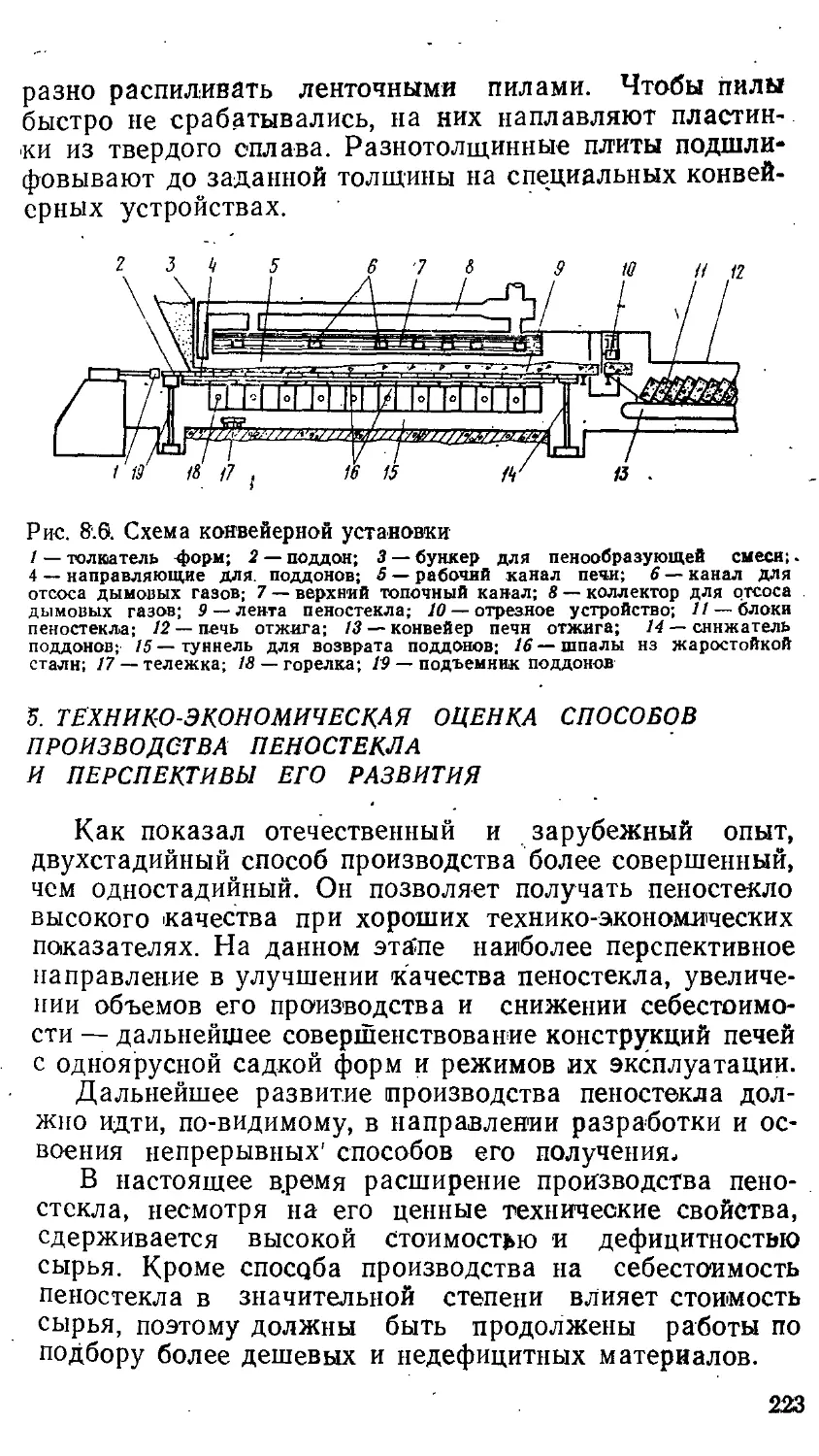
/



















































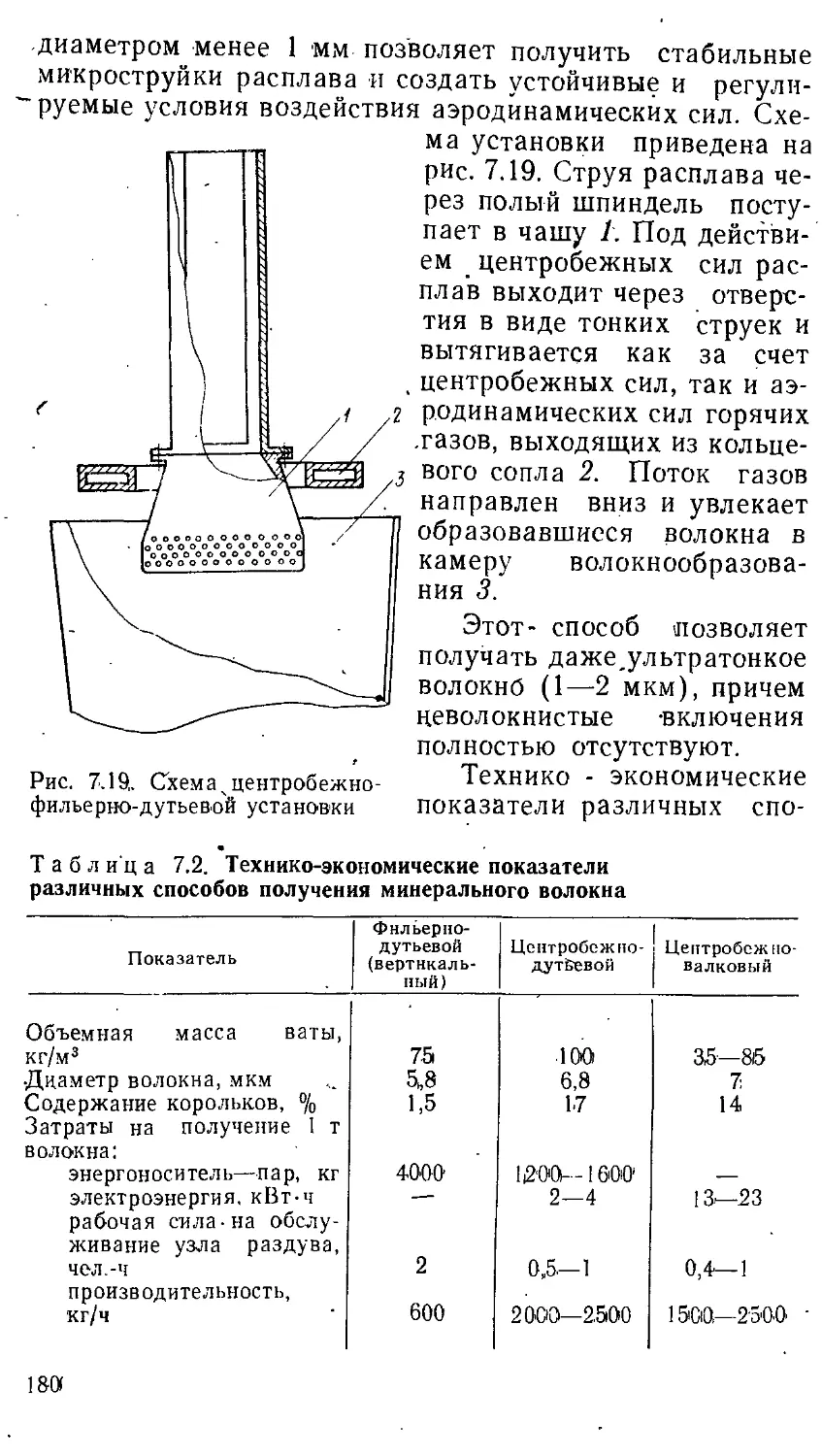

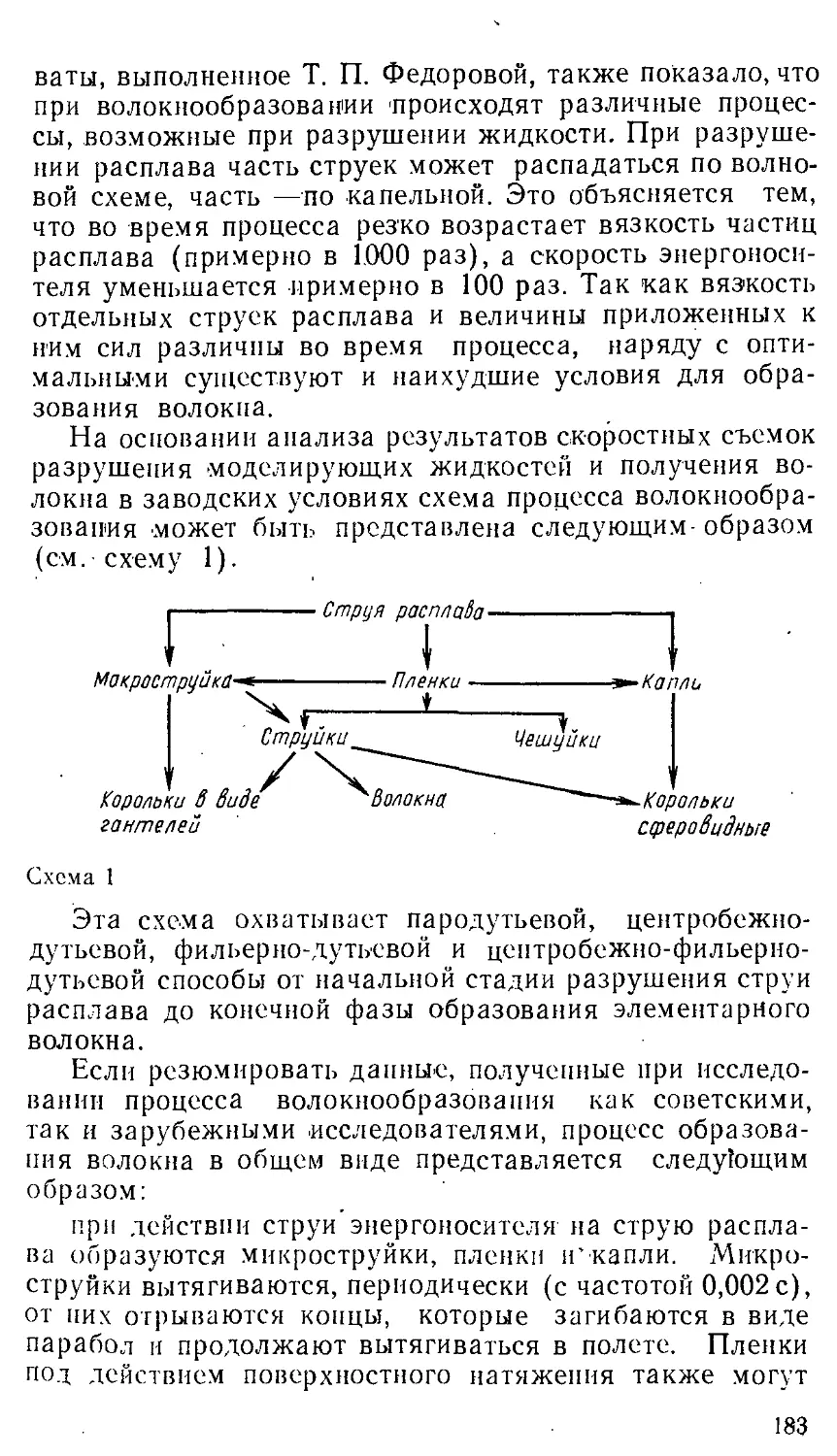

































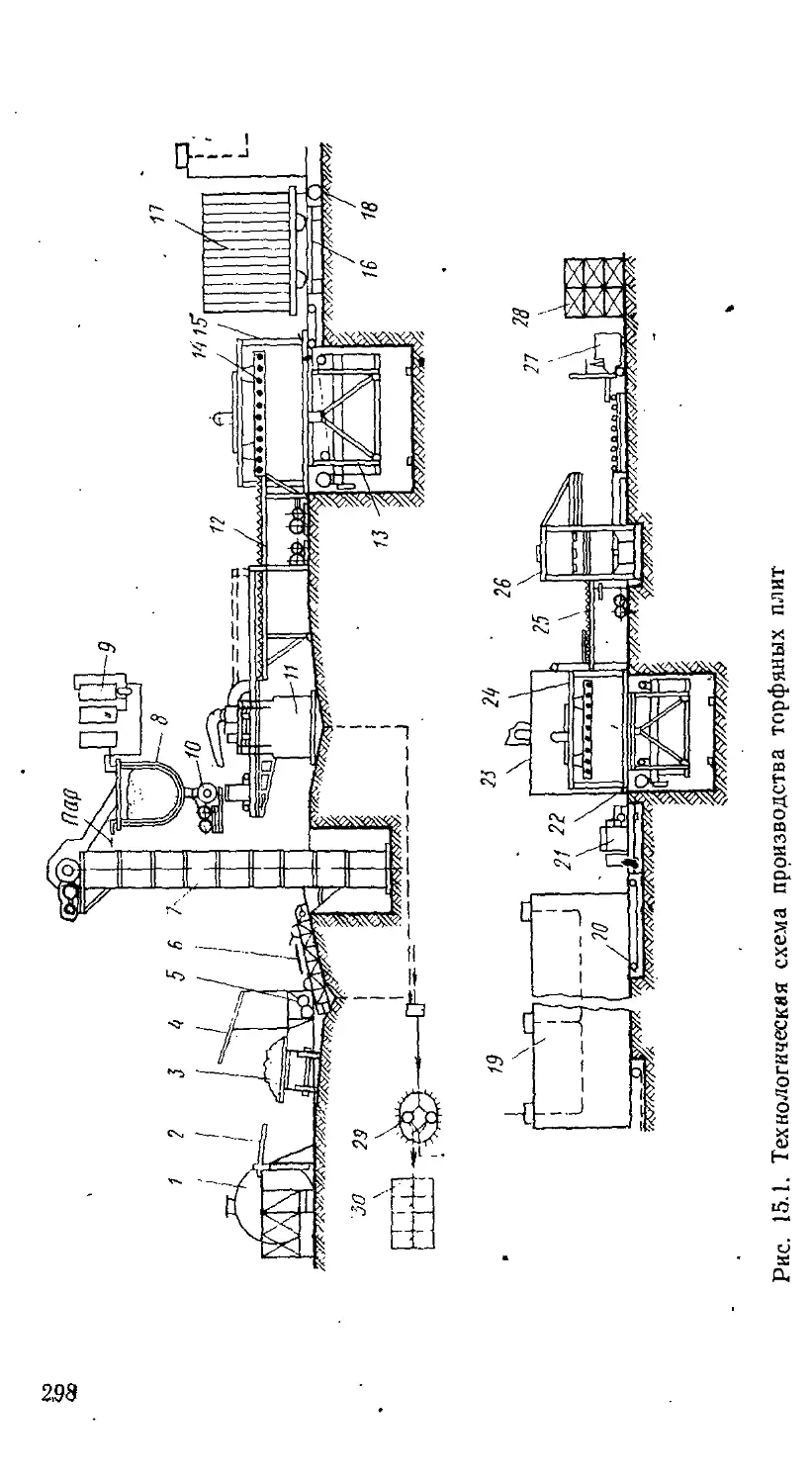





































Текст
Ю. п. Горлов А. П. Меркин А. А. Устенко
ТЕХНОЛОГИЯ
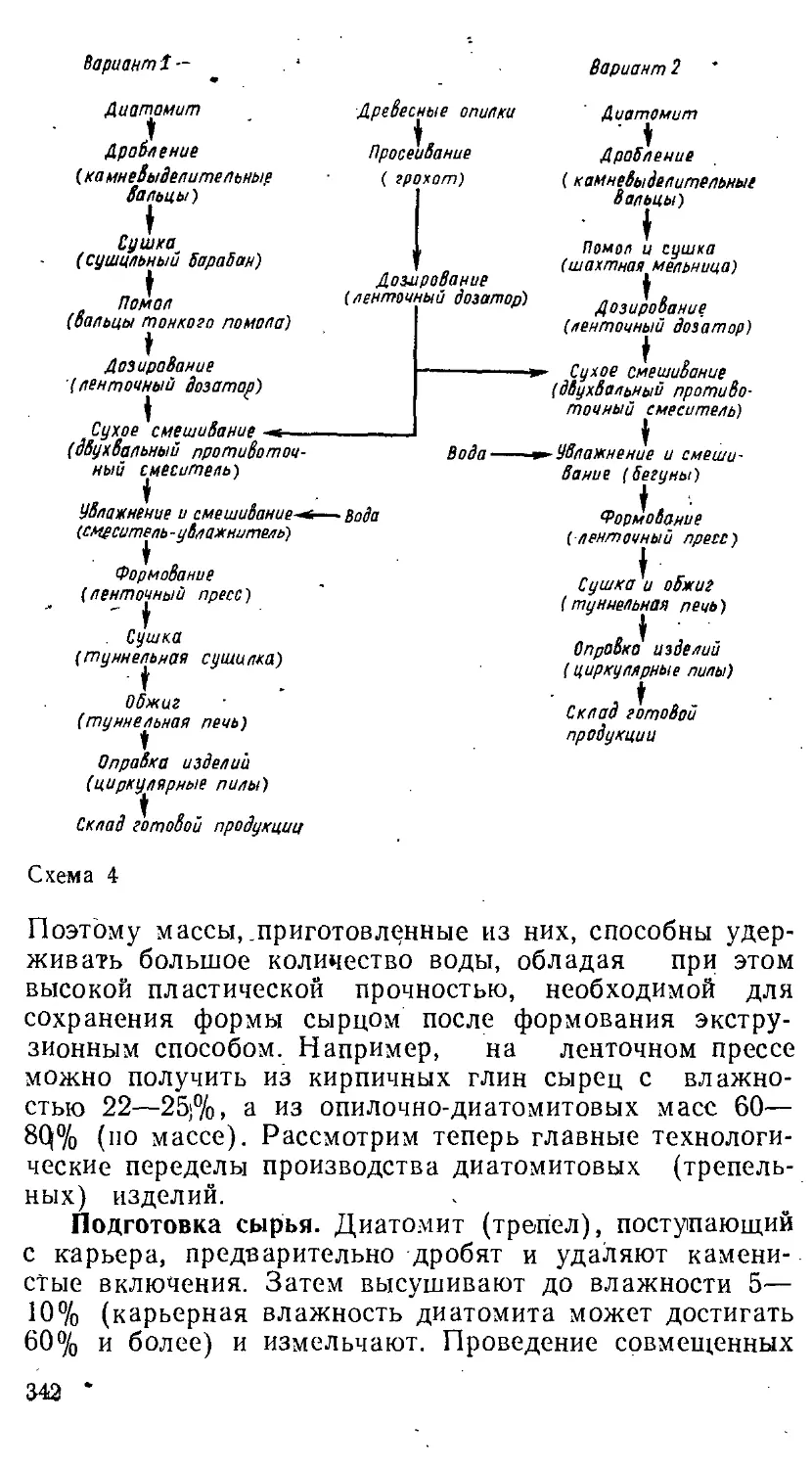
ТЕПЛОИЗОЛЯЦИОННЫХ
МАТЕРИАЛОВ
Допущено
Министерством высшего и среднего специального
образования СССР
в качестве учебника для студентов вузов,
обучающихся по специальности «Производство строительных
изделий и конструкций».
МОСКВА
СТРОЙИЗДАТ
1980
Печатается по решению секции литературы-по технологии строи-
тельных материалов редакционного совета Стройиздата.
Горлов Ю. П. и др.
69 Технология ' теплоизоляционных материалов:
Учебник для вузов / Ю. П. Горлов, А. П. Меркин,
А. А. Устенко. — М.: Стройиздат, 1980. — 399 с, ил.
Описаны технология и свойства современных ¦ тейлоизоляционных
'материалов, применяемых при строительстве здапий и монтаже энер-
гетического и технологического оборудования, а также кратко рассмот-
рены акустические материалы для общественны}; помещений. Изложе-
ны теоретические основы формирования оптимальной пористой струк-
туры, общие принципы производства изделий из высокопорнстых компо-
зиций и технологические особенности изготовления конкретных эффек-
тивных теплоизоляционных и акустических материалов.
Для студентов вузов, обучающихся по специальности «Производ-
ство строительных Изделий и конструкций».
Г 30209-384 ^^^_^^ 32О300000О ^БК 38.3
' 047(01)—80 6СЗ
© Стройиздат, 1980
ПРЕДИСЛОЁЙЕ
в учебнике описаны технология и свойства совремей-
ных теплоизоляционных материалов, широко применяе-
мых в отечественной и зарубежной практике при стрш-
тельстве жилых и промышленных зданий, а также для
теплозащиты технологического, энергетического и холо-
дильного оборудования.
В соответствии с программой одноименного курса,
утвержденной MB и ССО СССР для" специальности
№ 1207 «Производство строительных изделий и конст-
рукций», в учебник включен раздел «Акустические мате-
риалы и конструкции». Теплоизоляционные и акустиче-
ские материалы характеризуются общностью структуры
и технологий, поэтому в разделы учебника, в которых
рассмотрены TeopetH4ecKHe основы курса, включены обе
группы Этих -Материалов.
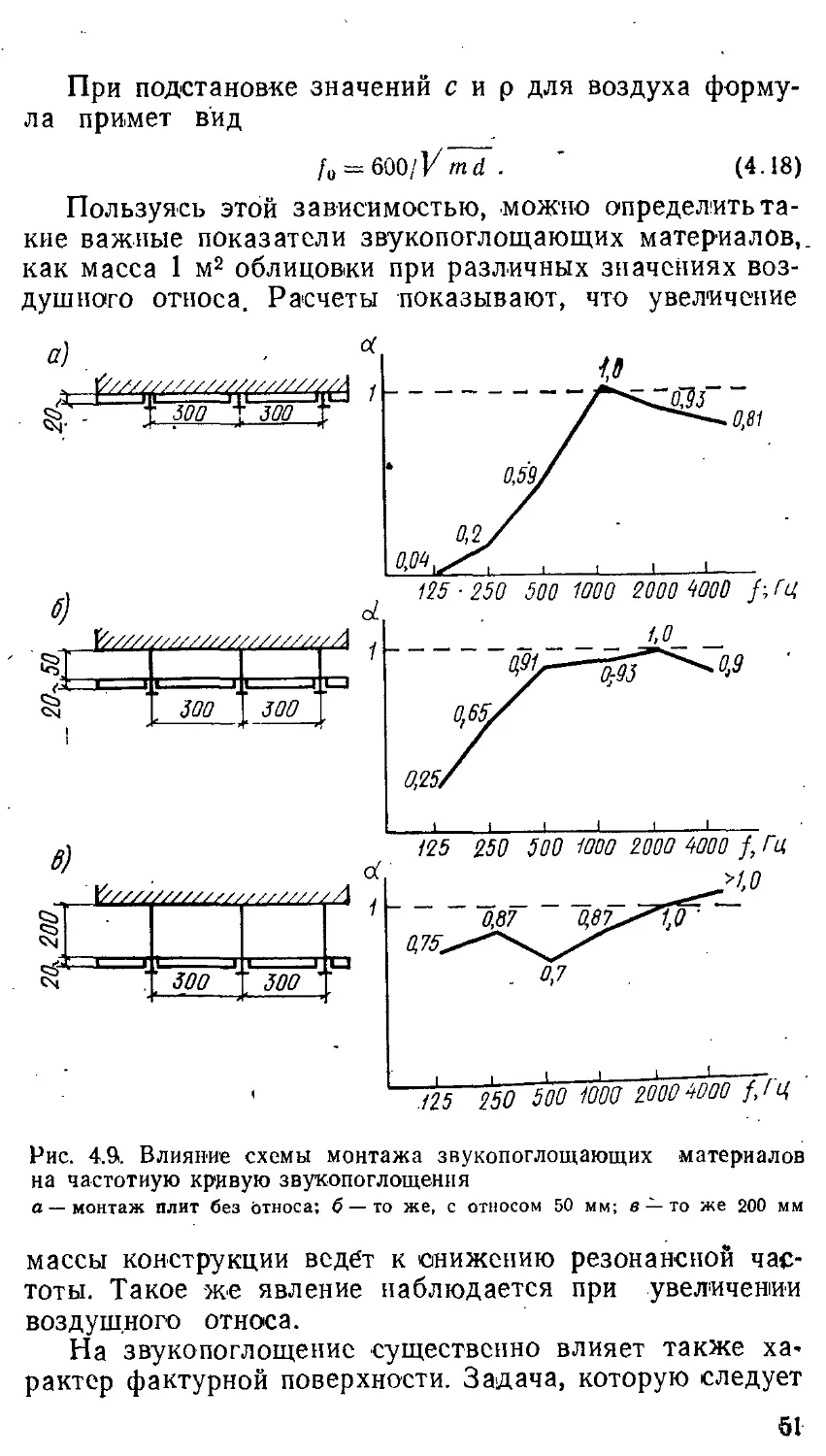
В' учебнике около 50%. объема посвящено теоретиче-
ским основам производства высокопористых (материалов,
эффективных теплоизоляционных и акустических изде-
лий. Значительное место уделяется: основным законам
теплопередачи конструкций строительных сооружений и
промышленного оборудования (здесь же рассматрива-
ются пути направленного регулирования теплопроводно-
сти теплоизоляционных материалов); теоретическим ос-
новам форми1)ования оптимальной пористой структуры;
р а самотрению общих принципов производства изделий и
конструкций из высокопористых композиций в зависи-
мости от их реологических свойств; теоретическому ана-
лизу влияния эксплуатационных факторов на теплопро-
водность и строительно-эксплуатационные свойства
теплоизоляционных материалов; некоторым аспектам"
акустической защиты помещений и формулировашю в
1* Зак. 85
СЁязи ic этим основных требований к структуре, техно-
логии и свойствам акустических материалов; теоретиче-
скому анализу 'рациональных областей применения те-
плоизоляционных материалов в строительстве и технике.
При описании технологии отдельных видов тепло-
изоляционных материалов основное внимание уделено
физико-химической сущности создания материала. При-
водятся перспективные и принципиальные направления
совершенствования технологического процесса и повы-
шения качества материала.
В связи со значительным развитием в отечественной
и зарубежной практике'отрасли высокотемпературной
теплоизоляции, а та;кже с созданием широкой гаммы
новых высокоэффективных тепло- и звукоизоляционных
материалов в учебнике приводятся специальные раз-
делы: «Материалы для высокотемпературной теплоизо-
ляции промышленных печей и оборудования», «Акусти-
ческие материалы», «Изделия из вспученного раствори-
мого стекла», «Газонаполненные пластмассы». ^
Авторы учебника выражают глубокую благодарность
коллективу кафедры Всесоюзного инженерно-строитель-
ного института, руководимой заслуженным деятелем
науки и техники РСФСР, д-ром техн. наук проф.
К. Э. Горяйновым, а также канд. техн. наук И. К. Энно,
за ценные замечания, сделанные ими при рецензирова-
'НИИ рукописи.
Авторы выражают благодарность канд. техн. наук
доценту Н. В. Тресковой за написание раздела «Орга-
нические теплоизоляционные материалы» и канд. техн.
наук доценту Б. М. Румянцеву за участие в составлении
главы «Звукопоглощающие материалы». Авторы с приз-
нательностью примут все критические замечания и ре-
комендации, направленные на улучшение книги.
ВВЕДЕНИЕ
¦Коммунистическая партия и Советское правительст-
во уделяют 'большое внимание капитальному строитель-
ству как одному :из важных факторов создания матери-
ально-технической базы коммунизма и обеспечения
подъема материального и культурного уровня советского
народа. В соответствии с решениями XXV съезда КПС^С
в десятой| пятилетке капитальные вложения в строитель-
ство предусматриваются в объеме около 625 млрд. руб.
В связи с |большими .масштабами строителыства в
«Основных направлениях развития народного хозяйства
СССР на 1976—1980 годы» указывается на необходи-
мость пЛзышения эффективности капитальных вложений.
Снижение стоимости капитального строительства и повы-
шение его эффективности достигаются за счет примене-
ния прогрессивных строительных материалов, поскольку
на их долю приходится до 50—60% стоимости зданий и
сооружеиий. К числу эф|фект|ив.ных строительных мате-
риалов, позволяющих существенно снизить материало-
емкость и стоимость конструкций, относятся теплоизоля-
ционные материалы.
Теплоизоляционные материалы — разновидность стро-
ительных 'Материалов, характеризующихся малой тепло-
проводностью. Разность температур в средах, разделен-
ных ограждением, приводит к переходу тепла от нагре-
той к холодной среде. Цель теплоизоляции — ограничить
количество передаваемого тепла. Лю1бое ограждение
оказывает некоторое сопротивление переходу тепла.
Однако для достижения значительного теплосопротивле-
ния необходимо либо делать ограждение большой тол-
щины, что экономически нецелесообразно, либо приме-
нять теплоизоляционные материалы, позволяющие зна-
чительно уменьшить толщину ограждения.
Малая теплопроводности этих материалов объясня-
ется наличием большого числа пор, заполненных возду-
хом, который в неподвижном состоянии является плох1ИМ
проводником тепла. Таким образом, отличительная осо-
бенность'строения теплоизоляционных материалов — вы-
сокая пористость.
Теплоизоляционные материалы получают из разно-
образных видов сырья разными- способами переработки,
однако 'Главная технологическая задача при этом —
достижение высокой пористости. По этому признаку
изучение способов получения теплоизоляционных мате-
'риалов объединено в одной учебной дисциплине «Техно-
логия теплоизоляционных материалов».
В настоящее время теплоизоляционные материалы
широко 1применяются в строительстве, промышленности
и иа транспорте. В строительстве теплоизоляционные
материалы используют для тепловой изоляции наружных
ограждений зданий. Это позволяет снизить массу ограж-
дающих конструкций и тем самым уменьшить транспорт-
ные и .монтажные расходы, а такж)е стоимость строи-
тельства в |целом; уменьшить noTpeieHOCTb в основных
строительных материалах; сократить расход топлива на
отопление зданий; повысить комфортность ^помещений.
Это можно подтвердить многими примерами.
Так, подсчитано, что в среднем общая .масса кон-
струкций здания в расчете на 1 м^ жилой площади со-
ставляет для кирпичного и крупноблочного дома около
3Q00 кг, крупнопанельного —около 2000 кг. Масса кон-
струкций здания с легкими ограждающими панелями,
утепленными эффективным теплоизоляционным мате-
риалом, не превышает 500—800 кг, или в 4—6 раз
меньше, чем у кирпичного здания. При снижении мас-
сы конструкций достигается большая экономия тран-
спортных расходов, особенно при строительстве в от-
даленных от промышленных центров районах страны.
Доставка одной крупноразмерной железобетонной па-
нели на расстояние 800—1000 км обходится около 75 руб.,
т. е. примерно столько же, сколько стоит эта панель на
месте ее изготовления. Перевозка ограждающей панели
такого же размера облегченного типа обходится всего
в 12—15 руб., или в 5—6 раз дешевле.
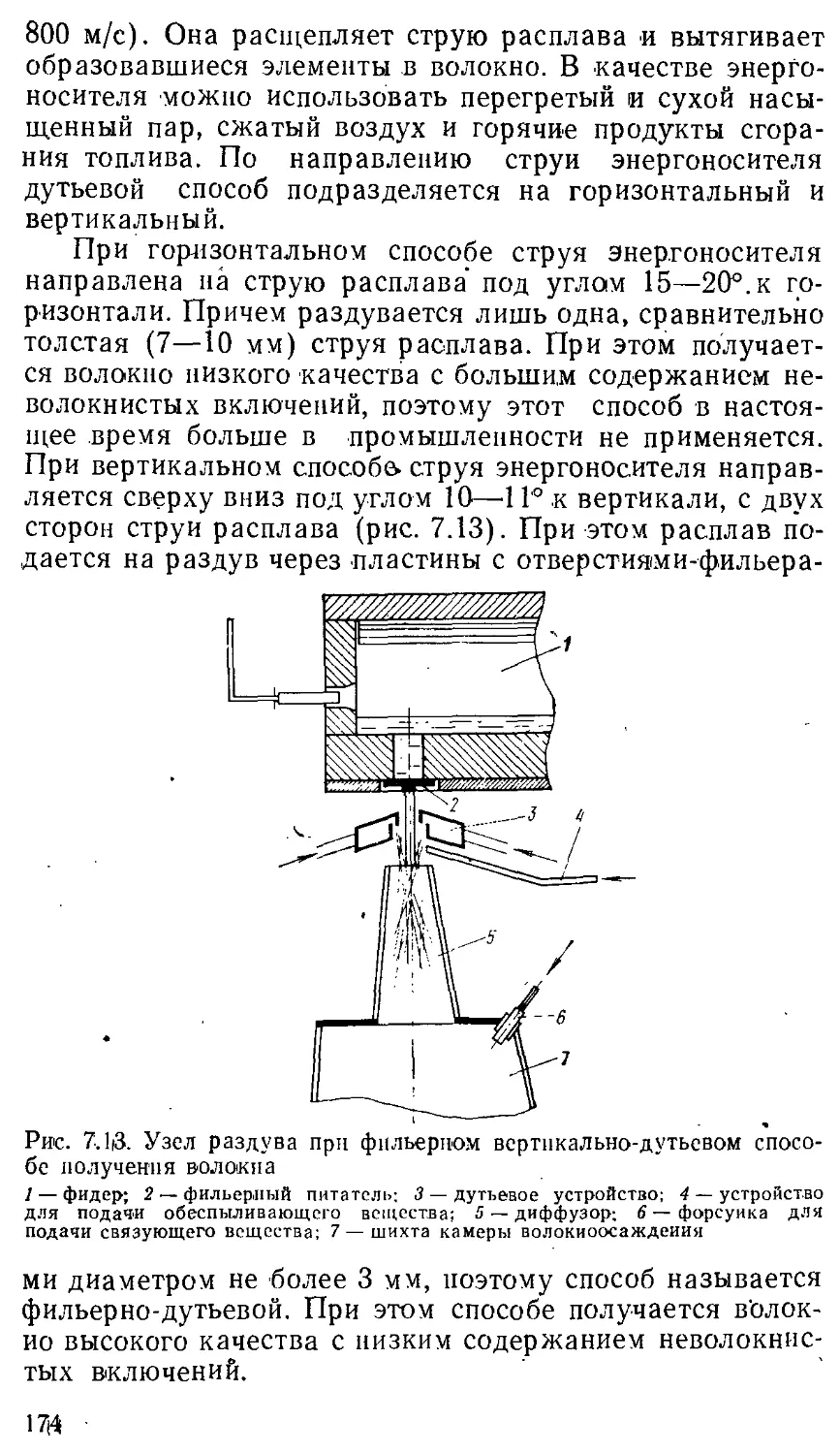
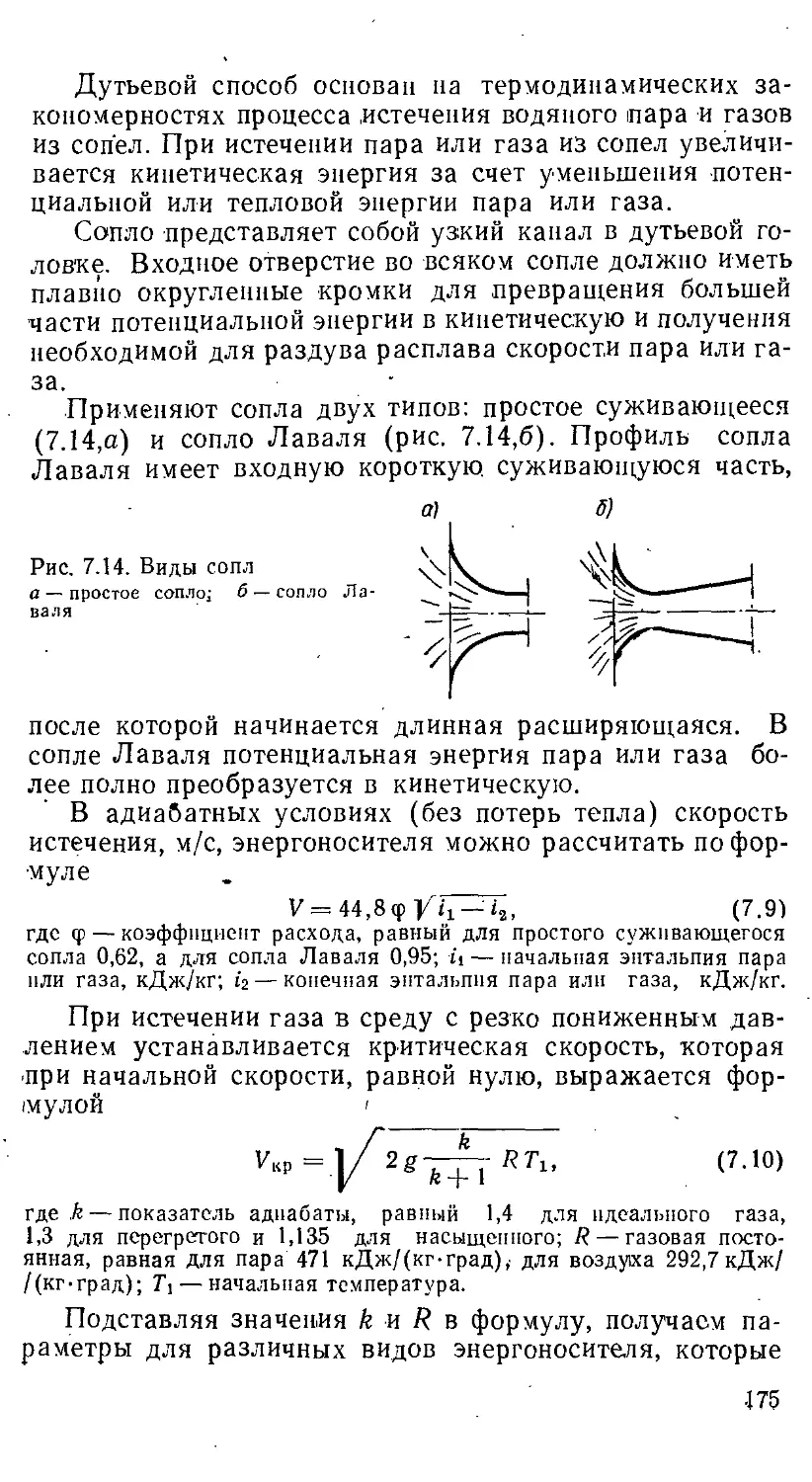
Примером ЭК0НОМ1НН основных материалов могут
служить такие данные: стена в 1 кирпич с минераловат-
ны.м утеплением толщиной 30—50 мм эквивалентна стене
в 2—2,5 кирпича, т. е. применение минераловатиых
плит позволяет в 2 раза уменьшить расход кирпича';
1 т минераловатного утеплителя заменяет не менее
7,5 тыс. шт. кирпича. Теплоизолящиоииые материалы в
ограждающих конструкциях панельных и каркасио-па-
нельных многоэтажных жилых зданий позволяют умень-
шить расход стали в 1,5—3 раза и цемента в 3—4 раза
по сравнению со стенами без тепловой изоляции.
3 промышленности теплоизоляционные материалы
используют для изоляции технологической аппаратуры^-
тепловых установок и различных трубопроводов. Высо-
коэффективная теплоизоляция позволяет не только со-
кратить потери теПла и сэкономить топливо, но и спо-
собствует во (МНОГИХ случаях интенонфикацни техноло-
гических процессов. Изоляция 1поверхности оборудова-
ния и трубопроводов на тепловых электростанциях сни-
жает потери тепла примерно в 25 раз. Так, без
изоляцци потери теплоты на 1000 кВт установочной
мощности составляют 1450—2950 кДж/ч, что эквива-
лентна приблизительно 12—25%: расхода топлива. Поте-
ри теплоты через слой изоляции составляют только 65—
130 кДж/ч, что равно 0,5—1%: расхода топлива.
В холодильной промышленности теплоизоляционные
материалы применают для уменьшения затрат эиер|рии
на охлаждение. Многие теплоизоляционные материалы, '
кроме теплозащиты, повышают акустическую комфорт-
ность помещений.
Несмотря на широкое применение теплоизоляционных
материалов их производство является одной из молодых
отраслей нрамышленности. В дореволюционной России
теплоизоляционные материалы почти не изготовлялись,
вырабатывали только камышит и соломит. Теплоизоля-
ционная промышленность стала самостоятельной отрас- ,
лью народного хозяйства только к концу второй пяти-
летки (1933—1937 гг.). В годы войны выпуск продукции
сократился. В послевоенное время производство тепло-
изоляционных материалов стало быстро развиваться.
Особенно интенсивно стал расти выпуск минеральной
ваты и изделий из нее. Было расширено производство
древесноволокнистых плит, организовано изготовление
цементного фибролита, автоклавного ячеистого бетона,
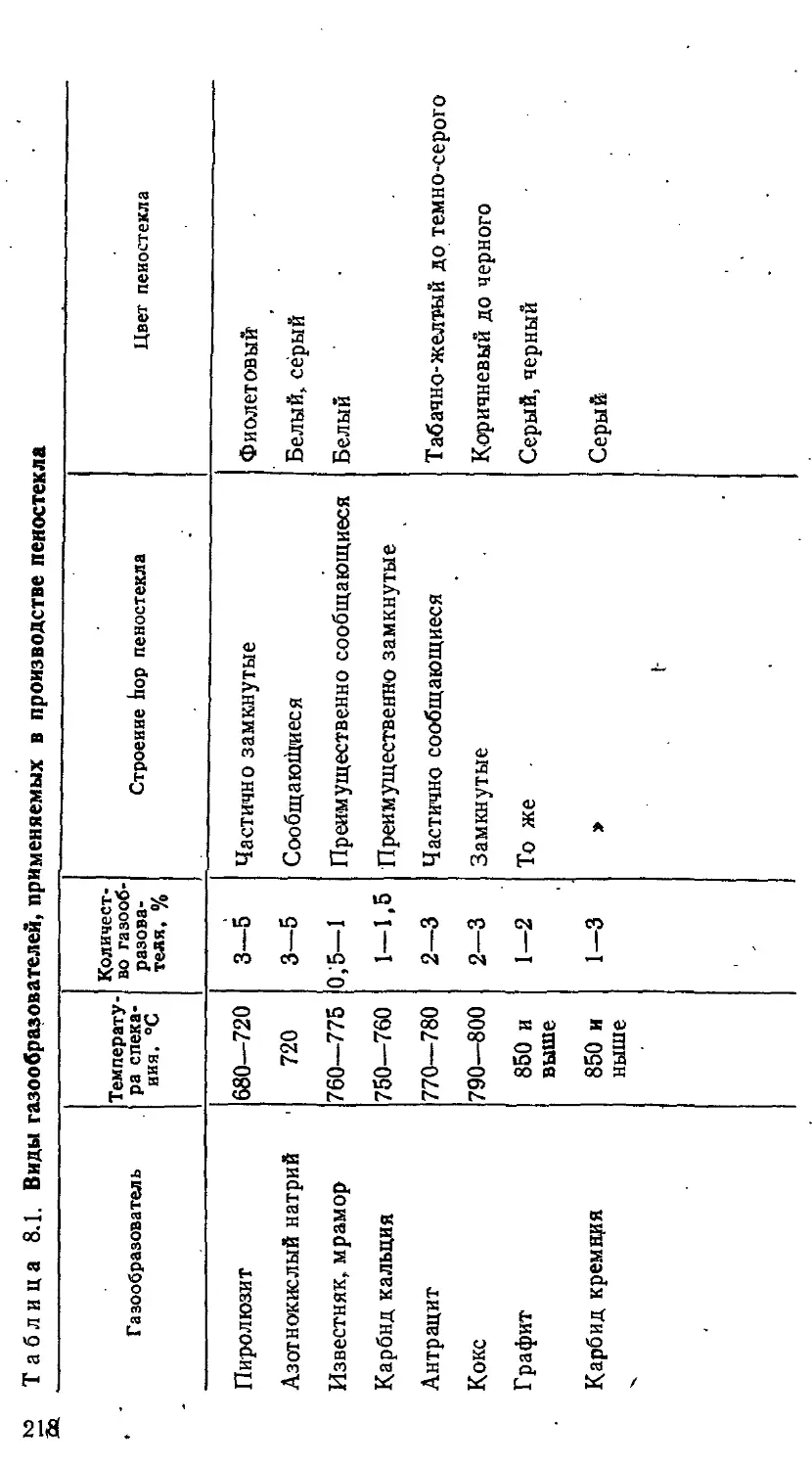
пеностекла, а в последние годы — газонаполненных
пластмасс.
Для характеристики темпов развития минераловатной
промышленности можно привести следующие цифры:
в 1940 г. в Советском Союзе было только три предприя-
тия, вырабатывающих минеральную вату с годовым вы-
пуском продукции около 30 тыс. 1М^, в 1950"г.—659 тыс. м^
в ШбЗ г. — 6,5 млн. м^, т. е. почти в 10 раз больше, чем
в 1950 г. В 1970 г. было выпущено 12 млн. м^, т. е. при-
мерно в 2 раза больше, чем в 1963 г. В 1977 г. объем
производства минераловатных 'изделий достиг, по дан-
ным ЦСУ СССР, 20,3 млн. 1М^ в пересчете на условную
минеральную вату.
В постановлениях ЦК КПСС и Совета Министров
СССР «О дальнейшем совершенствовании хозяйствен-
ного меха1гизма и задачах партийных и государственных
органов» и «Об улучшении планирования и усилении
воздействия хозяйственного механизма на повышение
эффективности производства и качества работы» (1979)
указывается на необходимость повышения эффектив-
ности производства и качества работы.
В связи с этим характерной чертой развития произ-
водства теплоизоляционных материалов в настоящее
время является преимущественное увеличение выпуска
эффективных теплоизоляционных материалов.
К числу прогрессивных теплоизоляционных материа-
лов, по данным ВНИИТеплоизоляции, относятся: мине-
раловатные изделия на синтетическом связующем, в
частности плиты повышенной жесткости и жесткие,
плиты жесткие армированные, самонесущие, ст.екловолок-
нистые теплоизоляционные плиты и маты с различными
обкладками; изделия на основе перлита; калиброванные
ПЛИТЫ'из ячеистого бетона с объемной массой не выше
250 кг/м^; пеностекло; теплоизоляционные изделия на
основе пластмасс пониженной горючести, такие,
как самозатухающий полистирольный пенопласт с
антипиренами, фенолоформальдегидный пенопласт,
перлитопластбетон.
Часть I. ТЕПЛОПЕРЕДАЧА
ЧЕРЕЗ ОГРАЖДАЮЩИЕ КОНСТРУКЦИИ
СТРОИТЕЛЬНЫХ СООРУЖЕНИЙ
И ТЕПЛОИЗОЛЯЦИЮ ПРОМЫШЛЕННОГО
ОБОРУДОВАНИЯ
Основное функциональное Назначение ограждающих
конструкций (наружных стен ая панелей покрытий) в
жилых, промышленных и сельскохозяйственных здани-
ях — создание комфортного (микроклимата в помещениях.
Что касается футеровми и обмуровки различного тепло-
энергетического оборудования и трубопроводов, техно-
логических аппаратов и печей, то их основное назначе-
ние — уменьшение потерь тепла или холода в окружаю-
щую среду.
Поэтому знание закономерностей теплопередачи ог-
раждающих конструкций имеет большое значение для
создания теплоизоляционных материалов с оптимальны-
ми теплофизическими характеристиками и проектирова-
ния конструкций с наименьшими теплопотерями.
Глава 1. ОСНОВНЫЕ ПРЕДСТАВЛЕНИЯ
О ТЕПЛОПЕРЕДАЧЕ
Передачу внутренней энергии (теплоты) от теплой
(здание) или горячей (оборудование) поверхности кон-
струкций в пространство (окружающую среду) называ-
ют теплообменом, или теплопереносом. Передача тепло-
ты вследствие' теплопроводности происходит самопро-
извольно от одной изотермической поверхности к дру-
гой в сторону, где температура ниже. Таким образом,
необходимым условием передачи теплоты является на-
личие перепада температур (температурный градиент).
При этом передача теплоты происходит 'по нормали к
изотермической поверхности. '
Количество теплоты, проходящее в единицу времени
через 'единицу площади изотермической поверхности;
называется плотностью теплового потока — q. Вектор
теплового потока противоположен температурному гра-
диенту.
. Основной закон теплопроводности сформулирован
Фурье: плотность теплового потока пропорциональна
градиенту температур.
-- Теплоперенос является сложным теплофиэическим
процессом, в котором можно выделить три элементарных
вида переноса теплоты: теплопровойность, конвекцию и
тепловое излучение.
Теплопроводностью, илк кондуктивной теплопередачей
называют перенос теплоты в сплошной среде при непо-
средственном соприкосновении тел или частиц одного
тела, имеющих различную температуру. Этот вид пере-
дачи теплоты характерен для-(Материалов в любоги аг-
регатном состоянии.
Конвекцией называется перенос теплоты путем пере-
мещения вещества в пространстве. Конвективный тепло-
обмен свойственен движущимся жидкостям и газам. При
этом различают два вида конвекции: естественную, при
которой происходит самопроизвольное перемещиванйе
частей жидкости или га^а с различной температурой, и
вынужденную, когда движение ча1Стиц вызывается внеш-
ними воздействиями (перемещиванием, продувкой ит. д.).
Интенсивность .конвект1ивнаго теплообмена характе-
ризуется коэффициентом теплопередачи (теплообмена)"
а, определяемым по формуле'Ньютона (1.1):
Q = afA./, (1.1)
где F — поверхность теплообмена.
Значения а, а следовательно, и интенсивность кон-
вективного теплообмена зависят от множества пара-
метров этого процесса, таких, «ак форма, раз1меры и
температура конструкций, скорость движения, темпера-
тура iH физические свойства (теплоемкость, lплoтнoctь,
вязкость н т. д.) газов или жидкости и других факторов.
Важно отметить, что а зависит в основном от условий,
движения среды, поэтому значение конвективного
теплообмена строительных конструкций и теплоизоля-
ционных (Материалов определяется размером воздуш-
ных полостей и степенью связанности этих полостей и
пор между собой. Чем больше размер пор и воздушных
прослоек, чем больше сечение воздушных ходов, связыва-
ющих эти поры 1и прослойки,- тем выше а и доля ¦конвек-
тивного теплообмена в общем объеме теплопередачи.
Тепловым излучением, или лучеиспусканием назы-
вают перенос теплоты в виде электромагнитных волн с
двойным взаимным превращением: тепловой энергии в
лучистую на поверхности тела, излучающего тепло, и
лучистой энергии в тепловую на повер:хности тела, пог-
лощающего лучистую теплоту. Излучение возможно в
газообразной среде ил:и в вакууме.
Теплообмен лучеиспусканием (лучистый теплообмен)
определяют по формуле (1.2):
Q = enCof
Ш-Ш'1
где «п — приведенная степень черноты тел, между которыми проис-
ходит лучистый теплообмен; Со — коэффициент излучения абсолют-
но чериого тела, равный 5,7 Вт/(м2-С'); Ti и Га — температура по-
верхностей тел, между которыми происходит лучистый теплообмен.
Так как в этой формуле температуры материалов
конструкций находятся в четвертой степени, то совер-
шенно очевидно, что лучистый теплообмен решающим
образом зависит от температуры эксплуатации и по сече-
нию эффективного теплоизоляционного материала дол-
жен значительно уменьшаться от горячей к холодной
плоскости.
Следовательно, на общую величину теплопередачи
теплоо1бмен лучеиспусканием будет.существенно влиять
только в изоляции промышленного и энергетического
оборудования.
Элементарные виды теплообмена не обосо1блены и в
чистом виде в задачах строительной теплофизики не
встречаются. Как правило, в технике одновременно дей-
ствует несколько видов теплообмена, поэтому количе-
ственная оценка вклада каждого цз них в общую тепло-
передачу затруднена.
В строительных ограждающ'их конструкциях тепло-
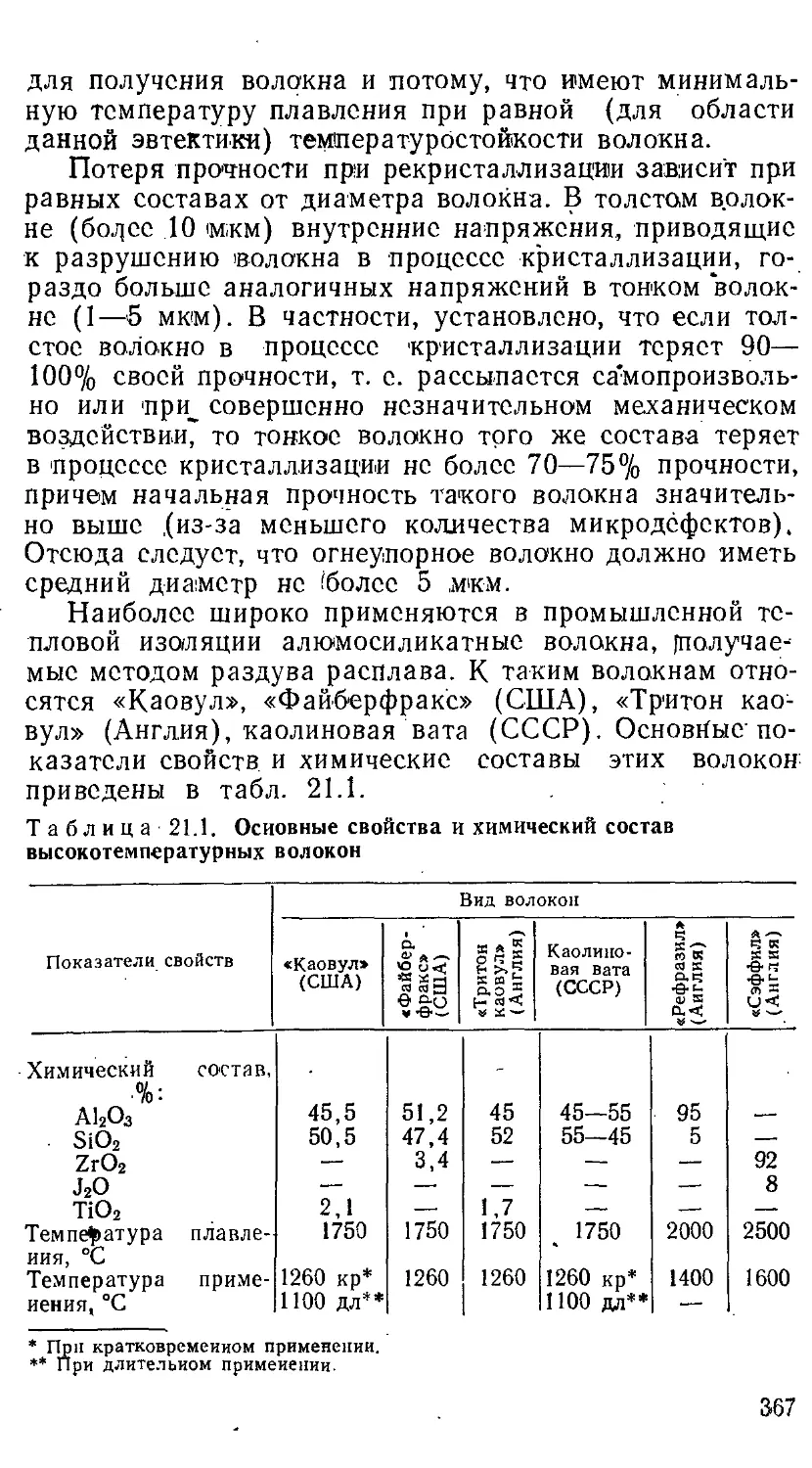
передача происходит одновременно путем теплопровод-
ности и конвективного переноса теплоты 1и называется
конвективным теплообменом. В многослойных конструк-
циях высокотемпературного технологического оборудова-
ния и агрегатах теплоэнергетики теплопередача имеет
еще 1более сложный характер, и в «ей-участвуют Bioe три
рида теплообм^ена.
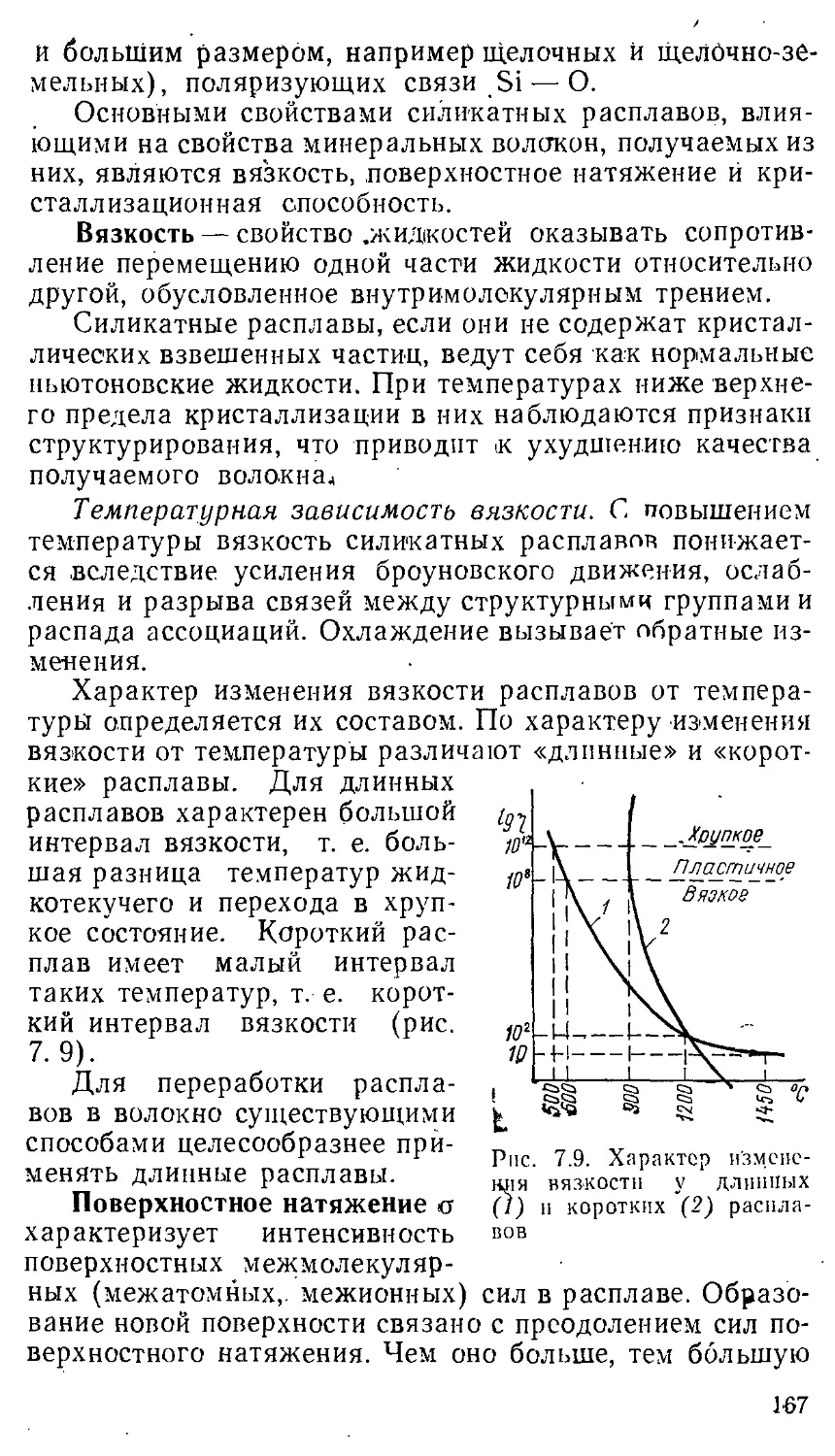
превалирующее влияние того или иного способа
теплопередачи зависит от материала конструкции, ха-
рактера его пористости, конструктивного решения ограж-
дения, среды, в которой эксплуатируется ограждение,
и температуры эксплуатации.
Глава 2. ПРИНЦИПЫ ТЕПЛОТЕХНИЧЕСКОГО
РАСЧЕТА ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ
СТРОИТЕЛЬНЫХ СООРУЖЕНИЙ
И ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
При выборе схемы расчета теплопроводности ограж-
дающих конструкций строительных сооружений и высо-
котемпературного оборудования учитывают число слоев,
составляющих конструкцию, форму ограждения, харак-
теристики материала конструкции и температурный
градиент.
По числу слоев конструкции подразделяют «а одно-
слойные и (Многослойные. Большинство ограждающих
1конструкцлй зданий 1и печей относится к многослойным.
Даже однослойные (по строительной номенклатуре)
стеновые панели !из кепамэитобетона и ячеистого бетона
с точки зрения теплофизики следует расоматривать как
многослойные, так как они включают наружный фактур-
ный слой (керамическая или стеклянная плитка, деко-
ративная штукатурка), основной слой материала и
внутренний штукатурный слой. Теплопроводность каж-
дого из этих' слоев различна.
По форме ограждающие конструкции подразделяют
на плоские, цилиндрические и шаровые стенки. Плоские
стенки характерны для всех видов строительных кон-
струкций и большинства тепловых агрегатов. Цилиндри-
ческие ограждающие конструкции ммеют трубопроводы
холодного и горячего водоснабжения, паропроводы,газо-
и нефтепроводы, а также многие тепловые аппараты
(например, автоклавы). Шаровая форма ограждающих
конструкщий в строительной практике встречается в'всь^
ма редко (например, емкости^для хранения сжиженного
газа, воды). Для расчета теплопередачи ограждающих
конструкций сущес^эует ряд формул, с которыми сту-
12
денты знакомятся при 'изучении курса «Термодинамика
и теплопередача».
Анализируя формулы расчета теплопроводности раз-
личных строительных и теплоизоляционных конструкций,
необходимо отметить следующее.
1. Теплопроводность конструкций различной формы
с удовлетворительной точностью можно описать единой
формулой:
Q^^F^Af. (2.1)
где Fx — расчетная поверхность тела; Я/б — термическое сопротнв-
ленне, нлн сопротнвленне теплопередачи.
2. В расчетах принимается, что температура поверх-
ностей тела одинакова или незначительно отличается.
Если же температура по поверхности изменяется резко,
то во избежание больших погрешностей необходимы
сложные расчеты или экспе-
риментальное определение
теплопроводности.
3. Теплопотери конструк- ^
ций из одинаковых материа-
лов зависят при равных ус-
ловиях экаплуатации от
формы конструкции, так как
она предопределяет площадь
поверхности теплопередачи.
Поэтому наименьшие тепло-
потери будут характерны
для вогнутых поверхностей,
наибольшие — для выпук-
лых; для плоской стен-
ки показательны проме-
жуточные значения (рис.
2.1). Исходя из этого осо-
бенно нерационально ис-
пользовать малоэффектив-
ную теплоизоляцию на трубопроводах, так как увеличе-
ние толщины теплоизоляционного слоя может привести
к повышению теплопотерь из-за того, что прирост поверх-
ности будет опережать рост термического сопротивления.
