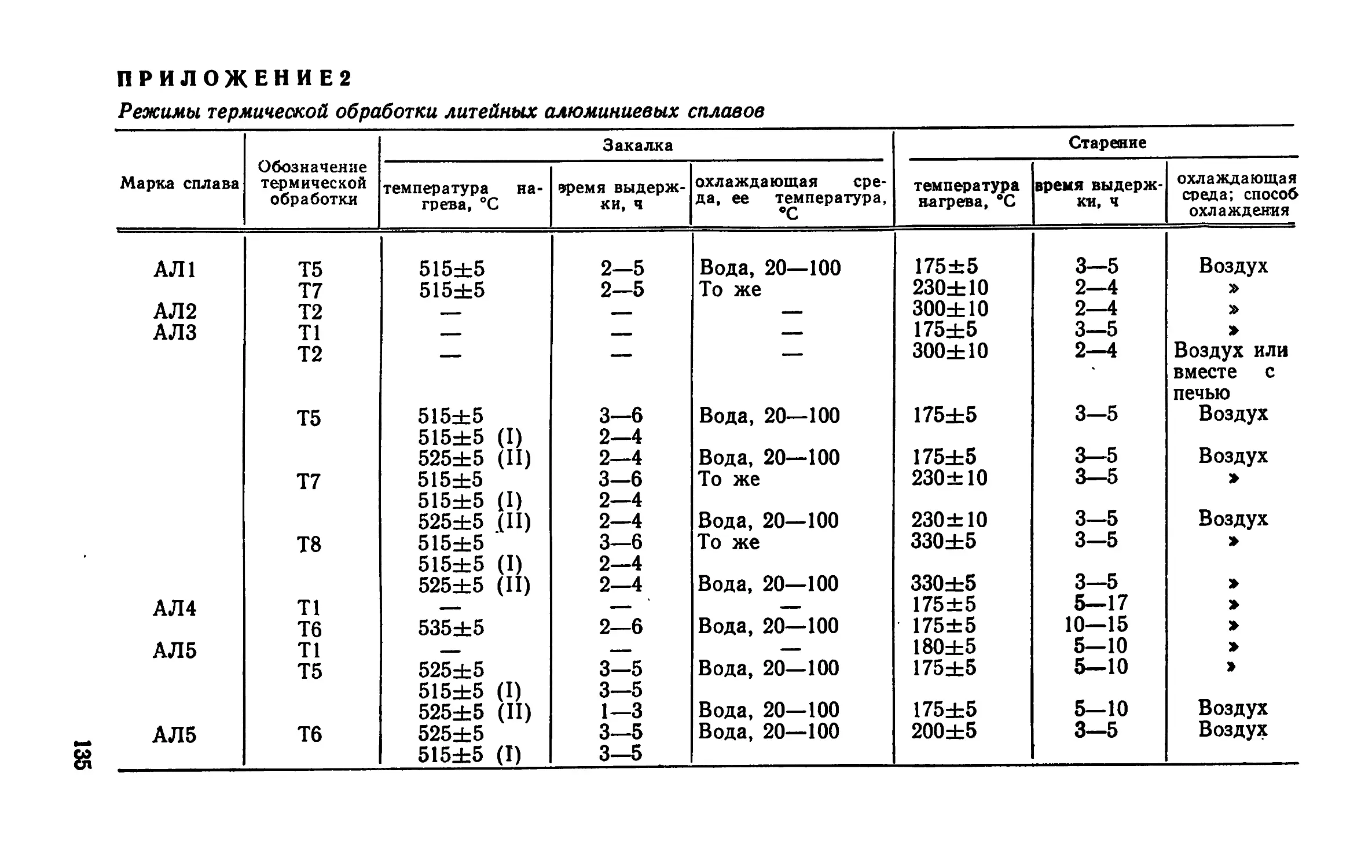
/


























































































































Текст
Н. А. АРИСТОВА
И.Ф. КОАОБНЕВ
ТЕРМИЧЕСКАЯ
ОБРАБОТКА
ПИТЕЙНЫХ
АЛЮМИНИЕВЫХ
СПЛАВОВ
| |
УДК 669.715/66.046
УДК 669.715/66.046
Термическая обработка литейных алюминиевых сплавов. А р и с т о-
в а Н. А., |Колобнев И. Ф. | М., «Металлургия», 1977. 144 с.
Книга содержит справочные сведения по технологии термической
обработки литейных алюминиевых сплавов и лабораторных исследо-
ваний их структуры и свойств. Указаны рекомендованные к приме-
нению в промышленности хпроччяющие и стабилизирующие режимы
термической обработки литейных алюминиевых сплавов. Приведены
примеры термической обоаботки. обеспечивающей высокое качество
алюминиевых сплавов; объяснены причины заниженных механических
свойств и дефектов, образующихся в процессе термической обработ-
ки. Дана характеристика современного оборудования термических
цехов -и заводских лабораторий, а также приборов, применяемых для
определения качества термически обработанных литейных алюмини-
евых сплавов.
Книга предназначена для технологов термических цехов, а также
для работников заводских лабораторий и научно-исследовательских
институтов. Ил. 59. Табл. 17. Список лит.: 73 назв.
Scsmby
mynog
© Издательство «Металлургия», 1977
А
31007—147
040(01)—77
95-78
ПРЕДИСЛОВИЕ
Термическая обработка является одной .из основных
технологических операций, применение которой обеспе-
чивает получение необходимого комплекса физико-меха-
нических свойств деталей из алюминиевых литейных
сплавов.
В книге приведены данные о зависимости механи-
ческих свойств и структуры широко применяемых в про-
мышленности алюминиевых литейных сплавов от их
термической обработки.
На примере исследования сплавов АЛ7, АЛ 19, АЛЗЗ
и медистых силуминов показано влияние их тонкой
структуры на механические свойства при комнатной
и повышенных температурах. Описаны также методики
исследования структуры, приборы и методы для опреде-
ления качества термической обработки.
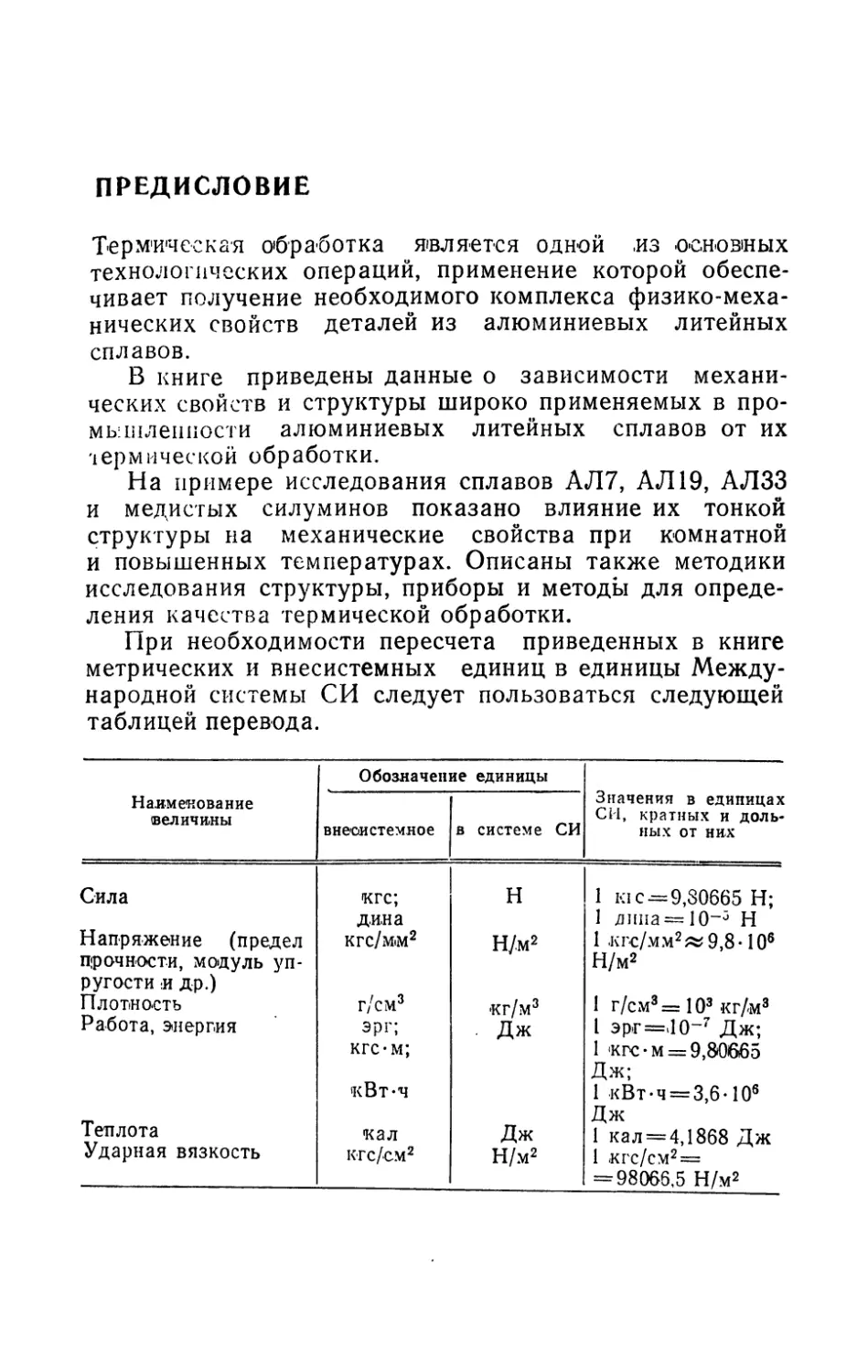
При необходимости пересчета приведенных в книге
метрических и внесистемных единиц в единицы Между-
народной системы СИ следует пользоваться следующей
таблицей перевода.
Наименование величины Обозначение единицы Значения в единицах СИ, кратных и доль- ных от них
внесистемное в системе СИ
Сила кгс; дина Н 1 Ki с = 9,80665 Н; 1 дппа —10~5 Н
Напряжение (предел прочности, модуль уп- ругости и др.) кгс/мм2 Н/м2 1 кгс/мм2» 9,8- 10б Н/м2
Плотность г/см3 кг/м3 1 г/см3 = 103 кг/м3
Работа, энергия эрг; кгс-м; кВт-ч Дж 1 эрг=.10“7 Дж; 1 кгс-м = 9,80665 Дж; 1 кВт-ч = 3,6-106
Теплота кал Дж Дж 1 кал = 4,1868 Дж
Ударная вязкость кгс/см2 Н/м2 1 кгс/см2 = = 98066,5 Н/м2
ГЛАВА 1
НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ ВИДОВ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ЛИТЕЙНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
Классификация сплавов по химическому
составу и свойствам
Мню|гоо1б|раз'и-е в сочетаниях механических, физических
и технологических свойств способствует широкому при-
менению в Промышленности литейных алюминиевых
сплавов.
Все применяемые алюминиевые сплавы по химиче-
скому составу1 -и комплексу ювойств можно разделить
на пять основных групп:
1. Сплавы на основе систем А1 — Si и А1 — Si — Mg,
отличающиеся хорошими литейными свойствами и вы-
сокой герметичностью.
2. Сплавы на основе системы А1 — Si — Си — Mg
с хорошими литейными свойствами, высокими значения-
ми пределов прочности и текучести при комнатной и по-
вышенных температурах.
3. Сплавы на основе систем А1 — Си и А1 — Си —
Мп — высокопрочные жаропрочные сплавы.
4. Сплавы на основе системы А1 — Mg — высокопроч-
ные ко!ррозио1Н1ностойкие сплавы.
5. Сплавы на основе системы алюминий — прочие
компоненты (в том числе никель, цинк, железо).
К наиболее типичным сплавам первой группы отно-
сятся *с(плавы АЛ2, АЛ4, АЛ9, АЛ34 (ВАЛ5), которые
характеризуются более высоким содержанием кремния,
чем ряд сплавов остальных четырех групп. В этих спла-
вах содержится большое количество (50—75%) эвтекти-
ки, что обусловливает высокие литейные свойства: вы-
сокую жидкотекучесть, пониженную линейную усадку.
Поэтому при литье сложнофасонных крупногабаритных
деталей они не проявляют склонности к образованию го-
1 Химический состав литейных алюминиевых сплавов приведен
в приложении 1.
4
рячих трещин. Сплавы первой группы по коррозионной
стойкости превосходят сплавы второй, третьей и пятой
групп, но уступают им по жаропрочности.
Ко (второй труппе сплавов относятся сплавы АЛЗ,
АЛ5, АЛ6, В124, АЛ32, АЛ4М. Эти сплавы (за исключе-
нием сплавов АЛЗ и АЛ5) также отличаются высоким
содержанием кремния, следовательно, обладают хороши-
ми литейными свойствами. К преимуществу этих спла-
вов по отношению к сплавам первой группы следует от-
нести лучшую обрабатываемость режущим инструмен-
том и повышенную жаропрочность. Однако их корро-
зионная стойкость понижается с увеличением содержа-
ния меди; при этом жаропрочность и прочность при
комнатной температуре повышаются, пластичность по-
нижается.
К сплавам третьей группы относятся сплавы АЛ7,
АЛ19, ВАЛЮ, ВАЛ1 (АЛЗЗ). Особенностью этих спла-
вов является сравнительно высокий уровень жаропроч-
ности. По жаропрочности их можно расположить в сле-
дующий восходящий ряд:АЛ7 — ВАЛ 10 — АЛ 19 —
ВАЛ1.
Сплавы АЛЮ и ВАЛЮ являются высокопрочными
сплавами с повышенной пластичностью. Однако все эти
сплавы по коррозионной стойкости уступают всем спла-
вам других четырех групп.
К сплавам четвертой группы относятся сплавы
АЛ8, АЛЮ, АЛ22, АЛ23, АЛ23-1, АЛ27, АЛ27-1, из
которых наибольшую прочность имеет сплав АЛ27-1, а
наиболее высокие литейные свойства — сплав АЛ22.
Все сплавы четвертой группы имеют высокую корро-
зионную стойкость в морской среде, а также в тропи-
ческих условиях с (максимальной (Влажностью. К -пре-
имуществам этих сплавов также следует отнести хоро-
шую обрабатываемость их режущим инструментом. При
полировке отливок из сплавов АЛ 8 и АЛ27-1 можно по-
лучать зеркальную 'поверхность с высокой отражатель-
ной способностью.
К недостаткам этих сплавов следует отнести низ-
кую жаропрочность: по жаропрочности они занимают
последнее место из всех стандартных алюминиевых спла-
вов.
К пятой группе относятся сплавы АЛ1, АЛ 10В,
АЛ 11, АЛ21, АЛ24, АЛ25, АЛ30 и АЦР1У, из которых
сплав АЛ25 наиболее широко применяется для изго-
5
товления деталей тракторных моторов, а сплав АЛЗО —
для изготовления деталей автомобильных моторов. По
уровню жаропрочности сплавы АЛ25 и АЛЗО практи-
чески одинаковы. Однако поршни из сплава АЛ25
значительно дешевле, чем поршни из сплава АЛЗО,
так как поршни из сплава АЛ25 изготавливаются из
менее чистых по содержанию примесей шихтовых ма-
териалов, чем поршни из сплава АЛЗО.
Механические свойства и микроструктура всех ли-
тейных алюминиевых сплавов определяются способом
литья и применяемой термической обработкой.
Целью термической обработки деталей из литейных
алюминиевых сплавов является получение определен-
ных свойств воздействием соответствующих темпера-
тур, времени выдержки при этой температуре, а также
скорости охлаждения.
В зависимости от природы сплавов и назначения
деталей могут быть применены различные виды терми-
ческой обработки.
Классификация и краткая характеристика видов
термической обработки
Наиболее распространенными видами термической
обработки1 литейных алюминиевых сплавов являются
отжиг, закалка и старение.
Кроме того, отливки из многих алюминиевых литей-
ных сплавов могут подвергаться старению из литого
состояния (без закалки), так как некоторые легирую-
щие компоненты особенно гари кристаллизации с высо-
кими скоростями охлаждения (например, при литье <в
кокиль) остаются ib твердом растворе.
В этом случае нагрев при температурах 150—180°С
литого 'сплава приводит к некоторому повышению пре-
дела прочности и твердости и снижению относительного
удлинения.
Отжиг применяется для снятия остаточных напря-
жений путем частичного устранения неоднородности
состава сплава посредством диффузии и частичного
выравнивания структуры в зернах a-твердого раствора,
а также изменения формы и размера частиц вторых
1 Режимы термической обработки литейных алюминиевых
сплавов приведены в приложении 2.
6
фаз. При этом в значительной степени уменьшается
напряженность кристаллической решетки твердого
раствора. Температура отжига, время выдержки и
скорость охлаждения определяются природой сплава,
его структурой и условиями работы деталей. Охлаж-
дение деталей после отжига может производиться
вместе с печью, или на воздухе, или ступенчато: вна-
чале вместе с печью, а затем на воздухе.
Изменение скорости охлаждения деталей обеспечи-
вает получение структуры с различной величиной зерна
и соответствующими свойствами. Быстрым охлаждени-
ем можно добиться повышенной степени пересыщенно-
сти твердого раствора с 'частичным образованпем дис-
персных вторых фаз. При медленном охлаждении дости-
гается высокая степень распада твердого раствора с
образованием крупных частиц вторых фаз.
Закалка применяется для получения максимально
возможного пересыщения твердого раствора на основе
алюминия, обеспечивающего существенное упрочнение
сплава. Режим закалки состоит из нагрева деталей и
последующего их охлаждения.
Нагрев деталей до температуры закалки и выдерж-
ка при этой температуре проводятся с целью макси-
мального растворения упрочняющих компонентов спла-
ва. Температура нагрева зависит от природы сплавов и
определяется по данным диаграммы состояния и тер-
мического анализа. Обычно чем выше температура, тем
больше скорость растворения компонентов сплава.
Верхним пределом температуры нагрева под закалку
является температура выше границы растворимости
легирующих элементов, но ниже температуры солидуса.
Время выдержки при температуре нагрева под закал-
ку определяется в основном скоростью процесса ра-
створения упрочняющих фаз и зависит от природы
сплавов, состояния структуры и условий нагрева.
Дак, детали, отлитые в песчаные формы, имеют более
грубую структуру по сравнению с деталями, отлитыми
в кокиль. Поэтому продолжительность выдержки для
этих деталей должна быть на 20—25% больше, чем
для деталей, отлитых в кокиль. Продолжительность
выдержки при температуре нагрева под закалку также
зависит от толщины стенок деталей и их конфигурации.
Предшествующая термическая обработка на упроч-
нение деталей ускоряет процесс растворения при пов-
7
торном нагреве. Поэтому в случае перезакалок время
выдержки при нагреве может быть значительно сокра-
щено. Предшествующий отжиг замедляет процесс рас-
творения, в связи с чем при последующем нагреве под
закалку требуются более продолжительные выдержки.
(Необходимо также учитывать, что в неравновесных
условиях кристаллизации отливки из некоторых -слож-
ных по составу -сплавов -могут -иметь скопления низко-
плавких эвтектик, как правило, сосредоточивающихся в
участках, затвердевающих в последнюю очер-едь. В этом
•случае (наиболее целесообразным является ступенчатый
напрев под закалку, 'который позволяет при температу-
ре первой ступени на 3—10°С ниже температуры плав-
ления низкоплавкой эвтектики перевести в твердый
раствор ее составляющие и тем самым допустить подъ-
ем температуры на 'следующую ступень для более пол-
ного растворения других упрочняющих фаз. Примене-
ние такого -ступенчатого нагрева под закалку обеспечи-
вает получение высоких .механических -свойств закален-
ного сплава и irapa-нтирует от пережога.
Большое влияние на .механические свойства сплавов
оказывает время пребывания садки, нагретой под за-
калку, на воздухе при переносе ее в закалочный бак.
При этом скорость охлаждения на воздухе во время
переноса зависит от массы, сечения, расположения де-
талей в садке, температуры воздуха в цехе, отделении.
Для обеспечения оптимальных значений механичес-
ких свойств время пребывания термосадки на воздухе
после выдержки в нагревательной среде перед погруже-
нием в закалочный бак должно быть минимальным, не
более 30 с. Увеличение времени переноса за счет частич-
ного распада твердого раствора может привести к зна-
чительному снижению механических свойств закален-
ных и состаренных сплавов и послужить причиной бра-
ка садки. Так -например, при увеличении времени пере-
носа до -1 мин и более предел прочности закаленных и
состаренных сплавов АЛ 19 и АЛ9 (режим Т5) умень-
шается примерно на 9 (5 кгс/мм2) и 6,5% (1,6 кгс/мм2)
соответственно, а .величина относительного удлинения
снижается на 40%. Увеличение времени переноса термо-
садки образцов сплавов в закалочный бак до 3 мин
приводит к снижению предела прочности на 16
(9 кгс/мм2) и 8,5% (4 кгс/мм2), а относительного удли-
нения на 70 и 40% соответственно,
8
При закалке должна примениться такая скорбеть
охлаждения, которая обеспечивает фиксацию твердого
раствора алюминия с максимальной степенью раство-
рения легирующих элементов. В зависимости от требо-
ваний к деталям скорость их охлаждения при закалке
может изменяться путем применения определенной сре-
ды с различной теплоемкостью, теплопроводностью,
скрытой теплотой испарения, вязкостью и т. д. С этой
целью применяются вода, масло, расплавленные смеси
солей, воздух и другие среды. Допускается охлажде-
ние деталей в горячих средах (кипящая вода, нагретое
масло) с целью получения минимальных термических
остаточных напряжений.
При резком охлаждении в процессе закалки в зака-
ленных отливках (из-за большого температурного гради-
ента по сечению и неравномерного охлаждения возни-
кают остаточные напряжения, которые в зависимости
от схемы распределения по сечению и величины могут
вызвать либо изменение (формы и размера деталей, либо
трещины и разрушение. Центральные слои деталей
сплошного сечения Обычно характеризуются наличием
растягивающих остаточных напряжений, поверхност-
ные — сжимающих.
При закалке полых деталей значительно увеличива-
ется теплоотвод от внутренней поверхности и в связи с
этим изменяются знак и величина остаточных напряже-
ний. На внутренней поверхности возникают сжимающие
напряжения, и (максимум растягивающих напряжений
смещается к среднему сечению заготовки.
Сравнение остаточных напряжений, возникающих
при закалке сплошной и полой отливок, указывает на
преимущество возможной предварительной механичес-
кой обработки до закалки (например, рассверловка
отверстий и др.).
Наибольшие остаточные напряжения создаются при
закалке в воде при температуре 20—25°С; в случае
закалки в кипящей воде, масле остаточные напряжения
резко уменьшаются.
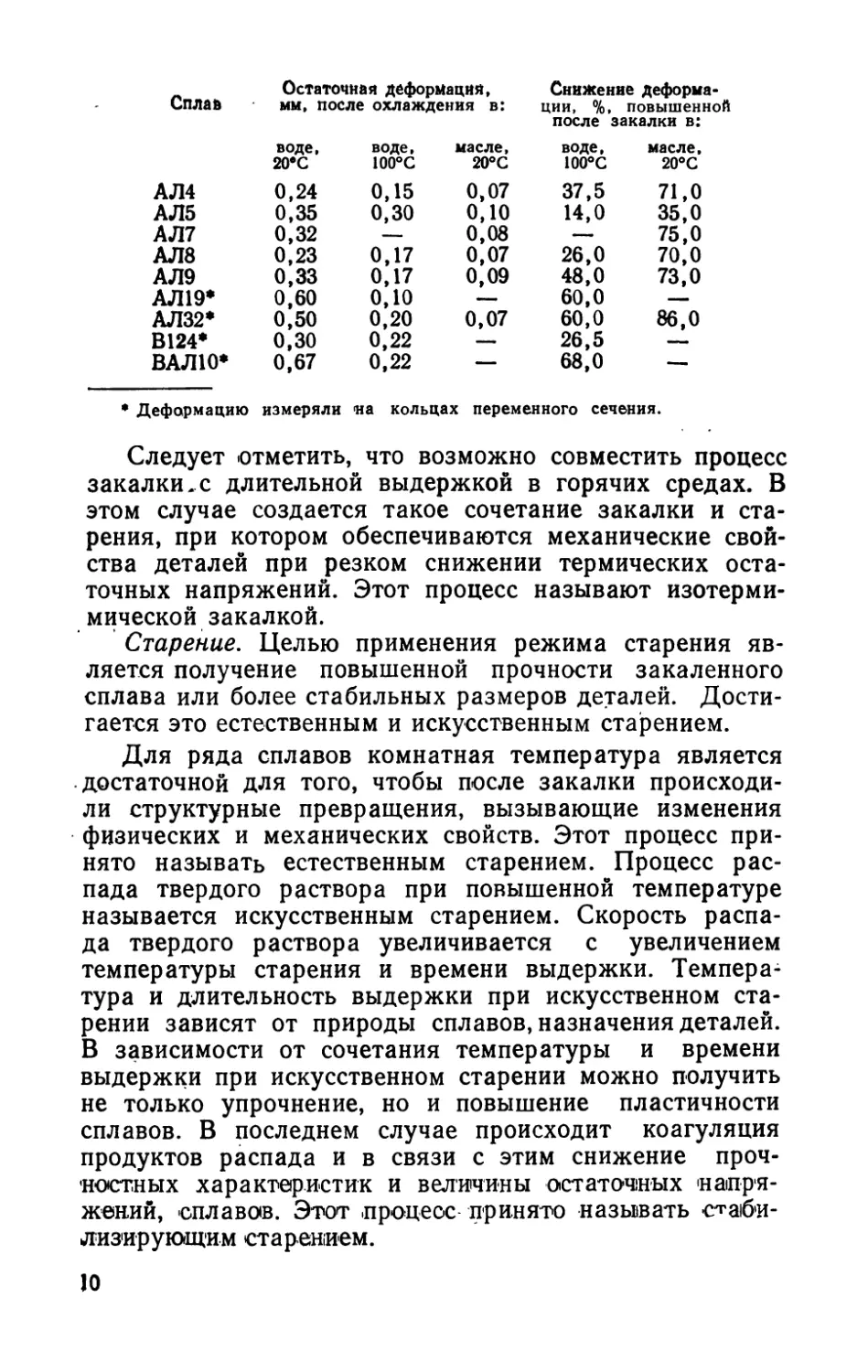
Ниже п редст авлен ы э ксперимент ал ьн ы е д анн ые,
характеризующие (влияние среды охлаждения при закал-
ке на изменение величины деформации для. разных
сплавов (деформацию определяли на отдельно отлитых
специальных образцах в виде усадочной решетки и ко-
лец переменного сечения толщиной 5 мм).
9
Сплав Остаточная деформация, мм, после охлаждения в: Снижение деформа* ции, %, повышенной
после з воде, 100°С акалки в: масле, 20°С
воде, 20вС воде, 100°С масле, 20°С
АЛ4 0,24 0,15 0,07 37,5 71,0
АЛ5 0,35 0,30 0,10 14,0 35,0
АЛ7 0,32 — 0,08 — 75,0
АЛ8 0,23 0,17 0,07 26,0 70,0
АЛ9 0,33 0,17 0,09 48,0 73,0
АЛЮ* 0,60 0,10 — 60,0 —-
АЛ32* 0,50 0,20 0,07 60,0 86,0
В124* 0,30 0,22 — 26,5 —.
ВАЛЮ* 0,67 0,22 — 68,0 —
• Деформацию измеряли «на
кольцах переменного сечения.
Следует отметить, что возможно совместить процесс
закалки.с длительной выдержкой в горячих средах. В
этом случае создается такое сочетание закалки и ста-
рения, при котором обеспечиваются механические свой-
ства деталей при резком снижении термических оста-
точных напряжений. Этот процесс называют изотерми-
мической закалкой.
Старение. Целью применения режима старения яв-
ляется получение повышенной прочности закаленного
сплава или более стабильных размеров деталей. Дости-
гается это естественным и искусственным старением.
Для ряда сплавов комнатная температура является
достаточной для того, чтобы после закалки происходи-
ли структурные превращения, вызывающие изменения
физических и механических свойств. Этот процесс при-
нято называть естественным старением. Процесс рас-
пада твердого раствора при повышенной температуре
называется искусственным старением. Скорость распа-
да твердого раствора увеличивается с увеличением
температуры старения и времени выдержки. Темпера-
тура и длительность выдержки при искусственном ста-
рении зависят от природы сплавов, назначения деталей.
В зависимости от сочетания температуры и времени
выдержки при искусственном старении можно получить
не только упрочнение, но и повышение пластичности
сплавов. В последнем случае происходит коагуляция
продуктов распада и в связи с этим снижение проч-
ностных характеристик и величины остаточных напря-
жений, сплавав. Этот процесс принято называть стаби-
лизирующим старением.
10
Уменьшение остаточных термических напряжений
мож^т быть достигнуто обработкой холопом или цикли-
ческой -обработкой (охлаждением е последующим на-
(гр-eiBOiM). Обработку холодом (применяют для 'создания
температурного (градиента по сечению, вызывающего
объемные изменения, которые в свою очередь создают
систему остаточных напряжений, противоположную по
своему характеру системе термических остаточных
напряжений. Вновь созданные остаточные напряжения
уменьшают термические напряжения и склонность отли-
вок к короблению.
Обработка холопом включает охлаждение при мину-
совой температуре и последующий быстрый нагрев в
кипящей воле. Обработку холопом следует применять
после закалки перед старением.
Ниже приведены экспепиментальные данные, харак-
теризующие (влияние температуры предварительного
охлаждения на величину деформации для сплава АЛ9.
Состояние
Остаточная деформация, мм
Без охлаждения После
-70
охлаждения
при. °C
-196
Снижение остаточной
деформации, %, после
охлаждения при, °C
—70 —196
Т4, охлажде-
ние при за-
калке в воде
при, °C:
20 0,33 0,24
65 0,24 0,17
100 0,17 0,12
0,13 27,0 60,0
0,13 30,0 50,0
0,08 30,0 55,0
Для снижения величины внутренних напряжений в
деталях, изготовленных из сплавов, 'содержащих фазы
с резко 'различающимися термическими коэффициента-
ми линейного расширения, а также для предваритель-
ной проработки отдельных узлов в условиях, прибли-
жающихся к эксплуатационным, после полной термичес-
кой обработки применяется термоциклическая обработ-
ка, состоящая из чередующихся нагревов и охлаждений.
В зависимости от природы сплавов и назначения
деталей применяются различные виды термической об-
работки. Классификация основных видов термической
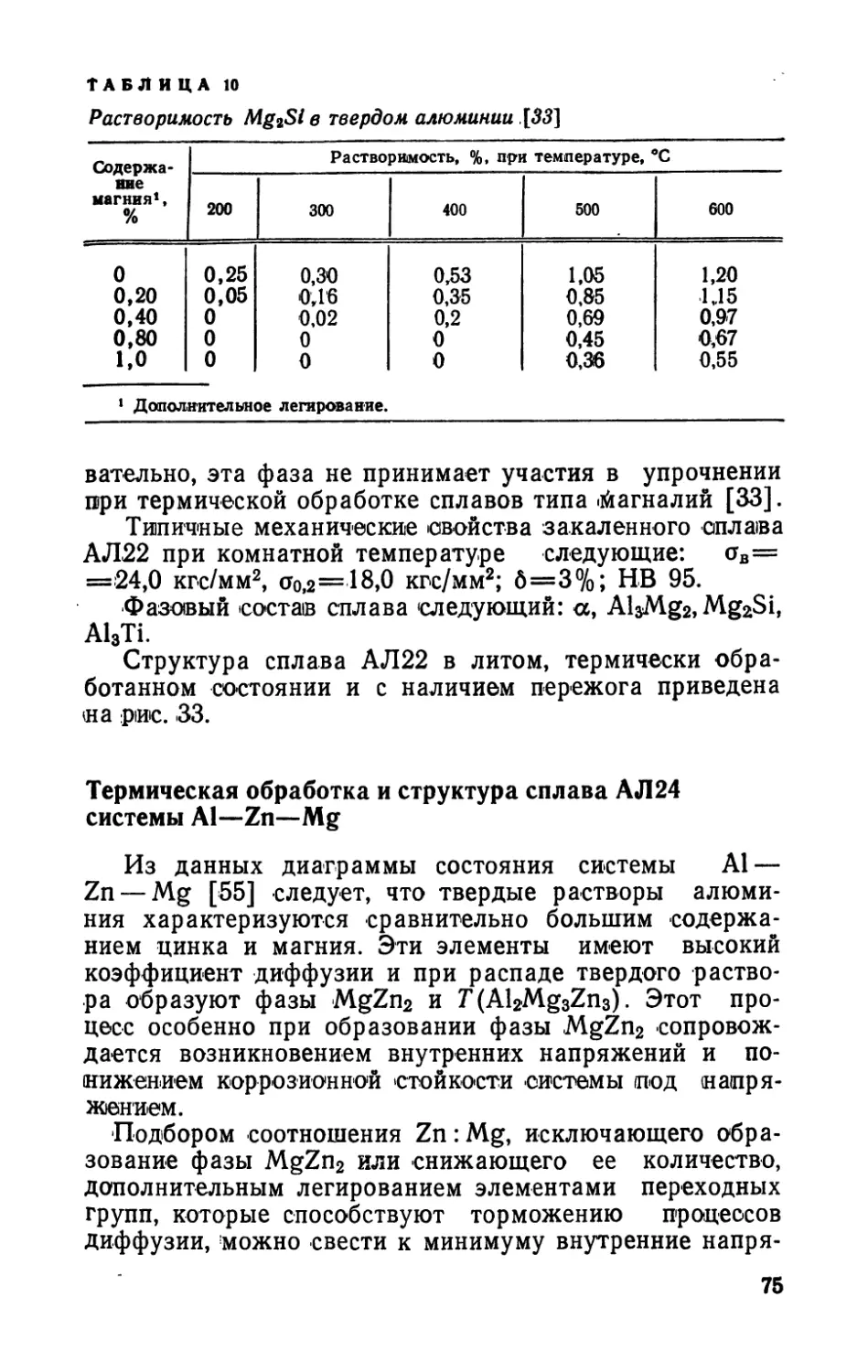
обработки приведена в табл. 1.
ТАБЛИЦА!
