 23 22 15 37 33 8 43 38 10 35 26 14 35 26 17
0,5 37 32 16 37 28 18 37 26 16 43 40 7 35 26 14 32 25 19 11 9 4
10 34 31 16 36 28 17 42 40 10 34 26 14 32 24 19 11 При 350° C < 9 4
175 100 29 27 17 33 28 16 35 31 9 40 36 12 32 27 12 32 24 18 11 9 4
1000 19 17 20 30 27 13 33 30 13 30 27 12 32 23 18 11 9 4
0 5 28 24 11 35 23 18 36 24 16 39 35 8 32 27 16 27 21 16 9 7 3
10 20 19 16 32 27 12 33 24 15 35 31 10 31 26 16 26 18 16 9 При 400° c ; 7 3
200 100 15 14 20 27 25 9 32 22 10 31 27 12 27 23 17 25 17 14 9 7 3
1000 11 10 25- 22 20 11 20 15 20 23 20 20 25 16 14 9 7 3
0,5 15 12 16 28 19 5 13 29 20 10 24 21 10 25 20 10 19 14 16 5 4 1 5
250 10 100 4- w— 5 5 При 500° C 4 4 1 5 1 5
1000 — 5 4 1 5
300 0,5 8 & 7 30 17 14 13 19 16 13 13 11 12 17 13 15 16 12 20
диаграммой состояния, характеризующей взаимодействие меж
ду основными компонентами.
В табл. 10 приведены некоторые физике-механические свой
ства основных деформируемых сплавов.
Алюминиевые деформируемые сплавы по их способности уп
рочняться термической обработкой делят на две большие труп
пы. сплавы, не упрочняемые термической обработкой, и сплавы,
упрочняемые термической обработкой.
К первой группе относятся технический алюминий, алюми
ниевомарганцовистый сплав и сплавы типа магналий, продук-
ция из которых в основном поставляется в отожженном состоя
нии или после некоторого упрочнения путем холодной деформа
ции полунагартованное и нагартованное состояние
Ко второй группе принадлежат все остальные сплавы, кото-
рые значительно упрочняются в результате термической о бра
ботки закалки и старения) и в таком состоянии обычно и при-
меняются в конструкциях.
Оптимальные режимы термической обработки сплавов ука
заны в табл. 11
Все алюминиевые деформируемые сплавы сильно разупроч
няются при нагреве табл. 12), что необходимо учитывать при
эксплуатации их в условиях повышенных температур
Ниже рассматриваются различные группы сплавов в соответ-
ствии с приведенной классификацией.
Сплавы алюминия с марганцем (АМц)
Сплавы алюминия с марганцем имеют более высокие меха
нические свойства, чем чистый алюминий, и, характеризуются
повышенной коррозионной стойкостью. Характер взаимодейст-
вия алюминия с марганцем определяется диаграммой состояния,
данной на рис. 24. Марганец частично растворим в твердом алю-
минии и образует с ним химическое соединение МпАЬ- Это
соединение да^т с алюминием эвтектику, содержащую 1,95% Мп,
остальное -А1, кристаллизующуюся при 658° С. Растворимость
марганца в алюминии при эвтектической температуре 658,5° С
составляет 1,82% и при 500° С равна 0,36% При дальнейшем
понижении температуры растворимость изменяется незначи
тельно.
Вследствие незначительного изменения растворимости с тем
пературой сплавы не дают заметного упрочнения при термиче-
ской обработке. При наличии примеси железа в сплавах на базе
соединения МпАЦ образуется сложное тройное соединение
MnFe АЦ, которое практически нерастворимо в алюминии.
В промышленности применяются сплавы при содержании
марганца от 1 до 1,6%
Макроструктура промышленного слитка показана на рис. 22
атласа.
57
Слиток имеет крупнозернистое строение с резко выраженной
зональностью. Крупнозернистость и зональность в строении
слитка можно устранить введением в сплав небольших добавок
тантала, титана, циркония, бора или совместно всех элементов
с бором [2, 38].
На рис. 23 атласа для иллюстрации приведена макрострук
тура слитка с присадкой титана.
Изменения в структуре слитка приводят к улучшению его ме-
А1 tin, %
Рис. 24. Диаграмма состояния
AI Мп
ханических и технологических
свойств [38].
Микроструктура литого спла-
ва АМц дана на рис. 24 атласа,
где наряду с сс-твердым раство-
ром видна фаза МпА16.
При наличии примесей желе-
за и кремния в небольшом коли-
честве образуются различные же-
лезосодержащие фазы.
По мнению некоторых авто-
ров [39, 40], железо и кремний
могут также влиять на состав
некоторых основных фаз сплава.
В присутствии железа резко сни-
жается растворимость марганца
в алюминии, так как последнее
связывает марганец в нерастворп
мую фазу (MnFe)Al6 (твердый
раствор железа в соединении
МпА16) Таким образом, железо
как бы выводит часть марганца
из участия в процессе упрочнения
сплава.
Фаза (MnFe) А16 кристаллизуется в форме крупных скоплений,
сильно снижает механические свойства сплавов и их способность
к пластической деформации [40].
В присутствии кремния в сплавах образуется тройное соеди-
нение AlioMnsSi (Г-фаза), в котором в значительном количестве
растворяется железо. В результате образуется железомарганцо-
вистая фаза типа AIMnSiFe
При деформировании литого металла наблюдается раздроб-
ление интерметаллических включений.
В прессованных и катаных материалах раздробленные части-
цы металлических соединений образуют строчечную структуру и
располагаются преимущественно вдоль линий течения металла.
При отжиге деформированного сплава АМц получается
структура с более или менее равномерным распределением
включений марганцовистой фазы и частиц железо мар га нцо в и
стой составляющей (рис. 25 атласа).
58
В зависимости от предшествующей деформации, температуры
и времени отжига размер рекристаллизованного зерна может
изменяться в значительных пределах.
Наиболее тонкая структура металла получается при отжиге
в селитровой данне при температуре 500—510° С в течение 10—
15 мин (для тонких листовых материалов)
На размер зерна отожженного сплава оказывают влияние
различные примеси. Железо и кремний при определенных соот-
ношениях (приблизительно 1 1) способствуют измельчению зер-
на рекристаллизованного сплава.
Существенное влияние на размер рекристаллизованного зер-
на в присутствии примесей железа оказывают небольшие добав-
ки титана 0,05—0,1%
В некоторых изделиях (поковки, профили, прутки и т д)
при чередовании операций холодной обработки и отжига, а так-
же в горячепрессованных изделиях часто наблюдается появление
крупнокристаллической структуры в форме ободков в поверх
костном слое или отдельных крупнокристаллических зон внутри
изделия. Причина этого явления до последнего времени недоста
точно ясна.
Значительная часть продукции из сплава АМц применяется
в отожженном состоянии. В этом состоянии сплав имеет высо-
кую пластичность (6 = 30%, ф = 70%), но малую прочность
аь = 11 кГ мм2}
Прочность сплава можно несколько повысить путем холод
ной деформации, причем применяемая степень нагартовки для
промышленных полуфабрикатов составляет 40% полунагарто-
ванный сплав АМцП) и 80% (нагартованный АМцН В полу-
нагартованном состоянии сплав имеет предел прочности
16 кГ мм2, а в нагартованном 22 кГ мм2
Сплавы алюминия с марганцем применяются для произвол
ства изделий, предназначенных для работы в условиях активных
коррозионных сред и в сварных деталях и узлах.
Сплавы алюминия с магнием (магналии)
Сплавы алюминия с магнием с небольшими добавками мар
ганца, хрома и некоторых других элементов за последние годы
находят все более широкое применение. Эти сплавы обладают
повышенной прочностью и пластичностью, поддаются глубокой
вытяжке, хорошо свариваются и имеют повышенную коррозион-
ную стойкость.
Небольшие присадки марганца (или хрома), вводимого для
дополнительного упрочнения сплава 0,3—0,5% Мп или 0,1
0,2% С г , увеличивают предел прочности на 2—2,5 кГ мм2 ие
вызывают существенного изменения структурного состояния
сплава. Титан и ванадий в небольших количествах способствуют
измельчению зерна в слитках.
59
На диаграмме состояния А1 — Mg (см. рис. 20), применяемые
в промышленности сплавы лежат до предела растворимости и
при обычной температуре имеют гетерогенную структуру, состо-
ящую из зерен a-твердого раствора и выделений фазы р MgaAh)
При наличии марганца и примесей железа и кремния, кроме
этого, образуются различные марганцовистые фазы AlMgaMn,
AlFeSi, и др ) и силицид магния (MgaSi В сплавах с содержа
нием магния 5—6%) вследствие неравновесной кристаллизации
Рис. 25. Влияние магния на механические свойства алю-
^иниевомагниевых сплавов в отожженном состоянии [5]
возможно также образование эвтектической составляющей, при
водящей к огрублению структуры.
На рис. 26 атласа показана микроструктура литого промыш-
ленного сплава АМгб.
При длительном нагреве происходит растворение фазы
р MgsAU) и образующихся эвтектических участков (рис. 27 ат-
ласа) Остаются нерастворимыми марганцовистая фаза и сили-
цид магния. Гомогенизация высоком агниевых сплавов необ-
ходимая технологическая операция перед горячей обработкой
сплавов.
Основная часть продукции из сплава типа АМг поставляется
в отожженном состоянии. Микроструктура отожженного сплава
показана на рис. 28 атласа.
Механические свойства отожженных алюминиевомагниевых
сплавов зависят от содержания в них магния (рис. 25)
Некоторое дополнительное упрочнение на 10—15% можно
получить путем холодной деформации. Попытки упрочнить спла
вы термической обработкой закалкой и старением не имели
успеха, несмотря на большую и уменьшающуюся с понижением
температуры растворимость магния в алюминии. Старению под
вер жены сплавы с содержанием магния выше 7% В сплавах с
содержанием магния 8—9% АМг8) старение заметно протекает
60
начиная с температуры 100° С и сопровождается изменением
структуры и физико-механических свойств.
На рис. 29 атласа показана микроструктура сплава после
старения, где хорошо видны продукты распада твердого раство-
ра. Изменения физико-механических свойств иллюстрируются
графиками, представленными
на рис. 26 и 27
Старение сопровождается
резким ухудшением сопротив-
ляемости сплавов коррозии под
напряжением.
В настоящее время в про-
мышленности применяются
сплавы АМг с содержанием
1, 2, 3, 5 и 6% Mg, из которых
изготовляют различные дефор-
мируемые полуфабрикаты (ли
сты, трубы, прутки, профили,
проволока и др.
Механические свойства
сплавов приведены в табл. 10.
Большой интерес для прак-
тики представляют высоколеги
рованные алюминиевомагние-
вые сплавы с содержанием
7—8% Mg (АМг8 Эти спла
вы имеют высокие механиче-
ские свойства в отожженном
состоянии о/, = 36-г40 кГ мм2,
б = 20—25% , допускают гл у
бокую вытяжку, имеют мень-
ший удельный вес на 15—20%
по сравнению с другими алю-
миниевыми сплавами и хоро-
Рис. 26. Изменение механических
свойств сплава АМ18 при старении.
Температура старения 150°С
Рис. 27 Изменение электрического со-
противления сплава АМг8 при старе-
нии. Температура старения 150D С
тую коррозионную СТОЙКОСТЬ.
Они сильно упрочняются при деформировании при степени де-
формации 50% прочность их может быть повышена до 50—
52 кГ мм2 и выше при удлинении 5—6% Однако вследствие их
недостаточной технологичности при литье и обработке они не
применялись в промышленности как деформируемые материалы.
Низкая технологичность высоколегированных алюминиево-
магниевых сплавов объясняется наличием в них хрупкой и труд
нерастворимой фазы p(Mg2Al3), выделяющейся в форме круп
ных скоплений, образующих часто сплошную сетку (рис. 30, а
атласа
Наличие в структуре сплавов такой хрупкой составляющей
служит причиной трещинообразования при литье слитков и
отливок, а также при обработке давлением. Кроме этого, при
61
образовании крупных выделений фазы p(Mg2Al3) значительно
замедляются диффузионные процессы ее растворения при гомо-
генизации слитков. Даже в условиях длительного нагрева (60—
70 ч) вследствие образования пересыщенных пограничных зон и
наличия остаточной фазы, хрупкое действие ее полностью не сни-
мается, Наличие крупных хрупких включений 0 MgsAh) снижа-
ет также механические свойства сплавов.
Для того чтобы преодолеть отмеченные выше технологиче-
ские трудности и улучшить механические свойства сплавов, не-
обходимо измельчить выделения 0 (Л^А1г)-фазы и более равно-
мерно распределить ее по объему слитка.
Известно, что если фазы, сообщающие в крупнокристалличе-
ской или сетчатой форме хрупкость всему сплаву, удается пере-
вести в форму отдельных раздробленных включений, то они ста-
новятся почти безвредными; при этом резко улучшаются меха-
нические и технологические свойства.
Для достижения этого, как уже указывалось ранее [29, 31],
было предложено вводить в расплав небольшие добавки цирко-
ния, которые резко изменяют форму роста дендритов алюминия
и способствуют получению более тонкого его внутреннего строе-
ния. Так как р(М^гА1з)-фаза кристаллизуется вторично и в ос-
новном в межосных пространствах дендритов, то это способству-
ет ее резкому измельчению и равномерному распределению по
объему отливки (рис. 30, б атласа)
Используя этот принцип, за последние годы разработаны но-
вые высоколегированные деформируемые алюминиевом агние-
вые сплавы: АМг7 (7—8% Mg, 0,2—0,3% Мп, 0,08—0,1% 2г,
0,05—0,08% Ti, 0,005—0,01 % Be, остальное Al) и АМг7ц (7—8%
Mg, 0,5—1,5% Zn, 0,15—0,35% Мп, 0,02—0,08% Zr, 0,02—0,07%
Ti, 0,002—0,005% Be, остальное Al)*, которые применяют для
специальных изделий.
Каждая из введенных добавок играет вполне определенную
роль. Цирконий измельчает 0-фазу, титан уменьшает размеры
основного зерна, бериллий как добавка улучшает защитные свой
ства окисной пленки и повышает чистоту металла от окисных
включений [27].
Сплав АМг7 в отожженном состоянии имеет следующие меха-
нические свойства оь — 344-38 кГ мм2, о0г2 = 17-5-20 кГ мм2,
б = 28ч-34 % Прочность сплава может быть значительно повыше-
на дополнительной холодной деформацией. При степени дефор-
мации 50% аь = 46 4- 52 кГ мм2, с02 41 ч-42 кГ мм2, 6 - 7 -
-11%
Сплав АМг7ц в состоянии отжига характеризуется следую-
щими механическими свойствами оь = 37 кГ!мм2, оо,й =
* Сплавы разработаны М. В. Мальцевым, М. В. Захаровым, Л. Н. Рогель-
берг, Ю. А. Волковым и другими. На сплавы выдано авторское свидетельство
№ 144992 от 21/VI 1965 г
62
= 18 кГ мм2, 6 — 25% После 50%-ной деформации оь =
= 51 кГ мм2, оо,2 = 44 кГ мм2, 6 = 7%, причем эти свойства со-
храняются длительное время при нагреве до 50—70° С.
Для сравнения приводим механические свойства наиболее
распространенного высоколегированного промышленного алю-
миниевом а гниевого сплава АМгб (5,8—6,8% Mg, 0,5—0,8% Мп,
0,02—0,1% Ti, остальное Al со, = 32 кГ мм2, сг02 = 16 кГ jwjw2,
6 = 15%
Сплавы АМг7 и АМг7ц отличаются высокой пластичностью
в холодном состоянии и допускают глубокую вытяжку Сплав
АМг7ц, легированный цинком, характеризуется высокой коррози-
онной стойкостью под напряжением.
В соответствии со специфическими свойствами алюминиево-
магниевых сплавов последние применяют для производства из-
делий, требующих глубокой холодной вытяжки, для сварных
деталей и узлов, для изготовления агрегатов и конструкций, ра
ботающих в условиях активных коррозионных сред (трубопро-
воды бензина и масла и др
За последние годы особенно возросло применение алюминие-
вом агниевых сплавов в сварных конструкциях. Способность
сплавов к сварке ухудшается с увеличением содержания магния,
поэтому современные композиции свариваемых сплавов типа
АМГ содержат магния не более 5—7%. Основными дефектами
сварного сплава являются микро пористость и микротрещины.
Сильно развитая микропористость отрицательно влияет на ме-
ханические свойства сварного шва, а также на его сопротивле-
ние коррозии под напряжением.
Наиболее эффективными мероприятиями по устранению этих
дефектов являются автоматическая дуговая сварка под флюсом
и сварка в атмосфере аргона.
Сплавы алюминия с медью и магнием (дюралюмины)
Сплав алюминия с медью и магнием с небольшими добав-
ками марганца называются дюралюминием. Составы сплава и
основные физико-механические свойства приведены в табл. 9,
10, 12.
В настоящее время применяется несколько марок дюралюми-
ния (дюралюминий условно обозначают буквой Д с последую-
щей цифрой, указывающей условный номер сплава), имеющих
различный химический состав, механические и технологические
свойства.
В зависимости от содержания меди и магния дюралюмины
можно условно разделить на три группы, низколегированные
(Д18, В65), среднелегированные (Д1) и высоколегированные
ВД17, Д19, Д21) С повышением легирования дюралюминия
прочность его растет, а удлинение падает. Высоколегированные
сплавы труднее обрабатывать давлением.
63
Основой сплавов типа дюралюминий является тройная систе-
ма Al Mg Си. Небольшие добавки марганца вводят в ос-
новном для повышения коррозионной стойкости сплавов, а так-
же для нейтрализации вредного влияния железа. Марганец, как
и в других алюминиевых сплавах, способствует некоторому уп
рочнению дюралюминия. Железо и кремний являются обычными
примесями, сопутствующими алюминию. Содержание этих при-
месей ограничивается количество железа и кремния не должно-
превышать 0,5—0,6%, а для некоторых сплавов 0,2—0,3%) вви
ду их вредного влияния на механические, технологические и
коррозионные свойства сплава.
Большое значение для литья и обработки давлением имеет
соотношение между железом и кремнием. Отрицательное влия
ние этих примесей проявляется в меньшей степени, если в спла
вах содержится железа несколько больше, чем кремния, или их
имеется поровну Превышение содержания кремния над желе-
зом приводит к пбБыТпёнйю’ трещинообразования в слитках и к
ухудшению их способности к обработке давлением.
Переходя к рассмотрению строения слитков сплавов типа
дюралюминий, необходимо отметить, что макроструктура их
имеет много общего с другими алюминиевыми сплавами (см.,
например, рис. 22 атласа
В отношении микроструктуры дюралюминий как многоком
понентный сплав характеризуется сложным фазовым составом.
Но, учитывая, что примеси железа, кремния, а также марганца
входят в твердый раствор или находятся в связанном состоянии
в форме химических соединений AJMggMn, Al Fe Si Мп или
AlFeCuSi и существенно не влияют на ход фазовых превраще-
ний в сплавах, структуру этих сплавов можно описать, руковод-
ствуясь тройной диаграммой состояния системы Al Си Mg.
На рис. 28 показаны поверхности ликвидуса этой диаграммы,
где сплошными линиями очерчены границы поверхностей пер-
вичной кристаллизации алюминиевого раствора а , CuAls и
фаз S AhCuMg Т и р.
На рис. 29 в большом масштабе представлены изотермиче-
ские разрезы системы, отвечающие 500 и 20° С.
Все марки дюралюминия за исключением Д19 и БД 17) по
своему химическому составу лежат между стороной А1 — Си и
квазибинарным разрезом Al S. Общий вид этого разреза по-
казан на рис. 30.
Согласно положению сплавов на диаграмме состояния см.
рис. 29 дюралюминий марок Д1, Д18, Д1п непосредственно
после затвердевания в условиях равновесия должен иметь одно-
фазную «-структуру
Однако при быстром охлаждении при литье промышленных
слитков , когда кристаллизация проходит в неравновесных ус-
ловиях, в сплавах в некотором количестве появляются продукты
эвтектической кристаллизации (двойная, а иногда и тройная
.64
5 10 15 20 25 30 35
tlg’/s
Рис, 28, Поверхность ликвидуса системы
AI Си Mg
>7?,%
Рис. 29. Изотермические разрезы системы
Al Си Mg
5 Заказ 1024
65
эвтектика), которые в литых сплавах образуют своеобразную
сетку (рис. 31 атласа) Количество эвтектической составляющей
тем больше, чем больше содержание меди и магния в сплаве.
При последующем охлаждении вследствие резкого уменьше-
ния растворимости меди и магния в алюминии происходит рас-
пад твердого раствора с выделением соединения CuAla и в не-
большом количестве фазы S AUMgCu
Указанные фазы отличаются по своей природе и свойствам.
Соединение СиА12 имеет тетрагональную решетку с периодами
л = 6,054 А и с = 4,814 А, а фаза S ромбическую решетку с
Рис. 30. Политермические разрезы системы Al Си Mg
периодами а = 4,00 А, b = 9,23 А и с = 7,14 А. Обе фазы харак
теризуются высокой твердостью и прочностью и появление их в
сплавах вызывает упрочнение дюралюминия.
По мере увеличения содержания магния количество фа
зы СпА12 уменьшается, а количество фазы S у велич и
вается. В сплавах с 4—5% Си и 1,5—2% Mg (Д16, БД 17, Д19)
практически имеется одна фаза S, которая является основным
их упрочнителем.
Наиболее распространенный из сплавов данной группы
дюралюминий Д16 занимает промежуточное положение. Мик-
роструктура этого сплава в литом виде показана на рис. 32
атласа, где, помимо соединения Си Ah, в структуре совершенно
четко видны выделения фазы S, отличающиеся более темной ок-
раской. Кроме того, в структуре сплавов в небольших количе-
ствах всегда присутствуют марганцовистая фаза, железистые
составляющие и включения двойкой и тройной эвтектики.
Некоторые детали строения сплава при больших увеличениях
показаны на рис. 33 и 34 атласа.
Согласно изотермическим разрезам тройной диаграммы со-
стояния Al Си Mg (см. рис. 29), с повышением температу-
66
ры область a-твердого раствора сильно расширяется и сплавы
при низких температурах, будучи трехфазными (разрез при
20° С становятся при температуре 500° С гомогенными тверды-
ми растворами. Фазы СиА12 и S при этом переходят в твердый
раствор. Железосодержащие фазы и марганцовистая фаза оста-
ются нерастворенными.
Этим пользуются для придания слиткам однородной (гомо-
генной структуры перед горячей прокаткой. Гомогенизация
слитков дюралюминия заключается в длительном нагреве при
температуре 480—490°С после незначительной предварительной
деформации на 8—10% с последующим охлаждением на воз-
духе1. Микроструктура гомогенизированного сплава Д16 пока-
зана на рис. 35 атласа.
При деформации и последующем отжиге сплав принимает
гетерогенную структуру вследствие распада твердого раствора
и выделения из него упрочняющих фаз (рис. 36 атласа)
Наличие переменной растворимости меди и магния в алюми-
нии (рис. 30) дает возможность применить к сплавам типа дюр-
алюминий термическую обработку- закалку и старение.
Закалка дюралюминия заключается в нагреве до определен-
ных температур (Д1 до 505—510° С, Д16 495—502° С) и после
выдержки при этих температурах в течение некоторого времени
время выдержки зависит от толщины изделий и способа нагре-
ва) быстром охлаждении в воде.
Нагрев под закалку производится в электропечах с прину-
дительной циркуляцией подогретого воздуха. В качестве охлаж-
дающей среды при закалке применяется вода с температурой
не выше 30—40° С. Более высокая температура закалочной сре-
ды отрицательно сказывается на механических свойствах и осо-
бенно на коррозионной стойкости сплава. Однако при закалке
толстых изделий применяется более высокий подогрев воды (до
60—80° С) для предупреждения трещин, появляющихся вследст-
вие больших внутренних напряжений при ускоренном охлаж-
дении.
Большое влияние на показатели прочности и другие свойст-
ва дюралюминия оказывает время перенесения изделий из печи
в воду Необходимо, чтобы промежуток времени после выемки
из нагревательной среды до погружения в воду был возможно
коротким и не превышал 30 сек.
При закалке дюралюминия фиксируется состояние пересы-
щенного a-твердого раствора, свойственное высоким температу-
рам.
Микроструктура дюралюминия Д16 после закалки показана
на рис. 37 атласа.
1 За последнее время стали применить высокотемпературную гомогениза-
цию (при 510—520D С) что позволяет резко сократить время нагрева и полу-
чить более однородные слитки.
5*
67
Кроме указанных выше факторов, на качество закаленных
изделий и их прочностные показатели большое влияние ок азы
вает температура закалки.
Нагрев выше определенных температур приводит к сущест-
венному снижению механических свойств (рис. 31) Последнее
связано с оплавлением участков эвтектики по границам зерен,
с окислением этих границ и другими структурными изменения-
ми, происходящими в сплавах при повышенных температурах.
Даже начальная стадия этого
явления, называемого в практике
Рис. 31 Влияние температуры
закалки па механические свой-
ства дюралюминия J41]
«пережогом», представляет боль-
шую опасность для прочности из-
делий.
Непосредственно после закал
ки сплавы типа дюралюминий как
всякие твердые растворы обла-
дают хорошей пластичностью в
холодном состоянии. Однако с те-
чением времени сплавы упрочня
ются и способность их к пласти
ческой деформации значительно
падает
Длительность периода, в те-
чение которого сохраняются
пластические свойства после за
калки, зависит от степени легиро-
вания дюралюминия медью и
магнием для сплава Д1 до 2 ч
после закалки, для сплава Д16 до 30 мин, для сплава Д18
до 3 и более часов, сплав В65 практически не стареет
Сплавы В65 и Д18 в связи с повышенной пластичностью и
длительным сохранением этих свойств после закалки за послед
ние годы стали наиболее широко применять для производства
заклепок.
Старение, (отпуск) дюралюминия состоит в вылеживании
сплавов после закалки в течение 4—5 суток при комнатной тем-
пературе естественное старение или более короткого проме-
жутка времени при незначительном нагреве искусственное ста-
рение) При старении отмечаются значительные изменения в
структуре и свойствах сплава.
На рис. 38 атласа показана структура естественно состарен
ного дюралюминия. Как следует из этой фотографии, микро-
структура ничем не отличается от закаленного сплава и состоит
из зерен a-твердого раствора и включений нерастворимых фаз.
Исследования, проведенные на примере сплавов алюминия с
медью и др [42—46], показали, что при естественном старении
в твердом растворе протекают в основном диффузионные про-
цессы, сопровождающиеся образованием в решетке последнего
68
особых зон (так называемых зон Гинье—Престона), обогащен
ных атомами меди, когерентно связанных с решеткой алюминия.
Эта начальная стадия распада твердого раствора протекает
внутри кристаллического зерна и обнаруживается по изменению
рентгенограмм монокристалла и по изменению некоторых фи-
зико-механических свойств (твердости, прочности, электропро-
водности) [47].
Анализ рентгенограмм показал, что концентрация атомов
меди по определенным кристаллографическим плоскостям при-
водит в этих местах к сильному искажению кристаллической
решетки н к нарушению ее однородности. В результате таких
местных искажений увеличивается энергия решетки, что, по-
видимому является одной из причин повышения прочности и
изменения других физических свойств.
При повышении температуры старения до 150—180° С и вы-
ше (искусственное старение в местах, где концентрируются
атомы меди, происходит формирование частиц новой фазы. Об-
разование таких частиц обнаруживается при помощи электрон
ного микроскопа (см. рис. 39, а атласа [48],) и рентгенографиче-
ски и сопровождается дальнейшим ростом прочности сплава.
Рентгеновские исследования показывают, что первоначально
образующиеся выделения имеют форму тончайших пластинок
или дисков протяженностью несколько десятков ангстрем и тол
щиной несколько атомных слоев) и приближаются по своему
составу к соединению CuAh. Они имеют промежуточную струк-
туру, отличающуюся от структуры стабильной фазы 0(СиА12)
Образующаяся метастабильная фаза обычно обозначаемая
0', имеет тетрагональную решетку с периодами а — 5,71 А и с =
о
= 5,80 А, тогда как стабильная фаза О(СиАЬ) имеет тетраго-
нальную решетку с периодами а = 6,654 А п с = 4,864 А.
При дальнейшем повышении температуры отпуска приблизи-
тельно до 200—250° С метастабильная фаза О7 переходит в ста
бильную фазу 0(СиА12) и происходит заметный рост (коагуля
ция частиц последней. Образование частиц фазы 6(СиА12
обнаруживается при помощи обычного оптического микроскопа.
При температуре старения выше 250—300° С из раствора непо-
средственно выпадает стабильная фаза 0(СпА12) (рис. 39,6
атласа
Как уже указывалось, при образовании зон Гинье — Престо-
на и при выделении метастабильной фазы О7 (при низкотемпера
турном искусственном старении наблюдается значительное
упрочнение сплава.
С выделением стабильной фазы 0(СиА12) (при высокотемпе-
ратурном отпуске) происходит заметное разупрочнение. Этим
явлениям акад. А. А. Бочвар [1, с. 280—281] дает следующее
объяснение:
69
«В первые две стадии распада внутри кристаллов происходит
создание тонкопластичных скелетов из зон искаженного состава
и из упрочняющей фазы, а вокруг этих скелетов искажение
или по крайней мере нарушение однородности кристаллической
решетки, следствием чего является повышение твердости сила
ва. Так как распад закаленного твердого раствора при отпуске
происходит при сравнительно низких температурах, т е. при
затрудненной диффузии, то результатом является высокодис-
персная смесь продуктов распада твердого раствора. Чем тонь-
ше выделяющиеся частицы, тем тверже сплав.
Рис. 32. Изменение прочности дюралюминия при различных
температурах старения {41]
С повышением температуры отпуска и с увеличением времени
выдержки при температуре отпуска идет укрупнение, коагуляция
уже выделившихся частиц, В третью стадию процесса во время
коагуляции кристаллических выделений, восстанавливается нор-
мальная структура решетки и твердость понижается».
Для дюралюминов как более сложных по составу сплавов,
в которых выпадает несколько упрочняющих фаз, процесс есте-
ственного и искусственного старения протекает еще более
сложно. Микроструктура искусственно состаренного дюралюми-
ния показана на рис. 39 б атласа.
Некоторые данные, характеризующие изменение прочности
дюралюминия при различных температурах старения, приведены
на рис. 32. Из этих данных следует, что наибольшая прочность
дюралюминия соответствует естественному старению. С по вы
шением температуры старения (до 100° С и выше) прочность
сплава снижается. Ухудшается также коррозионная стойкость
дюралюминия. Поэтому дюралюминий, как правило, приме-
няется в естественно состаренном состоянии. Искусственное ста-
70
О 1224 4S 96
Старение и
Рис. 33. Изменение механических
свойств дюралюминия Д1 в зави-
симости от времени старения при
низкой температуре [41]
рение применяется лишь в случаях работы сплавов при повы-
шенных температурах.
Более полное изменение характеристик прочности при есте-
ственном старении на примере сплава Д1 приведено на рис. 33.
Процесс естественного старе-
ния» как и все другие процессы в
сплавах, протекает во времени и
сопровождается приростом проч-
ности. Наиболее интенсивное уп-
рочнение происходит в первые
сутки после закалки и практиче-
ски полностью заканчивается в
течение 4—5 суток.
Незначительное повышение
температуры (до 35—40° С уско-
ряет процесс естественного ста
рения, понижение (до нуля и ни
же) замедляет старение. По-
следнее обстоятельство часто ис-
пользуется для более длительного
сохранения материала в пластич-
ном состоянии после закалки на
пример, хранение заклепок в кон
тейнерах с сухим льдом)
При повышенных температу-
рах в естественно состаренном
сплаве наблюдается заметное
снижение предела прочности, пре-
дела текучести и твердости, кото-
рое особенно резко проявляется в
случае кратковременного нагрева
при 200° С и выше.
Состаренный при комнатной
температуре дюралюминий по
своим свойствам возвращается к
исходному свежезакаленному со-
стоянию, что позволило назвать
это явление «возвратом».
По-видимому, при возврате
происходит разрушение зон
Гинье — Престона и восстанав-
ливается нормальное расположение атомов в решетке твердого
раствора, свойственное закаленному состоянию.
При увеличении продолжительности нагрева отмечается не-
которое упрочнение сплава, что связано с частичным распадом
твердого раствора.
Опыты показывают, что после кратковременного нагрева при
оптимальной температуре возврата и последующей закалки
71
происходит нормальный процесс старения. Этот процесс можно
повторить многократно [49J; после каждой новой обработки на
возврат имеют место необратимые процессы распада, сказы-
вающиеся в меньшем возврате и некотором снижении упрочнения
после естественного старения. Кроме этого, вследствие гетероге-
низации твердого раствора ухудшается коррозионная стойкость
сплавов,
В практике для восстановления пластических свойств дюралю-
миния при некоторых технологических операциях пользуются
обработкой «на возврат» ков-
ке, холодной штамповке, клеп-
ке и др.) Детали из твердого
и прочного дюралюминия вме-
сто перезакалки переводят в
Упрочнитесь
%Си5 4 3 2 Z О
12 3 4 5
Рис. 35. Изменение прочности дюр-
алюминия в зависимости от соот-
ношения меди и магния (при по-
стоянном содержании Си + Mg,
равном 5% [49]
Рис. 34. Влияние меди и магния на
прочность дюралюминия в естест-
венно состаренном состоянии [41J
«мягкое» состояние состояние твердого раствора путем крат-
ковременного нагрева при пониженных температурах (для Д1 и
Д16 при 250° С в течение 30—40 сек
Рассмотрим некоторые данные, касающиеся прочности дюр-
алюминия. На прочность закаленных и состаренных сплавов су
щественное влияние оказывает их состав. С изменением
содержания основных легирующих добавок меди и магния
а также примесей железа и кремния) резко изменяется эффект
старения сплавов. Влияние меди и магния на прочность дюр-
алюминия в естественно состаренном состоянии показано на
рис. 34.
Увеличение содержания меди и особенно магния приводит к
резкому упрочнению сплава. Изменение соотношения между
медью и магнием отражается на прочности и пластичности спла-
72
вов, а также на разупрочнении их при повышенных температу-
рах. Изменение прочности дюралюминия в зависимости от соот-
ношения меди и магния показано на
рис. 35.
Наиболее пластичным и менее ж а
ропрочным является заклепочный дю-
ралюминий В65 (отношение Си Mg =
= 19), где основной упрочняющей
фазой является CuAh.
Наиболее жаропрочным и менее
пластичным является дюралюминий
марок Д16, Д19 и БД 17 (отношение
Си Mg — 2,7 — 1,3) с основной уп
рочняющей фазой S AUCuMg)
Дюралюминий марок Д18, Д1 от-
ношение Си Mg = 7,4 -т- 6) занимает
промежуточное положение.
Загрязнение сплава железом умень- Рис. 36. Влияние железа
шает эффект старения. Влияние же- на эФФект естественного
г старения сплавов алюми-
леза на естественное старение на при ния с 4% Си [49]
мере двойного алюминиевого сплава с
4% Си показано на рис. 36.
Такое действие железа является следствием образования
почти нерастворимого в алюминии тройного соединения AlFeCu
О 0J5 0,30 0,75 0,90 1,05 ( СиА1г )
Содержание железа %
Рис. 37 Распределение меди в растворимых и
нерастворимых соединениях в зависимости от
содержания железа (в алюминиевомедном
сплаве с 4,5% Си) [50]
в присутствии марган
на четверного соедине-
ния AlFeCuMn Чем
больше железа в спла
ве, тем меньше образу-
ется растворимого сое-
динения CuAls, от кото-
рого зависит упрочне-
ние при термической
обработке.
Распределение меди
в растворимых п не-
растворимых соедине-
ниях в зависимости ог
содержания железа по-
казано на рис. 37 При
садка магния уже в не-
больших количествах
придает сплаву способность стареть при комнатной температу-
ре, несмотря на наличие в сплаве примеси железа. Чем больше
в сплаве магния, тем в меньшей степени проявляется вредное
влияние железа. При 4% Сии 1,5% Mg образуется только соеди
некие AhCuMg (S-фаза В этом случае вся медь участвует в
упрочнении при термической обработке, а железо не ухудшает
73
способности к старению, так как в основном находится в тройном
соединении a(AlFeSi), а в присутствии марганца в виде чет-
верного соединения AlFeMnSk При содержании кремния как
примеси в небольших количествах (до 0,3—0,4%)* последний,
по-видимому, находится в связанном состоянии в форме соеди-
нения a (AlFeSi)
Прочность дюралюминия, как и других алюминиевых спла-
вов, можно несколько повысить за счет незначительной нагар-
товки при степенях деформации 3—5%) Такая нагартовка
создается для листовых материалов путем правки их с некото-
рой вытяжкой на специальных многовалковых правильных ма-
шинах, для профилей и прутков путем вытяжки.
Максимальное упрочнение наблюдается после нагартовки
материала, прошедшего полностью естественное старение.
В заключение отметим, что дюралюминий по сравнению с
ранее рассмотренными сплавами АМг и АМц обладает меньшей
коррозионной стойкостью.
Для повышения сопротивления коррозии дюралюминиевые
листы покрывают (плакируют) тонким слоем чистого алюминия.
Обычно этот слой составляет 30—40 мкм на сторону
Сплавы типа дюралюминий в виде различных изделий и по-
луфабрикатов (поковки, плиты, полосы, ленты, трубы, прутки,
профили ит д.) являются важнейшими конструкционными
материалами в современном машиностроении и жилищном
строительстве.
Сплавы алюминия
с магнием и кремнием (авиали)
Сплавы алюминия с магнием и кремнием, известные в техни-
ке под названием «авиали», имеют достаточно широкое про-
мышленное применение. Состав сплавов и основные физико-
механические свойства приведены в табл. 9 и 10.
Учитывая, что основная часть меди, вводимой в сплавы в
небольших количествах, находится в твердом растворе, а мар-
ганец в связанном состоянии в виде соединения МпАЦ (возмож-
но в виде соединения AlMg2Mn эти сплавы можно условно
отнести к тройной системе Al Mg Si (см. рис. 15, 16)
Промышленные сплавы типа авиалей по своему составу
лежат вблизи квазибинарного разреза Al Mg2Si и характери-
зуются некоторым избытком кремния против теоретически необ-
ходимого для образования соединения Mg2Si. Последнее обу-
словлено тем, что при избытке кремния достигается более
благоприятное сочетание прочности и пластичности сплавов.
Согласно диаграмме состояния (см. рис. 15), при охлаждении
происходит распад твердого раствора с образованием фазы
Mg2Si и сплав принимает гетерогенное строение. Наряду с об-
разованием силицида магния возможно также в небольших
74
количествах выделение фаз СиА12 и МпА16. Типичная структура
литого сплава авиаль дана на рис. 40 атласа.
Основным упрочнителем в этих сплавах является фаза Mgs Si
(с кубической решеткой и периодом а = 6,39 А) с высокой
прочностью и твердостью. Наличие переменной растворимости
этой фазы в алюминии (см. рис. 15) обеспечивает возможность
упрочнения сплавов термической обработкой (закалкой и
старением)
Однако в отличие от алюминиевомедных сплавов и сплавов
типа дюралюминий в этих сплавах естественное старение проте-
кает медленно. Распад заметно наблюдается только при нагреве
сплава до температур 140—160° С, при которых обычно и про-
водят искусственное старение сплавов авиаль после их закалки
с температуры 515—525° С.
Структура искусственно состаренного сплава показана на
рис. 41 атласа.
Микроструктура отожженного сплава отличается от преды-
дущей более крупными выделениями фазы MgaSi вследствие
коагуляции частиц при нагреве до 350—400° С (температуре
отжига сплавов)
Первоначально сплавы типа авиаль содержали в своем со-
ставе только магний и кремний. В дальнейшем для дополнитель-
ного их упрочнения было предложено [41] вводить в небольших
количествах медь (0,2—0,6%) и марганец (0,15—0,45%) Из
этих добавок наиболее сильное влияние на прочностные пока-
затели оказывает марганец. Особенно резко его влияние прояв-
ляется на прессованных материалах.
Такое упрочняющее действие марганца на свойства прессо-
ванных изделий объясняется своеобразным поведением марган
ца, который затрудняет процессы рекристаллизации при нагреве
и тем самым способствует сохранению текстуры деформа
ции. Это явление в практике известно под названием пресс-
эффекта.
При наличии пресс-эффекта наряду с общим упрочнением
сплава наблюдается (вследствие текстуры резкое проявление
анизотропии в свойствах между продольным и поперечным на
правлениями.
Более низкие температуры закалки благоприятствуют сохра
нению текстуры деформации. Поэтому максимум упрочнения
прессованных полуфабрикатов из сплава авиаль, содержащего
марганец (или хром) имеет место при закалке с температуры
490—510° С.
Все факторы, способствующие перестройке деформированной
структуры, будут уменьшать или полностью подавлять пресс-
эффект Медь в количествах до 0,6% вызывает незначительное
упрочнение и способствует заметному повышению пластичности
сплава рис. 38
75
О 0,1 0,2 0,3 7, Яп
Рис. 38. Влияние меди и марган-
ца на механические свойства
сплава АВ [41]
Введение меди в сплав облегчает процессы рекристаллизации
при термической обработке, что приводит к снижению пресс-
эффекта и изотропности свойств.
Комбинированные добавки меди с марганцем дают заметное
упрочнение, но эффект этого упрочнения меньше по сравнению
с введением одного марганца см рис. 38 Последнее объяс-
няется действием меди на рекри
сталлизацию сплавов как фактора,
снижающего пресс-эффект
Сплав авиаль отличается высо-
кой коррозионной стойкостью.
Однако коррозионная стойкость
сплавов Al Si Mg в значитель-
ной степени зависит от уровня кон
центрации кремния и от соотноше-
ния между содержанием магния и
кремния Наиболее высокой корро-
зионной стойкостью обладают спла-
вы, лежащие на квазибинарном раз-
резе Al MgaSi.
При появлении в структуре из-
быточного кремния коррозионная
стойкость резко снижается. Корро-
зионная стойкость также снижается
при добавлении меди. Учитывая это,
за последние годы созданы специ
альные коррозионностойкие сплавы
системы Al Mg Si под марка
ми АД31, А ДЭЗ, АД35.
Эти сплавы обладают высокой
коррозионной стойкостью против 00'
щей и межкристаллитной корразии. Некоторые данные, характе-
ризующие их коррозионную стойкость, приведены в табл. 13,
Сплавы АД31 АД33 и АД35 упрочняются термической обра
боткой. Закалка с температуры 520 ± 5°С, охлаждение в воде с
комнатной температурой (АД31, АД33), искусственное старение
при 160° С в течение 12 ч (АД31 и 16 ч (АДЗЗ Упрочнение
сплавов при естественном старении в основном заканчивается в
первые двое суток. Наиболее высокие прочностные характеристи
ки сплавы АД31, АДЗЗ и АД35 приобретают после искусственно-
го старения см. табл. 10) Сплав АД31 хорошо полируется и
является прекрасным декоративным материалом.
Из сплавов АВ и его аналогов АД31, АДЗЗ и АД35 изготов-
ляют листы, трубы, прутки, профили и другие полуфабрикаты,
которые применяют для лопастей вертолетов, рам и кузовов,
сварных баков, подвесных нагруженных потолков, перегородок
зданий и переборок судов, корпусов электромоторов, трубопро-
водов, корпусов судов и др.
76
Таблица 13
Коррозионная стойкость прессованных полуфабрикатов
из сплавов АД31 АДЗЗ, АД35 и А15
Сплав Состояние материала Механические свойства Потери механических свойств в результате коррозии
до коррозии после коррозии
% кГ мм3 & % к Г}мм* л % /р %
А П31 Естественно состаренный 16 3 16 5 16 3 16 5 0 0
Искусственно состаренный 23 6 12 5 23 6 12 5 0 0
А ПЗЗ Естественно состаренный £6 2 25 8 26 2 25 5 0 1 1
Искусственно состаренный 30 4 17 3 30 1 16 8 0 9 2 3
AR Естественно состаренный 22 7 28 9 25 16 27 3 0 5 о
Искусственно состаренный 32 3 14 4 29 7 5 7 8 60 5
А Естественно состаренный 32,2 18 9 94,1 17 9 0 4 5
Искусственно состаренный 40 7 13.3 40 4 И 3 0 7 15,3
Сплавы алюминия с магнием, кремнием и медью
Сплавы данной группы АК6, АК6-1 и их аналог АК8 явля
ются до некоторой степени улучшенными сплавами типа авиаль
и отличаются от них более высоким содержанием меди и мар-
ганца 1
Введение меди позволяет повысить предел прочности и осо-
бенно предел текучести сплавов при сохранении достаточно
хорошей их пластичности см. табл. 10 Повышение содержа-
ния марганца объясняется его благоприятным влиянием на
измельчение зерна при рекристаллизации, некоторым упрочняю-
щим воздействием при закалке и расширением верхнего предела
температуры закалки [40].
Характерной особенностью сплавов данного типа являются их
повышенные литейные качества по-видимому, из-за присутствия
кремния) и хорошая способность к пластической деформации.
Из данных сплавов можно сравнительно легко получить круп
ные слитки и затем изготовлять поковки и штамповки сложных
форм и больших габаритов. Последнее в основном и предопреде-
лило широкое применение сплавов для крупных поковок и штат
повок весом до 1 1,5 т
Для подавления крупнозернистости и зональности в строении
слитков и для обеспечения большей равномерности свойств в
] Сил г в АК8 часто называют супердюралюмпнием, рассматривая его как
улучшенный сплав системы Al—Mg—Си. Однако, как будет далее показано,
по своей структуре, упрочняющим фазам н свойствам данный сплав имеет боль*
ше общих черт со сплавом АК6 и авиа лям и, чем с дюралюминием. Поэтому
более правильно сплав АКД относить к системе Al—Mg—Si—Си.
77
крупных поковках было предложено [51] вводить в сплав АКб
до 0,1% Ti (сплав АК6-1)
Основными упрочнителями сплавов в отличие от дюралюми
ния и авиалей являются фазы Mg2Si и СиА12. Фаза S обычно
присутствует в ничтожных количествах и существенного влияния
на упрочнение сплавов не оказывает
Установлено, что при соотношении Mg Si 1,73 магний
практически целиком связывается в соединение Mg2Si и фаза S
не образуется.
На рис. 42 атласа показана микроструктура литого сплава
АК8, где хорошо видны упрочняющие фазы.
Изделия из сплавов АК6 и АК8 применяются в термически
обработанном состоянии (после закалки и отпуска Наибольший
эффект упрочнения наблюдается при искусственном старении
при температуре 150—160° С в течение 12—15 ч. Микроструктура
искусственно состаренного сплава показана на рис. 43 атласа.
В заключение отметим, что сплавы АК6 и АК8 склонны к
межкристаллитной коррозии, поэтому рекомендуются для изго-
товления деталей и изделий, обладающих достаточной толщиной
стенки. Защита изделий от коррозии достигается нанесением
оксидной пленки путем анодной поляризации.
Жаропрочные деформируемые алюминиевые сплавы
Ряд деталей и элементов конструкций, изготовленных из
алюминиевых сплавов, подвергается в работе длительному или
кратковременному воздействию повышенных температур (поряд-
ка 200—300" С и даже 350° С) В этом случае от материала
требуется не только высокая механическая прочность при ком
натной и повышенных температурах, но и достаточная длитель-
ная прочность жаропрочность)
Помимо указанных выше основных требований, к материа-
лам, работающим при высоких температурах, в зависимости от
условий работы предъявляется ряд других специфических тре-
бований стойкость против окисления, высокая теплопровод-
ность, малые изменения линейных размеров, высокая коррозион-
ная и эрозионная стойкость и т д.
Основные принципы легирования жаропрочных сплавов
впервые наиболее полно были сформулированы А. А. Бочваром
52]. Позднее они получили дальнейшее развитие в работах
53—58 и др.]. Основываясь на этих принципах, в настоящее вре-
мя создан ряд марок промышленных алюминиевых жаропроч-
ных сплавов (АК2, АК4, АК4-1, Д20, Д21), состав которых и
их основные физико-механические свойства приведены в
табл. 9, 10 и 12.
Жаропрочные сплавы обычно имеют сложный химический
состав и содержат в отличие от других алюминиевых сплавов в
78
качестве специальных присадок железо, никель (АК2, АК4,
АК4-1) марганец, титан (Д20, Д21)
Высокая жаропрочность всех этих сплавов в основном опре-
деляется повышенной прочностью и твердостью различных со-
ставляющих (железоникелевой, марганцовистой, титановой и
др.), образующихся в сплавах, и их слабым разупрочнением при
повышении температуры. Кроме этого, некоторые из указанных
составляющих железоникелевая, марганцовистая) практически
не растворяются в алюминии и они придают структуре сплавов
высокую прочность и сопротивляемость ползучести при повышен-
ных температурах.
Первый из сплавов этой группы сплав АК2 если исклю-
чить железо и никель) по составу близок к обычному дюр-
алюминию, поэтому основную роль в упрочнении при старении
будет играть фаза СиА1й, а при повышенном содержании магния
и кремния также фазы S и Mg2Si. Никель и железо в этом
сплаве находятся в форме нерастворимого соединения FeNiAU
и как всякая твердая составляющая способствуют дополнитель-
ному повышению прочности Микроструктура сплава показана
на рис. 44 и 45 атласа.
Родственный сплаву АК2 жаропрочный сплав АК4 содержит
меньше меди и никеля и повышенные количества магния, железа
и кремния.
Основными упрочняющими фазами в этом сплаве являются
фазы S и Mg2Si и железоникелевая составляющая. Понижение
содержания никеля и сохранение соотношения между ним и же-
лезом 1 1 позволяют полнее использовать упрочняющее дей-
ствие основных легирующих элементов, меди и магния. Как было
показано в работе [591, при этом соотношении железо и никель
полностью связываются в соединении FeNiAlg и исключается
образование фаз AlNiCu и AUCusFe, которые переводят часть
меди в нерастворимое состояние и уменьшают количество S-фа-
зы, играющей важную роль в процессах упрочнения сплавов при
повышенных температурах.
По жаропрочности сплав АК4 стоит выше сплава АК2 и
характеризуется меньшим «ростом» увеличением объема в
процессе работы деталей при повышенных температурах по
сравнению с АК2.
Сплав АК4-1 является аналогом сплава АК4 и отличается от
него строго регламентированным содержанием кремния и при-
сутствием в небольших количествах титана. Уменьшение содер-
жания кремния сужает интервал кристаллизации сплава,
снижает образование грубых скоплений фазы FeNiAlg и способ-
ствует образованию более равномерной структуры [60]. Кроме
этого, в сплавах не образуется силицида магния, снижающего
пластичность сплава и уменьшающего эффект упрочнения при
термической обработке, вследствие частичного связывания маг-
ния и уменьшения в сплаве фазы S
79
Титан способствует получению мелкозернистой и равномер-
ной структуры в слитках и повышает однородность механических
свойств в изделиях поковках, штамповках и т. д.) Исследова
ния [60] показали, что существенное влияние на структуру и
свойства сплава оказывают примеси марганца. Снижение мар-
ганца до 0,05% обеспечивает при горячем деформировании до-
статочно полное прохождение процессов рекристаллизации и
способствует уменьшению анизотропии в свойствах. Микрострук-
тура сплава показана на рис. 46 и 47 атласа.
Рис. 39. Механические свойства поко-
вок из сплавов АК4-1, АК8, Д20 и Д21
при повышенных температурах после
выдержки в течение 30 мин (571
Рис. 40. Механические свойства поко-
вок из сплавов АК4-1 АК8, Д20 и
Д21 при повышенных температурах
после выдержки 100 ч [57]
Сплав АК4-1 по механическим и технологическим свойствам
является одним из лучших жаропрочных деформируемых мате-
риалов на алюминиевой основе.
Все описанные выше жаропрочные сплавы применяются в
термообработанном состоянии. Режимы термообработки даны в
табл. 11
За последние годы были разработаны новые жаропрочные
сплавы Д20 6—7% Си, 0,4—0,8% Мп, 0,1—0,2% Ti, остальное
А1 и Д21 6—7% Си, 0,4-0,8% Мп, 0,1—0,2% Ti, 0,25-0,45%
Mg, остальное А! с повышенным содержанием меди и марган-
ца и небольшими добавками титана [61].
За счет увеличения содержания меди, марганца и введения
присадок титана прочность этих сплавов при комнатной темпе-
ратуре удается приблизить к прочности высоколегированного
дюралюминия марок Д6, Д16, ВД17, а при повышенных темпе-
ратурах (250—300°С значительно превзойти его прочность
(см. табл. 12
80
По жаропрочности эти сплавы превосходят наиболее прочный
в этом отношении сплав AK4-I (рис, 39 и 40) [61].
Сплавы удовлетворительно свариваются, однако сварной шов
имеет пониженную пластичность и коррозионную стойкость по
сравнению со сплавами типа АМг
Микроструктура сплава Д20 подобна сплаву АЛ 19 (см.
рис. 21 атласа) Сплавы применяются для изготовления ответ-
ственных поковок и штамповок, прессованных изделий и листов.
Высокопрочные алюминиевые сплавы
Наиболее высокой прочностью среди алюминиевых сплавов
обладают сплавы системы Al Zn Mg Си. В настоящее
время известно несколько промышленных композиций сплавов
(В93, В94, В95, В96, В65-1, В92), состав которых и физико-
механические свойства приведены в табл. 9 и 10. Из этих сплавов
изготовляют крупные поковки, прессованные профили и прутки,
листы, проволоку для заклепок.
Как и в случае дюралюминия, листовые материалы из этих
сплавов выпускают преимущественно в плакированном виде.
Для плакировки применяют тройной сплав Al Mg Zn, со-
держащий до 3,5% MgZn2.
Структуру сплавов можно описать, руководствуясь соответ-
ствующими разрезами четверной системы Al Zn — Mg Си.
На рис. 41 даны изотермические разрезы этой системы при
480 и 200° С для сплавов, лежащих в плоскости сечения тетра
эдра 90% А], т. е. плоскости, в которой лежит наиболее распро-
страненный сплав В95. Положение этого сплава в соответствии
с его средним составом на разрезах отмечено точками.
Как показывают разрезы, сплав В95 имеет сложный фазовый
состав, который изменяется с понижением температуры. При
температуре 480° С сплав лежит на границе <х (а + S) При
200° С и ниже сплав попадает в четырехфазную область
а + MgZn2 + S(AhCuMg) + r(AlaMg3Zn3) Следовательно, ос-
новными упрочнителями сплава являются фазы MgZn2, S и Т
На рис. 48 и 49 атласа показана структура сплава в различ-
ных состояниях, где можно видеть все эти структурные элементы.
Все сплавы данной группы применяются только в искусствен-
но состаренном состоянии. Оптимальные условия закалки и ста
рения указаны в табл. II
По мере повышения температуры старения (выше 120° С
прочность сплавов и их удлинение несколько понижаются
рис. 42 [62]. Сплавы данной группы склонны также к есте-
ственному старению. Однако период естественного старения
очень длителен и составляет 50—60 суток.
В искусственно состаренном состоянии сплавы обладают
значительно большей прочностью, чем сплавы типа дюралюми-
ний (сплав В95 имеет щ около 60 кГ[мм2 tjo,2 около 55 кГ[мм2 а
6 Заказ UJ2-1
81
сплав В96 йь около 70 кГ мм2, по,2 около 60 кГ/мм2), но менее
пластичны (6 = 1 5%) и более трудны в обработке. В отли-
чие от дюралюминия сплавы В93, В94, B95t В96 в естественно
ffg, % (по пассе)
Си 7 23^58788 Нд
Пд, % (по пассе)
Си! 23Ь58789 Мд
Zn
Рис. 41 Изотермические разрезы четверной диа-
граммы состояния системы A! Zn Mg Си
для сплавов плоскости тетраэдра 90% А1
состаренном состоянии менее стойки против коррозии, чем после
искусственного старения. Эти сплавы подвержены коррозии под
напряжением. Коррозионные явления особенно резко проявляют-
82
ся, если соединение MgZn2, тройное соединение AlaMg3Zn3
(Т-фаза и др выделяются по границам зерен.
К числу высокопрочных алюминиевых сплавов относятся
также сплавы систем А1 Си — Мп Cd Li (ВАД23) и
Al Zn Mg (АЦМ1, АЦМ2 и B92)
Наиболее прочным и жаропрочным из них является сплав
ВАД23* (4,9—5,8% Си. 0,4—0,6% Мп, 0,1—0,25% Cd, 1 1,4%
Li, остальное Al), под-
робно описанный в рабо-
те (63].
На рис. 50 и 51 атла
са показана микрострук-
тура сплава в литом и со-
старенном состояниях.
Высокая прочность
этого сплава обусловле-
на образованием сложно-
легированного алюми-
ниевого твердого раство-
ра и выделением упроч-
няющих фаз Т и Т}.
Выделение этих фаз в
виде высокодисперсных
включений способствует
сильному упрочнению
сплава. Максимальная
прочность достигается
после термообработки по
режиму* закалка с 525 ±
±5° С, искусственное ста
Рис. 42. Влияние различных температур
старения на механические свойства спла-
ва В95 (нагрев 20 мин при 4653 С, закал-
ка в холодную воду) [58]
рение при 170—180° С в
течение 16—12 ч, В искусственно состаренном состоянии сплав
имеет следующие механические свойства, на прессованных прут-
ках — 60 -г- 65 кГ мм2, 00,2 = 54-5-61 кГ/мм2, 6 = 5-4%,
Ф= 144-12%, на листах и полосах оь = 55 кГ/мм2,
aw — 50 кГ мм2, 6 = 5%.
Изменение механических свойств сплава с повышением тем-
пературы показано в табл. 12.
В табл. 14 приведены данные по длительной прочности и пол-
зучести сплава ВАД23 при различных температурах. Для срав-
нения указаны также соответствующие данные для наиболее
жаропрочного сплава Д20. В настоящее время из сплава ВАД23
изготовляют листы, плиты, поковки, штамповки, прессованные
прутки и профили, проволоку и другие изделия.
Сплав применяют для сильно нагруженных конструкций,
кратковременно и длительно работающих до 160—180°С.
* Сплав ВАД23 впервые в СССР разработан группой сотрудников под ру-
ководством И. Н, Фридляндера.
6*
83
Таблица 14
Пределы длительной прочности и ползу чести прессованных прутков
из сплава ВАД23 |9], заклепанного и искусственно состаренного,
к Г мм*
Температура испытания °C Сплав ВАД23 Сплав Д20
UtDO % 2/100 CfiOi % а/100
180 33 22
200 25 18 18 12
250 12 5 9 12 5 8
Сплавы АЦМ1 (1,5—2% Mg, 4,5—5% Zn, 0,2—0,4% Mn,
0,15—0,20% 2г, 0,05—0,09% Ti, 0,005—0,01% Be, остальное Al)
и АЦМ2 (1,2—1,8% Mg, 6—8% Zn, 0,4—0,62% Mn, 0,5—0,7%
Cu, 0,1— 0,3% Ti, 0,01% Be, остальное Al) * по содержанию ос-
новных компонентов могут быть отнесены к тройной системе
Al Zn Mg [21].
Вводимые в небольших количествах добавки циркония, ти-
тана и бериллия выполняют в сплаве специальные функции (ти-
тан и цирконий введены как модификаторы, бериллий для
снижения окисляем ости сплава) и существенного влияния на
фазовый состав сплава не оказывают [21]. Поэтому структуру
сплава типа АЦМ можно описать тройной диаграммой состояния
системы Al Zn Mg, некоторые изотермические разрезы ко-
торой приведены на рис. 43 и 44.
Согласно этим разрезам, сплавы АЦМ1 и АЦМ2 при темпе-
ратуре 500° С находятся в области а*твердого раствора.
С понижением температуры в сплаве АЦМ2 происходит рас-
пад твердого вещества с выделением фазы Т AbMgsZna), яв-
ляющейся упрочнителем сплава при искусственном старении.
Однако процесс распада в этих сплавах идет крайне медленно и
при охлаждении на воздухе они склонны к самозакаливанию.
Сплав АЦМ1 в отожженном состоянии, по данным работы
[21], имеет’ = 34 ч- 36 кГ mms n0j2 = 19 4- 21 кГ/лш2, 6 =
= 20-4-23% ф == 44 “ 48% ан = 4 4- 6 кГ!см2 Он предназна
чается для производства сварных конструкций, работающих в
активных средах.
Сплав АЦМ2 в термообработанном состоянии (закалка и ис-
кусственное старение) имеет следующие механические свойства-
= 50 -т- 51 кГДиж2, 6 = 15- 18% ф = 50 53% = 4 -4-
Ч" 5 кГ см2 [21].
Рекомендуется для поковок и штамповок, работающих в спе-
циальных средах.
* Сплавы указанного состава впервые в СССР были разработаны в Гиред-
мете в 1958—1959 гг Г П. Даниловой, М. В. Мальцевым и др.
84
Рис, 43. Изотермические разрезы диаграммы состояния систе-
мы Al Zn Mg для температуры 330°С
Zn
At,7. (по пассе)
Рис. 44. Изотермический разрез диаграммы состояния системы
AI Zn Mg для температуры 25° С
Сплав В92 (3,9—4,6% Mg, 0,6—1% Мп, 2,9—3,6% Zn,
0,001—0,005% Be, остальное Al) в отличие от сплавов АЦМ име-
ет более высокое содержание магния в два раза и понижен-
ное количество цинка.
Согласно изотермическим разрезам системы Al Mg Zn,
сплав В92 при комнатной температуре находится в двухфазной
области а + 7’(Al2Mg3Zn3)t следовательно, может упрочняться
при старении.
Так же, как в сплавах АЦМ, процессы распада твердого рас-
твора проходят крайне медленно, поэтому сплав В92 относится к
числу самозакаливающихся сплавов при охлаждении на воздухе.
Эти свойства, в частности, обеспечивают высокую прочность
сварных швов без применения специальной закалки сварных кон
струкций. Сплав упрочняется как при естественном так и при
искусственном старении.
Естественное старение проходит крайне медленно и не закан
чивается даже после 30 суток.
Максимальные свойства сплавы приобретают после закалки
и искусственного старения при 100° С в течение 96
В искусственно состаренном состоянии сплав В92, по дан
ным работы [9], имеет следующие механические свойства-
в листовых материалах сть — 43 кГ мм2 ооа = 32 кГ мм2,
0 = 10%,
в прессованных прутках сгь = 47 кГ мм2, стой = 36 кГ мм2
6 = 10%
Изменение механических свойств сплавов с повышением тем
пературы показано в табл. 12.
При 200° С сплав имеет длительную 5-ч прочность, равную
14 кГ мм2 предел текучести 14 кГ}мм2
Сплав В92 в естественно и искусственно состаренном состоя-
нии до режиму 60° С, 24 ч + 200° С, Ь—3 ч имеет высокую кор-
розионную стойкость.
Из сплава В92 изготовляют листы, полосы, плиты, профили,
прутки, трубы, поковки и штамповки.
Листы этого сплава находят применение в сварных конструк-
циях. Сварные соединения, полученные аргоно-дуговой автомати-
ческой сваркой, после естественного старения в течение 30 суток
имеют предел прочности сть = 37 -т- 40 кГ мм2 при угле загиба
80—90 град. [9].
Сплав типа САП и С АС
Сплавы этого типа изготавливают из спеченной заготовки,
полученной методом порошковой металлургии.
Материал САП (спеченная алюминиевая пудра) является
сплавом алюминия с его окисью.
Природа этих сплавов и их особенности подробно рассмотре-
ны в работе [64].
86
Для производства полуфабрикатов из САП в зависимости от
содержания окиси алюминия применяют различные марки алю-
миниевой пудры, состав которых указан в табл. 15 [9],
Таблица 15
Сплав алюминиевых порошков
Состав порошка, %
Марка порошка AliOi Fe Жиры нго массз Г/см*
не более А1 не менее
АПС1 6—9 0 2 0 25 0 1 Остальное 1
АПС2 9 1 13 0 0 2 0,25 0,1 » 1
АПСЗ 13,1 18,0 0 2 0 25 0 1 » 1
АПС4 18 1-22 0 0 2 0 25 0 1 3» 1
Технология производства полуфабрикатов из САП включает
операцию брикетирования порошка на гидравлических прессах,
спекание заготовки и ее деформацию.
Состав применяемых сплавов и механические свойства неко-
торых полуфабрикатов из них приведены в табл. 16 [9].