4. Для расчетов теплопередачи тепловой изоляции го-
рячего йборудования необходимо знать коэффициенты
теплоотдачи на горячей и холодной сторонах стенки («ж и
«г). С учетом этих коэффициентов поток тепла, переда-
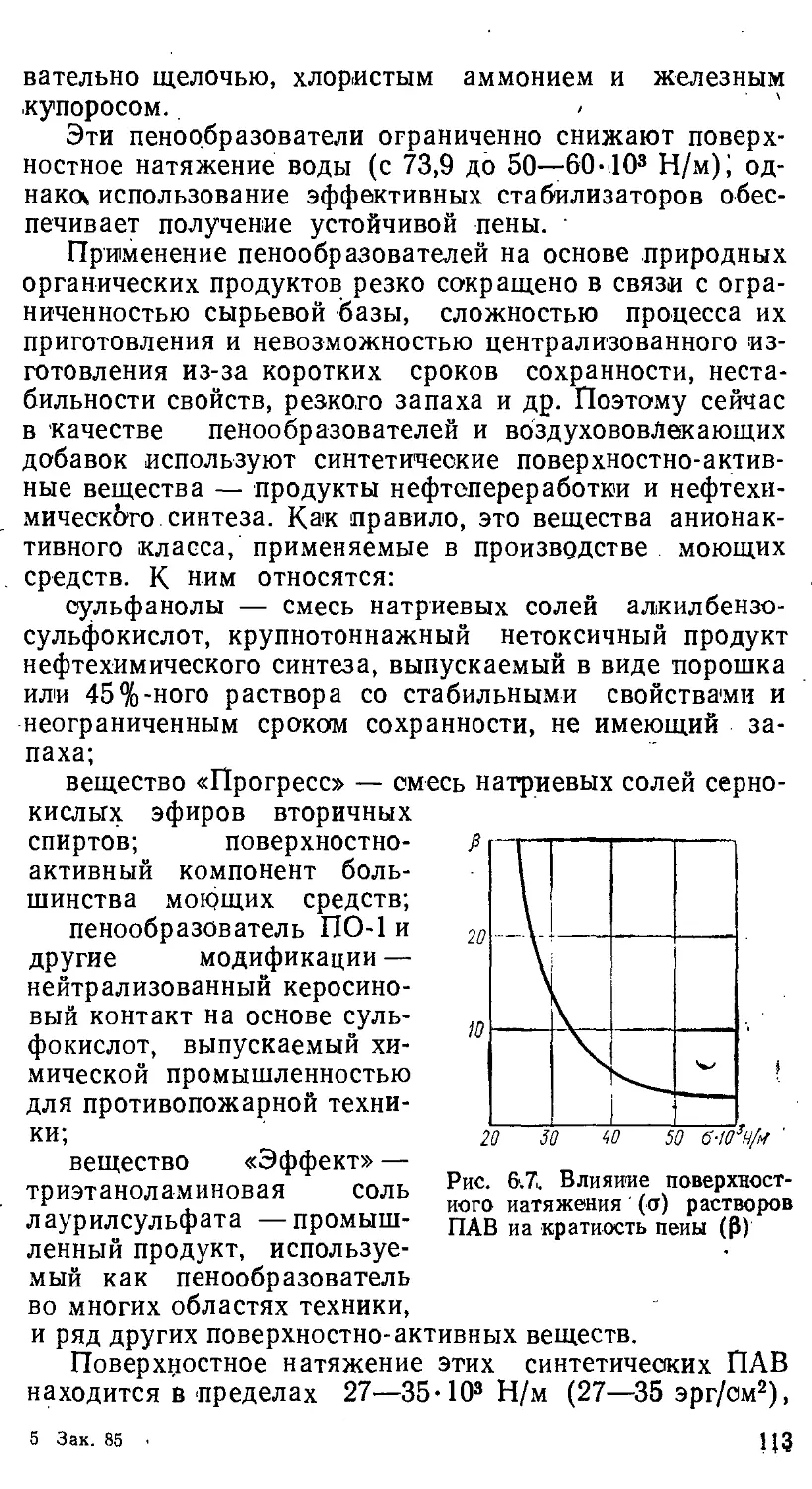
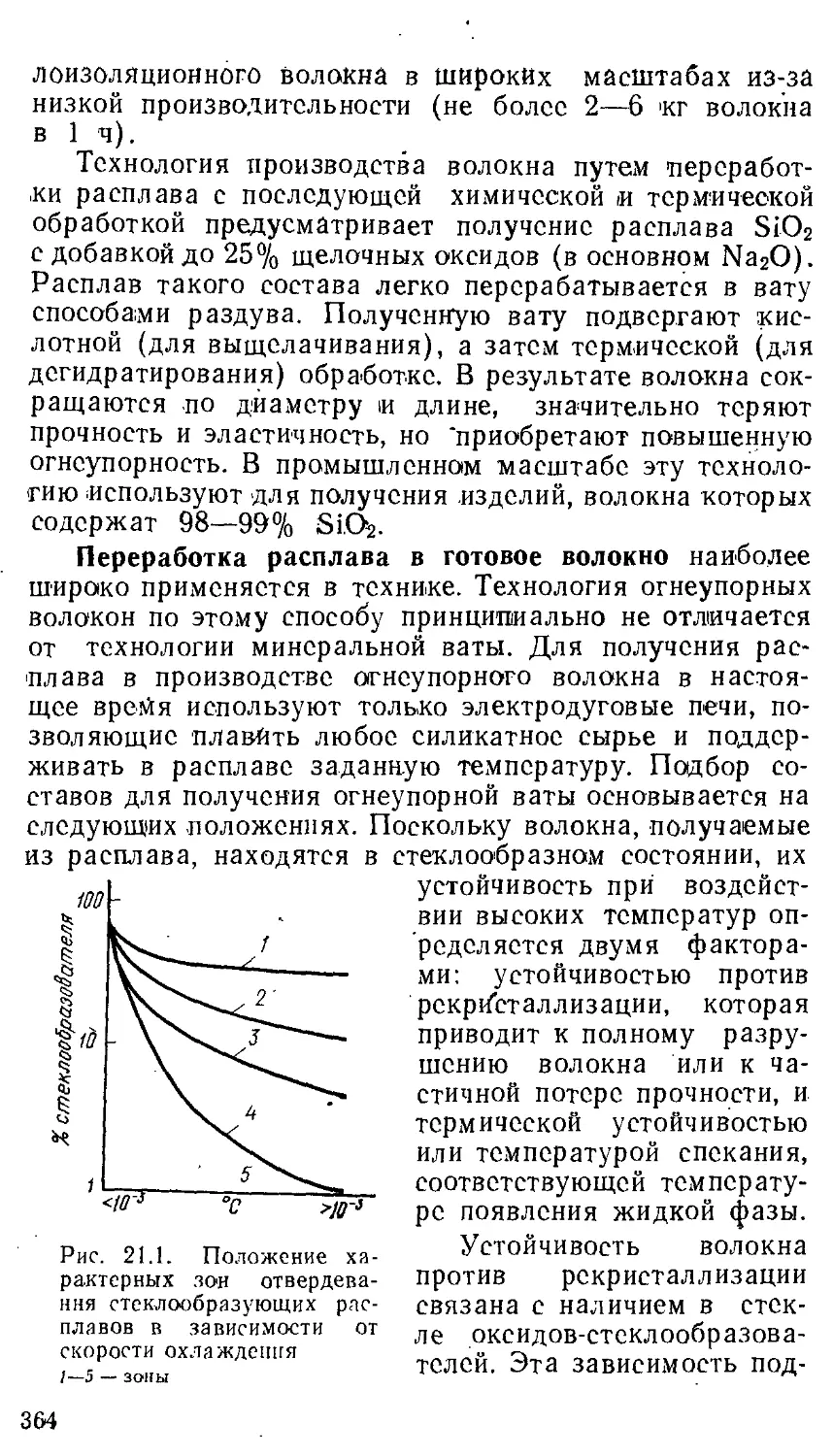
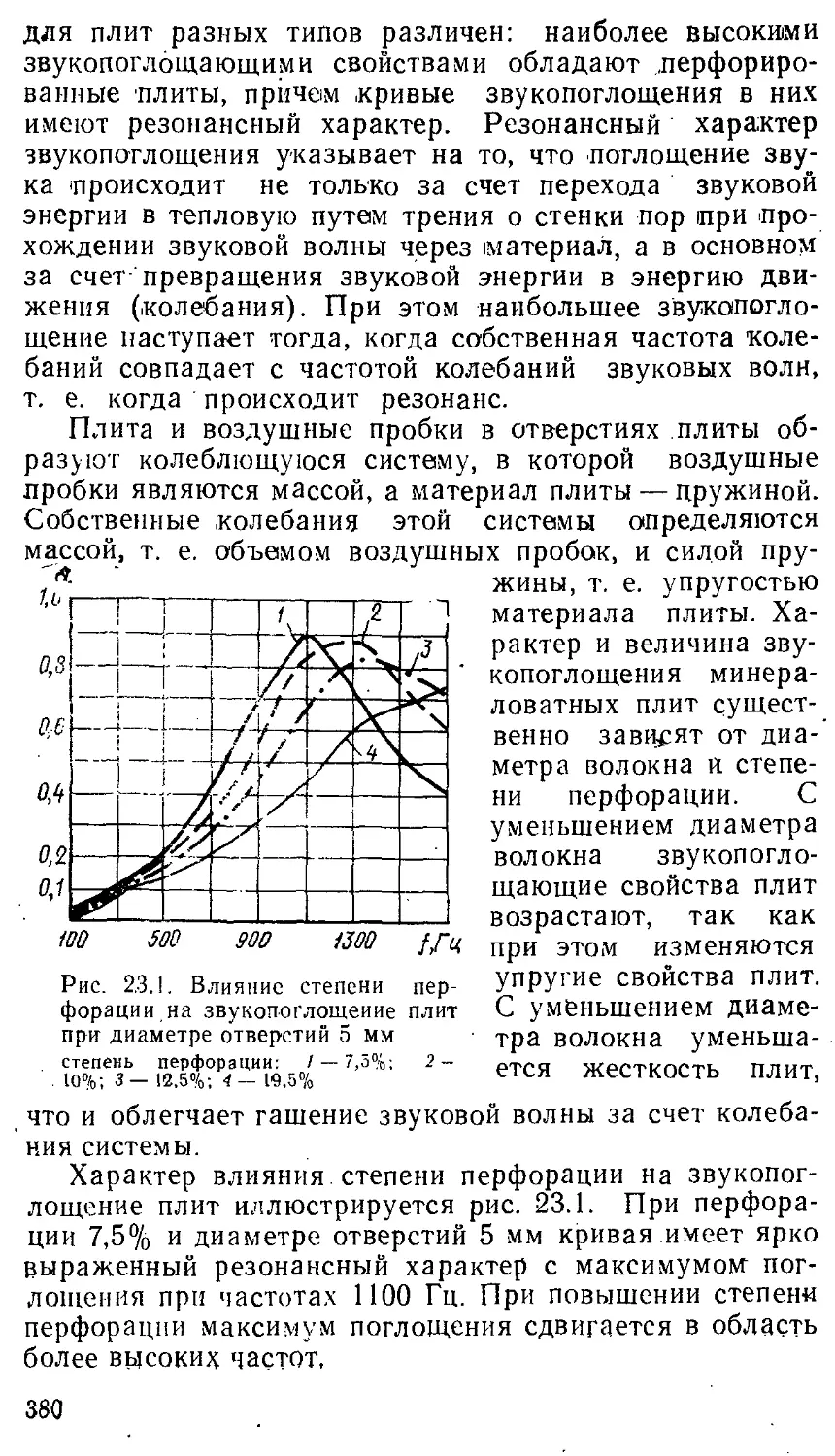
Рнс. 2,1. Влнянпе формы теп-
лонзолнрующей конструкцнн на
теплопотерн
1 — выпуклая стенка; 2 — плоская
стенка; 3 — вогнутая стенка; 4 —
цилиндрическая стенка
13
ваемый через стенку, описывается уравнением (2.2):
где К — коэффициент теплопередачи, зависящий от толщины стен-
ки, ее теплопроводности и коэффициентов теплоотдачи.
Величина, о^братная К, называется полным термиче-
ским сопротивлением теплопередачи (2.3):
R=l/K= 1/ахЧ- SA> l/ttr. (2.3)
и задается при проектировании ограждений.
При расчете ограждающих конструкций зданий учи-
тывают погодные условия местности, где возводится
здание. Исходные погодные показатели приводятся в
СВиП, где территория СССР подразделена на климати-
ческие районы и подрайоны. На основе этих показате-
лей рассчитывают сопротивление теплопередачи ограж-
дающих конструкций (Ro). Оно должно быть не меньше
сопротивления теплопередаче, требуемого по санитарно-,
гигиеничесиим условиям (Rl^) и определяемого эконо-
мическим расчетом f/?f). Требуемое сопротивление
теплопередаче находят по формуле (2.4):
Rl^= "(^B~fa) (2.4)
где n — коэффициент, зависящий от положения наружной поверхно-
сти конструкции (изменяется от 0,4 для стен, отделяющих отапли-
ваемые помещения от неотапливаемых, до 1 для наружных стен);
ts — расчетная нормируемая температура внутри помещения; t^ —
расчетная зимияя температура наружного воздуха, зависящая от
климатического района и массивности конструкции; Д^" — норми-
руемый температурный перепад между температурами внутреннего
воздуха и стеной (гигиенический параметр, определяющий неблаго-
приятные условия пребывания людей в помещении); ав — коэффици-
ент теплопередачи внутренней поверхности ограждения.
Если ограждающая конструкция имеет неодинаковое
поперечное сечение с участкам;и неравной теплопровод-
ности, что характерно для многих современных слои-
стых панелей, то при теплофизичеоких расчетах и про-
ектировании ограждений рассчитывают среднее значение
Ro и определяют .нео1бходимые теплозащитные свойства
наименее утепленных участков конструкции, чтобы обе-
спечить температуры выша точки росы на их поверхно-
сти и исключить образование конденсата.
"Толщину ограждений б определяют исходя из рас-
четного сопроттивления R конструкции и теплопроводно-
ст1|-материал а (2.5):
И
6 = /?Х. (2.5)
Если (Известны значения R и X, легко ориентировочно
рассчитать толщину теплоизоляционного слоя и .мате-
риалоемкость ограждений с различными В1идами тепло-
изоляции (табл. 2.1).
Таблица 2.1. Толщина и материалоемкость стены
жиЛого дома из различных строительных материалов
(средняя полоса СССР,/?=1)
Материал стены^
Кирпичная кладка
Керамзитобетон
Га.здбетон (р = 60'01кг'/м^)
Алюминиевая конструкция с пенопо-
лиуретаном
Теплопро-
водность ,
Вт/(м°.С)
¦
0,77
0,41
0,21
0,041
Толщина
стены, м
0,66
0.35
0,2
0,05
Масса
1 м^, кг
1200
380
120
40
Сопротивление теплопередаче ограждающих кон-
струкций с учетом экономических условий определяют
по формуле I
к-г э-г _э_^ ,2.6)
Но —
хк,
огр
где 5,t — удельные капитальные вложения в устройство системы теп-
лоснабжения; 5о — годовые удельные эксплуатационные затраты на
отопление; Та — нормативный срок окупаемости дополнительных ка-
питальных вложений; Когр — стоимость 1 м^ однослойной огражда-
ющей конструкции или теплоизоляционного слоя многослойной огра-
ждающей Конструкции.
Из приведенной формулы юледует, что для сохране-
ния постоянным Z?^" удорожание теплоизоляционного
материала должно быть пропорционально снижению
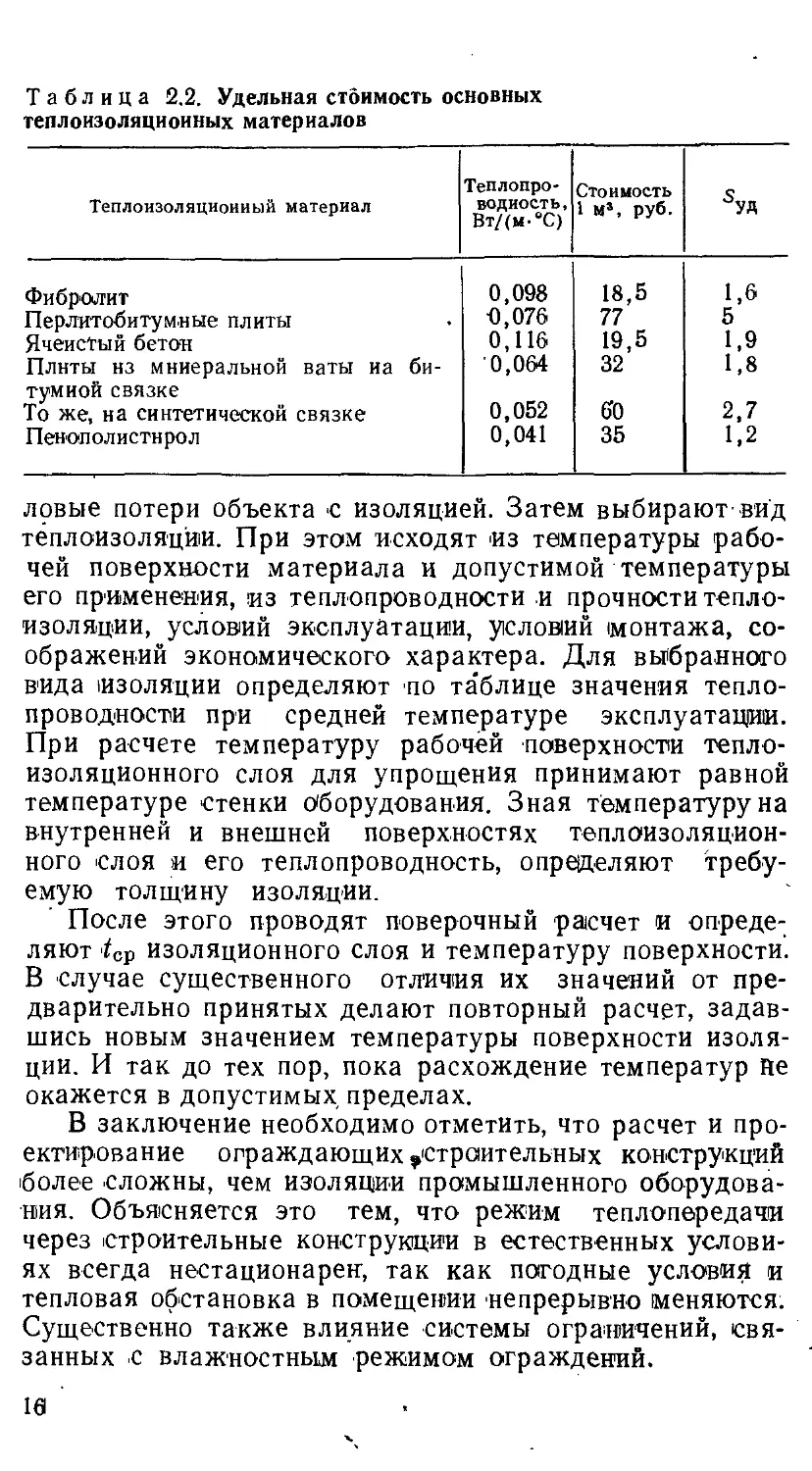
теплопроводности. Однако, как следует из табл. 2.2, для
выпускаемых промышленностью эффективных тепло-
изоляционных материалов характерно снижение удель-
ной стоимости (2.7):
5уд = л Логр. (2.7)
Приведенные данные предопределяют технико-эконо-
мическую целесообразность преимущественного ис-
пользования для ограждающих конструкций теплоизо-
ляционных материалов с пониженной теплопроводностью.
При расчете тепловой изоляции промышленного и
энергетического оборудования придерживаются следую-
щего порядка. Вначале устанав'ливают допустимые Ten-
ia
Таблица 2.2. Удельная стоимость основных
теплоизоляционных материалов
Теплоизоляционный материал
Фибролит
Перлитобитумиые плиты
ЯчеисЛый бетон
Плнты нз мниеральной ваты иа би-
тумной связке
То же, на синтетической связке
Пенололистнрол
Теплопро-
водность,
Вт/(м-''С)
0,098
¦0,076
0,116
0,064
0,052
0,041
Стоимость
1 м', руб.
18,5
77
19,5
32
№
35
Sfl
1,6
5
1.9
1.8
2,7
1.2
ловые потери объекта с изоляцией. Затем выбирают вид
теплоизоляции. При этом исходят 'ИЗ температуры рабо-
чей поверхности материала и допустимой температуры
его применения, из теплопроводности и прочности тепло-
изоляции, услов1Ий эксплуатации, условий монтажа, со-
ображений экономического характера. Для выбранного
в'ида изоляции определяют по та'блице значения тепло-
проводности при средней температуре эксплуатации.
При расчете температуру рабочей поверхности тепло-
изоляционного слоя для упрощения принимают равной
температуре стенки о^борудования. Зная температуру на
внутренней и внешней поверхностях теплоизоляцион-
ного слоя и его теплопроводность, определяют требу-
емую толщину изоляции.
После этого проводят поверочный расчет и опреде-
ляют '^ср изоляционного слоя и температуру поверхности.
В случае существенного отличия их значений от пре-
дварительно принятых делают повторный расчет, задав-
шись новым значением температуры поверхности изоля-
ции. И так до тех пор, пока расхождение температур Re
окажется в допустимых пределах.
В заключение необходимо отметить, что расчет и про-
екти1р.ование ограждающих устроительных конструкций
более сложны, чем изоляции промышленного оборудова-
ния. Объясняется это тем, что режим теплопередачи
через строительные конструкции в естественных услови-
ях всегда нестационарен, так как погодные условия и
тепловая обстановка в помещении непрерывно меняются.
Существенно также влияние системы ограничений, свя-
занных с влажиостным режимом ограждений.
Ш
Часть П. КЛАССИФИКАЦИЯ,Х:ВОЙСТВА
И ПРИНЦИПИАЛЬНЫЕ СПОСОБЫ
ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ
И АКУСТИЧЕСКИХ МАТЕРИАЛОВ
Глава 3. КЛАССИФИКАЦИЯ
ТЕПЛОИЗОЛЯ'ЦИОННЫХ И АКУСТИЧЕСКИХ
МАТЕРИАЛОВ
Теплоизоляционные материалы в соответствии с су-
ществующими нормативными^документами классифици-
руются по следующим основным признакам: форме и
внешнему виду, структуре, виду исходного сырья, объ-
емной .массе, жесткости (относительной деформации
сжатия), теплопроводности, возгораемости.
По форме и внешнему виду материалы подразделяют
на штучные изделия (плиты, блоки, кирпич, цилиндры,
полуцилиндры, сегменты); рулонные и шнуровые (маты,
шнуры, жгуты); рыхлые и сыпуч1ие 1матвриа^1ы (вата
минеральная, стеклянная, вспученные перлит и верми-
кулит) .
Наиболее распространенный вид жестких теплоизо-
ляционных изделий —-'плиты длиной 1 м, шириной 0,5 ,м
и толщиной 5—10 см. Толщину назначают исходя из тер-
мического сопротивления материала. Сравнительно не-
большие размеры плит обусловлены их невысокой
прочностью.
Сыпуч!ие теплоизоляционные материалы представля-
ют собой минеральные и органические вещества в виде
бесформенных волокнистых или зернистых порошко-
образных масс. К сыпуч!И1М материалам относят молотый
диатомит, неббработанную и гранулированную мине-
ральную вату, перлитовый песок, вспученный вермику-
лит, торфяную крошку и др.
.Сыпучие теплоизоляционные материалы в сухом со-
стоянии используют для засыпки пустот в стенах времен-
ных 1и других облегченных зданий, для утеплевия чер-
дачных перекрытий. Неорганические сыпучие мате-
риалы применяют и для тепловой изоляции различного
17
промышленного оборудования. К сыпучим материалам
относят также некоторые порошкообразные смеси, кото-
рые в виде мастик употребляют для теплоизоляции
горячих поверхностей оборудования. Такие материалы
часто называют мастичным'И.
Наиболее прогрессивные теплоизоляционные мате-
риалы — штучные изделия. Теплозащитные свойства ог-
раждений из них лучше, чем у засыпных или мастичных
теплризоляционных конструкций. Штучные изделия из-
готовляют в заводских услошях по строго установлен-
ной технологии, а качество их контролируют по соответ-
ствующим ГОСТам. Теплозащитные же свойства засып-
ных и мастичных конструкций зависят не только от свойств
материалов, но и от способов их применения;
свойства засыпной теплоизоляции существенно меня-
ются в процессе эксплуатации. Кроме того, производи-
тельность труда при выполнении теплоизоляциинз штуч-
ных изделий выше, чем при засыпной, набивной или
особенно мастичной, которую делают обычно вручную.
Основное направление > 8 развитии производства
теплоизоляционных материалов в настоящее время —
расширение выпуска высококачественных жестких круп-
норазмерных изделий. Применение таких изделий —
одно из 'Главных условлй индустриализации строитель-
ных и монтажнмх работ.
По структуре материалы подразделяются на волок-
нистые, ячеистые и зернистые.
По виду исходного сырья различают неорганические
и органические материалы. К неорганическим относят,
например, минеральную вату, ячеистые бетоны, тепло-
изоляционную керамику. Органическими материалами
считают древооноволокнистые и торфяные плиты, камы-
шит, а также теплоизоляционные (газонаполненные)
пластмассы. Существует еще группа материалов, изго-
товляемых 'ИЗ'смеси неорганического и органического
сырья, например фибролит, получаемый из древесной
шерсти и цемента, изделия из минеральной ваты на ор-
ганическом связующем. Их не выделяют в отдельную
труппу, а условно относят илИ к органическим матер'иа-
лам (фибролит), или к неорганическим '(изделия из
минеральной ваты на органичесних связующих). Осно-
ванием для этого служит преобладающее содержание
либо минеральной, либо органической части материала.
Объемная масса материала в сухом состоянии (кг/м')
18
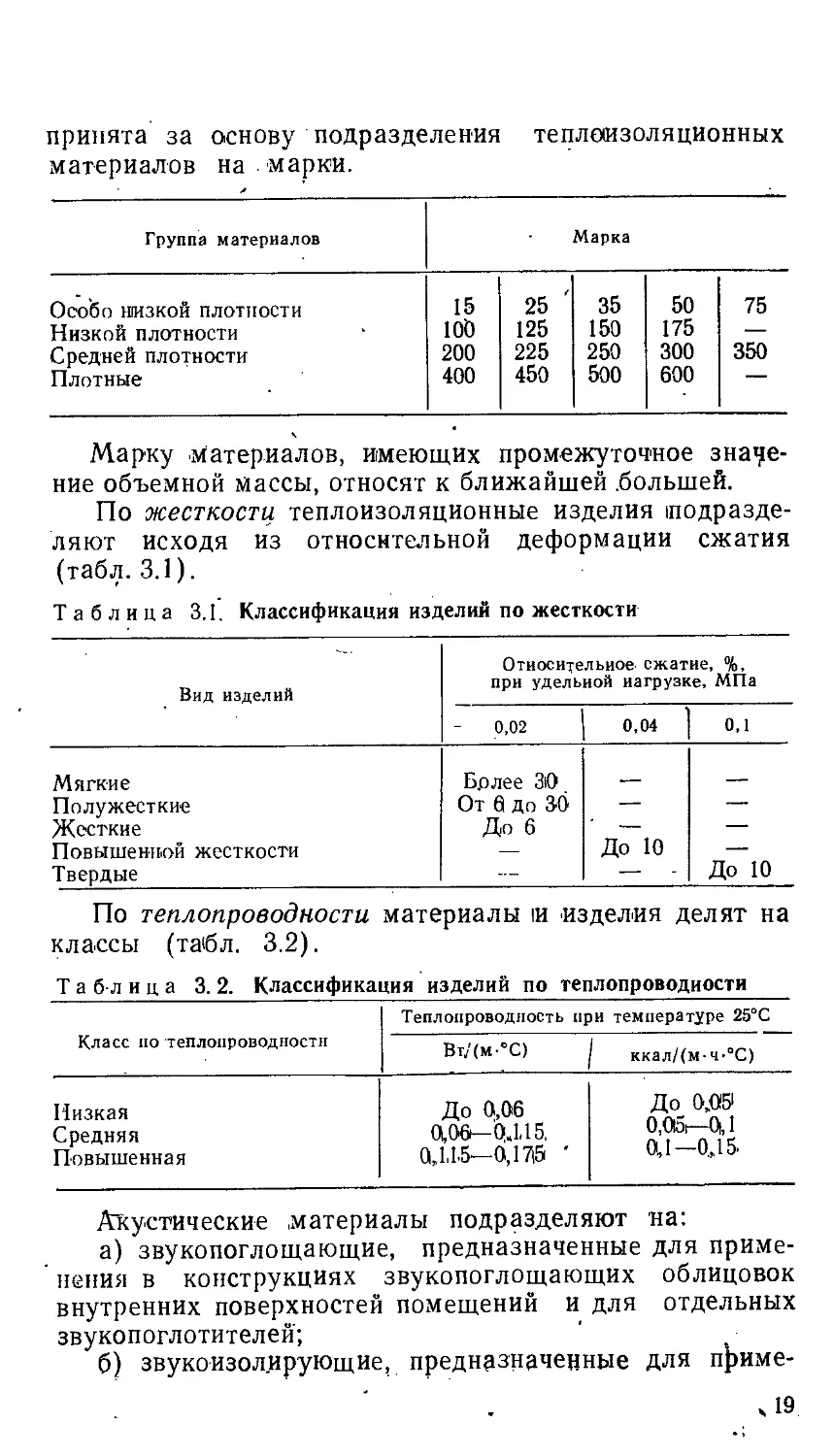
принята за основу подразделения
материалов на марки.
теплоизоляционных
Группа материалов
Особо НИЗКОЙ плотности
Низкой плотности
Средней плотности
Плотные
Марка
15
lOD
200
400
25
125
225
450
35
150
250
500
50
175
300
600
75
350
Марку материалов, имеющих промежуточное значе-
ние объемной массы, относят к ближайшей .большей.
По жесткости теплоизоляционные изделия подразде-
ляют исходя из относительной деформации сжатия
(табл. 3.1).
Таблица 3.1. Классификация изделий по жесткости
Вид изделий
Мягкие
Полужесткие
Жесткие
Повышешюй жесткости
Твердые
Отиосительиое сжатие, %,
при удельной нагрузке, МПа
0,02
Брлее 30
От а до 30
До 6
0,04 ] 0,1
До 10
До 10
По теплопроводности материалы ш изделия делят на
классы (табл. 3.2).
Таблица 3.2. Классификация изделий по теплопроводности
Теплопроводность при температуре 25*0
Вт/(м-''С) I ккал/(м-ч-°С)
Класс по теплопроводности
Низкая
Средняя
Повышенная
До 0,06
а,ов-'0|.1Л5,
а.М5—0,17(5 ¦
До ода
О.Обг—0|,1
ai—0.Д5.
Акустические .материалы подразделяют на:
а) звукопоглощающие, предназначенные для приме-
нения в конструкциях звукопоглощающих облицовок
внутренних поверхностей помещений и для отдельных
звукопоглотителей;
б) звукоизолирующие, предназначенные для п|)име-
ч19
нения в качестве прокладок под плавающими полами
и в многослойных ограждающих конструкциях с целью
улучшения изоляции ограждений от ударного и воздуш-
ного звуков;
в) виб'ропоглощающие, предназначенные для ослаб-
ления изгибных колебаний, распространяющихся по
¦ жестким конструкциям (преимущественно тонким) с
• целью снижения излучаемого ими звука.
В данном курсе рассматриваются звукопоглощающие
и звукоизоляционные материалы, так как многие тепло-
изоляционные материалы о1бладают звукопоглощающи-
ми, а некоторые и звукоизоляционными свойствами.
Звукопоглощающие материалы различают по струк-
туре, степени жесткости скелета, форме, фактуре лице-
вой поверхности и способу применения; звукоизоляцион-
ные— по структуре, деформативности и динамическому
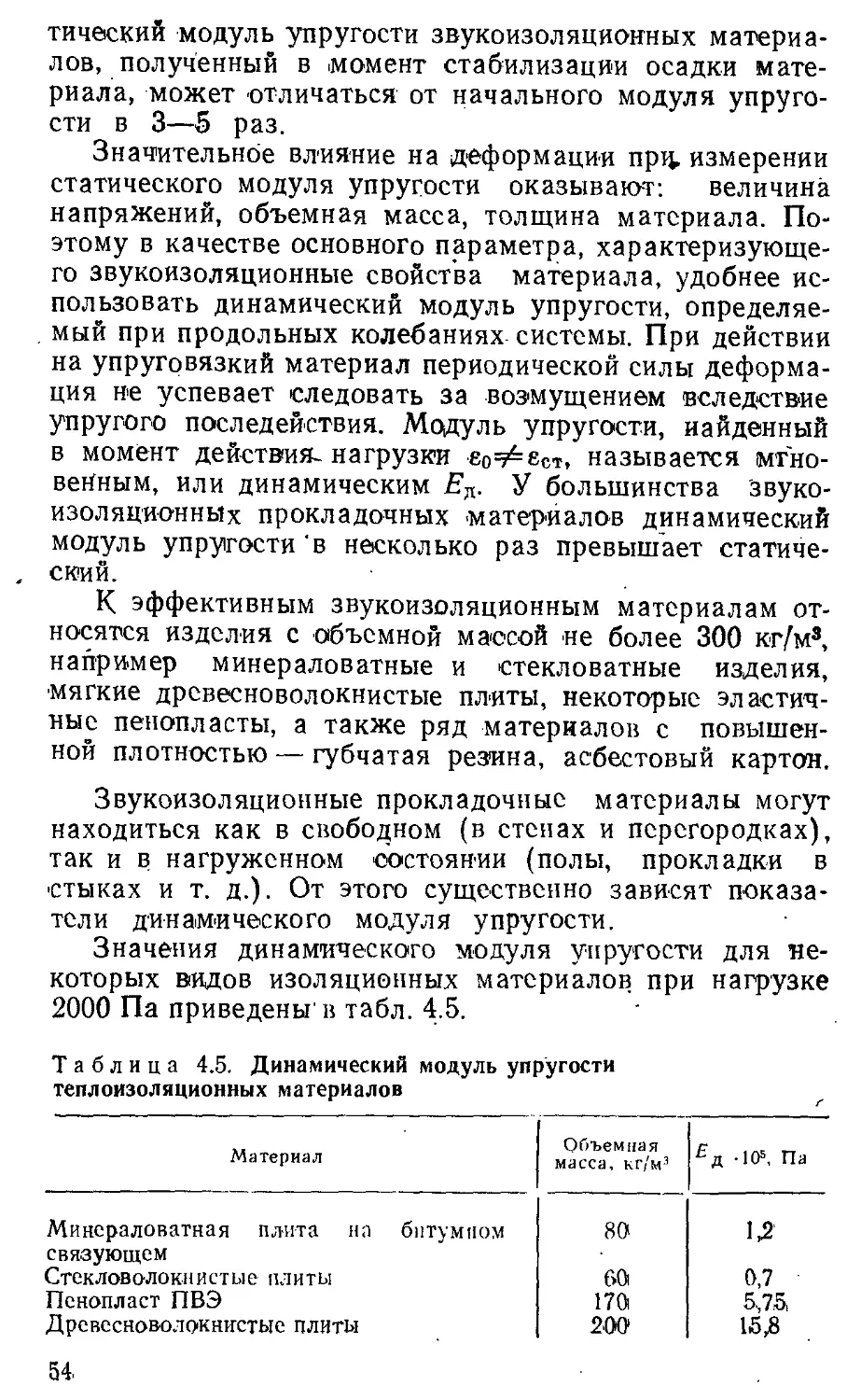
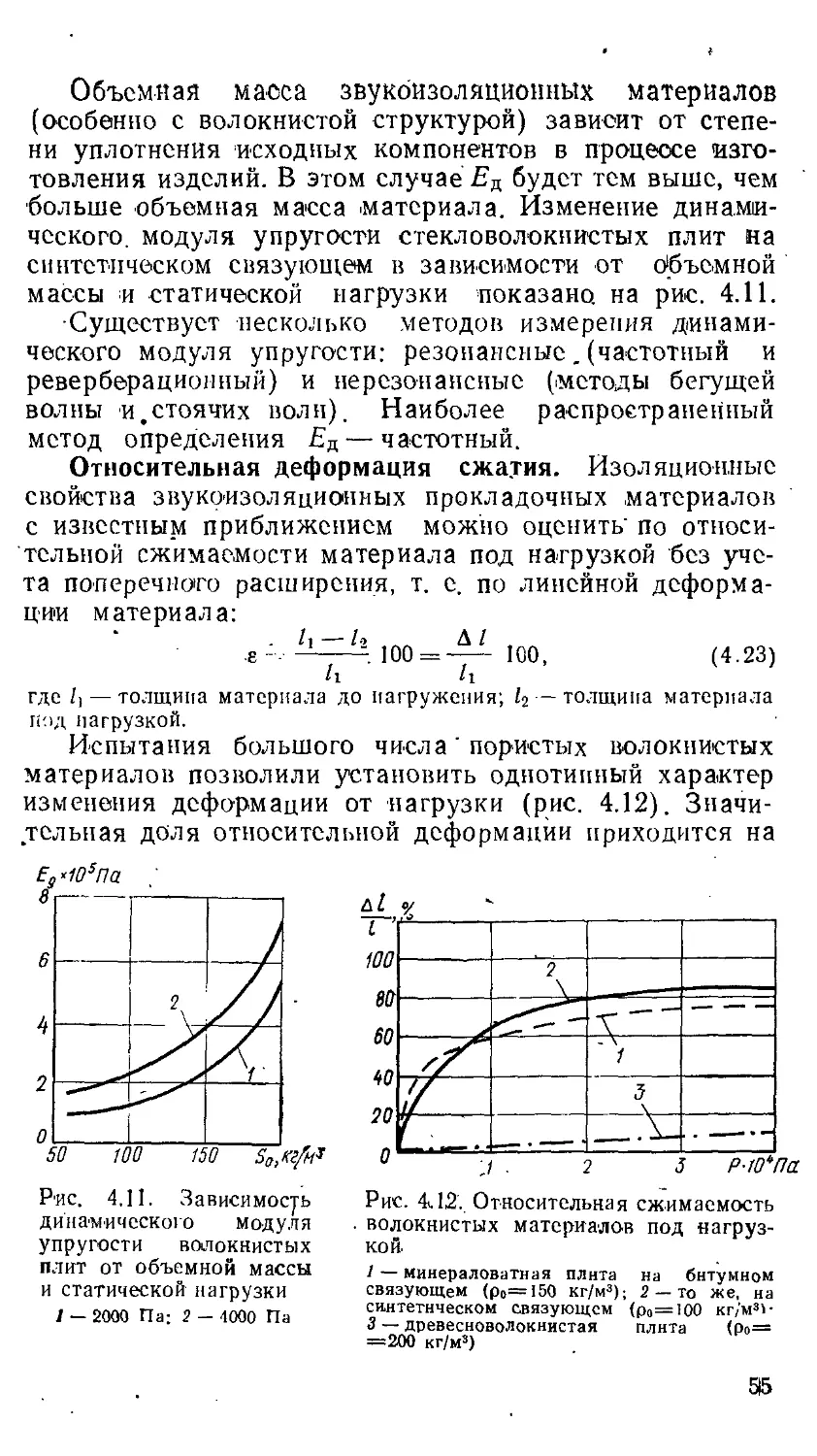
модулю упругости.
Глава 4.0СН0ВНЫЕ СВОЙСТВА
ТЕПЛОИЗОЛЯЦИОННЫХ
И АКУСТИЧЕСКИХ МАТЕРИАЛОВ.
ВЛИЯНИЕ УСЛОВИЙ ЭКСПЛУАТАЦИИ
НА СВОЙСТВА ИЗДЕЛИЙ
Свойства ИЛ1И показатели качества 'Строительных
материалов, в том числе теплоизоляционных и акустиче-
ских, подразделяются на функ1(110нальные (юпецифиче-
кие) и строительно-эксплуатационные (общие).
Функциональные свойства определяются основным
назначением материала. Для теплоизоляционных мате-
риалов тамими свойствам'И будут теплоизолирующая
способность, (теплопроводность) и предельная темпера-
тура применения; для звукопоглощающих материалов —
величина звукопоглощения; .для звукоизоляционных ма-
териалов— способность гасить звуковые волны, харак-
теризуемая динамически^! модулем упругости и относи-
тельным сжатием при кратковременной и длительной
нагрузках.
К функциональным свойствам теплоизоляционных и
акустических изделий следует отнести пористость —
параметр, предопределяющий качество этих материалов.
20
Строительно-эксплуатационные свойства предопреде-
ляют условия транспортирования, монтажа и эксплуата-
ции изделий. Варьирование этих свойств в зависимости
от условий эксплуатации, как правило, не должно суще-
ственно отражаться на функциональных свойствах мате-
риала. Важнейшими строительно-эксплуатационными
свойствами считают прочностные показатели, отношение
материала к действию воды, температуры-, огня, хими-
ческой агрессии, микроорганизмов и ряд других.
/. ФУНКЦИОНАЛЬНЫЕ СВОЙСТВА
ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
Теплофизические свойства. К важнейшим теплофизи-
ческим'свойствам относятся три характеристики тепло-
переноса: теп;10проводность, температуропроводность и
удельная теплоемкость. Без знания этих характеристик
невозможно рационально проектировать ограждающие
конструкции и теплозащиту оборудования.
Теплопроводн ость — важнейшая теплофизиче-
ская характеристика теплоизоляционных и теплоизоля-
ционно-конструктивных материалов. Ее -размерность —
Вт/(м-К)- или Вт/(м-°С). Соотношение между старыми
и международными единицами теплопроводности таково:
1 Вт/(м-°С)=0,86 ккал/(м-ч-°С) или' 1 ккал/
(м-ч.°С)|=1,163 Вт/(|М-°С).
Из закона Фурье следует
Q
1= ' . (4.1)
{Fx^t)|l
Де1бай преобразовал выражение теплопроводности:
1-^сч)1, (4.2)
где с — удельная теплоемкость тела при постоянном объе.ме; <о —
скорость распространения волн; / — средняя длина свободного про-
бега волны (по аналогии с кинетической теорией газов).
Последующими исследованиями установлено, что это
выражение Дебая справедливо с определенными поправ-
ками для твердых, жидких и газообразных тел. Если
исходить из современных представлений'о природе тепло-
передачи, то это уравнение позволяет объяснить различ-
ную теплопроводность материалов в зависимости от их
агрегатного состояния и строения.
Для определения теплопроводности используют экс-
дериментал1*ные и расчетные методы.
21
Теплопроводность теплоизоляционных материалов
определяют в основном с помощью малоинерцнонного •
тепломера или методом теплового цилиндрического зон-
да. Теплопройодность рассчитывают по результатам из-
мерений градиента температуры за определенный интер-
вал времени в процессе нагрева образца.
Определение тецлопроводности в заводских условиях
представляет известную сложность, так как требует
подготовки образцов с гладкими параллельными поверх-
ностями. Поэтому, как пр'авило, стремятся оценить
теплопроводность материала по другам параметрам,
которые лучше известны или легче измеряются, на-
пример по о1бъемной массе.
Теплопроводность, Вт/(м-°С), распространенных ма-
териалов колеблется в очень широких пределах: 0,024
для воздуха в неподвижном состоянии при 0°СиО,075 —
лри ЮОО'^С; 0,55 для воды при 0°С и 0,7 —при 100°С;#
2,5 для льда; 0,11—0,17 для дерева; 0,45—0,80 для
глиняного кирпича; 45—60 для стали и чугуна; 418 для
серебра, т. е. теплопроводность воздуха и серебра раз-
личается почти в 18 тыс. раз.
Непосредственное табулирование значения тепло-
проводности для реальных конкретных материалов не-
оправданно, так как небольшие изменения химического
состава и физического состояния приводят к существен-
ному различию значений теплопроводности.
Теплопроводность материалов» зависит от следующих
факторов:
1) физического состояния и строения, которые опре-
деляются фазовым состоянием вещества; степенью кри-
сталлизации и размерами кристаллов; анизотропией
теплопроводности кристаллов и напрайлением теплового
потока; объемом пористости материала и характеристи-
ками пористой структуры;
2) химического состава и наличия примесей, послед-
ние особенно влияют на теплопроводность кристалличе-
ских тел; . '
3) условий эксплуатации, зависящих от темпера-
туры, давления, влажности материала.
Влияние каждого из указанных факторов не р'авно- -
ценно.
Значительное воздействие на теплопроводность ока-
зывает физическое состояние тела. Чтобы объяснить это
явление, остановимся коротко н^ мехэнизме теплопрО'
водности, в твердых телах перенос тепла осуществля-
ется путем взаимодействия между тепловыми упругими
колебаниями решетки или вследствие движеиия элек-
тронов и столкновения их с атомами. Металлам свой-
ственны оба вида передачи энергии. Поэтому теплопро-
водность металлических тел велика.
В изоляторах, а к ним относится большинство тепло-
'изелящион'ных материалов, ч1исло свободных электронов,
которые могли бы.двигаться по кристаллической решет-
ке, незначительно, и тепло в основном передается за счет
колебаний решетки. Если бы колебания были полностью
гармоничными, то сопротивления переносу тепла не су-
ществовало бы и теплопроводность была бы бесконечно
велика. На в реальных телах колебания имеют ангар-
моничный характер, в результате тепловые упругие
вол'ны затухают и теплопроводность значительно сни-
жается.
В теории тепло1тровод1юст1и предполагается, что коле-
бания нормального вида квантуются по аналогии с фо-
тонами в теории света. Эти кванты называются фонона-
ми. В дискретной кристаллической решетке связь между
колебаниями нормального вида, о'бусловленная их ан-
гармоничностью, приводит к взаимодействию фононов
между собой, эквивалентному беспорядочному рассеива-
нию фононов волнами. Для описания процесса удобно
использовать понятие длины" свободного пробега волн.
В газах и жидкостях перенос тепла осуществляется
вследствие столкновения молекул с различной кинети-
ческой энергией. Поэтому при описании и оценке тепло-
проводности также следует исходить из дл1ины свобод-
ного пробега молекул. Таким образом, величина / в
уравнении Дебая (4.2) для твердых тел равна длине
свободного пробега фононов, а для жидких и газообраз-
ных тел — длине сво1бодного пробега молекул.
В неметаллических кристаллических телах I зависит
от строения кристалла; размера кристаллов j(b малых
кристаллах область действия волн ограничена); дефек-
тов решетки и дислокаций в кристаллах, создающих со-
противление волне. Исходя из этого длина свободного
пробега фононов должна быть большей в крупных моно-
кристаллах и меньшей в мелкокристаллических материа-
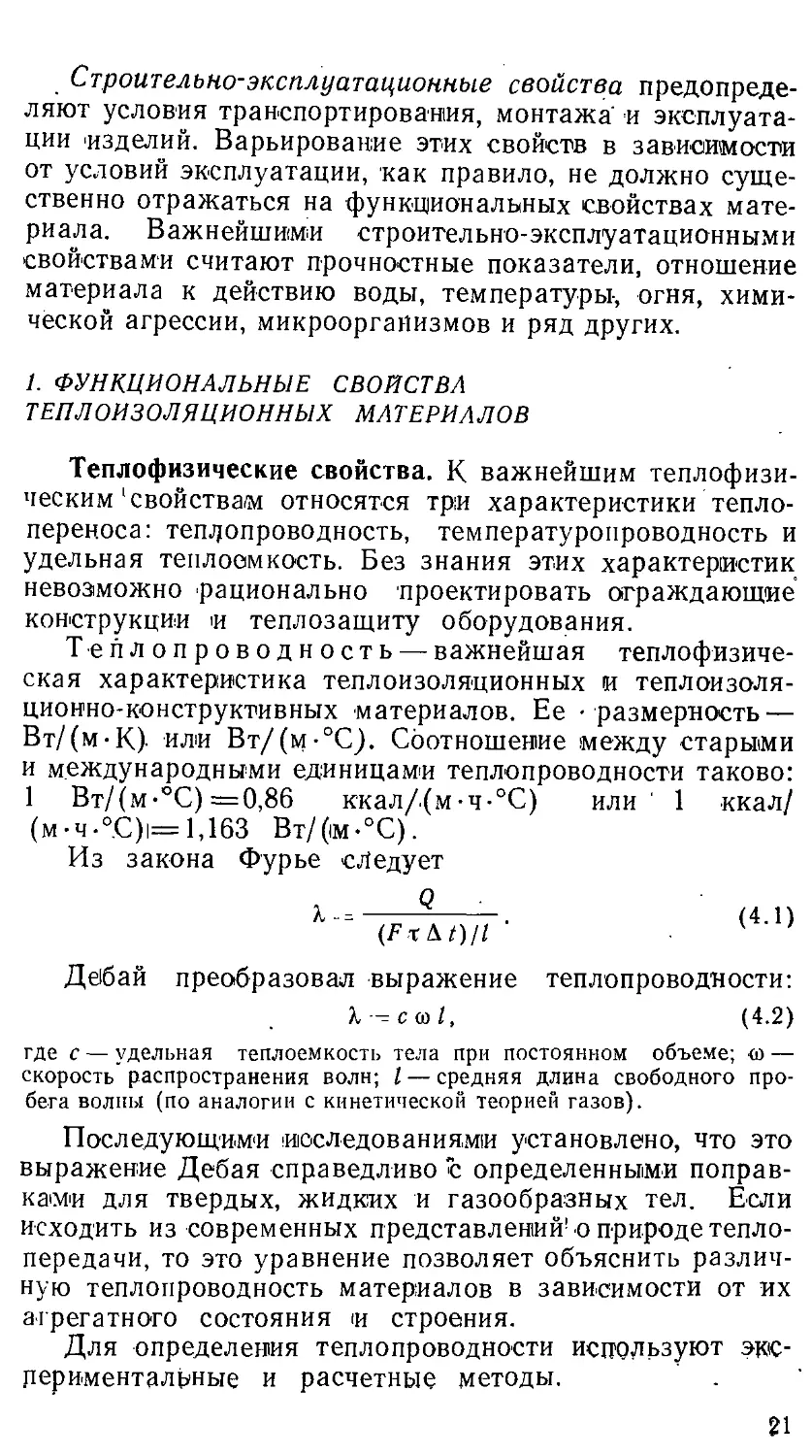
лах. И действительно, в поликристаллических системах,
где расстояние действия упругих волн / ограни-
чено размерами кристаллов, теплопроводность ниже,
23
T'O
Рис. 4i.l. Теплопровод >'
ность монокристалла (/)
и поликристалла (2) сап-
фира
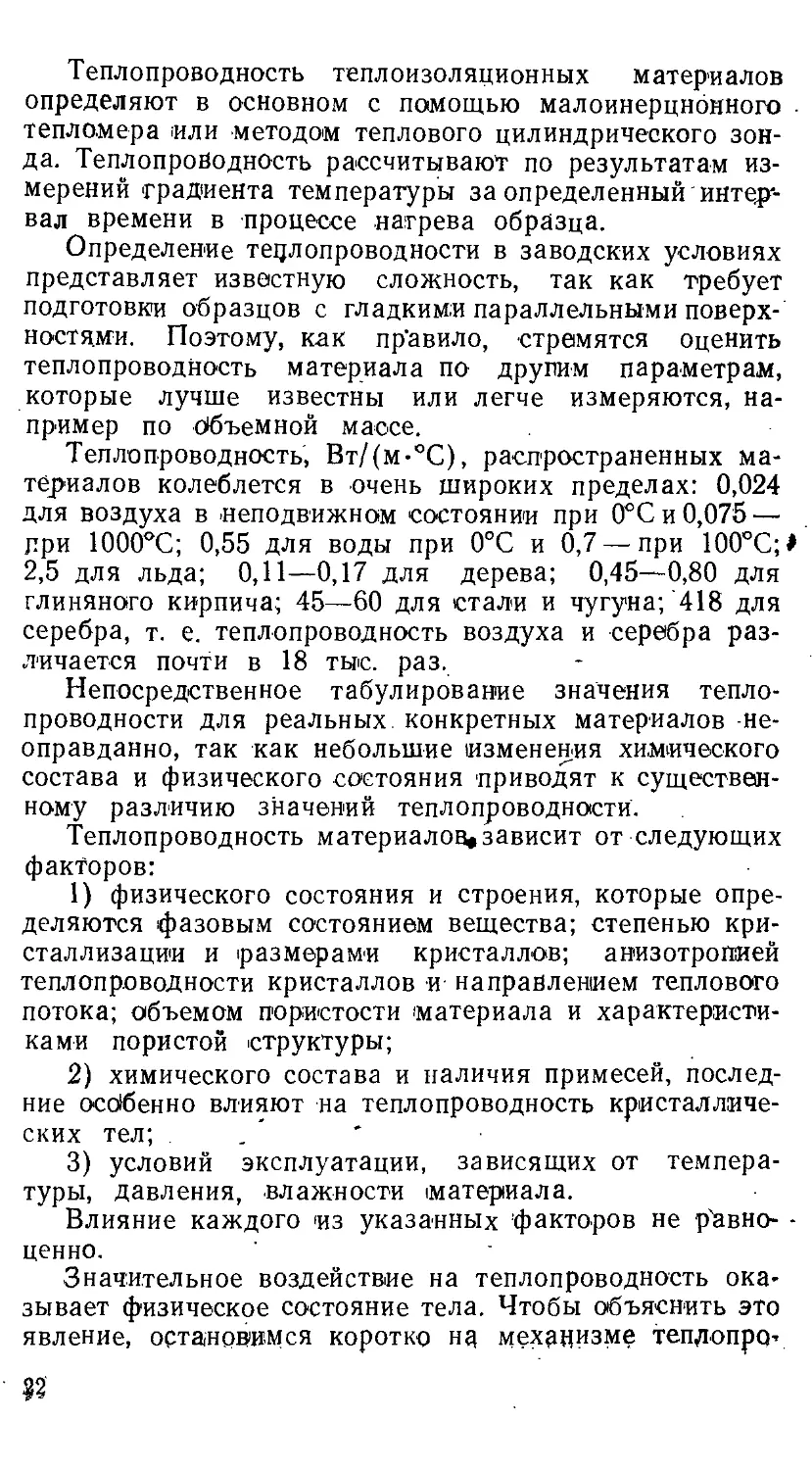
Рис. 4.2. Характер изменения тепло-
проводности монокристалла кварца
(а) и аморфного кварца {б) от абсо-
лютной температуры
чем в 'Монокристаллах того же химического состава
(рис. 4.1). Установлено, что теплопроводность прибли-
зительно пропорциональна размеру кристаллов.
В кристаллических телах теплопроводность завиант
также от направления теплового потока по отношению
к оптической оси кристалла, а в волокнистых матери-
алах— к оси волокна. Так, например, теплопроводность
кристалла кварца в диапазоне температур от —200 до
4-100°С параллельно оптической оси почти вдвое выше,^
чем перпендикулярно оси (табл. 4.1). Аналогичная
картина наблюдается в аобесте и древесине, в которой
теплопроводность вдоль волокон в 2 раза больше, чем
поперек волокон.
В стеклообразных материалах среднее 'раостоя'ние
действия упругой волны мало и равно лишь нескольким
межатомным расстояниям. Поэтому теплопроводность
материала в стеклообразном состоянии почти на поря-
док ниже, чем в кристаллическом.
24
Таблица 4.1. Теплопроводность к кварца при различных
температурах /
Направление теплового
Перпендикулярно оси крис-
талла
Параллельно оси кристалла
К Вт/(м
—200
27
53,5
°С), при различных
pax, "С
-100
11,6 '
22
1 0
7,2'
13,6
температу-
+ 100
5,6
9
Среднее |раостоян.ие действия упругой волны в твер-
дых телах зависит от их температуры: / увеличивается
с уменьшешием температуры. Таким образом, повыше-
ние температуры должно приводить к снижению тепло-
проводности кристаллических материалов (рис. 4.2,а).
Ocoi6eHHo интенсивно теплопроводность возрастает в
зоне отрицательных температур (юм. табл. 4.1). Поэтому
при низких отрицательных температурах теплоизоля-
ционные свойства материалов резко ухудшаются.
Теплопроводность кристаллических тел можно пони-
зить, увеличивая дефектность структуры или рекристал-
лизацией с уменьшением размеров кристаллов и их доли
в материале. Одним из зффскт^1вных путей такого сни-
жения теплопроводности является радиоактивное облу-
чение. Оно создаст точечные дефекты в структуре
кристаллов, а при интенсивном облучении вызывает
переход от кристаллического к стеклообразному состоя-
нию. В результате уменьшается / и снижается теплопро-
водность.
У стеклообразных материалов длина пробега фоно-
нов практически остается постоянной с ростом темпера-
туры. Связано это с тем, что при уаилении тепловых
колебаний увеличивается рассеивание фононов вследст-
вие нерегулярного расположения атомов, поэтому с
повышением температуры теплопроводность таких мате-
риалов воз'растает (рис. 4.2,6).
Теплопроводность жидкости тем больше, чем выше
ее удельная теплоемкость. С повышением температуры
расстояние между .молекулами в жидкостях становится
больше, плотность их уменьшается, теплопроводность
падает. Исключение составляют вода, тяжелая вода и
глицерин. Влияет на теплопроводность жидкости и ее
химический состав. Чем ниже температура кипения
26
жидкости, тем быстрее уменьшается теплопроводность с
ростом температуры. Это изменение составляет обычно
0,1—0,257с' на ГС.
Теплопроводность газов увеличивается с температу-
рой, поскольку
Xj-^/Xj.^ =V'T.I\^t„''^vtJ<^vT^* (4-3)
а вязкость |i, и удельная теплоемкость со возрастают с
повышением температуры. Чем больше атомов входит
в состав молекул газа, тем зн-ачительнее это увеличение.
В соответствии с кинетической теорией газов теплопро-
водность не должна зависеть от давления, если средняя
длина свободного пробега молекул между последова-
тельными соударениями очень мала. Однако это условие
не выполняется при очень низком давлении (когда аб-
солютное давление- стремится к нулю) или высоком
давлении (более 1 МПа). В первом случае толщина га-
зового слоя становится меньше длины свободного про-
бега молекул, во втором — толщина газового слоя
уменьшается.
Эти положения эффективно реализуются в засыпной
вакуумной теплоизоляции холодильных установок.
Мелкозернистая изоляция обеспечивает формирование
очець .малых воздушных прослоек. Поэтому когда дав-
ление газа, заполняющего эти промежутки, понижается,
средняя длина пробега молекул может превышать рас-
стояние между частицами. В таких условиях теплопро-
водность системы ниже теплопроводности газа (возду-
ха), заполняющего межаррновыс промежутки, при
обычном давлении. Происходит скачок температуры, ко-
торый затрудняет передачу тепла, как если бы толщина
газового слоя возросла на величину того же порядка, что
и удвоенная средняя длина свободного пробега молекул.
При этом с понижением давления уменьшается передача
тепла путем теплопроводности. С уменьшением давления
теплопроводность стремится к нулю.
Теплопроводность зависит от химического состава и
молекулярного строения веществ^ Вещества, простые по
химическому составу и строению, более теплопроводны,
чем сложные. Например, MgO и СаО имеют большую
теплопроводность, чем ЗЮг и А^Оз, а они в свою оче-
редь обладают большей теплопроводностью, чем муллит
ЗА120з-2 Si02 и силикаты кальция 2CaO-Si02 и СаО-
•Si02.
Особенно четко эпИ зависимости определены для га-
26
зов. Теплопроводность газов зависит от их молекуляр-
ной массы и числа атомов в .молекуле. Между молеку-
лярной массой и теплопроводностью при прочих равных
условиях существует следующая зависимость:
к ^. l/м'/^ • ' (4.4)
Поэтому хлористые соединения, например фреонц, плохо
проводят тепло. Увеличение числа атомов в молекуле
повышает теплопроводность в среднем на 2% на каждый
атом. По этой причине бутан (14 атомов) значительно
более теплопроводен, чем сернистый газ (3 атома), при
приблизительно равных значениях молекулярных масс.
Примеси, как правило, уменьшают теплопроводность
веществ, даже если сами по себе они характеризуются
более высокой теплопроводностью, чем основное веще-
ство. Сильнее это проявляется в кристалличе-
ских веществах, слабее—^^в аморфных телах, жидкостях
и газах.
Таким образом, .можно сделать вывод, что теплопро-
водность тел, находящихся в различных агрегатных со-
стояниях, при прочих рав'ных условиях: увелич1ивается
с повышением плотности; уменьшается с увеличением
молекулярной массы; возрастает с повышением темпе-
ратуры кипения «ли плавления; с увеличением числа
атомов в молекуле становится меньше у кристалличе-
ских тел и больше у жидкостей и газов.
В конгломератных многокомпонентных системах воз-
можно сочетание составляющих с различной теплопро-
водностью. Когда теплопроводность заполнителя и свя-
зующего существенно различаются |(кера1Мзитобетон,
перлитобетон и др.), соотношение этих составляющих
оказывает сильное влияние на теплопроводность гетеро-
генного тела (рис. 4.3).
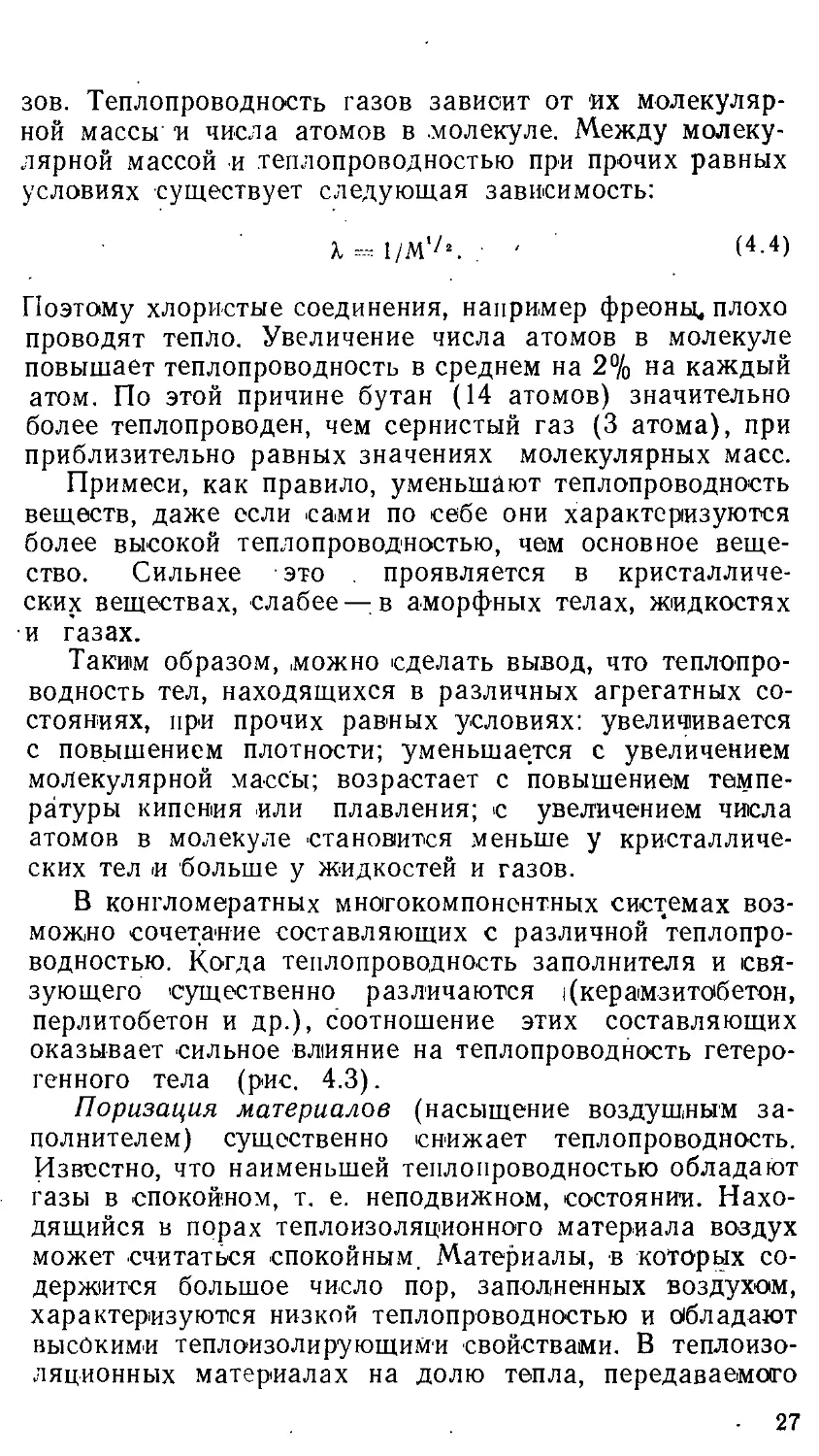
Поризация материалов (насыщение воздуШ|НЫ'М за-
полнителем) существенно снижает теплопроводность.
