/











Текст
Перед первоначальным пуском станка тщательно
изучите руководство по эксплуатации, так как в
о танке применена чувствительная к наотройке гидро-
и электроаппаратура, которая требует внимательного
и правильного обслуживания*
В процессе транспортирования и длительного
хранения станка возможно нарушение настройки неко-
торых элементов гидро- и электроаппаратуры, что
зачастую приводит к затруднению первоначального
турка, как например, получение четких движений
’При первоначальном пуоке для получения четких
движений стола и шлифовальной бабки, в случае не-
обходимости, следует:
а) тщательно промыть золотники панелей стола
и шлифовальной бабки, обратив особое внимание на
качество работы золотника-раопределителя Р-514;
б) убедиться в надежности работы контактов
электроаппаратуры.
Настоящее руководство предназначено для озна-
комления с конструкцией станка, управлением и ухо-
i ;тола и шлифовальной бабки. дом за ним.
4
Г -
| . •> I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
I.I. Назначение л область5 применения _ .
:---- Шлифуемые детали в зависимости от материала,
к Г
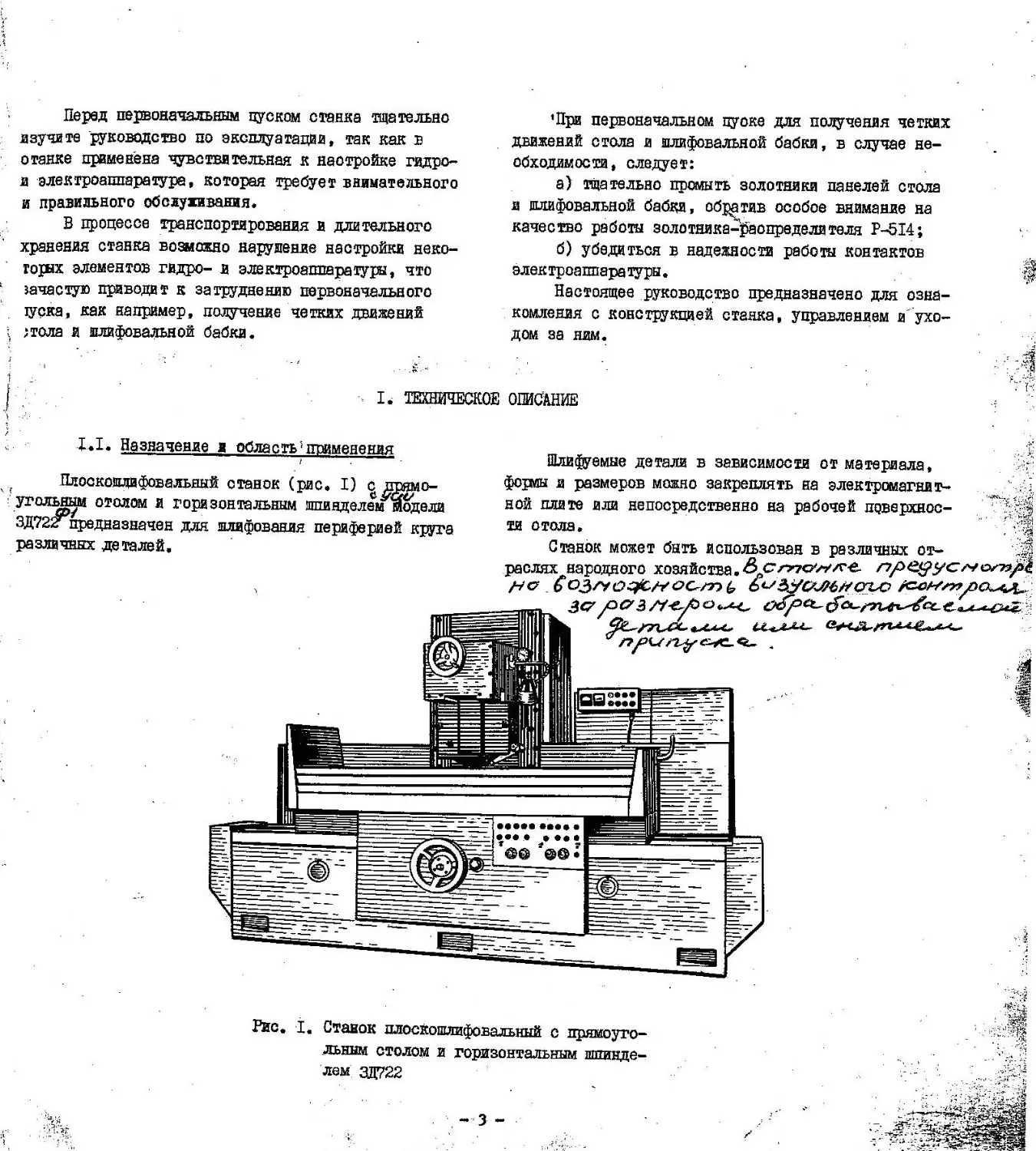
Плоскошлифовальный станок (рис. I) с прямо-
угольным отолом и горизонтальным шпинделем модели
ЗД72<гпредназначен для шлифования периферией круга
различных деталей.
формы д размеров можно закреплять на электромагнит-
ной плите или непосредственно на рабочей поверхнос-
ти отола.
Станок может быть использован в различных от-
j
..
-.•'Я
раслях народного хозяйства.
бГ 03/у О qtc/s оъо
oas:::
Рис. Т. Станок плоскошлифовальный с прямоуго-
льным столом и горизонтальным шпинде-
лем ЗЛ722
ч.
-*• 3
1.2. Состав станка
" / J " 1,1
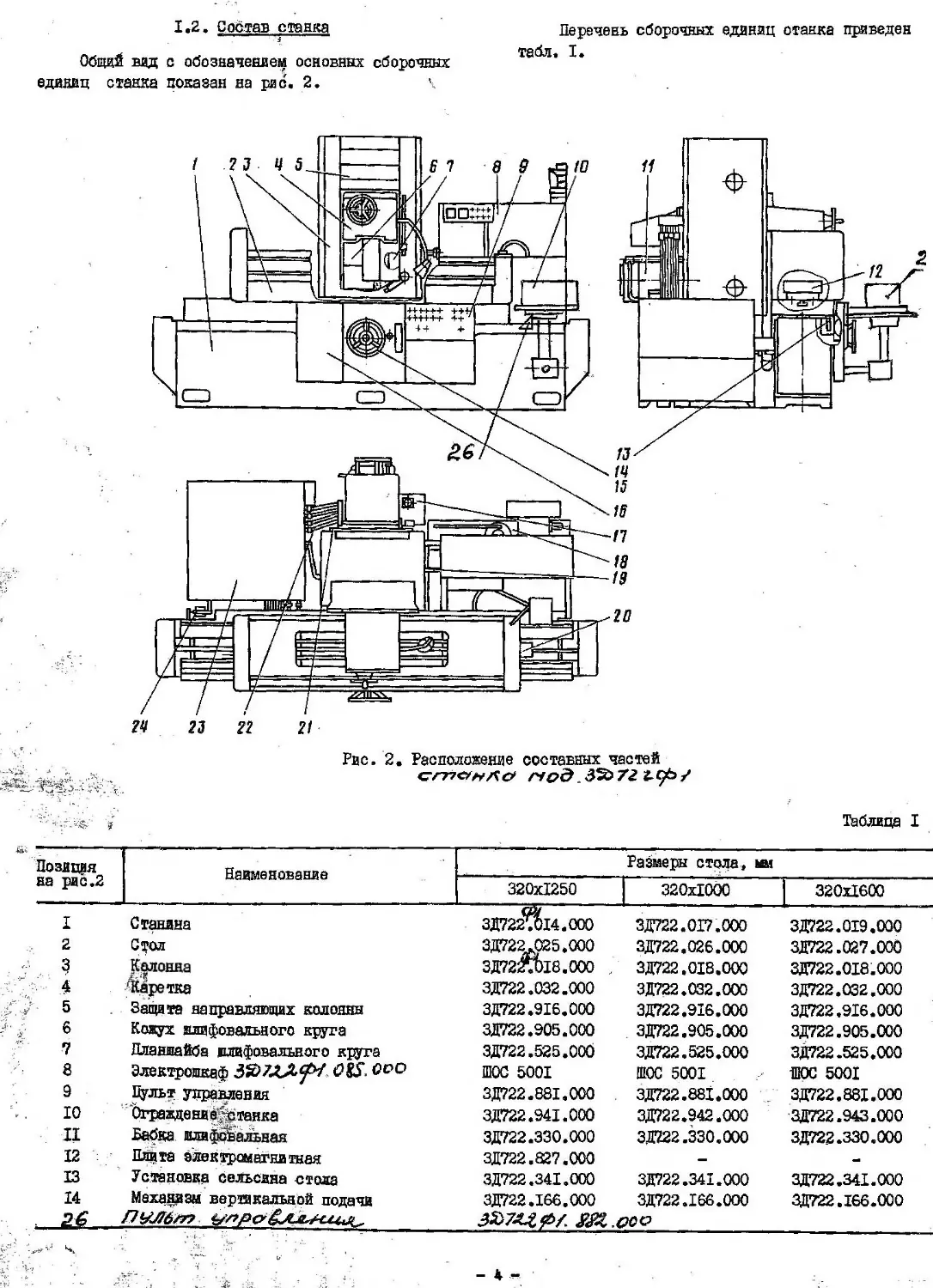
Общий вад с обозначением основных сборочных
единиц станка показан на рис. 2. \
Перечень сборов
табл. I.
Ki?*
: единиц отанка приведен
?Ц 23 22 21
Рис. 2. Расположение составных частей
сглтио/уЛо* zvpd. 72 £ 96 /
Таблица I
**•
Позиция
на рис.2
Наименование
320x1250
Размеры стола,
320x1000
320x1600
>
' я.
I
2
3
4
5
6
7
8
9
10
II
12
14
Станина
С щол
Колонна
Каретка
Защита направляющих колонны
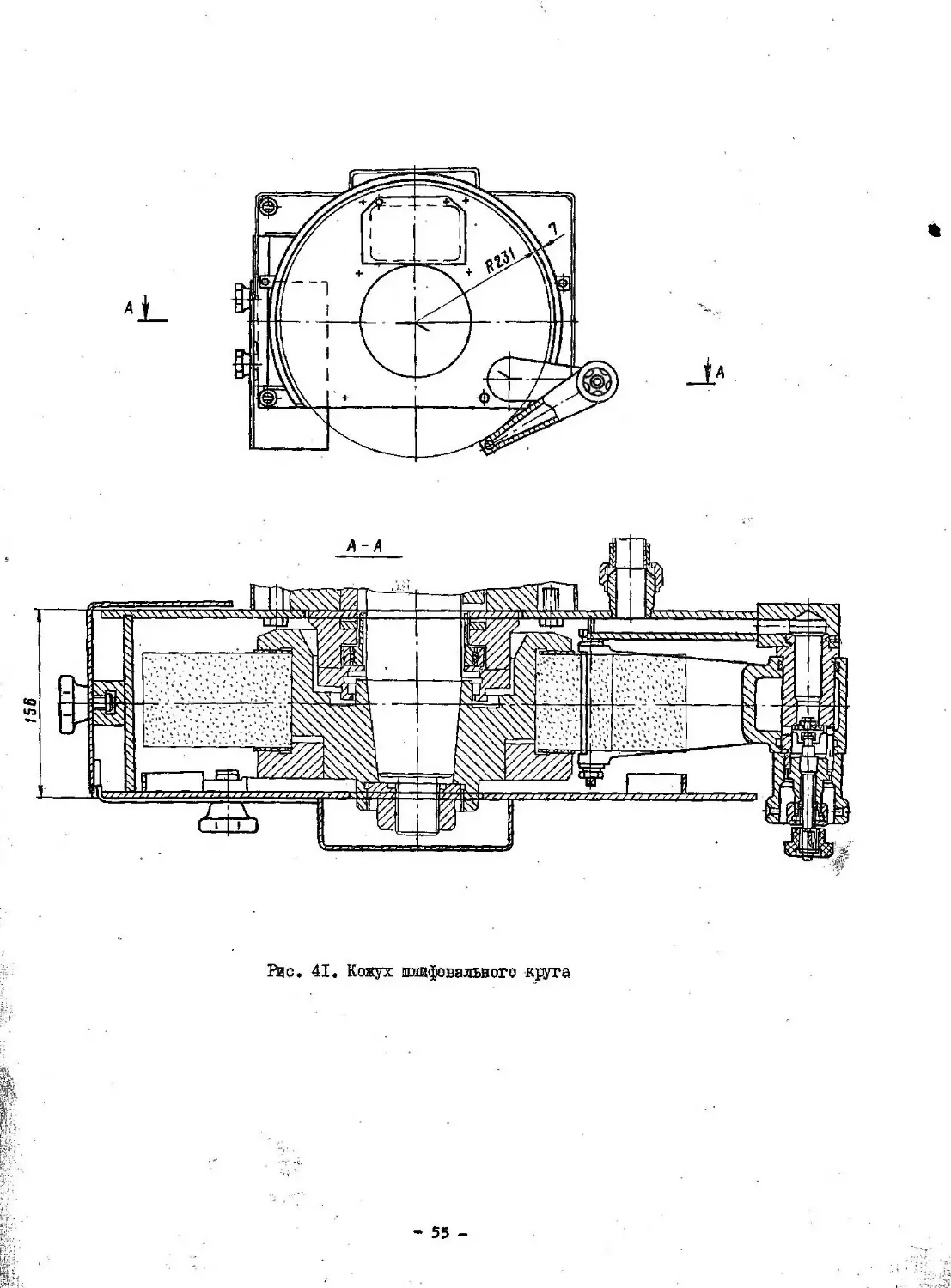
Кожух шлифовального крута
Планшайба шлифовального круга
Электрошкаф ООО
Пульт управления
Ограждение станка
Бабка шлифовальная
Плита электромагнитная
Установка сельсина е тента
Механизм вертикальной подачи
-г-.,.. . . .
"• ’ 1 '• .
& !>’ 1: <5 . 7 i
ЗД722.014.000
ЗД722-025.000
ЗД72СТ18.000
ЗД722.032.000
ЗД722.916.000
3JT722.905.000
ЗД722.525.000
ШОС 5001
3fl722.881.000
ЗД722.941.000
ЗД722.330.000
ЗД722.827.000
ЗД722.341.000
ЗД722.166.000
ЗД722.017.000
ЗД722.026. ООО
ЗД722.018.000
ЗД722.032.000
ЗД722.916.000
ЗД722.905.000
ЗД722.525.000
ШОС 5001
ЗД722.881.000
ЗД722.942.000
ЗД722.330.000
3J722.341.000
ЗД722.166.000
3j722.019.oao
31722.027.000
ЗД722.018.000
ЗД722.032.000
ЗД722.916.000
ЗД722.905.000
ЗД722.525.000
ЛЮС 5001
3J722.88I.000
ЗД722.943.000
ЗД722.330.000
ЗД722.341.000
ЗД722.166.000
Окончание табл»I
зиция Наименование я— -А- ... Размеры стола, мм
рис. 2 320x1250 ] 320x1000 | 320x1600
15
16
17
18
19
20
21
22
23
24
х£
Редуктор механизма вертикальной
подачи
Крыики станина
Установка смазки шпинделя
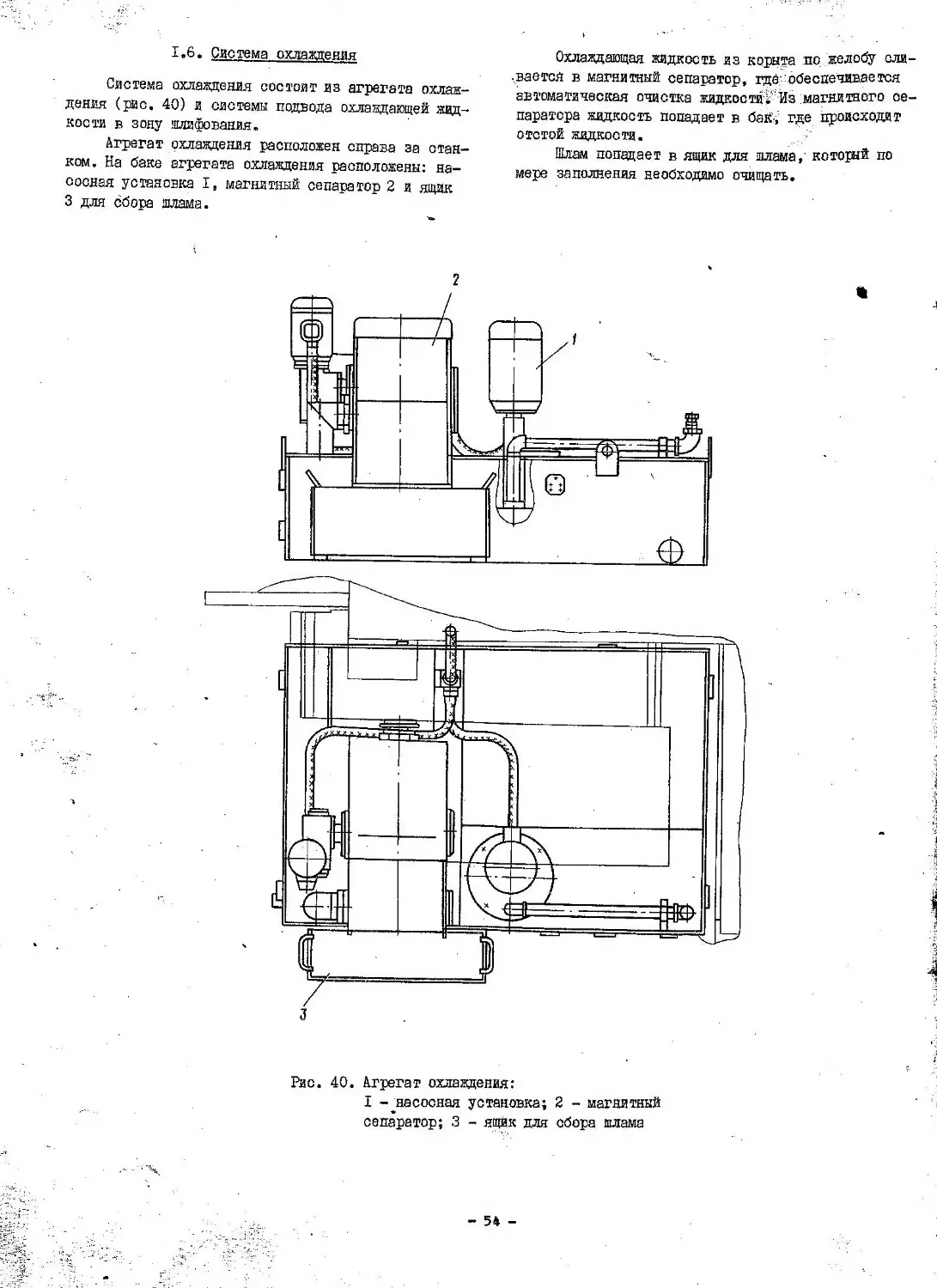
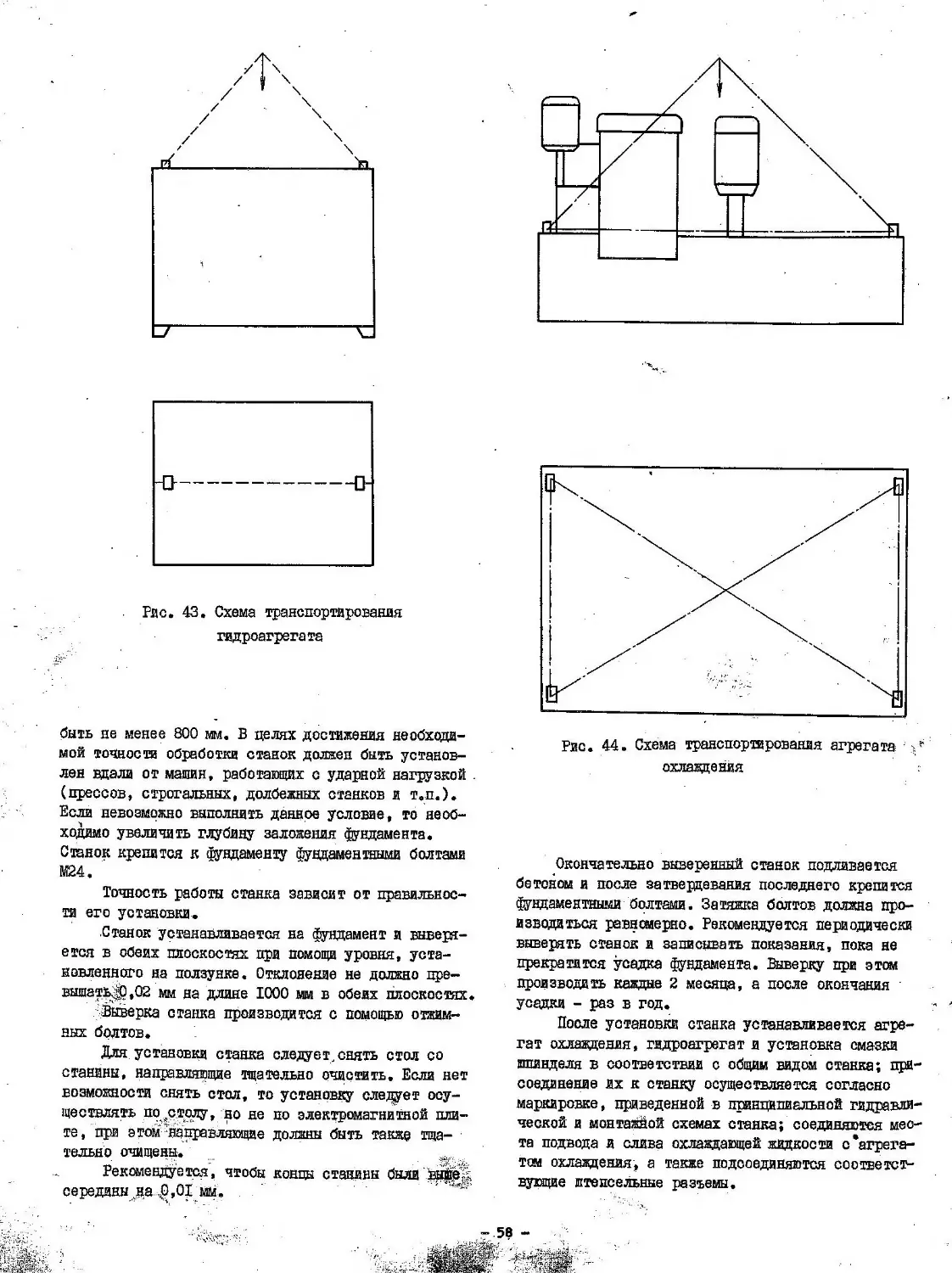
Агрегат охлаждения
Электрокоммуникация редуктора уско-
ренных вертикальных перемещений
Цилиндр стола
Редуктор ускоренных вертикальных
перемещений
Трубопровод станка
Гидроагрегат
ЗД722.338.000
ЗД722.951.000
ЗД722.074.000
ЗД722,338.000
ЗД722.951.000
ЗД722.074.000
3X722,338.000
ЗД722.951.000
3X722.074.000
ЗД722.060.000
ЗД722.885.000
ЗД722.771.000
ЗД722.339.000
ЗД722.707.000
Г48.3X722.00.000
Установка откачки утечек 3X722.777.000
3X722.060.000
3X722.885.000
ЗД722.772.000
ЗД722.339.000
3X722.707.000
Г48.3Д722.00^000
3X722.777.000*'
ЗД722.060.000
ЗД722.885.000
ЗД722.773.000
ЗД722.339.000
3X722.707.000
Г48.3Д722.00.000
3X722.777.000
1.3. Устройство и работа станка и
его сборочных единиц
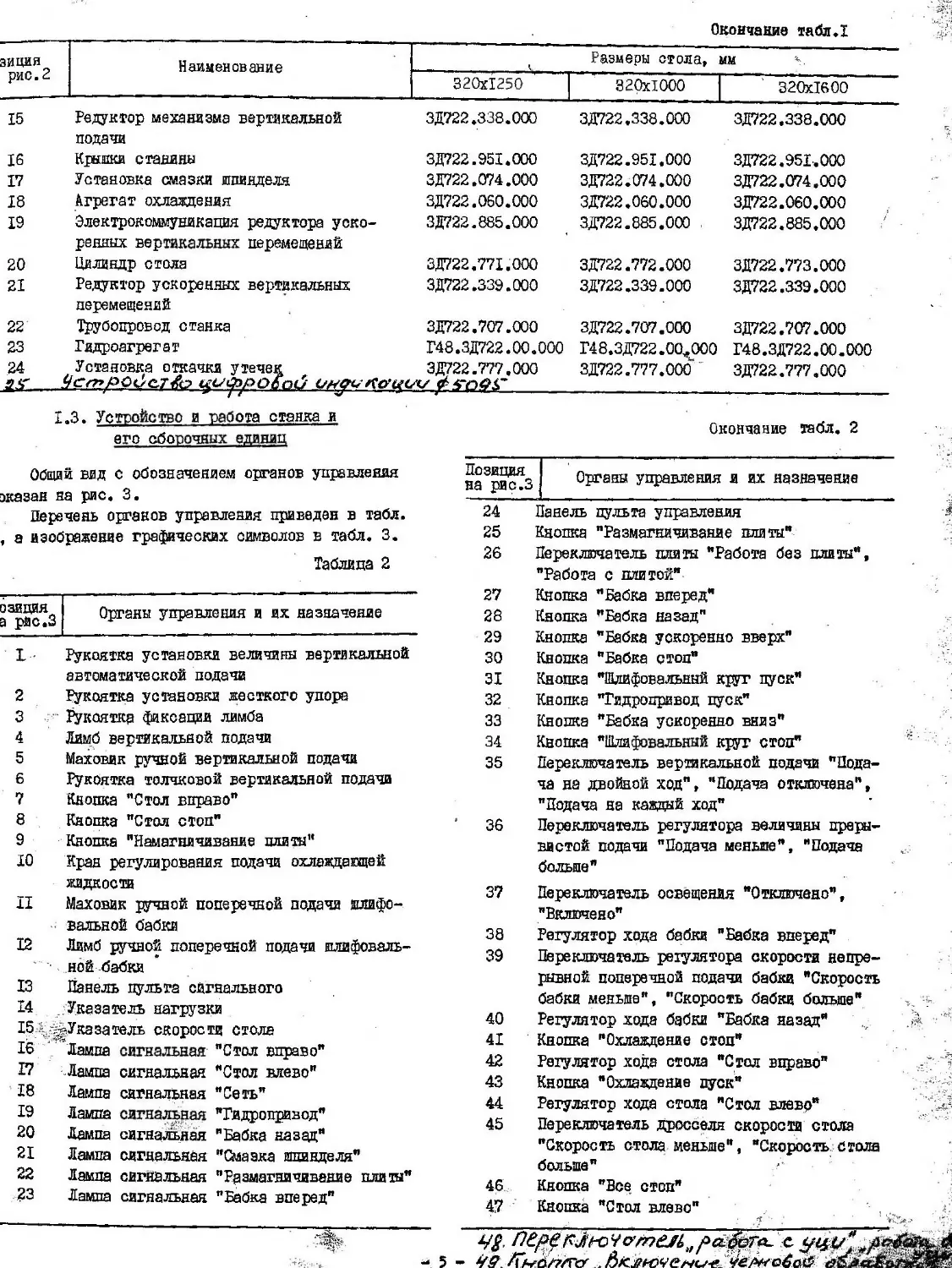
Общий вид с обозначением органов управления
сказан на рис. 3.
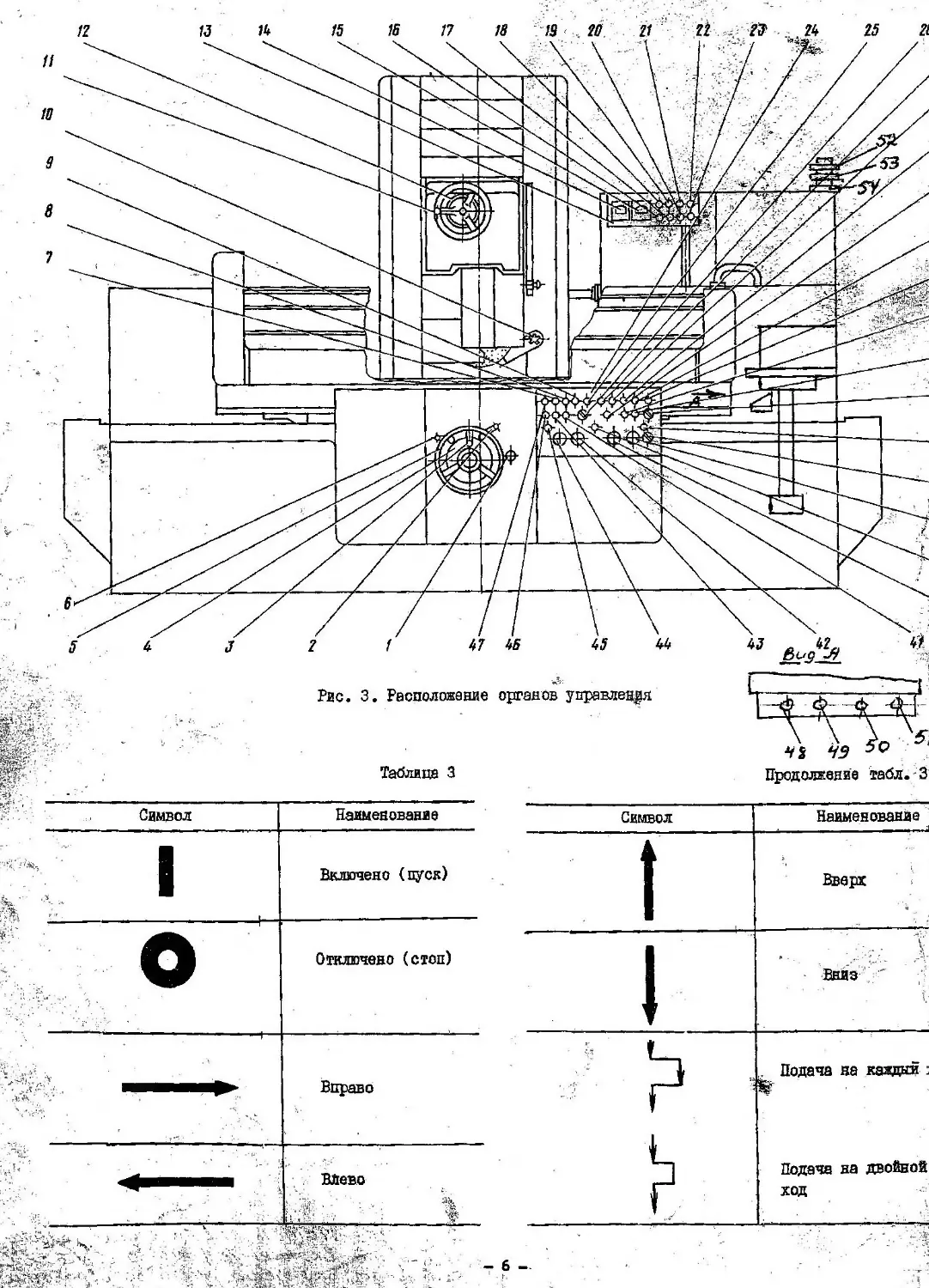
Перечень органов управления приведен в табл.
, а изображение графических символов в табл. 3.
Таблица 2
о зипуя
а рис.З
Органы управления и их назначение
L- Рукоятка установки величины вертикальной
автоматической подачи
2 Рукоятка установки жесткого упора
3 . Рукоятка фиксации лимба
4 Лимб вертикальной подачи
5 Маховик ручной вертикальной подачи
6 Рукоятка толчковой вертикальной подачи
7 Кнопка "Стол вправо”
8 Кнопка "Стол стоп"
9 Кнопка "Намагничивание плиты"
10 Кран регулирования подачи охлаждающей
жидкости
II Маховик ручной поперечной подачи шлифо-
•• вальвой бабки
12 Лимб ручной поперечной подачи шлифоваль-
' ной бабки
13 Панель пульта сигнального
14 Указатель нагрузки
15£й^Указатель скорости стола
16 Лампа сигнальная "Стол вправо”
17 -.Лампа сигнальная "Стол влево"
18 Лампа сигнальная "Сеть”
19 Лампа сигнальная "Гидропривод"
20 Дампа сигнальная "Бабка назад"
21 Лампа сигнальная "Смазка шпинделя”
22 Лампа сигнальная "Размагничивание плиты"
23 Лампа сигнальная "Бабка вперед”
Окончание табл. 2
Позиция на рис.З 1 Органы управления и их назначение
24 Панель пульта управления
25 Кнопка "Размагничивание плиты”
26 Переключатель плиты "Работа без плиты”,
"Работа с шитой"
27 Кнопка "Бабка вперед"
28 Кнопка "Бабка назад"
29 Кнопка "Бабка ускоренно вверх”
30 Кнопка "Бабка стоп"
31 Кнопка "Шлифовальный круг пуск"
32 Кнопка "Гидропривод пуск"
33 Кнопка "Бабка ускоренно вниз"
34 Кнопка "Шлифовальный круг стоп" '
35 Переключатель вертикальной подачи "Пода-
ча на двойной ход", "Подача отключена",
"Подача на каждый ход"
‘ 36 Переключатель регулятора величины преры-
вистой подачи "Подача меньше", "Подаче
больше”
37 Переключатель освещения "Отключено”,
"Включено"
38 Регулятор хода бабки "Бабка вперед"
39 Переключатель регулятора скорости непре-
рывной поперечной подачи бабка "Скорость
бабки меньше", "Скорость бабки больше" ъ
40 Регулятор хода бабки "Бабка назад” w
41 Кнопка "Охлаждение стоп"
42 Регулятор хода стола "Стол вправо” ...”'-'Ч
43 Кнопка "Охлаждение пуск" .
44 Регулятор хода стола "Стол влево"
45 Переключатель дросселя скорости стола
"Скорость стола меньше”, “Скорость стола
больше"
46 Кнопка "Все стоп”
47 Кнопка "Стол влево" . р
5 - 4Q /Г^А/7/ГсУ .. Зключ&мсг*
Рас. 3. Расположение
органов управления
Продолжение табл.З
Символ
Таблица 3
Наименование
Включено (пуск)
Отключено (стоп)
Символ
Подача на каждый
Подача на двойной
ход
Символ
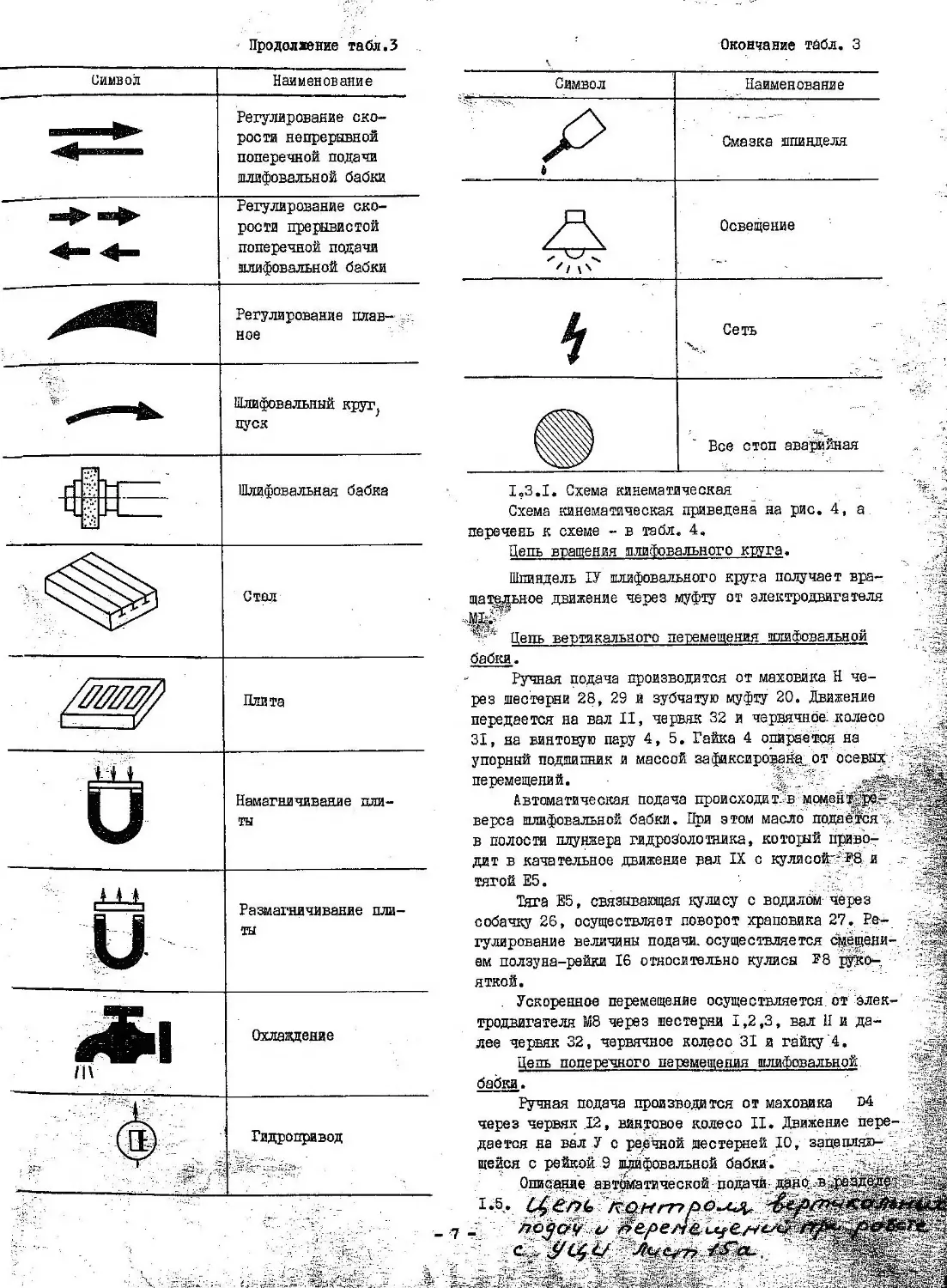
' Продолжение табл.З
Окончание табл. 3
Наименов ание
Символ
Наименование
Регулирование ско-
рости непрерывной
поперечной подачи
шлифовальной бабки
Регулирование ско-
рости прерывистой
поперечной подачи
шлифовальной бабки
Смазка шпинделя
Освещение
Регулирование плав-
ное
Сеть
Шлифовальный круг}
пуск
Все стоп аварийная
Шлифовальная бабка
Стад
Плита
Намагничивание пли-
ты
Размагничивание пли-
ты
Охлаждение
Гидропривод
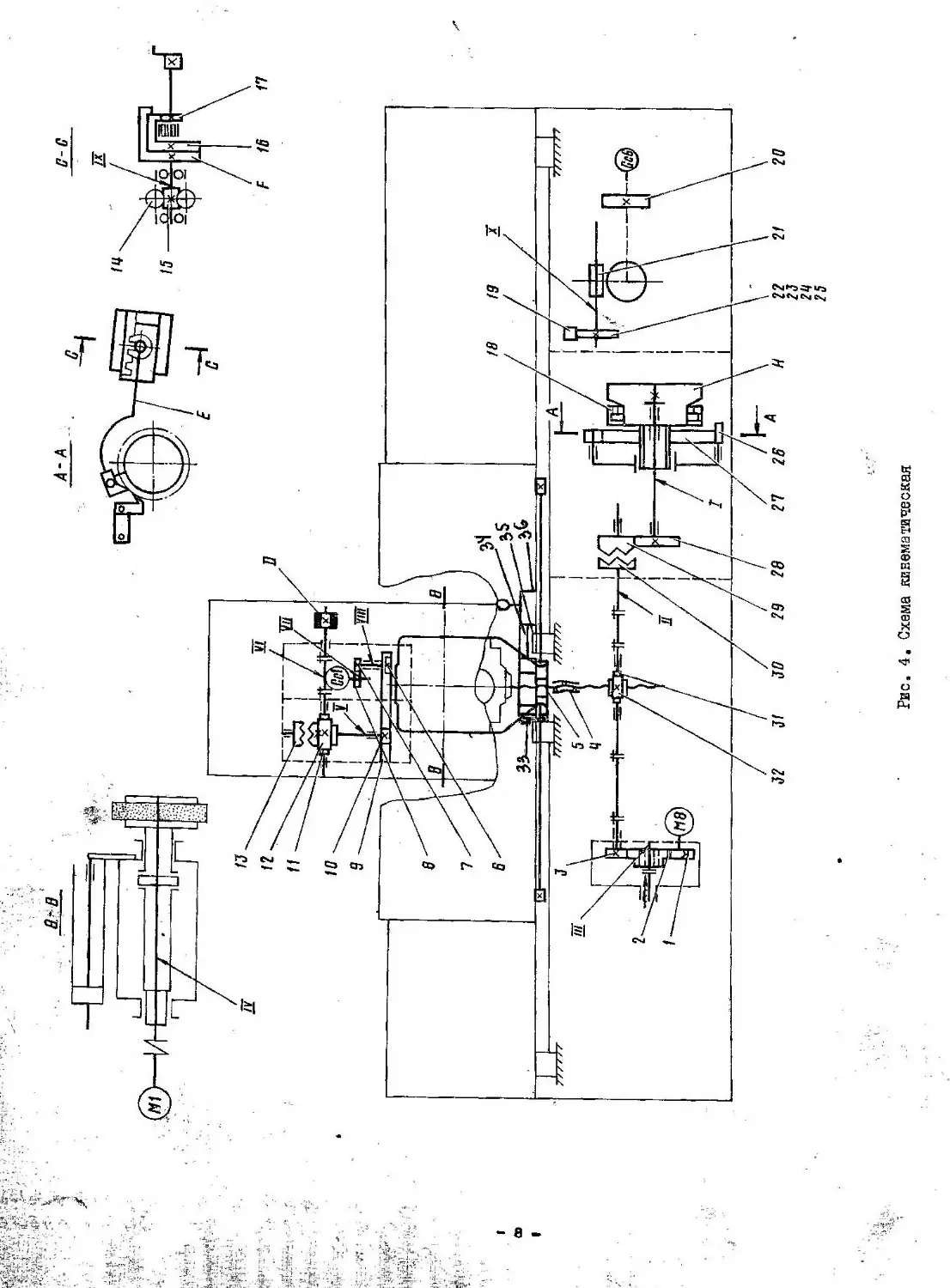
1,3*1. Схема кинематическая . -
Схема кинематическая приведена на рис. 4, а
перечень к схеме - в табл. 4.
