/
































































































































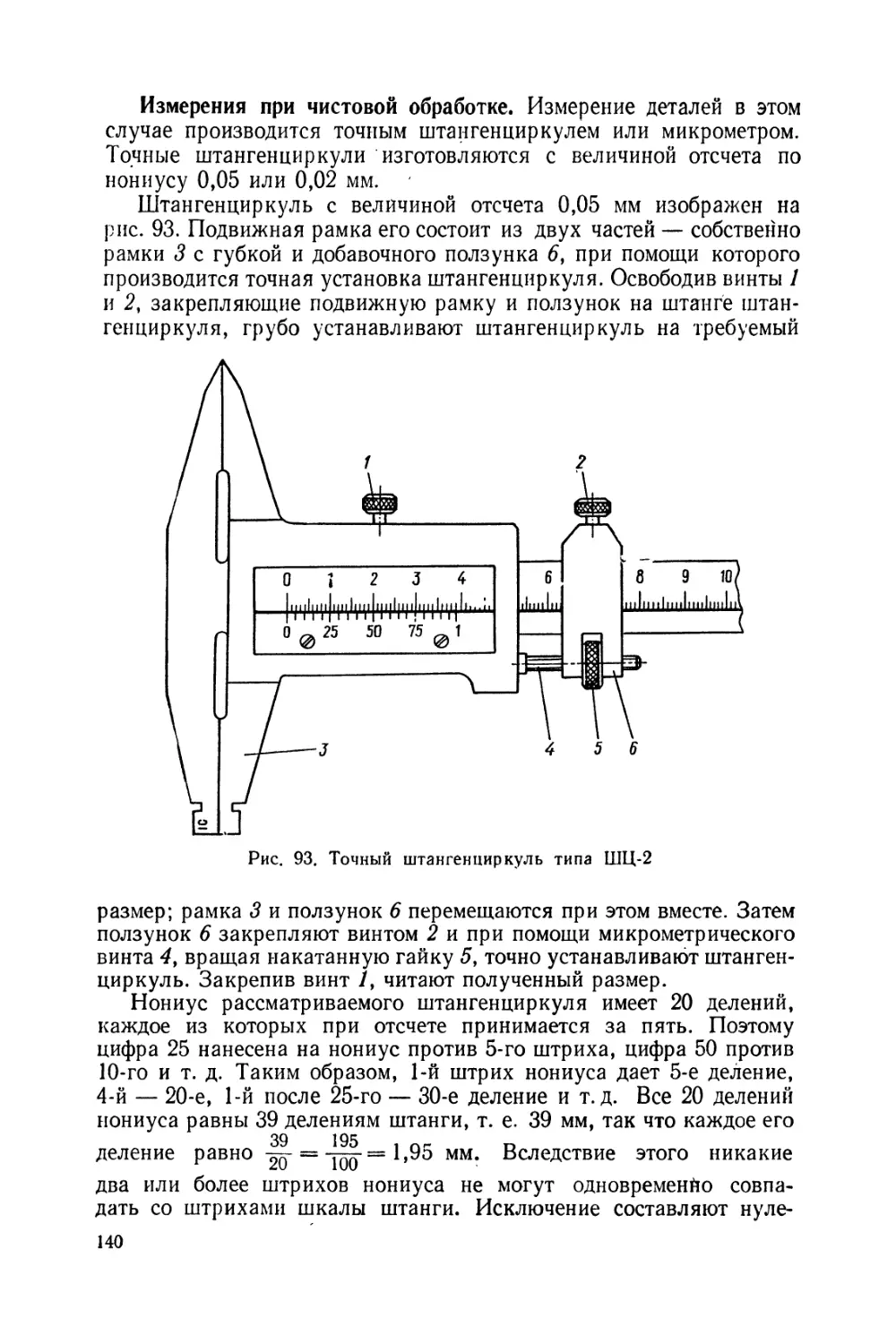


















































































































































































Текст
А.Н.ОГЛОБЛИН • ОСНОВЫ ТОКАРНОГО ДЕЛА
о
о?
X
A. H. ОГЛОБЛИН
ОСНОВЫ
ТОКАРНОГО
ДЕЛА
Издание третье,
переработанное
Под редакцией
профессора Г. А. Глазова
ЛЕНИНГРАД
«МАШИНОСТРОЕНИЕ»
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ
1974
6П4.61
0-37
УДК 621.941
Оглоблин А. Н.
0-37 Основы токарного дела. Изд. 3-е, перераб. Под ред. проф.
Г. А. Глазова. Л., «Машиностроение» (Ленингр. отд-ние), 1974.
328 с.
В книге приведены основные сведения о процессе реза-
ния и резцах, устройстве токарных станков, способах закреп-
ления обрабатываемых деталей, допусках и посадках, мето-
дах достижения заданной шероховатости и точности поверх-
ностей, обрабатываемых на токарных станках, методах
контроля. Значительное внимание уделено основным токарным
работам: обработке наружных поверхностей, отверстий, ко-
нусов, нарезанию резьб и т. д. Изложены способы повышения
производительности путем применения различных приспособ-
лений и устройств, освоения метода групповой обработки,
а также других средств и приемов, основанных главным обра-
зом на практическом опыте токарей-новаторов.
Третье издание (2-е изд. 1967 г.) дополнено и исправлено
в соответствии с современным состоянием токарного дела.
Книга предназначена для токарей 1—2-го разрядов. Она
может быть также полезна учащимся профессионально-техни-
ческих училищ и мастерам производственного обучения.
Табл. 40. Ил. 279. Список лит. 10 назв.
31207—84 „
О ---------- 84—74
038(01)—74
6П4.61
© Издательство «Машиностроение», 1974 г.
ПРЕДИСЛОВИЕ
Книга „Основы токарного дела” впервые была издана в 1959 г.
Ее автор А. Н. Оглоблин широко известен в нашей стране как
талантливый популяризатор вопросов металлообработки. Его
книги Докарное дело", “Техминимум токаря", “Токарные станки
и работа на них", “Токарь-универсал”, “Справочник токаря",
а также “Фрезерное дело", “Техминимум фрезеровщика", „Спра-
вочник фрезеровщика" и многие другие явились основой техни-
ческой подготовки многих тысяч высококвалифицированных рабо-
чих и мастеров.
В 1967 г. вышло второе, посмертное издание этой книги,
подготовленное в основном самим автором.
В третьем издании, посвященном 80-летию автора, сохранена
структура изложения материала, принятая в первых изданиях,
однако большая часть его обновлена, дополнена или откорректи-
рована в соответствии с современными требованиями стандартов,
а также техники токарного дела. Так, полностью переработана
вторая глава первой части — Докарные станки и их обслужи-
вание”. Вместо устаревшего станка модели 1А62 дано описание
станка модели 1К62, а также приведены некоторые общие
данные о станке модели 16К20, серийное производство которого
начато заводом “Красный пролетарий" в 1973 г.
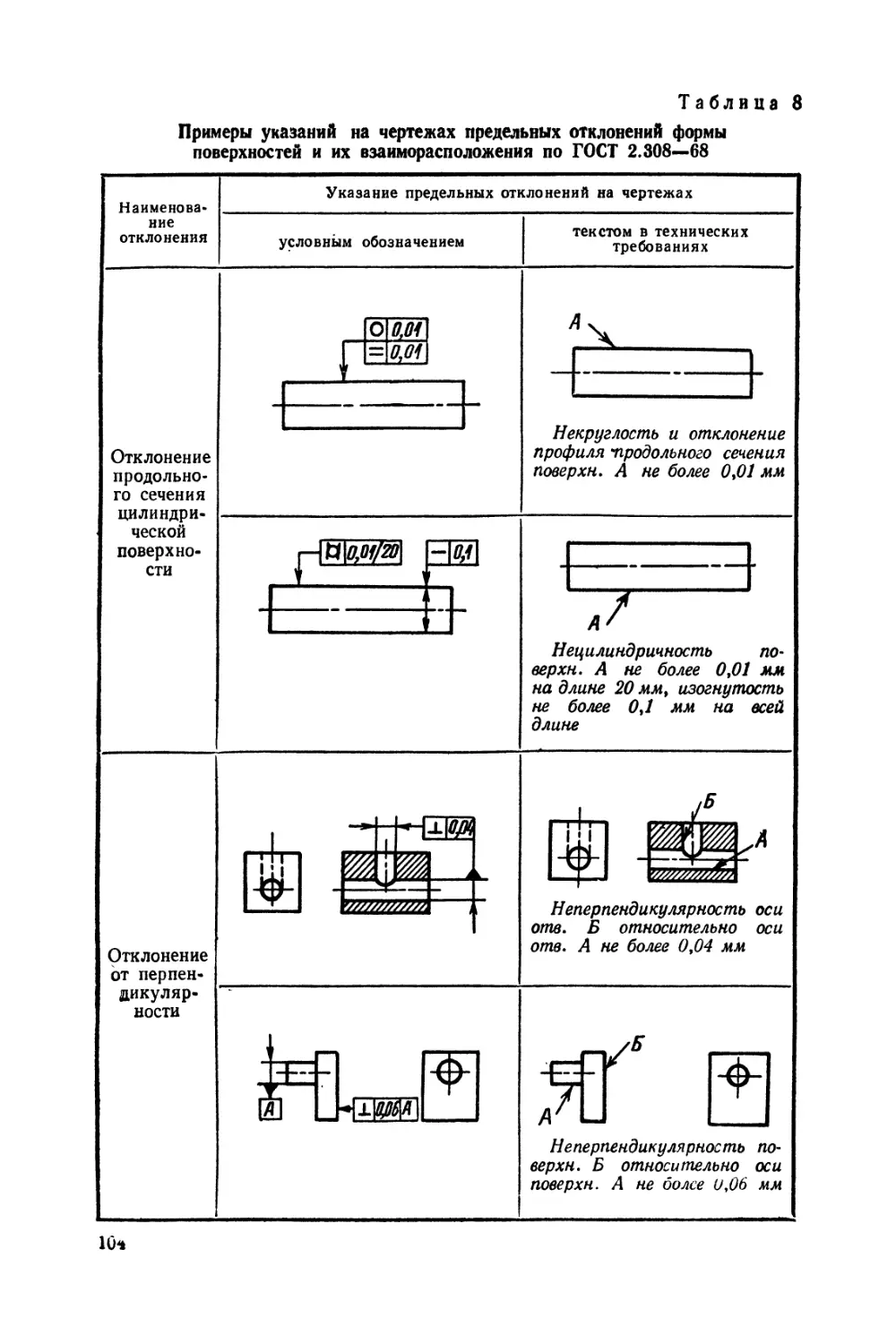
Четвертая глава первой части — “Шероховатость и точность
поверхностей, обрабатываемых на токарных станках"—дополнена
сведениями о точности формы и взаиморасположения поверхнос-
тей и их обозначении в чертежах в соответствии с нормами ЕСКД.
Как в первой, так и в остальных частях книги изъяты уста-
ревшие данные (например, о нарезании резьбы на токарных стан-
ках, ходовой винт которых имеет резьбу с шагом, выраженным
числом витков на один дюйм, и др.), а также устаревшая гра-
фика. Введены некоторые новые определения, дано описание
1*
з
конструкций приспособлений и инструментов, предложенных тока-
рями-новаторами, и др. Пояснено значение единой системы тех-
нологической документации (ЕСТД), а также приведены общие
принципы построения общесоюзного классификатора продукции
(ОКП) применительно к деталям общемашиностроительного при-
менения.
Подробнее рассмотрены вопросы организации рабочего места
как части общей проблемы научной организации труда (НОТ),
большее внимание уделено вопросам техники безопасности.
Издательство и редактор книги надеются, что она будет
полезна молодым рабочим при освоении ими токарного дела.
Часть первая
ОБЩИЕ ВОПРОСЫ ТОКАРНОГО ДЕЛА
Глава I
ОСНОВНЫЕ СВЕДЕНИЯ О ПРОЦЕССЕ РЕЗАНИЯ
И РЕЗЦАХ
1. НЕОБХОДИМЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Понятие о припуске на обработку. Детали машин, обрабатывае-
мые на металлорежущих станках, изготовляются из отливок,
поковок, кусков прокатного материала и других заготовок. Деталь
получает требуемые форму и размеры после того, как с заго-
товки будут срезаны все излишки материала или, как говорят,
припуски, получившиеся при ее изготовлении.
Припуском (общим) называется слой металла, который необ-
ходимо удалить с заготовки для получения детали в окончатель-
но обработанном виде.
Некоторые детали обрабатываются последовательно на несколь-
ких станках, на каждом из которых снимается только часть
общего припуска. Так, например, детали, диаметральные раз-
меры которых должны быть очень точными, а поверхности
иметь весьма малую шероховатость, обрабатывают предварительно
на токарных, а окончательно на шлифовальных станках.
Слой металла, снимаемый на токарном станке, называется
припуском на токарную обработку.
При обработке цилиндрических деталей различают — припуск
на сторону и припуск на диаметр. Припуск на диаметр равен
удвоенной величине припуска на сторону. Он может опреде-
ляться как разность диаметров в одном и том же сечении до и
после обработки.
Часть металла, снятая (срезанная) с заготовки в процессе
ее обработки, называется стружкой.
Все приведенные выше определения сохраняют силу и при
обработке деталей из неметаллических материалов (пластмассы,
резины и т. п.).
Клин как основа любого режущего инструмента. Режущие ин-
струменты, применяемые при обработке деталей на станках, в част-
ности токарных, очень разнообразны, но сущность работы их оди-
накова. Каждый из этих инструментов является клином, устрой-
ство и работа которого общеизвестны.
5
Нож (рис. 1, а), посредством которого мы затачиваем каран-
даш, в поперечном сечении имеет форму клина. Столярная ста-
меска (рис. 1, 6) также представляет собой клин с острым углом
между его боковыми сторонами.
Наиболее употребительный режущий инструмент при обработ-
ке деталей на токарных станках — резец (рис. 1, в). Сечение
рабочей части резца также имеет вид клина.
Рис. 1. Клин как основа любого режущего инструмента
Движения резания при точении. На рис. 2 схематически пока-
зано обтачивание детали / резцом 2. Деталь при этом вращает-
ся по стрелке v, а резец перемещается по стрелке s и снимает
с детали стружку. Первое из этих движений является главным.
Оно характеризуется скоро-
стью резания. Второе движе-
ние— движение подачи.
Скорость резания. Каждая
точка обрабатываемой по-
верхности детали (рис. 2),
например точки Л, проходит
в единицу времени, напри-
мер в одну минуту, некото-
рый путь. Длина этого пути
может быть больше или мень-
ше в зависимости от числа
Рис. 2. Движения и элементы резания оборотов в минуту детали и от
при точении ее диаметра и определяет со-
бой скорость резания.
Скоростью резания называется йлина пути, который проходит
в одну минуту точка обрабатываемой поверхности детали относи-
тельно режущей кромки резца. Скорость резания измеряется в
метрах в минуту и обозначается буквой v. Для краткости вместо
слов «метров в минуту» принято писать м/мин.
Скорость резания при точении находится по формуле
nDn
1000 ’
(1)
6
где v — искомая скорость резания в м/мин; я — отношение длины
окружности к ее диаметру, равное 3,14; D — диаметр обрабатывае-
мой поверхности детали в мм; п— число оборотов детали в минуту1.
Произведение лВп в формуле (1) должно быть разделено на 1000,
чтобы найденная скорость резания была выражена в метрах.
Формула эта читается так: скорость резания равна произ-
ведению длины окружности обрабатываемой детали на число
оборотов ее в минуту, разделенному на 1000.
Пример 1. Обрабатываемый на станке вал делает 300 об/мин. Диаметр
заготовки вала 50 мм. Какова скорость резания?
По формуле (1) находим
stDn
Тобо
3J4-50-300
1000
47,1 м/мин.
Определение числа оборотов в минуту детали данного диаметра, которое она
должна делать при принятой скорости резания, производится по формуле
1000а
л£>
(2)
Пример 2. Вал, заготовка которого имеет диаметр 50 мм, должен быть
обработан при скорости резания 47,1 м/мин. Сколько оборотов в минуту должен
делать вал?
По формуле (2) находим
ЮООи
nD
1000-47,1 __
3,14-50 ~
300 об/мин.
Подача. Перемещение резца при резании в зависимости от ус-
ловий работы может происходить быстрее или медленнее и характе-
ризуется, как это отмечено выше, подачей.
Подачей называется величина перемещения резца за один оборот
обрабатываемой детали. Подача измеряется в миллиметрах на один
оборот детали и обозначается буквой $. Для краткости вместо слов
«миллиметров на один оборот» принято писать мм/об.
Подача называется продольной, если перемещение резца про-
исходит параллельно оси обрабатываемой детали, и поперечной,
когда резец перемещается перпендикулярно к этой оси.
Глубина резания. При перемещении резец снимает с детали слой
материала, толщина которого характеризуется глубиной резания.
Глубиной резания называется толщина снимаемого слоя мате-
риала, измеренная по перпендикуляру к обработанной поверхности
детали. Глубина резания измеряется в миллиметрах и обозначается
буквой /. Глубиной резания при наружном обтачивании является
половина разности диаметров обрабатываемой детали до и после
прохода резца. Таким образом, если диаметр детали до обтачивания
был 100 мм, а после одного прохода резца стал равен 90 мм, то это
значит, что глубина резания была
, 100—90 -
t =---2---= мм.
1 По терминологии, принятой в единой Международной системе единиц (СИ),
п — частота вращения детали в об/мин.
7
Срез, его толщина, ширина и площадь. Вследствие остаточной
деформации1 стружки, происходящей в процессе ее образования,
ширина и особенно толщина ее получаются больше размеров
b и а на рис. 2. Длина стружки оказывается меньше соответст-
венного размера обработанного участка поверхности детали.
Поэтому площадь Д заштрихованная на рис. 2 и называемая
срезом, не отражает поперечного сечения стружки, снимаемой
в этом случае.
Срезом называется поперечное сечение слоя металла, снимае-
мого при данной глубине резания и подаче. Размеры среза
характеризуются его толщиной и шириной.
Толщиной среза называется расстояние между положениями
, режущей кромки резца до и после одного оборота детали, изме-
ренное по перпендикуляру к режущей кромке. Толщина среза
измеряется в миллиметрах (мм) и обозначается буквой а.
Шириной среза называется расстояние между крайними точ-
ками работающей части режущей кромки резца. Ширина среза из-
меряется в миллиметрах к(мм)
и обозначается буквой Ь.
Четырехугольник, заштри-
хованный на рис. 2, изобра-
жает площадь среза.
Площадь среза равна про-
изведению подачи на глубину
резания. Площадь среза из-
меряется в мм2, обозначается
буквой f и определяется по
формуле
f = (3)
где f — площадь среза в мм2;
s — подача на один оборот в мм; / — глубина резания в мм.
Если, например, обтачивание детали производится при подаче
0,2 мм/об и глубине резания 4 мм, то площадь среза равна
f = s/ = 0,2-4 = 0,8 мм2.
Поверхности и плоскости в процессе резания. На обрабатывае-
мой детали при снятии с нее стружки резцом различают поверх-
ности: обрабатываемую, обработанную и поверхность резания
(рис. 3).
Обрабатываемой поверхностью называется та поверхность,
с которой снимается стружка.
Обрабатываемая поверхность
ъть резания
Сработанная
поверхность
Ллоскость
* резания
Основная
плоскость
Рис. 3. Поверхность
цессе резания
и плоскости в про-
1 Остаточная деформация — изменение формы и размеров тела под влия-
нием приложенных к нему внешних сил, сохраняющееся после прекращения
действия этих сил.
Тело
Головка'
Вершина
резца
Вспомогательная
задняя поверхность
Рис. 4. Части резца и
вспомогательная
режущая
кромка
Передняя
поверхность
Главная
режущая кромка
Главная
задняя поверхность
элементы его головки
Обработанной поверхностью называется поверхность детали,
полученная после снятия стружки.
Поверхностью резания называется поверхность, образуемая на
обрабатываемой детали непосредственно режущей кромкой резца.
Для определения углов резца установлены понятия: плоскость
резания и основная плос-
кость.
Плоскостью резания на-
зывается плоскость, каса-
тельная к поверхности ре-
зания и проходящая через
режущую кромку резца.
Основной плоскостью на-
зывается плоскость, парал-
лельная продольной и
поперечной подачам. Она
совпадает с опорной по-
верхностью резца.
Части резца и элементы
его головки. Резец (рис. 4)
состоит из головки, т. е.
рабочей части, и тела, служащего для закрепления резца.
Поверхностям и другим элементам головки резца присвоены
следующие названия.
Передней поверхностью резца называется та поверхность, по
которой сходит стружка.
Задними поверхностями резца называются поверхности, обра-
щенные к обрабатываемой детали, причем одна из них назы-
вается главной, а другая вспомогательной.
Режущими кромками резца называются линии, образованные
пересечением передней и задних поверхностей его. Режущая
кромка, выполняющая основную работу резания, называется глйв-
ной. Другая режущая кромка резца называется вспомогательной.
Из рис. 4 видно, что главной задней поверхностью резца
является поверхность, примыкающая к его главной режущей
кромке, а вспомогательной — примыкающая к вспомогательной
режущей кромке.
Вершиной резца называется место сопряжения главной и
вспомогательной кромок. Вершина резца может быть острой,
плоскосрезанной или закругленной.
Углы резца. Главными углами резца являются главный задний
угол, передний угол, угол заострения и угол резания. Эти углы
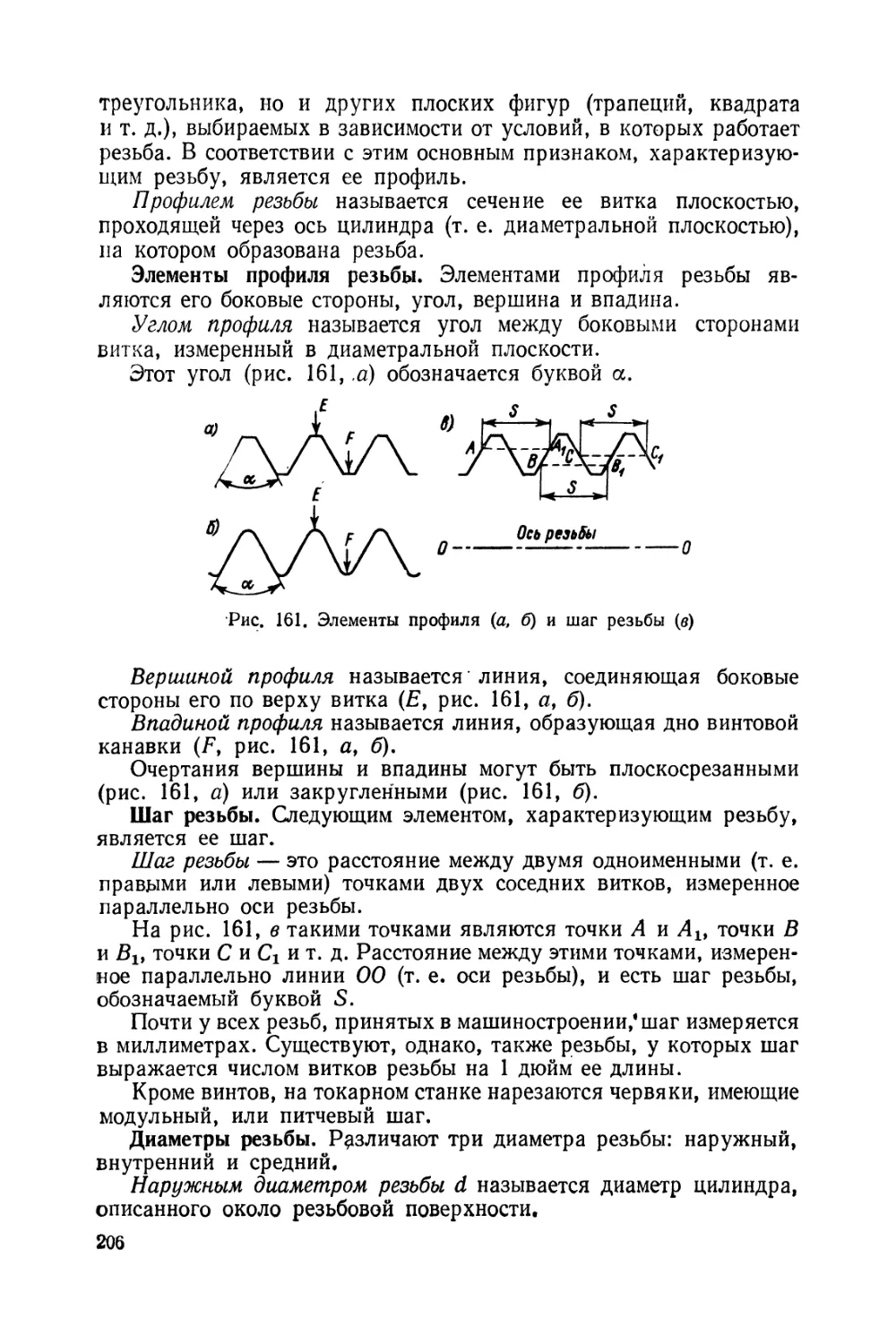
измеряются в главной секущей плоскости (рис. 5).
Главная секущая плоскость есть плоскость, перпендикулярная
к главной режущей кромке и основной плоскости.
Главным задним углом называется угол между главной задней
поверхностью резца и плоскостью резания. Этот угол обозначается
греческой буквой а (альфа).
9
Углом заострения называется угол между передней и главной
задней поверхностями резца. Этот угол обозначается греческой
буквой ₽ (бэта).
Передним углом называется угол между передней поверхностью
резца и плоскостью, проведенной через главную режущую кромку
перпендикулярно к плоскости резания. Этот угол обозначается
буквой у (гамма).
Углом резания называется угол между передней поверхностью
резца и плоскостью резания. Этот угол обозначается греческой
буквой В (дельта).
Разрез по вспомогательной
секущей плоскости
Разрез, по главной
секущей плоскости
Рис. 5. Углы токарного резца
Кроме перечисленных, различают следующие углы резца: вспо-
могательный задний угол, главный угол в плане, вспомогатель-
ный угол в плане, угол при вершине резца и угол наклона глав-
ной режущей кромки.
Вспомогательным задним углом называется угол между вспо-
могательной задней поверхностью и плоскостью, проходящей
через вспомогательную режущую кромку перпендикулярно к основ-
ной плоскости. Этот угол измеряется во вспомогательной секущей
плоскости, перпендикулярной к вспомогательной режущей кромке,
и основной плоскости и обозначается ах.
Главным углом в плане называется угол между главной режу-
щей кромкой и направлением подачи. Этот угол обозначается
буквой ф (фи). .
Вспомогательным углом в плане называется угол между вспомо-
гательной режущей кромкой и направлением подачи. Этот угол
обозначается фх.
Углом при вершине называется угол, образованный пересечением
главной и вспомогательной режущих кромок. Этот угол обозна-
чается греческой буквой е (эпсилон).
10
Упрощенное изображение углов резца, принятое на практике,
указано на рис. 6, а и б (линия АА — плоскость резания).
На рис. 6, в показаны углы резца в плане.
Главная режущая кромка резца может составлять различные
углы наклона с линией, проведенной через вершину резца парал-
лельно основной плоскости (рис. 7).
Рис. 6. Упрощенное изображение углов токарного резца
Угол наклона измеряется в плоскости, проходящей через главную
режущую кромку перпендикулярно к основной плоскости, и обоз-
начается греческой буквой X (лямбда). Угол этот считается положи-
тельным (рис. 7, а), когда вершина резца является самой низкой
точкой режущей кромки; равным нулю (рис. 7, б) — при главной
режущей кромке, параллельной основной плоскости, и отрицатель-
ным (рис. 7, в) — когда вершина резца является наивысшей точкой
режущей кромки. "
Рис. 7. Углы наклона главной режущей кромки: положительный (я),
равный нулю (б) и отрицательный (в)
Значение углов резца и общие соображения при их выборе.
Все перечисленные углы имеют важное значение для процесса реза-
ния и к выбору величины их следует подходить очень осторожно.
Чем больше передний угол у резца, тем легче происходит снятие
стружки. Но с увеличением этого угла (рис. 6, а) уменьшается угол
заострения резца, а поэтому и прочность его.
Передний угол резца может быть вследствие этого сравнительно
большим при обработке мягких материалов и, наоборот, должен быть
уменьшен, если обрабатываемый материал тверд. Передний угол
может быть и отрицательным (рис. 6, б), что способствует повышению
прочности резца.
Из рис. 6, а ясно, что с уменьшением переднего угла резца уве-
личивается угол резания. Сопоставляя это со сказанным выше
о зависимости переднего угла от твердости обрабатываемого ма-
териала, можно сказать, что чем тверже обрабатываемый материал,
тем больше должен быть угол резания, и наоборот.
Чтобы определить величину угла резания 6, когда известен
передний угол резца, достаточно, как это видно из рис. 6, а, вы-
честь из 90° данную величину переднего угла. Например, если
передний угол резца равен 25°, угол резания его составляет 90° —
— 25° = 65°; если передний угол составляет —5°, то угол резания
будет равен 90° — (—5°) = 95°.
Задний угол резца а необходим для того, чтобы между задней
поверхностью резца и поверхностью резания обрабатываемой
детали не было трения. При слишком малом заднем угле это
трение получается настолько значительным, что резец сильно
нагревается и становится негодным для дальнейшей работы.
При слишком большом заднем угле угол заострения оказывается
настолько малым, что резец становится непрочным.
Величина угла заострения 0 определяется сама собой после
того, как выбраны задний и передний углы резца. В самом деле,
из рис. 6, а очевидно, что для определения угла заострения
данного резца достаточно вычесть из 90° сумму заднего и перед-
него его углов. Так, например, если резец имеет задний угол
равным 8°, а передний 25°, то угол заострения его равен 90° —
— (8° + 25°) = 90° — 33°= 57°. Это правило следует помнить, так
как им иногда приходится пользоваться при измерении углов резца.
Значение главного угла в плане ф вытекает из сопоставления
рис. 8, а и б, на которых схематически показаны условия работы
Рис, 8. Влияние главного угла в плане на
процесс резания
резцов при одинаковых
подачах s и глубине ре-
зания /, но при разных
значениях главного угла
в плане.
При главном угле в пла-
не, равном 60°, сила Р,
возникающая в процессе
резания, вызывает мень-
ший прогиб обрабатывае-
мой детали, чем анало-
гичная сила Q при угле
в плане 30°. Поэтому ре-
зец с углом ф = 60° более
пригоден для обработки нежестких деталей (относительно неболь-
шого диаметра при большой длине) в сравнении с резцом, имеющим
угол ф = 30°. С другой стороны, при угле ф = 30° длина режущей
12
кромки резца, непосредственно участвующая в его работе, больше
соответственной длины 1г при ф = 60°. Поэтому резец, изображен-
ный на рис. 8, б, лучше поглощает теплоту, возникающую при
образовании стружки и дольше
работает от одной заточки до дру-
гой х.
Значение угла наклона X за-
ключается в том, что выбирая
положительное или отрицательное
значение его, мы можем направ-
лять отходящую стружку в ту
или другую сторону, что в неко-
торых случаях бывает очень по-
лезно. Если угол наклона глав-
ной режущей кромки резца поло-
жителен, то завивающаяся струж-
ка отходит вправо (рис. 9, а);
Рис. 9. Направление схода струж-
ки при положительном (а), равном
нулю (б) и отрицательном (в) угле
наклона главной режущей кромки
при угле наклона, равном нулю, стружка отходит в направле-
нии, перпендикулярном главной режущей кромке (рис. 9 б); при
отрицательном угле наклона стружка отходит влево (рис. 9, в).
2. ОСНОВЫ УЧЕНИЯ О РЕЗАНИИ МЕТАЛЛОВ
Образование и виды стружки. Процесс образования стружки
впервые исследован (1870 г.) русским ученым проф. И. А. Тиме,
наблюдения и выводы которою сохраняют свою силу и в насто-
ящее время. Стружки, образующиеся при резании вязких метал-
лов (сталь, латунь), проф. И. А. Тиме назвал стружками скалывания,
а получающиеся при обработке хрупких металлов (чугун, бронза) —
стружками надлома..
Рис. 10. Образование стружки скалывания
Образование стружки скалывания происходит следующим
образом. Резец (рис. 10, а) под действием силы Р внедряется
в обрабатываемый металл, преодолевая сопротивление его смя-
тию. Это смятие происходит лишь внутри элемента 1 металла,
ограниченного плоскостью, называемой плоскостью скалывания
1 Подробнее об этом см. на стр. 18.
13
(условно изображена на рис. 10, а линией АА) и передней повер-
хностью резца. В некоторый момент движения резца начнется
смещение (скалывание) элемента 1 относительно следующего эле-
мента (рис. 10, б), происходящее по плоскости АА.
При дальнейшем движении резца одновременно с продолжаю-
щимся смещением (скалыванием) элемента 1 образуется элемент 2,
перемещающийся относительно элемента 3, и т. д. По мере продви-
жения резца все элементы отделяются один от другого, образуя
элементную стружку скалывания (рис. 11, а). Такая стружка полу-
чается при обработке с малой скоростью твердых, но вязких метал-
лов, например твердой стали. С уменьшением твердости металла и
увеличением его вязкости элементы стружки образуют более или
менее непрерывную ленту (рис. 11, б, в), называемую сливной струж-
кой скалывания. Поверхность стружки, соприкасающаяся с перед-
ней поверхностью резца, получается гладкой, а противоположная
ей — шероховатой.
Рис. 11. Виды стружки: скалывания (а, б, в) и надлома (г)
Русский исследователь Я. Г. Усачев, продолживший работу
И. А. Тиме, доказал, что при резании вязких, но твердых материа-
лов, например стали средней твердости и твердой, кроме скалывания
элементов стружки, происходит еще и сдвиг частиц металла в ка-
ждом элементе по плоскости ВВ (рис. 10, а), называемой плоскостью
сдвига. Угол между плоскостями скалывания и сдвига колеблется
в пределах 0—30’. Чем вязче металл, тем больше этот угол, и наобо-
рот.
Я. Г. Усачев установил также, что при резании сравнительно
мягкой стали перемещения частиц стружки происходят лишь по
плоскостям, параллельным плоскости сдвига.
Образование стружки надлома при резании твердых и хруп-
ких металлов (чугун, бронза) происходит без заметного смятия
металла. Элементы стружки, отделяясь от основной массы метал-
ла по произвольной поверхности (рис. 11, г), имеют различную
величину и форму. Поверхности отрыва элементов получаются
неровными, вследствие чего и обрабатываемая поверхность полу-
чается с большой шероховатостью.
Вид стружки зависит не только от обрабатываемого материала,
но и от ряда других условий. Например, при точении стали
средней твердости резцом с большим углом резания может обра-
зоваться не сливная стружка скалывания, а элементная. При
14
повышении скорости резания некоторые элементы стружки не
успевают настолько деформироваться, чтобы отделиться один от
другого, вследствие чего вместо элементной может получиться
сливная стружка скалывания.
Нарост и его влияние на процесс резания. При резании вязких
металлов на передней поверхности резца у режущей кромки часто
обнаруживается кусочек приварившегося металла, называе-
мый наростом. Явление нароста, установленное и объясненное
Я. Г. Усачевым, состоит в следующем. При скольжении стружки
по передней поверхности резца возникают силы трения, задер-
живающие ее движение. Вследствие этого деформация в слоях
металла, расположенных ближе к передней поверхности резца,
увеличивается. Частицы металла этих слоев отделяются от не-
прерывно движущихся верхних слоев стружки и привариваются
Рис. 12. Образование и срыв нароста
к передней поверхности резца, образуя нарост (рис. 12, а).
Большое давление резания способствует упрочнению металла на-
роста. С течением времени нарост увеличивается (за счет нара-
щивания новых слоев металла), причем образуется часть нароста,
свешивающаяся над задней поверхностью резца (рис. 12, б). В неко-
торый момент эта часть нароста отрывается от основной массы
и, попадая между задней поверхностью резца и обработанной
поверхностью (рис. 12, в), вдавливается в последнюю (рис. 12, г).
Частицы нароста, оставшиеся на передней поверхности резца,
также отрываются от него и уносятся со стружкой (рис. 12, д).
Такие срывы нароста происходят быстро один за другим (70—80
срывов в секунду), что объясняется, по-видимому, вибрациями,
возникающими в процессе резания.
При низких скоростях (3—5 м/мин) нарост не образуется.
При более высоких скоростях резания (до 60—80 м/мин) стали
средней твердости происходит более или менее заметное образо-
вание нароста. При скорости свыше 60—80 м/мин нарост наблю-
дается реже, а при еще более высоких скоростях он совсем не
образуется.
Нарост обладает повышенной твердостью и поэтому может
внедряться в обрабатываемый материал, защищая режущую кромку
от непосредственного воздействия стружки. В этом случае сопри-
косновение стружки с резцом происходит на площадке передней
поверхности, удаленной от режущей кромки. Это улучшает усло-
вия работы резца при обдирочной работе.
15
Сила подачи
Сила резания
1 W
Радиальная
сила
Рис. 13. Силы резания при точении
При чистовых работах нарост вреден. Сорвавшиеся и вдавлен-
ные в обработанную поверхность частицы нароста образуют неров-
ности, недопустимые при чистовой обработке деталей.
При резании чугуна и других хрупких металлов нарост не
образуется.
Силы, действующие на резец. В результате сопротивления
срезаемого слоя металла деформации сжатия, трения стружки о
переднюю поверхность резца и некоторых других причин возни-
кает сила резания. Направление ее и величина зависят от многих
факторов и непосредственно не могут быть определены.
При изучении работы токарного резца (рис. 13) эту силу раз-
лагают на три составляющие: собственно силу резания Рг, силу
подачи Рх и радиальную силу Ру. Сила резания Pz, касательная к
поверхности резания, действует в
направлении главного движения.
Сила Рх действует в направле-
нии подачи. Радиальная сила Ру
перпендикулярна к подаче. Еди-
ницей измерения всех трех сил
является килограмм-сила (кгс).
В единой Международной систе-
ме единиц (СИ), внедряемой у
нас в стране, за единицу измере-
ния силы принят ньютон (Н) \
Если силу Pz принять за единицу, можно считать, что сила Рх
при достаточно остром резце изменяется в пределах от х/8 до
V4 величины силы PZi а сила Ру — от V4 до х/2 величины той
же силы.
Зависимость силы резания от условий работы резца. На вели-
чину силы резания влияют обрабатываемый материал, площадь
среза и его форма, углы резца, скорость резания и ряд других менее
существенных факторов.
Влияние на силу резания обрабатываемого материала видно из
следующих сопоставлений. Силы резания при обработке стали сред-
ней твердости примерно в 2,2 раза больше, чем при резании чугуна
средней твердости. Сила резания при обработке самой мягкой стали
значительно меньше силы резания при обработке самой твердой
стали. При обработке чугуна различных твердостей эта разница не
так велика.
Сила'резания возрастает с увеличением площади среза. Если
при этом увеличение площади среза получается за счет увеличения
глубины резания, сила Рг возрастает пропорционально глубине ре-
зания. При увеличении подачи сила Рг также возрастает, но мед-
леннее. Так, например, если увеличить глубину резания вдвое, со-
хранив ту же подачу, сила резания увеличится также вдвое. Но
если, не изменяя глубины резания, увеличить в два раза подачу, сила
1 1 кгс = Э^ОбббН 9.81Н).
16
резания возрастет не в два раза, а несколько меньше. Это объяс-
няется тем, что при сравнительно большой подаче не происходит
столь значительной деформации металла, как это имеет место при
малой подаче.
Сила резания получается различной при одинаковых площадях
среза, но разных их формах. Она меньше при больших значениях
толщины среза, чем при меньших. Напрймер, сила резания при глу-
бине 4 мм и подаче 2 мм/об несколько меньше, чем при глубине реза-
ния 8 мм и подаче 1 мм/об, несмотря на то, что площадь среза в обоих
случаях одинакова и равна 8 мм2. Это объясняется также разной
степенью деформации металла в срезаемом слое.
С уменьшением переднего угла резца, т. е. с увеличением угла
резания, сила резания возрастает, так как при этом увеличивается
угол клина, которым является резец.
При увеличении главного угла в плане примерно до 50—55°
сила резания уменьшается. С дальнейшим увеличением этого угла
сила резания возрастает. Изменение величины силы резания, вы-
зываемое изменением главного угла в плане, незначительно.
При увеличении радиуса закругления вершины резца сила реза-
ния возрастает, но также незначительно. Затупление резца вызы-
вает увеличение силы резания.
На величину силы резания влияет также введение в зону реза-
ния смазочно-охлаждающей жидкости (СОЖ). Маслянистые веще-
ства, содержащиеся в охлаждающей жидкости, проникая в микро-
скопические трещины деформируемого резцом металла, уменьшают
силы трения, появляющиеся в зоне образования стружки. Бла-
годаря этому сопротивление резанию уменьшается. Чем больше
в смазочно-охлаждающей жидкости содержится смазочных веществ,
тем существеннее ее влияние на силу резания.
Определение силы резания и ее практическое значение. Вели-
чина силы резания определяется непосредственным измерением
ее с помощью особых приборов (динамометров) или теоретическим
расчетом. В последнем случае возникает ряд затруднений, обус-
ловливаемых большим количеством факторов, влияющих на силу
резания. Поэтому определение ее величины производится по
упрощенным формулам. Получающаяся при этом погрешность
в величине силы резания в большинстве случаев не имеет прак-
тического значения.
Использование для определения силы резания даже упрощен-
ных формул в производственных условиях связано с некоторыми
затруднениями. Поэтому сила резания обычно указывается во
всех справочниках по режимам резания, к которым и следует
обращаться, если окажется необходимым определить силу резания.
Сила резания имеет важное значение, так как при умножении
ее на радиус обрабатываемой детали мы получаем крутящий
момент —величину, показывающую, насколько при данных
условиях работы нагружен станок и не опасна ли эта нагрузка
для наиболее слабых звеньев станка. При умножении силы резания
17
Рис. 14. Износ по передней (а) и задней (б)
поверхностям резца
на скорость резания находим мощность, потребную на резание
в кВт. Сопоставляя эту мощность с действительной мощностью
станка, можно судить о том, насколько рационально станок
используется.
Необходимо отметить, что эти вопросы в производственных
условиях возникают сравнительно редко. Соответствующие данные
можно найти в специальной литературе.
Износ и стойкость резца. Происходящее относительное переме-
щение частиц металла сопровождается их трением одна о другую,
вследствие чего образуется значительное количество теплоты.
Теплота образуется и вследствие трения стружки о переднюю
поверхность резца, причем тем в большем количестве, чем выше
скорость резания и чем больше сила резания. При трении задней
поверхности резца о по-
верхность резания также
образуется теплота.
Теплота резания рас-
пределяется между струж-
кой, резцом и обрабатывае-
мой деталью; лишь очень
небольшая часть ее посту-
пает в окружающий воз-
дух. Примерно 70—90%
всей теплоты резания об-
разуется в стружке. Именно поэтому при работе быстрорежущими
резцами струю охлаждающей жидкости, применяемой при реза-
нии, следует направлять на стружку.
Теплота резания, поступающая в резец, нагревает его, что
вызывает, в свою очередь, понижение его твердости и сопротив-
ляемости износу.
При обработке стали с большой площадью среза быстрорежу-
щим резцом с самого начала резания на передней поверхности
резца образуется лунка, показанная на рис. 14, а в увеличенном
для ясности виде. По мере дальнейшей работы резца ширина
лунки увеличивается. Одновременно с этим на задней поверхности
резца, трущейся о поверхность резания заготовки, образуется лен-
точка износа, изображенная на рис. 14, б также в увеличенном виде.
В дальнейшем по мере увеличения лунки и ленточки происходит
их соединение, обусловливающее затупление режущей кромки
резца.
При обработке чугуна главное значение имеет износ по
задней поверхности. Заметных следов износа на передней поверх-
ности резца, а тем более образования лунки обычно не наблю-
дается. Это объясняется тем, что получающаяся при резании
чугуна стружка надлома не скользит по передней поверхности
резца.
У твердосплавных резцов преобладает износ по задней поверх-
ности.
18
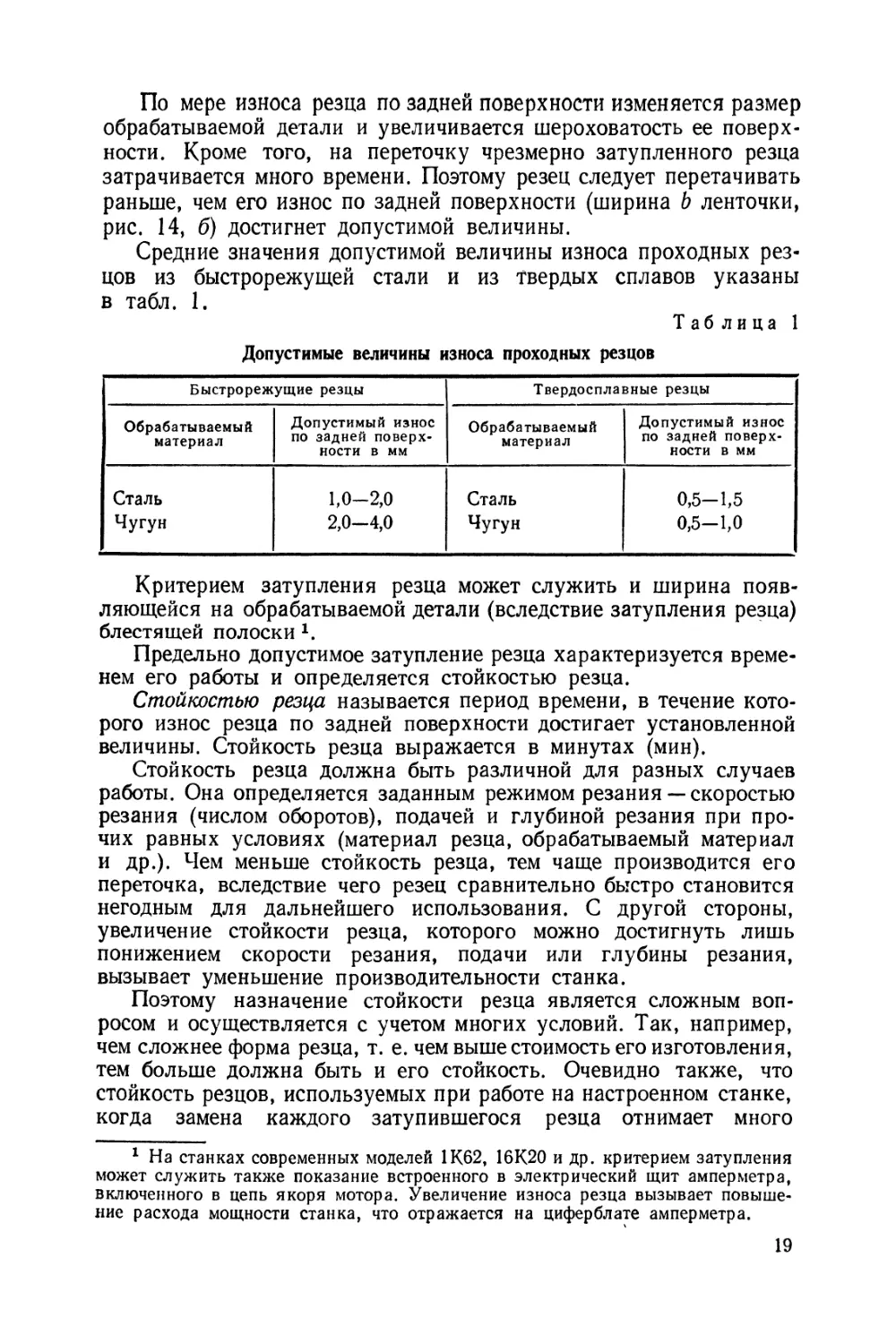
По мере износа резца по задней поверхности изменяется размер
обрабатываемой детали и увеличивается шероховатость ее поверх-
ности. Кроме того, на переточку чрезмерно затупленного резца
затрачивается много времени. Поэтому резец следует перетачивать
раньше, чем его износ по задней поверхности (ширина b ленточки,
рис. 14, б) достигнет допустимой величины.
Средние значения допустимой величины износа проходных рез-
цов из быстрорежущей стали и из твердых сплавов указаны
в табл. 1.
Таблица 1
Допустимые величины износа проходных резцов
Быстрорежущие резцы Твердосплавные резцы
Обрабатываемый материал Допустимый износ по задней поверх- ности в мм Обрабатываемый материал Допустимый износ по задней поверх- ности в мм
Сталь 1,0-2,0 Сталь 0,5-1,5
Чугун 2,0-4,0 Чугун 0,5-1,0
Критерием затупления резца может служить и ширина появ-
ляющейся на обрабатываемой детали (вследствие затупления резца)
блестящей полоски х.
Предельно допустимое затупление резца характеризуется време-
нем его работы и определяется стойкостью резца.
Стойкостью резца называется период времени, в течение кото-
рого износ резца по задней поверхности достигает установленной
величины. Стойкость резца выражается в минутах (мин).
Стойкость резца должна быть различной для разных случаев
работы. Она определяется заданным режимом резания — скоростью
резания (числом оборотов), подачей и глубиной резания при про-
чих равных условиях (материал резца, обрабатываемый материал
и др.). Чем меньше стойкость резца, тем чаще производится его
переточка, вследствие чего резец сравнительно быстро становится
негодным для дальнейшего использования. С другой стороны,
увеличение стойкости резца, которого можно достигнуть лишь
понижением скорости резания, подачи или глубины резания,
вызывает уменьшение производительности станка.
Поэтому назначение стойкости резца является сложным воп-
росом и осуществляется с учетом многих условий. Так, например,
чем сложнее форма резца, т. е. чем выше стоимость его изготовления,
тем больше должна быть и его стойкость. Очевидно также, что
стойкость резцов, используемых при работе на настроенном станке,
когда замена каждого затупившегося резца отнимает много
1 На станках современных моделей 1К62, 16К20 и др. критерием затупления
может служить также показание встроенного в электрический щит амперметра,
включенного в цепь якоря мотора. Увеличение износа резца вызывает повыше-
ние расхода мощности станка, что отражается на циферблате амперметра.
19
времени, должна быть выше, чем при работе пробными проходами
(без настройки). Если заточка резцов в данных условиях центра-
лизована и снабжение ими рабочих организовано хорошо, можно
назначать меньшую стойкость резца по сравнению с той, которую
должны иметь резцы, используемые при плохо организованной
заточке.
Отметим, что таблицы скоростей резания при различных усло-
виях токарной обработки, приводимые в справочниках и в этой
книге, составлены в большинстве случаев исходя из стойкости
резца 60 мин. Скорости резания, соответствующие другим перио-
дам стойкости, находятся по тем же таблицам путем умножения
табличных значений скоростей резания на поправочные коэффи-
циенты.
Зависимость скорости резания от различных условий работы
резца. Величина скорости резания, допускаемая резцом, зависит
от принятой стойкости его, материала обрабатываемой детали,
материала резца, его углов, формы и размеров, подачи, глубины
резания, охлаждения и других факторов.
При уменьшении стойкости скорость резания, допустимая рез-
цом, повышается, но немного. Например, если при стойкости быстро-
режущего резца, равной 90 мин, возможна скорость резания 15 м/мин,
то при тех же прочих условиях работы резца, но при стойкости
20 мин допустима скорость резания 18 м/мин. Более наглядна,
однако, обратная зависимость, т. е. стойкости от скорости реза-
ния. Стойкость резца при увеличении скорости резания быстро
уменьшается. Так, например, если какой-либо быстрорежущий
резец, работающий при скорости резания 15 м/мин, затупляется
через 90 мин после начала резания, то тот же резец при той же
глубине резания и подаче, но при скорости резания 18 м/мин
затупится через 20 мин.
Очень большое влияние на скорость резания оказывают меха-
нические свойства обрабатываемого металла. Чем тверже этот металл,
тем больше должна быть сила, отделяющая от него стружку,
тем больше сила трения ее о переднюю поверхность резца, тем
больше теп лога, поступающая в резец и ускоряющая его износ.
Стружка, образующаяся при обработке твердых сталей, давит
на небольшой участок передней поверхности резца (см. рис. 11, б),
вследствие чего теплота резания поступает главным образом в часть
головки резца, близкую к его режущей кромке. Стружка, полу-
чающаяся при точении мягких и вязких маталлов, опирается
(см. рис. 11, в) на сравнительно большой участок передней повер-
хности резца, что обеспечивает хорошее поглощение теплоты резания
частью головки резца, удаленной от режущей кромки.
Поэтому, в частности, скорость резания при обработке срав-
нительно мягкой стали может быть выше, чем при твердой.
Стружка надлома, образующаяся при обработке хрупких
металлов, давит (см. рис. 11, г) на переднюю поверхность резца
у самой режущей кромки. В данном случае резец больше изнаши-
20
вается от истирающего действия стружки, чем от действия теплоты
резания. Это относится особенно к обработке корки чугунных
деталей, т. е. поверхностного слоя отливки, в котором всегда
имеются частицы песка, истирающие переднюю поверхность резца
и затрудняющие отвод тепла.
Главнейшим свойством материала резца х, влияющим на ско-
рость резания, является его «теплостойкость», т. е. способность
сохранять необходимую твердость при нагреве теплотой резания.
Углы и другие элементы резца влияют на скорость резания сле-
дующим образом. При сравнительно небольшом угле резания
стружка давит на переднюю поверхность резца с меньшей силой,
чем при большем угле. Это способствует понижению выделяющейся
теплоты и обеспечивает возможность повышения скорости резания.
Но одновременно с уменьшением угла резания уменьшается и угол
заострения резца, что приводит к понижению теплоотводящей
способности резца и его прочности.
С уменьшением главного угла в плане скорость резания, допу-
скаемая резцом, увеличивается. Это объясняется тем, что одновре-
менно с уменьшением главного угла в плане (при тех же глубине
резания и подаче) увеличивается ширина среза, что обусловливает
увеличение длины работающего участка режущей кромки резца и
улучшает поглощение им теплоты резания. Однако с уменьшением
главного угла в плане возрастает радиальная сила резания, что
может вызвать вибрации, ускоряющие разрушение режущей кромки
резца.
Увеличение радиуса закругления вершины резца способствует
увеличению скорости резания, так как повышает теплоотводящую
способность резца. Увеличение поперечного сечения резца способ-
ствует повышению допустимой им скорости резания, так как при
этом возрастает способность резца поглощать теплоту резания.
Изменение толщины и ширины среза при неизменном его сече-
нии по-разному влияет на скорость резания. При увеличении тол-
щины среза и соответственном уменьшении его ширины, т. е. и
длины работающего участка режущей кромки, ухудшаются условия
поглощения теплоты резания резцом, его стойкость понижается.
Наоборот, при увеличении ширины среза в резании участвует более
длинный участок режущей кромки резца, что повышает его стой-
кость. Из сказанного вытекает, что для повышения скорости реза-
ния выгодно работать с тонкими и широкими стружками. Это может
быть достигнуто без изменения площади среза уменьшением подачи
и соответствующим увеличением глубины резания или уменьшением
главного угла в плане. Применение первого способа ограничивается
припуском на обработку, а второго — вибрациями, возникающими
вследствие увеличения радиальной силы резания.
Правильное применение смазочно-охлаждающих жидкостей
(СОЖ) дает возможность повысить скорость резания. Если жидкость
1 Более подробная характеристика всех этих материалов приводится ниже
(стр. 22).
21
поступает к месту образования стружки непрерывной струей в коли-
честве 10—15 л/мин, то при обработке быстрорежущим резцом стали
скорость резания может быть повышена в среднем на 20—25%,
а при обработке чугуна — на 10—15%. Меньшее повышение ско-
рости резания при обработке чугуна объясняется тем, что в данном
случае основной причиной износа резца является его истирание,
а не теплота резания.
3. ПРЕДВАРИТЕЛЬНЫЕ СВЕДЕНИЯ
О ТОКАРНЫХ РЕЗЦАХ
Основные типы токарных резцов. Большое разнообразие работ,
выполняемых на токарных станках, обусловливает необходимость
применения разнообразных токарных резцов. Основными и наиболее
употребляемыми из них являются проходные, чистовые, подрезные,
отрезные и расточные Ч
Проходные или обдирочные резцы (рис. 15, айв) используются
для предварительной обточки и подрезания деталей, во время кото-
рых снимается наибольшая часть припуска. Поэтому проходные
резцы имеют такую форму, при которой обеспечивается наибольшая
производительность станка. Шероховатость обработанной поверх-
ности, а также соблюдение точных размеров детали при этом имеют
второстепенное значение.
Чистовые резцы (рис. 15, б) применяются для окончательной '
отделки деталей. Припуски, которые снимаются в данном случае,
обычно невелики. Основное требование, предъявляемое к чистовому
резцу, — это обеспечение требуемой чистоты обработанной поверх-
ности (малой ее шероховатости).
Подрезные резцы используются для обработки торцовых поверх-
ностей. Для этих целей используются также проходные отогнутые
резцы (рис. 15, в).
Отрезные резцы (рис. 15, г) служат для отрезания от прутков
требующихся кусков материала. При отрезании необходимо обеспе-
чить возможно меньшую потерю материала, поэтому отрезные резцы
делают узкими (с малой протяженностью длины режущей кромки),
вследствие чего они получаются непрочными, часто ломаются и
работа с ними требует большой осторожности и умения.
Расточные резцы (рис. 15, 5) применяются для растачивания
различных отверстий, выемок, и т. д. Размеры расточного резца
(поперечное сечение и длину стержня) выбирают в соответствии
с размерами обрабатываемого отверстия.
Кроме перечисленных, при токарной обработке используются
прорезные, фасонные, резьбовые и некоторые другие резцы более
или менее специального назначения.
Материалы токарных резцов. Основное требование, предъяв-
ляемое к материалу рабочей части резца, — это твердость, которая
1 Подробнее конструкции резцов рассматриваются во второй части книги.
22
23
должна быть больше твердости любого материала, обрабатываемого
данным резцом. Твердость не должна заметно уменьшаться от
теплоты резания. Одновременно с этим материал резца должен
быть достаточно вязким (не хрупким); режущая кромка резца не
должна выкрашиваться во время работы. Материал резца должен
хорошо сопротивляться истиранию, которое происходит от трения
стружки о переднюю поверхность резца, а также от трения задней
поверхности резца о поверхность резания.
Этим требованиям в различной степени удовлетворяют инстру-
ментальные материалы — металлокерамические твердые сплавы,
минералокерамика, быстрорежущие, легированные и углеродистые
стали разных марок. Для некоторых работ в последние годы стали
применять алмазы.
Наиболее современными и распространенными материалами для
токарных резцов являются металлокерамические твердые сплавы,
сохраняющие свои режущие свойства при нагревании в процессе
работы до температуры 800—900° С. Эти сплавы состоят из тончай-
ших зерен карбидов 1 тугоплавких металлов — вольфрама, титана
и тантала, сцементированных кобальтом. Металлокерамические
твердые сплавы разделяются на три группы: вольфрамовые (В К)»
титано-вольфрамовые (ТК) и титано-тантало-вольфрамовые (ТТК).
Вольфрамовые твердые сплавы предназначаются для обработки
чугуна, цветных металлов и их сплавов и неметаллических мате-
риалов. Для изготовления токарных резцов используются вольфра-
мовые твердые сплавы марок ВК2, ВКЗМ, ВК4, ВК6, ВК6М,
ВК8, ВК8В. Буква В в каждой из этих марок означает карбид
вольфрама, буква К — кобальт; цифра, стоящая в марке после
буквы К — указывает количество (в процентах) содержащегося
в данном сплаве кобальта. Остальное — карбид вольфрама. Таким
образом, например, в сплаве марки ВК2 содержится 2% кобальта
й 98% карбида вольфрама.
Буква М, приведенная в конце некоторых марок, означает, что
данный сплав мелкозернистый (величина зерен 0,5—1,5 мкм).
Буква В приписывается к марке сплава, если он крупнозернистый
(величина зерен 3—5 мкм). Мелкозернистость сплава сообщает ему
износостойкость, большую износостойкости нормального сплава
данной марки при меньшей прочности и сопротивляемости ударам,
вибрациям и выкрашиванию. Крупнозернистость сплава, наоборот,
повышает его прочность и сопротивляемость ударам, вибрациям и
выкрашиванию и понижает износостойкость сплава.
Титано-вольфрамовые твердые сплавы применяются для обра-
ботки всех видов сталей. При токарной обработке используются
сплавы марок Т5КЮ, Т5К12В, Т14К8, Т15К6, Т30К4. В каждой
из этих марок буква Т и поставленная за ней цифра указывают
количество (в процентах) содержащегося в данном сплаве карбида
1 Карбидом какого-либо металла называется его устойчивое химическое
соединение с углеродом.
24
титана, а цифра после буквы К — содержание (в процентах) ко-
бальта. Остальное в данном сплаве карбид вольфрама. Таким обра-
зом, например, в сплаве марки Т5К10 содержится 5% карбида
титана, 10% кобальта и 85% карбида вольфрама.
Титано-тантало-вольфрамовые сплавы используются в особо-
тяжелых случаях, например для обработки по корке стальных
отливок и поковок, жаропрочных и других труднообрабатываемых
сталей и т. п. Применяются сплавы марок ТТ7К12 и ТТ10К8Б,
содержащие соответственно 7 и 10% карбидов титана и тантала,
12 и 8% кобальта, остальное — карбид вольфрама.
Металлокерамические сплавы выпускаются в виде пластинок
различных форм и размеров.
При определенных условиях в качестве инструментального мате-
риала находит применение минералокерамический материал марки
ЦМ-332, основной частью которого является окись алюминия.
В состав этого материала не входят относительно редкие элементы:
вольфрам, титан, кобальт и др. Теплостойкость резцов, оснащенных
минералокерамикой, очень высокая и достигает 1200° С и более.
В этом главное преимущество минералокерамических материалов
в сравнении с твердыми сплавами, основными составляющими кото-
рых являются редкие и дорогие элементы и теплостойкость которых
ниже. Недостатком минералокерамического сплава является его
относительно небольшая и нестабильная прочность на изгиб (хруп-
кость). Поэтому он применяется при получистовой и чистовой обра-
ботке чугуна, стали и цветных сплавов. Выпускается он также в виде
пластинок.
В последнее время появились новые инструментальные мате-
риалы, называемые керметами. Основой этих материалов является
также минералокерамика, но для повышения прочности в нее вводят
молибден, вольфрам или другие металлы.
Для изготовления токарных резцов широко используются так
называемые быстрорежущие стали. Они содержат в качестве леги-
рующих 1 элементов вольфрам и хром, что обеспечивает большое
сопротивление резцов износу и сохранение твердости и режущих
свойств При многократном нагреве до температуры 620—6409 С
(свойство самозакаливаемости).
Быстрорежущие стали нормальной производительности изго-
товляются марок Р18, Р12 и Р9. Они содержат вольфрам (соответ-
ственно 17,5—19,0; 12,0—13,0; 8,5—10,0%), хром (3,1—4,4%),
ванадий (1,0—2,6%), молибден (0,3—0,4%), углерод (0,7—0,95%)
и некоторые другие элементы. Углерод, соединяясь с легирую-
щими элементами, повышает твердость стали.
Быстрорежущие стали повышенной производительности изго-
товляются марок Р18Ф2, Р14Ф4, Р9Ф5, Р9К5, Р18К5Ф2, Р10К5Ф5,
Р6МЗ и некоторых других. Буква Р в этих марках обозначает воль-
фрам, буква Ф —ванадий, буква К — кобальт, буквам — молибден
1 Легирующие элементы изменяют физико-механические свойства стали.
25
(если содержание его более 0,5%). Цифры, стоящие после букв,
определяют содержание в данной стали этих элементов в про-
центах. Кроме характеризующих данные марки стали элементов,
указанных в их обозначениях, эти стали содержат также углерод,
хром и некоторые другие составляющие.
Значительно реже для резцов и других инструментов, приме-
няемых при токарной обработке, используются углеродистые и
легированные инструментальные стали.
Из углеродистых сталей применяются стали марок У12А и
У10А. В этих марках буква У условно обозначает, что сталь угле-
родистая; следующие за ней цифры указывают среднее содержание
углерода в десятых долях процента, а буква А также условно
указывает, что сталь высококачественная. Таким образом, мар-
кой У12А обозначается высококачественная углеродистая сталь со
средним содержанием углерода 1,2%.
Кроме углерода, в этих сталях в весьма малом количестве содер-
жатся марганец, кремний, хром, никель, сера и фосфор.
Углеродистые стали теряют свои режущие свойства при темпера-
туре нагрева до 200—250° С и могут применяться только при низких
скоростях резания и для легко обрабатываемых материалов.
Легированные инструментальные стали, содержащие в основ-
ном те же элементы, что и быстрорежущие стали, но в значительно
меньших количествах, несколько улучшают некоторые свойства
стали, но обладают также низкой теплостойкостью (не выше
300—350° С).
Определить материал резца при отсутствии на нем маркировки
можно «по искре».
При затачивании резца из быстрорежущей стали образуется
небольшое количество искр красного цвета, похожих на звездочки.
Чем больше в стали вольфрама, тем темнее искры и тем их меньше.
При затачивании резца из углеродистой стали образуется много
желтых искр в виде прямых линий.
Кроме перечисленных выше материалов, в последние годы для
токарных резцов стали применять в некоторых условиях высоко-
производительные, обладающие очень большой стойкостью мате*
риалы — алмазы и эльбор. Алмазы применяют как естественные,
так и искусственные (синтетические), допускающие температуру
в зоне резания до 800° С. Эльбор — синтетический высокотвердый
инструментальный материал, впервые полученный в лабораториях
института физики высоких давлений Академии наук СССР. Он
представляет собой нитрид бора (соединение бора с азотом). Высо-
кие физико-механические свойства этого соединения позволяют
обрабатывать резцами, оснащенными им, самые твердые мате-
риалы — закаленную сталь, металлокерамику и др. При этом тем-
пература в зоне резания может достигать 1400—1500° С без потери
резцом его режущих свойств.
Конструкции токарных резцов. Цельные резцы, головка и тело
которых состоят из одного материала, применяются очень редко»
26
Резцы такой конструкции встречаются только из углеродистой
инструментальной стали, стоимость которой сравнительно неве-
лика, а также из быстрорежущих сталей для небольших резцов,
используемых главным образом в державках.
Напайные и наварные резцы (резцы с напаянными или прива-
ренными пластинками из быстрорежущей стали или из твердого
сплава) имеют широкое распространение. Стержень такого резца,
обычно нормального сечения, изготовляется из обыкновенной угле-
родистой стали марок Ст. 6 и Ст. 7 либо из качественной углеро-
дистой стали марки 45 или 50. Стержни резцов, работающих в особо
тяжелых условиях, прочность которых нельзя
усилить увеличением сечения, изготовляются
из углеродистой инструментальной стали марок
У7 и У8 или из легированной стали марки 40Х.
Несмотря на высокое качество современных
способов напайки пластинок твердого сплава,
изготовление таких резцов сопровождается
иногда образованием трещин и в дальнейшем
разрушением пластинки. Поэтому в последнее
время стремятся заменить напайку или приварку
пластинок (особенно минералокерамических)
механическим закреплением их.
Пластинка 1 в этом случае (рис. 16) закреп-
ляется в стержне 4 резца посредством при-
жима 3 и болта 2. Один конец прижима опи-
рается на пластинку, а другой — на рифленую
поверхность (шаг рифлей — 1,5 мм). При износе
пластинки на 1,5 мм прижим можно сдвинуть
вперед (для этого отверстие для болта, закреп-
ляющего прижим, сделано продолговатым). Пла-
стинка в рабочем положении правой кромкой
упирается в заплечик, имеющийся с нижней
Рис. 16. Резец с ме-
ханическим крепле-
нием твердосплав-
ных пластинок
стороны прижима.
При замене затупившейся пластинки новой снимать резец со
станка нет надобности. Недостаток такого способа закрепления пла-
стинок состоит в том, что они используются примерно лишь наполо-
вину. Кроме того, быстро изнашиваются болт, прижимы и другие
детали, посредством которых осуществляется крепление пластинки.
В последние годы применительно к механическому креплению
стали выпускаться многогранные неперетачиваемые пластинки
(подробнее о них см. на стр. 270).
В случае, когда длина режущей кромки резца, например расточ-
ного, может иметь небольшую протяженность, он изготовляется
коротким и небольшого сечения. Для закрепления таких резцов
используются державки различных конструкций. Державки при-
меняются также для закрепления фасонных и резьбовых резцов.
Наиболее употребительные конструкции подобных державок рас-
сматриваются в соответствующих главах.
27
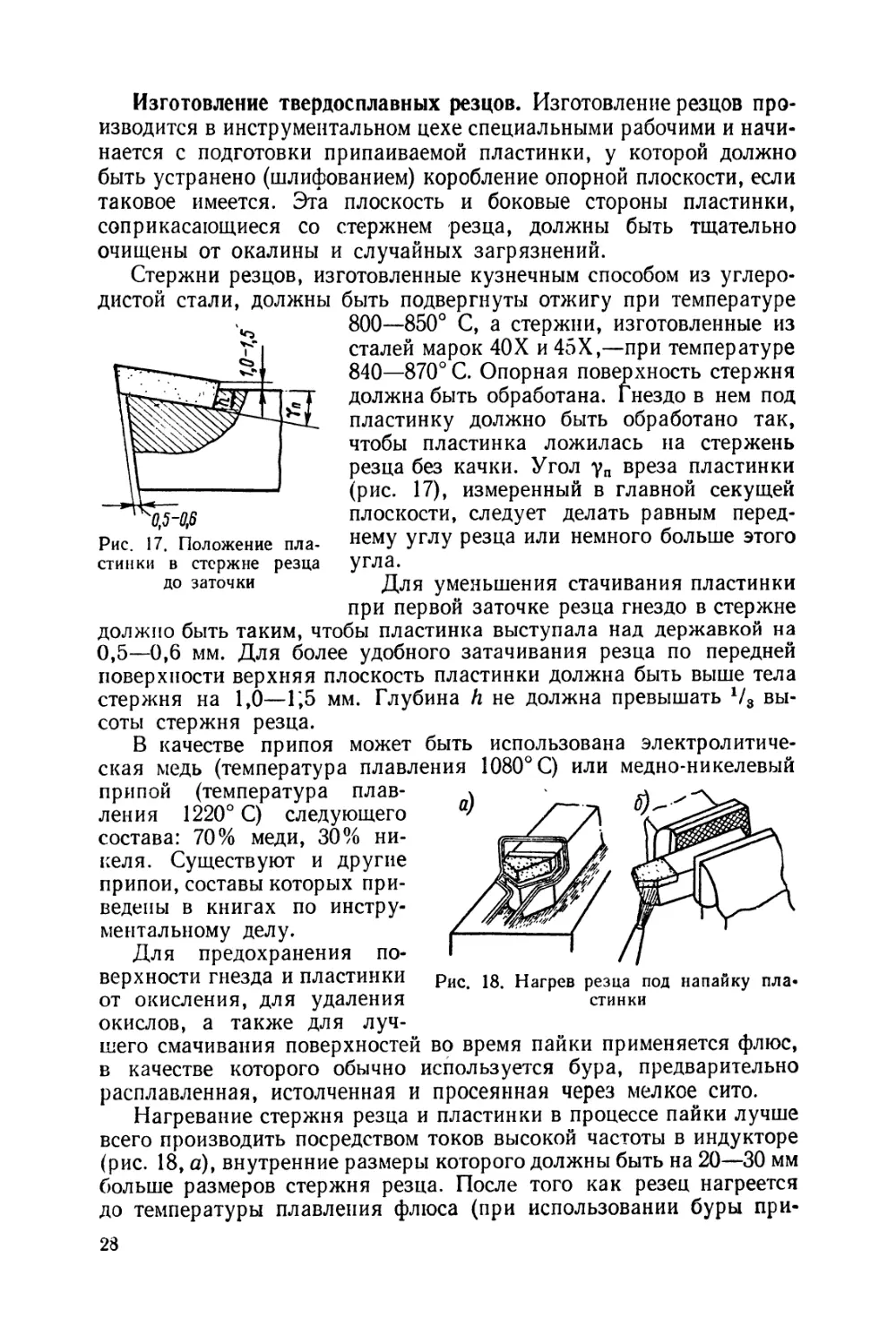
Изготовление твердосплавных резцов. Изготовление резцов про-
изводится в инструментальном цехе специальными рабочими и начи-
нается с подготовки припаиваемой пластинки, у которой должно
быть устранено (шлифованием) коробление опорной плоскости, если
таковое имеется. Эта плоскость и боковые стороны пластинки,
Рис. 17. Положение пла-
соприкасающиеся со стержнем резца, должны быть тщательно
очищены от окалины и случайных загрязнений.
Стержни резцов, изготовленные кузнечным способом из углеро-
дистой стали, должны быть подвергнуты отжигу при температуре
800—850° С, а стержни, изготовленные из
сталей марок 40Х и 45Х,—при температуре
840—870° С. Опорная поверхность стержня
должна быть обработана. Гнездо в нем под
пластинку должно быть обработано так,
чтобы пластинка ложилась на стержень
резца без качки. Угол уп вреза пластинки
(рис. 17), измеренный в главной секущей
плоскости, следует делать равным перед-
нему углу резца или немного больше этого
стинки в стержне резца угла.
до заточки Для уменьшения стачивания пластинки
при первой заточке резца гнездо в стержне
должно быть таким, чтобы пластинка выступала над державкой на
0,5—0,6 мм. Для более удобного затачивания резца по передней
поверхности верхняя плоскость пластинки должна быть выше тела
стержня на 1,0—Г,5 мм. Глубина h не должна превышать вы-
соты стержня резца.
В качестве припоя может быть использована электролитиче-
ская медь (температура плавления 1080° С) или медно-никелевый
припой (температура плав-
ления 1220° С) следующего
состава: 70% меди, 30% ни-
келя. Существуют и другие
припои, составы которых при-
ведены в книгах по инстру-
ментальному делу.
Для предохранения по-
верхности гнезда и пластинки
от окисления, для удаления
окислов, а также для луч-
шего смачивания поверхностей во время пайки применяется флюс,
в качестве которого обычно используется бура, предварительно
расплавленная, истолченная и просеянная через мелкое сито.
Нагревание стержня резца и пластинки в процессе пайки лучше
всего производить посредством токов высокой частоты в индукторе
(рис. 18, а), внутренние размеры которого должны быть на 20—30 мм
больше размеров стержня резца. После того как резец нагреется
до температуры плавления флюса (при использовании буры при-
28
К *v2
Рис. 19.
(угол вреза пластинки)
б~б
9^
Углы
алмазными кругами
заточки и доводки резцов
мерно до 750—800° С), его посыпают флюсом, и, вынув резец из
индуктора, металлической щеткой очищают гнездо от -шлака.
Затем гнездо вновь посыпают флюсом, укладывают на него пла-
стинку, сверху кладут припой и вновь посыпают флюсом так, чтобы
он сплошным слоем покрыл припой и пластинку. После этого нагре-
вают резец до температуры около 1200° С и как только припой
расплавится — резец быстро вынимают из индуктора и остроко-
нечным стержнем прижимают пластинку к поверхности гнезда.
Для медленного охлаждения напаянный резец помещают на 2—3 ч
в ящик с размолотым дре-
весным углем или сухим
песком.
При отсутствии высо-
кочастотной установки для
нагревания напаиваемого
резца может быть исполь-
зована муфельна^ печь или
в крайнем случае пламен-
ная ацетилено-кислород-
ная горелка. Работа в этом
случае должна поручаться
опытному сварщику. Пла-
мя горелки должно быть
восстановительным (с из-
бытком ацетилена) и на-
правлено на стержень
(рис. 18, 6), а не на пла-
стинку.
Заточка и доводка твер-
досплавных резцов должны
производиться на алмазных кругах. Наиболее качественная заточка
и доводка твердосплавных резцов достигается при использовании
кругов из естественного (обозначается буквой А) или искусственного
(обозначается буквами АС) алмаза. Дело в том, что высокая режущая
способность алмаза позволяет производить заточку, прижимая
резец к кругу с меньшей силой, чем это требуется при использо-
вании кругов из других материалов. Благодаря этому температура
нагрева резца в процессе заточки на алмазном круге в четыре-
пять раз ниже, чем при других кругах. Это исключает образование
трещин на пластинке в процессе заточки. Трещины иногда бывают
незаметны на глаз, но хорошо видны в лупу. Чувствительность
к образованию трещин при заточке особенно велика у резцов с мало-
кобальтовыми и высокотитановыми твердыми сплавами (ВК2,
ВКЗМ и Т30К4 и т. д.). Для уменьшения трудоемкости и экономии
заточного и доводочного кругов рекомендуется при заточке резцов
принимать для главной и вспомогательной задних поверхностей —
тройной, а для передней поверхности — двойной угол заточки
(рис. 19).
29
Для заточки твердосплавных резцов рекомендуются алмазные
круги марок А12, А10, А8 и А6 (где 12, 10 и т. д. — зернистость
круга; например, зернистость 12 указывает, что наименьший размер
зерна данного круга 0,12 мм) с концентрацией 1 100% и металли-
ческой связкой (обозначается буквой М). Можно использовать
в этом случае круги марки АС, т. е. из искусственного алмаза.
При выборе зернистости следует, учитывать припуск на заточку:
чем больше припуск, тем крупнее должно быть зерно. С увеличе-
нием размера зерна уменьшается расход алмаза, резко возрастает
производительность, но ухудшается чистота обработанной поверх-
ности. Размеры круга выбираются с учетом имеющегося оборудо-
вания (следует учитывать, что наиболее производительными яв-
ляются круги наибольших размеров).
Скорость вращения круга должна быть 30—35 м/с, продольная
подача 0,5—1,0 м/мин,поперечная подача 0,02—0,03 мм на один двой-
ной ход. Заточку следует производить с охлаждением 1—2 л/мин,
резко снижающим силы резания, шероховатость обработанной
поверхности, увеличивающим производительность заточки и зна-
чительно уменьшающим расход алмазных кругов.
В качестве охлаждающей жидкости рекомендуется эмульсия
следующего состава (в процентах):
Тринатрийфосфат.............................. 0,60
Вазелиновое масло............................ 0,05
Бура......................................... 0,30
Кальцинированная сода........................ 0,25
Нитрат натрия ............................... 0,10
Вода.........................................98,70
Правку алмазных кругов рекомендуется производить абразив-
ным кругом или брусками из зеленого карбида кремния зерни-
стостью 25—16, твердостью СМ1—СМ2 на керамической связке,
с охлаждением. Для очистки поверхности алмазного круга от
стружки следует применять пемзу.
Станки и приспособления, используемые для алмазной заточки
твердосплавных резцов, должны быть жесткими. Биение кругов
не должно превышать 0,01 мм. Форма круга — плоский с выточ-
кой (ПВ) или цилиндрический чашечный (ЧЦ). При выполнении
приведенных выше рекомендаций шероховатость обработанной
поверхности резца получается 8—10-го класса.
Ниже приводится порядок обработки алмазным кругом поверх-
ностей твердосплавного резца:
1) заточка главной задней поверхности стержня под угол
а + 5°;
1 Концентрация круга характеризует количество алмаза в данном круге.