Основные виды термической обработки
Термическая обработка Обозначение режима тер- мической об- работки Назначение Примечание
Искусственное старение без предварительной закалки Т1 Для улучшения обрабатываемости резанием литых деталей с целью по- вышения чистоты обработки поверх- ности. Для повышения прочности При литье в сырую песчаную форму или кокиль наблюдает- ся некоторая подкалка, что улучшает эффект последующе- го искусственного старения
Отжиг Т2 Для резкого уменьшения литейных остаточных напряжений, устранения наклепа, вызванного механической обработкой, и повышения пластич- ности Температура и время выдерж- ки определяются назначением детали
Закалка Т4 Для повышения прочностных харак- теристик Режим Т4 практически соответ- ствует режиму закалка+есте- ственное старение, так как от начала закалки до окончания механической обработки дета- ли проходит несколько дней
Закалка и кратковременное (неполное) искусствен ное ста- рение Т5 Для получения достаточно высокой прочности и сохранения повышенной пластичности Температура и время выдерж- ки при данном режиме старе- ния не обеспечивают полного старения сплава
13
Продолжение таол. 1
Термическая обработка Обозначение режима тер- мической об- работки Назначение Примечание
Закалка и полное искусствен- ное старение Т.6 Для получения максимальной проч- ности при некотором снижении плас- тичности При данном режиме темп ера- тура и «время -выдержки выше, чем при режиме Т5
Закалка и стабилизирующее старение Т7 Для получения достаточной прочно- сти и сравнительно -высокой стабиль- ности структуры и геометрических размеров Старение рекомендуется про- изводить при температуре, близкой к рабочей температу- ре деталей и превышающей температуру обработки по ре- жимам Т5 и Тб
Закалка и смягчающий от- пуск Т8 Для получения повышенной пластич- ности и стабильности геометрических размеров вследствие снижения проч- ностных характеристик по сравнению с получаемыми при обработке по ре- жимам Т5—Т7 Температура старения при этом режиме выше, чем при режи- ме Т7
ГЛАВА 2
ИЗМЕНЕНИЕ СТРУКТУРЫ И СВОЙСТВ
ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
ЛИТЕЙНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
Структурные изменения при закалке и старении
Термическая обработка является одной из основных
технологических операций, обеспечивающих получение
необходимых свойств сплавов.
Упрочнение дисперсионно-твердеющих сплавов до-
стигается применением закалки с фиксацией макси-
мально пересыщенного твердого раствора и последую-
щего старения, обусловленного изменением раствори-
мости легирующих компонентов с понижением тем-
пературы.
Режим нагрева и охлаждения при закалке значи-
тельно влияют на развитие процесса старения и меха-
нические свойства сплавов. Температура нагрева под
закалку определяется фазовым составом сплава и
устанавливается в соответствии с диаграммой состоя-
ния и данными термического анализа.
Применение ступенчатого нагрева под закалку поз-
воляет максимально повысить температуру верхней
ступени, что приводит к наиболее полному растворе-
нию избыточных фаз в алюминиевой матрице без опа-
сения возможности пережога. Кроме того, повышение
температуры нагрева под закалку способствует увели-
чению количества вакансий в кристаллической решет-
ке, которые способствуют развитию диффузионных
процессов при старении, повышая его эффективность.
Значительно влияет на кинетику последующего ста-
рения также скорость закалки: при замедленном
охлаждении часть вакансий успевает мигрировать к
ловушкам (границы зерен, петли дислокаций и др.) и
не участвует в миграции атомов легирующих эле-
ментов.
При старении закаленных сплавов происходит рас-
пад пересыщенного твердого раствора, сопровождаю-
щийся изменением физико-механических свойств. Рас-
пад пересыщенных твердых растворов в большинстве
14
алюминиевых литейных сплавов начинается с образо-
вания атомных скоплений — зон Гинье — Престона
(ЗГП), когерентно связанных с кристаллической решет-
кой матрицы [1].
Образование зон происходит в результате развития
диффузионных процессов, которые ускоряются вследст-
вие большого количества неравновесных вакансий, имею-
щихся в закаленном сплаве. ЗГП, обогащенные атома-
ми растворенного элемента, имеют субмикроскопиче-
ские размеры, а их структура представляет собой более
или менее деформированную структуру матрицы.
Форма ЗГП определяется их поверхностной энер-
гией и энергией упругой деформации матрицы, стремя-
щимися к минимуму. При разнице в атомных диамет-
рах компонентов твердого раствора не более 3% форма
когерентных образований определяется требованием
минимума поверхностной энергии и близка к сфериче-
ской, а при разнице более 5% решающим фактором
является повышенная энергия упругих искажений мат-
рицы за счет образования зон, что обусловливает
тонкопластинчатую или дискообразную форму выде-
лений.
Когерентные выделения могут иметь также :и'глоо*б-
разную форму, которая отвечает .большей энергии
упругой деформации матрицы, чем дискообразная, но
меньшей, чем равноосная.
Примеры разных форм ЗГП в сплавах различных
систем приведены ниже [2].
Разница в атомных диамет-
п тч от рах, % по отношению к
Система сплава Форма ЗГП алюминию
Al-Ag Al—Zn Сфера » + 0,7 -1.9
Al—Zn—Mg » + 2.6(Mg:Zn=l : 2)
Al—Cu Диск —11,8
Al—Mg—Si Игла + 2,5(Mg: Si = 2 : 1)
В упрочнении сплавов ЗГП играют решающую роль:
чем устойчивее зоны, тем стабильнее свойства сплава.
На устойчивость зон оказывают влияние многие фак-
торы: соотношение размеров атомов матрицы и легиру-
ющих компонентов, входящих в зоны, степень искаже-
ния кристаллической решетки матрицы при образова-
нии зон. Так, в сплавах системы А1—Ag с близкими
размерами атомов алюминия и серебра, зоны устойчи-
15
вы до 450° С, а в сплавах системы А1—Си, где образо-
вание зон приводит к сильному искажению кристал-
лической решетки, ЗГ1П становятся неустойчивыми при
температурах выше 200° С >[2]. Устойчивость зон так-
же зависит от природы сил химического взаимодейст-
вия между атомами в зонах, от соотношения коэффи-
циентов диффузии компонентов сплава и др.
В работах [>1—8] показано, что устойчивость зон в
двойных сплавах можно изменять введением третьего
компонента, влияние которого определяется его распре-
делением в зонах или в твердом растворе и степенью
воздействия на диффузионные процессы в сплаве.
В работе [3] при исследовании влияния меди
(0,05—2,42%), кремния (2,2%), магния (0,75%), цин-
ка (2,36%) на старение сплава системы А1—Ag пока-
зано, что медь и кремний распределяются в зонах и
матрице равномерно. Растворимость меди в алюминии
и серебре примерно одинакова, а кремний, хотя и
растворяется только в алюминии, также равномерно
распределяется в матрице и в зонах, так как послед-
ние обогащены алюминием и наличие серебра в них,
очевидно, не сказывается на растворении кремния.
Магний и цинк обладают большей растворимостью
в серебре, чем в алюминии, и большим химическим
сродством с серебром и входят преимущественно в
зоны.
Действие исследованных добавок авторы работы
[3] объясняют степенью изменения кристаллической
решетки при легировании: увеличение ее искажения,
связанное с введением магния, цинка, приводит к
уменьшению устойчивости зон и увеличению скорости
распада.
Если кристаллическая решетка не изменяется от
введения добавок (медь, кремний), то и устойчивость
зон и скорость старения остаются такими же, как в
случае двойного сплава А1—Ag. Авторы [3] такое
объяснение относят к случаю с относительно неболь-
шим содержанием добавок, которые не приводят к
резкому изменению степени пересыщения твердого
раствора.
Харди '[4] исследовал влияние малых добавок оло-
ва, кадмия, индия на старение сплава системы А1—Си.
Согласно диаграммам состояния, эти добавки раство-
ряются в меди и почти не растворяются в алюминии.
16
Поэтому они должны преимущественно распределяться
в ЗГП, снижая степень искажения кристаллической
решетки, так как их атомные радиусы больше атомных
радиусов алюминия и меди. Это приводит к увеличе-
нию устойчивости ЗГП при комнатной температуре и,
следовательно, к замедлению процесса естественного
старения. Если же старение производится при повы-
шенных температурах (150—165° С), то эти добавки
приводят к ускорению образования ЗГП2 и мелкодис-
персной O'-фазы и к значительному возрастанию твер-
дости и прочности при заметном снижении относитель-
ного удлинения.
Гинье '[1], обсуждая работы Харди, объясняет дей-
ствие этих примесей на старение сплава А1—Си их
связью с вакансиями, вследствие которой часть вакан-
сий, присутствующих в сплаве, уже не может способст-
вовать диффузии атомов меди в зоны.
Количество атомов примеси (около 10-4) приблизи-
тельно равно количеству вакансий в решетке закален-
ного сплава. Поэтому даже очень небольшие количе-
ства примеси могут оказывать относительно большое
влияние на скорость диффузии, а следовательно, и на
скорость роста ЗГП.
В работе [5] влияние добавок кадмия и бериллия
на старение сплава А1—4 % Си объяснено большим
сродством их атомов с вакансиями. Захват вакансий
атомами кадмия и бериллия затрудняет образование
ЗГП и уменьшает их количество.
В. И. Архаров и Н. И. Носкова '[6,7] ускоряющее
влияние малых количеств (0,2%) примесей серебра
или цинка на скорость распада пересыщенного твер-
дого раствора меди в алюминии объясняют тем, что на
периферии образующихся частиц выпадающей фазы с
самых начальных стадий их образования происходит
процесс положительной внутренней адсорбции серебра
или цинка, благодаря чему частицы оказываются окру-
женными зонами твердого раствора с повышенной кон-
центрацией серебра или цинка.
В работах {6,7] показано, что медь диффундирует
в твердом растворе серебра или цинка в алюминии (с
содержанием серебра или цинка 10—20%) значительно
быстрее, чем в чистом алюминии, и в тем большей сте-
пени, чем выше концентрация серебра или цинка. При
наличии внутренней адсорбции серебра или цинка ско-
17
рость диффузии меди из окружающего твердого рас-
твора к каждой образовавшейся частице выпадающей
фазы увеличивается.
В ряде работ [1, 2, 8—12] показано, что пластиче-
ская деформация, предшествующая старению, также
оказывает существенное влияние на развитие процесса
распада твердого раствора. В сплавах системы А1—Си,
например, распад твердого раствора ускоряется с более
ранним образованием стабильных фаз, а в сплаве сис-
темы А1—Zn небольшое растяжение подавляет или за-
медляет старение [9].
Повышение температуры и длительности старения
приводит к продолжению процесса распада твердого
раствора с образованием метастабильных и стабильных
фаз. Распад твердого раствора многих литейных алю-
миниевых сплавов характеризуется стадийностью про-
цесса.
Так, б «сплавах системы А1—Си распад твердого ра-
створа протекает с образованием ЗГП1—<ЗГП2—*
—*0'—*0(СиА12); в сплавах системы А1—Si—Mg—с
образованием ЗГП1—>ЗГП2——>p(Mg2Si); в спла-
вах системы А1—Zn—Mg — с образованием ЗГП1 *
—ЗГП2-^ц'—(MgZn2).
На основании данных работ [1, 2, 13—17J, процесс
старения наиболее широко изученных сплавов системы
А1—Си начинается с образования зон пластинчатой
формы, обогащенных атомами меди и имеющих иска-
женную структуру матрицы за счет обеднения приле-
гающих к зонам участков. Начальные стадии искусст-
венного старения (100—190° С) характеризуются рос-
том зон, обогащением их медью и перестройкой ЗГП1
в ЗГП2 (0").
Основной особенностью искусственного старения на
стадии высокого упрочнения является процесс обога-
щения медью уже существующих зон и их аллотропи-
ческое превращение в метастабильную 0'-фазу в ре-
зультате перестройки атомов в этих зонах.
По данным рентгеновского исследования [18], пе-
риод с кристаллической решетки изменяется от 8,0 до
7,6А, что может быть объяснено обогащением зон
медью, так как вследствие упорядочения параметры
кристаллических решеток сплавов изменяются в треть-
ем знаке.
18
При превращении ЗГП2 (0") в 0'-фазу твердость
сплава значительное время остается высокой. Это мож-
но объяснить тем, что один тип напряжений кристалли-
ческой решетки заменяется другим. Снимаются напря-
жения, вызванные частичным разрывом когерентных
связей, возникают новые напряжения, вызванные изме-
нением упаковки атомов в процессе превращения в
областях зон. Эти напряжения в дальнейшем снимают-
ся в результате теплового движения атомов.
Постоянство толщины пластинок 0' во время старе-
ния может служить указанием, что разупрочнение
сплава определяется главным образом не коагуляцией
выделяющихся частиц, а разрывом когерентных связей
между ними и матрицей и термическим снятием напря-
жений, вызванных изменением плотности упаковки
атомов. Выделяющаяся стабильная 0-фаза (СиА12)
имеет тетрагональную упорядоченную структуру с па-
раметрами а=6,07А и с=4,87А. При исследовании
оксидных реплик в эл1ектрон'ном микроскопе было уста-
новлено, что продукты распада твердого раствора меди
в алюминии характеризуются следующим образом [17]:
1) ЗГП1—круглые белые пятна, диаметром около
200 А;
2) ЗГП'2 (0") — вытянутые белые пяти а.в :пл ос костях
{100} матрицы;
3) выделения 0'-фазы — четкие белые пластинки,
параллельные плоскостям {100} матрицы;
4) белые выделения большого размера неправиль-
ной формы — равновесная 0-фаза (СиА12).
Н. Н. Буйнов и др. [15, 19], исследуя оксидные реп-
лики с применением электронного микроскопа с раз-
о
решением до 15А, установили в зонах неоднородное
распределение легирующего элемента. Они показали,
что степень потемнения внутри зон и метастабильных
выделений различна. В центре ЗГП1, ЗГП2 и 0'-фазы
наблюдается светлое, почти белое ядро, имеющее
строчечную форму. Размеры ЗГП1 составляют 100 А;
ЗГП2 имеют вид коротких строчек длиной 400 А; 0'-
фаза по виду не отличается от ЗГП2, а длина пласти-
о
ночек составляет более 1000 А [14, 15].
Неоднородность потемнения электронных микро-
фотографий зон и метастабильных фаз авторы [19]
19
объясняют ;М'«ньш1И1М содержанием растворенных элемен-
тов в периферийной части зон. Вокруг зон и метаста-
бильных фаз наблюдаются обедненные участки, менее
обогащенные растворенным элементом, чем матрица.
Частицы 0'-фазы при исследовании оксидных реплик
имеют вид иголочек и образуют видманштеттову струк-
туру; в сплаве им соответствуют частицы пластинчатой
формы. Частицы 0-фазы более короткие и широкие,
имеют чаще всего овальную форму; в сплаве им соот-
ветствуют частицы различной формы. Скорость распа-
да твердого раствора зависит от температуры старе-
ния и содержания легирующих компонентов в сплаве.
Силкок, Харди и Хилл [18] изучали изменение
структуры алюминиевомедного сплава в зависимости
от температуры старения и содержания в нем меди
(табл. 2).
ТАБЛИЦА 2
Изменение структуры сплава системы А1—Си при старении
в зависимости от содержания меди
Температура старения, °C Продукты распада твердого раствора при содержании ме- ди в сплаве, %
2 3 4 4,5
ПО ЗГП1 ЗГП1 ЗГП1 згш
130 0' или 0 и ЗГП1 или ЗГП2 ЗГП1 ЗГ.П1 ЗГП1
165 — 0' и немного ЗГП2 ЗГП1 и ЗГП2 ЗГП2
190 — 0 и очень немного ЗГП2 ЗГП2 и не- много О' и ЗГП1
220 0' 0' 0' 0'
240 — — 0' —
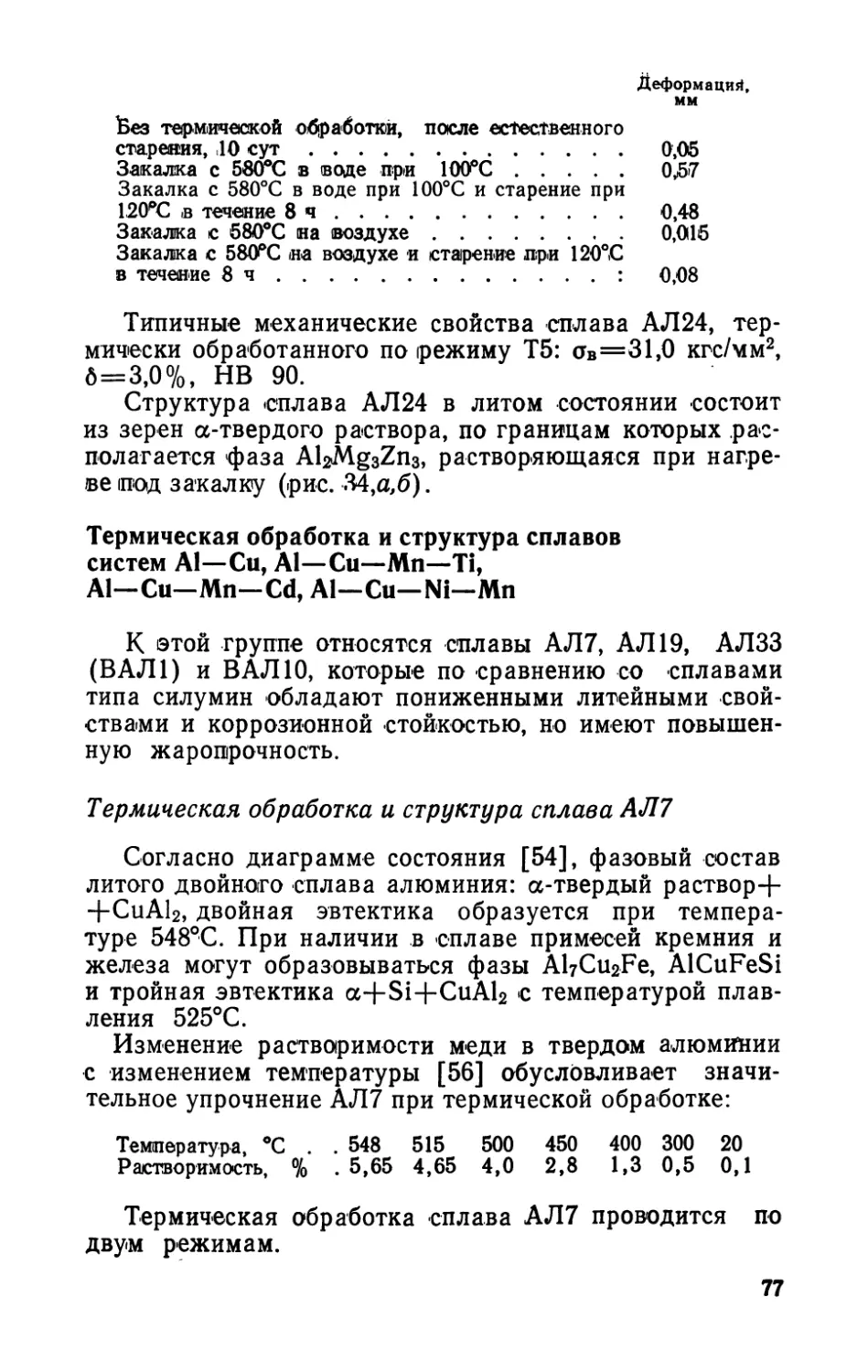
При электронно-микроскопическом исследовании
кинетики старения сплава А1 — 4% Си, закаленного с
53О°С в воде при 20°С и в смеси сухого льда с ацетоном
(—68°С), авторами совместно с Н. С. Герчиковой и
Г. Н. Кораблевой показано, что распад пересыщенного
твердого раствора начинается при закалке, чему способ-
ствует возникновение закалочных напряжений (рис. 1
а, б).
Распад твердого раствора с образованием скопле-
ний ЗГП продолжается при естественном старении; с
20
Рис. 1. Структура сплава А1—
4% Си:
а —закалка в воде при 20°С;
б — закалка при —68°С; в —
естественное старение 10 сут;
г — старение при 150°С, 3 ч; д —
старение при 250°С, 3 ч; е —
старение при 300®С, 3 ч; ж—
старение при 350°С, 3 ч. Х42000
21
увеличением его длительности плотность скоплений воз-
растает (рис. l.e). Искусственное старение до 150°С
(3 ч), не изменяя характера образования скоплений
ЗГП, увеличивает интенсивность распада (рис. 1,г).
Повышение температуры старения до 200°С (3 ч) спо-
собствует увеличению плотности ЗГП и образованию
метастабильной 0'-фазы, количество которой увеличи-
вается с повышением температуры старения до 250°С
(рис. 1,5). Старение при 300°С в течение Зч характе-
ризуется образованием .стабильной 0-фазы (СиАЬ), ко-
личество и размер частиц которой увеличиваются с по-
вышением температуры старения до 350°С (при той же
выдержке); полностью отсутствуют продукты распада
первых стадий старения (рис. 1е, ж).
П|П'О<песс оаопата 1аплэ1вов системы А1—Mg—Si
происходит с образованием ЗГП игольчатой формы-»-
->-0'-фазы->-0-(Ьазы (Mgi>Si).
Томас {20], исследуя сплавы Al-f-1 %Mg+0,6%Si
после закалки в воде с 550° С и старения по режимам
71° С — 1 ч, 140° С — 24 мин, 204° С — 5 мин, выявил
зоны игольчатой формы диаметром около 60 и длиной
200—1000 А, зависящей от времени и температуры ста-
рения. Средняя плотность зон, равномерно распределен-
ных в матонпе. составляет приблизительно 24-5- 10,5/см3.
В работе (20] не установлено искаженных участков
решетки матрицы из-за небольшого несоответствия
между структурами ее и зон. Дальнейшее стапение при
температуре около 200° С приводит к превращению
игольчатых зон в пруткообразные частицы р'-фазы,
которые с увеличением длительности старения и повы-
шением его температуры утолщаются в диаметре до
1000 А при длине ~1 мкм. Частицы, перпендикулярные
плоскости исследуемого образца, имеют вид темных
точек. Стабильная пластинчатая p-фаза (Mg^Si) обра-
зуется после старения при 260° С в течение 3 ч, имеет
гранецентрированную кубическую решетку с периодом
6,39 А. Старение при 316° С в течение 2,5 ч приводит к
укрупнению пластинок p-фазы (Mg2Si), что сопровож-
дается растворением мелких частиц этой фазы.
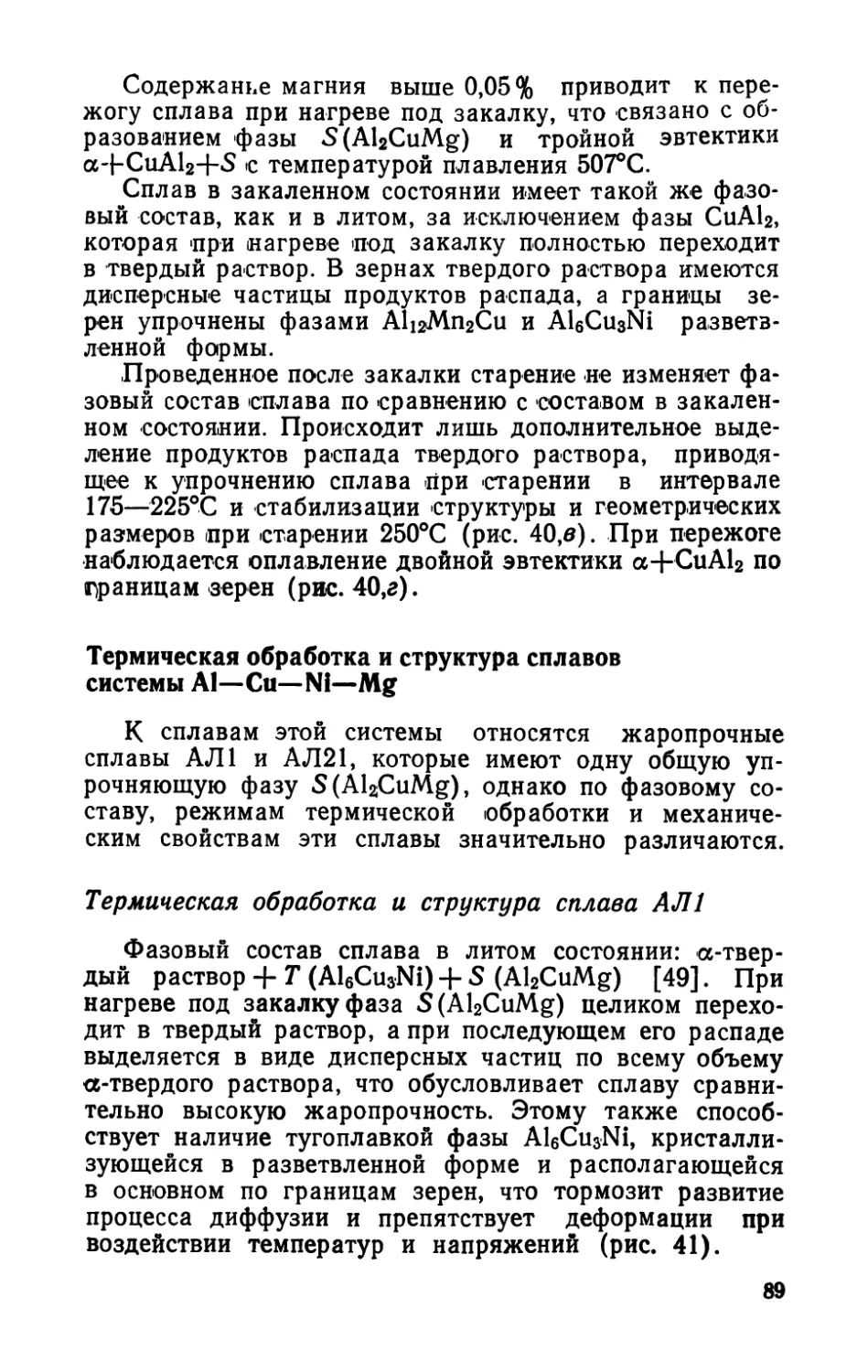
Авторами совместно с Л. Н. Алтуниной, Н. С. Гер-
чиковой и Г. Н. Кораблевой при электронно-микроско-
пическом исследовании методами оксидных реплик и
тонких металлических срезов сплава А!—0,6 % Mg—
8% Si (АЛ9) после закалки с 535° С в воде при 20е С
22
й старения в интервале 150—250°С показано, что старе-
ние сплава при 150°С в течение 3 ч приводит к
значительному распаду твердого раствора с выделени-
ем округлых и пластинчатых частиц кремния, образо-
ванием ЗГП и метастабильной р'-фазы (рис. 2,а). Ста-
рение при 200 и 225° С в течение 5 ч сопровождается
увеличением количества и укрупнением частиц кремния
и р'-фазы (рис. 2,6,в). После старения при 250°С в
течение 5 ч наблюдаются крупные пруткообразные ча-
стицы стабильной p-фазы (Mg2Si) и коагуляция крем-
ния (рис. 2,г).
Процесс распада сплавов системы А1—Zn—Mg име-
ет сложный характер и зависит от соотношения цинка
и магния. Последовательность стадий при старении
следующая: сферические ЗГП—•т/—’’т) (MgZru)—”
-*-7’[(AlZn)49Mg32] [2] или T(Al2Mg3Zn3) [21].
Рис. 2. Структура сплава АЛ9, закаленного и состаренного в течение
3 (а) и 5 (б, н, г) ч при температуре, °C:
а —150; 6 — 200; в — 225; г —250. X35000
23
В работах Томаса и Наттинга при изучении сплава
А1—3,2 % Zn—2,5 % Mg и более сложных технических
сплавов на этой основе [22] после закалки с 465°С
установлена следующая последовательность стадий
распада твердого раствора: сферические ЗГП—’•q'—*•
—*’т) (MgZn2). В этой работе показано, что после крат-
ковременного старения при 160° С диаметр ЗГП состав-
О
ляет ~50 А, количество зон возрастает со временем
старения. Наибольшая прочность достигается старени-
ем при 160° С в течение 5 ч при наличии в структуре
ЗГП и rf-фазы с преобладанием последней.
В работе И. Н. Фридляндера, Н. С. Герчиковой и
Н. И. Зайцевой [23], при электронно-микроскопиче-
ском исследовании кинетики старения сплава А1+
+3,12% Zn+4,1% Mg+0,65%Mn+0,15%Zr+0,2%Fe+
+0,1% Si установлено следующее изменение структуры:
30—90 сут естественного старения — ЗГП; 1—2 года
естественного старения — ЗГП2+частицы Т-фазы; 96 ч
при 100°iC—частицы Г'-фазы; отжиг три 300—350°'С —
Г-фаза и Al3Mg2.
В работе [24] при электронно-микроскопическом ис-
следовании тонких металлических пленок А1—4,7% Zn —
1,8 Mg% показано различие в распаде пересыщенного
твердого раствора при искусственном старении в зави-
симости от предварительного естественного старения.
В сплаве, закаленном и сразу состаренном при 150° С
в течение 25 и 50 ч, наблюдалось большое количество
крупных (^200 А) частиц rf-фазы и незначительное
о
количество высокодисперсных частиц (100 А). Предвари-
тельное естественное старение в течение 10, 30 сут при-
водит к значительному увеличению дисперсности (50—
О
100 А) и плотности выделений rf-фазы. Авторы [24]
объясняют это наличием большого количества центров
выделения — ЗГП, образовавшихся при естественном
старении, наличием избыточных вакансий, а также ва-
кансий, освобождающихся из зон при их растворении в
процессе искусственного старения.
Влияние тонкой структуры на свойства сплавов
Продукты распада твердого раствора — скопления
атомов, ЗГП, метастабильные и стабильные выделе-
ния,— в различной степени оказывая препятствие пере-
24
движению дислокаций, влияют на механические свой-
ства сплавав. Вопросы 1взаимодействия продуктов рас-
лада твердого раствора с дислокациями рассмотрены в
большом количестве работ с привлечением электронно-
микроскопического метода исследования структуры
сплавов [1, 2, 25—30].
При использовании оксидных реплик возможно бы-
ло лишь косвенное выявление дислокаций, по декори-
рующему их распределению продуктов распада твер-
дого раствора; исследование тонких металлических
фольг или срезов на совершенных электронных микро-
скопах позволяет непосредственно изучать дислокаци-
онную структуру сплавов. Прочность сплавов при ста-
рении определяется процессом взаимодействия между
двигающимися дислокациями и продуктами распада
твердого раствора. При этом 'величина упрочнения зави-
сит от типа выделений, их формы, размеров, плотности
распределения, степени искажения матрицы и тех на-
пряжений, которые необходимы для преодоления этих
препятствий двигающимися дислокациями.
Так, значительное упрочнение на зонной стадии рас-
пада связано с усилием, необходимым для перерезания
мелкодисперсных с очень большой плотностью распреде-
ления ЗГП, преодоления прилегающих к ним упруго-
напряженных участков матрицы и деформирования
самой матрицы.
Большое упрочнение достигается также при преодо-
лении дислокациями частично когерентных, мелкоди-
сперсных частиц метастабильных фаз при условии до-
статочной плотности их распределения. При этом боль-
шее по сравнению -с зонами различие в структуре мета-
стабильных выделений и матрицы вызывает необходи-
мость в приложении большего напряжения для их пре-
одоления дислокациями. Меньшее упрочнение сплава
достигается, когда в структуре твердого раствора име-
ются стабильные фазы, полностью некогерентные с мат-
рицей, со значительно большими размерами частиц и
расстояниями между ними. 'Вокруг этих фаз отсутствуют
поля упругих напряжений, и дислокации под действи-
ем сравнительно небольших напряжений «проталкива-
ются» между ними.
Максимальное упрочнение сплава достигается при
наличии в структуре твердого раствора ЗГП и выделе-
ний метастабильной фазы или только выделения этой
25
фазы при ее мелкодиоперсности и высокой плотности
распределения.
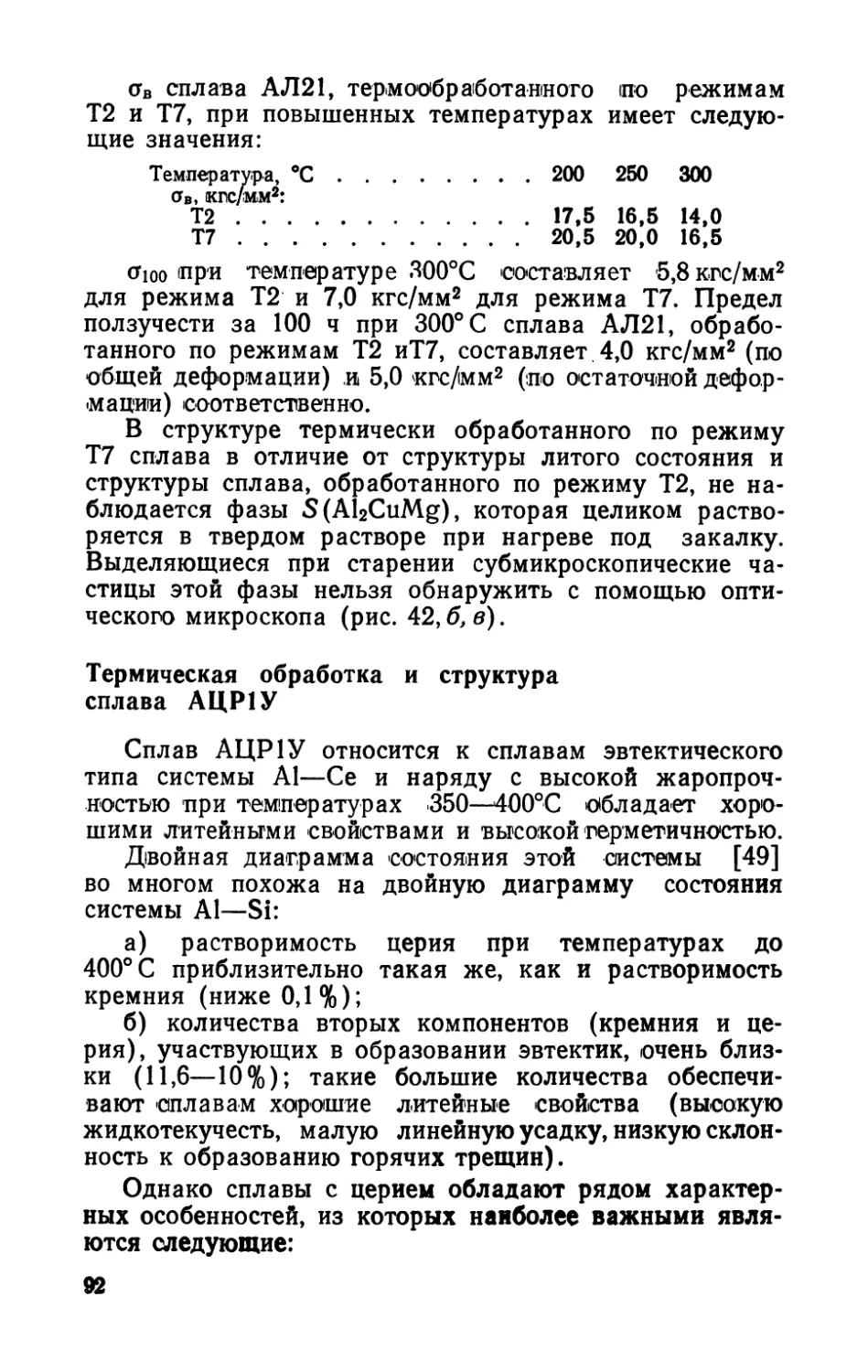
В работе [31] приведены данные Силкока, Хилла и
Харди по изменению твердости двойного алюминиево-
м едкого сплава, состаренного при 190°С, в зависимости
от содержания меди.