Цепь вращения шлифовального круга.
Шпиндель 1У шлифовального круга получает вра-
щательное движение через муфту от электродвигателя
F
ГТ X.
•- Цепь вертикального перемещения шлифовальной
бабки.
Ручная подача производится от маховика Н че-
рез шестерни 28» 29 и зубчатую муфту 20. Движение
передается на вал II, червяк 32 и черйячное: колесо
31, на винтовую пару 4,5. Гайка 4 опирается на
упорный подшипник и массой зафиксирована.от осевых
перемещений.
Автоматическая подача происходи т-'ъ мрмейтД^й*
верса шлифовальной бабки. При этом масло подаётся^
в полости плунжера гидроз'олотника, который право- •
дит в качательное движение рал IX с кулясой'<Р8 и
тягой Е5. :
Тяга Е5, связывающая кулису с водилом через
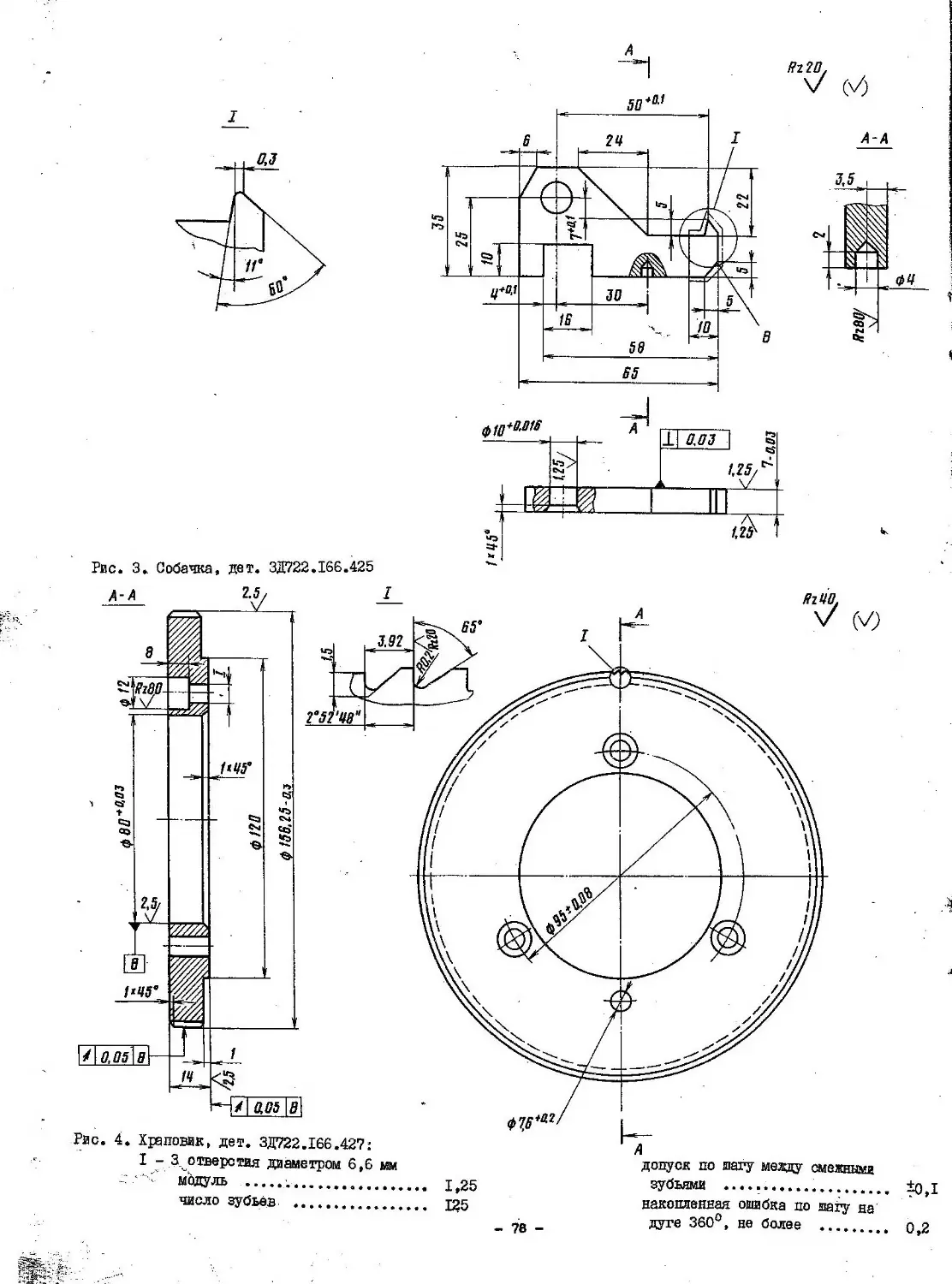
собачку 26, осуществляет поворот храповика 27. Ре-
гулирование величины подачи, осуществляется смёщени-
ем ползуна-рейки 16 относительно кулисы ?8 гуко-.
яткой.
. Ускоренное перемещение осуществляется от элек-
тродвдгателя М8 через шестерни 1,2,3, вал И и да-
лее червяк 32, червячное колесо 31 и гайку 4.
Цепь поперечного перемещения шлифовальной
бабки.
Ручная подача производится от маховика П4
через червяк .12, винтовое колесо II. Движение пере-
дается на вал У с реечной шестерней 10, зацепляю-
щейся с рейкой 9 шлифовальной бабки. ___........
Описание автоматической подачи дано ^вгразделе,;;7|ч7|Ш
я
.
.//•я®
7 ЖЖ
»£•' -63£?'- ? ;
ЖЧ1
4,
г. ?- '>ДЧ'-‘«Чп
Т**'*-\~ tr
2Ц
25
Рис. 4. Схема кинематическая
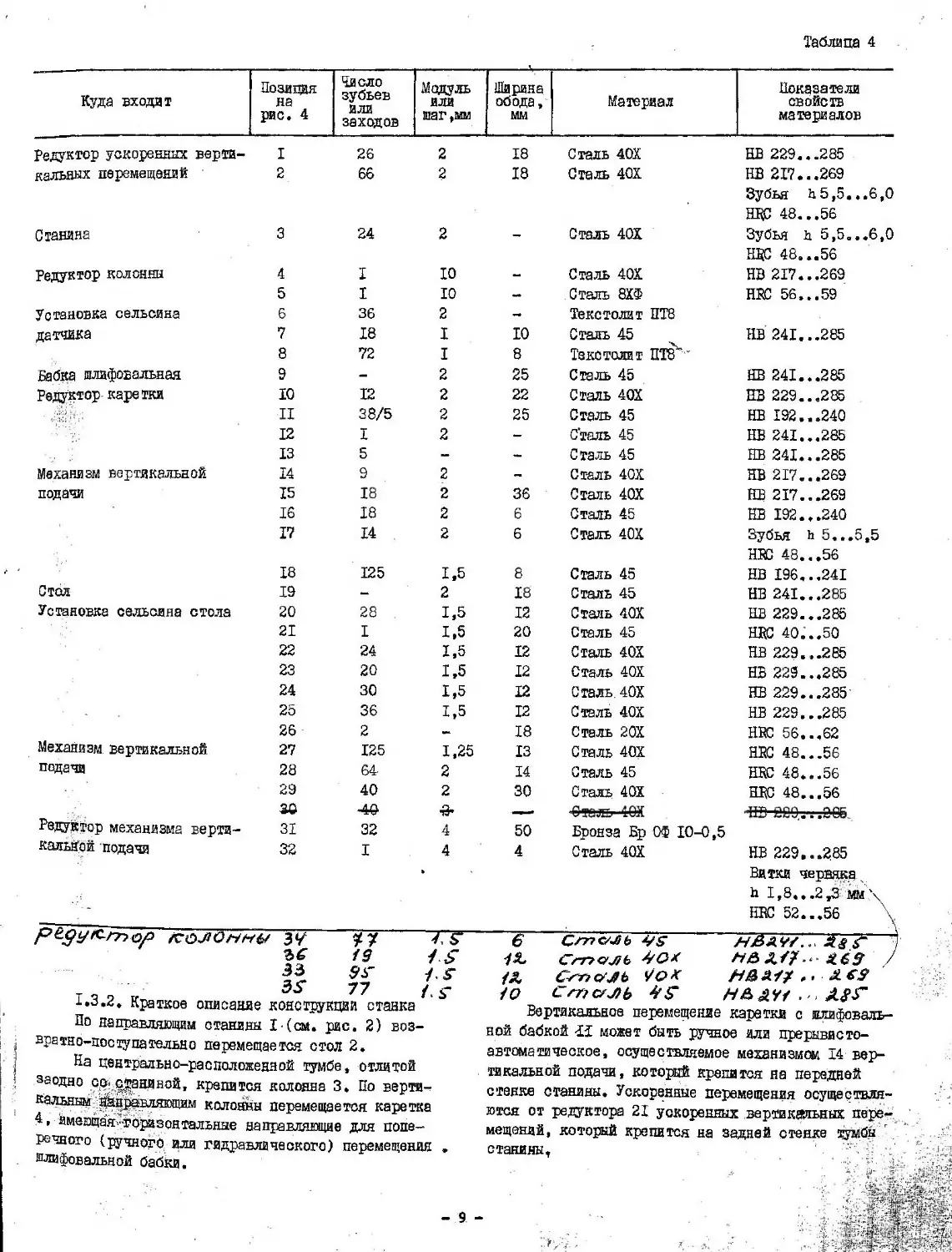
Таблица 4
Куда входит Позиция на рис. 4 Число зубьев или заходов Модуль или шаг ,мм г— Ширина обода, мм Материал Показатели свойств материалов
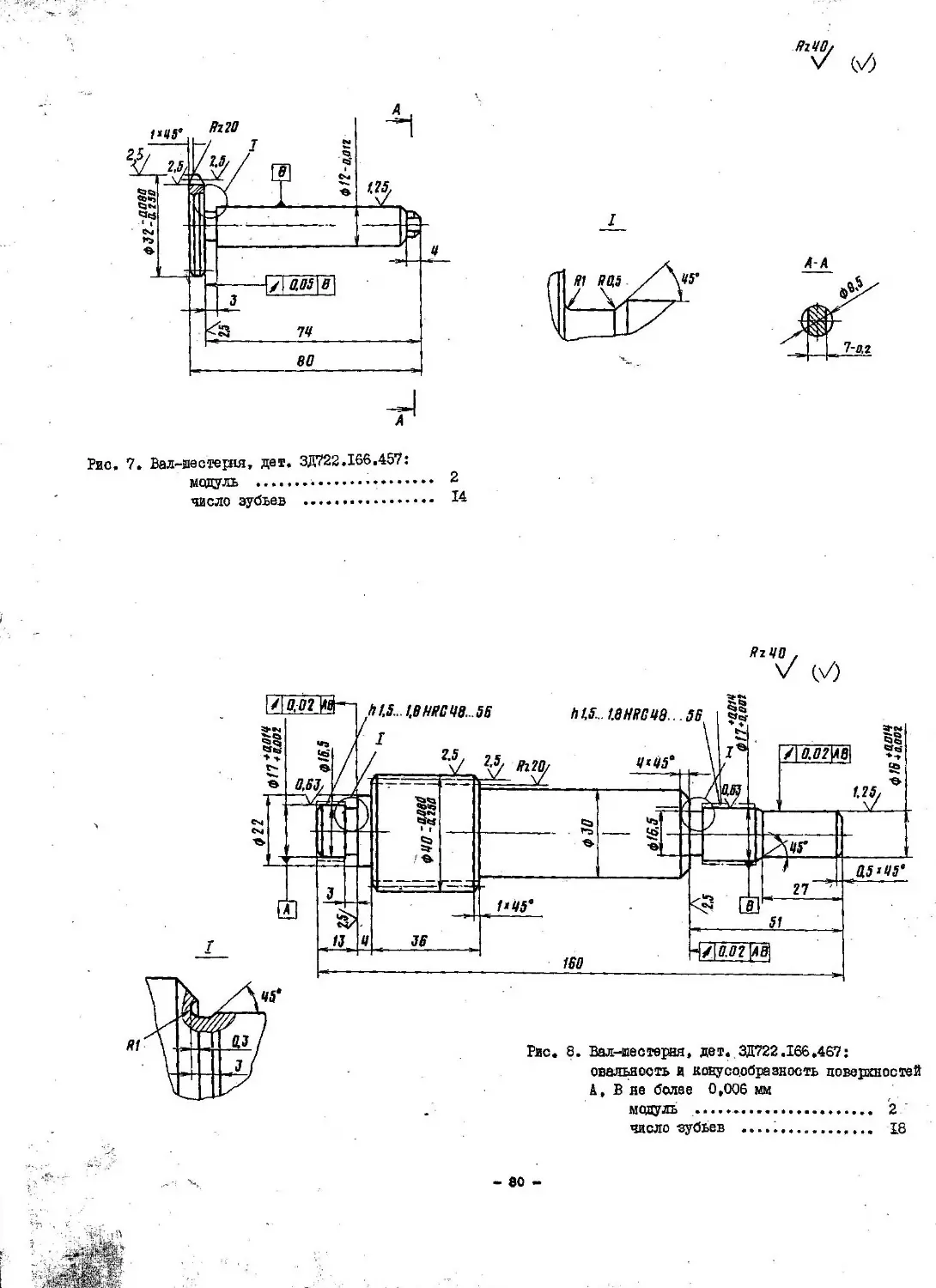
Редуктор ускоренных верти- I 26 2 18 Сталь 40Х НВ 229...285
кальных перемещений 2 66 2 18 Сталь 40Х НВ 217.. .269 Зубья h5,5...6,0 НЮ 48...56
Станина 3 24 2 —• Сталь 40Х Зубья h 5,5...6,0 НЮ 48...56
Редуктор колонны 4 I 10 Сталь 40Х НВ 217...269
5 I 10 Сталь 8ХФ НРС 56...59
Установка сельсина 6 36 2 *4. Текстолит ПТ8
датчика 7 8 18 72 I I 10 8 Сталь 45 Текстолит ТШГ" НВ 241...285
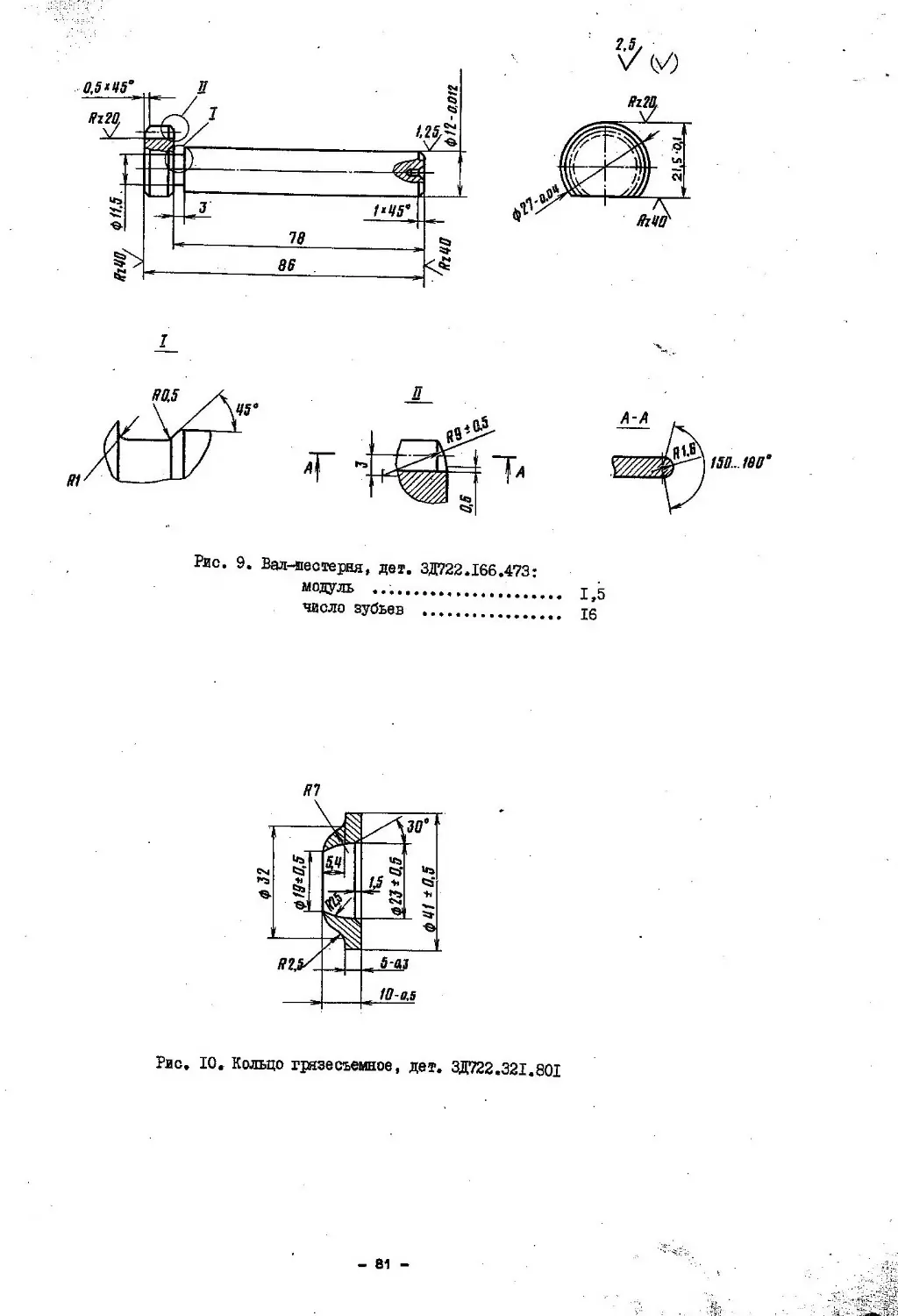
Бабка шлифовальная 9 ж 2 25 Сталь 45 НВ 241...285
Редуктор каретки 10 12 2 22 Сталь 40Х НВ 229...285
v 'i<i !' II 38/5 2 25 Сталь 45 НВ 192...240
12 I 2 — Сталь 45 НВ 241...285
• « 13 5 в Сталь 45 НВ 241...285
Механизм вертикальной 14 9 2 Сталь 40Х НВ 217...269
подачи 15 18 2 36 Сталь 40Х НВ 217...269
16 18 2 6 Сталь 45 НВ 192...240
17 14 2 6 Сталь 40Х Зубья h 5.,.5,5 НЮ 48...56
18 125 1.5 8 Сталь 45 НВ 196...241
Стол 19 2 18 Сталь 45 НВ 241...285
Установка сельсина стола 20 28 1.5 12 Сталь 40Х НВ 229...285
21 I 1»5 20 Сталь 45 НЮ 40...50
22 24 1,5 12 Сталь 40Х НВ 229...285
23 20 1,5 12 Сталь 40Х НВ 229...285
24 30 1,5 Сталь 40Х НВ 229...285
- 25 36 1,5 12 Сталь 40Х НВ 229...285
26 2 18 Сталь 2ОХ НЮ 56...62
Механизм вертикальной 27 125 1,25 13 Сталь 40Х НРС 48...56
подачи 28 64 2 14 Сталь 45 НЮ 48...56
Редуктор механизма верти- 29 40 2 •3» 30 Сталь 40Х НЮ 48...56 НВ ООО,...2 СО,
31 32 4 50 Бронза Бр ОФ 10-0,5
калькой подачи % F • л. 32 I 4 » 4 Сталь 40Х НВ 229...285 Витки червяка. h 1,8.. .2,3 мм \ НЮ 52...56
ъс
33
ЗУ
I.3.2. Краткое описание конструкции станка
По направляющим станины 1-(см. рис. 2) воз-
вратно-поступательно перемещается стол 2,
На центрально-расположенной тумбе, отлитой
заодно с^.с|аняной, крепится колонна 3» По верти-
, - с м Колоа^ы перемещается каретка
4, имеющая--горизонтальные направляющие для попе-
речного (ручного или гидравлического) перемещения
илифовальной бабки,
е С/псль
19 7-9 СгПФЛЬ ОХ
9 У /У /А Csrt&Jfb Vо*
77 10 С т с/ЛЬ 49*
нам?
Вертикальное перемещение каретки с шлифоваль-
ной бабкой -11 может быть ручное или прерывисто-
автоматическое, осуществляемое механизмом 14 вер-
тикальной подачи, который крепится на передней
стенке станины. Ускоренные перемещения осуществля-
ются от редуктора 21 ускоренных вертикальных пере-
мещений, который крепится на задней стенке
станины,
тумбы
V1
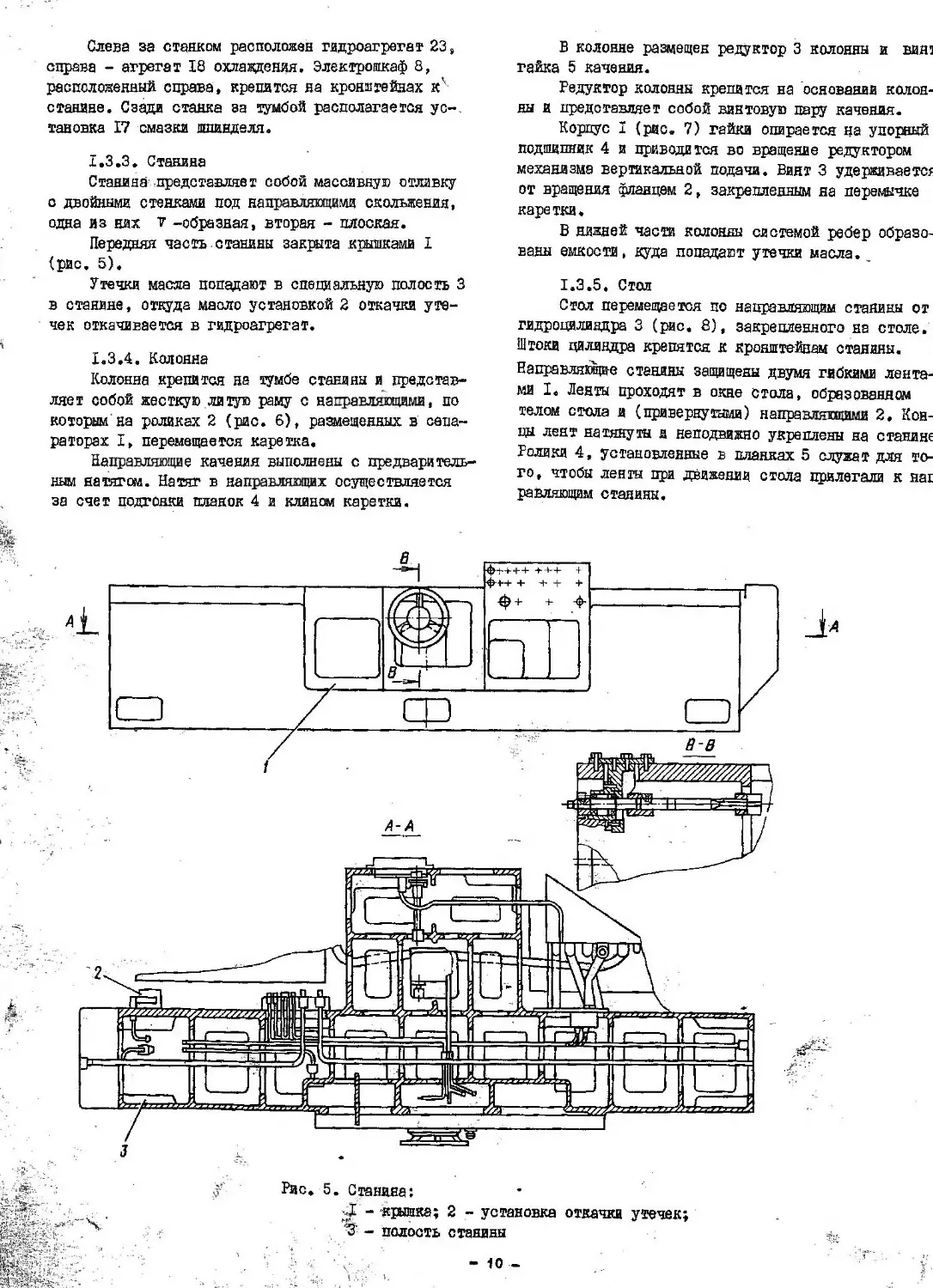
Слева за станком расположен гидроагрегат 23,
справа - агрегат IS охлаждения. Электрошкаф 8,
расположенный справа, крепится на кронштейнах к'"
станине. Сзади станка за тумбой располагается ус-
тановка 17 смазки шпинделя.
1.3.3. Станина
Станина .представляет собой массивную отливку
с двойными стенками под направляющими скольжения,
одна из них v -образная, вторая - плоская.
Передняя часть.станины закрыта крышками I
(рис. 5).
Утечки масла попадают в специальную полость 3
в станине, откуда масло установкой 2 откачки уте-
чек откачивается в гидроагрегат.
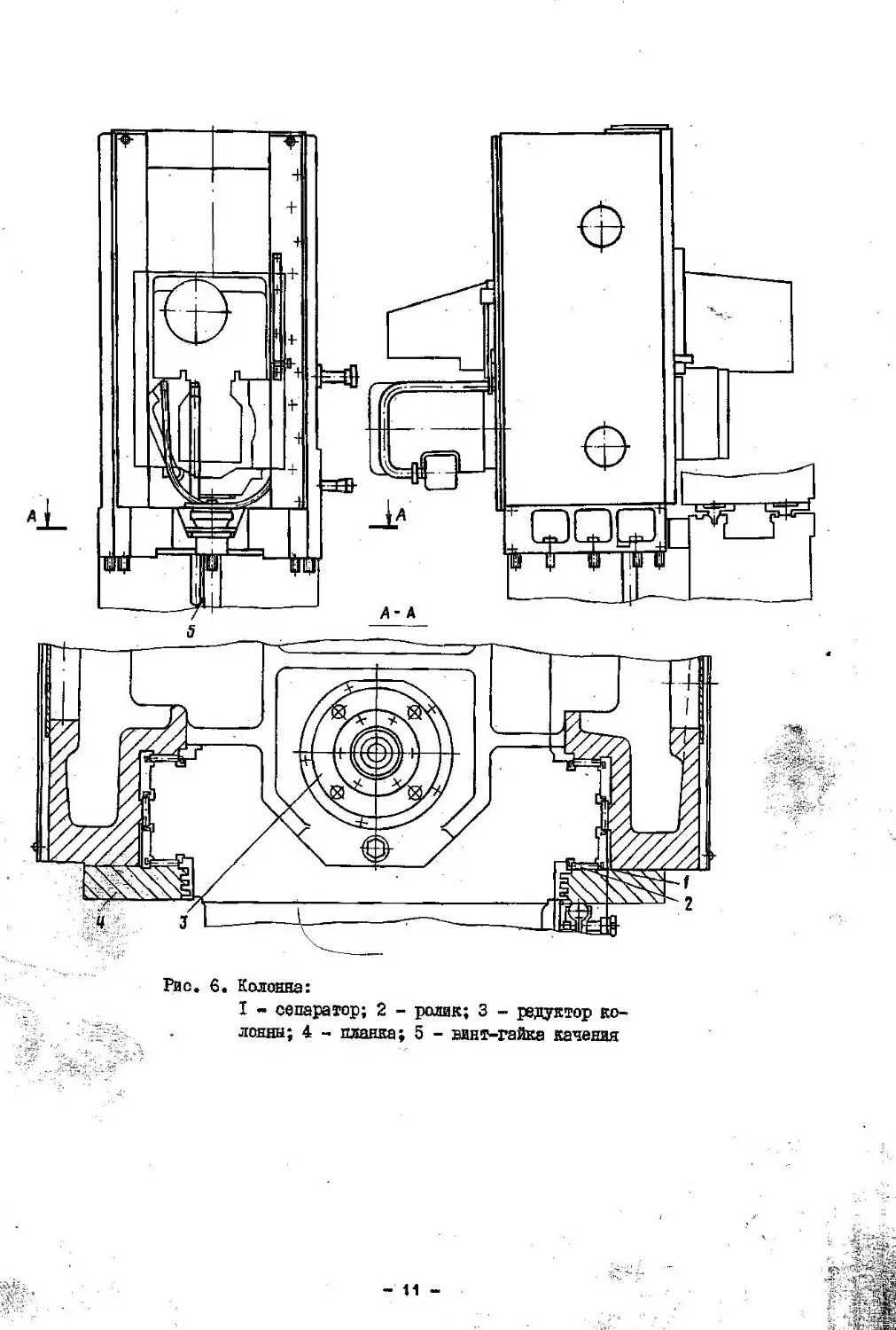
1.3.4. Колонна
Колонна крепится на тумбе станины и представ-
*с--
ляет собой жесткую литую раму с направда
ми, по
которым на роликах 2 (рис. 6), размещенных в сепа-
раторах I, перемещается каретка.
Направляющие качения выполнены с предваритель-
ным натягом. Натяг в направляющих осуществляется
за счет подгонки планок 4 и клином каретки.
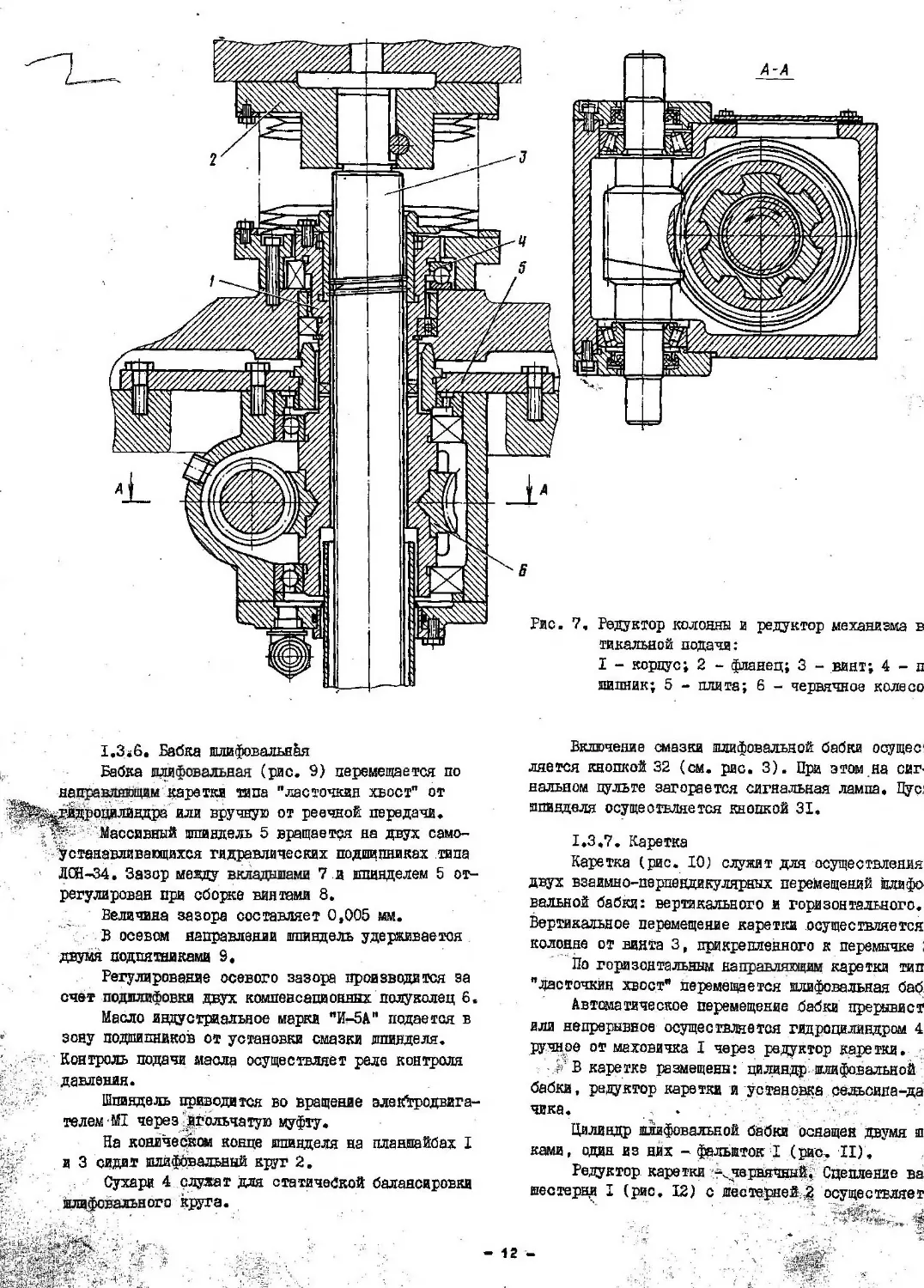
В колонне размещен редуктор 3 колонны и винч
гайка 5 качения.
Редуктор колонны крепится на основании колон-
ны и представляет собой винтовую пару качения.
Корпус I (рис. 7) гайки опирается на упор
подшипник 4 и приводится во вращение редуктором
механизма вертикальной подачи. Винт 3 удерживаете;
от вращения фланцем 2, закрепленным на перемычке
каре тки.
В нижней части колонны системой ребер образо-
ваны емкости, куда попадают утечки масла.
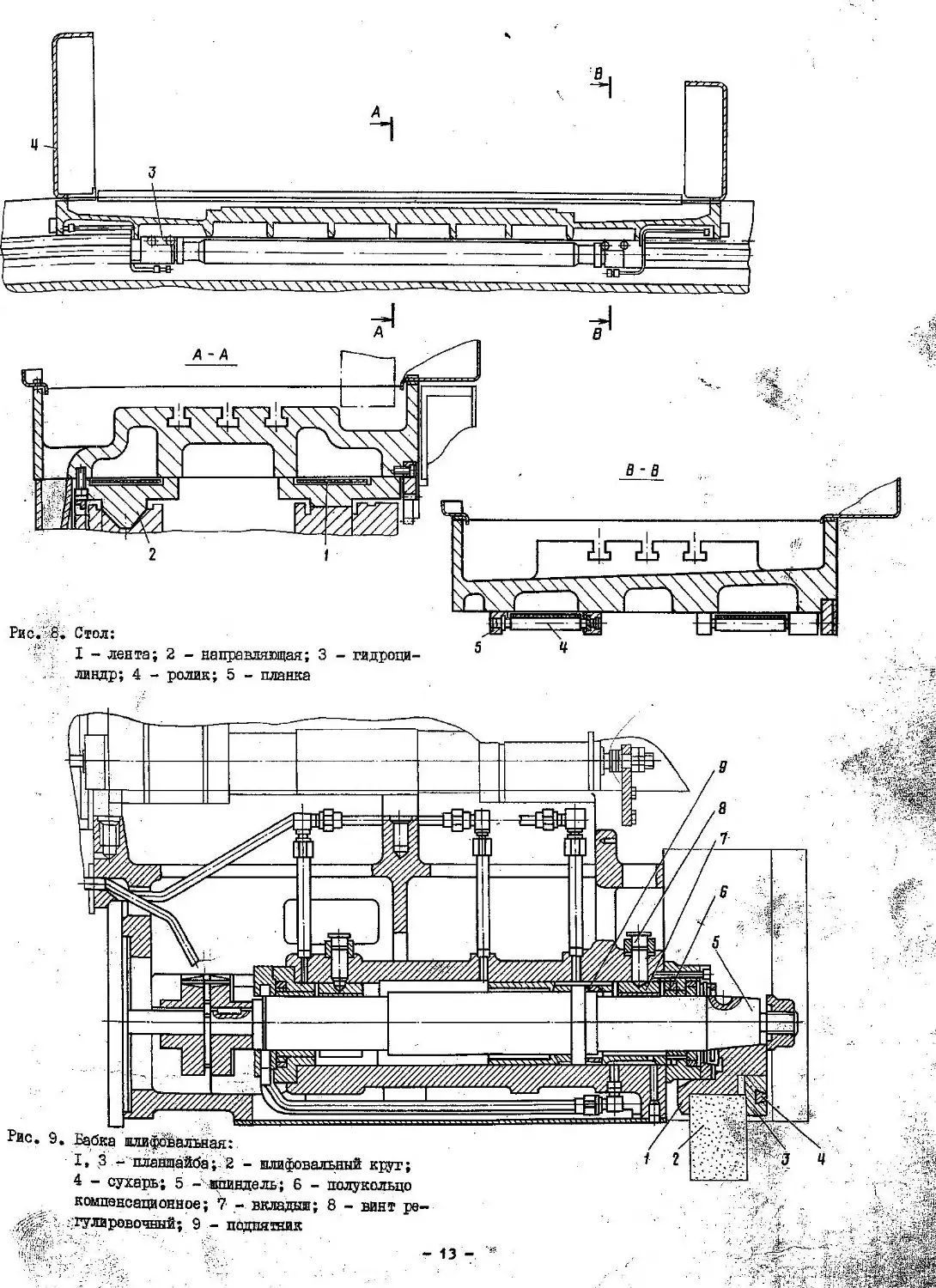
1.3.5. Стал
Стол перемещается по направляющим станины от
гидроцилиядра 3 (рис. 8), закрепленного на столе.
Штоки цилиндра крепятся к кронштейнам станины.
Направляющие станины защищены двумя гибкими лента-
ми I. Ленты проходят в окне стола, образованном
телом стола и (привернутыми) направляющими 2, Кон-
цы лент натянуты и неподвижно укреплены на станине
Ролики 4, установленные в планках 5 служат для то-
го, чтобы ленты при движении стола прилегали к наг
равляющам станины.
Рйо. 6. Колонна:
I - сепаратор; 2 - ролик; 3 - редуктор ко-
лонны; 4 - планка; 5 - винт-гайка качения
Включение смазки шлифовальной бабки осущес
дается кнопкой 32 (см. рас. 3). При этом на сиг-
нальном цульте загорается сигнальная лампа. Пус
шпинделя осуществляется кнопкой 31.
1.3*6. Бабка шлифовальная
Бабка шлифовальная (рас. 9) перемещается по
направляющим каретки типе "ласточкин хвост" от
^^^ГйДРРЦИЛИДДРЗ или вручную от реечной передачи.
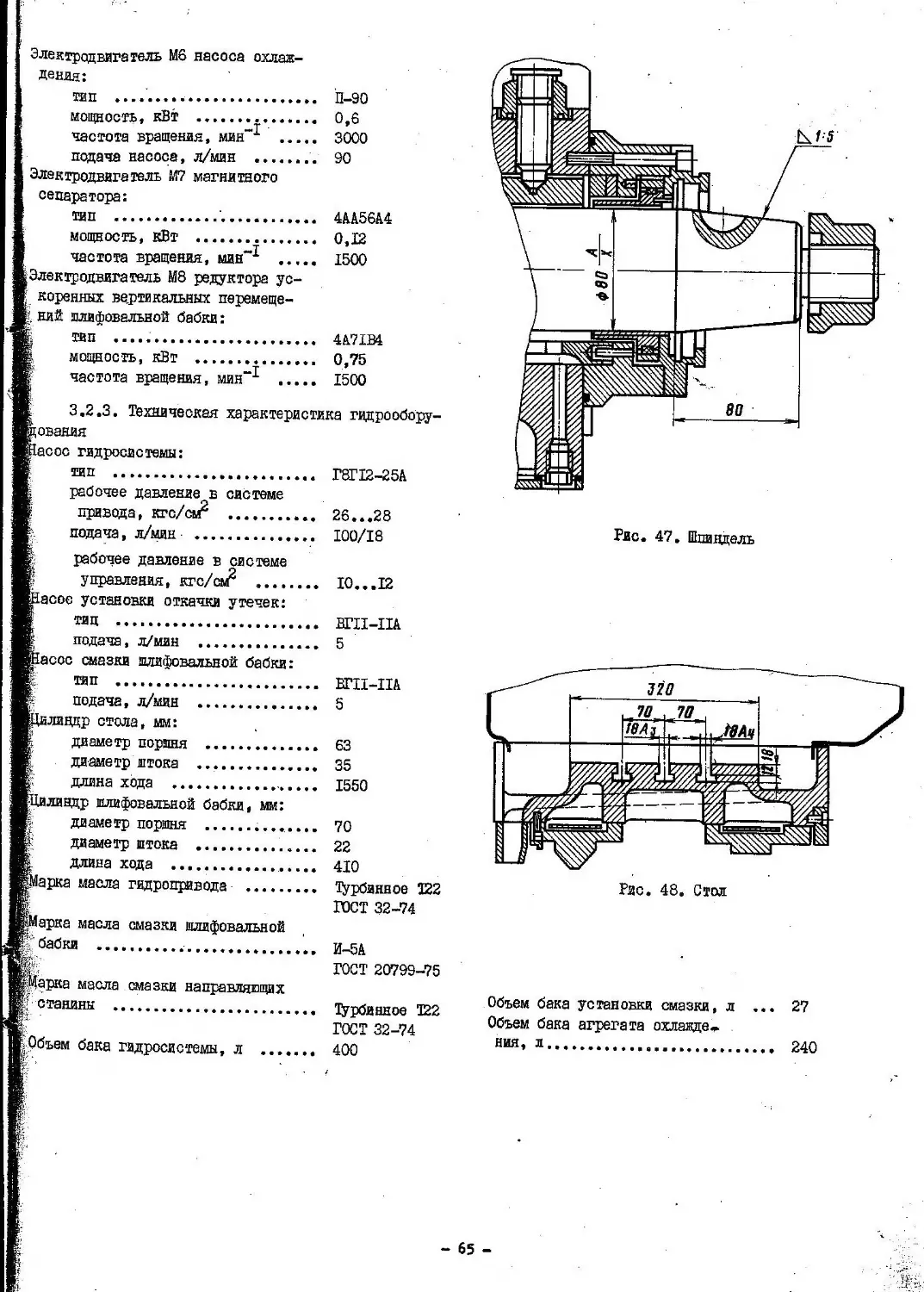
'•Л' Пассивный шпиндель 5 вращается на двух само-
устанавливащихся гидравлических подшипниках типа
ЛСН -34. Зазор между вкладышами 7 и шпинделем 5 от-
регулирован при сборке винтами 8.
Величина зазора составляет 0,005 мм.
В осевом направлении шпиндель удерживаетоя
мя подпятниками 9.
Регулирование осевого зазора производится за
счет подшлифовки двух компенсационных полуколец 6.
Масло индустриальное марки "И-5А" подается в
зону подшипников от установки смазки шпинделя.
Контроль подачи масла осуществляет реле контроля
давления.
Шпиндель приводится во вращение электродвига-
телем -MI через угольчатую муфту.
На коническая конце шпинделя на планшайбах I
и 3 сидит шлифовальный круг 2.
Сухари 4 служат для статической балансировки
шлифовального круга.
1 .. . . '
i?