Условно за 100-процентную концентрацию принято считать содержание в каж-
дом кубическом миллиметре круга 0,00439 карата (1 карат весит 0,2 г). Чем выше
концентрация, тем лучше режущая способность круга и больше расход алмаза.
30
2) заточка вспомогательной задней поверхности стержня под
угол а, + 5°;
3) заточка передней поверхности пластинки твердого сплава
под угол у;
4) заточка главной задней поверхности пластинки твердого
сплава под угол а + 3°;
5) заточка вспомогательной задней поверхности пластинки твер-
дого сплава под угол cq 4- 3°;
6) закругление вершины резца.
Стержень резца следует обрабатывать электрокорундовыми кру-
гами. Несоблюдение этого правила приводит к засаливанию круга,
а иногда к образованию трещин на пластинке твердого сплава.
Давление резца на круг должно быть незначительным во избежа-
ние появления трещин и увеличения износа круга. Направление
вращения круга должно быть сверху вниз, т. е. круг должен как
бы набегать на затягиваемый резец. Круги следует своевременно
править, так как при засаленном круге образуются трещины в твер-
досплавной пластинке.
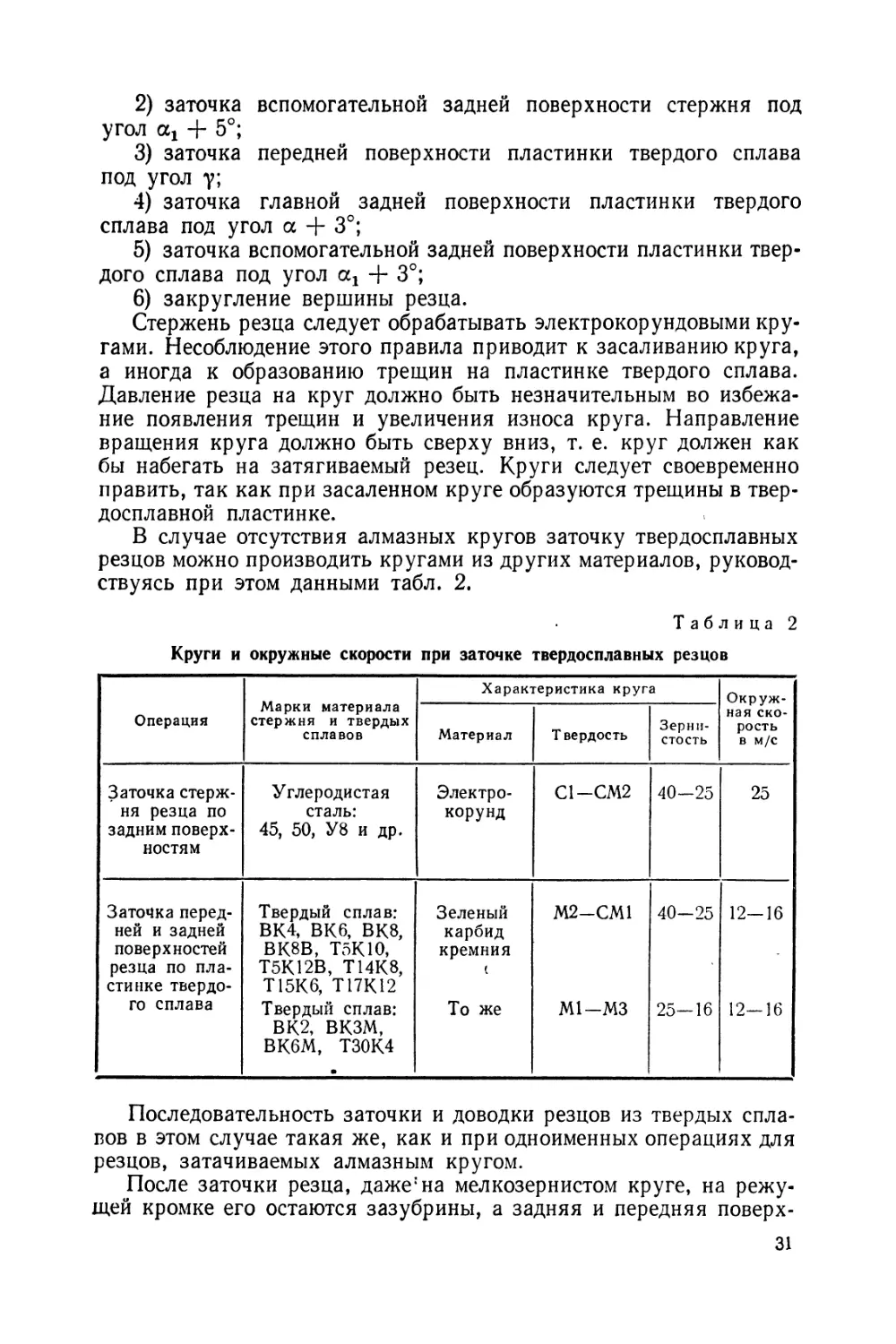
В случае отсутствия алмазных кругов заточку твердосплавных
резцов можно производить кругами из других материалов, руковод-
ствуясь при этом данными табл. 2.
Таблица 2
Круги и окружные скорости при заточке твердосплавных резцов
Операция Марки материала стержня и твердых сплавов Характеристика круга Окруж- ная ско- рость в м/с
Материал Т вердость Зерни- стость
Заточка стерж- ня резца по задним поверх- ностям Углеродистая сталь: 45, 50, У8 и др. Электро- корунд С1-СМ2 40—25 25
Заточка перед- ней и задней поверхностей резца по пла- стинке твердо- го сплава Твердый сплав: ВК4, ВК6, ВК8, ВК8В, Т5КЮ, Т5К12В, Т14К8, Т15К6, Т17К12 Твердый сплав: ВК2, ВКЗМ, ВК6М, Т30К4 Зеленый карбид кремния ( То же М2-СМ1 М1-МЗ 40-25 25-16 12-16 12-16
Последовательность заточки и доводки резцов из твердых спла-
вов в этом случае такая же, как и при одноименных операциях для
резцов, затачиваемых алмазным кругом.
После заточки резца, даже!на мелкозернистом круге, на режу-
щей кромке его остаются зазубрины, а задняя и передняя поверх-
31
мости получаются повышенной шероховатости. Во время работы эти
зазубрины и шероховатость вызывают интенсивный износ резца,
что снижает его режущие свойства и повышает шероховатость
обрабатываемой поверхности. Поэтому заточенный резец следует
доводить на алмазном круге и только при отсутствии требуемого
круга — на притирочном диске пастой из карбида бора.
Доводка твердосплавных резцов ведется алмазными кругами со
следующими характеристиками и режимами:
Зернистость круга1...........................А5, А4, АМ40,
АМ28, АМ20
Связка........................................Органическая
Концентрация кругов в %:
А5 и А4 ....................................... 50
АМ40, АМ28, АМ20 и др........................ 25
Скорость вращения круга в м/с .............. 30—35
Продольная подача в м/мин....................... 0,30—0,80
Поперечная подача в мм на двойной ход........ 0,005—0,01
При доводке следует применять охлаждение (1—2 л/мин).
При правильном выполнении доводки шероховатость доведен-
ных поверхностей снижается до 11-го класса чистоты и даже больше.
Доводка твердосплавных резцов при отсутствии соответственных
алмазных кругов может производиться пастой из карбида бора на
вращающихся чугунных (НВ 120—160) дисках при скорости враще-
ния диска 1,0—1,5 м/с.
Паста нормальной производительности состоит (по весу) из
70% карбида бора и 30% парафина. В пасте повышенной произво-
дительности содержится 85% карбида бора и 15% парафина.
Зернистость доводочного материала рекомендуется следующая:
При черновой обработке ............... М40
> чистовой > ..............М20—М28
Порядок обработки поверхностей твердосплавного резца при
доводке:
1) доводка главной задней поверхности под углом а на вели-
чину фаски шириной 1,5—3 мм;
2) доводка передней поверхности под угол у на величину фаски
шириной 2—4 мм;
3) закругление вершины резца.
Вспомогательная задняя поверхность резца не доводится.
Для получения высокого качества доводки необходимо, чтобы
биение доводочного круга или диска не превышало 0,05 мм. Враще-
ние круга и диска должно быть обратным вращению круга при
заточке и направлено под режущую кромку. Перед нанесением
пасты на диск его следует слегка протереть войлочной щеткой,
1 Чем выше должно быть качество доводки, тем мельче следует выбирать
зерно круга.
32
смоченной в керосине. Слой пасты, наносимой на диск, должен
быть тонким; толстый слой не ускоряет процесс доводки. Резец
следует плавно подводить к доводочному диску и легко прижимать
к нему. Сильный нажим не ускоряет доводку, а только увеличивает
расход пасты и ускоряет износ диска.
Проверка правильности углов резца в простейшем случае про-
изводится шаблонами, подобными показанному на рис. 20, а.
Наклонные стороны А и В шаблона составляют с его основанием
(с правой стороной по рис. 20, а) углы, равные 90’ — а, где угол а
Рис. 20. Шаблон (а) для проверки резца и его применение
при проверке заднего угла (6) и угла заострения (в) резца
для стороны А равен, например, 8°, а для стороны В — 12°. Это
дает возможность проверить на плите правильность заднего угла
резца, как показано на рис. 20, б. Вырезы у основания шаблона
сделаны с разными углами, равными углам заострения резцов,
предназначенных для обработки различных материалов. Проверка
этим шаблоном угла заострения резца показана на рис. 20, в. Шаблон
следует располагать в плоскости, перпендикулярной к главной
режущей кромке.
Для проверки и измерения углов резцов пользуются также
специальными универсальными приборами.
Чистоту доведенных поверхностей резца и отсутствие на режу-
щей кромке зазубрин проверяют при помощи лупы с 10—20-крат-
ным увеличением.
Изготовление резцов с пластинками из минералокерамических!
твердых сплавов. Припаивание минералокерамических пластинок
производится латунью Л-62. Этот процесс должен выполняться
2 А, Н, Оглоблин 33
очень тщательно во избежание отскакивания пластинки или ее
растрескивания. Затруднения, возникающие при этом, обусловли-
вают широкое применение державок для минералокерамических
резцов, подобных показанной на рис. 16 и других конструкций.
z Заточка минералокерамических резцов производится на шлифо-
вальных кругах из зеленого карбида кремния на керамической
связке твердостью не свыше СМ1. При освоении процесса заточки
этих резцов следует пользоваться кругами твердостью М2—М3. '
Зернистость кругов при предварительной заточке 40, при окон-
чательной 25—16.
Окружная скорость круга должна быть около 5 м/с. Если заточка
производится твердым кругом, окружная скорость его должна
быть 2—4 м/с.
Во избежание растрескивания пластинки заточку минералоке-
рамических резцов следует производить с охлаждением (1—2-про-
центный раствор кальцинированной соды в воде).
Доводка минералокерамических резцов производится на чугун-
ном диске пастой из карбида бора зернистостью 3—6.
Изготовление быстрорежущих и углеродистых резцов. Быстро-
режущие резцы лишь небольших размеров делают цельными. Резцы
средних и крупных размеров для экономии дорогостоящей быстро-
режущей стали должны быть наварными.
Пластинки из быстрорежущей стали привариваются к стержню
резца с помощьк) различных порошков. Сварочный порошок накла-
дывается слоем толщиной около 3 мм между пластинкой и стержнем
резца. После этого резец помещают в индуктор высокочастотной
установки, в крайнем случае в печь или даже кузнечный горн,
где он нагревается до светло-красного цвета. Убедившись в том,
что пластинка не сдвинулась, ударяют по ней один раз молотком
для закрепления ее на месте. Затем резец снова помещают в печь
и нагревают до температурь! сварки, т. е. до светло-желтого, почти
белого цвета и появления пузырей на пластинке. Вынув резец из
печи, плотно прижимают пластинку к стержню под ручным прес-
сом или легкими, но частыми ударами кузнечной кувалды (через
гладилку). Охлажденный резец можно закаливать как цельный.
Резцы из быстрорежущей стали при закалке нагревают «сту-
пенями»: сначала медленно нагревают до определенной температуры,
затем быстро до следующей ступени температуры и только после
этого быстро поднимают температуру нагрева до 1240—1300° С.
Охлаждение резца производится в масле или струе холодного
воздуха. Для отпуска резца его нагревают, выдерживая в печи
3—4 ч, после чего охлаждают в масле или в струе воздуха. Мате-
риал резца улучшается, если отпуск производят два-три раза с вы-
держкой 1 ч после нагрева.
Резцы из углеродистой стали изготовляют обычно цельными,
независимо от их размеров. Такие резцы получают необходимую
форму механической обработкой или ковкой. Придание резцу не-
обходимой формы кузнечным способом всегда связано с понижением
34
качества его материала — выгоранием полезных элементов, образо-
ванием трещин и т. д. Поэтому такой способ следует применять
лишь в случае безусловной необходимости и выполнять со строгим
соблюдением всех правил ковки. Откованные резцы следует подвер-
гать отжигу, уничтожающему внутренние напряжения в стали,
образовавшиеся во время ковки. Для этого резцы нагревают до
температуры отжига, соответствующей марке стали изготовляемого
резца, после чего резец охлаждают в сухом древесном угле, золе
или песке.
Для закалки резца головка его нагревается до соответствующей
температуры (760—800° С в зависимости от марки стали) с охлаж-
дением в воде комнатной температуры.
Для сообщения резцу вязкости его подвергают отпуску. С этой
целью как только головка охлаждаемого резца потемнеет, его
вынимают из воды, очищают головку от окалины и ждут, пока она
снова нагреется теплотой, оставшейся в неохлажденной части
резца, до температуры, соответствующей данной стали и опреде-
ляемой по цвету побежалости. Как только цвет побежалости, со-
ответствующий данной температуре, дойдет до вершины резца,
последний быстро охлаждают в воде.
Заточка новых быстрорежущих и углеродистых резцов с при-
варенными пластинками и изготовленных ковкой производится
в два приема. Предварительная заточка резцов выполняется до их
закалки кругом из электрокорунда зернистостью 80—50 и твердо-
стью С1—СТ1. При этой заточке должны быть получены все углы
резца. Окончательная заточка таких резцов, а также переточка
резцов, находящихся в работе и затупившихся, производится на
круге из электрокорунда белого зернистостью 40 или 25 с твер-
достью СМ—СМ1, при окружной скорости круга 25—35 м/с, при
обильном охлаждении.
Резцы, форма головки которых получена механической обра-
боткой, а также резцы с аккуратно приваренной пластинкой за-
тачиваются полностью после термообработки (без предварительной
заточки).
Окончательно заточенный резец подвергается доводке нау диске
или заправляется абразивным бруском. Для доводки быстрорежущих
резцов применяют пасты — крупнозернистую и мелкозернистую.
Состав крупнозернистой пасты в % (по весу):
Электрокорунд белый или нормальный зернистостью
М40-М28.................................... 70
Стеарин технический........................*. 28
Олеиновая кислота ........................... 2
Состав мелкозернистой пасты в % (по весу):
Электрокорунд белый или нормальный зернистостью
М20-М10.................................... 65
Стеарин технический..........................32
Олеиновая кислота .......... . .............. 3
2*
35
Общие замечания о заточке и доводке резцов. Заточка и доводка
резцов, как правило, должна производиться централизованно
квалифицированными рабочими-заточниками.
На большинстве передовых металлообрабатывающих предприя-
тий и особенно на заводах с массовым и крупносерийным характе-
ром производства в механических цехах организованы заточные
отделения. Токари, а также другие рабочие-станочники получают
готовые окончательно заточенные и доведенные резцы и другие
инструменты.
В недостаточно хорошо организованных механических цехах,
где рабочие места не специализированы и на них приходится вы-
полнять самые разнообразные работы, а также в небольших ма-
стерских, токари вынуждены производить заточку и доводку рез-
цов самостоятельно.
Заточка — одна из самых опасных работ, выполняемых тока-
рем. Поэтому при выполнении ее необходимо соблюдать следующие
правила техники безопасности:
1) если заточка производится всухую и у станка нет защитного
стекла, токарю необходимо надевать специальные очки;
2) при заточке резца надо стоять не напротив вращающегося
круга, а несколько сбоку, чтобы в случае разрыва круга осколки
его не задели рабочего;
3) подкладка, на которую опирается затачиваемый резец,
должна быть установлена возможно ближе к шлифовальному кругу;
4) круг всегда должен быть в исправном состоянии и хорошо
выправленным;
5) биение круга не допускается;
6) защитный кожух, закрывающий круг, всегда должен быть на .
месте.
Глава II
ТОКАРНЫЕ СТАНКИ И ИХ ОБСЛУЖИВАНИЕ
1. УСТРОЙСТВО ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА
МОДЕЛИ 1К62
Общее описание. Общий вид токарно-винторезного станка мо-
дели 1К62 завода «Красный пролетарий» им. А. И. Ефремова пока-
зан на рис. 21.
Основные части этого, станка, присущие любому токарно-винто-
резному станку, — неподвижная передняя бабка /, подвижная и
закрепляемая в рабочем положении задняя бабка 3 и подвижный
в работе суппорт 2, в резцедержателе которого крепится резец.
Суппорт управляется с помощью механизмов фартука 4 и получает
движение от коробки подач 6. Все эти части станка размещаются на
станине 5.
Станок является универсальным и предназначен для работы
в условиях индивидуального и мелкосерийного производства.
На нем можно обрабатывать детали диаметром до 400 мм, а из прут-
ковой заготовки — диаметром до 45 мм.
Основные части станка, органы управления и средства для за-
крепления заготовок показаны на рис. 22.
В подшипниках передней бабки 39 вращается шпиндель 5 — глав-
ный вал станка, на правом конце которого крепится патрон 6
или другое приспособление для закрепления обрабатываемой де-
тали. В шпинделе имеется конусное отверстие, в котором может быть
установлен центр, также используемый для установки и закрепле-
ния детали. Шпиндель ^изготовляется полым. В его сквозное отвер-
стие может вводиться заготовка — пруток. Закрепляется заго-
товка с помощью патрона. Шпиндель посредством устройства,
расположенного в корпусе передней бабки и называемого короб-
кой скоростей, получает вращение от главного электродвигателя
мощностью в 7 или 10 кВт, встроенного в левую тумбу станка.
Коробка скоростей устроена таким образом, что при постоянном
числе оборотов в минуту электромотора числа оборотов шпинделя
можно изменять в довольно широких пределах. Так, рассматривае-
мый станок имеет 23 скорости шпинделя — от 12,5 до 2000 об/мин.
Такое количество скоростей вращения шпинделя дает возможность
37
установить скорость резания, наиболее подходящую для различ-
ных работ. Пуск станка, остановка его и изменение направления
вращения шпинделя осуществляются при помощи рукояток 26
или 34, расположенных для удобства токаря в разных концах станка.
Изменения скорости вращения шпинделя осуществляются с помощью
рукояток 1 и 4, размещенных на передней бабке. Движением ру-
коятки 4 выбирается требуемый ряд чисел оборотов (по таблице,
находящейся над рукояткой), а поворотом рукоятки 1 устанавли-
вается необходимое число оборотов шпинделя.
Рис. 21. Общий вид токарно-винторезного станка модели 1К62
Станина станка 27 коробчатой формы с поперечными ребрами
имеет две призматические закаленные направляющие: переднюю —
для передвижения суппорта 33 и заднюю — для перемещения
задней бабки 19 (их видно на рис. 21).
В пиноли 12 задней бабки устанавливается центр 11. Задняя
бабка может быть установлена на различном расстоянии от перед-
ней и закреплена с помощью рукоятки 16. Более прочное закрепле-
ние осуществляется завертыванием гайки 22. Кроме того, можно
перемещать пиноль бабки вращением маховичка 18 и закреплять
в требуемом положении рукояткой 13. Корпус задней бабки уста-
новлен на промежуточной плите 21, расположенной на направляю-
щих станины. Корпус бабки можно сдвигать по плите в сторону
токаря или наоборот, от токаря. При среднем положении кор-
пуса бабки обрабатываемые детали, закрепленные в центрах,
38
h!\h hf\r\f\n
Рис, 22. Токарно-винторезный станок модели 1К62
получаются цилиндрическими, при сдвинутом корпусе бабки —
коническими.
Прямая линия, соединяющая вершины 'переднего и заднего
центров, при среднем положении задней бабки, когда ось заднего
центра совпадает с осью переднего центра, называется центровой
линией станка. Она параллельна направляющим станины.
Режущий инструмент (резец) закрепляется на суппорте 33.
Суппорт состоит из нескольких частей, перемещающихся в разных
направлениях. Это обеспечивает возможность осуществления по-
дачи резца — продольной, параллельной центровой линии станка,
и поперечной, перпендикулярной к этой линии. Верхняя часть
суппорта может быть повернута около вертикальной оси; подачу
резца при этом можно осуществить под углом к центровой линии
станка, что требуется при обработке конических поверхностей.
Все подачи резца могут быть ручными, а продольная и попе-
речная — также и автоматическими. Продольная ручная подача
осуществляется вращением маховика 31, расположенного, как и
многие другие рукоятки управления подачами станка, на передней
стенке фартука 30 суппорта.
Поперечная ручная подача производится вращением рукоятки 7,
а подача верхней (поворотной) части суппорта — посредством ру-
коятки 8.
Автоматические подачи резца заимствуются от ходового винта 24
или от ходового вала 25, получающих вращение с разными скоро-
стями от коробки подач 37. Ходовой винт используется при наре-
зании резьб, ходовой вал — при всех остальных токарных работах.
Включение подачи, заимствуемой от ходового винта и ходового
вала, осуществляется при помощи рукояток 35 и 36. Кнопка 32
служит для выключения реечного зубчатого колеса из рейки при
нарезании резьбы. Рукояткой 28 производится включение и вы-
ключение разъемной гайки ходового винта, а рукояткой 10—
подач, заимствуемых от ходового вала. Рукоятка 10 носит назва-
ние мнемонической, поскольку направление поворота рукоятки
совпадает с направлениями продольной и поперечной включаемых
подач. В рукоятку 10 вмонтирована кнопка 9, при нажиме на кото-
рую включаемые рукояткой 10 подачи получают ускоренную вели-
чину (от электродвигателя ускоренных перемещений 23), что ис-
пользуется для холостых перемещений суппорта.
Рукоятка 3 служит для реверсирования (изменения направле-
ния вращения) ходового винта, что вызывает изменение направления
перемещения суппорта, необходимое при нарезании левых резьб.
Коробка подач связана зубчатыми колесами через гитару, рас-
положенную под кожухом 38, со шпинделем станка, так что скорости
вращения шпинделя и величина подачи резца получаются всегда
согласованными. Коробка подач устроена таким образом, что,
устанавливая в разные положения рукоятки 35 и 36 и пользуясь
также рукояткой 2, можно получать (через ходовой винт) подачи,
соответствующие шагам всех принятых по ГОСТу метрических
40
и дюймовых резьб и большое количество различных подач (через
ходовой вал), необходимых при остальных токарных работах.
Используя сменные шестерни гитары, можно нарезать модуль-
ные и питчевые резьбы. Посредством рукоятки 2 шаг нарезаемой
резьбы может быть увеличен в 2,8 или в 32 раза, а также может
производиться деление при нарезании многоходовых резьб (при
числе ходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60).
Используя все возможные передачи коробки подач, на рас-
сматриваемом станке можно нарезать метрические резьбы с шагом
от 1 до 192 мм, дюймовые с числом витков от 2 до 24 на 1", модульные
с шагом в модулях от 0,5 до 48 и питчевые с шагом в питчах от 1 до 96.
Кроме того, на станке можно получить при работе через ходовой
вал продольные автоматические подачи от 0,070 до 4,16 мм/об и
поперечные от 0,035 до 2,08 мм/об.,
Пуск и остановка главного электродвигателя осуществляются
нажатием на кнопку 29, включение насоса для подачи эмульсии,
размещенного в правой тумбе станка, — с помощью выключателя 14.
Для включения электроэнергии и освещения служат выключатели
15 и 17. Все электрооборудование станка (кроме электромоторов)
расположено в шкафу 20.
Кинематика станка. На рис. 23 изображена кинематическая
схема станка. Перед ее изучением следует рассмотреть табл. 3
и усвоить условные обозначения элементов кинематических цепей.
От главного электродвигателя клиноременной передачей с от-
ношением 142—254 (диаметры шкивов) вращение передается валу /
коробки скоростей. На валу / установлены многодисковые фрик-
ционы (устройство их описано ниже), при помощи которых пере-
ключением муфты Мг можно передавать шпинделю правое или ле-
вое вращение (прямой или обратный ход).
При прямом ходе (перемещение муфты Мх влево) вал // может
получить две скорости. Это осуществляется перемещением подвиж-
ного блока зубчатых колес Би вследствие чего вращение будет пе-
редаваться через зубчатые пары колес либо 56—34, либо 51—39.
При включении муфты Мх на обратный ход (перемещение муфты
вправо) передача осуществится через две пары зубчатых колес 50—
24 и 36—38, что и приведет к изменению направления вращения.
С вала //на вал /// с помощью тройного блока зубчатых колес
вращение передается через колеса 29—47, 21—55 (как показано
на схеме) или 38—38. Вал ///, таким образом, может получить
шесть различных рабочих скоростей.
Включением блока 65 влево, как это показано на схеме, шесть
скоростей можно передать на шпиндель (вал VI) через пару зубчатых
колес 65—43. При переводе блока Б-а вправо, через колеса 26—52
вращение с вала /// на вал VI передается через перебор. Перебором
называется группа колес, размещенных на валах III, IV и V, с по-
мощью которых количество скоростей умножается, одновременно
понижаясь в численном значении. Меняя положение блоков Б3
и Б4 на валу IV, передачу можно осуществить через колеса 22—88
41
VO
и 22—88 (как показано на схеме) или 22—88 и 45—45, или 45—45
и 22—88 или 45—45 и 45—45, в результате чего будут получены
соответственно передаточные отношения 1/]в, г/4, 1/i и 1. Таким об-
разом, перебор умножает шесть скоростей вала III на три переда-
точных отношения 1/1й, 1/i или 1, и, как было указано выше, через
колеса 26—52 может передать шпинделю 18 скоростей. Всего шпин-
дель получает таким образом 24 разные скорости (числа оборотов),
но практически — 23 вследствие численного совпадения двух их
значений.
К коробке подач передача идет через промежуточный вал VII
и установленный на нем передвижной блок Бе. Движения подач
заимствуются либо от шпинделя через зубчатые колеса 60—60,
когда этот блок (блок звена увеличения шага) находится в крайнем
левом положении, как показано на схеме, либо от вала III через
зубчатые колеса 45—45, как на схеме показано условным пункти-
ром, когда блок Бй перемещен в крайнее правое положение. В пос-
леднем случае в зависимости от передаточного отношения перебора
подачи и шаг резьбы увеличиваются в 2, в 8 или в 32 раза.
Реверс, служащий для изменения направления вращения ходо-
вого винта, имеет две скорости правого и одну скорость левого
вращения. При крайнем левом положении тройного передвижного
блока />7 вращение от вала VII к валу VIII передается зубчатыми
колесами 42—42 (как показано на схеме) с передаточным отноше-
нием, равным 1, а при среднем положении блока 67—колесами
28—56 с передаточным отношением х/2; при крайнем правом поло-
жении блока Б1 изменяется направление вращения, которое в этом
случае передается колесами 35—28—35. К коробке подач враща-
тельное движение передается от вала VIII через гитару со сменными
блоками зубчатых колес и С2. Для нарезания метрических и дюй-
мовых резьб и получения механической подачи сменные блоки Ct
и С2 устанавливаются так, как показано на схеме, и вращение ко-
робке подач сообщается через зубчатые колеса 42—95—50.
При нарезании модульных и питчевых резьб сменные блоки
переворачиваются и вращение передается зубчатыми колесами
64—95—97. Далее передача для нарезания дюймовых, питчевых и
торцовых резьб производится, как показано на схеме, при включен-
ном зубчатом колесе 35, установленном на валу X и выключенных
муфтах М2, М3 и Л14. Вращение от вала IX передается валу XIV
через зубчатые колеса 35—37—35, механизм с накидным зубчатым
колесом (механизм Нортона)\ с помощью которого можно полу-
чить семь различных передаточных отношений 28—25 и 36 — (от
26 до 48), зубчатые колеса 35—28 и 28—35 и множительный меха-
1 Устройство этого механизма заключается в том, что скользящее по валу X
колесо 28 постоянно соединено с блоком колес 25—36. Колесо 36 называется
накидным. При желании совместить колесо 36 с одним из колес жестко закре-
пленного на валу XI блока из семи колес (26, 28, 32, 36, 40, 44 и 48) нужно,
используя соответствующую рукоятку коробки подач, сместить скользящее
колесо 28 из одного фиксируемого положения в другое.
43
Таблица 3
Условные обозначения, встречающиеся в кинематической схеме
(рис. 23)
— Вал Муфта фрик- ционная
1— Неподвижно за- крепленная ось
— Муфта обгона
— Подшипник скольжения
сЕГ Подшипник ка- чения роликовый ll-Lj r-Ц Передача клино-< видным ремнем
сз
1° el Подшипник ка- чения шариковый
1 х I X | 1 Г Передача зубча- тая (цилиндриче- ские колеса)
—1 1— Свободное сое- динение с валом
—‘fe— Передача червяч- ная
— Подвижное сое-' динение с валом
1—~|х 1 Передача зубча- тая реечная
—1 х Глухое (жест- кое) соединение с валом
Передача через винт с разъемной гайкой
•—-j j-— Глухое соедине- ние двух валов
Муфта сцепле- ния кулачковая Передача через винт без разъем- ной гайки
44
низм, состоящий из двух подвижных двойных блоков Б8 и Бя,
которые обеспечивают получение четырех различных передаточ-
ных отношений: 1/8, 1/4, Ч2 и 1. При включении кулачковой муфты
Мь вращение от вала XIV передается ходовому винту XVI. Для
нарезания метрических и модульных резьб, а также для получения
механической подачи коробка подач перестраивается. Зубчатое
колесо 35 на валу X выводится из зацепления с зубчатым колесом
<517, включаются муфты М2 и Л14, а муфта М3 остается выключенной.
Й этом случае вращение от вала IX валу XIV передается муфтой М2,
валом XI, механизмом Нортона (в обратном направлении), муфтой
и множительным механизмом.
Двухвенцовый блок Б10 передает вращение ходовому валику
XVII через двухвенцовый неподвижный блок 56, обгонную муфту
Л10 и вал XV для осуществления механических подач суппорта.
При смещении блока Б1П влево ее левый зубчатый венец входит
в зацепление с колесом 56, жестко закрепленным на валу XV, и
вращение последнему передается помимо обгонной муфты, что не-
обходимо для нарезания торцовых резьб.
От ходового валика XVII вращение через зубчатые колеса 27—
20—28, предохранительную муфту Л1п и червячную передачу 4—20
сообщается валу XIX (на схеме механизм фартука показан условно
развернутым на 90°). Вал связан передним зубчатым колесом 40
непосредственно с зубчатыми венцами кулачковых муфт М-, и М9,
а задним колесом 40 через паразитное колесо 45 — с зубчатыми вен-
цами кулачковых муфт Мв и Л48 (см. штриховые линии на схеме).
При сцеплении кулачковых муфтМв или Мч (ручная подача) вра-
щение от вала XX через зубчатые колеса 14—66 передается валуХХ/
с закрепленным на нем зубчатым колесом 10. Обкатыванием ко-
леса при рейке осуществляется продольная подача суппорта. На
валу XXI смонтирован лимб продольной подачи с ценой деления
] мм.
Поперечная подача суппорта в ту или иную сторону включается
муфтами М8 или М8 (ручная), после чего вращение от вала XXII
передается поперечному ходовому винту XXIII зубчатыми колесами
40—61—20.
Быстрые перемещения суппорта в продольном и поперечном на-
правлениях осуществляются от отдельного электродвигателя че-
рез клиноременную передачу 85—147, ходовой валик XVII и далее
по тем же кинематическим цепям фартука, по которым суппорту
сообщаются движения рабочих подач. Скорость быстрых продоль-
ных перемещений суппорта равна 3,4 м/мин, а поперечных—1,7 м/мии.
2. УСТРОЙСТВО ОСНОВНЫХ УЗЛОВ
ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА МОДЕЛИ 1К62
Механизм переключения фрикционной муфты. Многодисковые
фрикционы муфты включения прямого и обратного вращения шпин-
деля (рис. 24) управляются рукоятками 19 и 17 (34 и 26 см. на рис. 22).
Рукояткой 19 пользуются при настройке станка, а во время работы
45
используют рукоятку 17, которая всегда перемещается вместе с фар-
туком вдоль валика 18 (на рис. 22 он расположен ниже ходового
валика 25). Этот валик по всей длине имеет шпоночный паз d и свя-
зан с рукояткой 17 скользящей шпонкой. При повороте рукоятки 17
в направлении стрелок- А и В поворачивается валик 18, а вместе
с ним и рукоятка 19. Последняя Через тягу 16, коромысло 15 и
Рис. 24. Механизм переключения фрикционной муфты (а) и фрикционные
диски (б)
валик 12 вращает зубчатое колесо 11, находящееся в зацеплении
с рейкой 10. На левом конце рейки 10 закреплена вилка 9, которая
своим кольцевым сектором входит в выточку муфты 23. Перемеще-
ние муфты 23 вдоль полого вала 7 вызывает небольшой поворот
собачки 24, которая, входя нижним выступом b в поперечный паз
тяги 8, заставляет последнюю перемещаться на небольшую вели-
чину вдоль своей оси. Тяга 8 с помощью сквозного штифта 4 свя-
зана с муфтой 25, благодаря чему последняя также получает не-
большие перемещения вдоль оси валика 7. При перемещении муфты
25 влево включается фрикцион прямого вращения шпинделя, при
46
перемещении муфты 25 вправо — фрикцион обратного вращения
шпинделя.
Фрикционы состоят из дисков 2 с наружными выступами, ко-
торыми они входят в пазы а ступиц зубчатых колес 1 и 6, и дисков 26
с внутренними выступами, которыми они связаны со шлицами по-
лого вала 7. При сжатии дисков муфтой 25 между ними возникают
силы трения, которые и обеспечивают передачу крутящего момента
от вала 7 к зубчатым колесам 1 или 6. Для регулировки силы сжа-
тия дисков как при сборке, так и по мере их износа предусмотрены
резьбовые кольца 3 и 5.
Для быстрой остановки станка служит установленный на валике
III ленточный тормоз. Включение тормоза связано с переключе-
нием фрикционов. В нейтральном положении фрикционов рейка 10
выступом с нажимает на конец двуплечевого рычаГа 20, который
затягивает ленту 22 на тормозном барабане 21 и останавливает
привод станка. При включении одного из фрикционов выступ рейки
10 сходит с конца рычага 20 и последний освобождает ленточный
тормоз.
На станке предусмотрено реле времени для автоматического от-
ключения электродвигателя от сети при работе станка на холостом
47
48
Рис. 26. Суппорт (а) и резцедержатель (б)
ходу в течение более чем 3—8 мин. Для этой цели на валике 12
установлен кулачок 14, который при нейтральном положении
фрикционов, т. е. при работе станка на холостом ходу, включает
реле 13, заранее настроенное на определенное (в пределах 3—8 мин)
время. По истечении этого времени реле отключает цепь питания
электродвигателя. При включенных фрикционах кулачок 14 отхо-
дит в сторону и реле времени блокируется.
Шпиндель. На рис. 25, а показано устройство узла шпинделя.
Передняя конусная шейка шпинделя вращается в специальном ре-
гулируемом двухрядном роликовом подшипнике 6, а задняя —
в двух радиально-упорных шариковых подшипниках 8, которые вос-
принимают осевую нагрузку на шпиндель.
Для выбора люфта в шпинделе (что можно делать только под
наблюдением квалифицированного токаря или мастера) регули-
руется передний подшипник.
Для этого необходимо ослабить стопорный винт 1, с помощью
гайки 7 подтянуть внутреннее кольцо подшипника 6, а затем опять
закрепить винт 1.
Осевой люфт выбирается с наружной стороны гайкой 9. После
выбора зазоров гайку* следует повернуть еще на 18—20°, создавая
тем самым необходимый натяг.
Фланец 4 патрона центрируется на конусном пояске А шпинде-
ля. К фланцу Б шпинделя он притягивается с помощью винтов 5,
проходящих сквозь фасонные отверстия шайбы 3, и закрепляется
четырьмя гайками 2.
На рис. 25, б показаны присоединительные размеры переднего
конца шпинделя.
Суппорт. Суппорт станка (рис. 26, а) состоит из каретки /, пере-
мещающейся по направляющим станины 17, поперечных 9 и верхних 6
салазок, поворотной части 8. При вращении винта 12 рукояткой 10
или от привода поперечные салазки вместе с гайкой 13 скользят
по направляющим каретки (на рисунке их не видно). Точное пере-
мещение салазок и резца определяется с помощью лимба 11. Для
устранения мертвого хода винта поперечных салазок при износе,
гайки последняя выполнена из двух половин 13 и 15, между кото-
рыми установлен клин 14. Подтягивая клин при помощи винта 16
кверху, можно раздвинуть обе половины гаек и выбрать зазор.
Верхние салазки перемещаются по направляющим поворотной
части, смонтированной в круговой направляющей поперечных са-
лазок. Это позволяет устанавливать верхние салазки вместе с рез-
цедержателем 5 при отпущенных гайках 7 под углом к оси станка
от —65° до +90° при обтачивании конических поверхностей. Задний
резцедержатель 2 используется для проточки канавок и для других
работ, выполняемых с поперечной подачей, но может быть и снят.
Закрепленный на откидном кронштейне 3 щиток 4 используется
для защиты токаря от разлетающейся стружки.
Резцедержатель. На центрирующем буртике верхней части суп-
порта 1 (рис. 26, б) установлена четырехсторонняя головка 13. С од-
50
ной стороны головки размещен конический фиксатор 3 с пружиной 4,
а с другой стороны — шариковый фиксатор 17 с пружиной 15 и
резьбовой пробкой 12.
Сверху к головке 13 двумя болтами привинчен фланец 5. Внутри
головки на центральном пальце 16 расположен кулачок 11с торцо-
выми зубьями и храповая муфта 10, которая принимается к торцу
кулачка пружиной 8. Храповая муфта 10 может свободно сколь-
зить по шлицам втулки 9, запрессованной в рукоятку 7.
Освобождение головки, ее поворот, фиксация и закрепление про-
изводятся одной рукояткой 7. В начале поворота против часовой
стрелки рукоятка 7, перемещаясь по резьбе вверх, освобождает го-
ловку. Вместе с рукояткой поворачивается кулачок 11, который свя-
зан с ней зубьями храповика 10. Как только головка будет освобож-
дена, скос кулачка 11 действуя на лапку фиксатора 3, приподнимает
фиксатор и кулачок 11, упираясь стенкой выреза в штифт 14, повора-
чивает головку. При этом
шарик 17 отжимается
вверх. В конце поворота
шариковый фиксатор за-
скакивает в очередное гне-
здо, осуществляя предва-
рительную фиксацию го-
ловки.
При обратном повороте
рукоятки 7 кулачок 11
освобождает фиксатор 3,
который, западая в гнездо
2, окончательно фиксирует
головку. Кулачок 11, упираясь стенкой выреза в штифт 14, останав-
ливается. При дальнейшем повороте рукоятки 7 скошенные торцо-
вые зубья кулачка 11 отжимают вверх храповик 10. В конце по-
ворота рукоятка 7 закрепляет головку.
Подгонкой шайбы 6 по толщине обеспечивают удобное положе-
ние рукоятки 7 при зажиме.
Разъемная гайка. Продольная подача суппорта от ходового
винта получается при включении разъемной гайки, управляемой
рукояткой 28 (рис. 22). Эта гайка (рис. 27) состоит из двух полови-
нок — нижней 1 и верхней 2. Обе половинки своими выступами А
могут двигаться вверх и вниз в направляющих, имеющихся на зад-
ней стороне фартука. Если половинки гайки сдвинуты и они охва-
тывают ходовой винт (нижнее положение рукоятки 28 — рис. 22) —
подача суппорта, заимствуемая от винта, включена. Если поло-
винки гайки раздвинуты (верхнее положение рукоятки), то подача
от винта выключена.
Указанные перемещения половинок гайки осуществляются сле-
дующим образом. На валик 5 (рис. 27),-на котором закреплена ру-
коятка для управления гайкой, насажен диск 4. В этом диске
имеются два эксцентричных паза В и С, в которые входят штифты 3
51
A
6C
Рис. 27. Разъемная гайка
28 (трис 22)
A
Рис. 28. Задняя бабка (а) и устройство для ее рабочего перемещения (б)
52
и 6, ввернутые в половинки гайки. При повороте рукоятки по часовой
стрелке штифт 6 с нижней половинкой гайки поднимаются, а штифт 3
с верхней половинкой опускаются, что и требуется для включе-
ния гайки, При повороте рукоятки против часовой стрелки проис-
ходит выключение гайки.
Задняя бабка. Устройство ее показано на рис. 28, а. В продоль-
ном отверстии корпуса 1 установлена пиноль 4 с закрепленным
В’ней на конусе центром 2. Перемещение пиноли и выталкивание
центра при его съеме осуществляется винтом 5 с помощью установ-
ленного на нем маховичка 6. В требуе-
мом для работы положении пинользак- х—. 12 3
репляется рукояткой 3. /
Корпус задней бабки с промежуточ- \
ной плитой 8 перемещается по направ- У
ляющим станины вручную и фикси- / / /Ххг?к\ \
руется в рабочем положении поворотом lira || |
рукоятки 7, вследствие чего тяга 9 воз- \ I /
действует на рычаг 10, который под-. XX \| rciyX /
жимается к станине станка (на рисунке
не показана). Гайкой 12 (изменением -------------'
рабочей длины винта 13) можно ОТ- Рис. 29. Обгонная муфта
регулировать силу зажима. Оконча-
тельный зажим осуществляется гайкой 14, воздействующей через
болт 15 на планку 11, также поджимаемую к станине станка.
На плите 8 закреплена замковая планка 16. В нее может вво-
диться (поперечным смещением суппорта) аналогичная планка 18
(рис. 28, б) каретки 17, в результате чего при сверлении отверстий
и других переходах задней бабке можно сообщать механическую
продольную подачу.
Обгонная муфта (рис. 29) состоит из ведущей обоймы 3, соеди-
ненной с двухвенцовым колесом 56 (рис. 23), и ведомого диска 1
(рис. 29), в вырезах которого расположены шарики 2. При враще-
нии обоймы шарики заклиниваются в вырезах и вращение от обоймы
передается на диск, а следовательно, и на вал XV (см. рис. 23).
При вращении ходового вала XVII от электродвигателя ускорен-
ного хода диск с валом XV вращается быстрее обоймы, _ шарики
отжимаются в углубления вырезов, вследствие чего обойма, а с ней
вместе блок шестерни 56—56 (рис. 23) вращения не получают.
3. ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДЕЛИ 16К20
Предварительные замечания. Токарно-винторезные станки мо-
дели 1К62 изготовлены на отечественных заводах в большом ко-
личестве и широко используются в нашей промышленности. Они
вполне удовлетворяют основным требованиям, предъявляемым
к современным металлорежущим станкам.
Однако советские станкостроители, выполняя Директивы
XXIV съезда КПСС, непрерывно находят пути совершенствования
53
конструкций металлорежущих станков. Созданный ими новый станок
модели 16К20 с высотой центров 215 мм (рис. 30) является базовым
для нескольких моделей токарно-винторезных станков наиболее
совершенной конструкции.
Так, при общей кинематической схеме и максимально унифици-
рованной конструкции на базе станка 16К20 нормальной точ-
ности изготовляются также станки модели 16К20П — повышенной
точности, модели 16К20Г — нормальной точности с выемкой в ста-
нине, что позволяет изготавливать на нем детали диаметром до
630 мм, и модели 16К25 — облегченный станок нормальной точ-
ности с высотой центров 250 мм.
Управление станком. На рис. 30 показан общий вид станка
и органы его управления. Все переключения рукояток, перемеще-
ния маховичков и пр. производятся от руки, кроме регулирова-
ния болта 13, где следует применять ключ.
Краткая техническая характеристика станка и некоторых его
конструктивных особенностей. Токарно-винторезный станок мо-
дели 16К20 завода «Красный пролетарий» характеризуется сле-
дующими данными:
Наибольший диаметр обрабатываемой детали, уста-
навливаемой над станиной, в мм.................... 400
Наибольший диаметр точения над поперечным суп-
портом в мм ...................................... 220
Наибольший диаметр обрабатываемого прутка в мм 50
Расстояние между центрами в мм ................... 710, 1000,
1400, 2000
Наибольшая длина обтачивания в мм................. 640, 930,
1330, 1030
Частота вращения шпинделя в об/мин................. 12,5—1600
Пределы продольных подач в мм/об................... 0,05—2,80
Пределы поперечных подач в мм/об.................. 0,025—1,40
Нарезаемые резьбы:
метрическая, шаг в мм............................0,5—112
дюймовая, число витков на 1*..................... 56—0,25
модульная, шаг в модулях ........................0,5—112
питчевая, шаг в питчах........................... 56—0,25
Мощность главного электродвигателя в кВт.............. 10
Станок снабжен держателем центрового инструмента (рис. 31),
позволяющим вести обработку отверстий как с ручной, так и с ме-
ханической подачей, не пользуясь задней бабкой. Держатель
центрового инструмента 1 устанавливается в соответствующую
позицию резцедержателя 6, маркированную символом, обозна-
чающим сверло, и закрепляется винтами 5. В держатель, имеющий
цилиндрическое отверстие, вставляется переходная втулка 2 с ко-
ническим отверстием под сверло 4 (или другой центровой инстру-
мент). Втулка в держателе закрепляется стопорным винтом 3.
54
Рис. 30. Токарно-вин-
торезный станок мо-
дели 16К20 и органы
его управления:
1 — рукоятка установки
ряда чисел оборотов
шпинделя; 2 — рукоятка
установки чисел оборо-
тов шпинделя; 3 — ру-
коятка установки нор-
мального, увеличенного
шага резьбы и положе-
ния при делении много-
заходных резьб; 4 — ру-
коятка установки правой
и левой резьб; 5 — ру-
коятка установки вели-
чины подачи и шага резь-
бы; 6 — рукоятка уста-
новки вида работ: пода-
чи и типа нарезаемой
резьбы; 7 — рукоятка
установки величины по-
дачи и шага резьбы и
отключения механизма
коробки подач; 8 — ру-
коятка управления фрик-
ционной муфтой главно-
го привода (сблокирова-
но с рукояткой 16)', 9 —
кнопка золотника смазки
направляющих каретки
и поперечных салазок
суппорта; 10 — маховик
ручного передвижения
каретки; 11 — рукоятка
включения и выключения реечной шестерни; 12 — кнопочная станция включения и выключения электродвигателя главного привода;
13 — болт закрепления каретки на станине; 14 — рукоятка включения подачи; 15 — рукоятка включения и выключения гайки ходового
винта; 16 — рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 8); 17 — маховик перемещения
пиноли задней бабки; 18 — рукоятка крепления задней бабки к станине; 19 — рукоятка зажима пиноли задней бабки; 20 — рукоятка
управления механическими перемещениями каретки и поперечных салазок суппорта; 21 — кнопка включения электродвигателя привода
быстрых ходов каретки и поперечных салазок суппорта; 22 — рукоятка ручного перемещения резцовых салазок суппорта; 23 — руко-
ятка поворота и закрепления индексируемой резцовой головки; 24 — выключатель лампы местного освещения; 25 — рукоятка ручного
перемещения поперечных салазок суппорта; 26 — регулируемое сопло подачи охлаждающей жидкости; 27 — указатель нагрузки станка;
28 — выключатель электронасоса подачи охлаждающей жидкости; 29 — сигнальная лампа; 30 — вводной автоматический выключатель
Совмещение оси режущего инструмента с осью шпинделя осу-
ществляется перемещением поперечных салазок суппорта до совпа-
дения визира с риской на каретке, обозначенной символом, иден-
тичным нанесенному на резцедержатель. Визир должен быть
вдвинут в кронштейн до упора.
Коррекция положения ~оси режущего инструмента производится
рукояткой перемещения поперечных салазок.
Рис. 31. Держатель для центрового инструмента
Станок снабжен также жестким микрометрическим упором про-
дольного хода.
По особому заказу к станку прилагаются также верхние са-
лазки с механическим перемещением, что позволяет точить на этом
станке конусы, используя механическую подачу; приспособление
для обработки многогранников; приспособление для многопро-
ходного нарезания резьб; гидрокопировальный суппорт; конусная
линейка; задний резцедержатель и некоторые другие универса-
лизирующие станок устройства и части.
4. УХОД ЗА ТОКАРНЫМ СТАНКОМ
И БЕЗОПАСНОСТЬ РАБОТЫ НА НЕМ
Уход за станком. Производительность и точность станка, обу-
словленные его конструкцией и изготовлением, в значительной
степени зависят от ухода за ним. Поэтому токарь обязан система-
тически очищать станок от стружек, пыли и пр. и регулярно сма-
зывать его. Очистку станка необходимо производить, по крайней
56
мере, один раз в смену. Тряпкой или лучше концами, смоченными
в керосине, смывают со станка грязь и засохшее масло. Если на
станке обрабатывались чугунные детали, нужно щеткой всюду
смести стружку. После очистки все обработанные поверхности
станка следует слегка смазать маслом, чтобы защитить их от кор-
розии.
Особо важное значение имеет своевременное смазывание всех
трущихся частей станка. Необходимо изучить карту смазки станка
той модели, на которой токарю предстоит работать.
В корпус коробки скоростей должно быть налито в достаточном
количестве масло индустриальное 3Q. Коробки скоростей многих
станков имеют указатели высшего уровня масла, что облегчает
наблюдение за количеством последнего. Смазка механизмов ко-
робки скоростей осуществляется во время работы станка разбрыз-
гиванием масла зубчатыми колесами. Смену масла в коробке ско-
ростей рекомендуется производить не реже, чем один раз в месяц.
Если станок запускается в работу впервые, то масло, залитое
в коробку при пуске станка, необходимо сменить в первый раз че-
рез 10 дней его работы, во второй — после 20 дней и лишь после
этого перейти на регулярную смену масла. После спуска отрабо-
танного масла коробку следует промыть чистым керосином. Зали-
ваемое масло рекомендуется фильтровать через сетку.
Очень тщательно следует смазывать подшипники шпинделя
станка. У многих современных станков, в том числе и у рассмотрен-
ного выше станка модели 1К62, смазка переднего подшипника
шпинделя и фрикционной муфты производится посредством спе-
циального электронасоса. Необходимо постоянно наблюдать за
его исправностью. Если смазка подшипников фитильная, надо
при заполнении проверить исправность фитилей. Для этого необ-
ходимо, заполнив каждую масленку маслом, вынуть фитили и по-
смотреть, проходит ли масло к месту смазывания.
Коробка подач смазывается так же, как и коробка скоростей,
разбрызгиванием. Кроме того, иногда для дополнительной фитиль-
ной смазки подшипников коробки подач в верхней ее части имеется
резервуар для масла. Через фитили и особые трубки масло из
этого резервуара поступает к местам смазки. Наиболее ответствен-
ные детали фартука, например падающий червяк у станка мо-
дели 1А62, смазываются разбрызгиванием масла, заполняющего
соответственные резервуары. Все прочие трущиеся поверхности
деталей фартука получают фитильную смазку из общих резервуа-
ров, расположенных в верхней части фартука, или через отверстия,
закрытые шариком. На станке модели 1К62 механизм фартука
смазывается от плунжерного насоса.
Через отверстия смазываются один раз в смену все скользящие
поверхности частей суппорта. Не меньше чем один раз в смену
необходимо смазывать чистым маслом направляющие станины и ча-
стей суппортов, поверхность ходового винта и ходового валика и
их подшипники. Направляющие станины и поперечного суппорта
57
станка модели 1К62 обеспечиваются периодической смазкой струей
масла из фартука через специальный краник.
Необходимо также один раз в смену смазывать пиноль и винт
задней бабки.
Смазывание некоторых частей станка производится техниче-
ским вазелином, которым наполняется масленка, имеющаяся вблизи
от смазываемых поверхностей.
Регулировка станка. Исправность действия отдельных частей
и точность станка, созданные при его изготовлении, через некото-
рое время могут быть частично нарушены. Для устранения обра-
зовавшихся неисправностей станка необходимо время от времени
его регулировать.
Регулировке подлежат подшипники шпинделя, фрикционная
муфта, тормоз, пружина падающего червяка (если он имеется),
гайка поперечного суппорта (если она регулируемая), а также все;
планки и клинья частей суппорта.
Любую из указанных регулировок может производить сам
токарь, но лишь в том случае, если он безусловно уверен,
что хорошо знает правила регулировки, а также приемы
проверки станка после регулировки.
Необходимость выполнения этих правил подтверждается сле-
дующим простым примером.
Токарь заметил необходимость регулировки прижимных пла-
нок продольных салазок суппорта. Он произвел необходимую ре-
гулировку, установив при этом суппорт недалеко от передней
бабки, т. е. как раз на том участке направляющих станины, которые
изнашиваются обычно больше остальных участков. Если он после
этого включит автоматическую подачу суппорта в сторону задней
бабки, то как только суппорт дойдет до менее изношенного участка,
он заклинится. Поломка механизма подачи почти неизбежна. Этого
не случится, если токарь после регулировки прижимных планок
вручную переместит суппорт по всей длине направляющих станины.
Подобные последствия ошибок токаря возможны и при других
регулировках станка.
Безопасность работы на токарном станке. Безопасность работы
на токарном станке обусловливается его устройством и различными
мероприятиями. Однако травмы токарей и в настоящее время
не исключены, чаще в легкой, а в отдельных случаях и в тяжелой
форме. Причиной несчастных случаев, как правило, является не-
осторожность и пренебрежение токарей правилами безопасности
прй работе на токарном станке.
Чаще всего ранения происходят из-за отлетающей стружки.
Известно, что при обработке мягких металлов — латуни, бронзы
и т. д. — стружка, как говорят, «фонтанирует». Мелкие кусочки
стружки отлетают.на большое расстояние от места образования.
Даже маленькая стружка может нанести тяжелую травму, если
она попадет в глаз. Еще большую опасность представляют стальные
стружки, образующиеся при скоростном резании некоторых сталей.
58
Самая простая защита от мелких отлетающих стружек — это
очки (рис. 32, а), а еще лучше прозрачная предохранительная
маска (рис. 32, б), закрывающая не только глаза, но и все лицо
токаря. Более удобным и надежным средством защиты токаря от
отлетающих стружек, даже крупных, является прозрачный экран,
Рис. 32. Защитные очки и предохранительная маска
закрепленный на суппорте. Пример такого экрана показан на
рис. 33 в двух положениях — рабочем (сплошные линии) и в от-
кинутом (штрих-пунктирные линии). В последнем положении токарь
имеет свободный доступ к обрабатываемой детали для ее установки
и снятия, измерения, для смены инструмента и т. д. Перевод эк-
рана в рабочее положение и обратно производится быстро и удобно
рукояткой 1.
Рис. 33. Защитный откидной экран
На рис. 26, а показано аналогичное устройство для защиты от
стружки, поставляемое со станком модели 1К62, где на откидном
кронштейне 3 шарнирно закреплен прозрачный щиток-экран 4.
При обработке вязких сталей стружка образуется в виде длин-
ных спиралей, перепутывающихся настолько, что удаление их
59
становится затруднительным, а при работающем станке — очень
опасным. Удалять со станка такие стружки руками нельзя и необ-
ходимо применять в этих случаях стальные крючки. Лучше, од-
нако, предупреждать образование подобных стружек, применяя
какой-либо из существующих способов стружколомания, рассмот-
ренных на стр. 265.
Несчастные случаи происходят в результате неосторожного об-
ращения с вращающимися частями станка, главным образом зуб-
чатыми колесами. У современных станков зубчатые колеса закры-
ваются кожухами, причем некоторые кожухи делаются съемными.
Несчастные случаи, связанные с зубчатыми колесами, почти всегда
происходят по неосторожности или небрежности самого рабочего.
Нередко рабочий получает травму непосредственно от обраба-
тываемой детали, особенно если она имеет выступающие части.
И здесь единственная мера защиты — осторожность и плотно обле-
гающая рабочая одежда. Рукава одежды должны плотно охваты-
вать руку рабочего у кисти. Значительное количество несчастных
случаев вызывается неосторожным обращением с обрабатываемой
деталью при установке ее на станок и при снятии.
При работе с охлаждением, если у станка нет специального
корыта, охлаждающая жидкость иногда заливает пол у станка.
Чтобы не поскользнуться и не упасть на мокром полу, около станка
кладут деревянные решетки. В крайнем случае нужно посыпать пол
деревянными опилками.
Неисправность электрической проводки и электрических при-
боров (реостатов, рубильников) для включения электромоторов и
неосторожное с ними обращение также являются причинами не-
счастных случаев. Согласно правилам техники безопасности, каж-
дый станок должен быть заземлен. О всех замеченных неисправно-
стях электропроводки и электроприборов токарю следует немед-
ленно сообщать администрации цеха.
Необходимо отметить, наконец, что причиной травмирования
токаря оказывается иногда приспособление, изготовленное токарем
из подручных материалов, без соблюдения требований техники без-
опасности.
Токарь, в особенности молодой, должен постоянно помнить,
что во время работы надо быть очень осторожным. Каждый
токарь должен твердо помнить пословицу: «Машина шуток
не любит и шуток не прощает».
Глава III
ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ,
ОБРАБАТЫВАЕМЫХ НА ТОКАРНЫХ СТАНКАХ
1. ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ,
ОБРАБАТЫВАЕМЫХ В ЦЕНТРАХ
Предварительные замечания. На рис. 34 схематически показано
закрепление детали 5 в переднем 4 и заднем 6 центрах станка с по-
мощью просверленных в ее торцах центровых отверстий. На конце
детали, обращенном к передней бабке станка, закреплен хомутик 3.
Посредством поводкового патрона /, установленного на шпинделе
станка, и поводка 2, закрепленного в патроне, вращение шпинделя
передается через хомутик обрабатываемой детали (защитный ко-
жух для ясности схемы на рисунке не показан). После того как
один конец детали обработан, она снимается с центров, и хомутик
переставляется на обработанный конец детали. Затем деталь пере-
вертывается, снова устанавливается в центрах и обрабатывается
второй ее конец.
Если центровые отверстия детали, обрабатываемой в центрах,
имеют правильную форму и размеры, а центры станка верно обра-
ботаны и установлены, поверхности в этой детали, обработанные
при первой и второй установках ее, будут концентричными, т. е.
будут иметь общую ось.
На большинстве заводов центрование заготовок производят
в заготовительных или механических цехах на специальных цент-
ровочных станках или на фрезерно-центровальных станках, где
одновременно с центрованием фрезеруются торцы заготовки. Од-
нако нередко еще центрование приходится производить самим то-
карям, используя имеющиеся в их распоряжении средства. По-
этому ниже приводятся соответствующие рекомендации.
Форма и размеры центровых отверстий. Наиболее употребитель-
ная форма центровых отверстий показана на рис. 35, а. В центровом
отверстии, изображенном на рис. 35, б, кроме рабочего конуса
с углом при вершине 60°, имеется дополнительный конус с углом
120°, который служит для защиты рабочего конуса от забоин
(при случайных ударах) и называется поэтому предохрани-
тельным.
61
Очень важно, чтобы угол при вершине рабочего конуса был ра-
вен 60°. Если этот угол не равен 60°, а центр станка прошлифован
правильно и имеет угол при вершине 60°, соприкосновение отвер-
стия и центра будет происходить не по поверхности конуса,
а по узкой полоске, в связи с чем неизбежны быстрый износ центро-
вого отверстия, отклонение положения детали от правильного и
часто брак ее.
Цилиндрическая часть центрового отверстия в торце детали,
обращенной к задней бабке, заполняется густой смазкой. Во
время работы станка эта смазка прогревается (от теплоты тре-
ния между деталью и центром), стремится выйти наружу и хо-
рошо смазывает трущиеся поверхности центра и центрового от-
верстия.
Рис. 34. Закрепление детали в Рис. 35. Центровые отверстия: обыкновен-
центрах ные (о) и с предохранительным конусом (б)
Размеры центровых отверстий не должны быть слишком малы,
так как такие отверстия быстро срабатываются; точность установки
на центры при этом уменьшается. Центры станка в этом случае
также быстро изнашиваются. Слишком большие центровые отвер-
стия портят внешний вид детали. В табл. 4 даны рекомендуемые раз-
меры центровых отверстий.
При пользовании таблицей необходимо руководствоваться сле-
дующими правилами:
1) центровые отверстия должны иметь одинаковые размеры
в обоих торцах вала даже в том случае, если диаметры концевых
шеек вала различны;
2) при легкой работе часто оказывается возможным при-
нять размеры центровых отверстий ближайшие меньшие к
предусмотренным таблицей для данного диаметра заготовок
и, наоборот, при очень тяжелой работе — ближайшие боль-
шие.
Разметка центровых отверстий. На торцах заготовок, особенно
тяжелых, находить положение центровых отверстий можно, поль-
зуясь разметкой. Она осуществляется с помощью обычного цир-
куля. Установив расстояние между его иглами приблизительно рав-
ным радиусу размечаемой заготовки, прижимают большим пальцем
62
левой руки конец одной ножки к боковой поверхности детали,
а иглой другой ножки наносят на торце детали последовательно
четыре риски (рис. 36).
Если расстояние между ножками циркуля было установлено
больше радиуса детали, эти риски будут иметь вид, показанный
Таблица 4
Размеры центровых отверстий
Размеры в мм
Диаметр заготовки Размеры отверстия Наименьший диаметр концевой шейки Do
D d L 1
Свыше 5 ДО 8 2,5 1,0 3,5 1,2 5,0
> 8 > 12 4,0 1,5 4,0 1,8 6,5
> 12 > 20 5,0 2,0 5,0 2,4 8,0
> 20 > 30 6,0 . 2,5 6,0 3,0 10,0
> 30 > 50 75 3,0 7,5 3,6 12,0
> 50 > 80 10,0 4,0 10,0 4,8 15,0
> 80 > 120 12,5 5,0 12,5 6,0 20,0
на рис. 36, а; если оно было меньше радиуса детали, риски будут
иметь вид, изображенный на рис. 36, б. Центр детали в том и другом
случае лежит внутри этих рисок и без труда может быть намечен
на глаз.
Разметку заготовок из точного проката, в особенности, если
припуск на обработку невелик, а также обработанных деталей,
в которых центровых отверстий почему-либо нет, следует произво-
дить при помощи разметочного угольника (рис. 37, а). Штифты /
и 2 запрессованы в короткой полке этого угольника на одинаковых
расстояниях от его кромки АА. Наложив такой угольник на торец
детали, проводят на последнем риску. Затем поворачивают уголь-
ник на произвольный угол и проводят вторую риску. Пересечение
рисок определит центр заготовки. Так же используется угольник,
показанный на рис. 37, б. После разметки центровых отверстий
63
производится накернивание их. Накернивание без разметки у не-
больших деталей диаметром до 40 мм можно производить с помощью
приспособления, показанного на рис; 38.
Рис. 36. Положения ри-
сок, получаемых после
разметки центрового
отверстия
Рис. 37. Разметочные угольники и разметка
с их помощью центровых отверстий
Рис. 38. Приспособ-
ление для накерни-
вания центровых
отверстий без пред-
варительной раз-
метки
Центровочные инструменты. Сверление центровых отверстий
производится спиральным сверлом (рис. 39, а), диаметр которого
равен диаметру цилиндрической части центрового отверстия.
Рис. 39. Центровочные инструменты
Конусная часть центрового отверстия, . .просверленного сверлом
диаметром до 1 Дтлм, образуется зенковкой (рис. 39, б). При диа-
метре цилиндрической части отверстия до 6 мм для обработки
конуса используется зенковка, изображенная на рис. 39, в.
64
Рис. 40. Сверление центровых отверстий
Центровое отверстие может бь/ть получено значительно быстрее
при использовании комбинированного центровочного сверла, по-
казанного на рис. 39, г, а отверстие с предохранительным кону-
сом — сверлом, изображенным на рис. 39, д.
Сверление центровых отверстий. Сверление центровых отвер-
стий в небольших заготовках из проката черного или ранее обто-
ченного производится без разметки.-Заготовка закрепляется в са-
моцентрирующем патроне (рис. 40, а). В пиноль задней бабки встав-
ляется сверлильный пат-
рон с центровочным инстру-
ментом. Просверлив цент-
ровое отверстие в одном
-торце, заготовку перевер-
тывают и сверлят второе
отверстие.
Размеченные и закер-
ненные заготовки зацент-
ровываются так: вместо
переднего центра в шпин-
дель станка вставляется
патрон с центровочным ин-
струментом. Установив за-
готовку, как показано на
рис. 40, б, придерживают
ее левой рукой за боковую
поверхность (а еще лучше
за хомутик, закрепленный
посередине детали). Пустив
станок в ход и вращая
маховичок задней бабки
правой рукой, подают за-
готовку на вращающийся
центровочный инструмент.
Таким же образом сверлят и
второе центровое отверстие.
Обыкновенные центры. Обыкновенный центр показан на рис.41 ,а,
Часть А этого центра называется рабочей, а часть В — хвостовой.
Угол при вершине рабочей части центра должен быть равен 60®.
Хвостовая уасть центра должна быть точно изготовлена и соответ-
ствовать коническим гнездам в шпинделе передней и пиноли зад-
ней бабок станка. Поверхности рабочей части и хвостовика центра
не должны иметь забоин, при наличии которых положение детали
получается неправильным.
Диаметр цилиндрической части С хвостовика должен быть
меньше меньшего диаметра конуса В. При этом условии некоторое
увеличение диаметра части С, возможное в результате вы-
бивки центра из шпинделя, не отразится на точности его ус-
тановки.
3 А. Н. Оглоблин
65
Центр, показанный на рис. 41, б, служит для установки заго-
товок малого диаметра — до 4 мм. У таких заготовок вместо цент-
ровых отверстий делаются с двух сторон наружные конические по-
верхности с углом при вершине 60°, а в торце рабочей части центра,
как это показано на рисунке, делается центровое углубление. Та-
кие центры называются обратными.
Наличие рифленой поверхности у переднего центра (рис. 41, в)
позволяет обрабатывать заготовки с большим центральным отвер-
стием (без помощи поводкового патрона).
Наличие среза D у так называемого полуцентра (рис. 41, г),
устанавливаемого только в заднюю бабку, дает возможность обра-
батывать полностью торец поддерживаемой им детали.
Рис. 41. Виды центров
Во избежание быстрого износа и повреждений (от случайных
ударов) центры должны быть закаленными и шлифованными.
Передний центр во время работы станка служит только опорой
для обрабатываемой детали, вращается вместе с ней и поэтому не
нагревается. Ввиду этого передние центры можно изготовлять из
углеродистой инструментальной стали марки Уб. Задний центр
неподвижен, деталь вращается на нем часто с большой скоростью,
вследствие чего центр нагревается, теряет свою твердость и быстро
изнашивается. Поэтому задние центры делаются из углеродистой
стали марки У8 и У10 или с твердосплавным наконечником /
(рис. 41, д).
Уход за центрами. Для правильной установки детали необхо-
димо, чтобы ось конуса рабочей части переднего центра точно сов-
пала с осью вращения шпинделя передней бабки. Это можно про-
верить, если под вращающийся центр положить листок белой бу-
маги и смотреть на него сверху. Более точная проверка центров
производится посредством индикатора, устройство которого рас-
сматривается ниже.
Если оси не совпадают — вершина центра будет перемещаться
на величину, которая определяет биение центра. Заметное на глаз
66
биение недопустимо. В этом случае центр следует заменить или
прошлифовать на месте, т. е. вставленным в коническое гнездо
шпинделя. Шлифование производится при помощи специального
устройства с приводом, закрепляемого в резцедержателе суппорта.
Верхние салазки суппорта устанавливаются при этом под углом
Рис. 42. Вращающийся центр
в 30° к центровой линии станка и перемещение их осуществляется
вручную. Правильность угла конуса проверяется шаблоном.
Перед шлифованием станину следует защищать от пыли, обра-
зующейся при шлифовании.
Также восстанавливаются задние центры.
Вращающиеся центры. Для предупреждения вредного влияния
износа заднего центра, в
применяются вращающиеся
центры различных конст-
рукций. Вращающийся
центр показан на рис. 42.
Собственно центр 1 в этом
случае вращается на роли-
ковом 2 и шариковом 5
подшипниках, расположен-
ных в корпусе 4. Осевые
усилия, действующие на
центр, воспр ин имаются
упорным подшипником 3.
Хомутики. Токарный
хомутик показан на рис.
43, а. Отверстием А он на-
девается на обрабатывае-
мую деталь и закрепляется
особенности при скоростном точении,
Рис. 43. Хомутики: обыкновенный (а) и само-
захватывающий (б)
называется хвостом. Такие
на ней болтом /. Часть 2 [хомутика
хомутики бывают разных
размеров.
Волее удобны в работе хомутики самозахватывающей конструк-
ции. Одна из них показана на рис. 43, б. В корпусе 5 на шарнире 4
закреплен хвостовой кулачок 2, имеющий насечку на секторной
3*
67
поверхности, прилегающей к поверхности вала. Пружина 5 обес-
печивает заклинивание хомутика после установки его на вале,
а палец / поводкового патрона — вращение заготовки.
Поводковые патроны. Обыкновенный поводковый патрон по-
казан на рис. 44. Палец-поводок 3 закреплен гайкой 1 в корпусе 2,
конструкция которого обеспечивает безопасность работы, поскольку
хомутик и палец спрятаны в чаше корпуса.
Практика работы при закреплении детали в центрах. При выборе
хомутика необходимо следить за тем, чтобы конец детали, на кото-
рую надевается' хомутик, свободно входил в отверстие хомутика.
В то же время при слишком большом отверстии самозажимной хо-
мутик не сработает, а у обыкновенного хомутика зажимной болт
будет скользить.по цилиндри-
2 ческой поверхности обраба-
тываемой детали и согнется.
Если хомутик надевается
на обработанный конец дета-
ли, то, чтобы не испортить
поверхности ее, между де-
талью и стенками отверстия
в хомутике и под зажимной
болт его кладут медную про-
кладку или обертывают конец
детали медной полоской.
Перед установкой центров
в конические гнезда шпинделя
Рис, 44. Поводковый патрон
передней бабки и пиноли задней бабки последние следует тщательно
протирать тряпкой, навернутой на деревянную палочку. Не менее
тщательно должны быть протерты хвосты центров. Необходимо также
протирать (перед каждой установкой детали на центры) рабочие
части центров и центровые отверстия в детали. При несоблюдении
этих правил соринки и мелкие стружки, попавшие между центром
и поверхностями гнезд и центровых отверстий, портят их, а уста-
новка детали получается неправильной.
Непременное условие работы в центрах — это хорошая смазка
заднего центра. Недостаточно смазать центр только перед установ-
кой детали на станок. Время от времени следует, остановив станок,
отвести"немного пиноль задней бабки и добавить смазки.
Приводим несколько составов смазки.
1. К тавоту прибавляют немного толченого мела, чтобы полу-
чилась не слишком густая смесь.
2. К тавоту прибавляют мелко истолченную горючую серу.
Масса получается густая, поэтому полезно разбавлять ее керосином.
При слабо поджатом центре обрабатываемая деталь будет виб-
рировать. Если центр поджат слишком туго, вся смазка будет
выдавливаться и центр «заест». Задний центр считается поджатым
правильно, если деталь без усилия можно повернуть на центрах
настолько, насколько это позволяет хомутик.
68
Для тяжелых работ применяют задний центр с постоянной смаз-
кой (рис. 45). При установке вала конической поверхностью его
центрового отверстия нажимают на несколько выступающий то-
рец плунжера 2 и масло из масленки 1 через канал корпуса 4 и
канавки А поступает к трущимся поверхностям. При снятии вала
пружина 3 возвращает плунжер в исходное положение и каналы
подачи масла перекрываются.
Во время обработки деталь нагревается и, удлиняясь вследствие
этого, с большой силой нажимает на центры. От возникшего давле-
ния или заест центр, или изогнется деталь. Чтобы предупредить
Рис. 45. Задний центр с постоянной смазкой
это, следует периодически проверять силу поджима детали задним
центром, в особенности при обработке длинных деталей.
Если в центрах обрабатывается партия деталей, надо иметь
два хомутика. В то время, когда производится (при автоматиче*
ской подаче) обтачивание одной детали, токарь может закреплять
хомутик на следующей детали, подлежащей обработке.
Детали, закрепляемые в центрах. Деталь, обрабатываемую на
токарном станке, необходимо закреплять в центрах в следующих
случаях:
1) если обработка детали, напримёр ступенчатого валика, про-
изводится на одном станке за несколько установок, причем необ-
ходимо совпадение осей обрабатываемых поверхностей (обеспече-
ние концентричности);
2) если последующая обработка детали, например на шлифоваль-
ных станках, производится в центрах;
3) если обрабатываемая деталь (например, ходовой винт то-
карного станка) по условиям своей работы может быть испорчена
(износ, прогиб) и для ремонта этой детали необходима установка
ее ta станок в центрах.
2. ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ
ЗА НАРУЖНУЮ ПОВЕРХНОСТЬ
Трехкулачковые самоцентрирующие патроны. Существует не-
сколько типов самоцентрирующих трехкулачковых патронов с руч-
ным приводом, различающихся между собой устройством для пе-
ремещения кулачков. Независимо от особенностей этих устройств
69
перемещение кулачков патрона во всех случаях происходит одно-
временно и с одинаковой скоростью. Благодаря этому ось цилин-
дрической поверхности, предназначенной для закрепления детали
в патроне, должна совпасть с осью вращения шпинделя станка.
Наиболее широкое применение получил спиральный самоцент-
рирующий трехкулачковый патрон (рис. 46). В корпусе 3 этого
патрона заложена стальная коническая шестерня 4, на обратной
В
Рис. 46. Самоцентрирующий трехкулачковый патрон и его
детали
стороне которой имеется спиральная канавка. На кулачках 2 пат-
рона сделано несколько выступов, которые входят в спиральную
канавку шестерни 4. При вращении одной из трех шестерен 1 по-
средством ключа (квадратный хвост которого входит в такое же
отверстие в торце шестерни) вращается шестерня 4. Под действием
спирали, нарезанной на обратной стороне этой шестерни, кулачки
будут перемещаться в пазах корпуса патрона, что и требуется для
закрепления детали.
Рассматриваемый патрон имеет два комплекта кулачков. Один
из этих комплектов (кулачки 2) используется для закрепления
детали за ее внутреннюю, а другой (кулачки 5) — за ее наружную
поверхность.
При небольшом диаметре наружной поверхности, за которую
деталь закрепляется в патроне, можно использовать и кулачки 2.
Кулачки в этом случае соприкасаются с деталью поверхностями А.
70
Рис. 47. Поло-
жение детали,
закрепленной в
патроне с изно-
шенными пазами
для кулачков
Такой способ особенно часто применяется при изготовлении дета-
лей из прутка, пропущенного через отверстие в шпинделе. Кулачки 5
используются иногда для закрепления детали за поверхность от-
верстия. Они соприкасаются в этом случае с деталью поверхно-
стями В и работают, как говорят, «на разжим».
При замене одного комплекта кулачков другим
необходимо вводить в паз корпуса сначала тот
кулачок, на котором имеется цифра 1 (или одна
точка, намеченная керном). После того как при
вращении большой шестерни первый выступ этого
кулачка войдет в спиральную канавку, можно
вводить в следующий паз кулачок с цифрой 2,
а затем (в последний паз) кулачок с цифрой 3.
При правильной сборке патрона все кулачки, до-
веденные вращением большой шестерни до центра,
должны плотно касаться друг друга. При не-
правильной сборке патрона коснутся только два
кулачка, а третий не будет касаться остальных.
В этом случае следует вывести все кулачки и ввести их снова
в пазы корпуса патрона, как это было указано выше.
Биение точно обработанной детали, закрепленной в новом спи-
ральном патроне, составляет 0,06—0,12 мм (в зависимости от диа-
метра патрона). Величина этого биения быстро возрастает вслед-
ствие износа рабочих поверхностей спирали шестерни и выступов
Рис. 48. Разрезная втулка (а) и накладные кольца (б), повышаю-
щие точность центрирования патроном
кулачков. Точность центрирования патроном зависит и от состоя-
ния пазов, по которым перемещаются кулачки. При износе этих
пазов кулачки при закреплении детали отходят от корпуса патрона
(рис. 47) и положение детали получается неправильным.
Для повышения точности центрирования патроном можно поль-
зоваться чугунной разрезной втулкой (рис. 48, а).
Эту втулку, обработанную начерно, разрезают, зажимают
в кулачки патрона и растачивают по диаметру детали, которая
будет в ней обрабатываться. На время растачивания в место
71
разреза кладут медную прокладку, которая после растачивания
вынимается. ,
Положение втулки относительно кулачков должно быть постоян-
ным, поэтому на втулке и на каком-либо кулачке надо сделать отметки
мелом или закернить. Лучше, однако, если в боковую поверхность
втулки ввернуть небольшой винт, который во время работы должен
плотно прилегать всегда к какому-нибудь одному из кулачков
патрона. Заплечик у втулки следует делать для того, чтобы она
не смещалась вдоль оси патрона.
При больших размерах детали разрезная втулка плохо пружи-
нит. В этих случаях также'с целью улучшения центрирования на
кулачки патрона надеваются и закрепляются стопорными винтами
чугунные кольца (рис. 48, б). Головки
винтов не должны выступать над по-
верхностью колец. Установив кулач-
ки в положение, близкое к требуемо-
му для закрепления данной детали,
делают в кольцах выточку по диа-
метру детали.
Разрезная втулка и кольца повы-
шают точность установки детали и,
кроме того, предохраняют поверх-
ность ее от повреждений кулачками
патрона.
Расширение пределов применения
трехкулачкового патрона. Для за-
крепления некоторых деталей, напри-
мер, длинных (рис. 49, а), или, наобо-
рот, коротких, но больших диаметров (рис. 49, б), могут быть
очень полезны специальные накладные кулачки, подобные показан-
ным на рисунках. На этих рисунках: 1 — корпус патрона; 2 — основ-
ные кулачки; 3 — накладные кулачки; 4 — обрабатываемая де-
таль.
Накладные кулачки часто изготовляют сырыми (незакален-
ными),, что дает возможность протачивать рабочие поверхности
кулачков после их закрепления на основных кулачках. Такое
протачивание обязательно после установки вновь изготовленных
накладных кулачков, но его полезно делать и время от времени при
дальнейшем использовании патрона. Протачивание кулачков сле-
дует производить на том станке, на котором будет работать данный
патрон. При простой форме рабочих поверхностей кулачков они
могут быть и закаленными. Рабочие поверхности их следует
шлифовать, иёпользуя для этого переносную шлифовальную ма-
шинку.
Детали, закрепляемые в трехкулачковом самоцентрирующем
патроне. Из сказанного выше вытекает, что деталь, обрабатывае-
мую на токарном станке, следует закреплять в трехкулачковом
самоцентрирующем патроне в следующих случаях;
72
а) 1 2 J б) 1 2 3 4
Рис. 49. Накладные кулачки к
самоцентрирующему патрону
1) если деталь имеет цилиндрическую поверхность (наружную
или внутреннюю), за которую она может быть достаточно прочно
закреплена в патроне;
2) если обработка детали может быть выполнена при ее закреп-
лении, которое не требует большого усилия, вредного для патрона;
3) если при обработке поверхностей детали, наиболее удален-
ных от патрона, установка ее не нарушается и сама деталь не будет
погнута;
4) если вся обработка детали, закрепленной в патроне, может
быть выполнена за одну установку;
Рис. 50. Двух кулачковый самоцентрирующий патрон
5) если обработка детали выполняется за несколько установок,
но строгой концентричности поверхностей ее, обрабатываемых при
разных установках, не требуется.