Таблица 16
Состав и механические свойства некоторых полуфабрикатов из САП
Марки САП Содержание А1лОв, % Свойства Температура испытания, °C Сваривае- мость
20 350 500
р А П1 а6, к Г 30—32 14-16 7—8 Не сва-
VjHI 11 прессо- ванный 6-9 (Го 2, кГ[ммъ ' в, % 21—24 5-8 14—15 4-8 5-8 2—3 ривается плавле-
Gwo, кГ/MM2* 8,5 5 0 нием
О(,, к Г мм2 27-28 12—14 4—4,5 Свар ив а-
САГ11 6—9 с0 2, кГ/мм2 20-23 10-11 3-3 5 ется плав-
катаный 6, % 8-10 6-7 3-4 лением
САП2 аь, кГ/мм2 34-35 15—16 10-11 Не сва-
прессо- 9,1-13,0 Cq 2, к Г мм2 26-28 14—15 7 7 5 ривается
ванный б, % 4—6 3-4 1 5—2t5 плавле-
о100, кГ/мм?* 9 5,5 нием
САПЗ аГ/jwju2 40-42 19—20 12—12,5
прессо- 13,1 18 0 <т0 2, кГ мм2 30-32 15-16 9-9 5 То же
ванный 6, % СО СП 1 СП 1 5-1,8
кГ/мм2 44-46 21—28 13—13,5
САП4 18 1-22,0 °о 2, кГ/мм2 36-38 18-19 10-11
в, % 1 5—2 1 0-1 2 1—1,4
О|оо — - длительная прочность за 100 ч.
87
Как видно из приведенных данных, сплавы САП по своим
прочностным свойствам и жаропрочности при 300—500° С значи-
тельно превосходят все известные стареющие алюминиевые
сплавы и могут при этих температурах работать длительное
время (до 10 000 ч и выше), сохранять стабильность свойств и
структуры.
Так, например, при повышении температуры с 20 до 500° С
кратковременная прочность САП понижается в 3—3,5 раза, в то
время как для стареющих алюминиевых сплавов прочность сни-
жается в 20—25 раз.
САП характеризуется высокой коррозионной стойкостью,
он удовлетворительно сваривается контактной сваркой и плав-
лением
При сварке плавлением листов толщиной 1,5 мм САП1 свар-
ные соединения при 20° С имеют оь = 33 кГ мм2 при 500° С
аь = 5-^6 кГ мм2 Листовой материал САП1 подвергается глу-
бокой вытяжке при 300—450° С, допуская гибку и другие опера-
ции формообразования. В настоящее время из САП1 и САП2
изготовляют листы, прутки, трубы, профили, проволоку, фольгу,
штамповки.
Из САПЗ и САП4 изготовляют прессованные полуфабрикаты
и штамповки.
Материалы САП можно применять для кратковременной ра-
боты при температуре до 1000° С, а для длительной при
300—500° С.
Спеченные алюминиевые сплавы САС получают путем прес-
сования и последующего спекания легированных алюминиевых
порошков или смесей порошков алюминия с легирующими ком
понентами.
Указанный метод получения заготовок в основном приме-
няют для получения сплавов с особыми физическими свойства-
ми, когда требуется вводить большие количества легирующих
добавок и обычные методы получения плавленых заготовок
вследствие ликвации не обеспечивают равномерного распределе-
ния компонентов.
Состав и основные физ и ко-механические свойства применяе-
мых сплавов САС приведены в табл. 9 и 10.
Наиболее распространен из них сплав САС1 (25—30% Si,
5—7% Ni, остальное Al) Он имеет наиболее низкий из всех
алюминиевых сплавов коэффициент линейного расширения (при
20° С ct = 14,5 -т- 15,5 10-е), характеризуется повышенными упру-
гими свойствами Е — 8000 кГ[мм2) и высокой жаропрочностью
(при 200° С ан ~ 18 кГ мм2, оюо = И кГ/мм2, при 300° С
аь — 14,5 кГ мм2, о100 = 6 кГ1мм2 [65])
Для приготовления сплава САС1 обычно используют легиро-
ванный алюминиевый порошок с размерами частиц не более
100 мкм, полученный распылением жидкого сплава, отвечающего
его составу.
88
Из этого сплава освоено производство прутков, получаемых
горячим прессованием спеченных заготовок при 550° С.
Сплав САС1 удовлетворительно обрабатывается резанием
обладает хорошей герметичностью и удовлетворительно свари
вается стыковой сваркой (прочность сварного соединения со-
ставляет 90% от прочности основного металла
Материалы типа С АС в основном применяют для деталей,
работающих при температурах до 200° С.
3. Подшипниковые сплавы
Целый ряд алюминиевых сплавов применяют в качестве под-
шипниковых материалов.
По условиям работы подшипника всякий антифрикционный
(подшипниковый) сплав должен иметь гетерогенную структуру,
состоящую из относительно мягкой основы с вкраплениями в нее
островков из твердой составляющей.
Включения твердой составляющей служат опорными точками
для трущихся частей вала, наличие мягкой основы обеспечивает
устранение микронеровностей и хорошую приращиваемость вала
к подшипнику
Предложенные сплавы в основном построены на базе двои
ных систем Al — Си, Al — Si, Al — Sb, Al — Fe, Al — Ni,
Al Sn с добавками некоторых других элементов (Mg, Pb, Ti
и др.) Ниже приведены наиболее типичные составы сплавов.
2—15% Си, остальное А1, 6—8% Sb, остальное А1, 8% Fe, 0,5%
Mg, остальное Al, 5—6% Ni, 0,5% Ti, остальное Al, 6—30% Sn
и небольшие присадки Си, остальное А1 и 7—9% Си, 1,2% Si,
остальное А1 (алькусин Д)
Основой большинства алюминиевых подшипниковых сплавов
является чистый алюминий или твердые растворы на его основе
(мягкая составляющая) твердыми островками различные ме-
таллические соединения. CuAh, FeAl3, N1AI3, TiAl3 и др.
Многие подшипниковые сплавы имеют хорошие литейные
свойства, удовлетворительно обрабатываются резанием и допу-
скают обработку давлением.
В настоящее время алюминиевые подшипниковые сплавы
применяют для подшипников станков, тракторов и других ма-
шин, работающих в условиях спокойной нагрузки и хорошей
смазки при окружной скорости до 5 м[сек и удельном давлении
до 50 кГ[см2
Для тяжелой а гружен ных подшипников железнодорожного
транспорта (электровоз, тепловоз и др.) стали применять алю-
миниевые сплавы А9 (9% Zn, остальное А1) и А9-5 (9% Zn, 5%
Sn, остальное Al) [66].
Недостатком алюминиевых подшипниковых сплавов является
их сравнительно высокая твердость и для работы в паре с ними
рекомендуется иметь стальные шейки повышенной твердости, а
89
рабочую поверхность подшипника тщательно и гладко обрабо-
танной.
В этом отношении, по мнению А. А. Бочвара [1], большие
преимущества имеют алюминиевооловянные сплавы (с 6—30%
Sn и с добавками других металлов) которые меньше других
алюминиевых сплавов истирают шейку вала и в то же время
по сравнению с другими подшипниковыми сплавами обладают
повышенным пределом прочности, ползучести и усталости.
Второй особенностью алюминиевых подшипниковых сплавов
является их высокий коэффициент линейного расширения, в свя-
зи с чем подшипник должен иметь зазор больше обычного (до
0,1 мм , а сборка должна быть особенно тщательной. При не-
соблюдении этих условий происходят преждевременный износ
подшипника и заедание шейки вала.
4. Припои
В связи с широким применением алюминиевых сплавов в
машиностроении большое значение приобретают вопросы их
пайки. Составы применяющихся алюминиевых припоев приведе-
ны в табл. 17 [67].
Для пайки алюминия наиболее распространенными являются
припои марок 34А (6% Si, 27% Си, остальное А1 , 35А (7% Si,
21 % Си, остальное А1) и эвтектический силумин.
Сплавы 34А и 35А по своему составу располагаются в алю-
миниевом углу диаграммы состояния тройной системы
А1 Си — Mg см. рис. 17) Положение сплавов на этой ди-
аграмме отмечено соответствующими точками. Сплав 34А нахо-
дится вблизи тройной эвтектической точки, а следовательно, его
структура в основном будет состоять из тройной эвтектики
а + CuA12 + Si (см. рис. 9 атласа) В структуре сплава 35А на-
ряду с тройной эвтектикой имеются участки двойной эвтектики
(а + Si и первичные кристаллы алюминия.
Механические свойства и температура плавления припоев
указаны в табл. 17
Низкие механические свойства припоев объясняются в ос-
новном грубым строением эвтектик. Иглы кремния и крупные
скопления хрупкой фазы СиА12 сообщают сплавам повышенную
хрупкость.
Структуру припоев и их свойства можно значительно улуч-
шить путем обработки расплава смесью солей* 25% NaF, 62,5%
NaCI и 12,5% КС1 или небольшими присадками металлического
стронция, т е. применить к сплавам операцию модифицирова-
ния [24].
Наилучшие результаты для сплавов 34А и 35А получаются
при модифицировании солями при введении их в количестве 5%
от веса плавки и при добавках 0,05—0,1%. Температура моди-
фицирования 800° С.
90
Состав и физико-механические свойства некоторых алюминиевых припоев
Таблица 17
Марка припоя ХимическиН состав, % Температуря плавления, °C кГ(яи^ s.% Назначение
Си Si Zn Мп Л1 начало конец
Силумин электриче- ский 11 7 Осталь- ное 577 577 17 19 1—2 Для пайки деталей, исправления дефектов, для панки радиаторов из сплава АМц
34А 28 6 То же 525 525 18—24 1 То же
35А 21 7 » » 535 535 13—14 1 » »
П52А Ю±1 14-0 1 590 Для пайки узлов из алюминия и его сплавов, подвергающихся ано- дированию
П575А 20±1 » » 575 Для пайки алюминия и его спла- вов
П550А 27±1 6±1 1 5±0,1 » » 550 — То же
В62 20 3,5 24—20 » » 490 500 13—15 0 Для пайки алюминиевых сплавоЕ при температуре 480J С и выше
ПЦАМ65 ю 14 54-0 5 65± 1 0,6±0 1 » » 390 420 32—35
В результате модифицирования эвтектическая составляющая
в этих сплавах принимает мелкозернистое строение, подобно
эвтектике в сплавах типа силумин (см. рис. 9, б атласа) Кроме
этого, как и в двойных силуминах, отмечается сдвиг эвтектиче-
ской точки, и в сплавах в значительных количествах появляются
первичные дендриты алюминия.
Указанные структурные изменения приводят к существенному
повышению механических свойств. Так, например, для модифи-
цированного припоя 34А предел прочности повышается пример-
но в полтора раза (с 12 до 19 кГ мм2), для припоя 35А почти в
два раза (с 14 до 26 кГ/мм2) При этом удлинение меняется
несущественно.
Высокие показатели механических свойств получаются также
при модифицировании припоя добавками стронция.
Опыты по пайке модифицированными припоями показывают,
что эффект модифицирования практически полностью сохра-
няется и в паяном шве, что способствует улучшению качества
паяных соединений и повышению их механических свойств (при-
близительно на 3—4 кГ/мм2).
ГЛАВА
МАГНИИ И ЕГО СПЛАВЫ
§ 1. СТРУКТУРА И СВОЙСТВА МАГНИЯ
Магний среди других промышленных металлов
выделяется малой плотностью (1,74 г/сш3), хорошей способно-
стью воспринимать ударные нагрузки и отличной обрабатывае-
мостью резанием.
Недостатками магния и его сплавов являются пониженная
коррозионная стойкость и способность к возгоранию. Без спе-
циальных мер защиты от коррозии магний и его сплавы обычно
не применяются 1
Ниже приведены основные физические константы чистого
магния.
Атомный вес .... 24 312
Атомный радиус, А ... . - 1 60
Кристаллическая решетка . . - Г.п.у
Периоды решетки, А.
а . 3 2028
с . ... 5 1998
Плотность, г!см? 1,74
Температура плавления, °C , 651
Температура кипения, °C . 1103
Скрытая теплота плавления, кал!г 82,2
Скрытая теплота испарения, кал/г 1337
Удельная теплоемкость, кал]г град, при, °C:
0 . . 0 24
20 . 0,248
100 ... 0 254
650 . О 312
Теплопроводность, кал/с я сек* град, при, °C:
30 , 0 30
100 . . , 0,31
200 . 0 33
300 и 400 0 32
Коэффициент линейного расширения, \/град, при, °C-
20—100 0,26
100—200 . 0,27
Удельное электросопротивление при 20°C, мком см 4,46
Поперечное сечение захвата тепловых нейтронов,
барн/атом. . 0 063
1 Защита от коррозии заключается в нанесении ла поверхность изделий
тончайших окисных пленок или тонких лакокрасочных покрытий.
93
Литой магний, подобно алюминию, характеризуется крупно-
кристаллическим строением.
При рассмотрении микроструктуры литого магния по грани-
цам и внутри зерен видны включения различных примесей.
Для выявления микроструктуры магния и магниевых спла
вов применяют 3—4% ный раствор азотной кислоты в спирте.
Составы других травителей, применяемых для магния и его
сплавов, указаны в приложении 2.
Наиболее часто встречающимися примесями в магнии явля
ются алюминий, железо, кремний, натрий, калий, медь и никель.
Алюминий как примесь входит в твердый раствор и не
оказывает заметного влияния на структуру и свойства магния.
Железо, натрий, калий, нерастворимые в твердом
магнии, обнаруживаются в виде отдельных темных включений
по границам зерен.
Кремний образует с магнием химическое соединение, ко-
торое располагается также по границам зерен в виде тонких
сетчатых или иглообразных кристаллов.
Медь и никель также нерастворимы в твердом магнии
и образуют с ним химические соединения.
Железо, медь и никель являются наиболее вредными приме-
сями в магнии, так как сильно ухудшают его коррозионную
стойкость.
Некоторые элементы в виде небольших присадок специально
вводят в магний для придания ему особых свойств. К числу
таких добавок относятся бериллий, цирконий и др.
Бериллий в количестве 0,005—0,02% способствует рафиниро-
ванию магния и уменьшению его окисляемости в процессе плав-
ки и литья.
Цирконий сильно измельчает зерно литого магния и способ-
ствует повышению его механических и коррозионных свойств.
Влияние циркония на структуру и механические свойства магния
впервые было подробно изучено в работе [68].
В этой работе установлено, что при введении в технический
магний марки Мг1) 0,2—0,3% циркония зерно магния умень-
шается в 30—40 раз, а при концентрации 0,5—0,6% циркония
в 80—100 раз.
Микроскопические исследования структуры модифицирован-
ного магния показали, что частицы циркония, введенного в
сплав, располагаются преимущественно внутри зерен магния,
подобно частицам тугоплавких соединений TiAl3, ТаА13 и др в
алюминиевых сплавах см. рис. 3
По аналогии с алюминиевыми сплавами это дает основание
утверждать, что данные частицы служат зародышами при фор-
мировании зерен магния, а кристаллизация из многих центров
способствует получению мелкозернистой структуры.
Последнее тем более вероятно, так как частицы u-Zr низ-
котемпературная модификация циркония имеют практически
94
одинаковую с магнием кристаллическую решетку магний имеет
гексагональную п л отноу па кованную решетку с периодами а =
— 3,2022 А, с = 5,1991 At a-Zr такую же решетку с периодами
а — 3,223 А, с — 5, 23 А) Измельчение зерна приводит к суще-
ственным изменениям механических свойств. Некоторые данные
по этому вопросу приведены в табл. 18.
Таблица 18
Влияние циркония на механические свойства литого магния
Материал Механические свойства
к Г/мм* %
Магний Мг1 Магний с добавками 0 5—0 6% Zr 10 16-17 ни 1 * еь
Примечание, Испытания проводили на гагаринских образцах, отлитых
б земляные формы.
В этой работе также установлено, что добавки циркония рез-
ко повышают коррозионную стойкость магния в морской воде
под напряжением Так, образцы чистого магния сильно раство-
ряются и разрушаются через 20-—30 мин, образцы магния с до-
бавками циркония не обнаружили заметного изменения после
20 суток испытания.
Как уже было указано, чистый магний в литом виде имеет не
высокие механические свойства о& = 10 4- 12 кГ!мм2, 00,2 =
= 2^-3 кГ/лш2, 6 = 64-8 % = 94- 10%
Магний имеет низкую пластичность при комнатной темпера-
туре. С повышением температуры пластичность магния растет
(особенно в интервале 350—450° С) Последнее широко исполь-
зуется на практике при обработке давлением магния и его спла-
вов. Основные процессы обработки магния проводят в горячем
состоянии в интервале указанных температур.
Как уже отмечалось, магний мало устойчив в отношении
коррозии. В электрохимическом ряде напряжений он занимает
одно из последних мест Магний устойчив в растворах фторово-
дородной кислоты, в едких щелочах, керосине, бензине и мине-
ральных маслах. Почти все остальные водные растворы кислот
и солей сильно действуют на магний и быстро его разрушают
Применение чистого магния ввиду недостаточной его механи-
ческой прочности ограничено: в пиротехнике, в химической про-
мышленности, в качестве раскислителя и восстановителя в
металлургии черных и цветных металлов.
Основная масса магния используется для производства спла-
вов на его основе, а также в качестве добавок в другие
промышленные сплавы.
95
§ 2. СПЛАВЫ МАГНИЯ
Сплавы на основе магния обладают более высокими механи-
ческими свойствами, чем чистый магний. Упрочнение дости-
гается за счет образования сложнолегированных твердых рас-
творов и различных упрочняющих фаз в виде соединений магния
с вводимыми добавками.
Характер взаимодействия магния с различными элементами
показан на диаграммах состояния, приведенных в приложе-
нии IV
Магниевые сплавы в качестве конструкционных материалов
за последние годы находят все более широкое применение. Ма-
лый удельный вес (до 1,8 e/czt3) и относительно высокие меха
нические свойства (о6 == 20 — 36 кГ мм1 2, б = 6 20%) позво-
ляют использовать магниевые сплавы в различных областях
техники.
Способность магниевых сплавов воспринимать ударные на-
грузки делает их хорошим материалом для деталей, подвержен
ных сильным толчкам колеса самолетов, орудий, автомашин и
т д.)
Значительно возрос удельный вес магниевых сплавов в при-
боростроении, автомобилестроении, в авиационной промышлен
ности, а также в жилищном строительстве.
Применяемые в технике магниевые сплавы в зависимости от
их назначения можно разделить на две основные группы.
а литейные сплавы, предназначенные для изготовления раз-
личных литых деталей,
б обрабатываемые сплавы для производства полуфабри-
катов листов, труб, профилей, поковок и т д. методом горячей
и холодной механической обработки.
Ниже рассмотрены структура и свойства промышленных
литейных и деформируемых магниевых сплавов.
1 Литейные сплавы
Большинство применяемых в промышленности магниевых
литейных сплавов образуется добавлением к магнию алюминия,
цинка, марганца и кремния. Некоторое применение за последнее
время находят также двойные сплавы Mg — Се, Mg Zn,
Mg Th, тройные Mg —Mn—-Ce, Mg Zn —Се,
Mg Mn Th, четверные Mg Mn Th Nd и др Состав
наиболее распространенных промышленных литейных магние-
вых сплавов, их физические, механические и технологические
свойства даны в табл. 19—22.
Марганец, присутствующий в большинстве сплавов, способ-
ствует повышению не только их прочности, но и коррозионной
стойкости, Для уменьшения окисляемости сплавов в некоторых
случаях вводят небольшие добавки бериллия 0,005—0,02%)
96
Последний образует на поверхности металла прочную и плотную
окисную пленку предохраняющую от окисления в жидком и
твердом состояниях. Введение бериллия в больших количествах
нежелательно, так как это приводит к укрупнению зерна в
отливках.
Подобное защитное действие оказывают небольшие добавки
кальция. Кальций снижает окисляем ость магниевых сплавов,
уменьшает микрорыхлоту в отливках, является хорошим раскис-
лителем и дегазатором.
Отливки из магниевых сплавов, содержащие до 0,2% каль-
ция, имеют чистую поверхность, содержат меньше окислов, ни
тридов и т. д.
Для магниевых сплавов в отличие от алюминиевых тре-
буются специальные условия плавки и литья.
Плавят их в железных тиглях. Ввиду возгораемости магния
вблизи температуры плавления его плавят при обязательной
защите покровным легкоплавким флюсом
При разливке металла в формы струя его защищается сер-
нистым газом.
При литье в земляные формы в состав формовочной земли
вводят специальные присадки обычно присадку, обстоящую из
втор истых солей аммония, или аммонийные комплексные соли
фтороводородной и борной кислот и др ), которые предохраняют
от окисления поверхность получаемых отливок.
Наконец, для получения качественных отливок и их высоких
механических свойств магниевые сплавы требуется больше пе-
регревать и давать более высокую температуру литья.
Наилучшую жидкотекучесть и механическую прочность спла
вы имеют при перегреве их до 850—900° С и при температуре
литья 800—850° С.
Механические свойства магниевых сплавов зависят также от
размера зерна. Чем меньше зерно, тем прочнее сплав. Для по-
лучения мелкозернистой структуры применяют различные спосо-
бы обработки расплава, которые известны под общим названием
модифицирования.
Модифицирование производится либо путем перегрева спла
вов перед разливкой до 850—900° С, либо добавлением к ним в
небольших количествах (до 1 % от массы шихты различных
специальных присадок модификаторов мел, магнезит, хлор-
ное железо и т д. [69]. Таким путем удается получить в отлив-
ках достаточно мелкое зерно приблизительно 50—60 зерен на
1 В некоторые сплавы для этих целей вводят небольшие
присадки циркония (до 0,6—0,8%
Литые детали и изделия из магниевых сплавов обычно под
вергают термической обработке. Режимы термической обработки
указаны в табл. 23.
Ниже рассматриваются структура и свойства сплавов по от-
дельным группам.
7 Заказ 1024
97
Состав и применение литей
Система Марка сплава Основные компоненты Примеси,
А1 Zn Мп другие элементы Mg Cu
Mg Мп МЛ2 1—2 Осталь- ное 0,1
Mg-Al—Zn МЛЗ 2 5—3,5 0,5—1 5 0 15-0,5 To же 0 1
МЛ4 5—7 2-3 0 15-0 5 » » 0 1
МЛ 4 пч* 5,7—9 0 2-0 8 0 15-0 5 » » 0 05
МЛ6 9—10,2 0 6-12 0 1-0,5 » » 0,1
МЛ71 5-6 5 0 3-0,7 0 3^0,6 0,2—0,5Са » » 0,1
Mg-Nd-Z г МЛ9 3-3,8Nd, 0 2-0 8Zr 0 1
МЛ10 1,9—2,6Nd, 0 4—iZr » » 0,03
Mg—Zn— Ce—Zr МЛ11 — 0 2—0 7 2 5-4**, 0,3-lZr » » 0 03
Mg—Zn—Zr МЛ 12 4-5 0,6-1 IZr » » 0 03
Mg—Zn— Th—Zr МЛ14 1 7-2 3 2,6—3,8Th, 0,5—IZr » » 0,03
Mg—Th—Zr ВМЛ1 2,6—3,8111, 0 5—IZr » » 0 03
Mg—Zn— La—Zr МЛ15 4—5 0,6—1 2 La, 0,7 IJZr » » 0.03 1
* пч —по выжженной жести.
»’ Цериевый мишметалл (4 Б % Се, остальное другие РЗМ).
98
Таблица 19
ных магниевых сплавов [9]
%, не более Сумма примесей
NI Si Fe Be другие примеси Назначение
0 01 0 1 0 08 0 002 0,05Zn; ОДСа: 0 1А1 0 5 Для изготовления малонагруженных деталей простой конфигурации, от ко- торых требуется повышенная коррозион- ная стойкость
0 01 0 25 0 08 0 002 0,1Си 0,5 Для отливки деталей простой кон- фигурации и средней нагруженности с повышенными требованиями в отно- шении герметичности и сопротивления воздействию ударных нагрузок
0 01 0 25 0 08 0 002 0 ICu 0 5 Для литья в песчаные формы деталей не сложной конфигурации
0 01 0 18 0 007 0 002 0 14 То же, но работающих в условиях повышенной влажности
0 01 0 25 0 08 0 002 0,lCu 0 5 Для литья в песчаные формы, кокиль и литья под давлением высоконагру- женных деталей
0 25 0 1 0 45 Для отливки деталей средней нагру- женности с повышенными требованиями в отношении герметичности, работаю- щих при 150—200° С
0 01 0.03 0 03 0 002Al 0,3 Для отливки высоконагруженных де- талей, работающих при температурах до 300° С
0 01 0 01 0,03 0.003A1, 0,13 прочие 0 25 Для деталей повышенной прочности и жаропрочности
0 01 0 03 0 03 O,O3A1, 0.3 прочие 0 25 Для отливки деталей повышенной герметичности, работающих при темпе- ратурах 250—ЗМР С
0,01 0 03 0 01 0 03A], 0,14 прочие 0 25 Для отливки деталей с повышенной прочностью и герметичностью, стойких при динамических нагрузках
0 005 0,01 0 01 0,1 РЗМ 0 15 Для отливки детален повышенной герметичности, работающих при темпе- ратурах 300—350° С
0 005 0 01 0 01 0,1P3M 0.15 То же
0 01 0 03 0 01 0.03A1, 0,14 прочие 0 25 Для получения деталей сложной кон- фигурации с повышенной прочностью
7е
99
Таблица 20
о о Физические свойства Литейных магниевых сплавов [9]
Марка сплава Плотность Коэффициент линейного расширения а 1 С® 1/грас? Теплопроводность X кал/см сек град Удельное электро сопротивление р (ии мм*/м Удельная теплоемкость с, кал/г град
МЛ2 1 77 26 6(20—100° С); 27,3(20-200° С); 27 7(20—300° С) 0 32(20° С) 0 068
млз 1 78 26(20-100° С)* 27(20—200° С) 0 25(20° С) 0 090 0 25(20—100° Q
МЛ4 1 83 26 4(20-100° С); 27,6(20-200° С) 28 3(20 -300° С) 0 19(25° С) 0 115(20° С) 0 25(20—100° С)
МЛ5 1 81 26 8(20—100° С); 28,1(20-200° С); 28 7(20—300° С) 0,185(25° С) 0 170(20° С) 0 25(20—100° Q
МЛ6 1 81 26,1 (20— 100° С); 27,2 (20-200° С): 27 7(20—300° С) 0 185(25° С) 0 16(20° С) 0 25(20—100° С)
MJI7 1 1 76 24 100- 200° С) 0,19(20° С); 0,21(200° С); 0 22(300° С); 0 23(400° С) 0 0109(20° С) 0,26(20—100° 0 28(200° С); 0 30(300° С) Q;
МЛ9 1,8 25 6(20—100° С); 2 7 8(20-200° С); 30 8(20—300° С); 34 6(20—400° С) 0 20(25° С); 0 27(100° С); 0 28(200° С); 0,29(300° С); 0 29(350° С) 0 069(20° С)
МЛ10 1 77 25(20—100° С); 26(20—200° С); 26 7(20-300° С) 0,26(20°); 0 27(100° С); 0 28(200° С); 0 29(300° С) 0 069(20° С)
млн 1 8 21 9(200—100° С); 22,7(20 - 200° С); 24 8(20—300° С) 0 25(25° С); 0,26(100° С); 0 27(200° С); 0 27(300° С) 0 059(20° С)
МЛ 12 1.81 26 2(20—100° С) 0 32(25° С)
МЛ14 1 84 25,2(20 100° С): 26 7(20-200° С); 27 6(20—300° С); 28 2(20—400° С) 0 26(25° С); 0 29 400е С) 0 066(20° С)
МЛ 15 1,83 25,9(20—100° С); 26 9(20-200° С); 27 9(20—300° С); 28 8(20 - 400° С) 0 33(25° Q 0 22(20—100° Q
ВМЛ1 1 79 27 3(20-100° С); 28 0(20-200° С); 29 3(20- 300° С); 30 2(20- 400° С) 0 26(25° С); 0 29(400° С) 0 072(20° С)
Таблица 31
Механические свойства магниевых литейных сплавов при комнатных и повышенных температурах
Марка сплава ТермооОрЭ’ ботка 20е С 150° С 2006 С
* кГ/мм* % г- кГ.мм* О” й Ф, % ан’ кГм.см* НВ, КГ;Л1М* °ь- кГ/мм* сто.г’ кГ/мм* ио" о — С * о - * « ос, ь и %- кГ/мм* С0,2’ кГ/мм* в, % (7||ц, кГ/мм*
МА2 Т2 4570 10 3 5 4 35 8 3 11 7 3 12
МАЗ Т2 4200 18 5 5 8 12 0 5 45 14 5 4 5 11 3,5 10 5 4 12
МА4 Б. т о. 4200 18 9 5 5 6 0 2 50 2 7
Т4 4200 25 8 5 9 15 0 4 65 2 9
Тб 4200 25 11 5 6 4—8 0 2 75 2 7
МЛ5 Б. т. о. 4200 16 9,5 3 4
Т4 4200 25 8 5 9 15 0 5 65 18,5 6 12 8 5 2 5 15,5 5 15 5
Тб 4200 25 5 12 4 4—6 0 3 75 18 5 10 2 4 15 5 15
МЛ6 Б. т о. 4200 16 11 1 5 2-3 65
Т4 4200 25 10 5 12 15 21 н^-1 12 0 2 4 15 5 15
Тб 4200 26 14 1 3 75 21 8 2 6 15 5 15
МЛ7 1 Т2 4000 18 7 6 8 0 3 35 15 5 6 5 6 5 5 5 12 5 6 9
МЛ9 Тб 4300 24 14 5 3 6 65 21 14 5 11 5
МЛ 10 Тб 4300 24 12 5 7 5 65 18 11 10 И
МЛ11 Б. т о. 4200 13 10 3 3 5 60 13 7 9
Т4 4200 15 9 5 7 60 10
Тб 4200 16 10 5 3 5 65
МЛ 12 Б. т. о. 4910 22 12 12 8 0 5 60
Т1 4400 24 14 10 7 0 4 60 16 11 5 8 4 14 8,5 5 4
Тб 4400 25 16 8 7 0,4 70 16 10 8 8 4 12 5 7 5 10 4
МЛ 14 Б. т. о. 3400 20 9 5 8 60 ’—-
Т1
ВМЛ1 Б. т о. 3900 20 9 5 6 60
Тб
МЛ 15 Т1 4300 22 15 4 5 0 2 60 14,5 10,5 5 12 5 8,5 13 6,5
• 1 00 кГ/мм1 — предел прочности за 1 00 ч.
** 0,2/ЮО кГ,'ммг—предел
ползучести за
100 ч при остаточной деформации 0,2%
о
z Марка сплава Термообра- ботка 200° С 250° С
CT0,2,'J 00 ’ ! к Г мм2 1 °0.2 КГ(ММ2 s, % и л. ofc о ” » и 5
МА2 Т2 —
МАЗ Т2 2 5 7 5 3 7 12 1 8
МА4 Б. т, о. i 6 —
Т4 1 2 — —
Тб 1,4 —
МЛ5 Б. т. о. — —
Т4 0 8 12 4 15 2,5
Тб 1 1 12 — 15
МЛ6 Б, т. о. — -—
Т4 0 7 —
Тб 1 —‘ —
МЛ7 1 Т2 2 5 10 5,5 12,5 —-
МЛ9 Тб - 18 13 10 6
МЛ10 Тб 9 15 10 5 15 7 3 5
МЛ 11 Б. т. о. -— 2,5 6 13
Т4 6,5 13 6 13 5 5 3
МЛ 12 Тб Б. т о. — 13 7,5 8,5 — —
Т1 2 5 10 6 6
Тб 2 5 8,5 5 12
МЛ14 15. т о. —
Т1 8 4 5 25 6 5 3,7
ВМЛ1 Б. т. о. ,—- — — 2 5
Тб 14,5 7,5 20
МЛ15 Т1 4 10 6 5 16 —
Продолжение табл. 21
300° С 350° С
м * ts К « «л VO Л й о МЛ о’С Ь if Ч' кг/мм* еС 15 Ч % 'S <7101)1 кГ. ммя о “ * с» IS0!?
—— —‘ — -— —
— —""
- .
— — -
— —
’
— —
—- —*
8 4 14 — — -S
13 10 5 20 10 6 25
11 8.5 25 2 5 8,5 4,5 35
11 4 17
10,5 4 5 18 ’ ' 7 3 5 40
10,5 6 30 2 5 1 7,5 4 5 30
4 5 8
5,5 3 15
—
7 4 2 30 0 8 6 6 3,4 25
— 0 9
11,2 5 —‘ —* 6 7 3 5 25
7,5 5 16 — —- —
Таблица 22
Литейные свойства магниевых сплавов [0]
Марки сплавов Температура начала кристал- лизации, °C Температура Конна кристалли- зация, ”С : Линейна я усадка, 1* I Жидкотекучесть, Склонность к образованию трещин, мм Склонность к образованию микрорыхлоты Герметичность Температура литья, '’С Рекомендуе- мые виды литья
МЛ2 650 615 1,6— 1 9 300 — В песчаную форму
МЛЗ 628 561 1,4- 1 6 215 42,5 Низкая Хорошая 700— 800 То же
МЛ4 610 400 1,2- 1 4 245 37,5 Высокая Пони- женная 700— 800 В песчаную форму
МЛ5 600 430 1,1 1 3 290— 300 30-35 Средняя Средняя 700— 800 В песчаную форму, ко- киль и под давлением
МЛ6 600 440 1.1 1 2 330 27 5 » » 700 — 800 То же
МЛ7 1 645 505 1,2— 1 5 250 32,5- 37 5 Высокая Высокая 700- 800 »
МЛ9 648 555 1,2- 1,4 250— 270 27 5 Повы- шенная 720— 800 В песчаную форму, кокиль
МЛ 10 650 555 1,2- 1 4 250 30 Низкая То же 720— 800 То же
млн 645 590 1,2- 1 5 270— 290 30-25 » Высокая 720— 800
МЛ 12 630 450 1,3- 1 4 290 32-35 Средняя 740— 800 » »
МЛ 14 648 560 1,3- 1 4 Весьма низкая Высокая 720— 800 В песчаную форму
МЛ 15 630 539 1,3- 1,6 320 27,5— 30 Повы- шенная 740— 800 В песчаную форму кокиль
ВМЛ1 645 582 1,3- 1 5 270— 290 25 Высокая 720— 800 В песчаную форму
Сплавы магния с марганцем (МЛ2)
Диаграмма состояния сплавов магния с марганцем (со сто-
роны магния) дана на рис. 45.
Непосредственно после кристаллизации сплавы имеют одно-
фазное состояние fa-твердый раствор), а затем при охлаждении
происходит распад твердого раствора с выделением р(Мп)-фазы.
103
Рис. 45. Диаграмма состояния
Mg Мп
Микроструктура сплава по-
казана на рис. 52 атласа, где по
границам и внутри зерен твердо-
го раствора видны мелкие вклю-
чения р Мп -фазы.
Растворение марганца в маг-
нии и выделение его в виде дис-
персных включений сообщают
сплавам необходимую твердость
и прочность.
Как все сплавы типа твердых
растворов, сплавы магния с мар-
ганцем имеют невысокие литей
ные свойства: малую жидкотеку
честь, большую усадку и т д. От-
личительными особенностями сплава являются высокая корро-
зионная стойкость после оксидирования), свариваемость и
плотность.
Основные физико-механические свойства сплава указаны в
табл. 20 и 21
Сплавы магния с алюминием и цинком
(МЛЗ, МЛ4, МЛ5, МЛ6 и МЛ7)
Сплавы данной группы являются наиболее прочными магние-
выми литейными сплавами. По своей композиции они относятся
к тройной системе Mg Al Zn.
На рис. 46 показаны поверхности ликвидуса системы, где
точка Р 14% А1, 37% Zn, остальное Mg является тройной пери-
тектической точкой. В этой точке при температуре 368° С про-
исходит реакция
L + Mg4Al3^=t а + TfMgaAl^ZnJ.
На рис. 43 и 44 приведены изотермические сечения диаграм-
мы состояния Mg Al Zn для температур 330 и 250° С [70].
На рис. 53 атласа показана структура сплава МЛ5, где по
границам и внутри зерен 6-твердого раствора хорошо видны вы-
деления интерметаллического соединения y(Mg4Al3)y Кроме
этого, вследствие наличия марганца в сплавах в небольшом ко-
личестве всегда присутствуют включения марганцовистой фазы,
которую при малых и средних увеличениях трудно обнаружить.
Подобную структуру имеют и другие сплавы с пониженным
содержанием цинка (МЛЗ, МЛ6, МЛ7 1), она отличается от
вышеприведенной количеством фазы y(Mg4Al3) В сплаве МЛЗ,
лежащем вблизи границы растворимости, эта фаза располагает-
ся в виде тонких прослоек по границам зерен, в сплаве МЛ6
количество фазы Y(Mg4Ala) будет значительно больше, чем в
сплаве МЛ5, так как в нем больше алюминия и цинка.
104
Несколько отличную структуру имеет сплав МЛ4. Вследствие
большого содержания цинка в этом сплаве появляется фаза
Т Mg3Al2Zn2) В поле шлифа сплава в литом состоянии, кроме
зерен б-твердого раствора и включений интерметаллического
соединения у Mg4Al3), будет присутствовать также тройное сое-
динение Т Mg3Al2Zn2) (рис. 54 атласа
Количество, размеры и форма выделений интерметаллических
соединений в литых сплавах зависят от условий охлаждения.
л?
нассе)
Рис. 46. Поверхность ликвидуса системы Mg Al Zn
При применении повышенных скоростей охлаждения (например,
при литье в кокиль) количество и размер этих частиц заметно
уменьшаются.
Наличие переменной растворимости алюминия и цинка в маг-
нии с изменением температуры обеспечивает возможность при
менения к сплавам термической обработки.
Граница совместной растворимости алюминия и цинка в маг-
нии при различных температурах, по данным [71], показана на
рис. 47
Как видно из этих данных, с повышением температуры от 20
до 350° С значительно изменяется растворимость алюминия и
цинка в магнии, а следовательно, указанные сплавы могут уп
рочняться при закалке и старении.
105
Чаще применяется закалка, реже закалка и старение. При
нагреве под закалку фазы yCMg^Ala) к тройное соединение
Т (MggAlgZna) переходят в твердый раствор и упрочняют его.
После закалки сплавы имеют структуру однородного твердого
раствора с незначительными включениями марганцовистой со-
ставляющей и нерастворившимися полностью упрочняющими
фазами (рис. 55 атласа)
Характерной особенностью всех магниевых сплавов является
малая скорость диффузионных процессов, связанных с раство-
рением и выпадением интерметаллических фаз. Это требует, с
одной стороны, большой дли
тельности нагрева под закал
Пд } 2 3 i 5 6 7 8 9 Iff
// % (по наосе)
Рис. 47 Кривые совместной раство-
римости алюминия и цинка в маг-
нк и [641
ку (до 16—30 ч), ас другой
позволяет производить закал-
ку изделий непосредственно на
воздухе.
Помимо закалки, к спла
вам данной группы (особенно
высокоцинковистым) приме-
няют старение. При старении
происходит распад твердого
раствора, сопровождающийся
выделением интерметалличе-
ских фаз. Эти фазы в зависи
мости от температуры и време-
ни старения имеют различную
дисперсность.
Микроструктура сплавов системы Mg Al Zn после искус-
ственного старения (на примере сплава МЛ6) показана на
рис. 56 атласа. При низких температурах старения большая
часть выделений вторых фаз располагается по границам зерен
a-твердого раствора. С повышением температуры старения на-
блюдается образование включений внутри самих зерен.
Искусственное старение способствует некоторому повышению
предела прочности (на 1—2 кГ л<лг2) и предела текучести (на
6—8 кГ л«л(2) t но относительное удлинение при этом падает с
12-13% до 5-6%
На рис. 48 показано влияние температуры и времени выдер-
жки на предел текучести сплавов типа МЛ5 [69]. Максимальные
значения предела текучести достигаются при температуре старе-
ния 175—190° С и при длительности старения соответственно 16
и 6 ч. Дальнейшее повышение температуры старения до 270° С
(и особенно до 330° С) приводит к резкому разупрочнению
сплава.
Искусственное старение применяется в тех случаях, когда
необходимо повысить предел текучести сплавов.
На механические свойства сплавов системы Mg — Al — Zn и
на эффект упрочнения существенное влияние оказывает их хими-
106
ческий состав. Влияние присадок алюминия и цинка, введенных
порознь, на механические свойства литых двойных сплавов с
магнием показано на рис. 49 и 50.
Эффект упрочняющего действия
алюминия и цинка в тройных спла-
вах системы Mg Al Zn зависит
от их соотношения, так как послед-
нее определяет фазовый состав
сплавов и весовые количества фаз.
С увеличением содержания цинка
наряду с его растворением в маг-
нии происходит образование трой-
ного химического соединения Т
MgsAhZris), которое является бо-
лее твердым и прочным, чем двой
ное соединение у(Мд4А13). Поэтому
с появлением в сплавах фазы Т
MgsAl2Zn2) прочность их возра
стает
Механические свойства промыш Рис> 48- Влияние температуры и
ленных сплавов системы Mg — Zn — гий
., ni кучести сплава типа MJ15 1о2|
А1 указаны В табл. 21 (цифры на кривых указывают
В заключение остановимся на температуру в °C)
литейных и некоторых других свой-
ствах рассматриваемых сплавов.
Лучшими сплавами данной группы по своим литейным свой
ствам являются сплавы МЛ5 и МЛ6. Они имеют малую ли-
Рис. 49. Влияние алюминия на
механические свойства литых
магнисво-алюминиевых сплавов
[63J
Содержание
Рис. 50. Влияние цинка на ме-
ханические свойства литых маг-
ниево-цинковых сплавов [63]
нейную усадку (1,1—1,3%), обладают хорошей жидкотекуче-
стью, менее склонны к образованию м икрорыхл от и пористости,
107
чем другие магниевые сплавы, вследствие чего пригодны к от-
ливке весьма ответственных и сложных по конфигурации дета-
лей. Сплавы с успехом применяют для литья в землю, кокиль и
под давлением. Они обладают удовлетворительной коррозионной
стойкостью после оксидирования хорошо обрабатываются
резанием.
Сплав МЛЗ имеет большую линейную усадку 1,6% и ма-
лую жидкотекучесть, однако отливки из этого сплава получаются
плотными и практически беспористыми. Он характеризуется
удовлетворительной коррозионной стойкостью после оксидиро-
вания) и хорошей способностью к обработке резанием.
Сплав МЛ4 имеет удовлетворительные литейные свойства, но
склонен к образованию микропористости и черноты в отливках.
Вследствие значительной усадки и пониженной жидкотекучести
он мало пригоден для литья в кокиль. Отличительными чертами
сплава являются хорошая коррозионная стойкость после окси-
дирования) и отличная способность к обработке резанием
Высокими литейными качествами обладает также сплав
МЛ7 1
Сплавы магния с неодимом и цирконием
(МЛ9, МЛ 10)
Сплавы указанной группы МЛ9, МЛ 10 отличаются высо-
кой прочностью и жаропрочностью см. табл. 21)
Рис. 51 Диаграмма состояния
Mg Nd
Рис. 52. Диаграмма состояния
Mg Zr
Упрочнение достигается в результате образования сложно-
легированного твердого раствора неодима и циркония в магнии
и выделения частиц прочного и жаропрочного соединения
Mg9Nd [72].
108
Диаграммы состояния, характеризующие взаимодействие
магния с неодимом и цирконием, приведены на рис. 51 [73] и
52 [74].
На рис. 57 атласа показана микроструктура литого сплава
МЛ9
Сплавы МЛ9 и МЛ 10 применяются в термообработанном
состоянии по режиму указанному в табл. 23.
Сплавы применяются для отливки высокой а гружных дета
лей, работающих при температурах до 300° С.
Отливки из этих сплавов характеризуются повышенной гер-
метичностью и пониженной склонностью к образованию трещин.
Сплавы магния с церием и цирконием (МЛН)
Рис. 53. Граница фазовых областей
магниевого угла системы Mg Zn
Ge при 20° С
Ag Zn Се при 20° С, по дан
Церий является одним из компонентов, способствующих по-
вышению жаропрочности магния и его сплавов. За последние
годы в нашей стране был разработан магниевый сплав МЛ11
[72], содержащий 2,5—4%
мишметалла сплав железа
с церием и другими элемен-
тами цериевой группы , 0,2—
0,7% Zn, 0,2—0,8% Zr Если
учесть, что цирконий в не-
больших количествах вво-
дится в качестве мод и фи ка
тора для измельчения зерна
в отливках и не оказывает
существенного влияния на
фазовый состав, то структу
ру этих сплавов можно опи
сать тройной диаграммой
состояния Mg Zn Се.
Граница фазовых обла
стей магниевого угла системы
ным [75], показана на рис. 53, где положение сплава МЛ И обо-
значено точкой.
Из этой диграммы следует что сплав находится в двухфаз-
ной области а + р (MgsCe и структура его в литом виде подоб-
на структуре сплава МЛ9 с той разницей, что по границам зерен
твердого раствора будет располагаться эвтектика а + р MggCe)
Фаза Mg9Ce вследствие высокой твердости (НВ = 172 кГ/мм?)
является весьма эффективным упрочнителем сплава.
Сплав МЛ 11 применяется в закаленном и отожженном со-
стояниях. Режимы термообработки указаны в табл. 23.
Механические и литейные свойства даны в табл. 21 и 22.
Сплав МЛ 1 обладает хорошей жидкотекучестью, высокой
герметичностью и мало склонен к трещинообразованию в от-
ливках. Применяется для отливки деталей с повышенными тре-
109
Таблица 23
Режимы термической обработки магниевых литейных сплавов [9J
Марка сплава Условные обозначе- ния термо- оС работки Закалка Старение Отжиг
темпе- ратура время выдержки ч темпера- тура °C время выдержки ч темпера- тура СС время выдержки ч
МЛ2 Т2 200-250 3-5
МЛЗ Т2 325 5
МЛ4 Т4 380±5 8—15 —
Тб 380±5 8—16 175±5 16
МЛ5 Т2 35О±5 2—3
Т4 415±5 12-16
Тб 420±5 13-20 175±5 16
МЛ6 Т4 415±5 21—29
Тб 415^5 16-24 190±5 4—8 -—*
МЛ71 Т2 325 5
МЛ9 Тб 530 12—16 200 12-16
МЛ10 Тб 530 12—16 200 12—16
МЛ11 Т4 570 4-6
Тб 570 4-6 200 6 —-
МЛ12 Ti 300±5 4-6
Тб 400±5 400±3 2 150±5 50
МЛ14 Т1 315 16
ВМЛ1 Тб 570 2 200 16
МЛ15 Т1 300±5 6
Примечания; 1 При отжиге охлаждение производится с лечыо или на воздухе
2. Закалку сплавов и охлаждение после старения проводят ня воздухе.
3. Нагрев под закалку следует проводить в восстановительной или защитной атмосфере
(сернистый газ}.
бованиями по герметичности, работающих при температуре
250—300° С.
Сплавы магния с цинком и цирконием (МЛ 12)
Основным легирующим элементом ₽ данном сплаве является
цинк (до 4—5% , цирконий вводится в качестве модификатора
для измельчения зерна в отливках. Поэтому структуру сплавов
и их свойства можно описать, руководствуясь диаграммой со-
стояния Mg Zn и диаграммой состав свойства для сплавов
магния с цинком, приведенной на рис. 50.
Согласно диаграмме состояния Mg Zn (рис. 54), раствори-
мость цинка в магнии при эвтектической температуре 335° С со-
ставляет 8,4% (по массе) при температуре 300° С 6%, при
200° С 2% и при 150° С 1,7%
ПО
Вследствие изменения растворимости с понижением темпера
гуры при распаде твердого раствора выделяется фаза MgZn,
которая способствует упрочнению сплава при старении.
Микроструктура сплавов пос-
ле закалки и старения (по режи-
мам, указанным в табл. 23) по-
добна структуре, данной на рис.
54 атласа, где на фоне сложноле-
гированного твердого раствора
располагаются включения фазы
y(MgZn) и частицы a-Zr Сплав
МЛ 12 в отличие от других маг-
ниевых сплавов не содержит в
своем составе эвтектики, поэтому
он характеризуется пониженны
Рис. 54. Диаграмма состояния
Mg Zn
ми литейными свойствами. Механические и литейные свойства
сплава даны в табл. 21 и 22.
Сплав МЛ 12 применяется для отливки деталей с повышенной
прочностью, стойких при динамических нагрузках.
Сплавы магния с цинком, лантаном и цирконием
(МЛ 15)
Аналогичным сплаву МЛ 12, но более совершенным является
сплав МЛ 15, содержащий в своем составе, кроме цинка 4—5%)
и циркония 0,6—1,1%), добавки лантана (0,6—1,2%)
Введение лантана приводит к дальнейшему упрочнению
сплава за счет легирования твердого раствора и образования до-
полнительной упрочняющей фазы MggLa. Сплав МЛ15, легиро-
ванный лантаном, превосходит сплав МЛ 12 по пределам ползу-
чести и длительной прочности и является самым жаропрочным
из высокопрочных магниевых сплавов МЛ4, МЛ5, МЛ6, МЛ 12
(см табл.23)
Применяется для получения деталей сложной конфигурации
с повышенной прочностью.
Сплавы магния с торием, цинком и цирконием
(МЛ 14 и ВМЛ1)
Магниевоториевые сплавы, легированные цирконием, цинком
и некоторыми другими элементами, являются наиболее тепло-
прочными сплавами и могут работать до температур 370—400° С,
тогда как многие другие магниевые сплавы уже при температу-
рах 200—250° С практически полностью разупрочняются.
Разупрочнение отдельных сплавов при повышении темпера-
туры показано на рис. 55 [9], где для сопоставления приведены
соответствующие данные для наиболее прочного алюминиевого
сплава АЛ19.
111
Рис. 55. Изменение предела прочности с темпе*
ратурой различных магниевых жаропрочных
сплавов [9]
Температура испытания *С
Рис. 56. Предел длительной
прочности магниевых сплавов
за 100 ч [9]
Th, % (ло масса)
Рис. 57 Диаграмма состояния Mg—Th
[70]
112
Характерной особенностью магниевоториевых сплавов яв-
ляется также их высокое сопротивление ползучести. По показа-
телям жаропрочности при температурах 300—400° С они превос-
ходят все известные магниевые и алюминиевые сплавы (рис. 56)
Основной упрочняющей фазой в этих сплавах является хими-
ческое соединение Mg5Th, имеющее высокую твердость
[Яр = 306 кГ лш£] и жаропрочность.
Цинк и цирконий в основном находятся в твердом растворе
и упрочняют основу сплава. Согласно диаграмме состояния
Mg Th, данной на рис. 57 [76], при содержании тория более
4—5% в сплавах образуется эвтектика а + Mg5Th.
Микроструктура сплавов магния с различным содержанием
тория показана на рис. 58 атласа.
Сплав магния с торием рекомендуется для отливки высокона
груженных деталей, работающих при температурах 300—350° С.
2. Деформируемые магниевые сплавы
Деформируемые магниевые сплавы достаточно широко при-
меняют в различных областях техники. Легирующими добавка
ми служат марганец, алюминий, цинк, цирконий, неодим, торий,
кальций и др. Взаимодействие этих элементов с магнием пока
зано на диаграммах состояния, приведенных в приложении III
На рис. 58 показано влияние отдельных легирующих добавок
на упрочнение магния при различных температурах.
Для повышения коррозионной стойкости и измельчения зерна
в слитках в сплавы, кроме указанных добавок, вводят цирконий.
Химический состав и применение деформируемых магниевых
сплавов даны в табл. 24 [77 90].
В табл, 25 и 26 приведены физические и механические свой-
ства промышленных деформируемых сплавов.
Сплавы предназначаются для производства деформируемых
полуфабрикатов различными методами обработки давлением
По данным С. И. Губкина и Е. М. Савицкого [78], магний и
его сплавы обладают высокой пластичностью в интервале темпе-
ратур 350—450° С, если они были предварительно деформирова-
ны (например прессованием Но даже и литые сплавы в этом
интервале температур при небольших скоростях деформации до-
пускают весьма высокие степени обжатия (60-—75%)
К магниевым сплавам применимы все виды обработки давле-
нием прессование, ковка, прокатка и т д. Прессование магние-
вых сплавов производится при 300—400° С, ковка — в интервале
температур 200—420° С, горячая прокатка в зависимости от
состава при 250—500° С. Материалом для прокатки могут быть
слитки и подпрессованная заготовка в виде полос или плит
Листы магниевых сплавов подвергаются также холодной
прокатке. Холодная деформация приводит к значительному на
клепу, для снятия которого сплавы подвергают отжигу.
8 Заказ 1024
ИЗ
Химический состав и применение
Система Марка сплава Основные компоненты, %
А1 Zn Мп другие элементы Mg
Mg Мп MAI 1 3-2,5 Ост ал ь-
МАЙ 1 5-2 5 0,15-0 35 нее
Mg Al Zn MA2 3—4 0 2-0 8 0 15-0 5 To же
MA2-1 3 8-5 0 8-1 5 0,4—0 8 » »
МАЗ 5 5-7 0 5-1 5 0,15-0 5 » »
Mg Zn Zr BM65-1 5'—“6 0 3-0,5Zr » »
Mg Al MA9 0 4—Q £ 1 0-1 8 0 08—0 ЗСа
Mn Ca
Mg Al МАЮ 7 8-8 8 0 2-0 6 7—8Cd, » »
Cd Ag 2—2 5Ag
Mg Mn Nd МАП 1 5—2 5 2,5-4Nd, » »
0 1—0 25N1
Mg Mn Ce ВМ17 1 4—2,2 2 5—3 5* » »
Mg Mn Th МА13 0 4-0,8 1 7-2 5Th s> »
ВМД1 ’—’ 1,2—2 2,5—3,5111 » »
Mg Mn ИМЕТ40 1 5-2 2 5-3Th, » »
Th Nd 1 5—2Nd 1 1
мишметалл (45% Се. остальное другие РЗМ).
Цериевой
114
Таблица 24
деформируемых магниевых сплавов
Примеси, IV /От не более
Al Си Zn Ki Si Fe Be другие примесн Применение
0 3 0 3 0 0 05 05 0 0 3 3 0 0 01 01 0 0 15 15 0 0 05 05 0 02 0 02 0 0 2 3 Листы для сварных конструкций, прутки, про- фили, трубы, штамповки
0 05 0 05 0 15 0 05 0 02 0 3 Профили, поковки и штамповки
0 05 0 005 0 15 0 05 0 02 0 3 Листы, прутки, поковки и штамповки
0 05 0 005 0 15 0,05 0 02 0 3 Прутки, полосы, поков- ки и штамповки
0 05 0 05 O.IMn 0 005 0 15 0 05 0 02 0 3 Прутки, полосы, профи- ли, поковки и штамповки
0 05 0 1 0 01 0 15 0 05 0 02 0 3 Листы, прутки, профи- ли, штамповки для работы до 250° С
0,03 0 3 0 005 0 15 0 05 0 02 0 3 Прутки, полосы, поков- ки и штамповки
0 2 0 03 0 2 0 15 0 03 0,02 0,3 Листы, прутки, штам- повки для изделий, рабо- тающих при температуре до 250—300° С
0,2 0 05 0 3 0,005 0 15 0 05 0,02 0 3 Прутки, поковки, штам- повки для изделий, рабо- тающих до температуры 200° С
0 2 0 05 0 2 0 005 0 15 0 05 0 02 0 3 Листы, плиты для изде- лий, работающих при тем- пературе 350—400° С
0,2 0 05 0 2 0 05 0 15 0 03 0 02 0 3 Прутки, штамповки и поковки для изделий, ра- ботающих при температу- ре 350 —400° С
0 2 0 05 0 2 о oi 0 15 0 05 0,02 0,3 Листы, прутки, поков- ки и штамповки для изде- лий, работающих при тем- пературе 350—400° С
В*
115
Большая часть продукции из деформируемых магниевых
сплавов в виде листов, прутков, профилей и других полуфабрика-
тов выпускается в отожженном состоянии.
Рис. 58. Влияние легирующих элементов на твердость магния при различ-
ных температурах:
а — 15СГ С; б — ИЮ* С
Для ряда сплавов МА5, В Мб 5 1 МАЮ, МАИ, МАЮ с
целью их упрочнения изделия подвергают закалке или закалке
и искусственному старению. Рекомендуемые режимы термиче-
ской обработки даны в табл. 27
Ниже рассмотрены структуры и свойства деформируемых
магниевых сплавов.
Сплавы магния с марганцем (МА1 и МА8)
Сплавы магния с марганцем обычно содержат около 1,5—2%
Мп. Типичными представителями сплавов данной группы яв-
ляются сплавы МА1 и МА8.
Микроструктура сплава МА1 подобна сплаву МЛ2 (см.
рис. 52 атласа) поэтому на описании ее останавливаться не
будем. Сплав не упрочняется термической обработкой и приме-
няется в отожженном состоянии. Механические свойства сплава
даны в табл. 26. Прочность сплава МА1 можно несколько повы-
сить за счет наклепа.
116
Таблица 25
Физические свойства деформируемых магниевых сплавов [9]
Марка сплава 4 В- Коэффициент линейного расширения и 10”, 1 >град Удельная теплоемкость с к ал'г град Теплон роводность Л, калсм сек град Удельное элсктросопротйв- лелне р ом мм*/м
О Си
ч . с?-
МА1 1 76 20 3(20—100° С); 25,7(100-200° С); 0 24 100° С); 0,25(200° С) 0 30(20° С); 0 32(200° С); 0 0612(20° С)
МЛ2 1 78 32(200 -300° С) 26(20-100° С); 27 8(100-200° С); 0 27 (300° С) 0 27(100° С); 0,28(200° С); 0 23(20° С); 0,25(200° С); 0 10(20° С)
МА2-1 I 79 29,5(200 -300° С) 20(20-100° С) 0,29(300° С) 0 26(100° С); 0,27(200° С); 0,26(300° С) 0 23(20° С) 0 12(20° С)
МАЗ 1 80 26 1 (20—100° С); 27,1 (100-200° С); 0,29(300° С) 0 27(100° С); 0,29(200° С); 0 16(20° С); 0,19(200° С); 0 153(20° С)
МА5 1,82 31,2(200-300° С) 26,1(20-100° С); 27,7(100-200° С); 0,30(300° С) 0 27 100° С); 0,29(200° С); 0,20(300° С) 0 14 (20° С) 0 162(20° С)
ВМ65-1 1 80 28,5(200-300° С) 20,9(20-100° С); 22,6(100-200° С) 0 36(300° С) 0 25(100° С) 0 28(20° С); 0,30(200° С); 0 0565(20° С)
МА8 МА9 МАЮ МАИ МА 13 1 78 1 77 1 99 1 80 1 78 23,7(20—100° С); 26,1(100—200° С); 32,0(200 -300° С) 25 5(20—100° С); 28,7(100-200° С); 32,3(200—300° С) 27 9(20—100° С); 27 8(100-200° С) 25,7(20-100° С); 29,3(100-200° С); 30,1(200-300° С) 25 6(20—100° С); 27,7(100—200° С); 0,25(100° С); 0,26(200° С); 0 30(300° С) 0 32(200° С) 0 35(20° С); 0,33(200° С); 0 32(300° С) 0 13(20° С); 0,17(200° С); 0,18(300° С) 0 26(25° С); 0,27(100° С); 0,28(300° С); 0,28(400° С) 0,29(250° С); 0,30(100° С); 0 051 (20° С) 0,162(20° С) 0 0621(20° С) 0 061 (20° С)
ВМД1 1,81 29,8 (200—300° С); 31,6 (300-400° С); 32,3(400-500° С) 20,9 (20-100° С); 27,9 (20 -200° С); 0 28(300° С); 0 29(400° С) 0 25(100° С); 0,26(200° С); 0 31 (200° С); 0 32(450° С) 0,295(25° С); 0,30(100° С); 0 0582(20° С)
ВМ17 1 76 28 9(20-300° С); 30,2(20-400° С) 30 6 (20—50° С) 22 6(0-100° С) 0,275(300° С); 0 29(400° С); 0 30(450° С) 0,31 (300° С); 0,33(400° С) 0 26(20—100° С) 0 0602(20° С)
Таблица 26
QO
Механические свойства магниевых деформируемых сплавов
20* с 150* С
Марка Вид полуфабриката и режимы Ct о" о
сплава термообработки * * «И и д [•'S*
CQ _1Д|Е сС, Xе-, о*и О'-,
е> а О <3 у Ъ И to it СО к Ь к
МА1 Листы, Т2 4000 21 12 8 0 5 13 8 10
Прутки, Т2 4000 24 14 4 6 0 6 14 11 18
МА8 Листы, Т2 4100 27 20 11 28 16 8 32 11
Прутки, горячепрессованные 4100 26 15 7 1 0 15 8 30 12
МА2 Листы, Т2 4200 25 18 15 19 15 13 —
Прутки, горяче прессованные 4200 27 24 10 11 0 6 16 13 7 13
МА20 Листы, Т2 4300 25 15 18
Прутки, горячепрессованные 4300 27 17 10 30 1 2 21 11,5 25 6,7
МА21 Листы, Т2 4200 28 18 16 0 8 19 5 10 29 8 2
МАЗ Прутки, горячепрессованные 4200 28 18 12 0 8
Прутки и полосы горячепрессованные 4300 27 17 14 23 1 0 19 10 35 3,3
Поковки и штамповки, Т2 4300 28 22 12
МА5 Прутки, Т4 4300 32 22 14 20 23 15 41 1 3
Поковки и штамповки, Т4 4300 31 22 12
BM65-I Прутки, Т1 4300 33 28 9 24 0 9
Полосы, Т1 4300 32 27 10 25 21 28
МАЮ Прутки, Т5 4300 43 30 6 8 0,25 26 17 16
Поковки, Т5 4300 36 21 6
МАИ Листы, Тб 4250 26 13 10
Прутки, Тб 4250 28 14 10 12 0 35
MAI3 Листы, Т8 4250 24 ' 18 6
ВМД1 Прутки, горячепрессованные 4250 30 25 5 10 0 65
ВМ17 Прутки, горячепрессовапные 4200 24 17 7
ИМЕТ40 Прутки, Тб 26 11 13
Марка сплава Вид полуфабриката и режимы термообработки
1
МА1 Листы, Т2 8
Прутки, Т2 13
МА8 Листы, Т2 14
Прутки, горячепрессованные 13
АМ2 Листы, Т2 16
Прутки, горячепрессованные 15
МА20 Листы, Т2 Прутки, горячепрессованные
МА21 Листы, Т2 Прутки, горячепрессованные 14
МАЗ Прутки и полосы горячепрессованные Поковки и штамповки, Т2 15
МА5 Прутки, Т4 Поковки и штамповки, Т4 15
ВМ65-1 Прутки, Т1 Полосы, Т1 14
МАЮ Прутки, Т5 Поковки, Т5 20
МАП Листы, Тб 20
Прутки, Тб . . 22
МА13 Листы, Т8 14
ВМД1 Прутки, горячепрессованные 18
ВМ16 Прутки, горячепрессованные 16
ИМЕТ40 Прутки, Тб
Продолжение табл. 26
200°с S50°с
%, 2* кГ/#м* i % к *3. bk о" 2% с'С о V iWWf'JU •<£> ^0,2* кГ/мм* to о •=« - * ст Ч о'к.
5 20 6 4 32
8 25 9 5 60
7 34 5 12 6 36 2
7 34 7 5 11 5 29 5 1 3
8 17 13 5 18
12 24 7 2 5 12 5 29 5 1 3
7 5 30 4* 9 5 32 *
8 45 0,5 1 5 4 5 70
10 49 10 6 83
20 2 6 10 60
14 17 15 9,5 18
11 18 6 5
12 14 13 18,5 10 18 2 0
12 5 19 10 17 8
15 12 14 12 5
22 3 13 25
Марка сплава Внд полуфабриката и режимы термообработки м чч
t^ie
МА1 Листы, Т2 ... 4,5 2 5
Прутки, Т2 . . 6 3,5
МА8 Листы, Т2 Прутки, горячепрессованные
МА2 Листы, Т2 Прутки, горячепрессованные
МА20 Листы, Т2 Прутки, горячепрессованные
МА21 Листы, Т2 Прутки, горячепрессованные 7 4
МАЗ Прутки и полосы горячеирессованные Поковки и штамповки, Т2
МА5 Прутки, Т4 Поковки и штамповки, Т4 6 5 3 5
ВМ65-1 Прутки, Т1 Полосы, TJ 7
МАЮ Прутки, Т5 Поковки, Тб .... И 6 5
МАИ Листы, Тб Прутки, Тб 14 8 5
МА13 Листы, Т8 15 9
<ВМД1 Прутки, горячепрессованные 3,5 12
ВМ17 Прутки, горячепрессованные 9
ИМЕТ40 Прутки, Тб 116 5 12
* Для горячепрессованной плиты толщиной 30
Продолжение табл. 26
300’ с 350е С 400’С
о о
- . « - О«
* Г*Е » - 3 as -х ~ *
«л * -3 Й? <55 ^5 а?