Рис. 3. Зависимость твердости
при 20°С сплавов алюминия, со-
держащих 2 (/), 3 (2), 4 (3) и
5 (4) % Си, от продолжительности
старения при 190°С (Силкок,
Хилл и Харди):
1, 2 —выделения 0'; 3, 4—вы-
деления 0"
При содержании в сплаве 2 и 3% 'Си максимуму твер-
дости после 'Старения соответствует структура с выделе-
ниями б'-фазы (рис. 3). Повышение твердости с увели-
чением времени старения, очевидно, связано с увеличе-
нием плотности выделений, а уменьшение твердости при
продолжении старения—с их коагуляцией и увеличени-
ем расстояния между ними.
В сплавах с содержанием меди 4 и 4,5% ® этих же
условиях старения при максимуме твердости в структу-
ре наблюдаются ЗГП2 (0") и0'-фаза. Когерентные выде-
ления 0" больше деформируют матрицу, чем полукоге-
рентные выделения 0', но последние труднее перерезать
дислокациям. Сочетание этих выделений в определенном
соотношении обусловливает максимальное упрочнение.
Снижение твердости сплава алюминия с 4 и 4,5% Си
с увеличением времени выдержки при старении связано
с уменьшением плотности выделений 0", которые посте-
пенно заменяются частицами 0' при ослаблении упругих
напряжений в матрице, с коагуляцией 0'-фазы и увели-
чением расстояния между ее частицами. Старение являет-
ся сложным стадийным процессом, при котором во вре-
мени и при повышении температуры происходит посте-
пенное изменение структуры твердого раствора с воз-
можным одновременным сосуществованием нескольких
видов выделений.
Механические свойства сплавов зависят от целого
ряда характеристик тонкой структуры: устойчивости,
дисперсности, плотности выделяющихся зон или частиц,
степени искажения кристаллической решетки матрицы,
26
а также наличия других препятствий для прохождения
дислокаций, как например интерметаллидных соедине-
ний, не участвующих в процессах старения, границ зе-
рен и др.
Усложнение химического состава сплава системы
А1—Си дополнительным легированием, особенно эле-
ментами переходных групп (марганец, никель, цирко-
ний, титан и др.), существенно изменяет температурные
границы старения, тонкую структуру и механические
свойства сплавов. Это показано на примере исследова-
ния изменения тонкой структуры и механических
свойств сплавов систем А1—Си—Мп—Ti(AJI 19) и Al—
Си—Мп—Ni—Се—Zr (АЛЗЗ) [ВАЛ1] при старении в
интервале 175—350°С, проведенного авторами совместно
с Г. Н. Кораблевой.
Распад пересыщенных твердых растворов сплавов
АЛ 19 и АЛЗЗ, начинающийся уже в процессе закалки,
проходит с образованием ЗГП1 при старении до 200°С
для сплава АЛ 19 и до 225° для сплава АЛЗЗ. При этом
предел прочности сплавов повышается по отношению к
закаленному состоянию примерно на 20—>25 % ’при сни-
жении относится иного удлинения на 30—50% (табл. 3).
ТАБЛИЦА 3
Изменение механических свойств сплавов при старении в течение 6 ч
Температура старения, °C Сплав АЛ19 Сплав АЛЗЗ (ВАЛ1)
(Ув , кгс/мм2 А % <ГВ, кпс/мм2 %
Т4* 32,0 8,0 26,5 2,8
175 38,4 5,0 29,0 1,5
200 37,6 4,0 30,0 1,5
225 37,4 4,0 30,5 1,2
250 35,2 4,3 29,5 1,5
275 32,1 4,5 27,5 1,7
300 30,3 5,3 26,8 1,7
350 28,0 5,5 25,3 2,0
♦ Закаленное состояние.
С повышением температуры старения до 225°С (3—
10 ч) в структуре сплава АЛ 19, наряду с уменьшившим-
ся количеством точечных белых скоплений, соответст-
вующих ЗГП1, наблюдается повышение плотности це-
почечных образований ЗГП2 (0") (рис. 4,а), но еще не
27
отмечается Образогванйя метастабильной О'-фазы, что
характерно для двойных алюминиевомедных сплавов,
состаренных в аналогичных условиях [16].
Структура более легированного сплава АЛЗЗ после
старения при температуре 225°С в течение 10 ч характе-
ризуется наличием точечных скоплений ЗГП1 (рис. 4,6).
Рис. 4. Структура сплавов АЛ 19 (а) и АЛЗЗ (б), закаленных и состаренных
при 225°С, 3 ч. X10000
Если в структуре двойного сплава системы А1—Си в
процессе старения при температуре 250°С в течение 3 ч
отмечается образование 0'-фазы и даже некоторого ко-
личества 0-фазы [16], то в структуре сплава АЛ 19, со-
старенного в этих условиях, наблюдаются образование
большого количества ЗГП2 (6"), начальная стадия об-
разования метастабильной О'-фазы и некоторая коагуля-
ция фазы Ali2Mn2Cu (рис. 5,а).
С увеличением длительности старения при темпера-
туре 250°С до 10 ч повышается интенсивность образо-
вания О'-фазы в виде довольно крупных пластинчатых
выделений (рис. 5,6) и снижается прочность сплава.
Продукты распада твердого раствора окружают
крупные частицы фазы Ali2Mn2Cu, очевидно, декорируя
дислокационные петли, образовавшиеся в процессе ис-
пытания образца на растяжение (рис. 5,в). Подобное
расположение продуктов распада отмечено при иссле-
довании сплавов А1—Ag [12].
Сравнение результатов исследования структуры спла-
ва АЛ 19 с применением оксидных реплик (рис. 5,г) и
металлических срезов (рис. 5,6) показывает, что оба
метода идентично характеризуют стадию распада твер-
28
Рис. 5. Структура сплава АЛ 19, за-
каленного и состаренного при 250°С
в течение, ч:
а-3; б, в, г, 5—10. ХЮ000 {а, 6);
Х27000 (в, г, д)
дого раствора с образованием частиц метастабильной
О'-фазы большой плотности.
В структуре сплава АЛЗЗ, состаренного при 250°С
в течение 3 ч, наблюдаются продукты распада зонной
стадии старения и отмечается коагуляция фазы
Al12Mn2Cu (рис. 6,а). Увеличение времени выдержки при
старении до 10 ч приводит к ускорению процесса рас-
29
Рис. 6. Структура сплава АЛЗЗ, закаленного и состаренного при 250°С
в течение 3 ч (а) и 10 ч (б). Х27000 (а), ХЮ000 (б)
пада твердого раствора, хотя в структуре по-прежнему
преобладают ЗГП [в основном ЗГП2 (0")], наряду с
ними наблюдается небольшое количество выделений
метастабильной О'-фазы (рис. 6,6). Снижение предела
прочности у сплава АЛЗЗ после старения при 250°С ме-
нее заметно, чем у сплава АЛ 19.
Дальнейшее повышение температуры старения на
25°С приводит к значительным изменениям структуры
сплава АЛ 19 и его механических свойств. Отдельные
участки твердого раствора свободны от частиц распада:
происходит их растворение и коагуляция (рис. 7,а); фа-
за AI|2Mn2Cu также коагулируёт, ее частицы как бы
сливаются (рис. 7,6). Наблюдается начальная стадия
образования стабильной 0-фазы в участках наибольшего
Рис. 7. Структура сплава АЛ19. закаленного и состаренного при 275'С
в течение 6 ч (а) и 10 ч (б). Х27000
30
Рис. 8. Структура сплава АЛЗЗ, закаленного и состаренного при 275°С
в течение 6 ч (а) и 10 ч (б). ХЮ000 (а); Х27000 (б)
скопления частиц метастабильной 0'-фазы. Предел проч-
ности сплава заметно снижается, относительное удлине-
ние повышается.
Структура сплава АЛЗЗ, состаренного при темпера-
туре 275°С в течение 10 ч, заметно отличается от струк-
туры сплава АЛ 19: частицы продуктов распада по-
прежнему равномерно располагаются в объеме зерен
твердого раствора, почти нет участков, обедненных их
скоплениями (рис. 8,а). Частицы фазы Al^MnzCu коа-
гулируют (рис. 8,6), наблюдается также некоторое укру-
пнение продуктов распада, но даже после 10 ч выдерж-
ки имеются скопления расположенных в виде цепочек
ЗГП2 (0") (рис. 8,а). Предел прочности сплава сни-
жается, а относительное удлинение повышается по срав-
нению с обработкой по предыдущему режиму.
Рис. 9. Структура сплава АЛ19, закаленного и состаренного при 300°С
в течение 6 ч (а) и 10 ч (б). Х27000
31
Структура сплава АЛ 19, состаренного при 300°С
в течение 6 ч, характеризуется дальнейшей коагуля-
цией фазы Al^MrhCu и растворением мелких частиц
продуктов распада предыдущих стадий старения (рис.
9,а); с увеличением времени выдержки до 10ч эти про-
цессы проходят с большей интенсивностью, образуется
стабильная 0-фаза (рис. 9,6).
Сплав АЛЗЗ по сравнению со сплавом АЛ 19 допол-
нительно легирован никелем, церием и цирконием, что
приводит к образованию фаз Al^CuaNi, AljZr, А1<Се,
частицы которых, блокируя границы зерен, препятству-
ют развитию диффузионных процессов. Поэтому после
старения при 300°С в течение 6 ч в структуре твердого
раствора сплава АЛЗЗ наблюдается еще достаточно
плотное и равномерное распределение продуктов рас-
пада с сохранением видманштеттовой ориентировки
0'-фазы :(рис. 10,«,б). Наличие в структуре сплава туго-
плавких фастиц фазы Al^CugiNi (рис. 10,в), не изменяю-
щих своей формы при высокотемпературном старении,
32
способствует торможению дислокаций и сохране-
нию высокого предела длительной прочности (d?oo=
= 9,0 кгс/мм2).
Предел прочности сплавов после старения при 300°С
снижается, при этом у сплава АЛ 19 пластичность по-
вышается, а у сплава АЛЗЗ величина относительного
удлинения не изменяется по сравнению со старением
при температуре 275°С.
Старение при 350°С в течение 6 ч приводит к даль-
нейшему распаду твердого раствора обоих сплавов:
укрупняются частицы О'-фазы, образуется большое ко-
личество частиц стабильной 6-фазы, что иллюстрирует
рис. 11, а,б.
Структура характеризуется наличием крупных ча-
стиц 0', 0, А112Мп2Си, однако в небольшом количестве
наблюдаются продукты зонной стадии распада, большие
участки зерна твердого раствора свободны от выделе-
ний, растворившихся или скоагулированных в процессе
длительного высокотемпературного старения (см.
2 Зак. 746
33
рис. 11,а). Такая структура зерна твердого раствора спо-
собствует развитию процесса пластической деформа-
ции, передвижению дислокаций и обусловливает сниже-
ние прочности сплава АЛЮ с 38 кгс/мм2 (старение при
175°С) до 27—28 кгс/мм2, относительное удлинение по-
вышается с 4 до 6%.
В сплаве АЛЗЗ не изменяются форма и размеры фа-
зы Al6CusNi и сложной эвтектики (см. рис. 11,6,в), что
способствует сохранению достаточно высокой жаро-
прочности в течение 100 ч при 350°С (оцю=
=4,5 кгс/мм2).
Таким образом, легирование двойного алюминиево-
медного сплава элементами переходных групп с низким
коэффициентом диффузии в алюминии способствует по-
нижению скорости развития диффузионных процессов и
стабильности тонкой структуры при повышенных темпе-
ратурах. Поэтому для сплавов этих систем характерно
последовательное и значительное повышение предела
длительной прочности (табл 4).
ТАБЛИЦА 4
Длительная прочность сплавов АЛ7, АЛ 19, АЛЗЗ
Сплав (система) Режим термической обра- ботки (Гюо, кгс/мм2, при температуре, °C
200 250 300
АЛ7 (А1—Си) Нагрев под закалку при 515±5°С, .15 ч, охлажде- ние в воде гари 20°С, ста- рение при 150°С, 4 ч, охлаждение на воздухе 10,0 6,0 3,0
АЛ19 (А1—Си—Мп—Ti) Нагрев под закалку при 545±3°С, 12 ч, охлажде- ние в воде при 20°С, ста- рение при 175°С, 6 ч, охлаждение на воздухе 15,0 11,5 6,5
АЛЗЗ (Al-Си—Мп— Ni—Се—Zr) Нагрев под закалку при 545±5°С, 12 ч, охлажде- ние в воде при 20°С, ста- рение при 175°С, 6 ч, ох- лаждение на воздухе 18,0 15,0 9,0
Авторы совместно с Г. Н. Кораблевой показали, как
изменение тонкой структуры закаленных и состаренных
(Т5) сплавов АЛЮ и АЛЗЗ оказывает влияние на их
34
разупрочнение при испытании на длительную прочность
три температуре 300°С и напряжении 7,0 кгс/мм2.
В структуре сплава АЛ 19 после 75 ч одновременно-
го воздействия температуры и напряжения наблюда-
ются частицы метастабильной 0'-фазы в виде белых
прямолинейных и изогнутых штрихов, равноосные с
темным окаймлением частицы стабильной 0-фазы и
черные частицы фазы А1]2Мп2Си, расположенные по
границам и в зернах твердого раствора >(рис. 12,а).
Взаимодействие передвигающихся в матрице при
испытании дислокаций с продуктами распада твердого
раствора приводит к растворению ЗГП, изгибанию
О'-фазы; частицы стабильных фаз СиА12 и AlI2Mn2Cu
дислокации огибают при своем движении (рис. 12,6).
Резкая очерченность фигуры травления (рис. 12,в) со
спиральным расположением вокруг нее частиц мета-
стабильной 0'-фазы, очевидно, объясняется наличием
винтовых или геликоидальных дислокаций [32].
Образцы сплава АЛЗЗ, испытанные в тех же усло-
виях и не разрушившиеся после 500 ч выдержки, имеют
значительные различия в тонкой структуре, характери-
зующейся наличием мелкодисперсных продуктов распа-
да твердого раствора, большой 'плотностью распреде-
ления, что способствует торможению развития дефор-
мации. Пунктирный характер строения О'-фазы, веро-
ятно, связан с передвижением линий скольжения и
дислокаций (рис. 13,а, 6).
Препятствием передвижению дислокаций в процессе
испытания сплава АЛЗЗ могут служить образования
сложной эвтектики, сохраняющей скелетообразное
строение (рис. 13,в), и частицы тугоплавкой фазы
Al6Cu3.Ni, структура которой также не изменяется.
Наблюдаемая рельефность твердого раствора, возмож-
но, объясняется неоднородным распределением дефор-
мации в его зернах и дроблением их на отдельные
блочки при длительном испытании.
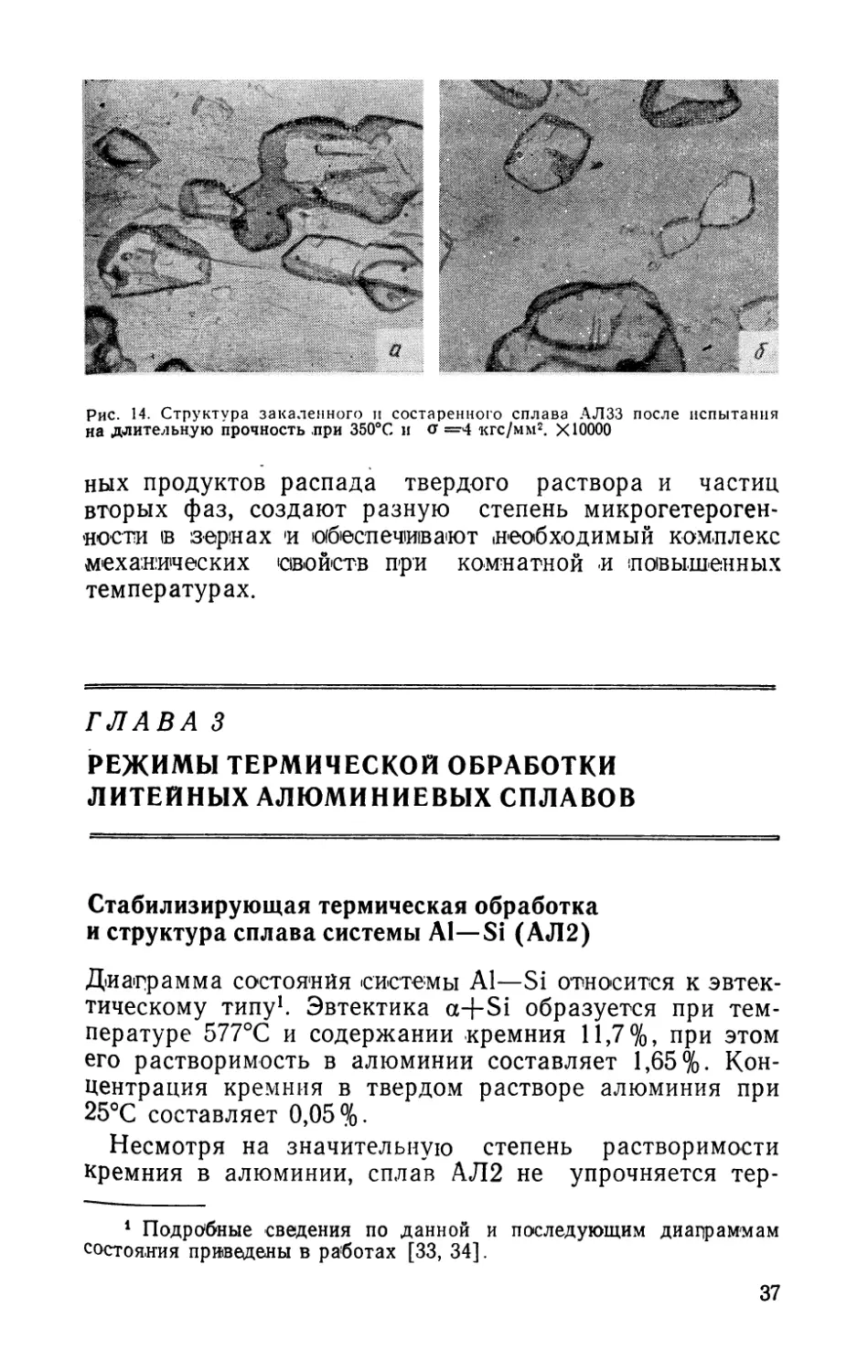
Повышение температуры испытания сплава АЛЗЗ
До 350°С при напряжении 4 кгс/мм2 за 400 ч приводит
к полному растворению ЗГП и 0'-фазы. Препятствием
Для передвижения дислокаций в этих условиях явля-
ются только интерметаллидные соединения тугоплавких
Металлов, имеющие сложные кристаллические решетки,
в которых развитие деформации затруднено (рис.
Ча, б).
35
Рис. 12. Структура закаленного и
состаренного сплава АЛ 19 после
испытания на длительную прочность
при 300°С и О'=7 кгс/мм2. X10000
Рис. 13. Структура закаленного и
состаренного сплава АЛЗЗ после
испытания на длительную прочность
при 300°С и а =7 кгс/мм2. Х12000
Таким образом, легирование сплавов и термическая
обработка обеспечивают наличие в тонкой структуре
того или иного количества устойчивых ультрадисперс-
Рис. 14. Структура закаленного и состаренного сплава АЛЗЗ после испытания
на длительную прочность при 350°С и О' =4 кгс/мм2. X10000
ных продуктов распада твердого раствора и частиц
вторых фаз, создают разную степень микрогетероген-
ности в зернах и обеспечивают .необходимый комплекс
механических свойств при комнатной и повышенных
температурах.
ГЛАВА 3
РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ЛИТЕЙНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
Стабилизирующая термическая обработка
и структура сплава системы А1—Si (АЛ2)
Диаграмма состояния системы А1—Si относится к эвтек-
тическому типу1. Эвтектика a-f-Si образуется при тем-
пературе 577°С и содержании кремния 11,7%, при этом
его растворимость в алюминии составляет 1,65%. Кон-
центрация кремния в твердом растворе алюминия при
25°С составляет 0,05%.
Несмотря на значительную степень растворимости
кремния в алюминии, сплав АЛ2 не упрочняется тер-
1 Подробные сведения по данной и последующим диапраммам
состояния приведены в работах [33, 34].
37
мической обработкой. Это объясняется высокой ско-
ростью распада твердого раствора и коагуляцией вы-
деляющихся частиц кремния. Уже в закаленном сплаве
А1—10% Si при этектронио-микроскопическом иссле-
Рис. 15. Структура сплава АЛ2. Х10000
довании наблюдается ин-
тенсивный распад а-твер-
дого раствора с выделе-
нием светло-серых и се-
рых хорошо ограненных
пластинчатых частиц
кремния (рис. 15).
Поэтому для сплава
АЛ2 применяется отжиг
по режиму Т2: нагрев при
температуре 300±10°С,
выдержка 2—4 ч, затем
охлаждение на воздухе
или с печью. Такая обра-
ботка способствует сия-
ний. Типичные механические
тию литейных напряже-
свойства сплава после от-
жига приведены ниже:
<ТВ, кгс/мм2..........16,0
<То,2, кпс/мм2.........9,0
в, %...................5,0
НВ.....................50
Широкое применение сплава АЛ2 для изготовления
высокоточных деталей длительно работающих прибо-
ров вызвало необходимость в применении дополни-
тельной стабилизирующей термоциклической обработки
(ТЦО), состоящей из чередующихся циклов охлажде-
ния до минусовой температуры с последующими нагре-
вами.
Нижняя температура цикла при ТЦО должна со-
ставлять—40-i—ЮО^С и должна быть на IO—20°С ни-
же самой низкой температуры эксплуатации изделия,
в которое входит данный узел.
Верхняя температура цикла должна превышать на
20—30°С температуру эксплуатации детали и должна
быть не ниже 80—100°С. Для стабилизации достаточно
проведения трех циклов. Обработка заканчивается на-
тровом деталей до верхней температуры цикла [35,36].
ТЦО включается в технологический цикл изготовле-
38
ния деталей, а также применяется для снятия напря-
жений в уже собранных узлах, состоящих из различ-
ных по составу материалов и разных по сложности и
сечениям деталей.
В работах [35, 36] обоснована целесообразность
применения ТЦО для сплавов с наличием фаз со зна-
чительно различающимися значениями коэффициентов
линейного расширения. Так, коэффициент линейного
расширения (а) алюминия равен 24-10-6 1/°С, кремния
3,7-Ю-6 1/°С, т. е. меньше в 6,5 раза. Это различие
значительно увеличивается при минусовых температу-
рах, например при —196°С а для алюминия составляет
18,6-10—6 1/°С, а для кремния составляет 0,6-10-6 Г/С
[36].
Это приводит к образованию значительных микро-
напряжений на границе фаз при охлаждении после
отжига, поэтому при применении сплава АЛ2 для при-
борных деталей, допустимая размерная стабильность
которых не должна превышать сотые и тысячные доли
миллиметра, ГОСТ 17535—72 предусматривает опре-
деленную технологическую последовательность их из-
готовления в зависимости от категории точности. Сог-
ласно ГОСТ 17535—72, детали приборов в зависимости
от необходимости сохранения постоянства формы и
размеров в условиях эксплуатации и хранения, геомет-
рической точности и точности взаимного расположения
главных поверхностей подразделяются на три катего-
рии, приведенные ниже:
Категория детали . . .
Постоянство размеров
детали в заданных усло-
виях, %.................
Точность отклонения
формы и взаимного рас-
положения главных по-
верхностей, мм ... .
1 2
>0,0050 0,0002—
0,0050
>0,050 0,005—0,050
3
<0,0002
<0,005
В табл. 5 приведены типовые схемы технологичес-
ких процессов для высокоточных деталей (ГОСТ
17535—72).
Режимы стабилизирующей термической обработки,
применяемые при изготовлении высокоточных деталей
из сплава АЛ2, согласно ГОСТ 17535—72, приведены
в табл. 6.
39
ТАБЛИЦА 5
Схемы типовых технологических процессов для высокоточных
деталей из литейных сплавов (ГОСТ 17535—72)
Последова- тельность опе- раций Схема процесса для деталей категории
1 2 3
4 Получение отливки
2 Термическая обработка по .режиму* 1
3 Механическая обработка с оставлением припуска до 0,5 м.м на сторону для наиболее точных размеров Предварительная механи- ческая обработка с остав- лением припуска до 2,0 мм
4 Отделочная операция (гальваническое или ла- кокрасочное покрытие) Термическая обработка по режиму 2
5 Окончательная механи- ческая обработка Механическая обработка с оставлением припуска до 0,5 мм на сторону для наи- более точных размеров
6 — Отделочная операция (галь- ваническое или лакокрасочное покрытие) Термическая обработка по режиму 3
7 — Окончательная механическая обработка Отделочная операция (гальваниче- ское или ла- кокрасочное покрытие)
8 — — Окончатель- ная меха- ническая об- работка
9 — — Термическая обработка по режиму 4
• Режимы термической обработки 1, 2, 3, 4 для сплава АЛ2 приведены
в табл. 6.
40
ТАБЛИЦА 6
режимы стабилизирующей термической обработки сплава АЛ2,
применяемые при изготовлении высокоточных деталей (ГОСТ
17535—72)
Номер режи- ма Наименова- ние режима Температура нагрева или охлаждения, °C Время вы- держки, ч Среда охлаждения
1 Отжиг 270—290 3—5 Воздух
2 » 270—290 6—10 С печью до 150°С, далее на воздухе
3 ТЦО —40-т- 4—чЮО* 80—150* 0,5—1,0** 1—2 Воздух или жидкость Воздух пли жидкость, при третьем цикле воздух
4 Стабилизи- рующее старение 115—125 3-5 Воздух
* Цикл охлаждение — нагрев повторить последовательно три раза.
♦♦ Время выдержки по нижнему пределу устанавливается при обработке
в жидкости.
Структура сплава АЛ2 зависит от степени его мо-
дифицирования и наличия примесей. Кремний не обра-
зует соединений с алюминием, поэтому в структуре
сплава он наблюдается или в виде отдельных включе-
ние. 16. Структура сплава АЛ2 (травление 0,5%-ной HF):
в —литой немодифицированный; б — литой модифицированный. ХЮО
41
ний, или входит в состав двойной эвтектики a+Si.
Кроме того, имея значительное химическое сродство с
марганцем и железом, кремний может образовывать с
ними соединения типа AlMnSi, AlMnSiFe, кристалли-
зующиеся в разветвленной форме (рис. 16,а, б).
Упрочняющая и стабилизирующая
термическая обработка и структура сплавов
системы А1—Si—Mg
Диаграмма состояния системы А1 — Si — Mg разра-
ботана Хансеном и Гейлером [37]. Квазибинарный
разрез А1 — Mg2Si делит алюминиевый угол этой дц
апраммы на две вторичные системы (А1—Si—Mg2Si и
Al — Mg2Si— Al3Mg2) эвтектического типа с ограни-
ченной и изменяющейся растворимостью компонентов
в твердом растворе. В системе А1 — Si — Mg2Si, в кото-
рой расположены сплавы АЛ9, АЛ34 (ВАЛ5), АЛ4,
образуется тройная эвтектика a+Mg2Si+Si с темпе-
ратурой плавления 550°С, ограничивающая температу-
ру нагрева под закалку. Эти сплавы значительно уп-
рочняются при термической обработке за счет образо-
вания при нагреве под закалку пересыщенных твердых
растворов магния и кремния в алюминии и последую-
щего распада при охлаждении и старении с выделением
мелкодисперсных частиц фазы Mg2Si.
Растворимость Mg2Si и Si в твердом растворе алю-
миния практически одинакова, но образование и выде-
ление ультрадисперсных частиц фазы Mg2Si происхо-
дит очень медленно, в несколько стадий [38—40].
Каждая стадия распада твердого раствора характери-
зуется определенными физико-механическими свойства-
ми, поэтому для сплава АЛ9 рекомендуется несколько
режимов упрочняющей и стабилизирующей термичес-
кой обработки.
Упрочняющая термическая обработка сплава АЛ9
Нагрев сплава АЛ9 под закалку рекомендуется про-
водить при температуре 535±5°С в течение 2—6 ч в
зависимости от размеров, сечения и величины зерна
отливки. Поскольку скорость растворения фазы Mg2Si
при температуре нагрева под закалку большая, увели-
чивать время выдержки нецелесообразно, тем более,
что это может привести к нежелательной коагуляции ча-
42
стиц кремния. Охлаждение при закалке производится
в воде при 20°С. В закаленном состоянии (режим Т4)
сплав АЛ9 имеет высокую пластичность (6=44-6%)
при прочности 18—20 кгс/мм2. Старение при 150±5°С
в течение 1—3 ч (режим Т5) обеспечивает значитель-
ное увеличение пределов прочности (ов-= 204-26
кгс/мм2), текучести, твердости и приводит к снижению
относительного удлинения до 2—3%.
Электронно-микроскопическое исследование выявля-
ет при этом распад твердого раствора с выделением
кремния, образованием ЗГП и метастабильной р'-фазы
наибольшей плотности (см. рис. 2,а) [41]. После ста-
рения сплава АЛ9 при температуре 200°С в течение
5 ч (режим Тб) наблюдается значительный распад в
зерне твердого раствора с увеличением плотности скоп-
лений ЗГП в сочетании с ориентированными мелко-
досйерсным.и выделениями метастаб!ильной р'-фазы и
разными по форме серыми частицами кремния (см.
рис 2,6). Это обусловливает получение высоких значе-
ний механических свойств.
Данные изменения механических свойств свидетель-
ствуют о том, что при последовательном увеличении
температуры старения (табл. 7), для достижения опти-
мальных свойств требуется меньшее время. Старение
осуществлялось после закалки с 535°С (нагрев 6 ч) в
воду при 20°С.
ТАБЛИЦА 7
Изменение механических свойств сплава АЛ9 в зависимости
от режима старения
Номер ре- жима Режим старения <УВ, кгс/мм1 (У 0,2, КГС/М)Ма в. %
/, °C Т, ч
1 150 3 21,7 16,9 4,3
2 150 5 22,3 18,9 4,1
3 .175 3 22,5 19,6 2,7
4 Л75 5 22,7 19,7 2,9
5 200 0,5 23,0 .19,1 4,5
6 200 1 23,0 18,8 4,5
7 200 5 23,6 19,4 4,5
8 ;150 1* 23,9 19,0 4,1
9 200 !*♦ 23,7 19,2 4,5
* Плюс 200°С, 1 ч.
•* Плюс 150°С, 1 ч.
43
Применение двухступенчатого режима старения (ре-
жимы 8 и 9) обеспечивает лучшее сочетание значений
ав, Оо,2> б за более короткое время [41].
Стабилизирующая термическая обработка сплава АЛ9.
Термическая обработка сопровождается неравно-
мерным нагревом и охлаждением по сечению отливки.
Чем резче проводится нагрев или охлаждение, чем
больше разница температуры между тонкой и толстой
частями отливки, между ее поверхностными и внутрен-
ними слоями, чем сложнее конфигурация, тем более
неоднородно и неодновременно проходят объемные из-
менения, которые могут вызвать значительные остаточ-
ные напряжения.
Остаточные напряжения могут быть обусловлены
следующими причинами:
1) тепловыми, вызванными температурным градиен-
том в результате неравномерного охлаждения по сече-
!Н‘ию. Величина .напряжения зависит ют скорости нагре-
ва и охлаждения, размера деталей и природы сплавов
(коэффициент линейного расширения, теплопроводность
и другие свойства).
2) фазовыми, вызванными изменениями периода
кристаллической решетки и различием коэффициентов
термического расширения вторых фаз и основы сплава.
Закалочные напряжения наиболее значительны, по
величине они могут превышать литейные напряжения в
отливках из силумина в 5—10 раз, а напряжения от
механического наклепа — в 20—25 раз [35, 36].
Закалочные напряжения понижаются по мере умень-
шения скорости охлаждения, в особенности в интервале
критических температур. По интенсивности уменьшения
влияния охлаждающей среды на величину возникаю-
щих в детали внутренних напряжений эти среды распо-
лагаются в следующем порядке: вода при температуре
20—60°С, затем вода при 100°С, масло, воздух, нагре-
тое масло, расплавленные соли. В качестве охлаждаю-
щей среды при закалке тонких листов из алюминиевых
сплавов применяется также жидкий азот [42—44].
В работах [42, 43] отмечается разница в механиз-
ме охлаждения в азоте и в воде. При закалке в воде
наблюдаются три стадии охлаждения. На первой ста-
дии (охлаждение в паровой рубашке) вокруг детали
образуется тонкая паровая рубашка и охлаждение че-
44
рез эту газообразную оболочку осуществляется мед-
ленно. По окончании первой стадии и в начале второй
(пузырьковое охлаждение) имеет место заметное сма-
чивание поверхности детали. Пар в виде пузырьков
переносится конвекционными потоками, конденсируется
в более холодной окружающей жидкости, обеспечивая
более быстрое охлаждение.
В третьей стадии (жидкостное охлаждение) жид-
кость находится в полном контакте с закаливаемым
сплавом и тепло переносится посредством сравнитель-
но медленного процесса конвекции. При закалке в
воде механизм переноса тепла различен в отдельных
частях детали. Жидкий азот имеет значительно более
низкое значение теплоты испарения (47,0 кал/г) по
сравнению с водой (539 кал/г), поэтому -в процессе
закалки сохраняется парообразная фаза, что обеспечи-
вает однородность охлаждения и снижает остаточные
напряжения.