Известно, что наименьшей теплопроводностью обладают
газы в спокойном, т. е. неподвижном, состоянии. Нахо-
дящийся в порах теплоизоляционного материала вовдух
может считаться спокойным. Материалы, в которых со-
держ1ится большое число пор, заполненных воздухом,
характеризуются низкой теплопроводностью и Обладают
высокими теплоизолирующими свойствами. В теплоизо-
ляционных материалах на долю тепла, передаваемого
• 27
о 05 . "/
Соотношение сюъемов составляющих
Рис. 4,3. Зависимость теплопро-
водности коигломератиого ма-
териала от соотиошеиия объе-
мов составляющих связующего
и .эаиолиителя
;.
,>/.
0.2
0.012
S W 15 20 25 D,
Рис. 4.5. Влияние размера зер-
на стеклонора на теплопровод-
ность
Рис. 4.4. Влияние пористости
материала на теплопроводность
/ — пенопласты; 2 — минераловат-
ные нзделня; 5 — материалы с яче-
истой структурой >
<
теплопроводностью воздуха, приходится 65—90 Уо всей
теплопередачи.
Теплопроводность поризованных материалов при по-
стоянном составе твердой 'фазы зависит от объема по-
ристости, вида и характеристик пористой структуры.
Тсплопрородность изменяется обратно пропорциональ-
но общему объему пористости, уменьшаясь с се увеличе-
нием (рис. 4.4). Поэтому повышение пористости — наи-
более действенный путь улучшения теплофизических
свойств строительных материалов.
Теплоизоляционные показатели материалов огражда-
ющих конструкций зависят не только от объема воздуха,
заключенного в порах материала ограждений, но и от
равномерности его распределения. При неравномерном
распределении пористости в материале о!бразуются зоны
с повышенным содержанием твердой фазы. Теплопро-
водность этих объемов выше, чем материала в целом,
и они являются местами повышенной теплопередачи —
«мост1Икам.и холода».
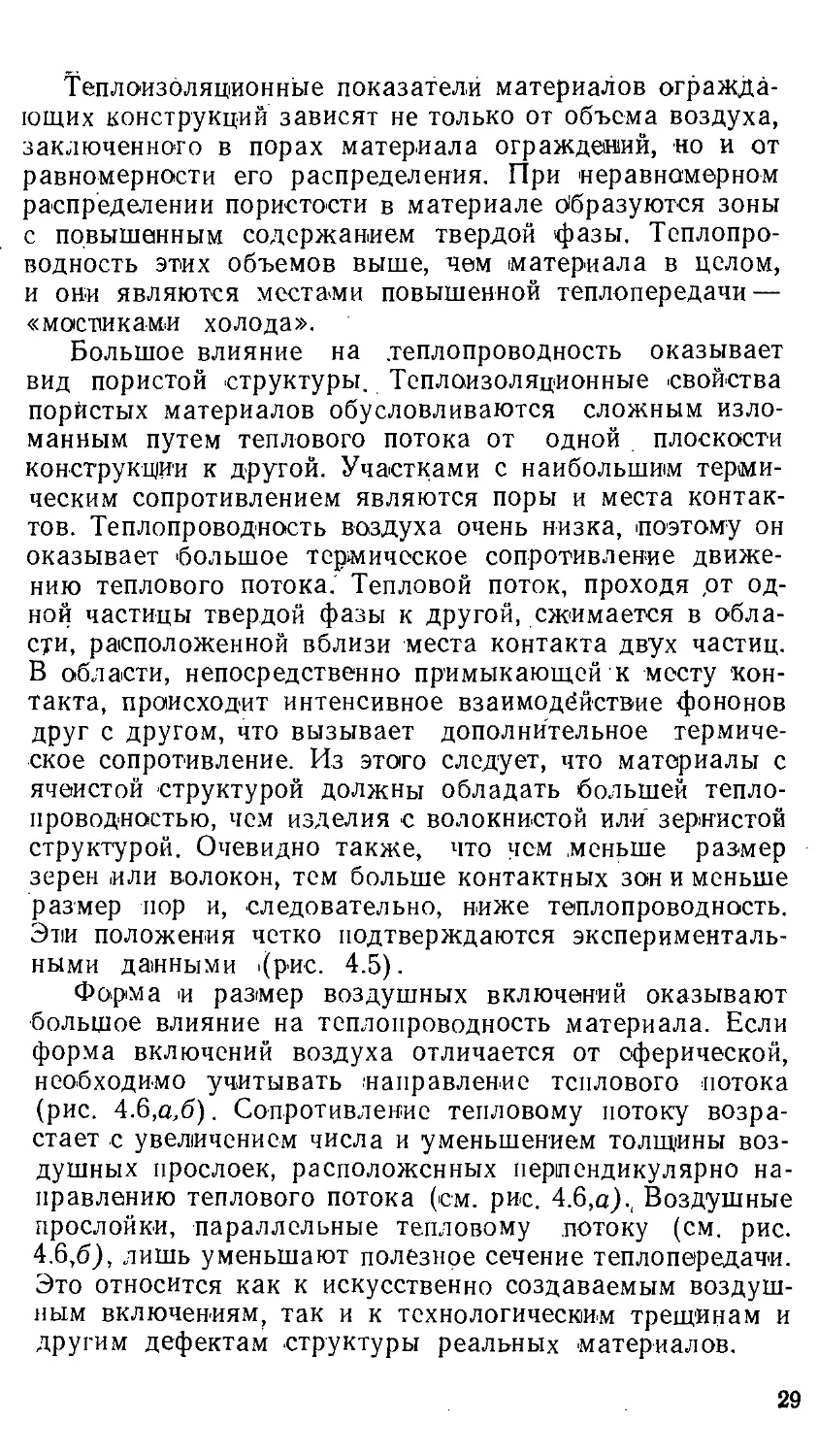
Большое влияние на .теплопроводность оказывает
вид пористой структуры. Теплоизоляционные свойства
пористых материалов обусловливаются сложным изло-
манным путем теплового потока от одной плоскости
конструкции к другой. Участками с наибольшим терми-
ческим сопротивлением являются поры и места контак-
тов. Теплопроводность воздуха очень низка, лоэтому он
оказывает большое тсркмическое сопротивление движе-
нию теплового потока.' Тепловой поток, проходя ,от од-
ной частицы твердой фазы к другой, сж'Имается в обла-
сти, расположенной вблизи места контакта двух частиц.
В области, непосредственно примыкающей к месту кон-
такта, происходит интенсивное взаимодействие фононов
друг с другом, что вызывает дополнительное термиче-
ское сопротивление. Из этого следует, что материалы с
ячеистой структурой должны обладать большей тепло-
проводностью, чем изделия с волокнистой или зернистой
структурой. Очевидно также, что чем .меньше раЗ'мер
зерен или волокон, тем больше контактных зон и меньше
размер пор и, следовательно, ниже теплопроводность.
Эни положения четко подтверждаются эксперименталь-
ными данными |(рис. 4.5).
Форма и размер воздушных включений оказывают
большое влияние на теплопроводность материала. Если
форма включений воздуха отличается от сферической,
необходимо учитывать .направление теплового потока
(рис. 4.6,0,6). Сопротивление тепловому потоку возра-
стает с увеличением числа и уменьшением толщины воз-
душных прослоек, расположенных перпендикулярно на-
правлению теплового потока (см. рис. 4.6,а)., Воздушные
прослойки, параллельные тепловому потоку (см. рис.
4.6,6), лишь уменьшают полезное сечение теплопередачи.
Это относится как к искусственно создаваемым воздуш-
ным включениям, так и к технологическим трещинам и
другим дефектам структуры реальных материалов.
29
Есл1И размеры частиц материалов с зернистой и во-
локнистой структурой невелики, то поры малы и относи-
тельно однородны по форме, поэтому направление теп-
лового потока незначительно влияет на теплопередачу
(рис. 4.6,в,г).
Теплопередача через воздушные включения зависит
от их размера. В больших порах теплота передается
теплопроводностью, излучением и конвекцией; в малень-
ких порах конвекция нeзнaчиteльнa, и ею можно пре-
небречь.
а} ^
¦ /
ТеплоШ ',
поток ',
/
/
/
Р
\
/
ш
ш
i
Л
Рис: 4.6. Различ-
ные формы вклю-
чений воздуха в
теплоизоляционном
материале
структура: а, б —
слоистая; в — ячеи-
стая; г — межзерпо-
' \ТВПЛОЙай потом вая 'и волокнистая
Общее количество теплоты, передаваемое газовой
фазой в теплоизоляционных .материалах, равно:
Q = 9, + 9,-(/,-/2)?^//,
(4.5)
где Яс и xjr — соответственно количества тепла, передавае.мые тепло-
проводностью и излучением; / — ширина воздушной поры.
Количественная зависимость между размером воздуш-
ных пор и теплопроводностью воздуха при Г=10°С при-
ведена 1ниже.
/, мм
¦к, Вт/(м.°С)
0,1
0,026
1
0,029
2
0,038
4
0,С41
5
0,044
8
0,0.53
10
0,063
30
Особенно большое влияние на теплопроводность, ока-
зывает размер'пор при повышенных температурах, так
как при этом резко возрастает теплопередача конвек-
цией. Так, с ростом температуры от О до 50(fC передача
тепла через поры диаметром 1 ih'^ мм увеличивается
сооответствбнно в'5,3 и 11,7 раза.
Влияние степени замкнутости пор на теплопровод-
ность теплоизоляционных материалов неоднозначно. При
отрицательных, нормальных и повышенных температурах
оно проявляется по-разному. Кинематическая вязкость
воздуха в пределах температур от +350 до'—100°С
уменьшается в 10 раз. Воздух становится более текучим.
В результате конвекция его внутри nopinicToro теплоизо-
ляционшого слоя возрастает. Поэтому для тепловой
изоляции сооружений и оборудования, эксплуатируемо-
го при отрицательной темпер'атуре, предпочтительны
материалы с мелкой замкнутой ячеистой структурой.
При невысоких положительных температурах вездух
в теплоизоляционном слое расширяется и в случае от-
крытой пористости частично вытесняется из материала.
Поэтому для ограждающих конструкций, работающих
при невысокой положительной температуре, целесооб-
разно применять материалы с равномерно распределен-
ной открытой пористостью.
При высоких температурах резко возрастает конвек-
ция газов в материале, поэтому замкнутая пор1Истость
обеспечивает существенное уменьшение конвектив'Ной
теплопередачи. Однако в материалах с замкнутой по-
ристостью повышается теплопередача излучением и
теплопроводностью через каркас (твердую фазу). Поэ-
тому вопрос об оптимальной структуре в этом случае
заранее не может 'быть решен и необходимы экспери-
ментальные определения теплопроводности при задан-
ных температурах.
Теплоемкость—свойство материала поглощать
тепло при повышении температуры. Показателем тепло-
емкости является удельная теплоемкость с, характери-
зующая количество тепла, которое нео'бходимо сообщить
1 кг данного вещества для повышения его температуры
на 1°. Размерность удельной теплоемкости Дж/(кг-К),
или Дж/(кг-°С). Соотношение между единицами тепло-
емкости 1 кДж/(кг •°С)= 0,239 ккал/кг-град, или
1 ккал/кг-град=4,187кДж/(кг-°С).
- Удельная теплоемкость материалов зависит от их
31
природы и в незначительной степени от объема пористо-
сти, что объясняется близкими абсолютными значения-
ми удельной теплоемкости твердой фазы и воздуха. На-
пример, с воздуха и плотного бетона равны соответст-
венно 1,04 и 0,92 кДл^(кг-°С). Материалы органиче-
ского происхождения имеют значительно большую
удельную теплоемкость, чем минерального: у древесно-
волокнистых плит она в 3,2 раза, у пенопластов в 1,8
раза больше, чем у минераловагных изделий с=
= 0,75 кДж/(кг.°С).
Удельная теплоемкость Ж'идкостей значительно выше,
чем твердых 1и 'Газообразных тел; для воды она состав-
ляет почти 4 кДж/ (кг-°С). Поэтому увлажнение мате-
риалов ведет к большому повышению значений тепло-
емкости. Эта зависимость выражается формулой
__ Co+0,01lF
1 -1-0,01 Г '
(4,6)
где to — удельная теплоемкость материала в сухом состоянии,
Дж/(кг-К); W — влажность, % по массе.
Свойство удельной теплоемкости увеличиваться при
увлажнении строительных материалов открывает боль-
шие возможности для сшижейия энергозатрат (расхода
топлива) в iipoucoce автоклавной обработки, пропарива-
ния, сушки 'И обжига. Уменьшение количества воды за-
творения {ВЩ, В/Т, В/Г) при производстве ячеистого
бетона, керамических изделий, асбестсодержащ(их мате-
риалов и т. д. должно обеспечивать удешевление их
тспловлажностной и тепловой обработки.
На эксплуатационные свойства ¦ теплоизоляционных
материалов, особенно при стационарных режимах рабо-
. ты, удельная теплоемкость существенно не влияет.
Температуропроводность а материалов (раз-
мерность м^/с) описывается уравнением (4.7):
а = 'к/су. (4.7)
Фи-адческий смысл температуропроводности состоит в
том,- что она характеризует скорость распространения
(выравнивания) температуры в различных точках среды.
Чем больше будет значение а, тем скорее все точки тела
при нагревании или остывании достигнут одинаковой
температуры.
Температуропроводность материалов изменяется в
широком диапазоне. Так, для стали она составляет
32
2,1-10""^, стекла — 0,048-ICh^ минеральной ваты^
0,055•.10-^ воздуха— 1,8-10-^ м^/с.
Температуропроводность воздуха и стали близка и
значительно превосходит температуропроводность сили-
катного материала (в 40 раз). Поэтому с увеличением
пористости возрастает температуропроводность тепло-
изоляционных материалов. Однако это не ухудшает те-
плоизоляционных свойств изделий, так как для ограж-
дающих конструкций и теплоизоляции оборудования
характерны медленно изменяющиеся условия теплового
воздействия.
Предельная температура применения
^п — предельно допуспимая температура применения
теплоизоляционного материала в условиях делительной
эксплуатации. Эта температура нескольно ниже темпе-
ратуростойкости материалов, так как при ее назначении
учитываются деструктивные явления в изделиях при дли-
тельном нагревании; напряжения, передаваемые распо-
ложенными выше конструкциями, от температурных де-
формаций и других эксплуатационных факторов. Так, в
материалах в стеклообразном состоянии (минеральная
вата, пеностекло) в процессе, длительного воздействия
повышенных температур возможны образование и рост
кристаллов, приводящие к резкому возрастанию напря-
жений в стекле, вплоть до разрушения. В .материалах,
содержащих полимеры, происходит температурная дест-
рукция высокомолекулярных соединений (обрыв цепей,
образование поперечных связей), в результате чего проч-
ность и эластичность связующего резко ухудшается. В.
асбестсодержащих и цементных теплоизоляционных ма-
териалах при длительном нагревании начинается дегид-
ратация минералов, приводящая к сбросу прочности и
повышению хрупкости изделий.
Для теплоизоляции на органическом сырье (торфо-
плн-ты, камышит, ДВП) предельная температура при-
менения 'Назначается с учетом возможной возгораемости
изделий в процессе эксплуатации. Введение в состав
этих материалов антипиренов повышает предельную тем-
пературу их применения. Значения ^п в °С для наиболее
распространенных теплоизоляционных материалов при-
ведены ниже.
Минеральная вата 600'
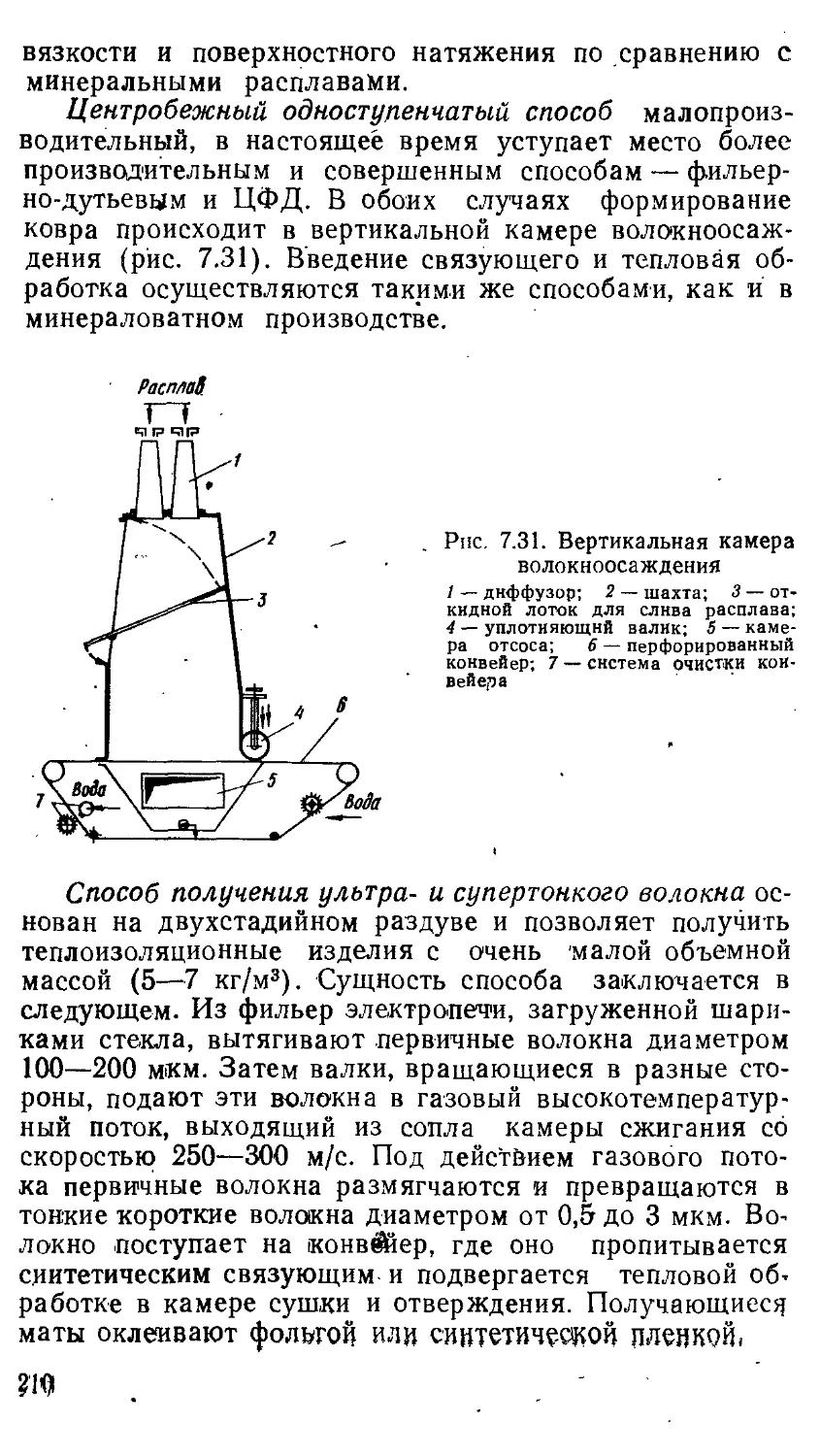
Минераловатные изделия 60—1Ш
Стеклянная вата 450
2 Зак. 85 3i3
или
Пеностекло . . . . . ¦• 400'
Керамические волокна lilOO—13С0
Вспученный перлит,, вермикулит .... 9001
Ячеистые бетоны 400—70Oi
Трепельиые обожженные материалы , , . 900
Асбестсодержащие материалы 600
Торфоплиты 100
Газонаполненные пластмассы 601—1801
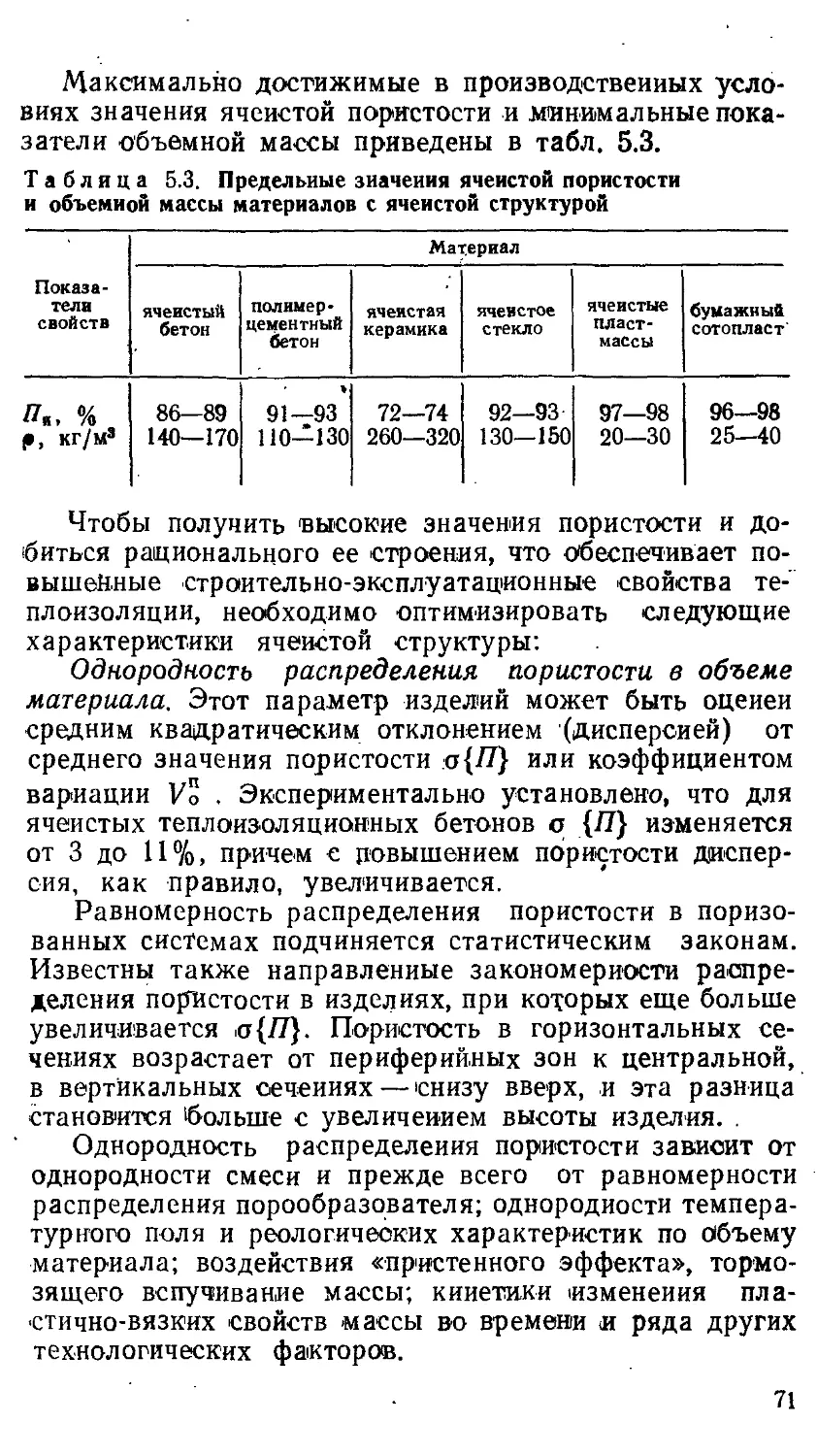
Пористость характеризует долю (процентное со-
держание) газовой (воздушной)~фазы в объёме материа-
ла. Принято подразделять пористость «а истинную,
кажущуюся и закрытую.
Истинная (общая) пористость П„ (4.8) характеризу-
ет отношение общего объема всех пор к объёму материа-
ла (в долях или процентах):
П„ = Пз + Як
/7„ = (P-:=^)l00 = (l-^)l00. (4.8)
Кажущаяся (открытая) пористость Як — отношение
общего объема сообщающихся пор кч)1бъему материала.
Закрытая пористость Пд характеризует объем закры-
тых пор в объеме материала.
Для зернистых материалов (засыпной теплоизоля-
ции) для описания межзерновой пористости введено
понятие пустотности Уп.м-'
где рн — насыпная объемная масса.
Истинную пористость теплоизоляционных материа-
лов определяют обычно расчетным путем исходя из зна-
чений плотности и объемной массы материала. Открытую
пористость оценивают экспериментальными методами по
объему пор, заполняемых водой. Закрытую пористость,
рассчитывают по показателям истинной и открытой
пористости.
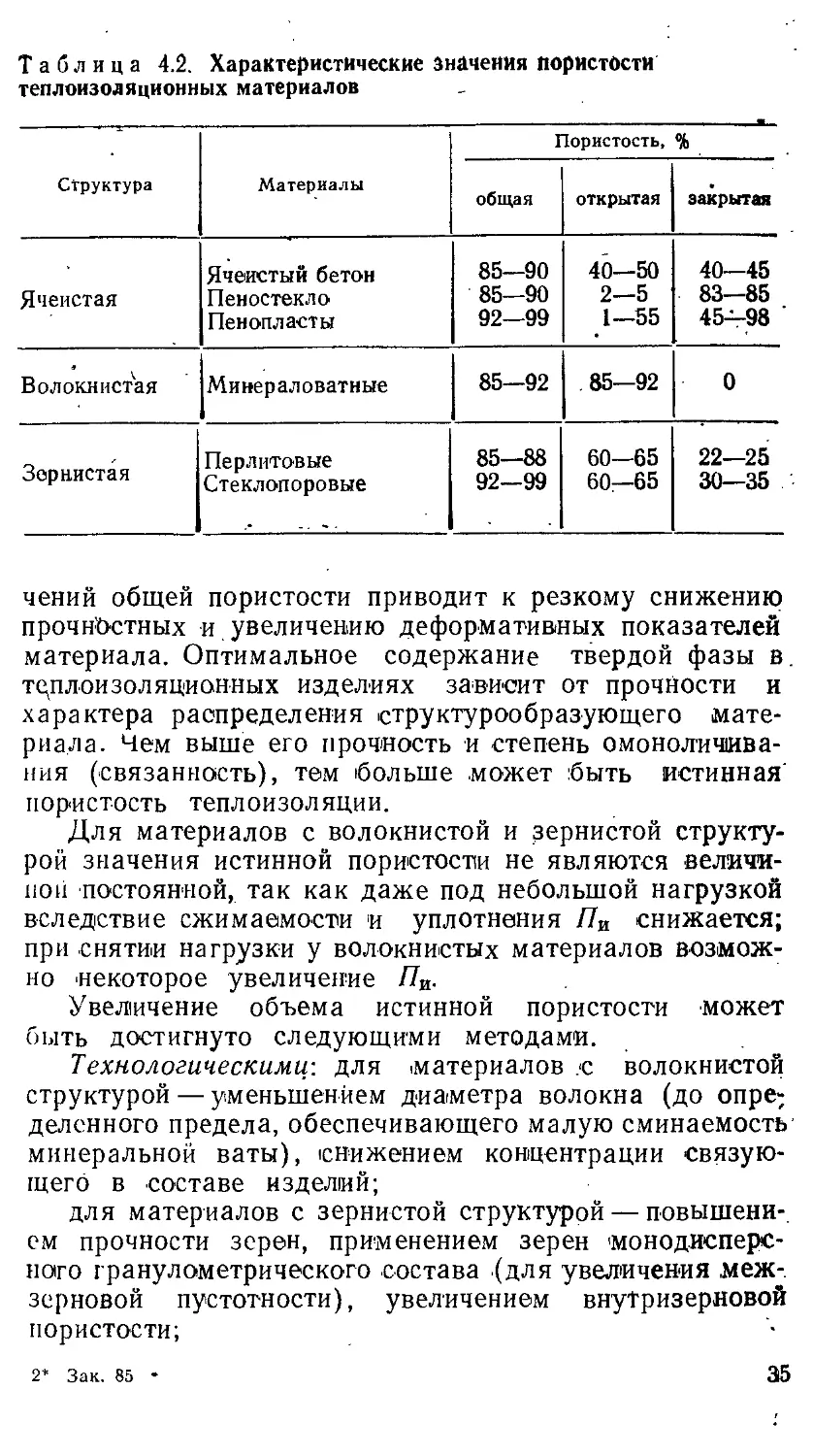
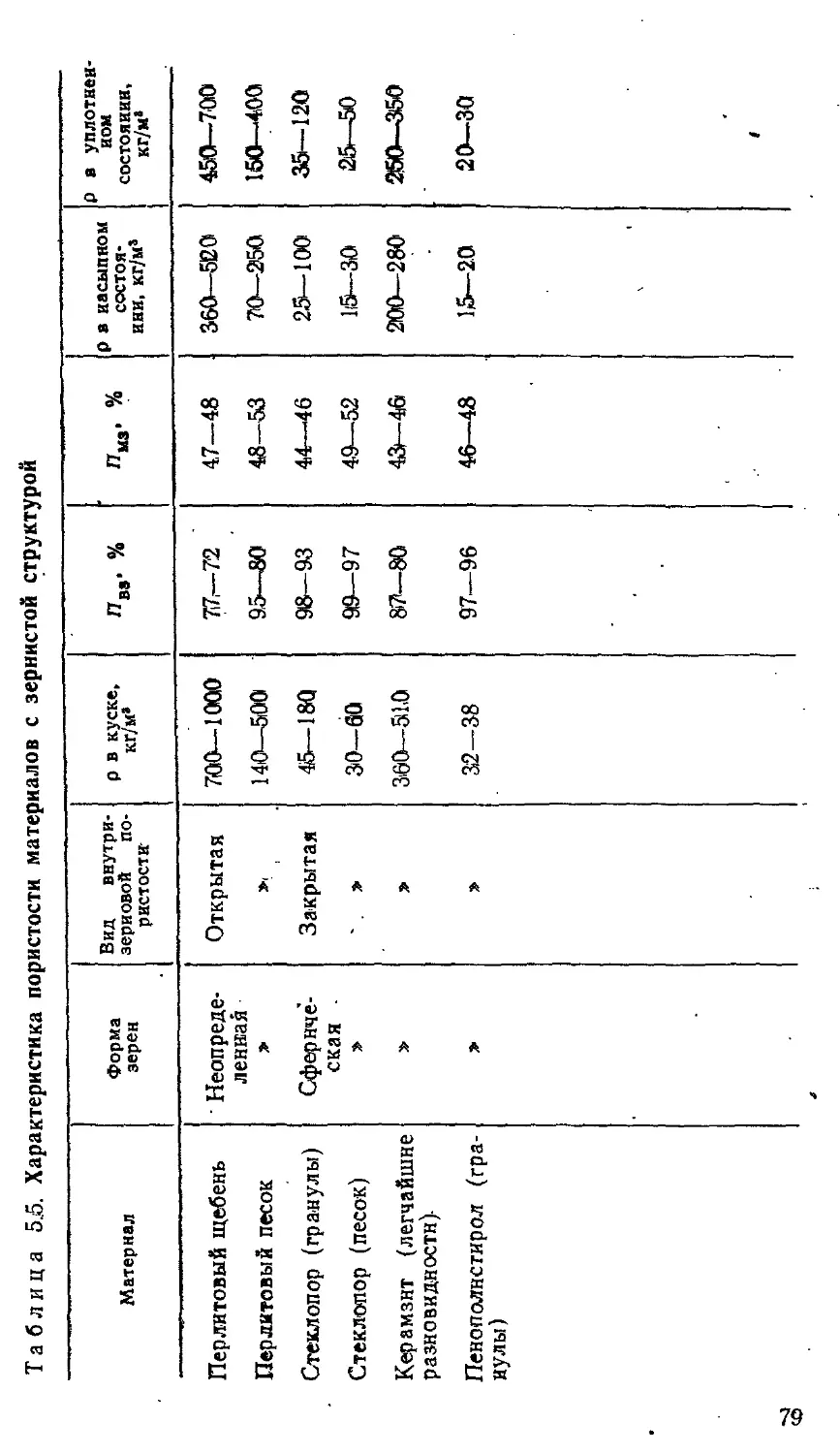
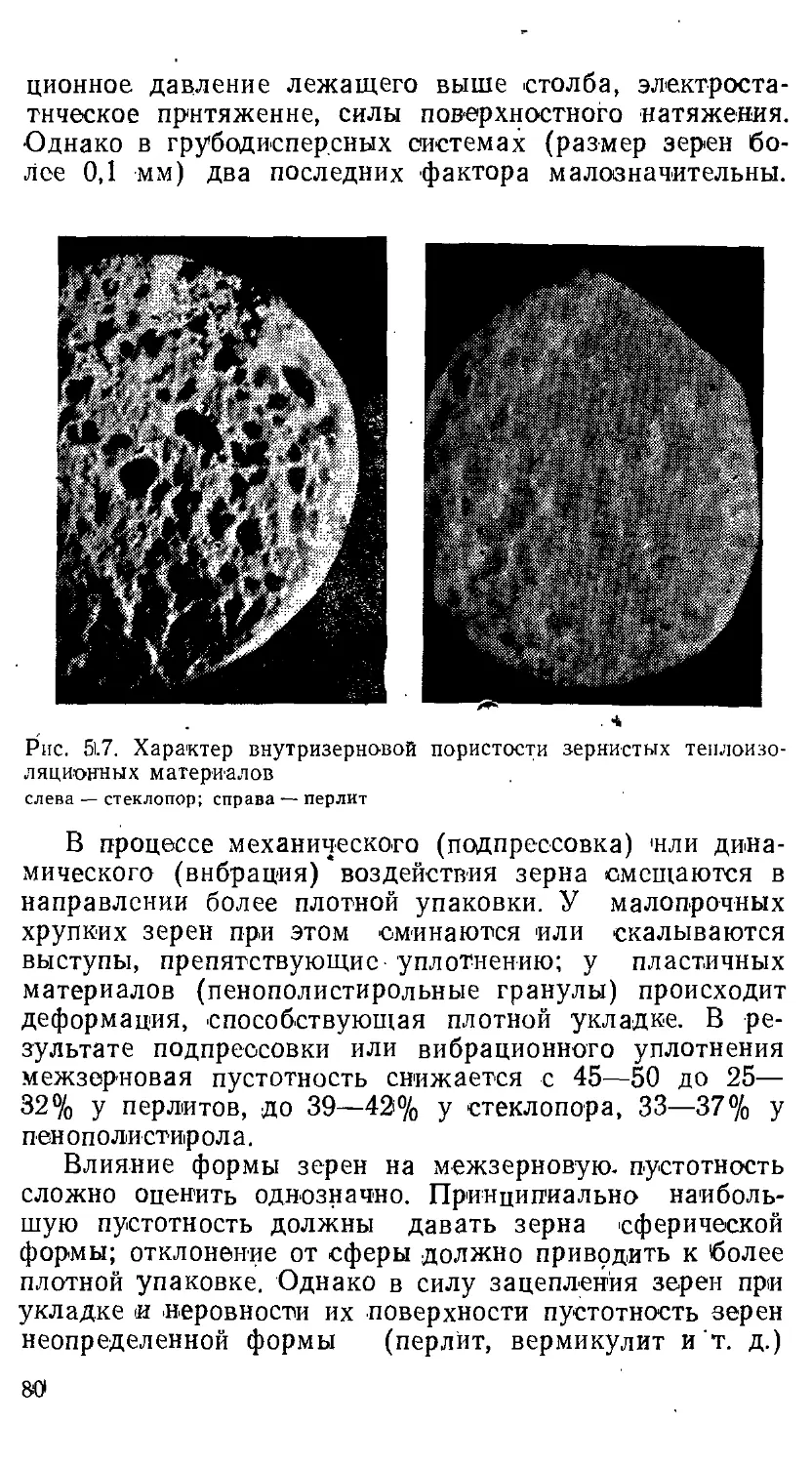
Характеристические значения пористости для тепло-
изоляционных материалов различной структуры приве-
дены в та^л. 4.2.
Объем истинной пористости зависит от содержания в
(материале твердой фазы, которая определяет механиче-
ские в значительной степени эксплуатационные свой-
ства изделий. Поэтому превышение рациональных зна-
34
Таблица 4.2. Характеристические Значения пористости
теплоизоляционных материалов
Структура
Ячеистая
Волокнистая
Зернистая
Материалы
Ячеистый бетон
Пеностекло
Пенопласты
Минераловатные
Перлитовые
Стеклопоровые
Пористость, %
общая
85—90
85—90
92—99
85—92
85—88
92—99
открытая
40—50
2—5
1—55
85—92
60—65
60—65
закрытая
40—45
83—85
45—98 ¦
0
22—25
30—35
чений общей пористости приводит к резкому снижению
прочнЬстных и увеличению деформативных показателей
материала. Оптимальное содержание твердой фазы в.
те,плоизоляцианных изделиях зависит от прочности и
характера распределения структурообразующего мате-
риала. Чем выше его прочность и степень омонол'ичива-
ния (связанность), тем больше может :быть истинная'
пористость теплоизоляции.
Для материалов с волокнистой и зернистой структу-
рой значения истинной пористост1и не являются величи-
ной постоянной, так как даже под небольшой нагрузкой
вследствие сжимаемости и уплотнения Яи снижается;
при снятии нагрузки у волокнистых материалов возмож-
но некоторое увеличение П„.
Увел1ичение объема истинной пористости может
быть достигнуто следующими методами.
Технологическими: для .материалов с волокнистой
структурой — уменьшением диаметра волокна (до опрс;
деленного предела, обеспечивающего малую сминаемость'
минеральной ваты), снижением концентрации связую-
щего в составе изделий;
для материалов с зернистой структурой — повышени-.
см прочности зерен, применением зерен монодисперс-
ного гранулометрического состава (для увеличекия меж-
зерновой пустотности), увеличением BHytpnaepHOBoft
пористости;
2' Зак. 85
36
для материалов с ячеистой ^структурой — повышени-
ем прочности материала межпоровых перегородок и сни-
жением их толщины.
Эксплуатационными — снижением нагрузки на мате-
риалы с волокнистой и зернистой структурой.
Кажущаяся пористость ухудщает эксплуатационные
свойства материала. Она является причиной интенсив-
ной миграции влаги и газов в глубь изделий, в резуль-
тате чего резко повышается теплоемкость и интенсифи-
цируются процессы физической и химической коррозии
твердой фазы. Поэтому в материалах с ячеистой и зер-
нистой структурой стремятся уменьшить объем Я,; и
увеличить долю закрытых пор. При эксплуатации в
результате деструкции межпоровых перегородок Як мо-
жет увеличиваться, а объем закрытой пористости про^
порционально уменьшаться.
Закрытая пористость обеспечивает повышенную
эксплуатационную стойкость теплоизоляционных мате-
риалов и значительное снижение конвективной составля-
ющей теплопередачи. Увели'^ения доли Яз в общем
объеме пористости достигают в процессе производства
теплоизоляционных материаловпутем регулирования рео-
логических свойств и кинетики порообразования в массе,
а также за счет повышения плотности межпоровых пере-
городок.
При оценке пористости теплоизоляционных материа-
лов необходимо учитывать не только ее абсолютные
значения, но и характер пористой структуры. Под ним
понимают размер пор, их форму, неоднородность рас-
пределения пористости, распроделсние пор по размерам.
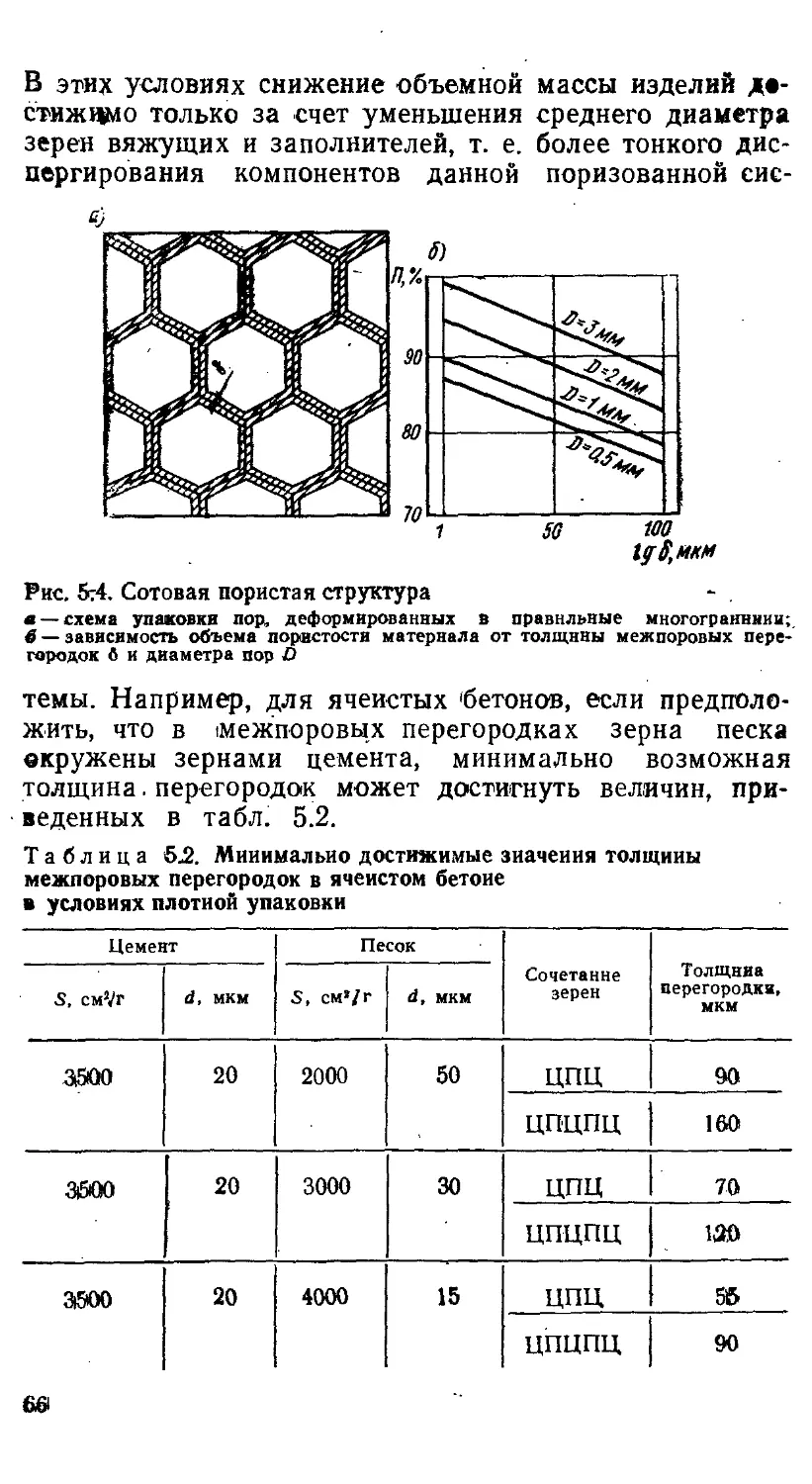
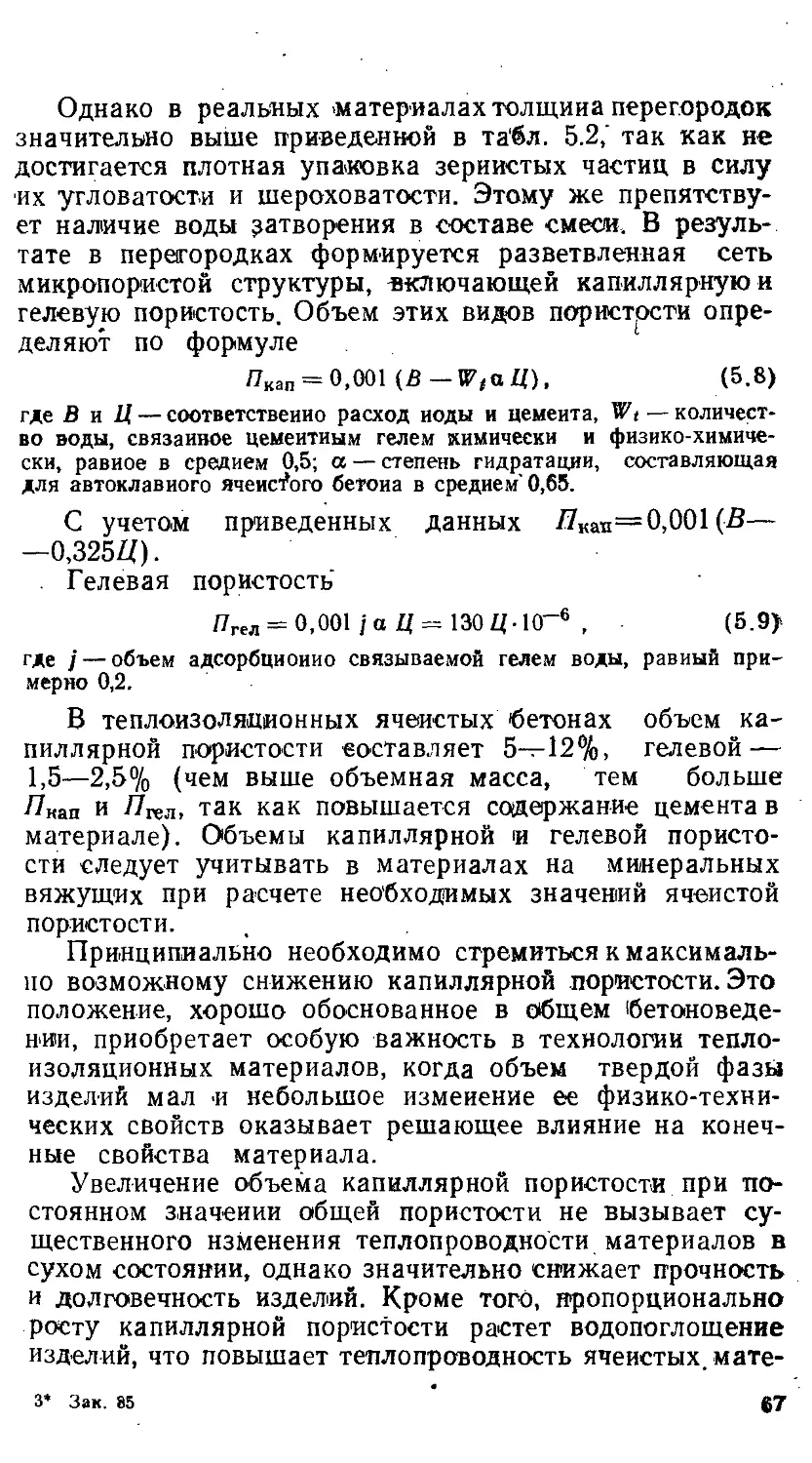
Размер пор оказывает большое влияние на тепло-
проводность и несущую способность материала. Исходя
из этого необходимо стремиться к минимальным разме-
рам пор. Однако при этом снижается толщина межпо-
ровой перегородки, что должно учитываться при опти-
мизации этого параметра. Снижения размера пор дости-
гают: для волокнистых материалов — уменьшением диа-
метра и увеличением длины волокна, подпрессовкой
волокнистого ковра; для зсрцистых материалов — умень-
шением размеров и применением зерен с полидисперсным
гранулометрическим составом (для межзерновых пор), а
также оптимизацией процс'сса вспучивания (для умень-
шения размеров внутризерновых пор); для материалов
с ячеистой структурой — регулированием процессов по-
3©
ризации и реОлогИ1ГеС1<их свойств массы, повышением
дисперсности твердых составляющих. Размер пор колеб-
лется от 10^15 мкм в пенопластах до 3—8 мм в пено-
стекле.
, Форма пор в материалах с волокнистой и зернистой
структурой неопределенная, с ячеистой структурой близ-
ка' к сферической. Форма пор во многих случаях явля-
ется причиной анизотропии свойств теплоизоляц1^онных
материалов. Так, для изделий с nopaiMiH эллиптической
формы прочность и теплопроводность зависят от направ-
ления приложения нагрузки, и температурного поля.
Если нагрузка действует вдоль длинной оси эллипса, то
прочность бетона выше, чем при нагружении в перпен-
дикулярном направлении. Для теплопроводности наблю-'
дается обратная зависимость.
2. СТРОИТЕЛЬНО-ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА
ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
Объемная масса — отношение массы материала к
его объему, включая объем пор. Различают объемную
массу теплоизоляционных материалов в сухом и естест-
венно-влажном состоянии. Объемную массу материа-
лов в состоянии естественной влажности определяют по
формуле
где /По — масса образца в состоянии естественной влажности; V —
объем материала; W — влажность материала.
Объем жестких изделий определяют, измеряя их ли-
нейные размеры. При этом толщину гибких и рыхлых
волокнистых изделий (прошивные маты, мягкие плиты,
вата) устанавливают дри помощи специальных приспо-
соблений — толщиномеров или измерительных цилин-
дров, создающих предусмотренные стандартами удель-
ные нагрузки. Обычно создается нагрузка 1,96" 10^ Па.
Объемную массу сыпучих материалов определяют,
как правило, без вычета пустот между частицами — это
так называемая насыпная объемная масса рн. Для опре-
деления Pi, пробу материала засыпают через воронку с
высоты 10 см в металлический сосуд вместимостью 1л.
37
По результатам взвешивания рассчитывают объемную
насыпную массу сыпучих материалов.
' Объемная масса материалов в сухом состоянии пря-
мо пропорциональна объему пористости. Поэтому с по-
вышением пористости пропорционально снижается объ-
емная масса тсплоизоляци'и. Объемная масса материа-
лов в естественно-влажном состоянии зависит от равно-
весной влажности (ем. ниже): ее уменьшение,например,
с помощью объемной гидрофо'бизации пр^иводит к про-
порциональному снижению рв.
Теплоизоляционные материалы по объемной массе
подразделяются на особо легкие^ (ро=-15—75 кг/м^),
легкие (100—350) и тяжелые (400—600 кг/м^). Приме-,
нение тяжелых материалов в строительной теплоизоля-
ции нецелесообразно из-за высоких теплопроводности и
материалоемкости, и их производство непрерывно со-
кращается.
. Физико-механические свойства. Они характеризуют
прочность и дсформативность теплоизоляционных мате-
риалов.
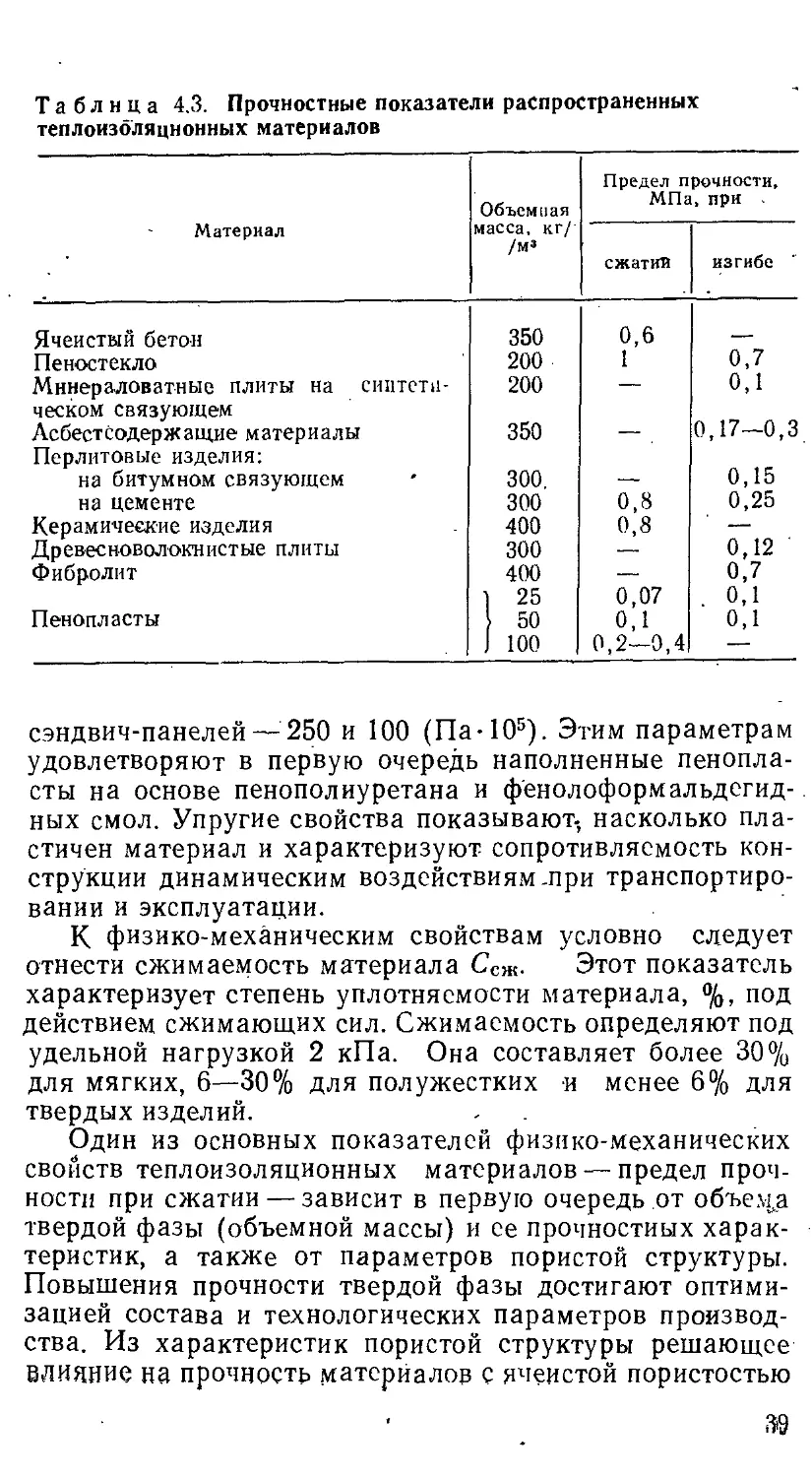
К прочностным свойствам относят пределы прочности
при сжатии ^^сж, при изгибе Ra « при растяжении Rp.
Значение этих величин колеблется в-широком интервале
в зависимости от объема и характера пористости, вида
каркасообразующсго материала. Вид пористой струк-
туры в значительной мере предопределяет способность
материала воспринимать тот или «ной вид напряжений.
В соответствии с этим стандарты регламентируют один
'ИЛИ несколько показателей прочности теплоизоляцион-
ных маториал^ов. в зависимости от. структуры. Матери-
алы с волокнистой структурой испытывают на предел
прочност1и при изгибе (реже при растяжении), с зерни-
стой и ячеистой структурой — на предел прочности при
сжатии (реже при изгибе). Характеристические значе-
ния прочностных показателей теплоизоляционных мате-
риалов приведены в табл. 4.3.
В связи с широким использованием эффективной теп-
лоизоляции в монопанслях и панелях типа «сэндвич» к
ней предъявляют специальные требования как к конст-
рукционному материалу. Поэтому важными показателя-
ми механических свойств стали упругие свойства: моду-
ли упругости при сдвиге Ее, сжатии Есж и растяжении
?р. Для монопанелей значения Ясж и Ее должны быть
соответственно не более 400 и 150 (Па-Ю^), а для
Зв . .
Таблица 4.3. Прочностные показатели распространенных
теплоизоляционных материалов
Материал
Объем[1ая
масса, кг/
/м»
Предел прочности,
МПа, при
сжатия
изгибе
Ячеистый бетон
Пеностекло
Мннераловатные плиты на синтети-
ческом связующем
Асбестсодержащие материалы
Перлитовые изделия:
на битумном связующем
на цементе
Керамические изделия
Древесноволокнистые плиты
Фибролит
Пенопласты
350
200
200
350
300,
300
400
300
400
1 25
50
J 100
0,6
1
—
— ,
0,8
0,8
—
—
0,07
0,1
0,2—0,4|
0,7
0,1
0,17—0,3
0,15
0,25
0,12
0,7
0,1
0,1
сэндвич-панелей — 250 и 100 (Па-10^). Этим параметрам
удовлетворяют в первую очередь наполненные пенопла-
сты на основе пенополиуретана и фенолоформальдегид-
ных смол. Упругие свойства показывают- насколько пла-
стичен материал и характеризуют сопротивляемость кон-
струкции динамическим воздействиям-при транспортиро-
вании и эксплуатации.
К физико-механическим свойствам условно следует
отнести сжимаемость материала Сеж. Этот показатель
характеризует степень уплотнясмости материала, %, под
действием сжимающих сил. Сжимаемость определяют под
удельной нагрузкой 2 кПа. Она составляет более 30%
для мягких, 6—30% для полужестких и менее 6% для
твердых изделий.
Один из основных показателей физико-механических
свойств теплоизоляционных материалов — предел проч-
ности при сжатии — зависит в первую очередь от объе.\р
твердой фазы (объемной массы) и се прочностных харак-
теристик, а также от параметров пористой структуры.
Повышения прочности твердой фазы достигают оптими-
зацией состава и технологических параметров производ-
ства. Из характеристик пористой структуры решающее
влияние на прочность матсриалор с ячеистой пористостью
ЗД
оказывают: однородность распределения пористости в
объеме материала (разрушение происходит по объемам
с наибольшей пористостью), средний диаметр пор (проч-
ность крупнопористых материалов ниже, чем мелкопори-
стых), состояние припорового слоя (плотная и гладкая
внутренняя поверхность пор обеспечивает значительное
повышение прочности материала).
Прочность на сжатие и изгиб материалов с пористо-
капиллярной структурой можно увеличить путем повы-
шения содержания и лучшего распределения связующе-
го в составе материала, применения связующих повышен-
ной прочности, увеличения адгезии связующего к волок-
нам, а также специальной ориентацией волокон в направ-
лении действия напряжений, грануляцией волокон и уве-
личением их свойлачивания.
Прочность материалов с зернистой структурой зави-
сит прежде всего от прочности единичного зерна. Для
эффективных материалов (стеклопор, перлит, вермику-
лит) значения прочности частиц (гранул, зерен) малы,
при сжатии материала происходит сминание частиц и их
перераспределение, поэтому неомоноличенная засыпка
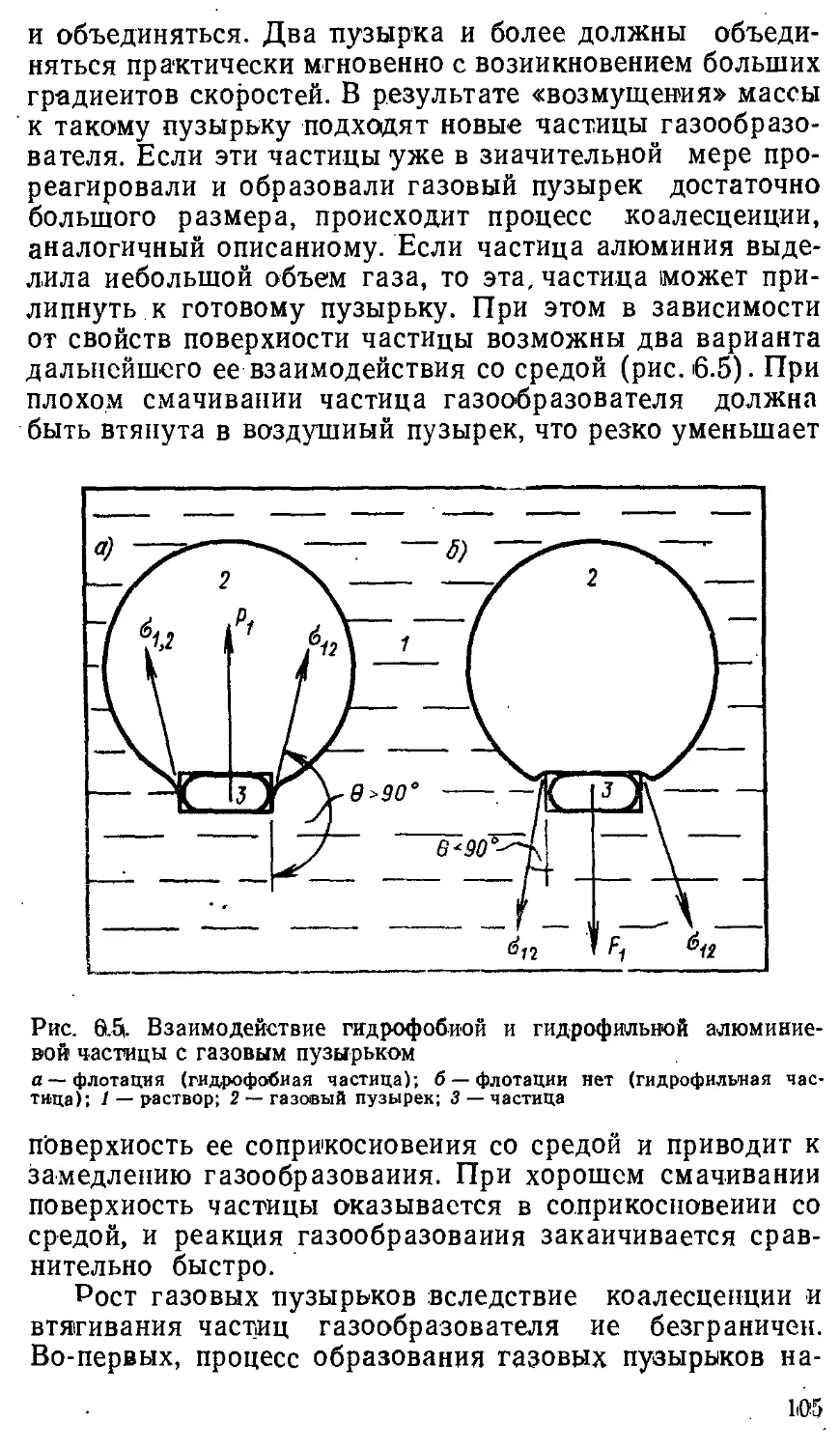
характеризуется большой сжимаемостью и определение
показателей прочности при сжатии затруднено, а зача-
стую теряет смысл. Контактное и объемное омоноличи-
вание фиксирует положение зерен в пространстве, а так-
же повышает прочность единичного зерна, поэтому для
плитных материалов с пористо-зернистой структурой вво-
дят параметр прочности в показатели качества про-
дукции.
Отношение теплоизоляционных материалов к дейст-
вию воды. Свободная вода в составе строительных мате-
риалов всегда ухудшает, их строительно-эксплуатацлон-"
ные свойства: снижает прочность, морозостойкость, био-
стойкость. Особенно отрицательно влияет увлажнение на
теплопроводность теплоизоляционных материалов. По-
этому снижение влажности материала является важным
фактором улучшения всех свойств теплоизоляции.