* J?"1 ^*^-4 Jbu, О Ц . Зс, о и Ьк оц
л О к С Ч С й к <£> О К t> Sc t ч <4
35
90
40 —* —
120
65
20
28 8 5 7 5
22 10 6 50 5 55
7 7 5 10 5 9 8 3525 8 6 5 15
50 3 5
13 11 8 5 17
Таблица 27
Режимы термической обработки деформируемых магниевых сплавов [9J
Марка сплава Условные обозначе- ния режи- мов термо- обработки Закалка Старение Отжиг
темпера- тура, °C время вы- держки, Ч темпера- тура, °C время вы- держки, ч темпера- тура, ’С время вы- держки, ч
МА1 Т2 340-400 0,5—2
МА8 Т2 300-400 0 5—2
МА9 Т2 300-400 0 5 2
МА2 Т2 350-400 3-5
МА2-1 Т2 250-350 0 5-2
МАЗ Т2 320-380 2-6
МА5 Т2 350—380 28
Т4 410-425 2-4 350—380 2—8
Тб 410—425 2-4 170-180 10-16
ВМ65-1 Т2 300-350 2-4
Т1 160—180 10-16
МАЮ Т2 280—380 2-4
Т5 390—4Ю 6-8 170-180 12-24
МАП Т2 350 1
Тб 480—500 4 175 24
МА13 Т2 400 1
Тб 550-570 1 200 16
ВМД1 Т2 400 1
ВМ17 Т2 400 1
ИМЕТ-40 Т2 350-400 2
Тб 550 24 200 16
Сплав МД1 обладает высокой пластичностью в горячем со
стоянии и удовлетворительной при обычных комнатных условиях,
хорошо сваривается и является наиболее коррозионностойким из
всех стандартных деформируемых сплавов.
Высокая пластичность сплавов при повышенных температурах
позволяет изготовлять из них тонкие листы, прутки, профили и
различного рода штамповки. Листовой материал используют для
баков, для обшивки некоторых элементов самолетов, несущих
невысокие нагрузки. Штамповки используют для арматуры ба-
ков и других неответственных деталей самолетов.
Аналогом сплава МА1 является сплав МА8, он отличается от
него только содержанием около 0,2—0,5% Се. Введение церия в
указанных количествах способствует измельчению зерна в ре-
кристаллизованных материалах и общему повышению механиче-
ских свойств магниевомарганцовистых сплавов.
Характерной особенностью сплавов данного типа является
большая склонность их к столбчатой кристаллизации и к обра
зованию крупнозернистой структуры (рис. 59 атласа)
121
В зависимости от условий литья (температуры перегрева,
температуры литья и скорости охлаждения) размер зерна может
колебаться в значительных пределах.
Микроструктура сплава МА8 в различных состояниях пока
зана на ри£. 60 атласа.
Церий, присутствующий в форме соединения MggCe, при
малых увеличениях в структуре не обнаруживается из-за высо-
кой дисперсности частиц этой фазы. Упрочняющее его действие
связано с легированием твердого раствора и с образованием
высокодисперсных частиц MggCe.
Сплав МА8, так же как и сплав МА1 не упрочняется терми-
ческой обработкой. Изделия из этого сплава (листы, профили,
прутки в основном выпускаются в отожженном состоянии.
Механические свойства сплава указаны в табл. 26. По другим
свойствам сплав МА8 близок к свойствам сплава МА1 но отли
чается от него пониженной способностью к сварке.
Сплавы магния с алюминием и цинком
(МА2, МА2А, MA3t МА5)
В малоцинковистых магниевых сплавах МА2, МА2-1, МА5 (с
содержанием цинка до 1 % основным легирующим компонентом
является алюминий, содержание которого колеблется от 3 до
9% причем с увеличением номера сплава концентрация алюми-
ния увеличивается.
Небольшие добавки марганца, присутствующего во всех спла-
вах, вводят для дополнительного их упрочнения, а также для
повышения коррозионной стойкости. Физические и механические
свойства сплавов даны в табл. 25 и 26. По своей структуре в ли-
том виде все эти сплавы подобны описанному ранее сплаву МЛ5
(см рис. 53 атласа и отличаются только содержанием фа
зы y(Mg4Al3
Изделия из сплавов МА2, МА2-1, МАЗ и МА5 (прессованные
прутки, трубы, поковки преимущественно применяются в ото-
жженном состоянии. Микроструктура отожженного сплава типа
МА5 показана на рис. 61 атласа.
Малолегированные алюминием сплавы МА2, МАЗ-1 и МАЗ
слабо упрочняются в процессе закалки и старения, поэтому они
не подвергаются термической обработке. В противоположность
этим сплавам сплав МА5 заметно упрочняется в результате за
калки, а также после старения. Указанную термообработку ОСО'
бенно закалку часто применяют к данному сплаву для повыше-
ния его прочности.
На рис. 62 атласа показана микроструктура закаленного
сплава, где, кроме зерен твердого раствора, видны отдельные
темные включения марганцовистой фазы.
Ввиду высоких механических свойств сплав МА5 применяют
для изготовления кованых и штампованных деталей, несущих
большие нагрузки.
122
Сплавы магния с цинком и цирконием (BM65-I)
Сплавы магния с цинком и цирконием получили широкое
промышленное применение благодаря их высоким механическим
свойствам = 34 кГ мм2 o0[S = 28 кГ мм2, 6 = 9%
Впервые эти сплавы были исследованы в работе (68], при этом
установлено, что наилучшее сочетание механических свойств
имеется в сплаве состава 5—6% Zn, 0,6—0,7% Zr остальное
Mg. Было отмечено также, что при введении циркония повы-
шается коррозионная стойкость сплава.
Позднее такой сплав под маркой ВМ65-1 введен в число
промышленных сплавов.
Учитывая, что цирконий как модификатор находится в виде
зародышевых частиц и не оказывает существенного влияния на
фазовый состав сплава, структуру сплава ВМ65-1 можно опи-
сать двойной диаграммой состояния Mg Zn см рис. 54
Структура сплава состоит из зерен сложнолегированного
твердого раствора, частиц a-Zr и фазы MgZn.
Механические свойства сплава приведены в табл 26.
Из сплава ВМ65-1 изготовляют прутки, полосы, профили,
поковки и штамповки.
Сплавы магния с алюминием, марганцем
и кальцием (МА9)
Сплав МА9(1,5% Мп, 0,5% А1, 0,3% Са, остальное Mg отно-
сится к числу низколегированных жаропрочных магниевых
сплавов.
Взаимодействие указанных компонентов в четверной системе
Mg Мп А1 Са подробно изучено в работе [79]. На рис. 59
и 60 показаны некотррые изотермические и политермические
разрезы этой системы.
Согласно этим разрезам, сплав МА9 лежит в трехфазной об-
ласти a 4~ Мп 4- MgfiCa. Основной упрочняющей фазой является
соединение Mg2Ca, однако в сплавах с повышенным содержа
нием кальция могут также присутствовать выделения фа
зы Mg2Ca
На рис. 63 атласа показана микроструктура отожженного
сплава МА9
Физико-механические свойства сплава даны в табл. 25 и 26.
Из сплава МА9 изготовляют листы, прутки, профили, штампов-
ки для работы в конструкциях до температур 250° С.
Сплавы магния с алюминием, кадмием и сереб-
ром (МАЮ)
Сплав МАЮ (7—8% А1, 7—8% Cd, 2—2,5% Ag, 0,2—0,6%
Мп, остальное Mg) является наиболее прочным магниевым
сплавом.
123
Cat 7>(м пассе)
Рис. 59. Изотермический разрез диаграммы
Mg Мп А1 Са для сплавов с 1,5% Мп
при температуре 400' С [79]
Рис. 60. Политермический разрез диаграммы
Mg Мп А1 Са при 0,5% А1 и 1,5% Мп
124
После термообработки закалки и старения) в прессованных
изделиях сплав имеет = 43 кГ мм2, сг01а = 30 кГ/мм2 при уд-
линении 6 = 6%
Высокая прочность сплава достигается в результате образо-
вания высоколегированного алюминием, кадмием и серебром
магниевого твердого раствора и выделения при старении жаро-
прочных фаз Mg^Ah и Mg3AI
Микроструктура сплава МАЮ подобна структуре, показанной
на рис. 61 атласа.
Физико-механические свойства сплава МАЮ при различных
температурах приведены в табл 25 и 26.
Из сплава МАЮ производят прутки, полосы, поковки и штам
повки.
Сплавы магния с марганцем и редкоземельными
элементами (МАЦ и ВМ17)
Магниевые сплавы МАИ (1,5—2Т5% Мп, 2,5—4% Nd, ОД
0,25% Ni, остальное Mg и ВМ17 1,4—2,2% Мп, 2,5—3,5%
се
tin ^/5 5 4 3,22,82,42 ?,6!,2 0,80,4
Мп+а tin, 7* (по пассе)
Рис. 61 Изотермические разрезы системы
Mg Мп Се при температуре 530 и
300D С [80]
РЗМ, остальное Mg) характеризуются высокой жаропрочностью
при температурах 250—-300° С.
Повышенная жаропрочность создается за счет образования
жаропрочных химических соединений MgsNd, MgsCe и др., а
также сильного упрочнения твердого раствора марганцем и РЗМ.
125
Характер взаимодействия компонентов может быть описан
диаграммой состояния Mg Мп РЗМ.
На рис. 61 по данным работы [80], приведены изотермические
разрезы тройной системы Mg Мп Се для температур 530 и
300° С, из которых следует, что сплав типа ВМ17 лежит в трех-
фазной области а + Мп + MggCe.
Сплав ВМ11 и ВМ17 применяют для изготовления листов,
прутков, профилей, поковок и штамповок.
Механические свойства полуфабрикатов и важнейшие их
физические компоненты сплавов даны в табл 27 и 28.
Сплавы магния с марганцем и торием (МА 13,
ВМД1 ИМЕТ40)
Сплавы данной группы являются наиболее жаропрочными
легкими сплавами По показателям кратковременной и длитель-
ной прочности при 350—400° С они превосходят все известные
магниевые и алюминиевые сплавы.
а
ffg 1 2 з
(по пассе)
пд / 2 3,
Пп°(> (по пасса)
Рис. 62 Изотермические разрезы системы Mg Мп Th [81J
при температуре, °C.
а 550; б — 300
Наиболее жаропрочным из них является сплав ИМЕТ40*
1,5—2% Мп, 2,5—3% Th, 1,5—2% Nd, остальное Mg), который,
кроме марганца и тория, содержит в своем составе небольшие
добавки неодима. Этот сплав пригоден для кратковременной
работы при температуре 450° С.
Сплавы магния с марганцем и торием впервые наиболее по-
дробно были изучены в работах [76, 81, 82]. На основании прово-
* Сплав разработан М. Е. Дриц, М. В. Мальцевым, 3. А. Свидерскои и
Е. М. Падежновой. Авт. свид. № 146493 от 22/IV 1959.
126
димых исследований построен ряд изотермических и полутерми
ческих разрезов тройной системы Mg Мп Th [81].
На рис. 62 приведены некоторые изотермические разрезы
указанной системы.
Указанные сплавы МА 13 и ВМД1 лежат в трехфазной об-
ласти ot + Mg5Th + Мп и отличаются по структуре только коли-
чеством упрочняющих фаз MgsTh и р Мп
Типичная микроструктура сплавов на примере ВМД1 показа
на на рис. 64 атласа
При легировании сплавов Mg Мп Th неодимом, кроме
фаз Mg5Th и 0 Мп появляется упрочняющая фаза MgcjNd.
Сплавы данной группы применяются в термообработанном
состоянии. Режимы термообработки указаны в табл. 27
Механические свойства сплавов после термообработки приве-
дены в табл 26.
Сплавы рекомендуются для изготовления различных полу-
фабрикатов (листов, плит, прутков, поковок для высокопроч
ных конструкций, работающих при высоких температурах.
ГЛАВА
МЕДЬ И ЕЕ СПЛАВЫ
§ 1. СТРУКТУРА И СВОЙСТВА МЕДИ
Среди технических металлов медь по своему зна
чению и распространению занимает особое место. Чистая медь
обладает высокой теплопроводностью и электропроводностью и
достаточно высокой коррозионной стойкостью.
Ниже приведены физические константы меди
Атомный вес 63 54
Кристаллическая решетка Г.ц.к.
Периоды решетки, А 3 6080
Плотность, г/см3 8 94
Атомный объем, см3/г-атом 7,21
Температура плавления, °C 1083
Температура кипения, °C 2595
Скрытая теплота плавления, кал/г 48 9
Скрытая теплота испарения, кал/г 1150
Удельная теплоемкость при 20° С, кал/г град 0 0915
Теплопроводность при 20° С, кал/см сек* град 0 984
Коэффициент линейного расширения при 0—100° С,
а X 10е \/град 16 5
Удельное электрическое сопротивленце при 20° С
мком см 1 692
Поперечное сечение захвата тепловых нейтронов,
барн/атом * 3,77
Весьма ценным качеством меди является также ее высокая
пластичность в горячем и холодном состояниях. Это позволяет
изготовлять из меди различные деформируемые полуфабрика
ты листы, ленты, полосы, прутки, трубы, проволоку и др.,
широко применяемые в различных областях техники.
Промышленные марки меди и области их применения указа-
ны в табл. 28.
Как видно из этой таблицы, указанные марки отличаются
друг от друга различным содержанием примесей.
Содержание в меди газовых (ОаН2, N2 и Др- и легкоплавких
металлических примесей Pb, Bi Sb и др.) может быть значи
тельно снижено электронно-лучевой плавкой.
Эффективность очистки меди при электронно-лучевой плавке
показана в табл. 29.
128
9 Заказ 1024 129
Таблица 28
Химический состав меди промышленных марок по ГОСТ 859—51
Марка Содержа- ние меди, %, не ме- нее Содержание примесей, %, не более Всего приме* сей, % Применение
Bi Sb As Fe Ni Pb Sn S ог Zn
МО 99 95 0 002 0 002 0 002 0 005 0 002 0 005 0 002 0 005 0 02 0 005 0 04 Для проводников тока и спла- вов высокой чистоты .
Ml 99 90 0 002 0 002 0 002 0 005 0 002 0,005 0 002 0 005 0 08 0,005 0 1 Для проводников тока, про- ката и высококачественных бронз, не содержащих олова
М2 99 70 0 002 0 005 0 01 0 05 0 2 0 01 0 05 0 0! 0 1 0 3 Для высококачественных полу- фабрикатов и сплавов на медной основе, обрабатываемых давле- нием
М3 М4 99 5 99 0 0 003 0 005 0 05 0 2 0 05 0 2 0 05 0 1 0 2 0 05 0,3 0 05 0 01 0 02 0 1 0 15 0 5 1,0 Для проката сплавов на мед- ной основе обычного качества и литейных сплавов Для литейных бронз и раз- личных неответственных сплавов
Таблица 29
Изменение содержания примесей в меди при электронно-лучевой плавке*
Медь Содержание примесей, %
ог нг Fe Ni Pb So Zn Bi Sb As
До элек- тронко- лучевой плавки 0 0014 0 0006 0 005 0 002 0 001 0,0002 0 001 0 0002 0,007 0 0007
После электрон- но-луче- вой плав- ки 0 0001 0,00001 0 0007 0,0007 0 0007 He обнаружены (< :1 10s%>
• По данным Института электросварки им. Е. О. Патона АН УССР.
Медь, полученная электронно-лучевой плавкой, характеризу-
ется более высокой электропроводностью и теплопроводностью
и обеспечивает большую стабильность и долговечность в работе
изделий электровакуумной и радиотехнической промышленности.
Поэтому потребность в такой меди возрастает с каждым годом.
Высокочистая медь электронно-лучевой плавки в отожженном
состоянии имеет следующие механические свойства аь =
— 21 кГ мм2, б = 62%, медь технической чистоты =
= 25 кГ мм2, Ь — 45 50%
Прочность и твердость меди можно значительно повысить
путем холодной деформации а* до 40—45 кГ мм2, НВ до 80—
100 кГ мм2 Однако при этом снижается пластичность и электро-
проводность меди. Изменение свойств меди при деформации
показано на рис. 63.
Свойства наклепанной меди можно восстановить путем от-
жига (рекристаллизации) Изменение механических свойств
деформированной меди в зависимости от температуры отжига
показано на рис. 64.
Механические свойства меди, так же как и других металлов,
существенно изменяются с повышением температуры рис. 65 ,
причем для меди имеется характерный провал пластичности в ин-
тервале температур 200—800° С, причина которого пока не вы-
яснена.
Чистая медь устойчива против атмосферной коррозии вслед
ствие образования на ее поверхности тонкой защитной пленки,
состоящей из CuSO4 3Cu(OH)2. Пресная вода и конденсат пара
практически не действуют на медь. Незначительна также ско-
рость коррозии меди в морской воде. Медь плохо сопротивляется
действию аммиака, хлористого аммония, щелочных цианистых
соединений, окислительных минеральных кислот, сернистого газа
и др.
130
Рис. 63. Изменение механических свойств и удельного
электросопротивления меди Ml от степени деформа-
ции [83]
Температура отжига °C
Рис. 64. Изменение механических свойств
и удельного электросопротивления меди ML
с повышением температуры отжига [83]
9*
Взаимодействие меди с кислородом отмечается уже при ком
натной температуре. При температурах до 100° С на поверхности
меди образуется пленка окиси меди черного цвета. При более
высоких температурах скорость окисления меди значительно воз-
растает и на поверхности образуется пленка закиси меди крас-
ного цвета.
На рис, 65 атласа дана фотография макрошлифа плоского
слитка, полученного полунепрерывным методом литья. На
рис. 66 атласа показана макро-
структура круглого слитка, вы
плавленного в электронно-луче'
вой печи.
Микроструктура литой и отож
женной меди представлена на
рис. 67 атласа. Применяемые тра
вители указаны в приложениях I
и II
При деформировании меди
наблюдается раздробление и уд
О ЮО 200 зоо400500600 70S600 линение отдельных зерен и соз-
тенпЕратдра°С дается определенная их ориен
тация (рис. 68, а атласа При
больших степенях деформации
металл принимает волокнистую
структуру (рис. 68, б атласа
При нагреве (отжиге) деформированной меди происходит
Рис. 65. Изменение механических
свойств меди в зависимости от
температуры испытания (83]
рекристаллизация, в результате чего создается качественно но-
вая структура. Микроструктура рекристаллизованной меди при
различных температурах отжига показана на рис. 69 атласа.
Размер зерна рекристаллизованной меди оказывает заметное
влияние на ее механические свойства. Чрезмерное повышение
температуры отжига приводит к сильному росту зерна и резкому
падению прочности меди. Это явление в практике называется
перегревом. При температурах отжига, близких к температуре
начала оплавления, кроме этого, возможно окисление границ
зерен и частичное их оплавление пережог) Перегрев можно
исправить повторной деформацией с последующим отжигом при
более низких температурах. Пережог является непоправимым
браком.
Чистота меди оказывает большое влияние как на ее свойства,
так и на поведение при последующей обработке. Многие примеси
даже в ничтожных количествах (тысячные и сотые доли процен'
та резко снижают электропроводность и теплопроводность меди,
а также ухудшают ее способность к обработке давлением. В за
висимости от характера взаимодействия с медью (см приложе-
ние V) все примеси можно условно разделить на три группы.
К первой группе относятся элементы, растворимые в
твердой меди (AI, Fe, Mi, Sn, Zn, Au, Ag, Al, Pt, Cd, Sb)
132
Вторую группу составляют элементы, практически не-
растворимые в меди и образующие с ней легкоплавкие эвтектики
Pb, Bi и др.
К третьей группе относятся элементы, образующие с
медью хрупкие химические соединения S, Оз, Р и др )
Растворимые элементы при малых концентрациях не могут
быть обнаружены под микроскопом, так как они входят в твер-
Рис. 66. Влияние добавок на твердость меди [84J
дый раствор Эти примеси в допустимых пределах см табл. 28
практически не уменьшают способности меди к пластической де-
формации В большинстве случае^ добавки этих элементов по-
вышают ее твердость и прочность, снижают электропроводность
и теплопроводность. Влияние некоторых элементов на свойства
меди показано на рис. 66, 67 и 68 (83, 84].
Нерастворимые примеси свинец и висмут образуют с
медью эвтектики (см. диаграммы состояния в приложении V),
состоящие почти из чистых металлов содержание висмута в эв-
тектике 99,8% а свинца 99,94%) Вследствие почти полной не-
растворимости свинца и висмута в твердой меди эти эвтектики
133
Рис, 67. Влияние добавок на электропроводность
меди [83]
появляются в сплавах при любом их содержании и, кристалли-
зуясь последними, залегают по границам зерен меди.
Рис. 68. Влияние добавок
на теплопроводность ме-
ди [83]
Расположение висмута и свинца в ли
той меди показано на микрофотографиях
рис. 70 и 71 атласа.
Висмут (точнее богатая висмутом эв-
тектика) , как это показано на рис. 70 ат-
ласа, образует тончайшие прослойки ме-
жду зернами меди, причем толщина та
ких прослоек, по некоторым данным, мо-
жет достигать всего лишь нескольких
атомных слоев. Поэтому обычно бывает
достаточно уже тысячных долей процента
висмута, чтобы подобные прослойки об-
разовались на значительной части меж
зеренной поверхности.
Свинец при малых его содержаниях,
так же как и висмут, образует по грани
цам зерен меди тонкие легкоплавкие про-
слойки, которые хорошо видны на нетрав-
леном шлифе в виде темной сетки
(рис. 71 атласа) При больших содержа-
ниях последний обнаруживается в виде
темных точек по границам зерен меди.
При микроскопическом анализе литой меди на свинец необ-
ходимо иметь в виду, что, подобно свинцу могут выглядеть
имеющиеся в отливках поры и мелкие раковины, которые тоже
располагаются преимущественно по границам зерен. Микропоры
легко отличить от включений свинца следующим простым прие-
мом поворотом микрометрического винта микроскопа микро-
134
шлиф слегка выводят из фокуса и снова наводят на фокус, при
этом края микропор в отличие от включений свинца то схо-
дятся, то расходятся.
Примеси 3-й группы — сера и кислород образуют с медью
химические соединения Cu2S (сульфид меди) и Си2О (закись
меди , которые также располагаются по границам зерен меди в
виде эвтектик Си Cu2S и сс (Си) — Си2О
Ввиду того что эвтектические точки на диаграммах состоя-
ния Си Си2О и Си — Cu2S (см. приложение V) сильно сдвину-
ты в сторону чистой меди, то основой эвтектик в этом случае
является медь, в которой вкраплены включения сульфида или
закиси меди. На рис. 72 атласа даны микрофотографии шлифов
меди с различным содержанием кислорода. При малом содержа-
нии кислорода эвтектика образует тонкую оторочку вокруг зе-
рен меди, намечая их контуры даже без травления (рис. 72, а)
По мере увеличения содержания кислорода количество эвтектики
увеличивается (рис. 72, б) и при содержании 0,39% О2 сплав
имеет чисто эвтектическое строение (рис. 72, в)
Эвтектика а (Си) Си2О имеет точечное строение, где от-
дельные темные точки являются частицами закиси меди (Си2О),
основу эвтектики (светлое поле) составляет медь (точнее твер-
дый раствор кислорода в меди) Растворимость кислорода в
меди при эвтектической температуре (1065° С) составляет
0,0035%, при 600° С 0,0007% При переходе за эвтектическую
точку (0,39% О2) выпадают первичные кристаллы закиси меди,
имеющие форму дендритов (рис. 72, а атласа) Под микроско-
пом закись меди на нетравленом шлифе выявляется в форме
темно-голубых включений. В поляризованном свете частички
закиси меди принимают рубиново-красную окраску, что является
характерным ее признаком, так как другие включения суль-
фиды, фосфиды в этих условиях не дают цветной реакции.
При травлении смесью 3% ного FeClg в 10% ной НС1 закись
меди принимает темную окраску в отличие от включений суль-
фидов, фосфидов, которые не меняют своей окраски.
По количеству эвтектики в доэвтектическом сплаве можно
определить приблизительное содержание кислорода в меди
X = °'39FaBT %оа,
где Гэвт площадь поля зрения микрошлифа, занимаемая эв-
тектикой, %,
0,39 содержание кислорода в эвтектике.
На рис. 73 атласа показано распределение закиси меди после
Деформации и отжига. При деформации нарушается литая
структура металла и частицы закиси меди располагаются по
границам сильно вытянутых зерен меди, образуя так называе-
мую строчечную структуру При отжиге происходит перестройка
135
О 0.02 0,0k OfiO 0,08
Содержание 02 unuS %
Рис. 69. Влияние серы и
кислорода на механические
свойства меди [83]
структуры основного металла и частицы закиси меди, несколько
укрупняясь за счет их слияния, располагаются в виде цепочек
внутри рекристаллизованных зерен.
Структура меди с примесями серы во многом подобна спла-
вам меди с кислородом, что объясняется одинаковым характером
взаимодействия этих примесей с медью (см. приложение V)
Однако в сплавах меди с серой в сильной степени сказывается
явление коалесценции, в результате чего вместо раздробленных
выделений сульфидов наблюдается образование крупных скоп-
лений в форме капель и эвтектика ча-
сто не имеет характерного точечного
строения (рис. 74 атласа) Сульфид
меди на нетравленом шлифе по своей
окраске ничем не отличается от закиси
меди и только применение индикатор-
ного травителя (смеси 3% него FeCU
в 10% ной НС1) и поляризованного
света позволяет отличить эти соедине-
ния друг от друга.
Примеси, образующие с медью лег-
коплавкие эвтектики и хрупкие хим и
ческие соединения, ухудшают ее меха-
нические свойства и сильно снижают
способность к пластической деформа-
ции. При небольших содержаниях кис-
лород и сера не оказывают заметного
отрицательного влияния на горячую
обработку меди.
Кислород является причиной так
называемой «водородной болезни» ме-
ди. Сущность этого явления заключает-
ся в том, что при нагреве кислородсо-
держащей меди в восстановительной
атмосфере в среде, содержащей Ня, СО, СН4 и т и. газы) во-
дород и другие газы, проникая в твердую медь, взаимодействуют
с содержащимся в ней кислородом и образуют водяные пары
или СО2) нерастворимые в меди и стремящиеся выделиться из
нее под некоторым давлением. В результате этого в местах их
выхода образуются микротрещины, которые служат причиной
разрушения металла при последующей обработке давлением или
в процессе работы деталей, изготовленных из такой меди. По
этой причине в отношении содержания кислорода в стандартах
на медь и медные изделия даются весьма жесткие нормы.
Для раскисления меди обычно применяют небольшие добавки
фосфора (до 0,002—0,003% Весьма эффективным раскислите-
лем меди является также литий.
Влияние серы и кислорода на механические свойства меди
показано на рис. 69
136
также сурьму, отождествляя ее
в меди. Однако это не вполне
Содержание
Рис. 70. Влияние свинца на механиче-
ские свойства меди [85]
Наиболее вредными примесями в меди и ее сплавах являются
висмут и свинец. Эти примеси уже при ничтожных содержаниях
тысячные и сотые доли процента резко снижают пластичность
меди при повышенных температурах. Висмут вследствие его
хрупкости способствует также понижению пластичности и в хо-
лодном состоянии. Влияние свинца на механические свойства
меди показано на рис. 70 [851
Вредной примесью считают
действие с поведением висмута
обосновано. Сурьма, согласно
последним данным [86], до 2%
входит в твердый раствор с ме-
дью см. диаграмму Сц Sb
на рис. 71) и поэтому не долж-
на ухудшать ни горячей, ни хо-
лодной обработки меди. В спла
вах на основе меди (например,
, где растворимость
сурьмы уменьшается в десятки
раз, влияние ее на свойства
сказывается весьма существен-
но.
В работах [87—89] было по-
казано, что вредное влияние
легкоплавких примесей можно
устранить путем введения спе-
циальных присадок, связываю-
щих эти примеси в тугоплавкие
химические соединения. При
выборе таких присадок в пер-
вом приближении авторы руководствовались диаграммами со-
стояния, характеризующими взаимодействие примесей с раз лич
ными элементами.
Наиболее эффективными являются такие добавки, которые
образуют с примесью химические соединения, кристаллизую-
щиеся при температуре либо выше, чем сама медь, либо, по
крайней мере, при температуре выше горячей обработки сплава.
Легкоплавкие соединения могут способствовать горячеломкости.
Зная формулы этих соединений, при известном содержании при
меси можно приближенно подсчитать необходимое количество
нейтрализующей присадки.
Однако при выборе присадок нельзя не учитывать и той сре-
ды, в которой происходит образование соответствующих соеди
нений. Во многих случаях вводимые добавки могут химически
взаимодействовать с другими компонентами сплава или образо-
вывать с ними твердые растворы. При образовании химических
соединений или твердых растворов действие таких добавок на
примеси будет частично или полностью парализовываться.
137
Для связывания свинца и висмута наиболее эффективными
присадками оказались, для висмута литий, кальций, церий,
цирконий, магний; для свинца кальций, церий и цирконий.
При введении указанных добавок образующиеся тугоплавкие
А МЮ
10Q0
800
200
—*. ~ "1 I
а — 2 . „ 6ЫГС — Г X _Д_ ,з
< » < 1 О/ л/
V □ □ □ С з А
<x*d* 'оа ~ _-,О£*0Ч
ТГт 2ч X 7 * ас У Микроанализ фрекгпгенавсций анализ 0 термическим анализ
£
4 S 6 7 8 9 Ю 11 12 13 /4 15
50,% {помассе)
О
Рис. 71 Диаграмма состояния Си Sb [86]
/ — Марц и Мэтьюсон (1931 г.); 2 — Шибота; 3 — по данным автора
(1938 г.)
соединения см. табл. 30) кристаллизуются не в виде легкоплав-
ких интеркристаллических прослоек, а в форме компактных изо-
лированных тугоплавких соединений.
Таблица 30
Химические соединения свинца и висмута и температуры их плавления
Соединение Температура плавления, X Соединение Температура плавления, °C Соединение Температура плавления, °C
Са-РЬ 1110 Ztj-Pb^ 2000 BiGa 567
С^РЬ 950 BieCe 883 Bi2Ca 928
СаРЬ3 650 BiCe 1525 BiLi3 1146
Се2РЬ 1200 Bi^Ce^ 1630 ВцМ& 715
СеРЬ 1160 BiCea 1400 2200
СеРЬо 1140
При этом происходит заметное очищение границ зерен от
примесей и значительная часть включений располагается внутри
зерен меди.
В результате такого изменения (модифицирования) структу-
ры достигаются существенные улучшения механических свойств,
138
особенно при высоких температурах (рис. 72 Одновременно с
этим устраняются гор я чел ом кость и хладноломкость
сплавов,
типичные для меди» содер-
жащей легкоплавкие и хруп
кие примеси.
Указанные методы обез-
вреживания свинца и висму
та в меди позволяют расши-
рить возможности использо-
вания низкосортных и вто-
ричных металлов для произ-
водства медных сплавов.
Как уже отмечалось, чи
стая медь имеет невысокую
прочность и поэтому огра
ниченно применяется как
конструкционным материал.
Для повышения прочно-
сти и придания меди особых
свойств (жаропрочности,
коррозионной СТОЙКОСТИ
и т д. ее легируют различ
ними добавками.
Сплавы на основе меди
обладают высокими механи-
Си Си+О.ЗРЬ
Содержание Се'А
Рис. 72. Изменение механических свойств
свинцовистой меди (0,3% РЬ) с введени-
ем присадок церия [88]
ческими и другими ценными
свойствами и нашли широкое применение в технике.
Ниже рассмотрены важнейшие группы промышленных спла
вов меди.
§ 2. МЕДНОЦИНКОВЫЕ СПЛАВЫ (ЛАТУНИ]
Латуни разделяют на двойные (простые) и многоком
понентные.
Двойные латуни представляют собой сплавы меди с цинком
Многокомпонентные латуни, кроме меди и цинка, содержат еще
один или несколько других легирующих металлов (алюминий,
никель, железо, марганец, олово, кремний и свинец) Латуни из
тяжелых цветных сплавов являются самыми распространенны-
ми в современном машиностроении. Они хорошо обрабаты-
ваются давлением и имеют достаточно высокие механические
свойства.
1. Двойные латуни
Состав, свойства и применение промышленных марок двой-
ных простых) латуней приведены в табл. 31 и 32.
139
Таблица 31
Состав двойных латуней
Мария Основные компоненты, % Примеси, %, не более
Си Zn РЬ Fe Sb Bi
Л 96 95—97 Остальное 0 03 0 ! 0 005 0 002
Л 90 88-91 » 0 03 0 1 0 005 0 002
Л 85 84-86 0 03 0 1 0 005 0 002
Л 80 79—81 » 0,03 0 1 0 005 0 002
Л70 69-72 0 03 0,07 0 002 0,002
Л 68 67 70 » 0 03 0 1 0 005 0,002
Л62 60,5-63 5 0 08 0 15 0 005 0 002
Л59 57-60 0,5 0 3 0 01 0,003
Марки двойных латуней и их
Типичные механические свойства в отожженном состоянии Физические
Мярка коэффици- ент линей-
°ь- к Г/мм2 Г кГ/мм* % Ф, % ап’ кГ кГ.мм* плотность, г. сла ного рас- ширения а 1С+6
1 /град
Л 96 24 6 3 52 82 22 40 8 85 17
Л90 26 13 44 80 18 53 8 73 17
Л85 £6 10 43 80 55 8 75 18,7
Л80 31 12 52 69 16 53 8 66 18
Л70 35 8 10 8 49 77
Л68 33 10 56 70 17 59 8 60 19
Л62 36 И 49 66 14 56 8 43 20 6
Л59 39 15 44 62 8 40 21
Взаимодействие меди с цинком при сплавлении характера
зуется диаграммой состояния, приведенной на рис. 73. Диаграм
ма состояния состоит в основном из пяти простых перитектиче-
ских диаграмм По отдельным ветвям ликвидуса из жидкости
кристаллизуется шесть различных фаз а, р, у, 6, виц
Наибольшее практическое значение имеют сплавы, содержа
щие до 47—50% цинка, поэтому приведем более подробную ха
рактеристику фаз, образующихся в этой части диаграммы со-
стояния.
Богатая медью фаза а имеет решетку меди (гранецентриро-
ванный куб с периодом а = 3,608 А и является типичным твер-
140
дым раствором замещения, где часть атомов меди замещается
атомами цинка
Предельная растворимость цинка в меди при комнатной
температуре составляет 38—39% и практически не меняется до
температуры 453° С, а затем с дальнейшим повышением темпе-
ратуры уменьшается и при температуре 903° С составляет
32,5% цинка 1
Фаза [> является также твердым раствором, но основой его
служит химическое соединение CuZn с решеткой объемноцен
о
трированного куба с периодом а = 2,94 А. Фаза р при высоких
температурах имеет значительную область гомогенности (от 37
до 57% Zn , однако с понижением температуры эта область зна
чительно сужается 45—49% Zn
физико-механические свойства
Таллина 32
свойства (для среднего состава) Применение
теплоем- кость, г.ал'г-град теплопро- водность, кал/смх X сек-град удельное электро- сопротив- ление, ом-ммг/м темпера- турный ко- эффициент электро- сопротив- ления модуль упругости, кГ'мм*
0 093 0,585 0 043 0 0027 11400 Для радиаторных и конден- саторных трубок
0 09 0 30 0 36 0 040 0 047 0 00186 0 0016 9150 11050 Листы, ленты, полосы Ленты, трубы
0 093 0 34 0 054 0 0015 9700 Ленты, листы, проволока Полосы, ленты, листы, про- волока
0 093 0 26 0 068 0 0015 11000 Полосы, ленты, листы прутки, трубы, проволока, фольга Полосы, листы, ленты, прутки, проволока, трубы
0 0925 0 26 0 071 0 0017 10000
0 012 0 18 0 063 0,0025 980 Листы, прутки, трубы, штамповки
В сплавах, лежащих по одну и другую сторону от указанной
области, происходит распад p-фазы с выделением а- или у-кри
сталлов.
Фаза у является твердым раствором на основе нового хими
ческого соединения CusZng со сложной кубической решеткой
с периодом а = 8,83 А
1 С. Т Конобеевский и В. П. Тарасов (Советская физика, 1936, № 10,
с. 272) для латуней, прошедших длительную гомогенизацию (несколько тысяч
часов) установили, что граница растворимости в области низких температур
смещается в сторону меньших концентраций цинка. При температуре 167° С
растворимость цинка составляет 34,4%
J41
Необходимо отметить, что фазы 0 и у характеризуются, кро-
ме всего прочего, еще определенным отношением числа валент-
ных электронов к числу атомов (фаза р 3/2, фаза у 21 3),
поэтому их часто называют соединениями электронного типа.
Выше температур 450—470° С (см. пунктирную линию на
диаграмме состояния) 0-фаза является неупорядоченным твер-
дым раствором, т е. раствором, характеризующимся беспоря
дочным расположением атомов меди и цинка в решетке соеди
нения CuZn. Ниже указанных температур различных для
разных составов сплавов наблюдается упорядочение в распо-
ложении атомов в решетке 0-фазы, при этом атомы меди рас-
полагаются в вершинах куба, а атомы цинка в его центре.
Образующийся упорядоченный твердый раствор обычно обозна
чается 0'
Явление образования упорядоченных твердых растворов на
блюдается в ряде сплавов и подробно описано в специальной
литературе [90].
Переход неупорядоченного твердого раствора в упорядочен
ное состояние сопровождается резким падением пластичности и
повышением хрупкости сплавов, что затрудняет их обработку
На практике применяются р-латуни с содержанием 45—47%
цинка и во избежание хрупкости их обработку производят в
горячем состоянии.
Двойные латуни применяются главным образом как дефор -
142
мируемые сплавы. Из них производят листы, ленты, трубы, прут-
ки и другие изделия.
Макроструктура слитков латуней, отлитых различными спо-
собами, показана на рис. 75 атласа.
Для всех слитков характерна ярко выраженная зональность
в строении, причем кристаллы наружной зоны растут перпенди
кулярно стенкам изложницы (кристаллизатора)
При достаточно большой скорости охлаждения эти кри
сталлы могут прорастать через толщу слитка, встречаясь в оп-
ределенной его зоне (рис. 76 атласа) Эта зона часто называет-
ся поверхностью слабины, так как в ней наиболее ослаблена
связь между отдельными зернами.
Наличие поверхности слабины и недостаточной прочности
самой столбчатой зоны часто приводит к «раскрытию» слитков
при горячей прокатке и образованию трещин по кромкам ката
ных полос (рис. 77 атласа)
В зависимости от содержания цинка латуни могут состоять
из а, а + 0 или 0-кристаллов.
Рассмотрим несколько подробнее кристаллизацию и после-
дующие фазовые превращения для некоторых типовых латуней,
принадлежащих различным областям диаграммы состояния.
Сплав 1, содержащий в своем составе 30% Zn (латунь ти
па Л70), кристаллизуется в одну стадию по схеме
f 950—915°С
--------*а(Ь-а)
в скобках показано изменение состава выпадающих кристал-
лов a-твердого раствора)
Микроструктура этой латуни в литом состоянии представ-
лена на рис. 78 атласа.
В литом виде латунь имеет типичную дендритную структуру,
свойственную всем твердым растворам. В данном случае оси
дендритов, кристаллизуясь первыми, обогащаются тугоплавкой
медью (на фотографии белые) межосные пространства запол
няются в последующие моменты кристаллизации более богатым
цинком «-твердым раствором (на фотографии темные) После
отжига литой латуни химическая неоднородность в пределах
зерна устраняется и получается однородная зернистая структу
ра. Если отжигу предшествовала деформация, получается ти-
пичная рекристаллизованная структура с характерными двой-
никовыми зернами (рис. 79 атласа) Размер зерна рекристалли
зованной «-латуни, так же как меди, зависит от степени
деформации и температуры отжига и может в зависимости от
этого изменяться в широком диапазоне.
Сплав 2 с 35% Zn кристаллизуется в две стадии
1-я стадия первичная кристаллизация)
Г,—903° с
сс(ар) +
(в скобках указано изменение состава твердой и жидкой фаз),
143
2-я стадия (перитектическая кристаллизация)
Q Й
L(£) + % P(s) + а{рУ
Так как в данном случае перитектическая реакция протекает
при недостатке жидкой фазы, то при этом растворяется только
незначительная часть «'Кристаллов.
При дальнейшем охлаждении сплава вследствие того, что
растворимость цинка и меди увеличивается с понижением тем-
пературы, происходит растворение 0-кристаллов в a-фазе, т е.
903—750=С
а + Р--------
1 г (р—
При температуре около 750° С 0-фаза полностью растворяет-
ся и при дальнейшем охлаждении вплоть до комнатной темпе-
ратуры сплав находится в однофазном состоянии. Таким о бра
зом, при комнатной температуре данный сплав имеет ту же
структуру, что и сплав с 30% Zn.
Однако все сказанное выше относится к тому случаю, когда
сплав охлаждается медленно и когда все фазовые превращения
проходят полностью. Практика показывает что в производст-
венных условиях охлаждения даже в сплавах с 32% Zn можно
обнаружить 0-кристаллы, не успевшие раствориться в «-фазе
при быстром охлаждении.
В результате сплав имеет неравновесную структуру, состоя
щую из а- и р-кристаллов.
Сплав 3 с 40% Zn (латунь типа Л62) принадлежит к об-
ласти а + р-латуней.
Кристаллизация этой латуни, согласно диаграмме состоя
ния, протекает в одну стадию, причем начинается и заканчи
вается образованием 0-кристаллов, т е.
В состоянии однородного твердого раствора сплав находится
приблизительно до температуры 750° С, а затем при охлаждении
происходит распад p-фазы с выделением a-кристаллов по сле-
дующей схеме:
750—200=0
в скобках обозначено изменение состава фаз с понижением
температуры При 454° С совершается переход р 0'
Одновременно с изменением состава фаз изменяется и коли
чественное соотношение. С понижением температуры количе-
ство a-кристаллов увеличивается, количество 0-кристаллов
уменьшается
При комнатной температуре соотношение между кристалла-
ми а- и p-фаз определится соотношением отрезков гз и 7з, т е.
144
в структуре будут преобладать кристаллы a-твердого раствора.
Структура литого сплава показана на рис. 80 и 81 атласа. Раз-
мер и форма a-кристаллов зависят от скорости охлаждения.
При большой скорости охлаждения эти кристаллы имеют вытя-
нутую форму (рис. 80 атласа) При очень медленном охлажде-
нии или при применении отжига зерна a-твердого раствора
принимают равноосную форму (рис. 81 атласа)
Сплав 4 с 42—43% Zn (латунь типа Л59) принадлежит
также к области а + р-латуней.
Процесс кристаллизации этого сплава и последующие пре-
вращения протекают аналогично предыдущей латуни. Однако
характерной особенностью этой латуни является то, что в ее
структуре будет значительно больше ₽-фазы. Соотношение а- и
p-фаз определится отношением отрезков 4г и /4, т е. их будет
приблизительно одинаково. Микроструктура этого сплава пока
зана на рис, 82 атласа.
Сплав 5 с 47% Zn принадлежит к области fj-латуни. Кри-
сталлизация его протекает в соответствии с изложенной выше
схемой. Структура такой латуни показана на рис. 83 атласа
Обычно р-кристаллы как более богатые цинком травятся
сильнее, чем зерна «-твердого раствора. Однако при слабом
травлении они могут иметь также светлую окраску В этом от-
ношении структура р-латуней будет подобна структуре «-лату-
ней и возможны ошибки при их определении. В рекристаллизо-
ванном состоянии эти латуни легко различить по наличию двой
ников в структуре, характерной для а-латуней. Латунь 0 при
кристаллизации не образует двойников.
Свойства двойных латуней зависят от их структуры и содер-
жания цинка. На рис. 74, по данным [91], показана зависимость
механических свойств литых латуней от их состава. На рис. 75
дана та же зависимость для деформированных отожженных ла
туней.
Влияние состава медноцинковых сплавов на их физические
свойства показано на рис. 76.
На рис. 77 показано изменение механических свойств лату
ней при высоких температурах. Для всех без исключения лату
ней в интервале температур 200—700° С наблюдается резкое
снижение пластичности. Наличие зоны хрупкости делает невоз-
можным проведение горячей обработки латуней при температу-
ре ниже 700° С.
Наиболее часто встречающимися примесями в латунях яв-
ляются железо, висмут, свинец, сурьма, мышьяк, фосфор.
Железо в небольших количествах (до 0,1%) не оказывает
заметного влияния на механические свойства латуней. Поэтому
содержание его в латунях допускается до 0,1—0,2%
Свинец и висмут, как и в меди, оказывает вредное влияние
на механические и технологические свойства двойных латуней.
Механизм их действия описан на примере чистой меди.
Ю Заказ 1024
145
Вредное действие этих примесей, как и в чистой меди, мож
но в значительной мере парализовать введением соответствую-
щих добавок, связывающих примеси в химические соедине-
ния [88, 89].
Сурьма в латунях является весьма вредной примесью. Это
объясняется тем, что последняя обладает ничтожной раствори
мостью в a-фазе и уже при малых концентрациях в сплаве
(<0,1% выпадает в форме хрупкого металлического соедине-
Рис. 74. Механические свойства
литых медноцинковых сплавов
в зависимости от содержания
цинка [91]
Рис. 75. Изменение механичес-
ких свойств прокатанных и
отожженных медноцинковых
сплавов в зависимости от содер-
жания цинка [83]
ния Cu^Sb, образующего по границам зерен тонкую сплошную
сетку
В одной из работ [92] было показано, что пластичность сурь-
мянистых латуней можно значительно повысить путем закалки
и в таком состоянии обеспечить их хорошую способность к пла
стической деформации в холодном состоянии.
Мышьяк растворим в латуни в твердом состоянии в количе-
стве до ОД % При повышенном содержании последнего латуни
теряют свою пластичность вследствие образования по границам
зерен хрупких прослоев химического соединения CugAs. Однако
мышьяк в малых количествах 0,02—0,03% благотворно дей
ствует на коррозионную стойкость латуни и предохраняет ее от
обесцинкования.
Фосфор, как и мышьяк, незначительно растворим в а-фазе
в твердом состоянии. При содержании свыше 0,05—0,06% фос-
фор выделяется в виде хрупкого химического соединения с ме-
дью СпзР (фосфид меди), повышая твердость и резко снижая
пластичность латуней.
146
Рис. 76. Физические свойства деформированных и
затем отожженных медноцинковых сплавов в зави-
симости от содержания цинка [83]
Ф, %; н8t кг/нм2- бь,кГ/н/12
Рнс. 77 Механические свойства лату-
ней при высоких температурах [83]:
а — латунь ЛВ8; б — латунь Л62; в — ла-
тунь Л59
10*
147
2. Многокомпонентные латуни
В многокомпонентных латунях добавки алюминия, олова,
никеля, марганца, железа и кремния повышают прочность, твер-
дость, коррозионную устойчивость и литейные свойства. Свинец
улучшает обрабатываемость резанием. Введение третьего ком
понента в двойные латуни изменяет не только свойства, но и их
структуру
О структуре многокомпонентных латуней можно судить по
диаграммам состояния соответствующих тройных, четверных и
более сложных систем. В настоящее время изучены, но недоста
точно подробно только диаграммы состояния следующих трой
ных латуней: Си Zn Al, Си — Zn Мп, Си Zn Pb,
Си Zn Sn, Си Zn Ni и некоторых других.
На практике часто при определении ожидаемой структуры в
качестве первого приближения исходят из представления о так
называемых коэффициентах замены цинка (коэффициенты эк-
вивалентности
Экспериментально установлено, что добавки третьего компо-
нента сдвигают границы а а + 0-областей. Добавляемый эле-
мент действует на структуру латуней качественно так же, как
и сам цинк, но эффект от добавки 1 % этого элемента иной.
Обычно принимаются следующие значения коэффициентов
эквивалентности для указанных выше добавок: для Si 10—12,
Al 4—6, Sn 2, Pb 1, Fe 0,9, Мп 0,5 и Ni минус 1,3; каждый из
этих коэффициентов показывает, сколько процентов цинка мо-
жет структурно заменить один процент добавляемого металла.
Так, например, если к а-латуни Л70 (с 30% Zn добавить
2% Si, то она по структуре будет подобна сплаву, в котором на
68 вес. ч. меди приходится 30 + 2 0) == 50 ч. цинка, т. е. спла
50
ву с — 100 = 42,3% Zn. В общем случае содержание цинка
можно определить по формуле
X — л 100
А - BSCK
где А действительное содержание цинка в сплаве, %;
В содержание меди, %>
С количество добавляемого к латуни элемента, %.
А коэффициент эквивалентности.
Только один элемент никель расширяет «-область. Если
добавлять никель к а + 0-латуням, то при определенном его со-
держании 0-фаза исчезает и сплав по структуре становится од
нофазной « латунью.
Таким образом, зная коэффициенты эквивалентности и про-
цент вводимой добавки, можно до некоторой степени предвидеть
тип получаемой структуры.
148
По характеру применения многокомпонентные латуни разде-
ляют на обрабатываемые давлением и литейные.
Ниже рассмотрены отдельные группы специальных латуней.
Многокомпонентные латуни, обрабатываемые
давлением
Состав, свойства и применение важнейших промышленных
многокомпонентных обрабатываемых латуней указаны в табл. 33.
Л/ Си
50 65 60 5S 50 65 60 55
Zn, X (па массе)
Рис. 78. Изотермические разрезы диаграммы
состояния Си Zn Al
Алюминиевые латуни. Добавки алюминия сообщают
латуням повышенную прочность, твердость и коррозионную ус-
тойчивость.
Облагораживающее действие алюминия связано со значи-
тельным растворением его в латунях в твердом состоянии и с
образованием на поверхности прочной защитной окисной пленки.
Алюминий в латунях сдвигает область а- и p-фаз в сторону ме-
ди. Это иллюстрируется изотермическими разрезами тройной
диаграммы Си Zn Al для температур 800 и 410° С (рис. 78)
Наибольший практический интерес представляют богатые ме-
дью а-л ату ни, содержащие до 4% А1, так как они вследствие од-
нофазного строения хорошо воспринимают обработку давлением.
При повышении содержания алюминия в латунях появляются
новые составляющие р и у, повышающие прочность и твердость
и понижающие пластичность тройных сплавов.
149
Си
О
Таблица 33
Состав, свойства и области применения многокомпонентных латуней, обрабатываемых давлением
Марка латуни Основные компоненты, % Типовые свойства сплавов
Си Al Fe Ni Мл SI Ph Sn Zn плот- ность, г!см* коэффици- ент линей> кого рас- ширения 1/град
ЛА85-0 5 85 0 5 Остальное 8,6 18 6
84-86 0,4—0 7
ЛА77—2 77 2 » 8 6 18 3
76-79 1 7—2 5
ЛАЖ60-1—1 60 1 1 0 4 » 8 2 21 6
58-61 0 75—1 5 0 75—1 5 0 1-0 6
ЛАН59-3-2 59 3 2 8 4 19
57—60 2 5-3,5 2 3
ЛЖМц59—1 1 59 0 15 1 1 0 5 » 8 5 22
57-60 0 1-0 2 0 6-1 2 0 6-0 8 0 3-0 7
ЛК80-3 80 3 8 6 17
79—81 2 5 4
ЛКС65 1,5-3 65 1 5 3 8 5
63,5-66 5 1 2 2 5—3,5
ЛМц58-2 58 2 8 5 21 2
57-60 1—2
ЛМцА57—3-1 57 1 3 »
55—58 0,5—1 5 2 5—3,5 #
Марка латуни Типовые свойства сплавов
теплопро- водность, кал! ему: X сек-град электросопро- тивление, ем‘мм1/м °0,Й' /ff/jHJW’ жГ/лск* s. % ф. %
JIA85-0,5 0 26 24 50 50
35 60
Л А 77—9 0 27 0,075 38 50 56
ЛАЖ6О- 1-1 0 09 20 49 30
42 50
ЛАН59-3-2 0 20 0 0785 30,4 50
50 42 20
ЛЖМц59-1—1 0 241 0 093 18 46 25
17 45 15—28
ЛК80-3 0,1 0 2 10 5 40 16—40
ЛКС65—1 5 3 16 30 20—15
ЛМц58—2 0,168 0 118—0 10 15 6 36 24 47
44 36 52
ЛМцА57- 3 1 55 30
Си
Продолжение табл. 33
%’ кГл/cjk* НВ, кГ/мм* Коррозионная устойчивость, потеря массы в сутки, й/№ Применение
в морской воде ч= □ я Xtn « X л
—- 54 50 80 Ленты, проволока, для изготовления знаков- отли- чия, фурнитуры и худо- жественных изделий Конденсаторные трубки В морском судост*рп₽гтнц Прутки и трубы, высо- копрочные детали, рабо- тающие в морской воде
4 i 136 117 0 04 1 15 Трубы, прутки, корро- знонностойкие детали вы- сокой прочности
§ gs 0 22 1 77 Трубы, прутки, листы и полосы То же
2 2 80 0 4 1 59 Трубы, прутки, для из- готовления деталей, рабо- тающих на трение
12 100 85 120 0 4 1,59 Листы, полосы, прутки, проволока Полосы, листы и дру- гие изделия
Продолжение табл. 33
Марка латуни Основные компоненты, % Типовые свойства сплавов
Си Al Fe Ni Mn SI Pb Sn Zn плот- ность. г/см* ноз-^^ици- ент линей- ного рас- ширения а.10\ Ifepad
ЛН65-5 65 64-67 5 5—6,5 Остальное 8 65 18 2
ЛО90-1 3S 1 8 CD — — 1 0 25-0 75 » 8,8 18 4
Л070—1 70 69-70 — 1 1—1 5 » 8 54 19,7
ЛО62—1 62 61-63 — — —" 0 7—1,1 » 8 54 19,3
ЛО60-1 60 55 61 — — i 1-1 5 » 8,45 21 4
ЛС74—3 74 72-75 3 2,4-3 » 8 7 7 5
ЛС64—2 64 63-66 — — ™— 2 1,52—2 — 8 5 20,3
ЛС60 1 60 69-61 1 0,6-1 — » 8,5 20 8
ЛС59-1 59 57-60 1 0 8—1 9 — » 8,5 20 6
Продолжение табл, 33
Марка латуни Типовые свойства сплавов Коррозионная устойчивость, потеря массы в сутки, г/л* Применение
теплопро- водность, кал/смх Xttit'Zpad электросопро- тивление, ом-мм*/м %. 2' кГ/мм* кГ/лм|“ % Ф. % °Н' к Г м-см* яв, кГ/ллг
в морской воде в 1 00%-ной HtSO* 1
ЛН65—5 0 14 0,146 30 60 Полосы, Прутки, Прово-
14 38 65 — — 63 — л ока, трубы, поковки,
манометрические трубки,
конденсаторные трубки и
т. л.
ЛО90-1 0 30 0 054 9 26 40 —' — — Полосы, ленты
28 40 55 7,5 51 0 4-0,5
Л070— 1 0 218 0 0722 18 25 49 43 12,3 60 0,55 1,65 Трубы прессованные и
35 62 70 48 тянутые, применяемые в
морском судостроении
ЛО62—1 0,26 0 0721 15 35 25 7,7 82 0,55 1 51 Профили, ЛИСТЫ, ПОЛО'
38 37 14,5 85 сы, профили ДЛЯ ИЗГ0Т0В-
ления деталей в морском
судостроении
ЛОбО—1 0 24 0,070 18 — 7,7 — Прутки, проволока для
38 40 46 — J 1 сварки в судостроении
ЛС74-3 0,29 0,078 — Полосы, ленты, прутки
10 35 40-55 55 для часового производства
ЛС64--2 0,28 0,066 — — То же
10 38 55-65 50
ЛС60-1 0,25 0 064 — »
35 50
ЛС59 1 0,25 0 068 14 34 27 23 81 — Листы, ленты, полосы,
15 42 36—50 44 5 75 0,35 1 42 прутки, проволока и трубы
Примечание, Механические свойства указаны в первой строке для литья в кокиль, во второй — в отожженном состоянии.
СП
сс
Микроструктура латуни ЛА77-2 как всякого твердого раство-
ра характеризуется однородным строением.
А люм и н иевон и ке л е в ы е латуни Никель, так же как
и алюминий, входит в твердый раствор, улучшая механические
свойства латуни. Одновременно с этим резко повышается корро-
зионная устойчивость латуней.
Однакр в отличие от алюминия добавки никеля не уменьша
ют а увеличивают растворимость цинка в меди, т е. расширяют
область «-латуней. Это позволяет увеличивать в латунях содер-
жание цинка и алюминия, сохраняя их однофазное строение.
Механические и физические свойства латуни указаны в
табл. 33.
Латунь кремнистая. Кремний, так же как и алюми
ний, значительно сужает область a-фазы. Положение границы
a-об ласти для латуней с различным содержанием цинка и крем
ния показано на диаграмме рис. 79.
На микрофотографии рис. 84 атласа приведена структура
стандартной кремнистой латуни с 20% Zn и 3% Si ЛК80-3) в
отожженном состоянии. Механические и другие свойства латуни
приведены в табл. 33.
Кремнистая латунь отличается хорошими антикоррозионными
свойствами, отлично переносит горячую и холодную обработку^
хорошо сваривается со сталью, обладает высокой жидкотекуче-
стью. Кроме этого, она не теряет своей прочности и вязкости при
низких температурах 183° С Кремнистая латунь широко
применяется для изготовления деталей в морском судостроении
и других областях.
Латунь кремнесвинцовистая. Добавки свинца к
кремнистым латуням повышают их антифрикционные свойства
и улучшают обработку резанием. На рис. 85 атласа показана
микроструктура стандартной латуни марки ЛКС65-1.5-3 после
отжига. Механические свойства латуни даны в табл. 33.
Данная латунь рекомендуется как заменитель оловянных ан
тифрикционных бронз.
Латунь марганцовистая. Марганец элемент, рас-
творимый в «-латуни, повышает механические свойства латуней
и их коррозионную стойкость в морской воде. Структуры этих
латуней в зависимости от их состава можно описать, руковод
ствуясь изотермическими разрезами, данными на рис. 80.
Наибольшее применение находят латуни с 58% Си и 2% Мп,
остальное Zn.
Положение этой латуни на изотермических разрезах рис. 80
отмечено точкой. Физико-механические свойства латуни даны в
табл. 33.
Марганцовистую латунь применяют в морском судостроении
и в слаботочной электропромышленности.
Латунь железомарганцовистая. Введение желе-
за в латунь способствует измельчению зерна «-твердого раство-
154
Si % (по пассе)
Рис. 79. Положение границ а-облясти для латуней
с различным содержанием цинка и кремния
Hnt % (пс пассе)
800“ С 4004 3604
SO 45 50 45 50 45
Рис. 80, Изотермические разрезы диаграммы состояния Ср—Zn—Мп
ра Железо, выпадая из жидкой фазы в элементарном виде, в
форме мелких кристалликов, служит «затравкой» при кристал-
лизации зерна a-твердого раствора.
Железомарганцовистая латунь ЛЖ*^1ц59-1 1 обладает более
высокой прочностью, чем марганцовистая латунь. Характери-
зуется повышенной вязкостью, высокими антифрикционными
свойствами и хорошей химической стойкостью в атмосферных
условиях и в морской воде. Хорошо поддается ковке, штампов-
ке, прокатке в горячем состоянии. Механические свойства этой
латуни указаны в табл. 33.
Латуни никелевые. Как уже указывалось, никель об-
разует твердый раствор с медью и цинком, при этом расширяет-
ся область а-раствора. Границы фазовых областей в системе
Си Zn Ni для некоторых температур показаны на изотер-
мических сечениях, данных на рис. 81
Наибольшее применение находят латуни с 5—6% Ni и 65%
Си, остальное Zn. Положение этой латуни на разрезах тройной
диаграммы отмечено точкой.
Так как данная латунь лежит в области твердого раствора,
то структура ее является типичной для сплавов типа твердых
растворов (см., например, рис. 78 и 79 атласа)
Никелевая латунь отличается высокими антикоррозионными
и антифрикционными свойствами, повышенной прочностью и
вязкостью и хорошо обрабатывается в горячем и холодном со-
стояниях. Рекомендуется как заменитель оловяннофосфористой
бронзы и мельхиора.
Из этой латуни изготовляют манометрические и конденса
торные трубки в морском судостроении.
Латунь оловянистая. Олово входит в твердый рас-
твор наряду с цинком, улучшая свойства ц-латуней. Изменение
структуры оловянистых латуней в зависимости от содержания в
них олова показано на изотермическом разрезе тройной диа
граммы состояния Си Zn Sn, приведенном на рис. 82. Из
латуней этой группы наибольшее распространение получили ла
туни ЛО70-1 (70% Си, 1% Sn, остальное Zn) и ЛО62-1 (62%
Си, 1% Sn, остальное Zn), которые в виде труб применяют в
судостроении, а также используют для изготовления теплотех-
нической аппаратуры. Положение этих сплавов на разрезах
диаграммы отмечено соответственно точками а и b
Латунь ЛО70-1 лежит в области ct-твердого раствора. Струк
тура такой латуни подобна структурам, изображенным на
рис. 78 и 79 атласа.
Латунь Л062-1 при низких температурах находится в обла
сти а + р. В структуре такой латуни, кроме а- и 0-фаз, в не-
большом количестве присутствует у-фаза (химическое соедине-
ние CuZnSn , которая обнаруживается при больших увеличе-
ниях в виде мелких светлых включений.
156
fit
Си 10 20 30 40 50 SO 70 SO 90 In
Рис. 81 Изотермические разрезы диаграммы состояния
Си Zn Ni при 20 (а) и 775° С (б)
157
Механические и другие свойства латуней указаны в табл. 33.
Латуни свинцовистые. Свинец нерастворим в твердом
состоянии в меди, и поэтому в латунях выделяется в элементар-
ном виде, располагаясь по границам зерен твердого раствора.
Введение свинца в латуни улучшает их обработку резанием
Си, % /'да }
Л062-1 Л070-1
W 4Z7 36 36 54 32 30
Zn, 7<,(по яас$е)
Рис. 82. Изотермический разрез диаграммы состояния
Си Zn Sn при 500° С
В практике применяются свинцовистые латуни с 74% Си,
2—3% РЬ, остальное Zn латунь Л С 74-3 , с 64% Си, 1—2% РЬ,
остальное Zn ЛС64-2), с 63% Си, 2—3% РЬ, остальное Zn
Z/7,% (па пассе)
Си, % (пи пассе)
Рис. 83. Изотермический разрез диаграммы состояния систе-
мы Си Zn РЬ при 400° С
Л С 63-3) и с 59% Си, 1—2% РЬ, остальное Zn Л С 59-1 Фазо-
вый состав латуней определяется изотермическим разрезом ди
аграммы Си Zn РЬ (рис. 83)
Латуни ЛС74-3, ЛС63-3 и ЛС64-2 лежат в области а-фазы.
Микроструктура латуни Л С 74-3 дана на микрофотографии
рис. 86 атласа
Латунь ЛС59-1 принадлежит к области о + 0-сплавов. Ми-
кроструктура этой латуни в отожженном состоянии показана на
рис. 87 атласа. Механические свойства латуней даны в табл. 33.
158
Литейные латуни
Многокомпонентные литейные латуни применяют для изго-
товления различных фасонных деталей и отливок.
В этих латунях в качестве легирующих добавок используют
те же элементы, что и в латунях, обрабатываемых давлением.
Характерной особенностью литейных латуней в отличие от обра
батываемых является их большее легирование цинком и други
ми металлами. Ввиду малого интервала кристаллизации латуни
обладают хорошими литейными качествами.
Состав промышленных литейных латуней, их свойства и ос-
новные области применения указаны в табл. 34.
Ниже рассматривается структура некоторых наиболее рас-
пространенных латуней.
Латуни алюминиевые. Наиболее распространена из
этой группы латунь ЛА67-3. Согласно изотермическим разрезам,
приведенным на рис. 78, эта латунь принадлежит к области
а + р-латуней. Структура латуни подобна показанной на рис. 82
атласа.
Латунь алюминиевожелезистая. Как уже указы
валось, небольшие добавки железа к алюминиевым латуням
вызывают измельчение кристаллов a-фазы и способствуют по-
лучению более тонкой структуры отливок.
Латунь алюминиевожелезомарганцовистая.
Типичным представителем является стандартная латунь
ЛАЖМц66-6-3-2. Микроструктура такой латуни показана на
рис. 88 атласа.
