/






























































































































































































































































































































































































































































Текст
МАШИНЫ И АГРЕГАТЫ
ТРУБНОГО
ПРОИЗВОДСТВА
Под редакцией
проф. докт. техн. наук А. П. Коликова
Рекомендовано
Министерством общего и профессионального образования
Российской Федерации в качестве учебного пособия
для студентов вузов, обучающихся по специальностям
"Обработка металлов давлением", "Машины и технология
обработки металлов давлением"
МОСКВА
•МИСИО
1998
Авторы: А.П. КОЛИКОВ, В.П. РОМАНЕНКО, СВ. САМУ СЕВ
А.Д. ШЕЙХ-АЛИ, В.В. ФРОЛОЧКИН
Рецензенты: кафедра "Пластическая деформация и
художественная обработка материалов" (Трубное производство)
Московской государственной академии приборостроения и информатики;
академик Международной академии информатизации, проф.
В.Н. Лебедев
УДК 621.774.06
Машины и агрегаты трубного производства: Учебное пособие для вузов/
А.П. Коликов, В.П. Романенко, СВ. Самусев и др. — М.: *МИСИО,
1998.—536 с.
Рассмотрено механическое оборудование трубных цехов, дано описание новых
механизированных и автоматизированных машин и агрегатов для производства
труб, обобщен передовой отечественный и зарубежный опыт в области трубного
оборудования, на современном научном уровне изложены основы расчета трубного
оборудования. Материал иллюстрирован примерами, снабжен методическими
указаниями, приведены решения конкретных практических задач с использованием
ЭВМ.
Рекомендовано для студентов вузов, обучающихся по специальностям
"Обработка металлов давлением", "Металлургические машины и оборудование".
Может быть полезно аспирантам, научным и инженерно-техническим работникам
научно-исследовательских институтов и предприятий металлургической и
машиностроительной промышленности.
Ил. 359. Табл. 73. Библиогр. список: 40 назв.
При издании учебного пособия финансовую поддержку оказали:
Концерн "Трубопром" г. Москва, АО "Северсталь" г. Череповец,
АО "МАИР" г. Москва, АО "БИОИНТЕРСЕРВИС" г. Волжский
2607020000 © Коликов А.П., Романенко В.П., Самусев СВ.,
ISBN 5-87623-025-1 Шейх-Алн А.Д., Фролочкин В.В.
•МИСИО, 1997
ОГЛАВЛЕНИЕ
Предисловие 7
РАЗДЕЛ I. ОБЩИЕ ВОПРОСЫ ПРОИЗВОДСТВА ТРУБ 9
Глава 1. Классификация и сортамент труб 9
1.1. Классификация труб 9
1.2. Сортамент труб 12
Глава 2. Характеристика и классификация технологических процессов и
трубного оборудования 16
2.1. Технологические процессы и оборудование для производства горячеде-
формированных бесшовных труб 17
2.2. Технологические процессы и оборудование для производства сварных
труб 28
2.3. Технологические процессы и оборудование для производства холодноде-
формированных труб 37
РАЗДЕЛ II. СТАНЫ И АГРЕГАТЫ ДЛЯ ПРОИЗВОДСТВА
БЕСШОВНЫХ ТРУБ 46
Г л а в а 3. Оборудование для производства, подготовки и контроля заготовок 46
3.1. Исходные трубные заготовки 46
3.2. Оборудование для ремонта заготовки 49
3.3. Оборудование для порезки заготовок на мерные длины 51
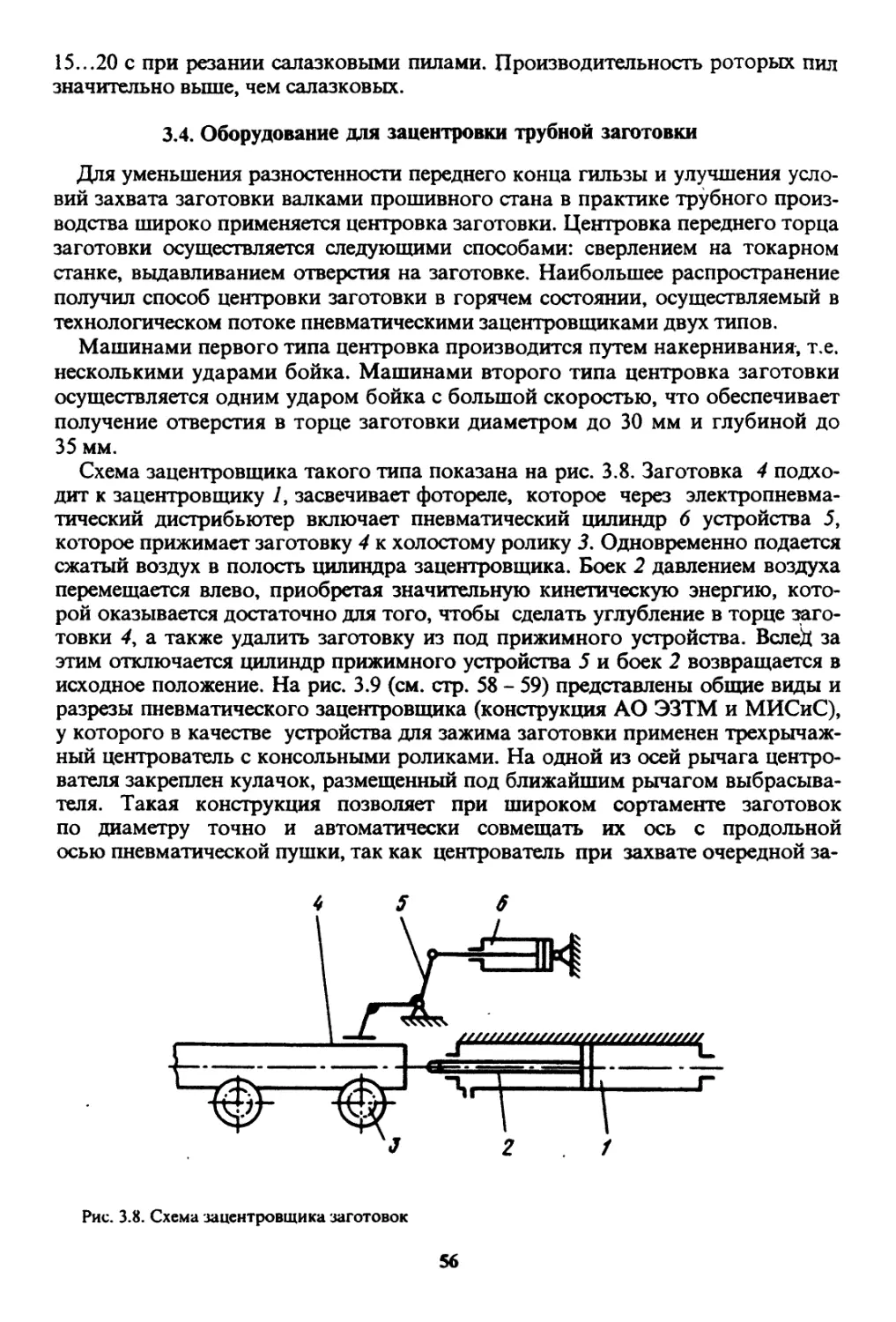
3.4. Оборудование для зацентровки трубной заготовки 56
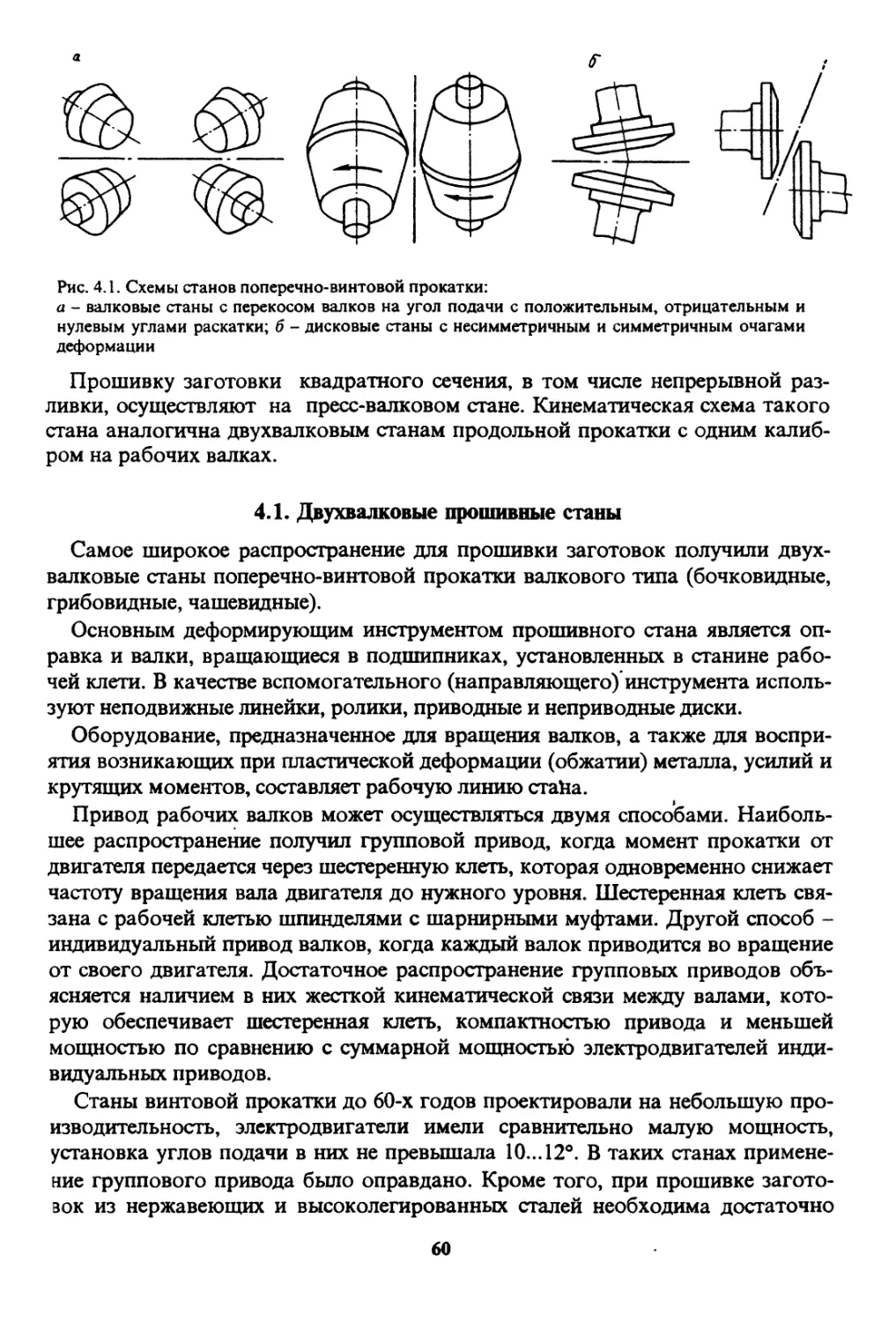
Г л а в а 4. Станы для прошивки трубной заготовки 57
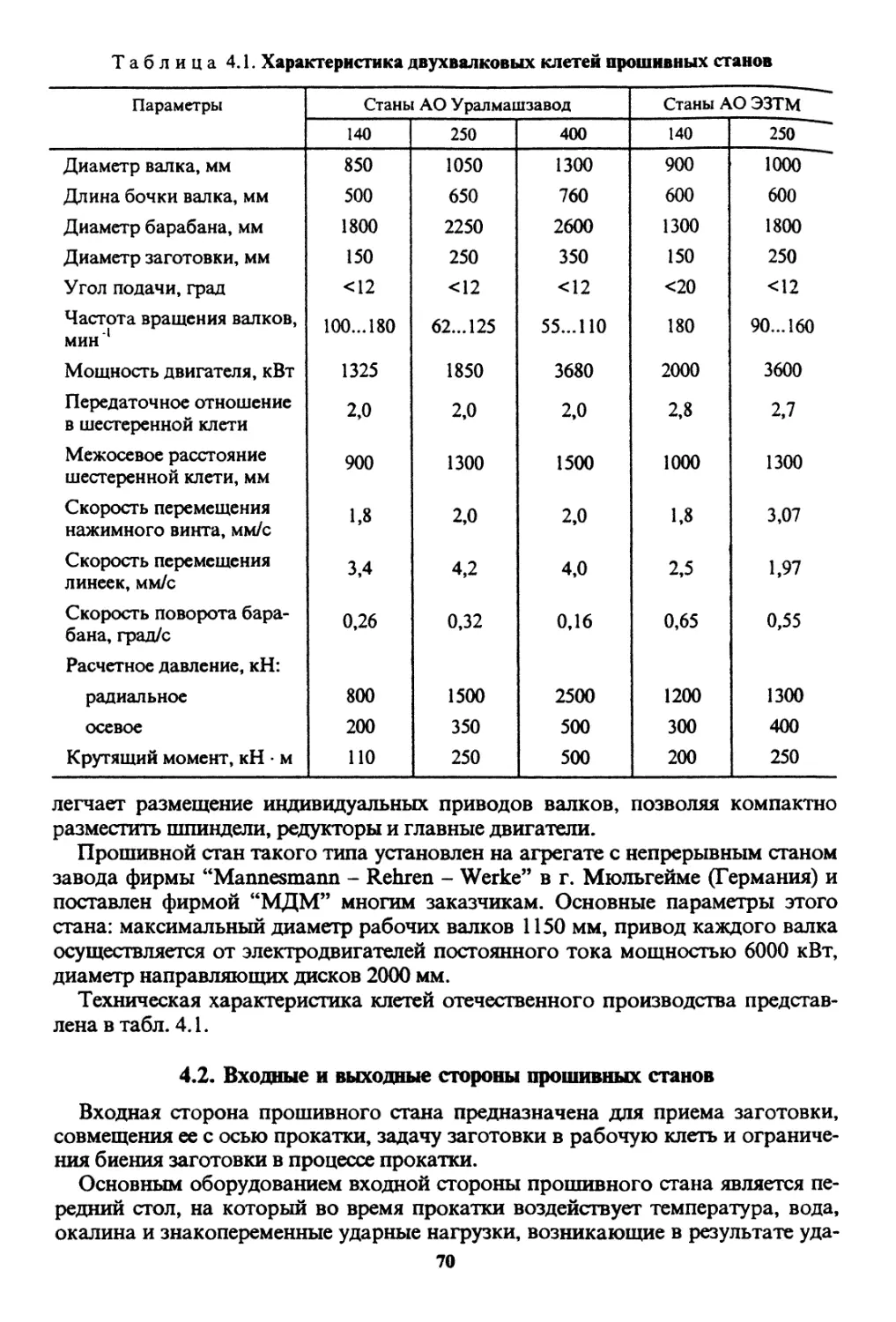
4.1. Двухвалковые прошивные станы 60
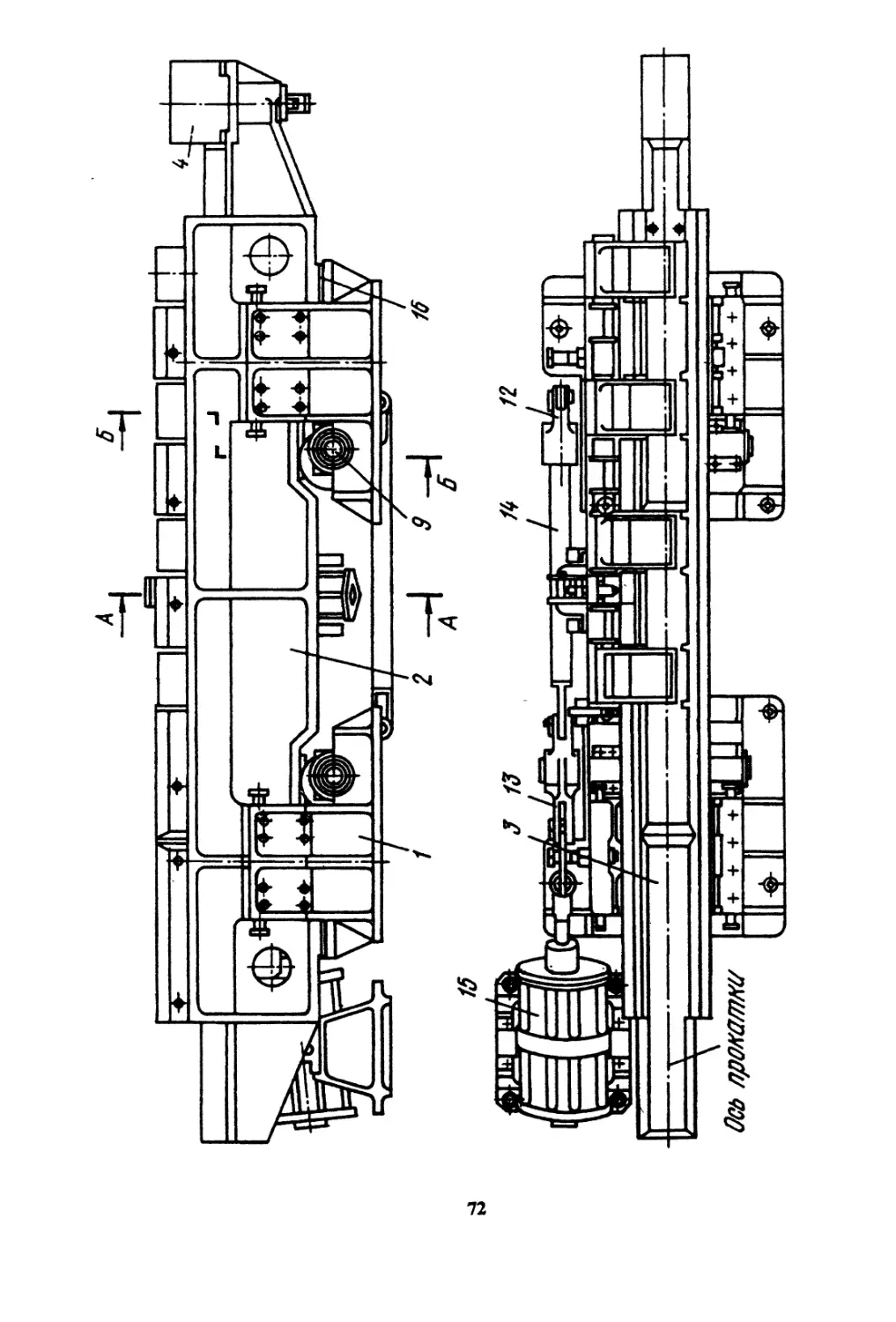
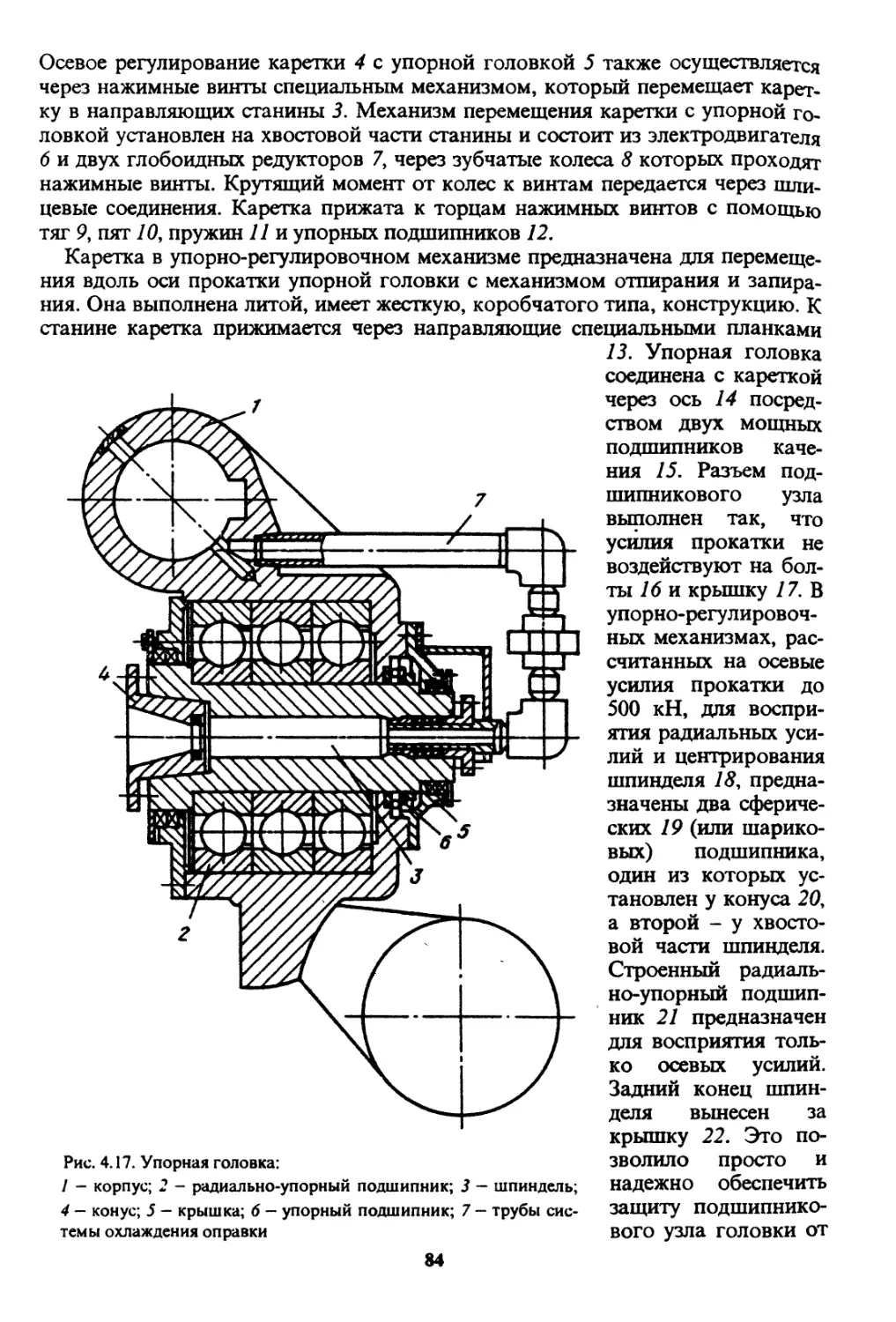
4.2. Входные и выходные стороны прошивных станов 70
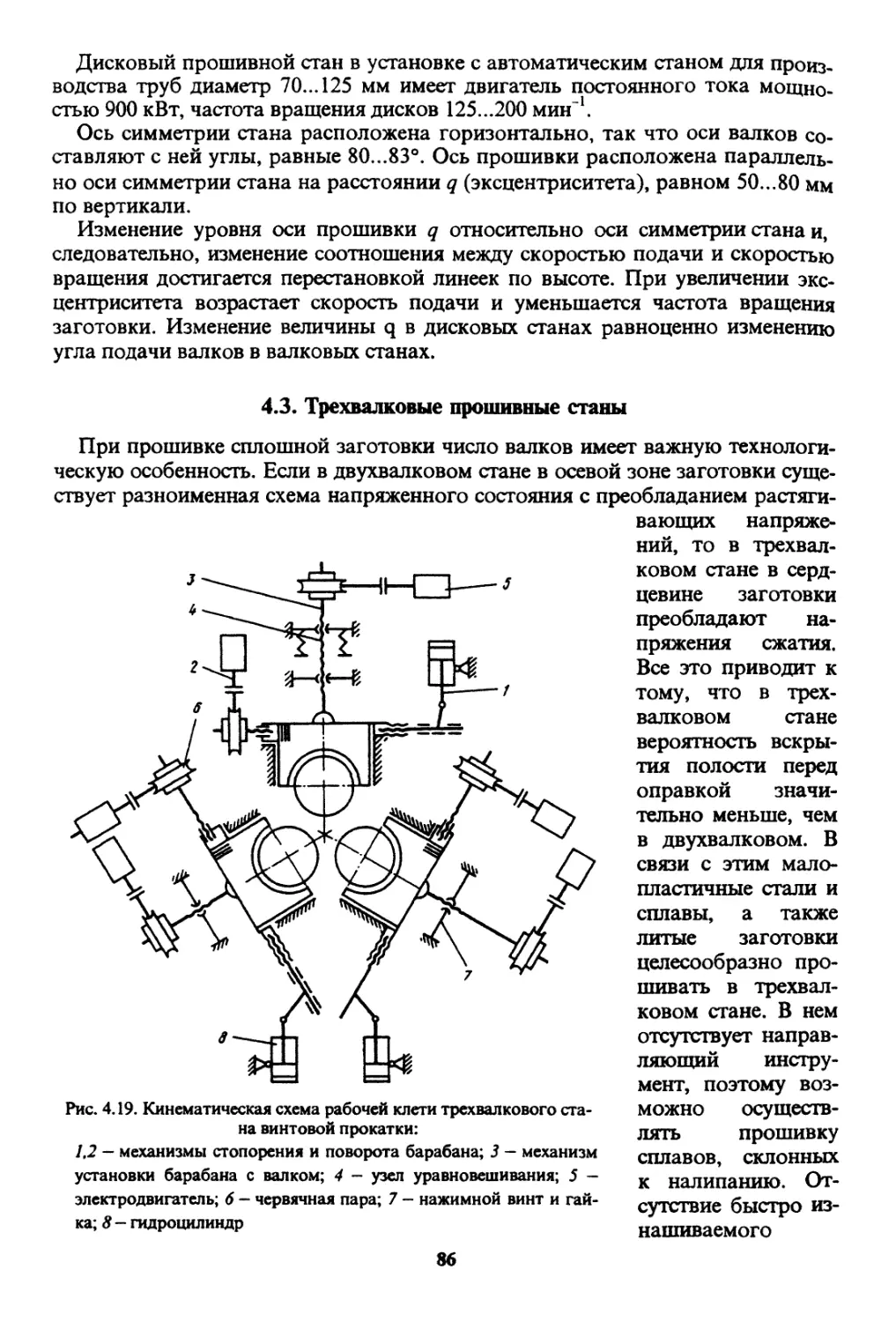
4.3. Трехвалковые прошивные станы 86
4.4. Станы пресс-валковой прошивки 88
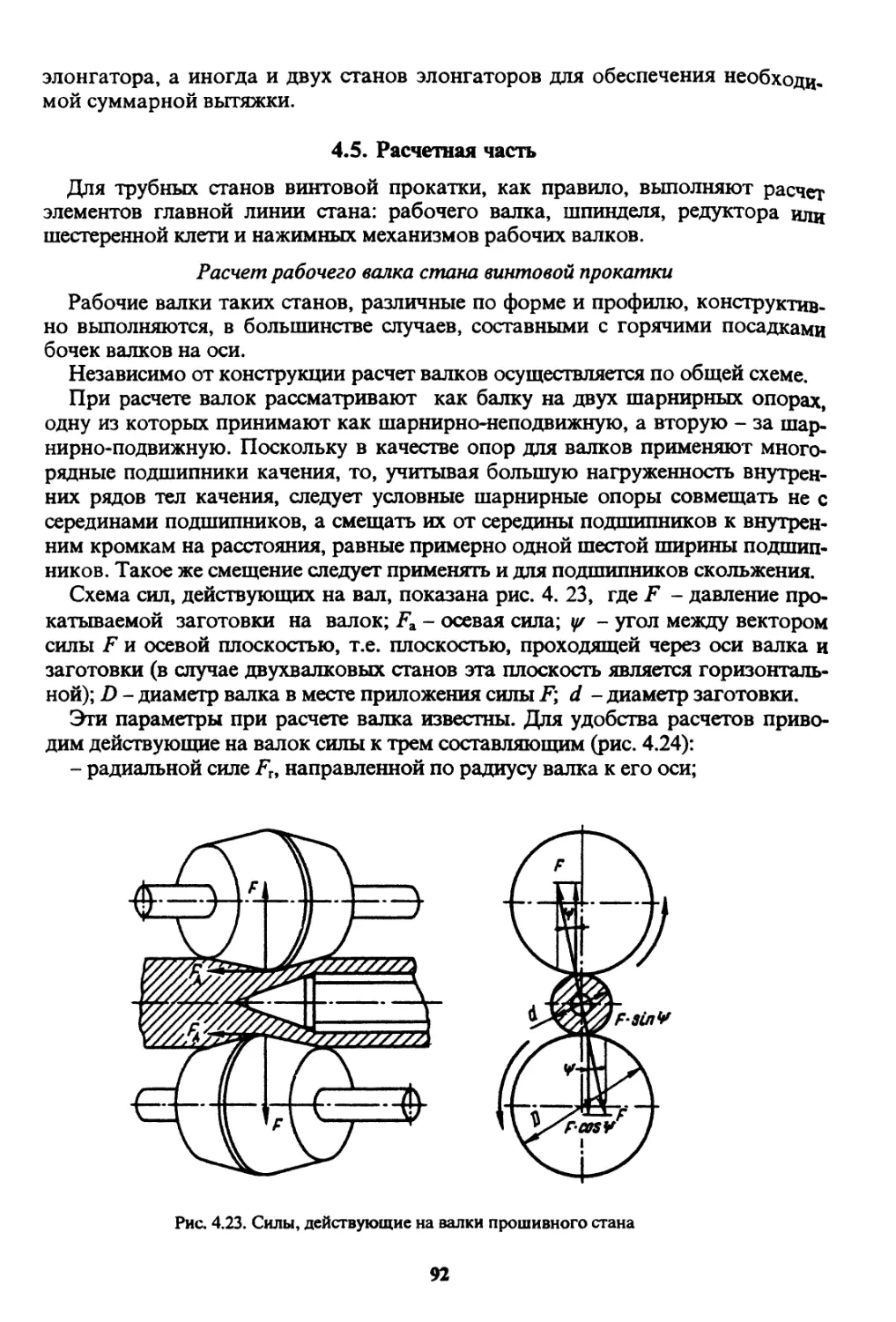
4.5. Расчетная часть 92
Г л а в а 5. Оборудование для раскатки гильз 112
5.1. Конструкция автоматических станов 114
3
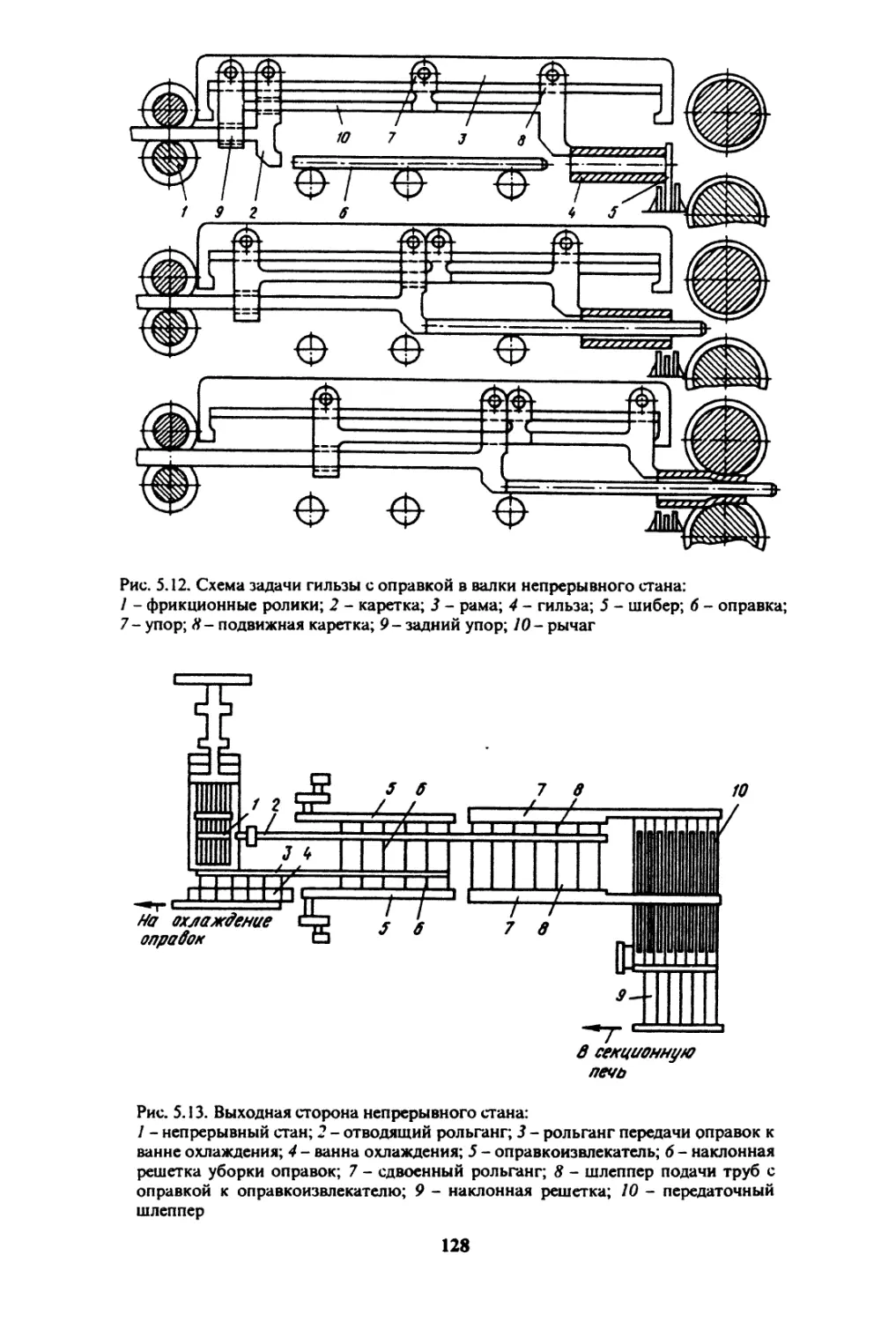
5.2. Конструкция непрерывных станов 121
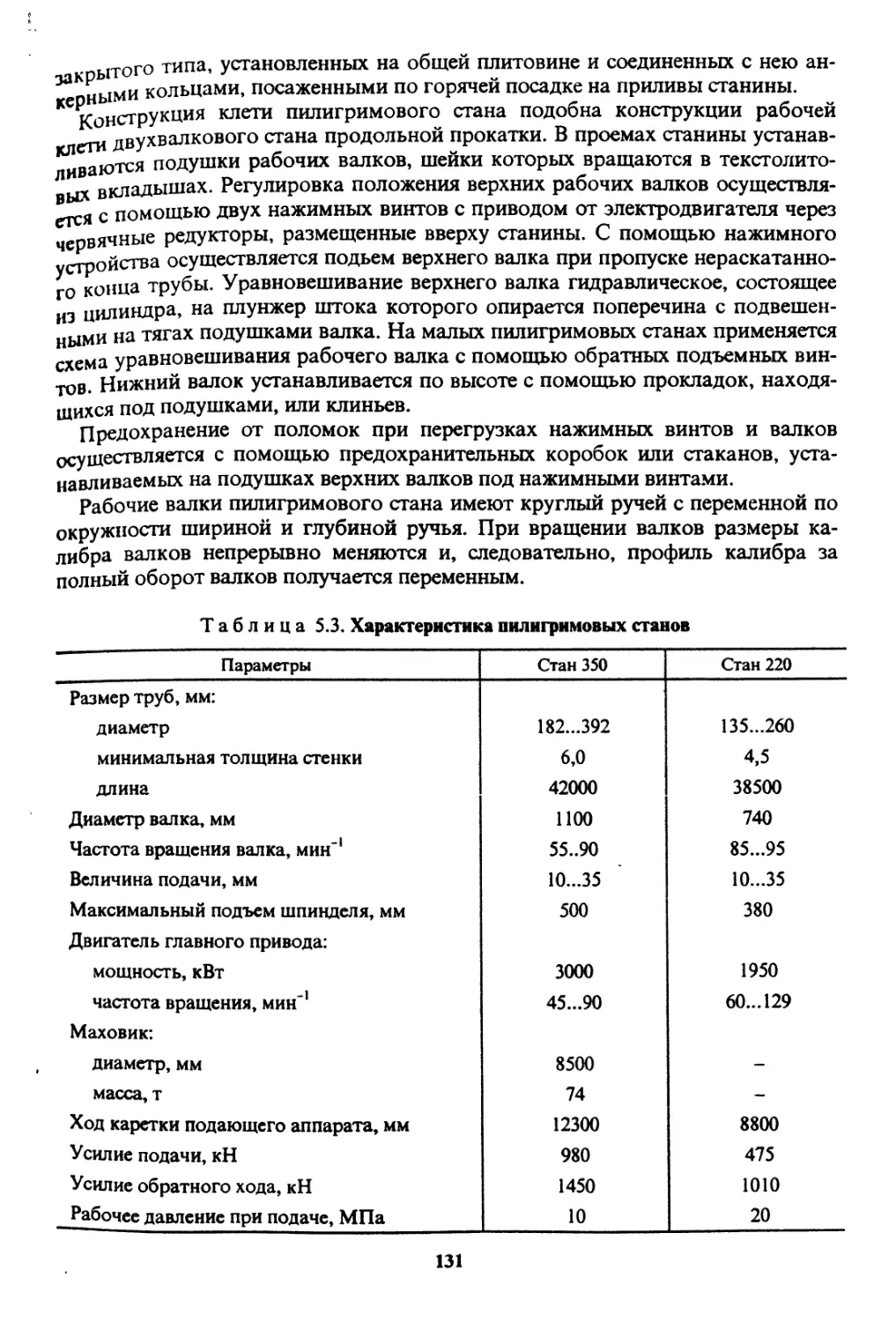
5.3. Раскатные станы пилигримовой (периодической) прокатки 129
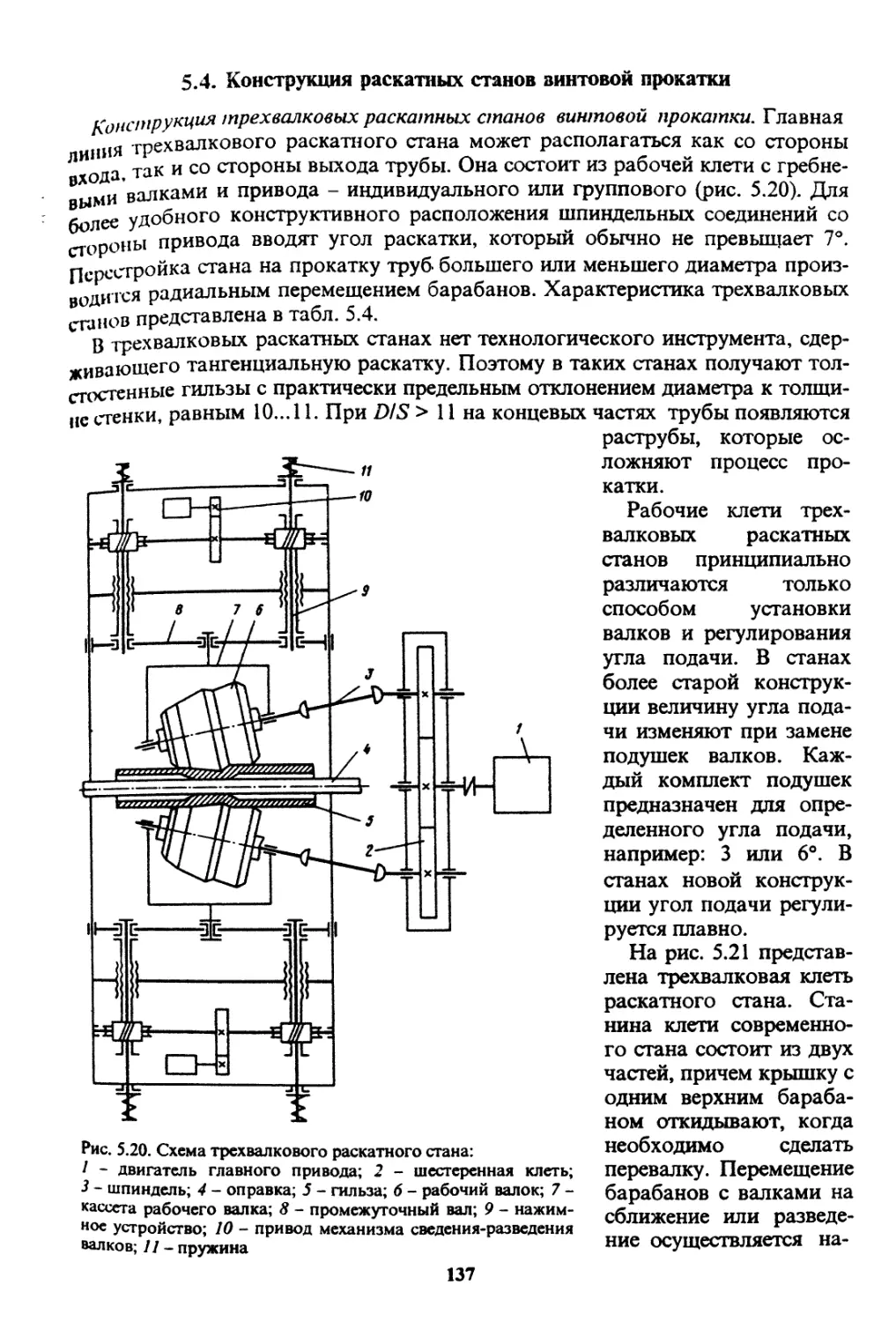
5.4. Конструкция раскатных станов винтовой прокатки 137
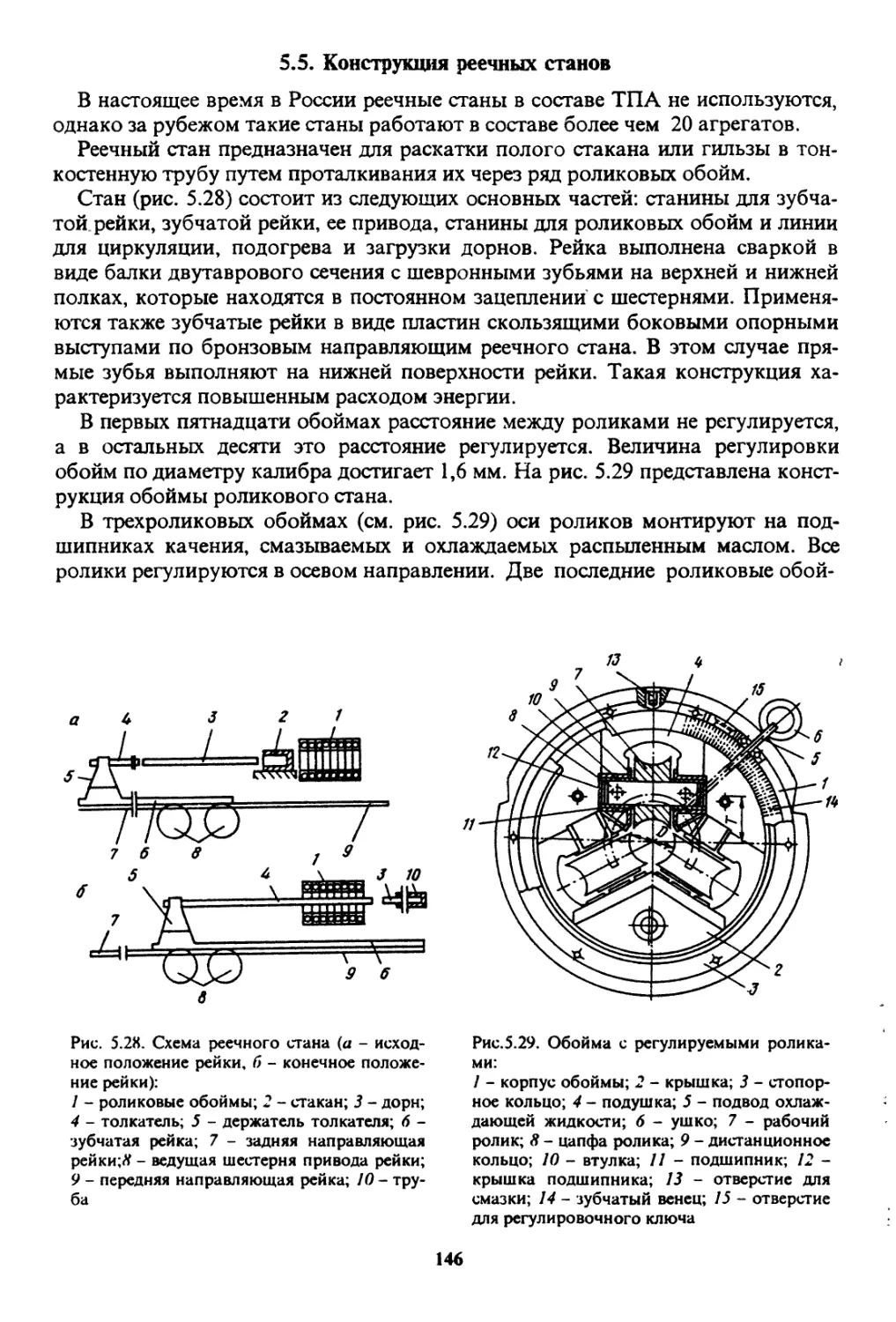
5.5. Конструкция реечных станов 146
5.6. Расчетная часть 147
Г л а в а 6. Трубопрессовое оборудование 164
6.1. Вертикальные прессы для прошивки и экспандирования 164
6.2. Горизонтальные гидравлические трубопрофильные прессы 169
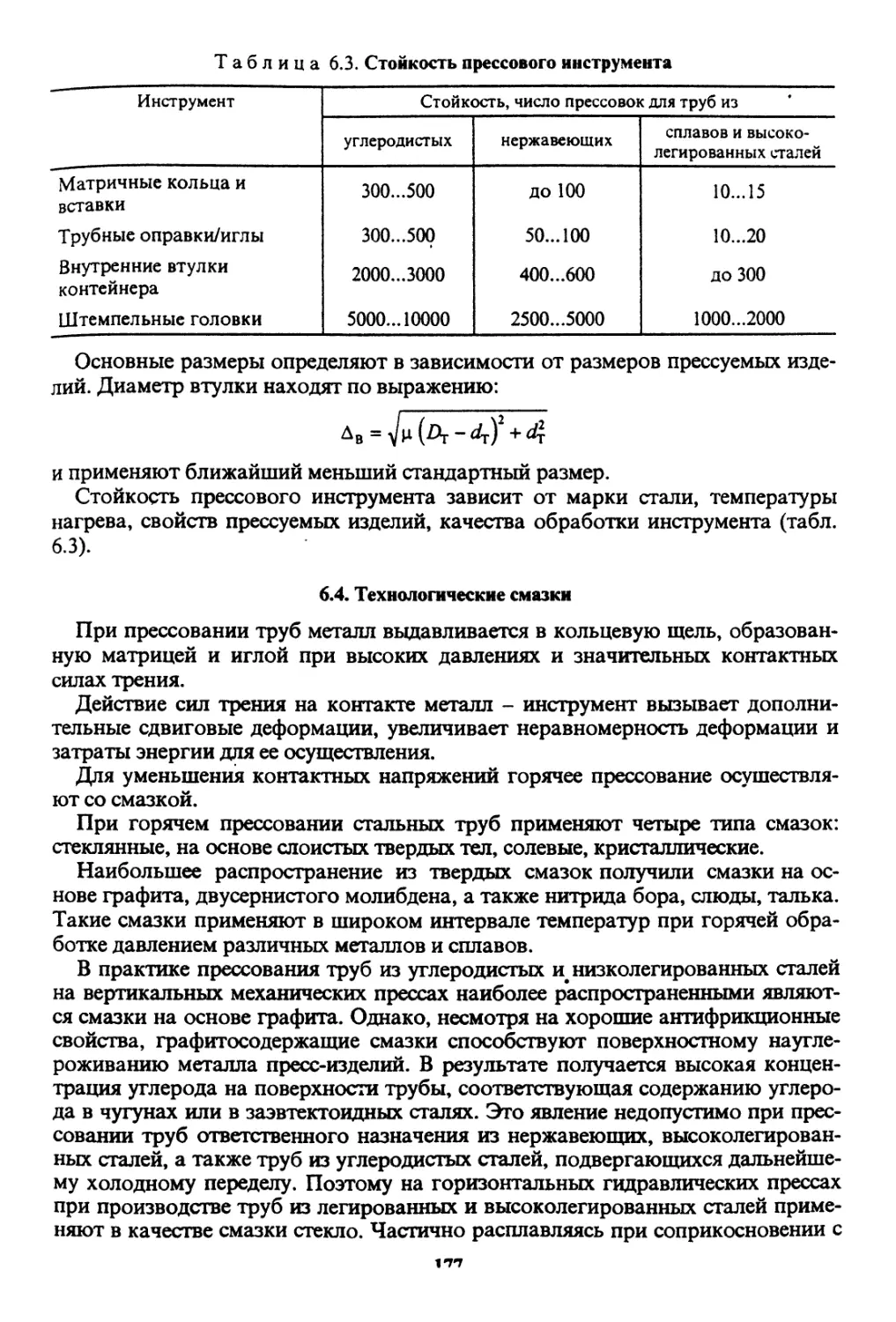
6.3. Материалы, конструкции и калибровка технологического инструмента.... 173
6.4. Технологические смазки 177
Г л а в а 7. Оборудование для горячей отделки труб 179
7.1. Общая характеристика станов для горячей отделки труб 179
7.2. Конструкции калибровочных и редукционных станов 184
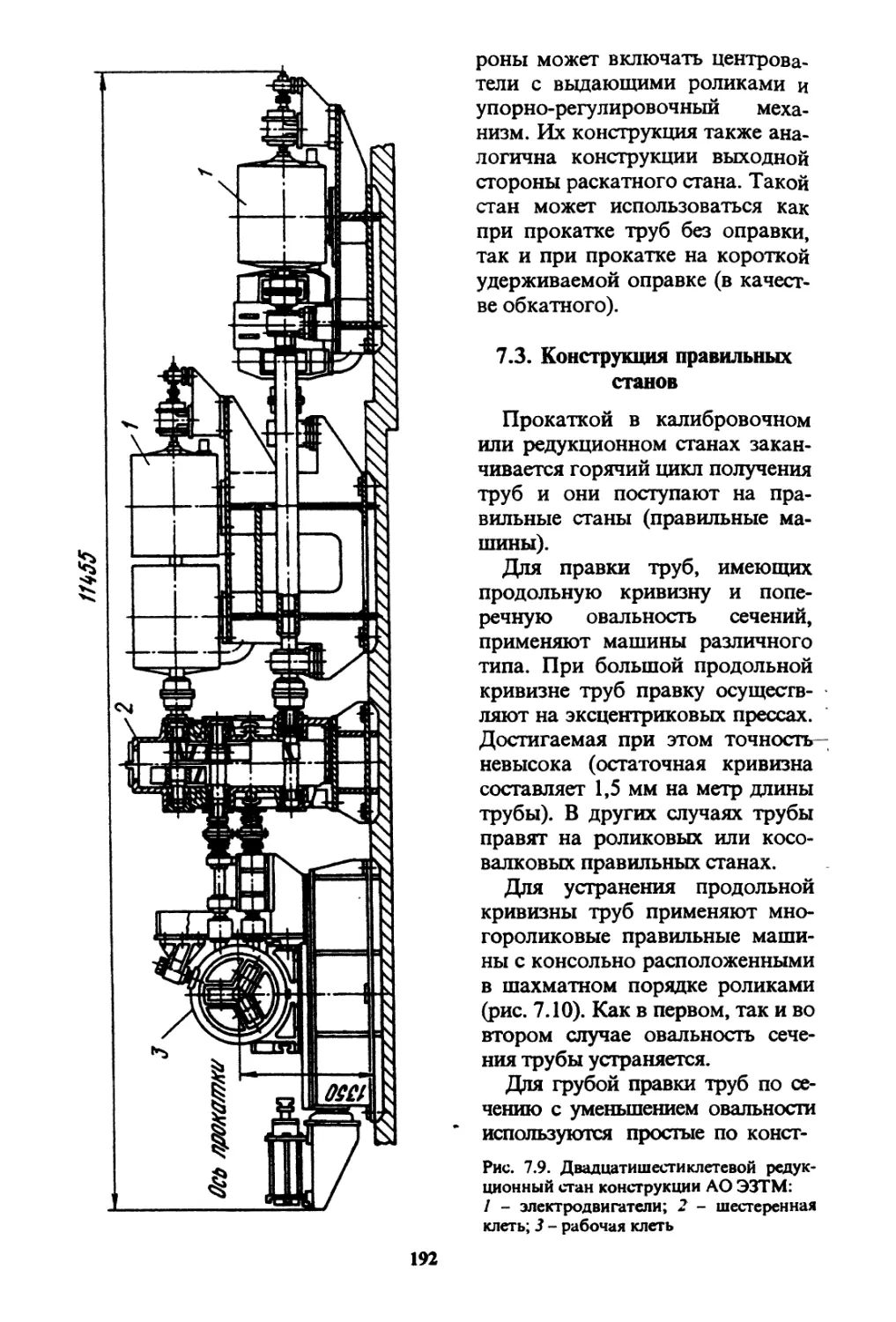
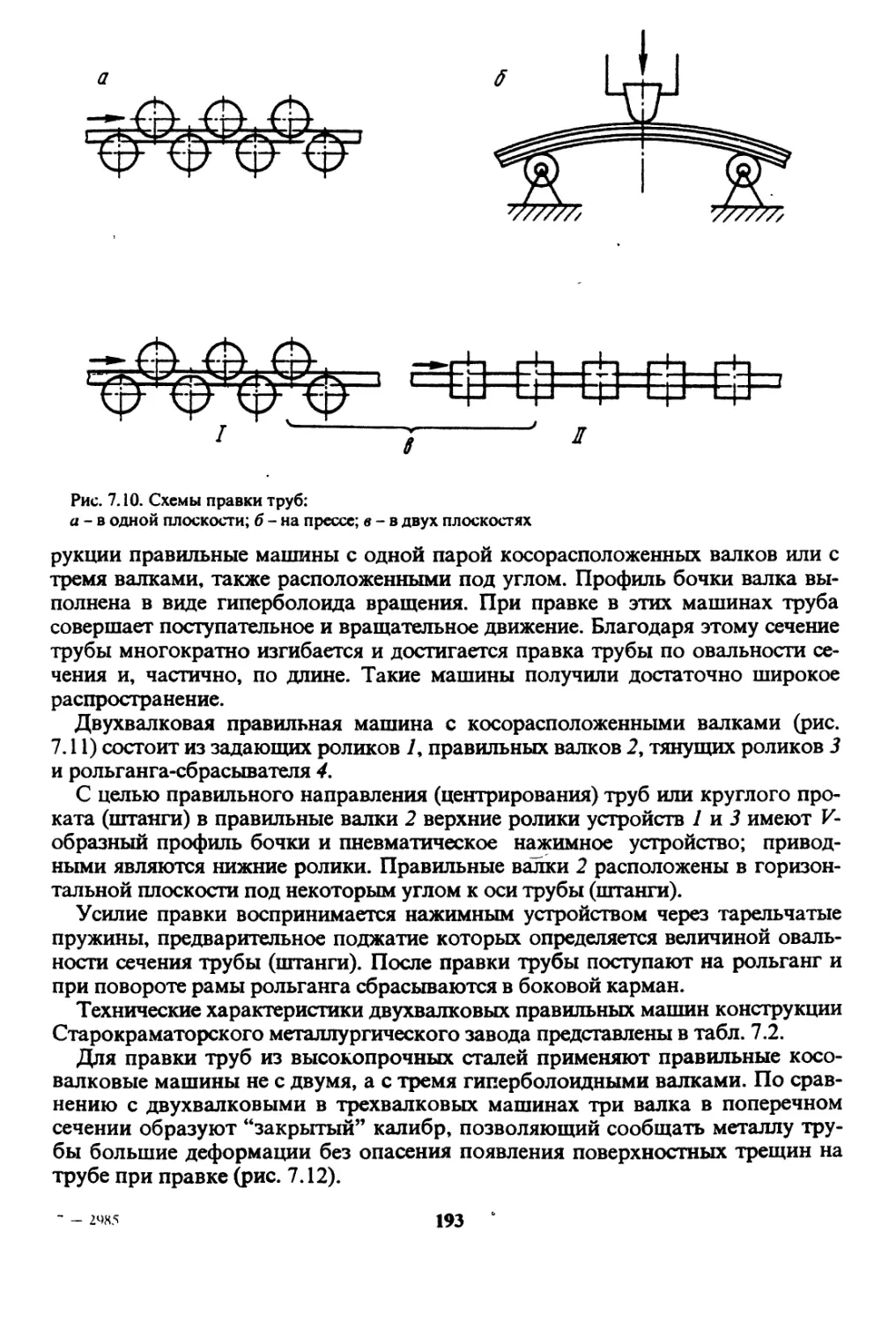
7.3. Конструкция правильных станов 192
7.4. Расчетная часть 198
Г л а в а 8. Компоновка оборудования для производства горячедеформированных
шовных труб 203
8.1. Компоновка оборудования трубопрокатных агрегатов с автоматическим
станом 203
8.2. Состав и расположение оборудования трубопрокатных агрегатов с
непрерывным станом 207
8.3. Компоновка оборудования агрегатов с пилигримовым станом 219
8.4. Состав и расположение оборудования агрегатов с трех вал новым
раскатным станом 224
8.5. Состав и расположение оборудования ТП А с реечным станом 229
8.6. Компоновка оборудования трубопрессовых установок 230
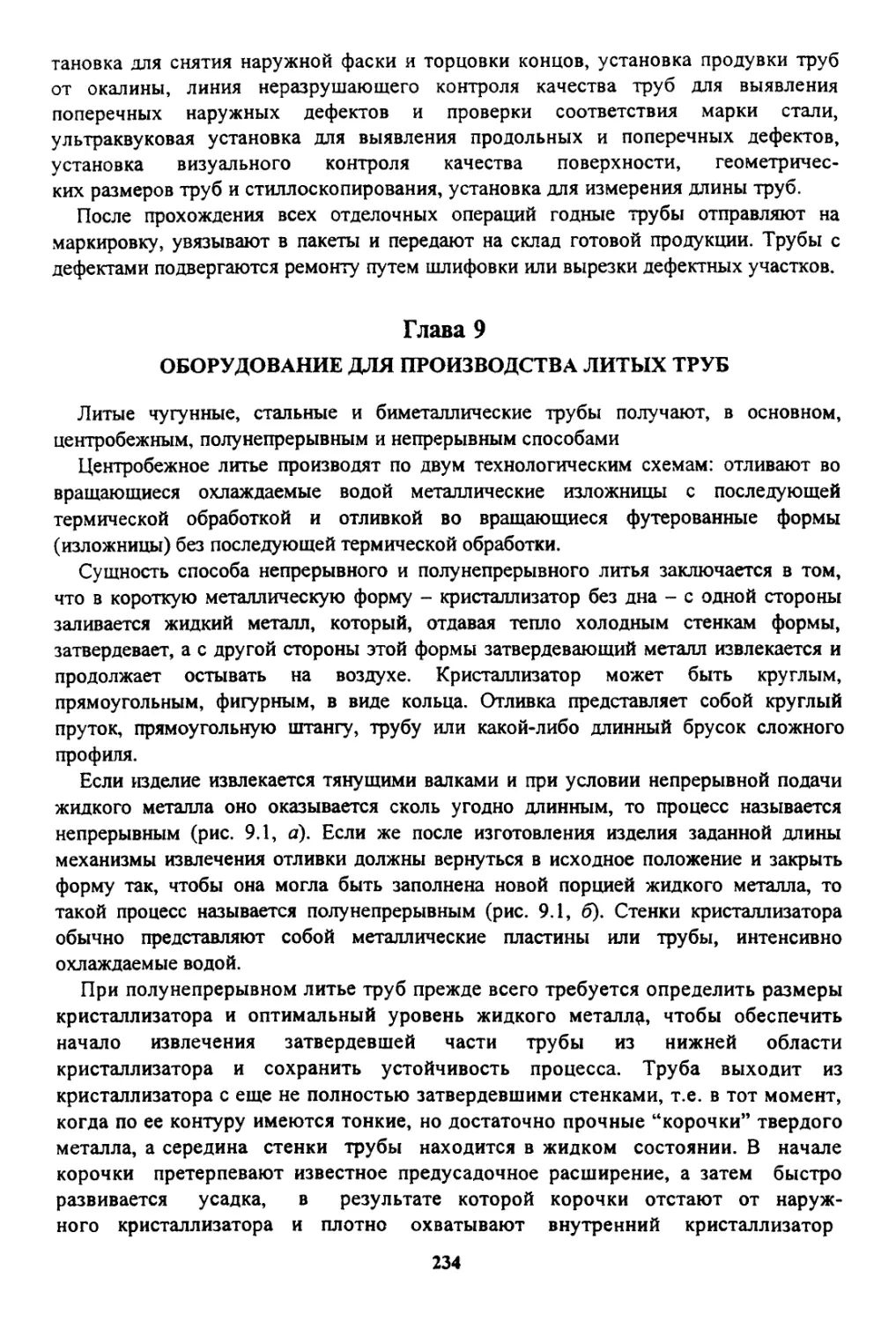
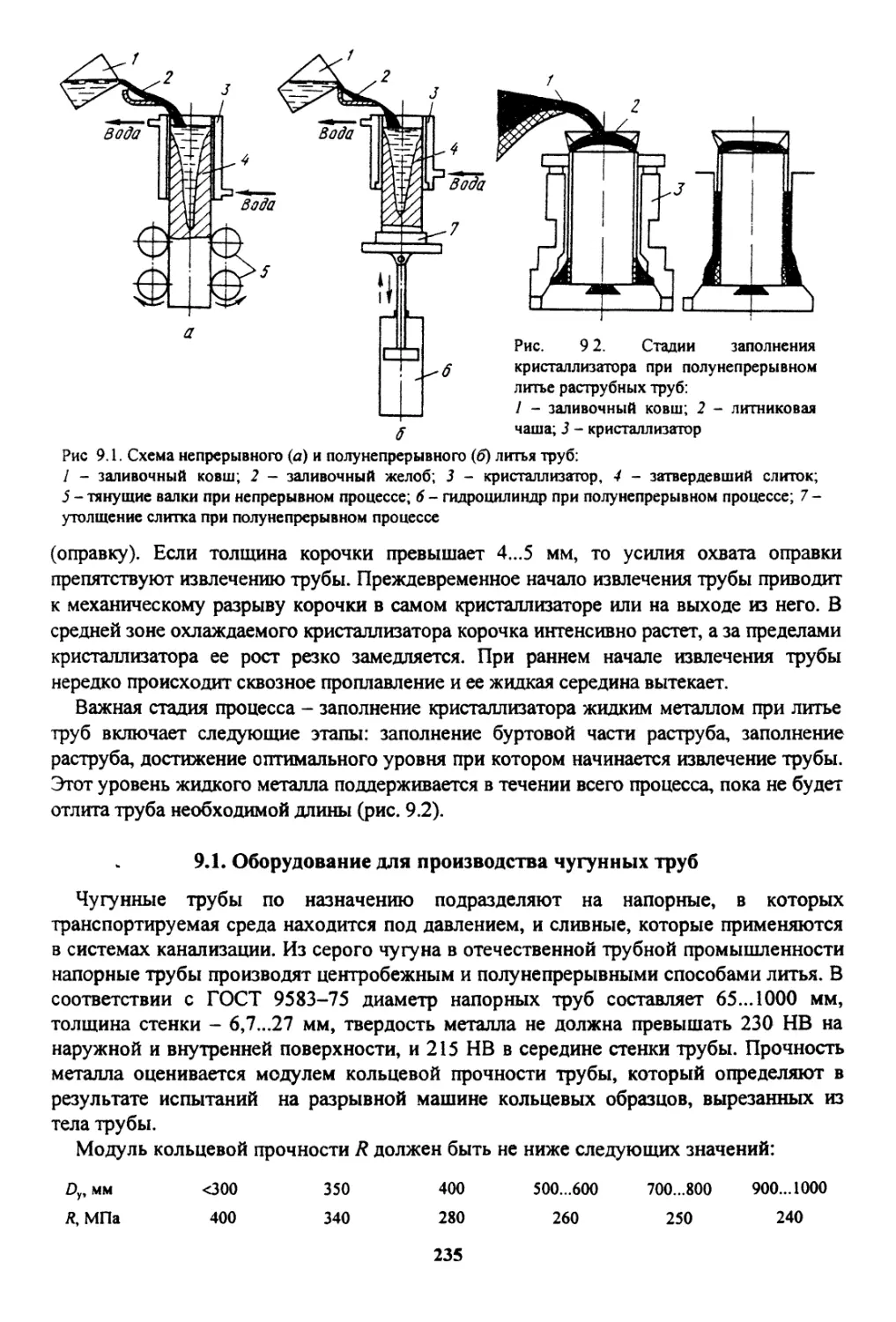
Г л а в а 9. Оборудование для производства литых труб 234
9.1. Оборудование для производства чугунных труб 235
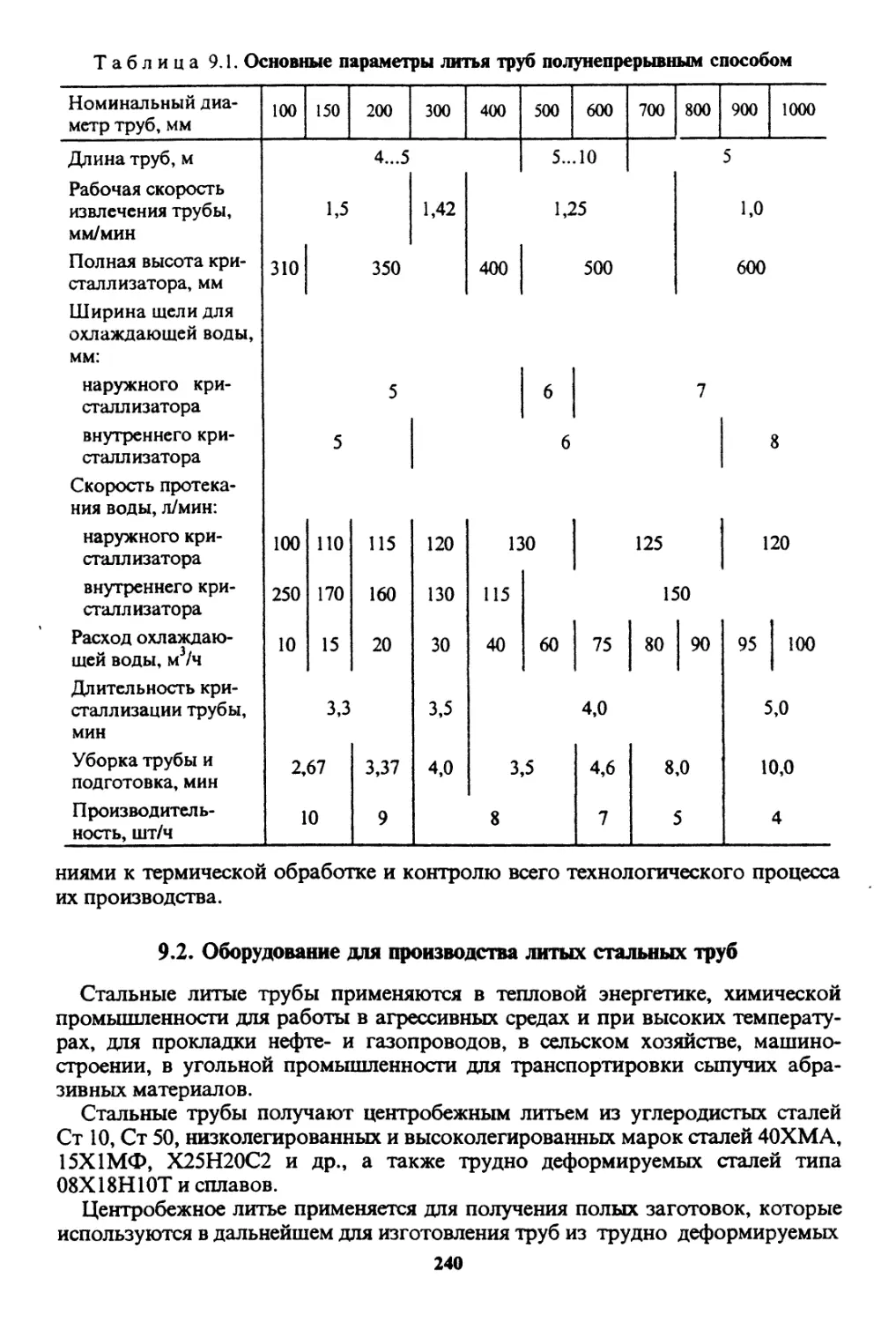
9.2. Оборудование для производства литых стальных труб 240
РАЗДЕЛ III. МАШИНЫ И АГРЕГАТЫ ДЛЯ ПРОИЗВОДСТВА
СВАРНЫХ ТРУБ 243
Глав а 10. Техническая характеристика станов и машин ТЭСА 243
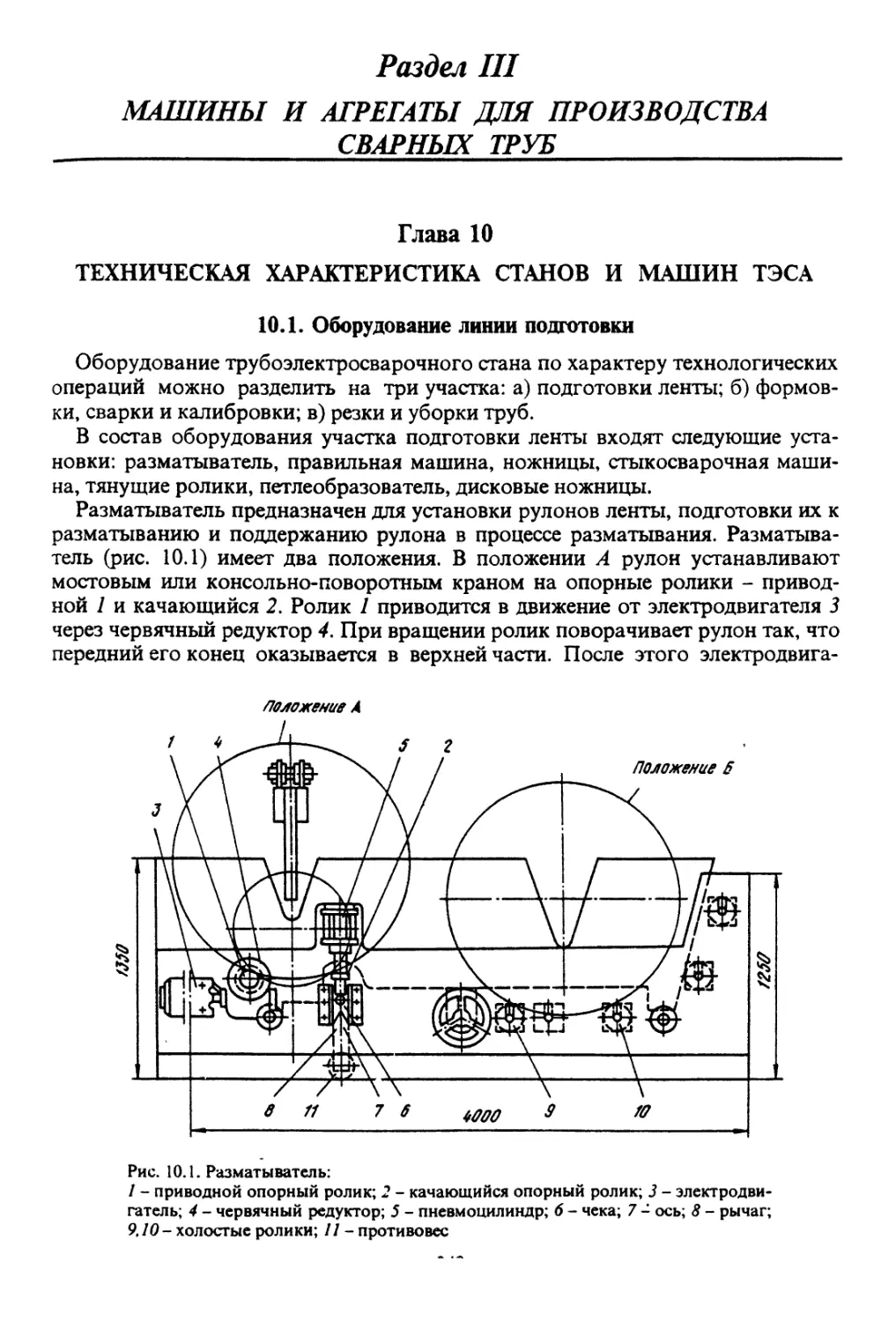
10.1. Оборудование линии подготовки 243
10.2. Технические характеристики станов и машин ТЭСА 247
10.3. Технические характеристики станов печной сварки 258
10.4. Современные конструкции рабочих клетей ТЭСА 260
Г л а в а 11. Конструкции рабочего инструмента ТЭСА 265
11.1. Типы калибровок валков и их сравнительный анализ 265
4
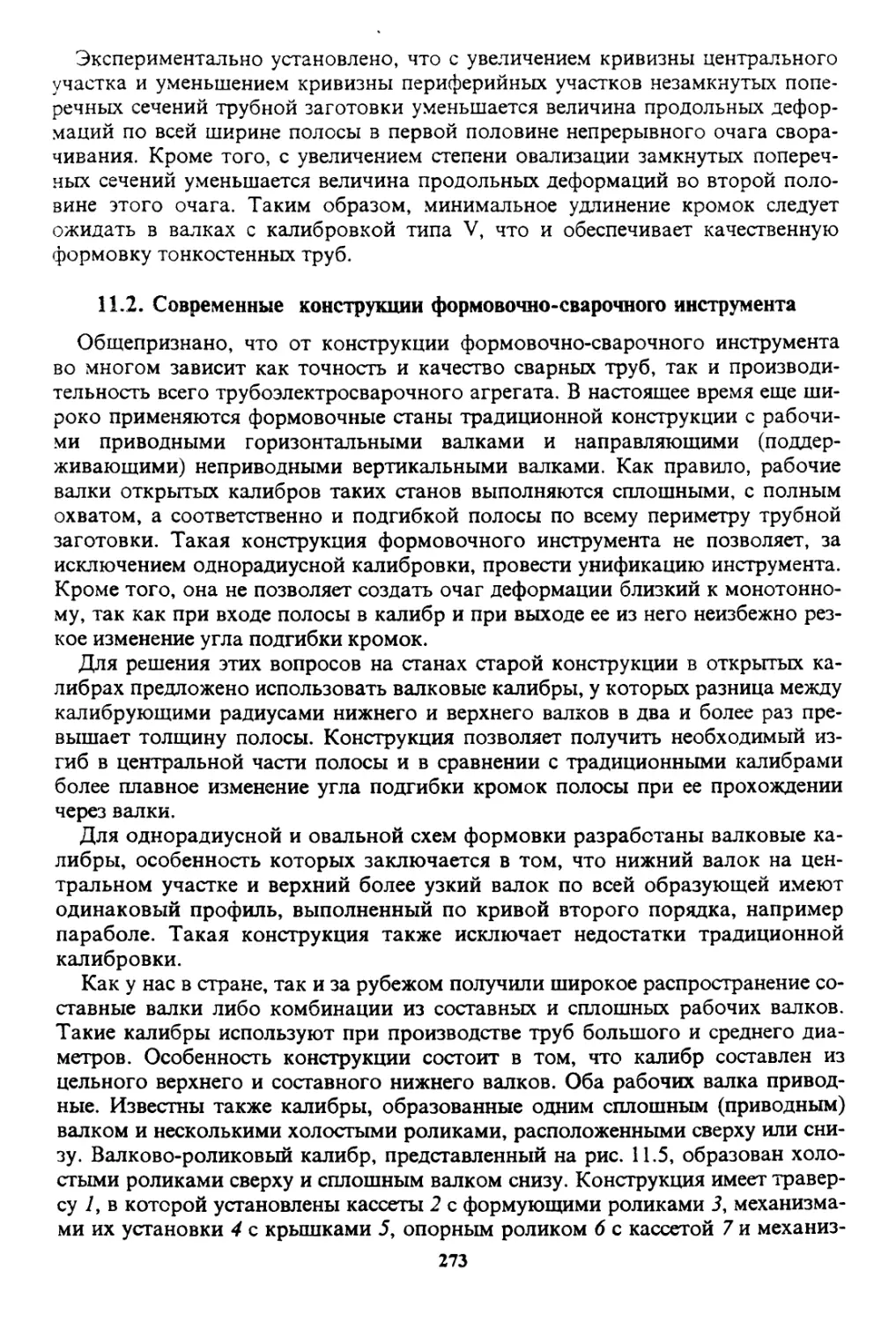
11.2. Современные конструкции формовочно-сварочного инструмента 273
Г л а в а 12. Современные конструкции оборудования участков формовки и сварки
линии ТЭСА 279
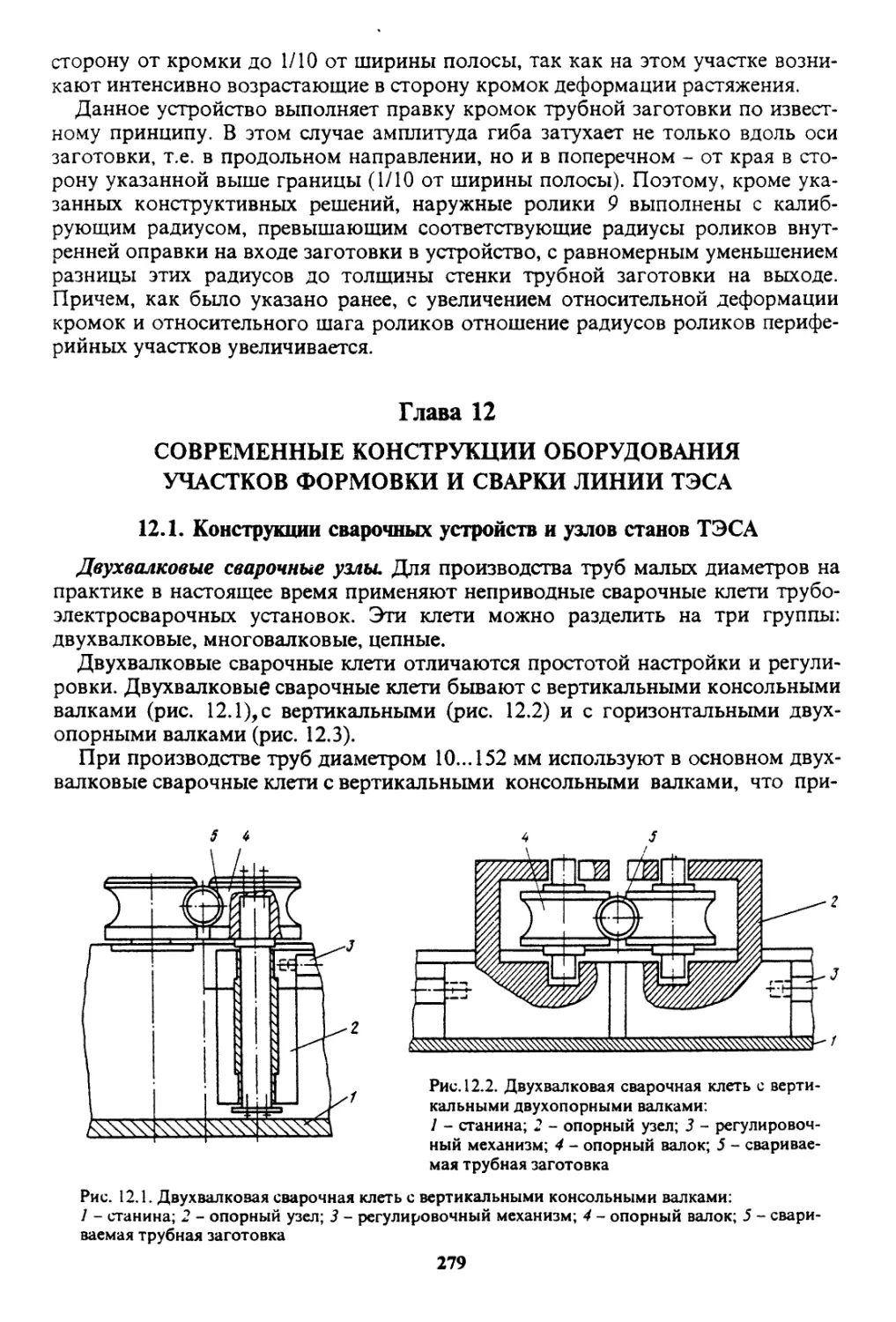
12.1. Конструкции сварочных устройств и узлов станов ТЭСА 279
12.2. Устройства для производства труб без внутреннего грата 296
Г л а в а 13. Расчеты деталей и узлов станов для производства сварных труб 316
13.1. Расчет тянущих усилий очага сворачивания в рабочих клетях
формовочного стана 316
13.2. Расчет привода формовочного стана 334
Г л а в а 14. Оборудование для производства сварных труб большого диаметра 350
14.1. Технологические схемы производства сварных труб 350
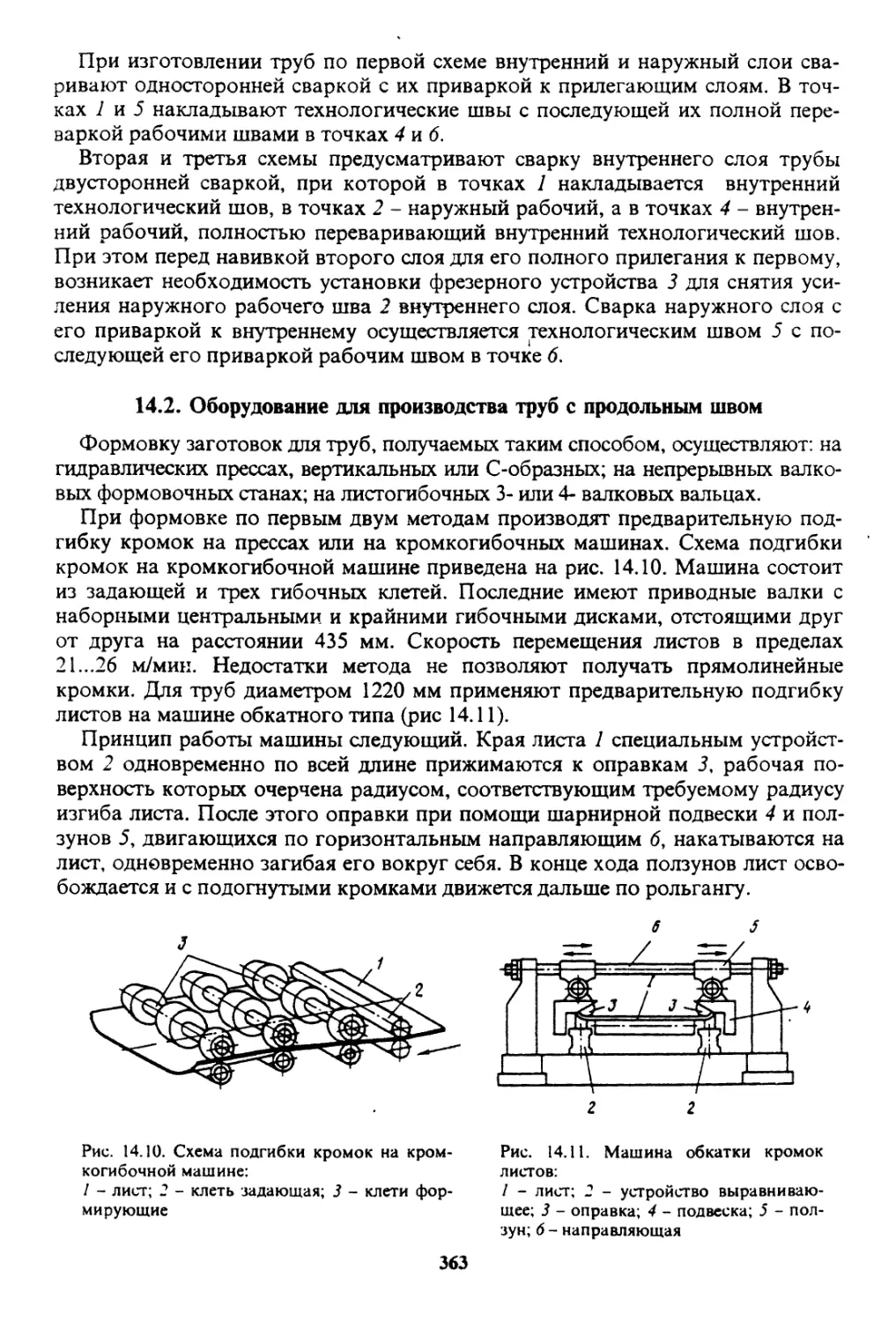
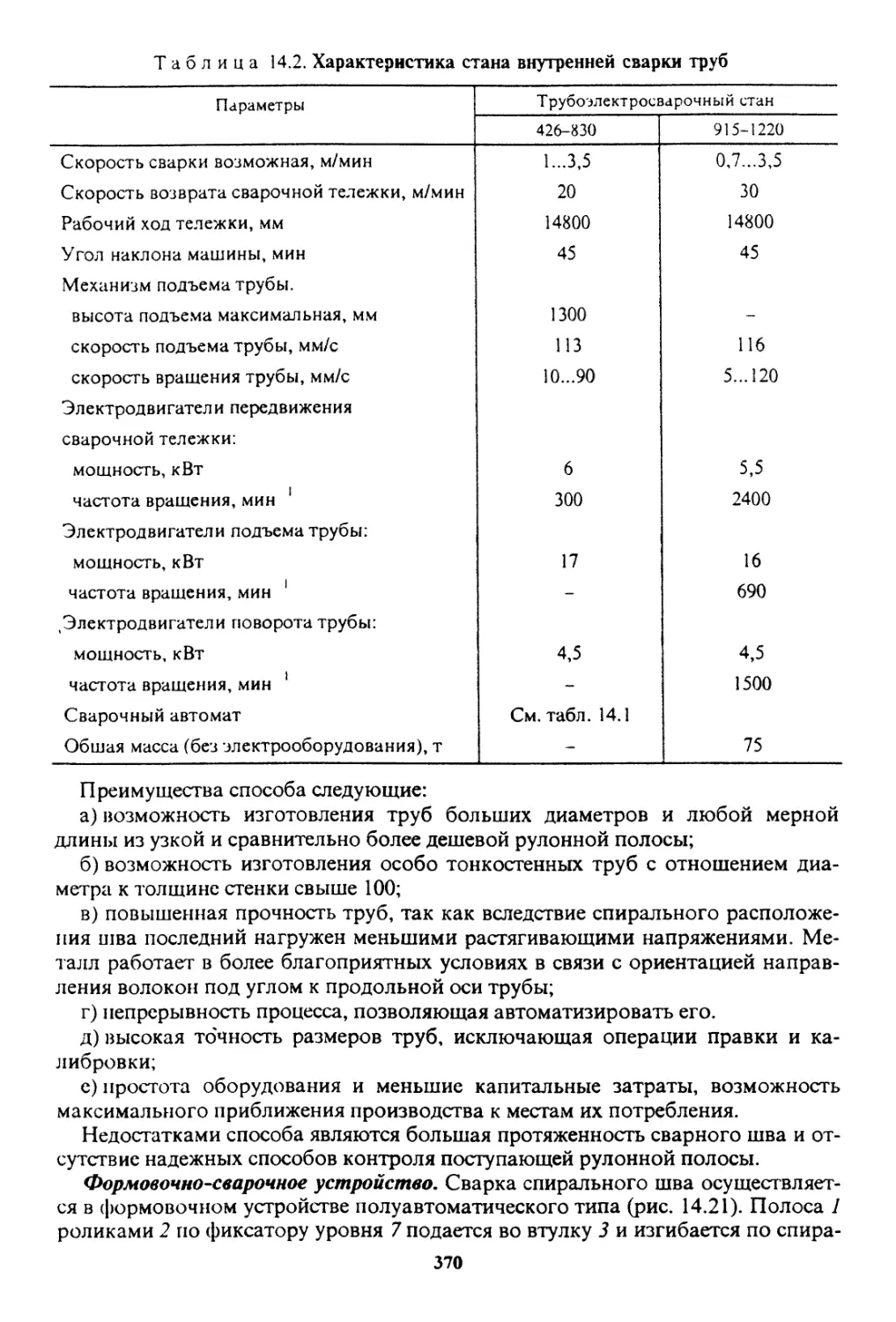
14.2. Оборудование для производства труб с продольным швом 363
14.3. Оборудование для производства труб со спиральным швом 369
Р А 3 Д Е Л IV. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ 397
Г л а в а 15. Станы холодной прокатки труб 397
15.1. Состав и компоновка оборудования станов ХПТ 397
15.2. Принцип работы валковых станов холодной прокатки труб 398
15.3. Конструкция станов холодной прокатки труб 406
15.4. Конструкция многониточных станов ХПТ 435
15.5. Конструкция станов ХПТ со стационарной клетью (ХПТС) 440
15.6. Конструкция роликовых станов холодной прокатки труб 443
Г л а в а 16. Волочильные станы 455
16.1. Станы прямолинейного волочения 455
16.2. Станы бухтового волочения 467
16.3. Рабочие линии станов бухтового волочения 469
16.4. Цехи для производства холоднодеформированных труб 475
РАЗДЕЛУ. ОБОРУДОВАНИЕ ДЛЯ ОТДЕЛКИ И КОНТРОЛЯ
КАЧЕСТВА ТРУБ 480
Г л а в а 17. Оборудование для термической обработки труб 480
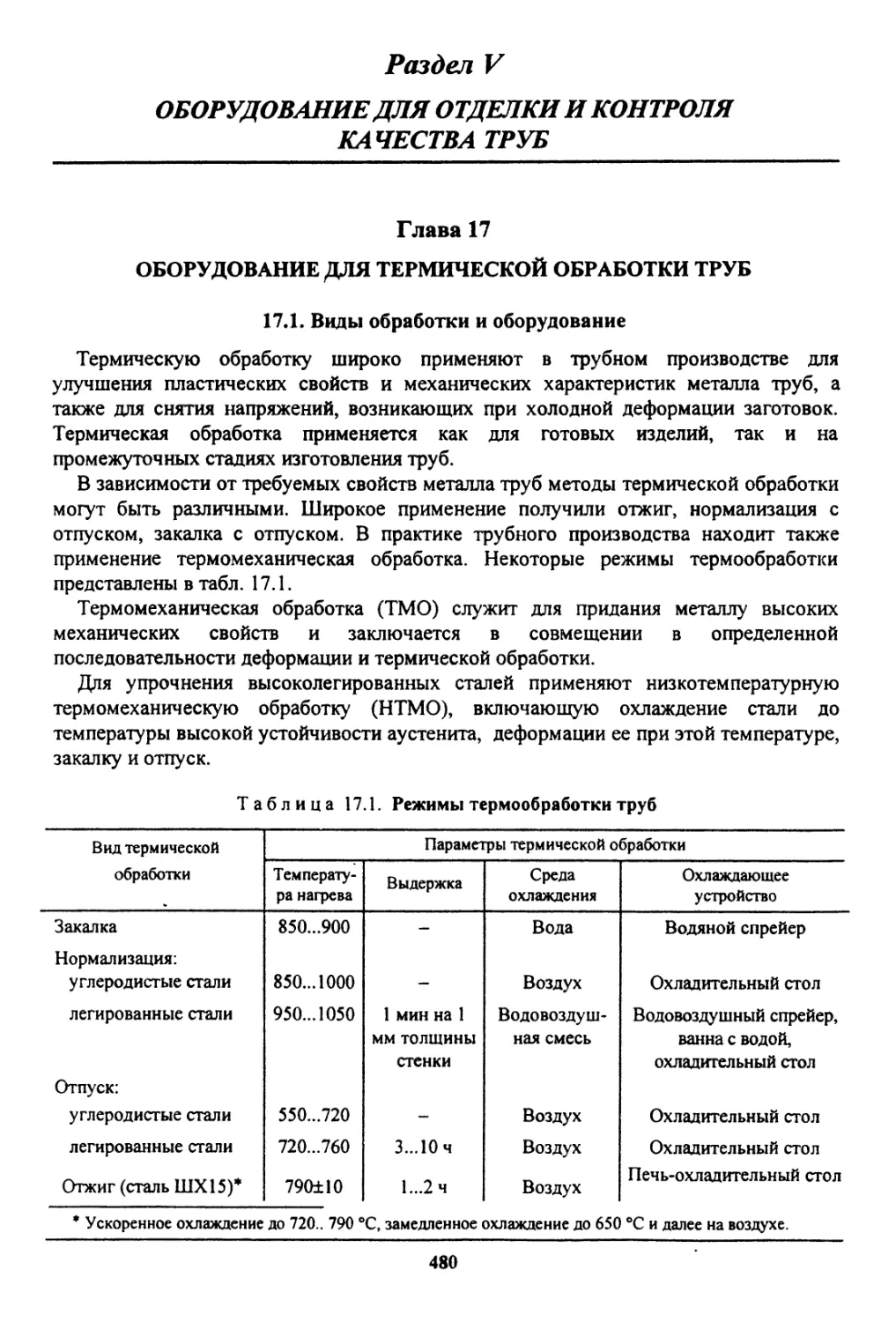
17.1. Виды обработки и оборудование 480
17.2. Состав и компоновка оборудования 482
Г л а в а 18. Оборудование для производства труб с покрытиями 485
18.1. Цинкование труб 485
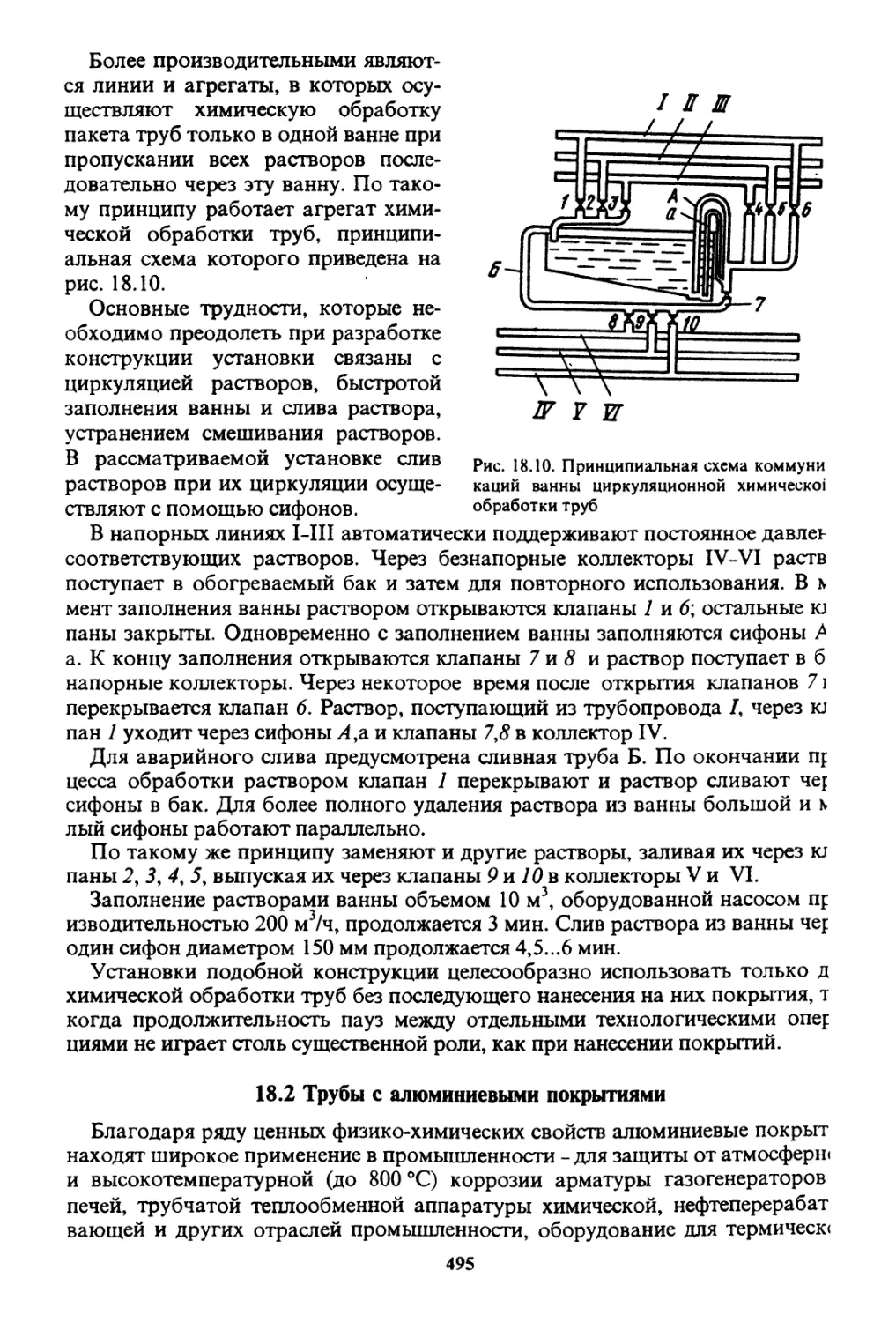
18.2. Трубы с алюминиевыми покрытиями 495
18.3. Хромированные трубы 501
5
18.4. Никелированные трубы 503
18.5. Покрытие труб силикатными материалами 506
Г л а в а 19. Состав и компоновка технологического оборудования для отделки и
контроля качества труб 510
19.1. Технологическое оборудование 512
19.2. Компоновка отделочного оборудования 517
Р А 3 Д Е Л VI. ОХРАНА ТРУДА В ТРУБНОМ ПРОИЗВОДСТВЕ 520
Г л а в а 20. Охрана труда 520
20.1. Опасные и вредные факторы 520
20.2. Общие правила безопасности труда 522
20.3. Охрана труда в трубных цехах 524
20.4. Охрана природы 528
Этапы развития отечественного производства труб 530
Рекомендательный библиографический список 535
6
ПРЕДИСЛОВИЕ
Учебное пособие написано по программам курсов "Оборудование
трубных цехов" и "Проектирование трубных цехов" для студентов,
обучающихся по специальностям 1106 "Обработка металлов
давлением" (специализация "Трубное производство"), 1204 "Машины и
технология ОМД" при чтении учебных курсов "Теория и технология
высокоэффективных процессов производства СПИ",
"Технологические линии и комплексы ресурсосберегающих и
малоотходных процессов СПИ", "Надежность и техническая диагностика
металлургического оборудования" и других, которые читаются в
МИСиС, МГТУ им. Н.Э. Баумана и других вузах.
Многолетний опыт подготовки инженеров-металлургов в области
трубного производства, накопленный кафедрой "Обработка
металлов давлением" МИСиС, значительные достижения в области
трубного производства послужили основой для создания данного
учебного пособия. Изучению курса предшествует освоение студентами
программ курсов "Теория производства труб", "Технология трубного
производства".
Эти курсы вместе с другими общетехническими дисциплинами
дают студентам необходимую общеинженерную, технологическую
подготовку, закладывают основы знаний, необходимые как при работе
на производстве, так и в научно-исследовательских и проектных
институтах.
Значительное внимание уделено аналитическим и
экспериментальным методам расчета трубного оборудования и технологического
инструмента, приведены примеры решения конкретных задач с
использованием ЭВМ.
Авторы учебного пособия ставили своей задачей дать студентам
металлургических специальностей достаточно полное представление
об устройстве машин и агрегатов трубного производства.
При изложении материала авторы стремились отразить
требования перестройки в высшей школе, направленные на повышение
качества подготовки специалистов, усиление творческой самостоятельной
7
работы студентов по овладению последними достижениями науки и
техники.
Авторы выражают благодарность преподавателям кафедры ОМД
Высокосову А.Г. и Морозовой И.Г. за участие при подготовке
рукописи учебного пособия.
Раз дел I
ОБЩИЕ ВОПРОСЫ ПРОИЗВОДСТВА ТРУБ
Гл ав а 1
КЛАССИФИКАЦИЯ И СОРТАМЕНТ ТРУБ
1.1. Классификация труб
Основные виды потребляемых труб можно разделить по способу их
изготовления на две основные группы: бесшовные и сварные. Бесшовные трубы
производят катаными в горячем и холодном состояниях, холоднодеформиро-
ванные в холодном и теплом состояниях, прессованные и литые. На рис. 1.1
представлена схема производства бесшовных труб. Трубы сварные
изготавливаются печной сваркой встык и электросваркой сопротивлением, оплавлением,
дуговой, индукционной, радиочастотной и электросваркой под флюсом (трубы
больших диаметров, рис. 1.2), а также другими способами.
По профилю сечения трубы различают: круглые и фасонные, овальные,
прямоугольные, квадратные, трех-, шести- и восьмигранные, ребристые,
сегментные, каплевидные и др. Наружный диаметр труб составляет 0,3...2520 мм
и толщина стенки-0,05...75 мм.
По размеру наружного диаметра трубы разделяют на следующие группы, мм:
Малых размеров
(капиллярные)
Малых размеров
Средних размеров
Больших размеров
В зависимости от отношения наружного диаметра к толщине стенки трубы
подразделяют на следующие группы:
D/S S/D
Особотолстостенные 5,5 0,18
Толстостенные 5,5...9 0,18...0,12
Нормальные 9,1. ..20 0,12...0,05
Тонкостенные 20,1...50 0,05...0,02
Особотонкостенные 50 0,02
По продольному сечению различают трубы конические, ступенчатые с
высаженными концами и др. В отдельной группе находятся трубы
биметаллические и триметаллические, состоящие из двух и трех слоев металла, прочно
связанных между собой посадкой, сваркой или сплавлением.
В зависимости от назначения различают следующие основные виды труб:
1)для нефтяной и газовой промышленности: изготавливают бесшовными из
углеродистой и легированной стали; 2) для трубопроводов: применяют для
транспортировки нефти, бензина, газа, пара, воды, масел, кислот, инертных ма-
0,3...4,8
5... 102
102...426
426
9
выплавка стала
X
Разливка б слитки
слиткоб
Л
Зачистка
или
механическая
и.
слитка
на вертикальном
X
или
заготовок
слитка
ка
лрессе
или
механическая
слитка
ла лрошивяом
лрессе
Протяжка
-^оазонтал
лрессе
Лобка слитка
ГУ
заготовки
С автоматическим
стала*
яа устаяобках
С непрерывным
стоком
С трехвалковым
раскатным стоком
Косой ярокатки
с вращающимися
проводками
¦г
Термическая обработка
заготовки
заготовок
парогазовой
смесью
Механическая
ла лрошивном лрессе
Термическая обравотка\ 1 Механическая обработка | 1 Подогрев и выдавливание трубы назкструзионном лрессе \
Рис. 1.1. Схемы производства бесшовных труб
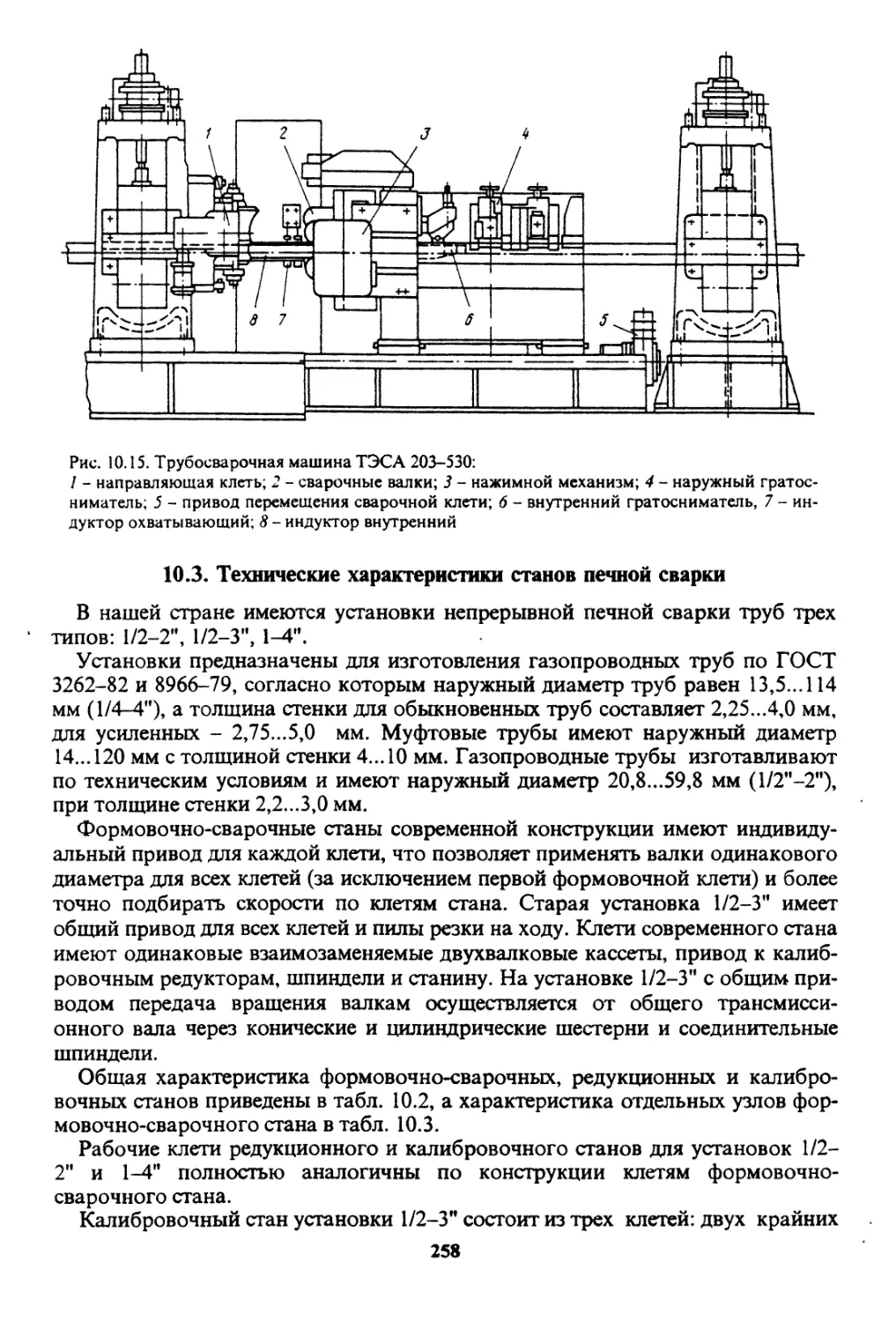
Рис. 1.2. Схемы производства сварных труб
4|
ii
Ллобдениеп
Дяазненная
Мдгобая б среде
защатных газоб
ПП
Язддрх
«I
Нз намотанных
обечаек
X
под слоем флюса
Из ло/гето
Мздддх полос
^риалов (песок, щебень) сыпучих стройматериалов (цемент), угля; 3)для
гроительства: применяют в промышленности и гражданском строительстве,
зготавливают, в основном, сварными; 4) для машиностроения: применяют
есшовные, изготавливают из углеродистой, легированной и высоколегиро-
анной (коррозионностойкой и жаростойкой) сталей; 5) для сосудов и балло-
ов: применяют в судостроении, авиации, атомной, медицинской промышлен-
ости и других отраслях народного хозяйства, изготавливают из углеродистой
легированной стали. Баллоны из коррозионностойкой стали поставляются
о техническим условиям.
Стали, применяемые для изготовления труб, весьма разнообразны. Трубы
елают из более чем 350 марок сталей: всех углеродистых марок, ряда легиро-
анных и высоколегированных сталей (хромомолибденовых, хромоникелевых,
арганцовистых коррозионностойких, жаропрочных), из различных сплавов.
Трубы чугунные раструбные применяют для водонапорных систем, изготав-
ивают методами центробежного и полунепрерывного литья.
1.2. Сортамент труб
Форма поперечного сечения горяче- и холоднодеформированного полого
зделия называется профилем. Совокупность форм и размеров полых профи-
ей, получаемых прокаткой, прессованием, волочением, сваркой называется
ортаментом. Почти все трубные изделия, изготовляемые прокаткой, прессо-
анием, волочением или сваркой, стандартизованы ГОСТом.
Различают стандарты на сортамент проката и на технические условия его
оставки. Стандарты и технические условия определяют размеры и техниче-
кую характеристику труб, химический состав металла, формы профиля, но-
[инальные размеры и допускаемые пределы отклонений, механико-
груктурные свойства, внешний вид, правила испытаний, приемки, маркиров-
и, упаковки и транспортировки.
Стандарты на трубы учитывают, в основном, технические возможности за-
одов-поставщиков и требования потребителей, причем ГОСТы периодически
ересматриваются и ужесточаются на основе усовершенствования технологии
зготовления труб, применения нового, более современного оборудования,
озволяющего повысить требования к качеству труб.
Основные виды государственных стандартов на поставку труб следующие:
стандарты общих технических условий устанавливают технические требо-
ания к определенному виду труб, включая все требования к сортаменту, каче-
гвенным характеристикам труб, правилам приемки и методам испытаний;
гандарты сортамента определяют наиболее рациональные для народного
озяйства профили и размеры труб. В этих стандартах устанавливаются диа-
[етр труб или размеры сечения для профильных труб, толщина стенки, допус-
аемые отклонения по геометрическим размерам, овальности, разностенности
кривизне и т.п.;
стандарты технических требований определяют основные технические тре-
ования к трубам широкого назначения. В них предусматриваются марки ста-
и, механические свойства (временное сопротивление, предел текучести, отно-
ительное удлинение и ударная вязкость), требования к качеству поверхности,
также требования к технологическим испытаниям - гидравлическим давлени-
м, сплющиванием, раздачей, загибом и другие. В стандартах указываются
12
правила приемки, специальные требования к маркировке, упаковке,
транспортированию и хранению труб;
технические условия (ТУ) разрабатываются на изготовление и поставку
труб при отсутствии в государственных стандартах технических условий,
распространяющихся на данную продукцию, а также при необходимости
дополнения или ужесточения свойств изделий в этих стандартах. Требования,
установленные в ТУ, должны быть не ниже требований действующих стандартов,
распространяющихся на данную продукцию.
К числу стандартов на производство стальных труб относятся прежде всего
сортаментные стандарты, определяющие рациональные для народного
хозяйства профили и размеры труб. В этих стандартах устанавливаются диаметр для
круглых труб и размеры сечения для профильных, толщина стенки, длина,
допускаемые отклонения по геометрическим размерам и массе.
Трубы стальные бесшовные горячедеформированиые (табл. 1.1). Основная
масса горячедеформированных труб изготавливается из углеродистых и
легированных сталей марок 10, 20, 35, 45, Ст4кп, Ст5кп, 10Г2, 20Х, 40Х, 30ХГСА,
15Х5М, 30ХМА, 2ХН2 по ГОСТ 8731-74 и ГОСТ 8732-78 и из
высоколегированных сталей: 08X13, 08Х17Т, 12X13, 12X17, 15X28, 15Х25Т, 04Х18Н10,
10Х23Н18, 08Х17Н15МЗТ, 08Х18Н10Т, 08Х18Н10Т, 08Х18Н12Б, 0Х18Н12Т,
08Х20Н15С2, 10Х17Н13М2Т, 12Х18Н9, 12Х19Н10Т, 12Х18Н12Т,
09Х14Н19Б2СР, 17Х18Н9, 08Х22Н6Т по ГОСТ 9640-72 и ГОСТ 8732-78,
сортамент ГОСТ 8732-78 предусматривает возможность поставки труб диаметром
25...820 мм, толщиной стенки 2,5...75 мм и длиной от 4 до 12,5 м. В настоящее
время на трубных заводах России изготавливают трубы диаметром 42...550 мм
и толщиной стенки 3,0...75 мм, в том числе трубы с толщиной стенки 3...10 мм с
интервалом через 0,5 мм; трубы с толщиной стенки 10...20 мм - через 1 мм и
трубы с толщиной стенки 20...75 мм - через 2...5 мм.
По длине поставляют трубы следующих размеров: немерные 4...9 м для
диаметров до 114 мм и 4... 12,5 м для диаметров более 114 мм; мерные,
определенной длины, не выходящей из указанных пределов; кратной длины, не
выходящей за пределы немерной длины с любым количеством кратностей.
Стандартом предусмотрен выпуск труб обычной и повышенной точности.
Предельные отклонения по наружному диаметру и толщине стенки труб не
должны превышать, указанных в табл. 1.1.
Таблица 1.1. Структура сортамента и предельные отклонения размеров труб
бесшовных горячекатаных
Наружный диаметр,
мм
42...57
60... 102
108...219
245...426
450...550
Толщина стенки,
мм
3,0... 10*
ЗД..20**
4Д..50***
50...75
10...75
Предельные отклонения, %:
наружного диаметра
± 0,5 мм/± 0,5 мм
±0,8/±1,0
-/-
±1,0/±1,25
-/-
толщины стенки
±12,5/± 12,5... 15,0
± 10,0/± 12,5
±10,0/+10,0... 12,5
-/-
-/-
* Толщина стенки й 15 мм;** толщина стенки 15...30 мм; *** толщина стенки > 30 мм; в
числителе - точность повышенная, в знаменателе - обычная.
13
Овальность и разностенность труб не должны выводить размер труб за
гредельные отклонения по диаметру и толщине стенки.
Кривизна любого участка трубы на 1 м длины не должна превышать 1,5 мм
щя труб с толщиной стенки до 20 мм; 2 мм - для труб с толщиной стенки свы-
ие 20 мм до 30 мм; 4 мм - для труб с толщиной стенки свыше 30 мм. Трубы
югут поставляться по внутреннему диаметру и толщине стенки, а также по
[аружному и внутреннему диаметру и по разностенности.
Трубы сварные стальные. Сварные трубы имеют малые (от 5 до 114 мм),
редние (от 114 до 480 мм) и большие (от 480 до 2520 мм) диаметры с толщиной
тенки 0,5...28 мм.
Сварные трубы малых диаметров применяются в автомобильной и трактор-
ой промышленности, сельскохозяйственном, энергетическом, химическом и
ефтяном машиностроении, а также для изготовления трубчатых электрона-
ревателей, велосипедов и в других конструкциях (табл. 1.2).
Сварные трубы средних диаметров 159...480 мм используют для паропрово-
ов низкого давления, для газопроводов и нефтепроводов, а также для трубо-
роводов; при изготовлении деталей конструкций различного назначения для
елиорации, водоснабжения, в коммунальном хозяйстве и т д.
Трубы изготавливаются из спокойной, полуспокойной и кипящей стали ма-
ок Ст2, СтЗ и Ст4 термически обработанными (объемная и локальная термо-
Зработка) или без термической обработки. По согласованию сторон трубы
Таблица 1.2. Сортамент сварных труб
Назначение
ромысловые трубопроводы
ливные трубопроводы
эорные коллекторы для подачи нефти
апорные промысловые трубопроводы
130выс магистральные линии
фопроводы низкого давления
юсительные системы
>убы как элементы конструкций
>убы обычного назначения
льхозмашиностроение
ушители
рданные валы
зоводопроводные
1гистральные трубопроводы:
>дношовные
вухшовные
пиралошовные
уба спецназначения
/>г,мм
60... 114
89..Л68
114...377
114...325
114..Л68
60.. Л14
20.. Л 20
80...160
8...530
18...55
8...70
45...71
1/8"...4"
426.. Л 320
1220...1620
| до 2520
20.. Л 20
5т,мм
П~5
1...5
2.. .10
2...8
1...4
1...4
3...8
0,8...1,5
1...15
1...2
0,5...2,1
2,5...3,0
2...4
5...12
6...23
до 28
| 1...3
Марка стали
08кп,СтЮ,20
Ст2, СтЗ, Ст4
15кп, 15пс, 20пс
15кп, 15пс, 20пс,20.
17ПС09Г2СФ
08Г2СФ, 16ГАФ,
08Г2СФБ, 17Г1С
СтЗ, Ст2
08кп,СтЗ, Ст2
08кп, Юпс, 08, 10
СтЗ, 09Г2
20,30,40
15,20
14ГН, 14ХГС
Ст2, СтЗ, 14ХГС,
17ГС
17Г2СФидр.
тоже
12Х18Н10Тидр.
14
термически обрабатывают в защитной атмосфере, поставляют по
механическим свойствам в соответствии с ГОСТ 380-71 и по химическому составу по
ГОСТ 1050-71. Трубы подвергаются испытанию на сплющивание.
Термически обработанные трубы должны выдерживать испытания на загиб в
соответствии с ГОСТ 3728-78.
Сортамент и предельные отклонения размеров сварных труб средних
диаметров приведены ниже:
Диаметр,
мм
159... 180
194; 203
219
245
273
351; 377
402; 426
476; 480
Толщина стенки,
мм
1,8...8,0
2,0...8,0
2.5...9.0
3,0...9,0
3,5...9,0
4,0... 10
4,0... 12
5,0... 12
Предельные
отклонения диаметра, %
0,8
1,0
1,0
1,0
1,0
1,0
1,0
1,0
Примечания: 1. Предельные отклонения толщины стенки не должны
превышать требований ГОСТ 19903-74 для максимальной толщины листа
нормальной точности; 2. Допускается утолщение стенки у грата на 0,15 мм.
Трубы стальные холоднодеформированные. Основная масса стальных холод-
иодеформированных труб соответствует стандартам: ГОСТ 8733-74
(технические требования), ГОСТ 8734-75 (сортамент) из углеродистой и
легированной стали. Размеры изготовляемых труб следующие: по наружному
диаметру от 5 до 250 мм с толщиной стенки от 0,3 до 24 мм.
Размеры холоднодеформированных труб и предельные отклонения по
наружному диаметру и толщине стенки не должны превьппать указанных ниже
величин, мм:
Наружный
диаметр
5...10
11...30
31...50
51...250
Предельное
отклонение
0,15
0,30
0,40
0,8(%)
Толщина
стенки
0,3... 1
1,1...5
1,1...2,5
-
Предельное
отклонение
0,12
1<Х%)
12,5(%)
-
Овальность и разностенность труб не должны выводить их размеры за
предельные отклонения соответственно по наружному диаме1ру и толщине
стенки. Трубы изготавливаются термически обработанными. Без термической
обработки поставляются трубы, у которых отношение DIS > 50.
По длине трубы изготовляются немерной длины от 1,5 до 11,5 м; мерной
длины от 4,5 до 9 м с предельными отклонениями по длине 10 мм и кратной
мерной от 1,5 до 9 м с припуском на рез по 5 мм.
Трубы всех видов, работающие под давлением, должны выдерживать
испытательное гидравлическое давление (ГОСТ 3845-75).
15
Профильные трубы. Наиболее широкое применение находят профильные
грубы в машиностроении и особенно в сельскохозяйственном, которое
потребует значительную долю выпускаемых квадратных, прямоугольных, прямо-
больных с вогнутой полкой, овальных, плоскоовальных и других видов. Все
Золее широко применяют их в мебельной промышленности.
Профильные стальные трубы выпускаются бесшовными и сварными. Их
уготавливают из углеродистой и легированной стали и поставляют в термиче-
:ки обработанном состоянии или без термообработки, что должно быть указа-
ю в заказе. Работающие под давлением профильные трубы подвергаются гид-
>авлическому испытанию. Все иные технические требования, методы испыта-
шй, характерные для отдельных видов труб, указаны в соответствующих стан-
[артах или в специальных технических условиях на профильные трубы.
Литые трубы. Различными способами литья получают чугунные, стальные
[ биметаллические трубы. Чугунные трубы производят из обычного серого
угуна с пластинчатым графитом, из модифицированного (ферросилицием,
иликокальцием, графитом, различными комплексными модификаторами)
угуна, из чугунов с шаровидной формой графита. Стальные литые трубы из-
отавливают из углеродистой и легированных сталей. Для производства чу-
унных и стальных труб применяют, в основном, центробежное и полунепре-
ывное литье.
Способом центробежного литья получают чугунные трубы диаметром
5...600 мм и длиной 5 м, а полунепрерывным способом - диаметром
00...900 мм и длиной до 10 м.
По условиям эксплуатации чугунные трубы подразделяют на безнапорные
ли сливные, называемые также канализационными, и напорные, основную
асть которых применяют для водопроводов.
Глава 2
ХАРАКТЕРИСТИКА И КЛАССИФИКАЦИЯ
ГЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ТРУБНОГО ОБОРУДОВАНИЯ
Современный уровень развития трубного производства характеризуется
13нообразием высокоэффективных способов и технологий. Способы произ-
)дства бесшовных труб характеризуют технологию изготовления черновой
>убы из заготовки. Способы обработки труб включают операции или группы
тераций, которым подвергается черновая труба при получении готовой, с
данными размерами и свойствами (рис. 2.1).
В зависимости от назначения труб, характеристики и размеров исходного
периала сварные трубы получают несколькими способами, каждому из ко-
>рых присущи свои технологические преимущества и недостатки. Способы
юизводства сварных труб можно классифицировать по двум основным отли-
ггельным особенностям:
по температуре формуемого металла: формовка холодного листа (все виды
временных трубоэлектросварочных агрегатов); формовка горячего листа
грегаты непрерывной печной сварки труб);
по способу получения окончательных размеров готовых труб: на калибровоч-
ос станах формовочно-сварочных агрегатов; на редукционно-растяжных
анах горячего или холодного редуцирования.
16
Способы производства сварных труб классифицируются также по характеру
протекания процесса (непрерывный и дискретный), числу и направлению швов
на трубах (одношовные и двухшовные, прямошовные и спиралошовные),
способу формовки листа в трубную заготовку (валковая, прессовая, в машинах
валковооправочного или полувтулочного типов), способу сварки (печная,
дуговая под слоем флюса, электросварка сопротивлением, индукционная сварка,
сварка токами высокой частоты, электросварка в среде инертных газов,
электронно-лучевая сварка труб, сварка постоянным током, плазменная и ультроз-
вуковая сварка) и количеству слоев,металла в трубе (однослойные,
двухслойные и многослойные).
2.1. Технологические процессы и оборудование для производства
горячедеформированных бесшовных труб
В зависимости от физико-химических свойств исходного материала,
сортамента труб и требований к их качеству горячую деформацию осуществляют
разными способами, каждому из которых присущи свои особенности, достоинства и
недостатки. Независимо от способа производства горячедеформированных труб,
технологическая схема включает следующие общие элементы: нагрев металла,
получение полой заготовки (гильзы), получение черновой трубы (раскатка
гильзы), окончательное формирование стенки и диаметра трубы (редуцирование или
калибровка) (рис. 2.1). При этом перед каждой технологической операцией при
необходимости может осуществляться подогрев трубы.
Технологические процессы производства горячедеформированных труб
можно классифицировать по четырем основным признакам:
по способу получения гильз ы. В зависимости от вида и
химического состава применяемой исходной заготовки (катаная, кованая, непрерыв-
нолитая, слиток) процесс получения гильзы осуществляют в станах винтовой
прокатки, на прессах, либо сочетанием двух процессов: получение
толстостенного стакана прессованием или пресс-валковой прошивкой с последующей
прошивкой донышка и раскаткой стенки гильзы в стане винтовой прокатки
(стане-элонгаторе);
по способу получения черновой трубы (способ раскатки
гильзы). Черновые трубы получают способами продольной прокатки в
автоматическом стане, непрерывном, периодической прокатки в пилигримовом
стане; винтовой прокатки преимущественно в трехвалковом стане Асселя,
реже - в двухвалковом стане типа Дишера или Акку-Ролл; проталкиванием
стаканов через уменьшающиеся в диаметре калибры с роликовыми обоймами в
реечном стане; выдавливанием металла в кольцеобразную щель в трубопро-
фильном прессе;
по способу окончательного формирования
геометрических размеров трубы. Окончательный размер трубы обычно получают в
калибровочных или редукционных станах продольной прокатки, реже - в станах
винтовой прокатки. В трубопрокатных агрегатах с автоматическим станом
(станом тандем) и реечным указанной операции предшествует обкатка трубы
(риллингование в стане винтовой прокатки). В отдельных трубопрокатных
агрегатах, специализирующихся по производству бесшовных труб большого диаметра,
на финишных операциях возможно применение станов-расширителей.
Операции получения гильз (прошивка) и чистовых труб (калибровка или
редуцирование) присущи практически всем способам производства горячедефор-
17
Заготовка сплошная I
| / \ Ремонт |
| Автогенная резка \
Обдирочные станки
Механические
пресс-ножницы
Гидравлический
пресс
Пилы
анодно-механической
резни
л_
Оборудование
плазменной
резки
Л
| 3 | нагрев\
Газовые
печи
кольцевые
карусельные
секционные
Станы винтовой
прокатят:
" ' Гые
диеновые
/шметарные
I 4 I Зацентровка заготовок 1
I
| в | Прошивка заготовок \
валки виконические\
Станы
пресс
Раскатка еиллз\
Автоматический
стан
Пиаигримодый
стан
Непрерывным
стан
Трехвалкодыи
стан
X
\Реемыи
стан
Планетарный
стан
вквеляа труд в горячем состоянии]
X
Обкатные станы
[
Рис. 2.1. Технологические операции A,2,...7) и оборудование для производства горячедефор-
мированных бесшовных труб
мированных труб, т.е. могут сочетаться с любым из способов получения
черновой трубы (раскаткой гильзы в трубу). Поэтому указанные операции в
значительной мере характеризуют технологические особенности и возможности
трубопрокатного агрегата.
Наиболее полно процесс производства горячедеформированных труб
характеризуется способом получения черновой передельной трубы (способом
раскатки гильзы в трубу). По указанному способу агрегаты получают
соответствующее название. В практике находят применение трубопрокатные агрегаты с
автоматическими (станами тандем), непрерывными, пилигримовыми,
раскатными станами винтовой прокатки, реечными, планетарными станами и трубо-
профильными прессами (табл.2.1).
К наименованию трубопрокатного агрегата обычно добавляют цифры, ха-
18
Таблица 2.1. Основные типы трубопрокатных установок
Тип
установки
С
автоматическим
станом
С пилиг-
римовым
станом
С
непрерывным
станом
С трехвал-
ковым
раскатным
станом
С реечным
станом
Оборудование для прошивки
заготовок
Прошивные станы
(биконические с двумя и
тремя валками,
грибовидные, дисковые); пресс
Прошивной стан с бикони-
ческими валками; пресс
Прошивные станы с бико-
ническими валками
винтовой прокатки, пресс-
валковые, планетарные
Прошивные станы
биконические с двумя и тремя
валками
Пресс
Основной
раскатной стан
Автоматический
двухвалковый
стан
Пил и гримов ый
стан
Непрерывный
стан
Трехвалковый
стан винтовой
прокатки
Реечный стан
Оборудование для
отделки
Обкатные (риллинг)
станы,
калибровочный
стан,редукционный стан
Правильный стан;
калибровочный
стан; редукционный
стан
Редукционный стан;
калибровочный стан
Калибровочный
стан, трехвалковый
калибровочный стан
Обкатной стан,
калибровочный стан
рактеризующие максимальный и минимальный диаметр прокатываемых
труб, например: ТПА 140, 250, 400 или 4,.. 10й, 30... 102, 50...200, и т.д. В первых
трех случаях цифры указывают максимальный диаметр труб, производимых на
агрегате с автоматическим станом; 4... 10", 30... 102 и 50...200 - сортамент
прокатываемых труб соответственно на агрегатах с пилигримовым, непрерывным и
трехвалковым раскатными станами.
Трубопрокатные агрегаты с автоматическим станом и станами тандем
относятся к числу наиболее распространенных для производства бесшовных
горячекатаных труб. В соответствии с сортаментом выпускаемых труб агрегаты
условно делят на три типоразмера: малые, средние и большие. На малых
агрегатах типа 140 прокатывают трубы диаметром 30... 159 мм с толщиной стенки
3,0...40 мм. Минимальный диаметр труб определяется технологическими
возможностями редукционного стана. Средние трубопрокатные агрегаты типа 220
и 250 предназначаются обычно для производства труб диаметром 102...245 мм
с толщиной стенки 3,5...50 мм. При наличии редукционных станов диапазон
прокатываемых труб расширяется до минимального диаметра 60 мм. Большие
трубопрокатные агрегаты 350, 400 специализируются по производству труб
диаметром 127...426 мм с толщиной стенки 4...60 мм. В составе таких агрегатов
отсутствуют редукционные станы.
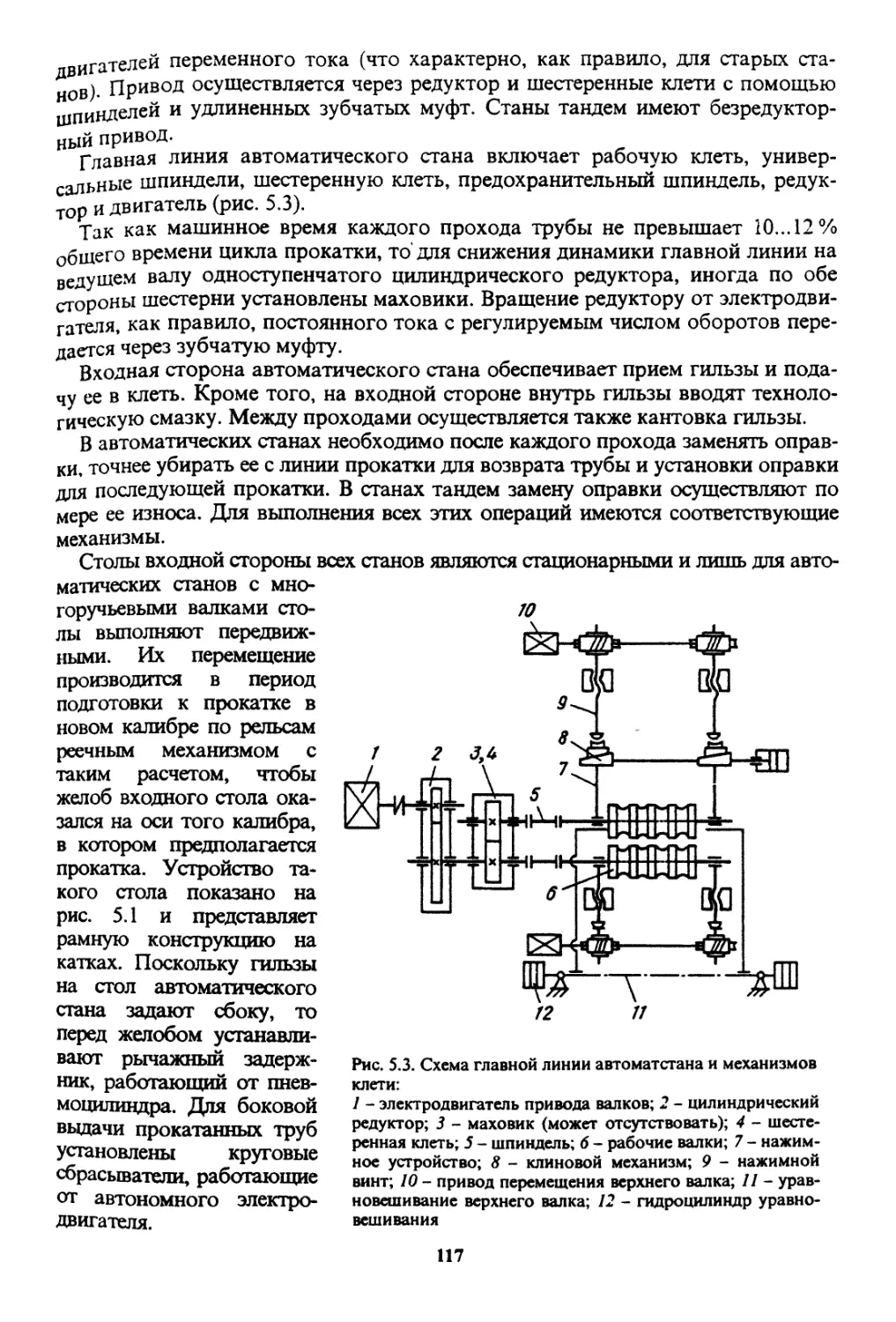
Технологический процесс изготовления труб включает следующие операции
(рис. 2.2). Нагретая до необходимой температуры заготовка выдается из печи 1
и поступает к зацентровщику 2, в котором в центре торца заготовки делается
небольшое углубление для уменьшения разностенности гильз и лучшего
захвата валками прошивного стана. Затем заготовка поступает в прошивной стан
3, в котором осуществляется операция прошивки заготовки в полую гильзу.
После прошивки гильза поступает в автоматический стан 4 для проведения
операции раскатки гильзы в передельную (черновую) трубу. После прокатки
19
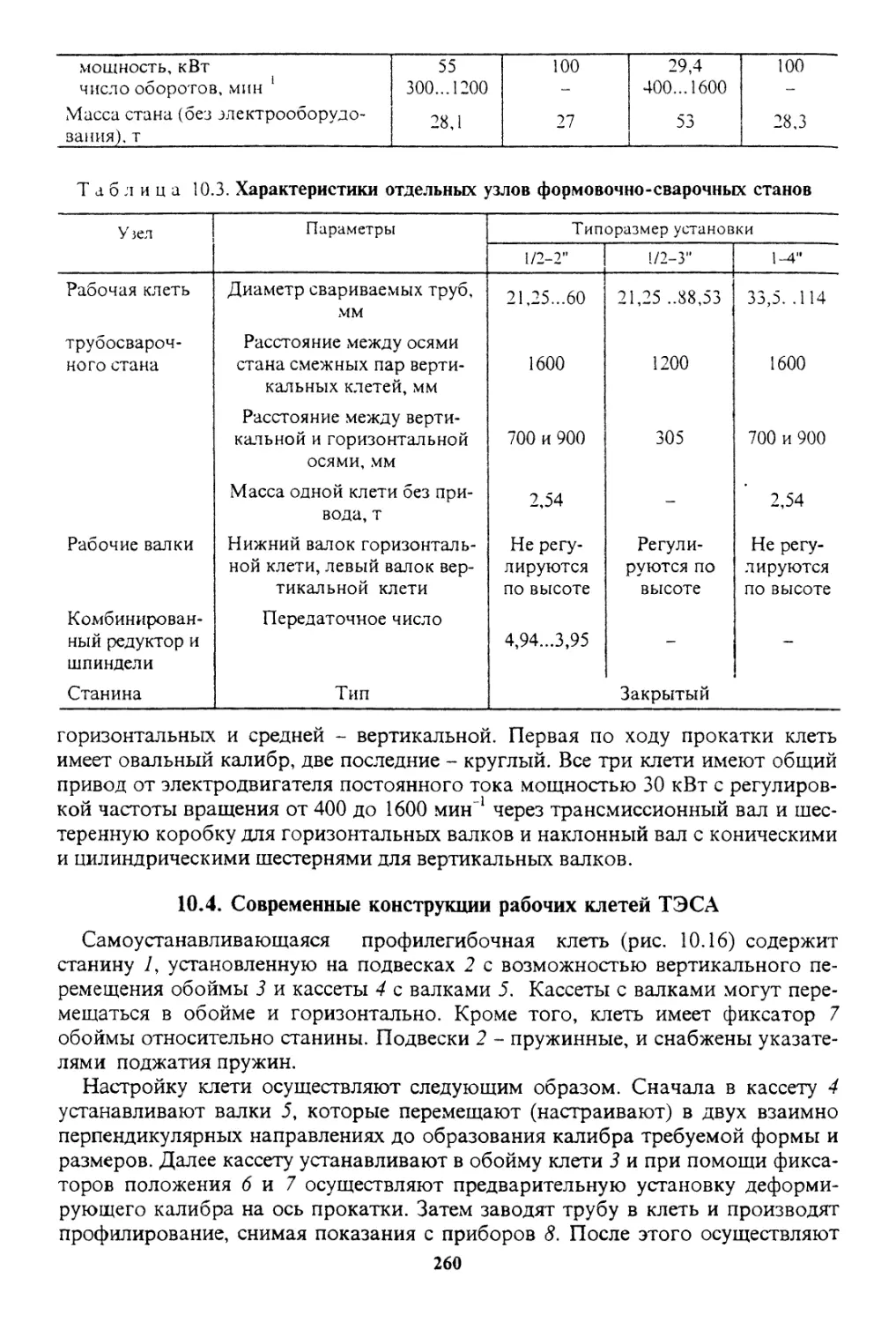
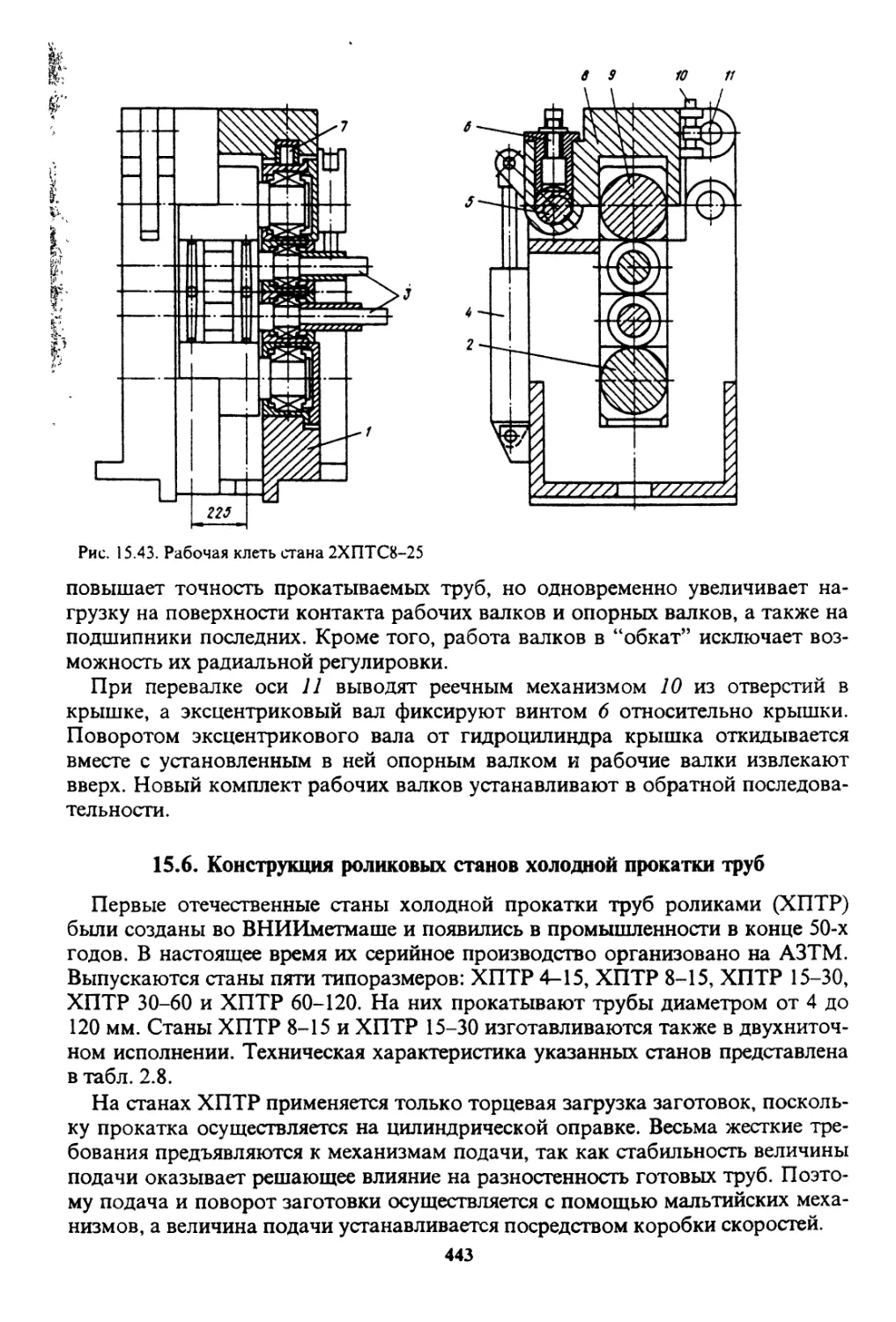
Рис. 2.2. Схема технологического процесса производства труб на ТПА с
автоматическим станом:
7 - нагрев заготовок; 2 - зацентровка заготовок; 3 - прошивка заготовок; 4 -
прокатка гильз в трубу; 5 - обкатка труб; 6 - калибровка труб; 7 - промежуточный
подогрев труб; 8 - редуцирование труб; 9 - охлаждение труб; 70- правка труб
в автоматстане на трубе образуются риски и небольшие бугры по линии
разъема валков. После обкатки на риллинг-станах 5 эти риски устраняются,
одновременно уменьшается разностенность труб в поперечном направлении. По
окончании обкатки труба поступает в калибровочный стан 6 или в
подогревательную печь 7 и далее к редукционному стану 8 для окончательного
формирования трубы определенных размеров. На этом процесс прокатки трубы
заканчивается и трубы поступают на отделочные операции.
Применение новых технологических схем (стана тандем типа 140), непре-
рывнолитой заготовки в сочетании с пресс-валковой прошивкой и элонгацией
в станах типа 400 делает указанный процесс конкурентоспособным, а в
отдельных случаях незаменимым при производстве труб с соотношением DIS,
перекрывающим возможности непрерывных и реечных станов.
Трубопрокатные агрегаты с непрерывным станом в силу их значительной
единичной мощности весьма перспективны для производства труб массового
назначения. Применение таких станов в сочетании с непрерывнолитой
заготовкой и прогрессивной технологией прошивки расширяет их технологические
возможности, повышает конкурентноспособность. На этих трубопрокатных
агрегатах производят трубы диаметром от 16 до 170 мм с толщиной стенки
2...25 мм преимущественно из углеродистых и низколегированных марок стали.
Последовательность технологических операций на ТПА с непрерывным
станом показана на рис. 2.3. Нагретая в печи 1 заготовка 2 по рольгангу
передается к пневматическому зацентровщику. После чего заготовка поступает в при-
20
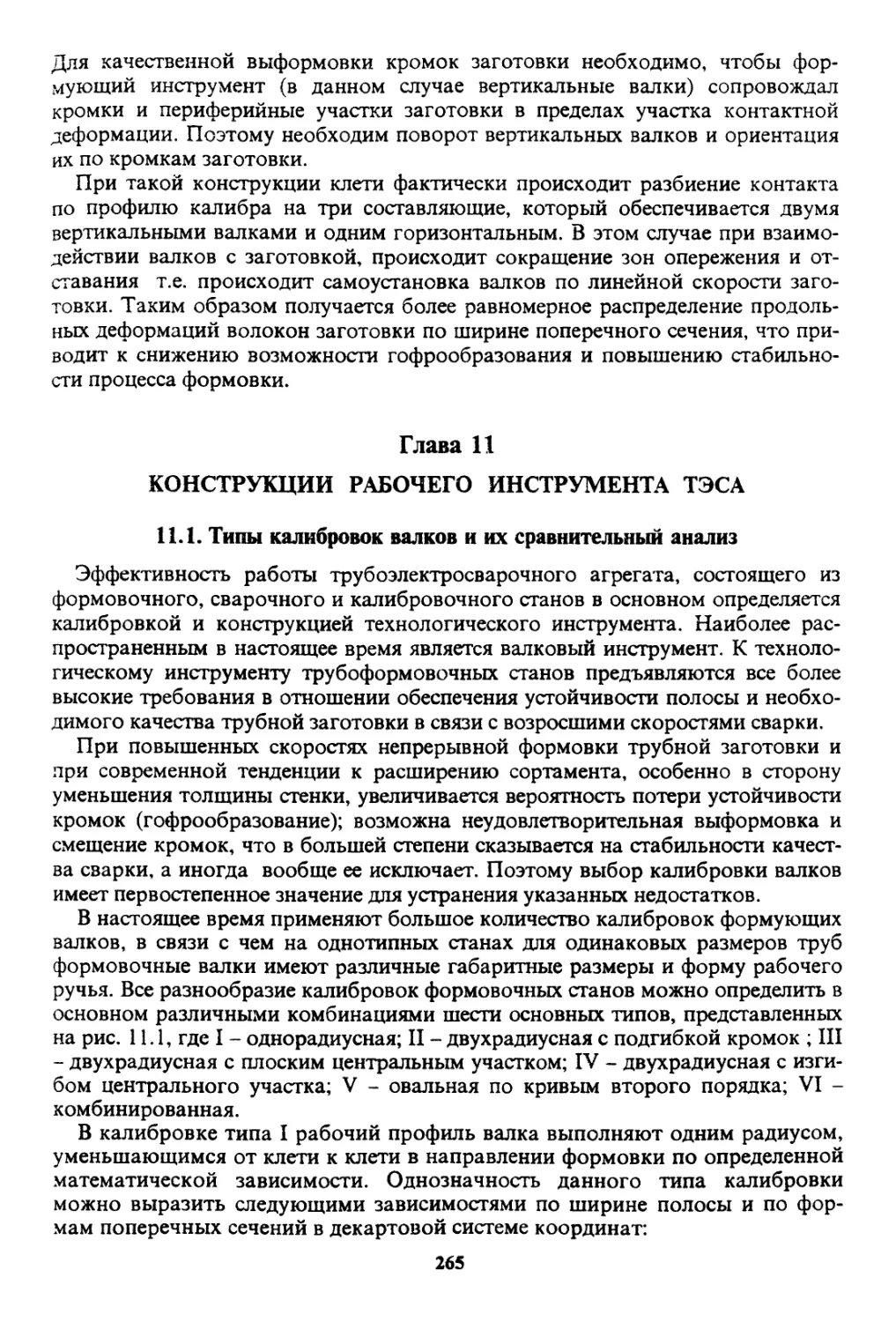
Рис. 2.3. Технологические операции при производстве труб на агрегате непрерывной горячей
прокатки:
/ - нагрев заготовок; 2 - заготовка; 3,4 - валок и оправка прошивного стана (прошивка заготовки);
5 - гильза; 6 - смазочное устройство для оправки 7; 8 - непрерывный стан; 9 - устройство для
извлечения длинной оправки; 10 - индукционный подогрев трубы; 11 - редукционный стан; 12 -
порезка трубы на мерные длины; 13 - готовая труба
емный желоб прошивного стана. Для прошивки применяются станы винтовой
прокатки валкового типа 3 с осевой выдачей как наиболее производительные.
После прошивки гильза поступает в приемный желоб непрерывного стана #, в
который подается длинная оправка 7. Оправка специальной тележкой задается
в гильзу, прижатую к желобу прижимом. Затем подключается вторая тележка и
гильза с оправкой задается в непрерывный стан для раскатки. После прокатки
труба с оправкой на выходном столе подхватывается шлепперами и
перемещается к рольгангу оправкоизвлекателей. Обычно устанавливают двухниточный
оправкоизвлекатель цепного типа 9. Оправки передаются в ванну для
охлаждения, затем в ванну для нанесения смазки и поочередно выдаются на
приемный рольганг непрерывного стана. В работе находится 15...20 оправок. Труба
после непрерывного стана поступает на калибровочный или редукционный 1!
станы и затем на отделку.
Трубопрокатные агрегаты с пилигримовым станом применяют для
изготовления труб больших диаметров от 140 до 720 мм с толщиной стенки 2,5...80 мм
из углеродистых и низколегированных сталей. Эти агрегаты являются
основными поставщиками толстостенных труб различного назначения, а также труб
нефтяного сортамента (обсадные и бурильные) и труб для нефтепроводов. В
зависимости от сортамента изготавливаемых труб агрегаты с пилигримовым
станом условно подразделяют на малые - для производства труб диаметром
до 114 мм с минимальной толщиной стенки 2,5 ... 4,0 мм и максимальной
длиной до 60 м; средние - для производства труб диаметром 114...325 мм с
минимальной толщиной стенки 5...8 мм и максимальной длиной до 40 м и
большие - для производства труб диаметром до 720 мм с минимальной
толщиной стенки 6... 10 мм и максимальной длиной до 36 м.
Трубопрокатные агрегаты с пилигримовым станом, работающие с
применением слитков, в силу недостаточно высокого качества труб и повышенного
расходного коэффициента металла находят ограниченное применение.
Использование непрерывнолитой предварительно деформированной заготовки в
сочетании с прогрессивными способами деформирования, повышают область
применения станов указанного типа.
Процесс изготовления труб на современных агрегатах с пилигримовыми
станами состоит из следующих основных операций (рис. 2.4): подготовки
слитков к прокатке, нагрева и прошивки слитков в стаканы, подогрева и раскатки
стаканов с прошивкой донышка, прокатки на пилигримовых станах, горячей
обрезки и разрезки труб, подогрева труб, прокатки труб в калибровочном или
редукционном станах.
В пилигримовых агрегатах старого типа слитки прошивают на станах
винтовой прокатки. Здесь отсутствуют операции подогрева и раскатки перед пи-
нигримовым станом. Современный агрегат имеет в своем составе кольцевые
дли туннельные печи, горизонтальный или вертикальный прошивной пресс,
кольцевую печь для подогрева стаканов, стан-элонгатор, две пилигримовые
клети с устройством для внестановой зарядки дорнов, режущие устройства,
зодогревательную печь и калибровочные или редукционные станы.
Трубопрокатные агрегаты с трехвалковым раскатным станом применяют
1дя производства толстостенных труб высокой точности (отклонения состав-
1яют по наружному диаметру 0,5 %, по толщине стенки 6 %) из углеродистых и
тегированных сталей, диаметром от 40 до 200 мм с толщиной стенки 7...50 мм и
22
Рис. 2.4. Схема технологического процесса производства труб на агрегатах с пи-
лигримовым станом:
/ - подача слитков в цех; 2 - осмотр и взвешивание слитков; 3 - ремонт слитков;
4- загрузка слитков; 5 - нагрев слитков; б- выдача слитков из печи; 7- разворот
слитков донным концом вперед на поворотном круге; 8 - прошивка на прессе
слитков в стакан; 9 - подогрев стаканов; 10 - раскатка стаканов в стане-
элонгаторе в гильзу; // - передача гильз на тележках к одной из клетей пилигри-
мового стана; 12 - раскатка гильз в трубы на пилигримовом стане; 13 - отрезка
концов и порезка труб на мерные длины; 14 - подогрев труб; 15 - калибровка
труб; 16 - охлаждение труб; 17 - правка труб; 18 - контроль качества труб
отношением DIS = 4...11. Основной продукцией агрегатов с трехвалковым
раскатным станом являются трубы из стали ШХ15 для колец подшипников.
Схема технологического процесса производства труб на агрегатах с
трехвалковым раскатным станом представлена на рис. 2.5. Нагретая заготовка
выдается из печи 1 к пневматическому зацентровщику 2 и прошивается в
гильзу на стане винтовой прокатки 5, после чего гильза по наклонным стеллажам
скатывается в приемный желоб раскатного стана, где в нее задается длинная
свободно плавающая оправка 4. После раскатки в трехвалковом стане 5 гильза
с оправкой подается к оправкоизвлекателю 6 реечного или цепного типа.
После извлечения оправка направляется в ванну 7 для охлаждения, затем
проходит через смазочное устройство 8 и поступает в приемный желоб раскатного
стана. Труба после извлечения оправки направляется в подогревательную печь
9 для нагрева и выравнивания температуры по ее длине и сечению. Из
подогревательной печи труба поступает в калибровочный двухвалковый стан 10, затем
на холодильник 13 и на дальнейшую обработку 14.
Если трубы подвергаются калибровке в трехвалковом стане, то температура
подогрева составляет 900...950°С для труб из стали ШХ15 и 870...920°С для
труб из углеродистых марок стали.
Установки с трехвалковыми станами отличаются высокой
маневренностью, так как перестройка станов для прокатки труб другого типоразмера
требует минимального времени по сравнению с перестройкой
оборудования других установок.
23
=?> С=Э<=з ZZZ^>
и j j и » яиуи \M/ n ^V
Ш <=
fV''<PCOCP '-И
^ y%r дальнейшею
обработку
Vzzzzzzzmzzm
Рис. 2.5. Технологическая схема при производстве труб на агрегате с трехвалковым раскатным станом.