Кроме закалочных напряжений, обусловленных
наличием температурного перепада при охлаждении
после нагрева -под закалку, возникают напряжения, выз-
ванные структурными превращениями при распаде пе-
ресыщенного твердого раствора сплава, что может так-
же привести к объемным изменениям. Поэтому при наз-
начении режима термической обработки (температура
и время нагрева, способ охлаждения при закалке, тем-
пература и время старения) необходимо, наряду с обес-
печением механических свойств, учитывать требова-
ния, предъявляемые к стабильности геометрических
размеров детали.
В ряде случаев, когда не требуется повышенная
прочность отливки, достаточным для стабилизации яв-
ляется применение высокотемпературного отжига (ре-
жим Т2): нагрев при 300±10°С в течение 2—4 ч, ох-
лаждение на воздухе или вместе с печью. При этом
ав= 164-17 кгс/мм2, 6 = 2%, НВ 60.
При необходимости совмещения повышенной проч-
ности и достаточной стабильности геометрических раз-
меров охлаждение при закалке рекомендуется прово-
дить в кипящей воде с последующим старением при
температурах 225 (режим Т7) и 250°С( режим Т8), ко-
торое сопровождается усилением распада твердого
раствора, снижением величины остаточной деформации
и удельного электросопротивления при снижении пре-
45
дела прочности и повышении пластичности (рис. 17)
[45].
Эти изменения .соответствуют последовательности
в стадиях распада пересыщенного а-твердого раствора
от зонной стадии (150—200°С) к выделению метаста-
бильной р'-фазы (225°С) и стабильной 0-фазы
(Mg2Si) (250°С).
Электронно-микроскопическое исследование [41] по-
казало, что старение сплава при 225°С в течение
Рис. <17. Физико-механические свойства сплава АЛ9, термообработанного по
режимам Т5 —Тв. Температура охлаждающей воды, °C:
1 — 20; 2 —100
5 ч приводит к укрупнению частиц кремния и увеличе-
нию .количества образовавшихся частиц метастабильной
р'-фазы, наблюдаемых в виде утолщенных игл, пластин
или отдельных точек, когда частицы выделения пер-
пендикулярны плоскости шлифа (см. рис. 2,в). После
старения при 250°С в течение 5 ч (ом. рис. 2,г) в тон-
кой структуре сплава АЛ9 наблюдаются пруткообраз-
ные выделения стабильной 0-фазы (Mg2Si) и коагуля-
ция кремния.
Для деталей длительно работающих высокоточных
приборов из сплава АЛ9 применяется такая же, как
для сплава АЛ2, технологическая схема изготовления,
предусматривающая чередование операций .механиче-
ской и термической обработок (см. табл. 5).
Режимы термической обработки, которые включают-
ся в эту технологическую схему, согласно ГОСТ
17535—72, приведены в табл. 8.
46
ТАБЛИЦА 8
Режимы стабилизирующей термической обработки сплава АЛ 9,
применяемые при изготовлении высокоточных деталей
(ГОСТ 17535—72)
Номер режима Наименование режима Температура на- грева, °C Время вы- держки, ч Среда охлаждения
* 1 Закалка Старение 530—540 220—235 4—6 3-4 Вода (при 70 - 90°С) Воздух
2 Стабилизи- рующее старение 200—220 3—6
3 ТЦО —404—190* 80—150* 0,5—1,0** .1—2 Воздух или жид- кость Воздух или жид- кость, при треть- ем цикле воздух
4 Стабилизи- рующее ста- рение 115—125 3—5 Воздух
♦ Цикл охлаждение — нагрев повторить последовательно три раза.
•* Время выдержки по нижнему пределу устанавливается при обработке
в жидкости.
Структура сплава АЛ9
Микроструктура сплава в литом состоянии харак-
теризуется наличием a-твердого раствора, частиц крем-
ния, а также фаз Al3Fe, AlSiFe, AlSiFeMn, присутствие
которых обусловливается содержанием примесей. Суб-
М'икроскопические частицы фазы Mg2Si при исследова-
нии с помощью оптического микроскопа не выявляются.
При исследовании микроструктуры литого сплава
необходимо обращать внимание на размер и форму
частиц кремния, входящего в эвтектику, которые опре-
деляют степень модифицирования (рис. 18,а,б), пра-
вильность проведения плавки. Так, значительное превы-
шение температуры расплава может привести к увели-
чению размеров частиц кремния и способствовать сни-
жению прочности и пластичности сплава. После терми-
ческой обработки (закалки) с температуры 53б°С наб-
людается сфероидизация частиц кремния в эвтектике,
Фаза Mg2Si переходит в твердый раствор; в структуре
термообработанного сплава также наблюдаются фазы,
содержащие железо (рис. 18,в). Повышение температу-
ры нагрева под закалку приводит к изменению разме-
47
Рис. 18. Структура сплава АЛ9:
а — литой немодифицированный;
б —литой модифицированный; в —
термически обработанный по режи-
му Т5, фаза AlFeSi. ХЮО (а, б):
Х500 (в)
ров и формы кремния в эвтектике, пережог сплава
сопровождается значительным их укрупнением, а так-
же выплавлением и перекристаллизацией эвтектики
(рис. 19,а — е).
Термическая обработка и структура сплава АЛ34
(ВАЛ5)
По фазовому составу сплав АЛ34 отличается от
сплава АЛ9 наличием двойной фазы Al3Ti, тройной
фазы AlSiBe3, большим содержанием тройной эвтекти-
ки, а при повышенном содержании железа еще наличи-
ем фазы AlFeBe, которая в отличие от пластинчатой
фазы Al3Fe, способствующей снижению пластичности
сплава АЛ9, имеет округлую форму и благоприятно
влияет на механические свойства сплава АЛ34. Основ-
ной упрочняющей фазой так же, как в сплаве АЛ9, яв-
ляется фаза Mg2Si.
48
Рис. 19. Изменение структуры сплава АЛ9 при повышении температуры на-
грева под закалку (закалка в течение 4 ч), °C:
а —530; б —545; в-550; г —560; д, е — 570. ХоОО
49
Для сплава АЛ34 рекомендуется применение цвух
режимов термической обработки. Режим Т4: закалка —
нагрев .при температуре 53б±б0С ;в течение ;10—16 ч,
охлаждение в воде при 20°С. Применение этого режи-
ма обеспечивает предел прочности <тв=26ч-28 кгс/мм2,
твердость НВ 70 и относительное удлинение 6=4%.
Режим Т5: закалка та же+старение при температуре
175°С в течение 6 ч.
Сплав АЛ34, термообра1бота.нный по режиму Т5, при
комнатной температуре имеет следующие типичные
механические свойства: ов=33 кгс/мм2; 00,2=28,0 кгс/
/мм2; 6=3,0%; НВ ПО. Значения ов сплава АЛ34, об-
работанного по режиму Т5, при повышенных темпера-
турах приведены ниже:
Температура, ®С . . . 100 150 200 250 300
Ов, кпс/мм2 . . . .28,0 26,0 23,0 18,0 11,0
Микроструктура сплава АЛ34 в литом состоянии:
зерна a-твердого раствора, частицы кремния, форма и
размер которых зависят от качества модифицирования
и температуры расплава, фазы AISiBe3 и Al3Ti, при на-
личии примеси железа фаза AlFeBe. Фаза Mg2Si, пред-
ставляющая собой мелкодисперсные частицы, .при иссле-
довании на оптическом .микроскопе не Обнаруживается
(рис. 20, а,б).
Термическая обаботка приводит к растворению уп-
рочняющей фазы MgjSi и некоторой коагуляции крем-
ния в эвтектике (рис. 20, в,г). Пережог сплава характе-
ризуется заметной коагуляцией и укрупнением частиц
кремния в эвтектике (рис. 20,д).
Термическая обработка и структура сплава АЛ4
Сплав АЛ4 системы А1 — Si — Mg — Мп отличает-
ся от сплава АЛ9 повышенным (8,0—10,5%) содержани-
ем кремния и наличием марганца (0,25—0,5%). Легиро-
вание сплавов системы А1 — Si — Mg марганцем ком-
пенсирует вредное влияние железа, так как марганец
связывает железо в фазу AlSiFeMn, кристаллизую-
щуюся в более благоприятной форме, чем фаза AUSiFe,
что обеспечивает сплаву более высокую пластич-
ность.
Для сплава АЛ4 рекомендуются два режима термиче-
50
Рис. 20. Структура сплава АЛ34:
а, б —литой; в, а — термообрабо-
танный по режиму Т5; б— переж-
женный. Х100 (а, в); Х500 (б, е, д)
ской обработки. Режим Т1:старение при температуре
175±5°С в течение 5—17 ч, охлаждение на воздухе.
Режим Тб: закалка — нагрев при температуре 535±
±5°С в течение 2—6 ч, охлаждение в воде при 20—
Ю0°С4-старение при 175±5°С в течение 10—15 ч, ох-
лаждение на воздухе.
5 I
Рис. 21. Структура сплава АЛ4, закаленного н состаренного:
а — одноступенчатое старение 175°С, 10 ч; б — двухступенчатое старение
190°С, 1 ч+160°С, 5 ч; в, г —литье (немодифицированный и модифицирован-
ный сплавы соответственно); д — термическая обработка по режиму Тб; г —
пережог. Х27000 (а, б); Х100 (в, г, д, е)
52
Типичные механические свойства при комнатной
температуре сплава АЛ4, термообработанного по ре-
жимам Т1 и Тб, приведены ниже:
Режим термообработки Т1 Тб
ав, кгс/мм2 ...........18,0 26,0
<г0,2, кгс/мм2 . . . 14,0 20,0
б, %............. 2,0 4,0
НВ..................... 65 70
Электронно-микроскопическое исследование струк-
туры сплава АЛ4 [41] показало, что старение закален-
ного сплава при температуре 175°С, 10 ч сопровожда-
ется выделением метастабильной р'-фазы и большого
количества частиц кремния, равномерно распределен-
ных в зернах твердого раствора (рис. 21,а).
/Так же, как для сплава АЛ9, применение двухсту-
пенчатого старения закаленного сплава обеспечивает
достижение оптимальных механических свойств за бо-
лее короткое время. Сравнительные данные механичес-
ских свойств сплава АЛ4 при одно- и двухступенчатом
старении [41] приведены ниже:
Свежезакаленное состоя-
(Ув , кгс/мм1 2> кгс/мм1
д, %
ние, режим Т4 . . . . 17,9
Т4+175°С, 10 ч . . . . 25,3
Т4+190°С, 1ч + 160°С,
5 ч...................... 27,2
9,3
21,2
22,3
9,0
3,0
3,0
. При этом предварительный кратковременный высо-
котемпературный напрев на первой ступени старения как
бы затормаживает процесс выделения кремния. Это,
возможно, связано с уменьшением количества вакан-
сий, сохранившихся в процессе закалки и необходи-
мых для локализации атомов кремния, предшествую-
щей его выделению.
Нагрев на первой ступени способствует равномерно-
му распределению игольчатых выделений метастабиль-
ной р'-фазы при более низких температурах и приво-
дит к измельчению структуры, получаемой после наг-
рева на второй ступени при температуре 160°С (рис.
21,6).
Микроструктура сплава в литом состоянии: а-твер-
дый раствор, кремний, входящий в состав эвтектики а+
-|~Si, при наличии примеси железа фаза AlSiFeMn,
при малом содержании марганца фаза AUFeSi (рис.
53
21,в,г,). Мелкодисперсные частицы фазы Mg2Si мож-
но наблюдать с помощью оптического микроскопа
лишь в очень медленно охлажденном при кристаллиза-
ции сплаве. Термическая обработка приводит к некото-
рой коагуляции кремния, растворению упрочняющей
фазы Mg2Si; железосодержащие фазы не изменяются
(рис. 21,(3). Пережог сопровождается коагуляцией
частиц кремния; на отдельных участках наблюдается
выплавление эвтектики a-j-Si, которая при вторичном
выделении кристаллизуется в мелкозернистой форме
(рис. 21,е).
Упрочняющая и стабилизирующая
термическая обработка и структура сплавов
системы А1—Si—Си—Mg
К сплавам, представляющим группу медистых си-
луминов, относятся сплавы АЛЗ и АЛ5, содержащие
4,5—5,5% Si и 1,5—3,0 1,0—1,5% Си соответственно,
сплав АЛ6, содержащий 4,5—6,0% Si, 2—3%Cu, а так-
же сплавы АЛ32, АЛ4М, В2616, В124 с более высоким
(7,5—10%) содержанием кремния, различным (от 1,0%
в сплаве АЛ32 до 4,0% в сплаве В124) содержанием
меди и наличием малых легирующих добавок титана,
бора, кадмия. Все эти сплавы нашли широкое приме-
нение в промышленности, так как обладают сочетанием
высокой прочности при комнатной и повышенных тем-
пературах и хорошими литейными свойствами.
Общим отличительным признаком этих сплавов, оп-
ределяющим их термическую обработку, является на-
личие двух упрочняющих фаз Mg2Si и СиА12.
Термическая обработка и структура сплавов АЛЗ
и АЛ5
В соответствии с данными тройной диаграммы сос-
тояния системы А1 — Si — Си [46] в сплавах этой сис-
темы не образуется тройных соединений, а фазы a, Si,
CuA12, образуют тройную эвтектику с температурой
плавления 525°С.
Содержание в этих сплавах магния (0,35—0,6%)
приводит к образованию фазы Mg2Si и четверной эв-
тектики a-|-Si+CuAl2+Mg2Si с температурой плавле-
ния 517°С. Поэтому во избежание пережога, особенно
при наличии массивных сечений в отливках, с воэмож-
54
ними скоплениями легкоплавкой эвтектики при терми-
ческой обработке этих сплавов рекомендуется ступен-
чатый нагрев под закалку.
Сплав АЛЗ. В связи с довольно широким примене-
нием сплава для изготовления деталей, применяющихся
в различных условиях эксплуатации, рекомендуется
несколько режимов термической обработки. Режим Т1:
нагрев до температуры 175±5°С, выдержка 3—5 ч,
охлаждение на воздухе; применяется для повышения
твердости отливок. Режим Т5 — упрочняющий: нагрев
под закалку двухступенчатый при 515±5°С, выдержка
2—4 ч4~525°±5°С, выдержка 2—4 ч, охлаждение в воде
при 20—100°С. При отсутствии массивных участков от-
ливок возможно применение одноступенчатого нагрева
по режиму: 515±5°С, выдержка 3—6 ч, охлаждение в
воде при 20—100°С; в этом случае необходимо, чтобы
отливки до температуры 500°С прогревались медленно.
Старение после нагрева по одно- и двухступенчатому
режимам закалки проводится при 175+5оС, выдержка
3—5 ч, охлаждение на воздухе.
Режимы Т2, Т7 и Т8 являются режимами, стабили-
зирующими структуру и геометрические размеры и при-
меняются для деталей, работающих в условиях повы-
шенных температур, когда не требуются высокие проч-
ностные характеристики.
Режим Т2: нагрев отливок при 300±10°С, выдерж-
ка 2—4 ч, охлаждение на воздухе или вместе о печью.
Режимы Т7 и Т8 отличаются от режима Т5 и разли-
чаются между собой только режимом старения, режим
нагрева под закалку такой же, как и при обработке
по режиму Т5.
Режим Т7: закалка и последующее старение при
230±10°С, выдержка 3—5 ч, охлаждение на воздухе.
Режим Т8: закалка и последующее старение при
330±5°С, выдержка 3—5 ч, охлаждение на воздухе.
Типичные механические свойства при комнатной
температуре сплава АЛЗ, обработанного по данным
режимам, приведены ниже:
Режим термообработки . .
ов, кгс/мм2...............
<То,2> кпс/мм2............
5, %......................
НВ........................
Т1 Т2 Т5 Т7 Т8
20,0 18,0 25,0 21,0 18,0
17,0 14,0 17,0 —— —
1,0 1,5 1.5 1,0 2,0
70 г 65 75 70 65
55
Механические свойства сплава АЛЗ, термообрабо-
танного по режиму Т5, при повышенных температурах
следующие:
Температура, °C.....................
<тв> кгс/мм2........................
<Т1оо, кпс/мм2......................
200 250 300
18,0 15,0 10,0
9,0 6,0 3,5
Предел ползучести за 100 ч при 300°С составляет
2,5 кгс/мм2 для режима Т5 (остаточная деформация).
Фазовый состав сплава 1в литом состоянии: а-твердый
pacTBop+Si+MgjSi+CuAlj-l-AlSiFeMn, при медленном
процессе кристаллизации может образоваться фаза
W(AlxMg5Si4Cu4) (рис. 22,а). При нагреве под закалку
фазы Mg2Si и СиА1г переходят в твердый раствор, поэто-
му после обработки по режимам Т5, Т7, Т8 при иссле-
довании на оптическом микроскопе они не выявляются
(рис. 22,6). Пережог при термической обработке харак-
теризуется наличием в структуре укрупненных скоагу-
лированных частиц кремния и участков мелкозернистой
перекристаллизованной при оплавлении эвтектики
(рис. 22,в).
Сплав АЛ5. В зависимости от требований, предъяв-
ляемых к деталям, изготовляемым из сплава АЛ5,
применяются следующие режимы термической обра-
ботки.
Режим Т1: нагрев при 180±5°С в течение 5—10 ч,
охлаждение на воздухе; применяется для повышения
твердости отливок.
Режимы Т5 и Тб — упрочняющие.
Режим Т5: рекомендуется применять под закалку
одно- и двухступенчатый нагревы в зависимости от се-
чения и сложности отливок.
Режим закалки: одноступенчатый нагрев при 525±
±5°С, выдержка 3—5 ч, охлаждение в воде при 20—
100°С, двухступенчатый нагрев при 515±5°С, выдержка
3—5 4-f-525±5°C, выдержка 1—3 ч, охлаждение в воде
при 20—100°С.
Старение при 175±5°С в течение 5—10 ч, охлажде-
ние на воздухе.
Режим Тб: закалка та же, старение при 200±5°С,
выдержка 3—5 ч, охлаждение на воздухе.
Режим Т7 — стабилизирующий, применяется для де-
талей, (работающих при более высоких температурах,
чем обработанные по режимам Т5 и Тб, требующих
повышенной пластичности и стабильности геометричес-
56
Рис. 22. Структура сплава АЛЗ:
а — литой; б — термически обрабо-
£Х1Л1&ежвму Тб: в-переж-
Рис. 23. Структура сплава АЛЗ:
а — литой; б — термически обрабо-
танный по режиму Тб; в — переж-
женный. Х100
57
ких размеров. Режим закалки такой же, как для режи-
мов Т5 и Тб, старение при 230±10°С в течение 3—5 ч,
охлаждение на воздухе.
Типичные механические свойства при комнатной
температуре сплава АЛ5 в зависимости от режимов
термической обработки приведены ниже:
Режим термообработки............Т1 Т5 Тб Т7
ав, кгс/мм2 ................... 18,0 24,0 27,0 24,0
а0,2, кгс/мм2..................15,0 18,0 — —
б, %.............................— 0,8 1,3 1,2
НВ.............................. 65 80 70 70
Механические -свойства сплава АЛ5, термообрабо-
танного по режимам Т5 и Тб, при повышенных темпе-
ратурах следующие:
Температура, °C................ 100 150 200 250 300
ав, кгс/мм2:
Т5 ......................... 26,0 25,0 22,0 18,0 13,0
Тб.........................л — — 18,0 15,0 11,0
Пюо, кгс/мм2:
Т5 ........................— — 8,0 4,6 2,4
Тб.........................— — 9,0 6,0 3,5
Предел ползучести за 100 ч при 300°С сплава АЛ5,
термооб|ра1б'отанного по режимам Т5 и Тб, составляет
1,5 (по общей деформации) и 2,4 кгс/мм2 (по остаточ-
ной деформации) соответственно.
Микроструктура сплава АЛ5 определяется его фазо-
вым составом в литом состоянии: a-твердый раствор,
Si, Mg2Si и СпА12. При медленном процессе кристал-
лизации и определенном количественном соотношении
меди и магния может образоваться также фаза
W(AlxMgsSi4Cu4). При нагреве под закалку при обра-
ботках по режимам Т5, Тб, Т7 фазы Mg2Si и СиА12 пе-
реходят в твердый раствор и при исследовании с по-
мощью оптического микроскопа не выявляются.
Характер изменения структуры при пережоге анало-
гичен изменениям -структуры сплава АЛЗ (рис. 23).
Термическая обработка и структура сплавов АЛ32,
АЛ4М, В2616, В124
Высокопрочные медистые силумины АЛ32, АЛ4М,
В2616, В124 нашли широкое применение в различных
отраслях техники, так как обладают высокой проч-
ностью при комнатной и повышенных температурах,
58
хорошими литейными свойствами, повышенной герме-
тичностью по сравнению со сплавами типа ‘силумин
АЛ9, АЛ4.
Наличие в этих сплавах, кроме кремния и
магния, меди, бора, титана и кадмия принципиально
изменяет их природу, усложняет как характер кристал-
лизации, так и кинетику распада пересыщенного а-
твердого раствора.
Отличительной особенностью этих сплавов является
наличие двух упрочняющих фаз (Mg2Si и СиА12) и
нескольких сложных эвтектик, различных по составу
и температурам .плавления, что вызывает необходи-
мость особенно тщательно прорабатывать вопрос тех-
нологии термической обработки для обеспечения необ-
ходимого комплекса физических и механических
-свойств отливок.
Для более полного перевода упрочняющих фаз в
твердый раствор и во избежание пережога целесооб-
разно проводить двух- или трехступенчатый режим
нагрева под закалку с температурой первой ступени на
несколько градусов ниже температуры оплавления лег-
коплавкой составляющей для ее рассасывания.
Термическая обработка и структура сплава АЛ32*
По фазовому составу [47, 48] сплав АЛ32 находит-
ся в области первичного выделения твердого раствора
алюминия, ‘содержащего медь, магний, кремний и
титан.
За первичной кристализацией a-твердого раствора
при 575—570°С следует образование эвтектики a-f-Si,
затем в интервале температуры 540—505°С происходит
выделение тройной и четверной эвтектик a+Mg2Si-f-
+CuA12 и a+Si+Mg2Si+CuAl2.
При медленной кристаллизации сплава при темпе-
ратуре 505°С может образоваться эвтектика a+Si+
W(AlxMg5Si4Cu4)+CuAl2. Эти данные, а также иссле-
дования авторов совместно с Л. Н. Алтуниной,
Е. М. Никольской и А. И. Филатовой, установивших
четыре тепловых эффекта (508,531,551, 603°С) при тер-
мическом анализе отлитых в землю образцов сплава
АЛ32, свидетельствуют о необходимости применения
♦ Сплав АЛ32 (МВТУ!) разработан И. И. Сидориным, В. И.
Силаевой.
59
ступенчатого нагрева под закалку, обеспечивающего
растворение упрочняющих фаз и исключающего воз-
можность пережога (вследствие оплавления четверной
эвтектики a+Si+W (AlxMgsSi^tu) +CuA12. Режим,
предложенный авторами и Л. Н. Алтуниной (505°С,
вы держка 4 ч,+б15°С, «выдержка 6 ч), обеспечив а ет
получение высоких значений предела прочности и от-
носительного удлинения и закаленном состоянии (огв=
=24--25 кгс/мм2, 6=24-3%), что объясняется доста-
точным пересыщением твердого раствора упрочняющи-
ми фазами и отсутствием пережога.
Авторами и Л. Н. Алтуниной установлена также
зависимость механических свойств и величины оста-
Рис. 24. Эскиз образца для
определения остаточной де-
формации
точной деформации от скорости
охлаждения при закалке и режи-
мов старения.
По уменьшающейся величине
деформации закаленных колец
переменного сечения (рис. 24) ох-
лаждающие среды можно распо-
ложить в следующем порядке: во-
да при 20°С — кипящая вода —
масло — азот. При этом механи-
ческие свойства различаются не-
значительно (рис. (25).
Рис. 25. Изменение величины остаточной деформации и механических свойств
сплава АЛ32 в зависимости от температуры старения и скорости охлаждения
при закалке (нижние кривые характеризуют 5 от 0 до 2%):
/, 7 —вода при 20®С; 2, // — вода при 100°С; 3, /// — масло при 20®С; 4,/V —
азот
60
Рис. '26. Структура сплава АЛ32 после закалки в воде (а) и жидком азоте
Х27000
Старение при температуре 175°С в течение 5 ч при-
водит к заметному (на 5—10%) снижению величины
деформации колец во всех случаях охлаждения при
закалке. Значительное уменьшение величины дефор-
мации (на 30—50%) отмечается после старения при
температурах 225—250°С.
В случае применения в качестве охлаждающей сре-
ды при закалке кипящей воды и старения при 225°С в
течение 5 ч предел прочности составляет 25 кгс/мм2,
при этом величина остаточной деформации составляет
0,08 мм. Закалка в масле с последующим старением
при температуре 200°С в течение 5 ч позволяет повы-
сить предел прочности образцов до 30 кгс/мм2, дефор-
мация колец составляет 0,08 мм.
Старение при температуре 225°С в течение 5 ч
обеспечивает предел прочности 27,5 кгс/мм2, значи-
тельно снижая величину деформации до 0,05 мм. При-
менение в качестве охлаждающей среды жидкого
азота с последующим старением при 250°С в течение
5 ч позволяет резко понизить величину остаточной де-
формации в кольцах переменного сечения до 0,03 мм;
предел прочности составляет 27 кгс/мм2.
Электронно-микроскопическое исследование мето-
дом оксидных реплик при увеличении в 27000 раз ус-
тановило значительное различие в распаде твердого
раствора образцов, закаленных . в воде при 20°С и в
жидком азоте (рис. 26).
В структуре твердого раствора образца, закаленно-
го в воде при 20°С, наблюдается очень большая плот-
61
нооть мелких зон Гинье — Престона, распределенных
в зерне с довольно большой неравномерностью, что
обусловливает увеличение напряженности кристалли-
ческой решетки матрицы.
По характеру распада твердого раствора наиболее
близкими являются закалка в масле и азоте. В обоих
Рис. 27. Изменение механических свойств сплава АЛЭ2 после закалки (Z) и
последующего старения {II—VIII) по режимам:
Позиция на рисунке . . II II/ IV V VI VII VIII
Температура, ’С . . . 150 170 230 250 300 300 300
Время выдержки, ч . . [10 10 5 5 1 3 5
Температура охлаждающей воды, °C:
/ — 20; 2—100
случаях ЗГП1 укрупнены и плотность их значительно
меньшая. Имеются значительные участки, где не на-
блюдается продуктов распада твердого раствора.
Полученные в работах авторов и Л. Н. Алтуниной
данные, а также исследование кинетики старения сплава
АЛ32 в интервале температуры 150—350°С после за-
калки в воде при 20 и 100°С (рис. 27), проведенное
'Н. А. Аристовой и Л. Н. Алтуниной1, позволили реко-
мендовать следующие режимы термической обработки.
Упрочняющие режимы Т5 и Тб. Режим Тб: двухсту-
пенчатый нагрев под закалку при 505±5°С, выдержка
4—6 ч+515±5°С, выдержка 4—8 ч, охлаждение в во-
де при 20—100°С, старение при 150±5°С в течение
10—15 ч. Режим Тб: закалка та же, старение при тем-
пературе 170±5°С в течение 8—16 ч, охлаждение на
воздухе. При выполнении этого режима рекомендуется
применять после закалки предварительное естественное
старение в течение 10—12 ч, которое в результате изме-
1 В работе принимали участие Н. А. Красина, Н. Л. Нусс,
3. В. Богухвалава.
62
нения кинетики процесса обеспечивает повышение отно-
сительного удлинения после старения при 170°С.
^Стабилизирующий режим Т7: двухступенчатый наг-
рев^под закалку при 505±5°С, выдержка 4—6 ч+515±
±5°С, выдержка 4—8 ч, охлаждение в воде при 80—
100°С, старение при 230±5°С в течение 3—5 ч.
При отсутствии в термоабрабатыва1емых отливках
массивных участков, где вследствие замедленной крис-
таллизации может образоваться легкоплавкая эвтекти-
ка, можно применять для данных режимов одноступен-
чатый нагрев под закалку при 515±5°С и выдержке
2—8 ч.
В табл. 9 приведены типичные механические свойст-
ва сплава АЛ32 при комнатной и повышенных темпера-
турах (в зависимости от термической обработки.
ТА БЛ И ЦА 9
Типичные механические свойства сплава АЛ32 при различных
температурах (литье в землю)
Режим тер- мической об- Температура испытания, Е % ®0,2 НВ ®100 в. %
работки °C
Т5 20 7300 26,0 19,0 90 -- 2,5
150 6600 23,0 18,0 — 17,0 3,0
200 6400 22,0 17,0 — 13,0 4,0
250 6300 16,0 14,0 — 5,5 5,0
Тб 20 7300 28,0 22,0 100 2,0
1150 6600 24,0 20,0 — 17,0 3,5
200 6400 22,0 19,0 — 13,0 4,5
250 6300 16,0 14,0 — 5,5 5,0
Т7 20 7100 24,0 18,0 70 — 3,0
.150 6400 22,0 16,0 — 17,0 4,0
200 6400 18,0 15,0 — 13,0 4,5
250 6200 14,0 12,0 — 5,5 6,0
В литом состоянии в структуре сплава при исследо-
вании на оптическом микроскопе наблюдаются фазы:
a-твердый pacTBop+Si+CuAb+AlSiFeMn+W (AUMgs
Si4Cu4) (две последние фазы имеют разветвленную
форму и окрашиваются в коричневый цвет после трав-
63
Рис. 28. Структура сплава АЛ32:
а — литой; б —термически обработанный по режиму Т5; в, г — пережженный.
Х100 (а, б); Х500 (в, г)
ления в 0,5%-ном растворе плавиковой кислоты)+
+ALCuFeSi коричневая,иглообразной 'формы) [рис. 28,
а]. При нагреве под закалку в твердый раствор перехо-
дят фазы СпА12 и Mg2Si, остальные фазы наблюдаются
при исследовании структуры сплава в термообработан-
ном состоянии (рис. 28,6). Пережог сплава характери-
зуется коагуляцией частиц кремния и наличием по
границам зерен отдельных участков перекристаллизо-
ванных легкоплавких эвтектик (рис. 28, в,г).
Термическая обработка и ; структура сплава АЛ4М*
Фазовый состав сплава в литом состоянии следую-
щий: a-твердый pacTBop+Si4-Mg2Si-|-CuAl2-f-A13Ti4-
* Сплав разработан И. Ф. Колобневым, А. Н. Малинковичем
и М. В. Волгиным.
64
H-WCAlaiMgsSiiCiu) (последняя фаза образуется при
медленном процессе кристаллизации, например, при
литье деталей с наличием массивных сечений).
В процессе кристаллизации в сплаве может образо-
ваться несколько сложных эвтектик, температура
плавления которых обусловливает режимы нагрева под
закалку:
1) a+Si+Mg2Si-|-CuA12+W(AlxMg5Si4Cu4) с темпе-
ратурой плавления 498°С;
2) a+W-f-MgaSi+CuAla+Si с температурой плавле-
ния 505°С;
3) a+Si-|-Mg2Si с температурой плавления 517°С;
4) a+Si+CuAl2 с температурой плавления 525°С;
5) a-J-Si с температурой плавления 577°С.
Термическая обработка сплава проводится по режи-
му Т5 с применением ступенчатого нагрева под закал-
ку-
Для деталей, отлитых в песчаную форму, рекомен-
дуется трехступенчатый t нагрев: 490±5°С, выдержка
4 ч-{-500±5оС, выдержка 4 ч+510±5°С, выдержка 6 ч,
охлаждение в воде при 20—100°С, старение при темпе-
ратуре 160±5°1С в течение 8—15 ч, охлаждение на .воз-
духе.
Для деталей, отлитых в кокиль, применяется двух-
ступенчатый нагрев под закалку с загрузкой в печь при
температуре не выше 200°С: 515±5°С, выдержка 4 ч+
525±5°С, выдержка 8 ч, охлаждение в воде при 20—
100°С, старение при 160±5°С в течение 8—15 ч, охлаж-
дение на воздухе.
При применении двухступенчатого режима старения
[41] вследствие изменения кинетики распада пересы-
щенного твердого раствора обеспечивается достиже-
ние оптимальных механических свойств при значитель-
ной экономии во времени.
Изменение механических свойств сплава АЛ4М в
зависимости от режимов старения (литье в землю, наг-
рев под закалку трехступенчатый) приведено ниже:
ав, кгс/мм* д, %
Овежезакаленное состояние (Т4)...................21,5 5,6
Т4 + старение при 160°С 15 я (Т5)........... 32,0 2,0
Т4 + старение три 200°С, 0,5 я............... 28,3 2,3
Т4 4- старение при 200°С, 1 я................ 30,0 2,0
Т4 + старение при 200°С, 1 я + 160°, 10 я . . 32,0 2,0
65
Рис. 29. Структура сплава АЛ4М:
а, б —литой; в —термически обработанный по режиму Т5; а — пережженный.
Х100 (а, в, г); Х500 i(6)
Сплав АЛ4М, термообработанный по режиму Т5,
при комнатной температуре имеет следующие механиче-
ские свойства: <тв=32 кгс/мм2;- <j0,2=27,0 кгс/мм2;
6=3,0%; НВ 100. Сплав, термообработанный по тому
же режиму, при повышенных температурах имеет сле-
дующие свойства:
Температура, *С................ 200 250 300
<у», кгс/мм*................... 27,0 20,0 —
ffioo, кгс/мм*................. 13,0 6,0 3,25
Структура литого сплава АЛ4М состоит из зерен
a-твердого раствора, по границам которых расположе-
ны двойная, тройная и четверная эвтектики. В их сос-
тав входят фазы: Si, CuA12, Mg2Si, W(AlxMgsSi4Cu4)
(рис. 29,а,б). В микроструктуре термообработанного
сплава частицы кремния принимают более округлую
66
форму, упрочняющие фазы Mg2Si и СиА12 растворяют-
ся .в твердом растворе в процессе нагрева под закалку
(рис. 29,в). При пережоге заметно укрупняются части-
цы кремния, по границам зерен наблюдаются участки
перекристаллизовавшихся легкоплавких эвтектик (рис.
29, г).
Термическая обработка сплава В2616*
Для сплава В2616 рекомендуется применение уп-
рочняющего режима Тб: нагрев под закалку двухсту-
пенчатый при температуре 480±5°С, 6 4-j-505±5°C,
10 ч, охлаждение в воде при 20—100°С, старение при
температуре 160±5°С в течение 8—10 ч, охлаждение на
воздухе.