Сплав имеет структуру, типичную для р-латуней, но с более
мелким зерном. Железо, введенное и сплав, способствует из-
мельчению зерен р-фазы.
Латунь кремнистосвинцовистая. Стандартная
кремнистосвинцовистая латунь ЛКС80-3-3 представляет собой
четверной сплав Си Zn Si Pb.
В этом сплаве свинец выпадает в элементарном виде и рав-
номерно распределяется по объему отливки Его вводят для
улучшения антифрикционных свойств латуней.
Распределение свинца показано на микрофотографии рис. 89
атласа, полученной со шлифа в нетравленом виде.
Основная структура сплава может быть описана диаграммой
состояния системы Си Zn Si (см. рис. 79) Согласно этой
диаграмме, структура сплава состоит из a-фазы и эвтектоида
а + у Микроструктура латуни показана на рис. 90 атласа.
Латунь марганцевосвинцовистая. Структура стан-
дартной латуни ЛМцС58-2-2 показана на рис. 91 атласа. Если
учесть, что свинец выделяется в элементарном виде, то структу-
ру этого сплава можно описать, основываясь на изотермических
разрезах тройной диаграммы Си Zn Мп, приведенных на
рис. 80.
159
Таблица 34
Состав, физико-механические и технологические свойства специальных литейных латуней
Марка латуни Основные компоненты, % Типичные свойства силанов
Си Д1 Fe Мп Si Sn Pb Zn плотность г/свд’ коэффициент линейного расширения а 10е, 1/ерад
ЛА67—2 5 ЛАЖМцбб -6—3—2 Л АЖ 60—1 1 ЛК80 - 3 ЛКС80 -3-3 ЛМцС58 -2—2 ЛМцС58—2- 2—2 ЛМцЖ52—4 -1 ЛМиЖ55— 3-1 ЛС59— 1Л 67 66—68 66 64-68 60 58-61 80 78-81 80 79-81 58 57-60 58 56—60 52 50- 55 55 53-58 59 57-61 2 5 2 3 6 6-7 1 0 75 1 5 3 2-4 1 0 75-1,5 1 0 5—1,5 1 0 5-1 5 2 1 5—2,5 0 1-0 6 2 15-25 2 1 5—2,5 4 4-5 3 3-4 2,5—4 5 3 2,5-4 5 2 1 5 2,5 I 3 2-4 2 I 5-2 5 2 0 5-2 5 Остальное To же » » » » » j> » » » » 8 5 8,5 8 5 8,3 8,6 8,5 8 5 8 3 8,5 8,5 19,8 21 17 17 20,1
Заказ 1024
Типичные свойства сплавов
Марка латуни теплопро- родность, кал/см- сек-град °ь- кГ/мм* 6, % ан кГ м!см* НВ. кГ'ммг
ЛА67—2 5 0 27 35 15 882(90)
ЛАЖМцбб- 6- 3-2 0 119 65 7 1568(160)
ЛАЖ60 1 1 40 20 882(90)
ЛК80-3 0 10 38 15-20 12 980(100)
ЛКС80 3 3 35 15—25 4 931 (95)
ЛМцС58 2—2 0 11 36 20 7 784(80)
ЛМцС58—2—2—2 0 118 30 6 931 (95)
ЛМцЖ52-4 | 50 15-22 1176(120)
ЛМцЖ55 3~1 50 10 1030(105)
ЛС59-1Л 0 26 31 40 2 6 834(85)
Продолжение табл. 34
Коррозионная устойчивость, потеря массы {в морской воде) ?!MS<4
литеПная усадка, % Применение
Коррозионностойкие детали в мор- ском и общем машиностроении
Гайки нажимных винтов, массивные червячные винты, работающие в тяже- лых условиях
Арматура, втулки, подлинники
1 7 0 068 Арматура, подвергающаяся действию морской воды, детали судов
1 7 Подшипники, втулки
1 8 0 05 Подшипники, втулки и другие анти- фрикционные детали, в том числе ар- мировна вагонных подшипников
Шестерни
0 Q55 Авиадетали, несущие силовую на- грузку неответственные подшипники и арматура
1 6 0,047 Несложные по конструкции детали ответственного назначения, арматура для морского судостроения и т д.
2 23 0 059 Втулки для шарикоподшипников
Латунь марганцевожелезистая. В практике при-
меняются два типа марганцевожелезистых латуней латунь
ЛМцЖ55-3-1 и латунь ЛМцЖ52-4-1.
Структуру сплавов можно описать, основываясь на тройной
диаграмме состояния Си Zn Мп (см, рис. 80)
Латунь ЛМцЖ55-3-1, согласно ее составу, лежит в области
а + 0-фаз с преобладанием 0-фазы (см. разрез при температу
ре 360° С на рис. 80) Макроструктура этой латуни показана на
рис. 92 атласа
Латунь ЛМцЖ52-4- по своему составу находится вблизи
границы а и а + 0-областей (см. рис. 80) Поэтому в ее струк-
туре преобладают кристаллы 0-фазы, внутри которых и по гр а
ннцам в небольшом количестве распределяется ц-фаза (рис, 93
атласа
Латунь железосвинцовистая Железосвинцовистая
латунь отличается от ранее рассмотренной обычной свинцови
стой латуни небольшими добавками железа В результате до-
бавки железа, как уже указывалось ранее, получается более
равномерная и тонкая структура латуни.
Наиболее распространена латунь марки ЛЖС59-1 1 Микро-
структура такой латуни подобна приведенной на рис. 80 атласа.
Латунь никельжелезомарганцовистая. Микро-
структура стандартной латуни ЛНЖМц54-2-4-1 подобна пока
занной на рис. 80 атласа. Кроме зерен а- и 0-фаз, при больших
увеличениях на фоне последних можно видеть мелкие включе-
ния железистой фазы по-видимому, чистое железо)
Латунь никелевоалюминиевая. Никелевоалюми
ниевые латуни часто в практике называют куниалями. Наиболее
распространенная из них имеет состав 58—61% Си, 3,5—4,5%
Ni, 0,8—1,4% Al, остальное Zn. Микроструктура такой латуни
подобна приведенной на рис. 80 атласа.
§ 3. БРОНЗЫ
В отличие от латуней бронзами называют все сплавы меди,
не содержащие в своем составе цинка, а также сплавов, в кото-
рых цинк не является основным легирующим компонентом
Название бронз дается по основным легирующим добавкам,
входящим в состав сплава. Например, сплавы меди с алюми
и нем называют алюминиевыми бронзами, сплавы меди с мар-
ганцем марганцовистыми бронзами и т д.
Бронзы применяют для получения отливок и полуфабрика-
тов, изготовляемых обработкой давлением.
Ниже дано описание структуры, свойств и областей примене-
ния важнейших промышленных бронз.
162
1. Алюминиевые бронзы
Алюминиевые бронзы среди медных сплавов выделяются вы-
сокими механическими, коррозионными и антифрикционными
свойствами, в связи с чем их широко используют в машинострое-
нии для деталей конструкционного назначения и для изготовле-
ния различных деформируемых полуфабрикатов (листов, полос,
проволоки и др.)
В промышленности применяют как двойные сплавы меди
с алюминием (простые бронзы), так и более сложные по составу
бронзы с добавками марганца, железа,-никеля и других эле-
ментов.
Состав бронз, их свойства и применение приведены в
табл. 35.
Ниже рассмотрены наиболее распространенные промышлен
ные сплавы данной группы.
Двойные алюминиевые бронзы
Двойные медноалюминиевые бронзы (Бр.А5, Бр.А7, Бр.АЮ)
отличаются высокой прочностью и пластичностью (см табл. 35).
Они хорошо обрабатываются давлением в горячем и холодном
состояниях, дают плотные и герметичные отливки с хорошим
заполнением формы.
Существенным недостатком бронз является их большая
склонность к столбчатой кристаллизации, что приводит к обра
зованию в отливках крупнозернистой структуры (рис. 94 атла
са Наличие сильно развитой зоны столбчатых кристаллов слу-
жит причиной образования макротрещин в отливках при после-
дующей обработке давлением.
Для подавления транскристаллизации и получения равно-
мерной мелкозернистой структуры было предложено вводить в
бронзы перед разливкой небольшие добавки ванадия, титана,
бора и некоторых других элементов [93].
Макроструктура слитка такой модифицированной бронзы
показана на рис. 94, б атласа.
Характер взаимодействия алюминия с медью при их сплав-
лении определяется диаграммой состояния, приведенной на
рис. 84. Наибольшее практическое значение имеют сплавы, со-
держащие до 10% по массе) At, поэтому дадим более подроб-
ную характеристику фаз, образующихся в этой части диаграм-
мы состояния.
Богатая медью a-фаза имеет решетку меди (гранецентриро-
ванный куб с периодом а = 3,608 А до а — 3,657 А в зависимо-
сти от содержания алюминия) и является раствором замеще-
ния, где часть атомов меди замещена атомами алюминия. Пре-
дельная растворимость алюминия в меду ' при температуре
П* 163
Состав, физико-механические свойства и области
Основные компоненты, % Типичные
Марка бронзы AI Fe Мп Ni Pb Си плотность, г; см3 коэффициент линейного расширения а-10-6 1 /град теплопровод- ность, ккал/см- сек- -град
Бр.АЬ 4-6 Осталь- ное 8 2 18 2 0 21- 0,25
Бр.А7 6-8 То же 7 8 17 8 0 19
Бр.АЮ 9—11 7 5
Бр.АЖЭ—4 8-10 2—4 » » 7 5 18 1 16 2 0 14
Бр.АМц9 8-10 1 5— 2 5 » к 7 6 17 0 0 17
Бр.АЖМцЮ—3—1,5 9-11 2-4 1 2 > » 7 5 16 0 14
Бр.АЖНЮ-4-4 9 5 1 3,5— 5 5 3 5 5 5 7 5 17 1 0 18
БрАЖН! 1-6-6 10 5- 11 5 5—6,5 5-6,5
Бр.АЖС? 15-15 6-8 1-1,5 1-1, б| » »
Примечание. Механические свойства даны в первой строке для литья в кокиль, во
эвтектики 1035° С составляет 7,4% (по массе) При понижении
температуры растворимость алюминия в меди повышается, а
при температуре 565° С (температура эвтектоидного превраще-
ния достигает 9,4% (по массе) и на этом пределе сохраняется
вплоть до комнатной температуры.
Фаза 0 является также твердым раствором, но основой его
служит химическое соединение электронного типа (А1Спз) с
решеткой объемноцентрированного куба и электронной коннен
трацией 3 2 электрона на атом.
Фаза р при высоких температурах имеет широкую область
гомогенности от 9 до 15% А1), однако с понижением темпера
туры эта область сильно сужается.
При температуре 565° С 0-фаза распадается с образованием
эвтектоида 0 -► а + у.
164
Таблица 35
применения алюминиевых бронз
свойства сплавов среднего состава
электросопро- тивление, oju - jkjks/jhjk модуль упру- гости, яГ/иии* 7 П [irar/jir * vd ч 35 5 ъ5 й? СО % *Ф а , кГ-м'см* п « * .36 Применение
0 10 10000 7 29 55 55 17 65 Ленты, ПОЛОСЫ ДЛЯ произвол-
16 40 60 70 21 60 ст га монет и других изделий
12000 25 35 50 50 15 70 Листы, ленты, полосы для
45 60 70 20 70 производства пружин и других
изделий
16 50 30 30 7 110 Для фасонных отливок прес-
60 10 45 10 85 сованных изделий
0 124 11200 20 45 15 30 6 130 Для ответственных фасонных
ПО отливок, Д.'я изделий, получен-
ных прессованием
0 11 9200 40 20 7 ПО Прессованные полуфабрикаты
50 160 л фасонное литье
0,189 10000 16 50 20 25 7 120 Фасонные отливки, прессо-
60 12 140 ванные прутки и трубы для
0 193 11500 подшипников втулок и т д.
60 10 12 5 190 Трубы, грутки, Г ОКОВКИ, ли-
60 35 45 4 2 150 тые детали ответственного на-
значения
60 2 250 Обода, втулки фасонные от-
л ивки ответственного назначения
30 18 Подшипники, втулки
второй - - для отожженных материалов.
Фаза у является твердым раствором на основе электронного
соединения Cu32Alig со сложной кубической решеткой и харак-
теризуется электронной концентрацией 21/13.
Алюминиевые бронзы с 5—7% А1, согласно диаграм
ме состояния, относятся к однородным сплавам типа твердого
раствора. 1Микроструктура сплавов в литом и отожженном со-
стояниях дана на рис. 95 и 96 атласа.
Алюминиевые бронзы с 10% А! кристаллизуются с образо-
ванием р-фазы, которая устойчива до 850° С.
При охлаждении сплава в интервале температур 850—565° С
происходит распад p-фазы с выделением а-кристаллов
о 850™565’0
Р * Q'frn—a) "I" P(K-sp
165
При температуре 565°С а-фаза составляет основу сплава ко-
личество u-фазы пропорционально отрезку kst а p-фазы от-
резку ak
Сохранившаяся к этой температуре [3-фаза распадается с
образованием эвтектоида.
565° с
Таким образом, при комнатной температуре структура сплава
состоит из зерен «-твердого раствора и эвтектоида (а 4- у)
Микроструктура сплава показана на рис. 97 атласа.
На рис. 85 и 86 показано изменение механических свойств
алюминиевых бронз в зависимости от содержания алюминия в
литом и отожженном состояниях.
На рис. 87 приводится изменение механических свойств алю-
миниевой бронзы с повышением температуры.
166
AI 7, (по массе)
Рис. 85. Изменение механических
свойств литых алюминиевых бронз в
зависимости от содержания алюминия
(литье в кокиль) [83]
Как уже указывалось, алю-
миниевые бронзы среди других
медных сплавов выделяются
высокой коррозионной стойко-
стью и антикоррозионными
свойствами. Это позволяет при-
менять алюминиевые бронзы
для изготовления деталей, ра
ботающих на истирание (зуб-
чатые колеса, шестеренки, чер-
вячные передачи), паровой и
водяной аппаратуры, специаль-
ной аппаратуры для судострое-
ния и т д.
Недостатком алюминиевых
бронз является их значитель-
ная усадка и повышенная спо-
собность к загрязнению окис-
ными пленками, что создает
затруднения при литье. Для получения качественных отливок
требуется предусматривать значительные прибыли и применять
при плавке защиту против окисления.
Рис. 86, Изменение механических свойств
отожженных бронз в зависимости от со-
держания алюминия. Исходный мате-
риал. полоса, деформированная на 40%
и отожженная при 6505С, 30 мин [831
Теяперопц}ра*С
Рис. 87 Изменение механичес-
ких свойств бронзы Бр.А5 при
высоких температурах. Исход-
ный материал полоса горяче-
катаная толщиной 12 мм [83]
Многокомпонентные алюминиевые бронзы
Для повышения механических свойств и улучшения струк
туры в алюминиевые бронзы вводят специальные присадки же-
леза, марганца, никеля и других элементов.
167
Алюминиевожелезистая бронза (Бр.АЖ9-4 Из
алюминиевых бронз с добавками железа наибольшее распро-
странение получила бронза с 9% А1 и 4% Fe Бр.АЖ9-4
Структура этой бронзы может быть описана диаграммой со-
стояния тройной системы Си Al Fe, некоторые изотермиче-
ские и политермические разрезы которой даны на рис. 88 и
89 [94].
Рис. 88. Изотермические разрезы диаграммы состояния системы
Си—А1—Fe [94]
Согласно политерм и чес кому разрезу, данному на рис. 89,
структура этой бронзы ниже температуры 565° С состоит из а-
твердого раствора, эвтектоида и железистой составляющей (по-
видимому соединения РеА1з)
^Микроструктура бронзы в литом и отожженном состояниях
приведена на рис. 98 и 99 атласа.
При введении добавок железа происходит измельчение зерен
a-фазы сравнить с рис. 97, а атласа , повышение твердости и
прочности бронзы за счет его растворения в меди (см. табл. 35)
Кроме того, железо задерживает фазовую перекристаллизацию
алюминиевой бронзы и при медленном охлаждении в некоторой
степени предотвращает образование эвтектоида. Последнее
~очень важно при литье массивных отливок в земляные формы, в
которых при отсутствии железа происходит «самопроизволь-
ный» отпуск, сообщающий бронзе чрезмерную хрупкость.
—Для повышения пластичности бронзы рекомендуется ее нор1*
мализация нагрев до 600—700° С в течение трех часов и охлаж-
дение на воздухе или закалка с 950° С.
Нормализация и закалка снижают или полностью исключают
появление эвтектики, что способствует повышению пластично-
сти бронзы
J68
Для повышения твердости и прочности бронзы применяется
отпуск при 250—300° С в течение 2—3 ч после
ратуры 950° С.
Непосредственно после закалки Бр.АЖ9-4
140 кГ!мм* после отпуска ее твердость
180 кГ!мм2
Бронзу Бр,АЖ9-4 применяют для
производства отливок и для обра
ботки давлением ввиду ее высоких
механических и антикоррозионных
свойств и хорошей сопротивляемо-
сти износу Бронзу Бр.АЖ9-4 реко-
мендуют для дитья ответственных
деталей, работающих на трение
втулки, червячные передачи, шесте-
ренки и т д.), а также для литья
арматуры и ответственных деталей
в кораблестроении и других обла
стях машиностроения,
является заменителем
оловянистых и других
бронз» применяемых
ве антифрикционных
(Бр.ОЦЮ-2, Бр.ОФЮ-1, Бр.ОСЮ-Ю,
Бр.ОСНЮ-2-3 и др.)
Алюминиевомарганцови
стая бронза (Бр.АМц9-2)
Подобно железу, благоприятное
влияние на свойства алюминиевых
бронз оказывают небольшие добав-
ки марганца.
В отличие от железа марганец не
измельчает зерна, а его упрочняю-
щее действие в основном связано с
легированием твердого раствора.
Кроме этого, добавки марганца
снижают температуру эвтектоидно-
го превращения (см. изотермические
на рис. 90 и 91 [95].
Согласно изотермическому разрезу (рис. 91), структура
бронзы состоит из «-твердого раствора и эвтектоида а + у, по-
добно алюминиевожелезистой бронзе, данной на рис. 98 и 99
закалки с темпе-
имеет твердость
повышается до
Эта бронза
целого ряда
специальных
в качест-
материалов
Рис. 89, Политермический раз^
рез диаграммы состояния Си
Al Fe [94]
и
политермические разрезы
атласа.
Бронза Бр.АМц9-2 обладает удовлетворительными литейны-
ми свойствами, хорошо обрабатывается давлением и имеет по-
вышенную коррозионную стойкость.
Механические свойства бронзы и ее основные области при
менения даны в табл. 35.
169
Алюминиевожелезомарганцовистые бронзы
(Бр.АЖМц10-3-1,5) Одновременное введение в алюминиевую
Рис. 90. Изотермические разрезы диаграммы состояния
Си Al Мп [95J
бронзу железа и марганца приводит к дальнейшему улучшению
ее механических и технических свойств.
Рис. 91. Политермическин
разрез диаграммы состо-
яния Си —А1 —Мп [95]
Микроструктура бронзы подобна
структуре Бр.АЖ9-4 и отличается от нее
большим содержанием эвтектоида в свя
зи с повышением содержания алюминия.
Механические свойства бронзы и ее
применение даны в табл. 35.
Как было показано в работах [93, 96],
механические свойства алюминиевожеле-
зомарганцовистой бронзы можно значи
тельно улучшить путем введения в сплав
небольших добавок (сотые доли процен-
та) ванадия, титана, вольфрама и бора
или комплексных добавок этих элементов
с бором.
Влияние некоторых добавок на меха
нические свойства Бр.АЖМц 10-3-1,5 по-
казано на рис. 92 [96]. Указанные измене-
ния связаны с глубокими структурными
изменениями, происходящими в сплавах при введении микродо-
бавок. Помимо сильного измельчения микрозерна, изменяется
содержание эвтектоида в сплаве и отмечается образование ква
з и эвтектоидных и мартенситных структур [93].
170
Алюминиевожелезоникелевые бронзы
(Бр.АЖН 10-4-4, Бр.АЖН! 1-6-6) Введение никеля приводит к
дальнейшему облагораживанию алюминиевожелезистых бронз
и повышению их жаропрочности. Структура бронз подобна
Бр.АЖ9-4 и характеризуется несколько большим содержанием
эвтектоида.
Бронзы Бр.АЖН 10-4-4 и Бр. АЖН11-6-6 используют главным
образом для ответственного литья.
Из этих бронз изготовляют детали, работающие на трение
в условиях повышенных температур (400—500° С), при высоких
удельных давлениях и скоростях.
В тяжелом машиностроении из этих
бронз изготовляют шестерни мощ
ных кранов, части насосов, турбин
и т д.
Из Бр.АЖН 10-4-4 получают так-
же прутки и поковки, которые обыч-
но применяют в конструкциях в тер-
мообработанном состоянии закал-
ка с 920° С в воду и отпуск при
65Q° С в течение 2 ч) После термо-
обработки бронза имеет следую-
щие механические свойства оь =
= 65 кГ/мм2 f 6 = 5%, НВ = 200 н-
-4- 240 кГ мм2 Для замены никеле-
вых бронз были предложены более
дешевые сплавы, в которых никель
заменен марганцем и кремнием [97].
В качестве заменителя
Бр.АЖН 11-6-6 рекомендуют брон-
зы Бр,АЖМц12-6-1 12% А1, 6%
Fe, 1 % Мп, остальное Си) и
Рис. 92, Влияние микродоба-
вок ванадия и бора на меха
нические свойства
Бр.АЖМц 10-3-1,5 [96]:
---------ванадий —
— бор
Бр.АЖМцК12-6-1 1 (12% А1, 6% Fe, 1% Мп, 1% Si, остальное
А1) Бр.АЖМц 12-6-1 имеет* = 60 4- 65 кГ/мм2, б = 1,5 ч- 2%,
НВ = 260 кГ мм2 Бр.АЖМнК12-6-1 1 имеет о/, = 60 ч-
ч- 70 кГ/мм2, б = 1,5 + 2% НВ = 260 кГ/мм2
2, Оловянистые бронзы
В промышленности применяют двойные оловянистые брон
зы — сплав меди с оловом и многокомпонентные бронзы, содер-
жащие в своем составе, кроме меди и олова, добавки цинка,
свинца, фосфора и других элементов,
В зависимости от назначения бронзы делят на литейные и
обрабатываемые давлением
Ниже описаны структура, свойства и применение важнейших
промышленных оловянистых бронз.
171
Состав, физико-механические и технологические
Основные компоненты. % (средни Е1 состав) Т нпичные
Марка сплава Sn Zn Pb р Ni Си плотность, г/см3 1 коэффициент линейного расширения а 101 1 /град £ С с ц £ кость, а а л/см- -сек-^рад нодуль упру- гости, к, кГ/мм* х at с: id ёч о и
БР.ОЮ 10 — —- Осталь- ное 8 8 18 5 0 115 11600 18
БР.О19 19 — — То же 8 6 18 8 9800
БР .ОФ 10 1 10 — — 8 76 17 3 0 117 10300 20 14
Бр.ОЦЮ—2 10 3 — & 8 5 17 3 0 132 9800 18
Бр.ОЦ8—4 8 5 — — 8 78 16 6 0,163 10000 12
Бр.ОЦСб^б З 6 6 3 — 8,82 17 1 0 224 9900
Б P.OЦСН3 7-5-1 3 7 5 — 1 » 8,7 8500 18
Бр.ОЦСЗ—12—5 3 12 5 — — » 8 7 8400
Бр.ОЦС4-17 4 4 17 — »
Бр.ОЦСЗ, 5-6^5 3 5 6 5 — *—>
Бр.ОЦС5 5—5 5 5 5 — — в 8 8 19 1 9450
172
Таблица 36
свойства литейных оловяннстых бронз
свойства сплавов Температура плавле- ния, °C Линейная усадка, % Жидкотекучесть, см Коррозионная устойчивость, потеря в весе в сутки, г'м* Применение
5 L- -С. О’ 4. % а кГ м см’ rt г* к чГ х
1 0%иый раствор H.>SOj морская вода
22 30 3—10 3-10 10-14 10 3 0 9 75 ПО 1020 1 44 4 1 0 38 Арматура и сложное фасонное литье
30 0 5 160 То же
20 25 3 3 3 10 0 6 0 9 80 90 934 1 44 Подшипники, шес- терни и втулки ответ- ственного назначения
23 22 5 8 10 14 1 5 90 70 1015 1 5 21 0 14 0 92 Арматура, подшип- ники и сложное фасон- ное литье
25 20 4—10 6—15 8-J2 2 5 80 65 1000 1 54 Арматура
18 15 4 6 2 3 60 967 1,6 40 4,9 0,67 Паровая и водяная арматура, втулки, саль- ники и подшипники при удельном давлении 100 кГ/см* скорости 2 и сек
21 18 5 8 60 60 1022 50 Арматура, работаю- щая в условиях мор- ской и пресной воды, а также пара при дав- лении до 25 ат
21 18 5 8 60 60 998 60 Арматура, работаю- щая в условиях прес- ной воды и пара при давлении до 25 ат
15 15 5 6 60 60 970 40 Антифрикционные детали
18 15 4 6 60 60 То же
18 15 4 6 60 60 Детали автотрактор- ной промышленности
173
Двойные оловянистые бронзы
Состав, физикО’Механические и технологические свойства оло-
вянистых бронз приведены в табл, 36.
Двойные оловянистые бронзы типа Бр,О10, Бр,О19 в основ-
ном применяются для арматурного литья ответственного назна-
чения. Двойные бронзы с содержанием 5—6% олова использу-
577, % агпокн.)
Sn, % (по ниссе)
Рис. 93. Диаграмма состояния Си Sn
ются как деформируемые материалы. Характер взаимодействия
олова с медью при их сплавлении определяется диаграммой со-
стояния медь олово, данной на рис. 93.
Наибольшее практическое значение имеют сплавы, содержа-
щие до 20% Sn, поэтому дадим более подробную характеристи
ку фаз, образующихся в этой части диаграммы состояния.
Богатая медью a-фаза имеет решетку меди (гранецентриро-
ванного куба) и является твердым раствором олова в меди.
Растворимость олова в меди существенно изменяется с пони
жен нем температуры и составляет* при 798° С (температура
перитектики) 13,5% (по массе) Sn, при 586° С (температура
174
первого эвтектоидного превращения 15,8% по массе Sn, при
520° С (температура второго эвтектоидного превращения) 15,8%
(по массе Sn, при 350° С (температура третьего эвтектоидного
превращения) 11,0% (по массе Sn и при 200° С около 1%
по массе
В равновесии с «-твердым раствором в зависимости от тем-
пературы находятся промежуточные фазы р, у, б и в.
Фазы р и у образуются в результате перитектического взаи
модействия по реакциям
79В°С
L + a IZ— Р,
753°с
Фаза б образуется по перитектоидной реакции в твердом со-
стоянии
586СС
У + 8 6.
Все эти промежуточные фазы являются твердыми растворами
на основе химических соединений электрического типа.
Основой p-фазы является химическое соединение Cu^Sn
с объемноцентрированной кубической решеткой с электронной
концентрацией 3 а электрона на атом. В основе у- и б-фаз лежит
химическое соединение CusiSne со сложной кубической решет-
кой с электронной концентрацией 21 is электрона на атом
Фаза е является твердым раствором на основе химического
соединения Cu3Sn с гексагональной плотноупакованной решет-
кой, характеризующейся электронной концентрацией 7 4 элек-
трона на атом.
Фазы р, у и б при соответствующих температурах распада-
ются с образованием эвтектоидных смесей:
586’0
Р а -J- у
520°С
V а + б,
350°С
б —а е-
Однако ввиду затрудненных условий диффузии при низких тем-
пературах процесс распада в твердом состоянии чаще всего
ограничивается эвтектоидным превращением, протекающим при
температуре 520° С у^« + б), а при повышенных скоростях
охлаждения первым эвтектоидным превращением при темпе-
ратуре 586° С
В заключение обзора диаграммы состояния отметим, что
широкая область «-твердых растворов, указанная на диаграмме
сплошной линией, характерна только лишь для равновесных
75
сплавов, т е. сплавов, подвергнутых весьма медленному ох л аж
дению.
В реальных заводских условиях охлаждения при литье в ме-
таллические и земляные формы эта область значительно су-
жается. Среднее положение границы «-области при литье в ме-
таллическую изложницу указано на диаграмме пунктирной
линией.
Для литых и неотожженных сплавов следует руководство-
ваться пунктирной линией.
При обсуждении структуры отожженных после литья спла
вов надо руководствоваться верхней частью сплошной линии.
Однако нельзя основываться на той ее части, где она резко по-
ворачивает влево, в сторону уменьшения концентрации олова
в а-растворе. Распад а-раствора проходит так медленно, что
в сплавах, не деформированных и деформированных менее чем
на 70—ВО %, распадом твердого раствора можно пренебречь и
считать, что сколько олова перешло в a-твердый раствор при
температуре отжига, столько его и осталось в растворе при ком
натной температуре. Только в сильно деформированных сплавах
или после длительного их отжига структура сплавов прибли
жается к равновесной [4].
Основной причиной таких расхождений наблюдаемых струк-
тур с ожидаемыми, согласно диаграмме состояния, являются
большая склонность бронз к ликвации, а также замедленный ход
процессов диффузии, проходящих в сплавах олова с медью.
Основываясь на диаграмме состояния, рассмотрим процесс
кристаллизации и формирования структуры некоторых типовых
оловянистых бронз, лежащих в одно- и двухфазной областях
диаграммы.
К числу однофазных сплавов относятся бронзы с содержа
нием до 5—6% Sn. Процесс кристаллизации таких бронз проте-
кает в одну стадию по схеме
L—
где t\ Z2 температурный интервал кристаллизации.
Микроструктура бронз в литом и отожженном состояниях
дана на рис. 100 и рис. 101 атласа.
На рис. 102 атласа показана структура однофазной бронзы
после деформации и отжига.
К числу двухфазных бронз относятся стандартные бронзы
Бр.ОЮ и Бр.О19
Кристаллизация этих бронз протекает в следующие две
стадии
1-я стадия: L-----> «(Ь_р) +
798е С
2-я стадия: (/> + %,) изб
(в скобках указан состав фаз)
176
При температуре 586° С p-фаза распадается с образованием
эвтектоида а + -у)
При температуре 520° С у-фаза в свою очередь распадается
на эвтектоид а + б (Cu3iSna)
На этом обычно и заканчиваются фазовые превращения
в бронзах.
Таким образом, бронзы БрОЮ и Бр.О19 имеют структуру,
состоящую из а + эвт [а + б (Cu3lSna)]. Структура двухфазной
бронзы дана на рис. 103 атласа.
Согласно равновесной диаграмме состояния, эвтектоид
в бронзах должен появляться при концентрации олова в спла
вах выше 15% Однако, как уже указывалось, вследствие сдви
га границы «-области он может появляться уже при содержании
6—7% Sn.
При нагреве такой неравновесной бронзы происходит рас-
творение эвтектоида и бронза принимает типичное однофазное
строение см. рис. 101 атласа).
Помимо обычных структурных составляющих, в двойных
оловяннстых бронзах часто встречаются посторонние включе-
ния в виде окислов и различных примесей.
Весьма нежелательной составляющей в оловянных бронзах
является окись олова SnO2 (ангидрид оловянной кислоты),
включения которого хрупкие и твердые.
Для раскисления оловянных бронз применяют небольшие
добавки (сотые доли процента фосфора.
В плохо раскисленной оловянной бронзе SnO2 обнаруживает-
ся на нетравленой поверхности шлифа в виде серых включений
рис. 104 атласа
При избытке фосфора последний выделяется в форме хими
ческого соединения СпзР фосфид меди) Фосфид меди обнару-
живается на шлифах в виде неправильно очерченных светло-го-
лубых включений (рис. 105 атласа) Однако необходимо иметь
в виду, что при просмотре шлифов при малых увеличениях фос-
фид меди легко спутать с включениями эвтектоида, которые
также имеют светлую окраску и неправильную форму При
большом увеличении эвтектоид легко отличить от фосфидов по
характерному для него двухфазному строению.
Механические свойства двойных оловянных бронз в зависи
мости от содержания олова приведены на рис. 94.
Широкий интервал кристаллизации сплавов меди с оловом
является причиной их невысокой жидкотекучести и значитель-
ной пористости отливок.
Для улучшения литейных свойств и повышения плотности
отливок в бронзы вводят в небольшом количестве цинк. Добав-
ка цинка уменьшает интервал кристаллизации бронз, благодаря
чему повышается плотность отливок.
Свинец улучшает антифрикционные свойства и обрабатывае-
мость резанием.
12 Заказ 1024
177
Для улучшения литейных, антифрикционных и механических
свойств в бронзы, кроме этого, вводят фосфор» который, как
уже указывалось, служит также раскислителем бронз.
Рис. 94. Механические свойства
литых меднооловяпистых сила’
вов в зависимости от содержа-
ния олова [41]
Суннарная концентрация присадок'/*
Рис. 95. Влияние добавок титана,
ванадия и бора на механические
свойства отливок из бронзы
Бр.ОЦ66-3 [98]:
1 — O.OoOh В + V; 2 — 0,052% Ti + В
Многокомпонентные оловянистые бронзы
Литейные оловянистые бронзы. Состав, механи
ческие свойства и применение промышленных литейных оловя-
нистых бронз даны в табл. 36.
Большая часть оловянистых бронз применяется для произ-
водства отливок в земляные формы. При литье в землю отливки
имеют крупнозернистое зональное строение и характеризуются
повышенной междендритной пористостью.
Указанные недостатки в структуре бронз, как было показано
в работе [98], можно устранить комплексным введением неболь-
ших добавок ванадия и бора (от 0,02 до 0,05% V и 0,03—0,04%
В или титана и бора (0,05% Ti и 0,05% В) При введении этих
добавок в расплаве образуются частицы тугоплавких боридов
(химических соединений ванадия и титана с бором), которые
служат зародышами при кристаллизации зерна бронзы. Изме-
нения в структуре приводят к улучшению механических свойств
бронзы. Некоторые данные по этому вопросу приведены на
рис. 95,
Все промышленные бронзы по микроструктуре можно услов-
но разделить на две группы, однофазные а-бронзы и двухфаз-
ные а + эвтектоид (а + 6)
178
Таблица 37
Состав, свойства и области применения оловянистых бронз, обрабатываемых давлением
Марка бронзы Основные компоненты, % Точные свойства сплавов Применение
Sn р Zn РЪ Си 1 плотность, s/wt0 I линейный ко- эффипиент расширения 0 ю+6 1 /град теплопровод- ность, к ал/см - град удельное злек' тросопротив- ление ом-мм*/М модуль упру- JOCTH Е, кГ)ММл I см о О ч С ?с ъ ъ ; 8. % 1 И р жГ-д’сл* ' Q - 1 ЕЧ 1 ч Ч а:
Бр.ОФб,5—0 4 6-7 0 3- __ Осталь- 8 8 17 1 0 15- 0 176 11200 14 27 15 30 6 — Ленты, полосы,
0 4 ное 0 2 25 40 60-70 80 прутки, проволока
для пружин, сеток,
подшипники, детали
Бр,ОФ4 0 25 3,5—4 0 25 — —; То же 8 9 17 6 0 20 0 091 10000 — — Трубки различ-
них размеров для
производства мано-
метрических пру-
жин
Бр.ОЦ4—3 3,5-4 2 7 — 8,8 18 0 0 20 0 087 8500 6 5 25 15 — 4 65 Ленты, полосы,
прутки, проволока
для изготовления
пружин и други*
деталей в машине-
строительной и хи-
мической промыл?
ленности
Бр.()ЦС4 4 2,5 3-5 3 5 1 5 » 8 79 18,2 0 20 0,087 7500 10 19 11 13 67 Ленты и полосы
3,5 9,02 13 35 35-45 34 60 для прокладок во
втулках и подтип-
никах
Примечание, В первой строке даны механические свойства для литой бронзы, во второй — для отожженных листовых материалов.
Бронзы, содержащие олово до 4—5%, являются однофаз -
ними и структура их состоит из a-твердого раствора сложного
состава (в меди, кроме олова, растворены цинк, никель и дру-
гие элементы) Структура их подобна ранее рассмотренной на
рис. 100, 101 и 102 атласа.
Бронзы, содержащие олова свыше 6°/о, по своей структуре
относятся к двухфазным бронзам, причем количество эвтектои
да будет увеличиваться с повышением содержания олова
(рис. 106, 107 атласа)
Свинец, вводимый в бронзы, выделяется в элементарном ви
де и хорошо обнаруживается на нетравленом шлифе.
Фосфор, присутствующий в некоторых марках бронз
(Бр.ОФ 10-1), частично растворяется в меди и, кроме этого, об-
разует химическое соединение фосфид меди Си3Р
При содержании фосфора 1 % и выше в сплавах Cu-Sn-P
появляется тройная эвтектика (а + 6 + Си3Р) (см. рис. 107
атласа
Оловянистые бронзы, обрабатываемые дав-
лением. Оловянистые бронзы, обрабатываемые давлением,
характеризуются более низким содержанием олова, чем бронзы,
применяемые для литья. Состав, свойства и применение бронз
указаны в табл. 37
Рассмотрим структуры некоторых наиболее типичных бронз.
Бронза Бр ОФ6,5-0,4 в литом виде имеет структуру состоя
Шую из дендритов ct-твердого раствора (темные , эвтектоида
(светлые двухфазные участки) Кроме этого, в незначительном
количестве присутствует фосфид меди. После деформации и
отжига эвтектоид и фаза Си3Р растворяются и структура такой
бронзы состоит из зерен а-раствора.
Бронза Бр ОФ4-0,25 после литья имеет структуру твердого
раствора с включением фосфидов.
После деформации и отжига структура этой бронзы подобна
структуре предшествующего сплава.
Бронза ОЦ-4-3 относится к однофазным а-бронзам и имеет
структуру, свойственную твердым растворам.
Бронза ОЦС4-4-2,5 в основном по структуре аналогична
только что рассмотренной бронзе и, кроме этого, содержит
включения свинца.
3. Свинцовистые бронзы
Среди других медных сплавов свинцовистые бронзы выде-
ляются своими хорошими антифрикционными свойствами.
В связи с этим они находят широкое применение для высоко-
нагруженных ответственных подшипников (опорные и шатунные
подшипники мощных турбин, авиационных моторов, дизелей и
других быстроходных машин), работающих при больших удель-
ных давлениях 250—300 кГ[см2 и при повышенных окружных
180
скоростях (8—10 м/сек) Кроме этого, свинцовистые бронзы
имеют высокую теплопроводность [в 4 раза ббльшую, чем у
оловянистой бронзы, и в 6 раз ббльшую, чем у баббитов спла
вов олова с сурьмой ], допускают большой нагрев (до темпе'
ратур 300—320° С , что весьма важно для быстроходных машин.
Состав промышленных марок свинцовистых бронз и их механи
ческие свойства даны в табл. 38.
Таблица 38
Состав, механические свойства и области применения свинцовистых бронз
Основные компоненты. % Типичные механиче- ские свойства в литом состоянии
Название бронзы и марка РЬ Sn Ni Си а? С * 40* НВ, кПмм1 Применение
Свинцовистая брон- за Бр.СЗО Свинцовооловяни- стая бронза Бр.ОС6—25 Свинцовооловяни- стая бронза Бр.ОС8—12 Свинцовок ик елевая бронза Бр.СНбО—2 5 30 25 12 60 5 8 2 5 Осталь- ное То же » » » » 6 14-18 15—20 3 со о сл 1 у ОО 00 25 55-65 80-120 14 Подшипники, сальники Подшипники, втулки, маслоуп- лотнительные коль- ца Подшипники для больших удельных давлений Подшипники, фа- сонное литье
В соответствии с составом все свинцовистые бронзы можно
условно подразделить на две группы к первой группе относятся
двойные бронзы с 30—35% свинца, ко второй легированные
свинцовистые бронзы с присадками олова и никеля.
Добавки никеля и олова в основном входят в твердый рас-
твор, повышая его механические и коррозионные свойства. По-
этому структуру двойных и более сложных свинцовистых бронз
можно описать, руководствуясь двойной диаграммой состояния
медь свинец (рис. 96)
Только в случае высоколегированных оловом свинцовистых
бронз (от 7% Sn следует учитывать образование эвтектоида
(« + б , свойственного высокооловянистым бронзам, и при раз-
боре структуры этих бронз правильнее пользоваться тройной
диаграммой Си РЬ — Sn.
181
Двойные свинцовистые бронзы с 30—35% РЬ (положение
которых на диаграмме состояния рис. 96 указано заштрихован-
ной областью) кристаллизуются в несколько стадий-
1-я стадия:
2-я стадия:
3-я стадия:
4-я стадия:
Cu + £1(4]2РЬ>
*----СП 4- £й(9й 62РЬГ
95Э-ЗЭ7°С
^Э(92Т6ЭРЬ) ~^2(99. 982РЬ}’
ЗЭ7°С
^2(99 9вЭРЬ) — ЭВТ (Си 4~РЬ).
После затвердевания сплавов структура их будет состоять
из зерен меди и эвтектики, состоящей практически из чистого
свинца (в эвтектике 99,98% РЬ)
РЬ, % (штюмк)
Рис. 96. Диаграмма состояния Си РЬ
Микроструктура свинцовистой бронзы типа Бр СЗО в нетрав-
леном виде и после травления показана на рис. 108 атласа. По-
добную же структуру имеют бронзы Бр ОС5-25.
Вследствие отмеченных выше особенностей кристаллизации
этих бронз и наличия так называемого монотекти чес кого про-
182
цесса (процесса кристаллизации, сопровождающегося расслое-
нием жидкости на два жидких слоя такие бронзы подвержены
сильной ликвации.
В процессе первичной кристаллизации, когда затвердевает
около 90% меди, обогащенная свинцом жидкость (92,6% РЬ)
оттесняется растущими зернами меди и концентрируется обо-
собленными участками, а затем за кристалл изовывается в виде
крупных скоплений свинца (часто в виде капель) Такие скоп
8
7
Ю
12
11
10
Рис. 97 Механические свойства
свинцовистых бронз в зависимо-
сти от содержания свинца
ления свинца приводят к неравномерному его распределению
по объему отливки и отрицатель-
но сказываются на антифрикци-
онных свойствах бронзы.
Для борьбы с ликвацией свин
ца применяют ускоренное охлаж-
дение в зоне температур форми-
рования первичной структуры
(например, путем охлаждения
водой стальной ленты или заго-
товки, заливаемой свинцовистой
бронзой) Таким способом удает-
ся получить более мелкое зерно
бронзы и добиться равномерного
распределения свинца.
Изменение механических
свойств бронзы в зависимости от
содержания свинца показано на
рис. 97 [5].
Вследствие невысоких механических свойств двойная свин
цовистая бронза (см. табл. 38) применяется для втулок и под-
шипников только в виде тонкого слоя, нанесенного на более
прочную металлическую основу
Основой являются заготовки из стальных труб или стальная
лента, на которую и наносят тонкий слой свинцовистой бронзы.
Такие биметаллические подшипники имеют небольшой вес и от-
личаются простотой, а при износе легко заменяются.
Свинцовистые бронзы с повышенным содержанием олова
(Бр.ОС8-12, Бр.ОС 10-10, Бр.ОСН 10-2-3), кроме обычных состав-
ляющих зерен a-твердого раствора и свинца,— в структуре ।
имеют некоторое количество эвтектоида (а 4- б)
Свинцовистые бронзы с добавками олова и никеля вслед-
ствие прочной их основы (a-твердого раствора) характеризуют-
ся более высокими механическими свойствами, чем двойная
свинцовистая бронза см. табл. 38) Поэтому из этих бронз мож-
но изготовлять втулки и вкладыши подшипников, не прибегая
к использованию стальной основы.
Высокосвивцовистая бронза типа Бр.СН60-2,5 имеет пони-
женные механические свойства вследствие большого содержания
свинца в структуре (рис. 109 атласа)
183
4. Кремнистые бронзы
Кремнистые бронзы, обладая
ми свойствами, чем оловянистые
жидкотекучестью, представляют
более высокими механически
бронзы, и достаточно хорошей
значительный интерес как за
Рис. 98. Диаграмма состояния Си—Si
Рис. 99. Зависимость механических свойств кремнис-
тых бронз от содержания кремния (литье в кокиль;
183]
менители дорогостоящих дефицитных оловяннстых бронз в ма
шиностроительном литье.
Состав промышленных кремнистых бронз и их свойства при-
ведены в табл. 39.
Диаграмма состояния сплавов Cu-Si дана на рис. 98 [99].
На рис. 99 показана зависимость механических свойств бронзы
от содержания кремния.
184
Таблица 39
Состав, физико-механические свойства и применение промышленных кремнистых бронз
Основные компоненты, % Типичные свойства сплавов номинального состава
Наименование бронзы и марка Si Мл Ni Zn РЬ Си плотность, г/см3 теплой роводность, кал/см-сек-град электросопротив- ление, коэффициент ли- нейного расшире- ния я* 1 о+6 1 /град модуль упругости Е, кГ/ш? кГ/мм* S, % -э" 3 ч Z X а 3“ ч со й: Применение
Бр.КЗ 3 — — — Ост 25 10—20 Фасонные отлив- ки, прутки, прово- лока
Кремнистомарган- цевая Бр.КМЦЗ— —1 (Эвердур). Никелькремнистая Бр. КН 1^3 (брон- за Корзона) 3 1 1 0 3 3 — — » » 8 4 8 6 0,08-- 0 11 0 15 0 046 15 8 18 12000 38 90* 60 1—2 12 28 15 8 90 175 Прутки, прово- лока Прутки, поковки
К ремни стоцинковая Бр,КЦ4—4 4 — 4 "— » 30 10 Фасонное литье
Бр.КЦЗ-9 3 — 9 — » 25 10-20
Кремпистосвинцо- вая Бр.КСЗ — 4 3 — — 4 » 25 20 Фасонные отлив- ки втулки под шип ников
Проволока особо твердая.
QO
Сп
Промышленные бронзы, имея в своем составе 3% Si, лежат
в области ц-твердого раствора. Однако, по данным [99], в усло-
виях длительного отжига граница « области несколько сдвигает-
ся в область меньших концентраций кремния, поэтому в богатых
кремнием сплавах возможно появление гетерогенной структуры.
Небольшие добавки цинка, марганца и никеля, вводимые
в некоторые сплавы (Бр.КЦ4-4, Бр.КЦЗ-9, Бр.КМцЗ,5-1,
Бр.КШ-З и др входят в твердый раствор, придавая ему осо-
бые свойства.
О 2 it 6 в 10 12 /4 75 Л?
% (по ticccs)
Рис. 100. Квазибинариым разрез
Си NiaSi системы Си Ni Si
Продолжительность отжига, и
Рис. 101 Изменение механических
свойств никелькремн истой бронзы
Бр.КНЬЗ при старении. Исходный
материал — прутки, прессованные
и закаленные с 960° С в воду [83]
Например, добавка 1% марганца, целиком входящего в твер’
дый раствор, значительно увеличивает коррозионную стойкость
Кремнистой бронзы, повышает прочность и плотность.
Присадка цинка способствует уменьшению интервала кри
сталлизации кремнистых бронз и повышению их прочности за
счет легирования твердого раствора цинком.
Никель, так же как и марганец, растворяясь в меди, повы
шает твердость, прочность и коррозионную стойкость кремни-
стых бронз. Кроме этого, никель с кремнием образует химиче-
ское соединение Ni2Si, которое способствует дополнительному
упрочнению кремнистых бронз.
Никелькремнистая бронза по своему составу лежит на квази
бинарном разрезе Си Ni2Si (рис. 100 и при определенном
соотношении никеля и кремния способна воспринимать терми
ческую обработку закалку и старение.
Изменение свойств при старении бронзы Бр.КН1-3 показано
на рис. 101
86
Большинство кремнистых бронз имеет однородную структуру,
свойственную сплавам типа твердых растворов. Микрострукту
ры бронзы в литом и деформированном, отожженном состоянии
показаны на рис. ПО и 111 атласа.
Кремнистые бронзы обладают высокой пластичностью и по-
этому пригодны для всех видов обработки давлением.
Добавки свинца, вводимые в кремнистые бронзы, повышают
их антифрикционные свойства и способствуют улучшению обра
батываемости резанием. Структура этих бронз характеризуется
выделениями свинца
Кремнистые бронзы, содержащие свинец, рекомендуют в ка
честве антифрикционных сплавов, пригодных во многих случаях
для замены дефицитных оловянистых бронз. В частности, крем
нистой бронзой со свинцом Бр КСЗ-4 можно заменять бронзу
Бр.ОФЮ-1 для втулок при средних удельных давлениях, брон
зой Бр.КСЗ-12 заменяют бронзу БрОС8-12 для тяжелонагру-
женных подшипников.
Кремнистой бронзой Бр КСЗ-4 можно заменять оловянистые
бронзы при спокойных нагрузках, удельных давлениях до
150 кГ см2 и окружной скорости до 4 м}сек, а при ударной на
грузке — для давления до 75 кГ см2 и скоростях до 1,2 м!сек [83].
5. Марганцовистые бронзы
Марганцовистыми бронзами называются сплавы меди с мар-
ганцем. В некоторые бронзы, кроме марганца, вводят свинец
Рис. 102. Диаграмма состояния Си — Мп
187
Состав, физико-механические свойства
Марка бронзы Основные компоненты, % Типичные свойства сплавов
Мп РЬ Си плотность, г/сж* коэффициент ли- нейного расшире- ния а 10* 1 град теп л о п ровод пост ь, кал. см сек 'град удельное элек- тросопротивление. ом - ммЧм модуль упругости £, кГ/мм1
Бр.Мцб Бр.МЦС8-йО 4 5— 5 5 7—8 5 18—22 Осталь- ное То же 8 6 20 4 0 26 0 197 10500
Примечание. В первой строке даны механические свойства для литья в кокиль, во
Рис, 103. Зависимость меха-
нических свойств марганцо-
вистых бронз от содержания
марганца. Исходный матери-
ал полосы, деформирован-
ные на 60% отожженные
при 6506С в течение 1 ч [83]
для придания им высоких антифрик-
ционных свойств. Состав и физико-
механические свойства марганцови-
стых бронз указаны в табл. 40.
Б промышленности главным об-
разом используют бронзу с 5% мар-
ганца (Бр.Мц5 которая характе-
ризуется повышенной коррозионной
стойкостью и способностью сохра
нять свои механические свойства
при повышенной температуре (при
20° С Бр.Мцб имеет <т& = 28 кГДмл2
и б = 40%, при 400° С <?ъ —
— 26 кГ мм2 и б = 25%)
Бронзы Бр.Мцб применяют для
изготовления литых деталей, рабо-
тающих при повышенных темпера
турах арматура паровых котлов
и др.)
Имея структуру однородного
твердого раствора (см. диаграмму
состояния на рис. 102), эти бронзы
обрабатывают давлением.
Механические свойства деформированной и отожженной
бронзы в зависимости от содержания марганца даны на рис. 103.
Свинец в марганцовистых бронзах выделяется в элементар-
ном виде и располагается преимущественно по границам зерен
«-твердого раствора марганца в меди.
188
Таблица 40
и применение марганцовистых бронз
номинального состава Применение
£ к еч о to -£> to &, % 4. % * is
15 25 30 17 30 40-50 12 50 20 70 80 50 Листы, ПОКОВКИ Фасонное литье, подшипники, втулки
второй — для отожженных материалов.
6. Сурьмянистые бронзы
Сурьмянистые бронзы применяются как заменители оловяни
стых и других антифрикционных бронз.
Характер взаимодействия сурьмы с медью определяется ди
аграммой состояния, данной на рис. 71 [86].
Основой бронзы является твердый раствор сурьмы в меди.
При содержании сурьмы свыше 2—3% в сплавах образуется
металлическое соединение Cu^Sb, которое играет роль твердой
составляющей при трении в подшипниках.
Для упрочнения основы сплава и повышения коррозионной
стойкости в сурьмянистые бронзы вводят никель, цинк и фосфор
Для повышения антифрикционных свойств в ряд бронз приса
живают свинец.
Состав, физико-механические и технологические свойства
сурьмянистых бронз приведены в табл. 41
7 Бериллиевые бронзы
Сплавы меди с бериллием, называемые в технике бериллие-
выми бронзами, обладают исключительно ценными качествами.
Они имеют высокую прочность и твердость, повышенный пре-
дел упругости и усталости.
Бериллиевая бронза является весьма ценным пружинным
материалом она с успехом может применяться для изготовле-
ния ответственных деталей, работающих на износ. Инструмент,
изготовленный из бериллиевой бронзы, не дает искр при ударе.
Вследствие того что бериллиевая бронза немагнитна, она при
189
Состав, физико-механические
Марка сплава Основные компоненты, % Плотность, г ем* Коэффициент ли- не Ан ого расширь ння о 10е Иград
Sb Ni Р РЬ Zn Сц
Бр.СуНб—2 6 2 Осталь- ное 8,7 17 9
Бр.СуФб—1 6 1 То же 8,5 17 3
Бр.СуСФб—12—0 3 6 0 3 12 » 8 0 17 8
Бр.СуНЦСФЗ 5—3,5— 3,5—20—0,2 3,5 3,5 0 2 20 3,5 » 9 1 17 4
меняется для изготовления деталей компасов, часовых механиз-
мов и всякого рода выключателей и переключателей.
Состав и физико-механи-
ческие свойства промышлен-
ных бериллиевых бронз да
ны в табл. 42. В табл. 43
приведены некоторые техно-
логические свойства этих
бронз.
Бронзы Бр.Б2 и Бр.Б2,5,
согласно диаграмме состоя-
ния (рис. 104), кристаллизу-
ются в одну стадию:
L —- а + Ц
С понижением темпера
туры вследствие уменьше-
ния растворимости бериллия
в меди происходит распад
твердого раствора.
ве 7° (пс пассе) бов° с
ОС СС “г Ij
Рис. 104. Диаграмма состояния Си Ве
с выделением кристаллов
0-фазы переменного состава.
Фаза р является твердым раствором на основе химического
соединения СиВе. Это соединение относится к электронным со-
единениям Оно имеет решетку объемноцентрированного куба с
периодом а = 2,7 А и характеризуется электронной концентра-
цией 3/а электронов на атом.
190
Таблица 41
свойства сурьмянистых бронз
Теплопроводность, /гд а!см • сек град Модуль упругости Е, к Г/ММ* Ь (О* Я В, яГ/лм* Температура литья, °C Жидкотекучесть, см Линейная усадка, %
0 15 9500 26 6 82 1140
0 11 9500 22 5 80 1100 35 1 3
0 11 8000 15 2 60 H0Q 1 3
0 13 7500 17 2 65 990 30 1 25
Таблица 43
Режимы литья, деформации и термообработки бериллиевых бронз
Марка бронзы Температура, °C
лить я горячей прокатим закалки отпуска
Бр.Б2 5 1030 -1060 780—800 770-790 290-300
Бр.Б2 1030—1060 780—800 765-785 310-320
Бр.БНТ1 9 10301060 780—800 760-780 310—320
Бр.БНТ! 7 1030-1060 780-800 755-775 320 -330
Фаза р устойчива только до температуры 608° С, при которой
происходит эвтектоидный распад:
608° с
у (Си Бе).
При дальнейшем охлаждении (ниже температуры эвтекто-
идного превращения) вследствие сильного уменьшения раство-
римости бериллия в меди происходит распад a-твердого рас-
твора, сопровождающийся выделением у-фазы.
Микроструктура литой бериллиевой бронзы показана на
рис. 112, а атласа.
Л1икроструктура состаренной бронзы показана на рис. 12, б
атласа.
Наиболее высокие механические свойства данная бронза
имеет после закалки и старения (облагораживания) Так, на
пример, после закалки с 780° С бериллиевая бронза с 2—2,5%
191
Состав, физико-механические свойства и применение бериллиевых бронз Таблица 42
to Марка бронзы Основные компоненты, % Вид полуфаб- рикатов Состояние материала Плотность, г/см* Коэффициент линейного расширени я а-10' (ЙО— 300°). 1 [град Теплопро- водность, ккал-см- сек-град Удельное электро- сопротив- ление, ом-ммт/м
Не Ni Ti Си
Бр.Б2 Бр.Б2 5 Бр.БНТ1 9 Бр.БНТ! 7 1 9-2 2 2 3-2 6 1 8-2 15 1 65- ,85 0 2-0 5 0 2-0 5 0 2-0 5 0 2-0,5 0 1-0,25 0 1-0 25 Осталь- ное То же » » В 5> Ленты И проволока Полосы Ленты и проволока То же Мягкие (закален- ные), отпущенные (после закалки) Мягкие (закален- ные) Мягкие (закален- ные), отпущенные (после закалки) То же 8 23 8 21 17 6 0 2 0 25 0 1 0 08
Марка бронзы Модуль упругости Е, кГ}мм* Предел текучести ОО.Е- кГ/мм* Предел прочности кГ!ям* Относи- тельное удлинение Б. % Относи- тельное сужение Ф, % Ударная вязкость, ан к Гм; см* Твердость кПсм* Мембраны Применение
число циклов до разрушения упругий гистерезис, %
Бр.Б2 Бр.Б2 5 Бр.БНП, 9 Бр.БНТ! 7 11700 13300 12050 13600 11000 13150 11700 12450 30 100 ПО 100 45 125 50 130 45 125 44 115 40 2,5 30 2 40 2 5 50 3,5 65 42 70 75 6-7 1 25 90 375 115 400 90 380 85 360 11000 7000 12000 17000 0 7 0 9 0,6 0,5 Для пружин, мембран, деталей часовых механизмов » ДР- То же » » » 5> » »
Be имеет оь ~ 54 кГ мм2, б = 25% и НВ — 120 кГ мм2 Отпуск
при 320° С в течение 2 ч приводит к повышению предела проч-
ности до 110—120 кГ мм2 и твердости до 400 кГ мм2 при одно'
временном снижении относительного удлинения до 2—3% Кри
вые изменения твердости при старении бронзы типа Бр.Б2,5
при различных температурах даны на рис. 105.
На рис. 106 показано изменение механических свойств со-
старенной бериллиевой бронзы от содержания бериллия.
Резкое повышение прочности и твердости данной бронзы
связано с выделением из твердого раствора прочной и твердой
у СиВе)-фазы в форме высокодисперсных включений.
Рис. 105. Кривые старения бе-
риллиевой бронзы Бр.Б2,5. Ис-
ходный материал полосы хо-
лоднодеформированные и зака-
ленные с 780° С в воду {83J
0 0,5 W 15 2,0 2,5 3,0
ве,а/<>(по пассе)
Рис. 106. Зависимость механи-
ческих свойств бериллиевой
бронзы от содержания берил-
лия. Исходный материал по-
лосы холоднокатаные, закален-
ные с 780° С и состаренные при
300° С в течение 3 ч [83]
Большую часть продукции из бериллиевой бронзы выпуска
ют в виде деформированных полуфабрикатов полос, лент про-
волоки и др.)
Однако бериллиевая бронза является также хорошим ли
тейным материалом. Из этой бронзы изготовляют зубчатые ко-
леса, шестеренки, кулачки, червячные передачи, части к центро-
бежным насосам и т д.
Благодаря высоким антифрикционным свойствам бериллие-
вую бронзу применяют для изготовления подшипников ответст-
венного назначения, работающих при больших скоростях, дав-
лениях и повышенных температурах.
Широкому распространению бериллиевой бронзы препятст-
вует ее высокая стоимость и дефицитность.
Для уменьшения стоимости бронзы в ее состав вводят раз-
личные добавки (Ni, Со, Мп, Ti и Др-), которые частично заме-
13 Заказ 1024
193
Содержание fin, % (по пассе)
Содержание fin % (по массе)
Рис. 107 Изотермические разрезы тройной диаграммы состояния
Си — Мп Ве [100] при температурах, °C: а 800; б 550
Таблица 44
Состав н свойства низколегированных бериллиевых бронз [101]
Химический состав сплавов, % Обжатие при хо- лодной прокатке после закалки, % Механические свойства (после отпуска с 300° О
НВ, кГ/мм* <ть, кГ/мм* в, %
0 6 Ве, 12,2 Мп, 0 217 72 26
остальное Си 20 265 82 20
40 303 90 16
60 339 95 11
80 362 105 5
0 9 Ве, 73 Мп, 0 269 85 25
остальное Си 20 290 89 19
40 330 97 15
60 369 105 9
80 381 116 5
1 2 Ве, 73 Мп 0 321 98 20
0 1 Ti осталь- 20 350 107 15
ное Си 40 394 115 8
60 407 118 6
80 416 126 44
1,5 Ве, 4 6 Мп, 0 362 109 13
0 1 Ti осталь- 20 401 124 10
ное Си 40 418 132 5
60 418 136 3
80 435 138 3
2 5 Ее, 0 3 Ni остальное Си (Бр,Б2 5) 40 400 135 2
194
няют бериллий и в то же время значительно не снижают свой
ства бронзы. Так, в настоящее время широкое промышленное
применение получили бронзы с содержанием 1,7 1,9% Be, с до-
бавками никеля и титана.
Никель упрочняет твердый раствор и способствует получе-
нию более мелкого зерна при рекристаллизации.
Титан образует с бериллием и медью соединения TiBea и
CugTi, которые создают дополнительное упрочнение.
Состав и физ и ко-механические свойства бронз указаны в
табл. 42.
В работах [100, 101] на основе изучения сплавов тройной си-
стемы Си — Мп — Be (рис. 107) были предложены бериллие-
вые бронзы еще с меньшим содержанием бериллия, которыми в
ряде случаев можно заменить стандартную бериллиевую бронзу
Состав и свойства бронз даны в табл. 44.
> . Таблица 45
Состав и свойства пружинных бронз
Химический состав, % Вид полуфабрикатов и состояние 5 С. 4 е Механические свойства
* § ь 1 № <м о В «г H8t к Г/мм* кГ-м-см* Л м ЗЕ С к
6Nit 1,5А1, остальное Си Листы, закаленные при 500° С и состаренные 70 — — 3 210 —- -• —
3Ni, 1Мп, остальное Си Листы, отожженные при 360° С £0 ’— 55 1 200 12000
2Ве, 0,3Ni, остальное Си (Бр.Б2) Листы, закаленные и состаренные при 310° С Листы, закаленные, хо- лоднокатаные и состарен- ные при 310° С 125 133,5 77 96 104 3 1,5 370 400 1 25 13200
За последние годы создан ряд бронз, совсем не содержащих
бериллия. Состав и физико-механические свойства этих бронз
приведены В табл. 45.
13*
195
8. Специальные бронзы высокой
электропроводности и прочности
Бронзы высокой электропроводности и прочности применяют
для изготовления проводов высоковольтных линий электропере-
дачи, для электродов сварочных машин, в реактивной технике
и в других специальных областях.
В настоящее время применяют ряд специальных бронз, со-
став и свойства которых приведены в табл. 46,
В большинстве случаев эти бронзы содержат несколько до-
бавок при суммарной концентрации их в пределах 1—3%
Наиболее высокую прочность сплавы приобретают после со-
ответствующей термообработки, поэтому к меди добавляют та-
кие металлы, растворимость которых в меди изменяется с тем-
пературой.
По своей структуре все эти бронзы относятся либо к твердым
растворам, либо имеют незначительную гетерогенность, вызван
ную мелкодисперсными включениями различных интермета л ли
ческих соединений.
§ 4. МЕДНОНИКЕЛЕВЫЕ СПЛАВЫ
Сплавы меди с никелем имеют исключительно большое зна
чение в технике. Легирование меди никелем значительно повы-
шает ее механические свойства, коррозионную стойкость, элек
тросопротивление и термоэлектрические характеристики.
Применяющиеся в промышленности медноникелевые сплавы
можно условно разделить на две основные группы коррозион
нестойкие и электротехнические.
К первой группе относятся сплавы под названием мельхиор,
нейзильбер и куниаль. Во вторую группу входят сплавы для
компенсационных проводок, манганин и термоэлектродные
сплавы.
Ниже даны сведения о составе, свойствах (табл. 47) и струк
туре указанных сплавов.
Мельхиор. Мельхиором называют двойные и более слож
ные сплавы меди, в которых основным легирующим компонен
том является никель.
Характерной особенностью сплавов этой группы является их
высокая коррозионная стойкость в различных агрессивных сре-
дах морской воде, в органических кислотах, растворах солей
и т д. , что обеспечило их широкое применение в морском судо-
строении главным образом в качестве конденсаторных труб ,
для разменной монеты, медицинского инструмента, деталей в
точной механике и химической промышленности, для изделий
ширпотреба и т д.
196
Таблица 46
Состав и свойства бронз высокой электропроводности и прочности
й з?