В теплоизоляционных материалах может присутство-
вать технологическая вода — она остается в изделиях при
изготовлении — и эксплуатационная, приобретаемая ма-
териалом при транспортировании, монтаже и эксплуата-
ции. Содержание воды в изделиях изменяется .в процессе
эксплуатации под действием внешних условий. Даже если
нет непосредственного контакта материала с родой, паб-
людаются колебания равновесной влажности с измене-
нием относительной влажности воздуха.
Влажность характеризует отношение массы влаги,
содержащейся в материале, к его массе в сухом состоя-
нии (влажность по массе Wg) или к его объему (влаж-
ность объемная \^об).
Для перехода от влажности по объему к влажности
по массе пользуются завнсимост1^ю (4.11):
Г„=:-= 1000Г„б/р. , (4.11)
Показатели влажности по массе при одном и том же
содержании влаги в материале существенно зависят от
его объемной массы. Снижение объемной массы при по-
стоянном содержании влаги приводит к значительному
возрастанию Wr. Поэтому объемная влажность — более
объективный показатель степени увлажнения материала.
Увлажнение материалов может происходить при кон-
такте с водой или воздухом. Свойство материалов погло-
щать (сорби1Уовать) влагу из окружаюи1сго воздуха на-
зывается гигроскопичностью, а достигаемое при этом ув-
лажнение— сорбционной или равновесной влажностью.
Гигроскопичность зависит от природы материалов,~ве-
личины их поверхности, а также от характера пористой
структуры. При равной поверхности материалы с боль-
шим количеством мелких капилляров более гигроскопич-
ны, так как в них выше капиллярная конденсация парой
воды. Сорбционная влажность материалов определяется
их гигроскопичностью и температурой, а также относи-
тельной влажностью воздуха.
Сорбционную влажность различных теплоизоляцион-
ных изделий оценивают при разных значениях относи-
тельной влажности воздуха (32, 54, 75, 95 и 98%). Для
этого образцы выдерживают в эксикаторах над раство-
рами солей или серной кислоты определенной концент-
раций; относительная влажность воздуха над водой при
нормальной температуре равна 98%.
Уменьшения сорбционного увлажнения материала до-
стигают главным образом путем объемной гидрофобиза-
ции; сокращают объем микропор, в которых при относи-
тельной влажности среды выше 50% начинается конден-
сация влаги; кроме того, защищают поверхность изделий
обкладочными материалами или затирочными раство-
рами.
Свойство материала увлажняться при соприкоснове-
нии одной из поверхностей изделия с водой за счет вса-
41
сываиия влаги по капиллярным nopaiM называется капил-
лярным.подсосом (насыщением). От величины капилляр-
ного подсоса зависят степень увлажнения материала и
скорость" испарения влаги в процессе эксплуатации. Ка-
пиллярный подсос определяют на образцах-балочках
размером*40Х40Х160 или 50X50X100 мм, их боковые
поверхности покрывают водонепроницаемой мастикой, а
одну из торцевых поверхностей погружают в воду на
30 мм. Капиллярное водонасыщение всегда ниже водо-
погло.щения, так как крупные поры при капиллярном
всасывании водой не заполняются. Кроме того, при
большой высоте образца вода не поднимается на всю
его высоту. Уменьшение капиллярного подсоса материала
достигается: модификацией капиллярной пористости, за-
ключающейся в создании пор преимущественно с Гкаь>
>10-з см; разобщением сетки капиллярных пор круп-
ными порами размером г^Ю—ЮОгкап, создаваемыми,
например, воздухововлечением, что способствует разры-
ву столба всасываемой воды вследствие местного пони-
жения капиллярного давления; кольматацйей капилляр-
ных пор (закупоркой входов в капилляры водостойкимц
и водонепроницаемыми веществами); гидрофобизацией
поверхности капилляров и газовых пор; поверхностной
защитой материала водонепроницаемыми покрытиями.
Способность материала впитывать и удерживать во-
ду характеризует его водопоглощение. Водопоглощение .
теплоизоляционных материалов определяют на образцах
размером ЮОХЮО мм и толщиной, равной толщине из-
делия,-выдерживая их в воде 24 ч.
Водопоглощение по объему всегда меньше истинной
пористости материала, так как закрытые поры водой не
заполняются вообще или заполняются очень медленно.
Водопоглощение теплоизоляционных материалов по мас-
се из-за развитой пористости и низкой объемной массы
часто бывает выше 100%.
Характеристические значения водопоглощения тепло-
изоляционных материалов по объему и По массе состав-
ляют соответственно:
для материалов с ячеистой структурой: с закрытой -
пористостью (пеностекло, некоторые пенопласты) —со-
ответственно 2—15 и 80—120%, с сообщающейся пори-
стостью (перлит и др.) —30—40 и 350—400%; для мате-,
риалов с волокнистой структурой водоудерживающая
способность равна 80—85 и 400—650%.
42
Водопоглощение теплоизоляционных материалов за-
висит в первую очередь от характера пористости и водо-
проницаемости твердой фазы материала. Если учесть
большо1Ы)бъем пористости и ее специфику, будет ясно,
что снижение водопоглощения эффективной теплоизоля-
ции представляет собой сложную задачу, которая еще
больше осложняется для материалов с волокнистой
структурой и высокими значениями пористости.
Влияние влаги на строительные свойства материалов
оценивают коэффициентом размягчения /Срази, равным
(4.12)
^разм= ^нас/^сух- (4.12)
Однако ДЛЯ МНОГИХ теплоизоляционных материалов
этот показатель непригоден, так как насыщение водой
приводит к необратимым изменениям их структуры. У
одних, например у. древесноволокнистых плит, объем уве-
личивается (они набухают)—изделия теряют форму; у
других, например у некоторых видов минераловатных из-
делий,' набл1одается уплотнение, резко ухудшающее
теплозащитные свойства материала. Поэтому при опре-
делении рациональных областей ^использования тех
или иных видов теплоизоляционных материалов следует
учитывать 'Изменение структуры и значительное повыше-
ние теплопроводности в условиях увлажнения.
Морозостойкость характеризует способность .мате|риа-
лов в насыщенном водой состоянии выдерживать опре-
деленное число циклов попеременного замораживания
и оттаивания. Морозостойкость теплоизоляционных ма-
териалов определяют так же, как и других строитель-
ных материалов. Число циклов попеременного заморажи-
вания-оттаивания для различных теплоизоляционных
материалов устанавливается соответствующим'и Hoji'Ma-
тивными документами.
Свободные деформации теплоизоляционных материа-
лов. Различают деформации материалов в результате из-
менения их влажностного или температурного состояния.
Линейные изменения размеров материала, обуслов-
ленные изменением его влажности, по отношению к
начальным размерам характеризуют деформацию влаж-
ностной усадки. Для ее определения из.меряют умень-
шение длины образцов-балочек при изменении их влаж-
ности от полного водонасыщсния до сорбционной (при
^^0™=40%)—воздушная усадка (ев) и от сорбодон-
43
ной до нулевой влажности— усадка при высушивании
(ек).
Значение полных деформаций усадки (гп) равно сум-
ме воздушной усадки и усадки при высушивании: -
еп = ев + ек. (4.13)
Линейное температурное расширение (усадка) ха-
рактеризует изменение линейных размеров образцов в
результате нагревания и выдерживания материала при
заданной температуре в течение 8 ч.
Отношение теплоизоляционных материалов к дейст-
вию высоких температур. х'\Лате|риалы для теплоизо{1яции
промышленного оборудования должны выдерживать дей-
ствие высоких Температур без существенного изменения
строительно-эксплуатационных свойств. Различают тер-
мическую стойкость, огнеупорность я предельную тем-
пературу применеиия.
TepiM ичес кая стой кост ь характеризует спо-
собность материала выдерживать определенное число
циклов резкого охлаждения и нагревания без разруше-
ния. Такие резкие температурные воздействия связаны
с разогревом и охлаждением технологического т энерге-
тического оборудования в процессе эксплуатации. Тер-
М'ическая стойкость зависит от вида пористой структу-
ры, характера омоноличивания .материала, химического
и минералогического состава его компонентов, геометрии
'Изделий, интенсивности изменения температуры. Разру-
шение материала при термических ударах связано обыч-
но с 'большими напряжениями, возникающим'и в теле
материала из-за перепадов температур (особенно боль-
ших в теплоизоляционных материалах), вследствие
различия в коэффициентах линейного температурного
расширения (КЛТР) отдельных составляющ'их тепло-
изоляции, из-за модификационных превращений некото-
рых 1Ми,нералов и ряда других факторов.
Повышение однородности материала, подбор компо-
нентов с близким1и значениями КЛТР и ^».яд других тех-
нических .решений позволяют повысить термическую
стойкость теплоизоляционных материалов.
Огнеупорность — свойство материала противо-
стоять длительному воздействию высоких температур
без дсфор1маций. Огнеупорность является важным свой^
ством легковесных огнеупоров и высокотемпературной
волокнистой теплоизоляции.
441
Горючесть. Область применения теплоизоляцион-
ных материалов в значительной мере определяется их
горючестью. Горючесть — это способность материала вы-
держивать 'без разрушения действ'ие высоких температур
и открытого пламени. Она зависит от вида исходного
сырья, нал1ичия добавок, плотности, вида пористости и
других факторов.
Горючесть строительных материалов характеризуется
степенью возгораемости. По степени возгораемости ма-
териалы делятся на следующие группы: несгорающие,
трудносгорающие, сгорающие.
Степень возгораемости определяется методами огне-
вой трубы (приближенный .метод) и калориметрическим.
Огневая труба позволяет в короткие сроки на простом
оборудовании оценить огнестойкость испытываемого
материала. Для этого образец материала размером
150X35X10 iMiM выдерживают © пламени газовой горел-
ки и течение 2 лшн.
Оценка возгораемости по методу огневой трубы
ведется по потере массы 'и по длительности тления.
Материалы, которые са-мостоятельно горят или тлеют
более 1 мин и характеризуются потерей массы более
207с, относятся к группе сгорающих. К несгорающим
относятся материалы, у которых полностью отсутствует
тление, а потеря массы после испытаний в огневой трубе
не цревышает 10%.
Окончательное заключение о горючести материалов,
относящихся к трудносгорающим или .него|рюч.им, может
быть сделано после испытаний образцов методом кало-
риметрии.. Образец помещают в герметически закрыва-
емую огневую камеру, в которую подают воздух ^и из
которой отсасывают газообразные вещества, образующи-
еся при разложении материала. Камера, окружена огне-
вой рубашкой. Для подж'игания образца используют
электронагреватель и пламя газовой горелки.
Метод калориметрии 'более трудоемкий, чем метод
огневой трубы, но более точный. Методом калориметрии,
испытывают вновь созданные материалу и изделия,
предназначенные для применения в уникальных общест-
венных и крупных промышленных зданиях.
К несгорающим, как правило, относятся материалы
па основе минеральных композиций: ячеистые бетоны,
теплоизоляционная керамика, перлитовые и вермикули-
товые изделия на керамическом связующем и др. Мате-
45
риалы, содержащие органические компоненты, принад-
лежат к группе сгорающих (древесноволокнистые изоля-
ционные плиты, торфоплиты, некоторые виды материа-
лов на основе пластмасс).
Негорючесть теплоизоляционных ^материалов повы-
шают путем минерализации 'исходной композиции и
пропиткой антипиренами, покрывая изделия огнезащит-
ными составами. Для .минерализации исходной компо-
зиции используют каолин, асбест, гипс, глинозем in дру-
гие тонкодисперсные минеральные добавки, которые
повышают теплоемкость плит in температуру их воспла-
менения, а также затрудняют распространение огня.
Применение антипиренов базируется «а шлавлении
при действии огня на материал легкоплавких веществ,
¦вводимых 'В состав материала (нат^римор, солей борной,
фосфорной 1ИЛИ кремневой кислоты), или на разложении
при нагревании веществ, выделяющих газы, не под-
держивающие горение (например, аммиак, углекислый
газ и др.). В первом случае часть тепла расходуется на-
плавление, что повышает температуру воспламенения, во
втором — Н€горюч1ие газы, выделяющиеся' при разложе-
нии солеи", (Препятствуют-распространению пламени.
Применение огнезащитных .составов связано с обра-
боткой изделий различными яегорючими композициями.
Их покрывают, например, силикатными красками. Значи-
тельная теплоемкость и негорючесть таких составов
способствует повышению огнестойкости всего изделия.
Можно применять также покрытия, вспучивающиеся
при действии тепла, или малотеплопроводящие. Низкая
теплопроводность покрытия защищает основной мате-
риал строительной конструкции от возгорания.
3. СВОЙСТВА АКУСТИЧЕСКИХ МАТЕРИАЛОВ]
Функциональные свойства акустических материалов
определяются их назначением и областью применения.
Звукопоглощающие материалы, предназначенные для
гашения воздушных шумов и регулирования aKyctH4e-
ских характеристик помещений, должны обладать вы-
сокой звукопоглощающей способностью, которую оцени-
вают по коэффициенту звукопоглощения.
Звукоизоляционные материалы, используемые для
ослабления звука, передающегося через строительные
4.6
конструкции зданий из одного помещения в другое,
должны характеризоваться высокой звукоизолирующей
способностью, которая оценивается деформативностью.
Величинами, по которым определяется эффективность
звукоизоляционных материалов в конструкции, являются
статический и динамический модули упругости. В ряде
случаев деформативные свойства звукоизоляционных
прокладочных материалов могут быть оценены по от-
носительному сжатию материала под нагрузкой.
Строительно-эксплуатационные свойства акустиче-
ских материалов оценивают в основном по тем же по-
казатсля1М, что и теплоизоляционные материалы: меха-
ническая прочность, долговечность, деформации при
колебаниях температуры и влажности, стойкость при
воздействии влаги, огня и микроорганизмов. Поэтому
здесь оши не рассматриваются.
Коэффициент звукопоглощения. При падении звуко*
вой (ВОЛНЫ на ограждающую поверхность отражается к
поглощается энергия. Отношение, характеризующее ко-'
личество поглощенной энергии ^погл к падающей Еаал,
называют коэффициентом звукопоглощения а:
где сотр — энергия отраженной волны.
Коэффициент звукопоглощения зависит от ряда фак-
торов: уровня и характеристик звука (шума), свойств
поглощающего материала, способов его расположения
по отношению к жесткой поверхности (потолку, стене)
и методов измерения.
На величину звукопоглощения решающее влияние
оказывает частота звуковой волны. Для оценки значе-
ний коэффициента звукопоглощения строят офивые зву-
копоглощения 1на (различных частотах. Согласно обще-
|Приняты1М HqpMaiM, такидии частотами являются 63, 125,
250, 500,'1000, 2000, 4000 и 8000 Гц. Существует ха|рак-
те,рная для тюристых звукопоглощающих :мате|риалоз
зависимость: с повьгшси.ием частоты звука коэффициент
звукопоглощения увеличивается, а при высоких частотах
несколько снижается.
Гаше1гие звука, связанное с переходом энергии колеб-
лющихся объемов воздуха в тепловую энергию за счет
треиия о стенки пор, наиболее эффективно происходит
47
в материалах с сообщающейся пористостью. Для умень-
шения количества отраженной энергии пористость звуко-
поглощающего материала должна быть открытая. Вы-
0Л5
0.5
100
woo
и и
Рис. 4.7. Влияние частоты
звуковых волн на коэффи-
циент' звукопоглощейия во-
локнистых материалов с
различной пористостью
пористость: / — 95%; 2 — ЬЩ;
3 - 25%; 4 - 1'5%
сокочастотныс звуковые волны легче проникают в поры
малых размеров без знач1ительного отражения. Низко-
частотные волны практически в матер1иал не проникают.
Влияние частоты звуковых волн на коэффициент звуко-
поглощения при различных значсвиях пористости пока-
зано на рис. 4.7. Из приведенной зависимости следует,
что с увеличением пористости звукопоглощение материа-
лов возрастает.
Значения коэффициента звукопоглощения распрост-
раненных акустических материалов приведены в табл. 4.4.
Таблица 4.4. Значения коэффициентов звукопоглощения
акустических материалов
Материал
Плиты минераловатные
Плиты ячеистобетонные
Акустический фибролит
Коэффициент звукопоглощения
на частоте, Гц
125
0,05
0,08
0,06
500 1000
0,66
0,36
0,25
0,91
0,62
0,38
2000 4000
0,96
0,77
0,58
0,89
0,76
0,63
Материалы, коэффициент звукопоглощения которых
на частоте 1000 Гц превышает 0,4, относят обычно к
эффективным звукопоглощающим.
Косвенными -показателями структуры, xapaKTCipHsyio-
ЩИМ1И звукопоглощающую способность материалов,
являются структурный фактор х и сопротивление проду-
ванию постоянным потоком воздуха г. Структурный
фактор зависит от объема, вида и расположения пор; в
48
материалах с развитой пористостью х всегда больше
единицы. Значение, близкое к единице, имеют волокни-
стые материалы (минеральная и стеклянная вата и дру-
гие), структурный фактор около 4 — акустический бетон,
акустическая штукатурка и другие материалы средней
1ПЛ0Т1ЮСТИ. Увеличение значений ст,рукту|р1Юго фактора
связано, как правило, с повышешием плотности материа-
ла и ухудшением его звукопоглощаюпшх свойств.
Сопротивление продуванию г, как и структурный
фактор, зависит от вида и размера пор, а главное, от
соотношения открытой и закрытой пор'истости. Сопротив-
ление продуванию чаще всего определяют в статических
условиях при постоянном потоке воздуха Q, м^с, и по-
стоянной разности давлений АР. Удельное сопротивление
продуванию, Н-с/м'', находят по формуле
Qh
где h ц F — соответственно толщина и площадь образца.
Сацротивление цродуванию в значительной мере
определяет звукопоглощающие свойства материала. При
значениях г, близких к вол-новому сопротивлению воз-
духа (г= 1—2 роСо)*, звукопоглощающий материал при
достаточной толщине хорошо поглощает волны как
низких, так и средних частот. Поглощение высоких ча-
стот требует, чтобы материал характеризовался сопро-
тивлением продуванию до
ЮроСо (рис. 4.8).
Значения сопротивления
продуванию г, структурного
фактора X и пористости Я ис-
пользуются при определении
толщины звукопоглощающего
материала, так как толщина
существенно влияет на частот-
ную характеристику звукопо-
глощения. ¦
Чтобы найти толщину ма-
териала , h, обеспечивающую
максимальное поглощение зву-
ковой энергии, установлены
/,/-«
woo
Рис. 4.8. Коэффициент зву-
копоглощения акустически.х
материалов при различных
значениях удельного сопро-
тинлепия продуванию
/ - 2; г - 8; 3 - 32р„со
* Волновое сопротивление воздуха роСо, где ро — плотность возду-
ха; Со — скорость распространения звука в воздухе.
49
следующие зависимости:
.= -^ (4.16,
уТпТ
или
, 120/)Г
/Я '
где / — среднее значение частоты.
Большое влияние на эффективность поглощения зву-
ка оказывает расположение материала относительно
жесткой поверхности, перед которой его устанавливают.
Возможны два варианта расположения звукопоглоти-
теля: с относом и без относа от жесткой стенки. Прин
ципиальное отличие этих двух способов заключается в
том, что при отсутствии относа гашение звука происхо-
дит лишь в толще материала. Так как звукопоглощаю-
щие материалы имеют обычно толщину несколько сан-
тиметров, то в этих условиях могут эффективно гаситься
только высокочастотные волны. При монтаже материала
с относом звуковая воли'а проходит последовательно
через его толщу, через воздушный зазор, который игра-
ет роль упругой прокладки, отражается' от жесткой по-
верхности и вторично 'попадает в материал. При такой
схеме гашения звука большая часть звуковой энергии
гасится, даже если толщина материала незначительна.
Так, минсраловатные плиты на крахмальном связующем
толщиной 2 ом при монтаже с относом 20 см поглоща-
ют практически полностью всю звуковую энергию па-
дающих волн.
Расположение звукопоглощающих материалов с от-
носом от жесткой поверхности не только увеличивает
гашение звуковой энергией,, но и качественно изменяет
частотную кривую звукопоглощения (рис. 4.9). Не-
зависимо от вида материала увеличение относа сдвигает
маиснмум звукопоглощения в область низких частот.
Для определения резонансной частоты звукопоглоща-
ющей конструкции установлена следующая* зависимость:
(4.17)
^ п f ти
Рс
где —7" — упругое сопротивление воздушного промежутка на еди-
а
иицу поверхности при толщине d, см; т — масса звукопоглощающей
конструкции на единицу поверхности, кг на il м^
50
при подстановке значений сир для воздуха форму-
ла примет вид
/о = 600/К^. ' (4.18)
Пользуясь этой зависимостью, можно определить та-
кие важные показатели звукопоглощающих материалов,,
как масса 1 м^ облицовки при различных значениях воз-
душного относа. Расчеты показывают, что увеличение
а)
ос
б) d
Vf'//////////////////////A ^
125 ¦ 250 500 1000 2000 Ш0 /; Га,
%
iOO
500
ору-
0,65/
0,25/
J 1 ,~i_
i,0_
1 1
^0,9
1
в)
i25 250 500 10D0 2000 4000 j, Гц
У//////////////////////Л
eg' ' '.t
300
500
.125 250
500 mo 2000 4000 fJM
Рис. 4.9i. Влияние схемы монтажа звукопоглощающих материалов
на частотную кривую звукопоглощения
а—монтаж плит без относа; б — то же, с относом 50 мм; в — то же 200 мм
массы конструкции ведёт к снижению резонансной час-
тоты. Такое же явление наблюдается при увеличении
воздушного относа.
На звукопоглощение существенно влияет также ха-
рактор фактурной поверхности. Задача, которую следует
61
решать при разработке фактуры, — создание условий
для проникания звуковой волны в толщу материала. С
этой целью на лицевой поверхности плит делают круг-
лую и щелевую перфорацию, борозды, трещины. Нару-
шение сплошности поверхности звукопоглощающего
материала позволяет увеличить его звукопоглощающую
¦способность на 20%: и более. Особенно сильно перфора-
ция лицевой поверхности влияе.т на звукопоглощение
при устройстве многослойных конструкций.
Декоративно-акустические материалы, предназначен-
ные для отделки помещений, как правило, окрашивают.
При окраске снижается
открытая пористость ма-
териала, н результате
уменьшается звукопогло-
щение па высоких часто-
тах.
Коэффициент звукопо-
глощения можно опреде-
лить расчетным путем по
волновым параметрам ма-
териала эксперименталь-
ными методами с помо-
щью акустического интер-
ферометра или в.ревербе-
рационной камере. Такие
определения и расчеты
выполняют обычно в спе-
циализированных лабора-
ториях.
Определение коэффициента звукопоглощения (4.19)
с помощью акустического интерферометра основано на
и^мерен'Ии разности уровней звукового давления при
максимуме и минимуме стоячей волны, которая возни-
кает при наложении прямой и отраженной волн:
1,0
0,8
0,6
0,h
0,2
^Vl
1
1 ^
\
L 1
\
o;io,'io,b
г ч 6 10' 20 Цг
Рис. 410. Зависимость коэффи-
циента звукопоглощения а от
соотн'ошения уровня звукового
давления при максимуме и мини-
муме стоячей волны
AZ, = 20Ig-
(4.19)
Значения коэффициента звукопоглощения а по AL
находят по графику (рис. 4.10). Этот метод используют
для первичной оценки звукопоглощающих свойств ма-
териалов.
Реверберационный способ основан на том, что при
внесении в помещение любого предмета или материала
общее звукопоглощение в помещении увеличивается.-
Определения ведут по изменению скорости затухания
звука. Время, в течение которого уровень звука в поме-
щении понизится на 60 дБ, называется временем стан-
дартной реверберации. По соотношению времени ревер-
берации до и после внесения материала находят коэффи-
циент звукопоглощения исследуемого материала.
Измерения коэффициента звукопоглощения материа-
ла в реверберационной камере ведутся в условиях, при-
ближающихся к реальным условиям поглощения звука,
поэтому реверберационный коэффициент звукопоглоще-
ния используют при акустических расчетах помещевий.
Статический и динамический модули упругости.
Звукоизоляционные свойства 'материалов тесно связаны
с их упругими деформациями: способностью уплотняться
и восстанавливать первоначальные размеры при посто-
янной и переменной нагрузках. Для приблизительной
оценки звукоизоляционных свойств материалов служит
статический модуль упругости; динам.ический модуль
упругости даст более точные значения.
Статический модуль упругости характеризует связь
между напряжением и соответствующей ему деформа-
цией, появляющейся под действием внешней силы. За-
висимость между напряжением а и деформацией е'
описывается законом Гука:
а = Ег, (4.20)
и, следовательно,
Е = а1е., (4.21)
где Е — статический модуль упругости.
Значение деформации зависит от множества факто-
ров. Так, для упруговязких тел зависимость между на-
пряжением и деформацией имеет вид:
ЁО + 8пд + Ёп
(4.22)
где «о — чисто упругая деформация; епд — деформация упругого по-
следействия; Еп— необратимая деформация (ползучесть).
Из этой формулы следует, что на значение .моду-
ля упругости влияет момент 'из.мерения и, следователь-
но, ?с1 — величина переменная, Установлено, что ста-
53
тический модуль упругости звукоизоляционных материа-
лов, полученный в момент стабилизации осадки мате-
риала, может отличаться от начального модуля упруго-
сти в 3—S раз.
Значительное влияние на де^формации npii. измерении
статического модуля упругости оказывают: величина
напряжений, объемная масса, толщина материала. По-
этому в качестве основного параметра, характеризующе-
го звукоизоляционные свойства материала, удобнее ис-
пользовать динамический модуль упругости, определяе-
. мый при продольных колебаниях системы. При действии
на упруговязкий материал периодической силы деформа-
ция не успевает следовать за воз'мущением вследствие
упругого последействия. Модуль упругости, найденный
в момент действия- нагрузки еоФе^г, называется imtho-
веНным, или динамическим ?д. У большинства Звуко-
изоляционных прокладочных материалов динамический
модуль упругости 'в несколько раз превышает статиче-
ский.
К эффективным звукоизоляционным материалам от-
носятся изделия с объемной массой не более 300 кг/м',
например минераловатные и стекловатные изделия,
¦мягкие древесноволокнистые плиты, некоторые эластич-
ные пенопласты, а также ряд материалов с повышен-
ной плотностью — губчатая резина, асбестовый картон.
Звукоизоляционные прокладочные материалы могут
находиться как в свободном (в стенах и перегородках),
так и в нагруженном состоянии (полы, прокладки в
стыках и т. д.). От этого существенно зависят показа-
тели динам'ического модуля упругости.
Значения динамического модуля упругости для не-
которых видов изоляционных материалов при нагрузке
2000 Па приведены в табл. 4.5.
Таблица 4.5. Динамический модуль упругости
теплоизоляционных материалов
Материал
Минераловатная плита на битумном
связующем
Стекловолокнистые плиты
Пенопласт ПВЭ
Древесноволокнистые плиты
Объемная
масса, кг/м'
80
бО
1701
200
^д -10=, Па
1^
0,7
5,75,
163
54.
Объемная масса звукоизоляционных материалов
(особенно с волокнистой структурой) зависит от степе-
ни уплотнения исходных компонентов в процессе изго-
товления изделий. В этом случае ?д будет тем выше, чем
¦больше объемная масса материала. Изменение динами-
ческого, модуля упругости стекловолокнистых плит на
синтетическом связующем в зависимости от о'бъемной
массы и статической нагрузки показано на рис. 4.11.
¦Существует несколько методов измерения динами-
ческого модуля упругости: резонансные . (частотный и
реверберационный) и нерезонансные (методы бегущей
волны и.стоячих волн). Наиболее распространенный
метод определения ?д — частотный.
Относительная деформация сжа.тия. Изоляционные
свойства звуко'Изоляционных прокладочных материалов
с известным приближением можно оценить' по относи-
тельной сжимаемости материала под нагрузкой без уче-
та поперечного расширения, т. е. по линейной деформа-
ции материала:
. /l — /о д /
Е~ —^.100 = 100, (4.23)
п h
где /| — толщина материала до магружеиия; h — толщина материала
г!од нагрузкой.
Испытания большого числа' пористых волокнистых
материалов позволили установить однотипный характер
изменения деформации от нагрузки (рис. 4.12). Значи-
тельная доля относительной деформации приходится на
8, ,- , , ^у .
?
100
во
60
iO
20
О
5о,кг1н^
Рис. 4.11. Зависимосуь
динамического модуля
упругости волокнистых
плит от объемной массы
и статической нагрузки
I — 2000 Па: г — 1000 Па
/X
If
7
«''¦"^^ ~~
т
\
..i_
J
P-Ю''Па
Рис. 4.12. Относительная сжимаемость
. волокнистых материалов под нагруз-
кой.
/ — минераловатная плнта на битумном
связующем (ро=150 кг/м^); 2 — то же, на
синтетическом связующем (ро=100 кг/м»»-
3 — древесноволокнистая плнта (Ро=
=200 кг/м=)
515
нагрузки до 2000 Па. При более высоких нагрузках
относительная деформация резко ^уменьшается. Знание
изменений относительной деформации во времени поз-
воляет судить о стабильности упругих свойств материала.
4. ВЛИЯНИЕ УСЛОВИИ ЭКСПЛУАТАЦИИ
НА свойства ТЕПЛОИЗОЛЯЦИОННЫХ И АКУСТИЧЕСКИХ
МАТЕРИАЛОВ
Эффективность и долговечность теплоизоляционных
и акустических материалов решаюш,им образом зависят
от условий эксплуатации. Строительная теплоизоляция
подвержена действию переменных температур (в том
числе и отрицательных), циклическому намоканию-
высушиванию, химической и другим видам агрессии,
испытывает действие механической нагрузки. В этих
условиях возможно ухудшение функциональных и строи-
тельных свойств изделий, вплоть до их разрушения. По-
этому назначение правильных условий эксплуатации
или подбор материалов с учетом особенностей их приме-
нения очень важны для эффективного использования
теплоизоляции в строительстве и промышленности.
Как правило, нерациональные условия эксплуатации
приводят к ухудшению всех свойств теплоизоляционных
и акустических материалов: повышению теплопровод-
ности, снижению прочности, увсл^ичЬнию усадки, ухуд-
шению звукопоглощения и т. д.
Влияние температурных воздействий. Табулирован-
ные значения теплопроводности теплоизоляционных ма-
териалов приводятся в справочной литературе, как пра-
вило, при температуре О 'Или 25°С. Отклонение от этой
температуры существенно из.меняет теплопроводность.
Повышение температуры приводит к линейному возра-.
станню теплопроводности; понижение — к уменьшению
для сухих материалов и резкому повышению теплопро-
водности влажной теплоизоляции. Уровень изменения
теплопроводности зависит от характера и объема пори-
стости, температуры и влажности. Для сухих материа-
лов для пересчета значений теплопроводности, получен-
ных при 0°С, на значения их при других температурах
служит эмпирическая формула:
%t = %oO+m. (4-24)
где Я( и Я.0 — теплопроводность материала при температуре / и
0°С; Р — температурный коэффициент, показывающий долю прира-
щения теплопроводности на ГС повышения температуры.
На величину р большое влияние оказывает вид пори-
стой структуры и температурный интервал эксплуата-
ции; значения р изменяются от 2-10г^ до 3,6-10""^. Наоя-
'большие величины характерны для .материалов с зерни-
стой структурой, наименьшие — для материалов с
волокнистой структурой; ячеистые — занимают проме-
жуточное положение. Чем больше диаметр воздушных
пор или размер зерен и волокон, тем выше абсолютные
значения р.
Температура, а в особенности ее перепады, сильно
влияют на механические свойства материалов. Как пра-
вило,, повышение температуры приводит к уменьшению
прочности, а при больших. градиентах и к полной ее
потере.
Влияние влажности на теплопроводность материалов.
Влажностное состояние очень суш,есгвенно влияет на
теплопроводность и звукопоглощение теплоизоляцион-
ных и акустических материалов. Это относится к тепло-
изоляции ограждающих конструкций, а также оборудо-
вания, работающего в условиях контакта с водой (на-
пример, подземные трубопроводы).
В общем случае теплопроводность влажного матери-
ала определяют по формуле
V = ^o + P«7l^, (4.25)
где Ртг — прирост теплопроводности иа 1 % объемной влажности;
W — объемная влажность материала.
Значение ipvr зависит от общей пористости и объе-
мной влажности материала. По .м.ере уменьшения объем-
ной массы величина Pvr возрастает, например для ячеи-
стого бетона с объемной массой р=250 кг/м^ р = 0,0084.
с р=500 кг/мз .p=i0,0072, с р=900 кг/м^ р=0,00б4.
Таким о1бразом, повышение влажности особенно отрица-
тельно сказывается на теплопроводности эффективных
теплоизоляционных ^материалов.
Рост теплопроводности с повышением влажности
носит линейный характер, и значение Pvr при положи-
тельных температурах (около 0,002) 'вдвое ниже, чем
при отр'ицательиых (около 0,004). Однако теплопровод-
ность линейно увеличивается с повышением влажности
лишь на первых стадиях увлажнения, как правило, до
10—15% объемной влажности. Связано это с характе-
ром распределения воды (Обводнением) в материалах
по мере их водонасыщения, Уже при малом количестве
57
воды в теле материала возможно образование водных
термических мостиков (рис. 4.13) в местах наибольшего
сужения пор и треш,ин, что приводит к ош,утимому повы-
шению теплопроводности материала в сравнении с су-
хим состоянием. Дальнейшее повышение влажности в
меньшей степени сказывается на увеличении теплопро-
водности теплоизоляции.
Рис. 4.13,. Водный терми-
ческий мостнк между
'двумя стенками поры
или трещины
Рис. 4,, 14. Теплопередача путем про-
водимости воды (7) И' диффузией во-
ДЯ91ЫХ парой (2)
На теплопередач'у большое влияние оказывает тем-
пература, при которой эксплуатируется влажное изде-
лие. Объясняется это тем, что вода, находящаяся в ма-
териалах в. воздушных порах, заполняет их не полно-
стью. Поэтому в порах одновременно присутствуют воз-
дух, вода, водяной пар. Передача тепла через талсие
поры осуществляется: теплопроводностью воздуха, из-
лучением от стенок пор, конвекцией, проводимостью во-
ды и диффузией паров воды в. воздухе. Последний фак-
тор длительное время не принимали во внимание, хотя
вода при нагревании ведет себя не как обычная состав-
ляющая материала, а как теплоноситель, которому свой-
ственно испаряться и конденсироваться. Поскольку про-
тивоположные поверхности пор имеют разную темпера-
туру, возникает разница давлений насыщенных паров
между этими поверхностями. В результате пары диф-
фундируют от более нагретой стенки к холодной, где и
конденсируются. Затем конденсированная вода перено-
сится по системе капилляров в другую пору на холод-
ной стороне стенки.
Ниже 60°О теплопередача осуществляется в знаэд-
&8
Тельной мере за счет теплопроводности воды (рис. 4.14).
В этом случае повышение содержания воды в материэг-
Л1е увеличивает его теплопроводность. Около 60°С коли-
чество тепла, передаваемого за счет диффузии паров и
проводимости жидкости, будет одинаковым. В этом слу-
чае увеличение влагосодержания 'будет вызывать повы-
шение теплопроводности до тех пор, пока воды в мате-
риале станет достаточно для насыщемия содержащегося
в ней воздуха « для смачивания всех поверхностей пор,
капилляров и трещин. Дальнейший рост влагосодержа-
ния не влияет существенно на теплопроводность.
Свыше 60°С основным фактором теплопередачи явля-
ется теплопроводность посредством диффузии водяных
паров. Максимальные значения теплопередачи достига-
ются, когда содержащейся в материале влаги будет
достаточно для омачивания всех поверхностей и, следо-
вательно, насыщения водяным.и парам^и воздуха, .находя-
щегося в материале. С дальнейшим увеличением содер-
жания воды насыщенный воздух из ряда пор вытесня-
ется 'водой и теплопроводность материала Снижается
(рис. 4.15)_.
Рис. 4.15. Тепло-
проводность влаж-
ного песка при
различных темпе-
ратурах
/ — Тб'С; 2 — 60°С;
3 — 20°С
20 ^0
Содержание воды, %(т массе,
При полном насыщении материала водой его тепло-
проводность будет зависеть только от теплопроводности
самого .материала и теплопроводности воды при данной
температуре. Уш1ажнение акустических материалов ухуд-
шает звукопоглощение, так как поры заполняются во-'
дой, что в данно.м случае идентично у.меньшению пори-
стости материалов и прежде всего наиболее эффектив-
ной части пористости — микрокапилляров.
Прочность влажных теплоизоляционных материалов
59
ИйЖе, Чём сухих, а при otp'Ицateльмьtx температурах
деструкция материала вследствие фазового превраще-
ния воды может быть так велика, что изделия разруша-
ются. Падение прочности при увлажнении теплоизоляг
ции связано с растворением связующих « уменьшением
их прочности при набухании.
Увлажиение теплоизоляции в процессе эксплуатации
приводит_ к увеличению объемной массы материала, что
утяжеляет строительные издел-ия и при кровельных кон-
струкциях может привести к аварии.
Главй 5. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
ФОРМИРОВАНИЯ ОПТИМАЛЬНОЙ
ПОРИСТОЙ СТРУКТУРЫ
Как отмечалось выше, теплопроводность и стрйитель-
но-эксплуатационные свойства теплоизоляционных ма-
териалов в решающей мере зависят от объема пористо-
сти, вида пористой структуры, характеристик пор и
твердой фазы. Максимально достижимый объем порис-
тости в принципе зависит от вида пористой структуры,
а характеристика структуры пор — от объема пористо-
сти, технологических приемов и параметроа производ-
ства.
Пр'И формировании оптимальной пористой структуры
в теплоизоляционных материалах стремятся достичь мак-
симальных значений пористости (гминимальной объем-
ной массы), получить оптимальные характеристики по-
ристой структуры, чтобы улучшить функциональные
показатели качества изделий, понизить теплопроводность
без значительного снижения прочности, а также повысить
экономические показатели — материалоемкость и себе-
стои.мость.
Ниже рассматриваются основные вопросы теории
формирования пористой структуры применительно к
теплоизоляционным материалам с различными видами
пористости.
1. ФОРМИРОВАНИЕ ОПТИМАЛЬНОЙ Я'/ЕИСТОЙ СТРУКТУРЫ
Пористость материалов с ячеистой структурой обра-
зуется из ячеистой пористости (макропористости) и по-
60
ристости межпоровых перегородок (микропористости).
Из общего объема пористости на долю ячеистой прихо-
дится примерно 90^%..
Около 50 лет тому назад академик А. Л. Брюшков по-
казал, что поризованные материалы с мелкопористой
структурой со сферическими порами одинакового диамет-
ра имеют наилучшие физико-технические свойства. Это
положение без каких-либо ограничений необоснованно
было распространено и на теплоизоляционные матери-
алы с ячеистой структурой.
Действительно, сферические поры одинакового диа-
метра обеспечивают высокие механические свойства из-
делий, а малый диаметр замкнутых пор будет способст-
вовать снижению теплопроводности. Однако в этих
условиях невозможно получить большие объемы порис-
тости, что предопределяет повышенную теплопровод-
ность материалов.
Объем ячеистой пористости определяется простран-
ственным расположением пор (упаковкой), распределе-
нием пор по размерам (сочетанием пор различных разме-
ров), максимальным и средним размером пор, их фор-
мой, толш,«ной межпоровых перегородок.
Наибольшие значения пористости достигаются в ус-
ловиях геометрически правильной плотной укладки (упа-
ковки) пор, к которым относится кубическая и
гексагональная.
Известно, что при плотной кубической или гексаго-
нальной упаковке шаров (сферических пор) одинаково-
го диаметра D в условиях их соприкосновения (рис.
Ь.\,а,б} объем ячеистой пористости Я составит:
^куб = (-^=^) 100 = 52,4о/„; (5.1)
Я,,,,=(-"^:>^^) 100 = 74.05о/„. (5.2)
Указанные значения пористости при сферических
порах равного диаметра являются предельными и не за-
висят от диаметра пор. В этом случае минимальная
объемная масса для полимерных материалов составит
330 кг/м-'*, для минеральных — 735 кг/м^ (табл. 5.1), т.е.
она значительно выше допустимой для теплоизоляцион-
ных изделий. Но в условиях соприкосновения пор су-
ш,ествование материала невозможно. Поры должны быть
61
разъединены межпоровыми перегородками (рис 5.1.в),
создающими несущий каркас. С учетом этого формулы
(5.1) и (5.2) преобразуются и примут вид: .
D \з
Л^куб= 0.524
Л^гекс = 0.74^^_^^
D+6
D \з
100%;
ЮОо/о.
(5.3)
(5.4)
где б — толщина межпоровой перегородки в ее наиболее тонком
сечении.
Рис. 5.1. Характер
плотной упаковки сфе-
рических пор одного
диаметра
а — кубическая упаков-
ка; б — гексагональная
упаковка; . в — гексаго-
нальная упаковка при
наличии несущего карка-
са
Межпоровые п~ёрегородки (мем'бра«ы), а также от-
клонение от 'Иде"альной гексагональной схемы упаковки
пор (искажение.укладки) существенно уменьшают зна-
чения ячеистой пористости в материалах. Реально до-
стижимые пределы пористости и объемной массы при
недеформйрованных порах приведены в табл. 5.1. Эти
данные рассчитаны для пор диаметром 3 мм. При мень-
шем размере пор объем пористости снижается, а объем-
ная .масса возрастает. Увеличение диаметра пор приво-
дит к повышению объема пористости, однако теплопро-
водность реальных материалов при этом почти не умень-
шается, так как в порах большего размера заметно
возрастает конвективный теплообмен.
бе
Таблица 5.1. Предельные значения ячеистой пористости
и объемной массы материалов при сферической
недеформированиой пористости
Вид
упаковки ¦
Кубическая
Гексаго-
нальная
Вид
решетки
Одномерная
«-мерная
Одномерная
«-мерна-я:
Максимальные
значения пористо-
сти, %
при сопри-
касающих-
ся порах
52,4
80,9
74,05
81,2
при нали-
чии пере-
городок
47,5
49,3
73,7
76,1
67,3
69,6
73,8
76,3
Минимальные значе-
ния объемной массы
при наличии перего-
родок, кг/м'
полимер-
ный мате-
риал
570
260
330
250
неоргани-
ческий
материал
1290
600
735
590
Примечание. Над чертой — для материалов на минеральных вяжу-
щих, под чертой — на полимерных.
Объемную массу материала в этом случае рассчи-
тывают по формуле
р= (1—Я)р„.1000, (5.5)
где ро — плотность твердой фазы перегородок, равная 2,65 г/см'
для цементных и глиняных материалов и около 1,2 г/см' — для цо-
лимериых.
Принципиально возможно увеличить объем пористо-
сти, изменяя характер пористой ячеистой структуры и
межпоровых перегородок.
Изменение пористой структуры базируется на от-
ступлении от параметров идеальной ячеистой пористо-
сти, определенных А. А. Брюш'ковым: поры должны
иметь |разный размер и характеризоваться неофериче-
ской формой. Полидисперсный характер распределения
пор по размерам при.определенных условиях обеспечи-
вает высокую вероятность равномерного размещения
63
пор меньших размеров между порами больших диа-
метров (рис. 5.2).
При этом меняется вид решетки (характер упаковки
пор) и обш.ая пористость системы. Для материала с по-
следовательно убываюш.им размером пор от Z) до й! при
определенном отношении djD решетки постепенно пере-
ходят из одинарных (кубических или гексагональных) в
бинарные, затем в тройные ив п-мерные решетки с посте-
пенным возрастанием предела пористости. Реально наи-
больший объем пористости достигается в четырехмерной
решетке, если система состоит из пор с размерами D,
Рис. 5.2. Упаковка пор сферической формы в бинарную решетку
а — с раздвижкой крупных пор (объемно-центрированная кубическая упаков-
ка): б — без раздвижки с размещением мелких пор в межузловом простран-
стве
(У2—1)?>, (?.1—1) D и (ILi —1)D в количественном
2 3
соотношении 1:1:1:1.
В реальных поризованных материалах реализация
такого распределения пор" по размерам «евозможна.
Обычно содержатся поры с размером от d до D. Однако
распределение числа пор по диаметрам в этом интерва-
ле неравномерно. В результате на кривой распределения
пор по размерам появляются зоны наибольшей плотно-
сти распределения (моды — по терминологии математи-
ческой статистики). Если на кривой распределения име-
ется одна мода, то такую пористость принято называть
одномодальной (рис. 5.3,а), при двух модах — двумо-
дальной, при четырех 'И более модах — многомодальной
(рис. 5.3,б_).
б!4
при четырехмерной решетке (четырехмодальном
распределении пор по размерам) предельный объем по-
ристости составит:
Я = 0,812(—5-TlOO. (5.6)
\D + b
Дальнейшее уменьшение ??/?)<0,225 и переход от
четырехмерных к «-мерным решеткам дают ничтожно
малый прирост пористости. Таким образом, пористость
81,2% можно считать пределом плотной упаковки пор
сфер1Ической формы при их соприкосновении.
J)
. / 1_Д
г
'
0,2 0,Ц 0,S 0,е 1,0 1,2 1fi d,HM ОЯ Q.'i o,s о,е l,0 1,1 1,Ч i,m
Рнс. 5'.3. Характер распределения пор по диаметрам в поризованных
материалах
а — одномодальное распределение; б — многомодальное распределение
Получение более высоких значений пористости воз-
можно лишь в условиях деформации пор. Если бы поры
одинакового размера 'были идеально деформированы в
форму правильных многогранников (рис. 5.4,а), то при
сотовом строении
Я =
D
D-L-I
ЮОо/о,
(5.7)
т, е. объем пористости определялся бы толщиной мем-
браны (рис. 6.4,6).
Минимально достижимая толш,ина .межпоровой пе-
регородки зависит от среднего размера частиц твердой
фазы 'И плотности упаковки этих частиц.
Наименьший размер частиц характерен для поли;
мерных композиций, промежуточный — для глинящлх и
наибольший — для цементно-песчаных материалов. К
этому необходимо добавить, что образование перегород-
ки толщиной в одно зерно маловероятно, а если она Об-
разуется, то прочность и устойчивость ее минимальны.
3 Зак. 85
65
в этих условиях снижение объемной массы изделий д*-
стиж1«мо только за счет уменьшения среднего диаметра
зерен вяжущих и заполнителей, т. е. более тонкого дис-
пергирования компонентов данной поризованной сис-
S)
"^
5в
100
Рнс. 5:4. Сотовая пористая структура
а — схема упаковки пор, деформированных в правильные многограипиии;
6 — заввсямость объема пористости материала от толщины межпоровых пере-
городок б и диаметра пор D
темы. Например, для ячеистых 'бетонов, если предполо-
жить, что в 1Межпоровых перегородках зерна песка
окружены зернами цемента, минимально возможная
толщина. перегородок может достигнуть величин, при-
веденных в табл. 5.2.
Таблица Ъ2. Минимально достижимые значения толщины
межпоровых перегородок в ячеистом бетоне
в условиях плотной упаковки
Цемент
5, cmVf
35КЮ
ЗЙОО
ЗЙОО
й, мкм
20
20
20
Песок
S, см»/г
2000
3000
4000
d, мкм
50
30
15
Сочетание
зерен
цпц
цпцпц
цпц
цпцпц
цпц
цпцпц
Толщииа
перегородки,
мкм
90
160
70
130
56
90
661
Однако в реальных ^материалах толщина перегородок
значительно выше приведенной в та'бл. 5.2,' так как не
достигается плотная упаковка зернистых частиц в силу
их угловатости и шероховатости. Этому же препятству-
ет наличие воды ?атворения в составе смеои. В резуль-
тате в перегородках формируется разветвленная сеть
микропористой структуры, «ключающей капиллярную и
гелевую пористость. Объем этих видов пористости опре-
деляют по формуле
Якап = 0,001(В-»'<аД). (5.8)
где В » Ц — соответствеиио расход йоды и цемента, Wt — количест-
во воды, связанное цементным гелем кнмнчески и фнзико-хнмнче-
ски, равное в среднем 0,5; а — степень гидратации, составляющая
для автоклавного ячеистого бетона в среднем" 0,65.
С учетом приведенных данных Якап=0,001(5—
—0,325Z().
. Гелевая пористость
Ярел = 0,001/а Д=130/(-10-* , (5.9>
где / — объем адсорбционио связываемой гелем воды, равный при-
мерно 0,2.
В теплоизоляционных ячеистых бетонах объем ка-
пиллярной пористости «оставляет 5-^12%, гелевой —
1,5—2,5% (чем выше объемная масса, тем больше
Я„ап и Ягел, так как повышается содержание цемента в
материале). Объемы капиллярной и гелевой пористо-
сти следует учитывать в материалах на минеральных
вяжущих при расчете нео'бходимых значений ячеистой
пористости.
Принципиально необходимо стремиться к максималь-
но возможному снижению капиллярной пористости. Это
положение, хорошо обоснованное в общем бетоноведе-
нии, приобретает особую важность в технологии тепло-
изоляционных материалов, когда объем твердой фазы
изделий мал и небольшое изменение ее физико-техни-
ческих свойств оказывает решающее влияние на конеч-
ные свойства материала.
Увеличение объема капиллярной пористости при по-
стоянном значении общей пористости не вызывает су-
щественного изменения теплопроводности материалов в
сухом состоянии, однако значительно снижает прочность
и долговечность изделий. Кроме того, пропорционально
росту капиллярной пористости растет водопоглощение
изделий, что повышает теплопроводность ячеистых, мате-
3* Зак. 85 87
риалов. Образование при высоких значениях Якап раз-
ветвленной сети сообщающ'ихся капиллярных пор и ка-
налов приводит к ослаблению «ра'бочего» сечения мем-
бран, вызывает концентрацию напряжений в отдельных
микрообъемах материала, является причиной резкого
возрастания его капиллярного водонасыщен'Ия.
Увеличение пористости вызывает снижение прочности
материалов. Установлено, что падение прочности при
замене капиллярной пористости ячеистой уменьшается
на 30—50%. Таким образом, снижение капиллярной
пористости является важным резервом улучшения
•прочностных и эксплуатационных показателей материа-
лов с ячеистой структурой.
Межпоровые перегородки в материалах с ячеистой
'Структурой должны быть не только тонкими, но и близ-
кими между собой по толщине. Различная толщина
перегородок существенно влияет на прочностные показа-
тели" изделий. Уже при приложении малых нагрузок в
твердых телах начинается процесс разрушения, кине-
тика развития которого зависит от нагрузки, силы
-связи в материале и однородности этих связей. В ячеи-
стых материалах по мере разрушения слабых перегоро-
док нагрузка, приходящаяся на каждую из оставшихся
более прочных перегородок, возрастает по гиперболиче-
скому закону. Поэтому чем больше различия в толщине
межпоровых перегородок в изделии, тем значительнее
недобор прочности поризованного материала.
Строительно-эксплуатационные свойства материалов
с ячеистой структурой во многом зависят от характера
. внутренней поверхности воздушных пор. Под этим па-
раметром понимается комплекс свойств припорового
слоя межпоровых перегородок толщиной 15—30 мкм
для минеральных систем и 1—10 мкм для полимерных.
Из-за отсутствия четких критериев оценки состояния
поверхности пор используют условную градацию: рваная
(рыхлая), гладкая (плотная) и глянцевая (высоко-
плотная).
В зависимости от условий формирования ячеистой
структуры припоровый 1СЛ0Й 'Может быть 'более рыхлым,
чем основной .материал межпоровой перегородки (рва-
ная поверхность), равнопрочным (гладкая поверхность)
и более плотным (глянцевая поверхность). В последнем
случае припоровый слой выполняет роль подкрепляюп^ей
зоны, аналогичной густоармированной нагруженной зо-
68
не в железобетонных арках и оболочках, обеспечиваю-
ш,ей высокую прочность всей конструкции. Эксперимен-
тально установлено, что формирование глянцевой по-
верхности пор в ячеистых материалах существенно по-
вышает прочность поризованной системы, причем тем
значительнее, чем выше пористость материала. Кроме
ТОГО; высокая плотность и малая дефектность припорово-
го слоя способствуют снижению фильтраци{1 воды и пара
в материале, уменьшают капиллярный подсос и водопог-
лощение, замедляют карбонизацию и повышают морозо-
стойкость. Поэтому состояние припорового слоя следует
учитывать при оптимизации ячеистой структуры.
Выше уже отмечалось, что максимальный размер
пор в системе с полидисг^ерсным их распределением по
размерам не влияет на Общш объем пористости. Это
положение верно" только пр« переменных значениях
толщины межпоровых перегородок. Однако чем меньше
размер пор, тем больше их число в единице объема и
тем, следовательно, тоньше должны быть перегородки
при постоянном объеме твердой фазы. Минимальная
толщина перегородки 'имеет жесткие ограничения, поэ-
тому размер пор в материалах с ячеистой структурой
будет существенно влиять на объем ячеистой пористости
(рис. 5.5). Таким образом, с увеличением максимально-
го размера пор в материалах с ячеистой структурой при
постоянном значении .толщины межпоровых перегоро-
док пористость повышается. Существенно влийет на объ-
ем ячеистой пористости изменение формы пор из сфери-
ческой в полиэдрическую. Объем пористости тем выше,
чем более правильной 'будет форма многогранников —
пор, чем более регулярно их расположение в простран-
стве, чем тоньше -межпоровые перегородки.
Управляемое создание ячеистой структуры в форме
правильных многогранников наиболее полно реализу-
ется в сотопластовых материалах. В ячеистых бетонах,
стекле и пенопластах при высокой степени поризации
также .наблюдается определенная деформация пор в
многогранники, хотя их форма не соответствует идеаль-
ной, а процесс деформации неуправляем. Процесс де-
формации протекает самопроизвольно в условиях, когда
масса содержит поверхностно-активное вещество и объ-
ем газовой фазы превышает объем жидкой фазы не
менее чем в 8—10 раз. Состояние поризованной массы
с многогранными ячейками близко к равновесному, по-
69
этому они характеризуются повышенной устойчивостью.
Необходимо отметить, что деформация пор во всех
случаях будет приводить к снижению прочностных по-
казателей бетона, керамики и др. Однако при деформа-
ции мелких пор в правильные многогранники влияние
этого фактора невелико, и применительно к теплоизоля-
ционным материалам можно говорить о едином понятии
о}
ВО
V)
20
о
S,MKM
0.10
0,1S
0^5
0,50
0,65
i
0.1 о,} 0,5 0,Т 0,9 1,1 1,3 Д,мм
- 8, мкн
0,11
0,18
Ч,%
60
40
20
0
¦
0,35
0,59
0,65
0,1 0.3 0,5 0,7 0J V 1,3 Л,МН
Рис. 5.5. Влияние диаметра пор на объем ячеистой пористости
а — недеформированные поры; б — деформированные поры
оптимальной ячеистой структуры с точки зрения как теп-
лопроводности, так и остальных строительно-эксплуата-
ционных свойств материалов такой структуры.
Оптимальной ячеистой структурой следует считать
равномерно распределенную в объеме материала пори-
стость в виде полидисперсных по размеру, замкнутых,
деформированных в правильные многогранники пор,
разделенных тонкими и плотными, одинаковыми по сече-
нию межпоровым1И перегородками с глянцевой поверх-
ностью пор. Форма пор должна приближаться к пра-
вильному додекаэдру (двенадцатигранник).
70
Максимально достижимые в производственных усло-
виях значения ячеистой пористости и минимальные пока-
затели объемной массы приведены в табл. 5.3.
Таблица 5.3. Предельные значения ячеистой пористости
и объемной массы материалов с ячеистой структурой
Показа-
телн
свойств
Я,. %
р, кг/м'
Материал
ячеистый
бетон
86—89
140—170
полимер-
цементный
бетон
>
91—93
110-^130
ячеистая
керамика
72—74
260—320
ячеистое
стекло
92—93
130—150
ячеистые
пласт-
массы
97—98
20—30
бумажный
сотопласт
96—98
25—40
Чтобы получить высокие значения пористости и до-
биться рационального ее строения, что обеспечивает по-
вышенные строительно-эксплуатационные свойства те-
плоизоляции, необходимо оптимизировать следующие
характеристики ячеистой структуры:
Однородность распределения пористости в объеме
материала. Этот параметр изделий может быть оцеиеи
средним квадратическим отклонением (дисперсией) от
среднего значения пористости ю{П} или коэффициентом
вариации VS . Экспериментально установлено, что для
ячеистых теплоизоляционных бетонов о {Я} изменяется
от 3 до 11%, причем с повышением пористости диспер-
сия, как правило, увеличивается.
Равномерность распределения пористости в поризо-
ванных системах подчиняется статистическим законам.
Известны также направленные закономерности paionpe-
деления пористости в изделиях, при которых еще больше
увеличивается <а{П}. Пористость в горизонтальных се-
чениях возрастает от периферийных зон к центральной,
в вертикальных сечениях — снизу вверх, и эта разница
становится 1больше с увеличением высоты изделия. .
Однородность распределения пористости зависит от
однородности смеси и прежде всего от равномерности
распределения порообразователя; однородности темпера-
турного поля и реологических характеристик по Объему
материала; воздействия «пристенного эффекта», тормо-
зящего вспучивание массы; кинетики изменения пла-
стично-вязких свойств массы во времени и ряда других
технологических факторов.
71
Теоретический анализ и экспериментальная провер-
ка показывают, что однородность распределения пори-
стости в объеме большинства теплоизоляционных мате-
риалов может быть значительно повышена путем ^вер-
шенствования технологии; значение <у{П} для эффектив-
ных материалов не должно превышать 2—5%.
Толщина межпоровых перегородок. Этот показатель
объединяет три параметра: толщину перегородки (вели-
чину сечения в наиболее тонкой части), равномерность
сечения по периметру поры (неоднородность сечения в
пределах одной поры) и неоднородность толщин перегоро-
док в объеме материала. Толщина перегородок зависит
от величины пористости, плотности упаковки твердых
частиц !И среднего размера частиц компонентов тепло-
изоляционного материала. В конечном счете исходные
компоненты и способ поризации определяют среднюю
толщину межпоровой перегородки.
Равномерность сечения перегородки по периметру
пор зависит от характера упаковки пор в объеме мате-
риала, степени и вида деформации пор, полидисперсно-
сти распределения пор по размерам. Этот парам'етр не
поддается прямому регулированию. С увеличением о1б.ъ-
ема пористости равномерность сечения перегородок по-
вышается.
На неоднородность толщины, перегородок в объеме
материала влияют в первую очередь равномерность рас-
пределения порообразователя в.исходной смеси, одно-
родность температурного поля т реологических свойств
во всем объеме материала. Наименьшие колебания тол-
щины перегородок характерны для теплоизоляционных
пластмасс, наибольшне — для ячеистых бетонов. Неод-
нородность целесообразно оценивать средним «вадрати-
ческим отклонением толщины перегородки в наиболее
тонком сечении от среднего значения толщины йсех пе-
регородок а{6} или коэффициентом вариации этого
параметра V" . Для теплоизоляционного ячеистого бе-
тона значение о {6} колеблется от 0,05 до 0,16 мм. В
принципе чем выше пористость, 'больше диаметр пор, а
также меньше воды затворения (В/Т) в составе мине-
ральных материалов, тем ниже абсолютные значе-
ния ст{б}.
Реально достижимые толщины перегородок и -неод-
нородность толщин в объеме материала составляют для
полимерных теплоизоляционных изделий с ячеистой
72
структурой соответственно 0,006—0,01 и 1—2-10-3 мм,
для изделий из неорганических материалов —0,09—0,12
и 0,04—0,07 мм.
Плотность межпоровых перегородок определяется
пористостью, которую составляют:
пористость, создаваемая водой затворения или раз-
личными разбавителями, вводимыми в систему для при-
дания массе определенных реологических свойств;
межзерновая 'пористостб, характерная для неоргани-
ческих материалов из зернистых компонентов. .
Первый из этих двух факторов зависит от водотвер-
дого отношения или количества разбавителя и доли
жидкой фазы, связываемой в процессе твердения, а
второй — от гранулометрического состава компонен-
тов, фьрмы и шероховатости зерен, реологических ха-
рактеристик омеои, интенсивности уплотнения.
Повышение плотности перегородок достигается:
для полимерных систем — уменьшением количества
разбавителей и наиболее полной полимеризацией сис-
темы;
для минеральных 'Оистем гидратационного тверде-
ния—снижением В/Т, подбором оптимального грануло-
метрического состава, интенсивным уплотнением и обжа-
тием перегородок;
для минеральных систем, проходящих стадии пиро-
пластического состояния, — оптимизацией тепловой об-
работки, обеспечивающей полное омоноличивание зерни-
стых составляющих жидким расплавом.
С учетом сказанного, возможно доведение плотности
межпоровых перегородок почти до 160%] для полимер-
ных систем и до 74—78%. для •¦минеральных материалов
гидратационного твердения.
Форма пор — параметр, характеризующий степень
деформирования сферических пор в правильные много-
гранники. Повышение ячеистой пористости системы,
снижение поверхностного натяжения, повышевие устой-
чивости массы, быстрая фиксация структуры путем от-
вержденТ!я приводят к формированию пор многогран-
ников. О степени деформирования пор .можно судить по
объему ячеистой пористости: если значение Яя превы-
шает 75—80% —это четко указывает на переход сфери-
ческих пор в мнш-огранники. Чем выше пористость, тем
¦более правильной формы должны быть многогранники.
Характер внутренней поверхности пор. Необходимо
73
стремиться к таким параметрам поризации, которые
обеспечивают формирование пор с плотной гладкой по-
верхностью. Для этого в системе в период поризации
должно поддерживаться низкое поверхностное натяже-
ние; положительно влияют также динамические воздей-
ствия (вибрация). Недопустимы интенсивное порообра-
зование 'И объемные изменения компонентов во вспучен-
ной массе, так как это приводит к разрыхлению
оболочки (поверхности) воздушных пор. .
Замкнутость ячеистой структуры. Идеальной явля-
ется структура с замкнутыми ячейками. Однако для
промышленной теплоизоляции характерны дефекты ячеи-
'стой структуры, нарушающие замкнутость пор:
а) «контактные дырки» и трещины в перегородках,
возникающие из-за несоответствия скорости газообразо-
вания 'И темпа нарастания предельного напряжения
сдвига и пластической вязкости массы;
б) вертикально направленные каналы со значитель-
ным разрыхлением структуры в приствольной зоне ка-
.нала (результат интенсивного порообразования или
прорыва массы газами);
в) поперечные и косые трещины в перегородках,
образующиеся при транспортировании поризованиой
массы в формах с недостаточной жесткостью.
Контактные дырки — трудноустранимый дефект ячеи-
стой структуры, получаемой способом газообразования;
они почти полностью отсутствуют при пенообразовавии.
Связано это с тем, что количество газообразователя при
газообразовании в различных микрообъемах массы и по-
рах неодинаковое, в результате чего в соседних порах
возникает неравное давление. По мере роста перепада
давления и уменьшения толщины перегородок создают-
ся условия, при которых происходит прорыв стенки и
выравнивание давления, в результате чего и образуется
контактная дырка. Что касается трещин, то они возни-
кают в массе, затвердевшей раньше, чем закончился
процесс газообразования, поэтому этот дефект структу-
ры относительно легко устраним.