Длинные детали, закрепленные в трехкулачковом самоцентри-
рующем патроне, следует поддерживать задним центром.
Двухкулачковые самоцентрирующие патроны. Перемещение ос-
новных кулачков 2 этого патрона (рис. 50) осуществляется посред-
ством винта 4, один конец которого, например Л, имеет правую
резьбу, а другой, В, — левую. Соответственные резьбы имеются
в кулачках 2. В средней части винта патрона сделана шейка Б с за-
плечиками, охватывающими полуподшипник 1. Полуподшипник
прикреплен к корпусу патрона. Поэтому винт при вращении его
посредством ключа за квадратный конец (любой) осевого переме-
щения не имеет, а перемещаются с одинаковой скоростью основные
кулачки 2 с прикрепленными к ним накладными кулачками 3.
На рис. 51 изображены примерные конструкции деталей, обра-
батываемых с помощью двухкулачковых патронов. Из их рассмот-
73
рения нетрудно убедиться, что трехкулачковые патроны не при-
годны для обработки таких деталей.
Форма накладных кулачков 3 (рис. 50), изготовленных спе-
циально применительно к обработке одной или нескольких деталей,
позволяет обеспечить их центрирование при установке и закрепле-
нии. Для детали, изображенной на рис. 51, б (симметричной отно-
сительно оси 00), накладные кулачки имеют одинаковые вырезы
по контуру Г (рис. 50), а второй детали (рис. 51, а) — разные,
поскольку одинаковые кулачки не обеспечат симметричной уста-
новки такой детали относительно оси 00.
В двухкулачковых патронах можно в отдельных случаях цен-
трировать и закреплять детали и по цилиндрическим поверхностям.
Детали, закрепляемые в двух-
кулачковом самоцентрирующем пат-
роне. Этот патрон следует приме-
нять в следующих случаях:
0
Рис. 51. Примеры типичных деталей, об- ' Рис. 52. Пример наладки двухку-
рабатываемых в двух кулачковом патроне лачкового патрона
1) если поверхность, за которую закрепляется и с помощью
которой центрируется деталь, имеет нецилиндрическую форму,
но симметричную хотя бы относительно одной оси;
2) если поверхность, за которую закрепляется и с помдщью
которой центрируется деталь, имеет цилиндрическую форму, но
кулачки трехкулачкового патрона не имеют доступа к этой поверх-
ности и нужны накладные кулачки специальной формы, например
такие, как это показано на рис. 52.
Четырехкулачковые патроны с независимым перемещением ку-
лачков. Кулачки 1 этого патрона (рис. 53) входят своими квадрат-
ными выступами 4 в пазы патрона и удерживаются в них гайками 2,
которые должны быть затянуты настолько, чтобы кулачки могли
перемещаться без излишней и вредной слабины. Для перемещения
кулачков служат винты 3 с квадратными головками А, проходящие
через выступы кулачков. Эти винты не имеют осевых перемещений,
так как они упираются нижним концом в стенку паза, а заплечи-
ком, сделанным вблизи квадратного конца, — в обод патрона.
Квадратные головки винтов находятся в углублениях, сделанных
в ободе патрона, и не должны выступать над ним (в целях безопас-
ности).
74
На передней стороне патрона нанесены круговые риски на рас-
стоянии 10—15 мм одна от другой. Пользуясь этими рисками,
можно быстро устанавливать все кулачки на одинаковом расстоя-
нии от центра патрона. На рис. 53 кулачки поставлены для закреп-
ления детали за наружную поверхность. В случае необходимости
кулачки можно перевернуть и закрепить обрабатываемую деталь
за внутреннюю поверхность.
Существенный недостаток четырехкулачковых патронов — дли-
тельность проверки положения закрепляемых в них деталей, кото-
рая, однако, сокращается по мере накопления опыта.
Проверка установки детали, обрабатываемой в четырехкулачко-
вом патроне. Эта проверка производится по боковой или по торцо-
вой поверхности устанавливаемой детали или по обеим поверхно-
стям.
Проверку установки детали, изготовляемой из грубой отливки
или поковки, по боковой необработанной поверхности следует про-
изводить мелом. Для этого, пользуясь круговыми рисками, грубо
устанавливают деталь в патроне и, предварительно закрепив ее,
пускают станок в ход на тихих оборотах. Затем подводят к детали
кусок мела. Мел обычно берут в правую руку и поддерживают ее
для большей устойчивости левой. Руки должны быть расположены
относительно детали так, как изображено на рис. 54, а. Ни в коем
случае не следует держать руки так, как показано на рис. 54, б,
потому что при слишком сильном нажатии на поверхность детали
мел может «подхватить», что вызывает нередко повреждение руки.
Лучше опереть руку на зажатый в резцедержателе и подведенный
к устанавливаемой детали резец.
Мел, коснувщись детали, отметит ту часть поверхности, которая
наиболее удалена от оси вращения, и поэтому деталь надо сместить
в сторону, противоположную меловой отметке. Для этого останав-
ливают станок, освобождают одни кулачки и поджимают другие.
Обрабатываемая деталь смещается в сторону ослабленных кулачков.
75
После этого пускают станок в ход, снова посредством мела
определяют «высокое» место, и т. д. до тех пор, пока' мел не будет
касаться детали со всех сторон равномерно.
На рис. 55 показаны три характерных случая положения мело-
вой риски на боковой поверхности проверяемой детали. На рисунке
Рис. 54. Проверка положения детали, закрепленной в че-
тырех кулачковом патроне «по мелу»
цифрами 7, 2, 3, 4 обозначены кулачки патрона,v5 — обрабатывае-
мая деталь, б — меловые риски и 7 — стрелки, указывающие
направление, в котором должна быть смещена деталь.
Если риска расположена по рис. 55,<а, т. е. симметрично отно-
сительно кулачка 4, необходимо слегка освободить (равномерно)
Рис. 55. Направления смещения детали при проверке ее положе-
ния в патроне
кулачки 1 и 3, несколько больше ослабить кулачок 2, поджать кула-
чок 4 и снова закрепить кулачки 1 и 3.
При расположении риски точно посередине между двумя кулач-
ками, например между кулачками 4 и 1 (рис. 55, б), для правильной
установки детали необходимо одинаково ослабить кулачки 2 и 3
и поджать кулачки 4 и 1. <
Когда риска располагается так, как показано на рис. 55, в,
следует немного освободить кулачок 3, несколько больше кула-
чок 2 и после этого закрепить кулачки / и 4.
76
Предварительную проверку установки по боковой поверхности
деталей, изготовляемых из более точных заготовок (штамповка,
прокат), надо производить также по мелу, но окончательная про-
верка таких деталей (учитывая малый припуск) осуществляется
при помощи рейсмуса. Его устанавливают или на суппорт станка,
или на стальную плитку, положенную на станину (рис. 56). Загну-
тый конец иглы рейсмуса подводят к поверхности проверяемой
детали так, чтобы между этой поверхностью и концом иглы был
просвет 0,3—0,5 мм. Затем медленно вращают деталь и наблюдают,
как изменяется величина этого просвета. Изменяя установку детали
(перемещая для этого кулачки патрона, как указано выше), доби-
ваются того, чтобы изменение просвета было возможно меньшим.
После этого закрепляют деталь оконча-
тельно.
Иногда оказывается необходимым
проверить правильность установки де-
тали по торцовой обработанной поверх-
ности. В этом случае поступают так же,
как и при проверке (рейсмусом) уста-
новки детали по боковой поверхности.
Чем ближе будет расположен конец
иглы к поверхности детали, тем точнее
будет проверена установка ее.
Заметим в заключение, что при всех
указанных выше проверках установки
детали при помощи рейсмуса изменение
просвета между его иглой и поверхностью
детали наблюдается отчетливее, если сза-
Рис. 66. Проверка положе-
ния детали, закрепленной
в четырехкулачковом патро-
не рейсмусом
ди иглы держать листок белой бумаги.
Более точная проверка положения детали по ее обработанной
поверхности производится при помощи индикатора. Общий вид и
некоторые детали индикатора показаны на рис. 57.
В основании 9 индикатора (рис. 57. а) посредством накатанной
гайки 10 закрепляется стойка 8, на которой при помощи зажима 4
удерживается стержень 2. Этот стержень зажимом 1 соединен со
стержнем 5, на котором посредством зажима 6 закреплен индика-
тор 3 с кнопкой 7. Ослабив винты зажимов 1, 4 и 6, а также гайку 10,
можно установить индикатор 3 в любом положении. Затем следует
закрепить эти зажимы. Кнопка 7 является (рис. 57, б) концом стер-
женька 16, который проходит через корпус индикатора. На части
стерженька, расположенной внутри корпуса, нарезаны зубья,
образующие рейку, сцепленную с маленькой шестерней 12. При
перемещении стерженька 16 вдоль оси шестерня 12 вращается, и
ее вращение через шестерни 11 и 13 передается оси, на которой
закреплена стрелка 15. Конец стрелки расположен над шкалой,
каждое деление которой соответствует перемещению стерженька 16
на 0,01 мм. Под действием пружинки 14 стерженек 16 отводйтся вниз
и кнопкой 7 прижимается к проверяемой поверхности.
77
Установив основание индикатора на суппорт станка или плиту,
положенную на станину, подводят кнопку индикатора к поверх-
ности проверяемой детали и медленно поворачивают последнюю.
При правильном положении детали стрелка индикатора не должна
отклоняться от первоначального положения.
Детали, закрепляемые в четырехкулачковом патроне. Этот пат-
рон применяется при закреплении детали за наружную цилиндри-
ческую поверхность в случаях:
Рис. 57. Стойка с индикатором (а) и устройство индикатора (б)
1) если обработка детали производится при большом зажимном
усилии;
2) когда закрепление детали производится за необработанную
или нецилиндрическую поверхность;
3) если обработка детали в самоцентрирующих (трехкулачко-
вом или двухкулачковом) патронах невозможна, например, когда
они малы по размерам, при сложной конфигурации деталей и т. п.;
4) когда требуется обеспечить точное положение детали, уста-
навливаемой по ранее обработанной поверхности (с помощью рейс-
муса или индикатора, например при ремонте тяжелых деталей).
Четырехкулачковые патроны, как это показано ниже, находят
применение и в других случаях, например, когда у детали обраба-
тываемая поверхность (наружная или внутренняя) смещена отно-
сительно цилиндрической поверхности, используемой для закреп-
ления и т. д.
Уход за патронами. Независимо от конструкции патрона его
точность и срок службы зависят от ухода за ним.
Если патрон не нужен, его следует протереть сухой тряпкой
(особенно пазы для кулачков, и особо тщательно, если в нем обраба-
тывалась чугунная деталь), защитить концами нарезанное отверстие
78
в патроне и открытые части пазов для кулачков от попадания пыли.
Время от времени патрон надо разбирать и очищать. Перед установ-
кой патрона на шпиндель станка следует протереть шпиндель сухой
тряпкой, затем тряпкой, смоченной в керосине, и, наконец, слегка
смазать чистым маслом (для облегчения свертывания патрона, если
он крепится на резьбовом конце шпинделя). Резьбу в патроне
перед каждым навертыванием его на шпиндель станка также необ-
ходимо тщательно прочищать.
3. ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ
ЗА ОТВЕРСТИЕ
Самоцентрирующие и четырехкулачковые патроны. Трехкулачко-
вые самоцентрирующие и четырехкулачковые патроны с независи-
мым перемещением кулачков, рассмотренные выше, применяются
и для закрепления деталей за цилиндрическое отверстие. Область
применения тех или других патронов в данном случае определяется
в основном признаками, указанными выше. Весьма редко для этой
цели применяются двухкулачковые патроны.
Р-ис. 58. Цельные (а, б) и цанговая (в) центровые оправки
Необходимо отметить, что при закреплении детали за обрабо-
танное отверстие вместо патронов чаще пользуются оправками,
в особенности при небольших размерах отверстий и обработке
деталей партиями.
Цельные и цанговые оправки. Самая простая оправка показана
на рис. 58, а. Средняя (рабочая) часть этой оправки — конуо
с очень небольшой конусностью, обычно около 1/моо. Чем точнее
отверстие в устанавливаемой детали и чем чище его поверхность,
тем меньше может быть конусность и тем лучше центрирует оправка.
Меньший диаметр D конусной части В делается несколько меньше
наименьшего возможного диаметра отверстия. Лыска А на левом
конце оправки делается для более удобной установки на ней хому-
тика.
79
Рис. 59. Оправка с гидропласт-
массовым наполнителем
Центровыми отверстиями оправка устанавливается в центры
станка. Обрабатываемая деталь держится на такой оправке только
силой трения, поэтому должна быть насажена на нее достаточно
плотно. Оправка вводится в деталь ударами молотка (медного или
свинцового) или же при помощи специального пресса, причем
предварительно оправку следует слегка смазать маслом.
Такого рода оправки можно применять только при легких ра-
ботах. Основной недостаток этих оправок заключается в том, что по-
ложение детали на оправке зависит от действительного диаметра
отверстия. Указанное обстоятельство
исключает возможность применения
этих оправок, если обработка деталей
производится по упорам
Такого недостатка не имеет
оправка, изображенная на рис. 58, б,
так как деталь, упираясь в буртик,
занимает вполне определенное поло-
жение на оправке. Деталь надевается
на такую оправку и удерживается на
ней трением, возникающим на торцах
при навертывании гайки 2. Шайба /
имеет вырез; гайка 2 делается мень-
ше диаметра отверстия. Поэтому,
чтобы снять деталь с оправки, до-
статочно отвернуть гайку на один-
два оборота и убрать шайбу. Недо-
статок таких оправок — неточность
центрирования, вызываемая наличием
зазора между деталью и оправкой.
Использование оправок по рис. 58, а, б
целесообразно при точности отверстий в устанавливаемых на них
деталях не ниже 2-го класса.
При менее точных отверстиях применяют разжимные оправки
различных конструкций. Одна из таких оправок — цанговая —
показана на рис. 58, в. Цанга 4 представляет собой втулку с кони-
ческим отверстием и цилиндрической наружной поверхноствю.
Пружинящее свойство цанги обеспечивается продольными надре-
зами (по два, три, иногда четыре с каждой стороны), расположен-
ными в чередующемся порядке. При завинчивании гайки 5 цанга.
перемещаясь влево, расширяется, чем и достигается закрепление
детали. Для снятия детали необходимо немного отвернуть гайку 5.
После этого посредством гайки 3 цанга 4 может быть перемещена
вправо настолько, что деталь снимается с оправки свободно.
Оправка с упругой оболочкой. Оправка (рис. 59) устроена и ра-
ботает следующим образом. На корпус 1 оправки напрессована
втулка 2, центрирующая и закрепляющая обрабатываемую деталь 3.
Для этого на боковой поверхности корпуса 1 и на внутренней
поверхности втулки сделаны выточки, образующие кольцевую
80
полость А. Несколькими наклонными отверстиями В полость А
соединена с камерой С. Полость А, наклонные отверстия В и ка-
мера С заполнены гидропластом1 (на рисунке сетчатая штриховка).
При вращении винта 5 плунжер 7 перемещается влево, выдавливая
(через отверстия В) гидропяаст в полость А. Диаметр тонкой стенки
втулки 2 при этом увеличивается, а деталь ? центрируется и закреп-
ляется достаточно прочно для ее обработки. Перемещение плун-
жера 7 ограничивается винтовым упором 6. Регулировка упора
Рис. 60. Шпиндельная разжимная оправка
производится по втулке-калибру, диаметр отверстия в которой
несколько больше наибольшего предельного диаметра отверстия
в обрабатываемой детали. Пробка 4 закрывает отверстие, через
которое выходит воздух при заливке в оправку расплавленного гидро-
пласта. Посадка детали на оправку — движения или скользящая
2-го класса^ точности; точность центрирования—0,01—0,03 мм.
Рис. 61. Оправки для закрепления деталей за резьбовое
отверстие
Шпиндельные оправки. При использовании оправки, показан-
ной на рис. 60, обрабатываемая деталь закрепляется на разжимной
части корпуса / оправки. Эта часть оправки имеет три надреза;
разжим ее осуществляется под действием конической части болта 2,
ввертываемого при помощи ключа в корпус 1 оправки. Конический
хвост корпуса оправки входит в коническое гнездо шпинделя
станка.
1 Гидропласт — резинообразная масса с температурой плавления 130—140° С.
81
Рис. 62. Закрепле-
ние детали на оправ-
ке с использованием
поводкового пат-
рона:
1 — обрабатываемая
деталь (заготовка зуб-
чатого колеса); 2 —
поводок патрона; 3 —
оправка; 4 — повод-
ковый патрон
Оправки для закрепления за резьбовое отверстие. В самом про*
стом случае для закрепления детали за резьбовое отверстие исполь-
зуется оправка (рис. 61, а), на резьбовую часть которой наверты-
вается обрабатываемая деталь. За гладкую часть оправка закреп-
ляется в трехкулачковом самоцентрирующем патроне. Недостаток
такого способа закрепления деталей — затруднения при их снятии
после обработки. Невелика и точность центрирования.
Оправка, изображенная на рис. 61, б, не имеет этого недостатка.
На левом конце ее корпуса нарезана левая резьба с крупным шагом,
охватываемая гайкой 1. Перед навертыванием на оправку обра-
батываемой детали 2 гайка должна быть плотно прижата к запле-
чику, имеющемуся на корпусе оправки. Чтобы без труда свернуть
обработанную деталь, достаточно немного освободить гайку 1.
В этом случае заплечик на корпусе оправки обеспечивает постоян-
; осевом направлении гайки /, а следовательно, и
обрабатываемой детали 2. Следует учитывать,
что точность центрирования по резьбе всегда
низкая.
Общие замечания об обработке на оправках.
Чем проще конструкция оправки, тем точнее
(в отношении концентричности) получаются об-
работанные с ее помощью детали. Лучшая точ-
ность центрирования самой оправки на станке
свойственна центровым оправкам по сравнению
со шпиндельными.
При обработке длинных деталей необхо-
димо применять центровые оправки, причем
в то время, когда производится обтачивание
детали (при автоматической подаче резца), надо
подготовлять к обработке следующую деталь.
Пр,и таком способе работы необходимо иметь
две оправки, чем достигается иногда значитель-
ная экономия вспомогательного времени. При
шпиндельных оправках так работать, очевид-
но, нельзя. С другой стороны, установка де-
тали на шпиндельные оправки удобнее, и за-
крепление на них детали осуществляется быстрее,
чем на центровых.
Применение при работе на оправках поводкового патрона. При
обработке на оправке детали большого диаметра и особенно при
большом сечении снимаемой стружки возможно провертывание
детали на оправке. Во избежание этого следует пользоваться прие-
мом, изображенным на рис. 62. В этом случае вращение шпинделя
передается обрабатываемой детали не за счет трения ее на оправке,
а поводком патрона.
Глава IV
ШЕРОХОВАТОСТЬ И ТОЧНОСТЬ ПОВЕРХНОСТЕЙ,
ОБРАБАТЫВАЕМЫХ НА ТОКАРНЫХ СТАНКАХ
1. ЖЕСТКОСТЬ И ВИБРАЦИИ ПРИ ТОКАРНОЙ ОБРАБОТКЕ
Общие понятия. При токарной обработке деталей необходимо
считаться с жесткостью1 станка (в основном суппорта, передней и
задней бабок), приспособления, резца или другого режущего инст-
румента, а также обрабатываемой детали или, как говорят, с жест-
костью упругой системы станок — приспособление — инструмент —
деталь, а еще короче — с жесткостью системы СПИД.
Рис. 63. Пример недостаточной жесткости системы СПИД
Пример такой системы в нагруженном состоянии схематически
показан на рис. 63, на котором линия 00 изображает ось ненагру-
женного станка. Под действием сил резания передний центр станка
смещен (дтжат) от своего нормального положения на величину hlt
а задний — на величину й2. Под действием той же силы деталь про-
гнулась, причем стрелка прогиба детали составляет величину Л3,
а суппорт отжат на величину ft4.
Отклонения (отжимы), получающиеся вследствие недостаточной
жесткости -отдельных составляющих системы СПИД, всегда имеют
место, причем величины каждого из них в отдельных случаях раз-
личны. Если величина всех отклонений ничтожна, форма детали,
1 Жесткостью при резании называется способность станка, приспособления,
режущего инструмента, а также обрабатываемой детали сопротивляться дей-
ствующей на них силе резания.
83
а также размеры обрабатываемых поверхностей и шероховатость их
получаются соответствующими предъявляемым к ним требованиям.
Если жесткость нескольких или хотя бы одной из составляющих
рассматриваемой системы недостаточна, получаются неудовлетво-
рительные результаты обработки и возникают вибрации, препят-
ствующие нормальному резанию; станок, как говорят, «дробит».
Очевидно, что при небольшой силе резания недостаточная жест-
кость системы СПИД сказывается в меньшей мере, чем при большой
нагрузке.
Причины недостаточной жесткости станка, приспособления,
режущего инструмента и обрабатываемой детали. Многочислен-
ными опытами установлено, что жесткость станка зависит не столько
от жесткости его деталей, сколько от тщательности сборки и регу-
лировки его узлов. Например, детали суппорта некоторых станков,
сами по себе достаточно жесткие, при недостаточно качественной
сборке образуют нежесткую сборочную единицу — суппорт. Недо-
статочная жесткость суппорта может быть следствием и других
причин: неправильной регулировки клиньев, расположенных между
направляющими продольных и поперечных салазок суппорта; не-
прямолинейности вследствие износа этих направляющих и т. д.
В результате действия всех этих причин происходит так называе-
мый отжим суппорта, а следовательно, и резца.
Примерно те же причины могут вызвать и недостаточную жест-
кость приспособления — 3, 4 или 2-кулачкового патрона или спе-
циального приспособления. На их жесткость также влияют каче-
ство сборки и износ.
Отжим режущего инструмента в разных случаях обработки
деталей на станках также может быть более или менее значитель-
ным и различно отражающимся на форме и размерах обрабатывае-
мых деталей. Причины отжима резца — выбор малого сечения его
при большой длине свешивающейся части, недостаточно прочное
закрепление и т. д.
Жесткость детали обусловливается ее размерами и конструктив-
ными особенностями. Однако существует ряд способов, обеспечи-
вающих возможность резко повысить жесткость обрабатываемой
детали в процессе обработки.
Примеры таких способов — использование заднего центра при
обработке даже не очень длинных деталей, применение люнетов
при обтачивании очень длинных и тонких деталей и т. д.
Изменение жесткости в процессе резания. В процессе обработки
на одном и том же станке одной и той же детали жесткость системы
СПИД может изменяться.
В процессе обработки силы резания непостоянны ввиду пере-
менного (например, вследствие, изменяющейся глубины резания
при обдирке отливки) сечения снимаемой стружки и неравномерной
твердости материала обрабатываемой детали. Они увеличиваются
также по мере затупления резца. Очевидно, что с увеличением сил
резания увеличивается отжим суппорта. При неравномерном из-
84
носе, например направляющих поперечных салазок суппорта,
величина отжима будет различной при разных положениях этих
салазок.
Недостаточная жесткость задней бабки в большей мере заметна
в начале, а передней — в конце обработки вала. Недостаточная
жесткость детали, установленной в центрах, сказывается в наи-
большей степени, когда резец снимает стружку в середине ее. Недо-
статочная жесткость резца особенно ощущается в моменты возник-
новения наибольших усилий резания.
Явления, возникающие в результате недостаточной жесткости
системы СПИД. Предположим, что в центрах токарного станка
с жесткими бабками (передней и задней) обрабатывается вал.
Под действием сил резания вал будет, очевидно, прогибаться (как
бы отходить от резца), причем величина этого прогиба будет наи-
большей, когда резец будет снимать стружку в середине длины
Рис. 64. Форма нежесткого вала (а), обработанного в центрах то-
карного станка с жесткими бабками; жесткого вала (6), обработан-
ного на станке с нежесткими бабками; нежесткого вала (в), обра-
ботанного в патроне без поддержки задним центром
вала. В результате этого диаметр вала в среднем сечении полу-
чится больше, чем у его концов. Вал будет иметь бочкообразную
форму, показанную на рис. 64, а в увеличенном виде. Значение
величины прогиба, а следовательно, отступления от цилиндрич-
ности вала зависят от его размеров, размеров снимаемой стружки,
углов резца, формы его передней поверхности и других условий.
Форма жесткого вала, обработанного на станке с нежесткими баб-
ками, показана на рис. 64, б. Если обрабатываемый вал закреплен
в патроне и не поддерживается задним центром, форма его полу-
чается подобно изображенной на рис. 64, в. Такая форма вала полу-
чается вследствие его недостаточной жесткости, недостаточной
жесткости патрона или передней бабки станка или от одновре-
менного действия этих причин.
Здесь же следует отметить возможность искажения формы
обрабатываемой поверхности, получающейся при закреплении де-
тали на станке, что часто наблюдается при обработке тонкостенных
деталей. Предположим, например, что стальное упругое кольцо
(рис. 65, а) для обработки внутренней поверхности закреплено
в трехкулачковом патроне. Под действием зажимного усилия
(кулачков патрона) кольцо это примет форму, показанную (преуве-
личенно) на рис. 65, б. После обработки внутренняя поверхность
85
кольца будет иметь цилиндрическую форму (рис. 65, в). Однако
после того как кулачки патрона будут отжаты, кольцо, как говорят,
«спружинит», наружная поверхность его станет цилиндрической,
а внутренняя, только что обработанная, может оказаться очень да-
лекой от той формы (рис. 65, г), которую она имела, пока кольцо
было зажато в кулачках.
Причины возникновения вибраций. Вибрации, возникающие -
при обработке деталей на токарных станках, приводят к наруше-
нию правильности работы станка, к преждевременному износу
инструмента, к повышению шероховатости обработанной поверх-
ности и образованию на ней волн с большим шагом (волнистость).
Рис. 65. Изменение формы стального кольца при закреплении его
в трех кулачковом патроне: до обработки внутренней поверхности
(а); после закрепления в патроне (б); после растачивания (в); после
снятия со станка (а)
Вибрации возникают вследствие одной или нескольких причин;
главнейшие из них перечислены ниже.
1. Колебания, передаваемые от других вибрирующих станков
и машин через грунт, металлические конструкции междуэтажных
перекрытий и т. д. Методы борьбы с такими вибрациями: усиление
фундаментов и перекрытий, установка упругих прокладок и т. п.
2. Колебания, вызываемые небалансированностью (неуравнове-
шенностью) частей станка, патрона или обрабатываемой детали.
Средство борьбы с вибрациями такого типа — балансировка
вращающихся частей как самого станка и патрона, так и баланси-
ровка закрепляемой на станке заготовки, если она создает неуравно-
вешенность всей вращающейся системы, ,с помощью дополнительных
грузов.
3. Колебания, вызываемые дефектами передач станков. Непра-
вильно нарезанные или плохо собранные зубчатые передачи в станке
вызывают возникновение периодических сил, передающихся на под-
шипники и направляющие станка, а поэтому могут при известных
условиях быть причиной появления вибраций. Таким же образом
действуют некачественные сшивки ремней. Средства борьбы с виб-
рациями этого рода заключаются в устранении дефектов, подобных
перечисленным.
4. Колебания, вызываемые прерывистым характером процесса
резания. Во многих случаях метод обработки сам по себе обусловли-
вает колебания сил резания, например когда обрабатываемая по*
86
верхность имеет перерывы. Следствием работы по такой поверхности
чаще всего являются отдельные толчки, но при регулярном чередо-
вании обрабатываемых участков и перерывов возможно возникно-
вение вибраций. Влияние прерывистости обрабатываемой поверх-
ности на возникновение вибраций должно устраняться в каждом
конкретном случае путем искусственного увеличения жесткости
обрабатываемой детали.
5. Собственные колебания при обтачивании, растачивании и т. д.
При обтачивании уравновешенной детали, при работе на вполне
исправном станке могут возникать сильнейшие вибрации, причем
даже при самом внимательном рассмотрении явления не удается
обнаружить присутствия каких-либо внешних причин, в частности
перечисленных выше. Такие вибрации называются собственными
колебаниями (вибрациями) процесса резания.
Частота (число колебаний в секунду) в основном зависит от жест-
кости системы СПИД. Чем жестче система, тем выше частота коле-
баний, т. е. меньше вибрации.
Интенсивность (сила) вибраций, измеряемая высотой волн (не-
ровностей) на обработанной поверхности, зависит от ряда причин.
1. Повышение скорости резания сначала вызывает интенсив-
ность вибраций, достигающих наибольшего значения при скорости,
обычно находящейся в границах 80—150 м/мин, а затем при дальней-
шем увеличении скорости вибрации убывают. Следовательно, усло-
вия скоростного резания более благоприятны с точки зрения пре-
дупреждения возникновения вибраций.
2. Увеличение ширины среза (глубины резания при обычном
продольном обтачивании) вызывает усиление (интенсивность) виб-
раций.
3. Увеличение толщины среза (подачи) оказывает противополож-
ное действие. При увеличении толщины стружки интенсивность
колебаний несколько уменьшается. Однако влияние изменения
толщины среза значительно слабее влияния изменения его ширины.
4. Резцы с малыми углами в плане, позволяющие работать
с большими подачами при повышенных скоростях резания, часто
не могут применяться только вследствие возникающих при их
использовании вибраций.
5. С возрастанием переднего угла (т. е. при уменьшении угла
резания) интенсивность вибраций уменьшается. Резцы с отрица-
тельными передними углами более склонны вызывать вибрации,
чем резцы с положительными углами.
Средства борьбы с вибрациями. Собственные колебания (вибра-
ции) в процессе резания на токарном станке можно предупредить
следующими способами.
1. Повышением жесткости составляющих системы СПИД: напри-
мер, уменьшением вылета пиноли задней бабки, уменьшением
вылета резца, затягиванием клиньев поперечного суппорта, при
работе на налаженном станке без поперечной подачи, зажимом
каретки, при работе только с поперечной подачей, наложением
87
груза на поперечный суппорт и др. Во многих случаях, лишь умень-
шая вылет пиноли задней бабки и регулируя степень нажатия зад-
него центра, удается устранить вибрации.
2. Выбором рациональных режимов резания, резанием на вы-
соких скоростях (или, что менее желательно, на низких) или уве-
личением подачи.
3. Рациональным выбором резца и правильной его заточкой:
применением больших углов в плане, увеличением переднего угла
или введением фаски по передней грани при отрицательных перед-
них углах, а также специаль-
ной заточкой резца (введением
фасок, галтелей и пр.).
Примеры такой заточки
проходных'резцов, у которых
на передней поверхности вве-
дены дополнительные противо-
вибрационные фаски, показа-
ны на рис. 66. Если резец,
йзображенный на рис. 66, а,
используется при обработке
малоуглеродистых сталей ма-
него делается равным 20—25°.
и инструментальных сталей.
У7, 40Х, ХВГ и др., следует
20°. При обтачивании дета-
угол принимается в пределах
Рис. 66. Резцы с противовибрационной
фаской конструкции новатора Д. Н. Рыж-
кова
рок Ст. 2, Ст. 3, 20Х и др., угол у у
Для -обработки конструкционных
например марок 35, 40, 50, 60, Уб,
применять резец с углом у = 0
лей с пониженной жесткостью этот
25—35°.
Сечение (в главной секущей плоскости) резца с противовибра-
ционной фаской, применяемого при обработке с глубиной резания
меньше 1 мм, изображено на рис. 66, б.
Резцы с противовибрационной фаской следует устанавливать
на высоте центровой линии станка.
4. Тщательным балансированием приспособления с зажатой
в нем деталью.
Нередко, особенно в условиях работы на скоростях 120—
150 м/мин, никакие из указанных выше средств не приводят к унич-
тожению вибраций. В таких случаях следует прибегать к приме-
нению специальных приборов — виброгасйтелей.
2. ШЕРОХОВАТОСТЬ И ТОЧНОСТЬ ПОВЕРХНОСТЕЙ
В ЗАВИСИМОСТИ ОТ УСЛОВИЙ ТОКАРНОЙ ОБРАБОТКИ
Шероховатость поверхности, обработанной на токарном станке,
и причины ее образования. На поверхности, обработанной токарным
резцом, образуются неровности в виде винтовых выступов и винто-
вых канавок (рис. 67, а), подобные резьбе, вполне отчетливо за-
метные при крупной подаче s и обнаруживаемые лишь при помощи
специальных приборов, если подача невелика.
88
Такие неровности расположены в направлении подачи и образуют
поперечную шероховатость в отличие от продольной шероховатости
(рис. 67, б), образуемой неровностями в направлении скорости ре-
зания v. О происхождении последних неровностей будет сказано
ниже.
При токарной обработке наибольшее значение имеет попереч-
ная шероховатость, характеризуемая формой и размерами винто-
вых выступов, образующих неровности. Высота таких неровностей
зависит от очень многих факторов, участвующих в процессе реза-
ния и действующих в разных случаях различно, и поэтому не может
быть определена расчетом, а находится лишь опытным путем. При
обтачивании более вязких металлов, например малоуглеродистых
сталей, высота неровностей получается большей, чем при обработке
хрупких металлов, например чугуна. При обработке хрупких метал-
лов (при стружке надлома)
на обработанной поверхности
получаются иногда очень за-
метные углубления, образую-
щие продольную шерохова-
тость.
Шероховатость поверхно-
сти уменьшается, если мате-
риал (сталь) подвергнут тер-
мической обработке, что по-
вышает однородность его
структуры.
Высота неровностей зави-
сит в наибольшей степени от
величины подачи. При крупных подачах эта высота значительно
отличается от расчетной и превышает ее в несколько раз.
Влияние глубины резания на шероховатость поверхности не-
значительно и не имеет практического значения.
Скорость резания существенно влияет на образование шерохо-
ватости поверхности. При скорости резания до 3—5 м/мин размеры
неровностей незначительны; с увеличением скорости резания, не-
ровности возрастают; при повышении скорости резания до 60—
70 м/мин высота неровностей уменьшается, и при скорости около
70 м/мин шероховатость поверхности получается наименьшей. Даль-
нейшее повышение скорости резания незначительно влияет на шеро-
ховатость обработанной поверхности. Наличие нароста на резце уве-
личивает шероховатость поверхности, обработанной данным резцом.
Значительное влияние на шероховатость поверхности оказы-
вает применяемый при обработке состав смазочно-охлаждающей
жидкости. Наилучшие результаты получаются,ч если жидкость со-
держит минеральные масла, мыльные растворы и другие вещества,
повышающие ее смазочные свойства.
Опыты ряда исследователей показали, что неровности режущей
кромки резца, получившиеся вследствие некачественности доводки
89
Таблица 5
Обозначения классов чистоты
поверхностей деталей машин
Класс чистоты Обозна- чение Класс чистоты Обозна- чение Класс чистоты Обозна- чение
1 VI 6 V6 И V11
2 V2 7 V7 12 V12
3 V3 8 V8 13 V13
4 V4 9 V9 14 V14
5 V5 10 vio
его, переносятся на обработанную поверхность в увеличенных
размерах.
Степень затупления резца также влияет на шероховатость поверх-
ности. При небольшом затуплении резца обработанная поверхность
часто получается даже несколько чище, чем при остром резце.
При дальнейшем затуплении резца шероховатость поверхности
увеличивается.
Материал режущего инструмента в рассматриваемом случае
также имеет значение. Так, например, резцами из твердых сплавов
ВК6, ВК8 очень трудно получить хорошую поверхность при обра-
ботке вязких материалов, что объясняется склонностью этих спла-
вов к выкрашиванию при указанных условиях работы. Применение
при этих же условиях твердых сплавов, например марок Т5К10,
Т15К6 и др., а также быстроре-
жущих резцов позволяет умень-
шить шероховатость поверх-
ности.
На шероховатость обрабо-
танной поверхности влияют и
вибрации, возникающие в про-
цессе резания. Особое значение
в этом случае приобретают
чрезмерные зазоры в направ-
ляющих суппорта и в подшип-
никах, неточности зубчатых пе-
редач станка, плохая баланси-
ровка вращающихся частей
станка, недостаточная жесткость
обрабатываемой детали, углы резца, его вылет и многие причины,
отмеченные в разных главах книги. Все эти вредные явления рри то-
карной обработке вызывают продольную шероховатость поверхности.
Классификация и обозначения шероховатости поверхностей.
ГОСТ 2789—59 устанавливает 14 классов чистоты (шероховатости)
поверхности. Обозначения этих классов, указываемые на чертеже
детали, приведены в табл. 5.
При необходимости в особо мелкой градации степеней шерохо-
ватости ГОСТ 2789—59 допускает разделение классов 6—14 на раз-
ряды. В каждом из классов введены три разряда, обозначаемые
буквами а, б и в. Соответствующая буква проставляется после
цифры, указывающей класс чистоты данной поверхности. Например,
обозначение \/8а указывает, что данная поверхность должна иметь
шероховатость, соответствующую разряду а 8-го класса чистоты по
ГОСТ 2789—59.
Шероховатость поверхностей деталей машин определяется пу-
тем сопоставления данной поверхности с эталонами шероховатости
(рис. 68), или более точно—посредством специальных приборов.
Оценка шероховатости обработанной поверхности по эталонам
(образцам) производится на рабочих местах методом сравнения.
90
Образцы выпускаются для разных видов обработки (точения, фрезе-
рования и т. п.) и для различных металлов (стали, чугуна и т. п.),
для классов чистоты от V4
до V13.
Приборы оптические (про-
филометры, двойной микрос-
коп Линника, микроинтер-
ферометры), а также щуповые
(профилографы, профиломет-
ры и др.) используются глав-'
ным образом в измерительных
лабораториях. С помощью та-
ких приборов измеряется ве-
Рис. 68. Эталонный набор образцов ше-
роховатости поверхности
личина высоты неровностей
Rz или другой параметр определения шероховатости — среднее
арифметическое отклонение профиля Ra.,Среднее значение высоты
неровностей для некоторых классов чистоты, обеспечиваемых то-
карной обработкой, составляет в мкм:
V7............3,2-6,3 V4.............20-40
V6..............6,3—10 V3.............40—80
V5.............10-20
Шероховатости поверхностей грубее 1-го класса обозначаются
в чертежах знаком I/* /над которым указывается высота неровно-
стей R2 в микрометрах, например, . Поверхности, не подвергае-
мые обработке, обозначаются в чертежах знаком со .
С 1 января 1975 г. ГОСТ 2789—59 заменяется новым ГОСТ
2789—73, который вводит дополнительные параметры шерохова-
тости поверхности (шесть вместо двух), новые обозначения клас-
сов шероховатости и др.
Условия, от которых зависит точность обработки деталей на
токарных станках. Несмотря на высокие качества современных
токарных станков, совершенство методов обработки, точность при-
меняемых измерительных инструментов и наличие других благо-
приятных условий, влияющих на точность обработки детали, до-
стигнуть совершенства точных размеров и правильной формы ее
невозможно.
Основные причины образования погрешностей, возникающих
при токарной обработке, рассматриваются ниже.
Погрешности, вызываемые неточностью станка и зажимного
приспособления. Допускаемые отклонения от заданной точности
при сборке станка, а также в результате износа его, частей отра-
жаются на правильности формы обрабатываемых деталей. Так,
например, при обтачивании детали на станке, шейки шпинделя
которого овальны, поверхность детали получается также овальной,
(эллиптичной), а не цилиндрической, так что при измерении двух
91
взаимно перпендикулярных диаметров детали в одном и том же попе-
речном сечении получаются разные результаты.
Другим видом отклонения от правильной формы цилиндрических
деталей, обрабатываемых на токарных станках, является их конус-
ность, получающаяся вследствие неправильно установленной перед-
ней (если обрабатываемая деталь закреплена в патроне) или задней
бабки (при установке детали в центрах).
Погрешности при обработке детали во многих случаях вызы-
ваются недостаточной точностью или неисправностью зажимных
приспособлений. Очевидно, например, что при обработке наруж-
ной поверхности втулки^ насаженной на оправку с сильно изно-
шенными центровыми отверстиями, требуемой концентричности на-
ружной поверхности с поверхностью отверстия не получится.
Неточность формы детали обусловливает и неточность ее размеров.
Погрешности, вызываемые неточностью формы, размеров и
установки режущего инструмента, а также в результате его износа.
Во многих случаях точность размеров и формы обрабатываемой
детали или отдельных участков ее зависит прежде всего от точности
размеров и формы применяемого режущего инструмента. Ширина
канавки, обрабатываемой мерным резцом, получится равной тре-
буемой лишь при условии, что длина режущей кромки резца соот-
ветствует ширине канавки. Точность формы фасонной поверхности
зависит, очевидно, от точности формы фасонного резца, использо-
ванного для обработки этой поверхности Ч
Если точный по ширине прорезной резец при обработке канавки,
о которой говорилось выше, установлен так, что главная режущая
кромка его не параллельна оси детали, то ширина канавки полу-
чится больше ширины резца и форма ее будет неправильна.
Очевидна также и зависимость точности размера детали от точ-
ности установки резца в рабочее положение, например на требуе-
мый диаметр детали по лимбу.
Существенное значение имеет износ режущего инструмента В про-
цессе работы, который иногда настолько велик, что диаметр детали
у конца, расположенного у передней бабки, получается несколько
больше диаметра конца деталй, с которого начато обтачивание
(у задней бабки).
Погрешности, вызываемые неточностью измерительного инстру-
мента и неправильным пользованием им. Такие погрешности могут
быть результатом некачественного изготовления измерительного
инструмента или неудовлетворительного состояния вследствие есте-
ственного износа или небрежного обращения. Погрешности, вызван-
ные первой из указанных причин, редко встречаются при надлежа-
щей организации производства, так как все измерительные инстру-
менты тщательно контролируются перед выпуском в продажу и
1 Здесь имеется в виду обработка резцом с профилем, соответствующим кри-
вой линии, которая ограничивает сечение детали проходящей через ее ось пло-
скостью.
92
выдачей на рабочее место. Более точные измерительные инстру-
менты (штангенциркули, микрометры и т. д.) снабжаются специаль-
ными паспортами, в которых указываются погрешности данного
инструмента.
Естественный износ измерительных инструментов не должен
являться причиной неточности измерений, если в данной мастерской
хорошо организован и действует периодический контроль инстру-
ментов, осуществляемый специальными лицами.
Величина погрешностей измерений может быть весьма сущест-
венной, если для данного измерения применяется инструмент не-
соответствующей точности. Например, наибольшая точность изме-
рения, которая может быть достигнута (опытным рабочим) при
помощи кронциркуля и линейки с делениями, составляет около
0,3 мм. Использование этих инструментов для более точных разме-
ров является источником погрешностей измерений. Неправильная
установка инструмента относительно измеряемой поверхности может
привести к значительной ошибке измерения. Например, при изме-
рении диаметра отверстия не в плоскости, перпендикулярной к оси
детали, а в плоскости,. расположенной наклонно по отношению
к этой оси, погрешность в измерении неизбежна. При надвигании
измерительного инструмента или калибра на проверяемую деталь
неопытный рабочий может допустить неточность измерения в не-
сколько сотых долей миллиметра, если применит значительное
усилие (нажим). Погрешность измерений получается и в том слу-
чае, когда во время измерения не учитывается температура детали.
Очевидно, что если измерять нагревающуюся в процессе резания
и еще не остывшую деталь, то размер ее будет больше соответствен-'
ного размера охлажденной детали.
3. ОСНОВНЫЕ СВЕДЕНИЯ О ДОПУСКАХ И ПОСАДКАХ
Сопрягаемые детали. Рассматривая соединения деталей машин,
мы замечаем, что они в различных парах очень разнообразны по
своему характеру. В некоторых случаях одна из деталей какой-
либо пары во время работы машины остается неподвижной по
отношению к другой детали этой же пары; в других случаях —
совершает то или иное движение (например, вращательное, посту-
пательное и т. д.) относительно другой детали.
Две детали, составляющие пару, подобную одной из только
что рассмотренных, называются сопряженными.
Охватывающие и охватываемые детали. При сопряжении двух
деталей одна из них как бы охватывает другую, поэтому первая
из этих деталей (по отношению к другой) называется охватываю-
щей. а вторая — охватываемой.
Формы сопрягаемых деталей весьма разнообразны и наимено-
вания их,‘точно соответствующие действительности, во многих
случаях громоздки и неудобны для произношения и для записей.
Поэтому условились во всех случаях охватывающую деталь
93
(поверхность этой детали, участвующую в данном сопряжении) на-
зывать отверстием, а охватываемую деталь (поверхность, участву-
ющую в данном сопряжении) — валом.
Понятие о посадке. Если бы при обработке сопряженных дета-
лей (обеих или одной из них) либо при сборке машины не был учтен
требуемый характер их сопряжения, то очевидно, что машина,
собранная из таких деталей, оказалась бы негодной для работы.
Другими словами, непременными условиями удовлетворительной
работы всякой машины являются правильный выбор и осуществле-
ние характера сопряжений ее деталей, или, как говорят, посадок.
Посадкой называется характер сопряжения двух деталей, опре-
деляющий большую или меньшую свободу их относительного пере-
мещения, или степень сопротивления их взаимному смещению.
Посадки неподвижные и подвижные. Посадки, при которых
должна быть обеспечена прочность соединения сопряженных дета-
лей, называются неподвижными.
Соединения такого характера получаются в том случае, если до
сборки сопряженных деталей диаметр вала несколько больше диа-
метра отверстия, в связи с чем после сборки деталей между ними
возникает напряженное состояние.
Посадками для свободного движения, или (кратко) подвиж-
ными, называются такие, при которых предусматривается постоян-
ное относительное движение сопряженных деталей во время их
работы. Возможность относительного движения этих деталей полу-
чается в том случае, если диаметр отверстия несколько больше диа-
метра вала.
Посадки, принятые в машиностроении. В нашем машинострое-
нии установлен и применяется ряд посадок: от посадки, при кото-
рой вал вставляется в отверстие с большим напряжением, чем
достигается высшая прочность соединения деталей, до посадки,
при которой вал вращается в отверстии совершенно свободно:
Неподвижные посадки
1. Прессовая 3-я (ПрЗ)
2. Прессовая 2-я (Пр2)
3. Прессовая 1-я (Пр1)
4. Горячая (Гр)
5. Прессовая (Пр)
6. Легкопрессовая (Пл)
7. Глухая (Г)
8. Тугая (Т)
9. Напряженная (И)
10. Плотная (77)
Подвижные посадки
1. Скользящая (С)
2. Движения (Д)
3. Ходовая (X)
4. Легкоходовая (Л)
5. Широкоходовая (777)
6. Тепловая ходовая (ТХ)
В скобках указаны принятые сокращенные условные обозначе-
ния посадок.
В приведенном перечне посадки указаны в известной последова-
тельности: от наиболее прочной, обеспечивающей неподвижность
94
соединения деталей (посадки ПрЗ и Гр), и кончая такой посадкой
(посадка ТХ), при которой создается наиболее свободное относи-
тельное сопряжение деталей.
Посадки Г, Т, И и П точнее называются переходными, так как
при некоторых действительных размерах сопрягаемых деталей со-
единение их получается неподвижным, а при других размерах —
подвижным.
Номинальные и действительные размеры. Размеры деталей
машин устанавливаются конструктором, проектирующим данную
машину (или деталь), который исходит из самых разнообразных
требований. Эти размеры (общие для вала и отверстия, если они
являются сопряженными) указываются на чертеже детали и назы-
ваются номинальными.
Рис. 69. Предельные размеры и отклонения размеров вала
О
Выше мы видели, что по ряду причин невозможно обработать
какую-либо деталь так, чтобы размеры ее, получившиеся после обра-
ботки, точно совпали с номинальными.
Размеры, полученные после обработки, условились называть
действительными. Таким образом, действительный размер детали
есть тот размер, который установлен путем измерения.
Алгебраическая разность между действительным и номинальным
размерами называется действительным отклонением размера. Дей-
ствительные отклонения могут быть положительными и отрицатель-
ными.
Предельные размеры. Действительные размеры одинаковых де-
талей, даже при одном и том же способе их обработки, не получаются
равными между собой, а колеблются в некоторых пределах.
Предельными называются те размеры, между которыми может
колебаться действительный размер. Один из них называется наи-
большим, другой — наименьшим предельным размером.
Требуемый характер сопряжения двух деталей создается, оче-
видно, лишь в том случае, если допустимые предельные размеры
деталей установлены заранее опытным или расчетным путем и дей-
ствительные размеры лежат между предельными.
В зависимости от характера посадки наибольший и наименьший
предельные размеры вала могут быть больше (рис. 69, а) или меньше
(рис. 69, б) его номинального размера. Точно так же наибольший и
95
наименьший предельные размеры отверстия могут быть больше
(рис. 70, а) или меньше (рис. 70, б) его номинального размера. Воз-
можно также расположение предельных размеров отверстия или
вала по разные стороны от номинального.
На рис. 69 и 70 цифрами 00 обозначена так называемая нулевая
линия. Она соответствует номинальному диаметру вала или отвер-
стия и служит началом отсчета отклонений от номинального раз-
мера.
Предельные отклонения. Алгебраическую разность между наи-
большим предельным и номинальным размерами 'называют верхним
предельным отклонением.
Алгебраическую разность между наименьшим предельным и
номинальным размерами называют нижним предельным отклоне-
Рис. 70. Предельные размеры и отклонения размеров отверстия
Верхние и нижние предельные отклонения могут быть положи-
тельными, отрицательными и равными нулю, как и действительные.
Чтобы не смешивать положительные и отрицательные отклоне-
ния, принято перед их числовой величиной ставить знак плюс (+),
если отклонение положительное, и знак минус (—), если отклонение,
отрицательное.
Допуск. Остановимся теперь на определении, отчетливое пони-
мание которого необходимо для усвоения всего вопроса о допусках
и посадках.
Допуском, точнее — допуском на неточность обработки назы-
вается разность между наибольшим и наименьшим предельными
размерами.
Так, например, если наибольший предельный размер вала
65,040 мм, а наименьший — 65,020 мм, то допуск в данном случае ра-
вен 65,040 — 65,020 = 0,020 мм.
На рис. 69 и 70 допуски (на графиках они называются полями
допусков) показаны жирными линиями. Толщина этих линий бе-
рется на графиках всегда в увеличенном масштабе (в сравнении
с номинальными размерами) для лучшего усвоения. Допуск на
обработку колеблется, как правило, в пределах от нескольких деся-
96
тых до нескольких тысячных долей миллиметра, что требует обя-
зательного увеличения масштаба.
Величины отклонений и допусков в разных таблицах допусков
и посадок выражаются не в долях миллиметров, как это сделано
допусков числовыми
Рис, 71. Примеры обозначений на чертежах
значениями отклонений
в приведенном выше примере, а в микрометрах (микронах). Микро-
метр равен 0,001 мм и обозначается сокращенно мкм.
Обозначения допусков на чертежах числовыми величинами от-
клонений. Допустимые предельные отклонения размеров детали
от номинальных могут указы-
ваться на чертежах числовыми
отклонениями, которые простав-
ляются с соответствующими зна-
ками: положительные со знаком
(+), отрицательные со знаком
(—) вслед за данным размером.
Отклонение, равное нулю, на
чертеже не указывается. Верхнее
и нижнее отклонения записы-
ваются одно под другим: верх*
нее — выше, нижнее — ниже, в
долях мм. Примеры простановки
отклонений на чертежах пока-
заны на рис. 71, а—е.
Натяги и зазоры. Выше мы
установили, что характер посад-
ки зависит от соотношения дей-
ствительных размеров сопрягае-
мых деталей или, как говорят,
зазора (рис. 72, б) между данными деталями.
Натягом называется положительная разность между'диаметрами
вала и отверстия до сборки деталей (размер вала больше размера
отверстия).
При различных соотношениях предельных размеров вала и
отверстия натяг называется наибольшим или наименьшим (рис. 72, а).
Рис. 72. Натяги (а) и зазоры (б)
наличия
4 А, Н, Оглоблин
97
Зазором называется положительная разность между диаметрами
отверстия и вала (размер отверстия больше размера вала).
В зависимости от соотношения предельных размеров отверстия
и вала определяются наибольший и наименьший зазоры (рис. 72, б).
Система отверстия и система вала. Стандартами допусков и по-
садок в нашей промышленности установлены две возможные к при-
менению совокупности посадок — система отверстия и система вала.
Системой отверстия называется совокупность посадок, в кото-
рых предельные отклонения отверстий одинаковы (при одном
и том же классе точности и одном и том же номинальном размере),
а различные посадки достигаются путем изменения предельных
отклонений валов (рис. 73, а). Во всех посадках системы отверстия
нижнее предельное отклонение отверстия всегда равно нулю.
Рис. 73. Схематическое изображение систем отверстия (а) и вала (б)
Такое отверстие называется основным отверстием. Из рисунка
видно, что при одном и том же номинальном размере (диаметре) и
постоянном допуске основного отверстия могут быть получены раз-
ные посадки за счет изменения предельных размеров вала. В самом
деле, вал 1 наибольшего предельного диаметра свободно войдет
в наименьшее отверстие. Соединив вал 2 при наибольшем предель-
ном его размере с наименьшим отверстием, мы получим зазор, рав-
ный нулю, но при других соотношениях диаметров отверстия и
вала в этом сопряжении получается подвижная посадка. Посадки
валов 3 и 4 относятся к группе переходных, так как при одних
значениях действительных размеров отверстий и валов 3 и 4 будет
иметь место зазор, а при других натяг. Вал 5 при всех условиях вой-
дет в отверстие с натягом, что всегда обеспечит неподвижную
посадку.
Основное отверстие в системе отверстия обозначается сокра-
щенно буквой А в отличие от обозначения второй (не основной) де-
тали, входящей в сопряжение, которая обозначается буквами соот-
ветствующей посадки.
Системой вала называется совокупность посадок, в которых пре-
дельные отклонения валов одинаковы (при одном и том же классе
68
точности и одном и том же номинальном размере), а различные
посадки достигаются путем изменения предельных отклонений от-
верстий. Во всех посадках системы вала верхнее предельное откло-
нение вала всегда равно нулю. Такой вал называется основным
валом.
Схематическое изображение системы вала дано на рис. 73, б,
из которого видно, что при одном и том же номинальном размере
(диаметре) и постоянном допуске основного вала могут быть полу-
чены различные посадки за счет изменения предельных размеров
отверстия. Действительно, соединяя с данным валом отверстие /,
мы при всех условиях будем получать подвижную посадку. Подоб-
ную же посадку, но с возможным получением зазора, равного нулю,
мы получим при сопряжении с данным валом отверстия 2. Соедине-
ния вала с отверстиями 3 и 4 относятся к группе переходных поса-
док, а с отверстием 5 — к неподвижной посадке.
Основной вал в системе вала обозначается сокращенно бук-
вой В.
Сопоставление системы отверстия и системы вала. Области при-
менения этих систем. Каждой из этих систем свойственны достоин-
ства и недостатки, определяющие области их применения.
Существенным преимуществом системы отверстия в сравнении
с системой вала является то, что обработка валов одного номиналь-
ного размера, но с разными предельными диаметрами может быть
выполнена одним режущим инструментом (резцом или шлифоваль-
ным кругом), в то время как в тех же условиях для обработки точ-
ных отверстий требуется столько режущих инструментов (если
обработка ведется одномерным инструментом, например разверткой),
сколько имеется отверстий. Таким образом, для обработки отверстий
и валов при наличии 12 посадок в системе отверстия для каждого
номинального диаметра необходимо иметь одну развертку и резец
или шлифовальный круг, а для обработки тех же деталей в системе
вала требуется резец или шлифовальный круг и 12 разверток.
Система отверстия имеет и другие преимущества по сравнению
с системой вала, но тем не менее последняя все же применяется
в ряде областей машиностроения, хотя значительно реже, чем
система отверстия.
Например, система вала применяется при изготовлении некото-
рых текстильных машин. Одной из основных деталей текстильных
машин является обычно длинный гладкий вал одного номинального
размера по всей длине, на который насаживаются с разными посад-
ками различные шкивы, муфты, шестерни и т. д. При применении
системы отверстия эти валы должны быть ступенчатыми, что услож-
няет их изготовление.
Классы точности. В нашем машиностроении для диаметров от
1 до 500 мм применяются следующие классы точности: 1-й, 2, 2а,
3, За, 4, 5, 7, 8, 9-й; 6-й класс отсутствует.
1-й класс является самым точным из поименованных. Он при-
меняется сравнительно редко, так как обработка деталей по этому
4* 99
классу стоит очень дорого. Им пользуются в точном машиностроении,
.когда требуется очень строгая определенность посадок, например
при изготовлении деталей шарикоподшипников.
2-й класс имеет значительно ббльшее распространение и приме-
няется главным образом в точном машиностроении и приборострое-
нии, в станкостроении и моторостроении, частично при изготовле--
нии текстильных машин и т. п. Этот класс является в нашем маши-
ностроении основным.
3-й класс точности применяется в тех случаях, когда требова-
ния, предъявляемые к определенности. посадок, не так велики,
как во 2-м классе, но должен быть сохранен требуемый характер
каждой посадки.
4-й класс точности применяется для деталей, между которыми
допустимы сравнительно большие зазоры или натяги, и которые
могут обрабатываться с большими допусками.
5-й класс точности предназначается для подвижных посадок,
к которым не предъявляются высокие требования определенности
характера сопряжений. Кроме того, этот класс предусматривается
для свободных размеров, т. е. относящихся к несопрягаемым поверх-
ностям деталей машин, и для точных заготовок.
7, 8 и 9-й классы применяются главным образом для свободных
размеров, а также для заготовок, изготовляемых горячей штампов-
кой, литьем и т. п.
В отдельных случаях применяются классы 2а — промежуточный
между 2 и 3-м классами, а также За — промежуточный между 3 и
4-м. Они введены в систему допусков позднее и поэтому имеют
такие обозначения.
Классы точности, применяющиеся в машиностроении, обозна-
чаются так:
1-й класс обозначается цифрой 1
2-й > обозначения не имеет
2а > обозначается 2а
3-й > » цифрой 3
За класс обозначается За
4-й » > цифрой 4 и т. д.
Эти обозначения приписываются справа, несколько ниже обо-
значения основной детали системы или посадки.
Таким образом, As обозначает основное отверстие 5-го класса,
Bt — основной вал 4-го класса, С8 — скользящую посадку 3-го
класса, — глухую посадку 1-го класса и т. д.
Посадки и основные детали систем 2-го класса точности как
основного обозначаются без цифрового индекса, указывающего
класс точности. Таким образом, буквы А и В обозначают основное
отверстие и основной вал 2-го класса, буква Ш обозначает широ-
коходовую посадку 2-го класса, буква С — скользящую посадку
этого же класса и т. д.
100
Обозначения посадок и классов точности на чертежах про-
ставляются сразу же за цифрой, указывающей размер, к которому
относится данное обозначение.
Посадки в разных классах точности. 2-й класс является основ-
ным, и в нем применяются все посадки, перечисленные на стр. 94,
за исключением прессовой третьей (ПрЗ), прессовой второй (Пр2)
и прессовой первой (Пр1). Обозначения этих посадок указаны
там же.
Число применяемых посадок в 1, 3-м и в других классах точности
значительно меньше, чем во 2-м, и различно в системе отверстия
и системе вала.
В системе отверстия в 1-м классе применяются девять посадок,
а именно: прессовая вторая (Пр21), прессовая первая (ПрЦ), глу-
хая (Гх), тугая (7\), напряженная (Ях), плотная (/7Х), скользящая
(Сх), движения (Д^ и ходовая (Хх).
В 3-м классе установлено шесть посадок: прессовая третья
(ПрЗа), прессовая вторая (Пр2^, прессовая первая (Пр13), скользя-
щая (С8), ходовая (Х3) и ши-
рокоходовая (Ша).
4-й класс содержит четыре
посадки: скользящую (С4),
ходовую (Х4), легкоходовую
(Л4) и широкоходовую, (Ш4).
В 5-м классе имеются всего
только две посадки — сколь-
зящая (С5) и ходовая (Х6).
7, 8 и 9-й классы точности
посадок не имеют ни в системе
отверстия, ни в системе вала. Любое отверстие в этих классах
обозначается соответственно Л7, Ав или Л9, а любой вал — В7, Ва
или Bt.
Пример чертежа вала с указанием посадок для некоторых его
поверхностей приведен на рис. 74.
Практическое значение обработки деталей с обусловленными
заранее предельными размерами. Изготовление деталей в таких
условиях обеспечивает возможность их взаимозаменяемости.
Взаимозаменяемостью деталей называется такое их свойство,
при наличии которого сборка станка, машины и пр. происходит без
какой-либо подгонки или подбора деталей, причем посадка, тре-
бующаяся в каждом отдельном сопряжении, получается именно
такой, какой она должна быть в данном сопряжении.
Необходимость пригонки отпадает благодаря тому, что дейст-
вительные размеры деталей, поступающих в сборочный цех, нахо-
дятся в пределах допуска, и детали не требуют дополнительной
обработки. Выполнение характера посадки обеспечивается тем, что
отклонения действительных размеров сопрягаемых деталей от
номинальных, создающие характер посадки, обеспечиваются ра-
бочим (или рабочими), обрабатывающим данные детали, а назна-
101
Рис. 74. Чертеж вала с указанными на
нем посадками
чаются и указываются на чертеже детали конструктором, проекти-
рующим машину, в состав которой входят эти детали.
Достоинства взаимозаменяемости деталей мы наблюдаем по-
стоянно. Всем известно, что любая деталь велосипеда заменяется
новой без какой-либо пригонки, каждая электрическая лампочка
ввертывается в любой патрон и т. д. Все сельскохозяйственные
машины, начиная с плугов и кончая тракторами и комбайнами,
состоят из взаимозаменяемых деталей, так как только при этом
условии возможна быстрая замена сломанных или износившихся
деталей машин без пригонки даже в полевой обстановке.
В настоящее яремя почти вся продукция отечественного машино-
строения, за исключением опытных образцов и отдельных сопря-
жений изделий серийного производства, изготавливается с обеспече-
нием взаимозаменяемости деталей и сборочных единиц (узлов).
4. ТОЧНОСТЬ ФОРМЫ И ВЗАИМОРАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
В соответствии с ГОСТ 2.308—68 в новых чертежах введены
условные обозначения предельных отклонений формы поверхностей,
а также их взаиморасположения.
В табл. 6 указаны условные обозначения отклонений форм по-
верхностей, а в табл. 7 — условные обозначения отклонений их
взаиморасположения.
При условном обозначении данные о предельных отклонениях
формы и взаиморасположения поверхностей указываются (см. при-
меры в табл. 8) в прямоугольной рамке, разделенной на две или три
части, в которых помещают: в первой — знак отклонений по табл. 1
или 2; во второй — величину допускаемого предельного отклоне-
ния в миллиметрах; в третьей — буквенное обозначение базы или
другой поверхности, к которой относится отклонение взаимораспо-
ложения. Если баз несколько, то вписываются все их обозначения.
Рамка соединяется прямой или ломаной линией со стрелкой
с элементом, к которому относится предельное отклонение формы
поверхности. Направление стрелки показывает направление изме-
рения.
Рамка с данными о предельных отклонениях взаиморасположе-
ния поверхностей соединяется, кроме того, с базой прямой или ло-
маной линией, заканчивающейся зачерненным треугольником. Базой
может служить контурная, выносная или осевая линия (см. табл. 8).
Там, где для двух или большего количества поверхностей пре-
дельные отклонения их взаиморасположения не определяются
никакой базой, допуски называются зависимыми и условно обо-
значаются знаком (м) , который помещается в рамке, вслед за ве-
личиной предельного отклонения (см. пример в табл. 8).
Если зависимые допуски взаиморасположения составляют в чер-
теже большинство, то независимые допуски иногда могут обозна-
чаться знаком (2) •
102
Таблица 6
Условные обозначения отклонений формы поверхностей на чертежах
Наименование отклонения Знак
Краткое Полное
Неплоскостность Отклонение от плоскостности / /
Непрямолинейность Отклонение от прямолинейности 1 1 —
Не цил индр ич ность Отклонение от цилиндричности
Некруглость Отклонение от круглости
— Отклонение профиля продольного се- чения (относится к цилиндрической поверхности)
Таблица 7
Условные обозначения отклонений
взаиморасположения поверхностей на чертежах
Наименование отклонения Знак
Краткое Полное
Непараллельность Отклонение от параллельности II
Неперпендикуляр- ность Отклонение от перпендикулярности 1
Несоосность Отклонение от соосности —г~
— Торцовое биение
— Радиальное биение
Непересечение осей Отклонение от пересечения осей
Несимметричность Отклонение от симметричности • •
— Смещение осей от номинального рас- положения —
103
Таблица 8
Примеры указаний на чертежах предельных отклонений формы
поверхностей и их взаиморасположения по ГОСТ 2.308—68
Наименова-
ние
отклонения
Указание предельных отклонений на чертежах
условным обозначением
текстом в технических
требованиях
Отклонение
продольно-
го сечения
цилиндри-
ческой
поверхно-
сти
Некруглость и отклонение
профиля 'продольного сечения
поверхн. А не более 0,01 мм
Нецилиндричность по-
верхн. А не более 0,01 мм
на длине 20 мм, изогнутость
не более 0,1 мм на всей
длине
Отклонение
от перпен-
дикуляр-
ности
Неперпендикулярность оси
отв. Б относительно оси
отв. А не более 0,04 мм
Неперпендикулярность по-
верхн. Б относительно оси
поверхн. А не более и,06 мм
10*
Продолжение табл. 8
Наименова-
ние
отклонения
Указание предельных отклонений на чертежах
условным обозначением
текстом в технических
требованиях
Отклонение
от соосно-
сти
Несоосностъ поверхн. А
и Б не более 0,1 мм (допуск
зависимый )
Несоосностъ отверстий
относительно общей оси не
более 0,01 мм
пшш
Радиальное биение по-
верхн. В относительно об-
щей оси поверхн. А и Б не
более 0,04 мм
Биение
Радиальное биение отв. В
относительно оси поверхн. Б
при опоре на поверхн. А не
более 0,01 мм.
Торцовое биение поверхн. Г
относительно той же оси не
более 0,016 мм
1U5
б. ОБЩИЕ ПОНЯТИЯ О БАЗАХ И БАЗИРОВАНИИ ДЕТАЛЕЙ
НА ТОКАРНЫХ СТАНКАХ
Предварительные замечания. Из рассмотренного выше следует,
что при обработке деталей на токарном станке, кроме получения
требуемой формы, размеров и шероховатости обработанных поверх-
ностей, требуется в большинстве случаев обеспечить и необходи-
мое расположение этих поверхностей по отношению к ранее обра-
ботанным или необрабатываемым поверхностям детали.
В этом нетрудно убедиться также из рассмотренных ниже при-
меров, в которых требования взаиморасположения поверхностей
могут быть заданы приведенными обозначениями или текстом в тех-
нических условиях.
Я !9
Рис. 75. Примеры деталей с точным взаиморасположением
поверхностей
Так, размеры поверхностей ступеней /, 2, 3 и 5 валика (рис. 75, а)
должны соответствовать его чертежу и, кроме того, эти ступени
должны иметь общую ось, т. е. быть концентричными. Обрабаты-
вая втулку (рис. 75, б), необходимо обеспечить не только размеры
ее наружной поверхности 7 и отверстия 8, но и совпадение осей
этих поверхностей, т. е. их концентричность.
При обработке зубчатого колеса (рис. 75, в), кроме такой же
концентричности (поверхности 11 и отверстия 9), обычно требуется
выдержать перпендикулярность торцовых поверхностей 10 и 12
к оси 9 отверстия. У подшипника (рис. 75, г) необходимо не только
качественно обработать отверстие 13, но и обеспечить правильное
положение его оси по отношению к плоскости 18 основания (ось от-
верстия должна быть параллельна плоскости основания и нахо-
диться от нее на заданном расстоянии Н).
100
При обработке плоскости 19 основания рейсмуса (рис. 75, д)
необходимо обеспечить не только требуемую шероховатость поверх-
ности, но и параллельность ее к необрабатываемой поверхности 17,
а также выдержать размер Л. При дальнейшей обработке этой де-
тали должны быть обеспечены, в частности, параллельность торца
14 и плоскости 19 основания, заданный размер Н между ними,
а также перпендикулярность оси отверстия 15 к плоскости 19.
Требуемые форма, точность размеров и шероховатость- отдель-
ных поверхностей детали достигаются в основном правильным вы-
бором и осуществлением способа обработки этих поверхностей.
Необходимое взаимное расположение поверхностей, а также их
положение по отношению к ранее обработанным или необрабатывае-
мым поверхностям детали обеспечиваются главным образом спосо-
бом установки и закрепления ее на станке.
Установочная база. Правильное положение поверхностей детали,
обрабатываемых при данной установке ее по отношению к поверх-
ностям, обрабатываемым при других установках (или совсем не обра-
батываемым), достигается путем придания детали определенного
положения относительно станка в процессе ее установки. Такое
положение детали определяется базированием в процессе установки,
которое, в свою очередь, зависит от выбранных базирующих поверх-
ностей или, как говорят, от установочной базы.
Установочной базой называется совокупность базирующих по-
верхностей обрабатываемой детали, используемых в процессе уста-
новки для придания ей заданного положения относительно станка.
Предположим, например, что во втулке (рис. 75, б) должно
быть обработано отверстие, концентричное по отношению к ранее
обработанной наружной поверхности. При установке втулки на
станке для обработки отверстия эта поверхность будет служить
установочной базой. При обработке отверстия в подшипнике
(рис. 75, г), ось которого должна быть определенным образом рас-
положена относительно плоскости основания, именно эта плоскость
и явится установочной базой. Отверстие 15 в основании рейсмуса
(рис. 75, д) должно быть концентрично с ее наружной поверхностью
16 (конечно грубо, так как поверхность 16 не обработана), а ось
отверстия должна быть перпендикулярна к плоскости 19. Поэтому
при обработке отверстия 15 поверхность 16 и плоскость 19 служат
установочной базой.
Измерительная база. Измерительной базой называется поверх-
ность или совокупность поверхностей, от которых при обработке
детали производится непосредственный отсчет размеров. Например,
если при обработке ступенчатого вала (рис. 75, а) правый торец его 6
подрезан, а длина правой концевой шейки задана размером L, то
при подрезании заплечика 4 торец 6 служит измерительной базой.
При обработке отверстия в подшипнике (рис. 75, г) измерительной
базой является поверхность 18.
Некоторые дополнительные определения. При каждой установке
детали на станке различают следующие группы поверхностей.
107
1. Установочные поверхности зажимного приспособления, с
которыми соприкасаются базирующие поверхности детали. Напри-
мер, если базирующими поверхностями втулки (рис. 76, а) являются
ее наружная поверхность 1 и торец 2, то при установке детали
по рис. 76, а установочными поверхностями патрона служат поверх-
ности 3 и 4 кулачков, а при установке по рис. 76, б — поверхности 8
кулачков и торец 7 патрона.
При закреплении вала в центрах (рис. 76, в) установочными
поверхностями последних являются поверхности 5 и 6.
2. Опорные поверхности детали, которыми она прилегает к уста-
новочным поверхностям приспособлений. Опорными поверхностями
Рис. 76. Поверхности приспособления и обрабатываемой детали
иногда являются базирующие (рис. 76, а). В других случаях опор-
ная поверхность не является базирующей. Если базировка втулки
(рис. 76, г) производится по отверстию 10 (выверкой), а закрепление
ее осуществлено, как показано на рис. 76, г, то базирующей служит
поверхность 10, а опорной — поверхность 9.
3. Поверхности прижима, на которые давят кулачки, прижимные
планки или какие-либо другие детали зажимных приспособлений.
Опорные поверхности и поверхности прижима в некоторых
случаях, например при установке втулки по рис. 76, г, совпадают.
При обработке отверстия в основании рейсмуса деталь закреплена
(рис. 76, д) на планшайбе прихватами. В этом случае опорная поверх-
ность 12, являющаяся одновременно базирующей, и поверхность
прижима 14 различны.
Если базирование втулки производится по наружной поверхно-
сти, а закрепление — по рис. 76, а, то поверхность 1 является одно-
временно базирующей, опорной и поверхностью прижима,
108
4. Обрабатываемые поверхности, которые подлежат обработке
при данной установке детали.
Одни и те же поверхности детали при перемене установки могут
менять свое назначение. Поверхности, обрабатываемые в первой
установке, могут стать опорными во второй и т. д.
Опорные и проверочные базы. В зависимости от способа ис-
пользования установочной базы она может быть опорной или
проверочной. Установочная база называется опорной, если
все базирующие поверхности ее являются опорными. Напри-
мер, использование опорной установочной базы показано на
рис. 76, а.
Установочная база называется проверочной, если положение
базирующих поверхностей, составляющих эту базу относительно
станка, проверяется в процессе установки детали при помощи
рейсмуса, индикатора и т. д. Если, например, втулка с обработан-
ным отверстием устанавливается по рис. 76, г в четырехкулачковом
патроне, причем проверка ее положения производится по поверх-
ностям 9 и 11, то именно эти поверхности в данном случае обра-
зуют проверочную базу.
Установка основания рейсмуса осуществляется (рис. 76, д)
по установочной базе, образованной поверхностями 12 и 13. Первая
из этих поверхностей используется как опорная, вторая — как про-
верочная.
Черновые и чистовые базы. По месту, занимаемому в процессе
обработки детали, базы разделяются на черновые и чистовые. Черно-
вая база является необработанной поверхностью и поэтому исполь-
зуется только для первой установки детали на станке. Обработанные
базовые поверхности носят название чистовых баз.
Общие соображения, которыми следует руководствоваться при
выборе баз. Черновые базирующие поверхности должны быть воз-
можно больших размеров, так как в этом случае местные отклоне-
ния формы меньше'влияют на положение детали. Следует избегать
использования в качестве черновых баз поверхностей отливок, на
которых были расположены прибыли, литники и другие выпуклости,
например места, соответствующие разъему опок. Черновые опорные
базы должны быть такими, чтобы положение закрепленной детали
было устойчивым.
Если какие-либо поверхности готовой детали остаются необ-
работанными, то именно эти поверхности следует использовать
в качестве черновых баз.
При использовании опорных установочных баз отпадает сложная,
ответственная и часто очень длительная работа — проверка поло-
жения детали на станке. Поэтому таким базам отдается предпочте-
ние по сравнению с проверочными. Это, однако, возможно не всегда.
Так, например, при обработке отверстия в литой втулке, установлен-
ной в самоцентрирующем патроне (рис. 76, а) по опорным базам
1 и 2, могут остаться черновины. Это случится, если вследствие нека-
чественное™ отливки ось необработанного отверстия значительно
109
смещена относительно наружной поверхности, что возможно в усло-
виях единичного производства.
В подобном случае часто удается изготовить годную деталь,
найдя путем проверки такое положение заготовки на станке, при
котором ни на внутренней, ни на наружной поверхности детали
черновик не получится.
Переход в процессе обработки детали от одной базы к другой
всегда вводит дополнительную ошибку во взаимное расположение
поверхностей, обрабатываемых от разных баз. Поэтому переходить
от одной базы к другой следует лишь при наличии достаточно
основательных причин, тщательно продумывая выбираемые базы
с учетом изложенных выше рекомендаций.
Часть вторая
ОСНОВНЫЕ ТОКАРНЫЕ РАБОТЫ
Г лава I
ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ
И ТОРЦОВЫХ ПОВЕРХНОСТЕЙ
1. ЧЕРНОВОЕ ОБТАЧИВАНИЕ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ
Закрепление детали при черновом обтачивании. Способ закрепле-
ния детали при черновой обработке выбирается в зависимости
от ее формы, размеров, назначения и т. д. по правилам, изложенным
в гл. III первой части книги. Следует помнить, что при черновом
обтачивании деталей снимаются стружки больших сечений, вслед-
ствие чего возникают значительные силы резания, под действием
которых деталь может быть вырвана из патрона. Поэтому за-
крепление детали в рассматриваемом случае должно быть особенно
прочным.
Резцы для чернового обтачивания. Резцы для чернового обта-
чивания работают обычно при большой сечении стружки и часто
при высокой скорости резания. Поэтому такой резец должен быть
прочным, хорошо поглощать теплоту, образующуюся в процессе
резания, и не терять твердости от нагревания во время работы.
Форма передней поверхности резца должна быть такой, чтобы отде-
ление стружки происходило с возможно большей легкостью.
Твердосплавные резцы для чернового обтачивания, называемые
проходными, изображены на рис. 77. Прямые проходные резцы
(рис. 77, а и б, отличающиеся друг от друга лишь формой твердо-
сплавной пластинки) изготовляются с главным углом в плане <р == 45,
60 и 75°. Отогнутые проходные резцы (рис. 77, в), обычно штампо-
ванные, сложнее в изготовлении. Тем не менее они широко приме-
няются, так как ими можно производить не только продольное,
но и поперечное обтачивание (подрезание). Кроме того, они иногда
удобнее при обработке поверхностей, трудно доступных для прямого
резца. Главный угол в плане у этих резцов равен 45°.
Проходные упорные резцы (рис. 78) особенно пригодны для об-
работки детали с уступами небольших размеров, образуемыми этим
же резцом. Главный угол в плане этих резцов 90°, что способствует
уменьшению вибраций в процессе работы. Поэтому упорные резцы
успешно используются при обработке нежестких деталей.
Ш
Рис. 77. Проходные резцы: прямые (а, б) и ото-
гнутый (в)
112
Быстрорежущие резцы по своей форме подобны твердосплавным
резцам того же назначения, но отличаются от них, как это будет
показано ниже, величинами углов и другими элементами головки.
Правые и левые резцы. По направлению подачи, при которой
работают проходные резцы, они разделяются на правые и левые.
Правыми резцами называются такие, у которых при наложении
сверху ладони правой руки так, чтобы пальцы были направлейы
к вершине резца, главная режущая кромка оказывается располо-
женной со стороны большого пальца (рис 79, б). На токарных
станках эти резцы работают при подаче справа налево, т. е. от задней
бабки к передней. Левыми резцами называются такие, у которых
при указанном выше наложении левой руки главная режущая
кромка расположена также со стороны большого пальца (рис. 79, а).
Материалы, применяемые для проходных резцов. Проходные
резцы, используемые при обработке стальных и чугунных деталей,
изготовляются с пластинками из твердых сплавов и из быстрорежу-
щей стали. Марки твердых сплавов, используемых для обработки
стали и чугуна при различных условиях резания, указаны в табл. 9.
Таблица 9
Основные марки твердых сплавов для черновой обработки стали и чугуна
Условия резания Обрабатываемый материал
Сталь угле- родистая и легирован- ная Чугун НВ до 240
Обработка поковок и отливок по корке и ока- лине при неравномерном сечении среза и работе с ударами Т5К10 Т5К12В ВК8 ВК8В ВК8 ВК8В ВК6 ВК4
Обработка по корке при неравномерном сече- нии среза и непрерывном резании Т14К8 Т5КЮ ВК4 ВК6 ВК8
Обработка по корке при относительно равно- • мерном сечении среза и непрерывном резании Т15К6 Т14К8 ВК4 ВК8
С меньшей, иногда значительно, производительностью обработку
стали и чугуна при условиях, указанных в таблице, можно выпол-
нять резцами из быстрорежущей стали марки Р18 (или других
марок).
Элементы головки и углы твердосплавных резцов. Форма перед-
ней поверхности твердосплавных резцов устанавливается в зависи-
мости от обрабатываемого материала, характера обработки, подачи
и некоторых других условий.
Формы передней поверхности у резцов с пластинками из твердых
сплавов приведены в табл. 10.
113
Таблица 10
Основные виды форм передней поверхности твердосплавных резцов
Номер формы Название Эскиз
I Плоская с положительным передним углом i]
II Плоская с отрицательной фаской / — 7j
III Криволинейная с отрицатель- ной фаской / СЙЪй/, 5 /i+SL__ 7
IV Плоская с отрицательным передним углом ж
V Криволинейная с отрицатель- ной фаской n.Mj^ .<7,5 , \\ 1 / \\ \сп /7
114
Передняя поверхность формы I рекомендуется для резцов при
обработке серого чугуна, бронзы и других хрупких материалов,
а также при тонком и чистовом точении с подачами s < 0,2 мм/об.