= А н
Состояние at с = Л ? О
Наименование и состав бронзы материала с к
А t о й о g aS g 5
-О о о" tj <я" б й о = я
Медь чистая (для срав- Мягкая 22 3 5 38 44 00
нения) Твердая 35 8 5 18 90 98
Кадмиевая бронза (1% Мягкая 40 20 20 115 85
Cd, остальное Си) Твердая 70 2 83
Телефонная бронза Мягкая 30 40 33,6
(0,15% Cd, 0 15% Zn, 0,3% Mg, остальное Си) Твердая 75 2
То же (0,3% Cd, 0 5% Мягкая 32 40 23 5
Sn, 0,4% Mg, осталь- ное Си) Твердая 65 2
Хромистая бронза (0 5— Облагороженная 55 15 140 50
1% Сг остальное Си) То же (0,9% Сг 0 1% Мягкая 31 40 35
Zn, 0 07% Fe, осталь- ное Си) Твердая 56 16 75
То же (0 5% Сг, 0 2% Литая облаго- 20 3 50 45 45
Zn, остальное Си) роженная 38 23 20 100 83
То же (0,4% Сг, 0 1% Облагороженная 38 25 10-15 140 75
Ве, остальное Си) Купалой (0 5% Сг, 0 1 % То же 55 25 25 150 80-90
Ag, остальное Си) Бернллиевокобальтовая » 77 30 20 220 55
(0 4% Ее, 2 5% Со, остальное Си)
То же (0,3% Be, 1 95% » 76 3 250 53
Со, остальное Си) [1011 Циркониевая бронза » 44 4-5 82,6
(0,15% Zr, остальное Си)
То же (0,5% Zr, 0 3% 47 6 81
Be, остальное Си) То же (0 1% Zr, 0 5% » 56 10 90 52
Ее, остальное Си) То же (0 5% Zr, 1 5% 88 5 250 50
Be, остальное Си) Нвкелькремннстая брон- » 55 45 8 200 40
за (2 5% Ni, 0 6% Si, остальное Си)
Титанистая бронза (0 8% » 31 16 16 77 41
Ti, 0,3% Si, осталь- ное Си)
197
ю
Qo
Состав, свойства и области применения медноникелевых сплавов
Таблица 47
Сплав Основные Компоненты, % Типичные физик о-мехйническне свойства сплавов
Ni 4-Со Fe Мп AI РЬ Zn Си плотность, г. еж1 теплопроводност ь, хлал'см'сеК'град удельное элект- росопротивление, 0МММ2М температурный коэффициент электросопротив- ления коэффициент линейного рас- ширения СЕ - 10 6, 1 ,'град
Мельхиор МНЖМцЗО—0 8 1 30 0 8 1 Остальные 8 9 0 0089 0 42 0 0012 16
Мельхиор МН 19 19 — — — 8,9 0 092 0,287 0,00029 16
Нейзильбер МНЦ15—20 15 — — 20 » 8,7 0,06— 0 0085 0,26 2 10”4 16,6
Нейзильбер свинцовистый МНЦС17 18—1 8 17 1 8 18 8,82 —
Ку пиал ь А МНА13-3 13 3 » 8,5
Куниалъ Б МНА6-1 5 6 L 5 » 8 7
МН5 5 — » 8,7 0 31 0 07 1 5 Ю4 16,4
МНО 6 (ТП) 0 6 —' » 8 96 0 65 0 0310 0 0027
МН16 (ТБ) 16 0,05 0 002 0,05 0 002 0,002 » 9,02 0 223 0 002678 15,3
Манганин МНМцЗ-12 3 — 12 — —* » 8,4 0 052 0 435 3 10~5 16
Продолжение табл. 4?
Сплав Типичные физико-механические свойства сплавов Применение
модуль уп- ругости Е, иГ/мм* S * м с* ь с д к? i О % 'S 5? “5 НВ, к Г;мм*
Мельхиор МНЖМцЗО—0,8— 1 Мельхиор МН19 Нен зил ьберг МНЦ15^20 Нейзильбер свинцовистый МНЦС17—18-1 8 Куниаль А МНА13-3 Куниаль Б МНЛ6-1 5 МН5 МН0.6 (ТП) 4500 14000 14000 12700 12000 14 8 40 40 45 40 38 90 36 27 30 23—28 35 35-45 40 20 5 28 До 50 До 50 50 76 70 5 12 16 70 70 70 260 210 (термически обработанный) 38 60 Конденсаторные трубки в морском судострое- нии, работающие в агрессивных средах Листы, ленты для изготовления разменной мо- неты, медицинского инструмента, сеток, деталей в точной механике и химической промышленно- сти Ленты, проволока, прутки для изготовления деталей, приборов точной механики, электротех- нических целей, медицинского инструмента, тех- нической посуды, детален в телефонной промыш- ленности и т д. Полосы для изготовления деталей часовых механизмов Прутки для изделий повышенной прочности Полосы для пружин Листы, прутки, трубы Проволока для компенсационных проводов к платнна-платннородиевым термопарам (ТП)
МН16 (ТБ) Манганин МНМцЗ-12 8400 12650 16 20 39 55 26 30 83 70 120 Проволока для компенсационных проводов к термопарам платина — золото, палладий платн- нородий (ТБ) Проволока для реостатов, для точных элект- роизмерительных приборов и т. д.
Примечание, Во второй строчке даны механические свойства сплава цзеле закалки с 900° G И последующего отпуска при 550° С в течение
5£ 2-3 <
По своей структуре мельхиоры являются сплавами типа
твердых растворов (рис. 108 , а поэтому прекрасно обрабаты
ваются в горячем и холодном состояниях.
Из мельхиора изготовляют листы, ленты, прутки, трубы и
другие полуфабрикаты. Состав и физико-механические свойства
наиболее распространенных сплавов типа мельхиор
МНЖМц30-08'1 и МН 19 приведены в табл. 47
Нейзильбер. Сплавы нейзильбер принадлежат к тройной
системе Си Ni Zn и содержат 5—35% Ni и 13—45% Zn.
Наиболее широкое распространение получил сплав с 15% Ni и
20% Zn (МНЦ15-20), являющий
ся тройным твердым раствором
никеля и цинка в меди (см. изо-
термические разрезы системы
Си — Zn Ni на рис. 81)
Некоторое повышение прочно-
сти сплавов по сравнению с мель-
хиором объясняется дополнитель-
ным легированием медноникеле-
вого твердого раствора цинком.
Изделия из нейзильбера отли-
чаются высокой коррозионной
стойкостью, имеют красивый се-
ребристый цвет, не окисляются на
воздухе и достаточно устойчивы
в растворах солей и органических
кислотах. Полуфабрикаты, изго-
товленные из сплавов (листы,
проволока, прутки), употребляют
для производства различных де-
талей приборов точной механики, технической посуды, медицин-
ского инструмента, изделий широкого потребления и др. Для
улучшения обрабатываемости нейзильберов резанием в них вво-
дят в небольших количествах (до 2%) свинец.
Свинцовистый нейзильбер МНЦС17 18-1,8 является пре-
красным материалом для станочного изготовления мелких де-
талей часовых механизмов, приборов точной механики и другой
ответственной аппаратуры.
Наличие свинца в этих сплавах не позволяет проводить их
горячую прокатку, поэтому листовые полуфабрикаты получают
обработкой слитков в холодном состоянии.
Куни а л и. Механические свойства сплавов никеля с медью
можно значительно повысить путем легирования их небольшими
присадками алюминия.
Сплавы, созданные на основе тройной системы Си Ni AL
называются в технике куниалями.
В промышленности находят применение две разновидности
сплавов типа куниаль. куниаль А (МНА13-3 и куниаль Б
Си Н1,Ъ ш
Рис. 108. Диаграмма состояния
Си Ni
200
(МНАб-1,5) Они отличаются высокими механическими и упру
гими свойствами.
Свойства сплавов указаны в табл. 47
Характерной особенностью этих сплавов является возмож
ность их значительного упрочнения путем термической обра
ботки.
Согласно изотермическим разрезам тройной системы
(рис. 109 , растворимость алюминия и никеля в меди с пониже-
нием температуры сильно уменьшается. Это позволяет термо-
обработкой, заключающейся в закалке с 900—1000° С и отпуске
при 500—600° С, значительно повышать прочность и твердость
IQ0О ° С
ьоовс
Си 2 4 £ 6 10 IZ 74 /£ IS 20 Си 2 4 б в 10 12 14 IS IS 2ff
Al %
Рис. 109. Изотермические разрезы диаграмм состояния Си Ni Al
сплава. При этом происходит распад твердого раствора с обра-
зованием гетерогенной структуры с высокодисперсными выделе-
ниями 0(1Ч1А1)-фазы или одновременно 0-фазы и p(NiAh)
Значительный эффект упрочнения сплавов дает нагартовка
после закалки
Сплавы, предварительно прокатанные в горячем и холодном
состояниях, после закалки с 900° С имеют предел прочности 25—
35 кГ мм2 Дальнейшая холодная деформация закаленных об-
разцов при обжатии на 25% и последующий отпуск при 550° С
увеличивают прочность до 80—90 кГ мм2 при удлинении до
5—10%
Сплав МНМцЗ-12 манганин) имеет очень малую тер-
моэлектродвижущую силу в контакте с медью и в этом отноше-
нии превосходит многие известные сплавы.
Очень ценным свойством манганина при его высоком элек-
тросопротивлении является весьма малый температурный ко-
эффициент электросопротивления.
201
В связи с этими ценными свойствами манганин используют
для изготовления эталонных катушек электросопротивления и
точных электроизмерительных приборов.
Манганин весьма пластичен и легко обрабатывается в горя
чем и холодном состояниях.
Сплавы МН0,6 (ТП и МН 16 (ТБ) применяют в виде про-
волоки для компенсационных проводов к платина платинородие-
вым термопарам (ТП) и термопарам платина золото, палла
дни платинородий (ТБ Характерной особенностью этих
сплавов является их малая термо Электр о движущая сила. По
своей структуре сплавы относятся к типу твердых растворов см.
диаграмму состояния Си Ni на рис. 108), что обеспечивает
им высокую технологичность в процессе обработки давлением
§ 5. ЖАРОПРОЧНЫЕ МЕДНЫЕ СПЛАВЫ
В современном машиностроении жаропрочные медные спла
вы применяют достаточно широко. Эти сплавы используются для
электродов контактной сварки точечной, роликовой и сты Ko-
i’одержание добавок % (по пассе) Содержание добавок % атонж)
Рис. ПО, Влияние различных добавок на длительную твердость меди
при высоких температурах [ 102]
вой , для изготовления деталей, работающих при высоких тем-
пературах в различных специальных объектах (реактивных дви-
гателей, ракет ит д. , и в других областях техники.
В зависимости от назначения и условий работы к данным
сплавам предъявляют весьма разнообразные требования, иног-
да трудно совместимые друг с другом. Например, для электро-
дов сварочных машин требуются сплавы, имеющие не только
высокую жаропрочность, но и хорошую теплопроводность, элек
тропроводность п жаростойкость. От удачного сочетания всех
:202
этих качеств зависят стабильность электродов в работе, а так-
же качество самой сварки и производительность сварочного
оборудования. Для деталей объектов, работающих при высоких
температурах, требуются материалы, имеющие, кроме высокой
механической прочности, также достаточно хорошую теплопро-
водность и сопротивляемость окислению в зоне рабочих темпе-
ратур
Исследования, проведенные в этой области [102], показали,
что указанным выше требованиям удовлетворяют сплавы меди,
легированные небольшими при-
садками некоторых тугоплав-
ких элементов. Введение таких
присадок заметно не снижает
электро- и теплопроводность
меди, ее высокие пластические
качества, вместе с тем способ-
ствуем значительному упрочне-
нию меди как при комнатной,
так и повышенных температу-
рах (рис. 110).
Лучшие жаропрочные свой
ства обнаруживаются у спла
вов, имеющих слабогетсроген-
ную структуру, причем жаро-
О 0,5 / Г,5 2 J 4 5
Содержание химического соединения?.
Рис. 111. Влияние некоторых хими-
ческих соединений на длительную
твердость меди при 500° С [1021
прочные химические соедине-
ния, не содержащие основы
сплава (например, Ni3Al, NiAl,
NiBe, NiaSi, Co2B, Cr2Zr, Cr2Ti
и др.), ограниченно растворимые в твердой меди, особенно за
метно повышают ее жаропрочность.
Введение 2—3% этих соединений (рис. 111 увеличивает
длительную твердость меди при 500° С в 4—9 раз, не снижая
заметно ее электропроводимости, тогда как те же добавки, вве-
денные в медь порознь, повышают ее жаропрочность в тех же
условиях только в 2,5—4 раза.
Значительного повышения жаропрочности таких тройных
сплавов можно достигнуть путем дальнейшего их легирования
новыми добавками, входящими в твердый раствор и образую-
щими дополнительные частицы жаропрочных химических сое ди
нений.
Например, жаропрочность тройного сплава типа бронзы
Бр.КН0,4-1,6 можно повысить почти в два раза введением не-
больших количеств таких добавок, как цирконий, хром, маг-
ний и др
Состав, механические свойства и основные области приме-
нения сплавов указаны в табл. 48.
Высокая жаропрочность электродных сплавов Мц2, МцЗ,
Мц5 и Мц5А достигается введением добавок, образующих весь-
203
ю
Состав и свойства медных жаропрочных сплавов
Таблица 48
Марка сплава Химический состав сплава Термическая обработка Механические свойства при комнатной температуре (после термо- обработки) Длительная твердость ста- билизирован- ных сплавов (пГ; АМя) при температуре, °C Длительная прочность ста- билизирован- ных сплавов при 500’С Электропро- водность, % от электро- проводности меди М] Температура разупрочн • ния, °C Окисляемость сплавов при раз- личных темпера- турах правее, мг'см*-ч 11эзначение
мца МцЗ Мц4 Мц5 Мц5А Мц5В ЭВ Ep.Xl 1 5—1 7% Ni, О. 4-0 6% Si, 0 15—0 3% Mg, остальное Си 0.0—1 1 % Ni, 0, 15—0 25% Be, 0 I—0 2% Mg, остальное Си 0,4-0.7% Ст, 0,15—0.25% AI, 0 15—0 25% Mg, остальное Си 0,4-0, 6% Сг 0,2—0 85% Zr остальное Си 0 2—0 35% Сг 0 2—0 35% Zr остальное Си 0.15—0 25% Ст, 0 2-0 3% Cd, остальное Си 0 5-0 8% а 0,4—0 0% Zn, остальное Си 0 8—1% Ст остальное Си Закалка в холод- ной воде с 900е С после выдержки 1 —1,5 ч и отпуск при 510—520°С в течение 5 ч Закалка в холод- ной воде с 900— 950° С после вы- держки 1 — 1,5 ч и отпуск при 510—520° С в течение 5 ч Закалка в холод- ной воде с 1 00— 1 020е С после вы- держки 1 — 1,5 ч и отпуск при 4 70 490° С в течение 4 ч То Же Закалка в воде с 940—950° С после выдержки 0,5—1 ч и отпуск при 470— 490° С в течение 4 ч 55 56 45 42 36 30 37 42 14 15 18 15 20 30 18 15 170 180 130 120 100 90 110 130 114 148 58 56 40 32 50 54 70 100 50 52 35 26 32 42 32 52 27 40 28 19 17 25 12 14 9 11 27 6 7 145 190 160 120 154 105 45—50 55—60 75—78 80—85 85-87 87—90 75—80 80—85 540 550 510 520 510 380 430 0 14 0 16 0 23 0 46 0 50 0 37 0 42 0.57 0 51 0 7 0 80 0 87 0 S3 1 37 2 04 1 21 1 58 2 3 25 4 Стыковые неох- лаждаемые губки большой нагру- женности То же и электрод- ные кольца для труб электросва- рочных станков Электроды для то- чечной и ролико- ной сварки стали и никелевых сплавов То же Электроды для то- чечной сварки алю- миниевых, мзгние- вых сплавов и сталей То же Различные электроды То же
ма жаропрочные химические соединения Ni2Si в сплаве Мц2,
NiBe в сплаве МцЗ и CraZr в сплавах Мц5 и Мц5А.
Повышенная жаростойкость сплавов достигается введением
специальных присадок «активных» металлов бериллия, алю-
миния и магния сплавы Мц2, МцЗ, Мц4
Сравнительные данные, характеризующие жаростойкость от-
дельных сплавов, приведены в табл. 48.
Наилучшие показатели механических свойств сплавов дости
гаются в результате упрочняющей термической обработки см.
табл.48)
За последнее время разработан ряд новых жаропрочных,
высокотеплопроводных и электропроводных сплавов, которые
описаны в специальной литературе.
IV
ГЛАВА
НИКЕЛЬ И ЕГО СПЛАВЫ
§ 1. СТРУКТУРА И СВОЙСТВА никеля
Никель является одним из важнейших промышлен-
ных металлов. Чистый никель имеет высокую прочность (сг& =
= 40 -г- 50 кГ мм2) и пластичность (6 = 50%), обладает боль-
шой химической стойкостью и другими ценными свойствами.
Сплавы на основе никеля характеризуются высоким электри-
ческим сопротивлением и коррозионной стойкостью, а также по-
вышенной жаропрочностью и жаростойкостью.
Ниже приведены основные физические константы чистого
никеля.
Атомный вес. 58,71
Плотность, г!слР 8,907
Кристаллическая решетка Г.ц.к,
Период решетки, А 4,08
Температура плавления, °C 1455
Температура кипения, °C 3080
Скрытая теплота плавления, кал!г 73
Скрытая теплота испарения, кал!г 1450
Коэффициент линейного расширения а 10е при 0—100° С,
1/град 13,3
Теплопроводность при 0—100° С, кал/см сек град 1,428 10—4
Удельное электросопротивление, яком/см 6 84
Температура перехода из магнитного в немагнитное со-
стояние (точка Кюри) °C 360
Модуль упругости, кГ/мм2 22000
Промышленные марки никеля указаны в табл. 49.
Электролитический никель переплавляют на слитки, из ко-
торых затем путем обработки давлением получают различные
полуфабрикаты листы, прутки, трубы, проволоку и др.)
На рис. 113 атласа показана микроструктура слитка никеля,
выплавленного в электронно-лучевой печи.
Последний способ плавки применяется для получения ни
келя особой чистоты, используемого в специальных электрова-
куумных приборах.
В табл. 50 показано влияние электронно-лучевой плавки на
степень очистки никеля от примесей.
206
Механические свойства никеля в деформированном и отож
женном состояниях показаны на рис. 112, где также приведены
данные по электросопротивлению никеля в различных состоя
ниях.
На структуру и свойства никеля существенное влияние ока
зывают находящиеся в нем примеси. Наиболее часто встречаю-
щимися примесями в никеле являются Со, Fe, Si, С, О?, S, Си.
Характер взаимодействия никеля с различными элементами опре-
деляется диаграммами состояния, приведенными в при ложе-
нии VI.
Рис. И2, Зависимость механических свойств и электросопротив-
ления никеля от степени деформации и температуры отжига
Примеси кобальта, железа, кремния и меди, образующие с
никелем твердые растворы, оказывают незначительное влияние
на его механические свойства и несколько повышают электри-
ческое сопротивление.
Углерод обычно используют в качестве раскислителя никеля.
Однако при содержании более 0,1% углерода никель стано-
вится холодноломким вследствие выделения при отжиге по гра-
ницам зерен углерода в форме графита.
Сера очень вредная примесь. В никеле она находится в
виде сульфида NisS, который образует с никелем легкоплавкую
эвтектику Эвтектика, имеющая температуру плавления 644° С,
выделяясь по границам зерен, делает никель непластичным.
Когда в никеле содержится более 0,01% серы, он не может быть
обработан давлением даже в горячем состоянии. Наличие в
отожженном никеле более 0,002% серы делает его хрупким в хо-
лодном состоянии [103]. Такое поведение серу содержащего ни-
келя объясняется особой формой солидуса системы Ni S.
207
Химический состав промышленных
QJ Содержание примесей.
Марка никеля Ni+Q %, не । нее ю 5 = Fe Si С S Си As Sb Pb Bi
НО 99 99 0 005 0 002 0 001 0,005 0,001 0 001 0 001 0 0003 0 0003 0 0003
Н1 99 93 0 10 0 012 0 002 0 01 0 001 0 02 0 001 0 001 0 001 0 001
Н2 99 8 0 15 0 04 0 002 0 02 0 003 0 04
НЗ 98 6 0 70 0 1 0 03 0 6
Н4 97 6 0 7 0 15 0 04 1 0
Таблица 50
Влияние электронно-лучевой плавки на степень очистки никеля от примесей
Наименование материала Содержание примесей. %
С оа на Си Fe
Исходный никель 0 05 0 0021 0 002 0 04 0 034
Никель после электронно-лучевой плавки 0 04 0 0008 0 0001 0 02 0 018
Наименование материала Содержание примесей. %
Si Мп Mg РЬ Zn
Исходный никель 0 096 0 002 0 05 0 006 0 005
Никель после электронно-лучевой плавки 0 017 Не обнару- жено 0 0008 Не обна- ружен
Пластичность серусодержащего никеля может быть восста-
новлена при обработке его магнием, который, будучи введен в
жидкий никель, связывает серу в тугоплавкое химическое со-
единение MgS
Обладая высокой температурой плавления, частицы сульфи-
да магния MgS кристаллизуются первично и располагаются
преимущественно внутри зерен никеля. Десульфурированный
магнием никель имеет мелкозернистую структуру (рис. 114 ат-
ласа)
Кислород в никеле находится в виде закиси никеля и рас-
полагается как по границам, так и внутри зерен рис. 115
атласа)
Содержание в никеле до 0,24% кислорода мало отражается
на его пластичности. Однако кислород является вредной при
месью, так как при нагреве кислородсодержащего никеля в
208
Таблица 49
марок никеля (по ГОСТ 849—56)
%, не более Назначейие
Zn Sn Mn Pb Л1 Cd ми
0 001 0,0003 0 001 0 001 0 001 0 0003 0 0011 Для сплавов с особыми свойствами
0 001 0 001 0 001 0 001 0,001 Для ковких сплавов с особыми свой- ствами
0 005 *— Для высокой ике л евой стали и сплавов
Для легированных сталей
восстановительной атмосфере образуются трещины по границам
зерен (никель становится хрупким)
К числу вредных примесей относятся висмут, свинец, сурь-
ма, мышьяк, селен, кадмий и фосфор.
Свинец, селен и висмут вследствие образования легкоплавких
эвтектик аналогично сере сообщают никелю хрупкость.
Мышьяк, фосфор и кадмий, растворенные в никеле, образу-
ют с ним хрупкие фазы, резко ухудшают обрабатываемость
давлением и снижают его механические свойства.
Никель является одним из наиболее коррозионностойких в
атмосферных условиях технических металлов и поэтому его ши
роко используют для покрытий.
Высокая коррозионная стойкость никеля на воздухе объяс-
няется образованием на его поверхности очень тонкой и проч-
ной окисной пленки, защищающей его от разрушения. Никель
практически не корродирует в дистиллированной и пресной во-
де. Он также достаточно устойчив в морской и рудничных
водах.
Присутствующие в воде в большой концентрации ионы хлора
и углекислого газа могут вызывать на никеле точечную кор-
розию.
Сильное действие на никель оказывают минеральные кисло-
ты (азотная, соляная, фосфорная и др.) Органические кислоты
оказывают меньшее воздействие.
Щелочные и нейтральные растворы солей оказывают незна
чительное влияние на никель, однако кислые соли вызывают за-
метное коррозионное разрушение.
§ 2. СПЛАВЫ НИКЕЛЯ
Все сплавы никеля по их применению в технике можно ус-
ловно разделить на пять основных групп конструкционные,
14 Заказ 1024
209
~ Состав, физико-механические свойства и применение важных никелевых сплавов Таблица 51
Основные компоненты, % Физико-механические свойства
Марка спл р вр и наименование Fe Si Mg Мп Си Сг А1 NI + Co плотность, г/см3 удельная теплоем- кость, ккал1 г- ‘град теплопро- водность, кал/см > сек-град коэффици- ент линей- ного рас- ширения 1{град
Никель полуфабрикатный: НПО НП1 НП2 *— 99 98 99 9 99 5
Низ Никель кремнистый НК0.2 0,15— 0 25 0 25 — 99 0 99 4 8,9 0,112 0 142 13 7
НМц2 5 НМц5 НМЖМц28—2,5—1 5 2-3 NJ ЪЪЪэ 1 1 1 — СЛСдЗ 00>Ь. СО 27—29 Остальное » » 8 9 8 76 8 8 0 13 0,127 0,127 0 115 0 06 23 4 13 7 14—15
МНМц43— 0 5 (копель) М НМц40— 1,5 (констан- 0,5 1 5 Остальное То же — 43 40 8,9 8 9 0 058 0,05 1,4-ИГ® 2-10-5
НХ9 5 (хромель 1), НХ9 (хромель 2) НМцАК2—2— (алюмель) 0 85 - 9 Л 1,8—2 2 9—10 8,5—9 5 1,8-2,5 Остальное То же » 8 7 8,5 12,8
Х20Н80 (ннхром) Х15Н60 (нихром) 65НП (пермаллой) 79HJH (супермаллой) ЭИ269 Остальное » 16 Остальное Z и 0 6 0,5С 4,55 20—23 15-18 5Мо 75-78 55-61 70-80 79 18—21 8 4 8 4 0,107 0 134 0,033 17,6 16
Инвар Элинвар Платинит й Я Я 0 3 0,3-0,4 о.зос 0,1С 8—12 35—37 35-37 42-48 -—
Ковар » 20-40С© 20— —
50КФП (пермендур) — 2 30 49СО —
J
Марка сплава и наименование Физике-механические свойства
удельное электросопро- тивление, <чи • ММ ®, .4 3; L. и tq * 3; * к C-J е* ю Зе? Ь о л
Никель полуфабрикатный: НПО
НП1
НП2
НПЗ 0 082-0 092 21000 12 43 35 - 40
Никель кремнистый НК0.2 40 35
НМц2 5 0 140 21000 19 50 40
НМц5 0 195 21000 23 63 40-45
НМЖМц28—2,5—1 5 0 425 18200 24 50 35
МНМц43—0 5 (копель) 0 49-0 50 9500 14 40 35
МНМц40—1 5 (констан- 0 48 16600 14 45 30
НХ9 5 (хромель 1). НХ9 (хромель 2) 0,6-0,7 —— — 65 35-45
НМцАК2—2—1 (алю- мель) № 0 25—0 35 — 56 36
Продолжение табл. 5!
Применение
Листы, ленты, прутки, трубки и проволока
для производства изделий приборостроения,
машиностроения, электровакуумной техники
и т. д.
Ленты, проволока, трубки для электрова-
куумной промышленности
Проволока для изготовления запальных
свечей в двигателях внутреннего сгорания
Для изготовления деталей радиоламп и
для свечей двигателя внутреннего сгорания
Листы, ленты, прутки, трубы, проволока
для изготовления деталей, работающих в
агрессивных средах
Проволока для компенсационных проводов
и температур (в паре с хромелем или же-
лезом), в радиотехнической аппаратуре
Проволока для реостатов нагревательных
приборов, термопар и т. п.
Проволока для термопар (положительный
электрод)
Проволока в качестве компенсационных
проводов
Проволока для компенсационных проводов
и в пирометрии как отрицательный электрод
хромел ь-алюмелевой термопары
Основные компоненты, %
Марка сплава и наименование удельное электросопро- тивление. (Ш'ЛШ1//! ¥ 5 Ц' и S са ! о t- 5 _ч Я ъ «о
Х20Н80 (нихром) 1 15 21700 8 70 50
XI5H60 (нихром) 65НП (пермаллой) 79НМ (супермаллой) ЭИ269 Инвар Элинвар Платинит Ковар 50КФП (пермендур) 1 1 21800 28 64 28-30
Продолжение табл- 51
% ч 'дм Применение
75 70 200 Проволока, ленты, шины для нагреватель- ных элементов То же
Для магнитов с большой начальной маг- нитной проницаемостью То же Немагнитный сплав Для деталей приборов с минимальным рас- ширением при нагревании Маятники хронометров, головки, пружины и другие детали приборов с малым коэффи- циентом расширения с постоянными упруги- ми свойствами Заменитель платины в лампах накаливания и др., где сочетание стекла с металлом тре- бует одинакового расширения при нагреве Для деталей приборов, имеющих соедине- ния со стеклом Сплав с высоким магнитным насыщением
электротехнические, сплавы с особыми физическими и химиче-
скими свойствами, жаропрочные и жаростойкие сплавы.
Химический состав и основные физико-механические свой-
ства никелевых сплавов даны в табл. 51
Ниже рассмотрены отдельные группы никелевых сплавов.
1. Конструкционные сплавы
Технический никель (по новому стандарту никель — по-
луфабрикатный НПЗ, НП4) Состав и основные свойства техни
ческого никеля даны в табл. 51
В техническом (полуфаб-
рикатном) никеле содержатся
небольшие добавки марганца,
кремния, углерода и магния,
которые обычно вводят как
раскислители и десульфурато-
ры. Технический никель напяду
с высокой коррозионной стой-
костью обладает повышенными
механическими свойствами, что
обеспечивает ему широкое рас-
пространение в различных от-
раслях техники.
М о и е л ь-м е т а л л является
прочным и весьма коррозион-
ностойким сплавом. Он удов-
летворительно переносит горя
чую и холодную обработку
давлением, что позволяет по-
лучать различные полуфабри-
каты листы, ленты, полосы,
Си Nl‘/t Nt
Рис. 113. Изменение электросопро-
тивления, температурного коэффи-
циента электросопротивления и
твердости сплавов меди с никелем
в зависимости от их состава
прутки, проволоку
Монель-металл хорошо сопротивляется действию агрессив-
ных газов при высоких температурах и сохраняет прочность при
нагреве до температуры 400° С. Сплав хорошо противостоит дей-
ствию атмосферы, водных растворов солей и щелочей, пара и
органических кислот
По своей структуре монель-металл относится к сплавам типа
твердых растворов (см. диаграмму состояния Ni — Си на
рис. 109) Небольшие присадки железа и кремния, так же как
медь, находятся в растворе и самостоятельных фаз не образу-
ют Микроструктура сплава подобна чистому никелю.
Изменение некоторых физико-механических свойств двойных
сплавов Ni Си в зависимости от концентрации никеля пока-
зано на рис. 113.
Добавки марганца и железа, входящие в твердый раствор»
дополнительно повышают прочность монель-металла и улучша-
ют его другие физико-химические свойства.
213
Механические свойства монель-металл а, легированного же-
лезом и марганцем (НМЖМц28-2,5-1,5 , и некоторые его физи
ко-механические константы указаны в табл. 51
Монель-металл широко применяют в химическом аппарато-
строении, приборостроении, для изготовления медицинского ин
струмента и в других областях техники, где к изделиям предъ-
являют высокие требования в отношении прочности и коррози
он ной стойкости.
2. Электротехнические и электровакуумные сплавы
Для катодов и других деталей радиоламп наряду с мало ле-
гированным кремнистым никелем (НКД2) и никелем НП2 при
меняют никель высокой чистоты марок НП9 и НП1 По своим
механическим свойствам
2000
1S30
18Ь0 >
1800
&
5 UQQ -
1200 -
1000 -
1800
О
1Ь55 |
- КОО §
-
- 1000
800 -
сго
f
J---1-------L
20 ЬО 60 80 100
Ni
Рис. 114. Диаграмма состояния Ni Сг
и структуре кремнистый
никель и никель марки
НП2 не отличаются от
технического никеля и
лишь превосходят его по
чистоте.
Никель высокой чисто-
ты марок НПО и НП1 вы-
плавляют в вакууме; он
характеризуется низкой
температурой рекристал
лизации и высокой пл а
стичностью.
Марганцевый никель
марок НМц2,5 и НМц5
обладает повышенной жа
ростойкостью, износостой-
костью и хорошей пла-
стичностью.
Из марганцевого никеля изготавливают главным образом
проволоку для запальных свечей двигателей внутреннего сго-
рания.
По своей структуре сплавы никеля с марганцем являются
твердыми растворами.
К группе термоэлектродных материалов относятся сплавы
хромель марок НХ9 и НХ9,5, алюмель НМцАК2-2-1, копель
МНМц48Д5, а также частично константан МНМц40-1,5 и ни
хром Х20Н80.
Сплавы НХ9,5 (хромель 1) и НХ9 хромель 2) являются
двойными сплавами никеля с хромом с небольшими добавками
марганца. Согласно диаграмме состояния Ni Сг (рис. 114 *
эти сплавы являются твердым раствором хрома в никеле.
214
Легирование никеля хромом приводит к повышению его элек-
тросопротивления, жаропрочности и жаростойкости.
Хромель НХ9.5 применяют в термопарах положительный
электрод), а хромель НХ9 в качестве компенсационных про-
водов.
Сплав НМцАК2-2-1 алюмель также относится к сплавам
типа твердых растворов, так как марганец, алюминий и кремний
в указанных количествах полностью растворяются в никеле.
Алюмель применяется для термопар как отрицательный элек-
трод в паре с хромелем НХ9,5.
Рис. 115. Электродвижущая сила различных термопар
(температура холодных спаев 0°С) [4]:
/ — медь — константан; II —> железо — константан; III —
серебро-константан; IV — никель — нихром; V — платина
платина + J0% родил
Термопары алюмель — хромель можно применять для изме-
рения температур от 300 до 1000° С. При 1000° С эта термопара
развивает термоэлектродвижущую силу, в два раза большую,
чем термопара платина-платинородий.
Сплав МНМц40-1,5 константан является типичным трой-
ным твердым раствором никеля и марганца в меди. Этот сплав
в паре с медью, серебром и железом дает большую т э. д. с. при
очень малом температурном коэффициенте (рис. 115)
Константан достаточно коррозионностоек, относительно жа-
ростоек, имеет высокие механические свойства и хорошо обра-
батывается давлением. Термопары, содержащие константан,
могут употребляться до 500—600° С без специальной защиты.
Сплав МНМц43-03 (копель) является аналогом константана,
но содержит несколько больше никеля. Этот сплав отличается
215
высоким удельным электросопротивлением, в паре с медью, хро-
мелем и железом дает большую т э. д. с. при очень малом тем
пературном коэффициенте. Применяется в качестве компенса
ционного провода, отрицательного электрода термопар и в
радиотехнических приборах для рабочих температур, не превы
шающих 600° С.
Помимо описанных выше термопарных материалов, в техни-
ке широко используют в качестве одного из проводов в термо-
парах сплав нихром, состав и свойства которого рассмотрены
ниже.
Нихром в паре с никелем никель-нихромовая термопара)
дает высокую т э. д. с. (см. рис. 115 , такой незащищенной тер-
мопарой можно измерять температуры до 900° С.
Очень большой т э. д. с, обладают также термопары ни
хром константан и железо копель. Первые из них имеют
при 600° Ст э. д. с. 43, а вторые 36 мв
Благодаря высокому электросопротивлению и жаростойкости
хромель, копель, константан и особенно нихром марок Х20Н80
и Х15Н60) применяют для изготовления реостатов и магазинов
сопротивления (реостатные сплавы) и для нагревательных эле-
ментов различных электрических приборов и электрических це-
пей сплавы высокого электросопротивления)
Сплав Х20Н80 является типичным сплавом сопротивления.
Его удельное электрическое сопротивление приблизительно в
70 раз больше, чем у меди (1,15 ом мм2 м для нихрома против
0,0172 ом мм2 м для меди) Важными качествами нихрома яв-
ляются также его высокая жаростойкость и жаропрочность, по-
вышенная коррозионная стойкость.
Являясь сплавом типа твердого раствора, нихром хорошо
обрабатывается давлением и из него можно получить различ
ные полуфабрикаты проволоку, ленту, шины, прутки и т д. Ни
хромы являются основным сплавом для нагревательных элемен
тов печей с рабочей температурой до 1000° С
Рабочую температуру нихромов можно повысить до 1150—
1200° С введением в сплав до 0,1% церия. Одновременно с этим
увеличивается более чем в 10 раз эксплуатационная стойкость
нагреваемых приборов [71].
Сплав Х15Н60 относится к сплавам тройной системы
Ni Сг Fe, так как содержит до 25% железа. По своему со-
ставу этот сплав принадлежит к однофазной области и являет-
ся тройным твердым раствором хрома и железа в никеле.
Электросопротивление сплавов Ni Сг Fe зависит от со-
держания в них никеля и хрома. Наибольшее электрическое
сопротивление соответствует сплавам с 60% N и 15—20% С г
Введение в никелевохромовые сплавы железа несколько сни-
жает их жаростойкость, а поэтому нихром типа Х15Н60 можно
применять для рабочих температур, не превышающих 800—
900° С.
216
Со сплавами X20H80 и XI660 конкурируют тройные сплавы
на железной основе, содержащие 4—7% А1, 20—35% С г, иногда
до 3% Со и небольшое количество углерода (до 0,1% Эти
сплавы, известные под названием канталь, магапир и др,1, име-
ют более высокое электрическое сопротивление, чем нихром, и
характеризуются большой жаростойкостью, вызванной плотной
пленкой окиси, богатой АЬО3. Рабочая температура данных
сплавов может доходить до 1300° С
Сплавы копель и константан, помимо высокого электро со-
противления, характеризуются очень низкими значениями тем
пературного коэффициента электросопротивления Последнее
очень важно для точных измерительных приборов с большим
электрическим сопротивлением (магазинов сопротивления, из-
мерительных мостиков сопротивления, реостатов и т п. , где уже
незначительные изменения электросопротивления при нагреве
могут приводить к неправильным показаниям.
3. Сплавы с особыми физическими
и химическими свойствами
В современном приборостроении и машиностроении требуют-
ся сплавы с самыми разнообразными свойствами, в том числе
с особыми физическими константами.
Так, например, для изготовления деталей некоторых прибо-
ров и аппаратуры (эталоны длины, маятники хронометров
и т д. требуются материалы, которые не должны менять своих
размеров с изменением температуры или эти изменения должны
укладываться в определенные пределы.
Для создания постоянных магнитов требуются материалы,
имеющие большое остаточное намагничивание остаточная ин-
дукция) и большую коэрцитивную силу
Для магнмтопроводов сердечники и я кор и электромагнитов,
сердечники трансформаторов и т д.), наоборот, требуются ма
териалы с большой максимальной индукцией с большой маг-
нитной проницаемостью и минимальной остаточной индукцией.
Наконец, для ряда приборов требуются материалы, не обла
дающие способностью намагничиваться Наиболее ценными
материалами в этом отношении являются сплавы, созданные на
основе системы Mi Fe.
При высоких температурах (выше 1000° С) никель с желе-
зом образует непрерывный ряд твердых растворов с кубической
гранецентрированной решеткой (у-раствор)
У сплавов железо никель коэффициент линейного расши
рения и магнитная проницаемость при прибавлении никеля из-
’ Отечественный сплав данного типа, разработанный проф. И. И. Корни-
ловым, имеет следующий состав: 0,05% С, 25—27% Сг 6—8% А1, остальное Fe.
217
меняются по сложным зависимостям. Эти зависимости в виде
графиков представлены на рис, 116 и 117
Из графика рис. 116 следует, что если у чистого железа ко-
эффициент линейного расширения при 100° С равен 12,7 10-6,
то для сплава с 35—37% Ni этот коэффициент составляет уже
1,8 10 G, т е. уменьшается примерно в 7 раз.
Сплав, содержащий 35—37% Ni, около 0,3% С, остальное
железо, называется инвар, Этот сплав практически не расши-
ряется при повышении температуры до 100° С. Он применяется
Рис. 116. Изменение коэффициента
линейного расширения сплавов
Ni Fe
для деталей, которые должны
иметь постоянные размеры с
изменением температуры.
Введение в инвар 8—12%
Сг придает сплаву способность
сохранять не только постоян
Рис. 117 Изменение магнитной
проницаемости сплавов Ni Fe
ство размеров, но и постоянные упругие свойства при нагрева
нии до 100° С Этот сплав, названный элинвар (35—37% Ni,
8—12% С г 0,3—0,1% С, остальное Fe), находит применение в
приборостроении (маятники хронометров, часовые пружины,
камертоны и т д.)
Меняя содержание никеля в интервале концентрации от 30
до 50% можно получать сплавы с различными коэффициентами
расширения. Так, например, при содержании 42—48% Ni,
0,3% С, остальное железо получаем сплав с коэффициентом рас-
ширения таким же, как для платины и стекла.
Этот сплав, названный платинитом, служит заменителем
платины в изделиях, где соединения стекла с металлом требуют
одинакового расширения при нагревании (например, вводы в
лампы накаливания)
За последние годы были предложены сплавы никеля с же-
лезом с добавками кобальта (ковар), содержащие от 20 до
30% Ni и от 20 до 40% Со. Некоторые из этих сплавов имеют
218
нулевой и даже отрицательный коэффициент линейного расы и
рения.
Из графика зависимости магнитной проницаемости от кон
центрации никеля см. рис. 117) в железоникелевых сплавах
следует, что при содержании последнего около 80% магнитная
проницаемость резко возрастает и превосходит 10000 гс!эрст
Сплав такого состава, содержащий 78,5% Ni и 21,5% Fe, назы
вается пермаллоем.
Высокие магнитные свойства сплав приобретает после спе-
циальной термической обработки гомогенизации при 1200°С
в атмосфере водорода, вторичного нагрева до 600° С с последу
ющим охлаждением со строго определенной скоростью. Этот
сплав применяют для деталей приборов, которые должны силь-
но намагничиваться даже в слабых магнитных полях (в прибо-
рах слаботочной промышленности
За последние годы получил распространение так называемый
молибденовый пермаллой супермаллой содержащий около
78—79% Ni, 3% Мо, остальное железо, который имеет еще
большую способность к намагничиванию. Для постоянных маг-
нитов с большим остаточным намагничиванием, с большой ко-
эрцитивной силой получили распространение сплавы системы
Ni Al Fe алии) и Ni Al Fe Co (алнико
Высокие магнитные свойства этих сплавов достигаются в ре-
зультате специальной термической обработки (закалки и отпуска,
нормализации и т д.). В процессе отпуска из закаленного сплава
выделяются частицы различных интерметаллидов (NisAl, FeAl и
др ) которые не только повышают механические свойства спла
вон, но и увеличивают коэрцитивную силу
Наконец, в качестве немагнитных материалов применяют
сплавы тройной системы Ni Fe — С (25% Ni, 2,5% Сг, 0,3% С,
остальное Fe) и четверной системы Ni Fe С г Мп (12% Ni,
4% Сг 5% Мп, 0,5% С, остальное Fe)
Эти сплавы после закалки с 900° С в масле имеют аустенитную
структуру с магнитной проницаемостью, близкой к единице.
Подробно все эти материалы и другие сплавы с особыми физи-
ческими свойствами описаны в соответствующих руководствах
см., например, А. С. ЗаймовскийиВ. В Усов. Металлы и
сплавы в электронике. Госэнергоиздат 1949)
За последние годы в химическом аппаратостроении в каче-
стве коррозионностойких материалов широкое применение полу-
чили никелевые сплавы на основе систем Ni Си, Ni Мо
Fe, дополнительно легированные алюминием, кремнием, мар-
ганцем и другими элементами. Химический состав и физико-
механические свойства коррозионностойких никелевых сплавов
приведены в табл. 52 [9].
На рис. 116 атласа показана микроструктура сплава типа
хастеллой. Указанные сплавы являются основными конструкци
онными материалами химического машиностроения.
219
Таблица 52
to
to
о Состав, фнзнко-механические свойства и применение коррозионностойких никелевых сплавов (9)
Наименование материала и марка .Химический состав, % л и Удельная теплоемкость. Теплопровод- ность, кал! см- сек- град Коэффициент ЛИНЕЙНОГО расширения а-10е 1 град £, кГ мм1 ш * X !е ъ ю
g fe E
Монель-металл 1,2—1 8Mn, 0,2Sit 2—ЗТе, 0 ЗС, 27 8 84 0 127 0 062 14 17500 49-59
(НМЖМц‘28—2.5 1 5) 29Си, остальное Ni
Монель К IMn, ISi, 2—4At, 2Fe, 0 25C, 63-70Ni, остальное Си 8 47 0,127 0 045 14 91-105
Монель 3 0 5-4 5Мп, 3 -58 i, 0 5AIT 0 25C, 3Fe, 62—68Ni, остальное Си 8 36 12 2 14802 77—102
Никонель lFet 0 5Si, 14—17Cr 6-10Fe, 0.ПС, остальное Ni 8 51 0 109 0 036 11 5 56—70
Хастеллой А (ЭИ4601) 3Mn, ISi, 20—22Mo, 18—20Fe, 0 12C, остальное Ni 8 8 0 094 0 04 11 19000 77-84
Хастеллой В (ЭИ461) 3Mn, ISi, ICr 26—30Mo, 4—7Fe, 0 3V, 0 12C, остальное Ni 9 24 0 091 0 027 10 21500 85—98
Хастеллой С (ЭП375) IMn, ISi, 15—17Cr 16—17Mo, 4,5 7Fe, 3,7—5 2W, 0 12C, остальное Ni ' 8 94 0 092 0 03 11 3 21000 85-90
Хастеллой D 0,8-IMn 8 5- 10Si, ICr iFe, 3 6- 6 5 Си, 0,12C, остальное Ni 7 8 0,109 0 05 11 20300 80
Хастеллой F 21—23Cr 5,5-7 5Mo, 44-47Ni, 1 7 2 5Nb Та, остальное Fe 8 17 0 102 14 2 20400 72
Хастеллой W IMn, ISi, 5,5Cr 2 5Co, 25Mo, 5 5Fe, 0,6V, остальное Ni 9 03 11 3 87
Хастеллой X 22Crt 9Mo, 20Fe, 45Ni 8 23 0 105 13 8 80
Ннонель 0 5Mn, 0.5S1, 19 5-23 5Cr, 25-35Mo, 1 5—3Cu, 38-46Ni, 06 1 2Ti, осталь- ное Fe 7 86 12 9 19900 64
Иллиум С IMn, 18—22Сг 2A1, 6Mo, 6Fe, 3W 6Co, 8,56 0 105 0 029 12 9 7100 48
остальное Ni
Наименование материала и марка °0,2’ к Г/мм2 Б, % 4. % НВ, кГ'мм*
Монель-металл 1-8 31 30-50 130
(НМЖМц28-2 5 1 5) 130
Монель К 63—77 10—25 20-30HRC
Монель 3 56-81 14 320
Инконель 21—31 35-50 145
Хастеллой А (ЭИ4601) 35 40 48 40-54 210
Хаете л л oir В (ЭИ461 43 40—45 40—45 230
Хастеллой С (ЭП375) 43 38—46 25—50 180
Хастеллой D 1 1 30 - 391ЩС
Хастеллой F 31 46 86HRC
Хастеллой W 37 55
Хастеллой X 36 43
Н нон ель 25 50 63 62—90HRB
Иллиум С 20 7 5 11 168
to
to
I—*
Продолжение табл.
Область применения
Для деталей оборудования нефтеперерабатывающей и
фармацевтической промышленности, насосов рудничных
вод, для деталей, работающих в концентрированных ще-
лочах, морской воде и т д.
Для клапанов насосов, пружин и других деталей высо-
кой прочности к коррозионной стойкости
Для литых деталей, работающих в агрессивных средах
при трении и скольжении
Для деталей, работающих в окислительны^ средах при
высоких температурах
Для деталей оборудования, работающих в соляной и
серной кислотах
Для изготовления деталей, работающих в соляной кис-
лоте до температуры кипения, а также в кислотах фос-
форной, серной и др.
Для деталей, работающих в среде хлора и хлористых
солей, азотной, фосфорной, уксусной, муравьиной кисло-
тах и их солях
Для литых детален, работающих в горячих растворах
серной кислоты
Для деталей оборудования, работающих в сильных
кислотах
Для изготовления деталей газотурбинных двигателей
» » » » »
Для изготовления емкостей. Для хранения фосфорной
и серной кислот горячих растворов каустической соды
Для высокопрочных литых деталей в химическом ма-
шиностроении, Хорошо сопротивляется воздействию сер-
ной, фосфорной, азотной и органических кислот
4. Жаропрочные сплавы
Сплавы на основе никеля получили широкое применение как
жаропрочные материалы в современных турбинах и реактивных
двигателях. Основой этих сплавов является система Ni Сг
Fe. В качестве легирующих присадок для придания сплавам
необходимых жаропрочных
свойств вводят Ti, Al, Mo, W, Nb,
Содержание элементов*/*
Рис. 118.
ментов
прочность
Ni
Влияние различных эле-
па длительную 100-ч)
и твердость сплавов
Сг Fe при 800° С
Влияние различных элементов
на длительную прочность и твер-
дость сплавов Ni—Сг—Fe при
800е С показано на рис. 118 [9].
Все жаропрочные сплавы в за
висимости от их назначения де-
лят на деформируемые и литей-
ные. Ниже дано описание струк
туры и свойств указанных групп
сплавов.
Деформируемые
жаропрочные сплавы
физико-механические
важнейшие области
Состав,
свойства и
применения отечественных дефор-
мируемых жаропрочных сплавов
даны в табл. 53 (9].
Основой всех этих сплавов яв-
ляется сложнолегированный (С,
Fe, Al, Nb, Mo, W, Ti) твердый
никеля, характеризующийся высокой прочностью и тер-
раствор
мической стабильностью.
Повышенная прочность и жаропрочность сплавов обеспечи
ваются образованием высокодисперсных частиц упрочняющих
фаз а'-фазы (часто обозначается у'-фаза типа Nis(Al, Ti
ц-фаза (Ni3Ti), TiAl3, карбидов и боридов типа TiC, СГ7С3,
Сг^Ва a-фаза) Мо, Сг W Ni 4В3 и др.
Типичная структура жаропрочного никелевого деформируемо-
го сплава показана на рис. 117 атласа. Подробно структура раз-
личных сплавов и их поведение при термообработке описаны в
монографии [103].
За последние годы достигнуто значительное повышение жаро-
прочных свойств сплавов и их эксплуатационной надежности в
изделиях. Это получено за счет применения более чистых пер-
вичных металлов (Ni, Сг, Ti, Nb, W, Мо) свободных от вредных
легкоплавких и хрупких примесей Bi, Pb, Sb, Sn, резко снижаю-
щих жаропрочность сплавов, а также совершенствования техно-
222
Состав и механические свойства жаропрочных деформируемых сплавов [9] Таблица 53
Марка сплава по ГОСТ 5632—61 Заводская марка сплава Химический состав, % Термическая обработка Температура испытания, °C Механические свойства
м * с с ьТ 1 ъь ы 5 ь,’ и с*. о с> % 1 4, % м ецга w jn ,пп 44 =? и «Г £
ХН77ТЮ ЭИ437А 19—22Сг, 2,3—2,7Ti 0 55— 0.95А1, 4Fe, 0 6С, 0 GSi, 0,4Мп, 0 01 Се, остальное Ni Закалка c 1080j 10° С, выдержка, 8 ч, охлаждение на воздухе, старение при 700 4 0° С в течение 16 ч, ох- лаждение на воздухе 20 700 19000 100 62 60 м спел 28 12 8 285
ХН77ТЮР ЭИ437Б 19—22Сг 2,3—2,7Ti, 0.55— 0,95 Al, 4Fe, 0,6С, 0. 6Si, 0 4Мп. 0 DI Ba, 0 01 Ce. 0.0 IB, остальное Ni То же 20 700 19800 100 70 65 20 15 21 20 5 285
ХН70ВМТЮ ЭИ617 13—16Cr, 2—4Mo, 1,8—2 З П. 1.7—2 3A1, 5—7W, 5Fe, 0,120. 0 68), 0,5Mn. 0.02Ce, 0.O2B. 0,1 — 0 5 V, остальное Ni Закалка с 1190 + 10“ С, выдержка 2 v 20 800 20000 1 14 68 75 14,5 3 15 8 1 5—3 310
ХН70МВТЮБ ЭИ598 16—19Cr 4—6Mo, 1.9—2,8Ti, I —l,7Al, 2—3 5W, 5Fe, 0.12C, 0 6Si, O.SMn, 0,02Ce, O.OIB, 0 5—1,3Nb, остальное Ni Закалка с 1200 НО" С, выдержка 5 ч, охлаждение на воздухе, повтор- ный нагрев под закалку до 10 7 0 ± 1 0° С, выдержка 8 ч, охлаждение на возду- хе, старение при 800 j. 10° С в тече- ние 1 6 ч, охлаждение на воздухе 20 800 19500 105 70 70 16 4 н- осю — 302
ЭИ 82 6 13— 16Cr, 2 5—4Mo. 1,7— 2.2T1, 2,4—2 9Al, 5—7W 5Fe. 0 12C, 0,6Si, 0 5Mn, 0 020, 0 015B, 0,1—0 5V детальное Ni Нагрев в течение 2 ч. закалка с L 21 О-i-10° С, выдержка 2 ч, охлажде- ние на воздухе, повторный нагрев под закалку до L 050“ С, выдержка 4 ч, охлаждение на воздухе. Старение при 800 lz 10“ с, охлаждение на воздухе 20 850 900 20000 105 60 50 72 10 6 9 12 9 15 2 311
ВЖ36—30 ЭИ929 9—120, 4—6Mo. 1,4 —2 Ti, 3 6—4,5Al, 4 5—6.SW. 5Fe, 0 12C, 0,5Si, 0,5Mn, 0 02B, 0,2—0 8V, 0 IBa, остальное Ni Закалка 1 220± 10“ С. выдержка 2 ч, охлаждение на воздухе, повторный нагрев под закалку до 1050+10“ С, выдержка 4 ч, охлаждение на возду- хе, старение при 850±10“С, выдерж- ка 8 ч, охлаждение на воздухе 20 900 — 110 55 80 о о 1 и да да 1 м — 320
— ЭИ867 8 5—lO.SCr 9—11 5Mo, 4,2—4.9Al, 4—6W 4Fe, 4—6Co, 0. 1C. 0 GSi. 0 ЗМп, 0,020, 0.02B, остальное Ni Закалка с 1220 + 10°С, выдержка 4—6 ч, охлаждение на воздухе, ста- рение, при 950 ? 10“ С в течение 8 ч. охлаждение на воздухе 20 90 20300 115 55 80 12—25 4 15—25 8 4 4
N3 to Go ХН67МТЮ ЭИ 4 45 17—20Cr, 4—5Mo. 2,2—2,8Ti, I 1,5 Al, 4—5W 4Fe, 0 08C. 0 6Si, 0 5Mn. 0 OJCe, 0 OIU. остальное Ni Закалка с 1200° С, охлаждение на воздухе, старение при 850° С в тече- ние 1 5 ч. охлаждение на воздухе 20 24000 1Q5 65 20-30 20—30 10
логин выплавки (включая вакуумный переплав) и обработки
сплавов.
Повышение жаропрочных свойств достигается увеличением
содержания
алюминия и титана как элементов, вызывающих
Температура испытания‘С
Рис. 119, Изменение механических свойств с повышением
температуры некоторых жаропрочных никелевых деформи-
руемых сплавов
дисперсное твердение сплавов, введением присадок тугоплавких
металлов (W, Мо, Nb) способствующих торможению диффузи-
онных процессов, и, наконец, введением малых добавок В, Са,
Zr и Се, оказывающих существенное влияние на упрочнение гра
ниц зерен и подавление вредного влияния легкоплавких приме-
сей [87 88, 104].
224
В СССР наибольшее применение в промышленности получи-
ли деформируемые жаропрочные никелевые сплавы марок
ЭИ437А, ЭИ437Б, ЭИ617, ЭИ598, ЭИ929, ЭИ867 и др.
За рубежом широкое применение получили жаропрочные
никелевые сплавы, известные под названием нимоники.
Рис. 120. Длительная прочность жаропрочных сил аров
ЭИ296, ЭИ929 и ЭИ867 [9]
Состав нимоников дан в табл. 54.
Подробно структура и свойства их описаны в моногра
фии [105].
На рис. 119 для сравнения показано изменение механических
свойств с повышением температуры для некоторых жаропрочных
сплавов.
На рис. 120 дана длительная прочность некоторых жаро-
прочных сплавов.
В настоящее время из деформируемых жаропрочных никеле-
вых сплавов производят прутки, профили, трубы, листы, прово-
локу поковки и штамповки, которые используют для изготовле-
15 Заказ 1024
225
Таблица 54
226
Химический состав жаропрочных сплавов, применяемых за рубежам [9], %
Марка сплава С Мп Si Сг Мо W Ti Al Fe Со Ni Прочие элементы
Нимоник
DS 0 15 0 9—1 3 2—2 5 17 19 Оста ль- 36 39
ное
75 0,08- 1 1 18—21 0 2-0 6 5 Осталь-
0 15 ное
80 0 1 1 1 18—21 1 8—2 7 0 5—1 8 5 2 То же
90 0 1 1 1 5 18-21 1 8—3 0 8—2 5 15-21 »
95 0 15 1 1 18—21 2 3-3,5 I 4-2 5 5 15-21 »
100 0 3 0 5 10-12 4 5—5 5 1—2 4-6 2 18—32 »
105 0,2 13,5- 4 5-5,5 0 9—1,5 4 2-4 8 1 18 -22 в
16
115 0 15 15 4 4 5 15 »
S 588 0 45 1 2 0,8 18 5 4 4 47 20 4Nb
S 590 0 43 1 25 0,4 20 0 4 4 26 20 20 4Nb
Ханнес 99 0 1 1 5 0 7 21 4 4 12 18 0,05В
N 155, 0 15 1 5 0 5 21 3 2 5 30 20 20 INb, 015Na
HS 95
Рефректалой:
26 0 05 0 7 0 7 18 3 2 8 0 2 18 20 37
70 0 05 2 0 2 20 8 4 15 30 20
80 0 1 0 6 0 7 20 10 5 14 30 20
С 18В 0 4 0 8 1 13 2 2 5 54 10 13 3Nb
ния наиболее теплонапряженных деталей газотурбинных двига
телей и других силовых установок работающих при высоких
температурах.
Литейные жаропрочные сплавы
Литейные жаропрочные сплавы отличаются от деформируе-
мых несколько большим содержанием основных легирующих
добавок (Сг, Mo, W) и в ряде случаев имеют повышенное содер-
жание углерода.
Состав, физико-механические свойства и основные области
применения литейных жаропрочных никелевых сплавов приве-
дены в табл. 55.
Первую группу составляют сплавы, в которых основными
упрочняющими фазами являются простые и сложные карбиды
(сплавы с карбидным упрочнением)
В сплавах нимоник 75 и ВЛ7—45У основной упрочняющей
фазой является карбид типа МеззСб, в сплаве ВХШ карбид
Ме7Сз, в сплавах хастеллой В и С двойной карбид
Ni2(Mo, Сг)3С.
Во вторую группу входят сплавы, в которых упрочнение до-
стигается высокодисперсными частицами различных интерме-
таллических соединений.
В большинстве сплавов этой группы высокая жаропрочность
достигается в основном выделением в высокодисперсной форме
упрочняющей сс'-фазы часто обозначаемой у'-фазой типа
NisfAl, Ti) и упрочнением твердого раствора за счет высокого
легирования Сг W Мо, Со и Fe.
Однако в ряде сплавов в упрочнении участвуют и другие
фазы. Так, в малоуглеродистых никелевых жаропрочных спла
вах, содержащих железо, упрочнение достигается фазами типа
АВ2 (фазами Лавеса где A W, Mo, Nb, Ti, В железо. Воз-
можно комбинированное упрочнение фазами ЬПзМе и AfeFe^.
На рис. 118 и 119 атласа показаны типичные структуры жаро-
прочных литейных никелевых сплавов с карбидами и интер-
металлидными упрочняющими фазами.
На этих микрофотографиях хорошо видны выделения упроч
няющих фаз, располагающихся по границам и в межосных
пространствах первичных дендритов. Размер выделений и их
распределение оказывают решающее влияние на механические
свойства сплавов.
При образовании крупного зерна в отливках с грубыми
дендритными осями при литье деталей с высоких температур и
медленном охлаждении карбиды, обычно имеющие полиэдриче-
скую форму выделяются в межосных пространствах дендритов в
крупноигольчатой форме или образуют сетку по границам зерен
и сообщают хрупкость всему сплаву
15*
227
Таблица 55
to
to
oo
Состав и физико-механические свойства жаропрочных литейных сплавов [9]
Группа Марка силана Химический состав, % Термическая обработка Температура испытания. °C Теплопровод- ность, кал ем2' сек-град 1 Коэффициент ли- нейного расшире- ния а Ю(, 1 'град а., к Г мм2 D *сГ % 01 по, кГ;ммг
|Д- Л _ С карбидным упрочнением Хастеллой В Хастеллой С ВЛ 7— 45У жсз ВЖ36—ЛЭ 4—7Fe, 26—ЗОМо, 1 Si, 1Мп, ос- тальное Ni 13-16СГ, 4-7Fe. 15-19Mo, 3,5- 5t5W, IS). 1Мп, 0J5C. остальное Hi 19.5—20,50 7.5—8.5W 23— 26Fe, 0 IC, 0 55Si, 0 7Мл. 0 6B, остальное Ni 14—18Cr, 1.6—2,2Al, 1,6—2 3Ti, 4 5—6 5W 3—4.5Mo, 8Fe, 0 15C, 0 02В, остальное Ni 19—22Cr, 3,5—4 A J, 2 3—2,7Ti, l,5Fe, 0 06C. 0,03В, остальное Ni Нагрев до 950° С, выдержка 5 ч. ох- лаждение на воздухе Нагрев до 1150° С. выдержка 7 ч, ох- лаждение на воздухе Нагрев до ] 150° С, выдержка 4 ч, охлаждение на воздухе. Нагрев до 1080° С, выдержка 4 ч, охлаждение на воздухе 20 650 760 815 20 650 815 870 20 700 800 900 20 800 900 20 800 900 0.023 0 052 0 064 0.027 0,057 0 066 11 3 14 6 15 4 12 8 15 8 16 5 53 45 40 40 43 40 50 40 30 75 56 40 86 80 51 6 15 20 10—15 15 18 7 5.5 Ю 8,5 3 4 3 4 10 10 11 — 16 10 9 12 14 17 7 5 4.5 1 1 41 24 35 13 25 14 9 30 10 28 13
С интернета л лк ным упрочнени! ЖС6 ЖС6-К И,5— 13,5Cr. 4 7—5 2Alt 2,2— 2 BTi. 6—8W 2Fet 4—5 5Mo. 0.16C, 0 02B, остальное Ni 10 5—12.5Cr. 5—6Al, 2 5—3TI, 4 5—5 5W 3 5-4.5Mo, 2Fe, 0 16C, 0 02В, остальное Ni Нагрев до 1200“ С, выдержка 4 ч, ох- лаждение на воздухе Нагрев др 1200 + 20° С, выдержка 4 ч, охлаждение на воздухе 20 800 900 юоо 20 800 900 1000 0 025 0 057 0 064 0 02 0 055 0 06 12 1 14 6 16 0 17 2 10 8 14 7 15 2 15,9 104 85 78 48 106 92 78 53 1 0,5 2,5 6 2,5 2 2 4 5 2 1.5 3 Н 6.5 5 3 6 5 50 28 14 52 32 16
Таблица 56
Состав и физвко-механцч^ские свойства жаростойких деформируемых нцкелевых сплавов [9]
Марка сплава Химический состав, % Термическая обработка Температура испытания, °C Жарастой» кость (принес), г/м1ч 1 едлипроиид- ность, кал! см- -сек-град Коэффициент линейного расширения а-Ю1, “=г 5 к ъ1 а0,2* */7я’и1 5. "s О & g»
ХН78Т 19—23Сг. 0.30Т1, 0 15А1, Нагрев до 1000е С, ох лаж- 20 12 8 78 27 5 40 __. __
(ЭИ 4 35} 6Fe, 0 1 2С, остальное Ni Денис на воздухе 700 0 064 16 7 40 19 35 10 5
900 0 049 0 076 17 7 1 1 —- 90 1 5 0,7
1000 0,142 6 5 — 100 — 0 57
1200 0 701 — 2 4 1 —' 1300 —
ХН75МБТЮ 19—22Сг. 0 5Т1, 0,5Al, Нагрев до 11 70е С, охлажде- 20 — — 12 4 77 — 62
(ЭИ 60S) 8Fe, 0 l С. 2Мо, INb, ние на воздухе или в воде 800 0 058 29 — 63 8 8 6.5
остальное Ni 900 0 062 0 07 16 18 ч—“ 74 4 2 3
1000 0,264 — 10 — 75 — 1 £
1Е 00 0 517 — 5 4 -— 64 — 0 55
ХН60В 23—26Сг, 0.5Т1, 0 5А1 Нагрев до 1 Й00° С, охлажде- 20 —-- 12 7 80 32 60 — —
(ЭИ 868, 4Fe, 13—16W, 0 1С, ине на воздухе или в воде 700 0 .056 15 6 53 23 47 —1
ВЖ98) остальное Ni 800 — 40 21 40 11 8 3
900 — 0 067 16,4 23 12 50 5 2 3,4
1000 14 6 5 52 1,7
1200 0.607 — 4 3 60 — 0,33
ХН70Ю S6—29Сг, 2 6—3.5А1, То же 20 — 13 1 73 —. 75
(ЭИ65Й) IFe, 0 IQ 0 ОЗСе, 700 —- 0 055 22 4 42 10 —- —
0 1Ва, остальное Ni 800 —. — 36 14 10,5
900 г 0 064 21 3 15 — 65 г 2 6
1000 — — 8 6 — 55 4 1 6
1100 0 067 — 3 8 Г 79 —— 0 67
1200 0 16 — 2 4 136 г—. 0 29
ХН60Ю 15—18Сг, 2 G—3.5 Al, Нагрев до 11 00е С, од ла ж де- 20 —- —г 72 —- 60
(ЭИ559А) 55—58Ni. 0 IQ 0 ОЗСе, 0,1 Ba ние на воздухе 700 — — 40 — 3 —— -—"
800 г 23 Г 40 —
900 — —- 1 1 5 71 — —
юоо — — -—. 7 68 — 2 4
1200 0 133 — 2 — Е 32 — —
to
to
CD
При отливке деталей при незначительном перегреве металла
и с применением больших скоростей кристаллизации образуются
дендриты с тонкими разветвленными осями, что приводит к
дроблению и более равномерному распределению карбидных и
других фаз в сплавах.