Минимальные механические свойства сплава, тер-
мообработанного по режиму Тб (литье в землю), при
комнатной температуре следующие: ов=34,0 кгс/мм2;
Оо,г=27,0 кгс/мм2, 5=2%. Механические свойства
сплава, обработанного по тому же режиму, при повы-
шенных температурах приведены ниже:
Температура, “С............... 200 260 300
а., кгс/мм5...................28,0 19,0 14,5
аки, кгс/мм2 . . . ...... 14,0 7,0 4,5
Термическая обработка и структура сплава В124**
По фазовому составу в литом состоянии сплав
В124 не отличается от сплава АЛ4М. Количество лег-
коплавкой четверной эвтектики a-t-Si4-CuAl2+W, оп-
ределяющей температуру первой ступени нагрева под
закалку, зависит от скорости кристаллизации.
Результаты термического анализа*** показывают,
что нагрев литого сплава при температуре 485°С, с вы-
держкой 10 ч уменьшает величину теплового эффекта
в шесть раз, что свидетельствует о рассасывании этой
эвтектики и позволяет повышать температуру следую-
щей ступени нагрева для обеспечения максимально
* Сплав разработав Г. Б. Строгановым, М. Б. Альтманом,
Н. С. Постниковым, В. А. Панкратовым, В. В. Черкасовым.
** Сплав разработан И. Ф. Колобневым, Ю. П. Даниловым
В. М. Дробчиком, Я. Е. Майбуровым.
**• По данным авторов, а также Л. Н. Алтуниной, Е. М. Ни-
кольской, А. Н. Филатовой.
67
возможной пересыщенности твердого раствора медью
и марганцем.
Температура второй ступени нагрева под закалку
сплава В124 определяется тепловыми эффектами на
термограмме, соответствующими оплавлению тройных
эвтектик. Исходя из этих данных, можно сделать
вывод, что при нагреве под закалку сплава В124 реко-
мендуется применение ступенчатых режимов с постепен-
ным повышением температуры, обеспечивающей раство-
рение упрочняющих фаз и сложных эвтектик, с
Рис. 30. Структура закаленного сплава В124 после старения по режимам:
а, б, в — 160*С; 5, 10 и НО я соответственно; г — 200°С; 1 ч+160вС, 10 я. Х27000
различной температурой плавления. Упрочняющая
термическая обработка сплава В124 производится по
режиму Тб: двухступенчатый нагрев под закалку
490±5°С, выдержка 4—6 ч4-510±5°С, выдержка 6—
10 ч, охлаждение в воде при 20—100°С, старение при
68
температуре 160±5°С в течение 20—25 ч, охлаждение
на воздухе.
Для отливок с массивными участками (более 40 мм)
во избежание пережога при нагреве под закалку ре-
комендуется применять трехступенчатый нагрев под
закалку по режиму: 490±5°С, выдержка 6—8 ч+500±
±5°С, выдержка 4—6 ч+510±5°С, выдержка 4—6 ч.
В исследовании тонкой структуры закаленного оплава
В124, проведенном авторами совместно с Л. Н. Алтуни-
ной, Г. Н. Кораблевой, Н. С. Герчиковой, показано каке
увеличением длительности старения при температуре
160°С от 5 до 24 ч увеличивается плотность ЗГП, уси-
ливается распад твердого раствора с выделением крем-
ния, образуется метастабильная р'-фаза с характер-
ной видманштеттовой ориентировкой (рис. 30, а,б,в).
При этом достигаются высокие значения пределов
прочности и текучести сплава (о=38 кгс/мм2, Оо,2“
=36 кгс/мм2). Такие же прочностные характеристики
сплава В124 можно достичь применением более эконо-
мичного двухступенчатого режима старения [41], при
котором кратковременный нагрев при 200°С изменяет
кинетику дальнейшего старения сплава, как бы затор-
маживает выделение кремния из твердого раствора
(рис. 30, г). Изменение механических свойств сплава
В124 в зависимости от режимов старения [41] (литье
в землю) показано ниже:
Режим старения <УВ, кгс/мм8 б, %
160°С, 24 ч 38,2 0,5
200°С, 0,5 ч 28,4 1,3
200°С, 1ч 30,5 1,0
200°С, 1 ч +160°С, 5ч.. 37,3 0,5
20О°С, 1 ч + 160°С, 10 ч . 38,0 0,5
200°С, 1 ч + 160°С, 15 ч . 38,5 0,5
Сплав В124, термообработанный по режиму Тб
(литье в землю), при комнатной температуре имеет
следующие механические свойства: ав=36 кгс/мм2;
оод=35 кгс/мм2; 6=0,8%; НВ ПО. Свойства сплава,
обработанного по тому же режиму, при повышенных
температурах приведены ниже:
Температура, *С................. 200 250 300
ов, кгс/мм2 ..................... 30,0 22,0 13,0
Оюо, кгс/мм2 ................... 15,0 7,0 4,0
69
Рис. 31. Структура сплава В124:
а, б —литой; а —термически обработанный по режиму Тб; а —пережжен-
ный. Х100 (а); Х500 (б, в. г)
Микроструктура сплава В124 отличается от микро*
структуры сплава АЛ4М большим количеством эвтек-
тических составляющих в литом состоянии и более яв-
но выраженным их оплавлением при пережоге (рис. 31.
а — г).
Термическая обработка и структура сплавов
системы А1—Mg
К сплавам системы А1 — Mg, упрочняемым терми-
ческой обработкой, относятся сплавы АЛ8, АЛ27,
АЛ27-1, АЛ23 АЛ23-1, различающиеся содержанием
магния и малыми легирующими добавками титана,
бериллия, циркония. Все эти сплавы обладают высокой
коррозионной стойкостью. Диаграмма состояния сис-
темы А!—Mg относится к эвтектическому типу [49];
70
эвтектика с температурой плавления 449°С .содержит
33% Mg и p-фазу бертоллидного типа переменного
состава. По данным [50], 0-фаза имеет состав Al3Mg2.
Растворимость магния в твердом алюминии изменяет-
ся с температурой [51] следующим образом:
Температура, °C . 449 350 300 250 200 150 100
Растворимость, % 17,4 9,9 6,7 4,4 3,1 2,3 1,9
Все промышленные алюминиевые литейные сплавы,
относящиеся к типу твердых растворов, находятся в об-
ласти a-твердого раствора и упрочняются только закал-
кой без последующего старения, так как выделение р-фа-
зы способствует значительному охрупчиванию сплавов.
Термическая обработка и структура сплава АЛ8
Для сплава АЛ8 применяется один упрочняющий ре-
жим Т4: нагрев под закалку при температуре 430±5°Св
течение 12—20 ч, охлаждение в масле при 40—50°С.
Рве. 32. Структура сплава АЛ8:
а — литой; б — термически обрабо-
танный по режиму Т4; в —переж-
женный. Х100
71
Сплав АЛ8 склонен к естественному старению, что ведет
к значительному снижению относительного удлинения.
Сплав АЛ8, термообработанный по режиму Т4, при ком-
натной температуре имеет следующие типичные механи-
ческие свойства: ов = 30,0 кгс/мм2; сто,2= 17,0 кгс/мм2; 6=
= 11%; НВ 70. Свойства сплава, обработанного по тому
же режиму, при повышенных температурах приведены
ниже:
Температура, ®С
(Тв, кгс/мм2 . .
Оюо, кгс/мм2 .
200 250 300
22,0 15,0 9,0
8,0 4,5 1,5
Предел ползучести за 100 ч при 300°С (по остаточной
деформации) составляет 1,0 кгс/мм2.
В литом сплаве по границам a-твердого раствора рас-
полагается фаза Al3Mg2 (₽-фаза), при наличии в сплаве
небольших примесей кремния образуется фаза Mg2Si; при
наличии железа — фаза Al3Fe (рис. 32,а).
При нагреве под закалку p-фаза (Al3Mg2) полностью
переходит в твердый раствор, в структуре закаленного
сплава можно наблюдать только частицы Mg2Si и части-
цы железосодержащей фазы (рис. 32,6). При пережоге
по границам зерен наблюдается оплавление эвтектики
(рис. 32,в), излом образцов приобретает блестящий отте-
нок.
Термическая обработка и структура сплавов АЛ27,
АЛ27-1*.
Дополнительное легирование А1 — Mg малыми добав-
ками титана, бериллия и циркония значительно повышает
прочностные характеристики и снижает эффект естест-
венного старения. По химическому составу эти сплавы
различаются только содержанием примесей железа и
кремния: сплав АЛ27 должен содержать не более 0,2%,
а сплав АЛ27-1 —не более 0,05% каждого элемента.
Сплавы АЛ27 и АЛ27-1 так же, как и сплав АЛ8, при-
меняют только в закаленном состоянии.
Режим Т4: нагрев под закалку при температуре 430—
440°С, выдержка 20 ч, охлаждение в воде при температу-
ре не менее 95°С или в масле.
* Сплавы АЛ27, АЛ27-1, а также АЛ23 и АЛ23-1 разработаны
Н. И. Белоусовым, А. А. Додоновым В. А. Егоровой, А. А. Иванки-
ным, В. С. Колесниковой, Е. Н. Михеевой, Л. Н. Приходкиной,
М. Н. Сарафановой.
72
Типичные механические свойства при комнатной тем-
пературе сплавов АЛ27 и АЛ27-1 в закаленном состоя-
нии (литье в землю) [52] приведены ниже:
АЛ27-1 АЛ27
£•, кпс/мм2 (Гт, кпс/мм2 (Гв, кгс/мм2 в, % ч>. % ав, кгс-м/см2 НВ а-1 на базе 20-107 циклов, кгс/мм2 G, кпс/мм2 6800 — 19 48 38 36 20 18 25 20 3,0 1,5 90 90 7 6 2670 —
* Е определяли на образцах, вырезанных из слитка диамет-
ром 70 мм, отлитого в кокиль.
Структура этих сплавов отличается от структуры
сплава АЛ8 наличием мелких частиц Al3Zr и Al3Ti, кото-
рые являются центрами кристаллизации, способствуют
измельчению структуры и значительному повышению ме-
ханических свойств.
Термическая обработка и структуры сплавов АЛ23
и АЛ23-1
Сплавы АЛ23 и АЛ23-1 отличаются от сплавов АЛ27
и АЛ’27-1 меньшим содержанием |Магния (6—7%), боль-
шим содержанием примеси железа и отсутствием при-
меси кремния.
Применяются в литом и закаленном состояниях.
Режим Т4: нагрев под закалку при температуре 430—
440°С, выдержка 20ч, охлаждение в воде отри температу-
ре не ниже 95°С или в масле. Ниже приведены мини-
мальные (по ГОСТ 2685—75) механические свойства при
комнатной температуре сплавов АЛ23 и АЛ23-1 (литье
в землю):
АЛ23 АЛ23-1
<тв, кгс/мм2 ...................... 19,0/23,0 20,0/25,0
в, %..............................4,0/6,0 5,0/10,0
НВ..................................... 60/60 60/60
Примечание. В числителе приведены значения для ли-
того состояния, в знаменателе — для состояния Т4.
Термическая обработка и структура сплава АЛ22
системы AI—Mg—Si—Be—Ti
Сплав АЛ22, содержащий 10,5—13,0% Mg, 0,8—
1,2% Si и малые добавки бериллия и титана, применяет-
ся в литом (литье под давлением) и закаленном состоя-
нии. Температура нагрева под закалку определяется на-
личием тройной эвтектики a+AUMga+MgaSi с темпера-
турой плавления 448°С [49].
Режим Т4: нагрев под закалку при температуре 425±
±5°С, выдержка 15—20 ч, охлаждение в воде, при темпе-
ратуре 100°С или в масле при температуре 40—50°С.
Наиболее высокое упрочнение достигается в том слу-
чае, когда содержание кремния в сплаве на нижнем пре-
деле, а магния — на верхнем.
В табл. 10 приведены данные, показывающие, что с
увеличением содержания магния растворимость фазы
Mg2Si в твердом алюминии резко уменьшается и, следо-
Рис. 33. Структура сплава АЛ22:
а — литой; б — термически обрабо-
танный по режиму Т4; в — переж-
женный. Х100
74
ТАБЛИЦА 10
Растворимость Mg^Sl в твердом алюминии [33]
Содержа* вне магния1, % Растворимость, %, при температуре, °C
200 300 400 500 600
0 0,25 0,30 0,53 1,05 1,20
0,20 0,05 0,16 0,35 0,85 1,15
0,40 0 0,02 0,2 0,69 0,97
0,80 0 0 0 0,45 0,67
1,0 0 0 0 0,36 0,55
Дополнительное легирование.
вательно, эта фаза не принимает участия в упрочнении
при термической обработке сплавов типа Магналий [33].
Типичные механические свойства закаленного сплава
АЛ22 при комнатной температуре следующие: ав=
=24,0 кгс/мм2, ао,2=18,О кгс/мм2; 6=3%; НВ 95.
Фазовый состав сплава следующий: a, Al jMg2, Mg2Si,
Al3Ti.
Структура сплава АЛ22 в литом, термически обра-
ботанном состоянии и с наличием пережога приведена
на рис. 33.
Термическая обработка и структура сплава АЛ24
системы А1—Zn—Mg
Из данных диаграммы состояния системы А1 —
Zn — Mg [55] следует, что твердые растворы алюми-
ния характеризуются сравнительно большим содержа-
нием цинка и магния. Эти элементы имеют высокий
коэффициент диффузии и при распаде твердого раство-
ра образуют фазы MgZn2 и Т(A12Mg3Zn3). Этот про-
цесс особенно при образовании фазы MgZn2 сопровож-
дается возникновением внутренних напряжений и по-
нижением коррозионной 'Стойкости системы под напря-
жением.
'Подбором соотношения Zn: Mg, исключающего обра-
зование фазы MgZn2 или снижающего ее количество,
дополнительным легированием элементами переходных
групп, которые способствуют торможению процессов
Диффузии, можно свести к минимуму внутренние напря-
75
жения в сплавах этой системы. Это положение учитыва-
лось при разработке сплава АЛ24; его фазовый состав
следующий: a, A12Mg3Zn3, в некоторых случаях обнару-
живается небольшое количество нежелательной фазы
MgZn2.
В зависимости от требуемых механических свойств
рекомендуется применять три режима термической об-
работки: два упрочняющих — Т1 и Т5 — и один стабили-
зирующий — Т5-1.
Режим Т1 применяется для упрочнения литых дета-
лей: старение при 200±5°С, выдержка 8—10 ч, охлаж-
дение на воздухе.
Режим Т5: нагрев под закалку при температуре
580±5°С, выдержка 4—6 ч, охлаждение в воде при тем-
пературе 100°С, старение при температуре 120±5°С в те-
чение 8—10 ч, охлаждение на воздухе.
Режим Т5-1: нагрев под закалку при температуре
580±5°С, выдержка 4—6 ч, охлаждение на воздухе, ста-
рение при температуре 120±5°С, выдержка 8—10 ч, ох-
лаждение на воздухе. В случае применения режима
Т5-1 механические свойства несколько снижаются, од-
Рис. 34. Структура сплава АЛ24:
2 —литой; б —термически обработанный по режиму Т1. ХЮО (а); Х500 (б)
нако, при этом достигается высокая размерная стабиль-
ность отливок.
Ниже приведены данные [52] по изменению величи-
ны остаточных напряжений сплава АЛ24, определенных
на литых рамках с тремя стержнями путем замера сред-
него стержня (25 мм) до его разрезки и после:
76
Деформаций,
мм
Ьез термической обработки, после естественного
старения, 10 сут................................ 0,05
Закалка с 580°С в воде при 100°С............... 0^5>7
Закалка с 580°С в воде при 100°С и старение при
120рС в течение 8 ч............................. 0,48
Закалка с 68О°С на воздухе..................... 0,015
Закалка с 580РС на воздухе и старение при 120°С
в течение 8 ч.................................: 0,08
Типичные механические свойства сплава АЛ24, тер-
мически обработанного по режиму Т5: ов=31,0 кгс/мм2,
6=3,0%, НВ 90.
Структура еплава АЛ24 в литом состоянии состоит
из зерен a-твердого раствора, по границам которых рас-
полагается фаза AljMgsZns, растворяющаяся при нагре-
ве под закалку (.рис. 34,а,б).
Термическая обработка и структура сплавов
систем А1—Си, А1—Си—Мп—Т1,
Al—Си—Мп—Cd, Al—Си—Ni—Мп
К этой группе относятся сплавы АЛ7, АЛ 19, АЛЗЗ
(ВАЛ1) и ВАЛЮ, которые по сравнению со сплавами
типа силумин обладают пониженными литейными свой-
ствами и коррозионной стойкостью, но имеют повышен-
ную жаропрочность.
Термическая обработка и структура сплава АЛ7
Согласно диаграмме состояния [54], фазовый состав
литого двойного сплава алюминия: a-твердый раствор+
+СиА12, двойная эвтектика образуется при темпера-
туре 548°С. При наличии в сплаве примесей кремния и
железа могут образовываться фазы AlyCuaFe, AlCuFeSi
и тройная эвтектика a+Si+CuAl2 с температурой плав-
ления 525°С.
Изменение растворимости меди в твердом алюминии
с изменением температуры [56] обусловливает значи-
тельное упрочнение АЛ7 при термической обработке:
Температура, °C . .548 515 500 450 400 300 20
Растворимость, % . 5,65 4,65 4,0 2,8 1,3 0,5 0,1
Термическая обработка сплава АЛ7 проводится по
двум режимам.
77
Рис. 35. Структура сплава А Л 7:
а — литой; б — термически обрабо-
танный по режиму Т4; в — переж-
женный. XI00
Режим Т4: нагрев при температуре 515±5°С, вы-
держка 10—15 ч, охлаждение в воде при 80—100°С.
Этот режим обеспечивает получение повышенной проч-
ности и пластичности.
Режим Т5: закалка та же, старение при температуре
150°С в течение 2—4 ч, охлаждение на воздухе. Этот ре-
жим обеспечивает повышение пределов прочности и те-
кучести при снижении относительного удлинения по
сравнению с режимом Т4.
Структура сплава АЛ7 приведена на рис. 35. Сплав
АЛ7, термообработанный по режимам Т4 и Т5, при ком-
натной температуре имеет следующие типичные механи-
ческие свойства:
Режим термообработки.................Т4 Т5
Он, кгс/мм2......................... 22,0 25,0
<То.2> кгс/мм2......................11,0 15,0
6, %.................................8,0 5,0
НВ................................... 65 80
78
Значения ов сплава АЛ7, термообработанного по
режиму Т4, при повышенных температурах приведены
ниже.
Температура, °C......... 100 160 200 250
кгс/мм2.............. 25,0 24,0 21,0 15,0
Микроструктура сплава в литом состоянии состоит
из зерен a-твердого раствора, по границам которых рас-
полагается эвтектика а+СиА12 (рис. 35,а). При нагреве
под закалку фаза СиА12 полностью переходит в твердый
раствор и в структуре термообработанного сплава выяв-
ляются зерна твердого раствора различной окраски пос-
ле травления шлифа в зависимости от их ориентировки
(рис. 35,6). Пережог сплава АЛ7 при термической обра-
ботке вызывает выплавление эвтектики a+CuAl2, кото-
рая кристаллизуется по границам зерен или в виде
округлых включений внутри их. Зерна твердого раствора
укрупняются (рис. 35,в).
Термическая обработка и структура сплава АЛ 19
Сплав АЛ 19. относится к системе А1—Си—Мп с
добавкой 0,15—0,35% Ti.
Фазовый состав сплава в литом состоянии следую-
щий: a-твердый раствор+СиА12-|-Т (А112Мп2Си)-|-А1зТ1;
при наличии в сплаве примесей железа и кремния обра-
зуется фаза AlSiFeMn. Примесь магния даже в очень
небольших количествах (более 0,05%) приводит к обра-
зованию фазы S (Al2CuMg) и тройной эвтектики a+Si-J-
4-5 с температурой плавления 507°С.
Температура нагрева под закалку обусловливается
температурой плавления двойной эвтектики a+CuAl2
(548°С); для обеспечения большей степени пересыщения
твердого раствора без опасения пережога рекомендует-
ся применять двухступенчатый нагрев.
В соответствии с требованиями, предъявляемыми к
свойствам деталей, рекомендуется применение трех ре-
жимов термической обработки: два упрочняющих (Т4
и Т5) и один стабилизирующий (Т7).
Упрочняющие режимы термической обработки. Ре-
жим Т4: нагрев под закалку ступенчатый при темпера-
туре 530±5°С, выдержка 5—9 ч+'545^5°С, выдержка
5—9 ч, охлаждение в воде при 20—100°С. Применение
режима обеспечивает сочетание высоких значений проч-
ности и пластичности.
79
Режим Т5: закалка та же, старение при температуре
175±5°С, выдержка 3—6 ч, охлаждение на воздухе.
Дальнейшее повышение прочности после обработки
по режиму Т5 сопровождается значительным (прибли-
зительно на 50%) снижением относительного удлинения.
При термической обработке отливок из сплава АЛ 19,
не имеющих массивных участков (более 40 мм), в кото-
рых могут образоваться скопления эвтектики а+СиА12,
допускается одноступенчатый нагрев под закалку; при
выполнении режимов Т4, Т5, Т7 — нагрев при темпера-
туре 545 ‘’С, выдержка 10—15 ч.
Стабилизирующий режим термической обработки.
Режим Т7: нагрев под закалку ступенчатый при темпе-
ратуре 530±5°С, выдержка 5—9 ч4-5451^оС, выдержка
5—9 ч, охлаждение в воде при температуре 80—100°С,
старение при температуре 250±10°С в течение 3—10 ч,
охлаждение на воздухе.
Механические свойства при комнатной температуре
сплава АЛЮ с содержанием железа 0,04% и изменение
X 40
V*
§ 30
£25
. 0flB4v_
Л —
0,050 -
^0,056-
^0,052
74 75 77
Рис. 36. Физико-механические свой-
ства сплава АЛ 19, термически об-
работанного по режимам Т4, Тб,
Т7. Температура охлаждающей во-
ды, °C:
1 -20; 2-100
Рис. 37. Механические свойства сплава АЛ 19 в состоянии Т5 (режим 7) с
последующей обработкой по режимам:
П 60°C, 1 ч; III 60°С, 3 ч; IV 60°С, 5 ч; V- .1 цикл ТЦО (-6043,
1 ч+150°С, 3 ч); VI —3 цикла ТЦО; VII— 1 цикл ТЦО+1 мес естественного
старения; VIII — 1 цикл ТЦО+3 мес естественного старения; /X — 1 цикл
ТЦО+6 мес естественного старения. Температура охлаждающей воды 20 (/)
и 100 (2) *С
1
г
80
величины остаточной деформации колец переменного
сечения и удельного электросопротивления после терми-
ческой обработки по режимам Т4, Т5, Т7 приведены на
рис. 36 [45]. При использовании сплава АЛ 19 в прибо-
ростроении для изготовления деталей, отливаемых в зем-
лю и работающих в условиях циклического изменения
температуры, применяется ТЦО, влияние которой на
изменение механических свойств сплава показано на
рис. 37 [45].
Из данных рис. 36, 37 следует, что для деталей высо-
коточных приборов из сплава АЛ 19, отливаемых в зем-
лю и работающих в условиях циклических нагревов до
150°С и охлаждений до —60°С, применение режимов
Т5 и Т7 с закалкой в кипящей воде обеспечивает соче-
тание необходимых значений прочности и текучести:
ов=39 кгс/мм2, (То,2= 28 кгс/мм2; ов=30 кгс/мм2,
00,2=19 кгс/мм2 соответственно е небольшой остаточной
деформацией 0,12 и 0,01 мм.
В состоянии Т7 (закалка в воде при 100°С) остаточ-
ная деформация колец из сплава АЛ 19 не превышает
величины остаточной деформации сплава АЛ9 в со-
стоянии Т8. Типичные механические свойства при
комнатной температуре сплава АЛ 19, термически обра-
ботанного по режимам Т4, Т5, Т7, приведены ниже:
Режим термообработки..............Т4 Т5 Т7
<Тв, кгс/мм2 .................... 32,0 37,0 30,0
(То,2, кгс/мм2 .................. 18,0 26,0 20,0
6, %............................. 10,0 5,0 3,0
НВ................................ 80 100 90]
Механические свойства сплава АЛ 19, термообрабо-
танного по режимам Т4 и Т5, при повышенных темпера-
турах приведены ниже:
Температура, ®С................. 175 200 250 300
<Тв, кгс/мм2:
Т4 ........................... 27,0 27,0 18,0 14,0
Т5 ........................... 28,0 28,0 20,0 15,0
<Гюо> кгс/мм2:
Т4..............................— 15,0 11,0 6,5
Т5..............................— 15,0 11,5 6,5
Предел ползучести за 100 ч при 300°С (по общей де-
формации) для сплава АЛ19, обработанного по режи-
мам Т4 и Т5, составляет 4,0 кгс/мм2.
Микроструктура сплава АЛ 19 в литом состоянии: зер-
на a-твердого раствора окружены эвтектикой а+СиА12,
81
частицы ее хорошо очерчиваются, но не окрашиваются
при травлении в 0,5% HF, также по границам зерен
располагается разветвленная фаза Ali^Mn^Cu, которая
при данном травлении окрашивается в черный цвет.
Кроме того, в структуре наблюдаются пластинчатые или
крестообразные частицы фазы Al3Ti серого цвета (рис.
Рис. 38. Структура сплава АЛ 19:
а — литой; б, в — термически обра-
ботанный по режиму T5; а —не
полностью закаленный; д — переж-
женный. Х500 (а, е, г); Х100 (о)
82
38,a). При нагреве под закалку фаза СиА12 должна пол-
ностью раствориться в твердом растворе. Микрострук-
тура сплава в термически обработанном состоянии: а-
тсердый раствор, легированный медью и марганцем
вследствие растворения фазы СиА12 и частичного раство-
рения марганца в процессе кристаллизации, фазы А1зП,
АЬгМпгСи (рис. 38,6, в).
Мелкодисперсные темные частицы фазы Ah2Mn2Cu
также наблюдаются в зернах твердого раствора как про-
дукты его распада в процессе нагрева под закалку. Если
при нагреве под закалку вследствие недостаточной вы-
держки, нарушения температурного режима или небла-
гоприятного сочетания содержания меди и марганца
(содержание меди на верхнем, а марганца на нижнем
пределе химического состава сплава), остается часть
нерастворившейся фазы СиА12, это может привести к
неполной закалке и снижению прочности и относитель-
ного удлинения сплава (рис. 38,г). В этом случае приме-
нение повторной закалки с увеличением времени вы-
держки на первой ступени нагрева приведет к растворе-
нию фазы СиА12 и улучшению механических свойств
сплава. Нерастворившаяся при нагреве на первой сту-
пени (температура 530±5°С) фаза СиА12 может приве-
сти к пережогу при нагреве на второй ступени (темпе-
ратура 545-|-ЗоС).
В структуре сплава при пережоге наблюдается
оплавление эвтектики a-|-CuAl2 с характерным располо-
жением в виде усиков и треугольничков по границам зе-
рен (рис.38,д). Излом образцов сплава АЛ19 с наличием
пережога характеризуется наличием блестящего перифе-
рийного ободка. Предел прочности сплава снижается до
20—25 кгс/мм2, относительное удлинение до 2—3%.Этот
вид брака термической обработки исправить нельзя.
Термическая обработка и структура сплава ВАЛЮ
Сплав ВАЛЮ относится также к системе А1—Си—
Мп и по химическому составу отличается от сплава
АЛ 19 несколько меньшим содержанием меди и марган-
ца, наличием добавки кадмия и большей чистотой по
примесям кремния и железа.
В зависимости от предъявляемых требований по ме-
ханическим свойствам рекомендуются три режима тер-
мической обработки — Т4, Т5 и Тб.
83
Рис. 39. Структура сплава
ВАЛЮ:
а — литой: б----термически
обработанный по режиму
Т5; в — пережженный. Х500
Режим Т4: нагрев под закалку ступенчатый при тем-
пературе 535±5°С, выдержка 5—9 ч + 545±5 °C, вы-
держка 5—9 ч, охлаждение в воде при температуре 20—
100°С.
Режим Т5: закалка та же, старение при температуре
155±5°С, выдержка 3—8 ч, охлаждение на воздухе.
Режим Тб: закалка та же, старение при температуре
170±5°С, выдержка 6—40 ч, охлаждение на воздухе.
Для всех режимов термической обработки допускает-
ся применение одноступенчатого нагрева под закалку
при температуре 545±| °C (выдержка 10—14 ч) при от-
сутствии массивных участков в отливках с возможными
скоплениями эвтектики a-f-CuAh; наличие таких участ-
ков может привести к пережогу.
Типичные механические свойства при комнатной
температуре сплава ВАЛЮ (литье в землю), термичес-
ки обработанного по режимам Т4, Т5 и Тб, приведены
ниже:
84
Режим термообработки................
<тв, кгс/мм*........................
(То,2, кгс/мм2......................
S, %................................
Т4 Тб Тб
32,0 43,0 45,0
— 32,0 35,0
10,0 8,0 5,0
— 70 90
НВ......................
Механические свойства сплава ВАЛЮ, термообра-
ботанного по режимам Т5 и Тб, при повышенных темпе-
ратурах следующие:
Температура, ’С....................... 200 250
Он, кгс/мм2:
Т5 ................................ 32,0 22,0
Тб................................. 34,0 26,0
ffioo, кгс/мм2:
Т5...................................10,0 7,5
Тб..................................10,0 7,5
Микроструктура литого сплава ВАЛЮ характеризу-
ется наличием значительного количества фазы СиА12,
входящей в состав эвтектики а+СиА12, несколько мень-
шим (по сравнению со сплавом АЛЮ) количеством фа-
зы Ali2Mn2Cu, а также наличием отдельных пластинча-
тых частиц фазы Al3Ti (рис. 39, а).
В структуре сплава после термической обработки
наблюдаются фазы Ah2Mn2Cu и Al3Ti; фаза СиА12 и
кадмий полностью переходят в твердый раствор при на-
греве под закалку (рис. 39, б).
Пережог так же, как в сплаве АЛЮ, сопровождает-
ся оплавлением эвтектики a+CuAl2 (рис. 39, в).
Термическая обработка и структура сплава АЛЗЗ
Жаропрочный сплав АЛЗЗ относится к системе А1 —
Си — Ni — Мп. Анализ фазовых областей тройной сис-
темы А1 — Си — Мп [57] и испытания сплавов при вы-
соких температурах показывают, что в тройной системе
А1 — Си — Мп имеются сплавы с устойчивым упрочнен-
ным твердым раствором.
Марганец участвует в создании высокой степени пе-
ресыщения тройного твердого раствора (марганец и
медь в алюминии) и, обладая низким коэффициентом
диффузии, способствует значительному повышению жа-
ропрочности сплавов. В системе А1 — Си — Ni при тем-
пературах до 400°С никель практически не растворяет-
ся в алюминии, но при кристаллизации участвует в об-
разовании устойчивых тройных фаз Al3(CuNi)g (три со-
отношении никеля к меди 3:5) и Al6Cu3Ni (при мень-
шем содержании никеля) [49].
85
Эти фазы при повышенных температурах не взаимо-
действуют с твердым раствором и, располагаясь по гра-
ницам его зерен, блокируют их, замедляя развитие диф-
фузионных процессов и деформацию самих зерен твер-
дого раствора.
При исследовании авторами раздельного влияния
марганца и .никеля на жаропрочность сплавов системы
А1 — Си было установлено, что оба элемента повыша-
ют жаропрочность сплавов, но механизм их влияния
различен. Зерна твердого раствора сплавов с марган-
цем характеризуются наличием ясно выраженной мик-
рогетерогенности, создаваемой ультрадисперсными час-
тицами фазы ^(АЬгМпйСи). Такая микрогетерогенность
создается как в процессе кристаллизации, так и в про-
цессе нагрева под закалку, причем в последнем случае
степень микрогетерогенности в значительной мере уве-
личивается, так как нагрев под закалку является отпус-
ком для твердого раствора марганца в алюминии. Час-
тички указанных выше фаз с никелем способствуют тор-
можению распада твердого раствора в пограничных зо-
нах и движению дислокаций, тем самым обеспечивая
стабильность структуры сплава и повышая сопротивля-
емость ползучести.
Дальнейшее повышение жаропрочности сплава дос-
тигается путем дополнительного его легирования малы-
ми добавками по 0,15 — 0,3% Се и Zr. Оба эти элемен-
та образуют с алюминием фазы AUZr, А14Се (или
АЬОеСщ), являющиеся модификаторами при кристал-
лизации и создающие более устойчивую структуру
сплава.
Не оказывая существенного влияния на механичес-
кие свойства при комнатной температуре, эти элементы
приводят к значительному повышению жаропрочности
сплава АЛЗЗ.
Кроме положительного влияния на жаропрочность,
церий и цирконий улучшают свойства сплава в твердо-
жидком состоянии, снижая склонность сплава к образо-
ванию горячих трещин.
Термическая обработка сплава АЛЗЗ в зависимости
от необходимости получения требуемых свойств прово-
дится по четырем режимам: упрочняющим Т4, Т5 и Тб
и стабилизирующему Т7. Температура и режим нагре-
ва под закалку определяются наличием двойной эвтек-
тики с температурой плавления 548°С.
86
Режим Т4: нагрев под закалку ступенчатый при тем-
пературе 535±5°С, выдержка 7—9 ч+545±5°С, выдерж-
ка 7—9'4, 'охлаждение в воде при температуре 20—
100°С.
Режим Т5: закалка та же, старение при температу-
ре 175±5°С, выдержка 3—6 ч, охлаждение на воздухе.
Режим Тб: закалка та же, старение при температуре
225±Ю°С, выдержка 3—10 ч, охлаждение на воздухе.
Режим Т7: закалка та же, старение при температу-
ре 250±10°С, выдержка 3—6 ч, охлаждение на воздухе.
При отсутствии в отливках массивных (более 40 мм)
участков с возможным скоплением эвтектики а+СиА12
допускается для всех этих режимов термической обра-
ботки применение одноступенчатого нагрева под закал-
ку при температуре 545±5°С и выдержке 10—15 ч.
Фазовый состав в литом состоянии следующий: а-
твердый раствор меди и марганца в алюминии+фаза
АЬгМпгСи черного цвета после травления шлифа в
0,5%-ном растворе HF+очерченная и неокрашенная фа-
за СиА12+светло-серая, чаще всего разветвленной фор-
мы кристаллизации фаза АЬСизЬП+пластинчатые серые
частицы АЦ'Се и AUZr (рис. 40,а, б).