1.3.7. Каретка
Каретка (рис. 10) служит для осуществления
двух взаимно-перпендикулярных перемещений шлифе
вальной бабки: вертикального и горизонтального.
Вертикальное перемещение каретки осуществляется
колонне от винта 3, прикрепленного к перемычке ;
По горизонтальным направляющим каретки тип
"ласточкин хвост" перемещается шлифовальная баб
Автоматическое перемещение бабки прерывист
или непрерывное осуществляется гидро цилиндром 4
ручное от маховичка I через редуктор каретки.
В каретке размещены: цилиндр шлифовальной
бабки, редуктор каретки и установка сельсина-да
чика. .
Цилиндр шлифовальной бабки оснащен двумя ш
ками, один из них - фальшток I (рис. II),
Л
Ж‘-а;
' Ъ
.. <
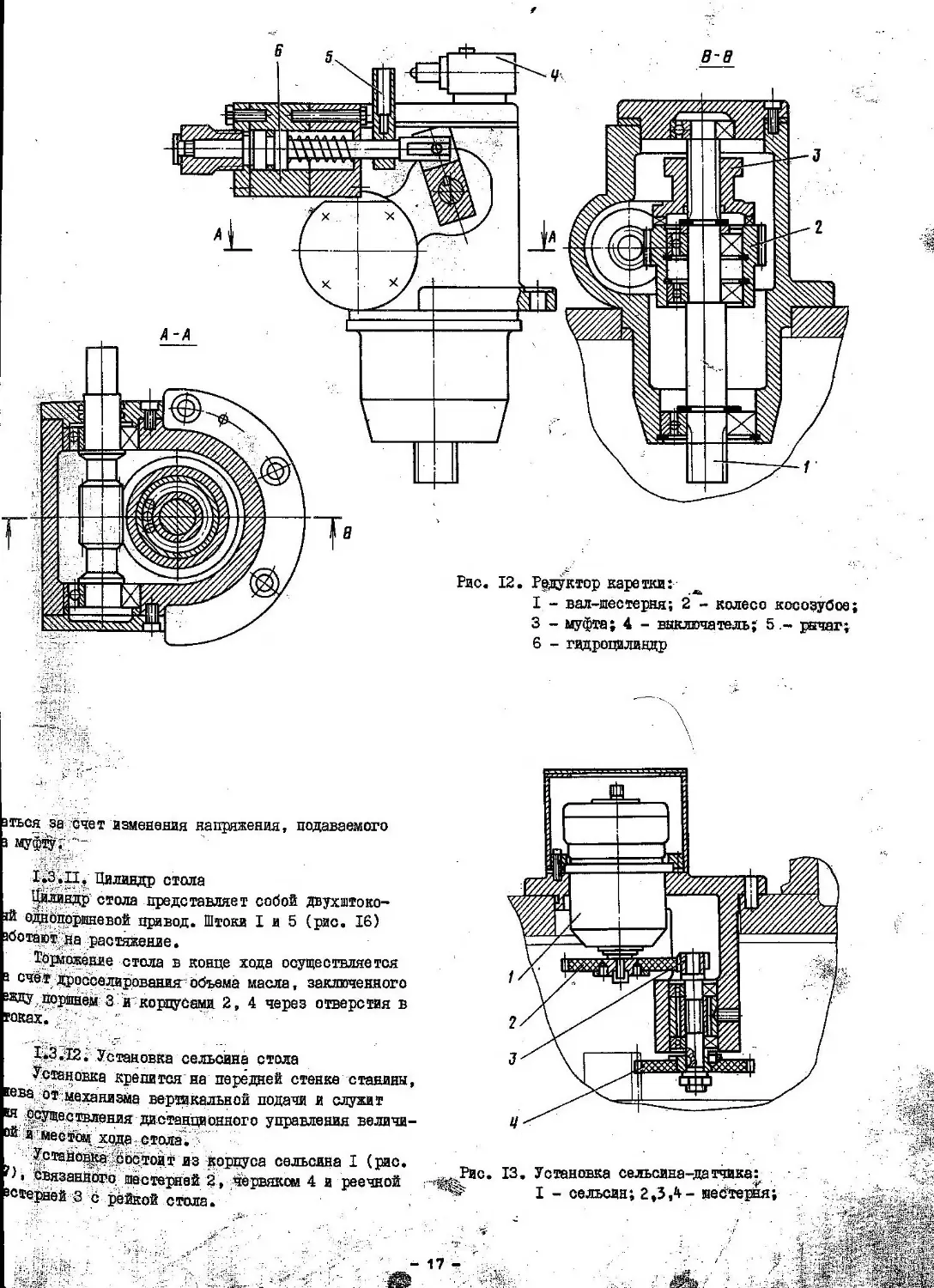
Редуктор каретки -к червячный. Сцепление ва
шестерни I (рис. 12) с шестерней. ,2 осуществляет
"ь • “7 ._
I - лента; 2 - направляющая; 3 - гадроцй-
линдр; 4 - ролик; 5 - планка
п - а
Рзо, 10. Каретка:
I - маховичок; 2 - перемычка; 3 - винт;
4 - гидроцилиндр
Рис. И, Цилиндр шлифовальной бабка:
4 - фальш ток
кулачковой муфтой 3. Муфта из зацепления выводится
гмдроцилиндром 6, который сблокирован с цилиндром
шлифовальной бабки. С этой же целью установлен ко-
нечный выключатель 4, на который воздействует ры-
чаг 5.
Направляющие каретки защищены телескопически-
ми щитками. '
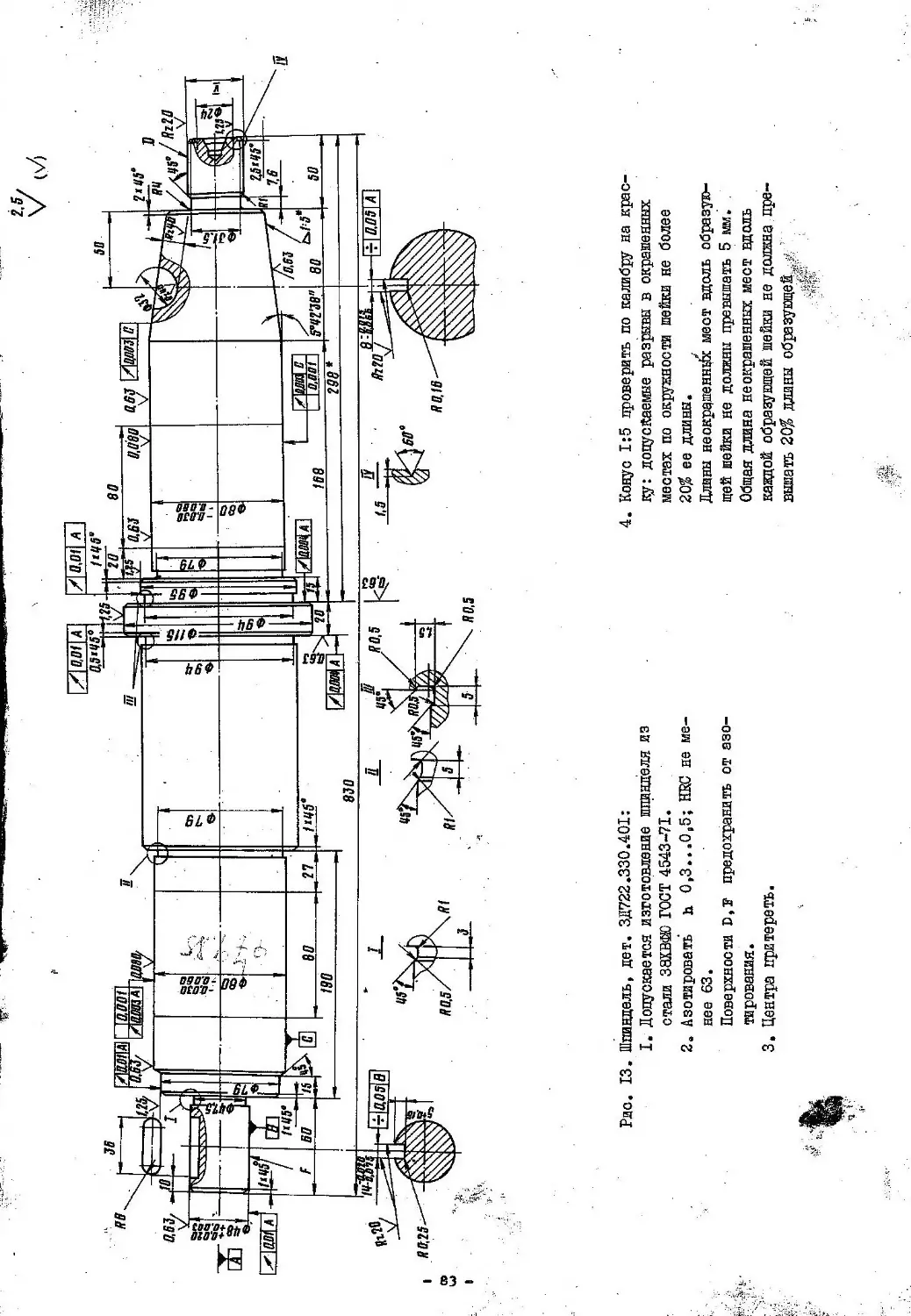
Установка сельсина-датчика (рис. 13) осущест-
вляет дистанционное управление величиной и местом
хода шлифовальной бабки и состоит из сельсина I и
шестерен 2,3,4» Шестерня 4 входит в зацепление с
рейкой шлифовальной бабки.
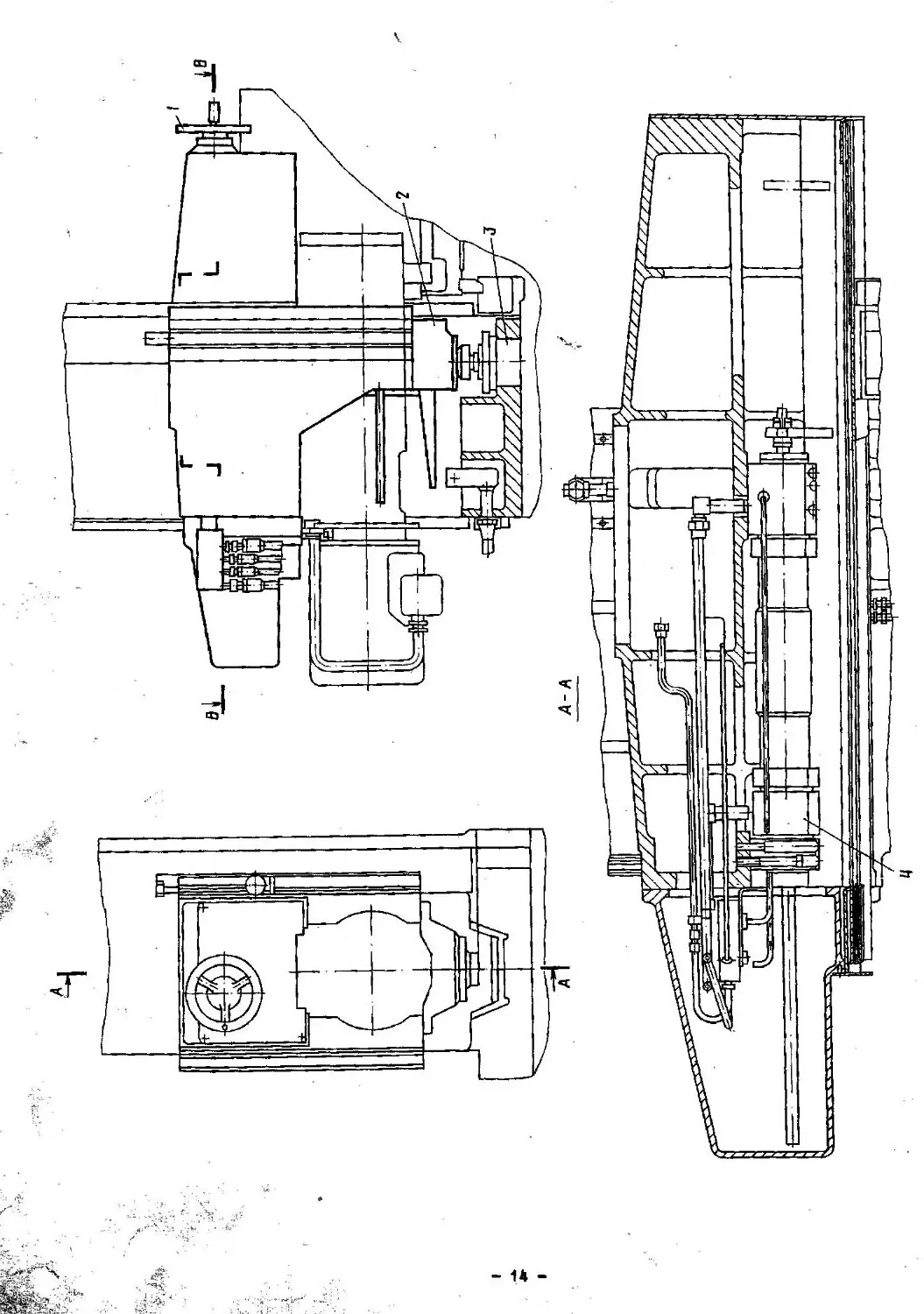
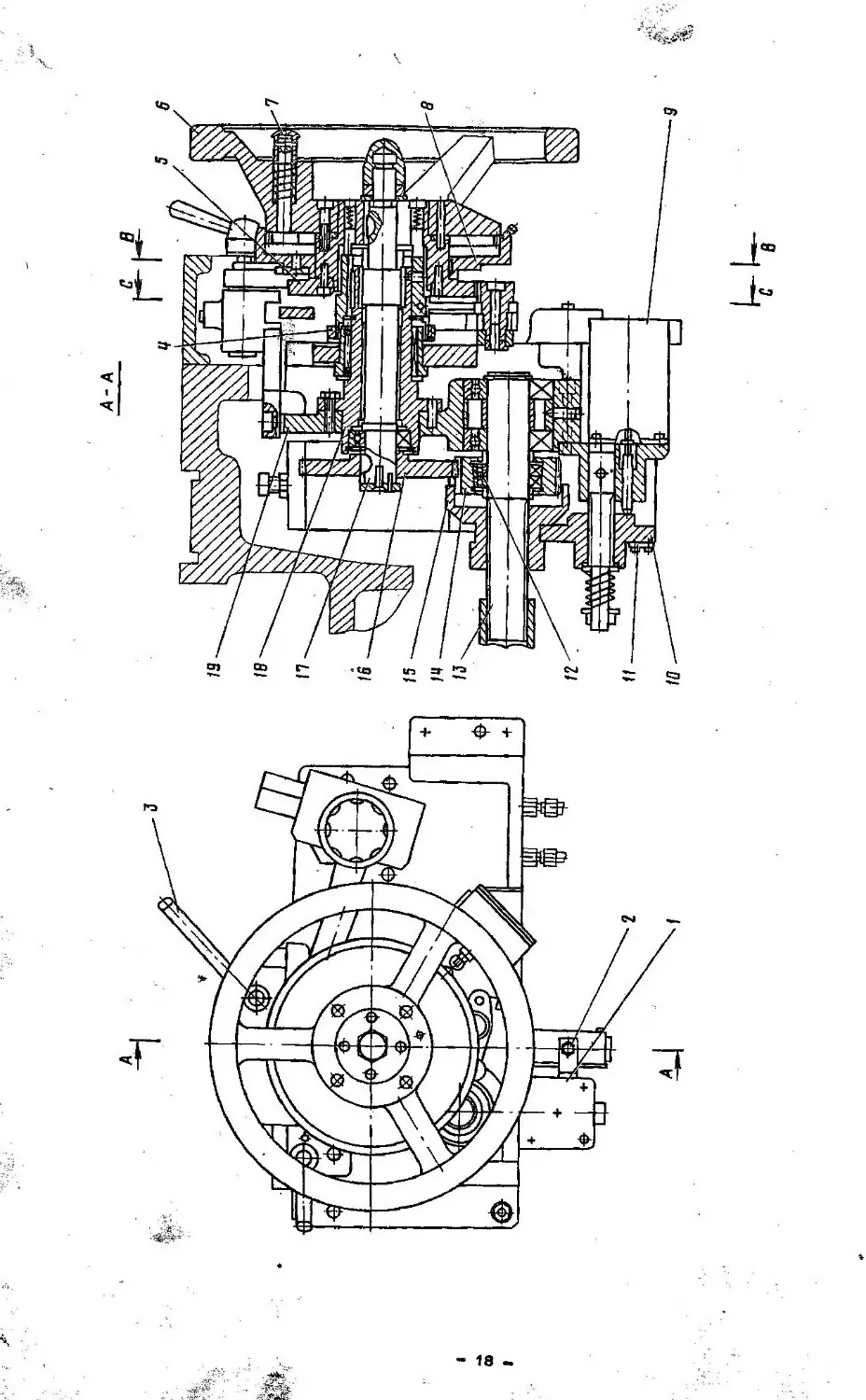
1.3.8. Механизм вертикальной подачи
Механизм вертикальной подачи (рис. 14) служит
для осуществления как ручных, так и автоматических
вертикальных перемещений шлифовальной бабки. При
этом автоматические перемещения осуществляются
только вниз (подача на врезание). Механизм крепит-
ся на передней стенке станины и закрывается крыш-
_.кой.
I В опорах стакана 18, закрепленного на корпусе
19, установлен вал 17, на концах которого закреп-»
лены маховик 6 и шестерня 16. Вращение от шестерни
'^16 передается на шестерню 14, сидящую на валу 13.
Вал 13 установлен на подшипниках в корпусе 19.
Шестерня 14 сидит на валу на^ подшипниках 12 и
сцепляется-^ валом 13 посредством зубчатой муфты
, 15. При включении ускоренных вертикальных переме-
щений муфта 15 перемещается по валу 13 от электро-
магнита 9, при этом планка II, закрепленная на
вилке 10, несет упор 2, воздействующий на конечный
выключатель 1‘ разрешающий включить электродвига-
тель М8 ускоренных вертикальных перемещений.
Автоматическая вертикальная подача осуществ-
ляется от гидрозолотника 26.
На оси вала-шестерни 20, имеющей качательное
движение, жестко закреплена кулиса 29, в направля-
ющей которой размещается ползун-рейка 30, несущий
на себе ось 28 и тягу 23,_которая приводит в кача-
^Эйельвое' движение рычаг 22. 'Собачка 21 шарнирно со-
единера с рычагом 22- и лекторныи^ормозом 4, и
также имеющая качательцое движение , при зацепления
с храповиком 5 обеспечивает поворот вала 17, шес-
терен 14 и 16, вала 13, а, следовательно, автом;
тическую вертикальную подачу заданной величины.
Торлоз 4 обеспечивает подвод собачки 21 к :
повдку 5 при рабочем ходе и отвод от храповика
при обратном ходе.
Величина подачи устанавливается путем изме;
ния радиуса качения оси 2,8, тяги 23 относительна
оси вала-шестерни 20 при помощи реечной пары 27
с соответствующей фиксацией последней в заданна
положении.
На корпусе механизма смонтировано устройст:
24 дозированной ручной подачи шлифовальной бабк
На переднюю стенку крышки выведена рукоятка 3 ж,
кого упора 25, который во включенном состоянии .
ляется ограничителем подачи при работе вручную.
Настройка подачи до жесткого упора производится
следующим образом: поворотом рукоятки 3 жесткий
упор 25 приводится в рабочее положение, после ч
вращением вправо, маховик 6 доводится до упора.
Затем после нажатия от себя кнопки 7 лимб 8 пов<
рачивается влево от неподвижного маховика 6 на :
личину заданного съема припуска, после чего кно;
7 отпускается и производится подача вручную до
упора. х
1.3.9. Редуктор механизма вертикальной под;
Редуктор посредством плиты 5 (см. рис. 7)
крепится на тумбе станины и представляет собой
червячный редуктор, червячное колесо 6 которого
сцеплено с корпусом I гайки редуктора колонны.
Наличие пары качения I, 3 (см. рис. 4) обе<
печивает возможность получения вертикальной под,
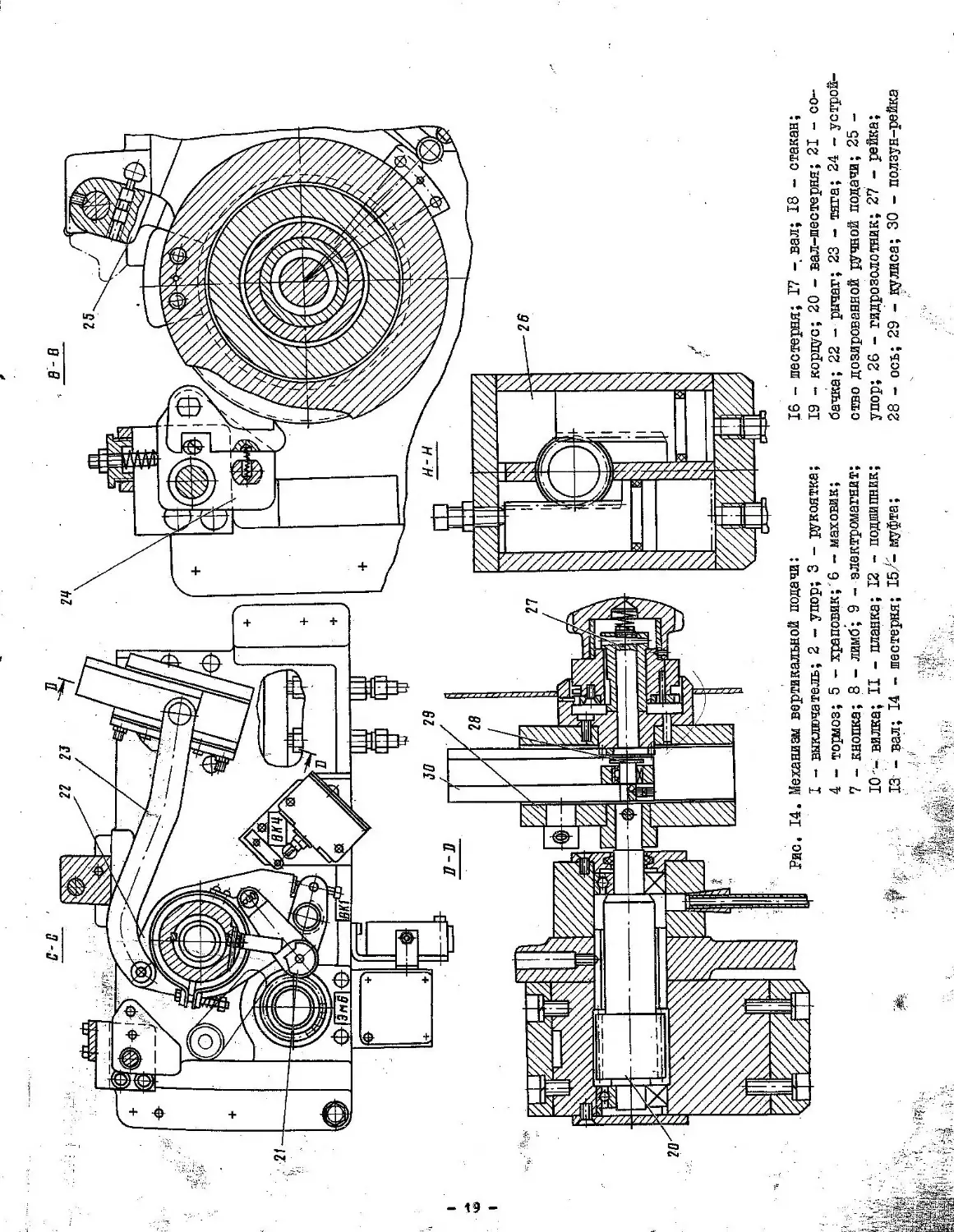
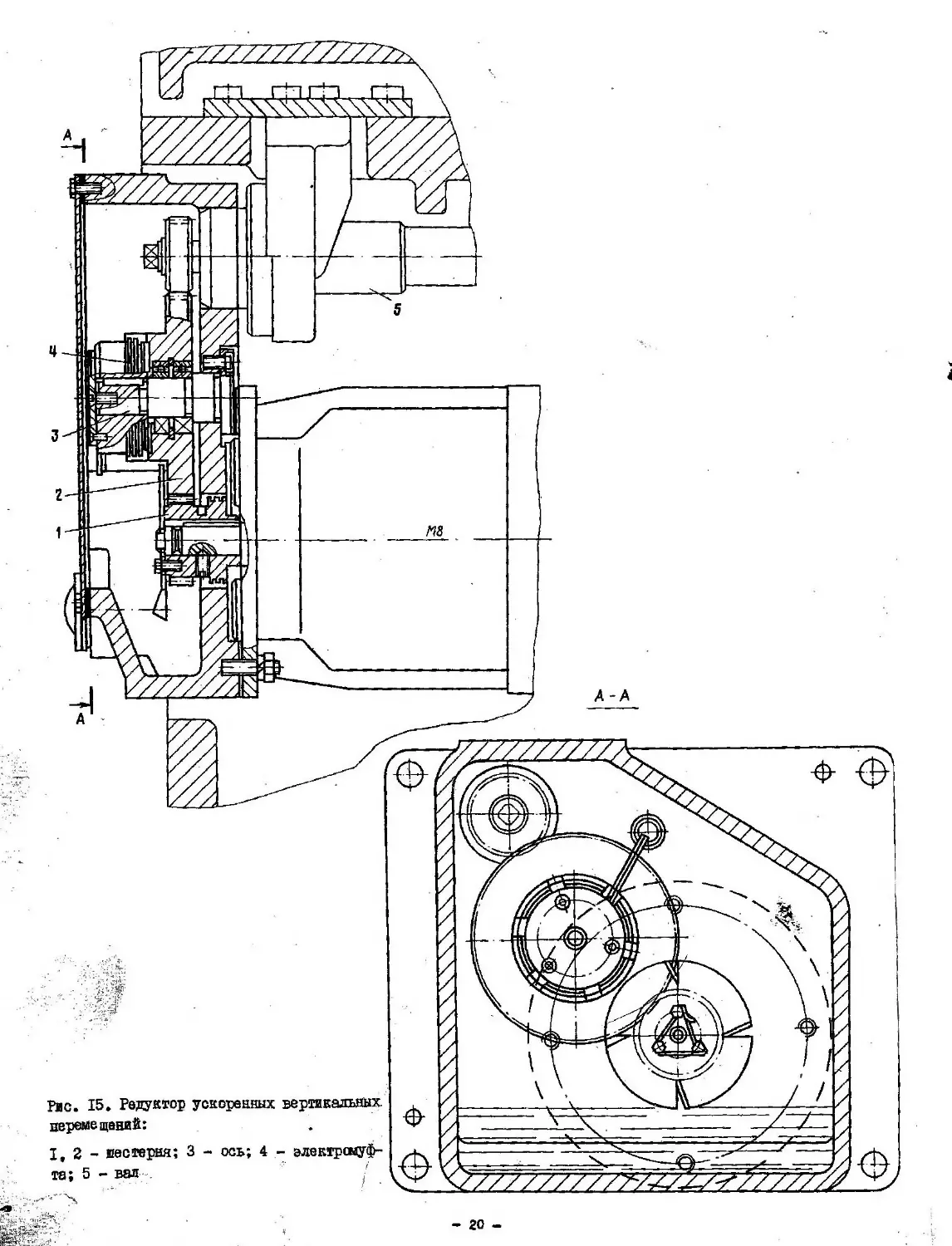
1,3.10. Редуктор ускоренных вертикальных п
ремещений
Редуктор крепится на задней стенке тумбы с
нины. Движение от электродвигателя М8 через шее
ни I, 2 (рас. 15) передается на вал 5, который.'
единен с редуктором механизма вертикальной пода
На оси 3 установлена тормозная электромуфт
закаляющаяся с шестерней 2,.Муфта срабатывает
включении автоматической вертикальной подачи И
обе спечидаёт получение. стабильных вериикальных
дач. Величина тормозного момента может регулиро
:<
!?А’
г.
5
<4
4®s
А-А
!Г
XNKS
L
X
А
«ж
1
Ш
)
Рис. 12. Редуктор каретки:
I - вал-шестерня; 2 - колесо косозубое
аться за .счет изменения напряжения
3 му’ф^^’"-
, подаваемого
Цилиндр стола представляет собой двухштоко-
о^Ьпрршневоё привод. Штоки I и 5 (рис. 16)
зботаю^\На растяжение,
Трряожёшае стола в конце хода осуществляется
з счет дросселирования объема масла, заключенного
г^ДУ;,,поршнём з и корпусами 2, 4 через отверстия в
токах. ' ,f.
>-32 ;• Установка сельсина стола
*.ц« । * * * крепи тся ’ на не рёдне й стенке с танины,
[е^^даэ?анизма вертикальной подачи и служит
® ДЙ^е^вдания дастацодонного управления величи-
в»; хода * стола . Ж
-;$й^о!ЦТ из корпуса сельсина I (рас.
Ь связанного яйстернай £:, червяком 4 и реечной
стерней /Жрйкой стола. '
Рис. 13. Установка сельсина-датчика:
I - сельсйн; 2 >3,4- »есйге:рая
:.^i-. У'-t
ю
»'J;
чл
- 17
-"дл
ж
ft
"Ш
л
зкч
28
вал; 14 - шестерня; 15/- муфта;
V- •;
*л: -f
;.-й
*ir
1111
30 23
fl
Механизм вертикальной подачи:
I - выключатель; 2 - упор; 3 - рукоятка;
4 - тормоз; 5 - храповик;'6 - маховик;
7 - кнопка; 8 - лимб’; 9 - электромагнит;
10- вилка; II - планка; 12 - подшипник;
13- ”
16 - шестерня; 17 - вал; 18 - стакан;
19 - корпус; 20 - вал-шестерня; 21 - со-
бачка; 22 - рычаг; 23 - тяга; 24 - устрой-
ство дозированной ручной подачи; 25 -
упор; 26 - гидрозолотник; 27 - рейка;
28 - ось; 29 - кулиса; 30 - ползун-рейка
rtffZZZZZZZZZZZZ?^
J.iJ--. -I~ j-I J f t I.
nt
- 20 -
4
Рис. 15. Редуктор ускоренных вертикальных,
перемещений:
I, 2 - вестерна; 3 - ось; 4 - электрсыуф-
та; 5 - вал '
л-:с^
7?/гЖ
’Ай
Лл\\\\х\ххл”л\!
3
U
1
5
suOs^wi
illlitti.—_——
KV^fSXN^
^wv'v^^miwImMM»,
WXM^X^^
Рис. 16. Цилиндр стола:
I - шток; 2,4- корпус; 3 - поршень;
5 - шток
5г.
Рис. 17. Установка сельсина стола:
X.- корпус; 2,3- шестерня; 4 - червяк
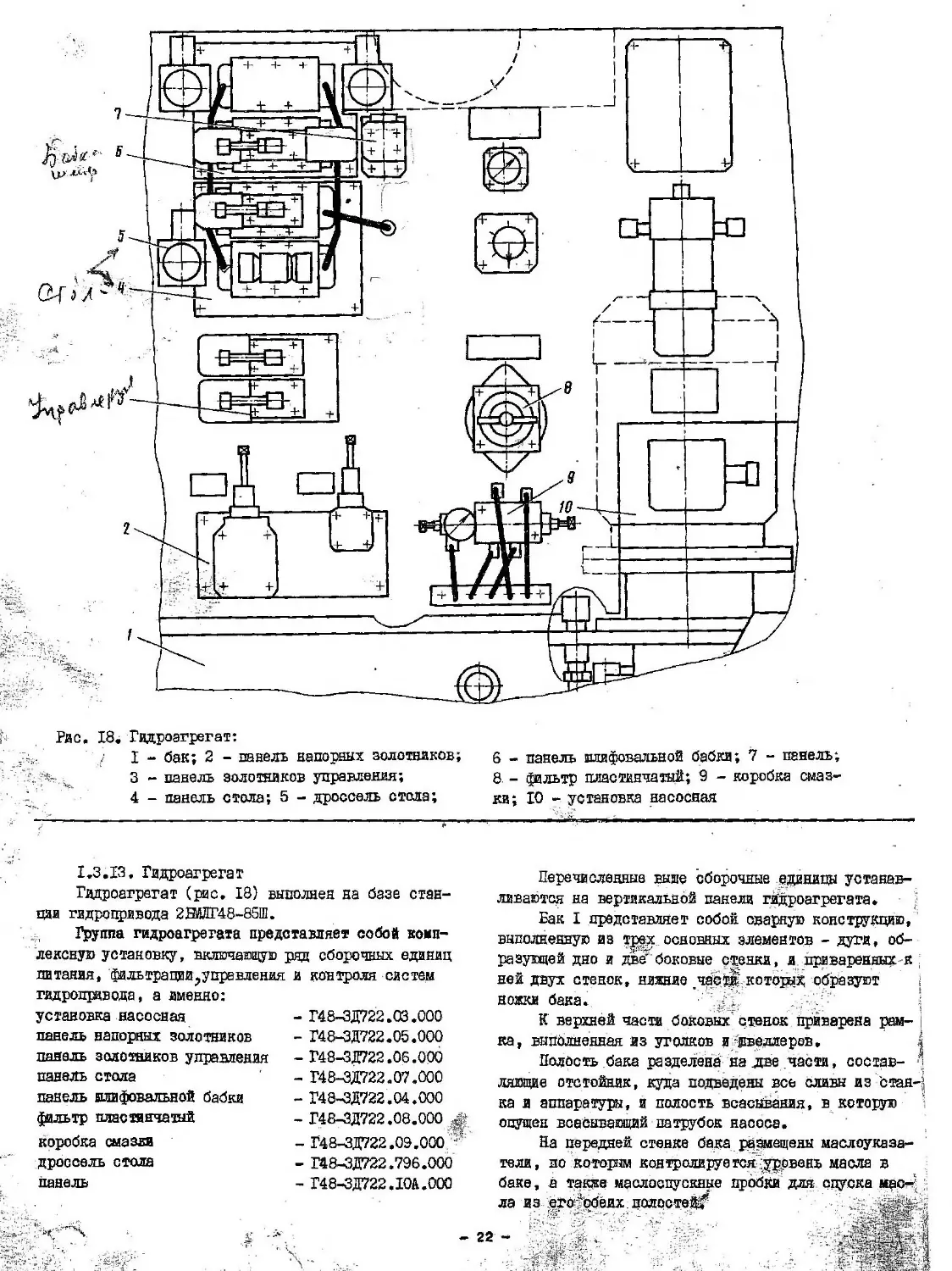
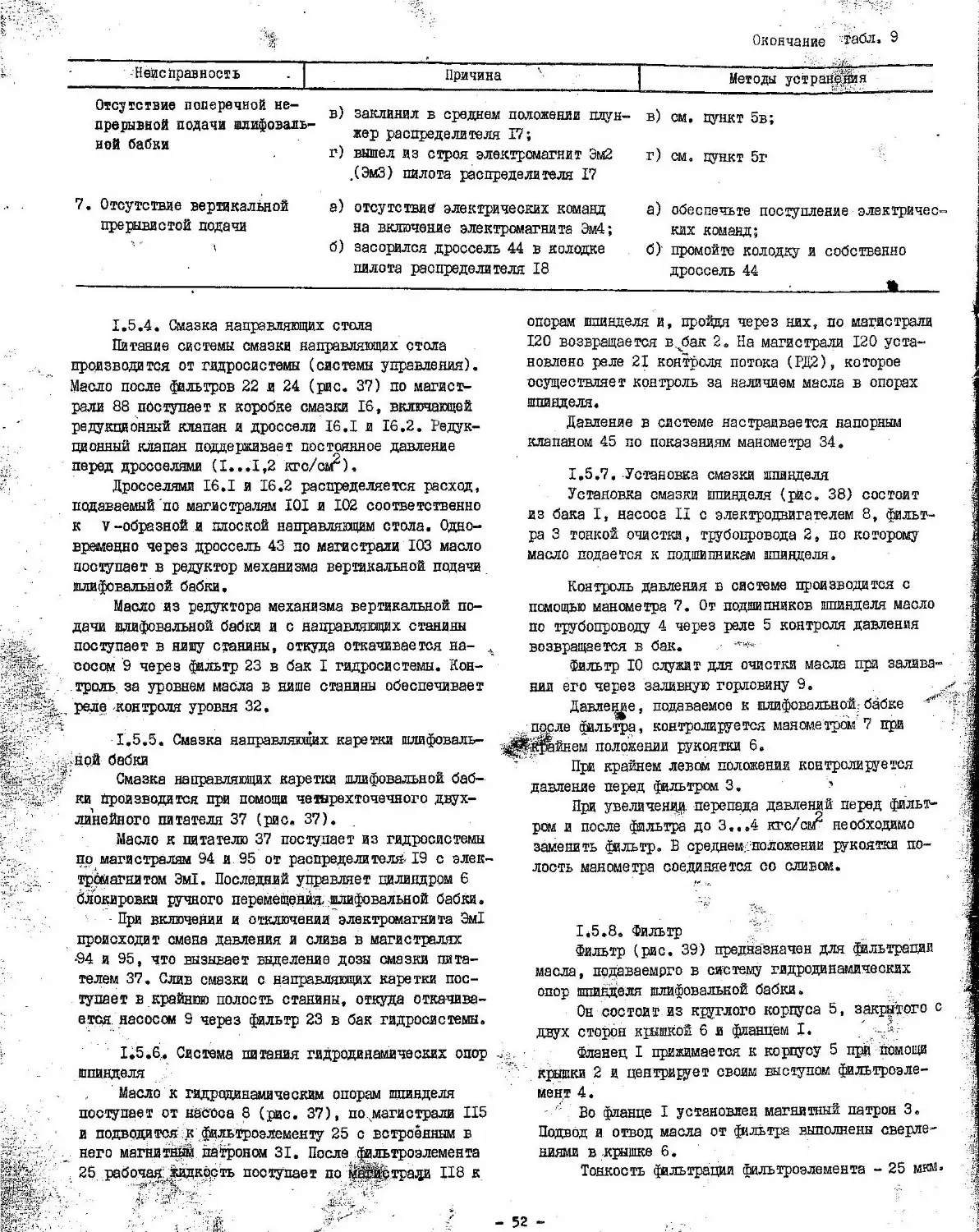
h Ряс. 18. Гидроагрегат:
. у I - бак; 2 - панель напорных золотников;
3 - панель золотников управления;
- 4 - панель стола; 5 - дроссель стала;
6 - панель шлифовальной бабки; 7 - панель;
8. - фильтр пластинчатый; 9 - коробка смаз-
ки; 10 - установка насосная
1.3.13, Гидроагрегат
Гидроагрегат (рас, 18) выполнен на базе стан-
ции гидропривода 2ШЛГ48-85Ш.
- Группа гидроагрегата представляет собой комп-
лексную установку, включающую ряд сборочных единиц
питания, фильтрации^управления и контроля систем
гидропривода, а именно:
установка насосная - Г48-ЗД722.03.000
панель напорных золотников - Г48-ЗД722.05.000
панель золотников управления - Г48-ЗД722.06,000
панель стола ’ - Г48-ЭД722.07.000
панель шлифовальной бабки - Г48-ЗД722.04.000
фильтр пластяяча'
коробка смазки
дроссель стола
панель
- Г48-ЗД722.08.000
Ж"
- Г48-ЗД722.09.000 ""
- Г48-ЗД722.796.000
- Г48-ЗД722.ЮА.ООО
Перечисленные выше сборочные единицу устанав-
ливаются на вертикальной панели гидроагрегата.
Бак I представляет собой сварную конструкцию,
выполненную из трех основных элементов - дуги, об-
разующей дно и две* боковые стенки, и приваренные к
ней двух стенок, нижние части которых образуют <
ножки бака. Лйл- j
К верхней части боковых стенок приварена рам-
ка, выполненная из уголков и -швеллеров • |
Полость бака разделена на .две части, состав- ч
лающие отстойник, куда подведены все славы из стан-
ка и аппаратуры, и полость всасывания, в которую \
опущен всасывающий патрубок насоса.
На передней стенке бака размещены маслоуказа-
то ли, ио которым контролируется^овень масла в
баке, а также маслоспускные пробки для спуска мае-
sssssssssssssss
Ч-УУЧ'Ч кмд чч «л <л ч ГТТЧЧЧ W'mUSA Ч Ч Ч Ч Ч Ч Ч Ч v.U-UA^
Kt"
К1Щ
*//«"
//72
/
XZI I
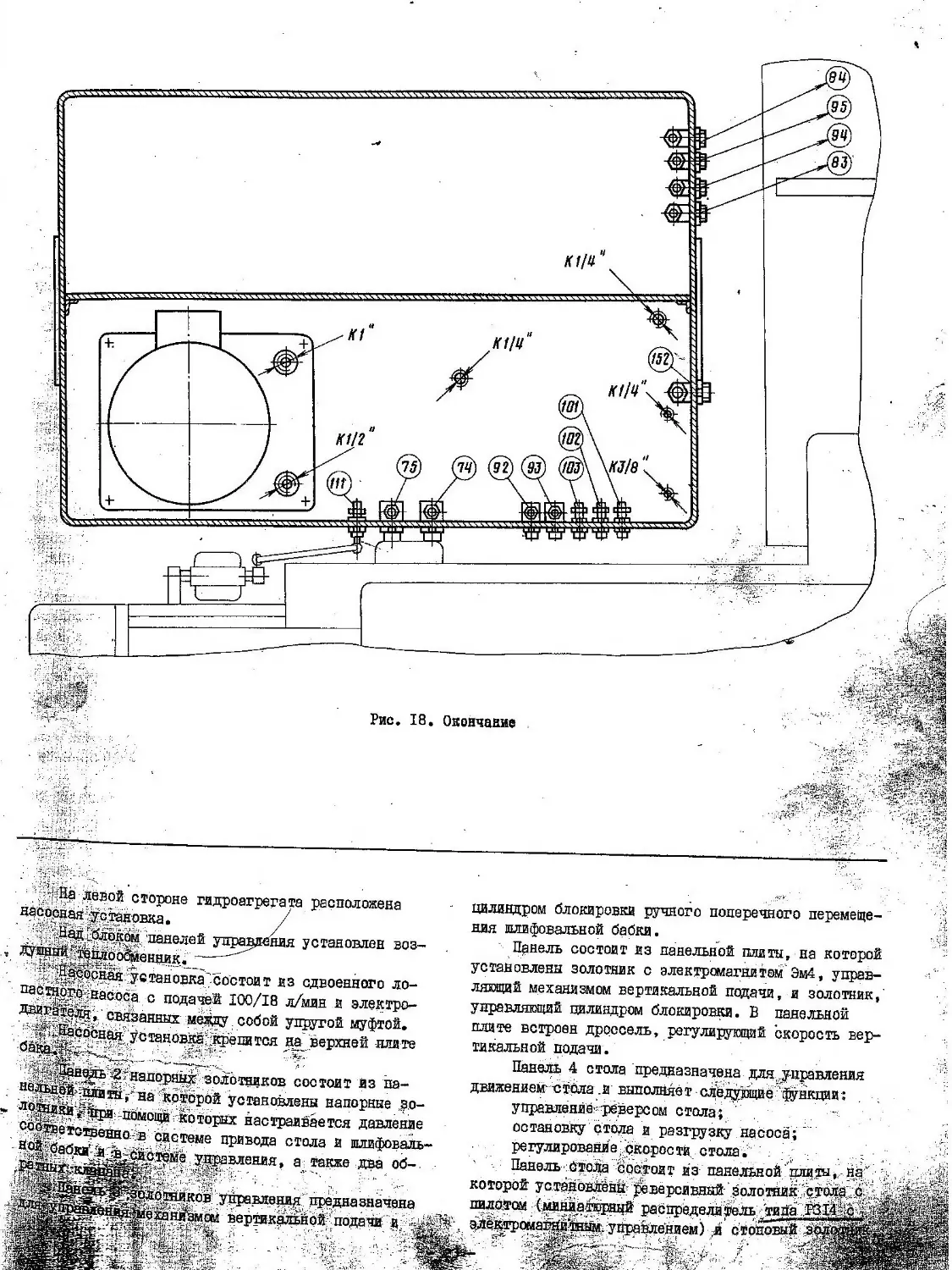
Рис. 18. Окончание
::W:
Й
m,-:<
4-?,.;
•U'
S с'-
95
94
I
I
I
11
K1/2
SSSSSSSSSSSS
ЭЙ1?'®®??.сто?оне гидроагрегата расположена
; -^Докбм пане ле й упра
Й^Д^^-Установка .^состоит из сдвоенного ло-
^l®^a60Ca с плачей 100/18 л/мин и электро-
связанных мезду собой упругой муфтой.