Форма II передней поверхности используется при обработке ков-
кого чугуна, стали и стального литья с ов 80 кгс/мм2, а также
и с ов> 80 кгс/мм2 при недостаточной жесткости системы СПИД.
Форма III делается у резцов, предназначенных для обработки стали
с ов sg 80 кгс/мм2 при необходимости завивания и дробления
стружки. Форма IV применяется при черновой обработке стали и
стального литья с о„ > 80 кгс/мм2 с неметаллическими включени-
ями, при работе с ударами в условиях жесткой системы СПИД.
Форма V рекомендуется при обработке нержавеющих сталей с
о„ sg 80 кгс/мм2.'
Значения переднего угла твердосплавных резцов выбираются
в зависимости от обрабатываемого материала; они указаны в табл. 11.
Таблица 11
Передние углы твердосплавных резцов
Обрабатываемый материал Передний угол у в град
Сталь и стальное литье ов до 80 кгс/мм2 ов свыше 80 кгс/мм2 (Тв >100 кгс/мм3 по корке, загрязненной неметаллическими включениями, и при работе с ударами 12—15 10 -10
Чугун Серый 5
Задний угол а у твердосплавных резцов, используемых для черно-
вой обработки стали и чугуна, делается равным 8°.
Главный угол в плане <р твердосплавных резцов, применяемых
в условиях нежесткой системы СПИД, принимается равным 90°.
Если обработка происходит при большей жесткости этой системы,
главный угол в плане может быть 60 — 75°. При значительной
жесткости системы СПИД главный угол в плане принимают рав-
ным 45°.
Вспомогательный угол в плане <pt при черновой обработке при-
нимается равным 5—20°, а иногда и больше.
Угол наклона главной режущей кромки X при обработке резцом
с ф = 90° принимается равным 0°. При главном угле в плане, мень-
шем 90°, этот угол делается для обработки стали 0—5°, а для чугуна
10°. При точении с ударами угол X делают 12—15°.
Вершину резца закругляют радиусом 0,5—1,5 мм. Ширину
фаски f принимают равной 0,15—0,5 мм. Меньшие значения прини-
маются при малом (12x12 мм и менее) сечении резца, большие —
при резце сечения 25x25 мм и более.
115
Рис. 80. Проходные резцы без-дополни-
тельной режущей кромки (а) и с допол-
нительной режущей кромкой (б)
Проходные твердосплавные резцы для черновой и получистовой
обработки выполняются как без дополнительной режущей кромки
(рис. 80, а), так и с дополни-
тельной режущей кромкой
(рис. 80, б). Как будет видно
из дальнейшего изложения,
резцы с дополнительной ре-
жущей кромкой позволяют
вести обточку со значительно
большими подачами, обеспе-
чивая в то же время весьма
хорошую шероховатость по-
верхности V4 — V51.
Форма передней поверхно-
сти, углы и другие элементы
быстрорежущих резцов. Фор-
ма передней поверхности этих
резцов выбирается в зависимости от обрабатываемого материала,
подачи и некоторых других условий по табл. 12 и в соответствии
с общими соображениями, приведенными ниже.
Таблица 12
Формы передней поверхности быстрорежущих резцов
Передняя поверхность по форме I делается у резцов для обра-
ботки стали, а также чугуна, бронзы и других хрупких металлов.
1 Более подробные сведения и геометрию резца см. в части III (рис. 215).
116
По форме II следует делать переднюю поверхность резцов для обра-
ботки стали с ов 80 кгс/мм2, вязких цветных металлов и легких
сплавов при необходимости завивания стружки.
Передний угол рассматриваемых резцов, используемых для обра-
ботки стали, принимается равным 20—25°, а задний угол — равным
6°, при обработке медных сплавов передний угол — 20°, а зад-
ний — 8°. Значение главного и вспомогательного углов в плане,
а также угла наклона главной
режущей кромки быстрорежу-
щих резцов можно брать по соот-
ветственным данным для твердо-
сплавных резцов.
Рекомендуемые значения ра-
диуса закругления при вершине
резца г, элементов радиусной
лунки R и А, а также размера
фаски / в зависимости от сечений
резца приведены в табл. 13. При
обработке легких сплавов шири-
на фаски f принимается равной
пулю.
Установка проходных резцов
Таблица 13
Значения радиуса закругления
при вершине, элементов радиусной
лунки и размеров фаски резца
Эле- мент ’ формы Сечение резца в мм
12x12, 16хЮ 16X16, 20X16 25x25, 32x20
г 1,0 1,5 2,0
R 3,0 5,0-8,0 12,0
А 2,5 4,0-7,0 10,0
f 0,2 0,4-0,6 0,8
относительно линии центров
станка. Условия работы резца изменяются в зависимости от поло-
жения его вершины относительно линии центров станка.
На рис. 81, б резец установлен таким образом, что вершина
его находится на высоте центров станка. Задним углом его в этом
случае является а, передним — у и углом резания — 6.
При установке того же резца выше линии центров (рис. 81, а)
передний угол у увеличивается, а угол резания 6 уменьшается.
0г) Л) Я}
Рис. 81. Изменение углов резца в зависимости от положения его
вершины относительно линии центров станка
Условия резания облегчаются, так как стружка легче сходит по
передней поверхности, чем при меньшем переднем угле и, следова-
тельно, большем угле резания. Одновременно с этим, однако, умень-
шается задний угол а, что допустимо только до определенных пре-
делов во избежание сильного трения задней поверхности резца
об обрабатываемую поверхность (поверхность резания). Если этот
117
же резец установить ниже линии центров станка (рис. 81, в), то,
наоборот, передний угол у уменьшается, а угол резания 6 увеличи-
вается. В результате этого условия резания значительно ухудшаются
по сравнению с первыми двумя случаями. Увеличение заднего угла а,
получающееся при установке резца ниже центра, не улучшает про-
цесса отделения стружки. Из сказанного вытекает общее правило,
заключающееся в следующем.
При черновом обтачивании наружных поверхностей, когда
наиболее легкое отделение стружки важнее всего, резец необхо-
димо устанавливать или на высоте линии центров станка, или
несколько выше ее, но не ниже.
От этого правила отступают при черновом обтачивании очень
твердых материалов. В этом случае давление стружки на резец
получается очень большим и резец отгибается вниз, причем вершина
его (рис. 81, а) описывает дугу АВ. Если резец при этом установлен
так, что вершина его расположена выше линии центров станка, он
втягивается в материал детали. В результате этого неизбежны
выкрашивание режущей кромки резца, а иногда и поломка его.
При установке резца на высоте линии центров и в особенности ниже
се резец под давлением стружки также отгибается, но вершина
его не втягивается в материал детали, а наоборот, отходит
от нее.
Проверка положения вершины резца относительно линии центров
станка производится по острому концу заднего центра или по риске,
нанесенной на пиноли задней бабки.
Общие правила установки резца в резцедержателе. Чтобы резец
во время работы не вибрировал, вследствие чего возможно выкра-
шивание его режущей кромки, длина свешивающейся части резца,
или, как говорят, вылета, должна быть возможно меньше. На
рис. 82, а показано правильное, а на рис. 82, б — неправильное
положение резца.
С этой же целью подкладки под резец, применяемые при установке
вершины резца относительно линии центров станка, следует распо-
лагать так, как показано на рис. 82, в. Неправильное положение
подкладок показано на рис. 82, г. Лучше брать одну толстую под
кладку, а не несколько тонких, так как они не всегда плотно при-
жимаются одна к другой (даже при затянутых болтах резцедер-
жателя), что также может вызвать вибрацию резца.
Резец необходимо устанавливать под прямым углом к детали
(рис. 82, 5). Если установить резец по рис. 82, е, то во время работы
под давлением снимаемой стружки он может повернуться вправо
и углубиться в обрабатываемую деталь.
Некоторые особенности работы твердосплавными резцами с от-
рицательными передними углами. Работа резцами с отрицательными
передними углами позволяет повысить режимы резания, но вызывает
увеличенную нагрузку на механизмы станка и обрабатываемую
деталь. Поэтому для обеспечения нормальной работы необходимо
соблюдать следующие основные правила.
118
1. Станок, на котором производится работа, должен быть в полном
порядке. Подшипники должны быть нормально затянуты; ремень
передачи и имеющийся на станке фрикцион должны быть хорошо
пригнаны; суппорт станка должен двигаться плавно, без рывков.
2. Деталь, обрабатываемая как в патроне, так и в центрах,
должна быть закреплена надежно.
3. Задний центр при работе на повышенных оборотах детали
должен быть твердосплавным или вращающимся.
119
4. При установке резца относительно центра станка при черно-
вом обтачивании вершину его следует устанавливать выше центра
на 0,61 диаметра обрабатываемой детали.
5. Во избежание Изибраций резца его вылет по величине не
должен превышать высоты державки.
6. Работать следует только доведенным резцом.
7. Резец следует подводить к детали только при ее вращении.
Врезание резца в деталь следует осуществлять вручную и посте-
пенно, так, чтобы задняя вспомогательная поверхность не касалась
обрабатываемой поверхности. Только после того, как врезание
закончено, можно включить автоматическую подачу суппорта.
8. Отводить резец следует до остановки станка,'предварительно
выключив автоматическую подачу.
9. При точении по корке следует работать с наибольшей допусти-
мой глубиной резания и Избегать скольжения резца по окалине.
10. Ширина среза не должна превышать 2/3 длины режущей
кромки резца.
Режимы резания при черновом обтачивании твердосплавными
резцами. Глубина резания при черновом обтачивании обычно бы-
вает несколько меньше полного припуска на обработку. Слой
металла, оставшийся при этом несрезанным, образует припуск
на дальнейшую обработку. Подача выбирается с учетом сечения
резца, глубины резания и диаметра обрабатываемой детали. Значения
подач для наиболее часто выполняемых работ на станках , средней
величины приведены в табл. 14, 16, 18 и 20.
Таблица 14
Подачи (в мм/об) при черновом обтачивании стали
твердосплавными резцами
Размер стержня резца в мм Диаметр детали в мм ДО Глубина резания в мм до
3 5 8 12
40 0,4—0,5 0,3—0,4 —
16X25 60 0,5-0,7 0,4-0,6 0,3-0,5 —
100 0,6-0,9 0,5-0,7 0,5-0,6 0,4-0,5
40 0,4-0,5 0,3-0,4
25X25 60 0,6-0,7 0,5-0,7 0,4-0,6 —
20x30 100 0,8-1,0 0,7—0,9 0,5-0,7 0,4-0,7
Определение скорости резания для данной обработки произво-
дится в два приема:
1) по одной из таблиц (табл. 15, 17, 19 или 21) определяется
скорость резания для условий, наиболее близких к заданным;
12Q
2) числовое значение этой скорости умножается на попра-
вочные коэффициенты, учитывающие конкретные условия предсто-
ящей обработки.
Главнейшими из таких условий являются стойкость резца (коэф-
фициент Ki), механические свойства обрабатываемого материала
(коэффициент К2), состояние обрабатываемой поверхности (коэф-
фициент ^), материал резца (коэффициент /<4) и его главный угол
в плане (коэффициент КБ). Значения этих коэффициентов приведены
в табл. 22.
Таблица 15
Скорости резания (в м/мин) при черновом обтачивании углеродистой,
хромистой, хромоникелевой сталей и стального литья
твердосплавными резцами
Глубина резания в мм Подача в мм/об
0,3 0,5 0,8 1,0 1,2
3 198 166 140 , 127 —
5 180 155 130 118 112
8 — 144 121 ПО 105
12 — — 113 103 98
Примечание. Поправочные коэффициенты см. табл. 22.
Таблица 16
Подачи (в мм/об) при черновом обтачивании стали твердосплавными
резцами с дополнительной режущей кромкой (qjj = 0)
Размер стержня резца в мм Диаметр детали в мм ДО Главный угол в плане
ф = 45° | ф = 90°
Глубина рез. а ния в мм до
3 5 3 5
40 1,0—1,2 1,0—1,2
16X25 60 1,4—1,5 1,0—1,2 1,2—1,4 1,0-1,2
100 и более 1,8—2,0 1,3—1,5 1,2—1,6 1,0—1,4
40 1,0—1,2 1,0-1,2
25X25 60 1,4—1,5 1,0-1,2 1,2—1,4 1,0-1,2
20x30 100 и более 1,8—2,5 1,4—2,0 1,2—1,8 1,0-1,4
121-
Таблица 17
Скорости резания (в м/мин) при черновом обтачивании углеродистой,
хромистой, хромоникелевой сталей и стального литья
твердосплавными резцами с дополнительной режущей кромкой (фх — 0)
Глубина резания в мм Подача в мм/об
1,0 ! 1,5 2,0 2.5 | 3,0
3 125 111 101 1 95 1 90
4 120 106 97 91 80
5 116 103 94 88 —
Примечание. Поправочные коэффициенты см. табл. 22.
Таблица 18
Подачи (в мм/об) при черновом обтачивании серого чугуна
твердосплавными резцами
Размер стержня резца в мм Диаметр детали в мм ДО Глубина резания в мм
3 5 8 12
16x25 40 60 100 1 ю оо сч о а — 1 1 1 тг со 00 o' о о 0,5—0,8 0,7—1,2 0,4—0,6 0,6—0,8 1 0,5—0,7
40 0,4—0,5
25X25 60. 0,6—0,9 0,5—0,8 0,4—0,7
20X30 100 0,9—1,3 0,8—1,2 0,7—1,0 0,5—0,8
Примечание. При обработке прерывистых поверхностей и работе с уда-
рами табличные значения подач следует умножать на 0,75—0,85.
Таблица 19
Скорости резания (в м/мин) при черновом обтачивании
серого чугуна твердосплавными резцами
Глубина резания в мм Подача в мм/об
0,3 °-5 0,8 1,0 1,2
3 138 121 100 91
5 128 112 92 85 78
8 — 104 86 78 73
12 — — 80 74 68
Примечание. Поправочные коэффициенты см. табл. 22
122
Таблица 20
Подачи (в мм/об) при черновом обтачивании серого чугуна
твердосплавными резцами с дополнительной режущей кромкой (<рг — 0)
Размер • стержня резца в мм Диаметр детали в мм Главный угол в плане резца
ф = 45° | ф = 90°
Глубина резания в мм
3 1 * 5 3 5
16X25 40 60 100 и более 1,0—1,4 1,5-1,8 2,0-2,4 1,0—1,4 1,5—2,0 1,0-1,2 1,2-1,5 1,5-2,0 1,0-1,2 1,0-1,4
25x25 20x30 40 60 • 100 и более 1,0—1,4 1,5—1,8 2,0—2,8 1,о—1,4 1,5—2,5 1,0—1,2 1,2—1,5 1,5—2,2 1,0—1,2 1,2—1,5
Таблица 21
Скорости резания при черновом обтачивании серого чугуна
твердосплавными резцами с дополнительной режущей кромкой (<рх = 0)
Г лубина резания в мм Подача в мм/об
1,0 1,5 2.0 2,5 | 3,0
3 100 86 76 69 64
4 94 80 71 65 61
5 91 78 68 63 —
Примечание. Поправочные коэффициенты см. табл. 22.
Пример. Какая должна быть скорость резания при черновом обтачи-
вании детали из углеродистой стали с ов = 60 кгс/мм2, резцом из твердого
сплава Т5КЮ при (рт > 0, сечении резца 25Х 25 мм, главном угле в плане резца 45°,
стойкости резца 90 мин, глубине резания 8 мм. Диаметр детали 100 мм. Заго-
товка — прокат без корки.
По табл. 14 находим, что при сечении резца 25x25 мм, при диаметре детали
100, мм и глубине резания 8 мм подача должна быть равна 0,5—0,7 мм/об. При-
нимаем подачу 0,5 мм/об.
По табл. 15 находим, что при глубине резания 8 мм и подаче 0,5 мм/об ско-
рость резания должна быть 144 м/мин.
По табл. 22 находим, что в данном случае Ki = 0,92; Кг — 1,35; К$ = 1,00;
К4 — 0,65 и Кь — 1,00. Поэтому при указанных в примере условиях v =
= Ш^КгКзК^Кь = j44 0,92- 1,35* 1,00-0,65-1,00 = 116,21 = 116 м/мин.
123
Таблица 22
Поправочные коэффициенты к табличным значениям скоростей резания твердосплавными резцами
Стой- кость резца Обработка стали и чугуна резцом фх > 0 Т в мин ,30 1,15 45 1,06 60 1,00 90 0,92 120 0,87 180 0,80
Обработка стали резцом ф1 = 0 Т в мин Кг 20 1,16 ,30 1,08 45 1,00 со 0,95 , 75 0,91 90 0,88
Обработка чугуна резцом —0 Т в мин Кг 20 L12 30 1,00 45 0,89 60 0,83 75 0,78 90 0,74
Обраба- тывае- мый матери- ал Сталь ав в кгс/мм2 к2 40—50 1,65 50-60 1,35 60—70 1,15 70—80 1,00 80—90 0,88 90—100 0,75
Чугун НВ к* 120—140 1,60 140—160 1,34 160—180 1,15 180—200 1,00 200—220 0,88 220—250 0,77
Обрабатываемая поверхность Состояние Кз Без корки 1,00 С коркой 0,80—0,85 С загрязненной коркой 0,50—0,60
Мате- риал резца Обработка стали Марка к* Т5КЮ 0,65 Т14К8 0,85 Т15К6 1,00 Т30К4 1,30 ,
Обработка чугуна Марка ВК8В 0,80 ВК8 0,90 ВК6 1,00 ВК2 — ВК4 1,15
Главный угол в плане резца Обработка стали Ф Ко 45° 1,00 60° 0,93 75° 0,86 90° 0,81
Обработка чугуна Ф Ко 45° 1,00 60° 0,90 75° 0,83 90° 0,79
Примечание. При получистовой и чистовой обработке резцами с минералокерамическими пластинками поправочный коэффи-
циент можно принять равным: 1,3 — при обработке стали; 1,5—при обработке чугуна.
Режимы резания при черновом обтачивании быстрорежущими
4>езцами. Ниже приводятся краткие таблицы подач (табл. 23) и
скоростей резания быстрорежущими резцами. Скорости резания,
приводимые в табл. 24, относятся к определенным условиям работы
и рассчитаны исходя из условной стойкости резца, равной 60 мин.
При выборе скорости резания для других условий работы табличные
данные необходимо умножить на поправочные коэффициенты, при-
веденные в.табл. 25.
Таблица 23
Подачи (в мм/об) при черновом обтачивании стали
быстрорежущими резцами марки Р18
Размер стержня резца в мм Диаметр детали в мм до Глубина резания в мм до
3 5 8
20 0,3—0,4
16X25 40 0,4—0,6 — —
60 0,6—0,8 0,5—0,7 0,4—0,6
100 0,7—1,0 0,6—0,9 0,6—0,8
20 0,3—0,4
25x25 40 0,4—0,5 — —
20X30 60 0,7-0,8 0,6—0,8 —
100 0,9—1,1 0,8—1,0 0,7—0,9
Примечание. При обработке прерывистой поверхности и работе с Ударами
табличные значения подач следует умножить на 0,75—0,85.
Таблица 24
Скорости резания (в м/мин) при черновом обтачивании углеродистой
стали быстрорежущими резцами марки Р18
Глубина резания в мм Подача в мм/об
0,3 0,5 0,8 1,0 1,2
2 56 40 30 26 —
5 50, 30 26 22 20
8 —— 31 23 20 18
12 — 21 18 16
Примечание Поправочные коэффициенты см табл. 25
125
Таблица 25
Поправочные коэффициенты к табличным значениям скоростей
резания быстрорежущими резцами Р18
Стойкость резца Т в мин 30 1,10 45 1,05 60 1,00 90 0,95 120 0,90
Обрабаты- ваемый материал ов в кгс/мм2 *2 40—50 2,20 50—60 1,70 60—70 1,30 70-80 1,00 80—90 0,80
Обрабаты- ваемая по- верхность Состояние Яз Без корки Прокат и поковки 1,00 С ко Прокат 0,90 экой Поковки 0,80
Главный угол в плане резца ф 7^4 45° 1,00 60° 0,85 75° 0,75 90° 0,65
Охлажде- ние к6 С охлаждением 1,00 Без охлаждения 0,80
При обработке быстрорежущими резцами сталей и других мате-
риалов (кроме серого чугуна) полезно, как это указывалось выше,
применять охлаждение. В качестве смазочно-охлаждающих жидкос-
тей при обработке конструкционных и инструментальных сталей
используются эмульсия и сульфофрезол, при легированных сталях —
эмульсия и сурепное масло, при стальных отливках — эмульсия.
При обработке серого чугуна охлаждение не применяется.
Измерения при черновом обтачивании. Грубые измерения диа-
метров детали при черновом обтачивании наружных цилиндрических
поверхностей производятся кронциркулем и линейкой.
Простым кронциркулем (рис. 83, а), дужки которого соединены
шарниром, можно измерять диаметры до 500 мм и даже более. Пру-
жинные кронциркули (рис. 83, б) применяются при измерении
диаметров до 50 мм, реже, до 100 мм.
Пример измерения диаметра1 детали пружинным кронциркулем
показан на рис. 84.
Раствор кронциркуля можно считать соответствующим изме-
ряемому диаметру детали, если кронциркуль свободно проходит
126
через нее с легким касанием и без сильного нажима. Простой крон-
циркуль устанавливается на требуемый размер легкими ударами
наружной или внутренней стороны одной из его дужек об обраба-
тываемую деталь, рукоятку винта, суппорта и т. д.
Установка на требуемый раствор пружинного кронциркуля
значительно удобнее, чем простого, благодаря особому устройству
гайки винта, стягивающего дужки кронциркуля. Гайка (рис. 85)
Рис. 83. Кронциркули: обыкновенный (а) и
пружинный (6)
Рис. 84. Измерение де-
тали кронциркулем
состоит из двух частей 2 и 5, соединенных (шар.нирно) головкой 3.
Втулочка 1 не имеет резьбы. Она свободно перемещается по винту 4
и входит в коническое гнездо, имеющееся в дужке кронциркуля.
Внутренним конусом втулочка охватывает части 2 и 5 гайки и сжи-
мает их. При вращении головки 3 раствор кронциркуля изменяется.
Винт 4 имеет резьбу с мелким шагом, а поэтому установка раствора
кронциркуля может быть
очень точной. При необходи-
мости значительно увеличить
раствор кронциркуля доста-
точно сжать его дужки рукой,
вследствие чего давление вту-
лочки на части 2 и 5 гайки
прекратится, и они разойдут-
ся. Это дает возможность
быстро перемещать гайку по
винту, не вращая ее. Достоин-
Рис. 85. Гайка пружинного кронциркуля
ство пружинного кронциркуля состоит еще в том, что раствор его не
изменяется при случайных ударах дужек одеталь, части станка ит. п.
Установив раствор кронциркуля, определяют величину его
по измерительной линейке (рис. 86). Такие линейки имеют милли-
метровые деления. Самое маленькое деление миллиметровой шкалы
линейки равно 0,5 или I мм.
Погрешность измерения кронциркулем и линейкой лежит в пре-
делах от 0,3 до 0,5 мм. При установке кронциркуля на требуемый
127
размер по точному шлифованному валику точность измерения колеб-
лется в пределах от 0,03 до 0,05 мм, но не больше. Точность этого
измерения в значительной степени зависит от состояния кронцир-
куля и линейки. Необходимо, чтобы рабочие поверхности губок
плотно сдвинутых дужек кронциркуля соприкасались по всей длине.
Вращение дужек простого кронциркуля около соединяющей их оси
должно быть не слишком слабым, чтобы дужки сохраняли положе-
ние, в котором они были установлены при измерении. Если дужки
кронциркуля соединены слишком туго, то при измерении детали они
пружинят, а не вращаются около оси.
Рис. 86. Определение величины раствора кронциркуля по измери-
' тельной линейке
Наиболее употребительным инструментом при черновом обтачи-
вании для измерения длин обрабатываемых деталей служит линейка
с делениями. При измерении длины цилиндрических деталей необ-
ходимо, чтобы линейка соприкасалась с цилиндрической поверх-
ностью по ее образующей (параллельно оси цилиндра). При наклон-
ном положении линейки отсчет будет неправильным (увеличенным).
При измерении диаметра линейку необходимо располагать таким
образом, чтобы кромка ее проходила через центр детали, иначе будет
произведено измерение не диаметра детали, а ее хорды. Отметим,
что расположить линейку точно по диаметру детали очень трудно.
Поэтому измерять диаметры детали линейкой следует только предва-
рительно.
Более точные измерения диаметров обрабатываемых деталей
производятся штангенциркулем с точностью отсчета до 0,1 мм.
Такой штангенциркуль типа ШЦ-1 (рис. 87) состоит из штанги 3
с губками А и С, рамки 2 с губками В и О и линейки 4, соединенной
с рамкой 2. Рамка охватывает штангу 3 и может перемещаться по ней.
Для закрепления рамки в требуемом положении служит винт 1
с накатанной головкой.
128
Губки С и D рассматриваемого штангенциркуля используются
при измерении наружных диаметров и длины детали, губки Л и В —
при измерении диаметров отверстий, ширины различных канавок
и т. п., а линейка 4 — для измерения длины деталей, глубины кана-
вок, выточек и т. д. На штанге 3 нанесена шкала, каждое деле-
ние которой равно 1 мм. На нижней скошенной кромке выреза рамки
2 нанесена вторая шкала, называемая нониусом. Общая длина
шкалы нониуса, разделенная на 10 частей, равна 19 делениям шкалы,
нанесенной на штанге, т. е. 19 мм.
' Штрихи штанги и нониуса, около которых нанесен знак нуль,
называются нулевыми. Шкалы на штанге и нониусе расположены
таким образом, что когда губки штангенциркуля сдвинуты плотно,
нулевой штрих нониуса точно
совпадает с нулевым штрихом
штанги. Поэтому измерение длин,
диаметров и т. д., содержащих
целое число миллиметров, про-
изводится по нулевому штриху
нониуса. Если, например, при
измерении какой-либо детали
нулевой штрих нониуса точно
совпал с 12-м штрихом штанги
(рис. 88, а), это значит, что дан-
ный размер детали равен 12 мм.
Если нулевой штрих нониуса
не совпадает с каким-либо штри-
1 2 з
Рис. 88. Отсчет показаний штан-
генциркуля
хом штанги, замечают прежде
всего, какой штрих штанги уже пройден нулевым штрихом нониуса.
На рис. 88, б это 16-й штрих. Затем смотрят, какой штрих нониуса
лучше всех остальных совпадает с каким-либо штрихом штанги.
На рисунке это 6-й штрих. Это значит, что штангенциркуль установ-
лен на размер 16,6 мм. Показание штангенциркуля на рис. 88, в
соответствует размеру 8,4 мм. Таким образом, величина отсчета по
нониусу рассмотренного штангенциркуля составляет 0,1 мм. Погре-
шность измерения лежит в пределах ±0,1 мм и зависит от точности
отсчета по нониусу и от измеряемой длины.
б А. Н. Оглоблин
129
Измерение небольшого наружного диаметра детали штангенцир-
кулем показано на рис. 89, а. При таком измерении штанга штанген-
циркуля не должна касаться поверхности измеряемой детали.
Если штангенциркуль окажется в положении, показанном на
Рис. 89. Приемы измерений штангенциркулем: правильное измере-
ние небольшого диаметра (а), неправильное (б) и правильное (в) из-
мерения большого диаметра
рис. 89, б, то будет измерена, очевидно, хорда, а не диаметр детали.
Правильный способ применения штангенциркуля для измерения
большого наружного диаметра детали изображен на рис. 89, в.
Если при плотно сдвинутых губках штангенциркуля нуле-
вой штрих нониуса не совпадает с нулевым штрихом штанги,
или при совпадении этих штрихов рабочие поверхности губок
касаются друг друга не по всей своей длине, это означает, что
штангенциркуль неисправен и должен быть сдан в ремонт.
130
Отметим, что иногда значительное уменьшение времени, затра-
чиваемого на измерение детали, достигается путем использования
лимбов винтов суппорта. Одно деление лимба, показанного на
рис. 90, а, соответствует изменению диаметра обрабатываемой
детали на 0,1 мм.
Если, например, после прохода резца диаметр детали получился
равным 40,6 мм, причем с неподвижной риской совпало 26-е деле-
ние рассматриваемого лимба, а перед следующим проходом резца
Рис. 90. Лимбы винта поперечного суппорта токарного станка
рукоятка повернута так, чтобы с неподвижной риской совпало 28-е
деление лимба, то диаметр детали получится равным 40,6 — 0,2 =
= 40,4 мм.
Существуют лимбы, обеспечивающие более точный отсчет пере-
мещения резца, а следовательно, и получение более точного диа-
метра обрабатываемой поверхности детали, как например, лимб,
установка по которому резца показана на рис. 90, б.
Точность размеров деталей и шероховатость поверхностей, полу-
чающихся при черновом обтачивании. Диаметры детали при черно-
вом обтачивании получаются в пределах 4—5-го классов точности,
а шероховатость обработанных поверхностей в пределах 3—4-го
классов чистоты.
2. ЧИСТОВАЯ ОБРАБОТКА И ОТДЕЛКА
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Предварительные замечания. Целью чистового обтачивания
является получение поверхностей с малой шероховатостью, точных
по форме и размерам. В ряде случаев, однако, чистовому обтачи-
ванию подвергаются и такие детали, поверхности которых могут
быть неточными.
Подготовка станка для чистового и точного обтачивания. По-
верхность с малой шероховатостью и точные размеры детали могут
б* 131
быть получены только на вполне исправном станке. Поэтому до
начала такой работы должны быть устранены излишняя слабина
шпинделя в подшипнике, его «игра» в осевом направлении, а
также чрезмерные зазоры в подвижных сопряжениях частей суп-
порта. Если предстоит обработка детали, закрепленной с поддерж-
кой задним центром, необходимо проверить положение задней
бабки.
Проверка работы шпинделя должна производиться слесарем-
ремонтником. Излишняя слабина в сопряжении частей суппорта
устраняется обычно самим токарем — регулировкой положения
клиньев, нажимных винтов и т. д.
Положение задней бабки проверяется также самим токарем.
С этой целью в шпиндель передней бабки и пиноль задней бабки
вставляют центры с острыми (но не с закругленными) концами и
пбдвигают заднюю бабку к передней настолько, чтобы центры
коснулись друг друга. При правильном положении бабки концы
центров должны совпадать. Несовпадение центров обнаружива-
ется легче и отчетливее, если под ними держать лист белой бумаги.
Оно устраняется смещением задней бабки по ее промежуточной
плите.
Для более точной проверки положения задней бабки в цент-
рах станка устанавливается пруток наибольшей возможной для дан-
ного станка длины. На небольшой длине прутка (15—20 мм) как
можно ближе к хомутику протачивают шейку. Глубина резания
должна быть при этом не более 0,5 мм, подача — 0,1—0,2 мм/об.
Затем, не отводя резца назад, снимают пруток со станка и переме-
щают суппорт в сторону задней бабки, пока резец не дойдет до заднего
центра. После этого снова устанавливают пруток в центрах и на пра-
вом конце его Протачивают вторую шейку длиной 15—20 мм. При
правильно установленной задней бабке обе шейки должны иметь
одинаковые диаметры. Если диаметр второй шейки больше диаметра
первой, бабку надо сдвинуть в сторону токаря; в противном случае
бабка должна быть сдвинута назад, от токаря. Переместив бабку в ту
или другую сторону, следует закрепить ее, в том же порядке снова
проточить обе шейки, измерить их и т. д., пока диаметры обеих шеек
не получатся одинаковыми (в пределах требуемой точности).
Закрепление деталей при чистовой обработке. Закрепление де-
тали при чистовой обработке должно быть прочным, чтобы не могло
получиться смещения ее во время обработки. Если несколько поверх-
ностей детали будут обработаны хотя бы и при одном закреплении,
но при разных положениях из-за смещения детали, то совпадения
осей этих поверхностей не будет и деталь может быть забракована.
Чрезмерно прочное закрепление некоторых деталей при чистовой
обработке может быть, однако, вредным. Если, например, слишком
сильно зажать кулачки патрона при обработке тонкостенного кольца,
то после снятия со станка оно будет иметь совсем не ту форму, кото-
рую имело, когда производилась его обработкка (см. рис. 65). Если
чистовая обработка детали производится сразу после чернового
132
обтачивания, то такого изменения формы детали можно избежать,
немного ослабив кулачки патрона перед чистовой обработкой.
При закреплении детали в самоцентрирующем патроне за об-
работанную поверхность, когда требуется, чтобы оси поверхностей,
ранее обработанной и обрабатываемой, при данном закреплении
детали совпадали, следует учитывать неточность патрона и поль-
зоваться разрезной втулкой или кольцами, рассмотренными выше
(см. рис. 48).
Резцы для чистового обтачивания. Такие резцы должны обес-
печивать получение поверхностей с наименьшей шероховатостью.
В соответствии с этим требованием и выбирается их форма.
Наиболее желательной там, где он обеспечивает требования
шероховатости поверхности, является работа с обычным проходным
резцом.
На рис. 91, а показан чистовой резец, применяемый только
для чистового обтачивания с малой подачей. При чистовом обтачи-
вании с крупной подачей поль-
зуются резцами, показанными на -
рис. 91, б и называемыми лопа-
точными или широкими.
Во время работы указанными
выше чистовыми резцами иногда
происходит вырывание твердых
вкраплений, которые бывают
в материале обрабатываемой детали. Вследствие этого на поверх-
ности детали получаются углубления, портящие поверхность.
Поэтому, если необходимо получить очень чистую поверхность
детали, ее обрабатывают резцом, установленным в пружинящей
державке (рис. 92). В этом случае режущая кромка резца не выры-
вает вкраплений в материале детали, а, отходя от обрабатываемой
поверхности, как бы заглаживает их. Однако при пружинении резца
133
Рис. 92. Пружинящая державка для
чистового резца
форма и размеры детали часто получаются неточными даже на хоро-
шем исправном станке. При работе подпружиненным резцом хорошие
результаты получаются, если поверхность обрабатывается за нес-
колько проходов. Это следует делать при обработке особо ответствен-»
ных деталей в индивидуальном производстве, так как производи-
тельность при этом резко снижается. Если резец пружинит слишком
сильно, то в щель А закладывается кусок кожи или дерева.
Материалы, применяемые для чистовых резцов. При чистовом то-
чении резцы снимают стружку небольших сечений, но работают
(сравнительно с черновым точением) при высоких скоростях резания
и не должны при этом терять своей твердости. Кроме того, матери-
алы чистовых резцов должны быть такими, чтобы их режущая кромка
хорошо сопротивлялась износу от истирания.
В соответствии с этими требованиями для чистовых резцов
при обработке стальных и чугунных деталей применяются в качестве
режущих материалов быстрорежущая сталь, твердые сплавы или
минералокерамика марки ЦМ-332.
В последние годы кроме минералокерамики в качестве инстру-
ментального материала для чистовых резцов стали применять
керметы, содержащие кроме окиси алюминия присадки таких
металлов \ как вольфрам, молибден, бор, титан и др., в количестве
до 10%. Эти присадки, уменьшая несколько хрупкость, одновре-
менно, однако, понижают и износостойкость. Испытания кермета
марки НС20М1 2 показали неплохие результаты. Минералокерамику
и керметы применяют в тех случаях, когда жесткость системы СПИД
достаточно велика. При очень большой жесткости этой системы
резцы с минералокерамическими пластинками применяют иногда и
для получистового и даже чернового точения.
В зависимости от условий резания и обрабатываемого материала
твердые сплавы применяются разных марок. Выбор марки твердого
сплава для чистового точения указан в табл. 26.
Углы и другие элементы головки чистовых резцов. Форму пе-
редней поверхности и значение переднего угла твердосплавных
чистовых резцов можно выбирать по табл. 10 и 11. Задний угол а
чистовых резцов, используемых для обтачивания стали и цветных
сплавов, делается 12°, а при обработке серого чугуна 10°. Вспомо-
гательный угол в плане чистовых проходных резцов независимо
от обрабатываемого материала принимается в пределах 5 —40°, а
угол наклона главной режущей кромки Хот —2 до —4°. Остальные
элементы те же, что и для черновых твердосплавных резцов.
При выборе формы передней поверхности, передних и других
углов и прочих элементов чистовых быстрорежущих резцов можно
пользоваться данными табл. 12 и 13 и общими указаниями, приве-
денными на стр. 11, относящимися к быстрорежущим резцам для
черновой обработки. - Увеличивается лишь значение заднего угла
1 Отсюда и название керметы — керамикометаллические соединения, полу-
чаемые спеканием.
2 Производство ГДР. Испытания проводились МНИИПТмашем, Кемерово.
134
а до 12°. Отметим, что чем чище должна быть обрабатываемая
поверхность, тем большим следует брать передний угол резца (т. е.
тем меньшим должен быть угол резания). При увеличении переднего
угла резца заедание его, а также вибрации уменьшаются, поэтому
обрабатываемая поверхность получается более чистой.
Таблица 26
Марки твердых сплавов для чистовой обработки некоторых материалов
Условия резания Обрабатываемый материал
Сталь Чугун НВ до 240 Неметалли- ческие материалы
углеродистая и легиро- ванная закаленная
Получистовое и чи- стовое точение при пре- рывистом резании s Т15К6 Т14К8 Т5КЮ Т14К8 Т5К10 ВК4 ВК8 ВК4 ВК6 ВК8 ВК2 вкзм ВК4
То же при непрерыв- ном резании Т30К4 Т15К6 Т15К6 Т14К8 Т5КЮ ВК6М вкзм ВК2 вкзм ВК4 ВК2 вкзм
Тонкое точение при прерывистом резании Т30К4 Т15К6 Т14К8 Т5КЮ ВК4 ВК2 вкзм ВК4 ВК2 вкзм ВК4
То же при непрерыв- ном резании Т15К6 Т30К4 Т60К6 Т30К4 Т15К6 ВК6М вкзм ВК2 вкзм ВК2 вкзм
Минералокерамические пластинки весьма редко припаивают.
Предпочтительнее для них является механическое крепление, с
применением державок типа, показанных на рис. 16.
Форма передней поверхности может быть рекомендована соответ-
ствующей форме II (для твердосплавных резцов, стр. 114) при
обработке стали и чугуна или форме III — при обработке стали.
Ширина отрицательной фаски — от 0,2 до 0,4 мм. Передний угол у
принимается равным 10—15° при обработке стали с ов до 70 кгс/мм2,
а при большем значении ов — не более 10°; при обработке чугуна —
от +5° до —10°. Задние углы а в пределах 8—10°. Радиус при вер-
шине резца г = 1 мм. Размеры стружкоотводящей лунки при форме 111
те же, что и для твердосплавных резцов. Угол наклона X режущей
кромки при равномерном припуске принимается в пределах от 0 до
5°, при неравномерном — до 12°. Рекомендации для выбора угла
в плане те же, что и для твердосплавных резцов.
135
Установка резцов при чистовом обтачивании. Если установить
резец так, чтобы вершина его была выше линии центров станка
(см. рис. 81, а), то, как это мы отметили выше, резец втягивается
в материал детали. Поверхность детали при этом получается нечис-
той, а диаметр ее уменьшается, что часто недопустимо при чистовой
обработке. При установке вершины резца на линии центров станка
и тем более ниже ее такого втягивания резца не происходит. Из
сказанного вытекает следующее правило.
Чистовые резцы следует устанавливать так, чтобы вершина
их была расположена на высоте линии центров станка или
несколько ниже ее.
Припуски при чистовом обтачивании. Припуски при чистовом
обтачивании назначаются в зависимости от диаметра и длины детали.
Таблица 2/ Припуски на диаметр под чистовое обтачивание (V5) Размеры в мм Средние величины этих г припусков приведены в табл. 27. Режимы резания при чистовой обработке. Глу-
Длина детали бина резания при чистовом обтачивании должна быть
Диаметр детали пп свыше свыше 500 1000 небольшой и чаще всего
до 1000 до 2000 равна величине припуска.
Для обеспечения шерохо-
-Свыше 5 до 20 1,0 1,0 1,2 ватости в пределах пятого
• > 20 » 50 1,^ 1,5 2,0 класса (V5) глубина реза-
» 50 > 100 1,5 2,0 2,0 ния может достигать 2 мм,
> 100 > 200 2,0 2,0 3,0 обеспечение же шестого
(V6), а тем более седьмого
II (V7) классов шероховато-
сти достигается лишь при
малых глубинах резания, не более 0,3 — 0,4 мм, а в особо ответ-
ственных случаях — 0,1 мм.
Подачи выбираются в зависимости от требуемой шероховатости
обрабатываемой поверхности, вспомогательного угла в плане
резца, скорости резания и некоторых других факторов. Значения
подач, применяемых при чистовой обработке, указаны в табл. 28.
Скорости резания при чистовом обтачивании твердосплавными
резцами можно принимать по табл. 29 и 30, а при работе быстро-
режущими резцами — по табл. 31.
При выборе скорости резания в условиях, отличных от указан-
ных в табл. 29 — 30, табличные данные необходимо умножать на
поправочные коэффициенты, приведенные в табл. 22 и 25.
Подачи и скорости резания при чистовом обтачивании широкими
твердосплавными резцами следует принимать по табл. 32.
Охлаждение при чистовой обработке. Хорошо охлаждаемый чи-
стовой резец мало нагревается, не теряет твердости и поэтому
сравнительно медленно изнашивается. Благодаря этому повышается
точность размеров обрабатываемых деталей.
136
Таблица 28
Подачи при чистовом обтачивании твердосплавными
и быстрорежущими резцами (кроме широких)
Класс чистоты Обрабаты- ваемый материал Вспомога- тельный угол в плане ср4 в град Скорость резания в м/мин Подача в мм/об
при г — 1 мм при г = 2 мм
V3 Сталь и чугун 5 10 15 Любая 1,00—1,10 0,80-0,90 0,70—0,80 1,30—1,50 1,00—1,10 0,90—1,00
V4 5 10—15 0,55—0,70 0,45—0,60 0,70—0,85 0,60—0,70
V5 Сталь 5 До 50 50-100 Свыше 100 0,25—0,35 0,35—0,40 0,40—0,50 0,30-0,45 0,40—0,55 0,50—0,60
10—15 До 50 50—100 Свыше 100 0,25—0,30 0,30—0,35 0,35—0,40 0,30—0,40 0,35—0,50 0,50—0,55
Чугун 5 10—15 Любая 0,30—0,50 0,25—0,40 0,45—0,65 0,40-0,60
V6 Сталь До 5 включи- тельно 30—50 50—80 80—100 100—130 Свыше 130 0,11—0,15 0,14-0,20 0,16-0,25 0,20—0,30 0,25—0,30 0,14-0,22 0,17—0,25 0,23-0,35 0,25—0,39 0,35-0,39
Чугун Любая 0,15—0,25 0,20-0,35
V7 Сталь 100—110 110—130 Свыше 130 0,12-0,15 0,13-0,18 0,17-0,20 0,14-0,17 0,17-0,23 0,21-0,27
Примечание. Подачи, укачанные в таблице, относятся к обработке стали
с Ов = 70 — 90 кгс/мм2. При обработке стали с = 50 70 кгс/мм2 значения подач
следует умножать на 1,25. при 0^=90— НО кгс/ммг — на 0.75.
137
Таблица 29
Скорости резания в м/мин при чистовом продольном обтачивании
конструкционной углеродистой, хромистой и хромоникелевой
сталей твердосплавными резцами марки Т15К6
Глубина резания в мм Подача в мм/об
0,15 0,20 0,30 0,40 0,50 0,60
1,о 272 258 238 — — —
1,5 256 238 224 198 — —
2,0 246 232 214 191 179 166
Таблица «30
Скорости резания в м/мин при чистовом продольном обтачивании
серого чугуна твердосплавными резцами марки В Кб
Глубина резания в мм Подача в мм/об
0,15 0,20 0,30 0,40 0,50 0,60
1,0 188 178 165
1,5 175 167 154 146 — —
2,0 169 160 148 140 128 118
Таблица 31
Скорости резания в м/мин при чистовом продольном обтачивании
быстрорежущими резцами
Глубина резания в мм Подача в мм/об Обрабатываемый материал
Сталь средней твердо- сти сгв= 50 4- 80 кгс/мм2 (обработка с охлажде- нием) Чугун средней твер- дости НВ 150—180 (обработка без охлаж- дения)
0,10 107 49
1,0 0,15 93 44
0,20 85 40
0,25 79 37
0,15 85 41
1,5 0,20 77 37
0,25 71 35
0,30 63 33
0,20 71 36
2,0 0,25 66 34
0,30 59 32
0,40 49 29
138
Таблица 32
Режимы резания при чистовом обтачивании широкими
твердосплавными резцами
Обрабаты- Форма и углы резца Класс шеро- Длина режущей Глу- бина Пода- ча S Скорость
ваемый хова- кромки 1 реза- в резания
материал тости в мм ния t в мм мм/об v в м/мнн
Серый
чугун
V5
V6
2s
3s
0,5-1,0
0,2-0,3
5,0-8,0
50-60
Примечания:
1. Прямолинейный участок режущей кромки должен быть доведен до шерохо-
ватости 10-1 о класса чистоты с проверкой прямолинейности по линейке (на просвет).
2. Режущая кромка резца, установленного на станке, должна быть располо-
жена строго параллельно направлению подачи (на образующей детали).
Применение смазочно-охлаждающей жидкости, содержащей мас-
лянистые вещества, например эмульсии, облегчает отделение струж-
ки, вследствие чего обрабатываемая поверхность получается чистой,
без рванин. Охлаждение уменьшает нагревание детали, а следова-
тельно, и изменение ее размеров. Это дает возможность измерять
деталь с достаточной точностью, не ожидая, пока она охладится.
Кроме того, уменьшение нагревания детали понижает опасность
ее коробления.
Сказанное выше относится главным образом к обработке стали.
При обработке чугуна охлаждение применяется преимущественно
в тех случаях, когда оно имеет целью препятствовать нагреванию
обрабатываемой детали.
139
Измерения при чистовой обработке. Измерение деталей в этом
случае производится точным штангенциркулем или микрометром.
Точные штангенциркули изготовляются с величиной отсчета по
нониусу 0,05 или 0,02 мм.
Штангенциркуль с величиной отсчета 0,05 мм изображен на
рис. 93. Подвижная рамка его состоит из двух частей — собственно
рамки 3 с губкой и добавочного ползунка 6, при помощи которого
производится точная установка штангенциркуля. Освободив винты 1
и 2, закрепляющие подвижную рамку и ползунок на штанге штан-
генциркуля, грубо устанавливают штангенциркуль на требуемый
Рис. 93. Точный штангенциркуль типа ШЦ-2
размер; рамка 3 и ползунок 6 перемещаются при этом вместе. Затем
ползунок 6 закрепляют винтом 2 и при помощи микрометрического
винта 4, вращая накатанную гайку 5, точно устанавливают штанген-
циркуль. Закрепив винт /, читают полученный размер.
Нониус рассматриваемого штангенциркуля имеет 20 делений,
каждое из которых при отсчете принимается за пять. Поэтому
цифра 25 нанесена на нониус против 5-го штриха, цифра 50 против
10-го и т. д. Таким образом, I-й штрих нониуса дает 5-е деление,
4-й — 20-е, 1-й после 25-го — 30-е деление и т. д. Все 20 делений
нониуса равны 39 делениям штанги, т. е. 39 мм, так что каждое его
39 195
деление равно == = 1,95 мм. Вследствие этого никакие
два или более штрихов нониуса не могут одновременйо совпа-
дать со штрихами шкалы штанги. Исключение составляют нуле-
140
вой и самый последний штрихи нониуса, которые одновременно
совпадают со штрихами шкал& штанги. Отсчет показания штанген-
циркуля при таком положении нониуса производится только по
нулевому штриху, но не по последнему.
В тот момент, когда 1-й штрих нониуса (после нулевого) точно
совпадает со 2-м штрихом шкалы штанги, расстояние между изме-
рительными поверхностями ножек штангенциркуля составит 2 —
— 1,95 = 0,05 мм. Если 2-й штрих нониуса совпадает со штрихом
штанги, показание штангенциркуля составляет 4—2-1,95 = 4 —
—3,9 = 0,1 мм. Если рамку сдвинуть еще немного так, чтобы со
штрихом штанги совпал 3-й штрих нониуса, расстояние между
измерительными поверхностями будет 0,15 мм. Таким образом,
совпадение каждого последу-
ющего штриха добавляет
0,05 мм, что кратно обозна-
чениям на шкале нониуса.
Совпадение нулевого штри-
ха нониуса с 1-м штрихом
шкалы штанги соответствует
расстоянию между измери-
тельными поверхностями гу-
бок,равному 1 мм, с 10-м штри-
хом — расстоянию 10 мм
и т. д. Следовательно, число
делений шкалы штанги, прой-
денных нулевым штрихом но-
ниуса, показывает число це-
а) 0 10 20 30 40 50
---1^ 1,1 1,! j 111,i ii,h,i 1,1 i|I i f 1,11,1 у t и 1111 lll!.
О 25 50 75 100
б) 0 10 20 30 4 0 50
___11|Ц1 1111 / 11 l|l i P|11,1 1,1 Ш I 11 L111..
0 25 50 <75 100
6) 0 10 20 30 40 50
...............................................
0 . 25 50 75 100
Рис. 94. Отсчет показаний точного штан-
генциркуля
лых миллиметров, а совпа-
дение соответствующего штриха нониуса с каким-либо штрихом
штанги дает сотые доли миллиметров. Например, показание штан-
генциркуля на рис. 94, а составляет 0,35 мм; на рис. 94, б изображено
показание штангенциркуля, равное 1,35 мм, и на рис. 94, в —
равное 12,85 мм.
Микрометр, показанный на рис. 95, устроен следующим образом.
В левом конце дуги 1 запрессована пятка 2. Другой конец дуги имеет
гильзу 5, внутри которой расположена направляющая втулка 6
с внутренней резьбой. На правом конце гильзы сделан надрез и
нарезана коническая резьба, на которую навертывается накатанная
гайка 8. Посредством этой гайки обеспечивается плавное переме-
щение шпинделя 3 в направляющей втулке 6 и устраняется зазор
в резьбовом соединении шпинделя с направляющей втулкой, полу-
чающийся вследствие износа резьбы. Гильза 5 охватывается бара-
баном 7, соединенным (коническое сопряжение) со шпинделем 3
посредством колпачка 9. При вращении шпинделя за накатанную
втулку Ю он перемещается в осевом направлении до тех пор, пока
левый конец его не коснется поверхности измеряемой детали, при-
жатой противоположной стороной к пятке 2. Винтом 13 втулка 10
удерживается на шпинделе микрометра. Во втулке имеется отверстие,
141
в котором расположен заостренный штифт 11. Этот штифт под дей-
ствием пружины 12 прижимается к зубьям 1 на торцовой поверх-
ности колпачка 9. Благодаря такому устройству, называемому
трещоткой, перемещение шпинделя, вращаемого за втулку 10,
в осевом направлении прекращается, как только усилие, с которым
он прижимается к детали, достигнет определенной для данного
Рис. 95. Микрометр
микрометра величины. В этот момент заостренный конец штифта It
будет проскакивать по зубьям на колпачке Р, чем и обеспечивается
постоянство измерительного усилия. Посредством гайки 4, наверты-
ваемой на левый надрезанный конец втулки 6, шпиндель микрометра
может быть закреплен в выбранном положении.
Для производства отсчета по микрометру на гильзе 5 имеется
продольная риска, около которой перпендикулярными ей штрихами
нанесены деления. Каждое деление, отмеченное штрихом, равно
1 мм. Штрихи, нанесенные по другую сторону продольной риски
(рис. 96), смещены относительно первой шкалы на 0,5 мм. Резьба
на шпинделе микрометра имеет такой шаг, что за один полный
оборот он перемещается на 0,5 мм, т. е. на одно маленькое (между
верхним и нижним штрихами) деление.
1 На рис. 95 эти зубья условно повернуты на 90°.
142
Левый конец барабана микрометра представляет собой конус,
причем на поверхности конуса нанесено 50 делений. Так как один
полный оборот шпинделя 3 дает продольное перемещение его на
0,5 мм, то поворот барабана на одно деление шкалы, нанесенной
на его коническом конце, вызывает продольное перемещение шпин-
0,5 1
деля на — = —мм.
Когда шпиндель микрометра подведен к его пятке, конец бара-
бана совпадает с нулевым штрихом шкалы, нанесенной на гильзе,
а нулевой штрих барабана — с продольной риской. После поворота
барабана на один полный оборот раствор микрометра будет равен
0,5 мм. Сообщив барабану еще один полный оборот, мы будем иметь
расстояние между пяткой и шпинделем, равное 1 мм. Если конец
барабана пройдет несколько нижних делений шкалы, нанесенной
на гильзе, но не дойдет до ближайшего верхнего штриха, показы-
вающего половины миллиметров, и будет остановлен в этом поло-
жении, то штрих барабана, совпадающий в этот момент с продоль-
ной риской гильзы, покажет, сколько сотых долей миллиметра про-
шел шпиндель микрометра сверх целого миллиметра.
На рис. 96,( а изображено положение барабана, при котором
микрометр показывает 6,34 мм. Если барабан будет повернут еще
на полный оборот, то с продольной риской гильзы совпадет тот
же 34-й штрих шкалы барабана. Но кромка последнего уже пройдет
верхний штрих шкалы гильзы (рис. 96, б), и микрометр будет пока-
зывать теперь 6,84 мм.
Микрометр, изображенный на рис. 95, служит для измерения
в пределах от 0 до 25 мм. Микрометры изготовляются также с пре-
делами измерений от 25 до 50 мм, от 50 до .75 мм и т. д. до
600 мм. Микрометры, применяемые для измерения больших диа-
метров, отличаются от рассмотренного размерами и конструк-
цией дуги.
Из приведенного описания устройства микрометра видно, что
точность отсчета по микрометру равна 0,01 мм. Но оценивая на глаз
интервал между штрихами шкалы барабана, можно повысить точ-
ность отсчета до 0,005 мм. Учитывая же неизбежные погрешности,
получающиеся вследствие не вполне правильного положения микро-
метра во время измерения и других причин, погрешность измерения
микрометром следует считать в пределах ±0,01 мм.
При измерении мелких деталей микрометр находится в правой
руке (рис. 97, а). Микрометр прижимают мизинцем или безымян-
ным пальцем к ладони, а большим и указательным пальцами вращают
барабан или головку трещотки. Измеряя деталь сравнительно боль-
ших размеров, микрометр держат левой рукой у пятки (рис. 97, б),
а правой поддерживают его, вращая пальцами этой руки барабан
или трещотку.
Рычажный микрометр устроен аналогично, но имеет дополни-
тельное устройство, встроенное в корпус, с помощью которого
точность отсчета повышается до 0,002 мм. В токарной практике
143
такими микрометрами следует пользоваться лишь в исключительных
случаях, при необходимости достижения точности выше 0,020 мм.
Проверка диаметров деталей, изготовляемых в условиях взаимо-
заменяемости, производится предельными скобами (рис. 98). Жест-
кая скоба (рис. 98, а) имеет два постоянных размера, обозначенных
Рис. 97. Измерение детали микрометром
на рисунке ПР и НЕ, соответствующих наибольшему и наимень-
шему допустимым (предельным) диаметрам проверяемой поверх-
ности детали.
Измерительные губки 4 и 5 регулируемой предельной скобы
(рис. 98, б) устанавливаются на требуемый размер посредством
винтов 2 и 3 и закрепляются винтами 1. Губка 6, прикрепленная
Рис. 98. Предельные скобы
к корпусу винтами 7 и 8, постоянная. Расстояние между губками 5
и 6 соответствует наибольшему, а между 4 и 6 — наименьшему
предельному диаметру детали. Губки 5 и 6 образуют между собой
проходную сторону скобы, обозначаемую ПР. Губки, установлен-
ные по наименьшему предельному размеру, не должны проходить
через деталь, даже если она имеет наименьший размер. Эти губки
образуют непроходную сторону скобы, обозначаемую НЕ.
144
При проверке детали скобой нельзя применять больших усилий.
Проходная сторона должна проходить через деталь под действием
собственного веса скобы.
Отметим, что при чистовой обработке деталей, так же как при
черновом обтачивании, сокращение продолжительности обработки
может быть достигнуто использованием лимбов винтов суппорта.
Точность размеров и шероховатость поверхностей, получаемых
при чистовом обтачивании. Точность размеров при чистовой обра-
ботке достигается в. пределах классов 2а—За, а иногда и выше,
шероховатость — в пределах 5—6-го классов чистоты, а в некото-
рых случаях выше. Для достижения
таких результатов обязательными усло-
виями являются исправность станка,
Р тщательность его настройки и опреде-
ленные навыки токаря.
Отделка наружных поверхностей. Зна-
чительное снижение шероховатости по-
верхности без одновременного повыше-
ния ее точности достигается полированием.
При тщательной подготовке поверхности
Рис. 99. Приемы полирования абразивным полотном
резцом, грубым полированием (с применением грубого абразивного
полотна зернистостью № 6, 5 или 4 или среднего — зернистостью
№ 3 и 2) можно довести шероховатость до \77—V8, а, применяя
полотна (шкурки) мелкие и отделочные (№ 1, 0, 00, 000), добиваться
шероховатости \7Ю—VI1. Полирование обычно ведется с помощью
деревянных жимков, охватывающих деталь и прижимающих полотно
к ее поверхности (рис. 99,. а). Можно вести полирование также по
схемам, показанным на рис. 99, б и в. В первом случае деталь, как
и в жимках, охватывается лентой абразивного полотна 2. Во втором
случае имеет место касание детали по меныпей дуге окружности
и нагрев ее уменьшается. Зажимается лента в резцедержателе 4 бол-
тами 5 с помощью державок 1 и зажимной планки 3. Натяжение
ленты, а также перемещение ее вдоль оси детали осуществляется
соответствующими рукоятками суппорта.
Полирование производится при быстро вращающейся детали
(60—70 м/мин). Деталь иногда значительно нагревается, особенно
когда применяется жимок. Поэтому необходимо внимательно
145
следить за задним центром,-постоянно смазывать его и время от вре-
мени проверять, насколько туго он зажат. Слишком сильный нажим
центра при ручных работах допускать нельзя.
Для предохранения станка от абразивной пыли необходимо
тщательно накрывать направляющие станины плотной тканью.
Более совершенным методом, доступным к применению на любом
токарном станке и получившим в последнее время большое рас-
пространение, является метод обкатывания цилиндрических (а
также торцовых) поверхностей роликами (рис. 100, а) или шарами.
S)
Рис, 100. Схема обкатывания роликом (а), об-
катники с тарированными пружинами для обка-
тывания шаром (б) и роликом (в) и раскатник
с двумя шарами (г)
Роликовые или шариковые обкатники типа показанных на рис. 100, б
и в закрепляются в резцедержателе аналогично резцам, а раскат-
ники типа, показанного на рис. 100, а, с помощью державки с конус-
ным хвостом — в пиноли задней бабки или то же в резцедержателе.
С целью устранения влияния на качество обработки обкатыва-
нием неточности формы предварительно обточенной заготовки
поджатие ролика или шара к обрабатываемой поверхности осуще-
ствляется через тарированную пружину. В результате обкатывание
практически не изменяет форму обрабатываемой заготовки, а размер
уменьшается при обработке наружных поверхностей (и увеличи-
вается ,при раскатывании внутренних) в незначительных пределах,
как правило, не превышающих 0,01—0,015 мм. Сущность процесса
обкатывания состоит в том, что поджимаемый с определенным уси-
лием к обрабатываемой поверхности ролик или шар вдавливается
в поверхностый слой металла заготовки и, перемещаясь относи-
тельно нее, пластически деформирует полученные после точения
146
неровности, в результате чего происходит их выглаживание —
шероховатость поверхности уменьшается и одновременно поверх-
ностный слой упрочняется. За один проход шероховатость исходной
поверхности может быть снижена на два-три класса, а микро-
твердость повышена по сравнению с исходной на 25—40%.
Другими достоинствами процесса обкатывания по сравнению
с обработкой резанием является сохранение целостности волокон
металла, отсутствие шаржирования (введения) в поверхностный
слой инородных абразивных частиц, что имеет место после полиро-
вания или притирки, возможность использования в качестве инстру-
мента высококачественных дешевых покупных шаров и др.
Однако все эти преимущества способа обкатывания роликами
и шарами достигаются лишь при условии выбора и применения пра-
вильного режима. От выбранных значений параметров режима —
усилия обкатывания (раскатывания), подачи и числа проходов —
зависят шероховатость поверхности, степень упрочнения, физичес-
кие свойства металла, а также производительность обработки.
Усилие обкатывания должно быть тем больше, чем менее пластичен
обкатываемый материал, чем выше шероховатость и волнистость
исходной поверхности, чем выше требования к шероховатости
детали, чем больше радиус сферы, ролика или шара, чем больше
подача и скорость при обкатывании и чем меньше число про-
ходов.
Усилие обкатывания может быть определено методом пробных
проходов, который состоит в том, что на небольших по длине участ-
ках (15—20 мм) заготовки или на специальном образце производится
обкатывание с последовательно и постепенно возрастающим усилием,
пока заданные требования не будут достигнуты.
Подача влияет главным образом на шероховатость, образующу-
юся при обкатывании поверхности. Значения величин подач,
обеспечивающих требуемый класс шероховатости в зависимости от
исходной шероховатости, диаметра и количества шаров, приведены
в табл. 33.
Число проходов сравнительно мало сказывается на качественных
показателях чистовой обработки обкатыванием. Лишь второй про-
ход может улучшить шероховатость поверхности в пределах одного
класса. Поскольку обкатывание (раскатывание) даже за два прохода
резко снижает производительность обработки, необходимо во всех
случаях стремиться установить такой режим, при котором требу-
емый размер, шероховатость поверхности или упрочнение будут
достигнуты за один проход. Второй проход неизбежен, как правило,
лишь при грубой и неоднородной исходной шероховатости поверх-
ности.
Изменение размера при обкатывании столь незначительно,
что припуск можно не оставлять. Однако при обработке деталей
малых диаметров, а также высокоточных деталей необходимо
учитывать изменение размеров, используя данные, приведенные
в специальной литературе.
147
Таблица 33
Величина подачи при обкатывании и раскатывании в зависимости
от исходной и требуемой шероховатости, диаметра и числа шаров
Класс чистоты Число шаров в инстру- менте Величина подачи в мм/об в зависимости от диаметра шара в мм
требуе- мый ИСХОД- НЫЙ 6 10 20 40 100
1 0,20 0,25 0,35 0,50 0,80
\78 V5 2 0,40 0,50 0,70 0,10 1,60
3 0,60 0,75 1,10 1,50 2,50
1 0,14 0,20 0,25 0,35 0,60
V9 V6 2 0,30 0,40 0,50 0,70 1,20
3 0,35 0,60 0,75 1,00 1,80 .
1 0,10 0,15 0,20 0,25 0,40
V10 V6 2 0,20 0,30 0,40 0,50 0,80
3 0,30 0,45 0,60 0,75 1,20
1 0,07 0,10 0,12 0,20 0,30
VH V7 2 0,15 0,20 0,25 0,40 0,60
3 0,20 0,30 0,40 0,60 0,90
1 0,05 0,06 0,09 0,12 0,20
V12 V7 2 0,10 0,15 0,20 0,25 0,40
3 0,15 0,20 0,30 0,40 0,60
Отделочная обработка наружных цилиндрических поверхностей
может также осуществляться на токарных станках следующими
методами.
1. Метод тонкого точения. Он может применяться при большой
жесткости системы СПИД и ведется на высоких скоростях резания —
до 300 м/мин при обработке стали и чугуна и до 500 м/мин, а иногда
и выше, при обработке цветных сплавов, при малых подачах от
0,01 до 0,06 мм/об и малой глубине резания — 0,01—0,3 мм. Для
обработки стали и чугуна используются твердосплавные резцы,
а для обработки цветных сплавов — алмазные Ч Обеспечивается
точность до 1-го класса, шероховатость — до \7И-
Проходной резец сборной конструкции с механическим крепле-
нием алмаза для обработки деталей из цветных сплавов показан
на рис. 101. Резец состоит из державки /, вставки 2 с алмазом,
накладки 5, винта 4 и цилиндрического штифта 5. Вставка 2 состоит
из сплава порошковой смеси (80% меди и 20% олова). Стойкость
1 Поэтому этот метод иногда называют методом алмазного точения.
148
Рис. 101. Резец с механическим крепле-
нием алмаза
такого резца при тщательном обращении с ним может составить
100—200 ч машинного времени.
Еще большую стойкость при обработке цветных сплавов обеспе-
чивают резцы, оснащенные вместо алмазов поликристаллами высоко-
твердого нитрида бора — эль-
бором. Они могут применяться
также для обработки сталь-
ных и, в частности, закален-
ных деталей.
2. Метод притирки по-
верхностей абразивными по-
рошками с помощью инстру-
ментов-притиров обеспечивает
точность до 1-го класса,
шероховатость до При-
тиры — разрезные втулки,
обычно из мягкого чугуна,
изготовляются с отверстием
несколько большим, чем диа-
метр притираемой шейки де-
тали. На поверхность отвер-
стия притира наносится аб-
разивный порошок, чаще
паста, например паста ГОИ.
Притир сжимается металлическим жимком типа, изображенного
на рис. 99, а.
Притирка, как и тонкое точение, применяется для отделки как
наружных, так и внутренних цилиндрических поверхностей.
3. Метод суперфиниширования (отделка колеблющимися абра-
зивными брусками) обеспечивает получение на наружных цилинд-
рических поверхностях весьма малой шероховатости (без обеспече-
ния точности), соответствующей 10—13-му классам шероховатости 1.
3. ОБРАБОТКА ТОРЦОВ И УСТУПОВ
Резцы для обработки торцов и уступов. Обработка торцов дета-
лей производится подрезными резцами (рис. 102). Подрезной тор-
цовый резец (рис. 102, а) пригоден лишь для обработки открытых
поверхностей, например торца детали, закрепленной в патроне
без поддержки задним центром. Он не пригоден для обработки тор-
цов валов и других деталей, поддерживаемых задним центром.
Раньше, чем вершина такого резца приблизится к центру обрабаты-
ваемой поверхности, правый конец его главной режущей кромки
упрется в центр. Не помогает в этом случае и применение полу-
центра (см. рис. 41, г). Достоинство рассматриваемого резца -т-
А Подробнее об этих методах см. справочную литературу (стр. 332).
149
массивность его головки, хорошо поглощающей теплоту резания.
При обработке деталей, закрепленных без поддержки задним
центром, торцовые поверхности их, обращенные к задней бабке,
можно обтачивать и проходными прямыми резцами, устанавливая
их в резцедержателе параллельно линии центров станка.
Подрезным резцом, изображенным на рис. 102, б, можно обра-
батывать торцы валов и других деталей, установленных в центрах,
Рис. 102. Подрезные резцы
уступы и многие другие поверхности.
Недостаток такого резца: он хуже пог-
лощает теплоту резания.
Подрезные резцы бывают правые и
левые. Правыми резцами пользуются
для обработки торцовых поверхностей.
Уступы, обращенные к задней бабке, об-
рабатывают правыми, а к передней баб-
ке— левыми подрезными резцами.
Материалы и углы подрезных рез-
цов. Подрезные резцы изготовляются
с пластинками из быстрорежущих сталей
и из твердых сплавов, применяемых для проходных резцов. Формы
передней поверхности подрезных резцов те же, что и для проход-
ных. Главный задний угол а подрезных резцов делается равным 12°.
Передний угол этих резцов выбирается в зависимости от обрабаты-
ваемого материала по табл. 11.
Значения главного и вспомогательного углов в плане подрез-
ных резцов указаны на рис. 102.
Направление подачи при подрезании торцов. При обтачивании
торцовых поверхностей резцом, показанным на рис. 102, б, сущест-
венное значение имеет
направление подачи.
Если подача резца нап-
равлена от центра (рис.
103, а) по стрелке Л, то
под действием давления
резания резец будет от-
ходить несколько в сто-
рону от обрабатываемой
поверхности (по стрелке
Л^. Получившиеся при
этом недостатки в обра-
ботке поверхности будут
устранены при чистовом
Рис. ЮЗ. Обтачивание торцовых поверхностей
при подаче, направленной от центра (а) и к
центру (б) обрабатываемой детали
подрезании, когда сила резания, а следовательно, и отжим резца
незначительны. Если же подача резца производится к центру детали
(рис. 103, б), т. е. по стрелке В, то под действием силы резания резец
отжимается по стрелке Вп затягивается в материал и обрабатыва-
емая поверхность получает недостатки, часто не устранимые чисто-
вым подрезанием.
150
При чистовом обтачивании торцовых поверхностей, особенно
больших диаметров, вследствие износа резца они получаются вогну-
тыми, если подача производилась от центра к наружной поверхности,
и выпуклыми — при обратном направлении подачи. Если обраба-
тываемая поверхность будет служить опорной, то при установке
и закреплении детали она займет правильное положение,-когда эта
поверхность вогнутая, и наклонное (неправильное),.— когда она
выпуклая.
От приведенного выше правила о выборе направления подачи
как при черновом, так и при чистовом обтачивании торцовых поверх-
ностей приходится иногда отказываться ввиду затруднений, возни-
Рис. 104. Подрезание торца при продольной подаче резна
кающих при измерении длины детали, и когда приходится опреде-
лять положение обрабатываемого торца относительно других ее
поверхностей.
Приемы обработки торцовых поверхностей. Торцовые поверх-
ности (торцы) небольших диаметров (10—12 мм) подрезаются за
один проход резца продольной подачей. Резец при этом должен
быть установлен так, чтобы режущая кромка его составляла с
осью обрабатываемой детали прямой угол (рис. 104, а). Проверка
установки производится или на глаз, или (точнее) по угольнику
(рис. 104, б). В этом случае используются проходные упорные резцы
с углом <р = 90°.
При большем диаметре торцовой поверхности вследствие большой
ширины получающегося при этом среза возникают вибрации и
поверхность подрезанного торца получается некачественной. Кроме
того, под действием силы подачи Рх резец поворачивается и оказы-
вается в положении, изображенном на рис. 104, в; торец получается
неправильным. Обработка торцов .больших диаметров произво-
дится поэтому несколькими проходами резца при поперечной подаче.
Используется в этом случае подрезной резец. Применяя продольную
подачу, его подводят к центру обрабатываемого торца, немного
(на 0,3—0,5 мм) углубляют в металл и при небольшой поперечной
151 -
подаче, обычно ручной, направленной от центра, подрезают торец,
Повторяя этот прием несколько раз, получают правильный и чистый
торец детали.
При подрезании торца детали, установленной в центрах, нельзя
подводить резец вплотную к центру задней бабки, так как
при этом выкрошится вершина резца. Поэтому йа торце детали
остается часть металла («хвостовик»), которую удаляют зубилом
пли напильником. Во избежание этой дополнительной работы при
подрезании торцов детали следует применять полуцентр, обеспе-
чивающий возможность подвода резца к конической части центро-
вого отверстия в детали.
Приемы подрезания уступов. Подрезание уступов небольшой
высоты (до 5—6 мм) производится проходными упорными резцами
с углом ср = 90° продольной подачей, как и небольших торцов.
В этом случае, однако, кроме возможного отжима резца, значи-
тельно больше вероятность вибраций, особенно если уступ располо-
жен близко к середине длинной и тонкой детали. В результате
отжима резца уступ получается неправильным, а вследствие вибра-
ции детали поверхность уступа окажется дробленой (неровной,
волнистой).
Для получения точного и чистого уступа высотой 5—6 мм обра-
ботка его производится подрезным резцом в два приема; сначала
152
уступ протачивается продольной подачей, а затем поперечной пода-
чей подрезается.
Обработка более высоких уступов осуществляется ступенями.
Для этого используют подрезной резец. Его устанавливают на глу-
бину 2—3 мм и включают продольную подачу (рис. 105, а). По торцу
уступа оставляют припуск
После этого резец отводят
на 2—3 мм и продольной
подачей (рис. 105, б) сни-
мают следующую ступень.
Этот прием повторяют до
тех пор, пока вершина
резца не коснется поверх-
ности детали, обработанной
проходным резцом (рис.
105, в). Затем резец пере-
мещают продольной пода-
чей влево несколько боль-
ше, чем это делалось при
предыдущих проходах и,
наконец, поперечной пода-
чей (рис. 105, г), направлен-
ной от центра к наружной
поверхности детали, произ-
водят чистовое подрезание
уступа.
Число ступеней при об-
работке уступа может быть
различным в зависимости от
его высоты и положения на
обрабатываемой детали, от
жесткости последней и т. д.
При особо высоком требова-
нии к чистоте поверхности
около 1 мм для чистовой обработки,
вправо, снова перемещают его вперед
а)
уступа окончательная ОТ- Рис. 106. Измерение длины детали при под-
делка его производится не- резании уступов линейкой (с), нутромером (6)
сколькими проходами рез- и шабл0110М W
ца при поперечной подаче.
Режимы резания при обтачивании торцовых поверхностей и
подрезании уступов. При этих работах длина прохода резца обычно
небольшая, поэтому резец не успевает нагреться настолько, чтобы
возникла опасность разрушения его от перегрева.
Это дает возможность производить подрезание торцов и уступов
н обтачивание торцовых поверхностей при скоростях резания
несколько больших, чем при продольном обтачивании.
Для выбора скоростей резания при подрезании уступов и тор-
цовых поверхностей можно пользоваться табл. 15, 19 и 24, умножая
соответствующие табличные скорости резания на 1,2.
1 Ой
Измерения при подрезании уступов. Измеренйе длины участков
деталей, получающихся при подрезании уступов, производится
линейкой (рис. 106, а) или нутромером (рис. 106, б). Нутромером
обычно пользуются, когда измерению длины уступа непосредственно
линейкой мешает, например, задний центр станка.
Если детали с уступами обрабатываются в больших количествах,
то для уменьшения времени, затрачиваемого на измерение длины
уступов, а также для обеспечения точности измерения следует
пользоваться двусторонними предельными шаблонами — уступо-
мерами (рис. 106, в).
Одна сторона такого уступомера — проходная, маркируется ПР,
а другая — непроходная НЕ. Проходная сторона уступомера
должна упираться в торец детали, а непроходная — в уступ детали.
4. ПРОРЕЗАНИЕ КАНАВОК И ОТРЕЗАНИЕ
Резцы для прорезания наружных канавок. Прорезной резец
показан на рис. 107. Наиболее важным размером этого резца является
ширина его (длина режущей кромки), которая выбирается в зави-
симости от принятого способа обработки канавки.
Рис. 107. Прорезной ре-
зец для наружных ка-
навок
Если прорезание канавки производится
одним проходом резца, то ширина его бе-
рется равной ширине канавки. Когда об-
работка канавки осуществляется двумя
проходами резца, ширина его прини-
мается несколько больше половины ши-
рины канавки и т. д. Длина рабочей части
резца должна быть несколько больше (на
2—3 мм) глубины канавки. Задний угол
прорезных резцов делается равным 12°;
вспомогательные задние углы принимаются
равными около 2°; передний угол выби-
рается, как и для проходных резцов (см.
стр. 115—117), в зависимости от материала
резца и материала обрабатываемой детали.
Вспомогательные углы в плане делаются
от 1 до 2°. Чем глубже прорезаемая ка-
навка, тем больше должны быть эти
углы.
Приемы прорезания канавок. Прорезание канавок производится
одним или несколькими проходами резца.
Возможность прорезания широкой канавки одним проходом
ограничивается вибрацией детали. Поэтому этот способ приме-
няется при прорезании канавок шириной до 5 мм в нежестких (тон-
ких и длинных) деталях. В более жестких деталях (коротких и
больших диаметров) могут быть прорезаны одним проходом резца
канавки шириной до 10 мм, а в очень жестких — шириной даже
до 20 мм. Установка резца для прорезания канавки, расположенной
154
на расстоянии от торца детали, посредством линейки показана
на рис. 108, а.
При неточных (по ширине и положению) широких канавках
резец при первом проходе следует устанавливать так, как показано
на рис. 108, а, т. е. так, чтобы расстояние от правой стенки канавки
до торца детали получилось сразу. Глубина канавки, полученная
после первого прохода резца, должна быть меньше требуемой
на 0,5—1 мм. Такой же припуск на чистовую обработку дна канавки
надо оставлять и при всех последующих поперечных проходах резца.
При последнем проходе резца установка его относительно торца
детали (расстояние L2) проверяется посредством линейки, как пока-
зано на рис. 108, б. При этом проходе резца он подается вперед
настолько, чтобы глубина канавки получилась равной требуемой.
Рис. 108. Прорезание канавок одним (а) и несколькими (б) проходами резца
Прекратив поперечную подачу резца и перемещая его продольной
подачей слева направо, следует обработать начисто дно канавки.
При прорезании несколькими проходами точных (по ширине
и по положению) канавок надо оставлять при первом проходе
резца (рис. 108, а) на правой стенке канавок припуск 0,5—1,0 мм
на чистовую обработку. Такой же припуск должен быть оставлен
и на левой стенке канавки. Чистовая обработка этих стенок произво-
дится канавочным резцом поперечной подачей (к центру детали),
причем первой обрабатывается та стенка, до которой задан размер,
определяющий положение канавки. Так, например, при прореза-
нии канавки (рис. 109, а) необходимо выдержать размер Llt Поэтому
левая стенка этой канавки обрабатывается первой, причем изме-
ряется (например, линейкой) размер L±. Если бы положение канавки
определялось размером Л2 (рис. Ю9, б), то сначала следовало бы
обрабатывать правую стенку, измеряя размер L2, например шабло-
ном.
Чистовую обработку стенки канавки производят иногда подрез-
ными резцами (правым и левым), применяя те же приемы, как и
при подрезании уступов.
В некоторых случаях чистовую обработку стенок канавки
осуществляют прорезным резцом, ширина которого равна ширине
155
канавки. В этом случае важно лишь обеспечить такую установку
резца, при которой положение канавки будет правильным.
Чистовая обработка дна точных (по ширине) канавок произво-
дится так же, как это выше было указано для обработки дна грубых
канавок.
Режимы резания при прорезании канавок. Подача при прореза-
нии канавок обычно ручная. Поперечная подача должна быть
небольшой — от 0,05 мм/об при ширине резца 2 мм и до 0,30 мм/об,
если ширина резца близка к 10 мм.
Скорости резания при прорезании канавок должны быть неболь-
шими.
Рис. 109. Измерения при проверке положения канавки
Измерение ширины и глубины канавок. Измерять ширину ка-
навки линейкой (рис. НО, а) следует только в том случае, если
к форме канавки не предьявляется высоких требований в отношении
точности. Пользуясь нутромером (рис. 110, б), можно проверять
и параллельность стенок канавок. Очевидно также, что наличие
у детали (рис. ПО, б) выточки, в которой расположена канавка,
исключает возможность измерения ширины ее непосредственно
линейкой. Измерение ширины канавки губками штангенциркуля
показано на рис. НО, в, а уступомером — на рис. НО, г.
Глубина канавки проверяется линейкой с делениями (рис. 111, а).
Измерение глубины канавки штангенциркулем показано на
рис. 111,6, для чего используется его добавочный стержень. Пример
применения штанген-глубиномера дан на рис. 111, в. При измерении
очень точных канавок пользуются микрометрическим глубиномером.
Отсчет показаний микрометрического глубиномера производится
так же, как у микрометра. Проверка глубины канавки уступомером
показана на рис. 111, г.
В некоторых случаях измеряется не глубина канавки, а диаметр
цилиндрической поверхности, образующей ее дно (размер D на
рис. Ill, г). Измерительные инструменты, применяемые при этом:
кронциркуль с линейкой или штангенциркуль, а иногда и микрометр.