/ - нагрев заготовки; 2 - зацентровка; 3 - прошивка; 4 - зарядка оправки в гильзу; 5 - раскатка гильзы в
трубу; 6 - извлечение оправок; 7 - охлаждение оправок; 8 - смазка оправок; 9,11 - подогрев труб, 10 -
калибровка труб в двухвалковом сггане продольной прокатки, 12 - калибровка труб в трехвалковом
стане винтовой прокатки; 13 охлаждение труб, 14 - правка труб
В процессе развития и совершенствования технологии раскатки труб на
трехвалковых станах на фирме "МДМ" в Германии была создана конструкция
планетарного стана, в которой три конических валка, расположенные в
барабане, смещены друг относительно друга на 120° и вращаются вокруг
прокатываемой заготовки, при этом вращается также и барабан. Этот принцип
исключает необходимость вращения заготовки и возможность ее скручивания и
обеспечивает лишь перемещение заготовки в осевом направлении. Данная
схема обеспечивает прокатку труб высокой точности по диаметру и трлщине
стенки с большим коэффициентом вытяжки (до 8) из заготовки большой
длины.
На планетарном стане оправку закрепляют на входной стороне стана, в
процессе прокатки ее перемещение контролируется, в конце процесса оправка
оттягивается к входной стороне и сбрасывается.
Трубопрокатные агрегаты с реечным станом предназначены для
изготовления тонкостенных труб сравнительно небольшого диаметра (до 219 мм).
Исходным материалом для агрегатов такого типа служит квадратная заготовка
после прокатки или с установок непрерывной разливки стали. ТПА с реечным
станом в отечественной трубной промышленности не получили широкого
использования, хотя в мировой практике трубного производства такие агрегаты
имеют достаточно широкое распространение.
Последовательность технологических операций при производстве труб на
ТПА с реечным станом показана на рис. 2.6.
За рубежом разработана новая технология (способ СРЕ) - сочетание
процессов прошивки заготовок на стане винтовой прокатки и прокатка на реечном
стане, которая применяется для производства труб нефтяного сортамента, а
также котельных труб диаметром до 245 мм из углеродистых и среднелегиро-
ванных сталей.
Производство труб прессованием. Прессованием получают бесшовные
трубы и профили из малопластичных сталей и сплавов с наружным диаметром
38...280 мм и толщиной стенки 2,5...8,0 мм.
Производство стальных труб прессованием осуществляют на вертикальных
механических или горизонтальных гидравлических прессах.
Механические прессы обычно используют для производства труб из
углеродистых сталей.
Размеры труб, изготовляемых на установках с вертикальным прессом:
Dr,MM 25...38 32 38 42.. AS
5„мм 2,5...4,0 2,5...4,5 2,5...5,0 2,5...5,0
?>г,мм 50 54 57...60 63,5
St,mm 2,5...5,0 3,0...5,0 3,0...6,0 3,0...6,0
На вертикальных механических прессах операции прошивки заготовки и ее
выдавливание производятся на одном прессе усилием 12,5 или 15 МН.
При прессовании труб на i оризонтальных гидравлических прессах
прошивку заготовок обычно осуществляют на вертикальном гидравлическом прессе, а
операцию вьщавливания - на горизонтальном гидравлическом прессе усилием
16; 20; 25; 31,5; 55 МН и др.
В современных трубопрессовых установках наибольшее распространение
получилетгоризонтальные гидравлические прессы.
25
На дальнейшу/о
обработку
Рис. 2.6. Схема технологического процесса производства труб на агрегате с реечным станом:
1 - нагрев заготовок; 2 - калибровка диагоналей; 3 - прошивка стаканов; 4 - подогрев стаканов; 5 - раскатка стаканов, 6 -
зарядка дорнов; 7 - протяжка в трубу; 8 - обкатка труб; 9 - извлечение дорнов; 10 - охлаждение дорнов, 12 отрезка
концов; 13 - калибровка труб; 14 - редуцирование, 15 - резка на мерные длины, 16 - охлаждение, 17 - правка i руб
Техна/гагмес-
\каяоледаци*
Схема
Ш
и
ш
в
0
ш
0
в
0
0
\Тил1\ \ТипЛ\ \ТипД^ \ТцлУ\
йжж н
0
151
И
?ЖЖЛ
s
s
а
Ж
в
л
^,ДЬ Лг.
Ю
Кл
Ш.Ж
IZJL
000©
Ж
в
и
1Z
2
i^jz
S
1ЕЖЖ31
0
ЕЖЖЖ
ижжж
1ЕЖЖЖ
ЖЖЖТ1
Рис. 2.7. Технологические схемы производства труб на прессовых установках:
/ - подготовка заготовки; 2 - нагрев; 3 - гидросбив окалины; 4 - обкатка заготовки;
5 - прошивка и прессование; 6 - нанесение технологической смазки; 7 - прошивка
(экспандирование) заготовки; 8 - подогрев гильз; 9 - гидросбив окалины; 10 -
нанесение технологической смазки; 11 ^ прессование труб; 12 J 4 - гидросбив окалины и
смазка наружной поверхности труб; 13 - подогрев труб; 15 - редуцирование труб;
16 - резка труб на мерные длины; 17 - охлаждение труб; 18 - снятие смазки с
поверхности труб; 19 - правка труб; 20 - обрезка торцов и концов труб; 21 -
инспекционный осмотр и испытание труб; 22 - маркировка и упаковка продукции
Размеры труб, изготовляемых на установках с горизонтальным
гидравлическим прессом, приведены ниже:
Z)T, мм
5Т, мм
Z)T, мм
5Т, мм
57..Л2
4,0...8,0
121...130
5,0...25,0
78...89
4,5... 11,0
140...146
6,0...25,0
95... 108
5,0...20,0
152
6,0...25,0
114
5,0...20,0
159
6,0... 10,0
На рис. 2.7 представлены все возможные технологические,схемы
производства труб с использованием прессовых установок горизонтального и
вертикального типов.
27
Схемы I типа применяют для
массового производства труб из
углеродистых и низколегированных сталей
общего назначения,
шарикоподшипниковых, котельных, нефтяных и
других видов труб ответственного
назначения.
Оборудование, которое применяется
в данной технологической схеме
является высокомеханизированным и
автоматизированным, а использование
редукционного стана позволяет
значительно расширить сортамент труб в
сторону малых диаметров и тонких
стенок при сохранении высокой
производительности труда.
Схемы II типа применяют для
производства труб из высоколегированных
сталей A0Х23Н18, 20ХМБФ, ХН32Т,
03Х21Н32М35, ЗОХГСНА и др.) и сплавов, а также из углеродистых и
низколегированных сталей.
Схемы III типа применяют для производства труб из низкопластичных
сталей и сплавов.
В технологических схемах I, II и III типов используют установки с
горизонтальными гидравлическими прессами. В технологической схеме IV
(предназначена для производства труб из углеродистых и низколегированных
сталей) используют установки с вертикальными механическими прессами, в
которых совмещены операции прошивки и прессования.
2.2. Технологические процессы и оборудование
для производства сварных труб
В зависимости от технических требований к трубам, их сортамента,
возможностей получения исходной заготовки и необходимой производительности
агрегатов, используют тот или другой способ сварки и формовки заготовки,
выбирают наиболее целесообразный характер протекания процесса и
конструкцию изготавливаемых труб.
Способы формовки труб. Формовка (сворачивание) плоской трубной
заготовки (листа, ленты, штрипса) в цилиндрическую - одна из основных операций
всех технологических процессов производства сварных труб. Для
осуществления процесса формовки требуются значительно меньшие энергетические
затраты, чем при прокатке, что оказывает решающее влияние на технико-
экономические показатели производства сварных труб.
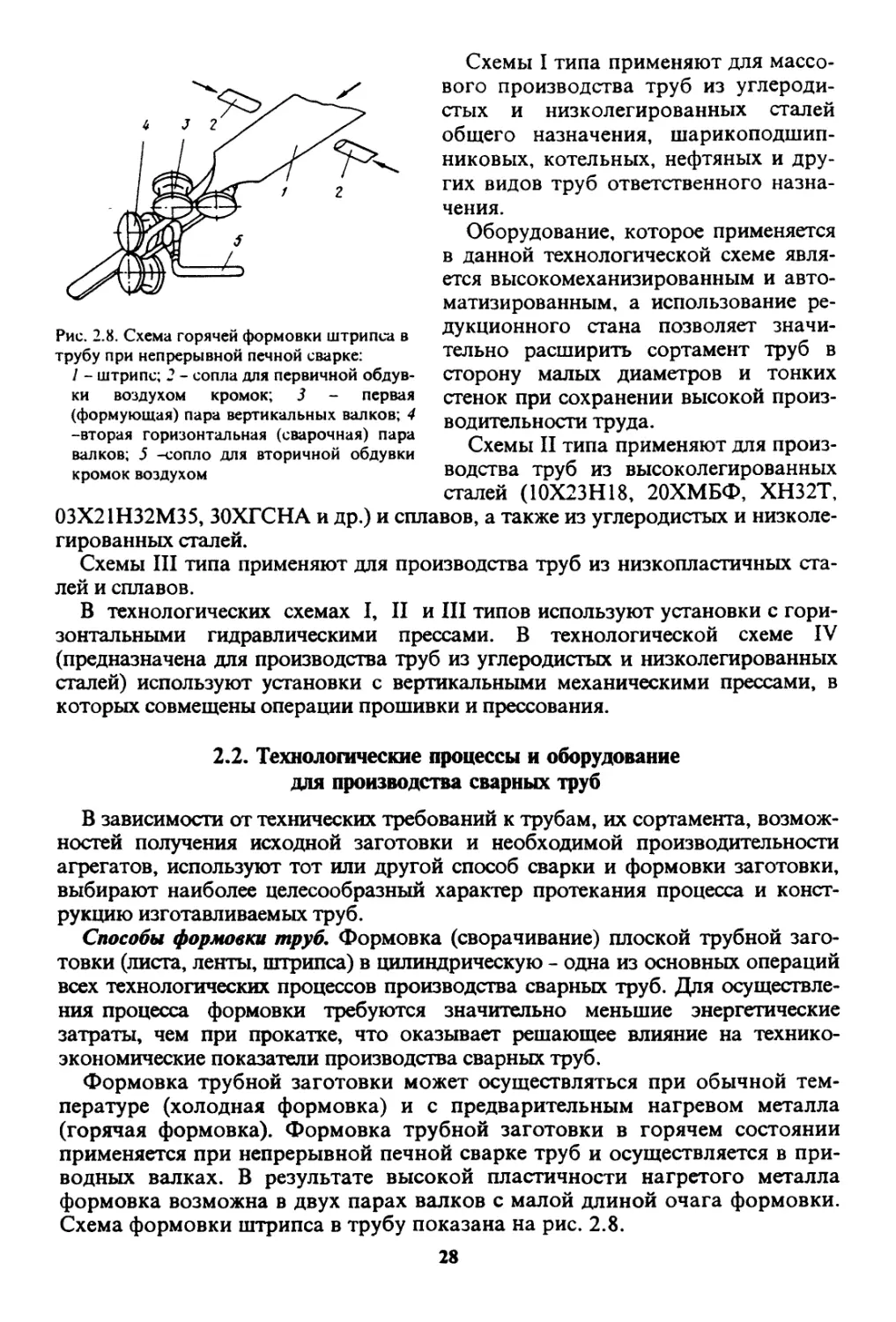
Формовка трубной заготовки может осуществляться при обычной
температуре (холодная формовка) и с предварительным нагревом металла
(горячая формовка). Формовка трубной заготовки в горячем состоянии
применяется при непрерывной печной сварке труб и осуществляется в
приводных валках. В результате высокой пластичности нагретого металла
формовка возможна в двух парах валков с малой длиной очага формовки.
Схема формовки штрипса в трубу показана на рис. 2.8.
Рис. 2.8. Схема горячей формовки штрипса в
трубу при непрерывной печной сварке:
/ - штрипс; 2 - сопла для первичной
обдувки воздухом кромок; 3 - первая
(формующая) пара вертикальных валков; 4
-вторая горизонтальная (сварочная) пара
валков; 5 -сопло для вторичной обдувки
кромок воздухом
28
Рассматривая процесс
формовки, можно вьще-
литъ четыре зоны очага
формовки: внеконтактную
зону формовки до входа
штрипса в валки первой
клети 5; контактную зону
формовки в первой клегга,
внеконтактную зону
формовки между двумя
клетями, контактную зону
формовки (до
соприкосновения кромок) во второй
клети 1.
Формовку в вальцах
и на прессах (рис 2.9)
применяют при
производстве труб большого
%
ЯШ О
Рис. 2.9. Схема формовки трубной заготовки в гибочных
вальцах (а) и на прессах при производстве труб с одним
(б) и двумя (в) прямыми швами
диаметра (более 426 мм) из листов дуговой сваркой под слоем флюса.
При гибке в вальцах лист изгибается между тремя или четырьмя валками. В
трехвалковых вальцах диаметр верхнего валка примерно в 1,5 раза больше
диаметра нижних. В процессе формовки валки совершают реверсивное
движение, при этом верхний валок может подниматься и опускаться для регулировки
диаметра формуемой заготовки. При этом способе формовки крайние участки
листа, равные половине расстояния между нижними валками, получаются
плоскими. Этот недостаток устраняется предварительной подгибкой концов на
прессе или на валковом стане. Кроме того, при формовке в вальцах длина
получаемых труб ограничена (не более 6...8 м).
В табл. 2.2 дана характеристика валковых трубоформовочных станов.
Более современным способом формовки
прямошовных труб большого диаметра
является формовка на прессах, которая может
производиться как в одну цилиндрическую
заготовку с предварительной подгибкой
кромок на валковом стане (рис. 2.9, б), так и
в две полуцилиндрические заготовки при
сварке труб из двух листов (рис. 2.9, в).
Характеристика прессов для формовки
труб приведена в табл. 2.3.
При производстве спиралошовных труб
лист одной ширины применяется для
изготовления труб различного диаметра.
Трубную заготовку формуют путем
пластического изгиба полосы в плоскости,
расположенной под некоторым углом
(рис. 2.10) к продольной оси листа. Таким
образом из полосы шириной В можно
получать трубы различного диаметра, свертывая
ее в спираль под различными углами.
29
Рис.2.10. Схема формовки трубной
заготовки при спиральной сварке труб
Таблица 2.2. Характеристика валковых трубоформовочных станов
Параметр
Ширина
сворачиваемой ленты, мм
Толщина
сворачиваемой ленты, мм
Число клетей:
горизонтальных
приводных
холостых
вертикальных
холостых
шовнаправляющих
Расстояние между
рабочими клетями, мм
Диаметр рабочих
валков по дну калибра, мм
Привод
Мощность привода
Скорость
формовки, м/с
20-76
57...241
1,0...4,0
5
1
7
1
600
160
Групп
180
0,5...2,5
Типоразмеры агрегатов
51-114
162...364
1,4...5,5
6
-
5
1
1270, 750
350
овой
160
0,8...2,0
102-220
320...750
1,5...4,0
9
-
9
1
1550
380
9x75
0,5...1,17
203-530
650... 1680
2,0... 10
8
-
6
1
2000, 1075,
1200
600
140-250
430...720
6,2... 10,7
6
-
5
3
1300, 1100,
1300
Нет свед.
Индивидуальный
5x70+3x110
0,75... 1,25
Нет свед.
0,4...0,9
Примечание. В числителе указаны значения для труб длиной до 12 м; в знаменателе - для
труб длиной до 18 м.
Процессы сварки труб. Все основные способы сварки выполняются при
местном нагреве свариваемого изделия источниками тепла.
В настоящее время в промышленности и строительстве применяют более 80
способов сварки, однако в трубном производстве находят распространение
голько те способы сварки, которые обеспечивают условия создания
высокопроизводительных, преимущественно непрерывных технологических
процессов, высокое качество сварного шва, соответствие его необходимым
эксплуатационным требованиям по механическим свойствам и химическому составу.
Непрерывная печная сварка труб применяется для получения
газоводопроводных труб диаметром от 6,0 до 114 мм и толщиной стенки 1,8...5,0 мм из низ-
Таблица 2.3. Характеристика прессового оборудования для формовки труб
Параметр
Усилие пресса, МН
Формуемый лист:
длина (максимальная), м
толщина, мм
Пресс
предварительной формовки
20/15
12,5/
9,5... 16/6,3
окончательной формовки
200/470
18
5...25,4
30
коуглеродистой стали. Схема
процесса печной сварки встык на
непрерывных станах показана на
рис. 2.8. Горячекатаный штрипс 1
нагревают в печи до температуры
1280... 1320 °С. При этом
температура кромок штрипса на
40...80°С выше температуры
основного металла. При выходе из
печи кромки штрипса обдувают
воздухом, который подается через
сопло 2, в результате чего
температура кромок повышается до
1390... 1480 °С. Струя воздуха не
только повышает температуру
кромок штрипса, но и сдувает с
них окалину. Штрипс
сворачивается (формуется) в первой паре
вертикальных валков 3. Перед
сжатием штрипса в следующей
паре горизонтальных валков 4,
кромки штрипса подвергают
вторичной обдувке через сварочное
сопло 5 для разогрева штрипса до
температуры сварки 1500...
1520 °С. Сварку трубы
осуществляют сжатием кромок при
прохождении нагретого штрипса через
сварочную клеть, состоящую из
сварочного сопла и двух
горизонтальных валков. Последующие
попарно расположенные валки (от
четырех до десяти пар) служат для
создания усилия, необходимого
для протягивания штрипса через печь и формовочные валки, а также для
дополнительного обжатия (редуцирования), повышающего качество сварного шва.
Таким образом, формовка и сварка трубы осуществляется при прохождении
нагретого штрипса через формовочно-сварочный узел, состоящий из двух
вертикальных валков, сопла 5 и двух горизонтальных валков.
Дуговая электросварка под слоем флюса (рис. 2.11) применяется для
производства прямошовных труб диаметром_426...1620 мм с толщиной стенки 3,0...32,0 мм
и длиной 6... 18 м, а также спиралошовных труб диаметром 426...2500 мм с
толщиной стенки ЗД..25Д) мм и длиной 12...24 м для магистральных
трубопроводов газа, нефти и нефтепродуктов. Спиралошовные трубы могут
изготовляться с отношением DIS > 100. В качестве заготовки при изготовлении труб дуговой
сваркой под слоем флюса с прямым швом используют горячекатаную листовую
сталь мерной длины 6,0... 12,5 м, а труб со спиральным швом - горячекатаный
лист в рулонах из углеродистых и низколегированных сталей. Схема сварки
прямошовных и спиралошовных труб показана на рис. 2.12.
Рис. 2.11. Схема процесса дуговой сварки труб
под слоем флюса:
/ - дуга; 2 - электродная проволока; 3 -
заготовка; 4 - жидкий металл; 5 - шов; б - труба;
7 - медный башмак; в - флюс; 9 - воронка для
флюса; 10 - сварочная головка; // - шлак;
12 - шлаковая корка; 13 - флюсоотсос
31
Рис. 2.12.Схемы сварки прямошовных (а) и спиралошовных {б) труб под слоем флюса:
/ - свариваемая труба; 2 - сварочный автомат; 3 - подвод флюса
Процесс дуговой сварки (см. рис. 2.11) заключается в создании между
металлом трубы и электродом в месте стыка .кромок мощного электрического
разряда. Под действием тепла дуги плавятся основной металл 5, электродная
проволока 2 и флюс 6*. Электродный металл переходит в сварочную ванну в
виде отдельных капель. В газовом пузыре создается большое давление газов,
под воздействием которого часть жидкого металла оттесняется в сторону,
противоположную направлению сварки. После остывания жидкого металла 4
образуется сварной шов 5, покрытый коркой шлака 11. Электродная проволока 2
непрерывно подается в зону сварки, которая защищена от воздействия воздуха
слоем поступающего через воронку флюса 8. При движении трубы вперед
часть не оплавившегося флюса удаляется флюсоотсосом 13, возвращаясь на
последующее использование для сварки. Для того чтобы при сварке наружного
шва металл не протекал из ванночки вниз, в месте стыка внутри трубной
заготовки устанавливают медный башмак 7.
Сварка прямошовных труб осуществляется двумя дугами, горящими в одну
ванну. Электроды устанавливаются под углом 60° к образующей трубы.
Скорость сварки наружного шва 160 м/ч, внутреннего шва - 100... 120 м/ч.
При наружной сварке обе дуги питаются переменным током от сварочных
трансформаторов. При сварке внутренних швов питание первой дуги
осуществляется постоянным током от сварочных преобразователей, а питание второй
дуги - переменным током от сварочных трансформаторов.
Сварка спиралошовных труб (рис 2.12) осуществляется тремя сварочными
головками. Кромки полосы при их сближении в процессе формовки сваривают
вначале внутренней сварочной головкой. При этом для обеспечения
качественного шва расстояние между кромками не должно превышать 0,2...0,3 мм.
Питание сварочной головки осуществляется как постоянным, так и перемен- ""
ным током.
В табл. 2.4 дана характеристика оборудования трубоэлектросварочных
станов для наружной и внутренней сварки.
Дуговая сварка в среде инертных* газов. Дуговую сварку с защитой дуги
инертным газом (аргоном, гелием) применяют для производства тонкостенных
труб с прямым швом диаметром 6...426 мм, толщиной стенки 0,2...5,0 мм из
32
Таблица 2.4. Характеристика станов наружной и внутренней сварки труб
Параметр
Типоразмер стана
1220
Станы наружной сварки
Скорость сварки, м/мин
Число клетей:
с горизонтальными приводными валками
с вертикальными холостыми валками
сварочных
Скорость заталкивания, м/мин
Усилие заталкивания, кН
1.5...4
2
2
1
5,35
20
Опаны внутренней сварки
Скорость сварки, м/мин
Скорость возврата сварочной головки, м/мин
Рабочий ход тележки, мм
Ход цепи заталкивания, мм
Угол наклона машины, град
Параметры механизма подъема, мм/с:
скорость подъема трубы
скорость вращения трубы
0,7...3,5
30
14800
-
45
116
5...120
1220-1620
1...5
-
-
1
1...5
10
1,98
-
-
36800
0...1
140
340
высоколегированных сталей (нержавеющих и жаропрочных), никеля и его
сплавов, алюминия, магния, циркония и др. Наибольшее распространение
такой метод сварки получил при производстве труб диаметром 6,0... 102 мм и
толщиной стенки 0,4...3,0 мм. Этим способом сварки изготавливают также
спиралошовные трубы диаметром до 2000 мм и толщиной стенки до 10... 12 мм.
Существенным преимуществом этого способа сварки является возможность
получения труб из высоколегированных и нержавеющих марок сталей;
недостатком - сравнительно низкие скорости сварки @,5... 1,5 м/мин).
При сварке трубы с защитой дуги инертным газом кромки сформованной
трубной заготовки оплавляют и затем сваривают под давлением в зоне
электрической дуги, горящей между кромками и неплавящимся вольфрамовым
электродом. Сжатие кромок осуществляется шовсжимающимися валками. Для
подвода тока и подачи инертного газа в очаг сварки применяют специальную
горелку (рис. 2.13). Инертный газ защищает металл и электрод от окисления,
ограничивает зону распространения тепла, концентрируя его около шва и тем
самым способствует лучшему плавлению и провару соединения.
Электросварку сопротивлением (рис. 2.14) на обычной E0 Гц) и повышенной
(до 150 Гц) частотах широко применяют для изготовления труб диаметром
6...520 мм и толщиной стенки 0,4...20 мм из углеродистой стали.
Через электродные кольца 1 вращающегося трансформатора и кромками
заготовки подводится электрический ток. Электродные кольца изолированы
2 — 2ЭД5
33
б 6 9
Рис. 2.14. Схема контактной
электросварки труб методом сопротивления:
1 - электроды; 2 - изоляторы; 3 -
сжимающие валки; 4 - формующие валки; 5 -
направляющая шайба; 6 - труба
10 11
Рис. 2.13. Схема процесса дуговой сварки труб
в защитном газе:
/ - сварочная камера; 2 - электрод; 3 - элек-
трододержатель; 4 - горелка; 5 - корпус; 6 -
трубка для подачи газа; 7 - камера; 8.9 -
трубки для подачи воды; 10- заготовка; // - валки
между собой прокладкой 2. Трубная заготовка проходит через формовочные
валки 4 с направляющей шайбой. Образовавшийся стык кромок попадает
между электродными кольцами, где нагревается до сварочной температуры,
сжимается валками сварочного узла и электродными кольцами, образуя сварной
продольный шов.
Современные станы контактной сварки сопротивлением снабжены
специальными устройствами для регулирования частоты сварочного тока в
зависимости от толщины стенки трубы, при этом большая частота используется при
производстве более тонкостенных труб.
Существует критическая величина скорости сварки, превышение которой
приводит к появлению отдельных несваренных участков. При частоте тока свыше
200 Гц значение критической скорости может быть не более 60...70 м/мин.
Прочность сварного шва во многом зависит от того давления, которое
создается в очаге деформации сварочными валками и электродными кольцами.
Качественный шов при сварке низкоуглеродистых сталей получается при дав-
Таблица
Тип
стана
6-32
10-60
10-76
20-102
51-152
73-219
152-426
2.5. Характеристика станов для сварки труб сопротивлением
Размеры труб, мм
наружный
диаметр
6-32
10-60
10-76
20-102
51-152
73-219
152-426
толщина
стенки
0,4... 1,25
1...3
0,8...3,5
1,0.-4,75
2...6
2,5...8
3...8,5
Скорость
сварки, м/мм
16...65
8...32
10...70
10...60
9...27
15...45
до 50
Частота
тока, Гц
50.. Л 50
50
50... 150
50... 150
50
100
150
Мощность
сварочного
трансформатора, кВА
100
200
650
650
750
1000
1500
Диаметр
электродных
колец, мм
380
650
730
730
750
700... 1000
до 1500
34
лении 1,0... 1,2 МПа. Увеличение скорости снижает температуру сварки и зре-
бует более высокого давления. В табл. 2.5 приведена характеристика
оборудования для сварки труб сопротивлением.
Электросварка токами высокой частоты применяется для производства
труб диаметром 8...529 мм и толщиной стенки 0,3... 10 мм. В последнее время
широкое распространение получил способ производства электросварных
труб сваркой токами высокой (радиотехнической) частоты G0...450 кГц)
(рис. 2.15). Основными преимуществами этого способа сварки являются: воз-
J
U
^ \/V / \ 5
Рис. 2.15. Схема высокочастотной сварки с подводом тока скользящими(я)контактами и
индукционным(б/подводом тока к кромкам трубной заготовки:
а - J - токопроводящие контакты или индуктор; 2 - трубная заготовка; 3 - шовосжи-
мающие валки; 4 - точка скольжения кромок; 5 - два возможных пути тока (штриховые
линии); б- 1 - трубная заготовка; 2 - индуктор; 3 - ферритный стержень; 4 - шовосжи-
мающие валки; 5 - путь тока; 6 - точка схождения кромок
If
Рис. 2.16. Принципиальная схема
индукционной сварки труб (а) и схема
электронагрева кромок продольным индуктором (б):
а- 1 - высокочастотный индуктор; 2 -
заготовка; 3 - сварочные ролики; б - / - корпус
индуктора; 2 - индуктор; 3 - зона разогрева
кромок заготовки; 4 - заготовка
35
можность значительного увеличения скорости сварки до 150 м/мин и более из
углеродистых марок стали при одновременном повышении качества сварного
шва; возможность сварки труб из легированных и высоколегированных марок
стали, цветных и редких металлов и сплавов с высокой скоростью; получение
труб с качественным швом из горячекатаной нетравленой стали; значительное
уменьшение удельного расхода электроэнергии на 1 т готовых труб;
возможность применения одного и того же сварочного оборудования при сварке
различных материалов.
Из формовочного стана трубная заготовка поступает в сварочное устройство,
где ее кромки сжимаются с помощью двух валков, образуя щель V-образной
формы. В кромках трубной заготовки на определенном расстоянии от обжимных
валков подводятся контакты, скользящие по поверхности движущейся трубной
заготовки. При контактном подводе тока большая часть возникающей тепловой
энергии выделяется на поверхности торца кромок трубной заготовки.
Недостатком метода сварки труб токами высокой частоты с контактным
подводом тока является само наличие контактов, которые быстро выходят из
строя и могут создавать дефекты на поверхности трубы.
Значительно шире используется сварка труб токами высокой частоты с
индукционным способом подвода энергии с помощью кольцевого индуктора,
имеющего один или несколько витков, охватывающих трубную заготовку
(рис. 2.15, б). При прохождении тока высокой частоты по индуктору в трубной
заготовке индуктируется электродвижущая сила. Ток, проходя по периметру
заготовки и встречая на своем пути открытую щель сформованной заготовки,
отклоняется к точке схождения кромбк, достигая максимальной концентрации
на ней, как это происходит при контактном способе подвода энергии.
Индукционный способ сварки имеет тот недостаток, что по телу трубной
заготовки проходит полный сварочный ток и в связи с этим происходит потеря
энергии.
Индукционная сварка применяется для производства водогазопроводных и
конструкционных труб диаметром 21,5...219 мм.
При индукционной сварке труб (рис. 2.16, я, б) для нагрева трубной
заготовки используют прямолинейные индукторы с магнитопроводами, предназна-
Таблица 2.6. Характеристика сварочных станов для индукционной сварки труб
Тип
стана
10-60
10-60
16-76
20-102
20-114
73-219
1-3"
2-4"
3-8"
Размеры труб, мм
диаметр
10...60
10...60
16...76
20... 102
20... 114
73...219
33,5...88,25
60...114
88,5...219
толщина
стенки
1...3
1...3
1...3.5
2...4,75
2...4
2,5...8
3,25...4
3,5...5,0
4,5...6,35
Скорость
сварки,
м/мин
30...60
30...60
22...60
30...60
22
20...45
45...50
35...49
25...50
Частота
тока, Гц
8000
2500
2500
2500
2500
2500
4000
4000
4000
Длина
редуктора,
мм
400
400
600
650
600
500...750
500
500
650
Мощность
машинных
преобразователей частоты, кВт
3x100
2x250
500
500
2x250
3x500
2x400
2x400
2x400
36
ценными для концентрации магнитного потока. Кромки трубной заготовки
проходят в непосредственной близости к индуктору и нагреваются до
сварочной температуры. Магнитный поток, создаваемый током индуктора,
пересекает трубную заготовку перпендикулярно ее поверхности. Ток, индуктируемый в
трубной заготовке, протекает вдоль ее кромок. Нагретые кромки с помощью
сварочных валков сближаются под давлением, достаточным для того, чтобы
произвести сварку и выдавить окислы металла в грат, который затем
механическим путем удаляется.
Число индукторов выбирают в зависимости от необходимой скорости
сварки (от одного до трех).
Индукционная сварка имеет ряд преимуществ по сравнению со сваркой
сопротивлением: не требуется травильные агрегаты и специальные машины в
линии стана по очистке кромок ленты от окалины, так как процесс нагрева
является бесконтактным; не требуется установка в линии стана дисковых
ножниц, поскольку стыкуемые кромки не являются токопроводящими плоскостями
и их физическое состояние не оказывает влияния на качество сварки; можно
получать большие скорости сварки E0...80 м/мин); нет необходимости
применять изнашивающиеся дорогостоящие электродные кольца. В табл. 2.6
приведена характеристика отдельного оборудования для индукционной сварки труб.
2.3. Технологические процессы и оборудование
для производства холоднодеформированных труб
Операции пластического формоизменения исходной заготовки в готовую
трубу производят в один или несколько циклов в зависимости от ее геометрических
размеров, свойств металла трубы, способа деформации размеров и требований к
качеству готовых труб. В практике трубного производства применяют холодную
(теплую) периодическую прокатку на оправке (рис. 2.17, 2.18), волочение на
неподвижной (короткой), подвижной (длинной) и самоустанавливающейся
оправках, безоправочное волочение (рис. 2.19), холодное редуцирование.
Часто при производстве холоднодеформированных труб сочетают
способы прокатки и волочения, причем на финишных операциях может
применяться роликовая прокатка или холодная прокатка труб. Широкое
распространение в отечественной и зарубежной практике станов холодной прокатки
объясняется рядом преимуществ, благодаря которым достигаются высокая
точность размеров прокатываемых труб (допуски на внутренний или
наружный диаметр могут быть выдержаны в пределах 4...9 классов точности;
поперечная разностенность не превышает 5... 10 % от номинального размера);
высокая чистота наружной и внутренней поверхности (в пределах 7... И классов);
большие разовые обжатия (до 80...85 %) за один проход и вытяжки B...7);
значительное упрочнение металла за счет больших деформаций; возможность
прокатки из труднодеформируемых металлов вследствие благоприятной схемы
напряженного состояния; прокатка тонкостенных труб и труб переменного
сечения по диаметру и толщине стенки; небольшой удельный расход металла.
Способом холодной (теплой) прокатки в нашей стране производят около
50 %, а за рубежом - около 25 % холоднодеформированных труб.
Прокатку широко применяют для изготовления холоднодеформированных
труб из высоколегированных (коррозионностойких, жаростойких,
труднодеформируемых), легированных и углеродистых сталей и сплавов.
На станах холодной прокатки изготавливают трубы диаметром от 4 до 450 мм
37
Рис. 2.17. Схема прокатки труб на стане ХПТ:
/ - коническая оправка; 2 - кольцевой зазор; 3 - ручей калибров; 4 - прокатываемая
труба; 5 - калибр; 6 - рабочие валки (I-I - переднее и II-II - заднее положение клети)
Рис. 2.18. Схема прокатки труб на стане ХПТР:
/ - трубная заготовка; 2 - цилиндрическая оправка; 3 - роллики; 4 - опорные
планки (I-I - переднее и II-II - заднее положение клети)
Рис. 2.19. Способы волочения труб:
а - без оправки; б- на короткой оправке; в- на длинной оправке; г-на плавающей
оправке; / - волока; 2 - труба; 3 - оправка
38
Рис. 2.20. Схема поперечной прокатки труб
с толщиной стенки от нескольких десятых долей миллиметра до 30 мм и более.
В зависимости от используемой схемы прокатки различают две группы
станов: продольной (см. рис. 2.17, 2.18) и поперечной прокатки (рис. 2.20).
Наибольшее распространение в промышленности получили станы продольной
прокатки как более производительные и эффективные в массовом производстве.
Станы поперечной прокатки используют в специальных целях для изготовления
небольших партий прецизионных труб и тонкостенных труб большого диаметра.
Станы продольной прокатки труб подразделяют на валковые и роликовые.
Валковые станы получили название станов ХПТ, роликовые - ХПТР. Станы
поперечной прокатки труб называют станами ППТ.
По температурному режиму различают два способа прокатки: первый - с
охлаждением зоны деформации - холодная прокатка; второй - с подогревом
заготовки до 300...450 °С перед зоной деформации - теплая прокатка.
Процесс прокатки на станах ХПТ имеет периодический характер, так как
труба прокатывается отдельными участками по ее длине при возвратно-
поступательном движении клети.
Станы холодной прокатки принято классифицировать следующим образом:
по характеру движения инструмента (валков) - станы с неподвижными осями
валков (ХПТС, НХПТ); с вращающимися осями валков (ХПТВ и
планетарные); с поступательным движением осей валков (ХПТ);
по числу одновременно прокатываемых труб - одно-, двух- и трехниточные;
по длине рабочего конуса прокатываемых труб - короткоходовые, длинно-
ходовые (с углом поворота калибра вокруг собственной оси свыше 180°);
по температурным условиям процесса - станы холодной и теплой прокатки
(с индукционным нагревом заготовки);
по типу прокатываемых труб - для труб постоянного и переменного сечения
(в обозначении типа стана с добавкой индекса П: например, ХПТ 120 П);
по типу загрузки - станы с торцевой и боковой загрузкой. Кроме того, станы
ХПТ различают по исполнению основных механизмов: главного привода,
рабочих клетей и распределительно-подающих устройств;
по типу приводного устройства клети - без уравновешивания, с
уравновешиванием на рабочей клети, с уравновешиванием на кривошипном валу, с
уравновешиванием на валу двигателя;
по типу уравновешивающего устройства - пневматическое, грузовое с воз-
39
вратно поступательным движением противовеса, грузовое с качающимся
дисбалансом, с вращающимися противовесами;
по типу рабочей клети - двухвалковые с подвижной клетью, четырехвалковые с
подвижной клетью, с подвижной валковой кассетой и силовыми направляющими, со
стационарной (неподвижной) клетью;
по механизму подачи и поворота заготовки - рычажного типа, редукторного типа с
муфтами свободного хода, редукторного типа с дифференциальной передачей,
зубчатого типа с мальтийским механизмом; дифференциального типа с
периодическим торможением эпицикла и водила, с планетарно-гипоциклоидным
преобразователем, с упругими элементами, со стационарным патроном;
по способу работы патронов заготовки - с периодическим возвратом (на всю
длину), непрерывного циклического действия (с трастовым механизмом и
механизмами со стационарным патроном), с совмещенным возвратом (два патрона
работают с перехватом);
по расположению главного пульта - правые (справа от стана по ходу прокатки),
левые.
В нашей стране станы ХПТ изготовляет АО ЭЗТМ (табл. 2.7). В конце 50-х годов
был разработан роликовый способ холодной прокатки труб, на основе которого были
созданы станы холодной прокатки роликами (ХПТР) для прокатки прецизионных
труб (табл. 2.8).
За рубежом крупнейшим производителем станов ХПТ является фирма
"Mannesmann", которая выпустила более 300 одно-, двух- и трехниточных станов
(табл. 2.9).
Для производства холоднодеформированных труб используется, процесс
волочения, которым изготавливают трубы широкого сортамента из углеродистых и
легированных сталей и различных сплавов диаметром от 0,2 до 1000 мм с толщиной
стенки от 0,015 до 40...50 мм и длиной 50 м и более, в том числе и такие, которые
другими способами получать трудно или невозможно, например, капиллярные,
некруглые профильные, особотонкостенные и др.
К преимуществам процесса волочения можно отнести высокую
производительность, хорошее качество получаемых труб, использование простого и
недорогого инструмента. К недостаткам этого процесса относят многоцикличость
(наибольшая деформация по сечению за один проход обычно не превышает 40 %),
большое число вспомогательных операций и высокий расход металла.
Волочение без оправки применяют для уменьшения диаметра трубы, деформация
трубы за проход составляет 10...35 %, а коэффициент вытяжки - 1,10... 1,5.
Степень деформации и вытяжка при волочении труб зависят от соотношения S/D:
S/D Вытяжка Деформация за проход,%
0,04...0,10 1,4... 1,5 28...32
0J0...0J8 1,33 25
0,20...0,25 1,22 18
0,25 1,11 10
Волочение на короткой (неподвижной) оправке применяют для уменьшения
диаметра и толщины стенки трубы. Допустимая деформация трубы за один
40
Таблица 2.7. Техническая характеристика станов ХПТ конструкции АО ЭЗТМ
Параметры
Диаметр заготовки, мм
Длина заготовки (наибольшая), мм
Длина заготовки (наименьшая), мм
Диаметр готовой трубы, мм
Толщина стенки готовой трубы, мм
Число двойных ходов клети, мин
Подача за один ход, мм
Уменьшение поперечного
сечения (наибольшее), %:
углеродистых сталей
нержавеющих сталей
Мощность электродвигателя
главного привода, кВт
Габариты (при длине заготовки
5 м), м
Масса (при длине заготовки 5 м), т |
Габариты (при длине заготовки
8 м), м
Масса (при длине заготовки 8 м), т
ХПТ-32 "~
21..46
5000; 8000
1500
16...32
Х),4...5
80...150
2...30
88
70
70
39x4,1
64
57x4,1
70 !
ХПТ-55 ~~
38...73
5000; 8000
1500
25...55
0,5..Л0
68...130
' 2...30
88
70
ПО !
40x4,1
73,6
58x4,1
81
ХПТ 2-40
1 25,..63,5
5000
1500
16...40
0,5..Л0
70.. Л 50
3...30
88
70
250
52,3x6,9
189
58x4,1
-
ХПТ-90 ~"
57..Л02
5000; 8000
1500
40...90
0/75...18
60..Л00
2...30
88
70
150
40x4,5
88
58,5x4,5
95
ХПТ 2-90
50...125
| 5000
1500
32...95
0,75..Л8
70.. Л 20
4...45
88
70
600
52,2x5,4
234,3
58,5x4,5
!
| ХПТ 250-3
104...273
6000
2000
90...250
2,5...25
25...45
4...4С
60
60
1000
47x14,5
660
58,5x4,5
-
Таблица 2.8. Техническая характеристика станов ХПТР
Параметры
Размер заготовки, мм:
диаметр
длина
Размер готовой трубы, мм:
диаметр
толщина стенки
Диаметр роликов, мм
Число роликов, шт
Ход клети, мм
Число ходов клети, мин-I
Величина подачи заготовки за
один ход, мм
Мощность двигателя главного
привода, кВт
Производительность стана,
м/ч
Масса стана, т
Габаритные размеры стана,
мм:
длина
ширина
высота
ХПТР 4-15
4,8...18
1500...4000
4...15
0,008... 1,5
32
3
490
60; 80; 120
1/7...8
12,5
21...37
7,87
8,2
1,35
1,34
ХПТР 8-25
! 9...18
1500...4000
8...15
0,008... 1,5
52
3
450
60; 80; 120
1,3...8
12,5
21...37
7,67
8,2
1,35
1,34 |
2ХПТР6-15
18
15О0...50ОО
6...15
0.1 — 1,5
32
2x3
-
16...125
1...9
37
30...70
11,32
10,1
1,52
1,26
ХПТР 15-30
16...33
1500...5000
15...30
0,1... 2,5
62
• з
450
60; 89; 124
1.3...9
48
10...35
14,6
9,6
2,1
1,5
2 ХПТР 15-30
17...33
1500...5000
15...30
A2...30)
0,15...2,5
@,5...2,5)
62
2x3
-
60... 120 F0)
2,25...7,5
B,25... 17)
71
40...85
28,4
15,36
3,0
1,27
ХПТР 30-60
31...68
1500...5000
30...60
о,з...з
83
3
600
10...100
1,3...9
71
20...35
23,25
17,06
2,8
1,54
ХПТР
1 60-120
65...130
1500...5000
60... 120
0,5...4
180
4
755
10...100
1,3-.9
100
10...35
52,76
17,72
3,9
1,95
Примечание. В скобках указана характеристика стана с валковой клетью.
Таблица 2.9. Техническая характеристика станов холодной прокатки труб фирмы "Mannesman!!"
Тип
стана
Однониточ-
ный
Двух-
ниточ-
ный
Трех-
ниточ-
ный
Модель стана
25ВМР
50ВМ
50ВМР
75ВМ
75ВМР
100ВМ
100ВМР
125ВМ
175ВМ
225ВМ
50ВМР
75ВМР
100ВМР
50ВМР
75ВМР
100ВМР
30
51
51
76
76
102
102
128
175
230
51
76
102
51
76
102
Диаметр, мм
10...25
12...35
12...35
20...60
20...60
30...80
30...80
48...113
77..Л45
120...205
12...35
20...60
35...80
12...35
20...60
35...80
205
280
310
336
370
403
450
468
640
760
400
490
575
400
490
575
Длина
рабочего калибра, мм
425
365
640
455
800
545
960
635
840
950
640
800
960
640
800
960
Частота вращения
кривошипа, мин
80...240
70...210
70...210
60... 180
60... 180
55... 160
55...160
50... 150
50...100
37...75
55...165
50... 150
45...135
55...165
50... 150
45...135
Общая длина
стана без стола
| выдачи, м
30Д)
33,0
33,0
36,0
36,0
38,0
38,0
40,0
42,0
44,0
33,0
38,5
41,0
33,0
38,5
41,0
Ширина стана
(наибольшая),
м
5Д)
5,2
5,4
6,8
7,1
7,9
8,2
8,2
10,5
14,2
6,5
8,5
10,0
7,0
9,0
10,5
Примечания. 1. Максимальная длина трубных заготовок у однониточных станов может быть 5-9 м, а у многониточных - 5-12 м. 2. Тип
ВМ - короткоходовые станы с полудисковыми калибрами. 3. Тип BMP - длиноходовые станы с кольцевыми калибрами.
Таблица 2.10. Характеристика трубоволочильных станов ИЗТМ
Технические параметры
Диаметр волочимых труб, мм
Длина труб, м:
наибольшая
наименьшая
Число волочимых труб:
оправочное волочение
безоправочное волочение
Скорость волочения, м/мин
Диапазон регулирования
скоростей, м/мин
Скорость возврата тележки, м/мин
Наибольшая кривизна заготовки
на 1 м длины, мм
Мощность установленных
эл.приводов, кВт
Габаритные размеры, м:
длина
ширина
высота
Масса с электрооборудованием, т
Установка для заковки концов:
усилие, МН
длина закованного конца, мм
Типы станов по силе волочения, МН
0,15
20...60
12
4
1
1...3
55
15...90
110
5
200
28
5,7
1,8
^51,2
-
~
0,15
20...60
16
4
1...3
1...3
55
15...100
ПО
5
240
37
7,45
1,74
85,5
0,3
1 190
0,3
40...150
12
3
1...3
1...3
55
10...90
ПО
5
500
30
6,85
2
140
-
-
0,5
40... 120
12
4
1...3
1...3
50
10...72
72
5
700
29,2
9,5
2
80
0,8
300
1,5
94..Л55
12
4
1
1
17
10...35
42
5
792
31,7
13
2,2
266
2,45
300
проход составляет не более 35...40%, коэффициент вытяжки 1,2... 1,7.
Изменение толщины стенки не превышает 26 % при вытяжке равной 1,1...1,35.
Минимальный диаметр протягиваемых труб равен 8... 10 мм и ограничен размерами
стержня на котором крепится оправка.
Волочение на длинной (плавающей) оправке применяют для уменьшения
диаметра и толщины стенки трубы. Длинная оправка, находящаяся внутри
трубы, не закрепляется в станине, а перемещается вместе с трубой при
волочении (тяговое усилие прикладьшается к трубе и оправке). В очаге деформации
создается благоприятная схема напряженного состояния, что позволяет
увеличить вытяжку до 1,7...2,4, главным образом, за счет обжатия по стенке
(AS = 1,43... 1,54). После волочения оправку извлекают из трубы.
Волочение на короткой плавающей оправке применяют для изготовления
труб большой длины, а также в тех случаях, когда необходимо разгрузить
стержень для крепления оправки от осевых усилий и устранить его вибрации.
При этом способе волочения достигаются улучшение качества внутренней
поверхности труб и повышение стойкости оправок. Вытяжка за проход
составляет 1,2... 1,8, обжатие по диаметру - 4...5 мм, а уменьшение толщины стенки
незначительно и составляет 0,1...0,2 мм.
Волочение раздачей применяют при изготовлении труб большого диаметра,
при калибровании внутреннего диаметра трубы, при изготовлении
биметаллических труб, а также для исправления брака трубы по внутреннему и
наружному диаметру. Раздачу трубы осуществляют протягиванием оправки большого
диаметра через неподвижную трубу (раздача вдавливанием) и протягиванием
44
Таблица 2.11. Характеристика трубоволочильных станов конструкции
фирмы "Kiserling" (Германия)
Параметры
Число одновременно обрабатываемых труб
Наибольший диаметр заготовки, мм
Длина готовых труб, м
Деформация заготовки, %:
без оправки
на короткой оправке
Технические данные при приводе
постоянного тока:
мощность главного привода, кВт
максимальная скорость волочения, м/мин
максимальная скорость возврата
тележки, м/мин
Технические данные при приводе
переменного тока:
мощность главного привода, кВт
максимальная скорость волочения, м/мин
максимальная скорость возврата
тележки, м/мин
0,125
\3
60
6...40
10...30
10...45
103
67
175
74
48
165
Сила волочения, МН
0,2
1...3
75
6...40
10...30
10...45
103
60
160
110
40
140
0,32
1...3
95
6...40
10...30
10...45
206
52
153
ПО
28
134
0,5
1...3
120
6...40
10...30
10...45
206
34
140
-
-
"
трубы через неподвижную оправку (раздача волочением). При раздаче труб
вдавливанием применяют в качестве заготовок толстостенные (S > 4 мм) и
короткие(?< 3...4 м), так как более толстостенные и длинные трубы при
раздаче изгибаются и неравномерно деформируются по диаметру. Величина раздачи
по диаметру за проход составляет 4...5 мм.
Раздачу растяжением применяют преимущественно для изготовления
тонкостенных труб SID > 0,020...0,075 при диаметрах D = 20...50 мм, а также труб
всех типоразмеров с внутренним диаметром повышенной точности.
Тонкостенные трубы разделяются по диаметру за проход на 5... 10 мм, степень
увеличения диаметра трубы не превышает 15...20 %.
Для производства бесшовных и сварных труб применяют также другие
способы волочения: волочение на пластическом (деформируемом) сердечнике, при
котором происходит совместная пластическая деформация трубы и
сердечника; волочение на вращающихся роликовых и шариковых волоках; волочение в
режиме жидкого трения, которое достигается установкой перед волочильным
кольцом напорных трубок, имеющих малые зазоры между заготовкой и
напорной трубкой и создающих гидродинамическое давление; волочение с
применением ультразвука и т.д. При применении теплого волочения без оправки,
на короткой оправке (при температуре до 300 °С) предельная разовая
деформация возрастает примерно в 1,3 раза, а себестоимость труб снижается на
15...20 % по сравнению с холодным волочением.
В нашей стране основным изготовителем волочильных станов является
Иркутский завод тяжелого машиностроения (ИЗТМ) (табл. 2.10).
За рубежом волочильные станы выпускают фирмы "Kiserling" (Германия)
(табл. 2.11), "Chevalier" (Франция), "Norton" (Англия) и др.
45
Раздел II
СТАНЫ И А1РЕГАТЫ ДЛЯ ПРОИЗВОДСТВА
БЕСШОВНЫХ ТРУБ
Глаза 3
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА,
ПОДГОТОВКИ И КОНТРОЛЯ ЗАГОТОВОК
3.1. Исходные трубные заготовки
Различные условия, в которых работают трубы и изделия из них,
предопределяют использование большого количества сталей разных марок,
цветных металлов и различных сплавов.
Анализ структуры себестоимости, например горячекатаных труб,
показывает, что стоимость исходного металла составляет 75...85 % себестоимости
готовых труб. Это обстоятельство накладывает повышенные требования к
исходному материалу. С одной стороны металл для труб должен быть, по
возможности, более дешевым, а с другой - качество этого металла должно быть
достаточно высоким, обеспечивающим минимальную отбраковку труб и высокий
выход годного.
Для изготовления бесшовных труб применяют слитки, непрерывнолитую и
кованую заготовки, центробежнолитые гильзы (рис. 3.1).
Слитки применяются круглые, многогранные с конусностью 1,0%, массой
(весом) 1,8...3,5 т, с отношением длины к диаметру слитка равным 4, для
изготовления труб на агрегатах с пилигримовыми станами (рис. 3.1; табл. 3.1).
Во всех других способах производства горячекатаных труб в качестве
заготовки используется только катаный металл (табл. 3.2).
Катаные заготовки имеют преимущество перед литыми: катаный металл
имеет более чистую поверхность и в процессе дальнейшего технологического
передела его удается более тщательно отремонтировать.
В последние годы в России и за рубежом (Германия, Англия) в качестве
трубной заготовки начали использовать непрерывнолитые заготовки
круглого, квадратного, прямоугольного сечения, которые используются либо
непосредственно на трубопрокатных установках, либо в необходимых случаях
предварительно подвергаются прокатке.
Преимущества изготовления бесшовных труб из таких заготовок следующие:
отсутствие операции прошивки на стане винтовой прокатки; устранение ряда
переделов при производстве трубных заготовок; возможность производства труб
самых различных размеров практически из любых сталей на всех видах
трубопрокатного, прессового и волочильного оборудования; возможность прокатки
труб на станах ХПТ непосредственно из центробежнолитых заготовок; большая
экономия металла, которая достигает 25...50 %; сокращение времени нагрева в
2,5...3 раза, расхода электроэнергии в 4...6 раз, технологического инструмента в
8... 10 раз; упрощение изготовления биметаллических труб.
В отечественной трубной промышленности широкое внедрение непрерыв-
46
нолитой квадратной заготовки
получило на Волжском трубном
заводе на ТПА 159-426 с
непрерывным станом. На этом же
заводе активно осваивается
производство труб из непре-
рывнолитой заготовки на
прессовых агрегатах и ТПА с трех-
валковым раскатным станом.
На Волжском трубном заводе
установлено три машины УНРС,
каждая из которых имеет по 4
ручья для разливки стали: одна
машина предназначена для
разливки круглых заготовок
диаметром 156...180 мм; 200...250
мм; 320...350 мм, а две другие -
для разливки квадратных блюмов
240, 300 и 360 мм (рис.3.2).
Таблица 3.1. Характеристика слитков, применяемых для производства труб
Трубы
Обсадные для
трубопроводов
Баллонные:
из слитка с
прибылью
из заготовки
центробежной
отливки
Толстостенные:
из слитка
из заготовки
Завод
Челябинский трубопрокатный
размер труб
?>т х 5т, мм
325x10... 12
351x10...12
377x10...12
426x11... 12
325
426
465
465x24
426x30
566/583
351
377
426
465
508
диаметр
слитков
(заготовок), мм
490/475
490/475
547/531
615/600
566/583
566/583
566/583
625/610
650/130
540/100
540/100
600/110
600/110
650/110
вес
слитков, кг
2320
2320
2632
3100
3510
3510
3510
3980
3800
3510
2780
3125
3430
3430
3445
Таганрогский металлургический
размер труб
/>г х 5т, мм
146x7... 12
68x7... 14
141x8.. .11*
168x8...12*
112x19**
диаметр
слитков
(заготовок), мм
345/330
345/330
345/330
345/330
345/330
вес слитков,
кг
950... 1250
1160.. .1280
975... 1250
975... 1200
950
* Бурильные трубы; ** Квадратные штанги.
Рис. 3.1. Форма слитков и заготовок:
а - литые слитки; 6 - кованые, сверленые и
ободранные заготовки; в - ободранная заготовка, полученная
центробежной отливкой
47
ш
& 4» ?>
^Br>g^
&^ш*
c=fr ооб^боо
Рис. 3.2. Схема технологического процесса выплавки и разливки стали круглого и квадратного
сечения на Волжском трубном заводе:
/ - скрапной двор; 2 - бункеры для добавок; 3 - электродуговая печь; 4 - разливочный ковш; J
- печь-ковш; б - установка вакуумно-кислородного рафинирования (ВКР); 7 - УНРС; 8 -
холодильник; 9 - оборудование для контроля и обточки заготовок; 10 - транспортировка круглых
заготовок; // - устройство для контроля качества и огневой зачистки заготовок
За рубежом непрерьгонолитые заготовки находят применение практически
на всех типах трубопрокатных агрегатов: с непрерывными, трехвалковыми
раскатными, с автоматическими и пилигримовыми станами, а также с реечны*
Рис. 3.3. Технологическая схема подготовки трубной заготовки:
/ - склад заготовки; 2 - химическая обработка; 3 - инспекция; 4 - ремонт; 5 - порезка; 6 -
зацентровка; 7 - окончательная инспекция
48
Таблица 3.2. Размеры трубной заготовки, производимой в России
"Трубопрокатные
агрегаты
Наименование и тип
ТПА с автоматстаном
140
250
400
ТПА с непрерывным
станом
30-102
159-426
ТПА с трехвалковым
раскатным станом
40-160
50-200
Прессовые агрегатых
горизонтальным
гидравлическим прессом
20 МН
55 МН
Размеры труб, мм
Диаметр
40...140
76...250
127...426
29... 102
159...426
70... 159
80...210
60...114
133...245
Толщина стенки
3,5...30
4,0...50
5,0...50
2,5...8,0
7,0...42
7,0...40
10...50
4,0... 10
6,0...28
Профиль и размер заготовки, мм
Круглая
70... 140*
80...250*
130...300*
140
-
90...200*
115...230*
190... 230*'**
340...360***
Квадратная
-
-
240; 300; 360**
-
j
* Заготовка катаная. ** Заготовка непрерывнолитая.
ми и трубопрессовыми установками. При этом имеет место более высокий (на
10... 15 %) выход годного, чем при использовании катаных заготовок.
Завершающим этапом в производстве трубной заготовки является ее отделка.
Ужесточение требований к качеству трубной заготовки, вызывает ускорение
развития методов и средств по ее отделке. Основными технологическими
операциями по отделке трубной заготовки являются: правка и снятие фасок на торцах
заготовок, неразрушающий контроль внутренних дефектов и дефектов
поверхности, зачистка поверхности, контроль геометрических размеров. Все эти
технологические операции осуществляют как на участке подготовки заготовки, так и
на специализированных участках химической и термической обработки.
Общая технологическая схема подготовки исходного металла к
производству труб показана на рис. 3.3.
3.2. Оборудование для ремонта заготовки
Качество исходной заготовки в значительной мере определяет качество
готовых труб, так как дефекты, имеющиеся на заготовках и слитках, обычно
сохраняются и на готовых трубах. Наружные дефекты заготовки могут
изменять свою форму и значительно увеличиваться в процессе дальнейшей
прокатки. Техническими условиями на трубные заготовки предусматривается
удаление поверхностных дефектов, видимых невооруженным глазом, так как
наружные дефекты, имеющиеся на заготовке, увеличиваются
пропорционально увеличению поверхности трубы, а удаление их с поверхности готовой
трубы ослабляет толщину стенки, поэтому целесообразнее и легче
ремонтировать трубную заготовку, чем прокатанную из нее трубу.
. 49
Наиболее часто встречающиеся дефекты на слитках трубной стали:
поверхностные трещины, завороты, корки, подкорковые пузыри, поверхностные
неметаллические включения, усадочная раковина, рыхлость, плены и др.
Ремонт слитков с удалением поверхностных дефектов производится
стальными щетками, вырубкой пневматическими зубилами и огневой зачисткой.
Допустимая предельная глубина залегания дефектов, подлежащих ремонту,
установлена на заводах в следующих пределах:
Диаметр слитков, мм
345/330
385/370
450/435
547/531
615/600
Глубина залегания дефектов, мм
30
30...35
35...45
до 40
до 45
Катаная или кованая заготовка лишена целого рада дефектов, присущих
слитку.
Поверхностные дефекты трубной заготовки по своему происхождению
разделяются на сталеплавильные (трещины, рванины, плены, неметаллические
включения); дефекты вследствие нагрева (перегрев и вкаты коксика); дефекты
прокатные (закаты, "лампасы", тонкие овальные). Обычно доля дефектов
прокатного происхождения составляет 20...30 % общего количества дефектов.
Ремонт заготовок осуществляется подвесными маятниковыми
шлифовальными станками, вырезкой пороков автогенным резаком или проточкой на
специальных станках, схема которого показана на рис. 3.4.
Рама станка подвешена на подвеске к специальной стойке. На раме
установлен электродвигатель J, который с помощью передачи 4 передает вращение
шпинделю 2 с насаженным на нем абразивным кругом /. Рама с этим
механизмом на подвеске может свободно качаться и поворачиваться на любой угол.
Заготовка 5, подлежа-
щая ремонту,
перемещается вдоль своей оси по
рольгангу 6. Для
тяжелых штанг
предусмотрены дополнительные
подъемные ролики 7,
которые позволяют
вращать заготовку
вокруг своей оси. Подъем
роликов 7
осуществляется пневмоцилиндром
6". Таким способом
можно ремонтировать
любой участок
наружной поверхности
заготовки.
Специальные то-
и^У
Рис. 3.4. Маятниково-шлифовальный станок
50
Таблица 3.3. Способы ремонта слитков и заготовок
Вид дефектов
Размеры дефектов Способ ремонта Характер ремонта Оборудование
Неметаллические включения,
мелкие бугры,
приливы, плены
Песочины,
трешины,
утопления, корочки
и подкорковые
пузыри на
заворотах
Подкорковые
пузыри
Глубина
залегания > 4 мм
Глубина
залегания - 10 мм;
длина > 200 мм
Глубина
залегания от
поверхности слитка до
10 мм
Глубина
залегания до 4 мм
Слиток
Пологая
вырубка
Огневая
зачистка
Контрольная
вырубка одного
слитка от
поддона
Вырубка с трех
сторон в трех
местах по
высоте
Заготовка
Вдоль слитка
8... 10 кратный
развал, поперек
слитка глубина не
более 4 мм
До полного
удаления дефектов
Длина вырубки
не менее 50 мм
при глубине 5...7
мм
До полного
удаления дефекта
Пневматические
зубила
Резаки
автогенные или
газовые
Пневматические
зубила
тоже
Единичные
крупные плены
и трещины
Единичные
мелкие плены,
трещины,
волосовины
В пределах
допуска на
диаметр заготовки,
но не более 3 %
от диаметра
При глубине
залегания
дефектов до 3 мм
Пологая
вырубка
Шлифовка
Отношение
глубины вырубки к
ширине > 1 : 6.
Наибольшая
длина вырубки
определяется
соотношениями:
З0...60ммпри
Z) = 75...160mm;
70...90ммпри
Я =170...270 мм
Полное удаление
дефектов
Пневматические
зубила
Шлифовальные станки с
абразивными кругами
карные станки применяют для проточки заготовки по всей наружной
поверхности.
На заготовке некоторые дефекты (мелкие трещины, волосовины),
находящиеся под слоем окалины, трудно обнаружить, поэтому исходный металл для
получения труб ответственного назначения предварительно травят в растворе
для удаления окалины. Это облегчает осмотр и отбраковку.качественных
заготовок. Глубина вырубки зубилом допускается до 2,5...5% Д» а отношение
глубины вырубки к ширине должно быть не менее 1 : 6.
Для труб ответственного назначения применяют заготовку, полученную
электропшаковым переплавом, при котором загрязнений неметаллическими
включениями почти не возникает. Это позволяет изготавливать трубы с хоро-
51
шей внутренней поверхностью. Трубная заготовка должна иметь точные
размеры. Несоблюдение размеров вызывает увеличение брака при производстве
труб. Значительное уменьшение наружного диаметра заготовки по сравнению
с номинальным или большая овальность приводит к ухудшению условий
захвата заготовки валками прошивного стана, а значительное увеличение Д,,
ухудшает захват заготовки в прошивном стане.
Допускаемые для круглой заготовки отклонения по диаметру колеблются от
1,8% для труб диаметром DT < 90 мм и до 3 % для труб диаметром D < 220 мм.
Способы ремонта слитков и заготовок приведены в табл. 3.3.
3.3. Оборудование для порезки заготовок на мерные длины
Катаную заготовку длиной L = 5...9 м, поступающую в трубопрокатный
цех, укладывают в штабеля с разделением по маркам стали, профилям,
размерам, плавкам.
Перед загрузкой в нагревательную печь заготовку раскраивают на короткие
заготовки, длина которых определяется размерами готовой трубы:
L3 = 4LT(Z>T - Sj)Sj/kD39
где LT, Z)T, 5T - длина, диаметр, толщина стенки трубы; к- коэффициент угара,
равный 0,970...0,995.
Условие безостаточного деления штанг определяется средними
зависимостями:
Lm > n • ЬГт;
/f = L3min/(L,max-L3min),
где Lm - длина штанги; L3mm, L3ma* - минимальная и максимальная длины
заготовки, установленные, исходя из конструктивных особенностей стана; п -
число кратностей.
Раскрой заготовки производится разрезкой прессножницами, ломкой на
гидравлических прессах, разрезкой пилами в горячем или холодном
состоянии (рис. 3.5). Круглую заготовку из углеродистой стали диаметром до
180 мм и квадратную (сторона квадрата до 160 мм) разрезают на мерные
длины в холодном и горячем состоянии на ножницах с профилированными
ножами, один из которых перемещается в вертикальной плоскости (рис.
3.5, а). При резке штанг на ножницах с острыми ножами
неперпендикулярность плоскости торца по отношению к оси заготовки не превышает 5 %, а
смятие профиля составляет менее 10 %.
Штанги из углеродистой и легированной стали диаметром 150...250 мм
ломают на гидравлическом прессе с предварительным надрезом ацетиленовым
пламенем на глубину 20 мм и длиной 60...90 мм (рис. 3.5, б). Торец заготовки
получается ровным и перпендикулярным ее оси. Производительность пресса усилием
8 МН достигает 230 шт/ч. Заготовки диаметром более 250 мм из сталей
различных марок разрезают ацетиленовым пламенем (рис. 3.5, в). Квадратные и
круглые заготовки (диаметром до 250 мм из высоколегированных сталей разрезают в
холодном и горячем состоянии на пилах (рис.3.5, г). В процессе резки
получается качественный торец, строго перпендикулярный оси прокатки, что очень
важно при производстве точных по геометрическим размерам труб.
Однако процесс резки пилой является низкопроизводительным и приводит к
52
?=33s»
и^п
ГП
Ф
и
тгп
Чту
кт*6-
Рис. 3.5. Способы раскроя заготовок
дополнительным потерям металла. Для повьпыения производительности пилы
снабжают двумя режущими дисками, позволяющими одновременно обрезать
две заготовки.
Для порезки штанг применяют также анодно-механическую (рис.3.5, д) и
плазменную резку заготовок, в. основном, из высоколегированных сталей.
Способы деления трубных заготовок на мерные длины приведены в табл. 3.4.
Ножницы с профилированными ножами. Разрезка заготовок осуществляется
сменяемыми ножами, имеющими профилированную режущую часть в
соответствии с диаметром заготовки. Режущие кромки ножей должны быть достаточно
острыми и ножи должны плотно прилегать друг к другу по всей длине их хода.
Верхний суппорт не должен иметь зазоров, чтобы торец заготовки после
разрезки не получился неровным, с заусенцами или со смятым концом, так как это
Таблица 3.4. Способы раскроя трубных заготовок
Диаметр заготовки, мм
до 150
150...250
Более 250
80...270
Квадратная
заготовка
Марка стали
Углеродистая сталь
Углеродистые и
легированные стали
Все марки стали
Спласы и
высоколегированные марки стали
Углеродистые и
легированные стали
Способ раскроя
Резка на ножницах с
профилированными ножами
Ломка на гидравлическом прессе с
предварительным надрезом
ацетиленовой горелкой
Ацетиленовая резка
Ацетиленовая, анодно-
механическая плазменная резка
Резка на пилах в горячем или
холодном состоянии
53
ю и 7г 13 ш
Рис. 3.6. Вертикальные механические пресс-ножницы
ухудшает захват заготовки валками прошивного стана и увеличивает разно-
стенность гильз.
Устройство вертикальных пресс-ножниц показано на рис. 3.6. Разрезаемая
заготовка 3 рольгангом 2 подается до передвижного упора 22, установленного на
требуемую длину. Как только заготовка 3 дошла до упора 22 цилиндром 17
включается кулачковая муфта 16, которая свободно перемещается вдоль оси
коленчатого вала 8. Кулачковая муфта под действием толкателя цилиндра 17
входит в зацепление с кулачками шестерни 9, свободно вращающейся на
коленчатом валу. Шестерня 9 соединяется также со свободно вращающейся на валу
шестерней 11, которая через предохранительную муфту 10 соединяется с
редуктором 12. Таким образом, шестерня 9 через кулачковую муфту 16 передает
вращательное движение коленчатому залу <?, который преобразует вращательное
движение в возвратно-поступательное движение шатуна 7. Шатун 7 передает
поступательное движение верхнему суппорту 5, в котором закреплен с помощью
трех винтов 6 верхний нож 4. Для уравновешивания веса шатуна 7, верхнего
суппорта 5 и подвижного ножа 4 устанавливаются два грузовых
уравновешивающих устройства 20. Внизу под заготовкой 3 строго напротив подвижного ножа 4
установлен на станине нижний подвижный нож /. Подвижный нож 4 давит на
заготовку 3 и происходит, таким образом, порезка заготовки 3.
Возникающие в момент реза заготовки дополнительные динамические на-
54
грузки воспринимаются
маховиком 13, уменьшая тем
самым нагрузку на двигатель 14.
В момент реза три винта 6
служат для установки
подвижного ножа 4 в случае перехода
на другой диаметр заготовки.
При переходе на другую
длину отрезаемой заготовки упор
22 может перемещаться вдоль
оси заготовки при помощи
винта 21, получающего
вращение через цепную передачу
19 и червячный редуктор 18 от
двигателя 15.
На рис. 3.7 представлена
кинематическая схема ножниц
для резки заготовки в горячем
состоянии на ТПА с непре-
Рис. 3.7. Кинематическая схема ножниц для резки за- рЫВНЫМ СТанОМ.
готовок в горячем состоянии на ТПА с непрерывным Нагретая в печи длинная
станом штанга 7 по рольгангу 8
подается до откидывающего упора 10 и останавливается местом реза против
подвижного 6 и неподвижного 9 ножей. Оператор включает электродвигатель i,
который передает вращательное движение через редуктор 2, шарнирный
шпиндель 3 на коленчатый вал 4, который преобразует вращательное
движение шпинделя в поступательное движение шатуна 5 неподвижного ножа б. Нож
6 давит на заготовку и происходит порезка штанги 7. Отрезанная заготовка 7
по рольгангу 8 транспортируется к зацентровщику. Оставшаяся часть
заготовки 7 рольгангом 6* снова транспортируется до откидного упора 10 и процесс
повторяется. Установка откидного упора на заданную длину отрезаемой
заготовки осуществляется винтом //.
Гидравлические прессы для ломки заготовок. При ломке заготовок на
штангах предварительно делают надрезы (обычно ацетиленовым пламенем)
перпендикулярно оси заготовки глубиной 15...20 мм. Штанги задают в пресс по
рольгангу до упора, устанавливаемого на необходимую длину заготовок, причем
штангу располагают таким образом, чтобы надрез находился со стороны,
противоположной движущейся рабочей траверсы с ножами. Нож, имеющий форму
трехгранной призмы, давит на штангу, которая опирается на две неподвижные
опоры строго по сечению с надрезом. По этому сечению происходит ломка
заготовки; ее торец получается ровным и перпендикулярным оси заготовки.
Пилы роторные дисковые применяют для резки горячего проката крупных
сечений (квадрат 200x200... 300x300 мм, круг 200...350 мм) из углеродистых и
легированных сталей.
Диск пилы диаметром 2000...2500 мм, толщиной Ю...12 мм вращается со
скоростью 50... 100 м/с, шаг зубьев 50... 100 мм. Его подвергают закалке при
нагреве токами высокой частоты и отпуску на специальной установке. Время
резания металла составляет 0,2...0,3 с. Цикл одного резания 5...8 с, вместо
55
15...20 с при резании салазковыми пилами. Производительность роторых пил
значительно выше, чем салазковых.
3.4. Оборудование для зацентровки трубной заготовки
Для уменьшения разностенности переднего конца гильзы и улучшения
условий захвата заготовки валками прошивного стана в практике трубного
производства широко применяется центровка заготовки. Центровка переднего торца
заготовки осуществляется следующими способами: сверлением на токарном
станке, выдавливанием отверстия на заготовке. Наибольшее распространение
получил способ центровки заготовки в горячем состоянии, осуществляемый в
технологическом потоке пневматическими зацентровщиками двух типов.
Машинами первого типа центровка производится путем накернивания, т.е.
несколькими ударами бойка. Машинами второго типа центровка заготовки
осуществляется одним ударом бойка с большой скоростью, что обеспечивает
получение отверстия в торце заготовки диаметром до 30 мм и глубиной до
35 мм.
Схема зацентровщика такого типа показана на рис. 3.8. Заготовка 4
подходит к зацентровщику 7, засвечивает фотореле, которое через
электропневматический дистрибьютер включает пневматический цилиндр 6 устройства 5,
которое прижимает заготовку 4 к холостому ролику 3. Одновременно подается
сжатый воздух в полость цилиндра зацентровщика. Боек 2 давлением воздуха
перемещается влево, приобретая значительную кинетическую энергию,
которой оказывается достаточно для того, чтобы сделать углубление в торце
заготовки 4, а также удалить заготовку из под прижимного устройства. Всле& за
этим отключается цилиндр прижимного устройства 5 и боек 2 возвращается в
исходное положение. На рис. 3.9 (см. стр. 58 - 59) представлены общие виды и
разрезы пневматического зацентровщика (конструкция АО ЭЗТМ и МИСиС),
у которого в качестве устройства для зажима заготовки применен трехрычаж-
ный центрователь с консольными роликами. На одной из осей рычага центро-
вателя закреплен кулачок, размещенный под ближайшим рычагом
выбрасывателя. Такая конструкция позволяет при широком сортаменте заготовок
по диаметру точно и автоматически совмещать их ось с продольной
осью пневматической пушки, так как центрователь при захвате очередной за-
Рис. 3.8. Схема зацентровщика заготовок
56
готовки своими кулачками осуществляет одновременно подъем рычагов
выбрасывателя, а эти рычаги приподнимают с роликов заготовку, выводя ее на
ось центрирования. После операции зацентровки заготовка выталкивается из
рычажного центрователя толкателем, закрепленным на стволе пневмопушки,
благодаря чему полностью исключается застревание бойка пневмопушки в
металле заготовки. Все это обеспечивает высокую точность зацентровки,
достаточное быстродействие механизма и позволяет сократить время при
переходах на прокатку заготовок другого диаметра.
Устройство для зацентровки заготовок содержит подводящий рольганг 1,
выбрасыватель 2 с встроенными рычагами 3 между роликами рольганга и
пневматическую пушку 4. Между рольгангом и пневматической пушкой
размещен трехрычажный центрователь с консольными роликами 5. На оси б
рычажного центрователя закреплен кулачок 7 так, что он находится под
ближним к центрователю рычагом 8 выбрасывателя. На стволе 9
пневмопушки 4 параллельно оси закреплен толкатель 10, представляющий собой
пневмоцилиндр 11, на штоке которого установлен упор 12, этот упор
размещен в прорези шайбы 13 ствола 9 пневмопушки. Особенностью конструкции
центрователя заключается в том, что центрирующие ролики 5 выполнены
консольно с внешней стороны корпуса 14. Это позволяет зажимать заготовку
непосредственно у ее торца, благодаря чему достигается высокая точность
центрирования.
Работа зацентровщика данной конструкции осуществляется следующим
образом. Заготовка по рольгангу 1 подается к пневматической пушке 4 до
упора в шайбу 13. При включении пневмоцилиндра 15 рычаги 16
центрователя сводятся для зажатия заготовки. Одновременно с движением рычагов 16
центрователя, поворачивается кулачок 7, который, воздействуя на один из
рычагов 5 выбрасывателя 2, поднимает их вместе с заготовкой над роликами
рольганга 1 до совмещения оси заготовки с осью бойка 17. При включении
пневмопушки за счет энергии, развиваемой бойком, выбивается отверстие. В
то же время подается воздух в пневмоцилиндр 11. Как только произойдет
зацентровка заготовки,раскрываются рычаги 16 центрователя и заготовка
толкателем 10 выбрасывается за его пределы на рольганг 1. Затем
зацентрованная заготовка выбрасывается к прошивному стану, а в механизм подается
очередная заготовка и цикл повторяется. АО ЭЗТМ совместно с МИСиС
разработана новая конструкция зацентровщика на базе трехвалкового стана
винтовой прокатки.
Глава 4
СТАНЫ ДЛЯ ПРОШИВКИ ТРУБНОЙ ЗАГОТОВКИ
Прошивные станы являются составным элементом трубопрокатных
агрегатов для производства горячекатаных труб. На них осуществляется
превращение сплошной заготовки в полую гильзу. Для этой цели используются станы
поперечно-винтовой прокатки и пресс-валковые станы.
Наиболее широкое распространение в обработке металлов давлением
получили станы поперечно-винтовой прокатки. Они применяются не только для
прошивки заготовки, но и для различных других технологических операций.
57
Классифицируются такие станы по следующим наиболее характерным
особенностям:
- по назначению: прошивные, раскатные, элонгаторы, риллинги,
расширители, калибровочные;
- по кинематической схеме (расположению валков): с подачей заготовки за
счет перекоса валков, с подачей заготовки за счет смещения оси прокатки
(симметричное или несимметричное расположение валков);
- по способу расположения валков в стане: с углом раскатки а = 0 (бочко-
1J 12 17 Ю 11
58
видные), с углом раскатки а > 0 (чашевидные), с углом раскатки а < 0
(грибовидные);
- по числу рабочих валков и виду направляющего инструмента:
двухвалковые с направляющими линейками, роликами, дисками (приводными или
неприводными), диск-линейкой, трехвалковые (без направляющего
инструмента);
- по типу привода: групповой и индивидуальный. И в том и другом случае
могут использоваться электродвигатели постоянного и переменного тока;
- по способу изменения угла подачи: за счет поворота барабанов с валками
(угол раскатки не изменяется), за счет поворотной планшайбы (угол раскатки
изменяется) и без регулирования угла подачи;
- по схеме перевалки рабочих валков: с извлечением барабанов после снятия
крышки, с извлечением барабанов при откинутой крышке, с извлечением
кассет из барабанов через крьипку станины и с разборкой валковых узлов
непосредственно в рабочей клети;
- по схеме выходной стороны: с осевой и боковой выдачей гильзы и с вне-
становым извлечением стержня.
Кинематическая схема станов поперечно-винтовой прокатки прежде всего
определяется способом подачи заготовки в осевом направлении: в одних
станах это достигается за счет перекоса валков на угол подачи (рис. 4.1, а) в
других - за счет смещения оси прокатки относительно оси дисков (рис. 4.1, б).
Станы первого типа в зависимости от направления угла раскатки бывают
трех типов. При положительном угле раскатки диаметр валков по ходу
прокатки возрастает (такие валки называют грибовидными); при отрицательном
угле раскатки диаметр валков уменьшается (чашевидные валки). Если угол
раскатки равен нулю, то валки называют бочковидными.
Станы второго типа (дисковые станы) распространены значительно реже и
могут быть двух видов - с симметричным и несимметричным расположением
валков.
/« 7 S 16
Рис. 3.9. Пневматический зацентровщик с трехрычажным зажимом
59
Рис. 4.1. Схемы станов поперечно-винтовой прокатки:
а - валковые станы с перекосом валков на угол подачи с положительным, отрицательным и
нулевым углами раскатки; б - дисковые станы с несимметричным и симметричным очагами
деформации
Прошивку заготовки квадратного сечения, в том числе непрерывной
разливки, осуществляют на пресс-валковом стане. Кинематическая схема такого
стана аналогична двухвалковым станам продольной прокатки с одним
калибром на рабочих валках.
4.1. Двухвалковые прошивные станы
Самое широкое распространение для прошивки заготовок получили
двухвалковые станы поперечно-винтовой прокатки валкового типа (бочковидные,
грибовидные, чашевидные).
Основным деформирующим инструментом прошивного стана является
оправка и валки, вращающиеся в подшипниках, установленных в станине
рабочей клети. В качестве вспомогательного (направляющего) инструмента
используют неподвижные линейки, ролики, приводные и неприводные диски.
Оборудование, предназначенное для вращения валков, а также для
восприятия возникающих при пластической деформации (обжатии) металла, усилий и
крутящих моментов, составляет рабочую линию стайа.
Привод рабочих валков может осуществляться двумя способами.
Наибольшее распространение получил групповой привод, когда момент прокатки от
двигателя передается через шестеренную клеть, которая одновременно снижает
частоту вращения вала двигателя до нужного уровня. Шестеренная клеть
связана с рабочей клетью шпинделями с шарнирными муфтами. Другой способ -
индивидуальный привод валков, когда каждый валок приводится во вращение
от своего двигателя. Достаточное распространение групповых приводов
объясняется наличием в них жесткой кинематической связи между валами,
которую обеспечивает шестеренная клеть, компактностью привода и меньшей
мощностью по сравнению с суммарной мощностью электродвигателей
индивидуальных приводов.
Станы винтовой прокатки до 60-х годов проектировали на небольшую
производительность, электродвигатели имели сравнительно малую мощность,
установка углов подачи в них не превышала 10... 12°. В таких станах
применение группового привода было оправдано. Кроме того, при прошивке
заготовок из нержавеющих и высоколегированных сталей необходима достаточно
60
точная синхронизация скоростей валков (с точностью до 1 %) -
рассогласование скоростей может привести к появлению плен и трещин на поверхности
гильзы.
В современных станах винтовой прокатки с мощными электродвигателями
целесообразно применять индивидуальный привод. Особенно рациональна
установка таких приводов при работе станов на больших углах подачи. В этом
случае проще обеспечивается равномерность скоростей вращения рабочих
валков при небольших (до 8... 10°) углах перекоса в шарнирных муфтах.
На рис. 4.2 представлены рабочая линия и состав оборудования прошивного
стана.
Положение привода в прошивных станах определяется конструктивными
особенностями клети и прежде всего наличием угла раскатки.
В станах с бочковидными валками, в которых отсутствует угол раскатки,
привод может быть размещен как на входной стороне, так и на выходной.
Однако с точки зрения удобства обслуживания стана, а также рационального
размещения оборудования, предпочтительнее расположение привода на
входной стороне. Наличие углов раскатки ограничивает выбор положения привода
валков. В станах, имеющих угол раскатки, шпиндельные устройства
соединяются с рабочими валками со стороны больших подшипниковых опор. Этим
обусловлено положение главного привода на выходной стороне стана с
грибовидными валками, что затрудняет обслуживание из-за отсутствия свободного
доступа к очагу деформации.
В станах с чашевидными валками более рациональным является
расположение оборудования и более удобное его обслуживание. Привод, размещенный
на входной стороне, можно оборудовать более мощным, чем в бочковидных
станах шпиндельными устройствами; на выходной стороне открывается
свободный подход к рабочей клети, благодаря чему появляется возможность
быстрой смены рабочего инструмента и упрощается настройка стана.
Особенность установки приводов прошивных станов состоит в том, что оси
валов шестеренной (редуктора) и рабочей клетей расположены в различных
плоскостях. Такое расположение привода вызывает, как правило,
неравномерность угловых скоростей шпинделя (вала, предназначенного для передачи
вращения от шестеренной клети, редуктора и электродвигателя) и рабочих
валков стана.
Практически во всех групповых приводах станов поперечно-винтовой
прокатки в шестеренных клетях применяются зубчатые передачи шевронного типа.
Опыт эксплуатации таких шестеренных клетей показал, что при работе
интенсивно изнашиваются и ломаются зубья только одной части шестерни и
колеса (со стороны электродвигателя). Другая же половина шестерни и колеса
практически не изнашивается. Это объясняется тем, что под действием осевых
усилий (достигающих 25...35 % от общего усилия металла на валок) в системе
валок - кассета - барабан - станина, вследствие зазоров, валок смещается в
сторону шестеренной клети или редуктора.
Радикальным средством повышения работоспособности шестеренной клети
и шпиндельных устройств является создание рабочих клетей, в которых бьшо
бы исключено осевое перемещение рабочих валков. Улучшить условия рабо-
тышестеренных клетей существующих прошивных станов можно применением
в этих клетях косозубых передач. В этом случае обеспечивается нормальная ра-
61
Рис. 4.2. Рабочая линия прошивного стана с индивидуальным приводом и осевой выдачей гильз.
У - двигатель главного привода; 2 - шпиндель; 3 - грузовое уравновешивание шпинделей; 4 -
наклонная решетка; 5 - приемный желоб; 6 - вталкиватель; 7 - рабочая клеть; 8 - выходная сторона;
9 - транспортный рольганг
бота зубчатых передач независимо от величины осевых усилий прокатки.
Работоспособность шпиндельных устройств в таких станах повысится, если
использовать такую конструкцию уравновешивающего устройства, которая
компенсирует массу шпинделя, а также увеличить нагрузочную способность
шпинделей. Все это достигается при чашевидной схеме прокатки.
Применение косозубой передачи повышает производительность клети в
4...5 раз.
Большое распространение в прокатном производстве получили
универсальные шпиндели с шарниром трения скольжения, отличающиеся высокой
прочностью шарнирных элементов и компактностью. Однако из-за больших
удельных давлений в подшипниках и отсутствия совершенных средств подачи
смазки такие шарниры быстро изнашиваются. Частая замена бронзовых
вкладышей приводит к простоям, а следовательно, к снижению производительности
оборудования. Кроме того, работа на шпинделях с подшипниками скольжения
сопровождается резким ухудшением динамической характеристики привода и
стана в целом. Эти недостатки универсальных шпинделей усугубляются при
высоких скоростях работы, характерных для современных прокатных станов.
На АО ЭЗТМ с участием МИСиС разработана конструкция шпиндельных
устройств на подшипниках качения для прокатных станов, отличающихся от
известных следующими особенностями: углы перекоса шарнирных муфт могут
быть практически любыми; стойкость подшипниковых узлов достаточно
высока; шпиндели легко и быстро соединяются с прокатными валками; в
подшипниковых узлах хорошо удерживается смазка; конструкция хорошо
центрируется и проста в эксплуатации.
Большая грузоподъемность подшипниковых узлов достигается благодаря
рациональной конструкции шарнирных муфт; подшипниковые узлы
расположены у наружной поверхности муфты, благодаря чему удается установить
мощные подшипники. Шпиндельные устройства состоят из двух шарнирных
муфт, промежуточного вала и двух фланцев, один из которых соединяется с
валом прокатного валка, а второй - с валом шестеренной клети. Шарнирная
муфта состоит из двух полумуфт и, цельной крестовины и четырех
подшипниковых узлов.
Важным конструктивным элементом в шпиндельных устройствах на
подшипниках качения является соединение шарнирных муфт с фланцами;
центрирование осуществляется при помощи клинового устройства (рис. 4.3),
состоящего из пальца 7, который входит в отверстие муфты 2 и фланца 3, клина
4, врезанного в палец, пружин 5 и гайки б. Такая конструкция позволяет
упростить и ускорить операции соединения шпиндельных устройств и прокатных
валков.
Известно несколько способов соединения полумуфт и фланцев шпинделей с
валками: шпоночное, шлицевое, четырехгранное, по прессовой посадке и др.
Результаты промьшшенной эксплуатации показали, что пшицевые соединения
при работе быстро изнашиваются, а четырехгранное соединение трудно
осуществить и отцентрировать.
Более рациональным является соединение со срезанными лысками или
шпоночное. Они обеспечивают надежную центровку деталей, просты в
изготовлении и имеют высокую работоспособность.
Для прошивных станов применяют двухвалковые рабочие клети с
регулируемым углом подачи. Необходимость в изменении угла подачи диктуется
63
большим разнообразием размеров прокатываемых труб, а также их
материалом. Возможность изменения угла подачи позволяет выбирать наиболее
рациональные режимы деформации, облегчает настройку стана при естественном
износе рабочих валков. В настоящее время рабочие клети даже для станов со
сравнительно узким сортаментом делают с регулируемым углом подачи,
причем область используемых углов подачи непрерывно расширяется. Если рань-
ше для прошивки использовали углы подачи, близкие к 9... 10°, то сейчас
применяют 11... 12°, а иногда они достигают 14... 15°. Соответственно пределы
возможного регулирования в современных рабочих клетях доходят до 17...20°,
тогда как раньше они не превышали 12... 15°. Регулирование угла подачи
осуществляется барабанами, в расточках которых закладывают валки с
подушками. Диаметр барабанов по существу определяет габаритные размеры
рабочей клети.
Диаметр рабочих валков, которые определяют габаритные размеры
барабанов, рассчитывают, прежде всего исходя из прочностных характеристик.
Однако значительное влияние на выбор диаметра валка при проектировании новых
станов оказывают условия
захвата заготовки "и износостойкость
валков.
В зависимости от
максимального диаметра dmax используемой
заготовки размеры бочки валка
можно определить по следующим
зависимостям: диаметр бочки
валка D = 3rfmax + C50...450) мм;
длина бочки валка L =
@,55...0,7)Z>.
Широкое распространение
получили рабочие клети, в которых
каждый рабочий валок закреплен
в специальной кассете,
установленной в плоских направляющих
барабана. В барабане
смонтирован также механизм перемещения
кассеты с рабочим валком,
включающий нажимной винт и
привод. Перевалка рабочих валков
осуществляется через проемы в
крышке без разборки клети. Для
этого барабаны поворачивают и
устанавливают валки с кассетой
вертикально, затем валок с
кассетой краном извлекается из клети.
Вращение нажимному винту
передается от электродвигателя
через зубчатую муфту и кониче-
ско-червячные редукторы,
которые, как и электродвигатель,
л-л
шищ
Рис. 4.3. Клиновое устройство
64
крепят на внешних торцах барабана. Уравновешивающие тяти своими
головками входят в пазы кассеты и прижимают кассету к нажимным винтам с
помощью тарельчатых пружин. Привод поворота барабана состоит из
электродвигателей и червячных редукторов, установленных на фундаментной плите
вне клети и соединенных между собой через зубчатую муфту. Наличие
зубчатых муфт на приводе поворота барабанов и перемещения валков позволяет
осуществлять необходимые операции как раздельно, так и попарно.
Для указания величины раствора валков служат сельсин-датчики и сельсин-
приемники, установленные на пульте управления.
В специальных проемах крышки станины установлены два механизма стопо-
рения барабанов, удерживающих их от разворота в результате возникающих при
прокатке усилий (особенно в момент захвата заготовки и окончания процесса
прошивки). Механизм стопорения барабана состоит из корпуса, на котором
шарнирно установлен пневмоцилиндр. На его шток насажен клиновой кулачок,
который воздействует на ролики, расширяющие шарнирную систему, связанную
с башмаком. Отжатие башмака осуществляется подпружиненными тягами,
прикрепленными другим концом к крышке станины после выхода кулачка из
роликов. В результате применения шарнирно-клиновой системы давление на башмак
значительно превышает усилие, развиваемое пневмоцилиндром.
Конструкция механизма запирания крышки с фиксированием барабана с
валками представлена на рис. 4.4, а, б.
Механизм установки линеек состоит из нижнего стула с линейкодержателем
и перемещаемой верхней траверсой с линейкодержателем верхней линейки. На
трапецеидальный выступ нижнего стула устанавливают вводную и выводную
проводки, которые крепят соответственно с помощью винта и клиньев.
Траверса с верхней линейкой перемещается в вертикальном направлении в
пазах крышки станины механизмом, состоящим из двух винтов, закреплейных
концами в траверсе и приводимых во вращение электродвигателями через
червячные редукторы, ступица червячных колес которых одновременно является и
гайкой винтов.
Крепление верхнего линейкодержателя к траверсе и верхней линейки к ли-
нейкодержателю производится шарнирными механизмами и укрепляется через
тяги гайками на верхней площадке траверсы.
На АО ЭЗТМ совместно с МИСиС разработана рабочая клеть новой
конструкции, которая позволяет в широком диапазоне варьировать углы подачи,
обеспечивает надежное стопорение барабанов и крепление рабочих валков,
обладает высокой жесткостью. Принципиальные конструктивные особенности
рассматриваемой рабочей клети заключаются в следующем:
- из конструкции исключены кассеты и их роль выполняют барабаны, в
цилиндрических расточках которых жестко монтируются подушки с валками;
такое исполнение узла барабана значительно упрощает конструкцию клети и
ее изготовление, а также полностью исключает какое-либо перемещение
рабочих валков относительно барабанов, благодаря чему повышается жесткость
клети и работоспособность главного привода стана;
- для изменения раствора валков и восприятия радиальных усилий
прокатки предусмотрены механизмы, имеющие по одному нажимному винту на
каждый барабан;
- перевалка рабочих валков осуществляется совместно с барабанами при
откинутой крышке станины.
65
2485
Рис. 4.4. Механизм запирания крышки (а) с фиксированием барабана валка (б):
1 - засов; 2 - пневмоцилиндр перемещения засова; 3 - тяга; 4 - эксцентриковый вал; 5 - рычаг;
6 - пневмоцилиндр поворота эксцентрикового вала; 7 - пружина; 8 - винт регулировочный;
9- планки прижимные; 10- пружина; 11 - шпилька; 12 - кассета
66
рабочая клеть имеет два рабочих валка диаметром в пережиме до 400 мм.
Конструкция клети обеспечивает синхронное перемещение рабочих валков
относительно оси прокатки, синхронное изменение углов подачи. В клеть
можно устанавливать грибовидные, чашевидные и бочковидные валки при
изменении угла подачи валков до 30°, а также предусмотрено специальное
устройство, позволяющее синхронно изменять углы подачи в процессе работы.
Рабочая клеть включает узел станины, два барабана с рабочими валками,
механизм синхронного поворота барабанов, механизм синхронного сведения и
разведения валков, механизм установки верхней линейки. Барабаны
Предназначены для изменения углов подачи. Ось поворота барабанов
перпендикулярна оси прокатки. Барабаны могут перемещаться также в расточках станины
параллельно своей оси, благодаря чему обеспечивается изменение расстояния
(раствора) между валками. Для повышения жесткости и упрощения
конструкции барабан и кассета совмещены в один узел. На поверхности барабанов у
хвостовой части имеются выточки, в которые установлены зубчатые венцы. В
передней части барабана в цилиндрических расточках с помощью планок и
болтов, крепится узел валка, который состоит из бочки и вала. По обеим
сторонам бочки на валу устанавливаются подушки с вмонтированными в них
двухрядными коническими подшипниками качения. С одной стороны подушки
зафиксированы, с другой - могут свободно перемещаться в осевом
направлении относительно барабана для компенсации теплового расширения. С одной
стороны уплотнение подшипников лабиринтное, бесконтактное, с другой -
севанитовое. В лабиринты через отверстия в подушках периодически подается
густая смазка. Через такие же отверстия смазка подается в подшипники.
Механизм поворота барабанов предназначен для синхронного вращения барабанов
(изменения угла подачи) во время настройки стана и при работе.
В клети предусмотрено синхронное сведение и разведение валков от одного
привода.
Новые конструкции двухвалковых рабочих клетей разработаны для
различных станов винтовой прокатки на базе рассмотренной выше конструкции.
Рабочая клеть (рис. 4.5) включает два узла барабанов с валками, узел
станины, механизм откидывания крышки, два механизма установки валков, два
механизма поворота барабанов, механизм установки верхней линейки, механизм
перехвата стержня. Барабаны 1 одновременно являются и кассетами, так как
непосредственно в их расточках устанавливаются и жестко крепятся узлы
валков 2. Для откидывания крышки 3 станины 4 при перевалке валков 2 в станине
установлены два гидроцилиндра 5, штоки которых шарнирно соединены с
крышкой. Чтобы предохранить узел станины от истирания и облегчить
поворот и перемещение барабанов, в станине и в крышке предусмотрены
направляющие планки, расположенные под углом 45°. Каждый барабан снабжен
механизмом осевого перемещения для изменения раствора между валками и
механизмом поворота валков на угол подачи. Механизм осевого перемещения
включает нажимной винт 6 с гайкой 7 и привод. В свою очередь, привод
выполнен из червячного редуктора 8 и электродвигателя (они крепятся к торцу
станины). Механизм поворота барабана состоит из шестерни 9 и
механического привода, установленного отдельно от клети.
Оригинальную конструкцию имеет механизм установки верхней линейки.
Он состоит из двух цилиндрических направляющих колонн /0, установленных
67
?
Рис. 4.5 Рабочая клеть прошивного стана
//
Рис. 4.6. Рабочая клеть прошивного стана с приводными направляющими дисками: 1 -
диски; 2 -валки
через втулки в расточках крышки станины. Между собой колонны жестко
соединены в верхней части траверсой 7/, а нижней - линейкодержателем 12. Для
перемещения линейкодержателя с колоннами и траверсой предусмотрены два
нажимных винта с гайками. Вращение нажимных винтов осуществляется
колесами червячных редукторов, имеющих с винтами шлицевое соединение. В свою
очередь, приводом червячных редукторов служит электродвигатель.
Клеть выполнена универсальной: в ней можно устанавливать бочковидные,
грибовидные и чашевидные валки.
Учитывая преимущества процесса прокатки в стане с неприводными
направляющими дисками разработана конструкция рабочей клети, позволяющая
установить вместо линеек диски.
Рабочие клети с направляющими дисками разработаны для прокатки в
области больших углов подачи заготовок диаметром 30... 100 мм (диски
диаметром 600 мм) и 80... 160 мм (диски диаметром 1300 мм). Опыт эксплуатации
таких клетей в составе различных агрегатов показал их высокую надежность и
работоспособность.
Фирмой "Mannesmann - Demag - Меег (МДМ)" разработана и широко
используется в составе различных трубопрокатных агрегатов двухвалковая
рабочая клеть с направляющими дисками. Особенностью конструкции (рис. 4.6)
является вертикальное расположение валков 1 и горизонтальное - направляющих
дисков 2 диаметром более 2 м. Механизмы перемещения 5 рабочих валков 1
расположены на крьппке 4 и нижней части станины 5. Вертикальное
расположение рабочих валков улучшает условия монтажа направляющих дисков, об-
69
Таблица 4.1. Характеристика двухвалковых клетей прошивных станов
Параметры
Диаметр валка, мм
Длина бочки валка, мм
Диаметр барабана, мм
Диаметр заготовки, мм
Угол подачи, град
Частота вращения валков,
мин
Мощность двигателя, кВт
Передаточное отношение
в шестеренной клети
Межосевое расстояние
шестеренной клети, мм
Скорость перемещения
нажимного винта, мм/с
Скорость перемещения
линеек, мм/с
Скорость поворота
барабана, град/с
Расчетное давление, кН:
радиальное
осевое
Крутящий момент, кН • м
Станы АО Уралмашзавод
140
850
500
1800
150
<12
100...180
1325
2,0
900
1,8
3,4
0,26
800
200
110
250
1050
650
2250
250
<12
62... 125
1850
2,0
1300
2,0
4,2
0,32
1500
350
250
400
Гзоо
760
2600
350
<12
55...110
3680
2,0
1500
2,0
4,0
0,16
2500
500
500
Станы АО ЭЗТМ
140
900
600
1300
150
<20
180
2000
2,8
1000
1,8
2,5
0,65
1200
300
200
250
1000 *
600
1800
250
<12
90... 160
3600
2,7
1300
3,07
1,97
0,55
1300
400
250
легчает размещение индивидуальных приводов валков, позволяя компактно
разместить шпиндели, редукторы и главные двигатели.
Прошивной стан такого типа установлен на агрегате с непрерывным станом
завода фирмы "Mannesmann ~ Rehren - Werke" в г. Мюльгейме (Германия) и
поставлен фирмой "МДМ" многим заказчикам. Основные параметры этого
стана: максимальный диаметр рабочих валков 1150 мм, привод каждого валка
осуществляется от электродвигателей постоянного тока мощностью 6000 кВт,
диаметр направляющих дисков 2000 мм.
Техническая характеристика клетей отечественного производства
представлена в табл. 4.1.
4.2. Входные и выходные стороны прошивных станов
Входная сторона прошивного стана предназначена для приема заготовки,
совмещения ее с осью прокатки, задачу заготовки в рабочую клеть и
ограничения биения заготовки в процессе прокатки.
Основным оборудованием входной стороны прошивного стана является
передний стол, на который во время прокатки воздействует температура, вода,
окалина и знакопеременные ударные нагрузки, возникающие в результате уда-
70
быстро вращающегося заднего конца заготовки. Поэтому конструкция
Р а должна быть простой, он должен обладать высокой жесткостью, центри-
вать заготовку и воспринимать ударные нагрузки. Кроме того, положение
ггола должно регулироваться по высоте. Как правило, в прошивных станах
меется передний стол с червячным механизмом регулировки по высоте,
состоящий из рамы, расположенной в двух стойках, в которых установлены
механизмы ее подъема. Рама выполнена в виде металлической коробки, верхняя
часть которой облицована стальными пластинами, образующими приемный
желоб, на который падает заготовка. Механизм подъема состоит из двух
червячных редукторов и двух гаек с винтами, головки которых снизу упираются в
раму стола. Такая конструкция переднего стола имеет ряд существенных
недостатков, а именно: редукторы и двигатели механизма подъема
расположены внизу под желобом и постоянно подвергаются воздействию воды и
окалины, которые забивают винтовые пары привода, а также выводят из строя
электродвигатель; пластины износа под воздействием высоких температур и трения
о вращающуюся заготовку быстро изнашиваются и коробятся; интенсивно
изнашиваются и направляющие в стойках и раме под действием окалины и
знакопеременных ударных нагрузок.
На рис. 4.7, а, б показан общий вид и разрезы переднего стола. Для подъема
желоба вместо винтов применен эксцентриковый механизм, что упростило
конструкцию и уменьшило габариты стола. В состав переднего стола входят
опорные стойки 1, подъемный желоб 2 и эксцентриковый механизм
регулирования положения желоба по высоте. Подъемный желоб 2 представляет собой
жесткую раму, в которую установлены чугунные литые вставки 3 и проводка 4.
На раме также смонтирован механизм открывания проводок и задерживания
заготовок. Этот механизм состоит из рычагов 5, жестко связанных общим
валом 6, привода 7 и ограничителя 8. Конструкция механизма выполнена таким
образом, что торцы рычагов в опущенном состоянии (во время прошивки)
преграждают путь заготовке. Нижняя сторона рычагов механизма в
опущенном состоянии образует с желобом замкнутый контур, обеспечивая
центрирование заготовок. К достоинствам этого механизма относится простота
конструкции и возможность установки его непосредственно у желоба, что в
большинстве случаев позволяет сократить время подачи заготовок в стан.
Эксцентриковый механизм включает два вала 9 с эксцентриками 10, покоящимися в
подшипниках 11, которые вмонтированы в стойки 1; на концы валов 9
насажены рычаги 12 и 13, шарнирно связанные между собой тягой 14. Поворот
валов с эксцентриками, а следовательно, подъем или опускание стола 2
производится с помощью пневмопривода 15, шток которого шарнирно связан с
рычагом 13. Эксцентриковым механизмом осуществляется только перемещение
стола по высоте. Для фиксирования положения желоба применены мерные
сменные прокладки 16, устанавливаемые между столом и стойками в момент
подъема стола. На эти прокладки опирается желоб и во время работы стана.
Каждый эксцентрик в механизме регулирования положения стола вьшолнен
составным, т.е. из собственно эксцентрика 10, изготовленного совместно с
валом, и кольца 17, между которыми находятся бронзовые втулки 18. Такая
конструкция эксцентрика позволяет заменить трение скольжения между столом и
эксцентриком трением качения.
Применительно к прошивному стану трубопрокатного агрегата 50-200
разработана другая конструкция стола, которая имеет следующие особенности:
71
72
А-А
<3
6-6
10 18 17
Рис. 4.7. Передний стол с аксцентриковым механизмом прошивного стана ТПА 140
Рис. 4.8. Передний стол с эксцентриковым механизмом и опорными подушками
прошивного стана ТПА 20-200
подъем и опускание приемного желоба для совмещения оси заготовки с осью
прошивки осуществляется путем его поворота относительно оси,
расположенной на некотором расстоянии от оси прокатки; опорой желоба служат ось
качания желоба и подушки эксцентрикового механизма; стол снабжен
механизмом выбрасывания заготовок из желоба, которые по каким-либо причинам не
прокатали на стане.
На рис. 4.8 показана такая конструкция стола, который состоит из
массивного желоба 1 со сменными чугунными вставками 2, оси качания, механизма
регулирования желоба по высоте, механизма открывания проводок и
механизма выбрасывания заготовок. Желоб опирается на подушки 4, закрепленные на
эксцентриках 5, которые свободно поворачиваются относительно подушек.
Эксцентрики размещены на валу б, опирающемся через втулки и подшипники
скольжения на стойку 8, являющуюся опорой и для оси 3 качания желоба 1.
Вращение эксцентриков при изменении высоты желоба осуществляется через
опорный вал 6 от привода, состоящего из коническо-цилиндрического
редуктора и электродвигателя с тормозом. Для устранения вибраций желоба при
работе стана подушка снизу прижимается к желобу с помощью планок 12, а
для облегчения перемещения желоба относительно подушек при повороте экс-
74
центрика к подушкам прикреплены бронзовые прокладки 13. Механизмы
открывания проводок и выбрасывания непрокатанных заготовок смонтированы
На оси 14, которая установлена на качающемся желобе 7. Приводом этих
механизмов является пневмоцилиндры.
Достоинством разработанной конструкции являются ее высокая жесткость и
компактность.
На рис. 4.9 показана еще одна разновидность качающегося стола,
разработанная для прошивного стана ТПА140. В ее конструкции полностью
отсутствуют какие-либо плоские направляющие и плоские опоры скольжения, taK как
желоб смонтирован с одной стороны на оси качания, а с другой - на криво-
шипно-коромысловом механизме, коромыслом которого является сам
приемный желоб, а кривошипом - приводной коленчатый вал, размещенный вдоль
оси прокатки и соединенный с приемным желобом шатунами. Конструкция
такого переднего стола включает качающийся желоб 7, опирающийся через
подшипниковые узлы 2 на стойку 3 и через шарнирные соединения 4 на
шатуны 5; другие концы шатунов 5 смонтированы на коленчатом приводном валу 6>
установленном на стойке 3 в подшипниковых узлах 7. Приводом механизма
подъема желоба 7 является редуктор 8 и электродвигатель 9 с тормозом 10,
75
Рис. 4.10. Схемы расположения оборудования прошивных станов с боковой (а) и осевой (б)
выдачей гильз:
/ - главный двигатель; 2 - шестеренная клеть; 3 - главный шпиндель; 4 - заталкиватель;
5 - приемный желоб; 6 - рабочая клеть; 7 - стержень с оправкой; 8 - центрователь;
9 - механизм перехвата стержня; 10 - сбрасыватель трубы; 11 - упорный подшипник;
12 - механизм отвода стержня; 13 - отводящая решетка; 14 - выдающие ролики; 15 - упор-
но-регулироаочный механизм; 16 - отводящий рольганг
Одной из основных операций на выходной стороне прошивного стана
является снятие гильзы со стержня оправки. Наибольшее распространение
получили выходные стороны с боковой и с осевой выдачей гильзы (рис. 4.10).
При боковой выдаче гильзы, после окончания процесса прокатки стержень
отводится в заднее крайнее положение, а гильза сбрасывателями убирается с
линии прокатки на решетку.
В современных отечественных станах применяют осевую выдачу гильзы. В
этом случае после окончания процесса прокатки стержень удерживается в
рабочем положении специальными механизмами перехвата, а гильза снимается
со стержня .выдающими роликами и поступает на отводящий рольганг. На
выходной стороне независимо от схемы выдачи гильз установлены роликовые
центрователи стержня, которые поддерживают и центрируют стержень в
процессе прошивки заготовки. По мере подхода переднего торца гильзы ролики
центрователя разводятся так, что между ними проходит гильза. В таком
положении центрователи превращаются в роликовые проводки. Закрываются и
открываются центрователи при помощи пневмоцилиндров.
Для малых и средних прошивных станов применяются трехроликовые
центрователи, для больших - четырехроликовые. При боковой выдаче гильз цен-
троватетели отличаются тем, что они после прокатки раскрываются для
выдачи гильз.
Существенным недостатком этой схемы являются большие потери времени
на вспомогательные операции по выводу стержня из гильзы и последующей
установки его в исходное положение с помощью передвижного упора.
Вначале 60-х годов создана принципиально новая конструкция выходной
76
ороны стана винтовой прокатки, обеспечивающая быструю выдачу гильз по
ду прокатки при помощи неподвижного упорно-регулировочного механизма
быстрооткидывающейся упорной головкой, центрователей упорного стержня
акрытого типа и фрикционного устройства выдачи гильз.
Принцип действия выходной стороны с осевой выдачей гильз заключается в
слеДУю1Дем- После окончания процесса прокатки первая пара роликов
выдающегося устройства у рабочей клети сводится на гильзу (трубу) и
перемещает ее на небольшой скорости (до 1,7 м/с) за первый центрователь.
Освобожденный таким образом стержень с оправкой зажимается роликами первого цен-
трователя. После этого открывается замок упорно-регулировочного
механизма и упорная головка быстро отводится вверх, обеспечивая свободное
перемещение гильзы, которая выдающим устройством на большой скорости
транспортируется по ходу прокатки за выходную сторону. Как только
заканчивается выдача гильзы из стана, возвращается и запирается упорная головка,
закрываются все центрователи и в стан подается очередная заготовка
(рис 4.10, б).
В дальнейшем были разработаны быстродействующие схемы осевой
выдачи гильз или труб из стана, основанные на удержании стержня различными
механизмами. Для осуществления этих схем предусматриваются механизмы
переднего и заднего перехвата стержня (рис. 4.11).
Работа стана по новой схеме с одним передним перехватом осуществляется в
следующей последовательности. В момент окончания прошивки срабатывает
замок упорно-регулировочного механизма, освобождая упорную головку.
Одновременно первая пара постоянно вращающихся роликов выдающего
устройства сводится на гильзу и перемещает ее за механизм переднего перехвата
стержня. Рычаги механизма перехвата замыкается на стержень, удерживая его
от-осевого перемещения. В это время происходит поворот упорной головки и
сведение остальных роликов устройства, которыми гильза без остановки на
высокой скорости выдается на рольганг за выходную сторону стана. По мере
выдачи гильзы за первый центрователь он зажимает стержень, позволяя
раскрыть механизм перехвата стержня.
Для увеличения производительности стана разработана схема осевой
выдачи гильз с двумя механизмами перехвата стержня.
Один из них установлен в рабочей клети и зажимает передний конец стержня
Рис. 4.11. Схема прошивного стана с осевой выдачей гильз:
/ - вталкиватель; 2 - заготовка; 3 - рабочие валки; 4 - передний перехват; 5 - задний
перехват; 6 - центрователь; 7 - выдающие ролики; 8 - стержень с оправкой; 9 - упорно-
регулировочный механизм; Ю- подвижный центрователь
пп
после окончания процесса прокатки, а второй находится на корпусе последнего
центрователя или на упорно-регулировочном механизме и зажимает задний
конец стержня непосредственно у упорной головки перед окончанием прокатки.
Применение механизма перехвата заднего конца стержня позволяет
открывать (отбрасывать) упорную головку сразу после окончания процесса
прошивки, т.е. совместить время открывания упорной головки со временем
перемещения гильзы за механизм перехвата переднего конца стержня.
В результате внедрения новых схем осевой выдачи гильз и труб из стана,
результатов исследований по определению нагрузок, действующих на механизмы
в процессе прокатки, а также радикального совершествования машин и
механизмов создана быстродействующая универсальная конструкция выходной
стороны с осевой выдачей гильз.
Удачным оказался рычажный механизм, смонтированный непосредственно
в рабочей клети. Этот механизм состоит из двух рычагов, шарнирно
закрепленных в выводной проводке клети. Сведение рычагов на стержень
осуществляется от двух пневмоцилиндров. Разработанный механизм перехвата стержня
прост по конструкции и удачно компонуется со станом. Механизм перехвата
заднего конца стержня (рис.4.12) монтируется на боковой площадке корпуса
центрователя 1 или на станине упорного механизма. Так как рычаги
механизма сводятся на стержень во время прокатки (при вращении стержня), то они
снабжены вращающимися роликами 2 и шарнирной системой 3 и 4 с пневмо-
цилиндром 5. Рычаги раскрываются под влиянием силы инерции упорной
головки, которая в конце подъема воздействует с помощью специального рычага
6 на выступающую часть рычага шарнирной системы. Такое устройство
позволяет механизму перехвата раскрываться за весьма короткое время, а
также точно синхронизировать его работу с работой упорного механизма.
Рис. 4.12. Механизм перехвата заднего конца стержня
/ - центрователь; 2 - ролики; 3,4 - элементы шарнирной системы; 5 - пневмоцилиндр;
6 -специальный рычаг
78
Рис. 4.13. Двухрычажный трехроликовый
центрователь
Важное значение имеет центрирование упорного стержня на
трубопрокатных станах. При неправильном центрировании стержня оправка непрерывно
перемещается во время прокатки, в результате чего гильза (труба) получается с
повышенной разностенностью. Кроме того, вибрация стержня усиливает
вибрацию стана, что увеличивает разностенность гильзы (трубы), а также
скольжение металла и, следовательно снижает производительность стана.
Многообразие конструкций центрователей вызвано тяжелыми условиями их работы и
отсутствием конструкции, удовлетворяющей этим условиям. К основным
недостаткам известных центрователей можно отнести большое количество
шарниров на подшипниках скольжения; низкую стойкость подшипников качения в
роликах центрователя; большие габариты по ширине; сложность изготовления
и эксплуатации.
На рис. 4.13 показан двухрычажный центрователь. Он содержит основание
(корпус) I, шарнирно смонтированный на основании нижний 2 с двумя
роликами 5 и верхний 4 с роликом 5, тягу б, шарнирно соединяющую нижний и верхний
рычагадля обеспечения кинематической связи всех трех центрирующих роликов,
опору 7 с рамой 8 для шарнирного закрепления пневмоцилиндра 9.
В конструкции новых трубопрокатных станов выбрасывание гильзы
осуществляется с помощью фрикционных роликов, установленных с двух сторон
центрователей; при этом каждый ролик приводится в движение отдельным
электродвигателем, установленным на раме. Для синхронного качания
роликов применена рычажная шарнирная система с тягой. Привод качания
роликов пневматический и устанавливается на центрователе (выше оси прокатки).
На рис. 4.14 показано устройство для выдачи гильз. Оно состоит из
фрикционных роликов Z, механизма качания роликов и привода. Механизм качания
роликов имеет рычаги 2 и 5, оси качания 4, рычажную шарнирную систему, в
состав которой входят два рычага 5 и б, жестко соединенные с осями 4, и тяга 7.
79
Рис. 4.14. Устройство для выдачи гильз и труб из стана
Система рычагов и тяги выбираются и устанавливаются так, что ось гильз
при их выбрасывании роликами практически не смещается от оси прокатки
независимо от размера гильз (смещение не превышает 1 мм даже при прокатке
гильз предельных размеров). Оси качания роликов находятся в неразъемных
корпусах 8, которые прикреплены к специальным боковым площадкам цен-
трователя 9. Пневмоцилиндр 10 качания роликов установлен на центрователе.
Шток пневмоцилиндра шарнирно соединен с рычагом 11, жестко связанным с
одной из осей качания 4 роликов.
Привод роликов индивидуальный. Он представляет собой электродвигатель
12, установленный на раме 13, и соединенный с приводным роликом 1 через
четырехшарнирный кардан 14,
Данное устройство позволяет значительно ускорить выдачу гильз (труб) из
стана, так как при расположении роликов с обеих сторон центрователей
увеличивается усилие выдачи, а следовательно, и скорость выдачи (особенно при
разгоне) без повышения давления на гильзу каждой парой роликов.
Естественно, давление роликов на гильзы (или тонкостенные трубы), ограничивается
устойчивостью их конфигурации. Для сохранения заданного давления на
гильзы имеются специальные упорные ограничители сближения роликов.
Описанное устройство отличается простотой конструкции и надежно в
работе - в нем вместо зубчатых секторов применен механизм синхронного
качания роликов; для каждого ролика установлен отдельный стационарный
электродвигатель (без промежуточных звеньев в виде шестеренных клетей и
редукторов) и на центрователях расположены пневмоцилиндры. Во всех ранее
применявшихся конструкциях пневмоцилиндры находились на раме с выходной
стороны, и в них через штоки и уплотнения попадали окалина и вода, поэтому
они быстро выходили из строя.
Работа этого устройства основана на принципе зажатия и перемещения
упорного стержня фрикционными роликами, вращение которых
осуществляется с помощью специального привода. На рис. 4.15 показана конструкция
устройства для осевого перемещения стержня. Узлы роликов 1 и механизм их
сведения аналогичны вьщающим роликам и механизмам их сведения в устройстве
для выдачи гильз. В привод устройства перемещения стержня входят гидроци-
80
лиНдр 2 (или пневмоцилиндр), редуктор 3, соединенный с гидроцилиндром
через рычаг 4, и шестеренная клеть 5, от которой через карданные валы
крутящий момент передается на ролики. Редуктор предназначен для увеличения
частоты вращения, поэтому при сравнительно малом ходе цилиндра и небольшом
диаметре роликов стержень может выдвигаться на большое расстояние (до
1 5... 2,5 м) при высокой скорости. Расстояние перемещения стержня
регулируемся изменением плеча рычага 4. С этой целью рычаг выполнен так, что
шарнир может перемещаться вдоль его оси.
рассмотренное устройство отличается тем, что, во-первых, оно прзволяет
выдвигать стержень с оправкой на заранее рассчитанную величину, как на
входную, так и на выходную стороны; во-вторых, оно надежно в работе, так
как все механизмы в нем размещены вне зоны действия воды, окалины и
высокой температуры и в-третьих, обладает малой инерционной массой, что
обеспечивает также сокращение времени при смене оправки.
Конструкция упорно-регулировочного механизма имеет следующие
особенности:
-каретка с упорной головкой опирается непосредственно на станину на
уровне оси прокатки; это позволяет сделать конструкцию механизма жесткой и
надежной в работе;
- упорная головка снабжена подшипниковым узлом, состоящим из мощного
встроенного радиально-упорного подшипника или (в более мощных
механизмах) из серии сферических и радиально-упорных подшипников;
- механизм имеет небольшое количество подвижных соединений,
выполненных на подшипниках качения, что обеспечивает высокую точность
установки механизма и центрирования головки по оси прокатки;
- просто и надежно обеспечена защита подшипникового узла от воды.
В новой конструкции упорно-регулировочного механизма (рис. 4.16, а, б)
осевые усилия прокатки воспринимают нажимные винты 1 с упорными
гайками 2.
Рис. 4.15. Устройство осевого перемещения стержня
81
82
А-А
20 19 21 18 19 222310
10 126 9 12 11
Рис. 4.16. Упорно-регулировочный механизм прошивного стана
83
Осевое регулирование каретки 4 с упорной головкой 5 также осуществляется
через нажимные винты специальным механизмом, который перемещает
каретку в направляющих станины 3. Механизм перемещения каретки с упорной
головкой установлен на хвостовой части станины и состоит из электродвигателя
6 и двух глобоидных редукторов 7, через зубчатые колеса 8 которых проходят
нажимные винты. Крутящий момент от колес к винтам передается через шли-
цевые соединения. Каретка прижата к торцам нажимных винтов с помощью
тяг 9, пят 10, пружин 11 и упорных подшипников 12.
Каретка в упорно-регулировочном механизме предназначена для
перемещения вдоль оси прокатки упорной головки с механизмом отпирания и
запирания. Она выполнена литой, имеет жесткую, коробчатого типа, конструкцию. К
станине каретка прижимается через направляющие специальными планками
13. Упорная головка
соединена с кареткой
через ось 14
посредством двух мощных
подшипников
качения 15. Разъем
подшипникового узла
выполнен так, что
усилия прокатки не
воздействуют на
болты 16 и крышку 77. В
упорно-регулировочных механизмах,
рассчитанных на осевые
усилия прокатки до
500 кН, для
восприятия радиальных
усилий и центрирования
шпинделя 18,
предназначены два
сферических 19 (или
шариковых) подшипника,
один из которых
установлен у конуса 20,
а второй - у
хвостовой части шпинделя.
Строенный радиаль-
но-упорный
подшипник 21 предназначен
для восприятия
только осевых усилий.
Задний конец
шпинделя вынесен за
крышку 22. Это по-
Рис. 4.17. Упорная головка: ЗВОЛИЛО просто И
/ - корпус; 2 - радиально-упорный подшипник; 3 - шпиндель; надежно обеспечить
4 - конус; 5 - крышка; 6 - упорный подшипник; 7 - трубы сие- защиту ПОДШИПНИКО-
темы охлаждения оправки ВОГО узла ГОЛОВКИ ОТ
84
попадания воды, подаваемой через клапан, систему трубок 23 и отверстие в
шпинделе и охлаждаемой оправке, причем во время отбрасывания упорной
головки подача воды автоматически прекращается. Механизм отпирания и
запирания упорной головки состоит из серьги 24, посаженной на ось 25. Ось на
подшипниках качения 26 установлена в расточках каретки. Поворот оси и
серьги осуществляется с помощью пневмоцилиндра 27 через рычаг 28. Корпус
пневмоцилиндра через кронштейн 29 крепится к боковой поверхности каретки.
Для подъема и опускания упорной головки служит пневмоцилиндр 30, шар-
нирно оединенный с рычагом 31 оси 14 головки. Корпус пневмоцилиндра
установлен на специальном кронштейне 32, прикрепленным к станине
механизма. Время срабатывания упорно-регулировочного механизма при выдаче труб,
в основном, определяется массой упорной головки.
С этой точки зрения наиболее перспективной и простой является
конструкция облегченной головки (рис. 4.17).
Станы поперечно-винтовой прокатки с дисковыми валками имеют меньшее
распространение (рис. 4.18). Рабочие валки-диски, оси которых параллельны,
вращаются в одну сторону. Для удержания прокатьюаемои заготовки и гильзы
между дисками имеются направляющие проводки.
Рис. 4.18. Дисковый прошивной стан:
/ - двигатель; 2 - шестеренная клеть; 3 - диски; 4 - ведомая шестерня; 5 - нажимной винт; 6 -
втулка; 7 - вкладыш гребенчатого подшипника; 8 - двигатель
85
Дисковый прошивной стан в установке с автоматическим станом для
производства труб диаметр 70... 125 мм имеет двигатель постоянного тока
мощностью 900 кВт, частота вращения дисков 125...200 мин.
Ось симметрии стана расположена горизонтально, так что оси валков
составляют с ней углы, равные 80...83°. Ось прошивки расположена
параллельно оси симметрии стана на расстоянии q (эксцентриситета), равном 50...80 мм
по вертикали.
Изменение уровня оси прошивки q относительно оси симметрии стана и,
следовательно, изменение соотношения между скоростью подачи и скоростью
вращения достигается перестановкой линеек по высоте. При увеличении
эксцентриситета возрастает скорость подачи и уменьшается частота вращения
заготовки. Изменение величины q в дисковых станах равноценно изменению
угла подачи валков в валковых станах.
4.3. Трехвалковые прошивные станы
При прошивке сплошной заготовки число валков имеет важную
технологическую особенность. Если в двухвалковом стане в осевой зоне заготовки
существует разноименная схема напряженного состояния с преобладанием
растягивающих
напряжений, то в трехвал-
ковом стане в
сердцевине заготовки
преобладают
напряжения сжатия.
Все это приводит к
тому, что в трех-
валковом стане
вероятность
вскрытия полости перед
оправкой
значительно меньше, чем
в двухвалковом. В
связи с этим
малопластичные стали и
сплавы, а также
литые заготовки
целесообразно
прошивать в трехвал-
ковом стане. В нем
отсутствует
направляющий
инструмент, поэтому
возможно
осуществлять прошивку
сплавов, склонных
к налипанию.
Отсутствие быстро
изнашиваемого
Рис. 4.19. Кинематическая схема рабочей клети трехвалкового
стана винтовой прокатки:
1,2 — механизмы стопорения и поворота барабана; 3 - механизм
установки барабана с валком; 4 - узел уравновешивания; 5 -
электродвигатель; 6 - червячная пара; 7 - нажимной винт и
гайка; 8 — гидроцилиндр
86
Рис. 4.20. Рабочая клеть трехвалкового прошивного стана
инструмента (линеек) улучшает также условия захвата заготовок. В трех-
валковом стане больше коэффициент осевого скольжения и, как следствие,
меньше машинное время прошивки, меньший расход энергии.
Привод рабочих валков, расположенных под углом 120°, может быть
групповым и индивидуальным. Оборудование привода аналогично приводу
двухвалкового стана.
Кинематическая схема рабочей клети представлена на рис. 4.19. На каждый
валок применяется один нажимной винт, установленный на оси барабана.
Приводной механизм нажимного винта и двигатель находятся
непосредственно на боковых поверхностях станины. Применение одного нажимного винта и
перемещение валков при необходимости изменения их раствора вместе с
барабаном, делают такую конструкцию весьма монолитной, что приводит к
заметному снижению уровня вибрации. На рабочей клети расположены также
механизмы стопорения и установки барабанов на угол подачи.
Одна из отечественных конструкций трехвалкового прошивного стана
показана на рис. 4.20. Эта клеть состоит из станины i, крышки 2, соединенной со
станиной осью 3, а также клиньями 4 барабанов 5, в которые вставлены
кассеты с валками б, механизмов зажима и поворота барабанов 7, механизмов
перемещения 8 рабочих валков, гвдроцилиндра 9. Крышка откидывается
гидроцилиндром, установленным вне клети и опирается при открывании на
наружный буфер. После откидывания крышки валки легко извлекаются.
Аналогичная оригинальная конструкция универсальной рабочей ю!ети стана поперечно-
87
винтовой прокатки позволяет осуществить прошивку и раскатку по двух- и
трехвалковой схемам.
В трехвалковых прошивных станах угол раскатки не превышает 7°. Входные
и выходные стороны состоят из таких же конструктивных элементов как и у
двухвалковых прошивных станов.
Вместе с тем следует отметить и некоторые недостатки трехвалковых
прошивных станов: в них нет замкнутого калибра, тяжелые условия работы
оправки из-за схемы сжатия в сердцевине заготовки, повышенная разностенность
гильз, меньшая долговечность подшипников и шпиндельных устройств при
более высоких скоростях валков.
4.4. Станы пресс-валковой прошивки
Традиционный способ прошивки на косовалковых станах применительно к
крупным слиткам имеет рад недостатков, связанных с особенностями захвата
заготовки валками, невозможностью прошивки заготовок квадратного и
прямоугольного сечения, с литой структурой, параметрами оборудования и пр.
Для производства труб (в том числе диаметром 300...500 мм) из
многогранной, преимущественно прямоугольной заготовки, полученной на установке
непрерьюной разливки стали, разработан процесс пресс-валковой прошивки,
содержащий элементы продольной прокатки в круглых калибрах и
прессовой прошивки. Пресс-валковая прошивка получила распространение в 70-х
годах. Этот способ был создан объединением "Dalmine" совместно с фирмой
"Calmes". Схема технологического процесса пресс-валковой прошивки
представлена на рис. 4.21. Заготовки квадратного сечения 2 задаются в валки 4 с
помощью толкателя 1 и проводок 3, Проходя между валками, заготовка
наезжает на стационарно установленную оправку 5, прошивается и приобретает
круглую форму. При такой схеме прошивки в металле возникают в основном
сжимающие напряжения, что в сочетании с незначительной вытяжкой (не более
1,2) благоприятно сказывается на ведении процесса и качестве гильзы.
Следует отметить следующие особенности процесса: благодаря объемной
схеме всестороннего сжатия осевая пористость практически полностью
устраняется; для обеспечения качественного захвата металла валками необходимо
чтобы напряжения при захвате превышали предел текучести прошиваемого
металла; для предотвращения увеличения диаметра свободного конца
заготовки и исключения контакта между поверхностями вводной коробчатой
проводки и заготовки, необходимо применять роликовую проводку, состоящую из
горизонтальных и вертикальных роликов, расположенных попеременно на
входной стороне стана. Применение такой конструкции проводки позволяет
также улучшить условия центровки заготовки в валках и тем самым
обеспечить возможность прошивки длинных заготовок (отношение длины заготовки
к прошиваемому отверстию до 40); относительно высокая разностенность
гильз после пресс-валковой прошивки (средняя 18 %, максимальная 25 %)
вызывает необходимость их дополнительного элонгирования. При оптимальном
коэффициенте вытяжки на элонгаторе, равном 2...3, и исходной разностен-
ности гильзы до 40 % конечная разностенность после раскатки в элонгаторе
снижается до 10 %. Разностенность гильз также уменьшается по мере
увеличения отношения толщины стенки к наружному диаметру. При сочетании пресс-
валковой прошивки с прокаткой на автоматстане хорошие результаты для
88
ения разНостенности гильз дает использование двойного элонгирования.
В этом случае на готовых трубах величина средней разностенности составляет
3 4%, а максимальной 7...8%, т.е. значительно меньше, чем на трубах,
полученных по традиционной технологии.
Пресс-валковый прошивной стан состоит из трех основных узлов: привод-
юй двухвалковой клети с круглым калибром, толкателя заготовки и
неподвижной оправки, расположенной между двумя валками. Первая опытно-
промышленная установка пресс-валковой прошивки была сооружена на одном
из предприятий фирмы "Dalmine" в составе действующей пилигримовой
установки и характеризуется следующими параметрами: цилиндр 1250 мм, пуансон
мощностью 2,28 МН и приводной двигатель мощностью 400 кВт. Проведенные
исследования показали, что пресс-валковая прошивка позволяет сократить
расход энергии, получать хорошее качество поверхности; использовать
заготовки большой длины и массы, что в свою очередь позволяет обеспечивать
работу станов с высокой производительностью; улучшить качество
используемого материала; получить на дальнейшем переделе высокое качество
продукции и высокую точность размеров труб; повысить выход годного на 4 %
(сопоставление производилось с действующей пилигримовой установкой).
В настоящее время пресс-валковые станы внедрены в раде стран (работают
не менее 10 станов). В России стан пресс-валковой прошивки работает в
составе ТП А с непрерывным станом на Волжском трубном заводе.
Изготовленный на заводе фирмы "Dalmine" пресс-валковый прошивной
стан представляет собой двухвалковый стан с валками диаметром 1280 мм и
максимальной скоростью прокатки 0,4 м/с. Привод валков от
электродвигателя постоянного тока мощностью 500 кВт. Стержень с оправкой
устанавливается с помощью гидроцилиндра. Заготовка в валки задается
гидравлическим толкателем, который подпирает ее в течении всего процесса прошивки.
Усилие толкателя 2000 кН. Коэффициент вытяжки достигает 1,1... 1,15.
Установленный за пресс-валковым станом элонгатор представляет собой ко-
совалковый стан с двумя валками диаметром 1100 мм и углом подачи 15°; с
приводом от электродвигателя постоянного тока мощностью 6000 кВт; с
трехроликовым центрователем стержня и гильзы и осевой выдачей. На элон-
гаторе вытяжка достигает 2,3.
/ г j
Рис. 4.21. Схема пресс-валковой прошивки
89
Пресс-валковый прошивной стан оснащен специальным устройством дад
перевалки рабочих валков. Оно состоит из держателя опорного подшипника
на котором смонтирован фиксатор стержня оправки и суппорт направляющей
проводки. Продолжительность замены валков составляет менее 15 мин (валки
смонтированы в обойме, которая автоматически извлекается из клети).
Настройка направляющей проводки, комплекта валков и зажима прошивной
штанги производится вне стана на держателе опорного подшипника
непосредственно перед его установкой в рабочее положение.
Пресс-валковый прошивной стан фирмы "United States Steel" в Фэрфилде
(США) имеет двухвалковую клеть с диаметром валков 1300 мм. Мощность
привода 950 кВт, максимальная скорость прокатки 0,5 м/мин. Толкатель
заготовки - реечного типа, аналогичная система управляет перемещением стержня
оправки. Стан оснащен замкнутой системой смены стержней оправок, в
которой в течение заданного времени осуществляется охлаждение, смазка и осмотр
стержней и оправок. Извлечение стержня оправки из гильзы производится при
помощи специального устройства вне стана. Перевалку валков в пресс-
валковом стане выполняют тележкой с гидравлическим приводом: на тележку
опускают валки с подшипниками и подушками и выдвигают ее из клети. На
другой, заранее подготовленной тележке, устанавливают новый комплект
валков. Аналогичным образом производят быструю смену входных проводок
стана. Перед станом установлено устройство для гидросбива окалины.
Для подачи заготовки в стан применяется вводная роликовая проводка, а
также толкатель улучшенной конструкции (рис. 4.22, а, б).
Трехроликовая самоцентрирующая проводка на выходной стороне пресс-
валкового стана обеспечивает точное центрирование гильзы с оправкой,
исключая необходимость регулировки; дает возможность использовать
поворотный рычаг для удаления оправки и зарядки новой, при этом устраняется
необходимость применения мостовых кранов и других разгрузочных устройств
(рис. 4.22, б).
Особое значение при пресс-валковой прошивке имеет стойкость оправок.
Стойкость их может быть повышена за счет правильного выбора формы и
материала. Оправки можно изготавливать из обычных инструментальных сталей,
однако обязательным условием получения высокой стойкости является
образование на поверхности окисной пленки. Силовые параметры процесса
прошивки зависят от формы оправок, материала прошиваемых заготовок,
температуры прошивки, коэффициента вытяжки и др. Так, по мере увеличения угла
конусности оправки, для обеспечения заданной скорости прошивки
необходимо увеличивать усилие вталкивания. В то же время усилие прокатки от формы
оправки не зависит. Повышение коэффициента вытяжки до 1,8 практически не
влияет на интенсивность износа оправок, но вызывает существенное
увеличение энергосиловых параметров процесса. Оптимальные значения
энергосиловых параметров и величин износа оправки достигают при увеличении
коэффициента вытяжки за счет увеличения поперечного сечения заготовки при
неизменном диаметре оправки.
При использовании при прошивке различных смазок необходимо
исключить повреждение окисной пленки и науглероживание внутренней поверхности
заготовки под действием смазочных материалов. Хорошие результаты
получены при использовании смазки из легкоплавких минеральных солей. Форма
90
Рис. 4.22. Линия стана пресс-валковой прошивки:
а - толкатель заготовки (/ - заготовка, 2 - толкатель); б - выходная сторона пресс-валкового
прошивного стана
оправок при пресс-валковой прошивке оказывает влияние на поперечную раз-
ностенность гильз. Использование оправок с полукруглым, овальным и
особенно плоским концом способствует уменьшению поперечной разностенности.
Таким образом, пресс-валковая прошивка позволяет использовать в
качестве заготовки при изготовлении труб непрерывнолитые слитки квадратного
сечения, получать гильзы с хорошим качеством наружной и внутренней
поверхности, с минимальной (после элонгирования) разностенностью и высокой
точностью размеров, а также с соотношением длины трубы к внутреннему
диаметру более 25, осуществлять прошивку заготовок из углеродистых и
высоколегированных сталей с низкими пластическими свойствами. Возникающие в
процессе пресс-валковой прошивки сжимающие напряжения позволяют
уплотнить пористую литую структуру сердцевины заготовки, что препятствует
образованию дефектов на внутренней поверхности труб.
Пресс-валковый прошивной стан является, в определенной степени,
универсальным агрегатом и может быть установлен перед непрерывным, пилиг-
римовым, реечным, автоматическим и трехвалковым раскатным станами, а
также, в определенных условиях, перед экструзионным прессом. В связи с
высокой степенью эксцентричности гильзы, полученной на пресс-валковом
стане, необходимым условием его применения является установка за ним
91
элонгатора, а иногда и двух станов элонгаторов для обеспечения
необходимой суммарной вытяжки.
4.5. Расчетная часть
Для трубных станов винтовой прокатки, как правило, выполняют расчет
элементов главной линии стана: рабочего валка, шпинделя, редуктора или
шестеренной клети и нажимных механизмов рабочих валков.
Расчет рабочего валка стана винтовой прокатки
Рабочие валки таких станов, различные по форме и профилю,
конструктивно выполняются, в большинстве случаев, составными с горячими посадками
бочек валков на оси.
Независимо от конструкции расчет валков осуществляется по общей схеме.
При расчете валок рассматривают как балку на двух шарнирных опорах,
одну из которых принимают как шарнирно-неподвижную, а вторую - за шар-
нирно-подвижную. Поскольку в качестве опор для валков применяют
многорядные подшипники качения, то, учитывая большую нагруженность
внутренних рядов тел качения, следует условные шарнирные опоры совмещать не с
серединами подшипников, а смещать их от середины подшипников к
внутренним кромкам на расстояния, равные примерно одной шестой ширины
подшипников. Такое же смещение следует применять и для подшипников скольжения.
Схема сил, действующих на вал, показана рис. 4. 23, где F - давление
прокатываемой заготовки на валок; Fa - осевая сила; у/ - угол между вектором
силы F и осевой плоскостью, т.е. плоскостью, проходящей через оси валка и
заготовки (в случае двухвалковых станов эта плоскость является
горизонтальной); D - диаметр валка в месте приложения силы F; d - диаметр заготовки.
Эти параметры при расчете валка известны. Для удобства расчетов
приводим действующие на валок силы к трем составляющим (рис. 4.24):
- радиальной силе FT, направленной по радиусу валка к его оси;
Рис. 4.23. Силы, действующие на валки прошивного стана
92
~ окружной силе Fl9 направленной по касательной к поверхности валка в
плоскости, перпендикулярной его оси;
- осевой силе Fa, действующей вдоль оси валка.
При этом
irr = F- cos (ч*р), Ft = Fsin(^+^).
Здесь Р - угол между осевой плоскостью и радиальной, проходящей через
ось валка и точку приложения силы F. При этом
y?=arctg—,
где Л - величина смещения точки приложения силы For осевой плоскости.
В свою очередь,
d
и, следовательно,
^ = arctg~tg^
Силы, действующие на валок, обычно считают при расчете
сосредоточенными и приложенными на середине длины валка. При составных валках,
преимущественно используемых в трубных станах, следует учитывать
взаимодействие между осью и напрессованной на нее бочкой валка.
В этом случае силы, передающиеся с бочки на ось, можно также считать
сосредоточенными, но приложенными не в сечении, совпадающем с серединой бочки,
а в сечениях, смещенных от середины бочки к ее кромкам. Величину смещения
можно принять равной * 0,3 /, где / - длина посадочной части бочки. При этом в
каждом из указанных сечений
сосредоточенная сила равна
половине от полной силы,
действующей на бочку валка.
Реакция в опорах для
удобства вычислений определяется
сначала также в плоскостях
действия радиальной Fr и окружной
Ft (тангенциальной) сил.
Указанные плоскости в дальнейшем
обозначаются соответственно
как радиальная и
тангенциальная плоскости.
Расчетные схемы нагружения
валков и эпюры изгибающих
моментов показаны для
составного и цельного валка (рис.
4.25 ,д ,б). Причем в случае
составного валка приведены
эпюры изгибающих моментов,
действующих на ось валка.
Реакции В опорах А И В В ра- Рис. 4.24. Схема приведения действующих на валок
ДИаЛЬНОЙ ПЛОСКОСТИ сил к трем составляющим
93
V0
ЯЛ(ГГ)
** (Fo} L-вяпшюаа»!
*л
г
J
Рис. 4.25. Схемы нагружения валков и эпюры
i^^TTrriTrrnTm ТП^
LrTrrTTTTTTTTTTTl
Л" 111 ГЩТТТТПТптгп^ ¦ *(?'
*ffl5->
А 1
pIDlriwi*
I, действующих на валки
*;»^+^.?; ^в=^-^--
Z. + F»-
2 *2а "» 2 ~*2а
Реакция в тангенциальной плоскости
F(
ra = Лв = у
Результирующие реакции в опорах ^и5
ла = V^a2 + ЯА'2 > Лв = V^b2 + ^в2-
Для наглядности на рис. 4.25 эпюры сил и моментов построены отдельно.
Следует иметь ввиду, что эпюра результирующих моментов, изображенная в
виде плоской фигуры, является условной, так как результирующие реакции
действуют в разных плоскостях. Однако эта условность не имеет значения для
последующих расчетов.
Проверку валка на прочность проводят в опасных сечениях, которые
выбирают, сопоставляя чертеж валка с эпюрами результирующих изгибающих и
крутящих моментов.
Расчет валка на выносливость и статическую прочность
Расчет на выносливость следует проводить по наибольшим длительно
действующим номинальным нагрузкам и на статическую прочность по
кратковременным перегрузкам (пиковым). Целью расчета в обоих случаях является
определение коэффициентов безопасности (запасов прочности).
При расчетах на выносливость
«шах' Т Х^ A+УОт^' № + $'
где Sa и Sx - коэффициенты безопасности при расчетах на выносливость по
нормальным (изгиб) и по касательным (кручение) напряжениям; S - общий
коэффициент безопасности по выносливости; а.\ - предел вьшосливости валка
(оси) при изгибе (симметричные циклы напряжений); ть- предел вьшосливости
валка по касательным напряжениям (кручение) при нереверсивной работе
(пульсационные циклы напряжений); г_х - то же при реверсивной работе
(симметричный цикл нагружений); Ух - коэффициент, учитьшающий влияние
асимметрии цикла при касательных напряжениях.
При расчетах на статическую прочность
о аТ . о ТТ . ^ ^ Здтаах ' *^ттах
¦'ттах
» "ттах > -max tt ~o2
' "»* Г "" V^amax+^Ti
W «Smax - общий коэффициент безопасности по статической прочности; сгт и тт -
пределы текучести материала и валка; у - коэффициент кратковременной
нагрузки.
В обоих случаях ow и т^ - номинальные напряжения от изгиба и кручения
в проверяемом сечении:
<*тах - W + А , *тах W >
95
где М - результирующий изгибающий момент в рассматриваемом сечении; М
- крутящий момент; W ъ WK- моменты сопротивления сечения при изгибе и
кручении; Fd - осевая сила; А - площадь поперечного сечения.
Обычно нормальные напряжения от осевой силы Fa в валках весьма малы и
ими пренебрегают, принимая <Jmax=M/W.
Полученные в результате расчетов значения коэффициентов безопасности
сравнивают с допускаемыми значениями. Однако такого рода расчеты по
коэффициентам безопасности или по допускаемым напряжениям не могут дать
правильную оценку надежности валков. Более объективную оценку могут дать
расчеты, выполненные на вероятностной основе.
Расчет валков на вероятностной основе позволяет составить более
объективное представление о их прочности по сравнению с расчетами по запасам
прочности или по допускаемым напряжениям. Актуальность таких расчетов
очевидна, поскольку работоспособность валков в большей степени зависит от
ряда меняющихся в широком диапазоне величин, являющихся в значительной
мере случайными. К таким случайным величинам относятся, прежде всего,
нагрузки, действующие на валки в процессе прокатки, значительное рассеяние
которых обусловливается как разнообразием типоразмеров прокатываемых
труб, материалов заготовок, так и изменениями технологических параметров
процесса прокатки (температура, углы наклона валков, скорость прокатки и
т.п.), а также усталостные характеристики валков (пределы выносливости),
рассеяние которых связано с нестабильностью механических свойств
материалов валков одной марки, отклонениями в режимах их термообработки,
неоднородностью структуры металла, отклонениями размеров валков в пределах
установленных допусков, особенно таких, которые существенно влияют на
выносливость, например, радиусов галтелей в местах концентрации напряжений.
Есть вероятность того, что указанные случайные величины (нагрузки или
амплитуды возникающих напряжений, пределы выносливости валков) примут
те или иные значения в возможном интервале их изменения и могут быть
распределены по различным законам. Однако в практических расчетах
распределение вероятностей случайной величины принимают подчиняющимся
нормальному закону, что всегда справедливо, если изменения случайной величины
зависит от многих примерно равнозначных факторов.
Распределение случайных величин определяется функцией распределения
F(x) (интегральная функция) и плотностью вероятностей f(x)
(дифференциальная функция), причем
Для нормального закона распределения
1 -<*-д>2
Функция f(x) является уравнением кривой нормального распределения.
Зная/(*,), можно вычислить вероятность Р того, что непрерывная случайная
величина примет значение, принадлежащее заданному интервалу (а, C):
р
/>(а<;с<р)= \/(х)ах.
а
96
При выполнении
практических расчетов на
вероятностной основе
вычисления интегралов может быть
заменено использованием
таблиц для нормального
распределения, когда а = 0
и5=1 с применением при
вычислении квантили
нормального распределения
х-х0
р S
На рис. 4.26 совмещены
кривые плотности
вероятностей предела
вьшосливости валка a_i и амплитуды
нормальных напряжений
(из-гиб), действующих в его
опасном сечении - av, а также плотности вероятностей предела текучести
материала валка от и наибольших кратковременно действующих (пиковых)
напряжений.
Площади, очерченные каждой кривой, равны единице, а накладывающиеся
друг на друга участки площадей (заштрихованные площади) характеризуют
вероятность разрушения валка, усталостного разрушения (участок "д") и
статического разрушения от действия кратковременных перегрузок (участок "в").
Вероятность усталостного разрушения валка значительно выше вероятности
разрушения от перегрузок.
Вероятность разрушения валка характеризуется квантилью нормального
распределения
гДе' a_„a„ ~ средние значения предела вьшосливости и амплитуды действующих
напряжений в проверяемом сечении валка;
где 50_t и 5V - средние квадратические отклонения предела вьшосливости и
амплитуды.
По приведенным выше формулам определяют квантиль и по полученному
значению квантили находят вероятность неразрушения валка (табл. 4.2).
Более удобным для расчетов является выражение квантили через
коэффициенты безопасности (запасы прочности) 5, вычисленные по средним значениям
предела вьшосливости и амплитуды
и коэффициентам вариации предела выносливости и амплитуды V^x и Va v,
характеризующие возможное рассеяние значений а.х и av.
Рис. 4.26. Совмещенные кривые плотности вероятностей:
предела выносливости валка, амплитуды нормальных
напряжений, действующих в его опасном сечении,
предела прочности валка и наибольших кратковременно
действующих напряжений (пиковых)
97
При этом и - ь°-х/- Поделив в предыдущем выражении числитель и
знаменатель на av, получаем
С/, , l'S
Принимаемые при расчетах табличные значения механических
характеристик материалов валков - aB, aT, a_i, полученные по общепринятым методикам
(их определяют не в вероятностном аспекте, например, при определении
пределов зыносливости по известной методике испытаний), можно с достаточной
для практических расчетов точностью считать за средние значения с^,ат,а^.
То же самое можно сказать и в отношении табличных значений масштабных
коэффициентов е и эффективных коэффициентов концентрации напряжений #с,
посредством которых осуществляется переход от этих значений пределов
вьшосливосги образцов материалов к пределам вьшосливосги детали. Вычисленные
таким образом значения пределов вьшосливосги валков (т.е. деталей) в
различных проверяемых его сечениях можно считать за средние их значения о.,.
Если также в качестве исходных данных для расчета валков заданы средние
значения наибольшей длительной действующей нагрузки и средние значения
коэффициента кратковременной перегрузки, а график нагрузки, принимаемый
для расчета валков на вьшосливосгь, отражает соотношение между средним
значением длительно действующих нагрузок, то вычисленные значения
амплитуд напряжений, возникающих в сечениях валка от указанных нагрузок,
являются средними их значениями - средней амплитудой напряжений av, средним
кратковременным действующим наибольшим (пиковым) напряжением <Г™Л\.
Соответственно и коэффициенты безопасности (запасы прочности), определен-
Таблица 4.2. Числовые характеристики нормального распределения
Квантиль
нормального
распределения ир
0,0
-0,1
-0,125
-0,2
-0,3
-0,4
-0,5
-0,6
-0,7
-0,8
-0,9
-1,0
Вероятность Р
0,5
0,5398
0,55
0,5793
0,6179
0,6554
0,6915
0,7257
0,758
0,7881
0,8159
0,8413
Квантиль
нормального
распределения ир
-1,2
-1,5
-1,7
-2,0
-2,2
-2,5
-2,8
-3,0
-3,09
-3,291
-3,5
-3,719
Вероятность Р
0,8849
0,9332
0,9554
0,9772
0,9861
0,9938
0,9980
0,9986
0,9990
0,9995
0,9998
0,9999
98
ные при указанных условиях можно считать коэффициентами безопасности
по средним значениям пределов выносливости (пределов прочности или
текучести) и средним значениям амплитуды или наибольших напряжений:
_ а , — <зт
S=-f- или SamAX= — .
Коэффициент вариации пределов выносливости валка V^\ можно
определить с учетом основных факторов, вызывающих рассеяние сг_ь по следующей
формуле:
V , = Iv* + F2 . +F2
где К0 тах - коэффициент вариации механических свойств образцов материала,
изготовленных из одной и той же заготовки; v9A - коэффициент вариации
механических свойств материала, вследствие отклонений в технологии
изготовления заготовок деталей и режимов термической обработки; уа -
коэффициент вариации уровней концентрации напряжений в опасных сечениях валка
в связи с изменениями в пределах установленных допусков тех размеров валка,
от действительной величины которых существенно зависит величина
теоретического коэффициента концентрации напряжений.
На основе имеющихся статистических данных при расчетах можно
принимать следующие значения указанных коэффициентов:
^«ах = 0,03...0,07;
^1ав=0,07...0,10.
Основными местами концентрации напряжений в валках являются места
посадок с натягом бочек валков на оси, переходные участки от одного диаметра к
другому (галтели) и различного рода проточки на осях валков.
Снижение предела выносливости оси валка в месте посадки на нее бочки
связано с концентрацией напряжений у краев бочки и с явлением фретинг-
коррозии (коррозия трения), проявляющимися в результате упругих
относительных смещений оси и бочки валка при совместном их деформировании.
Уровень концентрации напряжений здесь находится в прямой зависимости от
давлений на контактирующих поверхностях, а следовательно, и от величины
натяга с которым осуществлена посадка бочки на ось. Последний же может
изменяться в значительном диапазоне, вследствие рассеяния действительных
размеров диаметра отверстия бочки и диаметра оси в месте посадки в пределах
допусков на эти размеры. Вместе с тем установлено, что концентрация
напряжений в местах посадок возрастает с увеличением посадочных давлений только
до значений 30...40 МПа, а при дальнейшем их увеличении остается
практически постоянным. В табл. 4.3 приведены основные параметры посадок бочек
валков на оси для различных станов. При этом посадочное давление
определялось в зависимости от величины натяга S по формуле Ляме:
5
Р~ d{CJ Ех+С21 Е,У
где в случае сечения охватываемой детали (ось валка):
C,=1-^hC2 =
\ + (d/d2f
+ ^2>
\-{d/d2J
где d - посадочный диаметр; d2 - наружный диаметр, охватывающей детали
(принимался диаметр ее в среднем сечении); Е\ и Е2 - модули упругости
материалов охватываемой и охватывающей деталей; jux и /л2 - коэффициенты
Пуассона тех же материалов;
Для стали // = 0,3; Е = 2,1 • 105 МПа, натяг 8 определяется как разность
диаметров охватываемой d и охватывающей D деталей с поправкой на обмятие
микронеровностей:
S = (d-D)-ia{Rzl+Rz2),
где R:\ и R& - высота неровностей сопряженных поверхностей.
Можно принять Rz\ = Rj2 = 10 мкм.
Из табл. 4.3 видно, что расчетные контактные давления в местах посадки
бочек валков на оси значительно превышают 30...40 МПа и, следовательно, их
изменения из-за рассеяния посадочных размеров деталей в пределах допусков
не вызовут изменения уровней концентрации напряжений. Следует также
принять во внимание, что ось длиннее бочки валка и выступающие части оси
затрудняют ее деформирование, поэтому действительные давления по краям
бочки будут больше приведенных табличных значений, вычисленных по
формуле Ляме.
Таким образом, при проверке прочности валка в местах посадки бочки на
ось в вероятностном аспекте можно не вводить коэффициент вариации уровня
концентрации напряжений, т.е. принять коэффициент вариации предела
выносливости валка равным коэффициенту вариации предела выносливости
материала.
Колебания уровня концентрации напряжений (теоретического
коэффициента напряжений ав) в переходных участках оси валка связаны, главным
образом, с рассеянием радиусов галтелей.
Приближенно можно принять коэффициент вариации теоретического
коэффициента концентрации напряжений
Fao = @,33...0,45)Fp,
где V9 - коэффициент вариации радиуса галтели.
Тип стана
Прошивной
ТПА400
Прошивной
ТПА140
Обкатной
ТПА400
Таблица 4.3. Параметры посадок для различных станов
Посадочный
диаметр
оси и бочки
валка, мм
500 ^.
И7
Предельные
отклонения, мкм
отверстия
+63
0
+52
0
+63
0
оси
+603
+540
+402
+350
+553
+490
Натяг,
мкм
453...579
274...378
403...529
Наружный
диаметр бочки
валка (в среднем
сечении), мм
1200
700
950 ,
Посадочные
давления,
МПа
65... 100
78... 108
84... ПО
100
Результирующий коэффициент вариации предела выносливости валка для
переходного участка
у^-Ф^ + уЕ-
Значения коэффициента вариации амплитуд напряжений сгу, возникающих в
проверяемых сечениях валка, находятся в зависимости от рассеяния
возникающих в процессе прокатки и передающихся на валки сил. Оценка этого
рассеяния может быть сделана в результате статистической обработки
экспериментальных данных по замерам действующих сил на различных станах при
прокатке различных видов труб.
Коэффициент вариации давления металла на валки для надежности расчетов
Кь = 0,2...0,3.