бД^^°^^ УСтаН0В^::КреПЙТСЯ м верхней плите
': —..'•i- - J7/- v" Т:
золотников состоит из на-
’ -НЭ Усган°влены напорные зо-
ссВвШ?®^ помощи которых настраивается давление
:В ^стеме извела стола и шлифоваль-
правления, а также два об-.
.7- ’ • •:•?.. Л'., . ; : <
^^шсод управление предназначена
.......................... ......_
ния установлен воз-
J'-.
%
О
Kf/Ц
KJ/8
Ai
'х'Ь;
?а“ --
'сг^
MB
•к-ЗШ
г?.-.'жр
&&-ж-
®адйй вертикальной ‘ подачи и
:::ЭДгОйЖ ^-' • -'••' ' '•:.'W::--7;; - -
:?>-м •••_ • • • /:£•••. •
•• -. ^6 ч -'.чг^ . • -V • .. : .:! . л.Чг.^ • :
цилиндром блокировки ручного поперечного перемеще-
ния шлифовальной бабки.
Панель состоит из панельной плиты, на которой
установлены золотник с электромагнитом Эм4, управ-
ляющий механизмом вертикальной подачи, и золотник,
управляющий цилиндром блокировки. В панельной
плите встроен дроссель, регулирующий скорость вер-
тикальной подачи.
Панель 4 стола предназначена для,управления
движением' -стола .и выполняет слёдурци р.' фу нкции:
управление- реверс ом стола;
остановку стола и разгрузку насоса; "
регулирование скорости стола.': .. .. /
Панель Стола состоит из панельной плиты, нНv
которой у с тадовлёны реверсивный' золотаий-^стола,^-
пилотом (миниатюрный распределитель /типа
электромагнитным.управлением) л столовый
>. . -'л: . ' й" ”
Л
:'wX
гей
Ч'
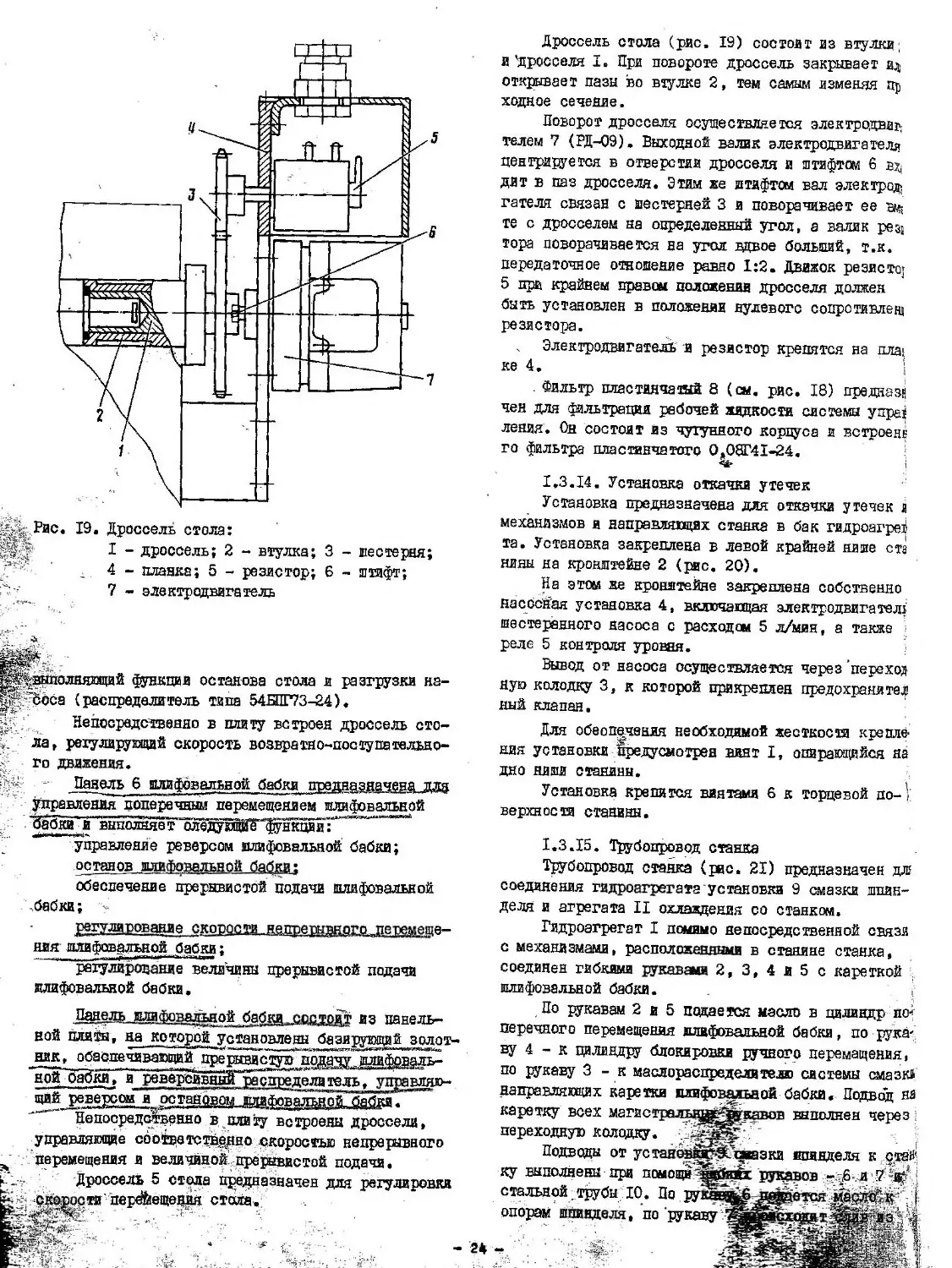
Рис. 19. Дроссель стола:
, I - дроссель; 2 - втулка; 3 - шестерня;
?. 4 - планка; 5 - резистор; 6 - штифт;
7 - электродвигатель
и
разгрузки на—
^выполняющий функций останова стола
"coca (распределитель типа 54БПГ73-24).
Непосредственно в плиту встроен дроссель сто-
ла, регулирующий скорость возвратно-поступательно-
го движения.
- Панель 6 шлифовальной бабки предна,§8.§ч§я^ХДЭ
Управления поперечным перемещением шлифовальной
. 7бабкй^и выполняет оледукШ^^ыкция:
"управление реверсом шлифовальной бабки;
останов шлифовальной бабки;
обеспечение прерывистой подачи шлифовальной
бабки; ••
регулирована е скоросдй^пре.шжого_йер§меще-
няя шлифовальной бабки;
рагулирование величины прерывистой подачи
шлифовальной бабки.
Непосредственно в плиту встроены дроссели,
управляющие соответственно скоростью непрерывного
перемещения й величинойпрерывкетой подачи.
а-. Дроссель 5 стола предназначен для регулировки
-Скорости перемещения стола.
4
О'
ft
Дроссель стола (рис. 19) состоит из втулки,
и'дросселя I. При повороте дроссель закрывает ид
открывает пазы во втулке 2, тем самым изменяя пр
ходное сечение.
Поворот дросселя осуществляется электродвид
телем 7 (РД-О9). Выходной валик электродвигателя
центрируется в отверстии дросселя и штифтом 6 ву4
дат в паз дросселя. Этим же штифтом вал электрод;
гателя связан с шестерней 3 й поворачивает ее в^
те с дросселем на определенный угол, а валик рез$
тора поворачивается на угол вдвое больший, т.н.
передаточное отношение равно 1:2. Движок резисто)
5 при крайнем правом положении дросселя должен
быть установлен в положении нулевого сопротивлещ
резистора.
. Электродвигатель и резистор крепятся на пла;
ке 4. i
. Фильтр пластинчатый 8 (см. рис. 18) предназц
чен для фильтрации рабочей жидкости системы ynpaj
ления. Он состоит йз чугунного корпуса и встроена
го фильтра пластинчатого 0.08Г41-24.
i
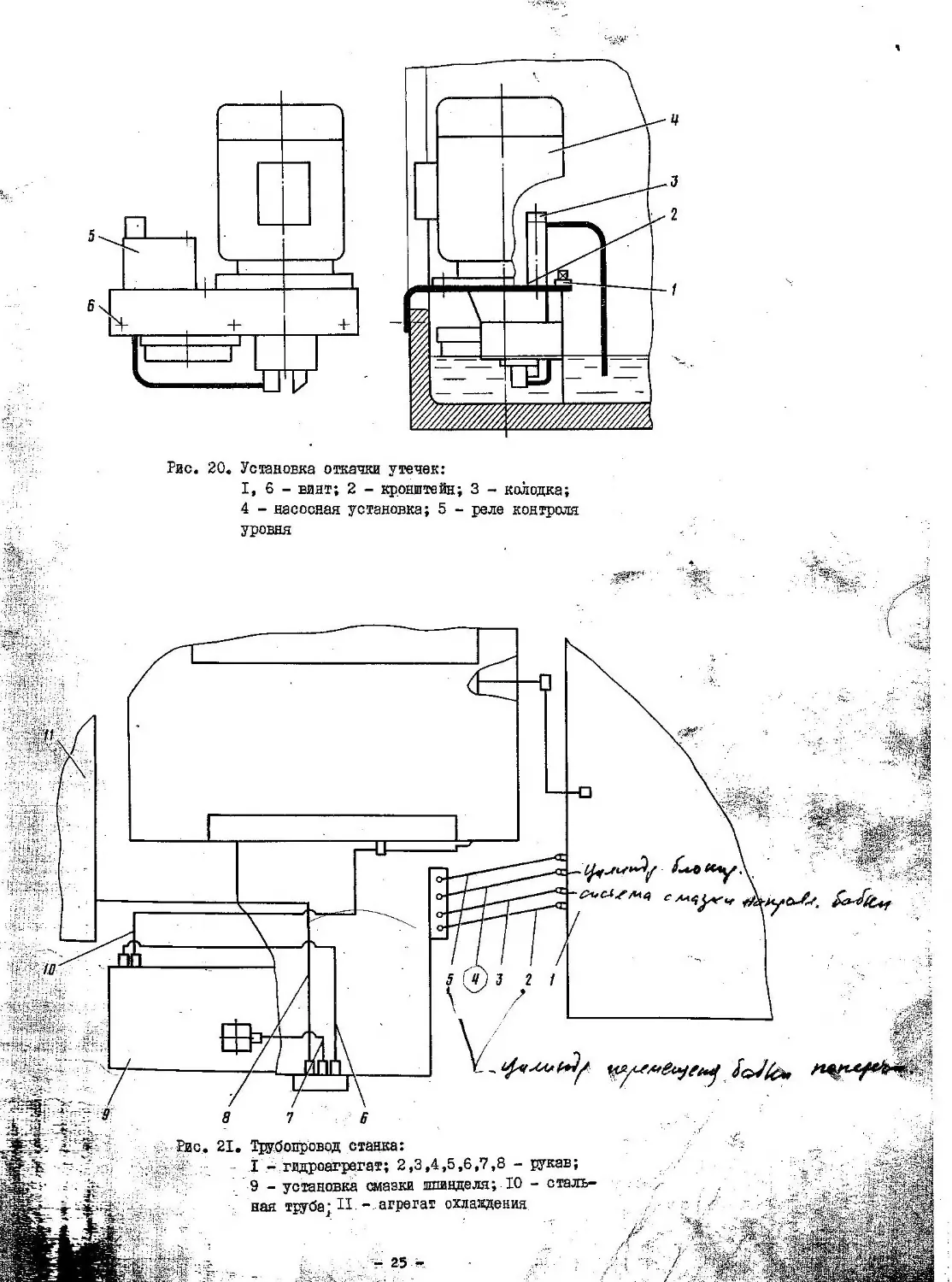
I.3.14. Установка откачки утечек
Установка предназначена для откачки утечек я
механизмов и направляющих станка в бак гидроагрет
та. Установка закреплена в левой крайней нише ста
• HL
нины на кронштейне 2 (рас. 20).
На этом же кронштейне закреплена собственно
насбсйая установка 4, включающая электродвигатель
шестеренного насоса с расходам 5 л/мин, а также >_
реле 5 контроля уровня. :
Вывод от насоса осуществляется через’переход
ную колодку 3, к которой прикреплен предохраните^
ннй клапан.
Для обеспечения необходимой жесткости крепле-
ния установки Предусмотрен винт I, опирающийся на
дно ниши станины.
Установка крепится винтами 6 к торцевой по- 1
верхиосгя станины.
1.3.15. Трубопровод станка
Трубопровод станка (рис. 21) предназначен дл
соединения гидроагрегата установки 9 смазки шпин-
деля и агрегата II охлаждения со станком.
Гидроагрегат I помимо непосредственной связи
с механизмами, расположенными в станине станка,
соединен гибкими рукавами 2, 3, 4 и 5 с кареткой
шлифовальной бабки. Г
По рукавам 2 и 5 подается масло в цилиндр -ио*
перечного перемещения шлифовальной бабки, по рука;
ву 4 - к цилиндру блокировки ручного перемащения,
по рукаву 3 - к маслораспределителю системы смазкй
направляющих каретки шлифовальной бабки. Подвод на
' ^кавов выполнен через
каретку всех магистрат
переходную колодку.
ку выполнены при помощи^
стальной трубы 10. По pyi
опорам шпинделя, по 'рукаву
эки шпинделя к стай'
__;_ . л — I
---- ' J
у
lit
24 -
,_т
Рис. 20. Установка откачки утечек:
I, 6 - винт; 2 - кронштейн; 3 - колодка;
опор, а по трубе 10 отводитоя в дренаж аз картер-
ной полости шлифовальной бабки.
По рукаву S подается смазывающе-охлаждающая
жидкость (ССЖ) в зону обработки.
- силовая цепь 3^50 Гц, 220 В или 380 В и
400 В; 3**60 Гц, 220 В, или 380 В или 440 В;
- цепь управления /м 50 Гц или <^60 Гц, !!•
И =24 В, ПО В;
- цепь местного освещения а* 50 Гц или *»* 6(
24 В;
1,4# Электрооборудование _ цець сягнадаза1Х0я ~ 50 рц ала рц> 5
I.4.I. Общие сведения
На станке (см. рис. I, 2, 3) установлены
асинхронные электродвигатели: шлифовального круга
MI, насоса откачки утечек М5, уокоренного.хода
24 В.
Выбор частоты в рабочего напряжения силово!
цепи производится заказчиком.
1.4.2. Первонача;
пуск
шлифовальной бабки М8.
Путевые переключатели: разрешения ускоренных
ходов шлифовальной бабки BKI; разрешения попереч-
ных перемещений шлифовальной бабки ЕК2; ограниче-
ния вертикальных ходов шлифовальной бабки ЖЗ; ог-
раничения вертикальной подачи ВК4.
Электромагниты гидрозолотников: Эм! - переклю-
чающий кинематику с ручного на автоматическое попе-
речное перемещение шлифовальной бабки; Эм4 - осу-
ществляющий вертикальную подачу и взвод; Эмб - пе-
реключающий кинематику с автоматической вертикаль-
ной подачи на ускоренные вертикальные перемещения
шлифовальной бабки; электромагнитная муфта Эм5 -
притормаживающая кинематику при вертикальных рабо-
чих'подачах, а также осуществляющая торможение
.электродвигателя вертикальных ходов шлифовальной
бабки.
С лицевой стороны станка расположен пульт уп-
равления» Пульт управления содержит переключатели
выбора режимов работы, переключатели задания ско-
рости стола и поперечных перемещений шлифовальной
бабки, сельсины задания длины хода стола и величины
1 поперечного хода шлифовальной бабки, все кнопки
А А управления.
”А ’ :" АрНа панели пульта сигнализации расположены все
3лайны сигнализации, указатель нагрузки электродви-
га теля шлифовального круга, а также индикатор ско-
рости стола.
Справа на каретке установлен светильник.
Стоящие рядом со станком агрегат охлаждения,
установка смазки шпинделя я гидроагрегат связаны с
электрошкафам через штепсельные разъемы.
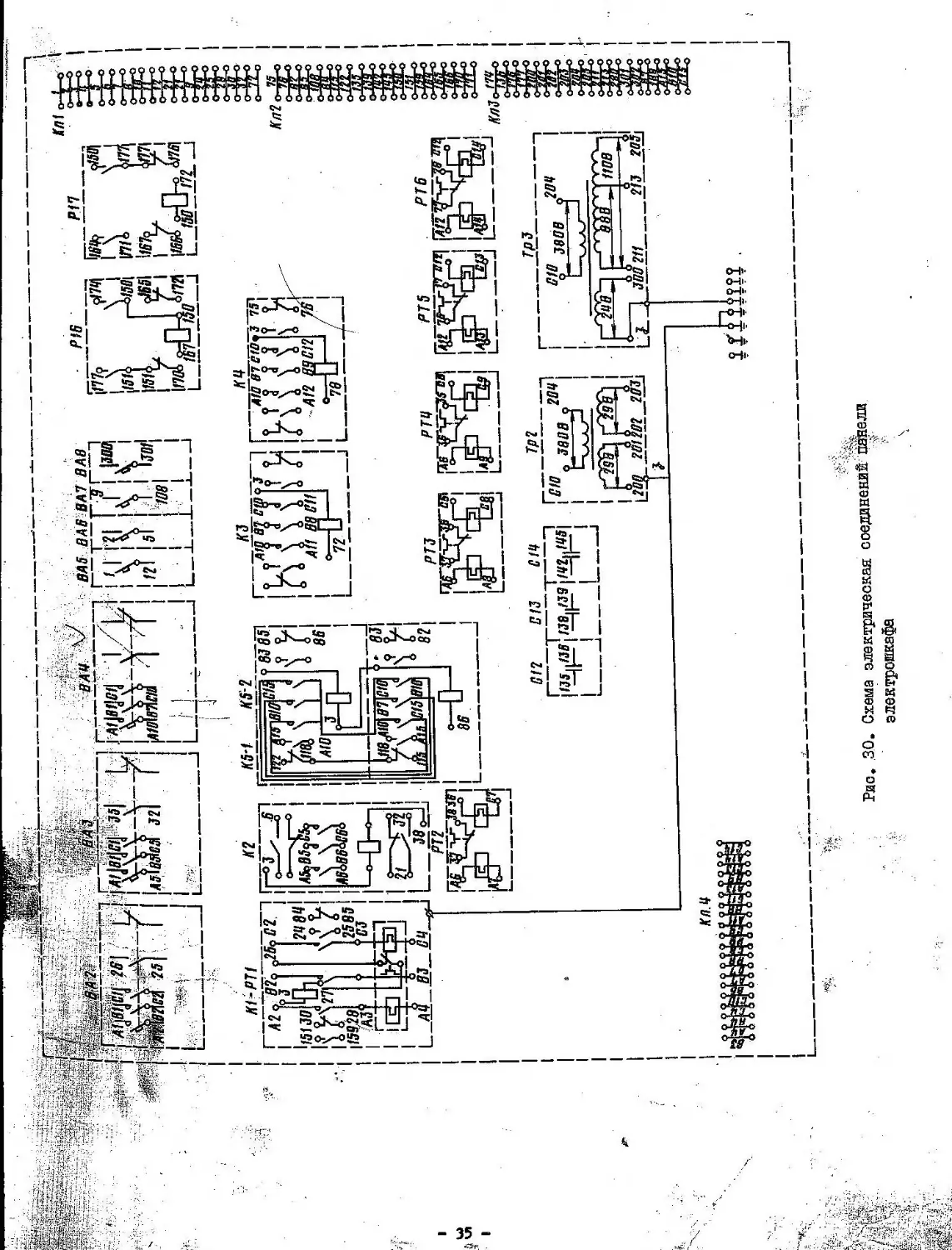
Электрошкаф управления содержит всю аппарату-
ру управления и защиты, релейную часть схемы и
блок управления ходом стола и шлифовальной бабки.
Электрошкаф расположен справа на станине. На зад-
ней стенке электрошкафа установлен сигнальный
пульт.
Ввод питающих проводов, по желанию заказчика,
может быть выполнен через левый борт или сверху
через отверстие 0 45, в состоянии поставки закры-
тое крышкой.
Ввод должен быть осуществлен проводом марки
АА< 1ЩВ сечением 25 мм2.
А ‘ С левой, стороны элекТрощкафа установлен ввод-
fer v' ной автоматический Авандюнагель.
На станке применяются, следующие величины нап-
ЙЖАряжений: -А- -
’’ 4. •
\vAAA' -...д..?.
При первоначальном цуске станка прежде веет
проверьте надежность заземления и качество моята
электрооборудования внешним осмотром. После осмо
ра на клеммных наборах в электрощкафу управления
отключите провода питания всех электродвигателей
При помощи вводного автомата BAI станок подключи
к цеховой сети.
Проверьте действие блокиру
х и сигналя зир
;1Ж
ющих устройств.
При помощи кнопок и переключателей станка щ
верьте четкость срабатывания магнитных пускателей
и реле.
1.4.3. Управление ходом стола я шлифовальной
бабки
На станке применено дистанционное управление
ходами стола и шлифовальной бабки.
В качестве датчиков положения стола и шлифо-
вальной бабки используются сельсины Ссб и Сс1, ва
лы которых кинематически связаны соответственно с
столом и шлифовальной бабкой (рис. 22).
Датчиками точек реверсов стола являются сем
сины-приемники Сс4 и Сс5, шлифовальной бабки - Cd
и СсЗ, вынесенные на пульт управления. Схема уп-
равления ходом стола и шлифовальной бабки являете
самостоятельным блоком.
Схема управления столом соде
т два фазочув-
ствительных усилителя (транзисторы I-TE, I-I2),
исполнительный триггер (тиристоры 1-ПП1, 1-Ш2,
конденсатор I-C2) с электромагнитами реверса стош
Эм8 и ЭыЭ я сигнальными лампами Л8, ЛЭ.
Схема управления шлифовальной бабкой содержи;
фазочувствительные усилители I-I3, I-T4, усилителя
ные тиристоры I-ППЗ, 1-ПП4 с исполнительными реле
PI9, J20.
Питание фазочувствительных усилителей стола 1
шлифовальной бабки обеспечивается формирователем i
опорного напряжения (I-T5, I-T6, 1-Д4, 1-Д5,
. I-C5J, общее питание схемы - от трансформатора Тр£
ь выпрямителам ±-du. ‘
Принцип работы схемы рассматривается на при-й
мере управления длиной хода стола. i
В однофазных обмотках сельбияов-приемников j
Сс4 и Ссб, включенных по трансформаторной схеме с I
амплитудные значения которых соответственно равны}
(рис. 23) J
• I
J
э
II
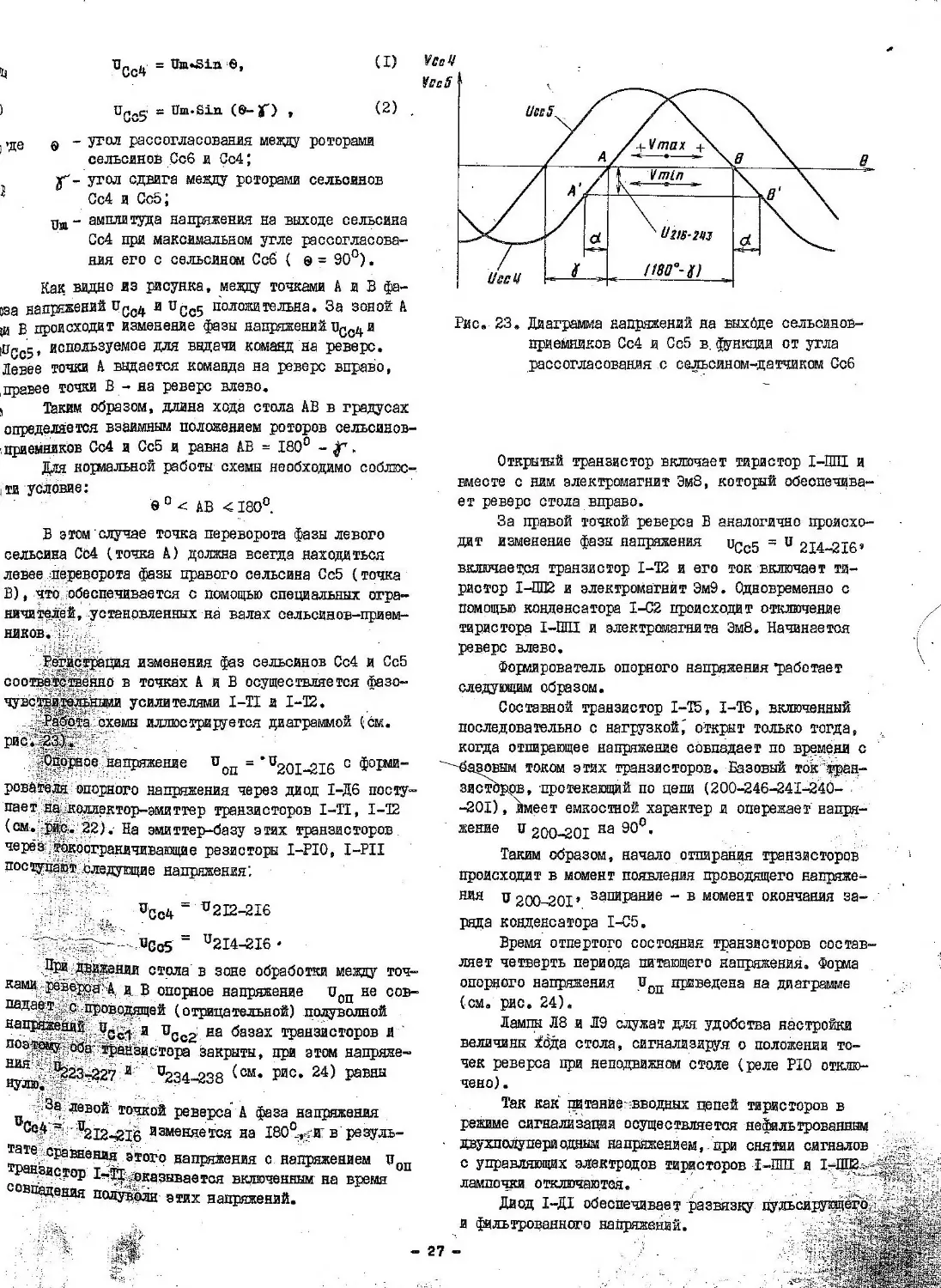
БСс4 ~ Ula*sin
(I)
(2) .
uGc5‘ = Um’Sin <®“Г) »
в - угол рассогласования между роторами
сельсинов Ссб и Сс4;
- угол сдвига между роторами сельсинов
Сс4 и Ссб;
Ua- амплитуда напряжения на выходе сельсина
Сс4 при максимальном угле рассогласова-
ния его с сельсином Ссб ( 9 = 90°).
Как видно из рисунка, между точками А и В фа-
нза напряжений иСо^ и иСс5 положительна. За зоной А
да В происходит изменение фазы напряжений и
^Сс5» используемое для выдачи команд на реверс.
Девее точки А выдается команда на реверс вправо,
правее точки В — на реверс влево.
, Таким образом, длина хода стола АВ в градусах
(’де
приемников Cc4 и Cc5 в. функции от угла
рассогласования с сельсином-датчиком Ссб
определяется взаимным положением роторов сельсинов-
, приемников Сс4 и Ссб и равна АВ = 180° - $.
Для нормальной работы схемы необходимо соблгос-.
|ТД условие:
® ° < АВ < 180°
В этом случае точка переворота фазы левого
сельсина Сс4 (точка А) должна всегда находиться
левее переворота фазы правого сельсина Ссб (точка
В), что обеспечивается с помощью специальных огра-
ничителей, установленных на валах сельсинов-прием-
ников,^4;;уХ.'
Рёнастрахдая изменения фаз сельсинов Сс4 и Ссб
соответственно в точках А и В осуществляется фазе-
чувства толь ли усилителями I-TI и I-T2.
...геЖбота схемы иллюстрируется диаграммой (см.
.^^раое напряжение и = *°201-216 с Ф0!^0"
рователя опорного напряжения через диод 1-Д6 посту-
пает, 'Щ^Доллектор-эмиттер транзисторов I-TI, I-T2
На эмиттер-базу этих транзисторов,
че ре н.тбко ограничивающие резисторы I-PIO, I-PII
пос тупаит еледующа е напряжения;
'Г
UCc4 - я 212-216
BGc5 = U2I4-2I6 *
Д^жэнии стола в зоне обработки между точ-
кам0?-Л Б опорное напряжение иоц не сов-
щда^л;:-с'/пР°Бодящей (отрицательной) полуволной
иСс2 на <3азах транзисторов и '
П0!?|^|^^"%ЙВиРТ8ра закрыты, при этом напряже-
^ВЯ®23&27'И;; и234-238 (см’ Рйс* 24)
левой точкой реверса А фаза напряжения
0 зменяется на 180°.,?-.и в резуль-
^^бравнения этого напряжения с напряжением иоп
^ранристор РНЙрэдоказывается включенным на время
совпадения
полуволн этих напряжений
Открывай транзистор включает тиристор 1-ПП1 и
вместе с ним электромагнит Эм8, который обеспечива-
ет реверс стола вправо.
За правой точкой реверса В аналогично происхо-
дит изменение фазы напряжения uqC5 - V 214-216’
включается транзистор I-I2 и его ток включает ти-
ристор 1-ПП2 и электромагнит Эм9. Одновременно с
помощью конденсатора I-C2 происходит отключение
тиристора 1-ШП и электромагнита Эм8. Начинается
реверс влево.
Формирователь опорного напряжения *работает
следующим образом.
Составной транзистор I-T5, I-T6, включенный
последовательно с нагрузкой' открыт только тогда,
когда отпирающее напряжение совпадает по времени с
-базовым током этих транзисторов. Базовый ток тран-
зистдррв, протекающий по цепи (200-246-241-240-
-201), Ъдеет емкостной характер и опережает папря-
жение и 200-201 на 9°0,
Таким образом, начало отпирания транзисторов
происходит в момент появления проводящего напряже-
ния и 200-201’ зашГРаняе - в момент окончания за-
ряда конденсатора I-C5.
Время отпертого состояния транзисторов состав-
ляет четверть периода питающего напряжения. Форма
опорного напряжения иоп приведена на диаграмме
(см, рис. 24).
Лампы Л8 и Л9 служат для удобства настройки
величины tdjxa стола, сигнализируя о положении то-
чек реверса при неподвижном столе (реле РЮ отклю-
чено) .
Так как питание? -вводных цепей тиристоров в
режиме сигнализации осуществляется нефильтрованным
- двухподупери одним на пряжением,, при снятии сигналов
с управляющих электродов тиристоров f-ПШ и
лампочки отключаются. '
Диод 1-Д1 обеспечивает развязку цульсиру^э^
и фильтрованного напряжений. :'
F "* - -. "•
Схемой предусмотрено уменьшение перебегов при
увеличении скорости*, вызванных запаздыванием сра-
батывания исполнительных органов. Для этого в схе-
му дистанционного управления длиной хода стола
вводится сигнал, пропорциональный скорости движе-
ния стола от потенциометра Р23, который связан с
валом электродвигателя М9 регулирования скорости
стола и с помощью которого смещаются команды на
реверс в сторону, компенсирующую Изменение пути от
скорости, .Л.
На максимальной скорости стола Утех движок
потенциометра К23 установлен в крайнем правил по-
ложении (точки 216-247 закорочены) и команды на
реверс поступают в точках А и ЗГязменения фаз нап-
ряжений сельсинов Сс4 и Сс5 (см. ряс. 22 и 23).
При уменьшении скорости стола движок потенци-
ометра 523 смещается влево л на резисторы 59 и RI0
поступает напряжение и 216-243’ положенное в за-
пирающем направлении к переходам эмиттер-база
транзисторов 1-П и I-I2. Поэтому включение тран-
зисторов происходит при дополнительном повороте
сельсина Сев на некоторый угол оС в точках А и
{'Шк видно из рис. 23, введение упреждающего
напряжения раздвигает точки выдачи команд на ре-
верс на минимальной скорости относительно макси-
мальной на дополнительный угол 2^6.
0 увеличением скорости величина напряжения
упреждения уменьшается, точки реверса стола приб-
лижаются к точкам А и В, автоматически поддерживая
ход стола в заданных пределах.
Принудительное включение стола в нужном нап-
равлении осуществляется от кнопок Кн15 и Кн!6.
При включении одной из кнопок ее размыкающий кон-
такт снимает питание с тиристора противоположного
направления,/© замыкающий контакт кнопки включает
тиристор .заданного направления.
М;.- Схема управления длиной хода шлифовальной
бабки аналогична рассмотренной. "Отличие заключавт-
|^^Я^т6м7 что питание анодных цепей тиристоров
^йполупериодам напряжением, благодаря чему реле PI9
-к-*-*- .......
ЭД-Е20 оказываются включенными только при наличии
лТ-ж_ .ч" !•!'U *Г| л «вк-*-тг4. _ __ ,._Л «г»*
в зоне
т.е
Компенсация перебегов от скорости перемещения шли-
фовальной бабки не требуется.
'V' 1.4.4. Описание работа
Схема электрическая принципиальная показана
на
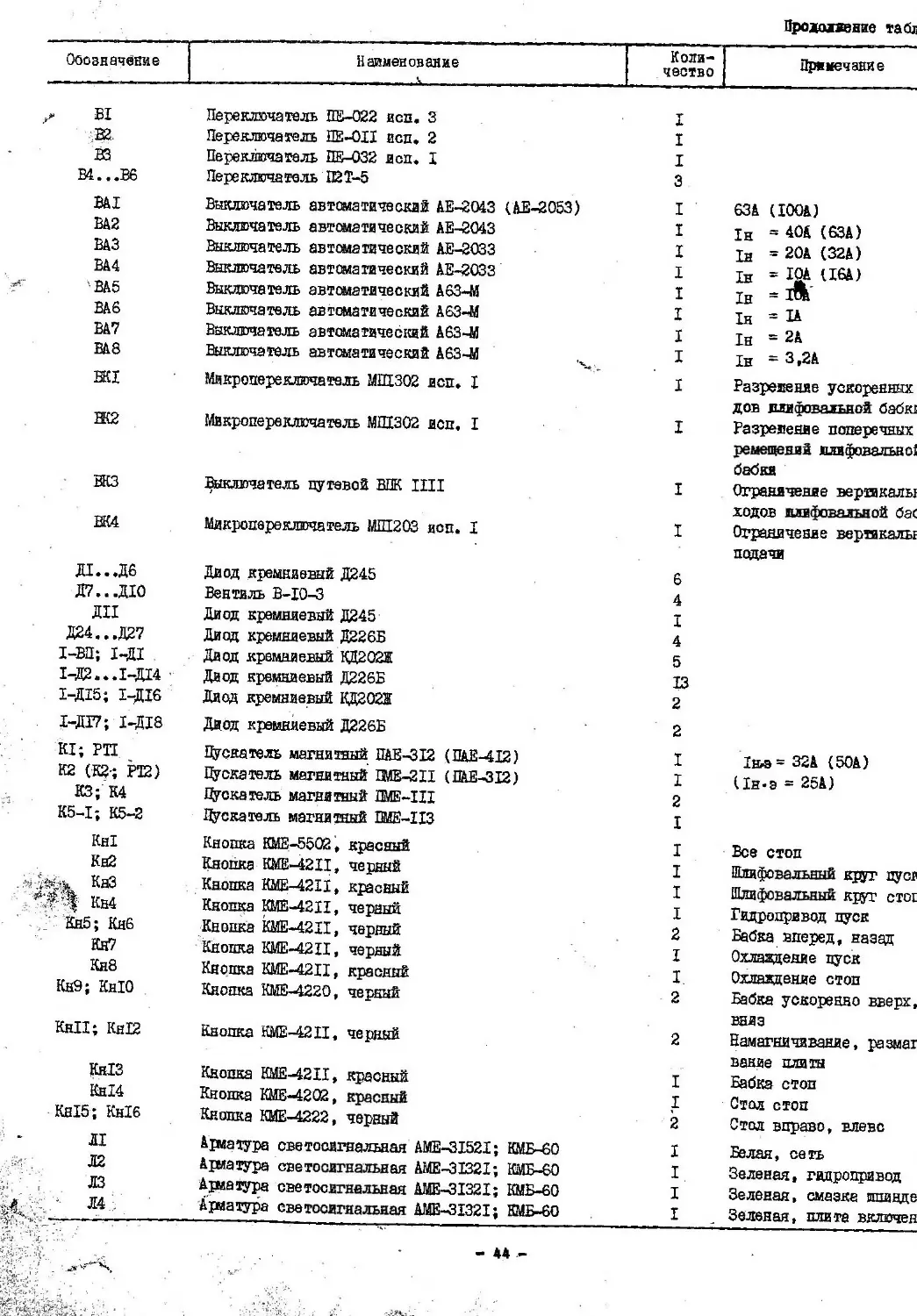
Перечень аппаратура приведен в табл. 7;
Перед началом работы необходимо убедиться,
что все защитные автоматы включены.
Включением вводного автомата ВАГ подается пи-
на рабочие Ц0ЕЯ И'-цепи управления,
кйопки КМ включается пускатель К2.
Ж/В^чаются электродвигатели гидронасосов М2,-на-
соса смазки шпинделя М4, воздушного теплообмена
М3.
После подъема давления в системе смазки шпи
деля срабатывает реле РД1 и реле PI. Загораются
сигнальные лампы Л2 "ГидропрвШд включен" и ЛЗ
"Смазка шпинделя есть”.
Жажимом кнопки Кн2 включается пускатель KI,
включается электродвигатель шлифовального круга.
Управление ходом стола.
Скорость стола регулируется гидравлическим
дросселем.
Вращение регулятора дросселя осуществляется
редукторным электродвигателем М9.
Включение электродвигателя М9 производится
переключателем В4. Рукоятка переключателя В4 фикс
роваяа в среднем положении . Задание скорости стол
осуществляется удержанием рукоятки переключателя :
левом, либо в правом положении. Величина скорости
стола определяется по индикатору скорости.
На валу электродвигателя М9 установлен резис-
тор 523, сигнал с которого поступает в устройство
компенсаций перебегов стола я на индикатор скорос-
ти стола.
Длина хода стала задается сельсинами Сс4, ог-
раничивающим ход стола влево, и Ссб, ограничиваю-
щим ход стола вправо.
При включенной электромагнитной плите реле
PI8 своим контактом (61-63), а при работе без пли-
ты переключатель ВТ контактом (61-63) позволяют
включить движение стола.
Нажатием кнопок Кн15 ила Кя16 включается реле
РЮ и электромагнит Э^7. Реле PI0 становится на
самопитакие. ]
Контакт (221-223) кнопки КнТ5 или контакт ’
(221-238) кнопки КнТб включают тиристоры Т-ППТ Или
1-ПП2. Возбуждается электромагнит Эм8 или Эм9 ко- '
роткоходовых гидрозолотников, стол движется вправо!
или влево.
Положение стола регистрируется сельсином Сс6(
ротор которого,связанный кинематически со столам,
поворачивается на 170° при полном ходе стола.
При отпускании кнопок Кн15 или Кн16 включен- j
ни
ное состояние тиристоров I-:
мым электромагнитов Эм8 или Эм9 целиком зависит от
it ПК
положения оси сельсина Ссб относительно сельсинов
Сс4 и Сс5. В момент перехода через положение согла<
сования осей сельсинов Ссб и Сс4 или Ссб и Ссб
включается соответствующий тиристор л отключается .!
>
противоположный, включается соответствующий магнит
и отключается противоположный. Происходят реверс ;
стола.
Нажатием кнопки Кн14 отключается реле РЮ,
электромагнит" Эм7, гидронасосы работают на слив,
стол останавливается. Второй контакт кнопки Кн14
(21-74) отключает пускатель К4, отключается охлаж-
дение.
Для вывода стола в крайнее правое или левое
положение, необходимо нажать на ка
И» ну
либо
Хн16 и кнопкой КнХ4 останавливать стол в крайних
изложениях.
Управление поперечной подачей шлифовальной
5абки»
Поперечнад_подача..шлифовадьной бабки может
от маховика.
---"З^ичинапрерывистой подачи и скорость непре-
рывной подачи регулируются гидравлическими дроссе-
-н--н- в.ал^х электродаигате-
)^йТЙ1б*иМХХ. Включение и задание направления
зращеяяз^'электродвигателей МХО и МП осуществляет-
ся с помощью переключателей В5 и В6, рукоятки ко-
торых фиксированы только в среднем
Длина хода шлифовальной бабки
наыи Сс2, ограничивающим ход бабки
ограничивающим ход бабки назад.
При прерывистой подаче должно
движение стола я электромагнит Эм7
Р6 алл ИКонтакты (55-5.6).