Тайим образом, в материалах с ячеистой структурой,
¦изготавливаемых способами ценообразования и введе-
ния выгорающих добавок, контактных дырок и трещин
не должно быть; в материалах, поризуемых газообразо-
вателями, возможно возникновение контактных дырок;
как показывает эксперимент 3—8 шт. на 100 пор.
74
Анализ показывает, что дефекты ячеистой структуры
теплоизоляционных материалов в подавляющем больши-
нстве можно ликвидировать оптимизацией технологии, и
получение пористой структуры, близкой к идеальной, —
задача технологически выполнимая. Для получения та-
кой структуры необходимо реализовать в промышлен-
ных условиях следующий комплекс технологических
.мероприятий.
Для минеральных систем гидратационного твердения:
направленно регулировать реологические свойства и
кинетику поризации массы, вводя поверхностно-актив-
ные добавки и электролиты, изменяя температурный ре-
жим и применяя внешние механические воздействия;
увеличить однородность многокомпонентных сме-
сей; N -
снизить водотвердое отношение до значения, близко-
го к необходимому для гидратации вяжущего;
оптимизировать гранулометрический состав смеси с
учетом не только реакционной поверхности составляю-
щих, но и плотной упаковки композиции в сухом и
влажном состояниях; создать условия для .интенсивного
упл.отнения и обжатия твердой, фазы материала.
Для минеральных систем, проходящих стадию пиро-
пластичесиого состояния:
увеличить однородность распределения порообразо-
вателя в массе и оптимизировать его концентрацию в
материале;
выбрать рациональные режимы тепловой обработки,
чтобы достичь соответствия кинетики изменения реоло-
гических свойств и газовыделения в массе, а также омо-
ноличивания компонентов смеси и уменьшения остаточ-
ных напряжений в пориэованном материале.
2. ОПТИМИЗАЦИЯ ВОЛОКНИСТОЙ СТРУКТУРЫ
Принципиально пористость волокнистых материалов
складывается из межволокнистой пористости и пористо-
сти собственно волокон. Однако учитывая, что пори-
стость подавляющего большинства используемых в тех-
нике М1инеральных и органических волокон близка к
нулю, оперируют понятием межволокнистой пористости,
называя ее волокнистой. Поры в материалах с волокни-
стой структурой имеют неопределенную форму и пред-
7,5
ставляют собой соо1бщаюш,уюся систему воздушных по-
лостей. Замкнутые поры отсутствуют.
Чем тоньше волокно, тем больше число волокон в еди-
нице объема (при постоянной «ассе твердой фазы), а
следовательно, меньше размер единичной поры и ниже
конвективный теплообмен в материале. Диаметр воло-
кон, по данным К. Э. Горяйнова и Ю. Л. Боброва, ока-
зывает 'большое влияние на их первоначальную и экс-
плуатационную прочность (табл. 5.4).
Таблица" 5.4. Влияние диаметра волокна на его прочность
Показатели
Предел прочности при разрыве,
МПа-1(Р
Снижение прочности, %, при 3i6-cy-
точном выдерживании волокон в воз-
духе с относительной влажностью
9Э0/„
Диаметр волокон
6-8
17—15
4—6
10—15
13—10
/
12—14
, мкм
20-25
8-6
28—30
Объясняется это повышением числа дефектов в
структуре материала с увеличением диаметра волокон.
Сорбц'ионное увлажнение усиливает проявление эффек-
та Ребиндера особенно в волокнах с повышенным чис-
лом дефектов, что приводит к интенсивной потере проч-
ности толстых волокон.
Поэтому материалы с волокнами малого диаметра
должны характеризоваться лучшими теплофизичесюими
и строительными свойствами, в том числе меньшей объ-
• емной массой, большей упругостью, более высокой проч-
ностью на изгиб и др. Однако ниже определенного диа-
метра волокна объемная масса материала заметно воз-
растает 1И еще больше увеличивается теплопроводность
(рис. 5.6). Повыщение объемной массы связано с умень-
шением упругости и жесткости волокон малых диамет-
ров, в результате чего наблюдается более плотная упа-
ковка волокнистого ковра ,и большая слеживаемость в
процессе эксплуатации. Рост теплопроводности в этом
случае объясняется уменьшением пористости волокни-
стого каркаса.
76 . - ¦
Сечение волокон должно быть круглым, так как в
этом случае, во-первых, уменьшается масса- твердой
фазы в единице объема материала «, во-вторых, меньше
плош,адь контакта между волокнами, что снижает тепло-
проводность через волокна.
\фПМм-°с:)
Рис. 5.6. Влияние диаметра ми-
нерального волокна на объем-
ную массу н теплопроводность '''"
минераловатных изделий
(d в мкм)
П±м
В промышленности подавляюш,ее большинство во-
локон имеет сечение, близкое к круглому. Вместе с тем
известны волокна эллиптического и близкого к плоскому
сечения — высокоогнеупорньге, древесная стружка и т. д.
По теплофизическим характеристикам оптимальна
неровная (рыхлая) поверхность волокон, так как в этих
условиях существенно уменьшается теплопроводность
твердой фазы в зоне контакта волокон. Особенно сильно
это проявляется при высоких температурах. Однако
рыхлый поверхностный слой снижает прочностные по-
казатели и упругость волокна. Кроме того, для изделий
со связующим такая поверхность требует повышенного
расхода связки, что приводит к увеличению их объемной
массы и теплопроводности.
Нерационально использовать в волокнистом каркасе
волокна с резкими перепадами толщины (периодиче-
ским профилем). Такие волокна хотя и обеспечивают
повышение прочности ковра при свойлачивании (зацеп-
ление благодаря периодическому профилю) и некоторое
снижение теплопроводности вследствие ^мeньшeй пло-
щади контактных зон, но вместе с тем вызывают прежде-
временное разрушение волокна по «ослабленному» се-
чению и ухудшение всех свойств материала.
Таким образом, оптимальной волокнистой структу-
рой является структура с минимальным содержанием
твердой фазы в виде длинных волокон малого диаметра,
обеспеч'И'вающая упругость и неслеживаемость волок-
нистого каркаса при заданных нагрузках. Рациональная
7.7
длина волокон определяется технологией, а диаметр —
прочностными и упругими свойствами волокна. Волокна
должны быть круглого сечения с плотной гладкой по-
верхностью, без резких перепадов диаметров по всей их
длине,
3. ОПТИМИЗАЦИЯ зернистой пористости
Пористость зердаистых теплоизоляционных материа-
лов (засыпной теплоизоляции) складывается из межзер-
новой Ямз и внутризерновой пустотности Явэ (5.10). У
эффективных материалов соотношение указанных видов
пористости около 1:1:
Пз = П^ + П„. (5.10)
Внутризерновая пористость в большинстве случаев
характеризуется ячеистой структурой. Она может быть
замкнутой (стеклрпор, гранулы пенополистирола, лег-
кие виды керамзита) и открытой (перлит, вермикулит).
Первая предпочтительнее второй. Объем внутризерно-
вой пористости можно легко рассчитать исходя из объ-
емной массы материала в куске (см. табл. 5.5):
(100-Я,з) .. ,,,
отсюда
Я.з=(1-Р/Р»)100. (5.12)
В материалах с замкнутой пористостью. она распре-
делена по объему зерна (гранулы) неравномерно. Наи-
больший Объем пористости и размер пор характерны
для центральной зоны зерна, наименьший — для наруж-
ной зоны (рис. 5.7).
Объем межзерновой пористости (пустотности) за-
висит от гранулометрического состава и формы зерен
и не зависит от их размера. Чем однороднее по разме-
рам зерна, тем выше пористость; полифракционные сое
тавы характеризуются более плотной упаковкой, в fie-
зультате чего пустотиость уменьшается, а насыпная объ-
емная масса увеличивается. Непрерывная гранулометрия
зерен повышает пустотиость, прерывистый грануломет-
рический состав может существенно ее понизить.
Межзерновая пустотиость — ©еличина непостоянная
и зависит от характера уплотнения, которое может
иметь различную природу: внешняя нагрузка, гравита-
78
Таблица 5.6. Характеристика пористости материалов с зернистой структурой
Материал
Перлитовый щебень
Перлитовый песок
Стеклопор (гранулы)
Стеклопор (песок)
Керамзит (легчайшие
разиовидиости).
Пеиополистирол (гра-
нулы)
форма
зерен
¦ Неопреде-
ленная
>
Сфериче"-
ская .
»
»
>
Вид внутри-
зериовой по-
ристости-
Открытая
>|
Закрытая
~ . >
>
»
р в куске,
кг/м'
ТОО—lOOO
140—500
45—180
эо-ао
зео—91.0
32-38
"bs- %
77,—72
9,5—80
918—93
90—97
87—80
97—96
"мз- %
4,7—48
4S-53
44—^46
49—52
43h-4a
46—48
р 8 иасыпяом
состоя-
ини, кг/м>
360-5Е0
70—250
25-100
1(5—30
2100—280
15^20
^
р 8 уплотнев
иом
состоянии,
кг/м'
450—700
160-400
36—120
26f—50
2!5ia-3SO
20—30
1
ционное давление лежащего выше столба, электроста-
тическое притяжение, силы поверхностного натяжения.
Однако в грубодисперсных системах (размер зерен бо-
лее 0,1 мм) два последних фактора маловначительны.
Рис. 51.7. Характер внутризернавой пористости зернистых теплоизо-
.nHU,HoifHHx материалов
слева — стеклопор; справа — перлит
В процессе механического (подпрессовка) 'или дина-
мического (вибрация) воздействия зерна смещаются в
направлении более плотной упаковки. У малопрочных
хрупких зерен при этом оминаются или скалываются
выступы, препятствующие уплотнению; у пластичных
материалов (пенополистирольные гранулы) происходит
деформация, способствующая плотной укладке. В ре-
зультате подпреосовки или вибрационного уплотнения
межзорновая пустотность снижается с 45—50 до 25—
32% у перлитов, до 39—42% у стеклопора, 33—37% у
пенополистирола.
Влияние формы зерен на межзерновую, пустотность
сложно оценить однозначно. Принципиально наиболь-
шую пустотность должны давать зерна сферической
формы; отклонение от сферы должно приводить к более
плотной упаковке. Однако в силу зацепления зерен при
укладке и .неровности их поверхности пустотность зерен
неопределенной формы (перлит, вермикулит и т. д.)
такая же, как у шарообразных гранул (стеклопор, ке-
рамзит), или даже несколько больше.
Выше было показано, что максимальная межзерно-
вая пустотность сферических тел одного диаметра при
плотных формах упаковки может достигать 48%. С
учетом отклонения- от плотной упаковки эта цифра
может несколько увеличиваться, полифракционный со-
став зерен снижает ее. В результате межзерновая пус-
тотность гранул сферической формы достигает 40—50,
щебня —43—48%.
Важнейшей характеристикой зернистой структуры
является размер зерен. Учитывая, что размер зерен не
влияет на Объём межзериовой пористости, предпочти-
тельно использовать материал с зернами малого разме-
ра. Связано это со следующим. Во-первых, при малом
размере зерна увеличивается число мёжзерновых пустот
(пор неопределенной формы), а размер каждой такой
поры и канала, соеД'Иняюп1его их, резко уменьшается.
Снижается''конвективный теплообмен и теплопровод-
ность материала. В порошках с размером частиц, рав-
ным долям микрона, и с таким же малым размером пор
на границе раздела «газ — поверхность» возникает зна-
чительный температурный скачок, и теплопроводность
такой засыпки может стать ниже теплопроводности воз-
духа (газа), находящегося в межзерновых порах. Во-
вторых, увеличивается число контактов между зернами;
из-за этого уменьшается разрушаюп1ее (пенетрирующеё)
действие каждого контакта — возрастает прочность си-
стемы на сжатие, а также повышается устойчивость си-
стемы — уменьшается сжимаемость материала, в усло-
виях эксплуатации под нагрузкой.
Однако при изготовлении материалов с зернистой
структурой методом контактного омойоличивания слиш-
ком мелкие зерна в силу развитой внешней поверхности
требуют повышенного расхода связующего, что, в ко-
нечном счете, приводит к увеличению объемной массы
и теплопроводности изделий. В этом случае рациональ-
ный зерновой состав подбирают экспериментально с
учетом реологических свойств связующего и поверхно-
стных-свойств заполнителя; определяющими параметра-
ми служат объемная масса, предел прочности при сжа-
тии и теплопроводность изделия.
Понятие ^оптимальная зернистая пористость» бывает
различным в зависимости от способа ее создания и экс-
4 Зак. 85 81
плуатации. Следует различать два вида зернистой стру-
ктуры:
а) нестационарная зернистая структура, характерная
для .засыпной теплоизоляции; в этом случае контакт
между пористыми зернами осуществляется только пу-
тем механического трения;
б) стабильная зернистая структура, присущая кон-
тактно-омонолйченной теплоизоляции, в которой кон-
такт Между пористыми зернами зафиксирован с по-
мощью тонкой прослойки связующего.
Оптимальная нестационарная зернистая структура
характеризуется мелкими зернами монофракционного
состава с высокой пористостью самих зерен.- Форма зе-
рен |И свойства их поверхности не имеют в этом случае
первостепенного значения.
Оптимальная стабильная зернистая структура фор-
мируется из выоокопористых зерен увеличенного разме-
ра |И монофракционного состава со сферической формой
и уплотненным поверхностным слоем.
Глава 6. СПОСОБЫ ПРОИЗВОДСТВА
ВЫСОКОПОРИСТЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
ИЗ ВОЛОКНИСТЫХ, ЗЕРНИСТЫХ
И ПОРОШКООБРАЗНЫХ КОМПОНЕНТОВ
Исторически применение теплоизоляции началось с
использования рыхлых и сыпучих материалов в виде
зернистых (пористых вулканических пород), волокни-
стых (сухие водоросли, стебли злаковых культур,
шерсть) и порошковых систем (пеплы, рыхлые земли).
Слежив-аемость рыхлых и сыпучих материалов, при-
водящая к резкому .ухудшению теплофизических свойств
теплоизоляции, повышенная увлажнявмость, сложность
эксплуатации такого теплоизоляционного материала и
ряд других факторов предопределяли постепенный пере-
ход на выпуск формованных изделий (штучны-х, рулон-
ных и т. д.). .
В период индустриализации строительства этот
процесс ускорился. Одновременно природные пористые
ее ^
Материалы, Используемые в производстве формованных
изделий, стали широко заменять более эффективным
искусственным пористым сь^рьем.
Е настоящее время четко вьщелились четыре на-
правления производства теплоизоляционных материалов:
создание ^искусственных пористых зернистых или по-
рошкообразных материалов с последующим формова-
нием из них высокопористых изделий; формование из-
делий из природных пористых материалов путем до-
полнительной пор'изации в процессе изготовления;
производство высокопористых изделий из плотных искус-
ственных и природных волокнистых и порошкообразных
материалов путем поризации одним из 'известных спосо-
бов; производство поризованных сыпучих и рыхлых ма-
териалов для засыпной теплоизоляции.
Производство по первым трем направлениям основы-
вается на омоноличивании исходных материалов путем
формования и отверждения. От способов формования и
условий производства изделий из волокнистых, зерни-
стых и порошкообразных материалов решающим обра-
зом зависят структура, а следовательно, теплотехниче-
ские и общестроительные свойства теплоизоляционных
материалов.
Теплоизоляционные изделия изготовляют путем фор-
мования исходных композиций (масс) с целью созда-
ния в материале пористости заданного объема и вида.
Решающее значение при этом Имеют реологические свой-
ства массы, предопределяющие способ и параметры фор-
мования, а также вид пористой структуры и свойства из-
делий. (
От реологических свойств связующего (в случае
производства пористых изделий контактным или объем-
ным омонолич»ванием) или массы (при получении
изделий из вязкотекучих или жидких композиций вспу-
чиванием) зависят расход вяжущего (связующего), дли-
тельность технологических циклов перемешивания, фор-
мования и отверждения изделий, объемная масса, проч-
ность и теплопроводность материалов, экономические по-
казатели изделий. ,
Повышение подвижности связующих и исходных
масс позволяет: уменьшить толщину омонол'ичивающих
прослоек и межпоровых перегородок и тем самым со-
кратить расход связующего; понизить объемную массу
и теплопроводность изделий; повысить однородность
4* Зак. 85 83
формовочных смесей; упростить процессы гомогенизации
и вспучивания массы; перейти на более простые способы
формования.
Вместе с тем повышение подвижности традицион-
ными способами — разбавлением суспензий водой в тех-
нологии материалов на минеральных вяжущих (увели-
чение водоцементного, водогнпсового, водоглиняного, во-
дотвердого отношений и др.) или растворителями в
технологии материалов на .полимерных связующих —
существенно удорожает производство и ухудшает строи-
тельно-эксплуатационные свойства теплоизоляции.
Разбавление связующего снижает седиментацнон-
ную устойчивость системы, в связи с чем возможно рас-
слоение исходных смесей и осадка поризованных масс;
замедляет набор прочности изделиями и повышает
энергетические затраты на процесс твердения; снижает
плотность связующего а как следствие приводит к зна-
чительному недобору прочности материала; повышает
усадочные деформации, водопоглощение, эксплуатаци-
онную теплопроводность; снижает долговечность тепло-
изоляционных материалов и изделий. Поэтому надо
стремиться к минимальному содержанию в связующем
воды «ли растворителей. МинимизЗ'ция количества раз-
бавителей приводит к возрастанию показателей реоло-
пических свойств связующих и ,маос.
Таким образом, традиционные способы улучшения
реологических свойств ухудшают технолйгические свой-
ства смесей, что влияет на качество готовых материа-
лов. Задача оптимизации технологического процесса в
производстве теплоизоляции и сводится в значительной
мере к направленному регулированию реологических
свойств связующих и исходных масс с целью повыше-
ния их подвижности без сильного разбавления. Основ-
ные показатели реологических свойств композиций и
возможные пути их регулирования рассматриваются
ниже.
1. РЕОЛОГИЧЕСКИЕ СВОЙСТВА КОМПОЗИЦИИ,
ИСПОЛЬЗУЕМЫХ В ПРОИЗВОДСТВЕ
ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
Из четырех приведенных выше направлений произ-
водства теплоизоляции три основываются на «спользо-
вании пластично-вязких композиций и материалов.
Обычно применяют дисперсные системы в виде-вььсоко-
концентрированных или сильно разбавленных минераль-
ных н полимерных водных суспензий, а также мате-
риалы в пиропластическом состоянии.
Р.еололические свойства таких пластично-вязких сие-.
тем описываются комплексом показателей, прежде все-
го вязкостью — наибольшей предельной (ньютоновской)
Т1о, .наименьшей предельно разрушенной структуры rim,
•эффективной с переменными значениями в зависимости
от степени разрушения структуры т1Ьтр, пластической
Т1* (наибольшей или шведовской) и г\^ (наименьшей
или бингамовской); пределами текучести Pk и рядом
других параметров. На основе эмпирических характери-
стик .можно рассчитать текучесть (l/ri), подвижность
(1/tj*), пластичность Рк/Цо и другие показатели таких
систем.
Сравнение вязких свойств жидкостей и дисперсных
систем показывает значительное отличие между ними.
В основе динамики вязкой жидкости лежит дифферен-
циальное уравнение (называемое уравнением Ньютона)
для установившегося ламинарного потока:
dv
f = nS-—. (6.1)
dx
где F — сила внутреннего трения; S -Площадь соприкосновения
слоев жидкости; dvjdx — градиент скорости в направлении, пер-
пендикулярном сло'ям жидкости; 'Ц t— коэффициент внутреннего тре-
ния или вязкость.
Обычно уравнение (6.1) записывают в следующей
форме, связывающей две важнейшие реологические
характеристики пластично-вязких тел:
х = цО, (6.2)
где t=f/S — напряжение сдвига в данной плоскости; D = dvldx —
градиент скорости.
График функции D=l{x) принято называть реоло-
гической характеристикой.
Пластично-вязкие дисперсные системы по своим
механическим свойствам занимают промежуточное по-
ложение между твердыми телами и жидкостями, ха-
рактеризуясь одновременно прочностью при сдвиге и
текучестью после разрушения структуры.
Такого рода дисперсные системы по механическим
свойствам в зависимости от наличия предела текучести
85
при сдвиге- to и вязкости ifio принято подразделять на
нормально-вязкие, аномально-вязкие и пластичные
дисперсные системы.
К нормально-вязким дисперсиям относятся системы,
¦у которых не обнаружено измеримого предельного на-
пряжения сдвига и отсутствует структурная вязкость.
Системы этого класса ведут себя подобно истинным
жидкостям, т. е. полностью • подчиняются уравнению
Ньютона и их динамические свойства однозначно ха-
рактеризуются вязкостью, вычисленной по э^ому урав-
нению (рис. 6.1,а).
в, ^
Рис. 6.1. Реологическая характеристика дисперсных систем
а — нормально-вязкой; 6—зиомально-вязкой; в — пластичио-вязкой
Аномально-вязкие даоперсные системы не обнаружи-
вают прочности структуры при сдвиге, но при низких
давлениях. имеют структурлую область (участок ОА)
на'кривой течения (рис. 6.1,6). При больших давлениях
в этих системах наблюдается область значений, соответ-
ствующих уравнению Ньютона (участок АБ). К ано-
мально-вязким дисперсным системам относятся многие
коллоидные растворы и суспензии невысокой концентра-
ции. Пластичные дисперсные системы характеризуются
пределом текучести при сдвиге. При напряжениях ииж^
предела текучести они испытывают только упругие де-
формации, а за пределом текучести обнаруж'ивают оста- ,
точные (пластичные) деформации. Кривая течения их не
проходит через начало координат и пересекает ось абс-
цисс в некоторой точке Pq, характеризующей предел те-
кучести системы (рис. 6.1,в). Пластичные дисперсные
системы во всем интервале давлений ведут себя как
системы со структурной вязкостью, т. е. они не подчиня-
ются закону Ньютона. К таким системам принадлежат
высококонцентрированные суспензии.
8б1
Композиции, используемые в технологии теплоизоля'
циоииых материалов, в зависимости от концентрации мо-
гут по ОБОИМ механическим свойствам относиться к
лю1бому из этих 'Классов. На практике чаще всего исполь-
зуют смеси, представляющие собой пластично-вязкие
1И аномально-вязкие системы. По данным Г. И. Горчако-
ва, цементную суспензию (цементное тесто)-при В/Ц-<.
<;0,35 следует рассматривать как пластичное тело, при
В/Д«0,35—0,70 —как пластично-вязкую систему, при
B/ZO0,70 — как аномально-вязкую жидкость.
Изучение механических свойств таких систем связа-
но со значительными трудностями, главным образом
вследствие того,' что они являются полидисперсными и
свойства их 'изменяются во времени. К этому классу
дисперсных систем неприменимо уравнение Ньютона, и
для расчета их движения следует пользоваться зависи-
М0СТЯМ1И, отличными от уравнения (6.1).
Теория пластичности дисперсных систем, принятая в
настоящее время, 'базируется иа модели твердого пла-
стично-вязкого тела или модели твердого 'пластично-
го тела. В модели твердого пластично-вязкого те-
ла-«обобщены» свойства абсолютно твердого тела и
истинной жидкости. Реологическая характеристика это-
го тела имеет вид ломаной линии (рис. б.1,в). Горизон-
тальный участок ОА соответствует предельному напря-
жению сдвига То- Течение системы при т!>То выража-
ется наклонной АБ.
Реологическое уравнение, соответствующее данной
реологической характеристике, имеет такую форму:
f — •Го = т1пл<^оМж, (6.3)
где То — предельное напряжение сдвига (предел текучести); iinji —
коэффициент внутреннего трения пластичного тела, называемый пла-
стической вязкостью.
У пластичных дисперсных систем в связи с тиисотро-.
пией можно различить два предела текучести: динами-
ческое предельное напряжение сдвига то, определяемое
непосредственно после перемешивания смеси при мгно-
венном прило}йении усилия и входящее в уравнение
(6.3), и статическое предельное напряжение сдвига,
являющееся в отличие от то для данной системы величи-
ной переменной, зависящей от времени ее выдержива-
ния в состоянии покоя. Необходимо отметить также, что
пластическая вязкость 11пл» входящая в это уравнение, в
отличие от структурной вязкости г\стр является величи-
87
Рис. 6.2. Механическая модель —
аналогия пластичио-вязкого тела
НОЙ постоянной, не зависящей от градиента скорости и
от размеров и типа приборов, применяемых для его
определевия. "»
Таким образом, реологические свойства пластично-
вязкого тела, как это следует нз уравнения (6.3), ха-
рактеризуются двумя физическими постоянными: пла-
стической вязкостью и
предельным напряжением
сдвига.
Механическая мо-
дель— аналогия пластич-
но-вязкого тела — изобра-
жена на рис. 6.2. Сила
трения между массой и
столом характеризует
предел текучести т, а про-
сверленный поршень,
двигающийся в вязкой
жидкости, моделирует
вязкое сопротивление движению Т1пл.
Структура композиций, используемых в производстве
теплоизоляционных материалов, и природа сил струк-
турообразоваиия таковы, что можно управлять как си-
лой трения, так и вязкостью смесей.
2. РЕОЛОГИЧЕСКИЕ СВОЙСТВА МИНЕРАЛЬНЫХ
КОМПОЗИЦИЙ И СПОСОБЫ ИХ РЕГУЛИРОВАНИЯ
Минеральные композиции в технологии теплоизоля-
ционных материалов представляют собой водные кол-
лоидные растворы или водные суспензии. Эти двух- и
.многокомпонентные смеси можно рассматривать как
трехфазную систему, содержащую твердые частицы с
адсорбированной пленочной водой, «жидкую» воду-и воз-
дух. Механические свойства смесей в основном зависят
от объемного соотношения фаз; практически решающее
значение имеет количество воды затворевия. Значение
предельного напряжения сдвига при переходе от |раз-
бавленных к высококонцентрированным суспензиям мо-
жет измениться от нуля до значительных величин, т.е.
То оказывается функцией концентрации системы. Объ-
ясняется это особыми свойствами воды.
Пластичность дисперсных систем типа концентриро-
ванных суспензий обусловливается наличием на твердых
88\
частицах дисперсной среды тонких адсорбционных пле-
нок воды. В работах В. В. Дерягина отмечается, что
«чистая вода в тонком слое обладает свойствами упру-
гого твердого тела». Толщина этого пол^тВ'ердого слоя
воды может меняться в значительных пределах. Она за-
висит от noBq)XHOCTHbix свойств твердой фазы (адсорб-
ционной способности, уравновешенности химических
связей, микрорельефа и др.)> примесей в воде (ионов
солей, кислот, щелочей) :и ряда других факторов.
Предельное напряжение сдвига зависит в значитель-
ной мере от наличия «жидкой» воды в виде прослоек
между полутвердыми слоями адсорбированной на твер-
дых частицах воды. При напряжениях, превосходящих
предельное напряжение сдвига, пластично-вязкое тело
получает остаточные «ли пластичные деформации, воз-
растающие во 1времени при постоянном усилии, т. е.
течет. Течение дисперсного тела сопровождается раз-
рушением его структуры, причем в первую очередь на-
рушаются наименее прочные свяйи. При этом разруше-
ние структур и освобождение ранее иммббил'изованной
в них воды с увеличением текучести системы сопровож-
даются лишь некоторым понижением структурной вяз-
кости.
Таким образом, четко вырисовываются два пути по-
нижения предельного напряжения сдвига пластично-
вязкого тела (тонкодисперсной суспензии): воздействие,
извне с целью разрушения структуры такой системы или
добавлеиие воды для понижения концентрации твердых
составляющих.
Как правило, смеси, применяемые для производства
теплоизолядионных материалов, должны характеризо-
ваться низкими значениями предельного напряжения
сдвига при достаточно высоких показателях структурной
вязкости. Для снижения предельного напряжения сдви-
га традиционно используют суспензии низкой концент-
рации. Большое содержание воды не только уменьшает
значение т, но и обеспечивает повышенную пористость
материала. При этом чем больше избыток воды, тем
меньшим предельным напряжением сдвига и значением
структурной вязкости будет характеризоваться раствор.
Это хорошо иллюстрируется механической моделью —
аналогией пластично-вязкого тела (см. рис. 6.2). Избы-
ток воды служит, с одной стороны, смазкой между гру-
зом и столом, понижая тем самым предел текучести, с
89
другой — уменьшает вязкость жидкости (например,
глицерина), в которой двигается поршень, а тем самым
и вязкое сопротивление сдвигу. Таким образом, избыток
воды в растворе ие обеспечивает оптимальных соотноше-
ний между двумя основными физическими постоянными,
характеризующими такую систему, не говоря уже о том,
что избыток воды, как это отмечалось выше, ухудшает
многие технологические свойства масс экономические
и строительно-эксплуатационные показатели теплоизо-
ляционных изделий.
Резкое снижение предельного напряжения сдвига при
незнач1йтельном изменении вязкости может быть дости-
гнуто разрушением структуры тонкодисперсной суспен-
зии, содержащей незначительные количества воды,
внешними динамическими воздействиями. Хорошо из-
вестным и наиболее распространенным приемом разру-
шения структурных связей яйляется вибрироваиие дис-
персных систем. При вибрировании проявляются тйксо-
тропные свойства растворов.
Тиксотропия характерна для концентрированных зо-
лей,, которые становятся менее вязкими и более эластич-
ными при размешивании или встряхивании, но восста-
навливают первоначальные значения вяз1Кости 1и эла-
стичности после прекращения внешних воздействий.
Причем длительность восстановления структуры явля;
ется определенной величиной, зависящей от концентра-
ции дисперсной фазы в золе.
Таким "образом, при вибрировании структурная сетка
разрушается, и каждая твердая частица концентриро-
ванной суспензии приобретает свойство двигаться само-
стоятельно. Ориентирование частиц нарушается, удер-
живаемое ранее сеткой частичек некоторое избыточное
количество воды высвобождается, структурированная
концентрированная суспензия приобретает на ; время
вибрирования свойства тяжелой жидкости. При этом
предельное напряжение сдвига такой жидкости незна-
чительно, а значение структурной вязкости достаточно,
велико.
Если действие вибрации иллюстрировать механиче-
ской моделью — аналогией пластично-вязкого тела, то
можно 'проследить следующее. При приложении вибра-
ции к столу установленный на «ем груз при ускорении,'
обеспечивающем преодоление его массы, будет отбра-
сываться вверх. Отделяясь на короткие промежутки
90
времени от поверхности стола, груз получает в эти мгно-
вения возможность свободно двигаться в горизонталь-
ной плоскости. Таким образом, резко уменьшаются зна-
чения предельного напряжения сдвига. При этом' воз-
можная скорость перемещения груза в каких-то конеч-
ных пределах определяется ускорением, прилагаемым к
столу. Вместе с тем сопротивлеиие, которое оказывает
жидкость движению поршня при приложении вибраций,
остается почти без .изменений, т.е. вязкость системы по-
нижается незначительно.
Таким образам, вибрирование концентрированных
суспензий дает возможность направленно изменять их
реологические характеристики. Большое влияние при
этом оказывают ^интенсивность вибрационных воздейст-
вий и. их характер: амплитуда, частота и направлеи-
ность вибрации, место приложения вибровоздействий к
массе, длительность вибрации.
Эффективно регулирование реологических свойств
композиций с помощью поверхностно-активных веществ.
ПАВ пластифицируют смеси, позволяя сохранить по-
стоянными предельное напряжение сдвига и пластиче-
скую вязкость при повышении концентрации суспензии
(снижении разбавления). Действие ПАВ различных
классов неодинаково: наибольшим разжижающим эф-
фектом обладают анионоактивные вещества, меньшим —
неиоиогенные и совсем малым — катионоактивные. При
отсутствии внешних динамических воздействий наиболь-
шее разжижающее действие оказывают добавки ПАВ
гидрофильного типа, при вибрационных воздействиях —
комбинирование ПАВ гидрофобного и гидрофильного
типов. ,
¦ Влияет на - реологические свойства композиций и
температура. Эта зависимость имеет сложный и много-
факторный характер. С одной стороны, повышение тем-
пературы приводит к уменьшению поверхностного на-
тяжения и вязкости воды, что должно снижать предель-.
ное напряжение сдвига и пластическую вязкость компо-
зиций; с другой стороны, с ростом темпера'^уры резко
ускоряется гидролиз и гидратация минеральных вяжу-
щих, ув'слич'ивается скорость коллоидации различных
тонкодисперсных систем, что приводит к значительному
возрастанию реологических показателей. Значимость вто-
рого фактора больше, чём первого, поэтому, как прави-
fl
ло, повышение температуры существенно увеличивает
значения предельного напряжения сдвига.
Таким образом, существует комплекс технологи-
ческих факторов, позволяющих направленно изменять
реологические свойства минеральных композиций, оп-
тимизировать технологию и свойства теплоизоляцион-
.ных изделий.
3. РЕОЛОГИЧЕСКИЕ СВОЙСТВА ПОЛИМЕРНЫХ
КОМПОЗИЦИИ и СПОСОБЫ их РЕГУЛИРОВАНИЯ
Течение дисперсий, растворов и расплавов высокомо-
лекулярных соединений занимает особое место в меха-
нике полимеров, поскольку с этим разделом реологии
связаны выбор и обоснование методов и способов пере-
работки композиции в готовые изделия.
В технологии теплоизоляционных материалов исход-
ные полимерные композиции можно условно классифи-
цировать по проявляемым при переработке мехническим
свойствам на:
1) терлтОпластичные полимеры для получения пено-
пластов (полиолефины, полистирол, поливинилхлорид), а
также новолачные фенолоформальдегидные смолы, ко-
торые перерабатываются в основном в высокоэласти-
ческом состоянии;
2) композиции на основе жидких .термореактивных
смол (фенолоформальдегидных, полиуретановых, карба-
мидных, ненасыщенных полиэфирных и др.), перераба-
тываемых в вязкотекучем состоянии для получения зали-
вочных пенопластов, а также композиционных пенопла-
стов на основе различных наполнителей;
3) разбавленные дисперсии фенолоформальдегидных
олигомеров; используемых в качестве связующего при
контактном омоноличивании.
При движении расплавов полимеров, температура
которых превышает температуру плавления кристалли-
ческих и температуру стеклования аморфных полим^ов,
возникают необратимые деформации материала: Эти де-
формации во много раз превосходят упругую и высоко-
эластическую составляющие деформации данного поли-
мера и называются течением материала. Течение — это
необратимое перемещение одних молекул вещества от-
носительно других под действием внешнего усилия.
Деформация течения полимеров возникает уже при
умеренна температурах, однако ее доля мала по срав-
92 *
нению с упругой и высокоэластической деформациями.
При повышенных температурах (в температурной зоне
переработки полимеров) деформации течения преобла-
дают.
Связь между напряжением сдвига и сдвиговыми де-
формациями течения v устанавливает закон Ньютона.
Однако этот закон применим, как уже отмечалось, не ко
всем материалам, а лишь в узкой о'бласти изменения
напряжений при малых скоростях сдвига. Наиболее
точно следуют этому закону низкомолекулярные жид-
кости и расплавы полимеров при высоких температурах.
Для большинства полимерных систем типична ано-
малия вязкости — явление, заключающееся в том, что
вязкость т) убывает по мере возрастания v, и представля-
ющее сйбой наиболее яркое проявление специфичности
механических свойств полимеров. Область аномалии вяз-
кости расплавов большинства промышленных полимеров
проявляется при напряжении сдвига полимерно 10''—
10^ дин/см^.
В современной технологической практике для оценки
вязкостных свойств полимерных композиций применя-
ют ряд различных условных показателей. Так, для
термопластиков наиболее широко принято измерение ин-
декса расплава; это — характеристика текучести, изме-
ренная методом капиллярной вискозиметрии при строго
определенной температуре.
Рис. 6.3. Тепломеханиче-
ская кривая полимеров
В практике переработки полимеров часто использу-
ют показатель текучести — величину, обратную вязкости.
Зависимость деформации аморфных полимеров от
температуры — термомеханическая кривая (рис. 6.3) —
дает полное представление о поведении полимера враз-
личных условиях и предопределяет технологические
возможности его переработки. При температурах ниже
температуры стеклования Гст деформации малы и обра-
тимы, что соответствует стеклообразному состоянию по-
93
лимера. При повышении температуры деформация суще-
ственно увеличивается, но остается обратимой; матери-
ал из твердого становится вьгсокоэластичным; темпера-
тура, соответствующая переходу полимера в высоко-
эластическое состояние, называется температурой стек-
лования. Вблизи температуры текучести Гтек нагревание
приводит к резкому росту деформации за счет возникно-
вения необратимой деформации (вязкое течение). При
температурах выше Гтек полимер находится.в вязкотеку-
чем состоянии. Совершенно очевидно, что каждому из
трех cocTOHiHHfl аморфных полимеров должна соответст-
вовать своя область технического применения. Поэтому
определение температурной зависимости деформации
полимеров в широком интервале температур является
методом оценки основных технологических свойств поли-
меров.
Повышеиие температуры приводит к существенному
уменьшению вязкости, полимерной системы. Так, измене-
ние температуры на 1(УС может привести к изменению
коэффициента вязкости более чем на один порядок.
При переработке вязкость полимерных композиций,
как и любых других жидкостей, определяется их молеку-.
лярной структурой. Общей для всех полимерных мате-
риалов закономерностью является повышение вязкости
с увеличением молекулярной массы.
Анализ физической :приро1ДЫ течения Ж'идкостей по-
казывает, что 'коэффициент вязкости снижается с умень-
шением плотности; в то же врЬмя повышение внешнего
давления сопровождается его увеличением. Характер
зависимости вязкости полимеров от этих факторов ста-
новится более понятным, если рассмотреть .механизм их
течения. Поскольку молекулы полимеров представляют
собой, гигантские по сравнению с молекулами минераль-
ных веществ образования, перемещение одной молеку-
лы происходит в виде последовательных передвижений
отдельных звеньев ,из одного положения в другое.
Эти передвижения обусловлены тепловым движением
звеньев цепей, причем при действии внешней силы уско-
ряется передвижение звеньев в направлении действия
силы и материал деформируется. В процессе течения
цепи макромолекул распрямляются и становятся более
жесткими, происходит их ориентация. В линейных поли-
мерах (пол>иолефииы, полистирол, поливинилхлорид)
это приводит к уменьшению внутреннего трения при
скольжении одних слоев материала относительно другиу;
для полимеров, имеющих поперечные сшив'КИ (феноло-
формальдегидные, полиуретаны), этот процесс может
явиться причиной сильного повышения вязкости. Такой
фактор, как полярность полимера, также существенно
сказывается на его реологических свойствах. Например,
поливинилхлорад по сравнению с полистиролом имеет
меньшую эластическую деформацию при повышенных
температурах, что связано с наличием больших сил
межмолекулярного сцепления.
Все перечисленные фа1Кторы определяют в большой
степени реж'имы и • технологические особенности пере-
работки полимеров в теплоизоляционные материалы.
Так, для получения пенополивинилхлоридаюптимальная
температура прессования должна 'быть близка к тем-
пературе разложения поливинилхлорида, что существен-
но усложняет технологию по сравнению, например, с
получением пенополистирола.
Реологические свойства термопластов в значительной
мере обусловливают основ'ные свойства вспененных ма-
териалов на их основе. С понижением вязкости полимеры,
приобретая большую подвижность, оказывают меньшее
сопротивление газам при вспенивании, что способствует
снижению объемной массы пенопластов. Однако при
значительном снижении исходной вязкости смол отвер-
ждение пены замедляется, что приводит к получению
более тяжелых пенопластов с неравномерной структурой;
возникающие при этом внутренние,напряжения вызыва-
ют образование различных структурных дефектов и, в
конечном итоге, снижение общей прочности мате-
риала.
Вспенивание композиций с высокой 'исходной вяз-
костью также нецелесообразно из-за значительного сни-
жения их вспенивающейся способности и связанного с
этим увеличения -расхода полимеров. Наилучшие ре-
зультаты, например, для фенолоформальдегидных пен
достигаются при использовании композиций с исходной
вязкостью 1000—6000 сП.
Поэтому при перера'ботке термопластичных пол'име-
ров в пенопласты для получения замкнутой ячеистой
структуры температуры вспенивания композиции, как
прав'ило, должна быть не более чем <на 20—401, выше
темпер.атуры стеклования. Превышение этого темпера-
турного Д'иапазона приводит к образованию пенострук-
95
туры с сообщающимися порами. Если температура вспе-
нивания превышает температуру .текучести, то вследст-
вие вязкого течения материала происходит деформация
пор и «спекание» пластмассы (резкое снижение порис-
тости).
Наряду с регулированием реологических свойств по-
лимерных композиций температурными воздействиями
одним 'ИЗ эффективных и технологичных путей повыше-
ния текучести полимеров является пластифицирование.
С этой целью в них вводят специальные пластификато-
ры или мономеры, полимеризующиеся в процессе про-
|Изводства.
Важным параметром техцологии полимерных тепло-
изоляционных .материалов является кинетика нараста-
ния структурной вязкости смол в процессе отверждения.
В момент 'Максимального газовыделения при производ-
стве'газонаполненных пластмасс перегородки ячеек пены
должны быть достаточно эластичны, что позволяет им
деформироваться без разрыва; этот период формирова-
I ния структуры должен соот-
' ' -"' ветствовать переходу жидкой
системы из вязкотекучего в ге-
леобразное состояние. Крите-
рием оценки состояния компо-
зиции является продолжитель-
ность гелеобразования Тгел
(рис. 6.4). Этот параметр зави-
сит от реакционной способно-
"^гел *'' ^'^'^ '^ концентрации смол, их
молекулярно-массовой харак-
Ряс. 6.4. Кинетика структу- теристики, концентрации И ак-
рообразоБания жидких тер- тивности катализатора отверж-
мореактшных смол температуры процесса.
t „— длительность структуриро- r^ J
в^ния Роль факторов, определяю-
щих изменение структурной
вязкости вспенивающихся композиций, еще более
возрастает при использовании таких композиций в ка-
честве связующего при объемном омоноличивании. Про-
цесс формования таких материалов во многом определя-
ется подвижностью вспенивающейся полимерной компо-
зиции при обтекании зерен каркасообразователя. Под-
вижность связующего в этом случае зависит от харак-
тера процесса гелеобразования смол в присутствии ка-
тализаторов отверждения. Для регулирования вязкоте-
96
кучих свойств и вспенивающей способности композ1ИЦИИ
с целью улучшения формуемости матер'иала при низком
расходе полимерного связуюш,его можно вводить в сис-
тему для вспенивания различные модифицирующие до-
бавки, пластифицирующие смолы, а также дополнитель-
ные вспенивающие агенты.
В' качестве модифицирующих добавок используют
соединения, относящиеся к классу гликолей, фурановых
соединений, полиэфиров, галоидопроизводных углево- .
дорсдов. I
4. КЛАССИФИКАЦИЯ СПОСОБОВ
СОЗДАНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
С ВЫСОКОПОРИСТОИ СТРУКТУРОЙ
Главная технологическая задача в производстве
высокоэффективных теплоизоляционных материалов —
обеспечить их высокопористое строение с заданными ха-
рактеристиками пористой структуры. Известно несколько
десятков принципиально отличающихся способов пори-
зации материалов, каждый из которых позволяет создать
свой тип и свои особеиности пористой структуры.
Многообразные способы поризации применительно к
теплоизоляционным изделиям могут быть подразделены
на шесть основных групп.
Вспучивание. Такой спосЬб поризации основан на
выделении в пластично-вязкой массе или введении в
массу газовой фазы (в виде водорода, 1КИСЛорода, угле-
кислого газа, фреона, изопентана и др.; паров воды;
воздуха). В результате насыщения массы газовой фа-
зой увеличивается ее объем — происходит вспучивание,
давшее название этому методу. О'бразуется дисперсная
система — воздух в «жидкости» (пеномаоса), твердею-
щая при дальнейшей технологической обработке (охла-
ждении, нагревании и т. д.).
При вспучивании формируется ячеистая пористая
структура, общий объем пористости .которой зависит от
количества введенного и удержанного массой газообраз-
ного 'Компонента. Решающее значение при этом имеют
реологические свойства пластично-вязкой массы.
Несколько отличается от данного способа поризации
вспучивание без перехода исходной массы (материала)
в пластично-вязкое (пиропластичеокое) состояние, хотя
97
вспучивание осуществляется выделяющимися при высо-
кой температур'е парами воды. Последний фактор и по-
зволил отнести такую поризацию, характерную для
единственного теплоизоляционного материала — верми-
кулита, к вспучиванию.
Вспучивание охватывает следующие способы пори-
зации: низкотемпературное газообразование, высокотем-
пературное газообразование, пенообразование, аэриро-
вание (воздухововлечение).
Удаление порообразователя. В основе поризации
ле^ит способ удаления .порообразователя без вспучива-
ния массы. Следовательно, объем образующейся пори-
стости примерно равен Объему удаляемого порообразо-
вателя. Этот способ'базируется на испарении или выго-
рании порообразователя при средне- или высокотемпера-
турных воздействиях. В качестве поро^бразойателей ис-
пользуют воду, легколетучие жидкости, выгорающие
добавки. При использовании выгорающих добавок, как
правило, формируется ячеистая структура, при приме-
нении испаряющихся жидкостей — пористокапиллярная.
Неплотная упаковка. Этот способ используют при
изготовлении волокнистых и зернистых материалов.
Применительно к волокнистым изделиям он основан яа
перепутывании волокон и формообразовании за счет тре-
ния 'Я зацепления волокон между собой. В этих условиях
формируется волокнистая пористость, объем .которой
определяется геометрией волокон и прежде всего ихдиа-
метром, а также упругостью волокон и свойствами их
поверхности (способностью к зацеплению).
Для зернистых компонентов этот способ предусмат-
ривает оптимизацию гранулоадетрнческого состава час-
тиц, чтобы получить повышенные значения межзерновой
пустотности. При этом создаются засыпные (быпучие)
материалы, слабо механически связанные.
Неплотная упаковка волокнистых и зериистых соста-
вляющих реализуется при свойлачивании и механиче-
ском диспергировании и рассеве.
Контактное омоноличивание. Этот метод базируется
на омоноличивании зернистых и волокнистых рматериа-,
лов в местах их взаимного контакта с помощью тонких
склеивающихся прослоек. Эти прослойки создают, вводя
в каркасообразующ'ий материал маловязкие композиции
связующего, равномерно и тонким слоем распреде-
ляя его 'ПО поверхности зерна или волокна, которые
аэ
затем приводят в соприкосновение. В качестве связую-
щего используют жидко'текучие композиции (предпоч-
тительно водные растворы) полимеров, цемента, глины,
растворимого стекла.
Пористость материалов, получаемых методом контак-
тнога омоноличивания, зависит от вида каркасо.образу-
ющего материала. При использовании волокнистых ма-
териалов формируется волокнистая пористость, зерни-
стых — зернистая пористость. ^•
Контактное омоноличивагаие Включает несколько
способов. Они отл'ичаются технологией -распределения
связующего на каркасообразующем материале, формо-
ванием изделий и приемами удаления излишков связу-
ющего из сформованного изделия.
Объемное омоноличивание. В основе этого способа
лежит принцип соединения зернистых или волокнистых
пористых материалов в изделие с помощью сплошного
омоноличивания связующим. Получить теплоизоляцион-
ные изделия в этом случае можно, лишь применяя вы-
сокопористые заполнители, максимально заполняя ими
объем для уменьшения расхода связующего или ис-
пользуя связующее в виде пеномассы.
Объемное омоноличивание применяют для изготов-
ления__изделий из высокопористых зернистых материалов
типа перлита и вермикулита ил'И пористых волокнистых
материалов, например распушенного асбеста. Связующим
служат полимерные и минеральные вяжущие. При про-
изводстве изделий объемным омоноличиванием получа-
ют материалы с ячеистой или зернистой структурой.
Объемное омоноличивание включает: омоноличивание
поризованной связкой, омоноличивание 'плотной связ-
кой.
Создание комбинированных структур. Этим способом
объединяют несколько типов структур или технологиче-
ских способов производства теплоизоляционных изде-
лий. Суть его состоит в том, что совмещение двух типов
пористой структуры (например, волокнистой и ячеистой,
зернистой и ячеистой) повволяет значительно увеличить
общую пористость материалов. Этим способом получают
совмещенные типы структур ^- волокнисто-ячеистые,
зернисто-ячеистые.
Способ создания комбинированных структур вклю-
чает множество технологических разновидностей, отли-
чающихся порледо^ательирстью получения пористых
99
структур, а также сочетаниями технологических про-
цессов.
5. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ СОЗДАНИЯ
ВЫСОКОПОРИСТОЙ СТРУКТУРЫ
ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
ВСПУЧИВАНИЕ
Способ вспучивания в технологии теплоизоляцион-
Аых материалов применяется сравнительно недавно, по
на его основе .изготавливают широкую номенклатуру
теплоизоляционных материалов. Его используют в про-
изводстве ячеистых бетонов, стекла и керамики, вспу-
ченных горных яород, 'пенопластов и других материалов.
Наиболее распространенной модификацией вспучивания
является газообразование.
Газообразование. Этот способ основан на выделении
газообразных продуктов во всем объеме материала, на-
ходящегося в пластично-вязком (в том числе и пиро-
пластичном) состоянии. Он имеет ряд разновидностей,
различающихся по следующим признакам: химизму
процесса газообразования; виду газообразователя; тем-
пературе газообразования .и вспучивания массы.
По химизму процесса газообразование подразделя-
ется на несколько способов: первый основан на выделе-
нии газа при взаимодействии газообразователя с ком-
понентами массы (газоабразователь — алю'миниевая
пудра, карбонаты, кислоты и др.); второй основан на
выделении газа из газообразователя (перекись водоро-
да, органические газообразователи) без взаимодействия
с массой.
По виду различают: газообразователи, искусственно
вводимые в массу (алюминиевая пудра, органические
порофоры п газообразователи и т. д.); газообразовате-
ли, являющиеся составной частью исходных компонен-
тов (гидратная вода).
По температуре газообразования и вспучивания спо-
соб газообразования подразделяется на: низкотемпера-
турный (температура процесса до 100°С), среднетемпе-
ратурный (200—400°С), высокотемпературный (выше
800°С).
В техчологии строительных материалов начало спо-
собу газообразования положило использование газо-
т
образователя в виде соды (NajCOs). Для протекания
реакции в смесь вводили кислоту (НС1, H2SO4). Сода,
гомогенно распределенная в массе, взаимодействовала
с кислотой с выделением СОз, масса равномерно вспучи-
валась. Однако для получения больших объемов пори-
стости необходимы повышенные количества соды и
кислоты, что отрицательно воздействует на массу, поэ-
тому широкого распространения этот газоббразователь
не получил.
Затем в производстве теплоизоляционных материалов
стали использовать перекись водорода ( в виде 30%-
ного раствора, называемого пергидролью). На воздухе
перекись водорода выделяет кислород:
2 НА -* 2 HjO + Ог t .
причем 1 кг пергидроля образует 133 л Oj. Таким обра-
зом, для создания высокопористого строения (80—85%
пористости) необходимо с учетом потерь кислорода 8—
9 кг пергидроли на 1 м^ бетона. Большой расход этого
газообразователя и сложные условия техники безопас-
ности при работе с ним ограничивают его использова-
ние в технологии теплоизоляционных материалов.
Современные газообразователи должны удовлетво-
рять следующим требованиям: плавное течение процес-
са газовыделения с получением нетоксичных и не вы-
зывающих коррозию продуктов; большой Ьбъеы выделя-
ющегося газа — большое газовое число (см. «иже); со-
ответствие температурного интервала максимального
газообразования температуре размягчения вспенивае-
мого материала; устойчивость в условиях хранения и
транспортирования, доступность и относительно низкая
стоимость.
Газовое число — это объем газа (мл), приведенный
к нормальным услоаиям, выделяемый в единицу време-
ни 1г газообразователя при температуре максимального
газовыделения. Оно служит для первичной оценки эф-
фективности тазообразователей.
Используют несколько типов органических и неорга-
нических газообразователей, различающихся по агрегат-
ному состоянию, химической'Природе и механизму газо-
образования. Наиболеее многочисленна и широко ис-
пользуется группа твердых вспенивающих реществ.'
В настоящее время самый распространенный низко-
температурный газообразователь — алюминиевая пудра.
101
Она представляет собой тонкодиспергиро'ванный поро-
шок алюминия, имеющий форму лепестков со средним
диаметром около 20—50 и толщиной 1—З.мми. Каждая
частица алюминия покрыта тонк,ой оболочкой стеарина,
. придающего пудре гидрофобность. В результате пудра
приобретает высокую кроющую способность и всплывас'
мость (она предназначена для лакокрасочной промыш-
ленности). Однако в технологии теплоизоляционных ма-
териалов это резко ухудшает распределение газообразо-
вателя в массе.
Уже в процессе помола каждая частица алюминия
окисляе;тся и покрывается плотной окисной пленкой.
- Сильные щелочи и кислоты при средней концентрации
растворяют защитную окисную пленку на поверхности
алюминия:
AljOs + 2 ОН--> 2 АЮ^ + HjO.
С обнаженной поверхности алюминий переходит в
раствор в виде ионов А1з+, при этом выделяются три мо-
ля водорода: '
2Al+6H+-*2Al3+ + 3Hat •
Таким образом, 1 г А1 выделяет 1250 см^ водорода, а
при температуре оптимального газовыделения (-~50°С) —
почти 1500 см'. Алюминиевую пудру используют в произ-
водстве ячеистого бетона и ряда теплоизоляционных пла-
стмасс (ленофенопласты и др.).
Весьма перспективна, особенно для вспенивания вы-
сокомолекулярных соединений, группа жидких вспени-
вающих веществ. В нее входят различные легкокипящие
жидкости: галоидпроизводные углеводороды, спирты,
изопентан, толуол, бензол и т. д. (табл. 6.1). При нагре-
ваний до температуры кипения эти вещества, переходя в
газообразное состояние, вспенивают полимеры. Несмот-
ря на то, что по вспенивающей способности они уступают
ряду газообразователей, использование таких продуктов,
как, например, галоидопроизводные углеводороды, спо-
собствует улучшению теплофизических свойств, а также
образованию более равномерной структуры материала и
соответственно повышению его физико-механических по-
казателей.
Широко применяют также среднет'емпературные га-
зообразователи, выделяющие газ в результате необрати-
мого термического разложения при температуре до
120,^—160°С. .Та'кие газообразователи лазывают порофора-
10S
Таблица 6.!.
Вспенивающие
вещества
Фреон 11
Метн'ленхлорид
Фреон из
Изапентан
Жидкие вспенивающие вещества
Химическая
формула
CCIjF
CH3CI
C2CI3F,
CHsCH(CHj,)CHsCH3
Температура
кипения, °С
12,7,7
33
4,7,6
27.9
Вид пенопласта,
при 11алучеаи|( кото-
рого используется
легкокипящая
жидкость
Пенополиуретаны,
^фенольные пено-
пласты ,
То же
»
Пенополистярол
ми. Из этой группы чаще всего используют азосоедине-
ния (.R'-hN=N—R), порофоры ЧХЗ-21, ЧХЗ-57 и др.
Скорость и температурный интервал газообразования
при термическом разложении указанных соединений, а
также газовое число в значительной степени обусловле-
ны, пространственными факторами (давлением), рН и
влажностью среды и т. д. Газовое число порофоров ко-
леблется от 100 до 230, Применяют их в основном для из-
готовления теплоизоляционных пластмасс.
В качестве высокотемпературных газообразователей
используют органические (молотый кокс, антрацит, не-
которые разновидности порофоров) и неорганические
(карбонаты в виде молотого мела, известняка) вец^ества.
Последние применяют реже. В результате высокотемпе-
ратурного воздействия выделяется СОг- Газовое число
высокотемпературных органических газообразователей
составляет 170—250 см^г, температурный интервал газо-
выделения 700—900°С. Эти газообразователи употребля-
ют в производстве леностакла.
Промышленность выпускает значительное количество
теплоизоляционных материалов, высокотемпературным
газообразо'вателем в которых служит гидратная вода.
Это природные породы или искусственные композиции,
содержащие «растворенную» воду. Последняя входит в.
молекулярную структуру минерала или искусственного
вещества и в силу химической связи с твердым веществом
может превращаться в пар лишь при высоких темпера-
турах.
Вода интенсивно превращается в пар в искусственных
композициях при.200—'400°С, в'природных минералах
при 800—1000°С. При таких температурах объем обра-
зующегося пара больше объема исходной воды в 600—
103
4000 раз, 'Поэтому при содержании 0,05—0,5% гидратной
воды материал увеличивается в объеме в 15—40 раз.
Высокотемпературное вспучивание парами воды ис-
пользуют при производстве вспученного перлита, верми-
кулита, растворимого стекла и частично глиносодержа-
щих материалов. Вспучивание газообразованием предпо-
лагает, что выделяющийся в процессе газовыделения газ
остается в массе и вслучивает ее, образуя ячеистую
стрзжтуру.- Формирование такой структуры включает три
стадии: зарождение газового пузырька, рост пузырька,
стабил1изация размеров и местоположения газового пу-
зырька.
Зарождается газовый пузырек на поверхности алю-
миниевой частицы или другого газообразователя, причем
газ, как правило, начинает выделяться не со всей поверх-
ности газообразователя, а лишь на участках поверхноати
с повышенной активностью. Для алюминиевой пудры —
это трещины в оксидной пленке, возникающие вследствие
больших объемных изменений при послойном окислении
металла.
Рост газового пузырька и образование поры пред-
ставляют собой сложный процесс, в котором формирова-
ние единичной газовой поры происходит ие от одной
частицы газообразователя, а от их совокулиости.
Тонкодисперсные газообразователн имеют малую мас-
су, и поэтому объем газового пузырька очень мал. Так,
масса частицы алюминиевой пудры равна примерно
4-10""'г, одна такая частица может образовать пору
объемом 6-10"'' ом^ т. е. диаметром 1 • IQ-^ см. Для обра-
зования одной газовой поры диаметром 1 мм необходимо
участие в реакции 10^ частиц алюминиевой пудры. Есте-
ственно, что образование таких коигломератов в Matce
нереально. Поэтому рост и образование газовой поры
происходят вследствие двух одновременно протекающих
явлений: во-первых, за счет коалесценцин мельчайших
газовых пузырьков при их росте, а во-вторых, путем втя-
гивания частиц пудры в растущую газовую пору. Оба
эти процесса становятся возможными прежде всего по-
тому, что расстояние между частицами в массе весьма
мало: 4-10-3—1-10-'' ом.
Таким образом, расстояние между частицами в массе
в два и более раз меньше, чем диаметр газовой поры,
возникающей из одной частицы. Поэтому при росте от-
дельных газовых пузырьков они должны соприкасаться
l(Mi
и объединяться. Два пузырка и более должны объеди-
няться практически мгновенно с возникновением больших
градиентов скоростей. В результате «возмущения» массы
к такому пузырьку подходят новые частицы газообразо-
вателя. Если эти частицы уже в значительной мере про-
реагировали и образовали газовый пузырек достаточно
большого размера, происходит процесс коалесцеиции,
аналогичный описанному. Если частица алюминия выде-
лила небольшой объем газа, то эта, частица 1М0Жет при-
липнуть к готовому пузырьку. При этом в зависимости
от свойств поверхности частицы возможны два варианта
дальнейшего ее взаимодействия со средой (рис. 6.5). При
плохом смачивании частица газообразователя должна
быть втянута в воздушный пузырек, что резко уменьшает
Рис. вД Взаимодействие гндрофо&иой и гидрофильной алюминие-
вой частицы с газовым пузырьком
а —флотация (гидрофобная частица); б — флотации нет (гидрофильная час-
тица); / — раствор; 2 — газовый пузырек; 3 — частица
поверхность ее соприкосновения со средой и приводит к
замедлению газообразования. При хорошем смачивании
поверхность частицы оказывается в соприкосновении со
средой, и реакция газообразования заканчивается срав-
нительно быстро.
Рост газовых пузырьков вследствие коалесце1щин и
втя1гнвання частиц газообразователя не безграничен.
Во-первых, процесс образования газовых пузырьков на-
1(05
а
air
ar
L--
/
'
-->';
^-o
Этап I
^-^
'/
/¦/
,7
2 У
¦¦'^3
Этап и
I .—
¦
.
1
_.,
u>.-
Этап I
'^¦
y^
S
Этап E
T :
Рис. 6.&. Формирование ячеис-
той структуры в завнсимостн
от кинетики газовыделеиия и
реологических свойств смесей
а — формирование оптимальной яче-
истой структуры;, б — возможная
осадка массы; в — возможное обра-
зование слоистой рыхлой структу-
ры; /—киненика газовыделения;
2 — измеяение вязкости; 3 — рост
предельного напряжения сдвига:
этап I — иитенсивное газовыделе-
ние; этап II — затухающее газовы-
деление
чинается и протекает во всей массе примерно одновре-
менно, и поэтому статистически маловероятно стягивание
их к одному центру. Во-вторых, по мере коалесценции
пузырьков и стягивания к ним газообразователя расстоя-
ние между отдельными частицами и пузырьками в массе
увеличивается, а вероятность их слияния уменьшается.
В результате масса разделяется на отдельные очапи об--
разования макропузырьков. В-третьих, с увеличением
размера пузырька угол смачивания уменьшается, и сила
сцепления его с частицей, пропорциональная синусу это-
го угла, ослабевает. Происходит отторжение частицы от
газового пузырька. Этому же способствует увеличение
предельного напряжения сдвига массы в процессе вспу-
чивания.
106
Прекращение роста пузырька долЖНй собпаДйтЬ С ин-
тенсивным ростом значений реологических показателей
массы. Газовый пузырек вследствие большой разницы, в
плотност5}Х газа и массы стремится всплыть, что приводит
к выходу газа'из массц (кипению) и снижению пористо-
сти. Чем -больше размер пузырька, тем большее гидроста-
тическое давление столба массы он может преодолеть и
всплыть с большей глубины. Перемещению газовых пу-
зырьков в горизонтальной («оалесценция- и рост пузырь-
ка) и вертикальной (всплытие) плоскостях противодей-
ствуют предельное напряжение сдвига и вязкость массы.
Поэтому к концу газовыделен.ия и вспучивания значения
этих реологических характеристик должны резко возра-
стать. В результате прекращения газовыделения, а также
увеличения значений реологических свойств обеспечива-
ются стабилизация размеров (прекращение кбалесцен-'
ции) ,и местоположения газовых пузырьков.
Зависимость процессов формирования ячеистой пори-
стости при газообразовании от кинетики сазовыделения
и изменения реологических свойств массы хорошо иллю-
стрируется схемой, приведешюй на рис. 6.6. Исследова-
ние процессов газовыделения с применением прозрачной
среды показало, что кинетика зарождения, роста, коалес-
ценции и окончательного формирования газовых пдр пол-
ностью соответствует приведешюй выше схеме.
На начальной стадии порообразования формируются
поры близких размеров и небольшого диаметра. В даль-
нейшем вследствие полидисперсности газообразователя,
а также за счет разного Ч|ИСла его частиц, стянутых к
одной поре (что объясняется неравномерностью распре-
деления частиц в массе и наличием агрегатов газообра-.
зователя), образуются поры различного диаметра.