Амплитуды напряжений в рассматриваемых сечениях валка
пропорциональны возникающим при прокатке нагрузкам, поэтому
Расчет универсального шпинделя на подшипниках качения
Для нормальной работы шпинделя необходимо обеспечить статическую и
усталостную прочность основных деталей: промежуточного вала,
подшипников качения, крестовин и полумуфт шарниров. Принимаем для выполнения
расчетов элементов шпинделя график тяжелого режима работы Г (рис. 4.27).
Силы, действующие в шарнирной муфте при передаче каждым шпинделем
от электродвигателя или редуктора к валку крутящего момента Л/кр показаны
на рис. 4.28, где Fa - окружная сила на цапфах крестовины; Fu - окружная сила
на ведущей вилке /; F& - окружная сила на ведомой вилке 3; Fai и Лз - осевые
силы соответственно на ведущей и ведомой вилках. Величины сил Fa, Ft3, Fai и
&з при вращении шпинделя изменяются с изменением взаимного положения
вилок / и 5. Последнее определяется углом поворота ведущей вилки а от
вертикальной оси. При этом, силы Fa, /43 и Fai достигают наибольших величин
при а = 90°:
F*-F*-2R.cosf
^НЕ
*«-
WZtA
t2 - 0,510
Kt*
h-Щ
Рис. 4.27. График нагрузки для тяжелого
режима работы (режим T)
Рис. 4.28. Силы, действующие в шарнирной
муфте
101
U'*!"*
30
9П
си
8t\
У/9
70
ттвт*Ь
..—
¦Vi
Ь
-v,
^
ч
Li
^_
\
\
\
\
л
^п
L_
\\
\
Сила Fa3 достигает наибольшего
значения при а = 0°:
аз 2R
Окружная сила на ведущей вилке не
зависит от угла а:
*;,=
2R '
88w
20
^п град
J0
В приведенных формулах Мкр - пере-
даваемый крутящий момент; R - рас.
стояние от оси шарнира до среднего
сечения радиального подшипника; 8 -
угол пересечения осей соединяемых
валов в пространстве, град.
Приближенно угол 8 можно
определить по графику на рис. 4.29 или по
формуле tg5 = Jt^ + tg5^,
углы пересечения осей вал-
Рис. 4.29. Номограмма для определения
угла пересечения осей соединяемых валов
где & и 4
ков в горизонтальной и вертикальной плоскостях
Таким образом, большое влияние на наибольшую величину силы Ft2
оказывает угол 8, причем увеличение этого угла сопровождается и увеличением
указанной силы.
Промежуточный вал шпинделя 3 подвержен действию крутящего и
изгибающего моментов. Величина крутящего момента Г3 колеблется за один
оборот шпинделя от значения Т{ /cos8 (при а = 90° и а = 270°) до значения Тх cosS.
Изгибающий момент Мг от сил F^ в плоскости ведомой вилки (плоскость,
проходящая через ось ее подшипников и ось промежуточного вала) за один
оборот шпинделя изменяется от значения T\sin8 до нуля.
Расчет промежуточного вала
Расчет на прочность промежуточного вала выполняют по наибольшим
значениям крутящего и изгибающего моментов. Номинальные напряжения
кручения и изгиба определяют соответственно от действия крутящего момента
Г3 = T\/cos8 и изгибающего момента М3 = T\sm8.
При расчете на статическую прочность при действии кратковременных
перегрузок коэффициент безопасности Sp рекомендуется принимать не менее
Sp = 1,6...2,2, а при расчете на выносливость - Sp = 1,5...2,5.
Кроме расчета на прочность промежуточный вал ввиду значительной его
длины необходимо проверить на жесткость и колебания.
При расчете на жесткость определяют угол закручивания на единицу длины
по формуле:
Фо =
TwlO5
*Фп
где Гзтах- наибольший крутящий момент на валу, Тгтах = Г3 • у; Г3 -
номинальный длительно действующий крутящий момент; у - коэффициент кратковре-
102
на
иной перегрузки; dn - диаметр вала; <?% - допускаемый угол закручивания
^ницу Длины вала. Л^ . t
Обычно принимают ^ = 0,25...0,5 на 1 м длины.
расчет промежуточного вала на колебания заключается в определении
частоты собственных (поперечных) колебаний вала, численно равной критической
частоте вращения вала по формуле:
dT
f-
пкр=12Л0^
мин
где/- частота поперечных колебаний в мин; ;iKp - критическая частота
вращения вала, мин; dn - диаметр сечения вала, мм; / - длина вала, мм.
Для предотвращения явления резонансов рекомендуется выполнять условие
лз<0,9/!кр,
где «з - частота вынужденных колебаний вала, равная частоте вращения
промежуточного вала, мин" .
Расчет прессового соединения
Соединение промежуточного вала 3 с полумуфтой 5 (рис. 4.30)
осуществляется посредством неподвижных посадок (Н8-и8, Р7-и7 и др.).
Величину расчетного натяга ? определяют по формуле:
5 =
27V
nd-l-f\Ex
EJ
106мкм,
где 8- расчетный натяг, мкм; Гзшах - наибольший крутящий момент на
промежуточном валу; d -номинальный диаметр сопрягаемых поверхностей
поверхностей; / - посадочная длина соединения; /- коэффициент трения скольжения
(/"= 0,14 при сборке с нагревом охватывающей детали); Е\иЕ2- модули
упругости материала соединяемых деталей, для стали Е\ =?2 = 2,1 • 102 МПа; С\ и
Сг - коэффициенты Лямэ для толстостенных цилиндров, деформируемых
симметрично относительно оси,
?+d2
Ci = l-m; С=-т^—ТГ + Ц-»,
аг+а
здесь /л\ и /i2 - коэффициенты Пуассона, для стали // = 0,3; d - наружный
диаметр охватываемой детали.
Расчетный натяг J меньше измеряемого
4, т.е. меньше разности диаметров
охватываемой и охватывающих деталей, так
как измерения производят по вершинам
неровностей
8 = 5ц-(/,
где U =1,2A1,1+Ли);
Л/! иЛй- высоты неровностей
сопрягаемых поверхностей, можно принять
Я/1 = Л/2 = Ю МКМ.
Если Сборку ВЫПОЛНЯЮТ нагреванием Рис. 4.30. Соединение промежуточного
ИЛИ охлаждением, ТО U = 0. За расчетное вала и полумуфты посадкой с натягом
х?
S
sssssgssss»!
1
<
t,
г ,
&:skkbks!
1 ^
1 Г
L L
J^\7
г
f
принимают условие, при котором натяг % должен быть больше минимального
вероятного натяга 5В min при заданном проценте риска.
Средний натяг Л = Ad + АД
где Ad и AD - средние отклонения размеров вала и отверстия,
В предположении распределения размеров по закону Гаусса минимальный и
максимальный вероятностные натяги в обычных расчетах
81И« = Д-б;8.га1Х = А + 5";
5' = А2+§>2,
где 5d и 5D - половина поля допуска вала и отверстия.
Величину удельного давления р определяют по формуле:
5.10т3
/> = -
А А)
у МПа.
Крутящий момент, которым может быть нагружено соединение:
Г = |</2//>/103,Нм.
Должно быть выполнено условие Г3тах < Т, гдеТ3тах - наибольший крутящий
момент, передаваемый промежуточным валом.
Прочность деталей соединения проверяют по наибольшему вероятностному натягу
выбранной посадки, т.е.
5 = SB.max-(^zl+^z2).
Наибольшие напряжения возникают у внутренней поверхности схватывающей
детали
Сжатие
Растяжение
где аг и at - окружные и
тангенциальные
нормальные напряжения
(рис. 4.31).
Наибольшие
эквивалентные напряжения не
должны превышать
предела текучести ат:
о\ = а, -а =
2р
\-(d/d2J
Рис 4.31. Схема распределения напряжений в полумуфте в месте
соединения с промежуточным валом
104
Расчет подшипников качения шарнира и крестовины
В шарнире шпинделя используются комбинированные подшипниковые
узлы в которых радиальная нагрузка воспринимается двухрядными
сферическими радиальными подшипниками 7, а осевая - упорными подшипниками.
радиальные подшипники работают в условиях колебательного движения с
амплитудой качания 9-5, где 5 - угол пересечения осей соединяемых валов.
При достаточно большой амплитуде качания, когда угол поворота 9 одного
кольца подшипника относительно другого из среднего положения в крайнее
больше, чем угол <р между соседними телами качения, долговечность можно
рассчитывать как при полном вращении подшипника. При работе с малой
амплитудой качания, т.е. при 0 < ср имеют место специфические условия смазки
нагруженного контакта тел и дорожек качения, поэтому расчет долговечности
подшипников определяют с учетом заданных условий (9, смазка) после
проведения испытаний в соответствующем режиме.
Приближенно при отсутствии данных испытаний конкретного шарнира
расчет подшипника можно выполнять по следующей методике. Номинальный
крутящий момент Г„ом - момент, передаваемый шарниром при "стандартных"
параметрах и условиях работы: частота вращения п = 33 мин; долговечность
Ln = 5000 ч; угол перекоса осей 5 = 3°; Гном = 2,6 CR\ С - динамическая
грузоподъемность подшипника, Н; R - расстояние от оси шарнира до среднего
сечения подшипника, м.
Наибольший длительно действующий крутящий момент Г, который может
передавать шарнир при фактических параметрах и условиях работы:
Г- Тноы - 296СЯ
К% - динамический коэффициент при умеренных толчках и ударах, равный
единице, при сильных толчках и ударах - 1,38; К^ - коэффициент,
учитывающий величину пд, где п - частота вращения (мин) шпинделя (табл. 4.4); KL -
коэффициент долговечности, определяемый по заданной долговечности
подшипника (табл. 4.5); S- угол перекоса шпинделя.
При переменной нагрузке, действующей на подшипник определяют
эквивалентный крутящий момент ГЕ, т.е. ГЕ = Т. Можно выполнить расчет подшипни-
Таблица 4.4. Значения коэффициента А*„? в зависимости от произведения п 5
п8
100
120
140
160
180
200
220
240
*о6
1,0
1,05
1,1
1,15
1,19
1,23
1,27
1,3
пд
260
280
300
350
400
450
500
550
*о6
1,33
1,36
1,39
1,45
1,53
1,57
1,62
1,67
пд
600
650
700
800
850
900
950
1000
*п5
1,71
1,75
1,79
1,87
1,90
1,94
1,97
2,0
пд
1100
1200
1300
1400
1500
1600
1700
1800
/Гоб
2,06
2,11
2,16
2,20
2,26
2,30
2,34
2,38
пд
1900
2000
2200
2400
2600
2800
3000
3200
/Гп8
2,42
2,46
2,53
2,60
2,66
2,72
2,75
2,83
пд
3500
4000
4500
5000
5500
6000
6500
7000
tfnS
2,9
3,02
3,12
3,24
3,33
3,40
3,48
| 3,56
105
Таблица 4.5. Значение долговечности подшипника L* в часах
в зависимости от коэффициента Al
и
250
500
750
1000
1500
2000
2300
2500
2600
*L
0,82
1,00
1,13
1,23
1,39
1,52
1,58
1,62
1,64
и
2700
2800
2900
3000
3100
3200
3400
3500
3600
КЬ
1,66
1,675
1,695
1Л1
1,73
1,745
1,775
1,795
1,81
и
3700
3800
3900
4000
4100
4200
4300
4400
4500
KL
1,825
1,84
1,85
1,865
1,88
1,895
1,905
1,92
1,935
и
4600
4700
4800
5000
5200
5400
5600
5800
6000
Kl
1,945
1,960
1,985
2,00
2,02
2,04
2,06
2,09
_2,П__
и
6200
6400
6600
6800
7000
7200
7400
7600
7800
KL
' 2,12
2,15
2,17
2,19
2,21
2,23
2,24
2,26
2,28
и
8000
8400
8600
9000
9200
9400
9600
9800
10000
—5L.
2,30
2,33
2,35
2,38
2,39
2,40
2,43
2,44
2,46
ков в форме определения долговечности подшипника Lh, заменяя Т значением
ГЕ, которое определяется по формуле:
-T^ja?-*,,
a, =-
>и
где Ti - крутящий момент на i-й ступени графика нагрузки; /f - время работы
на /-й ступени; Г/ - крутящий момент на первой ступени графика на рис. 4.27.
ТЕ = Т{ Vl • 0,2 + 0,753 • 0,5 + 0,23 • 03 = 0,73Г, (для тяжелого режима работы).
Коэффициент долговечности
2,6 СД
*l-
Kg'Kt*
По значению KL находят долговечность подшипников (табл. 4.5).
Расчет крестовины (рис. 4.32) сводится к расчету шипа как консольной
балки, заделанной неподвижно одним
концом. На каждый шип кресто-
% ?У-1—<3 вины действует усилие
>?
*=
Wr
J-W
rlH™
Nt
Рис. 4.32. Крестовина шарнира
/r,2 = ^Vl + sin2a-tg25,
где R - расстояние от центра
крестовины до середины подшипника.
Следует рассчитывать на
прочность два сечения типа /-/ и II-II.
В каждом сечении определяют
напряжения изгиба и среза от
действия силы F&
При расчете крестовины на
жесткость определяют угол поворота
сечения шипа под подшипником Ди
106
nt> a, - наибольший допускаемый угол перекоса колец подшипника.
где /-Dm
Расчет вилки-полумуфты
Основной несущей деталью шарнира универсального шпинделя является
вилка-полумуфта (рис. 4.33, а). Точное аналитическое определение
номинальных напряжений в элементах полумуфты весьма затруднительно ввиду
многообразия факторов, влияющих на распределение напряжений.
Для приближенного решения задачи по распределению напряжений в
основном элементе полумуфты (проушине) методами сопротивления материалов
последнюю принимаем за плоское кольцо переменной жесткости (рис. 4.33, б).
Рассматриваем условие при котором наружное кольцо подшипника
установлено в отверстии проушины без зазора. В этом случае при передаче крутящего
момента нагрузка на проушину будет распределена на участке ф = 180°. Расчет
производим в предположении, что угол пересечения осей валов 5 = 0, и
поэтому направление вектора результирующей силы Fa, действующей на проушину,
составляет угол ф = я/2. Нагрузку принимаем распределенной по
параболическому закону на участке кольца от ф = 0 до ф = я.
Для раскрытия статической неопределенности кольца используем метод сил.
Перемещения определяем с помощью интеграла Мора только от действия
изгибающих моментов. В соответствии с размерами проушины принимаем, что
толщина кольца на участке от ф = 0 до ф = 90° не меняется, т.е. h = Л0, а на
участке от ф = 90° до 180° изменяется по закону
Л =
-Ао,
3 + 2со8ф
т.е. толщина кольца на этом участке меняется от h = Л0 до Л = 3/а0.
Основную систему получаем, разрезая кольцо по оси симметрии (ф = 0). В
месте разреза прикладываем три неизвестных силовых фактора: Х\ -
изгибающий момент, Хг - продольную и!3- поперечную силы (рис. 4.33).
Из условий равенства нулю относительных перемещений получаем систему
канонических уравнений метода сил:
Рис. 4.33. Конструкция полумуфты-вилки (а) и расчетная схема проушины (б)
ЬиХ1 +6,2^2 +5,3^3 +8,F=0
Ь11Х1 +622^2 + 62з^з +52F =0
[63,^, + 632*2 + S33^3 + S3F = °>
где 5ц - перемещение по направлению силового фактора Х\ от момента Ar1;522 -
перемещение по направлению силового фактора Х2 от силы Х2\ Ь\Р-
перемещение по направлению силового фактора Х\ от внешней нагрузки Ft2 и т.д.
Для вычисления коэффициентов этих уравнений необходимо составлять
уравнения от единичных сил и от внешней нагрузки.
Изгибающий момент от внешней нагрузки
мъ =
12
C - 8coscp + 6cos2 ф - cos4 <р),
где q0 - интенсивность внешней нагрузки для ф = тс/2.
Изгибающие моменты от единичных сил Хи Х2 и Хъ
М\ = 1; Мг = -г A-cos ф); Мз--г • sin ф.
Эпюры изгибающих моментов от единичных сил Хи Х2 и Хз внешней
нагрузки представлены на рис. 4.34, а-г. Определяем коэффициенты
канонических уравнений
Рис. 4.34. Эпюры изгибающих моментов,
действующих на кольцо-проушину от
единичных и внешних сил:
а - от изгибающего момента Х\\ б - от
продольной силы Яг; в - от поперечной силы
Хъ\ г - от внешней нагрузки
108
•M{ -dz
= 2
5»-J EJ
6,2=1 "
^/wfy жДз + 2со8ф)
dip
3,98r
1 ?/0 '
?A
= -2
r(l - cos <p) • rdip ^(Зн- 2cosq>)* , x
J Т7/Г7 Г(-COSф)гс/2
ял
^ 27?У0
2,26r2
Аналогично
&22 = J
бзз = J-
M\dz 2,28r3
F32^: 2,25r3
«21 = J
?/ ?У0 '
МFr • Mxdz 'lq0r2\3 - Бсовф + 6cos2 ф - cos4 ip)rdip
о
EJ
12?Л
J
C + 2cosф) • #0r2(З - 8cosф + 6cos2 ф - cos4 ф)гdip 0^qQry
Аналогично
27?У„
EJn
tMFM2dz
52! = J
0,4G0r4
?J
?Л
-j
МРМъ<к 0,25q0r4
EJ
EJn
Вследствие симметричности и осесимметричности силовых факторов
§13= §31 = 0; бзз = §32 = 0.
Подставляя полученные значения коэффициентов в канонические
уравнения, получаем
[3,98*, - 2,26/tf2 + 03W2 = 0
\ - 2,26ЛГ, + 2,28/*2 - 0,<Цг2 = 0
[2,25 Хъ - 0,25^оГ = 0.
После решения системы уравнений, получаем
Хх ^0,55q{)r2;X1^0a3qf)r;Xi=0MqQr.
Изгибающие моменты от силовых факторов Хх, Х2, Х^ и внешней нагрузки
Л/^О^г2,
Л/2=-0,23^0г2A-со8ф),
Л/3 = -0,11<70г2 • sintp,
MFr = ~ТТ~C - 8совф + 6cos2 ф - cos4 ф).
Результирующий изгибающий момент
109
М = Л/, + М2 + М3 + А/рв = 0,55г2 - 0,23<y0r2(l - совф) - 0,1 \q0r2 • sin9 +
<7 г2
+ -—-(З - 8cosф + 6cos2 ф - cos4 ф).
Результирующую силу, действующую на проушину Fi2, выражаем через
площадь параболической нагрузки
Fa = J Яо' 2r = у ^or> откуда
00 =
4 г
Подставляя значения q0 в уравнение результирующего изгибающего
момента получаем
М = 0,041 • Fa • г - 0,17Fa • гA - со8ф) - 0,082^ • г • sin ф +
+ 0,062/^ • гC - созф + 6cos2 ф - cos4 ф).
По данным уравнения строим эпюру результирующих изгибающих
моментов в безразмерных единицах (рис. 4.35, а)
М
М =
Г*-г
и эпюру результирующих напряжений также в безразмерных единицах
(рис. 4.35, 6)
о/
a =
Значения безразмерных величин в точках в зависимости от угла <р
представлены в табл. 4.6.
W60JW*
0,978 №
>ис. 4.35. Эпюры результирующих изгибающих моментов {а) и напряжений {б)
ПО
Величину напряжений можно определить по формуле
где К- коэффициент, определяемый по рис. 4.35 или по табл. 4.6;
f^ - сила, действующая на проушину, определяется по формуле
F - Г'
'2 2*cos6'
здесь Т\ - крутящий момент, передаваемый шпинделем; R - расстояние от
центра шарнира до среднего сечения подшипника; 8 - угол пересечения осей
валков; г - средний радиус проушины, равный (D + Л0)/2; W0 - момент
сопротивления сечения проушины толщиной А0.
Наибольшее напряжение, принимаемое за расчетное, соответствует сечению
проушины, определяемое углом ф = Зя/4 (ркс. 4.35) для угла перекоса осей
промежуточного вала и валков в пространсгве 5 = 0. При других значениях
угла 5 расчетное напряжение Орас в опасном сечении (ф = Зтс/4) определяют по
формуле
cipec= Ks - а»
Таблица 4.6. Значения безразмерных величин в различных точках
в зависимости от угла ф
Угол <р
-тс
(-7/8) я
(-3/4) тс
(-5/8) тс
-тс/2
(-3/8) тс
-тс/4
-тс/8
0
тс/8
тс/4
C/8) тс
тс/2
E/8) тс
C/4) я
G/8) тс
тс
-0,298
-0,268
-0,192
-0,115
-0,048
0,017
0,047
0,06
0,042
-0,002
-0,063
-0,075
0,0
0,115
0,402
0,598
0/72
у * 1
0,093
0,040
0,055
0,064
0,048
0,017
0,047
0,060
0,042
0,002
0,063
0,075
0,0
0,064
0,115
0,089
0,078
h
3
2,58
1,87
1,34
1,34
1,87
2,58
3
Таблица 4.7. Значения коэффициента А*§
Угол 5,
град
#5
0
1,0
5
1,04
10
1,05
15
1,06
20
1,06
25
1,07
30
1,10
где К5 - коэффициент, учитывающий влияние угла перекоса осей валков 5 и
определяемый по табл. 4.7.
Глава 5
ОБОРУДОВАНИЕ ДЛЯ РАСКАТКИ ГИЛЬЗ
Станы для раскатки гильз предназначены для утонения стенки, удлинения гильзы и
превращения ее в черновую трубу.
Наиболее широко распространена классификация их по способу прокатки: станы
продольной прокатки (автоматстан, непрерывный стан, реечный стан),
периодической прокатки (пилигримовый стан), поперечно-винтовой прокатки
(трехвалковый раскатной стан, трехвалковый планетарный стан, двухвалковый с
приводными направляющими дисками).
Станы продольной прокатки на оправке можно разделить на две группы. К первой
группе относят станы линейного типа, имеющие одну или две рабочие клети.
Прокатку в этих станах осуществляют на короткой оправке конусной формы,
укрепляемой на конце длинного стержня. Вторая группа станов - многоклетевые
непрерывные станы, в которых прокатку осуществляют на длинной оправке
(плавающей или удерживаемой). Прокатка на плавающей оправке распространена
значительно шире. В настоящее время начали использовать удерживаемую оправку,
перемещаемую в процессе деформации трубы с заданной скоростью. Плавающие
оправки большой длины A8...20 м) диаметром более 180...200 мм оказываются
весьма тяжелыми, трудными в транспортировании, требуют применения громоздкого
оборудования: большие трудности вызывает изготовление таких оправок. Поэтому
для непрерывных станов большого типоразмера используют удерживаемые оправки,
длина которых примерно в два раза меньше. Прокатка на удерживаемой оправке
повышает точность труб, и поэтому ее применяют и при прокатке более мелких труб.
Станы первой группы могут быть одноклетевыми (автоматстан) или двухклетевыми
стан-тандем) с расстоянием между клетями больше, чем длина прокатываемой трубы.
Иногда двухклетевые станы называют полунепрерывными. Одноклетевые
автоматические станы производят прокатку в два (иногда в три) прохода в одном и том
же калибре и для задачи на каждый следующий проход трубу возвращают на передний
(входной) стол с помощью фрикционных роликов обратной подачи. В станах тандем
озвратного движения трубы нет.
Автоматические станы могут иметь многоручьевые (с числом калибров до 11 -
2) или одноручьевые валки. В первом случае по мере износа одного калибра
переходят на прокатку в другом калибре. Во втором случае износ калибра означает
необходимость замены валков. Однокалибровые клети оказываются
значительно более легкими и перевалку осуществляют обычно заменой клетей: вместо
клети с изношенными валками устанавливают сменную клеть с
новыми валками, собранную в стороне на специальном стенде. Очень важным
тоинством однокалибровых клетей является их повышенная жесткость, что
Дбеспечивает более высокую точность труб по толщине стенки. Другим пре-
°муществом таких станов является значительное упрощение и облегчение
входного стола.
В последние годы автоматическим станам с одноручьевыми валками отдают
большее предпочтение. В станах тандем, поскольку прокатка идет всегда по
одной оси, используют только одноручьевые валки.
Многоклетевые непрерывные станы могут быть разного типа. Современные
непрерывные станы имеют индивидуальный привод каждой клети, а старые
станы имеют групповой привод. По типу привода классификация носит
формальный характер - практически новые станы создают с приводом одного
типа.
На реечных станах прошитый стакан вместе с оправкой протягивается через
ряд неприводных роликов, расположенных в обойме и образующих круглый
калибр. Протягивание осуществляется через шестерни и зубчатую рейку.
Пилигримовая (пильгерная) прокатка и соответственно станы являются
одним из наиболее старых способов раскатки гильз. Процесс является
периодическим: за каждый оборот двух валков, вращающихся навстречу друг другу
прокатывают небольшой участок трубы и специальным подающим аппаратом
осуществляют осевые перемещения трубы для последующего обжатия. Как
реечные, так и пилигримовые станы не имеют принципиальных различий в
конструкции клетей.
На станах поперечно-винтовой прокатки осуществляют раскатку труб повы-
Таблица 5.1. Характеристика автоматических станов
Параметры
Диаметр валка, мм
Длина бочки валка, мм
Число ручьев*
Частота вращения валков, мин
Диаметр трубы, мм *
Длина трубы, мм *
Мощность привода, кВт
Передаточное отношение
редуктора
Диаметр роликов обратной
подачи, мм
Длина роликов, мм
Частота вращения роликов, мин
Мощность привода роликов
обратной подачи, кВт
Масса стана, т
эзтм
140
600...710
1600
8
68... 136
148
13,4
1400
5,3
460...540
1600
200...535
46
140
640...750
1680
9
70... 132
159
11,5
900
5,7
450...600
1700
100...190
55
274
УЗТМ
250
640...750
1700
7
75
219
13,5
1100
5,7
450...600
1700
100...190
55
330
400
960... 1100
1550
5
60...92
377
15,5
1840
6,0
720...760
1550
83...167
140
1160
Наибольшие значения.
шенной точности. Конструкция рабочих клетей различна и определяется
главным образом регулированием угла подачи и раскатки, а также установки
валков.
Станы подразделяются на трехвалковые с рабочими клетями из двух
кольцеобразных станин, с откидывающейся крышкой (без кольцеобразных станин),
трехвалковые планетарные и двухвалковые с приводными направляющими
дисками (станы Дишера).
5.1. Конструкция автоматических станов
Установки с автоматстанами существуют трех типов: малые, средние и
большие. Основные данные, характеризующие автоматические станы
приведены в табл. 5.1.
В состав автоматического стана входит рабочая клеть, главный привод,
входная и выходная стороны, а также вспомогательное оборудование (рис. 5.1).
Рабочая клеть автоматического стана имеет две станины закрытого или
открытого типов с общей съемной крышкой. Обе станины соединены между
собой стяжными болтами и опираются лапами на плитовины, установленные на
фундаменты. Станины открытого типа чаще используют в станах среднего и
большого типоразмера.
Подушки рабочих валков литые из стали. Валки малых и средних
автоматических станов отечественной конструкции находятся в четырехрядных
конических роликовых подшипниках. Валки больших станов монтируют на
текстолитовых вкладышах. Многие старые установки модернизированы и
применявшиеся ранее подшипники скольжения, заменены подшипниками
качения, которые позволяют повысить точность и стабильность настройки
станов и, следовательно, точность труб. По высоте рабочие валки
устанавливают при помощи нажимных винтов. Положение верхнего валка регулиру-
2 J 1 4 16 6 17 7 10 11 9 15 12
Рис. 5.1. Схема механизмов автоматстана:
/ - передний стол; 2 - вталкиватель; 3 - сбрасыватель; 4 - кантователь; 5 - наклонная
решетка; 6 - рабочая клеть; 7 - ролики обратной подачи; 8 - механизм перемещения; 9 - задний
стол; 10 - механизм подъема нижнего ролика обратной подачи; 11 - проводки; 12 -
стержневой упор; 13 - привод рабочих валков; 14 - привод роликов обратной подачи; 15 - стержень с
оправкой; 16,17- верхний и нижний валки
114
двумя нажимными винтами, которые вращаются от электродвигателя через
Ю пвячные редукторы. На шлицевые концы винтов насажены червячные шес-
4 они, а бронзовые гайки нажимных винтов закреплены в расточках станины.
Установка нижних валков имеет аналогичную конструкцию, только для малых
и средних станов привод осуществляется вручную и лишь для больших станов
воашение передается от двигателя через редуктор. Урав-новешивание верхних
валков обычно грузовое (в старых конструкциях малых станов - пружинное).
Современные станы оборудуют механизмами для перевалки валков. С по-
мошью этих механизмов валки извлекают из станины, для чего их
приподнимают нижними нажимными винтами и под подушки вводят брусья, которые
соединены с приводными рейками через цепную передачу и реечные шестерни.
После отсоединения подушек от тяг грузового уравновешивания валки вместе
с подушками извлекают через окна станины.
После каждого прохода оправку снимают со стержня, а трубу возвращают
на переднюю сторону стана с помощью роликов обратной подачи,
расположенных за рабочими валками и вращающихся в направлении,
противоположном вращению рабочих валков. Наличие роликов обратной подачи является
характерной особенностью автоматических станов. Для возврата трубы
верхний валок несколько приподнимается, образуя увеличенный холостой калибр,
а нижний ролик обратной подачи, поднимаясь, прижимает трубу к верхнему
ролику. В результате труба (благодаря трению роликов о трубу) передается
через увеличенный по высоте калибр рабочих валков на переднюю сторону
стана. Привод обоих роликов осуществляется через универсальные шпиндели и
цилиндрический зубчатый редуктор от электродвигателя постоянного тока с
регулируемым числом оборотов.
Верхний ролик обратной подачи во избежание трения о трубы при рабочем
проходе установлен несколько выше выходящей трубы и в процессе работы по
высоте не регулируется. Нижний ролик находится на коромысле и во время
прокатки трубы опускается. При передаче трубы на переднюю сторону стана
нижний ролик с помощью пневматического цилиндра поднимается, прижимает
трубу к верхнему ролику и вместе с ним сообщает трубе обратное движение.
Ролики обратной подачи, как и направляющие проводки заднего стола,
бывают индивидуальными и групповыми. Групповые ролики состоят из двух
половин, но в отличие от индивидуальных их длина соответствует длине бочки
рабочих валков, а калибр - калибру на валках. В этом случае при переходе на
прокатку труб в другом калибре необходимость в замене или перестановке
роликов отпадает. Поэтому в современных станах используют только
групповые ролики. Естественно, в однокалибровых клетях ролики также имеют один
калибр.
Подъем и опускание верхнего валка на определенную величину
осуществляются клиновым механизмом (рис. 5.2), наличие которого (также как и
роликов обратной подачи) является характерной особенностью автоматических
станов. Механизм состоит из сдвоеного клина, установленного между
нажимным винтом и подушкой верхнего валка. Клин может перемещаться вдоль оси
валков с помощью горизонтального пневмоцилиндра, укрепленного сбоку
одной из станин. Известны клиновые устройства, работающие от
электродвигателя через кривошипно-шатунный механизм. При введении клина между
винтами и подушками верхнего валка последний перемещается вниз,
устанавливая валки в рабочее положение. При выходе клина верхний валок
115
Рис. 5.2. Клиновый механизм рабочих клетей
автоматстана ТПА 140:
/ - болт крепления; 2J - подушка и опора
нажимного винта; 4- клинья
116
поднимается за счет действия
уравновешивающего устройства.
Подъем происходит на одну и ту
же величину, достаточную ддя
пропуска трубы на передний стол.
Работа клинового устройства
автоматизирована, для чего
имеются два фотореле на передней и
задней сторонах стана. Поочеред.
ное и противоположное в своей
последовательности засвечивание
этих двух фотореле при
продвижении горячей трубы с переднего
стола на задний и обратно
соответственно включает командные
реле управления
электродистрибуторами обеих полостей
пневматического цилиндра клинового
устройства.
Рабочие клети стана тандем
отличаются от клетей
автоматического стана отсутствием
клинового механизма и роликов обратной
подачи, т.е. отсутствием тех
механизмов, которые предназначены
для передачи труб на передний
стол, так как в этих клетях такая
передача не требуется. Отсутствие
клинового механизма повышает
жесткость клети и способствует
получению труб повышенной
точности.
Валки автоматических станов и
станов тандем делают чугунными;
для станов тандем иногда
используют стальные валки с
наплавленной поверхностью. Диаметр
рабочих валков примерно
соответствует следующему соотношению:
D = 2</roax + C00-360),
где D - диаметр валков, мм; dmdX -
максимальный диаметр трубы для
данного стана, мм.
Для привода рабочих валков
чаще всего используют двигатели
постоянного тока, позволяющие
регулировать скорость прокатки,
хотя известны случаи применения
вигателей переменного тока (что характерно, как правило, для старых
станов). Привод осуществляется через редуктор и шестеренные клети с помощью
шпинделей и удлиненных зубчатых муфт. Станы тандем имеют безредуктор-
ный привод.
Главная линия автоматического стана включает рабочую клеть,
универсальные шпиндели, шестеренную клеть, предохранительный шпиндель,
редуктор и двигатель (рис. 5.3).
Так как машинное время каждого прохода трубы не превышает 10... 12%
общего времени цикла прокатки, то' для снижения динамики главной линии на
ведушем валу одноступенчатого цилиндрического редуктора, иногда по обе
стороны шестерни установлены маховики. Вращение редуктору от
электродвигателя, как правило, постоянного тока с регулируемым числом оборотов
передается через зубчатую муфту.
Входная сторона автоматического стана обеспечивает прием гильзы и
подачу ее в клеть. Кроме того, на входной стороне внутрь гильзы вводят
технологическую смазку. Между проходами осуществляется также кантовка гильзы.
В автоматических станах необходимо после каждого прохода заменять
оправки, точнее убирать ее с линии прокатки для возврата трубы и установки оправки
для последующей прокатки. В станах тандем замену оправки осуществляют по
мере ее износа. Для вьшолнения всех этих операций имеются соответствующие
механизмы.
Столы входной стороны всех станов являются стационарными и лишь для
автоматических станов с
многоручьевыми валками сто- 70
лы выполняют
передвижными. Их перемещение
производится в период
подготовки к прокатке в
новом калибре по рельсам
реечным механизмом с
таким расчетом, чтобы
желоб входного стола
оказался на оси того калибра,
в котором предполагается
прокатка. Устройство
такого стола показано на
рис. 5.1 и представляет
рамную конструкцию на
катках. Поскольку гильзы
на стол автоматического
стана задают сбоку, то
перед желобом
устанавливают рычажный задерж-
ник, работающий от пнев-
моцилицдра. Для боковой
выдачи прокатанных труб
установлены круговые
сбрасыватели, работающие
от автономного
электродвигателя.
<S-«D
Y уш
Рис. 5.3. Схема главной линии автоматстана и механизмов
клети:
1 - электродвигатель привода валков; 2 - цилиндрический
редуктор; 3 - маховик (может отсутствовать); 4 -
шестеренная клеть; 5 - шпиндель; 6 - рабочие валки; 7 -
нажимное устройство; 8 - клиновой механизм; 9 - нажимной
винт; 10 - привод перемещения верхнего валка; // -
уравновешивание верхнего валка; 12 - гидроцилиндр
уравновешивания
117
На переднем столе стана малого типоразмера устанавливают задающе-
кантующие фрикционные ролики, схема которых показана на рис. 5.4.
Вращение роликов производится от электродвигателя через конические передачи, а
сближение или разведение их - от пневматического цилиндра через систему
рычагов. Ролики имеют профилированный калибр. При сближении роликов
труба получает поступательное движение и вследствие возникающего
крутящего момента поворачивается так, что большая ось ее поперечного сечения
оказывается всегда в вертикальном положении. Кантовка таким механизмом
производится только перед вторым проходом; при первом проходе, когда задается
круглая гильза, механизм только подает ее в калибр автоматического стана.
Аналогичные кантователи устанавливают и в станах тандем.
На автоматических станах среднего и большого типоразмеров, когда гильза
имеет значительно большую массу, задачу в валки осуществляют
пневматическим толкателем с длинноходовым цилиндром. Головка толкателя
перемещается по желобу переднего стола. Иногда на малых станах при первом проходе
(особенно при прокатке нержавеющих труб), когда захват оказывается
затрудненным, подачу гильзы в валки также производят толкателем.
Осевое перемещение гильзы в станах тандем осуществляется рольгангом
вплоть до захвата задающе-кантующими роликами. Кроме того, на передней
стороне стана размещен исчезающий упор для задержки гильзы при
нарушении ритма прокатки. На стане тандем имеется также качающаяся решетка с
перекладывателями для удаления с линии прокатки гильз, установленных
перед исчезающим упором и при необходимости возврата гильз на рольганг. Эту
же решетку используют при смене стержня оправки.
Рис. 5.4. Схема кантующих роликов автоматстана:
/ - привод вращения роликов; 2 - пневмопривод сведения-разведения
роликов; 3 - ролики
118
Рис. 5.5. Схемы устройств механической (а) и ручной (б) смены оправок:
/ - пневмоцилиндр; 2 - корпус; 3 - лоток; 4 - копир; 5 - оправка; 6,9 -
наконечники; 7- регулирующее устройство; 8- головка толкателя; 10- стакан; 11
- муфта; 12 - трубка подачи охлаждающей жидкости
Одна из самых сложных операций при прокатке труб в автоматическом
стане - смена оправок. В настоящее время имеются быстродействующие
механизмы для выполнения этой операции, однако для станов среднего и большого
типоразмеров эти механизмы работают не всегда надежно, и смену оправок на
этих станах в основном выполняют вручную. Поэтому станы тандем, где
замену производят только по мере износа оправок, имеют в этом отношении
несомненное преимущество.
Одна из конструкций механизма установки оправок, применяющаяся на
некоторых малых автоматических станах, предполагает использование оправок
одно го диаметра на оба прохода. Предварительно оправку соединяют с
наконечником, имеющим на конце направляющую головку; соединение резьбовое.
Оправку с наконечником укладывают на наклонный лоток (рис. 5.5) и
толкающей головкой, работающей от пневмоциливдра, она задается в очаг
деформации, где и находится до момента подачи гильзы в валки. Затем
толкающая головка опускается, а, когда заканчивается прокатка, оправка с
наконечником опускается в лоток под действием собственной массы.
Выходная сторона автоматического стана состоит из рада сменных
проводок, направляющих движение трубы при выходе ее из валков, и удерживающая
стержень от продольного изгиба. Обычно проводки выполняют групповыми
119
тг~г
огаш^ЭШйШа!
зг^
F5
Ш
Рис. 5.6. Выходная сторона стана тандем:
/ - входная проводка; 2 - рабочая клеть; 3 - центрователи; 4 - выдающие ролики, 5 - сварная рама;
б- упорно-регулировочный механизм
всех калибров валков, однако имеются станы и с индивидуальными про-
одками для каждого калибра. В конце заднего стола расположен упор для
акрепления стержня, который вмонтирован в специальную траверсу.
На выходной стороне стана тандем (рис. 5.6) осуществляется осевая выдача
гильзы. Конструктивно она похожа на выходную сторону прошивных станов.
Комплекс механизмов обеспечивает удержание, центрирование и охлаждение
стержня; регулирование осевого положения стержня с оправкой; прием трубы
из валков и транспортирование ее от стана.
Стержень при снятии трубы удерживается от осевого перемещения
механизмом перехвата рычажного типа. Упорно-регулировочный механизм
предназначен для восприятия осевых усилий, регулирования положения оправки в
очаге деформации и пропуска прокатанной трубы. Этот механизм состоит из
станины и каретки. В корпусе каретки расположена упорная головка и замок.
Перемещение каретки осуществляется от электродвигателя, а поворот головки
и замка - от пневмоцилиндра.
5.2. Конструкция непрерывных станов
Непрерывные станы предназначены для раскатки гильзы в черновую трубу с
минимальной толщиной стенки 2,5 мм из углеродистых и низколегированных
сталей.
Станы непрерывной прокатки имеют семь-девять одинаковых рабочих
клетей, хотя есть станы, в которых первые клети имеют валки несколько большего
диаметра, поэтому сами клети оказываются более крупными.
Компоновка рабочих клетей бывает с последовательно расположенными
клетями, в которых валки в соседних клетях находятся в горизонтальной и
вертикальной плоскостях, и с последовательно расположенными клетями под
углом 45° к горизонту и 90° друг относительно друга (угловая схема).
Наиболее распространенной конструкцией станов является наклонное
расположение клетей. Существуют два типа непрерывных станов - с общим и
индивидуальным- приводом рабочих валков. Индивидуальный привод более
предпочтителен, так как позволяет осуществлять более простую настройку и
регулировку валков.
Одна конструкция привода характеризуется горизонтальным
расположением привода (рис. 5.7). В этом случае используют конические передачи в
редукторах. Другая конструкция имеет наклонное расположение двигателей и
редуктора - с цилиндрическими колесами. Последний тип стана имеет
повышенную долговечность. Станы с горизонтально-вертикальным расположением
валков (рис. 5.8) получили значительно меньшее распространение из-за
неудобств, вызванных вертикальным расположением части клетей. Вертикально
- горизонтальное расположение валков характерно для конструкций станов
30-40-х годов. В настоящее время станы с таким расположением валков
практически не изготавливают. Характеристики некоторых современных станов
непрерывной прокатки даны в табл. 5.2.
Рабочая клеть (рис. 5.9, а, 6) включает станину закрытого типа, узел валков,
верхний и нижний нажимные механизмы и механизм осевой регулировки.
Станина рабочей клети закрытого типа. Боковые поверхности окон станины
облицованы сменными планками. Опоры валков - четырехрядные подшипники
качения; подушки валков - литые. Для повышения износостойкости боковые
I'M
Рис. 5.7. Непрерывный стан с горизонтальным расположением двигателей:
7 - электродвигатель главного привода; 2 - шестеренная клеть; 3 - рабочая клеть; 4 - сборная станина; 5 -
рабочие валки; б - шпиндели
Рис. 5.8. Горизонтально-вертикальное расположение клетей непрерывного стана:
/ - клети с вертикальными валками; 2 - клети с горизонтальными валками; 3 -
шпиндели; 4 - комбинированные шестеренные клети; 5 - двигатели; 6 - редуктор; 7 -
шестеренная клеть
поверхности подушек, соприкасающиеся с облицовочными планками окон
станины, имеют закаленный слой с твердостью 40 HRC.
Верхние подушки имеют встроенное в них пружинное уравновешивающее
устройство, благодаря которому обеспечивается постоянное прижатие
подушек к нижним и верхним нажимным винтам и выборка зазоров в системе
подушка - стакан - винт.
Верхний нажимной механизм предназначен для регулирования раствора
между верхним и нижним валками. Сближение с помощью нажимных винтов,
которое приводятся во вращение от электродвигателя через червячно-
глобоидные редукторы, соединенные между собой зубчатой муфтой. Нижнее
нажимное устройство предназначено для установки нижнего валка на ось
прокатки. Привод нижнего нажимного устройства - ручной.
Рабочие валки имеют возможность перемещаться относительно друг друга с
помощью осевой регулировки, механизм которой крепят на приливах станины.
Крышки подушек рабочих валков с неприводной стороны снабжены
выступами, которые зажимаются между приливами рычагов. Сведение одной пары
рычагов и разведение другой винтовыми стяжками перемещает валок в осевом
направлении. Механизм осевого регулирования обеспечивает также жесткое
закрепление подушек рабочих валков, а значит, и самих валков в осевом
направлении.
Особенностью прокатки в непрерьюном стане является утонение концевых
частей трубы. С целью уменьшения длины этой части трубы применяют
перемещение валков и изменение скоростного режима прокатки.
Одна из предложенных систем предусматривает перемещение валков в двух
предчистовых клетях (в 9-клетевом стане перемещение валков осуществляется в
шестой и седьмой клетях), которое осуществляется электрогвдравлическим
нажимным механизмом, встроенном в нажимной винт, что обеспечивает
независимую установку самого валка в исходное положение с помощью
электродвигателя, расположенного на клети. В полом нажимном винте размещен поршень,
123
Рис. 5.9. Схема рабочей клети непрерывного стана (а) и ее общий вид (б):
1,2,4- узлы валков; 3 - подшипниковый узел; 5 - электродвигатель механизма установки валков по
оси прокатки; б - червячный редуктор; 7 - коническая пара; 8 - промежуточный вал; 9 - зубчатая
муфта; 10- пружинное уравновешивание; У/ - станина; 12,13 - верхний и нижний нажимные
механизмы; 14 - механизм осевой регулировки
ещаюЩийся относительно самого винта. С помощью поршня обеспечи-
П егся дополнительное перемещение валка в пределах до 5,0 мм. Подача масла
^полость гидроцилиндра осуществляется через дроссельный распределитель,
в рЫй связан с шаговым электродвигателем. Шаговые двигатели являются
сполнительными механизмами системы программного управления дроссель-
ь1 распределителями. Гидравлическая система питается от насосно-
к, муляторной станции, обеспечивающей давление в системе до 32 МПа. t
Величину дополнительного обжатия ,и длину утоненных концов определяют
числом шагов шаговых двигателей и скоростью их вращения. Система
управления получает исходный сигнал от месдоз, установленных в трех
предшествующих клетях. Регулирование раствора валков осуществляют перемещением
только верхних валков; длительность этого процесса 0,1...0,15 с.
Диаметр поршня гидроцилиндра составляет 250 мм, что обеспечивает
высокое давление в шестой и седьмой клетях (до 2,5 МН).
Впервые стан с наклонным расположением двигателей был создан в России,
а затем такая компановка привода получила распространение в Европе.
Особенностью привода некоторых станов заключается в том, что на отдельные
наиболее нагруженные клети устанавливают по два, а иногда и по три
последовательно подключенных двигателя одинаковой мощности. В этом случае
удастся использовать один тип двигателя на все клети, что упрощает их
эксплуатацию, а необходимую для каждой клети мощность обеспечивают число-
мустановленных двигателей. Применение двигателей меньшей мощности и,
Таблица 5.2. Характеристики станов непрерывной прокатки
Параметры
Размер черновой
трубы, мм:
диаметр
толщина стенки
длина*1
Оправка
Длина оправки, м
Диаметр валка,мм
Число клетей
Расстояние между
клетями, мм
Окружная скорость
валков, м/с
Мощность привода
суммарная, кВт
Россия
30-102
108
3...8
27000
19,5
550
9
1150
3,9...6,0
12600*2
Англия
25-127
95,133
4...9
33000
Плав
19,8
535...444
9(8)
1003
до 4,57
9240*3
Германия
27-133
116,146
3...14
30000
ающая
26,0
525...450
8
950
-
17800*4
Япония
22-168
90,146,175
3,25...15,0
26000
22,0
560...472
8
1120
до 5,0
11200*5
Италия
178-340
146...361
4...25
28000
Удерживаемая
870...720
8
-
до 4,5
19500*6
*' Максимальная. *2 Все клети по 1400 кВт. *3 Клети 1, 7, 8 и 9 - 660; клети 2...6 - два двигателя
по 660 кВт. *4 Клети 1, 3...8 - два двигателя по 1300 кВт; клеть 2 - два двигателя по 1100 кВт; *5
Клети 1,3.-7 - по два двигателя по 700 кВт; клеть 2 - три двигателя по 700 и клеть 8 - 700 кВт. *6
Клети 1...5 - два двигателя по 1500 и клети 6...8 - по 1500 кВт
^^^^^^^
Рис. 5.10. Главная линия рабочей клети непрерывного стана:
/ - рабочая клеть; 2 — валки; 3 - шпиндель; 4 - редуктор;
5 — электродвигатель главного привода; 6 — сварная рама;
7—основание
следовательно, меньцщу
габаритов позволяет
уменьшить шаг клетей
непрерывного стана, что
в конечном счете, сказы*
вается не только на за*
нимаемой площади, но
повышает
производительность стана и
сокращает обрезь труб.
Главная линия
рабочей клети современного
девятиклетевого непре.
рывного стана представ-
лена на рис. 5.10.
Применение
наклонных двигателей (под
углом 45°) позволяет ио«
ключить из состава
привода тяжелонагруженные
быстроходные
конические передачи и
использовать одноступенчатые
цилиндрические
редукторы, что обеспечивает
более удобную эксплуатацию привода и повышает его долговечность.
Входная сторона непрерывного стана содержит механизмы для задачи
оправки в гильзу и совместной их задачи в валки первой рабочей клети стана.
Существуют два способа задачи оправки в гильзу: на линии прокатки и на
параллельной линии (внестановая зарядка).
Внестановая зарядка гильзы оправкой позволяет сократить до минимума
время вспомогательных операций и осуществить непрерывную подачу оправок
в непрерывный стан, когда передний конец последующей оправки касается
заднего конца предшествующей. Входной стол в этом случае имеет (рис. 5.11)
сдвоенный желоб: приемный желоб 1 служит для приема гильзы, которая
перекатывается в него по наклонным стеллажам 2. Второй желоб находится на оси
прокатки и по нему осуществляется задача гильзы с оправкой в непрерывный
стан. В приемном желобе осуществляется предварительная зарядка оправки.
Для этого скатившаяся гильза стопорится прижимом с усилием 50 кН,
работающим от пневмоцилиндра, а затем в нее вставляется с помощью пары
фрикционных роликов оправка так, что передние торцы гильзы и оправки
совмещаются (для этого установлен упор).
Предварительно заряженная гильза с оправкой передается в желоб задачи
сталкивателем. В момент сталкивания убирается ограничитель, который
препятствует случайному попаданию гильзы при ее сбросе на приемный стол.
В линии приемного желоба установлены две пары фрикционных роликов,
которые сходятся на гильзу с помощью пневмоцилиндра и задают гильзу с
оправкой в стан.
Механизм и схема задачи оправки в гильзу и их совместной задачи в очаг
деформации на линии непрерывного стана представлен на рис 5.12.
126
Рис. 5.11. Входная сторона непрерывного стана с внестановой задачей оправки:
/ - желоб соосного приема; 2 - оправка непрерывного стана; 3 - гильза; 4 - упор; 5 - механизм
предварительной зарядки; 6 - желоб задачи; 7 - непрерывный стан; 8 - механизм перемещения
гильзы; 9 - механизм перемещения оправки; 10 - задерживающий передаточный механизм; 11 ~
устройство поперечной передачи; 12 - прижим
/ 9 2
6 4 J JUU
Ф Ф Ф
Рис. 5.12. Схема задачи гильзы с оправкой в валки непрерывного стана:
/ - фрикционные ролики; 2 - каретка; 3 - рама; 4 - гильза; 5 - шибер; б - оправка;
7- упор; Н- подвижная каретка; 9- задний упор; 10- рычаг
7 в
Фг1\\\'\ /.
10
Ш охлаждение
олрайон
в секционную
печь
Рис. 5.13. Выходная сторона непрерывного стана:
/ - непрерывный стан; 2 - отводящий рольганг; 3 - рольганг передачи оправок к
ванне охлаждения; 4 - ванна охлаждения; 5 - оправкоизвлекатель; 6 - наклонная
решетка уборки оправок; 7 - сдвоенный рольганг; 8 - шлеппер подачи труб с
оправкой к оправкоизвлекателю; 9 - наклонная решетка; 10 - передаточный
шлеппер
128
У
Рис. 5.14. Фрикционный извлекатель оправок:
/ - оправка; 2 - труба; 3 - пневматический зажим; 4 - пластинчатые цепи; 5 -
звездочки; б - тяги; 7 - пневматический цилиндр
При прокатке в непрерывном стане на удерживаемой оправке применяют
механизм реечного типа с приводом, позволяющим регулировать скорость
подачи. Удерживание оправки производится с самого начала прокатки, и весь
процесс протекает при постоянной скорости оправки. Величину и скорость
перемещения оправки определяют по заданному алгоритму на основании
фактических скоростей валков и взаимного положения гильзы и оправки перед
прокаткой.
По окончании прокатки головку с оправкой возвращают в исходное
положение, оправку сбрасывают с линии прокатки и отправляют на смазку, а на
линию прокатки подают гильзу и новую оправку.
Известна конструкция механизма удерживания оправки, когда к концу
прокатки оправку освобождают от головки (пневмоприводом) и оправка выдается
вслед за трубой на выходную сторону.
На входную сторону станов продольной прокатки подают технологическую
смазку. Наиболее успешно эту операцию осуществляют в непрерывном стане,
где смазку наносят на оправку набрызгиванием раствора солей. Эта операция
механизирована. Сцепление нанесенного слоя смазки с поверхностью оправки
оказывается достаточно прочным, так что фрикционные ролики задачи
оправки в гильзу не нарушают этого сцепления.
На выходной стороне (рис. 5.13) установлен отводящий рольганг, по
которому черновая труба с оправкой подается к оправкоизвлекателям цепного
типа, представляющим собой бесконечную цепь с одной ведущей звездочкой.
На цепях укреплены на расстоянии равном длине оправки захваты,
входящие в выточки на конце оправок. Труба при этом упирается в кольцевой
люнет. Извлечение оправки может осуществляться и при помощи фрикционного
оправкоизвлекателя (рис. 5.14). Извлеченная оправка рольгангом подается в
ванну для охлаждения.
5.3. Раскатные станы пилигримовой (периодической) прокатки
Для раскатки толстостенных гильз, в основном из легированных сталей и
сплавов, используют пилигримовые станы.
1^а
Станы пилигримовой прокатки имеют два рабочих валка, вращающихся
навстречу подаваемому металлу. Принципиальных различий в станах пилигрн-
хмовой прокатки нет. Можно выделить некоторые отличительные особенности
станов. По схеме привода рабочих валков существуют два типа станов.
Различие их заключается в том, что станы старой конструкции имеют на две рабочих
клети один общий привод (в агрегатах обычно устанавливают из-за малой
производительности две параллельно работающие клети). В станах новой
конструкции привод каждой клети делают самостоятельным. Это, в конечном
счете, ведет к повышению производительности (примерно на 5...6 %). Объясняется
это тем, что, во-первых, сокращаются простои, когда при поломках в одной
клети прекращается ярокатка и во второй; во-вторых, скорость прокатки
(число оборотов валков) выбирают, обычно исходя из фактического состояния
оборудования и в первую очередь подающего аппарата.
Станы пилигримовой прокатки различают также по способу зарядки дорна
(оправки) в гильзу. Наиболее простым способом является зарядка дорна
непосредственно на линии, т.е. в самом стане. Однако на современных станах
применяют и другой способ зарядки дорна - внестановый.
В связи с этим появилась новая схема входной стороны, при которой
осуществляют внестановую зарядку дорна, а на линию стана подают гильзу с
введенным в нее дорном. В этом случае темп прокатки возрастает (примерно на
5...7%). Следует отметить отрицательную сторону такой схемы: вследствие
более длительного контакта с горячей гильзой дорн разогревается более
интенсивно, что приводит к более быстрому его износу. Несмотря на это,
современные станы оборудуют внестановой зарядкой дорнов.
Известна еще и третья система работы - прокатка на водоохлаждаемой
оправке, когда не требуется замена дорна после прокатки каждой трубы. Такую
схему следует признать наиболее прогрессивной, позволяющей существенно
повысить производительность пилигримового стана. Однако в этом случае
встречаются серьезные конструкторские трудности, которые полностью
преодолеть не удается. В частности, при прокатке труб диаметром менее 250 мм,
когда диаметр дорна небольшой, нельзя иметь достаточное сечение
внутреннего канала для охлаждения. Поэтому этот способ не получил распространения
из-за искривления дорна в процессе работы.
Схема и общий вид клети пилигримового стана показан на рис. 5.15, а, б, в, а
его характеристика дана в табл. 5.3. Клеть имеет две станины закрытого типа в
виде жестких прямоугольных рам. В проемах станины размещаются подушки
рабочих валков обычной для прокатных станов конструкции. Шейки рабочих
валков вращаются в текстолитовых вкладышах, вмонтированных в подушки.
Нижний валок регулируется по высоте прокладками, которые устанавливают
под подушки, или клиньями, а верхний рабочий валок перемещается двумя
нажимными винтами, вращающимися от электродвигателя через червячные
передачи, размещенные вверху станин. Верхний валок уравновешивается
гидравлическим цилиндром, на плунжер которого опирается поперечина с
подвешенными к ней на тягах подушками верхнего валка. На малых пилигримо-
вых установках применяют также уравновешивание обратными подъемными
винтами. Чтобы предохранить валки и нажимные винты от поломки, на
подушках под винтами устанавливают предохранительные коробки или стаканы
обычной конструкции.
Рабочая клеть пилигримового стана состоит из двух прямоугольных станин
130
ытого типа, установленных на общей плитовине и соединенных с нею ан-
3аК ными кольцами, посаженными по горячей посадке на приливы станины.
^^Конструкция клети пилигримового стана подобна конструкции рабочей
-ти двухвалкового стана продольной прокатки. В проемах станины устанав-
ваются подушки рабочих валков, шейки которых вращаются в текстолито-
л Вкладышах. Регулировка положения верхних рабочих валков
осуществляйся с помощью двух нажимных винтов с приводом от электродвигателя через
червячные редукторы, размещенные вверху станины. С помощью нажимного
устройства осуществляется подъем верхнего валка при пропуске нераскатанно-
го конца трубы. Уравновешивание верхнего валка гидравлическое, состоящее
из цилиндра, на плунжер штока которого опирается поперечина с
подвешенными на тягах подушками валка. На малых пилигримовых станах применяется
схема уравновешивания рабочего валка с помощью обратных подъемных
винтов. Нижний валок устанавливается по высоте с помощью прокладок,
находящихся под подушками, или клиньев.
Предохранение от поломок при перегрузках нажимных винтов и валков
осуществляется с помощью предохранительных коробок или стаканов,
устанавливаемых на подушках верхних валков под нажимными винтами.
Рабочие валки пилигримового стана имеют круглый ручей с переменной по
окружности шириной и глубиной ручья. При вращении валков размеры
калибра валков непрерьшно меняются и, следовательно, профиль калибра за
полный оборот валков получается переменным.
Таблица 5.3. Характеристика пилигримовых станов
Параметры
Размер труб, мм:
диаметр
минимальная толщина стенки
длина
Диаметр валка, мм
Частота вращения валка, мин
Величина подачи, мм
Максимальный подъем шпинделя, мм
Двигатель главного привода:
мощность, кВт
частота вращения, мин'1
Маховик:
диаметр, мм
масса, т
Ход каретки подающего аппарата, мм
Усилие подачи, кН
Усилие обратного хода, кН
Рабочее давление при подаче, МПа
Стан 350
182...392
6,0
42000
1100
55..90
10...35
500
3000
45...90
8500
74
12300
980
1450
10
Стан 220
135...260
4,5
38500
740
85...95
10...35
380
1950
60... 129
-
|
8800
475
1010
20
131
При максимальном радиусе ручья валки образуют холостой калибр и зев
валков раскрывается. Размеры холостого калибра больше диаметра гильзы, и в
этот момент гильза вместе с дорном продвигается подающим аппаратом на
величину подачи. При дальнейшем вращении валков размеры калибра
постепенно уменьшаются и валки начинают производить обжатие, которое
возрастает с уменьшением радиуса ручья. Валки отжимают захваченный участок
гильзы в направлении их вращения, а гильза вместе с дорном перемещается
назад. После поворота валков на 360° вновь раскрывается холостой калибр и
подающий аппарат снова подает гильзу в валки. Одновременно с подачей
гильза поворачивается на 90°.
Диаметр и длину бочки валков выбирают из технологических соображений с
проверкой на прочность по минимальному сечению валка с учетом переточек
(до 100 мм по диаметру). Наиболее опасным сечением является сечение шейки
валка. Рабочие валки пилигримовых станов изготовляют из стали 45 с
наплавкой поверхности электродами из стали Х25Н15.
Привод валков осуществляется от электродвигателей постоянного тока.
Независимо от того является ли привод (рис.5.16) групповым (на две клети) или
индивидуальным, в его линии для защиты двигателей от пиковых нагрузок,
неизбежно возникающих в процессе прокатки, а также для накопления энергии
при холостом ходе устанавливают маховики.
Шестеренная клеть имеет нижнюю приводную шестерню, соединенную с
валом маховика при помощи муфты и шпинделя. Корпус шестеренной клети -
стальной со съемной верхней крышкой. Шевронные шестерни вращаются в
подшипниках скольжения. Вращение рабочим валкам передается через
шпиндели с универсальными головками со стороны шестеренной клети и трефовыми
муфтами со стороны рабочей клети. Шпиндели имеют уравновешивание:
верхний - гидравлическое, нижний - пружинное.
JT ПМ II
Рис. 5.15. Схема (а), общий вид(б) и разрез клети (в) пилигримового стана:
/ - электродвигатель главного привода; 2 - маховик; 3 - шестеренная клеть; 4 - шпиндель; 5 -
рабочие валки; 6 - узел валка; 7 - клиновой механизм; 8 - нажимной механизм; 9 -
электродвигатель нажимного механизма; 10- муфта; // - червячный редуктор; 12 - станина
132
1**
Рис. 5.16. Рабочая линия стана пилигримовой прокатки:
/ - двигатель, 2 - маховик; 3 - шестеренная клеть; 4 - муфта; 5 - шпиндели; 6 -
рабочая клеть
На входной стороне пилигримового стана наиболее ответственным
механизмом является подающий аппарат. От его надежности зависит работа стана
и производительность всего агрегата.
Основная задача механизма - подать гильзу в образующийся зев валка на
определенную величину и скантовать ее на заданный угол. Подача должна
осуществляться синхронно с валками, что выдвигает дополнительные
требования - торможение должно осуществляться мягко и в строго заданном
положении. Во всех агрегатах существующих станов подача гильзы в валки
осуществляется с помощью пневматического привода. Что касается торможения, то оно
может производиться двумя путями: пневматически или гидравлически.
Современные станы, как правило, имеют подающие аппараты с
пневматическим приводом подачи и гидравлическим торможением. Обычно аппарат
представляет собой (см. рис. 5.16) стальной литой корпус, в котором имеются
воздушная и водяная камеры. Внутри корпуса движется плунжер, к концу
которого крепится дорновый замок. С другой стороны плунжера имеется шлице-
вая гайка, находящаяся в зацеплении с дрелью. К задней стороне корпуса
крепят коробку храпового механизма. В расточки корпуса вставлена тормозная
букса и сальники, разделяющие воздушную и водяную камеры.
Подающий аппарат устанавливают на каретку, внутри которой имеется
приспособление для регулирования оси аппарата по высоте, позволяя точно
выставлять аппарат по оси прокатки.
Гильза подается в валки под действием сжатого воздуха давлением 1 МПа и
более. Поршень вместе с дорном и гильзой останавливается гидравлическим
торможением. Тормозная камера всегда заполнена водой. В нее входит
тормозная втулка, на которую давит передний торец воздушного поршня.
Перемещающаяся втулка вытесняет воду через клапаны, с помощью которых
регулируют работу тормозного устройства. Давление воды в этом устройстве не
превышает 0,6 МПа. Одновременно с подачей гильзы поворачивается дрель
подающего механизма (рис. 5.17), а вместе с ней и гильза. Угол поворота
обычно близок к 90°.
После очередной подачи в процессе раскатки гильзы каретка подающего
аппарата перемещается вперед с помощью гидравлических цилиндров, надвигаясь
на поршень, а гильза вместе с дорном и поршнем движется назад. Давление воды
в гидравлическом цилиндре доходит до 20 МПа. Таким образом, при
пилигримовой прокатке дорн с гильзой-трубой совершает возвратно-поступательное
движение, а раскатываемый участок трубы постепенно сходит с дорна.
134
При широком сортаменте труб на стане используют механизмы двух типо-
змеров. Подающие аппараты легко заменяются. Для этого их необходимо
отсоединить от каретки, а саму замену осуществляют мостовым краном.
Со стороны входа в рабочую клеть установлено шиберное устройство,
которое предназначено для удержания трубы при извлечении из нее дорна после
окончания прокатки (рис.5.18).
Дорн свободно проходит в вырезе шибера, а труба или гильза упирается в
выступ шибера, который установлен в раме с направляющими. Опускается
шибер под действием силы тяжести, а поднимается с помощью гидроцилиндра.
При смене валков для прокатки труб нового диаметра шибер заменяют.
На входной стороне расположены также механизмы для зарядки дорна в
гильзу. После прокатки очередной трубы на пилигримовом стане дорн
вынимают из дорнодержателя подающего аппарата, охлаждают водой, вводят
следующую гильзу и вместе с ней снова устанавливают в подающий аппарат. Эти
операции выполняют несколькими механизмами (рис. 5.19). Подъемный стол с
гидравлическим приводом, расположенный между подающим аппаратом и
пилигримовой клетью, снимает дорн из дорнодержателя. Поднятый столом
дорн на котором вели прокатку, скатывается на рычаги тележки с цепным
приводом, поданной к пилигримовой клети, и располагается напротив подъемного
стола. Тележка транспортирует дорн к охлаждающей ванне, заполненной
водой. В ванне находится барабан с пальцами специальной конструкции,
которые позволяют перемещать дорн по направляющим, имеющимся в ванне. С
рычагов тележки дорн захватывается пальцами барабана; тележка
отодвигается дальше в свое крайнее положение, освобождая место для охлажденного
дорна. Барабан поворачивается, извлекая из ванны охлажденный дорн и погружая
в воду нагретый дорн. В ванне одновременно находится несколько дорнов.
Охлажденный дорн занимает исходное положение для заталкивания. Гильза,
поданная рольгангом к наклонной решетке, скатывается по ней до упора и
Рис. 5.17. Подающий аппарат:
У - плунжер; 2 - дрель; 3 - воздушная камера; 4 - тормозная водяная камера;
5 - гидроцилиндр подачи; 6,7 - храповое колесо с защелками; 8 - винт
механизма подъема; 9- дорн
135
Рис. 5.18. Схема шиберного
устройства пилигримового стана:
1 - рабочие валки; 2 - язык шибера;
3 - шибер; 4 - труба; 5 - тяга
шибера; 6 - кольцо
занимает положение против охлажденного
дорна. Включается передний ход тележки и
дорн заряжается. Манипулятор поднимает
гильзу с дорном и укладывает ее на
подъемный стол, который находится в верхнем
положении. Захватывающее
приспособление манипулятора приводится в движение
воздушным цилиндром дистанционного
управления, а его подъемный механизм -
двумя гидравлическими цилиндрами.
Подъемный стол с дорном и гильзой
опускается и дорн захватывается дорнодержате-
лем подающего аппарата. Подающий
аппарат с гильзой и дорном подается к валкам
пилигримового стана, и начинается процесс
прокатки.
На выходной стороне стана установлены
выводные проводки, которые придают трубе
правильное направление во время и после
окончания прокатки.
Нижнюю, неподвижную часть проводки
крепят на выступе станины. Боковые
стрельчатые части проводки смонтированы
на подвижной раме, которая поднимается или опускается гидроцилиндром
двойного действия. Стрельчатые боковые части проводки предотвращают
смещение трубы при прокатке. Кроме того, они являются ограничителями
подачи гильзы, так как расстояние между ними меньше диаметра гильзы.
При прокатке труб разного диаметра вместе со сменой валков подлежат
замене и выводные проводки.
После выдачи трубы из калибра верхний валок и боковые части стрельчатой
проводки опускаются,
занимая рабочее положение.
Поддерживающий ролик,
установленный за проводкой,
опускается ниже оси
прокатки, а шибер и язык
соответственно поднимаются.
Подающий аппарат с дорном,
закрепленным в держателе,
отводится в заднее положение.
Передний конец гильзы при
подаче в валки
поддерживается снизу валком. После
окончания прокатки труба
опирается в выступ шибера,
облегчая извлечение дорна
при обратном ходе
подающего аппарата.
Ось падающего аппарата
Рис. 5.19. Входная сторона пилигримового стана:
/ - барабан; 2 - наклонная решетка; 3 - подъемный стол;
4 - рабочая клеть; 5 - тележка для транспортирования и
подачи дорнов; 6 - ванна для охлаждения; 7 - рольганг; Н
- дорн; 9 - гильза; 10 - манипулятор
136
5.4. Конструкция раскатных станов винтовой прокатки
Конструкция трехвалковых раскатных станов винтовой прокатки. Главная
я Трехвалкового раскатного стана может располагаться как со стороны
лИ а так и со стороны выхода трубы. Она состоит из рабочей клети с
гребневыми валками и привода - индивидуального или группового (рис. 5.20). Для
более удобного конструктивного расположения шпиндельных соединений со
стороны привода вводят угол раскатки, который обычно не превыщает 7°.
Перестройка стана на прокатку труб большего или меньшего диаметра
производи гея радиальным перемещением барабанов. Характеристика трехвалковых
станов представлена в табл. 5.4.
В трехвалковых раскатных станах нет технологического инструмента,
сдерживающего тангенциальную раскатку. Поэтому в таких станах получают
толстостенные гильзы с практически предельным отклонением диаметра к
толщине стенки, равным 10... 11. При DIS > И на концевых частях трубы появляются
раструбы, которые
осложняют процесс
прокатки.
Рабочие клети
трехвалковых раскатных
станов принципиально
различаются только
способом установки
валков и регулирования
угла подачи. В станах
более старой
конструкции величину угла
подачи изменяют при замене
подушек валков.
Каждый комплект подушек
предназначен для
определенного угла подачи,
например: 3 или 6°. В
станах новой
конструкции угол подачи
регулируется плавно.
На рис. 5.21
представлена трехвалковая клеть
раскатного стана.
Станина клети
современного стана состоит из двух
частей, причем крышку с
одним верхним
барабаном откидывают, когда
Рис. 5.20. Схема трехвалкового раскатного стана: необходимо сделать
' - двигатель главного привода; 2 - шестеренная клеть; перевалку. Перемещение
3 - шпиндель; 4 - оправка; 5 - гильза; 6 - рабочий валок; 7 - барабанов С валками на
нТ?Л Paf5o4ero,?aJ,Ka; 8 " промежуточный вал; 9 - нажим- сближеНие или разведе-
ное устройство; 10 - привод механизма сведения-разведения г
валков; и-пружина ние осуществляется на-
137
4Н*гФ-Н
Рис. 5.21. Трехвалковая клеть раскатного стана с механизмами
перемещения валков и уравновешивания верхнего барабана
жимными винтами. Каждый винт выполнен со сквозными центральными
отверстиями, через которые проходят подпружиненные уравновешивающие тяги
для прижима барабанов к нажимным винтам.
Механизм привода нажимных винтов может быть групповым или
индивидуальным. Групповой привод сложнее - он имеет распределительный и
конические редукторы, синхронизирующие валы, расцепные муфты. Его
недостатком является невысокое быстродействие. В случае применения
индивидуального привода эти недостатки устраняются, однако настройка стана значительно
осложняется, так как легко теряется соосность фактической оси прокатки и оси
рабочей клети.
Известна и другая конструкция трехвалковой клети, используемая для
раскатки гильзы на плавающей оправке. Эта клеть состоит из двух кольцеобразных
станин, одна из которых стационарна, а другая (планшайба) может
поворачиваться относительно первой на некоторый угол и стопориться в таком
положении двумя механизмами с гидроприводом. Усилие стопорения рассчитано на
400 кН. В расточках станин помещены подушки, в которые закладьюают валки
на подшипниках качения, причем подшипники, которые находятся в поворотной
планшайбе, монтируют по скользящей посадке. Расточка в станине и
сопрягающиеся с ними части подушек выполнены с шаровыми поверхностями.
Поворот одной станины относительно другой создает угол подачи. Угол поворота
планшайбы и угол подачи связаны приближенной зависимостью:
siny = 0,5rtgP(l/cc+l/ClI),
138
Таблица 5.4. Характеристика трехпал ковых раскатных станов
" Параметры
Размеры прокатываемых труб, мм :
максимальный
минимальный
толшина стенки
длина (максимальная), м
Диаметр валков в пережиме, мм
Угол подачи, град
Угол раскатки, град
Привод вращения валков
Частота вращения валков, мин
Мощность, кВт
Скорость выдачи труб, м/с:
пониженная
повышенная
Расчетное давление, кН:
на валок
на оправку
Расчетный крутящий момент на валке, кНм
Масса механического оборудования, т
Стан 160
160 |
114
3.75...18 1
15
650
0...14
7
индивидуальный
135...270
3x250
3,5
7,0
400
180
20
272
Стан 250
208
83
7...40
10
490
0...14
7
групповой
180...264
2560
3,5
7,0
840
-
60
315
где у - угол поворота станины; Р - угол подачи; z - расстояние между
станинами; сс, с„ - расстояние от оси прокатки до оси валка в станинах в начальном
положении, когда угол относительного поворота станин равен нулю. Разница
в значениях сс и с„ обусловлена углом раскатки (р:
tg<P = (<\:-C„)COSY/2.
Из этих зависимостей видно, что при такой конструкции рабочей клети
изменение величин сс и с„, происходит при переходе на прокатку труб нового
диаметра и влечет изменение угла раскатки. И наоборот, изменение угла
подачи влечет изменение угла раскатки, для поддержания которого постоянным
необходимо корректировать величины сс и с„, что является одним из
недостатков конструкции такой клети. Положение валков относительно оси прокатки
регулируется двумя электродвигателями через редукторы и синхронизирующие
валы, связанные с ведущими валами редукторов через конические зацепления.
Нажимные винты, расположенные в стационарной станине, приводятся от
одного двигателя, а винты в поворотной планшайбе - от другого. Расцепные
муфты позволяют при настройке стана регулировать положение каждого валка
относительно оси прокатки.
В трехвалковых клетях с подвижной планшайбой конструктивно нельзя
обеспечить применение больших углов подачи. Практически в известных
конструкциях углы подачи не превышают 9°. Это недостаточно, так как экспери-
139
ментальными работами и практикой доказана возможность применения
больших углов (до 12°).
Технологические особенности клети рассматриваемой конструкции, сдержи-
вающие производительность и требующие более кропотливого труда при
перенастройке стана, а также сравнительно быстрый износ шаровых
поверхностей привели к ограниченному применению клетей такой конструкции.
Современные конструкции трехвалковых клетей раскатных станов с
изменением углов подачи во время прокатки трубы разработаны АО ЭЗТМ
совместно с МИСиС.
Для этого клеть оснащена тремя устройствами для разворота барабанов с
рабочими валками (рис. 5.22). Каждое устройство разворота барабана имеет
установленные на станине клети силовые цилиндры, воздействующие на
ограничители 3 и 4 и регулируемые упоры 7 и 8 для ограничения хода
соответствующих силовых цилиндров 1 и 2. Ограничительный упор включает нажимной
винт 9 с упорной гайкой /0, вмонтированной в корпусе упора. Привод
нажимного винта - электромеханический, включающий червячный редуктор,
соединенный с электродвигателем зубчатой муфтой. Полости силовых цилиндров
соединены с гидросистемой (насосной станцией с гидроаккумулятором, тремя
распределителями и трубопроводами высокого давления, связывающими
полости цилиндров с системой питания).
Рабочий валок (рис. 5.23) трехвалкового раскатного стана состоит из бочки
7, насаженной на опорный вал 2, цапфы которого установлены в подшипни-
6 6 к /
Рис. 5.22. Устройство для разворота барабана на угол подачи:
IJ - силовые цилиндры; 3,4 - ограничители; 5,6 - серьги; 7,8 -
регулируемые упоры; 9- нажимной винт; 10- упорная гайка
140
Рис. 5.23. Рабочий валок трехвалкового раскатного стана
ках, размещенных попарно в подушках 3 и 4. Между торцами подушек и
внешними обоймами опорных подшипников предусмотрены зазоры для
свободного перемещения бочки валка с опорными подшипниками относительно
подушек, которые крепятся в барабане. В одной из подушек за радиальными
подшипниками установлена резьбовая втулка 5 с внутренним буртом, с обеих
сторон которой размещены упорные подшипники, зафиксированные на цапфе
гайкой. Втулка фиксируется относительно подушки контргайкой. Обе
подушки по глухой посадке без возможности перемещения и поворота
устанавливаются в расточках барабана. Настройка гребня осуществляется резьбовой
втулкой - перемещением ее относительно подушки.
При подготовке клети к работе упоры устройства для разворота барабанов
необходимо настроить следующим образом: одна - на малый угол подачи
рабочих валков, при котором осуществляется начало и окончание процесса
прокатки труб; второй - на больший, для прокатки основной части трубы.
После настройки упоров подают жидкость в гидроцилиндр, который
разворачивает барабан с валком на малый угол подачи. Далее с помощью механизмов
перемещения рабочих валков настраивают калибр валков на необходимый
диаметр труб. При этом гребни рабочих валков должны находится в одной
плоскости.
Как только рабочие валки захватят гильзу и прокатают ее передний конец,
барабаны с рабочими валками разворачиваются на больший угол подачи, при
котором прокатывается основная часть трубы. Окончание прокатки
проводится на малом угле подачи, для чего барабан с валками поворачивают в исходное
положение. Изменение угла подачи в процессе прокатки одной трубы может
осуществляться в ручном и автоматическом режимах.
Входная сторона трехвалкового раскатного стана (рис. 5.24) оборудована
устройствами для введения оправки в гильзу и последующей совместной
подачи гильзы с оправкой в валки. Для приема гильзы и оправки служат два
самостоятельных, последовательно расположенных по оси проката стола, уровень
которых регулируют в зависимости от диаметра прокатываемых труб. Для
подачи оправки в гильзу и гильзы в валки стана служат две тележки, которые
перемещаются по подвесным направляющим с разной скоростью. Скорость
движения оправки должна быть примерно в два раза больше скорости подачи
гильзы, так как оправка должна пройти соответственно больший путь. Перед
141
—1—к ^—fr^-"
Рис. 5.24. Входная сторона трехвалкового раскатного стана:
/ - гильза; 2 - оправка; 3 - толкающая тележка для гильз; 4 - тележка для
оправок; 5 - привод тележек; 6 - пневмоприжим; 7 - желоб гильз; 8 -
желоб оправок; 9 - рабочие валки
введением оправки в гильзу последнюю прижимают к желобу пневматическим
устройством, исключающим ее осевое смещение. Толкающая тележка задает
оправку в гильзу, и как только передний конец оправки выходит из гильзы,
прижим отводится в исходное положение и гильза другой тележкой подается в
валки; в то же время тележка продолжает подавать оправку. После захвата
гильзы валки тележки отводятся в исходное положение для подачи следующей
оправки и гильзы.
Возможны три способа прокатки на раскатном стане.
При прокатке со свободно перемещающейся оправкой ее удаляют из трубы
по окончании прокатки с помощью оправкоизвлекателя. Этот способ широко
применяют при прокатке толстостенных труб с отношением наружного
диаметра к толщине стенки 7,5... 12.
В случае прокатки на вытягиваемой оправке извлечение ее начинается в
процессе прокатки и заканчивается в конце ее цикла. Этот способ используется
при производстве толстостенных труб с отношением диаметра к толщине
стенки 4,5...7,5.
При прокатке с полуперемещающейся оправкой происходит одновременное
перемещение оправки и гильзы в одном направлении с разными скоростями.
Оправка извлекается сразу же после окончания процесса прокатки.
Наиболее распространенным является способ прокатки со свободно
перемещающейся (плавающей) оправке. В этом случае обеспечивается наибольшая
производительность процесса.
Выходная сторона трехвалкового раскатного стана представлена на рис.
5.25. Современные конструкции выходных сторон выполняют с максимальным
использованием конструктивных элементов выходных сторон прошивных
станов с осевой выдачей гильз.
Трехвалкоеые планетарные станы. В процессе развития и совершенствования
процесса раскатки труб на трехвалковых станах была разработана
конструкция редукционного трехвалкового планетарного стана поперечно-винтовой
прокатки (HRM). Коэффициент вытяжки в таком стане достигает 8. Один из
типоразмеров станов, разработанный фирмой "МДМ", имеет следующие
характеристики: диаметр исходной заготовки 130 мм, диаметр трубы после
прокатки в стане 56 мм, скорость прокатки 0,64 м/с, коэффициент вытяжки 5,4. В
качестве исходной заготовки используется как непрерьгонолитая, так и катаная
142
готовка круглого или многогранного сечения. При использовании квадрат-
Й заготовки необходима ее деформация в черновой клети.
Стан HRM имеет три конических валка, которые вращаются вокруг
прокатываемой заготовки. В этом случае заготовка не вращается, а лишь
перемещается в осевом направлении.
Конструктивная схема редукционного планетарного стана представлена на
рис 5.26, д, б. Главный привод вращает барабан с обоймой, в которой на двух
подшипниках установлены валы каждого из трех рабочих валков.
Планетарный привод через планетарную передачу и промежуточные шестерни вращает
валы, иа концах которых консольно закреплены конические рабочие валки.
Скручивание обрабатываемого металла предотвращается путем согласования
скоростей вращения главного и планетарного приводов. Барабан прокатной
головки с обеих сторон установлен на подшипниках качения.
Валки в барабане расположены под углом 120° друг относительно друга.
Установка валков осуществляется централизовано. При неподвижном барабане с
помощью электропривода можно одновременно перемещать все три рабочих
валка при настройке их на другую толщину стенки. Величина подачи металла
регулируется углом подачи. Подача заготовки в валки осуществляется через
охлаждаемый пустотелый шпиндель. Редукционный стан данной конструкции
может использоваться как для раскатки гильзы в трубу, так и для увеличения
диаметра трубы.
Вместе с тем необходимо отметить и недостатки таких станов: сложность
конструкции, большое количество зубчатых передач, в том числе конических,
что усложняет эксплуатацию стана, консольное крепление валков, снижающее
жесткость клети. Кроме того, при увеличении диаметра заготовки существенно
растет масса вращаемых частей стана и увеличивается расход электроэнергии.
V
Ось клети раскатного стана
1200
J000
2000
1000
^^ж^^ш^ж^^^ш^шж
\ы
Ш^Жш)/ША^Ж
V,
Рис. 5.25. Выходная сторона трехвалкового раскатного стана:
/ - двигатель главного привода; 2 - муфта; 3 - шестеренная клеть;
4,6 - центрователи; 5,7 - устройства выдачи трубы и оправки из стана;
8 - шпиндели главного привода; 9 - рама
143
Раскатные двухвалковые станы винтовой прокатки. На аналогичных
зарубежных трубопрокатных агрегатах для раскатки гильзы в трубу чаще
применяют двухвалковый стан поперечно-винтовой прокатки с направляющими
дисками (стан Дишера). По конструкции он не отличается от двухвалкового
прошивного стана с
направляющими дисками, однако
имеет приводные диски. На
входной стороне стана
имеется желоб и вталкиватель
для задачи длинной оправки
в гильзу и подачи гильзы с
оправкой в очаг
деформации. На выходной стороне
расположен рольганг для
приемки черновой трубы с
оправкой.
Направляющие диски
способствуют ускорению
процесса прокатки, увеличению
коэффициента вытяжки и
получению более тонкой
стенки (D/S повышается до
30). Диски вращаются со
скоростью в 3...4 раза
больше окружной скорости
рабочих валков и увеличивают
осевую скорость прокатки
примерно на 40%.
Коэффициент вытяжки на стане
достигает 4...5. Мощность
главного привода при прокатке
труб диаметром до 200 мм
составляет 1470 кВт, а
двигателя для вращения
направляющих дисков - 660 кВт.
Этот стан более
энергоемкий, чем трехвалковый
раскатной стан.
Обкатные машины и ста-
ны-элонгаторы. Близкими по
своему функциональному
назначению являются
обкатные машины (риллинг-
станы) и станы-удлинители
ис. 5.26. Схема редукционного планетарного стана (а) и (элонгаторы).
чаг деформации (б): Трехвалковые станы ана-
- рабочие валки; 2 - вращающаяся кассета; 3 - непод- ЛОГИЧНых КОНСТРУКЦИЙ ИС-
ижная станина; 4 - привод кассеты; 5 - привод рабочих rj
шков г г пользуются также при рил-
144
Рис. 5.27.
крышкой
Конструкция трехвалковой клети со съемной
линговании на короткой
оправке и при элонгиро-
вании. При риллингова-
нии (обжатия обычно не
превышает 5... 10%)
выполняется раскатка
стенки трубы с уменьшением
ее разностенности1 и
полировка поверхности-.
При элонгировании
осуществляется
раскатка толстостенных
стаканов в гильзы и
уменьшается их разно-
стенность.
Коэффициент вытяжки в этом
процессе достигает
значения 2,8. Как риллинг-
станы (обкатные
машины), так и станы-
удлинители (элонга-
торы) бывают двух- и
трехвалковые. Трехвалковые обкатные станы имеют более высокую
производительность (в 1,5...2 раза больше).
Обкатные машины и станы-элонгаторы по конструкции аналогичны
прошивным станам.
В последние годы в составе трубопрокатных агрегатов с пилигримовым,
непрерывным и реечным станами нашли широкое распространение станы элон-
гаторы (двухвалковые и трехвалковые). Это позволило применять в качестве
исходных непрерывнолитые квадратные заготовки, что обеспечило снижение
брака по внутренним пленам и повышение выхода годного.
В США разработана конструкция трехвалковой клети со съемной крышкой
(рис. 5.27) стана-элонгатора. Клеть состоит из основания 1 и крышки 2, в
которых установлены обоймы для размещения подушек с рабочими валками 5.
Основание и крышка соединены между собой стопорными устройствами 4.
Применение станов-элонгаторов в составе ТПА с реечным станом
позволило снизить разностенность стаканов и труб до ± 6...8 %.
Производительность на трехвалковых станах выше, чем на двухвалковых,
что обусловлено более высокими скоростями прокатки (примерно на 22%).
При этом прокатанные гильзы отличаются более точными размерами и
лучшим качеством.
В России и за рубежом разработаны конструкции трехвалковых клетей,
которые используются в качестве станов-элонгаторов. На АО ЭЗТМ создана
трехвалковая рабочая клеть стана-элонгатора. Угол подачи регулируется
вращением барабанов, а угол раскатки - лутем разности перемещения нажимных
винтов, действующих на кассету с валком. Перевалка валков осуществляется со
снятием и без снятия крышки рабочей клети.
145
5.5. Конструкция реечных станов
В настоящее время в России реечные станы в составе ТПА не используются,
однако за рубежом такие станы работают в составе более чем 20 агрегатов.
Реечный стан предназначен для раскатки полого стакана или гильзы в
тонкостенную трубу путем проталкивания их через ряд роликовых обойм.
Стан (рис. 5.28) состоит из следующих основных частей: станины для
зубчатой, рейки, зубчатой рейки, ее привода, станины для роликовых обойм и линии
для циркуляции, подогрева и загрузки дорнов. Рейка выполнена сваркой в
виде балки двутаврового сечения с шевронными зубьями на верхней и нижней
полках, которые находятся в постоянном зацеплении с шестернями.
Применяются также зубчатые рейки в виде пластин скользящими боковыми опорными
выступами по бронзовым направляющим реечного стана. В этом случае
прямые зубья выполняют на нижней поверхности рейки. Такая конструкция
характеризуется повышенным расходом энергии.
В первых пятнадцати обоймах расстояние между роликами не регулируется,
а в остальных десяти это расстояние регулируется. Величина регулировки
обойм по диаметру калибра достигает 1,6 мм. На рис. 5.29 представлена
конструкция обоймы роликового стана.
В трехроликовых обоймах (см. рис. 5.29) оси роликов монтируют на
подшипниках качения, смазываемых и охлаждаемых распыленным маслом. Все
ролики регулируются в осевом направлении. Две последние роликовые обой-
а и 3 2 1
*7Ш /
7 6 д
^^
ТЗР"
J 10
9 6
Рис. 5.28. Схема реечного стана (а -
исходное положение рейки, в - конечное
положение рейки):
/ - роликовые обоймы; 2 - стакан; 3 - дорн;
4 - толкатель; 5 - держатель толкателя; 6 -
зубчатая рейка; 7 - задняя направляющая
рейки;Я - ведущая шестерня привода рейки;
9 - передняя направляющая рейка; 10 -
труба
Рис.5.29. Обойма с регулируемыми
роликами:
1 - корпус обоймы; 2 - крышка; 3 -
стопорное кольцо; 4 - подушка; 5 - подвод
охлаждающей жидкости; 6 - ушко; 7 - рабочий
ролик; 8 - цапфа ролика; 9 - дистанционное
кольцо; 10 - втулка; 11 - подшипник; 12 -
крышка подшипника; 13 - отверстие для
смазки; 14 - зубчатый венец; 15 - отверстие
для регулировочного ключа
146
мы в этом случае образуют выходной калибр, определяющий диаметр и тол-
шину стенки трубы, поэтому ролики этих обойм, кроме осевого, имеют и
радиальное перемещение. При этом регулировку можно осуществлять как каждым
роликом в отдельности, так и всеми тремя одновременно, что повышает
точность стенкитрубы. Роликовые обоймы располагают таким образом, чтобы
середина бочек роликов последующих обойм находилась против зазоров
между роликами предыдущих.
Станина роликовых обойм состоит из отдельных литых секций полукруглой
формы с пазами для установки обойм и проемами в нижней части формы для
удаления окалины.
В станах последних конструкций рейка движется по опорным роликам,
смонтированным на подшипниках качения, в результате чего обеспечивается
плавная работа зацеплений. В крайних положениях рейки расположены
тормозные и стопорные устройства.
Для уменьшения продольных габаритов стана рейку размещают под
станиной роликовых обойм, что сокращает длину реечного стана по сравнению со
станами других конструкций на 30 %. В процессе проталкивания стенка
стакана постепенно обжимается на дорне роликами. Толщина стенки готовой трубы
определяется размерами кольцевой щели, образуемой калибром последней
обоймы и дорном.
Применяются обоймы с роликами, имеющие круглые ручьи, или
чередующиеся обоймы с роликами, имеющие круглые калибры. В первом случае число
роликовых обойм достигает 25. В каждой обойме монтируется три - четыре ролика,
причем трехроликовые обоймы используются при прокатке труб меньшего
диаметра, а четырехроликовые - для прокатки труб большего диаметра.
Современный реечный стан представляет собой блок трехвалковых обойм,
общей длиной до 24 м, с усилием протягивания до 100 МН при скорости 5...6
м/с и обжатием до 25 %. На таких станах обычно получают трубы длиной до
19 м. Протяжка труб длиной свыше 19 м приводит к значительному
увеличению длины стана, массы шестерен с рейкой и повышению мощности
электродвигателей привода рейки. Сохранение общей длины установки при
увеличении длины гильзы возможно при условии совершенствования калибровки
валков и увеличении единичного обжатия поперечного сечения до 30 %.
Существенным недостатком конструкции реечного стана остается наличие
зубчатого зацепления, работающего в тяжелых эксплуатационных режимах,
что часто приводит к поломкам и снижает его КПД. Кроме того, до 50 %
общего расхода энергии идет на торможение, разгон и холостой ход рейки.
5.6. Расчетная часть
Расчет рабочего инструмента (валков) рабочих клетей, шпинделей на
подшипниках скольжения, применяемых в автоматических, непрерывных, пилиг-
римовых, реечных станах базируется на единой методике, обеспечивающей
достаточную точность определения прочностных характеристик при их
эксплуатации.
Расчет на прочность валков
Напряжение изгиба в бочке валка определяют по формуле:
сгб = MJWq = MHJ@,\D3)9 E.1)
147
где Миз - изгибающий момент, действующий в рассматриваемом сечении; W6 -
момент сопротивления поперечного сечения бочки валка на изгиб.
Напряжение кручения в бочке валка не подсчитывают ввиду его
незначительной величины по сравнению с напряжением изгиба ав.
Для калиброванных валков в E.1) надо подставлять значение
максимального изгибающего момента, для чего необходимо определить изгибающие
моменты, действующие при прокатке в различных калибрах по формуле (рис.
5.30):
где Р - полное усилие прокатки в данном калибре.
Шейку валка рассчитывают на изгиб в сечении 1-1 и кручение по формулам
(принимая с * 1/2):
м?р E.3)
ЛС
w-'
Р/2-1/2
0,ld}
PI
" OAd3'
» ^Ш
м%
w™
ож
где / и d - длина и диаметр шейки; Мкш - крутящий момент, прикладываемый к
валку (шейке) со стороны привода.
Результирующее напряжение определяют по формулам:
для стальных валков - по 4-й теории прочности
для чугунных валков - на основании теории Мора
а^ = 0375а + 0,625>/а2+4т2 . E*5)
Результирующее напряжение, определенное таким расчетом, не должно
превышать допустимого для данных валков. Допустимое напряжение в валках
принимают, исходя из пятикратного запаса их прочности, т.е.
где ав - предел прочности валка на изгиб, МПа.
На основании изложенного допустимое напряжение можно принимать
следующим:
Материал валков Допустимые
напряжения а», МПа
Кованые валки из углеродистой стали (сгв = 700...750 МПа) 140... 150
Кованых валков из легированной стали (а„ =600...650 МПа) 120... 130
Литые валки из углеродистой стали (ав = 500...600 МПа) 100... 120
Литые чугунные валки (ав = 350...400 МПа) 70...80
148
Эпюра Нш
Рис. 5.30. Схема к расчету валков ав-
томатстана
Расчет станины на прочность и определение ее жесткости
Ввиду сложности конфигурации станины точный расчет ее невозможен.
Однако выполнение расчетов, хотя до некоторой степени и приближенных,
необходимо для того, чтобы быть уверенным, что принятые при конструировании
размеры станины обеспечивают ее прочность и жесткость.
Станину рассчитывают на максимальное усилие, действующее при прокатке
на шейки валков.
Станины рабочей клети - самые
ответственные детали прокатного стана. В них
монтируют рабочий инструмент - валки, а
также другие устройства и механизмы
стана. Все давление металла на валки
воспринимаются станинами. Поэтому при их
изготовлении особое внимание уделяется их
прочности и жесткости. По конструкции
станины делят на две группы: закрытого и
открытого типов.
Станина закрытого типа (рис. 5.31)
представляет собой литую массивную
жесткую раму. Станина открытого типа
состоит из двух частей: собственно станины и
крышки. Крышку сцепляют со станиной
болтами или клиньями, устанавливаемыми
с затяжкой. Эти станины характеризуются меньшей жесткостью по сравнению
со станинами закрытого типа.
Размеры станины определяются следующими условиями: возможностью
размещения в окне станины валков и требуемой прочностью и жесткостью.
Верхнюю и нижнюю части станин называют поперечинами (в станинах
открытого типа верхней поперечиной является крышка), а боковые - стойками.
Сечение стоек делают обычно двутавровым или прямоугольным. Стойки
прямоугольного сечения легче в отливке, вследствие чего чаще используют стойки
этого сечения, особенно для
4 | двухвалковых клетей.
Для упрощения расчетов
станину закрытого типа представим
в вцде жесткой прямоугольной
рамы, состоящей из двух
одинаковых вертикальных стоек
(длиной /2) и двух горизонтальных
поперечин (длиной 1\) (рис. 5.32).
Со стороны нижней подушки
валка на нижнюю поперечину и
со стороны верхней подушки
(нажимного винта) на верхнюю
поперечину станины действуют
вертикальные силы Y.
Под действием сил Y в углах
жесткой рамы возникают стати-
600
Рис. 5.31. Вид станины закрытого типа
149
чески неопределимые
моменты М\ и Af3,
направленные так, как
показано на рис. 5.32.
Эти моменты изгибают
стойки внутри окна
станины, а поперечины
- против действия сил
У. На рис. 5.32
показаны нейтральные линии
сечений поперечин и
стоек станины,
проведенные через центры
тяжести сечений, и их
изменение (изгиб) при
упругой деформации
станины.
Так как среднее
сечение верхней
поперечины ослаблено
отверстием для нажимной
гайки и нажимного
винта и при расточке
на станке этого
отверстия в сечении
возникают концентраторы
напряжений, то для
обеспечения требуемого запаса прочности станины конструктивно принимают
размеры этого сечения такими, чтобы момент инерции сечения верхней
поперечины J\ был больше момента инерции сечения нижней поперечины /3
(обычно /I = J\IJ3= = 1,2... 1,4).
Статически неопределимые моменты Мх и А/3 находят следующим
образом. Представляем жесткую раму разрезанной в углах, образуя четыре
свободные двухопорные балки. Для учета влияния жестких концов в
соединениях поперечин со стойками, приложим к отрезанным балкам в их опорах
моменты М\ и My Таким образом, система (жесткая рама) стала статически
определимой и ее расчет производится по известным методикам.
Из курса сопротивления материалов известно, что угол наклона 8
касательной к изогнутой оси в точке опоры балки равен опорной реакции R от
фиктивной моментной нагрузки, деленной на жесткость балки, т.е. 0 = RI{EJ).
При изгибе верхней и нижней поперечин силами У фиктивная моментальная
нагрузка будет равна площади эпюры моментов (треугольника) Yl\/4 • А/2, а
фиктивная реакция на опоре - половине моментной нагрузки, т.е. д = у/,2 /16.
Таким образом, значения углов 0 на верхней и нижней поперечинах при J\ ф h
будут (при /3 = /i):
в; = У/,2 / BEJl); в; = У/,2 / A6?/Д
При изгибе этих поперечин моментами М\ и Мъ> приложенными на опорах,
Рис. 5.32. Схема к расчету станины закрытого типа на
прочность и жесткость
150
плошади эпюр моментов равны М\1\ и M3/i , а фиктивные опорные реакции -
половине этих значений, поэтому углы наклона изогнутой оси будут:
9;' = А/,/, / BEJ,); 9J = Af3/, / B?У3).
Прогибы каждой поперечины от действия сил Y и моментов М3 и Mi на
опорах направлены в разные стороны, поэтому результирующие углы поворота
оси 9i и 02 на опорах будут:
= _^_^Mli Г/,2 Л/3/,
1 16?/, 2?У,' , 3 16?У3 2?У3*
Вертикальная стойка станины длиной 12 изгибается внутрь окна станины
моментами М\ и Л/3 на опорах. Площадь трапецеидальной эпюры (так как М\
ф Ыъ)и фиктивные реакции на опорах от этой площади будут:
F = (M1+M3)T, Л= л/^м/г
Ли = BЛ/, + ^з)|; *2з = (Мх + 2М3)|.
Углы поворота вертикальной стойки на верхней и нижней опорах
*2' " ?J2' °23 ~ EJ2'
Так как в жесткой раме опоры в углах принадлежат и поперечине (длиной //)
и стойке (длиной 12), то их углы поворота должны быть равны между собой.
Приравнивая 9i = 92i и 93 = 92з, получим следующие значения для статически
неопределимых (реактивных) моментов в углах жесткой рамы:
а) моменты от вертикальных усилий, действующих на верхнюю и нижнюю
поперечины (при // = 13 )
б) реактивные моменты, действующие в верхних и нижних углах жесткой
оамы
¦f К 1 , мп 1
М,~ 2 ' C/i + m)m ' 3~ 2 ' C + m)m '
3/1 + B - п)т 3/1 + B/1 - l)m
где /I = 7,//3 > 1; /и = /i/J2 • hlh » 1.
Определим напряжения, возникающие в поперечинах и стойке станины при
прокатке металла в валках.
Поперечины подвергаются изгибу от действия сил Y и моментов М\ и Л/3,
причем последние уменьшают изгибающие действия сил Y. Расчетные
изгибающие моменты и растягивающие напряжения в середине верхней
поперечины
в середине нижней поперечины
Мн=Мп-Му, a*=MJWb
где Wx и W3 - моменты сопротивления средних сечений верхней и нижней
поперечин.
151
Каждая стойка станины (левая и правая) растягивается силой Y/2 и
изгибается переменным по высоте стойки (длине /2), изменяющимся от М\ (наверху
стойки) до М3 (внизу стойки). Под действием этих моментов стойка изгибается
внутрь окна станин, поэтому на внешней стороне стойки будут возникать
напряжения сжатия (точка В на рис. 5.32), а на внутренней стороне стойки -
напряжения растяжения (точка А). Для среднего по высоте стойки
горизонтального сечения суммарное растягивающее напряжение (в точке А) будет:
Y Л/, + Л/3
- + -
пих 2F2 2W2 '
где F2 и W2 - площадь и момент сопротивления сечения АВ стойки.
Станины изготавливают из литой углеродистой стали (ав = 500...600 МПа) с
большим запасом прочности (п > 10).
Расчетные допускаемые напряжения принимают:
для станин из углеродистой литой стали [ав] = 50...60 МПа;
для станин из высокопрочного чугуна [<тв] = 40...50 МПа.
В прокатных станах имеет значение не только прочность станин, но и
жесткость, определяемая величиной упругой деформации при прокатке. Жесткость
станины оказывает значительное влияние на точность получаемых труб, а при
холодной прокатке оказывает решающее влияние.
Упругая деформация станины в вертикальном направлении является
суммой деформаций прогиба двух поперечин и растяжения стойки станины.
Из курса сопротивления материалов известно, что результирующий прогиб
поперечин (балки) жесткой рамы от изгиба силой У и моментом Mi(M3) равен^
для верхней поперечины
/*' =
w\T-M>r^rx-6Yr}
для нижней поперечины
^(т-Ш'-'ж)
Л-Л' + Л'.
Так как поперечина имеет большую толщину по сравнению с длиной /7, то
необходимо также учесть упругую деформацию в середине каждой поперечины
от действия поперечных (перерезывающих) сил согласно известной формуле:
где к = 1,2 (для прямоугольного сечения балки-поперечины);
G - модуль сдвига (для стального литья G = 3/8? = 0,75 • 10 МПа.
Деформация растяжения стойки станины силой Y
/2 = удаету,
где Е - модуль упругости (для стального литья Е = 2> 105 МПа).
Суммарная вертикальная деформация станины
/. =(/;+Л')+(/;+/.;)+л=/.+/.+л-
152
Так как во многих случаях расчетов М\ = Мъ = Л/0; F\ = F^ то прогибы
верхней и нижней поперечин будут одинаковыми, поэтому можно принимать, что
Суммарная деформация станины по вертикали (в направлении действия сил
Уне должна превышать 0,6... 1,0 мм (цри У = 5.. .15 МН).
На практике упругие свойства станины удобнее характеризовать не
величиной упругой деформации при заданном усилии У, (как было указано выше), а
так называемой конструктивной упругой жесткостью (или модулем жесткости
С, МН/мм)
C=W/c = tga,
которая показывает при каком усилии У деформация будет равна 1 мм.
Все упругие деформации поперечин и стойки станины пропорциональны
усилию. Проведя преобразования получим (при п = 1 и F\ = F3):
С-Е !
Таким образом, жесткость станины не зависит от конкретного значения
усилия У (так как tg a = const) и определяется только конструктивными размерами
и параметрами (/ь h> Fu F2, J и /г) и модулем упругости Е.
При проектировании новых прокатных станов принимают значение
жесткости станины рабочей клети С = 5.. .8 МН/мм.
Расчет шпинделей с шарнирами на бронзовых вкладышах
На рис. 5.33 представлена схема действия сил на щеки головки шпинделя
при передаче им крутящего момента AfKp. На каждую щеку шпинделя действует
сила Р, возникающая в результате давления лопасти на бронзовый вкладьпп и
бронзового вкладыша на щеку по цилиндрической поверхности их
соприкосновения.
Момент, передаваемый шпинделем, будет равен Мкр = Ра9 где Р - усилие, с
которым нижний бронзовый вкладыш давит на нижнюю щеку головки
шпинделя, а верхний вкладьпп - на верхнюю щеку; а - расстояние между точками
приложения сил.
Принимаем, что удельные давления вкладыша на щеку шарнира
распределяются по трапеции и сила Р приложена в плоскости центра тяжести этой
трапеции. Обычно с « Ы4 и/» 0,35 Ь; а = 2/= 0,7 6.
При передаче шпинделем крутящего момента Мкр вкладыш будет давить на
щеку шпинделя с силой Р:
Р = Мкр1а.
Таким образом, при передаче шпинделем крутящего момента в сечении
щеки /- I на расстоянии х от оси шарнира будут возникать напряжения и от
кручения, и от изгиба.
Напряжение кручения в сечении / - /:
т = Мкр/BЖкр),
где WKp - момент сопротивления сечения J - / кручению.
Pafovi/й ила
шестеренный шпиндель
Сила направлена от нас
Сила надроблена к нам
Рис. 5.33. Схема действия сил на элементы головки шпинделя
Для определения момента сопротивления кручению по заданным размерам
головки шпинделя сечение /- / вычерчено отдельно в виде сегмента.
Определить точное значение момента сопротивления кручению сечения,
имеющего форму сегмента, трудно, поэтому обьино сегмент приравнивают к
равновеликому по площади прямоугольнику высотой Л и шириной Ь\ + b2.
Момент сопротивления сечения прямоугольника кручению определяют по
формуле
где коэффициент ц зависит от отношения ширины прямоугольника к его
высоте. При (b\ + b2)/h = 2...6 величина ц = 0,25...0,3.
Напряжение изгиба в сечении щеки / - /:
где WH3 - момент сопротивления сечения /- / изгибу.
Из рис. 5.33 видно, что момент изгиба сечения / - / равен произведению
силы Р на плечо х:
Л/из = Рх = Мкрх/а.
Определять момент сопротивления изгибу сечения / - /, имеющего форму
сегмента, тоже весьма трудно, поэтому пользуются приближенной формулой.
Для этого сегмент заменяют равновеликой по площади трапецией с
основанием (Ь + 2?2) и высотой Л. Момент сопротивления сечения трапеции изгибу:
Wm =
ф^ + 4Ь2)
154
расчетное напряжение в сечении шейки I - I от действия изгиба и кручения
определяют по формуле
Шпиндели обычно изготовляют из углеродистой кованой стали марки 40
или из легированных сталей 40Х, 40ХН, 40ХНМ, 35ХНВ. Предел прочности
этих сталей равен 650...850 МПа.
Принимая пятикратный запас прочности, получим, что допускаемое
напряжение в щеке шпинделя будет равно [а] = 130... 170 МПа, поэтому полученное
по формуле расчетное напряжение не должно быть выше этого допускаемого.
Из рис. 5.33 видно, что максимальные напряжения будут возникать в каком-
то сечении шпинделя на расстоянии х от оси шарнира. Так как с увеличением
расстояния х изгибающий момент увеличивается, но одновременно с этим
увеличиваются и моменты сопротивления этого сечения, то заранее нельзя сказать
на каком расстоянии х напряжения будут максимальными. Для этого надо
взять несколько сечений (/ - /, II - II и т.д.) и рассчитать напряжения в них по
приведенному выше методу.
Кроме определения напряжения в сечении /- /, необходимо также проверить
напряжение в теле шпинделя в его средней части по длине. Очевидно, что тело
шпинделя работает только на кручение, и напряжение в любом сечении по
длине шпинделя между шарнирами:
т = Мкр/^кр = Мкр/@,2</2),
где d - диаметр тела шпинделя.
Подсчитанное по этой формуле напряжение не должно превышать
указанных выше допустимых напряжений.
Так же как и при расчете щеки головки шпинделя, при расчете лопасти
примем, что удельные давления от вкладыша распределяются на поверхности
каждой вилки по трапеции и сила Ри действующая на вилку при передаче
лопастью крутящего момента Мкр:
Л = Л/кр/B/о).
Сила Р\ будет приложена эксцентрично относительно центра сечения вилки
толщиной s. Очевидно, что эта сила будет скручивать сечение вилки моментом
М = Рхе, где е - эксцентриситет приложения силы Pi относительно центра
тяжести сечения вилки (определяется по чертежу).
Этот момент будет скручивать сечение вилки и создавать в ней напряжения
кручения. Вместе с тем, сила Pi будет создавать изгибающий момент
относительно сечения /-/ив этом сечении будут возникать напряжения изгиба.
Таким образом, при передаче лопастью крутящего момента в сечении / - /
вилки, будут возникать и напряжения кручения, и напряжения изгиба.
Напряжения кручения в сечении /- /будут определяться по формуле
T = MFF«p = Pi€/»V
Момент сопротивления сечения / - / вилки лопасти кручению можно
определить, приравняв это сечение прямоугольнику высотой S и шириной F0 - 4>)/2:
^кр = л[Fо-с0)/2]*2.
Напряжение изгиба в сечении вилки /- /:
om = Mm/Wm.
Из рис. 5.33 видно, что изгибающий момент в сечении /- /:
Мт = Р{х.
Момент сопротивления изгибу прямоугольного сечения вилки лопасти
определяют по формуле
^кр = [Fо-с0)/2]52/6.
Кроме определения напряжения в сечении I- /, необходимо также проверить
напряжение в сечении II-II.
Это сечение передает полный крутящий момент Мкр, и в нем возникают
только напряжения кручения, которые можно определить по формуле
T = MKpIWKp.
Момент сопротивления кручению этого прямоугольного сечения
Пример 5.1. Рассчитать на прочность валок автоматстана (рис. 5.34).
Дано: максимальное усилие на валки при прокатке Р = 2000 кН;
максимальный крутящий момент на приводном конце валка Мкр =100 кН-м; диаметр
бочки валка 380 мм; материал валка - высокопрочный чугун, имеющий
следующие механические свойства: гфедел прочности, МПа - при растяжении авр
= 500...600; сжатии о^ = 2000; изгибе ави = 700; кручении тв = 700; предел
усталости - при изгибе a_i = 250; кручении 200; предел текучести ат = 380.
1. Лопасть на приводном конце представляем в виде прямоугольника Ыг и
двух сегментов FG:
F = M + :yBa-sin2a)=14-12 + ^Y^
= 168 + 42,8B • 0,858 - 0,9868) = 168 + 31,2 = 199,2 см2;
2/*2sin3a 2jf Ьъ 143
: 3 8F "
\ - Г140>1 • Г. • l40V
2arcsm^—J-smBarcsm—J
Л='
• = 7,3 см.
3 Fc 3 8FC 12FC 12- 31,2
Заменяем сечение 1-1 прямоугольником с высотой Н = 2ус = 14,6 см. Момент
инерции сечения на кручении при л = 0,21 и Н1Ь « 1
J*W = Л*3 * Л#3 * 576 см3 = 5,76 • 105 мм3.
Рис. 5.34. Расчет на прочность рабочего валка автоматстана
\*&
Напряжение кручения в сечении /- /
Мкрк 100-106 12 „™WTT
т —— = г— * 200 МПа,
* WKP 5,76-106 '
где к = 1,2 - коэффициент концентрации в месте сопряжения плоскости (лыски)
лопасти с валом.
Запас прочности относительно предела прочности при кручении (ет = 0,8 -
масштабный фактор, учитывающий абсолютные размеры детали при
кручении):
v max AW
2. Определяем напряжения в сечении 2-2 шейки приводного валка.
Напряжение изгиба, учитьшая, что усилие Р приложено при прокатке в калибре 1 и
100-36
опорная реакция равна R2 = 2000——— = 1280 КН, составляет
<* = ТГГ^Гз—- = 200 МПа,
1280 -103- 200» 1,5
0,1-270
где ка = 1,5- коэффициент концентрации от галтели.
Коэффициент запаса прочности при изгибе
"а = <ТвИе<Лг = 700 • 0,6/200 = 2,1,
где еа = 0,6 - масштабный фактор.
Напряжение кручения
MJcx 100 106-1,4
0,2 d? 0,2-2703
Коэффициент запаса прочности при кручении
хв 700-0,6
«.-т«—5§—"Д
Коэффициент запаса прочности при совместном действии изгиба и кручения
2,Ы1,6 BД
И+< л/2Д2 + П,62
Допустимо [п] = 2...3. Таким образом, п « [п] (на пределе). Аналогично
определяем запас прочности для сечения 3-3, принимая, что усилие Р приложено в
середине бочки (в калибре II).
3. Определим прогиб валка при прокатке в среднем калибре и Р = 2 МН:
а) от действия изгибающего момента при Ь = 0 и а = 1 получим
У, * 0,05?>4 = 0,05@,38L = 1,05 • 1<Г3 м4; Е = 2 • 106 МПа; ?/, = 210 МН м2;
'• = 38^157 81 + 64
0,23[^|] -1 кзЫ0-5м = 0,31мм;
\*п
б) от действия поперечных сил
i
Л-
nGD2
/ + 2d
а1-
Для легированного чугуна
G = 8 • 10* МПа. я(?/J = я 4,5 • 104 @,38J = 2 • 104 МН,
Л-
2-Ю4
1 + 2-0,2
V 0,27 J
= 1,2-10~4 м = 0,12 мм.
Суммарный прогиб валка/= 0,31 + 0,12 = 0,43 мм.
Для станов такого типа допустимо [/*]« 0,5 мм.
Пример 5.2. Определить прочность и жесткость станины клети продольной
горячей прокатки (рис. 5.31, 5.32).
Дано: /i = /3 = 2,5 м; /2 = 7,5 м; 1211\ = 3; /, = 0,16 м4; У3 = 0,12 м4; п = JXIJZ = 4/3;
J2 = 0,04 м2; 7,/У2 = 4; m = 4 • 3 = 12; Y = 15 МН.
Определяем максимальный момент изгиба верхней и нижней поперечины
силой Y
Мт = ^-^ = 9,375 МН • м.
Находим статически неопределимые моменты в углах жесткой рамы
Л/,=
Л#,=
9,375
1 + 12
3.4/3 + 12 = °'2755 МН*М;
9,375
3-4/3 + 12-2/3
1
3 + 12
= 0,551 МН-м;
3-4/3 + 12-5/3
Ml
1 + 12
1 + 12-7-
4
1 + 12
2/3
А-Л. m-Mi.
5/3" Г х" 2 '
при J\ = Jy и ;i = 1 получим
Л/0 = Л/, = Л/3 =
9375 1
- = 0,36 МН-м.
2 1 + 12
Таким образом:
а) при J\>Jz момент М\ в два раза меньше момента Л/3;
б) моменты М\ и Л/з по своей величине значительно меньше максимального
момента изгиба поперечины силой У и составляет только 3...6 % от Ми.
в) при J\ = У3 момент Л/0 равен почти среднему значению (полусумме) М\ и
Л/3 и составляет только 4% от Л/„.
Однако, несмотря на небольшую величину реактивных моментов Ми Мг и
Л/0 (по сравнению с моментом А/„), их все же необходимо учитывать при
расчете станины для получения более обоснованных результатов для последующего
определения напряжений и деформаций.
Продолжим рассматриваемый выше пример: дано F\ = 1,34 м2; Wx = 0,21 м3;
F3=0,99 м2; 1^3=0,2 м3; ^2=0,672 м2; W2=0,094 it\ ?=2 • 10* МПа; G=0,75 • 10 МПа.
158
атах = л Ar-„ + ' „ ААП^— = 11,1 + 4,4 = 15,5 МПа.
3. Определяем напряжения растяжения в середине верхней и нижней
поперечин по вышеприведенным формулам
о, = 9'3?50;201'2755= 43,2 МПа;
4. Рассчитьшаем напряжения растяжения в стойке станины (точка А на
рис. 5.35)
15 0,2755 + 0,551
2-0,672* 2-0,094
Запас прочности станины для нижней поперечины при пределе прочности
углеродистой стали [ ав ] = 600 МПа
„ = 600/44,1 = 13,5.
5. Определяем прогиб среднего сечения от изгиба и действия поперечных
(перерезывающих) сил
верхней поперечины
f—*?—Jl±M osrsliooo T12 152'5-100()
Л_8.2.106.04б1 б °'2755J1000 + 1'24.0,7510S.U4-
= 0,146+ 0,106 = 0,252 мм;
нижней поперечины
f ^1 fil^.Q55lll000 + U 15'2>5'1000 -
Л " 8 • 2 - 105 - 0,121 6 °'551J100° +*Д 4 - 0,75 - 105 - 0,99 "
= 0,18 + 0,14 = 0,32 мм.
6. Находим упругое растяжение стойки станины:
15-7,5-1000 лл%
J1 2-2-105-0,672
7. Определяем суммарную деформацию станины по вертикали:
U = 0,252 + 0,32 + 0,41 = 0,982 мм.
Жесткость станины по вертикали в направлении действия силы Y:
С = У7/Ст = 15/0,982 = 15,25 МН/мм.
8. Прогиб стоек станины по горизонтали (внутрь окна станины) должен
быть небольшим, так как в противном случае может произойти "защемление"
подушек верхнего валка (при зазоре А =0), перемещаемых по вертикали по
направляющим планкам, прикрепленным к стойкам внутри окна станины.
Горизонтальный прогиб одной стойки (внутри окна станины) посередине
высоты (длины) стойки /2 можно определить, принимая, что в этом сечении
действует реактивный момент, равный половине суммы моментов М\ и Л/3,
тогда
_ (Л/, + М2I\ _ @,2755 + 0,551O,52 -1000 _
Л 28?/2 2-8-2-105-0,04
Таким образом, при сборке рабочей клети необходимо предусмотреть зазор
между верхней подушкой валка и направляющей планкой с внутренней
стороны окна станины А » 0,4 мм.
159
Для обеспечения необходимой минимальной деформации станины по
вертикали (в направлении действия сил У) и минимального прогиба стоек внутрь
окна станины конструктивно принимают отношение толщины поперечины Л,
(или Л3) к толщине стойки Л2 (см. рис. 5.32) равным h\lh2 =1,3...1,7.
Пример 5.3. Выполнить расчет шпинделя с шарнирами на бронзовых вкладышах
Дано: максимальный крутящий момент, передаваемый одним шпинделем Мк?
= 205 кН • м; максимальный угол наклона шпинделя а = 3°. Так как сечение
головки шпинделя ослаблено расточкой с = 110 мм и глубиной 15 мм, необходимой
для центрирования бронзового вкладьппа, то для более точного расчета примем,
что давление в любом сечении головки распределяется по трапеции.
1. Определим плечо приложения равнодействующей силы Р (рис. 5.35)
k+hjfb-c} __ Нф_ _ Ag_?
2 I 2 >^'" 4;/,22*
^-
Статические моменты
Таккак *L = ^=*
Л, с/2 с
= —, то
F r.Fli Fis.
tn*7 " Г' 3 2 2 3 2'
b l-jc/bf
1 3 l-(c/bf
\
Рис. 5.Э5. К расчету шпинделя на подшипниках качения
160
2. Рассмотрим случай работы шпинделя, когда угол наклона ее = О
(горизонтальное положение). Сечение А V будет соответствовать сечению АО:
h=2y/R2-r2 =2л/2302-1052 = 410 мм;
410 1-(ПО/410K
J =— ; rj=143MM.
3 1-A10/410)
Момент, скручивающий одну щеку головки шпинделя:
М = Л/,ср/2= 102,5 кН-м.
Усилие Р, действующее на щеку головки шпинделя:
Р = Mlf= 102,5/0,143 = 720 кН.
Заменяя сегмент сечения АО равновеликой трапецией, получим: Ь\- 190 мм,
Ь2 = 110 мм, Л = 125 мм, л = 0,255.
Момент сопротивления трапеции, заменяя ее прямоугольником:
И'кр = л Ф\ +b2)h2 = 0,255 • 300 • 1252 =12 • 10s мм3.
Напряжение кручения в сечении АО
т = MIW^ = 102,5 • 105 = 85 Н/мм2 = 85 МПа.
Напряжение кручения в теле шпинделя диаметром d = 270 мм
Мхр 205106
т = -
-з- = 52Н/мм2=52МПа.
0,2с/3 0,2-2703
Угол закручивания тела шпинделя на длине L = 2500 мм:
Л/грИ80 205-Ю6 -2500-32180
ф = —z _ о 68 .
r GJp /г 0,8105я-2704 п
На 1 м длины шпинделя
<р = 0,68/2,5 = 0,27°.
Допустимо [ ф ] = 0,5° на 1 м длины.
3. Рассмотрим сечение АО при работе шпинделя с максимальным углом
наклона а = 3°. Так как cos а « 1, то напряжения в сечении АО будут
незначительно отличаться от напряжений, подсчитанных выше для случая а = 0.
4. Рассмотрим некоторое произвольное сечение 1-1, параллельное оси
шарнира головки шпинделя и расположенное от него на расстоянии х = 90 мм при
сс = 3°.
При геометрическом построении равновеликой трапеции находим Ь\ = 210
мм; Ь2 = 115 мм; Ь\ = 440 мм; Л = 155 мм.
Центр тяжести трапеции
AZ>,+2/3Z>2 155 210 + 2/3-115 ГЛ
Усят *—Т~-^-^ ?Ь = 69 мм.
7с 2 bx+b2 2 325
Графически находим плечо а силы Р относительно центра тяжести сечения:
д = 110 мм.
о — 2ЧХ5
161
Момент изгибающий этого сечения:
Мт = Ра = 720 • 0,110 = 79,2 кН • м.
Напряжение изгиба в сечении /-/
3.2102+6.210.Ц5 + 2.1152
W~ 6C.210 + 4.115) 155 ~1Д2 Ш ММ'
79,2» 106
1,12-10
Напряжение кручения в сечении /-/
а = ,Л ,л6 = 71 Н / м2 = 71 МПа.
<40
/ = —z г ту = 1^ мм>
3 г-Ш
<440J
Л/кр = Р/= 720 0,153 = 112 кН-м;
i+*L.2* 2Д Л = 0,248;
л, 155
й^кр = 0,248F, + Ь2)$ = 0,248 • 325 • 1552 = 2,4 • 106 мм3;
112106 ,„„. 2
т ¦ -z-rrzr = 47 Н / мм2.
2,4« 106
5. Рассмотрим сечение ВО под углом р = 30° к оси шарнира шпинделя и (а +
р) = 33° к вертикали. Графическое построение сечения показано на рис. 5.36.
Ь\ = 200 мм; b2 = 110 мм; Ьв = 420 мм; Л = 170 мм.
170 200-^110
Л=~2—_ЗЮ = 55мм' « = 130 мм;
32002+6-200.110 + 2. ПО2 , А ,
"-- 6C-200,4.110) 170-1,28-10* мм-
Л/1П = 720-0,130 = 93,6 кНм;
Напряжение изгиба
93,6-106
а = -
0,81 106
Напряжение кручения в сечении ВО
= 115Н/мм2.
-('%оГ
Мкр = Pf = 720 • 0,148 = 106 кН • м;
~Т~ по 1>81' л 0Д42'
»;„ =0,242C10I702 =2,17-10* мм3;
/=420j v /¦*»; 148
3 »-(И%20)
~~гт^г = 49Н/мм2.
2,17-106
162
Напряжение растяжения в сечении ВО
Усилие нормальное к сечению ВО
Ры = />cos[90(a + р)] = PCOS5T = 0,544/> = 0,544• 720 = 392 кН ;
ст я1в_
р fT D20 + 200I70
392 1032 плГ11 2
= 7,4Н/мм\
Результирующие напряжения:
а) по сечению ВО
ape3 = Vll52+3-492 = 142Н/мм2;
б) напряжения растяжения в точке Е
аЕ = 115 + 6,4=121,4Н/мм2.
6. Определим напряжения в сечении ВО более точно, принимая консоль
слева от сечения ВО за кривой брус.
Обозначим ширину элемента сечения через Ьх на расстоянии у от центра
кривизны; площадь этого элемента
Радиус нейтральной линии кривого бруса
F F F
f У ;\ у J у I h \ h
0,5D20 + 200I70
52700
200 +
2110A05 +170)
170
, 105 + 170 „ 11Л B00 + 355H,97-220
= 165 мм.
Статический момент сечения относительно нейтральной линии
S = F(p - Гн) = 52700 • 16 = 0,841 • 106 мм3.
Максимальное напряжение изгиба в точке Е
Мтги-г 93,6 -106 165-105 ,
оЕ = — = — -г——— = 64Н/мм* =64 МПа.
Е S г 0,84Ы06 105
Таким образом, полученное напряжение почти в два раза меньше, чем
подсчитанное вьппе A15 МПа) без учета влияния кривизны бруса. Максимальное
напряжение a = 121,4 МПа в точке Е не превосходит допустимое напряжение
для стали ЗОХГВТ, из которой изготовлен шпиндель (ав = 800 МПа и ат = 500
МПа). Запас прочности по пределу текучести составляет
/1 = 500/121,4 = 4,1.
7. Напряжение в вилке лопасти со стороны рабочего валка (сечение II-II)
Мт = 720 • 0,07 = 50,4 кН • м;
157-1252
И^ = : = 0,408106 мм3;
6
50,4 106
0,408-106
-124 Н/ мм2 =124 МПа.
163
Сечение Ш-Ш имеет форму прямоугольника и испытывает напряжение
кручения
blh = F3+157J/125 = 440/125 = 3,5; ц = 0,28;
И% = 0,20D40I252 = 1,9 • 106 мм3;
т = MKp/WKp = 205 • 106 /A,9 • 106) = 108 Н/мм2 = 108 МПа.
Лопасть муфты со стороны рабочего валка изготовлена из стали 40ХН, для
которой ат = 500 МПа, запас прочности по максимальному изгибающему
моменту (от предела текучести) п = 500/124 « 4.
Глава 6
ТРУБОПРЕССОВОЕ ОБОРУДОВАНИЕ
Для прессования стальных труб применяют вертикальные и горизонтальные
прессы с механическим и гидравлическим приводом.
На прессах с механическим приводом вертикального типа операции
прошивки заготовки и вьщавливания труб осуществляется на одной прессовой
установке.
На гидравлических прессах операции прошивки заготовки и вьщавливания
труб осуществляются отдельно. Гидравлические прессы могут быть
горизонтальными и вертикальными.
Механические прессы имеют ряд существенных недостатков:
а) переменную скорость прессования, которая изменяется в течении цикла
прессования от максимума до нуля, что связано с применением кривошипно-
шатунной передачи;
б) ограничение величины рабочего хода пресс-штемпеля, усилия (до 8... 16,5
МН) и скорости (до 240 мм/с) прессования;
в) ограничение массы заготовки (до 60 кг) и размеров труб из-за
ограниченной величины рабочего хода, скорости и усилия прессования.
Гидравлические прессы по конструкции сложнее механических, однако они
свободны от недостатков, присущих механическим прессам.
В гидравлических прессах максимальная скорость прессования достигает
400 мм/с и сохраняется неизменной в течение всего рабочего хода. На
гидравлических прессах можно устанавливать любые требуемые скорости
прессования и величины хода. Современные гидравлические трубопрофильные прессы
для производства стальных труб и профилей имеют усилия (мощность) от 16
МН до 109 МН. Известны также гидравлические прессы для получения труб и
профилей больших сечений усилием до 300 МН. Масса заготовок,
используемых на этих прессах, составляет 13,6 т.
6.1. Вертикальные прессы для прошивки и экспандирования
Механические прессы. На механических прессах совмещены операции
прошивки и вьщавливания трубных заготовок. Механические прессы имеют
переменную скорость прессования, а применение в качестве смазки смеси масла с
графитом приводит к науглероживанию поверхности труб. Поэтому
вертикальные механические прессы не применяют для изготовления труб из
нержавеющих и высоколегированных сталей и труднодеформированных сплавов, а
164
используют для получения труб из углеродистой стали круглого сечения или
специального профиля.
Размеры труб, изготовляемых на установках с вертикальным прессом,
следующие, мм:
Dt
St
Dt
St
28...38
2,5...4,0
50
2,5...5,0
32
2,5...4,5
54
3,0...5,0
38
2,5...5,0
57...60
3,0...6,0
42...45
2,5...5,0
63,5
3,0...6,0
Механический пресс (рис. 6.1) состоит из станины 7, главного привода 2,
который включает электродвигатель, зубчатые передачи, тормоз 5, маховик 3,
муфту сцепления 4, кривошипно-шатунного б и кулачкового механизмов для
возвратно-поступательного перемещения ползунов. Пресс снабжен двумя
ползунами с раздельным ходом.
На наружном ползуне
монтируют штемпель, на внутреннем
оправку-иглу. Движение
внутреннего ползуна
осуществляется от кривошипно-
шатунного механизма 6.
Наружный ползун подвешен на
внутреннем ползуне и его
движение относительно
внутреннего ползуна
осуществляется кулачковым механизмом
с системой рычагов. Для
отделения пресс-остатка имеется
специальный гидравлический
передвижной пресс.
Процесс прессования трубы
на вертикальном
механическом прессе осуществляется
следующим образом.
Нагретую до требуемой
температуры заготовку опускают в
контейнер, на верхний торец
заготовки подается смазка, кото-
роя расплавляется и заполняет
зазоры между стенками
контейнера и заготовки. Затем
включается привод и
штемпель вместе с оправкой
опускается вниз; штемпель
осаживает заготовку до полного
заполнения металлом
(заготовкой) контейнера. В этот
момент торец оправки не вы-
Рис. 6.1. Механический пресс для прессования труб:
/ - станина; 2 - главный привод; 3 - маховик; 4 - муфта
сцепления; 5 - зубчатая передача и тормоз; 6 - криво-
шипно-шатунный механизм; 7 - гидроупор; 8 -
приемный желоб
165
ходит из штемпеля. При дальнейшем опускании шатуна трубная оправка
прошивает заготовку и входит в очко матрицы, образуя кольцевой зазор. Затем
приводится в движение наружный ползун, штемпель выдавливает металл в
кольцевой зазор между матрицей и оправкой, образуя трубу. Когда штемпель
достигает крайнего нижнего положения, почти весь металл оказывается
выдавленным и лишь незначительная часть остается на матрице в виде пресс-
остатка, который удаляется вилкой. После завершения процесса прессования
трубы штемпель с оправкой поднимается вверх в крайнее верхнее положение и
производится смазка инструмента.
Выдавленная труба, выходя из пресса, изгибается под углом 90° и
принимает горизонтальное положение, попадая в нижнее отделение цеха, где
располагается оборудование для отделки труб.
Ниже приведена характеристика вертикального механического пресса,
работающего совместно с редукционным станом и рассчитанного на
производство 5000 т труб в год:
Усилие пресса, МН 16,5
Максимальная длина заготовки, мм 450
Диаметр заготовки, мм 120.. .200
Максимальная масса заготовки, кг 100
Максимальная производительность пресса, шт/ч 150
Максимальный диаметр прессованных труб, мм 102
Длина прессованных труб, м 2... 15.
Максимальная толщина стенки труб, мм 30
Диаметр труб после редукционного стана, мм 20... 102
Число клетей редукционного стана, шт 18
Максимальная степень редуцирования, % 70
Максимальная длина редуцированных труб, м 35
В табл. 6.1 представлены сравнительные характеристики прессовых
установок вертикального и горизонтального типов.
Таблица 6.1. Технологические характеристики прессовых установок
вертикального и горизонтального типов
Параметры
Размеры заготовок:
диаметр, мм
длина, мм
Размеры готовых труб:
диаметр, мм
толщина стенки, мм
длина, м
Коэффициент вытяжки
(максимальный)
Скорость истечения металла, м/с
Вертикальный механический пресс
усилием, МН
12,5
115...165
0,3
38...89
2,5...8,0
6,5
40
до 9
15
120... 160
0,35
38...76
2,5...8,0
10
45
до 9
16
100..Л90
0,7
38... 114
3...20
4...20
40
ДО 6
Горизонтальный
гидравлический пресс
усилием, МН
25
200
0,7
57... 114
4...20
6...18
25
до 4,5
31,5
145...260
0,7
57...159
4...20
4...20
45
до 10
166
Гидравлические прессы.
Современные прессовые установки имеют в своем
составе вертикальные гидравлические
пресса. При производстве труб на
гидравлических прессах операции
прошивки (экспандирования) заготовок
осуществляют на вертикальных прессах, а
выдавливание - на горизонтальных
гидравлических прессах. Прошивку
(экспандирование) заготовок ведут на
вертикальных гидравлических прессах
усилием 5, 8, 10, 12 МН, причем для
экспандирования требуются пресса
меньшей мощности.
Современный вертикальный
прошивной пресс усилием 12 МН (рис. 6.2)
оборудован поворотной рамой с
двумя контейнерами, работающими
поочередно, что позволяет меха-низировать
чистку и охлаждение втулки контейнера
после каждого рабочего хода. Пресс
имеет три главных цилиндра усилием
по 4 МН при максимальном давлении
воды 3,15 МПа. Контейнеры и пресс-
штемпель крепятся гидравлическими
зажимами, которые позволяют быстро
заменять эти агрегаты.
Пресс оборудован приспособлениями
для быстрой замены изношенных
прошивных игл, механизированной
очистки контейнера, автоматической замены
сменного наконечника прошивных игл,
а также для загрузки в контейнер вместе
с заготовкой сменного прошивного
кольца - прокладки и его возвращения
в работу после прошивки заготовки.
Скорость прошивки на этом прессе может достигать 350 мм/с, а его
производительность - до 150 прошитых или экспандированных заготовок в час.
Контейнер такого пресса рассчитан на прием заготовок диаметром до 310 мм и
длиной до 1000 мм.
При прошивке дно контейнера закрыто специальным поршнем цилиндра
обратного хода усилием 7 МН. Прошитые или экспандированные гильзы
выдаются из контейнера вне оси пресса после поворота контейнерной рамы при
помощи штока гидравлического выталкивателя, усилие цилиндра которого
достигает 4 МН.
Втулки контейнеров перед установкой в пресс предварительно подогревают
в течение 20...30 мин специальными переносными индукторами, которые
вставляют в контейнер.
Рис. 6.2. Вертикальный прошивной пресс
усилием 12 МН с двухпозиционным
поворотным контейнерным узлом:
/ - опорное кольцо; 2 - сменный
наконечник иглы; 3 - пресс-шайба; 4 - кольцо
контейнера; 5 - выталкивающая шайба
167
Схема расположения инструмента в
вертикальном прессе показана на
рис. 6.3.
От оборудования гидравлических
прессов требуется большая точность
настройки. В частности, большое
значение имеет правильная установка осей
пуансона и матрицы, которые во время
работы должны совпадать. При
плохой настройке и недостаточной
прочности и устойчивости отдельных
деталей пресса получается большое
количество брака по разностенности
прошитых заготовок.
Современные
высокопроизводительные вертикальные гидравлические
прошивные прессы имеют следующие
новые конструктивные элементы:
1. Поворотную раму с двумя или
тремя контейнерами, что позволяет
вывести все вспомогательные операции
с оси прошивки и систематически
производить механизированную очистку и
охлаждение втулки контейнера.
Например, прошивные прессы
английской фирмы "Levy" имеют два
контейнера в поворотной раме.
Каждый контейнер может занимать четыре
позиции. В первой позиции производят
разгрузку отрезных колец и втулок, во
второй - подпрессовку и прошивку, в
третьей - выталкивание гильз из
контейнера и в четвертой - очистку и
охлаждение втулки контейнера и уборку
отрезных колец. Это позволяет удобно
расположить все вспомогательные механизмы и сократить цикл работы пресса.
Прошивной пресс японской фирмы "Кобэ Сэйко" имеет поворотную раму с
тремя контейнерами, каждый из которых может занимать три позиции:
загрузку заготовок; подпрессовку и прошивку; вьщачи гильз, очистки и охлаждения
втулки контейнера.
2. Жесткую рамную конструкцию, две подвижные траверсы на массивных
направляющих и телескопическое соединение иглы со штемпелем.
3. Два или три главных цилиндра для создания различной мощности при
подпрессовке, прошивке или экспандировании заготовки.
4. Крепление контейнеров и пресс-штемпелей специальными
гидравлическими зажимами, что позволяет быстро и без ручных операций установить
новый контейнер или пресс-штемпель.
5. Механизм для установки наконечников для прошивки или экспандирова-
яия заготовок. Он сблокирован с поворотной рамой контейнеров и подает
наконечники из накопителя после ремонта и охлаждения.
Рис. 6.3. Схема расположения инструмента
в вертикальном прессе:
1 - пресс-штемпель; 2 - иглодержатель; S -
направляющая втулка иглодержателя; 4 -
игла; 5 - пресс-шайба; 6 - втулка контейнера;
7 - контейнер; # - матрица; 9 - матрицедер-
жатель; 10 - подкладка; // - опорное кольцо;
12 - направляющая проводка
168
6. Механизм для установки нового отрезного кольца после каждой операции
прессования, который представляет собой вращающийся барабан на несколько
позиций. Вместе с отрезным кольцом барабан убирает прошивной наконечник
иглы и выпрессовку.
7. Механизм для перевода заготовок из горизонтального положения в
вертикальное и загрузки их в контейнер пресса. Для выгрузки гильз из контейнера
устанавливают специальный гидравлический толкатель, мощность которого
равна одной трети мощности главных цилиндров пресса.
8. Механизм для механической очистки втулки контейнера с одновременным
ее охлаждением.
9. Переносные индукционные нагреватели для подогрева втулки контейнера
перед началом работы пресса.
10. Телескопическое соединение пресс-штемпеля с верхней иглой.
Дополнительно иглу центрируют головкой пресс-штемпеля и специальной втулкой.
Ниже приведены технические характеристики прошивных прессов,
работающих на трубных заводах Японии:
Фирмы изготовители:
Характеристика р
"Levy" Англия
Усилие пресса, МН 12
Количество и усилия цилиндров, шт-МН 3x4
Количество контейнеров, шт 2
Ход прошивной траверсы, мм 1485
Рабочий ход обжимной траверсы, мм 905
Рабочее давление жидкости, МН/м" (ат) 31 C15)
Максимальная длина гильзы, мм 1000
Диаметр заготовок, мм 160...310
Скорость прошивки, мм/с до 350
Скорость под прессовки, мм/с до 100
Усилие цилиндров обратного хода, МН 7,0
Усилие выталкивателя, МН 4,0
Максимальная высота пресса над
уровнем пола, мм 10,0
Количество циклов в час до 150
"Кобэ" Япония
23
3
2450
31C15)
1500
250...410
до 350
до 150
7,0
17,45
до 90
6.2. Горизонтальные гидравлические трубопрофильные прессы
Конструкция горизонтальных гидравлических прессов (рис. 6.4.) включает
главный цилиндр / и главный плунжер 2. В боковых приливах главного
цилиндра вмонтированы цилиндры 3 обратного хода главного плунжера с
плунжерами 4, соединенными траверсой 5 между собой и с главным плунжером.
Цилиндр прошивного устройства 6 с плунжером 7 закреплен в неподвижной
хвостовой траверсе ?, которая соединена с главным цилиндром пресса двумя
тягами 9. К передней части плунжера прошивного устройства через траверсу 10
прикрепляется шток 11 с иглодержателем. Цилиндры обратного хода 12
прошивной системы соединены с подвижной траверсой /0, а плунжеры 13 цилинд-
169
ров 12 неподвижны и связаны с главным цилиндром пресса. К главному
плунжеру прикреплен полый пресс-штемпель 14, внутри которого движется
иглодержатель с иглой. Главный цилиндр пресса соединен с передней крестовиной
15 пресса тремя тягами-колоннами 76, которые закреплены в проушинах
передней крестовины и главного цилиндра при помощи специальных гаек 17, К
передней крестовине прикреплен контейнеродержатель 18 с контейнером 19. В
переднюю крестовину вмонтирован также клиновой затвор 20, состоящий из
цилиндра, плунжера, тяги и клина. Со стороны выхода прессованных изделий
в передней крестовине расположена горловина для головки матрицедержателя
с матрицей.
Г9,19 П t6 11 10 д
2 3 U 13 12
Рис. 6.4. Схема горизонтального гидравлического пресса для прессования труб усилием
15/7 МН
9 Ю 11 12 7
Рис. 6.5. Схема расположения инструмента в горизонтальном прессе:
У - пресс-штемпель; 2 - матрицедержатель; 3 - пресс-шайба; 4 - игла; 5 - иглодержатель; 6 -
контейнер; 7 - внутренняя втулка; Н - центрирующая втулка иглодержателя; 9J0 - опорные
кольца; // - опорное кольцо матрицы; 12 - промежуточная втулка; 13 - опорное кольцо
матрицедержателя
170
Головку пресса в момент прессования закрывают замком, а по окончании
операции прессования при помощи цилиндра выдвигают из горловины пресса
для отделения пресс-остатка. Все детали и узлы пресса установлены и
закреплены на массивных фундаментных плитах.
На рис. 6.5 показано расположение основного прессового инструмента.
Перед пресс-штемпелем /, закрепленным в подвижной поперечине 2, расположена
свободная пресс-шайба 3. Ее диаметр примерно на 0,5 мм меньше внутреннего
диаметра контейнера. Игла 4 ввернута в иглодержатель 5. Наружный 'корпус
трехслойного контейнера 6 снабжен 'индукционным подогревателем до
температуры примерно 400 °С. Внутренняя втулка 7 постепенно изнашивается. Ее
заменяют примерно после 5000 прессований. Между полой заготовкой 8 и
матрицей 10 со ступенчатым упорным кольцом 11 установлено смазочное кольцо 9
из прессованного стекла.
Процесс прессования труб (рис. 6.6) осуществляется следующим образом:
гильза, нагретая до необходимой температуры, поступает в контейнер, игла
вводится в гильзу, пресс-штемпель с пресс-шайбой запрессовывают гильзу в
контейнер. В контейнер подается пресс-шайба. В это же время жидкость
низкого давления подается в главный цилиндр и пресс-штемпель перемещается
вперед до соприкосновения с металлом. Затем в главный цилиндр поступает
жидкость высокого давления. При дальнейшем движении пресс-штемпеля металл
Рис. 6.6. Схема операций прессования трубы:
а - загрузка гильзы; б - подача гильзы в контейнер; в - осадка гильзы; г - окончание
прессования; д - обратное движение иглы и пресс-штемпеля; е - остановка пресс-штемпеля,
освобождение пресс-шайбы и пресс-остатка из контейнера, зажим пресс-шайбы и пресс-
остатка; ж - отрезка трубы, возвращение пресс-штемпеля и иглы в исходное положение; з
- охлаждение и чистка контейнера, удаление пресс-шайбы, пресс-остатка и матрицы
171
выдавливается в кольцевой зазор между иглой и матрицей, формируясь в
трубу. Пресс-штемпель доходит до ограничивающего упора и процесс
прессования трубы заканчивается. В контейнере остается невыпрессованный металл
(пресс-остаток) длиной 5... 15 мм, после этого открывается замок,
удерживающий контейнер. Контейнер отводится назад, одновременно пресс-остаток с
пресс-шайбой выталкивается из контейнера пресс-штемпелем, а матрица и
матрицедержатель отводятся вперед, игла и пресс-штемпель отводятся назад.
Матрицедержатель с матрицей доходят до упора-ограничителя, пресс-остаток
и пресс-шайба захватьшаются специальным гидрозажимом, игла отрезает
пресс-остаток от трубы. Гидрозажим отпускает пресс-остаток и пресс-шайбу,
которые падают вниз, а труба выдается на выходную сторону пресса.
Матрицедержатель с матрицей возвращаются в рабочее положение, контейнер
движется вперед до переднего упора, замок контейнера закрывается. Новую
гильзу подают в контейнер и устанавливают пресс-шайбу. Пресс готов к
следующему циклу прессования.
Прессы для массового производства труб из углеродистых и легированных
сталей имеют следующие технически усовершенствованные механизмы:
а) поворотную раму с двумя попеременно работающими контейнерами, что
позволяет уменьшить рабочий цикл прессования, вывести часть
вспомогательных операций и механизмом для его осуществления за пределы пресса,
улучшить условия очистки и охлаждения иглы и внутренней втулки контейнера;
б) поворотный двух-, трех- или четырехпозиционный матрицедержатель для
поочередной работы матриц и удобства обслуживания матричного узла;
в) независимое от пресс-штемпеля передвижение иглы при выдавливании
труб и полых профилей;
г) оборудование для нанесения пастообразной смазки на охлажденную иглу;
д) приспособление для механизированной замены иглы;
е) оборудование для загрузки гильз и пресс-шайб в контейнер;
ж) оборудование для охлаждения иглы и втулки контейнера;
з) оборудование для приема и разделения пакета пресс-шайбы, пресс-остатка
и матричного кольца.
На многопозиционных прессах после выдавливания трубы контейнер вместе
с пресс-остатком, пресс-шайбой и уходящим матричным кольцом отводят
назад, вьшрессованную трубу отрезают от пресс-остатка маятниковой пилой,
пресс-штемпелем выталкивают пресс-остаток с матричным кольцом и пресс-
шайбой из контейнера в соответствующее гнездо поворотного матрицедержа-
геля. После поворота матрицедержателя на 90° гнездо с пресс-остатком уходит
г рабочей линии и по оси прессования располагается гнездо с новой матрицей.
Затем пресс-остаток с кольцом и шайбой извлекают, он падает в специальный
юток, где при падении от него отделяется пресс-шайба, которую охлаждают в
годе и направляют в накопитель для дальнейшего использования.
Пресс-остаток с кольцом устанавливают в специальное приспособление, в
ютором остаток трубы сжимают губками в двух взаимно перпендикулярных
вправлениях, в результате чего полый конец пресс-остатка сплющивается и
ттричное кольцо легко сжимается. После охлаждения в воде кольцо зачища-
ут от остатков стеклосмазки, ремонтируют его поверхность, проверяют разме-
ы и передают в накопитель для повторного использования.
Современные трубопрофильные прессы оборудованы механизмами для ре-
улировки и замера скорости прессования. Это имеет важное значение при
рессовании труб из металлов с низкой технологической пластичностью. Ме-
172
ханизм для регулировки скорости прессования представляет собой дроссель с
системой клапанов, через которые в главный цилиндр пресса подают воду под
высоким давлением. Контроль скорости прессования осуществляют
специальным механизмом с установкой индикатора на пульте управления. В выходном
желобе пресса также устанавливают прибор для измерения температуры
прессованных изделий.
Таблица 6.2. Технологические характеристики гидравлических прессов
(Ф.А.Данилов)
Усилие
пресса.
МН
ю
20
30
40
50
Размеры трубы
Диаметр, мм
максимальный
110...120
75...80
60...65
45...50
115...175
105...110
85...90
65...70
185...210
130...135
105...110
80...85
215...245
150... 155
120... 125
95...100
240...270
165...170
135...140
105...110
минимальный
25...40
25...35
25...30
25...30
35...55
35...45
35...40
35...40
40...65
40...55
40...50
40...45
50...75
50...65
50...60
50...55
55...85
1 55...70
55...65
| 55...60
Толщина
стенки,мм
минимальная
2,5...3,0
2,5...3,0
ЗД..3.5
3.0...3.5
3,0...3,5
3,0...3,5
3,0...3,5
3,5...4,0
3,5...4,0
3,5...4,0
3,5...4,0
4,5
4,0...4,5
4Д..4,5
4,5.-5,0
5Д..5,5
4,5...5,0
4,5...5,0
4,5...5,0
5,5...6,0
Максимальная длина, м
заготовки
0,35..Д37
0,29.. .0,31
0,21...0,23
0,18...0,20
0,50..Д52
0,31...0,41
0,3 К..0,33
0,25..Д27
0,61...0,63
0,48...0,50
0,39..Д41
0,31...0,33
0,70...0,72
0,56...0,58
0,45..Д47
0,36..Д38
0,79.. Д81
1 0,63...0,65
0,50...0,52
0,40...0,42
трубы
7^14
6...12
4...8
3...6
9...18
8...16
6...12
4...8
П...22
9...18
7... 14
5...10
12...24
10...20
8...16
6... 12
14...28
12...24
9...18
6... 12
Режим работы
пресса
Нормальный
Затрудненный
Тяжелый
Очень тяжелый
Нормальный
Затрудненный
Тяжелый
Очень тяжелый
Нормальный
Затрудненный
Тяжелый
Очень тяжелый
Нормальный
Затрудненный
Тяжелый
Очень тяжелый
Нормальный
Затрудненный
Тяжелый
Очень тяжелый
В табл. 6.2 представлены технологические характеристики горизонтальных
гидравлических прессов усилием 10...50 МН.
6.3. Материалы, конструкции и калибровка технологического инструмента
При производстве труб прессованием стойкость технологического
инструмента является одним из важнейших факторов, определяющих качество пресс-
изделий, производительность и экономичность процесса.
К технологическому инструменту прошивных и трубопрофильных прессов
173
относят: внутреннюю втулку контейнера; матрицу (рис. 6.7), трубную оправку-
иглу (рис. 6.8, а - в); пресс-шайбу (штемпельную головку); пресс-штемпель.
При прессовании развиваются большие напряжения, поэтому, чтобы
противостоять интенсивному износу инструмента и изменению его размеров, металл
инструмента должен обладать большим сопротивлением деформации, поэтому
для изготовления технологического инструмента используют
высоколегированные, теплостойкие и высокопрочные стали:
Инструмент Стали, сплавы Твердость после
термообработки,
HRC
ВТУЛК? 5XB2C, 4Х5В2ФМ, ЗХВ4СФ, 40...45
контейнера 5ХНВ,35ХНЗВФ
Матрица ЗХ2В8Ф, 35Х5ВМС, 45ХЗВЗМФС,
ЗХ8КШ6В2,ЗХЗМЗФ,Н55ХШВ5М10, ™ с7
К15Ю5, Н73Х10В5М5Ю5Г2, эо...л
сплавы молибдена: ВМ2, ТСМ и др.
Матрице-
держатель
Иглы неводо-
охлаждаемые
Иглы водоох-
лаждаемые
Пресс-шайбы
Пресс-
штемпель
ЗХ2В8Ф, 5ХНВ, 55ХФА, 5ХВ2С, 4Х5МФС
ЗХ2В8Ф, 4Х2В5ФМ, 4Х2ГСВМФ.4Х5МФС
4Х5В2ФС, 35Х5ВМС, 4Х4М2ВФС
ЗХ2В8Ф,4ХВ2С
5XB2C, ЗХ2В8,4Х5В2ФС
38..
40..
43.
43.
40.
..45
..45
..47
..48
..45
При прессовании труб обычно применяют матрицы конической формы, хотя
уществует большое количество их разновидностей. Матрицы работают в тя7
:елых температурных условиях, испытывая высокие усилия, и выходят из
гроя из-за смятия кромок рабочего пояска; постоянного заплывания рабочего
ояска из-за перемещения с рабочей поверхности (конуса или плоскости) к
ояску (в этом случае уменьшаются размеры очага матрицы); образования
эещин и сетки разгара на рабочей поверхности и на рабочем пояске; налипа-
яя металла на рабочую поверхность; механических повреждений.
Матрицы по форме внутренней (рабочей) поверхности делятся на плоские,
жические и радиальные (см. рис. 6. 7).
Плоские матрицы применяют при одновременном прессовании нескольких
эутков и фассонных профилей, в том числе и сложных полых. Кроме того,
^пользование плоских матриц иногда определяется способом отделения пресс-
татка. Радиальные матрицы применяют в основном при прессовании метал-
>в и сплавов, имеющих склонность к налипанию на инструмент. Радиус за-
>угления в них выбирают в зависимости от размеров прессуемых труб. Кони-
ские матрицы улучшают условия течения металла и уменьшают усилия прес-
вания. Наибольшую стойкость показывают матрицы с углом конуса cci=25° и
>лее.
Матрица состоит из следующих участков (см. рис. 6.7):
а) конусный участок (воронка), предназначенный для направления металла
174
при его истечении. Наиболее часто применяют угол конусности cti между
образующей конуса и торцом матрицы в пределах 25...40°. Максимально
допустимый угол не должен превышать 70°, так как в противном случае образуются
зоны застоя металла, отрицательно сказывающиеся на качестве продукции и
усилии прессования;
б) цилиндрический участок, предназначенный для придания трубе
необходимых размеров в черновом состоянии. Диаметр очка матрицы определяют по
размерам готовой трубы в горячем состоянии: АМ=(Ь012... 1,015) Dj. Высоту
этого участка обычно выбирают в пределах 5... 15 мм. Большая высота
приводит к увеличению усилия прессования.
Наружный диаметр матрицы:
Ан.м=A,5...2,5)Ам;
для труб малых диаметров применяют большие величины Ап.м.
в) переходный участок от цилиндрического пояска к калибрующему участку.
Он выполняется в виде фаски или закругления высотой до 5 мм;
г) калибрующий участок, придающий необходимые размеры готовой трубе
в горячем состоянии. Высота этого участка составляет 15....30 мм.
В последнее время все чаще применяют матрицы с двойным конусом.
Первый конус (а, = 25°) контактирует с металлом, находящимся в "мертвой зоне"
очага деформации, а второй конус (<х2 = 40°) входит в калибрующее очко
матрицы. По своей конструкции матрицы бьюают цельные и составные. Составная
матрица (рис. 6.7, д) состоит из обоймы и матричного кольца.
Стойкость втулок контейнера составляет 2000...3000 прессовок и зависит от
17<
0,02'ЮО f'4S°
Рис. 6.8. Оправки для прошивки сплошных заготовок («), экспандирования (б) и
трубопрофильная (в)
[арки стали и температуры нагрева, свойств прессуемого металла и т.д. Ос-
овной причиной выхода из строя внутренних втулок контейнера является их
зное.
Трубные оправки бывают следующих видов: иглы, служащие для прошивки
готовок в гильзу (см. рис. 6.8, а), оправки, предназначенные для получения
эубы при выдавливании металла в зазоры между матрицей и оправкой (см.