эле^Шагнят"^! гидроволовд5д,_пе^^чающйй
•положений е
задается селься-
вперед, л СсЗ,
быть включено
подачу» Срабатывает микропереключатель ВК2 (56-57).
Вминается реле Р8. Контакт (55-56) реле Р8 под-
держивает питание электромагнита Эм1о Контакт (43-
-ббЭлреле Р8 ставит на самопитание реле 16 или Р7
в зависимости от того, какая из кнопок Кн5 или Кнб
была нажата. Контакт (21-95) реле Р6 или контакт
(21-97F рале Р7 включают электромагниты Эм2 или
ЭмЗ. Шлифовальной бабке задается направление дви-
женяя;влеред или назад. Положение шлифовальной
бабки регистрируется сельсином СсХ, ротор которого,
связанный кинематически с бабкой, поворачивается
на 170° при полном ее ходе.
•/Пречистая подача наступает каждый раз в мо-
мент реверса стола.
-В крайних положениях, в момент перехода через
положение .-Согласования сельсинов СсХ и Сс2 или СсХ
и Сс^^^аанвает реле PI9 иля Р20, реверсирующие
реле Pig или Р7 и со ответе е электромагниты
Эм2 ил^йЭмЗ. Происходит реверс поперечной подачи.
^^ЙЖвлпрершистой поперечной подачи наступа-
бт с .рртайовбм’ стола или при нажатии кнопки КнХЗ.
Пр^р^гтай; допе речная подача используется при об-
додача возможна только при оста-
и отключенном электромагндте Эм7,
Крепки Кнб или Кнб включается непре-
Р^иое.движение шлифовальной бабки вперед иля на-
8а^^^^рсл^вдфовальной бабкй наступает при сраба-
^В^Й'рёле PI9 или F26. '
.у^^атием кнопки КнХЗ отключаются электромагни-
.’Л
пп ;шдифовальной бабкя .за предел* огра-
^^^^льсинмй Сс2 или СсЗу необходимо кнопки
Кнб или Кнб держать нажатыми во все время движения
бабки. ' '
При отключенном электромагните ЭмХ становится
возможным ручное поперечное движение шлифовальной
бабки с помощью маховичка^
Управление вертикальной подачей шлифовальной
бабки.
Вертикальная подача шлифовальной бабки может
быть автоматической, ускоренной от электродвигате-
ля ускоренных ходов и ручной от маховика.
При- автоматической вертикальной подаче пере-
ключателем ВЗ задается вид подачи: на двойной ход
шлифовальной бабки или на каждый ход, а при необхо-
димости подача может быть отключена.
При включенной подаче электромуфта Эм5 включе-
на на притормаживание через резистор RI.
Вертикальная подача производится при движущем-
ся столе.
При выключенных реле PI9 и Р20 через их кон-
такта (I5I-I48-I54) происходит зарядка конденсато-
ра С4.
При каждом реверсе шлифовальной бабки, при
срабатывании реле FI9 или Р20 цепь зарядки конден-
сатора разрывается и включается цепь его разряда
(X52-I54) через резистор R4 я катушку реле PI2.
Реле PI2 включается на определенное время и своим,
контактом (61-62) включает электромагнит Эм4. Про-
исходит подача. При отключении электромагнита Эм4
происходит взвод механизма,подачи. При достижении
заданной величины вертикальной подачи срабатывает
конечный выключатель ВК4, отключающий цепь электро-
магнита Эм4.
В среднем положении переключателя ВЗ все его
контакта разомкнута. Отключено реле PI2. Йерйкаль-'’
ная подача не происходят
Ускоренная подача шлифовальной:'бабки.
Нйжатяем кнопок Кн9 и КнХО з^поЦается pW
временя PI4. Его контакт (1О9-12^Обтча0т'элек^;
тромагнит Эмб, отключающий кинематические цепи „ра-т
бочей подачи. Срабатывает шкроперёключатель 'ВКХ.--
Его контакт (II4-II5) отключает цепь притормажива-
ния электрсмуфты Эм5. Вторые контакта (,81-^.gg^
(81-84) кнопок Кн9 или КнХО включают пусКадЙЙ'й|^
K5-I или К5-2, включается электродвигатель.
шлифовальная бабка: движется ускоренно вверх"1 ’
вниз. /..'/..••• .
При отпускании' кнопок пускатели K5-I или
отключаются. Отключается электродвигатель М8, от-;';
ключается реле PI4, но его контакт (IO9-I22) неко-'
торое время остается включенным. Включается элект- •’
ромуфта Эмб, электродвигатель М8 тормозятся.
При размыкании контакта (109-122) ..отключают0>?..
'электромуфта Эмб и электромагнит Эмб^ ^'""'^ '.'Ж'’ -
Путевой выключатель ВКЗ. служит д$я ограниче-Ч:'.-
ния ускоренных ходов шлифовальной, ба^кя (вверх)
Ручная подача шлифовальной бабки от маховика .-Д,
исключается только при ускоренных перемещениях
фовальной бабки (электромагнит .Эмб^^-ъключен). "-'цШ
&
Подача: охлаждающе й жидкоетв,
Включение и отключение пускателя К4 осуществ-
ляется от кнопок Кн7, Кн-Зо
Включаются а отключаются электродвигатель Мб
насоса охлаждения и электродвигатель М7 магнитного
сепаратора.
При каждом останове стола от кнопки Кя14 пода-
ча охлаждающей жидкости прекращается.
Управление электромагнитной плитой.
На станке возможна работа с плитой и без пли-
ты. При работе с плитой контакт (I5I-I64) переклю-
чателя BI замкнут.
При нажатии на кнопку КнП включается реле
РГ7, замыкающее свой контакт (150-17?)« Плита на-
магничивается. Загорается сигнальная лампа Л4О
При нажатия на кнопку Кн12, реле PI7 отключа-
ется. Плита отключается. Включается реле PI6 и
подключает плиту на напряжение противоположной по-
лярности. Плита размагничивается. При отпускании
кнопки Кн12 размагничивание прекращается.
1.4.5. Главные блокировки
Вели включен электродвигатель шлифовального
круга и движется стол, т.е. во время работы станка
теряет питание электромагнитная плита, то отключа-
ется реле PI8, электродвигатель MI шлифовального
круга отключается.
Контакт (61-63) реле PI8 отключает реле РЮ,
стоя останавливается.
•'**8 При отключении пускателя KI замыкается его
контакт (28-30), включается реле РЗ. Контакт (81-
-82) реле РЗ включает пускатель K5-I, включается
электродвигатель М8, шлифовальный круг ускоренно
отводится от изделия. Контакт (I5I-I6I) реле РЗ
включает реле PI4, которое своим контактом (109-
-122) подготавливает к включению электромуфту Эм5,
Контакт (I5I-I59) пускателя KI и контакт (157-159)
реле РЮ отключают реле времени PI3, отключаются
НИИ
реле РЗ и PI4, пускатель K5-I, включается электро-
муфта Эм5, электродвигатель М8 тормозится.
Такой аварийный отвод шлифовального круга от
изделия наступает не только при отключении электро-
й плиты, но при каждом аварийном отключе-
й]кафеля KI во время работы станка. Так, от-
вод наступает при отключении реле давления РД1,
при срабатывании теплового реле PTI, автомата БА2
1.4.6. Указания по монтажу и эксплуатации
При установке станок должен быть надежно за-
землен и подключен к общей системе заземления.
Для этой цели в нижней части основания станины, а
также на электрошкафу и на всех агрегатах имеются
болты заземления. Все агрегата, устанавливаемые
около станка, подключаются с помощью соответствую-
щих штепсельных разъемов.
При уходе за электрооборудованием периодичес-
релейиой аплара-
пусковой
и
При осмотрах релейной аппаратуры особое вним
ние обращайте на надежное замыкание и размыкание
контактных мостиков.
Во время эксплуатации электродвигателей сяс^
^этически производите технические осмотры и профи,
лактичеокне ремонты. .
Периодичность техосмотров устанавливается в
зависимости от производственных условий, но не ре.
же одного раза в два месяца.
При профилактических ремонтах должна произво.
даться разборка электродвигателей, внутренняя и на.
ружная чистка в замена смазки подшипников. Смену
смазки подшипников при нормальных условиях работы
производите через 4000 ч работы, но при работе
электродвигателей в пыльной и влажной среде ее про,
изводите чаще, по мере необходимости.
Перед набивкой свежей смазки подшипники тща-
тельно промывайте бензином. Камеру подшипников за-
полните смазкой на'2/3 ее объема.
Рекомендуемая смазка подшипников электродвига-
телей приведена в табл. 5.
Таблица 5
Страна, фириа Марка смазочного материала Примечание
СССР Смазка I-I3 жировая Температура
ГОСТ I63I-6I подшипников от
С до 80°С
Велик0бри- Shell Retinax
гания вв1-А1-с1-н
США
Sосony &ax’gayle Grease
Vacuum Со. АА^-В^- SXJ?-1,SKF-28
СССР Смазка ЦИАТИМ-203 Для тропически!
ГОСТ 8773-68 условий темпе-
ратура подшип-
ников от 50 до
120°С
Техас Oil Со. Hhodina 4J0J
SKP-65-DG-H-DG-Jt
Япония
Toho Shakal Texaco RCX-169
ltd, idaax 1,-2,-J
Наладку устройства дистанционного управления
ходом стола и бабки производите в следующей после-
довательности. ;
Для управления длиной хода бабкв: 1
- откройте панель пульта управления;
- проверьте правильность соединения фаз сель-
сина-датчика и сельсинов-приемников;
- предварительно немного отверните па:
дисках, снимите с сельсинов Сс2 в СсЗ ограничители
- нажмите кнопку "Бабка вперед” и дерите ее
нажатой, пока шлифовальная бабка не выйдет на не-
а на
.1^11
г
рывной подаче- в крайнее переднее положение.
ле этого, не отпуская кнопку "Бабка вперед",
ми те кнопку "Бабка стоп". Кнопку "Бабка вперед"
- вращая ротор сельсина Сс2, убедиться, что
а полный оборот ротора половину времени лампа Л6
орит, а половину погашена;
- после этого вывести ротор сельсина Сс2 в
ону, где лампа погашена, и, вращая его по часовой
трелке,добиться загорания лампы. Это положение
ютора Сс2 соответствует реверсу назад в крайней
[вредней точке;
- нажать кнопку "Бабка назад" и вывести шли-
ювальную бабку в крайнее заднее положение.
Перед отпусканием этой кнопки нажать кнопку
Бабка стоп". Вращая ротор сельсина СсЗ, убедиться,
сто за полный оборот ротора половину времени лампа.
Б горит, а половину - погашена. После этого вывес-
ти ротор сельсина в зону, где лампа погашена, и,
лэащая его против часовой стрелки, добиться заго-
лампы.
Это положение ротора сельсина соответствует
анде на реверс вперед. Удерживая ротора еельси-
!.от поворота, одеть диски в положении, когда
ъцы касаются упора. Ввертывая пальцы, застопо-
!Ь ДИСКИ.
- проверить правильность соединения Фаз сель-
•датчика и сельсинов-приемников;
- отсоединить схему компенсации _церебегов
i (точка 247 на резисторе I-RX4);
- предварительно немного отвернув пальцы на
ах, снять- с сельсинов Сс4 и.Ссб ограничители.
-^нажать кнопку "Стол влево" и держать ее на-
жатой пока стол не выйдет в крайнее левое положе-
ние. После этого, не отпуская кнопку "Стол влево";
нажать ^кнопку "Стол стоп". Кнопку "Стол влево" от-
пустиВв; '
.-|^'|ращая Р°Т°Р сельсина Сс4 убедиться, что за<
полн^Ворот лампа Л8 половину времени горит, а
нолс^ну.-времени погашена. После этого вывести ро-
®°Р:РейсинаСс4 в зону, где лампа погашена, и,
нращая его по часовой стрелке, добиться загорания
лампы,,-^тоположение ротора сельсина Сс2 соответст-
вует команде на реверс вправо;
• . / г . . . . ; .
; :^н^жать кнопку "Стол вправо" и вывести стол
Cc5^x^eiS п^ав°8 п®лояениб. Вращая ротор сельсина
_ что за полный оборот ротора полови-
Пбс^^6110 лампа Л9 горит, а половину погашена.
лав^г^ЙФ0Г°' вывестй"Р°т0Р сельсина Сс5 в зону, где
ки ’ й»-вРащая его против часовой стрел-
загоРбнйя лампы Л9. Это положение ро~
соответсгвУет команде на реверс
• < . •• V
!‘Ж
э
- -.-л*уХjv?;.»
йййй
i xzi- Г- /
^проверить правильность настройки устройства.
Установить с помощью переключателя В4 минимальную
скорость стола и нажать кнопку "Стол влево”. При
правильной настройке должен совершаться автомати-
' ческий реверс стола в настроенных точках;
- остановить стол. Удерживая ротора сельсинов
от поворота, одеть диски в положении, когда пальцы
касаются упора. Ввертывая пальцы, застопорить дис-
ки. Упор опустить вниз и затянуть винты. Пустить
стол. Реверс должен совершаться с выходом шлифо-
вального крута из зоны стола;
- подсоединить схему компенсации перебегов
стола (точка 247).
‘ Установить переключателем В4 максимальную ско-
рость стола.
.Пустить стол. Кромки стола должны не доходишь
до жестких упоров на 10-20 мм7’
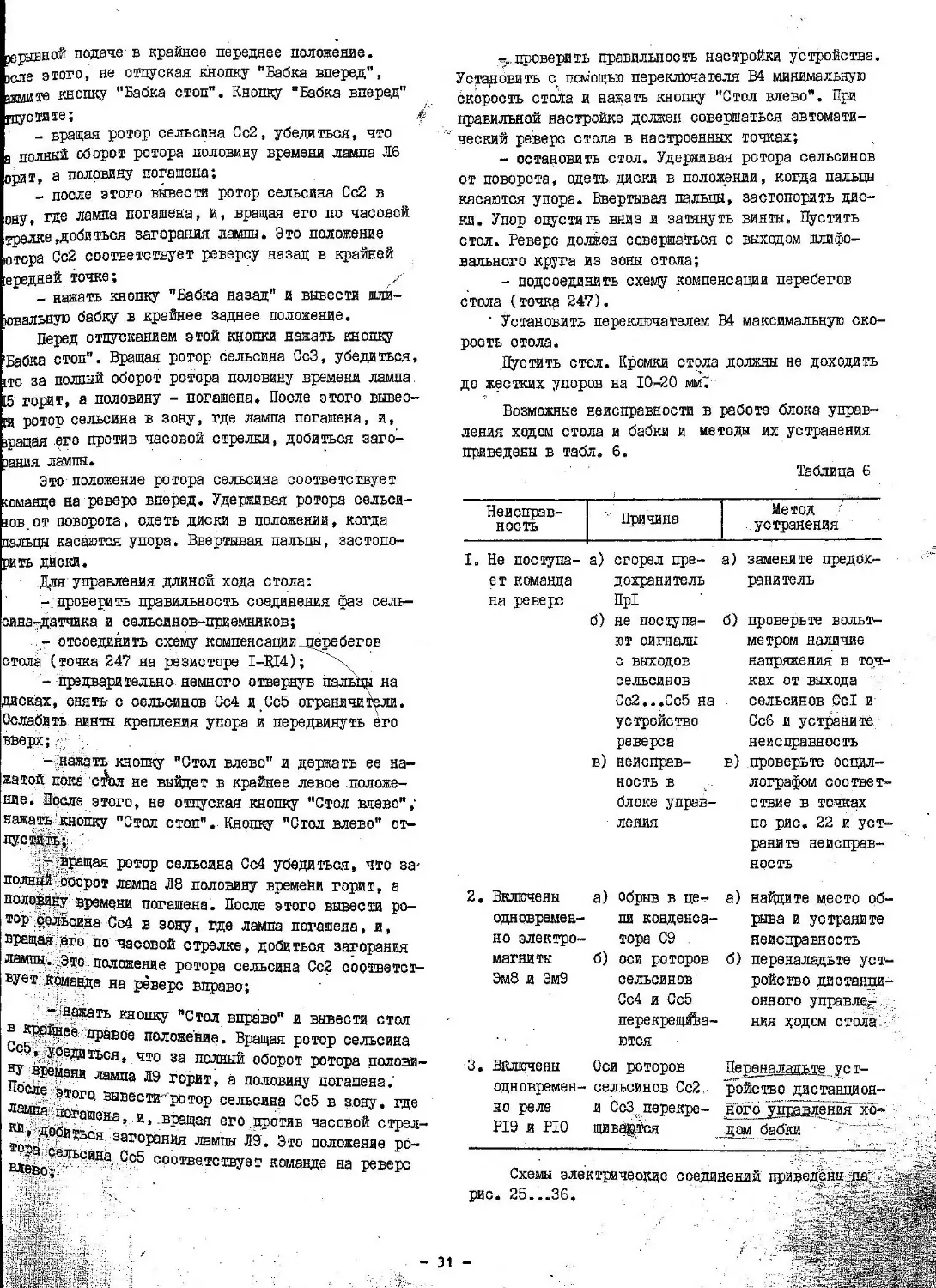
Возможные неисправности в работе блока управ-
ления ходом стола и бабки и метода их устранения
приведены в табл. 6.
Таблица 6
Неисправ- ность ' Причина ..... Метод устранения
I. Не доступа- а) сгорел пре- а) замените предбх-
ет команда дохранитель ранятель
на реверс Пр! б) не поступа- ют сигналы с выходов сельсинов Со2...Сс5 на устройство реверса в) неисправ- ность в блоке управ- ления б) проверьте вольт- метром наличие напряжения в точ- ках от выхода '- сельсинов ,0сI и Ссб и устраните неисправность в) проверьте осцил- лографом соответ- ствие в точках по рис. 22 и уст- раните неисправ- ность
2. Включены а) обрыв в це-г а) наймите место об-
одновремен- пи ковденса- рыва и устраните
но электро- тора С9 . неисправность
магниты б) оси роторов б) переналадьте уст-
Эм8 и Эм9 сельсинов Сс4 и Сс5 ройство дистанци- онного управле^..
» перекрещй-Ьа- ются ния ходом стола.
3. Включены Ося роторов Переналадьте уст-
одновремен- сельсинов Сс2. ройство да станки он-
но реле и СсЗ^перекре- наго удавления хо* ?
PI9 и РЮ щдва^тся дом бабки
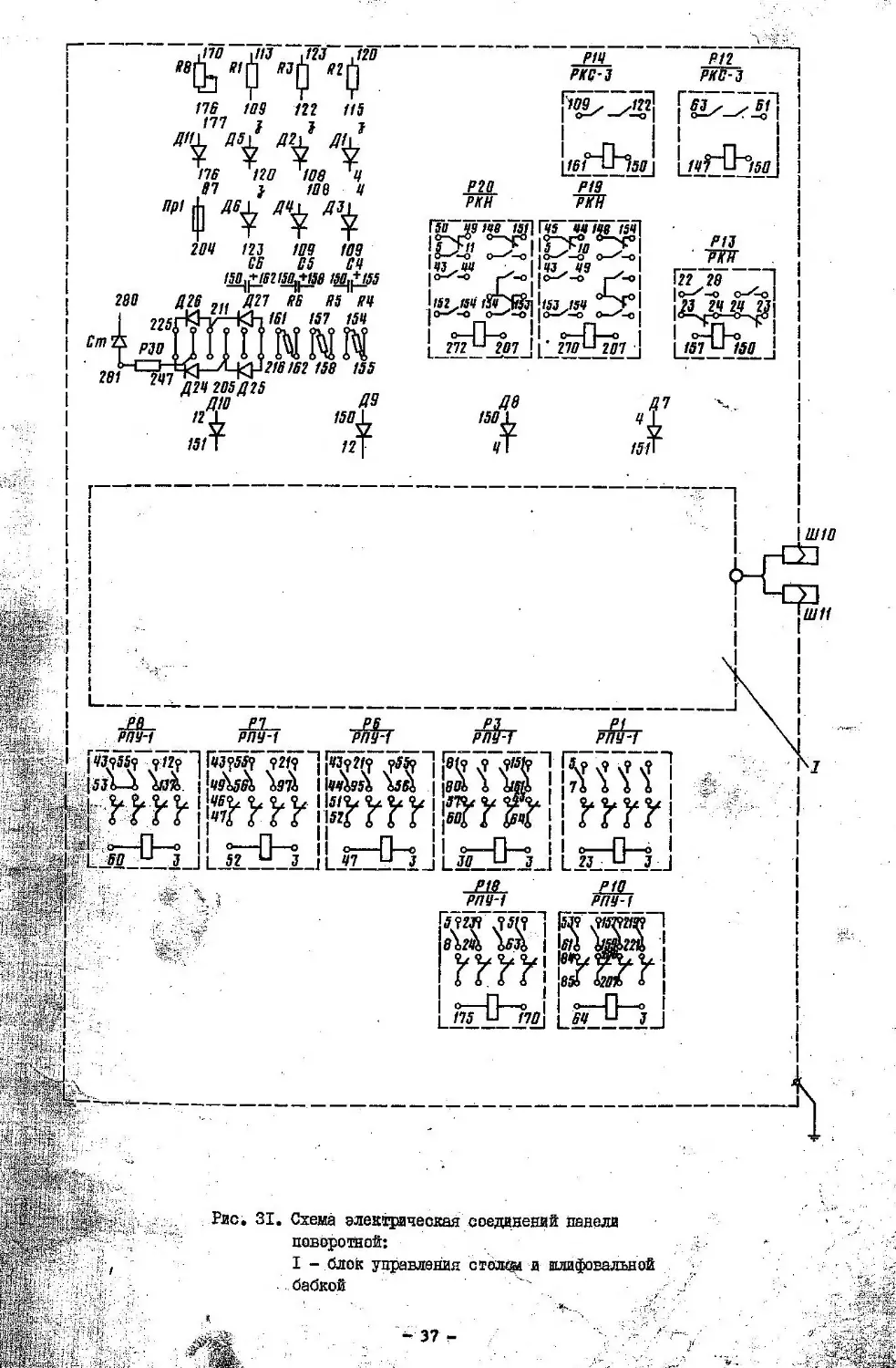
рис. 25..
31 -
во" вереа зерса. Поступает
команда "Стол влево"
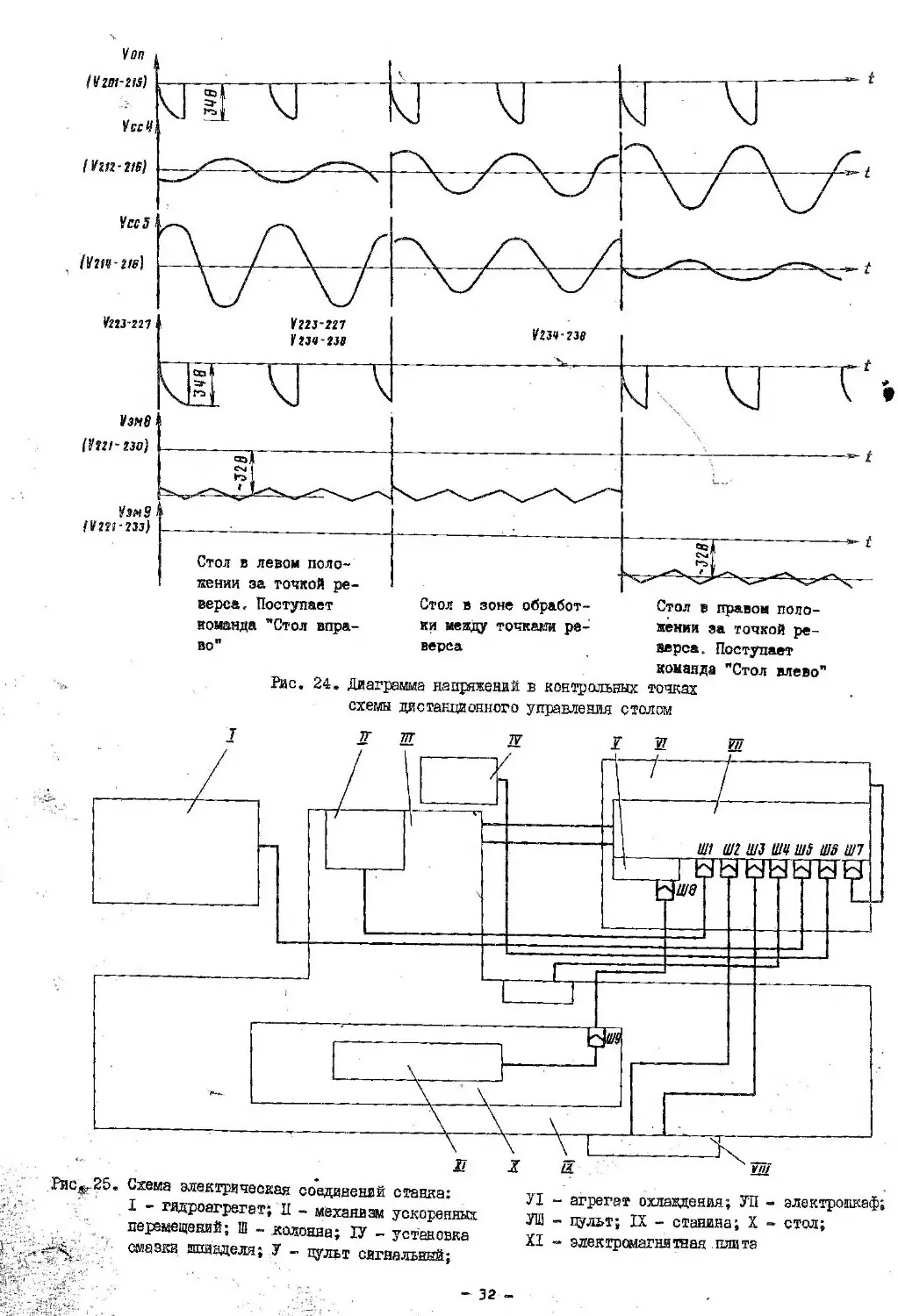
Рис. 24. Диаграмма напряжений в контрольных точках
схемы дистанционного управления столом
Рис^.25. Схема электрическая соединений станка:
I - гидроагрегат; II - механизм ускоренных
перемещений; III ~ .колонна; ТУ — установка
смазки шпинделя; У - пульт сигнальный;
У1 - агрегат охлаждения; УП - электрошкэф;
УШ - пульт; IX - станина; X - стел;
XI - электромагнитная плита
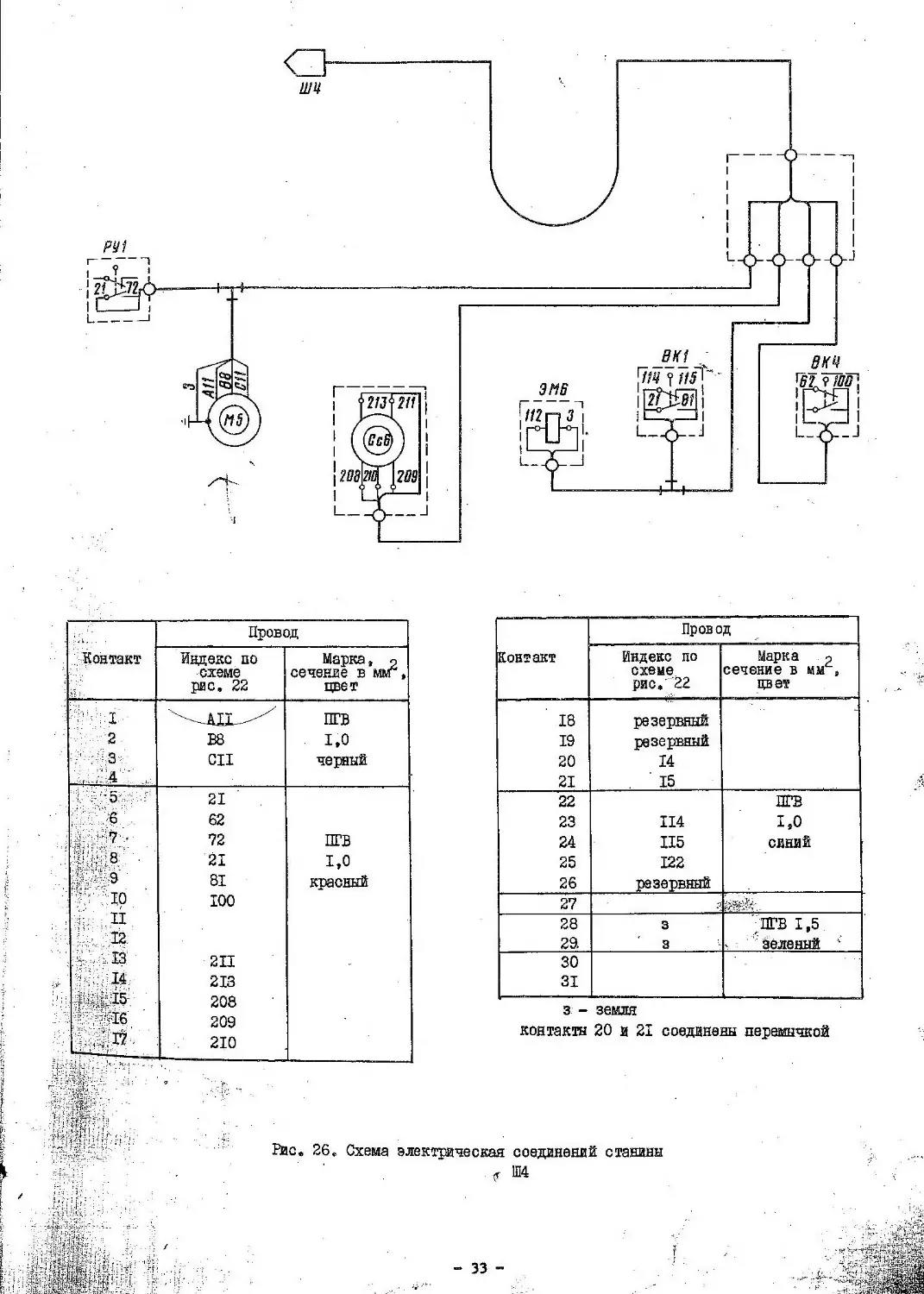
шц
:< I. , . • , Контакт Провод
Индекс по схеме рис. 22 Марка, 2 сечение в ммг, цвет
'Ml ПГВ
2 В8 1,0
3 СИ черный
:,...м.4 . •
21
.6 . 62
мда • 72 пгв
'•ЩЖ'' 21 1,0
81 FC jyi О НЫ~^ i
"Ж:'МО 100
MU .и : г * । ; • : • г : •
;1йй 211
14 • •. ч • • ; v. • • • • 213
_• -,-^t ч 208
209
•ШЙ-гг-- 2 « 1 '. г' ' HUM’ ' -: ’ • • •’•• 210
•3
Г
4Oi>
'.;*;-к;>д.
МШЙ
•;;Ж
<;Ж
Провод у'
Контакт Индекс по схеме рис,' 22 Марка . о сечение в мм е цвет
18 резервный *-
19 резервный
20 14
21 .15
22 пгв
23 114 1,0
24 115 синай
25 122
26 резервный
27 *3 йШй:-
28 3 НТВ 1,5
29, 3 зеленый '
30 • • . .
31
3: - земля
соединении станины
j:
33
г
• '.•< . : чг>-
’ г-
’ . --rr :.^Й:Й
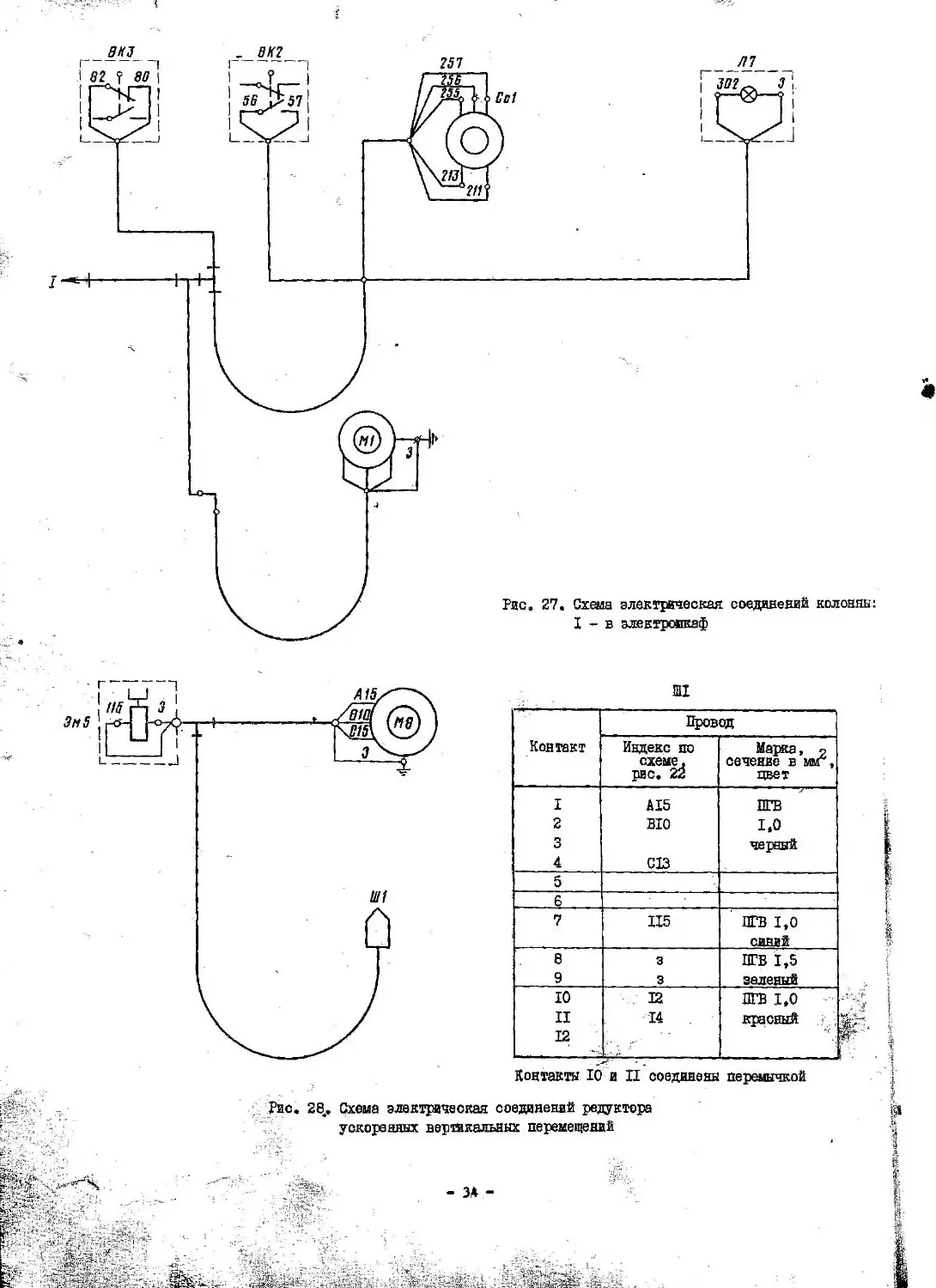
Ш1
Контакт Провод |
Индекс по схеме, рас. 22 Марка, о сечение в мьг, цвет
I AI5
2 BI0 1.0
3 черный
4 ИЗ
5
6 •
7 115 ПГВ 1,0
синий
00 сл 3 ПГВ 1,5
3 зеленый
10 ПГВ 1,0
II 14 красный . • •'
12 ✓ ft - 3
•. -Z*
3‘
Контакты Ю и II соединены перемычкой
?йс. 28, Схема электрическая соединений редуктора
ускоренных вертикальных перемещений
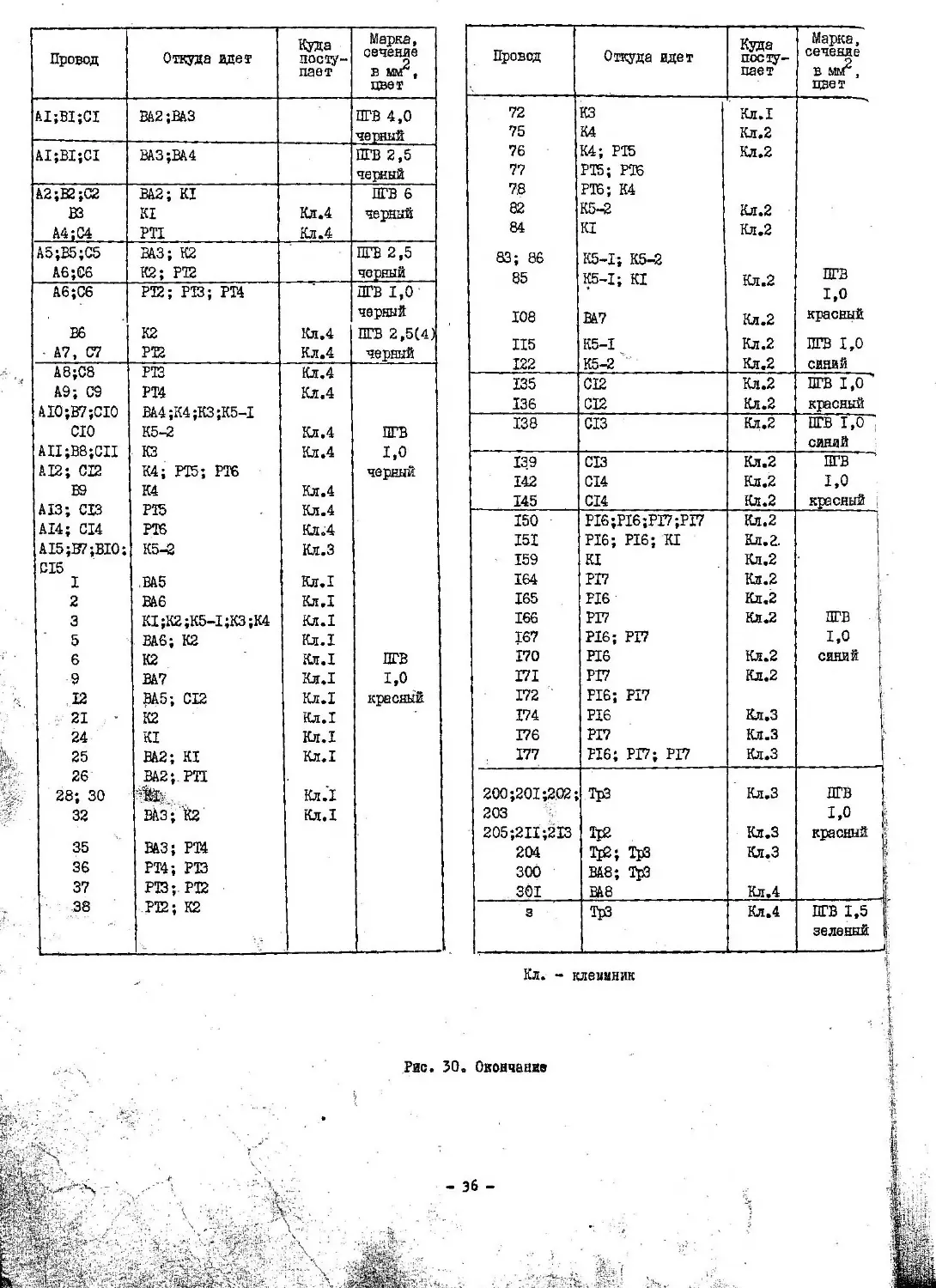
Провод Откуда идет посту- пает Марка, сечение в мм2, цвет
А1;В1;С1 ВА2 ;ВАЗ ПГВ 4,0 черный
А1;В1;С1 ВАЗ;ВА4 ПГВ 2,5 черный
А2;В2;С2 А4;С4 ВА2; KI KI PTI Кл.4 Кл.4 ПГВ 6 черный
А5;В5;С5 А6;С6 СО •• ПГВ 2,5 черный
А6;С6 В6 • А7, 07 РТ2; РТЗ; РТ4 К2 РТ2 ♦ Кл.4 Кл.4 ПГВ 1,0 черный ПГВ 2,5(4) черный
А8;С8 А9; 09 А1О;В7;СЮ СЮ АП;В8;СП AI2; 012 В9 AI3; CI3 AI4; 014 А15;В7;ВЮ: 015 I 2 3 5 6 9 21 - 24 25 26 28; 30 32 35 36 37 38 .*• • рте РТ4 ВА4 ;К4 ;КЗ ;К5-1 К5-2 КЗ К4; РТ5; РТ6 К4 Р55 РТ6 К5-2 ,ВА5 ВА6 К1;К2;К5-1;КЗ;К4 . ВА6; К2 К2 ВА7 ВА5; 012 К2 KI ВА2; KI ВА2;.РТ1 ВАЗ; fe ВАЗ; РТ4 РТ4; РЗЗ PI3;. PI2 РТ2; К2 Кл.4 Кл.4 Кл.4 Кл.4 Кл.4 Кл.4 Кл.4 Кл.З Кл.1 Кл.1 Кл.1 Кл.1 Кл.1 Кл.1 Кл.1 Кл.1 Кл.1 Кл.1 Кл.1 Кл.1 ПГВ 1,0 черный ПГВ 1,0 красный
Провод Откуда идет посту- пает Марка, селение в мм2, цвет
72 | КЗ Кл.1
75 К4 Кл.2
76 7? 7.8 К4; РТ5 РТ5; РТ6 РТ6; К4 Кл.2
82 К5-2 Кл.2
84 83; 86 KI K5-I; К5-2 Кл.2
85 K5-I; KI Кл.2 1,0
108 । ВА7 Кл.2 красный
115 K5-I v Кл.2 ПГВ 1,0
122 К5-2 Кл.2 синай
135 012 Кл.2 НТВ 1,0 ’
136 J 012 Кл.2 красный
138 013 Кл.2 пгв 1,0 ; СИНИЙ
139 Кл.2 ПГВ ’
142 014 Кл.2 1,0
145 CI4 Кл.2 красный j
150 Р16;Р16;РГ7;Р17 Кл.2
151 IРХ6; PI6; KI Кл.2.
159 KI Кл.2 1
164 ;рг? Кл.2 -
165 |Pi6 Кл.2 .1
166 PI7 Кл.2 ПГВ Л
167 | PI6; PI7 1.0
170 PI6 Кл.2 синий
T7I PI7 Кл.2
172 PI6; PI7 1 •-
174 PI6 Кл.З •
176 PI7 Кл.З j
177 j PI6; PI7; РГ7 Кл.З
200 ;201 ;202; 203 ТрЗ Кл.З пгв 1,0
205;2П;213 Тр2 Кл.З красный 1
204 300 Тр£; ТрЗ ВА8; ТрЗ Кл.З (! £ t
301 ВА8 Кл.4 f
3 ТрЗ Кл.4 ПГВ 1,5 зеленый J]'
Кл. - клеммник ?