Типичные механические свойства при комнатной тем-
пературе сплава АЛЗЗ в зависимости от режимов тер-
мической обработки приведены ниже:
Режим термообработки...............Т4 Т5’ !Т6 Т7
<тв, кгс/мм2 ..................... 25,0 28,0 30,0 25,0
<То,2> кгс/мм2....................15,0 18,0 — —
в, %.............................. 3,0 2,0 1,0 2,0
НВ................................. 80 90’^100^80
Ов сплава АЛЗЗ, термообработанного по режимам
Т4 и Т5, при повышенных температурах имеет следую-
щие значения:
Температура, *С
<Тв, кгс/мм2:
Т4 . . . .
Т5
250 300 350
18,0 15,0 8,0
21,0 16,0 10,0
(Тюр сплава АЛЗЗ при температуре 300°С составляет
9 кгс/мм2, а при температуре 350°С Оюо=4,5 кгс/мм2 (для
режимов Т4 и Т5). Предел ползучести за 100 ч при 300°С
по общей деформации составляет 6,0 кгс/мм2 (для режи-
мов Т4 и Т5).
Увеличение содержания кремния (выше 0,3%) при-
водит к снижению предела прочности и относительного
87
Рис. 40. Структура сплава АЛЗЗ:
а, б —литой; е —термически обработанный по режиму Т5; г — пережженный.
Х100 (а); Х500 (б, а, г)
удлинения в литом и термически обработанном состоя-
ниях и к снижению предела длительной прочности
сплава при температурах 250—300°С вследствие обра-
зования фазы AlioMn2Si и уменьшения концентрации
марганца в твердом растворе. Кроме того, повышение
содержания кремния приводит к пережогу сплава АЛЗЗ
(так же, как и сплава АЛ 19) при образовании тройной
эвтектики a+CuAl24-AlioMn2Si с температурой плавле-
ния 525—520°С.
Железо в количестве выше 0,3% снижает предел
прочности и относительное удлинение вследствие обра-
зования нерастворимых при нагреве под закалку фаз
AlCuFeMn и AlgNiFe: первая фаза связывает медь и мар-
ганец, обедняя a-твердый раствор, а вторая фаза приво-
дит к огрублению структуры.
88
Содержанье магния выше 0,05% приводит к пере-
жогу сплава при нагреве под закалку, что связано с об-
разованием фазы S(Al2CuMg) и тройной эвтектики
a-f-CuAla+S с температурой плавления 507°С.
Сплав в закаленном состоянии имеет такой же фазо-
вый состав, как и в литом, за исключением фазы СиА12,
которая при нагреве под закалку полностью переходит
в твердый раствор. В зернах твердого раствора имеются
дисперсные частицы продуктов распада, а границы зе-
рен упрочнены фазами А11гМп2Си и AleCusNi разветв-
ленной формы.
Проведенное после закалки старение не изменяет фа-
зовый состав сплава по сравнению с составом в закален-
ном состоянии. Происходит лишь дополнительное выде-
ление продуктов распада твердого раствора, приводя-
щее к упрочнению сплава при старении в интервале
175—225°С и стабилизации структуры и геометрических
размеров при старении 250°С (рис. 40,в). При пережоге
наблюдается оплавление двойной эвтектики a+CuAl2 по
границам зерен (рис. 40,г).
Термическая обработка и структура сплавов
системы А1—Си—Ni—Mg
К сплавам этой системы относятся жаропрочные
сплавы АЛ1 и АЛ21, которые имеют одну общую уп-
рочняющую фазу S(Al2CuMg), однако по фазовому со-
ставу, режимам термической обработки и механиче-
ским свойствам эти сплавы значительно различаются.
Термическая обработка и структура сплава АЛ1
Фазовый состав сплава в литом состоянии: a-твер-
дый раствор + Т (AleCu3Ni) + S (Al2CuMg) [49]. При
нагреве под закалку фаза S(Al2CuMg) целиком перехо-
дит в твердый раствор, а при последующем его распаде
выделяется в виде дисперсных частиц по всему объему
a-твердого раствора, что обусловливает сплаву сравни-
тельно высокую жаропрочность. Этому также способ-
ствует наличие тугоплавкой фазы AleCujNi, кристалли-
зующейся в разветвленной форме и располагающейся
в основном по границам зерен, что тормозит развитие
процесса диффузии и препятствует деформации при
воздействии температур и напряжений (рис. 41).
89
Термическая обра-
ботка проводится по
режимам Т5 и Т7. Ре-
жим Т5: нагрев под за-
калку при 515±5°С,
выдержка 2—5 ч, ох-
лаждение в воде при
температуре 20—100°С,
старение при темпера-
туре 175±5°С в течение
3—5 ч, охлаждение на
воздухе. Режим Т7: за-
калка та же, что и по
Рис. 41. Структура литого сплава АЛ1. режиму Тб, Старение
х10° при температуре 230±
±10°С в течение 2—4 ч,. охлаждение на воздухе.
Сплав АЛ1, термообработанный по режимам Тб и
Т7, при комнатной температуре имеет следующие ти-
пичные механические свойства.
Режим термообработки...............Т5 Т7
Ов, кгс/мм4........................ 26,0 22,0
®ол> кгс/мм2.......................22,0 18,0
6, %...............................0,5 1,2
НВ................................. 100 90
Значения <гв сплава АЛ1, термообработанного по ре-
жиму Тб, при повышенных температурах приведены
ниже:
Температура, °C................. 200 250 300
ав, кгс/мм2.....................18,0 17,5 13,0
Термическая обработка и структура сплава АЛ21
Сплав АЛ21 также относится к системе А1—Си—
—Ni—Mg и отличается от сплава АЛ1 большим содер-
жанием меди и никеля и, следовательно, фазовым
составом. Он обладает более высокой жаропрочностью,
чем сплавы АЛ1, и АЛ 19; сиоо = 7 кгс/мм2, так как его
твердый раствор в большей степени легирован элемен-
тами с низким коэффициентом диффузии в алюминии,
а границы зерен блокированы частицами двух устойчи-
вых никельсодержащих фаз и фазами, содержащими
хром и марганец.
Фазовый состав в литом состоянии: «-твердый раст-
вор -{-S (AhCuMg) 7ni(AleCujNi) -f-A13(CuNi)j-|“ фа-
зы, содержащие хром и марганец (рис. 42,а).
90
Рис. 42. Структура сплава АЛ21:
а — литой; б — термически обрабо-
танный по режиму Т7; в — переж-
женный. Х500 ,(а, б); Х100 (в)
В зависимости от требований, предъявляемых к де-
талям, рекомендуются два режима термической обра-
ботки. Режим Т2: отжиг из литого состояния при тем-
пературе 300±10°С; выдержка 5—10 ч, охлаждение на
воздухе. Режим Т7: ступенчатый нагрев под закалку
от 300 до 500° С в течение 2 ч, при 500±5°С, выдержка
2 ч, подъем температуры до 525±5°С, выдержка при
525° С в течение 2—5 ч, охлаждение в воде, нагретой
до 80—100° С, старение при 300±10°С в течение 3—
10 ч, охлаждение на воздухе.
Типичные механические свойства при комнатной тем-
пературе сплава, термически обработанного по данным
режимам, приведены ниже:
Режим термообработки................
о», кгс/мм2.........................
Оо,2, кгс/мм2.......................
6, %................................
Т2 Т7
21,0 24,0
15,5 20,5
1.0 1,0
70 80
НВ......................
91
<тв сплава АЛ21, термообработанпого по режимам
Т2 и Т7, при повышенных температурах имеет следую-
щие значения:
Температура, ®С.............. 200 250 300
ав, кпс/мм2:
Т2..........................17,5 16,5 14,0
Т7 ....................... 20,5 20,0 16,5
Окто при температуре 300°С составляет 5,8 кгс/мм2
для режима Т2 и 7,0 кгс/мм2 для режима Т7. Предел
ползучести за 100 ч при 300° С сплава АЛ21, обрабо-
танного по режимам Т2 иТ7, составляет 4,0 кгс/мм2 (по
общей деформации) и 5,0 кгс/мм2 (по остаточной дефор-
мации) соответственно.
В структуре термически обработанного по режиму
Т7 сплава в отличие от структуры литого состояния и
структуры сплава, обработанного по режиму Т2, не на-
блюдается фазы SfAUCuMg), которая целиком раство-
ряется в твердом растворе при нагреве под закалку.
Выделяющиеся при старении субмикроскопические ча-
стицы этой фазы нельзя обнаружить с помощью опти-
ческого микроскопа (рис. 42, б, в).
Термическая обработка и структура
сплава АЦР1У
Сплав АЦР1У относится к сплавам эвтектического
типа системы А1—Се и наряду с высокой жаропроч-
ностью при температурах 350—400°С обладает хоро-
шими литейными свойствами и высокой герметичностью.
Двойная диаграмма состояния этой системы [49]
во многом похожа на двойную диаграмму состояния
системы А1—Si:
а) растворимость церия при температурах до
400° С приблизительно такая же, как и растворимость
кремния (ниже 0,1%);
б) количества вторых компонентов (кремния и це-
рия), участвующих в образовании эвтектик, очень близ-
ки (11,6—10%); такие большие количества обеспечи-
вают сплавам хорошие литейные свойства (высокую
жидкотекучесть, малую линейную усадку, низкую склон-
ность к образованию горячих трещин).
Однако сплавы с церием обладают рядом характер-
ных особенностей, из которых наиболее важными явля-
ются следующие:
92
а) температура плавления эвтектики в сплавах с
церием на 6ГС выше (638°С), чем эвтектики с крем-
нием (577°С), следовательно, они обладают более вы-
сокой жаропрочностью, чем сплавы типа силумин;
б) частицы фазы А14Се кристаллизуются в сплавах
в виде мелких пластин, тогда как кремний кристалли-
зуется в виде крупных частиц пластинчатой формы,
располагающихся по границам зерен;
в) растворимость церия в алюминии при рабочих
температурах (до 400° С) приблизительно такая же,
как и растворимость кремния, однако распад твердого
раствора при охлаждении после кристаллизации проис-
ходит медленнее. К тому же при распаде твердого ра-
створа церий с алюминием образуют соединение А14Се,
ультрадисперсные частицы которого в основном распре-
делены в объеме зерен твердого раствора. Так как эти
частицы имеют высокую твердость и очень слабую
склонность к укрупнению и сфероидизации, создается
устойчивая микрогетерогенность второго порядка, спо-
собствующая повышению жаропрочности соответствую-
щих сплавов.
Частицы элементарного кремния в сплавах системы
А1—Si при высоких температурах быстро сфероидизи-
руются, способствуя развитию диффузионных процес-
сов, поэтому сплавы на основе этой системы не могут
быть жаропрочными.
Сплавы на основе А1 — Се обладают высокой жаро-
прочностью при таких же хороших литейных свойствах,
как у силуминов.
Для получения более
высоких механических
свойств при комнатной
темпер атуре сплав АЦР1У
легирован медью, марган-
цем, цирконием.
Термическая обработ-
ка отливок из сплава
АЦР1У проводится по ре-
жиму Т1: нагрев при тем-
пературе 200±5°С, вы-
держка 10—15 ч, охлаж-
дение на воздухе.
Типичные механиче-
ские свойства сплава в со-
Рае. 43. Структура салава
АЦР1У, термваесхж обработан-
ного «о режяму T1. XW
93
стоянии Т1 при комнатной температуре следующие: <тв=
= 18,0 кгс/мм2; Сто,2= 14 кгс/мм2; 6 = 1,2%; НВ70. При
температуре 300°С: <тв=Г1,5 кгс/imm2; <гюо=10,0 кпс/мм2.
В микроструктуре сплава зерна a-твердого раствора
окружены двойными (а+АЦСе) и более сложными эв-
тектиками. Сложные фазы AlCeSi, AlCeCuSi, АЬаМпгСи
кристаллизуются достаточно компактно (рис. 43).
ГЛАВА 4
РАЗЛИЧНЫЕ МЕТОДЫ
ИССЛЕДОВАНИЯ МИКРОСТРУКТУРЫ
ЛИТЕЙНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
Оптическая микроскопия
Исследование микроструктуры с помощью оптического
микроскопа является основным и наиболее широко
применяемым методом.
При исследовании микроструктуры определяют:
а) качество литья — степень модифицирования, ве-
личину зерна, микроликвацию, характер кристаллиза-
ции структурных составляющих, степень микропори-
стости;
б) качество термической обработки — полноту рас-
творения упрочняющих компонентов, каогуляцию со-
ставляющих, наличие пережога и микротрещин;
в) причины и характер возникновения дефектов или
разрушения.
Исследование микроструктуры проводится на отшли-
фованных и отполированных образцах, вырезанных из
образца или детали, в соответствии с целью исследова-
ния. Например, при необходимости определения приро-
ды дефекта или причины разрушения целесообразно
образец для исследования вырезать так, чтобы плос-
кость изготовленного шлифа пересекла дефект или
участок разрушения. Операции последовательного шли-
фования и полирования необходимо проводить таким
образом, чтобы исходная поверхностная микрострукту-
94
ра исследуемого шлифа не изменялась в результате
деформации или нагрева при его изготовлении. Для
того чтобы шлиф можно было успешно исследовать
при больших увеличениях и получать с него качествен-
ные микрофотографии, поверхность его должна быть
плоской. Перед шлифованием плоской поверхности
шлиф закрепляют в специальные зажимы либо зали-
вают легкоплавкими или самотвердеющими смолами в
обоймы. Шлифование выполняется в несколько прие-
мов с последовательным переходом к абразиву с более
мелким зерном. При этом изменяется направление
шлифования для полного уничтожения рисок от обра-
ботки на предыдущей стадии.
Основными широко применяемыми методами выяв-
ления микроструктуры сплава являются химическое и
электролитическое травление. В некоторых случаях
(например, изучение размера и расположения частиц
кремния) исследование микроструктуры производится
без предварительного травления.
Шлиф перед травлением промывают спиртом и про-
сушивают фильтровальной бумагой. Травлению под-
вергают часть шлифа, что дает возможность сравни-
вать структуру травленого и нетравленого сплава и
при необходимости применять другой реактив. Шлиф
после травления промывают спиртом и окончательно
высушивают фильтровальной бумагой.
Реактивы, их назначение и режимы травления
Структурные составляющие литейных алюминиевых
сплавов различают под микроскопом по характерной
форме кристаллизации, цвету данной составляющей и
изменению ее цвета под действием различных химиче-
ских реактивов. Рекомендуемые травители (реактивы),
их назначение и режимы травления шлифов приведены
в табл. 11.
Описание действия различных травителей на основ-
ные структурные составляющие алюминиевых литейных
сплавов приведено в табл. 12.
Значительное различие в отражательной способно-
сти алюминиевой матрицы и кремния позволяет в ряде
•случаев исследовать структуру сплавов типа силумина
'без 1предвар1ительного травления, 1примецение которого,
однако, усиливает контрастность. Для более точного оп-
95
ределения структурных составляющих сплава приме-
няетюя последовательное травление в нескольких реак-
тивах с последующим сравнением полученной окраски
и формы кристаллизации фаз с приведенными в табл. 12.
Так, последовательное травление в водных растворах
0,5 %-ной HF и 20%-ной H2SO4 позволило определить
наличие фаз типа Al7Fe2, AUSiFe и Al7Cu^Fe в сплаве
ТАБЛИЦА 11
Рекомендуемые травители для выявления структуры литейных
алюминиевых сплавов
Реактив Режим травления Применение
0,5%-ный вод- Смочить шлиф ваткой Реактив общего назначе-
ный раствор HF или погрузить в реактив, время травления 10— 20 с, затем промыть струей воды и просушить ния
20%-ный вод- Погрузить шлиф на Реактив особенно при-
ный раствор 15—40 с в реактив, по- годен для выявления фа-
HNO3 догретый до 70°С, затем промыть струей воды и просушить зы СиА12
20 %-ный вод- Метод травления анало- Реактив для выявления
ный раствор гичен предыдущему, вы- составляющих, содержа-
H2SO4 держка в реактиве 10— 30 с щих железо
10%-ный вод- Погрузить шлиф на 4— Реактив для сплавов
ный раствор 5 с в реактив, подогре- системы А1—Си—Mg—
NaOH тый до 70°С, затем про- мыть струей холодной воды и просушить Si
1 объем HNO3, Погрузить шлиф в реак- Реактив общего назначе-
1—2 объема тив на 1—10 с, затем ния, но особенно приго-
HF, 3 объема промыть струей воды и ден для выявления внут-
глицерина1 просушить рикристаллической лик- вации и отличия литого сплава от термически обработанного
0,5% HF, 1,5% Смочить шлиф ваткой Реактив общего назна-
НС1, 2,5% HNO3, 95% Н2О или погрузить в реактив, время травления 15 с, за- тем промыть струей во- ды и просушить чения
1 Смешивать глицерин на холоде, приливая кислоту небольшими порци-
ями.
96
АЛ 19 и объяснить причину снижения механических
свойств образцов данной плавки (рис. 44, а, б).
Применение последовательного травления шлифа
сплава В124 сначала в 0,5%-ном растворе HF, затем
Рис. 44. Структура сплава АЛЮ с наличием примеси железа:
а —травление в 20%-ной H2SO4; б — травление в 0,5%-ной HF. Х500
Рис. 45. Структура сплава В124:
а — травление в 0,5%-ной HF; б — травление в растворе Fe(NO3)s. Х.100
в растворе Fe(NOa)3 позволило различить фазы СиА12
и W(AlxMg5Cu4Si4) (рис. 45,а,б). Последняя образует-
ся в сплаве при замедленной кристаллизации, не пере-
ходит в твердый раствор три нагреве под закалку, а,
связывая магний и медь, может привести к снижению
механических свойств сплава.
eg ТАБЛИЦА 12
Действие травителей на основные структурные составляющие литейных алюминиевых сплавов
Составляющие Цвет и форма фаз до травления, фор- ма кристаллизации Характеристика фаз, их цвет после травления в
0,5%-ной HF, 15 с, промывка в холодной воде 1,0%-ной NaOH, 10 с, 1 промывка струей воды 20%-ной H2SO4 при 70°С, 30 с, промывка в холодной воде 20%-яой HNO3 при 70°С, 40 с, промывка <в холодной воде 10%-ной NaOH при ТОРС, 5 с, промывка в холодной воде
1 2 3 4 5 6 7
Si Серый, пластинча- тая Очерчивается, не травится Очерчивает- ся, не тра- вится Не травится Очерчивает- ся, не тра- вится Очерчивается, не травится
MgjSi Темно-серый, крис- таллизуется в ви- де тончайших пластин или «име- ет вид паукооб- разного разветв- ления (в «сплавах типа АЛ8, АЛ.13) Очерчивается, ра- дужно-голубого цвета Очерчивает- ся, окраска не меняется Действует сильно, од- ни части — разъедают- ся, другие окрашива- ются в си- ний цвет Окрашивает- ся от корич- невого до черного цве- та Очерчивается, светло-серого цве- та
CuA12 Светло-розовый, первичные крис- таллы имеют ком пактную форму, вторичные крис- таллы располага- ются в форме эл- Очерчивается, час- тично окрашивает- ся в розовый цвет. Светлая, блестя- щая Очерчивает- ся,.светлая, блестящая, частично ок- рашивается в розовый цвет Очерчивает- ся. светлая, блестящая, частично ок- рашивается в розовый цвет Окрашивает- ся от корич- невого до черного цве- та Действует нерав- номерно, опраши- вается до темно- коричнев ого цвета
липсовидной эв- тектики a+CuAl2 1
AljMgj Светло-серый Очерчивается, светлого оттенка, приближается к водянисто-голубо- му
Al3Fe, Al7Fe2 Серый, пластинча- тая Слепка темнеет, коричневые пят- на на частицах
Al<Si2Fe Светло-серый; очень часто крис- таллизуется в пла- стинчатой форме Травится слабо
AlgSiFe $ Желтовато-серый, кристаллизуется в пластинчатой, иногда в развет- вленной (скелето- образной) форме Травится
Очерчивает- ся, не тра- вится, не опрашивает- ся Действует сильно, то- чечная кор- розия, разъ- едается Действует сильно, ок- рашивается в голубова- то-водянис- тый цвет Очерчивается, не травится, • не окра- шивается
Очерчивает- ся, слепка темнеет Действует сильно. Час- тицы разъе- даются или сильно кор- родируют, темнеет Очерчивает- ся Очерчивается, тем- но-коричневого цвета
Травится, темнеет Травится, окраска ме- няется до коричневой Травится слабо, ок- раска меня- ется до ко- ричневой Травится, темнеет
Слабо тра- вится Травится, темнеет Травится очень слабо Травится слабо. Окраска меняется до светло-корич- невой
8
Продолжение тиол. 12
1 2 3 4 5 6 7
AleMn Светло-серый, ромбическая с на- личием пустот Очерчивается, слегка темнеет Травится, окрашивает- ся неравно- мерно от коричневого до синевато- го .цвета Очерчивает- ся, не тра- вится, не ок- рашивается Не очерчи- вается, не травится, не окрашивает- ся Окрашивается от синего до корич- невого цвета
Ale(MnSiFe) Светло-серый, кри- сталлизуется в разветвленной форме или форме крупных округлых частиц Травится; окрас- ка меняется от желто -коричневой до голубой Травится слабо Травится, окрашивает- ся до тем- но-коричне- вой Не травится Травится
S(AliCuMg) Желтовато-серый, темнеет при поли- ровании; кристал- лизуется в ком- пактной форме Очерчивается, при длительном трав- лении темнеет Очерчивает- ся Очерчивает- ся, темнеет Очерчивает- ся, темнеет Очерчивается, не травится
T м g (AleCuMg^ Светло-желтый; кристаллизуется в компактной фор- ме, темнеет при полировании Травится слабо Травится слабо Травится сильно, тем- неет Травится, темнеет Травится очень слабо, немного темнеет
Tm (AljCtijNi) Светло-серый; кристаллизуется в разветвленной форме Очерчивается, слегка темнеет
Shi ;[Al,(CuNi) J Темно-серый, крис- таллизуется в раз- ветвленной форме Травится, окрас- ка меняется до светло-коричневой
Al*Ni Серый, пластинча- тая Очерчивается, ок- рашивается до ко- ричневого цвета
AlNiFe Серый, пластинча- тая Травится; окраска меняется до ко- ричневой и темно- голубой
W (ALMgsCu4Su) Светло-серый, компактная или скелетообразная Травится; окраска меняется до тем- но-коричневой
Очерчивает- ся, не тра- вится, слег- ка темнеет Очерчивает- ся, не тра- вится, слег- ка темнеет Темнеет Очерчивается, не травится и не ок- рашивается
Травится очень слабо Травится слабо Травится, окраска ме- няется до ко(ричневой Травится, окраска меняется до свет- ло-коричневой
Очерчивает- ся, -слегка темнеет Очерчивает- ся, слегка темнеет Очерчивает- ся, не тра- вится, не ок- рашивается Травится, окрас- ка меняется от си- ней до темно-ко- ричневой
Травится слабо; ок- раска меня- ется до светло-ко- ричневой Не травится Не травится Травится, окрас- ка темнеет до светло-коричневой
Не травится Травится слабо Травится, окраска ме- няется до темно-корич- невой Очерчивается, не травится
Продолжение табл. 12
1 2 3 4 5 6 1 7
AlfCuaFe Светлов ато -жел- тый; кристаллизу- ется в компактной и игольчатой фор- мах Травится слабо Не травится Травится слабо Травится слабо Травится, окрас- ка меняется до светло-коричневой
AliaMnjCu Серый, компакт- ная Травится; окрас- ка меняется до коричневой или темно-серой Травится слабо, окрас- ка меняется до светло- коричневой Травится слабо Травится слабо Травится, окраши- вается до светло- коричневого цвета
AljCr Серый, пластин- чатая Очерчивается, не окрашивается Очерчивает- ся, не ок- рашивается Очерчивает- ся, не окра- шивается Не травится Очерчивается, ок- рашивается не- равномерно «от си- него до коричнево- го цвета
MgZnj Светло-серый, пластинчатая Травится; окраска меняется до ко- ричневой Не травится Травится очень силь- но; окраска меняется до черной Травится; окраска ме- няется до черной Не травится
Al7 (CrFe) Светло-серый, пластинчатая или компактная Травится слабо; окраска меняется до светло-коричне- вой Травится; окраска ме- няется до коричневой Не травится Не травится Окраска меняет- ся «от темно-корич- невой до черной
АЬП Светло-серый, пла- стинчатая Не травится Не травится Не травится Не травится Травится, окрас- ка меняется до светло-коричневой
Электронная микроскопия
Электронная микроскопия в современном металло-
ведении является необходимым методом для детально-
го исследования структуры сплавов. Метод позволяет
изучать изменения в структуре при старении закален-
ных сплавов, качественное и количественное изменение
зон и выделений, зарождение и передвижение дисло-
каций на отдельных стадиях этого процесса.
Полученные данные исследования могут быть ис-
пользованы для установления оптимальных режимов
термической обработки, для определения причин упроч-
нения и разупрочнения материалов при различных тех-
нологических приемах, а также в процессе эксплуа-
тации.
Основным отличием электронного микроскопа от
светового является то, что для освещения исследуемого
образца вместо лучей света с длиной волны около
о
5000 А используется поток электронов с длиной волны
О
0,05 А, что дает возможность значительно (реально в
1000 раз) увеличить разрешающую способность. По-
скольку электроны сильно рассеиваются при прохожде-
нии через вещество, а слой воздуха толщиной в 20 см
полностью поглощает электроны, то для обеспечения
достаточно большой величины свободного пробега
электронов необходим вакуум не ниже 10-4 мм рт. ст.
Источником электронов в микроскопе является
электронная пушка, состоящая из нагреваемой нити,
обычно вольфрамовой, к которой прикладывается вы-
сокий ускоряющий потенциал. Нить окружена экраном,
на который подается потенциал смещения. Через за-
земленный анод с отверстием в центре ускоряемые с
напряжением от 200 до 1000 кВ электроны попадают в
колонну микроскопа. На рис. 46 приведена сравнитель-
ная схема распространения лучей в оптическом и элек-
тронном микроскопах [57].
При иследовании тонкой структуры литейных алю-
миниевых сплавов применяются методы как прямого
исследования утоньшенных металлических срезов, так
и косвенного исследования оксидных или серебряно-
углеродистых пленок, образованных на поверхности
предварительно отполированного и протравленного
шлифа и воспроизводящих рельеф структуры состав-
ляющих.
103
В отличие от оптиче-
ской микроскопии, где ис-
пользуется цветной кон-
траст от воздействия хи-
мического или электроли-
тического травления на
отдельные фазы сплава, в
электронной микроскопии
нео'бходимо обеапечить
различие в'поверхностном
контр acre.
Рис. 46. Оптическая схема свето-
вого микроскопа (а) и просвечи-
вающего электронного микроскопа
с электромагнитными линзами (б):
/ — источник света или электронов;
2 — конденсорная линза; 3 — объект;
4 — объективная линза и апертур-
ная диафрагма; 5 — промежуточное
изображение; 6 — проекционная лин-
за и полевая диафрагма; 7 — окон-
чательное изображение
Методика получения оксидных и углеродистых реплик
Реплики представляют собой как бы слепок, оттиск
с поверхности шлифа, поэтому необходимо применение,
во-первых, электролитического полирования (для унич-
тожения наклепанного слоя металла с возможным
искажением структуры вследствие механического воздей-
ствия при изготовлении шлифа) и, во-вторых, глубоко-
го травления с целью получения наибольшего разли-
чия в рельефе структурных составляющих.
Для электролитической полировки алюминиевых
сплавов наиболее широко применяются электролиты
двух составов:
I. 100 мл H2SO4 (плотность 1,84 г/см3); 250 мл
Н3РО4(плотность 1,63 г/см3); 48 г СгОз; 44 мл Н2О.
Режим электрополирования: плотность тока 0,5 А/см2;
время 3—5 мин; температура 50—60°С; анод — шлиф,
катод — свинец.
II. Две трети метилового спирта и одна треть азот-
ной кислоты (плотность 1,6 г/см3). Режим электропо-
лирования: напряжение 30 В; время 3—5 с; анод —
шлиф, катод — свинец.
104
Для выявления структуры шлифа применяются ме-
тоды химического и электролитического травления.
Авторами совместно ю Н. С. Герчиковой и Г. Н. Ко-
раблевой проведена работа по определению воздейст-
вия различных травителей на структуру литого сплава
А1+5% Си и ее исследование на оптическом и элект-
ронном микроскопах при увеличениях 1000 и 10 000
раз соответственно.
Если при исследовании структуры сплава на опти-
ческом микроскопе после электролитической полировки
можно судить о наличии эвтектики, то электронный
микроскоп разрешает ее строение, а также скопление
ЗГП в твердом растворе. Сравнение оптической и
электронной микрофотографий после травления в
25 %-ной HNO3 при 70°С характеризует возможность
этих микроскопов и действие данного реактива, позво-
ляющего более отчетливо выявлять при увеличении
10000 строение эвтектики и зонную стадию распада
твердого раствора (рис. 47, а, б,).
Травление в течение 30 с в холодной концентриро-
ванной НС1 или в течение 10 с в смеси концентриро-
ванных кислот, содержащей 30 мл НС1, 20 мл HNO3,
5 мл HF и 30 мл Н2О, приводит к выявлению 'блочной
структуры зерна твердого раствора, но при этом отме-
чается некоторое растравливание (рис. 47,в).
Лучшим для выявления структуры твердого раство-
ра сплава А1 — 5% Си является электролитическое трав-
ление в растворе 5 г хлористого лития в 250 мл мети-
лового спирта при плотности тока 0,25 А/см2 и време-
ни травления 3—4 с. При этом травлении выявляется
как блочная структура литого сплава, так и зонная
стадия распада твердого раствора (рис. 47, г).
Различие в химическом составе и в целях исследо-
вания сплавов определяет необходимость применения
реактивов для травления микрошлифов. Так, при иссле-
довании кинетики старения сплавов систем А1 — Си,
А1 —Си—Мп, А1—Си —Мп —Ni, Al—Si, Al —Si—
Mg, Al—Si—Си—Mg авторами успешно применялся
0,5%-ный водный раствор HF при длительном (0,5—
1 мин) 'воздействии на электролитически отполирован-
ный шлиф.
В структуре сплава АЛЮ системы А1 — Си — Мп
после травления в этом реактиве при увеличении 1350
раз наблюдаются крупные первичные образования фа-
105
Рис. 47. Структура литого сплава Al+5% Си:
а, б —травление в 25%-ной HNO3; в —травление в смеси кислот; г —элект-
тролитическое травление. Х100 (а) ХЮ ООО (б, в, г). Позиция б при печати
уменьшена на 1/4
106
зы Ali^Mn2Cu и /мелкие ее чаетИцы в зернах твердого
раствора как продукты его распада (рис. 48,а). Элект-
ронно-микроскопическое исследование, кроме частиц
этой фазы (крупные по границе зерна и мелкие в зер-
не), выявляет скопления ЗГП, что характерно для ста-
дии естественного старен.И|Я (рис. 48,6). После элект-
ролитического полирования и травления поверхности
исследуемого шлифа в выбранном реактиве шлиф ок-
сидируется в электролите состава: 68 г Na^HPC^, 0,4 мл
H2SO4, 200 мл Н2О. В этом электролите при поддер-
жании постоянного напряжения 30 В окисная пленка
растет примерно с одинаковой скоростью на различных
участках шлифа и представляет собой слепок, однород-
ен
ный по толщине примерно 300—700 А. Катодом при
электролитическом полировании, травлении и оксиди-
ровании является свинец, анодом исследуемый образец.
Процесс оксидирования продолжается несколько се-
кунд, его завершение характеризуется прекращением
тока в электрической схеме.
Скорость оксидирования алюминиевого твердого
раствора выше скорости оксидирования других фаз, поэ-
тому, например, ЗГП, обогащенные медью, >и фаза
Рис. 48. Структура сплава АЛ 19,
травление в 0,5% ной HF: а —
Х1350; б —ХЮ000. Позиция б
при «печати уменьшена на 1/4
107
CuAla в сплавах алюминия с медью наблюдаются в
электронном микроскопе при исследовании окисной
реплики на просвет как белые точки или штрихи
вследствие образования на этих участках более тонкой
пленки.
Полученная окисная пленка надсекается лезвием
бритвы на квадратики размером приблизительно 2Х
2 мм, отделение которых от поверхности шлифа произ-
водится при его растворении в насыщенном растворе
хлорида ртути или электролитически. Электролитиче-
ское растворение предпочтительнее, так как при нем не
происходит разрушения шлифа, что делает возможным
его повторное исследование.
Для отделения окисной пленки применяется тот же
электролит, что и при электрополировании: 2/3 метило-
вого спирта +!/з азотной кислоты; напряжение 10 В,
время 3—4 мин. Отделение происходит под воздейст-
вием пузырьков нодорода, выделяющихся при элект-
ролизе на исследуемом шлифе, служащем анодом; ка-
тод— свинец. Отделившиеся от поверхности шлифа
окисные пленочки вылавливаются стеклянным ков-
шичком, переносятся последовательно в дистиллиро-
ванную воду и 10%-ный раствор соляной кислоты для
промывки, высушиваются на фильтровальной бумаге
и нанесенные на медные сеточки служат объектом для
исследования в электронном микроскопе.
К недостаткам этого .метода исследования относится
склонность к образованию складок на пленках и недос-
таточная прочность пленок, приводящая к разрывам во
время отделения пленки от поверхности шлифа при на-
личии на последней заметно выступающих фаз,'отличаю-
щихся по твердости от основной алюминиевой матрицы
(например, кремний, фаза Al6Cu3Ni и др.). В этом слу-
чае приходится прибегать к двухступенчатому получе-
нию довольно прочных угольно-серебряных пленок, ко-
торые не деформируются под действием электронного
луча и надежно повторяют микроструктуру исследуемо-
го образца.
Методика получения угольно-серебряных пленок
заключается в следующем [58]. На травленую поверх-
ность шлифа в вакууме (10~4 мм рт. ст.) напыляется
серебро. Серебро в количестве ~0,2 г помещается в
спираль из вольфрамовой проволоки диаметром 0,5 мм.
Напыление производится при токе 24 А; продолжи-
108
тельность испарения серебра примерно 30 с. Толщина
напыленного слоя серебра на шлифе составляет не-
сколько микрон. Полученную пленку осторожно меха-
нически отделяют от поверхности шлифа. Негативный
оттиск, полученный на серебряной пленке, полностью
повторяет структуру шлифа. Затем в вакуумной уста-
новке при том же разрежении на отделенную серебря-
ную пленку напыляют уголь. Двухслойную угольно-се-
ребряную пленку помещают в азотную кислоту, где се-
ребро растворяется, а угольная пленка всплывает на
поверхность. Угольную пленку тщательно промывают
в подогретой дистиллированной воде, просушивают на
фильтровальной бумаге и в специальном держателе
устанавливают в вакуумной установке под углом 45°,
где ее оттеняют чистым металлическим хромом при
разрежении 10-4 мм рт. ст. В спираль из вольфрамовой
проволоки диаметром 0,5 мм помещают 0,1 г хрома,
который напыляют при токе 30 А в течение 3 с. Угле-
родистые пленки отображают рельеф фаз, выступаю-
щих над матрицей.