156
Отрезные резцы. Отрезной резец, оснащенный пластинкой
твердого сплава, показан на рис. 112. Режущая кромка такого
резца обычно делается перпендикулярной к оси головки резца
(рис. 112, а). При этом, однако, отрезаемая деталь отламывается
раньше, чем резец дойдет- до центра, и у нее остается «хвостик»,
который после отрезания приходится спиливать напильником или
срубать зубилом. Для того чтобы хвостик этот получался у той части
материала, которая зажата в патроне, режущую кромку резца
(рис. 112, б) скашивают на 5°. При такой форме резца хвостик
остается у части материала, закрепленной в патроне, и может быть
удален дальнейшей подачей резца вперед.
Рис. НО. Измерение ширины канавки линейкой (а), нутромером (б),
штангенциркулем (в) и уступомером (а)
Для повышения чистоты поверхности, полученной после отре-
зания, на задних вспомогательных поверхностях, резца делаются
фаски (рис. 112, в) шириной 1—2 мм.
Головка отрезного резца улучшенной конструкции показана
на рис. 112, г. В этом случае твердосплавная пластинка благо-
даря призматической форме опорной поверхности располагается
на площади примерно в 1,5 раза большей, чем у обыкновенного
резца. Кроме того, призматическая форма опорной поверхности
препятствует смещению пластинки под действием боковых сил,
возникающих в процессе работы резца. Следует отметить также,
что в то время как у обыкновенного отрезного резца (рис. 112, а)
длина рабочей части I обычно не превышает 40 мм, у резца, изобра-
женного на рис. 112, г, эта длина Делается до 75 мм.
Вспомогательные углы в плане у отрезных резцов делаются
1—2°. Задний угол отрезных резцов, делается 12°; вспомогательные
задние углы принимаются около 2°.
157
Рис. 111. Измерение глубины канавки ли-
нейкой (а), штангенциркулем (б), штанген-
глубиномером (в) и устуномером (г)
Рис. 112. Отрезные резцы
158
Все остальные углы и элементы головки этих резцов можно
брать такими же, как и у проходных резцов.
Материал отрезных резцов — быстрорежущая сталь и твердые
сплавы.
Установка отрезных резцов относительно линии центров станка.
Отрезные резцы следует устанавливать точно на линии центров.
Известно, что при установке резца ниже центровой линии передний
угол его уменьшается (см. рис. 81, в), давление стружки на резец
увеличивается и непрочный отрезной резец ломается. Устанавливая
резец выше линии центров, мы уменьшаем (см. рис. 81, а) его задний
угол, вследствие чего возрастает трение задней поверхности об обра-
ботанную поверхность детали. Это, в свою очередь, часто служит
причиной поломки непрочного отрезного резца.
Рис. 113. Отрезание при обратном ходе станка
Выбор отрезного резца. Чем больше диаметр отрезаемой детали,
тем больше должна быть длина головки отрезного резца. Необхо-
димая прочность резца с длинной головкой возможна лишь при до-
статочной ширине резца. Выбор ширины резца в зависимости от
обрабатываемой детали можно производить пользуясь приводи-
мыми ниже данными:
Диаметр детали в мм....До 30 30—40 40—60 60—100
Ширина резца в мм...... 3 3—4 4—5 5—8
Приемы отрезных работ. Деталь, часть которой должна быть
отрезана, или пруток материала, от которого отрезается заготовка,
следует закреплять в патроне и по возможности поджимать задним
центром. Производить отрезание при закреплении детали в центрах
нельзя.
При закреплении отрезного резца необходимо особенно тщательно
следить за тем, чтобы вся подошва его плотно прилегала к опорной
площадке резцедержателя. В противном случае резец вибрирует
и легко ломается. Во многих случаях прекращение вибрации дости-
гается применением резца, изображенного на рис. 113 и используе-
мого при обратном ходе станка.
159
Отрезание следует производить возможно, ближе к кулачкам
патрона — «под корень».
При некруглом сечении детали резец' в начале работы снимает
стружку лишь в каком-нибудь одном, наиболее «высоком» месте.
После того как резец выйдет из металла, он несколько подвинется
вперед (ввиду мертвого хода суппорта, некоторого прогиба отрезае-
мой детали и т. д.). Если, кроме этого движения, ему будет сообщена
подача, толщина следующей стружки, которую резец будет снимать
с «высокого» места, может получиться настолько большой, что резец
сломается. Во избежание этого подачу резца, пока он не начнет сни-
мать сплошную стружку, следует брать возможно меньшей. Даль-
нейшая подача резца должна быть непрерывной и равномерной.
Необходимо избегать прекращения подачи до окончания работы
резца, так как он вследствие скольжения по обработанной поверх-
ности затупляется. Если почему-либо необходимо прекратить по-
дачу, следует медленно отвести резец немного назад.
При отрезании тяжелых деталей нельзя подавать резец до самого
центра. Как только между частями детали, закрепленной в патроне
и отрезаемой, останется перемычка, которая может быть легко пере-
ломлена, необходимо вывести резец, остановить станок и отломить
отрезаемую часть. После этого можно пустить станок и (зачистить
торец части, закрепленной в патроне.
Режимы резания и охлаждение при отрезании. Подача при отре-
зании должна быть небольшой. Примерная величина автоматиче-
ской подачи при отрезании стальных деталей диаметром до 100 мм
колеблется в пределах 0,10—0,25 мм/об. Меньшая из этих подач
относится к резцу шириной 3 мм, большая — к резцу шириной
8 мм. При отрезании чугунных деталей подача может быть примерно
на 0,05 мм больше, чем при отрезании стальных деталей. Если отре-
зание производится с ручной подачей, величина ее должна быть
примерно в два раза меньше автоматической (для резца данной ши-
рины) и производиться возможно равномернее. Скорость резания
при отрезании можно находить по таблицам скоростей резания при
наружном точении, приведенным выше. Ширина резца определяет
в данном случае глубину резания.
При отрезании стальных деталей надо применять смазочно-
охлаждающие жидкости с высокими смазывающими качествами
(сульфофрезол, растительное масло). Отрезание деталей из чугуна
производится всухую.
Измерения при отрезании. При отрезании болванки или детали
заданной длины резец следует устанавливать так, как это указано
на рис. 108, а.
После того как резец снимет первую стружку, надо остановить
станок и проверить соответствие получаемой длины отрезаемой
детали заданной.
Глава II
ОБРАБОТКА ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ
1. СВЕРЛЕНИЕ, РАССВЕРЛИВАНИЕ
И ЗЕНКЕРОВАНИЕ ОТВЕРСТИЙ
Сверление отверстий. Отверстия, отсутствующие в заготовках
деталей, образуются на токарных станках сверлением. Наиболее
употребительный режущий инструмент для образования отверстий
в сплошном материале — спиральное сверло.
Спиральные сверла. Спиральные сверлД изготовляются из инстру-
ментальной углеродистой стали марки У12А и из быстрорежущей
стали (рис. 114, а), а также оснащаются пластинками из твердых
сплавов (рис. 115).
Хвостовик служит для закрепления инструмента и делается
цилиндрическим у сверл диаметром до 20 мм или коническим с лап-
кой при диаметрах сверл от 6 до 80 мм. По всей длине рабочей части
сверла делаются две винтовые канавки.
Передние поверхности (рис. 114, б) винтовых канавок, пересе-
каясь с затылочными поверхностями сверла, образуют его режущие
кромки. Передняя поверхность канавки сверла, поднимаясь вверх,
как бы отходит назад, вследствие чего образуется передний угол у1.
Величина этого угла непостоянная, так как передняя поверх-
ность отходит назад больше в точках режущих кромок, расположен-
ных вблизи от боковой поверхности сверла, и меньше в точках, близ-
ких к его оси. У стандартных сверл диаметром 10 мм и больше
этот угол у боковой поверхности сверла равен 30°, а у оси сверла
уменьшается до 1—4°. Задний угол а у боковой поверхности сверла
делается равным 8—14° с ' постепенным увеличением до 20—26°
вблизи от оси сверла. Большие из указанных значений а относятся к
малым, а меньшие — к большим диаметрам сверл. Угол при вершине
сверла 2ср при обработке стали, чугуна и твердой бронзы принима-
ется 116—118°, при обработке латуни, дуралюмина и силумина
140°, пластмасс — 85—90°. Если сверло предназначается для обра-
ботки различных материалов, угол при вершине его делается рав-
1 Несколько иначе образуется передний угол у сверл, оснащенных пластин-
ками из твердых сплавов.
6 А. Н. Оглоблии
161
ным 118±2°. Угол i|> подъема поперечной кромки сверла при пра-
вильной его заточке должен быть около 55°.
Режущие кромки сверла должны быть прямолинейными, одина-
ковой длины и должны быть расположены под равными углами к оси
сверла. При невыполнении этих условий сверло во время работы
уводит в сторону, а высверливаемое им отверстие получается больше
диаметра сверла.
Поперечная кромка спирального сверла не режет, а скоблит
материал. Чем больше диаметр сверла, тем длиннее эта кромка и,
как следствие, тем хуже условия работы сверла.
а)
Лапка -
Хбостобик
Шейка
Рабочая
част
Винтовая
канавка
Режущая
часть
Рис. 114. Спиральное сверло и его элементы
Для уменьшения трения сверла о боковые стенки высверливае-
мого отверстия часть материала наружной поверхности рабочей
части сверла при его изготовлении снимается так, чтобы получи-
лись ленточки (рис. 114, б). С этой же целью диаметр у вершины
сверла делается несколько большим, чем у хвостовика. Это уменьше-
ние диаметра сверла осуществляется за счет толщины ленточки;
оно настолько незначительно (всего 0,04—0,10 мм на каждые 100 мм
длины сверла), что уменьшение диаметра отверстия, получающееся
по мере износа рабочей части сверла, практического значения
не имеет.
Однако несмотря на сравнительно незначительные трущиеся
поверхности сверла, отсутствие заднего угла на ленточке снижает
его стойкость. Отрицательно сказываются на производительность
сверла напряженные условия работы периферийной (внешне#)
162
«асти режущих кромок. Для улучшения условий резания, увеличе-
ния производительности и стойкости сверл рекомендуется несколько
форм их заточки, которые позволяют в некоторой степени снизить
отмеченные выше конструктивные недостатки спиральных сверл.
Заточка сверл. Заточка спиральных сверл производится, как
правило, на специальных станках, обслуживаемых рабочими-за-
точниками. Заточка производится по задней поверхности с соблюде-
нием требований, указанных выше.
В табл. 34 приведены рекомендуемые формы заточки сверл в за-
висимости от их диаметра и обрабатываемого материала.
Форма Н — нормальная заточка, применяется для сверл диа-
метром до 12 мм для всех материалов. Последующие формы приме-
няются для сверл диаметром от 12 до 80 мм.
Форма НП предусматривает подточку поперечной кромки с двух
сторон, в результате чего уменьшается ее длина. Подточка снижает
усилие резания, что позволяет увеличивать подачу и стойкость ин-
струмента. Применяется она при
обработке стали и стального литья
при <тв < 50 кгс/мм2. Форма НПЛ
также имеет подточку поперечной
кромки и, кроме того, подточку
ленточки, создающую дополнитель-
ный задний угол в зоне резания,
что уменьшает трение ленточки об
обрабатываемый материал. Такая
заточка еще в большей степени
облегчает резание; применяется
она в тех же условиях, что и заточка по форме НП, но не позво-
ляет вести работу по корке.
Формы ДП, ДПЛ и ДП2 отличаются наличием двойной заточки,
которая предусматривает улучшение условий работы периферий-
ных участков режущих кромок за счет уменьшения угла между ними
до 70—75°. Этим достигается улучшение теплоотвода от сверла,
увеличение его стойкости.
Особенности форм заточки ДП и ДПЛ те же, что и форм НП
и НПЛ (без двойной заточки). Форма ДП применяется для работы
по корке на чугунном и стальном (ств > 50 кгс/мм2) литье, а форма
ДПЛ — для тех же условий, но при ранее снятой корке. Форма
ДП2 имеет более глубокую подточку, срезающую поперечную режу-
щую кромку. Эта форма предназначена только для обработки чу-
гуна со снятой коркой.4
Для сверл, оснащенных пластинками из твердых сплавов, также
рекомендуется несколько форм заточек. На рис. 115 приведена
нормальная форма заточки Н для сверл диаметром до 12 мм. Пе-
редний угол у этого сверла у = 0°, а задний угол а = 10-г- 12е, угол 2<р
принимается равным 120—140°. Используются такие сверла для
обработки чугуна, стального литья, труднообрабатываемых метал-
лов и сплавов.
Рис. 115. Твердосплавное сверло
с нормальной заточкой
6*
163
Формы заточки сверл
Таблица 34
Наименование
и обозначение
заточки
Нормальная Н
I
Нормальная
с подточкой
перемычки НП
Примене-
ние
заточки
для
сверл диа-
метром
(в мм)
0,25-12
12—80
Двойная
с подточкой
перемычки ДП
12-80
164
Продолжение табл, 34
Наименование
и обозначение
заточки
Эскиз
Примене-
ние
заточки
Для
сверл диа-
метром
(в мм)
Если заточку сверла вручную на точиле производит сам токарь,
он должен тщательно следить за тем, чтобы выполнялись все указан-
ные выше требования, обеспечивающие качественную работу
сверла. Заточку в этом случае для всех размеров сверл следует
вести только по форме Н.
Правильность заточки спиральных сверл проверяется посред-
ством шаблона (рис. 116, а). Проверка прямолинейности режущих
кромок, равномерности длины их и углов, которые они образуют
с» осью сверла, показана на рис. 116, б. Проверка положения
165
поперечной кромки сверла изображена на рис. 116, в, а угла заостре-
ния его — на рис. 116, г.
Закрепление сверл на станке. Сверло с коническим хвостовиком
вставляется в гнездо пиноли задней бабки. Если конус хвостовика
Рис. 116. Шаблон для проверки заточки спиральных сверл и его
применение
сверла меньше конуса гнезда в пиноли, то пользуются переходными
втулками (рис. 117, а). Сверло в этом случае вставляется во втулку,
а втулка — в гнездо пиноли. Когда конус хвостовика сверла зна-
Рис. 117. Переходная втулка (а) и
патрон (б) для закрепления сверл
на станке
чительно меньше конуса гнезда пи-
ноли, применяют несколько вту-
лок одновременно, вставляя их
одну в другую.
Сверло с цилиндрическим хво-
стовиком закрепляется в свер-
Рис. 118. Установка на станке сверла
большого диаметра
лильном патроне, вставляемом в гнездо пиноли задней бабки.
Один из таких патронов изображен на рис. 117, б. Он имеет три
кулачка 39 между которыми вставляется закрепляемое сверло.
166
При вращении накатанной втулки 2 все кулачки с одинаковой
скоростью сближаются и закрепляют сверло достаточно прочно,
одновременно с этим устанавливая его точно в центр. Конический
хвостовик 1 вставляется в гнездо пиноли задней бабки и удержива-
ется в нем трением.
Сверло с цилиндрическим хвостовиком при отсутствии патрона
необходимых размеров устанавливается на станке так, как показано
на рис. 118. Сверло своей вершиной упирается в обрабатываемую
деталь, а противоположный его конец поддерживается центром
задней бабки. Чтобы сверло не вращалось, на него надевают хому-
тик, опирающийся на суппорт станка.
Углубление сверла в высверливаемое отверстие может осуще-
ствляться вращением маховичка пиноли задней бабки.
Рис. 119. Сверла (а, 6} для зацентровывания отверстий и на-
чальное положение (в) сверла при сверлении
Приемы сверления отверстий. Перед сверлением отверстия сле-
дует зацентровать его коротким спиральным сверлом большего
диаметра (рис. 119, а) или специальным центровочным сверлом
(рис. 119,6). Угол при вершине этих сверл должен быть равен
90°. При этом условии в начале сверления поперечная кромка сверла
не работает (рис. 119, в), что способствует меньшему уводу его
от правильного положения.
Если зацентрования сделать почему-либо нельзя, поступают
так. Вершину сверла того диаметра, какой должно иметь отверстие,
приближают к вращающейся детали почти вплотную. Затем подво-
дят возможно ближе к вершине сверла резец (любой), закрепленный
в резцедержателе так, чтобы головка резца была обращена в сто-
рону токаря, и только после этого начинают углублять сверло
в деталь. Этим приемом удается в некоторой степени предупредить
смещение сверла в начале работы. Как только сверло немного углу-
бится, поддерживающий его резец нужно отвести в сторону.
Подача сверла на токарных станках осуществляется, как пра-
вило, вручную поворотом маховичка пиноли задней бабки. Однако
на станках современных моделей имеются устройства для сцепления
задней бабки с кареткой суппорта, а также для закрепления
сверл в резцедержателе (см. рис. 31), что значительно облегчает труд
167
токаря. Первое из этих устройств целесообразно использовать
в основном для сверления отверстий относительно большого диа-
метра и большой длины, особенно при изготовлении деталей боль-
шими партиями.
Если глубина обрабатываемого отверстия больше его диаметра,
то время от времени следует выводить сверло из отверстия и уда-
лять стружку как из отверстия, так и из канавок сверла. Очистка
отверстия в стальных деталях производится промыванием его охлаж-
дающей жидкостью (например, посредством шприца), а в чугунных—
продуванием струей сжатого воздуха.
Необходимо быть особенно осторожным, когда глубина обраба-
тываемого отверстия больше длины рабочей части сверла. В са-
мом деле, если вся винтовая канавка сверла окажется в отверстии,
то стружка, образующаяся при сверлении, не будет иметь выхода,
заполнит канавки и сверло сломается. Если необходимо остановить
станок в то время, когда сверло находится в обрабатываемом отвер-
стии, следует сначала вывести сверло из отверстия и только после
этого остановить станок.
Режимы резания при сверлении. Подача при сверлении отверг
стий на токарных станках, если она осуществляется вручную, дол-
жна быть возможно равномернее.
При сквозном сверлении в момент выхода поперечной кромки
сверла из металла, сила, необходимая для осуществления подачи,
резко уменьшается. Поэтому, если давление на рукоятку маховичка
задней бабки в это время будет такое же как и при сверлении, то
подача сверла увеличивается, вследствие чего сверло часто лома-
ется. Во избежание поломки подача сверла перед его выходом из
металла должна быть возможно меньшей. При сверлении с исполь-
зованием автоматической подачи последняя должна своевременно,
до подхода вершины сверла к выходу из металла, выключаться.
Для общего представления о величинах подач можно считать,
что при сверлении с автоматической подачей в стальных деталях
отверстий диаметром 5—30 мм подача принимается в пределах
0,1—0,3 мм/об, а при чугунных деталях — в пределах 0,2—0,7 мм/об.
Скорость резания при работе сверлом из быстрорежущей стали
должна быть около 30 м/мин, если материал обрабатываемой де-
тали — конструкционная сталь средней твердости, и около 35 м/мин,
если деталь из чугуна средней твердости.
При работе твердосплавными сверлами скорость резания можно
увеличивать в два-три раза.
Охлаждение при сверлении понижает температуру сверла,
нагревающегося от теплоты резания и трения о стенки отверстия,
уменьшает трение сверла об эти стенки и, наконец, способствует
удалению стружки. В качестве смазочно-охлаждающей жидкости
при сверлении отверстий в стальных деталях применяется эмуль-
сия. Сверление отверстий в чугуне производится без охлаждения.
Точность и шероховатость поверхности, получаемые при свер-
лении. Диаметр отверстия после сверления получается несколько
168
больше диаметра сверла. Это объясняется тем, что сверло уводит
в сторону от оси отверстия даже при незначительных неправильно-
стях, допущенных при заточке сверла и его установке на станке,
а также при неравномерной твердости обрабатываемого материала.
Опыт показывает, что сверлением отверстий диаметром до 10 мм
достигается 4-й, а при больших диаметрах — 5-й класс точности.
При тщательной работе (правильной заточке сверла и его установке
на станке) 4-й класс точности может быть достигнут при сверлении
отверстий диаметром до 30 мм. Шероховатость поверхности, полу-
ченной сверлом, не превышает V4.
Рассверливание отверстий. При сверлении отверстий большого
диаметра усилие подачи может оказаться чрезмерно большим, что
весьма утомительно для рабочего. Иногда при работе такими свер-
лами мощность станка может оказаться недостаточной. В таких
случаях образование отверстий производится последовательно двумя
сверлами разных диаметров, соотношение которых должно быть
таким, чтобы диаметр первого сверла был больше длины попереч-
ной кромки второго сверла. При этом условии поперечная кромка
второго сверла не участвует в резании, вследствие чего значительно
уменьшается усилие, необходимое для осуществления подачи, и,
что очень важно, уменьшается увод сверла в сторону от оси обраба-
тываемого отверстия.
На практике принято диаметр первого сверла брать равным
примерно половине второго, что обеспечивает благоприятные усло-
вия износа сверла и равномерное распределение силы подачи при
работе обоих сверл. '
Подачи при рассверливании можно брать немного больше ука-
занных выше для сверления, а скорости резания примерно такие же,
как при сверлении.
Зенкерование. Более производительным по сравнению со спи-
ральным сверлом инструментом для увеличения диаметра отверстий,
полученных сверлением отливкой или штамповкой, является зен-
кер.
Зенкеры (рис. 120) изготовляются из быстрорежущей стали,
реже, для тяжелых условий резания, оснащаются пластинками
из твердого сплава.
Зенкеры с коническим хвостовиком (рис. 120, а) используются
для обработки отверстий диаметром от 10 до 40 мм. По внешнему
виду они несколько похожи на спиральные сверла, но имеют три
винтовые канавки й, следовательно, три режущие кромки, что уве-
личивает жесткость их конструкции, позволяет повышать режимы
резания по сравнению с рассверливанием, а следовательно, и про-
изводительность.
Насадные зенкеры — цельный (рис. 120, б) и оснащенный пла-
стинками твердого сплава (рис. 120, в) — применяются для обра-
ботки отверстий диаметром от 32 до 80 мм. Такие зенкеры имеют
четыре винтовые канавки и, следовательно, четыре режущие кромки.
Они крепятся в пиноли задней бабки станка при помощи оправки,
169
на которой центрируются коническим отверстием. Для обработки
больших отверстий диаметром от 50 до 100 мм насадные зенкеры
изготовляются со вставными ножами (рис. 120, г).
Для предупреждения провертывания зенкера во время работы
на оправке делаются два выступа (шпонки), которые входят в со-
а> ответствующие пазы А зен-
кера.
-----Угол при вершине у цель-
ных и насадных зенкеров де-
лается равным 120°.
Диаметр отверстия, обра-
ботанного зенкером, снимаю-
щим небольшой припуск и
направляемым тремя (или че-
тырьмя) ленточками, полу-
чается точнее, чем при сверле-
нии. Отсутствие увода зенкера
в сторону от оси обрабаты-;
ваемого отверстия обеспечи-
вает прямолинейность послед-
ней лучше, чем при работе
сверлом. Для уменьшения
увода зенкера, в особенности
при обработке отлитых или
прошитых глубоких отвер-
стий, следует перед зенкеро-
диаметра зенкера на глубину,
Рис. 120. Зенкеры
ванием растачивать их резцом до
примерно равную половине длины зенкера.
Зенкер прочнее сверла, поэтому подачи (на оборот обрабатывае-
мой детали) при зенкеровании могут быть больше, чем при сверле-
нии. В то же время зенкер в сравнении со сверлом имеет большее
количество режущих кромок, поэтому толщина стружки, снимае-
мой каждой из кромок, получается меньше толщины стружки при
сверлении. Благодаря этому поверхность отверстия, обработан-
ного зенкером, получается чище. Это позволяет использовать зен-
керы не только для черновой, но и для получистовой обработки
отверстий после сверла, чернового зенкера или чернового резца —
перед развертыванием и даже для окончательной обработки отвер-
стий. Получаемая при этом точность соответствует 4-му классу,
шероховатость — \75. При особой тщательности обработки дости-
гаются За класс точности и 6-й класс шероховатости поверхности.
2. РАСТАЧИВАНИЕ ОТВЕРСТИЙ
Отверстия, растачиваемые на токарных станках. Растачивание
на токарных станках производится в следующих случаях:
1) когда сверление, рассверливание или зенкерование не обес-
печивают необходимой точности размеров отверстия;
170
2) при необходимости обеспечить прямолинейность оси отвер-
стия и точность ее положения;
3) при отсутствии сверла или зенкера требуемого диаметра;
4) при необходимости обработать отверстие, диаметр которого
превышает наибольшие нормальные диаметры сверл и зенкеров;
5) при небольшой длине отверстия.
Расточные резцы. Расточный резец для обработки сквозных
отверстий изображен на рис. 121, а, а для растачцвания глухих
(несквозных) — на рис. 121,6. Часть В каждого цз этих резцов
Рис. 121. Расточные резцы
круглого, а часть С — квадратного сечения. Материал, форма перед-
ней поверхности и все углы этих резцов, за исключением заднего,
принимаются такими же, как и у проходных резцов, применяемых
при наружном обтачивании. Задние углы делаются не меньше 12°,
а при малых диаметрах отверстия и больше 12°. Цилиндрическая
часть резца должна быть возможно большего диаметра и меньшей
длины, так как резец с тонким и длинным стержнем во время работы
пружинит. Ввиду этого при черновой обработке отверстий прихо-
дится уменьшать глубину резания и подачу, что снижает произво-
дительность обработки. В результате пружинения чистового резца
обработанное им отверстие может получаться иногда нецилиндри-
ческим (при неравномерной твердости материала детали) и с повы-
шенной шероховатостью поверхности. Рассматриваемые размеры
расточного резца зависят также от соответственных размеров отвер-
171
стия. Варианты исполнения расточных резцов, показанные на
рис. 121, виг, у которых положение вершины совпадает с осью ци-
линдрической части резца, обеспечивают меньшую вибрацию при
расточке.
Установка расточных резцов относительно линии центров
станка. На рис. 122, б показана установка расточного резца на вы-
соте линии центров станка. При установке расточного резца ниже
центровой линии станка (рис. 122, в) передний угол у по сравнению
с другими положениями резца (рис. 122, а, б) увеличивается. При
большом переднем угле отделение стружки происходит легче, чем
при малом, что важно при обдирочных работах.
Рис. 122. Изменение углов расточного резца в зависимо-
сти от его положения относительно линии центров станка
Из сказанного следует: при черновом растачивании отверстий
резец необходимо устанавливать несколько ниже линии цент-
ров станка.
Однако устанавливать резец значительно ниже центровой линии
нельзя, так как при этом необходимо увеличить задний угол а резца.
Это вызывает уменьшение угла заострения резца и, следова-
тельно, понижает его прочность, а также способность отводить
теплоту.
Если расточный резец при чистовом растачивании установить
выше линии центров (рис. 122, а), то вершина его под давлением
снимаемой стружки будет опускаться вниз (по линии ЛД). Диаметр
растачиваемого отверстия при этом получится меньше должного,
что можно исправить следующим проходом резца. Если же этот
резец установить ниже линии центров (рис. 122, в),.то при опускании
резца вершина его будет перемещаться по линии ВВ, расположенной
в материале обрабатываемой детали. Вследствие этого диаметр рас-
тачиваемого отверстия увеличивается, что в данном случае недо-
пустимо.
Из сказанного можно сделать следующий вывод: при чисто-
вом растачивании отверстий резец необходимо устанавливать
несколько выше линии центров станка.
Припуски на растачивание. Припуски на черновое растачивание
определяются характером заготовки и во многих случаях снимаются
несколькими проходами резца.
172
Припуски на чистовое растачивание принимаются примерно
следующие:
Диаметр отверстия в мм Припуск на диаметр в мм
До 30 0,7
Свыше 30 » 50 1,0
> 50 > 80 1,2
> 80 > 100 1,5
Режимы резания при растачивании отверстий. Подачи при чер-
новом растачивании выбираются в зависимости не только от глу-
бины резания, но и от вылета резца и диаметра его стержня. Для
выбора подач при этой работе можно пользоваться примерными
данными табл. 35, а скоростей резания — данными табл. 15, 19,
24, умножая их на 0,9.
Таблица 35
Подача в мм/об при черновом растачивании отверстий
Обрабатываемый мате- риал и Iлубина резания в мм Размеры резца в мм
10/50 12/60 16/80 20/100 25/125
Конструкционная углеродистая сталь 2 0,08 0,10 0,10-0,20 0,15—0,30 0,25—0,50
3 — 0,08 0,15 0,15—0,25 0,15—0,40
5 — — 0,10 0,12 0,12—0,20
Серый чугун 2 0,12-0,16 0,12-0,20 0,20-0,30 0,30-0,40 0,40-0,60
3 — 0,12-0,18 0,15-0,25 0,25—0,35 0,30—0,50
5 — — 0,10-0,18 0,12-0,25 0,25-0,35
Примечания:
I. Первые числа размеров резца (числитель) указывают диаметр стержня резца,
вторые (знаменатель) -— его вылет.
2. Меньшие подачи относятся к твердым материалам, большие — к мягким.
Для выбора подачи при чистовом растачивании можно пользо-
ваться данными табл. 35, несколько уменьшая их. Скорости реза-
ния можно выбирать по табл. 29, 30, 31, умножая приведенные в них
данные на 0,9.
Точность размеров и шероховатость поверхностей, получаемые
при чистовом растачивании отверстий. Точность, достигаемая при
чистовом растачивании резцом на токарных станках, в основном
соответствует 4-му классу, хотя при более тщательной работе можно
достичь и 3-го класса точности. Точность, соответствующая 2-му
классу, достигается в особых случаях и является предельной. При
работе на токарных станках точность выше 3-го класса стремятся
получить каким-либо другим способом, например развертыванием;
Шероховатость V5—V6 в этом случае достигается без труда, V? —
лишь при особо благоприятных условиях.
173
3. РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ
Назначение развертывания. Точность и шероховатость поверх-
ности отверстий, обработанных зенкерованием, не удовлетворяют
требованиям, предъявляемым к некоторым отверстиям. Обработка
таких отверстий растачиванием хотя в некоторых случаях и воз-
можна, но связана с трудностями установки резца на точный размер
и с необходимостью (для получения требуемой шероховатости)
работать с малой подачей, т. е. непроизводительно. Поэтому обра-
ботка отверстий, к точности и шероховатости поверхности которых
предъявляются сравнительно высокие требования, производится
развертками.
Рис. 123. Развертки
Развертки. Развертка цельная с цилиндрическим хвостовиком
показана на рис. 123, а. Такие развертки применяются для обра-
ботки отверстий диаметром D — З-е-9 мм. Для обработки отверстий
диаметром 10—30 мм используются развертки с коническим хво-
стовиком. Отверстия диаметром 25—50 мм обрабатываются насад-
ными цельными развертками (рис. 123, б), а диаметром до 100 мм —
сборными (рис. 123, в}.
По способу применения развертки бывают ручные и машинные.
У ручных разверток (рис. 124) на хвостовике делается квадрат под
вороток.
Развертки изготовляются преимущественно из быстрорежущей
стали. В последнее время получили распространение развертки,
оснащенные пластинками из твердых сплавов.
Принятые названия частей и элементов разверток указаны
на рис. 124.
Очень важное значение имеет величина угла конуса режущей
(заборной) части, равная удвоенной величине угла в плане <р. Чем
меньше этот угол, тем больше длина режущей части, тем точнее
174
и чище получаются отверстия, обработанные разверткой. Длин-
ной режущую часть у разверток, применяемых при обработке отвер-
стий в стальных деталях, делать, однако, нельзя, так как ширина
среза при работе развертки в этом случае получается очень большой.
Сталь обладает большой вязкостью, поэтому при значительной ши-
рине среза возникают значительные силы резания, в результате
Режущая крепка
Передняя поверхность
Затылочная поверхность
Рис. 124. Части и элементы развертки
Пенточка
Канавка
Зув
Задняя поверхность
которых зубья развертки выкрашиваются. Поэтому у машинных
разверток, используемых для обработки стальных деталей, режу-
щая часть делается небольшой длины, с углом в плане 15° (рис. 125,о).
Срез при работе такой разверткой получается узкий, но со сравни-
тельно большой толщиной. Отделение стружки не требует такого
большого усилия, которое может вызвать поломку развертки.
Рис. 125. Режущие части машинной развертки для обработки
стали (а) и чугуна (б)
У разверток, используемых при обработке отверстий в чугунных
деталях, угол в плане делается равным 4—5° (рис. 125, б). Стружка,
снимаемая зубьями такой развертки, получается тонкой и широкой.
Это однако в данном случае не вызывает вышеуказанных вредных
явлений, так как усилие резания при обработке чугуна меньше,
чем при обработке стали.
У ручных разверток длину режущей части делают значительно
большей, чем у машинных, и с очень малым углом в плане (ср ==
0,5-т-1,5°).
175
Для облегчения ввода развертки в обрабатываемое отверстие
на переднем конце ее имеется направляющий конус. Калибрующая
часть развертки делается цилиндрической: она не участвует в реза-
нии, а лишь калибрует и зачищает отверстие. За цилиндрическим
участком калибрующей части следует конус (диаметр правого конца
рабочей части развертки делается на 0,04—0,06 мм меньше диаметра
цилиндрического участка).
Шаг зубьев у развертки делают неравномерным, так как отвер-
стия, обработанные разверткой с равномерным шагом, получаются
иногда не круглыми, а гранеными. С другой стороны, для измерения
диаметра развертки необходимо, чтобы ее зубья располагались по-
парно в одной диаметральной плоскости развертки. Этому условию
удовлетворяет расположение зубьев развертки, схематически пока-
занное на рис. 126, а, где Sj, S2 и S3 не равны между собой, но ==
Рис. 126. Схемы 'работы разверток: с неравномерным
шагом (а) и с равномерным шагом (б)
= S4; S2 = S5 и S3 = S6, так что зубья / и 4, 2 и 5, 3 и 6 находятся
попарно в одной диаметральной плоскости. Диаметр такой развертки
измерить очень просто.
Необходимость неравномерности шага зубьев станет понятной,
если проследить работу развертки с равномерным шагом (рис. 126, б).
При повороте развертки на один шаг зуб /, находившийся до пово-
рота в точке а, попадет в точку Ь, где находился зуб 2. Точно также
зуб 2 из точки b попадет в точку с, где был до поворота зуб 3, и т. д.
Если при этом в точках а. Ь, с до поворота оставался не снятым не-
большой участок металла, то все последующие зубья, дошедшие
до таких участков, получают дополнительную нагрузку. Развертка
вследствие этого «дробит», развертываемое отверстие получается
граненым.
При неравномерном шаге зубьев (рис. 126, а) после поворота ее,
например на шаг зуб 1 попадет из точки а, так же как и в рас-
смотренном выше случае, в точку б, в которой находился до пово-
рота зуб 2; но зуб 2 попадет не в точку с, в которой был зуб 3, а в точ-
ку d. То же самое произойдет и с зубом 3 и т. д., но врезание зубьев
2, 3 и последующих в металл будет происходить не одновременно,
как это имеет место при работе развертки с равномерным шагом,*
176
а в разные моменты времени. Развертка будет вследствие этого рабо-
тать спокойнее, дробления не возникнет, отверстие получится круг-
лым, с чистой поверхностью.
Во время работы развертки зубья ее изнашиваются, она теряет
размер и становится негодной для дальнейшей работы. Такую раз-
вертку обыкновенно переделывают (шлифованием) на следующий
меньший размер. Во избежание этого развертки иногда делают регу-
лируемыми, чтобы после износа зубьев можно было несколько уве-
личить их диаметр.
Закрепление разверток. Развертки могут закрепляться в пиноли
задней бабки или в патроне так же, как и сверла. Для закрепления
насадных разверток используются оправки, подобные применяемым
для насадных зенкеров. Если, однако, задняя бабка хотя бы немного
смещена со своего среднего положения, ось развертки не будет совпа-
дать с осью отверстия, подготовленного для развертывания. То же
Рис. 127. Качающаяся оправка для разверток
самое происходит при неисправной оправке, неправильной установке
на ней разверток и т. п. В результате развертка будет работать
одной стороной, и диаметр развернутого отверстия получится больше
требуемого. Этого не случится, если развертка будет направляться
самим развертываемым отверстием, что обеспечивается закреплением
ее в шарнирной оправке.
Одна из таких оправок изображена на рис. 127. Корпус 4 имеет
конический хвостовик 9, который вставляется в пиноль задней бабки.
В цилиндрическое отверстие, сделанное в утолщенной части кор-
пуса 4, входит правый конец втулки 2. В этот конец втулки 2 и в дно
отверстия, имеющегося в корпусе 4, запрессованы стальные зака-
ленные опоры 6 и 8, между которыми находится шарик 7. Последний
удерживается кольцом-обоймой 8, прикрепленной к торцу втулки
2 несколькими винтами. Стержень 5 закреплен посредством вин-
та 10 во втулке 2 и проходит через отверстие, сделанное в стенках
корпуса 4. Развертка 1 вставляется в коническое гнездо, имеющееся
в левом конце втулки 2. Диаметр отверстия в корпусе 4 для стержня
5 делают больше диаметра стержня. Наличие зазоров между дета-
лями оправки, а также шариковой опоры обеспечивают втулке 2
возможность некоторой игры. Поэтому развертка, закрепленная
в данной втулке, сама находитсвое место и, направляемая отверстием,
обрабатывает его точно, не разбивая.
177
Практика развертывания отверстий. Отверстия диаметром до
10 мм развертываются после сверления. При больших диаметрах
просверленное отверстие обрабатывается зенкером или резцом
и лишь после этого развертывается одной или двумя развертками.
Подготовку отверстия растачиванием следует производить только
в тех случаях, когда нет зенкера необходимого размера, или когда
ось отверстия должна быть строго прямолинейной и требуется
обеспечить ее определенное положение относительно оси другого
отверстия (параллельность к этой оси или к какой-либо плоской
поверхности детали) и т. д.
В качестве черновых часто используются износившиеся и пере-
шлифованные на новый размер чистовые развертки.
Торцовую поверхность обрабатываемой детали перед разверты-
ванием следует обточить, чтобы развертка с самого начала работала,
равномерно всеми зубьями. Если торцовая поверхность не перпен-
дикулярна к оси обрабатываемого отверстия (обработана при дру-
гой установке детали), то зубья развертки вступают в работу не
все сразу, и поэтому развертка не получает верного направления.
Торцовые поверхности чугунных деталей, в особенности с твер-
дой коркой, для предотвращения затупления зубьев развертки
необходимо обтачивать.
При развертывании отверстий, имеющих продольные канавки
(например, шпоночные), следует пользоваться развертками с вин-
товыми канавками, так как каждый раз, когда прямой зуб развертки
попадает против канавки отверстия (т. е. выходит из работы),
развертка смещается в сторону этой канавки, увеличивая тем са-
мым диаметр отверстия. При винтовом расположении зубья пере-
крывают канавку по диагонали, поэтому резких изменений в на-
грузке на них не получается и развертка не смещается в сторону
канавки. При обычном правом вращении шпинделя станка винто-
вые зубья развертки должны быть левыми, чтобы развертка не за-
тягивалась в отверстие давлением стружки.
Таблица 36
Припуски (в мм) на диаметр при развертывании отверстий
после сверления, растачивания или зенкерования
Вид припуска Диаметр отверстия в мм
10-20 20—30 30—50 50—80 80-100
Общий под червовую и чистовую развертки 0,20 0,25 0,30 0,35 0,40
Под черновую развертку 0,16 0,20 0,24 0,27 0,30
Под чистовую развертку 0,04 0,05 0,06 0,08 0,10
Припуски на развертывание. Для уменьшения износа разверток
и получения чистой поверхности припуски на развертывание должны
быть небольшими.Величины их при работе двумя развертками можно
принимать по табл. 36. При обработке отверстия одной разверткой
178
припуски на развертывание должны быть несколько меньше ука-
занных в таблице для черновой развертки.
Режимы резания при развертывании. Подача при обработке
отверстий разверткой осуществляется вручную и должна быть рав-
номерной. Чем меньше подача, тем чище получается поверхность
отверстия. Скорости резания при развертывании должны быть не-
большими во избежание быстрого износа разверток.
Величина подачи при развертывании отверстий диаметром от 5
до 50 мм должна быть при обработке стали 0,5—2 мм/об, а при обра-
ботке чугуна — 1—4 мм/об. Скорости резания при обработке стали
средней твердости должны составлять 6—16 м/мин, а при обработке
чугуна — 4—14 м/мин. Чем больше диаметр отверстия, тем ниже
при одной и той же подаче должны быть скорости резания. Чем
больше подача при одном и том же диаметре отверстия, тем меньшую
следует принимать скорость. Для получения шероховатости поверх-
ности отверстия по 8-му классу скорости резания рекомендуется
выбирать не выше 6 м/мин.
Точность и шероховатость поверхности, получаемые при развер-
тывании. При развертывании отверстия двумя развертками до-
стигается точность 2-го класса, а при особо тщательной работе —
даже точнее. Отверстия диаметром до 10 мм, а также все отверстия
3-го класса точности не требуют двукратного развертывания.
Шероховатость поверхности, получаемая развертыванием, нахо-
дится в пределах 7—9-го классов.
Кроме развертывания, для отделки внутренних цилиндриче-
ских поверхностей в зависимости от требуемой точности и шерохо-
ватости применяется также полирование, при котором абразивное
полотно наклеивается или наматывается на деревянную оправу;
раскатывание шарами с применением для этой цели специальных
державок (см. рис. 100, г), а также тонкое (алмазное) точение (рас-
точка) и притирка х.
4. ИЗМЕРЕНИЕ ОТВЕРСТИЙ
Измерение неточных отверстий. Измерение неточных отверстий
производится при помощи обыкновенного (рис. 128, а) или пружин-
ного (рис. 128, б) нутромера. Для измерения диаметра отверстия
посредством этого инструмента его вводят правой рукой в измеряе-
мое отверстие (рис. 129). Указательным пальцем левой руки прижи-
мают одну из дужек его к стенке отверстия. Слегка покачивая нутро-
мер, нащупывают наименьший раствор его дужек, при котором вто-
рая дужка касается стенки отверстия. Установив раствор нутро-
мера, определяют величину его по измерительной линейке (рис. 130).
Конец линейки должен упираться в какую-либо обработанную по-
верхность, например в стенку части суппорта.
1 Подробнее о применении этих методов для обработки отверстий см. спра-
вочную литературу (стр. 322).
179
Точность измерения диаметра отверстия нутромером, учитывая
ошибки установки его раствора и отсчета величины этого раствора
по линейке, находится обычно в пределах от ±0,2 до ±0,5 мм. Отме-
тим, что даже такая невысокая точность измерения нутромером
возможна лишь при исправном
Рис. 128. Нутромеры обыкновенный (а)
k и пружинный (6)
его состоянии. Для этого необхо-
дим уход за нутромером, подоб-
ный указанному выше при опи-
сании кронциркуля.
Рис. 129. Измерение нутромером
диаметра отверстия
Диаметры более точных отверстий измеряются штангенцирку-
лем, причем используются губки А и В (рис. 131).
Измерение точных отверстий. Точные отверстия диаметром до
10 мм проверяются калибрами, рассматриваемыми ниже.
Отверстия, диаметр которых превышает 10 мм, можно измерять
точным [Штангенциркулем, используя закругленные наружные боко-
вые поверхности его губок. Для
определения диаметра измеряе-
мого отверстия к показанию
Рис. 131. Измерение диаметра отвер-
стия штангенциркулем
Рис. 130. Определение величины
раствора нутромера по измеритель-
ной линейке
штангенциркуля, прочитанному обычным способом, необходимо
прибавлять общую длину его плотно сдвинутых губок. Эта длина
(обычно 10 мм) указывается на штангенциркуле. Тем не менее
во избежание ошибки перед измерением отверстия рассматри-
ваемым способом следует предварительно измерить общую дли-
ну губок штангенциркуля, например микрометром. При помощи
180
штангенциркуля можно измерять диаметр только части отверстия,
расположенной у торца детали, и нельзя проверять его цилиндрич-
ность (например, отсутствие конуса), что во многих случаях совер-
шенно необходимо.
Измерение точных отверстий можно производить также при по-
мощи микрометрических нутромеров. Микрометрический нутромер
(рис. 132, а) состоит из стебля 1, имеющего на одном конце наконеч-
ник со сферической измерительной поверхностью А. Перемещение
винта, соответствующее его полным оборотам, отсчитывается по
Рис 132. Микрометрический нутромер (а) и дополнительный стер-
жень к нему (б)
шкале стебля, а перемещение, соответствующее частям оборота, —
по шкале барабана 2 со сферической измерительной поверхностью В,
связанного с микрометрическим винтом.
Для увеличения пределов измерения микрометрического нутро-
мера к концу стебля можно присоединять удлинительные стержни
(рис. 132, б) различной длины.
Рассматриваемый нутромер имеет такой же микрометрический
еинт, как и микрометр для наружных измерений, поэтому с его по-
мощью можно производить измерения с точностью до 0,01 мм. От-
Рис. 133. Предельные калибры-пробки (а, б) и предельные штихмассы (в)
счет по микрометрическому нутромеру производится точно так же,
как при пользовании микрометром.
Измеряя отверстия микрометрическим нутромером, необходимо
тщательно следить за тем, чтобы он был установлен точно перпен-
дикулярно к оси измеряемого отверстия. Для этого следует опереть
один era конец на поверхность отверстия, а другой перемещать
в диаметральной плоскости отверстия, нащупывая наименьший раз-
мер, подобно тому, как это делается при измерении диаметров отвер-
стий простым нутромером.
181
Промер необходимо проводить по двум взаимно перпендикуляр-
ным диаметрам. х
Для проверки диаметров точных отверстий в деталях, изготов-
ляемых в условиях взаимозаменяемости, используются разнообраз-
ные предельные калибры-пробки, и предельные штихмасы. Отвер-
стия сравнительно небольших диаметров проверяются предельными
калибрами-пробками (рис. 133, а). При проверке отверстий больших
диаметров пользуются так называемыми неполными предельными
калибрами (рис. 133, б) или предельными штихмасами (рис. 133, в),
у которых один из инструментов делается проходным, а другой —
непроходным.
5. ОБРАБОТКА УСТУПОВ И КАНАВОК,
РАСПОЛОЖЕННЫХ В ОТВЕРСТИЯХ
Резцы для подрезания внутренних уступов. После обработки
ступенчатого отверстия сверлением, зенкерованием или растачива-
нием получившиеся при этом уступы подрезаются резцом, показан-
ным на рис. 121, б. Главная режущая кромка такого резца делается
под углом 5° к прямой, перпендикулярной к его оси. Такие резцы
называют расточными для глухих- отверстий.
Рис. 134. Подрезание небольших не-
точных внутренних уступов
Приемы подрезания внутренних уступов. Небольшие неточные
уступы подрезаются следующим образом. Резец устанавливается
так, чтобы режущая кромка его была строго перпендикулярна
к оси отверстия. Для этого предварительно закрепляют резец,
а затем подводят режущую кромку его почти вплотную к торцовой
плоскости детали (рис. 134, а) или патрона. При правильной уста-
новке резца его режущая кромка должна быть параллельна пло-
скости, к которой он подведен. Закрепив резец окончательно и еще
раз проверив указанным способом его установку, подводят вершину
резца к поверхности отверстия (рис. 134, б). После этого сообщают
182
резцу быстрою ручную подачу, которую замедляют, как только
резец приблизится к обрабатываемому уступу. Подача резца пре-
кращается, когда уступ получает правильную форму (рис. 134, в).
После измерения длины отверстия до подрезанного уступа одним
из рассмотренных ниже способов возобновляют подачу резца, затем
снова производят измерения и т. д. до тех пор, пока положение усту-
па не будет соответствовать требуемому.
Если подрезается уступ в отверстии настолько малого диаметра,
что головки резца не видно, то перед первым вводом резца в отвер-
стие на стержень его по линейке с делениями наносится отметка
мелом (рис. 135). Отметка должна быть нанесена так, чтобы расстоя-
ние ее до режущей кромки резца было равно расстоянию от торца
детали до обрабатываемого уступа. Как только эта отметка при подре-
зании уступа совпадет с торцом детали, подача резца прекращается.
Рис. 135. Нанесение риски на резце для обеспечения
требуемого положения уступа в отверстии
После измерения положения уступа в случае надобности последний
обрабатывают дополнительно обычным порядком.
Поверхность уступа, обработанного таким способом, получается
чистой только при жестком резце. Уступ получается правильным
(перпендикулярным к оси отверстия) лишь в том случае, если резец
был точно установлен и не сместился под действием усилия реза-
ния. Поэтому подрезание небольших уступов, которые должны быть
чистыми и точными, осуществляется в два приема. Резец устанавли-
вают так (рис. 136, а), чтобы режущая кромка его составляла с тор-
цовой поверхностью детали угол не менее 5°. Затем подводят резец
к предварительно обработанному уступу, несколько углубляют в ме-
талл и поперечной подачей (рис. 136, б) окончательно подрезают
уступ. Подрезание уступа поперечной подачей делается в два-три
прохода резца.
Большие уступы подрезают в несколько проходов резца (сту-
пенями). Продольной подачей резца, установленного так, как пока-
зано на рис. 137, а, срезают часть уступа, расположенную ближе
к оси отверстия, оставляя по торцу уступа припуск (около 0,5—
1 мм) для чистовой обработки. Далее несколькими такими же про-
ходами срезают следующие части уступа. При последнем проходе
на боковой поверхности отверстия следует оставить припуск в 0,5—
Т мм. Установив резец, как показано на рис. 137, б, снимают этот
183
припуск продольной подачей. В тот момент, когда резец займет
положение, показанное на рис. 137, в, производят окончательную
отделку уступа поперечной по-
дачей.
Измерение при подрезании
внутренних уступов. Длина
участка отверстия, получившая-
ся после подрезания уступа, в
Рис. 137. Подрезание больших
внутренних уступов
Рис. 136. Подрезание небольших
точных внутренних уступов
простейшем случае измеряется линейкой (рис. 138, а). Если диаметр
отверстия, в котором расположен уступ, настолько мал, что линейка
не входит в отверстие, можно применить или штангенциркуль,
Рис. 138. Измерение при подрезании внутренних уступов
используя для этого его выдвижную линейку (рис. 138, б), или глу-
биномер (рис. 138, в). При большом количестве одновременно обра-
батываемых деталей весьма полезным может быть предельный усту-
помер, способ пользования которым показан на рис. 138, г.
184
Резцы для растачивания внутренних канавок. Резец для раста-
чивания внутренних канавок изображен на рис. 139. Ширина
(точнее, длина) режущей кромки его выбирается так, как было
указано выше (стр. 154) при опи-
сании резцов для прорезания на-
ружных канавок. Размер I дол-
жен быть на 2—3 мм больше
глубины растачиваемой канавки.
Приемы растачивания внут-
ренних канавок. Порядок обра-
ботки внутренних канавок уста-
навливается в зависимости от
ширины их и требуемой точно-
сти расположения подобно тому,
как это делается при прорезании
наружных канавок (стр. 154).
Растачивание внутренних кана-
Рис. 139. Резец для растачивания
внутренних канавок
вок, однако, значительно труд-
нее и требует большего внимания, ввиду малой жесткости приме-
няемых при этом резцов и часто плохой видимости самих канавок.
# б)
Рис. 140. Измерение ширины внутренних канавок
Измерение внутренних канавок. Ширина канавок, расположен-
ных в отверстиях достаточно большого диаметра и недалеко от торца
детали, измеряется линейкой (рис. 140, а), штангенциркулем или
a) S)
Рис. 141. Измерение при проверке положения внутренних канавок
предельной пластиной (рис. 140, 6). Специальные предельные пла-
стины применяются также в случаях, если канавки расположены
в отверстии малого диаметра и далеко от торца детали.
185
Наиболее употребительные способы проверки положения ка-
навки относительно торца детали показаны на рис. 141, а и б.
Проверка глубины хорошо, видных канавок в отверстиях боль-
шого диаметра производится уступомерами, подобными применяе-
мым при проверке наружных канавок.
Рис. 142. Измерение глубины внутренних канавок
Глубина канавок измеряется иногда следующим образом
(рис. 142, а). Установив линейку на наружной поверхности детали,
а кронциркуль так, чтобы одна из его дужек касалась дна канавки,
замечают штрих линейки, с которым совпадает вторая дужка цир-
куля. Затем, не меняя раствора кронциркуля, устанавливают его
и линейку так, как это изображено на рис. 142, б, и снова замечают
штрих линейки, с которым совпадает верхняя дужка кронциркуля.
Вычтя из первого отсчета второй, находят глубину канавки. На-
пример, если первый отсчет 45 мм, а второй 35 мм, то глубина ка-
навки равна 10 мм.
Глава III
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
1. ОБЩИЕ СВЕДЕНИЯ О КОНУСАХ
Элементы конуса. На рис. 143 показана деталь, средняя часть
которой — конус. На этом рисунке D — больший диаметр конуса;
d — меньший диаметр конуса; / — длина конуса; L — длина детали,
часть которой есть конус; АВ — образующая конуса; 2а — угол
конуса; а — угол уклона ко-
нуса (равен половине угла
конуса).
На чертежах деталей с ко-
ническими поверхностями
указывается иногда конус-
ность этих поверхностей, а
иногда уклон конуса.
Конусностью называется
отношение разности диамет-
ров двух поперечных сечений конуса к расстоянию между ними.
Конусность обозначается буквой /<. Если диаметр одного сечения
конуса есть D, другого — d и расстояние между этими сечениями есть
/, то конусность этого конуса может быть определена по формуле
К
D-d
I
(4)
Пример 1. Дан конус, у которого больший диаметр равен 25 мм, мень-
ший 23 мм, а длина его равна 100 мм. Определить конусность.
По формуле (4) находим
£> — d _ 25 — 23 _ 2 _ 1
Л - Z ~ 100 ~ 100 “ 50 *
Уклоном конуса называется половина конусности.
Например, уклон конуса, размеры которого указаны в примере
1, равен
Xi2______L
50 * * 100 ’
Конусность и уклон конуса выражаются обычно простой дробью,
записываемой так: i : 20; 1 : 50 и т. д. В некоторых случаях
187
конусность и уклон конуса указывают на чертежах десятичной
дробью, например: 0,05; 0,02 и т. д.
Если даны два конуса с конусностью у первого 0,05, а у второго
1 : 20,лто очевидно, что конусность их одинакова. В самом деле,
0,05 = ТОО = 20'
Связь между размерами конуса. На чертеже конуса не всегда бы-
вают проставлены все размеры, необходимые для обработки ко-
нуса выбранным способом. Поэтому токарь должен хорошо знать,
какая существует связь между размерами конусов, и по данным раз-
мерам находить другие, не указанные на чертеже.
Это мо^но делать, пользуясь табл. 37.
Таблица 37
Формулы для определения размеров конуса, не указанных на чертеже
№ п/п Определяе- мые размеры Указанные размеры Формулы для определения неуказанных размеров
1 2 3 4 5 f 6 7 D D а d а а а d, /, а d, 1, К D, /, а D, 1, К D, dt 1 D, 1, К dt 1, К £ = 2/ tga-bd D — Kl-\-d d = D — 2ltga d = D — Kl , D — d tga 2/ tga=-y-
Пользование табл. 37 поясним на примерах.
Пример 1. Дан конус, у которого d = 60 мм, I = 900 мм и К = 1 : 30.
Определить больший диаметр этого конуса.
По строке 2-й табл. 37 имеем
D = KZ + d=4v-900+60 = 30 + 60 = 90 мм.
о U
Пример 2. Дан конус, у которого D = 50 мм, I = 200 мм и а = 3° 30'.
Определить меньший диаметр этого конуса.
По сгроке 3-й табл. 37 имеем
d = D - 21 tg а = 50—2 ♦ 200 tg 3° 30'.
По таблице тангенсов (стр. 319) находим tg 3° 30х = 0,061. Поэтому
d = 50 — 2 • 200 • 0,061 = 50 — 24,4 = 25,6 мм.
Пример 3. Определить угол а уклона конуса, если на чертеже указаны
его размеры: D = 80 мм; d == 60 мм, / = 120 мм.
188
По строке 5-й табл. 37 имеем
D-d 80-60 1 ЛЛОО
g“~ 2/ “ 2-120 ” 12 -°’083-
тангенсов находим (приблизительно) а = 4° 45'.
4. Дан конус, у которого D = 90 мм, / — 900 мм, /<==--.
□и
угол наклона этого конуса.
По таблице
Пример
Определить
По строке 6-й табл. 37 имеем
По таблице тангенсов находим (приблизительно) а = 1°.
Стандартные конусы, применяемые в машиностроении. В маши-
ностроении приняты инструментальные конусы, называемые ко-
нусами Морзе и метрическими. Конические хвостовики многих ре-
жущих инструментов (сверл, зенкеров, разверток и т. д.) имеют
эти конусы. Конические отверстия в шпинделях бтанков — также
конусы Морзе или метрические. В инструментальном деле и в об-
щем машиностроении приняты, кроме того, конусы с конусностью
1 : 30 и 1 : 50.
Инструментальные конусы стандартизованы двух типов — с лап-
кой (рис. 144, а) и без лапки (рис. 144, б).
Рис. 144. Инструментальные конусы с лапкой (а)
и без лапки (б)
С лапкой бывают конусы Морзе семи размеров, обозначаемые
№ 0, 1, 2, 3, 4, 5 и 6, и метрические, обозначаемые № 80, 100, 120,
140 (рекомендуется по возможности не применять), 160 и 200. Конусы
без лапки Морзе и метрические бывают тех же номеров, как и ко-
нусы с лапкой. Кроме того, стандартизованы метрические конусы
без лапки — № 4 и 6.
Наименьший конус Морзе № 0, а наибольший — № 6. Первые
конусы Морзе изготовлялись в дюймовой системе, поэтому размеры
их при переводе на метрические меры выражаются дробными чис-
лами. Так, например, у конуса Морзе № 2 с лапкой D = 17,980 мм,
d = 14,059 мм и I = 78,5 мм. Углы уклона у всех номеров конусов
Морзе различны, но колеблются в довольно узких пределах, от
Г 25' 43* у конуса № 1 до 1° 30' 26* у конуса № 5. Неодинакова также
и их конусность, которая колеблется в пределах 0,04988 у конуса
№ 1 до 0,05263 у конуса № 5. Самый маленький метрический конус
имеет Яз 4, самый большой — № 200. Номер метрического конуса
189
соответствует количеству миллиметров, содержащихся в большем
диаметре данного конуса. Например, у метрического конуса № 80
больший диаметр равен 80 мм. Углы уклона метрических конусов
всех размеров и конусность их постоянны, а именно: а = Г 25' 56",
К = 1 : 20 = 0,05.
Конусность 1 : 30 имеют отверстия в насадных развертках и зен-
керах. Коническая форма отверстий в этих инструментах необхо-
дима для лучшего центрирования и прочности посадки их на оправ-
ках. Такую же конусность имеют и рабочие концы оправок для раз-
верток и зенкеров. Угол уклона при конусности 1 : 30 составляет
0° 55'.
Конусность 1 : 50 имеют установочные штифты, применяемые
в случае, когда необходимо, чтобы две детали машины, скреплен-
ные болтами, не могли перемещаться одна относительно другой
(например, фартук суппорта и его продольные салазки). Устано-
вочные штифты входят в отверстия, просверленные и развернутые
одновременно в обеих деталях, после их сборки. Конусность таких
штифтов принята равной 1:50,чтосоответствуетуглууклонаа=0°34'.
2. ОБРАБОТКА НАРУЖНЫХ КОНУСОВ
УСТАНОВЛЕННЫМ (ШИРОКИМ) РЕЗЦОМ
Сущность способа обработки наружных конусов установленным
резцом. На рис. 145 показан пример обработки конуса установлен-
ным резцом. Обрабатывается конический переход детали 1 посред-
ством резца 2, режущая кромка которого составляет с осью детали
Рис. 145. Обработка конуса уста-
новленным резцом
Рис. 146. Установка резца для обра-
ботки конуса
угол, равный углу уклона обрабатываемого конуса. Для такой уста-
новки резца пользуются шаблоном, изображенным на рис. 146,
где 1 — часть обрабатываемой детали, 2 — резец и 3 — шаблон.
Обработка конуса установленным резцом может производиться как
при продольной, так и при поперечной подаче резца.
Особенности обработки конуса установленным резцом. При об-
тачивании конуса, длина образующей которого больше 10—15 Miii,
190
довольно часто возникают вибрации, вызывающие образование вол-
нистости на обработанной поверхности. Эти вибрации тем сильнее,
чем больше длина детали, чем меньше ее диаметр, чем меньше угол
уклона конуса и, наконец, чем ближе конус расположен к середине
детали. Сопоставляя работу резцов (рис. 145) при обтачивании
конусов Л и В, мы видим, что первый из них работает в более благо-
приятных условиях, чем второй. Действительно, угол уклона пер-
вого конуса больше угла уклона второго конуса; в то же время длина
образующей первого конуса меньше, чем второго. Вследствие этого
сила, изгибающая деталь и вызывающая вибрации, при обтачивании
первого конуса будет меньше, чем при обтачивании второго. Кроме
того, первый конус расположен у конца детали, а второй почти
в ее середине. Поэтому при обработке первого конуса вибрация де-
тали будет меньше, чем при обработке >
второго.
Волнистая поверхность детали может \д
получиться и в том случае, когда вылет /
резца велик или резец закреплен недо- / У
статочно прочно. Но если вибрации и не \
будет (что возможно при обработке жест-
кой детали с короткой образующей и ... _.
большим углом уклона конуса), то еле-
дует ожидать смещения резца под дейст- —£
вием силы резания. Такое смещение осо-
бенно вероятно при большом вылете Рис 147 Проверке конуса
резца и недостаточно жестком его зак- * шаблоном
реплении. По той или другой причине
(либо обеим вместе) не будет выдержан требуемый угол уклона
конуса. Кроме того, точно установить резец довольно трудно
ввиду сравнительно небольшой длины его режущей кромки. При
непрямолинейной режущей кромке резца обработанная поверх-
ность не будет, очевидно, иметь правильной конической формы.
Следует учесть, что при обработке конусов как установ-
ленным резцом, так и другими способами, резец необходимо
устанавливать точно по высоте центров станка.
Наружные конусы, обрабатываемые установленным резцом.
Конические поверхности установленным резцом можно обраба-
тывать в случаях:
1) когда длина образующей конуса не превышает 10—15 мм;
2) деталь, имеющая коническую поверхность, жесткая;
3) обрабатываемый конус расположен близко к закрепленному
концу детали;
4) угол наклона этого конуса большой;
5) высокой точности угла уклона конуса, чистоты поверхности
и прямолинейности его образующей не требуется.
Проверка наружных конусов, обрабатываемых установленным
резцом. Для проверки угла уклона конуса, обработанного установ-
ленным резцом, пользуются шаблоном, как показано на рис. 147.
191
3. ОБРАБОТКА НАРУЖНЫХ КОНУСОЗ
ПРИ ПОВЕРНУТЫХ ВЕРХНИХ САЛАЗКАХ СУППОРТА
Сущность способа обработки наружных конусов при повернутых
верхних салазках суппорта. При этом способе обработки конусов
поворотные салазки суппорта устанавливаются так, как показано
на рис. 148. На этом рисунке: 1 —- обрабатываемая деталь (передняя
часть ее — конус); 2 — верхние салазки суппорта; 3 — рукоятка
винта подачи этих салазок; 4 — резец. Вращая рукоятку 5, мы
сообщим резцу 4 подачу, и он обработает коническую часть детали /.
Определение угла поворота верхних салазок суппорта. Угол пово-
рота верхних салазок суппорта при обработке конуса опреде-
ляется по следующему правилу.
Чтобы угол уклона обрабатываемого конуса разнялся тре-
буемому, необходимо установить верхние салазки суппорта
под углом к осевой линии станка, равным углу уклона дан-
ного конуса.
Если на чертеже детали угол уклона конической части ее не ука-
элементы конуса, то этот угол
уклона можно найти по од-
ной-из формул, приведенных
в табл. 37.
Отсчет угла поворота верх-
них салазок суппорта. Отсчет
угла поворота верхних салазок
суппорта производится по де-
лениям, нанесенным (рис. 148)
на опорном фланце 5 его по-
воротной части. Каждое та-
кое деление обычно соответ-
ствует 1°, так что более
мелкие отсчеты 1/4°)
приходится делать на глаз.
Недостатки способа обработки наружных конусов при поверну-
тых верхних салазках суппорта. Главный недостаток этого способа
состоит в том, что обработка осуществляется обычно при ручной
подаче резца г. Такая подача часто бывает неравномерной, вслед-
ствие чего чистота обрабатываемой поверхности конуса получается
неудовлетворительной. Длина конуса, обрабатываемого рассматри-
ваемым способом, ограничивается наибольшим перемещением верх-
них салазок суппорта, которое даже у такого современного станка,
как модели 1К62, составляет всего 140 мм. Необходимо отметить,
наконец, что обработка даже таких сравнительно не длинных кону-
сов при ручной подаче утомительна для токаря и резко снижает
производительность.
Рис. 148. Обработка конуса при повер-
нутых верхних салазках суппорта
1 Автоматическую подачу верхних салазок суппорта имеют только крупные
токарные станки и некоторые новейшие модели универсальных станков.
192
Наружные конусы, обрабатываемые при повернутых верхних
салазках суппорта. Из сказанного выше вытекает, что конические
поверхности детали можно обрабатывать при повернутых верхних
салазках: 1) если длина образующей конуса невелика; 2) если обраба-
тываемый конус имеет большой угол уклона; 3) если не требуется
высокой точности угла уклона; 4) при низких требованиях к шеро-
ховатости поверхности.
Проверка конусов, обрабатываемых при повернутых верхних
салазках. Измерение таких конусов, преимущественно коротких,
производится угломерами, например универсальным (рис. 149, а, б).
Основной частью универсального угломера является диск 6, одно
цедре с которым составляет линейка 9. По окружности диска нане-
сена шкала с градусными делениями. Поворотный диск 2 может
быть установлен в требуемом положений относительно диска 6
и закреплен посредством головки 5. К поворотному диску прикреп-
лены нониус 1, каждое деление которого соответствует 5 мин, и дер-
жатель 8 линейки 4. Линейка может быть закреплена в требуемом
положении головкой 7.
Линейки 9 и 4 .могут быть установлены в таком положении, что
угол, образованный их рабочими кромками, будет равен требует
мому. Отсчет величины этого угла производится по шкале диска 6
и нониусу 1, как и в случае определения показания штангенцир-
куля. Предположим, что после закрепления поворотного диска 2
7 А, Н. Оглоблин 193
нониус 1 занял относительно шкалы диска 6 положение, показан-
ное на рис. 149, б. Нулевой штрих нониуса уже прошел 12-й штрих
шкалы диска 6, а с одним из штрихов шкалы наиболее точно совпа-
дает 40-й штрих нониуса. На рис. 149, б эти штрихи отмечены звез-
дочкой. Это значит, что угол между рабочими кромками линеек
4 и 9 (рис. 149, а) при данном их положении составляет 12°40'.
Добавочная линейка 3 используется при измерении острых углов;
в этом случае отсчет целых градусов ведется не от нулевого, а от
90-го штриха шкалы диска 6.
На рис. 149, в показана проверка универсальным угломером
угла при вершине рабочего конуса центра токарного станка, а на
рис. 149, г, д — проверка углов конической шестерни.
4. ОБРАБОТКА НАРУЖНЫХ КОНУСОВ
ПРИ СМЕЩЕННОЙ ЗАДНЕЙ БАБКЕ
Сущность способа обработки наружных конусов при смещенной
задней бабке. Если мы передвинем корпус задней бабки по основной
плите ее на некоторую величину S в сторону токаря, то получим
положение заднего центра, показанное на рис. 150, а сплошными
линиям^.
Пунктирными линиями показан задний центр в среднем положе-
нии (ось центра совпадает с центровой линией станка). Линия 00
изображает центровую линию станка, а линия АА — путь вершины
Рис. 150. Образование конической поверхности при сдвиге задней бабки
резца при его продольной подаче. При вращении детали, закреплен-
ной в центрах станка, и перемещении резца по указанной на фигуре
стрелке резец срежет с детали часть материала (заштрихованную).
В результате деталь получится конической. Вершина конуса обра-
щена к задней бабке станка.
Сместив корпус бабки на величину S в направлении от токаря,
получим положение заднего центра, показанное на рис. 150, б
сплошными линиями. Пунктирными линиями и в этом случае пока-
зан задний центр, установленный в среднем положении. Если заста-
вить деталь вращаться, а резцу сообщить продольную подачу, то
вершина его, перемещаясь по прямой ВВ, срежет с детали часть мате-
риала, заштрихованную на рис. 150, б. В результате деталь полу-
чится конической. Вершина конуса обращена к передней бабке.
Из всего сказанного следует.
194
На токарном станке можно обрабатывать конические де-
тали, смещая со среднего положения корпус задней бабки.
Если при этом бабка смещена в сторону токаря, конус полу-
чится с вершиной, обращенной к задней бабке. Если же кор-
пус бабки смещен от токаря, то получится конус с вершиной,
обращенной к передней бабке.
В дальнейшем вмебто выражения «смещение корпуса задней
бабки» говорится для краткости «смещение задней бабки».
Определение величины смещения задней бабки при обработке
конусов. Величина смещения задней бабки при обработке кониче-
ской части детали находится по одной из следующих формул:
S = T
S — Ltga; (6)
3 = 4^- (7)
В этих формулах: S — величина смещения задней бабки в Мм;
L — длина детали, часть которой есть конус, в мм; I — длина кони-
ческой части детали в мм; D — большой диаметр конуса в мм;
d — меньший диаметр конуса в мм; а — угол уклона конуса в град;
К — конусность.
Пример 1. Определить величину смещения задней бабки при обработке
детали, если ее длина равна 600 мм, длина конической части 300 мм и диаметры
этой части 68 и 60 мм.
По формуле (5) находим
е L D-d 600 68 - 60 о л Q
S~~T~~2----- 300 ^—=2-4=8мМ-
Пример 2. Определить величину смещения задней бабки при обработке
детали, длина которой равна 400 мм, а угол уклона конической части 3°.
По формуле (6) находим
S = Ltga = 400tg3°%
По таблице тангенсов (стр. 319) находим tg 3° = 0,052, поэтому
S = 400 • 0,052 = 20,8^21 мм.
Пример 3. Определить величину смещения задней бабки при обработке
детали, длина которой равна 600 мм и некоторая часть ее есть конус с конус-
ностью 1 : 30.
По формуле (7) находим
е L „ 600 1 600
S = T/(=— да-=-60-= 10 мм.
Очевидно, что формулы (5), (6) и (7) и примеры их применения
справедливы как для случая обработки конуса с вершиной, обращен-
ной в сторону передней бабки, так и для обработки конуса, вершина
которого обращена к задней бабке.
Отсчет величины смещения задней бабки. Отсчет величины сме-
щения бабки производится по небольшой шкале, нанесенной на опор-
ной плите бабки (со стороны маховика). Цена ддного деления обычно
7» 195
равна 1 мм. При отсутствии шкалы с делениями для отсчета вели-
чины смещения бабки используют лимб винта поперечной подачи
суппорта или индикатор. В первом случае поступают следующим
образом. Поперечной подачей суппорта к пиноли задней бабки, уста-
новленной в среднее положение, подводят резец, закрепленный в рез-
цедержателе задним концом вперед (рис. 151, а). Резец прижимают
к пиноли так, чтобы полоска бумаги, положенная между концом
резца и шпинделем, не выпадала, но вместе с тем могла быть и извле-
чена без большого усилия. После этого отодвигают резец назад
на величину смещения задней бабки, пользуясь лимбом винта попе-
речной подачи суппорта. Затем передвигают бабку в сторону то-
каря настолько, чтобы полоска бумаги была снова зажата между
Рис, 151. Способы контроля величины сдви-
га задней бабки
резцом и пинолью бабки
так же плотно, как и при
первом положении бабки.
Если необходимо сме-
стить бабку от токаря, то
прижимают резец к пиноли
так же, как и в рассмотрен-
ном выше случае, и затем
смещают бабку (в сторону
от токаря) немного больше,
чем требуется. После этого,
переместив резец вперед на
величину смещения бабки
(по лимбу), передвигают ^е обратно (к себе), пока пиноль не коснётся
резца. Плотность прилегания пиноли к резцу и в этом случае прове-
ряется полоской бумаги.
При настройке станка с помощью индикатора кнопку его подво-
дят к пиноли задней бабки (рис. 151, б). После этого бабка может
быть смещена в сторону токаря или от токаря, причем величину
смещения ее покажет стрелка индикатора.
Достоинства и недостатки способа обработки конусов при сме-
щенной задней бабке. Рассмотренный способ находит широкое при-
менение, так как не требует специальных приспособлений и может
быть осуществлен на каждом токарном станке. Основной недоста-
ток его состоит в том, что центры станка при смещении задней бабки
располагаются в центровых отверстиях детали не так, как при обыч-
ной установке бабки (рис. 152, а), а как показано на рис. 152, б,
вследствие чего центровые отверстия в детали и центры станка сраба-
тываются неправильно. Если деталь после обтачивания конуса при
смещенной задней бабке поставить на нормально установленные
центры и произвести обработку ее цилиндрической части, оси этой
части и ранее обработанной конической не совпадут. Поэтому при
обработке деталей, часть которых представляет собой конус, сле-
дует предварительно обтачивать конусную часть, затем выполнять
обдирку и окончательную отделку цилиндрической части и лииТь
после этого начисто обтачивать конус. Иногда после черновой обра-
196
ботки конуса подправляют центровые отверстия и лишь после этого
обрабатывают конус окончательно.
Необходимо отметить, что даже при правильном определении
величины смещения задней бабки по всем приведенным выше фор-
мулам и правильном отсчете ее сдвига конусность обработанного ко-
нуса не получается точной. Поэтому при обработке точных конусов
окончательное положение бабки определяется опытным путем.
С этой целью, как только будет обработана начерно вся поверхность
конуса, производится предварительная проверка его размеров.
В зависимости от результатов проверки или заканчивается обра-
ботка конуса, или задняя бабка смещается в ту или иную сторону.
В последнем случае по окончании прохода резца надо проверить раз-
меры обрабатываемого конуса и снова, если это окажется необхо-
димым, сместить бабку и т. д.
а) В)
Рис. 152. Положения центров в центровых отверстиях при нор-
мальном (а) и сдвинутом (б) положениях задней бабки
Наружные конусы, обрабатываемые при смещении задней бабки.
Указанный выше неправильный износ центровых отверстий в де-
тали, коническая часть которой обрабатывается при сдвинутой зад-
ней бабке, получается тем значительнее, чем меньше длина детали
и чем больше величина сдвига бабки.
Для общего руководства можно считать, что величины сме-
щения задней бабки при обработке конической части детали
не должны быть больше примерно 1/100 всей ее длины. При
. дальнейшем смещении бабки (при той же длине детали) искаже-
ние формы центровых отверстий в детали может получиться
недопустимым.
Так, например, коническую часть детали, вся длина которой
равна 200 мм, можно обрабатывать при смещенной задней бабке,
если необходимая при этом величина сдвига бабки не больше (при-
мерно)
ОПЛ I 200 о
20^ 100 — 100 ~2 мм>
Если для обработки конической части той же детали необходим
больший сдвиг бабки, рассматриваемый способ обтачивания кону-
сов применять не рекомендуется.
Проверка конусов, обрабатываемых при смещенной задней бабке.
Проверку таких конусов обычно производят калибром-втулкой
197
(рис. 153, а). Тщательно очистив от грязи и стружек втулку и прове-
ряемый конус, на поверхность последнего (вдоль образующих)
наносят мелом, а еще лучше карандашом две-три риски. После этого
надевают втулку на проверяемый конус и поворачивают ее, слегка
нажимая, вдоль оси. Сняв втулку, смотрят, где и как стерлись мело-
вые или карандашные риски. Если риски стерлись по всей длине,
это значит, что угол конуса правилен; если они стерлись только
о) ff)
л в
Рис. 153. Калибр-втулка (а) для проверки наружных конусов и ее
применение (б)
у меньшего диаметра конуса, угол конуса мал. При слишком боль-
шом угле конуса риски сотрутся у его большего диаметра.
Одновременно с проверкой угла конуса производится проверка
его диаметров. При правильно обработанном конусе торец его дол-
жен лежать между рисками А и В (рис. 153, а), нанесенными на сре-
занной поверхности втулки (рис. 153, б). Если конец конуса не до-
ходит до риски В, необходима дополнительная обработка конуса.
Если торец конуса проходит дальше риски А, — имеем окончатель-
ный брак. При другой конструкции калибра вместо рисок исполь-
зуются соответственно изготовленные торцы калибра. Если кониче-
ская часть детали является крайней, проверка ее может быть
произведена угломером (см. рис. 149).
б. ОБРАБОТКА НАРУЖНЫХ КОНУСОВ
ПРИ ПОМОЩИ КОНУСНОЙ ЛИНЕЙКИ И ГИДРОСУППОРТА
Сущность способа обработки конусов при помощи конусной
линейки. Обработка конусов этим способом производится путем
использования одновременно двух подач резца — продольной и по-
перечной. Продольная подача резца получается как обычно, т. е.
от ходового валика или ходового винта, а поперечная — посредством
конусной линейки. Винт поперечной подачи суппорта в этом слу-
чае должен быть снят или выключен. Очевидно, что при обработке
конусов с разными углами уклона поперечные подачи резца должны
быть различны, что и обеспечивается устройством линейки.
Устройство конусной линейки. На горизонтальной полке (рис.154)
угольника 2, прикрепленного к задней стенке станины станка, за-
креплена плита 3. На плите находится точно и чисто обработанная
линейка 5, которая может поворачиваться на некоторый угол около
198
пальца (на рисунке не виден), расположенного в середине линейки.
Отсчет угла поворота линейки производится по градусной шкале В,
имеющейся на плите 3, и риске, нанесенной на торце линейки 5. Ли-
нейка закрепляется в требуемом положении посредством болтов
4 и 8. Поперечные салазки суппорта несколько удлинены и имеют
два продольных паза А и С. Болт /, проходящий через паз А, слу-
жит для соединения гайки винта поперечной подачи с попереч-
ными салазками суппорта. Если немного вывернуть болт /, попереч-
ные салазки смогут свободно перемещаться по своим направляющим.
Рис. 154. Конусная линейка
Гайка и винт поперечной подачи будут оставаться при этом неподвиж-
ными. Болт 6 соединяет с поперечными салазками ползунок 7,
охватывающий линейку 5. Предположим, что болт 1 вывернут,
болт 6 затянут, а линейка 5 установлена под углом к оси станка.
Если мы включим теперь продольную подачу суппорта, ползунок
7, двигаясь по линейке, заставит перемещаться поперечные салазки
по прямой линии, наклонной к оси станка; обрабатываемая деталь
получится конической формы.
Для выключения конусной линейки необходимо вывернуть
болт 6 и, .наоборот, затянуть болт /.
Некоторые разновидности устройства для обработки конусов
при помощи конусной линейки. Суппорты многих токарных станков
не приспособлены для обработки конуса по линейке. В таких слу-
чаях для возможности использовать приспособление для конусной
обработки приходится вынимать винт поперечной подачи суппорта.
Линейка у некоторых станков поворачивается около пальца,
расположенного не в середине, а у конца ее. Шкалы для отсчета
199
угла поворота линейки имеют иногда не градусные, а миллиметро-
вые деления, и в редких случаях — деления, соответствующие 1 мм
конусности на 100 мм длины конуса. Отступления от наиболее рас-
пространенных устройств конусной линейки не влияют на ее работу,
но должны быть учтены при определении угла поворота.
Определение угла поворота конусной линейки. Угол поворота
динейки должен быть равен углу уклона конуса. Например, если
угол уклона обрабатываемого конуса равен’6°, линейку следует
повернуть также на угол, равный 6°.-В том случае, когда известны
конусность или даны диаметры и длина обрабатываемого конуса,
угол поворота линейки находится по соответствующим формулам
табл. 37.
Если линейка установлена так, что левый конец ее (считая со
стороны рабочего места) ближе к. токарю, чем правый, получается
конус, вершина которого обращена к задней бабке. При обработке
'конуса с вершиной, обращенной к передней бабке, линейка должна
быть установлена так, чтобы правый конец ее был ближе к токарю,
чем левый.