не. 6.8, в) и оправки специальной формы для экспандирования сверленных
шьз (рис. 6.8, б).
Основные размеры иглы - диаметр и длина. Длина рабочей части оправки
)лжна быть равна длине заготовки, увеличенной на высоту пресс-шайбы и
гану свободного конца иглы, выходящего в очко матрицы:
Dv
L-LJ+ , ч +/ц.
Чт)
Для облегчения освобождения иглы рабочую часть ее делают с небольшой
нусностью 0,3...0,5 мм для вертикальных прессов и 0,4... 1,2 мм - для гори-
нтальных.
С целью уменьшения разностенности труб в торце иглы, служащей для про-
шки, предусмотрен конусный наконечник, центрирующий иглу. Угол накло-
образующей этого участка равен 35...40°.
176
Таблица 6.3. Стойкость прессового инструмента
Инструмент
Матричные кольца и
вставки
Трубные оправки/иглы
Внутренние втулки
контейнера
Штемпельные головки
Стойкость, число прессовок для труб из
углеродистых
300...500
300...500
2000...3000
5000... 10000
нержавеющих
до 100
50... 100
400...600
2500...5000
сплавов и
высоколегированных сталей
10...15
10...20
до 300
1000...2000
Основные размеры определяют в зависимости от размеров прессуемых
изделий. Диаметр втулки находят по выражению:
Дв = >МДг-<*гJ + 4
и применяют ближайший меньший стандартный размер.
Стойкость прессового инструмента зависит от марки стали, температуры
нагрева, свойств прессуемых изделий, качества обработки инструмента (табл.
6.3).
6.4. Технологические смазки
При прессовании труб металл выдавливается в кольцевую щель,
образованную матрицей и иглой при высоких давлениях и значительных контактных
силах трения.
Действие сил трения на контакте металл - инструмент вызывает
дополнительные сдвиговые деформации, увеличивает неравномерность деформации и
затраты энергии для ее осуществления.
Для уменьшения контактных напряжений горячее прессование
осуществляют со смазкой.
При горячем прессовании стальных труб применяют четыре типа смазок:
стеклянные, на основе слоистых твердых тел, солевые, кристаллические.
Наибольшее распространение из твердых смазок получили смазки на
основе графита, двусернистого молибдена, а также нитрида бора, слюды, талька.
Такие смазки применяют в широком интервале температур при горячей
обработке давлением различных металлов и сплавов.
В практике прессования труб из углеродистых и низколегированных сталей
на вертикальных механических прессах наиболее распространенными
являются смазки на основе графита. Однако, несмотря на хорошие антифрикционные
свойства, графитосодержащие смазки способствуют поверхностному
науглероживанию металла пресс-изделий. В результате получается высокая
концентрация углерода на поверхности трубы, соответствующая содержанию
углерода в чугунах или в заэвтектоидных сталях. Это явление недопустимо при
прессовании труб ответственного назначения из нержавеющих,
высоколегированных сталей, а также труб из углеродистых сталей, подвергающихся
дальнейшему холодному переделу. Поэтому на горизонтальных гидравлических прессах
при производстве труб из легированных и высоколегированных сталей
применяют в качестве смазки стекло. Частично расплавляясь при соприкосновении с
1*7*7
нагретой заготовкой, стекло обеспечивает непрерывную подачу смазки в очаг
деформации. Стекло имеет низкий коэффициент теплопроводности и при
правильном выборе параметров надежно предохраняет инструмент от
соприкосновения с деформируемым металлом и от нагрева. В результате увеличивается
стойкость инструмента и возможность получения сложных профилей большой
длины. Кроме того, полностью исключается опасность науглероживания
прессуемого металла.
Для различных условий горячей деформации при прессовании применяют
стеклянные смазки различного химического состава.
Для прессования при t = 800... 1000 °С в качестве смазок используют бороси-
ликатные двухкомпонентные и многокомпонентные стекла с большим
количеством борного ангидрида (до 90 %) и щелочных оксидов (до 45 %).
Для прессования сталей при температуре 1000 °С и более в качестве смазки
применяют стекла с содержанием борного ангидрида до 20 % и без него. При
прессовании сталей в интервале температур 1160... 1250 °С применяют обычное
оконное стекло, которое используют для изготовления смазочных дисков на
матрицу, а также для смазки иглы.
После завершения прессования пленка смазочного материала должна быть
быстро удалена с наружной поверхности пресс-изделия. На практике
применяют следующие способы удаления стекловидного покрытия: а)
механический - пескоструйная и дробеструйная обработка; б) химическая - обработка
щелочами и кислотами.
Пескоструйная обработка пресс-изделий - один из лучших механических
способов, однако из-за того, что твердость стекловидного покрытия близка к
твердости песка, применение дробеметных и дробеструйных установок
является недостаточно эффективным и остатки стеклянной смазки на поверхности
пресс-изделий удаляют с помощью щелочных растворов, содержащих
плавиковую кислоту.
В настоящее время наиболее приемлемым считается комбинированный ще-
лочно-кислотный метод удаления стеклосмазки.
Травление пресс-изделий из легированных сталей и сплавов производится по
следующей технологической схеме:
1) обработка в расплаве следующего состава (% по массе): гидрооксид
натрия (NaOH) - 60...70; азотнокислый натрий (NaN03) - 25...30: хлористый
натрий (NaCl) - до 5. Время обработки 30...50 мин при температуре расплава
420...450°С;
2) промывка холодной водой;
3) травление в растворе состава (% по массе): серная кислота (плотность
1,68) -20...22; поваренная соль (NaCl) - 2...3; вода - остальное. Время
обработки 5... 10 мин, температура раствора 50...60°С.
4) промывка водой из брандспойта (р = 0,8... 1,0 МПа) в течение 3...5 мин.
5) осветление поверхности в растворе (% по массе): плавиковая кислота - 2;
азотная кислота - 8; остальное - вода. Время обработки - 10 мин.
6) промывка водой из брандспойта.
7) промывка в ванне с горячей водой при травлении пресс-изделий из
углеродистых сталей.
Удаление смазки и окалины производится по следующей схеме: а) щелочным
раствором D0...60 мин); б) холодной водой; в) раствором серной кислоты
D0...60 мин); г) промывка водой из брандспойта; д) горячей водой - сушка.
178
Однако следует учитывать, что обработка пресс-изделий - дорогостоящая
операция и применение его значительно увеличивает себестоимость прессованных
изделий. Этот фактор следует учитывать особенно при больших объемах
производства труб.
Глава 7
ОБОРУДОВАНИЕ ДЛЯ ГОРЯЧЕЙ ОТДЕЛКИ ТРУБ
На заключительной стадии горячей прокатки и прессования труб
используются безоправочные станы продольной прокатки (калибровочные,
редукционные, редукционно-растяжные) и поперечно-винтовой прокатки (обкатные или
риллинг-станы) и калибровочные.
7.1. Общая характеристика станов для горячей отделки труб
Станы безоправочной продольной прокатки труб, используемые в
трубопрокатных и трубопрессовых установках, однотипные. Поэтому все их
оборудование унифицировано. В зависимости от назначения их подразделяют на три
типа: калибровочные, редукционно-калибровочные и редукционно-растяжные.
Калибровочные станы предназначены для получения точного диаметра
готовых труб. В этих станах труба подвергается незначительной деформации.
Станы обычно имеют 3...7 двухвалковых клетей. Такие станы установлены в
старых агрегатах с автоматическим, реечным или пилигримовым станами.
Редукционно-калибровочные станы предназначены для уменьшения
наружного диаметра труб и их калибрования. Наличие таких станов в агрегате
способствует повышению его производительности, расширяя сортаментные
возможности агрегатов в сторону получения труб меньших диаметров и большей
длины. Редукционно-калибровочные станы обычно имеют 12...20 клетей,
работающих без натяжения или с небольшим натяжением. При прокатке труб в
таких станах уменьшение диаметра может производится не больше чем на
40...45 %, при этом толщина стенки увеличивается.
Третий вид - редукционно-растяжные станы. Их основное назначение -
получение тонкостенных труб небольших диаметров. Эти станы работают с
натяжением, при этом толщина стенки утоняется или сохраняется неизменной в
зависимости от применяемой степени натяжения. Можно отметить, что если
прокатка в редукционно-калибровочных станах обычно несколько снижает
точность толщины стенки готовых труб, то при прокатке в редукционно-
растяжных станах, наоборот, поперечная разностенность уменьшается.
Редуцирование с натяжением приводит к образованию утолщенных концов труб,
которые в дальнейшем должны быть отрезаны. Чем больше степень
редуцирования (а она может достигать 75...80 %) и чем больше применяемое натяжение,
тем больше увеличиваются длина и масса этих концов. Поэтому считается
экономически оправданным применение этих станов, когда исходная труба имеет
длину не менее 15...20 м.
Станы продольной безоправочной прокатки могут иметь клети с двумя или
тремя валками. Четырехвалковые клети практически не применяют из-за
сложности их конструкции.
Двухвалковые клети современной конструкции имеют двухопорное
крепление валков, что позволяет их применять в случаях, когда радиальные усилия на
179
Рис. 7.1. Кинематические схемы трехвалковых клетей:
а - с одним вводом; б, в, г, д - с тремя вводами
валки наиболее значительны (это относится прежде зсего к случаям прокатки
толстостенных труб).
Станы с трехвалковыми клетями получили в последние годы большое
распространение. Преимущество трехвалковых клетей заключается в том, что они
обеспечивают более высокую точность труб по толщине стенки. И хотя
количественно этот факт не имеет экспериментального подтверждения, но сам по
себе не вызывает сомнения. Другое достоинство трехвалковых клетей
заключается в том, что приводные валы во всех клетях можно располагать
горизонтально (в двухвалковых - под углом 45°), а привод - по одну сторону от оси
прокатки, что облегчает обслуживание стана.
Трехвалковые клети позволяют обеспечить несколько меньшее расстояние
между клетями. Этот важный параметр редукционного стана определяет, при
прочих равных условиях, меньшую длину и массу утолщенных концов труб.
Поэтому для редукционно-растяжных станов предпочтение отдают трехвалко-
вым клетям.
Конструктивно трехвалковые рабочие клети могут быть двух типов: когда
распределение момента между валками осуществляется внутри клети
(рис. 7.1, а), а сама клеть имеет один вводной вал; другой тип клети (рис. 7.1,6-
д) имеет три вводных вала, а распределение момента осуществляется в
дополнительной шестеренной клети различной конструкции. Первый тип клети
существенно упрощает привод стана, облегчая весь стан, но по долговечности
значительно уступает второму. Для горячей прокатки труб в различных
агрегатах применяют рабочие валки обоих типов, хотя в настоящее время
предпочтение отдают второму типу, несущая способность которого значительно выше.
В станах старой конструкции оси валков имели радиальную регулировку для
компенсации износа калибров в процессе прокатки. Современные клети, как
правило, такой регулировки не имеют, что обеспечивает повышенную
жесткость клети. Лишь чистовые клети иногда делают с регулируемым раствором
валков.
По способу перевалки станы также можно разделить на две группы. В
станах первой группы перевалку осуществляют мостовыми кранами; другая
группа станов характеризуется тем, что замену клетей производят специальными
механизмами (постаментами или напольными тележками).
180
Перевалка может быть осуществлена по одной клети или блоками. Главная линия
каждой клети состоит из одноручьевых рабочих валков, шпиндельных соединений,
комбинированного редуктора и электродвигателя (рис. 7.2, а, б).
Привод рабочих клетей станов продольной безоправочной прокатки несет важную
технологическую функцию: тип привода в значительной мере предопределяет
возможный режим натяженич как в установившемся процессе, так и в переходный
период. В этой связи привод станов весьма разнообразен. Принципиально его можно
разделить на три вида (рис. 7.3): групповой, индивидуальный и комбинированный
(дифференциально-индивидуальный и дифференциально групповой).
Наиболее простым является групповой привод: от одного двигателя приводятся
валки всех клетей, для чего используют, например, редукторы с
коническими передачами. При таком приводе изменять величину натяжения нельзя
и прокатку осуществляют с режимом натяжения, характерным для каждого кон-
Рис. 7.2. Редукционный стан с индивидуальным приводом валков (горизонтальное расположение
двигателей) (а) и с горизонтальными и вертикальными клетями (б):
а - / - двигатель; 2 - редуктор; 3 - шестеренная клеть; 4 - шпиндель; 5 - рабочие валки; б- I -
электродвигатель главного привода; 2 - силовая передача; 3 - шестеренная клеть; 4 -
промежуточный вал; 5 - коническая передача; 6, 7 - цилиндрические редукторы; 8 - шпиндель;
9, 10- горизонтальные и вертикальные валки
181
/ 2 J
1 г
ф?5 \jtt r
HF-F-r hF-F-F
Рис. 7.3. Принципиальные схемы привода рабочих валков редукционных станов:
а - индивидуальный; в - групповой; «, г - комбинированные (дифференциальные):
Л 2, 3 - клети; I - главный групповой двигатель; II - вспомогательный
индивидуальный; III - вспомогательный групповой
кретного стана. Групповой привод использовали в старых калибровочных и
редукционных станах. В настоящее время он не имеет особого применения.
Создание таких станов может быть оправдано только в тех случаях, когда
предполагают получать очень узкий сортамент труб.
Второй вид привода - индивидуальный. Это универсальный вид привода,
пригодный как для редукционно-калибровочных, так и для редукционно-
растяжных станов.
Станы с индивидуальным приводом валков позволяют осуществлять
прокатку без натяжения или с заданным натяжением. Такие станы обеспечивают
регулировку скоростей валков и натяжение в широких пределах.
В то же самое время, применение индивидуального привода обычно влечет
увеличение суммарной мощности двигателей и требует в случае
использования этого привода для редукционно-растяжных станов применения систем
стабилизации скорости валков. Без применения таких систем переходные
процессы затягиваются во времени и в результате увеличивается масса
утолщенных концов, что, в конечном счете, несколько уменьшает выход годного
проката. В качестве разновидности этой группы можно указать на станы, в
которых привод двух смежных клетей осуществляется от одного двигателя
(спаренный привод).
Комбинированный привод позволяет регулировать отношение скоростей
валков и натяжение в достаточных для практических целей пределах.
182
Сущность комбинированного привода заключается в том, что обороты
валков каждой клети образуются в результате суммирования скоростей,
передаваемых двум звеньям дифференциала независимыми трансмиссиями. Таким
образом, обязательным узлом комбинированного привода является
дифференциальная передача. В зависимости от того, какие трансмиссии осуществляют
передачу вращения к дифференциалу, могут быть различные виды привода. В
тех случаях, когда каждая трансмиссия в отдельности представляет групповой
привод - привод стана называют дифференциально-групповым. Он
осуществляется от двух двигателей - главного и вспомогательного. Если одна
трансмиссия является групповым приводом, а другая - индивидуальным (чаще всего
гидроприводом), то такой привод носит название дифференциально-
гидравлический. Комбинированный (дифференциальный) привод
характеризуется в сравнении с индивидуальным большей жесткостью, меньшей
установочной мощностью двигателей. Вместе с тем механическое оборудование стана в
этом случае заметно усложняется и удорожается. При больших скоростях
редуцирования в дифференциальных редукторах возникают соответственно
чрезмерно большие окружные скорости и надежность работы заметно
снижается. Поэтому дифференциальный привод не применяют в тех случаях, когда
необходимо в редукционном стане иметь скорость больше 10... 12 м/с.
Дифференциально-групповой привод может быть двух видов, когда
значительное вращательное движение на валки снимается с солнечного колеса или с
водила (рис. 7.4). В первом случае обеспечиваются более высокие скорости
шестерня; 2 - солнечное колесо; 3 - сателлит
ная шестерня; 4 - водило; 5 - рабочий валок
183
прокатки; второй способ позволяет передавать больший момент. В редукцион-
но-растяжных станах, применяемых для производства бесшовных труб,
обычно используют второй тип привода, т.е. вращение снимают с водила,
обеспечивая достаточную долговечность редуктора даже при тяжелых режимах работы
стана.
Дифференциально-гидравлический привод сложнее дифференциально-
группового, но позволяет производить более тонкое регулирование
скоростного режима, обеспечивая наибольшую степень натяжения.
В этих приводах в качестве вспомогательных используются
гидравлические двигатели. Гидравлический привод представляет собой сочетание
гидронасоса и гидродвигателя. Он имеет более жесткую характеристику и позволяет
осуществлять регулировку скорости валков не только в каждой клети, но и во
всех клетях одновременно.
7.2. Конструкции калибровочных и редукционных станов
Калибровочные и редукционные станы продольной прокатки весьма
разнообразны по конструкциям: двухвалковые станы, предназначенные для
редуцирования труб широкого сортамента, имеют индивидуальный привод. Различие
заключается в том, что в одном из них применены наклонно расположенные
двигатели и понижающие редукторы с цилиндрическими шестернями. Другой
стан имеет горизонтальные двигатели, но в этом случае в редукторах
применяют конические передачи. Поскольку эти станы не используют для прокатки с
большим натяжением, то расстояние между клетями можно иметь достаточно
большим, а двигатели расположить на каждую сторону от оси прокатки в одну
линию.
В редукционно-растяжных станах расстояние между клетями доведено до
минимально возможной величины и поэтому двигатели приходится
располагать в два ряда с обеих сторон стана. Техническая характеристика этих станов __
приведена в табл. 7.1.
На рис. 7.5 представлена конструкция двухвалковой клети. Клети такого
типа применяют как для редукционно-калибровочного, так и редукционно-
растяжного стана. Конструкция клети разработана АО ЭЗТМ и
характеризуется высокой жесткостью, поскольку валки не имеют осевого и радиального
регулирования. Рабочая клеть состоит из станины с установленными на ней
коническими двухрядными подшипниками, на которых смонтированы два
вала. На валах по конусной посадке со шпонкой устанавливают рабочие
валки. На концах валов помещают зубчатые втулки для подсоединения их к
приводу. На корпусе клети установлены питатели для подвода густой смазки в
лабиринтные уплотнения со стороны валка и в подшипниковые опоры, а также
коллектор для подвода охлаждающей воды к валкам.
Как показано на рис. 7.1, схемы трехвалкового стана могут быть
различными. В первую очередь это относится к станам, в которых используют клети с
тремя вводами. Различия в схемах приводят к большему или меньшему числу
зубчатых передач, к разному числу конических шестерен. Стремление
уменьшить количество зубчатых зацеплений в некоторых схемах повлекло
применение шарнирных шпинделей.
На рис. 7.6 показан стан с дифференциально-групповым приводом
конструкции ВНИИметмаш, имеющий трехвалковую клеть с внешней раздачей
момента. В этом стане применена схема, приведенная на рис. 7.1, е.
184
s
Рис. 7.5. Двухвалковая клеть редукционного стана с нерегулируемым раствором валков:
1 - станина; 2 - узел подшипников; 3 - приводные валы; 4 - рабочие валки; 5 - гидрогайка
$
/h/'
3N+wf
Рис. 7.6. Кинематическая схема редукционного стана с дифференциально-групповым приводом:
1.2 - основной и вспомогательный двигатели; 3 - цилиндрический редуктор; 4 - дифференциал, 5 - цилиндрическая передача; б - рабочая
клеть; 7 - рабочий валок
Т а б ли ц а 7.1. Характеристика станов продольной прокатки без оправки
Параметры
Число клетей
Тип клетей (раствор
валков)
Число валков
Диаметр валка, мм
Межклетевое
расстояние, мм
Диаметр трубы, мм:
на входе
на выходе
Толщина стенки, мм:
на входе
на выходе
Привод:
тип
мощность, кВт
Крутящий момент,
МНм
Масса, т:
клети
стана
Станы
Калибро-1
вочный |
5 J
Редукционно- !
калибровочный
7 1
нерегулируемый и
регулируемый
2 1
400
600
89-146
до 25
2
400
700
83-140
до 18
до 18
И J 12
нерегулируемый
2 1
500
450
140-148
до 14
до 14
2
450
600
до 150
57-102
4-18
5-18
индивидуальный
односторонний
5x55
_
150
двухсторонний
7x100
0,02
1 180
11x300
__
3,2
12x250
0,023
1 5,5
Редукционно-растяжной
20
24
нерегулируемый и
регулируемый
2 1
330
330 !
98-102
30-76
3,5-13
3-13
20x250
0,05...
0,009
1.4
3
300 |
300
108
38-83
3-6
3-6
дифференциалы*.
групповой
2x1400
0,05...
1 0,008
0,82
24(8+6)
нерегулируемый
3
450/330
420/300
33-133
2,8-6
индиви-
дуальн.
односторонний
24x160
0,008
240
Редукционный стан с рабочей клетью, имеющей три ввода, оказывается
более тяжелым и громоздким. Замена клетей такого стана требует большего
времени, так как в этом случае необходимо втрое большее число муфт. По
сравнению со станом, имеющим клети с одним вводом, рабочие клети с тремя
вводами обладают большей несущей способностью, более долговечны и их
целесообразно применять для более тяжелых режимов редуцирования, в
частности при производстве труб с натяжением.
На рис. 7.7 представлена чистовая рабочая клеть с тремя вводными валами.
Эта клеть имеет механизм радиальной регулировки валков в виде
эксцентриковых втулок, шарнирно соединенных с приводом их поворота.
В практике трубного производства достаточное распространение получила
конструкция клети с тремя вводными валами фирмы "Koks" (рис. 7.8). В такой
конструкции конические зацепления, хотя и существенно удалены от рабочих
валков, но смонтированы в корпусе клети и являются его неотъемлемой
частью. Несущая способность клети повышается в результате усложнения самой
. 187 •
Рис. 7.7. Трехвалковая клеть с тремя вводами:
/ - станина; 2 - валки; 3 - приводной шпиндель; 4 - ось валков; 5 - опоры подшипников
Рис. 7.8. Трехвалковая рабочая клеть. Конструкция фирмы "Koks":
/ - рабочая клеть; 2 - рабочий валок; 3 - коническое зацепление; 4 - вводной вал
клети и введения отдельно стоящей шестеренной клети с семью шестернями,
расположенными в вертикальной плоскости. Трехвалковые клети с тремя
вводами могут быть различной конструкции, но во всех случаях условия работы
конических зацеплений значительно улучшены, так как эти передачи отнесены
от зоны валков; подшипниковые узлы всех трех валков находятся в равных
условиях, испытывая только радиальные нагрузки, а осевые сведены до нуля.
Черновые трехвалковые клети выполняют обычно без регулирования раствора
валков. Трехвалковые клети с одним вводным валом (клети конструкции
ВНИИметмаш) применяют для менее нагруженных режимов прокатки труб.
Двухвалковые клети старых конструкций калибровочных и редукционных
станов имеют регулируемые в радиальном и осевом направлениях валки.
Радиальная регулировка существенно увеличивает срок службы калибра между
переточками, а осевая - обеспечивает правильную настройку стана. Она необ-
189
ходима для изготовления калибров отдельно на каждом валке на токарном и
шлифовальном станках.
Современные двухвалковые и все трехвалковые клети уже не имеют
указанных регулировок. В них калибр на валках растачивается без разборки клети.
Клеть устанавливают на специальном станке, который обеспечивает вращение
всем валкам. Борштанга станка расположена строго по оси калибра и на конце
несет резец, либо фрезу необходимого размера. Имеется несколько
разновидностей подобных станков.
Появление таких станков значительно упростило и ускорило изготовление
калибров и повысило их точность. Клети стали проще и жестче, но срок
службы калибров между переточками сократился, а следовательно, увеличилось
число перевалок на редукционных станах. Это обстоятельство явилось одной
из важных причин разработки механизированных, групповых перевалок,
требующих небольшой затраты времени.
Для того чтобы получить калибр необходимой точности, надо обеспечить
минимальный осевой люфт валков. В практике принято люфт ограничивать
величиной 0,05 мм. Это обеспечивается двумя способами: применением на
фиксированной в осевом направлении опоре каждого валка сдвоенных
регулируемых роликовых конических подшипников и практически беззазорной
установки стаканов подшипниковых узлов в расточке корпуса клети либо
применением на фиксированной опоре регулируемого сдвоеного радиально-
упорного шарикового подшипника.
При конструировании опор валов рабочих валков большое внимание
уделяется уплотнениям подшипников, поскольку они работают вблизи горячего
металла в среде воды, пара и окалины.
Наиболее надежной защитой подшипников от окружающей среды является
применение сдвоеных севанитовых уплотнений в сочетании с лабиринтом, сма- *
зываемым густой смазкой. Однако в трехвалковых клетях в большинстве слу- v.
чаев по условиям компановки удается разместить лишь одно севанитовое
уплотнение и лабиринт. Такое сочетание уплотнительных средств надо считать
минимально допустимым для обеспечения нормальных условий работы
подшипников.
Валки рабочих клетей изготавливают из обычного отбеленного чугуна либо
из легированного чугуна с отбеленным слоем в зоне расположения калибра. *
Марка чугуна - СПХН-65. Твердость отбеленого слоя составляет 52HRC.
При проектировании редукционного стана всегда стремятся к минимально- *
му шагу рабочих клетей. Это требование имеет особое значение при редуциро- ,
вании штучных труб, поскольку в этом случае длина и масса утолщенных кон- i
цов, существенно влияющих на расходный коэффициент металла на агрегате в
целом, зависят от шага клетей. Шаг клетей зависит прежде всего от диаметра *
рабочих валков и от компоновки привода стана.
Станы, предназначенные для прокатки труб малого размера при
максимальном диаметре исходных труб до 90 мм, имеют рабочие валки с идеальным
диаметром 270...300 мм; станы, предназначенные для редуцирования труб
большого размера, соответственно имеют и валки большего диаметра: при
максимальном диаметре исходных труб 120 мм диаметр валков равен 300...330
мм, а при диаметре труб 150...180 мм диаметр валков достигает 350...410 мм.
Характеристика редукционно-растяжного стана для прокатки труб наиболее
крупных размеров (фирма "Koks") представлена ниже:
190
Число рабочих клетей 18
Число рабочих валков 3
Диаметр валков, мм:
клетей 1 - 8 / клетей 9-18 500 / 400
Расстояние между клетями, мм:
между 1 - 8 / между 9-18 470 / 380
Размер труб до редуцирования, мм:
наружный диаметр (максимальный) / толщина стенки 226 / 4... 16
Размер труб после редуцирования, мм:'
наружный диаметр (минимальный) / толщина стенки 89 / 3,6... 16
Относительное обжатие в клети (максимальное), % 5,7
Входная скорость, м/с, для труб с толщиной стенки, мм:
<8/>8 1,0/0,5
Мощность привода, кВт:
главного / вспомогательного 1330 / 850
Расчетный крутящий момент на одну клеть, кНм, при валках
диаметром, мм:
500/400 90/50
Усилие на валок, кН, при валках диаметром, мм:
500/400 260/160
Габариты стана, м:
длина / ширина (с приводом) 10 /12,7
Этот стан имеет трехвалковые клети, выполненные по схеме, представленной
на рис. 7.1,6, а привод - дифференциально-групповой.
При индивидуальном приводе трехвалковых рабочих клетей двигатели
располагают как по обе стороны стана, так и с одной стороны. В последнем
случае их размещают в четыре ряда и на разных уровнях. Конструкция стана
приведена на рис. 7.9.
Оригинальное решение предложено итальянской фирмой "Innocenti". В этой
схеме стана редуктор расположен между вторым и третьим радами двигателей.
Одностороннее расположение двигателей облегчает условия обслуживания
стана, позволяет применять наиболее эффективные механизмы для
осуществления быстрой перевалки клетей. Вместе с тем обслуживание самого привода,
особенно из-за двухъярусного расположения, затрудняется. Стан с
двусторонним расположением индивидуального привода имеет шпиндели под углом 30°.
Стремление уменьшить габариты привода привело к созданию станов, в
которых один двигатель обслуживает две клети, связанные между собой
дополнительным редуктором, определяющим постоянное соотношение скоростей
валков этих клетей. Это уменьшает возможности стана, в частности степень
редуцирования и утонения стенки. *
Существенное распространение получили трехвалковые калибровочные
станы поперечно-винтовой прокатки. Такие станы по конструкции во многом
сходны с трехвалковыми раскатными станами. И трехвалковых
калибровочных станах обеспечивается высокая точность труб при простой перестройке
калибра стана за счет сведения или разведения валков. Рабочая клеть по
конструкции подобна рабочей клети раскатного стана (см рис. 5.17). Входная
сторона представляет собой желоб, который конструктивно выполнен по
аналогии с желобом прошивного и раскатного станов. Оборудование выходной сто-
191
роны может включать центрова-
тели с выдающими роликами и
упорно-регулировочный
механизм. Их конструкция также
аналогична конструкции выходной
стороны раскатного стана. Такой
стан может использоваться как
при прокатке труб без оправки,
так и при прокатке на короткой
удерживаемой оправке (в
качестве обкатного).
7.3. Конструкция правильных
станов
Прокаткой в калибровочном
или редукционном станах
заканчивается горячий цикл получения
труб и они поступают на
правильные станы (правильные
машины).
Для правки труб, имеющих
продольную кривизну и
поперечную овальность сечений,
применяют машины различного
типа. При большой продольной
кривизне труб правку
осуществляют на эксцентриковых прессах.
Достигаемая при этом точность-
невысока (остаточная кривизна
составляет 1,5 мм на метр длины
трубы). В других случаях трубы
правят на роликовых или косо-
валковых правильных станах.
Для устранения продольной
кривизны труб применяют
многороликовые правильные
машины с консольно расположенными
в шахматном порядке роликами
(рис. 7.10). Как в первом, так и во
втором случае овальность
сечения трубы устраняется.
Для грубой правки труб по
сечению с уменьшением овальности
используются простые по конст-
Рис. 7.9. Двадцати шести клетевой
редукционный стан конструкции АО ЭЗТМ:
/ - электродвигатели; 2 - шестеренная
клеть; 3 - рабочая клеть
Рис. 7.10. Схемы правки труб:
а - в одной плоскости; б - на прессе; в - в двух плоскостях
рукции правильные машины с одной парой косорасположенных валков или с
тремя валками, также расположенными под углом. Профиль бочки валка
выполнена в виде гиперболоида вращения. При правке в этих машинах труба
совершает поступательное и вращательное движение. Благодаря этому сечение
трубы многократно изгибается и достигается правка трубы по овальности
сечения и, частично, по длине. Такие машины получили достаточно широкое
распространение.
Двухвалковая правильная машина с косорасположенными валками (рис.
7.11) состоит из задающих роликов 7, правильных валков 2, тянущих роликов 3
и рольганга-сбрасывателя 4,
С целью правильного направления (центрирования) труб или круглого
проката (штанги) в правильные валки 2 верхние ролики устройств 1 и 3 имеют К-
образный профиль бочки и пневматическое нажимное устройство;
приводными являются нижние ролики. Правильные валки 2 расположены в
горизонтальной плоскости под некоторым углом к оси трубы (штанги).
Усилие правки воспринимается нажимным устройством через тарельчатые
пружины, предварительное поджатие которых определяется величиной
овальности сечения трубы (штанги). После правки трубы поступают на рольганг и
при повороте рамы рольганга сбрасываются в боковой карман.
Технические характеристики двухвалковых правильных машин конструкции
Старокраматорского металлургического завода представлены в табл. 7.2.
Для правки труб из высокопрочных сталей применяют правильные косо-
валковые машины не с двумя, а с тремя гиперболоидными валками. По
сравнению с двухвалковыми в трехвалковых машинах три валка в поперечном
сечении образуют "закрытый" калибр, позволяющий сообщать металлу
трубы большие деформации без опасения появления поверхностных трещин на
трубе при правке (рис. 7.12).
- ZW5
193
Таблица 7.2. Характеристика косовалковых правильных машин
конструкции СКМЗ
Параметры
Шаг валков,
мм
Размер
правильного
валка, мм:
диаметр
горловины
длина
бочки
Скорость
трубы, м/с
Двигатель
главного
привода:
количество,
шт
мощность,
кВт
Выпрямляемая труба,мм:
диаметр
-
минимальный
-
максимальный
толщина
стенки
минимальная
Максимальный предел
текучести,
МПа
Габариты в
плане, м
Масса, т
10-60
400
150
210
0,57-
1,7
2
18
10
60
4,5
300
4,1х
1,5
7,3
20-114
700
220
330 |
0,67-
2,67
2
67
20
114
10
440
9,5х
3,5
26
38-114
800
240
360 |
0,4-
1,2
2
33
38
114
10
800
9x3,8
41
38-140
800
240
360
0,48-
1,25
2
30
38
140
1 15
340
7x5
39
Тип стана
70-200
1350
480
650
0,4-
1,6
2
115
70
200
15
550
13,7х
6
254
38-240
1200
360
600
0,47-
1,4
2
40
38
240
12
340
10х
4,5
83
45-260
1350
480
650
0,4-
1,6
2
160
45
250
35
300
14,7х
6,4
271
114-
402
1500
460
840
0,32-
1,3
2
75
114
402
16
300
12,5х
5,5
202
120-
500
2000
750
1000
0,32-
1,0
2
200
120
500
30
500
17x8
445
114-
529
1500
480
900
0,33
-1,3
2
125
114
529
12
340
16,3
х5,9
[212
Для более точной правки продольной кривизны и поперечной овальности
труб применяют многовалковые правильные станы с косо расположенными
гиперболоидными валками. Косое расположение валков этих станов придает
194
Рис. 7.11. Схема двухвалковой машины для грубой правки труб
правящейся трубе вращательно-поступательное движение, обеспечивающее
правку во всех плоскостях при многократном упруго-пластическом изгибе
трубы, проходящей между валками, расположенными в одном случае в
шахматном порядке, а в другом - друг против друга. Пятивалковый правильный
стан с шахматным расположением валков имеет два приводных валка,
находящихся по одну сторону оси правки и три холостых валка - по другую
сторону оси. Средний валок - регулируемый, служит для нажатия на трубу и
располагается между крайними валками, установленными друг относительно друга.
Приводные валки с подшипниками смонтированы в корпусе стана в вилках.
Коническо-цилиндрическое зацепление передает вращение валкам от привода.
Изменение угла наклона приводных валков осуществляется с помощью
червячной передачи с приводом от штурвала. Холостые валки, установленные в
вилках корпуса стана, также могут поворачиваться для изменения угла накло-
Рис. 7.12. Стан с трехвалковыми обоймами для правки толстостенных труб:
/ - нижний ролик; 2 - верхний ролик; 3 - станина
195
на. Расстояние между приводными и холостыми валками так же регулируется
совместным или раздельным перемещением опор валков в горизонтальной
плоскости вдоль осей пйшнделей, на которых они смонтированы. Входная и
выходная стороны стана оснащены задающими и выдающими рольгангами и
проводками. Косовалковые правильные станы бывают с передачей давления
на трубу в горизонтальной и вертикальной плоскостях. В семивалковом
правильном стане с валками одного размера четыре валка приводные и три -
холостые. Четыре валка из семи установлены выше оси правки и три - ниже. Три
пары валков расположены друг над другом, а последний верхний валок
расположен со стороны выхода трубы.
Вращение холостых валков происходит вследствие трения между ними и
трубой. Валки с коническими роликоподшипниками смонтированы в вилках
на траверсах, перемещаемых на колоннах. Привод валков осуществляется от
двух электродвигателей через редукторы и универсальные шпиндели.
Регулирование валков по высоте (за исключением двух крайних нижних)
осуществляется с помощью червячно-винтовых механизмов. Изменение угла наклона
валков в горизонтальной плоскости осуществляется вручную через планетарный
редуктор.
На рис. 7.13 приведена схема семивалкового правильного стана
конструкции СКМЗ, предназначенный для правки круглой заготовки диаметром 10...32
мм и труб диаметром 15...40 мм с толщиной стенки до 5 мм; длина заготовки и
труб до 10 м; скорость правки 1...1/7 м/с. Рабочий (наименьший) диаметр валка
150 мм, длина бочки 210 мм, шаг между валками 400 мм. Крайние пары валков
приводятся от электродвигателей мощностью 8,5 кВт (л = 780 мин1) через
редукторы с передаточным числом 3,06. Вращение валкам передается через
универсальные шпиндели, благодаря чему угол наклона роликов можно
устанавливать в пределах 25...30° в зависимости от требуемой точности правки
@,5... 1,0 мм на 1 м длины).
Для правки труб диаметром до 160 мм на повышенных скоростях (до 6 м/с)
применяют косовалковые правильные машины с шахматным расположением
валков (табл. 7.3).
Преимущества конструкции такой машины следующие: а) так как валки
установлены под большим углом (~50°) к оси трубы, то частота вращения трубы
вокруг своей оси небольшая, что позволяет увеличить скорость вращения
приводных валков и скорость правки; б) валки имеют значительную вогнутость
Рис. 7.13. Схема семивалковой правильной машины с гиперболоидными роликами
1%
Таблица 7.3. Характеристика правильных станов с шахматным
расположением валков
Параметры
Число холостых валков
Число приводных валков
Шаг валков, мм
Диаметр горловины валка, мм
Скорость правки трубы, м/мин
Мощность главного привода, кВт
Выправляемая труба:
минимальный диаметр, мм
максимальный диаметр, мм
максимальная толщина стенки, мм
максимальный предел текучести,
МПа
Габариты в плане, м
Масса, т
10-33
5
4
200
140
1,5...1,2
16
10
33
2...4
220
! 2,2x4
9,5
Станы
20-60
5
4
250
180
6...3
64
20
60
2.3...5
220
2,9x5,8
20
60-168
5
4
700
500
1,5...0,5
250
63
168
5...14
| 750
i 7,2x12,2
200
профиля бочки, что обеспечивает устойчивость трубы при вращении в
процессе правки.
Для качественной правкя тонкостенных труб (продольной кривизны и
овальности поперечных сечений) применяют правильные машины с
вращающимися обоймами (трех- и четырехвалковыми). На рис. 7.14 показана схема
такой машины. Четыре средние обоймы 2-5 (трехвалковые или четырехвалко-
вые) имеют неприводные валки (гиперболоидные ролики) и вращаются в
плоскости, перпендикулярной оси трубы 1. Средние обоймы (калибры) 3 и 4
смещены относительно крайних обойм 2 и 5 на некоторую величину с (в зависимости
от овальности трубы) и вращаются в противоположную сторону. При помощи
приводных задающихся и выходных роликов 6 труба движется поступательно
(не вращаясь) и подвергается знакопеременному изгибу во вращающихся
обоймах с валками. В радиальном направлении валки каждой обоймы
перемещаются при помощи нажимных механизмов (при настройке калибра валков
в соответствии с диаметром трубы).
Рис. 7.14. Схема машины с вращающимися обоймами для правки тонкостенных труб
1<>7
Для правки тонкостенных полых профилей сложного сечения (например,
прямоугольного, коробчатого) применяют правильные машины подобного
типа, но не с вращающимися, а с качающимися обоймами; каждая обойма
содержит четыре холостых цилиндрических ролика, расположенных
диаметрально противоположно и образующих калибр, соответствующий поперечному
сечению выправляемого профиля. Качание (перемещение) обоймы с роликами
перпендикулярно оси движущегося горизонтально профиля осуществляется
специальными механизмами.
7.4. Расчетная часть
Проектный расчет основных технических параметров
редукционно-растяжного стана
При разработке основных параметров редукционно-растяжного стана
исходными данными является сортамент готовых труб и скорости прокатки.
Максимальная входная скорость трубы определяется исходя из пропускной
способности редукционного стана. На современных редукционных станах
входная скорость достигает 4,0 м/с, а выходная - 12 м/с. В зависимости от
сортамента готовых труб и длины заготовки определяются основные
технологические параметры процесса.
Ниже представлен наиболее общий случай расчета основных параметров
редукционного растяжного стана, предназначенного для редуцирования труб с
изменением толщины стенок заготовки от максимального ее уменьшения до
утолщения.
Диаметр заготовки dQ определяется исходя из минимального диаметра
трубы в заданном сортаменте dm\n и максимально допустимого обжатия по
диаметру в стане es :
При широком сортаменте редуцированных труб по диаметрам в
зависимости от величины ez весь сортамент разбивается на несколько групп, на каждый
из которых определяется диаметр исходной заготовки. На редукционных
станах, установленных в составе трубопрокатных агрегатов, обьино используют
заготовку одного-двух размеров по диаметру.
Режим обжатий и число клетей. В зависимости от сортамента готовых труб
устанавливается величина максимального обжатия по диаметру в клети
Затем проводится распределение величин Ej по клетям при редуцировании
труб наименьшего диаметра dmin и устанавливается число клетей.
Редуцирование труб промежуточных размеров по диаметру осуществляется на
основной калибровке с помощью уменьшения числа клетей с установкой двух-трех
предчистовых клетей. Редукционно растяжные станы обычно состоят из
20...26 клетей.
Диаметр валков и расстояние между клетями. Расстояние между клетями
редукционно-растяжного стана должно быть минимальным. Это требование
198
обеспечивает сокращение концевых отходов при штучном редуцировании и
позволяет достигнуть наибольшего утонения стенки трубы. Поэтому оно
предъявляется и к редукционным станам, предназначенным для непрерывного
редуцирования. Расстояние между клетями зависит от идеального диаметра
валков Д. Минимальное расстояние между трехвалковыми клетями может
быть несколько меньше идеального диаметра валков.
Минимальный диаметр валков редукционных станов определяется в
основном величиной момента прокатки, который должна передавать клеть.
Значение момента прокатки, в свою очередь, зависит от величины Д.
На рис. 7.15 показана зависимость несущей способности клети с одним
ведущим валом от диаметра валков Мк = /] (Д), а также зависимости пиковых
моментов Л/пик = /г(А)» построенные по формуле для момента прокатки при
различныхзначениях параметра Sclyfrz. Минимальная величина Д для
заданного параметра SalJrEl определяется как точка пересечения кривых
Л/гшК=/2(А)иЛ/к=/,(А).
В первых клетях минимальная величина диаметра валка иногда
ограничивается глубиной вреза калибра.
Обычно идеальный диаметр валков всех клетей стана одинаков и находится
в пределах 200...400 мм. Иногда величина Д для первых четырех-шести клетей
принимается несколько большей, чем для предыдущих.
Температура начала прокатки при
горячем редуцировании труб находится
в пределах 900... 1150° С. Падение
температуры в процессе редуцирования
составляет 50... 150° С в зависимости
от числа клетей.
Сопротивление металла пластической
деформации определяется по опытным
данным: при горячем редуцировании в
зависимости от температуры, степени и
скорости деформации в клети; при
холодном - в зависимости от суммарной
деформации во всех предыдущих клетях.
Скорость деформации на современных
станах составляет 2... 15 с,
сопротивление деформации в клетях 98...294 МН/м2
при горячем редуцировании стальных
труб и 392...784 МН/м при холодном.
Коэффициент трения при горячем
редуцировании принимается равным 0,4,
при холодном редуцировании стальных
труб - 0,08...0,1; для труб из цветных
металлов и сплавов - 0,1...0,15.
Диапазон изменения толщины стенок
труб в редукционном стане. При горячем
редуцировании максимальное утонение
стенки заготовки в стане можно опреде-
199
DitMM
Рис.7.15. К выбору диаметра валков
трехвалковой клети с одним вводным
валом:
1-несущая способность клети
Номера Значения параметров
кривых $<з\ Vre » кН/мм
1 2,7
2 2,35
3 1,96
4 1,57
5 1,18
6 0,78
лить по графикам в зависимости от относительного обжатия по диаметру
9 -M>-rf.
/<
Допустимое утолщение стенки заготовки в редукционном стане
ограничивается требованиями, предъявляемыми к качеству труб. Редукционно-растяжные
станы, предназначенные для относительного обжатия труб по диаметру свыше
50 %, рассчитываются на прокатку в режимах от максимального уровня до
сохранения толщины стенки исходной заготовки.
При холодном редуцировании труб вследствие малых значений
коэффициента трения не удается создать натяжения, обеспечивающего уменьшение
толщины стенки трубы в стане. В процессе редуцирования толщина стенки
исходной заготовки увеличивается на 5... 15 % в зависимости от величины ez.
Скоростные параметры настройки при проектировании стана определяются
по методике для расчета режимов с наибольшим и наименьшим натяжением.
Диапазон регулирования скоростей валков клетей определяется на основании
результатов расчетов скоростных параметров настройки стана для
редуцирования труб минимального диаметра с наибольшим и наименьшим натяжением.
При этом верхний предел изменения скорости валков принимается на 10 %
больше расчетного с целью обеспечения прокатки труб промежуточных
размеров по диаметру с наибольшим утонением стенки.
Моменты прокатки и давления металла на валки, пиковые и установившиеся,
подсчитываются по известным формулам. Максимальный установившийся
момент прокатки возникает в концевых клетях при редуцировании труб
наибольшего диаметра с максимальным натяжением. Максимальное давление металла
на валки в установившемся режиме имеет место при прокатке труб
минимального диаметра с наименьшим натяжением. Несущая способность клетей и привода
стана зависит в основном от величины пиковых моментов и давлений.
Передаточное отношение редукторов для станов с индивидуальным
приводом определяются на основании установленного диапазона регулирования
скоростей валков и оборотов выбранных двигателей. Для станов с
дифференциально-групповым приводом передаточные числа от двигателей к
дифференциалам определяются из условия совпадения расчетных и фактических
скоростей настройки стана при редуцировании труб минимального диаметра с
наибольшим и наименьшим натяжением (два основных скоростных режима).
Учитывая, что главный привод предназначен для установки основной
скорости вращения, а величина натяжения определяется вспомогательным
приводом, можно записать следующие соотношения для скорости вращения валков
/-Й клети при наибольшей входной скорости трубы в стан:
а) при редуцировании с наибольшим натяжением
«,=«.*w ^- + —f^; G.1)
б) при редуцировании с наименьшим натяжением
ni = '*!*.»«» = -г + —Тш » V-2)
где "Lx^min"" с*0!?00™ вращения главного двигателя, обеспечивающие
прокатку труб на двух основных режимах; л^,/1^п- то же для вспомогательного дви-
200
гателя; Km^xnKmni- коэффициенты оборотов валков при редуцировании труб с
наибольшим и наименьшим натяжением; Дл - диапазон регулирования
входной скорости; /I, - скорость вращения валков /-той клети при наибольшей
входной скорости; а - коэффициент, зависящий от исполнения дифференциала.
Для конического дифференциала с приводом от водила аг = ав = 0,5.
Из совместного решения уравнений G.1) и G.2) получим
_ аЧах(*г*в-0
_ а'/СОгд'-О ' G.3)
где Rr, RB - отношения диапазонов регулирования двигателей к диапазону
изменения входной скорости:
^ = 4^; R »
Р' /iB P'
¦* "nun-*
где Yi - отношение коэффициентов оборотов валков для режимов с
наибольшим и наименьшим натяжением:
^maxi
-5 i»S?!.
Г, ПГ
лтшп/
Для обеспечения прокатки труб промежуточных размеров по диаметру с
наибольшим натяжением в формулу G.3) следует подставлять значения чисел
оборотов на 10 % ниже допускаемых.
Из формулы G.3) следует, что требуемые скоростные режимы можно
обеспечить при различных значениях передаточных чисел в зависимости от принятых
характеристик двигателей
(Дг,Рв,/?ах,/1вих).
Выбор последних однозначно определяет распределение усилий и скоростей
в зацеплениях передач между трансмиссиями главного и вспомогательного
приводов.
Отсюда характеристики двигателей должны определяться из
конструктивных требований, которые сводятся к заданию распределения нагрузок и
скоростей между трансмиссиями приводов, обеспечивающими их оптимальный
режим работы.
Кроме того, в каждом конкретном случае проектирования получаемые по
формулам G.3) величины передаточных чисел должны быть согласованы с
принятой кинематической схемой распределительного редуктора по линии
главного и вспомогательного привода. Например, для трансмиссий с
коническими передачами передаточные числа к дифференциалу первой клети
ограничены их максимальным значением, допустимым в одной-двух ступенях передач
распределительного редуктора, а в последней клети - минимальным
передаточным отношением, допустимым для ускоряющих передач. Отсюда
aJU[a\, ЪЛ*[Ы <7'4>
1п 1п
При этом необходимо учитывать, что:
201
[a]<KmiB, [bj>*,
Условия G.4) ограничивают также и выбор диапазона регулирования
двигателей:
Д
И-*—' G.5)
С помощью трансмиссий с рядным зацеплением передач можно получить
любые по величине передаточные отношения от двигателей к дифференциалам
клетей. Передаточные отношения в зацеплениях смежных клетей
ограничиваются их значениями, допустимыми из условия компоновки узлов в редукторе.
Поскольку b > а, это условие приводит к ограничению передаточных
отношений между солнечными колесами дифференциалов по линии вспомогательного
привода, которые в соответствии с G.3) определяются по формуле
Р/-4-« (*ГТ'-Ц*-' <[ЬЬ G.6)
Р' /,1, (Лгу,,,-1Ж,пы-1 М
Анализ G.6) показывает, что значения ft уменьшаются от первой к
последним клетям стана. Поэтому для выполнения неравенства G.6) достаточно
рассмотреть передаточные отношения между солнечными колесами
дифференциалов только первых клетгей. Из формул G.3) с учетом неравенств G.6) получим
следующие ограничения при трансмиссии с рядным зацеплением:
lPJAmaxi-l "~Лтах,
Если неравенство G.7) не ограничивает Rr, то из формулы G.3) получаем R!
> 1. При Ru = 1 привод первых двух-трех клетей не имеет дифференциалов.
Значения Rr и Лв, удовлетворяющие неравенствам G.7) в зависимости от
принятой кинематической схемы распределительного редуктора, определяются
из условия оптимального распределения усилий и скоростей в зацеплениях
передач между главным и вспомогательным приводом. Эти условия зависят от
характеристики стана (моментов и скоростей прокатки, диапазона изменения
натяжений) и конструктивных требований.
Для высокоскоростных станов значения Rr и R* определяюьтся из условия
обеспечения минимальных окружных скоростей в зацеплениях передач по
линии главного и вспомогательного привода. Выполнение этого условия
обеспечивает также наиболее одинаковую нагрузку главного и вспомогательного
двигателей.
При проектировании станов с коническими трансмиссиями значения Rr и RB
также определяют по формулам G.2...7.6) на основании заданных величин [а] и
[Ь]9 которые принимают равными [*] = 8... 10; [а] = 1,0...2,0.
При проектировании станов с рядными трансмиссиями обычно принимают
Rr = 1,0, a R* назначают максимальными, исходя из диапазона регулирования
двигателя R^ = 10...12.
202
Глава 8
КОМПОНОВКА ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА
ГОРЯЧЕДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ
На участках производства горячекатаных и горячепрессовых труб
располагают комплекс оборудования, обеспечивающего производство готовой tpy6bi
из сплошной заготовки. В состав оборудования входит: нагревательные и
подогревательные печи, станы или прессы для получения труб промежуточного
размера, станы для окончательного формирования диаметра и толщины
стенки трубы, охладительные столы, правильные станы. Все оборудование
устанавливают в единой цепи без разрыва технологического потока.
Межоперационная передача заготовок и труб осуществляется преимущественно
рольгангами; применяют также другие механизмы: контейнеры, решетки и т.п.
Производство бесшовных труб является энергоемким, поэтому рядом с
участками расположения основного оборудования размещают подстанции, машзалы,
насосно-аккумуляторные станции, трассы гидросмыва окалины,
вентиляционные камеры, дымососные и теплоутилизирующие устройства. Весь комплекс
основного и вспомогательного оборудования располагают таким образом,
чтобы не закрывать периметр здания цеха в местах с повышенными
тепловыделениями и обеспечить нормальные условия аэрации и транспортные связи.
8.1. Компоновка оборудования трубопрокатных агрегатов
с автоматическим станом
Трубопрокатные агрегаты с автоматическим станом относятся к числу
наиболее распространенных для производства бесшовных горячекатаных труб. На
таких агрегатах производят до 30 % всех горячекатаных труб.
Широкое распространение агрегаты подобного типа или различные их
модификации получили и в зарубежной практике (США, Япония, Китай,
Европейские государства и др.).
В настоящее время отечественной промышленностью освоено производство
труб на ТПА с автоматическим станом (станами тандем) из углеродистых,
средне- и высоколегированных марок стали и сплавов, в большом объеме
производят трубы нефтяного сортамента (бурильные, обсадные, насосно-
компрессорные), крекинговые, заготовки для холодного деформирования.
По составу оборудования трубопрокатные агрегаты (ТПА) можно
разделить на агрегаты, в состав которых входят редукционные станы (ТПА 140,
иногда 220 и ТПА без редукционных станов ТПА 250 и 400); на агрегаты с
одним прошивным станом (ТПА 140, 250) и с двумя прошивными станами
(ТПА 350 и 400); на агрегаты с одной нагревательной печью (обычно
кольцевой, ТПА 140) и с двумя печами (ТПА 350 и 400). Промежуточное положение
занимают ТПА 250: в их составе может быть как одна, так и две
нагревательные печи. В ряде случаев в состав старых трубопрокатных агрегатов входят
одна или две методические печи.
Агрегаты, имеющие в своем составе редукционные станы, оснащены
подогревательными печами.
20Э
НИШ IZ На дальнейшую обработку
^ ^
Рис. 8.1. Типовая схема с каскадным расположением оборудования ТПА 140:
/ - загрузочная машина; 2 - кольцевая печь; 3 - выгрузочная машина; 4 - подводящий
рольганг; 5 - зацентровщик заготовок; б - наклонная решетка перед прошивным
станом; 7- прошивной стан; 8 - выходная сторона прошивного стана; 9 - печь для
подогрева гильз; 10 - автоматстан; И - риллинг-станы; 12 - калибровочный стан; 13 -
подогревательная печь, 14 - редукционный стан; 15 - охладительный стол; 16 - правильные
станы
На рис. 8.1 представлена типовая схема расположения оборудования с
автоматическим станом. В состав оборудования входят: нагревательная печь
(кольцевая или методическая - одна или две); прошивной стан (два стана для
ТПА 400); автоматический стан; два риллинг-стана (обкатные машины);
подогревательная печь; калибровочный слан; редукционный стан; холодильник;
поточные линии отделки и контроля качества труб.
Наличие двух риллинг-станов обусловлено тем, что производительность
прошивного и автоматического станов в зависимости от сортамента
прокатываемых труб в 1,3...2 раза выше, чем пропускная способность риллинг-стана.
На больших агрегатах (рис. 8.2), а иногда и на средних, устанавливают две
нагревательные печи 1 и два прошивных стана 2, работающих
последовательно. По конструкции оба прошивных стана одинаковы. Наличие друх
последовательно расположенных станов винтовой прокатки позволяет применять
заготовку диаметром на 10... 15% меньше, чем при использовании одного
прошивного стана. Кроме того, прошивка гильз в двух последовательно распо-
ложеных станах винтовой прокатки способствует снижению поперечной раз-
ностенности труб, так как при этом уменьшаются осевые усилия на оправку и
вибрация стержня, и повышению производительности агрегата. При
производстве труб диаметром до 200 мм на таких агрегатах используют только один
прошивной стан.
За последние годы в отечественной и зарубежной практике трубопрокат-
ногопроизводства в оборудовании ТПА с автоматическими станами,
работающих по традиционной схеме, рабочие клети автоматстанов с
многоручьевыми калибрами успешно заменяются клетями с одноручьевыми валками.
Основные преимущества одноручьевых станов продольной прокатки заключают-
204
ся в следующем: вследствие уменьшения расстояния между подшипниками
рабочего валка, можно существенно уменьшить: диаметр валков, размер
подшипников; возможна замена станин открытого типа на станины закрытого
типа, что обеспечивает их большую жесткость и возможность повышения
точности труб по толщине стенки. На рис. 8.3 дана схема расположения
оборудования ТПА 140 со станами типа тандем.
Принципиальное различие в планировочных решениях агрегатов
заключается в том, что оборудование агрегатов с автоматическим станом имеет
каскадное расположение, с со станами тандем - осевое.
На ТПА с автоматстаном, каждый из станов агрегата имеет осевую выдачу,
что позволяет обеспечивать постоянный уровень оси прокатки: В таком случае
передача гильз-труб от стана к стану осуществляется рольгангами.
Исключение составляет операция передачи труб на каждый из риллинг-станов и к печи
редукционного стана. Применение осевой выдачи гильз и труб повышает темп
прокатки труб и производительность агрегата, а отсутствие поперечных
передач труб перекатыванием сокращает длительность цикла (за счет сокращения
доли времени вспомогательных операций), и хотя агрегат со станом тандем
имеет большую протяженность, температура труб, поступающих на риллинго-
вание, такая же, как и в агрегате с автоматическим станом. Техническая
характеристика основного оборудования различных агрегатов с автоматическим
станом или станами тандем представлена в табл. 8.1.
В США на заводе фирмы "LTV Steel" модернизирован ТПА 400, который
производит трубы нефтяного сортамента диаметром 152...356 мм с годовым
объемом производства до 658 тыс.т. В результате проведенной модернизации
ТПА сооружена новая кольцевая печь с вращающимся подом диаметром 45 м,
максимальной производительностью 175 т/ч, машина для зацентровки
заготовки усилием 120 т. Два последовательно установленных прошивных стана
Рис. 8.2. Компоновка оборудования ТПА 400:
/ - кольцевые печи; 2 - прошивные станы; 3 - подогревательная печь;
4 - автоматический стан; 5 - раскатные станы; 6 - калибровочный стан;
7 - охладительный стол; 8 - правильные станы
205
Рис. 8.3. Типовая схема расположения оборудования ТПА 140 с двумя автоматическими
станами:
/ - кольцевая нагревательная печь, 2 - прошивной стан, 3 - первый автоматстан, 4 -
второй автоматстан, 5 - риллинг-станы; 6 - подогревательные печи, 7 - калибровочный
стан; #- редукционный стан; 9- охладительный стол; /0- линии отделки
Таблица 8.1. Техническая характеристика ТПА с автоматическим станом
Параметры
Заготовка:
максимальный диаметр, мм
длина, м
Готовая труба.
диаметр, мм
толщина стенки, мм
длина, м
П роизводител ьность
печи (макс), т/ч
Мощность привода, кВт:
прошивного стана
автоматического
обкатного стана
Калибровочный стан:
количество клетей
мощность привода, кВт
Редукционный стан:
количество клетей
мощность привода, кВт
Производительность ТПА:
средняя, т/ч
годовая, тыс.т.
ТПА 140 | ТПА 250
(Россия)
140
ДО 4
57...159
4...36
до 12
40
1100
800
257
3...7
184
20
223
17
[ 120
170
до 5
114...168
6...25
до 12
75
2200
1320
4x630
7
7x75
-
-
22,8
185
ТПА 350
(Украина)
320
до 3,5
194...325 !
7...28
до 12
75
3680
1840
883
7
7x125
-
-
52,2
366,5
ТПА 176-406
(Япония)
350
1,2... 1,8
178...406
5...40
5,5
160
3500
300
370/540
8
175
-
-
нет свед.
нет свед.
206
оборудованы гидравлическим зажимом нижней линейки, установлены новые
крышки станин с гидравлическим запором, выходные стороны станов
оборудованы трехвалковыми центрователями. Многоручьевой автоматстан заменен
одноручьевым, что обеспечило повышение точности размеров труб по
толщине стенки из-за уменьшения прогиба валков и увеличения производительности
благодаря сокращению продолжительности прокатки. Стан оборудован
специальным устройством для смены оправок.
В США имеется ТПА с автоматическим станом, на котором производятся
трубы с наружным диаметром 406 мм, а после прокатки на стане-расширителе
диаметр трубы увеличивается до 660 мм. В составе оборудования данного ТПА
имеется стан Асселя - трехвалковый стан-элонгатор, который работает
попеременно с автоматическим станом. Это значительно расширяет сортамент
труб.
В Японии, на заводе фирмы мСин ниппон сэйтэцу" в Явате, построен цех с
автоматическим станом, отличительной особенностью которого является
использование для получения гильз прессвалкового прошивного стана и двух,
последовательно расположенных, станов элонгаторов.
8.2. Состав и расположение оборудования
трубопрокатных агрегатов с непрерывным станом
В конце 70-х, начале 80-х годов и до настоящего времени продолжается
интенсивное производство труб способом непрерывной прокатки. В новых цехах
ТПА с непрерывным станом используется непрерывнолитой металл в качестве
исходной заготовки круглого или квадратного сечения, что обеспечивает
существенное улучшение технико-экономических показателей их работы;
расширен сортамент выпускаемых труб: максимальный диаметр возрос с 168 до 340
мм, а толщина стенки с 16 до 30 мм. Участки проката и отделки труб
соединены между собой автоматизированными и управляемыми с помощью ЭВМ
складами-накопителями, что позволяет организовать производство труб по
гибкой технологической схеме. Для нагрева заготовок используются
кольцевые печи, печи с шагающими балками или секционные проходные (газовые или
электроиндукционные) производительностью до 250 т/ч. Основным станом для
получения гильз является двухвалковый прошивной стан, хотя есть
рекомендации по использованию трехвалкового прошивного стана. В случае применения
квадратной заготовки используется пресс-валковый прошивной стан.
Получение черновой трубы осуществляется на непрерывных станах, а получение
чистовой трубы производится на редукционных или калибровочных станах.
Одним из основных признаков классификации непрерывных станов следует
считать тип применяемых оправок и характер их движения при прокатке.
Известно несколько схем непрерывной прокатки труб: 1) на свободной длинной
оправке, перемещающейся за счет сил трения, возникающих на ее поверхности
при деформации трубы; 2) на неподвижной длинной оправке; 3) на
неподвижной короткой оправке; 4) на неподвижной удерживаемой оправке; 5) на
ускоренно перемещающейся оправке; 6) на самоудерживаемой оправке и др. Из них
в промьшшенных условиях применяют первый и четвертый способы; второй и
третий применялись ранее, остальные не реализованы. Принудительное
перемещение оправок обеспечивается механизмами привода оправок различного
типа: реечным, цепным, винтовым, гидравлическим и др. Благодаря замедлен-
207
Таблица 8.2. Сравнительные данные различных способов
непрерывной прокатки труб.
Параметр
Максимальный диаметр труб, мм
Максимальная длина труб, м
Длина оправки, м
Рабочая длина оправки, м
Отношение длины оправки к
длине трубы
Рабочий цикл, с
Производительность, м/мин
Способ прокатки на оправке
свободная
178
35
30
29
0,86
15
140
частично
удерживаемая
194
48
27
26
0,56
17
170
удерживаемая
340
48
29
23
0,6
24
120
ному принудительному перемещению оправки со скоростью, меньшей
скорости заднего конца трубы, устраняется операция извлечения оправок после
прокатки и появляется возможность прокатывать более длинные трубы. Можно
применять конусные, ступенчатые и охлаждаемые оправки. Снижение
тепловых потерь позволяет исключить или уменьшить подогрев труб перед
последующим редуцированием, или совместить оправочную и безоправочную
прокатку в одном стане. Быстрое разделение трубы и оправки можно
осуществлять, совмещая эту операцию с калиброванием с помощью калибровочного
(трубосьемочного) стана, устанавливаемого за длиннооправочным. Установка
трубосьемочного стана приводит к значительному уменьшению расхода
энергии на подогрев труб перед редуцированием и снижению потерь металла при
обрезке задних концов труб.
Маневренность трубопрокатного агрегата, точность и длина
прокатываемых на оправке труб возрастает при использовании непрерывного стана с
подвижной удерживаемой оправкой. Однако производительность стана, из-за
значительного времени на вывод и зарядку оправки, ниже, чем стана со свободной
оправкой (табл. 8.2).
Процесс прокатки труб на удерживаемой замедленно перемещаемой оправке
(частично удерживаемой оправке) осуществляют по различным схемам,
отличающимися, в основном, способом подачи и уборки оправки с линии
стана: прокатка на долгонесменяемой оправке с осевой задачей гильз; прокатка на
сменяемой после каждого прохода оправке и убираемой с оси стана на задний
либо передний стол стана. Из перечисленных схем наибольшую
производительность обеспечивает схема прокатки на долгонесменяемой оправке с осевой
задачей, наименьшую - с уборкой оправки на задний стол стана.
Для обеспечения выпуска требуемого сортамента труб на непрерывных
станах используются оправки перемещающиеся в процессе прокатки с
регулируемой скоростью 0,3...2,0 м/с, которая обеспечивается специальным механизмом,
развивающим усилие удерживания оправки 1600...3500 кН. Данная
конструкция обеспечивает определенную скорость оправки до полного снятия с нее
трубы в процессе прокатки (удерживаемая оправка) либо до определенного
момента, начиная с которого оправка перемещается как плавающая (частично
удерживаемая). Каждый из этих способов может применяться в производстве
208
груб определенного диаметра: для труб малого диаметра, в основном,
применяется прокатка на плавающей оправке, для труб среднего диаметра до 200 мм
- на частично удерживаемой оправке, для труб диаметром до 340 мм и более -
на удерживаемой.
В отечественной практике трубного производства созданы
высокопроизводительные непрерывные трубопрокатные агрегаты: 80 (Синарский трубный
завод); 30-102 (Первоуральский новотрубный завод); 159-^426 (Волжский
трубный завод).
В России на Синарском трубном заводе сооружен цех с ТПА с непрерывным
станом 80 для выпуска насосно-компрессорных труб и труб общего назначения
диаметром 30...83 мм с толщиной стенки 2,5...8 мм из углеродистых и
легированных сталей. В качестве исходного материала используется круглая катаная
заготовка диаметром 90... 120 мм, длиной до 10 м. Заготовку нагревают в печи с
шагающими балками до 1200... 1280 °С, затем разрезают на мерные длины
1,4...3 м на ножницах горячей резки. Масса заготовки 90...270 кг. Заготовки
прошивают на двухвалковом прошивном стане в гильзы диаметром 90... 120 мм
с толщиной стенки 16...20 мм и длиной 3...6 м. Гильзу прокатывают на семи-
клетевом непрерывном стане с плавающей оправкой и индивидуальным
приводом рабочих валков. Диаметр бочки валка 500 мм, расстояние между
клетями 850 мм, мощность привода каждой клети 500 кВт. На стане получают трубу
диаметром до 91 мм с толщиной стенки 2,5...8 мм и максимальной длиной до
30 м. Затем трубы подогревают в проходной индукционной печи и редуцируют
на 24-клетевом редукционно-растяжном стане с индивидуальным приводом
валков. После чего трубы поступают на отделку. Оборудование для отделки и
сдачи труб скомпоновано в поточные линии. Средний расходный коэффициент
металла в цехе составляет 1,085.
ТПА 30-102 (ЮТЗ г.Никополь) конструкции ВНИИметмаш и АО ЭЗТМ
предназначен для производства горячекатаных бесшовных труб
диаметром 30... 102 мм и толщиной стенки 3,0...8 мм из низкоуглеродистой стали
(рис. 8.4).
Для производства труб всего сортамента применяют исходную круглую
заготовку только одного диаметра 140 мм. Благодаря этому уменьшается
количество технологического инструмента (валков, оправок, линеек) и сокращается
время, затрачиваемое на настройку стана. Производительность агрегата
достигает 650 тыс.т/год.
Круглые штанги длиной 9...12 м проходят в три нитки по роликам в каждой
из двух секционных печей 3 высокоскоростного нагрева, где они нагреваются
до 1200... 1250 °С, после чего на ножницах 4 заготовки разрезаются на мерные
длины 1,5...3 м. Из каждой печи заготовки подают к ножницам попеременно из
трех ниток нагрева. Затем заготовка зацентровывается с переднего торца
ударом бойка пневматического зацентровщика и поступает в приемный желоб
двухвал- кового прошивного стана 5.
Прошивной стан имеет диаметр валков 750...950 мм, угол подачи до 18° ,
частоту вращения валков 95... 190 мин, мощность главного двигателя
постоянного тока 3600 кВт. Прошитые гильзы диаметром 141 мм и толщиной стенки
14... 19,5 мм, поступают на девятиклетевой непрерывный стан б, где происходит
прокатка на длинной плавающей оправке со скоростью 3,9...6 м/с в последней
клети. На участке оправкоизвлекателя оправку извлекают из черновой трубы,
после чего оправки поступают в ванну для охлаждения и затем к установке для
209
16 16 16 /6 /*
Рис. 8.4. Схема расположения оборудования ТПА 30-102 с непрерывным станом на ЮТЗ:
/ - пресс для ломки заготовки; 2 - ножницы для холодной резки заготовки, 3 - кольцевые нагревательные
печи; 4 - прошивной стан; 5 - непрерывный стан; 6 - печь индукционная подогревательная; 7 -
калибровочный стан; 8 - редукционный стан; 9 - ножницы летучие, 10 - пила летучая, // - холодильник, 12 -
правильные станы; 13 - станки трубообрезные; 14 - станки трубоподрезные; 15 - станки трубопродувочные,
16- инспекционные столбы
Таблица 8.3. Характеристика трубопрокатных агрегатов с непрерывным станом
Параметры
~Тип ТПА
Сортамент труб:
диаметр, мм
толщина
стенки, мм
Производительность, тыс.т/год
Тип оправки
Количество
клетей
Длина
оправки, м
Масса
оправки, кг
Длина труб, м
Скорость
прокатки, м/с
Россия
102
30...
102
3...8
650
Свободная
9
19,5
1400
31
6,0
Страна
Япония
194
33...
194
3.5...30
960
Частично
удерживаемая
7
-
-
40
4,5
245
114...
245
4.5...40
600
Италия
340
48...
340
9,5...25
450
Канада
180
60...
180
-
300
Удерживаемая
8
-
-
_
-
8
-
-
_
-
7
14 (раб.
часть)
-
-
3,75
Англия
127
28...
127
4...9
-
Германия
133
27...
133
2,5—12,5
-
Свободная
8
19,8
1720
23
4,57
9
26
-
30
6,5
нанесения смазки. Смазанные оправки подаются в желоб перед непрерывным
станом. При необходимости осмотра поверхности оправок они с рольганга за
извлекателем сбрасываются на отводящий рольганг и передаются на
инспекционный участок. После визуального осмотра поверхности оправки
перекатываются на стол для приема оправок, оттуда поступают на транспортный
рольганг, подающий остывшие оправки на индукционный подогрев перед смазкой.
Отбракованные оправки сбрасываются в карман. Находящиеся в работе
нагретые оправки не требуют индукционного подогрева и проходят через
решетку ваНны охлаждения.
Трубы после охлаждения оправок направляются к индукционной
подогревательной печи для подогрева. Во время передачи по решеткам задний конец
трубы обрезается.
Девятнадцатиклетевой редукционный стан предназначен для редуцирования
с большим натяжением, что обеспечивает уменьшение диаметра и толщины
стенки трубы. Стан оборудован дифференциально-групповым приводом,
включающим два электродвигателя постоянного тока мощностью 2900 кВт.
Из редукционного стана прокатанная труба выходит со скоростью до 12 м/с;
ее диаметр составляет 45...73 мм при толщине стенки 3,0...6,0 мм, а
максимальная длина составляет 135 м. Общая вытяжка на агрегате достигает 100.
Летучие ножницы, расположенные за станом, режут трубу на мерные
длины 16...24 м без ее остановки, после чего трубы поступают на
холодильник и в пролет отделки.
На этом участке трубы подвергают правке на трубоправильных машинах,
211
разрезают на мерные длины, проводят гидравлические испытания и
дефектоскопию; часть труб направляют на термообработку.
Современные непрерывные трубопрокатные агрегаты имеются в ряде стран,
в том числе, в Германии, Японии, Италии, Англии и др. (табл. 8.3).
В 1979 г. в Италии был введен в эксплуатацию первый трубопрокатный
агрегат с непрерывным станом с удерживаемой оправкой и станом пресс-
валковой прошивки заготовок квадратного сечения.
Для производства труб (в том числе диаметром 300...500 мм) из
многогранной, преимущественно прямоугольной заготовки, полученной на установке
непрерывной разливки стали, применен процесс пресс-валковой прошивки,
содержащий элементы продольной прокатки в круглом калибре и прессовой
прошивки.
Агрегат предназначен для производства труб размером DT х 5Т=
=48...339,7 х 3...25 мм высокой точности. Применение схемы непрерывной
прокатки с подвижной удерживаемой оправкой позволило прокатать трубы
большого диаметра и со значительной толщиной стенки. Однако
производительность этого агрегата из-за увеличения такта прокатки в связи со смазкой
оправки ниже, чем у агрегата с непрерывными станами со свободной
оправкой. Последний широко используется в мировой практике для производства
прежде всего тонкостенных труб малых диаметров.
На заводе фирмы "Dalmine" в Бергамо (Италия) построен ТПА с
непрерывным станом с удерживаемой оправкой, на котором производят трубы
диаметром 159...340 мм и толщиной стенки 4...25 мм из углеродистых и
низколегированных сталей. Проектная мощность цеха составляет 350...450 тыс.т/год при 15
рабочих сменах в неделю, производственная площадь цеха составляет 70 тыс.м,
в том числе горячей части - 45 тыс.м. Все трубопрокатное оборудование
расположено в поперечных пролетах цеха.
В качестве исходных заготовок на агрегате применяют непрерывнолитые
квадратные заготовки со стороной квадрата 170, 220, 260, 280 и 320 мм.
После порезки на мерные длины 1,1...3,5 м в зависимости от размеров
прокатываемых труб заготовки поступают в кольцевую нагревательную печь
диаметром 46 м. В печи вместо огнеупорной кладки применена монолитная
футеровка, изготовленная из огнеупорного бетона путем его заливки в опалубку с
последующим виброуплотнением. По данным фирмы этот бетон
выдерживает температуру до 1450° С. Печь имеет хорошую теплоизоляцию и
температура на каркасе не превышает 30° С. За печью расположено устройство для
гидросбива окалины.
Пресс-валковая прошивка с коэффициентом вытяжки 1,1... 1,15
осуществляется на двухвалковом стане продольной прокатки с диаметром валков
1000... 1200 мм и мощностью привода постоянного тока 550 кВт. Задача
заготовки в валки и ее подпор в процессе прошивки осуществляется
гидравлическим толкателем усилием 2000 кН. На стане применяют литую водоохлаждае-
мую оправку сферической формы. При пресс-валковой прошивке
осуществляется значительное уплотнение литого металла.
Прошитая заготовка поступает на двухвалковый раскатной стан-удлинитель
с диаметром валков 1150 мм и приводом от двигателя постоянного тока
мощностью 6000 кВт. Коэффициент вытяжки достигает 2,3; угол подачи - 15° .
Выдача гильзы - осевая. Затем гильзы поступают на восьмиклетевой непрерыв-
212
ный стан с удерживаемой оправкой и диаметром валков 870 мм (первая клеть)
и 750 мм (остальные клети). Установленная мощность главных приводов
постоянного тока 2000 кВт. Оправка - составная, длиной 13 м, изготовлена из
стальной трубы с шлифованной и хромированной поверхностью, охлаждается
водой под давлением.
В рабочем цикле участвуют 4 оправки, при вводе оправки в трубу ее
передний торец устанавливают на уровне последней клети. Устройство для
удерживания оправки обеспечивает ее перемещение в процессе прокатки со скоростью
0,3... 1 м/с. Коэффициент вытяжки на непрерывном стане достигает 6,5.
Максимальная скорость прокатки на выходе из стана - 4,5 м/с. После прокатки на
непрерывном стане из трубы извлекается оправка в двухвалковом стане с
диаметром валков 720 мм и мощностью привода 900 квт. Клети стана установлены
под углом 45° друг к другу. Затем трубы поступают в подогревательную печь с
шагающими балками, где подогрев производится до температуры 900 °С.
Далее все трубы поступают к двухвалковому семиклетевому калибровочному
стану с диаметром валков 720 мм и приводом от двигателя постоянного тока
мощностью 850 кВт, после чего трубы диаметром 159...340 мм направляются в
отделение отделки.
Трубы диаметром 48... 159 мм получают на 24-клетевом редукционном стане,
установленном в соседнем цехе этого же завода. На данном ТПА получают
трубы высокого качества с жесткими допусками по толщине стенки 8 % и по
диаметру 0,2%.
В США на заводе фирмы "United States Steel" в Ферфилде с 1983 г.
эксплуатируется ТПА, имеющий в своем составе пресс-валковый прошивной стан и
непрерывный стан с удерживаемой оправкой и производит трубы диаметром
88,9...244,5 мм в объеме 550 тыс.т/год.
Оборудование агрегата размещено в трех продольных пролетах. Главный
пролет, в котором установлены стан-элонгатор, непрерывный стан для
прокатки на удерживаемой оправке и редукционно-растяжной стан, имеющий
ширину 35 м, длину 260 м (не считая участка холодильника и пакетной резки труб).
Оборудование и транспортные устройства расположены на верхнем уровне.
Печь с шагающими балками для нагрева заготовок имеет двухсторонний
обогрев (верхний и нижний), что обеспечивает высокую равномерность
нагрева заготовок и уменьшает разностенность. Производительность печи 180 т/ч.
Клеть пресс-валкового прошивного стана снабжена устройством для
быстрой смены валков и механическим толкателем с приводом от реечной передачи
(шесть двигателей постоянного тока мощностью по 140 кВт). Стан имеет
систему циркуляции оправок, обеспечивающую их соответствующее охлаждение и
смазку. Клеть приводится от двигателя постоянного тока мощностью 950 кВт.
Диаметр валков 1300 мм.
Валки стана-элонгатора расположены в вертикальной плоскости, проводки
при необходимости замены легко удаляются при смене валков.
Валки диаметром 1100 мм смонтированы в обойме для непрерывного
регулирования угла подачи и приводятся во вращение непосредственно двумя
двигателями постоянного тока мощностью 4500 кВт. Оправка со стержнем
извлекается в линии стана.
Непрерывный семиклетевой стан с удерживаемой оправкой приводится от
11 двигателей постоянного тока мощностью по 1400 кВт, система возврата
оправок реечного типа - от восьми двигателей постоянного тока мощностью
ill
по 384 кВт. Стан имеет клети двух типов: три с валками максимальным
диаметром 780 мм, четыре - с валками максимальным диаметром 660 мм. Гильза с
чистой от оксидов внутренней и наружной поверхностью поступает на стан со
смазанной и заряженной в нее оправкой.
Трубосъемочный стан имеет три рабочие клети, установленные на четырех
фундаментных плитовинах. Двухвалковые клети наклонены под углом 45°.
Максимальный диаметр валков 720 мм. Установленная мощность привода
2x450 кВт. За трубосъемочным станом расположены две пилы для резки
концов труб перед подачей в подогревательную печь с шагающими балками.
Редукционно-растяжной стан состоит из 24 индивидуально приводимых
клетей со встроенными редукторами: первые восемь клетей имеют валки
диаметром 500 мм, следующие 16 - валки диаметром 430 мм. Предусмотрен
специальный мостовой кран с двумя балками для быстрой смены клетей.
Общая установочная мощность привода 6480 кВт B4x270) кВт. Трубы,
собираемые в пакеты на выходном конце холодильника, передают по двум
рольгангам к участкам резки.
Основными особенностями конструкции агрегата являются высокая
надежность оборудования, быстрая смена рабочего инструмента, простота
автоматической настройки клетей, достигнутые благодаря рациональному
расположению оборудования в технологической линии. Длительность общих простоев
на ремонт гидравлических систем и механического оборудования составляет
менее 5 % (при работе в три смены).
В 1989 г. в нашей стране итальянской фирмой Италимпьянти построен
аналогичный трубопрокатный агрегат на Волжском трубном заводе (рис. 8.5),
производительностью 720 тыс.т труб в год, входящий в состав
металлургического комплекса с электродуговыми сталеплавильными печами и установками
непрерывной разливки стали.
Трубы диаметром 159...426 мм в основном для нефтяной и газовой
промышленности, производятся по оригинальной технологической схеме. Исходная
квадратная непрерывнолитая заготовка прошивается на пресс-валковом стане
с последующей раскаткой на косовалковом стане с удерживаемой
перемещаемой оправкой. Окончательные размеры трубы получаются в калибровочно-
извлекательном (трубосъемочном) стане, который установлен в одну линию с
непрерывным. Быстрое разделение трубы и оправки в калибровочно-
извлекательном стане позволяет прокатывать трубы без промежуточного
подогрева.
В состав оборудования цеха горячей прокатки труб входит: нагревательная
печь с шагающими балками для нагрева квадратных заготовок (штанг); пила
горячей резки заготовок на две или три части; пресс-валковый прошивной
двухвалковый стан с диаметром валков 1430 мм и мощностью привода 1100
кВт, снабженный реечным толкателем заготовок; двухвалковый стан-
удлинитель (элонгатор) винтовой прокатки с диаметром валков 1200 мм и
мощностью привода валков 4750 кВт; непрерывный семиклетевой стан с
удерживаемой оправкой с индивидуальным приводом клетей A2 двигателей
постоянного тока мощностью 1600 кВт), диаметр валков первых трех клетей - 980
мм, последующих - 880 мм; механизм перемещения оправки реечного стана;
извлекательно-калибровочный стан с 10 двухвалковыми клетями, каждая из
которых приводится двигателем постоянного тока мощностью 450 кВт, при
этом максимальная длина трубы - 36 м и максимальная скорость на выходе -
214
EJfflfl.
г--7ша^Т|Ш1Ш|Г~]
Рис. 8.5. Схема расположения оборудования ТПА 159-426 BT3 с удерживаемой
перемещаемой оправкой.
/ - загрузочный стол; 2 - печь с шагающими балками; 3 - пила для горячей резки труб; 4 -
печь для температурной выдержки; 5 - стан ППМ; 6 - элонгатор; 7 - стан МПМ; 8 -
рециркуляция оправок; 9 - извлекательно-калибровочный стан; 10- холодильник; // - холодная
резка, правка и отделка
5,5 м/с; холодильник; участок холодной резки и правки труб; отделение отделки
труб, включающее линии высадки концов труб, линии термообработки (закалки,
нормализации, отпуска), линии отделки обсадных и газлифтных труб,
изготовление муфт и защитных деталей наружных концов труб.
Автоматический контроль размеров горячих труб, связанный с системой
управления на станах, гарантирует постоянный высокий уровень их качества.
Современные непрерывные оправочные и безоправочные станы оснащены
системами автоматического регулирования скоростей валков по клетям.
Применение такой системы на непрерьюном оправочном стане позволяет снизить
колебания стенки и диаметра труб по длине. Система управления скоростным
режимом редукционного стана позволяет уменьшить длину отрезаемых концов
редуцированных труб с утолщенной стенкой с 5,5...6,2 % до 3 %.
На заводе "Wendsfild Steel Tube" (Англия) смонтирована установка с
непрерывным станом, включающая трехвалковый прошивной стан, оборудование
которого изготовлено фирмой "Tube Investmens". Установка предназначена
для изготовления труб размерами: 24,5... 127x2,6... 12,5 мм, длиной до 22,9 м из
углеродистых и низколегированных сталей, при этом длина гильзы 7,3 м, а
мощность привода составляет 2650 кВт (рис. 8.6). Для получения
высококачественных труб на данной установке осуществляется контроль качества как
исходной заготовки, так и гильзы на всех операциях технологического цикла.
В 1966 г. немецкая фирма "Demag" изготовила ТПА 27-114 и установила его
на заводе фирмы "Tissen Rohrenwerke" в Мюльгейме. Трубы в цехе
изготавливают из круглой катаной заготовки диаметром 140... 160 мм. Данный ТПА
оборудован двумя прошивными станами, что обеспечивает высокую
производительность агрегата. Непрерьшный стан состоит из 8 двухвалковых клетей, которые
размещены на общей станине. Клети редукционного стана оборудованы
индивидуальными приводами. Длина труб после редуцирования достигает 100 м.
LL
ш-
c^jj-j-^L—J
4
Рис. 8.6. Схема расположения оборудования трубопрокатной установки с непрерывным и
трехвалковым прошивным станами (Англия):
/ - склад заготовки; 2 - участок ультразвукового контроля заготовки; 3 - участок резки
исходной заготовки; 4 -кольцевая печь; 5 - пресс для зацентровки заготовок; 6 - трехвалковый
прошивной стан; 7 - печь промежуточного нагрева; 8 - ванна для охлаждения оправок; 9 -
восьми клетевой непрерывный стан; 10 - устройство для извлечения оправок; 11 - ножницы
для обрезки концов; 12 - печь промежуточного нагрева с шагающим подом; 13 - двадцати-
клетевой редукционный стан; 14 - холодильник; 15- пила; 16 - транспортный рольганг
Трубы такой длины охлаждают на шнековом холодильнике, затем, собирая
в пачки, направляют рольгангом к двум пилам трения. После порезки на
мерные длины через промежуточный склад трубы поступают в отделение отделки
на одну из трех поточных линий, в состав каждой из которых входят: два
торцовочных станка, трубоправильная машина, гидропресс для гидроиспытаний
труб. ТПА 27-114 оснащен двумя ЭВМ, одна из которых планирует
производство и вырабатывает оптимальную программу прокатки труб данного
типоразмера, а другая - управляет работой всех механизмов трубопрокатного
оборудования.
На этом же заводе в 1972 г. введен в эксплуатацию второй трубопрокатный
агрегат ТПА 21-133 с непрерывным станом, который производит трубы
диаметром 21...133 мм, с толщиной стенки 2,3...30 мм. На этом ТПА выпускаются
трубы общего назначения D5 %), трубы для нагревателей B5 %), котельные
B0 %) и трубы с нарезкой A0 %). В качестве заготовки используется круг
диаметром 140 и 175 мм, длиной 1,4...4,0 м. Прошивка заготовок осуществляется
на прошивном стане, который оборудован направляющими дисками вместо
линеек. Непрерывный стан имеет восемь двухвалковых клетей, в которых
гильза раскатывается в трубу диаметром 116 или 146 мм на свободно плавающей
оправке длиной 26 м. Редуцирование труб осуществляется на 28-клетевом
редукционном стане с индивидуальным приводом. Максимальная длина труб
после редукционного стана составляет 116 м.
В 1968 г. в Японии построены два трубопрокатных агрегата с непрерывным
станом: ТПА 27-140 и ТПА 33-114. На ТПА 27-140 производят трубы
нефтяного сортамента, а также котельные и передельные трубы для последующего
волочения.
В 1970 г. на заводе Чита фирмы "Кавасаки Сэйтэцу" (Япония) введен в экс-
216
плуатацию цех с ТПА 21-168 с непрерывным 8-клетевым станом для
производства бесшовных труб диаметром 21,3.-. 168 мм и толщиной стенки 2,5... 15,9 мм
из углеродистых и низколегированных марок стали. Отличительной
особенностью конструкции данного ТПА является то, что труба, выходящая из
непрерывного стана, имеет диаметр 175 мм. Трубы такого большого диаметра не
получают ни на одном из существующих непрерывных станов.
Производительность агрегата составляет 20 тыс.т труб в месяц.
В Японии фирма "Сумитомо Киндзоку коге" в 1983 г. на заводе в Кайнане
ввела в эксплуатацию новый цех с ТПА с непрерывным станом для
производства труб малого диаметра 25,1...114,3 мм толщиной стенки 2,5...25 мм и
длиной 4,5... 18,3 м, нефтяного сортамента, трубопроводных, конструкционных и
передельных труб для последующего холодного волочения. Планировка
оборудования этого цеха представлена на рис. 8.7. Подготовленную на
специальном участке / заготовку нагревают в кольцевой печи 2, затем прошивают на
грибовидном прошивном стане 3 с дисковыми проводками, расположенными в
вертикальной плоскости. Привод стана состоит из двух электродвигателей
постоянного тока мощностью по 1500 кВт. Угол подачи равен 20°, а угол
раскатки - 10°. Между прошивным и непрерывным станом расположены два
параллельно работающих калибровочных стана, которые предназначены для
обжатия гильз по наружному диаметру, с целью сокращения количества
типоразмеров исходной заготовки и уменьшения поперечной разнотолщинности
гильзы. Один из калибровочных станов - трехвалковый 4 с приводом от
электродвигателя постоянного тока мощностью 1300 кВт предназначен для
калибровки относительно тонкостенных труб с большой разнотолщинностью и
второй калибровочный - стан продольной прокатки, четырехвалковый 5 с
приводом от электродвигателя постоянного тока мощностью 700 кВт. Непрерывный
стан 6 для прокатки труб на длинной оправке приспособлен для работы в трех
режимах: на удерживаемой оправке (основной режим), с плавающей и
частично удерживаемой оправкой. Суммарная мощность главных приводов
постоянного тока 14100 кВт. После подогрева труб в печи 7 с шагающими балками
они поступают на 26-клетевой трехвалковый редукционный стан 8 с приводом
Рис. 8.7. Схема расположения оборудования трубопрокатной установки с
непрерывным и грибовидным прошивным станами фирмы "Сумитомо кинзоку
коге" (Япония)
217
от электродвигателя постоянного тока мощностью 8037 кВт. После
охлаждения на холодильнике 9 трубы одновременно разрезаются на заданные длины
тремя фрезерными пилами с нижним резцом 10. Затем трубы подвергаются
правке //, 12у разрезке 13 на заданные длины, снятию заусенцев 14, неразру-
шающему контролю 75, визуальному контролю /б, замеру геометрических
размеров и взвешиванию 77, маркировке 18, промасливанию 79, наборе в
пакеты 20, обвязке 21 и передаче на склад готовой продукции 22.
На ТПА с непрерывным станом фирмы "Vallourece" в Сен-Сальве
реализован процесс прокатки труб, при котором цилиндрический стержень оправки
прошивного стана используется в качестве частично удерживаемой оправки
непрерывного стана. Это позволяет применять стержни длиной 17 м вместо
оправок длиной 27 м. На данном ТПА производят трубы диаметром 26,9... 127
мм с толщиной стенки 2,3... 16 мм из углеродистых и легированных сталей,
которые предназначены для энергетики, машиностроения, нефтяной
промышленности. В качестве исходной заготовки используется непрерывнолитой
металл. В состав агрегата входит печь с шагающим подом с одно- или
двухрядной загрузкой заготовок, пресс-зацентровщик усилием 900 кН, прошивной
стан с дисками (стан Дишера), непрерывный стан с частично удерживаемой
оправкой диаметром 64... 134 мм, оправкоизвлекатель, маятниковые дисковые
пилы для отрезки концов труб, подогревательная печь, устройство для гидро-
сбива окалины под давлением 15 МПа, редукционно-растяжной стан, реечный
холодильник с охлаждением вентиляторным воздухом, пилы трения для резки
труб на мерные длины с дисками диаметром 1,6... 1,8 м и толщиной 10 мм и
приводом от электродвигателя мощностью 400 кВт.
Особенность прокатки на агрегате заключается в следующем. Оправка
прошивного стана неподвижно закреплена на гладком цилиндрическом стержне,
задний конец которого упирается в упорный подшипник. После окончания
процесса прошивки упорный подшипник отъезжает назад на 2 м.
Одновременно стержень вместе с оправкой и гильзой при раскрытых центрователях
выводится за пределы рабочей клети прошивного стана и выбрасывателем
укладывается на передаточный цепной транспортер, с помощью которого передается
на входную сторону непрерывного стана. За имеющуюся на конце стержня-
оправки выточку она захватывается тележкой цепного удерживателя оправки с
приводом от двух электродвигателей постоянного тока мощностью по
1470 кВт каждый. После прокатки на непрерывном стане труба с оправкой по-
* 7 8
Рис. 8.8. Схема расположения оборудования агрегата фирмы "Balcock and wilcock"
(Англия ).
/ - кольцевая печь, 2 - прошивной стан; 3 - непрерывный стан; 4 -
подогревательная печь, 5 - стан "Трансваль"; 6 - редукционный стан; 7 - калибровочный
стан; # - пила; 9 - холодильник
218
ступает по решетке на цепной оправксизвлекатель, который после
извлечения ее из трубы, передает оправки в ванну для охлаждения. Из ванны оправки
подаются на выходной стол прошивного стана, где и устанавливаются
упорным подшипником в рабочее положение. Такая технологическая схема, по
мнению специалистов фирмы, позволяет при частичном удерживании на
сравнительно коротких цилиндрических оправках получать длинные трубы с
меньшей продольной разностенностью, контролировать состояние и качество
оправок после каждой прокатки, одновременно обеспечивая весьма высокий
темп (до 300 шт/ч) работы всего агрегата. После подогрева трубы
прокатывают на редукционно-растяжном стане, где длина труб достигает 110 м.
Из черновых труб диаметром 100 мм получают трубы с наружным
диаметром 27...89 мм, а из труб диаметром 137 мм - трубы диаметром 48,5... 127 мм.
Характерной особенностью нового ТПА фирмы "Balcock and wilcok" в Эм-
бридже (Англия) является разделение технологического потока на две линии, в
одной из которых установлен непрерывный стан для производства труб
диаметром 25... 114 мм, во второй - трехвалковый раскатной стан "Трансваль" для
производства труб диаметром 76...215 мм (рис. 8.8). Исходная круглая литая
заготовка поступает в нагревательную кольцевую печь производительностью
до 75 т/ч. Далее расположен гидравлический зацентровочный пресс. Заготовку
прошивают на двухвалковом стане с бочковидными валками. Прокатка в
непрерывном стане осуществляется на плавающей оправке с коэффициентом
вытяжки, равном 4. После непрерывного стана расположены оправкоизвлека-
тель, подогревательная трехзонная печь с шагающими балками, устройство
для гидросбива окалины с давлением до 13,8 МПа и редукционно-растяжной
стан. Прокатка на стане "Трансваль" возможна на перемещаемой или
удерживаемой оправке. Отношение диаметра трубы к толщине стенки составляет
3,5... 15, длина труб до 19 м. После подогрева трубы поступают на семиклете-
вой калибровочный стан с индивидуальным приводом каждой клети от
двигателя мощностью 150 кВт, а затем в правильный стан.
8.3. Компоновка оборудования агрегатов с пилигримовым станом
Состав и характеристика оборудования, а также объемно-планировочные
решения цехов с пилигримовыми станами определяются сортаментом и
технологическими особенностями производства труб на этих установках. Широкий
диапазон сортамента труб, выпускаемых на этих установках, требует
оснащения этих цехов развитой отделкой с механической, термической и
химической обработкой труб и участками контроля качества.
В качестве исходной заготовки на ТПА с пилигримовым станом применяют
слитки круглого, многогранного, квадратного сечения, катаную круглую
заготовку и блюмы прямоугольного сечения, а также непрерывнолитую заготовку.
Выбор конкретного типа заготовки обусловлен зачастую оборудованием,
входящим в состав конкретной пилигримовой заготовки, возможно и обратное:
состав оборудования установки иногда определяется типом применяемой
исходной заготовки.
На ТПА старого типа (рис. 8.9) применяют слитки, имеющие круглое
сечение или сечение многогранника со скругленными ребрами. Использование
многогранных слитков при производстве труб больших размеров, для которых
219
13 14 10 tS t6
25 26
rwn
13 14 tO 15 16 20 19 21 22 23
Рис. 8.9. Схема расположения оборудования ТПА с пилигримовым станом и
прошивным станом:
/ - нагревательная печь, 2 - тележка; 3 - рольганг; 4 - поворотный круг; 5
привод прошивного стана; 6 - прошивной стан; 7 - тележка для гильз; 8 - пилигри-
мовая клеть; 9 - привод пилигримового стана; 10 - подающий аппарат; II -
ванна для охлаждения дорнов; 12 - желоб; 13 - пила; 14 - стеллаж; 15,18,22 -
рольганг; 16 - подогревательная клеть; 17 - выталкиватель; 19- калибровочный
стан, 20 - стан горячей правки; 21 - инспекционный стеллаж; 23 - правильный
пресс
требуется слиток диаметром более 400 мм, приводит к уменьшению брака по
продольным трещинам и улучшению качества труб. При этом неправильный
выбор сечения многогранника может привести при косовалковой прошивке к
появлению спиральной наружной плены, идущей по закатанным и свернутым
ребрам слитка.
Выбор числа граней слитка при прокатке труб на пилигримовой установке
нового типа (рис. 8.10) (с прошивным прессом и элонгатором) обусловлен
следующими факторами. С точки зрения технологии разливки и улучшения
качества труб, форма поперечного сечения слитков должна максимально
отличаться от круглого, поэтому, наилучшим качеством обладают слитки квадратного
и прямоугольного сечения. В табл. 8.4 приведена техническая характеристика
основного оборудования ТПА с пилигримовым станом.
На рис. 8.11 представлена схема планировки цеха с пилигримовым станом и
ТПА 114-168 (новая установка) Таганрогского завода. Все оборудование цеха
расположено а здании, имеющем производственную площадь около 140 тыс.м
и состоящем из четырех поперечных и десяти продольных пролетов. В
поперечных пролетах размещены склад слитков и оборудование для производства
труб. В продольных пролетах находится оборудование для горячей и холодной
отделке труб, оборудование для термической обработки труб, склады готовой
продукции, а также ремонтно-механические и вальцетокарные мастерские,
насосно-аккумуляторные станции, участок уборки отходов производства и
различные цеховые службы.
На рис. 8.12 представлена схема расположения оборудования ТПА с
пилигримовым станом на заводе "Тамса" в Мексике, на которой осуществляется
производство труб по традиционной схеме Кальмеса. Нагрев слитков
производится в кольцевой печи 2, оборудованной загрузочной / и выгрузочной
машинами, а прошивка - на прессе 4 в толстостенные стаканы, их подогрев в печи 5
220
Рис. 8.10. Схема расположения основного оборудования металлургической части
трубопрокатного цеха с пилигримовым станом:
/ - склад слитков; 2 - загрузочный стол; 3 - рольганг для транспортировки
слитков; 4 - весы; 5, 9 - поворотные столы; 6, 13 - загрузочные машины; 7, 15-
выгрузочные машины; 8 - кольцевая нагревательная печь, 10 - прошивной пресс; 11 -
рольганг; 12 - поворотный круг; 14 - промежуточная подогревательная печь;. 16 -
электродвигатель элонгатора; 17 - стан-удлинитель (элонгатор); 18 - механизм
внестановой зарядки дорна в гильзу; 19 - ванна для охлаждения дорнов,; 20 -
манипулятор; 21 - выходной рольганг элонгатора; 22 - тележка дорнов; 23 -
подающий аппарат; 24 - клеть пилигримового стана; 25 - шестеренная клеть; 26 -
маховик; 27 - двигатель пилигримового стана; 28 - устройство для порезки и клеймения
труб; 29 - загрузочный рольганг печи; 30 - подогревательная печь; 31 -
редукционный стан; 32 - холодильник
Таблица 8.4. Техническая характеристика ТПА с пилигримовым станом
Параметры
Заготовка
Размер готовых труб:
диаметр, мм
толщина стенки, мм
длина, м
Нагревательные печи
Подогревательная печь
Пилигримовый стан:
количество клетей
мощность привода, кВт
Редукционный стан
Калибровочный стан
Производительность:
средняя, т/ч
годовая, тыс.т.
ТПА 4-10"
ТПА 5-1Г
Россия
Многогранный слиток
114... 168
7...36
6...12
159...351
7...55
до 12
Две кольцевые
Карусельная
2
2500
, 17 клетей
12 клетей
36,5
256
Кольцевая
2
3000
12 клетей
-
45,4
259
ТПА 2-14"
Алжир
Непрерывнолитая
50...355
Нет свед.
до 12
Одна кольцевая
С шагающими балками
2(8"); 1A4")
Нет свед.
24 клети
5 клетей
Нет свед.
140
221
Ж/д
13 8 9 10 11 12 16 15 17 18 19 Ж 20 Ж/д
Рис. 8.11. Схема планировки цеха с ТПА 114-168 Таганрогского завода:
I - склад слитков; II - новый ТПА 114-168; III - новое отделение отделки труб; IV - ТПА
140-168 старой конструкции; V - отделение отделки труб; VI - муфтовое отделение; VII -
механическая мастерская; VIII - машинный зал, IX - насосная станция; X - склад готовой
продукции; / - кольцевая печь; 2 - устройство для гидросбива окалины; 3 - прошивной
пресс; 4 - карусельная печь для подогрева стаканов; 5 - элонгатор; б - участок внестановой
зарядки дорнов; 7 - пилигримовый стан; 8 - секционная подогревательная печь; 9 -
редукционный стан; 10 - калибровочный стан; И - холодильник; 12 - семивалковый
правильный стан; 13 - инспекционный стол; 14 - трубоотрезной станок; 15 - щелевая печь для
подогрева концов труб перед высадкой; 16 - горизонтально-ковочная машина для высадки
концов труб; 17 - станки для черновой проточки концов бурильных труб; 18 - печь с
шагающими балками для нормализации труб; 19 - семивалковый правильный стан; 20 -
станки для черновой проточки и нарезки резьбы бурильных труб
и раскатка на стане-элонгаторе <5, прокатка в одной из пилигримовых клетей 7,
после чего трубы подаются к пилам горячей резки #, на которых отрезается
передний конец и пильгерная головка. Затем трубы без разрезки на мерные
длины взвешиваются на весах 9, подогреваются в печи с шагающими балками
70, редуцируются на 16-клетевом двухвалковом редукционном стане 77,
разрезаются на заданные длины семью пилами горячей резки 72, охлаждаются на
холодильнике 13 и подаются на отделку. На редукционном стане обеспечмва-
ется получение труб с минимальным диаметром 25,4 мм и максимальной
длиной 76 м. На стане установлены нерегулируемые клети с двухопорным
креплением валков и индивидуальным приводом каждой клети от двигателя
постоянного тока мощностью 200 кВт.
В 1975 г. на заводе фирмы "Societe national de Siderurgie" в Анаба (Алжир)
был пущен в эксплуатацию цех с пилигримовым станом, который
предназначен для производства труб диаметром от 2" до 14й для нефтяной, химической и
машиностроительной промышленности (рис. 8.13). Все оборудование разме-
щенно в здании цеха, состоящем из трех поперечных пролетов шириной 34 м и
трех продольных пролетов, примыкающих к другому цеху. Склад заготовок
(круглые или многогранные слитки, а также квадратные заготовки,
полученные на МНЛЗ) размещен на открытой площадке рядом с первым поперечным
пролетом, в котором находится нагревательная кольцевая печь с загрузочным
222
Рис. 8.12. Схема расположения оборудования ТПА с пилигримовым станом на
заводе Тамса (Мексика)
1 и выгрузочным 2 устройствами. В этом же пролете размещены рольганг 4 для
транспортировки нагретых слитков, транспортер 5, установка 6 для гидросби-
ва окалины давлением до 15 МПа и горизонтальный прошивной
гидравлический пресс 7, усилием 12 МН. Во втором поперечном пролете расположены:
рольганг 8, транспортер 9 для транспортировки стаканов, элонгатор 10,
оборудование 11 насосной станции высокого давления и транспортер 12 для
передачи гильз к пилигримовой установке.
В третьем поперечном пролете установлено оборудование для
пилигримовой прокатки труб диаметром 1/2...2": устройства для внестановой зарядки
гильз дорнами, охлаждения, смазки и транспортировки дорнов 13, клетей 14
пилигримового стана с индивидуальным приводом мощностью 1200 кВт и
частотой вращения 75... 172 мин" .
В этом же пролете размещено оборудование для пилигримовой прокатки
труб диаметром 9S/...14", состоящее из транспортного рольганга 15,
устройства для внестановой зарядки гильз дорнами, охлаждения, смазки и
транспортировки дорнов 16, клети 17 пилигримового стана. За пилигримовыми клетями в
продольных пролетах цеха установлены приборы 18 для измерения толщины
Рис. 8.13. Схема планировки цеха с пилигримовым агрегатом в г. Анабе (Алжир)
223
стенки трубы, весы 19, измеритель длины трубы 20, пилы 21 горячей и
холодной резки.
В потоке за малой пилигримовой установкой расположены передаточная
решетка 22, подогревательная печь 23, трехвалковый 24-клетевой
редукционный стан 24, отводящий рольганг 25, участок 26 для резки труб на заданные
длины, охладительные столы 27, правильный стан 28.
В технологическом потоке за большой пилигримовой установкой
расположены передаточная решетка 29, нагревательная печь 30, пятиклетевой
двухвалковый калибровочный стан 31, отводящий рольганг 32, охладительные столы
33 и правильный стан 34.
На участке холодной отделки установлены станы для обрезки концов труб,
трубоотрезные станки, пресс для испытания труб внутренним гидравлическим
давлением до 120 МПа, приборы неразрушающего контроля, оборудование
для очистки, покраски и маркировки готовых труб.
В цехе имеется отделение с оборудованием для термической обработки труб.
8.4. Состав и расположение оборудования агрегатов
с трехвалковым раскатным станом
Трубопрокатные агрегаты с трехвалковым станом винтовой прокатки не
нашли такого широкого применения как агрегаты с автоматическим,
непрерывным и пилигримовым станами. Однако, их высокая значимость
определяется прежде всего тем, что трубы, получаемые на таких агрегатах имеют
точность по толщине стенки и по наружному диаметру в 2...2,5 раза
превышающую точность труб, получаемых другими способами горячей прокатки. Это
обусловлено наличием в составе ТПА только станов винтовой прокатки:
прошивного, раскатного и калибровочного (в отдельных случаях в состав агрегата
входят 5 - 14-клетевой калибровочный стан продольной прокатки).
ТПА с трехвалковым раскатным станом (табл. 8.5) используются для
производства толстостенных труб, применяемых в машиностроении, с отношением
диаметра к толщине стенки до 11,5. И хотя предпринимаются попытки
расширить их возможности, все же получать тонкостенные трубы не удается (JJIS>\2),
так как при прокатке концевых участков труб развивается интенсивная
поперечная деформация и образуются треугольные концевые раструбы, не
позволяющие нормально осуществлять раскатку труб.
В зарубежной практике применяют ТПА (в значительно меньших
масштабах), в которых раскатка происходит в двухвалковых станах винтовой
прокатки с направляющими дисками (станы Дишера). Однако применение станов
Дишера ограничено, прежде всего, из-за сложности конструкции и быстрого
износа валков и дисков. Кроме того, снижается маневренность агрегата, так
как для прокатки труб различного диаметра требуется определенный профиль
дисков, что приводит к дополнительным затратам времени на перевалку.
Основным достоинством агрегатов со станами Дишера является возможность
раскатки труб с отношением диаметра к толщине стенки до 23.
Редуцирование относительно тонкостенных труб в многоклетевых станах продольной
прокатки с натяжением позволяет сохранить точность труб по толщине
стенки, а точность по наружному диаметру обеспечивается последующей
калибровкой редуцированных труб в стане винтовой прокатки. Наличие в
составе ТПА многоклетевого редукционного стана повышает его маневренность и
224
позволяет унифицировать направляющий инструмент (диски). К числу
недостатков следует отнести высокую энергоемкость стана и меньшую, в сравнениии
с трехвалковым, производительность.
Фирмой "Mannesmann" предложена классификация агрегатов с разделением
их на три типоразмера (табл. 8.6).
Типовое расположение оборудование ТПА с трехвалковым раскатным
станом представлено на рис. 8.14.
В зарубежной практике известны случаи применения трехвалкового
прошивного стана в составе ТПА с трехвалковым раскатным станом, что позволило
использовать более дешевую заготовку, получаемую непрерывной разливкой.
Таблица 8.5. Характеристика ТПА с трехвалковым раскатным станом
Параметры
Диаметр заготовки, мм
Диаметр труб, мм
Толщина стенки, мм
Длина труб, м
Диаметр пода печи, м
Производительность, т/ч
Двухвалковый прошивной
Диаметр валков, мм
Длина бочки валка, мм
Угол подачи, град
Мощность привода, кВт
Диаметр валков, мм
Длина бочки валка, мм
Угол подачи, град
Угол раскатки, град
Мощность привода, кВт
Число клетей
Диаметр валков
Мощность привода, кВт
ТПА 160
ТПА 200 |
Россия
100...210
70... 168
7...42
3,5..Л0
90...250
70,5...203
7.5...50
3,5... 10
Кольцевая нагревательная печь
20
50
26
2x70
стан
900... 1050
650
7...12
1840
920... 1050
670
7....12
2x2000
Трехвалковый раскатной стан
280; 470
295; 400
2...8
7
1250
430; 490
• 375
0...10
3...7
2800
Редукционный стан
5
350...450
5x55
12
450
' 12x250
Трехвалковый калибровочный стан поперечно-винтовой прока
Диаметр валков
Мощность привода, кВт
Возможный объем производства, тыс.т
| 240; 470
3x125
175
350...370
3x250
320
ТПА 50-200
Украина
90...230
80...203
7.5...50
3.5...9
21,2
2x55
900... 1000
650
5...12
3680
470; 490
370
0...10
3...7
2100
-
-
-
тки
320; 490
480
150
Ч - 14S>
225
Таблица 8.6. Классификация агрегатов с трехпал ковым раскатным станом
Показатели
Диаметр труб, мм
Длина труб (максимальная),м
Диаметр заготовки, мм
Годовой объем производства при
трехсменной работе, тыс.т
малый
50...90
8
60... 100
40
Тип агрегата
средний
70... 170
10
90... 180
80
большой
90...240
10
120...250
130
Планировка оборудования может иметь различное решение прежде всего из-
за разного взаимного положения прошивного и раскатного станов: в одних
агрегатах гильза задается в раскатной стан передним концом, в других -
задним. Передний конец гильзы имеет несколько больший диаметр, что облегчает
захват, если задавать гильзу этим концом. Так как задний конец гильзы имеет
некоторое сужение, то для надежности введения оправки в гильзу приходится
несколько увеличивать ее внутренний диаметр, повышая нежелательное
редуцирование в процессе раскатки. При задаче гильзы задним концом прошивной
и раскатной станы оказываются в зоне действия одного мостового крана, что
затрудняет обслуживание агрегата. Поэтому чаще всего станы располагают
таким образом, что гильзу подают передним концом.
В отличие от зарубежных агрегатов с трехвалковым раскатным станом, где
применяют прошивные станы с боковой выдачей гильз, отечественные станы
имеют осевую выдачу гильз, что обеспечивает более высокий тем прокатки.
Точность труб, прокатанных на агрегатах с трехвалковым раскатным
станом, находятся в следующих пределах: допускаемое отклонение наружного
15 16
Рис. 8.14. Типовая схема расположения оборудования агрегата с трехвалковым
раскатным станом:
/ - весы; 2 - наклонная решетка; 3 - загрузочная и выгрузочная машина; 4 -
кольцевая нагревательная печь; 5 - рольганг, 6 - зацентровщик заготовок; 7 - наклонная
решетка; 8 - прошивной стан; 9 - трехвалковый раскатной стан; 10 - оправкоизвле-
катель; // - ванна для охлаждения оправок; 12 - механизм для смазки оправок; 13 -
подогревательная печь; 14 - выталкиватель труб из печи; 75 - трехвалковый
калибровочный стан; 16 - пятиклетевой калибровочный стан; 17- охладительный стол
226
Ц7]Н^НХЯ
10
Рис. 8.15.Схема расположения оборудования трубопрокатной установки с
трехвалковым раскатным и прошивным станами завода фирмы "Tube investments" в
Десфорде (Англия):
/ - участок резки исходной заготовки; 2 - кольцевая печь; 3 - зацентровщик
заготовки; 4 - трехвалковый прошивной стан; 5 - трехвалковый раскатной стан; 6
- устройство для извлечения оправок; 7 - печь промежуточного нагрева; 8 -
одиннадцати клетевой редукционный стан; 9 - калибровочный стан; 10 - пилы
горячей резки и охладительный стол; 11 - печь для выравнивания температуры
трубных заготовок; 12 - ванна для охлаждения оправок
диаметра для труб диаметром 50...80 мм составляет 035 мм, диаметром 80... 150
мм - 0,5 мм, диаметром 150... 185 мм - 0,75 мм, диаметром 185...220 мм - 1 мм;
допускаемые отклонения толщины стенки при толщине стенки до 30 мм - 5 %
от номинального значения и 1,5 мм при толщине стенки более 30 мм.
Трубопрокатные агрегаты с трехвалковым раскатным станом, в
большинстве случаев, оснащаются оборудованием для производства холоднокатаных
труб. На этом оборудовании предусматривается выполнение комплекса
операций по подготовке заготовок перед деформированием на станах холодной
прокатки труб, который включает правку отожженных труб, обрезку концов,
разрезку на мерные длины, выборочную абразивную зачистку, травление труб,
в отдельных случаях - омеднение труб.
После прокатки на станах ХПТ предусматривается термообработка труб,
травление, правка, обрезка концов, разрезка на мерные длины, инспекция,
клеймение в торец и промасловка наружной поверхности.
За рубежом действует ряд современных трубопрокатных установок с
трехвалковым раскатным станом.
В Англии на заводе фирмы "Desford Tube investments" работает
трубопрокатная установка с трехвалковым раскатным станом, в состав которой входят
трехвалковые прошивной и раскатной станы (рис. 8.15). Установка
предназначена для производства труб из заготовок диаметром 76... 178 мм и длиной 3 м,
из нержавеющих сталей, с вытяжкой на трехвалковом прошивном стане -
1,7... 1,8; максимальная длина гильзы составляет 5,2 м. Установка включает в
себя отделение подготовки исходной заготовки, кольцевую нагревательную
печь, трехвалковые прошивной и раскатной станы, печь промежуточного
нагрева, 11-клетевой редукционный стан, калибровочный стан и участок отделки
(рис. 8.15). На входной стороне прошивного стана установлены
электродвигатель постоянного тока мощностью 3600 кВт, шестеренная клеть и
универсальные шпиндели. Рабочая клеть снабжена устройствами для смены валков и
установки и разворота валков на угол подачи в пределах 0...150. Результаты
исследований показали, что при прошивке на трехвалковом стане не возникают
227
а^«
шо
OQQQQQQJbL
иоибдьив
55Р гОООСЮОООООО,
гшо ?
1 чяя?
j^n^ 7 ¦¦., Л||-| у. ¦¦¦,,,,, ;изц""""'
т
' §
1 1
1
Рис. 8.16.Схема расположения технологического оборудования на ТПА с трех-
валковым планетарным станом:
/ - печь с вращающимся подом; 2 - прошивной стан; 3 - трехвалковый стан
планетарной прокатки; 4 - редукционный стан; 5 - пилы для резки труб; 6 -
охладительный стол; 7 - прокатываемая заготовка; 8- валок; 9- оправка
внутренние растягивающие напряжения и значительно уменьшается брак по
внутренним пленам (в сравнении с прошивкой в двухвалковом стане). Это
позволяет прошивать заготовки из высоколегированных сталей, а также
заготовки, полученные непрерывной разливкой.
На заводе в Японии работает трубопрокатная установка с трехвалковыми
прошивным и раскатным станами, которая предназначена для производства
труб из шарикоподшипниковых сталей, а также из специальных сплавов
размером 75...230x5...32 мм из заготовок диаметром 75...230 мм и длиной
800...3000 мм. Установка включает участок огневой зачистки заготовок,
нагревательную печь с вращающимся подом, трехвалковые прошивной и раскатной
станы, печь промежуточного нагрева, редукционный и калибровочный станы и
участок отделки. Электрооборудование прошивного стана изготовлено со
специальным воздушным и водяным охлаждением для работы при повышенных
температурах и влажности; мощность двигателя 2250 кВт при 225...350 мин'1.
г
V
шшшш я,
...... ^Itlllliiiiiiiiiii
ЦИННИИ!!!1
Рис. 8.17. Схема расположения трубопрокатного агрегата с планетарным станом
("Maxhutte", Германия):
/ - кольцевая печь; 2.3 - прошивной и планетарный станы соответственно; 4 - станок для
обрезки концов труб; 5 - калибровочный стан; 6 - правильная машина
228
Дальнейшим развитием и совершенствованием процесса раскатки труб на
трехвалковых станах стала разработка конструкции планетарного стана с
тремя коническими валками, оси которых расположены под углом 120° друг
относительно друга и вращаются вокруг прокатываемой заготовки, при этом
заготовка е вращается, а только перещается в осевом направлении.
На рис. 8.16 представлена схема технологических операций при
производстве труб с использованием планетарного стана. Оправку планетарного стана
закрепляют на его входной стороне, в процессе прокатки ее перемещение
контролируется. В конце процесса оправка оттягивается к входной стороне и
сбрасывается. Для обеспечения хорошего качества внутренней поверхности
скорость движения оправки должна превышать входную скорость прокатываемой
трубы на 10 %. Длину гильзы обычно ограничивают 6 м.
На рис. 8.17 показано расположение оборудования ТПА с планетарным
станом фирмы "Eitveiler bergwerke-ferein" ("Maxhutte", Германия),
предназначенное для производства труб диаметром 70...219 мм и толщиной стенки 4,5...60
мм. Оборудование ТПА поставляет фирма "Schlemman-Zimag" (Германия).
Прокатка труб осуществляется без промежуточного подогрева.
8.5. Состав и расположение оборудования ТПА с реечным станом
Трубопрокатные агрегаты с реечным станом имеют достаточно широкое
распространение в мировой практике трубного производства и используются
для получения бесшовных труб из углеродистых и легированных сталей
диаметром 21...219 мм с толщиной стенки 2,5... 10 мм. Основные преимущества
ТПА с реечным станом: использование квадратных заготовок в качестве
исходного материала, отсутствие внутренних плен, образующихся в процессе
прошивки на станах винтовой прокатки.
Первые ТПА с реечным станом имели в составе оборудования
нагревательную печь, гидравлический пресс, реечный стан с кольцами, обкатную машину,
устройство для извлечения дорнов, печь для подогрева дорнов, пилу для
обрезки донышков стаканов, калибровочный стан. Эти установки были мало
механизированы, конструкция трубного оборудования не позволяла получать
трубы длиной более 4 м, трубы имели низкое качество наружной поверхности и
высокую себестоимость из-за большого расхода металла.
В последние три десятилетия за рубежом осуществлена модернизация
оборудования ТПА с реечным станом: в новых технологических схемах
используются горизонтальные гидравлические прессы, реечные станы с роликовыми
обоймами, станы-элонгаторы или трехвалковые раскатные станы, а также
редукционные станы (рис. 8.18).
Трубы, прокатанные на современных модернизированных ТПА с реечным
станом имеют хорошее качество наружной и внутренней поверхности,
высокую точность геометрических размеров (разностенность не превышает 6...8 %).
Производительность таких установок достигает 180 тыс.т/год. Следует
отметить, что в отечественной практике современные цехи с реечным станом не
сооружались, единственная установка была выведена из эксплуатации в 1976 г
на Первоуральском новотрубном заводе.
За рубежом, в Дюссельдорфе (Германия), в 1964 г на трубном заводе Вай-
сколту был пущен в эксплуатацию цех с модернизированным оборудованием
ТПА с реечным станом, на котором осуществляется производство труб типо-
229
79 18 16 20
Рис 8.18 Схема оборудования трубопрокатного агрегата с реечным станом*
/ - кольцевая печь, 2 - поперечный шлеппер, 3 - стан для калибровки диагональной
заготовки; 4 - устройство для удаления окалины; 5 - прошивной пресс; б - индукционная
подогревательная печь, 7 - транспортер, 8 - рольганг; 9 - трехвалковый стан-элонгатор,
10 - устройство для поворота гильзы; // - реечный стан; 12 - роликовые обоймы, 13 -
отводящий рольганг; 14 - обкатной стан, 15 - наклонная решетка, 16 - устройство для
извлечения дорна; 17 - стеллажи для дорнов, 18 - устройство для смазки дорнов, 19 -
охладительный стол для дорнов; 20 - летучие пилы, 21 - подогревательная печь, 22 -
редукционный стан; 23 - отводящий рольганг
размеров:Отх5т = 75..Л 12 х 2,5..Л 1,0 мм длиной до 12 м из углеродистых и
легированных марок сталей.
Для производства труб специального назначения в Германии на заводе Каммерих в
г. Брамведе был построен цех с современным оборудованием ТПА с реечным
станом. В состав оборудования данной установки входят два трехвалковых стана-
элонгатора. Квадратную заготовку, поступающую в цех, получают либо с
сортопрокатного стана, либо с установки непрерывной разливки. Реечный стан
имеет длину 24 м и позволяет производить трубы длиной до 19 м. Скорость
протяжки состовляет 6 м/с и единичное оджатие в поперечном сечении бо 25 %.
Производительность такого ТПА составляет до 220 тыс.т труб/год.
8.6. Компоновка оборудования трубопрессовых установок
Для прессования труб диаметром 30...38 мм с толщиной стенки 2,5...3,0 мм из
нержавеющих сталей и труднодеформируемых сплавов (никелевых, титановых,
молибденовых и др.) применяют вертикальные механические и горизонтальные
гидравлические трубные прессы усилием от 5 до 55 МН. В настоящее время во всем
мире работают 65 прессовых установок для производства труб, из них 48 прессов
имеют гидравлический привод и 17 прессов - механический.
Преимущество вертикальных механических прессов состоит в следующем:
энергоснабжение более экономично и безопасно, чем энергоснабжение гидравликой;
отсутствие дорогостоящих насосно-аккумуляторных станций; простота в управлении
и эксплуатации; большая производительность по сравнению с горизонтальными
прессами.
Однако вертикальные прессы имеют и существенные недостатки, среди которых
следует выделить переменную скорость прессования; ограничение длины рабочего
хода пресс-штемпеля, усилия и скорости прессования; массы заготовки и размеров
230
труб. Переменная скорость прессования отрицательно сказывается на качестве труб
из высоколегированных сталей, специальных сплавов, которые обладают низкой
пластичностью. Кроме того, из-за совмещения операций прошивки и выдавливания,
качество таких труб низкое, а применение в качестве смазки смеси масла с графитом,
вызывает науглероживание поверхности труб, что совершенно недопустимо при
изготовлении труб из легированных марок стали.
Гидравлические прессы не имеют таких недостатков. Гидравлические прессы
имеют постоянную скорость прессования (максимальная скорость достигает 400
мм/с), на них можно изготовлять трубы большой длины и позволяют развивать
большие усилия прессования. Постоянная скорость прессования позволяет получить
трубы почти из любых сталей и сплавов, а применение стеклянной смазки
обеспечивает высокое качество труб.
На рис. 8.19 и 8.20 представлены схемы расположения оборудования установок
для прессования труб с вертикальным механическим и горизонтальным
гидравлическим прессами на участке горячей деформации. Производство труб
диаметром 42...245 мм из углеродистых, легированных и нержавеющих сталей
осуществляется в цехе на установках с горизонтальными гидравлическими
трубопрофильными прессами усилием 20 и 55 МН. Здание цеха состоит из шести
производственных (пять продольных, один поперечный) и одного вспомогательного
пролетов. В прессовом пролете (шириной 36 м) установлены две линии
горизонтальных трубопрофильных прессов усилием 55 и 20 МН. На линии пресса
усилием 20 МН изготавливают трубы малых диаметров из нержавеющих сталей. В
остальных продольных пролетах размещено оборудование для подготовки исходных
заготовок, отделки и контроля труб, травильное отделение, склады заготовок и
готовой продукции.
-*—
гг
*-
—i—
—I—
-^Е ¦=
—I =
Рис. 8.19. План расположения оборудования установок для прессования труб с
вертикальным механическим прессом:
/ - загрузочная машина; 2 - кольцевая печь; 3 - выгрузочная машина; 4,8 - рольганг; 5 -
обкатная машина; б - механизм подачи заготовки к прессу; 7 - вертикальный
механический пресс; 9 - редукционный стан; 10 - охладительный стол; // - правильная
машина; 12 - машинный зал
231
// 9 W i12 /J
/4 1516 17 13
Рис. 8.20. Схема расположения оборудования установок с горизонтальным гидравлическим
прессом на участке горячей деформации:
/ - газовая нагревательная печь; 2,6 - установка для гидросбива окалины; 5,7 - механизм для
нанесения смазки; 4 - прошивной пресс; 5 - подогревательные индукционные печи; 8 -
трубопрофильный пресс; 9 - выходной рольганг трубного пресса; 10,14 - пила горячей резки;
// - входной рольганг подогревательной печи; 12 - установка для гидросбива окалины и
смазки- 13 - газовая подогревательная печь; 15 - механизм для снятия окалины и смазки с
наружной поверхности труб; 16 - редукционный стан; 17 - пульт управления редукционного
стана; 18 - летучая пила; 19 - охладительный стол; 20 - отводящий рольганг; 21 - установка
для дробеструйной очистки наружной поверхности труб; 22 - машинный зал; 23 - водяные
насосы; 24 - воздушные компрессоры; 25 - аккумуляторы; 26 - наполнительный бак воды
низкого давления
Во вспомогательном пролете шириной 24 м, расположены электротехнические
помещения, насосно-аккумуляторная станция, ремонтно-инструментальные
мастерские, дымососные, вентиляционные помещения, контрольно-измерительные
приборы печного хозяйства и другие вспомогательные службы цеха. Поперечный
пролет шириной 36 м служит для промежуточного складирования труб после
прессования.
Линия прессования с горизонтальными прессами усилием 55 МН служит для
производства труб размерами 133...245х6...28 мм (при использовании редукционного
стана диаметр труб составляет 42... 114 мм) и включает следующее оборудование:
кольцевую печь для нагрева до 900 °С, установки индукционного нагрева,
обеспечивающие последующий нагрев заготовки до 1200... 1250 °С, вертикальный
прошивной и экспандирующий пресс усилием 25 МН с поворотным столом, а также
механизмами задачи и выдачи металла, установку индукционного нагрева гильз перед
прессованием, горизонтальный гидравлический пресс усилием 55 МН, печь с шагающими
балками для выравнивания температуры и нагрева труб перед редуцированием, 24-
клегевой редукционно-растяжной стан, холодильник, позволяющий принимать трубы
длиной до 90 м, пилы для обрезки концов и разрезки труб.
Состав оборудования линии с прессом усилием 20 МН включает установки для
индукционного нагрева заготовки, пресс усилием 6,5 МН для экспандирования,
пресс усилием 20 МН, правильный стан.
232
=^ш
Промежуточный Устанобкатрабления
склаотруб (удаление окалинд/
и стекла)
*-~| r/hF^ow^ (bood) ' v [yi-.
Лечь с роликовым Установка /проблем*
ладом для грулп f-if-5 (удаление окалины)
для грулп l-k-5
Лромежуточнш
склад труб
линия I для труд 0 ь 2 -ль мм а i
Схема лотоко аналогично линии Л иб 700 т д год n I
Линия Д для труд Q42- //* мм
Схема лотоко- аналогично линии Л.ьб. 700т б год
] Juhv* # дм труб 0 дб-2Ьбмм 70.000т
д год
п , \i!LS Машина для
лрадилмш стан Трубонарезной снятия бнутреннеи
станок фаски
п а о
Лредбарителбная лрабилмая
машина
Желоб лрадубки
Станок для резки внутренняя шлирюдальная //дружная ш/гиамбалбная
труд и снятия раем машина m машина линия
^ >*^Э аг^\ нероэруша/ощеео контроля
Наружный бизуально/и
контралд
Машина устроистдо нанесения Устройство замера длины
неимения
Гидрадлический ислытательнш станок расточки и обточки Знутреннии бизуальнош
пресс « n __-ss^. контроль
Устроистдо бздешидания
\ Jf и убязки
Оклад готодых труб
Рис. 8.21. Схема производственного потока в отделении прессового цеха BT3
После горячего передела и разрезки, пакеты труб поступают на участок
химической обработки для удаления остатков стеклосмазки и окалины.
После химической обработки трубы пакетами поплавочно поступают на одну из
линий отделки (рис. 8.21). В цехе установлены три поточные линии отделки и
контроля качества труб: две линии для обработки труб диаметром 43...133 мм и
одна линия для обработки труб диаметром 50...245 мм.
В составе каждой линии имеется следующее оборудование: правильный
шестивалковый стан, два трубоотрезных станка для обрезки концов труб, ус-
233
тановка для снятия наружной фаски и торцовки концов, установка продувки труб
от окалины, линия неразрушающего контроля качества труб для выявления
поперечных наружных дефектов и проверки соответствия марки стали,
ультраквуковая установка для выявления продольных и поперечных дефектов,
установка визуального контроля качества поверхности,
геометрических размеров труб и стиллоскопирования, установка для измерения длины труб.
После прохождения всех отделочных операций годные трубы отправляют на
маркировку, увязывают в пакеты и передают на склад готовой продукции. Трубы с
дефектами подвергаются ремонту путем шлифовки или вырезки дефектных участков.
Глава 9
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ЛИТЫХ ТРУБ
Литые чугунные, стальные и биметаллические трубы получают, в основном,
центробежным, полунепрерывным и непрерывным способами
Центробежное литье производят по двум технологическим схемам: отливают во
вращающиеся охлаждаемые водой металлические изложницы с последующей
термической обработкой и отливкой во вращающиеся футерованные формы
(изложницы) без последующей термической обработки.
Сущность способа непрерывного и полунепрерывного литья заключается в том,
что в короткую металлическую форму - кристаллизатор без дна - с одной стороны
заливается жидкий металл, который, отдавая тепло холодным стенкам формы,
затвердевает, а с другой стороны этой формы затвердевающий металл извлекается и
продолжает остывать на воздухе. Кристаллизатор может быть круглым,
прямоугольным, фигурным, в виде кольца. Отливка представляет собой круглый
пруток, прямоугольную штангу, трубу или какой-либо длинный брусок сложного
профиля.
Если изделие извлекается тянущими валками и при условии непрерывной подачи
жидкого металла оно оказывается сколь угодно длинным, то процесс называется
непрерывным (рис. 9.1, а). Если же после изготовления изделия заданной длины
механизмы извлечения отливки должны вернуться в исходное положение и закрыть
форму так, чтобы она могла быть заполнена новой порцией жидкого металла, то
такой процесс называется полунепрерывным (рис. 9.1, б). Стенки кристаллизатора
обычно представляют собой металлические пластины или трубы, интенсивно
охлаждаемые водой.
При полунепрерывном литье труб прежде всего требуется определить размеры
кристаллизатора и оптимальный уровень жидкого металла, чтобы обеспечить
начало извлечения затвердевшей части трубы из нижней области
кристаллизатора и сохранить устойчивость процесса. Труба выходит из
кристаллизатора с еще не полностью затвердевшими стенками, т.е. в тот момент,
когда по ее контуру имеются тонкие, но достаточно прочные "корочки" твердого
металла, а середина стенки трубы находится в жидком состоянии. В начале
корочки претерпевают известное предусадочное расширение, а затем быстро
развивается усадка, в результате которой корочки отстают от
наружного кристаллизатора и плотно охватывают внутренний кристаллизатор
234
LJJLJ Рис. 9 2. Стадии заполнения
1 \^6 кристаллизатора при полунепрерывном
Т литье раструбных труб:
1 1 / - заливочный ковш; 2 - литниковая
j чаша; 3 - кристаллизатор
Рис 9.1. Схема непрерывного (а) и полунепрерывного (б) литья труб:
/ - заливочный ковш; 2 - заливочный желоб; 3 - кристаллизатор, 4 - затвердевший слиток;
5 - тянущие валки при непрерывном процессе; 6 - гидроцилиндр при полунепрерывном процессе; 7 -
утолщение слитка при полунепрерывном процессе
(оправку). Если толщина корочки превышает 4...5 мм, то усилия охвата оправки
препятствуют извлечению трубы. Преждевременное начало извлечения трубы приводит
к механическому разрыву корочки в самом кристаллизаторе или на выходе из него. В
средней зоне охлаждаемого кристаллизатора корочка интенсивно растет, а за пределами
кристаллизатора ее рост резко замедляется. При раннем начале извлечения трубы
нередко происходит сквозное проплавление и ее жидкая середина вытекает.
Важная стадия процесса - заполнение кристаллизатора жидким металлом при литье
труб включает следующие этапы: заполнение буртовой части раструба, заполнение
раструба, достижение оптимального уровня при котором начинается извлечение трубы.
Этот уровень жидкого металла поддерживается в течении всего процесса, пока не будет
отлита труба необходимой длины (рис. 9.2).
9.1. Оборудование для производства чугунных труб
Чугунные трубы по назначению подразделяют на напорные, в которых
транспортируемая среда находится под давлением, и сливные, которые применяются
в системах канализации. Из серого чугуна в отечественной трубной промышленности
напорные трубы производят центробежным и полунепрерывными способами литья. В
соответствии с ГОСТ 9583-75 диаметр напорных труб составляет 65... 1000 мм,
толщина стенки - 6,7...27 мм, твердость металла не должна превышать 230 НВ на
наружной и внутренней поверхности, и 215 НВ в середине стенки трубы. Прочность
металла оценивается модулем кольцевой прочности трубы, который определяют в
результате испытаний на разрывной машине кольцевых образцов, вырезанных из
тела трубы.
Модуль кольцевой прочности R должен быть не ниже следующих значений:
Dy, мм <300 350 400 500...600 700...800 900...1000
Л, МПа 400 340 280 260 250 240
235
Все напорные трубы подвергаются гидравлическим испытаниям на
специальных прессах. Нормы испытательного гидравлического давления следующие:
Диаметр условного
прохода
Dy> мм
300
00...600
600
ЛА
2,5
2,0
2,0
А
3,5
3,0
2,5
Класс трубы
Б
4,0
3,5
3,0
Трубы покрывают нефтяным битумом или другим нетоксичным материалом.
Чугунные трубы изготавливают центробежным или полунепрерывным
способами.
Современный цех центробежного литья чугунных труб делится на
следующие участки: шихтовый двор; плавильное отделение; стержневое отделение;
участки ремонта ковшей и желобов; отделение центробежных машин; печи
отжига; отделение очистки, контроля и качества труб на гидропрочность; уча-
сгок нанесения антикоррозионных покрытий и склад готовой продукции.
Кроме того, как правило, труболитейный цех имеет в своем составе
механический участок и химическую лабораторию.
Труболитейные центробежные машины с водоохлаждаемой формой
изготавливают по трем конструктивным схемам. В машинах, сконструированных
по первой схеме, желоб перемещается относительно стационарной формы, а
отлитая труба извлекается передвигающимися клещами; в машинах,
выполненных по второй схеме, подвижной является форма, а желоб и клещи
неподвижны; по третьей схеме - форма и клещи перемещаются относительно желоба.
В отечественной практике трубного производства наибольшее
распространение получили в последнее время центробежные машины Новосибирского
завода "Сиблитмаш".
Машина модели ЛН-104 предназначена для отливки центробежным
способом чугунных напорных раструбных труб, соответствующих ГОСТ 9583-75,
длиной 5 м в труболитейных цехах массового производства. Трубы отливают в
металлическую интенсивно охлаждаемую форму. Раструб трубы оформляется с
помощью стержня из термореактивной смеси, закрепленного на металлическом
поддоне.
Извлечение труб из металлической формы осуществляется с помощью клещей,
которые гидроцилиндром вводятся во внутреннюю полость готовой трубы; при
этом губки клещей сжаты. После ввода клещей происходит разжатие губок и
захват трубы. Обратным ходом штока, связанного с гидроцилиндром,
осуществляется извлечение трубы из металлической формы. Губки клещей сжимаются и
освобожденная труба по наклонным направляющим движется на конвейер. В
процессе работы металлическая форма охлаждается водой, циркулирующей в
корпусе машины. Процесс формирования трубы осуществляется благодаря
вращательному и поступательному перемещению металлической формы
относительно неподвижного желоба. Для обеспечения непрерьшности работы машина
оснащена разливочным стендом, представляющим собой тележку,
перемещающуюся перпендикулярно оси машины, с установленными на ней двумя
поворотными ковшами. Емкость каждого ковша рассчитана на отливку пяти труб.
Заливка металла ведется из ковша, находящегося напротив секторного ковша
заливочного стенда. В период заливки заменяется второй ковш.
236
Параметры процесса отливки приведены ниже:
Диаметр трубы, мм
Масса трубы, кг
Длина трубы, мм
Расход жидкого чугуна на одну трубу, кг
Расход стержневой массы на одну трубу, кг
Проектная производительность, труб/ч
Часовая потребность в жидком чугуне, кг
Машина ЛН-104 имеет следующую техническую характеристику:
200
279
5000
290
3,3
25
_
250
378
5000
390
5,6
24
7250
300
480
5000
505
8,3
23
1160
Установленная мощность электродвигателя, кВт:
переменного тока
постоянного тока
Частота вращения формы, мин
Скорость перемещения корпуса, см/с:
при заливке
при извлечении
Габариты машины, мм
Масса машины, т
77
45
240...550
2Д..25
4/7...38
22100x6900x4080
93,5
Процесс отливки трубы происходит следующим образом (рис. 9.3). Из
разливочного ковша, установленного на разливочном стенде машины, набирается
порция металла в дозировочный ковш. Машина работает отдельными
полуавтоматическими циклами; за каждый цикл отливают одну трубу. Корпус
машины в начале заливки находится в крайнем верхнем положении, т.е. надвинут на
желоб машины так, что конец желоба находится в районе раструбной части
металлической формы. Включается электродвигатель, вращающий форму, и
после набора необходимой скорости включается механизм поворота
дозировочного ковша. Чугун равномерно сливается в приемную чашу желоба и
подводится по желобу к месту слива на расстояние 350...400 мм от раструбной
части формы, через 2...3 с включается двигатель перемещения корпуса
машины, и происходит заливка жидким чугуном ствольной части трубы. Излишки
металла с желоба стекают в специальный сборник-улитку. Секторный дозиро-
w/>yy/^v^^
вдет
^iw7^/^
Рис. 9.3. Схема отливки чугунной трубы на центробежной машине:
/ - заливочный стенд; 2 - желоб; 3 - подвижный корпус со сменной металлоформой
237
вочный ковш возвращается в исходное положение. Форма с залитым чугуном
вращается до полного затвердевания отливки. После прекращения вращения
внутрь полученной трубы вводятся губки клещей, которые разжимаются и
захватывают трубу. Корпус машины перемещается вперед и происходит
извлечение трубы из формы. Жидкий чугун подается в приемную часть желоба и
поворотного секторного ковша так, что в каждую единицу времени сливается
точное количество металла. Но необходимость первоначального заполнения
желоба и опорожнение его после того как из секторного ковша слит последний
металл, приводит к тому, что возникают две неустановившиеся фазы слива с
конца желоба - начальная и конечная.
При равномерном осевом перемещении желоба или формы неравномерность
слива чугуна с конца желоба должна вызывать образование тонкой стенки на
начальном и конечном участках трубы. При литье раструбных труб
неравномерность слива в начале заливки не имеет большого значения, так как
раструбная часть поглощает весь металл, слившийся в течение первой фазы
неустановившегося слива при неподвижном состоянии корпуса машины. Когда эта
фаза закончилась и раструб заполнен, включается осевое перемещение корпуса
и формы, при котором желоб подает на единицу длины трубы заданное
количество металла. Когда дозирующий секторный ковш над желобом полностью
опрокинут, а труба еще не залита, то в связи с уменьшением подачи с конца
желоба начинает уменьшаться толщина стенки заливаемой трубы. Чтобы
избежать утонения стенки трубы, тормозят движение формы относительно
желоба или на короткое время останавливают корпус машины. Однако эти приемы
' не всегда достигают цели. Более точным, но связанным со значительным
перерасходом металла является метод заливки в секторный ковш большего, чем это
необходимо, количества металла и отсекание его неустановившейся фазы слива
путем вывода желоба из формы.
Чугунные напорные трубы диаметром 400... 1000 мм изготавливают
способом полунепрерывного литья, который по сравнению с центробежным имеет
следующие преимущества: возможность отливки длинномерных труб точных
геометрических размеров; экономия металла и сокращение расходов на
сменное оборудование; уменьшение капитальных затрат на строительство.
Машина для полунепрерьюного литья чугунных труб состоит из следующих
конструктивных элементов: механизмов движения стола машины, наклона
заливочного ковша, возвратно-поступательного движения кристаллизатора,
вращения чаши, съема трубы со стола, пульта управления.
Жидкий чугун, очищенный от шлака, из секторного ковша по литниковой
системе, состоящей из литниковой чаши и двурогого желоба попадает в
распределительную чашу. Распределительная чаша снабжена четырьмя
питателями прямоугольного сечения и устанавливается на внутренний кристаллизатор
(оправку) так, что обеспечивает точное попадание струй металла в зазор между
внутренним и наружным кристаллизаторами, где и происходит формирование
трубы. Распределительная чаша установлена на внутреннем кристаллизаторе с
помощью упорного подшипника и связана шпонкой с коническим зубчатым
колесом. Коническое колесо установлено на оси внутреннего кристаллизатора
на роликах и опирается на упорный подшипник. Вращение чаши
осуществляется с помощью узла шестерни, который крепится на траверсе, и конического
зубчатого колеса. Частоту вращения распределительной чаши выбирают в
зависимости от диаметра отливаемой трубы. Траверса соединяет ось внутрен-
238
него кристаллизатора с наружным кристаллизатором и связана с возвратно-
поступательным механизмом. Частота и амплитуда движения кристаллизатора
зависят от диаметра отливаемой трубы.
Охлаждение кристаллизатора осуществляется проточной водой. Вода
поступает в раструбную часть, оттуда в наружный кристаллизатор. Из наружного
кристаллизатора через внутреннюю полость оси внутреннего кристаллизатора
вода омывает стенки внутреннего кристаллизатора по направлению снизу
вверх и удаляется из установки. Ось внутреннего кристаллизатора
представляет собой трубу в трубе. Извлечение трубы осуществляется движением стола. На
столе укреплен поддон, состоящий из корпуса, металлического разъемного
стержня и выталкивателя. Стержень состоит из четырех широких и четырех
узких секторов, которые раскрываются и закрываются специальным цанговым
механизмом.
Процесс отливки трубы осуществляется следующим образом. Стол
находится в крайнем верхнем положении. Осуществляется подача воды, включаются
механизмы вращения распределительной чаши и поворота секторного ковша с
жидким металлом. После заполнения металлом раструбной части скорость
подачи металла уменьшается. При подъеме уровня металла в кристаллизаторе
на 20...300 мм осуществляется кратковременное включение механизма
движения стола, а при достижении уровня 300...350 мм - включение механизма
движения стола для извлечения формирующейся трубы. Одновременно с
механизмом движения стола автоматически включается механизм возвратно-
поступательного движения кристаллизатора. Для обеспечения нормального
процесса отливки трубы за счет регулирования расхода жидкого металла и
скорости перемещения стола уровень жидкого металла в кристаллизаторе
поддерживается на 50... 120 мм ниже верхней кромки кристаллизатора. Процесс
отливки заканчивается при достижении столом крайнего нижнего положения.
Металлический стержень раскрывается. С помощью гидравлического
цилиндра труба поднимается и под нее подводят тележку с поворотной секцией. Труба
опускается на тележку, отводится от стола машины и переводится в
горизонтальное положение. Секторный ковш и стол возвращаются в исходное
положение, и установка готова для заливки следующей трубы.
Основные параметры процесса полунепрерывного литья, которые
определяются тепловыми процессами от затвердевающего металла к охлаждающей
воде, приведены в табл. 9.1.
В начале 70-х годов в России практически завершилось техническое
перевооружение труболитейной промышленности, которая обеспечивает
потребности в трубах из серого чугуна.
В технически развитых странах большую часть водопроводных труб отливают
из высокопрочного чугуна с шаровидным графитом (ВЧШГ)- Эти трубы
успешно конкурируют со стальными, так как при практически одинаковой
прочности требуют меньших затрат на изготовление, обладают лучшей
коррозионной стойкостью, высоким сопротивлением износу, высокими теплостойкостью,
жаростойкостью, хладностойкостью, антифрикционными свойствами.
За рубежом из высокопрочного чугуна с шаровидным графитом
изготавливают трубы диаметром от 20 до 2000 мм и длиной от 3 до 7 м. Процесс
получения труб из ВЧШГ характеризуется наличием дополнительных операций -
подготовки и внепечной обработки жидкого металла, повышенными ТребОВа-
ТЧО
Таблица 9.1. Основные параметры литья труб полунепрерывным способом
Номинальный
диаметр труб, мм
Длина труб, м
Рабочая скорость
извлечения трубы,
мм/мин
Полная высота
кристаллизатора, мм
Ширина щели для
охлаждающей воды,
мм:
наружного
кристаллизатора
внутреннего
кристаллизатора
Скорость
протекания воды, л/мин:
наружного
кристаллизатора
внутреннего
кристаллизатора
Расход
охлаждающей воды, м3/ч
Длительность
кристаллизации трубы,
мин
Уборка трубы и
подготовка, мин
П роизвод ител ь-
ность, шт/ч
100
150
200
4...5
1,5
310
350
5
5
100
250
10
ПО
170
15
115
160
20
3,3
2,67
10
3,37
9
300
1,42
120
130
30
3,5
4,0
400
500
600
5...10
700
800
900
1000
5
1,25
400
500
6
1,0
600
7
6
130
115
40
60
125
75
150
80 90
4,0
3,5
8
4,6
7
8,0
5
8
120
95
100
5,0
10,0
4
ниями к термической обработке и контролю всего технологического процесса
их производства.
9.2. Оборудование для производства литых стальных труб
Стальные литые трубы применяются в тепловой энергетике, химической
промышленности для работы в агрессивных средах и при высоких
температурах, для прокладки нефте- и газопроводов, в сельском хозяйстве,
машиностроении, в угольной промышленности для транспортировки сыпучих
абразивных материалов.
Стальные трубы получают центробежным литьем из углеродистых сталей
Ст 10, Ст 50, низколегированных и высоколегированных марок сталей 40ХМА,
15Х1МФ, Х25Н20С2 и др., а также трудно деформируемых сталей типа
08Х18Н10Т и сплавов.
Центробежное литье применяется для получения полых заготовок, которые
используются в дальнейшем для изготовления труб из трудно деформируемых
240
Рис. 9.4. Центробежная машина для литья стальных труб:
/ - заливочный сектор; 2 - кристаллизатор; 3 - механизм встряхивания;
4 - механизм предохранения труб от падения; 5 - двигатель; 6 -
металлический стержень; 7 - стол
высоколегированных сталей и сплавов, прошивка которых на прошивных
станах затруднена; для получения биметаллических труб и заготовок с
различным сочетанием марок сталей и последующей обработкой давлением:
прессованием, прокаткой, волочением.
К основным конструктивным элементам центробежных машин относятся:
дозатор жидкого металла; заливочное устройство; корпус машины; изложница
-Ml
Рис. 9.5 Схема технологического производства биметаллических труб способом центробежного
литья и пластической деформации.
/ - выплавка слоев металлов, 2 - центробежная отливка полых биметаллических заготовок; 3 -
механическая обработка заготовок; 4 - изготовление готовых и передельных труб на прессах а,
пилигримовых 6 и непрерывных станах; 5 - нагрев биметаллических труб или термическая
обработка, 6 - отделка и сдача горячекатаных труб; 7 - холодный передел
с передним и задним стаканами; привод, состоящий из роликов и передачи
(ременной или шестеренчатой); система охлаждения; пульт управления с
необходимым набором контрольно-измерительных приборов (КИП); механизмы
для нанесения покрытий и извлечения отливок. Для отливки стальных труб и
заготовок применяют машины с горизонтальной осью вращения.
Существующие машины по конструкции можно разделить на два основных
типа: консольные и роликовые. Обе конструкции предусматривают водяное
охлаждение изложниц.
Наибольшее распространение получили центробежные машины роликового
типа (рис. 9.4). В современных труболитейных цехах с помощью машин
роликового типа получают полые цилиндрические изделия длиной до 8000 мм и
наружным диаметром до 1500 мм.
Литые трубы и заготовки подвергают термической обработке, режимы
которой выбирают в зависимости от технических требований, предъявляемых к
изделиям (структуры, механических и эксплуатационных свойств и др.).
Получение литых биметаллических труб заключается в последовательной
заливке составляющих металлов во вращающуюся форму или заливке
расплавленного металла плакирующего слоя в механически обработанную и
подогретую до заданной температуры гильзу из металла основного слоя. При
этом за счет размыва и перемешивания металлов образуются переходные слои.
В настоящее время способом центробежного литья изготавливают
биметаллические трубы различных сочетаний металлов размерами: диаметром 89...900
мм и с толщиной стенки 10...25 мм. В совокупности с горячей и холодной
деформацией (рис.9.5) могут изготовляться трубы с наружным диаметром от 6 до
550 мм и толщиной стенки 1,0 мм и более.
242
Раздел III
МАШИНЫ И АГРЕГАТЫ ДЛЯ ПРОИЗВОДСТВА
СВАРНЫХ ТРУБ
Глава 10
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНОВ И МАШИН ТЭСА
ЮЛ. Оборудование линии подготовки
Оборудование трубоэлектросварочного стана по характеру технологических
операций можно разделить на три участка: а) подготовки ленты; б)
формовки, сварки и калибровки; в) резки и уборки труб.
В состав оборудования участка подготовки ленты входят следующие
установки: разматыватель, правильная машина, ножницы, стыкосварочная
машина, тянущие ролики, петлеобразователь, дисковые ножницы.
Разматыватель предназначен для установки рулонов ленты, подготовки их к
разматыванию и поддержанию рулона в процессе разматывания.
Разматыватель (рис. 10.1) имеет два положения. В положении А рулон устанавливают
мостовым или консольно-поворотным краном на опорные ролики -
приводной / и качающийся 2. Ролик / приводится в движение от электродвигателя 3
через червячный редуктор 4. При вращении ролик поворачивает рулон так, что
передний его конец оказывается в верхней части. После этого электродвига-
ПОАожение А
8 ff 7 6 шо 3 /О
Рис. 10.1. Разматыватель:
/ - приводной опорный ролик; 2 - качающийся опорный ролик; 3 -
электродвигатель; 4 - червячный редуктор; 5 - пневмоцилиндр; 6 - чека; 7 - ось; 8 - рычаг;
9.10 - холостые ролики; // - противовес
Рис. 10.2. Полуавтоматический разматыватель рулонов:
/ - короб; 2 - моталка; 3 - стационарный приводной ролик; 4 - скребок; 5 -
тянущие ролики; 6 - листоправильная машина; 7 - тележка; 8 - балки рулонов
подъемные; 9- балки рулонов стационарные; 10 - качающиеся приводные ролики
тель отключают, а передний конец рулона укладывают на движущуюся
ленту разматываемого рулона, находящегося в положении Б.
После полной размотки рулона валки правильной машины разводятся и
передний конец рулона из положения А задается в них с помощью
электродвигателя 3. Затем валки сходятся, захватывают передний конец рулона из
положения А и начинается его размотка.
Рулон из положения А должен перемещаться в положение Б; для этого
включается пневмоцилиндр 5, который поднимает чеку <5, освобождая ось 7, а
качающийся ролик, сидящий на рычаге 6\ отклоняется вправо. Рулон из
положения А под действием тянущего усилия правильной машины перекатьшаются в
положение Б, попадая на холостые ролики 9 и 10, После этого качающийся
ролик под действием противовеса 11 возвращается в исходное вертикальное
положение, а пневмоцилиндр включается на обратный ход и чека вновь
затормаживает ось 7. Положение А свободно и готово принять следующий рулон.
Диаметр разматываемых рулонов 1000... 1600 мм.
Разматыватель рулонов (рис. 10.2) предназначается для приема пакет-
рулонов, разрезанных на агрегате продольной резки, и последующей подачи
поштучно на ось размотки с помощью роликов. На оси размотки рулонов
производится обрезка обручки и складирование ее в короб / в смотанном бун-
244
те с помощью моталки 2. После удаления обручки рулон поворачивается при
помощи стационарного приводного ролика 3 до тех пор, пока его конец не
будет отсечен скребком 4 и направлен в тянущие ролики 5 и листоправильную
машину 6. На разматыватель рулоны подаются на тележке 7, на которой
расположены балки рулонов подъемные 8 и балки рулонов стационарные 9. Во
время размотки рулон опирается на качающиеся приводные ролики 10.
Правильная машина - пятивалковая, предназначена для правки ленты после
размотки рулона. Как и в агрегатах печной сварки труб, на трубоэлектросва-
рочных станах устанавливают пяти- семи- и девятивалковые правильные
машины.
В пятивалковой машине (рис. 10.3) валки / установлены в подушках 2 на
подшипниках качения. Подушки верхних двух валков размещены в
качающейся траверсе 3, а подушки нижних трех валков смонтированы в станине 4.
Четыре валка - приводные (пятый валок - холостой), вращаются от
электродвигателя 5 через редуктор 6, комбинированный редуктор 7 и универсальные
шпиндели 8. Для задачи ленты в валки машины верхняя траверса 3 поднимается с
помощью гидравлического цилиндра 9, а после заправки ленты опускается до
упора хвостовика 10 в станине 11.