В проведенной авторами совместно с Г. Н. Кораб-
левой работе по исследованию кинетики распада спла-
вов систем А1 — Си — Мп и А1 — Си — Мп — Ni пока-
зано различие в отображении их тонкой структуры при
применении оксидных и угольно-серебряных пленок.
Оба метода выявляют микрогетерогенность зерен твер-
дого раствора: частицы фазы АЬгМп^Си темные, хорошо
очерченные при исследовании оксидных реплик (рис. 49,а)
•и выпуклые при исследовании угольных пленок, и пластин-
чатые частицы O'-фазы (рис. 49, б, в). Наблюдаемые
с помощью оксидных реплик скопления ЗГП (см. рис.
49,а) при применении угольных реплик не выявляют-
ся. Угольная реплика отображает рельеф твердой зна-
чительно выступающей фазы AleCusNi, тогда как оксид-
ная реплика при отделении от шлифа разрушается в
участках расположения этой фазы (см. рис. 49,а).
Методика изготовления тонких металлических пленок
Для прямого наблюдения микроструктуры и полу-
чения большего разрешения применяется метод тонких
металлических фолы или срезов. Металлические образ-
цы становятся прозрачными для прохождения электро-
нов при их толщине порядка нескольких тысяч анг-
стрем.
109
Рис. 49. Структура сплава АЛЗЗ,
полученная:
а —с применением оксидных ре-
плик; о, в — с применением уголь-
ных пленок. XI0000
Приготовить такие тонкие металлические образцы
для исследования в электронном микроскопе можно
постепенным утонением их или непосредственным по-
лучением материала в виде тонкой пленки. Для утоне-
ния образцов применяется несколько методов [29, 57,
59, 60].
1. Химическое травление. Этот метод применяется
главным образом при исследовании однофазных метал-
лов и сплавов, так как трудно предотвратить преиму-
щественное растворение той или иной составляющей
многофазного сплава.
2. Метод ионной бомбардировки тонких (толщина
1—2 мкм) образцов, при котором необходимо подобрать
сооветствующую энергию ионов для обеспечения рав-
номерного удаления атомов металла. Если энергия ионов
'слишком высока, то образец нагревается, 'если слишком
мала—наблюдается травление. Этот метод очень сло-
жен, процесс длительный и конечная его стадия трудно
контролируется.
110
3. Метод электролитической полировки, применяе-
мый наиболее широко и успешно для исследования боль-
шого количества металлов и сплавов.
Хайденрайх [61] впервые применил для утонения
тонких образцов сплава системы А1 — Си раствор сле-
дующего состава: 1 часть метилового спирта 4-1 часть
концентрированной азотной кислоты 4-1 мл соляной кис-
лоты на 50 мл смеси. В настоящее время разработано
большое количество различных электролитов для утоне-
ния металлов и сплавов.
Для обеспечения однородности растворения метал-
ла по всей поверхности образца плотность тока во всех
его точках должна быть одинаковой. При низкой плот-
ности тока полируются преимущественно края образца,
при высокой — центральная часть. Окончание процесса
электрополирования контролируется одновременным по-
явлением мелких отверстий, при этом вокруг них обра-
зуются достаточно тонкие для просвечивания электрон-
ным лучом участки.
Для предотвращен1ия преимущественного полирова-
ния краев образца на них наносится тонкий слой непро-
водящего ток лака. Образец получается более однород-
ным по толщине на большей площади при быстром и
кратковременном прерывании тока перед окончанием
полирования; вероятно, в этом случае при выключении
тока происходит растворение анодного слоя в электро-
лите. Существует несколько видов приспособлений [62],
позволяющих получать качественные тонкие образцы
различных материалов. Авторы совместно с Г. Н. Кораб-
левой использовали следующие методы утонения образ-
цов из сплавов АЛ 19 и АЛЗЗ:
1. Химическое травление в 60%-ном водном раство-
ре NaOH с последующей промывкой в 30 %-ном раство-
ре HNO®.
2. Электролитическое травление в растворе хлорной
и ледяной уксусной кислот в соотношении 1:9 при нап-
ряжении 10—12 В и силе тока 0,1—0,2 А с последующей
промывкой в 30 %-ной HNO3 и метиловом спирте.
3. Электролитическое травление в той же смеси ук-
сусной и хлорной кислот, но с использованием специаль-
ного приспособления, позволяющего в качестве исход-
ного материала иметь образец 1большого сечения и
обеспечивающего равномерность травления по его .плос-
кости.
111
Последовательное исследование структуры образца
сплава АЛ 19, испытанного на длительную прочность при
температуре 300°С и напряжении 7,0 кгс/мм2 методами
оптической и электронной микроскопии при использова-
нии оксидных реплик и тонких металлических срезов,
позволяет установить взаимосвязь структуры и свойств
этого сплава и показывает возможности примененных
методов исследования.
Оптическая микроскопия (увеличение 500 раз) уста-
навливает, что в результате испытания имеет место зна-
чительный распад твердого раствора вследствие субмик-
роскопических выделений фазы AIi2Mn2Cu — частицы
черного цвета в зернах твердого раствора (рис- 50, а).
При исследовании оксидных реплик, полученных с
данного образца при увеличении в 27 000 раз, разре-
шается структура твердого раствора с наличием неболь-
шого количества строчечных образований ЗГП2, крупных
белых пластинчатых частиц метастабильной О’-фазы,
112
стэбильной 0, черных довольно крупных частиц фазы
Ali2Mn2’Cu (рис. 50, б).
Прямое исследование структуры утаенного метал-
лического среза с этого же образца сплава АЛ 19 позво-
ляет наблюдать ориентированные частицы метастабиль-
ной О'-фазы, различать неоднородность в ее окраске,
связанной, очевидно, с изменением концентрации в ней
меди.
Кроме этого, данный метод прямого исследования
позволяет установить отсутствие около 0'-фазы напря-
женных полей, характерных при образовании ЗГП, и на-
личие дислокаций.
Ультрафиолетовая микроскопия
Ультрафиолетовые лучи применяются в микроскопии
для повышения разрешающей способности оптического
микроскопа и для дифференциации на исследуемом
шлифе элементов и фаз различного химического состава.
1Повы1шение р азреш ающей способности достигается
.применением для освещения шлифа невидимого для гла-
за ультрафиолетового излучения. Средняя длина волны
становится равной 0,3 мкм, т. е. в два раза меньше дли-
ны волны видимой части спектра, что позволяет разре-
шать элементы структуры до 0,2 мкм = 2-10"4 мм. Разде-
ление фаз различного химического состава определяет-
ся различным характером поглощения или отражения
света в ультрафиолетовой и в видимой областях спект-
ра. У целого ряда элементов в ультрафиолетовой части
спектра расположены основные сильные полосы погло-
щения и имеют начало области сплошного поглощения
с резкими границами со стороны длинных волн. Это
дает возможность выявлять на микрофотографиях, по-
лучаемых в ультрафиолетовых лучах соответственно вы-
бранной длины волны, многие новые детали структуры,
обнаруживаемые с помощью обычного микроскопа лишь
в результате сложной обработки, многоступенчатого
травления или специальной окраски.
Более подробные данные о составе отдельных струк-
турных составляющих сплава можно получить, фотог-
рафируя один и тот же участок шлифа в различных
длинах волн ультрафиолетового излучения и получая
путем микрофотометрирования спектральные кривые
поглощения соответствующих элементов. Микрофотомет-
113
рирование производится при помощи микрофотометра,
который насаживается на тубус микроскопа и служит
для измерения интенсивности света, отраженного от
шлифа.
Е. М. Брумберг [63] разработал и применил для
микроскопического исследования метод искусственного
расширения способности глаза воспринимать ультра-
фиолетовую область спектра, на основе которого им соз-
дан микроскоп с ультрафиолетовым излучением.
Избирательность отражения ультрафиолетовых лучей
дает возможность многие бесцветные при обычном осве-
щении .металлы и фазы наблюдать ярко-цветными при
ультрафиолетовом освещении. В ряде случаев приходит-
ся подвергать поверхность шлифа травлению химическими
реактивами, используя избирательное поглощение об-
разующихся пленок. Если в примененном для травления
реактиве анион прозрачен в используемой для наблюде-
ния ультрафиолетовой области, то погл'01шени1е пленки
определяется обычно поглощением катиона, извлеченно-
го реактивом из исследуемого участка шлифа и, следо-
вательно, характеризует последний. Данные, получаемые
при изучении поглощения тонких пленок [64], позво-
ляют подбирать микрохимические реакции на поверх-
ности шлифа. Для ультрафиолетовой микроскопии необ-
ходимо тщательное приготовление шлифа, так как ма-
лейшая царапина, не заметная при исследовании в обыч-
ном микроскопе, при освещении ультрафиолетовыми
лучами становится резко видимой.
При исследовании структуры литейных алюминиевых
сплавов методом цветной ультрафиолетовой микроско-
пии авторы совместно с М. Л. Бернштейном и Е. Н. Ни-
китиной [65] применяли анодное оксидирование шли-
фов сплавов АЛ4, АЛ9 в 20 %-ной серной кислоте при
плотности тока 0,3 А/дм2. Катодом служил свинец.
Оксидирование проводилось до получения бледно-
голубой окраски на поверхности шлифа. Время получе-
ния такой пленки — от нескольких секунд до двух-трех
минут в зависимости от химического состава исследуе-
мого сплава (для сплавов АЛ4, АЛ9 время получения
пленки 15 с). Однако при анодном оксидировании в
20 %-ной H2SO4 шлифов из сплавов АЛ1 и АЛ21 на-
блюдалось сильное растравливание фазы, содержащей
магний; снижение концентрации кислоты и плотности
тока не дало хороших результатов.
114
Лучшее цветоотделение фаз в сплавах АЛ1 и АЛ21
на флюоресцирующем экране ультрафиолетового ми-
кроскопа достигается правлением шлифов в 0,5 %-ном
водном растворе HF с последующим оксидированием в
растворе двузамещенного фосфорнокислого натрия
(35 г на 100 мл воды), подкисленном одной каплей
серной кислоты. Плотность тока при оксидировании
0,01—0,2 А/дм2, время оксидированная 10—20 с.
Микроструктуру литого сплава АЛ21 фотографиро-
вали на ультрафиолетовом микроскопе при последова-
тельном освещении лучами трех различных длин .волн
(750, 365, 313 мкм). Полученные три снимка различа-
ются между собой степенью поглощения ультрафиоле-
товых лучей. На флюоресцирующем экране микроскопа
при визуальном наблюдении этого микрошлифа четко
различаются по окраске фаза Т (AleCusNi) ярко-крас-
ного цвета, темно-красная фаза SNijAls(CuNi)2], голу-
бая фаза S(Al2CuMg), разветвленные мелкозернистые
эвтектики, располагающиеся между зернами a-твердо-
го раствора. Зерно твердого раствора принимает опре-
деленный оттенок окраски за счет некоторого количе-
ства ультрадисперсных частиц вторых фаз — продук-
тов распада.
Для фиксирования цветного изображения микро-
структуры на специальном приборе — хромоскопе [66]
позитивный черно-белый трехпольный снимок, получен-
ный на ультрафиолетовом микроскопе, сводится в один
и проецируется объективом на цветную фотопленку.
Недостатками метода ультрафиолетовой микроско-
пии являются необходимость применения дорогих квар-
цевых линз вследствие интенсивного «поглощения ультра-
фиолетового излучения стеклом и относительная слож-
ность техники цветного фотографирования.
Рентгеновская теневая микроскопия
Этот метод исследования основан на дифференци-
альном поглощении рентгеновских лучей разной длины
различными структурными составляющими сплава.
Применяя характеристическое излучение определен-
ной длины волны, что достигается выбором материала
анода в источнике рентгеновских лучей, можно опреде-
лить фазовый состав сплава и расположение легирую-
щих компонентов.
115
Метод рентгеновской теневой микроскопии по срав-
нению с обычной микроскопией имеет ряд преимуществ:
1) микрорентгенограмма позволяет полнее выявить
структуру образца, так как она отражает распределе-
ние структурных составляющих во всем объеме образ-
ца, а не только на его поверхности;
2) при обычном микроскопическом исследовании
структура шлифа выявляется в случае дифференциро-
ванного воздействия травителя на фазы сплава. Конт-
растность микрорентгенограммы зависит от различия в
степени поглощения рентгеновских лучей компонентами
сплава. Применяя рентгеновское излучение такой дли-
ны волны, которая избирательно .поглощалась бы од-
ним из компонентов сплава, можно значительно увели-
чить контрастность изображения;
3) на микрорентгенограммах четко выявляются мик-
родефекты материала.
Однако у данного метода имеются свои особенно-
сти и трудности. Поскольку рентгеновские лучи незна-
чительно преломляются в материалах, невозможно
создать рентгеновский микроскоп по типу оптического.
Поэтому для создания рентгеновского микроскопа при-
менен метод, основанный на использовании расходяще-
гося пучка рентгеновских лучей, исходящих из «точеч-
ного» источника. Источником рентгеновских лучей в
таком микроскопе является разборная электронная
рентгеновская трубка с фокусом излучения менее 1 мкм
в диаметре [67].
Размеры и форма образцов обусловливаются мето-
дикой исследования. Основным требованием является
правильный выбор соотношения толщины образца и
размеров элементов структуры—по толщине образца
должно распределяться минимальное количество зерен,
так как чем большее количество зерен приходится на
толщину образца, тем менее четко будет выявляться
его структура в результате наложения на проекции от-
дельных ее элементов. Необходима также тщательная
подготовка поверхности образцов, так как следы меха-
нической обработки могут привести к искажению
реальной структуры. При приготовлении образцов не-
обходимо добиваться наибольшей параллельности сто-
рон образца, что нужно для количественных определе-
ний, связанных с интенсивностью поглощения рентге-
новских лучей.
116
Рис. 51. -Структура сплава АЛ 19
после испытания на длительную
прочность. Х650 (рентгеновская те-
невая .микроскопия)
Исследование сплавов с помощью этого метода со-
стоит из трех основных этапов:
1) подбора излучения и режима просвечивания;
2) изготовления образцов для исследования методом
механического шлифования и электролитического поли-
рования до толщины 0,01—0,02 мм;
3) фотографической обработки полученных микро-
рентгенограмм и рассмотрение их на микроскопе для
последующего увеличения.
Авторы совместно с В. Г. Лютцау исследовали двой-
ные и тройные алюминиевые литейные сплавы систем
А1—Мп, А1—Си, А1—Си—Мп [68]. Применение метода
рентгеновской теневой микроскопии позволило обнару-
жить наличие микрогетерогенности в строении зерен
твердого раствора и провести разграничение на пер-
вичную микрогетерогенность, образовавшуюся в про-
цессе кристаллизации, и на вторичную микрогетероген-
ность, образовавшуюся в процессе длительного (14 ч)
нагрева сплавов системы А1—Cu-^Mn и последующей
закалки их в воде.
Микрогетерогенность в сплавах системы А1—Си—Мп
различается и по фазовому составу: в первом случае
микрогетерогенность создается частицами фаз СиА12 и
Ali2Mn^Cu, во втором 'Случае — только частицами фазы
Ali2Mn2Cu.
В исследованиях авторов и В. Г. Лютцау показано,
что в процессе испытания на длительную прочность
при температуре 300° С и напряжении 6,5 кгс/мм2 интен-
сивность распада твердого раствора сплава АЛ 19 по-
степенно увеличивается от центра к границе зерна при
одновременном укрупнении продуктов распада — час-
тиц фазы Ali2Mn^Gu (рис. 51).
117
Повышенная длительная прочность сплава АЛ 19
(cjoo=6,5 кгс/мм* 2 3 4) обусловливается наличием в объеме
зерен твердого раствора большого количества ультра-
дисперсных частиц фазы АЬгМпгСи, которые медленно
коагулируют в центре зерен, и лишь в напряженных
пограничных зонах имеет место их укрупнение.
ГЛАВА 5
КРАТКАЯ ХАРАКТЕРИСТИКА
ТЕРМИЧЕСКОГО ОБОРУДОВАНИЯ
И ПРИБОРОВ ДЛЯ ОПРЕДЕЛЕНИЯ
КАЧЕСТВА ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Термическое оборудование
Термическое оборудование, применяемое для нагрева под закалку,
и старение алюминиевых литейных сплавов должно обеспечивать
равномерное температурное поле в продольном и поперечном на-
правлениях нагревательной камеры и исключить воздействие лучи-
стой энергии на отливки.
Разница в температурах нагрева экранов и атмосферы печного
пространства не должна превышать 50'С во избежание дополни-
тельного прогрева садки за счет излучения от экрана.
Регулировка и контроль температуры печного пространства и
садки должны проводиться автоматическими самозаписывающими
приборами класса 0,5 со шкалой до 600“С. В этом случае точность
измерения температуры не превышает db3°C.
Оборудование термических цехов делится на основное (печи,
закалочные баки и др.) и вспомогательное, непосредственно не свя-
занное с технологическим процессом термической обработки (моеч-
ные машины, (рихтовочные прессы и др.).
Печи для термической обработки классифицируются по различ-
ным признакам:
11) по технологическому признаку (нагрев под закалку, отжиг,
старение);
2) по конструктивному признаку (лечи периодического действия,
камерные, шахтные, печи непрерывного действия, толкательные
и др.);
3) по виду обогрева (электрические, газовые);
4) по характеру передачи тепла (лучеиспускание, конвекция
И др.).
Для обработки литейных алюминиевых сплавов главным обра-
зом применяются электрические низкотемпературные (до 60(Х—
700°С) печи, характерным признаком которых является передача
большей части тепла нагреваемьпм отливкам конвекцией.
118
Низкотемпературные электрические печи могут быть периодиче-
ского и непрерывного действия с обязательным применением искус-
ственной циркуляции атмосферы.
К печам периодического действия относятся камерные печи с
плоским неподвижным подом, камерные печи с выдвижным подом,
вертикальные печи с выдвижным подом, различные шахтные печи.
Камерные печи с неподвижным подом применяются для отжи-
га, нагрева под закалку и старения мелких и средних деталей в
мелкосерийном производстве (рис. 52). Загрузку и выгрузку дета-
лей в печах данного типа осуществляют на поддонах, в контейне-
рах; на загрузочный стол их подают с помощью транспортно-подъ-
емных средств (мостовые краны, тельферы и др.). В рабочее про-
странство камерной печи детали, как правило, загружают вручную,
для облегчения применяют простые направляющие балки и желоб-
чатые балки с шарами или роликами из жароупорных материалов,
по которым легко передвигается поддон с отливками.
Рис. 52. Схема камерной электрической печи с неподвижным подом
Эскиз электрической камерной печи с шаровым поддоном и при-
нудительной циркуляцией воздуха приведен на рис. 53.
Искусственная циркуляция печной атмосферы способствует рав-
номерному нагреву всех загруженных отливок и улучшает тепло-
передачу от нагревателей и кладки печи к термически обрабатывае-
мым деталям. Теплопередача в термических печах сводится в ос-
новном к теплоизлучению. '
При температурах выше 700°С теплопередача теплоизлучением
составляет 80—95%, однако в печах для термической обработки
алюминиевых литейных сплавов, где температура ниже 600°С, ин-
тенсивность лучистой энергии значительно уменьшается и примене-
ние искусственной .конвекции способствует равномерному и уско-
ренному нагреву.
ПЭ
Рис. 53. Схема камерной электрической печи с шаровым поддоном и прину-
дительной циркуляцией воздуха; рабочая температура 100—300°С
Рис. ’54. Камерная электрическая печь с выдвижным подам
Камерные печи с выдвижным подом применяются для обра-
ботки крупногабаритных отливок; в момент загрузки и выгрузки
под находится вне печи (рис. 54).
Недостатком печи такого типа является относительно низкая
производительность, так как загрузка и разгрузка пода требует
много времени и при этом под охлаждается.
Шахтные печи широко применяются для термической обработ-
ки отливок из алюминиевых литейных сплавов. Они занимают мень-
120
Рис. 65. Схема шахтной электрической лечи:
1 — крышка; 2 — вентилятор; 3 — нагревательная камера;
4 — металлический каркас; 5 — нагревательные элементы;
6 —реторта; 7 — корзина; 8— механизм подъема крышки
шую площадь, чем камерные печи, и имеют, как правило, более со-
вершенную механизацию и больший удельный съем продукции
[100—260 кг/(м2-ч)].
Шахтные электрические печи для термической обработки обыч-
но состоят из металлического цилиндрического каркаса, внутри ко-
торого выложена шахта из шамотного кирпича (рис. 55). По боко-
121
вой поверхности расположены нагревательные элементы, внутри
шахты установлена реторта из жароупорной стали, открытая свер-
ху и снизу, в которую помещают корзину с термообрабатываемы-
ми отливками.
Детали нагреваются горячим воздухом. Печи работают с зам-
кнутым циклом циркуляции: нагретый воздух прогоняется посред-
ством вентилятора, установленного в крышке или в дне печи, через
корзину с отливками, а затем расходится по радиусам в кольцевое
пространство между корзиной и стенками печи и снова подогрева-
ется, омывая нагреватели. Чтобы обеспечить равномерный нагрев
Рис. 56. Схема шахтной эле-
ктрической печи с принуди-
тельной циркуляцией возду-
ха
деталей как со стороны входа горячего воздуха, так и со стороны
его выхода, периодически изменяют направление вращения венти-
лятора, лопатки которого позволяют вытягивать или нагнетать воз-
дух в камеру печи.
На рис. 56^58 даны эскизы шахтных печей.
Печи непрерывного действия имеют более сложную и совершен-
ную «механизацию, чем лечи периодического действия, к ним отно-
сятся; конвейерные печи; толкательные печи с направляющими, уло-
женными в поду, или с роликовым подом; печи с вибрирующим по-
дом; печи с вращающимся подом или сводом |(каруселыные).
Для термической обработки алюминиевых сплавов печи непре-
рывного действия, как и печи периодического действия, выполня-
ются, как правило, с принудительной циркуляцией воздуха по прин-
ципу противотока, т. е. воздух в них проходит навстречу движе-
нию деталей. В этом случае горячий воздух, встречая на своем пу-
ти все более и более холодные детали, подогревает их и выходит
из печи уже значительно остывшим.
Конвейерные печи находят наиболее широкое применение для
термической обработки алюминиевых сплавов, так как конвейер в
низкотемпературных печах может быть выполнен из обычных кон-
струкционных сталей.
Конвейер в этих печах представляет собой или бесконечное по-
лотно, на которое загружают нагреваемые детали, или бесконечную
цепь, проходящую под сводом лечи, к которой детали подвешивают
122
Рис. 57. Схема .шахтной электрической печи для закалки:
1 — сетка; 2 — теплоизоляция; 3 — крышка; 4 — затвор чугун-
ной дробью; 5 —масляный затвор; 6 —лоток; 7— муфель; 8 —
корзина; Р —рама; 10 — нагревательная секция; // — установка
термопар; 12 — каркас; 13 — опора; /4 —установка вентилятора;
15 — установка сальника; 16 — кожух выводов; 17 — установка
вывода
123
Рис. 58. Схема шахтной электрической печи:
1 — крыльчатка; 2 — установка для перемещения; 3 — крышка; 4 — верхнее
кольцо; 5 — корпус; 6 — кладка
на крючках, в корзинах и т. д. Эти цепи могут выходить из печи
на значительное расстояние, транспортируя термообработанные де-
тали по цеху.
К печам непрерывного действия относятся также толкательные
печи, в которые детали с загрузочного стола толкателем проталки-
ваются на под печи. По камере нагрева детали продвигаются на
поддонах с помощью толкателя по направляющим в поду печи или
по роликовому поду. По окончании нагрева выдача деталей проис-
ходит с противоположного конца печи. Толкатели применяют руч-
ные и приводные различных конструкций: рычажные, цепные, вин-
товые, реечные, поршневые и т. д. Привод толкателей может быть
электрическим, гидравлическим и пневматическим.
Основные характеристики электрических печей для термической
обработки алюминиевых сплавов приведены в табл. 13 [69].
Для термической обработки алюминиевых литейных сплавов
применяются также печи аэродинамического прогрева (ПАП) [70,
124
ТАБЛИЦА 13
Основные характеристики электропечей для термической обработки алюминиевых сплавов
Тип печи Марка печи Потребная (МОЩНОСТЬ, кВт Максималь- ное напря- жение, В Температура нагрева, °C Число фаз Габаритный раз- мер, мм Размер рабочей каме- ры, мм
Камерная ПН44-.1 40 380 650 3 2800Х1930Х Х2400 4800X750X480
Камерная с толкателем ПНТ5-3 ПНТ5-4 100 58 200 220 550 250 3 3 6680Х2800Х Х3660 6680Х2800Х 5700X900X400 5700X900X400
Х3600
ПНТ8-1 200 220 650 3 11600Х3720Х 10000X1750X650
Х4000
Шахтная с ПН31-1 20 220 650 1 1180X1170Х Х2000 1430Х1230Х Х2030 Диаметр 400X500
циркуляцией воздуха ПН32Д-2 36 220 650 3 Диаметр 500
ПН31-Б 24 220 650 1 2560 То же
•ПН34Д-1 72 220 650 3 2760Х1970Х Х2900 Диаметр 950Х Х1220
ПН34Д-2 45 220 400 3 2760Х1970Х Х2900 Диаметр 950Х XI220
ПА32-1 30 220 650 1 2700Х2250Х Х2450 Диаметр 500X500
ПА32-3 20 220/380 650 1 1150Х1850Х Х1360 Диаметр 400X600
Конвейерная ПК-2 75 200 и 135 450 3 6775X1880X Х2693 5318X690X952
В основу разработки нагревательных установок типа ПАП
положен следующий (принцип: если в закрытом теплоизолированном
объеме вращать ротор центробежного вентилятора с лопатками,
выполненными под определенными рассчитанными углами, и создать
замкнутый цикл газового потока, то почти вся энергия привода эк-
вивалентно превращается в тепло. При применении таких печей
обеспечивается высокая равномерность нагрева, стабильность тем-
пературы и более высокие технико-экономические показатели.
Для термической обработки литейных алюминиевых сплавов
наиболее широко применяются печи ПАП-ЗМ и ПАП-4М, техниче-
ские характеристики которых приведены ниже:
ПАП-ЗМ
ПАП-4М
Наибольшая температура нагоева, °C . 550 320
Напряжение питающей сети, В . . . . — 380
Мощность электродвигателя. кВт . . . 64,5 —
Частота вращения роторного нагрева-
теля, об/мин — 1750
Габаритные размеры рабочего простран- 3000X 1250Х1450Х
ства камеры, мм Х1100Х Х2000
хюоо
Габаритные размеры «агрегата, мм
Масса агрегата, кг...............
3670X2150X
Х24 90
5000
Приборы для определения качества
термической обработки
литейных алюминиевых сплавов
Испытание на твердость по Бринеллю
По значениям твердости можно определить состояние материа-
ла и соответствие его термической обработки техническим усло-
виям и ГОСТ 2685—75.
Определение твердости по методу Бринелля осуществляется
вдавливанием стального шарика определенного диаметра в испы-
туемый образец под действием заданной нагрузки в течение опре-
деленного времени.
Число твердости по Бринеллю определяется как среднее давле-
ние сферической поверхности отпечатка стального шарика н вычис-
ляется по формуле
где D — диаметр шарика, мм;
Р — нагрузка на шарик, кгс;
d — диаметр отпечатка, мм.
1 Печи типа ПАП разработаны П. И. Тевисом, В. А. Ананье-
вым, В. М. Крючковым, Д. М. Митиным.
126
При выражении числа твердости по Бринеллю размерность
(кгс/мм2) опускается. Образец для испытания должен иметь две
плоскопараллельные стороны; поверхность одной из них должна
быть отшлифована так, чтобы края отпечатка были достаточно от-
четливы для более точного измерения его диаметра. Диаметр ша-
рика и нагрузка устанавливаются в соответствии с приведенными
ниже данными:
Интервал твердости по Бри-
неллю .......................
Соотношение между нагрузкой
Р и диаметром шарика D . .
Толщина испытуемого образ-
ца» мм .....................
Диаметр шарика, мм ....
Нагрузка Р, кгс.............
Выдержка под нагрузкой, с .
31,8—130
P=10D2
>6 6—3<3
10 5 2,5
1000 500 62,5
30 30 30
Толщина испытуемого образца должна быть не менее десяти-
кратной глубины отпечатка. Если после получения отпечатка боко-
вые или нижняя стороны образца окажутся деформированными, ис-
пытание считается недействительным. В этом случае испытание
должно быть произведено шариком меньшего диаметра при соот-
ветствующей нагрузке.
Диаметры полученных отпечатков должны находиться в пре-
делах: 0,2 D<d<0,6 D; в против-ном случае испытание недейст-
вительно.
Центр отпечатка должен находиться от края образца на рас-
стоянии не менее диаметра шарика, а от центра соседнего отпечат-
ка— на расстоянии не менее двух диаметров шарика. Диаметр от-*
печатка измеряется с точностью до 0,05 мм при испытании шариком
диаметром 10 и б мм и с точностью до 0,01, мм — при испытании
шариком диаметром 2,5 мм.
Диаметр отпечатка измеряется в двух взаимно перпендикуляр-
ных направлениях и определяется как среднеарифметическое из
двух измерений. Разность измерений не должна превышать 2%.
Твердость НВ определяется по приведенной выше формуле или по
составленной таблице.
Определение микротвердости
Определение микротвердости осуществляется на приборе ПМТ-3
путем вдавливания правильной четырехгранной алмазной пирамиды
с углом при вершине 136°С под нагрузкой от 5 до 200 гс в пло-
скую поверхность образца.
Микротвердость определяется по формуле:
2Р а Р
Яи = — sin— = 1,854 — ,
** (Р 2 (Р
где Н ц — м-икротвердость, кгс/мм2;
Р — нагрузка, кгс;
d — среднеарифметическое из длин двух диагоналей отпечатка
после снятия нагрузки, мм;
а — угол между противоположными геранями пирамиды (а=
=il36°C).
127
Устройство прибора ПМТ-3 показано на рис. 59. Штатив, сос-
тоящий из основания и колонки, имеет снаружи ленточную резьбу
для перемещения кронштейна. В кронштейне размещены механизмы
макрометрической и микрометрической подач для вертикального пе-
ремещения микроскопа; предметный столик, который имеет кресто-
образное перемещение и может поворачиваться на 180° (от одного
упора до другого); винтовой окулярный микрометр типа АМ9-3 15х,
Рис. 59. Общий вид ПМТ-3:
1 — механизм макроподачи;
2 — .механизм (микроподачи;
3 — стойка; 4 — механизм
нагружения; 5 — предмет;
6 — станина; 7 — окулярный
микрометр; 8 — тубус; 9 —
центрировка; 10 — освети-
тель; 11 — объектив; 12 —
алмазная пирамида; 13 —
столик
на подвижную сетку которого нанесено перекрестие; нагружаю-
щий механизм, состоящий из штока, подвешенного к свободным
концам двух пружин, другие концы которых закреплены в кор-
пусе механизма.
В нижний конец штока вставляется оправка с алмазным нако-
нечником, а на утолщенную часть штока кладется гиря из разнове-
са, приложенного к прибору. Опускание штока для нанесения отпе-
чатка производится путем освобождения арретира.
При юстировке прибора весь механизм нагружения устанавли-
вают при помощи гайки по высоте так, чтобы вершина алмазного
наконечника касалась поверхности испытуемого образца тогда, ког-
да поверхность находится в фокусе микроскопа.
В микроскоп встроены центрируемые эпи-объективы типа ОЭ-6,
F6, 16А, 0,65 и типа ОЭ-23, F23, 17А, 0,17, позволяющие рассмат-
ривать поверхность образца в светлом и темном полях. Общее уве-
личение микроскопа ПМТ-3 составляет 487х и 135 * (при 115-крат-
ном окуляре и указанных выше объективах).
Определение микротвердости осуществляется следующим обра-
зом: электролитически отполированный образец крепится пластили-
ном на пластинке, его положение выравнивается при помощи ручно-
го небольшого пресса относительно нижней опорной поверхности
128
так, чтобы испытуемая поверхность была перпендикулярна оси пи-
рамиды. Выбранное под микроскопом место для определения мик-
ротвердости передвижением предметного столика подводят в сере-
дину поля зрения микроскопа на перекрестке нитей винтового оку-
лярного микрометра. На шток наконечника устанавливаются гири,
осуществляющие нагрузку, при которой определяется микротвер-
дость.
Предметный стол поворачивают без толчков до упора (прибли-
зительно на 160°) для того, чтобы подвести испытуемый образец
под наконечник.
Медленно освобождая арретир (в течение 10—15 с), опускают
шток так, чтобы наконечник углубился в образец под действием
приложенной нагрузки. После выдержки под нагрузкой шток вновь
арретируют и наконечник поднимается в исходное положение, осво-
бождая образец.
Предметный стол отводят в первоначальное положение и обра-
зец с полученным отпечатком располагают под объективом на пере-
крестке нитей винтового окулярного микрометра. Если отпечаток
располагается не в поле зрения, то двумя центровочными винтами
его совмещают с перекрестием. После этого измеряют диагонали
отпечатка и твердость рассчитывают по формуле или по специаль-
ным таблицам.
Применение метода измерения микротвердости позволяет уста-
новить целый ряд закономерностей.
В табл. 14, например, приведены результаты измерений микро-
твердости на приборе ПМТ-3 с нагрузкой 20 г сплава АЛ 19 с раз-
личным содержанием основных легирующих компонентов после тер-
мической обработки по двум режимам: режим Т4: ступенчатый на-
грев под закалку при 535±5°С, выдержка 7 ч+©45°С, выдержка
7 ч, охлаждение в воде при 20°С; режим Т5: закалка та же+старе-
ние при 175°С в течение 6 ч.
ТАБЛИЦА 14
Изменение микротвердости сплава АЛ 19 в зависимости
от содержания основных легирующих компонентов и режима,
термической обработки
Содержание элемента, % Режим термиче- ской об- работки Яц , кгс/мм*
Си Мп TI граница зерна полура- диус зерна центр зер- на
4,75 0,84 — Т4 Т5 152,8 164,8 146,8 158,8 156,8 158,8
4,75 1,0 — Т4 Т5 141,5 164,8 141,5 164,9 141,5 164,8
5,2 0,6 — Т4 Т5 141,6 179,2 141,5 179,2 141,5 179,2
5,1 0,88 0,3 Т4 Т5 158,8 195,3 146,8 179,2 146,8 179,2
129
Из данных табл. 14 следует, что:
1) микротвердость по зерну неоднородна; это объясняется раз-
личной степенью распада твердого раствора;
2) старение закаленного сплава приводит к увеличению микро-
твердости примерно на 10—16%.