Отсчет угла поворота линейки, если шкала ее имеет миллиметро-
вые деления, производится по одной из следующих формул:
S = Lo tg а; (9)
(Ю)
В этих формулах: S — число миллиметровых делений шкалы
линейки, на которые она должна быть повернута; £0 — расстояние
от оси вращения линейки до торца ее, на котором нанесена шкала
в мм; D — больший диаметр конуса в мм; d — меньший диаметр
конуса в мм; /< — конусность; I — длина конической части детали
в мм; а — угол уклона конуса в град.
Пример 1. Определить угол поворота конусной линейки по миллиметро-
вой шкале, если обрабатывается конус с диаметрами 60 и 50 мм и длиной 250 мм.
Расстояние от оси поворота линейки до ее шкалы равно 500 мм.
По формуле (8) находим
с Lo D-d 500 60-50 ln
S = -T~2—“ЙО—Т-=10 MM-
Если деление шкалы линейки соответствует 1 мм конусности на
100 мм длины конуса, величина поворота линейки находится по
формуле
S = -!2° (D-d),
(Н)
где S — число делений шкалы линейки, на которое она должна быть
повернута; L — длина детали, часть которой есть конус, в мм;
D — больший диаметр конуса в мм; d — меньший диаметр конуса
в мм.
200
Пример 2. Требуется обточить конус, диаметры которого равны 22 и
20 мм, а длина детали, частью которой является этот конус, равна 400 мм. Каждое
деление шкалы линейки станка соответствует 1 мм конусности на 100 мм длины
конуса.
По формуле (11) находим
(D_^= W0 (22 - 20) = 2^-2.=0,5 деления.
L 4UU 4UU
Достоинства способа обработки наружных конусов при помощи
конусной линейки. Этот способ обработки конусов имеет ряд досто-
инств; к главным относятся следующие:
1) задняя бабка станка находится в среднем положении, поэтому
не происходит ненормального износа центровых отверстий, что
неизбежно при смещении задней бабки;
2) конусность обрабатываемого конуса получается в большин-
стве случаев практики достаточно точной без дополнительных уста-
новок конусной линейки;
3) этот способ позволяет обрабатывать конусы с большей конус-
ностью, чем при смещении задней бабки.
Наружные конусы, обрабатываемые при помощи конусной ли-
нейки. Наибольшая конусность конуса, обрабатываемого этим спо-
собом, определяется наибольшим возможным углом поворота конус-
ной линейки данного станка. •
Наибольший угол поворота конусной линейки обычно ра-
вен 10—12°.
Проверка наружных конусов, обрабатываемых при помощи ко-
нусной линейки. Проверка осуществляется так же, как конусов,
обработанных при сдвинутой задней бабке.
Обработка конусов при помощи гидросуппорта. Устройство и ра-
бота гидросуппорта рассматриваются ниже, в главе четвертой
третьей части этой книги (стр. 315).
6. ОБРАБОТКА КОНИЧЕСКИХ ОТВЕРСТИЙ
Способы обработки конических отверстий. Обработка конических
отверстий может производиться установленным резцом, при повер-
нутых верхних салазках суппорта, с помощью конусной линейки
и развертыванием. Сущность трех первых из этих способов, свя-
занные с ними подсчеты и приемы их выполнения такие же, как
и у соответственных способов обработки наружных конусов. Поэтому
ниже рассматриваются некоторые особенности обработки кониче-
ских отверстий в сплошном материале и развертывание конических
отверстий. х
Особенности обработки конических отверстий в сплошном ма-
териале. Такие отверстия предварительно сверлятся. Диаметр
используемого при этом сверла должен быть на 2—3 мм меньше
меньшего диаметра конуса. Если угол уклона конуса велик, то
полученное таким образом отверстие перед растачиванием рассверли-
вается или растачивается уступами. Для этого желательно иметь
201
деталь (или образцовый конус) с наружным конусом, одинаковым
с обрабатываемым. Например, если' обрабатываемое коническое
отверстие (рис. 155, а) должно иметь диаметры Dad при длине I
и имеется образцовый конус (рис. 156) с такими же размерами, то
отверстие предварительно обрабатывают следующим образом.
Рис. 155. Предварительная обработка конического отверстия
Разделив длину образцового конуса, например, на три части, из-
меряют диаметры d2 и d± и расстояния /2 и /х от правого торца до
сечений, в которых измерены эти диаметры. После того как обраба-
тываемое отверстие просверлено (рис. 155, б) сверлом, диаметр
(рис. 155, б) сверлом, диаметр
которого на 2—3 мм меньше d,
рассверливают (рис. 155, в) его
сначала на глубину немного
меньшую /х сверлом диаметром
меньшим d19 а затем (рис. 155, г)
на глубину немного меньшую
/2 сверлом, диаметр которого
меньше d2. Затем растачивают
отверстие, которое может быть
выполнено много быстрее, чем
в том случае, если бы растачи-
приме-
Рис. 156. Образцовый конус,
няемый при предварительной обработ-
ке конического отверстия
вание конуса выполнялось сразу
же после первого сверления (рис. 155, б), когда припуск на об-
работку был гораздо больше. При предварительной обработке
сверлением больших конических отверстий на мощных станках
надо начинать с большего сверла и сверлить им на глубину мень-
шую /2, затем сверлом меньшего диаметра обрабатывать второй
уступ и т. д.
При отсутствии образцового конуса размеры d1( d2, и /2 могут
быть определены непосредственным их измерением на чертеже де-
202
тали с учетом масштаба, в котором он выполнен, или соответствую-
щими вычислениями.
Задний угол резца, применяемого при растачивании конического
отверстия, следует выбирать с учетом меньшего диаметра отверстия.
Этот угол, достаточный в начале резания, может оказаться малым,
когда резец подойдет к концу растачиваемого отверстия. В резуль-
тате между поверхностью отверстия и задней гранью резца возник-
нет трение, недопустимое для его работы.
Развертывание конических отверстий. Конические отверстия
нормализованных размеров (внутренние конусы в переходных втул-
ках, в насадных развертках, зенкерах и т. д.) следует обрабатывать
развертками (рис. 157), комплект которых для определенного типа
и размера обрабатываемого конического отверстия (например,
конус Морзе № 4) состоит из 3 шт. Каждая из таких разверток
имеет коническую часть, со-
ответствующую размерам от-
верстия, для обработки кото-
рого она предназначается, и
цилиндрический хвостовик,
заканчивающийся квадратом.
На конической части профре-
зерованы канавки, образую-
щие зубья. У первой (обди-
Рис. 157. Набор конических разверток
рочной) развертки (рис. 157,а)
число зубьев обычно невелико
(в развертке для конуса Мор-
зе № 4 имеется шесть зубьев). Они сделаны ступенчатыми с рас-
положением ступеней по винтовой линии. Вторая развертка
(рис. 157, б) имеет значительно большее число зубьев, чем
первая, но также ступенчатых (для разделения снимаемой струж-
ки на части). Третья (чистовая) развертка (рис. 157, в) имеет
прямые ровные зубья; их делается несколько больше, чем во второй
развертке.
Сверление отверстия производится сверлом диаметром на 0,5—
1,0 мм меньше меньшего диаметра первой развертки. Благодаря
ступенчатой форме зубьев этой развертки и расположению их по
винтовой линии развернутое отверстие получается ступенчатым.
После прохода второй развертки ступени уменьшаются по величине,
но количество их возрастает. Последняя (чистовая) развертка сни-
мает ступени, и обрабатываемое отверстие получается с гладкими
стенками. Комплект, предназначенный для обработки конических
отверстий с малыми уклонами конуса, иногда состоит из двух раз-
верток. Очень пологие конусы часто обрабатываются сразу чисто-
вой разверткой.
Установка развертки во время работы показана на рис. 158.
Рабочий конец 3 развертки вводится в обрабатываемое отверстие
детали 2, закрепленной в патроне /, а правый поддерживается
центром 5, вставленным в пиноль 6 задней бабки станка. На квад-
203
ратный конец развертки надет хомутик 4, конец которого опирается
на верхнюю площадку суппорта. По мере перемещения развертки
влево пиноль задней -бабки подается также влево непрерывным
вращением ее маховика. Если конец хомутика приближается к левой
кромке площадки, следует переместить влево весь суппорт. При
обработке стальных деталей развертывание конических отверстий
надо производить с применением смазочно-охлаждающей жидко-
сти — эмульсии, сульфофрезола или растительного масла в смеси
с керосином и скипидаром.
Рис. 158. Развертывание кони-
ческого отверстия
Рис. 159. Калибр-пробка (а) для
проверки конических отверстий и
его применение (б)
Проверка конических отверстий. Для проверки конических от-
верстий применяют калибры-пробки (рис. 159, а). При использовании
такого калибра На боковой поверхности его можно наносить меловые
или карандашные пометки. Если после того, как калибр введен
в проверяемое отверстие и несколько раз повернут, пометки со-
трутся по всей длине,—угол конуса отверстия правилен. Если
они сотрутся только у меньшего диаметра калибра, это означает,
что угол конуса велик. При слишком малом угле конуса меловые
или карандашные линии окажутся стертыми только у большого диа-
метра калибра. Диаметры конического отверстия проверяются пре-
дельным калибром-пробкой. При правильно обработанном отверстии
риска В, нанесенная при изготовлении на калибре-пробке, должна
быть закрыта деталью, а риску А торец детали не должен закрывать
(рис. 159, б). Если риска В на калибре не дойдет до торца детали,
отверстие следует обработать дополнительно, а если риска А про-
ходит в глубь детали, последняя является браком. Иногда вместо
рисок делается уступ на конце калибра-пробки. Два торца уступа
соответствуют проходному и непроходному размерам, между кото-
рыми должен находиться торец, правильно расточенного конусного
отверстия.
Глава IV
НАРЕЗАНИЕ РЕЗЬБЫ
1. ОБЩИЕ СВЕДЕНИЯ О РЕЗЬБАХ
Понятие о винтовой линии. Если (рис. 160, а) прямоугольный
треугольник АВС, вырезанный из бумаги или из тонкой жести, сто-
рона АВ которого равна длине окружности nD основания цилиндра
Е, навернуть на цилиндр так, чтобы сторона АВ совпала с основа-
нием цилиндра, то сторона АС образует на боковой поверхности его
линию, называемую винтовой.
Образование винтовой резьбы. Предположим, что плоская фи-
гура, например треугольник abc (рис. 160. б), стороной ab касается
Рис. 160. Образование винтовой резьбы
образующей цилиндра Е и расположен в плоскости, проходящей
через его ось. Предположим далее, что этот треугольник переме-
щается, оставаясь в плоскости, проходящей через ось цилиндра Е,
причем вершина его скользит по винтовой линии, нанесенной на
цилиндре. При перемещении треугольника на боковой поверхности
цилиндра Е получаются винтовой выступ N и винтовая канавка М,
образующие наружную винтовую резьбу.
Если бы треугольник abc перемещался по винтовой линии, нане-
сенной на внутренней цилиндрической поверхности (на стенках
отверстия), на этой поверхности была бы образована внутренняя
винтовая резьба.
Винтовой выступ резьбы, получившийся после одного полного
оборота образующей ее фигуры, называется витком.
Профиль резьбы. Винтовые резьбы, принятые на практике, об-
разованы перемещением по боковой поверхности цилиндра не только
205
треугольника, но и других плоских фигур (трапеций, квадрата
и т. д.), выбираемых в зависимости от условий, в которых работает
резьба. В соответствии с этим основным признаком, характеризую-
щим резьбу, является ее профиль.
Профилем резьбы называется сечение ее витка плоскостью,
проходящей через ось цилиндра (т. е. диаметральной плоскостью),
на котором образована резьба.
Элементы профиля резьбы. Элементами профиля резьбы яв-
ляются его боковые стороны, угол, вершина и впадина.
Углом профиля называется угол между боковыми сторонами
витка, измеренный в диаметральной плоскости.
Этот угол (рис. 161,.о) обозначается буквой а.
Рис. 161. Элементы профиля (а, б) и шаг резьбы (в)
Вершиной профиля называется линия, соединяющая боковые
стороны его по верху витка (Е, рис. 161, а, б).
Впадиной профиля называется линия, образующая дно винтовой
канавки (F, рис. 161, а, б).
Очертания вершины и впадины могут быть плоскосрезанными
(рис. 161, а) или закругленными (рис. 161, б).
Шаг резьбы. Следующим элементом, характеризующим резьбу,
является ее шаг.
Шаг резьбы — это расстояние между двумя одноименными (т. е.
правыми или левыми) точками двух соседних витков, измеренное
параллельно оси резьбы.
На рис. 161, в такими точками являются точки А и Ль точки В
и В1( точки С и Ci и т. д. Расстояние между этими точками, измерен-
ное параллельно линии 00 (т. е. оси резьбы), и есть шаг резьбы,
обозначаемый буквой S.
Почти у всех резьб, принятых в машиностроении,’шаг измеряется
в миллиметрах. Существуют, однако, также резьбы, у которых шаг
выражается числом витков резьбы на 1 дюйм ее длины.
Кроме винтов, на токарном станке нарезаются червяки, имеющие
модульный, или питчевый шаг.
Диаметры резьбы. Различают три диаметра резьбы: наружный,
внутренний и средний.
Наружным диаметром резьбы d называется диаметр цилиндра,
описанного около резьбовой поверхности.
206
Для болта наружный диаметр соответствует диаметру по вер-
шинам профиля (рис. 162, а), измеренному перпендикулярно к оси
резьбы, а для гайки — по впадинам профиля (рис. 162, б).
Внутренним, диаметром резьбы <4 называется диаметр цилиндра,
вписанного в резьбовую поверхность.
Для болта внутренний диаметр соответствует диаметру по впади-
нам профиля (рис. 162, а), измеренному перпендикулярно к оси
резьбы, а для гайки — по вершинам профиля (рис. 162, б).
Средним диаметром резьбы d2 называется диаметр цилиндра,
соосного с резьбой, образующие которого делятся боковыми сторо-
Рис. 162. Диаметры резьбы: на-
ружный и внутренний (а, б) и
средний (в)
нами профиля на равные отрезки.
На рис. 162, в этот цилиндр,
имеющий общую ось с резьбой,
Рис. 163. Левая (а) и правая (б)
резьбы
показан штрих-пунктирными линиями. На рисунке АВ = ВС == CD
и т. д.» а поэтому d2 — средний диаметр.
Угол подъема резьбы. При нарезании резьбы на токарном станке
необходимо учитывать угол ее подъема.
Углом подъема называется угол, образованный направлением
резьбового выступа резьбы с плоскостью, перпендикулярной к его
оси.
Этот угол определяется по формуле
= (12)
где <р — угол подъема резьбы в град; S — шаг резьбы в мм; л = 3,14;
d2 — средний диаметр резьбы в мм.
Правая и левая резьбы. По направлению витка различают пра-
вые (рис. 163, б) и левые (рис. 163, а) резьбы.
Если подъем резьбы винта, положенного на ладонь правой руки,
совпадает с направлением отогнутого большого пальца, эта резьба
правая.
Совпадение подъема резьбы с направлением отогнутого большого
пальца левой руки указывает, что данная резьба левая.
' На винт с правой резьбой гайка навертывается при вращении
вправо (по часовой стрелке), на винт с левой резьбой — при враще-
нии влево (против часовой стрелки).
Системы резьб. В машиностроении приняты следующие системы
резьб, различающиеся прежде всего по профилю: треугольные (мет-
рическая, дюймовая и трубная), трапецеидальные, прямоугольные,
упорные и круглые.
Наиболее распространенными являются метрические резьбы
с крупным (крепежная) и мелким шагом. У всех метрических резьб
(рис. 164, а) угол профиля равен 60°. Шаг метрических резьб изме-
ряется в миллиметрах. Между впадиной профиля резьбы болта и
Рис. 164. Профили метрической (а), дюймовой (6) и трубной (а) резьб
вершиной профиля резьбы гайки всегда имеется зазор. Имеется
зазор и между вершиной профиля резьбы болта и впадиной профиля
резьбы гайки.
Метрической резьбой снабжаются детали (болты, гайки, винты,
шпильки и т. д.), предназначенные для соединения частей машин.
Этой резьбой пользуются также, как способом непосредственного
соединения частей машин (посадка на резьбе различных рукояток,
масленок и т. д.). Обозначается метрическая резьба буквой М и
диаметром (например, MIO, М36 и т. д.), если резьба имеет крупный
шаг (крепежная, для нее шаг определяется по справочнику) и с до-
бавлением шага резьбы (например, MIO X 1, М36 X 2 и т. д.), если
обозначается резьба с мелким шагом.
Профиль дюймовой резьбы показан на рис. 164, б. Угол профиля
этой резьбы раден 55°. Шаг дюймовой резьбы выражается числом
витков на 1*. Дюймовая резьба имеет зазоры по вершинам и впади-
208
нам. Дюймовую резьбу имеют детали некоторых импортных машин,
станков и т. д., поэтому детали с такой резьбой изготовляются
главным образом при ремонте. Обозначается дюймовая резьба ее
номинальным диаметром (например, х/2", 1" и т. д.).
Трубная резьба имеет угол профиля 55°, причем вершина и впа-
дина профиля закруглены (рис. 164, в). Шаг трубной резьбы выра-
жается числом витков на 1". Трубная резьба не имеет зазоров по
вершинам и впадинам и обеспечивает водонепроницаемость. Этой
резьбой снабжаются главным образом водо- и газопроводные трубы
и различные детали (муфты, угольники и т. д.), применяемые для
соединения этих труб. Обозначается трубная резьба ее номиналь-
ным диаметром, который соответствует диаметру отверстия трубы,
с приставкой «Труб» Например, Труб 4% , Труб Г и т. д.
Профиль трапецеидальной резьбы (рис. 165, а) — трапеция с уг-
лом, равным 30°. Профиль резьбы образован прямыми линиями,
Рис. 165. Профили трапецеидальной (а) и упорной (б) резьб
с небольшими закруглениями углов у впадин и вершин. Шаг тра-
пецеидальных резьб измеряется в миллиметрах. Трапецеидальные
резьбы имеют зазоры. Существуют крупная, нормальная и мелкая
трапецеидальные резьбы. Обозначается эта резьба указанием диа-
метра и шага, с приставкой «Трап». Например, Трап 60 X 12,
Трап 90 х (3 X 12) и т. д. Во втором случае — резьба трехзаход-
ная. Трапецеидальную резьбу применяют на винтах, используемых
для преобразования вращательного движения одной детали (на-
пример, ходового винта токарного станка) в поступательное движе-
ние другой (суппорта).
Профиль прямоугольной резьбы — в большинстве случаев квад-
рат со сторонами, равными половине шага; шаг этой резьбы изме-
ряется в миллиметрах или выражается числом витков на 1". Эта
резьба не имеет зазоров.
Прямоугольная резьба применяется так же, как трапецеидаль-
ная, на различных винтах, передающих движение. Она не стандар-
тизована и встречается редко, так как почти полностью вытеснена
трапецеидальной.
Профиль упорной резьбы показан на рис. 165, б. Соприкоснове-
ние винта и гайки в этом случае происходит между сторонами, вос-
принимающими нагрузку, а также между вершинами витков винта
209.'
Рис. 166. Двухзаходная (а) и одно-
заходная (б) резьбы
и впадин гайки. По остальным участкам профиля имеется зазор.
Упорная резьба делается на муфтах трубопроводов, соединяющих
компрессоры с резервуарами со сжатым под сильным давлением воз-
духом, а также на винтах гидравли-
ческих прессов, домкратов и т. п.
Пример обозначения: Уп. 80 X 16
и т. д.
Многозаходные резьбы. В много-
заходной резьбе различают ход Sx
и шаг S.
Ходом многозаходной резьбы на-
зывается расстояние между одно-
именными точками одного и того же
витка, измеренное параллельно
оси резьбы, или то расстояние, на
которое переместится по оси болт
или гайка за один оборот.
Различие между ходом и шагом этой резьбы отчетливо видно на
рис. 166, а, на котором показана двухзаходная трапецеидальная
резьба.
Ход многозаходной резьбы равен шагу, умноженному на
число ходов.
Очевидно, что ход и шаг однозаходной резьбы (рис. 166, б)
одинаковы. Число ходов многозаходной резьбы как у винта, так и
у гайки определяется посредством подсчета концов витков на торце
винта или гайки.
2. ОСНОВНЫЕ ПОНЯТИЯ О ДОПУСКАХ НА РЕЗЬБЫ
Соединение винта и гайки в зависимости от точности их резьб.
Все резьбы, принятые в машиностроении, за исключением трубных,
имеют зазоры по вершинам и впадинам, и при правильном испол-
нении резьбового соединения винт и гайка соприкасаются только
боковыми сторонами (рис. 167, а) х. Для полного соприкосновения
боковых сторон профиля всех витков резьбы, участвующих в дан-
ном соединении, главное значение имеет точное выполнение (в неко-
торых пределах) размеров среднего диаметра резьбы винта и гайки,
шага этой резьбы и угла ее профиля. Точность наружного и внут-
реннего диаметров винта и гайки имеет меньшее значение, поскольку
соприкосновения поверхностей резьбы по этим диаметрам не про-
исходит.
При слишком большом зазоре по среднему диаметру соприкосно-
вение витков резьбы происходит лишь по одной стороне (рис. 167, б).
При слишком малом* зазоре по среднему диаметру для свинчивания
1 На рис. 167, а, б, в, д, ж зазор между вершиной профиля резьбы винта
и впадиной гайки не показан. В действительности он получается за счет задан-
ных отклонений.*
210
резьбовых деталей, у одной из которых шаг резьбы неправилен,
необходимо, чтобы витки одной из деталей врезались в витки дру-
гой. Например, если шаг винта получился больше должного или,
как говорят, «растянутым», то для соединения такого винта с гай-
кой с правильной резьбой витки гайки должны врезаться в витки
винта (рис. 167, в). Это, очевидно, невозможно, и свинчиваемость
данных деталей может быть достигнута лишь уменьшением среднего
диаметра винта (рис. 167, г) или увеличением среднего диаметра
Рис, 167. Соединения винта и гайки в зависимости от точности их изготовления
гайки. При этом может случиться так, что только один крайний ви-
ток гайки будет касаться соответствующего витка винта и не по
всей боковой поверхности его.
Таким же способом можно обеспечить свинчиваемость резьбы
деталей, 'если угол профиля одной из них или положение этого про-
филя неправильно. Например; если угол профиля винта' меньше
должного, что исключает возможность свинчиваемости винта с пра-
вильной гайкой (рис. 167, д), то при уменьшении среднего диаметра
этого винта данные детали могут быть свинчены (рис. 167, е). В этом
случае соприкосновение резьбы винта и гайки происходит только
по верхним участкам боковой стороны профиля резьбы винта и по
нижним участкам профиля резьбы гайки.
Путем уменьшения среднего диаметра винта с неправильным
расположением профиля (рис. 167, ж) также можно получить свин-
чиваемость данного винта с гайкой, однако и в этом случае поверх-
211
ность соприкосновения резьб винта и гайки может получиться недо-
статочной для качественного резьбового соединения (рис. 167, а).
Построение допусков резьб. Затруднения, связанные с проверкой
нарезаемой резьбы, возникают главным образом при измерении ее
шага и профиля. Действительно, если все три диаметра наружной
резьбы могут бьггь проверены с достаточной в большинстве случаев
практики точностью посредством микрометров, то для соответствен-
ной (по точности) проверки шага и угла профиля резьбы необходимы
более сложные измерительные инструменты и даже приборы. Поэ-
тому при изготовлении резьбовых деталей задаются допуски только
на диаметры резьбы; допустимые ошибки в шаге и профиле учиты-
ваются в допуске на средний диаметр, потому что, как это было по-
казано выше, ошибки в шаге и профиле всегда можно устранить
изменением среднего диаметра одной из резьбовых деталей.
Допуск на средний диаметр устанавливается таким, чтобы при
небольших ошибках в шаге или угле профиля винт и гайка свинчи-
вались без ущерба для прочности резьбового соединения.
Допуски на наружный и внутренний диаметры винта и гайки
назначаются такими, чтобы между вершиной профиля резьбы винта
и соответствующей впадиной резьбы гайки получался зазор.
Числовые значения этих допусков приняты большими, превы-
шающими примерно в два ра£а допуски на средний диаметр.
Допуски метрических и дюймовых резьб. Для метрических резьб
с крупными и мелкими шагами для диаметров от 1 до 600 мм по
ГОСТ 9253—59 установлены три класса точности: первый (о. /),
второй (о. 2) и третий (кл. 3), а для резьб с мелкими шагами
также класс 2а (кл. 2а). Эти обозначения указывались на выпу-
щенных ранее чертежах. В новом ГОСТ 16093—70 классы точности
заменены на квалитеты точности, которым присвоены обозна-
чения: A, g, е и d для болтов и Н и G для гаек.
Для дюймовой, а также трубной резьб, установлено два класса
точности — второй (кл. 2) и третий (кл. 3).
Допуски трапецеидальных резьб. Для трапецеидальных резьб
установлены три класса точности, Обозначаемые: кл. /, кл. 2,
кл. 3, кл. ЗХ.
3. НАСТРОЙКА СТАНКА ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ
Общие правила настройки станка для нарезания резьбы. Для
нарезания резьбы на токарном станке необходимо, чтобы в то время,
когда нарезаемая деталь делает полный оборот, резец перемещался
на величину шага (хода) однозаходной и хода многозаходной наре-
заемой резьбы.
После нескольких проходов резца, углубляемого перед каждым
проходом в металл детали, на поверхности последней получаются
винтовая канавка и винтовой выступ, образующие резьбу.
Указанное выше согласование скоростей перемещения резца
и вращения детали достигаются на современных станках соответ-
212
ствующей установкой рукояток коробки подач, а на старых стан-
ках путем соединения шпинделя и ходового винта набором сменных
зубчатых колес. Встречаются станки, у которых коробка подач
не обеспечивает возможности нарезания некоторых резьб. На таких
станках при нарезании резьб, кроме коробки подач, используются
и сменные колеса.
Настройка для нарезания резьбы станка со сменными зубчатыми
колесами. К таким станкам прилагаются наборы сменных зубчатых
колес.
Набор может состоять из колес с числом зубьев, кратным 5,
а именно: 20; 20; 25; 30; 35; 40; 45; 50; 55; 60; 65; 70; 75; 80; 85; 90;
95; 100; 110; 120. Иногда в набор входят только колеса с четным
числом зубьев (кратным 2), а именно: 20; 20; 24; 28; 32; 36; 40; 44;
48; 52; 56; 60; 64; 68; 72; 76; 80.
К каждому из этих наборов прилагается колесо, имеющее
127 зубьев, так как число 127 входит в передаточное отношение
сменных колес, если шаг нарезаемой резьбы выражен в дюймах.
Определение передаточного отношения сменных колес при наре-
зании резьбы на станках, не имеющих коробки подач, а также на
станках с коробками подач, которые для получения резьб высокой
точности отключаются, производится по следующему правилу.
Передаточное отношение сменных зубчатых колес, устанавли-
ваемых на станок при нарезании резьбы, равно шагу резьбы
нарезаемого винта, деленному на шаг резьбы ходового винта
станка, на котором нарезается резьба.
Правило это выражается формулой
(13)
где i — передаточное отношение сменных зубчатых колес; 5Н — шаг
нарезаемой резьбы; Sx — шаг ходового винта станка.
Формула (13) справедлива лишь для случая, когда передаточное
отношение колес, соединяющих шпиндель с первым сменным зуб’
чатым колесом, равно единице.
Шаги резьб нарезаемой и ходового винта, подставляемые
в формулу (13), должны быть выражены в одинаковых мерах.
Если шаг резьбы выражен в дюймах, его необходимо переве-
сти в миллиметры, умножив на 25,4.
Если шаг нарезаемой резьбы выражен числом витков на Г,
то для определения величины этого шага в дюймах следует
разделить 1" на число витков данной резьбы, приходящихся
на 1".
Пример 1. Требуется нарезать винт с шагом резьбы 5 мм на токарном
станке, шаг ходового винта которого равен 10 мм. Найти передаточное отноше-
ние сменных колес, необходимых для нарезания этой резьбы.
По формуле (13) находим
Sx “ 10 ~ 2 ’
213
Пример 2. Определить передаточное отношение сменных колес при наре-
зании резьбы с шагом х/8" на станке, ходовой винт которого имеет резьбу с шагом
5 мм. Так как
с _ Г _ 25,4 _ 12,7 __ 127
дн“ 8 “ 8 “4 “40
то по формуле (13) находим
. £н 127 __ 127
1 ~ Sx ~ 40 5 ~ 200 •
ММ,
После того как передаточное отношение сменных колес, необ-
ходимых для нарезания данной резьбы, определено, необходимо
Рис. 168. Уста-
новка одной
пары сменных
колес
Рис. 169. Уста-
новка двух пар
сменных колес
установить на
выбрать числа их зубьев, руководствуясь сле-
дующим правилом.
Для определения чисел зубьев сменных ко-
лес, необходимых для нарезания данной резь-
бы, следует числитель и знаменатель дроби,
выражающей передаточное отношение этих
колес умножить на одно и то же число. Это
число надо брать таким, чтобы числитель и
знаменатель дроби, получившейся в резуль-
тате только что указанного умножения, были
равны числам зубьев сменных колес, имею-
щихся при станке.
Пример 3. При ойределении передаточного отноше-
ния сменных колес (см. пример 1) найдено, что i = Ка-
кие сменные колеса следует установить на станке?
Умножая числитель и знаменатель дроби, выражающей
передаточное отношение сменных колес (рис. 168), напри-
ол 1-20 20
мер на 20, получаем .
Числитель дроби указывает, что число зубьев колеса гх
Должно быть равно 20, а знаменатель, что число зубьев ко-
леса z2 должно быть равно 40.
Колесо ведущее и устанавливается на пальце
трензеля (реверса подачи), а колесо г2 ведомое и
закрепляется на ходовом винте станка. Между
ними на пальце гитары располагается паразитное
зубчатое колесо z.
В случаях, когда после умножения числителя
и знаменателя дроби, выражающей передаточное
отношение, на любое число не удается подобрать
одной пары колес из набора, приходится устанав-
ливать две пары (рис. 169). Для определения пере-
даточного отношения каждой пары разлагают
дробь, выражающую требуемое передаточное отно-
шение, на две дроби. При этом может случиться,
что второе ведущее колесо г3 будет невозможно
станке, так как этому будет мешать палец 1 трензеля.
Может случиться и так, что установке первого ведомого колеса za
будет мешать конец ходового винта 2.
214
% Необходимо, чтобы сумма зубьев первой пары зубчатых
' колес была больше числа зубьев ведущего колеса второй
пары, увеличенного на 15, а сумма зубьев второй пары колес
была больше числа зубьев ведомого колеса первой пары, также
увеличенного на 15. Это правило можно записать так:
+ г2 г3 +15; (14)
2з Н-г2 4" 15. (15)
Если выбранные колеса этому правилу не удовлетворяют, не-
обходимо заменить их другими. Иногда оказывается достаточным
поменять местами ведущие или ведомые колеса.
Пример 4. Для нарезания винта с шагом 1,5 мм на станке, ходовой
Ю К 45-30 о
винт которого имеет шаг 12 мм, выбраны колеса . Возможна ли уста-
новка их на станке?
В данном случае zt = 45, z2 = 120, z3 = 30, z4 = 90.
Проверка этого набора по приведенному правилу [см. формулы (14) и (15)1
показывает, что zx + z2 = 45 + 120 —. 165 больше, чем z3 + 15 30 + 15 = 45;
z3 4“ z4 = 30 4“ 90 = 120 меньше, чем z2 4~ 15 = 120 4~ 15 = 135.
Установить на станке эти пары колес нельзя.
Если мы поменяем местами ведомые колеса, то получим другой набор:
45-30
90-120’
В этом случае zx = ‘45, z2 = 90, z3 = 30, z4 = 120. По формулам (14) и (15)
получаем, что zx 4~ z2 = 45 4- 90 = 135 больше, чем z3 4~ 15 = 30 4~ 15 = 45;
z3 4- z4 = 30 4- 120 = 150 больше, чем z2 4~ 15 = 90 4~ 15 = 105.
Данные зубчатые колеса установить на станок можно.
Чтобы проверить правильность подсчетов, сделанных при
выборе сменных колес, следует шаг ходового винта станка
умножить на дробь, числителем которой является произведе-
ние чисел зубьев ведущих колес, а знаменателем — произведе-
ние чисел ведомых. В результате умножения должен полу-
читься шаг нарезаемой резьбы.
Пример 5. Для нарезания резьбы с шагом 1,5 мм на станке, ходовой
ю * ‘45-30 о
винт которого имеет шаг 12 мм, выбраны колеса -аа • 19П-. Правильно ли сделан
их подсчет?
45 • 30
По приведенному выше правилу имеем 12 = 1,5.
Подсчет сменных зубчатых колес сделан правильно.
Настройка для нарезания резьбы станка с коробкой подач и
сменными зубчатыми колесами. Передаточное отношение сменных
колес для нарезания резьбы с шагом, значение которого отсутствует
в таблице станка, находится по формуле
4м = 4ч, (16)
Оу
где iCH — искомое передаточное отношение; SH — шаг резьбы, ко-
торую требуется нарезать; ST — шаг, выбранный по таблице
(шаг резьбы, которая может быть нарезана при данном положении
215
рукояток коробки подач); гт — табличное передаточное отношение '
(передаточное отношение сменных колес, устанавливаемых на
гитаре для выбранного по таблице шага).
Пример 6. Подобрать сменные колеса, дополняющие коробку подач
токарного станка модели 1К62, для нарезания метрической резьбы с шагом
5ц _ 0,75 мм.
По таблице на станке модели 1К62 можно нарезать резьбы с шагами: 1; 1,25;
1,5; 1,75; 2; 2,5; 3; 3,5; 4; 4,5; 5; 5,5; 6; 7; 8; 9; 10; 11; 12 мм.
Табличное передаточное отношение сменных колес для метрической резьбы
42
= . Выбираем по таблице одно из значений шага (желательно кратное 5Ц),
например ST 1,5 мм.
Искомое передаточное отношение находим по формуле (16)
. _ . 0,75 J2 __ _1_ 42 _ 50 42 __ 42
*см — ST ‘т- 1,5 50 ~ 2 50 - 100 50 “ 100 ’
Следовательно, для нарезания резьбы с шагом 0,75 мм берем сменные колеса
42
•уОО", з рукоятки коробки подач устанавливаем для шага ST = 1,5 мм.
Если полученной iCM не может быть осуществлено на данном станке, надо
взять другое значение ST.
4. НАРЕЗАНИЕ ТРЕУГОЛЬНОЙ РЕЗЬБЫ РЕЗЦАМИ
Подготовка детали для нарезания резьбы. Подготовляя деталь
для нарезания наружной резьбы резцом, следует чисто обточить
нарезаемый участок. Диаметр участка должен быть несколько
меньше наружного диамет-
ра резьбы.
Так, при диаметре ос-
новной метрической резьбы
до 30 мм диаметр резьбо-
вого участка должен быть
меньше наружного диамет-
ра нарезаемой резьбы на
0,14—0,28 мм. Если диа-
метр резьбы лежит в пре-
делах 33—48 мм, диаметр
2'5
Рис. 170. Уступ и выточка для точной уста-
новки резца
заготовки должен быть меньше наружного диаметра резьбы на
0,17—0,34 мм. При диаметре резьбы 52—80 мм диаметр нарезаемо-
го участка должен быть меньше наружного диаметра нарезаемой
резьбы на 0,20—0,40 мм.
Таким образом, диаметр заготовки для нарезания резьбы диа-
метром 52 мм должен быть не больше 52 — 0,20 = 51,80 мм и
не меньше 52 — 0,40 = 51,60 мм.
Уменьшение диаметра заготовки под резьбу вызывается тем,
что вследствие деформации материала в процессе нарезания резьбы
винтовые выступы несколько поднимаются и наружный диаметр
резьбы увеличивается.
Для более удобного и точного измерения внутреннего диаметра
резьбы на конце нарезаемой детали следует делать уступ .(рис. 170, а)
216
длиной 2—3 мм, диаметром d19 равным внутреннему диаметру резьбы.
При последнем проходе резца вершину его подводят к боковой по-
верхности заточки и получают правильный внутренний диаметр
резьбы. По окончании нарезания резьбы эту заточку срезают.
Для выхода резца в конце нарезанной части детали прорезается
канавка *(рис. 171, а и б). Диаметр канавки «по дну» должен быть
немного меньше (на 0,2—0,3 мм) внутреннего диаметра, а длина
несколько больше шага резьбы.
При нарезании резьбы на болтах, шпильках и некоторых других
деталях канавок не делают, а в конце каждого прохода резца быстро
отводят его назад, получая при этом «сбег» резьбы (рис. 171, в).
Подготовка отверстия под нарезание резьбы резцом в сплошном
материале производится сверлением, если к точности резьбы не
предъявляется .высоких требований, и сверлением с последующим
растачиванием при нарезании более точных
резьб. Отверстия под резьбу, отлитые или а' °)
прошитые, подготовляют для нарезания
резьбы растачиванием. Диаметр подготов-
ленного отверстия должен быть несколько
больше внутреннего диаметра нарезаемой
резьбы, так как и в этом случае происходит
деформация металла витков резьбы. Высота
витков при этом несколько увеличивается,
вследствие чего внутренний диаметр от-
верстия несколько уменьшается. Рис 171 Канавки {а>б}
Сталь, латунь и другие вязкие мате- для выхода резьбового
риалы деформируются больше, чем хруп- резца и сбег резьбы (в)
кие материалы, например чугун, бронза.
Поэтому сверла для подготовки отверстия под резец в стальных
деталях должны быть больше (примерно на 0,1 мм), чем при чугун-
ных деталях, что и отражено в таблицах диаметров сверл для
обработки отверстий под нарезание резьбы, приводимых в различ-
ных справочниках.
Диаметр сверла под метрическую резьбу с точностью достаточной
во многих случаях можно определять по формуле
dp = d-S, (17)
где dp — диаметр сверла под резьбу в мм; d — наружный диаметр
резьбы в мм; S — шаг резьбы в мм.
Пример. Подобрать сверло для сверления отверстия под резьбу М20,
шаг которой равен 2 мм.
По формуле (17) находим
dp = d — S —20 — 2= 18 мм.
Если отверстие под резьбу подготовляется растачиванием, диа-
метр его с точностью для многих случаев практики можно определять
по формуле (17), увеличивая полученный результат на 0,2—0,4 мм.
При подготовке отверстия сверлением с последующим растачи-
ванием диаметр сверла следует брать таким, чтобы после сверления
217
остался припуск, достаточный для растачивания. Величину при-
пуска (глубина резания) можно находить по данным, приведенным
на стр. 173.
Перед нарезанием резьбы в отверстии надо сделать выточку
на торце детали (см. рис. 170, б) диаметром d, равным наружному
диаметру резьбы. Порядок использования этой выточки такой же,
как и уступа при нарезании наружной резьбы. При нарезании
резьб в несквозных отверстиях в конце нарезаемых участков следует
растачивать канавку длиной несколько более шага и диаметром на
0,2—0,3 мм больше наружного диаметра резьбы (рис. 171, б). Во
избежание врезания резца в поверхность, следующую за нарезан-
ным отверстием, или в дно его на стержне резца необходимо нанести
В)
Рис. 172. Резцы для
нарезания наружной
(а) и внутренней (б)
треугольных резьб
пометку мелом, как это делается при подрезании внутренних усту-
пов (см. рис. 135), и выключить продольную подачу, как только
пометка подойдет к торцу детали.
Резцы для нарезания треугольной резьбы. Резцы для нарезания
наружной и внутренней треугольных резьб показаны на рис. 172.
Угол профиля резца для нарезания метрической резьбы должен быть
равен 60°, а для дюймовой резьбы — 55°. Вершина резца делается
с плоским срезом или закругленной в соответствии С формой впа-
дины нарезаемой резьбы. Так как величина среза или радиус за-
кругления впадины выбираются в зависимости от шага резьбы, ка-
ждый такой резец пригоден для нарезания резьбы только определен-
ного шага.
Угол профиля резьбового резца имеет очень важное значение,
так как при уменьшении или увеличении его нарезаемая резьба
получается с неправильным профилем. Профиль резца при его за-
точке проверяется шаблоном (рис. 173), причем по выемке А произ-
водится контроль только угла профиля, а по одной из выемок В
213
Рис. 173. Шаблон для проверки
заточки и установки резьбового
резца
или С, соответствующей шагу резьбы нарезаемой данным резцом,
весь профиль резца, включая и срез его вершины. Именно этот срез
образует дно впадины резьбы. Острый угол а рассматриваемого
шаблона используется для проверки угла профиля резьбы. Выемки
В используются для контроля резцов из быстрорежущей стали, а
выемки С —для контроля твердосплавных резцов в тех случаях,
когда угол профиля их отличается от угла профиля резьбы (см.
стр. 273).
На рис. 173 показан шаблон для метрических резьб. Подобные
шаблоны существуют и для дюймовых резьб.
Задний угол а у резьбовых резцов для нарезания наружной
резьбы делается в пределах 12—15°. У резцов, применяемых для
нарезания внутренней резьбы небольших диаметров (до 50 мм),
этот угол увеличивается до 18°. Боковые задние углы^ и а2 резцов
(рис. 172), используемые для нарезания резьбы с углом подъема
до 4°, делаются обычно одинаковыми
(3—5°). При нарезании резьбы с боль-
шими углами подъема, превышающи-
ми 4°, боковой угол резьбового
резца следует увеличивать до 6—8°.
Передний угол чистовых резьбо-
вых резцов делается равным 0°, так
что угол резания при работе их ра-
вен 90°. Для облегчения отделения
стружки передние углы черновых
резьбовых резцов делаются большими
0° и выбираются в зависимости от материала нарезаемой детали.
Например, у резцов, предназначенных для нарезания резьбы на
деталях из стали средней твердости, передний угол делают 5—10°.
Резьбовые резцы изготовляются с пластинками из быстрорежу-
щей стали или из твердых сплавов. При нарезании резьбы на сталь-
ных деталях применяются твердосплавные резцы с пластинками
из сплавов марок Т15К6 и Т14К8 для предварительного нарезания
и марки Т30К4 (или Т15К6) для окончательного, а на чугунных
деталях — марок ВК6М, ВКЗМ, ВК2 или ВК4. Конструкции и
использование некоторых твердосплавных резьбовых резцов рас-
сматриваются ниже, в гл. II третьей части.
Шероховатость поверхности резьбы, нарезаемой резцом, в зна-
чительной степени зависит от того, насколько тщательно и остро
заточен резец. Режущие кромки резца должны быть без зазубрин,
что достигается доводкой резца.
Установка резьбовых резцов на станке. Резьбовой резец должен
быть установлен так, чтобы ось профиля его была перпендикулярна
к оси нарезаемой резьбы. При несоблюдении данного правила резьба
получается с профилем, «сваленным» на одну сторону. Во избежание
этого положение резца следует тщательно проверять, используя
шаблон, применяющийся при проверке профиля резца. Установка
резьбового резца для нарезания наружной резьбы при помощи такого
219
шаблона показана на рис. 174, <2, а при нарезании внутренней резь-
бы — на рис. 174, б. Вершина резьбового резца должна быть рас-
положена точно на высоте линии центров станка, так как в про-
тивном случае профиль нарезаемой резьбы получится иска-
женным.
Если до окончания нарезания резьбы резец снят для заточки,
установку его после заточки следует осуществлять так, чтобы он
попал в уже прорезанную винтовую канавку. Это легко достигается
перемещением верхних салазок суппорта. Другой способ состоит
в том, что, установив трензель в среднее положение, разъединяют
ходовой винт и шпиндель; это позволяет повернуть деталь настолько,
чтобы резец оказался против винтовой канавки.
Поперечное перемещение резца при нарезании резьбы. Если шаг
нарезаемой резьбы не превышает 2 мм, углубление резца при ка-
ждом новом черновом проходе осуществляется поперечной подачей
Рис. 176. Схемы образования винтовой ка-
навки резьбы
Рис. 175. Способы образо-
вания винтовой канавки
резьбы
(рис. 175, а). Последовательность образования винтовой канавки,
получающейся при такой подаче резца, показана на рис. 176, а.
Следует отметить, что стружки, снимаемые одновременно обеими
режущими кромками резца, сталкиваются, вследствие чего резец
рвет поверхности профиля резьбы. Во избежание этого при каждом
новом проходе резца его немного смещают поочередно вправо и влево
продольной подачей верхних салазок. Резец работает при этом
220
только одной режущей кромкой. Порядок образования канавки при
таком способе углубления резьбового резца показан на рис. 176, 6.
Углубление резца ’при последнем проходе осуществляется только
поперечной подачей.
Если шаг нарезаемой резьбы больше 2 мм, углубление его
(рис. 175, б) производится перемещением верхних салазок суппорта,
установленных под углом 30° к оси станка, если нарезается метри-
ческая резьба, и под углом 27°30' при дюймовой резьбе. Резец
работает только левой режущей кромкой (рис. 176, в). При последнем
проходе углубление резца осуществляется поперечной подачей его
(перемещением поперечных салазок суппорта).
При нарезании наружной резьбы с шагом до 2 мм включи-
тельно число черновых проходов должно быть 3—6, а чисто-
вых — 3.
При шаге резьбы 2—6 мм число черновых проходов должно быть
6—9, а чистовых — 3—4. Меньшее число проходов относится к резь-
бам с меньшим шагом, а большее — к резьбам с большим шагом.
При нарезании внутренних резьб число проходов должно быть при-
мерно в 1,5—2 раза больше указанных выше.
Попадание резцов в винтовую канавку при новых проходах.
После каждого прохода резца суппорт приходится возвращать в ис-
ходное положение. При нарезании резьбы небольшой длины возврат
суппорта осуществляется при обратном ходе станка, без выключения
разъемной гайки. Если же нарезается длинный винт, возврат суп-
порта таким способом требует много времени. Поэтому в таких
случаях перемещают суппорт в начальное положение вручную,
выключая разъемную гайку станка.
При включении этой гайки для следующего прохода резца не-
обходимо знать, является ли нарезаемая резьба «четной» или «не-
четной».
Четной называется резьба, если ее шаг делится без остатка
на шаг резьбы ходового винта, или наоборот, шаг резьбы ходового
винта делится без остатка на шаг нарезаемой резьбы.
Нечетной называется резьба, если деление получается
с остатком.
При нарезании четной резьбы разъемную гайку можно включать
в любой момент. Резец при этом всегда точно попадает в ранее наре-
занную винтовую канавку. При нарезании нечетной резьбы можно
включать разъемную гайку только при определенном положении
ходового винта относительно нарезаемого; в противном случае ре-
зец не попадет в винтовую канавку и резьба окажется перерезанной.
Для предотвращения этого поступают так: устанавливают суппорт
в то положение, при котором должно быть начато нарезание резьбы,
отмечают это положение (например, мелом на суппорте и такой же
чертой против нее на станине станка) п пускают станок в ход. После
первого прохода, не выключая разъемной гайки, отводят резец
от детали (поперечной подачей) и останавливают станок. Затем де-
лают пометки 4 и 3 мелом (рис. 177) на ходовом винте и его
221
подшипнике, а также 2 и 1 на шпинделе и подшипнике передней
бабки. Возвратив суппорт в исходное положение вручную, включают
разъемную гайку в тот момент, когда все пометки займут первона-
чальное положение.
Особенности нарезания левой резьбы. При нарезании левой
резьбы необходимо, чтобы при обычном направлении вращения
шпинделя суппорт перемещался (при рабочем проходе резца) от
передней бабки к задней. Это достигается соответствующей уста-
новкой реверса подачи (трензеля). Нарезание резьбы ведется «на
Рис. 177. Пометки на ходовом вин-
те и шпинделе станка при 4 нареза-
нии нечетной резьбы
выход» от левого конца детали, для
чего используется канавка на де-
тали (см. рис. 171, а).
Нарезание внутренней левой
резьбы следует производить при
левом (обратном) вращении шпин-
деля, сообщая резцу подачу в на-
правлении от задней бабки к пе-
редней. При таком способе токарь
может наблюдать заход резца в ма-
териал и осуществлять предвари-
тельные измерения резьбы.
Скорости резания при нарезании
резьбы. Скорости резания быстро-
режущими резцами (марки Р18) при
черновом нарезании наружной резь-
бы с шагом от 2,5 до 6 мм на проход
на деталях из стали средней твер-
дости принимаются в пределах
35—20 м/мин, а на деталях из чугуна
средней твердости—15—10 м/мин.
При чистовом нарезании резьбы
скорость резания при указанных
условиях должна быть примерно в два раза больше. В том и другом
случаях чем больше шаг нарезаемой резьбы, тем меньше должна быть
скорость резания. При отделочных проходах, которыми обычно за-
канчивается нарезание резьбы, скорость резания должна быть около
4 м/мин. При нарезании треугольных резьб с шагом от 2 до 6 мм
на деталях из стали средней твердости твердосплавными резцами
с пластинками Т15К6 скорость резания выбирается в пределах 100—
150 м/мин.
При нарезании внутренних резьб скорости резания можно при-
нимать по указанным выше данным, умножая их значения на 0,8.
Нарезание резьбы на высоких скоростях. Нарезание резьбы
твердосплавными резцами на высоких скоростях резания не позво-
ляет токарю уследить за своевременным выводом резца из канавок
(см. рис. 171) при нарезании как наружных, так, тем более, и внут-
ренних резьб. Поэтому в таких случаях резьбу нарезают «на выход»
с перемещением суппорта от передней бабки к задней при левом
222
вращении шпинделя. Для нарезания внутренних резьб используется
левый резьбовой резец.
Охлаждение при нарезании резьбы. Охлаждение при нарезании
резьбы быстрорежущими резцами имеет исключительно большое
значение, так как не только дает возможность повышать скорость
резания, но и способствует получению чистой поверхности резьбы.
Лучшей смазочно-охлаждающей жидкостью при нарезании резьбы
на стальных деталях является смесь растительных масел с кероси-
ном или скипидаром. Почти равноценные результаты дает сульфофре-
зол. Эмульсия, применяемая при этой работе, позволяет повышать
скорости резания, но меньше способствует получению чистой по-
верхности резьбы, чем масло. Резьба на чугунных деталях наре-
Рис. 178. Предельные резь-
бовые калибры
зается в большинстве случаев
всухую, а при очень твердом чу-
гуне с охлаждением керосином.
Проверка и измерение тре-
угольной резьбы. Треугольная
резьба (как и другие) может
Рис. 179. Контроль на-
ружной резьбы резьбовым
кольцом
контролироваться комплексно (контролируются все элементы резь-
бы, кроме наружного диаметра болта и внутреннего диаметра гай-
ки) и по отдельным элементам. Комплексный контроль произво-
дится с помощью предельных калибров.
Предельные резьбовые калибры — пробка и скоба — приведены
на рис. 178. На рис. 179 показан контроль наружной резьбы про-
ходным резьбовым кольцом.
Проходные концы (ПР) резьбовых калибров, а также проходное
резьбовое кольцо имеют длинную резьбу полного профиля. Про-
ходные калибры должны полностью ввинчиваться в резьбовое
отверстие, навинчиваться или проходить через резьбовой стер-
жень.
Непроходные концы (НЕ), а также непроходное кольцо имеют
всего два-три витка резьбы срезанного профиля. Эти калибры не
должны свинчиваться с контролируемой деталью (скоба не должна
проходить через резьбовой стержень). Со стороны непроходного
конца калибра-пробки имеется гладкий цилиндрический участок,
предназначенный для контроля подготовленного под нарезание
резьбы отверстия.
223
Преимущество резьбовых скоб по сравнению с кольцами состоит
в том, что ими можно пользоваться при обработке детали в центрах,
не снимая детали. Кроме того, измерение резьбы скобой произво-
дится значительно быстрее (в 8—10 раз), чем резьбовыми кольцами.
Контроль предельными калибрами не позволяет определить
действительный размер тЬго или иного элемента резьбы, а лишь
устанавливает наличие или отсутствие недопустимых отклонений
от установленных норм. В некоторых случаях необходимо уста-
новить действительные размеры тех или иных элементов. Рассмот-
рим, как ведутся такие измерения.
Определение шага наружной метрической резьбы и числа вит-
ков на Г' — дюймовой резьбы — производится в простейшем слу-
чае измерением расстояния между серединами вершин двух сосед-
них витков. Применяемая при этом линейка должна быть располо-
жена параллельно оси измеряемой резьбы.
Для большей уверенности в правильности измерения, в особен-
ности при мелкихПнагах, следует измерять не расстояние между
серединами вершин двух соседних витков, а расстояние между 5,
10, 20 витками и т. д. Разделив определенное по линейке расстояние
между крайними витками на число их, уменьшенное на единицу,
получим шаг измеряемой резьбы. Так, например, установив
(рис. 180, а), что расстояние между вершинами 1 и 6-го витков резьбы
огч о 20 20 л
есть 20 мм, находим шаг ее 5 == 5—г = ~е~ = 4 мм.
о — 1 о
На рис. 180, б показано определение числа витков дюймовой
резьбы, приходящихся на определенную длину, например на Г
(25,4 мм). Число вершин витков, уложившихся в данной длине,
уменьшенное на единицу, есть число витков, приходящихся на эту
длину резьбы. На рис. 180, б против штриха линейки Г находится
вершина 7-го витка. Это значит, что измеряемая резьба имеет шесть
витков на 1".
Значительно быстрее и с большей достоверностью определение
шага резьбы производится при помощи резьбомера. Резьбомер
(рис. 181) представляет собой набор резьбовых шаблонов с разным
шагом или с разным числом зубьев на 1". Убедившись в том, что
при наложении одного из этих шаблонов на измеряемую резьбу
он всей своей рабочей частью совмещается с профилем резьбы, опре-
деляют по надписи на шаблоне шаг резьбы в мм, или число вит-
ков на 1".
Шаг или число витков на Г внутренних резьб определяют также
резьбомером. Есл^резьбомер не входит в нарезанное отверстие, шаг
резьбы определяют по ее отпечатку. Для этого деревянную палочку
квадратного сечения ввертывают в отверстие. На ребрах палочки
при этом получаются отпечатки вершины резьбы, по которым
не трудно определить ее шаг или число витков на 1".
Профиль резьбы получается правильным, если были соблюдены
в&е указанные выше правила заточки и установки резца. Угол про-
филя наружной резьбы может быть проверен, как это было отме-
224
чено выше, хотя и грубо, посредством шаблона (см. рис. 173). Для
этого острый конец шаблона вкладывают в винтовую канавку резьбы
и по просвету между кромками шаблона и боковыми сторонами вит-
ков получают представление о правильности профиля резьбы.
Рис. 180. Измерение шага резьбы линейкой
Угол профиля внутренних резьб и его положение относительно
оси резьбы непосредственно не измеряются. Точность угла профиля,
а также его положение по отношению к оси резьбы целиком зави-
сят от правильности угла профиля резьбового резца и его уста-
новки на станке.
Рис. 181. Резьбомер
Только в особых случаях проверку профиля внутренней резьбы
производят посредством снятия слепка с проверяемой резьбы. Для
этого нарезанное отверстие заливают каким-либо легкоплавким
х/28 А. Н. Оглоблин 225
материалом. После остыванйя слепок вывертывают й проверяют
профиль получившейся на нем резьбы.
Наружный диаметр наружных резьб измеряется кронциркулем
с широкими губками или штангенциркулем.
Если при правильном положении кронциркуля или штанген-
циркуля (т. е. плоскости, перпендикулярной к оси резьбы) одна
из ножек измерительного инструмента касается вершины витка,
а другая попадает против винтовой канавки, то под эту ножку под-
кладывают пластинку. Величину толщины этой пластинки следует
вычесть из показания измерительного инструмента.
Рис. 182. Детали резьбового микрометра (а) и
наконечники (б, в)
Измерять наружный диаметр внутренних резьб невозможно и
обычно не требуется. Получение правильного наружного диаметра
внутренних резьб обеспечивается установкой резьбового резца по
выточке (см. рис. 170, б). Внутренний диаметр наружной резьбы не
контролируется.
Измерение внутреннего диаметра внутренней резьбы произво-
дится штангенциркулем (если это возможно) или же предельным
гладким калибром.
Средний диаметр наружной резьбы измеряется резьбовым микро-
метром, отличающимся от обыкновенного устройством рабочего
конца шпинделя и пятки. Разрезы этих частей рассматриваемого
микрометра показаны на рис. 182, а. Шпиндель 3 имеет централь-
ное отверстие В, в которое входит конец одного из сменных наконеч-
ников, применяемых при измерении рассматриваемым микрометром.
На дне отверстия в шпинделе имеется шарик 4, в который упирается
торец хвоста наконечника. Благодаря этому наконечник, хвост
226
которого входит в отверстие шпинделя, может довольно легко вра-
щаться, что обеспечивает возможность установки его точно по линии
подъема измеряемой резьбы. Такое же назначение имеет шарик /,
расположенный в отверстии А втулки 2, и заменяющий в данном
случае пятку обыкновенного микрометра. Для перемещения втулки 2
в осевом направлении (при регулировке микрометра) служит колпа-
чок-гайка 5; закрепление втулки 2 в выбранном положении осуще-
ствляется посредством тормозного кольца 6.
Измерительные наконечники часто встречающихся конструкций
показаны на рис. 182, бив. Наконечники, показанные на рис. 182, б,
имеют полную измерительную поверхность, причем левый из них,
снабженный призматическим вырезом, вставляется в отверстие
втулки Л, а правый, с коническим рабочим концом, — в отверстие В
шпинделя 3 микрометра. Наконечники, изображенные на рис. 182, в,
имеют укороченную измерительную поверхность, что способствует
уменьшению ошибки измерения среднего диаметра, вызываемой
неправильным углом профиля измеряемой резьбы. Левый из этих
наконечников вставляется во втулку 2, а правый — в шпиндель 3
микрометра.
Хвостовики этих наконечников надрезаны, что способствует
лучшей посадке их во втулке и шпинделе микрометра.
Резьбовые микрометры снабжаются комплектами наконечни-
ков, причем каждая пара наконечников предназначается для группы
шагов. В соответствии с различными углами профилей резьб нако-
нечники изготовляются с углом между измерительными поверхно-
стями, равными 60° для метрических резьб и 55° для дюймовых
резьб.
Измерение среднего диаметра внутренней резьбы производится
этими же инструментами, но при помощи слепка, получаемого так
же, как и при определении шага резьбы. При диаметре резьбы свыше
200 мм средний диаметр внутренней резьбы можно измерять нутро-
мерами со специальными сферическими наконечниками.
б. НАРЕЗАНИЕ ТРЕУГОЛЬНОЙ РЕЗЬБЫ ПЛАШКАМИ
И МЕТЧИКАМИ
Подготовка деталей для нарезания резьбы плашкой. Подготовляя
деталь для нарезания на ней резьбы плашкой, необходимо чисто
обточить нарезаемый участок. Диаметр участка должен быть не-
сколько меньше наружного диаметра резьбы. Так, при диаметре
основной метрической резьбы 6—10 мм диаметр нарезаемого участка
должен быть меньше наружного диаметра резьбы на 0,1—0,2 мм;
при диаметре резьбы 11—18 мм — на 0,12—0,24 мм; при диаметре
резьбы 20—30 мм — на 0,14—0,28 мм. Конец нарезаемой детали
на небольшой (2—3 мм) длине следует обработать на конус.
Плашки. Плашка имеет вид круглой гайки (рис. 183), резьба
которой перерезана отверстиями, образующими режущие кромки и
служащими для выхода стружки. Плашки бывают нерегулируемые
i/28* 227
(рис. 183, а) и регулируемые (рис. 183, б). Нерегулируемые плашки
после некоторого времени работы вследствие износа теряют свои
размеры. Тогда в плашке — в пазу В — тонким шлифовальным
кругом прорезается перемычка, после чего диаметр плашки можно
изменять в пределах 0,1—0,25 мм.
В нарезанном отверстии плашки делается коническая заборная
часть, выполняющая работу нарезания резьбы. Калибрующая часть
лишь направляет плашку и зачищает резьбу. Угол конуса заборной
части делается от 40 до 60° (в среднем 50°). В тех случаях, когда
плашка должна нарезать резьбу до упора (например, до головки
болта), угол, конуса заборной части увеличивается до 90°.
Рис. 183. Круглые плашки: неразрезная (а) и разрезная (б)
Установка плашек на станке и приемы нарезания резьбы. Уста-
новка плашек на станке осуществляется с помощью специального
патрона (рис. 184, а). Оправка 1 патрона закрепляется в конусном
отверстии пиноли задней бабки. По цилиндрической ее части может
скользить втулка 2 со сменным вкладышем 4, торцовая выточка
которого соответствует наружному диаметру плашки 6. Закрепле-
ние плашки производится болтами 5 в порядке, поясненном ниже.
При соприкосновении плашки с заготовкой токарь за рукоятку 3
удерживает втулку с плашкой от вращения и при перемещении
плашки с вкладышем и втулкой влево осуществляет нарезание резь-
бы. Патрон обеспечивает точную установку плашки и хорошее каче-
ство резьбы.
При отсутствии патрона нарезание резьбы ведется с помощью
ручного воротка — плашкодержателя (рис. 184, в). Так же, как
и в описанном выше патроне, неразрезная плашка закладывается
в цилиндрическую выточку и закрепляется в ней винтами 2, 4 и 5.
Винт 2 входит в паз В (рис. 183, а), имеющийся в плашке, а винты
4 и 5 — в отверстия D и Е. При закреплении регулируемой плашки
винт 2 служит для увеличения ее размера. Винтами 1 и 5, входя-
щими в отверстия А и С плашки производится ее сжатие, а винтами
4 и 5 — закрепление. Для правильной работы плашки необходимо,
чтобы она боковой стороной плотно прилегала к дну выточки в во-
228
ротке. После закрепления заготовки в патроне и пуска станка конец
детали вводится в резьбовое отверстие плашки, закрепленной
в плашкодержателе. При этом очень важно, чтобы вороток, а следо-
вательно, и плашка были расположены в плоскости, перпендику-
Рис. 184. Патрон со вставками для плашек (а) и метчиков (б) и плашкодержатель
(в) для нарезания резьбы
лярной к оси нарезаемой резьбы. В противном случае профиль
нарезаемой резьбы получится сваленным на сторону. Для этого во-
роток следует устанавливать так, как показано на рис. 185, а,
или по схеме, показанной на рис. 185, б. Задняя торцовая поверх-
Рис. 185. Нарезание резьбы круглой плашкой с помощью плашкодержателя
ность воротка поджимается .торцом пиноли задней бабки или торцом
державки, закрепленной в резцедержателе. Одна из рукояток во-
ротка поддерживается рукой и опирается на верхние салазки суп-
порта или на резец (или планку), также закрепленный в резце-
8 А. Н. Оглоблин 229
держателе. Вращая другой рукой маховичок, перемещают пиноль
задней бабки или суппорт так, чтобы нарезаемая деталь вошла
в резьбовое отверстие. Пустив станок в ход, следует перемещать опору,
чтобы торец ее касался воротка во все время врезания плашки.
При нарезании резьбы до упора (например, до заплечика) ста-
нок заблаговременно выключают и вращают шпиндель его вручную
(например, за приводной ремень) пока не будет нарезана вся резьба.
Пользуясь данной плашкой в первый раз, следует, нарезав не-
сколько витков на первой детали, свернуть плашку и проверить
удовлетворительная ли по шероховатости и размерам получается
резьба. Если при этом обнаружится несоответствие размеров резьбы
требуемым, неразрезную плашку необходимо заменить другой,
а разрезную соответствующим образом отрегулировать.
Скорости резания и охлаждение при нарезании резьбы плашками.
Скорости резания при нарезании резьбы плашками должны быть
небольшими во избежание чрезмерно большого нагрева их режущих
поверхностей, неудобно расположенных для охлаждения. Так, при
нарезании плашкой резьбы диаметром 6—30 мм в деталях из стали
средней твердости скорости резания колеблются в пределах 4—
8 м/мин, а при чугуне средней твердости — в пределах 6—10 м/мин.
Меньшие скорости резания относятся к меньшим, а большие —
к большим диаметрам резьбы. В качестве смазочно-охлаждающей
жидкости при нарезании резьбы плашками на стальных деталях
применяются сурепное и веретенное масла, а также эмульсия.
Подготовка отверстия под нарезание резьбы метчиком. Отвер-
стия под резьбу, к точности которой не предъявляется высоких
требований (например, в обыкновенных гайках), сверлятся. При
нарезании метчиком точных резьб просверленное отверстие следует
растачивать резцом. Если нарезается резьба большого диаметра,
то предварительное нарезание резьбы производится резцом, а окон-
чательное — метчиком. При этом способе облегчается работа мет-
чика и повышается точность резьбы. Такой прием нарезания резьбы
метчиком называется калиброванием.
Диаметр отверстия, подготовленного для нарезания резьбы
метчиками, можно определять по правилам, относящимся к подго-
товке отверстия под нарезание резьбы резцом, и изложенным выше.
Правильный выбор диаметра отверстия под резьбу в данном случае
имеет особое значение, так как материал витков, деформирующийся
в процессе работы метчика, увеличивается в объеме и так защем-
ляет метчик, что вращение его становится затруднительным. В ре-
зультате этого или срывается резьба, или ломается метчик.
Метчики. Нарезание резцом внутренних резьб небольших диа-
метров — метрических до 10 мм, а дюймовых до 3/8" — связано со
значительными затруднениями. Стержень резца получается очень
тонким, непрочным, вследствие чего углубление резца при каждом
новом проходе должно быть небольшим. Увеличение числа проходов
понижает производительность. Наблюдение за работой резца невоз-
можно. Подобные затруднения, хотя и в меньшей степени, возни-
230
кают иногда и при нарезании резьб, диаметры которых больше
указанных выше. Поэтому нарезание на токарном станке внутрен-
них метрических резьб диаметром до 50 мм и дюймовых до 2" часто
производится не резцом, а метчиком (рис. 186). На рабочей части
метчика нарезана резьба и профрезерованы канавки, образующие
зубья с режущими кромками. В канавках размещается стружка,
снимаемая метчиком. Затылочные поверхности обрабатывают так,
что между ними и обработанной поверхностью образуется небольшой
угол, подобный заднему углу резца.
Рабочая часть метчика состоит из заборной (или режущей) и
калибрующей частей. Заборная часть — конусная; она первой вхо-
дит в нарезаемое отверстие и выполняет основную работу нарезания
Хбостобик
часть
Заборная часть
^Калибрующая
часть
Узо д конуса
заборной части
Канавка
Сердцевина
Рис. 186. Метчик, его части и элементы
резьбы. Следующая за ней калибрующая часть направляет метчик
в нарезаемом отверстии и придает резьбе точные размеры (калиб-
рует).
Хвостовик метчика заканчивается квадратом, который служит
для закрепления метчиков в воротке.или патроне (рис. 184, б).
Название остальных элементов метчика указано на рис. 186.
Нарезание метрической и дюймовой резьб на токарных станках
производится обычно последовательно двумя или тремя ручными
метчиками, образующими комплект. Для резьбы с шагом до 3 мм
включительно метчики изготовляют комплектом из 2 шт., для резьбы
с шагом свыше 3 мм — комплектом из 3 шт. Первый метчик, назы-
ваемый черновым (на хвостовике его, около квадрата, делается одна
круговая риска), снимает наибольшую стружку. Второй и третий
метчики окончательно отделывают резьбу. На втором метчике
делается две риски, третий (чистовой) — рисок не имеет. У чисто-
вого метчика длина заборной части 1,5—2 витка, а калибрующая
часть его имеет полный профиль.
8*
231
Комплект ручных метчиков для нарезания трубной резьбы со-
стоит из двух метчиков — чернового и чистового.
Кроме ручных, при работе на токарных станках применяются
машинно-ручные и гаечные метчики. Они изготовляются по одному
для каждого диаметра и нарезают резьбу за один проход.
Установка метчиков на станке и приемы нарезания резьбы.
Нарезание резьбы осуществляется с помощью того же патрона, ко-
торый применяется для круглых плашек (рис. 184, а), но со смен-
ными вкладышами другой конструкции (рис. 184, б). Нарезание
производится следующим образом. В пиноль 3 задней бабки
(рис. 187, а) устанавливают патрон 2 с метчиком 1 и последний вво-
дят в отверстие заготовки. По мере перемещения метчика влево пи-
ноль задней бабки, если это необходимо, подается также влево, но
не быстрее перемещения метчика в осевом направлении.
Рис. 187. Нарезание резьбы метчиком с помощью патрона (а) и хомутика (б)
При отсутствии патрона можно производить нарезание резьбы
пользуясь хомутиком (рис. 187, б). В этом случае нарезаемую деталь
также закрепляют в патроне. Левый конец метчика 1 вводят в наре-
заемое отверстие, а правый поддерживают центром 5, вставленным
в пиноль 4 задней бабки. На квадратный конец метчика надевают
хомутик 2, конец которого опирается на верхнюю площадку 5
суппорта. По мере углубления метчика в нарезаемое отверстие
необходимо непрерывно и осторожно перемещать пиноль задней
бабки. Если конец хомутика приближается к левой кромке площад-
ки 5, необходимо переместить влево весь суппорт.
При нарезании резьб в глухих отверстиях пускать станок в ход
следует осторожно', так как очень трудно уловить тот момент, когда
торец метчика упрется в дно нарезаемого отверстия. Если в этот
момент станок не остановить, то или ломается метчик, или срывается
нарезанная им резьба. Во избежание этого при нарезании таких
резьб после остановки станка метчик ввертывают ключом или ворот-
ком или если это возможно придерживают ключ правой рукой, а ле-
вой рукой вращают шпиндель станка за приводной ремень.
232
Скорости резания и охлаждение при нарезании резьбы метчиками.
Скорости резания при работе метчиками должны быть небольшими.
Для выбора скоростей резания при нарезании резьбы метчиками
можно пользоваться данными, относящимися к нарезанию резьбы
плашками (стр. 230), умножая их на 1,5—1,7.
Охлаждение при нарезании резьбы метчиками повышает ее ка-
чество, а также способствует сохранению режущих свойств метчика.
В качестве охлаждающей жидкости при нарезании резьбы в деталях
из мягкой стали и стали средней твердости применяется эмульсия
или смесь льняного масла (70%) с керосином (30%). Мягкий чугун
нарезается без охлаждения, твердый — с охлаждением керосином.
6. НАРЕЗАНИЕ ПРЯМОУГОЛЬНОЙ, ТРАПЕЦЕИДАЛЬНОЙ
И МН0Г03АХ0ДН0Й РЕЗЬБ
Резцы для нарезания прямоугольной резьбы. Резец для нареза-
ния прямоугольной резьбы показан на рис. 188. Передний угол
резца делается равным нулю, а задний — от 6 до 8°. «Все остальные
элементы резца выбираются в зависимости от
шага нарезаемой резьбы и способа его уста-
новки. Эти способы показаны на рис. 189.
В первом случае (рис. 189, а) резец уста-
новлен так, что его главная режущая кромка
параллельна оси нарезаемой резьбы, а во bto-z
ром (рис. 189, б) — перпендикулярна к боко-
вым сторонам винтовой канавки. Достоинства
и недостатки каждого из этих способов рас-
смотрены ниже. Если резец устанавливается по
рис. 189, а, то угол резца (рис. 188) должен
быть на 2° больше угла подъема резьбы. Угол
а2 независимо от угла подъема нарезаемой
резьбы делается около 3°, а длина t режущей
кромки — равной половине шага нарезаемой
резьбы.
При установке резца по рис. 189, б углы осх
и а2 (рис. 188) делаются одинаковыми (око?
ло 3° каждый) независимо от угла подъема
резьбы. Длина t режущей кромки в этом случае
должна быть на 0,5—1,0 мм меньше половины
Рис. 188. Резец для
нарезания прямо-
угольной резьбы
шага нарезаемой резьбы.
Для проверки размера t у резца пользуются штангенциркулем или
шаблоном (рис. 190, а). Размер (рис. 188) рабочей части резца
у его основания должен быть немного (на 0,2—0,3 мм) меньше раз-
мера /.
Державка для резьбовых резцов. Для установки резьбового резца
по рис. 189, ка или б удобна державка, показанная на рис. 191.
Резец 1 посредством болта 2 закрепляется в головке 3. Цилиндри-
ческий выступ головки входит в соответствующую выточку (не по-
233
казана на рисунке), имеющуюся в торце корпуса 4 державки. Сое-
динение головки 3 с корпусом 4 осуществляется посредством диф-
ференциального устройства, состоящего из стержня 5, закреплен-
ного в головке 3, и винта 6. Шаг наружной резьбы винта несколько
больше шага резьбы, нарезанной в отверстии винта и на стержне 5.
а) 6) В) г)
Рис. 189. Способы установки резца при на*
резании прямоугольной резьбы (а, б) и поло-
жение резца при отделке боковых сторон
профиля резьбы (в, г)
Рис. 190. Шаблоны для за-
точки резца (а) и проверки
профиля прямоугольной
резьбы (б)
Благодаря такому устройству достигается прочное закрепление го-
ловки 3 в требуемом положении. Угол поворота головки, равный
углу подъема, отсчитывается по риске А и шкале В.
Установка резца при нарезании прямоугольной резьбы. При на-
резании прямоугольной резьбы имеет существенное значение уста-
новка резца. Если резец установлен, как показано на рис. 189, а,
Рис. 191. Державка для резьбового резца
профиль резьбы получается правильным. В этом случае, однако,
правая режущая кромка не режет, а скоблит металл. Условия
работы левой режущей кромки более благоприятны, но вследствие
отгибания резца (вниз и влево) под действием вертикальной силы
резания возможно врезание этой кромки в нитку резьбы. Оба недо-
статка особенно существенны при нарезании резьбы с большими
углами подъема. При установке резца по рис. 189, б ширина вин-
234
товой канавки у впадины получается больше, чем у вершин профиля,
а впадина не плоской, а вогнутой. Достоинство этого способа со-
стоит в том, что правая и левая режущие кромкй резца работают
в одинаковых благоприятных условиях.
Из всего сказанного следует, что при черновых проходах резца,
когда снимаются сравнительно толстые стружки, а точности профиля
не требуется, резец надо устанавливать так, как показано на
рис. 189, б. При чистовых проходах, когда важнейшей задачей
является получение правильного профиля резьбы, резец должен
быть установлен по рис. 189, а. Главная режущая кромка резца
должна быть установлена точно на линии центров станка. Кроме
того, положение резца должно быть проверено по шаблону подобно
тому, как это делается для проверки установки резца при нарезании
треугольной резьбы.
Приемы нарезания прямоугольной резьбы. Резьба с шагом до
3—4 мм нарезается резцом, длина режущей кромки которого равна
половине шага резьбы, без предварительных черновых проходов.
Резец должен быть установлен по рис. 189, а. Боковые стороны про-
филя получаются при этом чистыми, если углубление резца при
каждом новом проходе не превышает 0,05—0,1 мм.
Резьбы, шаг которых больше 4 мм, следует нарезать в два
приема. Сначала производится предварительное нарезание резьбы,
а затем окончательная отделка ее профиля. Если угол подъема
резьбы не превышает 3°, то предварительное нарезание ее произ-
водится резцом, установленным по рис. 189, а. При предварительном
нарезании резьб с большим углом подъема резец устанавливается
по рис. 189, б. В обоих случаях длина режущей кромки резца должна
быть меньше (на 0,5—1 мм) половины шага резьбы. На впадине
резьбы необходимо оставлять припуск 0,2—0,3 мм на окончательную
отделку. Окончательная чистовая отделка резьбы производится
резцом, установленным по рис. 189, а. Длина режущей кромки
резца должна быть равна половине шага резьбы. Более чистые
боковые поверхности профиля резьбы получаются в том случае,
если обработка их осуществляется подрезными резцами, установлен-
ными по рис. 189, в, г, а впадины — обыкновенным канавочным
резцом, установленным по рис. 189, а. Ширина такого резца должна
быть меньше ширины впадины резьбы на 0,1—0,2 мм. После каждого
прохода резца необходимо тщательно измерять (штангенциркулем)
ширину витка резьбы.
Проверка наружного и внутреннего диаметров производится
так же, как и у треугольной резьбы; профиль этой резьбы прове-
ряется шаблоном (см. рис. 190, б).
Резцы для нарезания трапецеидальной резьбы. Резец для наре-
зания трапецеидальной резьбы показан на рис. 192. Угол между
боковыми режущими кромками резца должен быть равен 30°; длина
t передней кромки принимается соответственно профилю нарезае-
мой резьбы. Все углы (а, а2) резца выбираются так же, как
и углы для нарезания прямоугольной резьбы. В этом случае для
235
закрепления резцов пользуются также державками для резьбового
резца (рис. 191).
Резец для нарезания трапецеидальной резьбы затачивается по
шаблону, подобно применяемому при заточке резцов для треуголь-
ной резьбы, и в том же порядке. Заточенный резец доводится.
Приемы нарезания трапецеидальной резьбы. Установка резца
при нарезании трапецеидальной резьбы производится так же, как
и при нарезании прямоугольной резьбы. Резьбы с шагом до 3 мм
нарезаются одним резцом, имеющим полный профиль. Нарезание
резьб, шаг которых превышает 3 мм, производится в несколько
Л-4
нарезания трапецеи-
дальной резьбы
Рис. 193. Приемы нарезания
трапецеидальной резьбы
приемов (рис. 193, а). Канавочным резцом, ширина которого на
0,1—0,2 мм меньше ширины впадины резьбы, прорезается винтовая
канавка. Диаметр канавки «по дну» должен быть равен внутрен-
нему диаметру нарезаемой резьбы. После этого двумя резцами (пра-
вым и левым) винтовой канавке придается форма трапеции, причем
ширина канавки, измеряемая по наружному диаметру, должна быть
на 0,3—0,4 мм меньше окончательной. Каждый из резцов должен
иметь угол при вершине, равный 30°; длина передней режущей
кромки резца делается на 1—3 мм меньше ширины впадины нареза-
емой резьбы. Окончательная отделка резьбы производится резцом,
имеющим полный профиль. Этим резцом отделываются только боко-
вые стороны профиля резьбы.
Другой, очень производительный' способ нарезания трапеце-
идальной резьбы показан на рис. 193, б. Резцом, ширина которого
на 0,3—0,4 мм меньше окончательной ширины винтовой канавки,
измеренной по среднему диаметру резьбы, прорезается предвари-
236
Рис. 194. Шаблон
для проверки про-
филя и среднего
диаметра трапецеи-
дальной резьбы
тельная канавка. Диаметр канавки, измеренный «по дну», должен
быть больше среднего диаметра резьбы на 0,3—0,5 мм. Затем пред-
варительная канавка углубляется до внутреннего диаметра резьбы.
Ширина применяемого резца должна быть на 0,2 мм меньше окон-
чательной ширины впадины. Отделка профиля производится после-
довательно двумя резцами, имеющими полный профиль нарезаемой
резьбы. Первый из резцов имеет вогнутую (в виде желобка) перед-
нюю поверхность, что обеспечивает большую легкость отделения
стружки и чистую,поверхность резьбы. Второй резец должен иметь
плоскую переднюю поверхность.
Проверка трапецеидальной резьбы. Для проверки трапецеидаль-
ной резьбы применяются предельные калибры, подобные по конст-
рукции предельным калибрам для треугольной
резьбы. Профиль трапецеидальной резьбы про-
веряется выступом С шаблона (рис. 194). При не-
обходимости определения среднего диаметра
трапецеидальной резьбы проверка его произво-
дится косвенным путем. Для этого шаблон на-
кладывается на виток резьбы, как показано на
рис. 194. Если дно выемки шаблона касается
вершины профиля резьбы, а точки А и В —
боковых сторон его, средний диаметр резьбы
правилен.
Необходимо отметить, что такой способ про-
верки среднего диаметра является грубым, так
как наружный диаметр резьбы, от точности ко-
торого зависит результат проверки по рис. 194,
обрабатывается с невысокой степенью точности.