Сплавы с такой структурой имеют более высокие механиче-
ские свойства.
Весьма эффективное воздействие на изменение упрочняющих
фаз оказывают микродобавки бора, циркония и нитрида хрома
Под влиянием этих добавок дендриты твердого раствора фор-
мируются в виде тонкоосных сильно разветвленных кристаллов,
а так как упрочняющие фазы кристаллизуются вторично и рас-
полагаются в межосных пространствах дендритов, то это приво-
дит к резкому их измельчению и более равномерному распреде-
лению по объему отливки. Как было показано в работах [32,
106], первопричиной образования такой тонкой структуры яв-
ляется затруднение в росте зерен дендритов, создаваемое вво-
димыми добавками, вследствие образования вокруг них прочных
абсорбционных (химических) и барьерных физических пленок,
экранируемых металл от питаемой жидкости.
Так же, как в деформируемых жаропрочных сплавах, суще-
ственное влияние на свойства жаропрочных литейных никелевых
сплавов оказывают легкоплавкие и хрупкие примеси S Sb, Bi,
Pb и др.
Применение электродуговой вакуумной плавки и введение
специальных добавок (Се, La и др. позволяют значительно
парализовать их вредное влияние.
5. Жаростойкие сплавы
Ряд никелевых сплавов обладает высокой сопротивляемостью
окислению при высоких температурах.
Состав, механические свойства и области применения жаро-
стойких никелевых сплавов даны в табл. 56.
V
ГЛАВА
ОЛОВО, СВИНЕЦ И ИХ СПЛАВЫ
§ 1 СТРУКТУРА И СВОЙСТВА ОЛОВА И СВИНЦА
Олово и свинец среди других технических метал
лов выделяются относительно низкой температурой плавления,
малой твердостью и высокой коррозионной стойкостью.
Эти свойства и предопределили основные области применения
данных металлов. Свинец в чистом виде используют в химиче-
ском аппаратостроении, для кабельных оболочек, защиты от
рентгеновских и у-лучей и в других областях. Свинец и олово
широко применяют для производства антифрикционных сплавов,
и в качестве присадок к латуням, бронзам и другим сплавам.
В промышленности получают олово и свинец различной чи
стоты (табл 57, 58
Ниже приведены физические свойства этих металлов.
Олово Свинец
Атомный вес 118 69 207,19
Кристаллическая решетка Тетрагон. Г.ц.к.
Периоды решетки, А а = 5 8194 с = 3,1753 а = 4,9389
Плотность, г/см? 7.3 11 34
Температура плавления, °C 232 327,4
Температура кипения, °C 2270 1734
Скрытая теплота плавления, хал/а 14,5 6 89
Скрытая теплота испарения, кал/г Удельная теплоемкость при 20° С 573 204 6
кал/г-град Теплопроводность, 0 0542 0 031
кал/см сек-град Коэффициент линейного расшире- 0 1528 (0°С) 0 0827 (20° С)
ния а 106 \/град Удельное электрическое сопротив- 20 (20 165е С) 29,1 (20°С)
ление при 20° С, мком-см Поперечное сечение захвата тепло- И 5 22
вых нейтронов, барн/атом 0 625 0,17
Для олова в зависимости от температуры характерны две
кристаллические структуры (модификации) Непосредственно
при затвердевании образуются кристаллы олова с тетрагональ-
231
Таблица 57
Химический состав промышленных марок олова (ГОСТ 860—41)
Содержание примесей. %, не более
Г'® а 8
Спдер олова не met Аз Fe Си РЬ Bi Sb S всего приме
Применение
01 9$ 90 0 015 0 009 0,01 0 04 0 01 0 015 0,01 0 10 Для лужения консерв- ной жести, припоя ПОС9О
02 99 56 0 020 0 02 0 03 0,25 0 05 0 05 0 02 0 44 Для изготовления баб- бита Б83, припоя ПОС61, фольги и др,
03 98 35 0 10 0 05 0 10 1 0 0,06 0 30 0 04 1,65 Для изготовления сталь- ных баббитов, припоев и малооловянистых сплавов
04 96 25 0,10 0,05 0,15 3,0 0 10 0,30 0,05 3,75 Для изготовления сталь- ных баббитов, припоев и малооловянистых сплавов
с о
ной решеткой с периодами а = 5,82 А, с = 3,17 А. Эта модифи-
кация олова называется p-Sn. Олово в форме ^-модификации
устойчиво до температуры 18° С, а затем переходит в новую
модификацию a-Sn с решеткой типа алмаза с периодом а =
= 6,46 А.
Переход из одной модификации в другую сопровождается
резкими объемными изменениями, что приводит к разрушению
олова и превращению его в черный порошок. Необходимо заме-
тить, что при температуре 18° С и несколько более низкой ско-
рость этого превращения весьма незначительна и ее можно
практически не учитывать. Однако при минусовых температурах
(особенно минус 30—40° С) процесс полиморфного превращения
протекает весьма интенсивно. На изделиях вначале появляются
темные наросты, а затем наступает полное их разрушение. Такое
явление в практике часто называют «оловянной чумой». Олово,
«заболевшее» оловянной чумой, можно восстановить только
путем переплавки.
Некоторые примеси (свинец, сурьма и др.) в небольших ко-
личествах резко снижают скорость превращения олова из одной
модификации в другую, а при определенных концентрациях
0,5% и выше) практически полностью предохраняют от «оло-
вянной чумы»
Обычное белое олово (p-Sn) кристаллизуется из расплава в
форме крупных столбчатых кристаллов.
Самопроизвольный отжиг чистого олова протекает уже доста-
точно полно при комнатной температуре.
Очень чистый свинец при кристаллизации дает тоже крупное
зерно.
232
Таблица 58
Химический состав промышленных марок свинца (ГОСТ 3778—56)
Марка свинца Содержание свинца, %, не менее Содержание примесей, %, не менее Применение
Ле Си As Sb Sii Zn Fe Bi Mg + be E a+ Ca + Na всего примесей
СО 99 992 0,0003 0,0005 0,0005 0 0005 0 0005 0,001 0,001 0 004 0,001 0 002 0 008 Для особо ответственных деталей в аккумуляторной промышленности
С1 99 985 0,001 0 001 0 001 0 001 0 001 0 001 0,001 0 006 0 003 0,015 Для аккумуляторного су- рика, производства глета н сеток общего назначения, для специальных рубашек
С2 99 95 0 0015 0,001 0 002 0 005 0 002 0 002 0,003 0 03 0 005 0 01 0 05 Для футеровки кислото- упорных установок и труб
сз 99 9 0,0015 0 002 0,005 0 005 0 005 0,005 0,005 0 06 0,01 0 03 0,01 Для кабельных оболочек
СЗСУ Ост, 0,0015 0 002 0,005 0,005 0,4-0 8 0,008 0 005 0 005 0 01 0 03 » » »
ьа Со W С4 99,6 0,002 0 002 0,01 0 01 0,01 0,01 0,25 0,05 4 Для горячего свинцевания, закалочных ванн, зачеканки водопроводных и канализа- ционных труб
Свинец не получает наклепа при холодной деформации, так
как температура его рекристаллизации ниже комнатной.
Технические олово и свинец содержат всегда некоторые при-
меси. Все примеси в олове, кроме сурьмы, практически нерас-
творимы при комнатной температуре. Основной примесью в
олове является свинец, который в некоторых марках, предназна
ченных для изготовления сплавов, допускается в значительных
количествах (до 1—2%).
Как уже отмечалось, чистое олово обладает хорошей химиче-
ской стойкостью. Оно не окисляется на влажном воздухе, устой
чиво в органических кислотах и кипящей воде. Это с давних пор
позволяет применять олово для лужения посуды, жести и других
антикоррозионных покрытий.
Примеси значительно снижают коррозионную стойкость оло-
ва. При наличии в олове свинца или мышьяка оно становится не
пригодным для пищевой посуды и аппаратуры.
Сильные кислоты и щелочи растворяют олово. В этом отно-
шении свинец является более стойким материалом. Особенно
большой стойкостью свинец обладает в серной кислоте вслед-
ствие образования на его поверхности защитной окисной плен
ки. Свинец устойчив в горячей серной кислоте до концентрации
80%, в холодной до концентрации 92% В соляной кислоте
свинец устойчив до концентрации 10% Наиболее сильно на
свинец действует азотная кислота.
В сухом воздухе свинец не окисляется, во влажном покры-
вается тусклой окисной пленкой, обладающей хорошими защит-
ными свойствами.
$ 2. СПЛАВЫ ОЛОВА И СВИНЦА
В промышленности применяют пять групп сплавов на основе
олова и свинца
1. Подшипниковые сплавы.
2. Легкоплавкие сплавы.
3. Припои.
4. Типографские сплавы.
5. Сплавы для кабельных оболочек.
Ниже рассмотрены структуры, свойства и применение этих
сплавов.
1. Подшипниковые сплавы
По условиям работы подшипниковый сплав должен иметь
гетерогенную структуру и состоять из мягкой основы и твердых
включений.
Мягкая основа сплава обеспечивает хорошую прирабатывае-
мость подшипника к валу; твердые включения служат опорными
точками для трущихся частей вала. Небольшая поверхность со-
234
прикосновения вала и вкладыша уменьшает трение, а имею-
щиеся промежутки между валом к мягкой основой обеспечивают
хорошую подачу смазки и ее равномерное распределение
(рис. 121
Для уменьшения трения и равномерного распределения на
грузки на подшипник количество твердых частиц должно быть
небольшим и они должны равномерно распределяться по объему
металла.
Описанные выше принципы и положены в основу создания
подшипниковых материалов [107 108].
Вил
пягкая включения
основа
Рис. 121 Схема работы подшипника
Состав, физико-механические свойства и области применения
промышленных подшипниковых сплавов на основе олова и свин
ца приведены в табл. 59
Исходя из химического состава все подшипниковые сплавы
можно условно разделить на три группы
1 Сплавы на оловянной основе (Б89, Б83
2. Сплавы на свинцовой основе (БС, БК)
3. Сплавы на оловянносвинцовой основе (Б16г БН, БТ Б6)
Сплавы на основе олова
Подшипниковые сплавы Б89 и Б83 являются сплавами трой-
ной системы Sn Sb Си.
Однако, учитывая, что медь в основном находится в связан-
ном состоянии в форме соединения с оловом Cu3Sn (возможно
CueSn5) и не оказывает существенно влияния на фазовое равно-
весие, структуру этих сплавов можно описать, руководствуясь
двойной диаграммой состояния Sn Sb (рис. 122)
По этой диаграмме сурьма до 3,5% растворима в олове,
образуя с ним твердый раствор. При большом количестве сурь-
мы в структуре сплава появляются кристаллы р-твердого раство-
ра (твердого раствора на основе химического соединения SnSb)
235
Таблица 59
со
о>
Состав, физико-механические свойства и области применения подшипниковых сплавов
Г руппа Марка сплава Химический состав, % Плотность, г,'см9 Температурный интервал кри- сталл изации, °C Линейная усадка, % Жидкотекучесть и см Коэффициент линейного расширения (30—100е С) д 1/град Теплопроводность при 20® С, кал/см сек град
Оловяннстые баббиты Б89 Б83 7,7Sb, 3Cut остальное Sn 11 Sb, 6Cu, остальное Sn 7 3 7 3 350-240 370-240 0 65 0 65 75 70 22 5 23 0,09 0 09
Свинцовооловяннстые баб- биты Б16 16Snt 16Sb, 2Cu, остальное Pb 9,29 410-240 0 50 51 25 0 06
БН IQSn, 14Sb, 2Cu, INi, 1 5Cd, 0 7As, остальное Pb 9 55 400-240 0 50 63 26 0 055
БТ 10Sn, 15Sb, 0,9Cu, 0 15Fe, остальное Pb 9 55 410-240 0 50 55 26 0 055
Б6 6Sn, 15Sb, 3Cu, 2Cd, 0,8As, остальное Pb 9 6 416—232 0 55 27 0 05
Свинцовистые баббиты БК ICa, 0 75Na, остальное Pb 10 5 440-320 0 75 36 0 05
БК2 0.45Ca, 04Na, 2Sn, 0,06Mg, остальное Pb 10 3 440-320 0 75 35 0 05
Группа Марка сплава кГ/ммг 3= 3 U' сч о & ю « я с JC g
Оловянистые баббиты Б89 Б83 8 9 9 6 25 30
Свкнцовооловянистые баб- биты Б16 7.8 7 6 0,2 30
БН 7 7 1 1 29
БТ 6 7 5 4 11 7 22
Б6 6,8 0 2 30
Свинцовистые баббиты БК 10 11 8 2 5 32
237 БК2 9 5 8 8 20
Продолжение табл. 59
, U JM ' 0 Коэффициент трения со спад* кой Износ баббита, мг/смг км Области применения
0,8 0 6 0 005 0 005 0 09 0,1 Для заливки подшипников паровых турбин, турбокомпрессоров, турбонасо- сов и др.
0 14 0 006 0,22 Для заливки опорных подшипников паровых турбин, паровых машин, гид- ротурбин, электроприводов и др.
0,03 0 006 0,15 Для заливки подшипников двигате- лей внутреннего сгорания, паровых тур- бин, паровых машин, гидротурбин и др.
0,5 0 007 0 18 Для заливки подшипников трактор- ных и автомобильных двигателей
0 15 0,007 0,23 Для заливки подшипников, нефтяных двигателей, металлообрабатывающих станков, трансмиссий, вентиляторов и др.
0 8 0,004 0 16 Для подшипников городского и же- лезнодорожного транспорта, горноруд- ных машин и др.
1 2 0 004 0 15 То же
Сплав Б89 (7—8% Sb, 2,5—3,5% Си, остальное Sn) в осно-
ве содержит сс-твердый раствор сурьмы и меди в олове с включе-
ниями иглообразных кристаллов химического соединения Cu3Sn.
Однако вследствие неравновесной кристаллизации в нем появ-
ляется некоторое количество нерастворившихся первичных кри
сталлов р SnSb -фазы. Структура сплава представлена на
рис, 120 атласа
Сплав Б83 имеет структуру, аналогичную сплаву Б89, но
отличается от него большим содержанием кристаллов p(SnSb -
фазы и химического соединения Cu8Sn рис. 121 атласа)
В этих сплавах мягкой основой является сложнолегирован-
ный «-твердый раствор, роль твердой составляющей выполняют
включения р SnSb -фазы и химического соединения Cu8Sn.
Кристаллы Cu3Sn, кроме этого, выпадая первично, образуют в
жидком сплаве своеобразную сетку, препятствующую ликвации
кристаллов fl-фазы в сплаве.
Оба сплава близки по своим физико-механическим и анти
фрикционным свойствам табл. 59)
Оловянистые баббиты являются лучшими подшипниковыми
сплавами и применяются для заливки наиболее ответственных
подшипников паровых турбин, турбокомпрессоров, турбонасосов,
компрессоров, дизелей, паровых машин и других высоконагру-
женных установок.
Сплавы на основе свинца
Наиболее широкое применение в промышленности получили
сплавы свинца с сурьмой и небольшими добавками меди БС)
и свинца с кальцием и натрием (БК) Состав и физико-механи-
ческие свойства сплавов приведены в табл. 59.
238
Сплав БС является заэвтектическим сплавом системы
Pb Sb.
Согласно диаграмме состояния Pb Sb (рис. 123 , структура
сплава состоит из первичных кристаллов р Sb -твердого раство-
Рис. 123. Диаграмма состояния Pb Sb
ра и эвтектики a Pb + р Sb Кроме этого, при наличии в спла-
ве меди образуются кристаллы химического соединения Cu2Sb.
Микроструктура сплава показана на рис. 122 атласа
Рис. 124. Диаграмма состояния РЬ Са
Рис. 125. Диаграмма
состояния Pb Na
Мягкой основой сплава является свинец, роль твердой со-
ставляющей выполняют частицы р Sb -фазы и химического со-
единения Cu2Sb.
Кроме этого, иглообразные кристаллы медьсодержащей фа
зы, образуя твердый каркас в расплаве, подобно частицам
CugSn, препятствуют всплыванию кристаллов р (Sb)-фазы.
Сплав БК принадлежит к тройной системе Pb Са Na
Характер взаимодействия свинца с кальцием и натрием в двой-
239
ных системах показан на диаграммах состояния двойных систем
РЬ Са (рис. 124) и Pb Na (рис. 125
Учитывая, что вводимые количества натрия (до 1%) полно-
стью находятся в твердом растворе, структуру сплавов можно
отнести, руководствуясь двойной диаграммой состояния РЬ Са,
где положение сплава показано заштрихованной областью. Со-
гласно этой диаграмме, после затвердевания структура сплава
состоит из a-твердого раствора и кристаллов химического соеди-
нения РЬзСа. Структура
О 0,5 1$ lf5 2fi 2,5
Со Sepмание добавок,%
Рис. 126, Влияние различных
добавок аа твердость свинца
ся воздействию ударных
сплава показана на рис. 123 атласа.
В этом случае мягкой основой сплава
является свинец (точнее твердый рас-
твор натрия и кальция в свинце), твер-
дой составляющей кристаллы РЬ3Са.
Вводимые добавки натрия и каль-
ция и некоторых других элементов, об-
разующих со свинцом твердые раство-
ры, повышают его твердость. Влияние
отдельных добавок на повышение твер
дости свинца показано на рис. 126.
Физико-механические и антифрик-
ционные свойства баббита показаны
в табл. 59.
Кальциевонатриевые баббиты обла
дают хорошими антифрикционными
свойствами, они менее хрупки и более
износостойки, чем баббит БС, и поло-
жительно зарекомендовали себя в экс-
плуатации. Они хорошо сопротивляют-
на гр узок, поэтому с успехом работают
в подшипниках подвижного состава железных дорог (вагонов,
паровозов, тепловозов), тракторов и т д.
Свинцовооловянистые сплавы
К числу этих сплавов относятся баббиты. Б16, БН, БТ и Б6.
Сплав Б16по содержанию компонентов относится к чет-
верной системе Pb Sb Sn Си. Однако, принимая во вни-
мание, что медь кристаллизуется в виде соединений CuaSn и
Cu2Sb в зависимости от отношения сурьмы и олова) и ранее,
чем основа сплава, то кристаллизацию и структуру сплава мож-
но описать, руководствуясь тройной диаграммой состояния
РЬ Sn Sb, приведенной на рис. 127 Сплав Б16 по своему
составу находится на линии Pb SnSb, поэтому процесс его
кристаллизации заканчивается образованием двойной эвтектики
ос (Pb) + p(SnSb)
Структура сплава показана на рис. 124 атласа.
В этом сплаве мягкой составляющей является свинец точ-
нее твердый раствор Sn, Sb и Си в свинце), роль твердой со-
:240
ставляющей играют включения ₽(5п5Ь)-фазы и частицы хими-
ческих соединений Cu3Sn и CusSb.
В отличие от баббита БС, где основой твердой составляющей
является хрупкая сурьма, баббит Ы6 менее склонен к выкраши
ванию и износу так как роль твердой составляющей играет
более прочная и пластическая фаза p(SnSb)
Рис, 127 Поверхность ликвидуса диаграммы состояния систе-
мы Pb Sb Sn
Важнейшие физико-механические и антифрикционные свой
ства баббита Б16 даны в табл 59
Баббит Б16 применяют как заменитель баббита Б83 для за
л ивки ответственных подшипников, работающих в условиях спо-
койной нагрузки.
Сплавы БН и БТ относятся к числу малооловянистых
баббитов. Значительное улучшение механических и антифрик-
ционных свойств этих баббитов достигается легированием их ни
келен мышьяком, кадмием и теллуром см. табл. 59)
Никель и теллур упрочняют основу сплава a-твердый рас-
твор. Присадки кадмия и мышьяка образуют в сплавах новое
химическое соединение AsCd (в виде округлых серых кри
сталлов , которые одновременно служат зародышами для фор-
16 Заказ 1024
241
мирования зерен ₽ (SnSb)-фазы. Микроструктура сплавов БН
показана на рис. 125 атласа.
Подобную структуру имеет сплав Б6. Сплавы БН, БТ и Б6
рекомендуют как заменители высокооловянистого баббита Б83;
они могут полностью заменять баббит Б16.
Механические и антифрикционные свойства баббита даны
в табл. 59.
2. Легкоплавкие сплавы
Легкоплавкие сплавы применяют главным образом в электро-
технической промышленности и медицине, для легкоплавких
вставок и специальных целей. Некоторые из этих сплавов при-
меняют как припои.
Состав наиболее распространенных легкоплавких сплавов
дан в табл. 60.
Таблица 60
Легкоплавкие сплавы
№ сплава Химический состав. % Темпе ратура плавления °C
Bi Pb Sn Cd Hg
1 35 35 30 140
2 50 25 25 94
3 50 30 20 96
4 50 27 13 10 70
5 53 15 20 12 70
6 50 25 12,5 12 5 60,5
7 47 36 7 10 62
8 42 32 6 20 58
9 36 28 6 30 48
Металлы, входящие в состав этих сплавов, образуют между
собой легкоплавкие тройные и более сложные эвтектики, кото-
рые и составляют основу сплавов.
При введении в сплавы кадмия и ртути образуются еще бо-
лее легкоплавкие четверные эвтектики.
3. Мягкие припои
Припоями называют сплавы, применяемые для соединения
частей спаиваемых изделий.
Мягкие припои представляют собой сплавы легкоплавких
металлов олова, свинца и сурьмы и характеризуются невысо-
кой прочностью пъ = 5-т- 7 кГ/мм?)
Состав и температура плавления наиболее распространен-
ных легкоплавких припоев приведены в табл. 61
242
Таблица 61
Мягкие припои
Марка припоя Химический состав, % Темпера- тура плавления °C Применение
Sn Sb Pb
ПОС90 80-90 0.2 Остальное 210 Для пайки посуды, медицин- ской аппаратуры
ПОС61 61-62 0 2 190 То же
ПОС40 39-40 1 5-2 240 Для пайки латуни, железа, медных проводов
ПОСЗО 28-30 1,5-2 » 260 Для пайки меди, железа, бе- лой жести и т д.
ПОС18 17 18 2-2 5 270 Для пайки свинца, железа, латуни, меди, оцинкованного же- леза, автотракторных деталей Для пайки жести, железа, ла- туни и меди
ПОС4-6 3-4 CJl от » 280
4. Типографские сплавы
Сплавы свинца, легированные сурьмой и оловом, имеют
большое применение в полиграфической промышленности. Кро-
ме этих сплавов, в типографском деле используют более дешевые
сплавы свинца с сурьмой и мышьяком [109]. Типичные составы
типографских сплавов приведены в табл. 62.
Таблица 62
Составы стандартных типографских сплавов
Марка сплава Основные компоненты, %
РЬ Sb Sn As
МШ1 Остальное 13,5-15 3,5-4 5
MUJ2 » 14—16 2 7-3 3
мшз 14—16 1 5-2 5
МП1 » 9 5-10,5 1 0—1 5
MGM1 » 9 5—10 5 2 0—2 5
МЛ1 » 9 5-10,5 1 0-1 5
ЛН1 » 1-12 4 2—4 8
5. Сплавы для кабельных оболочек
Широкое применение для кабельных оболочек имеют малол^-
гированные сплавы свинца. Состав и свойства наиболее распро-
страненных сплавов для кабельных оболочек приведены в
табл. 63.
16*
243
Таблица 63
Состав и свойства свинцовых сплавов для кабельных оболочек
Л;> Сплава Химический состав, % Верхняя крити- ческая точке, °C Предел прочности <т^, /мм? Предел выносли- вости при вибра- ции (107 циклов), к Г/мм' Предел ползуче- сти при нагрузке 0 1 к Г/мм2 (в прессованном со- — 4 стоянии) а -1 Q Число изгибов При 20е С Относительное удлинение, % Твердость ЯД, кГ/ММ2
с Л JD Л и £ 3 Pb
1 ... 99 99 327 1 5 0 42 0 1 42 52 4 4
2 0 5 Остальное 324 1 9 0 66 1 8 23 49 5 7
3 — 0 06 То же 327 1 4 0 43 0 03 50 67 4 6
4 —- 0 06 » » 327 1 8 0 51 0 03 49 48 5 8
5 2 — » » 324 2 1 0 69 ! 0 20 56 6 1
6 0 5 0 25 » » 2 1 0 66 1 2 20 41 6 1
Примечание.
1 Для кабелей высокого напряжения. 2. Для телефонных и морских кабе-
лей. 3. Для кабелей высокого напряжения. 4. Для телефонных и морских ка-
белей. 5. Для телефонных кабелей, б'. Для морских кабелей.
ГЛАВА
ЦИНК И ЕГО СПЛАВЫ
§ 1. СТРУКТУРА И СВОЙСТВА цинка
Цинк является одним из важных промышленных
металлов. В чистом виде он применяется для антикоррозионных
и декоративных покрытий, гальванических элементов, в типо-
графском деле и других отраслях техники. Химический состав
промышленных марок цинка дан в табл. 64
Цинк хорошо обрабатывается в горячем состоянии. Прокатку
цинка обычно производят при температуре 130—170° С.
Механические свойства цинка характеризуются следующими
средними показателями иь ~ 15 кПмм2 6 = 20%, ф = 70% и
НВ = 30 кГ мм2
Микроструктура литого цинка дана на рис. 126 атласа. На
рис. 127 атласа приведена структура цинка после деформации и
рекристаллизации. В рекристаллизованной структуре цинка в
отличие от меди, никеля и других металлов кубической системы
отсутствуют двойники.
Примеси, имеющиеся в цинке, оказывают заметное влияние
на его твердость (рис. 128
Из встречающихся примесей в цинке (Fe, Pb, Cd, Sn и др.)
наибольшее влияние на рекристаллизацию оказывает железо.
В присутствии тысячных долей процента железа цинк рекристал
лизуется при комнатной температуре.
Цинк, содержащий 0,01% Fe, рекристаллизуется только при
температуре 70—100° С.
Железо повышает твердость цинка и сильно снижает его
прочность.
.Цинк с железом-Образует твердый раствор (т])т однако рас-
творимость последнего в цинке ничтожна (около 0,01 % Fe
Кроме этого, в сплавах, богатых цинком, образуется эвтектика,
содержащая всего лишь 0,018% Fe, в состав которой входит
б-фаза (твердый раствор на основе химического соединения
FeZn Так как кристаллы б(Ре2п)-фазы тверды и хрупки, это
соединение сообщает цинку повышенную твердость и хрупкость.
При содержании 0,2 % Fe цинк становится хрупким и его ..обра-
бот ка з ат руд н яется
245
Таблица 64
о
Химический состав цинка различных марок (ГОСТ 3640—17)
Марка цинка Цинка, % не менее Примеси, % не более Применение
РЬ Fe Cd Си As Sb Sn всего примесей
цв 99 99 0 005 0 003 0 002 0 001 — 0,01 Для отливаемых под давлением осо- бо ответственных деталей авиа- и ав- топриборов. В химической и химико-фармацев- тической промышленности
ЦО 99 96 0 015 0 010 0 010 0,001 =" 0,04 Для гальванических элементов для ответственных деталей авиа- и авто- приборов, для цинковых сплавов, об- рабатываемых давлением
щ 99 94 0,024 0 015 0 014 0 002 0 06 Для сплавов, обрабатываемых давле- нием, для гальванических элементов, цинкования, для анодов, для изготов- ления высококачественных белил, спе- циальных латуней и медноалюминие- вых сплавов на цинковой основе
Ц2 99 9 0 05 0 04 0 02 0 002 0 1 Для изготовления цинковых листов, медноцинковых сплавов и бронз, для горячего цинкования, изготовления муфельных белил
113 98 7 1 0 0,07 0 2 0 005 0 01 0 02 0 002 1 3 Для изготовления цинковых листов, в типографской промышленности, для медноцинковых сплавов, для горячего цинкования стальных листов
Ц4 97 5 2,0 0 15 0 2 0 05 0 01 0 02 0 05 2,5 Для получения обычных литейных и свинцовистых медноцинковых спла- вов, изготовления цинковых листов, для горячего цинкования
Свинец, кадмий и олово образуют с цинком легкоплавкие
эвтектики, которые, залегая по границам зерен, служат причиной
образования трещин на цинке при горячей обработке. Подобное
явление наблюдается в цинке, со-
держащем примеси олова и кадмия.
Однако действие кадмия проявляет-
ся в меньшей степени вследствие
его значительной растворимости (до
2%) в цинке.
Вредное влияние олова и свинца
проявляется еще в большей степени,
если эти примеси присутствуют од-
новременно, так как в этом случае
появляется тройная эвтектика Zn +
+ Sn + Pb, залегающая по грани-
цам зерен и плавящаяся при темпе-
ратуре 150° С.
В некоторые сорта цинка поли
графический цинк) свинец вводят
умышленно в количестве до 1 % что-
бы повысить растворимость послед
Рис. 128. Влияние примесей на
твердость цинка
него в кислотах при изготовлении
клише.
Очень чистый цинк имеет доста
точную устойчивость против корро-_
зии. Образующаяся на его поверхности защитная окисная плен-
ка обладает удовлетворительной стойкостью в атмосферных ус-
ловиях и против действия морской воды.
$ 2. СПЛАВЫ ЦИНКА
Сплавы на основе цинка применяют в промышленности для
производства отливок и обработки давлением, а также для под
шинников и припоев.
1. Литейные сплавы
Литейные сплавы цинка в основном используют для мелких
фасонных деталей, получаемых литьем под давлением. Наиболее
типичные составы сплавов и их механические свойства даны
в табл. 65.
Эти сплавы можно условно разделить на три группы: сплавы
цинка с алюминием, цинка с медью и тройные сплавы цинка с
алюминием и медью.
Двойной сплав цинка с алюминием указанного выше состава
имеет структуру, данную на рис. 128 атласа.
Как видно из микрофотографии, сплав состоит из первичных
кристаллов и эвтектики. Согласно диаграмме состояния системы
247
Состав и физико-механические свойства
Основные компоненты, %
№ сплава А1 Си ми РЬ Fe Sn Zn
1 2 3 4 3,5—4,5 3,5-4 3 4 0 25 2 Б—3,5 0-0,5 1 4-5 0,05-0 10 До 0,06 0,03 0,01 0 10 Осталь- ное То же » »
Zn Al, приведенной на рис. 129, первичными кристаллами яв-
ляются твердый раствор алюминия в цинке (р-фаза , а эвтекти
кой смесь кристаллов аир
а-твердый раствор цинка в алю-
минии) Однако при медленном
охлаждении a-фаза при темпера-
туре 270° С распадается с образо-
ванием эвтектоида
27О’С
а —ZloCj
где си является также твердым
раствором цинка в алюминии, но
содержит в своем составе 27 °/о
Zn. Фаза а имеет состав. 79%
Zn и 21% А1.
Необходимо указать, что если
быстрым охлаждением удается
о го W 50 80 100 предотвратить распад «-твердого
Al Zr?,% Zn раствора, то в силу неустойчиво-
го его состояния при обычных
Рис. 129. Диаграмма состояния температурах происходит распад
уже в готовых изделиях. Этот
процесс часто называют естест-
венным старением. Приста рении происходит изменение свойств
и линейных размеров отливок. Изменение линейных размеров
сплава с 4,1% А1, 0,04% Mg, остальное Zn и Некоторых его
свойств при естественном старении показано на рис. 130.
Небольшие добавки магния (до 0,1%) уменьшают скорость
распада a-фазы и повышают прочность сплава.
Сплавы цинк—медь выгодно отличаются от сплавов
цинк алюминий тем, что в них не наблюдается старение, одна-
ко они имеют более низкие механические свойства.
248
Таблица 65
цинковых литейных сплавов
Средние механические свойства Плотность, г'см* Верхняя критическая точка( “С Применение
ай- 8, % ив кГ,:мкг ан кГ -к'см1
35 ю 1 100 7 6 75 400 Для литья под давлением
27 3 80 10 6 75 390 » » »
30 20 2-6 0 5-1 90 5 9 6 63 389 Й А » » » » » »
Характер взаимодействия цинка с медью определяется ди
аграммой состояния, данной на рис, 131 где применяемые в
практике сплавы отмечены заштрихованной областью.
Рис. 130, Изменение размеров и некоторых
свойств сплавов цинка с алюминием при есте-
ственном старении
Промышленный сплав 4% Си, остальное Zn) находится в
двухфазной области и имеет перитектическую структуру обра-
зующуюся в результате следующих процессов кристаллизации.
ft-423°C ( _
433°С
Z,p -р Е *—— Л 4“ Еост-
Структура сплава дана на рис. 129 атласа.
249
Тройныесп лавы цинк алюминий медь имеют
наибольшее применение вследствие их более высоких механиче-
О 1 2 3 Ь 5
zn Си, %
Рис. 131. Диаграмма состояния
Zn Си
ских свойств. Процесс кристалли-
зации и структуру этих сплавов
можно описать, руководствуясь
проекцией поверхностей ликвиду-
са диаграммы состояния Zn
Al Си, приведенной на рис. 132.
На рис. 132 точка является
тройной эвтектической точкой.
Температура плавления тройной
эвтектики 377° С, состав эвтекти
ки. 89,1% Zn, 7,05% Al и
3,85% Си.
Применяемые в промышленно-
сти сплавы в соответствии с их
средним составом обозначены
точками а и b
Согласно поверхностям ликви-
Рис. 132. Проекция поверхности ликвидуса Zn Al — Си
дуса, кристаллизация сплава а (4% А1, 1% Си, остальное Zn)
протекает в следующие три стадии:
1-я стадия:
2-я стадия:
t.-377°C
Le-------> эвт.(ч + р)4-££,
3-я стадия
377°С
££^z=±3bt.(t] + P4-8).
250
Структура сплава т] + эвт (л + Р) + эвт (ц + р + е
Микроструктура сплава, содержащего 4% А1, 1% Си, осталь-
ное Zn, приведена на рис, 130 атласа
Необходимо отметить, что в зависимости от скорости охла
ждения первичные зерна трфазы могут иметь разную трави
мость. При литье сплавов в подогретую изложницу эти зерна
могут окрашиваться в темный „цвет. s Это связано с тем, что
'зерна твёрдого раствора распадаются (вследствие изменения
растворимости меди и алюминия в цинке) и продукты распада
травятся сильнее, чем сами кристаллы трфазы. При литье в хо-
лодный и несильно подогретый кокиль этот распад практически
не идет и зерна т}-фазы не подвергаются воздействию травителей
и имеют светлую окраску Кроме этого, с увеличением скорости
охлаждения происходит измельчение выделений трфазы, а также
образующихся в сплавах эвтектик.
В сплаве с повышенным содержанием меди (например, сплав
Ь) в отличие от предыдущего сплава первично кристаллизуется
е-фаза, а затем двойная н + в) и тройная (а + е + 0) эв-
тектики.
Микроструктура сплава показана на рис. 131 атласа.
Тройные сплавы цинк— алюминий медь, так же как двой-
ные сплавы цинк алюминий, подвержены естественному ста
рению. Эффект старения и в связи с этим изменение в свойствах
сплавов зависят от их состава. В некоторых цинковых сплавах
изменения протекают в течение длительного времени (несколько
лет) и их практически можно не учитывать.
В других сплавах, наоборот, изменения проходят так быстро
и значительно, что отливки подвергаются короблению и даже
самопроизвольному разрушению. Старение тройных цинковых
сплавов, так же как двойных сплавов А1 — 2п, связано со
структурными изменениями, происходящими в твердом растворе.
Они сводятся, во-первых, к распаду 0-фазы и, во-вторых, к рас-
паду твердого раствора с выделением кристаллов е и р.
Степень и скорость распада зависят от температуры и со-
става сплавов. Особенно быстро эти процессы проходят в спла-
вах, богатых алюминием.
Огромное влияние на процессы старения оказывают примеси.
Чем чище сплав от примесей, тем выше его свойства при старе-
нии и тем меньше изменяются размеры отливок со временем
Наиболее вредными примесями являются свинец, олово и
кадмий.
Допускаются следующие предельные содержания отдельных
примесей (в %) в сплавах цинка с алюминием и медью
Железа Свинца Кадмия Олова Прочих примесей 0 1 0 01 0 005 0,005 0,02
251
Как уже указывалось, положительное действие на цинковые
сплавы оказывает магний. Для сплава 4% А1, 3% Си, остальное
Zn установлено [НО], что магний увеличивает прочность и спо-
собствует замедлению старения в этом сплаве.
Наилучшая прочность сплава получается при содержании
0,05% Mg Этого количества магния достаточно для того, чтобы
задержать процесс распада p-фазы. Наоборот увеличение содер-
жания магния выше 0,2% ведет к повышению скорости распада.
Поэтому в сплавы Zn Al Си специально вводят небольшие
добавки магния (до 0,1 %
Для литья под давлением чаще применяют сплав с 4% А1Т
3% Си, 0,1% Mg, остальное Zn. Он имеет наиболее высокие
механические свойства пл = 32 38 кГ мм2, 6 = 2 4-2.5%,
НВ =120 кГ мм2) и лучшие литейные качества по сравнению с
другими цинковыми сплавами. Он также превосходит все другие
сплавы по постоянству свойств.
Тройные цинковые сплавы для литья под давлением приме-
няют в автомобильной и тракторной промышленности, в маши
ностроении и аппаратостроении.
Для предохранения от коррозионного разрушения к которо-
му сильно склонны цинковые сплавы отливки подвергают нике-
лированию, хромированию и покрывают лаками и красками.
2. Деформируемые сплавы
Состав и свойства некоторых деформируемых цинковых
сплавов даны в табл. 66.
Микроструктура большинства этих сплавов была описана
выше, за исключением сплавов, богатых алюминием
В этих сплавах например ЦАМ10-5 первичными выделе-
ниями, согласно диаграмме (рис. 132, точка с , являются кри-
сталлы 0-фазы, продуктами вторичной и третичной кристаллиза
ции соответственно двойная (р+ е и тройная (0 + т] + е)
эвтектики.
Микроструктура сплава показана на рис. 132 атласа.
Цинковые сплавы, содержащие до 15% А1 и до 4% Zn, обра
батываются в горячем состоянии прокаткой и прессованием при
температуре 200—300° С. Эти сплавы после обработки давле-
нием обладают хорошими механическими свойствами, близкими
к свойствам латуни.
3. Антифрикционные сплавы
Цинковые антифрикционные сплавы известны уже давно.
Последние исследования в этой области [111] показали, что
наиболее ценными по своим свойствам являются сплавы цинка
с медью и с алюминием Состав и свойства рекомендуемых для
промышленного использования сплавов указаны в табл. 67
252
Таблица 66
Состав и физико-механические свойства деформируемых цинковых сплавов
Марка сплава Основные компоненты Верхняя критиче- ская точка, °C Плотность, г с.и1 Те । т лол ро во д11 ост ь, кал ск-сек-грай ! Коэффициент лн- нсИного расшире- ния а 10^^ 1 'град 5 л. о О? /а V *, % EW(W JU ' jwfj» 'ян Применение
Л1 Си Mfj Zn
ЦАМО 2—4 0 2 4 Основа 470 7 25 0 22 0 25 30 33 25-30 60 70 1 5 85 Для прессования, прокатки и для изде- лий, получаемых глу- бокой вытяжкой
ЦАМ2-5 2 5 » 450 7 05 40 9 11 100 Для прессования
ЦАМ4- 1 4 1 0.03 » 390 6 68 0 22- 0 24 27 4 38 8- 10 52 2 0 90 Для прессования (заменитель латуни)
ЦЛМ10—2 10 2 0 03 » 419 6 21 0 23 0 24 27- 30 40 15-20 45- 60 2 0 100 Для прессования
НАМ 10-5 10 5 0 03 и 395 6 3 0 24 27 40 12 — 18 1 0 100 Для прессования и литья
ЦЛ15 15 0 05 443 5 75 46 5-8 2 2 НО Для прессовдния
ЦМ1 1 » 422 7 18 0 25 34 8 30 20 50 Для прессования (заменитель латуни)
Таблица 67
Состав и физико-механические свойства подшипниковых сплавов
на цинковой основе
Марка сп л а па Основные коми тенты % Типичные свойства сплавов среднего состава
А1 Си ME Zn плотность, г с.пл верхняя критическая точке, ~С
ЦАМ10-5 ЦАМ5-10 Б83 10 5 10 4 11 5 10 0 5-1 0 5—1 0 03 0 03 6 Основа » в в 83 6 3 7 1 6 2 6 7 395 500 420 390 380
Марка сплава Типичные свойства сплавов среднего состава Коэффициент тре- ния
коэффициент линейного расширен ня а 6, 1 /град теплопровод- ность, кал/см- сек- -град к/7лша ь, % кГ • .« -ил1 НВ кГ.'мм2
НАМ 10—5 ЦАМ5-10 Б83 27 26-30 27—30 27—30 20 7—21 7 ’'W сч сч сч •Ф О О О 1 1 1 О СЧ СО СЧ СЧ СЧ СМ ООО 30 30 30 23 9 0 5-1 5 1 1 5 0 7—1 5 0,6-1 2 6 1 0 2 1 2 0 6 100 по 100 90 30 0 009 0 005
В этой же таблице для сравнения приведены свойства одного из
лучших подшипниковых сплавов на оловянной основе Б83)
Микроструктура некоторых сплавов показана на рис. 132 и
133 атласа.
Сплавы цинка с 10% А1 и 5% Си хорошо переносят обработ-
ку давлением.
При изготовлении подшипников из цинковых сплавов необхо-
димо учитывать несколько больший коэффициент их линейного
расширения по сравнению с бронзами и баббитами.
Обычно для цинковых сплавов зазор между подшипниками и
валом делается в пределах ОД2—0,15% от диаметра вала.
4. Припои
Цинковые припои в основном используют для пайки алюми
ния, магния и их сплавов.
Для пайки магниевых сплавов хорошо оправдал себя припой,
представляющий сплав цинка с 40% кадмия. Этот сплав имеет
254
температуру плавления 266° С, предел прочности 10 кГ мм2 и
относительное удлинение 5%
Припой является заэвтектическим сплавом системы (см. ди
а грамм у состояния на рис. 133), структура которого состоит из
первичных кристаллов p-твердого раствора кадмия в цинке и эв-
тектики (а + Р) где а твердый раствор цинка в кадмии.
Рис. 133. Диаграмма состояния Zn Cd
Таблица 68
Типографские цинковые сплавы
Марка сп лава Основные компоненты, % Примеси, % не более Применение
А1 Си Mg Zn РЬ Fe всего примесей
ЦШ1 3,5-4 5 0,06-0,1 0 02—0 06 Основа 0 01 0 03 0 06 Для отливки шрифтов ручного набора
Сплав JMb 3 2,2-3.0 1 2-1 8 » 0 01 0 03 0 1 Для отливки шрифтов машинно- го набора
Сплав № 5 6,5—7 5 3,5-4 5 » 0 01 0 03 0 1 То же
Сплав Яг 6 4 2 » 0 01 0 03 0 1 Для линотипа п монотипа
Сплав № 7 5 4 2 » 0 01 0 03 0 1 То же
255
$. Типографские сплавы
За последние годы цинковые сплавы применяют в пол и граф и
ческой промышленности. Сплавы на основе цинка используют
для отливки шрифтов ручного и машинного набора, для линоти-
пов, монотипов и других целей.
Состав типографских цинковых сплавов приведен в табл. 68.
ГЛАВА
ТИТАН И ЕГО СПЛАВЫ
§ 1. СТРУКТУРА И СВОЙСТВА ТИТАНА
Титан по совокупности физико-химических свойств
является одним из важнейших современных конструкционных
материалов. Он почти в два раза легче, чем углеродистая и леги
рованные стали, а также многие цветные сплавы, по коррозион-
ной стойкости в морской воде и ряде агрессивных сред превосхо-
дит нержавеющие стали. Он не магнитен, имеет высокую проч
ность и пластичность и характеризуется рядом других ценных
свойств.
По распространенности в природе титан занимает среди
металлов седьмое место после Al, Fe, Са, Na, К и Mg и его в
земной коре в 10 раз больше, чем Мп, Сг Си, Zn, V Ni, Со, Мо,
W и Nb вместе взятых [111]. Этот открывает большие возможности
широкого применения титана в промышленности.
Ниже даны основные физические свойства титана.
Атомный вес 47 90
Кристаллическая решетка:
P-Ti (при />882° С) К. о. ц. с периодом
а — 3 283 ± О 003А
a-Ti (при t < 882fl С) Г п. у с периодами
а = 2 9503 ± 0.0004А,
с-4 8631 ± 0.0004А,
с/а=I 5873
Плотность, г!см?'
a-Ti (при 20° С) 4 505
p-Ti (при 900°С) 4,32
Температура плавления, °C 1665±5
Температура кипения, °C 3227
Скрытая теплота,
плавления, ккал/моль 5 0
испарения, ккал!моль 112,5
полиморфного превращения, кал’моль 678
Удельная теплоемкость, кал}г -град, при тем-
пературах, °C:
100 0 130
300 0,136
500 0,141
700 0 145
17 Заказ Ю24
257
800 900 0 148 0 166
1100 0 164
1200 0 164
Теплопроводность, кал/см сек град,
при температурах, РС:
100 0 0364
200 0 0355
300 0 0346
400 0 0336
500 0 0329
600 0 0319
700 0 0305
Коэффициент линейного расширения а 106 1/еС, при температуре, °C:
100 8 3
200 8 8
300 9 2
400 . 9 5
500 9 75
600 9 9
700 9 95
800 10 05
Электрическое сопротивление при 20е С,
ом мм2/мг.
йодидный титан 0 42
технический титан 0 55
Магнитная восприимчивость, э,м.е. (3 2+0,4)*
Модуль упругости Е, кГ/мл^ 11210
Модуль сдвига G кГ/мм2 4110
Коэффициент Пуассона 0 32
Поперечное сечение захвата тепловых ней-
тронов, барн/атом 5 8
Титан имеет две аллотропические формы: a-Ti и p-Ti. Пере-
ход из одной модификации в другую происходит при температуре
882° С. До 882° С титан существует в форме «-модификации н
имеет гексагональную решетку, выше этой температуры в виде
p-модификации, имеющей решетку объемноцентрированного
куба
На температуру перехода а-фазы в 0-фазу оказывают влия-
ние различные примеси и специально вводимые легирующие
компоненты.
Большинство элементов понижают температуру полиморфно-
го превращения, расширяя область 0-фазы и делая ее устойчи
вой даже при комнатной температуре (рис. 134, область а
Такие элементы, стабилизирующие p-фазу, называются 0-стаби-
лизаторам и. К ним относятся переходные металлы ниобий, тан
тал, молибден, железо, хром, марганец, ванадий и др.
Существует ряд элементов, которые, наоборот, повышают
температуру перехода a-фазы в 0-фазу, расширяя область суще-
ствования а-модификации титана (а-стабилизаторы) (рис. 134,
область б)
258
К числу стабилизаторов a-фазы относятся элементы: алюми-
ний, бор, кислород, азот и углерод.
Однако известно несколько элементов (Th, Sn, Hf, Zr), кото-
рые мало влияют на температуру полиморфного превращения и
практически ее не изменяют (рис. 134, область в) Такие эле-
менты, по классификации С. Г Глазу-
нова [112], называют нейтральными
элементами.
Физико-химические, механические и
технологические свойства титана зави-
сят от степени его чистоты. Он особен-
но чувствителен к загрязнению приме-
сями внедрения водородом, кислоро-
дом, азотом и углеродом. Характер
взаимодействия титана с этими приме-
сями показан на диаграммах состоя-
ния (см. приложение VII)
Кислород, азот, водород и углерод
значительно растворяются в твердом
титане, образуя с ним твердые раство-
ры внедрения. Кроме этого, они обра1
зуют с титаном твердые и хрупкие хи-
мические соединения (оксиды, карби-
ды, нитриды, гидриды и др.), которые
Содержание легирующей
добавки % атом.)
Рис. 134. Схема смеще-
ния линии фазового пере-
хода для различных леги-
рующих добавок:
а для элементов, пони-
жающих температуру пере-
хода (р-ста б ил из а торов);
6 — для элементов, повы-
шающих температуру пере-
хода (а-стабилизаторон):
в — для элементов, не из-
меняющих температуру пе-
рехода (нейтральные до-
бавки)
значительно повышают его твердость
и прочность, резко снижают ударную
вязкость и способность к пластической
деформации.
Так, например, титан высокой чи-
стоты, полученный диссоциацией йо-
дидных соединений (с содержанием до
0,01% С и 0,005% Na), имеет
оь = 25 -г- 30 кГ/лш2, НВ = 80
4- 90 кГ лии2, 6 = 50 40%, ф 80 -~
-ь 70%, — 30 25 к Г м/см2
Титан технической чистоты, полу-
ченный магниетермическим восстановлением с содержанием до
0,03% С, 0,04% Na, 0,13% Ое, 0,02% Не, характеризуется следую-
щими свойствами, (уь ~ 40 — 60 кГмм2, НВ — 100 4- 140 кГ мм?,
6-40 ч- 25%, ф - 70 - 50%, ан - 30 4- 10 кГ м/см2
Влияние примесей внедрения в более широком интервале
концентраций показано на рис. 135“ 138.
С повышением содержания примесей ухудшаются также кор-
розионная стойкость титана и его некоторые электрические
свойства.
В настоящее время в промышленности выпускают ряд марок
титана различной степени чистоты (табл. 69)
17*
259
Полученный титан в виде губки прессуют в электроды и пере-
плавляют в электродуговых вакуумных печах.
Рис. 135. Влияние кислорода
па механические свойства
титана
Рис. 136. Влияние азота на меха-
нические свойства титана
0,000k 00032 0,005k 0,0096 0,0126
Содержание бодореда Х(понассе)
Рис. 137 Влияние водорода на
ударную вязкость титана
О 0J 0.2 0,3 Z?4 0.5 0,6 0,7 0.8 0.9
Содержание С,%> (по пассе)
Рис. 138. Влияние углерода на ме-
ханические свойства титана
Применение вакуумной плавки позволяет несколько повысить
чистоту металла от примесей внедрения и некоторых металли-
ческих примесей (Fe, Si и др.) Слитки, титана, выплавленные в
электродуговых вакуумных печах, имеют крупнозернистую зо-
нальную структуру
260
Для модифицирования структуры было предложено [113]
вводить в расплав небольшие добавки бора, циркония совместно
с бором, борида циркония, молибдена и других элементов.
Измельчение зерна связано с образованием в расплаве
структур неподобных тугоплавких частиц боридов (типа' TiBai
ZrB2 и др. , которые играют роль зародышевых центров при
кристаллизации слитка.
Таблица 69
Химический состав губчатого титана
Марка Твердость лГ'льн2 Примеси, % не более
Fe st С С1 Ns Ог
ТПООоп 100 и менее 0 07 0 04 0 03 0 08 0 02 0 04
ТГ105оп 101 105 0,08 0 05 0,03 0 08 0 025 0,05
ТГ11О 106-110 0,09 0 05 0 03 0,08 0 03 0,05
ТГ120 111 120 0 11 0,15 0 04 0 08 0 03 0 065
ТГ130 121 130 0 13 0 05 0 04 0 10 0 03 0 08
ТГ140 131 140 0 15 0 05 0 05 0 10 0 03 0 09
ТГ155 141 155 0 20 0 08 0 06 0 10 0 04 0 10
ТГ170 156-170 0 23 0 08 0 06 0,12 0 05
ТП90 ТГ4М 171 190 191 и выше 0 зо 0 10 0 06 0 12 0 06
При быстром охлаждении литой титан обычно имеет иголь-
чатую микроструктуру, подобную мартенситу в сталях (рис. 134
атласа)
Образование игольчатой а-структуры объясняется некоторы-
ми особенностями процесса распада 0-Ti. a-фаза выделяется по
определенным кристаллографическим плоскостям зерен 0-фазы,
что и придает ориентированный характер в расположении про-
дуктов распада. После отжига титан приобретает характерную
для всех металлов равноосную полиэдрическую структуру
(рис. 135 атласа) В настоящее время из нелегированного тех-
нического титана производят листы, трубы, прутки и другие
полуфабрикаты.
В табл. 70 даны механические свойства отожженных листов
титана.
С повышением температуры прочность чистого титана суще-
ственно снижается и при 300° С составляет 22 кГ мм2, при 400° С
15 кГ мм2 Длительная (100-и) прочность титана при 500° С со-
ставляет 3 кГ мм2
26
Таблица 70
Механические свойства технического титана при различных температурах [9]
Маркс! сплава Вид полуфаб- рикатов и со.з кГ.ммг Fi °- /о r—w1 а.., кГ-м/см2, при температуре 20° С
Температура, РС
— 196 20 300 400 20 300 400 196 во 300 400
ВТ1 1 ВТ1—2 Листы И прутки То же 90 110 45 61 22 28 15 23 38 47 18 22 15 19 5 25 22 30 28 35 29 6 5
Такие свойства во многих случаях недостаточны для того,
чтобы технический титан мог конкурировать с другими промыш
ленными сплавами.
Сплавы на основе титана имеют более высокую прочность и
характеризуются рядом других ценных свойств.
Ниже описаны структура и свойства некоторых промышлен
ных сплавов, применяемых в СССР и за рубежом
5 2. СПЛАВЫ ТИТАНА
Применяющиеся в технике титановые сплавы делят на две
основные группы: деформируемые и литейные.
Сплавы первой группы используют для производства
различных деформируемых полуфабрикатов поковок, полос,
листов, труб, прутков, профилей и т. д.
Сплавы второй группы применяют для фасонного
литья.
Для получения сплавов в качестве легирующих добавок ис-
пользуют Al, Mo, V Мп, Сг Si, Fe, Zr и Nb. Характер взаимодей-
ствия титана с указанными элементами определяется диаграм
мами состояния, приведенными в приложении VII
Влияние различных добавок на механические свойства титана
показано на рис. 139
Наиболее сильное упрочняющее действие оказывают железо,
марганец, хром, молибден и ванадий. Эти элементы являются
основными компонентами современных промышленных сплавов.
Ниже рассмотрены структура и свойства важнейших дефор-
мируемых и литейных сплавов титана.
1 Деформируемые титановые сплавы
Деформируемые титановые сплавы являются весьма ценными
конструкционными материалами и широко применяются в авиа-
ционных и ракетных конструкциях, в судостроении и других
областях машиностроения. За последние годы эти сплавы полу-г
262
чили также применение в химической промышленности, в граж
данском строительстве и т д.
Состав титановых деформируемых сплавов и их физические
свойства приведены в табл. 71 [Н2, 114], где дана также услов-
ная их классификация по основным компонентам.
В табл, 72 приведены механические свойства сплавов при
различных температурах.
Рис. 139. Влияние различных элементов на механические свойства
титана
Все деформируемые титановые сплавы по их структуре делят
на три основные группы а, а + 0 и р-сплавы.
К первой группе относятся технический титан, сплавы
Ti Al, Ti-Al-Sn, Ti-Al Zr co структурой a-твердого раствора на
основе модификации a-Ti и сплавы? содержащие небольшие'ко-
личества 0-фазы. Типичная структура а-сплавов показана на
микрофотографии рис. 136 атласа.
Ко второй группе относятся сплавы систем Ti Al
Мп, Ti Al Fe, Ti Al Mo, Ti Al Nb, Ti Al
V Ti —Al Cr, Ti Al Cr Mo, Ti Al Mo V
Ti — Al Fe Cr Ti Al Cr Mo Fe. В отожженном
состоянии эти сплавы имеют a + 0-структуру отличаясь друг
263
N)
Химический состав и физикомеханические свойства титановых сплавов [9]
Таблица 71
Структур- ная группа Система Марка сила аа СРЕДНИЙ ХИМИЧЕСКИЙ состав. % (по массе) Вид полуфабрикатов н состояние Плотность. г/см* Теплоемкость при 20е С, кал. г- грид Теплопровод- ность при 20° С. кал/см сек граЗ Коэффициент линейного расширения п- 10е 1/град
р-сп лай «-|-5-сплавы я-с плавы Ti— Al Ti—Al—Sn Ti—Д1—Mn Ti—Al—Mn Ti—Al—V Ti—Al—Mo Ti—Al—Nb Ti-Al—Cr T I—Al—Mo—Cr Ti—Al—Mo—W Ti—Al—Cr—Fe—В Al—Mo—Cr 48T2 48—OT3 BT5 BT5-1 4 8—T7 OT4—I OT4 BT4 OT4—2 BT6—c BT6 BT8 BT16 ИРМ—1 ИРМ-2 ВТ—3 BT3 —1 BT14 AT3 BT15 2 5А1, осн. Т1 3 4 At, осн. Ti 5Al, осн, Ti 5 Al, Li 5Sn, осн, Ti 3A1, 2 5Zr осн, Ti 2Al 1 5Мп, осн. Ti 3A1, 1 5Мп, осн. Ti 4Al, 1 5Мп. осн, Ti 6A1, 1 5Mn, осн. Ti 4 5 Al 3 5V осн. Ti 6Al, 4V осн, Ti 6A1, 3 5Mo. 0,3Si ост Ti 2 5Al, 7 5Mo, осн. Ti 4AI, 3Nb, осн. Ti 4A1, 3Nb, O.l Re, осн. Ti 5,5Al, 2,5Сг осн. Ti 5.5 Al, 2Mo, 2Сг оси. Ti 4 Al ЗМо, IV осн. Ti 3AI, 1 5 (Fe+Cr+Siq-B), осн. Ti 4 Al, 8Mo, I ICr осн. Ti Поковки, отожженные » » Листы, отожженные Прутки, отожженные Поковки, отожженные Листы, отожженные > » ь » » ь Поковки, отожженные J0 » Прутки, закаленные и со- старенные Листы, закаленные и со- старенные Листы, отожженные » » Прутки, отожженные и » Листы, накаленные и со- старенные Листы, отожженные Листы, закаленные и со- старенные ГТ, ц'1г тп - । грипп 4 45 4 40 4 5 4 46 4 49 4 55 4 55 4 6 4 46 4 45 4 43 4 47 4 68 4 52 4 52 4 46 4 50 4 52 4 53 4 89 0 13 0 101 0 11 0 И 0 12 0 10 0 12 0 12 (100°) 0 318 0 021 0 0115 0 023 0 02 0 02 0 018 0 018 0 18 0 017 0 025 0 017 0 018 0 020 0 019(100°) 8 1 8 31 8 0 8 31 8 0 8 0 8 5 8 9 8—9 8 41 8 4 9 1 9 61 9 61 8 4 8,9 8,0 9 1
to <x> СЛ Структур- ная группа Система Марка сплава Удельное электросо- противле- ние, ол- мм?(м Et кГ/мм1 кГ/мм*
iqegimo- о гее Btrira- -р » е bit u Ti—А1 Ti—Al—Sn TI—Al—Mn Ti—Al—Mn Ti—Al—V Ti—Al—Mo Ti—Al—Mb Ti— Al—Cr Ti—Al—Mo-Ct Ti—Al—Mo-W Ti—Al—Cr—Fe—В Al-Mo-Cr 4812 4 8- ОТЗ BT5 BT5—1 48—T 7 ОТ4—1 ОТ4 ЦТ4 ОТ4—Й ВТ6—с ВТ6 ВТ8 ВТ 16 ИРМ—1 ИРМ—2 ВТ—3 ВТЗ—1 ВТ14 лтз ВТ15 0 9—1 2 L 08 L 38 1 03 1 60 1 ы 1 И 1 47 1 47 1 58 1 58 1 55 11300—12400 12600—13700 10500 10500 И 620 10500 1IOOO L2000 Н 300 12000 11000 И 000 11000 1ЮОО 11500 11000 1 ЮОО 11000 60—78 70 70—95 75—95 60-69 60—75 70—90 85—105 95—110 85—100 90—100 100—115 125—145 85—96 90—97 95—115 100—120 115—140 75 130—150 85—95
Ipj ij i,., ,иаби it
^0 2 8. % Ф, % ан кГ м/ы? HS, «Г JKAf* Применение
53—70 17—28 40—55 6—12 — Поковки, г. PIT KU, листы
65 15 40 6 — Листы, поковки
60—85 10—15 30—45 3—6 240—300 Прутки, листы, поковки, трубы
65-85 10—15 25-40 4—9 240-300 Прутки, профили, трубы листы, ПОКОВКИ
50—65 18—23 40—53 7—12 5 Поковки, штамповки, ли- сты, трубы
47—65 20—40 5-10 210—250 Листы, ленты, прутки, проволока
55—65 12—20 25—55 3 5—6 5 — Листы, ленты, полосы
70—80 15-22 20—30 3 5—6 5 » » »
I 01 8 25 3 —” .Цисты, поковки, штампов- ки
87 to 30 3 5 — Листы, прутки, поковки, штамповки
80—90 10-5 30—45 4—8 320—360 То же
80-Ю5 9—16 30—55 3-6 310-350 Поковки. дцтамловки, прутки Полосы, плиты
H 0-120 4—6 1—* 4—6 — Листы, ленты, прутки, по- ковки
70-83 18 52 7—10 280 Листы, прутки, ПОКОВКИ
84—94 12 48 4-7 285 Сварочная проволока
85—105 10—16 25—40 3-6 26Q—320 Поковки, штамповки, прутки, листы Поковки, штамповки, прутки
85— U 0 10—16 25-40 3-6 260—340
108—130 6—10 2 5—3 5 340-370 Листы, прутки, профили
70 20 — 7 5 Листы, прупсп
118-1 40 3—6 — 2 5—3 Листы, прутки, плиты, ПОКОВКИ
83—94 20 60 — — То же
Таблица 72
ЬЗ
Co
Co
Механические свойства деформируемых титановых сплавов при минусовых и высоких температурах [9]
СЬ Q е ю кГ, лл* S. % ак кГ-м.'смг °0,2/100, Окт.
Марка Вид температура, °C кГ/мм* кГ/млА
сплава по л у фабр икатов — 196 о 7 300 400 500 600 О СП о 7 300 о о 500 о о <с ГЛ ф 7 о 7 ООЕ 400 500 to- в> 7 о 400 500 400 500 о о о
ВТ5 Прутки, поковки 133 94 48 — — — 129 90 38 я — — 5 13 16 12 2 3 30 — 46 33 —
ВТ 5—1 Листки, поковки, штамповки 135 95 52 48 — — 125 85 46 — — — 6 8 16 — 1 3 22 —г 45 — —
ОТ4—I Листы 1 15 — 33 31 — 97 — 29 26 — — 13 15 23 17 — — — 19 — 29 — —
ОТ4 ?> 122 87 49 46 — — 103 73 43 39 1 — — — 24 36 32 2 5 5 19 — 39 , — —
ВТ4 * 138 115 59 54 — 12 7 — 42 40 — 10 15 26 12 — 1 5 — 26 49 — —
ОТ 4—2 Прутки и штамповки — 107 — 77 60 60 90 — 70 55 — 3 — 7 7 — 4 48 13 76 31 —
Листы — 118 — 87 75 63 — 101 — 75 64 32 — 8 — 9 9 — 48 13 76 31 —
ВГ6С и 140 =— 1 — — 51 — — —* — 40 5 —* 13 15 3 —‘ 30 — 14
ВТ6 Я" 180 — — 58 53 150 — — 50 42 — 3 —- — 9 16 — 19 3 60 21 —
Прутки, поковки 160 2 5 4 36 6 58 38 —
ВТ8 Прутки поковки, штамповки юз 125 83 77 73 60 — — 69 63 57 40 3 7 9 8 8 2 3 37 12 75 45 —
ИРМЗ Листы 159 — — 60 — — — — 8 — — 12 — 4 8 — — — — — —
ВТ! 6 140 95 92 79 — ' — — 85 79 54 — — 5 6 6 8 — 4 27 — 67 — —
ИРМ1 » 137 69 46 40 — 133 — 50 45 34 — 15 — 13 17 17 4 8 — — — : — — —
ИРМ2 » 141 111 69 65 56 38 132 97 58 55 49 35 10 10 10 9 17 5 8 6
втз Прутки, штамповки 110 60 57 54 — — 85 53 50 4] — — 6 11 12 13 — 2 5 12 — 56 35 —
ВТЗ-1 Прутки, поковки штамповки — 84 76 70 53 — ’— 69 63 57 40 — — 9 8 10 2 5 3 30 5 65 36
ВТ 14 Листы 140 ; — 87 73 — 127 71 55 — — 3 — 5 8 — 2 1 35 — 68 — —
АТЗ Листы, прутки 133 113 55 50 — — — — 47 40 — — 6 9 24 24 — 3 — — — 40 — —
АТ4 140 — 68 60 — — !— 60 55 — —i 3 1“ 17 20 —г 3 — —« — 60 — —
ВТ15 Листы — 142 95 91 79 — — — 85 79 54 — — 5 6 6 7 — 4 5 — — 74 35 —
концентрация % (атонн.)