•9
1
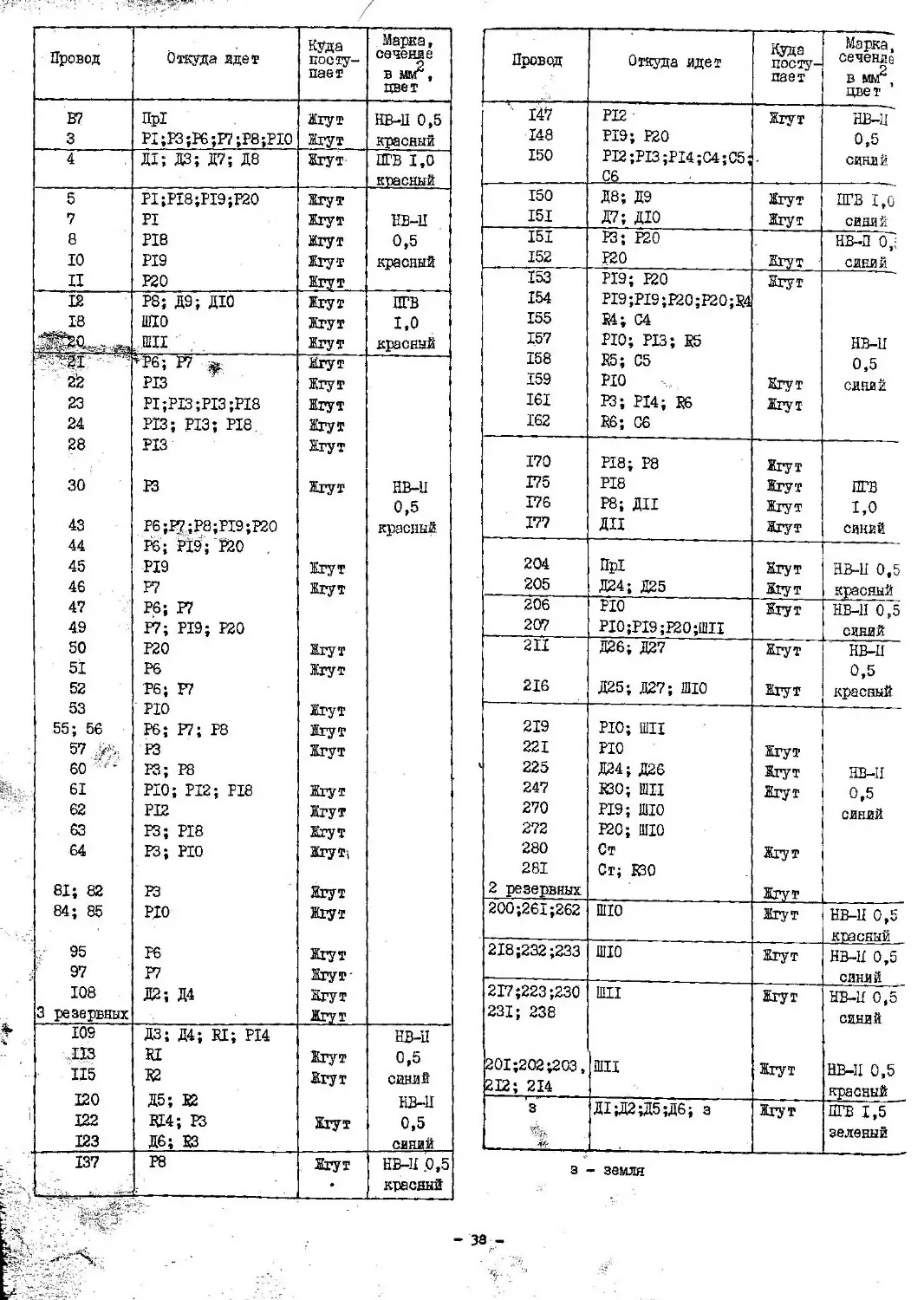
Провод Откуда идет Куда посту- пает Марка, сечение в мм2, цвет
B7 Пр! Жгут НВ-И 0,5
3 PI;P3;P6;P7;P8;PI0 Жгут красный
4 Д1; ДЗ; Д7; Д8 Жгут- ПГВ 1,0
красный
5 PI;PI8;PI9;F20 Жгут
7 PI Жгут НВ-11
8 PI8 Жгут 0,5
IO PI9 Жгут красный
II Р20 Жгут
12 PS; Д9; ДЮ Жгут НТВ
IB ШЮ Жгут 1,0
.шп Жгут красный
ИР6; Р7 ж Жгут
22 PI3 Жгут
23 PI ;Р13 ;Р13 ;Р18 Жгут
24 PI3; PI3; PI8. Жгут
28 из- Жгут
30 РЗ Жгут НВ-П
0,5
43 Р6;Р?;Р8;Р19;Р20 красный
44 Р6; PI9; Р20 .
45 PI9 Жгут
46 Р7 Жгут
47 Р6; Р7
4.9 J7; PI9; Р20
50 Р20 Жгут
51 Р6 Жгут
52 Р6; Р7
53 РЮ Жгут
55; 56 Р6; Р7; Р8 Жгут
57 M РЗ Жгут
60 РЗ; Р8 Г
-ч 61 PIO; PI2; PI8 Жгут
• • • « • , • J 62 PI2 Жгут
63 РЗ; PI8 Жгут
4 64 РЗ; РЮ Жгут\
81; 82 РЗ Жгут
84; 85 РЮ Жгут
**• * • *' • т»
z 95 Р6 Жгут
J ? 97 Р7 Жгут'
108 Д2; Д4 Жгут
3 резервных Жгут
< 109 ДЗ; Д4; 51; PI4 нв-п
• -• 9 .113 51 Жгут 0,5
-. 115 52 Жгут синий
120 Д5; 12 НВ-И
1 122 БЦ4; РЗ Жгут 0,5
123 Д6; 53 СИНИЙ
137 Р8 Жгут НВ-П 0,5
j ч ♦ красный
Г- . t У < • - •
* Марка,
Провод Откуда идет посту- пает сечение в мм2, цвет
% 147 PI2 • Жгут HB-lT
148 PI9; J20 0,5
150 Р12;Р13;Р14;С4;С5; * синий
С6
150 Д8; Д9 Жгут ПГВ 1,0
151 Д7; ДЮ Жгут синий
151 РЗ; Р20 НВ-П 0,1
152 Р20 Жгут синий
153 PI9; Р20 Жгут
154 Р19;Р19;Р20;Р20;54
155 54; 04
157 PIO; PI3; 55 НВ-И
158 55; 05 0,5
159 РЮ Жгут синий
161 РЗ; PI4; 56 Жгут
162 56; 06
170 PI8; Р8 Жгут
175 PI8 Жгут ПГВ
176 Р8; ДИ Жгут 1,0
177 ДИ Ж^г** и синий
204 Пр1 Жгут НВ-П 0,5
205 Д24; Д25 Жгут красный
206 РЮ Жгут НВ-11 0,5
207 РЮ;Р19;Р20;ШИ СИНИЙ
2II Д26; Д27 Жгут НВ-И
0,5
216 Д25; Д27; Л110 Жгут красный
219 РЮ; ШИ
221 РЮ
' 225 Д24; Д26 Жгут НВ-И
247 530; ШП Жгут 0,5
270 PI9; Ш10 синий
272 Р20; ШЮ
280 Ст Жгут
281 Ст; 530
2 резервных Жгут
200;26Х;262 ШЮ Жгут НВ-П 0,5
к-расный _
218;232;233 ШЮ Жгут НВ-Н 0,5
САНИЙ
217;223;230 ШИ Жгут НВ-И 0,5
231; 238 СИНИЙ
201;202;203, ШИ Жгут НВ-И 0,5
212; 214 красный
3 Д1;Д2;Д5;Д6; з Жгут ПГВ 1,5
< зеленый
з - земля
•• Провод
Контакт Индекс по Марка, ? схеме сечение в мьг,
рис. 22 цвет
I. 216
2
3 НВ-П
4 0,5
5 262 красный
6 • 200.
7 » 261
8 270
9 218 НВ-П
Ю 232 0,5
II 272 синий
12
13
14 18 ПГВ 1,0
15 19 красный .
16
17 НВ-П
18 0,5
19 синий
233
1" % % Контакт Провод
Индекс по схеме рис. 22 Марка, о сечение в мьг, цвет
I 214 НВ-41 0,5 красный
2 247 НВ-П 0,5 синий
3 ' 212 НВ-П 0,5 красный
4 223 НВ-11 0,5 синий
5 201 НВ-П 0,5 красный
6 230 НВ-П 0,5 синий
7 202 НВ-П 0,5
8 203 красный
9 231 НВ-П
10 217 0,5
II 238V- синий
12 13
14 НВ-П 0,5
15 синий
16
17 219
18 19 ПГВ 1,0
19 20 красный
20 207 НВ-П 0,5 синий
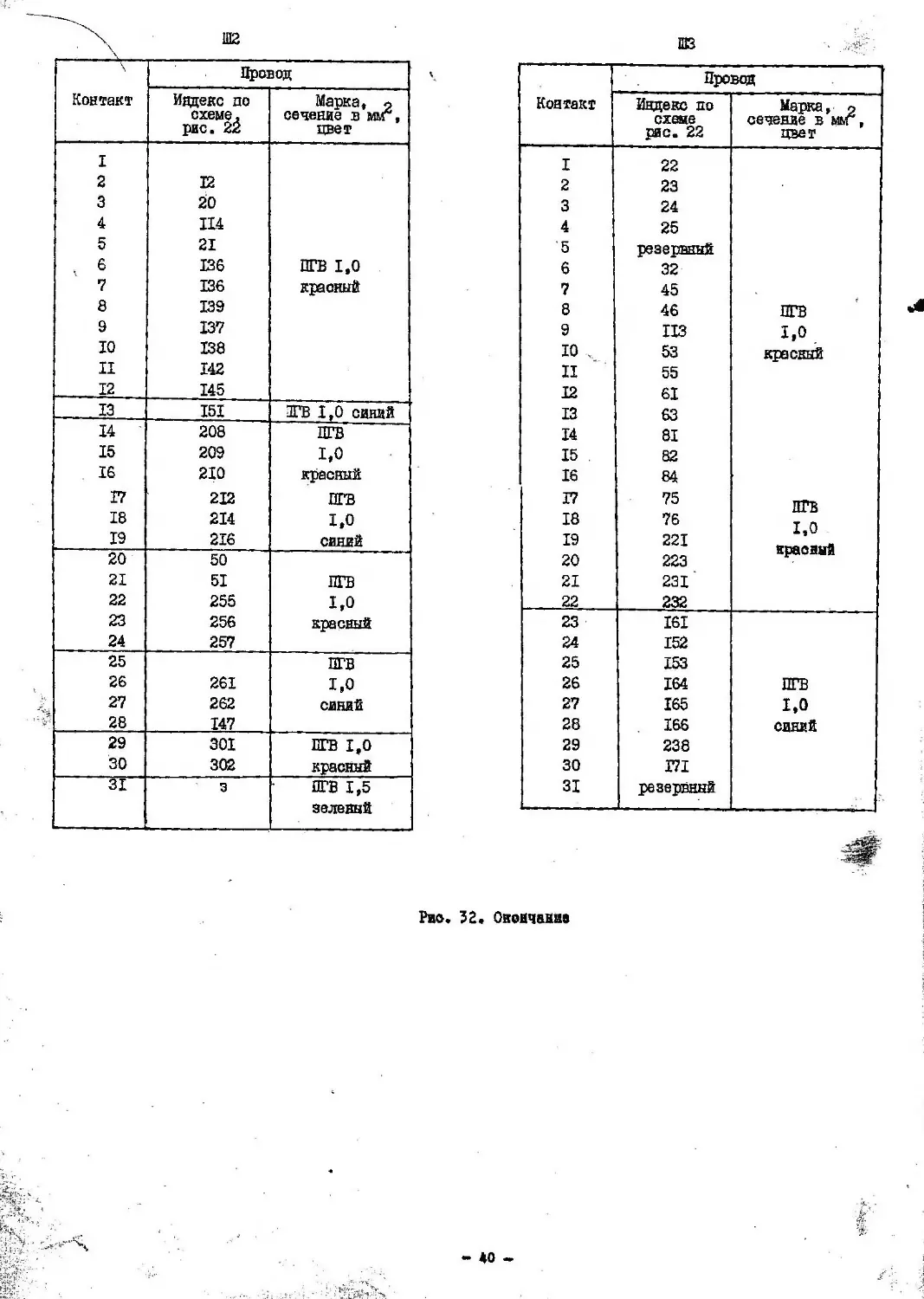
1 Провод
Контакт Индекс по Марка, о
схеме. сечение в мьг,
рис. 22 цвет
I
2
3 20
4 114
5 21
6 г 136 ПГВ 1,0
7 136 красный
8 139
9 137
10 138
II 142
12 145
13 151 ОГВ 1,0 синий
14 208 1 f р
15 209 1,0
16 210 красный
17 212 ПГВ
18 214 1.0
19 216 синий
20 50
21 51 _п]рн
22 255 1,0
23 256 красный
24 257
25 ПГВ
26 261 1,0
27 262 синий
28 147
29 301 ПГВ 1,0
30 302 красный
31 3 ПГВ 1,5 зеленый
* Провод
Контакт ЙЕ 1 {деке по схеме зас. 22 Марка,, о сечение в миг, цвет
I 2 3 4 5 6 7 8 9 Ю II 14 15 16 17 18 19 20 21 22 22 23 24 25 резервный 32 45 46 113 53 55 61 63 81 84 75 76 221 223 231' 232 1,0 * 1,0 красный
23 24 25 26 27 28 29 30 31 161 152 153 164 165 166 238 171 резервный 1,0 СИНИЙ ч
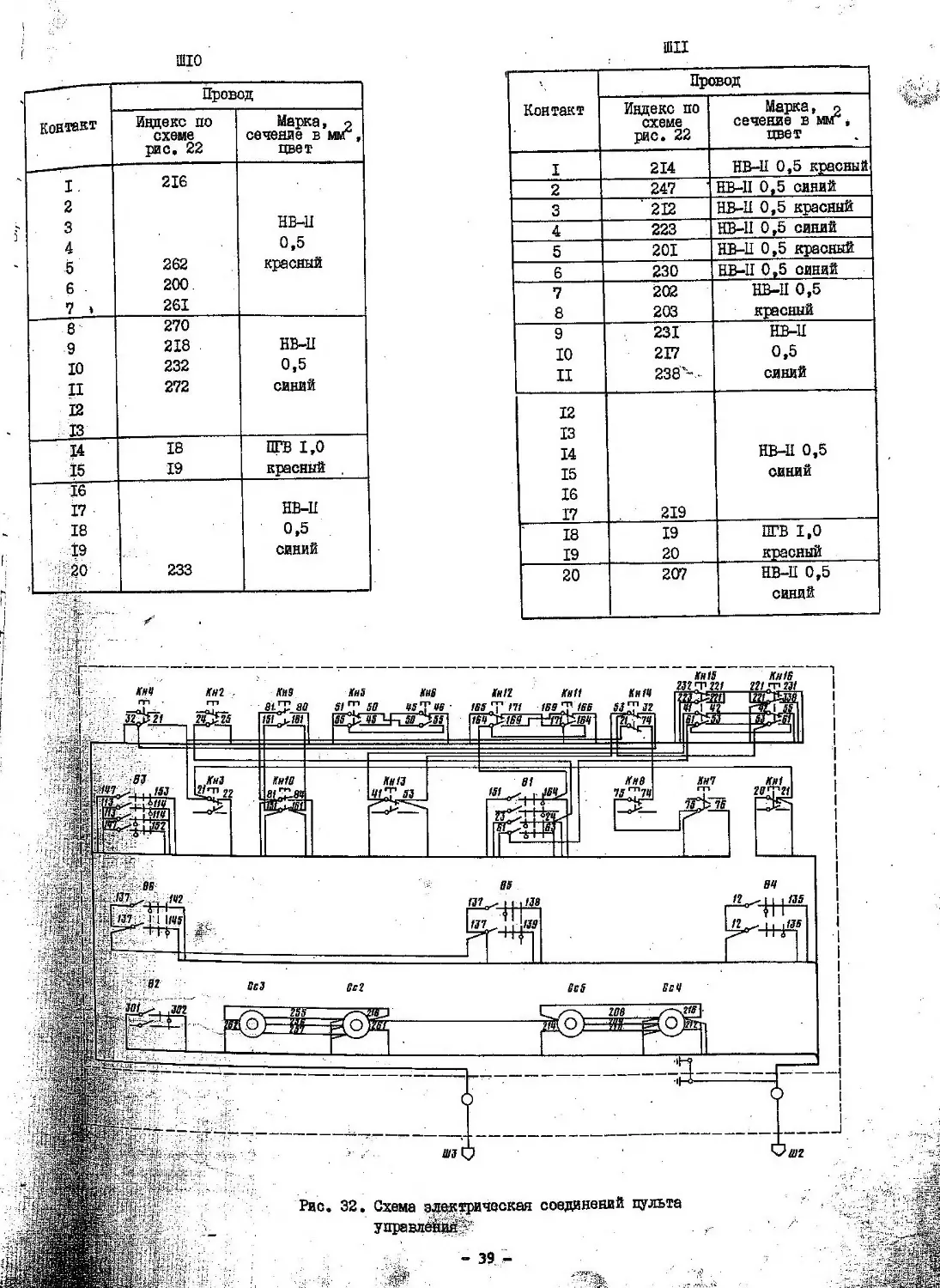
Рио. 52. Окончание
т
лг
пз
"т - - УН ~ |
fffl r^fl pfl Г^п rOTfOtf
L -----------—-1 ----- !
лу
УС
Л8
Л9
Л5
Л6
217
206
10 218
ше
о
РйШШЗ
Н--
я.
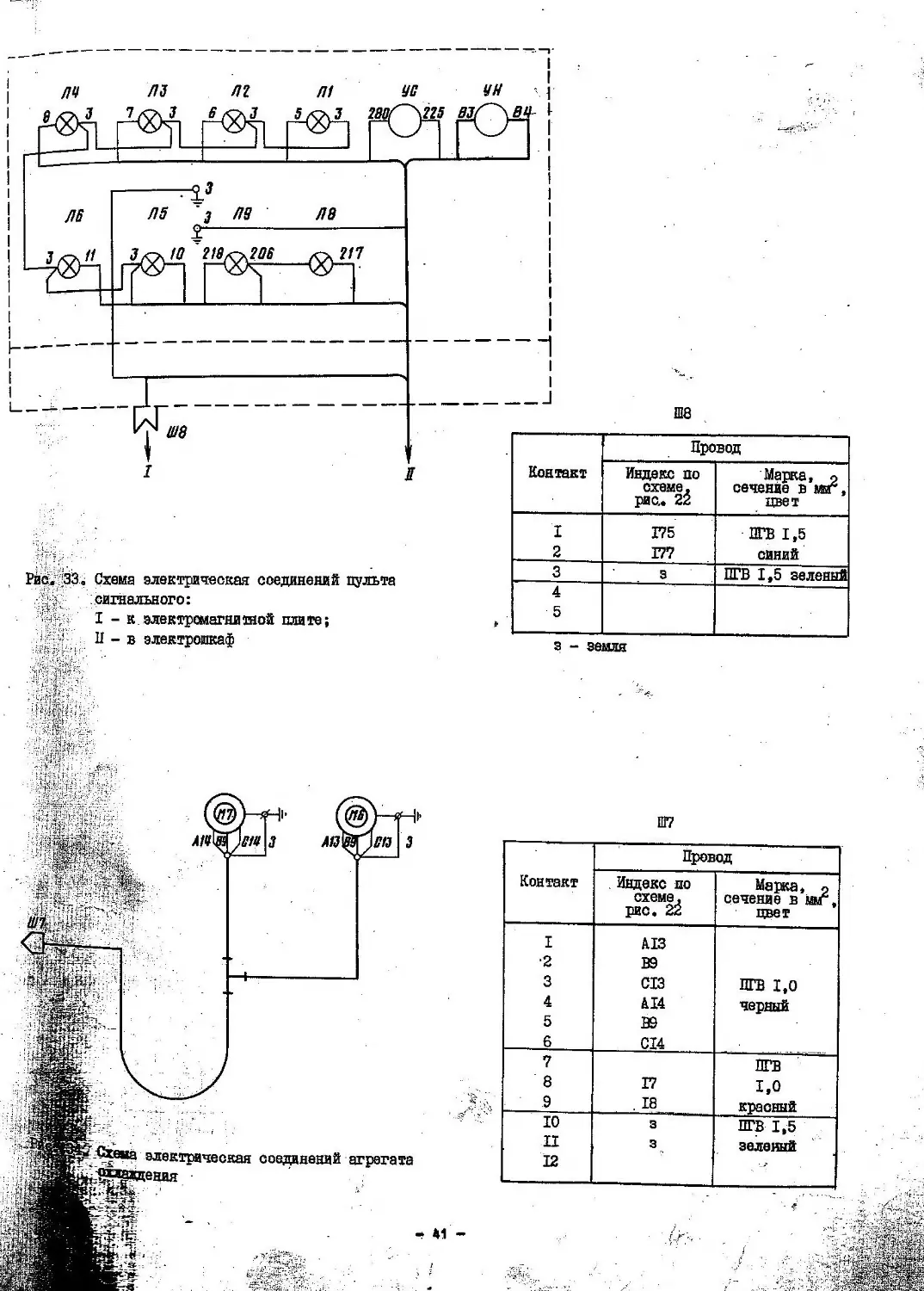
Схема электрическая соединений пульта
сигнального:
I - к электромагнитной плите;
II - в электрошкаф
teds
cfu\3
А1Э
С!Э\3
А1У
Схема электрическая соединений агрегата
Ш7
Контакт Провод
Индекс по схеме, рис. 22 Марка, п сечение в мкг, цвет
I AI3
•2 В9
3 ИЗ ПГВ 1,0
4 AI4 черный
5 В9
6 И4 •
7 ПГВ
8 1,0
9 .ж красный
10 3 ПГВ 1,5
II 3 зеленый
•* г А
Контакт Провод
Индекс по схеме. рис. 22 Марка, ? сечение в мм , цвет
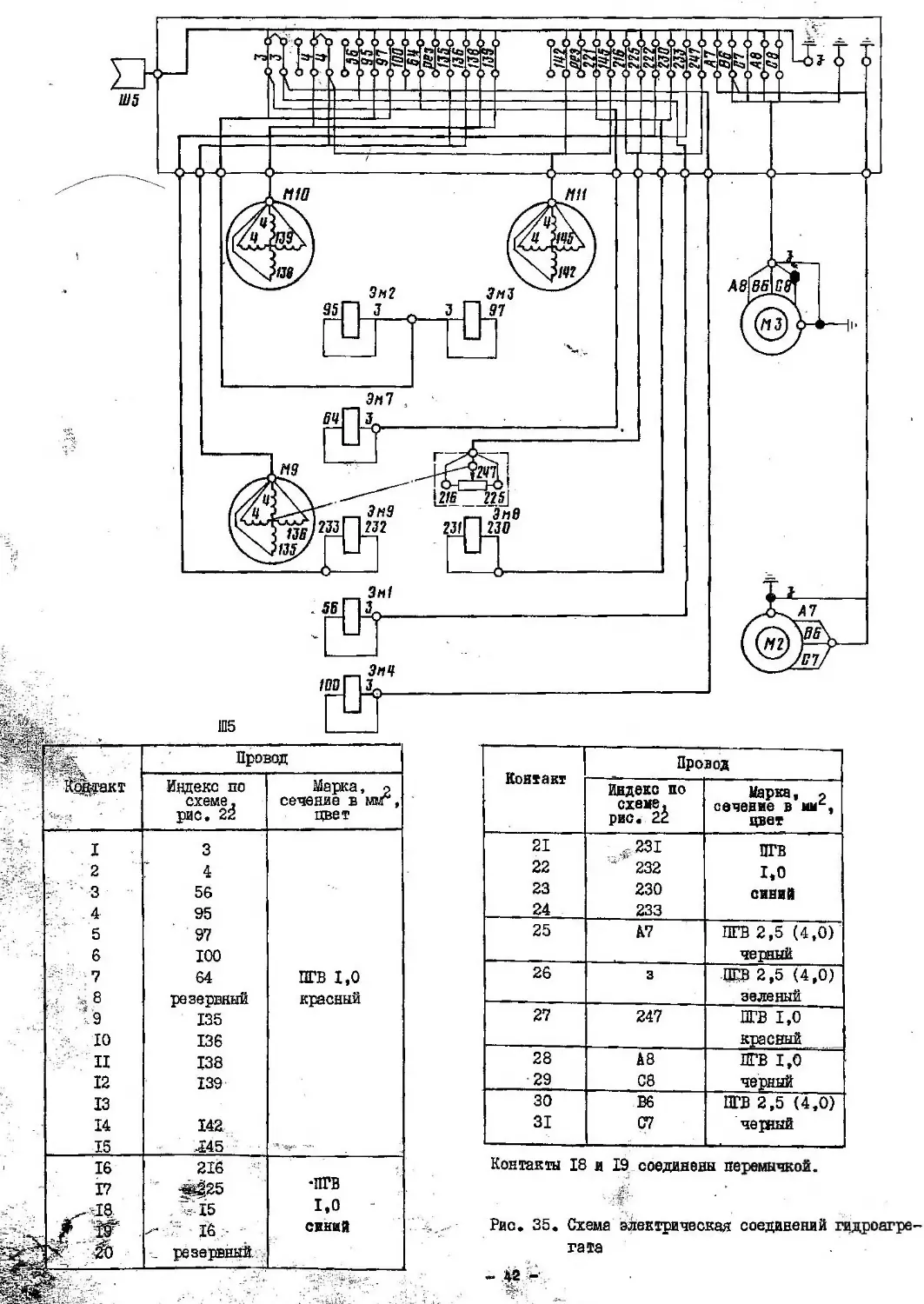
21 22 23 24 231 232 230 233 ПГВ 1,0 синий
25 А7 ПГВ 2,5 (4,0)
26 3 да 2,5 (4,0) зеленый
27 247 ПГВ 1,0 красный
28 •29 А8 С8 ПГВ 1,0 черный
30 31 SB ПГВ 2,5 (4,0) черный
Контакты 18 и 19 соединены перемычкой.
• *4
Гп"'* *
-
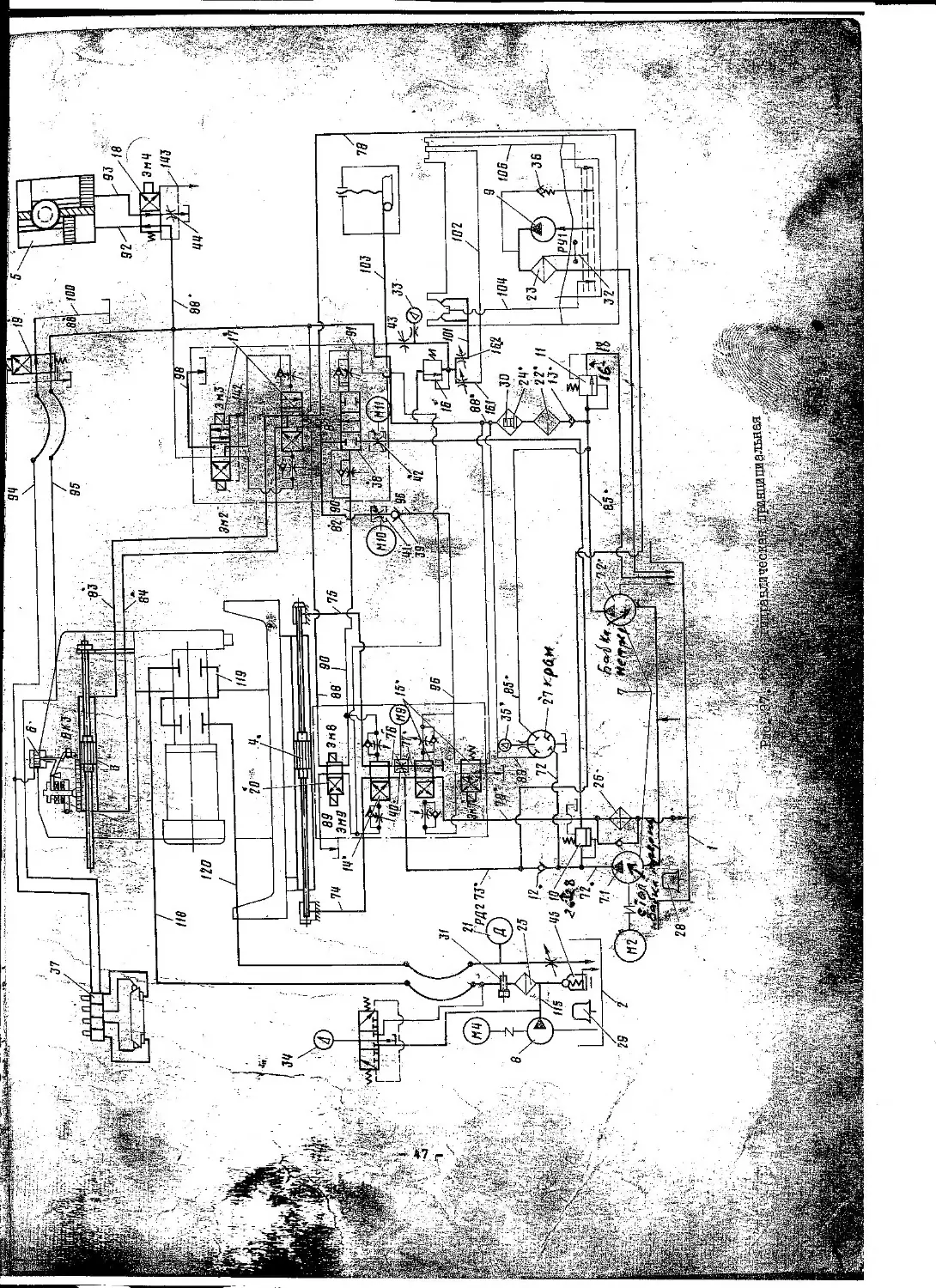
Рис* 35* Схема электрическая соединений гидроагре-
гата
Контакт Провод
Индекс по схеме, рис. 22 Марка, о . сечение в мм*, цвет
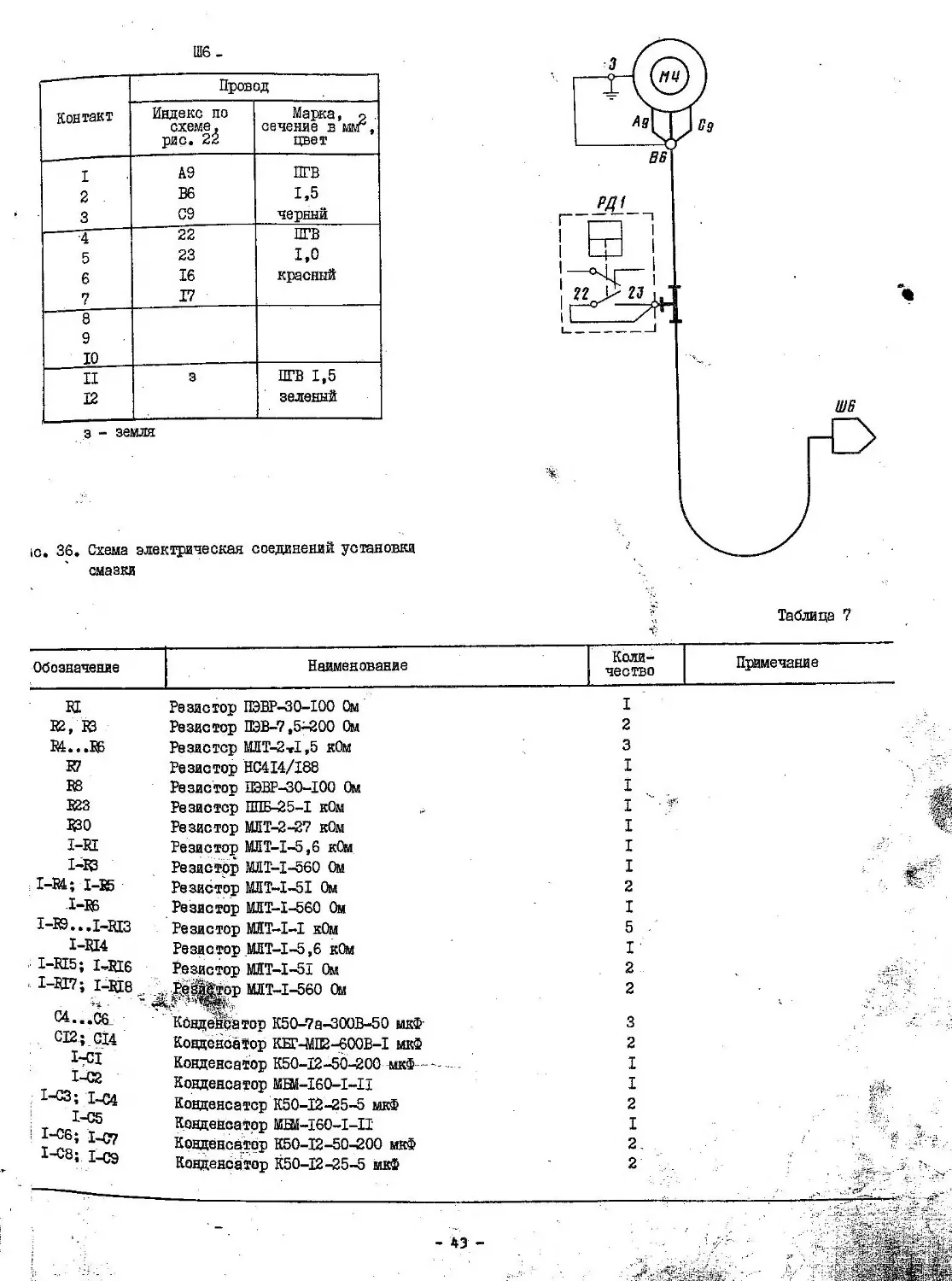
I А9 ПГВ
2 В6 1,5
3 09 черный
"4 22 ПГВ
5 23 х,0
6 16 красный
7 17
* 8
9
10
XI 3 ПГВ 1,5
зеленый
з - земля
to. 36. Схема электрическая соединений установки
смазки
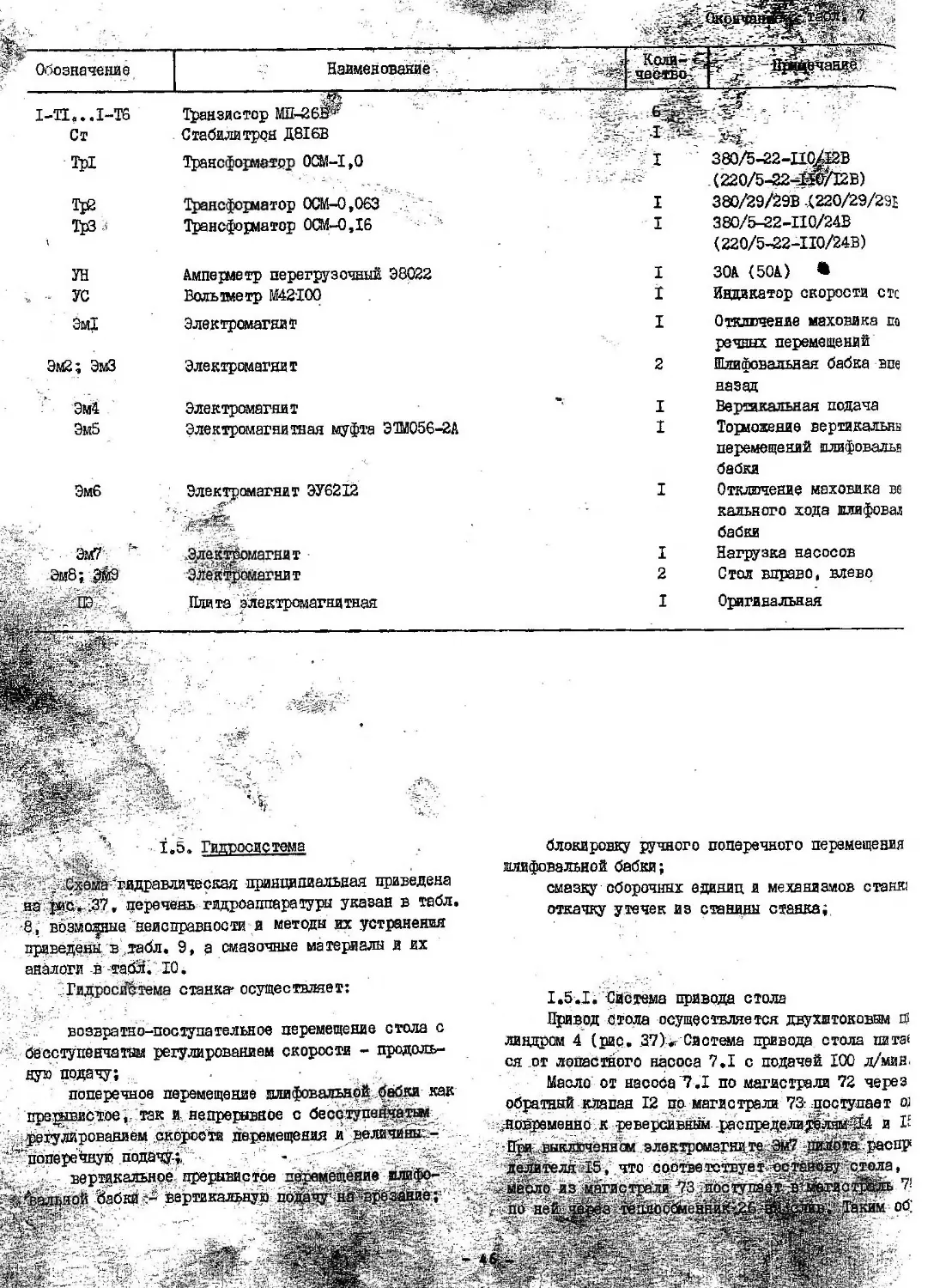
Обозначение
Наименование
Коли-
чество
Примечание
BI
52, ВЗ
В4.•»В6
Б7
В8
В23
ВЗО
1-И
I-B3
I-R4; I-B5
I-B6
I-39...I-BI3
I-BI4
I-KE5; I-RJ6
- I-КП; I-KE8
С4...С6_
CI2; CI4
I-CI
I-C2
. Х-СЗ; I-C4
I-C5
' х**06; х-с?
х~°8; 1-сэ
Резистор ПЭВР-30-100 Ом
Резистор ПЭВ-7,5^-200 Ом
Резистор МЛТ-2тХ,5 кОм
Резистор HC4I4/I88
Резистор ПЭВР-30-100 Ом
Резистор ППБ-25-1 кОм
Резистор МЛТ-2-27 кОм
Резистор МЛТ-1-5,6 кОм
Резистор МЛ Т-1-560 Ом
Резистор МЛТ-Х-51 Ом
Резистор МЛТ-Х-560 Ом
Резистор МЛТ-Х-1 кОм
Резистор МЛТ-Х-5,6 кОм
Резистор МЛТ-Х-51 Ом
.д j;Й^ЙиДтор МЛТ-Х-560 Ом
Конденсатор К50-7а-300В-50 мкФ-
Конденсатор КБГ-МП2-600В-1 мкФ
Конденсатор K50-I2-50-200 мкФ..