Настройку валков по толщине ленты осуществляют с помощью маховиков
12 и 13; при вращении маховика 13 регулируют также величину перегиба ленты
между валками. Пятый холостой правильный валок регулируют с помощью
д 7
Рис. 10.3. Пятивалковая правильная машина:
1 - валки; 2 - подушки; 3 - качающаяся траверса; 4 - станина;
5 - электродвигатель; 6 - редуктор; 7 - комбинированный редуктор;
8 - универсальные шпиндели; 9 - гидроцилиндр; 10 - хвостовик;
И - станина; 12-14- маховики
245
Рис. 10.4. Гильотинные ножницы
третьего маховика 14. Диаметр валков 120 мм. Шаг приводных валков
составляет 130 мм.
На ножницах обрезают передний и задний концы рулонов. Состоят они из
станины, суппорта, привода прижима и сталкивателя. На станине / (рис. 10.4)
находится крышка 2, в которой установлен верхний неподвижный нож 5, под
углом 2 о для уменьшения усилия реза. Нижний нож 4 - подвижный, закреплен в
суппорте 5, перемещающемся в суппорте 6 станины. Суппорт движется вверх и
вниз с помощью эксцентрикового вала 7, приводящегося во вращение от
электродвигателя 8 через редуктор 9. В середине эксцентрикового вала на
эксцентриках смонтированы подшипники качения со втулками 10 на наружных обоймах.
При вращении вала втулка перекатывается по плоскости 11 в раме 12 суппорта и
сообщает ему и нижнему ножу движение вверх и вниз. Оборот эксцентрикового
вала при двойном ходе суппорта происходит один раз. В конце реза, когда
суппорт находится в крайнем нижнем положении, привод автоматически
отключается с помощью командоаппарата 13. Для прижима ленты в процессе резания
имеется поджимной ролик 14. Усилие его поджима создается пружинами,
смонтированными в крышке станины и упирающимися в подушки ролика. Обрезки
ленты падают на стол 15 сталкивателя, поворачивающегося вокруг оси 16, и
соскальзывают по желобу 17 в металлический короб для уборки обрезков.
Усилие резания ножниц составляет 400 кН D0 т), длина ножей - 600 мм,
расстояние между ножами - 55 мм, ход нижнего ножа - 80 мм, число ходов в
минуту - 28.
Сваренные концы рулонов штрипса с помощью тянущих роликов
протаскиваются через сварочный аппарат и гратосниматель. Сварочный аппарат и гра-
тосниматель конструктивно объединяют в одно целое - стыкосварочную
машину.
Торцы полос сближают и начинают сплавлять; затем ток отключают и
оплавленные кромки, быстро сближаясь, свариваются. Валик шва (грат),
образующийся при стыковке, снимается неподвижными ножами плужкового типа
гратоснимателя при протаскивании полосы, зажатой в губках
протаскивающего устройства.
Тянущие ролики установлены за стыкосварочной машиной и предназначены
246
Яиншп>>>>>>>>
V777/.
Рис. 10.5. Петлеобразователь горизонтальный:
/ - наружная обойма; 2 - подпружиненные ролики; 3 - вращающийся стол; 4 - роликовая
обойма; 5 - привод
247
для перемещения заднего конца ленты после выхода из правильной машины и
для накопления ленты в петлеобразователе (рис. 10.5) после сварки концов.
Наибольшее тянущее усилие составляет 8 кН (800кг), диаметр роликов -
250 мм, ход верхнего ролика - 50 мм. В петлеобразователе создается запас
ленты, используемой для работы стана во время обрезки концов рулонов ленты и
их сварки; таким способом обеспечивается непрерывный процесс сварки труб.
Образование петли происходит следующим образом: после сварки концов
ленты включают правильную машину и тянущие ролики, при этом скорость их
устанавливают больше скорости формовки; после наполнения петлеобразова-
теля лентой скорости накопления и расхода петли становятся одинаковыми, а
величина петли постоянной.
Петлеобразователь, представленный на рис. 10.5, состоит из наружной
обоймы 1 с подпружиненными роликами 2. Лента накапливается на
вращающемся столе J, при этом внутренние витки ленты вращаются вокруг
неподвижной роликовой обоймы 4. Стол приводится при нагоне от привода 5.
10.2. Технические характеристики станов и машин ТЭСА
Формовочные калибровочные станы непрерывных трубоэлектросварочных
агрегатов предназначены для валковой формовки непрерывно движущейся
ленты в трубную заготовку, последующей калибровки сваренных труб по
наружному диаметру и некоторой правки их по длине. Станы состоят из ряда
последовательно расположенных унифицированных вертикальных и
горизонтальных клетей. Техническая характеристика станов приведена в табл. 10.1.
Формовочный стан 6-32 состоит из пяти вертикальных и шести
горизонтальных клетей с открытыми и закрытыми калибрами, установленных на
стенде. Привод валков горизонтальных клетей - групповой от электродвигателя
постоянного тока через комбинированный редуктор, шестеренную клеть,
гитару и карданные валы. Валки нижние и верхние - профилированные.
Диаметры валков различные и определяются максимальным размером изготовляемых
труб. Верхние валки могут перемещаться в вертикальной плоскости при
помощи нажимных винтов, причем это перемещение можно осуществлять раздельно
по каждой клети. В рабочих клетях предусмотрено также осевое перемещение
верхнего и нижнего валков.
Калибровочный стан ТЭСА 6-32 состоит из трех горизонтальных и трех
вертикальных клетей и конструкция его клетей аналогична конструкциям
клетей формовочного стана. В калибровочном стане диаметры верхних и нижних
валков одинаковы. Как и в формовочном стане, валки калибровочного стана
приводятся во вращение от электродвигателя постоянного тока.
Формовочно-сварочная линия ТЭСА 20-76 предназначена для образования
небольшой петли перед формовочным станом с целью исключения колебаний
нагрузки и стабилизации процесса формовки ленты в незамкнутую заготовку;
нагрева кромок заготовки и сварки трубы; охлаждения сварного шва;
калибровки и профилирования труб с правкой в двух правильных головках.
В состав данной линии входит следующее оборудование: устройство для
образования петли с установкой фотореле; формовочный стан; трубосварочная
машина; высокочастотная установка; охлаждающее устройство; профильно-
калибровочный стан.
Формовочный стан (рис. 10.6) состоит из шести горизонтальных (рабочих)
248
Рис. 10.6. Формовочный стан ТЭСА 20-76:
/ - привод; 2 - горизонтальные (рабочие) клети; 3 - вертикальные (неприводные) клети; 4 -
постамент
Таблица! 0.1. Технические характеристики формовочных и калибровочных станов
Параметры
Диаметр труб, мм
Толщина стенки, мм
Скорость формовки
(калибровки), м/мин
Усилие металла на
валки, кН:
горизонтальные
вертикальные
Диаметр
горизонтального валка по дну
калибра, мм
Число клетей:
горизонтальных
вертикальных
Материал валков
Тип привода
Число
электродвигателей
Общая мощность
электродвигателей,
кВт
Общая масса, т
6-32
6...32
0,8...2,0
30...70
20
8
120
6/3
5/3
Х12М
1/1
25/14
10,5/5,4
Типы агрегатов
20-76
20...76
1...4
30... 120
30
15
140
6/3
7/3
Х12М
Групповой
1/1
180/180
16,7/13,6
51-114
51...114
1...5
40... 120
150
50
350
8/3
7/3
Х12МЛ
1/1
160/160
64/43,4
102-220
102...220
3...8
25...65
170
50
380
8/4
12/4
Х12МЛ
Индивид
8/4
600/300
107,5/55,4
203-530
203...530
2...10
28...80
200/400
1000/2000
600
8/4
5/-
Х12МЛ
уальный
28/8
25/450
300/113
Примечание: числитель - формовочные станы; знаменатель - калибровочные станы.
249
клетей 2, семи вертикальных (неприводных) клетей 3 и постамента 4. Привод 1
пяти первых горизонтальных клетей производится от электродвигателя
постоянного тока через шестеренную клеть и карданные передачи. Конструкция
горизонтальных и вертикальных клетей формовочного стана однотипна.
Профильно-калибровочный стан (рис. 10.7) состоит из пяти
четырехвалковых клетей 2, одной вертикальной клети 1 и двух правильных клетей 3.
Горизонтальные валки четырехвалковых клетей приводятся от электропривода
4 постоянного тока через редуктор, шестеренную клеть и карданные передачи,
остальные валки - неприводные.
Перевалка валков формовочного и профильно-калибровочного станов
осуществляется блоком клетей с предварительной настройкой калибров на
стендах вне линии станов (на сменном комплекте клетей и инструмента).
Трубосварочная машина (рис. 10.8) предназначена для нагрева кромок
трубной заготовки и сварки труб. Трубосварочная машина состоит из
направляющей клети, высокочастотной сварочной установки 4, сварочной клети У,
гратоснимателей 2, гладильной клети 3 и системы уборки грата.
Ь*Ш=Г600 630 дЮ
2\ Н~
'Ni
Щ
?Mh
ш
л
т
Ilk/'
Ж
Ь7М
х
№^
?
€5±> ?В
Рис. 10.7. Профильно-калибровочный стан ТЭСА 20-76:
/ - вертикальная клеть; 2 - пять четырехвалковых клетей; 3
- две правильные линии; 4 - электропривод
250
Техническая характеристика трубосварочной машины
Скорость сварки, м/с
Частота тока рабочая, кГц
Усилие сварки наибольшее, кН
Мощность генератора, кВт
Усилие направляющей клети, кН:
радиальное / осевое наибольшее
Усилие гладильной клети, кН
Напряжение питающей сети частотой 50 Гц, кВт
Масса, т
0.5...265
440
60
860
до 20/5
До 30
6 или 10
15
Усилие на сварочные валки измеряется встроенными пневмогидравлически-
ми месдозами. Ввод и вывод резцов гратоснимателей в работу производится
вручную.
На машине для резки трубы на ходу режутся на мерные длины, а затем
сварной шов контролируется дефектоскопом. В районе дефектоскопов труба
или профиль жестко удерживается направляющими валками.
В состав формовочно-сварочной линии ТЭСА 51-114 входят формовочный
стан, высокочастотная нагревательная установка, трубосварочная машина,
охлаждающее устройство, калибровочный стан, приборы для контроля
сварного шва и сплошности трубы, летучий труборезный станок.
Формовочный стан состоит из пяти двухвалковых вертикальных, шести
двухвалковых горизонтальных и трех трехвалковых клетей. Привод валков
горизонтальных клетей- групповой одношпиндельный и осуществляется от
Рис. 10.8. Трубосварочный стан ТЭСА 20-76:
/ - сварочная клеть; 2 - гратосниматели; 3 - гладильная клеть, 4 -
высокочастотная сварочная установка
251
клеть, 5 - основание (постамент)
электродвигателя постоянного тока через цилиндрический и конически-
цилиндрические редукторы и шпиндели.
Горизонтальные клети снабжены механизмом уравновешивания верхнего
валка, пневмогидравлическими месдозами-компенсаторами. Валки
вертикальных клетей имеют осевую и поперечную регулировку. Станины вертикальных
и горизонтальных клетей выполнены сварными.
На формовочном стане предусмотрена возможность производства
тонкостенных труб с применением роликовых проводок, устанавливаемых на
участке формовочного стана вместо вертикальных клетей.
Калибровочный стан состоит из трех вертикальных и двух правильных
клетей. Привод клетей калибровочного стана - двухшпиндельный и выполнен
аналогично приводу формовочного стана. Конструкция вертикальных и
горизонтальных клетей формовочного и калибровочного стана является
однотипной. Перевалка валков формовочного и калибровочного станов
осуществляется клетями, предварительно настроенными на стенде вне линии стана.
Трубосварочная машина (рис. 10.9) состоит из следующих узлов: клети шов-
направляющей /, клети сварочной 2, зонта вытяжного, насекателя внутреннего
грата, наружных гратоснимателей 5, системы уборки наружного грата, клети
гладильной 4, основания (постамента) 5 и технологического инструмента.
Техническая характеристика трубосварочной машины
Скорость сварки, м/мин 120
Частота тока, кГц 440
Усилие сварки (наибольшее), кН 100
Масса машины (без электросварочного и высокочастотного
оборудования и без гладильной клети), т 19,5
252
Рис. 10.10. Формовочный стан ТЭСА 102-220:
/ - формовочные клети; 2 - эджерный стол (проводка); 3 - общая станина (постамент)
Сварка производится с применением высокочастотного нагрева кромок
трубной заготовки с помощью охватывающего индуктора. Угол схождения
кромок трубной заготовки и режим натяжения кромок регулируется валками
направляющей клети и перемещением сварочной клети вдоль оси стана.
Усилие на сварочные валки измеряется встроенными гидравлическими мес-
дозами. Усилие на валки гладильной клети измеряется и ограничивается пнев-
могидравлическимимесдозами-компенсаторами.
Ввод резцов наружных гратоснимателеи в работу и вывод резцов на ходу
стана производится вручную, а отвод и подвод резцов при остановке стана -
пневматически, специальным пневмоприводом.
В состав формовочно-сварочной линии ТЭСА 102-220 входит следующее
оборудование: формовочный стан, трубосварочная машина, установка для
локальной термообработки, рольганг специальный, охлаждающее устройство,
калибровочный стан, летучий труборезный станок.
Формовочный стан (рис. 10.10) состоит из двенадцати вертикальных и
восьми горизонтальных клетей. Привод валков горизонтальных клетей с открытым
калибром - одношпиндельный, с закрытым калибром - двухшпиндельнай,
индивидуальный и осуществляется от электродвигателей постоянного тока
через цилиндрические редукторы и шпиндели.
Калибровочный стан (рис. 10.11) состоит из четырех вертикальных, четырех
горизонтальных и одной правильной клети, привода валков горизонтальных
клетей. Привод клетей калибровочного стана двухшпиндельный,
индивидуальный и выполнен аналогично приводу клетей с закрытым калибром
формовочного стана.
Конструкция вертикальных и горизонтальных клетей формовочного стана -
однотипна. Перевалка валков формовочного и калибровочного станов
осуществляется клетями, предварительно настроенными на стенде вне линии стана.
Трубосварочная машина (рис. 10.12) состоит из следующих основных узлов:
шовонаправляющей клети 5, сварочной клети 4, сварочного генератора,
индуктора, зонта вытяжного, насекателя наружного грата, наружных гратоснимателеи
5, системы уборки наружного грата, гладильной клети 2, технологического
инструмента. Сварка производится с применением высокочастотного нагрева кромок
трубной заготовки с помощью охватьюающего индуктора. Угол схождения
кромок трубной заготовки и режим натяжения кромок регулируются валками
направляющей клети и перемещением сварочной клети вдоль оси стана.
Усилия на сварочные валки измеряются гидравлическими месдозами.
253
7200
Рис. ltt.l 1. Калибровочный стан ТЭСА 102-220:
/ - правильная клеть, 2 - горизонтальная клеть, 3 - постамент; 4 - вертикальная клеть
Усилие на валки гладильной клети измеряется и ограничивается пневмогид-
равлическими месдозами - компенсаторами.
Ввод резцов наружных гратоснимателей в работу или вывод резцов на
ходу стана производится вручную, а отвод и подвод резцов при остановке стана
- автоматически, специальным пневмоприводом.
Техническая характеристика трубосварочной машины
30-70
ТВЧ
440
Ламповый генератор ВСЧ-6300
630
50
160
Скорость сварки, м/мин
Нагрев кромок
Чистота тока, кГц
Тип источника питания
Мощность генератора, кВт
Усилие сварки (наибольшее), кН:
при наибольшой скорости
при наименьшей скорости
Масса машины (без электросварочного
и высокочастотного оборудования ), т 30
В состав линии ТЭСА 203-530 входит следующее оборудование:
формовочный стан, трубосварочная машина, установка для локальной термообработки
зоны сварного шва, калибровочный стан, летучий трубоотрезной станок.
Формовочный стан (рис. 10.13) состоит из пяти вертикальных i, восьми
горизонтальных 2 и одной кромкогибочной 3 клети, привода валков
горизонтальных клетей. Привод валков горизонтальных клетей 2 с открытым
калибром - одношпиндельный; клетей 4 с закрытым калибром - двухшпин-
дельный, индивидуальный и осуществляется соответственно от
электродвигателей постоянного тока через цилиндрический редуктор, шестеренную
клеть, шпиндели. Конструкция вертикальных клетей выполнена с наклонно-
расположенными осями валков, имеющими ручную регулировку по
высоте и от электродвигателя, установленного поперек оси стана.
Горизонтальные клети снабжены механизмом уравновешивания верхнего валка
254
то
Рис. 10.12. Трубосварочная машина ТЭСА 102-220:
/ - постамент; 2 - гладильная клеть; 3 - гратосниматели; 4 - сварочная клеть; 5 - шовона-
правляющая клеть
Рис. 10.13. Формовочный стан ТЭСА 203-530:
/ - вертикальная клеть; 2 - горизонтальная клеть; 3 - кромкогибочная клеть; 4 -
горизонтальная одношпиндельная клеть
255
и пневмогидравлическими компенсаторами. Клети с закрытыми калибрами
выполнены четырехвалковыми, повышенной жесткости. Боковые валки
устанавливаются между подушками верхнего и нижнего валков и жестко
фиксируются.
Кромкогибочная клеть имеет двухвалковую обойму с внутренними валками,
установленными на подвижной панели, закрепленной на крышке станины, и
два наружных ролика, размещенных в корпусах, расположенных в станине.
Наружные кромкогибочные ролики перемещаются от электродвигателя.
На входной и выходных сторонах кромкогибочной клети установлены
цилиндрические направляющие ролики.
На формовочном стане предусмотрена возможность производства
тонкостенных труб с криволинейной образующей дна трубной заготовки с
применением роликовых проводок, устанавливаемых на участке формовочного стана
вместо вертикальных клетей.
Калибровочный стан (рис. 10.14) состоит из четырех горизонтальных клетей
и их привода. Привод клетей калибровочного стана - двухшпиндельный,
индивидуальный и выполнен аналогично приводу клетей с закрьггым калибром
формовочного стана. Конструкция клетей калибровочного стана является
унифицированной с клетями формовочного стана с закрытым калибром.
Перевалка валков формовочного и калибровочного станов осуществляется
клетями, предварительно настроенными на стенде вне линии стана.
Трубосварочная машина (рис. 10.15) состоит из следующих основных узлов:
клети направляющей, сварочной клети, сварочного генератора, индуктора,
насекателя, наружных гратоснимателей и гладильной клети.
Техническая характеристика трубосварочной машины
Скорость сварки, м/мин 45-80
Нагрев кромок ТВЧ
Метод подвода тока к кромкам заготовок Бесконтактный
Частота тока, кГц 440
Тип источника питания Ламповый генератор
Мощность генератора, кВт 1000
Усилие сварки (наибольшее), кН:
при наибольшой скорости 50
при наименьшей скорости 320
Масса машины (без электросварочного и
высокочастотного оборудования и без гладильной клети), т 36,5
Сварка производится с применением высокочастотного нагрева кромок
трубной заготовки с помощью охватывающего индуктора. Угол схождения
кромок трубной заготовки и режим натяжения кромок регулируются
валками направляющей клети и перемещением сварочной клети вдоль оси стана.
Усилие на сварочные валки измеряется встроенными гидравлическими мес-
дозами. Усилие на валки гладильной клети измеряется и ограничивается
пневмогидравлическими месдозами-компенсаторами. Ввод резцов
гратоснимателей в работу и вывод резцов на ходу стана производится вручную, а
отвод и подвод резцов при остановке стана - автоматически.
256
Рис. 10.14. Калибровочный стан ТЭСА 203-530.
У - четырехвалковая клеть; 2 - правильная клеть
Рис. 10.15. Трубосварочная машина ТЭСА 203-530:
/ - направляющая клеть; 2 - сварочные валки; 3 - нажимной механизм; 4 - наружный гратос-
ниматель; 5 - привод перемещения сварочной клети; 6 - внутренний гратосниматель, 7 -
индуктор охватывающий; #- индуктор внутренний
10.3. Технические характеристики станов печной сварки
В нашей стране имеются установки непрерывной печной сварки труб трех
типов: 1/2-2", 1/2-3", 1-4".
Установки предназначены для изготовления газопроводных труб по ГОСТ
3262-82 и 8966-79, согласно которым наружный диаметр труб равен 13,5... 114
мм A/4-4"), а толщина стенки для обыкновенных труб составляет 2,25...4,0 мм,
для усиленных - 2,75...5,0 мм. Муфтовые трубы имеют наружный диаметр
14... 120 мм с толщиной стенки 4... 10 мм. Газопроводные трубы изготавливают
по техническим условиям и имеют наружный диаметр 20,8...59,8 мм A/2"-2"),
при толщине стенки 2,2...3,0 мм.
Формовочно-сварочные станы современной конструкции имеют
индивидуальный привод для каждой клети, что позволяет применять валки одинакового
диаметра для всех клетей (за исключением первой формовочной клети) и более
точно подбирать скорости по клетям стана. Старая установка 1/2-3" имеет
общий привод для всех клетей и пилы резки на ходу. Клети современного стана
имеют одинаковые взаимозаменяемые двухвалковые кассеты, привод к
калибровочным редукторам, шпиндели и станину. На установке 1/2-3" с общим
приводом передача вращения валкам осуществляется от общего
трансмиссионного вала через конические и цилиндрические шестерни и соединительные
шпиндели.
Общая характеристика формовочно-сварочных, редукционных и
калибровочных станов приведены в табл. 10.2, а характеристика отдельных узлов фор-
мовочно-сварочного стана в табл. 10.3.
Рабочие клети редукционного и калибровочного станов для установок 1/2-
2м и 1-4" полностью аналогичны по конструкции клетям формовочно-
сварочного стана.
Калибровочный стан установки 1/2-3" состоит из трех клетей: двух крайних
258
Таблица 10.2 Характеристика и главные параметры основного оборудования
Параметры 1
Характеристика t
Количество клетей, шт:
общее
горизонтальных
вертикальных
Диаметр валков, мм:
первой клети |
остальных клетей
Число оборотов валков, мин
Длина бочки, мм
Скорость сварки, м/мин
Главный электродвигатель:
количество, шт
мощность, кВт
Число оборотов, мин-1
Общая мощность, кВт
Масса стана (без
электрооборудования), т
Характерисп
Количество клетей, шт
Шаг клетей, мм
Диаметр валков, мм
Число оборотов, мин
Скорость прокатки, м/мин
Максимальное обжатие в одной
клети, %
Максимальное утончение стенки, %
Электродвигатель:
количество, шт
мощность, кВт
Общая мощность, кВт
Масса стана, т
Характерисп
Количество клетей, шт
Расстояние между клетями, мм
Диаметр валков, мм:
максимальный
минимальный
Число оборотов валков, мин
Скорость прокатки, м/мин
Электродвигатель:
количество, шт
1/2-2" |
рормовочно-с
6
3
3
370
350
47,8... 104,4
150...200
50...52
6
55
300... 1200
330
54,5
ткаредукцис
14
900
350
56,7...386
80...420
12...14
34
14
100
1400
1 135,4
тка калибров
1 3
900
350
350
84,6...404
82.7...418
1 3
Типоразмер установки
1/2-2" ~~[
1/2-3" J
варочных станов
8
4
4
370
350
47,8... 104,4
150...200
50...52
8
70
300... 1200
560
тных станов
20
700 и 900
350
80...530
10
34
20
100
2000
1
очных станов
1 3
900
350
350
84,6...404
82J...418
1 3
6
3
3
240
180
35...140
127...172
25...122
1
22
400... 1600
22
X
60
-
-
_
-
-
-
-
1
1 3
609
405
350
35... 140
150
1 1
1-4"
6
3
J
400
350
37,3... 169
50...96
6
55
300... 120
330
57,6
10
-
400 и 350
61,4...286
58Д..288
-
1
10
100
1000
I 96,9
1 3
900
350
350
54J...294
50...300
1 3
259
мощность, кВт
число оборотов, мин
Масса стана (без
.электрооборудования), т
55
300... 1200
28,1
100
27
29,4
400... 1600
53
100
28,3
Таблица 10.3. Характеристики отдельных узлов формовочно-сварочных станов
Узел
Рабочая клеть
трубосварочного стана
Рабочие валки
Комбинированный редуктор и
шпиндели
Станина
Параметры
Диаметр свариваемых труб,
мм
Расстояние между осями
стана смежных пар
вертикальных клетей, мм
Расстояние между
вертикальной и горизонтальной
осями, мм
Масса одной клети без
привода, т
Нижний валок
горизонтальной клети, левый валок
вертикальной клети
Передаточное число
Тип
Типоразмер установки
1/2-2"
21,25...60
1600
700 и 900
2,54
Не
регулируются
по высоте
4.94...3.95
1/2-3"
21,25 ..88,53
1200
305
-
Регулируются по
высоте
_
Закрытый
1-4"
33,5. .114
1600
700 и 900
2,54
Не
регулируются
по высоте
_
горизонтальных и средней - вертикальной. Первая по ходу прокатки клеть
имеет овальный калибр, две последние - круглый. Все три клети имеют общий
привод от электродвигателя постоянного тока мощностью 30 кВт с
регулировкой частоты вращения от 400 до 1600 мин-1 через трансмиссионный вал и
шестеренную коробку для горизонтальных валков и наклонный вал с коническими
и цилиндрическими шестернями для вертикальных валков.
10.4. Современные конструкции рабочих клетей ТЭСА
Самоустанавливающаяся профилегибочная клеть (рис. 10.16) содержит
станину 7, установленную на подвесках 2 с возможностью вертикального
перемещения обоймы 3 и кассеты 4 с валками 5. Кассеты с валкахми могут
перемещаться в обойме и горизонтально. Кроме того, клеть имеет фиксатор 7
обоймы относительно станины. Подвески 2 - пружинные, и снабжены
указателями поджатия пружин.
Настройку клети осуществляют следующим образом. Сначала в кассету 4
устанавливают валки 5, которые перемещают (настраивают) в двух взаимно
перпендикулярных направлениях до образования калибра требуемой формы и
размеров. Далее кассету устанавливают в обойму клети } и при помощи
фиксаторов положения б и 7 осуществляют предварительную установку
деформирующего калибра на ось прокатки. Затем заводят трубу в клеть и производят
профилирование, снимая показания с приборов 8. После этого осуществляют
260
отвод от кассеты фиксаторов
6 и от обоймы - фиксаторов
7 для свободного перемещения
кассеты с обоймой в окнах
станины. Под действием
заготовки кассета 4
самоустанавливается в обойме 3, которая
перемещается относительно
станины. Потом
осуществляется местная фиксация кассеты
4 относительно обоймы
фиксатором 6 и измерение
перемещения Y обоймы 3
относительно станины указателем
приборов 8.
Предложенная конструкция
клети профильного стана по
сравнению с известными
позволяет существенно
упростить настройку стана.
На рис. 10.17 представлен
общий вид горизонтальной
рабочей клети трубоформо-
вочного стана нового типа.
Клеть содержит станину,
выполненную из двух половин 1
и 2, которые размещены между
горизонтальными пластинами
Рис. 10.16. Самоустанавливающаяся профилегибочная
клеть
3 и 4. Эти пластины жестко скреплены между собой стяжками 5 и 6, Каждая
половина станины установлена на соосных пальцах 7, 8, размещенных в
пластинах 3 и 4, в плоскости, проходящей через ось формовки. В окнах станины
размещены валковые узлы, выполненные в виде подшипниковых подушек 9,
10, в которых консольно установлены верхние 11 и нижние 12 валы, несущие
профилированные части 13 и 14 валков. Валковые узлы снабжены
устройствами 15, 16, 17 для их вертикального перемещения и устройствами 18, 19 для
горизонтального перемещения профильных частей 13,14 валков.
Горизонтальная рабочая клеть снабжена механизмом симметричного
поворота половин 1, 2 станины, который содержит закрепленный на верхней
пластине 3 винт 20 с конусной нижней частью 21 и пружины 22, Винт установлен с
возможностью перемещения в клиновом пазу, образованном боковыми
поверхностями клиновых выступов 23. Пружины закреплены одним концом на
кронштейнах 24, а другим на клиновых выступах 23. Это обеспечивает прижим
половин 1, 2 станины относительно оси формовки.
Настройка клети осуществляется следующим образом. Посредством
устройств 15,16, 17 вертикальной регулировки устанавливают валы И, 12 на
требуемом уровне, а затем перемещением верхних валов 11 обеспечивают
необходимый вертикальный зазор между профильными частями 13 и 14 валков.
Устройствами осевой регулировки 18, 19 сначала устанавливают необходимый
зазор между парой верхних профилированных частей 13, а затем - между па-
261
15 Ь 1д в 20 21 23 22 2Ь
/7'
i j
8 ид А
*. ffi д—
?-?•
Рис. 10.17. Горизонтальная рабочая
клеть трубоформовочного стана
262
рой нижних 14, таким образом, чтобы валки располагались симметрично оси
формовки. Перемещением винта 20 обеспечивают заданный угол между
половинами 7, 2 станины и осью формовки. Угол контролируется указателем угла
поворота 25.
После завершения настройки всех клетей формовочного стана производят
пробную формовку трубы.
Применение таких рабочих клетей позволяет воспроизвести естественный
очаг сворачивания, в котором образующая инструмента копирует очаг
сворачивания заготовки по всей длине формовочного стана (участок открытых и
закрытых клетей). Это приводит к значительному уменьшению "валкового
эффекта" и, следовательно, уменьшает пики растягивающих напряжений на
кромках формуемой заготовки при входе в калибр и разгрузку кромок после
выхода из нее. Данное обстоятельство позволяет применять такие клети при
производстве тонкостенных и особотонкостенных труб, полностью исключив
возможность возникновения дефектов формовки. Высокая жесткость валковых
калибров позволяет применять клеть и при производстве толстостенных труб.
На рис. 10.18 изображена вертикальная формовочная клеть. Она содержит
сборную станину, состоящую из неподвижной части /, закрепленной на плите
2, и из подвижной части 5, соединенной с подвижной частью посредством осей
4. В пазах подвижной части станины, в подшипниковых подушках 5 с винтами
6 закреплены вертикальные полые валы 7 с валками 8. Валковый узел имеет
возможность горизонтального перемещения с помощью винтов 6. Клеть
снабжена опорным валком 70, установленным в подшипниковых опорах 77,
соединенных неподвижно с плитой 2. Клеть имеет также устройство
вертикальной угловой регулировки в виде винта 12 и пружины с направляющей 13.
Вертикальные валки снабжены механизмом 9 осевой регулировки их положения.
Этот механизм выполнен в виде двух профилированных шпонок 77, болта 14,
конусной цанговой гайки 16 и стопорной крышки с внутренней резьбой 15.
Стабильная работа стана обеспечивается правильной настройкой клети на
требуемый профиль калибра, который получается путем предварительного
расчета параметров трубной заготовки в данном деформируемом сечении:
радиус кривизны профиля, угол подгибки трубной заготовки.
Настройка вертикальных валков производится относительно дна калибра
опорного горизонтального валка. В горизонтальном направлении
вертикальные валки регулируются с помощью винтов 6. Далее производится установка
валков в вертикальном направлении с помощью механизма осевой
регулировки. Для этого необходимо отвернуть крышку 75 и вращать болт 14 за
хвостовик 79. Тем самым осуществляется поступательное перемещение валка 8 вдоль
вертикального вала 7. После установки требуемого профиля калибра,
положение вертикального вала фиксируется закручиванием крышки 75.
Следующей операцией по настройке клети является угловая регулировка
вертикальных валков относительно вертикальной оси. Угловая регулировка
осуществляется с помощью устройства, состоящего из винта 72 и пружины с
направляющей 75, путем перемещения винта в зависимости от положения
клети в линии стана.
Необходимость угловой регулировки вызвана следующими
обстоятельствами. При рассмотрении проекции очага сворачивания заготовки на
вертикальную плоскость, кромка трубной заготовки в начале очага сворачивания
описывает кривую по восходящей траектории, а в конце очага - по нисходящей.
263
8идА
Рис. 10.18. Вертикальная формовочная
клеть
264
Для качественной выформовки кромок заготовки необходимо, чтобы
формующий инструмент (в данном случае вертикальные валки) сопровождал
кромки и периферийные участки заготовки в пределах участка контактной
деформации. Поэтому необходим поворот вертикальных валков и ориентация
их по кромкам заготовки.
При такой конструкции клети фактически происходит разбиение контакта
по профилю калибра на три составляющие, который обеспечивается двумя
вертикальными валками и одним горизонтальным. В этом случае при
взаимодействии валков с заготовкой, происходит сокращение зон опережения и
отставания т.е. происходит самоустановка валков по линейной скорости
заготовки. Таким образом получается более равномерное распределение
продольных деформаций волокон заготовки по ширине поперечного сечения, что
приводит к снижению возможности гофрообразования и повышению
стабильности процесса формовки.
Глава 11
КОНСТРУКЦИИ РАБОЧЕГО ИНСТРУМЕНТА ТЭСА
11.1. Типы калибровок валков и их сравнительный анализ
Эффективность работы трубоэлектросварочного агрегата, состоящего из
формовочного, сварочного и калибровочного станов в основном определяется
калибровкой и конструкцией технологического инструмента. Наиболее
распространенным в настоящее время является валковый инструмент. К
технологическому инструменту трубоформовочных станов предъявляются все более
высокие требования в отношении обеспечения устойчивости полосы и
необходимого качества трубной заготовки в связи с возросшими скоростями сварки.
При повышенных скоростях непрерывной формовки трубной заготовки и
при современной тенденции к расширению сортамента, особенно в сторону
уменьшения толщины стенки, увеличивается вероятность потери устойчивости
кромок (гофрообразование); возможна неудовлетворительная выформовка и
смещение кромок, что в большей степени сказывается на стабильности
качества сварки, а иногда вообще ее исключает. Поэтому выбор калибровки валков
имеет первостепенное значение для устранения указанных недостатков.
В настоящее время применяют большое количество калибровок формующих
валков, в связи с чем на однотипных станах для одинаковых размеров труб
формовочные валки имеют различные габаритные размеры и форму рабочего
ручья. Все разнообразие калибровок формовочных станов можно определить в
основном различными комбинациями шести основных типов, представленных
на рис. 11.1, где I - однорадиусная; II - двухрадиусная с подгибкой кромок ; III
- двухрадиусная с плоским центральным участком; IV - двухрадиусная с
изгибом центрального участка; V - овальная по кривым второго порядка; VI -
комбинированная.
В калибровке типа I рабочий профиль валка выполняют одним радиусом,
уменьшающимся от клети к клети в направлении формовки по определенной
математической зависимости. Однозначность данного типа калибровки
можно выразить следующими зависимостями по ширине полосы и по
формам поперечных сечений в декартовой системе координат:
265
R\ • (pi — Bs;
0>-/?iJ+z2=i?f, A1.1)
где R\ изменяется от оо до R{ = i?T; #s - ширина формуемой полосы; R{ - радиус
формовки; <pj- угол формовки; / = l,2...iV- количество горизонтальных и
вертикальных клетей.
Это уравнение представляет аналитическое описание данной калибровки и
дает возможность использовать его для математического моделирования
процесса непрерывного формообразования трубной заготовки.
Рис. 11.1. Типы калибровок валков непрерывных формовочных станов:
I - однорадиусная; II - двухрадиусная с подгибкой кромок; III - двухра-
диусная с плоским центральным участком; IV - двухрадиусная с изгибом
центрального участка; V - овальная по кривым второго порядка; VI -
комбинированная
266
В калибровке типа II рабочий профиль валка выполняют двумя радиусами:
периферийные участки постоянным во всех калибрах меньшим радиусом,
равным радиусу готовой трубы, а центральный участок - большим радиусом,
постепенно уменьшающимся от клети к клети в направлении формовки. При
этом ширина центрального участка постепенно уменьшается, а ширина и
угол перегиба периферийных участков увеличиваются. Однозначность данной
калибровки определяется условием:
RT • фц + R{. cp2i = Bs.
В калибровке типа III рабочий профиль валка выполняют с плоским
центральным участком, а периферийные участки - одним радиусом, равным
радиусу готовой трубы. Ширина и угол перегиба периферийных участков
увеличивается в направлении формовки. Условие однозначности этой калибровки
выражается следующей зависимостью:
Ят-щ + В^В*.
В калибровке типа IV рабочий профиль валка выполняют двумя радиусами:
центральный участок радиусом, равным радиусу готовой трубы, а
периферийные участки большим радиусом, постепенно уменьшающимся от клети к клети
в направлении формовки. При этом ширина центрального участка постепенно
увеличивается, а ширина и угол периферийных участков уменьшаются.
Однозначность калибровки определяется условием:
Ях • фп + Rj • фя = Bs.
В калибровке типа V рабочий профиль валка выполняют с монотонно
изменяющейся кривизной в открытых и закрытых клетях; в сварочном узле калибр
имеет форму элипса. Однозначность данной калибровки выражается
аналитическим уравнением второго порядка с фокальным параметром:
/ = 2/7iz + (l+eiV, A1.2)
где рх - фокальный параметр (радиус кривизны центрального участка трубной
заготовки); ех - эксцентриситет.
Надо отметить, что калибровка типа I (однорадиусная) является частным
случаем калибровки типа V (овальной), при этом в уравнении A1.2)
используются соотношения: р-х = Rx\ в\ = 0.
Для повышения качества формовки в некоторых работах предлагаются
многорадиусные калибры. Размеры таких калибров можно задать в общем виде
зависимостью:
NK
М,у-1
где N и К- соответственно количество клетей и участков на которые разбит
профиль калибра с определенным радиусом.
В калибровке VI типа рабочий профиль валка выполняют по определенной
последовательности - комбинации первых пяти названных типов.
Выбор того или иного типа калибровки при проектировании новых, а также
при реконструкции действующих станов связан с учетом большого количества
факторов и требований, основные из которых следующие: технологичность
калибровки; универсальность калибровки (возможность унификации);
возможность интенсификации процесса гиба; возможность формовки
тонкостенных труб; износ валков; сложность изготовления валков и их габариты.
267
Технологичность калибровок. Современные методы производства
электросварных труб (сварка ТВЧ, постоянным током и др.) позволяют вести процесс
изготовления труб на повышенных скоростях. Однако в ряде случаев это
ограничивается возможностями стана, калибровка инструмента которого должна
обеспечивать простоту настройки стана и устойчивость процесса формовки,
что и характеризует технологичность применяемой калибровки.
Под устойчивостью процесса формовки понимается способность калибра
технологического инструмента трубоформовочного стана противостоять
поперечному смещению полосы в стане вследствие различных возмущающих
факторов (серповидность и коробоватость полосы, неточность настройки
открытых и закрытых калибров эджерных клетей, настройка которых сложнее
настройки горизонтальных). Наибольший интерес представляет изучение
влияния на устойчивость полосы настройки валков и разнотолщинности
полосы (рис. 11.2).
При изгибе полосы, смещенной нагрузкой (рис. 11.3), углы поворота сечения
полосы относительно опоры в левой и правой частях калибра не будут равны.
Больше, естественно, тот угол, в сторону которого смещена нагрузка. Значение
углов ф! и (р: будет повышается с увеличением величины деформации
металла в калибре. В тот момент, когда значение углов достигнет значения угла
трения, начинается сдвиг полосы. Экспериментально установлено, что если
верхний валок смещен влево, то правая кромка окажется выше левой.
Другим фактором, вызывающим выскальзывание формуемой полосы из
валков, может быть разнотолщинность исходной полосы (штрипса). Отличие
данного случая от описанного выше явления сдвига полосы в калибре
заключается в том, что сила Р^ направлена под некоторым углом к вертикали (см. рис.
11.2). При смещении валка в сторону полоса выскальзывает в противоположном
направлении, а при разнотолщинной полосе - в сторону смещенной нагрузки.
Для предотвращения данного дефекта формовки необходимо учитывать
способность той или иной калибровки препятствовать данному явлению.
Недостатком калибровки типа I является то, что в открытых калибрах поло-са
в зоне контакта между нижними и верхними валками имеет постоянный ра-
Рис. 11.2. Смещение разнотол- Рис. 11.3. Схема деформации ленты
щинной ленты в открытом ка- при горизонтальном сдвиге верхне-
либре го валка относительно нижнего
268
Рис. 11.4. Схема смещения формуемой полосы в калибре типов I и II:
<*ф - угол формовки устойчивого процесса; ас - угол смещения при
формовке
диус кривизны по ширине. Такая форма профиля открытых калибров
удерживает полосу только при незначительных составляющих усилий, не
совпадающих по направлению с осью формовки. Поэтому при достижении
равнодействующей составляющей силы возмущающих факторов определенной величины,
такая калибровка не оказывает существенного влияния препятствия сдвигу
полосы в калибре (рис. 11.4, а). Это объясняется тем, что в открытом однора-
диусном калибре сдвигу полосы препятствует только сила трения между
полосой и формующими валками.
Следует отметить, что сдвиг полосы несколько исправляется в закрытых и
сварочных калибрах, но при большой величине сдвига, напряженно-
деформированное состояние трубной заготовки отличается от симметричного
процесса формовки. Это вызывает перераспределение остаточных напряжений
в полосе относительно вертикальной оси, что, в свою очередь, может привести
к спиральному скручиванию сформированной заготовки и ухудшить качество
сварки.
В калибре, выполненном двумя радиусами, полоса претерпевает
дополнительную деформацию по ширине, что и удерживает ее от смещения. Поэтому
калибровки типов II и III обладают более высокой устойчивостью, но они
имеют свои серьезные недостатки, которые могут приводить к неустранимому
браку по геометрии трубной заготовки.
Полоса, поступая в первую клеть, при малейшей потере устойчивости от
серповидности или коробоватости отклоняется от оси калибра, поэтому
правая и левая кромки подгибаются на различный угол. В дальнейшем подгибка
кромок не предусмотрена, а гиб производится только на центральном участке
полосы. Причем в следующей клети отклонение полосы также может
произойти в ту или иную сторону от оси калибра (рис. 11.4, б), что обусловлено
неточностью настройки эджерной клети, межклетевым расстоянием, разнотолщин-
ностью полосы и неравномерностью деформации кромок полосы в первой
клети. В итоге трубная заготовка получается граненой с невыформованными
участками. Это явление усугубляется износом валков и неточностью настройки
калибров открытых клетей.
Неравномерность подгибки кромок и деформации полосы в первых клетях
значительно влияет в дальнейшем на общую устойчивость полосы
относительно оси стана вплоть до сварочной клети, на износ валков эджерных клетей и
закрытых калибров с разрезными шайбами. Можно было бы предположить,
как и в случае с однорадиусной калибровкой, что неравномерность подгибки
кромок устраняется в клетях с закрытыми калибрами. Однако практика
показывает, что даже при незначительных обжатиях дефект не устраняется. В
результате такой формовки и сварки, при снятии грата вместе с ним подрезается
одна из кромок и, следовательно, ослабляется сечение трубы.
Калибровка типа V характеризуется монотонно изменяющимся радиусом
кривизны рабочей поверхности по ширине калибра. Устойчивость данного
калибра значительно выше всех перечисленных, так как сдвигу полосы
препятствуют не только силы трения между полосой и формующими валками, но и
необходимость при сдвиге полосы произвести дополнительную работу на ее
формообразование по всей ширине. Если же в первых рядах калибра
произойдет сдвиг полосы, то радиусы кривизны периферийных участков будут
незначительно отличаться друг от друга. В процессе дальнейшей формовки этот
сдвиг исправляется последующими калибрами, так как постоянный гиб полосы
предусмотрен во всех калибрах по всей ширине полосы.
Таким образом, на основании проведенного анализа можно сделать вывод,
что технологичность калибровок возрастает в следующей последовательности:
II, III, I, IV, V, VI.
Унификация инструмента трубоформовонных станов. При производстве
электросварных прямошовных труб диаметром до 530 мм принципиальная
технологическая схема процесса непрерывной формовки независимо от типа
агрегата, назначения и материала труб остается неизменной. При этом в тру-
боэлектросварочных цехах различных заводов на одинаковых агрегатах
выпускают широкий сортамент труб, что неизбежно предусматривает частые
технологические перестройки при переходе с размера на размер. В этой связи
представляет интерес унификация, если это возможно, технологического
инструмента ТЭСА как для одного агрегата, так и для всех агрегатов завода. Под
унификацией технологического инструмента понимается возможность
использования одного и того же технологического инструмента для производства
труб разного сортамента как по толщине стенки, так и по диаметру.
С этой точки зрения наибольшие возможности для унификации инструмента
представляет калибровка типа I - однорадиусная и калибровка типа V - по
кривым второго порядка. Обычно в комплекте валкового инструмента
отдельно для каждого диаметра труб изготавливают только закрытые калибры и
эджерные на входе к закрытым. Остальной формовочный инструмент стана
используют для всего сортамента выпускаемых труб или в пределах отдельных
групп труб, заключающих в себе ряд близких по диаметру размеров. Успех или
неудача в разработке унифицированного комплекта инструмента зависит в
основном от практического опыта калибровщика. Однако большое значение
имеет и технологическая информация, на которую опирается в своей работе
калибровщик. С этой точки зрения представляет интерес анализ, обработка и
графическая интерпретация параметров калибровки, необходимых для
проектирования комплекта унифицированного формовочного инструмента.
В основе разработки методики унификации технологического инструмента
ТЭСА предложено использовать распределение кривизны поперечных сечений
трубной заготовки вдоль очага сворачивания, а не распределение угла
формовки как по традиционной методике. За исходные данные в этом случае
принимают параметры существующих калибровок. Следует отметить, что в силу
большой специфичности задачи расчета параметров унифицированного
инструмента для каждого конкретного трубоэлектросварочного агрегата, построе-
270
яие общего алгоритма для ее решения затруднительно без широкого
использования вычислительной техники.
Для того чтобы обеспечить высокое качество формовки трубной заготовки
унифицированной калибровкой, необходимо подобрать такую форму очага
формовки, для которой при данной длине очага сворачивания величина
продольных деформаций и ее неравномерность как по ширине полосы, так и по
длине была минимальна. Данное условие должно выполняться для любого
размера труб, входящих в одну унифицированную группу. Для этого по
известным радиусам калибров определяют кривизну поперечных сечений
полосы, находящихся в их вертикальных плоскостях, и на основе полученных
данных - коэффициенты уравнения для кривизны калибров.
Используя математическое моделирование, можно проводить
соответствующую корректировку, для чего необходимо задаться определенным
критерием. Например, чтобы максимум продольной деформации кромки находился
за первой по ходу формовки горизонтальной клети с закрытым калибром или
за зоной сварки как для минимального, так и максимального размера труб
одной унифицированной группы.
В перспективе, расширяя применение унификации технологического
инструмента ТЭСА и, совершенствуя методику ее расчета, представляет интерес
разработка новых конструкций технологического инструмента открытых
горизонтальных клетей трубоформовочного стана. К ним можно, например,
отнести инструмент трубоформовочного стана, в котором рабочая часть одного
или нескольких валков (в зависимости от типа калибра) выполнена из
упруго-эластичного материала - полиуретана.
Результаты экспериментов показали, что если в унифицированной группе
использовать технологический инструмент, выполненный из стали, то трудно
подобрать радиусы кривизны валков, одинаково хорошо удовлетворяющих
всем размерам труб этой группы. Если нижние валки открытых клетей
выполнить из упруго-эластичного материала, то для каждой группы можно выбрать
такой радиус кривизны валка, который изменяясь из-за возможного упругого
обжатия полосы при формовке, одинаково хорошо будет удовлетворять
процессу формовки всех размеров труб унифицированной группы.
Несмотря на трудности, которые могут возникнуть при унификации
технологического инструмента ТЭСА, ее внедрение дает целый рад преимуществ:
уменьшается количество валкового инструмента, значительно облегчается
работа и уменьшается количество обслуживающего персонала, при этом
уменьшается также время перевалок и снижаются затраты труда на
комплектование и подготовку сменного инструмента.
Интенсификация процесса формовки. Непрерывную формовку трубной
заготовки осуществляют в последовательно установленных горизонтальных и
вертикальных клетях, в которых формирующим инструментом в основном
являются валки.
Под интенсификацией процесса формовки (гиба) понимается возможность
осуществления максимальной деформации в каждой паре формующих валков.
Это позволит использовать для формовки трубной заготовки минимальное
число клетей и уменьшить количество деформирующего инструмента (валков).
Теоретическая предпосылка интенсификации процесса гиба состоит в том, что
при изгибе плоской заготовки (штрипса) в цилиндрическую заготовку для
существующего сортамента труб, степень поперечной деформации составляет
271
2-10%, т.е. остается значительный запас пластичности для углеродистых и
легированных сталей. В принципе деформацию гиба до схождения кромок
трубной заготовки можно провести в одной хлети. На пути практического
осуществления этой возможности стоят значительные технические трудности:
создание соответствующего деформирующего инструмента в сочетании с
высокой производительностью и работоспособностью, ухудшение качества
поверхности заготовок и вероятность гофрообразования в кромках. Причины,
приводящие к гофрообразованию, особенно важны с точки зрения
интенсификации процесса гиба. Раньше весь формовочный стан считался одним очагом
деформации. При этом предполагалось, что кромки заготовки испытывают
только упругое растяжение, в связи с чем длина стана должна составлять не
менее 50 диаметров формуемой заготовки, а количество горизонтальных
формовочных клетей - до 8... 12, при углах деформации в каждой клети не более
40...50 град. В действительности очаг сворачивания трубной заготовки в
формовочном стане состоит из ряда отдельных очагов деформации, образуемых
соответствующим количеством валковых калибров. При этом продольная
деформация кромок заготовки значительно превышает деформации,
соответствующие пределу упругости материала полосы.
Несмотря на деформацию кромок B...3%), потеря устойчивости (гофро-
образование) может наблюдаться только при отношении диаметра к толщине
стенки больше 50, а при меньшем отношении нужно заготовку формовать с
углами формовки 90-100°, что дает возможность резко сократить количество
формовочных клетей. При этом усилия формовки и износ валков увеличиваются
незначительно, так как усилие на формовку и на преодоление упругих сил
остается одинаковым независимо от степени поперечной деформации. В то же время,
сокращение приводных клетей, особенно на действующих станах, должно быть
разумным. Их количество корректируется с учетом нормального перемещения
заготовки вдоль формовочного стана и отсутствием перегрузки привода стана и
его передающих элементов (например, муфт и шпинделей). Осуществление
процесса интенсификации гиба заготовки значительно зависит от типа калибровки.
Наилучшим в этом отношении являются калибровки типа I и V, так как радиус
кривизны рабочего профиля для калибровки типа I постоянен, а типа V
монотонно изменяется. Отличительная черта всех двухрадиусных калибровок -
резкий переход от одного радиуса кривизны рабочего профиля к другому, что при
интенсификации процесса гиба увеличивает вероятность гофрообразования и
может ухудшить качество поверхности трубной заготовки.
Возможность формовки тонкостенных труб. Возможность
производства труб с отношением диаметра к толщине стенки более 75 представляет
определенные технологические трудности и в основном зависит от калибровки
валков. Сложная деформационная картина в полосе при непрерывной
формовке ее в трубную заготовку, как известно, может привести к потере
кромками заготовки продольной устойчивости с образованием гофров. Наличие
гофров на кромках заготовки перед сварочным калибром отрицательно
сказывается на качестве труб, делая невозможной сварку, особенно при
производстве тонкостенных труб. Потеря кромками трубной заготовки
продольной устойчивости прямо связана с особенностями деформации кромок при
непрерывной формовке и зависит от материала полосы, отношения диаметра
готовой трубы к толщине полосы, способа формовки и применяемой
калибровки формующего инструмента.
272
Экспериментально установлено, что с увеличением кривизны центрального
участка и уменьшением кривизны периферийных участков незамкнутых
поперечных сечений трубной заготовки уменьшается величина продольных
деформаций по всей ширине полосы в первой половине непрерывного очага
сворачивания. Кроме того, с увеличением степени овализации замкнутых
поперечных сечений уменьшается величина продольных деформаций во второй
половине этого очага. Таким образом, минимальное удлинение кромок следует
ожидать в валках с калибровкой типа V, что и обеспечивает качественную
формовку тонкостенных труб.
11.2. Современные конструкции формовочно-сварочного инструмента
Общепризнано, что от конструкции формовочно-сварочного инструмента
во многом зависит как точность и качество сварных труб, так и
производительность всего трубоэлектросварочного агрегата. В настоящее время еще
широко применяются формовочные станы традиционной конструкции с
рабочими приводными горизонтальными валками и направляющими
(поддерживающими) неприводными вертикальными валками. Как правило, рабочие
валки открытых калибров таких станов выполняются сплошными, с полным
охватом, а соответственно и подгибкой полосы по всему периметру трубной
заготовки. Такая конструкция формовочного инструмента не позволяет, за
исключением однорадиусной калибровки, провести унификацию инструмента.
Кроме того, она не позволяет создать очаг деформации близкий к
монотонному, так как при входе полосы в калибр и при выходе ее из него неизбежно
резкое изменение угла подгибки кромок.
Для решения этих вопросов на станах старой конструкции в открытых
калибрах предложено использовать валковые калибры, у которых разница между
калибрующими радиусами нижнего и верхнего валков в два и более раз
превышает толщину полосы. Конструкция позволяет получить необходимый
изгиб в центральной части полосы и в сравнении с традиционными калибрами
более плавное изменение угла подгибки кромок полосы при ее прохождении
через валки.
Для однорадиусной и овальной схем формовки разработаны валковые
калибры, особенность которых заключается в том, что нижний валок на
центральном участке и верхний более узкий валок по всей образующей имеют
одинаковый профиль, выполненный по кривой второго порядка, например
параболе. Такая конструкция также исключает недостатки традиционной
калибровки.
Как у нас в стране, так и за рубежом получили широкое распространение
составные валки либо комбинации из составных и сплошных рабочих валков.
Такие калибры используют при производстве труб большого и среднего
диаметров. Особенность конструкции состоит в том, что калибр составлен из
цельного верхнего и составного нижнего валков. Оба рабочих валка
приводные. Известны также калибры, образованные одним сплошным (приводным)
валком и несколькими холостыми роликами, расположенными сверху или
снизу. Валково-роликовый калибр, представленный на рис. 11.5, образован
холостыми роликами сверху и сплошным валком снизу. Конструкция имеет
траверсу /, в которой установлены кассеты 2 с формующими роликами 5,
механизмами их установки 4 с крышками 5, опорным роликом 6 с кассетой 7 и механиз-
273
мом его установки 8 с
крышкой 9. В нижней
части калибра приводной
сплошной валок 10.
Конструкция формовочного
инструмента позволяет
осуществить более плавное
изменение угла подгибки
кромок полосы,
унифицировать инструмент и
значительно уменьшить массу
рабочего инструмента.
Отказ от привода
рабочего инструмента в
открытых калибрах дает широкие
возможности для его
конструирования. На рис. 11.6
показаны возможные
варианты холостого
формовочного инструмента. Предлагается полосу протягивать только через холостые
формующие вертикальные валки. Причем подгибка полосы на 90... 100°
осуществляется в трехвалковом калибре, состоящем из одного горизонтального и
двух вертикальных валков. Поступательное движение полосе придается
посредством тянущего усилия калибровочного стана и задающих гладких
горизонтальных валков, установленных перед формовочным станом.
В последние годы у нас в стране и за рубежом наблюдается тенденция к
широкому применению эластичных материалов для рабочей поверхности
формующего инструмента. На рис. 11.7 приведен комбинированный валковый калибр с
полиуретановым бандажом, который состоит из валка без покрытия /, валка 2 с
Рис. 11.5. Валково-роликовый калибр:
/ - траверса; 2 - кассеты; 3 - формующий ролик; 4.8 -
механизмы установки роликов, 5.9 - крышки; 6 -
опорные ролики; 7- кассета; 10- сплошной валик
Рис. 11.6. Варианты холостого формовочного
инструмента:
/ - трубная заготовка; 2,3 - консольно-
укрепленные валковые калибры
274
Рис. 11.7. Калиброванный валковый
калибр с полиуретановым бандажом:
/ - валок без покрытия; 2 - валок с
бандажом; 3 - бандаж; 4 - узел
крепления бандажа
бандажом 3 и узла крепления бандажа 4. Как показали исследования,
применение такого калибра позволяет уменьшить неравномерность продольных
деформаций по ширине формуемой полосы в результате более равномерного
распределения давления по периметру эластичного калибра и увеличения
контактной зоны инструмента.
Применение эластичного инструмента снижает упругое пружинение и
уровень остаточных напряжений в заготовке, улучшает качество поверхности
получаемых труб, повышает универсальность самого инструмента и облегчает
настройку стана. При этом полиуретан марки СКУ-7Л, СКУ-ПФЛ, СКУ-
МДИ обладает высокими эксплуатационными свойствами (прочностью,
эластичностью, износостойкостью и др.).
Закрытые калибры формовочного стана обычно выполняются из двух
приводных горизонтальных валков. Однако известны конструкции, где эти
калибры образованы тремя или четырьмя валками. Разработана конструкция четы-
рехвалкового калибра, в котором нижняя и верхняя его части образованы
горизонтальными приводными валками, а боковые - холостыми,
установленными в кассетах. Данная конструкция уменьшает контактную зону калибра,
размеры и массу инструмента. Однако следует отметить, что с увеличением
количества валков, как правило, уменьшается жесткость калибра.
С целью выформовки периферийных участков замкнутых поперечных
сечений трубной заготовки по радиусу готовой трубы, что часто затрудняется из-
за их значительного распружинивания, предлагается установить внутреннюю
штангу с пазами, в которых размещены горизонтальные ролики.
На рис. 11.8 представлено одно из таких устройств для формовочной клети,
например, с вертикальными валками 1. В осевой плоскости этого калибра
размещены рабочий 2 и опорный 3 ролики, взаимодействующие своими
профильными поверхностями с внутренней поверхностью трубной заготовки и
цилиндрическими - между собой. В центральной части каждого ролика имеется
цилиндрическая проточка, контактирующая с парой сухарей (на рисунке не
показано), которые расположены в вертикальных пазах штанги 4.
Данное устройство устраняет распружинивание периферийных участков
путем наложения на разноименные напряжения, возникающие в полосе в резуль-
Рис. 11.8. Закрытый калибр с поджатием полосы по толщине:
/ - вертикальные валки; 2 - рабочий ролик; 3 - опорный ролик; 4 - штанга
275
тате ее изгиба, одноименных напряжений, возникающих при обжатии полосы
по толщине. Создается такая схема напряженного состояния, при которой
изгиб произойдет в области пластических деформаций, благодаря чему
периферийные участки трубной заготовки сохраняют свою форму после выхода из
очага сворачивания- Однако следует отметить, что обжатие не должно в этом
случае выходить за пределы допуска на толщину стенки готовой трубы.
В настоящее время все большее внимание уделяется роликовым проводкам,
без применения которых между клетями с приводными рабочими валками
вообще невозможно получение очага формовки, близкого к монотонному.
Конструкция роликовых проводок должна удовлетворять следующим требованиям.
Роликовые проводки перед первой клетью, а также между последующими
парами клетей с открытыми калибрами необходимо выполнять из роликов
практически с прямой образующей. Данный тип проводок поддерживает
полосу на входе в калибр и выходе из него с целью устранения распружинивания
полосы и резкого изменения угла подготовки кромок. Второй тип роликовых
проводок, расположенный между последней открытой и первой закрытой
клетями, должен представлять собой комбинацию вначале из роликов с прямой
образующей с постепенным переходом к роликам с криволинейной
образующей, которые осуществляют плавную подгибку периферийных участков
трубной заготовки перед входом ее в закрытый калибр. В конце второго типа
роликовых проводок необходима установка нижних опорных роликов,
образующих замкнутый жесткий калибр.
Следующее требование к проводкам заключается в том, что они должны
иметь как индивидуальную, так и общую настройку в горизонтальном и
вертикальном направлениях для возможности перехода с одного типоразмера
труб на другой. Кроме того, они должны отличаться простотой конструкции и
взаимозаменяемостью узлов. Известные зарубежные и отечественные
роликовые проводки и устройства не обеспечивают выполнение всех требований в
совокупности.
Конструкция проводок первого типа состоит из роликов только с прямой
образующей, а конструкция второго типа - из комбинации роликов с
прямолинейной и криволинейной образующими. Причем в конце проводок второго
типа предусмотрен замкнутый калибр. Каждый ролик проводки входит в
отдельную обойму. Обоймы закрепляются на двух (верхней и нижней)
направляющих, приваренных к стойке, которая может устанавливаться на ось эджер-
ного валка. Роликовая обойма состоит из ролика, двух регулировочных винтов
и двух цапф. Обоймы имеют возможность вращаться вокруг оси верхних и
нижних направляющих и с помощью регулировочных винтов перемещаться в
горизонтальной и вертикальных плоскостях.
Представляет определенный интерес применение сплошных проводок или
обойм (кассет) с роликами в качестве основного формующего инструмента при
производстве тонкостенных труб, что позволяет уменьшить относительную
деформацию кромок и избежать смены знака деформаций, наблюдаемую в
локальных очагах при валковой формовке. В настоящее время сконструирован
формовочный стан, в котором очаг сворачивания до закрытых валковых
калибров образован только неприводными роликами.
В качестве рабочего инструмента для предварительной формовки трубной
заготовки могут быть применены две непрерывные формующие цепи. Для
окончательной формовки и калибровки труб используются обычные закрытые
276
валковые калибры. Предложенный инструмент позволяет производить
плавную подгибку профиля благодаря тому, что кромки ленты опираются по всей
длине на цепи, а это уменьшает продольные деформации кромок полосы и
вероятность образования гофров. Однако такая конструкция формующего
инструмента ввиду сложности изготовления и эксплуатации не получила
широкого распространения.
В последние годы большое внимание уделяется одному из важных участков
формовочно-сварочного агрегата - участку между последней формовочной и
сварочной клетями. От относительного положения кромок между собой,
зазора между ними и деформационной картины в переходной зоне (от очага
сворачивания к цилиндрическому участку трубной заготовки) во многом зависит
качество сварных труб.
С целью поддержания постоянного зазора между свариваемыми кромками и
их выравнивания последняя формовочная клеть может быть выполнена
подвижной в продольном направлении. На клети жестко закреплены балки с
формовочными роликами, расположенными с обеих сторон свариваемых кромок
полосы. Данное устройство (рис. 11.9) для формовки и сварки труб состоит из
ряда стационарных формовочных клетей 2, подвижной формовочной клети 3,
сварочного устройства 4, индуктора 5, а также пары вертикальных обжимных
валков б. Подвижная клеть продвигается в продольном направлении с
помощью гидравлического цилиндра 14 вплоть до индуктора.
Подвижная клеть представляет собой раму, состоящую из двух стоек 7 и 8,
несущих на себе роликовые балки 9-12, располагаемые напротив роликов 13.
Для осуществления процесса сварки труб подвижная клеть в своем исходном
(начальном) положении вплотную примыкает к сварочному устройству и оста-
Рис. 11.9 Устройство для регулировки положения кромок:
/ - трубная заготовка; 2 - стационарные формовочные клети; 3 - подвижная
формовочная клеть, 4 - сварочное устройство; 5 - индуктор; 6 - вертикальные обжимные
валки; 7,# - стойки; 9-12- роликовые балки; 13 - ролики; 14 - гидравлический цилиндр
277
ется там до тех пор, пока не будет окончательно заварена поступившая в
направляющую клеть труба. Затем формовочная клеть 3 передвигается в свое
рабочее, но уже отдаленное от сварочного устройства положение. Однако
данное устройство не позволяет выравнивать перед сваркой кромки трубной
заготовки, параллельность которых нарушена, например, вследствие изменения
геометрических размеров и сабельности полосы.
Разработаны способ правки кромок перед сваркой и специальное
устройство для его осуществления (рис. 11.10). Устройство содержит внутреннюю
оправку /, вьшолненную в виде кассеты 2 с нижними опорными роликами 3 и
кассеты 4 с верхними роликами 5. Между кассетами 2 и 4 размещены
пружинящие элементы - рессоры 6. Внутренняя оправка ш установлена внутри
трубной заготовки 7. Над кассетой 4 внутренней оправки снаружи трубной
заготовки размещена кассета 8 с роликами 9, имеющими разрезную шайбу.
Наружные ролики 9 в процессе выравнивания установлены со смещением вдоль
кромок относительно верхних роликов внутренней оправки, имеющих
соответственно пазы для шайб верхних роликов.
В случае отсутствия волн или гофров на кромках наружные ролики 9
устанавливаются строго над верхними роликами оправки. Внутренняя оправка 1 и
наружная кассета 8 шарнирно соединены со штангой 10, закрепленной на
станине последней клети формовочного стана (на рисунке не показано) для
удержания кассет с роликами от продольного перемещения. Оси роликов 5 и
наружных роликов 9 наклонены к линии кромки трубной заготовки 7 под углом
соответственно ctj и а2, которые изменяются при помощи нажимных винтов И
в зависимости от величины гофров.
Верхние ролики 5 внутренней оправки и наружные ролики 9 настроены в
процессе формовки так, что расстояние между их горизонтальными осями на входе
трубной заготовки в устройство меньше полусуммы диаметров этих роликов по
вершине калибра, а на выходе равно их полусумме с учетом толщины полосы.
Ролики 5 и 9 охватывают периферийные участки трубной заготовки в каждую
Рис. 11.10. Устройство для выравнивания кромок:
/ - внутренняя оправка; 2,4,8 - кассеты; 3 - нижние опорные ролики; 5 - верхние ролики; 6 -
рессоры; 7- трубная заготовка; 9- ролики; /0- штанга; // - нажимной винт
278
сторону от кромки до 1/10 от ширины полосы, так как на этом участке
возникают интенсивно возрастающие в сторону кромок деформации растяжения.
Данное устройство выполняет правку кромок трубной заготовки по
известному принципу. В этом случае амплитуда гиба затухает не только вдоль оси
заготовки, т.е. в продольном направлении, но и в поперечном - от края в
сторону указанной выше границы A/10 от ширины полосы). Поэтому, кроме
указанных конструктивных решений, наружные ролики 9 выполнены с
калибрующим радиусом, превышающим соответствующие радиусы роликов
внутренней оправки на входе заготовки в устройство, с равномерным уменьшением
разницы этих радиусов до толщины стенки трубной заготовки на выходе.
Причем, как было указано ранее, с увеличением относительной деформации
кромок и относительного шага роликов отношение радиусов роликов
периферийных участков увеличивается.
Глава 12
СОВРЕМЕННЫЕ КОНСТРУКЦИИ ОБОРУДОВАНИЯ
УЧАСТКОВ ФОРМОВКИ И СВАРКИ ЛИНИИ ТЭСА
12.1. Конструкции сварочных устройств и узлов станов ТЭСА
Двухвалковые сварочные узлы. Для производства труб малых диаметров на
практике в настоящее время применяют неприводные сварочные клети трубо-
электросварочных установок. Эти клети можно разделить на три группы:
двухвалковые, многовалковые, цепные.
Двухвалковые сварочные клети отличаются простотой настройки и
регулировки. Двухвалковые сварочные клети бьшают с вертикальными консольными
валками (рис. 12.1), с вертикальными (рис. 12.2) и с горизонтальными двух-
опорными валками (рис. 12.3).
При производстве труб диаметром 10... 152 мм используют в основном
двухвалковые сварочные клети с вертикальными консольными валками, что при-
Igrajiyi
^ЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧЧ^
Рис. 12.2. Двухвалковая сварочная клеть с
вертикальными двухопорными валками:
/ - станина; 2 - опорный узел; 3 -
регулировочный механизм; 4 - опорный валок; 5 -
свариваемая трубная заготовка
Рис. 12.1. Двухвалковая сварочная клеть с вертикальными консольными валками:
/ - станина; 2 - опорный узел; 3 - регулировочный механизм; 4 - опорный валок; 5 -
свариваемая трубная заготовка
279
водит к низкой жесткости
конструкции и не обеспечивает стабильности
процесса сварки, т.е. существует
условие для повышенного биения
сварочных валков. Это является
недостатком таких клетей. Но
простота монтажа и демонтажа рабочих
валков в этих клетях объясняет
широкое их применение на практике.
Сварочная клеть с вертикальными
двухопорными валками не имеет
такого недостатка. Однако в этой
клети существует сложность
монтажа и демонтажа сварочных валков.
Такие клети применяют, главным
образом, при сварке труб малых
диаметров A0...76 мм).
В сварочной клети с
горизонтальными двухопорными валками на
зону кромок трубной заготовки
воздействует один верхний валок, что способствует уменьшению смещения
кромок по высоте. Но при этом необходимо соблюдать надежную взаимную
изоляцию рабочих элементов верхнего валка.
Конструкция сварочного двухвалкового калибра за последние годы
существенно не изменилась, хотя и был ряд предложений по увеличению количества
валков или изменению конструкций их крепления и регулировки.
Многовалковые сварочные узлы и устройства. Многовалковые сварочные
узлы содержат от трех до пяти пар вертикальных валков, а не две пары.
Овализирующий сварочный узел, представленный на рис. 12.4, состоит из
шовонаправляющих валков 1 для направления сформованной трубной
заготовки под сварку, шовосжимающих валков 2 для сварки кромок под
давлением, которые выполнены с радиусом калибрующей поверхности и одной-трех
пар дополнительных валков 5, вьшолненных также вертикальными с
возможностью перемещения относительно друг друга в плоскости, перпендикулярной
сваренной трубе, а также вдоль трубы и имеющих радиус калибрующей
поверхности R\ и одно-трех пар дополнительных валков 3, вьшолненных также
вертикальными с возможностью перемещения относительно друг друга в
плоскости, перпендикулярной сваренной трубе, а также вдоль трубы и имеющих
радиус калибрующей поверхности R2. Валки 3 называются
стабилизирующими. Указанные радиусы валков связаны соотношением: R2=(ltl...2,5)Ri-
Калибрующая поверхность шовонаправляющих валков, как и всего инструмента,
выполняется с учетом обеспечения плавного изменения кривизны поперечных
сечений трубной заготовки.
С учетом физико-механических свойств материала трубы, скорости и метода
сварки, скорости охлаждения сварного шва, сортамента получаемых труб,
опытным путем определяется количество валков и расстояние L между
сварочными и стабилизирующими валками.
При использовании нескольких пар стабилизирующих валков это
расстояние выбирают для первой пары с последующим расположением валков на ми-
V7W/////////ytf>777m
Рис. 12.3. Двухвалковая сварочная клеть с
горизонтальными двухопорными валками:
1 - станина, 2 - опорный узел; 3 -
регулировочный механизм; 4 - опорный валок;
5 - свариваемая трубная заготовка
280
Рис. 12.4. Овализирующий сварочный узел:
/ - шовонаправляющие валки; 2 - шовосжимающие валки; 3 -
дополнительные стабилизирующие валки
нимальном возможном расстоянии друг от друга. В случае значительного
обжатия трубы возможно применение горизонтального ролика с пазом
посередине для прохода неостывшего шва без закатки. Данный ролик сохраняет
необходимый радиус трубы в районе шва.
Стабилизирующие валки позволяют за счет изменения степени овализации
сваренной трубной заготовки регулировать натяжение кромок с целью
компенсации их теплового удлинения в зоне сварки, а также значительно
уменьшают распружинивание трубной заготовки за зоной сварки.
Применительно к сварочным узлам ТЭСА, где происходит частое
заклинивание подшипников сварочной клети из-за их перегрева, разработаны
системы охлаждения валков. Блок охлаждаемого валка сварочного узла, который
представлен на рис. 12.5, состоит из валка 1, вала 2, подшипников 3, корпуса 4,
кожуха 5, трубки б, крышки 7, выходного штуцера 8, бобышки 9, входного
штуцера 10, направляющего патрубка И и других вспомогательных элементов.
Конструкция корпуса 4, кожуха 5 и штуцеров 8 и 10 имеет следующие
отличительные особенности. Корпус 4 по наружной поверхности выполнен с двумя
кольцевыми проточками по верху и низу. Проточки между собой соединены
спиральной канавкой той же глубины, но меньшего сечения. Наружный
диаметр корпуса проточен по внутреннему диаметру кожуха 5 с минимальным
допуском на плотную посадку. Кожух 5 для герметизации приваривается к
корпусу 4. Кожух имеет два отверстия для ввода и вывода охлаждающей
среды. В верхнее отверстие вварен косой патрубок 11, направление скоса
которого совпадает с направлением спиральной канавки корпуса 4. Входной и
выходной штуцеры также выполнены со скосом входящих в канал частей,
направление скосов совпадает с направлением потока охлаждающей среды.
Крышка 7 снабжена уплотнениями.
Для предотвращения горячих трещин, возникающих под действием
упругого распружинивания, необходимы сварочные узлы, которые в процессе сварки
281
Рис. 12.5. Блок охлаждаемого валка сварочного узла
обеспечивали бы предотвращение распружинивания до тех пор, пока не
произойдет полная кристаллизация и охлаждение сварного шва.
На рис. 12.6 показана конструкция сварочного узла с цилиндрическими
проводками. Этот сварочный узел с невращающимися проводками дает
возможность повысить скорость сварки на 30 - 40 %. На станине 1 сварочно-опорного
устройства смонтирован механизм регулировки башмаков 2, состоящих из
винта 5, гаек 4 и 5, укрепленных в проушинах башмаков 2; неподвижной гайки
6, винта 7 и стопорных гаек 8. С помощью этого механизма осуществляется
общее разведение и сжатие кромок. Винт 3 имеет правую (левую) резьбу.
Установку проводок 9 на ось сварки производят винтом 7. Посадка башмаков 2 на
станине 1 осуществляется соединением типа ласточкина хвоста. В корпусе
башмака 2 установлены стаканы 10 с осями 11, при помощи которых проводки
9 устанавливаются на необходимую высоту. Регулирование угла схода кромок
производится с помощью упорных болтов 72, укрепленных в кронштейне
башмаков 2. Проводки 9 спрофилированы радиусом, позволяющим осуществлять
сварку труб.
Конусные скосы дают возможность создать постоянный диаметр выходного
сечения, равный диаметру свариваемой трубы. Длина проводки выбирается из
условия получения качественного соединения без горячих трещин.
На рис. 12.7 показано сварочно-опорное устройство, которое состоит из
двух пар горизонтально расположенных валков 1 и 2, станины 3,
регулировочных винтов 4 для вертикального перемещения валков, поддерживающих
валков 5, регулировочного винта б, подпружинивающих роликов и
регулировочного винта для горизонтального перемещения валков. Преимуществом
этой конструкции является то обстоятельство, что не только снижается
возможность образования горячих трещин вследствие сравнительно небольшого
расстояния между парами горизонтальных валков (расстояние между ними
составляет 250 мм), но и полностью ликвидируется смещение кромок труб-
282
ной заготовки, так как горизонтальное расположение валков позволяет
лучше сформовать заготовку и подготовить кромки ее к сварке. Как показала
длительная эксплуатация сварочных узлов такой конструкции, ее
использование при сварке трубной заготовки, идущей затем на холодную
деформацию, позволило не только увеличить скорость сварки на 10-20 % по
сравнению с принятыми без образования горячих трещин, но и повысить
стабильность формы сварного шва.
Наиболее удачной следует считать конструкцию многовалковой сварочной
клети, представленной на рис. 12.8.
В многовалковой клети (рис. 12.9) существуют специальные регулируемые
по высоте двухопорные валки, которые воздействуют раздельно на каждую из
кромок трубной заготовки. Недоработками конструкции являются, также как
и у трехвалковои сварочной клети, сложность настройки размеров сварочного
калибра и сложность монтажа и демонтажа валков. Указанная клеть
применяется для производства труб диаметром более 70 мм.
Рис. 12.6. Сварочный узел с цилиндрическими проводками
283
При меньших размерах
поперечного сечения трубной
заготовки невозможно вписать
четыре валка, размеры которых
обеспечивали бы необходимую
прочность осей,
подшипниковых опор и других несущих
элементов конструкции.
Заслуживает также внимания
и четырехвалковая сварочная
клеть (рис. 12.10) стана 203-530
Выксунского
металлургического завода. На станине /
установлены две передвижные
плиты 2, в которых укреплены
сварочные валки, охватывающие
трубную заготовку,
проходящую через сварочный узел. Для
регулировки валков
предусмотрены механизмы вертикального
перемещения 5. Отличительной
особенностью ее конструкции
является то, что каждая из пар
валков, расположенных по одну
сторону от продольной оси
стана, закреплена на отдельной
плитовине, которая с помощью
регулировочных механизмов
может перемещаться в
поперечном направлении и по
вертикали. Это позволяет сравнительно
просто настраивать сварочный калибр и регулировать положения кромок
трубной заготовки при сварке. Клеть обладает высокой жесткостью, что
сводит к минимуму биение сварочных валков, однако применение ее по тем же
причинам, что и для описанной выше многовалковой клети, возможно лишь
при сварке труб диаметром более 100 мм.
Многовалковые или двухвалковые сварочные клети обеспечивают снижение
биения реборд валков в вертикальной плоскости.
Значительно уменьшить диаметр сварочных валков за счет уменьшения
диаметра их осей (цапф) или упразднения этих элементов позволяет
использование конструкции сварочной клети с опорными катками. В таких клетях
опорные катки, на которые сварочные валки опираются своими ребордами, а
не оси (цапфы) валков и подшипников, воспринимают усилие от деформации
трубной заготовки. Так как размеры опорных валков могут быть выбраны
такими, чтобы обеспечить любую необходимую прочность, то появляется
возможность значительно увеличить жесткость сварочной клети.
Контакт реборд сварочных валков с опорными катками осуществляется по
цилиндрической и конической поверхностям.
Рис. 12.7. Сварочно-опорное устройство
284
Сварочная клеть, в
которой контакт
осуществляется по
цилиндрической
поверхности (рис. 12.11),
состоит из станины /,
подушек 2 и винтовых
механизмов 3 для
перемещения подушек.
Каждая из подушек
включает поворотный
рычаг 4У два опорных
катка 5 и сварочный
валок 6. Сварочные
валки, не имеющие
собственных
подшипниковых опор,
свободно установлены
каждый между своей
парой опорных катков
и
самоустанавливаются в процессе работы
по высоте. Замена
валков осуществляется
быстро, не требуя
никаких дополнительных
Рис. 12.9. Четырехвалковая сварочная клеть со
специальными регулируемыми по высоте валками:
/ - станина; 2 - нижний сварочный валок; 3 - опорная
скоба; 4- периферийный валок; 5- механизм регулировки
периферийного валка; 6 - трубная заготовка
Рис. 12.8. Трехвалковая сварочная клеть:
/ - станина; 2 - опорная скоба валка; 3 - регулировочный
механизм; 4 - сварочный валок; 5 - трубная заготовка
операций. Опорные валки
при работе воспринимают
радиальные и осевые усилия,
возникающие в очаге
деформации.
Сварочная клеть, в
которой контакт реборд
осуществляется по конической
поверхности (рис. 12.12),
состоит из станины 7,
подушек 2 и винтовых
механизмов 3 для перемещения
подушек. В каждой из подушек
установлен опорный каток 5
и поворотный рычаг 4, в
котором закреплен
сварочный валок 6.
Угол наклона реборд
выбирается так чтобы
обеспечивался контакт между
нижними ребордами сварочных
валков и опорных катков в
случае отсутствия трубной
285
Рис. 12.10. Четырехвалковая сварочная клеть стана 203-530:
/ - станина, 2 - передвижные клипсы; 3 - нижний сварочный валок; 4 - механизм
вертикального перемещения плит; 5 - механизм горизонтального перемещения плит
заготовки в сварочном калибре. Величина этого угла, как правило, не
превышает 30°. При этом сварочные валки не выходят из контакта с нижними
ребордами опорных катков, что обеспечивает установку сварочных валков в рабочее
положение при входе трубной заготовки. Опорные катки определяют
положение сварочных валков не только в горизонтальной плоскости, но и в
вертикальной. Опорные валки и сварочные валки перемещаются в вертикальной
U 5
7 б
2 J 1
Рис. 12.11. Сварочная клеть с цилиндрическими опорными катками:
/ - станина; 2 - подушка; 3 - механизм перемещения подушек; 4
5 - опорный каток; 6 - сварочный валок; 7 - труба
поворотный рычаг;
286
Рис. 12.12. Сварочная клеть с профилированными опорными катками (обозначения на
рис.12.11)
плоскости с помощью винтовых механизмов 6. Для быстрой замены сварочных
валков при перевалке поворотные рычаги 5 выполнены разъемными. При
работе сварочной клети опоры сварочных валков воспринимают лишь
незначительную часть давления металла, связанную лишь с удержанием валков в
направлении движения трубы. Основная часть давления металла на сварочные
валки через реборды передается на опорные катки.
Такие конструкции сварочных клетей позволяют значительно уменьшить
диаметр сварочных валков, но чрезмерное его уменьшение может привести к
быстрому износу, т.е. интенсивность износа валков при прочих равных
условиях зависит от величины скольжения трубной заготовки в сварочном калибре.
В связи с наличием серповидности, разнотолщинности и разноширинности в
трубной заготовке одним из важнейших вопросов при производстве прямо-
шовных труб является поддержание угла схождения кромок и положения точки
сварки относительно сварочных валков в заданных пределах. Для соблюдения
этого условия требуется настройка формовочно-сварочного стана и
дополнительная подстройка положения сварочных валков в процессе сварки.
В предлагаемой конструкции клети (рис. 12.13), валки установлены с
возможностью перемещения в направлении, поперечном направлению
продольной оси трубы для совмещения оси поворота корпуса клети с вертикальной
осью трубы.
Такое конструктивное выполнение сварочной клети позволяет повысить
производительность изготовления труб благодаря возможности оперативно
менять положение сварочных валков в зависимости от положения свариваемых
кромок непосредственно в процессе сварки без ее прерывания. Это достигается
перемещением подшипниковых опор корпуса в направлении, поперечном
направлению продольной оси трубы, на необходимую величину при
изменении положения свариваемых кромок так, чтобы вертикальная ось свариваемой
287
грубы постоянно совпадала с осью поворота корпуса. Благодаря этому
повышается качество готовых труб, так как исключается смещение точки сварки и
появление эксцентриситета, а следовательно, сопутствующие им дефекты
сварного шва: закатка грата в тело шва и основного металла, подрезы в зоне шва и
т.п. Кроме того, обеспечиваются равные условия для обеих свариваемых
кромок трубы, а сварочные валки испытывают минимальное равномерное
механическое и термическое воздействие, что увеличивает срок их службы.
На рис. 12.13 изображен общий вид предлагаемой клети; на рис. 12.13, а -
схема установки валков при нормальном течении процесса сварки; на рис.
12.13, б и в - то же, при смещении кромок трубной заготовки. Сварочная клеть
состоит из образующих сварочный калибр валков 1, закрепленных на
цилиндрическом корпусе 2, установленном в станине 3 на горизонтальных
подшипниковых опорах 4 и вертикальной подшипниковой опоре 5, связанном через тягу
6 с приводом 7. Подшипниковые опоры 4 установлены с возможностью
перемещения в направлении, поперечном направлению продольной оси
свариваемой трубы Я, посредством регулировочных винтов 9. Подшипниковая опора 5
288
также имеет регулировочный винт (на чертежах не показан) и предназначена
для компенсации люфтов в подшипниковых опорах 5.
Клеть трубосварочного стана работает следующим образом. Сформованная
труба 8 поступает в калибр сварочной клети, образованной валками /, где
производят сварку продольного шва обжатием. При смещении свариваемого
шва в ту или другую сторону корпус 2 посредством тяги 6 с приводом 7
поворачивает в соответствующую сторону и с помощью регулировочных винтов 9
подшипниковых опор 4 устанавливают его таким образом, чтобы ось поворота
корпуса совпала с вертикальной осью трубы 8. При этом закрепленные на
корпусе 2 сварочные валки / занимают положение свариваемых кромок трубы 8.
В данной клети угол наклона к вертикальной оси плоскости, в которой
расположены оси валков, установленные в зоне схождения кромок, составляет
1... 10° по направлению движения трубы. Благодаря этому реборды верхних
валков на входе трубной заготовки в зоне сварки образуют входной конус,
который удерживает их от взаимного смещения. На входе реборды сварочных
валков, идут почти в одной плоскости с зоной шва трубы, предохраняя шов от
раскрытия за счет упругого разворачивания трубной заготовки.
На рис. 12.14 представлена сварочная клеть и установка сварочного валка в
зоне схождения кромок трубной заготовки. Сварочная клеть содержит станину
1. На станине установлены поштучные винты 2 и подвижные кассеты 3 со
сварочными валками 4 и 5. Оси сварочных валков 4 (двух-, трех-, четырехвалко-
вых сварочных клетей), установленные в районе кромок трубной заготовки б,
наклонены к горизонтальной оси под углом 50-85° и к вертикальной - под
углом 1-10° по направлению движения трубной заготовки 6. На входе в зону
сварки реборды этих валков образуют входной конус, который удерживает
кромки трубной заготовки 6 от взаимного смещения, а на выходе из зоны
сварки реборды этих валков 4 идут почти в одной плоскости с зоной шва
трубы, предохраняя шов от раскрытия за счет упругого разворачивания трубы.
В конструкциях сварочных узлов принципиальную роль играет возможность
управления важным технологическим параметром- сварочным давлением. В
настоящее время известен ряд технических решений, которые за счет особен-
Рис. 12.14. Сварочная клеть и установка сварочных валков в зоне схождения кромок
трубной заготовки
К) — 2% 5
289
ностей конструктивного исполнения обеспечивают регулировку угла и
величины сварочного давления.
Интерес представляет сварочная клеть, в основу конструкции которой
положено условие обеспечения постоянства давления сварочных валков на
трубную заготовку за счет их установки на свободно поворачивающихся рычагах,
шарнирно соединенных между собой подпружиненной стяжкой (рис. 12.15).
Сварочная клеть состоит из станины 1, на которой выполнены
направляющие 2. На направляющих станины смонтированы подвижные подушки 4 и 3 со
сварочными валками 5 и 6. Одна из подушек D) подпружинена. В корпусе
станины / размещен механизм установки валков, включающий упорные винты 7 с
резьбой, на которую навинчиваются червячные колеса <9, взаимодействующие с
червяком 9. Червячные колеса 8 через конические передачи (не показано)
выводятся на штурвал 10. На конце упорного винта 7, связанного со штурвалом
10, закреплен подпятник 11. Поверхность подпятника 11 по оси упорного
винта 7 выполнена сферической. В подпятник И установлена стяжка 12 с
одетой на нее пружиной 13. С одной стороны пружина 13 упирается в гайку 14, а с
290
другой - в опору 15, запрессованную в рычаг 16. Рычаг 16 одним плечом шар-
нирно на осях 17 установлен в подпружиненной подушке 4 посредством 15,
одетой на стяжку 12, а другим плечом связан с подшипниковой опорой 18, на
которой установлен сварочный валок 6. На другой подвижной подушке 3
закреплена подшипниковая опора 19, на которой устанавливается второй
сварочный валок.
При сварке труб в клети заданное сварочное давление на сварочных валках
5 задается пружиной 13 и гайкой 14, а также механизмом перемещения
подушек 3 и 4 через винт 7. При превышении значения расчетного сварочного
давления рычаг 16 поворачивается на опоре, сжимая пружину 13. Стяжка 12
занимает при этом требуемое положение благодаря специфическому шарнирному
подпятнику П. Изобретение позволяет регулировать размеры калибров и
величину сварочного давления.
Предлагаемое конструктивное выполнение сварочной клети позволяет
расширить технологические возможности стана. Это достигается за счет того, что
при незначительном изменении параметров свариваемой трубы и величины
сварочного давления рычаг с валком в шарнирных опорах и подпружиненной
подушке поворачивается относительно стяжки, установленной в подпятнике
для компенсации переполнения калибра металлом за счет деформации
пружины. Если это оказывается недостаточным, размеры калибра корректируются
посредством механизма установки валков. Это приводит к тому, что
обеспечивается стабильная сварка труб, исключаются прожоги и тем самым
повышается выход годного.
Устройство работает следующим образом. При помощи гайки 14 пружина
13 устанавливается на заданное сварочное давление в зависимости от
технологических параметров сварки. Предварительно сварочные валки 5 и 6 при
помощи механизма установки размещаются на оси сварки, при этом подушки 3 и
4 или взаимно сближаются или взаимно удаляются. При прохождении сва-
6-6
Рис. 12.15.
Самоустанавливающаяся
сварочная клеть:
а - общий вид; б -
разрез по сварочным
валкам и механизму
перемещения; в - разрез по
оси подпружиненной
подушки; / - станина,
2 - направляющие;
3 - подвижная
подушка; 4 - подвижная
подпружиненная подушка;
5,6 - сварочный валок;
7 - упорные винты с
резьбой; # - червячные
колеса; 9 - червяк;
10 - штурвал; // -
подпятник; 12 - стяжка;
13 - пружина; 14 -
гайка; 15 - опора; 16 -
рычаг; 17 - оси; 18.19 -
подшипниковые опоры
291
16 10 1 W 14 1J
/Г 7 4 f 9 J 6
4 2
Рис. 12.16. Конструкции цепного сварочного стана с призматическими звеньями:
а - схема соединений звеньев рабочей цепи цепного сварочного узла; б, в - схемы охватывающих
звеньев рабочей цепи цепного сварочного узла; / - рабочая цепь, 2,3 - охватывающие звенья; 4 -
опорные цепи; 5 - опорные планки; 6 - звездочки рабочей цепи; 7 - механизм натяжения рабочей
цепи; 8,9 - механизм натяжения опорной цепи; 10 - станина; 11 - направляющие каретки; 12,13 -
натяжной механизм; 14 - сварочная головка; 15 - трубная заготовка; 16 - труба
риваемой трубы сварочное давление передается на валки 5 и 6. При этом, если
это давление превышает расчетное, то начинает поворачиваться на стяжке 12
рычаг 16, который через опору 15 сжимает пружину 13. Так как при качании
рычага 16 пружина 13 старается изменнггь положение стяжки 12, последняя
начинает покачиваться вместе с подпятником 11 в сферических поверхностях
подпятника 11 и подушки 4. Это исключает излом стяжки 12, Кроме того,
размещая пружины 13 и стяжки 12 с гайкой 14 внутри клетки исключает нагрев их
от индуктора (не показано).
Цепные опорно-сварочные узлы. В настоящее время в практике
трубосварочного производства находят применение опорно-сварочные узлы цепного типа,
обеспечивающие стабилизацию всех технологических параметров процесса
доформовки во время наложения сварочного соединения.
Одна из конструкций цепного сварочного узла представлена на рис. 12.16.
Сварочный узел состоит из рабочей цепи 7, выполненной из призматических
или охватывающих звеньев 2, J, опорных цепей 4, опорных планок 5, звездочек
6 рабочей цепи, механизма 7 натяжения рабочей цепи, механизма 9 натяжения
292
опорной цепи, станины 10, направляющих кареток 11, нажимного механизма
13 и сварочной головки 14. С целью уменьшения сопротивления прохождения
трубы через сварочный узел и повышения стабильности сварки рабочие цепи
могут быть выполнены приводными.
Трубная заготовка 15 после формовочного стана поступает в звенья рабочей
цепи /, где кромки трубной заготовки сводятся и создается необходимое
сварочное давление. На некотором расстоянии от входа в опорный узел
производится сварка кромок трубной заготовки.
На рис. 12.17... 12.20 представлена конструкция цепного опорно-сзарочного
узла. На рис. 12.21 показана направляющая линейка опорных звеньев
формующей цепи.
Цепной опорно-сварочный узел имеет плиту /, на верхней поверхности
которой выполнено два паза в горизонтальной плоскости перпендикулярно к
оси симметрии очага сварки. В пазах плиты установлены две симметричные
половины сборной станины 2 с возможностью перемещения в них
относительно друг друга посредством устройства настройки параметров очага сварки.
Каждая половина станины снабжена фиксатором своего положения
относительно плиты, выполненного в виде ввинчивающегося в станину винта 3,
имеющего возможность упираться в боковую поверхность паза плиты. На
каждой половине станины 2 закреплены в одной горизонтальной плоскости по
две звездочки 4. Каждая пара звездочек находится в зацеплении с формующей
цепью, образованной опорными звеньями 5, соединенными между собой
посредством осей 6. На каждой оси 6 закреплены по два опорных ролика 7 таким
образом, что они расположены с противоположных сторон звена 5 и
прилегают к нему. На каждом опорном звене 5 закреплены сменный рабочий элемент
8, охватывающий профиль трубной заготовки на угол от 140 до 175°.
На вертикальной стойке 9 станина жестко закреплена направляющая
опорных звеньев формующей цепи в виде профилированной линейки 10
посредством болтов 11 и фигурных втулок 12. Профилированная направляющая линей-
ка/0 имеет на рабочей поверхности входной, серединный, и выходной участки,
причем входной участок составляет с серединным угол в пределах от 163 до
176°. По всей длине рабочей поверхности профилированной направляющей
линейки выполнена прямоугольная выборка, в которую входят опорные
ролики замкнутой формующей цепи. Причем ширина выборки такова, что
обеспечивается скользящая или ходовая посадка с опорными роликами.
Профилированная направляющая линейка 10 крепится на вертикальной стойке 9 станины
таким образом, чтобы ее прямоугольная выборка располагалась в
горизонтальной плоскости, а ее серединный участок был параллелен оси симметрии
очага сварки.
Цепной опорно-сварочный узел снабжен устройством настройки
параметров очага сварки, выполненного в виде винта 13 с гайками 14,15
соответственно с правой и левой резьбой и маховика 16. Винт 13 закреплен без возможности
осевого перемещения в двух подшипниковых опорах 17 плиты / в
горизонтальной плоскости перпендикулярно оси симметрии очага сварки. Гайки 14 и
15 размещены на соответствующих участках винта 13 и жестко закреплены на
каждой из половин станины 2.
Цепной опорно-сварочный узел снабжен устройствами натяжения каждой
формующей цепи. Каждое устройство выполнено в виде двух цилиндрических
направляющих 18, дополнительной направляющей опорных звеньев формую-
293
Рис. 12.17. Цепной опорно-сварочный узел (вид сбоку). б —
/ - пята; 2 - сборная станина; 3 - винт; 4 - звездочки, 5 - опорные звенья формующей
цепи; 6 - оси; 7 - опорные ролики, 8 - сменный рабочий элемент, 9 - вертикальная
стойка; 10 - профилированная линейка, // - болты; 12 - фигурные втулки, 13 - винт,
14 - гайка; 15 - гайка с левой резьбой; 16 - маховик; /7 -подшипниковые опоры
плиты; 18 - цилиндрическое направляющее устройство; 19- направляющая пластина; 20 - д
регулировочный болт; 21 - цилиндрическая пружина
«<а
Рис. 12.18. Цепной опорно-сварочный узел (вид сверху, обозначения на рис. 12.17)
А-А
д 5 7 6 19 2/9 1Z 10 6 756 б 67 10 12 9 21 19 6 7 5
Рис. 12. 19. Цепной опорно-сварочный узел (срединное сечение; обозначения на рис. 12.17)
щей цепи в виде пластины 19 с прямоугольной выборкой по всей длине
рабочей поверхности, регулировочного болта 20 и цилиндрической пружины 2L
Цилиндрические направляющие 18 жестко закреплены на вертикальной стойке
9 станины в горизонтальной плоскости посредством болтов 11 таким образом,
что они параллельны между собой и перпендикулярны оси симметрии очага
сварки. На каждой паре параллельных цилиндрических направляющих 18 в
вертикальной плоскости параллельно направляющей линейке смонтирована с
возможностью движения по ним, дополнительная направляющая пластина 19
таким образом, что прямоугольная выборка в ней находится на одном уровне с
5'5
6 7 11 10 $ 18 19 7 6
Рис. 12.20. Цепной опорно-сварочный узел (сечение узла по цилиндрической
направляющей устройства натяжения формующей цепи; обозначения на рис.
12.17)
295
Рис. 12.21. Направляющая линейка
опорных звеньев формующей цепи цепного
опорно-сварочного узла (обозначения на
рис. 12.17)
прямоугольной выборкой направляющей линейки 10. В горизонтальном
сквозном отверстии вертикальной стойки 9 станины смонтирован
регулировочный болт 20 таким образом, что он проходит насквозь стойки 9 со стороны
крепления направляющей линейки и ввинчивается в отверстие дополнительной
направляющей пластины 19. На регулировочном болте 20 между вертикальной
стойкой 9 станины и дополнительной направляющей пластиной 19
смонтирована цилиндрическая пружина 21.
12.2. Устройства для производства труб без внутреннего грата
При изготовлении сварных труб образуется наружный и внутренний грат,
что ограничивает область их применения. Удаление грата с наружной
поверхности труб не представляет трудностей и широко используется на всех
трубосварочных станах. Снятие же внутреннего грата приводит к снижению
производительности станов, кроме того, этот процесс нельзя контролировать
визуально. Решению проблем удаления внутреннего грата посвящены
многочисленные исследования в которых были разработаны и опробованы различные
способы производства электросварных труб без внутреннего грата (табл. 12.1).
Механические гратосниматели. Входящие в состав оборудования трубо-
электросварочных станов современные резцовые установки для удаления в
трубах внутреннего грата объединены в две схемы: консольные
гратосниматели и гратосниматели в виде штанги с опорой внутри трубы.
Таблица 12.1. Способы получения сварных труб без внутреннего грата
Вид способа
Его реализация
Удаление внутреннего
грата
Деформирование
внутреннего грата
Предотвращение
внутреннего грата при сварке
Предотвращение
внутреннего грата при сварке
в среде инертных газов
резцом в потоке трубосварочных станов; резцом в
отдельно стоящих установках; сжигание в струе кислорода;
электроэрозионное; электролитическое
закаткой в потоке трубосварочных станов; забивка (в
пластическом состоянии) вибрационным бойком;
волочение на оправке
установкой подкладки в зоне формообразования шва;
придание специальной формы кромкам сворачиваемой
полосы; дополнительной подгибкой кромок полосы в
сварочном узле
газовым подпором; применением потолочной сварки;
созданием магнитного поля
296
Рис. 12.22. Гратосниматель с фиксируемым резцом:
/ - оправка; 2 - штифт; 3 - жесткая стойка; 4 - резец;
5 - упорный болт
Примером консольного
гратоснимателя может
служить конструкция
фирмы "Mannesmann"
(Германия). Устройство (рис.
12.22) представляет
оправку /, шарнирно
закрепленную с помощью штифта 2,
в жесткой стойке 3. На
конце оправки расположен
резец 4. Настройка
режущего инструмента
относительно обрабатываемой
внутренней поверхности
трубы и установка его в рабочее положение осуществляется вращением
упорного болта 5. Рассмотренную конструкцию гратоснимателя нельзя признать
удачной, так как механизм поджима фиксирует резец неподвижно
относительно внутренней поверхности трубы.
Той же фирмой создана другая конструкция консольного гратоснимателя,
предусматривающая раскатку грата в горячем состоянии роликом,
армированным твердым сплавом, а затем удаление грата резцом. Установка (рис.
12.23), разработана на основе опыта эксплуатации расмотренной выше
конструкции и содержит оправку 7, консольно укрепленную в станине 2, раскатной
ролик 3 и систему его охлаждения 4У резец 5 и наружный раскатной ролик 6.
Однако в ней содержатся недостатки, не только присущие предшествующей
установке, но и дополнительно свои собственные. Наличие ролика,
раскатывающего грат, вынуждает увеличить длину консоли, вследствие чего
уменьшается жесткость конструкции. Кроме того, в связи с тем, что раскатывающий
ролик жестко соединен с консолью, на которой закреплен резец, все
перемещения ролика в вертикальной плоскости оказьгоают влияние на положение
резца относительно обрабатываемой поверхности труб.
В данных конструкциях гратоснимателя особое внимание уделяется способу
крепления оправок в стойках. Для того чтобы исключить вероятные
перемещения режущего инструмента в горизонтальном направлении под действием сил
резания, оправка жестко закрепляется на большой длине несколькими болта-
Рис. 12.23. Гратосниматель с раскатным роликом:
/ - оправка; 2 - станина, 3 - раскатной ролик; 4 - система охлаждения ролика; 5 - резец;
6 - наружный раскатной ролик
297
ми, либо имеет крепление в двух точках. Такой способ крепления оправки
гарантирует совершенно определенное положение резца в трубе относительно
шва и сводит к минимуму его возможные отклонения под действием нагрузок в
процессе резания.
Консольные гратосниматели характерны простотой конструктивных
решений, удачно выполнены с технологической точки зрения в том отноше-нии, что
колебания размеров обрабатываемых труб влияют на процесс резания грата в
довольно малой степени.
Однако консольные гратосниматели обладают рядом существенных
недостатков, связанных с их жесткостью. В расмотренных случаях качество и
точность обработки определяются в основном жесткостью гратоснимателя, а
жесткость, как известно, зависит от ряда параметров, где при прочих равных
условиях основным является длина плеча, на котором прикладывается сила.
Таким образом, жесткость консольного гратоснимателя определяется длиной
оправки, которая, в свою очередь, диктуется конструктивными особенностями
трубоэлектросварочных станов и при самых идеальных условиях равна
550...600 мм, что не позволяет создать достаточно жесткую конструкцию,
особенно при малых диаметрах труб. Стремление увеличить жесткость
конструкции за счет сокращения длины консоли приводит к технологическому
недостатку - к необходимости производить снятие грата сразу же после шовосжи-
мающих валков, т.е. при температурах порядка 1100... 1200 °С. При этом в
результате активного термического влияния резко сокращается срок службы
«резцов.
К недостаткам консольных гратоснимателей можно отнести также
неподвижное в процессе резания положение режущего инструмента, что приводит
при колебаниях внутренних размеров труб к врезанию резца в тело трубы или
наоборот к образованию зазора и, как следствие, к повышенному остатку
внутреннего грата.
Рассмотрим гратосниматель, разработанный по второй схеме. Эту группу
установок объединяет конструкция резцовой головки и метод ее крепления
внутри трубной заготовки. Гратосниматель представляет собой
цилиндрический корпус, в верхней части которого расположен режущий инструмент, а в
нижней - элемент скольжения или качения с помощью которого он опирается
на внутреннюю поверхность трубы. Корпус резцовой головки через
соединительное звено неподвижно фиксируется в специальной станине. На рис. 12.24
представлен гратосниматель американской фирмы "Ioder". В верхней части
корпуса резцовой головки располагаются резец и две опоры: опора качения -
верхний ролик 1 и опора скольжения 2, установленная в одной плоскости с
режущим инструментом. В нижней части резцовой головки закреплен опорный
ролик 3. Назначение верхних опор - ограничить врезание резца в тело трубы,
назначение нижней - воспринимать усилия, действующие на головку в
процессе резания грата. Стационарное крепление верхних и нижних опор не
позволяет учесть все изменения размеров труб, возникающие в процессе формовки и
сварки, что приводит к неравномерному сжатию внутреннего грата.
Более удачную модификацию представляет собой гратосниматель
английской фирмы "Stewarts and Loyds limited" (рис. 12.25).
С целью уменьшения влияния колебаний геометрических размеров трубной
заготовки на качество резания грата, фирма исключила нижнюю жесткую опо-
298
Рис. 12.24. Опорный гратоснимателы
/ - опора качения (верхний ролик); 2 - опора скольжения; 3 - опорный ролик
ру и осуществила поджатие резца к обрабатываемой поверхности винтовыми
пружинами сжатия, установив подпружиненные ролики. Использование
подпружиненных нижних опорных роликов сводит к минимуму влияние
колебаний размеров труб на процесс удаления грата.
Оригинальную конструкцию гратоснимателя (рис. 12.26) разработала фирма
"Unated States Steel", применив для поджатая режущего инструмента вместо
винтовых пружин сжатия плоскую пружину, изготовленную из листовой
рессорной стали. Сборная оправка снабжена регулировочным винтом. Оправка
опирается на внутреннюю поверхность трубы жесткими роликами, а поджатие
режущего инструмента осуществляется посредством ролика, снабженного
плоской пружиной.
Общим недостатком гратоснимателей с подпружиненным нижним опорным
роликом можно считать ограниченные возможности создания усилий для
поджатая режущего инструмента.
В гратоснимателе, представленном на рис. 12.27, штанга 1 гратоснимателя
верхней частью опирается на большой опорный ролик 2 и два малых ролика 5,
Рис. 12.25. Гратосниматель с подпружиненными нижними опорными роликами:
/ - сборная штанга, 2 - жестко укрепленные ролики; 3 - ролики; 4 - винтовые
пружины; 5 - штанга
299
Рис. 12.26. Гратосниматель с плоской поджимной пружиной:
/ - сборная оправка; 2 - регулировочный винт; 3 - жесткие ролики;
4 - режущий инструмент; 5 - ролик; 6 - плоская пружина
а нижней частью на опорный ролик 4, резцовая головка 5 соединена шарнирно
с общей тягой 6 штифтом 7. Такое крепление удобно тем, что позволяет легко
осуществлять смену резцовых головок при использовании установки для
удаления грата в трубах различных диаметров. Однако в целом гратосниматель
представляет собой жесткую конструкцию аналогичную, рассмотренной выше
конструкции фирмы "Ioder" (США), и наделен теми же недостатками.
Существенным недостатком рассмотренных конструкций гратоснимателей
является отсутствие механизма для принудительного отвода и подвода резца
при остановках стана и авариях. Отсутствие такого механизма приводит к
преждевременному износу режущего инструмента и к резкому сокращению
срока его службы.
В моделях гратоснимателей последних лет зарубежные конструкторы
отказались от неуправляемой схемы механизма поджатия режущего инструмента.
Обязательным признаком современности установки для удаления внутреннего
грата является наличие механизма, позволяющего осуществлять
дистанционное управление положением режущего инструмента. Одним из вариантов
такого гратоснимателя является конструкция, предложенная фирмой "Crownprince"
(Германия). Она представляет собой резцовую головку (рис. 12.28),
закрепленную с помощью тяги 1 в жесткой стойке. В верхней части головки расположен
резец 2, а в нижней расположены соплообразные отверстия 5, по которым
непрерывно подается воздух. Воздушная "подушка", образованная в зазоре
между корпусом головки и трубой, поджимает резец к обрабатываемой
поверхности, благодаря чему осуществляется процесс резания. Система поджатия резца
в данной конструкции обладает малой жесткостью, зависящей в большей
степени от колебаний давления в воздушной сети.
К достоинствам установки можно отнести: малую консоль, возможность ре-
Рис. 12.27. Гратосниматель с опорными роликами
300
\}>>9}>>1>>>>>1>1>>>}>>>>>>>>>>>\>>>>>>
Рис. 12.28. Гратосниматель с регулируемым положением
режущего инструмента
гулировки усилий поджатая резца при резании грата и возможность
автоматизации подвода и отвода резца.
На рис. 12.29 показан модернизированный гратосниматель фирмы "Ioder".
В сборной штанге 1 гратоснимателя расположен регулировочный
гидравлический цилиндр 2 и клиновое устройство J, а в конце штанги размещен резец 4
и опора скольжения 5. Подъем и опускание резца осуществляется с помощью
клинового устройства, перемещаемого гидравлическим цилиндром
одностороннего действия. Использование клинового устройства для подъема и
опускания резца нельзя признать удачным, т.к. конструкция по-прежнему остается
жесткой и неспособной реагировать на изменения размеров трубной
заготовки. Замена нижнего ролика опорой скольжения расширяет возможности
конструкции и позволяет применять гратосниматель в трубах малых размеров.
Однако при этом возрастают возникающие между трубой и опорой силы
трения, что неизбежно должно привести к довольно интенсивному износу опоры и
возможным появлением царапин и рисок на поверхности труб.
Фирма "Unated States Steel" (США) запатентовала гратосниматель (рис.
12.30) с механизмом подъема и опускания резца рычажного типа. Подъем и
опускание резца осуществляется гидравлическим цилиндром двухстороннего
действия, перемещающим роликовую тележку /. Последняя соединена шар-
нирно рычагом 2 с корпусом резцовой головки 5, в верхней части которой
установлен режущий инструмент 4.
Несколько видоизмененный гратосниматель (рис. 12.31) с системой
ломающихся рычагов, применяется для производства труб без внутреннего грата
диаметром 51... 168 мм японской фирмой "Сумитомо киндзоку коге". В оправке
гратоснимателя расположен гидравлический цилиндр с системой ломающихся
рычагов регулировки положения резцовой головки. Верхняя опора
гратоснимателя состоит из двух роликов, а нижняя из опорного ролика.
Наиболее удачной конструкцией можно считать гратосниматель (рис. 12.32)
итальянской фирмы "Dalmine", в котором особенно хорошо продумана схема
механизма подъема и опускания резца, благодаря чему колебания размеров
трубной заготовки не влияют на качество резания грата и глубина врезания
резца в тело трубы остается постоянной.
Обобщая типы гратоснимателей, выполненных в виде штанги, на конце
которой установлен режущий инструмент, можно сказать, что разработанные по
этой схеме конструкции обладают в значительной степени большей
жесткостью, чем гратосниматели консольного типа. Характерным для таких конст-
301
Рис. 12.29 Гратосниматель с регулируемым клиновым устройством.
/ - сборная штанга, 2 - регулировочный гидравлический цилиндр, 3 - клиновое устройство, 4
резец; 5 - опора скольжения
и»
о
ы
*/'/l>>JtJJfJ}}jriJ>r//*4''S''''''r''r''>Srrttr? //"/ //"//// / Г Г///Г/7/ Г/ / / J*/'J /J / / />/////?"/
г г/г г г;м гг г // rl
Рис. 12 30. Гратосниматель рычажного типа
Рис. 12.31. Гратосниматель с системой "ломающихся" рычагов.
/ - оправка, 2 - гидравлический цилиндр; 3 - система
"ломающихся" рычагов регулировки; 4 - резцовая головка;
5 - верхние опорные ролики; 6 - нижний опорный ролик
>\SS4SSS4\SS\4\\\4444SSSSS4SS4S^
рукций является наличие
верхних опорных
роликов, ограничивающих
врезание резца в тело
трубы. Применение
механизмов подъема и
опускания резца
позволяет автоматизировать
процесс управления
положением режущего
инструмента и увеличивает
стойкость резцов. Гра-
тосниматели,
разработанные по второй схеме,
создают предпосылки
для удаления
внутреннего грата с высокой
точностью и в большей
степени, чем консольные,
отвечают требованиям
технологического
процесса удаления
внутреннего грата.
Серьезный недостаток
рассмотренных гратос-
нимателей заключается в
том, что для резцовой
головки, воспринимаю-
Рис. 12.32. Гратосниматель с механизмом подъема и опускания
резца: / - оправка; 2 - гидравлический цилиндр; 3 -конус
подачи; 4 - резцовая головка; 5 - верхние опорные ролики; 6 -
нижний опорный ролик
щей усилия резания, опорой служит трубная заготовка, жесткость которой
ограничивает пределы использования гратоснимателей, особенно при
производстве тонкостенных труб. Кроме того, ухудшаются условия для
транспортировки всевозможных инородных тел, попадающих внутрь трубы. Так,
непременным спутником производства электросварных труб является окалина и
брызги расплавленного металла. При сварке труб в режиме оплавления брызги
и всплески выделяются в значительных количествах, их скопление может
привести к обрыву штанги гратоснимателя и к дополнительным остановкам стана.
Как было отмечено, удаление внутреннего грата резцом в поточной линии
трубоэлектросварочных станов в основном определяется стойкостью режущего
инструмента. Поэтому небезынтересно рассмотреть установки, конструкция
которых позволяет увеличить срок службы режущего инструмента.
На рис. 12.33 показан гратосниматель немецкой фирмы "Femks reijaror ,
осуществляющий удаление внутреннего грата приводными шлифовальными
кругами. Шлифовальные круги смонтированы на барабанах, приводимых во
вращение сжатым воздухом. Круги устанавливаются ступенчато,
последовательно друг за другом, таким образом, чтобы подача на каждый круг была
одинаково малой. В корпусе гратоснимателя предусмотрены шариковые
опоры /, ограничивающие врезание кругов в тело трубы. Устройство поджимается
к обрабатываемой поверхности пневматическими поршнями 2, опирающимися
на трубу шариками 5. Снятый грат в виде пыли выдувается сжатым воздухом.
303
Рис. 12.33. Гратосниматель с приводными Рис. 12.34. Гратосниматель с фрезами-
шлифовальными кругами: насекателями:
/ - шариковые опоры; 2 - пневматические / - штанга гратоснимателя; 2 - фрезы-
поршни; 3 - шарики, опирающиеся на резец насекатели; 3 - система шестерен; 4 -
пластинчатая пружина
Совершенно очевидно, что применение приводных вращающихся кругов,
пневматических опор и устройства для вьщувания срезанного грата требуют
сложной системы воздухоподвода, которая конструктивно может быть
выполнена только при условии использования гратоснимателя в трубах больших
диаметров.
В штанге гратоснимателя / на рис. 12.34 расположены специальные фрезы -
насекатели 2 и система шестерен 5, которая нижней частью опирается на
пластичную пружину 4. В качестве режущего инструмента использована фреза,
приводимая во вращение насекателем через систему зубчатых передач. Насека-
тель прижимается пластинчатой пружиной к трубе и за счет усилий трения
непрерывно вращается. Отжимающие усилия, возникающие при насекании и
резании грата, создают помехи качественному удалению грата. Эти помехи
можно исключить, если установить очень жесткую пружину, что при малых
размерах труб крайне затруднительно. Зубья фрезы подвержены циклическим
силовым и температурным воздействиям, что, как известно, вызывает
ускоренное выкрашивание и преждевременный износ режущего инструмента.
Фирма "Ioder" применила для удаления грата неподвижный стационарно
закрепленный резец (рис. 12.35) с плоской нижней опорой. При износе режущей
кромки производится остановка стана, резец поворачивается в корпусе
головки гратоснимателя на некоторый угол, закрепляется и продолжается удаление
грата. Использование кругового резца сокращает время простоя стана в
сравнении с временем, затраченным на смену обычного режущего инструмента, и
создает благоприятные условия для отвода стружки срезанного грата.
Устройство (рис. 13.36), разработанное фирмой "Crownprince" (Германия),
осуществляет удаление грата набором режущих дисков /. Диски
устанавливаются последовательно друг за другом, закрепляются на одном стержне 2 и
имеют различный диаметр режущей кромки, который постоянно возрастает.
Последовательное увеличение диаметра режущих кромок дисков позволяет
свести к минимуму и равномерно распределить между верхними 3 и нижними 4
опорными роликами усилия, возникающие в процессе резания грата. Диски
располагаются относительно центра штанги эксцентрично, ближе к верхней
кромке трубы, благодаря чему под режущей головкой увеличивается простран-
304
V /г t ТФГ/ г 11 TTri luuutuh
Рис. 12.35. Гратосниматель с круговым резцом:
/ - круговой резец; 2 - плоская нижняя опора; 3 - корпус головки
гратоснимателя
ство для отвода стружки. В случае износа диски периодически поворачиваются
с помощью дистанционной передачи, состоящей из тяги 5 и червячной пары 6.
Режущим инструментом в конструкции, показанной на рис. 12.37, является
круговой резец /. Резец представляет собой заточенную специальным образом
фильеру, закрепленную во втулке 2, которая с помощью зубчатой передачи 3
при износе резца поворачивается на некоторый угол. Усилия резания
воспринимаются верхним опорным роликом 4 и нижним 5, снабженным винтовой
пружиной 6.
На рис. 12.38 представлена простая конструкция гратоснимателя с
самовращающимся резцом; вращение резца осуществляется за счет составляющих сил
резания грата.
Гратосниматель для удаления внутреннего грата резцом, разработанный во
ВНИИметмаше, представляет собой сборную штанг, которая нижней своей
частью опирается на внутреннюю поверхность трубы роликом / (рис. 12.39).
Ось ролика закреплена в плунжере 2, который перемещается в корпусе 3 и при
срезании грата прижимает резец к внутренней поверхности трубы. Масло в
рабочую полость цилиндра подается через систему отверстий 4 в штанге
гратоснимателя. При отключении гидравлики, пружины 5 выдавливают масло из
рабочего цилиндра и убирают нижний опорный ролик в корпус, в результате
чего происходит опускание штанги.
Резец 6 крепится к корпусу между верхними опорными роликами 7 и 8.
Ролики ограничивают глубину внедрения резца в металл трубы, благодаря чему
внутренний грат удаляется с высокой точностью. Ролик 8 снабжен звездочкой 9
для насечки грата. Срезанный грат отводится от резца через направляющее
окно 10 и затем удаляется из трубы. Корпус 3 жестко закреплен с ферритодер-
жателем //. Для уменьшения влияния штанги гратоснимателя на процесс
нагрева кромок, ферритодержатель выполняется из немагнитной стали. В ферри-
тодержателе имеется паз для ферритных колец 12, которые снижают потери
мощности в сварочном трансформаторе. Это позволяет использовать
гратосниматель для удаления внутреннего грата при сварке труб токами высокой
частоты.
Штанга гратоснимателя крепится при помощи стойки одной из клетей
формовочного стана с валками открытого калибра. Конструкция стойки позволяет
перемещать штангу гратоснимателя в горизонтальном и вертикальном
направлениях. Механюм крепления оборудования устройством для поворота
штанги в обе стороны относительно шва при любых смещениях. Средняя
стойкость резца гратоснимателя составляет 2 ч. На смену резца затрачивают 5...6
мин. Такой гратосниматель не снижает скорость сварки труб, прост и надежен.
305
Рис. 12.36. Устройство для удаления грата с набором режущих дисков
/ - набор режущих дисков, 2 - стержень, 3 - верхние опорные ролики, 4 - нижние опорные ролики, 5 - тяга
дистанционной передачи, 6- червячная пара дистанционной передачи
Рис. 12.37 Гратосниматель с круговым фильерным резцом.
/ - круговой резец, в виде заточенной специальным образом фильеры, 2 - втулка, 3 - зубчатая передача, 4 -
верхний опорный ролик, 5 - нижний опорный ролик; 6 ~ винтовая пружина
Рис 12 38. Гратосниматель с самовращающимся резцом.
У - оправка; 2 - верхний опорный ролик, 3 -
самовращающийся резец
Гратосниматель (рис. 12.40) состоит из протяжки 2, соединительной штанги
3, узла крепления 5 и механизма регулирования 6. Крепится он к стойке 4.
Протяжка является основным рабочим органом гратоснимателя и представляет
собой корпус, на котором крепится вращающийся резец 1 и установлены
жесткие 8 и эластичные 12 роликовые опоры. Жесткие опоры служат для
ограничения режущей кромки резца от чрезмерного врезания в обрабатываемый
металл, а эластичные опоры через рычаги 11 под действием пластичных пружин
10 поджимают резец / к внутренней поверхности трубы 9 с силой, необходимой
для срезания грата. Кроме того, эластичные опоры позволяют не отводить
резец от внутренней поверхности в момент прохождения поперечных
сварочных станов или при изменении внутреннего диаметра трубы. На правом конце
протяжки размещен насекатель 7, предназначенный для разделения сплошного
грата на отдельные элементы.
Важнейший элемент гратоснимателя - высокостойкий роликовый
(чашечный) резец, особенностью которого является круговая режущая кромка,
непрерывно вращающаяся в процессе резания грата под действием сил резания.
Оптимальные рабочие углы резца при наклоне его оси на 30° составляют:
переднего от 15 до 18°, заднего от 5 до 7°.
Гратосниматель (рис. 12.41) состоит из резцедержателя 5, имеющего глухое
гнездо 12, в которое вставлен резец 9. Резцедержатель подпружинен пружиной
7, установленной в глухом гнезде 8 опоры 6. Резец имеет сквозное резьбовое
отверстие 10, в которое вкручен опорно- регулировочный винт 11,
опирающийся концом в дно гнезда под углом, отличным от 90° не менее чем на угол
самоторможения. Кроме гнезда под резец резцедержатель имеет вертикальные
гнезда 18, в которые свободно вставлены ограничители 17. На нижней
поверхности опоры б выполнены продольные полуоткрытые пазы 14, в которые
вставлены вкладыши скольжения 13. Для сочленения резцедержателя 5 и опоры
6 используется ось 4. Кроме того, на опоре выполнен продольный выступ 15,
который входит в паз 16 резцедержателя. С помощью хвостовика 7, имеющего
резьбу, гратосниматель крепится в линии трубоэлектросварочного стана в
штанге 1 и стопорится в требуемом положении от поворачивания винтом 2.
Стабильность удержания резца на линии снятия внутреннего грата,
особенно на участках труб с поперечными стыками, обеспечивается за счет
повышения жесткости конструкции путем дополнительного сочленения опоры и
резцедержателя с помощью продольного выступа 15, расположенного на опоре 6, и
продольного паза 16 резцедержателя, в который вводится этот выступ.
Ввиду простоты конструкции гратосниматель имеет малые габариты и может
быть применен для удаления внутреннего грата в трубах с диаметром 25 мм.
Описанный гратосниматель внедрен на трубоэлектросварочной установке
20 - 76 Северского трубного завода и применяется для удаления грата в трубах
диаметром 57 - 70 мм.
Гратосниматель состоит из тяги 4, на которой установлен резцедержатель,
выполненный в виде цанги 3, на лепестках 2 которой закреплен резец / (рис.
12.42). В корпусе штанги установлен винт 7 с распорной гайкой 8,
взаимодействующей своей наружной конической поверхностью с лепестками цанги.
Диаметр цанги регулируется вращением гайки. В результате того, что резец
крепится на лепестках цанги и имеет геометрическую форму, обеспечивается
полное его соприкосновение с внутренней поверхностью трубы 6, что
повышает качество обработки. Гратосниматель установлен на специальной штанге с
307
7 6 к д 9 11 11
ы
о
00
Рис. 12.39. Сборный резцовый гратосниматель:
/ - ролик; 2 - плунжер, 3 - корпус, 4 - система отверстий в штанге гратоснимателя, 5 - пружины, 6 -
резец; 7,8 - опорные ролики, 9 - звездочка для насечки грата; 10 - направляющее окно для
отведения грата от резца, 11 - ферритодержатель; 12 - ферритные кольца
11 11 10 9 в
Рис. 12.40. Гратосниматель с высокостойким роликовым резцом
1 - вращающийся резец; 2 - протяжка; 3 - соединительная штанга, 4 - стойка, 5 - узел крепления, 6
- механизм регулировки; 7 - насекатель; 8 - жесткая роликовая опора, 9 - труба, 10 - пластичные
пружины; 11 - рычаги; 12 - эластичная роликовая опора
А-А
6-6
Н Н
Рис. 12.41. Гратосниматель с подпружиненным резцом малогабаритных размеров.
1,3 - штанги; 2 - стопорный винт; 4 - ось сочленения; 5 - узел крепления, 6 - опора, 7 - пружина; 8 - глухое
гнездо опоры; 9 - резец, 10 - сквозное резьбовое отверстие, 11 - опорно-регулировочный винт; 12 - глухое
гнездо резцедержателя; 13 - вкладыши скольжения, 14 - продольные полуоткрытые пазы, 15 - продольный
выступ, 16 - паз резцедержателя, 17 - ограничители; 18 - вертикальные гнезда резцедержателя
Рис. 12.42. Гратосниматель с цанговым рел
держателем.
/ - резец, 2 - лепестки цанги, 3 - цанга, 4 тя
5 ферритовый сердечник, 6 ~ труба, 7 ви
«V распорная гайка винта
ферритовым сердечником 5. Режущая кромка резца расположена на
расстоянии 1...2 мм за осью горизонтальных валков двухвалковой обжимной клети.
В процессе работы гратоснимателя величину снятия внутреннего грата
регулируют с помощью перемещения по высоте верхнего валка обжимной клети.
Этот гратосниматель опробован на трубоэлектросварочном стане 10-60
Нижнеднепровского трубопрокатного завода им. К. Либкнехта при удалении
внутреннего грата в трубах диаметром от 36 до 60 мм. Результаты его работы
при выпуске небольших партий труб удовлетворительные.
Следует отметить, что рассмотренные гратосниматели по своей конструкции
значительно сложнее, чем однорезцовые и требуют более тщательного ухода и
настройки.
Производство электросварных труб сопровождается наличием внутри них
охлаждающих эмульсий, брызг, выплесков и окалины. Все это приводит к
частому загрязнению и заклиниванию поворотных механизмов и, как следствие, к
дополнительным остановкам трубоэлектросварочных станов. В результате
эффективность использования этих гратоснимателей резко падает. В процессе
формовки и сварки по различным технологическим причинам часто
искажается форма труб. При этом весьма вероятна поломка установки для удаления
внутреннего грата.
Восстановление сложных механизмов является дорогостоящей операцией.
Кроме того, гратосниматели с вращающимся инструментом имеют
дополнительные люфты, вследствие чего они не способны производить удаление грата
с высокой точностью. Поэтому, несмотря на определенные преимущества,
гратосниматели, обладающие резцами с удлиненной режущей кромкой, пока не
нашли широкого применения в трубной промышленности.
Устройства для сжигания внутреннего грата. Существует метод сжигания
внутреннего грата в процессе сварки труб. Кислородный гратосниматель
состоит из штанги 1У головки 2, сменных сопел 3 и прижимного механизма (рис.
12.43). Штанга гратоснимателя состоит из двух трубок, расположенных одна в
другой. По внутренней трубке 4 пойдет кислород, по трубке 5 циркулирует
Рис. 12.43. Кислородный гратосниматель:
/ - штанга, 2 - головка; 3 - сменные сопла; 4 - внутренняя трубка; 5 - трубка для циркуляции
воды; 6- роликовый упор; 7 - пластинчатая пружина; 8- рычаг; 9- роликовая опора
310
вода, охлаждающая штангу и головку гратоснимателя. Она выполнена в виде
вилки из двух нержавеющих трубок, на концах которых имеются штуцеры для
крепления сменных сопел. Зазор между соплами и внутренней стенкой трубы,
обеспечивается роликовым упором 6. В нижней части штанги прижимной
механизм, состоящий из пластинчатой пружины 7, рычага 8 и роликовой опоры 9.
Струя кислорода, подаваемого из двух сопел, направлена навстречу
движению трубной заготовки под углом 60°. Сопла гратоснимателя находятся на
расстоянии 80-100 мм от очага сварки, где температура составляет 1300 - 1400
°С. Под действием струи кислорода и высокой температуры грат сгорает. Для
обеспечения равномерного сжигания необходимо, чтобы скорость сгорания
грата соответствовала скорости сварки трубы. При недостатке кислорода
происходит неполное сгорание грата, а при его избытке - окисление сжигаемого
металла, что нарушает процесс горения. Недостатком этой установки является
то, что капли металла, образующиеся в процессе сварки, даже при обильном
охлаждении налипают на штангу, вследствие чего головку заклинивает и она
часто выходит из строя. Это усложняет процесс производства труб и не
обеспечивает стабильное удаление внутреннего грата.
Существует установка для удаления внутреннего грата электроэрозионным
способом. Этот способ основан на том, что между двумя электродами,
подключенными к источнику питания, возникает мощный электрический разряд, в
результате чего металл в виде мелких частиц выбрасывается с поверхности
электродов. В месте выброса металлов образуется лунка, размеры которой
зависят от степени развития дугового процесса, мощности и частоты
импульсов. Процесс происходит в жидкой среде: масле, керосине, воде, жидком стекле.
С целью стабилизации процесса сжигания внутреннего грата
западногерманская фирма "Koks" вместо чистого кислорода применила смесь
кислорода и воздуха, а для улучшения качества обрабатываемой поверхности труб
после гратоснимателя установила гратозакатывающую головку, состоящую из
одного или нескольких разглаживающих роликов.
Удаление внутреннего грата кислородной струей в линии трубоэлектросва-
рочных станов требует тщательной настройки установок, усложняет процесс
производства труб, повышает себестоимость, а главное, не обеспечивает
стабильно равномерного удаления внутреннего грата, т.е. необходимого качества
труб.
На рис. 12.44 показано устройство фирмы "Crownprince" для удаления в
трубах внутреннего грата вне линии трубоэлектросварочных станов. Устройство
состоит из станины 1 с зажимными патронами 3 и 4, установленными на
подшипниках качения 5 и б. Обрабатьшаемая труба удерживается зажимными
патронами и приводится во вращение с помощью клиноременной передачи 7.
Зачищающая головка 8 представляет собой цилиндрическое тело с двумя
форсунками 9 для горячего газа. Между ними расположено щелевое сопло 10,
через которое поступает кислород. Головка 8 перемещается возвратно-
поступательно вдоль оси трубы с помощью штанги 11. Штанга 11
вмонтирована в верхнюю часть станины / посредством роликов 12 и 13 и снабжена
системой зубьев 15, с которыми взаимодействует приводное червячное колесо
14. Горячий газ и кислород подаются к форсункам 9 и 10 через каналы 16.
Перед зачисткой внутреннего грата для интенсификации начала процесса,
конец трубы нагревается до определенной температуры электроиндуктивным
311
устройством /7 от трансформатора 18.
На противоположном конце
расположено устройство 19 для отсасывания
окалины и остатков отжига.
Рассмотренное устройство облегчает
регулировку процесса сжигания
внутреннего грата, однако не позволяет
получить высокого и равномерного
качества удаления внутреннего грата из-за
колебаний внутренней геометрии
обрабатываемых труб.
Установка для удаления внутреннего
грата в электросварных трубах
электроэрозионным способом показана на рис.
12.45. Труба 1 перемещается возвратно-
поступательно тянущими клетями 2.
Скорость перемещения трубы
регулируется в пределах от 2 до 12 м/мин.
Внутренний грат обрабатываемой трубы 1
служит одним из электродов. Другим
электродом является рабочий чугунный
диск, помещенный внутрь трубы на
вращающейся штанге 4> приводимой в
движение электродвигателем 5. В
промежуток между дисковым электродом и
гратом подается вода. Токоподвод к
трубе осуществляется с помощью
люнетов б, а к чугунному диску - через токо-
подводящее устройство 7. В качестве
источника питания применяется
селеновый выпрямитель с регулируемым
питанием 10...30 В и рабочим током до
3000 А. Стабильность процесса и
качество удаления внутреннего грата, в
основном, зависят от величины зазора
между электродом-инструментом и
гратом. Вследствие допусков по толщине и
ширине ленты сохранить зазор между
электродами постоянным невозможно. В результате процесс удаления
внутреннего грата электроэрозионным способом протекает неравномерно, кроме
того, износ инструмента по массе практически равен массе снятого грата.
Удаление внутреннего грата электроэррозионным способом характерно
малой производительностью, нестабильностью процесса и высоким износом
инструмента.
Устройства для деформации внутреннего грата. Наряду с установками для
удаления внутреннего грата существуют устройства для его деформирования.
Одним из таких устройств является головка для закатки внутреннего грата.
Закатка производится в линии трубоэлектросварочных станов роликовой
головкой (рис. 12.46) при температуре шва 600...700 °С.
ЯП
— сз^гз —
Рис. 12.44. Устройство для удаления
внутреннего грата вне линии трубоэлектросва-
рочного стана:
/ - станина; 2 - труба; 3,4 - зажимной
патрон; 5,6 - подшипник качения; 7 - клино-
ременная передача; 8 - зачищающаяся
головка; 9 - форсунки; 10 - щелевое сопло; //
- штанга; 12,13 - ролики; 14 - червячное
колесо; 75 - система зубьев; 16 - каналы для
подачи кислорода; 17 -
электроиндуктивное устройство; 18 - трансформатор; 19 -
устройство для удаления окалины
Рис. 12.45. Установка для удаления внутреннего грата электроэрозионным
способом:
/ - труба; 2 - тянущие клети; 3 - рабочий чугунный диск; 4 - штанга; 5 -
электродвигатель; 6 - люнеты; 7 - токоподводящее устройство
Головка представляет собой массивный корпус /, в котором жестко
закреплены верхний закатывающий ролик 2 и два нижних ролика 3 и 4. Корпус 1
соединен штифтом 5 с тягой б, которая, в свою очередь, при помощи стойки
неподвижно закреплена на станине рабочей клети формовочного стана.
Закатку грата производят верхним рабочим роликом 2, нижние ролики 3 и 4
являются опорными и катятся по внутренней поверхности трубы. Перед
эксплуатацией ролики головки выставляются по шаблону с таким расчетом,
чтобы расстояние между нижними опорными и верхним раскатьюающим роликом
равнялось внутреннему диаметру трубы с плюсовым допуском. Корпус
раскатывающей головки располагается внутри трубы так, чтобы ось рабочего
ролика находилась в одной плоскости с осями роликов гладильной клети.
Для получения труб без внутреннего грата, на Московском трубном заводе
электросварную трубную заготовку подвергали волочению на оправке.
Волочение производили с
различными обжатиями
на волочильном
оборудовании по обычной
технологии.
Производительность
волочильных станов
составляла 400...500 м/ч.
При волочении труб грат
деформировался, частицы
его отрывались и часто
налипали на оправку. Это
приводило к появлению Л
r w Рис. 12.46. Роликовая головка для закатки внутреннего
на внутренней поверхно- та:
СТИ Труб большого КОЛИ- у _ корпус; 2 - верхний закатывающий ролик; ЗА - нижний
чества рисок, глубина КО- ролик; 5 - соединительный штифт; 6 - тяга
313
торых превышала
допустимую. Кроме того,
волочение сварных труб с
внутренним гратом
сопровождалось
образованием в зоне шва
микротрещин, рисок и закатов.
Все эти дефекты
приводили к ослаблению
сварного шва и повышенной
отбраковке труб.
Устройства для
предотвращения образования
внутреннего грата.
Изыскание способов
производства высококачест-
Рис. 12.47. Способ формовки при производстве тонкостей- венных электросварных
ных труб с уменьшенным внутренним гратом (вариант) ТруО иез внутреннего
грата не ограничивалось
исследование возможностей установок для удаления и деформирования
внутреннего грата. Ряд работ был направлен по пути создания технологии
производства электросварных труб без внутреннего грата.
Способ производства труб без внутреннего грата, запатентованный
западногерманской фирмой "Siemens-Schukertwerke", заключается в том, что со
специального барабана в сварочную щель непрерывно подается тонкая
металлическая прокладка двутаврового или Т-образного профиля. В зоне схождения
кромок прокладка заваривается в трубу и предотвращает попадание внутрь
трубы сварочных брызг и образование внутреннего грата.
Фирма США "Magnetic Hiting Corp." применила для производства
электросварных труб способ формовки (рис. 12.47, 12.48), при котором трубы
получаются с уменьшенным
внутренним гратом.
Рассмотренные
способы производства
труб без внутреннего
грата, снижают
прочность сварного
соединения, что не
позволяет использовать их
для дальнейшего
передела. Применяются
эти способы только
для изготовления
особо тонкостенных труб,
например оболочек
для кабеля.
На рис. 12.49 пока-
Рис. 12.48. Способ формовки при производстве тонкостенных зана конструкция ДЛЯ
труб с уменьшенным внутренним гратом (вариант) предотвращения об-
314
разования грата на
внутренней поверхности
труб, разработанная
фирмой "Ioder".
Устройство состоит из
подкладки /, шарнирно
закрепленной с
помощью рычага 2 в корпусе
J, который жестко
соединен с тягой 4,
зафиксированной в
стационарном крепежном
устройстве. Корпус 3
располагается в зоне сварки
так, чтобы подкладка /
поджималась пружиной
Рис. 12.49. Устройство для предотвращения образования
внутреннего грата:
1 - подкладка; 2 - рычаг; 3 - корпус; 4 - крепежное
устройство; 5 - тяга
5 к внутренней поверхности трубы в месте формообразования шва. Подкладка
1 предотвращает в процессе сварки выдавливание грата внутрь трубы и
создает предпосылки для образования грата только с наружной стороны.
Австрийская фирма "Alpine", разработала технологию производства
электросварных труб без внутреннего грата, основанную на предварительной
подготовке кромок штрипса. В линии технологического оборудования перед
формовочным станом устанавливается кромкоразделывающий станок,
производящий непрерывное снятие фасок.
Фаски обрабатываются с обеих сторон полосы на одну треть толщины
ленты под углом 20...45°. При тонкой полосе применяют меньшие углы, при
толстой - большие. Фирма считает, что разделкой кромок грат можно только
уменьшить, но не исключить окончательно. Поэтому, чтобы получить
гарантированную чистую внутреннюю поверхность труб, после шовосжимающих
валков устанавливается заглаживающий ролик.
Устройство (рис. 12.50), предотвращающее образование внутреннего грата с
помощью подкладки состоит из собственно подкладки 1, закрепленной во"
вкладыше 2, который под действием набора пластинчатых пружин 3 перемещается в
пазу корпуса 4 и прижимает подкладку к трубе в месте формообразования шва.
Корпус жестко соединен
со штангой 5, которая
закреплена на одной из
станин рабочей клети
формовочного стана.
Штанга может
перемещаться в
горизонтальном, вертикальном и
радиальном
направлениях. Внутри штанги
проходят каналы, по
которым подается вода для
охлаждения подкладки,
корпуса И Пружин. *>ис* 12.50. Устройство для предотвращения образования внут-
Данное vcmoucran Реннсго ГР*™ с помощью подкладки:
^ j tpwnwiou i_ подкладка; 2 - вкладыш; 3 - набор пластинчатых пружин; 4
Предотвращает Выдав- - корпус устройства; 5 - штанга
-к\*
W//WWW/W/W///W/W//M/////A
Рис. 12.51.Устройство для предотвращения
образования внутреннего грата при сварке труб в
среде инертных газов с применением газового
подпора:
/ - сопло (из меди или латуни); 2 - газоподводящая
труба
ливание грата внутрь трубы во время
сварки. В процессе работы подкладка
подвергается воздействиям
механических, электрических и термических
нагрузок. Чтобы исключить влияние
установки на процесс сварки, материал
подкладки должен быть немагнитным
и неэлектропроводным. Таким
требованиям удовлетворяют огнеупоры,
керамика и материалы, покрытые
жаростойкими эмалями. Исследования
показали, что лучшими для этих целей
являются материалы из керамики,
например корракс КС-1.
Для предотвращения внутреннего
фата в трубах, сваренных в среде
инертных газов, применяют газовый
подпор, при котором в зоне сварки под
сварочной ванночкой создается
провисанию жидкого металла, т.е.
давление инертного газа, препятствующее
предотвращающее образование внутреннего грата (рис. 12.51). В качестве инертного
газа используется аргон. Газовый подпор создается соплом, установленным внутри
трубы. Сопло (из меди или латуни) приваривается к газоподводящей трубе с
продольной регулировкой для установки его на различном расстоянии от электродов.
Для создания эффективного газового подпора утечка газа должна быть минимальной. К
недостаткам метода газового подпора относятся образование внутренней пористости и
строчечности шва, неустойчивость процесса и дополнительный расход аргона.
При производстве труб без внутреннего грата в среде инертных газов известен
также потолочный способ сварки. При такой сварке дуга подается снизу. В этом
случае изменяется соотношение сил, действующих на сварочную ванночку: давление
сварочной дуги направлено вверх, а сила тяжести расплавленного металла - вниз.
Однако при поточной сварке, несмотря на значительную экономию аргона,
ведение технологического процесса (наблюдение за процессом сварки и
регулирование его параметров) затруднено. Кроме того, наблюдается увеличение
наружного грата, что требует дополнительной механической обработки.
В настоящее время ведутся работы по получению труб без внутреннего грата
удерживанием расплавленной сварочной ванночки магнитным полем.
Глава 13
РАСЧЕТЫ ДЕТАЛЕЙ И УЗЛОВ СТАНОВ ДЛЯ ПРОИЗВОДСТВА
СВАРНЫХ ТРУБ
13.1. Расчет тянущих усилий очага сворачивания в рабочих клетях
формовочного стана
Методика определения энергосиловых параметров на основе
контактного взаимодействия трубной заготовки и сменного инструмента учитывает кине-
матику процесса. Кинематикой определяется положение катающего диаметра,
в сечении которого линейная скорость валка равна скорости продвижения
полосы. Он делит зону контактного взаимодействия металла с валками на зону
опережения и зону отставания. Зная соотношение между этими зонами можно
определить тянущие усилия, необходимые для реализации процесса.
Однако в расчетах по предлагаемой методике не учитывают зону внекон-
тактной деформации. Длину контактной зоны металла с верхним валком
принимают равной длине контактной зоны металла с нижним валком, а величину
распружинивания металла - равной 10 % величины зоны контакта металла с
валками (верхним или нижним).
Далее приведен пример применения методики при расчете энергосиловых
параметров привода валков формовочного стана 20-76. Расчет ведется по пяти
приводным клетям A-5).
Исходные данные для расчета:
Наружный диаметр трубы
Толщина стенки трубы
Материал:заштовки
Ширина заготовки
Дт=40мм
5т=3,0мм
12Х18Н10Т
Вп = 132,44 мм
Калибровка валков и кинематические Параметры формовочного стана 20-
76 представлены соответственно в таблицах 13.1 и 13.2.
Расчет первой формовочной клети (открытый калибр полного охвата)
(рис.-1-Srl-). Определение длины контактной поверхности
A i в
Яне = -— + /*? 1-cost-^
1К 2 Ч 2- R
A3.1)
Таблица 13.1. Калибровка валков формовочного стана ТЭСА 20-76
для трубы Df xSf = 40 х 3
Параметр и его обозначение
Радиус формовки нижнего валка /Ън, мм
Радиус формовки верхнего валка ЛД мм
Угол формовки ф|, рад
Диаметр нижнего валка по дну Ан, мм
Диаметр верхнего валка по дну Ав, мм
Диаметр нижнего валка по реборде
Дн, мм
Диаметр верхнего валка по реборде
D\ , мм
Ширина разрезной шайбы »Suii» MM
1
104,65
101,65
1,27
152
202
191
163,7
-
2
52,3
49,3
2,53
153
209
240
177,6
-
Номер
3
34,9
31,9
3,79
154
240
223,8
216
-
клети
4
26,2
23,2
5,05
155
266
207,4
255
-
5
22,6
22,6
5,72
156
156
199,7
199,7
12
6
21,1
21,1
6,16
157
157
197,7
197,7
3
317
Таблица 13.2. Кинематические параметры привода формовочного
стана ТЭСА 20-76
Параметр и его
обозначение
Частота вращения
валка пи мин
Линейная скорость
полосы Кл, м/с
Номер клети
1
в
79
35
Н
122
35
2
в
81
35
Н
120
35
3
в
75
35
Н
ПО
35
4
В
80
35
Н
ПО
35
5
В
112
35
Н
ill
35
6
В
35
Н
35
Примечание: В- верхний валок; Н - нижний валок.
где R\k - радиус первого валка в сечении кромки заготовки, мм; D\H - диаметр
нижнего валка по дну, мм; R\H - радиус формовки нижнего валка, мм; В -
ширина заготовки, находящейся в контакте с валком, мм.
152 ( 132 44 ^
/?ik = - + 104,65{i-cos?1^J=96,29mm;
Я.-ЛГП-сов^!
где Н\ - высота профиля;
Я, = 104,65 • [ 1 - cos U2M )
V 2-104,65;
Я1В = 0,94Я,
20,29 мм;
где #1в - высота профиля при входе заготовки в калибр, мм,
Я1В = 0,94-20,29 = 19,07 мм;
A3.2)
A3.3)
Вход
заготовки
Рис. 13.1. К расчету тянущих усилий в первом открытый калибре
318
Ц* = Л," • arccosj
2 +Я
Rw
A3.4)
где L\к" -длина контакта кромки с валком, мм;
L"K= 96,29 arccosl
'152 ^
—-+19,07
96,29
= 15,33 мм;
/,".-0,11,",,
A3.5)
где /iKH -длина контакта кромки с валком с учетом 10 % распружинивания, мм,
/,"=0,1-15,33 = 1,53 мм.
Определение катающего диаметра валкое первой клети
Кд-1000
, мм;
,К со-60
где Vj\ - линейная скорость полосы, м/с; D\K
со - угловая скорость вращения валка, рад/с.
к-п
ш = "зо"> рад/^
где п - частота вращения валка, мин
н я-п? 3,14-122
щ =
A3.6)
катающий диаметр, мм;
A3.7)
©Г =
30 30
*Х 3,14-79
30
30
= 12,77 рад/с;
= 8,27ррад / с;
лн 35000-2 л^,
Дк = ТТТТ^Г = 9U6 мм;
1к 60-12,77
35000-2
D'"= 601^7 =,4,'08ММ;
Z)iH = 152 мм - диаметр первого нижнего валка по дну, ?>iB= 163,7 мм - диаметр
первого верхнего валка по реборде
d:<d?,d;<dx\
Следовательно, нижний и верхний валки первой клети находятся в зоне
опережения. %
Определение площади зоны контактного взаимодействия металла с валками
первой клети
A3.8)
FH - 1 1/* .—
где FlKB -площадь зоны контактной поверхности трубной заготовки с верхним
валком; F\K" -площадь зоны контактной поверхности трубной заготовки с
нижним валком. Для первой формовочной клети (в данном случае):
F\k* = F\*u= Ш6,46мм2.
319
Определение тянущих усилий валков первой клети
В общем случае
АТ =АГ + АК , A3.9)
где Ат - общая работа, необходимая для продвижения полосы; Av- работа гиба
полосы; Ак- кинематическая работа, затраченная на передвижение полосы,
Л^т^-е^Кр ST В, A3.10)
где г - предел текучести гиба, МПа; ег деформация в калибре /-той клети; s ,_у-
деформация в калибре (i-\)- ой клети; В - ширина заготовки, находящейся в
контакте с валком, мм; St- толщина стенки трубной заготовки, мм; R( - радиус
формовки /-той клети, мм; /ср - средняя длина контактной площади, м\?г
A3.11)
<*т
где от - предел текучести, МПа;
я'
е,--^-- A3.12)
' 2Л,
В данном расчете принимаем равномерную зависимость распределения
кривизны по очагу деформации.
Гг = ^. A3.13)
где Г,- тянущее усилие гиба, обеспечивающее получение трубной заготовки с
заданными геометрическими параметрами калибра
T=r.(lL_JlJ\ET-B; A3.14)
K2R, 2R,.J 2
^-vfa-Fjj, A3.15)
где For- контактная площадь трубной заготовки с валками, находящимися в
зоне отставания, мм2; ^оп- контактная площадь трубной заготовки с валками,
находящимися в зоне опережения, мм2;/- коэффициент трения по Прандтлю;
2>js-. A3.16)
где Гк- тянущее усилие, необходимое для продвижения трубной заготовки,
находящейся в контакте с данным калибром
r.-t-fc-ig/. A3.17)
В общем случае:
А*+А$=А»+А?+А*+А?, °ЗЛ8)
где AjyAj- общие тянущие работы, необходимые для продвижения полосы,
выполняемые соответственно верхними и нижними валками; А*>А? - работы
гиба полосы, выполняемые соответственно верхними и нижними
валками; а\,А" - кинематические работы, выполняемые соответственно верхними и
нижними валками.
Следовательно, в соответствии с формулами A3.9 - 13.18) в общем случае:
320
Т7 = Т°+Т$;
Тт = Гг* + Г," = г
Г" = Гм + 7\н = г
ST
2Л,.
О
2^(,-i)J
J±T___±L_ B*L + T(r -F')f>
1Q OP J T V OT x on /./
5-^+r(c-c)/;
A3.19)
A3.20)
A3.21)
Т7 = ТТ+ТЛ= tBs{^ - ^-] + t(f: + F;)f A3.22)
После подстановки численных значений параметров, при/= 0,005, получим
ат 410
r=i=vr236'7na;
Гт = 236,7-132,44 3|
2-104,65
•236,7-0,005A116,46 + 1116,46)=-1294,6Н.
Знак " - " означает, что клеть является тянущей, так как суммарное усилие
формовки совпадает с направлением формовки.
Расчет тянущих усилий для второй формовочной клети (рис 13.2)
аналогичен приведенному выше по формулам 13.1 - 13.22. Результаты приведены в
табл. 13.3.
Третья формовочная клеть - открытый калибр неполного охвата (рис 13.3).
Определение длины контактной поверхности третьей клети
d;h
A3.23)
где Лзк- радиус валка в сечении кромки заготовки, мм; D 'Зн - диаметр нижнего
валка по реборде, мм;
Рис. 13.2. К расчету тянущих усилий во
втором открытом калибре
Рис. 13.3. К расчету тянущих усилий в
третьем открытом калибре
I i — 2485
321
Таблица 13.3. Параметры, полученные при расчете тянущих усилий валков
формовочного стана ТЭСА 20-76
Параметр и его обозначение*
Радиус валка в сечении кромки
заготовки - R\K, мм
Высота профиля - Нх> мм
Высота профиля при входе в
калибр - Яш, мм
Длина контакта кромки с
валком - Li, мм
Катающие диаметры - А/", мм
Угловая скорость вращения
валков - о*н", рад/с
Площадь зоны контактной
поверхности трубной заготовки с
валком - F\KH", мм"
Тянущие усилия - Тп, Н
1
96,29
20,29
19,07
15,33
141,08
91,36
8.27
12,77
1116.45
1116,45
1294,6
Номер хлети
2
113,1
36,6
34,4
22,3
137.6
92,88
8.48
12,56
1624.37
1624,37
2436
3
111,9
34,9
32,8
21,7
148.62
101,44
7.85
11,5
1044.38
1189,16
1748,1
4
L03,7
26,2
24,63
18,0
149.34
101,44
8.37
11,5
517.8
814,45
955,6
5
-
21,85
19,03
18,58
99.5
92,15
11.72
12,56
688.5
709,77
814
* В числителе - значения параметров для верхнего валка; в знаменателе - для нижнего.
223 8
Я1к = —^- = 111,9 мм;
Н,.
2 2 *
где #-} - высота профиля, мм;
„ 223,8 154 ^л
Н>= — ~ = 34,9 мм;
#з'=0,94#3,
#3н = 0,94 ¦ 34,9 = 32,8 мм;
где #зн- высота профиля при входе заготовки в калибр, мм;
L"K = Л,к arccos
2 "
A3.24)
A3.25)
A3.26)
где L"K - длина контакта кромки с валком, мм;
П54 "^
П^ + 32,8
Цв = 111,9-arccos
111,9
= 21,7 мм;
1Ц =0,1 Цк, мм,
A3.27)
322
где 1"к - длина контакта кромки трубной заготовки с нижним валком с учетом
10 % распружинивания;
/Знк =0,1 -21,7 = 2Д7 мм.
Определение катающего диаметра валков третьей клети
Определение катающего диаметра производят в соответствии с формулами
13.6 и 13.17. Следовательно,
н 3,14-110 11С
w = —~— = П,5 рад / с;
30
3,14-75
30
• = 7,85 рад / с;
. 2•35000
D'-«K^f = 148'62MM;
А". < />," и Ав < ЯЛ
1 т.'
ШшР
8s3
Bs3
*yS
ft
i
Рис. 13.4. К расчету геометрических
параметров контактной зоны третьей клети
Следовательно, нижний и верхний валки находятся в зоне опережения.
Определение площади зоны контактного взаимодействия металла с валками
а) определение зоны контактного взаимодействия с нижним валком.
Учитывая геометрию валка, можно считать:
Д.н = Лзн-тс,мм, A3.28)
где В3Н - ширина контактной площади металла с нижним валком;
Д/= 34,9-3,14 =109,6 мм;
Fi-U-L^.M*2.
A3.29)
где F3"„ - контактная площадь трубной заготовки с нижним валком находя-
A3.30)
шимся в зоне опережения;
где В'* - ширина трубной заготовки, находящаяся в контакте с верхним
валком в зоне опережения; v|/3 - половина угла, характеризующего ширину
контакта верхнего валка с трубной заготовкой в зоне опережения;
в;
% = arccos
2Д3"
A3.31)
где В*3 - ширина верхнего третьего валка;
ЧЛ = arccos
25
31,9
= 0,9;
?'/ = 2-31,9-0,9 = 57,42мм.
Учитывая геометрию валка, можно записать (рис. 13.4):
A3.32)
I Г
323
где
Зоп ~ контактная площадь трубной заготовки с верхним валком
находящаяся в зоне опережения.
Из подобия треугольников на рис. 13.4, следуют соотношения:
Y 57,42 • 21,7
хз= 109,6 =11>37мм;
F3Bon = 1,1B1,7 + 1137)^57,42 = 1044,38 мм2.
Определение тянущих усилий третьей клети
Расчет проводят аналогично приведенному для общего случая, в
соответствии с формулами 13.9 - 13.22. Таким образом: ""
Г1Т = 236,7-109,6
а.
3
2 V 2-34,9 2-52,3.
+ 236,7-57,42-:
X*
f
i
1
'i 1
2Ul,9-2 2-49,3.
-236,7-0,005(l 044,38+ 1189,16) = 1748,1 H.
Расчеты тянущих усилий для чет-
вертой формовочной клети (pmz^ttJS)
аналогичен приведенному выше для
третьей формовочной клети.
Результаты представлены в табл. 13.3.
Пятая формовочная клеть
(закрытый калибр рис. 13.6J.