Рис. 140. Влияние различных эле-
ментов на температуру мартенсит-
ного превращения в сплавах тита-
на [115]
от друга соотношением а- и p-фаз. Типичная структура сплавов
дана на рис. 137 атласа. Однако в условиях быстрого охла
ждения (например, при закалке в воде в сплавах образуются
промежуточные метастабильные фазы и в зависимости от
содержания р-стабилизирующей добавки они могут иметь
структуру состоящую из мартенситной а'-фазы или метастабиль-
ной p-фазы, фиксированной с высокой температуры.
В связи с этим а + р-сплавы делятся на два класса сплавы
мартенситного типа и сплавы с метастабильной р-фазой.
Для каждого р-стабилизатора имеется своя критическая
концентрация, при которой достигается практически полное по-
давление мартенситного превра
щения и в сплавах фиксируется
только высокотемпературная р-
фаза.
Эти критические концентрации
соответствуют следующим значе-
ниям для Мо 11%, V 15%, Мп
8%, Сг 6% и Fe 4% по массе
Указанная критическая концен
трация является своеобразной
границей между сплавами дан
ных классов.
Мартенситная а-фа за иголь-
чатого строения является проме-
жуточной метастабильной фазой,
образующейся при переходе р- в
а-фазут р а' + с. Она имеет ту же кристаллическую решетку,
что и a-фаза, но с некоторыми искажениями ее формы и разме-
ров, подобно мартенситу в сталях. При длительном нагреве мар-
тенситная а'-фаза переходит в стабильную а-фазу
На характер образования мартенситной структуры и темпера
туру мартенситного превращения существенное влияние оказы-
вают различные легирующие добавки (рис. 140
Наиболее сильно понижают температуру мартенситного пре-
вращения элементы W Мо, Мп и Fe. Поэтому эти добавки часто
называются мартенситно-образующими добавками.
Фаза р, фиксируемая с высокой температуры, является пере-
сыщенным твердым раствором на основе 0-Ti.
При низкотемпературном нагреве отпуске) она подвержена
распаду с образованием стабильных р- и а-фаз.
В литературе [115] имеются указания на то, что в сплавах
титана с переходными элементами Сг Мо, Fe, Mn, V) при
больших количествах легирующих добавок (достаточных для
подавления мартенситного превращения при охлаждении из
fl-области может происходить распад |3-фазы по схеме
Р» Р, + СО -> ₽£ -г «,
267
где 0О первоначальная 0-фаза,
рг фаза р, обогащенная легирующим компонентом
фаза р равновесного состава,
w промежуточная фаза с решеткой когерентной остаточ-
ной 0-фазы,
а стабильная низкотемпературная фаза.
Появление co-фазы сопровождается увеличением легирующего
элемента в остаточной p-фазе фаза рг которое сопровож
дается уменьшением периода решетки.
При низкотемпературном распаде при образовании си-фазы
a-фаза не образуется. С образованием a-фазы ю-фаза исчезает
и остаточная p-фаза принимает равновесный состав фаза 0₽
Промежуточная фаза со имеет тетрагональную кристалличе-
скую решетку с периодами а = 3,673 А, b = 4 738 А. Образо-
вание мартенситной а'-фазы и фазы вызывает снижение
пластичности сплавов и появление хрупкости. Особенно это
отрицательно сказывается на качестве сварных швов образова
ние игольчатой мартенситной структуры и появление хрупкой
<о-фазы резко снижают угол гиба сварного шва и вызывают
появление трещин.
Было замечено [113], что введением некоторых элементов
Re, Zr В в малых количествах от 0,005 до 0,05% можно
значительно улучшить пластичность ряда титановых сплавов и
их сварных швов. По-видимому введение указанных присадок
способствует стабилизации p-фазы, подавлению мартенситного
превращения и устраняет образование хрупкой со-фазы.
К сплавам мартенситного класса относятся сплавы систем
Ti Al Mn ОТ4-1 ОТ4, ВТ4, ОТ4-2), Ti Al Nb (ИРМ-1
и ИРМ-2 и Ti Al Fe Cr АТЗ, AT4)
К сплавам с метастабильной й-фазой относятся сплавы си
стем Ti Al V (ВТ6С, ВТ6), Ti Al Mo (BT8, BT16,
ИРМ-3 Ti Al Mo V (BT14 Ti Al Cr ВТЗ, BT3-1
Типичная структура с метастабильной фазой дана на рис. 138
атласа.
Третью группу составляют сплавы со стабильной 0-фазой и
сплавы, содержащие, кроме p-фазы, небольшие количества
a-фазы или интерметаллических соединений.
К этой группе относится сплав системы Al С г Мо
ВТ15 Микроструктура сплава дана на рис. 139 атласа.
Сплавы с a-структурой не упрочняются термообработкой.
Сплавы со структурой а + р мартенситного типа и с мета
стабильной 0-фазой и с 0-структурой, содержащие небольшие
количества a-фазы или интерметаллических соединений, заметно
упрочняются при термообработке (закалке и отпуске
Режимы термообработки титановых сплавов приведены
в табл 73.
268
Таблица 73
Режимы термической обработки титановых сплавов [9}
Марка сплава Отжиг Закалка Старение
температура отжига {+ J 0° С) температура закалки ( Н 0 сС) температура старения (±10° С) длительность старения, г
листы и лис- товые детали прутки, поков- ки, штамповки профили
ВТ5 800
ВТ5-1 750 800
ОТ4-1 650 750
ОТ4 670 750
ВТ4 700 750
ОТ4-2 700 850
ВТ6С*г 800 850—920 450—500 2
ВТ6 800 950 450—500 2
ВТ8 920 950 500-600 1-6
ИРМЗ 800
ВТ16*4 780 780 790 500 16
ИРМ—1 750-800
ИРМ—2 750-800
ВТЗ 870
ВТЗ I*1 870 650 880 550 3-10
ВТ14*3 750 750 870 500 8-16
ВТ15 800 800 800 480—500 15-25
500 15 мин
*’ Изотермический отжиг: нагрев до 870 -15° С, выдержка, охлаждение с печью (или
перенос в лечь) с температурой 650 I 5° С, выдержка 2 ч, охлаждение на воздухе,
*“ Для пэнышення пластичности рекомендуется отжиг при 850° С, выдержка и охлаждение
с печью до 750° С, выдержка 30 мин охлаждение на воздухе.
•а Для повышения пластичности рекомендуется отжиг при 849° С, выдержка, охлажде-
ние с лечью до 650ф С. выдержка 30 мин, охлаждение на воздухе.
*« Охлаждение с печью со скоростью 2—3 мин до 400° С. затем ня воздухе.
При отжиге сплавов с «-структурой происходит рекристалли-
зация деформированной структуры. Отжиг а 4- 0 сплавов способ-
ствует распаду метастабильных фаз и получению стабильной
рекристаллизованной структуры.
Структура отожженного сплава системы Ti Al V ти-
па ВТ6) показана на рис. 137 атласа.
При закалке а + 0-сплавов из 0-области фиксируются мар-
тенситная фаза а' и метастабильная p-фаза, которые распадают-
ся при последующем старении, образуя частицы а- и 0-стабиль-
ных фаз различной дисперсности.
На рис. 140 атласа на примере сплава ВТ14 показана типич
пая структура сплава после закалки и старения.
В высоколегированных 0-сплавах например, ВТ15) при ста
рении происходит распад 0-фазы с выделением дисперсной
сс-фазы. На рис. 141 а, б атласа дана структура состаренного
сплава ВТ15.
269
Рис, 14] Изменения механи-
ческих свойств сплава ВТ 14
в зависимости от температу-
ры закалки
Закалка и старение а + 0- и fj-сплавов приводят к упрочне-
нию сплавов. Однако наиболее эффективна термообработка для
высоколегированных сплавов ВТ14, ВТ 15 и ВТ 16.
На рис. 141 на примере сплава ВТ14 показано изменение
механических свойств в зависимости от температуры закалки.
На рис. 142 показано изменение
механических свойств того же спла-
ва, закаленного с 880° С и отпущен
кого при различных температурах в
течение 2, 4, 8, 16 и 32 ч. Как сле-
дует из приведенных кривых ста
рения, сплав значительно упроч-
няется за счет термической обра
ботки, при этом пластичность оста
ется практически на одном уровне.
Механические свойства сплавов
ВТ 4, ВТ 15 и ВТ 16 при различных
температурах после упрочняющей
термообработки по оптимальным
режимам приведены в табл. 72.
Деформируемые титановые спла
вы в виде поковок, прутков, листов,
профилей, труб и других полуфаб-
рикатов широко используются в про-
мышленности.
, ВТ1 1, ВТ 1-0, ВТ 1-2 и сплавы
Технический титан ВТ
ОТ4-1 ОТ4 ОТ4-2, ВТ5, ВТ5-1 ВТ4, АТЗ. АТ4 и ВТ6 хорошо
свариваются всеми видами существующих сварок и применяют-
ся в основном в виде листов, труб, профилей в сварных конст-
рукциях.
Сплавы ВТЗ, ВТ4 ВТЗ-1 ВТ6, ВТ6С используют в основном
для производства поковок и штамповок. Сплав ВТЗ рекомендует-
ся для детален и изделий, работающих до 350° С, сплав ВТ6 и
ВТ6С до 400° С, ВТ4 до 450° С. Сплавы ВТЗ и ВТ6 при
меняются для лопаток компрессоров, двигателей и других дета
лей сплавы ВТ4 и ВТ6С для деталей и силовых элементов
конструкций, выполненных с применением сварки.
Сплавы ВТ 14. ВТ 15 и ВТ 16 рекомендуют для высокой а гру-
женных деталей изготовляемых из листов, поковок п штамповок.
Сплавы ВТ 4 и ВТ16 применяют также для изготовления кре-
пежных деталей, работающих на срез, а также для сварных
конструкций. Сплав ВТ 14 рекомендуют для изготовления дета
лей и изделий, работающих длительное время при температурах
до 400° С и кратковременно до 500° С, сплав ВТ 15 рекомендуют
для длительной работы при температуре до 300° С и кратковре-
менно до 800е С Сплав марки ВТ16 может длительно рабо-
тать при температурах до 350° С и кратковременно работать до
700° С.
270
Таблица 74
Химический состав и механические свойства титановых литейных сплавов [9]
Система Марка сплава Химический состав, % Et к Г,'мм2 к Г /мм2 Од з /сГ/'жм* 6, %
Чистый титан BT1 1 Технический титан 11000 45—60 15—23
Ti Ai BT5 5А1, остальное Ti 11400 70—90 63 7—12
Ti Al Si ВТЛ—1 5А1, ISi, остальное Ti 11500 100—110 93—103 5— 0
Система Марка сплава Химический состав, % -к % а , кГ'М’см* н _400с С “100 кГ:мм2 „400°С а0.2/100 jcJ"7jwjhe
Чистый титан BT1 1 Технический титан 30—50 5 "—
Ti Al BT5 5Л1 остальное Ti 18—25 3 5 36—40 27—29
Ti Al Si ВТЛ—1 5А1 lSit остальное Ti И 12 1 5 63 48
Рис. 142. Изменение механических свойств сплава ВТ 14, за-
каленного с температуры 88СГС, в зависимости от темпера-
туры и продолжительности старения
X Литейные титановые сплавы
Литейные титановые сплавы находятся еще в начальной ста-
дии разработки, но уже первые полученные результаты позво-
ляют говорить о их большой перспективности для фасонного
.литья. Химический состав и механические свойства сплава при
ведены в табл 74.
По своей структуре все сплавы относятся к однофазным
а-сплавам.
Вследствие малого интервала кристаллизации сплавы имеют
высокую жидкотекучесть 410—460 лш , дают плотные отливки
при линейной усадке 1% и объемной до 3% Применяются
для изготовления колец, трубных заготовок, деталей сложной
конфигурации.
VIII
ГЛАВА ТУГОПЛАВКИЕ МЕТАЛЛЫ И ИХ СПЛАВЫ
К тугоплавким металлам обычно относят воль-
фрам, молибден, тантал и ниобий.
Эти металлы как элементы переходных групп вследствие не-
достаточности внутренних электронных оболочек имеют наибо-
лее сильную межатомную связь, что обусловливает их высокую
тугоплавкость, прочность и твердость, высокие модульные свой
ства, повышенную сопротивляемость воздействию нагрузок при
высоких температурах.
Ценными качествами этих металлов являются также их высо-
кая коррозионная стойкость в сильных кислотах и в жидких
щелочных металлах и их специфические физические свойства
Ниже более подробно рассмотрены свойства и области при-
менения тугоплавких металлов и сплавов на их основе.
§ 1. ВОЛЬФРАМ И ЕГО СПЛАВЫ
Вольфрам является одним из важнейших промышленных ме-
таллов.
Он широко применяется в чистом виде и в виде сплавов с
другими металлами, а также используется в качестве легирую-
щей добавки в сталях, жаропрочных никелевых и других спла
вах. Ниже приведены важнейшие физические константы чистого
вольфрама [116].
Атомный вес
Кристаллическая решетка
Период решетки, А
Координационное число
Атомный радиус, А
Плотность, г/см3
Температура плавления, °C
Температура кипения, °C
Теплота плавления, кал}г
Теплота сублимации (при температу-
ре плавления) кал!г
Теплота испарения (при температуре
кипения) кал!г
183,92
К.о.ц.
3,1649
8
1.41
19 3
3410±10
5930
44
1050
1183
]8 Заказ 1024
273
Скорость испарения, г/сл42 сек.
при температуре, °C: [330 3,7 10-20
1730 I 75 10-13
2230 2 03 10-э
2730 9,69-10-7
3030 1 60-10—5
Упругость пара, мм рт ст.. при темпе-
ратуре, °C:
1530 1 93-Ю-1»
1730 1 10-п
2130 7,9 10-9
2230 1 3-10-7
2730 6 55-10—э
3030 1 2 10-3
3990 1,0
4507 10
5927 760
Удельная теплоемкость, кал/г град,
при температуре, С:
20 0 032
100 0 033
500 . . . 0,034
1000 0,036
2000 0 041
Теплопроводность, кал/см сек град, при темпе-
ратуре, °C:
183 0,46
0 0 40
20 0 40
100 0 39
500 0,29
1000 0 28
2000 0 30
3000 0,36
Коэффициент линейного расширения а 10е
i/град, при температуре, С:
100 4 2
27 4 4
100 4,5
500 4,6
1000 5.2
2000 6 2
2300 7.2
Удельное электросопротивление, мком см.
при температуре, С:
196 0 61
20 5 5
100 7,2
500 19
1000 34
2000 66
3000 109
Типичные механические свойства плавленого вольфрама тех-
нической чистоты (99,95% W) представлены в табл, 75 и 76 [9].
Как видно из этих данных, вольфрам является наиболее ту-
гоплавким металлом температура плавления 34 0°С), обладает
274
Таблица 75
Механические свойства плавленого вольфрама
при комнатной и высоких температурах [9]
Состояние материала Температура, °C
20 400 800
«t 1 fe н * ая НВ, кГ!кн* 06. ЯГ/ДЛ1 se 1-сг а? кГ/мм* 1 ая гО Зк
Деформированный Рекристаллизованный 4000С 40000 90 50 0 0 0 0 415 320 76 30 13 3 50 3 65 25 18 50 64 75
Состояние материала Температура, вС
1 200 1600 2000 3200 2Б00
кГ/мм* л -> ' кПмм* & ая НО о’ 1 <Г&. кГ/juju1 4Я *сГ s s ь о ая *сГ ая сь, кГ/мм? ая cjq" ая
Деформированный Рекристаллизованный 60 18 18 55 65 75 28 14 25 58 75 95 9 8 58 62 95 98 6 6 65 65 8 g 3 3 65 65 98 98
Таблица 76
Длительная прочность вольфрама при высоких температурах [91, кГ мм2
Температура испытания, СС Время испытания
10 мин &0 мин 100 мин 200 мин 100 ч
1370 1500 2250 2500 2700 2800 4 2 2 2 1 7 1 5 3,2 1 7 1 4 1 2 2,8 1 5 1 2 1 0 1 3 1,0 0 9 7 6
высокой прочностью 50—90 кГ мм2}, твердостью (320—
415 кГ мм и высоким модулем упругости (40000 кГ/мм2) Отри-
цательным качеством вольфрама является его хрупкость при
комнатной температуре б = 0, ф — 0 и поэтому его обработка
возможна только при температуре выше порога хрупкости (тем
пература перехода из пластичного в хрупкое состояние) Темпе-
ратурный порог хрупкости деформированного вольфрама техни-
18*
275
ческой чистоты (99,95%) лежит около 300—400° С, а рекристал-
лизоваиного около 500° С.
Однако вольфрам высокой степени чистоты, полученный в
виде монокристалла многократной зонной очисткой, пластичен
при комнатной температуре и имеет б — 12 ч- 15%
К отрицательным качествам вольфрама следует также отне-
сти его сильную окисляем ость при нагреве на воздухе начиная
с 400° С , относительно большую плотность (19,3 г/слг3) и высо-
кое поперечное сечение захвата тепловых нейтронов
(19 барн/атом)
Вольфрам является весьма стойким материалом во многих
концентрированных минеральных кислотах, щелочах и расплав-
ленных щелочных металлах.
В настоящее время из вольфрама получают листы, ленты,
прессованные прутки, трубы и проволоку Исходными заготов-
ками для производства полуфабрикатов служат спрессованные
и спеченные из порошка вольфрама брикеты штабики) или
слитки, полученные плавкой в электродуговых и электронно-лу-
чевых печах. Некоторые детали и изделия из вольфрама полу-
чают также напылением и осаждением из газовой фазы.
Способ получения первичной заготовки оказывает существен
ное влияние на чистоту металла и его качества. Наиболее пол
ное рафинирование вольфрама от вредных примесей Os, Ns, С,
Fe, S и др ) достигается при электронно-лучевой плавке.
Однако при этом методе плавки полученные слитки имеют
крупнозернистую ориентированную структуру рис. 142, а атла-
са) и не пригодны для дальнейшей обработки давлением. По
границам крупных зерен происходит концентрация примесных
включений, что служит причиной разрушения слитков в процес-
се их деформации.
При подавлении транскристаллизации и измельчения зерна
в слитках автором ЦП] было предложено перед кристаллиза
цией вводить в расплав тугоплавкие частицы структурно подоб-
ных простых и сложных карбидов циркония, тантала и других
тугоплавких металлов.
Тугоплавкие частицы, присутствующие в расплаве, обладая
структурным сходством, служат «затравками» при кристалли
зации зерен вольфрама см. схему сопряжения решеток на
рис. 143)
Кристаллизация из многих центров, искусственно созданных
в расплаве, способствует получению мелкозернистой дезориен
тированной структуры в слитках (рис. 142, б атласа
Измельчение зерна в слитках и перераспределение карбид-
ных и других включений приводят к повышению способности
металла к пластической деформации.
На рис. 143, а атласа показана микроструктура литого воль-
фрама, а на рис. 143, б атласа после деформации и отжига.
Кроме чистого вольфрама, применяют также сплавы на его
276
основе, которые во многих случаях обладают более ценными
свойствами, чем чистый вольфрам.
Состав и механические свойства некоторых вольфрамовых
сплавов, применяемых в СССР и за рубежом, приведены
в табл. 77
Из сплавов вольфрама большой интерес представляют высо-
колегированные сплавы с рением и молибденом. Рений и мо-
либден образуют с вольфрамом твердые растворы замещения в
широком диапазоне концентраций.
Рис. 143. Схема сопряжения кри-
сталлических решеток вольфрама и
карбида циркония (по плоскости
001
Тенлература^С
Рис. 144. Влияние рения на тем-
пературу хрупкого перехода
вольфрама
Введение больших количеств рения (до 30%) и молибдена
(15—25%) изменяет характер межатомного взаимодействия в
решетке вольфрама и способствует значительному улучшению
механических свойств.
Рений повышает пластичность вольфрама при комнатной
температуре (удлинение повышается от 0 до 5—10%), резко
снижает температуру перехода из пластического в хрупкое со-
стояние (рис. 144) и улучшает его технологические свойства
(штампуемость, свариваемость и т д.)
Кроме этого, рений на 200—400° С (в зависимости от его со-
держания повышает температуру рекристаллизации вольфра-
ма, благодаря чему рост зерна в сплавах вольфрама с рением
проходит менее интенсивно, чем в чистом вольфраме.
Добавки рения способствуют ^акже значительному повыше-
нию электросопротивления вольфрама, для вольфрама р —
— 0,056 ом мм2/м, для сплава вольфрама с 30% Re р =
== 0,242 ом ммг/м. Молибден является менее эффективным ле-
гирующим компонентом.
277
Таблица 77
Состав и механические свойства плавленых вольфрамовых сплавов
№ сплава Химичес- кий состав, % Состояние материала Темпериту* ра испыта- ния, °C °Ь’ кГ мм* % % £, кГ,'ммг
1 0 8Nb, Рек рн с та л- 20 40000
остальное л названный 1000 20-24 45-48 80-90 36000
W 1500 14-15 48—58 90-95 34000
1700 12—14 52-58 90-95 32000
1200 8—8 5 60—70 95—96 28000
2250 6 70—72 95-96
2500 2 95
2700 1
2 30Re, Дефор миро- 21 218 6
остальное ванный 1095 119 5 7
W 1315 56 0 8
1650 21 0 9
1800 14 0 5 6
Рекристал- 21 137 5
лизованный 1095 105 5 7
1315 95 0 8
1650 35 0 13
3 25Мо, Горячепрес- 980 69 1
ОД IZr. 0 05С, ос- тальное W сованный 1316 51 6
По своей структуре сплавы W Re и W Мо являются однород
ными твердыми растворами и их структура ничем не отличает-
ся от чистого вольфрама (рис. 143, а и б атласа
В связи с малой доступностью рения и его высокой стоимо-
стью вольфраморениевые сплавы имеют ограниченное примене-
ние в промышленности (для проводов термопар, электр о кон так-
тов и др.) В этом отношении более перспективными сплавы
W-Mo, W-Nb, W-Zr и др. (рис. 145) но они имеют более низкую
прочность и жаропрочность и недостаточную пластичность.
Для повышения высокотемпературной прочности и жаро-
прочности вольфрамомолибденовых сплавов их легируют не-
большими добавками циркония (до 0,1—0,2%) и углерода (до
0,05% Углерод с цирконием и вольфрамом образуют нысоко-
дисперсные карбиды, которые резко упрочняют сплав.
Карбидное упрочнение используется также в сплавах воль-
фрама с добавками ниобия.
Кроме карбидного упрочнения, вольфрам упрочняют
введением небольших присадок различных тугоплавких и тер-
модинамически стабильных окислов (ThO, ZrO, MgO и др.)
Сплавы типа металл окисел (керметы , полученные ме-
тодом порошковой металлургии, имеют особо высокую проч-
ность (рис. 145) и жаропрочность.
278
Как видно из приведенных данных, наиболее высокую проч-
ность при температуре выше 1900° С имеют сплавы вольфрама
с окисью тория.
До 1650° С весьма высокая прочность (до 42 кГ/мм2) обна-
руживается у сплава вольфрама с 0,5% С и 0,8% Nb)
кГ/мм2
po,577,Nb
Q,357oTaC
7370 1800 2200 2600 3000 3375
Температурах
Рис. 145. Прочность вольфрамовых сплавов при высоких
температурах
Вольфрам и его сплавы, обладая высокой прочностью, жа-
ропрочностью и другими ценными качествами, являются необ-
ходимыми материалами в ряде областей техники.
Металлический вольфрам широко применяют в электродам
повой, радиотехнической и электровакуумной промышленности.
Из вольфрама и его сплавов изготовляют нити накаливания,
детали радиоламп, нагреватели и экраны высоковакуумных пе-
чей. Используя высокую эмиссионную способность вольфрама,
из него изготовляют эмиттеры, катоды ренгеновских трубок и
кенотронов, катоды электронно-лучевых установок, плазменных
и ионных двигателей и др
Сплавы вольфрама с рением применяют для изготовления
высокотемпературных термопар и электрических контактов.
§ 2, МОЛИБДЕН И ЕГО СПЛАВЫ
Молибден, так же как и вольфрам, является одним из важ-
нейших промышленных металлов. Удачное сочетание комплекса
ценных физико-механических и коррозионных свойств делает
этот металл одним из основных конструкционных материалов но-
вой техники Ниже представлены важнейшие физические свой-
ства молибдена [116].
279
Атомный вес 95,94 —23 5 5 1 5,1
Кристаллическая решетка К.о.н. 27
Период решетки, А 3,146 500
Координационное число 8 10С0 5,5
Атомный радиус, А 1 36 1500 6,2
Атомный объем, 9 45 2000 7,2
Плотность, ejcM2 10,2 Теплопроводность,
Температура плавления, °C Температура кипения, °C 2622±10 кал/см сек град, при
4804 температуре, эСт
Теплота плавления, кал!г 70 183 0,44
Теплота испарения, кал[г 1625 —76 0 33
Упругость пара 0 0 32
10~3 мм рт ст., при тем- 1473 0,26
пературе, ’С: 0 01 0 1 2173 0 17
1954 2125 2324 Удельное сопротивление,
kJ X. 1 mkomIcm, при температу- ре, ’С. п
2568 10 5 17
2622 15 7 и 27 5 78
Удельная теплоемкость, 727 23,9
кал} г* град, при темпера- 1127 35 2
туре, ’С: —257 181 5 0 100 0 0004 0 030 0 0589 0 065 1527 1927 2327 2622 27 2 59 5 71 8 81 4
475 0,075 Работа выхода электронов,
Коэффициент линейного эв 4 17
расширения а 106. 1/арад, Поперечное сечение захва
при температуре, °C: та тепловых нейтронов *2 4± 0,2
173 2 8 барн}атом
Из других характерных свойств молибдена следует отметить
его высокую коррозионную стойкость в расплавах и парах ще-
лочных металлов (натрия, лития, цезия), относительно малое
растворение в минеральных кислотах, высокую стойкость про-
тив атмосферной коррозии.
При нагреве на воздухе молибден сильно окисляется, а при
температуре 680—700° С его окислы интенсивно возгоняются.
Изменение окисляемости молибдена с повышением темпера
туры, по данным [1 8], показано
на рис. 146.
С азотом и водородом молиб-
ден практически не взаимодей-
ствует
Учитывая высокую окисляе-
мость молибдена, его нагревают в
вакууме, водороде или в атмосфе-
ре нейтральных газов (аргоне,
гелии При работе в атмосфер-
ных условиях при высоких тем
пературах детали из молибдена
требуется покрывать специальны
ми покрытиями (MoSis, С г —
Al Si и др.)
врепя, пин
Рис. 146. Изменение окисляемости
молибдена с повышением темпера-
туры
280
Молибден, как и вольфрам, обладает хладноломкостью.
Температурный порог хрупкости молибдена зависит от чистоты
металла, способа получения и величины зерна (рис, 147)
Чистый молибден, полученный многократно зонной очисткой,
пластичен при температуре —269° С. В зависимости от степени
чистоты исходного порошка молибден, выплавленный в электро*
дуговой печи, имеет порог хрупкости от —50 до +40° С, а полу-
ченный порошковой металлургией от 250 до 700° С
На повышение температурного порога хрупкости молибдена
особенно большое влияние оказывает кислород. При увеличении
содержания кислорода с 0,003 до 0,008% температура перехода
повышается с 45 до 325° С.
Вредное влияние кислорода связано с образованием легко-
плавких окислов молибдена, располагающихся по границам зе-
рен в виде тонкой прослойки легкоплавкой эвтектики
Мо МоО3 температура плавления 680° С , что вызывает
охрупчивание металла и снижение его прочности.
Вредное действие кислорода можно в значительной мере
парализовать добавками циркония, гафния, титана, ниобия, свя
зывающими его в тугоплавкие окислы, выделяющиеся при кри
сталл из а ци и металла в виде дисперсных включений, р аспола
гающихся внутри и по границам зерен
На температуру хрупкого перехода заметное влияние ока
зывают также другие примеси внедрения С, Ns, На)
Из молибдена делают листы, ленту, фольгу, проволоку и
другие полуфабрикаты, применяемые в специальном машино-
строении, электровакуумной и электронной промышленности.
В качестве исходной заготовки используют спеченные порошко-
вые брикеты штабики и слитки, получаемые плавкой в элек-
тродуговых или электронно-лучевых печах.
В промышленности наиболее широкое применение получил
метод комбинированной электронно-лучевой и дуговой плавки.
Применение двойного переплава позволяет обеспечить следую-
281
щее содержание примесей внедрения 0,0005—0,001% О2,
0,008—0,005% С, 0,003—0,005% N2.
На рис. 144, а атласа показана макроструктура промышлен
кого слитка молибдена, полученного двойным переплавом.
Для молибдена, как и для вольфрама, характерна склон-
ность к крупнозернистой направленной кристаллизации. Для
получения мелкого зерна в слитке и устранения зональности в
его строении по аналогии с вольфрамом было предложено [117]
перед кристаллизацией вводить в расплав небольшие добавки
тугоплавких карбидов, которые играют роль дополнительных
центров кристаллизации. На рис. 144, б атласа дана структура
слитка молибдена после введения карбидных добавок.
Плавленый молибден технической чистоты после прессова
ния прутки диаметром 15—20 мм имеет следующие механиче-
ские свойства вь = 70 кГ мм2, п0>2 = 65 кГ мм2, 6 — 23%, ф =
= 40% в деформированном состоянии и = 47 кГ мм2
оог2 ~ 39 кГ мм2, д = 22%, ф — 25% в рекристаллизованном
состоянии [9]. Микроструктура горячепрессованного и рекри
сталлизованного молибдена дана на рис. 145 атласа.
Более высокими механическими свойствами обладают спла
вы на основе молибдена (табл. 78) Физические свойства неко-
торых отечественных сплавов (ВМ1 и В М2 [9] приведены ниже.
Плотность, г/см3 10 2 Коэффициент линейного
Удельная теплоемкость, кал/г град, при темпера туре, сС: 20 расширения, \/град, в ин- тервале температур, ’С. 20—100 5 74 10-6
0 0670 20—1000 . 6 06-10-в
800 0 0734 Удельное электросопро-
1000 0 077 тивление, мком см.
1200 1500 1700 0 081 0 0867 0 095 при температуре, С: 20 900 1100 5 48 31 6 35 9
Теплопроводность, 1325 41,82
кал/см сек град. 1455 47 7
при температуре, °C: 1600 52 5
100 0 31 Коэффициент черноты при
500 0 28 температуре, &С:
1200 0 27 1000 0 75
1500 0 23 1300 0 75
1700 0 22 1600 0 48
1800 0,22 1800 0 48
Влияние отдельных легирующих компонентов на прочность
молибдена показано на рис. 148 [119].
Наиболее эффективными легирующими добавками, повыша-
ющими прочность без заметного снижения пластичности, явля-
ются титан, цирконий, ниобий, гафний. Кроме этого, добавки
сильно повышают температуру рекристаллизации молибдена.
Сплавы, содержащие до 0,5% каждого из указанных элементов,
являются однофазными твердыми растворами.
Наряду с однофазными сплавами применяются сложнолеги-
282
Состав и механические свойства молибденовых сплавов, применяемых в СССР и за рубежом
Таблица 78
Страна Марка сплава Химическим состав, % Вид полуфабриката и состояние Темпера- тура испы- тания, °C Механические свойства
Е, К Г: ММ* {(Г/мм* 6, % °Н" кГ -м/см* а0,5/100 кГ/мм* П1С0г кГ{мм£
СССР США ю 00 со ВМ1 ВМ2 0 1— 0 4Т1, 0,08—0,25Zr 0 OiCt остальное Мо 0 1—0,2TiT 0 35-0,4Zr 0 02С, остальное Мо 0 5Ti, 0 07Zr 0 02Ct остальное Mo 1 25Ti, 0 2Zr 0 32C, остальное Mo 25W, 0 HZr, 0T05Ct остальное Mo 25Re, остальное Mo Лист толщиной 1 (сте- пень деформации 95%) Прессованный пруток диа- метром 18—20 мм (сте- пень деформации 82— S5%) Прессованные прутки пос- ле снятия напряжений То же 70 -30 20 600 800 1000 1200 1500 1800 20 300 800 1000 1200 1500 1800 2000 20 980 1315 20 980 1315 20 980 1315 20 1500 1800 33000 30000 29800 28000 27000 24000 18500 33330 32180 30000 28000 27000 24000 18500 100 90 80 55 50 42 34 14 10 75 57 52 45 16 9 3 84 54 38 85 64 43 96 69 52 178 15 6 7 9 10 7 14 14 25 45 10 13 10 13 15 18 20 6 9 25 0,3 12 12 22 26 32 9 38 16 49 38 23 39 24
рованные гетерофазные термообрабатываемые сплавы системы
Мо Ti Zr С, в которые в качестве легирующей упрочня-
ющей добавки вводят до 0,2—0,3% С В этих сплавах более
высокая прочность и жаропрочность достигаются за счет их
упрочнения высокодисперсными частицами карбидов. Они ме-
нее пластичны и производство их связано с рядом трудностей.
Сплавы с добавками карбидов могут быть подвергнуты уп
рочняющей термообработке закалке и старению.
За последние годы большой интерес проявляется к высоко-
легированным сплавам молибдена с рением см табл. 78 ,
Рис. 148. Влияние различных легирующих компонентов на прочность-
молибдена [119]
Рений образует с молибденом твердые растворы в широком
диапазоне концентраций (до 60% Re) и является единственным
элементом, повышающим его пластичность. При введении рения
30—40% (по массе) порог хрупкости молибдена смещается к
температурам ( 100) ( 150 °C; молибден, легированный ре-
нием, хорошо деформируется при комнатной температуре.
Однако, несмотря на высокую пластичность сплавоз молиб-
дена с рением, они мало доступны для промышленного приме-
нения вследствие высокой стоимости и малой распространенно-
сти рения Поэтому проблема получения пластичных молибде-
новых сплавов по-прежнему остается одной из важнейших
проблем современной металлургии.
Исследованиями, проведенными автором совместно с со-
трудниками [117], установлено, что низкая пластичность и хруп
кость изделий из молибдена технической чистоты (по-видимо-
284
му, и других металлов Via группы) не являются присущими ему
природными качествами, а приобретаются им в результате не-
-совершенства существующих промышленных способов произ-
водства, не учитывающих специфических особенностей металла
и тех глубоких явлений и процессов, протекающих в молибдене
и его сплавах при литье, деформации и термической обработке.
Применяя технологическую схему производства, созданную
с учетом указанных специфических особенностей металла, мож
но весьма существенно влиять на пластичность молибдена и его
сплавов и получать высокопластичные материалы при стати
ческих нагрузках в рекристаллизованном состоянии.
Так, например, прессованные прутки и трубы сплава ВМ1,
полученные по старой технологии, в рекристаллизованном со-
стоянии имеют- Gt — 25 35 кГ}мм\ ао.а = 20 35 кГ1мм-,
б = 0 3%, ф = 0-г-5% по новой — 50 55 кГ мм2
а0,2 = 36 -ь 39 кГ мм2 б - 30 45%, ф 31 -ь 61%
Высокая пластичность металла после отжига сохраняется и
в тонких изделиях (листах, трубках и т п.) Так, например, тон
костенные трубки (диаметром 10 X 0,5 мм) из сплава ВМ1 в
рекристаллизованном состоянии имеют следующие механические
свойства = 52 кГ/жл2, crOi2 = 2,5 кГ!мм2, б = 37% (продоль-
ные образцы и сг* = 57,6 кГ мм2, о0[2 = 51 кГ мм2, б = 14%
(поперечные образцы) Эти трубки в холодном состоянии допус-
кают сплющивание от соприкосновения стенок и свободную гиб-
ку (с наполнителями при обычной температуре.
Как было установлено [117], первопричиной таких качествен
ных изменений в свойствах сплавов является образование тон
кой блочной структуры в рекристаллизованном металле.
На рис. 146, а и б атласа для сравнения показаны электрон
номикроскопические снимки структуры прессованных прутков
сплава ВМ1, полученных по старой и новой технологии, где хо-
рошо видно указанное выше различие в структурах.
Учитывая, что образование блочной структуры наблюдается
только при введении карбидных структуроподобных частиц тем
ные включения внутри зерен , было высказано предположение,
что в основе возникновения указанной структуры лежит заро-
дышевый механизм Вводимые частицы служат зародышами для
формирования отдельных блоков.
Однако возможно также, что появление блочной структуры
вызвано сложными дислокационными процессами, обусловлен
нымм присутствием посторонних частиц.
Основная часть продукции из молибдена и его сплавов по-
требляется электроламповой промышленностью, в радиоэлек-
тронном и электровакуумном производстве. Из молибдена изго-
тавливают детали электро- и радиоламп, детали кенотронов и
рентгеновских трубок. Значительное количество молибдена и
его сплавов используют для нагревателей и экранов высокотем
пературных вакуумных печей.
285
По сообщениям зарубежной печати [119], молибден и его
сплавы в виде тонкостенных трубок применяют для оболочек
тепловыделяющихся элементов, труб охлаждения и других де-
талей ядерных реакторов.
За последние годы возросло применение молибдена в ракет-
ной технике для изготовления вставок критических сечений, со-
пловых насадок ракетных двигателей, для изготовления деталей
и узлов ионных и плазменных двигателей, для оболочек и голов-
ных частей ракет на твердом топливе, для обшивки спускаю-
щихся на землю капсул и ракет [119].
§ 3. НИОБИЙ И ЕГО СПЛАВЫ
Ниобий по совокупности физико-механических и технологи
ческих свойств является одним из наиболее перспективных ме-
таллов в новой технике.
Высокая коррозионная стойкость в сильных кислотах и в рас-
плавленных щелочных металлах, стойкость при облучении, бла
гоприятные ядерные характеристики, сверхпроводимость и дру-
гие свойства делают ниобий и его сплавы весьма ценными кон
струкционными материалами для атомной техники, ракетострое-
ния, химического аппаратостроения и других областей техники.
Ниже приведены важнейшие физические свойства ниобия {116].
Атомный вес 92,906
Кристаллическая решетка К.о.ц.
Период решетки, А 3 294
Координационное число 8
Атомный радиус. А 1 47
Плотность, г/смг 8,57
Температура плавления, °C 2500
Температура кипения, °C 5127
Теплота плавления,
ккал/г-атвм 6400
Теплота испарения
(при температуре кипе-
ния) кал/г-атом 16650
Теплота сублимации,
ккал/г-атом 17600
Упругость пара, лш рт ст.,
при температуре, °C:
2194 1 10-5
2355 1 10-4
2539 1 06 io-3
Теплопроводность,
кал/см сек град,
при температуре, °C:
0 0 125
100 0 130
200 0,135
400 0,145
500 0 152
600 0 156
Скорость испарения,
г/см2 сек, при температуре, °C:
2467 1 16 10-?
2628 1 08 10- 6
2812 1 06 10-5
Удельная теплоемкость,
кал/г град, при температуре, °C:
0 0 06430
500 0,068875
700 0 07086
900 0 07316
1100 0 07564
1300 0 07852
1500 0,08118
1600 0 08267
Коэффициент линейного
расширения п*1О-0
1 /град, в интервале тем- ператур, °C:
20—100 6 09
20—200 6 58
20—300 6 97
20—400 7 33
20—500 7 55
20—600 7 69
20—700 7,78
20—800 7,59
286
Коэффициент сжимаемости
при 30* С, см2!кг 0,570-10е
Удельное сопротивление р 10е ом-см, при тем- пературе, °C:
0 15. 22
100 19.18
300 27.09
500 35,0
600 38,96
Температурный коэффици-
ент электросопротивле-
имя при 20 С 3,95 10-3
Температура перехода в
сверхпроводящее состоя-
ние, °C Работа выхода электронов, £63 8
4,01
Потенциал ионизации, эв Электронная эмиссия, 6,77
а/см2, при темпера- туре, ’С.
1327 2 19 1 10- 5
1727 1 16
2127 0,800 2527 60 67
Положительная эмис-
сия, эв Константа Ричардсо- на, а/см2 Коэффициент вторич- ной эмиссии Удельная магнитная восприимчивость при 18’С, зле. Магнитная проницае- мость, Э'М'ё., при температуре, °C. 20 2 5 52 37 1 18 2 28-10-6 410 + 0,6 10-6
196 2,4 + 0 06-10-6
—253 . 2 5 + 0 06 10—6
Излучаемая мощность, вт/см2, при темпера- туре, ЭС: 1327 1727 2127 2527 Коэффициент излуче- ния при Х = 6650А 20° С Эффективное сечение поглощения тепло- вых нейтронов, барн/атом 6,40 18 5 45,4 130 6 0 37 1 1
Основная масса полуфабрикатов и изделий из ниобия и его
сплавов получается из плавленого металла.
Плавка осуществляется в электронно-лучевых или электро-
дуговых печах при остаточном давлении 10-4—10-Б мм рт ст
Способ плавки оказывает существенное влияние на чистоту
металла и его физико-химические и технологические свойства
Наличие незначительных примесей сотые доли процента кис-
лорода, азота, водорода и углерода приводит к образованию
Таблица 79
Механические свойства технического ниобия различной чистоты [9]
Способ выплавки металла Содержание примесей внедрения, % Вид и состояние полуфабрикатов Механические свойства
К Г; ММ2 °C,2* кГ мм* ё, % нв, к Г/мм2
Электронно- лучевая плавка 0 004С, 0 005N2 0 0015Оа, 0 0008На Л'1ст холоднокатаный (степень деформации 70%) и отожженный при 1000° С 30 мш 3+ 8 29 3 49 70
Электроду- говая плавка 0 05С, 0 03Nfi 0 05О2, 0 002 Нс Ле1ст холоднокатаный (степень деформации 90%) и о: ожженный при 1100э С 1 ч 45—50 35—40 к? гл 1 8 100— 120
287
оксидов, нитридов, карбидов и других сложных фаз, которые,
выделяясь по границам и внутри зерен (рис. 147, а, б атласа ,
резко снижают пластичность и повышают прочность и твердость
ниобия. Б табл. 79 приведены механические свойства ниобия.
Прочность ниобия можно значительно повысить (в 1,5—2 ра
за путем холодной деформации. При отжиге деформированного
металла происходит снятие наклепа и его разупрочнение. Из-
менение механических свойств показано на рис. 149 [118].
Полный отжиг ниобия соответствует температуре 1200° С.
Микроструктура деформированного и отожженного ниобия
подобна показанной на рис. 145 атласа для молибдена.
Рис 149. Изменение .механических свойств ниобия в зависи-
мости от температуры отжига [118]: О выдержка 10 мин}
Q 30 juuh; х 60 мин
При высокотемпературном отжиге 1450° С и выше) отме-
чаются интенсивный рост зерна (собирательная рекристаллиза
ция) и появление выделений по границам зерен.
288
Такие изменения в структуре приводят к резкому снижению
ударной вязкости ниобия. Так, например, ниобий, отожженный
при 1200° С, имеет af1 — 37 кГ м!см\ после отжига при 1450° С
= 1,5 кГ м]см2 [120]. В отличие от вольфрама и молибдена
ниобий при комнатной температуре обладает высокой пластич-
ностью и допускает общую деформацию до 80—90% Порог хруп-
кости технического ниобия с содержанием 0,03% О2, 0,03% N2,
0,05% С лежит при температуре минус 180—200° С.
Увеличение содержания примесей внедрения вызывает по-
вышение температуры перехода ниобия из пластичного в хруп
Рис. 150. Влияние примесей внед-
рения на температуру пластично-
хрупкого перехода ниобия
Рис. 151. Окисляемость ниобия при
различных температурах [118]
кое состояние. Влияние этих примесей на температуру пластич-
но-хрупкого перехода показано на рис. 150.
При нагреве на воздухе с 200° С ниобий заметно окисляется.
С повышением температуры окисляемость сильно возрастает
На рис. 151 по данным [118], показано изменение окисляе-
мости ниобия в зависимости от температуры и времени нагрева.
Резкое повышение окисляемости ниобия при 1000° С и выше свя
зано не только с увеличением скорости диффузии кислорода,
но и с качественными изменениями, происходящими в структуре
окисной пленки. При температуре 1000—1100° С происходит пе-
реход низкотемпературной модификации окисла a-NbaOs в вы
сокртемпературную модификацию p-Nb20s, сопровождающийся
значительным увеличением объема (в 2,7 раза), что приводит
к возникновению внутренних напряжений и локальным разру-
шениям пленки и ее отслоению. Последнее вызывает резкое по-
вышение окисляемости ниобия.
При нагреве ниобия наряду с его окислением происходят
диффузия и растворение газов в металле. Предельная раствори
19 За кая 1024
289
мость кислорода в ниобии при 500° С составляет 0,25% (по
массе), при 1915° С 0,72% (по массе , азота при 300° С 0,005%
по массе), при 1500° С 0,07%
При большом содержании азота и кислорода образуются
нитриды (NbN, NbgN и др ) и различные окислы.
На рис. 152, по данным [118], показано изменение глубины
диффузионного слоя в зависимости от температуры нагрева.
Образование газонасыщенного слоя приводит к резкому повы-
шению твердости и снижению пластичности ниобия. При нагреве
Рис. 152. Изменение глубины диффузионного слоя ниобия при 1-ч на-
греве на воздухе при различных температурах [118]
тонкостенных изделий может проходить сквозная диффузия, что
приводит к полной порче металла. Учитывая сильную окисляе-
мость ниобия и его активное газопоглощение, нагрев проводит-
ся в вакууме при остаточном давлении 10-5—10-6 мм рт ст)
или в среде очищенных нейтральных газов аргона, гелия). При
работе в атмосферных условиях при высоких температурах для
деталей и изделий из ниобия требуются специальные жаростой-
кие покрытия, В качестве защитных покрытий применяют MoSij,
Сг — А1 — Si и др.
Значительно более лучшими свойствами, чем ниобий, обла-
дают сплавы на его основе. Влияние различных легирующих до-
бавок на механические свойства ниобия при комнатной и повы-
шенных температурах показано на рис. 153 и 154.
Как видно из приведенных данных, наиболее эффективное
упрочнение сплавов при высоких температурах достигается от
введения вольфрама, молибдена, циркония, титана, гафния, ва
надия. Они в основном и применяются для легирования ниобие-
вых сплавов.
Состав и физические свойства важнейших промышленных
сплавов ниобия приведены в табл, 80 [9, 120, 121].
290
Изменение механических свойств некоторых сплавов в зави-
симости от температуры показано в табл. 8L
Таким образом, по показателям кратковременной и длитель-
ной прочности при высоких температурах ниобиевые сплавы, так
же как сплавы вольфрама и молибдена, являются весьма пер-
спективными конструкционными материалами.
Указанные в табл. 81 прочность и жаропрочность достига-
ются за счет легирования твердого раствора упрочняющими ком-
Рис. 153. Влияние легирующих компонен-
тов на механические свойства ниобия
при комнатной температуре
понентами вольфра-
мом, молибденом и др.
В некоторых сплавах
определенную роль в уп-
рочнении играют высоко-
дисперсные частицы кар-
бидов, образующихся при
повышенном содержании
углерода и введении ак-
тивных карбидообразую-
щих добавок: циркония,
титана, тантала и др.
Содержание мгивцршцх
элементов, % (оглоед
Рис. 154. Влияние легирующих
добавок на механические свой-
ства ниобия при температуре
1095°С
По своей структуре все ниобиевые сплавы можно разделить
на две группы: сплавы типа твердых растворов и сплавы с гете-
рофазной структурой.
К 1-й группе относятся сплавы ВН2, ВН2А, СВ-65, Fe-82
и др., имеющие однофазную структуру сложнолегированного
твердого раствора.
К 2-й группе относятся сплавы F48, СВ-74 и др. структуры
которых состоит из зерен твердого раствора и включений высо-
кодисперсных частиц карбида циркония.
19*
291
Состав и физические свойства промышленных ниобиевых
Страна Марка сплава Химический состав, % Температура плавления, ’С Плотность, г,'сля Теплоемкость, кал-г*град
СССР ВН2 4 5МО, 2400 8 7 0,058 (20° С) 0 074 (800° С);
остальное Nb 0,075(1000° С) 0 078(1100°С);
0,08 (1300° С) 0 08 (1500° С); 0 092 (2100° С), 0 095 (2400° С);
ВН2А 4 2Мо, 0 7Zr, 2400 8 65 0 068(100° С) 0,077(500° С)
остальное Nb 0 085(800° С);0 077(1000° С), 0,087(1200° С), 0,08(1400° С);
0 087 1500° С),0,0907(1800° С);
0 16(2000° С)
США F48 5Мо, 15W, IZr, 2480 9 42
остальное Nb
F82 ЗЗТа, IZr, остальное Nb 2500 10 14
СВ-74 10W 5Zr, остальное Nb
СВ-65 7Ti, 0 8Zr, остальное Nb
Д31 lOMo, lOTi, остальное Nb 2250 0 074(20° С)
Карбидные фазы способствуют повышению прочности и жа
ропрочности сплавов.
Типичные структуры некоторых промышленных сплавов по-
казаны на рис. 148, а и б атласа.
В заключение отметим, что, кроме указанных конструкци
онных сплавов, значительный интерес для техники представляют
также ниобиевые сплавы с высокой коррозионной стойкостью
и сплавы, обладающие сверхпроводимостью.
Наиболее высокую химическую стойкость имеют сплавы нио-
бия с танталом. Некоторые данные о скорости коррозии спла
вов в различных средах приведены в табл. 82.
Они позволяют заменить дорогостоящий и дефицитный тан
тал при создании различной аппаратуры химической промыш
ленности и обеспечить более длительный срок ее службы. Так,
например, детали аппаратуры, работающей в среде сильных
кислот (азотной, серной и др.), изготовленные из нержавеющей
292
Таблица 80
сплавов, применяемых в СССР и за рубежом [9J
Теплопроводность, кал. сж < сек- град Коэффициент линейного расширения а 1 0* 1 /град Удельное электросопро- тивление, JitfiOM-CM Коэффициент 'черноты полного нормального излучения (в вакууме 1 10“pm. cm.)
0 1(25° С); 0 12(200° С) 0 13(600° С), 0,14(800° С), 0 18(1400° С), 0 175(1500° С) 0 17(1800° С) 0 17(1900° С) 0 115(20° С) , 0 125(200° С), 0 14(600° С) 0 14(800° С), 0 14 (1000° С) 0 15(1200° С) 0 15(1400° С) 0 15(1800° С) 0,16(2000° С) 0 3(20° С), 0 42(1100° С) 6 25(20—100° С) 8 25 (20—900° С), 8,12(20—1500° С), 8 84 (20—200° С) 9,5(20—200° С), 8 95(20—1600° С) 8 78(20—1800° С) 6 46(20° С), 7 6(1100° С) 7 79(20° С) 19,9 (20° С) 41 3 (500° С) 50 (1000° С) 0 12 (800° Q, 0,14(1000° С), 0 16(1200° С), 0 18(1400° С), 0,20(1600° С), 0 22(1800° С)
стали, могут служить 1,5—2 месяца, детали, изготовленные из
ниобия и его сплавов, стоят в течение 2—3 лет
Наиболее ценными промышленными сверхпроводниковыми
материалами являются сплавы ниобия с оловом, отвечающие
химическому соединению Nb3Sn, и сплавы ниобия с цирконием,
содержащие 25 и 75% Zr
По критической температуре перехода в сверхпроводящее
состояние, по величине критического магнитного поля и крити
ческой плотности тока эти материалы среди других сверхпро-
водящих сплавов занимают одно из первых мест
Сверхпроводящие сплавы, обладая «бесконечной» проводи
мостью при критических температурах и сохраняя «нулевое»
электросопротивление при высоких плотностях тока и напря-
женности магнитного поля, позволяют создавать электромагни
ты, обеспечивающие сверхмощные магнитные поля при мини
м а льном расходе электроэнергии и малом весе самих магнитов.
293
Таблица 81
ьэ
со
Механические свойства промышленных ниобиевых сплавов при минусовых и высоких температурах [9J
Марка сплава Вид полуфабриката и состояние Темпера- тура нс- пьгтания, ’С Механические свойства
Et кГ/мм* 0^ кГ'мм? «о, а кГ)мяв в, % Ф. % ан* к Г 'М/см1* Q0.5/200 кГ}ммг <?тоо> кГ/мм*
ВН2 Горяче прессованный пру- 196 105 103 10 29 0 8
ток (степень деформации —70 67 62 30 70 23,5
70—90%) 20 11600 75 23 35 28
1000 12400 43 32 25
1100 12400 34 43 14
1200 1230Q 19 50
1500 9 ’—*
Лист холоднокатаный 20 85 5
толщиной 1 мм (степень 700 70 15 30
деформации 85—90%) 1000 50 25 4,5 20
1100 42 35 9
1500 10
1800 2 3 40
2000 1 5
ВН2А Лист холоднокатаный —253 156 148 7 5
толщиной 1 мм (степень —196 104 8 95 6 6 —
деформации 85—90% 20 85 62 4
1100 45 10 13
1200 30 12
1500 10 17 —
1800 4,5 -— 22
2000 2,5 25
Лист холоднокатаный —253 119 4 100 4 9 1,74
толщиной 1 мм (степень Кб 86 3 77,6 27 7
деформации 83—90% и ре- 20 49,5 36 9 26 9 2
кристаллизованный)
Таблица 82
Скорость коррозии сплавов ниобий тантал, мм грд [И8]
Состав сплава HNO, (кон- центрирован- ная) HNQ, 50%-ная HNOa (кон- центрирован- ная-fl % HF) HjSO< (кон- центрирован- ная) H,SO< 10%-ная 1 HC1 (концент- . рнронанная) HCi 5 %-нэя NaOH 20%-ныЙ X о * X Z
Nb 0 0025 0 0864 0 3099 0,1067 0 0051 0,0813 0 0534 0 1020 0 0103
91% Nb-f-9% Та 0 0000 0 0000 0 1041 0,0000 0 0008 0 0000 0 0228 0 0635 0 0000
85,7% Nb+ +14,3% Та 0 0102 0,0051 0 1448 0 0051 0 0000 0,0000 0 0000 0,0305 0,2184
80% Nb+ 0 0000 0 0000 0,0635 0 0940 0 0000 0,0000 0,0051 0 0102 0,0125
+20% Та 50% Nb+ +50% Та 0 0178 0 0534 0,0965 0,0483 0,0559 0,0000 0,0000 0 0003 0 0025
Та 0 0330 0 0381 0 0940 0 0381 0 0381 0,0051 0,0736 0 0127 0,0076
Так, для получения поля с напряженностью 88 тыс, з необходим
электромагнит с железным сердечником мощностью 1500 кет,
масса которого составляет 15—20 т При применении сверхпро-
водящих соленоидов вес их составляет всего 200—300 г, при
этом потребляемая мощность снижается на 4—5 порядков [122].
В настоящее время ниобий и его сплавы применяют в раз-
личных областях науки и техники.
В значительных количествах ниобий и его сплавы использу-
ют в электровакуумной технике и радиоэлектронике для изго-
товления сухих электролитических конденсаторов, деталей элек-
тро- и радиоламп, катодов косвенного нагрева, а также в
производстве выпрямителей, криотронов математических счет-
но-решающих машин и т. д. [123].
В химической промышленности ниобий и его сплавы приме-
няют в качестве конструкционных материалов для изготовле-
ния змеевиков, дистилляторов, трубопроводов, клапанов, корпу
сов и других деталей химической аппаратуры для производства
соляной и азотной кислот, перекиси водорода и др, [124].
Некоторые ниобиевые сплавы применяют в ракетной технике
для изготовления сопловых насадков взамен охлаждаемых ти-
тановых [125], в теплообменниках космических аппаратов [126],
для изготовления деталей ионных и плазменных двигателей, для
обшивки спускающихся на землю ракет и капсул и др. [127].
Широкое применение ниобиевые сплавы получили в реакто-
рах для плакировки тепловыделяющихся элементов [128], для
трубопроводов, труб охлаждения и деталей насосов. Ниобиевые
сверхпроводящие сплавы применяют в сверхмощных атомных
ускорителях, для изготовления обмоток магнитов для отража
телей горячей плазмы, квантовых генераторов и других ядерно-
энергетических установок [129].
295
Известно также применение ниобиевых сплавов в авиаци
онной технике для изготовления турбинных неохлаждаемых ло-
паток в реактивных двигателях [129], для обшивки крыльев
сверхзвуковых самолетов, в теплообменниках летательных аппа
ратов и других изделий.
По-видимому, в ближайшее время области применения нио-
бия будут еще значительно расширены.
§ 4, ТАНТАЛ И ЕГО СПЛАВЫ
Тантал среди других металлов выделяется исключительной
химической стойкостью в сильных кислотах, в расплавах ще-
лочных металлов и рядом электрических и других свойств.
Ниже приведены важнейшие физические свойства тан-
тала [116].
Атомный вес 180,948 Удельное электрическое со-
Атомный диаметр, А 2 854 противление. мком см, при
Атомный объем, см^г-атом 10 90 температуре, 5С.
Плотность, 16 6 20 12 5
Кристаллическая решетка К.о.ц. 700 43 6
Период решетки, А а -3,296 1000 54,8
Координационное число 8 1500 72
Температура плавления, °C 2996 2000 87,0
Температура кипения, °C 5425 Температура перехода в
Скрытая теплота плавления, сверхпроводящее состоя-
кал!г 41 5 ние, °к 4 38
Скрытая теплота испарения, 995 Работа выхода электронов,
кал [г эв 4,12
Теплота сгорания, кал!г 1346 Электронная эмиссия, ма/см2
Удельная теплоемкость, при температуре. ’С.
кал]г град, 1000 1 10—5
при температуре, °C: 0,034 0,0365 1230 1730 4 7 10-3 19 5
0 727 1227 1727 2227 2727 Магнитная восприимчивость э.м.е., при температуре °C: 25 . 0 1870 0, Поперечное сечение захвата 849-10—6 685 10-6
0,0385 0,041 0,0465 0 056
тепловых нейтронов.
Теплопроводность, барн/атом 21 3±1
калием сек град, Поперечное сечение рассея-
при температуре, °C: ния тепловых нейтронов
20 0 13 барн/атом 5±1
828 0,1715 Суммарное лучеиспускание
1106 0 1795 при температуре, аС: 0,29
1416 0,1885 1400
1547 0,188 2000 0 25
1830 0 198 2327 0,30
Коэффициент линейного рас- ширения, \}град, в интер- вале температур, ’С. 2527 0 308
Общее излучение, вт/см2 при температуре, 3С. 1330 7,3
20—500 6,6 10—6 1530 12,8
20—1500 8 10-6 1730 21 2
296
Тантал высокой чистоты, полученный термической диссоци
ацией ТаС14 в виде листа, имеет* о* = 24 кГ/мм2, о0)2 —
= 19,5 кГ мм2 ид — 32%
По данным [128], тантал промышленной чистоты в отожжен
ном состоянии при комнатной температуре имеет о,. =
= 42 кГ мм2, при 980° С вь = 14 кГ мм2 В деформированном
состоянии ол = 97 кГ мм2, 6 = 4%, ф — 6% [130].
Температура пластично-хрупкого перехода тантала лежит
ниже 196° С.
При нагреве на воздухе тантал, гак же как ниобий, начиная
с 200—300° С заметно окисляется. Наряду с окислением проис-
ходит диффузия газов в металл и непосредственно под окисной
пленкой образуется газонасыщенный слой, толщина которого за-
висит от температуры и времени нагрева
Кроме чистого тантала, для промышленности большой инте-
рес представляют некоторые сплавы на его основе.
Наиболее эффективными легирующими добавками тантала
являются вольфрам, молибден и ниобий, образующие с ним
твердые растворы замещения [130]. Структура их подобна струк-
туре однофазных ниобиевых сплавов, показанных на рис. 148, а
атласа.
В промышленности наиболее широкое применение получил
сплав тантала с 10% по массе вольфрама.
Этот сплав, выплавленный в электронно-лучевой печи, при
комнатной температуре в отожженном состоянии (отжиг при
1500° С имеет следующие механические свойства о& —
= 63 кГ мм2, ос,2 = 58 кГ/мм\ д = 27 -н 30%, £ = 6500 -ь
-т- 18800 кГ/мм2, = 3,3 кГ м/см2 [128]. Сплав, выплавленный
в дуговой печи, имеет* аь = 96 кГ/мм2, д — 25%, НВ =
— 230 кГ мм2
По имеющимся литературным данным, весьма высокой проч-
ностью обладают также сплавы тантала с гафнием Так, сплав
с 5% Hf в деформированном состоянии степень деформации
50%) имеет при 1200° С предел прочности вь = 36 кГ/мм2
В настоящее время из тантала и его сплавов изготовляют ли
сты, полосы, фольгу, проволоку и тонкостенные трубки. Исход
ной заготовкой служит спеченный брикет штабик) или слиток,
полученный дуговой или электронно-лучевой плавкой. В плав-
леном металле среднее содержание примесей составляет'
0,001% С, 0,0045% О2, 0,0015% N2.
Тантал и его сплавы применяют в различных областях
техники.
Их используют в электровакуумной промышленности и ра-
диоэлектронике для изготовления сухих электролитических кон
денсаторов, катодов косвенного нагрева, в качестве нагревате-
лей в вакуумных печах. Известно также применение чистого
тантала и его сплавов с ниобием в химическом аппаратострое-
нии [123].
297
Приложение I
Основные травители для выявления макроструктуры
цветных металлов и их сплавов
Состав травителя Способ применения Применение
Для травления меди и ее сплавов
Азотная кислота раз- Шлиф погружают в кислоту Для чистой меди
личной концентрации и выдерживают до выявления структуры, после чего промыва- ют в горячей воде и просуши- вают и ее сплавов
Ю—20%-ный водный раствор персульфата ам- мония 10%-ный раствор пере- киси водорода в насы- щенном водном растворе аммиака Для То же травления никеля и его сплавов Для латуней и бронз То же
FeCl3 10 а, Шлиф погружают в травитель Для чистого нике-
НС1 30 мл, Н2О 120 Азотная кислота (конц.) 50 ли3, уксусная кислота 50 см3 Для т и выдерживают до выявления структуры, после чего промыва- ют в горячей воде и просуши- вают равления алюминия и его сплавов ля и его сплавов То же
Глицерин 18 см3 Шлиф погружают в раствор Для чистого алю-
HNO3 9 см3 на 15—20 сек, а затем в 50% мнния и его спла-
НС1 75 сМ HF 1,5 ли3 FeCl3 (конц. раствор) 9 ли3 ный раствор HNO3 на 5—10 сек, после чего шлиф промывают в воде ц просушивают вов
NaOH 40 г, NH4OH 60 сч’ Шлиф погружают в реактив Для дюралюми-
на 15—20 сек, а затем в подо- гретый (80° С) 50%-ный раствор HNO3 на 1 л, для снятия тем- ной пленки ния и ковочных сплавов (АК4, АК8 и ДР )
10—15%-ный раствор Шлиф погружают в подогре- Для сплавов с
NaOH тый (до 70—80° С) реактив и выдерживают до образования темной пленки (30—45 сек) за- тем промывают водой, опуска- ют в 20—30 %-ный водный рас- твор HNO3 для снятия темной пленки и промывают в проточ- ной воде повышенным содер- жанием меди (АЛ1, АЛ6, AJI7t АЛ 12 я др.) и для всех сплавов при опреде- лении газовой по- ристости
HCI 50 c.tt3, Шлиф при помощи ватного Для сплавов ти-
FefNOgh 25 г, тампона смачивают реактивом па силумин (АЛ2,
Н2О 25 см3 до появления темной пленки, затем промывают водой, погру- жают в 25%-ный раствор для снятия темной пленки и промы- вают в проточной воде АЛ4, АЛ9, и др.)