^В материалах с высокой пористостью пол'идисп'ерс-
ность распределения пор по размерам достигает больших
значений. Связано это, с одной стороны, с высокой насы-
ще1П10стью массы частицами газообразователя, что при-
водит к уменьшению расстояния между 11ими и увеличе-
нию числа крупных конглЬмератов газообразователя, а с
другой^ — с облегчением коалесценции газовых пузырь-
ков вследствие снижения предельного напряжения сдви-
га и вязкости массы. Таким образом, полидисперсность
газовых пузырьков (пор) является не толька необходи-
мым условием получения теплоизоляцио1пюго материала,
но и технологической формой образования больших объе-
1,07
мой пористости. Задачи технолога сводятся к нахожде-
нию способов формирования заранее заданной пористой
структуры материала.
Необходимо отметить, что не весь выделяющийся
газ удерживается массой. Поэтому оперируют понятия-
ми коэффициенты газовыделения Кгв и газоудержания
Key, употребляют также идентичные понятия. Кгв — коэф-
фициент использования порообразователя и Уту — коэф-
фициент выхода Пор. Коэффициент газовыделения харак-
теризует объем газа, выделяемый газообразователем в
технологически рациональный отрезок времени. Этот ко-
эффициент всегда на 10—15% ниже теоретического для
данного вида газообразователя, что связано с наличием
в его составе нереакционноспособных примесей (напри-
мер, в алюминиевой пудре 3% стеарина, 5—12% оксидов
'н. примесей), газовыделением после окончания вспучи-
вания и рядом других причин. Коэффициент газоудержа-
ния показывает отношение объема газа, удержанного
массой, к объему газа, образовавшегося в массе. Кту из-
меняется в интервале 0,7—0,85. Чем больше несоответст-
вие между кинетикой газообразования и реологическими
свойствами массы, тем меньше Кгу Снижение объемной
массы изделий приводит к уменьшению Кгу, что должно
учитываться при назначении расхода газообразователя.
Решающим фактором создания высокопористой ячеи-
стой структуры, достижения высоких значений коэффи-
циента газоудержания и получения оптимальных харак-
теристик пористости является направленное регулирова-
ние .пластично-вяэких свойств массы и кинетики газовы-
деления. Регулирование кинетики газовыделения для
различных видов газообразователей осуществляется раз-
ными приемами.
Алюминиевая пудра. Скорость газовыделения зависит,
от водородного показателя среды, температуры массы,
удаления с поверхности алюминиевой частицы продуктов
реакции, тормозящих химическое взаимодействие, нали-
чия в составе массы активаторов и пассиваторов газовы-
деления. Эта зависимость в общем виде описывается
уравнением
dV/dt = KFVC, (6.4)
где ^С — коэффициент, зависящий от температуры среды и наличия
в paefBOpe активаторов или пассиваторов реакции; F — свободная
поверхность металла; С — концентрация иоиов гидроксила в данный
момент.
Свободная поверхность металла 6.1илг.руется выходе
реакции продуктами взаимодействия (труднораствори-
мые алюмокальциевые новообразования переменного со-
става) и пузырьками водорода.
Интенсификации газовыделения способствуют: введе-
ние в массу активаторов реакции (хлоридов, например '
NaCl); повышение температуры массы; применение виб-
рационных воздействий, чтобы очистить поверхность ме-
талла от продуктов реакции; повышение рН среды вве-
дением щелочей и снижением водотвердого отношения.
Порофоры. Скорость газовыделения зависит прежде
всего от температуры и для каждого порофора имеется
эмпирическая зависимрсть между этими двумя парамет-
рами.
Высокотемпературные порообразователи. Кинетика
образования газа регулируется температурой среды, дис-
персностью парообразователя и химическим составом га-
зовой среды. Повышение тонины помола и увеличение в
составе газовой среды кислорода приводят к интенсифи-
кации газовыдел€Ния.
Вода. Кинетика вспучивания, кроме формы связи во-
ды С1материаЛом (фактором нерегулируемым), определя-
ется скоростью подъема и максимальной темлературой
нагрева. С повышением температуры не только ускоря-
ется процесс превращения воды в пар, но и увеличивает-
ся объем пара, образующегося из единицы массы воды.
Поэтому температура является важным фактором дости-
жения порообразователем больших объемов.
Существенными факторами управляемого воздейст-
вия на кинетику газовыделения, реологические свойства
массъ! и формирование.пористой структуры являются
вибрирование массы и введение в нее поверхностно-ак-
тивных добавок. В системах на минеральных вяжущих
гидратационного твердения и в полимерных системах
вибрационное вспучивание в сочетании с ПАВ интенси-
фицирует процессы газовыделения на поверхности газо-
образователя, ускоряя тем самым окончание этого про-
цесса на крупных частицах. Все это происходит на стадии
оптимальных пластично-вязких свойств смеси, что обес-
печивает образование замкнутых пор. Кроме того, В'
процессе вибрации создаются равные условия дл^ от-
торжения частиц алюминиевой пудры с поверхности ра-
стущих газовых пор, как только они достигнут определен-
ного размера. По окончании вибрации резко возрастают
109
Предельное напряжение сдвига и BflSKOctb массы. Поэто-
му коалесценция и передвижение газовых пузырьков ста-
новятся невозможными.
Своеобразное влияние на образование пористой струк-
туры оказывают поверхностно-активные добавки. Обла-
дая платзтифицирующим эффектом, а также повышая
смачиваемость частиц газообразователя, ПАВ повышают
однородность его распределения в массе. Снижение по-
верхностного натяжения в массе ч; ПАВ уменьшает коа-
лесценцию газовых пор, повышает устойчивость тонких
обводненных межпоровых перегородок. Гидрофилизация
частиц алюминиевой пудры ПАВ обеспечивает более ран-
нее отторжение частиц от растущих газовых пузырь-
ков, что позволяет получить более мелкопористую и одно-
родную газовую пористость.
В системах, проходящих при вспучивании стадию пи-
ропластического состояния, вибрация в период активного,
газовыделения также повышает качество пористой струк-
туры и способствует увеличению объемов пористости,,
так как реологические свойства массы при этом улучша'-
ются.
Таким образом, введение поверхностно-aкtивныx ве-
ществ в массу и динамические воздействия на стадии
вспучивания — один из основных факторов улучшения
пористой структуры и снижения объемной массы изде-
лий.
К способу газообразования относится и вспучивание
вермикулита, хотя процесс поризации нескол|зКО отлича-
ется от описанного выше. 9бщим является принцип газо-
выделения: при высоких температурах" межпакетная и
гидратная вода превращаетс5Г в пар. Отличие заключа-
ется в том, что вермикулит не переходит в пиропластич^
окое состояние и вспучивание происходит непосредствен-
но из твердого состояния путем расслоения материала
по плоскостям спайности и раздвижки слюдяных слоев.
Способ пенообразования и аэрирования основан на
введении воздуха в растворы или массы, содержащие по-
верхностно-активные вещества, равномерном его распре-
делении и стабилизации образовавшейся пеномассы.'По
принципу создания пеномассы различают следующие
способы поризации: ценообразование, предусматриваю-
щее раздельное приготовление пены, массы, и их смеши-
вание; аэрирование, прл котором пена отдельно не при-
готавливается, а воздух вовлекается непосредственно в
Maccyj сухая минерализация пены, основанная на приго-
товлении пены и Смешивании ее с сухой тонкодисперсной
|коМ'Позицией исходных компонентов.
В основе всех этих.способов лежит способность пр-
верхностно-активных веществ сорбироваться на поверх-
ности раздела жидкость — воздух и резко снижать по-
верхностное натяжение на границе раздела. При раство-
рении в воде поверхностно-активные вещества вследствие
полярности молекул ориентированно адсорбируются на
поверхности раздела фаз, повышая вязкость и механиче-
скую прочность поверхностных слоев и пленок. С повы-
шением концентрации ПАВ поверхностное натяжение
раствора падает до некоторого нaиJлeньшeгo значения,
оставаясь в дальнейшем практически постоянным.
Максимальная стабильность пены наблюдается при
насыщении адсорбционных слоев. В насыщенных пено-
образователем растворах'быстрое пополнение поверхно-
стного слоя молекулами пенообразователя (при растяже-
нии оболочки пузырька) препятствует увеличению по-
верхностного натяжения, вызывающего разрыв пузырька.
В процессе ценообразования и «жизни» лены можно
выделить три периода. Б первый период при незначи-
тельном содержании в массе воздуха пузырьки пены от-
делены один от другого толстыми пленками жидкости и
могут свободно перекатываться; это более или менее вяз-
кие, но текучие системы. На этой стадии ^пена обладает
сходством с обычной концентрированной эмульсией. Во
второй период, связанный с насыщением системы возду-
хом, пузырьки теряют свободу перемещения, превраща-
ясь в полиэдрические ячейки, разделенные тонкими, не-
сколько изогнутыми пленками жидкости; наблюдается
значительное преобладание дисперсной фазы над диспер-
сионной средой; в этот период пена подобна желатиннзи-
рованной эмульсии, устойчивость ее характеризуется
механической прочностью остова, образованного из пле-
нок дисперсионной среды. Третий период — коалесцен-
ция — соответствует довольно быстрому распаду н прев-
ращению пены в две объемные фазы (жидкость — воз-
дух) с минимальной поверхностью раздела.
Рассмотренные пены относятся к двухфазным и на-
зываются пустыми, или «чистыми». ¦ Их смешивают со
строительными растворами, в результате чего и получа-
ют пеноматериал.
В устойчивых пенах, полученных из растворов мыло-
111
подобных ПАВ, в те»гение продолжительного времени
пленки пены не разрываются, а происходит постепенное
диффузионное укрупнение пузырьков. С увеличением
воздушных пор утолщаются перегородки. В результате
снижается их устойчивость: происходит истечение жидко-
сти из разделяющей пузырыки пленки — синерезис пены.
Развитие этого процесса приводит к разрушению пены.
Скорость истечения жидкости из пены зависит от ви-
да ПАВ, начальной кратности пены (отношения объема
пены « объему раствора ПАВ) и ее дисперсности, равно-
мерности распределения жидкости по объему пены, тем-
пературы и вязкости раствора. Для замедления или лик-
видации синерезиса в пены вводят различные стабилиза-
торы. Возможна стабилизация пены и гидрофобными ми-
неральными частицами.
Пенообразователи, приме14яемые в производстве теп-
лоизоляционных материалов, должны обладать рядом
специфических свойств: ПАВ должно при небольших кон-
центрациях резко снижать поверхностное натяжение
на поверхности раздела фаз вода — воздух; сохранять
пеностойкость в водных вытяжках вяжущего и в
условиях активной минерализации; не вызывать замет-
ного удлинения сроков твердения или полимеризации, а
также снижения прочности минеральных и полимерных
изделий.
Кроме того, пенообразователь должен, характеризо-
ваться постоянством состава и свойств и не изменяться
при транспортировании и хранении, должен быть неде-
фицитным и дешевым, не иметь неприятного запаха и не
быть токсичным.
Длительное время в технологии теплоизоляционных
пеноматериалов использовали пенообразователи на ос-
нове природных органических продуктов. К ним относят-
ся: сапониновый — продукт экстрагирования сапонина
из некоторых растений, называемых сапониноносами
(например, 'мыльный корень); этОт пенообразователь
требует введения стабилизатора, чаще всего альгинатно-
го (садовая вытяжка из морских водорослей);
клееканифольный — продукт многоступенчатой пере-
работки канифоли и столярного клея, который выполняет
роль стабилизатора;
гидролизованная кровь — пенообразователь, полу-
чаемый путем гидролиза, нейтрализации и закрепления
несвернувшейся крови, получаемой на бойнях, последо-
Ш
вательно щелочью, хлористым аммонием и железным
купоросом. ' '
Эти пенообразователи ограниченно снижают поверх-
ностное натяжение воды (с 73,9 до 50—60-10з Н/м); од-
накл использование эффективных стабилизаторов обес-
печивает получение устойчивой пены.
Применение пенообразователей на основе природных
органических продуктов резко сокращено в связи с огра-
ниченностью сырьевой базы, сложностью процесса их
приготовления и невозможностью централизованного из-
готовления из-за коротких сроков сохранности, неста-
бильности свойств, резкого запаха и др. Поэтому сейчас
в качестве пенообразователей и воздухововЛекающих
добавок используют синтетические поверхностно-актив-
ные вещества — продукты нефтепереработки и нефтехи-
мического синтеза. Как правило, это вещества анионак-
тивного класса, применяемые в производстве моющих
средств. К ним относятся:
сульфанолы — смесь натриевых солей алкилбензо-
сульфокислот, крупнотоннажный нетоксичный продукт
нефтехимического синтеза, выпускаемый в виде порошка
или 45%-ного раствора со стабильными свойствами и
неограниченным срокам сохранности, не имеющий за-
паха;
вещество «Прогресс» — омесь натриевых солей серно-
кислых эфиров вторичных
спиртов; поверхностно-
активный компонент боль-
шинства моющих средств;
пенообразователь ПО-1 и
другие модификации —
нейтрализованный керосино-
вый контакт на основе суль-
фокислот, выпускаемый хи-
мической промышленностью
для противопожарной техни-
ки;
вещество «Эффект» —
триэтаноламиновая соль
лаурилсульфата —промыш-
ленный продукт, используе-
мый как пенообразователь
во многих областях техники,
и ряд других поверхностно-активных веществ.
Поверхностное натяжение этих синтетических ПАВ
находится в пределах 27—35-10^ Н/м (27—35 эрг/ом^),
20
10
N. w^
20 30 W 50 6-lO^H/ff '
Рис. 6.7. Влияние поверхност-
ного натяжения (о) растворов
ПАВ на кратность пены (Р)
5 Зак. 85
ИЗ
ато предопределяет их значительную пенообразующую
способность (рис. 6.7).
Пенообразующая способность катионактивных и неио-
ногенных ПАВ, как правило, ниже, чем у анионактивных.
Кратность пены для большинства из них не превышает
2,5—4. Кроме того, пенообразование этих ПАВ оильно
зависит от температуры; сырьевая база их производства
более ограничена.
Синтетические пенообразующие ПАВ в основном ли-
шены недостатков, свойственных пенообразователям из
лриродных продуктов.
Получаемая способом пенообразования и аэрирования
ячеистая структура характеризуется высокой замкнуто-
стью пор, плотной и гладкой их внутренней поверхностью,
равномерной пористостью по объему материала, пример-
но одинаковой по сечению толщиной межпоровых пере-
городок. ¦
Традиционный способ пенообразования в производст-
ве теплоизоляционных материалов — трехстадийный —
и включает следующие этапы: приготовление из-водных
растборов ПАВ устойчивых технических пен («чистых»
пен); приготовление жидкотекучих минеральных или по-
лимерных .композиций, образующих твердую фазу (остов)
теплоизоляционного материала; смешивание пены и ком-
позиции до получения пеномассы заданной пористости. ¦
Из готовой пеномассы формуют изделия.
Получать пены, как и другие дисперсные системы,
можна двумя способами; диспергационным и конденса-
ционным. При диспергационном способе пена образуется в
результате интенсивного совместного диспергирования
пенообрдзующего раствора и воздуха. Технологически
это осуществляется при (прохождении струй газа (возду-
ха) через слой жидкости (в барботажных или аэрацион-
ных установках, в пеногенераторах); при действии дви-
жущихся устройств на жидкость в атмосфере газа или
при действии движущейся жидкости на преграду (при
перемешивании мешалками, встряхивании, взбивании,
переливании растворов); при'эжектировании воздуха
движущейся струей раствора (в пеногенераторах некото-
рых типов).
Конденсационный способ образования пен основан на
изменении параметров физического состояния системы,
приводящих к пересыщению раствора газом. К этому же
способу относится образование пен в результате химиче-
114
ских реакций и микробиологических процессов, сопро-
вождающихся выделением газообразных продуктов. Пе-
ресыщение раствора газом и соответственно вспенивание
происходят при создании пониженного давления в -аппа-
рате с раствором, при повышении темпера'Гуры раствора
(при выпаривании растворов, дистилляции и т. д.), при
введении в раствор веществ, уменьшающих раствори-
мость газов. Этот способ используют при получении пены
для !приготовлениЯ вспененных пластмасс.
Способ аэрирования основан на вовлечении задатюго
объема воздуха в процессе'приготовления массы, содер-
жащей ПАВ. Этот способ характеризуется простотой тех-
нологического процессу (одностадийная поризация);
возмож1ЮСтью. с высокой точностью регулировать объем-
ную массу получаемого поризоватюго материала в ши-
роком интервале значений; малой дефектностью поровой
структуры и отсутств'ием трещин и «дырок формования»
в межпоровых перегородках; отсутствием «горбушки» и
¦операций по ее удалению и переработже.
Использование воздухововлекающих добавок в тех-
нологии бетонов имеет длительную историю, однако объе-
мы поризации при этом составляли обычно 2—5, макси-
мально 10—12%. В теплоизоляционных поризованных
материалах воздухововлечение должно быть увеличено
в 10—12 раз. Это стало возможным благодаря синтезу
новых высокоэффективных воздухововлекающих веществ
и разработке технологии перемешивания, обеспечиваю-
щей заданное воздухововлечение.
Процесс насыщения 'концентрированных минеральных
и полимерных суспензий воздухом детально не выяснен
до сих пор. Экспериментально показано, что он непосред-
ственно связан с изменениями, происходящими на гра-
нице раздела жидкой и газообразной фаз при введеции
в систему ПАВ. Последние самопроизвольно накаплива-
ются на границе раздела фаз, обеспечивая понижение
поверхностного натяжения. Таким образом, проявляется
общность закономерностей^ присущих процессам пено-
образования и воздухововлечения. Вместе с тем эти про-
цессы существенно различаются, что проявляется преж-
де всего в том, что воздухововлечение более чувствитель-
но к ряду технологических особе1нюстей получения пори-
зованных систем. Например, активное снижение поверх-
ностного натяжения и хорошее пенообразование в воде
не гарантируют большое воздухововлечение в строитель-
5« Зак, 85 ¦ * 1,15
ные растворы. Существенное влияние оказывают режИмУ
перемешивания, дисперсность и 'концентрация твердой
фазы суспензии, температура системы.
При аэрировании од1ЮВременно происходят два про-
цесса: вовлечение воздуха в*" систему и выход его наружу
при недостаточной удерживающей способности массы.
Вовлечение воздуха в смесь из пространства над ее по-
верхностью осу^цествляется вследствие образования воз-
душных «аверн лопастями смесителя. Вероятность воз->
никновения каверны и ее объем зависят прежде всего от
скорости вхождения лопасти в систему и размера-лопа-
сти. В ходе образования «воздушного следа» гидростати-
ческая сила сообщает смеси ycjcopeime, направленное
внутрь 'каверны. Кинетика последующего разобщения
•каверн на множество мелких пузырьков определяется
интенсивностью перемешивания и реологическими харак-
теристиками массы. Поэтому объем воздухововлечения
сильно зависит от типа смесителыюго агрегата, режима
перемешивания, реологических свойств смеси.
Вовлеченные в смесь воздушные пузырьки под дейст-
вием поверхностного натяжения (о) испытывают разру-
шающие усилия (АР) и лопаются в результате утоньше-
чия стенок АР = а/2г, ' (6.5)
где г — радиус кривизны границы раздела.
Введение поверхностно-активных веществ снижает о
и тем самым уменьшает величину АР, при этом повыша-
ется вероятность устойчивого существования воздушного
пузырька в массе.
В вязкой жидкости воздушный пузырек всплывает
долго. В этот период под действием перемешивания воз-
душные пузырьки будут леремещаться все далее в глубь
массы, равномерно насыщая ее воздухом. Предельное
напряжение сдвига системы обеспечивает стабильное
удержание воздушных пузырьков в массе, максимальный
.диаметр d «оторых пропорционален этому напряжению
(to):
\
d = c-J^, (6.6)
Ар
Где с — постоянная, зависящая от размеров массы; Ар — разность
плотностей суспензии и газа.
Регулирование объема вовлеченного воздуха и харак-
теристик получаемой пористости может осуществляться
за счет следующих технологических факторов: выбора
ПАВ и оптимизации его дозироВ|КИ, направле1пшго регу-
лирования реологических свойств поризуемой массы, из-
менения гидродинамических условий перемешивания.
Вид поверхностно-активного вещества оказывает решаю-
щее влияние на поризацию аэрированием. Выбирать
ПАВ следует с учетом рН массы, ее дисперсности, пре-
дельных значений поризации, кинетики набора структур-
ной .прочности массы.
На размер пор, образующихся лри воздухововлече-
нии, и общий объем поризации большое влияние оказыва-
ют условия перемешивания системы. Анализ термодина-
мической вероятности дробления при различных гидроди-
намических условиях перемешивания показывает, что
увеличение скорости вращения лопастей смесителя до оп-
ределе1пшго предела способствует дроблению пузырьков
воздуха, затем этот эффект исчезает и, наконец, при оп-
ределенном значении скорости вращения возможно раз-
рушение пузырьков, или их коалесценция.
В качестве воздухововлекающих добавок (ВВД) в
технологии теплоизоляционных материалов используют
синтетические ПАВ из группы нефтяных сульфокислот
(пенообразователь ПО-1), триэтаноламиновую соль ла-^
урилсульфата (вещество «Эффект») и ком^плексные по-"
верхностно-активные вещества (смесь алкилбензосульфо-
«ислот, синтетических жирных кислот, эфиров вторичных
спиртов). Эти ВВД — поверхностно-активные вещества
анионактивного класса. Дозировка ВВД — 0,05—0,15%
массы сухих компонентов смеси. ВВД обеспечивают воз-
духововлечение в объеме _ 70—75%, однако для этого
требуется длительное перемешивание (более 20^
25 мин). Поэтому целесообразно вводить ВВД на стадии
подготовки компонентов, например при мокром помоле
песка в технологии ячеистого бетона; в этом случае до
20% воздуха вовлекается в шлам в процессе его приго-
товления.
Способ аэрирорания открывает широкие возможности
направле1пюго регулирования характеристик пористой
структуры материала и, в частности, создания полифрак-
ционного распределения пор по размерам. Достигается
это изменением гидродинамических условий перемеши-
вания. Для практической реализации регулирования
макропористой структуры теплоизоляционных материа-
лов можно использовать следующие приемы, которые в
зависимости от простоты конструктивного осуществления
подразделяются на способы,.основа1пше на регулирова-
нии скорости вращения смесителышго вала; на измене-
117
НИИ площади поверхностей лбпастй, Ёходящеи в массу,
путем ее поворота относительно оси вала; на изменении
площади поверхности лопастей, входящих в массу путем
изменения объема (высоты) загрузки смесителя массой;
на применении мешалок с несколькими смесительными
валами, вращающимися с различной скоростью.
Способ сухой минерализации пены. Процесс образо-
вания минерализованной пены включает приготовление
устойчивой ч'истой пены, сухую подготовку твердой сырье-
вой композиции (например, помол и смешивание мине-
рального вяжущего и 'Кремнеземистого компонента или
помол стекла и т. д.),. смешивание пецы и минерального
порошка, т. е. бронирование лены. Последняя технологи-
ческая операция — наиболее ответственная в производ-
стве высокопористогб материала, так 'как в этот период
возможно разрушение пены и пеномассы.
Минерализация пены основана на прилипании твер-
дых минеральных частиц к пузырькам пены. Минерали-
зованные пузырьки образуют сплошную ячеисто-минера-
лизованную пену; каждая ячейка в ней бронирована
большим числом твердых частиц. Прилипание твердых
частиц к пузырькам пены обусловлено силами взаимодей-
ствия поверхности твердой фазы и полярных групп пено-
образователя. На поверхности раздела фаз газ — жид-
кость и жидкость— твердое вещество наблюдается моле-
кулярное взаимодействие пенообразователей q образова-
нием особых комплексов, которые способствуют прилипа-
нию минеральных частиц к воздушным пузырькам. Сте-
пень комплексообразования, устойчивость комплексов и
их химические и физико-химические свойства зависят от
различных факторов: дипольных моментов полярных
групп молекул и их размеров, концентрации реагентов,
рН и температуры среды. Стабилизаторами пены могут
являться твердые частицы с малым краевым углом сма-
чивания, медленно отсасывающие воду из пены.
Исследования ПАВ разных групп показали, что одни
из них гидрофобизуют твердые частицы, другие — гндрр-
филизуют. Гидрофобизующие ПАВ создают адсорбцион-
ные оболочки На поверхности зерен. В этих оболочках
молекулы мыла или соответствующих жирных кислот
ориентируются своими полярными карбоксильными груп-
пами к поверхности зерна, а углеводородными цепями —
в окружающую водную среду. Таким образом, твердые
частицы делаются с поверхности гидрофобными, плохо
па
смачиваются водой и легко смачиваются пузырьками воз-
духа.
Адсорбционные пленки, которые образуют гидрофиль-
ные коллоиды (сапонин, желатин, клей), наоборот, по-
вышают смачиваемость минерализатора. В результате
снижается минерализующий эффект, а следовательно,
понижается стабилизация пены, пена разрушается твер-
дыми частицами. Пеностабилизация, таким образом, за-
висит от природы-ПАВ. Это обстоятельство сужает круг
пенообразователей, пригодных для производства пенобе-
тона с сухими смесями.
Устойчивость минерализованной пены зависит от типа
пенообразователя, а та|Кже от вида, количества и диспер-
сности минерализатора, введенного в пену. Чем большая
поверхность покрыта твердыми частицами и чем более
дисперсна твердая фаза, тем устойчивее пена, так как
мелкие твердые частицы стабильно располагаются на по-
верхности пленки пузырька, в то время как крупные ча-
стицы предрасположены к сдвигу (перемещению). '
Способ минерализации пены эффективен при изго-
товлении пеностекла, ячеистого бетона и пенопластов из
резОльных порошковых полимерных композиций. Значи-
.тельный интерес представляет технология изготовления
ячеистого бетона сухой минерализацией пены, разрабо-
танная в МИСИ им. В. В. Куйбышева.
Суть технологии заключается в том, что во взбитую
пену в процессе перемешивания постепенно вводится су-
хая омесь в распыленном состоянии. Смесь при переме-
шивании вовлекается внутрь и распределяется в водных
прослойках пены между воздушными пузырьками. Про-
исходит, минерализация пены и образование пенобетон-
ной массы. Благодаря гидратации и гидролизу цемента
вода постепенно отсасывается из прослоек, "и вследствие
коагулящионно-кристаллизащионного структурообразова-
ния пенобетонная масса приобретает механическую проч-
ность, возрастающую при дальнейшей тепловлажностной
обработке. Такая технология пенобетона позволяет дове-
сти количество воды в системе до значений, близких к
теоретически необходимым для гидратации вяжущего.
Поэтому материал характеризуется чрезвычайно низки-
ми значениями капиллярной пористости, высокой плот-
ностью межпоровых перегородок, замкнутостью воздуш-
ных пор, малой их деформацией, плотной и гладкой по-
верхностью пор.
119
УДАЛЕНИЕ ПОРООБРАЗОВАТЕЛЯ
Этот способ, отличающийся простотой выполнения, —
один из старейших в производстве строительных и тепло-
изоляционных материалов. Он имеет несколько разновид-
ностей.
Способ высокого водозатворения. Основан на исполь-
зовании в составе массы компонентов с высокой водо-
удерживающей способностью, введении в массу больших
объемов воды и испарении ее после создания несущего
каркаса. Образующийся каркас препятствует большой
усадке материала при удалении воды, в результате чего
формируется воздушная пористость.
Большие объемы воды удерживаются массой за счет
сорбционных и капиллярных сил. Этот вид связи относит-
ся к слабым механическим взаимодействиям воды с твер-
дыми телами, и такая механически связанная вода начи-
нает интенсивно испаряться уже ;при 70—90°С.
Объем воздушной пористости может быть найден из
формулы
(B + VBB)-(1FH-Vy)
Я. = — 100%, (6.7)
где В — расход воды; Vb& — воздух, оставшийся в массе после
формования изделия; Wt — количество воды, связаииое кимически
и физико-химически компонентами массы; Vy — объемная усадка
материала в процессе изготовления.
Как правило, 1 л воды затворения обеспечивает обра-
зование 0,8—0,92 л воздушной пористости. При этом спо-
собе очень важен подбор ком^понентов, способных удер-
жать большое количество воды без ее отделения и седи-
ментационного расслоения массы, и создание условий
формирования несущего каркаса без значительных объ-
емных усадок.
Подбор и подготовка компонентов с высокой водо-
удерживающей способностью сводится к выбору мате-
риалов по их сорбционной способности и технико-эконо-
мическим показателям и тонкодисперсной подготовке
этих материалов, чтобы увеличить их сорбционную по-
верхность. Наиболее широко используют распушенный
асбест, тонкодисперсный бентонит, известь. Эффективный
лрием удержания в массе большого количества воды зат-
ворения — использование в качестве вяжущего в тепло-
изоляционных материалах водорастворимых полимерных
веществ, таких, как крахмал (1,5—3%-ный водный рас-
120
твор), карбоксиметилцеллюлоза (Ыа—КМЦ), оксиэтил-
целлюлоза и др. Например, в минераловатной массе эти
связующие, называемые сгустителями, удерживают даже
после шдпрессовки (Р = 0,01 МПа) до 350—400%! воды
от массы волокна (рис. 6.8).,
I"
т
Рис. 6.8. Влияние вида сгустителя-gj-^^
иа водоудержаиие минерального §^
волокна ¦%
/ — оксиэтилцеллюлоза; 2 — Na — КМЦ, Щ^№
5 —крахмал g
т
''^Z
ч
2^
5
1 г о ч о
Концентрация сгустителя, %
Для создания каркаса используют волокнистые или
зернистые жаркасообразующие компоненты, подбирая
такое их объемное наполнение, которое препятствует су-
щественной усадке, или используют тонкодисперсные
быстросхватывающиеся вяжущие, обеспечийающие фор-
мирование каркаса до начала ид^^арения влаги. Во всех
остальных случаях вследстние сильной усадки объем по-
ристости относительно невелик, а изделия сильно дефор-
мированы.
Способ высокого водозатворения щироко используют
при производстве теплоизоляционных и акустических из-
делий из волокнистых материалов; древесноволокнистых
плит (содержание твердой фазы в массе до 2%:), жест-
ких минераловатных плит (твер'дой фазы 15%), декора-
тивно-акустических минераловатных изделий, торфоплит^
(твердой фазы 3—6%), асбестсодержащих и других эф-
фективных изделий. ',
Вода удаляется частично при формовании изделий
или за.готовок (прессованием, вакуумированием, отжи-
мом) 1и окончательно при сушке. Характер формируемой
пористости определяется в основном видом каркасообра-
зующего материала. В волокнистых системах образуется
волокнистая структура, в монолитных смесях из зернис-
тых материалов создаются смешанные структуры, про-
низанные сетью капиллярных пор. Пористость этого ти-
па характеризуется большим водопоглощением, в том
числе капиллярным подсосом, что резко ухудшает эксп-
луатационные свойства теплоизоляции.
Способ выгорающих добавок. Его используют в тех-
121
нологии обжиговых изделий — керамической и высоко-
температурной теплоизоляции, так как в материалах
другого состава выжигание добавки невозможно.
Физико-химичеокая сущность порообразования пред-
определяет ход технологического процесса и характер
образующейся пористости. Порообразующая добавка
заданной дисперсности равномерно распределяется в
массе. Из этой массы формуются изделия и обжигают-
ся при температуре не ниже тейпературы выгорания до-
бавки. Так как технология изделий с выгорающими до-
бавками должна обеспечивать сохранность первоначаль-
ных размеров заготовки (отсутствие вспучивания и зна-
чительных усадок), то объем образующейся макропори-
стости ра.вен объему выгорающей добавки. Предельные
значения пористости составляют 60—65% Для традици-
онных выгорающих добавок и 75—807о для новых доба-
вок и новых технологических решений.
¦При формировании пористости необходимо соблюдать
два важных условия: добавка при выгорании не должна
выделять бдльшое количество газообразных веществ,
приводящих к вспучиванию каркаса; реологические
свойства массы должны обеспечивать сохранность формы
материала в период выгорания- добавок и не допускать
уплотнения массы после удалеиия порообразователя.
Эти условия обеспечиваются правильным подбором
выгорающей добавки. Длительное время для этой, цели
использовали древесные опилки. Однако такую добавку
в большом объеме сложно ввести и равномерно распре-
делить в массе. После .в1>1горания в материале остается
сеть сообщающихся пор продолговатой формы. Такая по-
ристость снижает прочность, теплоизолирующие и эксп-
луатационные свойства изделий в сопоставлении с ячеи-
стой пористостью равного объема. В'месте с тем она обес-
печивает беспрепятственный выход продуктов сгорания
древесины из изделия без вспучивания. Поэтому даже
при большой массе опилок в изделии деформаций и тре-
щинообразования материала не происходит.
В настоящее время в качестве выгорающей добавки
стали использовать мелкие фракции вспененного поли-
стирола. Применение гранул пеноподистирола обеспечи-
вает формирование сферической замкнутой пористости;
полифракционный состав гранул дает возможность фор-
мировать полифракционную пористость повышенного
объема. Малая масда пенополистирола исключает обра-
122
зование больших объемов продуктов сгорания, поэтому
даже в условиях формирования замкнутей пористости
вспучивания изделий не наблюдается.
В МИСИ им. В. В. Куйбышева разработана, техноло-
гия керамических теплоизоляционных материалов на ос-
нове невспученного пенополистирола — Метод самоуп-
лотняюш,ихся масс. В массу вводят бисерный полистирол,
изделия формуют в закрываюш,|ихся металлических фор-
мах и в них сушат. При этом происходят вспенивание
полистирола, поризация и самоуплотнение 'массы. В этих
условиях формируется макропористая структура с улуч-
шенными показате'лями.
Способ испаряющихся компонентов. В массу вводят
зернистые летучие веш,ества, которые постепенно испаря-
ются из твердеюш,его или затвердевшего каркаса, облег-
чая материал и создавая в нем пористость. Объем пори-
стости, форма пор и распределение их по раз1мерам пол-
ностью соответствуют объему, форме и распределению в'
¦массе испаряюш,егося (компонента.
К порообразователю и процессу поризации предъяв-
ляются следуюш,ие требования: испарение порообразова-
теля должно быть растянуто во времени во ' избежание
ед|йновремё11ного образования больших объемов газов;
ни порообразователь, ни продукты испарения не должны
«отравлять» основной материал и препятствовать его
упрочнению;, газы, образующиеся при испарении, не
должны быть токсичными и с острым запахом; масса
должна характеризоваться 'повышенной газопроницае-
мостью во иабежание возникновения напряжений в теле
материала под действием выделяющихся при испарении
газов; порообразователь не должен сильно удорожать
теплоизоляционный материал.
. Этот неполный комплекс требований значительно
ограничивает номенклатуру возможных испаряющихся
«омлонентов и материалов, пригодных для такого спосо-
ба поризации.
В технологии строительных материалов способ испа-
ряющихся компонентов был применен в начале XX в.
для снижения объемной массы цементных и известково-
песчаных ком^позиций. В качестве порообразователя ис-
пользовался нафталин. Это вещество легко возгоняется
уже при нормальной температуре, инертно по отношению
к минеральным вяжущим и металлу. Однако значитель-
ное удорожание материала не позволило организовать
12.3
поризацию бетонов или других строительных теплоизоля-
ционных м.атериалов в промышленных масштабах.
Способ испаряющихся компонентов в настоящее вре-
мя в технологии теплоизоляционных материалов приме-
няется ограниченно.
НЕПЛОТНАЯ УПАКОВКА
Древнейший способ придания волокнистым и зерни-
стым материалам повышенных теплоизолирующих
свойств — направленное формирование межволокнистой
или межзерновой пористости. Он заключается в неплот-
ной укладке природных волокнистых (шерсть, сухие во-
доросли, стебли злаковых растений, опилки и др.) или
зернистых (дробленые вулканические пористые породы,
легкие трепелы и др.) материалов.
Однако свободная неплотная укладка пригодна толь-
ко для создания засыпной теплоизо,5яции, так как полу-
чаемый материал не обладает связанностью и поэтому не-
возможно получать изделия. Для придания такой системе
прочности используют принципы механического связы-
вания: свойлачивание коротковолокнистых и среднево-
локнистых материалов, скрепление проволокой длинно-
мерных стеблей, 'Механическое упл(Угнение 'зернистых
составляющих. Такая обработка приводит к уменьшению
пористости системы, и этот фактор является определяю-
щим при выборе способа связывания композиции в из-
делия.
Для волокнистых материалов с длиной волокна до
20—30 мм неплотная упаковка при формовании изделий
создается свойлачиванием. Этим способом из природных
шерстяных волокон изготавливают войлок -^ материал с
высоким'и теплоизолирующими и механическими свойст-
вами. В валяльно-войлочном способе обработки природ-
ных волокон свойлачивание является одним из этапов
технологического процесса — этапом предварительного
уплотнения полуфабриката путем трения и давления при
одновременном воздействии тепла и влаги для первона-
чального сближения и перепутывания волокон. Затем
обычно следует валка — дальнейшая обработка трением,
ударом и давлением. В результату изделие приобретает
заданную плотность и .прочность.
Способность волокон животного происхождения да-
вать при свойлачивании изделия с высокой прочностью
на разрыв и высокой формоустойчивостью объясняется
124
спецификой строения волокон: чешуйчатой поверхностью,
конусностью, высокой упругостью, набухаемостью. и по-
следующим сжатием, способностью извиваться и переме-
щаться.
У искусственных волокон, получаемых из силикатных
расплавов и полимерных композиций, все эти особенне-
сти, присущие шерстяным волокнам, отсутствуют или вы-
ражены слабо. Поэтому присвойлачивании искусствен-
ных волокон получаемые изделия характеризуются не-
высокой прочностью и (Жесткостью.
Наиболее широко метод свойлачивания используют
при формовании волокнистого ковра в «амере волокно-
осаждения в технологии минераловатных изделий и в
виде способа высокого водозатворения в технологии дре-
весноволокнистых плит, торфоплйт.
Свойлачивание минеральных волокон в камере волок-
ноосаждения основано на хаотической их ориентации в
процессе полета после волокнообразования 'И переплете-
нии при укладке на под камеры (движущийся конвейер).
Так образуется минераловатный ковер, обладающий свя-
занностью и определенной прочностью на разрыв. Меха-
ническая 1подпрессовка такого ковра повышает его свя-
занность 'И прочность.
Упаковка такого ковра в покровные рулонные мате--
риалы (крафт-бумага, импрегнированная бумага, перга-
мин, пленка, фольга) в сочетании с прошивкой текстиль-
ной, стеклянной и синтетической нитью .позволяет полу-
чать 'Гибкие маты для теплоизоляции зданий и оборудо-
вания и звукоизоляции различных сооружений.
Свойлачивание способом высокого водозатворения
обеспечивается хаотическим расположением и переплете-
нием органических и минеральных волокон в изделиях,
формуемых из гидромасс. Содержание твердой фазы (во-
локон) в гидромассе составляет~'2—10%!. Это обеспечива-
ет свободную ориентацию волокон в пространстве. На
стадий формования в процессе свободного гидростатиче-
ского истечения воды из массы и последующего обезво-
живания вакуум-отсосом и подпрессовкой закрепляется
хаотический характер ориентации волокон 'И происходит
их контактное соприкосновение. В процессе сушки кон-
такты и зацепления волокон усиливаются, каркас приоб-
ретает определенную механическую прочность и жест-
кость.
Очень длинные и упругие волокна плохо свойлачива-
1:25
ются способом высокого водозатворения, а получаемые
изделия характеризуются слабой связанностью. Поэтому
древесное волокно в производстве древесноволокнистых
плит размалывают до определенного соотношения длины
и диаметра, а торф в технологии торфоплит используют
се степенью разложения (это определяет его упругость и
способность обезвоживаться) 5—15%'. Из длинноволок-
нистого жесткого сырья изделия получают, скрепляя про-
волокой стебли тростника, злаков и других растений, ха-
рактериз"уюш,ихся высокой пористостью растительной
ткани. Так изготавливают, например, камышит. Для зер-.
нистых 'материалов неплотная упаковка с целью получе-
ния .повышенной пористости достигается способом меха-
нического диспергирования и рассева пористого исход-
ного сырья.
Из теории плотной упаковки следует, что в системах,
объем которых значительно превосходит объем единично-
го зерна, межзерновая пустотность не зависит от размера
зерен, а определяется их гранулометрическим составом,
формой и характером поверхности. Однако для тепло-
изоляционных материалов размер зерен оказывает боль-
шое влияние на теплопроводность материала, поэтому
используют мелкозернистые составляющие.
Диспергирование в сочетании с рассевом (фракциони-
рованием) позволяет направленно управлять грануломет-
рическим составом зернистой композиции. Как уже отме-
чалось в гл. 5, наибольшей пустотностью характеризуют-
ся монофракционные составы, т. е. композиций, в кото-
рых всё частицы имеют одинаковый размер. Межзерно-
вая пористость такой системы даже й условийх геометри-
чески правильной укладки зерен составляет примерно
50%'; при хаотическом расположении частиц в условиях
их зацепления и создания воздушных каверн пористость
может достигать 55—60%'- Введение фракций другого
размера во всех случаях приводит к уменьшению меж-
зерновой пустотности. Поэтому рассев зернистых компо- .
нентов и разделение их на узкие фракции имеют большое
значение для получения систем с повышенным значением
межзерновой пустотности.
При диспергировании природных и искусственных по-
ристых материалов предпочтительно использовать по-
мольное оборудование ударного воздействия: молотковые
дробилки, дезинтеграторы, а также валковые дробилки.
Этот тип машины позволяет получать зернистые системы
129 - ' ^
с гранулометрическим составом, близким к монофракцй-
оннрму, а также в наименьшей мере снижает пористую
структуру самих зерен.
Способ диспергирования и фракционирования широ-
ко используют для подготовки пористых компонентов в
производстве теплоизоляционных изделий на основе зер-
нистых композиций.
КОНТАКТНОЕ ОМОНОЛИЧИВАНИЕ
Этот способ получения теплоизоляционных изделий
высокопористого строения применяют при использовании
крупнозернистых и длинноволокнистых сбставляющих.
Его целесообразно использовать при омоноличивании зе-
рен размером (диаметром) не менее 3—5 мм и волокон
длиной не менее 10—15 мм. При использовании более
мелких компонентов их поверхность велика, и требуется
повышенный расход связующего, а образующиеся между
частицами поры так .малы, что заполняются связкой.
В результате получается материал слитной структуры с
малыми значениями пористости и повышенной теплопро-
водностью.
Контактное омоноличивание используют при произ-
водстве изделий из минеральной и стеклянной ваты на
синтетическом связующем, высокотемпературной тепло-
изоляции из огнеупорных волокон и керамической связ-
ки, изделий из синтетических волокон (нетканая техно-
^10гия), теплоизоляционных крупнопористых бетонов из
керамзита, ст.еклопора, лерлита и других заполнителей
на минеральных и полимерных связующих. Этим спосо-
бом изготавливают около 50% всех теплоизоляционных
изделий.
В основе способа контактного омоноличивани-я лежат
общие принципы склеивания двух контактирующих по-
верхностей тонкими клеевыми прослойками. Качество
клеевого соединения определяется двумя параметрами:
адгезией клеевой композиции к поверхности склеиваемых
частиц и когезионной прочностью самой клеевой прослой-
ки. Прочность и долговечность контактной зоны и в це-
лом изделия, полученного контактным омоноличиванием,
зависит от следующих флэико-химических и технологи-
ческих факторов: природы склеиваемых частиц и со-
стояния их поверхности, природы клеящих композиций,
толщины клеевого шва (расстояния между контактирую-
щими поверхностями), площади контакта; шероховато-
127
сти поверхности частиц, эксплуатационных факторов,
действующих на изделие: температуры, характера среды,
цикличности 1их изменения.
Адгезия — это связь между приведенными в контакт
разнородными поверхностями. Причиной возникновения
адгезионной связи является действие межмолекулярных
сил или сил химического воздействия. Адгезия обуслов-
ливает склеивание твердых тел с помощью клеящего ве-
ществЧа — ^^адгезива.
Когезия -^ сцепление молекул вещества между собой
под действием сил притяжения различной природы. Спе-
цифичность когезионных свойств полимеров, широко .ис-
пользуемых в качестве адгезивов, определяется совокуп-
ностью взаимодействия атомов или звеньев макромоле-
кул. Энергия меж'молекулярного взаимодействия и как
следствие механические свойства пленок клеевого соеди-
нения зависят'прежде всего, от типа и числа атомных
групп, входящих в состав молекулярной цепи, а также от
геометрической формы и длины макромолекулы. Кроме
того, на когезионную прочность клея влияют его струк-
турные особенности. Повышению когеэионной прочности
способствует ориентированное состояние полимерных
пленок, рост степени полимеризации, введение активных
наполнителей — твердых, высокодисперсных, хорошо
смачивающ'ихся тел.
Взаимодействие адгезива с твердой поверхностью (хи-
мическое или физическое) определяет характер деформа-
ций и разрушения омоноличенного материала и многие
другие его свойства. Несмотря на то что существующие
теории адгезии (адсорбционная, электрическая, диффузи-
онная 'И др.) не дают исчерпывающих представлений о
сложном комплексе явлений, возникающих в процессе
склеивания, можно считать установленным, что образо-
вание прочного клеевого соединения требует определен-
ного оптимального числа связей независимо от их приро-
ды. Связи, образующиеся при адгезии, включают ван-
дер-ваальсовые силы (взаимодействие между двяму дипо-
лями; взаимодействие между диполем и наведенным ди-
полем 1и взаимодействие, вызванное дисперсионным'и или
мгновенными дипольными силами); комбинацию ионных
и ковалентных связей; водородные связи; процессы хемо-
сорбции, физической адсорбции или комбинацию обоих
явлений; диффузию одной фазы в другую под влиянием
тепла, давления, растворителя или их комбинации.
128
1^сж.мпа
IB
в настоящее время общепризнано, что в большинстве
случаев адгезия является специфической, т. е. превали-
рующее значение имеет химическая природа адгезива и
твердой поверхности. Установление прочной связи между
адгезивом и твердой поверхностью требует, чтобы сам ад-
гезив обладал высокой когезионной прочностью. Адгези-
онные и когезионные свойства, а следовательно и клеящая
способность композиций олределяются 'Прежде всего
строением и структурой отдельных звеньев, составляющих
макромолекулу. При этом большое значение имеют моле-
кулярная масса соединения клеевой основы, наличие и
природа растворителей, пластификаторов, наполнителей,
а также условия формирования клеящих пленок и т. д.
Указанные факторы следует рассматривать лишь во вза-
имосвязи с химической
природой и состоянием по-
верхности склеиваемых
материалов. В ряде слу-
чаев можно регулировать
адгезионную прочность,
изменяя химическое стро-
ение адгезива. Например,-
фенолоформальдегидные
олигомеры, содержащие
функциональные гидро-
ксильные группы с отно-
сительно высокими значе-
ниями энергии когезии, не
обладают хорошими клея-
щими свойствами из-за
малой когезионной проч-
ности жесткой простран-
ственной структуры. Мо-
дификация резольных
смол эластомерами или
термопластами, например
полиметилметакрилатом
(рис. 6.9) или каучуком,
существенно увеличивает
их клеящую способность.
Оптимизация технологии контактного омоноличива-
ния и свойств изделий, получаемых этим способом, бази-
руется на законах физической химии поверхностных яв-
лений на границе раздела фаз адгезив — твердая поверх-
¦12
^
\
г\
А 2
—
20 4ff
SO
С,%
Рис. 6.9. Влияние содержания
полиметшилетакрилата в ком-
позиции иа основе феиолофор-
мальдегидиой смолы иа проч-
ность при сдвиге клеевых сое-
динений при температуре 20°С
U) и eOfC (2)
1,29
ность. к ним отйосятся явления Смачивания, адсорбции,
собственно адгезия и др.
Смачиваемость поверхности является важным свойст-
вом и может быть охарактеризована критическим по-
верхностным натяжением смачивания Vc. Полнота смачи-
вания 1клеем соединяемых поверхностей зависит от соот-'
ношений поверхностных натяжений на трех межфазных
границах: клей — воздух (vk), твердая поверхность —
воздух (vn) и клей — твердая поверхность (гк.п). Клей
полностью смачивает материал при vk>Vc. Если Vk^Vc,
смачивание неполное и увеличивается по мере уменьше-
ния разности Vk — Vc. Поверхностное натяжение клея
(МОЖНО изменить' химическим модифицированием его ос-
новы. Смачиваемость клеем значительно снижается при
загрязнении поверхности. Ее можно регулировать, вводя
в состав клея поверхностно-активные вещества, пласти-
фикаторы, разбавители, наполнители- и др.
Определяющим фактором как в адгезии клеевых ком-
позиций к поверхности волокнистых и зернистых частиц,
так и в формировании структуры поверхностного слоя во
всех случаях/Является адсорбция — первичный акт фор-
мирования любого "клеевого соединения. Адсорбция по-
лимеров специфична и существенно отличается от адсорб-
ции низкомолекулярных веществ. Основное отли-
чие состоит в том, что вследствие большой молекулярной
массы адсорбируемых мол&кул только относительно не-
большая часть полимерных звеньев связывается с твер-
дой поверхностью, в то время как большая часть молекул
•располагается в растворе (клее) и не связана адсорбци-
онными силами с поверхностью.
Влияние молекулярной массы полимера на адсорбцию
также специфично и зависит от природы растворителя и
пористости твердой поверхности. Для материалов с плот-
ной поверхностно адсорбция, как правило, увеличивается
с ростом молекулярной 'массы. Наоборот, на пористой
поверхности с малым размером пор адсорбируются низ-
комолекулярные фракции. Рассмотренные выше особен-
ности адсорбции очень существенны с точки зрения мег
ханизма" формирования поверхностных слоев и механиз-
ма адгезии к твердым поверхностям, в которой адсорб-
ционные силы играют важную роль.
Прочность клеевого соединения непосредственно свя-
зана с толщиной клеевого слоя, уменьшение которого до
определенных оптимальных значений способствует повы-
130
щ
шению адгезионной прочности. Разрыв клеевого соеди-
нения происходит по месту дефектов в слое адгезива.
Вероятность существования дефектов увеличивается с
возрастанием толщины клеевого слоя. Кроме того, уве-
личение толщины слоя адгезива способствует возникно-
вению в его массе напряжений, связанных с 'контракцией
объема при отверждении адгезива.
Однако уменьшение слоя адгезива до значений, пр]рб-
лижающихся к высоте неровностей поверхности (особен-
но для пористых материалрв с сильно развитой поверх-
ностью), влечет за собой неравномерное разрушение
пленки адгезива и соответственно уненьшение надежно-
сти контактов и снижение общей прочности материала.
Получение теплоизоляционных материалов контактным"
омоноличиванием с оптимальными по физико-механиче-
ским свойствам значениями толщины клеевого слоя яв-
ляется важным и с точки зрения технико-экономических
характеристик таких материалов. Уменьшение толщины
клеевого соединения способствует снижению объемной
массы материалов (в особенности при исполь'зовании ми-
неральных связующих), улучшению их теплозащитных
свойств. Наряду с этим сокращается расход связующих,
что особенно существенно при использовании полимер-
ных композиций, и снижается себестоимость материалов.
Таким образом, получение теплоизоляционных мате-
риалов контактным омоноличиванием должно обеспечи-
вать равномерное нанесение на волокна или зерна .карка-
сообразующего компонента пленки связующего мини-
мальной толщины, достаточной для образования проч-
ных контактов. В соответствии с этим основньгм'и техно-
логическими факторами, влияющими на формирование
структуры и свойства таких материалов, являются:
реологические свойства связующего, определяющие
в значительной мере толщину адгезионного соединения;
¦расход связующего, обусловливающий объем ме'жзер-
новых пустот;
размеры и фракционный состав частиц каркасообра-
зующего материала, от которых зависит характер и ве-
личина общей !пористости материала.
Реологические свойства связующих иа основе мине-' •
ральных и полимерных композиций зависят от их состава
и условий перерабЬтки. Так, водосодержание цементного
теста и технология формования определяют толщину
пленки на поверхности зерен, причем предел водоудер-
131
живающей способности цементного теста соответствует
pesiKOMy уменьшению толщины поверз^ностной пленки в
связи с потерей цементным тестом связности.
Расход связующего на основе минеральных и поли-
мерных композиций находится в прямой зависимости от
толщины клеевой пленки, сорбционной способности кар-
касообразующего материала, его удельной поверхности,
технологии. Для максимального сокращения количества
связующего при «онтактном омонолич:ивании в качестве
|каркасообразующих компонентов целесообразно исполь-
зовать достаточно прочные монофракционные относи-
тельно крупнораз1мерные материалы с плотной поверх-
ностью. Технология формования изделий должна обеспе-
чивать нанесение клеевой композиции тонким слоем (на-
пример, распыление клея в камере волокноосаждения)
или удаление избытка .клея из массы механическими, ди-
намическими или вакуумными воздействиями.
ОБЪЕМНОЕ ОМОНОЛИЧИВАНИЕ
Этот способ предполагает сплошное заполнение пу-
стотности между зернистыми или волокнистыми части-
цами каркасообразующего материала связующей компо-
зицией и получение теплоизоляционных изделий слитной
структуры.
Важный фактор, определяющий возможность получе-
ния высокоэффективной теплоизоляции при объемном
способе омоноличивания, — высокая пористость карка-
сообразующего материала. Поэтому объемное омоноли-
чивание используют для производства изделий из частиц
с пористостью, как правило, выше 80%'. Наиболее широко
в технологии теплоизоляционных материалов этот способ
применяется для омоноличивания вспученного ¦перлита,
вермикулита, стеклопора, пустотелых керамических и
стеклянных гранул, пористых полимерных гранул, а так-
же распушенного асбеста.
Гранулометрический состав заполнителя сильно влия-
ет на общую пористость системы. Требования к грануло-
метрическому составу каркасообразующего материала
при контактном и объемном омоноличивании принци-
пиально отличны. При объемном омоноличивании запол-
нитель должен иметь полифракционный состав, характе-
ризующийся наименьшей межзерновой пустотностью, что
обеспечит снижение расхода связующего. ОптимальнЪш
1Ж i
гранулометрический состав заполнителя с наименьшей
пустотностью целесообразно назначать в соответствии с
принципами подбора фракционного состава заполнителя
для бетонов: для мелкого — по графику зернового соста-
ва песка, приводимого в ГОСТе на мелкий заполнитель,
для крупного —по таблице зернового состава (табл. 6.2).
Таблица €.2. Оптимальный состав крупного заполнителя
для изготовления теплоизоляционных материалов
объемным омоноличиванием
Размер отверстий конт-
рольных снт, мм
Полный остаток на си-
тах, % по массе
^наим
95—100
0,5 Онаим +
40-70
^наиб
0-5
1.25Dh,„6
0
Мате1р.иалы, получаемые опооо1бо1м объемного омоно-
личивания, являются гетерогенньши системами, струк-
тура которых щрёдставляет собой две рвзаимащроникаю-
Щ'ие матрицы—'каркасооб1разу1ащий контактирующий
наполнитель и связующее, заполняющее весь объем
межвер.11овЫ'Х пустот. В большинстве случаев оба ком-
понента, составляЮ'Щих материал, существенно отлича-
ются по прочностным и упругим свойствам. Это основ-
ная щричина аоашикцовения неоднородности и концент-
рации напряжений и дефо|рмаци1И на границе раздела
компонентов, вызываемых механическим или тепловым
воздействием.
С увеличением прочности 'компонентов прочность ма-
териалов, полученных объемным омоноличиванием, ча-
ще всего возрастает. Однако в ряде случаев может наб-
людатыся обратное явление.'Это связано с тем, что
прочность композиционных материалов существенно за-
висит от условий разрушения в них «компонентов. При оп-
ределенных сочетаниях свойств составляющих возможно
разрушение в первую очередь наиболее прочного компо-
нента 1из-за (ВЫСОКОЙ концентрации в нем напряжений.
Таким •о1б|разом, физико-механические свойства расомат-
риваамык М1атериалов находятся ,в зав1исимости от сле-
дующих па|рамет|ров их структуры и состава: объемного
содержания компонентов, прочностных и упругих свойств
компонентов, прочности сцепления связующего с
заполнителем.
133
Технология объемного омонрличив-ания, позволяющая
получать материалы с максимальной плотностью упа-
ковки заполнителя и двумя взаимопроникающими мат-
рицами, открывает большие возможности для создания
гаммы материалов с заранее заданными свойствами,
причем использование прочных и высокомодульных за-
полнителей дает возможность изготавливать теплоизо-
ляционные и конструкционно-теплоизоляционные мате-
риалы при минимальном расходе, связующего или ис-
пользовании малопрочного связующего.
Возможно та^сже производство высокоэффективных
материалов, на основе сверхлегких заполнителей, харак-
теризующихся невысокой, прочностью и упругостью в
сравнении со связующим. Разрушение таких заполните-
лей не приводит к разрушению материала благодаря
указанным структурным особенностям; прочность таких
материалов определяется прочностью связующего.
При проектировании составов материалов, получае-
мых способом объемного омоноличивания, вид и природу
связующих и заполнителей, а также соотношение их
объемных содержаний выбирают с учетом рационально-
го использования каждого компонента.
Технология объемного омоноличивания позволяет ис-
пользовать мелкозернистые и коротковолокнистые ком-
поненты. Оптимальное соотношение содержания раз-
личных фракций заполнителя находится во взаимосвязи
с влдом и реологическими характеристиками связующе-
го. Так, увеличение содержания мелких фракций запол-
нителя по сравнению с оптимальным приводит к повы-
шению расхода и ухудшению реологических характери-
стик связующего, снижению однородности смеси,^а так-
же к увеличению объемной массы материала.
Немаловажный- фактор при получении материалов
объемным омоноличиванием — поверхностные свойства
каркасообразующего материала, хотя при этом способе
изготовления роль их не столь значительна, как при
контактном омоноличивании. Тем не менее шероховатая
пористая поверхность заполнителя способствует улучше-
нию сцепления на границе раздела фаз, что является не-
обходимым условием совместной работы двух компонен-
тов. Механические свойства материалов повышаются,
если прочность адгезионного соединения в них превыша-
ет прочность наименее прочного компонента. С другой
стороны, развитая поверхность заполнителя требует по-
выШенного расхода связующего на единицу поверхности
заполнителя и может вызвать увеличение объемной мае-
сы материала. Интенсивное поглощение связующего по-
верхностью заполнителя в таких случаях можно суще-
ственнб ограничить, предварительно насыщая' поры ис-
паряющимся агентом, например обрабатывая поверх-
ность перлита четыреххлористым углеродом (в произ-
водстве наполненных фенольных пенопластов), обраба-
тывая асбест водой, и т. д.
Материалы, используемые в качестве связующего,
должны обеспечивать лолучение теплоизоляционных из-
делий с низкой объемной массой и теплопроводностью.
В соответствии с этим наибольшее применение при объ-
емном омоноличивании находят связующие на основе
полимерных композиций, битума, жидкого стекла.
Формирование структуры рассматриваемых материа-
лов представляет собой совокупность процессов совме-
щения связующего с заполнителем, перераспределения
связующего в объеме межзерновых пустот заполнителя,
формования и отверждения изделий. Эти факторы зави-
сят от реологических свойств связующего в присутствии
заполнителя. Во всех случаях вязкость связующего для
объемного омоноличивания, как правило, выше вязкости
клеевой композиции, используемой при контактном омо-
ноличивании. Это связано с необходимостью создания
сплошной матрицы связующего. В то же время исполь-
зование в качестве связующего композиций с вязкостью,
превышающей оптимальную, приводит к перерасходу
связующего, затрудняет его равномерное распределение
в межзерновых пустотах заполнителя, снижает подвиж-
ность и фйрмуемость композиций, что, вконечнбм итоге,
ухудшает свойства готового,материала. Применение в
качестве связующего композиций с низкой вязкостью
также нецелесообразно вследствие образования большо-
го числа дефектных участков как непосредственно на
поверхности заполнителя, так и в 'структуре чматрицы
связующего. л»-
Эффективная теплоизоляция при объемном омоноли-
чивании получается при использовании- поризованных
полимерных и минеральных связующих. Применение в
качестве связующего пеносистемы позволяет снизить
объемную массу изделий, удельный расход связующих
при значительном улучшении теплофизическцх свойств
материалов.
Комйозиции, омойоличиваюЩие заполнители йри
вспенивании, должны обладать повышенной вспениваю-
щей способностью, реакционной активностью, пони-
женной исходной вязкостью. Уровень этих параметров
должен назначаться с учетом . специфических особенно-
стей используемых заполнителей, в частности их тепло-
аккумулирующей способности, характера поверхности и
др. Так, при использовании сверхлегких заполнителей
для омоноличивания при химическом вспенивании свя-
зующего целесообразно применять композиции с высокой
реакционной активностью. При использовании более тя-
желых заполнителей необходимы их нагрев и примене-
ние менее реакционно-активных композиций.'
Введение во вспенивающуюся композицию различных
модифицирующих агентов — пластификаторов, разбави-
телей, газообразователей и др., действие которых на-
правлено на изменение их вязкотекучих свойств и вспе-
нивающей спо;:обности, дает возможность получить ма-
териалы с заданным комплексом физико-технических и
эксплуатационных свойств в зависимости от назначения.
СОЗДАНИЕ КОМБИНИРОВАННЫХ СТРУКТУР
В технологии теплоизоляционных материалов, чтобы
увеличить общую пористость изделий, широко использу-
ют способы формирования комбинированных структур.
В основе их создания лежат описанные выше физико-
химические и технологические принципы поризации. Со-
вмещение различных структур позволяет не Только по-
высить общий объем пористости, но и улучшить ряд ка-
чественйых показателей изделий: теплопроводность, про-
чность, отношение к действию воды.
Примером создания комбинированных структур яв-
ляется технология асбовермикулитовых изделий, в кото-
рых сочетается пластинчатая структура вермикулита, во-
локнистая— асбеста и зернистая, возникающая при кон-
тактном омоноличивании каркасообразующих вермику-
лита и асбеста глиняной или крахмальной связкой.
В технологии ячеистого бетона сочетание аэрирова-
ния и газовыделения позволяет достигнуть высоких зна-
чений ячеистой пористости. Поризация осуществляется
вначале за счет воздухововлекающих добавок, вводимых
в систему на стадии помола или перемешивания. В про-
цессе приготовления масса насыщается воздухом (пори-
1йв
стость достигает 25—30%) • Затем частично поризован-
ная масса вспучивается за счет алюминиевого газообра-
зователя. Размер пор, возникших в результате газообра-
зования, в 1,8—2 раза больше, чем пор, полученных воз-
духововлечением, поэтому в изделиях формируется чет-
ко выраженная двумодальная пористость с плотной гек-
сагональной упаковкой пор. Мелкие воздушные поры,
образованные при воздухововле.чении, характеризую^тся
повышенной несущей способностью, что обеспечивает по-
вышение устойчивости поризованной массы. В результа-
те сочетания аэрирования и газообразования возможно
получение крупноразмерных ячеистобетонных массивов
с объемной массой газобетона 180—200 кг/м^.
Совмещение процессов поризации с одним из техно-
логических переделов способствует упрощению произ-
водства и во'многих случаях приводит к улучшению ха-
рактеристик пористой структуры. Так, в технологии пе-
номатериалов эффективно сочетание процессов ценооб-
разования с Мокрым помолом компонентов в шаровых
или вибрационных мельницах. При этом пенообразова-
тели, являющиеся поверхностно-активными веществами,
интенсифицируют диспергирование твердых составляю-
щих массы, а образующаяся пеноструктура характери-
зуется высокой однородностью распределения и мелким
размером пор. Операция приготовления пены и ее сме-
шивания с массой при этом исключается, отпадает не-
обходимость в мешалках для приготовления пены и сме-
сителях для производства пеномассы. Эта технология
особенно эффективна для пенокерамики и поризован-
ных огнеупорных изделий.