Исключением из этого являются винты с тра-
пецеидальной резьбой (ходовые винты), у которых боковая поверх-
ность служит установочной базой при нарезании резьбы с исполь-
зованием люнетов. Наружный диаметр таких винтов бывает по-
этому точнее, чем у обычных.
Нарезание многозаходных резьб. Многозаходная резьба винтов
обычно имеет трапецеидальный и прямоугольный профили, а чер-
вяков — только трапецеидальный.
Приемы обработки отдельных винтовых канавок таких резьб и
червяков обычно не отличаются от применяемых при нарезании
однозаходных резьб соответствующих профилей.
В рассматриваемом случае при установке резца по рис. 189, б
искажение профиля резьбы получается значительным вследствие
больших углов подъема многозаходных резьб.
При нарезании многозаходных резьб и червяков возникает до-
полнительное требование: обеспечение правильного взаимного рас-
положения нескольких канавок резьбы или, как говорят, деления
резьбы на заходы. Деление резьбы на два захода можно произво-
дить при помощи поводкового патрона, если он имеет два паза для
поводка. Для этого при переходе от первой винтовой канавки ко
237
второй нарезаемая деталь снимается с центров, и поводок устанав-
ливается в противоположный паз патрона. Затем деталь снова
устанавливают на станок и у нее обрабатывают вторую винтовую
канавку. Таким же способом можно нарезать при наличии соответ-
ствующего поводкового патрона и четырехзаходные резьбы, при-
чем поводок в этом случае устанавливается последовательно во
все пазы патрона. Следует отметить, что этот способ является
грубым.
Очень точное деление резьбы на заходы достигается при приме-
нении специального делительного патрона типа, показанного на
рис. 195, а.
Рис. 195. Делительный патрон (а) и схема установки индикатора на резцовой
головке (б) для нарезания многозаходной резьбы
Патрон состоит из корпуса 2,‘ навертываемого на шпиндель 1
станка, и кольца 4, Кольцо может быть повернуто относительно
корпуса 2 и скрепляется с ним в рабочем положении посредством
болтов 3. Отсчет поворота кольца производится по шкале (360 деле-
ний), нанесенной на боковой поверхности кольца, и по риске,
имеющейся на корпусе патрона. Очевидно, что при нарезании
двухзаходной резьбы, переходя от первого захода ко второму,
необходимо повернуть кольцо, а вместе с ним и деталь на 180°
и т. д.
Другие конструкции делительного патрона позволяют фикси-
ровать положения только для наиболее часто встречающихся слу-
чаев деления, например на 2, 3, 4, 6, 8 частей (заходов) и т. п.
Поворот детали после каждого нарезанного витка можно также
отсчитывать на станках старых моделей при помощи зубчатых
колес передачи от шпинделя станка к его ходовому винту 1 или
1 Подробнее см. работу [8] и другие рекомендуемые справочные пособия
(стр. 322).
238
с помощью установки шпинделя путем его поворота относительно
риски, нанесенной на фланце передней бабки на станках новей-
ших моделей. У последних для этой цели на заднем конце шпинделя
устанавливается кольцо с необходимой градуировкой. Поворот
шпинделя с нарезаемой деталью осуществляется при разомкнутой
кинематической цепи, соединяющей шпиндель с ходовым винтом.
Токарь-новатор Г. Н. Смирнов предложил производить деление
резьбы без поворота детали за счет осевого смещения резца на
шаг нарезаемой резьбы — путем перемещения резцовой головки
(рис. 195, б). Величина перемещения может быть определена с боль-
шой точностью с помощью закрепленного в резцовой головке инди-
катора 2 и мерных плиток 1, как показано на рисунке.
Глава V
НЕКОТОРЫЕ ОСОБЫЕ ТОКАРНЫЕ РАБОТЫ
1. ОБРАБОТКА НЕЖЕСТКИХ ДЕТАЛЕЙ
Предварительные замечания. Практика показывает, что если
длина детали в 10—12 раз больше ее диаметра, то удовлетворитель-
ная обработка этой детали на токарном станке с применением
обычных способов закрепления (в центрах или патроне с поддерж-
кой задним центром) не удается и для выполнения ее необходимо
добавочное закрепление детали. Такое закрепление осуществляется
при помощи люнетов. Люнеты (или стойки) бывают неподвижные и
подвижные.
Неподвижные люнеты и работа с ними. Неподвижный люнет
(рис. 196) устанавливается на станине 10 станка и закрепляется
посредством болта 8 и планки 9 (т. е. так же, как задняя бабка
станка старых моделей). Корпус люнета состоит из основания 7
и крышки /, соединенных шарниром 3. Для закрепления крышки 1
в рабочем положении служит откидной болт 6 с фасонной голов-
кой. У люнета имеются три кулачка (один из них обозначен циф-
рой 2), причем два кулачка расположены в основании люнета,
а третий — в крышке. Эти кулачки при помощи регулировочных
болтов 4 могут перемещаться в отверстиях, сделанных в корпусе
люнета. Для закрепления кулачков в выбранном положении слу-
жат винты 5.
Кулачки люнетов обычно изготовляются из .чугуна. Если есть
основания опасаться, что поверхность обрабатываемой детали
вследствие трения о кулачки может быть испорчена, следует на
стальные кулачки установить бронзовые наконечники. В некоторых
случаях из этих соображений применяют кулачки, рабочие поверх-
ности которых покрыты баббитом. Если, наоборот, возможен чрез-
мерно быстрый износ кулачков, рабочие поверхности наплавляют
твердым сплавом или пользуются люнетами, кулачки которых
снабжены ролидами. '
Установка неподвижного люнета на токарном станке показана
па рис. 197. Обрабатываемая деталь установлена в центрах и под-
держивается тремя соответствующим образом отрегулированными
кулачками люнета. Если заготовка детали точная (холоднокатан
240
ный, калиброванный пруток и т. п.) или она предварительно обра-
ботана, установить ее в люнете можно без предварительного про-
тачивания шейки в тех местах, где будут расположены кулачки
люнета. В противном случае в том месте, которым деталь будет
касаться кулачков люнета, должна быть проточена шейка.
Обработка шейки, длина которой должна быть немного больше
ширины кулачков люнета, возможна несколькими способами. Если
деталь длинная и тонкая, ее устанавливают в центрах и протачи-
вают шейку в требуемом месте.,Подача и глубина резания должны
быть при этбм возможно меньшими, чтобы избежать прогиба вала
и вибраций. Из этих же соображений главный угол в плане резца
должен быть возможно большим (лучше всего пользоваться подрез-
Рис. 196. Неподвижный-люнет
ными резцами) и радиус закругления
вершины резца возможно меньшим, а
передняя поверхность вогнутой. Угол
наклона главной режущей кромки резца
желательно делать отрицательным (см.
Рис. 197. Обработка с неподвижным люнетом
рис. 7, в); в этом случае резец как бы натягивает деталь на себя.
При положительном угле наклона (см. рис. 7, а) резец отталкивает
от себя деталь, а это способствует появлению вибраций.
Если обрабатываемая заготовка настолько длинна и тонка,
что проточить шейки сразу в середине ее, даже с соблюдением
указанных выше правил, не удается, приходится протачивать
временные шейки (одну или две), расположенные ближе к перед-
ней бабке. Проточив такую шейку на расстоянии от передней
бабки, равном, например, одной четверти всей длины заготовки,
устанавливают против шейки люнет и протачивают вторую вре-
менную или требуемую шейку.
Установка люнета производится различными способами. Уста-
навливать кулачки люнета непосредственно по заготовке можно
только в том случае, если она точна (например, калиброванный
прудок) или предварительно обработана. Этим способом следует
пользоваться только при грубых работах, причем если заготовка
прогибается под действием собственного веса, то сначала к ней
241
равномерно подводят два нижних кулачка и только после этого
закрепляют верхний кулачок. При чистовых и точных работах
устанавливать люнет этим способом нельзя, так как при непра-
вильной установке его (что очень вероятно) обрабатываемая деталь
будет иметь неодинаковые диаметры по всей длине.
Если деталь имеет обработанную поверхность, то установку ,
люнета лучше всего производить при помощи короткой оправки
(цилиндрического валика) диаметром, равным диаметру заготовки
в том ее месте, в котором будет расположен люнет. Один конец
оправки закрепляется в патроне, а по другому концу, предвари-
тельно выверенному при помощи рейсмуса или индикатора, или
обточенному на месте, устанавливают кулачки люнета. Люнет в это
время находится вблизи передней
бабки и после установки кулачков
передвигается вдоль станины до
требуемого положения.
Отметим в заключение, что при
обтачивании детали с неподвиж-
ным люнетом угол наклона главной
режущей кромки резца должен
быть положительным. Образую-
щаяся при этом стружка отходит
вправо и не запутывается в кулач-
ках люнета (см. рис. 9, а).
Подвижные люнеты и их приме-
нение. Подвижный люнет (рис. 198)
закрепляется на продольных салаз-
ках 4 суппорта болтами 6. В кор-
расположены только два кулачка;
один из них обозначен цифрой 3. Кулачки регулируются винтами 1
и закрепляются винтами 2.
При правильной установке резца и люнета кулачки последнего
поддерживают деталь несколько правее резца (при перемещении
суппорта влево). Кулачки люнета, таким образом, прикасаются
к обработанной поверхности вала и поддерживают его вблизи
резца, т. е. недалеко от точки приложения силы, изгибающей вал.
Благодаря тому, что люнет перемещается вместе с суппортом, относи-
тельное положение резца и кулачков люнета остается неизменным.
Для предотвращения попадания стружки под кулачки люнета
угол наклона главной режущей кромки резца следует делать отри-
цательным. Стружка при этом условии отходит влево (см. рис. 9, в),
что и требуется.
Некоторые особые случаи применения неподвижных люнетов.
Иногда обработка жесткой детали затрудняется или даже оказы-
вается невозможной ввиду недостаточной прочности закрепления
ее только в патроне. Если использовать задний центр почему-либо
нельзя, применяют неподвижный люнет, как, например, при обта-
чивании торца вала, не имеющего центрового отверстия,
242
Рис. 198. Подвижный люнет
пусе 5 люнета в этом случае
2. ОБРАБОТКА НА ПЛАНШАЙБЕ И УГОЛЬНИКЕ
Обработка на планшайбе. При обработке основания рейсмуса
(см. рис. 75, 5) требуется, чтобы ось отверстия под стойку рейс-
муса была строго перпендикулярна, а верхняя торцовая поверх-
ность основания параллельна опорной плоскости основания. Подоб-
ные требования предъявляются и к другим деталям машин. Ука-
занные требования будут выполнены, если после закрепления осно-
вания рейсмуса для* обработки отверстия под стойку и торцовой
поверхности его ранее обработанная опорная плоскость будет
расположена перпендикулярно к оси вращения станка. Использо-
вание самоцентрирующего или четырехкулачкового патрона может
привести к браку детали, если она почему-либо не будет плотно
Рис. 199. Обработка деталей на планшайбе
прижата опорной плоскостью к установочной поверхности всех
кулачков патрона. Такой же результат получится и в том случае,
если хотя бы один из кулачков займет положение, показанное
на рис. 47.
Наилучшее закрепление детали при данных условиях обработки
показано на рис. 199, а. На планшайбе 1 обрабатываемая деталь 2
закреплена прихватами 3. Планшайба представляет собой диск
с утолщенной средней частью, усиленный ребрами, центрирован-
ный и закрепленный на шпинделе станка. Головки болтов при-
хватов входят в Т-образные пазы планшайбы или иногда болты
проходят через отверстия в планшайбе. Не следует слишком сильно
завертывать гайки этих болтов во избежание деформирования,
а иногда и поломки планшайбы. В некоторых случаях при этом
может быть деформирована и обрабатываемая деталь.
Проверка установки детали, закрепляемой на планшайбе, про-
изводится так же, как при закреплении в четырехкулачковом пат-
роне. При немного отжатых гайках болтов прихватов деталь может
быть смещена в любую сторону легкими ударами молотка.
Если обрабатываемая деталь располагается так, что центр
тяжести ее не лежит на оси вращения шпинделя станка, она должна
243
быть уравновешена (рис. 199, б) каким-либо грузом 4. Подбор
массы груза — противовеса, состоящего обычно из чугунных шайб,
должен обеспечить уравновешенное состояние планшайбы. Оно кон-
тролируется при отключенном от механизма коробки скоростей
шпинделе. Если баланс грузов не достигнут, планшайба со шпин-
делем, поворачиваясь вокруг своей оси, будет всегда останавли-
ваться в одном положении — грузом вверх, если груз мал, или
грузом вниз — если груз велик. Изменять влияние груза можно
не только его массой, но и перемещением вдоль паза. Планшайбу
с установленной на ней деталью и грузом считают отбалансиро-
ванной, когда ее можно остановить в любом положении и она не
будет стремиться его изменить. Работа с неотбалансированной
планшайбой недопустима, так как дебаланс весьма вредно влияет
на износ подшипников шпинделя.
Рис. 200. Токарный угольник (а) и его настройка на
планшайбе (б)
Закрепление на планшайбе применяется и тогда, когда форма
обрабатываемой детали затрудняет или даже исключает исполь-
зование четырехкулачкового патрона. При отсутствии планшайбы
для выполнения рассмотренных работ может быть использован и
корпус четырехкулачкового патрона. Разумеется, такой метод
крепления заготовок, как низкопроизводительный, можно рекомен-
довать лишь при изготовлении деталей малыми партиями.
Обработка на угольнике. Если в какой-либо детали, например
в подшипнике, отверстие должно быть обработано так, чтобы его
ось была параллельна опорной плоскости и расстояние от оси до
этой плоскости было равно заданному, то подобные операции сле-
дует выполнять на угольнике (рис 200, а), прикрепленном долж-
ным образом к планшайбе. Полки угольника должны составлять
между собой угол 90°. Продолговатые отверстия в одной из полок
угольника сделаны для болтов, посредством которых он прикре-
пляется к планшайбе, а такие же отверстия в другой полке — для
болтов, используемых для закрепления обрабатываемой детали.
Полки сравнительно больших угольников для большей жесткости
соединяются скрепляющими ребрами,
244
Установка угольника на планшайбу (рис 200, б) осуществляется
в следующем порядке. Угольник прикрепляют к планшайбе пред-
варительно, но так, чтобы расстояние от оси шпинделя до полки
угольника, на которой будет установлена обрабатываемая деталь,
было равно (приблизительно) требуемому расстоянию от оси отвер-
стия в детали до ее опорной плоскости. После этого на угольнике
Рис. 201. Универсальный угольник
устанавливают и закрепляют предварительно обрабатываемую де-
таль 2 (например, подшипник). Затем производится выверка уста-
новки угольника (с деталью), его окончательное закрепление {при
достижении размера от опорной поверхности до центра отверстия)
и выверка установки детали на угольнике с помощью рейсмуса.
После этого, окончатель-
но закрепив деталь, пе-
ремещением противовеса
1 находят такое его по-
ложение, при котором
планшайба становится
уравновешенной.
Если требуется обра-
ботать партию деталей,
то на угольнике по пер?
вой детали следует уста-
новить планки — упоры.
Рис. 202. Примеры обработки па угольнике
На рис. 201 показано
переналаживаемое при-
способление — угольник. Перемещение угольника 7 в двух коор-
динатах осуществляется болтами 2 и 4. Отсчет величины перемеще-
ния ведется по миллиметровым шкалам 6 с нониусами. Упоры 1 и 5
позволяют пользоваться мерными плитками, при необходимости
более точных измерений перемещений угольника в процессе уста-
новки обрабатываемой детали. Балансировка приспособления
с установленной деталью ведется с помощью противовесов 3.
245
Другие примеры обработки детали на угольнике схематически
показаны также на рис. 202. У патрубка (рис. 202, а) подлежит
обработке торцовая плоскость А. Она должна быть перпендику-
лярна к плоскости фланца, соприкасающегося с угольником. Ось
отверстия В в кронштейне (рис. 202, б) должна быть расположена
под углом а к плоскости его основания. В этом случае угол между
полками угольника должен быть равен 90 — а0. Балансировка
осуществляется посредством противовеса 1.
3. ОБРАБОТКА ДЕТАЛЕЙ
С ЭКСЦЕНТРИЧНО РАСПОЛОЖЕННЫМИ ПОВЕРХНОСТЯМИ
Детали с эксцентрично расположенными поверхностями и осо-
бенности их обработки. Отличительной особенностью таких дета-
лей является наличие нескольких поверхностей вращения со строго
параллельными осями. Обеспечение параллельности этих осей и
точного расстояния между ними (например, при обработке колен-
чатых валов) составляет главную задачу при обработке такого рода
деталей.
Типичная деталь с эксцентрично расположенными поверхностями
показана на рис. 203, а. У этой детали должны быть обработаны
поверхности Л и В и отверстие С, причем поверхность А имеет
ось O±Olf а поверхность В — ось О2О21 не совпадающую с первой
и отстоящую от нее на расстоянии е. Кроме того, должны быть
обработаны все торцовые поверхности детали. Один из способов
обработки состоит в следующем. У детали, закрепленной в четы-
рехкулачковом патроне за поверхность А, обрабатываются поверх-
ность В, отверстие С и торцы, доступные для обработки. После
этого деталь надевается на оправку, центровые отверстия которой
смещены относительно ее центровой линии на величину е.
Установив оправку на центры, обрабатывают поверхность А де-
тали и последний торец.
При отсутствии такой оправки деталь закрепляют в четырех-
кулачковом патроне за поверхность В и обрабатывают поверхность
А детали и ее левый торец. После этого деталь переворачивают и
закрепляют (рис. 203, б) в том же патроне за обработанную по-
верхность Л. Проверку необходимого при этом смещения оси поверх-
ности на величину е производят следующим образом. Подведя к по-
верхности А детали резец, установленный задним концом вперед,
измеряют величину просвета Т. В этот момент деталь должна быть
установлена так, чтобы против торца резца находилась (рис. 203, б)
самая «высокая» точка поверхности А. После этого измерения деталь
поворачивают вместе с патронами на 180° так, чтобы против торца
резца оказалась (рис. 203, в) самая «низкая» точка поверхности Л,
и снова измеряют просвет между этой поверхностью и торцом
резца. Если просвет оказался равным Т + 2е, можно приступить
к обтачиванию поверхности В, обработке отверстия С и правых
(по рис. 203, в) торцовых поверхностей детали. В большинстве слу-
246
чаев деталь приходится смещать несколько раз и столько же раз
производить указанные выше измерения.
Для определения самой высокой точки поверхности А можно
воспользоваться куском мела, как при проверке установки детали
в четырехкулачковом патроне. При медленном вращении детали
мел коснется ее и сделает на наиболее высоком участке поверхности
отметку в виде линии, в середине которой находится самая высо-
Рис. 203. Втулка с эксцентрично расположенным от-
верстием (а) и операции ее обработки (б, в)
кая точка этой поверхности. Самая низкая точка ее лежит, оче-
видно, на противоположной стороне.
При небольшой величине е проверку смещения детали, установ-
ленной по рис. 203, б, можно производить с помощью индикатора,
закрепленного в резцедержателе. Кнопка индикатора прижи-
мается в этом случае к поверхности А медленно вращающейся де-
тали; по колебаниям стрелки можно судить о величине смещения
этой поверхности относительно оси вращения шпинделя станка.
Обработка валиков с эксцентричным расположением поверх-
ностей производится в патроне или в центрах. В первом случае
необходимое смещение поверхностей валика достигается спосо-
бами, рассмотренными выше, а во втором — использованием двух
пар центровых отверстий (рис. 204), имеющихся в торцах валика.
247
Первая пара отверстий, расположенных на оси 0^, используется
при обтачивании поверхности диаметром D, а вторая пара, рас-
положенная на оси О.2О2, — при обтачивании поверхности d. Оси
Рис. 204. Двойная зацентровка валика с эксцентрично
расположенными поверхностями
ОгО]. и О2О2 расположены на расстоянии, равном требуемому экс-
центриситету е.
Точность выполнения этого размера в данном случае зави-
сит от правильности центровки, которая производится по разметке
или по кондуктору.
4. ОБРАБОТКА ФАСОННЫХ ПОВЕРХНОСТЕЙ
Рис, 205. Фасонные резцы: стержневой (а), приз-
матический (б) и дисковый (в)
Обработка фасонных поверхностей фасонным резцом. Резцы,
режущая кромка которых совпадает с криволинейным или ступенча-
тым профилем обрабатываемой поверхности, называются фасонными.
Простейший резец для обработки фасонной поверхности, часто
называемый стержневым, показан на рис. 205, а. Пример приме-
нения такого резца (об-
работка вогнутой по-
верхности) приведен на
рис. 206, а.
Достоинство рассмат-
риваемых резцов — про-
стота, а поэтому сравни-
тельно низкая стоимость
их изготовления. Су-
щественный недостаток
таких резцов заключает-
ся в том, что после не-
скольких, а иногда
двух-трех переточек по передней поверхности (а для сохране-
ния профиля их можно перетачивать только по передней по-
верхности) пластинка стачивается, высота по центру при установке
уменьшается и резец становится негодным для дальнейшей работы.
Поэтому стержневые фасонные резцы применяют преимущественно
в тех случаях, когда работа не имеет массового характера и профиль
резцов прост (например, для обработка галтелей).
Призматический фасонный резец показан на рис. 205, б. Перед-
ней поверхностью служит торец бруска, из которого изготовлен
248
резец, а задний угол образуется благодаря наклонному положению
резца в державке 3. При заточке резца, производящейся также
по передней поверхности, профиль его не изменяется. Недоста-
ток резца — сложность изготовления. Пример применения при-
зматического резца показан на рис. 206, б.
Для закрепления в державке призматический резец 1 (205, б)
по всей длине (с задней стороны) имеет выступ в форме ласточкина
хвоста, входящий в такой же паз державки 3. Державка надрезана,
поэтому при затягивании винта 2 она сжимается и резец удер-
живается в ней достаточно прочно.
Дисковый фасонный резец, закрепленный на державке, изоб-
ражен на рис. 205, в. Пример его применения показан на рис. 206, в.
Передняя поверхность дискового резца располагается ниже
его оси на величину h (рис. 205, в), что создает необходимый задний
Рис. 206. Примеры применения фасонных резцов
угол. Если это понижение равно х/10 диаметра резца, задний
угол его получается около 12°. Передний угол фасонных резцов
в большинстве случаев делается равным 0°. При этом условии
упрощается изготовление резца; кроме того, резец не затягивается
в деталь и обработанная поверхность последней получается каче-
ственной. Ширина фасонных резцов не превышает обычно 40 мм,
но иногда примёняются фасонные резцы шириной до 100 мм. Дер-
жавки к фасонным резцам, в особенности широким, часто делаются
пружинящими (см. рис. 92).
Работа фасонными резцами. Для получения правильного про-
филя обрабатываемой детали фасонный резец необходимо устанав-
ливать так, чтобы его режущая кромка была точно на высоте цент-
ров станка. Положение фасонного резца, если на него смотреть
сверху, следует проверять посредством маленького угольника.
Если одну кромку такого угольника приложить к цилиндрической
поверхности детали (вдоль ее оси), а другую подвести к боковой
поверхности обыкновенного или призматического резца, или к тор-
цовой поверхности дискового резца, то между угольником и резцом
не должно быть неравномерного просвета.
При закреплении фасонных резцов необходимо особенно тща-
тельно выполнять общие правила закрепления резцов.
249
Подача фасонного резца в большинстве случаев осуществляется
вручную. Она должна быть равномерной и не превышать 0,05 мм/об
при ширине резца 10—20 мм и 0,03 мм/об при ширине свыше 20 мм.
Подача должна быть тем меньше, чем меньше диаметр обрабаты-
ваемой детали. При обработке участка детали, расположенного
близко к патрону (или к задней бабке), подачу можно брать больше,
чем при обработке участка, расположенного сравнительно далеко
от патрона (или от задней бабки).
При обработке фасонных поверхностей стальных деталей сле-
дует применять охлаждение маслом. Поверхность детали получается
при этом гладкой и даже блестящей. Фасонные поверхности чугун-
ных, бронзовых и латунных деталей обрабатываются без охлаж-
дения.
Правильность фасонной поверхности проверяется шаблоном.
Между обработанной поверхностью и шаблоном не должно быть
просвета.
Если обрабатываемая поверхность детали имеет большие пере-
пады диаметров разных участков, то при работе фасонным рез-
цом приходится снимать много металла. Во избежание быстрого
износа резца предварительную обработку такой поверхности надо
производить обдирочным резцом, профиль которого подобен про-
филю окончательного фасонного резца, но значительно проще его.
Обдирочный фасонный резец может иметь передний угол больше
нуля.
Обработка фасонных поверхностей при одновременном действии
продольной и поперечной подач резца. Обработка фасонных по-
верхностей при одновременном действии продольной и попереч-
ной ручных подач резца производится при небольшом количестве
обрабатываемых деталей или при сравнительно больших размерах
фасонных поверхностей. В первом случае изготовление даже обык-
новенного фасонного резца нецелесообразно, во втором — потре-
бовался бы очень широкий резец, работа которым неизбежно вы-
звала бы вибрации детали.
Фасонная поверхность детали обрабатывается рассматривае-
мым способом обычно в три приема, сущность которых будет ясна
из приводимого ниже порядка обработки рукоятки (рис. 207, а).
Заготовка, из которой изготовляется рукоятка, закрепляется
(рис. 207, б) за поверхность А и у нее обрабатываются поверхно-
сти В, С, D и В. Затем деталь закрепляется за поверхность С
(рис. 207, в). Несколькими проходами проходного резца с заготовки
снимают слои материала (заштрихованные в разные стороны).
Припуск, оставшийся после этого на окончательное обтачивание
фасонной поверхности, на рис. 207, г заштрихован.
Снятие припуска производится остроносым чистовым или про-
ходным резцом. Для этого перемещают (вручную) продольные са-
лазки влево и одновременно поперечные салазки суппорта вперед
и назад. При обработке сравнительно небольших фасонных поверх-
ностей продольную подачу осуществляют используя верхние са-
250
лазки суппорта, установленного так, чтобы направляющие их были
параллельны центровой линии станка; для поперечной подачи при-
меняют поперечные салазки суппорта. В том и другом случаях
вершина резца будет перемещаться по кривой. После нескольких
проходов резца и при правильном соотношении величин подач
(продольной и поперечной) обрабатываемая поверхность получит
Рис, 207. Последовательность обработки фасонной поверхности
ручки способом двух подач
требуемую форму. Для выполнения этой работы нужен большой на-
вык. Опытные токари, обрабатывая фасонные поверхности рассмат-
риваемым способом, пользуются автоматической продольной пода-
чей, перемещая одновременно с этим поперечный суппорт вручную.
Проверка фасонной поверхно-
сти осуществляется шаблонами,
подобными изображенному на
рис. 147, но с рабочей кромкой,со-
ответствующей очертанию фасон-
ной поверхности или ее участка.
Обработка фасонных поверх-
ностей по шаблонам и копирам.
При обработке сравнительно не-
больших фасонных деталей, из-
готовляемых небольшими пар-
тиями, может быть полезно
устройство, показанное на
Рис. 208. Обработка фасонной поверх-
ности по копиру
рис. 208. Обрабатываемая деталь
1 (например, рукоятка для ма-
ховика) закреплена в самоцент-
рирующем патроне, а в пинользадней бабки вместо центра встав-
лен копир 2, имеющий форму и размеры изготовляемой детали.
Работая одновременно двумя подачами, токарь должен все
время следить за тем, чтобы щуп 3, закрепленный в резцедержателе,
находился в соприкосновении с копиром. При выполнении этого
условия требуемая форма изделия получается сама собой.
На рис. 209 показано аналогичное устройство для обработки
сферической поверхности. По шаблону установленному
251
в пиноли задней бабки, обкатывается ролик 2, закрепленный в резце-
держателе вместе с резцом 3. Сообщение им продольной и попереч-
Рис. 209. Обработка сферической поверхно-
сти по шаблону
ной подач обеспечивает по-
лучение заданной сферы
на заготовке. •
Достоинство таких при-
способлений состоит в том,
что они могут быть без
значительных затрат быст-
ро изготовлены самим то-
карем.
При обработке деталей
большими партиями слож-
ное движение резца должно
осуществляться автомати-
чески. Для этой цели изго-
товляются более сложные
копировальные приспособления. В последние годы широкое распро-
странение для этих целей получили так называемые гидросуппорты.
Устройство и работа гидросуппорта рассмотрены в конце этой
книги (стр. 315).
б. НАКАТЫВАНИЕ РИФЛЕНЫХ ПОВЕРХНОСТЕЙ
Виды накаток. Накатка, которая делается на поверхностях,
охватываемых рукой, бывает прямая (рис. 2ГО, а) и косая — сетча-
тая (рис. 210, б). Шаг S (рис. 210, в) прямой накатки делается
независимо от материала детали, равным 0,5—1,2 мм. Шаг косой —
сетчатой накатки на деталях из латуни и алюминия делается
Рис. 210. Типы накаток (а, б) и их шаг (в)
0,6—1,2 мм, а на стальных деталях — 0,6—1,6 мм. Чем тверже
материал детали и чем больше ее диаметр, тем крупнее должен быть
шаг накатки.
Ролики для накатывания. Ролик для получения прямой накатки
показан на рис. 211, а. Для получения косой — сетчатой накатки
необходимо иметь два ролика — с левой (рис. 211, б) и с правой
(рис. 211, в) насечками. Диаметр роликов обычно принимается
около 20—25 мм, ширина — 10 мм. Угол а между сторонами на-
сечки (рис. 211, г) следует брать острее для накатки твердых мате-
252
Рис. 211. Типы накатных роликов (а, б, в) и угол их насечки (г)
Рис. 212. Типы державок для накатных роликов
Рис. 213. Накатывание
253
риалов (например, для машиноподелочной стали а = 70°) и более
тупым, если материал накатываемой детали мягок (для латуни
ct - 90°).
Ролики для накатывания изготовляются из стали марок У10А,
У12А, ХВГ, 5ХНМ. Очень хорошо работают ролики, изготовлен-
ные из высокохромистой стали марки ХЭ12.
Державки для роликов. Державка для ролика, применяемого
при образовании прямой накатки, показана на рис. 212, а. Ролик
1 расположен в прорези 2, сделанной в державке, и вращается
на оси 3.
Для косой сетчатой накатки необходимо иметь две державки:
одну для ролика с правой насечкой и другую — с левой насечкой.
Лучше, однако, пользоваться державкой, в которой закрепляются
два ролика: один над другим. Один ролик должен иметь правую,
а другой — левую насечку.
На рис. 212, б показана универсальная державка. На оси 7
расположена обойма 6 с тремя парами роликов 4 и 5, насечка каж-
дой из которых имеет разные шаги.
Практика накатывания. Накатка получается чистой, без рва-
нин и выкрашиваний, если диаметр поверхности, подготовленной
под накатывание, делится без остатка на диаметр ролика. Про-
цесс накатывания показан на рис. 213. Державка с одним роликом
закреплена в резцедержателе станка. Деталь вращается в обычном
направлении. Скорость вращения детали из мягкой стали должна
быть 20—25 м/мин, из стали средней твердости — 15—20 м/мин.
Накатка требуемой глубины получается после нескольких
проходов ролика. Чем крупнее накатка и чем тверже материал,
.тем больше должно быть сделано проходов. Например, накатка
с шагом 1,2 мм на латунной детали может быть получена за 4—6
проходов, а на стальной детали — за 6—8 проходов ролика.
Продольная подача роликов при накатывании деталей диа-
метром 10—25 мм должна быть равна 1—1,5 мм/об, а при больших
диаметрах — 2—3 мм/об.
Во время накатывания пиноль задней бабки должна быть вы-‘
двинута как можно меньше, а задний центр необходимо плотно
прижать к детали, поэтому его надо смазывать чаще обыкновенного.
Накатка получается чище и ровнее, если накатываемое место
поливается машинным маслом.
После того как накатывание закончено на концах накатан-
ной поверхности необходимо проточить фаски — прямую (А, см.
рис. 210, а) или закругленную (В, см. рис. 210, 6).
Часть третья
ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ
ПРИ ТОКАРНОЙ ОБРАБОТКЕ
Глава I
ОСНОВНЫЕ ПОНЯТИЯ О ТЕХНОЛОГИЧЕСКОМ
ПРОЦЕССЕ И ТЕХНИЧЕСКОЙ НОРМЕ ВРЕМЕНИ
1. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС И ЕГО СОСТАВНЫЕ ЧАСТИ
Технологический процесс. Технологическим процессом изготов-
ления деталей называется часть всего производственного процесса,
•непосредственно связанная с изменением формы или физических
свойств детали. Изменение формы детали происходит, например,
во время механической обработки, а физических свойств — в про-
цессе термической обработки (закалки, отпуска и т. д.).
Технологическая операция. В простейшем случае (например,
при изготовлении гладкой втулки или шайбы) технологический
процесс механической обработки детали часто осуществляется
полностью на одном станке, например на токарном.
В большинстве случаев, однако, для изготовления детали,,
например вала, необходимо применять несколько станков разных
типов. Если после обтачивания вала на одной из его ступеней
должна быть профрезерована шпоночная канавка, а некоторые
шейки прошлифованы, технологический процесс механической обра-
ботки вала будет состоять из трех частей, называемых операциями.
Операцией называется часть технологического процесса, выпол-
няемая над определенной деталью (или над совокупностью не-
скольких одновременно обрабатываемых деталей) одним рабочим
(или определенной группой рабочих) непрерывно на одном рабо-
чем месте.
В приведенном определении под группой одновременно обра-
батываемых деталей подразумевается тот случай, когда произво-
дится, например, обработка нескольких одинаковых дисков на одной
оправке. Группа рабочих участвует в выполнении одной операции
при обработке деталей на крупных станках, обслуживаемых брига-
дой рабочих. Непрерывность данной операции следует понимать та-
ким образом, что выполнение ее не перебивается другими операциями.
Например, если между чистовым и черновым обтачиванием вала,
осуществляемым на одном и том же станке, производится правка
вала на специальном прессе, то мы имеем две токарные операции.
255
Операция является единицей планирования производства (под-
счета необходимого оборудования, рабочей силы и т. п.). На
операцию выписываются рабочие наряды и другие доку-
менты.
Установка и позиция. В некоторых случаях операция может
состоять из нескольких частей. Так, например, после обтачивания
конца вала, обращенного к задней бабке, вал снимают со станка
и снова устанавливают на станок обработанным концом к передней
бабке. Перемена положения вала на станке сопровождается снятием
и установкой хомутика. Каждое из этих положений называется
установкой.
Установкой называется часть операции, выполняемая при
каждом новом положении детали относительно станка, для которого
необходимо новое закрепление детали.
Положение детали относительно станка изменяют иногда и без
перемены ее закрепления. Пример такого случая — поворот детали
с помощью делительного кольца на шпинделе или делительного пат-
рона при нарезании на ней многозаходной резьбы. В таком случае
операция состоит из нескольких позиций.
Позицией называется часть операции, выполняемая при каж-
дом новом положении относительно стайка, но при одном закреп-
лении детали на протяжении всей операции.
Переход и проход. Частью операции, не разделенной на установки
или позиции, а также частью установок или позиций является
переход.
Переходом называется часть операции (установки или позиции),
выполняемая над одним участком (или над определенной совокуп-
ностью участков поверхности детали) одним инструментом (или
набором нескольких одновременно работающих инструментов) при
одной настройке станка на режим резания (скорость резания,
глубина резания и подача).
В качестве примера перехода, выполняемого над определен-
ной совокупностью участков поверхности детали набором одно-
временно работающих инструментов, может служить одновременное
обтачивание двух ступеней вала двумя резцами.
Если два или несколько смежных переходов одинаковы (или
могут быть условно приняты за одинаковые), эту часть операции
принимают соответствующей одному переходу, но состоящему из
нескольких проходов. Это делается главным образом для упроще-
ния записи в технологических документах, относящихся к данной
операции. Например, если при обработке какой-либо шейки вала
производится сначала обтачивание ее до диаметра 60 мм, а затем
до диаметра 50 мм, то имеем не одну, а две обрабатываемые поверх-
ности, т. е. два перехода. Если, однако, при этом ни резец, ни
настройка станка на режим резания не изменяются, данную часть
операции можно считать одним переходом, состоящим из двух
проходов.
256
2. ДОКУМЕНТАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Разработка технологического процесса.Технологический процесс,
осуществляемый в цехах заводов, разрабатывается в общезаводских
или цеховых технологических отделах. При этом технологический
процесс документируется, т. е. записывается на бланках или кар-
тах, имеющих различное назначение.
Операционная карта. Такая карта является технологическим
документом, используемым непосредственно на рабочем месте, и
содержит все сведения, необходимые для выполнения данной опе-
рации. Операционные карты, применяемые на разных заводах,
различны по своему внешнему виду, но сходны в основном по своему
содержанию.
В настоящее время Государственным Комитетом стандартов
ведется разработка единой системы технологической документации
(ЕСТД), которая вводится как государственный стандарт с июля
месяца 1974 г. Тогда формы карт на всех заводах страны будут
едины.
В операционной карте приводятся данные о заготовке обра-
батываемой детали и сведения о ее материале, необходимые при
выборе режима резания. В рассматриваемой карте указывается,
как, в каком порядке, при помощи каких приспособлений и инст-
рументов (режущих и измерительных), а также при каких режимах
резания должна быть выполнена данная операция. В карте приво-
дятся указания о рациональных режимах резания для каждого
перехода, иногда время, необходимое для его выполнения, и дру-
гие введения, связанные с выполнением данной операции.
3. СОСТАВ ТЕХНИЧЕСКОЙ НОРМЫ ВРЕМЕНИ
Предварительные замечания. Производительность станка и
труда токаря характеризуется количеством деталей, обрабаты-
ваемых на данном рабочем месте в единицу времени — час или
смену. Она определяется также временем, необходимым для*выпол-
нения данной операции или, как говорят, технической нормой
штучного времени.
Штучное время. В состав штучного времени Тшт входят основ-
ное и вспомогательное время, время технического и организацион-
ного обслуживания рабочего места, а также перерывы, необходи-
мые для естественных надобностей и на отдых при тяжелой физи-
ческой работе.
Основным Tozn называется.время, на протяжении которого про-
исходит резание, т. е. изменение формы и размеров детали. Оно
может быть машинным, если вращение детали и подача инструмента
осуществляется станком, машинно-ручным, — если вращение де-
тали обеспечивается станком, а подача инструмента ручная и, нако-
нец, ручным, например, при развертывании отверстия в невращаю-
щейся детали.
257
Вспомогательным Твсп называется время, затрачиваемое на раз-
личные действия, обеспечивающие выполнение основной работы,
т. е. на установку и снятие обрабатываемой детали, пуск и остановку
станка, на перемещение инструмента, измерение детали и другие
приемы, повторяющиеся при обработке каждой детали.
Сумма основного и вспомогательного времени образует опера-
тивное время Топ .
Время технического обслуживания рабочего места ТТ0 охва-
тывает замену затупившегося инструмента, регулировку и очистку
станка в процессе работы.
Время организационного обслуживания рабочего места Тоо —
это время, расходуемое на раскладку и уборку инструмента в начале
и в конце смены, а также на смазку и чистку станка.
Основное, вспомогательное и другие составляющие штучного
времени выражаются обычно в минутах (мин).
Продолжительность основного и вспомогательного времени
определяется по формулам и таблицам, приводимым в различных
справочниках по нормированию работ на металлорежущих станках.
-Как к основному, так и к вспомогательному времени относятся
приемы, которые предусматриваются заранее, вследствие чего
эти составляющие штучного времени могут быть определены с точ-
ностью, достаточной во многих случаях практики.
Время на техническое и организационное обслуживание рабо-
чего места и время на перерывы принято исчислять в процентах
от оперативного времени.
Подготовительно-заключительное время. Для определения врег
мени выполнения той или иной операции, по которому произво-
дится подсчет стоимости изготовления детали, к штучному вре-
мени необходимо прибавить часть так называемого подго-
товительно-заключительного времени, приходящегося на одну
деталь.
Подготовительно-заключительным Тп_3 называется время, необ-
ходимое для изучения чертежа детали, операционной карты, полу-
чения и сдачи Инструментов, требующихся для выполнения данной
операции, наладки, станка, сохраняющейся при обработке всей
партии деталей.
Подготовительно-заключительное время, назначаемое по спра-
вочникам, относится ко всей партии деталей и не зависит от коли-
чества деталей в данной партии.
Калькуляционное время. Полное или калькуляционное время
выполнения операции при обработке детали может быть определе-
но по формуле
7к = 7’шт + -^, (18)
где Тк — калькуляционное ъремя в мин; Тшт — штучное время
в мин; Тп,3 — подготовительно-заключительное время в мин; п —
количество деталей в партии.
258
Из формулы (18) видно, что наибольшее влияние на кальку-
ляционное время обычно оказывает штучное время и менее сущест-
венное, как правило, — подготовительно-заключительное.
Предположим, например, что штучное время данной операции
при обработке партии 100 деталей составляет 25 мин, а подгото-
вительно-заключительное время — 5 мин.
Калькуляционное время в данном случае составляет
Тк = Тшт + ^ = 25 + ^ = 25,05 мин.
При увеличении 7'шт на 5 мин калькуляционное время составит
^ = 30 + ^ = 30,05 мин.
Если увеличить также на 5 мин подготовительно-заключитель-
ное время, то калькуляционное время будет равно
Тк = 25 + -^- = 25,1 мин.
Чем меньше количество обрабатываемых деталей в партии,
тем больше, разумеется, значение подготовительно-заключительного
времени.
4. НЕОБХОДИМОСТЬ ОДНОВРЕМЕННОГО УМЕНЬШЕНИЯ
ВСЕХ СОСТАВЛЯЮЩИХ НОРМЫ ВРЕМЕНИ
Необходимость одновременного уменьшения всех составляющих
штучного времени. Штучное время может быть определено по
формуле
Т — Т осн -|- т всп + Л.0 + Т0.0 + 7п, (19)
где Тшт — штучное время в мин; Тосн — основное время в мин;
Твсп — вспомогательное время в мин; Тг 0 — время технического
обслуживания рабочего места в мин; Тоо— время организацион-
ного обслуживания рабочего места в мин; Тп — время на перерывы
в мин.
Сумма основного и вспомогательного времени, т. е. оператив-
ное время в условиях серийного производства, составляет обычно
около 90% штучного времени. Поэтому для уменьшения штучного
времени надо стремиться уменьшить оперативное время, не упу-
ская возможности снижения времени, расходуемого на обслу-
живание рабочего места. Добиваясь снижения оперативного вре-
мени, необходимо всеми доступными токарю способами уменьшать
и основное, и вспомогательное время.
В самом деле, повышая скорость резания или увеличивая по-
дачу, мы уменьшаем лишь одну составляющую оперативного вре-
мени, а именно основное время. Поэтому даже существенное умень-
шение основного времени иногда незначительно отражается на
оперативном, а следовательно, и на штучном времени.
259
Предположим, например, что оперативное время на выполне-
ние данной операции составляет 150 мин, в том числе 100 мин,
т. е. около 67%, основного времени и 50 мин, т. е. около 33%,
вспомогательного. Предположим далее, что повышением скорости
резания и увеличением подачи удалось уменьшить основное время
в пять раз, т. е. довести его до 20 мин. Оперативное время после
этого, если вспомогательное время не изменилось, составит 20 +
+ 50 = 70 мин. Таким образом, уменьшение основного времени
150
в пять раз снизило оперативное время примерно лишь в =
= 2,2 раза.
Но дело не только в том, что при рассмотренных условиях
уменьшение оперативного времени, а следовательно, и повышение
производительности получились значительно меньше ожидаемых,
айв том, что после повышения скорости резания ухудшилось
соотношение основного и вспомогательного времени. Действительно,
как указано выше, после повышения скорости резания основное
время составило 20 мин, т. е. 27% от оперативного (70 мин), а вспо-
могательное — 73% от того же времени. Это значит, что при повы-
шении скорости резания доля основного времени в оперативном
уменьшилась с 67 до 27%, а доля вспомогательного возросла с 33
до 73% т. е. ухудшилось использование станка за счет увеличения
физической нагрузки токаря, что, очевидно, недопустимо.
Это, конечно, не означает, что уменьшение только основного
времени нецелесообразно. Как правило, следует использовать все
доступные токарю возможности уменьшения основного времени и
одновременно с этим осуществлять прогрессивные способы сниже-
ния вспомогательного времени.
Необходимость и способы уменьшения подготовительно-заклю-
чительного времени. Несмотря на сравнительно небольшое удельное
место, занимаемое в калькуляционном времени подготовительно-
заключительным временем, токарь должен добиваться его умень-
шения. Это условие приобретает большое значение при сравни-
тельно небольшом штучном времени, сложной подготовке станка,
в особенности при небольшой партии деталей.
Одним из главных способов уменьшения подготовительно
заключительного" времени является специализация рабочих мест,
т. е. закрепление за каждым станкОхМ группы определенных дета-
лей. Действительно, в этом случае отпадает необходимость изу-
чения токарем чертежа и операционной карты перед обработкой
каждой партии деталей; уменьшается время на наладку станка
за счет использования опыта, приобретенного при предшествующих
наладках для данной обработки детали; появляется возможность
использования общей оснастки для обработки группы деталей, за
счет чего отпадает время на переустановку патронов, люнетов
и т. п.
Глава II
СПОСОБЫ УМЕНЬШЕНИЯ ОСНОВНОГО ВРЕМЕНИ
1. ПОВЫШЕНИЕ РЕЖИМА РЕЗАНИЯ
Точение с высокими скоростями. Резание металлов на больших
скоростях (скоростное резание), возникшее в СССР, к настоящему
времени получило теоретическое обоснование и широко приме-
няется на металлорежущих станках. Это достигнуто объединен-
ными усилиями ученых, инженеров-производственников (А. В. Кри-
воухова, А. И. Исаева, П. П. Грудова и др.) и токарей-новаторов
(Г. С. Борткевича, П. Б. Быкова, В. М. Бирюкова, В. Н. Трутнева,
В. Я. Карасева, В. К. Семинского, Д. И. Рыжкова, В. А. Колесова
и многих других).
Сущность этого способа обработки металлов заключается в том,
что с повышением скорости резания уменьшается степень деформации
металла в процессе стружкообразования, что подтверждается, в
частности, уменьшением усадки стружки и силы резания при ско-
ростном точении. Уменьшение деформации в отдельных частицах
стружки обусловливает уменьшение количества теплоты, обра-
зующейся в процессе резания в каждой частице. Кроме того, каж-
дая частица стружки при высокой скорости резания соприкасается
с передней поверхностью резца в течение меньшего времени, чем
при сравнительно низкой скорости. Благодаря этому при скорост-
ном точении из каждой отдельной частицы стружки в резец посту-
пает меньше теплоты, чем при низкой скорости резания.
При увеличении скорости резания уменьшается и количество
теплоты, переходящей из стружки в обрабатываемую деталь.
Опытами хорошо подтверждается, что при высоких скоростях реза-
ния обработанная поверхность нагревается лишь незначительно.
Таким образом, при высокой скорости резания распределение
образовавшейся теплоты благоприятнее, чем при умеренных ско-
ростях; в стружке, получившейся при высокой скорости резания,
остается теплоты больше, чем при низкой скорости.
Несмотря на положительное значение повышения скорости реза-
ния, условия работы режущей кромки резца при скоростном реза-
нии тяжелее, чем при менее высоких скоростях. Хотя количество
теплоты, поступающей в резец из каждой частицы стружки, при
261
скоростном резаний меньше, чем при умеренных скоростях реза-
ния, общее количество теплоты, которое поступит в резец за одно
и то же время его работы, будет больше при высокой скорости
резания, чем при низкой. Это объясняется тем, что в первом слу-
чае резец получит теплоту из большего количества частиц стружки,
чем за такое же время при невысокой скорости.
В результате при скоростном резании резец нагревается зна-
чительно больше, чем при работе с умеренной скоростью резания.
Поэтому развитие скоростного резания обусловило необходимость
дальнейшего повышения прочности и стойкости твердосплавных
резцов.
Одним из мероприятий, направленных к достижению этой цели,
явилось улучшение качества твердых сплавов, что и было осуще-
ствлено (см. стр. 24 и
табл. 9 и 26).
Другим способом повы-
шения прочности и стойко-
сти твердосплавных резцов
является применение отри-
цательного переднего угла
резца. Режущая способ-
Рис. 214. Давление стружки на резец при НОСТЬ твердосплавных реЗ-
отрицательном (а) и положительном (б) перед- ЦОВ с положительным углом
них углах
ограничивается склонно-
стью твердосплавных пла-
стинок к выкрашиванию. Это выкрашивание особенно заметно при
обтачивании очень твердых или закаленных сталей и при работе
с ударной нагрузкой (прерывистое точение, точение с неравномер-
ным припуском и т. д.).
При отрицательном переднем угле выкрашивания пластинки,
как правило, не происходит, что объясняется следующими факто-
рами:
1) при точении резцами с отрицательным передним углом
(— у) направление действующей силы Р обусловливает сжатие
(рис. 214, а) и обеспечивает более благоприятные условия работы
пластинки твердого сплава в сравнении с условиями работы резца
с положительным (+ у) передним уцюм (рис. 214, б);
2) при отрицательном переднем угле и положительном угле
наклона режущей кромки (угле %) вершина резца предохранена от
ударов при обтачивании прерывистых поверхностей.
Все сказанное выше относится главным образом к обработке
стали. Резание чугуна и цветных металлов требует значительно
меньших затрат; преимущества отрицательных углов в данном
случае сказываются слабее. Вследствие этого при обработке, ука-
занных материалов резцы с отрицательными передними углами
применяются реже.
Наряду с достоинствами резцы с отрицательным передним
углом имеют ряд существенных недостатков.
262
1. При точении резцами с отрицательным передним углом воз-
растает сила трения стружки о резец, вследствие чего увеличи-
вается и потребная мощность. Поэтому при работе на недостаточно
мощных станках приходится уменьшать скорость резания или по-
дачу, а вместе с тем и производительность.
2. При работе рассматриваемыми резцами возрастает радиаль-
ная сила Ру, что приводит к искажению формы обрабатываемой
детали (при ее недостаточной жесткости), вибрациям и т. д.
Ввиду этого резцы с отрицательным передним углом приме-
няются лишь для обработки стали с повышенной и высокой проч-
ностью (ов = 80 кгс/мм2 и больше), при резании с ударной нагруз-
кой и при обработке заготовок с очень твердым поверхностным
слоем. В последнее время стремятся и в таких случаях пользо-
ваться резцами с положитель-
ным передним углом.
Точение с большими пода-
чами (силовое резание). Воз-
можность повышения произ-
водительности обычного то-
карного станка за счет уве-
личения скорости резания
часто ограничивается недо-
статочно большим предельным
числом оборотов шпинделя.
Повышение производительно-
сти станка путем увеличения рис 215. Общий вид резца конструкции
подачи при обтачивании про- в. А. Колесова
ходными резцами с обычной
геометрией также не удается. В этом случае шероховатость по-
верхности настолько возрастает, что часто оказывается необходимым
последующее чистовое обтачивание детали с небольшой подачей;
это сводит на нет повышение производительности, достигнутое ра-
ботой с большой подачей при черновом обтачивании.
Повышение производительности при чистовом обтачивании по-
средством использования широкого резца (стр. 133), установлен-
ного таким образом, что режущая кромка его параллельна направ-
лению подачи, иногда весьма существенно. Но такие резцы могут
работать без вибраций лишь при весьма малых глубинах резания,
что исключает возможность применения этого способа обработки
при сравнительно больших припусках на чистовое обтачивание.
Токарь-новатор Средневолжского станкостроительного завода
В. А. Колесов предложил совмещать черновое и чистовое обтачи-
вание в одном переходе, используя при этом специальный комбини-
рованный резец х. Этот способ получил широкое распространение и
известность как способ силового резания.
1 Резец с вспомогательным углом в плане = 0°. Предварительные данные,
выбор подачи и скорости резания см. стр. 116, а также табл. 16, 17, 20 и 21.
263
Резец такой конструкции имеет три режущие кромки (рис. 215).
Первая режущая кромка А с углом в плане 45° выполняет ра-
боту обычного проходного резца; вторая режущая кромка В с углом
в плане 20° является переходной; третья С с углом в плане 0°,
т. е. параллельная направлению подачи, выполняет задачу чистового
резца, применяемого при больших подачах.
Рекомендуемые углы заточки и длина дополнительной режущей
кромки приведены в табл. 38.
Таблица 38
Геометрические параметры резца В. А. Колесова
Обрабатываемый материал Сечение среза в мм2 Углы в град Длина дополни- тельной режу- щей кромки 1 в мм (s —- подача в мм/об)
Название Механические свойства
ав в кгс/мм2 НВ Y а Ф X
Сталь До 70 — До 7 7 10 45 —7 (1,2 4-1,8)$
Свыше 70 — 3,5 8 45 -3,5
Чугун — До 220 5 8 45 —5
Сталь До 70 — Свыше 7 5 8 45 0 1,2$
Свыше 70 — 3,5 6 45 +3,5
Чугун — До 220 7 6 45 0
Сталь — — Для всех размеров среза (при ф = 90°) 5 8 90 0 (1,2 4- 1,8) s
Чугун — До 220 3 8 90 0
Этими резцами можно обрабатывать детали даже при сравни-
тельно больших глубине резания и подаче, получая шероховатость
обработанной поверхности по 4—5-му классам чистоты. Колесов об-
тачивал пиноли задней бабки токарного станка при скорости реза-
ния 150 м/мин, глубине резания 1,7—2 мм и подаче 2,7 мм/об вме-
сто применявшейся ранее подачи 0,3—0,5 мм/об. Машинное время
обработки было снижено при этом почти в 10 раз.
Наиболее значительным фактором резкого повышения произво-
дительности при силовом резании является совмещение чернового
и чистового переходов при одновременном увеличении подачи.
Практика применения таких резцов показала, что они обла-
дают повышенной по сравнению с обычными резцами стойкостью.
Это объясняется тем, что при обработке одной и той же детали
длина пути, проходимого таким резцом по поверхности детали, мень-
ше пути, который проходит обыкновенный резец, во столько же раз,
во сколько подача больше, чем при обыкновенном резце.
264
Стружколомание при точении. При точении стали твердосплав-
ными резцами с высокой скоростью резания особое значение имеет
измельчение стружки, обеспечивающее удобство и безопасность об-
служивания станка.
Универсального средства для измельчения стружки пока не
существует, поэтому каждый из рассматриваемых способов решения
этой задачи имеет более или менее ограниченное применение.
Рис. 216. Резцы с канавками для ломания стружки
ЛомаИие стружки может быть достигнуто увеличением глубины
резания или подачи. В том и в другом случаях стружка стано-
вится более ломкой. Но увеличение глубины резания ограничи-
вается припуском на обработку, а увеличение подачи — мощностью
станка, прочностью механизма подачи и жесткостью системы СПИД,
а иногда и заданной шероховатостью.
Для дробления стружки на передней поверхности резца иногда
делается уступ, расположенный параллельно режущей кромке
(рис. 216, а) или под углом 5—15° к ней (рис. 216, б), с расшире-
Таблица 39
Ширина уступа в зависимости от глубины резания и подачи
Глубина резания в мм Ширина уступа в мм при подаче в мм/об
0,15-0,30 0,32—0,40 0,45—0,60 j 0,60-0,70 | 0,71-0,80 0,81—1,0
0,4—1,4 1,6 2,0 2,4 2,8 3,0-3,2 3,0-3,2
1,5—6,5 ' 1,6-2,5 3,0-3,5 4,0 4,0—4,8 4,8 5,0
7,0-13,0 3,0-3,2 4,0 4,8—5,0 4,8—5,5 4,8-5,6 6,0
14,0-20,0 4,0 4,8-5,0 4,8-5,5 . 5,6-6,0 5,8-6,4 7,0
нием уступа к вершине резца. Стружка, снимаемая при такой
форме уступа, ломается короткими кусками в виде завитков. Угол
уступа рекомендуется делать в пределах 110—115°. Размер Л —
высота уступа принимается в зависимости от глубины резания и
подачи в пределах 0,6—1,5 мм. Размер k — ширина уступа в за-
висимости от тех же факторов выбирается по табл. 39.
. При точении с глубиной резания меньше 2 мм можно приме-
нять уступ, показанный на рис. 223, в.
9 А. Н. Оглоблин 265
Необходимость создания уступов разных размеров при работе
на разных режимах резания делает этот способ пригодным лишь
при обработке деталей очень большими партиями.
Более широкое применение находят напайные или приварен-
ные стружколомы (порожки) в виде пластинок напаянных
(рис. 217, а) или приваренных (рис. 217, б) к резцу на расстоянии
k от режущей кромки. Это расстояние по некоторым данным ко-
леблется в пределах 4—8 мм и выбирается в зависимости от подачи
и глубины резания. Угол В также зависит от подачи и принимается
в пределах 105—115°. Чем мень-
Рис. 217. Напаянный и наварной Рис. 218. Накладные стружколо-
стружколоматели матели
Материал пластинки для ломания стружки — сталь марок
5ХНМ, 40Х, У10, любая сталь, наплавленная сормайтом, или
твердый сплав ВК8.
Эти стружколомы имеют в основном те же недостатки, что и
стружколомающие уступы.
Стружколоматель, закрепляемый на резце, показан на рис. 218, а,
а накладной (пружинный) — на рис. 218, б. Закрепление наклад-
ного стружколомателя осуществляется одновременно с закрепле-
нием резца.
Возможность регулирования положения таких стружколомате-
лей с учетом режима резания и свойств обрабатываемого материала,
а также по мере износа резца сообщает им некоторую универсаль-
ность. Рабочая поверхность стружколомателей должна быть изно-
соустойчивой за счет приваренной или напаянной пластинки.
Необходимо, чтобы между стружколомателем и передней поверх-
ностью резца не было щели, наличие которой приводит к заторма-
живанию и завиванию вокруг резца, резцедержателя и т. д., что
создает опасность для рабочего. Вероятность такой щели особенно
велика при наклонном стружколомателе.
Существуют и более сложные устройства для ломания стружки,
рассматриваемые в специальной литературе.
266
2. ПРИМЕНЕНИЕ ВЫСОКОПРОИЗВОДИТЕЛЬНЫХ РЕЗЦОВ
Предварительные замечания. Одновременно со стандартными
резцами, рассмотренными во второй части книги, при точении ши-
роко применяются резцы разных типов, предложенные токарями-
новаторами. Ниже приводится описание некоторых из этих
резцов.
Улучшенные проходные резцы. Для обработки весьма твердых
сталей высокую стойкость имеет резец конструкции токаря-нова-
тора В. Н. Трутнева, показанный на рис. 219. Резец имеет отрица-
тельный передний угол (у = — 10°) и положительный угол наклона
главной режущей кромки (А, = + 12°). При отношении глубины
резания к подаче менее 10 такая заточка резца обеспечивает одно-
Рис. 219. Проходной резец для
обработки весьма твердых и за-
каленных сталей
временно стружколомание.
Увеличение подачи и особенно ско-
рости резания в ряде случаев сопро-
вождается появлением вибраций. Для
устранения их токарь-новатор
К. В. Лакур предложил проходной
резец (рис. 220). Повышенная вибро-
устойчивость рассматриваемого резца
достигается тем, что главная режущая
кромка его расположена в одной
плоскости с нейтральной осью стерж-
ня резца.
Безопасный отвод стружки при
подачах более 1,5 мм/об и глубине
резания 10—12 мм и увеличенную по
сравнению со стандартными резцами
в 1,5—2 раза стойкость обеспечивает резец токаря-новатора Ново-
Краматорского завода Меркулова (рис. 221). Резец имеет двойной
угол наклона режущей кромки. Ширина отрицательной фаски
(сечение Б—Б) у вершины выбирается так, чтобы гребень,
образованный пересечением ее с фаской на главной режущей
кромке, находился на расстоянии (1,5 4- 1,8) / от вершины резца.
Повышенную прочность вершины резца, хорошее дробление
стружки и повышенную стойкость обеспечивают резцы токаря-нова-
тора Одесского завода радиально-ёверлильных станков Г. С. Неве-
женко (Министерство станкостроительной и инструментальной
промышленности). Эти резцы (рис. 222) имеют упрочняющие фаски
уф = — 5° как вдоль главной, так и вдоль вспомогательной режу-
щей кромок. Их применение особенно эффективно при наличии
жесткой системы СПИД.
Резцы токаря-новатора завода «Красный пролетарий» В. Ф. Шу-
милина (рис. 223) применяются на высоких скоростях обработки
стали как для черновой, так и для получистовой и чистовой обра-
боток. В табл. 40 приводятся геометрические параметры резцов,
в зависимости от вида обработки.
9*
267
268
Таблица 40
Геометрические параметры резца В. Ф. Шумилина
Марка твердого сплава Виды обработки Подача в мм/об Геометрические параметры лунки
V в град я в мм В в мм f в мм
Т5КЮ Черйовая и получисто- 0,35—0,6 6 6 2,5+0’5 0,3
Т14К8 вая 0,6-1,2 6 10 4,0+1.о 0,6
Т15К6 Получистовая и чисто- 0,2-0,35 6 3,5 1,5+o.s 0,2
вая 0,35-0,6 6 6,0 2,5+0,в 0,3
Т30К4 Чистовая 0,2-0,35 0 3,5 2,0 ьо’5 0,2
Упорные резцы. Один из первых высокопроизводительных рез-
цов, появившихся при возникновении скоростного точения, пред-
ложен токарем-новатором Г. С. Борткевичем (рис. 224). Передний
угол этого резца, равный 8—10°, получается фрезерованием под
соответствующим углом наклона опорной площадки гнезда для пла-
стинки. По передней поверхности резца затачивается фаска шириной
Рис. 224. Упорный подрезной резец конструкции Г. С. Борт-
кевича
1,5 мм с отрицательным углом, равным —2®. Угол наклона глав-
ной режущей кромки положительный и равен 2°. Вершина
резца закруглена радиусом 0,5 мм. Вспомогательный угол в плане
равен 8°. Задние углы (главный и вспомогательный) двойные,
а' именно 6 и 8°.
При работе такого резца на фаске его появляется лунка, обра-
зующая ленточку, ширина которой в процессе работы постепенно
уменьшается. Наибольшая стойкость резца получается при ширине
ленточки, равной (0,8 4- 1,5) s, где s — подача в мм/об. Как только
ширина ленточки становится меньше 0,8s, дальнейшее уменьшение
ее ширины происходит быстро, и резец затупляется. Во избежание
2G9
второ ширину ленточки восстанавливают оселком (зеленый карбид
кремния мелкой зернистости), не снимая резца, причем оселок
плотно прижимают к фаске. Этим обеспечивается сохранение вели-
чины угла —2°, полученного при заточке резца.
Круглые вращающиеся резцы. В последние годы в качестве
проходных стали применяться круглые чашечные самовращающиеся
твердосплавные резцы (рис. 225), обеспечивающие при точении
стальных деталей со скоростью резания 300—400м/мин при подаче
0,5—1,0 мм/об и глубине резания 0,2—1 мм шероховатость поверх-
ности в пределах \75 — V7, значительно превышая стойкость по
сравнению с обычными резцами. Хорошие результаты эти резцы
показали также при получистовой обработке чугуна и цветных
сплавов.
Рис. 225. Круглый чашечный самовр задающийся резец
Чашечный резец 5 (рис. 225) закреплен на валике 2 гайкой 6.
Валик 2 вращается в двух железографитовых подшипниках 3 и 4,
запрессованных в головку державки 1 и питающихся смазкой из
кольцевой полости 7. 1
Резцы с неперетачиваемыми твердосплавными пластинками. В по-
следние годы широкое применение находят резцы с механическим
закреплением многогранных неперетачиваемых твердосплавных пла-
стинок. Пластинки /, имеющие трехгранную (рис. 226, а), четырех-
гранную (рис. 226, б, в, г) или шестигранную (рис. 226, д, е) форму,
крепятся в державке резца 5, как это показано на рис. 226, ж (сече-
ние А—А рис. 226. б). Пластинка 1 центрируется штифтом 2, за-
прессованным в державку. Крепление пластинки осуществляется
клинообразной планкой 3 при завинчивании болта 4, прижимающей
пластинку к штифту 2. Пластинки имеют выкружки А вдоль
всех режущих кромок, получаемые при изготовлении (прессовании)
пластинок. Это обеспечивает положительный передний угол резца,
удовлетворительное завивание стружки и хороший отвод ее.
Заточка и доводка пластинок производятся только по фаскам
(вдоль режущих кромок, по верхнему торцу). После затупления
1 Более подробные сведения см. в работе [4].
270
(или выкрашивания) поочередно всех режугцих кромок пластинка не
перетачивается, а возвращается для переработки на завод-изгото-
витель. Задний угол а образуется за счет наклонного положения
пластинки в державке. Надежность в работе, удобство обслужива-
ния, долговечность державок и простота восстановления в случае
повреждения при разрушении пластинки — все это создало рассмат-
риваемым резцам условия для широкого использования, особенно
при получистовой и чистовой обработке.
Восстановление державок производится наплавкой металла
на поврежденную опорную поверхность с последующей ее шли-
фовкой. Токарем-новатором В. Н. Трутневым предложено уста-
навливать в державке под рабочей пластинкой опорную твердо-
сплавную пластинку. Срок службы державок в этом случае еще
увеличивается.
Расточные резцы. Расточный резец конструктора-новатора В.К.Се-
минского показан на рис. 227. У этого резца часть стержня резца
(длиной 120 мм), закрепляемая в резцедержателе, повернута отно-
сительно остальной (рабочей) части на угол 45°. Благодаря этому
рабочая часть резца, имеющая квадратное сечение, расположена
так, что жесткость резца получается значительно больше, чем при
обычном круглом сечении этой части. Это дает возможность суще-
ственно повысить режим резания при растачивании отверстий.
Изготовление такого резца проще, чем обычного оттянутого.
Расточный резец повышенной виброустойчивости, предложенный
токарем-новатором К. В. Лакуром, показан на рис. 228. Преиму-
271
щества его те же, что у резца, приведенного на рис. 220. Кроме
того, в этом случае представляется возможность. значительного
усиления сечения державки, поскольку вершина резца находится
в горизонтальной плоскости, проходящей через ось резца. Конст-
рукция такого резца внесена в ГОСТ (см. рис. 121, в и г).
Рис. 227. Расточный резец конструкции В. К. Семинского
На рис. 229 показан расточный цельнотвердосплавный резец
типа «улитка», предложенный токарем-новатором В. С. Павловым.
Такие резцы предназначены для высокопроизводительной расточки
отверстий высокой точности (3, 2-го и даже 1-го классов) с обеспе-
Рис. 228. Расточный резец конструкции К. В. Лакура
чением шероховатости до 8—9-го классов чистоты. Резцы изготов-
ляются для обработки как сквозных, так и глухих отверстий. Они
отличаются высокой стойкостью, способностью выдерживать боль-
шое число переточек, а следовательно, имеют очень большую сум-
272
марную стойкость. Переточка их производится по передней поверх-
ности. Такие резцы могут изготовляться и быстрорежущими.
Резьбовые резцы. Новатор В. М. Бирюков предложил произво-
дить нарезание треугольной резьбы с шагом до 3 мм одним резцом
(рис. 230), а с шагом 3,5—6 мм двумя резцами. Предварительное
нарезание выполняется резцом, показанным на рис. 231, а оконча-
тельное — резцом, изображенным на рис. 230.
V7
Рис. 229. Резец-«улитка» конструкции токаря-новатора
В. С. Павлова
Особенностью этих резцов является то, что головка резца ото-
гнута влево (для нарезания правой резьбы) от стержня его, причем
вершина резца лежит в плоскости, совпадающей с левой боковой
стороной стержня резца. Отогнутая головка резца под действием
сил резания подвергается, по-видимому, некоторому упругому
скручиванию, вследствие чего резец несколько пружинит, что обес-
печивает высокую степень чистоты поверхности нарезаемой резьбы.
Кроме того, солидные размеры головки резца создают лучший
отвод теплоты резания и значительно уменьшают возможность от-
пайки пластинки из-за ее перегрева.
Резцы оснащены пластинками йз твердого сплава марки Т15К6*
Угол профиля резца (рис. 230) должен быть меньше угла про-
филя нарезаемой резьбы на 1®, чтобы устранить разваливание резьбы,
273
Рис. 230. Резьбовый резец конструкции В. М. Бирюкова
Рис. 231. Резьбовый резец конструкции В. М. Бирюкова для предва-
рительного нарезания резьбы
274
получающееся при скоростном нарезании. Таким образом, резец
для нарезания метрической резьбы должен иметь угол, равный
59°. У резцов, используемых для предварительного нарезания
резьбы (рис. 231), угол профиля рекомендуется брать равным (для
метрической резьбы) 69°, что увеличивает прочность резца и его
теплоотводящую способность.
Ширина притупления рассматриваемых резцов (размер /, рис. 230
и 231) выбирается в зависимости от шага резьбы, для нарезания
которой предназначается данный резец:
Шаг резьбы в мм.......... 1—1,75 2—3 3,5—4,5 5—6
Ширина притупления в мм . . , 0,037 0,145 0,255 0,365
Если какой-либо из резцов конструкции Бирюкова применяется
для нарезания резьбы на вязких металлах, то на вершине его должна
быть фаска с отрицательным передним углом шириной не более
1 мм. Резец для нарезания резьбы на особо твердых металлах должен
иметь фаску с углом —5° по всему профилю резца.
При нарезании резьбы резец необходимо установить так, чтобы
его вершина была на 0,5—1 мм выше центровой линии станка, что
способствует уменьшению вибрации. Вылет резца должен быть
возможно меньшим, а опорная поверхность возможно более гладкой,
что также важно для предотвращения вибрации. Врезание резца
в материал детали должно происходить при полном числе оборотов
ее, для чего следует при каждом проходе отводить резец в сторону
задней бабки на 10—15 шагов нарезаемой резьбы. Нарезание резьбы
по способу Бирюкова производится, как правило, без охлаждения.
Подача резца как при черновом, так и при чистовом нарезании
резьбы осуществляется в поперечном направлении. Величина попе-
речного перемещения резца при черновых проходах принимается
равной 0,5—1 мм. Черновые'проходы производятся до заострения
витков резьбы. Два-три первых чистовых прохода осуществ-
ляются при поперечной подаче резца, равной 0,3 мм; остальные
чистовые проходы, необходимые для получения требуемого размера
резьбы, — при подаче резца 0,2 мм.
3. РАЦИОНАЛИЗАЦИЯ ПРОЦЕССА ОБРАБОТКИ
Предварительные замечания. Усовершенствование технологиче-
ского процесса обработки детали, осуществляемое токарями-нова-
торами, очень часто способствует уменьшению основного времени.
Примеры этого способа повышения производительности рассмат-
риваются ниже.
Уменьшение длины прохода режущего инструмента. На рис. 232
показаны четыре способа токарной обработки конца ступенчатого
вала. Цифры указывают порядковые номера переходов при обра-
ботке вала; заштрихованные площадки — слои металла, снимаемые
при соответственных переходах; сплошные линии со стрелками
275
условно изображают рабочие перемещения резца, штриховые ли-
нии — холостые движения резца.
Учитывая, что у подобных валов перепады диаметров ступеней
обычно небольшие, можно считать, что обработка всех ступеней
производится при постоянном числе оборотов шпинделя станка и
одной и той же подаче на оборот. Это значит, что продолжительность
обработки данной части вала пропорциональна подаче резца в ми-
нуту или, иначе говоря, полной длине прохода резца.
Наибольшая длина рабочего хода, равная 800 мм, получается
при последовательности обработки вала, указанной на рис. 232, а.
Рис. 232. Варианты последовательности обработки ступен-
чатого вала
При работе по рис. 232, б каждая ступень обрабатывается отдельно,
и общая длина прохода резца составляет лишь 400 мм. При малом
диаметре концевой шейки обтачивание ее приходится иногда выпол-
нять в два прохода (рис. 232, в). Длина прохода резца при этом
равна 550 мм. Возможен способ (рис. 232, г), при котором длина
прохода равна 650 мм и др.
Наименьшая общая длина прохода резца, а поэтому и продол-
жительность обработки вала получаются, очевидно, при последо-
вательности работы, показанной на рис. 232, б. Второе место с этой
точки зрения занимает последовательность обработки вала, изобра-
женная на рис. 232, в.
Эти два способа следует применять, как правило, при обработке
ступенчатого вала.
Если обработка вала производится на станке малой мощности,
то наиболее приемлемым часто оказывается порядок, показанный
на рис. 232, г. Например, при диаметре заготовки и ступеней вала,
приведенных на рис. 232, а, глубины резания на всех ступенях
вала получаются сравнительно небольшими.
276
В ряде случаев уменьшение машинного времени может быть
достигнуто исключением черновой обработки некоторых поверхно-
стей детали за счет увеличения припуска на чистовую обработку
этой ступени.
Совмещение переходов. Пример этого способа показан на рис. 233.
В державке 3, установленной в резцовой головке 5, закреплены
резцы 1 и 2, один из них обрабатывает торец А, другой — торец В
детали. Резец 4 подрезает поверхность С и вытачивает канавку
для выхода шлифовального круга при обработке поверхности D.
Рис. 233. Пример совмещения переходов
Рис. 234. Нарезание двух-
заходной резьбы одновре-
менно двумя резцами
Нарезание многозаходной резьбы может быть значительно уско-
рено, если вместо последовательного образования заходов, рас-
смотренного выше, использовать многорезцовую державку. Двухрез-
цовая державка для нарезания двухзаходной резьбы показана на
рис, 234. Резцы устанавливаются в державке по шаблону 1. Расстоя-
ние S между осями резцов должно быть равно шагу нарезаемой резь-
бы. В данном случае, очевидно, образуются одновременно обе вин-
товые канавки, поскольку подача выбирается равной ходу резьбы.
4. ПОВЫШЕНИЕ ЖЕСТКОСТИ ЗАКРЕПЛЕНИЯ ДЕТАЛИ
Повышение жесткости закрепления детали путем уменьшения
ее вылета. На рис. 235, а, б показаны два различных способа за-
крепления одной и той же детали в одном и том же патроне. Длина
L свешивающейся части (вылет) детали на рис. 235, а значительно
меньше, чем на рис. 235, б. Очевидно, что обработка торца А детали
может быть выполнена с большей подачей, если деталь закреплена
правильно (рис. 235, а). Если припуски на обработку торца А
детали большие, то при закреплении ее по рис. 235, б потребуется
несколько проходов резца. При тех же условиях, но при закреплении
277
детали по рис. 235, а обработка ее торца обычно может быть выпол-
нена с одного прохода. Очевидно, что при увеличении подачи и
уменьшении числа проходов уменьшается основное время обра-
ботки данной детали.
Рис. 235. Примеры повышения жесткости системы СПИД при
закреплении деталей
Повышение жесткости закрепления детали правильным выбором
поверхности, за которую она закрепляется. -Повышение жесткости
может быть достигнуто, если обрабатываемая деталь, например
червячная шестерня, закрепляется за поверхность большего (рис.
235, в), а не меньшего (рис. 235, г) диаметра.
Глава III
СПОСОБЫ УМЕНЬШЕНИЯ
ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ
1 ПРИМЕНЕНИЕ РАЦИОНАЛЬНЫХ ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЙ
Центрование заготовок. Центрование заготовок на токарных
станках может проводиться с помощью приспособления с плаваю-
щим конусом, показанного на рис. 236. Приспособление несло-
жно; оно может быть установлено без переналадки станка в трех-
кулачковом патроне. Центровочное сверло 7 закрепляется в цанге 3
путем поджима ее болтом 1 в корпусе 2. Заготовка 8 устанавлива-
ется между конусными выемами обоймы 6 и обратного центра Р,
установленного в пиноли задней бабки. Поджимом задней бабки
осуществляется центрование. При этом обойма 6 и упорный под-
шипник 5, преодолевая сопротивление пружины 4, отходят назад.
Обработка деталей в центрах. Использование при обработке
деталей в центрах хомутика и поводкового патрона имеет ряд су-
щественных недостатков. Установка и снятие хомутика требует
затраты вспомогательного времени; снятие обработанной и уста-
новка следующей детали сопряжены с необходимостью остановки
и пуска в ход станка; хомутик исключает возможность обработки
конца детали, обращенного к передней бабке, и т. д.
Поэтому обработку различных валов и ряда других деталей
выполняют без хомутика, заменяя его (и поводковый патрон) не-
сложными, но вполне надежными приспособлениями. В ряде слу-
чаев удается обойтись и без каких-либо специальных устройств,
передающих вращение шпинделя обрабытываемой детали. Так,
чистовое обтачивание деталей небольших диаметров часто можно
производить без применения хомутика при установке детали на
обыкновенный передний центр и вращающийся задний. Передача
вращения шпинделя обрабатываемой детали в этом случае происхо-
дит за счет трения, возникающего между соприкасающимися поверх-
ностями переднего центра и центрового отверстия. Необходимо
подчеркнуть, что такой способ возможен лишь при легких работах.
Детали, устанавливаемые по отверстию, — различные втулки,
шестерни и т. п. — можно закреплять достаточно прочно, исполь-
зуя рифленый передний центр и вращающийся задний (рис. 237).
279
Рис. 236. Приспособление с плавающим конусом для
центрования заготовок
Профиль зубо.
Рис. 237. Пример использования рифленого центра
/ 2 3 if 5 6 7
А 6 7
Рис. 238. Центр-поводок
28 J
Точное и вполне надежное закрепление валиков и им подобных
деталей, обрабатываемых в центрах, достигается при использовании
центра-поводка типа, показанного на рис. 238.
Корпус 3 центра-поводка имеет конический хвост, точно соот-
ветствующий коническому гнезду шпинделя станка. В отверстии
корпуса расположен подвижный центр 4, находящийся под дейст-
вием пружины 2, опирающейся на резьбовую пробку /. На корпус
3 навернута втулка 5, внутри которой находится шайба 6 с двумя
полуцилиндрическими выступами А, Выступы входят в такие же
канавки, имеющиеся на торце корпуса. Кроме того, во втулке
расположена шайба 7. На левом торце этой шайбы имеются полу-
цилиндрические выступы С, входящие в соответствующую канавку
в шайбе 6. Выступы в шайбах 6 и 7 расположены крестообразно.
Благодаря этому, если торец обрабатываемой детали и не перпен-
дикулярен к ее оси, он при поджиме заднего центра (обязательно
вращающегося) коснется правого торца шайбы 7; центр 4 при этом
несколько переместится влево, оставаясь под действием пружины 2.
Зубья В, образованные на торце шайбы 7, врежутся в торец обра-
батываемой детали и будут передавать ей вращение шпинделя.
Центр-поводок имеет набор шайб 7 с различным диаметром D
рабочей части. Диаметр шайбы D должен быть несколько меньше
диаметра конца обрабатываемой детали, обращенного к передней
бабке, чтобы можно было обрабатывать всю боковую поверхность
детали и снимать фаску на ее торце.
Пружина 2'рассмотренного центра-поводка отрегулирована по-
средством пробки 1 на давление около 30 кгс.
Опыты показали, что при использовании рассмотренного центра-
поводка вспомогательное время на установку и снятие детали
в 3,5—4 раза меньше, чем при применении хомутика.
Обработку деталей в центрах без применения хомутика можно
выполнять используя также самозажимный поводковый патрон
(рис. 239).
В вырезе, сделанном на диске 5, расположена и может двигаться
плита 4. Перемещение плиты невелико и получается только за счет
зазора между отверстиями в ней и винтами 5, посредством которых
она удерживается в вырезе диска 5. Перемещение плиты необходимо
для того, чтобы устранить влияние неточности изготовления патрона
и кулачков. При неподвижной плите вследствие этой неточности
на деталь действовал бы только один кулачок, вызывая смещение
детали с оси станка. Кулачки 2 вращаются на винтах, ввернутых
в плиту 4. Наружные поверхности кулачков обработаны эксцен-
трично по отношению к осям их вращения, а наружные кромки
несколько скошены.