Определение длины контактной
поверхности пятой клети
H5 = R5H-55,mm, 03-33)
где #5 - высота пятого профиля, мм;
5$ - зазор между валками, мм;
*"(f"+RS)-^: A3J4)
где D У1 - диаметр пятого валка по дну
калибра; /M!|- диаметр валка по
реборде;
. 156 _, 199,7 П7.
5< = + 22,6 — = 0,75 мм;
2 2
Рис. 13.5. К расчету тянущих усилий в
четвертом открытом калибре
#5В = R5b\ I - COS
'2IL
#5 = 22,6 -0,75 = 21,85 мм;
* A3.35)
где #5в - высота профиля при входе заготовки в валок; В5пк - ширина
контактной площади металла с нижним валком клети
/?5в= 1,06Л5И. A3.36)
Д5в= 1,06-26,2 = 27,77 мм; \
BH5K = R5%-255, A3.37)
324
Рис. 13.6. К расчету тянущих усилий в пятом калибре
Вн5 = 22,6 - 3,14-2 - 0,75 = 69,46 мм;
Цк=—*тссо$— ,
A3.38)
2 +
156
гн *52 2
Цк= — arccos^
+ 19,031
- = 18,5 мм.
+ 21,85
Определение катающего диаметра валков пятой клети
Определение катающего диаметра производят по формулами A3.6) и A3.7):
н 3,14-121 t„,_ ,
30
3,14 112
30
2-35000
5* "* 60-12,66
в 2-35000
°и ~ 60 11,72
Dt =
= 11,72 рад / с;
= 92,15 мм;
99,5 мм;
?>в5 = ?>н5 = 156мм.
Так как D5k* < DB5 и D5kh < DH5, то верхний пятый и пятый нижний валки
находятся в зоне опережения.
325
Определение площади зоны контактного взаимодействия металла с валками
пятой клети.
а) площадь контактного взаимодействия металла с нижним валком
F» =11Zh К_; A3.39)
Вн5 = я5н.я_255; С13-40)
Fson" =1,1 18,58 • 69,46 • 1/2 = 709,8 мм2;
б) площадь контактного взаимодействия металла с верхним валком
(рис. 13.7)
B'5B = R5B n -285-Ssui, <13-41)
где В'5 - ширина трубной заготовки, находящейся в контакте с верхним
валком;
Ssm - ширина разрезной шайбы в пятом калибре
В'5* = 22,6 -3,14-2- 0,75 - 12 = 57,46 мм;
Из подобия треугольников на рис. 13.7 следует соотношение
. 6-18,58
*5~ 34,73 ~ХА
^,,=uA^tM) 7,46 = 688,3 мм.
Определение тянущих усилий гиипой клети
Расчеты проводим аналогично приведенному для первой клети по формулам
A3.9 - 13.22). Таким образом:
Г5Т=236,7.A32,44-4.0,75).з(^-^2
- 236,7 • 0,005G09,8 + 688,3) = 828 Н.
Известно, что для качественной и стабильной формовки необходимо, чтобы
разница между тянущими усилиями соседних клетей не превышала 10 %, в
противном случае необходимо провести корректировку:
ДГ,. Jr'>l"r"'l-100%; A3-43)
г,_,
|!294,6-243б|
АГ| 1294,6 •100% = 88%;
12436 -2195,7]
ДГ2 = ¦ 2436 100% = 10%;
326
Bst/z
^\x
- 8™l m
Щт
ЛГ,=
АГ4 =
[2195,7-1210,51
1210,5
11210,5-828|
•100% = 81%;
828
100% = 46%.
Рис. 13.7. К определению
геометрических размеров
зоны контакта в пятой клети
При этом, между первой и второй клетью будет
значительное растяжение заготовки, что может
привести к перегрузке периферийных участков
трубной заготовки. Между второй и третьей
клетями будет незначительное сжатие, третьей и
четвертой - значительное сжатие, что может привести
к образованию гофров на заготовке. Сжатие
между четвертой и пятой клетями превышает 10 %.
Таким образом, распределение тянущих усилий по клетям не удовлетворяют
условиям качественной равномерной и стабильной формовки и сварки
трубной заготовки. Следовательно,
необходима оптимизация процесса.
За базу приведения тянущих
усилий следует принять усилие
пятой формовочной клети - 800 Н
(минимальное тянущее усилие,
позволяющее реализовать процесс
в данных условиях). Конструкция
стана в данных условиях такова,
что частота вращения нижних
валков - п =71 мин1 одинакова для
всех клетей. Тянущие усилия
каждой клети можно привести к
выбранной базе, изменяя частоту
вращения верхних валков и
положение катающего диаметра.
Изменения конструкции редуктора при
этом минимальны и нижние
шестерни остаются без изменения, а
верхние изменяем под новые
кинематические условия.
Приведение к базовому
значению тянущих усилий первой
формовочной клети (рис. 13.8):
Гт" = Г," + 7У", A3.44)
где Тт - тянущие усилия нижнего
валка клети; Г," - тянущие усилия
гиба нижнего валка клети; Ткн -
тянущее кинематическое усилие,
необходимое для продвижения
ПОЛОСЫ Нижнего валка. рис 13.8. К определению кинематических пара-
В общем виде метров первой формовочной клети ТЭСА 20-76
327
7\"=т-Д"
2Л, 2ЛМ; 2
В частности для первой клети формула 13.45 имеет вид:
5Т U,
A3.45)
т» = *'вЛ2я;J
где #7- ширина ленты, находящейся в контакте с нижним валком первой клети
Г'"=236'7-94'62-Щб5Г47°'2Н'
К-тк(г:„-К„), - A3.46)
где F|OT" - площадь контактного взаимодействия металла с валками,
находящимися в зоне отставания; F\u„" - площадь контактного взаимодействия
металла с нижним валком, находящимся в зоне опережения;
f{4„ = \,\xxb;"z A3.47)
Из подобия треугольников на рис 13.8 следует
4.
в,"
A3.48)
2L„ 2-Х,'
где В'" - ширина ленты, находящейся в контакте с нижним валком клети в зоне
отставания;
Х,=
,11 г» И
Я'1к" = 2 У/'-ДЛ A3.49)
где У/' - угол, характеризующий разделение площади контактного
взаимодействия металла с нижним валком калибра на зоны опережения и отставания.
Из рис. 13.8 следует
У," = arccos
К
A3.50)
/
где D"K - катающий диаметр нижнего валка первой клети (рассчитан по
формулам 13.6 и 13.7); Dl\ - диаметр по дну нижнего валка клети;
^/г 157 152^
104,65- — + —
Ч*," = arccosj
104,65
= 0,2188 рад;
В'1к" = 2 0,2188 ¦ 104,65 = 45,79 мм;
15,33-45,79
*'" 132,44 =5'ЗММ;
^ = 1,1.5,3^.^-2 = 133,5 мм2.
328
Из рис 13.8:
Г-^ЩЦ^Х^-ВП1-.1--!* A3.51)
К» = иA5,32/ 5,3)A32,44- 45,79)^ 983 мм2,
F,HK = A33,5 - 983) = -849,5 мм2,
ГД = 470,23 - 849,5 = - 379,3 Н.
Как указывалось ранее, за базу приведения тянущих усилий было выбрано
тянущее усилие пятой клети, равное 800 Н. Поэтому Гт клетей равно 800 Н.
71тв=Г,т-Г,тн; A3.52)
Гц" = -800-C79,3) = 420,7 Н;
Г,тв = Г,гв +7V; A3.53)
Г,кв =w.Fi?; A3.54)
где F\z - суммарная площадь зон опережения и отставания контактного
взаимодействия металла с нижним валком клети;
где В*] - ширина ленты находящейся в контакте с валком;
Г,вг = 236,7• 89,8 2Л1165 • \ = 470,23 Н;
Г в _ т» в т в
1к - J IT - Т\г ,
Г)кв = - 420 - 470,23 = - 890,23 Н.
Из формулы 13.54:
с в 1* 890,23 _ 2
11 х-/с 236,7-0,005
Из ранее приведенных расчетов для первой клети
Fik* = FXkh = 1116,45 мм2.
Решая систему A3.56), можно найти FionB и F\Q*
И Ion ^ Мот rlS
Е* в — Е* в 17 8.
*1оп "~ * 1к ~^1от >
*1к -Пот *1от "" * Ц >
F* - FB
Г!к MZ
2
- = FB •
г1от>
^.ШЬ^Й. ,,„„,,.
Из рис. 13.8 следует:
4
*.'
'в^-в;*)
, 2 )
2
' В? - В?
Мот
2 ,
[2ЦК IX,
Решаем систему A3.57) относительно (S°i - В'°) и Х\, получим:
A3.57)
Мот
^,f|VV(^-y);
(в-в**) v ;
В^шЦ^-ВГJ;
{*:-Brhj
132,44-181,3
15,33
: 39,6 мм;
5'!в= 132,44-39,6 = 92,8 мм;
1 2Щ'
A3.59)
где ?Bi - угол, характеризующий разделение площади контактного
взаимодействия металла с верхним валком на зоны опережения и отставания;
• = 0,45 рад;
шв = .
1 2-101,65
AKB = Z)B1.B^B1-^B1cos^8);
D\* = 202 - B • 101,65 - 101,65 • 0,89) = 89,1 мм;
. 2-V
(О, =
Z)va-60
A3.60)
A3.61)
где a) i - угловая скорость вращения верхнего валка первой клети;
в 2-35000 „ , .
®{ = ^. ^ =13 рад/с» /
89,1-60
30 -©Г
где «1 - частота вращения верхнего валка первой клети;
л" = -—- = 124,2 мин.
Частота вращения валка должна быть целым числом. Если в результате
расчета (как в данном случае) она получается дробной, то необходимо округлить
с*
г
F3 x
8SJ
Bsj
. ffSJ .
'j
X
Рис. 13.9. К определению кинематических
параметров второй формовочной клети стана 20-
76
Рис. 13.10. К определению кинематических
параметров третьей формовочной клети
ТЭСА20-76
это значение до целой величины и провести уточняющие расчеты. Принимаем
/iiB = 124 мин. Расчеты, необходимые для проведения оптимизации
кинематических параметров клетей 2, 3, 4 и 5, аналогичны приведенным выше и
проводятся по формулам A3.44 - 13.62). Результаты расчетов приведены в
табл. 13.4. Графические иллюстрации к расчетам параметров этих клетей
представлены на рис. 13.9 - 13.12.
Новые кинематические параметры обеспечиваются путем изменения
передаточного отношения между валом ведущей шестерни и шестерней верхнего
вала, а следовательно, и изменением числа зубьев шестерни и колеса.
Расчет параметров шестеренных клетей
Расчет параметров первой шестеренной клети
Л.
A3.63)
где U - передаточное отношение; п» /i„ - частоты вращения верхнего и нижнего
валков в клети, мин;
U = — = 0,57 •
124
Допустим, что модуль нормального зацепления тп = 3. Его величина
задать
Таблица 13.4. Результаты по оптимизации кинематических параметров
приводных формовочных клетей ТЭСА 20-76
Параметры
ГДН
уЛ рад
В'и, мм
г* и 2
/\гг , ММ
F0,i", mm2
Гк", Н
2Ттн, Н
2ТТВ,Н
ГДН
ГЛ Н
/\>п, ММ2
с в 2
Г «г , ММ
?в, мм
?*,рад
АД мм
аЛрад
/iB, мин-1
1
470
0,22
45,8
133,5
983
-849,5
-379,3
-420,7
470
-890
754
181,3
92,8
0,4
93
13
124
2
940
0,28
29
78
1546
-1737
-797
-3
940
-943
1196
429
81,9
0,6
149,8
7,7
73
Номера клетей
3
660
0,24
21
46
1262
-1439
-779
-21
411,8
-432,8
327
411
24
0,38
205
5,7
54
4
321
0,28
14,5
25,4
789
-903
-582
-218,4
465
-683
579
235,5
41,5
0,89
234,2
4,98
48
5
227
0,21
9.5
13
712
-828
-600,7
199,3
20,9
-2202
286,6
259
31,3
0,73
129,8
8,99
85
ется в определенных пределах и характеризует конструкцию зуба и характер
зацепления зубчатой передачи.
cosp
A3.64)
где шт- модуль торцевого зацепления; /3 - угол, характеризующий заданное
зацепление:
3 - = 3,06122;
пгг =
т" cosll'28'38"
щ
Zi =
A3.65)
где Z? - суммарное число зубьев; а - межосевое расстояние, заданное
конструкцией стана и равное 200 мм:
z 3,06122
Z|~c/ + r
A3.66)
где Z\ - количество зубьев шестерни;
62
-| 0,57 + 1
332
= 39;
сн
Fon5
Рис. 13.11. К определению кинематических Рис. 13.12. К определению кинематиче-
параметров четвертой формовочной клети ских параметров пятой формовочной
стана 20-76 клети стана 20-76
Z2 — ?• j Z.j,
где Z2 - количество зубьев колеса
Zl = 62 - 39 = 23;
где ?/ф - фактическое передаточное отношение.
A3.67)
Таблица 13.5. Параметры шестеренных клетей
Параметры
U - передаточное отношение
ти - модуль нормального зацепления
/ит- модуль торцевого зацепления
2?- суммарное число зубьев
Z\ - количество зубьев шестерни
Zi- количество зубьев колеса
?/ф - фактическое передаточное
отношение
ли, %
1
0,57
3
3,06
62
39
23
0,59
3,5
Номер клети
2
0,97
3
3,06
62
31
31
1,0
3
3
1,32
3
3,06
62
26
36
1,38
4
4
1,97
3
3,06
62
25
37
1,48
0,6
5
0,89
3
3,06
62
33
29
0,87
4
333
".-§¦
0,59;
AU
и*-и
U
A3.68)
0,57
3,5%.
Допустимое отношение AU <4 %,
Аналогично по формулам A3.63 - 13.68) рассчитывают параметры
шестеренных клетей 2, 3, 4 и 5. Результаты расчетов представлены в табл. 13.5.
13.2 Расчет привода формовочного стана
Кинематическая схема формовочного стана представлена на рис. 13.13. Это
пять пар валков (пять клетей), привод которых содержит шестеренные клети,
редуктор и двигатель постоянного тока.
После корректировки тянущих усилий приводных клетей с учетом внекон-
тактной зоны деформации для максимального типоразмера труб ТЭСА 20-76
получаем значения тянущих усилий, представленные в табл. 13.6.
Момент, требуемый для привода верхних валков:
A3.69)
?л/„ = J^D541 -0,191 + 4594-0,24 + 4586-0,2238) +
+ J^D560• 0,2074 + 4521-0,1977) = 2418 Н • м .
Моменты, требуемые для привода верхних валков:
Л/„, = 1/2 • 4541 • 0,202 = 458,6 Н-м;
Л/н2 = 1/2 • 4594 • 0,209 = 480 Н-м;
Л/н3 = 1/2 • 4586 • 0,24 = 550 Н-м;
Л/в4 = 1/2 • 4560 • 0,266 = 606 Н-м;
Мн5 = 1/2 • 4522 - 0,156 = 352,6 Н-м.
Мощность, требуемая для привода всех клетей формовочного стана:
_ 3J4f 2418 • 71 + 458,6 • 63 + 480 • 57 + 550 ¦ 48
/V= 30 1+606-44 + 352,6-72
Коэффициент полезного действия формовочного стана:
* - » 3 ~ 6
Лс-Лв • Ли »
Лс = 0,993 • 0,9956 = 0,951,
= 32 кВт.
A3.71)
Таблица
Тянущие
усилия
Н
13.6. Распределение тянущих усилий по клетям с учетом корректировки
Номер клети
1
4541
2
4594
3
4568
4
4560
5
4521
334
Рис. 13.13. Схема формовочного стана ТЭСА 20-76
где х]в - коэффициент полезного действия пары валков; г\п- коэффициент
полезного действия пары подшипников; 3 и 6 - число пар валков и подшипников,
расположенных по одну сторону от приводной шестеренной клети.
Коэффициент полезного действия шестеренной клети
_ 8 9
Лк ~ Лз * Лп ¦
где 77, - коэффициент полезного действия зубчатой пары; 8 - число зубчатых
пар по одну сторону от приводной шестерни; 9 - число пар подшипников
качения по одну сторону от приводной шестерни
Лк = 0,9880,9959 = 0,813.
Крутящий момент на входном валу шестеренной клети:
М
м,=
^ш = „ „ „ -
ЛсЛкЛщ
2418 + 458,6 + 480 + 550 + 606 + 352,6
A3.72)
= 6356,2 Н-м,
0,95Ь0,813-0,99
где т\т = 0,99 - коэффициент полезного действия шпинделя; ит = 1 -
передаточное число шестеренной клети.
Мощность на входном валу шестеренной клети:
N
Nm=-
ЛсЛкЛи
A3.73)
335
""" 0,951- От- 0,99 = 41'8КВТ-
Требуемый крутящий момент на тихоходном валу редуктора:
Л/т=^; A3-74)
6356,2
^ =^- = 6420,4 Н-м.
где 7м = 0»99 - коэффициент полезного действия муфты."
Требуемая мощность электродвигателя:
N^-^t; "A3.75)
дг !z =45 кВт
"д 0,96- 0,992 4ЬКЬТ'
где 7Р = 0,96 - коэффициент полезного действия редуктора.
Выбираем электродвигатель постоянного тока с параметрами:
ид = 220 В;
Nn = 55 кВт;
/I. = 100%;
н„=560мин-1;
возбуждение - независимое..
Номинальный крутящий момент электродвигателя:
Ми = 9550^; A3.76)
Л/н = 955о|- = 938Н-м.
560
Требуемое передаточное число редуктора
ир = «„//?; A3.77)
wp = 560/71 = 7,88; принимаем ир = 8, тогда
8-7,88 "
Ди = —~- = 1,5%.
В этом случае крутящий момент на тихоходном валу редуктора:
Му=М»иЛ%- A3.78)
Выбираем редуктор КО-416, у которого крутящий момент на тихоходном
валу равен 12750 Нм.
Крутящий момент на входной шестерне шестеренной клети:
Мш = Л/т Ли ; Мш = 7132 . 0,99 = 7060,68 Н-м.
Так как стандартное передаточное число редуктора отличается от
требуемого на 1,4 %, то необходимо сделать корректировку расчета привода исходя из
номинальной мощности электродвигателя и стандартного передаточного от-
ношения редуктора.
При номинальной мощности электродвигателя 55 кВт номинальная частота
вращения вала электродвигателя пп = 560 мин. Частота вращения ведущей
336
шесгерни шестеренной клети /im = nju = 560/8 = 70 мин . Так как передаточное
отношение шестеренной клети ит = 1, то частота вращения нижних валов
формовочного слана равна /im = 70 мин-1.
В основе расчета заложено условие равномерного распределения тянущих
усилий по клетям. Поэтому определяем тянущие усилия с учетом
действительной частоты вращения нижних валков по методике, изложенной в разделе 13.1.
Результаты расчетов представлены в табл. 13.7.
Проверим, выполняется ли условие равномерного распределения по клетям
тянущих усилий (разница между значениями тянущих усилий в соседних клетях
не должна превышать 10 %):
Д7>
Д7\:
Д7>
Д7>
Д7\ =
ДГ4 =
Г.-7\
Т,-Т4
698,4-
•100%; Д7\ =
100%; ДГ4 =
Г2-7\
т4-т5
100%;
100%.
790,2
698,4
790,2-803
100%= 13%;
790,2
803 - 790
790
790-733,68
100%= 1,6%;
100%= 1,6%;
100% = 7,6%.
733,68
Как показали результаты расчета тянущее усилие первой формовочной клети
не удовлетворяет условиям равномерного распределения тянущих усилий.
Изменяя частоту вращения верхнего валка, а следовательно, и соотношение между
площадью зоны отставания и зоны опережения, подберем такое тянущее усилие,
которое будет отличаться от тянущего усилия второй клети не более чем на 10 %.
Приблизительно кинематическое усилие верхнего валка должно быть:
^к 1 = ТТ2~ Тк J - Тг\',
Тк\ = - 790 - (- 865) - 1348 =-1270 Н.
Рассмотрим верхний валок первой формовочной клети (рис. 13.1).
Примем частоту вращения валка - «|В = 64 мин *;
2К30
Катающий диаметр - /) =
?> =
60*./!'
2-35000
30
60-3,14-64
= 174,16 мм.
Таблица 13.7. Распределение тянущих усилий по клетям
Параметры
тг,н
глн
глн
7т. Н
1
1348
-1181
-864,7
-698,4
2
1347
-502,4
1635,5
-790,2
Номер клети
3
895,3
-340
-1358,4
-803
4
621
-574,8
-836,8
-790
5
857,7
-833
758,4
733,7
337
Диаметр калибра по дну - D\H = 202 мм.
Длина и ширина контактного взаимодействия металла с верхним валком
соответственно - LKl = 15,327 мм; В%1 = 132,44 мм.
Радиус формовки - Я2в = 101,65 мм.
ц/ ' = arccos —
101,65 Г202-174,16-
*'=arccos ййвг—"=0,529-
Ширина контактного взаимодействия металла с верхним валком в зоне
опережения:
В1 = 2 • ^в • RlB; Я', = 2 • 0,529 • 101,65 = 107,6 мм.
Площади контактного взаимодействия:
CM,l(LKl+x*)^; ^=2,87mm;
Лм,= 1,1 • A5,327 + 2,87) • 107,6 • 1/2=1077 мм2; /
Лш= 1Л • 2,87 • A32,44- 107,6) • 1/2=39,2 мм2.
Кинематическое усилие верхнего валка
Гк = ts • К • (Iеот - г оп);
Гкв = 0,005 • 236,7- C9,2 - 1077) = - 1228,2 Н.
Кинематическое усилие нижнего валка
Гкн = - 864,67 Н.
Усилие гиба первой клети
ГГ=1348Н.
Общее усилие первой формовочной клети
Гт = 1348 - 864,67 - 1228,2 = - 745 Н.
Разница между тянущими усилиями первой клети и тянущими усилиями
второй клети составляет:
Д7>
Г,
745 - 790,2
•100%;
ДГ, = ' 100% = 6%.
Распределение тянущих усилий, представленных в табл. 13.8,
обеспечиваются новыми кинематическими условиями.
Так как изменились кинематические параметры привода формовочного
стана, то надо изменить характеристики шестеренной клети и провести
уточненный расчет характеристик шестеренной клети на основе уточненных
кинематических параметров (табл. 13.9).
Первая клеть шестеренной клети:
U\ = 70/64 = 1,09 - передаточное отношение; ч
/ит = 3 - модуль торцевого зацепления;
/wT = 3/cos 11°28'38" = 6,451;
338
J3 = 11°28'38" - угол наклона зуба;
zE = 2а/тт - суммарное число зубьев шестерни и колеса;
z?= 2 • 200/6,45 = 62;
а = 200 мм - межосевое расстояние;
z^zJiU + l);
z, =62/A,09+ 1) = 30.
Расчеты 2, 5, 4, 5 клетей проводятся аналогично. Результаты расчета -
уточненные параметры шестеренных клетей приведены в табл. 13.10.
Расчеты вала на прочность
Расчет на прочность проводим по наиболее нагруженной 2-й формовочной
клети. Проверку на прочность проводим по нижнему валу, так как его
крутящий момент больше, чем у верхнего вала.
Исходные данные:
максимальная нагрузка на валок - Р = 4594/0,08 = 57425 Н;
расстояние между опорами - L=364 мм;
материал - сталь 40ХН ГОСТ 4543-71, у которой ав = 780 МПа, <тт = 460 МПа;
НВ = 196^241 - нормализация.
Крутящий момент: МК=Т2* 0,24 • 1/2;
Мк= 4594 • 0,24 • 1/2=551 Н- м.
Диаметр оси вала - d0 = 85 мм.
Допускаемые напряжения будут равны
[а] = а8/5,
где 5 - выбранный коэффициент запаса прочности, [а] = 780/5 = 156 МПа.
Изгибающий момент в опасном сечении:
Mu=P-L/4;
Ми = 57425 • 364/ 4 = 5225675 Н • м; A3.79)
R = PI2;
R = 57425/ 2=28712,5 Н.
Таблица 13.8. Равномерное распределение тянущих усилий по клетям
Тянущее усилие, Н
1
- 745,32
2
-790,2
Номер клети
3
-803
4
-790
5
- 733,68
Таблица 13.9. Кинематические параметры
/I, МИН '
К, м/мин
В
64
35
Н
70
35
2
В
57
35
Н
70
35
Номер клети
3
В
48
35
Н
70
35
4
В
44
35
Н
70
35
i
В
72
35
Н
70
35
В - верхний валок ; Н - нижний валок.
339
Момент сопротивления опасного сечения:
изгибу - Wn = nd<) I 32;
Wu = 3,14 • 853/ 32 = 60261 мм \ A3.80)
кручению - WK = 7zd0 116;
WK= 3,14 • 853/ 16 = 120522 мм3. A3.81)
Напряжения изгиба: cru = Л/и / W^
oru= 5225675/ 60261 = 86,7 МПа. A3.82)
Напряжения кручения: гк = MJ WK;
rK= 551000/ 120522 = 4,57 МПа; A3.83)
a2 = [a2u+3xK2];
a = д/86,72 +3-4,57 = 87 МПа;
a = 87 МПа < [a] = 156 МПа.
Установлено, что рассчитанные напряжения на валу меньше допустимых.
Проверка подшипника на долговечность (табл. 13.11) ~~
Исходные данные:
радиальная нагрузка на подшипник - Fr = R = 28712,5 Н;
частота вращения валка - п = 70 мин *;
срок службы подшипника - t = 3800 ч.
Таблица 13.10. Уточненные параметры шестеренных клетей
Параметры
U - передаточное отношение
тп- модуль нормального зацепления
т{ - модуль торцевого зацепления
z?- суммарное число зубьев
z\ - количество зубьев шестерни
z\ - количество зубьев колеса
?/ф - фактическое передаточное
отношение
Л U, %
1
1,09
3
3,06
62
30
32
1,066
2,2
Номер клети
2
1,228
3
3,02
62
28
34
1,21
1,5
3
1,458
3
3,02
62
25
37
1,48
1,5
4
1,59 '
3
3,02
62
24
38
1,58
0,42
5
0,97
3
3,06
62
31
31
1
2,8
Таблица 13.11. Роликоподшипники конические двухрядные
Условное
обозначение
97512
Размеры, мм
d
60
/)
ПО
Т
34,0
Грузоподъемность,
кН
С
144
Со
151
Факторы приведенной
нагрузки
Е
0,3
Y
1,72
К>
1,68
Динамическая эквивалентная нагрузка:
P=(x'VFr+YfjKjcx, A3.84)
340
где х = 1 - коэффициент динамической радиальной нагрузки; V = 1 -
коэффициент вращения колец; Y - коэффициент динамической осевой нагрузки; Fa = О
- осевая сила, действующая на подшипник; ка = 1,8 - динамический
коэффициент; кт = 1,05 - температурный коэффициент.
P=Fr-Ka-K*P = 28712,5-1,05-1,8 = 54266,625 Н.
Определение долговечности подшипника
Т 106 (СУ . A3.85)
ш
106 Г 151000 У
Л~ 60 -71 l54266,625j
Так как Lh > t = 3800 ч, то долговечность подшипника обеспечена.
Расчет ведущей шестерни шестеренной клети
Проверочный расчет зубчатой передачи
Исходные данные:
диаметр делительной окружности - d = 300 мм;
модуль зацепления - тп = 6;
число зубьев - z = 49;
ширина шестерни - Ь = 100 мм;
материал шестерни - сталь 40ХН ГОСТ 4543-71;
термообработка - поверхностная закалка ТВЧ, HRC = 52...56.
Крутящий момент на валу шестерни:
Мшн = 7060,68 Нм.
Допускаемые контактные напряжения
[al-U3f; ("-«б)
1118
Ы =1,15-—- = 1071 МПа.
1,2
Допускаемое напряжение на выносливость при изгибе
Н,-?; A3-87)
Ы = —= 240МПа.
1 J/ 1,75
Так как шестерня входит в зацепление с двумя другими шестернями, то
момент, передаваемый одним зацеплением:
Мк= Мшн/2 = 7060,68/2 = 3530,34 Нм.
Окружная сила в зацеплении
2М
F'=i%12 = 23535,6H.
' 300
Радиальное усилие в зацеплении
f.-^*r; A3-88)
* cosP
341
23355,6 tg20°
FK = l E=L- = 9484 H.
* cosll°28'38"
Нормальное усилие
F„ = >/23535,62+94842 = 25374,6 H.
Контактную выносливость зубьев проверяем по формуле:
где z„ - коэффициент, учитывающий форму сопряженных поверхностей; zM -
коэффициент, учитывающий механические свойства материала зубчатых
колес; z? - коэффициент, учитывающий суммарную длину контактных линий; Ки
- коэффициент нагрузки.
z„ = 1,76; zM = 274;
-4
4-8.
z*=-pp-=°'866;
^=1,04; ^=1,05; Я» =1,01;
,п. „л а о. Л1' U- 3530340C + 1) ^w„
а = 1,76 • 274 • 0,866^ 300М00 =
Так как <т„ < [о\н, следовательно, прочность зубьев по контактным
напряжениям на выносливость обеспечена.
Проверка зубьев по напряжениям изгиба на выносливость
2-Y9-YF-KF- Мк /ПОП
а' = Г7^а *М" A3'91)
где KF- коэффициент нагрузки; YF- коэффициент формы зуба; Yp-
коэффициент зацепления;
*,e=0,91,tfF,= 1,04, KFv = 1,01;
^=0,9Ы,04-1,01=0,956;
Р 1?2828"
140е " ~~ 140*
^=1~7^Г = 1-—7^^ = 0,918;
2-3,88 0,918-0,956-3530340
°' ¦ й^ж ¦,33'6 МПа-
Так как crF < [d\F, следовательно, выносливость зубьев по напряжениям
изгиба обеспечена.
342
Расчет вала ведущей шестерни шестеренной клети (рис. 13.14).
Исходные данные:
материал вала - 40ХН;
крутящий момент - М = Мпт = 7060680 Н • мм;
нормальное (радиальное) усилие - Ft = 9484 Н;
диаметр шестерни - 300 мм.
Окружное усилие в зацеплении:
F'-~T'
где Мк - момент, передаваемый одним зацеплением (Мк = Мшп/2);
м= 7060680^ = 23535,6^
Осевое усилие (Fa) и его изгибающий момент
Fa = 23535,6-tg 1 l°28'38'f = 4778,6 H;
Ma = 4778,6 • 0,300/2 = 716,79 Нм.
Сила, действующая от муфты
F = 260л/л7 = 260 • д/7060,68 = 21847 Н.
Из построенных эпюр (рис. 13.14) определяем опасные сечения: А, в котором
действует максимальный изгибающий момент и С, которое ослаблено
шпоночным пазом.
Проверим на предел выносливости сечение А: напряжения изгиба
изменяются по симметричному циклу; напряжения кручения - по пульсирующему.
_it _ М*
" 32 ' " 16 '
где d - диаметр вала под подшипником.
После подстановки численных значений получим:
<та = 81,25 МПа,
г„ = 24,67 МПа.
Коэффициенты запаса прочности; вала по нормальным и касательным
напряжениям:
'а
'т
*-1
St-+^t-
где <7_/ - предел выносливости материала вала при симметричном цикле на-
гружения изгибом; к<, - эффективный коэффициент концентрации напряжений
при изгибе; е9 ех - масштабные факторы при изгибе и кручении; р-
коэффициент шероховатости поверхности; r_i - предел выносливости; кх - коэффициент
концентрации напряжений при кручении; у/х - коэффициент соотношения
пределов выносливости при симметричной и пульсирующих циклах нагружений.
343
а.х = 550 МПа; ка = 1,72; еа = ех = 0,65; ? = 2; r_i = 0,58 а_{ = 320 МПа; кт = 1,46;
^г = 0,1; стт = 0;
550
1,72
0,65-2
320
- = 5;
8125
1,46
= 10,6.
24,67 + 0,1-24,67
0,65-2
Расчетный коэффициент запаса прочности в сечении А:
г
*kl
0,266
0,156 ч 0,08
Ъ'
10,6-5
¦?
RffftyH V?$mH \ЯВ*9Щ6Н
Vl0,62+52
= 4,5.
•щей*
1S31 ,. I
^TTTfflllllrrsi
///•*;
///•*;
Так как для валов
редукторов запас прочности
составляет 1,5...2,5, то усталостная
прочность вала по сечению
обеспечена.
Аналогично определим
предел выносливости вала в
сечении С (рис. 13.14),
диаметр которого 95 мм.
' и нетто ~" 75,3 СМ ;
Wxmo- 159,4 см3;
F„'218b7H iRA"i676t,8H
¦i
Ra~ZWhfiH
Г^шщщр^1^,
"к нетто
аа = 3524/75,3 = 46,8 МПа;
га = 7060,68/B -159,4) =
= 22,15 МПа;
Ке = 2,26; ?а = sT = 0,65;
/? = 2;
550
2Д6
= 6,76;
46,8
ЯШ
СНм]
0,65-2
/cr = 2,22; ^r=0,l;
rm = ra = 22,15 МПа;
320
2Д2
= 8.
22,15 + 0,1-22,15
(м^СН-м]
7060,66 ]
Рис. 13.14. Схема нагружения вала ведущей шестерни
344
0,65-2
Расчетный коэффициент
запаса прочности в сечении С:
6,76-8
л/б,762+8:
: = 5.
Расчет шпоночного соединения
Исходные данные:
шпонка 20x14x125 ГОСТ 23360-78;
рабочая длина шпонки - /р = 125 мм;
диаметр вала - d = 85 мм;
длина выходного конца вала / = 140 мм;
допускаемые напряжения для шпоночных соединений:
на смятие - [сг]^ = 150 МПа;
на срез - [г]ср = 100 МПа.
Условия прочности при установке двух шпонок:
на смятие -
4.4М
<*«.=:
5г*ьи
на срез -
Т<*~ \jd-b-L ~^р;
р
4,4-7060680
1,5-85-125-14
= 140 МПа;
2-7060680 л„жж„
Т- = 1,5-85.20.125 =443МПа'
Выбранные шпонки удовлетворяют условиям прочности.
Выбор подшипников вала ведущей шестерни шестеренной клети.
Из рис. 13.14 определяем суммарную радиальную реакцию опор:
Ra = FRa= ^1 + *i + R* = л/l 78,42 +8012,122+46761,8 = 54775,9 Н ;
Rh = FRh = ,JR2xh+R2yh+RMh = V9305,62 + 15523,482 +24914,8 = 43013,767 Н •
Проверяем подшипник, на который действует наибольшая радиальная сила
(сечение А).
Радиальная сила - FRa = 54775,9 Н.
Диаметр вала под подшипником - d = 90 мм.
Частота вращения вала - п = 70 мин1.
Требуемая долговечность подшипника -10 = 10000 ч.
Определение эквивалентной нагрузки р = (х VFr + YFa )ка • к,,
где ка = 1,8 - динамический коэффициент; к{ = 1,05 - температурный
коэффициент; VK = 1 - коэффициент вращения колец; i^ = 4778,6 Н - осевая сила.
Так как А.д 4778»6 = о,о87 < 0,31,
VFr 1-54775,9 '
то х = 1 - коэффициент динамической радиальной нагрузки; у = 0 -
коэффициент динамической осевой нагрузки
P = xVkF,KaKx=\.\-54775,9• 1,8• 1,05 = 103526,45 Н-
Определение долговечности подшипника
,6 fr\p
№
«.-^ -
где Сд - динамическая грузоподъемность; /? = 10/3 (для подшипников).
345
Выбираем роликоподшипники конические однорядные средней широкой
серии ( ГОСТ 333 - 79 ):
Сд = 370 кН,
10
106 ( 370000 V
^'Ш&ШШ =165494-
Lh = 16549 > t0 = 10000 ч, следовательно, долговечность подшипника
обеспечена.
Расчет вала шестеренной, соединенного с нижним валом
формовочного стана (рис. 13.15)
Исходные данные:
материал вала - сталь 45;
крутящий момент на валу Мк = 551 Н • м.
Так как наиболее нагруженной является вторая формовочная клеть, расчеты
проведены для вала шестеренной клети, соединенного с нижним валом второй
формовочной клети.
Окружное усилие:
2Мк 2.551
F«- dx ~ 0,3 -3673Н'
dx = 300 мм;
_2М, 2-551
^ = ^=^Г=55,0Н:
d2 = 200 мм.
Осевое усилие на зубчатом колесе диаметром dj = 300 мм:
Fa\ = F,\ ' tgP = 3673 • tgl Г28'38" = 746 Н;
/?- угол наклона зуба, /3= 1Г28'38".
Радиальное усилие
Vt^= 3673-tg20 =
cos E cosl!28'38"
а = 20° - угол зацепления.
Зубчатое колесо диаметром d2 = 200 мм.
Осевое усилие
Fl2-iga 551Q-tg20
cosp ~~cosn°28'38"
Силы Fui и Fa2 создают моменты:
^2 = -^т- = -—г^гггг = 2046Н.
4 0,3
М* =^гу = 746-у = П1,9Нм;
(L 0,2
^2 = ^2у = 1119-у = П^Н-м.
Сила, действующая на муфты: fm = 260^Л\ = 260>/55Т = 6103 Н.
346
0,25м
А
% I ,Ftl F*2\ /Fh
493*
HfM
-%°
ао7м
XA *ЩЗН\
Hi \f*t jf*2„ l A
Xg =2834,7H
8
jMm$Mk&$a"'
y^mojH
IT2 \ув*т2,зн
367
383,8
ill
423,4
Шеи-*]
[H'M]
iiz
XA'11$0U,3M
^тттлтт^
*B*M0f,33H
M-M]
Ш.2
829f5
(J*t)?H-mJ
ШШШШ
531
©/"//•>
ГН-м]
Рис. 13.15. Схема нагружения вала шестеренной клети,
соединенного с нижним валом второй клети формовочного стана
Строим эпюры изгибающих моментов от сил FR1, F^ Fxh F& F„ и
изгибающих моментов Mdi и М.& от сил F.Al и F^. Строим суммарную эпюру от всех
сил и находим опасные сечения.
Опасным сечением являются сечения А, где действует максимальный
изгибающий момент, и сечение С, ослабленное шпоночным пазом.
Проверим на выносливость сечение А.
Напряжение изгиба изменяется по симметричному циклу, напряжение
кручения - по пульсирующему циклу.
диаметр вала под подшипником
347
ndl 3,14-903 з
IV. = —- = -— = 143066,25 мм3;
16 16
г.,г.-й., »i =2МП,
а т 2WV 2-143066,25
Коэффициенты запаса прочности вала по нормальным и касательным
напряжениям <з_] ш
<з ~~ h »
га>4 -ат
где ст.] = 290 МПа - предел выносливости материала вала при симметричном
цикле нагружения изгибом; ка = 1,55 - эффективный коэффициент
концентрации напряжений при изгибе; га-гТ- 0,68 - масштабные факторы при изгибе и
кручении; C = 0,9 - коэффициент, зависящий от степени шероховатости
поверхности; t_i = 0,58 • сг_1 = 170 МПа - предел вьшосливости материала вала
при симметричном цикле нагружения кручением; кТ = 1,42 - эффективный
коэффициент концентрации напряжений при кручении; Ч?Т = 0,1 - коэффициент,
зависящий от соотношения пределов выносливости при симметричном и
пульсирующем циклах напряжений:
290
^ = ~Т7с = 5,37;
' -21,33
0,68-0,9
170
142 ,2 + 0,1-2
:35.
0,68-0,9
Расчетный коэффициент запаса прочности в сечении А
п* • пт = 35 - 5,37
фг; + п; V352 + 5,372 ~
Так как для валов редукторов допускаемое значение [п]> 1,5 -*¦ 2,5, то
усталостная прочность вала по сечению обеспечена.
Проверим на предел выносливости сечение С (диаметр вала d = 95 мм):
Жм = 75,3см3; Wk = 159,4 см3;
Ми 1380
^-^« —- —-1«32МПа,
где Wu - суммарный изгибающий момент от всех сил, действующих на вал, в
рассматриваемом сечении С;
Wk= 1380 Нм(рис 13.15);
га = гк = Мк 12 • 159,4 = 1,73 МПа;
„ ___?d 290
в " Пк Г89 = ' '
——-a + ш ат —! 18,32
ев-Р 0,68 0,9 '
348
от=0, а , = 290МПа,Л:(Т = 1,89, ?«, = *г = 0,68,/?= 0,9;
т., ПО ,,
IJt = = 34;
кх = 1,71, т , = 0,58 • а , = 170 МПа, % = 0,1;
%-пх 5,12-34
л = , = , = = 5.
у]п2а+п2х V5,122+342
Так как для валов редуктора допускаемое значение [ п ] > 1,5 -е- 2,5, то
усталостная прочность вала по сечению обеспечена.
Расчет шпоночного соединения
Исходные данные:
диаметр вала - 50 мм;
длина выходного конца вала - d = 105 мм; рабочая длина шпонки 1Р = 80 мм.
Для соединения вала с зубчатой муфтой принимаем призматическую
шпонку 16x10x80 {bxhxlp) ГОСТ 23360 - 78.
Допускаемые напряжения для шпоночных соединений:
на смятие - [ сг]ш =150 МПа;
на срез - [ г]ср = 100 МПа.
Условие прочности шпонки на смятие:
2 Мк 2-551000 ,ЛЖЙ„
* 69 МПа;
см d-{h-t{)lp 50A0-6)-80
М\. = 551 Н • м - крутящий момент; // = 6 мм;
См = 69 МПа < [ а ]см = 150 МПа.
Условие прочности шпонки на срез:
2-Мк 2-551000 ,^w„
т-=т^;=1о^ш=17'2МПа;
Тер = 17,2 МПа < [ Тер ] = 100 МПа.
Выбор муфт
Выбор муфты, соединяющей электродвигатель с редуктором
Исходные данные: номинальный крутящий момент электродвигателя - Мп =
938 Н*м; диаметр выходного конца вала электродвигателя - d\ = 80 мм;
диаметр выходного конца быстроходного вала редуктора - d2 = 90 мм; лина
выходного конца вала электродвигателя - 1Х = 170 мм; длина выходного конца
быстроходного вала редуктора - /2 = 170 мм.
Расчетный крутящий момент
Afp=Ki -*с2 -АГ„ = 1.5 -1-938= 1407 Н • м;
к\ - коэффициент, учитьюающий степень ответственности передачи; к2 -
коэффициент, учитывающий условия работы муфты.
Принимаем втулочно- пальцевую муфту ГОСТ 21424-75.
Диаметр посадочного отверстия d = 90 мм.
Номинальный крутящий момент - 200 Н • м.
Длина полумуфт L = 170 мм.
349
Выбор муфты, соединяющей редуктор с шестеренной клетью
Исходные данные: номинальный крутящий момент на тихоходном валу г^.
дуктора - Мт-1\Ъ2 Н • м; диаметр выходного конца тихоходного вала редуК-
тора - d\ - 105 мм; длина выходного конца тихоходного вала редуктора - /.-
160 мм; диаметр и длина выходного конца вал - шестерни шестеренной клети
соответственно - d2 = 85 мм, /? = 140 мм.
Расчетный крутящий момент
Мр = к, -кг Л/ = 1,5 • 1 -7132= 10698 Н • м.
Принимаем втулочно - пальцевую муфту ГОСТ 5006 - 55.
Диаметр посадочного отверстия d = 105 мм.
Номинальный крутящий момент 11800 Н • м.
Длина полумуфт L = 255 / 2 мм.
Глава 14
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ТРУБ
БОЛЬШОГО ДИАМЕТРА
14.1. Технологические схемы производства сварных труб
Современное состояние развития технологии производства сварных труб
позволяет рассматривать различные технологические процессы для производства
труб большого диаметра, которые можно классифицировать по следующим
признакам:
- по виду исходной заготовки;
- по методу сварки;
- по способу формовки трубной заготовки;
- по расположению сварного шва относительно образующей трубы.
Исходной заготовкой для производства труб большого диаметра служат
рулонная полоса с непрерывных листовых станов, широкий и толстый лист
мерной длины с полунепрерывных станов.
При использовании рулонной полосы технологический процесс
изготовления двухслойных спиралошовных труб заключается в одновременной
формовке и сварке двух полос.
В случае использования широкого и толстого листа применяют следующие
технологические процессы:
1) изготовление труб из обечаек, включающее формовку отдельных обечаек,
сварку их продольными швами и затем сварку нескольких обечаек кольцевыми
швами до получения трубы длиной 12 м;
2) изготовление труб методом формовки трех-четырех сегментов с
последующей их сборкой и сваркой продольными швами;
3) изготовление труб методом сварки карт из отдельных листов, формовки
их в цилиндрические заготовки с последующей сваркой продольными швами;
4) изготовление спиралошовных труб методом стыковки листов мерной
длины в непрерывную полосу с последующей формовкой и сваркой
спиральным швом.
По методу сварки трубы изготовляют электродуговой сваркой под слоем
350
флюса, контактной сваркой с импульсным оплавлением и сваркой
технологических швов токами высокой частоты.
По способу формовки прямошовной трубной заготовки могут применяться
следующие процессы: формовка на гибочных вальцах, формовка на
гидравлических прессах и формовка на непрерывных валковых станах.
По расположению сварного шва относительно образующей трубы делят на
прямошовные и спиралошовные.
Изготовление труб из обечаек. В качестве исходной заготовки служит лист
длиной около 7900 мм (равной периметру трубы диаметром 2520 мм с
припуском на обработку кромок), шириной 2,5...3 м (из расчета получения трубы
длиной 12 м из четырех или пяти обечаек) и толщиной, равной толщине стенки
готовой трубы. Схема технологического процесса изготовления труб этим
методом представлена на рис. 14.1.
Со склада листы укладчиком подаются на линию подготовки, в которой
последовательно производят операции правки, строжки продольных кромок,
приварки технологических планок и строжки поперечных кромок под
сварку. Подготовленные листы поступают на гидропресс, где осуществляется
предварительная загибка поперечных кромок. Затем листы подают на гибочные
вальцы, на которых формуют кольцевые заготовки. Сформованные заготовки
обечаек передают на линию сварки наружных и внутренних продольных швов.
Сварку продольных швов производят в три операции. Вначале сваривают
внутренний технологический шов, затем наружный рабочий и, наконец,
внутренний рабочий швы. Далее осуществляют отрезку технологических планок и
контроль сварных швов, посте чего обечайки передают на торцевые стенки для
обработки торцев и снятия фасок под стыковую сварку обечаек.
Обработанные обечайки поступают на специальные установки для сборки и кольцевой
сварки их в трубу длиной около 12 м. Кольцевую сварку выполняют в
следующей последовательности: сначала сваривают наружный шов, затем через
**Ь-ч H=J 5fc=J
¦w
§е
Ы
ffP^H
W
V
mv^su^i
Ln^^
10
[ТЗгпфзз^Т]
a
,\\ч\|чч
ииитпт1\\к\\\\\\\
T,,TI"tf'
Рис. 14.1. Технологическая схема производства труб из обечаек методом формовки на
вальцах и электродуговой сварки:
/ - правка листа; 2J - обработка продольных и поперечных кромок; 4 - предварительная
загибка кромок; 5 - формовка обечаек на вальцах; 6 - сварка внутреннего
технологического шва; 7,8 - сварка наружного и внутреннего рабочих продольных швов; 9 - обработка
торцов обечаек; 10- сварка наружного и внутреннего кольцевых швов
351
половину оборота начинают сварку внутреннего шва. Две сваренные обечайки
сдвигают в продольном направлении и на позицию сварки устанавливают
третью обечайку. Таким образом стыкуются четыре или пять обечаек (в
зависимости от ширины применяемого листа). Затем контролируют кольцевые швы и
передают трубы в отделения термической обработки и отделки.
К преимуществам данного процесса следует отнести использование
относительно узкого листа в качестве исходной заготовки, а также возможность
выполнения термоупрочнения отдельных обечаек.
К числу недостатков данной схемы относят большую ее трудоемкость и
большое число технологических операций по изготовлению собственно
обечаек, что требует большого количества оборудования, транспортных средств и
обслуживающего персонала.
Изготовление труб методом формовки на вальцах и сварки непрерывным
импульсным оплавлением. Исходной заготовкой служит лист с размерами,
указанными в предьщущем процессе. Технологические операции по подготовке
листа (рис. 14.2) и формовке его в заготовку для сварки обечайки отличаются
от предыдущего процесса только тем, что исключаются операции приварки
технологических планок, разделки кромок и добавляется операция зачистки
поперечных краев листа (для обеспечения надежного контакта при сварке).
После предварительной загибки поперечных кромок и формовки на
листогибочных вальцах заготовки для изготовления обечаек подают на линию
сварки продольного шва импульсным оплавлением и устанавливают в машине
продольной сварки. Свариваемые кромки зажимаются токоподводящими
башмаками, и осуществляется процесс импульсного оплавления.
Процесс оплавления и осадки сопровождается образованием наружного и
внутреннего грата, который необходимо удалять сразу после сварки.
Сваренную обечайку подают в машину для сварки кольцевых швов, в которой
последовательно сваривают несколько обечаек до получения трубы необходимой
длины. Перед кольцевой сваркой осуществляют центровку обечаек с помощью
WW
¦w
^!J g^_J Ш
т
\\\\\у\
гггшГ
ft
\\\кк\ч
Рис. 14.2. Технологическая схема производства труб из обечаек методом
формовки на вальцах и сварки непрерывным импульсным оплавлением:
/ - правка листа; 2 - обработка продольных кромок; 3 - обработка поперечных
кромок; 4 - предварительная загибка кромок; 5 - формовка обечаек на вальцах;
6 - сварка продольных швов и снятие грата; 7- сварка кольцевых швов и
удаление грата
352
специального механизма. Образующийся в результате сварки наружный ш
внутренний грат подлежит удалению.
По сравнению со сваркой под слоем флюса данный способ обладает рядом
преимуществ: повышается производительность на сварочных операциях, что
сокращает количество оборудования; исключается применение флюса и
электродной проволоки; допускается применение сталей с содержанием углерода
более 0,2 % без ограничения содержания легирующих элементов.
Основные недостатки способа:
1) необходимость и сложность удаления большого наружного и внутреннего
грата;
2) необходимость зачистки краев листа для обеспечения контакта при сварке;
3) необходимость обязательной термической обработки сварного
соединения, так как в результате нагрева кромок при сварке шов имеет
крупнозернистую структуру, обладающую пониженной ударной вязкостью по сравнению
с основным металлом;
4) сложность создания машин для импульсной сварки кольцевых и
продольных швов, которые должны обеспечить колебания больших масс с частотой
6...7 Гц.
Изготовление труб методом формовки на гидравлических прессах и
электродуговой сваркой под слоем флюса. Отличием данного способа является
применение для формовки обечаек трех гидравлических прессов. Исходной
заготовкой служит лист длиной, равной длине периметра трубы, шириной 4000
мм и толщиной, равной толщине стенки готовой трубы. Схема
технологического процесса изготовления труб показана на рис. 14.3.
iM^ gfciJ^tt^uJ
-т
1
i 1
|, ,i, ,|
Щ\
6
щ
w
?
[У//<У/1
<л\чул
№pjj%"ffl
to
jBjjgi
—j—
Рис. 14.3. Технологическая схема производства труб из обечаек
методом формовки на гидравлических прессах и электродуговой сварки:
/ - правка листа; 2 - обработка продольных кромок; 3 - обработка
поперечных кромок; 4 - загибка кромок; 5 - предварительная
формовка; 6 - окончательная формовка; 7,8 - сварка внутреннего и
наружного продольных швов; 9J0 - сварка внутренних и наружных
кольцевых швов
353
В линии подготовки лист подвергают операциям правки, строжки
продольных кромок с образованием фасок, затем у двух листов одновременно
строгают кромки фаски на поперечных сторонах (на заднем конце
предыдущего листа и переднем конце последующего). На гидравлическом прессе
подгибают переднюю и заднюю поперечные кромки листа и затем передают его на
гидропресс, где предварительно придают заготовке U-образную форму с
помощью вертикальных цилиндров усилием 10 МН и горизонтальных цилиндров
(с каждой стороны) усилием также по 10 МН. Предварительно
сформированная заготовка поступает на гидравлический пресс окончательной формовки
усилием 180 МН, который придает ей круглую форму. Сварку продольного
шва заготовки осуществляют в следующей последовательности: вначале
выполняют внутренний шов, затем трехслойный наружный шов. Сваренные
обечайки подают на установку, где производят их стыковку по три штуки сначала
на прихватках, затем внутренними кольцевыми швами. Окончательную
стыковку выполняют двумя наружными швами. Сваренные трубы передают в
отделение отделки. Данный способ изготовления труб обладает всеми
преимуществами и недостатками процесса с формовкой в вальцах, кроме того, требуется
установка крупногабаритных прессов сложных в эксплуатации.
Изготовление труб из четырех сегментов методом формовки на
гидравлических прессах. В качестве исходной заготовки используют лист длиной до 12
м, шириной 2000 мм. Толщину листа принимают в зависимости от
требующейся толщины стенки трубы. Схема технологического процесса изготовления
труб представлена на рис. 14.4.
Листы со склада электромагнитным мостовым краном укладывают на
стеллажи, расположенные по обеим сторонам приемного рольганга линии
формовки. В начале линии формовки установлен магнитный листоукладчик,
который поштучно передает листы на приемный рольганг. С помощью рольганга
лист задают в правильную машину, где проходит процесс правки, затем лист
подают в установку для обработки продольных кромок.
В процессе обработки кромки листа строгают для получения необходимого
размера по ширине и производят разделку их под сварку. На стане валкового
типа кромки листа проходят предварительную загибку и затем лислы
поступают на гидравлический пресс, где осуществляется формовка сегмента.
Сформованные сегменты передают на линии сборки и сварки.
Сборку и сварку производят в следующей последовательности. В начале два
сегмента собирают в специальном сборочном механизме и сваривают
внутренним технологическим швом дуговой электросваркой в среде углекислого газа,
образуя полуцилиндр. Затем два полуцилиндра передают на другую линию,
где производят их сборку с последующей сваркой одного внутреннего
технологического шва, расположенного в нижней части собранной трубной заготовки.
Сварку выполняют также в среде углекислого газа.
Далее трубную заготовку поворачивают вокруг продольной оси на 180 и
подают к следующей сварочной установке, где осуществляют сварку второго
технологического шва. Сваренную таким образом четырьмя технологическими
швами трубную заготовку направляют на стан наружной сварки.
Стан наружной сварки оборудован передвижным сварочным аппаратом,
установленным на подвижной тележке. Трубную заготовку с помощью
вращающихся люнетов устанавливают одним из швов в верхнее положение. В процессе
перемещения сварочного аппарата (при неподвижной трубе) выполняется
первый наружный рабочий шов методом электродуговой сварки под слоем флюса.
354
Рис. 14.4. Технологическая схема производства прямошовных труб из четырех
сегментов методом формовки на гидравлических прессах:
/ - правка листа; 2 - обработка продольных кромок; 3 - предварительная
загибка продольных кромок; 4 - формовка сегмента; 5 - сборка двух сегментов; 6
- сварка двух сегментов внутренним технологическим швом; 7 - сборка двух
полуцилиндров; 8,9 - сварка двух полуцилиндров первым и вторым
внутренними технологическими швами; 10. 11 - сварка четырех наружных и четырех
внутренних рабочих швов
Сварку остальных наружных швов производят на этом же стане
последовательно, при этом трубную заготовку после сварки каждого шва поворачивают
относительно продольной оси на 90 .
После окончания сварки наружных швов трубная заготовка поступает на
стан внутренней сварки, на котором последовательно осуществляется дуговая
сварка пол слоем флюса четырех внутренних рабочих швов. Сварочный
аппарат для сварки внутренних швов установлен на подвижной штанге, входящей
внутрь трубы. После сварки каждого шва трубу с помощью люнетов
поворачивают на 90*. Окончательно сваренные трубы поступают в отделение отделки.
Данный процесс обладает тем преимуществом, что имеет некоторую
аналогию с процессом производства труб диаметром 1120 мм из двух
полуцилиндров, освоенным на Челябинском трубопрокатном заводе; кроме того, при
таком способе в качестве исходной заготовки используют узкий лист, который не
требует обработки поперечных кромок.
355
Вместе с тем технологическая схема производства труб из четырех сегментов
обладает следующими недостатками:
1) после формовки на гидравлическом прессе размеры различных сегментов
по хорде различны, продольные кромки искривлены, что затрудняет процесс
сборки и сварки;
2) трубы, сваренные по четырем сегментам, требуют правки и калибровки на
специальном гидромеханическом эспандере;
3) по сравнению с другими способами производства трубы, сваренные из
четырех сегментов, имеют большую напряженность наиболее нагруженных
продольных швов.
Изготовление труб из трех сегментов методом формовки на стане валко-
вого типа. В качестве исходной заготовки для данного процесса используют
лист длиной до 12 м, шириной 2650 мм и толщиной, соответствующей толщине
стенки готовой трубы. Схема технологического процесса изготовления труб
представлена на рис. 14.5.
На подготовительной части линии формовки лист проходит правку,
обработку готовых кромок, разделку фасок и затем поступает на непрерывный де-
вятиклетевой формовочный стан. Каждая клеть имеет нижний приводной и
верхний холостой валки. Количество холостых валков принимается от одного
до трех в зависимости от номера клети. В связи со значительными
изгибающими нагрузками, рабочие валки выполняют с опорными роликами. Холостые
валки устанавливают в подвижных траверсах, имеющих механизм для
перемещения. Сформованные на стане сегменты передают на линии сборки и сварки.
Сборку осуществляют на специальной сборочной установке, представляющей
собой вращающийся барабан с устройствами для закрепления сегментов. Три
сегмента последовательно задают на установку, ориентируют и фиксируют на
барабане специальными зажимными механизмами. Сварку наружных
технологических швов выполняют на сборочной установке, при этом каждый стык
продольных кромок сегментов последовательно выводят в верхнее положение
Рис. 14.5. Технологическая схема производства прямошовных труб
из трех сегментов методом формовки на стане валкового типа:
/ - правка листа, 2 - обработка продольных кромок; 3 - формовка
сегмента; 4 - обработка сегментов и сварка наружных
технологических швов; 5,6 - сварка внутренних и наружных рабочих швов
356
с помощью поворота барабана на 120°. Сварку осуществляют
перемещающимся сварочным аппаратом, метод сварки - электродуговой в среде углекислого
газа. Дальнейшую сварку выполняют на станах внутренней сварки, где
последовательно сваривают три рабочих шва под слоем флюса. Окончательную
сварку трубы производят на станах наружной сварки по аналогии с указанным
выше процессом.
Преимущества этого технологического процесса: применение валкового
способа формовки сегментов вместо прессового, что значительно снижает
массу оборудования и упрощает его эксплуатацию; использование сборочного
устройства барабанного типа, где осуществляется сварка технологических
швов; применение в качестве заготовки узкого листа.
К недостаткам данного способа производства труб следует отнести:
1) трудности, связанные с обеспечением прямолинейности стыкуемых
продольных кромок сегментов при их сборке;
2) необходимость специального гидромеханического экспандера для правки
и калибровки труб.
Изготовление труб из предварительно сваренных карт. В качестве
исходной заготовки для такого процесса применяется лист длиной 12 м, шириной 4 м
и толщиной, равной толщине стенки труб. Схема технологического процесса
представлена на рис. 14.6.
В линии подготовки листы проходят правку, обработку продольных кромок
с разделкой фаски под сварку и попарно поступают на установку для сварки
карт. Сначала приваривают технологические планки и продольные кромки
двух свариваемых листов соединяют технологическим швом, затем после кан-
^ь %^=J J
Рис. 14.6. Технологическая схема производства прямошовных труб из предварительно
сваренных карт:
/ - правка листа; 2 - обработка продольных кромок; 3 - приварка технологических
планок и сварка карт технологическим швом; 4 - сварка карт первым рабочим швом; 5 -
кантовка карт; 6 - сварка карт первым вторым швом; 7 - загибка кромок; # -
предварительная формовка; 9 - окончательная формовка, 10 - сварка внутреннего
технологического шва, 11,12 - сварка внутреннего и наружного рабочих швов
357
товки карту сваривают рабочим швом. Далее вновь выполняют кантовку
карты и осуществляют сварку продольного рабочего шва с обратной стороны.
Сваренную таким, образом карту подают на гидравлический пресс усилием 100
МН, где производят предварительную загибку продольных кромок. Затем на
следующем гидравлическом прессе предварительной формовки заготовке
придают U-образную форму. Пресс имеет вертикальные цилиндры усилием 30 МН
и горизонтальные (с каждой стороны) усилием по 30 МН. На гидравлическом
прессе окончательной формовки усилием 550 МН заготовке придают
цилиндрическую форму.
Далее процесс сварки трубы выполняют в следующем порядке: вначале
заваривают внутренний технологический шов, затем наружный и наконец
внутренний рабочий шов. После сварки трубы передают на отделку.
Преимуществом такого способа производства труб является отсутствие
довольно сложной операции точной сборки свариваемых кромок, как это имеет
место при изготовлении труб из трех и четырех сегментов.
Недостатки данного процесса:
1) сложность и громоздкость оборудования для сварки карт;
2) большая масса и сложность эксплуатации трех гидравлических
формовочных прессов;
3) необходимость калибровки и правки труб.
Изготовление спиралошовных труб со стыковкой листов дуговой сваркой под
слоем флюса. В качестве исходной заготовки используют лист длиной 14... 16 м,
шириной 3000...4300 мм и толщиной до 20 мм.
; Учитывая размеры листа, применение петлевого устройства для обеспечения
непрерывности процесса технически не рационально, и наиболее приемлемым
способом следует считать предлагаемое фирмой "Thyssen" решение,
заключающееся в использовании машин для сборки и сварки листов между собой "на
ходу". Для этой цели предлагается специальная конструкция подвижной сты-
косварочной установки.
Технологический процесс изготовления труб можно разделить на три этапа
(рис 14.7):
1) подготовка, сборка и стыковая сварка в стационарном положении двух
листов в секцию;
2) подготовка, сборка и стыковая сварка "на ходу" сваренного листа с
концом полосы, находящемся в стане;
3) формовка трубной заготовки, сварка труб, ультразвуковой контроль шва,
резка труб на мерные длины.
На участок предварительной формовки листы подают мостовым краном и
укладывают на рольганг входной стороны, который оборудован боковыми
направляющими для необходимой установки листов. С помощью рольганга
листы транспортируют к фрезерному устройству, где их выравнивают и
зажимают гидравлическими зажимами.
Фрезерное устройство состоит из двух самостоятельных установок. Каждая
из них содержит следующие основные узлы: а) гидравлическую зажимную
систему; б) торцовые упоры для листа; в) узел фрезерования.
Узел фрезерования состоит из фрезерной головки, салазок, привода
подачи и направляющей. Предусматривается устройство для отвода стружки.
Фрезерованию подвергают поперечные кромки двух листов одновременно -
358
jfl-ftMr IHr IMr iMr iHr
Рис. 14.7. Технологическая схема производства спиралошовных труб со
стыковкой листов конечной длины электродуговой сваркой:
/ - приварка технологических планок; 2 - обработка поперечных кромок; 3 -
стыковая сварка двух листов; 4 - сварка листов в непрерывную полосу с
помощью подвижной стыкосварочной машины; 5 - обработка продольных кромок и
снятие внутренней фаски под сварку; 6 - задача полосы в формовочное
устройство; 7 - формовка и сварка трубы; 8 - фрезерование наружных фасок под сварку;
9 - ультразвуковой контроль сварного шва; 10 - резка труб на мерные длины
заднюю кромку предыдущего листа и переднюю кромку последующего. Кромки
обрабатывают под углом 30 ° с максимальной глубиной фрезерования 13 мм.
Затем два листа транспортируют к стационарной стыкосварочной машине,
выравнивают по стыку и зажимают гидравлическим устройством. По краям
стыка приваривают технологические планки, снизу под стык подводят медную
подушку, после чего производят стыковую трехдуговую сварку двух листов
под флюсом. По окончании стыковки удаляют технологические планки.
Сваренную секцию из двух листов рольгангом подают на входную часть
формовочно-сварочного стана. Здесь собирают и сваривают секции из двух
листов с концом полосы, находящейся в формовочно-сварочном стане, в
результате образуется непрерывная полоса. Сварку производят подвижной
стыкосварочной машиной, которая в процессе сварки стыков перемещается со
скоростью, равной скорости движения полосы в стане. Стыкосварочная
машина имеет гидравлическое устройство, которое зажимает задний конец
уходящей полосы и передний конец поступающего листа. Технология стыковой
сварки "на ходу" аналогична стыковке на стационарной стыкосварочной
машине. По окончании сварки подвижная стыкосварочная машина ускоренно
возвращается в исходное положение.
При дальнейшем движении полосы осуществляется фрезерование ее
продольных кромок для обеспечения постоянного размера по ширине и
фрезерование фасок на верхней кромке под сварку. Эти операции производят двумя
специальными сдвоенными фрезерными агрегатами. Первый из них служит
359
ъя полной обработки продольных кромок, второй - для обработки фасок
верху листа на величину 16 мм. После фрезерования вращающимися щетками
оверхность листа очищают от оставшейся стружки.
Усилие, необходимое для деформации листа в заготовку, создается специ-
<тьной подающей машиной, имеющей четыре валка с гидравлическим нажим-
ым устройством. Каждый валок имеет индивидуальный электропривод с плане-
арным механизмом. Скорость движения листа регулируется от 0,5 до 2,0 м/мин.
>ормовка трубы осуществляется в трехвалковом формовочном устройстве. Ка-
дый гибочный валок состоит из отдельных регулируемых роликов. Регулиров-
у верхнего валка производят с помощью клинового механизма. Формовочное
стройство на выходной стороне оборудовано внутренней роликовой оправкой.
1епосредственно за формовочным устройством установлено фрезерное устрой-
гво, которое служит для обработки фаски на сформованной трубе под сварку
аружного шва. Глубина фаски составляет от 3 до 10 мм, угол разделки 60°.
Сварочное устройство стана содержит следующие узлы: внутренний свароч-
ый узел для сварки в среде защитного газа; внутренний сварочный узел для
варки под флюсом; наружный сварочный узел для сварки под флюсом.
Последовательность сварки на стане такова: первым сваривают внутренний
юв в среде инертного газа, затем сваривают наружный шов трехдуговым ап-
аратом под флюсом и далее - второй внутренний шов, также трехдуговым
ппаратом под флюсом. После сварки шов контролируют ультразвуковым
ефектоскопом, установленным на стане. Для обеспечения постоянства
сварочного зазора применяется гидравлическое регулировочное устройство, ра-
бтающее в полуавтоматическом цикле. Контроль величины сварочного
азора осуществляют специальным измерительным устройством.
Разрезку труб на мерные длины производят с помощью механического от-
>езного устройства, которое в процессе резки перемещается вместе с трубой.
)трезное устройство закрепляется на трубе двойными зажимами. По оконча-
[ии резки устройство возвращается в исходное положение. Далее труба посту-
[ает на отделочные операции.
Преимущество данного технологического процесса заключается в использо-
>ании широкого листа, что дает возможность работать на малых углах фор-
ювки и повышает производительность стана. Следует считать удачной также
юнструкцию валково-роликового формовочного устройства.
К недостаткам изложенного способа производства следует отнести:
1) применение в качестве заготовки листового проката, себестоимость кото-
юго на 15.,.20 % выше себестоимости рулонного листа;
2) трудоемкость операций по обработке кромок листов;
3) дополнительные операции и оборудование для стыковки листов в сдвоен-
1ые секции и непрерывную полосу.
Изготовление спиралошовных труб со стыковкой листов методом контакт-
юй сварки оплавлением. Исходной заготовкой служит лист шириной 2000 мм,
щиной 12 м и толщиной 25 мм. Отличительным преимуществом данного спо-
:оба по сравнению с вышеуказанным является применение для стыковой свар-
си листов метода сварки контактным оплавлением взамен дуговой сварки. Для
>той цели применяют специальную летучую стыкосварочную машину.
Учитывая, что контактная сварка оплавлением требует значительно мень-
пего времени, чем дуговая, в данном варианте отпадает необходимость
предварительной стыковки двух листов в отдельно стоящей линии.
360
Схема технологического процесса получения труб представлена на рис. 14.8.
В линии подготовки стана лист проходит правку, строжку продольных
кромок, строжку поперечных кромок и поступает в летучую стыкосварочную
машину, где листы стыкуют в непрерывную полосу. После стыковой сварки
снимают верхний и нижний грат, для чего в линии стана предусмотрен
специальный гратосниматель.
С помощью подающей машины полосу задают в формовочное устройство,
где она формуется по спирали в трубную заготовку и затем сваривается.
Вначале сваривают технологический внутренний шов в среде углекислого газа,
затем выполняют дуговую сварку под слоем флюса наружного и внутреннего
рабочих швов.
После сварки осуществляют ультразвуковой контроль сварного шва. Места
с обнаруженными дефектами автоматически отмечаются краской. Выходящую
из сгана непрерывную трубу разрезают на мерные длины плазменным резаком.
Готовые трубы передают в отделение отделки для окончательной обработки.
Указанный процесс обладает преимуществами ранее изложенного способа,
исключает трудоемкую операцию приварки технологических планок, а также
не требует установки оборудования для специальной линии стыковки листов в
секции. Данному варианту изготовления спиралошовных труб присущи
следующие недостатки:
1) использование в качестве заготовки дорогостоящего листового проката;
J \Q11LffiHt 1Ht- тнг ftnr -НН1-
Рис. 14.8. Технологическая схема производства спиралошовных труб
со стыковкой листов конечной длины методом контактной сварки
оплавлением:
/ - правка листа; 2 - обработка продольных кромок; 3 - обработка
поперечных кромок; 4 - стыковка листоз в непрерывную полосу на
подвижной сварочной машине со снятием грата; 5 - фрезерование
кромок и их разделка под сварку; б - задача полосы в формовочное
устройство; 7 - формовка и сварка трубы; 8 - ультразвуковой
контроль сварного шва; 9 - резка труб на мерные длины
361
2) трудоемкость операций по обработке продольных и поперечных кромок
листа;
3) необходимость снятия грата после стыковой контактной сварки листов
оплавлением.
Изготовление двухслойных спиралошовных труб из рулонной полосы. Один из
наиболее экономичных и прогрессивных способов производства
электросварных труб диаметром до 1420 мм - непрерывный способ изготовления
спиралошовных труб из относительно дешевой рулонной полосы, прокатанной на
высокопроизводительных тонколистовых непрерывных станах.
В этой связи представляется заманчивым предложение о создании нового
типа спиралошовных труб - двухслойных, для изготовления которых можно
применять относительно тонкую полосу толщиной, равной половине
суммарной толщины стенки трубы. Так, для изготовления двухслойных труб
диаметром 2520 мм требуется в зависимости от механических свойств применяемой
стали, полоса толщиной 12... 14 мм, прокатка которой освоена на
отечественных непрерывных станах.
Производство двухслойных спиралошовных труб возможна по трем
технологическим схемам:
1) совместной формовкой и сваркой двух наложенных друг на друга полос
со смещенными в горизонтальной плоскости одноименными кромками (рис.
14.9, а);
2) сваркой однослойной трубы с последующей навивкой и приваркой к ней
второго (наружного) слоя при односторонней подаче полос, образующих
внутренний и наружный слои трубы (рис 14.9, б);
3) сваркой однослойной трубы с последующей навивкой и приваркой к ней
второго (наружного) слоя при подаче полос, образующих внутренний и
наружный слои трубы с разных сторон (рис. 14.9, в).
Рис. 14.9. Схемы изготовления двухслойных спиралошовных труб
совместной формовкой и сваркой двух полос (а), сваркой однослойной
трубы с навивкой на нее и приваркой второго слоя при
односторонней (б) и разносторонней (в) подаче полос:
/ - сварка технологического шва внутреннего слоя, 2 сварка
наружного рабочего шва внутреннего слоя; 3 - фрезерное устройство для
снятия усиления наружного шва внутреннего слоя; 4 - сварка
внутреннего рабочего шва внутреннего слоя; 5 - сварка технологического
шва наружного слоя; 6 - сварка рабочего шва наружного слоя
362
При изготовлении труб по первой схеме внутренний и наружный слои
сваривают односторонней сваркой с их приваркой к прилегающим слоям. В
точках 1 и 5 накладывают технологические швы с последующей их полной
переваркой рабочими швами в точках 4 и 6.
Вторая и третья схемы предусматривают сварку внутреннего слоя трубы
двусторонней сваркой, при которой в точках 1 накладывается внутренний
технологический шов, в точках 2 - наружный рабочий, а в точках 4 -
внутренний рабочий, полностью переваривающий внутренний технологический шов.
При этом перед навивкой второго слоя для его полного прилегания к первому,
возникает необходимость установки фрезерного устройства 3 для снятия
усиления наружного рабочего шва 2 внутреннего слоя. Сварка наружного слоя с
его приваркой к внутреннему осуществляется технологическим швом 5 с
последующей его приваркой рабочим швом в точке б.
14.2. Оборудование для производства труб с продольным швом
Формовку заготовок для труб, получаемых таким способом, осуществляют: на
гидравлических прессах, вертикальных или С-образных; на непрерывных
валковых формовочных станах; на листогибочных 3- или 4- валковых вальцах.
При формовке по первым двум методам производят предварительную
подгибку кромок на прессах или на кромкогибочных машинах. Схема подгибки
кромок на кромкогибочной машине приведена на рис. 14.10. Машина состоит
из задающей и трех гибочных клетей. Последние имеют приводные валки с
наборными центральными и крайними гибочными дисками, отстоящими друг
от друга на расстоянии 435 мм. Скорость перемещения листов в пределах
21...26 м/мик. Недостатки метода не позволяют получать прямолинейные
кромки. Для труб диаметром 1220 мм применяют предварительную подгибку
листов на машине обкатного типа (рис 14.11).
Принцип работы машины следующий. Края листа 1 специальным
устройством 2 одновременно по всей длине прижимаются к оправкам 5, рабочая
поверхность которых очерчена радиусом, соответствующим требуемому радиусу
изгиба листа. После этого оправки при помощи шарнирной подвески 4 и
ползунов 5, двигающихся по горизонтальным направляющим б, накатываются на
лист, одновременно загибая его вокруг себя. В конце хода ползунов лист
освобождается и с подогнутыми кромками движется дальше по рольгангу.
Рис. 14.10. Схема подгибки кромок на кром- Рис. 14.11. Машина обкатки кромок
когибочной машине: листов:
/ - лист; 2 - клеть задающая; 3 - клети фор- / - лист; 2 - устройство выравниваю-
мирующие щее; 3 - оправка; 4 - подвеска; 5 -
ползун; 6 - направляющая
363
[f1-
Ё
Рис 14 12. Пресс для подгибки кромок Рис 14 13 Схема гибки плоских участков
заготовки в доформовочной машине
У - верхний валок; 2 - нижний валок;
3 - стойки
Кроме того, получают распространение пресса для подгибки кромок при помощи
итампа(рис. 14.12).
Гибку плоских участков листа, прилегающих к кромкам, в случае отсутствия
предварительной подгибки, осуществляют на специальной доформовочной машине
рис. 14.13). Гибка производится тремя парами нижних и верхних валков,
>бразующих открытый калибр с профилем, очерченным по окружности в
юответствии с диаметром готовой трубы. Выходная пара валков устанавливается с
азором, равным толщине стенки.
Формовка заготовок на вертикальных прессах производится в две стадии: на
гервом прессе лист формуется в U-образную форму, на втором - в цилинд-
жческую или полуцилиндрическую. Гибка листов в U-образную форму
>существляется одновременно по всей длине за два хода пресса усилием 20 МН
рис. 14.14) следующим образом. Ползун /, перемещаясь из верхнего положения
\ нижнее, выгибает лист между роликами 2, установленными по обе стороны
Рис. 14 14 Пресс вертикальной формовки
труб из одного листа:
/ - ползун; 2 - ролики боковые; 3 - лист
Рис. 14 15. Пресс вертикальной формовки
труб из двух листов: / — ползун; 2,3 -
штампы; 4 - станина; 5 - гидроцилиндр
364
2750 7000 2750
Рис. 14.16. Пресс предварительной формовки:
7 - гидравлический четырехколонный пресс; 2 - подвижная траверса; 3 -
сменные штампы; 4 - нижняя балка; 5 - секция роликов гибки
листа- Верхний ползун и два боковых ползуна, действуя одновременно,
заканчивают гибку листа } в U-образный профиль. Ход верхнего ползуна - 1200 мм,
боковых - 650 мм, скорость верхнего - 62 мм/с, боковых - 31 мм/с.
Окончательная гибка листа производится на прессе усилием от 12000 до 50000 т в
зависимости от диаметра трубы и толщины листа между двумя половинами матрицы
штампа (рис 14.15), которые после полного сближения придают трубе круглую
форму. Ход позуна - 1200 мм, скорость прямого хода - 30...50 мм/с, обратного -
150... 180 мм/с. Пресс представляет совокупность шести гидравлических прессов.
Формовка полуцилиндрических заготовок для сварки труб из двух половин
аналогична, с соответствующей заменой технологического инструмента.
Характеристика и конструкция основного оборудования.
Трубоформовочные прессы. На прессы поступает заготовка с
подогнутыми кромками. Дальнейшая формовка осуществляется на гидравлическом
прессе предварительной формовки и на гидравлическом прессе окончательной
формовки. Пресс предварительной формовки мощностью 18 или 20 МН (рис.
14.16) состоит из двух одинаковых гидравлических четырехколонных прессов 1.
365
Прессы соединены друг с другом балкой и имеют общую подвижную траверсу
2. На траверсе закреплены сменные штампы 5; профиль штампа соответствует
диаметру формуемой заготовки.
На нижней балке 4, общей для обоих прессов, с обеих сторон расположено
по шесть секций роликов гибки 5. В зависимости от размеров заготовки
ролики могут сближаться и раздвигаться в поперечном направлении. В каждой
секции роликов имеется груз б, который возвращает ролики в исходное
положение при подъеме штампа и заготовки. Подъем заготовки вверх после формовки
осуществляется четырьмя пневматическими подъемниками, по которым
загнутая заготовка выталкивается следующей заготовкой на подъемный рольганг
перед прессом окончательной формовки. Характеристика прессов
представлена в табл. 14.1.
Пресс окончательной формовки мощностью 160 или 200 МН состоит из
шести двухколонных гидравлических прессов, установленных на двух общих
основаниях по три на каждом. Принципиально конструкция пресса аналогична
конструкции пресса предварительной формовки. Формовка заготовки
осуществляется в закрытом калибре пресса при опускании верхней траверсы штампа.
Таблица 14.1. Характеристика трубоформовочных прессов
Параметры
Модель пресса
Усилие пресса, МН
Диаметр труб, мм:
одношовных
двушовных
Лист (заготовка):
ширина листа, мм
толщина листа, мм
максимальная длина, мм
наибольшая масса, кг
Ход подвижной траверсы, мм
Скорость рабочего хода, мм/с
Скорость хода наполнения и
возвратного, мм/с
Усилие возвратных цилиндров,
МН
Давление рабочей жидкости, МН:
наполнения
низкое
высокое
Масса пресса (без
электрооборудования), т
Пресс
предварительной
формовки
П960
20
-
1250...2500
6,0... 16
12500
5000
750
30
150
4,4
0,6
5
32
325
Пресс окончательной формовки труб
диаметром, мм:
500... 820
160
530...920
1020... 1220
1675...3200
6,0... 12
12000
3000
650
30
150
16
0,6
5
32
1030
1020... 1220
П0753
200
530...920
1020... 1220
1250...3200
9.5...16
12500
5000
650
30
100
19,5
0,6
5
32
1550
366
Сформованная заготовка приподнимается в штампе специальными роликами
и выдается из пресса следующей заготовкой.
Трубы диаметром до 920 мм формуются из одного листа, а диаметром
1020... 1220 мм - из двух листов.
Установка для сборки полуцилиндров. Установка для
сборки полуцилиндров состоит из расположенных с двух сторон подводящих
рольгангов, на которых производится выравнивание продольных кромок
полуцилиндров, и рычажного устройства, с помощью которого оба
полуцилиндра захватываются, поворачиваются на 90°, соединяются продольными
кромками и затем цепным заталкивателем задаются в первый сварочный стан для
наложения первого наружного шва.
Характеристика установки для. сборки полуцилиндров
Диаметр полуцилиндров, мм 1000 и 1200
Толщина стенки полуцилиндров, мм 9,5... 16
Длина полуцилиндров, мм 11500...12500
Диаметр цилиндра пневмоприводов, мм 500
Ход штока пневмоцилиндра, мм 1400
Ход цепного заталкивателя, мм 9000
Усилие заталкивателя, МН 0,25
Скорость заталкивателя:
рабочая, м/мин 1,5...4,5
возвратная, м/мин 3...9
Мощность электродвигателя заталкивателя, кВт/т 16
Масса установки (без электрооборудования), т 90
Другим методом гибки листов на прессах является формовка на
Сообразных прессах (рис. 14.17), применяемая на заводе в Бельвиле (Франция).
Метод позволяет формовать прямошовные трубы из одного или двух листов.
Формовку листов на С-образных прессах производят в два этапа. Вначале
формуется половина листа надвижением его подвижным столом между
пуансоном и матрицей с приданием С-образной формы. Затем передают, С-
образную форму на второй пресс и осуществляют гибку второй половины
листа. При формовке из двух листов операция производится на одном прессе с
последующей сваркой двумя продольными швами.
Непрерывная валковая формовка листов производится в семиклетевом стане.
Схема формовки показана на рис. 14.18. Стан имеет одну задающую клеть 1 и
шесть формующих 2... 7.
Первая формующая клеть 2
- двухвалковая, остальные -
универсальные. Между
формующими клетями
установлены 34 роликовые
проводки, служащие для
удержания кромок в
натянутом состоянии. Каждая
проводка имеет ряд
холостых роликов. Для
стабилизации геометричес-
Рис. 14.17. Схема формовки листов на С-образных прессах:
а — на первом прессе; б — на втором прессе
367
Hfw.
1(H5pn
1б-21рл. 22-27рл 26-32рл. JJ-Ярл
J-бхЛ 7HA
f-9p.fi.
W-J2p/i.
Л/л А Тал 6
JJ-МрЛ
Рис. 14.18. Схема непрерывной валковой формовки листов
ких размеров сечения заготовок в шестой клети производится гибка листа на
угол свьпие 180 ,ав седьмой - принудительная расформовка до угла меньше
180*. Операция позволяет уменьшить упругое пружинение полуцилиндров,
повышает точность сборки.
Универсальные формующие клети (рис. 14.19) имеют станину 1 открытого
типа, которая
соединена с верхней
крышкой 2
посредством штырей 5. На
верхней крышке
крепятся нажимной
механизм 3 и
уравновешивающее
устройство пружинного
типа 4, соединенные
с траверсой б. К
траверсе крепится
холостой верхний валок
7. Приводным
является только нижний
валок 8. Боковые
валки 9 крепятся в
окнах станины
посредством клиньев
10; в радиальном
направлении валки
перемещаются от
Рис. 14.19. Клеть рабочая формовочного стана
368
нажимного механизма 11. Станины клети установлены на сварную раму 12,
между собой левая и правая станины соединены промежуточной рамой 13.
Формующая двухвялковая клеть имеет аналогичную конструкцию, только
отсутствуют боковые валки.
Гибочные вальцы
(формовочные). В качестве формовочных
вальцев (рис. 14.20) применяют трех-
залковые или четырехвалковые
вальцы. В трехвалковых вальцах вращение
от электродвигателя через редуктор
передается только верхнему валку или
также двум нижним. Верхний валок
имеет диаметр в 1,3... 1,5 раза больше
нижних. Его установкой относительно
нижних валков регулируется диаметр Рис 14 20 Схема формовки трубной за-
формуеМОЙ ЗаГОТОВКИ. ПрИВОД ПОДЪе- готовки на гибочных трехвалковых {а) и
ма И опускания Верхнего валка ОСуще- четырехвалковых (б) вальцах
ствляется от отдельного электродвигателя. При формовке в трехвалковых
вальцах у формуемой заготовки с краев получаются плоские участки, что
является большим недостатком этого способа.
У четырехвалковых вальцев приводными являются верхний и нижний валки.
Боковые валки - холостые. Все валки имеют одинаковый диаметр. Нижний
валок регулируется по высоте. Боковые валки могут сближаться и удаляться от
основных валков в зависимости от толщины стенки, чем определяется диаметр
формуемой заготовки. Качество заготовки, получаемой на четырехвалковых
вальцах, значительно лучше, так как плоский участок с краев заготовки
получается небольшой. В нашей стране для гибки трубных заготовок
применяются только четырехвалковые вальцы.
Работа гибочных вальцев производится следующим образом. Карта с
загнутыми концами задается сбоку в разведенные валки так, чтобы ее край, пройдя
между верхним и одним из боковых валков, упирался кромкой во второй
боковой валок. Подводя к карте боковой и нижний валки, включается привод
верхнего валка. Формовка карты производится путем гибки между верхним и
подвижными боковыми валками за несколько реверсивных качаний (от 9 до
11). При этом боковые валки перемещаются в радиальном направлении к
центру формуемого цилиндра.
Профиль валка рассчитывается по сечениям с учетом его прогиба при работе.
Стан для наружной сварки труб оборудован вводными и
выводными рольгангами, цепным заталкивателем, поворотным устройством для
установки продольного стыка трубной заготовки по оси электродов
сварочного аппарата и балконом, на котором расположена электросварочная и
флюсовая аппаратура.
Техническая характеристика стана для внутреней сварки труб приведена в
табл. 14.2, а оборудования подготовки листа и обработки труб после сварки
представлена в табл. 14.3.
14.3. Оборудование для производства труб со спиральным швом
Существует способ производства труб путем свертывания под углом
рулонной полосы в цилиндрическую трубную заготовку с одновременным
наложением спирального шва.
369
Таблица 14.2. Характеристика стана внутренней сварки труб
Параметры
Скорость сварки возможная, м/мин
Скорость возврата сварочной тележки, м/мин
Рабочий ход тележки, мм
Угол наклона машины, мин
Механизм подъема трубы.
высота подъема максимальная, мм
скорость подъема трубы, мм/с
скорость вращения трубы, мм/с
Электродвигатели передвижения
сварочной тележки:
мощность, кВт
частота вращения, мин
Электродвигатели подъема трубы:
мощность, кВт
частота вращения, мин
Электродвигатели поворота трубы:
мощность, кВт
частота вращения, мин
Сварочный автомат
Обшая масса (без электрооборудования), т
Трубоэлектросварочный стан
426-830
1...3.5
20
14800
45
1300
113
10...90
6
300
17
-
4,5
-
См. табл. 14.1
-
915-1220
0,7...3,5
30
14800
45
-
116
5...120
5,5
2400
16
690
4,5
1500
75
Преимущества способа следующие:
а) возможность изготовления труб больших диаметров и любой мерной
длины из узкой и сравнительно более дешевой рулонной полосы;
б) возможность изготовления особо тонкостенных труб с отношением
диаметра к толщине стенки свыше 100;
в) повышенная прочность труб, так как вследствие спирального
расположения шва последний нагружен меньшими растягивающими напряжениями.
Металл работает в более благоприятных условиях в связи с ориентацией
направления волокон под углом к продольной оси трубы;
г) непрерывность процесса, позволяющая автоматизировать его.
д) высокая точность размеров труб, исключающая операции правки и
калибровки;
с) простота оборудования и меньшие капитальные затраты, возможность
максимального приближения производства к местам их потребления.
Недостатками способа являются большая протяженность сварного шва и
отсутствие надежных способов контроля поступающей рулонной полосы.
Формовочно-сварочное устройство. Сварка спирального шва
осуществляется в формовочном устройстве полуавтоматического типа (рис. 14.21). Полоса 1
роликами 2 по фиксатору уровня 7 подается во втулку 3 и изгибается по спира-
370
ли, опираясь на шлифованные направляющие пояски 4 и ролики 5, 6. Фиксатор
7 и направляющие пояски наплавлены твердым сплавом (сормайтом) и
отшлифованы. При схождении кромок полосы - образовании первого витка трубы
(точка Л внизу трубы) осуществляется сварка внутренних кромок первым
технологическим швом с целью обеспечения устойчивости спирали при
дальнейшем наложении рабочих швов. Через полвитка от точки А накладывается
первый наружный рабочий шов (точка F), а еще через полвитка - второй
внутренний рабочий шов (точка В), при этом полностью переваривается первый
внутренний технологический шов.
Дуговая сварка под слоем флюса осуществляется сварочным автоматом при
Таблица 14.3. Характеристика оборудования подготовки листа и обработки труб
после сварки
Параметры
Трубоэлектросварочный стан
426-830
915-1220
Листоукладчик
Скорость передвижения кранбалки, м/с 0,5
Скорость подъема листов, м/с 0,1
Максимальная масса листа, т 3
Масса листоукладчика с
электрооборудованием, т 24
Правильная машина
Ширина листа, мм 1250...2500
Толщина листа, мм 4... 12
Предел прочности, МН/м2 - 600
Предел текучести, МН/м2 350
Скорость правки листа, м/мин 24...28
Количество правильных валков, шт:
приводных 7
неприводных 2
Диаметр рабочих и опорных валков, мм 180
Длина бочки рабочих валков,мм 2650
Шаг рабочих валков, мм 200
Электродвигатель привода рабочих валков:
мощность, кВт
частота вращения, мин
150
500... 1500
Кромкострогальный станок
0,5
0,1
5
24
1250...2500
4...12
600
350
24...28
7
2
180
2650
200
150
500... 1500
Количество приводных валков, шт
Количество кареток с резцами, шт
Количество неподвижных резцовых блоков, шт
Количество резцов в каждом блоке, шт
6
-
4
8
9
12
-
-
371
Таблица 14.3 Характеристика оборудования подготовки листа и обработки труб
после сварки (продолжение)
10,2;13;18;23
2
100
975
340
Гкорости резания, м/мин | 10,2;13,18;23
Электродвигатель привода валков:
количество, шт
мощность, кВт
-1
частота вращения, мин
Масса станка, т
Кромкогибочный стан (валковый)
Задающая клеть
Количество рабочих валков, шт
Диаметр рабочих валков, мм
Длина бочки валков, мм
Код верхнего валка задающей клети, м/мин
Скорость подачи листа, м/мин
Мощность электродвигателя, кВт
Гибочные клети
Количество гибочных клетей, шт
Количество валков в клети, шт
Циаметр бочки верхнего валка, мм
Скорость гибки листа, м/мин
Циаметр бочки нижнего валка, мм
Максимальное давление на валки, кН
Мощность электродвигателя, кВт
Масса стана (без электрооборудования), т
Скорость транспортера, м/мин
Скорость заталкивателя, м/мин
Ход заталкивателя, мм
Длина штанги заталкивателя, мм
Подъемный рольганг с цепным вталкивателем перед прессом окончательной формовки
2
360
2600
30
18
17
3
2
828
18
360
68,5
300
258
•ом предвари/
60
30
2100
5000
2
360
2600
30
18
17
3
2
828
18
360
68,5
300
258
пелышй фор.}
60
30
2100
5000
Окружная скорость рольганга, м/с
Высота подъема рольганга, мм
Электродвигатели роликов рольганга:
мощность, кВт
частота вращения валков, мин"'
Электродвигатели передвижения
гележки с заталкивающей штангой:
1
300
16
375
1
300
16
375
372
мощность, кВт
частота вращения, мин
13,5
1100
13,5
1100
50
426...820
3
-
_
-
-
50
1020..Л 220
4,65
500
1800
300
400
40
Установка для очистки внутренней поверхности труб
Угол наклона при высыпании, град
Диаметр труб, мм
Максимальная масса трубы, т
Пневмопривод подъема и опускания рамы
диаметр цилиндра, мм
ход штока, мм
Пневмопривод выбрасывателя:
диаметр цилиндра, мм
ход штока, мм
Производительность установки, шт/ч
Пресс для калибровки раздачей и испытания
Номинальное усилие, МН:
пресса
калибровки
возвратного хода
Ход силовой головки, мм
Наибольшее давление раздачи
трубы, МПа
Наибольшее давление испытания трубы, МПа
Степень деформации (раздача), %
Рабочее давление, МПа:
главного привода
вспомогательного привода
Установленная мощность электродвигателей, кВт
Производительность пресса, шт/ч
Масса собственного пресса, т
10
3
2
1250
24,5
18
1—.1,5
20
8
851,4
16...20
670
16
3
2
1250
24,5
18
до 2
20
8
851,4
20...25
1 750
применении электродной проволоки диаметром 3...5 мм и сварочного тока
350...2000 А при напряжении 20...56 В; источник питания - сварочный
трансформатор. Сварка внутренних швов осуществляется сварочными головками,
установленными на штанге, вводимой внутрь трубы.
Для получения трубы диаметром d из полосы шириной b ось выходящей
трубы, лежащей на поворотном рычаге (с радиусом поворота R = 20...30 м),
устанавливают под определенным углом а к оси подаваемой во втулку
полосы. Из рис. 14.21 следует:
d = я d cosct; d = b;
л cosa
1 rcd
6=ssina; .v = — ?=rcdtgP = ; p = 90-a.
sin a tga
373
Для а = 0 диаметр трубы соответствует
диаметру при прямошовной сварке
сформованной полосы шириной 6, т.е.
7Г
0,318/?.
При а = 30°, 45°, 60°, 71 °3 Г получим,
соответственно: d = @,36; 0,45; 0,67 и 1,0)/?;
шаг спирали s = B,0; 1,42; 1,26; и 1,06) Ь.
Скорость подачи полосы (при усилии
подачи 0,3...0,6 МН) в формовочно-сварочную
машину равна скорости сварки трубы v„ = vc
(см. точку А), а скорость выхода и угловая
скорость вращения готовой трубы равны:
vT=v„ cos a; coT = vjr, поэтому длина готовой
трубы:
L-, - L„ cos a, a длина сварного шва равна
длине полосы.
Таким образом, чем больше угол а
(меньше cos а), тем меньше отношение L-JLn,
т.е. меньше производительность стана
спиральной сварки труб. На практике приме-
' няют следующие оптимальные значения:
а = 40...66°, при которых отношение d/b =
= 0,42...0,78: v„ = vc = 1...2,5 м/мин; vT =
= 0,75...2,0 м/мин.
Готовые трубы разрезают плазматроном 9
на подвижной тележке (на мерные длины
Lf=8...14m).
На металлургических предприятиях
имеются типовые трубоэлектросварочные
непрерывные агрегаты для
производства спиралошовных труб диаметром 650, 1020, 1220, 1420, 1650...2500 мм.
Производительность непрерывного трубоэлектросварочного агрегата
спиральной сварки, т/ч:
А = 60 vT q *'
Рис. 14.21. Схема формовки
спиральной заготовки трубы во вту-
лочно-роликовой машине.
/ - полоса, 2,5,6 - ролики;
3 - шлифовальные направляющие
пояски, 7 - фиксатор уровня,
# - труба; 9 - плазматрон
где v, - скорость трубы на выходе ( 0,6... 1,5 м/мин); q - масса 1 м готовой
трубы, кх « 0,95 - коэффициент использования стана; к2 * 1,05 - коэффициент
расхода металла полосы при отделке труб (в отделении отделки готовых труб).
Производительность агрегата 40... 100 тыс.т труб в год при фонде рабочего
времени 6400 ч. С целью повышения скорости сварки и производительности
стана (в 2...4 раза) в настоящее время проводятся работы по замене дуговой
сварки под слоем флюса радиочастотной сваркой D50 тыс. Гц), как на
агрегатах электросварки сопротивлением.
Формующее устройство. Входит в состав трубосварочного спиралошовно-
го агрегата. Обеспечивает формовку спиралошовной заготовки.
374
Применяют несколько типов формующих устройств (рис. 14.22): втулочные,
полувтулочные, роликовые и валковые. Общим для всех конструкций является
подача полосы снизу, при этом отпадает необходимость в регулировке
отводящего рольганга по высоте.
Формующее устройстве втулочного типа (рис. 14.22, а) является весьма
жестким и обеспечивает получение трубы заданного размера с высокой
точностью. Однако для осуществления формовки требуется большое заталкивающее
усилие на преодоление трения о поверхность втулки. Высокое сопротивление
перемещению трубы приводит к колебаниям зазора между кромкам. При
переходе с одного диаметра трубы на другой необходима смена втулки. Поэтому
формующее устройство втулочного типа в настоящее время не применяют.
Формующее устройство полувтулочного типа требует меньшего усилия (рис.
14.24, б). Изгиб полосы заданным радиусом здесь осуществляется во втулке. В
ней формуется первая половина витка трубы (откуда и название -
полувтулочный тип). Положение второй половины витка трубы в формующем устройстве
фиксируется регулируемыми роликами. Формующее устройство этого типа
при переходе на другой размер трубы требует смены полувтулки и удлиняет
время на настройку стана.
Формующее устройство роликового типа (рис. 14.22, в) обеспечивает
формовку трубной заготовки в заданном сортаменте, однако обладает меньшей
жесткостью. Для качественной формовки необходима точная установка
роликов в пространстве формующего устройства.
Формующее устройство валкового типа обеспечивает минимальное усилие,
формовку заготовки заданного сортамента и осуществляется в валковой клети
с тремя гибочными валками в роликовой обойме (рис. 14.22, г). Гибочные
валки крепятся на кронштейне, который может перемещаться вдоль оси трубы.
Верхний валок закреплен стационарно, а положение нижних валков меняется
Рис. 14.22. Формующие устройства (а-д) трубосварочных спиралошовных агрегатов:
а - формующее устройство втулочного типа; б - формующее устройство
полувтулочного типа; в - формующее устройство роликового типа; г.д - формующее устройство
валкового типа
375
как в горизонтальной, так и з вертикальной плоскостях винтовыми
механизмами. Настройку роликовой обоймы на заданный диаметр трубы в небольших
пределах осуществляют радиальным перемещением роликов. При
значительном изменении диапазона изготовляемых труб, роликовую обойму заменяют
(рис. 14.22, д).
В практике используют формующие устройства типов б-д. Наибольшее
распространение получили формующие устройства типов в-д,
В последнее время для формовки тонкостенных труб начинают применять
формующие устройства, работающие по принципу навивки или загибки
полосы на гладкую или роликовую оправку.
На рис. 14.23 показано формующее устройство полувтулочного типа
конструкции ВНИИметмаша. Рабочая поверхность корпуса втулки 1 наплавлена
твердым сплавом по спирали с шагом с шагом 440 мм. Это уменьшает
поверхность соприкосновения листа со втулкой, а следовательно, уменьшается усилие
формовки. Наплавка твердым сплавом повышает износостойкость втулки,
увеличивается срок ее службы благодаря повторным наплавкам. Регулируемый
порог 2 обеспечивает правильную подачу листа в формующую втулку. Ролики
3 фиксируют положение второй половины витка. С помощью выводной
проводки 4 фиксируется положение выходящей трубы.
Качество спиралошовных сварных труб во многом определяется
стабильностью процесса формовки трубной заготовки, что обеспечивается созданием
условий, при которых свариваемые кромки трубных заготовок совмещаются
без зазора и смещения одной относительно другой, а диаметр формуемых вит-
Рис. 14. 23. Формующее устройство пол у втулочного типа (ВНИИметмаш):
/ - втулка; 2 - регулируемый порог; 3 - ролики; 4 - выводная проводка
376
Рис. 14.24. Схема трубоэлектросварочного агрегата для производства спиралошовных труб
диаметром 530-1420 мм.
У - разматыватель, 2 - подающие ролики; 3 - правильная машина, 4 - ножницы, 5 -
стыкосварочная машина, 6 - петлевая яма, 7 - дисковые ножницы, 8 - подающая многороликовая
машина; 9 - формовочная машина, 10- сварочная наружная головка, 11 - плазматрон; 12 -
подвижной станок-автомат; 13 - внутренняя сварочная головка, 14 - поворотный круг
ков заготовки остается постоянным в пределах минимально допустимых
отклонений. Это достигается путем совершенствования конструкций формующих
устройств и регулирования процесса формовки с использованием современных
средств автоматического контроля параметров формуемой полосы (заготовки).
Для формовки спиралошовных труб, главным образом большого диаметра,
в последние годы все большее распространение получают валковые и в
особенности валково-роликовые формовочные устройства, обладающие рядом
преимуществ перед устройствами втулочного, оправочного и других типов.
При использовании валково-роликовых устройств значительно уменьшается
трение между формуемой полосой и инструментом и обеспечивается более
точная настройка и регулировка, причем можно настраивать каждую группу
формующих роликов в отдельности, благодаря чему создаются наилучшие
условия на всех участках очага формовки.
Наиболее распространенное валково-роликовое формующее устройство
состоит из трех групп роликов (кассет): двух для формовки наружной
поверхности трубы и одной для формовки по внутренней поверхности.
Агрегаты для изготовления спиралошовных труб большого диаметра*
Агрегат (рис. 14.24) предназначен для изготовления спиралошовных труб
для магистральных нефтепроводов. Исходная горячекатаная полоса толщиной
4... 14 мм в рулонах диаметром 1400...2200 мм из хорошо свариваемой
углеродистой или низколегированной стали (сгв до 700 МПа, 5 > 20 %). В цехе
Волжского трубного завода установлено 10 унифицированных агрегатов для
выпуска спиралошовных труб диаметром от 530 до 1420 мм.
Все оборудование стана расположено в одну линию. Скорость выхода трубы
(скорость сварки) 1...2 м/мин. Рулоны со склада укладывают краном на
рольганг, который подает их к разматывателю 1. Здесь передний конец полосы
отгибается и подающими роликами 2 задается в правильную машину 5, за
которой установлены ножницы 4 для обрезки концов полосы и стыкосварочная
377
машина 5 хтя дуговой сварки концов двух рулонов. Образующийся на
сварочном шве грат снимается фрезой. Из петлевой ямы 6 полоса поступает на
дисковые ножницы 7, обрезающие ее кромки, затем в установку для дробеструйного
удаления окалины с кромок.
Далее полоса поступает в строгальный станок для снятия фасок на кромках,
затем в подающую многороликовую машину 8 и, наконец, в формовочную
машину 9. Здесь полоса завивается в спиральную заготовку-трубу,
свариваемую затем двумя сварочными головками снаружи 10 и одной внутри 13.
Формовочная машина и сварочная часть стана установлены на поворотном круге
14 и вместе с выходным рольгангом могут поворачиваться относительно оси
полосы на некоторый угол а, что позволяет получить из полосы трубы
различного диаметра.
Для резки трубы по ходу установлен подвижный станок-автомат 12 с плаз-
матроном 1L который разрезает трубу на мерные длины. Далее трубы
поступают в отделение отделки и проходят обрезку торцов, гидравлическую
калибровку по диаметру, испытание на внутреннее гидравлическое давление 10
МПа, взвешивание, покраску антикоррозийной краской и т.д.
Производительность агрегата около 150 тыс. т/год труб.
Для увеличения пропускной способности магистральных газопроводов
требуются трубы повышенного диаметра A400...2500 мм) с толщиной стенки
более 20 мм для повышения давления газа до 10 МПа и выше.
, На специализированном агрегате (рис. 14.25) изготавливают спиралошов-
ные двухслойные трубы путем формовки и сварки двух наложенных друг на
друга полос толщиной 10... 12 мм со смещенными кромками. Входная часть
агрегата состоит из двух линий, расположенных одна под другой. Первая
линия предназначена для подготовки полосы, образующей наружный слой
трубы, вторая - для внутреннего слоя трубы. Подготовленные полосы непрерывно
подаются в формовочное устройство втулочно-роликового типа и свариваются
внутренними и наружными устройствами для дуговой электросварки.
Выходящая непрерывная труба разрезается на мерные длины "летучим" отрезным
станком плазменной резки.
Непрерывный трубоэлектросварочный агрегат 170-420 подобного типа ис-
Рис. 14.25. Схема трубоэлектросварочного агрегата для производства двухслойных спирало-
шовных труб диаметром 140-250 мм:
1 - разматыватель; 2 - правильная машина; 3 -гильотинные ножницы; 4 - стыкосварочная
машина; 5 - дисковые ножницы; 6 - ножи для обработки боковых кромок полосы под сварку;
7 тянущие ролики; 8 - рольганг; 9 - петлевое устройство; 10J1 - подающие ролики; 12 -
формовочное устройство; 13.14-сварочные аппараты внутренней и наружной сварки; 15 -
отрезной станок; 16 - поворотный выходной стол
378
пользуется для производства спиралошовных тонкостенных труо для мелиорации в
сельском хозяйстве.
Конструкция основного оборудования. Трубоэлектросварочный стан с
формовочной машиной валково-роликового типа показан на рис. 14.26. Формовка
трубы осуществляется изгибом ленты тремя валками /, расположенными один за
другим, по вкладышам J, установленным на неподвижной оправке 2. Вкладыши
изготовлены из твердого сплава сормайта и отшлифованы. Подача ленты в
формующую машину производится сверху валками 4 подающей машины. Точное
направление ленты в
' 5 Ь формовочную машину
обеспечивается роликовой
проводкой 5. Радиус гиба ленты
в формовочном калибре должен
быть меньше, чем радиус
готовой трубы 6, так как первый
свободный виток пружинит и
после формовки немного
расходится.
По этой причине первая
сварочная головка производит
сварку шва на втором витке в
точке А на флюсовой подушке.
Вторая сварочная головка
осуществляет частичную
переварку первого шва с
формированием валика усиления
- через шаг спирали в точке Б.
Из-за трудности размещения
сварочной головки внутри трубы
внутренний шов не сваривается.
На отечественных ТЭСА 1020
и 1420 применяется трехслойная
сварка спирального шва. В месте
схождения кромок ленты и
первого витка трубы
накладывается первый внутрен-ний
технологический шов,
назначение которого - устранить
возможность смещения кромок
при наложении рабочих швов.
Через полвитка после
технологического шва накладывается
наружный рабочий шов и через
шаг спирали от первого
внутреннего шва - второй
внутренний рабочий шов, полно-
Рис. 14.26. Формовочная машина валково-роликового типа:
/ - трехвалковый калибр; 2 - неподвижная оправка; 3 -
вкладыш; 4 - валки подающей машины; 5 - роликовая
проводка; 6 - готовая труба
379
стью переваривающий технологический шов. Сварка внутреннего шва
осуществляется сварочным автоматом, состоящим из двух головок. Первая головка
сваривает технологический шов (технологическая головка), а вторая головка
сваривает внутренний рабочий шов (рабочая головка).
Характеристика основного оборудования приведена в табл. 14.4, а головной
части стана - в табл. 14.5.
Станы для производства спиралошовных труб за рубежом. Стан фирмы
"Zimag" для изготовления спиралошовных труб диаметром 419... 1020 мм с
толщиной стенки от 4 до 12 мм из полосы шириной до 1250 мм является
модификацией станов фирмы "Dream".
Все машины линии подготовки полосы этого стана установлены на сварной
раме, которая поворачивается относительно оси, закрепленной в плите
основания. Другим концом рама опирается на четыре катка, расположенные под
разматывателем.
Поворот рамы при настройке стана на нужный угол формовки в пределах
от 35 до 75° осуществляется гидравлическим цилиндром с максимальным
усилием 60 т. Разматыватель имеет две стойки, в гнездах которых краном
устанавливаются цапфы барабана с надетым на него разматываемым рулоном.
Таблица 14.4. Характеристика трубоэлектросварочных станов
Параметры
,
Размер изготовляемых труб:
наружный диаметр, мм
толщина стенки, мм
длина, м
Максимальная масса трубы, кг
Заготовка-рулонная горячекатаная лента:
ширина, мм
наружный диаметр рулона, мм
Максимальная масса рулона, кг
Механические свойства:
ав, МН/м"
ат, МН/м2
Относительное удлинение, %
Скорость подачи ленты в
петлеобразователь, м/мин
Скорость подачи ленты после
петлеобразователя, м/мин
Запас петли, м
Угол формовки труб, град
Скорость сварки, м/мин
Скорость выхода трубы со стана, м/мин
Годовая производительность, т/год
Общая масса механического
оборудования, т
Типоразмер стана
650
426...650
4...8
6...18
2280
600... 1500
800... 1200
5000
до 500
до 350
>21
1,25...8,35
1.25...6
15
30...35
2,0...2,7
-
до 85 000
-
1020
720... 1020
6...12
12...18
5300
1350...1550
1000... 1300
10000
до 650
до 480
>18
1...10
1,0...2,0
22
53...65
1...2
0,37... 1,2
75 000
239
1420
530... 1420
4...12
8...12
3600
1100... 1850
1400...2300
35 000
до 650
до 400
>18
1...6
1,0...2,5
18
51...63
1—2,5
0,36... 1,1
100 000
400
380
Таблица 14.5. Характеристика оборудования головной части трубоэлектросвароч-
ного стана для производства труб со спиральным швом
№ позиции
на рис. 14.29 |
1
2
3
Параметры 1
Кантователь рулонов
Размеры рулона, мм.
наружный диаметр
внутренний диаметр
ширина ленты
Максимальная масса рулона, кг
Угол поворота рулона, град
Электродвигатель поворотной секции:
мощность, кВт
число оборотов, мин
Разматыватель
Диаметр опорных роликов, мм
Диаметр тянущих роликов, мм
Длина бочки, мм
Скорость отгибки конца ленты в стане, м/мин
Скорость движения ленты в стане, м/мм
Электродвигатель вращения роликов:
мощность, кВт
число оборотов, мин
Подающие ролики
Подъём верхнего ролика механизмом
установки ролика, мм
Привод роликов:
электродвигатель мощностью, кВт
Листоправильная машина
Ролики рабочие:
количество, шт
диаметр, мм
" длина бочки, мм
Шаг между осями роликов, мм
Ролики опорные:
количество, шт
диаметр, мм
длина бочки, мм
Главный электродвигатель:
мощность, кВт
число оборотов, мин
Гильотинные ножницы (с кромкокрошителем)
Усилие резания (нижг.ий рез), МН
Длина горизонтального ножа, мм
Угол наклона ножа, град
Эксцентриситет эксцентрикового вала, мм
1 Число ходов в минуту, ход/мин
Типоразмер стана
650 ~Т
800... 1200
500...650
600... 1500
5000
—
-
-
-
-
-
,
—
-
60
58
9
230
1800
~
10
-
j ~~
5,5
-
0,5
-
3°
62
1
530-1420
1400...2300
750...850
1100... 1850
35 000
95
22
710
450
350
2000
0,5
1...2,5
16
690
-
1
280
2100
280
10
260
320
И
925
0,8
2000
2°30*
-
1 14
381
4
5 !
6
7
-
-
-
8
Число резов, рез/мин
Электродвигатель.
мощность, кВт
число оборотов, мин
Стыкосварочная машина 1800
Усилие зажима концов ленты, МН
Давление гидросистемы, МН/м:
Скорость сварки, м/мин
Тянущие ролики ML» 1
Диаметр роликов, мм
Длина бочки роликов, мм
Скорость подачи ленты, м/мин
Максимальное тянущее усилие, МН
Петлеобразователь
Скорость нагона ленты, м/мин
Скорость в процессе сварки, м/мин
Запас петли, м
Дисковые ножницы с кромкокрошителем
Диаметр ножа, мм
Ширина ножа, мм
Наибольшая отрезаемая кромка, мм
Число резов
Расстояние между режущими кромками, мм
Электродвигатель.
мощность, кВт
число оборотов, мин ]
Ножницы кромкокрошительные
Число резов в минуту
Электродвигатель.
мощность, кВт
число оборотов, мин !
Вращающиеся стальные щетки
Ширина зачищаемой кромки, мм
Кромкострогательный станок
Количество суппортов, шт
Количество резцов в суппорте, шт
Подающая машина
Количество пар подающих валков, шт
Диаметр валков, мм
Длина бочки валков, мм
Тянущее усилие, МН
Скорость подачи, м/мин
Электродвигатель:
мощность, кВт
| число оборотов, мин *
-
64
-
-
-
u
-
-
-
-
1,25...8,35
1,25...5
*15
500...550
60
40
2
600... 1500
2,7
-
~
19
-
20...40
2
3
3
320...470
1600
0,4
2...2J
40,5
-
2
80
580
0,6
1500
3
360
2000
0,5...6,2
0,06
1...6
1...2,5
18
550...595
60
40
2
1050...1750
3,3
640
4
21
640
-
-
-
2
375...400
1600
0,4...0,6
1...2,5
42
1 750
382
Пятироликовая правильная машина с неприводными роликами с подающей
машиной имеет общую станину. Перед правильной машиной и после подающей
машины установлены горизонтальные роликовые проводки и вертикальные
ролики, которые обкатывают кромки полосы для ее калибровки по ширине.
Привод обоих валков подающей машины - от регулируемого
электродвигателя переменного тока через комбинированную червячно-цилиндрическую
шестеренную клеть и универсальные шпиндели. Мощность электродвигателя
2,65... 11 кВт, частота вращения 600...2200 мин-1, передаточные отношения
редуктора 39, шестеренной клети - 24. Диаметр валков подающей машины 360
мм, скорость подачи полосы 0,7...2,5 м/мин, максимальное усилие прижима
верхнего валка двумя гидравлическими цилиндрами нажимного устройства 75 т.
Формовочно-сварочная часть стана выполнена в виде поворотного стола, на
котором крепится формовочный инструмент, сварочное оборудование и
направляющий люнет. Люнет расположен на расстоянии 3,4 м от оси поворота
стола и может перемещаться в перпендикулярном к оси трубы направлении со
скоростью 4,0 мм/с.
Формовочная полувтулка изготовлена из термически обработанного графи-
тизированного чугуна B50...300 НВ). Трубы отрезаются вручную
газокислородными резаками.
Станы фирм "Dream" и "Zimag" отличаются простотой конструкции и
малой массой, но в то же время мало механизированы и при эксплуатации
требуют большой затраты ручного труда. Отсутствие в составе станов механизмов
для обработки кромок полосы и ее калибровки по ширине (дисковых ножниц и
кромкострогательных устройств) предъявляет повышенные требования к
точности геометрических размеров горячекатаной полосовой заготовки по ширине.
На рис. 14.27 показана последняя конструкция усовершенствованных станов
SRU 2000 системы Dream, изготавливаемых австрийской фирмой "Elin Union".
По составу оборудования и степени механизации он является одним из лучших
образцов зарубежных станов. Стан предназначен для производства спирало-
шовных труб диаметром 820... 1420 мм с толщиной стенки 5... 14 мм и длиной
6...14 м из рулонной полосы шириной 1500...1800 мм. Масса стана - НО т. Все
машины и механизмы подготовительной линии стана смонтированы на легкой
сварной раме, поворотом которой в пределах от 45 до 75° устанавливается
нужный угол формовки. Механизмы выходной линии стана (направляющий
люнет, летучий отрезной станок и ролики отводящего рольганга)
смонтированы стационарно на фундаменте. Стан оборудован разматывателем ящичного
типа с регулируемым задним опорным роликом, позволяющим производить
разматывание рулонов разного диаметра весом до 35 т. Один из опорных
роликов, а также тянущие ролики разматывателя - приводные, что позволяет
механизировать подачу переднего конца рулона в стан. Отгибание переднего
конца рулона осуществляется вне стана.
За разматывателем расположена установка для обрезки и сварки концов
стыкуемых рулонов. Концы полосы обрезаются газокислородными резаками с
механизированным перемещением их в направлении, перпендикулярном оси
подготовительной линии стана. Стыкуемые концы полос соединяются дуговой
сваркой под флюсом на медной подкладке. С обеих сторон установки для
стыковки концов полосы имеются вертикальные направляющие ролики.
Далее полоса калибруется по ширине в установке, состоящей из располо-
383
Рис. 14 27. Схема стана SR4 2000 фирмы "Elm Union" (система Dream)
У - разматыватель, 2 - стыкосварочная машина, 3 - установка для фрезерования кромок, 4 - правильная машина, 5 кромкосфогальпый сынок, 6
- установка для зачистки полосы, 7- подающая машина, <? - отборговочныс ролики, 9 - вводная проводка, К) - виуфенняя сварочная i олоика, //
- формовочное устройство, 12 - наружная сварочная головка, 13 - механизм поворота формовочно! о усфойива, 14,15 приемные бункера
обработанного флюса; 16 - люнет, 17- ультразвуковой дефектоскоп, 18 - ролики приемного рольгаш а, 19 летучий офешой сынок
женных последовательно двух пар вертикальных фрезерных головок, пятиро-
ликовой правильной машины с неприводными валками и хромкострогального
станка для разделки кромок полосы под сварку. За кромкострогательным
станком расположена закрытая кожухом и оборудованная вытяжной
вентиляцией установка для очистки поверхности полосы вращающимися
металлическими щетками от окалины, ржавчины и других загрязнений для улучшения
процесса сварки.
Создание усилия, необходимого для разматывания и протягивания полосы
через все механизмы головной линии стана и обеспечения формовки в трубную
заготовку, производится двухвалковой подающей машиной с гидравлическим
нажимным устройством верхнего валка. Привод подающей машины
осуществляется от регулируемого электродвигателя со встроенным редуктором,
комбинированной шестеренной клети и универсальных шпинделей.
На вводной проводке установлены ролики для загибки кромок полосы,
компенсирующие их наружную отбортовку в процессе формовки. По головной
линии стана и на вводных проводках установлено несколько пар вертикальных
роликов, направляющих полосу и центрирующих ее относительно оси стана.
Формовочная машина установлена на поворотном столе с механическим
приводом. Правильная задача полосы в формовочную машину по высоте
обеспечивается регулируемым порогом.
Примененная на стане новая конструкция формовочной машины фирмы
*4Dream" (рис. 14.28), в минимально короткий срок позволяет производить
перенастройку стана для изготовления широкого диапазона типоразмеров
труб при использовании одного формующего инструмента. Гибочным
элементом у этой машины служит упругая высокопрочная термически обработанная
лента 1 толщиной 3...9,5 мм из высокомарганцовистой стали, шарнирно
закрепленная одним концом на подвижных опорах 2, а другим - на качающихся
Рис. 14.28. Схема формовочной машины ленточного полувтулочного типа фирмы "Dream"*
/ - термически обработанная лента; 2 - подвижные опоры; 3 - качающиеся рычаги
13 — 24X5
385
рычагах 3. Настройка устройства на формовку трубы нужного диаметра не
гребует смены инструмента, а производится изменением расположения
рычагов, регулирующих положение и степень натяжения ленты. Фирмой
изготовлены формовочные машины такой конструкции для получения труб в диапазоне
диаметром 203...305 мм, 305...508 мм, 508...813 мм, 711...1068 мм, 813...1220 мм
и 1068...1523 мм.
Недостатком этой конструкции является неустойчивость формы гибочного
элемента, что должно отрицательно сказываться на стабильности процесса
формовки и затруднять заформовку трубы при начале процесса, особенно при
неравномерности механических свойств полосы по ее длине.
Труба сваривается сначала внутренней, а затем через полвитка спирали
наружной сварочными головками. Внутренняя сварочная головка однодуговая, а
наружная - двухдуговая. Тонкая регулировка сварочного зазора в месте
схождения кромок осуществляется совместным поворотом входной стороны стана с
формовочной машиной при неподвижной трубе, зафиксированной при
помощи направляющего люнета выходной стороны стана. При этом угловые
скорости поворота рамы входной стороны стана и поворотного стола формовочной
машины точно синхронизированы. Угол формовки регулируется
автоматически от датчика. В качестве датчика используется излучатель изотопов и
счетчик Гейгера с соответствующей аппаратурой, изменяющей и регистрирующей
величину зазора в месте сварки.
Сваренная труба поддерживается и направляется по оси выходной стороны
стана направляющим люнетом, имеющим один нижний и два боковых
регулируемых ролика. Боковые ролики имеют месдозы для замера давления при
регулировании зазора в месте сварки.
За люнетом на выдвижной тележке установлен ультразвуковой дефектоскоп,
осуществляющий 100 %-ный контроль качества спирального шва с отметкой
дефектных мест краской. Для настройки и проверки ультразвуковой
дефектоскоп на тележке перемещается к расположенной около стана на специальном
стеллаже эталонной контрольной трубе.
Трубы на мерные длины разрезаются газокислородной резкой на летучем
отрезном станке, выполненном в виде очень легкой тележки с установленными
на ней захватывающей обоймой и газорезательной аппаратурой. Захват
вращающейся обоймы за трубу для синхронизации ее поступательной скорости со
скоростью станка производится электромагнитом постоянного тока.
За летучим отрезным станком расположен отводящий рольганг, состоящий
из боковых поддерживающих и нижних приводных, развернутых под углом
подачи трубы опускающихся роликов. При опускании роликов отводящего
рольганга отрезанная труба попадает на наклонную передаточную решетку и
скатывается по ней в приемный карман или на рольганг, транспортирующий ее
в трубоотделку.
Зарубежная фирма "Hoesch" изготавливает гамму типоразмеров станов для
производства сварных труб диаметром от 150 до 2000 мм с толщиной стенки от
2 до 16 мм. (табл. 14.6, рис. 14.29).
Входная сторона стана состоит из разматывателя, комбинированной
машины для обрезки и сварки концов рулонов, семироликовой правильной машины
и дисковых ножниц с кромкокрошителем, двухвалковой подающей машины и
вводных проводок, смонтированных на сварной поворотной раме.
386
Таблица 14.6. Характеристика станов фирмы "Hoesch"
Параметры
Диаметр трубы, мм
Ширина полосы, мм
Толщина полосы, мм
Производительность, т/ч
Общая масса стана, т
SU600
150...600
150...600
2...9,5
1.1—2.6
53,4
Тип стана
SU 1000
250... 1000
300... 1000
2.5...13
1,8.. .4,2
92,5
SU 1500
400... 1500
500... 1500
3...15
3,2...6,0
117,6
SU2000
500...2000
600...2000
3,5...16
4,0...8,0
143,;
Поворот и установка рамы при настройке стана на нужный угол формовки в
пределах от 50 до 72° осуществляется гидравлическим гидроцилиндром. Ось
поворота рамы расположена в плане в точке пересечения оси трубы со свариваемой
кромкой полосы, т.е. в точке сварки сходящихся кромок внутренней головкой.
Станы могут оснащаться одно- или двухпозиционными разматывателями,
выполненными в виде стоек, в гнезда которых устанавливаются цапфы
барабанов с надетыми на них рулонами. Отгибание и отрезка переднего конца
рулона осуществляется вручную вне стана. Разматыватель гидравлическим
цилиндром перемещается по направляющим поворотной рамы, освобождая
место для размещения и облегчения уборки заднего конца рулона (после его
отрезки на стане) и совмещая передний конец нового рулона с задним концом
предыдущего при сварке на стыкосварочной машине.
На станах фирмы "Hoesch" применяются кромкокрошители двух типов
оригинальной конструкции. Первый тип кромкокрошителя (применяемый также
на станах фирм "Salzgitter" и "Ottensenner") выполнен в виде компактных
качающихся гильотинных ножниц, шарнирно подвешенных к верху станины
суппортов дисковых ножниц. При этом нижние ножи дисковых ножниц
расположены снаружи и несколько смещены вперед (по направлению движения
полосы) относительно верхних так, что обрезаемые у полосы кромки
направляются вверх, а не вниз, как у большинства существующих станов. Такая схема
настройки дисковых ножниц весьма выгодна при нижней задаче полосы в
формовочную машину, так как снижает наружную отбортовку кромок в
спиральном шве трубы.
Второй тип кромкокрошителя на станах фирмы "Hoesch" выполнен в виде
стационарных приводных барабанных ножниц с тремя парами режущих
ножей, равномерно расположенных по периметру барабанов.
Формовочная машина валкового типа размещается на плите, стационарно
смонтированной на фундаменте, и состоит из трех гибочных валков и
регулируемой валковой обоймы.
Все машины и механизмы выходной стороны стана (направляющий люнет,
летучий отрезной станок и приемный рольганг) смонтированы на общей
сварной раме с приводом тонкой регулировки угла от гидроцилиндра. Выходящая
из формовочной машины труба жестко фиксируется по оси рамы люнетом и
роликами приемного рольганга. Тонкая регулировка угла формовки
осуществляется совместным поворотом рамы с трубой. Приемный рольганг выполнен
в виде развернутых под углом холостых боковых поддерживающих роликов,
установленных на опускающихся от гидроцилиндров рычажных механизмах
(типа пантографа). Отрезанная газокислородным резаком на летучем станке
13г
387
Рис. 14.29 Схема станов фирмы "Hoesch"
/ - ролики отводящего рольганга, 2 - ролики приемного рольганга; 3 ~ летучий отрезной станок, 4 - направляющий люнег, 5 - наружная
сварочная головка, 6- внутренняя сварочная головка, 7- формовочная машина; «У- подающая машина; 9- дисковые ножницы с кромкокрошителем, 10-
правильная машина, // - разматыватель; 12- механизм поворота выходного моста, 13 - механизм поворота входной части стлна
труба поддерживающими роликами приемного рольганга опускается на V-
образные бочки роликов отводящего рольганга, который транспортирует ее за
пределы стана. Качество сварного спирального шва контролируется
ультразвуковым дефектоскопом в линии стана.
На рис. 14.30 (вид сбоку) показана конструкция стана фирмы "KoI;s".
Станы фирмы "Koks" (Германия) (типа Р и G) предназначены для
производства спиралошовиых труб диаметром от 250 до 1600 мм с толщиной стенки
от 3 до 12 мм из рулонной полосовой стали.
На станах типа Р изготавливают трубы диаметром 200...625 мм с толщиной
стенки от 3 до 10 мм из полосы шириной 500...800 мм; на станах типа G -
диаметром от 600 до 1600 мм с толщиной стенки от 4 до 12 мм из полосы шириной
800... 1600 мм.
Станы работают следующим образом. Передний конец рулона обрезывается
кислородной резкой вне стана вручную. Затем рулон захватывается скобой,
нижний захват которой выполнен в виде вращающегося ролика с подушками,
которые при помощи мостового крана устанавливаются в специальных
гнездах боковых стоек разматывателя. Расположенный снизу рулона на разматы-
вателе приводной подъемный ролик поворачивает рулон так, что его передний
конец устанавливается перед носком скребкового отгибателя с гидравлическим
приводом. Отогнутый передний конец рулона захватывается подающими
роликами и задается в машину для обрезки и стыковки концов полос. После
остановки стана задний конец в этой машине прижимается сверху
горизонтальным ножом (поворачивается на рычагах гидроцилиндрами) и отрезается
дисковым ножом, перемещающимся в поперечном направлении гидроцилиндром,
причем корпус подшипников дискового ножа ходит по боковым
направляющим. Затем аналогично обрезается передний конец нового рулона обратным
движением дискового ножа. Концы полос центрируются относительно оси
стана вертикальными роликами с гидравлическим приводом и реечно-
шестеренным механизмом синхронизации их перемещения и свариваются под
флюсом на медной подкладке. Затем полоса поступает в правильную машину с
пятью неприводными роликами, проходит кромкострогательную установку и
двухвалковую подающую машину с гидравлическим нажимным устройством.
Формовочные клети ТЭСА фирмы "Koks" открытого и закрытого типов. На
рис. 14.31 показана формовочная машина валкового типа с тремя гибочными
валками и закрытой валковой обоймой. Клеть устанавливается стационарно на
фундаментной плите. Гибочные валки крепятся на кронштейне,
перемещающемся в направляющих фундаментной плиты вдоль оси трубы, с помощью винта.
Верхний валок смонтирован в кронштейне стационарно; положение нижних
валков изменяется в вертикальной и горизонтальной плоскостях винтовыми
механизмами. Валки изготовлены из легированной стали и смонтированы на
подшипниках качения.
Настройку валковой обоймы на нужный диаметр трубы в небольших
пределах производят радиальным перемещением роликов винтовыми механизмами.
При значительном изменении диапазона изготовляемых труб изменяют схему
сборки валковой клети. На рисунке показаны пять вариантов сборки,
обеспечивающих на станах типа G изготовление труб диаметром от 600 до 1600 мм.
Настройку стана на нужный угол формовки (в пределах 48...68°) и тонкую
регулировку сварочного зазора между сходящимися кромками
осуществляют поворотом входной стороны стана.
389
Рис. 14.30. Схема стана типа Р фирмы "Koks" (вид сбоку):
/ - разматыватель; 2 - огиба1ель конца рулона, S ~ подающие ролики, 4 - машина для обрезки
концов полосы и их стыковой сварки, 5 - вертикальные ролики, 6 - правильная машина, 7 кром-
кострогальная установка, #- подающая машина, 9- вводная проводка, 10 - формовочная машина,
// - механизм поворота входной части стана
Рис. 14.31. Формовочная машина валкового типа фирмы "Koks'
Кромки сформованной трубы свариваются сначала внутренней, а затем
наружной сварочными головками. Для сварки внутреннего шва применяют
постоянный ток, для наружного - переменный. На станах имеется телевизионное
устройство для контроля положения внутренней сварочной головки.
Выходящая из формовочной машины труба фиксируется и направляется по
оси приемного рольганга люнетом. Приемный рольганг выполнен в виде
опускающихся спаренных боковых поддерживающих роликов, оси которых
развернуты перпендикулярно направлению перемещения трубы, смонтированных
на стойках роликов отводящего рольганга. Отрезанная труба роликами
приемного рольганга опускается на ролики отводящего рольганга, которыми они
транспортируются в трубоотделку.
Трубы отрезаются вручную газокислородным резаком. Ряд последних
станов оснащен летучими отрезными станками с применением кислородной резки.
Качество сварного шва непрерывно контролируется ультразвуковым
дефектоскопом, расположенным непосредственно за направляющим люнетом.
Существенным недостатком станов фирмы "Koks" является отсутствие в
составе оборудования подготовительной линии дисковых ножниц для
калибровки полосы по ширине, что предъявляет повышенные требования к
качеству кромок полосы и точности по ширине.
Общим недостатком станов фирм "Koks" и "Hoesch" является
расположение стыкосварочнои машины до правильной, что затрудняет качественную
стыковку неправленных концов рулонных полос, особенно при наличии у
них коробоватости.
Станы фирмы "Intercontinental enterprises" (США) изготавливаются двух
типов: тип А - для производства спирал ошовных труб диаметром 152...610 мм из
391
полос шириной до 1200 мм; и тип Б - для труб диаметром 406... 1420 мм из
полосы шириной до 1600 мм. Скорость сварки на станах зависит от толщины полосы,
диаметра труб, угла формовки и колеблется в пределах от 0,8 до 1,9 м/мин.
Оба стана аналогичны по конструкции. На сварной поворотной раме
смонтированы разматыватель с тянущими роликами, семироликовая неприводная
правильная машина, гильотинные ножницы с гидравлическим приводом, сты-
косварочная машина с резцовым гратоснимателем (или кромкомоталками) и
кромкострогальным устройством, четырехвалковая подающая машина с
гидравлическим нажимным устройством и вводная роликовая проводка.
Конструкция линии подготовки полосы станов ICE отличается от
конструкции ранее рассматриваемых зарубежных станов как по степени механизации,
так и по расположению машин.
Наличие у разматывателя тянущих роликов позволяет проталкиванием
переднего конца вновь задаваемого рулона через правильную машину с
неприводными роликами производить правку перед стыковкой с задним концом
предыдущего рулона, в то время как у других зарубежных станов стыковка
неправленных концов производится непосредственно за разматывателем, что
затрудняет и усложняет процесс их совмещения и сварки.
Количество верхних роликов в конструкции правильной машины больше
количества нижних, что улучшает качество правки (из-за увеличения числа
гибов с учетом исходной кривизны поступающей из разматывателя полосы при
нижней размотке рулона).
Аналогичную схему правильной машины применила в последней
конструкции своих станов фирма "Dream". Применение гильотинных ножниц
значительно снижает трудоемкость и ускоряет процесс обрезки концов рулонов и их
стыковки, а четырехроликовая подающая машина (вместо двухвалковой у
других станов) обеспечивает стабильность скорости сварки и создание
надежного усилия, необходимого для протягивания полосы через машины
подготовительной линии и формовки трубы.
Формовочная машина установлена на раме / и состоит из двух пар
прижимных 2 и поддерживающих роликов J, расположенных недалеко от
кромок полосы и установленных по оси трубы, а также четырех комплектов
поддерживающих роликов (по два-три ролика в каждом), положение
которых регулируется в зависимости от требуемого диаметра трубы, ширины,
толщины и механических свойств материала полосы. При настройке трубы
на нужный диаметр нижние ролики перемещаются винтами по наклонным
плоскостям направляющих кареток. Каретки верхних роликов 4 установлены
на кронштейнах, имеющих вертикальное перемещение в направляющих двух
стоек от электропривода с винтовой передачей. Вдоль оси трубы каретки
роликов устанавливаются перемещением по поддерживающим
направляющим балкам. Принятая четырехроликовая схема, очевидно, не обеспечивает
стабильной формовки в зоне изгиба полосы и надежного поддержания
первого сформованного витка трубы, в связи с чем у изготовленных станов
нижние формующие ролики были заменены роликовыми "полозьями" в виде
изогнутых по радиусу, близкому к радиусу готовой трубы, роликовых обойм
(рис. 14.32).
Однако в настоящее время на ряде станов роликовые обоймы заменены
криволинейными, наплавленными твердым сплавом и отшлифованными полозьями.
392
5
а,
я
§
а.
ее
X
S
Э
о
2
а
о
•е-
о
о.
S
393
По мнению специалистов, неравномерный износ роликов усложняет
настройку формовочной машины и, кроме того, ролики не удобны в
эксплуатации из-за частого их заклинивания осыпающейся с полосы окалиной.
Станы ICE снабжены гидравлической системой автоматического
регулирования величины зазора между свариваемыми кромками. Схема сварки, как на
всех зарубежных станах, сначала внутри, а затем - снаружи. Внутренняя
сварочная головка питаете* постоянным током, а наружная (двухдуговая)
работает на переменном токе.
Выходящая из формовочной машины труба удерживается в нужном
направлении летучим отрезным станком, одновременно выполняющем функции
направляющего люнета.
Станок состоит из сварной рамы, по направляющим которой при помощи
цепного, реечного или гидравлического механизма в продольном направлении
перемещаются сдвоенные салазки. Верхние салазки с размещенным на них
станком имеют поперечное перемещение от гидроцилиндра для регулирования
зазора между сходящимися в процессе формовки свариваемыми кромками. На
поворотном круге верхних салазок смонтирована сварная рама со стойками, в
вертикальных направлениях которых при помощи червячно-винтового
механизма с электроприводом перемещается траверса.
На стойках и траверсе расположена обойма (холостых) зажимных роликов с
гуммированной поверхностью их бочек, а также три направляющих ролика
люнета. В момент реза ролики прижимаются к трубе гидравлическими
цилиндрами. Посредине бочек зажимных роликов, на салазках, размещены две
фрезерные головки, отрезающие готовую трубу с одновременной разделкой фасок.
Фрезы выполнены в виде оправок со вставленными поперечно-отрезными
резцами и резцами для снятия фасок.
Зажимные ролики, одновременно касаясь края выходящей из стана и отрезаемой
трубы, передают последней в момент окончания реза вращательно-поступательное
движение, предохраняя режущие элементы фрезы от защемления и поломки.
Во время реза скорости станка и трубы синхронизируются, возврат станка
осуществляется с повышенной скоростью. Вес станка станов типа Б - около 18 т.
Отрезка трубы с одновременной разделкой кромок позволяет отказаться от
торцовочных станков в трубоотделке.
Станьг оборудуются ультразвуковыми дефектоскопами для 100 % - ного
непрерывного контроля качества сварного шва с автоматической отметкой
краской дефектных мест.
В последние годы фирма "Intercontinental enterprises" работает над
созданием непрерывного стана сварки спиралошовных труб с петлеобразователем
напольного типа.
Все машины подготовительной линии этого стана, как и у обычных станов
фирмы, расположены на сварной поворотной раме, перемещающейся на
катках по криволинейным рельсовым путям.
С целью сокращения времени цикла стыковки концов полос стан
оборудован двумя однопозиционными разматывателями, агрегатом для совмещенной
обрезки и стыковой сварки концов полос. Пока на одном разматывателе
обрабатывался очередной рулон на второй производится установка и заправка в
направляющую промежуточную проводку переднего конца последующего рулона.
Для правки полосы применена семироликовая правильная машина. Концы
рулонов обрезаются двумя гильотинными ножницами с гидравлическим при-
394
водом, причем передний конец рулона обрезается стационарно
установленными ножницами, а задний конец - подвижными ножницами, в станине
которых смонтировано устройство для сварки концов полос под флюсом.
После обрезки заднего конца ножницы перемещаются до совмещения
сварочного устройства с линией реза, после чего в него подается передний
обрезанный конец последующей полосы и осуществляется их сварка. Во время
обрезки и сварки задний конец полосы фиксируется специальным зажимом.
Запас полосы, необходимой для безостановочной работы стана (дисковые
ножницы, подающая и формовочные машины), такой же конструкции, как на
станах с прерывистым циклом.
В связи с включением в состав оборудования головной линии стана второго
разматывателя и петлеобразователя ее длина возросла до 25 м.
На рис. 14.33 показан непрерывный стан для получения спиралошовных
труб, выполненный фирмой "Intercontinental enterprises" и почти полностью
повторяющий конструктивную схему отечественного стана 650. Отличие -
петлеобразователь заменен летучей стыкосварочной машиной.
Вес машины подготовительной линии стана стационарно смонтированы на
фундаменте, а установка нужного узла формовки осуществляется поворотом
всей выходной стороны стана, выполненной в виде перемещающегося на
катках по криволинейным рельсовым путям сварного моста, вместе с
установленной на нем формовочной машиной /.
Стан оборудован двухпозиционным разматывателем 2 со скребковыми от-
гибателями концов рулонов. В процессе размотки рулоны устанавливают на
конусные центра 3. Прошедшая правильную машину 4 с приводными
роликами полоса попадает в летучую комбинированную машину, которая в процессе
перемещения по направляющим вдоль линии стана осуществляет обрезку и
стыковую сварку соединенных концов предыдущего и последующего рулонов.
В это время полоса на участке перемещения летучей стыкосварочной
машины поддерживается опускающимися от пневмоцилиндров холостыми
роликами, установленными на рычажных системах типа пантографов.
В момент прохождения машины над роликами последние автоматически
опускаются, пропуская ее, а затем вновь поднимаются. В дальнейшем полоса
калибруется по ширине обрезкой на дисковых ножницах, а ее кромки
разделываются под сварку.
Формовка полосы в трубную заготовку осуществляется в типовой машине
роликового типа фирмы "Intercontinental enterprises". Выходящая из
формовочной машины готовая сваренная труба жестко фиксируется относительно
оси выходного моста двумя направляющими люнетами, расположенными до
и после летучего отрезного станка, и боковыми поддерживающими
роликами отводящего рольганга. Отрезанная труба снимается с выходной стороны
стана и перевозится напольной транспортной тележкой, перемещающейся по
криволинейным рельсовым путям, на транспортный рольганг трубоотделки
или на приемный стеллаж. Применение в стане летучей стыкосварочной
машины связано с трудностями по синхронизации скоростей машин,
расположенных до и после нее, а также затрудняет точное совмещение свариваемых
концов на ходу.Совмещение операций обрезки и сварки стыкуемых концов
увеличивает время выполнения этих операций, в связи с чем чрезмерно
увеличивается ход стыкосварочной машины и соответственно длина
подготовительной линии до 70 м. Длина поворотного моста выходной стороны стана
от центра его вращения составляет около 32 м.
395
ы
V©
ON
Рис. 14.33. Схема непрерывного стана спиралошовных труб фирмы "ЮЕ" с летучей стыкосвароч-
ной машиной
Раздел IV
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ
Глава 15
СТАНЫ ХОЛОДНОЙ ПРОКАТКИ ТРУБ
15.1. Состав и компоновка оборудования станов ХПТ
На рис. 15.1 показан план расположения оборудования стана ХПТ с
боковой загрузкой заготовок. Технологические операции на этом стане
осуществляются в следующей последовательности. Пакет заготовок краном загружается
на приемный стол 8. Здесь заготовки распределяются в один ряд и с помощью
дозирующих устройств передаются на ось прокатки. Во время передачи патрон
4 заготовки и патрон 6 стержня оправки должны находится в крайнем заднем
положении. Очередная заготовка центрируется люнетами. Затем включается
привод 5 патрона стержня оправки и оправка, продвигаясь сквозь заготовку,
устанавливается в исходное положение в зоне движения рабочей клети 3.
Включается главный привод стана, сообщающий возвратно-поступательное
движение рабочей клети и прерывистое движение патрону подачи и,
следовательно, заготовке через механизмы подачи и поворота. Прокатка трубы
происходит до тех пор, пока патрон заготовки не переместиться до своего
крайнего положения. В этот момент главный привод стана отключается, а патроны
Рис. 15.1. Схемы расположения оборудования станов холодной прокатки труб с
боковой (а) и торцевой (б) загрузкой заготовок
397
заготовки и стержня оправки возвращаются в исходное (крайне заднее)
положение, освобождая место для размещения очередной заготовки. Затем цикл
прокатки повторяется.
Порезка готовых труб выполняется во время прокатки летучей пилой 2 и
мерные трубы укладываются на стол готовых труб 1. В целях сокращения
времени перезарядки патрон стержня оправки перемещается со скоростью
примерно вдвое большей, чем скорость патрона подачи. Боковая загрузка
требует остановки стана при его перезарядке очередной заготовкой. Частые
остановки стана обусловливают существенное снижение производительности и
нарушение теплового режима прокатки, что отрицательно сказывается на
качественных показателях технологического процесса. Следует заметить, что при
боковой загрузке затруднительно осуществлять прокатку труб на
цилиндрической оправке и оправке с малой конусностью, так как возникают трудности с
извлечением оправки из очага деформации и ее возвращением в исходное
положение. Достоинством боковой загрузки является возможность визуального
контроля поверхности оправки во время перезарядки заготовок.
При торцевой загрузке стол заготовок размещают в конце стана. Стержень
оправки удерживается двумя зажимами, работающими поочередно. Очередная
заготовка, попадая на ось прокатки, продвигается через открытый зажим
стержня 7 с помощью подающих роликов или другими транспортными
средствами. Как только заготовка минует зажим, последний автоматически
закрывается, открывается зажим 6 и заготовка продвигается до упора в смежную
прокатываемую трубу. Патрон 4 захватывает новую заготовку и цикл повторяется.
' При торцевой загрузке заготовок не требуется механизма отвода стержня
оправки. Время остановки стана на перезарядку заготовки значительно
сокращается по сравнению с боковой загрузкой. Время перезарядки экономится за
счет уменьшения количества операций.
15.2. Принцип работы валковых станов холодной прокатки труб
Прокатка труб на валковых станах осуществляется двумя или тремя
рабочими валками, совершающими возвратно-поступательное и возвратно-
качательное движение. Валки перемещаются вдоль оси прокатки, обкатывая и
обжимая заготовку. Двигаясь поступательно, рабочие валки поворачиваются
вокруг своих осей на угол, называемый углом разворота валков. Поворот
валков происходит с помощью консольно закрепленных шестерен, которые
находятся в зацеплении с неподвижной рейкой. После перемещения из одного
крайнего положение в другое валки реверсируются и возвращаются в исходное
положение. Цикл повторяется с частотой 20...250 движений в минуту в
зависимости от типоразмера стана.
Непосредственно на валках или на калибрах, укрепленных в валках, нарезан
ручей переменного сечения. В заднем положении валков ручей образует
окружность, диаметр которой равен диаметру прокатываемой заготовки. По мере
передвижения и разворота валков диаметр ручья уменьшается до диаметра готовой
трубы. Деформированную трубу приближенно можно представить в виде
усеченного конуса, диаметры основания которого равны диаметрам заготовки и
готовой трубы, а высота - длине хода валков. Этот конус называют конусом
деформации и он представляет собой развертку переменного ручья калибра.
Прокатку заготовок осуществляют на конической оправке. Перед каждым
398
двойным ходом валков заготовка подается на определенную величину в осевом
направлении. В этот момент калибр выходит из контакта с заготовкой и
последняя свободно продвигается на оправке в осевом направлении через
образовавшийся зев валков. Поворот заготовки вокруг своей оси осуществляется
обычно в крайнем переднем положении клети в момент образования зева
валков. Для сообщения заготовке необходимых движений служит система
механизмов подачи и поворота.
Обжатие заготовки при установившемся процессе прокатки происходит
следующим образом. В исходном положении рабочей клети (рис. 15.2, а)
механизмом подачи заготовка перемещается в сторону выхода готовой трубы на
величину подачи т. При этом сечение 7-7 занимает положение //-// и соответствен-
л Si ш
Рис. 15.2. Схема холодной прокатки труб на валковом стане:
а - исходное положение; б - промежуточное положение; в - конечное положение
399
но сечение //-// - положение Hi-II:. Объем металла, заключенный между
сечениями /-/ и //-// называют объемом подачи. Он равен произведению площади
поперечного сечения заготовки на величину подачи т. Поскольку прокатку
ведут на конической оправке, то во время подачи образуется зазор между
внутренней поверхностью рабочего конуса и оправкой. Поэтому по мере
продвижения клети вперед (рис. 15.2, 6) валок, обкатывая рабочий конус, вначале
редуцирует заготовку по диаметру до соприкосновения с оправкой и уже затем
обжимают по стенке. Таким образом, мгновенный очаг деформации состоит из
двух характерных участков: участка редуцирования трубы по диаметру,
ограниченного центральным углом 0Р, и участка обжатия стенки, определяемого
углом во. Эти углы образуют угол захвата в3. По мере продвижения рабочей
клети участки рабочего конуса, расположенные впереди калибров, смещаются
вперед и сечение ///-/// занимает промежуточное положение Пх-Их. Расстояние
между сечениями II-II и Нх-Пх будет равно произведению А.х-/и, где Хх -
текущее значение коэффициента вытяжки.
Отрезок между сечениями #/-#/ и Нх-Нх, определяемый величиной
смещения металла за счет обжатия, равен т(\х-\). При достижении крайнего
переднего положения клеть возвращается назад в исходное состояние. Известно, что
во время обратного хода клети происходит обжатие рабочего конуса за счет
упругой деформации клети. Таким образом, за время двойного хода клети
раскатывается поданый объем заготовки V3 = nS3(D3 - S3) и образуется отрезок
трубы длиной ALW, объем которого равен:
VT = И, = nST(DT - 5T)ALT. A5.1)
Отсюда длина отрезка готовой трубы:
ALT = S3(Z>, - S3)m/ST(DT - ST) = А*/и, A5.2)
где \z - суммарный коэффициент вытяжки.
Особенностью процесса периодической прокатки является непостоянство
размеров очага деформации, скоростных условий и силовых нагрузок по длине
рабочего конуса. По всей длине рабочий конус деформируется неодинаково и
его сечение постоянно изменяется. Это вызывает известные трудности при
определении параметров очага деформации, в частности вытяжки, абсолютных и
относительных обжатий в различных сечениях рабочего конуса, знание
которых необходимо для вычисления усилий и момента прокатки.
Величина обжатия по длине рабочего конуса равна разности между высотой
рассматриваемого сечения и высотой сечения, отстоящего от первого на таком
расстоянии, при котором объем металла, заключенный между этими
сечениями, равен объему подачи металла. Это положение следует из закона
постоянного объема при прокатке П.Т. Емельяненко. Задача определения обжатия
сводится к поиску величины линейного смещения /х в процессе деформации, т.е. к
вычислению расстояния между данными сечением рабочего конуса и искомым
при условии, что объем, заключенный между этими сечениями, равен объему
подачи металла. Тогда абсолютное обжатие в любом сечении (рис. 15.3)
ASX=SX-S'X, A5.3)
где 5Х - толщина стенки рабочего конуса в сечении, отстоящем от
рассматриваемого сечения на расстоянии /х; Sv - толщина стенки рабочего конуса в
рассматриваемом сечении.
Точное определение величины обжатия возможно при условии, что извест-
400
но уравнение кривой
рабочего конуса. Тогда
значение линейного смещения /х
можно найти из уравнения:
J Fxdx = FQm, A5.4)
о
где Fx - площадь
поперечного сечения рабочего
конуса на расстоянии х от
начала координат.
Определяя значение
линейного смещения /х и
подставляя его в уравнение
профиля рабочего конуса, можно найти высоту сечения после деформации и
обжатие Д?х.
Поскольку уравнение профиля рабочего конуса обычно задается сложной
функцией, интегрирование которой связано со значительными трудностями,
величину обжатия можно определить приближенно:
[(Sx + Sx')l2]lxf = Sjn, A5.5)
где St - толщина стенки заготовки и /х' = EХ - Sx')/tg(C-a), здесь а, C -
соответственно углы конусности оправки и наклона касательной к профилю рабочего
конуса.
Решая совместно эти два уравнения, получим:
Рис. 15.3. К определению обжатия при периодической
прокатке
S[ = JS2X ^m-tgCP-a).
Величина обжатия:
A5.6)
A5.7)
AS = Sx - V^-25,w-tg(P-a).
Абсолютное обжатие можно определить по формуле П.К. Тетерина:
A5 = m(/7Fx)tgp. A5.8)
Величину обжатия в любом сечении рабочего конуса можно определить по
приближенной формуле:
ASx = /iKSySx')tg(P-a). A5.9)
Приведенные формулы выведены из предположения, что весь поданный
объем металла деформируется при прямом ходе клети. В действительности,
вследствие упругой деформации рабочей клети значительная часть металла
обжимается и во время обратного хода, поэтому деформация
перераспределяется между прямым и
обратным ходами. Зная
упругую линию стана
(жесткость клети), можно
определить распределение
обжатий между прямым и
обратным ходами клети,
пользуясь графиком,
показанным на рис. 15.4. По
известной величине Sx и
Рис. 15.4. Схема обжатий при прямом и обратном ходе клети суммарному обжаТИЮ AS
401
определяются величины Д5пр и AS06- Величину обжатия при обратном ходе
клети определяют разностью упругих деформаций прямого и обратного ходов;
чем больше жесткость клети (круче упругая линия стана), тем больше
деформируется заготовка во время прямого хода. Точка 0\ на графике показывает
величину предварительной установки валков, т.е. раствор между валками без
нагрузки, а отрезок OjSx - величину упругой деформации при обратном ходе
клети. Поскольку характер кривых Р = ф(Д5) зависит от размеров
прокатываемых труб, предела текучести материала, степени его упрочнения и др., а
жесткость рабочих клетей станов разного типа неодинакова, но соотношение
обжатий Д5пр и Д50б может меняться в довольно широких пределах.
Для приближенных расчетов при прокатке стальных труб можно
воспользоваться рекомендацией Ю.Ф.Шевакина. В его работах показано, что для
большинства маршрутов прокатки при обратном ходе клети деформируется
30...40% всего смещенного объема металла. Поэтому для определения величины
обжатия в мгновенном очаге деформации предлагается ввести коэффициент К:
Д5пр = A-A>^x(tg Yx - tg a); ASo6 = KmXx( tg yx - tg а). A5.10)
Значение коэффициента К непостоянно по длине рабочего конуса. Оно
изменяется от начала к концу обжимной зоны в пределах 0,3...0,4.
Для выполнения прочностных расчетов рабочей клети и ее элементов
необходимо знать полное давление металла на валки,
Pz=PcpF*, A5.11)
где рср - среднее (удельное) давление, FK - горизонтальная проекция
контактной поверхности металла с валком.
Площадь соприкосновения рабочей поверхности калибра валка и
прокатываемой трубы имеет сложную форму (рис. 15.2). Это связано с тем, что сначала
встречаются сечения трубы, расположенные ближе к боковой поверхности
ручья калибра (точки Д D и L, JV), несколько позже - центральные сечения
(точки С и А/), вследствие чего горизонтальная проекция имеет форму седла.
При прокатке на конической оправке очаг деформации состоит из двух зон:
редуцирования (посадка по диаметру) и обжатия по стенке. Горизонтальная
проекция полной контактной поверхности очерчена площадью ABCDE.
Проекция на участке обжатия толщины стенки - площадью KLMNG.
Величина редуцирования трубы в мгновенном очаге деформации зависит
только от конусности оправки. При небольших значениях угла конусности а,
используемых на практике B tgct » 0,005...0,02), а также вследствие малых
удельных давлений при редуцировании, которые составляют всего 5... 10%
давления при обжатии стенки, можно пренебречь составляющей давления металла
на валки вследствие уменьшения диаметра. Тогда величина горизонтальной
составляющей проекции
а
FK=2-\lxdxy A5.12)
о
где /х - длина дуги захвата в сечении х.