Часть HI. НЕОРГАНИЧЕСКИЕ
ТЕПЛОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Глава 7. ИСКУССТВЕННОЕ МИНЕРАЛЬНОЕ
ВОЛОКНО И ТЕПЛОИЗОЛЯЦИОННЫЕ ИЗДЕЛИЯ
НА ЕГО ОСНОВЕ
I. ВИДЫ ИСКУССТВЕННОГО МИНЕРАЛЬНОГО ВОЛОКНА
В зависимости от вида сырья и способа производства
искусственное минеральное волокно можно разделить на
следующие разновидности: минеральное волокно с тем-
пературой применения 600°С (рядовое); стеклянное во-
локно с температурой применения 400°С; высокотемпе-
ратуростойкое и огнеупорное волокно с температурой
применения соответственно до 1000°С и выше 1000°С.
Минеральное и стеклянное волокно получают переработ-
кой силикатных расплавов. Продукт в виде бесформен-
ной волокнистой массы получил название минеральной
или стеклянной ваты в зависимости от химического со-
става силикатных расплавов. Стеклянная вата характе-
ризуется более высоким содержанием Si02 и наличием
щелочей.
Температуростойкое' и огнеупорное волокно может
быть получена как путем переработки,силикатного рас-
плава, так и другими способами, описанными ниже.
п. МИНЕРАЛЬНАЯ ВАТА
1. СВОЙСТВА МИНЕРАЛЬНОЙ ВАШ
Минеральная вата представляет собой рыхлый мате-
риал, состоящий из тонких волокон стекловидной струк-
туры. Цвет минеральной ваты белый, светло-серый, зе-
леноватый, коричневый, темно-бурый. Высокие теплоизо-
лйционные свойства минеральной ваты обусловлены
наличием большого количества воздушных- пор: по-
ристость достигает 95—96%. Объем и размер пор зави-
.сят от степени уплотнения и диаметра волокон. Диаметр
Ш
волокон ваты колеблется от 1 до 10 мкм. С увеличением
диаметра волокна увеличивается теплопроводность, по-
этому стандартов ограничен диаметр волокна — не бо-
лее 8 мкм. Длина волокна колеблется от 2—3 мм до 20—
30 см. Средний диаметр волокон и их длина зависят как
от химического состава расплава, так и от ряда техно-
логических факторов. Чем длиннее волокно, тем более
упругими и,прочными получаются изделия.
Помимо волокон вата содержит частицы расплава, не
вытянувшиеся в волокно. Эти включения получили наз-
вание «корольки». Форма этих частиц в основном сфери-
ческая. Корольки повышают теплопроводность мине-
ральной ваты, являясь «мостиками» передачи тепла.
. Объемная масса минеральной ваты зависит от сред-
него диаметра волокна, содержания корольков и степе-
ни уплотнения. Стандартом предусмотрено определение
6.бъемной массы при удельной нагрузке 0,002 МПа, что
соответствует нагрузке, которую испытывает вата в про-
цессе эксплуатации. При одинаковой удельной нагрузке
объемная масса возрастает с увеличением диаметра и
содержания корольков. Стандартом предусмотрен вы-
пуск ваты марок 75, 100, 125. Содержание корольков раз-
мером свыше 0,25 мм ограничивается стандартом: для
марок 75—12%; 100—20%, 125—25%.
Водопоглощение минеральной ваты при погружении
в воду очень велико — до 600%,- Гигроскопичность колеб-
лется от 0,2 до 2%. Грибоустойчивость минеральной ва-
ты зависит от условий эксплуатации. Минеральная вата
не является благоприятной средой для развития грибов.
Однако под действием органических кислот, выделяемых
грибами, минеральная вата может разрушаться. Повы-
сить грибоустойчивость можно путем повышения кислот-
ности волокон.
Температура спекания ваты 700—800°С, соответствен-
но температура применения 600—700°С. Расстекловыва-
ние ваты может происходить уже при 500°С. Кислая
вата меньше подвержена расстекловыванию. Мийераль-
ная вата обладает огнезадерживающими свойствами
благодаря негорючести и малой теплопроводности. Теп-
лопроводность зависит от диаметра волокна, объемной
массы и содержания неволокнистых включений в вате.
Увеличение диаметра волокна влечет за собой повыше-
ние теплопроводности. При увеличении диаметра волокна
с 3 до 12 мкм теплопроводность растет на 10%.
• I3i9
Теплопроводность мййеральной ваты Не ДолЖйа пре-
вышать:
X)
при температуре
» »
» »
2i5.±5X . .
1,2:5|±5ГС .
300±5°С .
. . 0,045 •Вт/(м
. . 0,0|б|4 »
. . 0,1015 »
С увлажнением этот показатель резко возрастает,
поэтому вату нужно предохранять от увлажнения.
2. ТЕХНОЛОГИЯ МИНЕРАЛЬНОЙ ВАТЫ
Производство минеральной ваты включает следуюш,ие
процессы: подготовку сырья; плавление сырья и получе-
ние силикатного расплава; переработку расплава в во-
локно; формирование минераловатного ковра; рулониро-
вание минераловатного ковра.
а) СЫРЬЕВЫЕ МАТЕРИАЛЫ
Для производства минеральной ваты применяют гор-
ные породы (осадочные, изверженные и метаморфиче-
ские), минеральные промышленные отходы, а также по-
путные продукты производства (металлургические и топ-
ливные шлаки и золы, бой глиняного и силикатного кир-
пича и т. д.).
Основными требованиями, предъявляемыми к сырью,
являются: химический состав, обеспечиваюш,ий невысо-
кую температуру плавления (достижимую в суш,ествую-
щих плавильных агрегатах); необходимые для волокно-
образования реологические свойства расплава и получе-
ние ваты, стойкой против действия эксплуатационных
факторов; распространенность сырья и несложность его
предварительной подготовки.
Необходимый химический состав достигается обычно
составлением соответствующей сырьевой смеси-шихты,
включающей два и более вида сырья. Лишь немногие
виды природного сырья могут быть использованы без
подшихтовки;
Горные породы. К числу лучших видов горных пород
для производства минеральной ваты относятся извер-
женные основные горные породы габбро-базальтовой
группы и подобные им по химическому составу метамор-
фические горные породы и мергели.
СССР обладает громадными ресурсами этих видов
сырья. Содержание оксидов в составе горных пород, при-
меняемых в производстве минеральной ваты в СССР, ко-
14,0
лсблется в следующих пределах (%): §i02 —45—65;
AI2O3—10—20; FejOj+FeO—10—15; СаО —5—15;
MgO —5—15; ЫагО + КгО— 1—3.
Габбро-базальтовые горные породы (диабазы, ба-
зальты, габбро), а также их метаморфические аналоги
(амфиболиты, известковистые сланцы) являются опти-
мальным сырьем для усовершенствованных вагранок с
горячим дутьем при производстве минерального волокна
с Л1к=1,5—2,5, отличаюш,егося повышенной эксплуата-
ционной стойкостью.
Кислые горные породы типа гранита, грандиорита,
перлита более существенно повышают вязкость расплава,
чем габбро-базальтовое сырье, и снижают производи-
тельность плавильного агрегата. Гранитное и перлитовое
сырье целесообразно применять для повышения белизны
волокна, например при производстве акустических из-
делий.
Доменные шлаки. Для производства минеральной ва-
ты наибольшее применение нашли доменные шлаки. Шла-
ки представляют собой сплавы силикатов и алюмосили-
катов следующего химического состава ('%): Si02—35—
40; AI2O3— 10—15; СаО —35—45; MgO —5—10; FesOg-f
-f iPeO — 0,5.
Доменный шлак является наиболее распространенным
сырьем при получении минеральной ваты в вагранках с
холодным дутьем. Если их попользуют без добавок, в
чистом виде, то получают силикатное волокно, неустой-
чивое к воздействию воды. Поверхностная гид-
ратация волокон, обусловленная в основном высоким со-
держанием СаО, является главной причиной уменьшения
механической прочности и соответственно пыления и сле-
живаемости шлаковой ваты.. Силикатное волокно, как
правило, получают из шихты, содержащей наряду со
шлаками различные подкислители: природные сырьевые
материалы и промышленные отходы, характеризующиеся
повышенным количеством ЗЮг и AI2O3. В результате до-
стигается увеличение гидролитической стойкости шлако-
ваты.
Ваграночные шлаки относятся к легкоплавкому сырью,
которое можно применять не только для подкисления до-
менных шлаков, .но и в качестве однокомпонентного со-
става.
Мартеновские шлаки обычно содержат окислы железа
и марганца (до 20% того и другого), поэтому их исполь-
14(1
ЗуЮт Ё производстве минеральной ваты главным образом
в качестве добавок для уменьшения вязкости расплава.
Применяются как охлажденные (отвальные), так и ог-
ненно-жидкие металлургические шлаки. Использование
огненно-жидких шлаков снижает расход тепла на полу-
чение расплава; тепло затрачивается только на подогрев
расплава шлаков до необходимой для переработки р во-
локно температуры, в связи с че{л снижается стоимость
получаемой минеральной ваты. Однако использование
огненно-жидких шлаков ограничивается сложностью кор-
ректировки состава. ¦ ¦
Применение топливных шлаков и зол затруднено из-за
значительных колебаний их химического состава даже в
условиях одного объекта, а также технологическими
сложностями получения расплава из малопрочного и вы-
сокодисперсного сырья.
Отходы керамического и силикатного производства
широко используют в композиции с менее кислыми или
основными компонентами (шлак, доломит, известняк
и др.).
Основные принципы определения состава шихты
для производства минеральной ваты
Запасы сырья, позволяющего изготавливать мине-
ральную вату из однокомпонентной шихты без добавок,
весьма ограничены, поэтому большинство заводов рабо-
тает на двухкомпонентной шихте. Шихта должна обес-
печивать необходимую вязкость расплава и долговеч-
ность волокна.
По существующему стандарту модуль кислотности
минеральной ваты
SiO,-f А1,0з
"""^ CaO-fMgO > ^'¦¦'\
должен быть не менее 1,5 для высшей и' не менее l,2f
для первой категории качества.
С повышением модуля кислотности увеличивается
долговечность минеральной ваты, так как становится
.больше ее химическая стойкость и, в частности, водо-
стойкость. Водостойкость минеральной ваты характери-
зуется показателем рН; минеральная вата относится к
высшей категории водостойкости при рН<^5, 1-й катего-
рии при рЯ<7.
I4I2I
Показатель рН гидролитической стойкости минераль-
ной ватй повышается при увеличении содержания в ней
кислых окислов ЗЮг и АЬОз. Однако рост количества
кислых компонентов шихты приводит к возрастанию вяз-
кости, что влечет за собой снижение производительности
и ухудшение условий волокнообразования. В связи с
этим при выборе состава шихты приходится искать опти-
мальное решение. С одной стороны, не допускать слиш-
ком большой вязкости во избежание нарушения техно-
логического процесса; с другой стороны, не допускать
низкого содержания в шихте кислых окислов в ущерб
долговечности минеральной ваты.
При решении первой части задачи следует учитывать
не только Л^к, но и модуль вязкости Л^в, который более
точно характеризует вязкость расплава. При расчете
Л^в находят молекулярные количества всех окислов
Л^ Rm^n , для чего количество каждого из них в % по
массе делят на молекулярную массу этого окисла. Затем
его вычисляют по формуле:
Mg = ¦—^'"' —^''"' (7 2)
При ваграночном способе производства минеральной
ваты 'без подогрева воздуха верхний предел модуля вяз-
кости (критический), при котором сохраняется доста-
точная производительность плавильного агрегата, не
должен (Превышать 1,2.
При изготовлении минеральной ваты с применением,
ванных печей лредельный модуль вязкости 1,4. При ре-
шении второй части задачи рассчитывают серию хими-
ческих составов с различными значеиия^ии Мв, начиная
от критического для имею^щегося оборудования (1,2 или
1,4) и ниже, и устанавливают значение Мв, обеспечи-
вающее необходимый показатель рН. Значение рН рас-
считывают по эмпирическим уравнениям, имею^щимся в
справочной литературе. К. Э. Горяйнов предложил
производить расчет шихты с учетом соотношения легко-
плавких и тугоплавких компонентов.
б) ПЕЧИ ДЛЯ ПОЛУЧЕНИЯ ¦ СИЛИКАТНОГО РАСПЛАВА
" Силикатные расплавы для производства минераль-
ной ваты получают путем шлавления сырья в печах сле-
дующих типов: шахтных (вагранках), ванных электро-
143
дуговых, в стадии освоения находятся циклонные и
конверторные печи.
Могут 'быть также использованы огненно-жидкие
шлажи металлургических 'печей. Для подогрева жидких
шлаков применяют специальные печи — шлакоприем-
ники.
Использование печи того или иного типа зависит в
основном от вида сырья и наличия топливных или
энергетических ресурсов. Сравнение плавильных агре-
гатов по тепловой эффективности приведено в табл. 7.1.
Из таблицы видно, что элект-
родуговая печь — наиболее эф-
фективный плавильный агрегат.
Однако при ее применении резко
увеличивается расход . электро-
энергии.
Наиболее широкое распрост-
ранение в минераловатной про-
мышленности получили вагранки.
Вагранки
Ваграики (рис. 7.1) представ-
'ляют собой шахтные плавильные
печи непрерывного действия, теп-
лообмен в которых происходит по
принципу противотока. Сырье, за-
гружаемое в верхнюю часть ва-
гранки, опускается вниз, превра-
щаясь при этом в расплав, а об-
разовавшиеся в нижней части ва-
гранки продукты горения подни-
маются вверх, отдавая тепло рас-
плавляемому материалу.
Рис. 7.1|. Вагранка ватержакетиая
1 — фурмы; 2 — ватержакет; 3 — труба для
отвода воды; 4 — загрузочное окно; 5 — искро-
гаситель; 6 — патрубок для удаления уноса;
7 — шахта; S — люк для осмотра и выполие-
иая ремонтных работ; 9 — компенсаторы;
Ю — труба для подвода воды; U — воздуш-
ный коллек'гор; а — летка; )J —днище
14,4
Таблица 7Л. Тепловая эффективность печей
Показатели
Удельрые за-
траты телла
на! кг распла-
вд, кДж
Коэффициент
полезного дей-
ствие, %
Коксовая^
вагранка'
бЗ|0а-12 600
20—30
Ванная печь
. 1(0 900-,
20900
=
lSt-35
Электродуго-
вая печь
2S.10—2930
^
60—70
Шлакоприеи-
аая печь
1260—2930
2--5
Конструкция вагранок. Вагранка состоит из Двух
основных частей — горновой и шахтной.
В нижней, горновой ча«ти вагранки происходит го-
рение топлива и плавление сырья. Здесь развиваются
наиболее высокие температуры. Силикатные расплавы
разъедают огнеупорную футеровку, поэтому в нижней
части вагранки для плавления силикатного сырья уст«
роен ватержакет. Ватержакет представляет собой ме-
таллический цилиндр с двумя стенками, между которы-
ми находится охлаждающая вагранку проточная вода,
предохраняк>щая корпус вагранки от перегрева. Темпе-
ратура воды при выходе из ватержакета не должна
превышать 70°С. Выше ватержакета металлический ко-
жух печи защищен футеровкой. Низ ватержакета за-
крывается двухсекционным днищем, подвешенным па
шарнирах.
В ватержакете имеются фурмы-отверстия для пода-
чи воздуха, необходимого для горения топлива. Отвер-
- стия соединены одной кольцевой трубой—коллектором,
через который воздух поступает ло всему периметру ва-
гранки. Основными конструктивными параметрами ва-
гранки являются: внутренний диаметр и рабочая высота
шахты, число фурм и объем горна. Диаметры промыш-
ленных вагранок могут быть следующими: 1000, 1250 и
1400 IMM. Отношение рабочей высоты (от оси первого
ряда фурм до загрузочного окна) к диаметру для при-
меняемых вагранок — в пределах 3—5.
Число симметрично расположенных по окружности
вагранки фурм зависит от количества подаваемого в
вагранку воздуха и размера вагранки. Для повышения
прЬизводительности вагранки диаметром более 1000 мм
в Зак. 8$
145
применяют двухрядное расположение фурм. В одном
ряду размещаются от 8 до 16 фурм.
Нижнюю часть ватержакета, от оси нижнего ряда
фурм до днища, называют горном. В горне накаплива-
ется жидкий расплав и происходит его гомогенизация
по составу и температуре. Чем выше горн, тем больше
времени расплав находится в нем до выпуска из ваг-
ранки, тем лучше условия для получения гомогенного
расплава. С другой стороны, расплав остывает, так как
кокс здесь из-за отсутствия кислорода не горит и не
выделяет тепла, поэтому устанавливается оптимальная
высота горна. В вагранках высота горна колеблется в
пределах 600—750 мм.
• Образовавшийся расплав вытекает из горна через
летку и по лотку направляется к узлу волокнообразо-
вания. Леткой называется отверстие диаметром 55—
65 мм в водоохлаждаемом корпусе, вставляемом в спе-
циальный проем ватержакета. Для загрузки сырья и
топлива в верхней части шахты имеется загрузочный
люк.' Ниже загрузочного окна в середине шахты кре-
пится водоохлаждаю1Щий распределитель шихты, пред-
назначенный для равномерного распределения загружае-
мых материалов по сечению вагранки.
Верхняя часть шахты закрыта кирпичным сводом с
окнами для выхода газов. Сверху к шахте крепится ис-
крогаситель для улавливания уносимых газовым пото-
ком искр и частиц пылн. Искрогаситель представляет
. собой металлический кожух с колпаком и скошенным
дном. Осевшие частицы скатываются к отверстию па-
трубка и удаляются.
Для загрузки сырья и кокса используют разнообраз-
ные механизмы: ленточные питатели, акиповые подъем-
ники, кюбели. Наиболее равномерное распределение
сырья по сечению шахты вагранки обеспечивают кю-
бель, имеющий открывающееся дно с периферийным
выпуском сырья, вводимый непосредственно в шахту и
разработанный ВНИПИТеплопроектом механизм
загрузки, представляющий собой систему из двух кону-
сов. При этом отпадает необходимость в распределите-
ле шихты. В качестве дозирующего устройства приме-
няются весовые дозаторы типа АВДИ-425.
Работа вагранки. Тепловые процессы в вагранке со-
стоят в основном из горения кокса и передачи тепла го-
рячими продуктами горения расплавляемому сырью.
Зона горения топлива находится над фурмами. При го-
ренин кокса происходит химическая реакция соединений
углерода ко,кса с кислородом воздуха. Горение может
быть полным с образованием двуокиси углерода СОг:
С + Oj = СОг + 398 000 кДж(к- моль) (7.3)
или неполным с образованием, окиси углерода СО:
С + 0,502 = СО + 116 500 кДж/(к-моль). (7.4)
В СВОЮ очередь, окись углерода может взаимодейство-
вать с кислородом воздуха и сгорать в СОг:
С + 0,5 Ог = СОг+ 283 000 кДж/(кмоль). (7.5)
По мере горения кокса в дутьевом воздухе уменьшается
содержание Ог и увеличивается количество СОг й СО.
Одновременно растет температура. На некоторой высо-
те температура достигает максимального значения (око-
ло 1600°С). Эта высота примерно соответствует и мак-
симальному содержанию СОг.
Реакция горения 'Прекращается лосле израсходова-
ния всего кислорода воздуха на окисление углерода
кокса. Выше зоны горения при соприкосновении'продук-
тов сгорания с раскаленным коксам СОг может восста-
навливаться до СО:
'С02 + С = 2СО— 166 000 кДж/(к-моль). (7.6)
«
Реакция восстановления нежелательна, так как проис-
ходит она с поглощением тепла. Она прекращается
при падении температуры продуктов горения до 1000—
1100°С. Чем выше содержание СО в отходящих газах,
тем 'больше потери тепла от химической неполноты сго-
рания топлива, тем ниже КПД вагранки. В соответствии
с физическими и химическими процессами, происходящи-
ми в вагранке, в ней можно выделить пять зон по высоте
сверху вниз. Деление на зоны условное, между от-
дельными зонами пет четкого разграничения. Разлгеры
зон зависят в первую очередь от свойств расплавляе-
мого сырья:
1 зона — зона подогрева — расположена в верхней
части столба шихты. Здесь материалы нагреваются и
удаляется физически и химически связанная влага
(происходит дегидратация сырья). По мере опускания
сырья в области температур выше 600°С разлагаются
карбонаты магния (MgCOa), а выше 900°С —карбона-
ты кальция (СаСОз) с выделением СОг (декарбониза-
ция сырья). В нижней части зона подогрева переходит
6* Зак. 85 1.47
в зону плавления, ниже которой при Правильном про-
текании процесса не должно быть сырьевых материа-
лов в твердом достоянии;
II зона—зона плавления — расположена над холо-
стой (КОКСОВОЙ колошей. Холостую коксовую колошу за-
гружают в вагранку при розжиге и располагают на по-
Ry вагранки. Холостая колоша служит для поддержа-
ния лежащего выше столба шихтовых материалов, до-
полнительного нагрева (перегрева) образующегося рас-
плава, равномерного распределен}^я раскаленных про-
дуктов горения по сечению шахты и дренажа жидких
продуктов плавления в горн вагранки. В зоне- плавле-
ния при 1500—1800°С сырье из твердого состояния пе-
реходит в жидкое. Образовавшийся расплав стекает по
кускам раскаленного кокса в горн.
Отдельные компоненты сырьевой смеси плавят-
ся неодновременно: легкоплавкие плавятся раньше, ту-
гоплавкие— 'позднее, растворяясь в легкоплавких. В оп-
ределенной области температур' скорость растворения
тугоплавких компонентов, находящихся еще в твердой
фазе, в жидкой фазе легкоплавких компонентовзависит,
по закону действующих масс^.от концентрации реагиру-
ющих веществ в обеих фазах. При этом на скорость раст-
ворения влияет 1вязкость раоплава: с уменьшением ее
скорость растворения увеличивается. Для ' ускорепия
процесса растворения тугоплавкого компонента разме-
ры'его кусков должны быть меньше, чем легкоплавкого.
Для нормального протекания плавления в вагранке не-
обходимо соблюдать определенное соотношение между
объемами тугоплавкого и легкоплавкого сырья. При из-
бытке тугоплавкого компонента он не полностью раство-
ряется в образующемся расплаве легкоплавкого компо-
нента вследствие ограниченного времени щребьшания
сырья в зоне плавления, что xaip^KTCpno для плавления
в вагранке;;
III — редукционная (восстановительная) зона — рас-
'положена в верхней части холостой коксовой колоши
выше условной ли;нии, где содержание юисл^рода ш сре-
де црактически равно нулю, до в€|рха холостой колоши.
В этой зоне СОг восстанавливается до СО. Температура
продуктов Г01рения в III зоне падает тем больше, чем
' Имеется в виду интервал между точками плавления компонен-
тов и эвтектической точкой системы.
* Закон Рауля.
1.48
больше СОг пе|рейдет в СО, а это, в свою оче|реДь, за-
висит от двух причин: реакционной опособпоспи топлива
и размеров его кусков. •
Под реакционной способностью топлива следует по^
нимать^его способность восстанавливать Образовавшую-
ся при сгорании двуо,кись углерода в окись. Величину
реакциотиюй аюсобпости топлива, %, определяют по
фор.муле
СО
¦ ^ = ^7:?: „^^ 100. (7.7)
СО + 2 СО» - ^
Рекомендуется использовать крупный кокс с малой ре-
акционной способностью (15—25%);
IV зона—кислфодная—расположена над фурмен-
ным поясом от оси фурм до условной границы, где со-
держание свободного кислорода равно «улю. В этой зо-
не топливо интенсивно сгорает. В конце зоны температу-
jpa достигает максимума. Размеры 'кислородной зоны за-
висят от качества топлива, величины его кусков и тем-
пературы среды. Чем выше реакционная способность
топлива, тем меньше кислородная 30Haj чем меньше
размеры кусков топлива, тем больше их удельная по-
верхность, тем 'быстрее идет реакция горения и тем
меньше кислородная зона;
V зона рсположена ниже фурменного пояса — от
фурменного пояса до иода вагранки. В верхней ее части
!пз-за свободного кислорода, поступающего с.'воздухом
из фурм, йроисходит интенсивное горение кокса холостой
колоши. Ниже окислительная апособность среды теряет-
ся и па уровне 'Подины она равна нулю. В этой зоне сох-
раняется высокая температура среды, близкая к макси-
IM ал иной, так как тепло здесь расходуется только на по-
крытие тепловых потерь через боковые стенюи и тодину,
а также ла незначительный нагрев раоплава. Более под-
робно работа вагранки^рассматривается в учебном посо-
бии «Технология минеральных теплоизоляционных , ма-
териалов и легких бетонов», написанном коллективом
авторов во главе с К- Э. Горяйновым.
Требования к сырью и топливу. Общее требование к
сырью для вагранок — недопустимость фракций менее
20 'ММ, которые резко увеличивают аэродинамическое
сопротивление столба шихты. Оптимальный раз/мер кус-
ков сырья зависит от вида сырья. Размеры кусков шла-
ка и легкоплавких Г01рных пород должны находиться
в пределах 40—100 мм. Тугоплавкие 'П01роды, такие, как
14,9
доломит, известняк, следует применять в виде более мел-
ких фракций, например 20—40 мль KipoMe грануломет-
рического состава важной характеристикой сырья явля-
ется механическая прочность кусков, которая должна
быть не менее 1,5 МПа.
К топливу для вагранки помимо малой реакционной
способности предъявляются еще и такие требования:
достаточная механическая и термическая прочность, по-
скольку топливо сразу же попадает в область высоких
температур, подвергается ударам -загружаемых CBCipxy
кусков сырья, а при опускании — трению и давлению в
условиях быстро возрастающей температуры; количе-
ство золы должно быть в пределах 8—9%, так как она
1переходит в расплав и влияет на его состав; .соде|ржа«ие
серы не должно превышать 1,5%.
Основной вид топлива для ваГ|ранок — каменноуголь-
ный iKOKC, который характеризуется большой теплотвор-
ной способностью (27 000—30 000 кДж/кг), малым со-
держанием летучих веществ, высокой механической
и термической прочностью (ро=,400—450 кг/м^).
По назначению кокс подразделяют на литейный (КЛ)
п доменный (КД). Доменный кокс дешевле литейного.
Однако литейный кокс отличается от доменного значи-
тельно меньшей реакционной способностью, поэтому он
больше соответствует требованиям эффективного 'цроте-
ка,ния ваграночного процесса: развивается более высо-
кая темне|ратура горения. Важнейшим эксплуатадион-
лым показателем качества кокса является размер кус-
ков. Наиболее предпочтителен крупный кокс раЗ|мером
80—120 мм.
Производительность вагранок зависит от многих
факторов и может колебаться в широких пределах. По-
казателем их производительности служит съем распла-
ва с 1 м^ площади поперечного сечения вагранки в пло-
скости фурм в единицу времени, который, .находится в
пределах от 1200 до 3600 кг/(м2-ч).
Производительность вагранки зависит от вида сырья,
его гранулометрического состава, равномерности загруз-
ки сырья, интенсивности дутья и расхода «owca. Прп
плавлении шлаков съем расплава больше, чем при
плавлении горных пород. Объясняется это тем, что
шлаки уже являются продуктами плавления в домен-
ных печах и npi'i вторичном плавлении они плавятся
бьгст|рее, чем торлгые породы, в которых в этот пе|риод
150
проходят процессы диссоциации и декарбонизации. Од-
нако качество волокна из шлаковых расплавов хуже.
Обязательное условие нормальной работы вагрн-
иок — однородность кусков сы1рья и кокса и равномер-
ная загрузка. Одинаковы9 iiio размеру куски сьфья и
кокса создают равномерное сопротивление движению га-
зового потока iiio всей :плош,ади поперечного сечения
шахты и способствуют спокойному ходу плавления.
Наиболее эффективно' повышается производитель-
ность вагранки при интенсификации дутья. С увеличе-
нием расхода воздуха, подаваемого в фурмы, произво-
дительность вагранки увеличивается, так как ускоряет-
ся горение кокса. Однако повышать интенсивность дутья
можно до определенного предела, сверх которого сни-
жается телшература расплава, увеличивается его вяз-
кость и производительность резко уменьшается.
Та)<им образом, существует оптимальное количество
воздуха, обеспечивающее наилучшие результаты плав-
ления. Это зависит, в свою очередь, от нескольких фак-
торов: расхода кокса, гранулометрического и химиче-
ского состава шихты и др. Повышение расхода коксл
способствует росту температуры расплава, но произво-
дительность после определенного предела снижается.
Расход кокса на плавление шихты при Мь = 1,2—1,3
должен находиться в пределах 17—20% массы шихты.
По данным исследований, проведенных во ВНИПИТеп-
лопроокте Р. В. Вагаповой, для каждого расхода кокса
существует оптимальный расход воздуха, при котором
температура расплава наибольшая. По рез-ультатам про-'
веденных исследований этот оптимум составил 45--
50 1м3/(м2-мин) воздуха при 17—187о расхода кокса от
.массы шихты и 55—60 ы^/{м^-мии) воздуха при 19—
21% расхода кокса от массы шихты.
При работе вагранки на холодном дутье даже с соб-
людением оптимальных параметров режима плавления
поднять температуру расплава выше- 1350°С практиче-
ски невозможно. Температура расплава и производи-
тельность вагранки могут быть повышены при исполь-
зовании подогретого до 400—500°С дутья.
Пути модернизации вагранок. К недостаткам вагра-
нок для получения силикатных расплавов относятся:
низкий коэффициент полезного использования тепла,
высокие удельные затраты на топливо, плохое качество
расплава и недостаточная стабильность струи распла-
16.1
ва, неудовлетворительные санитарно-гигиенические ус-
ловия эксплуатации, обусловленные шримене^ием
кокса.
В то же время вагранки имеют .большую производи-
тельность при небольших габаритах', просты по конст-
рукции, требуют сравйительно невысоких капитальных
затрат, просты в обслуживании и ремонте. Преимущест-
во вагранок по сравнению с ванными печами состоит,
также в их маневренности, т. е. возможности остановки
в выходные и праздничные дни. Пуск вагранки в эксп-
луатацию требует всего нескольких часов.
Положительные качества вагранки делают ее в на-
стоящее время и в ближайшем будущем основным пла-
вильным агрегатом в минераловатной промышленности.
Совершенствование ваграночной плавки осуществляет-
ся в следующих основных направлениях: модернизация
существующих вагранок; применение горячего дутья;
создание .вагранок, в которых в качестве топлива ис-
пользуется природный газ.
Мероприятия по реконструкции существующих ва-
гранок сводятся к устройству копильника расплава;
изменению формы ватержакета на конусную или
овальную; применению испарительного охлаждения ва-
гранки; оборудованию вагранки в'оздуходувными уст-
ройствами, позволяющими повысить давление дутья.
Устройство копильника способствует гомогенизации
расплава, стабилизации истечения струи и осаждению
металла, восстановившегося из окислов железа. Ко-
пильником может служить нижняя часть горна. В этом
случае нижний ряд фурменных отверстий может быть
заделан, а футеровка лещади осуществляется с обрат-
ным уклоном по отношению к летке. Копильник может
быть также установлен после летки в виде небольшой
обогреваемой емкости. Применение ватержакета конус-
ной и овальной форм позволяет увеличить площадь зо-
ны плавления и за счет этого повысить производитель-
ность вагранки.
Испарительное охлаждение позволяет в 12—15 раз
сократить расход воды на охлаждение корпуса вагран-
ки. Для испарительного охлаждения применяют хими-
чески очищенную воду. Система работает следующим
образом. Из верхней части ватержакета пароводяная
амесь с температурой 95—100°С поступает в бак-сепа-
ратор, где пар отделяется от воды. Насыщенный пар р
1:52
баке охлаждается и конденсируется, вода из бака-се-
паратора возвращается обратно в ватержакет, потери
воды автоматически восполняются. Таким образ.ом, ва-
тержакет постоянно заполнен кипящей водой и нахо-
дится под напором столба жидкости, равным разности
высот ватержакета и бака-сепаратора. Испарительная
система охлаждения, при которой разность температу-
ры входящей и выходящей воды незначительна, позво-
ляет 1продлить срок службы ватержакета, так какумень-^
шаются температурные 1Гапряжепия корпуса. При по-
стоянном уровне воды в расходном 'баке эта система
безопасна, так как сообщается с атмосферой.
Чтобы увеличить производительность вагранки, не-
обходимо обеспечить высокую интенсивность дутья.
Достигается это путем замены вентиляторов типа ВВД
воздуходувками. Развиваемое вентиляторами ВВД дав-
ление воздуха не превышает 5,9 кПа (600 мм вод. ст.),
а воздуходувки обеспечивают давление в пределах
7,85—19,6 кПа (800—2000 'мм вод. ст.).
В 'ближайшем пятилетии промышленность ориенти-
руется на выпуск минеральной ваты с более высокими
эксплуатационными показателями, что достигается по-
вышением модуля кислотноети ваты (Мк=1,5), т. е.'ис-
пользованием 'более тугоплавких шихт. .Для этого по-
требуется применять более интенсивное дутье. Приме-
нение горячего дутья значительно интенсифицирует про-
цесс сжигания кокса, в результате чего плавление ших-
ты в вагранке ускоряется. Внесение дополнительного
физического тепла в зону горения повышает температу-
ру в пей, в связи с чем появляется возможность плав-
ления тугоплавких материалов.
Некоторые горные ¦пoJ}oды типа базальта, диабаза и
др. при плавлении образуют расплав повышенной вяз-
кости, что затрудняет его протекание через холостую
колошу кокса. Лри этом ваграночный процесс наруша-
ется. Повышение температуры в вагранке на 50—100'С
обеспечивает снижение вязкости таких расплавов и
плавление протекает нормально. Применение горячего
дутья значительно увеличивает производительность ва-
гранки и снижает расход кокса. Нагрев воздушного
дутья для вагранки можно осуществлять двумя способа-
ми. При 'первом способе тепло уходящих газов пополь-
зуется для нагрева воздуха до требуемгж температуры.
Для этого воздухоподогреватель нужно устанавливать
153
па тракте уходящих газов, а перед ним необходил^ Дб-
жиг СО. Такая система подогрева конструктивно слож-
на и имеет тот недостаток, что теплопередающая
поверхность засоряется ваграночной пылыо и требует си-
стематической очистки. Второй способ снабжения вагран-
ки горячим дутьем состоит в то.м, что вблизи нее уста-
навливают воздухоподогреватель, специально отапли-
ваемый для подогрева воздуха. В .качестве топлива
можно использовать природный газ, мазут и другие ви-
ды топлива.
В настоящее время разработана схема автоматизи-
рованной вагранки с рекуператором для использования
отходящих газов, которая приведена на рис. 7.2.
Рис. 7.2. Комплекс автоматиэироваиной вагранки СМТ-155
/ — водоумягчительная установка; 2 — вентиль типа СВМ: 3 — подпиточпый
бак; 4 — бак-сопаратор; 5 — вагранка; 6 — дроссельный клапан; 7 — труба
аварийного сброса; в — шибер; 9 — рекуператор; 10 — газовая горелка; 11 —
вентилятор, подающий воздух в камеру дожигания; 12, /4 — дроссельные
клапаны; /5-¦ нагнетатель 200-II1-I м; /5 — система отстоПно-очистных соору-
жений; /5 —пенный- газоочиститель ПГС-50; /7 — дымосос D = I3,5; /S — вен-
тилятор; /S — циклоны ЦН-15 ПИИОгаза
Рекуператор вагранки состоит из камеры дожигания,
теплообменника и головки рекуператора. В камере до-
жигания сгорает окись углерода, содержащаяся в ва-
граночных газах. Здесь установлены горелочные устрой-
ства, которые зажигают окись углероду и стабилизиру-
ют температуру в «амере при .колебаниях содержания
окиси углерода в ваграночных газах. Из камеры дожи-
гания горячие газы с температурой 1100°С поступают
li5fl
в теплообменник, представляющий собой две концент-
ричеоки расположенные трубы. Здесь происходит теп-
лообмен между горячими газами, проходящими по внут-
ренне-й трубе, и дутьевым воздухом, проходящим по ще-
ли между внутренней и наружной трубами. Нагретый
воздух направляется к фурмам вагранки, а ваграноч-
ные газы — в систему очистки.
Наряду с увеличением производительности при мо-
дернизации вагранок стремятся достичь снижения рас-
хода кокса. Уменьшение расхода кокса обеспечивается
путем применения подогретого дутья, увеличения высо-
ты столба шихты, равномерного движения газов в стол-
бе шихты.
Помимо (Применения горячего дутья экономию рас- .
хода кокса дает утилизация тепла уходящих газов за
счет увеличения столба шихты. При этом процессы
теплообмена между :кусками 'Шихты и газами протека-
ют более полно, температура уходящих газов снижает-
ся и, следовательно,__ расход кокса уменьшается. Необ-
ходимые условия нормальной работы вагранки ,при вы-
соком столбе шихты — хорошая газопроницаемость,
обеспечиваемая соответствуюпщм гранулометрическим
составом и воздуходувными средствами, развивающими
давление дутья, достаточное для преодоления газодина-
мического сопротивления высокого столба шихты. Рав-
номерное движение газов в столбе шихты достигается
правильным подбором размера и числа фурм.
Коксогазовая вагранка. В коксогазовых вагранках
удается заменить 20—40% кокса природным газом, тем
самым уменьшить потребление дефицитного кокса и
снизить расходы на топливо. Однако в коксогазовой ва-
гратже сохраняются основные недостатки .коксовой ва-
гранки— она загрязняет воздух. Кроме того, усложня-
ется ее обслуживание, поэтому более целесообразно
'Применять газовую вагранку.
Газовая вагранка. Газовая вагранка дает возмож-
ность устранить основные недостатки вагранки, отап-
'ливаемой коксом, позволяет снизить затраты на тепло-
вую энергию в 2—3 раза, обеспечивает значительное
повышение технического уровня и культуры производ-
ства. Опытная газовая вагранка минераловатного про-
изводства разработана и установлена в институте
ВНИИТсплоизоляция.
Газовая вагранка (рис. 7.3) состоит из шахты, нил<-
153
няя часть которой представляет собой .камеру пл»вле-
ния сырья и перегрева расплава, копильника, загрузоч-
ного устройства, системы газоснабжения, системы возду-
хоснабжения, системы охлаждения, устройств для
отсоса и очистки дымовых газов. В камере плавления
происходит сжигание газового топлива и Плавление
сырьевых материалов. Нижняя
часть камеры, несколько выше
уровня горелок, заполнена огне-
упорным балластом,* на который
опирается стрлб шихтовых мате-
риалов.
Автоматизация ваграначного
процесса — один из основных пу-
тей повышения его эффективно-
сти. Для нормального хода про-
цесса волокнообразования необ-
ходимо получить струю расплава,
стабильн^^ю по его расходу и тем-
пературе. Максимальная стаби-
лизация параметров выдачи рас-
плава возможна путем автомати-
зации плавления.
В настоящее время разработа-
но несколько схем, по которым
автоматический режим осуществ-
ляется в следующих направлени-
ях: поддержание уровня шихты в
вагранке, равномерной интенсивности дутья; температу-.
ры воды для охлаждения ватержакета.
В качестве датчика- уровня шихты могут быть ис-
пользованы радиоизотопные сигнализаторы, радиоак-
тивные уровнемеры ТР-8, гамма-реле типа ГР-3.
Поступающий в приемник сигнал датчика преобразуется
в команду на включение и выключение механизмов за-
грузки сырья и кокса.
Стабилизация расхода воздуха на дутье осуществ-
ляется следующим образом. Диафрагмой, установлен-
ной на воздухопроводе, измеряется расход воздуха. Им-
пульс передается на вторичный прибор, откуда, преоб-
разуясь в электрический сигнал, поступает на задатчик
расхода, который передает команду электродвигателю
исполнительного механизма, соединенного с заслонкой,
регулирующей расход подаваемого воздуха.
Рис. 7.3. Газоваи вагран-
ка
/ — горелка; 2'—копильиик;
3—футерованная шахта;
4 — загрузочное устройство
\т
при стабилизации температуры воды^для охлажде-
ния ватержакета термометр сопротивления с вторич-
ным прибором в электроконтактном исполнении выдает
импульсы ийполнительному механизму, соединенному с
заслонкой, регулирующей поступление воды.
Во ВНИПИТеплойроекте И. К. Энно и С. М. Крем-
нева' разработали двухконтурную схему регулирования
параметров расплава, предусматривающую стабилиза-
цию расхода воздуха и автоматическое корректирова-
ние его уровня в зависимости От температуры расплава,
которое осуществляется быстродействующим экстре-
мальным регулятором температуры ЭРБ-5. Он.работает
в комплексе с автоматическим потенциометром и элект-
рическим исполнительным механизмом.
При двухконтурной системе компенсируются возму-
щающие воздействия, вызывающие изменение расхода
воздуха и связанные с изменением сопротивления ших-
тового столба, его высоты, колебаний напряжений в пи-
тающей сети. Автоматизация процесса плавления по-
зволяет не только стабилизировать работу вагранки, но
и значительно улучшить условия работы обслуживаю-
щего персонала.
Ванные печи
Для получения расплавов при производстве мине-
ральной ваты можно использовать небольшие ванные
печи, по своему устройству похожие на ванные стекло-
плавильные печи. Могут -применяться все типы .ванных
печей: с подковообразным, продольным и поперечным
направлением пламени. По способу использования теп-
ла отходящих газов такие печи могут быть регенератив-
ными и рекуперативными.. Рекуперативные ванные печи
более экономичны, но требуют применения высокожаро-
упорных элементов. Наибольшее распространение по-
лучили регенеративные ;печи с подковообразным на-
правлением пламени. Для отапливания печей использу-
ют газообразное или жидкое топливо.
Ванная регенеративная печь (рис. 7.4) для плавле-
ния сырья при производстве минеральной ваты состоит
из плавильного бассейна (ванны), горелок, вертикаль-
ных воздушных регенераторов и выработочной части —
фидера. С целью подачи на переработку наиболее го-
рячих слоев расплава дно фидера располагают выше
дна бассейна. Для поддержания необходимой для "пере-
157
работки расплава в волокно температуры в фидере
устанавливают горелку.
В зависимости от способа волокпообразовання рас-
плав из фидера выпускают через водоохлаждаемую лет-
ку (при наличии центрифуги) или через фильерные
пластины (при фильерном способе получения волокна).
Шихту в печь загружают плунжерными загрузчикалМИ,
устанавливаемыми с боковых сторон бассейна печи.
Рис. 7.4. Ванная печь <
1 — регенераторы; 2 — горелка; сЗ — загрузочное окно; 4—бассейн; 5 — фидер
Плавление шихты и ее последующая тепловая обработ-
ка производятся в бассейне. Температура плавления до-
стигает 1600°С. Интенсивность работы печи в основном
зависит от температуры газов, их лучеиспускательной
способности, от направления и формы факела. Удель-
ный съем расплава с поверхности «зеркала» ванны ко-
леблется в 'Пределах от 25 до 50 кг/(м2-ч).
Конструкция ванных печей для получения расплавов
из горных пород должна быть иной, чем обычных стек-
ловаренных печей. Расплавы для получения минераль-
ной ваты имеют более темный цвет, нелучепрозрачиы,
кроме того, характеризуются коротким интервалом вяз-
кости, поэтому провар их происходит в небольшом по-
верхностном слое. Вследствие этого нет смысла делать
бассейн глубиной более 400 мм. К минеральным рас-
15.81
плавам, перерабатываемым в волокно, не предъявляют-
ся столь строгие требования к гомогенности н осветле-
нию (дегазации), как :при варке стекла. Получаемый
расплав вследствие малой вязкости осветляется быстро-
и устраивать заклиночный ряд из свободно извлекаемых
кирпичей для взятия проб по всему периметру 'бассейна
не требуется.
Ванные печи в теплотехническом и технологическсхм
отношении более совершенны, чем вагранки. В этих пе-
чах теплспередается в рсновном лучеиапускапием (око-
ло 95%), что обеспечивает удовлетворительную управ-
ляемость процессом плавления и получения гомогенного
расплава с необходимыми свойствами. Достоинством
ванных печей является также возможность применять
дешевые виды топлива (природный газ, мазут) и отсут-
ствие тре1бований к прочности сырья, так как сырье за-
гружают в печь в измельченном состоянии (с размером
кусков 1—2 мм). ,
К недостаткам ванных печей следует отнести то, что
они занимают в 4—5 раз больше производственной пло-
ш,адп, чем вагранки, при одинаковой производительно-
сти; требуют энергоемких шихтоприготовительпых от-
делений для помола и перемешивания сырья; удельные
расходы тапла в них в 2 раза превышают удельный рас-
ход тепла в вагранках. Однако на себестоимости мине-
ральной ваты перерасход тепла по сравнению с получае-
мой в вагранках не отражается, так как применяется
дешевое топливо. Кроме того, возможность применения
фильерного способа волокнообразования позволяет зна-
чительно уменьшить потерн расплава и повысить каче-
ство волокна.
Есть некоторый опыт применения газоэлектрических
печей {цех минеральной ваты Норильского горно-метал-
лургического комбината). Такая печь имеет ряд преиму-
nieCTB перед обычной пламенной. Дополнительный
электрический обогрев, осуи1ествляемый погруженными
в расплав электродами, создает особенно благоприят-
пые условия для регулирования движения массы и вы-
равнивания ее состава за счет усиленных конвекцион-
ных токов. При этом повышается и удельный съем рас-
плава. , ;
Та'!К№м образом, применять ванные печи, несмотря на
высокие капиталовложения, рационально, так как по-
зволяет повышать качество выпускаемой продукции.
1,59
im
Электродуговые печи
Электродуговая печь (рис. 7.5)' для получения сили-
катного расплава представляет собой металлическую
водоохлаждаемую ванну в виде котла диаметром 2,5—
3 м. Печь работает на гарнисаже, так как футеровка
может расплавляться и изменять химический состав по-
лучаемого расплава. Гарнисажем называют слой за-
стывшего расплава, образующегося на внутренней по-
верхности водоохлаждаемого котла. Толщина этого слоя
може-р меняться в -зависимости от теплового режима пе-
чи. Плавление сырья осуществляется при 'помощи трех
графитированных электродов. Электроды крепятся к
пружинно-пневматическим держателям, которые позво-
ляют регулировать положение электродов. во время
плавления. Загружают -шихту сверху при помощи шне-
кового или иного 'питателя. РгГсплав для переработки в
волокно выпускают через небольшой фидер, монтируе-
мый сбоку печи, несколько выше ее поДа.
Изменяя электрический режим печи, можно регули-
ровать теплотехнические 'параметры плавки в соответ-
ствии с технологическими требованиями. Кроме того,
преимущество электродуговой печи перед другими пла-
вильными агрегатами — возможность плавления шихт
для 'Получения минеральной ваты, которую можно ис-
пользовать при высокой температуре.
Циклонные печи
- Циклонные печи целесообразно применять при ' ис-
пользовании мел1Кокускового сырья, в частности отходов
минераловатного производства. В циклонной 'печи бла-
годаря особой аэродинамической структуре потока га-
зов складываются благоприятные условия для тепло- и
массообмена между газом и обрабатываемым сырьем.
Предварительные расчеты дают основания принять их
удельную производительность равной 2,5 т/{мЗ'ч) при
тепловом напряжении 2 520 000 кДж на 1 м^ объема
т
Рис. 7u5i. Электродуговая печь
1 — кожух; 2 — обод печи; 3 — кольцо сводовое; 4 — окно рабочее; 5 —футе-
ровка свода; 6 —система водоохлаждения; 7 — экономайзер; S—электрод
графитиэированный; 9 — электрододержатель; 10 — токоподвод гибкий; // —
привод мехаииама перемещения электрода; 12 — механизм подъема и пово-
рота свода; 13 — фидер
lai
циклонной Камеры. Установка с циклонной камерой
(рис. 7.6) состоит из водоохлаждаемой вертикальной
печи 2, камеры для приема расплава J, металлического
рекуператора 6, подогревателя шихты 5, дымососа для
эвакуации отходящих в атмосферу газов 3, бункера с пи-
Omffop отходя-
щие 13Ш'
Рис. 7.6. Установка с циклонной камерой
тателем для подачи шихты 4 и систем подачи- топлива,
воздуха и воды. Из приемной камеры расплав через
летку или фильеры 'Поступает к узлу волокнообразова-
ния. Установка имеет небольшие габариты и может
быть омонтирована вместо вагранки.
Печи конверторного типа
В настоящее время осваивается разработанный ин-
ститутом ВНИИТеплоизоляция совместно с Институтом
газа АН УССР плавильный агрегат конверторного ти-
па, в котором происходит сжигание 'природного газа в
расплаве и продувка продуктов горения через слой ших-
ты и расплава. В конверторе осуществляется внутрен-
ний 1П0ДВ0Д тепла в слой расплавленного материала и
высокая интенсивность тепло- и массообменных процес-
сов благодар'я 'бурному перемещению расплава в .пла-
вильной ванне и большому развитию межфазной по-
верхности контакта расплава и горячих газов.
Схема плавильного конвертора непрерывного дейст-
вия представлена на рис. 7.7. Он состоит из кессониро-
ванной охлаждаемой двухкамерной ванны / с протоком
под разделительной охлаждаемой перегородкой 6.
В нижней части ванны,' в ее
днище, размещены погружен-
ные газовые горелочные уст-
ройства 2. Предварительное
смешение газа и воздуха про-
изводится в смесителях 3. За-
грузка шихтовых материалов
осуществляется через окно 7,
рабочая выдача расплава —
из летки 5, полный слив рас-
плава из конвертора — через
летку 4. Для устранения выно-
са в газоход 8 частиц шихты и
брызг расплава в зоне верхне-
го строения установлены ох-
лаждаемые отбойные козырьки 9. Уровень
10 отстоит от днища ванны на 0,9—1,2 м.
Конструкция высокопроизводительной экономичной
конверторной печи обеспечивает получение расплавов
высокой однородности при работе на шихте любого
фракционного состава без предварительной ее подго-
товки.
Рис, 7.7. Схема плавильного
конвертора
расплава
Печи для производства минеральной ваты
из огненно-жидких шлаков
Применение жидких металлургических шлаков-позво-
ляет снизить стоимость минеральной ваты, так, как
уменьшаются расход тепла и капиталовложения, по-
скольку нет необходимости в отделениях подготовки и
Рис. 7.8. Печь-шлакоприемник
I — шлаковозный. kobiu; 2—приемный лоток; 3 — бункер для добавок; 4 —
приемный бассейн; 5 — печь-питатель; 6 — вытяжной зонд; 7 — камера во-
локнооса^дения
хранения шихты. В основном используют доменные шла-
ки. Для корректировки состава, гомогенизации и подо-
грева шлака до необходимой температуры применяют
специальные печи. Шлакоприемные печи различны по
конструкции и теплотехническим схемам. В основно.ч
они представляют собой небольшие печи типа регене-
ративных ванных, отапливаемые газообразным или жид-
ким топливом (рис. 7.8).
Огненно-жидкий шлак через летки металлургических
печей сливают в шлаковые ковши, в которых доставляют
к шлакаприемной печи. Вместимость ковшей колеблется
в пределах 8—20 т, из ковша шлак по желобу сливает-
ся в печь.
Недостающее для получения расплава требуемого
состава количество Si02 и AI2O3 восполняется подачей в
ковш до заливки или в желоб во время заливки подкис-
ляющих добавок в виде песка, горной породы,' стекло-
боя и др. Наибольшей скоростью растворения в массе
жидкого шлака обладает стеклобой.
Объем бассейна печи должен быть достаточным, что-
бы обеспечить непрерывность процесса получения волок-
на, в промежутках времени между подачей шлака из до-
менных печей. Подача шлака на переработку осуществ-
ляется через фидер. В торце фидера имеется вертикаль-
ная щель, которую закрывают водоохлаждасмой па-
нелью. С наружной стороны панели укреплена подвиж-
ная летка. Местоположение летки можно менять по высо-
те в зависимости от уровня расплава в фидере, что позво-
164
ляет получать ста'бильну1о струю расплава. Известен так-
же опыт применения элёктродуговой печи цилиндриче-
ской формы с тремя электродами, расположенными ли-
нейно, для подогрева шла«ов, получаемых при производ-
стве цветных металлов, в процессе переработки в мине-
ральное волокно (комбинат «Североникель»).
Корректировка химического состава и достижение
однородности расплавленного шлака .представляют зна-
чительные трудности, поэтому использование огненно-
жидких шлаков не получило широкого распространения.
В настоящее время в СССР шлакоприемные печи эксп-
луатируются на шести предприятиях.
в) СВОЙСТВА РАСПЛАВА
При производстве волокнистых теплоизоляционных
материалов из неорганического сырья следующим^ после
подготовки сырья является общий для всех видов волок-
на технологический передел — получение расплава. По-
скольку в расплавах для получения минерального во-
локна обязательно присутствует ЗЮг, речь пойдет о си-
ликатных расплавах.
При получении силикатных расш1авов_ протекают
сложные и разнообразные физико-химические процессы,
характер которых определяется составом шихты и тем-
пературой^ Во всех случаях происходят процессы силика-
то- и стеклообразования. Силикатообразование начинает
протекать между материалами в твердом состоянии при
относительно низких температурах (400—600°С), однако
скорость реакции при этом невелика. Интенсификация
этих процессов наступает пр'И появлении жидкой фазы,
которая образуется в объеме шихты вследствие плавле-
ния легкоплавких компонентов и возникйовения эвтекти-
4etKHx соединений.
Возможность химических взаимодействий определя-
ется законами химической термодинамики, а при наличии
благоприятных термодинамических условий — действием
кинетических фактдров, обеспечивающих протекание
реакций. Одним из таких факторов является поверх-
ность контакта. Чем больше площадь непосредственного
контакта зерей компонентов, тем быстрее протекают
реакции этого типа. Площадь 'поверхности контактов для
шихты одного и того же объема растет с увеличением
дисперсности зерен. Таким образом, измельчение компо-
1S5
нентов шихты способствует ускорению реакций силикато-
образования и гомогенизации расплава, которая необхо-
дима для получения стабильных свойств волокна.
Для перевода твердой фазы в жидкое состояние нуж-
но затратить энергию на преодоление сил, действующих
между элементами его решетки: плавление наступает
тогда, когда средняя энергия колебаний элементов ре-
шепки достаточно велика для нарушения связи между
ними.
До недавнего времени считалось, что структура жид-
костей даже при температурах, близких к температуре
кристаллизации, лишена какой-либо упорядоченности.
В действительности в отличие от кристаллов так называе-
мый «дальний порядок» в расположении молекул или
атомов в жидкости отсутствует. Однако есть «ближний
порядок», т. е. правильность расположения частиц в не-
посредственной близости от любого данного атома (или)
молекулы, затухающая с расстоянием.
Изучению свойств и структуры силикатных расплавов
посвящены многие работы отечественных и зарубежных
исследователей: Д. И. Менделеева, А. А. Лебедева,
О. К. Ботвинкина, Н. С. Курнакова, П. П. Будникова,
Эйтеля, Захариасена, Шенка, Уоррена, А. М. Самарина,
О. Е. Есина, М. И. Китайгородского, Б. С. Темкина,
Т. В. Куколсва, К. Э. Горяйнова и многих других.
В настоящее время наиболее распространен взгляд
на силикатные расплавы как на ионные жидкости. Стек-
лообразователем или сеткообразователем является крем-
невая кислота. Установлено, что из всех связей О-^ связь
с Si+'' — самая прочная, чем и обусловлено существование
кремнийкислородных комплексов как самостоятельных
структурных единиц кристаллической решетки. При
плавлении силикатов их решетка разрушается из-за раз-
рыва более слабых связей между катионами и кремний-
кислородными анионами.
Наличие жесткой направленной ковалентной связи
Si — О определяет присутствие в расплавленных сили-
катах устойчивых комплексных ионов (51жОу)^ обра-
зующих анионный скелет р^асплава. Внутри этого карка-
са преобладают ковалентные, а вне — ионные связи.
Структура силикатных расплавов определяет их свой-
ства. Так, вязкость расплавов зависит от подвижности
анионного каркаса, а электропроводность — от подвиж-
ности ионов-модификаторов (т. е. ионов с малым зарядом
и большим размером, например щелочных и щелйчно-зе-
мельных), поляризующих связи Si — О.
Основными свойствами силикатных расплавов, влия-
ющими на свойства минеральных волокон, получаемых из
них, являются вязкость, .поверхностное натяжение и кри-
сталлизационная способность.
Вязкость — свойство .жидкостей оказывать сопротив-
ление перемещению одной части жидкости относительно
другой, обусловленное внутримолекулярным трением.
Силикатные расплавы, если они не содержат кристал-
лических взвешенных частиц, ведут себя как нормальные
ньютоновские жидкости. При температурах ниже верхне-
го предела кристаллизации в них наблюдаются признаки
структурирования, что приводит 'К ухудшению качества
получаемого волокна^
Температурная зависимость вязкости. С, повышением
температуры вязкость силикатных расплавпи понижает-
ся вследствие усиления броуновского движения, ослаб-
ления и разрыва связей между структурными группами и
распада ассоциаций. Охлаждение вызывает обратные из-
менения.
Характер изменения вязкости расплавов от темпера-
туры определяется их составом. По характеру изменения
вязкости от температуры различают «длинные» и «корот-
кие» расплавы. Для длинных
расплавов характерен большой
интервал вязкости, т. е. боль-
шая разница температур жид-
котекучего и перехода в хруп-
кое состояние. Короткий рас-
плав имеет малый интервал
таких температур, т. е. корот-
кий интервал вязкости (рис.
7.9).
Для переработки распла-
вов в волокно существующими
способами целесообразнее при-
менять длинные расплавы.
Поверхностное натяжение а
характеризует интенсивность
поверхностных межмолекуляр-
ных (межатомных,, межионных) сил в расплаве. Образо-
вание новой поверхности связано с преодолением сил по-
верхностного натяжения. Чем оно больше, тем большую
Пластичное
Вязкое
^5
Рис. 7.9. Характер измене-
ния вязкости у длинных
0) н коротких (2) распла-
вов
167
работу надо затратить, чтобы образовать единицу новой
поверхности.
На поверхностное натяжение существенно влияют
изменения в составе поверхностного слоя. Поэтому ад-
сорбционные процессы сопровождаются изменением по-
верхностного натяжения. Из формулы Гиббса
с d &
Г = -—^ —. (7.8)
RT dc ' -
где Г — удельная адсорбция, моль/см^; с — концент^)ация раство-
ренного вещества в разбавленном растворе.
следует, что адсорбция положительна, когда производная
doldc отрицательна. Вещества, для которых dajdc-CQ,
называются поверхностно-активными, так как они пони-
жают поверхностное натяжение, адсорбируясь в поверх-
ностном слое (границе раздела) жидких или твердых ве-
ществ.
Влияние составам температуры расплавов на их по-
верхностное натяжение. А. А. Аппен оксиды силикатных
расплавов по воздействию на поверхностное натяжение
распределил на три группы: поверхностно-неактивные:
StOj, TiOa, AI2O3, NaaO, MgO, MnO, CaO, FeO; имеющие
промежуточный характер: КгО, В2О3; поверхностно-ак- ,
тивные: СггОз, CrOg, SO3, V2O5, WO3.
Из оксидов, присутствующих в силикатных распла-
вах, наименьшим поверхностным натяжением характери-
зуются Si02 и Na20.
Поверхностное натяжение силикатных расплавов зна-
чительно меняется в интервале размягчения 600—750°С
(от 10 до 0,25 Н/м), а при высоких температурах изме-
нение а в зависимости от Т незначительно. Для значений
а=0,250—0,350 Н/м — ufa/ufr== 0,03—0,08,
Снижение поверхностного натяжения благоприятно
влияет на ход технологических процессов, сопровождаю-
щихся увеличением поверхности.раздела между жидкой «
и газообразной фазами. К числу таких процессов отно-
сится получение минерального волокна, пеностекла и
вспученного перлита.
Появление кристаллической (рзы в расплаве отрица-
тельно сказывается как на процессе волокнообразования,
так и на температуроустойчивости волокна.
кристаллизационная способность силикатных распла-
вов подчиняется универсальной закономерности: мини-
мум кристаллизационной способности соответствует со-
ставам, в которых в качестве первых фаз выделяются из
расплава одновременно два и более видов кристалличе-
ских соединений разного состава. Им соответствуют эв-
тектические точки, границы полей на диаграммах состоя-
ния; другими словами, чем ниже температура ликвидуса,
тем более стабильно стекло. Для предотвращения или ос-
лабления кристаллизации необходимо ввести в состав
расплава любой оксид, не входящий в состав первой кри-
сталлической фазы и не способный оказаться затравкой,
либо уменьшить содержание оксидов, входящих в состав
первой фазы.
Самопроизвольная кристаллизационная способность
вязких стеклообразующих расплавов определяется двумя
факторами: скоростью об-
разования центров крис-
таллизации (СОЦ) и ли-
нейной скоростью- роста
кристаллов. (СРК). '
Типичный ход изме-
нения СОЦ и СРК пока-
зан на рис. 7.10. Ниже
температуры плавления Ts
или температуры ликви-
дуса расположена мета-
стабильная зона 1, в ко-
торой центры кристалли-
зации практически не об-
разуются, но рост крис-
таллов возможен (если
внесены примесные за-
7-S
i ^i.
N
\|
:^ срл
^ V
^ Л/
^/ А
V А
т
\
ЛМг^^~
Ts Стелем переохлаждения
Рис. 7.10. Скорость образования
центров кристаллизации (СОЦ) и
роста кристаллов (СРК) как
функция степени переохлаждения
расплава
травки или зародыши образовались при более низкой
температуре). Существование этой зоны объясняется
низкой равновесной температурой плавления мелких
кр,исталлов по сравнению с 'макроскопическими. Лишь
после того, как система доведена до определенной степе-
ни переохлаждения, становится возможным само-произ-
вольное образование центров. При дальнейшем охлажде-
нии СОЦ и СРК возрастают и достигают максимумов и
затем вновь снижаются, стремясь к исчезающе малым
значениям, благодаря тормозящему влиянию высокой
вязкости. В отвердевшем стекле кристаллизации не про-
исходит. Низкотемпературная область с практически ну-
левой СОЦ может считаться второй метастабильной зо-
ной. •
И
Структура и свойства силикатного расплава зависят
от его химического состава. В соответствии с ионной
теорией влияние различных оксидов на вязкость и тем-
пературу кристаллизации силикатных расплавов обьяс-
няется следующим. Если катион оксида является комп-
лексообразуЮ[цим, то рост ого содержания в расплаве бу-
дет повышать вязкость расплава вследствие увеличения
размеров комплексных ионов лли повышения их концен-
трации в расплавах. К таким оксидам относятся, напри-
мер, SiOs, AI2O3, СГ2О3.