Конденсатор МШ-160-I-II
Конденсатор K50-I2-25-5 мкФ
Конденсатор МЫй-160-I-II
Конденсатор K50-I2-50-200 мкФ
Конденсатор К50-12-25-5 мкФ
Прожохаввие табл
Обозначение Наименование . „V _ - .. Коли- чество Примечание
BI
вз
В4...В6
BAI
ВА2
ВАЗ
ВА4
' ВА5
ВАЗ
ВА7
ВАЗ
БКХ
Ж2
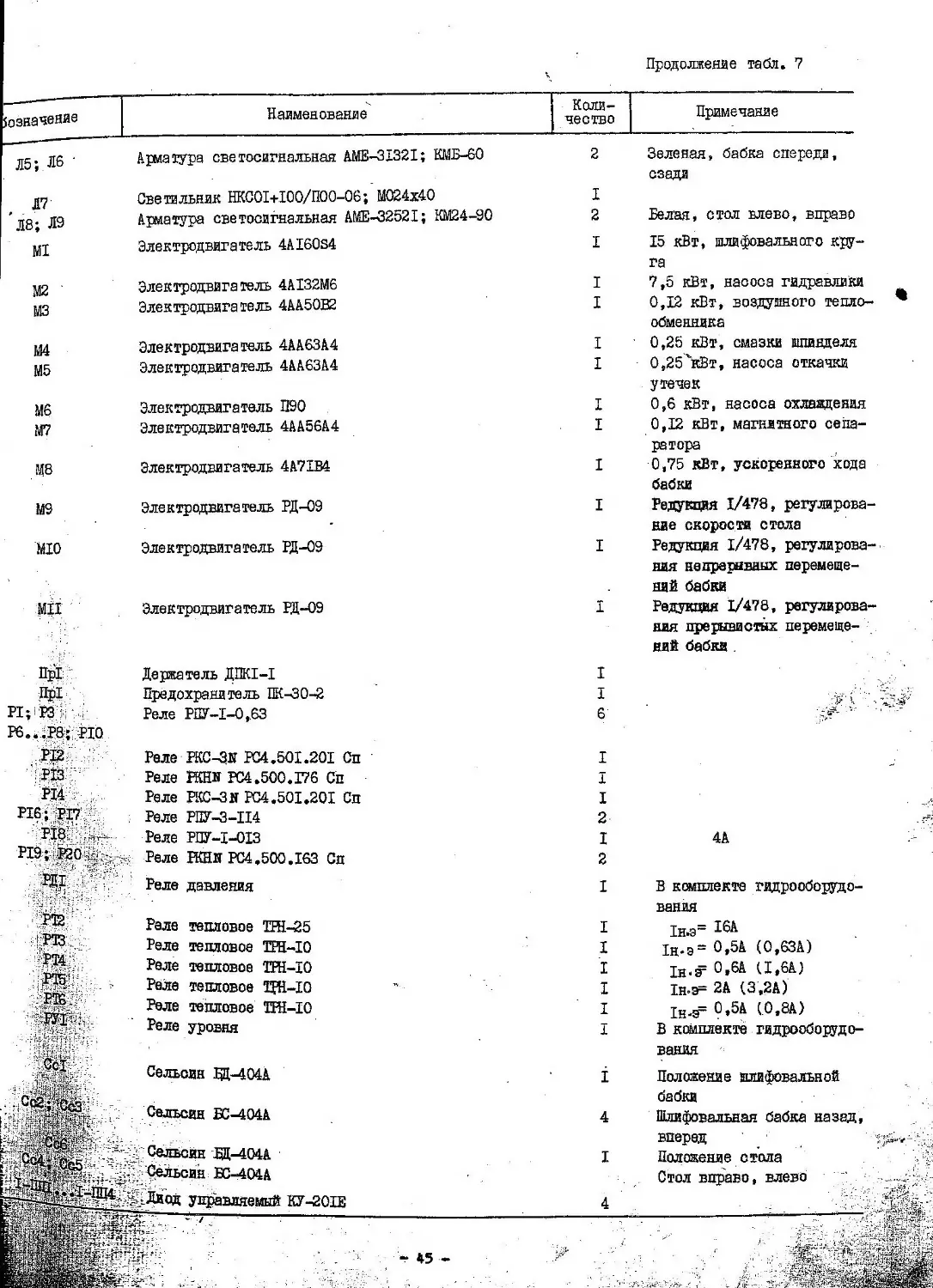
Переключатель ПЕ-022 исп. 3
Переключатель ЯЕ-О1Х исп. 2
Переключатель ПВ-032 дсп. I
Переключатель ШТ-5
Выключатель автоматический АЕ-2043 (АЕ-2053)
Выключатель автоматический АВ-2043
Выключатель автоматический АЕ-2033
Выключатель автоматический АЕ-2033
Выключатель автоматический А63-М
Выключатель автоматический А 63-М
Выключатель автоматический А63-М
Выключатель автоматический А63-М
Микропереключатель МПХЗО2 йен. X
Микропереключатель МПХ302 дсп. I
I
I
I
3
I
I
I
I
I
I
I
I
I
I
63А (IOOA)
1Н = 40А (63А)
Хв = 20А (32А)
!н = ХОД (I6A)
Хн ~ Л
1н = IA
1н = 2А
Тн = 3,2 А
Разрежение ускоренных
дов
lidlODJ
зальной бабш
Разрешение поперечных
ремещений ялифовально^
бабки
ВК4
Д1...Д6
Л7...ДХ0
ди
Д24...Д27
1-ВП; Х-ДХ
1-Д2...1-Д14
1-Д15; 1-ДХ6
1-ДГ7; 1-Д18
KI; РП
К2 (К2; И2)
КЗ; К4
K5-I; К5-2
Кн1
Кн2
Жк Кя3
WW Кн4
Кяб; Кнб
Кн7
Кн8
Кн9; КнЮ
Кн11; Кн12
КнХЗ
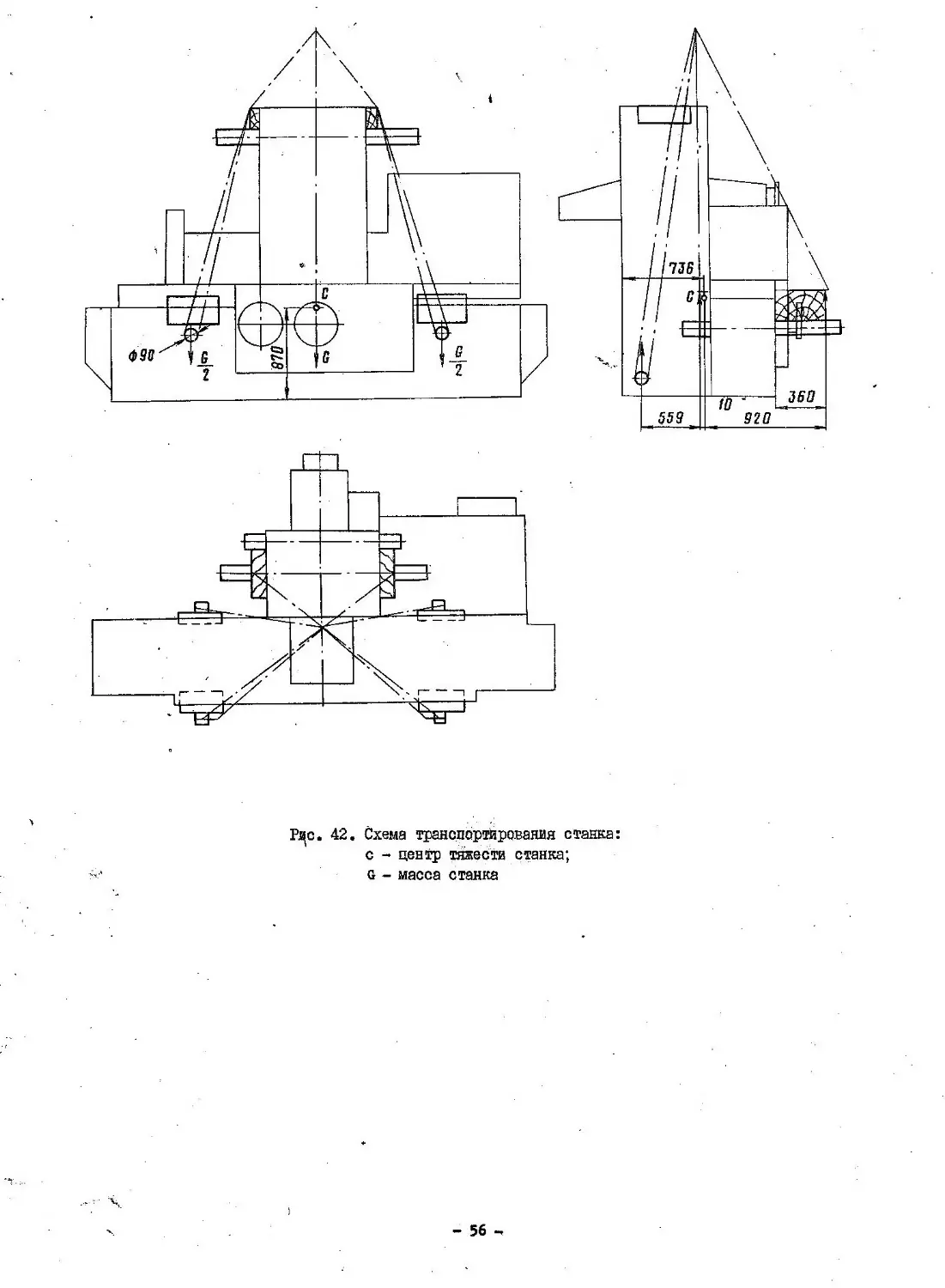
КнХ4
Кн15; КнХб
И
Выключатель путевой ВПК IIII
Микропереключатель ЖП203 исп. I
Диод кремниевый Д245
Вентиль В-10-3
Диод кремниевый Д245
Диод кремниевый Д226Б
Диод кремниевый КД202Ж
Диод кремниевый Д226Б
Диод кремниевый КД2О2Б
Диод кремниевый Д226Б
Пускатель магнитный ПАЕ-312 (ПАЕ-412)
Пускатель магнитный ШЕ-2П (ПАЕ-312)
Пускатель магнитный ПМЕ-Ш
Пускатель магнитный DME-II3
Кнопка КМЕ-5502, красный
Кнопка KME-42II, черный
Кнопка KME-42IX, красный
Кнопка KME-42XI, черный
Кнопка КМЕ-42П, черный
Кнопка KME-42II, черный
Кнопка KME-42II, красный
Кнопка КМЕ-4220, черный
Кнопка KME-42II, черный
Кнопка KME-42IX, красный
Кнопка КМЕ-4202, красный
Кнопка КМЕ-4222, черный
Ариатура светосигнальная АМЕ-31521; КМБ-60
Арматура светосигнальная АМЕ-31321; ЖБ-60
Арматура светосигнальная АМЕ-31321; КМБ-6О
Арматура светосигнальная АМЕ-31321; КМБ-60
I
I
6
4
I
4
5
13
2
2
I
I
2
I
I
I
I
I
2
I
I.
2
2
I
I
2
I
I
I
I
Ограничение вертикалы
ходов
вальной бас
Ограничение вертикаль!
подачи
1&э^ 32А (5ОА)
(Хн«э - 25А)
Все стоп
Шлифовальный круг пусг
Шлифовальный круг стог
Гидропривод пуск
Бабка вперед, назад
Охлаадение пуск
Охлаждение стоп
Бабка ускоренно вверх,
вниз
Намагничивание, размаг
ванне плита
Бабка стоп
Стол стоп
Стол вправо, влево
Белая, сеть
Зеленая, гидропривод
Зеленая, смазка
uiitv
Зеленая, плита включен
Продолжение табл. 7
Наименование
Коли-
чество
Примечание
Л5; Л6 ‘ Арматура светосигнальная АМЕ-31321; КМБ-6О
№ Светильник НКС01+100/П00-06; М024х40
'Л8; Д9 Арматура светосигнальная АМЕ-32521; КМ24-90
дор Электродвигатель 4AI60S4
М2 Электродвигатель 4AI32M6
М3 Электродвигатель 4АА50В2
М4 Электродвигатель 4АА63А4
М5 Электродвигатель 4АА63А4
Мб Электродвигатель П90
М7 Электродвигатель 4АА56А4
М8 Электродвигатель 4A7IB4
М2 Электродвигатель РД-О9
ж
МХО Электродвигатель РД-09
МП Электродвигатель РД-09
Пр1/ Держатель ДПКХ-Х
Пр! : Предохранитель ПК-30-2
PI ?! И:. . Реле РПУ-1-0 ,.63
Р8; РХО
2 Зеленая, бабка спереди,
сзади
I
2 Белая, стол влево, вправо
I 15 кВт, шлифовального кру-
га
I 7,5 кВт, насоса гидравлики
I 0,12 кВт, воздушного тепло-
обменника
I 0,25 кВт, смазки шпинделя
I 0,25"кВт, насоса откачки
утечек
I 0,6 кВт, насоса охлаждения
I 0,12 кВт, магнитного сепа-
ратора
I 0,75 кВт, ускоренного хода
бабки
I Редукция 1/478, регулирова-
ние скорости стола
I Редукция 1/478, регулирова-
ния недреравных перемеще-
ний бабки
I Редукция 1/478, регулирова-
ния прерывистых перемеще-
ний бабки
I
PI4 г
pi6iW
Pis:*
_ Tw«A*
PI9;P2O
Ifc
А
ж
;Ж
Tl'i.v -
Ч<±4;
ЭД1
Ж-
v
ж/
Реле
Реле
Реле
Реле
Реле
Реле
Реле
Реле
Реле
Реле
Реле
Реле
Реле
PKC-3JT PC4.50I.20I Сп
ИНН PC4.500.I76 Сп
РКС-ЗН РС4.501.201 Сп
РПУ-3-114
РПУ-1-0ХЗ
ХКЯН PC4.500.I63 Сп
давления
тепловое TFH-25
тепловое ТРН-10
тепловое ТРН-10
тепловое ТрН-ХО
тепловое TFH-I0
уровня
Сельсин ВД-404А
Сельсин БС-404А
Сельсин ЛД-404А
Сельсин БС-404А
I
I
I
2
I 4А
2
I В комплекте гидрооборудо-
вания
I 1н.э= КА
X 1Н‘Э= 0,5А (0,63А)
I iH.sf 0»^ ^Х,6А)
I 1н.э* 2А (3,2А)
1 1н.э= 0»5А (0,8А)
I Б комплекте гидрооборудо-
вания
I Положение шлифовальной
бабки
4 Шлифовальная бабка назад,
вперед
Положение стола
Стол вправо, влево
- 45
Обозначение
Наименование
>4 ♦ •
Ст
Транзистор МЛ-26®
Стабилитрон Д816В
Трг
ТрЗ ii
Трансформатор (0-1,0
* -J * •
• •
Трансформатор 0СМ-0,063
Трансформатор 00-0,16
УН Амперметр перегрузочный Э8022
- УС Вольтметр M42I00
Эм! Электромагнит
380/5-22-H0ZI2B
(220/5-22-1^/12 В)
380/29/29В -(220/29/29J
380/5-22-IIO/24B
(220/5-22-II0/24B)
ЗОА (50А) •
Индикатор скорости стс
лк т-гi
1Ь§Й’
Эм2; ЭмЗ Электромагнит
Эм4 Электромагнит
Эм5 Электромагнитная муфта Э1М056-2А
Эмб Электромагнит ЭУ6212
ЭмТ
»'<
.X*-
V
4F'
;и*
Электромагнит
Элёйтромагни т
Плита электромагнитная
I
2
I
1
I
I
2
I
Отключение маховика по
речных перемещений
Шлифовальная бабка все
назад
Вертикальная подача
Торможение вертикальна
перемещений шлифовалья
бабки
Отключение маховика ве
дальнего хода шлифовал
бабки
Нагрузка насосов
Стол вправо, влево
Оригинальная
№
ж.
Ч1
ИЖ?#
л
/.л
. "гЪ г - л «И
1.5
Гидросистема
^Схема гидравлическая принципиальная приведена
н а |м п . <37, перечень гидроаппаратуры указан в табл
8, возможные, неисправности и методы их устранения
приведены в табл. 9, а смазочные материалы и их
______.
блокировку ручного поперечного перемещения
шлифовальной бабки;
смазку сборочных единиц и механизмов станк;
откачку утечек из станины станка;
аналоги в--табл? 10.
2Гидросистема станка* осуществляет:
• г ••
возвратно-поступательное перемещение стола с
бесступенчатым регулированием скорости - продоль-
ную подачу;
поперечное перемещение шлифовальной 4а$ки как
прерывистое, так а непрерывное с бесступенчаа^^
^^Гулированлем скорости перемещения и величиныг-
'Ф^ цоперевдую подачу.^’• . /V1'
^рт^кальнор прерывистое пе^меЙ^е шжф^
/бабки
ДНЕ
’-жЗЗНИ*
i
I.5.1. Система привода стола
Привод стола осуществляется двухштоковым й
линдром 4 (рис. 37) г Система привода стола пита^
ся .от лопастного насоса 7.1 с подачей 100 д/мин<
Масло от насоса 7.1 по магистрали 72 через
обратный клапан 12 пр магистрали 73- поступает oj
Повременно к -реверсивным ра определи и Г
раенр
догола,
7!
ким об;
и •УЗ.жбст
>;‘Гг •
остановленной столе насос 7.1 разгружен.
^Распределитель 15 в этом положения отсекает от
слива магистраль 77, на которой установлен дрос- ..
сель 40 регулирования скорости стола.
Нуск движения стола осуществляется включением
электромагнита Suf? пилота распределителя 15. Ма-
гистраль 73 отсекается от слива и масло от насоса
7.1 поступает через распределитель 14 по магистра-
лям 74 или 75 в одну из полостей цилиндра 4, масло
из второй полости цилиндра по магистралям 76-77-78
через дроссель 40, распределитель 15 и теплообмен-
ник 26 поступает на.оЛив в бак. Реверс стола про-
изводится при переключении электромагнитов Эм8 и
Эм9 Нилота распределителя 20, цилиндровые полости
которого связаны магистралями с полостями управле-
ния распределителя 14.
Команды на переключение электромагнитов Эм8 и
Эм9 пилота распределителя 20 поступают из системы
дистанционного управления стола0
Плавность реверса стола настраивается дроссе-
лями полостей управления распределителя 14.
Регулирование скорости стола производится
Ц. дросселем 40, который управляется дистанционно при
.помощи электродвигателя М9.
Давление масла в системе настраивается напор-
** ’t'V.r’* _
ним золотником ГО по показаниям манометра 35.
7
W
1.5.2. Система управления и привода шлифоваль-
ой,бабки
Питание Системы управления осуществляется от
оВа 7,2 с подачей 18 л/мин. Масло от насоса пос-
тупает .по магистрали 85 через обратный клапан 13 к
щи дозирующего золотника 38, работающего в режиме
гидравлического реле времени.
' При переключении., плунжера дозирующего золотни-
ка 38 в момент перехода, через среднее положение
происходит соединение'магистралей 73 й §2,'при ко-
тором масло поступает через распределитель 17 к
цилиндру 3. В крайних положениях плунжера дозирую-
щего золотника 38‘магистрали 73 и рассоединяют-
ся и шлифовальная бабка останавливается.
Время переключения плунжера дозирующего золот-
ника 38 настраивается постоянными дросселями, уста-
новленными в полостях управления золотника. Величи-
на прерывистой подачи настраивается дросселем 42,
дистанционно управляемым при помощи электродвМ*ате-
ля МИ. Переключение дозирующего золотника 38 про-
изводится во время реверса стола при переключении
.пилота распределителя .20, управляющего одновремен-
но переключением распределителя 14 и дозирующего
золотника 38, связанных между собой одноименными
магистралями 90 и 91.
Непрерывное перемещение шлифовальной бабки
производится при остановленном столе. В этот мо-
мент электромагнит Эм7 пилота распределителя 15
отключается и масло из магистрали 88 (системы уп-
равления) поступает по магистрали 96 через обрат-
ный клапан 39 и дроссель 41 к распределителю 17 и
через него к цилиндру 3, минуя при этом дозирующий
золотник 38. ;
Скорость, непрерывного перемещения шлифоваль-
ной бабки регулируется дросселем 41, дистанционно
управляемым электродвигателем MI0.
х-
X:
.ной очистки и фильтроэлемент 24 тонкой очистки.
После ’ фильтров масло по магистрали 88 направляется
оаппаратам и цилиндрам гидросистемы.
^Давление масла в системе настраивается напор-
^^|§лотником XI по показаниям манометра 35s. "*
Г^^йбД/цоперечного перемещения шлифовальной
бабки производится двухштоковым 'цилиндром 3, управ-
ляемым распределителем 17, При включении электро-
магнита Эм2 йлй/ЭмЗ пилота распределителя 17 масло
по магистрали 83 или 84 поступает в одну из полос-
тей цилиндра 3, вторая полость при этом соединяет-
ся со сливомj В момент переключения электромагни-
тов1 Эм2 и ЭмЗ пилота распределителя 17 происходит
реверс перемещения шлифовальной бабки.
ш Штаниё системы поперечного перемещения шлифо-
Блокировка ручного поперечного перемещения
шлифовальной бабки осуществляется при помощи ци-
линдра .6, управляемого распределителем 19 с элект-
ромагнитом Эм1. При включении электромагнита Эм1
масло по магистрали 94 поступайт₽в поршневую' по-
лость цилиндра 6. Поршень одДйедра 6, перемещаясь'
вниз, сжимает пружину и.выводит из зацепления ку-
лачковую муфту, тем самым разрывая кинематическую
цепь приводе ручного перемещения. Это положение
контролируетсяконечным выключателем ВКЗ.
•' ' . -...г”'
пере^ещенди дитфовально^
ки (прерывистоЙЙЬ^чи) и от насоса 7,2 системы
— —_ •••'• I I I 1МИ.ЧИ—• I I ц'
f
Вертикальная подача шлифовальной бабки(пода-
ча на врезание) осуществляется двухпоршневым ’ци-
лвндром 5, который управляется распределителей 18
с электромагнитом Эм4. .. . .л .Л
. - Распределитель связан с цилиндром ^магист-
ралями 92 и 93. '
При выключенном электромагните Эм4 распреде-
лителя 18 масло поступает по магистрали 92 > по-
лость левого
J
I
управления при непрерывном перемещении.
Прерывистая. подача.апл ' '
р^версе'стсй|н
' "Жж
.•«**&?
ДЙТСЯ при*
дфовальной -бабки произво
Обеспечивается при^цомо-
К
плунжера-рейки, а полорж правого
де?
Й
tfj’j
Ж
Ж*'
.....Ж*
•.<4’- j ’ . •
: -.-’А-vVj'
i
.г.Ал’"
«КИШ
г
/'к
....
*
к*
ш
4
Г
х.
:М.
в?
♦w-
Вакера-рей*® п° магистрали 93-99 соединена со
Сдявсм.
Это соответствует исходному положению меха-
низма вертикальной подачи.
При включении электромагнита Эм4 распредели-
теда pg масло поступает .по магистрали 93 в полость
правого плунжера-рейки, полость левого плунжера-
рейки при этом соединяется со сливом - происходит
: -7; j .-«ягг^Л
. - • Л - .* ' •’
перемещение плунжеров цилиндра 5 из одноге.^бййе-
го положения в другое. При перемещении, плудаов.
поворачивается реечное колесо, связанное с плунке—
рами, и через кинематическую цепь передает враще-
ние винту вертикального перемещения шлифовальной
бабки.-
При отключении электромагнита Эм4 распредели-
теля 18 механизм вертикальной подачи приводится в
исходное положение.
Таблица 8
Позипия
на рис.37
Наименование
Количество
II
ИТ*’-'г’
ХО
II
16
HBfe-
Бак основной v = 400 л
Бак смазки V == 25 л
Цилиндр шлифовальной бабки D = 70 мм; d =22 мм
Цилиндр стола D = 63 мм; d = 35 мм
Цилиндр механизма вертикальных подач а= 40 мм
Цилиндр блокировки ручного перемещения шлифовальной бабки
Насос лопастной сдвоенный 18Г12-25А
Р - 63 кгс/см2
Насос шестеренный ВГП-Х1А
Золотник напорный ПБГ54-25
Золотник напорный ПГ54-22
Клапан обратный Г5Х-25
Клапан обратный ГЫ-22
Распределитель реверсивный ЗД722.784.0Ю q= 80 д/мин; Р ~ 200 кгс/см2 с/
Распределитель реверсивный 54БПГ73-24 q= 80 л/мин; Р = 200 кгс/см2
Коробка смазки НГ-60 Q - 4 д/мин; Р = 0,1...2,5 кгс/см2
Распределитель реверсивный 34ПГ73-24 q = 80 л/мин; Р - 200 кгс/см2
Распределитель реверсивный 54БПГ73-Х1 Q - 8 л/мин; Р = 200 кгс/см2
Распределитель Р514Э2ЖС 6/200 q= 63 л/мин; Р = 200 кгс/см2 . .
Реле давления ЕГ-$5в Р = 0,1...2 кгс/см2
Фильтр пластинчатый 0,08Г4Х-13 q '= 16 л/мин; Р = 63 кгс/см2
Фильтроэлемент ФГ 34-10/25 q = 16 л/мин; л4Р = 8 кгс/см?
Воздушный теплообменник Г44-25 q = 100 л/мин; Р = 3 кгс/см2
Золотник включения манометра 3M6-320 Р = 320 кгс/см2
Фильтр воздушный 20 Г45-2-74 q = 70 л/мин
Патрон магнитный Г42-1ХА
Реле контроля уровня 160 С 53-51
Манометр МТ-1; 60-6-4 P_ov
*
d = 28 мм
100 л/миа; $2=18 Л/мин;
Bite
q ~ 5 л/мин; Р
Q = 160 л/мин;
Q - 20 л/мин; Р
q= 80 л/мин; Р =
q= 20 л/мин; Р =
= 25 кгс/см2 /&1&
200 кгс/см2
Манометр MT-I; 60-6-4 Pffiax = 6 кгс/см2
Манометр МТ—3; 60—60—4 Рдят = 60 кгс/см2
Клапан нагнетательный тип 1058-12
Питатель 2-0200^1 g = 0,5
Золотник дозирующий ЗД722.785.010
Клапан обратный ПСЫ-22
Дроссель ЗД722.796.000
Жссель ЗД722.797 .000
Q = 8 л/мин; Р = 63 кгс/см2
2 см3/ход
q = 80 л/мин; Р = 200 кгс/см2
Q = 20 л/мин; Р = 200 кгс/см2~
Q = 100 л/мин; ,
q - 100 л/мин; /IР = 3 кгс,
Дроссель смазки 'редуктора механизма вертикальной подачи
Дроссель скорости отработки вертикальной подачи
Клапан напорный системы смазки
Д Р = 3 кгс/см2
/см2
I /
. • S' i.i
• ‘‘Л- - ' ".••''А ' !
-.Г- .
' -
- 49 -
1.5.3. Первоначальный пуск и настройка систе-
мы гидропривода станка
I. Проверьте правильность соединения трубо-
проводов станка я гидроагрегата в соответствии с
монтажной схемой (рис. 37).
2, В бак гидроагрегата залейте тщательно от-
фильтрованное масло марки ^рбинное 122 в количест-
ве 400 л. Заполнение бака контролировать по риске
маслоуказателя, расположенного на передней стенке
бака гидроагрегата.
3. Регулировочными винтами максимально рас-
слабьте пружины золотников 10 и II.
4. Кратковременно включите приводной электро-
двигатель насоса гидроагрегата и определите пра-
вильность направления его вращения. Направление
вращения должно быть по часовой стрелке, если
смотреть на крыльчатку охлаждения электродвигателя.
5. После правильного подключения приводного
электродвигателя включите последний до заполнения
гидросистемы маслом.
6. После выполнения работ по п.1-5 включите
приводной электродвигатель насоса и при помощи на-
порного золотника II настройте давление в системе
управления (16-18 кгс/см2). Настройку производите
по показаниям манометра 35, кран манометра 27 при
этой установите в положение "Система управления".
7. При помощи клапана коробки смазки 16 наст-
ройте давление перед дросселями 16.I; 16.2; 43
(0,8-1 кгс/са^). Дросселями 16.I; 16.2 и 43 наст-
у ройте необходимый расход масла, подаваемый на нап-
равляющие стола и в редуктор механизма вертикаль-
ной; пбдачи.
8. Произведите несколько кратковременных
включений"электромагнита Эм! распределителя 19.
При этекИДавленне поступит через питатель 37 на
нахфавляЩие''!-каретки шлифовальной бабки. При помор-
щи винтов маслора спреде ли теля настройте не обходе-.
л;.ваый расход, подаваемый в каждую точку смазки. Он
Должен соответствовать минимально возможному ста-
.\/бйлвяому расходу, выделяемому маслораспределителом
(0,&см3/ход).
9. После выполнения работ по п.п. 7 и 8 при
включением приводном электродвигателе насоса гид-
роагрегата дроссель регулировки скорости стола ус-
тановите в положение нулевой скорости и включите
электромагнит Эм7 пилота распределителя 15. Напор-
ным золотником 10 настройте давление в системе
/привода стола (26-28 кгс/см2). Настройку произво-
дите по показаниям манометра 35. Золотник 27'вклю-
чения манометра установите в положение "Система
стола". ’
10. Дроссель 40 регулировка скорости стола
установите в положение, соответствующее минималь-
ндй скорости стола.
.. Регуляторами 42 и 44 (см. рис. 3) обеспечьте
наибольшую длину хода стола - до упора, в крышки
цилиндра 4.
Включите электромагнит Эм7 пилота распредели-
теля 15. При этом стол должен начать двигаться до
упора в крышку цилиндра 4. Реверс стола осуществ-
ляйте кнопками 7 и 47 (см. рис. 3) системы дистан-
циодного управления при выходе его на упор. Произ-
ведите 10-12 двойных ходов между крышками цилиндра.
II. После выполнения работ по п. 10 ycT^gosa-
те длину хода стола (600-700 мм). Включите движе-
ние стола. Дросселем регулировки скорости постепен-
но увеличьте скорость до величины 30 м/мин. При
этой скорости произведите предварительную настрой-
ку плавности реверса стола дросселями, встроенными
в крышки распределителя 14. Затем увеличьте ско-
рость до максимальной и произведите окончательную
настройку'.
12. Дроссель 41 непрерывной подачи шлифоваль-
ной бабки установите в положение, соответствующее
минимальной скорости. Включите один из электромаг-
нитов Эм2 или ЗмЗ пилота распределителя 17. При
этом шлифовальная бабка должна перемещаться в за-
данном направлении/
Золотником 38 и дросселем 40 (см. рис. 3)
обеспечьте максимальную длину хода шлифовальной
бабки до упора в кринки цилиндра 3. На колодке,
закрепленной на каретке шлифовальной бабки, открой-
те воздухоспускные полости цилиндра.
13. Включите перемещение стола>о скоростью
35-40 м/мин. Дроссель 42 прерывистой подачи уста-
. нови те в положение, соответствующее максимальной
% подаче. Включите один из электромагнитов Эм2 или
ЭмЗ пилота распределителя 17. При этом бабка долж-
на осуществлять прерывистое перемещение при каждом
реверсе стола. Дросселями, установленными в полос-
тях управления дозирующего золотника.38 (регулиро-
вочные винты расположены на боковых крышках золот-
ника) , настройте максимальную величину прерывистой
додачи (50 мм/ход),. "//
•14. Произведите кратковременные включения
электромагнита Эм4 распределителя 18 и проверьте
отработку вертикальной подачи шлифовальной бабки.
Дросселем 44, установленным в колодке панели золот-
ников зправления, настройте необходимую скорость
отработки подач. -
Таблица 9
Неисправность [ При^на^.;
I. Отсутствует давление в а) недостаточный/уровень масла в ба-
\ системе привода стола ке;
Методы устранения
. ..... -- -.—- -------........ —
а) долейте масло до верхнего уровня
по риске маслоуказателя;
Продолжение табл. 9
Неисправность
Причина
Методы устранения
11 ..... — *.....1111M ....
2. Стол не движется
к
Б Затяжка .или о
реверса стола
Нр ••
й*.
Е
Отсутствует давление в
Ври меме управления
(^Отсутствие поперечной пре-
fete -
f&rf•?”!* •. *5
Вя
Ifep.-.
Ш^Тсутотвие поперечной не-
ЙШбй бабки
tEEr»'-’;.*”- т ••
б) подсос воздуха во всасывающем пат-
рубке ;
в) заклинил в открытом положений
плунжер напорного золотника из-за
засорения демпфирующего отверстия
или попадания посторонних включе-
ний на посадочные поверхности
плунжера
б) уплотните резьбовой вход всасыва-
ющего патрубка;
в) разберите напорный золотник и
промойте корпус и плунжер
а) отсутствует давление в системе
мала;
б) заклинил в крайнем положении плун-
жер стопорного золотника распреде-
лителя 15 (рис, 37) из-за засоре-
ния дросселей полостей управления
или попадания посторонних включе-
ний на посадочные поверхности зо-
лотника;
в) выпел из строя электромагнит Зм7
пилота распределителя 15
а) заклинил плунжер основного ревер-
сивного золотника в крайнем поло-
жении из-за засорения полостей
управления или попадания посторон-
них включений на посадочную повер-
хность. плунжера;
б) падение давления в система управ-
ления
а) заклинил плунжер напорного золот-
ника из-за засорения демпфиру-
ющего отверстия или попадания
посторонних включений на посадоч-
ную поверхность плунжера;
б) засорился фильтр тонкой очистки
22
а) см, пункт I;
б) разберите распределитель, промой-
те , каналы в крышках, корпус плун-
жера, дроссель;
плунжер притрите в корпусе до по-
лучения -плавного перемещения;
в) замените электромагнит. В случае
отсутствия - замените пилот
а) разберите распределитель, промой-
те каналы в крышках, корпус
жера, дросселя» г
Притрите плунжер до., получен^®
плавного перемещения его в^орпусе;
, ” ОШ:
б) см. ниже пункт 4
а) разберите напорный золотник, пр6*;*1
мойте и при три те^плу ядер в- к^рпу- (
се до плавного перемещенияГ'о т ру- ‘
ки;
а)
б)
б)
засорились дроссели полостей уп-
плунжер дозирующего золотника 38
заклинил в среднем положении плун-
вышел
(ЭмЭ)
пилота распределителя 17
упало давление в системе управле-
ния;
засорился дроссель 41 непрерывной
подачи;
б) снимите фильтроэлемент и замените
его на новый. Промойте корпус
фильтра л коллекторную колодку .
а) разберите дозирующий золотник,'
промойте все элементы крышек;
б) плунжер притрите в корпусе до по-
лучения плавного перемещения;
в) разберите распределитель, промой-
те корпус и плунжер, а также
дроссельные каналы в крышках' и
соответственно в дросселях. г. .
Притрите плунжер в корпусе;
г) замените электромагнит. В случйе^Ж
отсутствия замените пилот распрё-
дели теля 17
а) см. пункт 4 >‘
б) разберите, промойте дросбель.4.1
отрегулируйте плавность вращения£
крепежными винтами;
.I: Окончание табл» $
-Неисправность Причина Методы устранения
Отсутствие поперечной не-
прерывной подачи шлифоваль-
ной бабки
7. Отсутствие вертикальной а)
прерывистой подачи
ч” i б)
заклинил в среднем положении плун-
жер распределителя 17;
вышел из строя электромагнит Эм2
,(ЭмЗ) пилота распределителя 17
отсутствия электрических команд
на включение электромагнита Эм4;
засорился дроссель 44 в колодке
пилота распределителя 18
в) см, пункт 5в;
г) см, пункт 5г -
а) обеспечьте поступление электричес
ких команд;
б) промойте колодку и собственно
дроссель 44
1,5.4. Смазка направляющих стола
Питание системы смазки направляющих стола
производится от гидросистемы (системы управления).
Масло после фильтров 22 и 24 (рис. 37) по магист-
опорам шпинделя и, пройдя через них, по магистрали
120 возвращается в^бак 2. На магистрали 120 уста-
новлено реле 21 контроля потока (РД2), которое
осуществляет контроль за наличием масла в опорах
рали 88 поступает к коробке смазки 18, включающей
редукционный клапан и дроссели 16.I и 16,2. Редук-
ционный клапан поддерживает достоянное давление
перед дросселями (1...1,2 кгс/ом2).
Дросселями 16.I и 16.2 распределяется расход,
подаваемый по магистралям 101 и 102 соответственно
к V-образной и плоской направляющим стола. Одно-
временно через дроссель 43 по магистрали 103 масло
поступает в редуктор механизма вертикальной подачи
шлифовальной бабки.
Масло из редуктора механизма вертикальной по-
дачи шлифовальной бабки и с направлял
ЮПИ
х станины
поступает в нишу станины, откуда откачивается на-
сосом 9 через фильтр 23 в бак I гидросистемы. Кон-
троль. за уровнем масла в нише станины обеспечивает
реле контроля уровня 32,
1.5.5. Смазка направляющих каретки шлифоваль-
?ной бабки
Смазка направляющих каретки шлифовальной баб-
ки Производится при помощи четырехточечного двух-
линейного питателя 37 (рис. 37). .
Масло к питателю 37 поступает из гидросистемы
пр магистралям 94 и 95 от распределителя 19 с элек-
трбйагнитом Эм1. Последний управляет цилиндром 6
блокировки ручного перемещенияшлифовальной бабки.
- При включения и отключении электромагнита Эм!
шпинделя.
Давление в системе настраивается напорным
клапаном 45 по показаниям манометра 34.
1,5.7, Установка смазки шпинделя
Установка смазки шпинделя (рйс. 38) состоит
ив бака I, насоса II с электродвигателем 8, фильт-
ра 3 тонкой очистки, трубопровода 2, по которому
масло подается к подшипникам шпинделя.
Контроль давления в системе производится с
помощью манометра 7. От подшипников шпинделя масло
по трубопроводу 4 через реле 5 контроля давления
возвращается в бак.
Фильтр 10 служит для очистки масла при залива-»
нии его через заливную горловину 9. „
Давле^ае, подаваемое к шлифовальной; бабке
после фальтра, контролируется манометром 7 при
'^^ай^йнем положении рукоятки 6,
v?' ' При крайнем левом положении контролируется
давление перед фильтром 3. >
При увеличении перепада давлений перед фильт-
ром и после фильтра до 3...4 кгс/см2 необходимо
заменить фильтр. В среднем^положении рукоятки по-
лость манометра соединяется со сливой.
происходит смена давления и слива в магистралях
•94 я 95, что вызывает выделение дозы смазки пита-
телем 37. Слив смазки с напрак
их каретки пос-
тупает в крайнюю полость станины, откуда откачива-
ется, насосом 9 через фильтр 23 в бак гидросистемы.
1.5.6,,. Система питания гидродинамических опор
шпинделя
, Масло к гидродинамическим опорам шпинделя
поступает от насРоа 8 (рис. 37), по,магистрали 115
и подводится к фильтроэлементу 25 с встроенным в
него магнитны^ патроном 31. После фильтроэлемента
. 25 рабочая:Жидкость поступает по трэда 118 к
•iHti
масла, подаваемого в систему гидродинамических
опор шпинделя шлифовальной бабки.
Он состоит из круглого корпуса 5, закрытого
с
крышки 2 и центрирует своим выступом фильтроэле-
мент 4.
-/ Во фланце I установлен магнитный патрон 3.
Подвод я отвод масла от фильтра выполнены сверле
ниями в-крышке 6.
Таблица 10
Р5
РЕГ -55/C-9607I
4
Турбинное 122
ГОСТ 32-74
(вязкость
2,9-3,2°Е 50)
К-20
TGL II87I
0L - 2
CSH 656610
Индустриальное
И-5А ,
ГОСТ 20799-75
(вязкость
1,3-1,4°Е 50)
'I'.t
mJ
М
3. - магнитный
патрон; 4 - фильтроэлемент; 5 4 корпус
Рис
38. Установка смазки шпинделя:
I - бак; 2,4- трубопровод; 3 - фильтр
тонкой очистки; 5 - реле контроля давле-
ния; 6 - рукоятка; 7 - манометр;
8 - электродвигатель; 9 - горловина;
10 - фильтр; II - насос
то
фирма
♦ Марка смазочного материала
| СССР
fe
fe
Д1"-
j’f-1.
вг?:’
ЧССР
СРР
S-.'..
STAS 742-49
Т-20
WSZ 7747-63
Cirkon 40
Shell Vitrea oil
27
^|лаШя
К/Велико-
РйДания
gto;-;
pen)
Над-.
jfc-..
№&>!/ 12 <
^Примечание, При отсутствии указанных в переч-
||Йзонных материалов допускается применение
^ко тех масел, основные характеристики которых
Шветствуют приведенным.
«
IL
Рис. 39. Фильтр:
I - фланец; 2,6- крышка;
- 53 -
1.6. Система охлаждения
Система охлаждения состоит из агрегата охлаж-
дения (ряс. 40) и системы подвода охлаждающей жид-
кости в зону шлифования.
Агрегат охлаждения расположен справа за стан-
ком. На баке агрегата охлаждения расположены: на-
сосная установка I, магнитный сепаратор 2 и ящик
3 для сбора шлама.
Охлаждающая жидкость из корыта по желобу сли-
.вается в магнитный сепаратор, где;'обеспечивается
автоматическая очистка жидкости1”Из магнитного се-
паратора жидкость попадает в бак, где происходит
отстой жидкости.
Шлам попадает в ящик для шлама,' которой по
мере заполнения необходимо очищать.
i
2
Рис. 40» Агрегат охлаждения:
I - насосная установка; 2 - магнитный
сепаратор; 3 - ящик для сбора шлама
j
1
i
Рис. 41♦ Кожух шлифовального крута
- 55 -
Pj^c. 42, Схема транспортирования станка:
с - центр тяжести станка;
G - масса станка
56 -»
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ.
у ________
2»1* Указание мер безопасности
2.2. Порядок установки
Соблюдайте все общие правила техники безопас-
ности при работе на металлорежущих станках.
При обслуживании станка выполняйте следующие
обязательные указания по технике безопасности:
- не приступайте к работе без предварительно-
го ознакомления с руководством по эксплуатации;
- перед пуском станка устанавливайте защитные
щитки;
• - включайте ввода ой выключатель только при
„закрытой дверце электрошкафа;
- работайте только с установленными режимами
резания для данного изделия;
- чистку, обтирку и регулировку механизмов
выполняйте только при полной остановке станка и
^отключении от сети;
3
до
- при работе строго соблюдайте требования
ГОСТ 12.2,001-74 "Инструмент абразивный. Правила
и нормы безопасной работы";
- периодически проверяйте правильность работы
блокировочного устройства;
| - в'пределах габарита стола, в крайних его
|оложениях, ставьте ограждения (ГОСТ 7599-73,
|станки металлорежущие и деревообрабатывающие");
|h - перед установкой на станок шлифовальные
|руги проверяйте на механическую прочность на не-
питательных стендах;
>?' - каждый крут в сборе с планшайбой перед ус-
ановкой на станок балансируйте;
g - при обнаружении дисбаланса шлифовального
рута после первой правки или в процессе работы
'тбалансируйте его повторно;
g - перед началом работы шлифовальный круг, ус-
ановленный на станок, подвергайте кратковременно-
му вращению вхолостую на рабочей скорости не менее
минут;
- монтаж (сборка во фланцы, установка балан-
сировочных сухарей) шлифовального крута на станке
етТТТТОШАГНПГи-Г .
fc - к работе приступайте, только убедившись в
надежности крепления круга и его прочности;
fc\ - при обработке низких деталей на электроыаг-
нитпой плите, боковые планки на плите устанавливай-
таким образом, чтобы при снятии полного припус-
ку .'Шлифовальный крут не касался поверхности пла-
ж;
lit - зеркало стола шлифуйте новым кругом 0 450 мм
Ыйустимый износ крута - 15 мм на сторону);
глри этом левый щиток кожуха шлифовального крута
Щйанавливайте в крайнее верхнее положение (рис,
ик
2.2.1. Распаковка
При распаковке сначала снимите верхний щит
упаковочного ящика, а затем - боковые. Следите за
тем, чтобы не повредить станок упаковочным инстру-
ментом.
После вскрытия упаковочного ящика проверьте
наружное состояние сборочных единиц и деталей стан
ка, а также наличие принадлежностей и технической
документации согласной; 3.5.
2.2.2. Транспортирование
Схема транспорта рования станка приведена, на
рис. 42.
Для транспортировки распакованного станка ис-
пользуется три стальные штанги диаметром 90 мм,
которые пропускаются через предусмотренные в ста-
нине отверстия.
Для транспортирования рекомендуется подбирать
пеньковые канаты, по прочности обеспечивающие под-
нятие массы.
При захвате станка канатами за штанги, следи-
те за тем, чтобы не повредить облицовку станины,
стола, колонны, а также отдельные выступающие час-
ти изделия. Для этой цели следует в соответствую-
щих местах под каната подложить деревянные проклад-
ки. Натянутые каната не должны касаться деформиру-
емых я обработанных частей станка.
При транспортировании к месту установки и при
опускании на фундамент станок не должен подвергать
ся сильным толчкам.
Схема транспортирования гидроагрегата приве-
дена на рис. 43.
Схема транспортирования агрегата охлаждения
приведена на рис. 44.
2.2.3. Установка и монтаж
Перед установкой станок тщательно очистите от
антикоррозийных покрытий, нанесенных на открытые,
а также закрытые кожухами, крышками, щитками необ-
работанные поверхности станка и во избежании кор-
розии покройте тонким слоем масла Турбинное 122
ГОСТ 32-74.
Очистку сначала производи те деревянной лопа-
точкой, а оставшуюся смазку с наружных поверхнос-
тей удаляйте чистыми салфетками, смоченными бензи-
ном Б-70 ГОСТ 1012-72.
Установка станка производится по схеме, при-
веденной в разделе 3 (рис. 46).