Протяженность дуги захвата при холодной прокатке может значительно
возрасти из-за упругого сплющивания рабочего инструмента. Особенно
заметно влияние упругого сплющивания при прокатке тонкостенных труб из титана,
ниобия и других труднодеформируемых материалов. В этом случае за счет
402
упругого сплющивания валков длина дуги захвата может увеличиваться более
чем вдвое. Формула для определения длины дуги захвата при прокатке на
оправке имеет вид
Л. =
РсрРх
47500
+ ,2pxAS +
U7500J
A5.13)
При выводе этой формулы увеличение длины дуги захвата за счет упругого
сплющивания х2 валков и оправки можно вычислить по известному уравнению
Хичкока
х2 * 8/?гр
1-И?
1-И?
кЕх кЕ2
A5.14)
//2 = 0,3)* Ei и Е2- соответственно
10"МПа).
где ji\ и //2 - соответственно коэффициенты Пуансона материала валков и
оправки (для стальных валков и оправки //i
модули упругости валков и оправки {Е\ = Е2 = 2,2 •
Приведенная формула неудобна тем, что в нее входит неизвестная величина
среднего удельного давления. Поэтому величины /х и, следовательно,
контактной поверхности, определяются здесь только методом последовательных
приближений, что довольно трудоемко.
Для практических расчетов горизонтальная поверхность с учетом
сплющивания может быть вычислена по формуле
FK = Л/>х^рЖ + 039аА@393ро - /)х/б)-10^, A5.15)
где rj- коэффициент формы при двухвалковой прокатке (rj= 1,26... 1,30); Dx-
диаметр ручья в искомом сечении DX=2RX; Л 5Х- обжатие по стенке трубы в
очаге деформации; /v радиус ручья гребня Px-po-Rx, Ро - радиус бочки
валка.
Второе слагаемое этого уравнения учитывает увеличение контактной
поверхности вследствие сплющивания рабочего инструмента.
Среднее удельное давление можно определить по эмпирическим формулам
Ю.Ф. Шевакина:
для прямого хода клети
Лр=*г
л.+
ik-
yJ2pxAS„p
Рш
для обратного хода клети
Лр-°.
.(,,,,5)/(|_1)е,Ы
A5.16)
A5.17)
где а„ - временное сопротивление прокатьшаемого металла при данной степени
деформации; /!ю- коэффициент, учитывающий влияние среднего главного
напряжения лв = 1,02... 1,08; S3- толщина стенки заготовки; Sx - толщина стенки
рабочего конуса в искомом сечении; / - коэффициент внешнего трения
(/¦= 0,08...0,12); рш- радиус ведущей валковой шестерни.
Чтобы найти полное давление на всей длине рабочего конуса по формуле
A5.11), необходимо рассчитать калибровку ручья и после этого определить
давление для нескольких контрольных сечений по длине ручья калибров, затем
403
определить наибольшее давление, по которому необходимо проводить
прочностные расчеты рабочей клети.
В инженерных расчетах определение давления металла на валки при
прокатке на стане ХПТ рекомендуется проводить по следующей формуле:
^ = *о*в5о(Яз + nr^Wzfa - ST)^, A5.18)
где Ка - коэффициент, зависящий от характера упрочнения металла (для
черных металлов и сплавов Ка = 1,42); o^so - временное сопротивление материала
при 50 %-ной деформации; ST - толщина стенки трубы; 1\- длина рабочей части
ручья без калибрующего участка.
Для расчета ожидаемого среднего полного давления металла на валки по
этой формуле нет необходимости предварительно рассчитывать калибровку и
определять обжатие в мгновенном очаге деформации. Задаваясь допустимым
давлением Рср , по этой формуле нетрудно определить и предельное значение т
//г для конкретного стана ХПТ.
Задача 15.1. Ра сеч и тать давление металла на валки при
прокатке труб из стали СтЗ по маршруту Djx St=39x3,5 -» 25x1,0 мм (рис.
15.5). Величина подачи 7,9 мм. Конусность оправки 2tga = 0,002. Определение
полного давления металла на валки производится в сечении 2, где диаметр
ручья по дну калибра составляет 27,91 мм.
1. Определим вытяжку и относительное обжатие в сечении 2.
F-F ( \Л
62= \ 2-100%= 1- — -100%;
Ъ v ц2;
ц C2-3,5)-3,5
Н2 B7,91-2,48)-2,48 ' '
-(-щ)-
100% = 36,7%.
2. Обжатие стенки трубы в сечении 2.
А52 = тцх (tg/,_2-tga),
Рх-Рг
tgri. -——-
2/,.
30,99-27,91 ЛЛГ„
tgr»-2 = —2.30 « 0,0513;
Тогда Л52 = 7,9 • 1,58 @,0513 - 0,002) = 0,615 мм.
При прямом ходе клети:
А5пр2 = 0,7 • А52 = 0,7 • 0,615 = 0,430 мм,
а при обратном - AS^ = &S2 - A5np2 = 0,767 - 0,537 = 0,185 мм.
3. Радиус валка по гребню ручья в сечении 2:
А 27,91
А = А-у = 150--у- = 136,05мм.
404
k J9,79
m ко
ш
0
<5>
M,9)
/
f
Л? JO
(J2J)
2
>
raj/;
r
8f
1
a 7 1,60)
210 60 , Я7
JO . JG7 . Д7 . JO . /<?
яэд/^ярэд a^p,/;
4
,
Глуби
Iff
Шаре
is.»
'
ma A
,
4
is.**
«SI
>_
1tj4bfifi
1 7
N.
«41
ЧМ
1 tf
«41
F4,6)
9
_—
i ^1
(9b,6)
k0-5t
-
«41
>
7
i
/0'
«sj
(Щ
Г
1
|
15 3,9 2/fd 1,92 1,56 f,J5 1,19 1,07 f,00 1,00
Толщина сюенщмм
WO
Рис. 15.5. Калибровка ручья калибра для прокатки труб />гх5т=
=39x3,5 -» 25x1,0 мм
4. Горизонтальную проекцию контактной поверхности находим для прямого
хода клети:
FKJip = 1,26 • 27,9 Ц/2 -136,05 -0,43 +
+ 0,39 • 640 • 27,91 • 10-4(о,393 -150- ^^J = 380 + 37,8 = 4,18 • 10м2.
По кривым упрочнения для стали СтЗ при степени деформации 49,2 % для
данного сечения сгв = 640 МПа.
Для обратного хода клети
^, = U26-27,9lV2-136,05-0,185+039-640-27,91-10-4[o,938-^9
= 249 + 37,8 = 286,8мм2 = 2,868 • 10м2.
5. Примем коэффициент трения/= 0,05.
6. Радиус ведущей шестерни на стане ХПТ 32 равен 140 мм.
7. Среднее удельное давление при прямом ходе клети по формуле:
ре =640
1,05 + 0,
*<?-)
136,05 72-136,05-0,430
140
2,48
= 723 МПа;
при обратном ходе клети:
/>' =640
,U ' '12,48 J136,05 2,48 Ч
= 877 МПа.
Полное давление металла на валки в сечении 2:
405
при прямом ходе клети
psnP = ^„лр • РСр = 4,63 • 10м • 780 • 106 = 302 кН;
при обратном ходе клети
^юв = ^ • />,р = 3,18 • 1<Г* • 820 • 106 = 252 кН.
Аналогичным образом рассчитывают давление металла на валки в любых
сечениях рабочего конуса.
15.3. Конструкция станов холодной прокатки труб
Рабочие клети. Валки станов холодной прокатки труб совершают
возвратно-поступательное движение, при этом рабочие клети выполняют с подвижной
и неподвижной станиной. Большинство станов ХПТ имеет подвижную
станину. В случае большой массы рабочей клети (станы крупных типоразмеров
многониточные станы) применяется неподвижная станина с подвижными
рабочими валками.
Рабочая клеть с подвижной станиной (рис. 15.6) имеет два валка 2,
собранных на подшипниках качения. Массивные стойки станины / воспринимают
вертикальную составляющую усилия прокатки. Основание станины выполнено
массивным, благодаря чему повышается ее устойчивость и уменьшается износ
опор. Рабочая клеть перемещается на ползунах в направляющих рамах. Валки
устанавливают на ось прокатки с помощью клинового механизма 3.
Подвижные рабочие клети конструкции АО ЭЗТМ оснащают предохранительными
устройствами, которые размещают практически мгновенный аварийный
подъем подушки верхнего валка в том случае, когда усилие прокатки превысит
максимально допустимое значение.
Предохранительное устройство состоит из пуансона 5, срезного кольца 6 и
матрицы 7, которая одновременно является клином для регулировки зазора
между валками. Материалом для предохранительного кольца служит чугун СЧ
18-38. Использование предохранительных устройств в значительной мере
способствует сохранению деталей рабочей клети и главного привода стана в
случае перегрузки. Однако эти устройства снижают жесткость рабочей клети
вследствие чего в большей степени искажаются размеры очага деформации.
/
Рис. 15.6. Рабочая клеть стана ХПТ конструкции АО ЭЗТМ
406
Рис.15.7. Рабочая клеть стана фирмы "iMannesmann-Demag"
На станах конструкции АО ЭЗТМ верхний и нижний валки соединены
синхронизирующими шестернями. Привод валка осуществляется от реечной
передачи через консольные шестерни 4, установленные на верхнем валке.
В станах фирмы "Mannesmann-Demag" (рис. 15.7) рабочие валки снабжены
односторонним независимым приводом шестерен от неподвижных реек.
Отсутствие синхронизирующих шестерен позволяет уменьшить массу рабочей
клети, но несколько затрудняет извлечение ее из рамы. В станах конструкции
АО ЭЗТМ клеть извлекают вверх при помощи мостового крана. При
независимом приводе валков нижнюю шестерню нужно предварительно вывести из
зацепления с рейкой 7.
Станины клетей работают в исключительно тяжелых условиях. Они
воспринимают большую циклическую нагрузку, создаваемую усилиями прокатки и
шатунами 2 привода рабочей клети.
На современных станах число двойных ходов рабочей клети достигает
180...200 мин !. Во избежание больших динамических нагрузок станина должна
быть предельно легкой и в то же время прочной. Обычно станины
изготавливают закрытого типа с оребрением стоек и поперечин для уменьшения массы.
Рассчитываются станины обычным образом, однако допустимые напряжения
принимаются более высокими, чем это принято в прокатном производстве.
Так, даже для стали ЗОЛ допускается напряжение 100 МПа.
Оригинальная конструкция станины, разработанной в Днепропетровской
металлургической академии (ДМА) (рис. 15.8) состоит из овальных рам,
поперечины которых выполнены по закону провисания гибкой нити,
определенному с учетом величины и характера нагрузки, передаваемой на станину
цилиндрической поверхностью подушки во время прокатки. Нейтральная ось стойки
станины направлена по цепной линии. Благодаря такой конструкции
практически полностью исключается действие изгибающих моментов. Применение
407
по б
i
Рис.15. 8. Рабочая клеть стана ХПТ конструкции ДМА:
а - станина; б - поперечный разрез; У - станина; 2 - валок, 3 - подушка, 4...9- механизм перемещения клиньев
Рис. 15.9. Калибр-полудиск
Рис. 15.10. Кольцевой калибр:
/ - рабочий валок; 2 -
кольцевой калибр; 3 - втулка
перемычки переменной толщины, которая соединяет внешнюю и внутреннюю
оболочки станины, позволяет достичь равномерного нагружения всех ее
элементов. В станине отсутствуют также концентраторы напряжений,
возникающих в рабочих клетях других конструкций.
Перемещение клиньев происходит в плоскости оси валка, поэтому не
ослабляет сечений станины, срок службы которой повышается в 2...4 раза.
В рабочих валках станов ХПТ обжатие металла осуществляется специальными
калибрами, установленными на рабочих валках. Применяют калибры трех
видов: полудисковые, кольцевые и подковообразные (рис. 15.9-15.11).
Первоначально использованы только полудисковые калибры, которые применяют в ко-
роткоходовых станах. В последнее время их заметно вытесняют кольцевые
калибры, которые устанавливают в длинноходовых станах. Подковообразные
калибры применяют
главным образом при
модернизации корот-
коходовых станов.
Калибры
изготавливают из стали ШХ15
и 60ХФА. После
термообработки
твердость поверхности
ручья калибра должна
быть не менее 55...60
HRC. Рабочие валки
изготавливают из
стали 30ХГСА. Их
подвергают объемной
закалке до твердости
250...320 НВ.
Шестерни рабочих валков
Рис. 15.11. Подковообразный калибр: /- валок; 2 - калибр; 3 -
клин; 4,5 - болты; б - шпонка
409
выполняют из стали
45Х с поверхностной
закалкой зубьев до
твердости не менее 45 HRC.
Полудисковые
калибры 2 (рис. 15.9)
устанавливают в пазах рабочих
валков. Прижатие
калибра в пазу валка
осуществляют клиньями 3 с
помощью болтов 4.
Полудисковый калибр
занимает половину
окружности валка и тем
самым определяют размеры
валка, массу рабочей
клети, а также длину ее хода.
Поскольку производи-
Рис. 15.12. Калибр-полукольцо: ТеЛЬНОСТЬ СТаНОВ ВО MHO-
/-валок;Г-калибр;5-фальшкалибр;4-штифт;5-болт гом определяется ЧИСЛОМ
ходов рабочей клети, которые, в свою очередь, зависят от ее массы,
целесообразно чтобы масса клети была минимальной, а длина ее хода максимальной.
Стремление к увеличению протяженности зоны деформации без увеличения диаметра
валков, а значит, и к повышению производительности станов привело к
созданию калибров новых типов и прежде всего к кольцевым калибрам.
Кольцевые калибры (рис. 15.10) позволяют почти вдвое увеличить зону
деформации. Они удобны в изготовлении, но для их смены требуется демонтаж
рабочих валков. Обычно замену калибров выполняют на специальном стенде,
а стан комплектуют двумя сменными клетями.
Значительно проще осуществляется смена подковообразных калибров (рис.
15.11). Как и полудисковые калибры их устанавливают в пазах рабочих
валков. Применение подковообразных калибров позволило увеличить длину
ручья по сравнению с полудисковыми калибрами примерно на 20 % и повысить
производительность станов до 17 %.
На современных станах ХПТ применяют калибры в виде полуколец (рис.
15.12). Хотя они не увеличивают длину ручья, но также, как и
подковообразные калибры, имеют несомненное преимущество перед полудисковыми, так
как практически исключают износ валка в месте сопряжения с калибром.
Стремление к снижению динамических нагрузок в приводе станов привело
не только к уменьшению размеров валков и всей рабочей клети за счет
применения кольцевых и подковообразных калибров, но и к созданию станов с
неподвижной станиной. В этих станах возвратно-поступательное движение
совершают только валки, закрепленные в подвижной кассете, в результате чего
масса подвижных частей уменьшается примерно в три раза.
Рабочая клеть стана ХПТ с неподвижной станиной конструкции АО ЭЗТМ
показана на рис. 15.13. Усилие прокатки, воспринимаемое рабочими валками,
передается через бегунковые роликоподшипники с утолщенными наружными
кольцами 2 на неподвижные рельсы 1 и 5. Рельсы 3 закреплены на нижней
траверсе станины, а рельсы / опираются на два клина 8, перемещая которые вин-
410
Узе j A
Рис.15.13. Рабочая клеть с неподвижной станиной конструкции АО ЭЗТМ
тами 12, устанавливают требуемый зазор между рабочими валками. Через
сферический подпятник 11 при помощи пружин уравновешивания 9 клинья
подтягиваются к верхней траверсе 10 станины.
Рабочие клети с неподвижной станиной позволят получать переменный
зазор между валками по длине хода клети благодаря раздельному
регулированию левого и правого клиньев. Для этой цели у гайки 14 предусмотрен
наружный зубчатый венец, который входит в зацепление с втулкой 13, имеющей
внутренние зубья. Если левую втулку 13 вывести из зацепления с гайкой 14, то
при вращении винта перемещаться будет только правый клин. В зависимости от
направления его перемещения правый коней рельса поднимется или опустится,
вследствие чего может измениться зазор между валками в зоне калибрующего
участка при сохранении установленного зазора в зоне редуцирования.
Малые подшипники рабочего валка, установленные за бегунковыми
опорами, могут перемещаться в окнах сварной кассеты 6. Нижний рабочий валок
служит одной из двух опор кассеты, верхний - прижат к верхним рельсам
пружинами, усилие которых должно быть в 5-6 раз больше силы тяжести рабочего
валка. Другой опорой кассеты являются бегунки 15, перемещающиеся по
рельсам 16. Расточка 5 предназначена для присоединения кассеты к шатунам
4 приводного механизма. Оси 7, на которых установлены подшипники
бегунков, имеют эксцентриситет, равный 2,5 мм. Поворачивая ось относительно
запрессованной в кассету втулки, можно изменять положение бегунка по
высоте для регулирования зазора между бегунками и рельсом. При
регулировании положения малого бегунка устраняют также смещение бегунковых
опор рабочей клети в горизонтальной плоскости от оси прокатки.
411
Рис. 15.14. Кинематические схемы приводных механизмов становХПТ:
а - конструкции ЭЗТМ; б - конструкции фирмы "Mannesmann-
Demag"
Механизмы привода рабочих клетей станов ХПТ. Рабочие клети станов ХПТ
приводятся в движение электродвигателями постоянного тока через криво-
шипно-шатунные механизмы, которые преобразуют вращательное движение
вала электродвигателя в возвратно-поступательное перемещение рабочей клети.
Известны две схемы расположения кривошипно-шатунного механизма:
перед рабочей клетью (рис. 15.14, а) (в зоне действия патрона подачи) и за клетью
(рис. 15.14, б). По первой схеме проектируются станы ХПТ отечественной
конструкции, по второй - станы фирмы "Mannesmann-Demag" (Германия). В кон-
Рис. 15.15. Пневматическое уравновешивание рабочей клети
412
струкции отечественных станов сокращается их длина и протяженность
трансмиссионного вала механизма / подачи и поворота заготовки, по второй схеме
облегчается обслуживание приводного механизма, поскольку он не заставлен
направляющими патронами подачи.
Чтобы компенсировать ударные нагрузки и колебательные процессы в
валках и шатунах привода, применяют упругое звено. В станах ХПТ конструкции
АО ЭЗТМ в качестве упругого звена используют упругие муфты 5 и 5, которые
устанавливают между электродвигателем 2 и редуктором 4, а также между
редуктором и быстроходным валом 6 кривошипно-шатунного механизма
привода клети 7. В станах ХПТ фирмы "Mannesmann-Demag" упругим
компенсатором служит ременная передача 9. Благодаря такой передаче и отсутствию
конических шестерен приводы указанных станов испытывают значительно
меньшие динамические нагрузки в процессе эксплуатации. За каждый оборот
кривошипного вала главный привод претерпевает неравномерную нагрузку. В
первой половине прямого и обратного ходов клети двигатель ускоряет
движущиеся массы, а во второй половине обоих ходов затормаживают их. При
этом в звеньях приводного механизма наблюдается значительные
знакопеременные напряжения.
С целью уменьшения инерционных сил в станах ХПТ применяют
уравновешивающие устройства. Широкое распространение получили грузовое и
пневматическое уравновешивание. Кинематическая схема грузового
уравновешивания инерционных сил с вертикальным расположением груза представлена на
рис. 15.14, б. При грузовом уравновешивании значительно уменьшается
момент сил инерции на валу главного привода 8. Суммарный статический и
динамический моменты остаются положительными на протяжении всего цикла
прокатки. Возвратно-поступательное движение уравновешивающего груза
происходит от общего коленчатого вала. В станах ХПТ фирмы "Mannesmann-
Demag" груз 10 располагают под углом 90° к кривошипно-шатуиному
механизму рабочей клети П. В многониточных станах отечественной конструкции
груз располагают диаметрально противоположно рабочей клети. Достоинство
грузового уравновешивания состоит в том, что оно просто по конструкции и
надежно в эксплуатации. Благодаря уравновешиванию инерционных сил
можно существенно увеличить быстродействие стана (скорость прокатки) без
затрат дополнительной мощности на преодоление динамических нагрузок.
Однако недостатком такого способа уравновешивания является сохраняющийся
высокий уровень динамических нагрузок в местах соединения шатунов с
рабочей клетью и коленчатым валом.
Еще одной разновидностью таких механизмов является пневматическое
уравновешивающее устройство, которое в отличие от грузового
непосредственно воздействует на рабочую клеть. Такой способ создает более
благоприятные условия для уравновешивания динамических нагрузок в кинематической
цепи приводного механизма стана. Уравновешивающее устройство (рис. 15.15)
состоит из пневматических цилиндров двухстороннего действия 7,
закрепленных на стойках в цапфах 2. В рабочую полость цилиндров постоянно
поступает воздух по трубопроводу 3 через отстойник с редукционным клапаном 5 и
систему труб 4, вследствие чего поршни в цилиндрах все время находятся под
давлением. Штоки 3 цилиндров соединены шарнирно с рабочей клетью.
Усилие уравновешивания создается сжатым воздухом в полостях цилиндров,
расположенных впереди поршней при приближении рабочей клети к своим край-
413
привода обе полости каждого шиикдра >"°"а™™К"а?одуяся „а преодо-
ШЧЮ «^«^rSS—^"' М«.«род„„га.
ление инерционных сил, что 3"*™'% J оазогрев деталей уравновеши-
теля приводного механизма. Чтобы Уы™™™?™°^отНо поступает сма-
вающего устройства, в полость пневмошшоифов "^^ в0^ами с ци-
зочный материал из специальных баков с™»™™™™™%оаыаШого из
линдрами. В баках масло находится ^^SiSSSi^ находшдай-
?лг^^жгя^р-^ »—
тате чего масло проходит в цилиндры. сложны в эксплуатации,
:=5=5552Е5=к=№
что приводит к остановке стана испытывают нагрузку от
патетический момент Мс на валу привода составляет
Л/ =2М'У
^„.„ш.рЛ'
гя, л оадиус начальной окружности шестерни, находящейся в зацеплении с
Sko^T момент прокатки' действующий на валок; V- скорость клети; ^
-«S=5==SE53?s=
ЩИХ Гика?ис Шб^ш стороны металла на валок действует сила Р,
2?E??i?E^iL^----.еду- Шестер„„ с реи-
Рис 15 16. Усилия, действующие на валок:
а -при прямом ходе клети; 6 - при обратном ходе клети
414
кой действует сила Гр, которую можно найти из уравнения моментов сил
относительно центра валка
rp = /,-^DLsin(v + (D> A5.20)
%н.о
X = Tp-Psinv = P\
где со - угол, характеризующий положение точки приложения
равнодействующей давления металла на валки; v - угол наклона силы Р к диаметральной
плоскости валков; ргР- радиус валка по гребню.
Силу сопротивления валка можно определить из условия равновесия сил,
спроектированных на горизонтальную ось
^sin(v + co)-sinv|- <15-21)
Как видно из рис. 15.16, а, величина Р sin v определяет осевое усилие,
действующее на прокатываемую трубу со стороны одного валка. При v = 0 осевое
усилие отсутствует. В этом случае X = Р o/RH.o, где а = р^ sinco.
В процессе прокатки на станах ХПТ стараются не допускать действия на
трубу растягивающего осевого усилия. Поскольку прокатываемая труба
обычно не удерживается в патроне подачи, растягивающие осевые усилия
приводят к сдергиванию трубы с оправки, что влечет за собой смятие трубы
калибрами, а также перегрузки узлов клети и рабочего инструмента. В этой связи
стан ХПТ настраивают таким образом, чтобы на трубу и оправочный
стержень во время прямого и обратного ходов действовали бы сжимающие осевые
усилия. При отсутствии сжимающего осевого усилия равнодействующая Р
должна быть направлена вертикально. В этом случае на рейку будет
действовать минимальное усилие, равное усилию сопротивления передвижению валка.
Для определения влияния осевого усилия на величину усилия в рейке и на
величину сопротивления передвижению валка разложим равнодействующую Р
на вертикальную и горизонтальную составляющие.
Составим уравнение моментов сил относительно валка:
Л/Пг(м+е(ро-°'5гО=7'рЛ".о' A5-22)
где ро - радиус бочки валка; гх - радиус ручья.
Поделив обе части уравнения на RIU, и учитывая, что ММ*А
получим
ур-ур<л)+^—» A5.23)
Величина (р0 - 0,5гх) принята за плечо приложения осевого усилия Q
относительно оси валка. Без большой погрешности можно принять что (ро -
0,5rx)/Ruo = 1, тогда Т = Т, +Q т.е. осевое усилие, действующее на прока-
тываемую трубу, через шестерню полностью передается на рейку и при прямом
ходе клети складывается с усилием на рейке, возникающим от момента,
создаваемого вертикальным усилием прокатки.
Чтобы определить силу сопротивления валка, спроецируем все силы на ось х:
*-Гр + е = 0, A5.24)
откуда
415
Из этого уравнения видно, что усилие сопротивления передвижению валка
определяется, в основном, моментом от вертикального усилия прокатки. При
обычных условиях прокатки значение выражения в скобках при силе Q менее 0,1.
На основании анализа сил, действующих на рабочий валок при прямом ходе
клети можно заключить, что , во-первых, передаваемая на зубчатые рейки
нагрузка складывается из усилия, необходимого для преодоления вертикального
усилия прокатки и сжимающего осевого усилия, действующего на трубу. Во-
вторых, усилие сопротивления передвижению валка зависит в основном от
момента вертикального усилия прокатки и весьма незначительно - от
величины осевого усилия, действующего на трубу. Это означает, что и статический
момент на валу главного привода также незначительно зависит от величины
осевого усилия, действующего на прокатываемую трубу.
В отличие от прямого хода сжимающее осевое усилие при обратном ходе
направлено в сторону вращения валка, что приводит к уменьшению усилия,
действующего в реечном зацеплении. Если равнодействующая усилия
прокатки проходит через центр валка, то усилие, действующее в реечном зацеплении,
будет отсутствовать, а на трубу будет действовать сжимающее осевое усилие,
равное усилию сопротивления передвижению валка. При дальнейшем
увеличении осевого усилия оно изменяет свой знак и будет направлено в сторону,
противоположную вращению валка. Величину этого усилия определяют по формуле:
Tp~T*,.)-Q- A5.26)
Как видно, при обратном ходе в реечном зацеплении привода рабочих
валков действуют значительно меньшие усилия, чем при прямом ходе.
При работе стана в холостую зубчатые рейки воспринимают только
инерционные силы, обусловленные неравномерным вращением валков
Л«н = ^лин/^нЛ = W,.0, A5.27)
где Мти - динамический момент ускоренно вращающихся масс.
Так как вращение валков задается поступательным вращением клети, то s
будет изменяться по тому же закону, что и ускорение поступательного
движения клети, т.е. е = alRH,0.
В крайних положениях рабочая клеть испытывает максимальное ускорение,
которое определяют из следующего выражения:
a = RKy(l + \), A5.28)
где RKp~ радиус кривошипа; со- угловая скорость кривошипа; Я = ЯкрДу ( I -
длина шатуна).
Максимальная величина РтН9 действующая на зубчатые рейки, определяется
по формуле:
*--4*-«»aA+*)R. - A529)
Для определения динамических нагрузок, действующих на привод за время
двойного хода клети, необходимо знать силу инерции клети
W=Ga, A5.30)
где G и а - соответственно масса и ускорение клети.
416
A5.32)
A5.33)
С учетом дезаксиала кривошипно-шатуиного механизма (рис. 15.17) длину
хода рабочей клети можно определить по формуле:
S = J(L + rJ-e2-J(L-rJ-e2. A5.31)
Дважды продифференцировав это уравнение можно найти значения
скорости и ускорения клети.
Скорость рабочей клети определяется по формуле:
К = гсокр1 5cos(p--rsin2<P + sin<pj,
ускорение клети:
а = —т- = г! I 5cos(p- —sin2<p + втфJ -
+ г® 2кр (cos ф + \ cos 2ф - 8 siiup),
где X и б - безразмерные параметры.
В инженерных расчетах можно пренебречь изменением скорости вращения
кривошипа, тогда уравнение A5.33) примет вид:
а = т\р(со$у + А.сов2ф - 5siiHp).
При наличии на стане ХПТ пневматического уравновешивания от двух
цилиндров (рис. 15.15) усилие на проушине с учетом уравновешивания
T=W-Q9 A5.34)
где Q - усилие уравновешивания, которое определяется из выражений:
здесь /з, 1„ - расстояние от поршня до торцевых стенок цилиндра
уравновешивающего устройства в крайних положениях; d^dm- диаметры цилиндра и
штока уравновешивающего устройства.
Приведенный к валу кривошипа момент сил рассчитывают по формуле:
Л/ = (и^-е)у/©жр=(^-е)[5со8ф-(х/2Mт2ф + 8тф]г. A5.35)
Проектирование станов ХПТ с грузовым уравновешиванием инерционных
сил включают
кинематический расчет с опре- s
делением положения
центра масс, скоростей,
ускорений и сил
инерции каждого звена.
Механизмы подачи и
поворота заготовки
предназначены для
преобразования
равномерного вращательного
движения В Прерывистое рис. 15.17. К определению кинематических параметров привод-
вращательное (поворот ного механизма стана ХПТ
6 = 2а,
417
заготовки) и прерывистое поступательное (подача заготовки). По своему
назначению механизмы подачи и поворота относятся к наиболее важным и
ответственным узлам стана ХПТ, а по кинематике и к конструкции - к самым сложным
механизмам стана ХПТ. Главное назначение этих механизмов - обеспечить
точное срабатывание в крайних положениях рабочей клети, причем они должны
быть весьма надежными в условиях высокого быстродействия. Здесь необходимо
обеспечить максимальнее снижение динамической нагрузки в кинематической
цепи механизмов, так как она составляет от 60 до 95% полной нагрузки и
определяет прочность звеньев механизмов. Кроме того, должна быть обеспечена
наибольшая стабильность подачи, так как слишком большой разброс величин
подачи увеличивает разностенность труб. К механизму поворота предъявляется
несколько иное требование: угол поворота заготовки не должен быть постоянным,
что позволяет уменьшить местный износ калибров.
На валковых станах ХПТ применяют механизмы подачи и поворота
заготовки в основном двух типов: конструкции АО ЭЗТМ и фирмы "Mannesmann-
Demag"(pHC. 15.18... 15.20).
Вал 19 (рис. 15.18) с кулаком 11 вращается от главного привода стана с
частотой, равной числу двойных ходов клети в минуту. Кулак 11 обкатывает
ролики 9 и 4, закрепленные на рычагах 7 и 10. Ролики 9 и 4 связаны между собой
рамкой 3. Профиль кулака 5 выполнен таким образом, что в момент подачи
Рис. 15.18. Механизм подачи и поворота редукторного типа
418
заготовки участок поверхности кулака с переменным радиусом кривизны
отклоняет ролик 9 направо, и рычаг 7 поворачивается на некоторый угол
против часовой стрелки. На этот же угол поворачивается рычаг 6\ посаженный
на один вал с рычагом 7. На палец рычага 8 насажена тяга 77, другой конец
которой шарнирно соединен с рычагом 12. Последним поворачивается вал 2,
на котором закреплена звездочка роликовой муфты обгона 15. В момент
подачи заготовки обод муфты обгона заклинивается и передает вращение
шестерне 16. Далее движение через блок шестерен 27, кулачковую муфту 22-23 и
зубчатую передачу 24 передается на шпиндель подачи 25, в котором
закреплена гайка 13 винта подачи 14.
В момент поворота заготовки переменный профиль кулака 5 отклоняет
ролик 4 налево и рычаг 10 поворачивается на некоторый угол против часовой
стрелки. Вместе с рычагом поворачивается звездочка роликовой муфты обгона
7 7, закрепленная на одном валу с рычагом 6.
На рис. 15.21 показана роликовая муфта обгона 77 (см. рис. 15.18), которая
срабатывает следующим образом. При повороте звездочка 7 заклинивает
ролики 2 и обод 3 муфты 77 и передает вращение шестерне 18 (см. рис. 15.18). С
последней находится в зацеплении с одной стороны шестерня блока 20, от
которого вращение передается на верхний вал поворота 7, идущий к патрону
стержня. С шестерней 18 в зацеплении находится также шестерня 6 нижнего
вала поворота, соединяемого с трансмиссией переднего и промежуточного
патронов. Величина подачи заготовки регулируется изменением длины плеча
рычага 8, причем угол поворота заготовки не регулируется. Необходимый
разброс величины угла поворота обеСПеЧИВаеТСЯ ПРИНЦИПОМ ДеЙСТВИЯ
Обгоним
прокатки
Рис. 15.19. Механизм подачи конструкции фирмы "Mannesmann-
Demag"
u*
419
/(патрону заготобки
с/ переднему патрону
/с каретле
стержня
Рис. 15 20. 1Механизм
" Mannesmann-Demag"
подачи конструкции фирмы
ной муфты. Ускоренное
перемещение патрона
осуществляется
двигателем постоянного тока
через клиноременную
передачу и фрикционную
муфту при отключенной
кулачковой муфте 22-23.
Во время прерывистой
рабочей подачи
кулачковая муфта выключается, а
фрикционная
расцепляется гидравлическим
цилиндром.
Несколько иная
кинематическая схема у
механизмов подачи станов
ХПТ фирмы "Mannes-
mann - Demag" (см. рис.
15.19). От приводного
вала 7 и конической пары
зубчатых колес 4-5
вращается кулак 16 с
частотой вращения, равной
частоте вращения кривошипного вала приводного механизма стана. Когда
рабочая клеть находится в исходном положении, кулак 16 сообщает качатель-
ное движение рычагу 17 в направлении упора 18, перемещая винт подачи 19 на
расстояние S. На таком же расстоянии перемещается и патрон заготовки 20,
поскольку винт подачи 18 находится на гайке 27, закрепленной в корпусе
патрона заготовки. Во время
обжатия заготовки калибрами (в
процессе рабочего и обратного
хода) рычаг / 7 отводится влево
от упора 18 на расстояние 5,
определяющее величину
предстоящей подачи, при помощи
бесступенчатой зубчатой
передачи 9, приводимой в движение
от приводного вала 1 через
зубчатую пару 2-5, зубчатые
колеса 6-8 и систему шестерен
10, 14, 15. На такое же
расстояние влево перемещается и винт
подачи 79, вывинчиваясь в
указанном направлении из гайки
27 неподвижно стоящего
патрона заготовки 20. Далее цикл
НОДачи повторяется. Рис ,5 21 Ролик0вая муфта обгона
420
Таким образом, во время прокатки за каждый двойной ход клети винт
подачи совершает поступательное движение с патроном заготовки в направлении
рабочей клети и возвратное винтовое движение на то же расстояние.
Максимальное расстояние возвратно-поступательного движения винта подачи
определяется величиной, равной примерно 50 мм. Ускоренный отвод патрона
заготовки перед перезарядкой стана происходит включением электродвигателя 13,
от которого через зубчатую пару 11-12 и систему шестерен 10, 14, 15
приводится во вращение винт 19, Освобожденный от заготовки патрон 20 перемещается
в требуемом направлении. Во время ускоренного перемещения патрона
заготовки бесступенчатая передача 9 при помощи муфты 7 отключается.
Поворот заготовки и прокатываемой трубы происходит следующим
образом. От трансмиссионного вала 13 (рис. 15.20) приводится во вращение кулак
10 с частотой вращения, равной частоте вращения кривошипного вала
приводного механизма. Когда рабочая клеть находится в исходном положении,
кулак 10 перемещает толкатель 9 с закрепленным на нем многозаходным
червяком 2 в направлении стрелки. При этом червячное колесо 3 поворачивается
на угол 57°. Зазоры устраняются пружинным механизмом 1. Далее, через роли-
ково-храповичную муфту 4 от вала 5 идет передача вращения патрону
заготовки и переднему патрону, а от шестерен 6 к каретке стержня оправки. В
исходное положение червяк 2 возвращается с помощью зубчатой передачи 11, 12
и 7, Я, работающей постоянно от главного привода клети.
Механизмы подачи и поворота фирмы "Mannesmann-Demag" рассчитаны
на быстроходность до 250 двойных ходов в минуту и при этом обеспечивают
подачу заготовки в пределах от 2 до 5 мм. Штатная быстроходность обычно не
превышает 150... 160 дв.ход/мин.
Патроны подачи и поворота заготовки. Для передачи непосредственно
заготовке (трубы) периодического движения служат специальные патроны.
Известны несколько типов патронов, выполняющих различные функции: для подачи
и поворота заготовки, только для подачи, промежуточные - для поворота
заготовки, передние для поворота докатываемой трубы. Патроны первых трех
видов размещаются перед рабочей клетью, передний патрон - на выходе из
клети.
Патрон станов устаревших конструкций своими кулачками зажимает
заготовку в течение всего времени своего движения. Он подает заготовку в очаг
деформации и поворачивает ее в крайних положениях рабочей клети.
Вследствие различной длины заготовок патрон фиксируется на различных расстояниях
от клети, поэтому операцию удержания заготовок трудно механизировать и
зажим заготовок осуществляют вручную.
Функции подачи и поворота патронов новых конструкций разделены.
Патрон подачи (рис. 15.22) перемещается от поступательно движущегося или
вращающегося винта 1 и своим шпинделем проталкивает заготовку. Операция
поворота заготовки осуществляется с помощью промежуточного
стационарного патрона, который устанавливается в непосредственной близости от рабочей
клети.
Рассмотрим устройство патрона. В цельнолитом корпусе патрона на
подшипниках качения 3 установлен шпиндель 4, на котором на резьбе закреплен
сменный упор 5, центрирующий и перемещающий заготовку. Возникающее
при подаче заготовки и ее прокатке осевое усилие воспринимается упорным
подшипником 2. При торцевой загрузке в качестве упора для заготовки на
421
Рис. 15.22. Патрон подачи станов ХПТ
патроне предусмотрена откидная планка с прорезью под стержень оправки.
Заготовка подается толкателем и при его возвращении в исходную позицию
планка занимает рабочее положение.
' Необходимое для подачи заготовки осевое усилие, срывающее ее с оправки,
определяется из следующих соображений. Рабочие валки деформируют
заготовку в очаге деформации и одновременно сжимают оправку. После снятия
нагрузки оправка стремится восстановить свои первоначальные размеры и
растягивает в радиальном направлении рабочий конус. При этом возникают
контактные силы трения между трубой и оправкой. Возникающая вследствие
контактного взаимодействия в момент подачи сила трения представляет собой
усилие подачи.
Из-за того что по длине рабочего конуса изменяются толщина стенки,
удельные давления и другие параметры, контактные силы также непостоянны.
Для более точного определения усилия подачи следует разбить рабочий конус
на отдельные участки, определить для каждого из них контактные силы и затем
суммировать их. В этом случае полное усилие подачи составит:
С.-юи(/Ч*Jл4. A5.36)
где Рк- контактное давление; /, - участок зоны обжатия; т- коэффициент,
характеризующий угол обхвата оправки рабочим конусом; f- коэффициент
трения (/*= 0,06...0,10); Ь- тангенс угла конусности оправки.
С целью упрощения расчетов можно воспользоваться средним значением
сопротивления металла деформации по длине рабочего конуса и средним
значением толщины стенки:
Qn = nm{f + b)Pcpscpl, A5.37)
где / - длина отдельных обжимных участков рабочего конуса.
Усилие снятия заготовки с оправки (см. формулу 15.37) прямо пропорцио-
422
нально удельному давлению, толщине стенки и не зависит от диаметра.
Для расчетов следует принимать т = 0,5 из-за наличия развалки на ручьях
калибров.
На рис. 15.23 представлена конструкция промежуточного патрона с
самозаклинивающимися кулачками. Кулачки 10 постоянно прижаты к заготовке
усилием пружины 5, которая через шток 6 цилиндра, рычаг 7, обойму 8 с
шарикоподшипником и втулку 9 стремится сдвинуть кулачки влево и тем самым
сблизить их, так как они опираются на конусную втулку 11. В момент подачи
заготовка движется вперед, увлекая за собой кулачки 10. Последние, перемещаясь
вправо, расходятся и пропускают заготовку. Чтобы не передавать на
промежуточный патрон осевых усилий прокатки, которые должны восприниматься
патроном гильзы, конусная втулка /7 не имеет жесткого осевого упора, а
опирается на пружину 3. Усилие пружины 3 должно в 3-4 раза превосходить
усилие пружины 5, приведенное к оси прокатки с учетом соотношения плеч
рычага 7, чтобы при зажатии заготовки конусная втулка 11 не отходила влево.
Движение поворота передается на заготовку от вала 13 через кулачки 10,
конусную втулку 11, шпиндель 2, соединенный со втулкой 11 с помощью дюбеля,
а также через цилиндрическую 1 и коническую 12 зубчатые передачи.
В случае образования разрыва между торцами смежных заготовок, когда
кулачки необходимо раскрыть принудительно, в левую полость цилиндра 4
подается давление, вследствие чего пружина 5 сжимается и кулачки 10 рычагом
7 сдвигаются вправо. Принудительное раскрытие кулачков необходимо также
при переходе на новый размер заготовки при извлечении недоката.
На современных станах ХПТ применяют торцевую загрузку заготовок,
позволяющую осуществлять прокатку труб непрерывно, что благоприятно
сказывается на стабильности температурного режима и увеличивает производи-
Рис. 15.23. Промежуточный патрон
423
Рис. 15. 24. Стационарный патрон подачи
тельность. Чтобы обеспечить непрерывность прокатки, устанавливают
последовательно два патрона подачи и поворота заготовки, работающие
поочередно.
Для обеспечения непрерывной работы станов ХПТ используют
стационарные патроны подачи, в которых шпиндель осуществляет возвратно-
поступательное движение, а заготовка зажимается кулачками перед каждой
очередной подачей. Стационарные патроны оснащаются механическим и
гидравлическим приводом.
На рис. 15.24 показана конструкция патрона с гидравлическим приводом.
Каждый из двух стационарных патронов состоит из поршня подачи 3,
установленного в корпусе 4, и поршня зажима заготовки 5, встроенного в поршень
подачи. В начале поршень зажима под давлением масла сдвигается влево и
кулачки 7 зажимают заготовку. Затем поршень подачи перемещается вправо и
через подшипники 2 подают шпиндель 6 с кулачками и заготовкой к рабочей
клети стана. Далее поршень зажима смещается вправо, кулачки освобождают
заготовку и поршень подачи отводится в исходное положение. В это время
патрон подает заготовку в рабочую клеть. Движение поршней управляется
следящим золотником, соединенным с кинематическим кулачком,
получающим вращение от главного привода стана. Поворот шпинделя, а
следовательно, и заготовки, осуществляется неполноповоротным гидродвигателем через
шестерню /.
Передний патрон предназначен для поворота трубы и ее удержания на
конической оправке при докатке очередной заготовки, т.е. когда задний торец
заготовки сходит с оправки. В это время патрон подачи и поворота не
обеспечивает поворота докатываемой трубы, а при подаче может сорвать трубу с
конической оправки, вызвав тем самым поломку рабочей клети. Передний
патрон (рис. 15.25) срабатывает только при докатке очередной заготовки. В
нем установлены три кулачка 7, зафиксированные в осевом направлении во
втулке 2. Кулачки зажимают трубу благодаря осевому перемещению
внутреннего шпинделя 4, который приводится в движение гидроцилиндром через
обойму 7. Наружный шпиндель 5, установленный на роликоподшипниках,
получает прерывистое вращение от конической зубчатой передачи 5, которая
424
I
Рис. 15.25. Передний патрон
соединена валом 6 с трансмиссией поворота. Наружный шпиндель 3 передает
вращение внутреннему шпинделю 4 через скользящую шпонку.
Необходимое для зажима заготовки (трубы) усилие при боковой загрузке
определяют следующим образом. Радиальное усилие зажима, действующее на
трубу со стороны кулачка, определяется по формуле:
Р=к 'А A5.38)
где 1Л - максимальный момент инерции заготовки или готовой трубы
относительно продольной оси; е,- максимальное угловое ускорение, сообщаемое
заготовке или готовой трубе механизмом поворота; R2- радиус заготовки или
готовой трубы; /iK- число кулачков в патроне; fz- коэффициент трения
скольжения между кулачками и заготовкой (готовой трубой).
Вычислив силу Р3> можно определить необходимую осевую силу Q3 зажатия
кулачков. Возможны два случая: подвижная конусная втулка (рис. 15.26, а) и
подвижный внутренний шпиндель (рис. 15.26, б). Составляя уравнение
равновесия наружной конусной втулки, для первого случая можно записать
следующее уравнение:
Q = ЛГsince,, + NJ\ cosa„, A5.39)
где Q- осевая сила, приходящаяся на один кулачок (Q = QJnK);fi- коэффициент
трения скольжения между втулкой и кулачком.
425
Рис. 15.26. К определению усилия зажатия трубы
После преобразования уравнения A5.39) получим
N = e/(sina„ +/, cosaj. A5.40)
Рассматривая равновесие кулачка и приравнивая нулю сумму проекций всех
сцл на горизонтальную и вертикальную оси, получим
R = Nsina +#/,cosa =Q; A5.41)
Р3 = Nsma„ - Rf2 - nfx since,, A5.42)
где f2- коэффициент трения между кулачком и шпинделем.
В результате преобразований
1
A5.43)
&«*Л:
Isma^/cosa,, 2J
Выразим условия равновесия кулачка для второго случая (рис. 15.31):
ncosan -Р,- Nfx sinan - Qf2 = 0; A5.44)
Л/з - G, + jVsina„ + Nf{ cosa„ A5.45)
Из последних трех уравнений A5.43 - 15,45) получим
О - п Г Sina* * fx C°Sa" * ^ QOSa" ~ f*fx Sina" A5 46)
где/з - коэффициент трения между кулачком и трубой (заготовкой).
С учетом того, что угол ап в патронах станов ХПТ не превышает 10°,
членами уравнения, содержащими/sin an, можно пренебречь, тогда
/з ^ yjtgctw
&-^
i-/2tga„-y;/2-
426
A5.47)
Рис. 15.27. Стол приема заготовок
Из сравнения выражений Q, для обоих случаев следует, что более
предпочтительным с точки зрения распределения усилий является первый случай.
Действительно, при ам=10° и/1=/2=/з=0,2 для создания одинакового радиального
усилия Рг в первом случае потребуется в полтора раза меньшая сила Q,.
Вспомогательные машины и механизмы станов ХПТ. В состав
вспомогательных механизмов станов ХПТ входят: стол для приема заготовок и передачи их
на ось прокатки, установка для зажима стержня оправки, отрезное устройство,
стол выдачи готовых труб, гидроуправление станом, оборудование для смазки
механизмов и охлаждения прокатываемой трубы, узлы автоматизации.
Конструктивное исполнение перечисленных механизмов зависит в основном от
способа загрузки заготовок.
Для зарубежных станов с боковой загрузкой применяется конструкция стола
приема заготовок, показанная на рис. 15.27. Пакет заготовок краном
загружается на приемный стол /. Затем заготовки 2 вручную распределяются в один
ряд до упора б. Для загрузки очередной заготовки в стан качающиеся рычаги 3
опускаются с помощью гидроцилиндра 4 и ближайшая к стану заготовка
скатывается на ось прокатки по неподвижным люнетам 7. Упор 5 задерживает
подачу очередной заготовки до момента освобождения люнета 7 от
предыдущей заготовки.
На рис. 15.28 показана конструкция аналогичного механизма конструкции
АО ЭЗТМ, в которой заготовки укладываются на решетки приемного стола 2
до упора 5. Перед загрузкой очередной заготовки упор 3 опускается, заготовка
скатывается на упор и возвратным его движением передается на наклонную
решетку. (Положение упора регулируется через систему рычагов / от пневмо-
цилипдра). Затем заготовка скатывается на рычаг 4 и с помощью
гидроцилиндра плавно опускается на ось прокатки.
Механизм зажима и установки стержня оправки конструкции АО ЭЗТМ
(рис. 15.29) выпускается в левом и в правом исполнениях. По направляющим
станины / механизма перемещается патрон 4 стержня. Шпиндель 6 патрона
установлен в каретке 7 на подшипниках качения и своей шестерней 8 входит в
зацепление с шестерней промежуточного соединения, обеспечивая
прерывистый поворот стержня. Внутри шпинделя 6 проходит концевая часть стержня
427
Рис. 15.28. Механизм укладки заготовок на ось прокатки
77, соединенная со шпинделем 6 через шлицевую втулку 10. На стержень
воздействует пружина 9, степень зажатия которой регулируется гайкой 13.
Осевое регулирование стержня и, следовательно, положен^ оправки в очаге
деформации осуществляется винтом 12. При вращении последнего
посредством шестигранной головки 5 каретка 7 вместе со стержнем перемещается вдоль
оси прокатки. Чтобы осевые усилия прокатки не передавались на резьбу винта
72, каретка стопорится относительно корпуса патрона клином 14. В крайнем
переднем положении патрон стержня запирается клином 2, который
перемещается по вертикальным направляющим станины 1 с помощью гидравлического
цилиндра 3.
На рис. 15.30 показан механизм отвода стержня конструкции АО ЭЗТМ.
Стержень 9 вместе с оправкой 10 выводится за пределы приемного стола,
освобождая место для загрузки очередной заготовки и по окончании этой операции
возвращается в исходное положение. Патрон 7 вместе с закрепленным в нем
стержнем может перемещаться с помощью бесконечной втулочно-роликовой
цепи 6. Холостая звездочка 8 вместе с натяжной станцией крепится к станине
механизма установки стержня, а ведущая звездочка - к раме. Механизм
приводится в движение электродвигателем постоянного тока 5, соединенным с
ведущей звездочкой 1 через коническо-цилиндрический редуктор 5, упругую 4
и фрикционную 2 муфты. Предусмотрена ползучая скорость патрона стержня
при подходе его к крайнему переднему положению.
Рассмотрим конструкции вспомогательных машин и механизмов для станов
ХПТ с торцевой загрузкой заготовок. Схема продвижения заготовок на таких
428
Рис. 15. 29. Механизм установки стержня оправки конструкции АО ЭЗТМ
1?Т Л* \ /7Х
Рис. 15.30. Кинематическая схема механизма отвода стержня оправки
429
станах показана на рис. 15.31. Пакет заготовок краном укладывается на
стеллаж приемного стола У У, при этом пакет удерживается рычагами 9. Затем
заготовкиразмещаются в один ряд, и подаются до задержника 8 дозатора и с
его помощью укладываются по одной в желоб. Далее заготовки толкателем 10,
работающим от гидромотора б, через цепную передачу 7 подаются на стержень
3 в зону толкателя 4 через открытый задний патрон стержня. Далее толкатель
10 возвращается в походное положение, кулачки 5 зажимают стержень,
передний зажим 2 открывается, освобождая стержень. Толкатель 4 подается в зону
действия патронов 12 и 13 гильзы. По мере перемещения заготовок в очаг
деформации толкатель 4 постоянно поджимает последнюю заготовку к
предыдущей. В нужный момент кулачки зажима закрываются, а кулачки заднего
зажима открываются и процесс задачи заготовки повторяется.
С помощью патронов 12 и 13 заготовка подается в очаг деформации (валки
14), причем эта операция осуществляется с перехватом, т.е. во время подачи
заготовки патроном 12 патрон 13 отходит назад, затем патрон 13 подает заготовку, а
патрон 12 отходит назад и т.д. Ролики 1 постоянно поджимают друг к другу
смежные заготовки, исключая образование разрыва между ними. Кроме того,
патроны 12 и 13 в своем крайнем переднем положении поворачивают заготовку.
Передний патрон 15 также удерживает прокатываемые трубы от осевого
перемещения и поворачивает их на требуемый угол. Готовая труба разрезается
19 Н U 12
18 17 К
Рис. 15.31. Стан с торцевой загрузкой заготовок
430
без остановки стана летучей пилой 16. Тянущими роликами 17 трубы
передаются на стол 18 и далее размещаются в карманах.
Столы выдачи станов ХПТ с различной загрузкой заготовок
предназначены для извлечения готовых труб из переднего патрона, порезки их на мерные
длины, а также для разделения и укладки в карманы мерных труб и их обре-
зи. В состав этих столов входят тянущие ролики, летучая пила,
выбрасыватель и прерыватель.
/ 15 10 11 *2
Рис. 15.32. Тянущие ролики:
а - кинематическая схема; б - вид сверху
431
Наиболее надежным способом извлечения готовых труб из стана и
транспортирования их по столу выдачи является применение
самоустанавливающихся по трубе тянущих приводного 1 и холостого 2 роликов (рис. 15.32). На
валу 2 установлены ролик / на шпонке и коническая шестерня 4,
находящаяся в зацеплении с конической шестерней 5 вала 16 червячного редуктора
17. Последний приводится во вращение электродвигателем 18. На рычаге 14
смонтирован холостой ролик 75. Вал 2 установлен на рычаге 3 на
шарикоподшипниках. Двуплечие рычаги 3 и 14 могут поворачиваться относительно
горизонтальной оси х-х. Другие плечи рычагов 3 и 14 шарнирно связаны с
тягами 6 и 13. Последние сходятся в одном шарнире 8, к которому также
присоединена тяга 9. Другой конец этой тяги соединен с двуплечим рычагом
10, приводимым в движение гидроцилиндром 12. Регулируемая тяга 7
ограничивает свободу перемещения рычагов 3 и 14 ъ заданных пределах.
Ролики приводятся во вращение двигателем 18. От аккумулятора общей
гидросистемы стана масло поступает в правую полость гидроцилиндра /2,
поршень перемещается справа налево и через рычаги и тягу сближает ролики,
зажимая трубу. Посредством регулируемой пружины 11 усилие зажатия трубы
выбирается достаточным для беспрепятственного перемещения трубы по
желобу. Для выключения роликов двигатель останавливается, масло подается в
левую полость цилиндра, поршень перемещается слева направо и ролики
расходятся.
На рис. 15.33 показаны конструкции выбрасывателя и перекрывателя, с
помощью которых трубы укладываются в карманы. Перед приемкой труб
рычаги 3 перекрывателя опущены, образуя наклонную решетку, по которой
готовая труба подается в карман / мерных труб. Для приема немерного
остатка трубы рычаги перекрывателя поднимаются и он подается в карман 2
рычагами выбрасывателя. Выбрасыватель и перекрыватель приводятся в
движение гидроцилиндрами 4 и 5.
Рис. 15.33. Стол выдачи труб
432
Рис. 15.34. Летучая пила
На станах ХПТ-32, ХПТ-55 и ХПТ-90 применяется летучая пила, констру
ция которой показана на рис. 15.34. Она состоит из корпуса 7, перемещаемо
посредством катков по направляющим стационарной рамы, головки 2, вр
щающейся совместно со шпинделем 5, который соединен через подшипн
качения со штоком 8 гидроцилиндра 9. В пазах шпинделя размещены три пс
зуна 4 с дисковыми ножами 5, взаимодействующими с наклонной поверх?
стыо 6 головки. Для порезки трубы 10 включается двигатель 7 и гидроцилин
9, в результате чего отводится шток гидроцилиндра 77. Шток 8 перемеща
шпиндель с ползунами относительно головки в направлении движения труб
Дисковые ножи смещаются к центру и, обкатываясь по трубе, разрезают ее.
время порезки летучая пила перемещается на катках совместно с трубой
направляющим 72. По окончании порезки ножи отводятся, пила возвращает
в исходное положение гидроцилиндром 77 и электродвигатель останавлива<
ся. Далее цикл порезки повторяется.
На рис. 15.35 показана конструкция летучей пилы с дисковыми фреза
трехниточного стана ХПТ 12-25. Она состоит из трех отдельно работают
пил, расположенных со смещением относительно друг друга по ходу прок;
ки. Каждая пила состоит из мелкозубой прорезной фрезы 7, установленн
на валу 2, который вращается посредством клиноременной передачи 9
электродвигателя 72. Вал проходит внутри шпинделя 5, смонтированного
подшипниках 4, установленных в корпусе 5. Вращение валу 2 передается
шпинделя 3 шпонкой 8. Вал 2 может перемещаться в бронзовых направля
щих втулках 7. Корпус 5 выполнен в виде коромысла, на одном конце ко'
рого предусмотрена площадка для установки электродвигателя. Точкой i
ворота коромысла являются цапфы 73, опирающиеся на подшипники, ус
новлснные в стойке 10. В верхней части стойки на цапфах смонтироБ
ипевмоцилиндр 77, опускающий или поднимающий корпус с фрезой.
433
А'А
j * j г
Рис. 15.35. Установка летучей пилы с фрезами
В-б
(Подернуто на 90 °)
W
Таблица 15.1. Техническая характеристика трехниточвого стана ХПТ-25
Параметры
Наружный диаметр заготовки, мм
Толщина стенки заготовки, мм
Длина заготовки, м
Наружный диаметр готовой трубы, мм
Толщина стенки готовой трубы, мм
Число двойных ходов клети в минуту
Подача, мм
Диаметр рабочего валка, мм
Расстояние между нитками, мм
Ход рабочей клети, мм
Мощность электродвигателя главного привода, кВт
Масса стана, т
Длина стана, м
Ширина стана, м
Показатели
25...35
1...3
2...5
12...20
0,4...!
80... 120
3...14.5
320
120
541
125
52
35
4
Рассмотрим принцип действия описанного отрезного устройства. Ilpoi
тайные трубы поочередно попадают в зону действия флажковых выключа-
лей, регулирующих длину отрезаемых труб. По команде флажковых выклю1
телей запускается электродвигатель, приводя во вращение режущую фре
Перемещаясь вниз, шток пневмоцилиндра опускает вращающуюся фрезу
трубу и фреза вместе с валом 2 увлекается по ходу прокатки, сжимая при эт
пружину 6. По окончании порезки фреза пневмоцилиндром выводится из за]
пления с трубой и пружина возвращает вал с фрезой в исходное положение
трубы подаются тянущими роликами на приемный стол и затем сбрасывают
в карманы.
15.4 Конструкция многониточных станов ХПТ
Многониточные станы ХПТ предназначены для одновременной прокат
нескольких труб. Их производительность больше по сравнению с однонитс
ными, но не прямо пропорционально увеличению количества одновремен
прокатываемых труб. Для изготовления готовых товарных труб рекомендуй
применять двух- и трехниточные станы, а для передельных труб-заготоЕ
возможно увеличение числа ниток до 5...6.
Первые отечественные многониточные станы ХПТ были созданы
ВНИИметмаше в конце 70-х годов. К их числу относятся трехниточный а
ХПТ-25 (табл. 15.1) и двухниточный стан ХПТ-55.
На этих станах применяется грузовое уравновешивание рабочей клети, т<
цевая загрузка заготовок, два патрона подачи, работающие с перехватом, i
вышенная на 20% длина хода клети.
Схема расположения оборудования трехниточного стана ХПТ-25 показа
на рис. 15. 36. Заготовки подаются краном на загрузочный стол 1 стана и да]
435
Рис. 15.36. Расположение оборудования трехниточного стана ХПТ-25
поочередно транспортируются на линию технологической смазки внутренней
поверхности, а затем на три оси прокатки. Ролики 3 подают заготовки на
стержни оправок через задний механизм зажима стержня 4У который в этот
момент закрыт и удерживает стержни оправок. Когда задние торцы заготовок
выходят из зажима, последний закрывается и удерживает стержни оправок.
При этом передний зажим стержня 2 открывается и заготовки подающими
роликами транспортируются до упора в задние торцы прокатываемых труб и
перемещаются за ними до тех пор, пока не попадут в зону действия патронов
подачи 5. Прокатанные в три нитки трубы режутся на мерные длины летучими
дисковыми пилами 6 и транспортируются тянущими роликами 7 на приемный
стол 8 и оттуда сбрасываются в карманы 9.
На стане применены два патрона подачи, работающие поочередно. Если
первый патрон подает заготовку в зону деформации, то второй - находится в
крайнем заднем положении. При подходе первого патрона к переднему
положению дается команда от конечного выключателя на включение второго па-
Рис. 15.37. Рабочая клеть многониточного стана ХПТ
436
/ 2 3k 5 б 7 в 9 10 11 12 /J /«
Рис. 15.38. Планировка трехниточного стана ХПТ фирмы "Mannesmann-Demag"
трона и оба они некоторое время одновременно осуществляют подачу трубы,
что повышает надежность перехвата заготовок. Подойдя к крайнему
переднему положению, первый патрон переключается на ускоренный отвод в исходное
положение. При подходе второго патрона к переднему положению цикл
повторяется.
На этом стане применяется двухвалковая рабочая клеть (рис. 15.37). В
каждом рабочем валке 7 и 2 установлены три калибра 7. Крепление калибров к
валкам осуществляется тремя болтами 5, боковыми клиньями 8 и общей
шпонкой 6. Для самоустановки валков предусмотрены четыре пяты 3 и подпятники
4, имеющие сферические контактные поверхности.
По аналогичной схеме выполнен двухниточный стан ХПТ-55, но он имеет
большие технологические возможности: на нем возможна прокатка профильных
и длиномерных труб, сматываемых в бухту. Для прокатки профильных труб
механизм поворота обеспечивает кантовку заготовки на 53, 60 и 90°. Круглые
трубы прокатывают при угле поворота 53°, шестигранные - при 60°, квадратные
- при 90°. Прокатка прямоугольных труб и труб арочного сечения
осуществляется при отключенном механизме поворота. Для смотки длиномерных труб (до 60
м) на каждой нитке установлены сматывающие барабаны. Расстояние между
нитками на этом стане составляет 250 мм, диаметр валков 308 мм, ход клети 803
мм, быстроходность до 150 дв.ходов/мин.
Многониточные станы изготавливает также фирма "Mannesmann-Demag"
( см. табл. 2.9). На рис. 15.38 представлена планировка трехниточного стана
75 VMR и обозначения его основных узлов. Стол загрузки 1 с системой
рычагов-упоров позволяет загружать поочередно заготовки на три оси прокатки.
Ролики рольганга 2 приводятся от электродвигателя через цепные передачи. За
столом загрузки по ходу прокатки установлен первый блок подающих роликов
3. Каждая группа роликов приводится от одного электродвигателя через
цепную передачу. Подъем и опускание каждого верхнего ролика осуществляется
своим гидроцилиндром. За первым блоком подающих роликов расположен
задний зажим стержня оправки 5. Он имеет три шпинделя с двумя зажимными
кулачками каждый. Перемещение кулачков осуществляется гидроцилиндрами,
причем шпиндель и кулачки зажима стержня не вращаются. Стержень оправки
имеет кольцевые проточки и может проворачиваться в кулачках. На корпусе
заднего зажима стержня смонтирован механизм смазки 4 внутренней
поверхности трубы, осуществляющий подачу смазки к оправкам через полые стержни,
причем смазочный материал подводится конусным торцам хвостовиков
стержней через специальные поворотные кронштейны, которые приводятся в движение
гидроцилиндрами. Далее установлены три поддерживающих ролика, приводи-
437
Рис. 15.39. Рабочая клеть
валками
опорными
мые во вращение от одного общего
электродвигателя через цепную передачу. За
ними размещены второй подающий ролик 3
и четыре поддерживающих ролика с цепным
приводом от одного двигателя. Вслед за ним
также размещены подающие ролики.
На стане установлены механизм подачи
6, механизм поворота 7 и два патрона
заготовки <?, работающие в режиме
перехвата. Перед рабочей клетью установлен
промежуточный патрон 9 для поворота
заготовки, а за клетью - передний патрон
77 для поворота докатываемой трубы.
Патроны подачи имеют три шпинделя по
количеству ниток с установленными в них
кулачками, приводимыми в движение
гидроцилиндрами.
В рабочей клети 10 установлены два
валка с тремя кольцевыми калибрами
каждый. На обоих концах валка на конусных
втулках закреплены ведущие шестерни, которые входят в зацепление с
зубчатыми рейками, регулируемыми по высоте клиновым устройством. Это
позволяет создавать благоприятные условия работы этого зубчатого зацепления и
увеличить срок его службы.
В приводном механизме использованы разъемные роликовые подшипники
качения, установленные на шатунных и коронных шейках коленчатого вала.
Это позволило отказаться от системы централизованной жидкой смазки,
применяемой в подшипниках скольжения, и значительно упростить обслуживание
приводного механизма.
На стане предусмотрено грузовое уравновешивание рабочей клети
традиционного вертикального исполнения, причем контргруз перемещается по
специальным направляющим. Вслед за приводным механизмом расположены пилы
72, оснащенные прорезными фрезами. Предусмотрен также выбрасывающий
ролик 75, по конструкции аналогичный подающим роликам. Готовые трубы
выдаются на приемный стол 14 длиной 80 м.
На рис. 15.39 показана схема рабочей клети с опорными валками и
неподвижной станиной конструкции фирмы "Etna Standart" (США). Клеть
предназначена для одновременной прокатки трех и более труб диаметром 31...39 мм
со скоростью 100 дв.ходов/мин. В подвижной кассете размещены два рабочих 7
и два опорных 2 валка. Усилие прокатки воспринимается неподвижной
станиной через опорные рельсы 3. Рабочие валки имеют несколько кольцевых
калибров в соответствии с числом ниток. Рабочие и опорные валки связаны
между собой зубчатыми колесами, которые находятся в зацеплении с
неподвижными рейками, установленными на станине.
Трехниточные станы фирмы "Monbar" (Франция) выполнены по
аналогичной схеме. Отличие состоит в том, что обжатие заготовки на оправке
происходит только при прямом ходе рабочей клети. При обратном ходе валки
раздвигаются, и за этот период заготовка подается и поворачивается .на
определенный угол. Расстояние между валками изменяется за счет перемещения клиньев,
на которые опираются планки опорных валков. Эти клинья приводятся в движе-
438
ние системой рычагов, соединенных с шатунами главного привода, затяжных
муфт и кулачков, установленных в главном приводном механизме. Подобная
схема деформации имеет рад преимуществ по сравнению с традиционными:
возрастает время для осуществления подачи и поворота заготовки, благодаря чему
уменьшаются динамическме нагрузки в механизме подачи и поворота. Кроме
того, исключается пропрессовка при обратном ходе клети, снижается
неравномерность деформации, уменьшаются осевые усилия, действующие на заготовку.
Стан предназначен для прокатки труб диаметром 20...55 мм из цветных
металлов, диаметр рабочих валков составляет 29S...284 мм, расстояние между
калибрами 290 мм, максимальная быстроходность - 120 дв.ходов/мин.
Недостатком рассмотренных многониточных станов является отсутствие
возможности автономной настройки очага деформации в каждой нитке.
Поэтому затруднительно прокатывать на них трубы требуемой точности
одновременно в нескольких деформационно взаимосвязанных калибрах,
устанавливаемых на одной бочке валка.
Чтобы обеспечить идентичные условия деформирования в смежных нитках,
фирмой "Mannesmann-Demag" предложено оригинальное техническое решение
(рис. 15.40). Здесь нижние валки устанавливают клиньями 3 посредством
нажимных винтов 1. Каждый валок приводится в движение от отдельных
шестерен 4 и 5. Для удобства установки и извлечения рабочей клети все приводные
рейки расположены под шестернями, а для привода нижних валков
предусмотрена промежуточная шестерня 2.
На рис. 15.41 показана схема рабочей клети конструкции АО ЭЗТМ. Как
видно, для уменьшения расстояния между нитками валки смещены вдоль оси
прокатки относительно друг друга на 560 мм. Клеть состоит из цельнолитой
станины 7, в которой размещены две пары рабочих валков 2-3, 5-6 с
кольцевыми калибрами 13. Кольцевой калибр 13 размещен на валке 2. Усилия
прокатки воспринимаются многорядными коническими роликоподшипниками,
установленными в подушках. Для компенсации перекосов, вызванных
неточностью изготовления и прогибом валка, предусмотрены сферические шайбы.
Срезанные шайбы предохраняют валки от поломки. Радиальный зазор в
валках регулируется клином 4 от винта 7. Винтом 8 производится осевое
регулирование валков. Верхние валки уравновешиваются пружинами. Качательное
движение валкам сообщается от рейки через промежуточные шестерни. Рабо-
Рис. 15.40. Рабочая клеть двухниточного стана ХПТ (fcMpMbi"Mannesmann-Demag"
439
Рис. 15.41. Рабочая клеть стана ХПТ конструкции АО ЭЗТМ
чая клеть перемещается в станине на ползунах 12. С шатунами приводного
механизма клеть соединена осями 10, установленными в пазах клети и
оснащенными крышками 11 и клиньями 9. На оси 10 установлены
роликоподшипники 14, вмонтированные в шатуны приводного механизма, что обеспечивает
простое обслуживание стана. Валки 2 переваливаются совместно с падушками.
Смена калибров осуществляется на специальном стенде вне стана.
15.5. Конструкция станов ХПТ со стационарной клетью (ХПТС)
Стан 2ХПТС 8-25 создан МИСиС и Алма-атинским заводом тяжелого
машиностроения (АЗТМ) и предназначен для холодной прокатки прецизионных
труб. В основу конструкции стана положен способ периодической прокатки
440
труб в стационарной клети с непрерьюно вращающимися валками. При этом
прокатываемая труба и стержень с оправкой совершают
возвратно-поступательное движение. На таком принципе работают известные пильгерстаны
для горячей прокатки труб.
Процесс прокатки труб на стане 2ХПТС 8-25 заключается в следующем:
трубную заготовку с оправкой перемещают вперед в направлении прокатки на
величину, соответствующую части обжимаемой рабочими валками.
Одновременно осуществляют поворот заготовки с оправкой относительно продольной
оси и смещение заготовки относительно оправки вперед на величину подачи. В
процессе перемещения заготовки с оправкой назад порцию заготовки
обжимают на оправке вращающимися валками. После окончания движения назад
заготовку с оправкой вновь перемещают вперед и повторяют эти циклы
прокатки до получения готовой трубы.
Стан 2ХПТС 2-25 (рис. 15.42) имеет торцевую систему загрузки заготовок с
остановкой стана для перезарядки, поскольку зажим заготовок в патроне
осуществляют вручную. Приводной механизм состоит из электродвигателя, кли-
ноременной передачи, редуктора и механизма неравномерного вращения
рабочих валков. Последний необходим для синхронизации окружной скорости
валков с неравномерной скоростью возвратно-поступательного движения
заготовки с оправкой. Привод имеет уравновешивающее грузовое устройство.
Для осуществления возвратно-поступательного движения заготовки с
оправкой предусмотрен кривошипно-шатунный механизм планетарного типа, вал
которого соединен рычажной системой с механизмами, совершающими
возвратно-поступательное движение. К этим механизмам относятся передний
патрон, патрон заготовки, каретка с тягами и винт подачи. Суммарная масса
перемещаемых механизмов без учета массы заготовки и стержня с оправкой
составляет 870 кг. Подачу заготовки осуществляют от редуктора подач через
винт и патрон заготовок, Механизмом ускоренного отвода возвращают
патрон заготовок в исходное положение. Величину подачи меняют сменными
шестернями редуктора подач. Механизм поворота состоит из редуктора с
постоянно вращающимся
шпинделем, в обойме
которого смонтирован
блок роликов,
передающих вращение
движущейся
возвратно-поступательно штанге. Участок
штанги, контактирующий
с блоком роликов,
выполнен в виде дрели,
имеющей винтовую
поверхность.
При поступательном
движении штанги вперед
собственное ее вращение
складывается с
вращением, полученным от блока
роликов, а при движении
Рис. 15.42. Двухниточный стан 2ХПТС8-25:
/ - стол загрузки; 2 - редуктор подачи; 3 - каретка; 4 -
механизм ускоренного отвода; 5 - патрон заготовки; 6 -
электродвигатель главного привода; 7 - редуктор, 8 - механизм
неравномерного вращения валков; 9 - уравновешивающее
устройство; 10 - кривошипно-ползунный механизм
планетарного типа; // - стол выходной; 12 - шестеренная клеть, 13 -
патрон передний; 14- механизм поворота; 15 - рабочая клеть
441
назад вычитается: при равенстве углов поворота сложение дает удвоенный
угол, а вычитание - угол поворота, равный нулю. От механизма поворота
вращение получает патрон заготовки, передний патрон и каретка с зажимом
стержня оправки. Выходной стол стана имеет стационарную пилу для порезки
труб на мерные длины. Техническая характеристика стана 2ХПТС 8-55
приведена в табл. 15.2.
Стан специализирован на прокатке циркониевых труб с коэффициентом
вытяжки 2,7; работает с подачей 3...5 мм и с числом двойных ходов каретки 80
мин \ производительность 600 м/смену.
Конструкция рабочей клети двухниточного стана 2ХПТС 8-25 представлена
на рис. 15.43. Клеть кварто состоит из стационарной станины открытого типа
У, в вертикальном проеме которой размещены два рабочих валка 3 и нижний
опорный валок 2. Верхний опорный валок 9 установлен в крышке 8.
Приводными являются рабочие валки, получающие неравномерное вращение от
главного приводного механизма через карданные валы.
Каждый рабочий валок имеет два калибра с наружным диаметром 200 мм и
шириной 120 мм. На одной половине каждого калибра нарезан рабочий ручей
переменного сечения, а на второй половине - холостой ручей постоянного
сечения. Рабочие валки установлены на двухрядных конических
роликоподшипниках, через которые вертикальное усилие прокатки передается на крышку и
станину. В крышке установлены предохранительные срезные кольца 7.
Крышка соединена со станиной эксцентриковым валом 5 и осями 1L
Поворотом эксцентрикового вала от гидроцилиндра 4 систему, включающую
станину, опорные валки, рабочие калибры и крышку, предварительно
"напрягают" усилием до 1000 кН. Поскольку возникающее при прокатке
вертикальное усилие не превышает усилие предварительного напряжения прокатке
происходит при работе валков в "обкат", т.е. без зазора между калибрами. Это
Таблица 15.2. Техническая характеристика стана 2ХПТС 8—25
Параметры
Заготовка.
наружный диаметр, наиб., мм
толщина стенки, наиб., мм
длина, м
Готовая труба:
наружный диаметр, мм
толщина стенки, наим., мм
Число одновременно прокатываемых труб, шт
Диаметр калибра, мм
Расстояние между нитками, мм
Ход каретки, мм
Число двойных ходов каретки, мин
Подача, мм
Мощность двигателя главного привода,
Масса стана, т
кВт
Показатели
30
8
1,9...5
8...25
0,5
2
200
225
320
20... 150
2...6
100
50
442
в 9
if
У//////1
Y//////A
Рис. 15.43. Рабочая клеть стана 2ХПТС8-25
повышает точность прокатываемых труб, но одновременно увеличивает
нагрузку на поверхности контакта рабочих валков и опорных валков, а также на
подшипники последних. Кроме того, работа валков в "обкат" исключает
возможность их радиальной регулировки.
При перевалке оси 11 выводят реечным механизмом 10 из отверстий в
крышке, а эксцентриковый вал фиксируют винтом 6 относительно крышки.
Поворотом эксцентрикового вала от гидроцилиндра крышка откидывается
вместе с установленным в ней опорным валком и рабочие валки извлекают
вверх. Новый комплект рабочих валков устанавливают в обратной
последовательности.
15.6. Конструкция роликовых станов холодной прокатки труб
Первые отечественные станы холодной прокатки труб роликами (ХПТР)
были созданы во ВНИИметмаше и появились в промышленности в конце 50-х
годов. В настоящее время их серийное производство организовано на АЗТМ.
Выпускаются станы пяти типоразмеров: ХПТР 4-15, ХПТР 8-15, ХПТР 15-30,
ХПТР 30-60 и ХПТР 60-120. На них прокатывают трубы диаметром от 4 до
120 мм. Станы ХПТР 8-15 и ХПТР 15-30 изготавливаются также в двухниточ-
ном исполнении. Техническая характеристика указанных станов представлена
в табл. 2.8.
На станах ХПТР применяется только торцевая загрузка заготовок,
поскольку прокатка осуществляется на цилиндрической оправке. Весьма жесткие
требования предъявляются к механизмам подачи, так как стабильность величины
подачи оказывает решающее влияние на разностенность готовых труб.
Поэтому подача и поворот заготовки осуществляется с помощью мальтийских
механизмов, а величина подачи устанавливается посредством коробки скоростей.
443
На станах ХПТР созданы необходимые условия для получения
высокоточных тонкостенных труб: применяются рабочие ролики малого диаметра для
прокатки труб с тонкими стенками, небольшое скольжение деформируемой
трубы относительно поверхности нескольких роликов, охватывающих трубу
по всему периметру, простота изготовления рабочего инструмента по
сравнению со станами ХПТ и т.д.
Рабочие плети. Станы ХПТР имеют в своем составе рабочие клети (рис.
15.44) которые состоят из следующих узлов: рабочих роликов, размещенных в
сепараторе, станины и системы рычагов, соединяющих сепаратор со станиной.
Сепаратор выполнен в виде втулки с прямоугольными окнами и двумя
проушинами для соединения с рычагом. Ролики монтируют в окнах сепаратора
посредством вкладышей, подаваемых на цапфы роликов. Благодаря
вкладышам ролики размещены в одной вертикальной плоскости и свободно
перемещаются в радиальном направлении. Эти вкладыши изготовляют из бронзы,
текстолита или других антифрикционных материалов. Станина клети
выполнена в виде толстостенного кольца-втулки. Станина рабочих клетей станов
ХПТР крупных типоразмеров имеют выступы на которых она перемещается в
направляющих неподвижной рамы. На станах ХПТР 4-15, ХПТР 8-15, ХПТР
15-30 толстостенная втулка встроена в легкую сварную каретку, которая
может перемещаться в неподвижной раме. При расчете на прочность и жесткость
станину представляют в виде толстостенного кольца, нагруженного изнутри
несколькими сосредоточенными силами по числу роликов. Путем перемещения
клиньев ролики устанавливаются на размер прокатываемой трубы.
Большое значение для разработки процессов холодной прокатки труб в
станах ХПТР имеет правильный выбор диаметра ролика. Он определяется из
условия получения труб с заданной минимальной толщиной стенки.
Максимальный диаметр ролика определяется из условия, когда в результате его упру-
Рис. 15.44. Рабочая клеть стана ХПТР30-60.
У - рабочие ролики; 2 - калибровочные планки; 3 - регулировочные клинья; 4 -
промежуточные сегменты; 5 - пружина; 6 - двуплечевой рычаг, 7 - штанга
444
того сплющивания среднее удельное давление окажется меньше сопротивленк
металла деформированию. При достижении этого условия дальнейшее увел*
ченис давления не вызывает утонения стенки трубы из-за упругого сжатия рс
ликов. Поэтому минимальную толщину стенки, которая может быть получен
при использовании ролика заданного диаметра, находят из решения уравнени
среднего удельного давления и "сплющенной" дуги захвата. Из этого уравш
ния находят максимальный диаметр ролика:
*--щ?йР' A5-48)
где <т,- предел текучести материала труб с учетом наклепа; /- коэффициен
трения; /min- заданная минимальная толщина стенки готовых труб.
Соотношение между диаметром и шириной цапф ролика определяется п<
допустимым напряжениям в месте контакта цапфы с опорной планкой и жест
костью роликов (допустимый прогиб 5...7 мкм). Существует зависимость дл:
определения допустимой нагрузки q на единицу длины бочки валков или цапф
<у = 520р*, A5.49)
где рп- радиус цапфы ролика.
Допустимая нагрузка на один ролик составляет
P=2blvq, A5.50)
где ЬхГ ширина цапфы ролика.
Обычно диаметр цапфы dlx выбирается равным примерно 0,75 от диаметр*
ролика.
При прокатке труб на ролики действуют силы со стороны
деформируемого металла и опорных планок. Кроме того, на них передается усилие S от
сепаратора при рассогласовании скоростей. Это усилие может
способствовать или препятствовать передвижению роликов в зависимости от настройки
привода сепаратора.
б
т„А
т
%~
в^ \
*"** ">w ^«¦—-'¦
Р\Ч\
Л
Рис. 15.45. К определению сил, действующий на ролик
445
На рис. 15.45,а показана схема действия сил на один ролик при прямом
ходе клети. Равнодействующая давления металла на ролик разложена на
вертикальную Рв и горизонтальную Рг составляющие. Со стороны опорной
планки на цапфы ролика также действует усилие, которое раскладывается на
нормальную N и окружную Т составляющие. На практике сила S направлена
против движения роликов, поэтому составляя сумму моментов всех сил
относительно оси вращения ролика и приравнивая ее нулю без учета трения на
цапфе, можно записать:
r^P^-P^sin^-p).
Рц Рц
A5.51)
Приравнивая нулю сумму проекций сил на горизонтальную ось, получим:
S ж rcosa2 + #sina2 + Pr. A5.52)
Для упрощения уравнений и учитывая малость углов он a2 Р можно принять:
PB = P = N; cosa:= l.
С учетом равенства A5.52) получим:
Pr = 5-r-^sina2. A5.53)
Подставляя полученное равенство в уравнение A5.51), получим:
5 - /4sina2 - sin(a, - p)J
Рц+Р Р
A5.54)
Необходимое для перемещения опорной планки в горизонтальном
направлении усилие составляет:
Tim = Т + Р sin a2, или
р„ sina5 - psinfa, - В) п
т Ни V 1 ^/ + 5_Р_ A555)
Рц+Р Рц+Р V '
Суммарное усилие при перемещении клети с п роликами:
Р
Т„я=9&
PsinG + S-
Рц+Р
A5.56)
Этим выражением можно пользоваться, если сепаратор с роликами имеет
отдельный привод, независимый от главного привода.
В тягах сепаратора действует сила S, а в тяге клети - сила 5К:
А
A5.57)
?.=5-
А + А
Требуемое для передвижения клети усилие можно определить по
выражению:
Тш „ = п\
PsinG +
VPU +
Р Рп+Р*
При рк * р:
При отсутствии силы S
Psine + 2,
ГЮ|= п Psintf.
446
4-4
VP„+pJ
A5.58)
A5.59)
A5.60)
Действие сил при обратном ходе клети показано на рис. 15.46, 6. Из усл<
равенства нулю суммы моментов всех сил относительно оси вращения poj
и принимая PB = N = Р\, получим
/>prin(a,+p)-/>rp
Г = ? * №
Приравнивая нулю проекции сил на горизонтальную ось, можно записат
Pr=r+5-Psina2, A5.(
Подставляя A5.62) в A5.61), после преобразований получим
Т_**Р sin(ai + Р) ~ {S - Р sina2)p
Требуемое для передвижения опорной планки усилие составляет
Г„л = r~Psina2
или
т ^psin(tt, + ft)-pu since, ^ p
A5.6
A5.6
A5.6:
Рц+Р Рц+Р
Согласно рис. 15.46, б,
pusin (a2 + вО = р sin (ai + P + GO,
где 0]- угол наклона к вертикали равнодействующей давления металла на \
лики при обратном ходе клети.
Принимая во внимание малость аргументов тригонометрических функщ
получим
psima, +p)-p sina,
sin8, = -.
Рц+Р
С учетом равенства A5.66) можно записать
^ A5-67
A5.66
T„-Ptm%t-S
Ы-
Рис. 15.46. К определению скорости движения роликов
447
Рис. 15.47. Привод сепаратора
Для возвратного движения клети необходимо усилие
Тып^п\ PsinG.-S-
Р + РцУ
При наличии связи системы рычагов с рабочей клетью
Тк „ = п\
PsinG, -S\
A5.68)
A5.69)
<Р + Ри Pu+PK
При анализе силового воздействия на элементы рабочей клети не
учитывались момент трения качения роликов по опорным планкам и момент трения
цапф во вкладышах сепаратора ввиду их малости.
Скорость поступательного движения роликов при прокатке У0 зависит от
скорости движения рабочей клети У^ и отношения катающего радиуса ручья
роликов к радиусу цапф.
Согласно рис. 15.46, VQ = cos p^
V" A5.70)
или
к.
1
Рц/Р/
Рк
Р + Р*
Скорость перемещения сепаратора Ус должна быть равна скорости
перемещения роликов, так как последние размещены в сепараторе. Нормальный
процесс прокатки может быть нарушен при появлении сравнительно небольшого
рассогласования этих скоростей. В результате заготовка смещается с
оправки и на поверхности труб появляются характерные дефекты. Поэтому при
конструировании станов ХПТР вопросу кинематического согласования
движений в очаге деформации уделяется большое внимание.
Как видно из рис. 15.47 необходимое соотношение скоростей Ур и УЮ1
достигается применением двуплечего рычага ОН, большее плечо которого
присоединено к рабочей клети, а меньшее - к сепаратору. Ось качания рычага
закреплена в станине рабочей клети. Соотношение Ур и У^ можно варьировать
перемещением точки К на рычаге:
У..
ок
он
448
Плечо 1\ можно найти из выражения:
, /„ 05.71)
' + а/а'
Отношение скоростей V^ и Vc должно оставаться постоянным на всем
протяжении хода клети, для чего необходимо соблюдать подобие треугольников
OHM и ОКР. это подобие сохраняется (при изменении плеча рычага //) за счет
перемещения точки М на рабочей клети и изменяя этим самым плечо НМ
стяжной гайки. При этом плечо рычага-0# и тяга сепаратора КР остаются
неизменными.
В станах ХПТР между перемещениями роликов на трубе в (путь сепаратора;
и по опорным планкам а (рабочая длина опорных катков) существует
следующая зависимость
S = a+e. A5.72)
Величина а соответствует разности плеч рычагов /0 - 1\ и определяется
плечом КН (см. рис. 15.47). Поскольку плечо КН варьируется в зависимости от
отношения рц/рк> изменяется и величина хода роликов по планкам.
Однако в приводе станов ХПТР 8-25 (рис. 15.48) размер плеча КН не
изменяется и поэтому ход роликов по планкам остается постоянным, а скорость
движения сепаратора, как и в рассматриваемой выше схеме, варьируется за
счет изменения длины плеча О К, хотя при этом изменяется длина рычага 10.
Согласно рис. 15.48, можно записать
V ОК ПК
La. = ^^ _ ^^ отсюда длина регулируемого плеча
Ук ОН ОК + КН9
ОК = КН(рк/рц\
а длина всего плеча составляет:
1()=ОК + КН A5.73)
Принимая во внимание, что угол качания рычага 0 для конкретного стана
есть величина постоянная, длина хода клети варьируется пропорционально
изменению длины 10. Подобие треугольников OHM и ОКР сохраняется также
за счет регулирования длины тяги клети НМ и изменения местоположения точ
ки М на клети.
Для определения величины среднего катающего радиуса рк, необходимого
для настройки системы рычагов при трехроликовой схеме прокатки, можнс
рекомендовать следующую зависимость:
Рк = рл + 0,145 RT, A5.74)
где рп - радиус ролика по дну калибра; Rr- радиус прокатываемой трубы.
Давление металла на ролики. Для определения площади контактной по
верхности роликов с прокатываемой заготовкой необходимо найти величин)
истинного обжатия. По периметру трубы заготовка деформируется неравно
мерно, причем абсолютное обжатие в любом сечении калибра. Если предполо
жить, что в поперечных сечениях рабочий конус имеет профиль правильного
круга, то величина абсолютного обжатия в сечении х (рис. 15.49) составит:
ASx=AB=AO=AO-(BOx + OOx) A5.75)
или
449
/с кривошипу
Рис. 15.48.Привод рабочей клети и еепарато- Рис. 15.49. К определению горизонталь-
ра ной проекции длины дуги захвата:
а - калибр без развалки, б - калибр с
развалкой
где R- радиус рабочего конуса в любом его сечении; с- смещение ролика
относительно оси трубы, определяемое профилем калибровки опорных планок.
Для расчета величины текущего радиуса калибра в поперечном сечении
рабочего конуса можно воспользоваться следующей зависимостью:
p, = Po+(*T-V*f-x2), A5.77)
где р{,- радиус по дну калибра.
При наличии развалки ручья калибра, выполненной по касательной к
окружности (рис. 15.49, 6), абсолютное обжатие на этом участке определяется
зависимостью
ASX = ylR2 - х2 - [^R2 - а2 - {х - fl)tg6] - с, A5.78)
а радиус калибра:
A=A>+f*-*;tgft A5.79)
С учетом упругого сплющивания роликов длину дуги захвата в любом
сечении ручья можно определить по выражению:
4750
,.=4^Wf^v
4750 J '
A5.80)
Для определения горизонтальной проекции площади контакта необходимо
интегрировать значение /х по ширине контакта В.
В инженерных расчетах величину контактной поверхности можно
определить по приближенной формуле:
F = mF09 A5.81)
где Fo- контактная поверхность, подсчитанная с учетом длины дуги захвата
под гребнем ручья ролика (F0 = IqB); m- коэффициент, учитывающий прираще-
450
Рис. 15.50. Мальтийский крест МПП сташ
ХПТР
ние площади контакта вследствие ее
седловидной формы (для трехролико-
вой схемы т = 1,1).
Полное давление металла на ролик
составляет
P=P<*F. A5.82)
где рср- среднее удельное давление в
очаге деформации, которое
определяется по формулам A5.16; 15.17).
Механизм подачи и поворота
осуществляет операции подачи и
поворота заготовок в строго определенные
моменты времени в крайних
положениях рабочей клети. Для обеспечения
высокой точности величины подачи и
угла поворота в этом механизме
используется мальтийский крест (рис. 15.50) в качестве преобразователя непр
рывного вращения в прерывистое. Периодический поворот шестипазово1
ведомого диска 1 на 60° осуществляется пальцем 2, установленным на крив<
шипном ведущем валу 3 при его повороте на угол, равный 120°. Во время п<
ворота на остальные 240° кривошип не взаимодействует с ведомым диско!
который остается неподвижным.
Типовая кинематическая схема мех;
низма подачи и поворота для холодно
роликовой прокатки труб показана н
рис. 15.51. Вращение от привода рабоче
клети через трансмиссионный вал / п<
редается на вал 2, на котором устано!
лен кривошип 3 мальтийского крест*
Частота вращения кривошипного вал
должна точно соответствовать числ
двойных ходов рабочей клети в минут]
В момент подачи и поворота заготовк
кривошип приводит в движение шест*
пазовый диск 4, обеспечивая поворо
вала 5 на 60°. На вал поворота заготовк
6 вращение передается посредством зуб
чатой передачи 7, передаточное отноше
ние которой определяется требуемьп
углом поворота заготовки. При прокат
ке цилиндрических гладких труб это
I pj , xw ^ угол обычно составляет 51°. На вин
^ 7/1 Т~" подачи вращение передается от вала
^—^~-*~—^ - через одну из шестерен 9-11 на вал 1.
переключением муфты 13. Далее с по
мощью зубчатой пары 14 вращение пе
редается блоку шестерен 75,16. Такш
образом, переключением муфты 13 \
Рис. 15.51. Кинематическая схема механизма
подачи и поворота заготовки стана ХПТР
\5'
451
блоков шестерен 75,76 обеспечивается шесть различных по величине подач
заготовки. При нормальной работе стана муфта переключения 17 соединяет
вал 18 с шестернями блока 16. Ускоренное вращение винта подач
осуществляется переключением муфты 77, при котором винт подачи через шестерни 79, 20
соединяется с валом 21 привода ускоренного хода. Вращение на вал зажима 22
заготовки в патроне подач передается от гидродвигателя 23 через червячную
пару 24.
Патрон подачи и поворота заготовки. Конструкция патрона подачи и
поворота заготовки стана ХПТР представлена на рис. 15.52. Он надежно
удерживает заготовку от проскальзывания и проворота, а также обеспечивает ее
подачу и поворот в нужный промежуток времени. Патрон с заготовкой
перемещается от ходового винта 7 посредством гайки, вмонтированной в корпус 2.
Шпиндель 6 вместе с закрепленной в нем заготовкой поворачивается от вала
3 через зубчатую пару 4,5. Заготовка удерживается в патроне кулачками 10.
Последние перемещаются в радиальном направлении от подвижной обоймы
7 с конусной втулкой 9, связанных с валом зажима 77 шестернями 8,12 и
винтовой парой.
Патрон подачи и поворота, а также люнеты, поддерживающие заготовку и
стержень оправки перемещаются в направляющих промежуточной рамы,
установленной между станиной рабочей клети и механизмом подачи и поворота
заготовки.
Вспомогательные механизмы. Чтобы предотвратить самопроизвольное
смещение докатываемой заготовки с оправки и ее поворот, за рабочей клетью
на выходе трубы из стана установлен передний патрон (рис. 15.53). Кулачки
патрона 7 охватывают трубу по периметру и усилие зажима регулируется в
Рис. 15.52. Патрон подачи и поворота заготовки стана ХПТР
452
Рис. 15.53. Передний патрон стана ХПТР
зависимости от толщины ее стенки с помощью гидроцилиндра 2 через рыча
ную вилку 5, которая перемещает шпиндель с клиновыми пазами 4. Собствс
но кулачки смонтированы в обойме 5, установленной на подшипниках в кс
пусе патрона и связанной с валом поворота через шестерню 6. Для удержан
от перемещения в осевом направлении стержня оправки и ееповорота в пр
цессе прокатки (синхронно с поворотом заготовки) служит патрон зажш
оправочного стержня.
Для поштучной подачи в стан заготовок, уложенных в один слой на накло
ной решетке, предназначено загрузочное устройство (рис. 15.54). Оно состо;
из транспортера с замкнутой тяговой цепью 7, ползушки 2 с закрепленными i
ней толкателем 3, транспортирующих роликов 4, регулируемых в радиальнс
направлении. При перезарядке стана заготовка с наклонной решетки 5 сбр
сывателем 6 передается на транспортирующие ролики и толкателем задается
стан через приоткрытые зажимы стержня оправки и патрон подачи.
Валковые клети станов ХПТР. Некоторые модели станов ХПТР оснащают
сменными валковыми клетями, что позволяет расширить сортамент прокат!
ваемых труб в сторону их меньших размеров. При этом существенно возраста»
производительность по сравнению с прокаткой в роликовом сепараторе, а та!
же появляется возможность заметно большего редуцирования трубы по ди;
метру. Валковые клети станов ХПТР (рис. 15.55) во многом схожи с клетя-
453
Рис. 15.54. Стол загрузки заготовок
д*/5
Рис. 15.55. Валковая клеть стана ХПТР
454
ми ХПТ, но имеют целый ряд существенных отличий. Так, клеть стана ХГ
15-30 выполнена в виде предварительно напряженной конструкции, состоя!
из двух верхних и двух нижних кассет, соединенных четырьмя болтами. Сфс
ческие подшипники рабочих валков вмонтированы в эксцентриковые сталы
втулки, которые устанавливаются по ходовой посадке в цилиндрические j
точки соответствующих кассет. Поворотом эксцентриковых втулок осущес
ляется сближение и разведение валков относительно оси прокатки, т.е. регу
руется величина зазора между ними. Так как эксцентриковые втулки верхи
и нижнего валков взаимосвязаны посредством зубчатых секторов, npocrpai
венное положение оси прокатки при изменении зазора между валками не ме
ется. Для предварительной затяжки кассет применены гидрогайки, что обес
чивает одинаковое и регулируемое по величине усилие затяжки каждого
четырех болтов и кроме того упрощает техническое обслуживание рабо
клети. Давление в гидрогайках поддерживается с помощью ручного плун»
ного насоса.
Технологический инструмент валковой клети аналогичен калибрам и опр
кам стана ХПТ-32, но ширина калибров составляет всего 70 мм против 110
на валковом стане. Удачное сочетание короткого валка с предварительно
пряженной станиной позволило снизить массу клети и увеличить ее жесткое
что благоприятно сказывается на точности прокатываемых труб. Масса кл
составляет всего 1200 кг против 2000 кг стана ХПТ-32 и быстроходность
может быть существенно повышена.
Глава 16
ВОЛОЧИЛЬНЫЕ СТАНЫ
Волочение осуществляется на станах прямолинейного и бухтового воло
ния. Схемы волочения труб представлены на рис. 2.19.
16.1 Станы прямолинейного волочения
Станы прямолинейного волочения делятся на периодические, полунеп
рывные и непрерывные. Периодические волочильные станы получили н;
большее распространение. Конструктивное исполнение станов зависит от а
соба волочения, схемы приложения тягового усилия волочения и типа приво,
Широко используют станы для бгзоправочного волочения и на закреплена
короткой оправке. Менее производительны длиннооправочные станы пер]
дического и полунепрерывного действия. По схеме приложения усилия воло
ния станы разделяют на машины, у которых линия действия усилия волочеь
совпадает с осью волоки, и на машины, у которых они не совпадают.
Схема приводов прямолинейных станов зависит от способа передачи у<
лия на тянущую тележку. Различают цепной, реечный, гидравлический и ]
натный привод тянущей тележки. Чаще всего встречаются одно- и двухцепн
привод. По сравнению с одноцепным двухцепной привод имеет следуюп
преимущества: совпадение оси волоки с тяговым усилием, более низкий yj
вень динамических нагрузок, надежность в работе и т.д.
На реечных станах применяют самоходные реверсивные волочильные
лежки, у которых привод в виде двигатель-редуктора расположен на сам
455
тележке. Приводные шестерни находятся в зацеплении с боковыми рейками,
что упрощает транспортирование протянутых труб. Однако из-за отсутствия
малогабаритных мощных электродвигателей усилие волочения на этих станах
не превышает 55 кН.
Трубоволочильные станы с гидравлическим и канатным приводами не
получили широкого распространения. Их применяют в тех случаях, когда
требуется обеспечить высокую точность труб и минимальную шероховатость их
поверхности.
По количеству одновременно протягиваемых труб станы делят на однони-
точные и многониточные. В табл. 2.10 и 2.11 приведены технические
характеристики трубоволочильных станов отечественного и зарубежного производства.
Станы с усилием безоправочного волочения до 150 кН используют для
производства труб малого диаметра; волочения в три нитки усилием от 150 до 300
кН - для безоправочной обработки труб с предварительной подготовкой
захваток на заготовках. Более мощные станы (как правило, трехниточные)
предназначены для волочения на закрепленных и самоустанавливающихся оправках.
Общий вид трубоволочильного стана усилием 150 кН для безоправочного
волочения представлены на рис. 16.1. Он состоит из приемно-раздаточного
устройства 7, карманов 2, стоек 5, рабочего стола 4> тяговых цепей 5, волочильной
тележки б, установки ведущих звездочек 7, главного привода 8 и стойки волок 9.
Рассмотрим принцип действия стана. Заготовки укладываются в бункер
приемно-раздаточного устройства на ряд цепей. С помощью цепей и
ориентирующих захватов заготовки попадают на промежуточный стол, состоящий из
неподвижных 10 и подвижных балок 77 (линеек). Подвижные линейки одним
концом опираются на эксцентрики вала 72, а другим - на вал 13 упоров. Вал 12
приводится во вращение двухскоростным двигателем 14. При перемещении
подвижных линеек заготовки выкатываются из бункера и скатываются к упору.
На этом участке дозатор и раскладчик распределяют заготовки по рольгангу 75,
транспортируют их в механизм для подготовки захваток и затем передают на
рабочий сгол. Здесь заготовки закрепляют в захватах волочильной тележки,
находящейся в этот момент у стоек валок. В процессе перемещения тележки
осуществляется процесс волочения. Готовые трубы скатываются в карманы, рабочая
поверхность которых покрыта алюминиевыми листами, что позволяет
исключить появление поверхностных дефектов на сбрасываемых трубах.
Компоновка стана обусловлена способом волочения. На рис. 16.2 приведены
возможные схемы станов периодического действия для безоправочного
волочения. На рис. 16.2, а показан стан с ручной загрузкой и выдачей готовых
Рис. 16.1. Трубоволочильный стан усилием 150 кН
456
" i t г
4-
4r -ffi
-Щ\№
1 2
и-
4.—gp?
4П О А *
в 5 / 3 2 6
Рис. 16.2. Схемы станов периодического
действия для безоправочного волочения
Рис. 16.3. Схемы станов периодического
действия для волочения при закрепленной и
плавающей оправке
1 - стойка для волок, 2 - рабочий стол, 3 -
тянущая тележка, 4 - главный привод, 5 -
карманы; 6 - приемно-разборочное
устройство, 7 - механизм надевания трубы на
оправки, Н - стеллаж, 9 - механизм подготовки
захвата, 10- толкатель
труб. Он состоит из стойки валок 7, стола 2, тянущей тележки 3 и главн<
привода 4. На рис. 16.2, б представлен стан, оснащенный приемно-раз
рочным устройством 5 и карманами 6. Стан (рис. 16.2, в) снабжен проталки
телем 7 для задачи заготовок в волоку. Для бунтового волочения (рис. 16.2
безоправочные станы оборудованы отдающим барабаном 8 и ножницам)
для порезки готовых труб на мерные длины.
При закрепленной и плавающей оправках схемы станов компонуют как
казано на рис. 16.3, а. На короткооправочных станах различают позицию
грузки на которой выполняются подготовка трубы к волочению и введе]
оправок. Если оправка вводится в трубу (рис. 16.3, б\ то трубу размеща
перед стойкой волок и толкателем. Здесь принята линейно-последователь)
схема размещения оправки со стержнем заготовки и готовой трубы. При эт
общая длина стана возрастает, исключается возможность ввода оправки в т
бу и одновременного осуществления процесса волочения. Но в этом слу
уменьшается ширина стана и требуется всего один комплект оправок. Для
вмещения процесса волочения и заправки труб на оправке могут быть ре
мендованы схемы, показанные на рис. 16.3.
При планировке стана по схеме, показанной на рис. 16.3, в загрузка ocyi
ствляется над плоскостью волочения. Ширина стана уменьшается, облегчае
управление и доступ к приемно-раздаточному устройству, а также к механи:
надевания труб на оправки 7. Согласно рис. 16.3, г механизм подготовки
хваток 9 устанавливается в позиции загрузки. На рис. 16.3, д позиция загру:
находится в плоскости волочения, а механизм подготовки захваток 9 распо.
жен параллельно оси волочения. Хотя ширина стана заметно увеличивает
появляется возможность совмещения волочения, подготовки захваток на т
457
6 бах, операции надевания труб на
/5>v оправки и подачи трубы в позицию
Ъууй%?7ъ волочения. При предварительном
/лууу%Ш надевании труб на оправки произво-
^^^Щ] дительность стана возрастает , одна-
ЩШJM ко в этом случае требуется двойной
П^И| комплект оправок при совмещении
ту птт ~т указанных операций.
J<yj ^*J Конструкции рабочих линий станов
^Ж^Г^ЗД- прямолинейного волочения. На рис.
1^%$Ш 16.1 показана схема трубоволочиль-
¦^ / / ного двухцепного стана. На рабочем
6 7 столе 4 размещены волочильная
тележка б, дорожка для цепи и
собственно цепь 5. Стол монтируют из
нескольких горизонтальных секций в
Рис. 16.4. Крепление волок зависимости от длины прокатывае-
мой трубы. Балки первой из секций стола примыкают к стойке волок. Секции
стола сварены из двутавровых балок и установлены в Г-образных стойках. В
нижней части стоек предусмотрены направляющие ролики, поддерживающие
холостую ветвь тяговой цепи. Верхняя цепь перемещается по дорожкам с
направляющими бортиками. Тяговая тележка перемещается по своим
направляющим, смонтированным на Г-образных стойках стола. Выбор такой формы
стоек связан с необходимостью боковой выдачи протянутых труб по
наклонным склизам в карманы стана. Стойки сварены из отдельных листов и имеют
коробчатое сечение.
В зависимости от размеров ходовых колес тележек направляющие
выполнены в виде литых или сварных балок. Один торец балок примыкает к стойке
волок, другой - к стойке главного привода. Стойка волок представляет собой
литой корпус, в пазах которого установлена доска волок для крепления
инструмента. На стойке смонтированы сменные воронки для направления
заготовок в волоки, холостые ролики, регулируемые по высоте, и холостые звездочки
тяговых цепей. В стойках выполнены вертикальные пазы, в которых
размещены доски. Для станов крупного сортамента применяют специальный привод
смещения досок в пазах стоек волок.
Современные волочильные станы имеют в своем составе волокодержатели с
регулируемыми сферическими обоймами. Перед волочением с помощью
контрольной трубы или шаблона совмещают оси волоки и захватного устройства
тележки и затем обойму фиксируют. Применяют две конструкции волок: для
двухволочной установки (рис. 16.4, а) и одноволочной (рис. 16.4, б). При двухво-
лочной схеме волоки 3 и 4 устанавливают в конусном отверстии сферической
обоймы 5, расположенной в доске /, и закрепляют винтом 2. После регулиров-ки
соосности обойма фиксируется нажимными скобами 7 и винтами б. При одно-
волочной конструкции волока 2 закрепляется в опорном стакане 8, помещенном
в сферической обойме. Запорное кольцо 6 замкового типа служит для
направления трубы. С помощью винтов 7 регулируется и фиксируется положение обоймы.
Волочильная тележка предназначена для перемещения трубы из волоки под
действием цепной передачи. Тележка должна иметь механизм, который авто-
458
матически захватывает заготовки, выступающие из волок, надежно удер
вать их при волочении и освобождать от захвата после окончания проце
Применяют клещевой и платковый захваты. Наиболее распространены пл
ковые механизмы с механическим и пневматическим приводом. На рис. 16.
показана конструкция волочильной тележки с пневмоприводом. В свар!
корпусе 10 устанавливают одну-три головки 7 с набором плашек 2 со смен
ми губками 7. Плашки приводятся в действие тремя пневмоцилиндрами 4
одному на каждую пару плашек. Под действием пневмоцилиндров плаь
скользят по коническим пазам головки и зажимают концы протягиваен
труб. Штоки пневмоцилиндров соединяются с плашками через пружин!
амортизатор 14. Одновременность захвата обеспечивается механическим
единением всех штоков пневмоцилиндров с помощью траверсы 11. Пита
пневмоцилиндров через краны сжатым воздухом обеспечивают сопла 3, н<
гающие на питатели воздуха, размещенные на стойке волокодержателей.
питателей воздух через клапаны направляется в емкости ресиверов 9, по:
ляющих при отсутствии соединения сопел с питателями постоянно поддер
вать клиновые плашки в разжатом положении. Большая активная плош
бесштоковой полости пневмоцилиндра при подаче в него воздуха привод*
передвижению штока пневмоцилиндра, вызывающему зажим труб. При
ратном движении тележки от стойки волок трубы заклиниваются в плаш
усилием волочения. После выхода сопел из питателей воздух из ресивера,
падая в штоковые полости пневмоцилиндра, начинает отжимать плашки,
нако заклинивание труб, поддерживаемое усилием волочения, оказыва*
больше усилия разжатия, поэтому плашки удерживают трубу в захватах. Пс
протяжки трубы происходит сброс заклинивания и труба освобождается
захвата. В комплект инструмента вместе с плашками входят сменные пробк
используемые при волочении труб с захваткой, подготовленной в проталю
теле, и при дотягивании оборвавшейся трубы. Тележка состоит из свар
рамы 10, в передней части которой жестко крепятся плашковые головки. <
перемещается на четырех катках 15 и удерживается от поворота четырьмя
ликами 13. Тележка соединена с тяговыми цепями уравнительным устро)
вом, состоящим из рычагов 5, подтягиваемой пружиной б. В случае обр
средней нитки уравнительное устройство позволяет компенсировать нера*
мерную вытяжку цепей вследствие поворота рычагов 5. Здесь также пр<
смотрены смягчающие амортизаторы 72, которые срабатывают при приб
жении тележки к стойке волок.
На рис. 16.5, б показана схема пневмоуправления механизмом заж,
труб. В нее входят пневмоцилиндр 15, в который сжатый до 0,4...0,6 IV
воздух поступает через питатели 76, сопло 77, обратный клапан 18 и чс
рехходовой кран 20. Воздух из ресивера 19 попадает в штоковую поле
пневмоцилиндра, обеспечивая постоянное раскрытие плашек. В случае е
воздух попадает в бесштоковую полость пневмоцилиндра, то труба захва
вается плашками. Тележка перемещается по направляющим с помощью tj
вых цепей, приводимых от главного привода. На рис. 16.6 показана киш
тическая схема главного привода современных цепных станов. В них примени
в основном, электродвигатели постоянного тока, что позволяет в широ
диапазоне регулировать скоростные режимы волочения на установившей*
неустановившейся стадиях. Чтобы исключить перегрузку главного прив<
459
fJ fZ mo
при ускоренном возврате тележки на станах усилием 300, 500 и 750 кН
применяется привод с постоянно вращающимся двигателем и планетарным
редуктором с двумя водилами на одном ведомом валу в сочетании с управляемыми
тормозами, что позволяет существенно снизить уровень динамических
нагрузок привода.
Операции по загрузке трубы на оправку осуществляют с помощью тянущих
роликов (трайб-аппаратов) и толкающих тележек. На рис. 16.7 показана
конструкция двухпарных тянущих роликов, установленная между рольгангом и
механизмом подачи труб и оправок на станах с усилием волочения 150 и 300
кН Иркутского завода тяжелого машиностроения (ИЗТМ). На каждой нитке
установлены два приводных ролика 3, вращающихся от гидродвигателей, и два
прижимных ролика 5 с ходом 20 мм от гидроцилиндра. Направляющие
воронки 4 и 6 служат для центрирования труб. Корпус 2 роликов соединен с
ползунами 1 и перемещается по направляющим 8 от тяги 7 вдоль линии загрузки.
На станах с усилием волочения 300 кН трубы надевают на оправку с помощью
толкателя тележек во время их движения и одновременно их толкают в торцы
460
Б-б
1355
""'хк/ггг/г/г/гггг/^/тЗ'
7 8 9 10 11
6 | Сжатый боэдух
Рис 16.5. Волочильная тележка
специальными лопатками. Тележки выполнены монорельсовыми и приводятс
в движение через канаты или цепи от отдельного электропривода.
На многониточных станах для совмещения процесса волочения и операци]
надевания труб на оправки предусматривается двойной запас оправок. За
грузочные барабаны передают трубы и оправки с места загрузки на участо]
волочения и обратно. Барабаны оснащены вертикальными дисками, жестк<
соединенными между собой кожухами и опирающимися на горизонтальны
ролики. Для поворота на 180° используют открытые передачи от гидроци
линдра с рейкой, соединенной с его штоком, причем одно колесо закреплен*
на среднем диске барабана. В случае трехниточного исполнения бараба!
снабжается шестью стержнями с оправками. Трубы с оправками задаются ]
волоки при помощи пневмо- или гидропривода с дистанционным управлени
ем. Стержни оправок соединяются общей траверсой через пружинные амор
тизаторы. Предусмотрено индивидуальное регулирование положения опра
вок с помощью отдельных механизмов.
461
На рис. 16.8 показана конструкция
рычажного устройства для передачи
труб с оправками, которая
применяется на крупных станах A500 кН).
Труба надевается на оправку, затем
рычаг 1 от гидропривода 8
подхватывает ее и труба скатывается на
промежуточный стол 2, где
удерживается выступами 3 рычага 6,
который соединен с пневмоцилиндром 7.
Затем рычаги 1 возвращаются в
исходное положение. В момент
окончания процесса волочения предыдущей
трубы рычаги 6 передают
освободившийся стержень с оправкой на ось
загрузки 9. При возвращении
рычагов 6 в исходное положение их
выступы 3 опускаются ниже
промежуточного стола и труба попадает на
ось волочения и затем рычаги 1
перемещаются в среднее положение, при
котором рычаги б опираются на
пружинный рычаг 5. Труба передается на
рольганг 4 и толкатель задает ее в
волоку.
На станах ИЗТМ с усилием
волочения 150...500 кН устройство для
подготовки захваток расположено в
позиции загрузки заготовок по осям
надевания труб на оправки.
Операция заковки захваток выполняется
одновременно в трех трубах и совмещается с процессом волочения. На рис.
16.9 показано устройство стана с усилием волочения 150 кН для подготовки
захваток. При движении ползуна 1 вначале под действием клиньев 3 пуансоны
4 горизонтальных ползунов 5 делают концевую часть трубы в виде восьмерки,
а затем подвижный вертикальный пуансон 2 и неподвижный пуансон 6 опрес-
совывают концевую часть трубы на оправке.
Весьма эффективным является способ изготовления захваток методом
запрессовки, т.е. проталкиванием в волоку. Его преимущество состоит в том,
что исключаются транспортные операции, механизмы заковки захватов,
повышается прочность переднего конца трубы и соответственно возрастают ее
разовые деформации. Для стана с усилием волочения 500 кН создан проталки-
ватель, установленный параллельно рабочей линии стана в позиции надевания
труб на оправки. Одновременно эта машина подготавливает захватки для трех
труб диаметром от 50 до 120 мм с толщиной стенки до 10 мм.
Хотя волочильные станы периодического действия и отличаются высокой
производительностью, но ее дальнейший рост сдерживается ограничениями
скоростей волочения и возврата тележек. Более перспективным представляется
применение непрерывных и полунепрерывных трубоволочильных станов. На
462
Рис. 16.6. Кинематическая схема привода
трубоволочильного стана.
а - общая схема, 0 - крепление звеньев цепи к
тележке, У - опоры качения; 2 - вал звездочек;
3 - ведущие звездочки, 4 - цепь, 5 - муфта; 6 -
редуктор; 7 - стол, 8 - тормоз; 9 -
электродвигатель; 10 - захватка, 11 - упор, 12 - цепь; 13 -
штифт, 14 - направляющая; 15 - тяга
С __L _| 1
Рис. 16.7. Двухпарные тянущие ролики
этих станах заготовки в виде бунтов подаются на разматыватель или рольган
Один конец трубы заостряется на заковочном или обсадном станках в случ<
безоправочной обработки или соединяются с оправкой при оправочной обр;
ботке и передается в волоку машины. При выходе из машины трубы обраб,
тываются в горизонтальных и вертикальных правильных роликах и пост
правки режутся дисковой летучей пилой на мерные длины. В непрерывнь
линиях волочения предусматривается отжиг труб в защитной атмосфере,
также операции их отделки и антикоррозионной обработки.
Расчеты на прочность некоторых узлов волочильных станов
Проверке на прочность подлежат цепные передачи, захватное устройство
ходовые колеса волочильных тележек, доска волок и отдельные тяжело натр;
женные вспомогательные устройства волочильного стана.
Задача 16.1. Определить рабочее напряжение на губках плашки трубовол<
чильного стана с усилием волочения 300 кН. Длина одной губки плашки /
= 215 мм, ширина в - 100 мм, полный конус 40°.
Решение. 1. Определим нормальное усилие ?и, действующее на плашку, и
ходя из условия равновесия сил по оси волочения.
463
2<2н cos 70° = Рв, QH = 300/B • 0,342) =0,439 МН.
2. С учетом коэффициента динамичности Ка = 2,0 рабочее напряжение на
губках плашки:
tfp = KRQJbl = 2 • 0,466/@,1 • 0,215) = 40,8 МПа
3. Губки плашки изготавливают из стали У7 либо У8, для которых
допустимое напряжение [а] составляет 100... 120 МПа.
Задача 16.2, Определить прочность доски для установки волок на
трубоволочильном стане усилием Рв = 300 кН. Расчетная длина доски / = 347 мм.
Сечение доски по оси волоки имеет прямоугольный профиль шириной в = 300 мм,
высотой Л = 125 мм с отверстиями под волоку диаметром d\ = 125 мм, глубиной
hi =105 мм и трубу диаметром d2 = 75 мм, глубиной Л2 = 20 мм.
Решение. 1. Изгибающий момент по центру доски:
М„3 = Ръ1/4; Миз = 26 • 10 МН-м.
2. Геометрические размеры опасного сечения.
Площадь сечения:
F = bh-d\h\ -d2li2;
F = 0,3 • 0,125 - 0,125 • 0,105 - 0,075 • 0,02 = 0,023 м2.
Статический момент S относительно основания:
„ 0,300-0,1252 0,125-0,1052 ЛЛ^ЛЛ„ЛЛ11Г , JO ,л , ,
5 = - — y 0,075-0,020-0,115 = 1,48 Ю-'м3.
Рис. 16.8. Механизм передачи труб и оправок:
1, 5, 6 - рычаги; 2 - стол; 3 - выступ; 4 - рольганг; 7, 8 - пневмоцилиндры; 9 -
рольганг загрузки
464
Рис. 16.9. Устройство для подготовки захваток
Положение центра тяжести сечения Хс относительно основания:
F
1,48 10"
0,023
= 0,065 м
Момент инерции сечения Jc относительно центра тяжести:
>• - ? ¦ Ч* -1)' - f - *<*¦ -!)' - d4 - h - \ - *¦)'¦•
Л^ЗЫО^м4.
Минимальный момент сопротивления:
0,31-10"
Хс9 0,065
:4,77-10m\
3. Наибольшее напряжение в опасном сечении с учетом коэффициента дина
мичности Кд = 2,0:
а = М - KAIW\ о = 2 • 26 • 10/4,77 • 10 = 109 МПа.
Доску изготавливают из стали 45 с допустимым напряжением на изги(
[а]= 180...190 МПа.
Задача 16.3. Определить коэффициент динамичности Кп в цепной передач(
в начальный момент волочения тележки массой /и, когда усилие изменяете*
по зависимости:
465
р =р —
1 в * вк t >
*р
где Рвк - установившееся (конечное) значение усилия волочения; /- текущее
время; tp- время разгона тележки.
Решение. Если принять постоянной жесткости С цепей, то движение тележки
можно описать уравнением:
тх + Сх = Рлы —.
"Ч
Решение собственных колебаний левой части уравнения имеет вид
*сб -A sinfcut +<p),
где со = yjC/m- частота собственных колебаний; ср- угол сдвига фаз;
А- амплитуда.
Получаем решение всего уравнения:
х = Asin(u>t + <р)+ Рвк—.
Собственно скорость: х = A cocos(o)t + <p) +
^
а ускорение: х = -А • со2 sin(co/ + tp).
В начальный момент времени
jco=io=0 при/ = 0, т.е. A -sin <p = 0uA ¦ со cos <p+ р*у г = о,
отсюда ф = 0 и ^ _.
'рОо'
В этом случае сила инерции будет составлять
Fttu = -mx = -со "sin со/ = sin cor.
со/рС
Полная сила тяги F^, действующая в цепи
а коэффициент динамичности
сог„
F = Р
* тг * вк
/ sin со/
V*n <»/n
\ р р
/f.
Г sincof
Наибольшее значение Кд будет при / = /р:
Isin >l
^лпых -1+
где Х- параметр соотношения вынужденных и собственных колебаний;
Т со
здесь Т- собственный период колебаний.
Задача 16.4. Определить коэффициент динамичности в цепной передаче в
конечный момент волочения тележки, когда сила волочения Ръ = РшA - t/tj,
где tc - время сброса усилия.
466
Решение. Уравнение движения тележки имеет вид:
Запишем его общее решение:
i = /4cocos (со/ + ф) + -~Ч 1- — I.
Скорость движения:
а ускорение:
X = ЛСО COs(c»>f + ф) -
а'
х = -А со2 sinycot + <р).
Для начального момента времени х0 = х0 = О, отсюда
/> Р
^sin9 + --~ = 0 и ЛюсоБф- ——
= 0.
Из расмотрения этих уравнений следует
А=-
С siny
и tg9 = -/fu).
Сила инерции /г _ вк sm^ + ф' определяет коэффициент динамичности
БШф
/ sin(co/ + ф)
а .. = I — + : .
/t Sin ф
Отсюда следует, что в момент г = 0 коэффициент динамичности будет мак
симальным и равным /<f;imax = 2.
16.2. Станы бухтового волочения
Наибольшее распространение получил способ бухтового волочения на са
моустанавливающеися оправке, который характеризуется почти полным от
сутствием налипания металла на поверхность оправки. Использование самоус
танавливающей оправки позволяет получать при повышенном обжатии ка
либрованный внутренний канал. При сочетании этого способа с безоправоч
ным волочением достигается высокое качество труб. Для получения толсто
стенных труб с малым диаметром внутреннего канала применяют способ воло
чения на деформируемом
сердечнике, причем в
качестве такого сердечника
используют медь и ее сплавы,
легкоплавкие соли и другие
материалы, извлекаемые из
трубы после обработки.
В случае использования
более жесткого сердечника
(рис. 16.10) волочение
осуществляется в диапазоне между
ДЛИННООПравочным ВОЛОЧе- Рис. 16.10. К расчету напряжений в трубной заготовке с
нием И ВОЛОЧением С ОДИНа- деформируемым сердечником
467
ковыми коэффициентами вытяжки между трубой и сердечником. Силы трения
между ними, приложенные к трубе, направлены в сторону волочения. При
мягком сердечнике эта сила направлена в противоположную сторону. Для первого
случая уравнение равновесия на ось х для трубы выглядит так
Лч
с, +ап
tga-—tga,
--/>-
tgttl+/2
-ftga-tga,
—*Л-
A6.1)
• = const.
Исходя из анализа кинематики процесса (рис. 16.12), можно записать:
4. D. D.
В этом случае выражение в круглых скобках из уравнения A6.1) обозначим
через А. Если А = const, тогда
A6.2)
где^х- площадь сечения трубы на расстоянии х от очка. С учетом условия
пластичности рап = ot - стх получим после интегрирования:
(/*-0ax-^aT=CFxA-\
При х = / напряжение определяется противонатяжением сгпр. Тогда при .х=0:
а1тр=апр1 т?
Ао
Ттр
А-\
1-
A6.3)
r»FB.f(z>?.rfJ);HF0-5(ZJ-dJ).
Напряженное состояние сердечника определяется аналогично и
характеризуется зависимостью:
Ва,
a, =
В-1
A6.4)
где f
7t 7C
/? = -
A6.5)
Из равенства нормальных давлений в сердечнике и трубе можно получить:
°т**-1 A{FjF0)A-'-l '
В выполненных расчетах коэффициенты трения f\ = 0,15 и/2 = 0,5. Пределы
текучести сердечника Ojc и о^^ принимают по средним данным напряжений
входа в матрицу и выхода из нее.
При мягком сердечнике порядок расчета не меняется, изменяется только
значения постоянных:
tga-f/l tga, - f2 ^
tga-^-tga,
? = l-/2ctga,.
?>
L tga -tga,
468
16.3. Рабочие линии станов бухтового волочения
Трубоволочильные барабанные станы относятся к числу высокопроизводи
тельных автоматизированных агрегатов. Тип такого стана определяется рас
положением и конструкцией рабочего барабана. Станы с горизонтальным i
вертикальным расположением барабана выполняются с перемещающимис
вдоль его оси размоточным устройством. В этом случае труба подается по,
предыдущий виток и выжимает его вдоль оси барабана. Станы с вертикальныл
расположением барабана имеют верхнее и нижнее по отношению к барабан;
расположение привода. При нижнем расположении привода извлечение трубь
после волочения осуществляется специальным съемником. При верхнем распо
ложении привода обработанная труба снимается с барабана под дeйcтвиe^
собственной силы тяжести. Станы этого типа получили наибольшее распро
странение. Если стан с вертикальным расположением барабана и верхним при
водом не снабжен перемещающимся раскладочным устройством и работает пс
методу выжимания предыдущего витка трубы, то под ним устанавливают
приемный бункер, вращающийся с барабаном синхронно. В этом случае
обрабатываемые трубы витками сходят с барабана на приемный бункер, называемый
кассетой. Такой метод обработки называется кассетным волочением.
Техническая характеристика барабанных станов с вертикальным барабаном
и верхним расположением привода конструкции АЗТМ приведена в табл. 16.1.
Таблица 16.1. Техническая характеристика вертикальных
трубоволочильных станов
Параметры
Усилие волочения, кН
Диаметр волочильных труб, мм
Диапазон длин обрабатываемых труб,
мм
Скорость волочения, м/с
Диаметр барабана, мм
Рабочая длина барабана, мм
Вместимость накопительных бухт, шт
Электродвигатель главного привода:
тип
мощность, кВт
частота вращения, мин
Габариты стана, мм:
длина
ширина
высота
Масса стана, т
ВОТ - 1/750
15
8...1,2
350...2300
1Д..9
750
1200
15
П92
32
750... 1500
9100
4300
4600
22,15
Тип стана
BCT- 1/1000
25
15...5
280...800
1,4...9
1000
1500
15
П112
42
650... 1800
12375
4000
4522
30,98
BCT- 1/1500
50
4S...8
130 ..600
0,7...9,5
1500
1500
13
П113
70
600... 1800
12395
4500
4650
40,6
469
/* /J 2J5 24 23 22 21
Рис. 16.11. Трубоволочильный стан бухтового волочения с вертикальным
барабаном:
а - с верхним расположением привода; 6 - с нижним расположением
привода
На рис. 16.1 \,а показана конструкция стана ВСТ-1/1500. Рассмотрим
принцип работы стана. Стан загружается бухтами 3, которые поднимаются вверх по
элеватору 1. Последний представляет собой обычный подъемник
вертикального типа, передающий бухты от нижнего транспортера 9 на рабочий стол 4.
Здесь гидроножницами отрезается ранее обжатый конец трубы, идущий на
повторное волочение. С помощью дозатора внутрь трубы подается смазочный
материал, вводится оправка и осуществляется обжим конца трубы заковочным
устройством. Бухта подается верхним транспортером 2 на рабочую площадку
12, где размещен размоточный стол 11 с вертикальными и горизонтальными
роликами, фиксирующими бухты при размотке и волочении. Размоточный
стол перемещается по вертикали с помощью гидропривода 10 и центрируется
470
специальными колонками. На столе смонтирован волокодержатель с механи
мом подачи труб в волоку. Выходящий из волокодержателя обжатый коне
трубы захватывается клещами, закрепленными на барабане S. С этого момент
начинается плавный разгон барабана до рабочей скорости от электродвигат
ля главного привода 5 с помощью коробки скоростей 6 и редуктора 7. Поа
волочения происходит расцепление клещей и бухта спадает к нижнему тран<
портеру. Во избежание повреждения поверхности труб часть транспортера пс
барабаном облицована резиной. В зависимости от технологического маршрут
бухта либо выдается из стана гидроцилиндром, либо другим гидроцилиндро
передается на нижний транспортер в случае необходимости повторного воле
чения. В этот момент главный привод отключается и стол возвращается в и<
ходное верхнее положение. При повторном волочении бухта перемещаете
транспортером к элеватору и третьим гидроцилиндром передается на него.
Стан ВСТ-1/750 оборудован устройством для волочения капиллярных тру?
которые имеют малый угол пружинения и поэтому без воздействия извне н
снимаются с барабана после волочения. Для этой операции предусмотрен
специальная прорезь в барабане вдоль его оси. Установленные внутри бараба
на гидроцилиндры сжимают его стенки, диаметр уменьшается и капиллярны
трубы легко снимаются с него после волочения.
Наряду с проверкой на прочность барабана бухтового волочения тонко
стенных труб (при отношении конечной толщины стенки SK к среднему диа
метру трубы гср меньше 0,1) следует проверять диаметр барабана на устойчи
вость поперечного сечения. Рассмотрим нагрузки и деформацию кольца трубь
на единичной длине под воздействием сжимающих напряжений aq, определяв
мых по формуле:
aq = о, (SK/RB), A6.6)
где о\ - напряжение в тонкостенной трубе после калибрующего пояска волоки
ЯБ- диаметр барабана.
Наибольшие нагрузки барабан испытывает в том случае, когда помимс
сжимающих напряжений на тело барабана действует усилие
вызываемое при волочении. Максимальный изгибающий момент будет
наблюдаться в точке приложения силы q:
Mmax=l,5aqr2cp. A6.7)
С учетом зависимости A6.6) и MmdX = ст\ S1^ A - v2 )/5,l находим
минимальное значение диаметра барабана, исходя из условия устойчивости поперечного
сечения при коэффициенте Пуассона v = 0,3:
Аи™=16,8(г2ср/Щ. A6.8)
В случае волочения толстостенных труб диаметр барабана определяется
прочностью. Во избежание появления на поверхности труб характерного
дефекта в виде "елочки", надрывов и пр., наибольший диаметр барабана
выбирают из соотношения
A).n** = 200rcpASK.
Задача 16.5. Определить минимальное значение диаметра барабана стана
ВСТ-1/1500.
471
Решение. 1. Рассчитаем диаметр барабана для намотки трубы 8x0,55 исходя
из условия устойчивости трубы наименьшего диаметра при волочении.
2. По окончании волочения труба приобретает размеры: 7x0,5 (коэффициент
вытяжки X = 1,34; d^ = 6,5 мм; SK = 0,5 мм). Наименьший диаметр составляет:
A>.min -= 16,8 • 6,52/0,5 = 1419 мм.
Выбираем для стана диаметр барабана равным 1500 мм.
Задача 16.6. Рассчитать минимальный диаметр барабана стана ВСТ-1/1000.
Решение. 1. Рассчитаем диаметр барабана для трубы 5x0,5 исходя из условия
устойчивости трубы наименьшего диаметра при волочении.
2. В результате волочения труба приобретает размеры: 4x0,5 (d^ = 3,5)
As.™ = 16,8 • 3,52/0,5 = 411,6 мм.
С учетом результатов расчетов и по конструктивным соображениям диаметр
барабана выбираем равным 1000 мм.
3. Наибольший диаметр барабана A>.max = 1400 мм. Фактический диаметр
барабана выбираем в пределах между наибольшим и наименьшим значениями,
т.е. A-)min < ZN < А>.тах.
Волочильный стан с нижним расположением привода оборудован
вертикальным барабаном и находящимся под ним приводным устройством. На
размоточном столе бухта с помощью роликов фиксируется по наружному и
внутреннему диаметрам. Размоточный стол в процессе волочения не вращается, а
труба скользит по его роликам и попадает через волоку на барабан. Поскольку
зажимные клещи находятся в нижней части барабана, при движении
размоточного стола вверх раскладка трубы осуществляется снизу вверх. Готовая труба
удерживается на барабане и снимается с него с помощью толкателей.
На рис. 16.11, б показано устройство стана бухтового волочения с
вертикальным барабаном и нижнем расположением привода. Он состоит из привода
барабана 14, размоточного стола 16, барабана 19, бухтоукладчика 18, бухто-
накопителей 20, транспортера 23, механизмов обрезки концов 22 и обжима
конца труб 21. В составе привода имеются электродвигатель, редуктор и двух-
скоростная коробка передач, которая совместно с электродвигателем
постоянного тока позволяет плавно регулировать скорость волочения.
С помощью гидроцилиндра 13 размоточный стол может перемещаться
вертикально и фиксироваться на колонке 15. Расположенный над ним бухто-
укладчик своими тремя телескопическими подъемниками 17,
установленными на концах поворотной траверсы, осуществляет необходимые
транспортные операции. На три ряда рычагов бухтонакопителя 20 бухтоук-
ладчиком устанавливаются три бухты. Эти рычаги приводятся в движение
пневмоцилиндрами. Бухтонакопитель подается к стану
транспортером 23. В местах укладки и съема бухт монтируются механизмы обжима
концов труб и ввода их в волоки. При необходимости можно
запрессовывать волоки на трубы и транспортировать их совместно на
размоточный стол. В этом случае волока заправляется в волокодержатель 24 и
используется как рабочий инструмент. Если необходимо только обжимать концы
труб, волоки после напрессовки механизмом съема снимаются с
трубы и используются только для обжатия. Перед повторным волочением
обжатый конец трубы срезается на гидравлических ножницах. Операции
среза и обжима механизированы и осуществляются поворотным краном 26.
All
Рассмотрим принцип работы стана. На горизонтальный транспортер загружает
несколько бухтонакопителей, которые последовательно подаются на участ
подготовки труб. Здесь вводится технологическая смазка, надеваются оправки
обжимаются концы труб. В случае повторного волочения ранее обжатый конец тру(
отрезается. Снаряженная бухта 25 передается на размоточный стол и обжатый ко»
трубы подается механизмом заправки через волоку к клещам барабана. Последю
плавно запускается, протягивая трубу через волоку, причем одновременно ст
опускается ниже и трубы раскладываются по барабану. После окончания волочен:
клещи разжимаются и труба упруго раздается на барабане. Бухтоукладчиком тру
снимается и передается на бухтонакопитель. На противоположной стороне бухты
готовыми трубами снимаются с барабана и укладываются на свободнь
бухтонакопители. После однократного волочения транспортер начинает работать
противоположном направлении, доставляя бухты к барабану. В случае необходимое
бухты загружаются в отжиговые печи и затем трубы подвергаются повторноь
волочению.
На вертикальном трубоволочильном стане ТБ-1400 осуществляется выжиман*
на барабане предыдущего витка последующим. Короткий вертикальный бараба
приводится во вращение от электродвигателя через редуктор. На барабане крепятс
клещи и установлены гидроцилиндры. Привод и барабан расположены на станине
ее верхней части. Во избежание распушивания предусмотрены три подвижны
ролика, прижимающие витки трубы. На колонне станины перед барабано]
находится подвижный волокодержатель, приводимый в движение гидроцилиндро\
Приемный бункер, установленный под барабаном, состоит из подъемного кожуха
кольца, в которое укладывается обработанная бухта. По окончании обработк
кольцо с бухтой выталкивается пневмоприводом на конвейер, а в приемный бунке
заводится следующее кольцо.
Подготовленный конец трубы через волоку закрепляется в клещах барабан*
Волокодержатель от своего привода поднимается вверх, раскладывая на барабане 5...1
витков. Затем барабан останавливается, гидроножницами протянутая труба отделяете
от клещей и ее опускают в кольцо приемного устройства. Для осуществлени
совместного вращения подъемный кожух поднимается и при
жимается к барабану. Далее барабан разгоняется и движение волокодержа-
. Таблица 16.2. Технические характеристики трубоволочильных станов
Параметры
Усилие волочения, кН
Наружный диаметр трубы, мм:
исходный
после волочения
Максимальная длина трубы после
волочения, м
Максимальная масса трубы, кг
Диаметр барабана, мм
Скорость волочения, м/с
ТБК-2200
150
40...70
30...60
75
300
2200
1,5
Тип стана
ТБ-2200
150
30...60
25...50
120
300
2200
1,5
ТБ-1500
150
25...50
20...45
200
300
1500
2
473
Оседые линии трех станоб
теля прекращается. После
волочения трубы попадают
на верхнюю конусную часть
барабана и отжимают ниже
расположенные витки вниз.
Покидая барабан, эти
витки ложатся во
вращающийся приемный бункер. После
окончания волочения
подъемный кожух
опускается и с помощью пневмо-
толкателя бухта выдается
на конвейер.
На рис. 16.12, а показана
схема стана с
горизонтальным расположением
барабанов. Свернутая в бухту
труба укладывается на
размоточный стол с
вертикальной осью. После
проталкивания конца трубы
через подвижную волоку
труба закрепляется на
горизонтальном барабане.
При передвижении
раздаточного стола с волоко-
держателем по
направляющим станины
осуществляется раскладка трубы на
барабане. В табл. 16.2.
представлены технические
характеристики горизонтальных
трубоволочильных станов.
На рис. 16.12, б показана
линия из трех станов,
которая включает установленные последовательно станы ТБК-2200 и один -
ТБ-1500. Подготовленная к волочению прямая труба 1 подается через волоку
2 волокодержателя 3 к клещевому захвату барабана 10 и по мере волочения
наматывается на него. После первого прохода бухта с толкателем 5
сдвигается с барабана на горизонтальный ролик // коромысла 12 механизма
передачи бухты. Под действием привода коромысло поворачивается в нижнее
положение 8. Перед повторным волочением конец трубы подготавливается и
затем бухта сдвигается толкателем 9 на размоточный стол 7 второго стана. В
составе привода имеются электродвигатель 4, муфты и редуктор, установленные
на станине б. С размоточного стола 7 второго стана труба последовательно
проходил волоку и поступает на барабан. После вторичного волочения бухта
сталкивается на механизм передачи и задается на размоточный стол третьего стана.
Операции обработки и переноса периодически повторяются.
Рис. 16 12. Трубоволочильный стан с горизонтальными
барабанами
474
16.4. Цехи для производства холоднодеформированных труб
Холоднодеформированные трубы из углеродистых и легированных стал»
производят в цехах, предназначенных для изготовления труб широкого сорт
мента по размерам, материалу и назначению или в специализированных цех:
и отделениях, предназначенных для выпуска труб определенного ви;
(котельных, паропроводных и др.).
Технологические процессы производства холоднодеформированных тр>
являются многооперационными и, как правило, многоцикличными. Труб
одних и тех же видов и размеров могут быть получены по разным технологии
ским схемам из заготовок различного диаметра и толщины стенки за разлш
ное число циклов деформации. Поэтому цехи, предназначенные для изготовл<
ния одних и тех же труб в одинаковых количествах, могут значительно отлр
чаться один от другого по составу технологического оборудования и его kon
поновке. Вместе с тем общим является то, что однотипное оборудование в эти
цехах устанавливают на специализированных участках, предназначенных дл
осуществления определенных групп операций. Обычно в цехах для производ
ства углеродистых и легированных труб имеются участки складирования ]
подготовки заготовок, прокатки и волочения (или один из них), термической i
химической обработки, отделки и контроля труб на промежуточных размерах
В цехах с широким сортаментом создают самостоятельные участки отделки \
контроля труб каждого вида.
Учитывая многооперационность процессов, гибкость технологических схе\>
и широкий сортамент труб, оборудование в цехах холоднодеформированных
труб устанавливают либо отдельно стоящим, либо компонуют в локальные
поточные линии, в которых осуществляют несколько операций обработки. В
цехах трубы обычно транспортируют пакетами массой до 5 т. Величина пакета
труб зависит от грузоподъемности используемых электромостовых кранов и
других транспортных средств, а также от объема ванн в отделении химической
обработки и величины садки камерных печей.
В последнее время большое внимание уделяют созданию комплексных
автоматизированных поточных линий производства холоднодеформированных
труб, включающих деформацию, термическую обработку, отделку и контроль.
Применение таких линий особенно эффективно при производстве труб узкого
сортамента большими партиями. Однако создание высокоэффективных
комплексных поточных линий связано с необходимостью совершенствования
технологии производства труб с учетом максимального сокращения или
ликвидации операций химической обработки, а также требует ввода новых видов
технологического оборудования, обладающего высокой надежностью и
эффективностью. Нашли применение линии, включающие комплекс оборудования
для осуществления одного цикла деформации (забивка головки» волочение,
обрезка и правка).
В пролетах цеха находит применение продольное, поперечное и
комбинированное расположение оборудования. Выбор способа расположения
оборудования зависит от многих факторов, основными из которых являются
рациональная организация грузопотоков, минимальная площадь застройки и
обеспечение условий безопасной работы обслуживающего персонала.
Широкое распространение получило продольное и комбинированное
расположение оборудования в пролетах цеха, что позволяет усовершенствовать и
475
Таблица 16.3. Характеристика грузопотоков цеха холоднодеформированных труб
Технические параметры
Суммарная протяженность пути всех
транспортных средств, тыс.км
Суммарное число пакетоопераций, тыс
Суммарная продолжительность
загрузки всех транспортных средств, ч
в т.ч. электромостовых кранов
Требуемое число кранов
Расположение оборудования в пролете цеха
поперечное
132,9
3234,1
117150
89119
14
продольное
110,7
3255,6
101696
88855
14
комбинированное
77,8
2903,3
81622
72754
13
сократить грузопотоки. Одновременно улучшаются условия размещения
оборудования большой длины, в первую очередь проходных термических печей и
поточных линий обработки труб.
В специальной литературе рассмотрены различные варианты планировки
оборудования цеха холоднодеформированных труб, которыми предусмотрено
размещение технологических участков с наиболее интенсивным обменом
пакетами труб вблизи один от другого. Согласно этим вариантам, расположение
технологического оборудования цеха может быть поперечным, продольным и
комбинированным (рис 16.13). В качестве критерия оценки выбрана суммарная
минимальная протяженность грузопотоков всего производственного задания
по всем маршрутам. Варианты планировки оценены на примере одного из
цехов ПНТЗ и представлены в табл. 16.3.
Оборудование рассматриваемого цеха установлено преимущественно
отдельно стоящим с механизацией приема пакета труб, выдачи их по одной на
Рис. 16.13. Схема планировки цеха холоднодеформированных труб с комбинированным
расположением оборудования
476
Рис. 16.14 Схема волочильного цеха фирмы "Lone Star steel (/ - склады готовой продукции)
позицию обработки и сбора в карманы. Транспортировка пакетов труб в прс
летах предусмотрена электромостовыми кранами, а из пролета в пролет - те
лежками широкой и узкой колеи. В состав цеха входят (см. рис 16.13): скла,
заготовок 7, участок подготовки заготовок 2, отделение химической обработк]
3, станы холодной прокатки 4, волочильные станы 5, участок термообработю
6, участок отделки труб промежуточных размеров 7, участок производств;
труб малых диаметров #, участок окончательной отделки, осмотр и сдача го
товых труб 9 и склад готовых труб 10.
На рис. 16.14 показана схема волочильного цеха фирмы "Lone Star steel'
(США), предназначенного для производства труб диаметром 12,7... 140 мм ее
стенкой 1,25...6,9 мм и длиной до 15 м. В одном пролете установлено
оборудование для формовки головок /, травления 2, волочения 5, отжига 4; во-втором
- правильные машины 5, трубоотрезные станки б, участок инспекции,
дефектоскопы и участок упаковки 7. Головки формуют на двух гидравлических
машинах усилием 0,15 и 1,13 МН. Максимальная длина трубы после волочения 31 м.
Установлены трехниточные волочильные станы. Трубы длиной более 15 м
режут пополам абразивной пилой, установленной в линиях станов. Волоченные
трубы подвергают светлому отжигу в печи 4 с роликовым подом. Отделку
труб осуществляют в линиях, включающих правильные машины 5 и отрезные
станки б. Неразрушающий контроль, дефектоскопию и упаковку
осуществляют в линии 7.
На рис. 16.15 показана планировка оборудования цеха для производства
тонкостенных углеродистых и легированных труб диаметром 6... 102 мм со
стенкой 0,1...8,0 мм и длиной до 9 м. Оборудование размещено в шести
пролетах шириной по 30 м каждый, в том числе один поперечный и пять
продольных. В поперечном пролете расположены склад заготовок / и отделение
подготовки 7, в котором установлено оборудование для осмотра наружной и
внутренней поверхностей, шлифовки, ремонта, обрезки и приборного
контроля труб-заготовок. В травильном отделении 2 размещены
механизированные агрегаты для химической обработки труб в последовательно
сменяемых растворах. Установлено три типа агрегатов: для травления, фосфатиро-
вания и омеднения труб. Кроме того, в травильном отделении находится
стеллаж для осмотра и формирования пакетов труб.
477
с=й5=
11S в В в
2-^S 1=1
&±=о
Рис 16.15. Схема планировки цеха для производства тонкостенных труб из углеродистых и
легированных сталей
1 - склад заготовки, 2 - вспомогательный пролет, 3 - склады готовой продукции
Для производства больших партий труб диаметром 6...36 мм предусмотрены
комплексные автоматизированные поточные линии трех типов, отличающиеся
диапазоном обрабатываемых труб. Трубы, поставляемые малыми партиями
всего диапазона, а также все трубы диаметром 6 мм и более 36 мм
изготавливают в отделении 3 на отдельно стоящем оборудовании или в локальных
поточных линиях. Установлены две комплексные поточные линии 4 для труб
диаметром до 6... 15 мм, три линии 5 для труб диаметром 15...22 мм и шесть
линий б для труб диаметром 22...36 мм.
При применении комплексных поточных линий, на которых
осуществляются операции деформации, химической обработки (обезжиривание,
промывка, нанесение покрытий), термической обработки, отделки и контроля
труб, значительно повышаются технико-экономические показатели
производства: увеличивается производительность труда, сокращается расходный
коэффициент металла, сокращается занимаемая оборудованием
производственная площадь.
Подготовленные трубы (заготовки) попадают на загрузочную решетку
головного агрегата поточной линии - стана ХПТ. В поточных линиях для труб
диаметром 6-15 и 15-22 мм трубы проходят прокатку, термообработку,
забивку головок, волочение на барабанном станке, окончательную термообработку,
478
размотку бунта, порезку на мерные длины, правку, контроль геометрически)
размеров и качества, измерение длины и увязку в пакеты.
В поточной линии для труб диаметром 22...36 мм трубы прокатывают в оди*-
проход на готовый размер, а затем они проходят термообработку, правку
отрезку, приборный контроль, измерение длины и увязку в пакеты.
В отделении 3 трубы изготовляют по известным технологическим схемам,
для чего в нем установлены станы ХПТ и ХПТР, волочильные станы, машины
для заготовки головок, правильные машины, термические печи, трубообрез-
ные станки, станки для ремонта труб, приборы контроля качества и
геометрических размеров.
Ниже приведены некоторые технико-экономические показатели цеха:
Производственная площадь цеха, тыс. м" 103,8
Производительность труда из расчета на одного человека, т/год 61,5
Удельные капитальные затраты, руб/т 629
Средневзвешанный расходный коэффициент металла 1,075
Средневзвешанная производительность, т/год 13... 14
479
Раздел V
ОБОРУДОВАНИЕ ДЛЯ ОТДЕЛКИ И КОНТРОЛЯ
КАЧЕСТВА ТРУБ
Глава 17
ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ
17.1. Виды обработки и оборудование
Термическую обработку широко применяют в трубном производстве для
улучшения пластических свойств и механических характеристик металла труб, а
также для снятия напряжений, возникающих при холодной деформации заготовок.
Термическая обработка применяется как для готовых изделий, так и на
промежуточных стадиях изготовления труб.
В зависимости от требуемых свойств металла труб методы термической обработки
могут быть различными. Широкое применение получили отжиг, нормализация с
отпуском, закалка с отпуском. В практике трубного производства находит также
применение термомеханическая обработка. Некоторые режимы термообработки
представлены в табл. 17.1.
Термомеханическая обработка (ТМО) служит для придания металлу высоких
механических свойств и заключается в совмещении в определенной
последовательности деформации и термической обработки.
Для упрочнения высоколегированных сталей применяют низкотемпературную
термомеханическую обработку (НТМО), включающую охлаждение стали до
температуры высокой устойчивости аустенита, деформации ее при этой температуре,
закалку и отпуск.
Таблица 17.1. Режимы термообработки труб
Вид термической
обработки
Закалка
Нормализация:
углеродистые стали
легированные стали
Отпуск:
углеродистые стали
легированные стали
Отжиг (сталь ШХ15)*
Температура нагрева
850...900
850... 1000
950...1050
550...720
720...760
790±10
Параметры термической о
Выдержка
-
_
1 мин на 1
мм толщины
стенки
-
З...10ч
1...2ч
Среда
охлаждения
Вода
Воздух
Водовоздуш-
ная смесь
Воздух
Воздух
Воздух
бработки
Охлаждающее
устройство
Водяной спрейер
Охладительный стол
Водовоздушный спрейер,
ванна с водой,
охладительный стол
Охладительный стол
Охладительный стол
Печь-охладительный стол
* Ускоренное охлаждение до 720.. 790 °С, замедленное охлаждение до 650 °С и далее на воздухе.
480
Упрочнение низколегированных и углеродистых сталей достигают
высокотемпературной термомеханической обработки (ВТМО), включающей нагрев
металла до температуры, отвечающей области стабильного аустенита,
выдержку при этой температуре, деформацию и немедленную закалку с
последующим отпуском.
Термическую обработку труб в зависимости от требований к их
поверхности и химического состава стали осуществляют на воздухе, в атмосфере печи, в
безокисленных и в восстановительных средах. В качестве защитных сред
применяют азот, водород, диссоциированный аммиак и смеси различных газов.
В технологии трубного производства все чаще для термообработки
используют сохраненную температуру деформации, благодаря чему не требуются
печи для нагрева труб и достигается экономия энергоносителей. При этом
способе деформация металла ведется при таком температурном режиме или
условиях охлаждения, которые оказывают облагораживающее действие на
структуру металла на заключительной стадии обработки давлением. При этом
можно с высокой эффективностью добиваться необходимого уровня качества труб.
Результативность способа зависит от уровня контролируемости параметров
процесса прокатки. Температура на заключительных стадиях обработки
зависит от сортамента и длины деформируемых труб, скорости прокатки,
изменения структуры металла и пр. Когда не удается добиваться необходимого
уровня свойств, прибегают к легирующим микродобавкам.
Современное трубопрокатное производство создает благоприятные условия
для осуществления указанного способа. В целях улучшения механических
свойств труб это оборудование позволяет вести контролируемый режим
проката, регулировать скорость охлаждения, комбинировать все эти приемы.
Примером способа термической обработки труб с прокатного нагрева
может служить производство толстостенных труб из углеродистой стали. При
нагреве их до 900...950 °С перед редуцированием зерно растет, прочность,
деформируемость, вязкость труб ухудшаются. В этом случае требуется их
нормализовать при температуре 870 °С, для чего необходимо дорогостоящее,
энергоемкое оборудование. Если же перед операцией редуцирования прокатанную
при температуре 870...920 °С толстостенную трубу с помощью системы
охлаждающих (спрейерных) устройств охладить до 500...600 °С, то от последующего
нагрева до 900...950 °С, необходимого для редуцирования, отказываются. При
этом структура металла, а следовательно, свойства не ухудшаются.
Для термической обработки труб применяют печи проходного и камерного
типа, а также различные электроустановки. В качестве энергоносителя
используют электроэнергию, природный газ, нефтепродукты, а также горючие газы
образующиеся при химических и металлургических процессах. Конструкцию
печи выбирают с учетом режима термообработки, требований к поверхности и
геометрическим размерам (главным образом к кривизне и овальности), а также
сортамента труб.
Оборудование для термической обработки труб должно отвечать
следующим требованиям: при установке в линии трубопрокатного агрегата
превосходить его производительность; обеспечивать интенсивный, но равномерный
нагрев по длине и сечению; с большой точностью обеспечивать получение
наиболее целесообразной структуры металла в соответствии с заданной
прочностью и технологическими требованиями; остаточные деформации и напряже-
481
ния в трубе должны быть минимальными; стоимость оборудования и
эксплуатационные расходы должны быть минимальными.
При создании агрегатов для термической обработки труб много внимания
уделяется конструкциям охлаждающих устройств труб после закалки,
нормализации, отжига и отпуска по заданному режиму. При термообработке в печах
с защитной атмосферой трубы охлаждаются в камерах, являющихся элементом
конструкции печи. При термической обработке труб в печах без защитной
атмосферы, трубы охлаждают на рольганге за печью на охладительных столах
разных конструкций, в ванных с водой, маслом или другими жидкостями. Для
охлаждения труб на воздухе используют удлиненные рольганги. При
необходимости ускоренного охлаждения применяют обдувку труб воздухом или во-
довоздушной смесью.
Толстостенные трубы после нагрева под закалку охлаждают в ваннах.
Ванны часто снабжают устройствами принудительной продувки внутреннего
канала воздухом, чтобы освободить их от пара и обеспечить бесперебойное
прохождение воды или другой жидкости, а также механизмами вращения труб при
погружении их в ванну для предотвращения искривления. Толстостенные трубы,
нагретые под закалку, охлаждают в водяных или водовоздушных спрейерах.
17.2. Состав и компоновка оборудования
К основному оборудованию термических отделений трубных цехов
относится оборудование термических печей проходного и камерного типа с
механизмами загрузки и выгрузки, оборудование отделки труб, устанавливаемое в
потоке. К вспомогательному оборудованию относятся системы утилизации
тепла продуктов сгорания, дымососы и дымовые трубы, установки контроля и
регулирования технологического процесса.
Термическое отделение обычно размещают в пролетах шириной 24...36 м с
печами вдоль пролета. На рис. 17.1 представлена схема компоновки
оборудования для термообработки подшипниковых труб. В отделении установлены
распределительная механизированная тележка 1 для приема пакета труб и
передачи их на загрузочное устройство одной из роликовых печей 2, а также
тележка 3 для приема труб после термообработки и передачи их на склад.
Вентиляционные помещения 4 и помещение контрольно-измерительной
аппаратуры 5 установлены во вне крановой зоны. Дымовые трубы находятся за
пределами цеха.
Высокопроизводительные печи устанавливают параллельно, но таким
образом, чтобы загрузочные и разгрузочные устройства размещались в шахматном
порядке, что позволяет одновременно загружать или разгружать каждую печь
отдельным электромостовым краном.
На рис. 17.2 показана схема компоновки термического отделения для
упрочняющей термообработки спиралошовных труб диаметром до 1440 мм. В
состав отделения, представляющего собой поточную линию термообработки
труб, входят система индукторов 7, спрейер 2, индуктор 3 и охладительный
стол 4. Трубы с заданной скоростью поступают в индукционную печь 1, где
подвергаются нагреву до температуры аустенитного превращения. После
выхода из печи 1 в спрейере 2 трубы охлаждаются водой изнутри и снаружи.