298
Продолжение
Состав травителя Способ применения Применение
HF 10 cjw3, НС1 15 сад3 Н2О 90 см9 Для Уксусная кислота 10 сад3 дистиллированная вода 90 слР Уксусная кислота 10 см9, спирт 10 см\ пикриновая кислота 10 см3 дистиллированная вода 70 cjm3 Винная кислота 10 cjw3, дистиллированная вода 90 см9 Концентрированная HNO3 15 см\ дистиллированная вода 85 ел3 Персульфат аммония 10 cjw3 дистиллированная вода 90 см3 В течение 60 сек, шлиф погру- жают в реактив или смачивают ватным тампоном, а затем про- мывают в воде и просушивают травления магния и его сплавов Травитель наносят на поверх- ность шлифа, выдерживают от 10 сек до 2 мин и затем шлиф промывают и просушивают Травитель каплями наносят на поверхность шлифа до появ- ления красного налета 15—60 сек) затем шлиф промывают а горячей воде и просушивают Поверхность шлифа смачива ют травителем, выдерживают 10—20 сек, а затем промывают в горячей воде, не смывая про- дуктов травления, и высуши- вают На поверхность шлифа нано- сят травитель, выдерживают 10—30 сек, а затем шлиф про- мывают в горячей воде и про- сушивают Шлиф погружают в трави- тель и выдерживают до появле- ния коричневых границ зерен Для травления чистого алюминия и сплавов типа маг- налий (А Л 8, А Л13, ВИ11-3, АМг) Для чистого маг- ния Для литых и тер- мически обработан- ных сплавов Для деформиро- ванных магниевых сплавов Для деформиро- ванных сплавов сис- темы магний мар- ганец Для сплавов сис- темы магний мар- ганец
Для травления титана и его сплавов
10%-ный водный рас- Погружают в раствор или на- Дл я слитков ти-
твор плавиковой кислоты носят травитель на поверхность. Выдерживают в течение 3— 5 мин. Затем поверхность про- мывают в 90%-ном растворе азотной кислоты, после чего в проточной воде. тана и его сплавов
Соляная кислота 120— 140 г/л. плавиковая кислота 45— 55 е/л Погружают в раствор или на- носят травитель на поверхность, выдерживают 20 мин и промы- вают в проточной воде То же
Плавиковая кислота 1 CJW3 азотная кислота 1 см9 глицерин 3 см3 То же То же
299
Продолжение
Состав травителя Способ применения Применение
Для Кипящая смесь: 3% Н2О2 + 97% НаО Кипящая смесь. 1,5% Н2О2 4- 98,5% Н2О 1 я. HF (48% водный раствор 4- 1 ч. Н2О4 (конц.) + 1 ч. Н2О + 4- несколько капель Н2О2 травления тугоплавких металлов Погружают в раствор и после непродолжительной выдержки промывают в проточной воде То же То же Для выявления субгранкц н границ зерен вольфрама Для выявления границ зерен мо- либдена Для выявления границ зерен нио- бия
Приложение // Основные травители для выявления микроструктуры цветных металлов и их сплавов
Состав травителя Способ применения Применение
Хлористое железо 10 г, соляная кислота 25 Г-«3 вода 100 елг3 Двойная соль хлорис- той меди и хлористого аммония 10 г, вода 100 сл1э аммиак (до получения нейтральной или щелоч- ной реакции) Персульфат аммония 10 а, вода 90 cms Для медн и медных сплавов Травитель наносят на поверх- ность шлифа, после выдержки в течение 15—20 сек шлиф про- мывают в проточной воде Травитель наносят на поверх- ность шлифа и после некоторой выдержки промывают в проточ- ной воде т ( То же ’ Для меди, лату- ней, оловяннстых и алюминиевых бронз Для выявления дендритного строе- ния литых медных сплавов Для меднонике- левых сплавов
Для травления никеля и его сплавов
Азотная кислота 50 см3 Травитель наносят на поверх- ность шлифа и после некоторой Для выявления' микроструктуры ни-
уксусная кислота 50 cjh3 выдержки промывают в проточ- ной воде келя и его сплавов
Для травления алюминия и его сплавов
Плавиковая кислота 0,5 г,н3. вода 99,5 см3 Смачивают шлиф ваткой или погружают в реактив, травят 10—42 сек, затем промывают в проточной воде и просушивают Реактив общего назначения. Приме- няют для всех алю- миниевых сплавов
300
Продолжение
Состав травителя
Способ применения
Применение
Для травления алюминия и его сплавов
Едкий натр 1—10 г,
вода 99—90 см3
Азотная кислота
1 объем, плавиковая кис-
лота I—2 объема,
глицерин 3 объема
Серная кислота 20 см3,
вода 80 см3
Азотная кислота 20 см3
вода 80 см3
Погружают шлиф на 4—
5 сек в реактив, подогретый до
70° С, затем промывают струей
холодной воды и просуши ва EOT
Погружают шлиф на 1
10 сек в реактив, затем промы-
вают в проточной воде и про-
сушивают
Погружают шлиф на 15—
40 сек в реактив, подогретый
до 70° С, а затем промывают в
проточной воде и просушивают
Погружают шлиф на 40 сек в
реактив, подогретый до 70° С,
затем промывают в холодной
воде и просушивают
Реактив для
сплавов системы
А1 — Си — Mg Si
Для выявления
внутрикристал л иче -
ской ликвации в
алюминиевых спла-
вах
Для выявления
составляющих, со-
держащих железо
Для выявления
фаз MgaA]3 и СиА12
в сплавах А1 Си
и Al Mg
Для травления магния и магниевых сплавов
Щавелевая кислота 2 см3, вода- 98 ли3 Азотная кислота (конц.) 0,5—2 ел?, спирт 99,5—98 см3 Плавиковая кислота (48%-ная) 10 еле3, вода 90 см3 Пикриновая кислота 5 а, уксусная кислота 5 г, вода 100 см3, спирт 100 см3 Днэтиленгликоль 60 см3 уксусная кислота 20 cjw3, азотная кислота (конц.) 1 ГЛ(3, вода 19 слг3 Поверхность шлифа протира- ют ваткой, смоченной реакти- вом, в течение 2—5 сек Поверхность шлифа смачива- ют травителем, выдерживают 3—5 сек и шлиф промывают спиртом Шлиф промывают ваткой, пропитанной травителем, не- сколько раз промывают в горя- чей воде и высушивают Время травления 20—30 сек Поверхность смачивают тра- вителем в течение 5—10 сек и промывают спиртом Травитель наносят на шлиф и через несколько секунд сни- мают ваткой. Шлиф промывают в горячей воде л просушивают Для выявления структуры магния в литом я дефор- мированном состо- янии Для выявления структуры литых магниевых сплавов Для выявления структурных сос- тавляющих сплавов Mg Al и Mg Al Zn. Фаза MgeAl3 принимает темную окраску, соединение MgAJZn остается светлым Для выяв1ення структуры деформи- рованных сплаеов Для термически обработанных ли- тых и деформиро- ванных сплавов
301
Продолжение
Состав травителя
Способ применения
Применение
Для травления сплавов олова и свинца
Азотная кислота (конц.) 3—5 см3, спирт 97—95 см3 Поверхность смачивают тра- вителем и выдерживают в тече- ние нескольких секунд. Затем промывают в проточной воде Для травления подшипниковых
сплавов, и др. припоев
Для травления цинка и его сплавов
Азотная кислота (конц.) Травитель наносят на поверх- ность и после выдержки в тече- ние нескольких секунд смывают водой Для цинка травления
Азотная кислота Поверхность смачивают тра Для травления
(конц.) 3 CJW3, вода 97 ел? вителем и затем промывают в проточной воде сплавов цинка
Для травления титана и титановых сплавов
Плавиковая кислота
10 ом3,
вода 90 см3
Плавиковая кислота
2 cjw3
азотная кислота
(конц.) 2 см3
вода 96 см3
Травитель наносят на поверх-
ность шлифа после выдержки
3—5 мин, шлиф промывают в
90%-ном растворе HNO3* а за-
тем в проточной воде
Поверхность смачивают в
травителе и промывают в воде
Для травления
титана и его спла-
вов
Для травления
технического тита-
на, а и а-j-fJ спла-
вов. Хорошо выяв-
ляет а -мартенсит-
ную фазу
Для травления тугоплавких металлов
Азотная кислота Поверхность смачивают в Для выявления
10 мл, плавиковая кислота 10 мл Едкий натр 10% вода остальное травителе и промывают в воде. Время травления 30—90 сек Травитель наносят на поверх- ность и шлиф быстро промыва- ют в воде микрозерен воль- фрама и его сплава Для выявления границ зерен мо- либдена и его спла- вов
Смесь концентрирован- ных плавиковой и азот- ной кислот в различных соотношениях Травитель наносят на поверх- ность и шлиф быстро промы- вают Для выявления микрозерен ниобия и его сплавов
Приложения III VII помещены вкладкой в конце книги.
АТЛАС
макро- и микроструктур
цветных металлов н сплавов
АЛЮМИНИЙ И ЕГО СПЛАВЫ
Рис. 1 Макроструктура слитка алюминия высокой
чистоты (99,99% Ai) отлитого полунепрерывным
методом
Рис 2. Микроструктура литого алюминия. X 250. Травлено 0,5 %-ной HF'
а — чистейший алюминий марки ABDOO 199.99% Al) б технический алюминий марки AI (99,5%
Д1, 0,2% Si и 0,3% Pel
20 Заказ :О24 305
Рис. 3. Микроструктура алюминия с 0.5%
Fe и 0,2% Si. X 150. По границам зерен алю-
миния видны выделения химического соеди-
нения FeAlg
Рис. 4. Микроструктура алюминия с 0,5%
Si и 0,3% Fe. X 250. По границам зерен
алюминия видна скелетообразная эвтектика
Al + a(FeAISi)
Литейные сплавы алюминия
Рис. 5. Микроструктура нормальных (немодифицированных) силуминов.
и силумин с -4—5% Si (доэвтектический). Х200. Видны дендриты «-твердого раствора
кремния с алюминием и эвтектика (а + Si); 6 силумин с IWo Si (доэвтектический).
Х200. Те же структурные составляющие, что и в предыдущем сплаве. Большее количе-
ство эвтектики; в силумин с 11.7% Si (эвтектический) Х5С0. Основой эвтектики яв-
ляется алюминиевый твердый раствор (светлое поле), на фоне которого располагаются
Иголочки кремния (серые кристаллы); г — силумин с 13*/* Si (заэвтектический). х2®-
На фоне игольчатой эвтектики « Si видны первичные кристаллы кремния
20*
307
Рис. 6. Силумин с 13% Si, модифицированный тройным модификатором. X 150
(Г М. Кузнецов)
а — дендриты п-тнердого раствора и тон ко ди с перс на я эвтектика a Si; б видны зерна
колоний эвтектики, где основу составляют дендриты алюминия, в межосных простран-
ствах которых располагаются сильно измельченные включения кремния; в структура
я втек тики при большом увеличении
308
Al^Ot57^e ^005%U 8,01%K. 0,05%Ti £Л2 %Tc
Рис 7 Макроструктура сплава с 10% Si. 0,3% Mg, 0,4% Мп, остальное Ai (сплав АЛ4
с добавками титана (натуральная величина)
со
о
сг;
Рис. 8. Аномалии в строении силуминов Г М Кузнецов)
л на фоне модифицированной эвтектики а + Si видны первичные зерна «-твердого
раствора (светлые) и выделения кремния (серые) Х250; б иглы кремния располага-
ются внутри дендрита a-твердого раствора. Х250; е — структура «непромодяфнцпрован-
ного силумина X25U; г структура «перемодифнцнрова иного силумина» Грубые выде-
ления кремния по границам зерен-колониП эвтектики. х500
310
Рис. 9. Микроструктура сплава 6% Si, 27% Си, остальное Al. Х200:
и — сплав немодифи цирова н. Видны участки грубокристаллической тройной эвтектики
а + Si + СиД[г и включения первичного кремния и алюминия; <5 сплав модифициро-
ван. Видны мелкодисперсная, тройная эвтектика и первичные дендриты алюминия.
Рис. 10. Микроструктура силумина с 3% Si
и 0,7% Fe. X 250. Скелетообразные кристал-
лы фазы a(AlFeSi)
311
Рис. 11 Микроструктура немоднфи цирова н-
ниго силумина с 12% Si и 1,5% Fe. X 250.
Видны иглы железосодержащей фазы
p(AIFeSi)
Рис. 12. Микроструктура модифицированно-
го сплава А Л 4 16% Si, 0,3% Mg) X 250.
Дендриты ct-твердого раствора (светлые и
эвтектика и 4- Si. Скелетообразные включе-
ния—железомарганцовистая фаза AlMnFeSi.
Фаза Mg2Si, образующаяся в небольшом ко-
личестве, при данном увеличении не обна-
руживается
312
Рис. 13. Микроструктура сплава
АЛ6 (4,5% Si. 2,5% Си, остальное
А!) Дендриты ft-твердого раство-
ра сложного состава, игольчатая
эвтектика а 4- Si, включения фазы
СпА12 и железосодержащая фаза
Al7CuFe
Рис. 14. Микроструктура сплава АЛ7 4% Си, остальное А1)
и — структура состоит из зерен a-твердого раствора, по границам которых располагается
фаза CuAhl Возможны включения эвтектики а 4- CuAls о сплав после термической
обработки (гомогенизация* при 550° С в течение 15 ч. Видны зерна а-твердого раствора
и включения нерастворимых фаз
313
Рис. 15. Микроструктура сплава
АЛ7 при пережоге. Х200. По гра
ницам и внутри зерен а-твердого
раствора видны темные включения
оплавленной эвтектики. Зерна
твердого раствора укрупнены
Рис. 16. Микроструктура алюминиевого
сплава с 12% Си. х 200. Основное поле
шлифа «-твердый раствор, по границам—
эвтектика а + СиАЬ
Рис. 17 Микроструктура литого сплава АЛ8 10% Mg) X 70:
а исходный сплав (без добавок) Основа «-твердый раствор, темные выделения —
фаза P(MgjAl2) При налим ин примесей железа и кремния в незначительных количествах
возможно присутствие железосодержащей фазы и силицида магния Mg^Sh 6 сплав
с добавкой 0,01п;'п бора. На фоне дендритов «-твердого раствора видны измельчения
В(М£2А1г)-фазы
314
Рис. J8, Микроструктура сплава АЛ8 с добавкой
циркония. На фоне a-твердого раствора видны
включения фазы P(Mg2Al3)
Рис. 19. Микроструктура сплава АЛ 13
X 150, На фоне «-твердого раствора видны
сетчатые темные кристаллы Mg2Si и темные
мелкие включения марганцовистой составля-
ющей
Рис. 20. Макроструктура сплава АЛ1 4,5%
Си, 0,5% Mg, 2,1% Ni, остальное Al Х150.
Структура состоит из о-твердого раствора,
фаз r(AlflCa3Ni) и S(Al2MgCu) фаза Т пос-
ле травления окрашивается слабо и имеет
скелетообразное строение, фаза S быстро
темнеет Кроме этого, в незначительном ко-
личестве могут присутствовать фаза СиАЬ
и эвтектика о 4- CuAh
Рис, 21. Микроструктура сплава АЛ 19 4,5% Си,
0,8% Мп, 0,4% Ti, остальное Al) X 250. На фоне
a-твердого раствора видны включения СиА12, фазы
Т(А1|2СиМп2) и титановой составляющей Т1А13.
При наличии примесей железа возможно присут-
ствие фазы AlFeSiMn
Деформируемые алюминиевые сплавы
Рис. 22. ^Макроструктура промышленного слитка сплава
АМц (полунепрерывное литье в натуральную величину)
Рис. 23. Макроструктура сплава АМц с добавками
0,09% гитана (полунепрерывное литье в натуральную
величину)
Рис. 24. Микроструктура литого сплава АМц
1,3% Л1п, 0,3% Fe, 0,23% Si, остальное Al)
X 250. На фоне ct-твердого раствора видны
включения марганцовистой фазы МпА16
темные)
Рис. 25. Микроструктура отож-
женного сплава АМц. Видны верна
a-твердого раствора и фаза МпА16
Рис. 26. Микроструктура литого
сплава АМгб (6% Mg, 0,4% Мп,
остальное Al) Х250. На фоне а-
твердого раствора видны включе-
ния фазы ^(MgaAlj) железомар-
ганцовистая фаза и фаза MgaSi
Рис. 27 Микроструктура литого сплава
АМгб после гомогенизации, х 250. Фаза
р переходит в твердый раствор и остаются
нерастворимая железомарганцовистая’ фаза
и силицид магния
318
Рис. 28. Микроструктура отожженно-
го сплава АМг5. Х250. Основные
структурные составляющие:
О-твердый раствор, фаза и мар-
ганцовистая фаза
Рис. 29. Микроструктура сплава АМг8
(9% Mg, 0,3% Мп, остальное А1) по-
сле старения при 150° С в течение
1500 ч. Видны выделения фазы
0(Mg,Al3)
Рис, 30. Микроструктура сплава АМгЮ 10% Mg, остальное
Al) Х200;
а — исходный сплав (без добавок) б сплав с добавкой 0,05% циркония
3
Рис. 31. Микроструктура лито-
го дюралюминия Д1 (3,8% Си,
0,8% Mg, 0,6% Мп, остальное
Al Х250. Дендриты алюмини-
евого твердого раствора свет-
лые) и фаза СиА|2 серая)
Фаза S и марганцовистая со-
ставляющая ввиду их малых
количеств при данном увеличе-
нии не обнаруживаются
Рис. 32. Микроструктура литого дюралюми-
ния Д16 (4,52% C'u, Г,4% Mg, 0.6% Мп, ос-
тальное Al х 150. Дендриты алюминиевого
твердого раствора светлые, фаза CuAlr~
светлая фаза S(AlsMgCu) темная. Кроме
этого, в структуре сплава в небольшом ко-
личестве имеются включения марганцовистой
составляющей и железосодержащих фаз,
которые не обнаруживаются при малых уве-
личениях
320
Рис. 33. Микроструктура дюралюминия Д16,
X 500, На фоне алюминиевого твердого
раствора (светлое поле имеются включения
двойной а + Си Ah) и тройной ц 4-
4- СиА12 4- S) эвтектик
Рис. 34. Микроструктура дюралю-
миния Д16 с повышенным содер-
жанием железа около I % Fe)
Х250. Серые скелетообразные вы-
деления железомарганцовистой
фазы AlCuMnFe (возможно также
образование фазы AISiMnFe
Рис. 35. Микроструктура гомогенизирован
него дюралюминия Д16. X 250. Зерна а-
твердого раствора и включения нераствори-
мых фаз (марганцовистой, железосодержа-
щих фаз Возможно присутствие пераство-
рившихся участков двойной и тройной
эвтектик
Рис, 36. Микроструктура деформи-
рованного отожженного дюралю-
миния. X 1000 Генеман) На фоне
твердого раствора видны включе-
ния упрочняющих фаз
21 Заказ 1024
321
Рис. 37 Микроструктура закален-
ного дюралюминия Д16. Х500.
Видны зерна алюминиевого твер-
дого раствора и включения нерас-
творимых фаз
Рис. 38. Микроструктура естественно соста
репного дюралюминия Д16. X 200. На шли
фе, кроме «-твердого раствора, видны тем
ные включения марганцовистой и железосо
держащих фаз
Рис. 39. Микроструктура искусственно состаренных сплавов.
а — электронномикроскопическая картина распада в закаленном сплаве
AI —Си при 1вО?С. Х250000 (Н. Н. Бу Л нов, Р М. Лерииман [«]):
б микроструктура искусственно состаренного дюралюминия (3,67% Си,
0,95% Mg, остальное А1). Закалка с 510е С и старение при 250? С в течение
2 ч. хЮОО.
По границам и внутри зерен а-твердо го раствора видны серые включения
СиА1: и темные фазы S (Генеман)
322
Рис. 40. Микроструктура литого сплава АВ
(0.7% Mg, 1% Si. 0,6% Си, остальное А1)
X 250. На фоне a-твердого раствора свет-
лое поле) видны включения силицида маг-
ния MgjSi темные) и в небольшом количе-
стве фаза СпА1г серые)
Рис. 41. Микроструктура сплава
АВ после искусственного старения
при 150° С в течение 6 ч. X 500.
Внутри и по границам зерен алю-
миниевого твердого раствора вид-
ны выделения фазы MgaSi (тем-
ные)
Рис. 42, Микроструктура литого сплава
АК8 4,5% Си, 0,69% Мп, 0,8% Mg, 1% Si,
остальное Al) Х250. На шлифе светлые
участки алюминиевый твердый раствор,
светло-серые включения фаза CuAh,
темная составляющая скелетообразного
строения фаза Mg2Si
Рис. 43. Микроструктура сплава
АК8 после закалки с 510° С и ис-
кусственного старения при 150° С в
течение 12 ч. Х250. Внутри и по
границам зерен видны включения
упрочняющих фаз:
MgjSi и СиА1г
21*
323
Рис, 44. Микроструктура литого сплава АК2
(4% Си, 0.6% Mg, 2% Ni, 1% Fe. 0,6% Si,
остальное Al) X 250. На шлифе видны алю-
миниевый раствор светлая основа фаза
СнА1э (светло-серая и железоникелевая
фаза NiFeAIg сетчатого строения. В неболь-
шом количестве имеются включения фазы S
темные
Рис. 46. Микроструктура литого сплаца
АК4-1 (2,2% Си, 1,6% Mg, 1,25% Ni, 1,35%
Fe, 0,05% Ti, остальное Al) Основа алю-
миниевый твердый раствор, темные выделе-
ния фаза S, серые включения FeNiAIg
Рис, 47 Микроструктура сплава
АК4-1 после искусственного старе-
ния. х500. Те же структурные со-
ставляющие
Рис. 45. Микроструктура искусст-
венно состаренного сплава АК2.
X 500. Алюминиевый твердый рас-
твор основа) и включения круп-
ных размеров фазы FeNiAIg, мел-
кие включения фаза CuAL
светлая) и S-фаза темная)
324
Piic. 48. Микроструктура литого сплава В95
(6% Zn, 2,3% Mg, 1,7% Си. 0,4% Мп, ос-
тальное Al) х 250. На фоне a-твердого рас-
твора сложного состава светлое поле вид-
ны выделения S-фазы (серая MgZn4 и
Г-фазы темные Две последние фазы труд-
но отличимы на шлифах вследствие одина-
ковой их травимости
Рис. 49. Микроструктура сплава В95 в ис-
кусственно состаренном состоянии. Зерна
«-твердого раствора и упрочняющие фазы:
S, MgZn4 и Т
325
Рис. 50. Микроструктура литого спла-
ва ВАД23 (5,3% Си, 0,5% Мп, 0,15%
Cd, 1,2% Li, остальное Al) Х25О.
На фоне a-твердого раствора видны
включения фаз Г и Г|
Рис. 51. Микроструктура сплава
ВАД23 в искусственно состаренном
состоянии. Х250. Зерна а-твердого
раствора светлые и упрочняющие
фазы Т и Г]
Рис, 52. Микроструктура сплава МЛ2 (2%
Мп, остальное Mg) X 250. По границам и
внутри зерен твердого раствора видны тем-
ные включения 0(Мп)-фазы
326
МАГНИЙ >1 ЕГО СПЛАВЫ
Рис. 53. Микроструктура литого спла-
ва МЛ5 (8% А1, 0,8% Zn, 0,3% Мп,
остальное Mg) Х250. На фоне
б-твердого раствора сложного соста-
ва (светлое поле) видны выделения
фазы yfMg'Alg)
Рис. 54. Микроструктура сплава МЛ4
(5% А1, 3% Zn, 0,4% Мп, остальное
Mg) Х250. Видны дендриты 6-твер-
дого раствора и выделения фаз
Y(Mg4Ala) и r(Mg3AI2ZnO
Рис. 55. Микроструктура сплава МЛ5 пос-
ле закалки. X 250. Внутри и по границам зе-
рен 6-твердого раствора видны включения
марганцовистой фазы и остатки нераство-
рившихся включений соединения у(М^4А13)
327
Ph с. 56. Микроструктура спла
на МЛ6 (10<& А1. 0,8% Zn.
0,4% Мп, остальное Мг) после
старения. Х500. По границам и
внутри зерен видны выделе ti и я
фазы Y(MgiA]3) и мелкие
включения марганцовистой со-
ставляющей
Рис. 57. Микроструктура спла
ва МЛ9 (3.5% Nd, 0,5% Zr
остальное Mg) Х250, По гр а
лицам зерен твердого раствора
видны выделения эвтектики
а + MggNd. Кроме этого, име-
ются включения частиц a-Zr и
MggNd, образующихся при рас-
лад^ твердого раствора
Рис. 58. Микроструктура сплавов Mg Th.
а — сплав магния с 3% Th. X1000.
На фоне а-твердого раствора видны включения фазы Mg=Th;
б — сплав магния с 19,5% Th. Х3|5,
По границам зерен а-тдердого раствора располагаются включения эв-
тектики а — MgjTh
328
Рис 59. Макроструктура промышленного слитка сплава МАЙ (2% Мп, 0,3%
Се, остальное Mg) отлитого полунепрерывным методом
Рис. 60. Микроструктура сплава МАЙ. X 200:
л — литого сплава
Видны зерна твердого раствора и марганцовистая фаза
б — отожженного сплава.
Те же структурные составляющие
3'9
Рис. 62. Микроструктура закаленно-
го сплава МА5. Прессованный пруток.
Х250. Зерна твердого раствора (свет-
лые) и р (Мп)-фаза (темные)
Рис. 61. Микроструктура отожженно-
го сплава МА5 (8% А1, 0,4% Мп,
0,8% Zn, остальное Mg) Прессован-
ный пруток. X150. По границам и
внутри зерен сложнолегированного
твердого раствора видны частицы сое-
динения Mg4A13
Рис. 63. Микроструктура отожженно-
го сплава МА9 (1,5% Мп, 0,5% А1,
0,3% Са, остальное Mg) X 200. Вид-
ны зерна твердого раствора и вклю-
чения частиц Р(Мп) и фаза MgaCa
Рис. 64. Микроструктура сплава
ВМД1 (3% Th, 2% Мп, остальное
Mg) X 200. Видны зерна а-твердого
раствора и упрочняющие фазы 0(Мп)
и Mg5Th
330
МЕДЬ И ЕЕ СПЛАВЫ
Рис. 65. Макроструктура медного слитка, отлитого полунепрерывным
методом. X ’/з- Травление концентрированной HNO3
Рис. 66. Макроструктура слитка высокочистой ме-
ди, выплавленного в электронно-лучевой печи.
X 0.1
331
Рис. 67 Микроструктура меди. X 100.
а — литая; б — отожженная
Рис. 68. Микроструктур* деформированной меди. X 200:
а — степень деформации 20%
п то же, ЯУ/о
332
Рис. 69. Микроструктура деформированной меди после отжига (рекристалли-
зации при различных температурах. Х200:
а — температура отжига 270° С. Неполная рекристаллизация, видны участки деформи-
рованной структуры; б — температура отжига 450* С. Законченная полностью рекристал-
лизация деформированной структуры (рекристаллизация обработки) зерна меди' имеют
двойниковое строение; в температура отжига 600° С. Наблюдается некоторое укрупне-
ние зерна вследствие процесса их слияния (собирательная рекристаллизация); г — тем-
пература отжига 1000° С. Сильное укрупнение зерна за счет собирательной рекристал-
лмзацин
333
Рис. 70. Микроструктура литой меди с при-
месью висмута (0,2% Bi) X 200. По грани-
цам зерен меди расположены прослойки лег-
коплавкой эвтектики Си BiT состоящей
почти из чистого висмута (99,8% Bi)
Рис. 71. Микроструктура литой меди с при-
месью свинца (0,3% Pb) X 200. Свинец рас-
полагается в виде тонких прослоек по гра-
ницам зерен меди
334
Рис, 72. Микроструктура литой меди с кислородом
а кислорода менее 0,05*/». По границам зерен меди тонкие прослойки эвтектики
(Си + СщО) X 150; б кислорода 0,15% По границам зерен меди видны значительные
участки эвтектики, х 150; а кислорода 0,39% (3,4% СиаО) Видны зерна колонии эвтек-
тики, состоящей из меди (светлая основа} и закиси меди (темные точки} X ЗаОг
г кислорода 0,5*/». Видны первичные кристаллы закиси меди (темные дендриты)
и эвтектика Си - Си=О. X 230
335
Рис. 73. Распределение включений Си2О
в рекристаллизованной (отожженной) меди.
X 250
Рис. 74. Микроструктура литой меди с при-
месью серы, х 250. По границам зерен меди
светлые) располагаются включения сульфи-
да меди (Cu2S темные)
336
Рис, 75. Типичная макроструктура промышленных слитков латуни Л68:
а плоский слиток, отлитый в вертикальную водоохлаждаемую изложницу (поперечное
сечение) Х’/з; 6 — круглый слиток, отлитый в вертикальную водоохлаждаемую изложницу
(продольное сечение) х’/ю; & плоский слиток 150 X 900 мм, полученный полунепрерывным
методом (поперечное сечение) Х1;'*
Р»с. 76, Излом латунного слитка. Видна поверхность слабины, место встре-
чи столбчатых кристаллов
22 Заказ 102-1
337
Рис, 77 Раскрытие слитка по месту слабины
Рис. 78. Микроструктура литой а-латуни
с 30% Zn тип Л70) У 2 5 О
338
Рис. 80. Микроструктура литой а + 0-лату-
ни с 40% Zn (типа Л 62) X 150. Светлые
удлиненные зерна а-фазы, темные проме-
жутки между ними 0-фаза
Рис. 79. Типичная микроструктура
отраженной а-латуни. Х75
Рис. 81 Микроструктура латуни Л62 после
деформации и отжига, х 100. Структура
а + р (0-фаза темные включения)
Рис. 82. Микроструктура литой ла
тун и с 42—43% Zn (типа Л 69)
Х250:
Светлые зерна а-фаза, темное поле
g-фаза
22*
339
Рис. 83. Микроструктура деформи-
рованной и затем отожженной
р-латуни с 47% Zn. X 100. Круп-
ные, сильно травящиеся кристал-
лы р-фазы
Рис. 84. Микроструктура кремнистой латуни
ЛК80-3 после деформации и отжига при
температуре 450° С в течение 2 ч, X 250.
Видны зерна а-твердого раствора с раздроб-
ленными включениями уф азы (CusSi) рас-
полагающимися внутри и по границам зерен
Рис. 85. Микроструктура кремнесвинцовис-
той латуни типа ЛКС65-1.5-3 после дефор-
мации и отжига. X 300. На микрофотогра-
фии видны зерна a-твердого раствора (свет-
лые), между которыми располагаются р-фа-
за (темные участки) и кремнистая фаза
серые включения) Темные точки по грани
нам и внутри зерен свинец
Рис. 86. Микроструктура литой
свинцовистой латуни ЛС74-3.
Х250. По границам зерен «-твер-
дого раствора видны темные вклю-
чения свинца
340
Рис. 87 Микроструктура отож-
женной свинцовистой латуни
Л С-59-1. Х250. Структура латуни
состоит из а- и p-фаз и включений
свпнна (темные точки)
Рис. 88. ^Микроструктура литой алюминиево-
железом а ргаяцовистой латуни ЛАЖМц66-6-
3-2. X 150. Состоит из зерен 0-фазы с вклю-
чениями железосодержащей фазы темные
точки) Различная травимость зерен ft-фазы
объясняется разной их ориентацией в плос-
кости шлифа
Рис. 89. Микроструктура кремнис-
тосвинцовистой латуни ЛКС80-3-3.
Шлиф не травлен. ХЙ50. Видны
мелкие включения свинца (темные
точки равномерно распределен-
ные в поле шлифа
Рис. 90. Микроструктура латуни ЛКС80-3-3
после травления, х 250. Светлые зерна
a-фаза, между ними расположены включе-
ния эвтектоида (ос + у) темные точки
свинец
341
Рис. 92. Микроструктура марганцевожеле-
зистой латуни ЛМцЖ55-3'1 X 250. Темная
основа p-фаза, светлые участки «-твер-
дый раствор. На микрошлифе хорошо вид-
ны границы бывших зерен fi-фазы, которая
с понижением температуры распадается
с выделением а-фазы
Рис. 91. Микроструктура марган-
цовистосвинцовистой латуни
ЛМцС58 2 2. X120. Структурные
составляющие: « твердый раствор,
(3-фаза и включения свинца (тем-
ные точки)
Рис. 93. Микроструктура латуни ЛМцЖ52-
4-1. X 250. Основа зерна 0-фазы, внутри
которых н ио границам имеются мелкие
включения ц-фазы, выделяющиеся при рас-
паде с понижением температуры
342
Рис. 94. Макроструктура слитка алюминиевой бронзы Бр.А7 (7% А1,
60t3% Fe) отлитого в металлическую изложницу
а без добавок; б — с добавкой 0,2% V
Рис. 95. /Микроструктура литой
алюминиевой бронзы с 5% А1
(Бр.А5) X 100. Видны дендри-
ты а-твердого раствора
Рис. 96. /Микроструктура той
же бронзы после деформации и
отжига. Х200. Двойниковые
зерна a-твердого раствора
Рис. 97 Микроструктура литой алюминиевой бронзы с 10% Al (Бр.АЮ)
и Х250. Структурные составляющие: a-фаза (светлые зерна} и эвтектоид (а + у) (темные
пестрые поля); б — Х500. Показано строение эвтектоида. В эвтектоиде темная основа
ос-твердого раствора, светлые включения у-фаза
Рис. 98, Микроструктура литой алюминис*
ножелезистой бронзы, Бр.АЖ9-4, X 75, По
границам дендритов а-тверд ого раствора
(светлые кристаллы видны включения эв-
тектоида а + у Внутри зерен у-фазы мел-
кие включения железосодержащей фазы
344
Рис. 99. Микроструктура бронзы Бр.АЖ9-4
после деформации и отжига. X 250. Видны
зерна ct-твердого раствора светлые) п
включения эвтектоида темные Темные
точки внутри зерен a-фазы железосодер-
жатая составляющая (по-видимом у соедн
нение FeAla)
Рис. 100. Микроструктура литой
оловя нистой бронзы с 5% Sn.
Х300. Видны темные оси дендрит-
ных зерен бедного оловом твердо-
го раствора. Промежутки между
осями твердый раствор, обога-
щенный оловом
Рис. 101. Микроструктура литой
оловя и истой бронзы с 5% Sn пос-
ле отжига. X 150. При отжиге про-
исходит выравнивание состава
внутри зерен и сплав принимает
полиэдрическое строение
Рис. 102. Полиэдрическое строение микро-
структуры деформированной оловянистой
бронзы с 5% Sn после рекристаллизации.
Х200. Видны двойниковые зерна « твердо-
го раствора
345
Рис. 103. Микроструктура литой оловннис-
той бронзы с 10% Sn. X 1000. Структурные
составляющие:
«твердый раствор н эвтектоид а + 6 (Cu’Sns)
Основой эвтектоида является фаза 6(Cti3Sns)
(светлая), в которой вкраплены мелкие выделения
а-фазы (темные)
Рис. 104. Включения SnO2 в литой
оловянистой бронзе. Х250. Серые
включения SnO2 шлиф не трав-
лен
Рис. 105. Включения фосфида в литой сла-
вян истой бронзе, х 250. Светло-голубые вы-
деления неправильного очертания фосфид
меди Сн3Р
Ряс. 106. Микроструктура литой
бронзы Бр.ОЦСббЗ. Х250.
В межосных пространствах ден-
дритов « твердого раствора видны
выделения эвтектоида
[а + 6(Cu3lSns)J
и включения свинца (темные
точки)
346
Рис. 107 Микроструктура литой оловянис-
той бронзы Бр.ОФЮ-1 (10% Sn, 1% Р ос-
тальное Си) X 500. Дендриты «-твердого
раствора и эвтектоида а + СиаР + 6)
Рис. 108. Микроструктура свинцо-
вистой бронзы Бр.СЗО. X 100. По
границам зерен меди светлые)
располагаются включения свинца
(темные)
Рис. 109. Микроструктура свипцовоникеле-
вой бронзы Бр.СНбО-2,5. X 100. Темные
участки свинец, светлые дендриты
твердого раствора никеля и меди
Рис. 110. Микроструктура никель-
кремнистой бронзы Бр.КНЬЗ. Х75.
Дендритные зерна «-твердого рас-
твора сложного состава
347
Рис ill Микроструктура бронзы Бр.КН1-3
после деформации и отжига. X 100. Разли-
чия полиэдрической структуры с двойнико-
выми зернами
Рис, 112, Микроструктура бериллиевой бронзы Бр,Б2,5:
и литой. В межосных пространствах дендритов a-твердого раствора видны
включения эвтектоида [а + v(CuBe)b Х15С: б — литой бронзы, закаленной с SCO° С
и отпущенной при 3506 С в течение 2 ч. По границам и внутри зерен а-фазы
имеются включения фазы Си Be. Х250
348
НИКЕЛЬ И ЕГО СПЛАВЫ
Рис. 113. Макроструктура слитка
никеля электронно-лучевой плавки
Рис. 114. Микроструктура десульфурирован-
ного никеля мелкозернистая структура
X ЮО
Рис. 115. Микроструктура горяче-
катаного никеля с 0,2% О2. Х250.
По границам и внутри зерен нике-
ля расположены включения закиси
никеля
Рис 116. Микроструктура сплава типа хос-
телом Д 10% Si, 4% Си, 1% Мп, 1% Сг
остальное Ni) X Ю00
349
Рис. 117 Микроструктура жаро-
прочного никелевого деформируе-
мого сплава типа нимоник (75%
Ni, 20% Сг 3% Ti, 1% Al, 0,1% С)
X300. Видны зерна пикелевого
твердого раствора сложного соста-
ва и высокодисперсные выделения
упрочняющих фаз
Рис. 118. Микроструктура жаро-
прочного никелевого литого спла-
ва ВХН1 Х200. По границам и
внутри зерен сложнолегированного
твердого раствора имеются вклю-
чения карбидов
Рис. 119. Микроструктура жаро-
прочного никелевого литейного
сплава ЖС6. Х200. По границам
и внутри зерен сложнолегирован-
ного твердого раствора видны
включения упрочняющей фазы
<xz[Ni3<Al, Ti)]
350
Подшипниковые сплавы
Рис. 120. Микроструктура баббита
Б89 (8% Sb, 2% Си, остальное
Sii) Х100. Темное поле а-твердыи
раствор, светлые кристаллы (в
форме звездочек) химическое
соединение Cu3Sn и первичные ог-
раненные кристаллы 0(SnSb -фазы
(светлые)
Рис. 121 Микроструктура баббита Б83 11%
Sb, 6% Си. остальное Sii) X 100. Структура
состоит из о-твердого раствора темная ос-
нова р SnSb)-фазы светлые кристаллы и
химического соединения Cu3Sn в форме
звездочек)
Ряс. 122. Микроструктура баббита
БТ 17% Sb, 1% Си, остальное
Pb) X 100. Светлые кристаллы
f> Sb -фаза. иглы химическое
соединение CuzSb. Основа эвтек-
тика а(РЬ + р Sb
351
Рис. 123. Микроструктура баббита БК 1%
Са, 0f9% Na, остальное Pb) X 100. На тем-
ном фоне а-твердого раствора сложного со-
става видны дендриты химического соедине-
ния РЬэСа
Рис. 124. Микроструктура баббита
Б16 16% Sb. 16% Sn, остальное
Pb X100. Видны светлые крис-
таллы р SnSb), иглы химического
соединения CuaSb и эвтектика
(x(Pb + р SnSb
Рис. 125. Микроструктура баб-
бита БН (10% Sn, 12% Sb.
2% Си, 1% Ni, 1,5% Cd, 0,5%
As, остальное Pb) X 100. Вид-
ны светлые кристаллы p(SnSb)
эвтектика ct(Pb) + p(SnSb)
Внутри P(SnSb) фазы серые
включения химического соеди-
нения AsCd
352
ЦИНК И ЕГО СПЛАВЫ
Рис. 126. Микроструктура питого цинка. X 100'
а — чистый цинк; б — цинк с Примесями свинца (до 1*/с)
Рис. 127 Микроструктура деформированного и рекристаллизованного
цинка.
а — деформированный. Х300. Травлено концентрированной HNOa;
б отожженный цинк
23 Заказ 1024
353
Рис. 129. Микроструктура спла-
ва цинка с 4% Си. X 100. Свет-
лые кристаллы е-фаза, тем-
ные т^-фаза. Мелкие свет-
лые кристаллы на темном фо-
не е-фаза, образующаяся при
распаде т]-фазы
Рис. 128. Микроструктура сплава цинка с
4% А1. Видны светлые первичные кристаллы
(3-твердо г о раствора и эвтектика а Ч- 0
темное поле)
Рис. 131. Микроструктура спла
ва цинка с 4% А1 и 3% Си.
X100. Светлые кристаллы
Е-фаза, основной фон двой-
ная е + »]) и тройная (л +
е + Р) эвтектики
Рис. 130. Микроструктура сплава цинка с
4% AI и 1% Си. X 250. Темные дендриты —
^-твердый раствор, в промежутках
двойная I) + Р и тройная Г] -J- 0 + е
эвтектики
354
Рис. 132. Микроструктура антифрикционного
цинкового сплава ЦАМЮ-5 10% А1, 5% Си,
остальное Zn) X 100. Светлые дендриты
кристаллы рфазы, светлые двухфазные
участки двойная эвтектика (Р + е) и тем-
ные участки тройная эвтектика
0 + е + П)
Рис. 133. Микроструктура анти-
фрикционного сплава ЦАМ5-10.
X 100. Видны первичные крис-
таллы е-фазы, двойная эвтек-
тика 8 + »]) и тройная эвтек-
тика (е + т] + Р)
ТИТАН И ЕГО СПЛАВЫ
Рис. 134. Макроструктура лито-
го технического титана ВТ1.
Игольчатая а'-фаэа. Травлено
10%-ной HF Х250
Рис. 135. Микроструктура технического ти-
тана ВТ1 после отжига, X 250. Зерна « фа-
зы. Травлено 10%-ной HF
23®
355
Рис. 136. Микроструктура сплава
состава ЗА1, 2% So, остальное Ti
тип ВТ5—1) в отожженном со-
стоянии. Х200. Зерна а-фаза
сложного состава. Травлено 10%
пой HF
Рис. 137 Микроструктура сплава
6% AI, 4% V остальное Ti типа
ВТб) в отожженном состоянии.
Х200. Травлено 10%-ной HF
Рис. 138. Микроструктура быстроохлаждаемого
сплава ВТ4 (5% А1, 2% Мп, остальное Ti)
X 200. Игольчатая мартенситная фаза а'
356
Рис. 139, Микроструктура закаленного сплава
ВТ 15 4% AI, 8% Мо, 11% Сг остальное Ti)
X 200. Зерна стабильном 0-фазы
Рис. 140. Микроструктура спла-
ва ВТ14 4% А1, 1,5% V 3%
Мо, остальное Ti) после отпус-
ка при 500D С в течение 4 ч.
(Светлые включения а-фаза)
Рис. 141 Структура сплава ВТ 15 после отпуска, основное поле 0-фаза, свет-
лые мелкие включения а-фаза.
а — микроструктура сплнаа. ХЯЮ; й электронном икроскопнчЁС как структура
357
ТУГОПЛАВКИЕ МЕТАЛЛЫ И ИХ СПЛАВЫ
Рис. 142, Макроструктура слит-
ков вольфрама, выплавленных
в электронно-лучевой псчиг
й — не модифицирован; б — моди-
фицирован карбидными частицами
Рис. 143. Микроструктура вольфрама, х 200:
а — литого; б — деформированного и отожженного
358
Рис. 144. Макроструктура слитка молибдена.
а — немодифицирова иного; б — модифицированного
Рис. 145. Микроструктура молибдена. X 200:
и отожженного; б I орячс'.1рессованного
359
Рис. 146. Электрон но-микроскопические снимки на просвет прес
а — структура немодифнцироваиного сплава.
360
совавкого отожженного молибденового сплава AMI X30000:
5 —структура модифицированного сплава. Видна блочная структура
361
Рис. 147 Микроструктура технического ниобия, х 200:
а — выплавленного электронно-лучевой плавкой <0,02% Ог, 0,03% Nj. 0.03% С)
6 выплавленного в электрод у говой печи (0,07% Oj, 0,18% N?, 0,16% С)
ЛИТЕРАТУРА
1 Б о ч в а р А. А. Металловедение. Металлургиздат, 1956.
2. Мальцев М. В. Сб. «Алюминиевые сплавы». Оборонгиз, 1955, с. 84.
3. МальцевМ В. Юбилейный сборник трудов МИЦМиЗ. Металлургиздат
1955, № 25, с. 331
4. Мальцев М. В. Литейное производство, 1956, № 6, с. 18.
5. Энциклопедия машиностроения, т 4. Машгиз, 1947
6. Б о ч в а р А, А. Изв. АН СССР, ОТН, 1^42, № 9, с. 38.
7 Бочв ар А. А., Жад зева О. С. Изв. АН СССР ОТН, 1945, № 10/11
с. 1089.
8. Бочвар А. А., Добаткин В. И. Изв. АН СССР ОТН, 1945, № 1-2.
с. 27
9. Конструкционные материалы, т I ,11, HI. Изд. «Советская Энциклопедия»,
1963.
10. К о л о б н е в И. Ф. Жаропрочность литейных алюминиевых сплавов.
Изд-во «Металлургия», 1964.
11 Воронов С. М., Саморуков Н. В, Исследование сплавов типа силу
мин. ОНТИ, 1938.
12. Бочвар А А., Спасский А. Г Цветные металлы, 1936, Ке 9, с. 43.
13. Б о о м Е. А. ДАН СССР 1952, 84, № 4, с. 61
14. Бу н ин К. П., М а л и и о ч к а Я. Н. Введение в металлографию. Метал-
лургиздат 1954.
15. Р о г te v i п I J. Inst, of Metals, 1923, v 29. p. 839.
16. КузнецовГ M. ДАН СССР 105, 1960, № 3. c. 2Q30.
17 I e f f г i e s F Chem. Met. Eng., 1920, v 20, p. 750.
18. Ребин д ер П. А., Л ихтмаи M, С. Исследования в области прикладной
физической химии поверхностных явлений. ОНТИ, 1932.
19. Семенченко В. К. Поверхностные явления в металлах и сплавах. Гос-
техиздат 1957
20. G i w у е г А. С., Р h i 11 i р s W L. J Inst, of Metals, 1926, v 2, p. 35.
21 Мальцев M, В. Модифицирование структуры металлов и сплавов.
Изд-во «Металлургия», 1964
22. Бочвар А А., Кузнецов Г М. ДАН СССР 1954, 98, № 2, с. 10.
23. К у б и ч с к Л., М а л ь ц с в М. В. Литейное производство, 1959, № 5, с. 28.
24. Лоцман она В. С, Мальцев М. В. Производственно-технический
бюллетень, 1959, № 7, с. 65.
25. Спасский А. Г., Рогожин В. В. Юбилейный сборник научных тру-
дов Московского ин-та цветных металлов и золота. Металлургиздат 1940,
с. 566.
26. Б о ч в а р А. А., Г о р е в К. В„ К о р о л ь к о в А. М. Труды Московского
института цветных металлов и золота. ОНТИ, 1938.
27 Мальцев М, В., Чистяков Ю. Д., Цыпин М. И. Изв. АН СССР
серия физическая, 1956, т 20, Л'е 7, с. 67
28. Чистяков Ю Д., М а л ь ц е в М, В. Сб. «Легкие сплавы». Изд. ЛИ
СССР 1958. с 289.
363
29. Мл льне в jM. В., За рум Э. А. Сборник научных трудов МИЦМиЗ,
Л? 32, Металлургиздат I960, с. 244.
30. Одина М. Ф’*, Шаров М, В. Литейное производство, 1951 № 9, с. 38.
31 Мальцев М. В., К Убичек Л. Л. Изв. АН СССР ОТН, 1959, № 2.
с. 89.
32. Ку бп чек Л. Л., Мальцев М. В. Изв. вузов, Цветная металлургия,
1959, № 2, с. 56.
33. Кубичен Л. Л., Мальцев М. В, Сб. «Исследование рплавов цветных
металлов», т II. Изд-во АН СССР 1960, с. 117
34. М а л ьце в М. В.. К у б и ч е к Л. Л. Бюллетень обмена производственно-
техническим опытом, 1959, № 2. с, 89,
35. Бел о у сов Н. Н. Современные технологические пути изготовления отли-
вок нз цветных сплавов. Изд. Ленинградского дома технической пропаган-
ды. 1958, с. 53.
36. Колобнев И. Ф Термическая обработка алюминиевых сплавов. Метал-
лургиздат 1961
37 Б о ч в а р А. А., Портной К. И,, Корольков А. М., Глазу
нов С. Г., Свидерская 3. А. Новые дитепныс сплавы цинковистые
с ил у.и ины. Оборон гпз, 1947
38. Ма л ьцев М. В., Л и в а н о в В. А., Кузнецов К. И.. Глазов В, М,
Сб. «.Металлургические основы литья легких сплавов». Оборопгиз, 1957
с. 140.
39. Воронов С. М. Процессы упрочнения сплавов алюминий магний
кремний и их новые промышленные композиции. Оборопгиз, 1946, с. 25,
40, Воронове. М., Д о б а т к и н В. И. Цветные металлы, 1945, № 5, с. 23.
41 Воронове. М, Деформируемые алюминиевые сплавы. Машгиз, 1951
42. A. G ц i n i er Nature, 1938, 142 (3595), р. 509,
43, G. D Preston. Nature, 1938, 142 (3595) р. 570,
44. 3 а х а р о в а М, И., Ч и к и н В. К, Сб, «Рентгенография в применении
к исследованию материалов». ОНТИ, 1936, с. 278.
45. К о н о б е е в с к и й С. Т ЖТФ 1950, т 20, с. 444.
46. Бог а ря цк и й Ю А. ЖТФ, 948, т 18, с. 827
47 Мальцев М. В. Рентгенография металлов. Металлургиздат 1952.
48. Б v й нов Н. Н., Л ер ин иаи Р М. Изв. АН СССР сер. физ., 1951 № 3,
с.’358.
49. П етров Д. А. Вопросы теории сплавов алюминия. Металлургиздат 1951
50. Г у л я ев А, П, 1Мет алл сведение. Оборопгиз, 1952.
51 Мальцев М. В. Современные методы улучшения качества структуры и
физико-механических свойств цветных металлов. ВИНИТИ АН СССР 1957
52. Б о ч в а р А. А. Изв. АН СССР, ОТН. 1947 № 10, с. 1369.
53. Захаров М. В. ДАН СССР, 1949. 65, № 3, с. 337
54. К у р Д ю м о в Г В. ЖТФ 1954, т 24, с. 7
55, Корнилов И. И, Физико-химические основы жаропрочности сплавов
Изд, АН СССР, 1961
56. Осипов К. А. Вопросы теории жаропрочности металлов и сплавов. Изд.
АН СССР, 1960. г
57 ОдннгИ. Л. и др. Теория ползучести и длительной прочности металлов,
Металлургиздат, 1959.
58. Лужников Л, П. Деформируемые алюминиевые сплавы для работы
при повышенных температурах. Изд-во «Металлургия», 1965.
59. Лужников Л. П , Романова О. А. Исследование фазовой природы
сплава АК4-1, Оборопгиз, I960.
60, Добаткин В. И. Сб, «Обработка цветных металлов и сплавов» Метал-
лургиздат 1953, с. 238.
61 Ф р и д л я и д е р И. И. Высокопрочные деформируемые алюминиевые спла-
вы. Оборопгиз, I960.
62. Ф р п д л я н д е р И. Н., К у т а й ц е в а Е. И. Высокопрочный алюминиевый
сплав В95. ИТЭИН, 1956.
63. Арчакова 3. И., Романова О. А.. Фридлнндер И Н. Изв. AI I
СССР ОТН, 1960, № 4, с. 1253.
364
64. Сб. «Теплопрочный материал из спеченной алюминиевой пудры САП)».
Под ред. И. Н. Фри дл ян дер а и Б. II. Матвеева, Металлургиздат 1961
с, 28.
65. Сб. «Алюминиевые сплавы» вып. 2. Под ред. И. Н. Фридляндера. Метал -
лургиздат 1963, с. 58.
66. Буше Н. А, Подшипниковые сплавы для подвижного состава. Изд-по
«Транспорт», 1967
67 Лоцманов С. Н., Путр у н и н И. Е. Пайки металлов. Изд-во «Маши-
ностроение» 1966, с. 82.
68. Мальцев М. В. Берхман Л. Н. Сб. «Краткие сообщения по научно-
исследовательским работам МИЦМиЗ 1952—1957 гг.) Металлургиздат
1960, с. 243
69. П ортнои К. И.. Лебедев ,4. А. хМагнневые сплавы. Металлурги адат
1952.
70. Михеева В. И. Сплавы магния с алюминием н цинком. Изд-во АН
СССР 1946.
71 СергеевЛ Н. Металлург 1937, № 3, с. 58.
72. Ти хов а Н. М., Блохина В А., Афанасьева Л, А, Сб. «Редкие
металлы и сплавы». Металлургиздат 1960, с. 219.
73. Савицкий Е. М. и др. Сплавы редкоземельных металлов. Изд-во АН
СССР 1962.
74. S i b i е I К. Z. f. Metallkunde, 1949, Bd 50, S. 16.
75. КорольковА, M.. Сальдау П. Я- Известия сектора физико-химиче-
ского анализа АН СССР, 1946, XVI, с. 15.
76. Д р и ц М. Е., Мал ьцев М. В., П а д е ж н о в а Е. М., С в и д е р
с к а я 3. А. Изв. АН СССР ОТН, 1958. № 8, с. 93.
77 Мальцев М. В. Применение редких металлов в цветной металлургии,
ЦНИИ ЦМ, 1961
78. Губкин С. И., Савицкий Е. М. ДАН СССР, 1940, т 28, Ai? 2, с. 1035,
79. Д р и ц М. Е., Мальцев М. В„ Рох л и и Л. Л., Удалова О. Н. I1зв.
АН СССР ОТН, Металлургия и топливо, 1960, Хе 1 с. 59.
80. Михаев а В. И., Сапожкова Е. А. Труды МАТИ, Машгнз, 1949, № 7
81 Др иц М. Е., Мальцев М. В.. Падеж нова Е. М. Изв. АН СССР
ОТН, Металлургия и топливо, 1959, № 2, с. 121
82. Др иц М.Е., Мальцев М. В., С в и д е р с к а я 3. А., Падеж но
в а Е, М., ТрсховаВ. Ф Сб. «Исследование сплавов цветных металлов»,
Хе 3. Изд-во АН СССР 1962, с. 12.
83. С м и р я г и и А. П. Промышленные цветные сплавы. Металлургиздат 1956.
84. 3 а х а р о в М. В. Металловедение и обработка металлов, 1956, 5, с. 2.
85. Мальцев М. В. Бюлл. ЦИИН ЦМ, 1956, № 14 (67) с. 12.
86. Мальцев М. В. Сб. трудов Московского ин-та цветных металлов и зо-
лота, вып. 8. Металлургиздат 1940, с. 67
87 Мальцев М. В , Архипов И. П. Сб. «Технология цветных металлов
и сплавов». Металлургиздат, 1947, с. 170.
88. Мальцев^. В. Бюлл. ЦИИН ЦМ, № 14 (67) 1956, с. 12.
89. Ма л ьцев М, В., Т е п л и н с к а я В. М., Степанова М. В. Цветные
металлы, 1956, № 7 с. 68.
90. Уманский Я. С и др. Физические основы металловедения. Металлург
из дат 1955.
91 Лахтин Ю. М. Основы металловедения. Металлургиздат 1957
92. М а л ьц е в М. В., с о л о в ь е в а И. С. Сб. «Технология цветных металлов
и сплавов», Металлургиздат 1952, с. 10.
93. М а л ь ц е в М. В., Р о г е л ь б е р г Л. Н., М у р и н а А. Н. Цветные метал-
лы, 1954, № 2, с. 60.
94. Туркин В. Д., Бахвал опа Р Г Сб. «Исследование сплавов цветных
металлов», А'е I Изд-во АН СССР 1955, с. 105.
95. Мальцев М. В. Сб. «Фасонное литье медных сплавов». 1957
с. 12.
365
96. М а а ь ц е в М. В., Вигдорович В. Н. Бюлл. ЦИИН ЦМ, 1957 № 6
(107) с. 25.
97 Т у р к и н В. Д., Р у м я н ц е в М. В, Структура и свойства цветных метал-
лов. Металлургиздат 1947, с. 13.
98. Мальцев М. В. Бюлл. ЦИИН ЦМ, 1956, № 9 с. 62)
99. Мальцев М. В. Сб. «Структура и литье сплавов цветных металлов».
Металлургиздат 1945, с. 33.
100. Ч ж о у Ш и чан, Мал ьц св М. В. Бюлл. ЦИИН UM, 1958, № 12 113)
с. 31
101 Мальцев М. В., Ч ж о у III и чан. Бюллетень обмена производственно-
техническим опытом, Дом техники, 1959, Лэ 3, с, 3.
102. Захаров М. В. Сб. «Прочность металлов». Изд-во АН СССР 1957
с. 805.
103. Химушин Ф Ф. Легирование, термическая обработка и свойства жа-
ропрочных сталей и сплавов. Металлургиздат 1962.
]04. П р и д а н ц е в М. В, Влияние примесей и редкоземельных элементов на
свойства сплавов. Металлургиздат 1962.
105. Беттери д v с У Жаропрочные сплавы типа нимоник. Металлургиздат
1961
106. Мальцев М. В., Кубичен Л. Л. Изв. АН СССР ОТН, Металлургия
и топливо, 1959, Лэ 3, с. 144.
107 Бочвар М. А. Белые антифрикционные сплавы, 1918.
108. Шпагин А. Н. Антифрикционные сплавы. Металлургиздат 1956.
109. С е м и о н о в А. А. Типографские сплавы. ВНИТОЛ, 1941
ПО. Виноградове. В., К а л и н и н К. И. Цинковые подшипниковые спла-
вы. Металлургиздат 1941
111 Корнилов Н. И. Сб. «Титан н его сплавы» 1962, вып. VII. Изд-во
АН СССР с. 5.
112. Глазунов С. Г Металловедение и термическая обработка металлов,
1963, Лэ 2, с. 15.
113, Данилова Г П., Мальцев М. В. н др. Сб, «Информадия Гиред-
мета», 1959, № 1, с. 76.
114. М а л ь ц е в М. В., Д а н и л о в а Г П. и др. Сб. «Титановые сплавы, раз-
работанные Гиредметом», 1960.
115. М а к к в и л л эн А. Д., М а к к в и л л э и М. К. Титан. Металлургиздат
1958.
116. Справочник по редким металлам. Изд-во «Мир» 1965.
117 Мальцев М. В. Сб. «Технология тугоплавких металлов и специальных
сплавов». Изд-во «Металлургия», 1968, с. 79.
118. М а л ь ц е в М. В., Ф и л и п ь е в а О. А. и др. Сб. «Производство титано-
вых сплавов» Изд-во «Металлургия», 1964, с. 345.
119. НоркоттЛ. Сб. «Молибден», ИД, 1959.
120. .Мальцев М. В., Б а й к о в А. И., С о л о в ь е в В. Я- Технология ниобия
;i его сплавов Изд-во «Металлургия», 1966.
121 JI е м е н т Б. С., П е р л м у т т е р И. Сб. «Свойства и обработка тугоплав-
ких металлов я сплавов». ИД, 1961 с. 52.
122. С а в и цк и й Е. М , Барон В. В. Изв. АН СССР Металлургия и горное
дело, 1963, № 5, с. 3. ;
123. Сб. «Ниобий я тантал» ИД, I960, с. 128.
i24. Колчин О, П. Ниобий и тантал области освоенного и возможного
применения ВИНИТИ, 1959.
125. Steel, 1962, Лэ 13, р. 163.
126. Iron Age, 1961 XI, 188. № 31, р. 86.
127 Materials in Des?ng Engineering, 1963, 38, Л1» 2, p. II.
128. Iren Age, 1963. v 131. \э 25, p. 100.
129. Metal Progress, I960, 76, № 6. p. 78.
130, Сб. «Тугоплавкие металлы и сплавы» материалы конференции металлур-
гических институтов США) Изд-во «Металлургия», 1964, с. 65.
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ 3
ВВЕДЕНИЕ 5
ГЛАВА I. АЛЮМИНИЙ И ЕГО СПЛАВЫ
§ 1. Структура и свойства алюминия 7
§ 3. Сплавы алюминия
1 Литейные сплавы
2. Деформируемые сплавы 46
3. Подшипниковые сплавы ^9
4, Припои 90
ГЛАВА II. МАГНИЙ И ЕГО СПЛАВЫ
$ 1. Структура и свойства магния 93
§ 2. Сплавы магния 96
1 Литейные сплавы 96
2 . Деформируемые магниевые сплавы 113
ГЛАВА ill. МЕДЬ И ЕЕ СПЛАВЫ
$ 1. Структура и свойства меди 128
§ 2. Медноцмнковые сплавы | латуни] 139
1 Двойные латуни 139
2 . Многокомпонентные латуни 148
§ 3. Бронзы 162
1 Алюминиевые бронзы 163
2. Оловянистые бронзы 171
3. Свинцовистые бронзы 180
4. Кремнистые бронзы 184
5. Марганцовистые бронзы 187
6. Сурьмянистые бронзы 189
7 Бериллиевые бронзы 189
8. Специальные бронзы высокой электропроводности
и прочности 196
$ 4. Медноникелевые сплавы 196
$ 5. Жаропрочные медные сплавы 202
ГЛАВА IV НИКЕЛЬ И ЕГО СПЛАВЫ
$ 1. Структура и свойства никеля 206
$ 2. Сплавы никеля 209
1 Конструкционные сплавы 213
2. Электротехнические и электровакуумные сплавь) 214
3' Сплавы с особыми физическими и химическими
свойствами 217
4. Жаропрочные сплавы 222
5. Жаростойкие сплавы 230
367
ГЛАВА V ОЛОВО, СВИНЕЦ И ИХ СПЛАВЫ
§ 1. Структура и свойства олова и свинца 231
§ 2. Сплавы олова и свинца 234
1 Подшипниковые сплавы 234
2. Легкоплавкие сплавы 242
3. Мягкие припои 242
4. Типографские сплавы 243
5. Сплавь) для кабельных оболочек 243
ГЛАВА VI. ЦИНК И ЕГО СПЛАВЫ
§ 1. Структура и свойства цинка 245
§ 2. Сплавы цинка . 247
1 Литейные сплавы 247
2. Деформируемые сплавь) 252
3. Антифрикционные сплавы 252
4. Припои 254
5. Типографские сплавы 256
ГЛАВА VII. ТИТАН И ЕГО СПЛАВЫ
§ 1. Структура и свойства титана 257
$ 2. Сплавы титана 262
1 Деформируемые титановые сплавы 262
2 . Литейные титановые сплавы 272
ГЛАВА VIII. ТУГОПЛАВКИЕ МЕТАЛЛЫ И ИХ СПЛАВЫ
§ 1. Вольфрам и его сплавы 273
§ 2. Молибден и его сплавы 279
§ 3. Ниобий и его сплавы 286
$ 4, Тантал и его сплавы 296
Приложения 298
Атлас макро- и микроструктур цветных металлов и сплавов 303
Литература 363
МАЛЬЦЕВ Михаил Васильевич
МЕТАЛЛОГРАФИЯ ПРОМЫШЛЕННЫХ
ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Редактор издательства О. М. Халшеин Технический редактор Г С. Прг>нченкава
Сдано в производство 24/X 1969 г. Подписано в печать 13 VIII 1970 г.
Бумага типографская .V« 1 60 z SJCi'/|6 9,5 + 2 л, на мел, бум. вкладка 0,7.5 — 12,25
Уч.-изд, л. 24,7 Изд. Х= 4674
Г 11389 Тираж 5000 Заказ 1024 Цена I р. 62 к.
Издательство «.Металлургия» Москва, Г-34, 2-й Обыденский пер., 14
Экспериментальная типография ВНИИ полиграфии
Комитета по печати при Совете Министров СССР
Москва К-51, Цветной бульвар, 30