Станок устанавливается на фундаменте. Глубина
залегания фундамента зависит от грунта, но должна
Рис. 43. Схема транспортирования
гидроагрегата
быть не менее 800 мм. В целях достижения необходи-
мой точности обработки станок должен быть установ-
лен вдали от машин, работающих с ударной нагрузкой .
(прессов, строгальных, долбежных станков и т.п.).
Если невозможно выполнить данное условие, то необ-
ходимо увеличить глубину заложения фундамента.
Станок крепится к фундаменту фундаментными болтами
М24.
Точность работы станка зависит от правильнос-
ти его установки.
Станок устанавливается на фундамент и выверя-
ется в обеих плоскостях при помощи уровня, уста-
новленного на ползунке. Отклонение не должно пре-
вышать^),02 мм на длине 1000 мм в обеих плоскостях.
Выверка станка производится с помощью отжим-
ных болтов.
Для установки станка следует.снять стол со
станины, направляющие тщательно очистить. Если нет
возможности снять стол, то установку следует осу-
ществлять по^столу, но не по электромагнитной пли-
те, при этом направляющие должны быть также тща-
тельно очищены. ...
Рекомендуется, чтобы концы станины были выше
середины л.нач0,01 мм.
-J1
Рис. 44. Схема транспортирования агрегата
охлаждения
Окончательно выверенный станок подливается
бетоном и после затвердевания последнего крепится
фундаментными болтами. Затяжка болтов должна про-
изводиться равномерно. Рекомендуется периодически
выверять станок и записывать показания, пока не
прекратится усадка фундамента. Выверку при этом
производить каждые 2 месяца, а после окончания
усадки - раз в год.
После установки станка устанавливается агре-
гат охлаждения, гидроагрегат и установка смазки
шпинделя в соответствии с общим видом станка; при-
соединение их к станку осуществляется согласно
маркировке, приведенной в принципиальной гидравли-
ческой и монтажной схемах станка; соединяются мес-
та подвода и слива охлаждающей жидкости с•агрега-
том охлаждения, а также подсоединяются соответст-
вующие штепсельные разъемы.
г
2.2.4. Подготовка к первоначальному пуску й
При подготовке к первоначальному пуску необ-
ходимо:
- заземлить станок подключением к общей цехо-
вой системе заземления;
- подключать станок к.электросети, проверив
соответствие напряжения сети и электрооборудования
станка;
- ознакомившись со значением рукояток я кно-
пок управления по перечню органов управления (см.
табл. 2) и их расположением на станке (см. рис.З),
следует проверить от руки работу всех механизмов
станка;
- выполнить указания, изложенные в разделах
1.4, 1.5, относящиеся к пуску;
- необходимо заполнить резервуар для охлажда-
ющей жидкости, количество жидкости 240 л;
- после подключения станка к сети необходимо
опробовать электродвигатели без включения рабочих
органов станка, обратив особое внимание на работу
смазочной системы по маслоуказателям;
ВНИМАНИЕ! ПРИ ОТСУТСТВИИ МАСЛА В МАСЛОУКАЗА-
?•
Произвести обкатку станка без нагрузки, прове-
рив при этом работоспособность всех механизмов;
- проверять направление вращения электродвига-
телей, направление вращения шлифовального крута
должно соответствовать направлению, указанному
‘.стрелкой на кожухе шлифовального круга;
- при пуске стола необходимо установить корот-
кий ход и медленно открыть дроссель стола переклю-
чателем 45 (рис. 3) до тех пор, пока стол не нач-
нет двигаться на малой скорости.
Г’ ' До включения перемещения шлифовальной бабки
.стол должен работать на пониженной скорости в тече-
ние 5-10 минут. После этого необходимо удалить воз-
шов
Убедившись в нормальной работе всех механиз-
станка, можно приступить к настройке станка
работы.
2.3. Настройка, наладка и режим работы
2.3.1. Настройка я наладка станка
Скорость перемещения стола настраивается пере-
’ ключателем 45 (ом. рис. 3) скорости на пульте уп-
равления. Регулятор скорости стола обеспечивает
возможность настройки скорости стола от 3 до
45 м/мин.
|| Величина и место хода стола настраивается ре-
гуляторами 42, 44, расположенными на пульте управ-
ления.
Величина поперечной прерывистой подачи шлифо-
вальной бабки настраивается переключателем 36 на
sW^bTe управления. Переключатель прерывистой пода-
;,?и обеспечивает возможность настройки величины по-
дачи в пределах от 2 до 48 мм на одинарный (двой-
ход стола.
$5$
Скорость поперечной непрерывной подачи шлифо-
вальной бабки настраивается переключателем 39 .
Величина и место поперечного перемещения шли-
фовальной бабки настраивается регуляторами 38 и 40
на пульте управления.
При настройке величины и места хода стола или
шлифовальной бабки следует руководствоваться следу.
- настройка может производиться по шкале пуль-
та управления;
- настройка может производиться по фактичес-
ким положениям точек реверса стола и шлифовальной
бабки. В этом случае необходимо установить стол
или шлифовальную бабку в положения, соответствую-
щие точкам реверса. Поворотом регуляторов добиться
зажигания соответствующих сигнальных ламп на сиг-
нальном пульте.
Величина вертикальной подачи шлифовальной
бабки настраивается рукояткой. Отсчет перемещений
можно вести как по лимбу 4, так и по индикатору.
Величина вертикального рабочего хода шлифо-
вальной бабки при работе с автоматической подачей,
либо при работе до упора настраивается проворотом
лимба вертикальных подач.
Новый шлифовальный круг перед пуском его в
работу должен обязательно подвергаться правке.
Правку производите в следующей последователь-
ности :
- выключите электродвигатель, вращающий шли-
фовальный круг и подачу охлаждающей жидкости;
- осторожно подведите вращающийся шлифоваль-
ный круг до соприкосновения с алмазным карандашом;
- включите горизонтальное непрерывное переме-
щение шлифовальной бабки • Это перемещение долкно
быть плавным, без толчков и ударов;
- круг балансируйте до. и после правки.
f
2.3,2. Выбор режима шлифования
Износ круга при прочих равных условиях умень-
шается при уменьшении скорости изделия и глубины
шлифования. Скорость изделия зависит от глубины
шлифования, ширины детали, материала детали, тре-‘
буемой чистоты, поперечной подачи и твердости кру-
га. Она назначается исходя из того, что увеличение
ее улучшает отвод тепла, увеличивает производи-
тельность шлифования и уменьшает опасность образо-
вания прижогов. При повышенных требованиях к чис-
тоте обработки надо принимать меньшие значения
скоростей изделия.
Глубину шлифования следует выбирать с учетом
того, что ее величину ограничивают: зернистость
круга, его шлифующая способность, жесткость изде-
лия, надежность крепления его на станке и опас-
ность появления прижогов. При черновом шлифовании
выгодно работать с наивысшей глубиной резания, до-
пускаемой крутом, изделием и станком. При чистовом
шлифовании глубина резания выбирается очень малой,
так как это улучшает точность и уменьшает шерохо-
ватость обработанной поверхности. Большое значение
59- -ч й?;
г
л?
У»
на глубину шлифования оказывает обрабатываемый ма-
териал. Чем выше твердость и прочность материала,
тем глубина должна быть меньше.
2.4. Регулирование
В процессе эксплуатация станка может возник-
нуть необходимость в регулировании отдельных сос-
тавных частей станка с целью восстановления их нор-
мальной работы.
Возможные дефекты в работе механизмов и их
устранение приведены в табл. II.
Таблица II
Окончание табл. II
* г
Дефект Причина Метод устранения
Не включает-
ся вращение
шпинделя шли-
фовального
круга
Давление смазки
мало
Чрезмерный
нагрев в зоне
подшипников
шпинделя
..Дробление
^(вибрация)
•^шпинделя
О.
Неправильный вы-
бор сорта масла
Проверьте:
- наличие и уро-
вень масла в ба-
ке установки
смазки по масло-
указателю;
- загрязненность
фильтра;
- исправность
насоса
Проверьте сорт
масла
Плохая балансиров- Отбалансируйте
ка шлифовального
круга.
Большой дисбаланс
ротора электро-
двигателя, шлифо-
вальной бабки
статически шлифо-
вальный круг.
Ротор электродви-
гателя отбаланси-
руйте динамичес-
ки.
Дефект Причина Метод устранения
Дробление шпинделя в процессе шлифования Большой осе- Неправильно выб- рана характеристи- ка шлифовального круга. Плохая правка его Изйес подпятника На станке должен быть отрегулиро- ванный (монтаж- ный) зазор 0,005 мм Правильно выбири- те шлифовальный круг. Вцагельно правь- те круг
Отрегулируйте
вой люфт или нарушение его регулировки Ослаб вият, зак- подпятник Подтяните вийт <
шпинделя Нестабильная
В и J} TJ5 ruffiJl-fibT ОД подача реплюсщий собач- ку Ослабло притяже- ние ториозной муф- ты в механизме ускоренных верти- кальных перемеще- ний и механизм по инерции сдает на большую вели- чину, чем установ- лено на лимбе. Ослабла пружина рычага собачки с
и трегули ру йте муфту, увеличьте напряжение, по- даваемое на муф- ТУ . Смените пружину
(при замене элек-
тродвигателя пот-
ребителем).
Нарушение регули-
Возможные дефекты в работе электрооборудова-
ния и их устранение приведены в разделе 1.4.
Возможные дефекты в работе гидросистемы и их
устранение приведены в разделе 1.5.
ровки под
ИИ
,ШИКОВ
Отрегулируйте
зазор (после то-
го, как все воз-
можные способы
устранения дефек
та исчерпаны).
2.5. Схема расположения подшипников привешена
на рис. 45, а перечень подшипников качения - в
табл. 12.
60 -
Рис. 45. Схема расположения подшипников качения
Таблица 12
Наименование Класс точности Куда входит
Позиция
на рис,45
Количество
Подшипник ГОСТ 333-71
7207 О
Подшипник ГОСТ 831-75
36205 О
36206 О
46202 О
46120 ’ О
Подшипник ГОСТ 4060-60
941/10 ' О
941/15 О
941/20 О
Подшипник ГОСТ 4060-60
943/30 О
943/50 О
Подшипник ГОСТ 6874-75
5-8120 5
8101 5
8101 5
Подшипник ГОСТ 7242-70
60018 О
60104 О
60205 О
Подшипник ГОСТ 8338-75
25 О
100 О
105 . О
203 ' О
205 О
207 О
I0009I6 5
Ролик цилиндрический
7,53x42,4 из подшипника
64906
- Редуктор механизма вертикальной
подачи 15
Редуктор каретки 6
Редуктор каретки 5
Редуктор каретки 8
Редуктор механизма вертикальной 14
подачи
Механизм вертикальной подачи 18
Механизм вертикальной подачи 9
Механизм вертикальной подачи 41 - 23
^Механизм вертикальной подачи 21
Механизм вертикальной подачи 22
Редуктор колонны 12
Дроссель стола 3
Дроссель шлифовальной бабки 4
Стол 2
Установка сельсина стола 20
Каретка Ю
Редуктор каретки 7
Установка сельсина датчика II
Редуктор ускоренных вертикальных I
перёмещений
Станина I
Механизм вертикальной подачи 19
Механизм вертикальной подачи 17
Механизм вертикальной подачи 16
Редуктор колонны 13
Колонна 25
2
4
I
I
- 2
3
4
I
I
I
I
I
I
.16
2
2
I
2
2
2
2
I
2
I
258
LijQpuКОПС dtuts ЬИМк?
pGJQ JOf flbP
ГосТ 724.2-70
О P&chwm ср шмеии &
Cl/a'/ai^^on оЭсиипи<-<ч
pciou аи ши Гооа$24
ГоеТ S3.38- 7г
- 62 -
3. ПАСПОРТ
3.1. Общие сведения
Инвентарный номер . .
Перемещение стола (без перебегов)
от цилиндра, мм:
Цех . А.
Дата пуска станка в эксплуатацию.
3.2, Основные технические данные
и характеристики
3.2.1. Техническая характеристика (основные
'параметры я размеры согласно ГОСТ 13509-68).
Класс точности П по ГОСТ 13135-72.
Наибольшие размеры обрабатываемых
изделий, мм:
без плиты электромагнитной:
длина ......................
ширина .............
высоте ...............
на плите электромагнитной:
длина ......................
ширина ..............
высоте .................
Наименьшие размеры обрабатываемых
^изделий, закрепленных на электро-
магнитной плите, мм:
&
длина
ширина
высота
[Наибольшая масса обрабатываемых
©а-зделий, кг:
Ы
&
0
на плите электромагнитной
без плита электромагнит-
ной .....................
'51
размеры рабочей поверхности стола,
|;мм:
fc длина ..........................
У, ширина .......................
Шёло Т-образных пазов .............
ВЙсотояние между пазами по
gpcТ 6569-75, MI ..................
раЬстояняе от оси шпинделя до ра-
;j бочей поверхности стола, мм:
|,- наименьшее ....................
gg~ наибольшее ....................
Цределы скоростей перемещения
Встола (регулирование бессту-
рпенчатое), м/мин .................
^Наибольшая длина хода стола по
[К
су
г5‘.
f
наименьшее ..................
наибольшее ..................
Величина перебега стола в каждую
сторону при скорости стола
45 м/мин, мм, не более ..........
Крут шлифовальный по
ГОСТ 2424-75 .....................
Наименьший диаметр изношенного
шлифовального круга, мм ..........
Конец
11<1К
яде ля шлифовальной бабки
по ГОС^ 2323-76:
1000;1250;1600
320
400
900;1250;1600
320
280
50
40
300;400;800
3&Ю;700;1200
1000;1250;1600
320
3
70
210
625
3...45
1300;1550;1900
конусность ..................
наибольший диаметр, мм ......
Частота -вращения шлифовального
шпинделя, мин"1 ..................
Поперечное перемещение шлифоваль-
ной бабки,., мм ............-.....
Пределы скоростей поперечного не-
прерывного перемещения шлифоваль-
ной бабки (регулирование бессту-
пенчатое), м/мин .................
Пределы прерывистой поперечной
подачи шлифовальной бабки на
ход стола (регулирование бес-
ступенчатое), мм .................
Вертикальное перемещение шлифо-
вальной бабки, мм:
наибольшее ..................
на одно деление лимба .......
на один оборот лимба ........
при толчковой подаче ........
Пределы автоматической вертикаль-
ной подачи шлифовальной бабки,
мм ...............................
Ускоренное вертикальное перемеще-
ние шлифовальной бабки, мм/мин ..
Величина аварийного отвода шлифо-
вальной бабки, мм, не менее ....
Габаритные размеры станка, мм:
длина ............................
ширина .................\.
высота ......................
Масса станка (без гидроагрегата,
агрегата охлаждения, установки
смазки шпинделя), кг .............
Масса станка, кг .................
300
1010;1260;1620
120
ПП450х80х203
300
1:5
80
1460
410
0,5...3,0
2...48
415
0,004
0,5
0,004
0,004...0,1
450
1,0.
35Ю;4ОЮ-;478О
2130
2360
7600-,7900 ;9000
8400;8700;9800
Длина стола, нм 1 Л В 0 О
1250 тоо 3800 4000 13ОП
(ООО 1220 3300 3450 1050
1600 1790 ччоо 4600 1600
Рис. 46. Установочный чертеж:
I - контур станка; 2 - контур гидроагре-
гата; 3 - контур установки смазки шпинде-
ля; 4 - контур агрегата охлаждения;
5 - место'подвода электросети; 6 - фунда-
ментный болт (9 штук)
Схема установки станка приведена на рис. 46. Эскизы конца шпинделя и стола приведены на рис. 47 и 48. 3.2.2. ’Техническая характеристика электрообо- рудования Количество электродвигателей на станке 8 Электродвигатель MI главного при- вода: тип 4AI60S4 МОЩНОСТЬ, кВт 15 "частота вращения, мин-1 ..... 1460 Электродвигатель М2 гидропривода: ТИП 4AI32M6 мощность, кВт 7,5 чайота вращения, мин”1 1000 Электродвигатель М3 воздушного теплообменника: тип 4АА50В2 мощность, кВт 0,12 частота вращения, мин-1 ..... 3000 Электродвигатель М4 установки смаз- ки шпинделя шлифовальной бабки: тип 4АА63А4 мощность, кВт 0,25 частота вращения, мин"^ 1500 Электродвигатель М5 установки откач- ки утечек: тип 4АА63А4 мощность, кВт 0,25 частота вращения, мин"1 ..... 1500
Электродвигатель Мб насоса охлаж-
дения:
тип ............................... П-90
мощность, кВт ............ 0,6
частота вращения, мин"1 ...... 3000
подача насоса, л/мин .......... 90
Электродвигатель М7 магнитного
сепаратора:
тип ........................ 4АА56А4
мощность, кВт ................ 0,12
частота вращения, мин"1 ..... 1500
Электродвигатель М8 редуктора ус-
коренных вертикальных перемеще-
i ний шлифовальной бабки:
тип ......................... 4A7IB4
мощность, кВт ................ 0,75
частота вращения, мин"1 ...... 1500
3.2.3. Техническая характеристика гидрообору-
ования
£
Г8Г12-25А
26...28
100/18
10...12
Рис. 47, Шпиндель
ас ос гидросистемы:
тип ............................
рабочее давление в системе
привода, кгс/см2 ...........
подача, л/мин- ..............
рабочее давление в системе
управления, кгс/см2 .......
Засос установки откачки утечек:
Г тип ..........................
подача, л/мин ..............
Цасос смазки шлифовальной бабки:
[ тип ...........................
подача, л/млн ............
Цилиндр стола, мм:
i диаметр поршня ...........
' диаметр штока ..............
{ длина хода ....................
Цилиндр шлифовальной бабки, мм:
диаметр поршня ..............
£ диаметр штока .................
[ длина хода ...................
Марка масла гидропривода ........
2.
вш-ш
5
ЕГП-ПА
5
Шрка масла смазки шлифовальной
?бабки ...........................
рарка масла смазки направляющих
1станины .........................
¥• -
Объем бака гидросистемы, л
63
35
1550
70
22
410
Турбинное 022
ГОСТ 32-74
И-5А
ГОСТ 20799-75
Турбинное 122
ГОСТ 32-74
400
Рис. 48. Стол
Объем бака установки смазки, л ... 27
Объем бака агрегата охлажден
НИЯ, л............................. 240
— 65 —
3.5. Комплект поставки
- * Количество (в зависимости от
Обозначение Наименование л исполнения)
обычное экспортное тропическое
ЗД722.000.000 V Станок в сборе • I I I
ЗД722.060.000 VАгрегат охлаждения I I I
ЗД722.074.000 у Установка смазки шпинделя I I I
Г48-ЗД722.00.000 у Гидроагрегат I I I
1 Входит в комплект и стоимость станка
Запасные части
•Я» Манжета
М 22x42-2 6 6
М 35x55-2 6 6 12
« Кольцо опорное х ...
КО 22x42-2 2 2 4
КО 35x55-2 2 2 4
•Я" Кольцо нажимное
КН 22x42-2 2 2 4
КН 35x55-2 2 2 4
—1 Кольцо поршневое:
кольцо 63 4 4 4
кольцо 70 4 4 4
Фильтроэлемент ФГ 31-10 V 5 10 10
«М Лампа накаливания М024х40 ГОСТ 1182-72 м 5 5
Инструмент
Круг шлифовальный 1Ш450х80х203 23А40П
СМ2 6К5 35 м/с I кл. А, ГОСТ 2424-75 • I I
• Ключ гаечный двусторонний 78II-0003GI
4 ГОСТ 2839-71 I I I
ЯР»’ Ключ гаечный двусторонний 78II-002I CI
ГОСТ 2839-71 I I I
Ключ гаечный двусторонний 7811-0023 CI
ГОСТ 2839-71 I I I
«• Ключ гаечный односторонний 78II-OI25 CI
ГОСТ 2841-71 I I I
ч Ключ гаечный односторонний 78II-0I44 И
ГОСТ 2841-71 I I I
Ключ 78II-03I6 ГОСТ 16984-71 I I I
«ЯР Ключ ГОСТ 11737-74
7812-0376 I I I
7812-0377 I ' I I
7812-0378 I I I
7812-0381 Отвертка ГОСТ I7I99-7I ( I I I
я 4Р*
7810-0308 I I I
7810-0313 I I I
7810-0331 I I I
Принадлежности
ЗД722.000.410 Оправка для балансировки шлифовального круга V I I I
ЗД722.000.420 Скребок VI I I
ЗД722.000.430 Устройство для правки круга от стола VI I I
«ЯР Ключ-съемник 55 H9I-77 I I
,-1‘-
— 68 —
Обозначение
Наименование
Количество (в зависимости от
исполнения) •
обычное экспортное тропическое
Алмаз в оправе 3908-0048 ~~ I I I
Индикатор многооборотный с ценой деления 0,001
ГОСТ 9696-61 -II
ч
Документы
ЗД722.000.000-10РЭ Станок плоскошлифовальннй. Руководство по эксп-
луатации I Согласно заказ-наря-
ДУ
ЗД722.000.000-10РЭ Материалы по быстроизнашиваемым деталям’ > I
Поставляется по особому заказу
Принадлежности
ЗД722.412,000 Синусная магнитная плита I I 1
ЗД722.415.000 Тиски синусные поворотные -I I I
3.6, Свидетельство о приемке
Станок плоскошлифовальный модель ЗД722
класс точности П, заводской fe
И
Г»’
3,6,1, Испытание станка на соответствие нормам точности по ГОСТ 13135-72
( «Ho-
Г. мер
ПрО-
верки
И*1
I, Проверка точности станка
F Что проверяется. Схема проверки г Метод проверки Отклонение, мкм
допускае- мое фактичес- кое
Плоскостность рабочей поверхнос-
ти стола (выпуклость не допуска-
ется) на длине стола:
1000 мм
1250 мм
1600 мм
на ширине стола
На рабочей поверхности стола I в различ-
ных направлениях на двух регулируемых
опорах 2 устанавливают поверочную линей-
ку 3 так, чтобы показания индикатора 4
на концах линейки были одинаковые. Инди-
катор устанавливают на столе так, чтобы
его измерительный наконечник касался ра-
бочей поверхности линейки и был перпенди-
кулярен ей.
Индикатор перемещают вдоль линейки и оп-
ределяют прямолинейность формы профиля
поверхности.
Измерения производят не менее, чем в
трех продольных, поперечных и двух диа-
гональных направлениях.
Отклонение определяют как наибольшую ал-
гебраическую разность показаний индика-
тора
16
16
8
..?>-';мер
"''Верки
Что проверяется.
Схема проверки
Метод проверки
Отклонена 3, мкм
допускае- мое в фактичес- кое
102 Прямолинейность перемещения сто-
ла , проверяемая вве рта кальной
плоскости
Для станков с длиной стола:
1000 мм
1250 мм
1600 мм
На рабочей поверхности стола I устанав-
ливают поверочную линейку 3 на двух ре-
гулируемых опорах 4 так, чтобы получить
одинаковые показания индикатора на кон- .
цах линейки. Линейку поочередно устанав-
ливают в трех положениях на столе: сред-
нем я крайних. '
На неподвижной части станка укрепляют
индикатор 2 так, чтобы его измеритель-
ный наконечник касался рабочей поверх-
ности линейки и был перпендикулярен ей.
.Стол перемещают на всю длину хода.
Отклонение определяют как наибольшую ал-
гебраическую разность показаний индика-
тора на длине хода
10
12
12
1.4
Перекос рабочей поверхности сто-
ла при его перемещении
Для станков с длиной стола:
1000 мм
1250 мм
1600 мм
На рабочей поверхности стола 2, в его
средней части, перпендикулярно направле-
нию его перемещения устанавливают уро-
вень I. Стол перемещают на всю длину хо-
да с остановками для измерений, которые
производят не реже чем через 0.2 длины
хода, но не более чем через 500 мм.
Перекос определяют как наибольшую алгеб-
раическую разность показаний уровня на
длине хода
0,015 мм/м
0,015 мм/м
0,015 мм/м
1.5 Параллельность рабочей поверхнос-
ти стола его продольному переме-'
щению
Для станков с длиной с.тола:
1000 мм
1250 мм
1600 мм
На рабочей поверхности стола I на двух
опорах 2 (плоскопараллельных концевых
мерах длины) одинаковой высоты устанав-
ливают поверочную линейку 3. На непод-
вижной части станка укрепляют индикатор
4 так, чтобы его измерительный наконеч-
ник касался рабочей поверхности линейки.
Стол перемещают в продольной направлении
на всю длину хода.
Отклонение определяют как наибольшую ал-
гебраическую разность показаний индика-
тора на длине хода
Но- Отклонение, мкм
мер про- ерки Что проверяется. Схема проверки Метод проверки . : 4. V допускае- мое фактичес- кое
'.6 Параллельность боковых сторон
среднего паза стола продольному
перемещению стола
Для станков с длиной стола:
• 1000 мм
1250 мм
На неподвижной части станка укрепляют
индикатор 2 так» чтобы его измеритель-
ный наконечник касался боковой стороны
среднего паза стола I. Стол перемещают
на всю длину хода. ' 12
Измерения производят по обеим боковым 16
сторонам среднего паза стола. 16
Отклонение, определяют как наибольшую
алгебраическую разность показаний инди-
катора на длине хода
:,7 Прямолинейность перемещения шли-
фовальной бабки в поперечной на-
правлении , проверяемая в верти-
кальной и горизонтальной плоскос-
тях стола
Для ширины стола 320 мм
На рабочей поверхности стола I парал-
лельно направлению перемещения шлифо-
вальной бабки устанавливают на двух ре-
гулируемых операх 4 поверочную линейку
2.
На шлифовальной бабке укрепляют иядика- 6
тор 3 так, чтобы его измерительный нако-
нечник касался рабочей поверхности ли-
нейки и был перпендикулярен ей.
Показания индикатора на обоих концах
линейки должны быть одинаковыми.
Шлифовальную бабку перемещают на длину
хода, но не менее ширины обрабатываемо-
го изделия.
Отклонение в каждой плоскости определя-
ют как наибольшую алгебраическую раз-
ность показаний индикатора на длине хо-
да
Параллельность поперечного пере-
мещения шлифовальной бабки рабо-
чей поверхности стола
’ На. рабочей поверхности стола I в средней
его части, на двух опорах 4 (плоскопарал-
лельных концевых мерах длины) одинаковой ' 8
высоты, устанавливают поверочную линейку
2.
Стол устанавливают в среднее положение.
На шлифовальной бабке укрепляют индика-
тор 3 так, чтобы его измерительных нако-
нечник касался рабочей поверхности линей-
ки й был перпендикулярен ей.
Шлифовальную бабку перемещают в горизон-
тальном направлении на длину хода, но не
менее ширины обрабатываемого изделия.
Измерение производят при среднем положе-
нии шлифовальной бабки по высоте после
фиксации.
Отклонение определяют как наибольшую ал-
гебраическую разность показаний индикато-
ра на длине хода бабки
ч
Но-
мер
про-
верки
Что проверяется. Схема проверки Me год проверки *
Отклонение, мкм
допускае-
мое
фактичес-
кое
1,9 Радиальное биение базирующей по-
верхности шпинделя под крут
Индикатор 2 укрепляют так, чтобы его из-
мерительный наконечник касался поверх- 6
ности шпинделя I по образующей конуса и
был направлен к ее оси перпендикулярно
образующей.
Биение определяют как наибольшую алгеб-
раическую разность показаний индикатора
в каждом его положении
1.10 Осевое биение шпинделя
Индикатор 3 укрепляют так, чтобы его 8
плоский измерительный наконечник касал-
ся поверхности шарика 2, вставленного в
центровое отверстие шпинделя I.
Бдение определяют как наибольшую алгеб-
раическую разность показаний индикатора
в каждой его положении
I.I5
Точность подачи шлифовальной баб-
ки на одно деление лимба и на
10-12 делений
На неподвижной части станка или на столе
3 укрепляют индикатор 2 так, чтобы его
измерительный наконечник касался шпин-
дельной бабки (или фланца шлифовального
крута, укрепленного на шпинделе)!.
Шлифовальной бабке сообщают малые пере-
0,5
цены деле-
ния лимба
мещения на I деление лимба и на 10-12
делений, отсчитываемых по лимбу механиз-
ма вертикальной подачи.
Измерение производят не менее чем в трех
положениях шлифовальной бабка (крайних и
среднем) по высоте.
Измерение производят после выборки всех
люфтов в механизме подачи (,3-5 измерений
в каждом положении шлифовальной бабки).
Л
Отклонение определяют по разности между
фактическим я заданным перемещениями из
результатов трех (пяти) измерений в каж-
дом положении шлифовальной бабки
I.I6 Постоянство установки шлифоваль-
ной бабки в заданное положение,
при перемещении в вертикальном
направлении
Шлифовальную бабку перемещают в заданное
положение (до жесткого упора). На непод-
вижной части станка или столе 3 укрепля-
ют индикатор 2 так, чтобы его измеритель- 6
ный наконечник касался при указанном вы-
ше положении грани шлифовальной бабки I,
перпендикулярной вертикальному перемеще-
нию шлифовальной бабки (или укрепленного
на ней специального упора);
Шлифовальную бабку возвращают в первона-
чальное положение, а затем вновь переме-
щают в заданное положение.
"Отклонение определяют как наибольшую ал-
гебраическую разность показаний ивдикатр-
2. П р ов 8 р.к а ста
Для проверки станка в работе берут образец
аз чугуна или стали шириной не менее 0,6 наиболь-
шей ширины обрабатываемого изделия и длиной не ме-
аее 0,6 длины стола.
Допускается вместо одного
ширины я длины использовать два и более образцов
одного сечения, укрепляемых в два-три ряда по ши-
рине и в два-три ряда по длине стона.
н к а в работе
Перед установкой на станок производят предва-
рительно чистоцую обработку основания образца и
получистовую обработку других его поверхностей,
подлежащих обработке на станке. .
Обработку поверхностей производят на чистовых
режимах.
После чистовой шлифовки все обработанные по-
верхности проверяют, и они должны отвечать требовЭ'
ниям, указанным в проверках 2.1...2.4.
Но-
мер
про-
верки
Что проверяется
Метод проверки
Отклонение, мкм
допускав- фактячес-
мое кое
2.1 Плоскостность обработанной повер-
хности образца
Для станков с длиной стола:
’ 1000 мм
•*
1250 мм
1600 мм
На ширине замера 220
2.2 Параллельность верхней обработан-
ной поверхности основанию образца
Для станков с длиной стола:
1000 мм
1250 мм
1600 мм
На ширине замера 220 мм
Проверку обработанных поверхностей образ-v..
ца производят с использованием методов,
указанных в проверке 1,1.
В случае обработки нескольких образцов
(меньших размеров) взамен одного образца
производят проверку плоскостности каждо-
го из них, а затем одновысотности их
расположения по отношению к базовой по-
верхности. Образец перед этим устанавли-
вают базовой поверхностью (основанием)
на поверочную плиту
8 на длине
600 мм
10 на дли-
не 800 мм
12 на дли-
не 1040 мм
5
выпуклое ть
не допус-
кается
Проверку обработанных поверхностей об-
разца производят при помощи индикатора,
перемещаемого на поверочной плите.
Отклонение определяют как наибольшую ал-
гебраическую разность расстояний прове-
ряемой поверхности до базовой (до осно-
вания)
10 на дли-
не 600 мм
12 на дли-
не 800 мм
16 на дли-
не 1040 мм
2.3 Шероховатость обработанной повер- Проверку производят с помощью средств
юности для контроля шероховатости поверхности.
Образцы те же, что в проверке 2.1
- 73 -
3. Проверка жесткости станка
Но- мер про- верки Что проверяется. Схема проверки % Метод проверки Отклонение, мм
допускае- мое фактичес- кое
3,1 Относительное перемещение под на-
грузкой стола и оправки, закреп-
ленной на шпинделе
На шпинделе 4 вместо шлифовального кру-
га плотно закрепляют контрольную оправку
2, диаметр диска которой равен Р=300 мм.
Индикатор 3 укрепляют на столе I (плите)
так, чтобы его измерительный наконечник
касался середины верхней образующей оп-
равки. На столе или магнитной плите ук-
репляют устройство для создания нагружа-
ющей силы Р = 125 кгс, для измерения ко-
торой используют рабочие динамометра.
Перед каждым испытанием шлифовальной баб-
ке и столу сообщают перемещения с после-
дующей установкой их в заданное положе-
ние , а шпинделю - поворот. При этом шпин-
дельную бабку (при ее вертикальном движе-
нии) подводят в положение проверки пере-
мещением сверху вниз, а стол - в среднее
положение перемещением слева направо.'
В горизонтальном направлении шпиндельную
бабку устанавливают так, чтобы ось сред-
него паза стола совпала с вертикальной
плоскостью, отстоящей от основания кону-
са шпинделя на расстояние L =34 мм.
Направление силы проходит через ось оп-
равки в перпендикулярной к ней плоскости
и составляет с направлением вертикальной
подачи угол 20°. Одновременно с помощью
индикатора 3 измеряют перемещение оправ-
ки относительно стола.
За величину относительных перемещений
принимают среднюю арифметическую величи-
ну результатов двух испытаний.
Расстояние h от рабочей поверхности
стола до образующей крута равно 235 мм
Примечание. Проверки 1.3; 1,11; 1,12; 1,13;
1,14; 1*Г7 по ГОСТ 13135-72 не выполняются.
3*6,2. Станок отвечает всем предъявленным
к нему требованиям по ГОСТ 7599-73. '
3.6.3. Электрооборудование
Электрошкаф (панель) 'Эвод-изготовитель Заводской номер _ 1
1й тающая сеть Напряжение 380/220 В; род тока - пере- менный трехфаз- ный; частота - 50 Гц
1 ; Цепи ^правления Напряжение ПО В; род тока - перемен- на пряжение ПО В; род тока - постоян- ный Напряжение 24 В; род тока - постоян- ный
Местное освещение Напряжение 24 В
Цепь к
сигналяза- Напряжение 24 В
ЦИИ
Электрооборудование выполнено по
Принципиальной схеме ЗД722.000.000-ЭЗ Схеме соедине- ния шкафа управления Схеме соедине- ния станка
Электродвигатели
Обозначение [по схеме рис. 22 Назначение Тип Мощ- ность, кВт Номинальный ток, к Ток. холостой ход а нагрузка
MI •* Шлифовальным круг 4AI60S4 15 29,2/44,2
М2 Насосы гидравлики 4AI32M6 7.5 16,5/28,5 4
М3 у Воздушный теплообменник. 4АА50В2 0,12 0,48/0,83
М4 Смазка шпинделя' 4АА63А4 0,25 0,85/1,47 -
М5 Откачка утечек 4АА63А4 0,25 0,85/1,47-
Мб Насос, охлаждения П90 0,6 1,82/3,15
М7 Магнитный сепаратор 4АА56А4 0,12 0,44/0,76
М8- Ускоренный ход бабки 4A7IB4 0,75 2,2/3,8
г Испытание повышенным напряжением промышленной
частота проведено (напряжение 1500 В в течение I
ринуты). •
| Максимальное сопротивление изоляции проводов
относительно зевали:
Силовые цепи МОм; Цепи управления МОм
I Электрическое сопротивление между винтом за-
земления и металлическими частями, которое может
.оказаться под напряжением 50 В и выше, не правыша-
рт 0,1 Ом.
I . Выводы: электрооборудование выполнено в соот-
ветствии с установленными требованиями и выдержало
Испытание согласно ГОСТ 7599-73.
3.7. Свидетельство о консервации
Плоскошлифовальный станок модели ЗД722, класс
точности П, заводской номер под-
вергнут консерваций согласно установленным требо-
ваниям.
Дата консервации Z.^ 19 F/y.
Срок консервации < q,
Консервацию произвел о~&
Принял______________________
Дата
3.8. Свидетельство об упаковке
подпись
3.6.4. Общее заключение
На основании осмотра и проведенных испытаний
станок признан годным для эксплуатации и поставки
на экспорт.
Дата выпуска _
Лица, ответст-
венные за при-
емку
Плоскошлифовальный станок модели ЗД722, класс
точности П, заводской номер
кован согласно установленным требованиям.
Дата упаковки _________М У Z •
У у -у
Упаковку произвел
.......................... <ли
Принял _________________________
упа-
- 75 -
Приложение
МАТЕРИАЛЫ ПО Й1С1Р0ИЗНАШИВАЕМЫМ ДЕТАЛЯМ
Перечень быстроизнашиваемых деталей
Номер рисун- ка Обозначение Наименование Масса, кг Коли- чест- во Куда входит Материал Показатели свойств материала
I ЗД722.166.407 Диск зубчатой 0,1 I Механизм верти- кальной подачи Сталь 40Х ГОСТ 4543-71 НВ 217...269
2 ЗД722.166.412 Поршень-рейка 0,015 I Механизм верти- кальней' подачи Сталь 40Х ГОСТ 4543-71 НВ 217...269
3 ЗД722.166.425 Собачка 0,095 I Механизм верти- кальной подачи Сталь 40Х ГОСТ 4543-71 НВ 217,..269 поверхность В HRC 35...42
4 ЗД722.166.427 Храповик 1,45 I Механизм верти- кальной подачи Сталь 40Х ГОСТ 4543-71 Зубья h4...4,f НКС 48...56
5 ЗД722.166.434 Собачка 0,09 I Механизм верти- кальной подачи Сталь 20Х ГОСТ 4543-71 h I...I.2 НРС 56...62 кройе поверхнос- ти D
6 ЗД722.166.452 Ползун-рейка 0,48 I Механизм верти- кальной подачи Сталь 45 ГОСТ 1050-74 НВ 192...240
7 ЗД722.166.457 Вал-шесТерня 0,1 I Механизм верти- кальной подачи Сталь 40Х ГОСТ 4543-71 Зубья h 5...5, НВС 48...56
8 ЗД722.166.467 Вал-шестерня' 0,35 I Механизм верти- кальной подачи Сталь 40Х ГОСТ 4543-71 . НВ 217...269
9 ЗД722.166.473 Вал-шестерня 0,09 I Механизм верти- кальной подачи Сталь 40Х ГОСТ 4543-71
10 ЗД722.321.801 . Кольцо грязе- съемное 0,009 I Цилиндр бабки шлифовальной Резина марки 3825
II ЗД722.330.070 Кольцо 0,42 I Бабка шлифоваль- ная Сталь 45 ГОСТ J050-74 Антифрикцион- ный слой См. на рис.
12 ЗД722.330.090 Втулка 1,0 I Бабка шлифоваль- ная Сталь 45 ГОСТ 1050н74 Антифрикцион- ный слой См. на рис.
13 ЗД722.330.401 Шпиндель 33,0 I Бабка шлифоваль- ная 38ХМЮА ГОСТ 4543-71 См. на рис.
76
0.63
<D2,8+o>1
2.5
+1
I. Диск зубчатый, дет. ЗД722.166.407:
1-3 отверстия диаметром 5,5 мм;
П - 26 пазов размером 3^q*j
5.0
Рйс. 2. Поршень-рейка, дет. ЗД722.166.412:
поверхность В притереть до зазора
0,001...0,015 мм:
модуль 2
число зубьев ................. 9
A
ffl20
50
24
fHI
IS
ф10+О‘°М
A
50
65
M5
в
1*45
4 0,05 8
14
X 0,05 8
ф7,6*дг
78 -
Рис. 3. Собачка, дет. ЗД722.166.425
Л-Л
допуск по шагу между смежными
зубьями .....................
накопленная ошибка по шагу на
дуге 360°, не более .........
Рис. 4. Храповик, дет. ЗД722.166.427:
I - 3 отверстия диаметром 6,6 мм
модуль .........................
число зубьев ..............
*
30
1 003
RM
Ф4
В не более ^0,007 мм
A-A RzUO,
V •(/)
число зубьев
V (0
Рис, 7, Вал-шестерня, дет. ЗД722.Х66.457:
модуль .....................
число зубьев ...............
Яг 40 ,
V (0
Ь1,5..1.8НМЦ8.56
М,5.ЛШСЦ8...56
5TtM
/ 0.02 АВ
Чз
27
1*45
51
Ц
30
Ч 0.02 АВ
160
0.5 59
!L
R1
45
0.3
Рис, 8. Вал-шестерня, дет, ЗД722.166.467:
овальность и кону сообразность поверхностей
А, В не более 0,006 мм
модуль ....
число -зубьев
2 ’
18
- 80
Рис. 9. Вал-иестерня, дет. ЗД722.166.473:
модуль .................................... j- g
часло зубьев ................. jg
R1
_с 10’0.5
Ряс. 10. Кольцо грязесъемное, дет. ЗД722.321.801
- 81 -
У
Рас
\
faM
12
A2.5
ms
22
II. Кольцо, дет. ЗД722.330,070:
' I -'сталь 45 ГОСТ 1054-74
U - бронза ОЦС 5-5*5 ГОСТ 613-65
Ш - 6 канавок В
Дефекта литья на поверхности С не допуска-
ются.
Неплотность приставания бронзового слоя II
к поверхности заготовка (отслаивание) не
допускается
Вид А
90'
•" *
. . ’Ч
Рио. 12. Втулка, дет. ЗД722.330.090:
I - сталь 45 ГОСТ 1050-74
Ц - бронза ОЦС 5-5-5 ГОСТ 613-65
RzVty
• _/* -.I’' ' 'Ц
• “• . , • *
Рис. 13. Шпиндель, дет. ЗД722.330.401:
4. Конус 1:5 проверить по калибру на крас-
Допускается изготовление шпинделя из
стали 38ХВФЮ ГОСТ 4543-71.
Азотировать h 0,3...0,5; НКС не ме-
нее 63.
Поверхности D,r предохранить от азо-
тирования.
Центра притереть.
ку: допускаемые разрывы в окрашенных
местах по окружности шейки не более
20$ ее длины.
Длины неокрашенных мест вдоль образую-
щей шейки не должны превышать 5 мм. .
Общая длина неокрашенных мест вдоль
каждой образующей шейки не должна пре-
вышать 20% длины образующей ,^ '
В связи с постоянной работой по совершенство-
ванию изделия’, повышающей его надежность и улучша-
ющей условия эксплуатации, в конструкцию могут
быть внесены незначительные изменения, не отражен-
ные в настоящем издания,
*
4
• I
S
i
В НИ М А Н И В 1
j.
К ОБСТУКИВАНИЮ ЭЛЕКТРООБОРУДОВАНИЯ СТАНКА ДОПУСКАЮТСЯ ТОЛЬКО ЛИЦА
ИМЕЮЩИЕ СПЖАЛЬНЬЙ ДОПУСК К РАБОТАМ НА ЭЛЕКТРОУСТАНОВКАХ, ,