Поскольку в индукторе нагрев начинается с поверхностных слоев,
482
U 5
2 1
ш #¦
Рис. 17.1. Компоновка оборудования для термической обработки
подшипниковых труб (I-II - склады труб перед и после термообработки)
геометрические размеры труб не изменяются. В индукторе 3 трубы
нагреваются до температуры отпуска; на столе 4 трубы охлаждаются.
За рубежом интенсивное сооружение термических отделений для
обработки труб нефтяного сортамента началось с 1974 г. в связи с ростом спроса на
высокопрочные трубы, трубы для работы в агрессивных средах (H2S, C02 и
др.). В этот период в США, Германии, Франции, Италии, Японии построены
специализированные отделения, имеющие в своем составе агрегаты для
нагрева труб под закалку: секционные печи
с шагающими балками; различные типы
охлаждающих устройств, агрегаты для
нагрева под отпуск.
В Италии для обработки труб
диаметром 178...340 мм и толщиной стенки 8...14
мм построено термическое отделение,
имеющее в своем составе две секционные
печи. Для нагрева труб под закалку
секционная печь длиной 35 м состоит из 18
секций и имеет 4 зоны с независимой
регулировкой температуры. Первые три зоны по
5 секций и последняя - три секции;
температура по длине печи изменяется от 1200 до
900...975 °С. Расход газа - 800 м3/ч и
производительность - 15 т/ч. Транспортировка
Рис. 17.2. Компоновка отделения
термической обработки спиралошов-
ных труб с использованием
индукционных печей
483
труб через печь осуществляется при помощи колесного рольганга. За счет
регулирования скорости перемещения трубы обеспечивается стыковка труб для
исключения перегрева их концов.
Закалочный агрегат - кольцевой спрейер с углом наклона струи воды к
поверхности трубы 25...35 °С. Ширина зоны охлаждения 120 мм. Температура
охлаждающей воды не выше 40°, скорость охлаждения - 2 м/мин.
Печь для отпуска труб длиной 49 м состоит из пяти зон по 4 секции и в
последней зоне 5 секций с независимой регулировкой температуры. Каждая
секция отапливается 4 горелками.
На заводе фирмы "Young stown Sheel and Tube" (США) в термическом
отделении, имеющем две секционные печи, после печи для отпуска труб
установлена печь с шагающими балками, которая предназначена для выравнивания
температуры по сечению и длине трубы, а также для обеспечения технологической
выдержки при отпуске.
Поточная линия для термической обработки труб нефтяного сортамента
фирмы "Midlend Ross" (США) состоит из печей с шагающими балками для
закалки или нормализации, охлаждающего устройства с кольцевыми спрейе-
рами, печи для отпуска с шагающими балками, холодильников и
накопительных устройств. Температура труб под закалку 815...925 °С, под отпуск - 425 и
760 °С, с технологической выдержкой 10 и 60 мин. Закалочная печь имеет 9
температурных зон: 3 по длине и 3 по ширине.
В Японии работает термическое отделение для обработки насосно-
компрессорных, бурильных и обсадных труб с гладкими и утолщенными
концами, диаметром 48,3 и 139,7 мм и толщиной стенки 3,7... 16,0 мм.
Производительность отделения 10 т/ч. Технологический процесс термической обработки
включает следующие операции: загрузку, нагрев до температуры закалки,
закалку в воде, сушку труб, нагрев до температуры отпуска, охлаждение, правку,
ультразвуковой контроль методом магнитного порошка.
В качестве термических печей применены печи с шагающими балками и
прямым пламенным нагревом горелками. Печи работают на сжиженном
нефтяном газе. В каждой зоне установлены вентиляторы рециркуляции горячего
воздуха в печи.
На рис 17.3 показана схема закалки трубы с утолщенными концами
одновременно с наружной и внутренней поверхности трубы. Трубу погружают в бак
с водой в наклонном положении и выдерживают. Наружная поверхность ох-
Г7
ПИШИ
f».
/t
1
^з^-l
'MIHHII^
Рис. 17.3 Устройство для закалки труб
1 - труба, 2 - сопло для внутреннего охлаждения, 3 -
ного охлаждения, 4 - отсасывающее сопло
коллектор для наруж-
484
лаждается одновременно по всей длине из сопел, расположенных в четы|
точках под углом 90 °. Внутренняя поверхность охлаждается принудитель
водой под высоким давлением из специального сопла, расположенного у тор
трубы. Проходящая через трубу вода с противоположного конца отсасывает
В Швеции (фирма "Asea") разработана линия термической обработ
(закалки и отпуска) с применением индукционного нагрева. Линия состоит
двух устройств индукционного нагрева для закалки и отпуска, закалочнс
устройство, систем циркуляции охлаждающей воды с сепараторами для об]
ботки отработанной воды, транспортных средств, систем контроля и ynpaBj
ния. Трубы с приемного стола роликовым транспортером подаются в устрс
ство индукционного нагрева под закалку, где нагреваются до 950 °С. Охлаж;
ние труб при закалке производится до 150 °С, после чего трубы передаются
вторую индукционную печь для нагрева до 600...700 °С под отпуск. Для п]
дотвращения изгиба при охлаждении трубы возвращаются.
Глава 18
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ТРУБ С ПОКРЫТИЯМИ
18.1. Цинкование труб
Способы цинкования труб в расплаве цинка. В настоящее время наибов
распространен жидкофазный способ нанесения цинкового покрытия на cTaj
ные трубы (в расплаве цинка).
Достоинство данного способа - быстрота нанесения цинкового покрыт
(относительная простота применяемого при этом оборудования, возможное
широкой механизации и автоматизации, что, в свою очередь, позволяет ее
дать поточное производство большой мощности.
По этому способу обычно цинкуют сварные (реже бесшовные) трубы дк
метром 9,5...350 мм, длиной до 7 м, которые применяют в судостроении, ж
лищном и промышленном строительстве и в других областях.
В мировой практике цинкование труб по жидкофазному способу осущест
ляют различными путями. -
При цинковании так называемым "мокрым" способом трубы, прошедш
подготовительные операции (обезжиривание, травление, декапирование, пр
мывку), поступают в ванну с жидким цинком через слой расплавленного флюс
который находится на поверхности расплава цинка в месте задачи труб в ванну
Температура расплавленного флюса составляет от 100 до 350...400°С, тр
вильное его действие значительно сильнее, поэтому при мокром цинкован]
достигается высокая степень очистки стальной поверхности труб.
При мокром способе цинкования не рекомендуется вводить в распл
цинка более 0,02...0,05% А1, так как алюминий реагирует с солями флюса
испаряется в виде соединения А1С13, в результате чего происходит быстрая п
теря алюминия из расплава цинка.
Вследствие испарения аммиака и хлоридов происходит постоянн
истощение флюса и трудно следить за постоянством его состава - это недост
485
ток мокрого способа. Кроме того, при применении указанного способа
образуется большое количество (до 12... 17%) железоцинковых соединений
(гартцинка).
При цинковании сухим способом трубы после подготовительных операций
поступают в специальную ванну с водным раствором флюса на флюсование.
После флюсования трубы поштучно направляют в сушильную печь, где при
температурах 150...200°С происходит предварительный нагрев их и
высушивание флюса, находящегося на их поверхности. Слабощелочной водный флюс
обладает более слабой травящей способностью, чем флюс при мокром
цинковании, поэтому поверхность труб при сухом цинковании должна быть хорошо
обезжирена и протравлена. Из сушильной печи трубы поступают в ванну с
расплавленным цинком, где и происходит их цинкование. Таким образом, на
поверхности каждой поступающей на цинкование трубы всегда есть
определенное количество подсушенного флюса постоянного состава.
При сухом цинковании в расплав цинка добавляют примерно 0,1...0,2 % А1,
что предотвращает окисление цинка вследствие образования на его
поверхности тончайшей (около 0,1 мкм) защитной окисной пленки А1203. Добавка
алюминия в расплав цинка также способствует получению более пластичных
цинковых покрытий с тонким слоем промежуточных железоцинковых соединений.
Трубы с таким покрытием легче подвергаются различным технологическим
операциям (гибке, развальцовке, раздаче и т.п.) без нарушения слоя покрытия.
При сухом цинковании образуется значительно меньшее количество
(примерно 5... 10 %) гартцинка, чем при мокром.
Определенное количество алюминия теряется и при сухом цинковании
вследствие взаимодействия алюминия с освобождающейся из подсушенного
флюса водой, поэтому необходимо, чтобы расплав цинка содержал алюминия
несколько больше чем 0,2%. Для получения на изделиях тонкого цинкового
покрытия их цинкуют по так
называемому свинцовому способу.
При этом ванна цинкования
заполнена свинцом, и лишь в
верхней ее части на поверхности
свинца находится слой расплава цинка
(рис. 18.1).
В последнее время у нас в стране
и за рубежом этот способ
используют для цинкования
электросварных тонкостенных труб,
которые погружают и извлекают через
слой расплава цинка.
Цинкование труб по мокрому,
сухому или свинцовому способам
обязательно предусматривает
применение флюса или в виде расплава
солей, находящихся в
определенном месте на зеркале ванны
цинкования, или в виде водного
раствора, в котором перед цинкованием
обрабатывают трубы.
Рис. 18.1. Схема ванны цинкования труб по
свинцовому способу.
/ - наружная стальная емкость; 2 - внутренняя
стальная емкость без дна; 3 - электрический
нагреватель, 4 - цинкуемые трубы
486
Однако в настоящее время существуют способы цинкования труб, исклю
чающие использование не только флюсования, но и обезжиривания и травле
ния (подобно способу Сендзимира при цинковании полосы и проволоки) - это
достигается путем окислительно-восстановительной подготовки труб
перецинкованием.
Так, в Германии разработан способ непрерывной
окислительно-восстановительной подготовки труб перед цинкованием. В качестве окислительной
атмосферы используют сжатый воздух, восстановительной - водород. В
окислительной печи поддерживается температура 730...535 °С. Восстановительная печь
состоит из двух камер - в первой поддерживают температуру 730...760 °С, а во
второй 535 °С. Температура труб, задаваемых в ванну цинкования, равна 440 °С.
В патенте США предложен непрерывный способ цинкования полос, листов
труб, проволоки, по которому с изделий до поступления их в ванну
цинкования в печи с восстановительной атмосферой снимают пленку оксидов, а затем
через пространство с защитной атмосферой изделия транспортируют
непосредственно в ванну с расплавом. Температура печи 1315 °С. Газообразные
продукты сгорания топлива, образующие в печи, содержат 3...6 % СО, Н2 и не
содержат кислорода.
Одним из наиболее прогрессивных способов цинкования труб с
использованием окислительно-восстановительной подготовки - способ фирмы "Blew
Knox", предусматривающий применение в линии цинкования труб
окислительного и восстановительного нагрева. Трубы с помощью автоматических
трубоподводящих шнеков транспортируют через окислительную,
восстановительную и охлаждающую зоны печи и подают на цинкование нагретыми до
температуры 440...460 °С. В печи с восстановительной атмосферой (продукты
разложения аммиака) поверхность труб хорошо очищается, что способствует
улучшению условий цинкования. Температуру в печи с восстановительной
атмосферой строго контролируют.
Использование окислительно-восстановительной подготовки труб перед
цинкованием полностью исключает такие традиционные операции как
обезжиривание, травление, промывка, флюсование.
Данный способ цинкования отличается еще и тем, что постоянная
температура расплава цинка в процессе цинкования поддерживается за счет тепла от
поступающих на цинкование предварительно нагретых труб. Считают, что при
этом значительно уменьшаются напряжения в корпусе ванны цинкования, что
увеличивает срок ее службы. Кроме того, введение нагретой трубы в расплав
цинка уменьшает время пребывания трубы в расплаве, что способствует
уменьшению образования гартцинка и сокращает число остановок ванны для
его удаления - все это значительно снижает расходы на ремонт и простои.
Перемещение труб осуществляют с помощью подающих и погружающих
шнеков, изготовленных из нержавеющей стали. Когда труба выходит из ванны
ее поддерживают и транспортируют с помощью магнитных роликов.
На рис. 18.2. приведена принципиальная схема установки для
непрерывного цинкования наружной поверхности труб, работающей по способу
"цинк "Flo-Coat". Подвергаемая цинкованию труба через нагреватель
попадает в цинковое устройство. Использование нагревателя сокращает
продолжительность цинкования. В резервуар с расплавленным цинком и в подогреватель
через трубопроводы подают защитный газ, предохраняющий поверхность
487
\ШШШШШ1ШШШШШПШШШЫШП1\ /**
Рис. 18.2. Принципиальная схема установки непрерывного цинкования наружной
поверхности труб (способ Flo-Coat):
1 - труба; 2 - нагреватель; 3 - резервуар с расплавленным цинком; 4,5 -
трубопроводы; 6 - ванна цинкования, 7 - трубопровод
трубы и расплав цинка от окисления. В ванну цинкования через трубопровод
подают в избытке жидкий цинк, благодаря чему трубу непрерывно омьюают
свежие порции цинка.
Установки по способу "цинк "Flo-Coat" работают на заводах фирм "Allied
Tube and Conduit" (США), "Monmore Tubes Ltd" (Великобритания),
"Matsushita Electric Industrial" (Япония).
В последнее время производство труб с оцинкованной наружной
поверхностью получило широкое распространение. Технология этого процесса была
значительно усовершенствована, повышена его производительность,
появились новые фирмы, производящие такую продукцию. Это прежде всего фирмы
"Wakayama Steel Works" и "Daiwa Steel Industries Co. Ltd." (Япония). Следует
особо рассмотреть производство оцинкованных стальных труб по технологии
с фирменным названием "The Daiwa Z Process" (Япония).
В этом процессе в единой технологической линии осуществлено
изготовление труб и их цинкование (рис. 18.3). Нетравленную горячекатаную стальную
полосу очищают механическим способом между разматывателем и
формовочным станом, подают в формовочный стан, где формуют в трубную заготовку,
Рис. 18.3. Принципиальная схема линии изготовления и цинкования труб по технологии
Daiwa Z Process:
/ - разматыватель; 2 - формовочный стан; 3 - установка сварки; 4 - жидкий цинк; 5 -
правильный стан; 6- отрезное устройство; 7 - оборудование покраски
488
которую сваривают на установках высокочастотной индукционной сварк
Затем непрерывную стальную трубу химически обрабатывают и цинкуют г
наружной поверхности в жидком цинке. В конце системы горячего цинкован!
труба проходит устройство точной регулировки массы цинкового покрыта
Непрерывно оцинкованную стальную трубу охлаждают, калибруют, правят i
стане, наносят тонкий слой органического покрытия. Порезку осуществлял
устройством, отделку и покраску труб осуществляют автоматически на спещ
альном оборудовании в процессе перемещения труб по конвейеру.
Все операции по обработке непрерывной трубы на этой линии выполнял
автоматически в закрытых агрегатах, что предотвращает загрязнение окр;
жающей среды. При этом скорость цинкования трубы при максимальной прс
изводительности составляют 2,5 м/с.
Цинкование на агрегатах горизонтального и вертикального типов. В ш
стоящее время наиболее распространен сухой способ цинкования труб.
Цинкование труб сухим способом осуществляют на автоматизированны
агрегатах с машиной цинкования, работающей по непрерывному способу бе
применения ручного труда. Трубы автоматически загружают в ванну с рас
плавленным цинком, где поштучно перемещают с помощью специальных шш
ков, расположенных вертикально или вертикально с последующим горизоь
тальным перемещением труб (рис. 18.4).
Производительность установок цинкования труб сухим способом довольн
высока и составляет для труб диаметром 25 мм примерно 18...22 т/ч, а для тру
диаметром 38...40 мм может составлять 25...27 т/ч.
В последние годы у нас в стране и за рубежом широко применяют способ су
хого цинкования бесшовных и сварных труб. Так, например, на заводе фирм*
"Mannesmann" (Германия) цинкованию подвергают трубы печной сварки диа
Рис. 18.4. Принципиальная схема шнеков для погружения и
перемещения труб в расплаве цинка с вертикальным (а) и
горизонтальным (б) перемещением
489
Рис. 18.5. Схема расположения оборудования агрегата горячего цинкования труб
горизонтального типа с задачей труб в ванну цинкования с боковой стороны
метром 12,7... 101,6 мм и длиной до 7 м. Максимальная производительность
установки составляет 25 т/ч. Высокопроизводительные установки цинкования
труб диаметром 9,52... 101,6 мм работают на заводе фирмы "Cotimpi" (Италия)
и на заводе фирмы "British Steel Corp." (Великобритания), где цинкуют трубы
диаметром 12,7...165,1 мм.
Обычно трубы таких размеров цинкуют на агрегатах горизонтального типа.
Принципиальная схема расположения такого агрегата на участке цинкования
труб по сухому способу приведена на рис. 18.5. После прохождения
технологических операций подготовки поверхности, которые выполняются
последовательно в ваннах 7, трубы с помощью подающего устройства 2 поступают в
сушильную печь 5, выход которой примыкает к боковой стороне ванны
цинкования 4. Из печи подогретые с высушенным флюсом трубы с помощью
транспортера и загрузочного устройства наклонно погружают в ванну с расплавом
цинка, при этом цинк заливают в трубу с одной стороны, что способствует
улучшению цинкования внутренней поверхности, а также исключает
возможность хлопков. После цинкования трубы автоматически извлекают из ванны
цинкования, удаляют с их поверхности излишки цинка на специальном
устройстве 5, охлаждают в ванне с водой б.
Рассмотренное расположение оборудования и маршрут движения труб
являются характерными для большиства участков горячего цинкования труб.
При этом предусмотрена задача всей трубы под определенным углом в ванну
цинкования с ее боковой стороны. Выдачу оцинкованных труб производят с
торцевой стороны ванны.
Существуют агрегаты горячего цинкования труб горизонтального типа
(рис. 18.6), которые позволяют цинковать трубы, изготовленные из стали, не
содержащей кремний, и трубы из спокойной и полуспокойной стали. Цинковое
покрытие на наружной и внутренней поверхностях трубы равномерно и имеет
удельную массу не более 400 г/м2 (примерно 57 мкм), что соответствует Евро-
стандартам. Общий расход цинка составляет примерно 80 кг/т труб.
490
Рис. 18.6. Принципиальная схема цинковой машины для цинкования труб
(конструкция ВНИИМетмаша):
1,2 - шнеки; 3 - прижимной барабан; 4 - труба
Отмечая достоинства агрегата горячего цинкования с торцевой задачей тр
в ванну, следует иметь в виду, что в этом случае повышается опасность повр
ждения слоя высушенного флюса при транспортировании по роликам труб <
сушильной печи к ванне цинкования.
Технология подготовки и цинкования труб в порошковых смесях. Диффуз
онному цинкованию подвергают стальные горячедеформированные, холоди
деформированные и электросварные трубы из углеродистой стали.
Процесс диффузионного цинкования труб в порошковых смесях включая
следующие технологические операции: 1) подготовку труб к покрытию;
упаковку в муфели; 3) химико-термическую обработку; 4) распаковку муфеле
5) извлечение оцинкованных труб, их очистку и контроль.
Каждую трубу, предназначенную для диффузионного цинкования, подве]
гают тщательному осмотру. На наружной и внутренней поверхности труб i
должно быть плен, расслоений, рванин, подрезов, трещин, закатов, шлаковь
включений и других дефектов. Следует отметить, что закаты, трещины и т.,
можно удалить с помощью шлифования специальными машинками.
Годные для покрытия трубы набирают в пакеты (с подкладками между р:
дами) и обезжиривают в водных щелочных растворах. Например, использую
водный раствор, содержащий 30...50 г/л едкого натра, 30...50 г/л тринатрш
фосфата и 20...30 г/л жидкого стекла. Температура раствора 80...90°С; врем
выдержки труб в растворе 20...25 мин.
Обезжиренные трубы промывают в горячей G0...80 °С) воде в течение 5...1
мин, а затем в холодной проточной воде C...5 мин), после чего их направляю
на травление. Травление обычно ведут в водном растворе, содержаще]
15...20% серной или соляной кислоты. С повышением температуры скорост
травления значительно возрастает. Однако соляную кислоту вследствие ее ж
тучести нагревать выше 40 °С не рекомендуется; растворы серной кислот}
можно нагревать до 60...80 °С.
Качество поверхности изделий из углеродистых сталей после травления
соляной кислоте лучше, чем после травления в серной. На некоторых завода
хорошие результаты получены при травлении труб в растворе соляной кисло
ты с последующей обработкой в течении 5... 10 мин в растворе хромового ан
гидрида. Во избежании перетравления металла для сокращения расхода кисло
ты, уменьшения травильной хрупкости и улучшения условий труда к травиль
ным растворам добавляют специальные присадки - ингибиторы. Травление
491
Рис. 18.7. Схема муфеля с кассетами для набора труб:
/ - муфель; 2 - передняя кассета; 3 - задняя кассета
ведут до полного удаления окалины (обычно в течении 20...30 мин). Часто
используют ванны, оборудованные механизмами для покачивания труб. После
травления пакет труб промывают в ванне с проточной водой B0...30 °С) в
течение 5 мин, а затем в ванне с горячей G0...80 °С) водой. Для лучшего удаления
шлама с поверхности труб, после травления трубы промывают струей воды из
брандсбойта. Эту операцию выполняют в специальной кабине с наклонным
подом. Затем трубы осматривают, различные дефекты удаляют шлифованием
(при этом в результате зачистки размеры труб не должны выходить за пределы
допусков), подвергают декапированию в слабом водном растворе соляной
кислоты, тщательно промывают и направляют на флюсование. Для защиты
поверхности труб от окисления их подвергают флюсованию в 2 %-ном
растворе смеси солей G0 % ВаС12 + 30 % NaCl) при температуре 80...90 °С в течение
5... 10 мин. Флюсованные трубы сушат сжатым воздухом при 80... 100 °С до
полного удаления влаги с поверхности труб.
Упаковку труб в муфели и засыпку их диффузионной смесью осуществляют
на специальных установках. Муфели должны быть длиннее труб, поступающих
на цинкование, на 600...800 мм. В муфели укладывают по определенной схеме
от 1 до 12 шт. труб (в зависимости от сортамента). На рис. 18.7 приведена
схема муфеля с кассетами для наборки труб, а на рис. 18.8 - схемы расположения
труб в муфелях. Расстояние между упакованными трубами и стенкой муфеля
должно быть не менее 20...30 мм. Расстояние от дна муфеля до трубы должно
составлять не менее 300 мм, а от крышки - не менее 500 мм. В процессе
заполнения муфеля диффузионную смесь уплотняют вибрацией. После заполнения
муфеля смесь накрывают листовым асбестом, муфель накрывают
металлической крышкой, зазоры между муфелями и крышкой замазывают обмазкой,
состоящей из шамота, асбеста и жидкого стекла. Упакованные муфели перед
Рис. 18.8. Различные схемы расположения труб в муфелях.
У - муфель, 2 - труба, 3 - диффузионная смесь
химико-термической обработкой выдерживают в течение некоторого време
для затвердевания обмазки.
Муфели с упакованными в них трубами укладывают на чугунные подстаЕ
(бугели) и с помощью загрузочной машины помещают в камерную печь, пр
варительно нагретую до 600...700 °С.
Химико-термическую обработку проводят по специальному графику наг
ва, характер которого зависит от требований, предъявляемых к цинково
покрытию труб. Время нагрева и выдержка муфеля в печи в зависимости
сортамента цинкуемых труб составляет 12...20 ч. Для интенсификации нагрс
муфелей их рекомендуют изготовлять с центровой трубой и применять при!
дительную циркуляцию топочных газов через нее, что сокращает цикл нагре
на 5...6 ч. Продолжительность выдержки составляет 5...6 ч, причем ее начал
считают момент, когда температура в центровой трубе муфеля достип
440...460 °С. После выдержки муфель вынимают из печи и охлаждают на в<
духе на специальных стеллажах.
После химико-термической обработки муфели извлекают из печи, охлаж;
ют на воздухе до 60...80 °С и подают на распаковку. Распаковку муфелей пр
водят на агрегатах разборки муфелей. Специальным механизмом снима]
крышку с муфеля, высыпают диффузионную смесь и извлекают оцинкованн
трубы. Диффузионную порошковую смесь, извлеченную из муфелей, с nov
щью транспортеров подают в систему циркуляции смеси, где в нее добавляз
свежий цинковый порошок и направляют для повторного применения. Мус]
ли подают для упаковки следующих партий труб или на ремонт. Оцинкова
ные трубы передают в отделение отделки, где путем промывки горячей вод
или продувки сжатым воздухом с их поверхности удаляют остатки диффузис
ной смеси. Промытые трубы сушат на стеллажах, правят, затем транспортир
ют в отделение контроля труб. Осмотру подвергают каждую оцинкованн)
трубу. Цинковое покрытие на трубах должно быть сплошным, равномерным
прочно сцепленным с основным металлом; толщина покрытия должна соста
лять 80... 100 мкм. Для контроля толщины покрытия используют образц
свидетели, которые загружают в муфель одновременно с трубами. Кроме тог
толщину покрытия на наружной поверхности труб проверяют магнитнь
толщиномером. Трубы, имеющие непокрытые участки или другие дефект
поверхности, бракуют и возвращают на повторную обработку. Трубы, пр
шедшие контроль, маркируют и отправляют на склад готовой продукции.
В настоящее время выпускают диффузионно-оцинкованные трубы диаме
ром 20...529 мм и длиной 6... 12 м.
Оборудование для подготовки труб под цинкование. Оборудование для по
готовки поверхности труб (обезжиривания, травления, декалирования и др.)
составе трубопрокатных комплексов должно обеспечивать высокую произв
дительность и поточность. Если создавать такое оборудование только д;
цинкования наружной поверхности трубг особенно малых диаметров F...!
мм), то решить такую задачу можно сравнительно просто, применив многой
точные поточные линии. Создание подобного оборудования для нанесен!
покрытия на внутреннюю или одновременно на внутреннюю и наружную п
верхности труб - задача весьма сложная и до настоящего времени еще полн<
стыо не решенная.
В зависимости от степени разработки оборудования для нанесения гальв
иических покрытий на трубы, цинкование их можно осуществлять или в ед]
493
Рис. 18.9. Схема установки струйно-циркуляционного обезжиривания, промывки и травления
труб
ном технологическом потоке, включающем все операции от подготовки труб
под покрытие до выхода готовых труб, или с разрывом этого потока, когда
отдельные операции или группы операций выполняют на оборудовании, не
связанном в единую поточную линию.
В настоящее время на трубных заводах применяют обезжиривание,
промывку и травление пакетов труб в стационарных ваннах. Однако такой способ
неприемлем для подготовки труб под покрытия из-за низкой степени
механизации операций подготовки и не обеспечивает необходимого качества
подготовки поверхности. Наиболее пригодны для этой цели агрегаты поштучной и
пакетной циркуляционной химической обработки труб. На рис. 18.9 приведена
схема опытной установки струйно-циркуляционного обезжиривания,
промывки и травления труб диаметром 10...6 мм и длиной до 6 м.
Установка представляет собой систему баков, кранов, вентилей и
трубопроводов, смонтированных на станине и предназначенных для подачи рабочих
растворов и воды к обрабатываемым трубам. Она состоит из следующих
основных узлов: станины 2, системы питания б, зажимов 1 и 4, желоба 5, а также
механизма управления горловиной и краном 5. На установке последовательно
осуществляют обработку труб щелочным и кислым растворами, а также
промывку их водой. Обрабатываемую трубу обоими концами вставляют в зажимы
и закрепляют таким образом, чтобы она представляла собой как бы часть
трубопроводов питания. Рабочие растворы, нагретые в баках до требуемой
температуры, насосами подаются к четырехходовому распределительному крану, а
через некоторое время в определенной последовательности - к
обрабатываемым трубам.
Прошедшие через обрабатываемые трубы растворы стекают в желоб, а
оттуда - в соответствующие баки. Сброс растворов по назначению
обеспечивается вращающейся горловиной желоба причем она остается в
положении слива до тех пор, пока весь раствор из желоба не вытечет, т. е.
при всяком повороте крана из открытого положения в закрытое,
горловина остается неподвижной и поворачивается одновременно с
пробкой крана только при переводе его в новое рабочее положение.
494
Более производительными
являются линии и агрегаты, в которых
осуществляют химическую обработку
пакета труб только в одной ванне при
пропускании всех растворов
последовательно через эту ванну. По
такому принципу работает агрегат
химической обработки труб,
принципиальная схема которого приведена на
рис. 18.10.
Основные трудности, которые
необходимо преодолеть при разработке
конструкции установки связаны с
циркуляцией растворов, быстротой
заполнения ванны и слива раствора,
устранением смешивания растворов.
В рассматриваемой установке слив
растворов при их циркуляции
осуществляют с помощью сифонов
/ а
бА
Рис. 18.10. Принципиальная схема коммуни
каций ванны циркуляционной химическо1
обработки труб
В напорных линиях I-III автоматически поддерживают постоянное давлеь
соответствующих растворов. Через безнапорные коллекторы IV-VI расгв
поступает в обогреваемый бак и затем для повторного использования. Ь ь
мент заполнения ванны раствором открываются клапаны / и б; остальные: ю
паны закрыты. Одновременно с заполнением ванны заполняются сифоны fi
а К концу заполнения открываются клапаны 7 и 8 и раствор поступает во
напорные коллекторы. Через некоторое время после открытия клапанов 7
перекрывается клапан б. Раствор, поступающий из трубопровода /, через ю
пан 7 уходит через сифоны А,а и клапаны 7,8 в коллектор IV. пкптлтт __
Для аварийного слива предусмотрена сливная труба Б. По окончании п
цесса обработки раствором клапан 1 перекрывают и раствор сливают чщ
сифоны в бак. Для более полного удаления раствора из ванны большой и >
лый сифоны работают параллельно. „„„„„<, „Y чепез kj
По такому же принципу заменяют и другие растворы, заливая их через kj
паны 2,3, 4, 5, выпуская их через клапаны 9 и 10 ъ коллекторы V и VI.
Заполнение растворами ванны объемом 10 м\ оборудованной насосом п
извдаьностью 200 м3/ч, продолжается 3 мин. Слив раствора из ванны чеГ
один сифон диаметром 150 мм продолжается 4.S...6 мин.
Установки подобной конструкции целесообразно использовать только д
химической обработки труб без последующего нанесения на них покрьггия т
когдТПродолжительность пауз между отдельными технологическими oneF
циями не играет столь существенной роли, как при нанесении покрытии.
18.2 Трубы с алюминиевыми покрытиями
Благодаря ряду ценных физико-химических свойств алюминиевые покрыт
находят широкое применение в промышленности - для защиты от атмосфер»
Гвь?окГмператуРрной (до 800 «С) коррозии арматуры газогенераторов
печей, трубчатой теплообменной аппаратуры химической, неФте"е^Р^(
вающей и других отраслей промышленности, оборудование для термическ.
495
обработки (солевые и свинцовые ванны, конвейерные цепи, желоба, корыта,
колосники и т. д.) и полимеризующих установок, шумоглушителей, кровли,
предметов домашнего обихода, элементов обойм подшипников, установок
кондиционирования воздуха и всасывающих насосов, тиглей, дымососов,
крекинговых и котельных труб, титановых и молибденовых изделий, а также для
повышения эмиссионной способности стали.
Сталь, покрытая алюминием, приобретает жаростойкость вследствие
образования на ее поверхности оксидов алюминия, температура плавления которых
2100 °С. По многочисленным данным, стойкость алитированных изделий при
температуре 800 °С в 15...20 раз, а до 900 °С в 7... 10 раз, до 950 °С в 5...7 раз
выше по сравнению с неалитированными. Алитированные изделия из
углеродистой стали устойчивы до 350 °С в атмосфере, содержащей 1 % HN03 и 3 %
H2S. Существуют следующие методы нанесения алюминиевых покрытий на
трубы: диффузионный, в свою очередь подразделяющийся на жидкофазный
способ (алюминирование), парофазный (из порошковых смесей) - алитирова-
ние и газовый (осаждение алюминия из паровой или газовой фазы);
электрохимический; металлизационный.
Жидкофазный способ (алюминирование) по сравнению с другими
перечисленными способами нанесения алюминия наиболее прост, экономичен и
высокопроизводителен.
Сущность алюминирования заключается в следующем: подготовленные
изделия погружают в ванну с расплавленным алюминием, выдерживают в нем в
течение определенного времени, после чего извлекают и охлаждают. В
процессе подготовительных операций происходит удаление с поверхности изделий
жировых и других загрязнений, окалины и тонких оксидных пленок, нанесение
слоя флюса. За последнее время в практике алюминирования находит
применение и бесфлюсовая подготовка изделий, например пассивирование стальной
поверхности или обработка ее в окислительно-восстановительной атмосфере.
Фирма "Arthur Engineering Works" (США) подвергает алюминированию
трубы длиной до 5 м для нефтяной промышленности. Трубы предварительно
обрабатывают в расплаве каустической соды при 482 °С в течение 5... 10 мин,
промывают в горячей воде, травят в 15 % - ной НС1, промывают в горячей,
подвергают дробеструйной обработке и затем погружают в ванну алюминирования
при температуре 700...760 °С (в зависимости от количества загружаемых труб).
В США рассматриваемый способ нашел промышленное применение под
названием "Aldil". Нанесение алюминия по этому способу осуществляют также
путем окунания детали в расплавленный алюминий, но с применением
специальных флюсов. Флюсование деталей, судя по температуре G00...720 °С),
проводят в расплавленном флюсе.
Фирма "Ниппон Кокан" (Япония) освоила в промышленном масштабе
производство стальных труб диаметром от 19 до 216 мм и длиной до 5,5 м с
алюминиевым покрытием. Для повышения жаростойкости алюминированных труб
(получения более толстого слоя железоалюминиевого сплава) фирма
осуществляет алюминирование при повышенных температурах (до 720...750 °С) и
времени выдержки 2,5...3,5 мин. Толщина покрытия, нанесенного таким способом,
составляет 0,1 мм, причем слой чистого алюминия составляет 20...30% от
общей толщины, а остальное - слой железоалюминиевого сплава.
Кроме того, предложен способ алюминирования, заключающийся в
нанесении на поверхность стальных изделий промежуточного слоя из цветного ме-
496
талла, слабо растворимого в жидком алюминии, с последующим нанесение
слоя алюминия путем погружения изделия в расплав. Промежуточный слс
наносят гальваническим методом. Растворимость металла промежуточно!
слоя в жидком алюминии при 700 °С не должна превышать 8 %. Таки
свойством обладают хром, свинец, титан, кобальт, марганец, вольфрам, б<
риллий, висмут, цирконий.
Известно, что при алюминировании в слое покрытия образуется диффузх
онный слой интерметаллических соединений, обладающий повышенной xpyi
костью. Это отрицательно влияет на пластические свойства покрытия и сп<
собность его к деформации. Одним из путей подавления роста промежуточнс
го слоя, а также повышения коррозионной стойкости покрытия является леп
рование алюминиевого расплава добавками различных элементов.
Украинскими специалистами (в бывшем Всесоюзном трубном институте) у<
тановлено, что алюминиевые покрытия, полученные в расплаве алюминии
одновременно легированном марганцем, титаном и хромом (по массе): Мп
0,015Ti + 0,05Cr, имеют повышенную сопротивляемость к общей и язвенно
коррозии. Годичные коррозионные испытания, проведенные в производстве!
ных условиях цехов регенерации твердого поглотителя и моноэтаноламиново
очистки коксового газа, показали, что коррозионная стойкость алюминиевог
покрытия, полученного из легированного расплава, в 1,5...1,6 раза выше, че]
из нелегированного. Было показано, что легирующие добавки также улучша
ют пластические свойства покрытия.
По патенту Японии для получения пластичного алюминиевого покрыта
(трубы можно протягивать без появления трещин и отслоений) в расплав алк
миния вводят, % (по массе): 1...7 Si, 0,2...1,0 Cd и (или) 0,2...1,0 Zn. Кроме тоге
расплав может содержать 0,2... 1 % РЬ.
Предлагается способ формирования жарокоррозионностойкого алюминие
вого покрытия путем нанесения на изделие гальванического никелевого, а за
тем алюминиевого покрытия из расплава. В патенте США сообщается, чт<
высокую коррозионную стойкость имеет алюминиевое покрытие, легирован
ное марганцем 0,75...1,15% (по массе). Согласно патенту Германии, высоко)
коррозионной стойкостью обладает алюминиевое покрытие, легированное о
1 до 10 % Сг и прошедшее последующий отжиг.
Отечественными исследователями установлено, что добавка 2,5...3,5 % Si (п<
массе) в ванну алюминирования понижает температуру плавления алюминия
повышает пластичность образующегося покрытия и улучшает его внешни]
вид; с увеличением содержания кремния от 0 до 6 % толщина покрытия умень
шается более чем в 2 раза.
Более широкое внедрение алюминированных труб, расширение их сорта
мента сдерживается отсутствием технологичных и стойких в расплаве алюми
ния материалов для изготовления крупногабаритных ванн алюминирования.
Алитирование заключается в диффузионном поверхностном насыщенш
стальных и чугунных изделий алюминием при температуре 900... 1150 °С (i
порошкообразных смесях). В качестве алюминийсодержащей смеси можне
применять смесь порошка алюминия с глиноземом (инертный разбавитель
предотвращающий сплавление частиц алюминия между собой) и графитов
либо смесь порошкообразного железоалюминиевого сплава (ферроалюминия
с инертными веществами-разбавителями (шамотом, каолином, глиноземом
497
магнезитом и др.). Для ускорения процесса насыщения в алюминийсодержа-
щую смесь добавляют 0,5...2 % NHUCl.
При алитировании изделия укладывают в специальные ящики (муфели),
содержащие смесь порошков, засыпают алюминий, плотно упаковывают и
подвергают длительному нагреву при высоких температурах (900... 1150 °С).
Глубина слоя и содержание алюминия в диффузионном слое зависят от
температуры и длительности алитирования, от состава и активности алитирующей
смеси. Содержание алюминия в диффузионном слое колеблется в пределах
20...36 %. Диффузионный слой представляет собой твердый раствор алюминия
в ct-железе. Скорость алитирования растет с повышением содержания
ферроалюминия в смеси до 60 %, дальнейшее повышение содержания
ферроалюминия в смеси почти не оказывает влияние на скорость алитирования.
Алитированные изделия, как и алюминированные в расплаве, обладают
достаточно высокой жаростойкостью и коррозионной стойкостью.
Минимальное содержание алюминия в поверхностном слое, обеспечивающее
достаточную жаростойкость изделий, должно быть не ниже 10... 12 %. Путем
алитирования можно повысить жаростойкость и износостойкость легированных
сталей.
Фирма "Nippon Colozizing" (Япония) осуществляет алитирование труб в
порошке, состоящем из 98,5...99,5 % 60 %-ного ферроалюминия и 0,5... 1,5 %
хлористого амония. Перед алитированием трубы подвергают дробеструйной
очистке или травлению. Затем их погружают в контейнер, засыпают смесью и
уплотняют, контейнер закрывают крышкой, щели смазывают огнеупорной
глиной, после чего его загружают во вращающуюся печь и подвергают
предварительному нагреву в течение 30...45 мин при 400 °С для удаления паров из
порошка. Окончательный нагрев происходит затем в течение 4...12 ч (в
зависимости от толщины покрытия) при температуре 900... 1100 °С.
Для защиты труб теплообменников от высокотемпературной газовой
коррозии применяют комбинированный способ получения диффузионного
алюминиевого покрытия: насыщение поверхности труб алюминием в твердой фазе с
последующим их погружением в расплав алюминия. Полученное таким
способом покрытие обеспечивает защиту в температурном интервале до 600 °С в
атмосфере, содержащей S02, S04, H2S.
Алюминирование труб осуществляют по следующей технологической схеме:
приемка труб, набор труб в пакеты, травление, промывка, сушка, контроль
качества и удаление дефектов, обезжиривание, промывка, декапирование,
промывка, пассивирование, промывка, сушка, алюминирование, охлаждение,
контроль качества труб с покрытием.
Из трубопрокатных и волочильных цехов трубы после правки, обрезки
концов и приемки ОТК поступают в цех металлических покрытий, где их
набирают в пакеты с прокладками между рядами и направляют на травление
в 10... 15 %-ном растворе серной кислоты с присадкой ингибиторов при
температуре 55...60 °С до полного удаления окалины. После травления пакет
труб погружают в ванну с проточной холодной водой и выдерживают в
течение 2...3 мин, а затем подвергают промывке из брандспойта в специальной
кабине с наклонным полом. В зависимости от наличия жировых загрязнений
на трубах обезжиривание можно проводить до и после травления.
498
Обезжиривание осуществляют химическим способом, выдерживая тр
при температуре 80...90 °С в течение 20 мин в водном растворе следую!
состава, г/л:
Едкий натр 30...40
Тринатрийфосфат 30...40
Жидкое стекло 20...25
После травления состояние поверхности труб контролируют и поверхн
ные дефекты удаляют путем зачистки.
Перед алюминированием трубы подвергают декапированию (аз
вированию поверхности) 2 3...5%-ном растворе серной кислоты при komi
ной температуре в течение 5... 10 мин. Трубы с активированной поверхнос
промывают в холодной проточной воде и переносят в ванну пассивирова!
Для уменьшения окисления операции должны следовать непрерывно одн<
другой. Пассивирование можно осуществлять в концентрированной (бс
60 %-ной азотной кислоте в течение 0,5 мин или в 0,5... 1 %-ном водном расл
ре хромового ангидрида в течение 0,5... 1 мин.
Пассивированные, промытые в холодной и горячей водах, после сушки т
бы поступают на участок алюминирования. Загрузочное приспособление
бирает трубы в кассеты (от одной до шести штук в зависимости от диаметра
Алюминирование труб осуществляют путем погружения их в кассете в в
тикальную ванну с расплавленным алюминием при температуре 700±20
Время выдержки труб в расплаве в зависимости от толщины стенки и назна
ния труб может колебаться от 5 до 18 мин. Для предохранения алюминия
окисления зеркало ванны покрывают флюсом из смеси равных количеств N;
и КС1. Перед загрузкой и извлечением труб зеркало ванны очищают от флю
После извлечения из расплава кассета с трубами охлаждается на воздухе, по<
чего трубы извлекают из кассеты и передают на контроль. Общая толин-
алюминиевого покрытия на трубах, включая слой железоалюминиевого сп.
ва, должна составлять не менее 100 мкм.
Металлизация (газотермическое напыление) труб алюминием состоит из с.
дующих операций: приемки и контроля качества труб, дробеструйной очист
поверхности труб, металлизации (напыления), уплотнения металлизационнс
слоя, контроля качества металлизированных труб. Затем трубы поступают
отделение покрытий на приемный стеллаж линии металлизации. С помощ]
дозатора-укладчика трубы поштучно подают на приемный рольганг к каме
дробеструйной очистки. После подготовки поверхность труб становится шер
ховатой, серебристо-серого цвета. Из дробеструйной камеры трубы nocrynai
в камеру металлизации, в которой с помощью электрометаллизаторов на
поверхность напыляют алюминий. Для нанесения алюминиевого покрыт
используют алюминиевую проволоку диаметром 2...2,5 мм. Проволока долж]
иметь гладкую, чистую и неокисленную поверхность, без вмятин, заусенце
расслоений и резких перегибов. Перед заправкой в разматыватели и подачи
металлизаторы проволока должна быть подвергнута правке.
После металлизации трубы подвергают контролю качества: покрытие дол:
но быть сплошным и прочно сцепленным со стальной основой светло-серо]
цвета (после уплотнения - пол у блестящее).
Ведущими зарубежными фирмами, выпускающими специальное оборуд
вание для металлизации труб, являются: "Metallisation Ltd." (Великобритании
499
"Societe Nouvelle de Metallisation Industries" (Франция), "Metco" (Италия,
США), OSI (Германия).
Фирма "Metallisation Ltd." смонтировала на одном из металлургических
предприятий установку для металлизации труб диаметром 80...250 мм.
Толщина наносимого алюминиевого покрытия составляет 0,15 мм,
производительность установки - 10 м2/ч.
В Чехии введены в эксплуатацию линии электродуговой металлизации
профильного проката и труб.
В Италии освоена металлизация труб диаметром 860 мм для
трубопроводов. После дробеструйной обработки трубы подвергают металлизации на
специальном стенде, оснащенном четырьмя батареями с двумя металлизато-
рами каждая. Секция из двух труб длиной 6 м приводится во вращение, а
батарея металлизаторов перемещается на 3 м, что обеспечивает нанесение
покрытия за один проход.
Ниже приведены технические характеристики установок металлизации в
Германии и Италии:
Страна
Диаметр обрабатываемых труб, мм
Длина трубы или секции, м
Толщина наносимого покрытия, мм
Материал покрытия
Диаметр проволоки для напыления,
мм
Количество металлизаторов
Скорость подачи труб, м/мин
Напряжение дуги, В
Производительность металлизатора
при силе тока 1000 А, кг/ч
Потребление электроэнергии, кВт/ч
Опыт эксплуатации автоматических линий показал, что использование в них
электродуговых металлизаторов взамен газопламенных аппаратов дает
следующие преимущества: достигается большая сила сцепления покрытия с
основным металлом и обеспечивается больший срок службы покрытия;
допускаются более низкие требования к шероховатости поверхности основного
металла; снижаются затраты электроэнергии; обеспечивается более высокая
автоматизация и производительность процесса; уменьшаются эксплуатационные
расходы; быстрее окупаются затраты на сооружение линий.
У нас в стране металлизацию труб алюминием также осуществляют на
поточных линиях. На одном из заводов работает линия металлизации труб
алюминием диаметром 56 мм.
Разработана и изготовлена опытно-промышленная линия для
металлизации труб электродуговым способом. Линия рассчитана на обработку труб
диаметром от 57 до 529 мм, проектная мощность 200 км/год. Для нанесения
покрытия используют металлизаторы ЭМ 12-67 станочного типа. Для
питания электрической дуги постоянным током применен сварочный
преобразователь типа ПСУ 500, что позволяет регулировать силу тока в пределах
300...500 А, напряжение 30...36 В.
500
"ермания
90...300
6
0,3
Цинк
3,5
3
40
-
100
-
Италия
860
12
0,25
Алюминий
3,0
8
-
22
30
27
Технико-экономические показатели опытно-промышленной линии алюм]
нирования:
Расход алюминиевой проволоки, кг/м2 0,95
Расход дроби, кг/м2 0,08
Общий расход сжатого воздуха, м3/м2 58
Расход электроэнергии, кВтч/м2 2,7
Численность производственного персонала, чел 4
В зависимости от назначений труб с покрытием, алюминиевый слой може
быть подвергнут дополнительному уплотнению. Установлено, что механич<
ское уплотнение металлизационного слоя снижает его пористость и в 2...3 раз
повышает его коррозионную стойкость, особенно в высокоагрессивных среда:
Уплотнение металлизированного алюминиевого слоя осуществляют на сп<
циальном устройстве, смонтированном в линии за камерой металлизацш
Устройство для обкатки наружной поверхности труб, металлизированны
алюминием, включает рабочие ролики, установленные с возможностью врг
щения в сепараторе, и привод.
18.3. Хромированные трубы
Весьма эффективны и перспективны диффузионные хромовые покрытия, кс
торые используют для защиты низкоуглеродистой стали от атмосферной кор
розии, воздействия влажного воздуха морской атмосферы и других агрессиЕ
ных сред.
Диффузионные хромовые покрытия защищают сталь от окисления при тем
пературах до 900 °С и повышают износостойкость высокоуглеродистой стали.
Диффузионные хромовые покрытия используют и для повышения коррози
онной стойкости труб из углеродистых сталей, работающих в условиях наво
дороживания (среде сероводорода) и в сернистой атмосфере при высоких тем
пературах, в азотной кислоте и многих органических средах, а также в агрес
сивной промышленной и морской воде.
Различают три основных способа диффузионного хромирования: парофаз
ный, газовый и жидкофазный.
При парофазном способе диффундирующий металл (хром) переносится к по
крываемой поверхности посредством паровой фазы, образующейся в процесс
нагрева металла. Хромирование из паровой фазы может осуществляться кон
тактным, неконтактным или вакуумным способами. При хромировании кон
тактным способом изделия и хромсодержащее вещество (чистый хром, ферро
хром и др.) помещают в герметически закрытые контейнеры. Испарение металл*
происходит в реакционном пространстве в непосредственной близости от мест
соприкосновения кусочков или порошка хрома с поверхностью изделия. Режил
процесса выбирают таким образом, чтобы получить диффузионный слой опре
деленной толщины с необходимой концентрацией хрома на его поверхности.
При неконтактном способе испарение хрома происходит на некоторок*
расстоянии от поверхности обрабатываемого изделия. Неконтактный способ
позволяет получать поверхность более высокого качества, однако
концентрация хрома и глубина насыщения при этом меньше. Из-за малой упругости
паров хрома хромирование парофазным способом проводят при высоких
температурах A200... 1400 °С) и продолжительных выдержках (более 10 ч).
501
Парофазный способ лучше осуществлять в нейтральной (азот, аргон,
аммиак и др.) или восстановительной (водород) атмосфере, или в вакууме.
При вакуумном способе хромируемые изделия находятся или в контакте с
порошком хрома, или на некотором расстоянии от него. Вакуум облегчает
испарение хрома и его перенос к обрабатываемой поверхности. Насыщение
поверхности хромом происходит благодаря образованию при высокой
температуре паровой фазы, содержащий хром.
Газовый способ хромирования основан на химическом взаимодействии
газовой среды, содержащей диффундирующий элемент (хром), с поверхностью
обрабатываемого изделия. В качестве газовой среды служат различные галоге-
ниды хрома (СгС12, СгС13, CrF2, Crl2, CrBr). Химическое взаимодействие при
хромировании газовым способом происходит как на границе раздела металл -
газовая фаза, так и в объеме газовой фазы.
Различают контактный (способ порошков) и неконтактный способы
хромирования труб из газовой фазы. При контактном способе изделия загружают в
контейнер, который заполняют порошкообразной смесью, состоящей из
хрома, феррохрома и хромистой руды, а также веществ, предотвращающих
спекание хромсодержащих частиц (песок, окись алюминия, окись магния и др.), и
солей, генерирующих при разложении активную газовую среду (NH4C1, NH4F,
NHJ, NRiBr, NaCl и др.). Вместо солей используют различные газы: НС1, С12 и
др. Температура процесса 1050... 1100 °С, продолжительность 3...6 ч.
При неконтактном способе изделия загружают в контейнер, заполняемый
газообразными соединениями хрома.
При диффузионном хромировании жидкофазным способом активная фаза,
участвующая в переносе диффундирующего металла к обрабатываемой
поверхности изделия, - расплав соли, содержащей диффундирующий металл
(СгС12, СгС13). На границе раздела металл - расплав соли происходит
химическая реакция, благодаря которой становится возможным процесс насыщения.
Для уменьшения активности солевого расплава, состоящего из хлоридов
хрома, в него вводят соли-стабилизаторы (хлористые и фтористые соединения
щелочных или щелочно-земельных металлов). Температура хромирования
950... 1200 °С, продолжительность 2...3 ч.
Исследования показали, что для труб наиболее технологичен и осуществим в
промышленных условиях контактный вакуумный способ диффузионного
хромирования из порошков и шликерный из хромсодержащих паст.
В последние годы разработан способ неконтактного вакуумного
диффузионного хромирования в паровой фазе. Способ основан на способности хрома
интенсивно испаряться (упругость пара пр 1400... 1450 °С составляет
66,65...93,33 МПа) и создавать, вследствие этого у насыщаемой поверхности
стали (СтЗ, 08кп, Юкп, 09Г2, 12Х1МФ и др.), достаточную концентрацию
паров хрома. Хромирование осуществляется в вакуумных печах при температуре
1400...1450 °С, время изотермической выдержки 15...20 ч, давление в вакуумной
камере 1,332 Па.
Глубина слоя, легированного хромом, составляла 2...2,5 мм и более, на
поверхности содержание хрома доходило до 60 %. Хромирование неконтактным
вакуумно-диффузионным способом позволяет получить прочную связь между
слоями металла и обеспечивает высокую пластичность хромированного слоя.
Высокая пластичность диффузионного слоя обеспечивается низкой концентра-
502
цией в нем углерода, газов, серы и других вредных примесей. Так, содержав
углерода, серы, азота снижается до 0,02; 0,004; 0,002 % соответственно, а нем<
таллические включения типа оксидов и сулфидов полностью исчезай:
(восстанавливаются или диссоциируют).
На основе этого способа разработана технология получения труб с наруя
ным хромированным слоем.
Технология диффузионного вакуумного хромирования труб из сталей 10, 4
и 36Г2С включает следующие операции: 1) обезжиривание в 15 %-ном раствор
NaOH с добавкой 3 г/л жидкого стекла при температуре 60...70 °С в течение 2
мин; 2) промывку труб в горячей G0...80 °С) и холодной воде; 3) травлени
труб в 20 %-ном растворе H2S04 при температурах 45...75 °С в течение пр*
мерно 40 мин до полного удаления окалины; 4) промывку труб холодной водо
из брандспойта до полного удаления шлама; 5) сушку труб подогретым возд>
хом до полного удаления влаги; 6) наборку труб в муфель, засыпку его порош
ком хрома (фракции 1...3 мм) и уплотнение последнего; 7) посадку упакованнс
го муфеля в вакуумную печь и герметизацию печи; 8) создание в печи вакуум
1,333...0,133 Па; 9) нагрев труб, упакованных в порошок хрома, до температу
ры 1150 °С со скоростью 300...350 °С/ч; отключение вакуумного насоса; 10
выдержку при температуре 1150 °С в течение 6 ч; 11) разгерметизация печи i
извлечение муфеля с трубами; 12) быстрое охлаждение муфеля на воздухе д<
температуры 80... 100 °С; 13) высыпку порошка хрома и извлечение хромиро
ванных труб; 14) очистку труб от остатков порошка хрома.
18.4. Никелированные трубы
Никелевые покрытия используют для защиты стальных углеродистых труб
применяемых в выпарных аппаратах, при производстве едкого натр;
(каустической соды) на содовых, алюминиевых и других заводах, в условия:
которых срок службы труб без покрытия составляет несколько месяцев.
По принятой терминологии, различают два способа нанесения никелевые
покрытий: химический и гальванический (электролитический).
Как известно, химическое никелирование характеризует процесс осажденш
не чистого никеля, а соединений никеля с фосфором, содержание которого i
покрытии колеблется в пределах 3...15 %. Наличие фосфора в таком покрыли
существенно меняет его физико-химические и механические свойства, что не
обходимо учитывать при сравнении его с электролитическим никелевым
покрытием, состоящим из чистого никеля. Химическое никелирование основанс
на способности гипофосфатов восстанавливать никель из водных раствороЕ
его солей.
Скорость осаждения никеля при наиболее благоприятных условиях ведения
процесса максимальна в первый час работы раствора и составляет 15... 18 мкм/ч
В среднем гипофосфита расходуется около 43 %, остальной - на выделение
водорода. Полезный расход никеля на покрытие составляет от 16 до 40 %.
Основные преимущества никельфосфорных покрытий, полученных
химическим путем, - возможность получения равномерных по толщине осадков на
деталях любой конфигурации, точность воспроизводимого рельефа
покрываемой поверхности и высокая твердость покрытия. К недостаткам процесса
химического никелирования относятся: сложность состава раствора; особая
503
трудность регулирования сравнительно небольшой скорости процесса,
затухающего во времени; сложность корректировки раствора; самопроизвольное
разложение растворов (саморазрядка); неполноценное использование гипо-
фосфита (около 60% расходуется на восстановление водорода и только
40...43 % - на восстановление никеля); произвольное осаждение никеля в виде
порошка на стенках ванн и трубопроводов, сложность его удаления и т.д.
Эти недостатки особенно проявляются при покрытии крупногабаритных
деталей. В настоящее время химическое никелирование находит применение
главным образом для покрытия мелких деталей с использованием
сравнительно небольших объемов раствора.
Значительно шире и многообразнее применение никелевых покрытий,
получаемых гальваническим (электролитическим) способом. Около 10% мирового
производства никеля расходуется для никелирования (сотни миллионов
квадратных метров поверхности различных изделий с защитным покрытием в год.)
Электролит для никелирования труб должен отвечать следующим
требованиям: 1) иметь относительно простой состав и быть стабильным в процессе
эксплуатации; 2) образовывать качественные покрытия в широком диапазоне
плотностей тока при относительно малой скорости движения и сравнительно
невысокой температуре электролита; 3) обеспечивать возможность проведения
процесса электроосаждения с растворимым анодом при высоких катодной и
анодной плотностях тока и высоких выходах по току.
На основе проведенных исследований по никелированию труб установлено,
что вышеуказанным требованиям наиболее полно отвечает
концентрированный сульфатно-хлоридный электролит типа электролита Уаттса следующего
состава, г/л: 300 NiS04 • 7H20; 60NiCl2 • 5Н20 : 40Н3ВО3.
Технологическая схема никелирования стальных труб включает следующие
операции:
1) Приемка труб. Все поступающие на никелированные трубы подвергаются
визуальному контролю; они должны соответствовать требованиям ГОСТ
8733-74.
2) Обезжиривание труб осуществляют химическим способом в ванне,
содержащей водный раствор следующего состава, г/л: 40-50 NaOH; 15 Na3P04; 35
Na2Si03. Температура раствора 90-100 °С, продолжительность обработки
30...45 мин.
3) Промывку в горячей G5-80 °С) воде проводят в ванне в течение 0,5... 1 мин.
4) Промывка в холодной проточной воде. Трубы погружают в ванну с
холодной проточной водой и, периодически прокачивая, промьюают в течение
0,5... 1 мин.
5) Травление производят в 15-20% -ной НС1 при температуре 20-25 °С,
периодически прокачивая трубу до полного удаления окалины, а затем
внутреннюю поверхность труб очищают ершами.
6) Промывка в холодной проточной воде (см. операцию 4).
1) Декапирование труб в 3-5 %-ном растворе НС1 при температуре 20...25 °С
в течение 2...3 мин при периодическом покачивании труб.
8) Промывка в холодной проточной воде (см.операцию 4).
9) Пассивирование труб в концентрированной HN03 (> 60 °С) в течение 30 с
при температуре 4...8 °С или в водном растворе, 1 л которого содержит 150 г
504
NaOH, 300 г NaN02 и 0,5 Fe2(S04K при температуре 106...112°С в течени
8...12С.
10) Нейтрализацию проводят только после пассивирования труб в азот
нойкислоте, промывая их в 10%-ном растворе NaOH в течение 0,5-1 мин
целью удаления остатков азотной кислоты,которая может вызвать разрушени
пассивной пленки при последующей промывке труб.
11) Промывку в холодной проточной воде (см.операцию 4).
12) Крепление трубы на установке для никелирования. Конец трубы закреп
ляют в посадочных местах установки, после чего пускают установку.
13) Никелирование трубы осуществляют в электролите следующего состава
г/л: 300 NiS04 -7 Н20; 60 NiCl2 • 5 Н20; 40 Н3В03. Кислотность (рН) электроли
та 3,0-4,0; температура электролита 50-60°С;предельно допустимая катодна
плотность тока при скорости циркуляции электролита 0,5; 1 и 2 м/с соответсл
венно 1,5 103; 3103и 6 • 103 А/м2.
14) Извлечение трубы после никелирования. После электроосаждения в тече
ние заданного времени установку включают, выключают ток и трубу снимаю*
с установки и направляют на промывку.
15) Промывка в холодной непроточной воде. С целью улавливания остатко)
электролита и использования его при последующей корректировке первук
промывку проводят в ванне с непроточной водой.
16) Промывка в холодной проточной воде (см. операцию 4).
17) Промывка в горячей воде (см. операцию 3). Благодаря нагреву трубы он;
быстрее высыхает после извлечения из ванны.
18) Контроль качества никелевого покрытия. Внутреннюю поверхность тру(
после никелирования подвергают визуальному осмотру с помощью перенос
ной лампы. Толщину покрытия проверяют выборочно (металлографически!*
способом - на образцах, вырезанных из трубы, или неразрушающими метода
ми контроля).
19) Термическую обработку никелированных труб. С целью обезводорожи
вания никелированных труб их подвергают нагреву до 200°С в течение 1 ч.
Дальнейшую термическую обработку труб из стали 10 осуществляют по еле
дующему режиму: загрузка в печь при температуре 200 °С; нагрев до 900±25 °С
выдержка при этой температуре 1,5...2 ч; охлаждение труб на воздухе.
Для никелированных труб из стали 20 рекомендуется такой же режим терми
ческой обработки, но охлаждение до комнатной температуры трубы должне
осуществляться с печью.
20) Контроль качества термически обработанных труб. Внутреннюю по
верхность всех труб подвергают визуальному осмотру с помощью переносно?
электролампы. На никелированной поверхности не должно быть пузырей \
вздутий. Цвет термически обработанного никелевого покрытия может был
черным или темным с зеленоватым оттенком.
В конструкции отечественной установки для никелирования труб была
заложена схема покрытия трубы на сравнительно небольшом участке
@,8...1,5 м) при непрерывном вращательно-поступательном движении
ее относительно неподвижного анода. Вращение и возвратно-поступа-
ельное движение трубы обеспечивают нанесение покрытия равномерной
толщины как по периметру, так и по длине трубы.
505
18.5. Покрытие труб силикатными материалами
* Трубы с эмалевыми, стеклянными и жаростойкими покрытиями
предназначены для замены труб из дорогостоящих и дефицитных коррозионностойких
сталей различных марок, цветных металлов и сплавов, применяемых в
промышленности. Наиболее широкое распространение получили трубы со стекло-
эмалевыми покрытиями, устойчивые против воздействия всех видов кислот (за
исключением фтористоводородной), их солей и растворителей при 20...200 °С и
давлении до 1000 кПа.
Эмалирование труб осуществляется обычно по следующей схеме: подготовка
поверхности, нанесение эмали, сушка эмалевого покрытия, обжиг эмалевого
покрытия, контроль качества покрытия.
Для подготовки поверхности труб применяют термическое обезжиривание
при температурах до 800 °С с последующим циркуляционным травлением в
20%-ном растворе соляной кислоты или 12...20%-ном растворе серной
кислоты с присадками в количестве 0,1...2% или пескоструйную (дробеструйную)
обработку с абразивным материалом (песок, стальная дробь размером 1...3 мм)
под давлением 100...450 кПа.
В США с целью повышения прочности сцепления, улучшения качества
эмалевого покрытия и возможности безгрунтового эмалирования предложен
способ, при котором на окисленную поверхность трубы наносят пленку из хрома,
а затем нагретое до высокой температуры покрытие. После этого трубу
обжигают при 926 °С. В Германии предложено изделия перед эмалированием
подвергать электролитической обработке в расплаве щелочей с одновременной
анодной полировкой и последующим резким охлаждением холодной водой.
В Англии разработан процесс непрерывного нанесения стеклоэмалевого
покрытия на стальные электросварные трубы. Шихту эмали с повышенным
содержанием связующего компонента наносят на трубу в виде водной части
методом напыления (обычно два слоя толщиной по 2 мм).
В Чехии предложен способ нанесения эмали на трубу, нагретую проходящим
по ней электрическим током. Внутри трубы создается окислительная
атмосфера для прочного скрепления металла и покрытия, снаружи - восстановительная
среда, препятствующая образованию окалины.
В ряде стран эмаль в виде порошка наносят на внутреннюю поверхность
трубы непосредственно после ее изготовления.
Эмалевое покрытие на трубах сушат в электрических сушилках различной
конструкции при 80-140 °С продувкой холодным или подогретым до 40-50 °С
воздухом. Этот способ обеспечивает получение качественного высушенного
слоя. Равномерное распределение температуры по всей длине трубы
обеспечивается при нагреве методом электросопротивления. Установки для сушки труб
этим методом компактны, экономичны и производительны, так как при его
применении нагревается непосредственно металл трубы, на которую нанесено
покрытие.
Трубы со стеклянным покрытием предназначены для транспортировки
агрессивных жидкостей в условиях повышенных температур и давлений и могут
применяться в различных отраслях химической и других родственных ей отраслях
промышленности. Такие трубы устойчивы к горячим агрессивным средам
(кроме плавиковой кислоты и растворов щелочей с концентрацией выше 10 %).
506
Для нанесения стекла на внутреннюю поверхность стальных труб применя
ют следующие способы: балонный, порошковый, шликерный, центробежньп
метод остекленения расплавленным стеклом и др. Самым распространенны*
из них является балонный способ, заключающийся в следующем. Запаянную
двух сторон стеклянную трубу (баллон) помещают в стальную трубу несколько
большего диаметра. Совмещенные трубы нагревают до определенной темпера
туры. Воздух или газ, находящийся внутри баллона, нагреваясь, расширяется i
плотно прижимает размягченное стекло к стенкам стальной трубы.
Трубы баллонным способом футеруют, в основном, в Японии.
Трубы, остекленные баллонным способом, изготавливают с резьбой на кон
цах, соединяющихся друг с другом с помощью резьбовых фланцев или муфт, ]
с фланцами, приваренными встык. Более долговечными являются остекленны
трубы с уплотнительными стеклянными кольцами, которые вставляются в спе
циальные выточки на фланцах. Благодаря этому значительно улучшается гер
метичность соединения.
Все описанные методы футерования внутренней поверхности пригодны дл
стальных труб диаметром не более 100 мм.
Для покрытия стальных труб диаметром более 100 мм применяют толсто
стенные стеклянные трубы. Стеклянная труба помещается внутрь стально]
трубы с небольшим зазором, разогревается и при вращении плотно примыкае
к стенкам стальной трубы. Нагрев может быть печной или индукционный
стеклянная труба при этом нагревается до температуры, превышающей н;
200 °С температуру размягчения стекла.
Для остекления труб диаметром более 100 мм применяются шликерный, по
рошковый и центробежный методы нанесения расплава стекла. Шликерный ме
тод не отличается от эмалирования. При порошковом методе порция молотоп
стекла определенной фракции вводится внутрь быстро вращающейся трубы
предварительно подготовленной поверхностью. Под действием центробежны
сил частицы стекла прижимаются к стенкам стальной трубы, образуя плотны
слой. После сплавления при 950... 1000 °С стекло закрепляется на металле.
При центробежном методе нанесения расплава стекла стекломасса подаете
по желобу в конец предварительно подогретой вращающейся стальной трубы
По мере поступления новых порций стекла желоб выдвигается, а струя распла
ва непрерьюно подается на трубу, покрывая всю ее поверхность. Под действи
ем центробежных сил стекло равномерно распределяется по трубе и плота
примыкает к ее стенкам.
Для временной защиты стальных труб от коррозионных разрушений на пе
риод транспортировки и складского хранения (консервации) отечественные i
зарубежные трубные заводы широко используют лакокрасочные покрытия
Окраске подвергают трубы нефтяного сортамента (бурильные, обсадные, на
сосно-компрессорные), нефтегазопроводные и др. Лучшими покрытиями дл
консервации труб являются лакокрасочные материалы, образующие на по
верхности труб сухое, прочное, гладкое покрытие.
Лакокрасочные материалы используют также для получения эксплуатаци
онных покрытий, которые наносят на заводе-изготовителе или у потребителя
Покрытие из лакокрасочных материалов продлевает срок службы труб и по
вышает пропускную способность трубопровода на 10...20 %.
Качество лакокрасочных покрытий в значительной мере зависит от подго
товки поверхности труб. Нанесение самых эффективных (по защитной способ
507
ности) лакокрасочных материалов на загрязненную поверхность не
обеспечивает требуемое качество противокоррозионной защиты. Применяют
различные способы подготовки поверхности труб под окраску: травление, фосфати-
рование, дробеструйную или пескоструйную обработку, механическую
очистку, обезжиривание растворителями, щелочными или эмульсионными
моющими составами с помощью ультразвука.
Лакокрасочные материалы наносят на трубы способами окунания,
струйного облива, электроосаждения, пневматического распыления в безвоздушном
или электростатическом поле.
Окраска внутренней и наружной поверхности труб распылением получила
широкое распространение в США, Англии, Франции и Японии. Фирма
"Channel master Co." (США) применяет распыление в электростатическом
поле. Стальные трубы подвешивают на подвески контейнера и после
обезжиривания, нанесения грунта и сушки передают в камеру для окраски в
электростатическом поле. Подвески контейнера в камере вращаются, благодаря чему
достигается равномерная окраска наружной поверхности труб. Покрытия
сушат в течение 8 мин в камере терморадиационного типа при 135 °С.
Фирма "Cleanolla" в Гленшоу (Англия) применяет для нанесения лаковых
покрытий на наружную поверхность труб диаметром 12... 165 мм специальную
гидравлическую установку, позволяющую регулировать вязкость окрасочного
состава и обеспечить равномерную толщину слоя покрытия. Окраска труб
производится в камере с помощью брызгал, придающих струе покрывающего
состава веерообразную форму.
На трубном заводе фирмы "British Steel Co." (Англия) для электросварных
профильных труб в потоке предусмотрены: нагревательная печь перед
окраской труб, распылительная установка для окраски. Предварительный нагрев
труб перед окраской и применение специальных быстросохнущих красок
позволили исключить следующую после окраски сушку.
На трубном заводе фирмы "Stewards and Lloyds" в Корби (Англия)
наружную поверхность бесшовных горячекатаных труб диаметром 50,8... 140 мм для
нефтяной промышленности окрашивают быстросохнущими лаками или
красками на покрасочной машине фирмы "Nordson" (США). Лак или краску
подогревают до 40...50 °С и затем подают к форсункам, в которых сжатым
воздухом осуществляется дозированное распыление краски. Перед покраской
наружной поверхности трубы просушивают в двух последовательно
установленных муфельных печах. Перед покрасочной машиной муфту и торец трубы
обертывают бумагой для предохранения от попадания краски. Сушильных
камер после покрасочной машины нет. Полное затвердевание покрытия
достигается на стеллаже длиной 6...7 м без применения каких-либо просушивающих
устройств.
Установка для нанесения на внутреннюю поверхность труб двухслойного
лакового или эпоксидного покрытия методом распыления работает на заводе
фирмы "Ниппон кокан" (Япония). Перед окраской поверхность труб
подвергают щелочному обезжириванию и травлению в серной кислоте. Окрашенные
трубы сушат в трех последовательно расположенных кольцевых индукторах,
пропуская до 10 труб в ряд. Температура нагрева труб примерно 200 °С.
Представляет интерес машина для лакировки внутренней поверхности труб
фирмы "Cames" (Франция), методом автоматического распыления в линии
508
изготовления труб. Трубы в горизонтальном положении направляются цепны
транспортером в один из держателей поворотного круга. На второй позищ
этого круга происходит двухразовая окраска, затем специальным выталкив
телем труба передается на ленточный конвейер. Если трубы нет в держател
распылитель не включается. Машина оборудована вытяжной вентиляцией
устройством для удаления красочного тумана, фильтрами для очистки сжатог
воздуха и пультом с приборами для управления работой всех узлов. Имеете
также автоматический счетчик, регулирующий число окрашенных труб.
На предприятии фирмы "Yangstone sheet and tube" (США) трубы окраин
вают быстросохнущим лаком в обливочной машине с пятью форсунками. Пс
еле окраски трубы поступают в сушильную печь рециркулярного типа дл
сушки воздухом при температуре около 200 °С в течение 5 мин. В печи, подвс
шенные на специальном транспортере, трубы вращаются. После сушки труб]
охлаждаются воздухом до 50 °С в охладителе башенного типа высотой 9 м.
В России наружная поверхность труб окрашивается с помощью машиь
имеющих кольцевой с форсунками для облива лаком поверхности труб. Поел
прохождения трубы через коллектор снимаются излишки лака с помощью эла
стачных манжет.
В США для окраски труб длиной до 6 м разработано устройство, которо
перемещается внутри трубы с постоянной, регулируемой специальным приво
дом, скоростью 0,14 м/с. Лакокрасочный материал подается к окрасочном;
соплу по гибкому шлангу под давлением 0,28 МПа. Около распылительной
сопла к шлангу прикреплено центрирующее приспособление, которое позво
ляют окрашивать трубы, изогнутые под углом 45° и более.
В Германии предложен способ одновременной окраски наружной и внут
ренней поверхностей труб диаметром более 100 мм. В окрасочной камере рас
положены распыливающее кольцо для окраски наружной поверхности и рас
пыливающая головка не менее чем с четыремя соплами для окраски внутрен
ней поверхности. Труба по направляющим на тележке вводится в туннель,
окраска производится при обратном ходе трубы. Окрасочный туннель снабжег
фильтром и отсасывающим вентилятором.
Для одновременного нанесения двух различных лакокрасочных материалов
на внутреннюю и наружную поверхности труб предложена конвейерная
установка. Снаружи изделие окрашивается методом облива при прохождении
трубы по конвейеру сквозь тонкую завесу краски, изнутри - методом распыления
или струйным обливом.
В настоящее время из всех применяемых лакокрасочных материалов для
окраски труб наибольшее распространение получили краски и лаки эпоксидных
и фенолэпоксидных смол. Для защиты наружной поверхности стальных труб
наземных коммуникаций используют свинецсодержащие акриловые,
эпоксидные, хлорвиниловые и уретановые смолы.
В Германии широко используют прозрачные лаки для
противокоррозионной защиты стальных труб при их транспортировании на дальние расстояния и
хранении. Лак изготавливают из синтетических смол и обезвоженного масла и
применяют с растворителями. Срок хранения 3...9 мес.
Существует большое количество различных окрасочных устройств.
Наибольшее распространение получили конструкции для пневматического
распыления, являющиеся наиболее распространенными.
509
Хорошие результаты дало применение краскораспылителей КРВ-50/140,
КРВ-60/100, КРБ-2, КРВТ-200/500, ВТ-500/2000, прошедших промышленные
испытания. Для окраски наружных поверхностей рекомендованы: установка
безвоздушного распыления ВИЗА-1 (производство Чехии), пневматический
краскораспылитель КА-1 и отечественные установки "Факел-2 и 3",
аналогичные по принципу действия установке ВИЗА-1.
Глава 19
СОСТАВ И КОМПОНОВКА ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
ДЛЯ ОТДЕЛКИ И КОНТРОЛЯ КАЧЕСТВА ТРУБ
Для обеспечения требований потребителя, указанных в стандартах или
технических условиях, трубы после прокатки, прессования, волочения или сварки
подвергаются комплексу операций отделки и контроля, после чего их
упаковывают и направляют на склад готовой продукции. При многоциклической
технологии производства трубы подвергают также отделке и контролю между
операциями деформации. Операции отделки и контроля труб в определенной
последовательности могут сочетаться с химической и термической обработкой.
В цехах для производства нарезных труб к участкам отделки относят также
участки изготовления соединительных фитингов (муфт, ниппелей и др.) и
упаковочных частей, используемых для предохранения резьбы труб и фитингов от
повреждений в период транспортировки и хранения.
Гладкие, бесшовные трубы в зависимости от технических требований могут
подвергаться правке, продувке внутренней поверхности, обрезке концов и
разрезке на мерные длины, торцовке (снятию заусенцев и фаски с концов),
калибровке концов, ремонту наружной и внутренней поверхностей, расточке,
обточке, шлифовке и полировке поверхностей, контролю геометрических размеров
(диаметра, толщины стенки, длины и кривизны) на инспекционных столах, а
также инспекции геометрических размеров и качества неразрушающими
методами, окраске или консервации, клеймению, маркировке, взвешиванию и
упаковке. Трубы с высаженными концами и нарезные помимо перечисленных
технологических операций проходят высадку, проточку и расточку концов,
проверку замка, нарезание резьбы заданного профиля, проверку соосности,
испытание на скручивание и знакопеременную нагрузку, навертку соединительных
фитингов и предохранительных частей.
Сварные трубы могут проходить операции продувки внутренней
поверхности, снятия внутреннего грата, торцовки, гидроиспытания (для труб малых и
средних типоразмеров), нарезания резьбы, наворачивания муфт, контроля
качества сварного шва и геометрических размеров, взвешивания, клеймения и
упаковки.
Последовательность операций отделки и контроля труб, виды сочетания их
с операциями термической и химической обработки определяются принятой
технологией производства и имеющимся технологическим оборудованием.
Все операции отделки, контроля и сдачи труб можно классифицировать по
следующим основным группам.
1. Разрезка и подготовка концов гладких труб включает комплекс операций,
связанных с разрезкой труб на части, отрезкой концов, вырезкой дефектных
510
мест и отбором образцов, торцовкой (снятием заусенцев и фаски) концов. Эт
операции выполняют резцовыми, фрезерными и дисковыми (с абразивным
металлическим кругом) головками, огневой и плазменной резкой. Наиболыие
распространение получила резка резцами. Резку дисками с абразивным и м<
таллическим кругом широко применяют для профильных и круглых труб ма
лого диаметра с тонкой стенкой. Огневую и плазменную резку используют дл
толстостенных труб и труб большого диаметра. Торцовку труб в большинств
случаев выполняют резцом.
2. Правка труб включает комплекс операций, направленных на ликвидациь
дефектов, связанных с искажением формы круглых и профильных труб. Прав
кой исправляют овальность в поперечном сечении круглых труб, отклонени
от прямолинейности в продольном направлении (кривизну) труб и скручива
ние профильных труб. Правку осуществляют однократным или многократньи
изгибом, растяжением и кручением, обкаткой и раздачей. В процессе правю
может быть исправлен один или несколько дефектов, связанных с искажение!*
формы труб.
}. Обработка концов нарезных труб включает операции калибровки,
высадки, приварки, проточки и расточки концов, нарезки резьбы заданного профиля
на наружной и внутренней поверхностях концов труб, навертки
соединительных фитингов и предохранительных частей.
4. Ремонт и улучшение поверхности труб включает операции удаления мест
ных дефектов, а также обточку, расточку, шлифовку и полировку наружной
поверхности труб. Для обточки и расточки используют резцовые головки, для
ремонта и сплошной шлифовки поверхности - абразивные круги и ленту, а
также металлическую дробь, для полировки - абразивную ленту.
5. Испытание и инспекция труб включает комплекс операций по проверке
соответствия качества и геометрических размеров труб техническим
требованиям стандартов и технических условий. К этой группе относятся операции
испытания труб гидравлическим и пневматическим давлением, позволяющие
выявить нарушения сплошности металла, прочности сварных и
геометричности резьбовых соединений, осмотр и измерение геометрических размеров труб
на стеллажах, контроль качества и геометрических размеров труб приборами
неразрушающего контроля, а также взвешивание труб.
6. Специальные и прочие операции. К этой группе можно отнести
специфические операции, характерные для труб отдельных видов (калибровка
внутреннего диаметра при изготовлении труб для карданных валов, исправление шага
спирали ребристых труб, снятие внутреннего грата вне потока трубоэлектро-
сварочного стана и т. д.), а также прочие операции (продувка, клеймение,
маркировка и др.).
7. Упаковка труб. В зависимости от условий транспортировки труб к
потребителю, а также требований к сохранению их качества применяют различные
виды упаковки труб.
Трубы малых и средних диаметров (менее 250 мм) упаковывают в круглые
или квадратные пакеты, масса которых определяется мощностью
грузоподъемных средств поставщика и потребителя, а также видом транспортных
средств. При необходимости предохранения внутренней поверхности от
коррозии и загрязнения концы труб закрывают пластмассовыми или деревянными
пробками. Трубы с высоким качеством наружной поверхности упаковывают
по одной в бумагу или полиэтиленовые мешочки, после чего укладывают в
511
жесткую тару. Тонкостенные и особотонкостенные трубы большого диаметра
упаковывают по одной в деревянные или металлические контейнеры, что
позволяет предотвратить искажение их профиля при транспортировке.
6\ Изготовление соединительных фитингов и предохранительных частей
включает комплекс операций по разрезке заготовки на части, проточке,
обточке, нарезке и оцинкованию резьбы, контролю качества и геометрических
размеров резьбы, а также операции по изготовлению предохранительных частей
как металлических, так и пластмассовых.
19.1. Технологическое оборудование
Для выполнения операций по отделке, контролю и сдачи труб применяют
соответствующее технологическое оборудование.
Оборудование для резки и подготовки концов труб. Для этих операций
применяют трубообрезные и трубоподрезные станки, дисковые пилы с
абразивным и металлическим кругами, установки для огневой и плазменной резки
труб (табл. 19.1). Резцовые трубоподрезные станки используют для подрезки
торцев, снятия наружных фасок и внутренних заусенцев. В современных тру-
боподрезных станках барабанного типа обработку нескольких труб
производят одновременно при непрерывном движении барабана, причем трубы
закреплены неподвижно, а подрезка производится многорезцовыми головками.
Оборудование для правки труб. Правку труб путем однократного или
многократного упруго-пластического изгиба, растяжения, кручения, а также обкаткой
и раздачей, осуществляют на правильных прессах, роликовых и косовалковых
правильных машинах и на другом специальном оборудовании (табл. 19.2).
В соответствии с применяемыми способами правильные машины могут
быть разделены на роликовые и косовалковые. Первые не устраняют
овальности сечения трубы и лишь частично выправляют ее по оси, поэтому их
применяют для предварительной правки. В косовалковых машинах с гипер-
болоидными валками осуществляют окончательную правку как по сечению,
так и вдоль трубы.
Трубы, имеющие значительную исходную кривизну, например, после
волочения или термической обработки, не могут быть непосредственно заданы в косо-
Таблица 19.1. Оборудование для разрезки и обрезки труб
Наименование оборудования
Фрезерно-отрезной полуавтомат
Пилы трения для резки труб
Отрезной ножовочный станок
Пила дисковая с заостренной
кромкой
Пила дисковая с подъемным
столом
Абразивно-отрезной станок
Трубоотрезной станок резцовый
Размеры обрабатываемых труб, мм
диаметр
20... 160
20... 150
5...38
12... 102
38...102
1...90
20... 150
толщина стенки
3...8
3...8
• 0,5...2
2...4
2...4
0.1...5
1...13
512
валковую машину для окончательной правки, так как большая искривленность
препятствует необходимому в этом случае вращению трубы. Поэтому трубы
предварительно правят в роликовых машинах с несколькими последовательно
расположенными в шахматном порядке роликами.
В зависимости от взаимного расположения валков косовалковые
правильные машины можно разделить на три типа: горизонтальные, в которых
давление правильных валков передается на выпрямляемую трубу в горизонтальной
плоскости; вертикальные, в которых давление передается в вертикальной
плоскости; машины с закрытыми калибрами, где давление на трубу передается
в трех плоскостях, пересекающихся по оси трубы.
В машинах первого типа обычно используют гиперболоидные валки
одинаковых размеров, из которых четыре - приводные, а три - холостые. При этом,
три валка установлены ниже оси правки, а четыре выше. Каждый верхний
валок установлен над соответствующим нижним. Исключение составляет
последний верхний валок, расположенный с выходной стороны машины.
Благодаря расположению валков трубе придается вращательно-
поступательное движение, что обеспечивает правку трубы во всех плоскостях.
Для правки профильных и тонкостенных труб малого диаметра применяют
правильно-растяжные машины. Трубу подвергают растяжению до 3% ее
длины, при этом некоторое изменение формы поперечного сечения не выводит
размеры трубы за пределы допусков. Этот способ правки требует довольно
простого оборудования, является эффективным для правки профильных труб,
но малопроизводителен и не применяется в условиях массового производства.
Таблица 19.2. Оборудование для правки труб
Наименование
оборудования
Роликовый
правильный стан
Валковый
правильный стан
Эксцентриковый
правильный пресс
Кулачковый
правильный пресс
Правильная
машина с
вращающейся обоймой
Электропечь
контактного нагрева
Назначение
оборудования
Правка труб после термической
обработки на промежуточных операциях;
предварительная правка готовых труб
Правка трубной заготовки;
окончательная правка готовых труб
Правка тонкостенных труб на
специальном стане со всеми приводными валками
Давление пресса 0,7... 1,0 МН, правка труб
на промежуточных операциях при
отсутствии роликовых правильных станов
Правка труб на промежуточных
операциях при отсутствии роликовых правильных
станов
Правка труб малого и среднего диаметра
Правка особотонкостенных труб
растяжением в горячем виде
Размеры труб, мм
Диаметр
10...60
10...114
5...30
5...2S
10...60
20... 114
38...140
>80
10...100
5...60
10...60
Толщина
стенки
1...5
2...10
1...4
0,5...3,0
0,75...4,0
2...10
2...15
>8,0
1...8
до 3,0
0,1 — 1.0
513
Тонкостенные трубы большого диаметра правят при введении в них воды
под большим давлением. Такой процесс получил название экспандирования;
при этом несколько увеличивается диаметр готовых труб.
Оборудование для обработки концов нарезных труб предназначено для
обработки концов труб нефтяного сортамента, геологоразведочных и водогазопро-
водных. Оно подразделяется на три основные группы: оборудование для
калибровки и высадки концов труб, для проточки и расточки концов труб,
нарезки резьбы на трубах.
Концы труб калибруют на специальных прессах различных конструкций с
тем, чтобы получить точные геометрические размеры. На прессах раздают
конец трубы до требуемого размера специальным пуансоном и обжимают его
наружный диаметр разъемной матрицей или калибрующим кольцом.
Высадку концов труб выполняют на гидравлических прессах или
горизонтально-ковочных машинах для повышения прочности резьбовых соединений.
Перед высадкой трубы нагревают в щелевых газовых печах или индукционных
устройствах до 1200... 1280 °С. Высадка достигается осаживанием трубы
пуансоном в закрытую полость штампа. Высадку выполняют в одну или несколько
операций. Наибольшее распространение для высадки концов труб получили
горизонтально-ковочные машины, обладающие высокой
производительностью, обеспечивающие высокую точность размеров и чистоту поверхности
высаженного конца. Горизонтально-ковочные машины имеют много ручьев, и
поэтому несколько операций высадки может быть сделано с одного нагрева.
Высадочные прессы имеют только один ручей, и поэтому число операций
нагрева должно соответствовать числу операций высадки. При высадке трубу
зажимают в разъемной матрице, одна половина которой подвижна, а другая
неподвижна. Пуансоны установлены в ползуне, совершающем возвратно-
поступательное движение.
Для проточки и расточки концов труб (в основном с высаженными концами)
используют специальные трубопроточные станки. По конструкции станки для
проточки труб аналогичны токарным станкам. Для нарезания наружной и
внутренней резьбы на трубах служат специальные станки. В зависимости от типа
нарезаемой резьбы, назначения и геометрических размеров труб используют
станки разной конструкции с различными видами резьбонарезного инструмента.
В настоящее время применяют резьбовые трубонарезные станки, в которых
при нарезке резьбы труба вращается. В отличие от токарных эти станки имеют
полый вращающийся шпиндель, в котором закреплена труба и универсальный
суппорт, а задняя бабка отсутствует. Современные станки позволяют
выполнять весь комплекс операций по обработке концов трубы: проточку по
цилиндру или конусу, снятие фаски и нарезку резьбы.
В отечественной промышленности используют также станки, в которых
труба закреплена неподвижно, а нарезная головка в процессе нарезки надвигается
на нее. Для нарезки резьбы применяют патроны с круглыми гребенками или с
тангенциальными плашками, резьбо-фрезерными устройствами и
специальными, нарезными головками.
Для нарезания резьбы специальных видов (цилиндрической, конической,
трапецеидальной и др.) на бурильных штангах и высокопрочных трубах
применяют также резьбофрезерные станки. Эти станки имеют сравнительно
низкую производительность. Для нарезки конической резьбы по конусу с одно-
514
временной проточкой на конус конца трубы используют станки-автоматы. Дл
нарезки цилиндрической резьбы на водогазопроводных трубах применяю
высокопроизводительные плашечные станки-автоматы. В последнее врем
получает также распространение высокопроизводительный метод накатю
резьбы специальными роликами на водогазопроводные трубы. Этим методов»
можно наносить резьбу и на тонкостенные трубы.
Оборудование для изготовления соединительных фитингов. Для изготовление
соединительных фитингов (муфт и ниппелей), а также предохранительных де
талей, используемых для сохранения резьбы в период транспортировки и хра
нения труб, применяют отдельные станки и агрегаты, а также комплексньк
автоматические линии. На автоматических линиях выполняют весь комплекс
операций по изготовлению фитингов.
Оборудование для ремонта и улучшения качества поверхности труб
предназначено для удаления дефектов и повышения класса чистоты наружной и
внутренней поверхности труб и включает станки для обточки и расточки,
шлифовки и полировки поверхности, местного ремонта труб, а также песко- и
дробеструйные установки.
Обточке наружной и расточке внутренней поверхности подвергают
горячекатаные и прессованные трубы на специализированных токарных станках.
Местный ремонт наружной поверхности труб выполняют на подвесных или
стационарных станках с шлифовальным кругом. Для перемещения и кантовки
труб используют рольганг и специальные люнеты. В зависимости от
направления перемещения и конфигурации дефекта на подвесных станках изменяют
направление оси шлифовки относительно оси трубы, поворачивая станок.
Сплошную шлифовку и полировку наружной поверхности труб выполняют
на бесцентровых шлифовальных станках, рабочим инструментом которых
служит абразивная лента или шлифовальный круг.
Шлифовку внутренней поверхности труб осуществляют на внутришлифо-
вальных станках, используя для этого вращающиеся абразивные сегменты,
закрепленные на штанге, вводимой внутрь трубы. Вместо абразивных
сегментов применяют также металлические щетки различной жесткости (иглофрезы).
Высокое качество поверхности получают на ленточных внутришлифовальных
станках, в которых рабочим инструментом служит бесконечная абразивная
лента, прижимаемая к обрабатываемой поверхности резиновым баллоном,
вводимым на полой штанге, через который подается сжатый воздух. Для
отсоса абразивной пыли станки снабжены пылесосами.
Песко- и дробеструйные установки применяют для очистки внутренней
поверхности песком и металлической дробью, которые продувают сжатым
воздухом через внутренний канал трубы. Для длинномерных труб применяют
спаренные установки, на которых трубы проходят последовательную обработку с
одного и другого конца, что обеспечивает равномерный съем металла по длине.
Оборудование для испытания и инспекции труб. К нему относится комплекс
оборудования, обеспечивающего проверку соответствия труб техническим
условиям.
Широкое распространение для проверки прочности труб и сварных
соединений, а также герметичности резьбовых соединений получили гидравлические
прессы, в которых трубы испытываются гидравлическим давлением.
Применяют одно- и многопозиционные прессы для испытания труб внутренним
давлением до 125 МПа. Прессы оборудованы неподвижной и подвижной голов-
515
ками, механизмами установки трубы на позицию обработки и вьщачи после
испытания, системой гидравлики. Трубы уплотняются манжетами,
встроенными в головки. Для испытания труб разной длины предусмотрена
перемещающаяся головка. Рабочая жидкость (вода или эмульсия) закачивается через
неподвижную головку. После создания необходимого давления и заданной
выдержки давление сбрасывается, и рабочая жидкость сливается. Контроль
определенных параметров труб вьшолняют во время проведения промежуточных
операций и при сдаче готовых труб (визуальный осмотр, замер геометрических
размеров различными приспособлениями и приборами неразрушающего
контроля). Визуальный осмотр и контроль с применением приспособлений
проводят на столах, оборудованных усиленным местным освещением. Внутреннюю
поверхность труб осматривают, устанавливая конец трубы у светящегося
экрана, протягивая сквозь трубу электрическую лампочку или применяя
перископы. Наружную поверхность трубы осматривают, перекатывая их на столах или
перемещая по рольгангу с принудительным вращением вокруг оси трубы.
В последние годы в отечественной и зарубежной практике широкое
распространение получили приборы неразрушающего контроля качества и
геометрических размеров труб. Применяют ультразвуковой, магнитный,
радиационный, электроиндуктивный, рентгеноскопический и другие методы контроля.
Ультразвуковые дефектоскопы используют для одновременного
обнаружения дефектов на наружной и внутренней поверхностях, а также в толще труб
практически любых размеров для контроля качества сварного шва и
околошовной зоны, сцепления слоев биметаллических труб. Минимальные размеры
выявляемых дефектов составляют по длине 0,2 мм, а по глубине 15 мкм, при
этом глубина дефектов должна в 2...3 раза превышать шероховатость
поверхности контролируемых труб. Скорость контроля может достигать нескольких
метров в секунду. Ультразвуковые дефектоскопы состоят из датчиков,
излучаемых колебания и воспринимающих отраженные волны. В качестве среды,
передающей колебания трубе, используются вода и масло. При этом в воде
находится вся труба, либо отдельные ее участки. Для настройки и разбраковки
труб служит образец - эталон, представляющий собой отрезок трубы с
искусственно нанесенными на нем недопустимыми дефектами. Контроль осуществляют
несколькими искателями, используя поперечные, продольные или свободные
волны. В зависимости от конструкции прибора в процессе контроля труба
перемещается поступательно или вращательно-поступательно относительно
неподвижных искателей (труба вращается, а искатель перемещается поступательно
вдоль нее, либо наоборот). При контроле качества сварного шва применяют
механический, оптический и другие способы слежения за швом.
Для визуального контроля внутренней поверхности труб диаметром 3...2000
мм и длиной до 30 м используют оптические приборы - эндоскопы. В
последнее время находят применение телеэндоскопы.
Для измерения толщины стенок труб наибольшее распространение получили
ультразвуковые и электроиндуктивные установки, дающие малую
погрешность измерения и являющиеся достаточно простыми в эксплуатации. Длину и
диаметр труб измеряют в основном оптическими и фотоимпульсными
приборами, обладающими высокой надежностью и простотой в эксплуатации.
Техническая характеристика некоторых толщиномеров для горячекатаных
труб, отечественных и зарубежных разработчиков приведена в табл. 19.3.
516
Таблица 193. Основные технические характеристики некоторых толщиномеров
Тип и
страна -
разработчик
прибора
Истра, РФ
ДМЕ,
Германия
М-206,
Франция
Размеры труб
наружный
диаметр,
мм
30...100
20...300
толщина
стенки,
мм
2...20
3...100
0,6.-100
длина,м
1.5...20
?3
Температура
труб,
°С
700...
1250
Скорость
движения труб,
м/с
1,5...2,0
ДО 2,0
Погрешность
измерения»
% от
толщины
стенки
до 3,5... 4
Точносп
измерения, мм
0,1
±0,01
Для измерения наружного диаметра труб бесконтактными методами исполь
зуют приборы различных типов. В зависимости от требований к качеству из
мерений применяют приборы, абсолютная погрешность измерения которых со
ставлят от нескольких десятков долей миллиметра до нескольких микрометров.
Измерение проводят при перемещении труб со скоростью, превышающей 2,.
м/с. Длину труб измеряют контактными и бесконтактными приборами. И:
автоматических контактных измерительных приборов наиболее широко
применяют роликовые измерители. В качестве измерительного ролика часто
используют ролик транспортного рольганга или валки калибровочных и
правильных станов. В табл. 19.4 приведена характеристика некоторых роликовых
контактных измерителей длины.
19.2. Компоновка отделочного оборудования
В трубных цехах в зависимости от способа производства и сортамента
изготовляемых труб имеется один или несколько участков отделки и контроля.
Участки отделки и контроля труб отделяются глухими стенами от других
участков, если обработка труб на последних связана с вредными выделениями
(участки травления, электрополировки и покрытий труб) или со
значительными тепловыделениями (участки горячей прокатки и термообработки).
Отделочное оборудование может быть размещено в пролетах шириной
12...36 м, наиболее рационально оно устанавливается в пролетах 18...30 м и мо-
Таблица 19.4. Основные технические характеристии отечественных контактных
роликовых измерителей длины труб
Характеристика прибора
Фото импульсное устройство с
фрикционным роликом для
измерения длины горячих труб
СМТВ-1, счетчик длины и
теоретической массы
Измеритель длины труб
Диаметр
труб, мм
146...350
22...60
146...350
Длина труб,
м
6...12
6...8
6...12
Скорость
измерения, м/с
1,5...2,0
0,3...3,5
1...1,5
Погрешность
измерения. %
±0,5...1,0
±0,2...0,5
±1,0
517
жет быть установлено в потоке с
трубопрокатным агрегатом или отделяться от
него и других участков промежуточными
складами. В потоке с трубопрокатным
агрегатом отделочное оборудование
размещают в том случае, если все или
большинство производимых труб подвергаются
отделке на этом оборудовании. При этом
часовая производительность линии отделки и
контроля труб всех типоразмеров должна быть
не меньше часовой производительности
трубопрокатного агрегата.
Оборудование для отделки и контроля труб
разных видов и из разных групп сталей и
сплавов компонуют в отдельные участки. В
ряде случаев, например в цехах
холоднодеформированных труб, выделяют
i участки отделки и контроля труб на
промежуточных и готовых размерах, а также
создают специализированные участки упаковки и сдачи труб. Обрабатываемые трубы
на участках отделки и контроля обычно сориентированы вдоль пролетов здания цеха.
В поточных линиях отделки и контроля трубы могут транспортироваться от
операции к операции вдоль и поперек пролета здания цеха. Выбор способа
перемещения труб в поточной линии зависит от метода обработки, а также наличия
свободных производственных площадей. В поточных линиях между отдельными
позициями оборудования устанавливают межоперационные накопители, позволяющие
сократить простои линий. Оборудование в линиях устанавливают таким образом, чтобы
иметь возможность снять трубы после определенных операций или загрузить линию,
минуя некоторые позиции оборудования.
Поскольку однотипное оборудование установлено параллельно, имеется
возможность исключать из производства отдельные позиции для ремонта,
переналадки или переключения на работу вне потока. Установка в линии
инспекционных столов позволяет исключить при необходимости приборы контроля
и, наоборот, при надежной работе приборов инспекционные столы могут быть
использованы как передаточные и накопительные решетки.
Рис 19.1. Поточная линия
водогазопроводных труб
Рис 19 2 Поточная линия высадки концов бурильных и обсадных труб
518
Поточная линия отделки водогазопроводных труб, на которой осуществляк
операции подготовки концов, нарезки резьбы и навертки муфт, показана на рис. 1
В состав линии входят приемный стеллаж 1 для пакета труб, передаточ!
механизмы 2, трубоподрезные станки 5, трубонарезные станки 4, муфтонаверт)
станки 5 и приемный карман 6. На линии осуществляется попереч
транспортировка труб от операции к операции. Такая схема является наибо
компактной.
Замкнутую кольцевую схему транспортировки в поточной линии отде.
применяют при передаче труб дважды на один и тот же станок. Примером моэ
служить линия высадки концов обсадных труб, показанная на рис. 19.2. В сое
линии входят загрузочная решетка 7, щелевая печь 2 для нагрева концов тр
горизонтально-ковочная машина 5, механизм с поворотным кругом 4 для вьци
труб на высадку второго конца или повторную высадку, станок 5 для обре
бракованных концов, карман 6 для готовых труб. Создание кольцевых поточи
линий целесообразно в том случае, если основное оборудование
производительности обеспечивает обработку заданного числа труб с учет
повторения операций.
519
Раздел VI
ОХРАНА ТРУДА В ТРУБНОМ ПРОИЗВОДСТВЕ
Глава 20
ОХРАНА ТРУДА
Основным мероприятием по охране труда в трубной промышленности
является профилактика травматизма, т.е. предупреждение несчастных случаев на
производстве и улучшение условий труда работающих.
При разработке вопросов охраны труда, техники безопасности и
производственной санитарии в проектах трубных цехов руководствуются Санитарными
нормами проектирования промышленных предприятий (СН 245-71) и
Указаниями по строительному проектированию предприятий, зданий и сооружений
черной металлургии (СН 425-72), а также Правилами безопасности в трубном
производстве и Общими правилами безопасности для предприятий и
организаций металлургической промышленности.
Внедрение достижений научно-технического прогресса в трубное
производство обязательно сопровождается улучшением условий труда. Широкое
применение комплексной механизации и автоматизации технологических
процессов и трубного оборудования приводит к резкому сокращению и ликвидации
тяжелого физического труда рабочих во вредных условиях. Много внимания в
трубной промышленности уделяется повышению уровня безопасности
технологического оборудования, а также повышению культуры производства.
Однако все это не позволяет полностью исключить опасные и вредные
факторы в технологии производства труб.
20.1. Опасные и вредные факторы
Опасные и вредные факторы в трубном производстве условно можно
разделить на следующие группы: физические, химические, психофизиологические и
биологические. Наиболее многочисленной является группа физических
факторов, к которой относятся движущиеся машины, механизмы, нагретые
заготовки и трубы в процессе их обработки, горячие технологические среды,
ультрафиолетовое, инфракрасное и световое излучение, запыленность воздуха
рабочей зоны, шум на рабочих местах, ультразвук, влажность воздуха, напряжение
электрической сети, яркость света и другие факторы, зависящие от физических
параметров. При нарушении техники безопасности, технической эксплуатации
или дорожного движения возможно травмирование рабочих движущимися
машинами и механизмами, электромостовыми кранами, напольными
передаточными тележками, электрокарами, железнодорожными вагонами, которыми
доставляют в цехи заготовки, оборудование, ремонтные детали и другие материалы,
а также вывозящиеся готовые трубы и отходы производства. Травмы от действия
этих факторов относятся к разряду тяжелых и смертельных.
Если неисправны или несовершенны технические средства безопасности,
неисправны или неудачно расположены оборудование или средства управления,
520
возможно травмирование людей подвижными элементами производственно!
оборудования, например клетями станов, тележками волочильных стано
шпинделями и т.п. Травмоопасные ситуации возникают при неправильно
перемещении грузов (заготовки, трубы и прочие) на кранах и тележках из-:
неисправности кранового оборудования, неправильной увязки и стропов»
при складировании и транспортировке грузов в рабочей зоне. Травмирован*
рабочего персонала может произойти при неожиданной поломке и разрушенн
технологического оборудования и инструмента во время его работы.
Много опасных ситуаций может возникнуть в процессе обработки заготовс
и труб: это искривление заготовки и трубы при несоблюдении режимов нагр
ва и охлаждения, что приводит к выбросам заготовок или готовых труб с Л1
нии прокатки и транспортировки, это и травмирование рабочих при попади
нии их в зону перемещения металла по рольгангам или при случайном сопр*
косновении обслуживающего персонала с концами горячих труб и т.п.
Большую опасность для работающих представляют такие физические фа!
торы, как горячие технологические среды, используемые при промывке, обе:
жиривании и обработке труб в щелочном и других растворах. Пылевыделени
в процессе горячей прокатки и прессования труб, их правки, порезки, проду!
ки, дуговой и плазменной сварки, ремонта труб (особенно абразивным инсл
рументом) приводят к запыленности воздуха. Перемещение и обработка тру
нередко сопровождаются появлением такого вредного фактора, как шум н
рабочих местах.
В процессах обработки труб применяют ультразвук (например, при волоче
нии, обезжиривании поверхности труб и т.д.); токи высокой частоты при на
греве заготовок и труб, термической обработке, электросварке; рентгено- ]
радиоизотопную дефектоскопию - все это требует применения надежны
средств защиты работающих.
Очень важно создать нормальные условия труда работающих с точки зрени,
обеспечения оптимальной освещенности рабочего места, влажности, предо
хранения от соприкосновения с высоким напряжением в электрической цеш
при ремонте и обслуживании электрооборудования электросварочных аппара
тов, устройств плазменно-дуговой резки металла.
К числу химических факторов относятся большое количество опасных i
вредных для организма веществ, которые применяются при работе трубногс
оборудования: кислоты и щелочи, применяемые при химической и электрохи
мической обработке; вредные газы, которые выделяются в процессе химиче
ской обработки; аэрозоли, выделяющиеся при покраске или обработке труб с
использованием смазочно-охлаждающих жидкостей при сварке и в местах ис
пользования масел; пыль, содержащая оксид кремния, который вьщеляется пг
участках приготовления и применения стеклосмазок и при обработке
поверхности труб шлифовальным кругом; поверхностно-активные вещества; парк
растворителей; пыль, содержащая хром и его соединения на участках покрытия
и шлифовки труб; оксиды различных металлов: железа, цинка и др.
К группе психофизиологических факторов относятся физические и нервно-
психические перегрузки.
К группе биологических факторов относятся микроорганизмы, которые
находят для себя благоприятную среду в емкостях с различными жидкостями
(водой, маслом и т.п.).
В связи с наличием большого количества опасных и вредных факторов в
521
трубном производстве большое значение приобретает профилактическая
работа по оснащению технологического оборудования техническими средствами
безопасности, организация работы в соответствии с правилами безопасности,
соблюдение техники безопасности обслуживающим персоналом.
20.2. Общие правила безопасности труда
Понятие "условия труда" включает совокупность производственных,
гигиенических, психологических и эстетических факторов, действующих на рабочий
персонал во время работы. Безопасные условия труда обеспечиваются
организацией работы в соответствии с требованиями безопасности, которые
регламентируются соответствующими стандартами и инструкциями. Они включают
наличие профилактических мер, которые обязан выполнять каждый
работающий на производственном участке трубного цеха.
Созданная в нашей стране система стандартов безопасности труда (ССБТ),
позволяет обоснованно с точки зрения обеспечения охраны труда подходить
к разработке новых технологических процессов, конструированию на их
основе оборудования, проектированию ТПА, цехов и заводов, а также
повышать уровень безопасности на действующих заводах и производствах.
Этому способствует систематическое изучение и соблюдение всеми
трудящимися правил безопасности, исключение случаев нарушения технологических
режимов производства труб, постоянное поддержание оборудования и
помещений в исправном состоянии.
Безопасность труда в трубных цехах определяется совершенством
применяемых машин, механизмов, технологий и организации производства, а также
санитарно-гигиенической обстановкой, т.е. состоянием воздушной среды
(температура, влажность, загрязненность), уровнем освещенности рабочих
мест, наличием и интенсивностью электромагнитных полей, шума, вибрации и
др. Охрана труда фактически связана с противопожарными мероприятиями, их
соблюдение - важнейшее требование техники безопасности.
Мероприятия по технике безопасности, относящиеся к строительным
решениям, предусматриваются еще при проектировании зданий трубных цехов.
Железнодорожные пути, пути передаточных тележек широкой и узкой колеи,
проходящие по территории цехов и складов, на всем протяжении должны
иметь нормальные, ничем не загроможденные габариты. Нарушение габаритов
недопустимо. Это же касается и габаритов проходов вдоль подкрановых путей,
между механическим оборудованием и колоннами здания.
При проектировании зданий цехов, площадь цеха, его высота, кубатура,
входы-выходы, световая площадь, искусственное освещение, отопление и
вентиляция проектируются в соответствии с требованиями действующих ГОСТов,
правил и строительных норм.
К средствам техники безопасности относятся: ограничительные
устройства, служащие для изоляции человека от движущихся частей машин и
механизмов, опасных токоведущих частей электрооборудования, зон высоких
температур и др.; предохранительные устройства, необходимые для
предупреждения аварий и поломок отдельных частей оборудования и связанных с
этим опасностей травмирования рабочих. Такие устройства не допускают
перегрузки оборудования или перехода его движущихся частей за установ-
522
ленные границы, чрезмерного повышения давления, температуры, скорое
движения, электрического тока.
Средствами техники безопасности являются также сигнализация безопаа
ста (световая, звуковая, знаковая, прибороуказательная, комбинированна
предупреждающая о наступающей опасности, дистанционное управле*
процессами и различными агрегатами.
Опозновательная окраска, предупредительные знаки и плакаты должны i
поминать работающим о правилах техники безопасности.
Для предотвращения поступления в рабочую зону газов, пыли, паров п
обработке, сварке различных материалов применяют отсасывающие агрега
и герметизацию оборудования. В целях предотвращения несчастных случа
используются и индивидуальные защитные средства (очки, рукавицы, запц
ная одежда и обувь).
Мероприятия по обеспечению требований охраны труда непосредственнс
процессе того или иного производства труб весьма разнообразны и касакл
как требований к состоянию отдельных производственных участков, маши
инструмента, приспособлений, так и приемов по обслуживанию оборудована
Однако слитки, заготовки, рулоны ленты, пакеты труб, хранящиеся на скла
ской территории завода, необходимо укладывать таким образом, чтобы бы.
обеспечена возможность безопасной работы подкрановых рабочих при п
грузке и разгрузке материалов.
Для некоторых линий трубопрокатных цехов (например, на ТПА 30-10
характерно превышение допустимой нормы уровня шума. Для уменьшен!
этого уровня рекомендуется на участках отделки или клеймения труб устана
ливать звукоизолирующие кожуха с выводом наружу пультов управлени
которые следует делать закрытыми с кондиционированием воздуха; в лин*
рольганга применять ролики с резиновыми (полиуретановыми) кольцами.
Перед производством перевалочных и ремонтных работ в целях безопасн<
ста их все приспособления и инструмент, применяемые при перевалках (цеп]
канаты), необходимо предварительно проверять. Включение двигателей р<
монтируемых станов, агрегатов и механизмов для опробования или иных ц<
лей могут производить только лица, имеющие на это право, и лишь с разреш<
ния ответственного руководителя работ.
На каждом заводе для всех трубных станов разработаны специальные инсп
рукции о способах безопасного производства труб, которые должны быть вь
вешены вблизи рабочих мест.
Надзор за проведением необходимых мер, предупреждающих травматизк
осуществляется инспекторами профсоюзов, отделами техники безопасности
общественными инспекторами. Санитарный надзор выполняют государствен
ные санитарные инспекции.
Поступающие на работу проходят краткие вводные курсы и получают об
щие представления о правилах работы на производстве. Более полный и об
стоятельный инструктаж руководители проводят на местах. Прохождение ин
структажа оформляют в соответствующих документах.
Мероприятия по технике безопасности на каждом участке трубопрокатно
го цеха подробно изложены в Правилах безопасности в трубопрокатном i
трубосварочном производстве, утвержденных Комитетом профсоюза рабо
чих металлургической промышленности.
523
20.3. Охрана труда в трубных цехах
Охрана труда на участках подготовки заготовок и отделки труб. Склады
заготовок и труб занимают значительные производственные площади. Виды,
число, емкость, состав и расположение оборудования зависят от
производительности цеха, способа производства и назначения изготовляемых труб (табл.
20.1), а работа на этих участках связана с высокой опасностью травмирования.
Склады заготовок, полупродукта и готовой продукции, а также сменного
оборудования, производственного инструмента, как правило, размещают в
пролетах производственного здания цеха шириной 24...36 м. Высоту штабелей
и стеллажей, ширину проходов между ними, нагрузку на 1 м площади и
емкость склада определяют в соответствии с нормами технологического
проектирования, разрабатываемыми проектными организациями. Так, например,
высота штабеля круглой заготовки в карманах-стойках не должна превышать
2,0 м, слитков в стойках - 2,5 м, рулонов в штабелях - 4,0 м. Высота укладки
труб в карманах-стойках не превышает 2,0 м при зацепке чалочными
приспособлениями и 4,0 м - при использовании электромагнитов. При хранении труб
на стеллажах, обслуживаемых механизированными захватами без участия
подкрановых рабочих, высота укладки пакетов достигает 5,0 м.
Таблица 20.1. Классификация складов трубных цехов
Склад
Заготовок
Полупродукта
Готовых труб
Сменного
оборудования
Производственного инструмента
Запасных частей
Химикатов
Горюче-смазоч-
ных материалов
Характеристика грузов
Листовой металл
Полоса в рулонах
Слитки
Трубная заготовка сплошная или
полая, увязанная в пакеты или
многоярусные с прокладками между рядами
Трубная заготовка россыпью с
прокладками между рядами
Трубы в пакетах или россыпью
с прокладками между ними
Трубы россыпью, уложенные
в один ряд
Трубы россыпью с прокладками
между ними
Трубы, увязанные в пакеты с
прокладками между ними
Ящики с трубами
Клети, проводки и сменное
оборудование, подлежащее замене при
переходе на новый типоразмер труб
Валки, линейки, стержни оправки,
ролики и др.
Крупногабаритные узлы и детали
Ящики с мелкими изделиями
Мешки, бочки, ящики бутыли
Бочки, бутыли, баки
Места хранения
Штабеля
Штабеля и стеллажи
Штабеля
Карманы-стойки
стеллажи
Карманы-стойки
Карманы-стойки или
многоярусные стелажи
Многоярусные стеллажи
Карманы-стойки
Карманы-стойки или
многоярусные стеллажи
Штабели или
многоярусные стеллажи
Стенды или пол цеха
Стойки, пирамиды-
елочки, короба, стеллажи
Стеллажи или штабели
Тоже
Тоже
Тоже
524
Ширину проходов между стойками, стеллажами и штабелями принимают
менее 0,8 м при одностороннем движении и 1,2 м при двустороннем. Шири
вспомогательных проездов между стеллажами и штабелями принимается р;
ной габариту транспорта плюс 0,4 м, но не менее 1,0 м при односторонн
движении, а при двустороннем - не менее 1,6 м.
Охрана труда при нагреве и термической обработке труб. Безопасные ycj
вия труда при работе на печах для нагрева слитков и заготовок, а также
печах для термической обработки труб в первую очередь обеспечиваются щ
вильным выбором способа нагрева металла, применяемых технологическ
сред, а также обеспечением высокого уровня механизации и автоматизац
печного оборудования.
Расположение печей должно быть увязано с конструкцией здания таким с
разом, чтобы обеспечивался приток свежего воздуха к каждой печи и удален
от печей нагретого и загрязненного воздуха. Отходящие газы должны подв<
гаться очистке перед выпуском их в атмосферу. Во избежание опасности взр
ва и отравлений необходимо исключить утечку газов, не допускать неполно
сжигания газообразного топлива, обеспечить надежную работу вентиляции
местах возможного скопления газов, исключить применение открытого ог
или искрения в газоопасных местах.
Загрузочные окна печей должны закрываться крышками, плотно прилета
щими к раме. Зона выгрузки заготовок из нагревательной печи со cropoi
прохода людей должна быть ограждена от отлетающей окалины. Проход
площадку внутреннего кольца печи допускается только при включенной пр
точной вентиляции. Печи должны иметь теплоизоляцию, обеспечивающ)
температуру на наружной поверхности до 45 °С. Интенсивность теплово
облучения на рабочих местах не должна превышать 350 вт/м , в связи с ч<
вблизи источников тепла предусматривают экраны разных типов, распылите:
воды на облучаемые поверхности, помещения для отдыха и др. На поверхнос
кожуха электропечей температура должна быть не более 70 °С, а на рабоч]
рычагах и рукоятках управления - не более 50 °С. На индукционных устано
ках применяют специальные экраны для защиты от электромагнитных поле
Для предупреждения короткого замыкания между витками индуктора долж!
быть установлено устройство максимальной токовой защиты, автоматичес]
отключающее печь.
В термических печах кантовка заготовок и труб должна быть механизиров
на. При использовании горючих защитных газов в термических печах пр
странство под колпаком перед включением печи должно быть продуто инер
ным газом до полного вытеснения воздуха. После окончания термической о
работки труб перед снятием колпака подача горячего защитного газа долж!
быть прекращена, а пространство под колпаком продуто инертным газо]
Термические печи с выдвижным подом должны иметь блокировку открывай!
печи при движении пода и звуковую сигнализацию.
Охрана труда при производстве бесшовных труб. При проектировании отд
лений горячей прокатки и прессовании труб оборудование необходимо расп<
лагать таким образом, чтобы обеспечить эффективный отвод тепловыделени:
нормальные проходы для возможности обслуживания оборудования, дост;
точное освещение, ограждение движущихся механизмов и мест прохожден*
горячего металла, надежную вентиляцию и отсосы в местах вредных выдел
525
ний, максимальную механизацию и автоматизацию производственных
процессов. Уборка окалины из-под станов и другого оборудования должна быть
механизирована. Устройства для резки заготовок и труб (пилы) должны быть
закрыты звукоизолирующими и защитными кожухами, а пешеходные проходы
в зоне действия пил должны быть ограждены защитными экранами.
Такие же требования предъявляются и к отделениям холодной деформации и
сварки труб.
Охрана труда при производстве сварных труб. На станах печной сварки
труб стыковку концов ленты следует осуществлять только в защитных очках.
Шахты петлеобразователей и петлевые столы должны быть ограждены
прочными барьерами, причем последние должны иметь сплошную обшивку в
нижней части не менее 700...400 мм.
Для предотвращения вылета искр при обдувке кромок нагретой полосы
между выходным отверстием печи и формовочным станом устанавливают
защитные экраны с водяными завесами.
Подающие устройства, приемные устройства холодильников должны иметь
систему блокировок для предотвращения разрыва ленты и вылета труб.
На агрегатах для сварки труб сопротивлением и радиочастотной сваркой
пол около сварочного узла должен быть покрыт электроизолирующими
настилами. Сварочный индуктор следует ограждать экранами для защиты рабочих
от воздействия электромагнитных полей. Запрещается прикосновение к
сварочному индуктору, подводящим шинам и вторичному витку понижающего
трансформатора, что может вызвать сильный ожог, а также поражение током.
Работа на высокочастотной установке, кроме замены индуктора и установки
сварочной головки на ось стана, эксплуатационному персоналу категорически
запрещается.
На агрегатах аргоно-дуговой сварки труб все части, находящиеся под
напряжением, должны быть защищены резиновыми ковриками. Во избежание
поражения электрическим током запрещается одновременное прикосновение к
горелке и металлическим частям стана. Сварочный узел должен быть закрыт
защитным кожухом со смотровыми стеклами-светофильтрами и оборудован
вытяжной вентиляцией для удаления газов и аэрозолей. Инертные газы,
применяемые при сварке труб, хранят в баллонах. Баллоны с аргоном или гелием,
устанавливают на стенде, надежно закрепляют и защищают от падения
переносимых грузов. Трубопроводы для подвода газа к стану должны быть
герметичными и защищены от повреждения.
При дуговой сварке под слоем флюса выделяется значительное количество
вредных газов и пыли, а при ручной дуговой сварке выделяются газы окиси
углерода, азота, фтористых соединений и др., поэтому в местах проведения
сварочных работ необходима приточно-вытяжная вентиляция. Категорически
запрещается вести сварку или ремонт труб при отключенной системе вентиляции.
При сварке под слоем флюса дуга практически не видна, однако возможно
повреждение глаз кусочками твердого флюса или шлака, поэтому сварщик
должен работать в бесцветных или слегка затемненных очках.
Обслуживание электропривода трубосварочных станов. Исходя из условий
запыленности и загазованности цехов, с целью безопасности необходимо
тщательно выбирать конструкцию устанавливаемых двигателей на стане. Обычно
в трубоэлектросварочных цехах устанавливают электродвигатели закрытого
типа, поэтому специальных заградительных устройств для электропривода не
526
предусматривают. Каждый устанавливаемый двигатель должен быть прочн<
укреплен на фундаменте. Электропроводка к двигателю и пусковым аппарата?
должна иметь исправную изоляцию. Клеммы должны быть надежно огражде
ны от случайного прикосновения к ним. Вращающиеся части электродвигате
лей (вентиляторы, валы, шкивы, муфты) должны быть надежно ограждены. Н,
корпусах двигателей и приводимых ими в движение механизмах красно]
стрелкой следует указывать направление вращения механизма двигателя. Кор
пусы электродвигателей и всю аппаратуру, предназначенную для пуска, оста
новки и защиты двигателя от тока короткого замыкания, заземляют согласн<
действующим правилам. Текущий ремонт и обдувку электродвигателей вы
полняют одновременно с ремонтом приводных механизмов.
Серьезное внимание должно быть уделено борьбе с шумом как на стадш
конструирования оборудования, так и при его эксплуатации.
Для создания комфортных условий труда, особенно на ТПА горячей про
катки и прессования труб, посты управления устанавливаются в закрытых по
мещениях с кондиционированием воздуха. Обеспечивается надежная сигнали
зация. Методы предотвращения возможных опасных ситуаций при работе н;
трубных станах и труболитейном производстве подробно описаны в Инструк
циях по охране труда.
Охрана труда при отделке труб. Большое количество и разнообразие отде
лочных операций приводит к созданию опасных и вредных ситуаций для об
служивающего персонала, работающего в трубоотделочных отделениях. I
этих отделениях характерными вредными факторами являются: шум от пере
мещаемого металла, от работы правильных станов, пневмоприводов, меха
низмов высадки концов труб, правильных машин и прессов, трубоотрезных
обдирочных и абразивных станков; аэрозоли масел, образующиеся в процесс*
окраски, промасливания и гидроиспытания труб.
Наибольшее число опасных и вредных факторов может иметь место в отде
лениях химической и электрохимической обработки и покрытия труб. Поэтом?
вопросам обеспечения охраны труда в этих отделениях уделяется особое вни
мание как на стадии проектирования, так и при эксплуатации. Как правило
эти отделения изолируют от цеха стенами, они должны иметь общеобменнук
вентиляцию, а проемы в изолирующей среде оборудуют воздушными завесами
полы выполняют из кислотостойких материалов. Ванны для травления выпол
няют из кислотостойких материалов и устанавливают с проходами шириной н<
менее 1 м для удобства работы обслуживающего персонала. Очистка поверх
ности труб травлением, регенерация отрабатываемых травильных растворов \
нейтрализация промывных вод должны быть механизированы. Важным на
правлением улучшения труда в отделениях является создание механизирован
ных автоматизированных установок и роботизированных комплексов, обеспе
чивающих функционирование установок без постоянного участия обслужи
вающего персонала.
Улучшение условий труда, создание нормальных и безопасных условий ра
боты обеспечивается систематической плановой деятельностью как создателей
новой техники, так и эксплуатационщиков, предусматривающих организаци
онные и технические мероприятия по соблюдению действующих стандартов
норм и правил по технике безопасности, производственной санитарии, эрго
номике и технической эстетике на производстве.
527
20.4. Охрана природы
Одной из актуальных проблем, волнующих сегодня человечество, является
охрана природы и использование естественных природных ресурсов земли.
Основными направлениями экономического и социального развития нашей
страны является значительное повышение действенности природоохранных
мероприятий и государственного контроля за состоянием природной среды и
источниками загрязнений.
Особая ответственность в деле охраны окружающей среды возложена на
инженерно-технические кадры, которые должны использовать современную
технику и новые технологии производства труб с учетом сохранения
природных богатств, ее экономии и обеспечение воспроизводства ресурсов живой
природы.
Научно-техническая революция расширяет возможности интенсивного
использования природных ресурсов и в тоже время вносит значительные
изменения в экологические системы, которые связаны с загрязнением водного и
воздушного бассейна, нарушением почвенного покрова и ценных ландшафтов,
водных и лесных ресурсов, уменьшением численности полезных видов
животных и растительного мира.
В нашей стране разработаны и действуют различные нормативы по охране
окружающей среды. Единая система стандартов по охране природы и
улучшению использования природных ресурсов содействует развитию научно-
технического прогресса без загрязнения окружающей среды и имеет силу закона.
Система по охране окружающей среды и рациональному использованию
природных ресурсов объединяет 5 интегрированных подсистем: 1 -
наблюдения и контроля за состоянием окружающей среды; 2 - информационная и
технико-экономическая по обработке и анализу данных наблюдений и контроля; 3
- использования и охраны природных ресурсов; 4 - фундаментальных и
прикладных научных исследований по взаимодействию ресурсов биосферы и
развития общественного производства; 5 - управления и планирования в области
охраны окружающей среды и рационального использования природных
ресурсов. Каждая подсистема имеет структуру, решает определенный круг задач и в
то же время все подсистемы составляют единое целое.
Промышленные предприятия металлургического профиля оказывают
значительное влияние на окружающую среду в виде промышленных загрязнений
атмосферы и воды.
В процессе участия в подсистеме по использованию и охране природных
ресурсов Департамент промышленности разрабатывает и осуществляет
мероприятия по снижению вредных выбросов веществ в атмосферу, по охране и
рациональному использованию водных ресурсов, восстановлению
(рекультивации) почв.
В проектах технического перевооружения и реконструкции трубных заводов
и цехов наряду с обеспечением технико-экономических показателей по
производству предусматриваются вопросы охраны окружающей среды,
рационального использования земель, взрыво- и пожаробезопасность природных объектов.
К природоохранным мероприятиям относятся все виды хозяйственной
деятельности, направленные на снижение и ликвидацию отрицательного
антропогенного воздействия на окружающую среду, сохранение, улучшение и
рациональное использование природноресурсного потенциала страны. К числу та-
528
ких мероприятий относятся строительство и эксплуатация очистных и о(
вреживающих сооружений, устройств, создание ресурсосберегающих технс
гий и производств, размещение предприятий и систем транспортных потоке
учетом требований экологии, рекультивация земель, меры по борьбе с эроз]
почв, по охране флоры и фауны, охране недр, рациональному использован
минеральных ресурсов.
Эффективность указанных мероприятий оценивается социальными и эко
мическими показателями на следующих уровнях:
- экономическом, который заключается в снижении отрицательного возд
ствия на окружающую среду, улучшения ее состояния и проявляется в сниэ
нии уровня и объемов загрязнения, поступающих в природную сре
(концентраций вредных веществ, уровней шума, радиации и т.д.), увеличен
количества и улучшении качества пригодных к использованию земель, лесн
и водных ресурсов и т.д.;
- социально-экономическом, который заключается в повышении уров
жизни населения, эффективности общественного производства и увеличен
национального богатства страны.
Существуют одноцелевые и многоцелевые мероприятия по защите окр
жающей среды. Одноцелевые средозащитные мероприятия (строительство
эксплуатация очистных и улавливающих сооружений и т.п.) направлены гла
ным образом на снижение загрязнения окружающей среды. Многоцелевх
средозащитные мероприятия включают строительство и эксплуатацию систс
замкнутого водоснабжения, утилизацию отходов производства и потреблен!
и направлены как на снижение загрязнения окружающей среды, так и на улу
шение производственных показателей деятельности предприятий, цехов, ТП
и ТЭСА, в том числе и смежных отраслей - снижение расхода материальных
трудовых ресурсов, увеличение объема производства труб, расширение сорт;
мента и улучшение качества труб.
ЭТАПЫ РАЗВИТИЯ
ОТЕЧЕСТВЕННОГО ТРУБНОГО ПРОИЗВОДСТВА
В царской России была чрезвычайно отсталая черная металлургия. Если доля России
в мировом производстве чугуна в 1917 г. составляла 4,43%, а в производстве стали-
4,0 %, то трубной промышленности как специализированной подотрасли черной
металлургии в России не было совсем. На отдельных заводах, принадлежащих в большинстве
иностранному капиталу, франко-бельгийская фирма "Шедуар" в Екатеринославе в 1889-
1890 гг. построила первый трубопрокатный цех, а в 1911 г.- второй трубопрокатный
цех с установкой трубопрокатного непрерывного стана "Фасля". Русско-бельгийское
общество построило в Таганроге металлургический завод, на котором наряду с
выпуском рельс и бандажей начали производить сварные трубы. Акционерное общество
"Русский Проведанс" на Мариупольском металлургическом заводе в 1893-1897 гг.
построило цех сварных труб большого диаметра. В Нижнеднепровске в 1911 г. немецкая
фирма "Гантке" начала строить трубопрокатный цех для производства бесшовных труб.
В Колпине на Государственном ижорском заводе был построен в 1912 г. цех с
трубопрокатным агрегатом ТПА 114, с автоматическим станом. В Выксе на
металлургическом заводе, построенном в 1757 г., было организовано в 1907 г. производство сварных
труб.
В 1913 г. на заводах России было произведено 67тыс.т стальных и 72,6тыс.т
напорных и сливных чугунных труб, что едва достигало 2,0 % мирового объема производства
труб. Если доля стальных труб в производстве проката США в 1913 г. была равна 9,2 %,
Германии около 6 %, то в России она составляла только 2,17 %.
Начав развиваться позднее других отраслей черной металлургии, трубная
промышленность значительно уступала им по масштабам производства. В 1913 г. доля России в
мировом производстве черных металлов составляла: чугуна 5,8 %, стали 6,2%, проката
6 %, стальных труб 2,0 %.
По объему производства стальных труб США превосходила Россию более чем в
35 раз, а по производству чугунных труб более чем в 10 раз.
За годы первой мировой войны производство черных металлов в России значительно
снизилось: в 1917 г. по сравнению с 1913 г. выплавка чугуна уменьшилась на 30%,
стали- на 27,4%, выпуск проката- на 27,4%, труб- на 16,4%. Производство стальных
труб в 1917 г. составило 56 тыс.т и чугунных труб - 47 тыс.т. После разрушений,
принесенных народному хозяйству первой мировой и гражданской войнами, в черной
металлургии России наблюдался полный упадок: выплавка чугуна в 1921 г. составляла 3%
фактического уровня 1913 г. производство стальных труб - 10,5 тыс.т.
Приступив к восстановлению хозяйства, разрушенного в период
империалистической и гражданской войн, наша страна испытывала все большую потребность в трубах,
необходимо было ремонтировать огромный парк паровозов, восстанавливать заводы,
фабрики, шахты, рудники, жилые здания. Уже в 1922... 1923 гг. был достигнут
довоенный уровень производства труб, а в 1924... 1925 гг. в стране было произведено 75,2 тыс.т
стальных труб и в 1928 г. общий объем производства труб в стране превосходит
довоенный уровень почти в 2,5 раза.
Задача перевооружения трубной промышленности в нашей стране была успешно
решена в годы первой пятилетки 1928... 1932 гг.
Наряду с реконструкцией первенцев отечественной промышленности заводов в
Днепропетровске, Таганроге, Выксе, Луганске и Колпине были построены
непрерывный стан "Фасля" и цех холоднодеформированных тонкостенных труб на
Днепропетровском заводе им. Ленина, ТПА 5... 15" с пилигримовым станом на Нижнеднепровском
заводе им. Либкнехта, ТПА 4... 10" с пилигримовым станом и полунепрерывным трубо-
электросварочным станом на Таганрогском металлургическом заводе, ТПА 5... 12" и
ТПА 8... 16" с пилигримовым станом на Мариупольском трубном заводе, цех по
производству сварных труб большого диаметра на Харцызском трубном заводе, трубосва-
530
рочные цехи на Московском и Ленинградском заводах, полунепрерывный трубоэл
тросварочный стан на Выксунском металлургическом заводе.
В дальнейшем было осуществлено строительство и ввод в действие двух трубных
водов: одного на Урале в Первоуральске Свердловской области в составе: трубоп]
катные цехи с ТПА 140 и 220 с автоматическими станами и ТПА с реечным станов
также трубоволочильного цеха, и другого завода на Украине в Никополе Днепроп
ровской области - Южнотрубного завода в составе трубопрокатного цеха с дву
ТПА 140 с автоматическими станами и трубоволочильного цеха. Ввод в эксплуатац
семи трубопрокатных агрегатов для изготовления бесшовных труб способствовал cyL
ственному расширению сортамента трубной промышленности.
Коренные изменения произошли также в области производства чугунных труб.
1935 г. было организовано литье чугунных труб на заводе "Свободный Соке
(Липецк); в 1936 и 1937 гг. на Урале - Синарском и Билиб&евском трубных заводах.
1940 г. Гипромез приступил к проектированию Азербайджанского (Сумгаит) трубощ
катного и Закавказского (Рустави) металлургического заводов мощносп
700...800 тыс.т труб в год. В 1940 г. в СССР было произведено около 966 тыс.т стальн
труб, что составило 7,4 % к выпуску проката и 234 тыс.т чугунных труб. Географическ
размещение производства стальных труб по основным районам страны составило:
предприятиях Юга - 75 %, Центра - 19 % и Урала - 6 %.
К началу 1941 г. трубная промышленность в СССР превратилась в высокоразвит?
отрасль черной металлургии. В октябре 1941 г. в результате временной окупации }
мецко-фашистскими захватчиками Украины оказались утраченными мощности, на кс
торых в 1940 г. производилось 75% стальных и 52% чугунных труб. Стало необход
мым в короткий срок увеличить производство труб в восточных районах страны за сч
быстрого ввода в эксплуатацию эвакуированных туда трубных заводов. Уже в перв)
месяцы войны на Восток были вывезены: ТПА 60 с непрерывным станом и оборудоЕ
ние цеха тонкостенных труб с Днепропетровского завода им Ленина, два ТПА 140
автоматическими станами и трубоволочильный цех с Никопольского южнотрубно
завода, ТПА 8... 10" с пилигримовым станом с Мариупольского завода и ТПА 114
автоматическим станом с Ижорского завода. Часть этого оборудования была смонт
рована в действующих и вновь построенных цехах Новотрубного и Синайского тру
ных заводов, был сооружен Челябинский трубопрокатный завод, в первых цехах кот
рого установили оборудование ТПА 8...16" с пилигримовым станом и ТПА 114 с авт
матическим станом.
Во время Великой Отечественной войны на Урале было введено в эксплуатацию об
рудование 6 эвакуированных ТПА, что более чем в 4 раза увеличило мощность урал
ских трубных заводов. На этом оборудовании был освоен выпуск труб многих типора
меров из легированных и высоколегированных марок сталей и полностью удовлетвор
ны потребности военной промышленности в трубах. За годы войны было разрушено
уничтожено 39 трубных станов; выпуск стальных труб снизился с 966 до 571 тыс.т - \
41 %; чугунных труб с 234 до 81 тыс.т. С первых дней освобождения захваченных терр]
торий металлурги со строителями приступили к восстановлению трубной промышле)
ности.
В 1944 г. были восстановлены: Таганрогский металлургический завод с оборудован!
ем ТПА 5... 10" с пилигримовым станом, цехи печной сварки труб 1/2...2", цех прям<
шовных электросварных труб 26...680 на Ждановском электрометаллургическом заво;
и ТПА 8... 16" с пилигримовым станом на Мариупольском; цех электросварных тр>
большого диаметра в составе одношовного 529...720 и 529... 1420 двухшовного потоке
на Харцызском трубном заводе, цех сварных труб 3/8... 1,5" на Луганском трубном заве
де. Восстанавливается и группа Днепропетровских трубных заводов: цех с ТПА 140
автоматическим и ТПА 60 с непрерывным станами и цех электросварных труб с двум
трубоэлектросварочными станами 51... 152 на заводе им. Ленина; ТПА 6... 12й с пили]
римовым станом на заводе им. Либкнехта. На Никопольском южнотрубном завод
531
вводятся в действие два цеха с оборудованием ТПА 140 и ТПА 350 с автоматическими
станами.
В последующие годы были сооружены Азербайджанский трубопрокатный завод в
Сумгаите с оборудованием ТПА 140 и двух ТПА 250, почти полностью
обеспечивающих потребность в бурильных, обсадных, насосно-компрессорных и нефтепроводных
трубах предприятий нефтяной промышленности, а также Закавказский
металлургический завод в Рустави в составе ТПА 140 и 400 с автоматическими станами. На этих
заводах были смонтированы трубопрокатные агрегаты, спроектированные и построенные
отечественными специалистами.
Ввод в действие новых и развитие специализированных предприятий трубной
промышленности позволил СССР уже в 1957 г. по абсолютному уровню производства
достигнуть 4,2 млн.т стальных труб или 10,2% к выпуску проката. Коренным образом
изменилось географическое размещение предприятий трубной промышленности:
заводы Юга и Центра производили 68 % и заводы Урала 32 % труб; произошли также
существенные структурные изменения - доля сварных труб в общем объеме производства
стальных труб в 1957 г. составила 38 %, против 64 % в США.
Изменения структуры топливно-энергетического баланса страны, быстрое развитие
трубопроводной транспортировки газообразных, жидких и сыпучих сред, развитие
энергетики, машиностроительного и градостроительного комплексов, ракетно-
космической техники и атомной энергетики, потребовало интенсивного развития
производства труб.
В период с 1959 по 1970 гг. в стране было введено в действие 43 стана и
трубопрокатных агрегата для производства стальных труб общей годовой мощностью около
5,0 млн.т. Из них ТПА для горячей прокатки труб общей годовой мощностью
2,5 млн.т. В числе этих агрегатов: два ТПА 30... 102 с непрерывным станом
мощностью 1,2 млн.т в год на ПНТЗ и НЮТЗ; три ТПА 5...12" с пилигримовым станом
мощностью 300 тыс.т в год каждый на Таганрогском, Нижнеднепровском им. Либк-
нехта и Северском заводах: один ТПА 250 с автоматическим станом мощностью 200
тыс.т (на Азербайджанском трубопрокатном заводе); один ТПА 200 с трехвалковым
раскатным станом мощностью 200 тыс.т (на Нижнеднепровском заводе им. Либкнех-
та); два цеха горячего прессования труб мощностью 80 тыс.т на НЮТЗ; три агрегата
непрерывной печной сварки труб мощностью 700 тыс.т в год; станы 1/2...3/4" и 1/2...2"
на Таганрогском B агрегата) и Челябинском A агрегат) заводах; шесть трубоэлек-
тросварочных станов для производства труб большого диаметра 519... 1220 мм
мощностью 1320 тыс.т в год на Челябинском (мощностью 800 тыс.т), Новомосковском
(мощностью 250 тыс.т) и Мариупольском (мощностью 270 тыс.т) заводах; 25 трубо-
электросварочных станов для производства электросварных труб 10... 126 мм,
мощностью 1,4 млн.т на Ленинградском, Московском, Первоуральском, Северском,
Никопольском, Новомосковском, Выксунском и Новосибирском заводах. Кроме того,
введено в действие 6 цехов холодного волочения и холодной прокатки бесшовных
труб на ЧТПЗ A), ПНТЗ B), НЮТЗ B), СТЗ A).
В 1956 г. вошел в строй крупнейший в Европе трубосварочный цех для производства
электросварных труб диаметром 530...820 мм с формовкой заготовок на прессах на
ЧТПЗ, оснащенный новейшим оборудованием отечественной конструкции и в 1960 г.,
после реконструкции, в этом цехе было освоено производство труб размером
1020... 1220x10... 12 мм, длиной 12 м. Производство сварных труб большого диаметра с
формовкой заготовок в вальцах было организовано на Харцызском трубном заводе.
Ввод новых мощностей и проведение реконструкции действующих трубопрокатных
агрегатов и цехов сопровождалось внедрением нового оборудования и передовой
технологии. Произошли значительные изменения в способах производства и качестве
выпускаемых труб. Увеличение выпуска сварных труб позволило удовлетворить
народное хозяйство в сварных трубах больших диаметров для строительства магистральных
нефтепроводов, а также в водогазопроводных трубах для жилищного строительства.
532
Значительно увеличился объем производства труб, необходимых для нужд нефтянс
газовой и химической промышленности, машиностроения и приборостроения, жили
ного строительства и других отраслей народного хозяйства.
По объему производства стальных труб СССР уже в 1962 г. выходит на первое мес
в мире и в 1987 г. объем производства составил 20,3 млн.т труб в год. Динамика про»
водства стальных труб приведена ниже, млн.т.в год:
Страны Годы
Всего в мире
СССР
Япония
США
Германия
Англия
Франция
Италия
(ФРГ)
1960
24,2
5,8
1,18
6,93
2,54
1,34
1.06
0,88
1965
34,5
9,01
3,15
8,11
3,06
1,53
1,31
1,36
1970
48,9
12,4
7.67
7,23
4,23
1,95
1,79
1,94
1975
54,4
15,9
8,92
7,67
4,89
1,48
1,72
3,14
1980
69,5
18,2
12,3
8,51
4,75
1,05
2,1
3,41
1985
70,0
19,3
12,1
3,57
5.9
1,35
1,75
3,01
* Производство труб в России
В 1985 г. на 25 заводах страны, выпускающих стальные трубы, находилось в эк
плуатации 135 трубопрокатных и трубосварочных станов. Выпуск сварных, как бол<
экономичных, в общем выпуске стальных труб составил 60,4 %. Производство холодж
деформированных стальных труб составило 1,1 млн.т, т.е. 6 % от общего выпуска труб
стране.
Таким образом, в трубной промышленности нашей страны за период 1971...1985 г
был достигнут прирост мощностей по производству стальных труб около 7,0 млн.т, в
том числе за счет строительства нового производства - около 6,0 млн.т и
реконструкции действующего оборудования - около 1,0 млн.т. В числе новых мощностей было
введено в действие 6 трубопрокатных агрегатов для производства бесшовных
горячекатаных труб общей годовой мощностью около 1,5 млн.т. В числе этих агрегатов:
трубопрокатный агрегат с пилигримовым станом 5... 12", мощностью 320 тыс.т в год на Се-
верском трубном заводе; ТПА 140 с автоматическим станом, мощностью 200 тыс.т в год
на заводе им Либкнехта; цех для производства подшипниковых труб на ТПА 200 с трех
валковым раскатным станом 200 мощностью 200 тыс.т и цех горячего прессования тру-
мощностью 170 тыс.т на Волжском трубном заводе; трубопрокатные цехи с
непрерывным станом 80 мощностью 315 тыс.т и ТПА 140 с автоматическим станом мощностью
200 тыс.т на Синарском трубном заводе.
В числе новых мощностей около 2,5 млн.т в год по производству сварных труб
большого диаметра: 13 трубоэлектросварочных станов для производства труб
диаметром 530...2500 мм, в том числе трубоэлектросварочный стан прямошовных труб
диаметром 1020... 1420 мм, мощностью 1,5 млн.т в год на Харцызском трубном заводе;
трубоэлектросварочный цех с установкой 10 электросварных станов спиралошовных труб
диаметром 530...1420 мм и мощностью 800 тыс.т в год на Волжском трубном заводе
трубоэлектросварочный стан спиралошовных труб диаметром 1650...500 мм и
мощностью 250 тыс.т на Новомосковском трубном заводе.
Трубоэлектросварочные станы для производства электросварных труб диаметром
20...426 мм, общей мощностью 2 млн.т в год, в том числе: трубоэлектросварочный
стан 250 мощностью 350 тыс.т на Выксунском металлургическом заводе;
трубоэлектросварочный стан 102...220 мощностью 160 тыс.т труб в год на Северском трубном заводе
1989
71,5
10,0
3,6
4,3
1,5
1,6
4,12
1990
70,0
10,5
4,2
3,8
1,46
1,4
4,1
1991
67.0
10,8
4,4
4,1
1.3
1.6
4,1
1992
59,0
7,7
9,7
4,1
3,9
1,1
1,3
3,3
533
трубоэлектросварочный стан 51..Л 14 мощностью 150 тыс.т в год на Таганрогском
металлургическом заводе; четыре трубоэлектросварочных стана И4... 168 мощностью
600 тыс.т в год на Альметьевском заводе. Введено в действие четыре трубоволочильных
цеха: два на Первоуральском новотрубном заводе, один на Синарском трубном заводе
и один на Никопольском Южнотрубном заводе.
На отдельных трубных заводах были введены в действие термические отделения,
участки с оборудованием для нарезки резьбы на трубах и отделения для покрытия труб.
Были переоборудованы действующие отделения трубных цехов для выпуска труб всех
категорий прочности с новыми видами резьбовых соединений из антикоррозийной
стали и с антикоррозийными покрытиями.
В 1990 г. на Волжском трубном заводе введен в эксплуатацию
электрометаллургический комплекс по производству горячекатаных труб. В состав минизавода входит. ТПА
159...426 с непрерывным станом и пресс-валковой прошивкой по производству труб
размерами DtxSt 159...426х7...12 мм для нефтяной, газовой и угледобывающей
промышленности. Комплекс позволяет производить более 1 млн.т трубной заготовки и до
720 тыс.т горячекатаных труб в соответствии с требованиями международных и
отечественных стандартов.
Чугунных напорных труб было выпущено 1,4 млн.т. Освоено производство чугунных
напорных труб с шаровидным графитом на Липецком заводе "Свободный Сокол".
Технический уровень трубного производства значительно повысился и
характеризовался наличием специализированных высокопроизводительных трубных станов,
позволяющих производить большое количество видов и типоразмеров стальных труб с
качественными характеристиками.
Передовой уровень техники и технологии отечественной трубной промышленности в
значительной степени был обусловлен наличием в стране крупного комплекса научно-
исследовательских, конструкторских и проектных институтов и специализированных
заводов, обеспечивающих разработку новых технологических процессов и
оборудования: ВНИТИ, ВНИИметмаш, ЭЗТМ, Институт электросварки им. Е.О. Патона, Урал-
НИТИ, ГИПРОМЕЗидр.
Создание в нашей стране в предвоенный период под руководством чл-корр. АН
УССР П.Т. Емельяненко советской научной школы трубопрокатчиков и
организованная подготовка высококвалифицированных научных кадров для трубной
промышленности, позволили обеспечить неуклонный прогресс в развитии теории и практики
трубного производства.
Многие актуальные проблемы теории и практики производства труб, развития и
совершенствования технологических процессов и оборудования успешно решены в
работах П.Т. Емельяненко, А.И. Целикова, А.П. Чекмарева, B.C. Смирнова, П.И. Полухина,
Я.Е. Осады, Ю.Ф. Шевакина, Я.Л. Ваткина, Ю.М. Матвеева, СИ. Борисова, А.А.
Шевченко, В.Я. Остренко, О.А. Пляцковского, П.К. Тетерина, И.А. Фомичева, И.Н.
Потапова, В.Я. Осадчего, Б.Д. Жуковского, Г.И. Гуляева, Я.С. Финкельштейна, И.Л.
Перлина, В.А. Вердеревского, В.В. Носаля, В.П. Анисифорова, М.З. Ерманка, A.M.
Рытикова, Ю.В. Манегина, В.М. Друяна, В.Н. Данченко, Ю.И. Блинова, М.И. Ханина,
P.M. Голубчика, Б.М. Матвеева, В.В. Ериклинцева, Б.А. Романцева, Ф.С. Сейдалиева
и др.
Современная наука о трубном производстве развивается и будет развиваться в
России высокими темпами. Усиление ее влияния на технический прогресс трубной
промышленности связано с повышением эффективности научных исследований и
улучшением качества подготовки инженерных кадров в области трубного производства.
534
РЕКОМЕНДУЕМЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Бакалюк Я.Х., Проскурин Е.В. Трубы с металлическими и противокоррозионными
покрытиями. - М.: Металлургия, 1985. - 201 с.
2. Барабашкин В.П., Тартаковский И.К. Производство труб на агрегатах с трехвалко-
вым станом. - М.: Металлургия, 1981.-448 с.
3. Бринза В.Н., Зиньковский М.М. Охрана труда в черной металлургии. - М.:
Металлургия, 1982.-336 с.
4. Вердеревский В.А. Роликовые станы холодной прокатки труб. - М.: Металлургия
1992.-240 с.
5. Вердеревский В.А., Глейберг A3., Никитин А.С. Трубопрокатные станы. - М.:
Металлургия, 1983. - 240 с.
6. Гриншпун М.И., Соколовский В.И. Станы холодной прокатки труб. - М.:
Машиностроение, 1967. - 239с.
7. Грудев А.П., Машкин Л.Ф., Ханин М.М. Технология прокатного производства.
М.: Металлургия. 1994. - 656 с.
8. Грум-Гржимайло Н.А., Скоружский Б.П. Производство труб для сверхмощных
газопроводов. - М.: Металлургия, 1972. - 109 с.
9. Данилов Ф.А., Глейберг A3., Боткин В.Г. Горячая прокатка и прессование труб.
М.: Металлургия, 1972. - 576 с.
10. Двоскин П.М., Двоскин СМ. Производство литых труб. - М.: Металлургия
1989.-248 с.
11. Ермолюк Ю.Н., Вердеревский В.А. Производство электросварных труб без
внутреннего грата: Обзорная информация, ин-т Черметинформация, 1978, сер. 8, в. 2. - 19 с.
12. Конструкции, ремонт и обслуживание станов холодной прокатки труб/ Л.A. Koi
дратов, Ю.Б. Чечулин, Н.Т. Богданов, Н.С. Макаркин. - М.: Металлургия, 1994. - 353 с.
13. Королев А.А. Конструкции и расчет машин и механизмов прокатных станов. -М.:
Металлургия, 1985. - 376 с.
14. Королев А.А. Механическое оборудование прокатных и трубных цехов. - М.:
Металлургия, 1987. - 480 с.
15. Липкин Я.И., Штанько В.М. Химическая и электрохимическая обработка стали
ных труб. - М: Металлургия, 1982. - 256 с.
16. Матвеев Ю.М. Новые процессы производства труб. - М.: Металлургия, 1969.
210с.
17. Матвеев Ю.М., Ваткин Я.Л. Калибровка инструмента трубных станов. - М..
Металлургия, 1970. - 480 с.
18. Машины и агрегаты для обработки цветных металлов и сплавов/ B.C. Паршш
В.П Костров, Б. С Сомов и др.-Ы.: Металлургия, 1988. - 400 с.
19. Машины и агрегаты металлургических заводов. Ч. Ill/ A.M. Целиков, ПИ. Полу
хин, В.М. Гребенник и др. - М.: Металлургия, 1988. - 680 с.
20. Механическое оборудование заводов цветной металлургии. Ч. III/ А.А. Королек
А.Г. Навроцкий, В.А. Вердеревский и др. - М.: Металлургия, 1989. - 624 с.
21. Охрана труда в трубном производстве/ Ленская Л.В., Ленский Ю.Н., Лавренк
Н.А., Чернавский В.Б - М.: Металлургия, 1986. - 152 с.
22. Паршин B.C., Фотов А.А., Алешин В.А. Холодное волочение труб. - М.:
Металлургия, 1979.-240 с.
23. Перциков З.И. Волочильные станы. - М.: Металлургия, 1986. - 209 с.
24. Потапов И.Н., Коликов А.П., Друян В.М. Теория трубного производства. - М.:
Металлургия, 1991. - 399 с.
25. Потапов И Н., Полухин П.И. Технология винтовой прокатки. - М.: Металлургия,
1990.-344 с.
26. Правила безопасности в трубном производстве. - М.: Металлургия, 1988. - 52 с.
27. Прессование стальных труб и профилей/ Г И. Гуляев, А.Е. Притоманов, О П Дро
бич, В.К Верховод. - М.: Металлургия, 1973. - 192 с.
535
28. Производство стальных труб/ Друян В.М., Крупман Ю.Г., Ляховецкий Л.С. и др. -
М.: Металлургия, 1989. -400 с.
29. Прокатное производство/ П. И. Полухин, Н.М. Федосов, А.А. Королев, Ю.М.
Матвеев. - М.: Металлургия, 1982. - 696 с.
30. Редукционные станы/ В.А. Анисифоров, Л.С. Зельдович, В.Д. Курганов и др. - М.:
Металлургия, 1971. - 255 с.
31. Розов Н.В. Производство труб: Справочник. - М.: Металлургия, 1974. - 598 с.
32. Рымов В.А., Полухин ИИ., Потапов ИИ Совершенствование производства
сварных труб. - М.: Металлургия, 1983. - 312 с.
33. Современные трубные цехи/Я.Е.Осада, А.С.Зинченко, Ю.Г.Крупман и др. - М.:
Металлургия, 1977. - 368 с.
34. Стальные и чугунные трубы: Справочник/В.ИСтрижак, В.В.Щепапский,
В.П.Сокуренко и др. - М.: Металлургия, 1982. - 360 с.
35. Станкевич В.А., Усинко А.П., Павлов А.А. Холодная прокатка труб. - М.:
Металлургия, 1982.-255 с.
36. Технология производства труб/ Потапов И.И., Коликов А.П., Данченко В.И и др. -
М.: Металлургия, 1994. - 528 с.
37. Федосов Н.М., Бринза В.Н., Астахов И.Г. Проектирование прокатных цехов. -
М., Металлургия, 1983.-303 с.
38. Холодная прокатка труб/ Кофф З.А., Соловейчик П.М., Алешин В. А. и др. -
Свердловск: Металлургиздат, 1962.-431 с.
39. Шевакин Ю.Ф., Глейберг А.З. Производство труб. - М.: Металлургия, 1968. - 440 с.
40. Шевакин Ю.Ф., Сейдалиев Ф.С. Станы холодной прокатки труб. - М.:
Металлургия, 1966.-212 с.
536
Учебное пособие для вузов
КОЛИКОВ Александр Павлович
РОМАНЕНКО Василий Петрович
САМУСЕВ Сергей Владимирович
ШЕЙХ-АЛИ Алексей Даниалович
ФРОЛОЧКИН Валерий Владимирович
МАШИНЫ И АГРЕГАТЫ ТРУБНОГО ПРОИЗВОДСТВА
Редактор Я. ? Оратовская
Художественный редактор Л.В. Коновалова
Корректор Т. М. Подгорная
Переплет художника А.И. Гавриченкова
ИБ-22
ЛР№ 020777 от 13.05.1993 г.
Подписано в печать 30.12.1997
Бумага книжно-журнальная.
Усл. печ.л. 43,86 Уч.-изд. л. 44,02
Изд.№ 188/015 А
Формат бумаги 70x100 1/16.
Печать офсетная.
Тираж 1000 экз.
Заказ 2985
• МИСИС- 117936 ГСП Москва, В-49, Ленинский проспект, д. 4
Отпечатано в Московской типографии № 2 РАН
121099. Москва, Г-99, Шубинский пер., 6