Валик в центрах станка устанавливают путем нажатия им (при
помощи пиноли задней бабки) на скошенные края кулачков. При
повороте валика влево (против стрелки рис. 239) кулачки расхо-
дятся и открывают ему доступ к переднему центру, вставленному
как обычно в коническое гнездо шпинделя. После того как валик
281
установлен в центрах, кулачки прижимаются к нему под действием
пружин 1 и 6. При повороте валика вправо (под действием давления
резания, т. е. по стрелке на рис. 239) кулачки также будут пово-
рачиваться на своих осях, причем усилие зажима валика будет,
возрастать. Для снятия валика с центров необходимо остановить ста-
нок и повернуть валик влево.
При обработке деталей, отличающихся друг от друга диаметром
части, зажимаемой в патрон, необходимо иметь сменные кулачки.
Механизированные приводы к приспособлениям. Вспомогатель-
ное время, расходуемое для закрепления деталей, обрабатываемых
на разжимных оправках и в патронах, значительцо уменьшается,
Рис. 239. Самозажимной поводковый патрон
если управление этими приспособлениями осуществляется не вруч-
ную, а посредством привода. На токарных станках наиболее распро-
странены'пневматические и гидравлические приводы.
Существуют два типа пневматических приводов — поршневые
(пневмоцилиндры) и диафрагменные (пневмокамеры).
Типовая конструкция поршневого пневматического привода
показана на рис. 240.
На левый конец шпинделя 10 навернут цилиндр 7, закрытый
крышкой 5. Поршень 6, расположенный внутри цилиндра, соединен
со штоком S, проходящим через сальник 9. В конец штока ввернута
тяга 11, соединяющая поршень с зажимным приспособлением.
В крышке цилиндра закреплен валик /, на наружном конце кото-
рого расположена втулка 2, соединенная трубками 3 и 4 с распреде-
лительнььм краном, к которому подводится из сети сжатый воздух.
Втулка 2 во время работы станка не вращается.
Через трубку 3, отверстие А в валике 1, отверстие В в крышке
цилиндра и отверстие С сжатый воздух поступает в правую полость
цилиндра, а через трубку 4 и отверстие D в валике — в его левую
полость. Если воздух поступает в правую полость цилиндра, пор-
282
шень, а следовательно, и тяга 11 перемещаются влево; при этом
происходит закрепление (или открепление) обрабатываемой детали.
При подаче воздуха в левую полость цилиндра поршень пере-
местится вправо; происходит обратное действие — открепление
(или закрепление) детали.
Воздух поступает в цилиндр из воздушной магистрали через
распределительный кран, закрепленный на передней бабке. Кран
устроен таким образом, что при одном положении рукоятки воз-
душная магистраль соединяется с правой полостью цилиндра:
одновременно с этим его левая полость соединяется с атмосферой.
При другом положении рукоятки, наоборот, воздух выходит из
Рис. 240. Пневматический поршневой цилиндр для управления зажимным
приспособлением
правой полости цилиндра в атмосферу и поступает в левую из воз-
душной магистрали.
Диафрагменный пневматический привод (пневмокамера) имеет
более простое устройство. В этом случае воздух (рис. 241) посту-
пает через трубку /, невращающуюся втулку 2, сальник 3, трубку 4
и сальник 5 в полость камеры А между фланцем втулки 10 и рези-
новой или из прорезиненной ткани диафрагмой 8. Втулка 10 соеди-
нена со шпинделем 13 станка посредством фланца 12. Диафрагма 8
плотно зажата между фланцем втулки 10 и кольцом 7, а также
между торцом втулки 10 и шайбой 9. Под давлением поступившего
воздуха диафрагма растягивается (выпучивается) влево, давит на
диск 6 и перемещает его также влево.
Из рисунка видно, что диск 6 соединен с тягой 14, действующей
на зажимные части приспособления для закрепления детали. При
повороте рукоятки распределительного крана воздух выходит из
полости А камеры тем же путем, но в обратном направлении. Диск 6
и резиновая диафрагма 8 возвращаются в исходное положение под
действием пружины 11, расположенной внутри втулки 10. При
283
чрезмерном растягивании диафрагмы диск 6 упирается в заплечик В,
имеющийся с внутренней стороны кольца 7.
На рис. 242 показан невращающийся пневматический поршневой
цилиндр. В этом случае корпус 4 цилиндра связан с фланцем 5,
прикрепленным к стенке 6 передней бабки. Тяга 2, соединяющая
поршень 1 цилиндра с зажимным приспособлением, вращается на
двух упорных роликоподшипниках 3, расположенных в поршне.
Рис. 241. Пневматический диафрагменный цилиндр для управления
зажимным приспособлением
Сжатый воздух поступает в полости цилиндра через отверстие А
или В. Такое устройство пневматического цилиндра имеет ряд
преимуществ по сравнению с вращающимся цилиндром. При невра-
щающемся ’ цилиндре шпиндель станка не имеет дополнительной
нагрузки от веса цилиндра, которая нежелательна и недопустима
при малых размерах шпинделя. Отсутствие вращения цилиндра
совершенно исключает влияние его неуравновешенности, что иногда
наблюдается при вращающемся цилиндре. И, наконец, при невра-
щающемся цилиндре отпадает довольно сложное устройство для
подвода воздуха.
Существуют и другие конструкции пневмоприводов, в частности,
устанавливаемые не с левой, а с правой стороны шпинделя, встроен-
284
ные в приспособление (например, в трехкулачковый самоцентри-
рующий патрон специальной конструкции).
При любой конструкции пневмопривода воздух перед подачей в
распределительный кран и цилиндр должен пропускаться через влаго-
отделитель-фильтр, где очищается от содержащейся в нем влаги
и твердых частиц; через регулятор давления, автоматически под-
держивающий постоянство давления воздуха в системе; через масло-
распылитель, обеспечивающий регулярную смазку цилиндра мель-
чайшими дозами масла, а также через обратный клапан, препят-
ствующий прохождению
воздуха в обратном направ-
лении. Кроме того, в сеть
должен быть встроен мано-
метр, по которому токарь
может определить давление
в сети, а также пневмати-
ческий электровыключа-
тель, отключающий двига-
тель станка в случае паде-
ния давления в воздухо-
проводе.
Для осуществления гид-
равлического привода, ко-
торый обеспечивает более
надежное закрепление де-
тали при тяжелых работах,
применяются специальные
установки (гидростанции),
включающие в себя элект-
родвигатель, насос, резер-
вуар для масла и аппара-
туру управления и регули-
рования. Такие станции
иногда обслуживают не-
Рис. 242. Неврзнающийся пневматический
поршневой цилиндр для управления зажим-
ным приспособлением
сколько станков.
Соединение гидропровода с приспособлением осуществляется
с помощью таких же штоков, как и при присоединении пневмоприво-
дов.
Быстродействующие оправки. Одна из таких оправок, называе-
мая самозажимной, показана на рис. 243, а. В выемке А, имеющейся
в рабочей части оправки, расположен ролик /, удерживаемый в ней
пружинным кольцом 2. При установке детали 3 на оправку ролик
находится в положении, указанном на рис. 243, а. После поворота
детали (под действием усилия резания) по стрелке В ролик пере-
катывается по выемке А и заклинивает деталь на оправке. Чтобы
снять деталь, достаточно повернуть ее (рукой) против стрелки В.
Недостаток этой оправки как однороликовой заключается в том,
что деталь смещается при зажиме, и следовательно, нарушается ее
285
центрирование. Поэтому такие оправки применяются преимущест-
венно при черновом обтачивании.
Более совершенная аналогичной конструкции трехроликовая
зажимная оправка изображена на рис. 243, б. Ролики здесь показаны
в рабочем положении. Стрелка
С указывает направление по-
ворота детали при ее закреп-
лении.
Две оправки, действую-
щие от привода, изображены
на рис. 244. Разжимная оп-
равка, используемая для зак-
репления детали 3, показана
на рис. 244, а и действует
следующим образом.
При перемещении тяги 11
влево правый конец цанги 2
разжимается конусом Л стерж-
ня 8. Одновременно с этим
цанга несколько перемещается
влево, вследствие чего ее ле-
вый конец разжимается ко-
нусом В корпуса 7 оправки.
Кольцо 10 исключает воз-
можность недопустимого раз-
жима цанги. Винт 9 входит в шпоночный паз, имеющийся в стерж-
не 8. Этим устройством обеспечивается принудительный разжим
цанги. Если при движении тяги 1 вправо задерживается (на
Рис. 244. Разжимные оправки, действующие от привода
конусе В) левый конец цанги 2, левая стенка паза в стерж-
не 8, дойдя до винта 9, потянет за собой цангу, Если при том
же движении тяги задерживается правый конец цанги, она пере-
1 На рис. 240 эта тяга обозначена цифрой а на рис. 241 — цифрой 14.
286
метается (вместе со стержнем) вправо до тех пор, пока винт 9 не
упрется в правую стенку отверстия в корпусе оправки. В этот мо-
мент перемещение цанги вправо прекратится, а при дальнейшем
движении стержня 8 (вправо) конус его выйдет из цанги, вслед-
ствие чего правый конец ее сожмется.
Для закрепления деталей с отверстиями больших диаметров
(90—100 мм и больше) применяются различные раздвижные оправки,
например, с раздвижными секторами (рис. 244, б). Шесть секторов
5 перемещаются по конической части корпуса оправки под дейст-
вием тяги 4, соединенной с за-
жимным устройством. Секторы
удерживаются на корпусе оп-
равки охватывающими пружин-
ными кольцами 6.
Быстродействующие патро-
ны. Быстрозажимный (бесклю-
чевой) цанговый патрон показан
на рис. 245. Вращение (от руки)
маховичка 1 через зубья, наре-
занные в отверстии диска 2
(внутреннее зацепление), и двой-
ную шестерню 3 передается
шестерне 4. В отверстии шестер-
ни нарезана резьба, охватываю-
щая резьбовой конец цанги 6.
Вполне понятно, что при вра-
щении шестерни 4 цанга 6 по-
лучает поступательное движение
вдоль своей оси, необходимое
для закрепления или открепле-
ния детали. Возникающие (при
закреплении детали) осевые уси-
Рис. 245. Бесключевой цанговый патрон
лия воспринимаются упорным
шарикоподшипником 5. Корпус патрона, состоящий из двух ча-
стей 7 и 9, соединяется винтами 8 с фланцем 10, навертываемым на
шпиндель станка.
Трехкулачковый рычажный патрон, работающий от привода,
изображен на рис. 246. К основным деталям патрона относится
гильза 2 и коленчатые рычажки 3, поворачивающиеся на осях 4.
Сухарик, связанный с большим плечом каждого рычажка, входит
в канавку, имеющуюся в правом конце гильзы 2. Такой же су-
харик, расположенный на меньшем плече каждого рычажка,
входит в паз, сделанный на обратной стороне основных кулач-
ков 5. Закрепление детали (?а наружную поверхность) произ-
водится при перемещении гильзы 2 влево, вызывающем поворот
рычажка по часовой стрелке. Гильза 2 перемещается тягой /,
левый конец которой соединен с пневматическим или другим
приводом.
287
Отметим, что существуют и двухкулачковые самопентрирующие
патроны, действующие от привода. Устройство их подобно изобра-
женному на рис. 50.
Ч 5
Рис. 246. Рычажный патрон, действующий от привода
Цанговый патрон, действующий от привода, показан на
рис. 247, а. При перемещении влево тяги 1, соединяющей цангу 2
с пневматическим или другим приводом, цанга сжимается и
Рис. 247. Цанговые патроны, действующие от привода
обрабатываемая деталь 3 оказывается точно центрированной и
прочно закрепленной.
Для закрепления длинных деталей применяются цанговые пат-
роны с двусторонними цангами (рис. 247, б). Цанга 6, имеющая
288
надрезы на обоих концах, располагается между подвижной втул-
кой 5 и неподвижным кольцом' 7. При перемещении тяги 4 вправо
втулка 5 сжимает левый конец цанги и одновременно перемещает ее
вправо. Правый конец цанги при этом также сжимается, что обеспе-
чивает закрепление детали в двух местах. Это, очевидно, создает
устойчивое положение детали даже при большой ее длине.
2. УМЕНЬШЕНИЕ ВРЕМЕНИ НА УСТАНОВКУ
РЕЖУЩИХ ИНСТРУМЕНТОВ
Рис, 248. Шаблоны для определения тол-
щины подкладки под резец
Предварительное определение толщины подкладки под резец.
Установка резца по центру, т. е. таким образом, чтобы вершина
его была расположена в горизонтальной плоскости, проходящей
через центровую линию станка, обычно достигается подкладыва-
нием под резец стальной пластинки (подкладки) или, что хуже,
набора пластинок. Определение толщины пластинки или несколь-
ких пластинок, используемых одновременно, часто отнимает много
времени. Между тем требуемую подкладку под данный резец даже
в то время, когда станок работает, можно быстро подобрать, поль-
зуясь шаблоном, показанным
на рис. 248, а.
Размер h у шаблона дол-
жен быть равен расстоянию
от плоскости резцовой голов-
ки, на которую устанавли-
вается резец, до центровой
линии данного станка.
Другой шаблон (рис. 248,6),
применяемый для этой цели,
универсален. Пользуясь им,
можно подбирать подкладки
под резец таким образом, что-
бы вершина его расположи-
лась как по центру, так и на заданную величину выше или ниже
центра. В первом случае при правильно выбранной подкладке
вершина резца должна быть расположена против нулевого штриха
миллиметровой шкалы, нанесенной на шаблоне. Во втором случае
эта вершина должна находиться выше или ниже нулевого штриха,
против соответственного штриха шкалы.
Применение быстросменных резцовых державок. Быстрая за-
мена одного резца другим с установкой последнего в точное поло-
жение и с прочным закреплением достигается при использовании
державки, показанной на рис. 249. Вместо обычного резцедержателя
на суппорте станка устанавливают втулку Р, на боковой поверхности
которой нарезаны зубья, как у обыкновенной шестерни. Втулка
центрируется выступом А верхних салазок суппорта, фиксируется
(от поворота) штифтом 6 и закрепляется болтом 5 с гайкой 3.
К втулке примыкает держатель 7 с резцом 4, прочно скрепленный
289
с ней хомутом 9; два Т-образных выступа В хомута входят в такие
же пазы держателя 7. Хомут натягивается при повороте рукоятки 8
с закрепленным в ней эксцентриком. Положение держателя на вы-
соте определяется регулировочным винтом 1.
Применение комбинированных резцов. Значительное уменьше-
ние вспомогательного времени достигается применением вместо
обычных комбинированных резцов (рис. 250). Резцом, показан-
ным на рис. 250, а, производится чистовое обтачивание ступени
Рис. 249. Быстросменная резцедержавка
вала и уступа с галтелью в месте сопряжения ступени с соседней;
резец, изображенный на рис. 250, б, используется для обработки
торца валика и обтачивания фаски; с помощью резца, приведен-
ного на рис. 250, в, производится растачивание отверстия в детали
и обработка внутреннего конуса (фаски); резец, изображенный на
рис. 250, а, заменяет два резца — отрезной и фасонный для обра-
ботки фасонной поверхности детали. Пример использования слож-
ного комбинированного резца показан на рис. 251.
Применением комбинированных резцов достигается уменьшение
времени на подвод и отвод инструмента.
Использование многоместных резцовых головок. Этот способ
уменьшения вспомогательного времени настолько эффективен,
290
что все современные токарные станки имеют четырехместные
резцовые головки.
На точность размеров детали, обрабатываемой на станке с много-
местной резцовой головкой, оказывает существенное влияние точ-
ность установки головки при каждом ее повороте.
Четырехместная резцовая головка (рис. 252) конструкции Ленин-
градского станкостроительного завода им. Свердлова устанавли-
вается в 12 рабочих положениях. При повороте рукоятки 1 соеди-
ненная с ней втулка 3 ввинчивается во втулку 2, вследствие чего
Рис, 250. Примеры применения комбини-
рованных резцов
Рис. 251. Пример применения
сложного комбинированного
резца
корпус резцовой головки вместе с фиксатором 6 поднимается. Фик-
сатор выходит из отверстия во фланце пальца 5, относительно кото-
рого вращается корпус резцовой головки. Этим обеспечивается
возможность поворота (рукой) корпуса до требуемого положения,
фиксируемого предварительно шариковым фиксатором 4. Шарик
фиксатора входит при этом в одну из канавок треугольного сече-
ния, имеющихся на боковой поверхности фланца пальца 5. При
повороте рукоятки в обратном направлении корпус резцовой го-
ловки опускается и фиксатор 6 входит в очередное отверстие фланца
центрирующего пальца.
К недостаткам рассмотренной головки относятся: необходимость
поворота рукоятки больше чем на один оборот, отсутствие автома-
тичности поворота корпуса резцовой головки. Несмотря на эти
недостатки, рассмотренная резцовая головка очень полезна при
обработке деталей с фасками, а также при обработке конических
шестерен и им подобных деталей. В этом случае каждым резцом,
291
закрепленным в резцовой головке, можно обтачивать несколько
различно расположенных конических поверхностей.
Следует отметить, что все более широкое применение находят
сменные резцовые головки. Такая головка (рис. 253) оснащается
новая головка
набором резцов, необходимых для обработки определенной детали.
После обработки партии данных деталей головка вместе с резцами
снимается со станка и заменяется
новой, подготовленной для обтачи-
вания другой детали.
Для более удобной установки
резцов рассматриваемая головка 1
имеет не четыре места для за-
крепления инструментов, а только
два, но эти места более широкие;
крепежные болты при этом распо-
лагаются в шахматном порядке в
два ряда.
Применение сменных головок
Рис. 254. Двухместная державка оправдывается лишь в том случае,
для инструментов, устанавливав- если за данным станком закрепле-
мых в пиноли задней бабки ны определенные детали, т. е. если
рабочее место специализировано.
Применение многоместных державок для инструментов, уста-
навливаемых в пиноли задней бабки. Если обработка отверстия
в детали производится несколькими инструментами, устанавли-
1 Предложение токаря М. М. Барашкова.
292
ваемыми в пиноли задней бабки, то для уменьшения вспомогатель-
ного времени, расходуемого на смену инструментов, следует при-
менять многоместные державки и головки.
Простейшая державка этого типа показана на рис. 254. В кор-
пусе 3 державки, вставленной в пиноль 4, имеется проушина. В про-
ушине на пальце 7 вращается изогнутая под прямым углом дер-
жавка 6, в которой могут быть закреплены два инструмента, напри-
Рис. 255. Многоместная резцовая головка для инструментов,
устанавливаемых в пиноли задней бабки
мер сверло 5 и зенкер 1 (на рисунке в рабочем положении нахо-
дится сверло; после поворота державки на 90° в рабочее положение
встанет зенкер). Каждое положение державки определяется одним
из регулировочных винтов 8, ввернутых в пластинку 2.
Многоместная головка для закрепления нескольких (в данном
случае трех) режущих инструментов показана на рис. 255. Эта
a) '
Рис. 256. Державка для сверл, закрепляемых
на суппорте
головка состоит из дис-
ка /, соединенного с ко-
ническим хвостовиком 2.
На пальце 5, закреплен-
ном в диске /, вращается
барабан 4, в гнездах ко-
торого устанавливаются
инструменты. Рабочее
положение каждого ин-
струмента фи кси р уется
посредством кнопки 5.
Закрепление сверл на
суппорте станка. При
закреплении сверл, зен-
керов и разверток в пиноли задней бабки подача инструмента
осуществляется на большинстве станков вручную, что не обеспе-.
чивает должной величины подачи, ее равномерности и утомительно
для рабочего. Этих недостатков можно избежать при закреплении
сверл и других инструментов для обработки отверстий на суппорте,
что предусмотрено, например, на станке 16К20 (см. рис. 31).
На рис. 256, а показана державка 2 для двух сверл, применяемая
при обработке ступенчатых отверстий. В случае надобности в одном
293
из гнезд державки может быть закреплено сверло 1 для получения
отверстия в обрабатываемой детали, а в другом гнезде державки —
сверло 3 или зенковка для обработки фаски в просверленном отвер-
стии.
На рис. 256, б показан еще более сложный случай: в резцовой
головке закреплены державка 5 со сверлом 4, резцы 6 и 9 и державка
8 с отрезным резцом 7.
3. УМЕНЬШЕНИЕ ВРЕМЕНИ НА ИЗМЕРЕНИЕ ДЕТАЛИ
Использование лимбов. Отсчет перемещения резца и установка
его на требуемый размер обрабатываемой детали посредством лимба —
весьма эффективный способ уменьшения времени, расходуемого
на измерения деталей. Поэтому следует не только возможно чаще
использовать лимбы данного станка, но и заменять их более совер-
шенными.
Цена деления лимба винта поперечной подачи зависит главным
многих токарных станков старых
моделей поперечный лимб
имеет диаметр около 50 мм,
где одно деление лимба соот-
ветствует изменению диамет-
ра обрабатываемой поверхно-
образом от его диаметра. Так, у
!2 3 4 5
13
сти детали на 0,1 мм. Такой
точности в отсчете перемеще-
ния резца во многих случаях
недостаточно. Поэтому для
повышения точности изготов-
ляют новый лимб большего
диаметра.
Напомним, что точность
Рис. 257. Дифференциальный лимб вин- отсчета по поперечному лим-
та поперечной подачи бу токарного станка модели
1К62, рассмотренного в пер-
вой части книги, составляет 0,035 мм. Цена деления поперечного
лимба станка модели 16К20 наиболее современной конструкции
равна 0,025 мм, а некоторых прецизионных станков — даже
0,01 мм.
При обычном устройстве один оборот лимба винта поперечной
подачи соответствует радиальному перемещению резца на 5—6 мм,
что усложняет пользование лимбом при больших перемещениях.
Этого недостатка не имеет дифференциальный лимб (рис. 257),
имеющий два отсчетных кольца 3 и 5, причем кольцо 3 с ценой деле-
ния 1 мм служит для больших перемещений суппорта, а кольцо 5
с ценой деления 0,02 мм — для точной установки резца на размер,
что обеспечивается планетарной передачей, расположенной в кор-
пусе лимба. Корпус лимба закреплен на винте 12 поперечной
подачи.
294
При вращении винта шестерня 10, расположенная внутри кор-
пуса, перекатывается по неподвижной шестерне 11 и вследствие
этого вращается. Вращение валика, на котором закреплена шестерня
10, через шестерни 2 и 13 передается диску 9, связанному с шестер-
ней 13 шпонкой. Шестерня 11 имеет 22 зуба,шестерня 10—20 зубьев,
шестерня 2 — 21 зуб, шестерня 13 — 21 зуб. Передаточное отно-
шение этих шестерен равно 1/10. Благодаря этому кольцо 5, рас-
положенное на корпусе лимба, вращается в 10 раз быстрее кольца 3,
расположенного на диске 9. За один оборот рукоятки винта кольцо
поворачивается на Vio оборота. Для отсчета показаний лимба слу-
жит пластинка 4 со скошенной кромкой, расположенной над коль-
цами.
Рис. 258. Лимбы продольной подачи
Устройство маховичка, состоящего из деталей /, 6, 7, S, рассмат-
ривается ниже (стр. 298).
Лимб продольной подачи простейшего устройства показан на
рис. 258, а. На валике 4 вместо обыкновенного маховичка закреплен
специальный маховичок 3. На втулке 2, прикрепленной к фартуку
суппорта, наносится риска, необходимая для отсчетов по шкале,
имеющейся на кольце 1. Плоская пружина, заложенная в канавку
между маховичком и кольцом, служит тормозом последнего. После
установки кольца 1 в нулевое положение оно закрепляется на махо-
вичке винтом 5. Диаметр поверхности кольца, на которой нане-
сена шкала, следует делать таким, чтобы на ней можно было нанести
шкалу с ценой деления, соответствующей перемещению резца
в направлении продольной подачи на 0,1 мм. Одному обороту
лимба обычно соответствует перемещение суппорта лишь на 25—
50 мм, что неудобно, если необходимы большие перемещения суп-
порта.
295
Указанный недостаток отпадает, если вращение лимба полу-
чается не непосредственно от валика, на котором закреплен махо-
вичок, а от валика шестерни, сцепленной с зубчатой рейкой станка.
В таких случаях (рис. 258, б) диск 8 лимба вращается на втулке 7,
прикрепленной к фартуку суппорта. Шестерня 9, закрепленная
на валике 10 реечной шестерни станка, находится в зацеплении
с зубчатым венцом диска 11. Диаметр кольца 6 выбирается с таким
Рис. 259. Простейший продольный упор
расчетом, чтобы цена деления нанесенной на нем шкалы соответ-
ствовала 1 мм перемещения суппорта. Поворот лимба отсчитывается
по риске, нанесенной на табличке, которая закрепляется на фар-
туке суппорта.
Работа по упорам. Применение продольных и поперечных упо-
ров различных конструкций — это один из основных способов
уменьшения .вспомогательного времени, затрачиваемого на измере-
ния детали.
Продольный упор простейшей конструкции (рис. 259) состоит
из корпуса /, прикрепляемого к станине при помощи планки 2
и болтов 3 и 4. винта 6 с мелкой резь-
ь г\ бой, ввертываемого в корпус Г, и
контргайки 5, посредством которой'
винт закрепляется в требуемом поло-
жении. Для точной установки винта-
служит шкала, нанесенная на его
Рис. 260. Деталь, обрабатывае-
мая по упорам
головке.
Если производится обработка де-
тали, подобной показанной на рис. 260,
то кроме упора используются измерительные плитки, располо-
женные на станине между упором и суппортом, причем длины
плиток равны соответственно длинам ступеней L2 и Дз детали.
При обработке ступени длиной Lr перемещение суппорта ограни-
чивается упором и двумя плитками. Для получения требуемой
длины L2 следующей ступени надо убрать плитку длиной 12 и т. д.
При обработке партии ступенчатых деталей следует применять
многопозиционные упоры, один из которых показан на рис. 261.
296
В колодке 2, прикрепленной к станине станка болтом 7 и планкой 8,
на пальце 1 вращается несколько (на рис. 261 — пять) упоров 3,
4 и т. д. В торец каждого упора ввернут регулировочный винт 6,
закрепляемый в выбранном положении болтом 5. После обработки
первого уступа, при котором суппорт доводится до самого длинного
Рис. 262. Индикаторный продольный упор
упора 3, суппорт отводят немного назад вправо, повертывают упор 3
на 180° (новое его положение показано на рис. 261 штриховой ли-
нией) и обрабатывают второй уступ по упору 4 и т. д.
Для увеличения точности длины обрабатываемых уступов (шеек)
целесообразно применять специальные, иногда очень простые,
устройства, обеспечивающие постоянную величину силы нажатия на
упор. Одно из таких уст-
ройств изображено на
рис. 262. На рисунке циф-
рой 4 обозначен обыкно-
венный упор, а г цифрой
3 — кронштейн, йрикреп-
ленный к левой стенке суп-
порта. В кронштейне рас-
положен стержень б, кото-
рый под действием пружины
2 занимает крайнее левое
положение. Когда при пе-
ремещении суппорта влево
головка регулировочного винта 5, ввернутого в торец стержня 6,
упрется в винт упора 4, стержень 6 будет перемещаться вправо.
Стрелка /, связанная со стержнем 6 реечной передачей, будет контро-
лировать силу нажатия суппорта на упор.
Вместо рассмотренного устройства для контроля силы нажатия
можно применять и обыкновенный индикатор, закрепленный тем или
иным способом на станине станка вместо обыкновенного упора.
10 А. Н. Оглоблин
297
Простейший поперечный упор показан на рис. 263, на котором
цифрой 7 обозначены салазки суппорта. Колодка 3 посредством
болтов 4 и клина 5 закрепляется на продольных салазках, а собст-
венно упор 2 закреплен болтами 1 на выступе поперечных сала-
зок 6.
Многопозиционный поперечный упор (рис. 264) устанавливают
на продольных салазках суппорта. В подшипниках 1 и 5 вращается
валик 2, в средней утолщенной части которого имеются продольные
пазы в форме ласточкина хвоста. В па-
зах устанавливаются в различных по-
ложениях сухари 3 с регулируемыми
Рис. 264. Многопозиционный
поперечный упор
Рис. 263. Простейший поперечный
упор
винтами. Перемещение поперечного суппорта ограничивается упо-
ром 4, прикрепленным к вертикальной стенке суппорта.
При обработке деталей с более точными диаметрами вместо
обыкновенных поперечных упоров необходимо применять упоры,
снабженные индикатором. Одинаковую величину давления на упор
(что обусловливает уменьшение колебаний размеров обрабатываемых
деталей) можно обеспечить переустройством маховичка поперечной
подачи, как показано на рис. 257. Маховичок 1 насажен на винт 12
свободно и соединяется с ним посредством конического фрикциона 6,
связанного с винтом шпонкой. Маховичок прижимается к фрикциону
пружинами 8, причем сила нажатия может быть отрегулирована
вращением гайки 7. При данном положении гайки величина давле-
298
ния на упор суппорта при остановке последнего будет вполне опре-
деленной. При работе без упоров гайка должна быть затянута до
отказа.
Применение устройств для автоматического выключения про-
дольной подачи. Если в механизме подачи станка не предусмотрено
устройство для автоматического выключения (например, падающего
червяка), то такое выключение может быть достигнуто посредством
несложной модернизации механизма подачи.
Для выключения подачи, действующей в направлении от задней
бабки к передней или наоборот, может быть полезно устройство,
изображенное на рис. 265. На концы валика 1 коробки подач и
ходового вала 9 насажены и связаны с ними скользящими шпонками
кулачковые муфты 4 и 5, охватываемые втулкой 7. Крышки 2 и 8
соединены с втулкой винтами, причем крышка 2 связана посредст-
вом штифта 10 с валиком коробки подач. Внутри втулки имеется
буртик, к которому обе кулачковые муфты прижимаются пружинами
3 и 6. При таком положении муфт зубья их сцеплены и вращение
валика коробки подач сообщается ходовому валу. Выключение
подачи, направленной от задней бабки к передней, произойдет после
того, как двигающийся суппорт упрется в кольцо 12, закреплен-
ное на ходовом валу, вследствие чего вал будет перемещаться влево
и упором 11 выключит муфту 4. При обратном направлении по-
дачи суппорт действует на кольцо, установленное на ходовом валу
со стороны задней бабки. Ходовой вал при этом перемещается вправо;
упор 11, действуя имеющимся на нем заплечиком на муфту 5,
выключает ее.
4. УМЕНЬШЕНИЕ ВРЕМЕНИ НА УПРАВЛЕНИЕ ЗАДНЕЙ БАБКОЙ
Пневматический цилиндр для управления пинолью задней бабки.
Для уменьшения времени, расходуемого на поджим детали задним
центром, задняя бабка снабжается следующим устройством (рис. 266).
К корпусу 3 бабки прикрепляется воздушный цилиндр 4. Через
ю*
299
длинную втулку А поршня 5 проходит валик 6, на правом конце
которого закреплен маховичок 7, а на левом — винт 2 для пере-
мещения пиноли 1. Валик свободно вращается в отверстии втулки А
поршня. При поступлении сжатого воздуха пиноль перемещается
в соответствующем направлении. Перемещение пиноли посредством
маховичка 7 происходит тогда, когда в ней закреплен какой-либо
режущий инструмент, например сверло.
Рис. 266. Пневматический цилиндр для управления пинолью зад-
ней бабки
Механизация перемещения задней бабки. При обработке отвер-
стий сверлом, зенкером и другими инструментами,.закрепляемыми
в пиноли задней бабкй, подача инструмента осуществляется почти
всегда вручную- Она обычно бывает меньше нормальной — допу-
стимой прочностью сверла, что объясняется опасением токаря сло-
мать сверло, сообщив ему чрезмерно большую подачу. Сверление
отверстий больших диаметров и небольших, но глубоких —
утомительно для рабочего. Небольшая модернизация станка, соот-
ветствующая конструкции, выполненной на станке 1К62 и пока-
занной на рис. 28, б, обеспечивает возможность обработки отвер-
стий с равномерной и наибольшей допустимой подачей и устраняет
утомляемость рабочего.
300
б. УМЕНЬШЕНИЕ ВРЕМЕНИ НА УПРАВЛЕНИЕ СТАНКОМ
Общие замечания. Уменьшение вспомогательного времени при
токарной обработке на управление станком может быть достигнуто
модернизацией станка или усовершенствованием приемов управ-
ления.
Рис. 267. Приспособление для быстрого отвода резца при
нарезании резьбы, предложенное В. Н. Трутневым
Улучшения конструкции станка способствуют не только умень-
шению вспомогательного времени, но и снижают затраты мускуль-
ной энергии рабочего. Это уменьшает утомляемость токаря, что
положительно влияет на повышение производительности его труда.
Токари-новаторы, работающие на станках, не имеющих устройств,
автоматизирующих управление станком, очень часто оснащают его
несложными тормозными устройствами, устройствами для быстрого
отвода резца и т. д.
На рис. 267 показано приспособление для автоматического
отвода резца от обрабатываемой детали при нарезании на ней
301
резьбы. Корпус 2 выступом, имеющимся на одной из его боковых
сторон, закрепляется в резцовой головке 12 станка. В отверстии
корпуса расположен ползун 3, в котором посредством цанги 1
закрепляется резец 7 со стержнем круглого сечения. Это дает воз-
можность устанавливать резец в различных положениях, с учетом
угла подъема нарезаемой резьбы. Необходимое для закрепления
резца втягивание цанги 1 в ползун 3 осущестйляется при вращении
тяги,4, левый резьбовой конец которой ввертывается в( цангу 1,
а правый, утолщенный, также резьбовой — в ползун 3. Резьбы
на концах тяги 4 имеют разный шаг, поэтому даже при небольшом
усилии, приложенном к ключу для вращения тяги 4, закрепление
резца получается достаточно прочным. Рабочий конец используе-
мого при этом'ключа вставляется в квадратное гнездо, имеющееся
в торце А утолщенной части тяги 4.
Рис. 268. Варианты последовательности обработки детали
ступенчатой формы
Пружина 6 расположена в отверстии ползуна между упором 5
и утолщенной частью тяги. Упор закреплен в корпусе 2 и про-
ходит через продолговатое окно В в ползуне 3. Поэтому под дей-
ствием пружины 6 ползун стремится переместиться вправо, но его
удерживает в рабочем положении (не показано на рис. 267) уступ
левого конца рычага 11, вращающегося на оси 9.
На станине станка (слева от суппорта) устанавливается упор
(на рисунке не показан). При движении суппорта влево, когда
резец доходит до конца резьбы, ролик 10 соприкасается с упором,
вследствие чего правый конец рычага 11 поднимается, а левый —
опускается. Одновременно с этим под действием пружины 6 пол-
зун 3 быстро отходит вправо — к токарю, и резец выходит из резь-
бовой канавки. После перемещения суппорта в начальное поло:
жение поворотом рукоятки 13 или второго упора, установленного
на станке, ползун приводится в рабочее положение. В этом поло-
жении ползун фиксируется рычагом И, поднимающимся под дей-
ствием плоской пружины 8. После этого вращением маховичка
поперечной подачи осуществляется перемещение резца для следую-
щего рабочего прохода.
Применение такого приспособления не только уменьшает время
на управление станком, но позволяет увеличить скорость резания
в три — пять раз против обычной, а это соответственно повышает
302
производительность процесса нарезания резьбы и одновременно
снижает шероховатость поверхности нарезаемой резьбы.
Пример уменьшения вспомогательного времени путем совершен-
ствования управления станком. При обработке ступенчатых деталей
токарь-новатор Г. С. Борткевич добился значительного сниже-
ния времени на управление станком, уменьшив холостые переме-
щения резца, осуществляемые вручную. Он заметил, что продоль-
ные перемещения резца совершаются быстрее, чем поперечные, и
меньше утомляют токаря. По существующим нормативам вспомо-
гательного времени на перемещение резца -в продольном направ-
лении затрачивается в два — четыре раза меньше времени, чем на
перемещение его в поперечном направлении. Учитывая это, Борт-
кевич стал применять при обтачивании деталей с большими тор-
цовыми поверхностями и короткими цилиндрическими ступенями
порядок обработки, показанный на рис. 268, а. Обработка деталей
с небольшими торцовыми поверхностями и длинными цилиндри-
ческими ступенями выполняется им в последовательности согласно
рис. 268, б. Последовательность обработки поверхностей для того
и другого случаев показана на рис. 268 цифрами (/, 2, 3, 4). Такое
построение процесса обработки способствует значительному сокра-
щению вспомогательного времени.
Глава IV
ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКИЕ МЕРОПРИЯТИЯ,
ПОВЫШАЮЩИЕ ПРОИЗВОДИТЕЛЬНОСТЬ
ТОКАРНОЙ ОБРАБОТКИ
1. РАЦИОНАЛИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Укрупнение и расчленение операции. Обработка деталей слож-
ной формы производится обычно за несколько установок. Коли-
чество установок может быть при этом больше или меньше в зави-
симости от различных условий. В одних случаях производитель-
ность повышается, если количество установок сравнительно
невелико, т. е. когда принят укрупненный план токарной обра-
ботки. При других условиях для повышения производительности
следует разделять операцию на много установок или, как говорят,
принимать расчлененный план обработки. Соображения, которыми
следует руководствоваться в каждом отдельном случае, изло-
жены в приводимых ниже примерах.
Укрупнение операции целесообразно, если форма и размеры
детали таковы, что каждая новая установка ее на станке занимает
много времени, а также если обработка детали может быть выпол-
нена без частой смены инструмента и режима резания.
На рис. 269, а показанц три установки детали, предусмотрен-
ные существовавшим технологическим процессом. В первую уста-
новку у детали, закрепленной в центрах, подрезался буртик в раз-
мер 13 мм и обтачивалась концевая ступень до диаметра 72 мм.
Во второй установке после поворота и закрепления детали в патроне
с поддержкой люнетом у детали подрезался торец вф размер 445 мм.
В третью установку детали при таком же ее закреплении подрезался
второй торец в размер 848 мм. Общая продолжительность опера-
ции составляла 27 мин.
По предложению токаря А. П. Савинова план обработки этой
детали был укрупнен и обработку ее стали выполнять в две уста-
новки (рис. 269, б), закрепляя деталь в центрах. Правый конец
детали при этом поддерживался полуцентром, что обеспечивала
возможность обработки всей поверхности торца детали. В первую
установку у детали подрезался буртик в размер 13 мм и торец
304
в размер 445 мм, а во вторую подрезался другой торец в размер
848 мм и обтачивалась концевая шейка детали до диаметра 72 мм.
Общая продолжительность операции при двух установках соста-
вила лишь 8 мин. Расчлененный план обработки следует приме-
нять в серийном производстве, если форма и размеры обрабатывае-
мой детали таковы, что установка и закрепление ее на станке отни-
Рис. 269. Пример укрупнения операции
мают немного времени, а смена инструмента и режима резания
должна производиться много раз.
На рис. 270, а показаны две установки шкива, при которых про-
изводилась его обработка. Шкив имеет много уступов, шеек, кана-
вок и других обрабатываемых поверхностей, что создало необхо-
димость многократных смен режущих инструментов. Это затруд-
няло работу по лимбам и упорам. Кроме
того, при таком (укрупненном) плане обра-
ботки токарю приходилось часто изменять
число оборотов шпинделя и величину по-
дачи, производить большое количество
Рис. 270. Пример расчленения операции
измерений и т. д. Все это обусловило увеличение вспомогательно-
го времени и быстро утомляло токаря, внимание которого было
непрерывно напряжено.
Токарь-новатор П. Б. Быков предложил обрабатывать этот
шкив за десять установок (рис. 270, б), в связи с чем штучное время
обработки с 3 ч 45 мин уменьшилось до 1 ч 12 мин. Во всех уста-
новках шкив закрепляется в трехкулачковом самоцентрирующем
патроне. Оправка не требуется.
305
Работа по методу цикличности переходов. Сущность метода
состоит в том, что последовательность переходов, принятая для
первой обрабатываемой детали, изменяется на обратную при обра-
ботке второй детали; обработка третьей детали производится так же,
как первой, а четвертой — как второй, и т. д. Например, при од-
ной установке детали (рис. 271, а) производятся подрезание торца А
и растачивание отверстия В. При этом у первой и каждой после-
дующей нечетной детали сначала подрезается торец, а затем раста-
чивается отверстие. У второй детали (и у всех последующих четных)
D
Рйс. 271. Примеры обработки
деталей по методу цикличности
сначала обрабатывается отверстие,
а затем торец. В случае такого по-
рядка обработки при переходе ко вто-
рой детали от первой сохраняется
установка на размер расточного рез-
ца, а при переходе от второй детали
к третьей не изменяется установка
на размер /г подрезного резца.
На рис. 271, б приведен еще один
пример цикличности переходов. Об-
тачивание конической поверхности у
переходов этой детали производится резцом
" с двумя режущими кромками. Такая
конструкция резца позволяет после обработки конуса у первой де-
тали с подачей, направленной по стрелке С, выполнять обтачивание
той же поверхности у второй детали с подачей по стрелке D. При
этом уменьшается вспомогательное время за счет исключения уста-
новки резца на размер /2 и на возврат его в исходное положение.
Множественная обработка. Сущность этого способа повышения
производительности токарной обработки состоит в том, что при
обработке деталей партиями на станке закрепляется одновременно
несколько деталей. При этом
уменьшается вфемя на установ-
ку детали, установку резца на
требуемый размер, на измере-
ния и т. д. Время на установку
и закрепление, приходящееся
на каждую из закрепляемых
одновременно деталей, умень-
Рис. 272. Пример множественной об-
работки деталей
шается при рассматриваемом
способе иногда немного. Но время, расходуемое при установке
резца на размер, на измерения и т. д., приходящееся на каж-
дую деталь при множественной обработке, уменьшается соответст-
венно числу деталей, обрабатываемых одновременно.
Пример множественной обработки показан на рис. 272. Время
для установки на оправку каждой из десяти деталей будет примерно
такое же, как и при установке на подобную оправку одной детали.
Время на закрепление детали на оправке (установка шайбы 1 и
завертывание гайки 2} будет одинаковое в том и другом случае.
306
Но очевидно, что при установке на оправку десяти деталей время
на закрепление каждой из них будет в десять раз меньше, чем при
закреплении одной детали. В десять раз меньше (в данном случае),
чем при обработке по одной детали, будет и время, необходимое
для установки резца на размер, и т. д.
2. ПРИМЕНЕНИЕ МЕТОДА ГРУППОВОЙ ОБРАБОТКИ
ДЕТАЛЕЙ
Предварительные замечания. Форма и размеры деталей машин,
обрабатываемых на металлорежущих станках, в частности токар-
ных, а также требования, предъявляемые к этим деталям, весьма
разнообразны. Тем не менее, рассматривая эти детали с различных
точек зрения, можно разделить их на сравнительно небольшое
количество классов.
Так, в общесоюзном классификаторе промышленной и сельско-
хозяйственной продукции (ОКП), разработанном под руководством
Госстандарта и Госплана СССР, отведено два класса для деталей
общемашиностроительного назначения: класс 40 — тела вращения
и класс 50 — детали, кроме тел вращения. Классы делятся на под-
классы, группы, подгруппы и виды.
Закрепление за одним рабочим местом деталей, имеющих оди-
наковую или почти одинаковую конфигурацию (однотипных),
обеспечивает специализацию этого рабочего места, а возможность
работы без существенных переналадок позволяет резко повысить
производительность труда. Однако подбор однотипных деталей,
обеспечивающих длительную загрузку станка, возможен лишь при
изготовлении их в очень больших количествах, так как весьма
схожих по конфигурации деталей не так уж много. Технология
обработки однотипных деталей называется типовой и используется
главным образом в крупносерийном производстве.
Разбивка деталей на классы по общности их обработки или по
видам оборудования, используемого при обработке с дальнейшим
делением на укрупненные группы, обеспечивает возможность состав-
ления такого технологического процесса при изготовлении деталей
малыми партиями, при котором их изготовление осуществляется
наиболее рационально и экономично. Решение этой задачи, извест-
ное как метод групповой обработки деталей, разработано
д-ром техн, наук С. П. Митрофановым.
Сущность метода групповой обработки деталей. Сущность ме-
тода пооперационного 1 группирования деталей состоит в следую-
щем. Все детали разбиваются на классы по признаку оборудования,
обеспечивающего наиболее рациональное изготовление деталей по
определенным технологическим операциям (либо полностью — при
деталях простой конфигурации, обрабатывающихся за одну опе-
1 Возможно также группирование деталей по всему технологическому про-
цессу^ основе которого лежит конструктивно-технологическая общность деталей,
307
рацию). Например, создаются классы деталей, обрабатываемых на
токарных, револьверных, фрезерных и других станках.
В пределах каждого класса детали разбиваются на группы
с учетом формы деталей, т. е. общности элементов, образующих
Группа 4
Рис. 273. Группы деталей, обрабатываемых на токарных станках без
переналадки
ее конфигурацию; общности поверхностей, подлежащих"обработке;
общности построения технологического процесса изготовления этих
деталей.
Обработка деталей одной группы должна концентрироваться
по каждой операции на одном рабочем месте с применением груп-
308
повой настройки и характерных для данной группы приспособле-
ний и инструментов.
В качестве примера на рис. 273 приведены четыре группы деталей,
обрабатываемых на токарных станках.
Для составления технологического процесса обработки деталей
принятых групп, называемого групповым, в каждой группе может
быть выделена характерная для нее деталь, называемая комплексной.
Такая деталь состоит из ряда простых поверхностей: наружных
и внутренних цилиндрических, конических, наружных и внутрен-
них канавок, резьбовых поверхностей и т. п. У остальных деталей
имеются лишь некоторые из этих поверхностей.
Рис. 274. Комплексная (а) и другие (б) детали группы
Таким образом, комплексная деталь является наиболее сложной
в данной группе.
На рис. 274 показан ряд деталей, причем одинаковые (по своему
виду) поверхности этих деталей обозначены одними и теми же
цифрами: 1 — наружная резьба; 2 — наружная канавка; 3 — ци-
линдрическая наружная поверхность; 4 — коническая наружная
поверхность; 5 — поверхность с уступами внутренняя; 6 — внут-
ренняя . канавка; 7 — внутренняя резьба; 8 — цилиндрическая
внутренняя и две торцовые поверхности — левая и правая.
У детали, показанной на рис. 274, а, встречаются все пере-
численные поверхности, поэтому она является комплексной для
всех деталей, приведенных на рис. 274, б. Для комплексной детали
составляется групповой технологический процесс, предусматри-
вающий возможность уменьшения количества операций и переходов
309
с использованием общих приспособлений и инструментов (груп-
повая наладка).
Приведенный пример является классическим. В практике груп-
пирования деталей можно обходиться и без создания комплексной
детали. Все детали подобранной группы обрабатываются на одном
станке, настроенном в соответствии с групповым технологическим
процессом и оснащенном приспособлениями и инструментами, до-
пускающими быструю и простую переналадку. Если для обработки
какой-либо детали все инструменты не нужны, используются лишь
те, которые необходимы. В отдельных случаях возможна замена
одного инструмента другим.
В условиях групповой обработки деталей таким образом обеспе-
чивается возможность специализации рабочих мест и применения
Рис. 275. Групповая наладка (а) и унифицированные узлы и детали то-
карного приспособления
станков, хорошо оснащенных многорезцовыми головками, много-
местными державками для закрепления режущих инструментов
в пиноли задней бабки, продольным и поперечным упорами (рас-
смотренными в предыдущей главе), что резко сокращает подгото-
вительно-заключительное и вспомогательное время.
Как показывает опыт рабочих многих заводов, применение
метода групповой обработки деталей в условиях единичного и мел-
косерийного производства позволяет широко использовать группо-
вые настройки станков, обеспечивающие специализацию рабочих
мест и, как следствие, значительное повышение производитель-
ности.
На Пермском моторостроительном заводе им. Свердлова для
обработки деталей диаметром до 2000 мм для 16 типов токарных
станков вместо использовавшихся ранее 12 тыс. разных специаль-
ных приспособлений создали единую систему унифицированного
группового оснащения токарных станков.
На рис. 275, а показана групповая наладка в сборе. С помощью
переходной планшайбы (рис. 275, в) на шпиндель станка (рис. 275, б)
устанавливается базовое приспособление (планшайба с Т-образными
310
пазами, рис. 275, г) для обработки группы деталей. При смене обра-
батываемой детали требуется заменять только быстросменяемые
узлы центрирования и крепления типа показанных на рис. 275, д,
е и ж.
3. ПРИМЕНЕНИЕ УНИВЕРСАЛЬНО-СБОРНЫХ ПРИСПОСОБЛЕНИЙ
В последние годы на многих заводах широкое распространение
получила система применения универсально-сборных приспособле-
ний (УСП).
Система заключается в том, что различные специальные приспо-
собления для обработки деталей на разных станках, в том числе
Рис. 276. Универсально-сборное приспособление для токарной
операции
и токарных, могут собираться в цеховых условиях в очень короткие
сроки (0,5—1 ч) без предварительного проектирования из унифи-
цированных, заранее подготовленных деталей.
По собственному заказу, предъявив деталь, подлежащую обра-
ботке (обычно такие приспособления собираются для расточки
отверстий в литых деталях, для обработки деталей с эксцентрично
расположенными цилиндрическими поверхностями и т. п.), токарь
получает через несколько часов необходимое приспособление, со-
бранное на специальном участке УСП.
311
На рис. 276 показано токарное приспособление, собранное из
элементов УСП.
Литая деталь 5 центрируется по обработанному ранее отверстию
на пальце планки 3 и закрепляется гайкой с помощью съемной
шайбы 4. Для расточки малого отверстия в проушине детали она
ориентируется на приспособлении посредством призмы 6, поджи-
маемой маховичком 8. Механизм поджима смонтирован в блоке 9.
Блоки 2 и 7 — противовесы, устанавливаемые на приспособлении
для его балансировки. Все три блока с механизмом поджима собраны
из стандартных элементов и смонтированы так же, как и специаль-
ная планка 3 с центрирующим пальцем, на стандартной плите 1.
4. ОСНОВНЫЕ НАПРАВЛЕНИЯ
МОДЕРНИЗАЦИИ ТОКАРНЫХ СТАНКОВ
Общие положения. Модернизацией называется такая переделка
сравнительно старого станка, после которой он в большей или мень-
шей степени приобретает качества современного.
Модернизация станков производится путем следующих основных
мероприятий:
1) повышения числа оборотов шпинделя станка и увеличения
его мощности, а также увеличения количества скоростей вращения
шпинделя;
2) увеличения наибольшей подачи, имеющейся на данном станке,
и расширения пределов подач;
3) повышения жесткости и виброустойчивости станка;
4) повышения степени автоматизации станка, оснащения его
различными дополнительными устройствами, сокращающими вспо-
могательное время и облегчающими условия труда;
5) расширения технологических возможностей станка или его
специализации;
6) обеспечения безопасности работы на станке.
Повышение быстроходности и мощности станков старых моделей
достигается различными способами, из которых наиболее часто
применяются:
1) замена шкива электродвигателя шкивом большего диаметра;
2) замена шкивов клиноременной передачи другими, с большим
числом ремней;
3) замена электродвигателя станка более мощным;
4) рамена плоскоременной передачи клиноременной;
5) увеличение количества дисков фрикционной муфты;
6) замена наиболее слабого звена (например, блока шестерен)
коробки скоростей и улучшение системы смазки этой коробки.
Для увеличения количества скоростей станка в его коробке
скоростей устанавливаются дополнительные пары шестерен.
Увеличение наибольшей подачи без изменения наименьшей осу-
ществляется путем установки дополнительных зубчатых колес
в коробке подач или на валах привода подачи в коробке скоростей.
312
Для увеличения всех подач соответствующим образом изменяются
передаточные отношения зубчатых колес гитары, последней пары
шестерен коробки подач, передающей движение ходовому валу,
и колес фартука.
С целью повышения жесткости станков и способности их к погло-
щению вибраций необходимы:
а) установка электродвигателя станка на полу или в нижней
части станка;
б) улучшение пригонки вкладышей подшипников скольжения
к корпусу или увеличение плотности посадки колец подшипников
качения шпинделя и других валов коробки скоростей;
в) балансировка быстровращающихся деталей, применение
уравновешенных патронов и т. п.;
г) повышение плавности работы ременных и зубчатых передач,
применение клиновых ремней вместо плоских, применение наиболее
совершенных способов соединения ремней, возможно меньше изме-
няющих их толщину в месте соединения;
д) увеличение жесткости закрепления задней бабки на станке
и пиноли в бабке;
е) повышение качества пригонки направляющих всех частей
суппорта и устранение зазора в гайке поперечных салазок.
Перечисленные мероприятия по модернизации станка обеспе-
чивают возможность повышения режимов резания на данном станке
и способствуют уменьшению основного времени обработки.
Ни одно из мероприятий, связанных с изменением конструкции
станка, не должно быть осуществлено без предварительной про-
верки расчетом скорости и мощности, допустимых деталями станка.
5. ОСНАЩЕНИЕ СТАНКА
ДОПОЛНИТЕЛЬНЫМИ УСТРОЙСТВАМИ,
СОКРАЩАЮЩИМИ ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ
Такие устройства и приспособления по ик назначению можно
разделить на следующие основные группы:
а) приспособления для закрепления обрабатываемых деталей;
б) рациональные устройства для закрепления режущих инстру-
ментов;
в) устройства для отсчета перемещений суппорта;
г) копировальные устройства.
Примеры таких приспособлений и устройств, за исключением
механизированных копировальных, рассмотрены в предыдущей
главе. Здесь подчеркнем лишь следующее.
Первоочередной задачей при решении вопроса о закреплении
деталей является широкое применение механизированных приво-
дов для управления зажимными устройствами, например, пневма-
тических. Во всех случаях, когда это почему-либо не удается,
надо применять быстродействующие зажимные устройства, что
позволяет закреплять деталь в процессе ее установки без затраты
313
дополнительного времени (рифленый передний центр, центр-пово-
док) или с наименьшей затратой этого времени (бесключевой
патрон).
Необходимость широкого применения различных многоместных
устройств для закрепления режущих инструментов как на суппорте,
так и в пиноли задней бабки очевидна. То же самое можно сказать
и о внедрении и постоянном использовании устройств для отсчета
перемещений суппорта — лимбов, упоров и т. п. Здесь же еще раз
отметим, что оснащение станка подобными устройствами — непре-
менное условие рационального применения метода групповой обра-
ботки деталей.
При описании обработки фасонных поверхностей были рассмот-
рены самые простейшие копировальные устройства. Более сложные
устройства того же назначения позволяют обрабатывать не только
поверхности криволинейного профиля, но и детали ступенчатой
формы. Процесс обработки детали при этом в значительной части
механизируется.
На рис. 277 показано копировальное приспособление для обра-
ботки ступенчатых деталей, предложенное токарем-новатором
314
В. К. Семинским. Внутри корпуса 5 приспособления, устанавли-
ваемого на суппорте станка, вместо обычной резцовой головки поме-
щается скалка 3 с резцом 2, перемещающаяся в осевом направ-
лении. Под действием пружины 6 щуп 4 прижимается к поверхности
копира 8. Копир представляет собой штангу с лысками, образую-
щими ступенчатую поверхность. Длина ступеней копира равна
длине шеек обрабатываемой детали 1, а высота их соответствует
разности радиусов ее ступеней. Копир 8 посредством шарнира 9,
тяги 10, муфты 11 и хвостовика А связан с кронштейном 13, за-
крепленным на станине станка. Хвостовик шарнира проходит через
расположенное горизонтально продолговатое отверстие, имеющееся
в кронштейне 13. Наличие такого отверстия обеспечивает возмож-
ность перемещения копира (вместе с поперечными салазками суп-
порта), а посредством гаек 12 и 14 производится установка копира
в осевом направлении.
При продольной автоматической подаче суппорта щуп 4 скользит
по поверхности очередной ступени копира. В момент, когда щуп
доходит до уступа копира (напоминаем, что в процессе работы суп-
порт перемещается влево, а копир неподвижен), он быстро соска-
кивает под действием пружины 6 на следующую ступень копира.
Так как скалка расположена под углом 15° к оси станка, резец,
отходя назад, несколько смещается в сторону задней бабки, что
обеспечивает отход резца от уступа детали. При обратном движении
суппотра скалка 3 перемещается вперед с помощью эксцентрика 7,
управляемого рукояткой.
Заменяя копир другим, можно с помощью рассмотренного при-
способления обрабатывать разные конические и фасонные поверх-
ности.
Через отверстие В в корпусе копира проходит болт, посред-
ством которого он закрепляется на суппорте станка.
Во время работы рассмотренного устройства копир испытывает
большие давления щупа. Во избежание быстрого износа копира
он должен быть твердым, что достигается термической обработкой
его с последующим шлифованием. В результате копир получается
довольно дорогим и применение его оправдывается лишь при срав-
нительно больших партиях изготовляемых деталей. К достоинствам
механического копира относятся простота и возможность изготов-
ления его собственными силами на любом машиностроительном
заводе.
Гидравлические копировальные устройства (гидросуппорты) не
имеют указанного выше недостатка. Схема устройства гидросуп-
порта типа КСТ-1 показана на рис. 278. Гидросуппорт устанавли-
вают на специальных поперечных салазках позади станка; так же
в особых бабках устанавливают образцовую деталь 6, являющуюся
копиром. От насоса 14 масло из бака 15 через фильтр 12 по гибкому
шлангу 11 поступает в канал D неподвижного штока 9 поршня 10.
Через поперечное отверстие С в штоке масло попадает в полость F
подвижного гидравлического цилицдра, расположенного внутри
315
суппорта 7. Из полости F масло поступает через отверстие В поршня
в полость Е и оттуда через гибкий шланг 5 и золотник в сливной
трубопровод 4. При перегрузке давления в системе масло, нагне-
таемое насосом 14, сливается в бак 15 через предохранительный
клапан 13.
Отверстие В имеет очень небольшой диаметр и оказывает боль- •
шое сопротивление при проходе масла из полости Р в полость Е.
Вследствие этого при достаточно большой щели А золотника 2
давление в полости Е будет значительно меньше, чем в полости F.
Давление масла, действуя на заднюю крышку цилиндра, будет
перемещать корпус гидросуппорта назад.
Рис. 278. Схема устройства гидравлического суппорта
Если золотник 2 закроет щель А, то в полостях Е и F установится
одинаковое давление. Но так как площадь передней крышки ци-
линдра больше площади задней крышки (на величину площади
поперечного сечения штока 9), то при одинаковом давлении сила,
действующая на переднюю крышку, будет больше силы, действую-
щей на заднюю крышку, и суппорт станет перемещаться вперед.
Может быть установлена такая величина щели, что давление
в полости Е будет меньше, чем в полости F, а силы, действующие
на переднюю и заднюю крышки, окажутся одинаковыми. В этом
случае гидросуппорт останется неподвижным.
Последнее положение соответствует обтачиванию цилиндри-
ческой поверхности.
Золотник 2 под действием пружины 3 прижимается к качаю-
щемуся рычагу 1 щупа, который опирается на поверхность образ-
316
новой детали 6. Когда щуп опирается на цилиндрическую поверх-
ность детали,' золотник занимает указанное выше положение;
гидросуппорт при этом остается неподвижным. Если профиль образ-
цовой детали имеет подъем, то при продольном движении суппорта
рычаг 1 будет отклоняться и перемещать золотник 2 назад. При
этом щель А будет увеличиваться, а давление в полости Е цилиндра
уменьшаться. Гидросуппорт в этом случае под действием давления
в полости F станет перемещаться назад. Вместе с гидросуппортом
перемещается и корпус золотника 2, что приводит к уменьшению
щели А и прекращению движения гидросуппорта.
Таким образом, гидросуппорт как бы следит за положением
щупа, поэтому подобная система управления движением суппорта
называется следящей.
Если профиль образцовой детали имеет падение, золотник под
действием пружины перемещается вперед и прикрывает щель Л.
Давление в полости Е возрастает, и гидросуппорт перемещается
вперед. Такая конструкция гидропривода позволяет обрабатывать
ниспадающие профили с углом не более 25—30°.
При обработке перпендикулярных уступов щуп, упираясь в ус-
туп, перемещает золотник 2 назад, открывает щель А, и гидросуп-
порт начинает перемещаться назад. Так как гидросуппорт двигается
по направляющим, расположенным под углом 45°, он одновре-
менно смещается относительно нижних салазок в направлении
задней бабки, компенсируя продольное перемещение нижних сала-
зок. Таким образом, резец перемещается в плоскости, перпендику-
лярной к оси обрабатываемой детали 8, и подрезает торец соответ-
ствующей ступени.
Такая конструкция гидросуппорта позволяет обрабатывать толь-
ко те торцы, которые обращены в сторону задней бабки. Поэтому
большинство деталей приходится обрабатывать с двух установок
с поворотом, обтачивая сначала торцы, обращенные в сторону
задней бабки, а затем противоположные.
Опыт ряда заводов показал, что гидросуппорт обеспечивает
точность в пределах между 3 и 4-м классами точности.
6. НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА (НОТ)
НА РАБОЧЕМ МЕСТЕ ТОКАРЯ
Организация рабочего места является одним из важнейших фак-
торов в системе научной организации труда (НОТ). Рациональная
организация рабочего места — основа высокой производительности
труда.
Хорошо организовать рабочее место значительно легче, если
оно специализировано. При работе на токарном станке в условиях
единичного или мелкосерийного производства это значит, что
на данном рабочем месте обрабатывается ограниченная номенкла-
тура деталей (группа или несколько групп). Например, только
валы определенных размеров, обрабатываемые в центрах; только
317
втулки, закрепляемые в цанговом патроне; только детали, обраба-
тываемые на планшайбе и т. п. При такой организации труда (груп-
повой обработке) токарю не надо при переходе к обработке партии
новых деталей перестраиваться, т. е. менять приспособление, а не-
редко и инструмент, появляются навыки, позволяющие значительно
повысить производительность труда.
Институтом Оргстанкинпром разработана система организации
рабочих мест, в мелкосерийном производстве. В частности, согласно
этой системе, рабочие места станочников оснащаются приемным
столом, позволяющим устанавливать на нем тару как для загото-
вок, так и для готовых деталей. Нижняя полка используется для
технологической оснастки.
Рис. 279. Тумбочка для инстру-
мента с поворотно-выдвижными
* полками
Тумбочка для двух сменщиков имеет легко выдвигающиеся
ящики, в которых в определенном порядке расположен инструмент.
В верхнем ящике рекомендуется размещать измерительный инстру-
мент, а также чертежи, наряды и другие документы. В среднем
ящике — резцы в строго определенном порядке. Ниже — сверла,
метчики, плашки и прочий режущий инструмент широкой приме-
няемости. Внизу — центры, хомутики, переходные втулки и прочий
вспомогательный инструмент.
На -внутренней стороне дверцы тумбочки размещают крупно-
габаритный измерительный инструмент — штангенциркули, ли-
нейки. Сверху на тумбочке установлен кронштейн для закрепле-
ния чертежей.
Перед началом работы рекомендуется располагать ключи и дру-
гие предметы, которыми приходится часто пользоваться, так, чтобы
все, что нужно брать правой рукой, размещалось справа,
левой — слева.
Подставка-решетка для ног предохраняет обувь от порезов
стружкой и порчи осаждающейся у станка смазочно-охлаждающей
318
жидкостью. Подставка делается легко регулируемой по высоте
в зависимости от роста токаря, что облегчает его работу.
На рис. 279 показана тумбочка к рабочему месту токаря, в кото-
рой ящики заменены более удобными поворотно-выдвижными пол-
ками. Имеются тумбочки, выполненные из оргстекла. Прозрачные
стенки позволяют видеть содержимое тумбочки и быстро находить
требующийся инструмент.
Рациональное размещение тары с заготовками и для готовых
деталей, а также тумбочки с инструментом позволяет значительно
сокращать утомляемость токаря. На снижение утомляемости
влияют также такие факторы, как правильно подобранная ок-
раска станка, вспомогательного оборудования и стен помещения,
снижение шума в цехе, удобная одежда токаря и ряд других
психо-физиологических факторов.
ПРИЛОЖЕНИЕ
Таблица тангенсов
Граду- сы Тангенс Граду- сы
0' 10' 20' 30' 40' 50' 60'
0 0,000 0,003 0,006 0,009 0,012 0,015 0,017 0
1 0,017 0,020 0,023 0,026 0,029 0,032 0,035 1
2 0,035 0,038 0,041 0,044 0,047 0,049 0,052 2
3 0,052 0,055 0,058 0,061 0,064 0,067 0,070 3
4 0,070 0,073 0,076 0,079 0,082 0,085 0,087 4
5 0,087 0,090 0,093 0,096 0,099 0,102 0,105 5
6 0,105 0,108 0,111 0,114 0,117 0,120 0,123 6
7 0,123 0,126 0,129 . 0,132 0,135 0,138 0,141 7
8 0,141 0,144 0,146 0,149 0,15(2 0,155 0,158 8
9 0,158 0,161 0,164 0,167 0,170 0,173 0,176 9
10 0,176 0,179 0,182 0,185 0,188 0,191 0,194 10
11 0,194 0,197, 0,200 0,203 0,206 0,210 0,213 11
12 0,213 0,216 0,219 0,222 0,225 0,228 0,231 12
13 0,231 0,234 0,237 0,240 0,243 0,246 0,249 13
14 0,249 0,252 0,256 0,259 0,262 0,265 0,286 14
15 0,268 0,271 0,274 0,277 0,280 0,284 ' 0,287 15
16 0,287 0,290 0,293 0,296 0,299 0,303 0,306 16
17 0,306 0,309 0,312 0,315 0,319 0,322 0,325 17
18 0,325 0,328 0,331 0,335 0,338 0,341 0,344 18
19 0,344 0,348 0,351 0,354 0,357 0,361 0,364 19
20 0,364 0,367 0,371 0,374 0,377 0,381 0,384 20
21 0,384 0,387 0,391 0,394 0,397 0,401 0,404 21
22 0,404 0,407 0,411 0,414 0,418 0,421 0,424 22
23 0,424 0,428 0,431 0,435 0,438 0,442 0,445 23
24 0,445 0,449 0,452 0,456 0,459 0,463 0,466 24
25 0,466 0,470 0,473 0,477 0,481 0,484 0,488 25
26 0,488 0,491 0,495 0,499 0,502 0,506 0,510 26
27 0,510 0,513 0,517 0,521 0,524 0,528 0,532 27
28 0,532 0,535 0,539 0,543 0,547 0,551 0,554 28
29 0,554 0,558 0,562 0,566 0,570 0,573 0,577 29
320
Продолжение приложения
Граду- сы Тангенс Граду- сы
0' 10' 20' 30' 40' 50' 60'
30 0,577 0,581 0,585 0,589 0,593 0,597 0,601 30
31 0,601 0,605 0,609 0,613 0,617 0,621 0,625 31
32 0,625 0,629 0,633 0,637 0,641 0,645 0,649 32
33 0,649 0,654 0,658 0,662 0,666 0,670 0,675 33
34 0,675 0,679 0,683 0,687 0,692 0,696 0,700 34
35 0,700 0,705 0,709 0,713 0,718 0,722 0,727- 35
36 0,727 0,731 0,735 0,740 0,744 . 0,749 0,754 36
37 0,754 0,758 0,763 0,767 0,772 0,777 0,781 37
38 0,781 0,786 0,791 0,795 0,800 0,805 0,810 38
39 0,810 0,815 0,819 0,824 0,829 0,834 0,839 39
40 0,839 0,844 0,849 0,854 0,859 0,864 0,869 40
41 0,860 0,874 0,880 0,885 0,890 0,895 0,900 41
42 0,900 0,906 0,911 0,916 0,922 0,927 0,933 42
43 0,933 0,938 0,943 0,949 0,955 0,960 0,966 43
44 0,966 0,971 0,977 0,983 0,988 0,994 1,000 44
45 1,000 1,006 1,012 1,018 1,024 1 1,030 1,036 45
46 1,036 1,042 1,048 1,054 1,060 1,066 1,072 46
47 1,072 1,079 1,085 1,091 1,098 1,104 1,111 47
48 1,111 1,117 1,124 1,130 1,137 1,144 1,150 48
49 1,150 1,157 1,164 1,171 1,178 1,185 1,192 49
50 1,192 1,199 1,206 1,213 1,220 1,228 1,235 50
51 1,235 1,242 1,250 1,257 1,265 1,272 1,280 51
52 1,280 1,288 1,295 1,303 1,311 1,319 1,327 52
53 1,327 1,335 1,343 1,351 1,360 1,368 1,376 53
54 1,376 1,385 1,393 1,402 1,411 1,419 1,428 54
55 1,428 1,437 1,446 1,455 1,464 1,473 1,482 55
56 1,483 1,492 1,501 1,511 1,520 1,530 1,540 56
57 1,540 1,550 1,560 1,570 1,580 1,590 1,600 57
58 1,600 1,611 ’1,621 1,632 1,643 1,653 1,664 58
59 1,664 1,675 1,686 1,698 1,709 1,721 1,732 59
60 1,732 1,744 1,756 1,768 1,780 1,792 1,804 60
61 1,804 1,816 1,829 1,842 1,855 1,868 1,881 61
62 1,881 1,894 1,907 ,1,921 1,935 1,949 1,963 62
63 1,963 1,977 1,991 2,006 2,020 2,035 2,050 63
64 2,050 2,066 2,081 2,097 2,112 2,128 2,145 64
65 2,145 2,161 2,177 2,194 2,211 2,229 2,246 65
66 2,246 2,264 2,282 2,300 2,318 2,337 2,356 66
67 х 2,356 2,375 2,395 2,414 2,434 2,455 2,475 67
68 2,475 2,496 2,517 2,539 2,561 2,583 2,605 68
69 . 2,605 2,628 2,651 2,675 2,699 2,723 2,748 69
70 2,748 2,773 2,798 2,824 2,850 2,877 2,904 70
71 2,904 2,932 2,960 2,989 3,018 3,048 3,078 71
72 3,078 3,108 3,140 3,172 3,204 3,237 3,271 72
73 3,271 3,305 3,340 3,376 3,412 3,450 3,487 73
74 ^3,487 3,526 3,566 3,606 3,647 3,689 3,732 74
321
Продолжение приложения,
Граду- сы Тангенс Граду- сы
О' 10' 20' 30' 40' 50' 60'
75 3,732 3,766 3,821 3,867 3,914 3,962 4,011 75
76 4,011 4,061 4,113 4,165 4,219 4,275 4,331 76
77 4,332 4,390 4,449 4,511 4,574 4,638 4,705 77
78 4,705 4,733 4,843 4,915 4,989 5,066 5,145 78
79 5,145 5,226 5,309 5,396 5,485 5,576 5,671 79
80 5,671 5,769 5,871 5,976 6,084 6,197 6,314 80
81 6,314 6,435 6,561 6,691 6,827 6,968 7,115 81
82 7,115 7,269 7,429 7,596 7,770 7,963 8,144 82
83 8,144 8,345 8,556 8,777 9,010 9,255 9,514 83
84 9,514 , 9,788 10,078 10,385 10,712 11,059 11,430 84
85 11,430 11,826 12,250 12,706 13,197 13,727 14,301 85
86 14,301 14,924 15,605 16,350 17,169 18,075 19,081 86
87 19,081 20,206 21,470 22,904 24,542 26,432 28,636 87
88 28,636 31,242 34,368 38,189 42,964 49,104 57,290 88
89 57,290 68,750 85,940 114,589 171,885 343,774 89
СПИСОК ЛИТЕРАТУРЫ
1. Бергер И. И. Справочник молодого токаря. Минск, «Высшая школа»,
1972, 320 с.
2. Г л а з о в Г. А. Комплексная механизация механических цехов в мелко-
серийном производстве. Л., «Машиностроение», 1972, 208 с.
3. Денежный П. М., СтискинГ. М., Т х о р И. Е. Токарное дело.
М., «Высшая школа», 1973, 304 с.
4. Д ы к о в А. Т., Я с и н с к и й Г. И. Прогрессивный режущий инструмент
в машиностроении. Л., «Машиностроение», 1972, 224 с.
5. Зайцев Б. Г., ЗавгородневП. И., Шевченко А. С. Спра-
вочник молодого токаря. М., «Высшая школа», 1972, 352 с.
6. ЗахаровВ.И. Технология токарной обработки, Лениздат, 1972, 496 с.
7. Кучер А. М., Киватицкий М. М., Покровский А. А.
Металлорежущие станки. Л., «Машиностроение», 1972, 307 с.
8. О г л о б л и н А. Н. Справочник токаря. Л., Машгиз, 1961, 510 с.
9. Поволоцкий Б. А., ЦыгановМ. А. Безопасность труда при
холодной обработке металлов. М., «Машиностроение», 1972, 112 с.
10. ШнейдерЮ. Г. Инструмент для чистовой обработки металлов давле-
нием. Л., «Машиностроение», 1971, 248 с.
ОГЛАВЛЕНИЕ
Предисловие.......................................................... 3
ЧАСТЬ ПЕРВАЯ
ОБЩИЕ ВОПРОСЫ ТОКАРНОГО ДЕЛА
Глава I. Основные сведения о процессе резания и резцах............... 5
1. Необходимые понятия и определения.......................... —
2. Основы учения о резании металлов.......................... 13
3. Предварительные сведения о токарный резцах................ 22
Глава II. Токарные станки и их обслуживание......................... 37
1. Устройство токарно-винторезного станка модели 1К62......... —
2. Устройство основных узлов токарно-винторезного станка модели
1К62........................................................ 45
3. Токарно-винторезный станок модели 16К20................... 53
4. Уход за токарным станком и безопасность работы на нем .... 55
Глава III. Закрепление деталей, обрабатываемых на токарных станках 61
1. Приспособления для закрепления деталей, обрабатываемых в
центрах ..................................................... —
2. Приспособления для закрепления деталей за наружную поверх-
ность ...................................................... 69
3. Приспособления для закрепления деталей за отверстие... 79
Глава IV. Шероховатость и точность поверхностей, обрабатываемых ка
токарных станках................................................... 83
1. Жесткость и вибрации при токарной -обработке............... —
2. Шероховатость и точность поверхностей в зависимости от усло-
вий токарной обработки...................................... 88
3. Основные сведения о допусках и посадках.................. 93
4. Точность формы и взаиморасположения поверхностей...... 102
5. Общие понятия о базах и базировании деталей на токарных
станках.................................................... 106
ЧАСТЬ ВТОРАЯ
ОСНОВНЫЕ ТОКАРНЫЕ РАБОТЫ
Глава I. Обработка наружных цилиндрических и торцовых поверхностей 111
1. Черновое обтачивание цилиндрических поверхностей....... —
2. Чистовая обработка и отделка цилиндрических поверхностей 131
3. Обработка торцов и уступов............................... 149
4. Прорезание канавок и отрезание........................... 154
324
Глава II. Обработка цилиндрических отверстий....................... 161
1. Сверление, рассверливание и зенкерование отверстий..... —
2. Растачивание отверстий.................................. 170
3. Развертывание отверстий................................. 174
4. Измерение отверстий..................................... 179
5. Обработка уступов и канавок, расположенных в отверстиях 182
Глава III. Обработка конических поверхностей....................... 187
1. Общие введения о конусах.................................. —
2. Обработка наружных конусов установленным (широким) резцом 190
3. Обработка наружных конусов при повернутых верхних салазках
суппорта.................................................... 192
4. Обработка наружных конусов при смещенной задней бабке ; . . 194
5. Обработка наружных конусов при помощи конусной линейки и
гидросуппорта............................................... 198
6. Обработка конических отверстий......................... 20L
Глава IV. Нарезание резьбы ........................................ 205
1. Общие сведения о резьбах.................................. —
2. Основные понятия о допусках на резьбы................... 210
3. Настройка станка для нарезания резьбы................... 212
4. Нарезание треугольной резьбы резцами.................... 216
5. Нарезание треугольной резьбы плашками и метчиками .... 227
6. Нарезание прямоугольной, трапецеидальной и многозаходной
резьб....................................................... 233
Глава V. Некоторые особые токйрные работы.......................... 240
1. Обработка нежестких деталей .............................. —
2. Обработка на планшайбе и угольнике...................... 243
3. Обработка деталей с эксцентрично расположенными поверх-
ностями .................................................... 246
4. Обработка фасонных поверхностей......................... 248
5. Накатывание рифленых поверхностей....................... 252
ЧАСТЬ ТРЕТЬЯ
ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ
ПРИ ТОКАРНОЙ ОБРАБОТКЕ
Глава I. Основные понятия о технологическом процессе и технической
норме времени...................................................... 255
1. Технологический процесс и его составные части.............. —
2. Документация технологического процесса.................. 257
3. Состав технической нормы времени . ....................... —
4. Необходимость одновременного уменьшения всех составляющих
нормы времени............................................... 259
Г л а в а II. Способы уменьшения основного времени................. 261
1. Повышение режима резания................................... —
2. Применение высокопроизводительных резцов................ 267
3. Рационализация процесса обработки....................... 275
4. Повышение жесткости закрепления детали.................. 277
Глава III. Способы уменьшения вспомогательного времени............ 279
2. Уменьшение времени на установку режущих инструментов 289
3. Уменьшение времени на измерение детали................. 294
325
4. Уменьшение времени на управление задней бабкой........ 299
5. Уменьшение времени на управление станком...................... 301
Глава IV. Организационно-технические мероприятия, повышающие
производительность токарной обработки ♦ 304
1. Рационализация технологического процесса . ...................... —
2. Применение метода групповой обработки деталей................. 307
3. Применение универсально-сборных приспособлений........ 311
4. Основные направления модернизации токарных станков .... 312
5. Оснащение станка дополнительными устройствами, сокращаю-
щими вспомогательное время. 313
6. Научная организация труда (НОТ) на рабочем месте токаря 317
Приложение............................................................... 320
Список литературы........................................................ 323
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
выпускает в 1974 году следующие книги,
которые могут представить интерес для мо-
лодых рабочих различных профессий
Р о ж и н В. А. Моя профессия — формовщик. 3,5 л.
Чуев А. В. Токарь — профессия знатная. 5 л.
Муслин Е. С. Твоя профессия—огонь и молот.
12 л.
Гуляев А. П., Малинина К. А., Савери-
и а С. М. Инструментальные стали. Справочник.
Изд. 2-е, перераб. 19 л.
Справочник сварщика. Под ред. В. В. Степанова.
Изд. 3-е. 34 л.
Хряпин В. Е., Лакедемонский А. В. Спра-
вочник паяльщика. Изд. 4-е, перераб. и доп. 24 л.
Обработка металлов резанием. Справочник техно-
лога. Колл, авторов. 50 л.
Справочник по производственному контролю в ма-
шиностроении. Под ред. А. К. Кутая. Изд. 3-е, пе-
рераб. и доп. 55 л.
Библиотечка газосварщика (13 выпусков общим
объемом 65 л.). Содержит все важнейшие разделы
газопламенной обработки материалов.
ИЗДАТЕЛЬСТВО ЗАКАЗОВ НЕ ПРИНИМАЕТ
Александр Николаевич ОГЛОБЛИН
ОСНОВЫ ТОКАРНОГО ДЕЛА
Редактор издательства Л. И. В о ж и к. Переплет художника Б. П. Седова.
Технический редактор А. А. Бардина, Корректор Л. Ф. Борисова
Сдано в набор 12/XII 1973 г. Подписано к печати 11/IV 1974 г. М-07608. Формат бумаги
60 x90l/ie. Бумага типографская № 3. Печ. л. 20,5. Уч.-изд. л. 21,1. Тираж 145 000 экз.
Зак. № 1147. Цена 84 коп.
Ленинградское отделение издательства «МАШИНОСТРОЕНИЕ»
191065, Ленинград, ул. Дзержинского, 10
Ордена Трудового Красного Знамени Ленинградская типография № 1 «Печатный
Двор» имени А. М. Горького Союзполи'графпрома при Государственном комитете
Совета Министров СССР по делам издательств, полиграфии и книжной торговли.
197136, Ленинград/ П-136, Гатчинская ул., 26,
84 коп.
«МАШИНОСТРОЕНИЕ