3) увеличение содержания меди с 4,75 до 5,2% приблизительно
на 15% увеличивает h ц твердого раствора в состоянии Т5.
4) наиболее высокая микротвердость твердого раствора в состоя-
нии Т5 отмечается при оптимальном содержании меди 5,0%, мар-
ганца 0,8%, титана 0,3%.
Металлографические микроскопы
(Металлографические микроскопы предназначаются для иссле-
дования микроструктуры металлов и сплавов, для определения ка-
чества их изготовления н термической обработки. Специфические
особенности непрозрачных металлографических шлифов обусловли-
вают конструкцию (микроскопов.
Для исследования микроструктуры необходимо применение мик-
рообъективов с большим увеличением, т. е. с малым фокусным рас-
стоянием, следовательно, с небольшим рабочим расстоянием. Не-
большое рабочее расстояние микрообъектива не позволяет осветить
объект с необходимой апертурой освещающего пучка; для освеще-
ния объекта через микрообъектив необходимо специальное устрой-
ство— опак-иллюминатор, в котором в ход лучей микроскопа вво-
дится светоделительная пластинка, отражающая свет от источника
света в объектив и пропускающая свет, отраженный от объекта'.
В связи с большими потерями света в осветительной системе микро-
скопа и небольшим коэффициентом отражения шлифов требуется
мощный источник света, особенно для микрофотографирования.
Большинство исследований микроструктуры проводится в свет-
лом поле, однако в некоторых случаях (определение границ зерен,
включений, коэффициент отражения которых близок к коэффициен-
ту отражения основного материала) исследование проводится в
темном поле.
В конструкции металлографических микроскопов также преду-
смотрена возможность наблюдения в поляризованном свете, что
необходимо для выявления неметаллических включений, многие из
которых обладают анизотропией {73].
Металлографический микроскоп МИМ-8М применяется для ис-
следования и фотографирования микроструктуры металлов и спла-
вов в светлом и темном полях, в поляризованном свете методов
фазового контраста.
Металлографический микроскоп МИМ-9 является универсаль-
ным, позволяющим осуществлять исследование в светлом поле при
прямом и косом освещении, в темном поле, в поляризованном свете
методом фазового контраста и интерференционного контраста, про-
водить исследование изломов и фотографировать микроструктуру на
фотопластинку и фотопленку фотокамерой «Зоркий-4».
Исследовательский микроскоп МИМ-9 отличается от микроско-
па МИМ-вМ наличием пл анахр ом этических и планаполихроматиче-
ских объективов со стандартным увеличением на демонстрационном
экране, автоматической установкой экспозиции при фотографирова-
нии, автоматическим подъемом предметного столика и сменными
источниками света.
130
ГЛАВА 6
ВИЛЫ КОНТРОЛЯ КАЧЕСТВА
ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ЛИТЕЙНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
гт.'1Ж»'тяиевяяя: т ч-1 , .и ..ь.i 1 - —у чг - т ,/ п " г.т.д.пas.w..»",-, , 1
Основными методами контроля деталей, прошедших термическую
обработку, являются:
а) визуальный осмотр поверхности деталей;
б) рентгенопроювечивание:
в) проверка геометрических размеров;
г) определение механических свойств;
д) металлографический анализ.
Образцы, характеризующие качество деталей данной плавки,
должны подвергаться термической обработке вместе с деталями.
В случае несоответствия механических свойств требованиям
технических условий детали могут быть подвергнуты вторичной
термической обработке. При неудов летвооительных результатах ис-
пытания после повторной термической обработки производят испы-
тание на образцах, вырезанных из детали. Общее количество термо-
обработок допускается не более трех.
Наиболее типичные виды дефектов пли термической обработке
деталей и методы их .предупреждения или устранения приведены в
табл. 15.
Пережог деталей при термической обработке, определяемый ви-
зуально и при микроисследован-ии, характеризуется следующим.
1. Для сплавов на основе системы алюминий — магний:
а) поверхность образца или детали имеет почерненные точки
(или бугорки), наличие которых свидетельствует о сильной степени
пережога;
б) по границам зерен твердого раствора наблюдается оплавле-
ние эвтектики.
2. Для сплавов на основе системы алюминий — кремний:
а) наблюдаются укрупненные, скоагулированные частицы крем-
ния и участки очень мелкозернистой структуры, характеризующие
оплавление эвтектических скоплений;
б) для сплавов системы алюминий — кремний — медь — магний,
кроме того, наблюдаются по границам зерен оплавленные участки
эвтектики.
3. Для сплавов на основе системы алюминий — медь:
а) периферийная часть излома образца имеет более светлую
блестящую зону;
б) внутри зерен a-твердого раствора наблюдаются округлые
участки оплавления эвтектики;
в) границы-зерен утолщены, по ним наблюдаются выделения
оплавленной и растекающейся эвтектики.
•В заключение отметим, что для всех алюминиевых _ сплавов
сильная степень пережога характеризуется заметным короблением
деталей и появлением эвтектических скоплений в виде бугорков или
пузырей на поверхности деталей или образцов.
131
ТАБЛИЦА 15
Типичные виды дефектов при термической обработке
деталей и методы их предупреждения или устранения
Вид дефекта Причина образования дефекта Метод устранения дефекта
Коробление 1. Неравномерный и быст- рый нагрев. 1. Применять соответст- вующие приспособления для нагрева и закалки деталей.
2. Неудовлетворительная 2. Для крупных отливок
укладка детали на поддон нагревательной печи. 3. Пластическая деформация при действии остаточных напряжений, вызывающих коробление деталей при длительном их хранении на цилиндрической формы применять крестовины или скрепляющие план- ки. 3. Изменить способ за- калки, применив горячие соеды охлаждения. Подвергать детали рих- тованию непосредственно
складе. после закалки (до их старения)
Неполная Недостаточная выдержка Повторная термическая
закалка деталей в печи. Пониженная температура нагрева. Пониженная скорость за- калки обработка
Неравномер- Неравномерный прогрев и Применять повторную
ная закалка охлаждение деталей закалку с увеличением времени выдержки дета- лей в печи и более быст- рое их охлаждение при закалке
Образование 1. Отклонение по химичес- 1. Проверять химсостав
трещин, вы- кому составу. деталей.
явленных 2. Сложность конфигурации 2. Увеличить радиус за-
после закал- и разностенность деталей. круглений в переходных
ки 3. Высокая скорость нагре- ва и охлаждения местах стенок детали. 3. Изменить скорость на- грева и охлаждения. Пу- тем изменения сечения стенок деталей или по- становки ребер жесткос- ти добиться максималь- ного перерасределения внутренних напряжений
Пережог 1. Завышение температуры нагрева под закалку. 2. Наличие в деталях мас- сивных участков и недоста- точно равномерный подъем температуры. 1. Периодически прове- рять температуру в раз- ных зонах печи. 2. Понизить скорость на- грева деталей
132
Продолжение табл. 15
Вид дефекта Причина образования дефекта Метод устранения дефекта
Неудовлет- ворительные механиче- ские свой- ства 3. Неравномерность темпе- ратуры в различных зонах печи 1. Отклонение от оптималь- ного химического состава. 2. Нарушение режима тер- мической обработки 3. Ввести режим ступен- чатого нагрева под за- калку 1. Уточнить химический состав сплава. 2. Уточнить режим тер- мической обработки
ГЛАВА 7
ВОПРОСЫ ТЕХНИКИ БЕЗОПАСНОСТИ
ПРИ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
ЛИТЕЙНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ
При выполнении термической обработки деталей из алюминиевых
литейных сплавов необходимо строгое соблюдение правил техники
безопасности, отраженных в производственных инструкциях.
При составлении инструкций необходимо руководствоваться об-
щесоюзными и отраслевыми правилами по организации технологиче-
ских процессов, устройству электроустановок, устройству и безопас-
ной эксплуатации сосудов, работающих под давлением; типовыми
правилами пожарной безопасности; санитарно-гигиеническими пра-
вилами и др. Необходимо проведение изучения правил техники бе-
зопасности и периодического инструктажа по технике безопасности и
промсанитарин с работающими в термических цехах.
Все виды установленного инструктажа по технике безопасности
и промсанитарин (вводный, производственный, повторный и др.),
курсовое обучение и обучение безопасным приемам и методам рабо-
ты непосредственно на рабочем месте должны проводиться по про-
граммам, утвержденным главным инженером предприятия.
Участок печей для термической обработки алюминиевых спла-
вов должен быть изолирован от участков механической -обработки
сплавов, стены и полы должны быть гладкими и удобными для
очистки. Оборудование, стены, полы, перекрытия необходимо регу-
лярно очищать от пыли влажным способом.
Нагревательные печи должны быть заземлены, оборудованы
терморегуляторами для точного регулирования температуры, как
правило, должны иметь автоматическую блокировку, выключающую
печь при открывании ее дверцы (крышки).
Движущиеся механизмы в печи (конвейерная система, вентиля-
торы и др.) должны быть сблокированы с термюрегулятором печи,
чтобы при выключении печи выключался и вентилятор.
В производственных инструкциях должны быть учтены требова-
ния техники безопасности при выполнении всего технологического
процесса термической обработки (нагрева и охлаждения при за-
калке, отжиге, старении, при правке деталей и т. д.).
133
ПРИЛОЖЕНИЕ 1
Химический состав литейных алюминиевых сплавов, % (без учета примесей)
Марка сплава Си S1 Mg Мп TI | Другие элементы
АЛ1 3,75—4,5 1,25—1,75 __ __
АЛ2 — 10,0—13,0 — — __ —
АЛЗ 1,5—3,0 4,5—5,5 0,35—0,6 0,6—0,9 —
АЛ4 — 8,0—10,5 0,17—0,3 0,2—0,5 —
АЛ5 1,0—1,5 4,5—5,5 0,35—0,6 — —
АЛ7 4,0—5,0 — —
АЛ8 — — 9,5—11,5 — — —
АЛ9 6,0—8,0 0,2—0,4 — —
АЛ 19 4,5—5,3 — — 0,6—1,0 0,15—0,35 —
АЛ 21 4,6—6,0 — 0,8—1,3 0,15—0,25 — 0,1—0,2 Сг; 0,1—072 Мо
АЛ22 — 0,8—1,2 10,5—13,0 — 0,05—0,15 0,03—0,07 Be
АЛ23 — — 6,0—7,0 — 0,05—0,15 0,02—0,10 Be; 0,05—0,20 Zr
АЛ 23-1 — — 6,0—7,0 — 0,05—0,15 0,02—0,10 Be; 0,05—0,20 Zr
АЛ24 1,5—2,0 0,2—0,5 0,1— 0,2 3,5—4,5 Zn
АЛ27 — — 9,5—11,5 — 0,05—0,15 0,05—0,15 Be; 0,05—0,2 Zr
АЛ 27-1 — — 9,5—11,5 — 0,05—0,15 0,05—0,15 Be; 0,05—0,20 Zr
АЛ32 1,0—1.5 7,5—8,5 0,3—0,5 0,3—0,5 0,1—0,3 —
АЛЗЗ 5,5—6,2 — — 0,6—1,0 — 0,15—0,3 Ce: 0,05—0,2 Zr
АЛ34 — 6,5—8,5 0,35—0,55 — 0,1—0,3 0,15—0,4 Be
АЛ4М 1,3—2,5 8,5—10,5 0,3—0,6 — 0,1—0,3 0,01—0,1 В
В124 3,0—4,0 8—11 0,15—0,35 0,1—0,3 0,1—0,3 0,01—0,1 В
Примечание. В сплавах АЛ1, АЛЭ1 и АЛЗЗ содержится 1,75—2,25: 26—3,6 и 0,8—1,2% Ni соответственно.
ПРИЛОЖЕН И Е2
Режимы термической обработки литейных алюминиевых сплавов
Обозначение термической обработки Закалка Старение
Марка сплава температура на- грева, °C время выдерж- ки, ч охлаждающая сре- да, ее температура, °C температура нагрева, °C время выдерж- ки, ч охлаждающая среда; способ охлаждения
АЛ1 АЛ2 АЛЗ АЛ4 АЛ5 ~ АЛ5 й Т5 Т7 Т2 Т1 Т2 Т5 Т7 Т8 Т1 Тб Т1 Т5 Тб 515±5 515±5 515±5 515±5 (I) 525±5 (II) 515±5 515±5 (I) 525±5 (II) 515±5 * 515±5 (I) 525±5 (II) 535±5 525±5 515±5 (I) 525±5 (II) 525±5 515±5 (I) 2—5 2—5 3—6 2—4 2—4 3—6 2—4 2—4 3—6 2—4 2—4 2—6 3—5 3—5 1—3 3—5 3—5 Вода, 20—100 То же Вода, 20—100 Вода, 20—100 То же Вода, 20—100 То же Вода, 20—100 Вода, 20—100 Вода, 20—100 Вода, 20—100 Вода, 20—100 175±5 230±10 300±10 175±5 300±10 175±5 175±5 230± 10 230 ± 10 330±5 330±5 175±5 175±5 180±5 175±5 175±5 200±5 3—5 2—4 2—4 3—5 2—4 3—5 3—5 3—5 3—5 3—5 3—5 5—17 10—15 5—10 5—10 5—10 3—5 Воздух » Воздух или вместе с печью Воздух Воздух » Воздух » » » » » » Воздух Воздух
Продолжение прил. 2
Обозначение термической обработки Закалка Старение
Марка сплава температура на- грева, °C время выдерж- ки, ч охлаждающая сре- да, ее температура, °C температура нагрева, °C время выдерж- ки, ч охлаждающая среда; способ охлаждения
АЛ7 АЛ8 АЛ9 АЛЮ Т7 Т4 Т5 Т4 Т2 Т4 Т5 Тб Т7 Т8 Т4 слеп сл СЛСЛСЛСЛСЛ СЛ СЛ СЛ СЛ СЛ СЛ Дь СО СО СО СО СО СО , со >-•—кэ •—кэ ьэ сл о сл слслслслсл о сл сл сл сл сл и ш-ш-н-н-н-н- 1 н-н-н-н-н-н-н- Сли’ся сл сл сл сл сл сл сл сл сл сл сл z—ч 1—1 1—1 •—' 1—3 3—5 3—5 1—3 10—15 10—15 12—20 2—6 2—6 2—6 2—6 2—6 10—15 5—9 5—9 Вода, 20—100 То же Вода, 20—100 Вода, 80—100 То же Масло, 40—50 Вода, 20—100 То же » » Вода, 80—100 То же Вода, 20—100 Вода, 20—100 200±5 230±110 j 230± 10 150±5 300± 10 150±5 200±5 225± 10 250±10 3—5 3—5 № 3—5 2—4 2—4 1-3 2—5 3—5 3—5 Воздух > Воздух Воздух Воздух или вместе с печью Воздух >
Т5 545+1 530±5 (I) 545+3 (П) 10—15 5—9 5—9 То же Вода, 20—100 175±5 175±5 3-6 3—6 Воздух Воздух
i Т7 545+3 10—13 Вода, 80—100 250±10 3—10 >
Продолжение прил. 2
Марка сплава Обозначение термической обработки Закалка Старение
температура грева, °< на- время выдерж- ки, ч охлаждающая сре- да, ее температура, °C температура нагрева, °C время выдерж- ки, ч охлаждающая среда; способ охлаждения
530±5 (I) 5—9
545+3 (П) 5—9 Вода, 80—100 250±10 3—10 Воздух
АЛ 21 Т2 — — — 300±10 5—10 >
АЛ 21 Т7 От 300 до 500 2
500 ±5 2
525±5 2—5 Вода, 80—100 300±10 3—10 Воздух
АЛ22 Т4 425±5 15—20 Вода, 100, или масло, 40—50 .— — —
АЛ24 Т1 — — — 200±5 8—10 Воздух
Т5 580±5 4—6 Вода, 100 120±5 8—10 >
Т5-1 ' 580±5 4—6 Воздух 120±5 8—10 >
АЛ32 Т5 505±5 (I) 4—6 Воздух
515±5 (П) 4—8 Вода, 20—100 150±5 10—15
Тб 515±5 2—8 Вода, 20—50 170±5 8—16 >
505±5 (I) 4—6
515±5 (II) 4—8 Вода, 20—100 170±5 8—16 Воздух
Т7 505±5 (I) 4—6
515±5 (II) 4—8 Вода, 100 230±5 3—5 Воздух
АЛ4М Т5 515±5 (I) 4
525±5 (II) 8 Вода, 20—100 160±5 8—15 Воздух
490±5 (I) 4
500±5 (II) 4
510±5 (III) 6 Вода, 20—100 160±5 8—15 Воздух
В124 Тб 490±5 (I) 4—6 Воздух
510±5 (И) 6—10 Вода, 20—100 160±5 20—24
49 4»
Марка сплава Обозначение термической обработки
В124 Тб
В2616 Тб
АЛЗЗ Т4
Т5
Тб
Т7
Закалка
температура на- время
грева, ®С выдержки, ч
490±5 (I) 6—8
500±5 (II) ' 4—6
510±5 (III) 4—6
490±5 (I) 4—6
510±5 (II) 6—10
490±5 (I) 6-8
500±5 (II) 4—6
510±5 (III) 4—6
480±5 (I) 6
505±5 (II) 10
545±5 10—15
535±5 (I) 7—9
545±5 (II) 7—9
545±5 10—15
535±5 (I) 7—9
545±5 (II) 7—9
545±5 ,10—15
535±5 (I) 7—9
545±5 (II) 7—9
545±5 10—12
535±5 (I) 7—9
545±5 (II) 7—9
Продолжение прил. 2
Старение
охлаждающая среда, ее температура, ч температура нагрева, °C время выдержки, ч охлаждающая среда; способ охлаждения
Вода, 20—100 160±5 20—24 Воздух
Вода, 20—100 200±5 (I) 160±5 (II) 1 10—15 Воздух
Вода, 20—100 200±5 (I) 160±5 (II) 1 10—15 Воздух
Вода, 20—100 То же 160±5 8—10 Воздух
Вода, 20—100 То же 175±5 3^6 Воздух
Вода, 20—100 То же 175±5 225±10 3—6 3—10 Воздух »
Вода, 20—100 То же 225±10 250±10 3—10 3—6 Воздух »
Вода, 20—100 250 ±10 3—6 Воздух
Продолжение прил. 2
Марка сплава Обозначение термической обработки Закалка Старение
температура на* грева, °C время выдержки, ч охлаждающая среда, ее температура, ч температура нагрева, °C время выдержки, ч охлаждающая среда; способ охлаждения
АЛ 34 Т4 535±5 10—16 То же —
Т5 535±5 10—16 175±5 6 Воздух
ВАЛЮ Т4. 545+э 10—14 — — —
535±5 (I) 5—9
545±з (П) 5—9 Вода, 20—100 — — — 1
Т5 545±| 10—14 То же 155±5 3—8 Воздух
535±5 (I) 5—9.
545±| (П) 5—9 Вода, 20—100 155±5 3—8 Воздух
Тб 545+3 10—14 То же 170±5 6—10 »
ВАЛЮ Тб 535tt5 (I) 5—9
545+3 (П) 5-9 Вода, 20—100 17О±5 6—10 Воздух
АЦР1У Т1 — — — 200±5 10—15
Примечания. 1. Римскими цифрами обозначены ступени двух- и трехступенчатых нагревов. 2. Двухступенчатый .напрев под
закалку для сплавов АЛЗ, АЛ5, АЛЮ, АЛ32, АЛЗЗ, 'ВАЛЮ и трехступенчатый для сплава В124 рекомендуется применять при
наличии массивных (выше 40 мм) участков в деталях во избежание .пережога. 3. Двухступенчатый нагрев под закалку для сплава
5 АЛ4М рекомендуется применять только для кокильного литья с загрузкой в печь при температуре не выше 200°С.
СПИСОК ЛИТЕРА ТУРЫ
1. Гинье А. Неоднородные металлические твердые растворы. М.,
ИЛ., 1962. 158 с. с ил.
2. Келли А., Никлсон Р. Дисперсионное твердение. Пер. с англ.
М., «Металлургия», 1965. 300 с. с ил.
3. Захарова Р. Р., Буйнов Н. Н. — ФММ, 1960, т. 10, вып. 3, с.
375—381 с ил.
4. Hardy Н. К.— «J. Inst. Met.», 1950, v. 78, р. 169—172.
5. Khan A. G. — «Trans. Jap. Metals», 1972, v. 13, Ka 3, p. 149—
154.
6. Архаров В. И., Носкова Н. И. — ФММ, 1956, т. 2, вып. 3, с.
472—476.
7. Архаров В. И., Ворский Б. Н., Скорняков Н. Н. — ДАН СССР,
1963, т. 89, с. 1031—1033.
8. Шашков О. Д., Буйнов Н. Н. — ФММ, 1964, т. 17, вып. 3,
с. 278—281 с ил.
9. Ракин В, Г., Буйнов Н. Н. — ФММ, 1961, т. 11, вып. 1, с. 59—
73 с ил.
10. Буйнов Н. Н., Шашков О. Д. — ФММ, 1956, т. 2, вып. 3,
с. 484—488 с ил.
11. Koda S., Take jama Т. — «J. Inst. Met.», 1958, v. 86, № 6, p. 277—
280.
12. Леринман P. M., Щеголева Г. В., Павлова Г. В., Адолина
Т. И. — ФММ, 1964, т. 18, вып. 4, с. 623—630 с ил.
13. Старение сплавов. Сборник статей. М., «Металлургия», 1962.
14. Буйнов Н. Н., Захарова Р. Р. Распад металлических пересыщен-
ных твердых растворов. М., «Металлургия», 1964. 143 с. с ил.
15. Буйнов Н. Н. — ФММ, 1959, т. 8, вып. 2, с. 584—587 с ил.
16. Алюминиевые сплавы. Т. 1. Литейные сплавы. Под ред. И. Н.
Фридляндера. М., Оборонгиз, 1963, 386 с. с ил.
17. Thomas G., Nutting I. — «J. The Mechanism of Phase Transfor-
mations in Metals, Institute of Metals», 1956, p. 57.
18. Silcok I. M., Heal T, I., Hardy H. K. — «J. Inst. Met.», 1959,
v. 82, p. 239—242.
19. Буйнов H. H., Захарова P. P., Ракин В. Г. —ФММ, 1964, т. 17,
вып. 5, с. 782—784 с ил.
20. Thomas G. — «J. Inst, of Metals», 1961, v. 90, № 2, p. 57—63.
21. Михеева В. И. Химическая природа высокопрочных сплавов
алюминия с магнием и цинком. М., Изд-во АН СССР, 1947.
436 с. с ил.
22. Thomas G., Nutting I. — «J. Inst. Met.», 1959—1960, v. 88,
p. 8'1—84.
23. Фридляндер И. H., Зайцева Н. И., Герчикова Н, С. — МиТОМ,
1966, Ка 8, с. 11—13 с ил.
24. Романова Р. Р., Ракин В. Г., Буйнов Н. Н., Елагин В. И. —
ФММ, 1967, т. 23, вып. 4, с. 663—665 с ил.
25. Nicholson R. В., Thomas G., Nutting I. — «J. Inst. Met.», 1959,
v. 87, Ka 12, p. 429—438.
140
26. Форти А. Дж. Непосредственное наблюдение дислокаций в
кристаллах. М., «Металлургия», 1956. 58 с. с ил.
27. Киттель Ч. Элементарная физика твердого тела. М., «Наука»,
1965. 366 с. с ил.
28. Строение металлических твердых растворов. Сборник статей.
М., «Металлургия», 1966.
29. Томас Г. Электронная микроскопия металлов. М., ИЛ., 1963.
351 с. с ил.
30. Новые электронно-микроскопические исследования. Сборник
статей. М., Металлургиздат, 1961.
31. Новиков И. И. Теория термической обработки. М., «Металлур-
гия», 1974. 400 с. с ил.
32. Буйнов Н. Н., Захарова Р. Р. — ФММ, 1958, т. 6, вып. 2, с.
272—292 с ил.
33. Колобнев И. Ф. Термическая обработка алюминиевых сплавов.
М., «Металлургия», 1966. 394 с. с ил.
34. Металловедение алюминия и его сплавов. Справочное руковод-
ство. Под ред. И. Н. Фридляндера. М., «Металлургия», 1971.
352 с. с ил.
35. Хенкин М. JL, Левина Н. К., Спекторова С. И.> Абрамов В. И —
«Литейное производство», 1964, № 3, с. 27—29 с ил.
36. Воробьев В. Г.» Локшин И. X., Тискович Н. Л. и др. — МиТОМ,
(1964, т. 4, с. 33—35.
37. Hanson D.t Gayler М. — «J. Inst. Met.», 1923, v. 29, y. 491—
493.
38. Кузнецов В. Г., Макаров Е. С. — «Иэв. СФХА, АН СССР»,
1940, вып. 13, с. 177—191.
39. Lambot Н. — «Revuende Metallurgie», 1950, v. 47, р. 709—711.
40. Багаряцкий Ю. А. — ЖТФ, 1948, т. 48, с. 827—829; 1950, т. 20,
с. 424—426; 1951, т. 21, с. .149—ilfill.
41. Алтунина Л. H.t Аристова Н. А., Колобнев И. Ф., Корабле-
ва Г. Н. Современные цветные сплавы и прогрессивные методы.
Материалы семинара. М., Изд. МДНТП им. Ф. Э. Дзержинского,
1974, с. 84—87.
42. Dulberg Е.— «SAE Journal», 1964, v. 72, № 8, р. 86-^88.
43. Dulberg Е,9 Vanderhoof С. — «Tool and Manifacturing Engineer»,
1964, v. 52, № 5, p. 30—35.
44. Металловедение алюминия и его сплавов. Справочное руковод-
ство. Под ред. И. Н. Фридляндера. М., «Металлургия», il97il.
352 с. с ил.
45. Аристова Н. А., Алтунина Л. Н., Гончаренко Е. С., Краси-
на Н. А., Попова Н. В., Раздумии В. В. — «Литейное производ-
ство», '1974, № 112, с. 24—25 с ил.
46. Уразов Г. Г., Погодин С. А., Заморцев Г. М. — «Изв. СФХА,
АН СССР», 11931, вып. б, с. 1157—1159.
47. Петров Д. А. Вопросы теории сплавов алюминия. М., «Метал-
лургия», 1951. ‘256 с. с ил.
48. Алюминиевые сплавы. Т. 1. Литейные сплавы. Под ред. И. Н.
Фридляндера. М., Оборонгиз, 1963. 386 с. с ил.
141
49. Mondolfo W. Metallography of Aluminium Alloys. 1943, N. Y.,
J. Wiley and Sons, 351 p.
50. Курнаков H. С., Михеева В. И. — «Изв. СФХА, АН СССР», 1938,
вып. 10, с. 17; 1940, вып. 13, с. 201.
51. Siebel G., Voskuhler Н.— «Z. f. Metallkunde», 1931, Bd 31,
H. 12, S. 359—361.
52. Промышленные деформируемые, спеченные и литейные алюми-
ниевые сплавы. Справочное руководство. Под ред. Ф. И. Квасова,
И. Н. Фридляндера. М., «Металлургия», 1972. 552 с. с ил.
53. Fink IT. L., Willey L. A. — «Trans. Amer. Inst. Min. Met. Eng.»,
1937, v. 124, p. 78—80.
54. Хансен M. H. Структура бинарных сплавов. T. 1. Пер. с нем. М.,
Металлургиздат, 1941. 640 с. с ил.
55. Хансен М., Андерко К. Структура двойных сплавов. Т._ 1. Пер.
с англ. М., Металлургиздат, 1962. 608 с. с ил.
56. Phragmen G. — «J. Inst, of Metals», 1950, v. 77, N 6, p. 489—49(1.
57. Лаборатория (металлографии. Под ред. -Б. Г. Лифшица. М., Ме-
таллургиздат, 1957. 695 с. с ил. Авт.: Е. В. Панченко, Ю. А. Ска-
нов, П. П. Арсентьев, Я. Д. Хорин.
58. Чикобава В. С., Яскевич Г. И. — «Заводская лаборатория», 1959,
№ 4, с. 498 с ил.
59. Герчикова Н. С,, Поляк Э. В., Соловьева Г. Г. Методы испыта-
ния, контроля и исследования машиностроительных материалов.
Справочное руководство. Т. 1. М., «Машиностроение», 1971.
5(52 с. с ил.
60. Паисов А. И., Скаков Ю. А. — «Заводская лаборатория», 1959,
№ 6, с. 7il0—-7il3 с ил.
61. Heidenreich, Я. D. — «J. Appl. Phys.», 1949, v. 20, р. 993—995.
62. Электронная микроскопия тонких кристаллов. М., «Мир», 1968.
574 с. с ил. Авт.: П. Хирш, А. Хови, Р. Николсон и др.
63. Брумберг Е. М. — ДАН СССР, 1941, т. XXX, № 7, с. 8—10 с ил.;
ДАН СССР, 1946, т. Lil 1, № 6, с. 53—57 с ил.
64. Порохова Т. Г., Зайцева Л. П. — «Заводская лаборатория»,
1953, т. 19, № 3, с. 31 1—314 с ил.
65. Колобнев Я. Ф., Аристова Н. А., Бернштейн М. Л., Никити-
на Е. Н. — «Заводская лаборатория», 1956, № 7, с. 803—805
с ил.
66. Брумберг Е. М.— ДАН СССР, 1939, т. 25, с. 478—481 с ил.
67. Уманский Я- С. Рентгенография металлов. М., «Металлургия»,
1967. 235 с. с ил.
68. Аристова Н, А., Колобнев И. Ф., Лютцау В. Г, — МиТОМ, 1960,
т. 9, с. 83—85.
69. Колобнев И. Ф., Крымов В. В., Мельников А. В, Справочник ли-
тейщика. М., «Машиностроение», 1974. 415 с. с ил.
70. Колобнев Н. И., Кушнер Л. Б., Митин Д. М., Тевис П. И.—
МиТОМ,. 1968, т. 1, с. 49—50.
71. Колобнев Н. И., Кушнер Л. Б. —МиТОМ, 1970, т. 3, с. 61—62.
72. Лаборатория металлографии. М., «Металлургия», 1965. 439 с.
с ил. Авт.: Е. В. Панченко, Ю. А. Скаков, Б. И. Кример и др.
73. Скворцов Г, Е., Панов В. А., Поляков Н. И. Микроскопы. М.,
«Машиностроение», 1969. 51£с. с ил.
ОГЛАВЛЕНИЕ
Предисловие.............................................. % 3
ГЛАВА L Назначение и классификация видов термической
обработки литейных алюминиевых сплавов ... 4
Классификация сплавов по химическому составу и свойствам 4
Классификация и краткая характеристика видов термической
обработки .............................................. 6
ГЛАВА 2. Изменение структуры и свойств при термической
обработке литейных алюминиевых сплавов ... 14
Структурные изменения при закалке и старении ..... 14
Влияние тонкой структуры на свойства сплавов........... 24
ГЛАВА 3. Режимы термической обработки литейных алюми-
ниевых сплавов . . . .......... 37
Стабилизирующая термическая обработка и структура сплава
системы А1—Si (АЛ2).................................... 37
Упрочняющая и стабилизирующая термическая обработка и
структура сплавов системы А1—Si—Mg.................... 42
Упрочняющая и стабилизирующая термическая обработка и
структура сплавов системы А!—Si—Си—Mg.................. 54
Термическая обработка и структура сплавов системы А1—Mg 70
Термическая обработка и структура сплава АЛ22 системы
Al—Mg—Si—Be—Ti........................................ 74
Термическая обработка и структура сплава АЛ24 системы
Al—Zn-Mg............................................... 75
Термическая обработка и структура сплавов систем AI — Си,
А1—Си—Мп—TL А1—Си—Мп—Cd, Al—Си—Ni—Мп .... 77
Термическая обработка и структура сплавов системы А1—
Cu^Ni-Mg ....... 89
Термическая обработка и структура сплава АЦР1У ... 92
ГЛАВА 4. Различные методы исследования микроструктуры
литейных алюминиевых сплавов........................... 94
Оптическая микроскопия................................. 94
Электронная микроскопия................................ ЮЗ
Ультрафиолетовая микроскопия.......................... 113
Рентгеновская теневая микроскопия..................... 115
ГЛАВА 5. Краткая характеристика термического оборудова-
ния и приборов для определения качества терми-
ческой обработки...................................... 118
Термическое оборудование ........ * ... . 118
Приборы для определения качества термической обработки
литейных алюминиевых сплавов.......................... 126
ГЛАВА 6. Виды контроля качества термической обработки
литейных алюминиевых сплавов ..........................131
ГЛАВА 7. Вопросы техники безопасности при термической
обработке литейных алюминиевых сплавов ... 133
Приложение 1. Химический состав литейных алю-
миниевых сплавов, % (без учета
примесей)........................................... 134
Приложение 2. Режимы термической обработки ли-
тейных алюминиевых сплавов . . . 135
Список литературы .................................. 140
143
ЗсадЪу
mynog
ИБ № 413
Нина Александровна АРИСТОВА
\Иван Филиппович КОЛОБНЕВ]
ТЕРМИЧЕСКАЯ ОБРАБОТКА ЛИТЕЙНЫХ
АЛЮМИНИЕВЫХ СПЛАВОВ
Редактор издательства В. П. Молокова
Художественный редактор Г. А. Ж е г и н
Технический редактор Т. Б. Токмакова
Корректоры Н. А. Дынина, Г. Л. Копперойнен
Обложка художника А. Г. Ординарцева
Сдано в набор 24/XII 1976 г. Подписано в печать 8/VI —11977 г.
Т-10335 Формат бумаги 84ХЮ8’/з2 Бумага типографская № 2
Усл. печ. л. 7,56 Уч.-изд. л. 8,26
Тираж 6300 экз. Заказ 746 Изд. № 3061 Цена 40 коп.
Издательство «Металлургия», 4(19034, Москва, Г-34,
2-й Обыденский пер., д. 44
Подольский филиал ПО «Периодика» Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
г. Подольск, ул. Кирова, д. 25
Н. А. АРИСТОВА
И.Ф. КОЛОБНЕВ
ТЕРМИЧЕСКАЯ
ОБРАБОТКА
ЛИТЕИНЫХ
АЛЮМИНИЕВЫХ
СПЛАВОВ
40 коп.
МЕТАЛЛУРГИЯ»