Если катион оксида не является в данных условиях
комплексообразуЮ[цим, то такой оксид, отдавая свой кис-
лород комплексам, уменьшает тем самым их размеры; по-
этому добавление СаО, MgO, МпО, ЫагО, КгО и ИОг
уменьшает вязкость расплавов.-Одновременно добавле-
ние к расплавам этих оксидов влияет на температуру
кристаллизации в силу того, что катионы этих оксидов
образуют при кристаллизации расплава связи катион—
кислород комплексных анионов, значительно различаю-
щиеся по своей прочности, поэтому добавка оксидов СаО,
MgO и ТЮг, образующих прочные связи с кислородом
комплексных анионов, ведет к повышению температуры
кристаллизации. Добавка окислов МпО, РегО, НагО, КгО,
образующих менее прочные связи с кислородом ком-
плексных анионов расплава, ведет к понижению темпе^
ратуры его кристаллизации. <
Вязкость и поверхностное натяжение силикатных рас-
плавов являются основными свойствами расплава, опре-
деляющими его способность к волокнообразованию. Пе-
реработка силикатных расплавов в волокно происходит в
основном в интервале температур 1300—ИОО'^С, вязкость
при этом должна находиться в пределах 0,5—5 Па-с.
Высокое поверхностное натяжение расплавов способ-
ствует образованию неволокнистых включений в' мине-
ральной вате, причем чем меньше вязкость расплава в
период вытягивания волокна, тем сильнее отрицательное
действие поверхностного натяжения. Вместе с тем высо-
кая вязкость затрудняет процесс волокнообразования.
Практически значения поверхностного натяжения рас-
плавов шихт минераловатного производства составляют
0,3—0,45 Н/м, а расплавов шихт при производстве стс-'
клянного волокна — 0,25—0,35 Н/м. Ряд исследователей
сделали попытку установить количественные зависимости
между химичйким составом и свойствами расплава и
17а
волокна. Однако полученные эмпирические зависимости
справедливы лишь в узком интервале химического со-
става расплава.
Обобщение данных отечественных и зарубежных ис-
следований о влиянии каждого компонента на свойства
расплава' и минеральной ваты позволяет сделать следу-
ющие выводы:
Si02 — повышает вязкость силикатных расплавов и
химическую стойкость волокон в любых средах; удлиня-
ет интервал вязкости;
ВгОз — оказывает сильное флюсующее действие,
уменьшает поверхностное натяжение расплава и темпера-
туру верхнего предс^та кристаллизации, значительно
улучшает выработочные свойства, увеличивает длину во-
локна, повышает устойчивость волокон к воде, но пони-
жает устойчивость к кислотам и щс^ючам;
АЬОз — повышает вязкость и поверхностное натяже-
ние расплавов, прочность и модуль упругости волокон, а
также устойчивость к воде, кислотостойкость, температу-
ростойкость;
РегОз — снижает вязкость расплава, повышает по-
верхностное натяжение и химическую устойчивость;
СаО, MgO — при высоких температурах понижают
вязкость расплава, повышают склонность к кристаллиза-
ции. При содержании СаО, равном45%, вязкость возра-
стает, так как образуется C2S. Влияние MgO на сниже-
ние вязкости особенно заметно при повышении содержа-
ния до 9% и более. Повышение содержания MgO за счет
СаО приводит к значительному повышению химической
стойкости волокон;
Ti02 — улучшает химическую устойчивость ко всем
средам, является хорошим плавнем и значительно сни-'
жает вязкость расплава, но повышает склонность к кри-
сталлизации;
ZrOa — очень сильно повышает, устойчивость ко всом
средам и является единственным окислом, который дела-
йт многокомпонентные стекла устойчивыми к щелочам;
увеличивает тугоплавкость расплава и повышает склон-
ность к кристаллизации. Введение Zr02 осуществляется,
как правило, за счет SiOa;
ZnO — в небольших количествах оказывает положи-
тельное влияние на химическую устойчивость, снижг1ет
вязкость и уменьшает склонность к кристаллизации;
FeO - снижает вязкость, но повышает поверхностное
17il
ЗОХСаО
Ю%СаО
SO%Ca!f
бПХСаО
Рис. T.lil. Диаграмма вязкосМ
силикатных расплавов при
UOOfC
Рис. 7.12. Диагракгма состоя-
ний СаО — AI2O3 — Si02
. JCaO
2СаО
2130
3caosi0ji
Cap
2570
'5 7] 'В I 7
JCaOaijOj liCaO-lAljOj
CaOAliOj
16B0
саогщО]
n?o
201(0
172
ИйтйЖенИе расплайа, снижает начальную температуру
разрушения волокон, одновременно повышая температу-
ру спекания;
МпО — в небольших количествах увеличивает химиче-
скую устойчивость, снижает вязкость и склонность к кри-
сталлизации;
NaaO, К2О, LiO — являются плавнями и снижают
склонность к кристаллизации; в то же время они умень-
шают устойчивость волокон в воде, причем совместное
введение этих окислов в меньшей степени снижает хими-
ческую Стойкость. Повышение содержания КгО уменьша-
ет поверхностное натяжение расплава.
Расплав для получения рядовой минеральной ваты со-
держит в основном ЗЮг, А^Оа, СаО и MgO. Содержание их
колеблется примерно в следукйдих пределах (% по мас-
се): SiOa —35—60; AI2O3 —5—15; СаО —20—35 .и
MgO — 5—15. В небольшом количестве могут присутст-
вовать 'РегОз, FeO, NaaO, КгО и МпО.
Вязкость расплавов для получения минеральной ваты
приближенно можно определить по диаграмме вязкости
Si02 — AI2O3 — СаО, если пересчитать MgO на СаО.
Диаграмма вязкости силикатных расплавов системы
ЗЮз — МаОз —СаО при i=1400°C дана на рис. 7.11.'Эта
диаграмма построена в виде- равностороннего треуголь-
ника, на Сторонах которого отложено содержание ЗЮг,
AI2O3 и СаО (в %:). Кривые линии соединяют точки оди-
накового значения вязкости расплава при различных со-
держаниях ЗЮг, AI2O3 и СаО. При 1400°С интервал вязко-
сти, при котором возможно получение волокна из распла-
ва, находится в пределах 0,5—1,5 Па-с. Температура
плавления, а также температура начала кристаллизации
и возможный ход кристаллизации могут быть определе-
ны по диаграмме состояния системы ЗЮг — АЬОз — СаО
(рис. 7.12).
г)' СПОСОБЫ ПЕРЕРАБОТКИ РАСПЛАВА В ВОЛОКНО
В настоящее время в промышленности ' применяются
три основных способа переработки силикатного расплава
в волокно: дутьевой, центробежный и комбинированный.
' Дутьевой способ. Сущность этого способа заключает-
ся в том, что на струю жидкого расплава, вытекающего
из плавильного агрегата, воздействует Струя энергоно-
сителя, движущаяся с большой скоростью (400—
1,73
800 м/с). Она расн1,епляет струю расплава и вытягивает
образовавшиеся элементы в волокно. В качестве энерго-
носителя можно использовать перегретый и сухой насы-
щенный пар, сжатый воздух и горячие продукты сгора-
ния топлива. По направлению струи энергоносителя
дутьевой способ подразделяется на горизонтальный и
вертикальный.
При горизонтальном способе струя энергоносителя
направлена на струю расплава под углом 15—20°. к го-
ризонтали. Причем раздувается лишь одна, сравнительно
толстая (7—10 мм) струя расплава. При этом получает-
ся волокно низкого качества с большим содержанием не-
волокнистых включений, поэтому этот способ в настоя-
Н1,ее время больше в промышленности не применяется.
При вертикальном способе, струя энергоносителя направ-
ляется сверху вниз под углом 10—^11° к вертикали, с двух
сторон струи расплава (рис. 7.13). При этом расплав по-
дается на раздув через пластины с отверстиями-фильера-
Рис. 7.1|3. Узел раздува при фильерно.м вертикально-дутьевом спосо-
бе получения волокна
/ — фидер; 2 — фильерлый питатель: 3 — дутьевое устройство; 4 — устройство
для подаЧ'И обеспыливающего вещества; 5 — диффузор; 6—форсунка
подачи связующего вещества; 7 —шихта камеры волокиоосаждеиия
для
МИ диаметром не более 3 мм, поэтому способ называется
фильерно-дутьевой. При этом способе получается вОлок-
ио высокого качества с низким содержанием неволокннс-
тых включений.
17(4
Дутьевой способ основан на термодинамических за-
кономерностях процесса .истечения водяного пара и газов
из сопел. При истечении пара или газа из сопел увеличи-
вается кинетическая энергия за счет уменьшения потен-
циальной или тепловой энергии пара или газа.
Сопло представляет собой узкий канал в дутьевой го-
ловке. Входное отверстие во всяком сопле должно иметь
плавно округленные кромки для превращения большей
части потенциальной энергии в кинетическую и получения
необходимой для раздува расплава скорости пара или га-
за. -
Применяют сопла двух типов: простое суживаюн1,ееся
(7.14,а) и сопло Лаваля (рис. 7.14,6). Профиль сопла
Лаваля имеет входную короткую. суживаюн1,уюся часть,
6)
а)
Рис. 7.14. Виды сопл
а — простое сопло; б — сопло Ла-
^
1^ 1U-H
^/
после которой начинается длинная расширяющаяся. В
сопле Лаваля потенциальная энергия пара или газа бо-
лее полно преобразуется в кинетическую.
В адиабатных условиях (без потерь тепла) скорость
истечения, м/с, энергоносителя можно рассчитать пофор-
¦муле
V = 44,8(fYk—Ti, (7.9)
где ф — коэффициент расхода, равный для простого суживающегося
сопла 0,62, а для сопла Лаваля 0,95; й — начальная энтальпия пара
пли газа, кДж/кг; ij — конечная энтальпия пара или газа, кДж/кг.
При истечении газа в среду с резко пониженным дав-
лением устанавливается критическая скорость, которая
при начальной скорости, равной нулю, выражается фор-
мулой '
V.<p =
/^
2^1ТТ^^-
(7.10)
где Л — показатель адиабаты, равный 1,4 для идеального газа,
1,3 для перегретого и 1,135 для насыщенного; R — газовая посто-
янная, равная для пара 471 кДж/(кг-град),. для воздуха 292,7кДж/
/(кг-град); Г] — начальная температура.
Подставляя значения k и R в формулу, получаем па-
раметры для различных видов энергоносите.ля, которые
¦175
Рис. 7.15. Виды дутьевых головок
а — ударного действия; б — эжек-
ционная
ПОЗВОЛЯЮТ сделать следующие выводы: применение пе-
р/егретого пара эффективнее, чем насыщенного сухого па-
ра или газа, так как критическая скорость истечения пер-
вого при одинаковом давлении будет больше, чем второ-
го; использование насыщенного сухого пара, в свою
очередь, эффективнее применения воздуха при том же
давлении, что и пар.
По принципу действия дутьевые головки можно раз-
делить на два типа' ударного действия (рис. 7Л^,а) и
эжскционные (рис. 7.15,6). В первом случае струя энер-
гоносителя воздействует на струю расплава по выходе
из дутьевой головки. Дутьевые головки представляют
собой металлические насадки с соплами в виде круглых
или щелевых прорезей, Эжекционные дутьевые головки
работают по принципу всасывания струи расплава и рас-
членения внутри головки. Вакуум внутри головки обра-
зуется за счет высокой скорости движения энергоноси-
теля. Эжекционные сопла позволяют получать вату высо-
кого качества, но они малопроизводительны и создают
высокий уровень шума. В настоящее время в 'Промышлен-
ности эжекционные дутьевые головки конструкции
ВНИИСПВ применяют при производстве каолинового во-
локна.
Центробежный способ. Этот способ основан на исполь-
зовании центробежной силы вращающихся элементов,
на которые подается расплав. Центробежные установки
в,производстве минеральной ваты могут быть одноступен-
чатымл и многоступенчатыми. В одноступенчатой установ-
ке расплав обрабатывается на одной центрифуге, в мно-
гоступенчатой — последовательно на нескольких центри-
фугах. По форме рабочего органа центрифуги могут быть
176
ДИСКОВЫМ.И, чашечными и валковыми; по раоположенкю
плоскости вращения — горизонтальными или вертикаль-
ными.
В одноступенчатой установке используют диск из жа-
ростойкой стали или огнеупора. Этот диск вращается в
горизонтальной плоскости со скоростью до 4000 об/мин.
Расплав, попадая на диск, распределяется в виде пленки
по его поверхности. За счет центробежной силы пленка
перемещается к краю диска, сходит с него и под действи-
ем поверхностного натяжения расчденяется на струйки,
из которых образуются волокна. При этом способе полу-
чается низкая производительность.
Наиболее широкое применение в мировой практике
получили центрифуги со ступенчатым расположением
валков. Схема четырехвал^ковой ступенчатой центрифу-
ги приведена на рис. 7.16. Центрифуга представляет со-
а)
Рис. 7.16.Ххемы многовалковых центрифуг
а — четырехвалковая центрифуга; / — вагранка; 2—5
б — трехвалковая центрифуга; /—4
устройства
вращающиеся валки;
то же, что и в п. «а»; J — дутьевые
7 Зак. 85
177
бой станину П-образной формы, на которой укреплены
четыре рабочих валка, приводимые во вращение отдель-
ными электродвигателями. Расплав с температурой около
1400°С стекает через лоток на верхний распределитель-
ный валок и последовательно обрабатывается всеми
валками. При этом струя расплава должна попадать в
строго определенную точку поверхности первого валка,
находящуюся под углом 30—40° к горизонтальной плос-
кости, проходящей через ось валка. Окружная скорость
валков различна. Она увеличивается от верхнего валка
к нижнему; это связано со снижением температуры рас-
плава и повышением его вязкости по мере передачи рас-
плава с одного валка на другой. Окружную скорость по-
вышают путем последовательного увеличения диаметра
валков и числа оборотов. Волокно образуется только при
прилипании расплава к поверхности валков. Если этого
не происходит, то струя расплава отбрасывается валка-
ми в стороны и не превращается в волокно. Прилипание
расплава начинается при прогреве рабочих органов до
500—600°С и с повышением температуры усиливается.
Нормальная работа отечественных центрифуг обеспечи-
вается при подаче расплава в количестве 1700—2000 кг/ч
с температурой 1360—1380°С,
Один из основных параметров, определяюи1,их качест-
'во минеральной ваты при валковом способе волокнооб-
разования, —окружная скорость валков. Зависимость
среднего диаметра волокна от окружной скорости валка
показана на рис. 7,17 (данные Л. И. Зайцевой).
Основные характеристики валковых промышленных
центрифуг: частота враи1,ения 3000—6000 об/мин, диа-
метры валков 150—250 мм, окружные скорости 24 —
70 ,м/с.
Комбинированные способы. При комбинированных
способах используют как центробежную силу, так и силу
дутья. В настояи1,ее время в промышленности применяют
следующие комбинированные способы: центробежно-
дутьевой и центробежно-фильсрно-дутьевой,
Центробежно-дутьевой способ (ЦДС). Этот способ
основан на превращении струи расплава в пленку и
струйки центробежной силой вращающейся чаши и по-
следуюн1ем вытягивании в волокно при помонш энерго-
носителя. Схема центробежно-дутьевой установки пред-
ставлена на рис. ,7.18.
Расплав из вагранки с температурой 1300—1350°С
17а
по лотку стекает на внутреннюю часть боковой стенки
чаши центрифуги. При вращении чаши с частотой 1000—
4000 об/мин,расплав распределяется по ее периметру и
срывается с кромок чаши в виде пленок, струек и капель.
Последние подхватывает поток энергоносителя, и под
совместным действием центробежных и аэродинамичес-
ких сил из струек образуются волокна.
dg.MkM
у
8
1
8
5
4
3
2
\ 1
\
2
К^
--
-.,
!
• —
IM"
10 20 30 40 50 60 70 Щ,м/с
Вода
Рис. 7.17. Влияние окружной
скорости валка па диаметр во-
локна
/ — расчетные данные; 2 — экспе-
риментальные данные
Рис, 7.1,8. Схема цептробежнр-»
дутьевой установки
./ — раздаточная чаша; 2—вагран-
ка; .3 —расплав; 4—направляю-
щий лоток; 5 — приводной вал; 6—
дутьевое кольцо
Раздаточные чаши имеют различную конструкцию:
медные с водяным охлаждением, керамические неохлаж-
даемые, стальные с частичным или лолным охлаждением
и др. Вокруг чаши на расстоянии 5—15 мм от ее «рая на-
ходится неподвижное дутьевое кольцо. По окружности
его расположены отверстия диаметром 2—4 мм на рас-
стоянии 15—20 мм одно от другого. Чтобы обеспечить
большие скорости в качестве энергоносителя, как прави-
ло, применяют пар или воздух с давлением 0,6—0,8МПа.
Центрифуги такой конструкции позволяют перераба-
тывать до 3 т/ч расплава и получать минеральную вату с
объемной массой 85—120 кг/мз. Они просты в изготовле-
пли и эксплуатации.
Цснтробежно-фильерно-дутьевой способ (ЦФД). При
этом способе формируются тонкие струи за счет центро-
бежной силы вращающейся чаши с отверстиями и после-
дующей их обработки горячими газами. Применение
враи1ающснся чаши с множеством фильер (п = 2000 шг.)
Зак. 85
179
диаметром менее 1 мм позволяет получить стабильные
микроструйки расплава и создать устойчивые и регули-
" руемые условия воздействия аэродинамических сил. Схе-
ма установки приведена на
рис. 7.19. Струя расплава че-
рез полый шпиндель посту-
пает в чашу /. Под действи-
ем центробежных сил рас-
плав выходит через отверс-
тия в виде тонких струек и
вытягивается как за счет
, центробежных сил, так и аэ-
родинамических сил горячих
.газов, выходящих из кольце-
вого сопла 2. Поток газов
направлен вниз и увлекает
образовавшиеся волокна в
камеру волокнообразова-
ния 3.
Этот- способ позволяет
получать даже,ультратонкое
волокно (1—2 мкм), причем
неволокнистые -включения
полностью отсутствуют.
Рис. 7.19,. Схема центробежно- Технико - экономические
фильерно-дутьевой установки показатели различных спо-
Т а б л и'ц а 7.2. Технико-экономические показатели
различных способов получения минерального волокна
Показатель
Объемная масса ваты,
кг/м^
•Диаметр волокна, мкм
Содержание корольков, %
Затраты на получение 1 т
волокна:
энергоноситель—пар, кг
электроэнергия, кВт-ч
рабочая сила-на обслу-
живание узла раздува,
чел.-ч
производительность.
кг/ч
Фнльерпо-
дутьевой
(вертикаль-
ный)
75
5,8
1,5
40Q(>
—
2
600
Цсптробсж[то-
дут&евой
100
6,8
1.7
li2O0l--160O
2—4
0,5—1
2000—2500
1
Це[ттробсж[ю-
валковый
35—86
7
14
—
13^.23
0,4—1
1500,-2500
18»
собов переработки расплавав волокно приведены в табл.
7.2.
д) МЕХАНИЗМ ВОЛОКНООБРАЗОВАПИЯ
Процесс волокнообразования при получении мине-
рального волокна из силикатных расплаво!? идет при
больших скоростях, поэтому его нельзя наблюдать визу-
ально или рассматривать при помощи обычной фототех-
ники. Удовлетворительные результаты можно получить
только с помощью высокоскоростной киносъемки.
Изучение волокнообразования при дутьевом способе
методом скоростной .киносъемки позволило установить
следующую картину*. Струя расплава при воздействии
струи энергоносителя расщепляется в зависимости от диа-
метра струи и вязкости расплава на большее или мень-
шее число вытягивающихся струек (рис. 7.20). Каждая
из струек периодически (с частотой 0,001—0,002 с) отры-
Рис. 7.20. Схема волокно-
образования ^
С
вается от основной массы струи. Отделившийся конец
струйки, в свою очередь, разрывается чаще всего на две
части. Разрыв объясняется неравномерной толщиной
струйки: части различной массы получают разные уско-
рения, что приводит к разрыву в слабом сечении. В ре-
зультате этого разрыва образуются частицы параболиче-
ской формы. Концы парабол, находящиеся ближе к оси
струи энергоносителя, где скорости выше, вытяг'иваются
в полете до их отвердения. Таким образом, одно1?ременпо
вытягивается большое количество концов струек. При
дальнейшем полете вследствие большей скорости конца
параболы, находящегося ближе к оси потока, происходит
ее выравнивание в прямую линию. При вертикальном
способе волокнообразование происходит аналогичным
образом.
'' Исследование процесса волокнообразования было выполнено
А. А. Устенко.
1:81
Образование сферовидных волокнистых включений
(«корольков») происходит в результате выхода незастыв-
ших частиц расплава в периферийную зону потока, где
аэродинам-нческие силы недостаточны для вытягивания
и частицы под действием поверхностного натяжения при-
нимают в большей или меньшей степени округленную
форму.
Результаты киносъем'ки позволили также установить
следуюише количественные характеристики процесса:
а) скорость вытягивания конца струи, неотделивше-
гося от основной струи, 30—60 м/с;
б) скорость вытягивания концов параболообразных
частиц 15—20 м/с;
в) скорость перемещения вершин парабол 7—13 м/с;
г) частота открыва отдельных струек от основной
струи 0,002 с.
В исследованиях, посвященных распаду жидких струй,
упоминается три вида такого распада: капельный, волно-
вой и беспорядочный. Тот или иной характер распада
зависит от преимущественного участия в нем тех или
иных сил: сил поверхностного натяжения, сил вязкости,
внешних сил и т. д. Как показали результаты киносъе-
мок, при раздуве силикатных расплавов наблюдаются
все три вида распада струи. В случае раздува вязкого
расплава распад струи носит волновой характер, т. е. оп-
ределенный участок струи расплава под действием струи
энергоносителя приходит в волнообразное движение, в
процессе которого воздействие внешних сил на этот уча-
сток возрастает, что и приводит к его разрушению и об-
разо1?а11ию параболических частиц.
В случае раздува расплава небольшой вязкости про-
исходит незакономерный распад струи, т. е. струя рас-
плава под воздействием энер1:оносителя расщепляется на
большое число струек разной конфигурации и толщины.
По мере вытягивания тонкие части струек остывают, вяз-
кость их повышается, и дальнейший процесс происходит
аналогично описанному выше, что подтверждается нали-
Чнеу[ параболообразных частиц и в этом случае.
Капельный распад наблюдается в случае раздува
расплава с ни-зкой вязкостью при рабочих температурах
(1350—1400°С) и высоким поверхностным натяжением.
Исследование процесса волокнообразования методом
скоростной киносъемки при центробежно-дутьевом и
центробежно-валковом способах получения минеральной
Ш2
ваты, выполненное Т. П. Федоровой, также показало, что
при волокнообразовании происходят различные процес-
сы, возможные при разрушении жидкости. При разруше-
нии расплава часть струек может распадаться по волно-
вой схеме, часть —по капельной. Это объясняется тем,
что во время процесса резко возрастает вязкость частиц
расплава (примерно в 1.000 раз), а скорость энергоноси-
теля уменьшается примерно в 100 раз. Так как вязкость
отдельных струек расплава и величины приложенных к
ним сил различны во время процесса, наряду с опти-
мальными существуют и наихудшие условия для обра-
зования волокна.
На основании анализа результатов скоростных съемок
разрушения моделирующих жидкостей и получения во-
локна в заводских условиях схема процесса волокнообра-
зован'ия может быть представлена следуюш,им-образом
(см. схему 1).
Макроструйка-
X
Струй pacnnaSa-
\
Пленки —
¦
-9^Каппи
Коропьки в Виде
гантепей
Струйки
Чешуйки
Вопокна
-Корольки
Сферовидные
Схема 1
Эта схема охватывает пародутьевой, центробежно-
дутьевой, фильерно-лутьевой и центробежно-фильерно-
дутьевой способы от начальной стадии разрушения струи
расплава до конечной фазы образования элементарного
волокна.
Если резюмировать данные, полученные при исследо-
вании процесса волокнообразования как советскими,
так н зарубежными исследователями, процесс образова-
ния волокна в обш,ем виде представляется следу?ощим
образом:
при действии струи энергоносителя на струю распла-
ва образуются микроструйки, пленки и'капли. Микро-
струйки вытягиваются, периодически (с частотой 0,002 с),
от них отрываются концы, которые загибаются в виде
парабол и продолжают вытягиваться в полете. Пленки
под действием поверхностного натяжения также могут
183
разделяться на струйки, от которых, в, свою очередь, пе-
риодически отрываются вытягивающиеся в полете части
струек. Отделившиеся частицы струек 'вытягив'аются
вследствие того, что концы их находятся в местах потока
энергоносителя, имеющих разную скорость.
В случае попадания незастывших частей в зону, где
сила 1?ытягивания недостаточна, под действием поверх-
ностного натяжения они приобретают сферовидную фор-
му. Это явление четко наблюдалась при просмотре кино-
кадров. Из капель, образовавшихся при разрушении
струи, волокон не образуется.
е) ФОРМИРОВАНИЕ МИПЕРАЛОВАТНОГО КОВРА
Минераловатный ковер формируется в камере волок-
ноосаждения, которая состоит из металлического карка-
са, обшитого листовой сталью, с тепловой изоляцией.
Дном камеры является сетчатый или пластинчатый.-кон-
вейер с шириной, равной ширине камеры. Отсос отрабо-
танного воздуха из камеры происходит под конвейером,
что способствует осаждению на него волокон ваты.
В зависимости от направления энергоносителя при
переработке расплава камера может быть горизонталь-
ной и ;вертикальной. Длина камеры зависит от способа
получения волокна. При дутьевых способах камера долж-
на быть длинной во избежание завихрений от удара пото-
ка энергоносителя о торцовую стекку.
В камеру волокноосаждения для обеспыливания и по-
вышения эластичности волокна вводят замасливатель,
главным образом эмульсол, в количестве до 1% массы
волокна. В ряде случаев при изготовлении изделий в ка-
меру волокноосаждения методом распыления вводят
связующее. Для уплотнения выходящего из камеры слоя
ваты служит подпрессовочный валик на выходе из каме-
ры. По выходе из камеры волокноосаждения ковер зака-
тывается в рулон в случае выпуска сырой (комовой) ва-
ты или передачи ее на внепоточную установку для пере-
работки в изделия. В рыхлом виде минеральную вату
применять нецелесообразно по следующим причинам:
1) при тр'анспортировании и хранении вата уплотня-
ется и ее теплоизоляционные свойства ухудшаются;
,2) укладка рыхлой ваты в конструкции требует боль-
шой затраты ручного труда, причем создаются тяжелые
антигигиенические условия вследствие пыления и колю-
чести ваты;
т
3) теплоизоляционные свойства конструкции с рыхлой
минеральной ватой могут ухудшаться в результате уп-
лотнения, от сотрясений, особенно при вибрации.
Перечисленные недостатки рыхлой минеральной ваты
в значительной степени устраняются при изготовлении
из нее-изделий.
т. ИЗДЕЛИЯ из МИНЕРАЛЬНОЙ ВАТЫ
/. виды МИНЕРАЛОВАТНЫХ ИЗДЕЛИИ
Они подразделяются на: штучные изделия — плиты,
цилиндры, полуцилиндры, сепменты; рулонные — маты
прошивные и на синтетическом связующем; шнуровые —
шнуры (жгуты); сыпучие—^гранулированная вата. Гра-
нуляция ваты придает ей свойство сыпучести и облегча-
ет укладку в конструкции. Одновременно при грануляции
минеральной ваты улучшаются ее свойства: удаляется
часть корольков, снижается объемная масса, улучшают-
ся упругие свойства. Однако применение гранулиро1?ан-
ной ваты не исключает недостатков, присущих рыхлой
минеральной вате при эксплуатации, поэтому ее приме-
няют в ограниченных масштабах. В большей степени гра-
нулированную вату используют для изготовления из-
делий, i
Шнуровые материалы и прошивные маты изготавли-
вают без применения связующего. Шнуры получают пу-
тем набивки измельченной ваты в оплетку из металличе-
ской проволоки, стеклянных или хлопковых нитей. Про-
шивные маты изготавливают путем обкладки слоя ми-
неральной ваты гибкими материалами в виде металличе-
ской сетки, ткани асбестовой, стеклоткани, водонепрони-
цаемой бумаги.
Остальные виды изделий изгота1?ливают с использо-
ванием связующего. Связующее скрепляет волокна меж-
ду собой ;и создает сплошной каркас различной жестко-
сти в зависимости от количества и вида вводимой связки.
2. СВЯЗУЮЩИЕ ВЕЩЕСТВА ДЛЯ 'ПОЛУЧЕНИЯ
МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ
Для изделий из минерального волокна используют в
основном связующие вещества органического происхож-
дения. Неорганические связующие, несмотря на такие по-
ложительные качества, как недефицитность, невысокая
стоимость и нетоксичность, широкого распространения не
получили. Вследствие незначител'ьной адгезионной спо-
185
собности этих связующих к волокнам минеральной ваты
полученные изделия характеризуются низкой механиче-
ской прочностью и повышенной объемной ;массой.
Органические связующие. В производстве минер.ало-
ватных изделий используют битумы, синтетические смо-
лы и крахмалы. Наиболее эффективны синтетические
смолы. Такие смолы, применяемые в производстве мине-
раловатных изделий, должны характеризоваться высокой
адгезией к волокну и достаточной когезией в отвержден-
ном состоянии;: быть водорастворимыми или образовы-
1?ать устойчивые эмульсии; иметь небольшую усадку; в
отвержденном состоянии должны быть достаточно водо-
и температуростой'кими; не выделять токсичных веществ.
Наибольшее распространение при производстве мине-
раловатных и стекловолокнистых изделий получили фе-
нолоформальдегидные смолы и в первую очередь термо-
реактивные фенолоспирты^
Фенолоспирты — водорастворимые фенолоформаль-
дегидные смолы, получаемые в виде начальных продук-
тов конденсации фенола с фор'мальдегидом в присутствии
слабощелочного катализатора. Фенолоформальдегидные
смолы отвечают большинству требований к связующим
для минераловатных изделий, однако им присущ и ряд
недостатков: хрупкость отвержденной пленки, токсич-
ность, недолговечность.
Из азотсодержащих смол наиболее широко применя-
ются карбамидные — продукты взаимодействия-мочеви-
ны с альдегидом. Основной недостаток карбамйдных
омол — отсутствие стабильности, обусловленное выделе-
нием воды и непрореагировавшего формальдегида, при-
дающих смоле гидрофильность и приводящих к растре-
скиванию отверд,евшей- смолы. Карбамидные смолы де-
шевле фенолосп'иртов. Изделия из минеральной ваты с
использованием карбамйдных смол характеризуются до-
статочно высокими физико-механическими и теплоизоля-
ционными свойствами. Однако «водостойкость минерало-
ватных изделий на карбамйдных связующих ниже водо-
стойкости изделий на фенольном связующем.
В последнее время в мировой практике все шире при-
меняют для минераловатных изделий композиционные
связующие, состоящие из смеси нескольких веществ с
различными свойствами, дополняющими друг друга и
позволяющими улучшить качество изделий. Из компози-
ционных связующих, которые применяются на отечест-
ве
венных заводах, можно назвать битумно-бентонитовое,
крахмально-бентонитовое, смеси фенолоспиртов с полп-
винилацетатной эмульсией и другими пластификаторами.
Пластификаторы применяются для уменьшения хрупко-
сти отвержденной пленки полимера.
3. СПОСОБЫ НАНЕСЕНИЯ СВЯЗУЮЩЕГО НА ВОЛОКНО
При изготовлении изделий применяют следующие спо-
собы нанесения связующих: пульверизация, пролив с по-
следующим отжимом и вакуумированием, приготовление
гидромасс (мокрый способ).
По первому способу раствор или эмульсию связующе-
го- наносят распылением либо форсунками в камере во-
локноосаждения, либо через паровой коллектор центро-
бежно-дутьевой установки или полый вал валков центри-
фуги. Более равномерное распределение связующего до-
стигается при подаче его через паровой коллектор или по-
лый вал валков центрифуги. Связующее, введенное в ко-
вер методом пульверизации, находится в ковре в виде от-
дельных мелких капель. Скрепление волокон достигается
только за счет капель, удерживающихся в местах «скре-
щивания» волокон. Чем мельче капли, том равномернее
они будут распределены по объему ковра, тем лучшим
будет сцепление 1?олокон. Недостаток этого способа —
большие потери связующего. Применение пульверизации
технологически и экономически оправдано при изготовле-
нии рулонного материала, а также мягких и полужест-
ких плит с низкой объемной массой.
Сущность 1?торого способа заключается в том, что
связующее в виде плоской струи по наклонному листу
подается на мннераловатный-ковер по всей ширине кон-
вейера. В месте подачи связующего под конвейером име-
ется вакуумирующее устройство, способствующее прони-
канию связующего в толщу ковра фис. 7.21). Излишки
связующего отжимаются валом и поступают в 'бассейн,
из которого перекачиваются насосом в расходный бак.
При введении связующего в минераловатный ковер
способом пролива с отжимом и вакуумированием не толь-
ко снижаются потери связующего, но и значительно по-
вышается прочность изделий (в 2—3 раза) за счет более-
эффективного распределения связующего по каркасу из-
делия. Недостаток способа — повышенная важность ков-
ра (70—80% по массе), а также невозможность получе-
ния низкой объемной массы. Такой способ введения свя-
187
зующего целесообразен при получении жестких и твер-
дых минераловатных изделий.
При изготовлении плит повышенной жесткости при-
меняют также так называемый мокрый способ введения
к эксгаустеру
Рис. 7.21. Схема введения связующего методом пролива с вакууми-
рованием
/ — ванна с желобом; 2 —отжимной вал; 3 — мннераловатный ковер; 4 —
патрубок; 5 — конвейер; 6 — бассейн для связующего; 7 — насос
связующего, при котором минеральные волокна смеши-
ваются с раствором или эмульсией связующего в специ-
альном смесителе с образованием пидромассы, содержа-
щей 8—10%: твердой фазы.
4. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ МИНЕРАЛОВАТНЫХ
ИЗДЕЛИЙ
Штучнуе изделия. В зависимости от относительной
деформации сжатия под нррузкой штучные изделия под-
разделяются на следующие виды: мягкие (М), полужест-
кие (ПП), жесткие (Т), повышенной жесткости (ППЖ)
и твердые (Т).
Основной объем изделий изготавливают по конвейер-
ной технологии (рис. 7.22), которая основана на переме-
щений' перерабатываемой в изделия ваты через ряд тех-
нологических установок при помощи последовательно
расположенных конвейеров. Способ поштучного формо-
вания применяется тогда, когда конвейерным способом
нельзя получить материал с заданными свойствами.
а) Конвейерная технология минераловатных изделий
на синтетических связующих.
Она включает следующие операций;
188
Рис. l.'iu. Технологическая схема конвейерной технологии производ-
ства минераловатных плит
/ — ленточный конвейер; 2 — бункер; 3 — весовой дозатор; 4 — приемная во-
ронка; 5 — ленточный питатель; 6 — воздухопровод; Ь— регулятор подачи
воздуха; 8 —вагранка; 9 —бак для связующего; /О —дозатощ. //— узел
волскнообразования; 12 — камера волокноосаждения; 13 — промежуточный
конвейер; 14 — камера тепловой обработки; /5 — конвейер для готовой про-
дукции; 16 — нож для продольной резки; П — нож для поперечной резки
/;" 16 15
ею
со
Приготовление водной эмульсии синтетической смолы:
введение связующего вещества в минераловатный ковер;
уплотнение и тепл01?ую обработку минераловатного ков-
ра; охлаждение минераловатного ковра; разрезку и упа-
ковку утеплителя.
Приготовление связующего сводится к дозировке смо-
лы и воды и их перемешиванию. Оборудование для прн-
гото1?ления связующего: расходные баки для концентри-
рованной смолы и воды, объемные дозаторы для смолы
и воды, промежуточный бак с мешалкой для получения
раствора рабочей концентрации, расходный бак с мешал-
.кой, лопастные насосы для подачи связующего на произ-
водство.
Введение связующего осуществляется одним из опи-
санных выше способов.
Уплотнение и тепловая обработка минераловатного
ковра. Требуемая геометрическая форма и плотность из-
делий достигаются в результате приложения к минера-
ловатному ковру комплекса механических нагрузок от
подпрессовочных, профилирующих и фиксирующих уст-
ройств, расположенных на технологическом потоке.
Оптимальный режим формования минераловатного
ковра должен основываться на законах его деформиро-
вания под нагрузкой, которые, в свою очередь, определя-
ются структурными особенностями материала. Минерало-
ватный ковер при конвейерном способе производства
представляет собой анизотропную, " волокнистую, про-
странственную систему с преимущественной горизонталь-
ной ориентацией волокон. Свойства волокнистых мате-
риалов в различных направлениях являются функцией
ориентации волокон.
Различия прочностных показателей волокнистых ма-
териалов в зависимости от способа приложения нагруз-
ки определяются следующим: при приложении удельной
нагрузки параллельно плоскости ориентации волокон они
работают на продольный изгиб. Этот показатель значи-
тельно превышает способность волокон сопротивляться
поперечному изгибу, что наблюдается при приложении
удельной нагрузки перпендикулярно плоскости ориента-
ции волокон. При приложении растягивающей нагрузки
перпендикулярно плоскости плиты горизонтально ориен-
тированные волокна не участвуют в сопротивлении дей-
ствию разрывных усилий, что определяет минимальную
прочность образца при разрыве.
190
с учетом структурных особенностей минераловатного
ковра механизм его деформаций под нагрузкой может
быть представлен следующим образом. При приложении
давления перпендикулярно плоскости ориентации воло-
кон они сближаются. При этом элементарное волокно в
ковре работает иа поперечный изгиб как неразрезная,
свободно опертая балочка. Опорами являются точки пе-
ресечения горизонтально ориентированных волркон меж-
ду собой.
Энергия внешнего давления при уплотнении ковра
затрачивается на преодоление трения и упругого сопро-
тивления волокон поперечному изгибу и передастся по
высоте ковра через точки контактов, возникающие при.
их деформации. Рост числа контактов приводит к смеще-
ниям и защемлению минеральных волокон. Одновремен-
но с этим неволокнистые включения перемещаются вниз,
перегруппировываются в порах ковра, что вызьгвает до-
полнительные повороты, смещения и защемления воло-
кон. При снятии нагрузки первоначальное состояние уп-
ругих волокон частично восстанавливается. Однако необ-
ратимая перестройка структуры ковра приводит к тому,
что минераловатныи ковер приобретает первоначальные
размеры и форму не полностью.
Таким образом, исходя из механизма деформаций в
минераловатном ковре под действием сжимающей на-
грузки независимо от ее величины наблюдаются: упругая
деформация, исчезающая после снятия нагрузки, и пла-
стическая деформация, проявляющаяся в том, что после
снятия внешней наТрузки минераловатныи ковер не пол-
ностью возвратится к своему первоначальному состоянию.
В классическом понимании термины «упругая» и
«пластическая» не могут быть отнесены к деформациям в
минераловатном ковре, так как он представляет собой не
сплошное тело, а дискретную пространственную систему.
Поэтому наиболее правильными названиями деформаций
будут «восстанавливающаяся» и «остаточная». Полная
деформация в ковре равна сумме восстанавливающейся
и остаточной составляющих. Доля остаточной деформа-
ции от полной независимо от величины давления в сред-
нем составляет около 70%. Преобладающая величина
остаточных деформаций местного характера свидетель-
ствует о том, что под действием сжимающей нагрузки в
минераловатном ковре происходят преимущественно вер-
тикальные деформации и практически отсутствуют го-
19.1
ризонтальные смещения. Коэффициент поперечной де-
формации ковра в широком диапазоне давлений не пре-
вышает ОД.
Таким образом, напряженное состояние-минераловат-
ного 'ковра под нагрузкой ближе всего к состоянию «чи-
стого сжатия», вследствие чего напряжения в различных
точках ковра от сжимающей нагрузки, приложенной пер-
пендикулярно слоистости, могут определяться по величи-
не деформаций в направлении "нагрузки.
Деформативные свойства минераловатного ковра ха-
рактеризуются изменением пористости при приложении
нагрузки, по сравнению с первоначальной.'Коэффициент
пористости Кг опродсляется из отношения объема пор
Уд к объему твердой фазы Ут:ф в ковре:
К^=^ ^п ^ Уп _1 (7.11)
^т.ф Yo
где Yn — плотность минеральных составляющих, кг/м'; Yo — объем-
ная масса минераловатного ковра, кг/м'.
По данным ВНИИПИТеплопроекта, деформирование
минераловатного ковра хорошо описывается следующим
уравнением:
^в„агр = ^р-*. (7.12)
где /Сбвагр — коэффициент пористости под нагрузкой;
р — давление на минераловатный ковер, Па; А и b — коэффициен-
ты, зависящие от качествениьвх показателей минеральной ваты.
Экспериментальные значения А и b для ваты, полу-
ченной различными способами производства, соответст-
венно равны: для центробежно-дутьевой 1,033 и 0,5; цент-
робежно-валковой 0,545 и 0,4; фильерно-дутьевой 0,243 и
0,3.
Уравнение действительно в пределах давлений, при-
меняемых в производстве минераловатных изделий- на
синтетическом связующем (0,049-10'* Па —9,81-10'* Па).
Зная коэффициент пористости, по этому уравнению
можно определить давления, необходимые для получения
из ковра минераловатных изделий с заданной объемной
массой. Для получения изделий с одинаковой объемной
массой из волокон, изготовленных различными способа-
ми^ наибольшее давление требуется в случае использова-
ния фильерно-дутьевого волокна. Объясняется это тем,
что фильерно-дутьевая вата обладает наибольшей спо-
собностью восстанавливать первоначальный объем.
192
Восстанавливающаяся деформация в минераловатном
ковре в диапазоне нагрузок (0,049-10'' — 9,81-IC) Па
практически не зависит от удельной нагрузки, а зависит
от свойств волокна. С увеличением среднего диаметра
волокон и содержания неволокнистых включений восста-
навливающаяся деформация в ,ковре уменьшается.
Из камеры волокноосаждения минераловатный ковер
промежуточным конвейером передается в камеру тепло-
вой обработки, где он попадает между двумя конвейера-
ми: нижним — подающим и верхним — уплотняющим.
Минераловатный ковер уплотняют вначале, подпрессо-
вочным валиком, установленным перед камерой тепло-
вой обработки, а затем подпрессовочным устройством в
камере тепловой обработки.
Рациональным типом подпрессовочного устройства
является пластинчатый конвейер, или рольганг, состоя-
щий из нескольких пар валков.
Тепловая обработка минераловатного ковра, пропи-
танного связующим веществом, осуществляется просо-
сом горячих дымовых газов или воздуха через слой ков-
ра, когда он проходит по конвейеру камеры тепловой
обработки (рис. 7.23). Назначение тепловой обработки —
удаление влаги, а также прогрев ковра до температуры,
при которой происходит отверждение смолы. При про-
хождении через слой материала теплоносителю необхо-
димо 1Преодолет|у гидравлическое сопротивление слоя.
Скорость нагрева слоя и его гидравлическое сопротивле-
ние зависят от размеров слоя, его объемной массы и
влажности.
Конструкция камеры тепловой обработки плит долж-
на обеспечивать (Постоянство температуры и скорости
газов по всей площади обрабатываемого ковра, наимень-
шие гидравлическое сопротивление всей системы и рас-
ход топлива, а также исключить возможность выбивания
газов в цех.
Основное конструктивное решение, удовлетворяющее
поставленным выше требованиям, — разделение рабоче-
го пространства камеры по длине на отдельные зоны с
самостоятельными отопительно-вентиляционными устрой-
ствами и многократной циркуляцией теплоносителя с из-
менением направления его движения в зонах. При тепло-
вой обработке минераловатных плит, в которые связую-
щее введено распылением, достаточно двух зон, а проли-
вом — четырех зон. Длину зоны определяют из условий,
обеспечивающих равномерное распределение теплоноси-
193
теля по площади ковра и размещениеотопнтельно-вснти-
ляционного оборудования. Этим условиям удовлетворяет
длина зоны в пределах 6—8 м.
Общая длмна .камеры определяется из усло1?ий необ-
ходимого 1?ремсни тепловой обработки в зависимости от
объемной массы и толщины плит. Плиты охлаждаются
на открытом конвейере.
Режим охлаждения полученных изделий — важный
фактор, влияющий на прочность склейки волокон. Пра-
вильно выбранный режим охлаждения обсспечи1?ает со-
хранение приобретенных в камере тепловой обработки
физико-механичеоких свойств изделий.
Для снижения общей продолжительности тепловой
обработки, повышения степени отверждения связующего
« снижения внутренних напряжений рационально прод-
лить процесс отверждения связующего в изделиях на от-
крытом конвейере, медленно охлаждая ковер без прину-
дительного отвода тепла в то время, когда пленки еще
находятся в высокоэластичном состоянии. Это позволит
сократить время выдержки изделий при температуре
теплоносителя на 15—20% (температура теплоносителя
соответственно 170—210°С) при неизменном качестве
Рис. 7.23i Камера тепловой обработки
/ — натяжной барабан нижнего конвейера; 2 —натяжной барабан верхнего
конвейера; 3 — ограждающая конструкция камеры; " ¦" """'-¦"¦¦¦¦»-
тый конвейер; 5 — нижний пластинчатый конвейер;
вер
-верхний пластннча-
мииераловатпый ко-
194
изделий или увеличить степень отверждения связующего
на 5—15%.
Чтобы поддерживать рекомендованные режимы теп-
ловой обработки, наиболее целесообразным следует счи-
тать применение двухзонных или многозонных камер с
попеременной рассредоточенной подачей газов и много-
кратной его циркуляцией в зонах.
Минераловатные цилиндры на синтетическом связую-
щем. Технологический процесс производства цилиндров
в этом случае может быть полумеханизированным и ав-
томатизир01?анным.
Технологическая схема производства цилиндров ме-
ханизир01?анным способом предусматривает использова-
ние навивочного и калибровочного станков. Минераловат-
ный к01?ер с нанесенным на него связующим выходит из
камеры волокноосаждения толщиной не более 25—30 мм,
что достигается путем увеличения скорости конвейера, и
поступает на станок навивки цилиндров (рис. 7.24)': Про-
резиненная лента 2 станка огибает ряд барабанов, в том
числе и барабан на качающихся кронштейнах 8. Лента
Рис. 7.24. Станок для навивки минераловатных цилиндров
/ — минераловатный ковер; 2—прорезиненная лента; 3-^ зубчатые диски;
4 — электромагнит; 5 — перфорированные скалки; 5 — кронштейны; 7 —бара-
бан для навивкн ЦИЛИНДРОВ; в — качающиеся кронштейны; 9 — пневмоци-
линдр; 10 — натяжная станция
195
служит одновре.\1епно фор.\1ую1ци.\1 и транспортирующи.\1
рабочим органом. Минераловатный слой навивается на
перфорированные металлические скалки 5, так как он за-
тягивается между скалкой и огибающей ее лентой. По до-
стижении заданной толщины срабатывает концевой вы-
ключатель, пневмовдлиндр 9 переводит качающиеся
кронштейны в горизонтальное положение,- а включаю-
щ'ийся электродвигатель за счет увеличения скорости
движения ленты позволяет оторвать намотанный на скал-
ку цилиндр от минераловатного ковра. Готовый цилиндр
вместе со скалкой подается к станку для прокатки и ка-
тибровки.
Калибровочный станок состоит из двух ленточных
конвейеров с прорезиненными лентами и цепного кон-
вейера. Скалки с навитыми на них цилиндрами уклады-
ваются в гнезда цепного конвейера и прокатываются -
между прорезиненными лентами, движущимися в проти-
150П0Л0ЖНЫХ направлениях со скоростями, превышающи-
ми его скорость.
Откалиброванные цилиндры влажностью 10—12%
поступают в камеру тепловой обработки, где происходит
их сушка до конечной влажности 0,2—0,3^/о и отвержде-
ние связующего.'Процесс сушки и отверждения осуществ-
ляется в течение 15 мин за счет прососа горячего тепло-
носителя (топочные газы с температурой 140—180°С) че-
рез скалку и 'Минераловатный цилиндр.
Снятые со скалок цилиндры разрезают в поперечно.м
направлении в соответствии с заданной длиной, а осво-
божденные скалки подаются на чистку и смазку и воз-
вращаются к станку навивки. Продольная резка вдоль
образующей цилиндра полностью происходит только с
одной стороны, а с противолежащей делается лишь
надрез на глубину 10—15 мм по внутренней поверхности
цилиндра. Разрезанные таким образом цилиндры в мон-
тажных условиях легко устанавливаются на трубопрово-
дах.
б) ПРОИЗВОДСТВО ЖЕСТКИХ ИЗДЕЛИИ НА БИТУМНОМ
СВЯЗУЮЩЕМ
Технология этих изделий отличается от рассмотрен-
ных ранее, во-первых, тем , что в этом случае применяет-
ся мокрый способ подготовки формовочной массы, и,
во-вторых, — штучное формование изделий. Технология
состоит из следующих основных процессов: приготовле-
1.9,6
Рис 7.25. Технологическая схема производства жестких минераловатных плит на битумном свя-
зующем
/ — битумохравилище; 2 — бак для разогрева битума; 3 — склад диатомита; 4 — бак для днагомнтовой суспен-
зии; 5 — дозатор; 6 — диспергатор: 7 — бак-смеснтель; S — расходный бак-смеоитель; 9 — камера волокноосаж-
деяия; J0 —узел волокнообразовання; // — промежуточный конвейер: /2 — трепальное устройство; /J —гндро-
снеснтель; /¦# —формующая установка; /5 —сушильная вагояетка; /ff — туннельная сушилка; /7 —склад го-
товой продукции
ния водной эмульсии битумного связующего; разрыхле-
ния минеральной ваты; смешивания эмульсии связую-
щего с минеральным волокном (приготовление гидро-
масс); формования изделий из гидромассы; тепловой об-
работки изделий. Технологическая схема представлена
на рис. 7.25.
Приготавливают битумную эмульсию следующим об-
разом. Битумы разных марок (III и V) сплавляют при
175—180°С, затем перекачивают насосом в бак-смеси-
тель, куда загружают канифоль. Одновременно готовят
суспензию минерального наполнителя, который вводят
для повышения жесткости и огнестойкости плит. В каче-
стве наполнителя можно применять каолиновые или бен-
тонитовые глины, диатомиты или трепелы. Каолил с во-
дой загружают в глиномешалку, туда же из мерника по-
дается раствор едкого натра. Едкий натр пепткзирует
каолин, что благоприятствует получению стойкой сус-
пенз1ии.
Концентрированную битумно-каолиновую эмульсию
приготавливают в диспергаторе, а затем в баке с пропел-
лерной мешалкой разбавляют ее до рабочей концентра-
ции — 2—3%. Такая эмульсия поступает в смеситель гид-
ромассы, где смешивается с разрыхленной в хлопья ми-
неральной ватой. Гидромасса должна характеризоваться
отношением вата : вода от 1 ¦. 9 до 1 : 10.
Плиты, полуцилиндры и сегменты формуют из гидро-
массы Ё фильтрующих пресс-формах, в которых избыток
воды удаляется либо прессованием, либо совместно прес-
сованием и вакуумированием через перфорированные
днища или вакуум-щит, накладываемый на формуемое
изделие. Остаточная влажность отформованных изделий
при прессовании составляет 65—75%, при прессовании с
вакуумированием — 45—60%. Остальная вода удаляет-
ся из изделий при последующей тепловой обработке.
Тепловая обработка осуществляется в туннельных
сушилках, в которых процесс сушки в зависимости от
толщины плит и их начальной влажности длится от 10 до
22 ч. Характеристика жестких минераловатных изделий
на битумном связующем приведена в табл. 7.3.
в) МИНЕРАЛОВАТНЫЕ ПЛИТЫ ПОВЫШЕННОЙ ЖЕСТКОСТИ
И ТВЕРДЫЕ НА СИНТЕТИЧЕСКОМ СВЯЗУЮЩЕМ
Значительный интерес для современного полносбор-
ного строительстэа предстаэляют твердые минераловат-
198
Таблица 7.3. Физико-механичесКие свойства минераловатНЫХ
штучных материалов
Вид изделий
Плиты мягкие на син-
тетическом свя,зу10-
1цем
Плнты полужесткие
на синтетическом свя-
зующем
Плиты жесткие на
синтетичсч;ком связу-
ющем
Цилиндры на синтетн-
ческом связующем
г
Полуцилиндры на
сиитетичоском связу-
ющем
Плиты полужесткие
на битумном связую-
щем
Плнты, полуцилиндры
и сегменты на битум-
ном связующем,
жесткие
Марка
50
75
1оо
125
150
150
200
250
100
150
200
150
200
250
300
200
250
300
350
Предел проч-
ности. МПа,
не менее, при
растя-
жении
0,008
0,008
—
—
0,01
0,015
0,02
0,01
0,015
0,Й2
—
•—
изгибе
—
—
—
—
—
0,1
0,11
0,12
0,13
Сжимаемость
под удельной
нагрузкой
0,002 МПа, %
—
20
1,5
6
—
—
27
24
1,7
12
6
6
6
6
Теплопровод-
ность при
25±ГС,
не более
Вт/м.°С),
0,047
0,04.7
ft,04,9 ¦
0,0(4:9
0,051
0.01511,
0,а54
-01,56
0,047
0,051
0,054
0,052
0,05(6
0,064
0,07
0,05)8
0,064-
0,07
0,076
ные плиты и плиты повышенной жесткости. При 10%-ной
деформации предел прочности при сжатии плит повы-
шенной жесткости 0,05—0,2 МПа, твердых плит 0,15—
0,3 "МПа. В качестве связующих при их производстве
¦ применяют синтетические смолы.
Плиты повышенной жесткости (ППЖ) могут быть
получены конвейерным, мокрым (из гидромасс), кубовым
способами. Конвейерный способ. Так же, как и при
описанном выше способе получения минераловатных
плит на синтетическом связующем, ковер ф.ормируется
на сетчатом конвейере.'Влажность ковра в зависимости
от способа введения связующего меняется от 10 до 50%.
Необходимая жесткость плит достигается за счет повы-
шения содержания связующего до 8—10% и увеличения
давления подпрессовки в камере тепловой обработки.
Мокрый способ. В этом случае процесс изготовления
плит состоит из трех основных операций: приготовления
гидромассы, формования из нее непрерывного, минерало-
ватного ковра и его тепловой обр^отки. Гидромассу
приготавливают из разрыхленной минеральной ваты, свя-
зующего и пенообразователя.Добавка пенообразователя
облегчает смешивание волокна со связующим и способ-
ствует повышению однородности гидромассы.
Свойства гидромассы существенно влияют на структу-
ру плит и их физико-механические характеристики и за-
висят от качества и соотношения компонентов, а также
от способа ее приготовления. Для получения гид-
ромассы используют смесители периодического или не-
прерывного действия различных конструкций, в основном
смесители роторнбго и валкового типов. Полученная од-
нородная гидромасса поступает в бункер формовочного
устройства. Формование может 01еуществляться двумя
способами: подпрессовкой гидромассы до заданной тол-
щины ковра и отливкой ковра с последующим- ваку-
ум'Ированием и калибровкой.
Ч1ри формовании ковра способом подпрессовки (рис.
7.26) верхний конвейер 4 вплотную примыкает к бункеру
2. Конвейер имеет уклон 3—15° в сторону выхода ковра.
Гидромасса захватывается синхронно движущимися вет-
вями нижнего / и верхнего конвейеров и подпрессовыва-
ется до заданной толщины, образуя непрерывный ковер.
Рис. 7i2a Схема формования ППЖ способом подпрессовки
2оа
При движении ковра над вакуум-ящиком 6 из него уда-
ляется избыток раствора связующего. Остаточная влаж-
ность ковра зависит от свойств гидромассы, степени под-
прессовки, длительности вакуумирования, разрежения в
вакуум-ящике и может изменяться от 3-5 до 100%. Окон-
чательная калибровка ковра по толщине осуществляется
при его прохождении под валком 5 или в камере тепловой
обработки. Способ подпрессовки позволяет использовать
гидромассу с отношением твердая фаза : жидкость от
1 :3 до 1 : 10. Это обеспечивает получение изделий с од-
нородной, изотропной структурри, 'пространстве(нным .
расположением волокон и расходом связующего 5—6%
при объемной массе плит не свыше 200 кг/м' и прочности
на сжатие не менее- 0,1 МПа.
Схема производства ППЖ способом отливки приве-
дена на рис. 7.27. Гидромассу, состоящую из воды, фено-
лоспиртов, пенообразователя и минеральной ваты, при-
готовляют в смесителе 1 и насосом 2 подают к узлу фор-
мования. Гидромасса, выходя из бункера через щель, об-
разованную нижним подвижным конвейером 3 'и перед-
ней стенкой бункера 4, создает непрерывный ковер. При
движении над вакуум-ящиком 6 он обезвоживается. Ка-
либровка ковра по толщине осуществляется верхним
конвейером 5. Обезвоженный ковер поступает в камеру
тепловой обработки 7, а затем разрезается на плиты тре-
буемых размеров. Объемная масса плит изменяется от
150 до 300 кг/м^ прочность при 10%-ном сжатии — от
0,06 до 0,2 МПа и количество связующего — от 8 до 127о-
Способ подпрессовки в настоящее время обеспечивает
получение плит ППЖ с более высокими технико-экономи-
ческими показателями, чем способ отливки.
Кубовая технология. По этой технологии получают
яРастбор сбязую
щега
Рис. 7.27,. Схема производства минераловатных плит повышенной
жесткости способом отливки из гиярО'Массы
201
i I J
«iZSO
jm_
/sua
плиты с вертикальным направлением волокна типа «Ла-
мель», что позволяет повысить жесткость плит, не увели-
чивая их объемной массы. Кубовый способ производства
ППЖ с вертикально направленными волокнами — наи-
более экономичный по материалоемкости и энергозатра-
там. Удельный расход связующего снижается в 2—4 ра-
за, а расходы тепла На термообработку несколько сни-
жаются, так как в этом случае используется тепло, вы-
деляющееся при отверждении фенолоспиртов.
206'
Рис. 7.28. Схема установки для производства
ППЖ кубоным способом
/ — валковая центрифуга; 2--привод; 3 — конвейер для
отходов расплава; 4—камера волокноосаждення; 5 — ка-
мера отсоса; в — устройство для калибровки и резки ми-
иераловатиого ковра; 7—карусельная установка; 5 ¦—ме-
ханизм поворота блоков; 9 — механизм послойной резки
блоков; УО — теплогенератор; У/— веитнляцнонное yCTpofl.
ство
Технология заключается в следующем (рис. 7.28):
пропитанный связующим минераловатный ковер по кон-
вейеру подается на подпрессовщик. Уплотненный ковер
поступает на другой конвейер, где он калибруется и раз-
резается на полосы-заготовки размером 1X1 м- Далее от-
резанные заготовки отделяются от ковра и подаются к
станку загрузки. Вилочный захват укладывает плиты в
форму карусельной установки для набора минераловат-
ного массива кубической формы. Массив отверждается в
2,03
^4 25 г?
Рис. 7.29. Установка для производства, твердых мннераловатных плит
/ —камера волокноосаждения; 2 —станок для прошивки минералаватных матов; ^ — станок для упаковки минераловатиых ма-
тов; 4 — конвейер подъемный; 5 — установка для подпрессовки минераловатиого ковра; 6 — устройство для резки минераловаг-
яого ковра; 7 — главный конвейер; S — нижний транспортер главного конвейера; 3 — конвейер наклонный; 10 — конвейер попереч-
ный; /; —конвейер ариемный; 12 — пресс гидравлический; 13 — конвейер поперечный; /4 — конвейер разг(>узочиый; /5 — установка
для отделения плнт от поддона; /б — промежуточный роликовый конвейер; П — установка для охлаждения плнт; /* —ролико-
вый конвейер поперечнлгй; 13 — конвейер промежуточный; 20 — форматный станок; 2/ — штабелеукладчик; 22 — роликовый кон-
вейер; 23 —падающие ролики. 24 — толкатель; 25 — сортировочное устройство; 26 — распределительное устройство; 27 — штабеле-
укладчик
форМе горячим воздухом и освобожденный от формы по-
дается на установку для резки. Резка осуществляется
перпендикулярно направлению волокон в массиве, поэто-
му волокна в отрезанных плитах имеют вертикальную
ориентацию. Конструкция узла резки позволяет менять
толщину плит от 40 до 120 imm. На специальных устрой-
ствах происходит обклейка плит покровными материала-
ми. В качестве покровного материала могут быть исполь-
зованы рубероид, стеклоткань, фольгоизол. Объемная
масса плит — около 175 кгДм*.
Технология твердых плит заключается в том, что ми-
нераловатный ковер, пропитанный связующим, по выходе
из камеры волокноосаждения разрезается на заготовки
и на металлических поддонах поступает на прессование
в гидравлические многополочные прессы (рис. 7.29).
Твердые плиты характризуются повышенной объем-
ной массой (30—500 кг/м^) и высокой прочностью Яи==
^0,4—1,2 МПа.
г) ОБЛАСТИ ПРИМЕНЕНИЯ МИНЕРАЛОВАТНЫХ ИЗДЕЛИИ
Изделия из минеральной ваты широко применяют как
для изоляции строительных конструкций, так и для изо-
ляции промышленного оборудования.
В жилищном строительстве минераловатные изделия
используют в качестве утеплителя ограждающих кон-
струкций. Для утепления стеновых панелей в основном
применяют полужесткие и жесткие плиты на синтетиче-
ском связующем.
В промышленном строительстве минераловатные изде-
лия употребляют в основном для утепления покрытий
производственных зданий, в частности покрытий из ме-
таллического профилированного настила. Для этой цели
используют плиты повышенной жесткости и твердые, по-
зволяющие укладывать рулонную кровлю без предвари-
тельного устройства цементной стяжки.
Минераловатный утеплитель в ограждающих кон-
струкциях зданий должен: иметь толщину, обеспечиваю-
щую терм'ическое сопротивление ограждающих конструк-
ций и соответствующую конструктивным требованиям;
быть надежно защищенным в конструкциях от увлажне-
ния и проникания^ воздуха; не подвергаться воздействию
нагрузок, кроме собственной массы, для предотвращения
осадки и образования пустот в конструкциях.
205
в большом объеме минераловатные изделия применм-
ют для изоляции трубопроводов для.горячей воды, пара,
воздуха и газов, а также для изоляции 4-орячих поверхно-
стей промышленного и энергетического оборудования.
Рис. 7.3iO. Теплоизоляционные конструкции из минераловатных ци-
линдров с различными покрытиями
а — листовой металл; б — асбестоцемептпые полуцилиндры; я — рулонный
материал; г—гибкий стеклопластик •
Для ЭТОЙ цели используют маты, полуцилиндры ,и сегмен-
ты. Для изоляции трубопроводов наиболее эффективно
применение конструкций полной заводской готовности
(рис. 7.30).
IV. СОСТОЯНИЕ МИНЕРАЛОВАТНОГО ПРОИЗВОДСТВА
И ПЕРСПЕКТИВЫ ЕГО РАЗВИТИЯ
Современную техническую базу минераловатного про-
изводства в СССР составляют 90 действующих заводов
общей мощностью 17 770 тыс. м^ в условной вате. Мине-
раловатные изделия составляют более половины всего
выпуска теплоизоляционных материалов, и абсолютный
объем лх производства увеличивается. Наиболее быстры-
ми темпами возрастал выпуск эффективных материалов.
В будущем должно значительно увеличиться производ-
ство плит повышенной жесткости, необходимых для утен-.
ления металлических профилированных настилов.
В бл'ижайшие годы предстоят; дальнейшее увеличе-
ние производительности плавильных агрегатов и техно-
логических линий по производству минераловатных из-
делий за счет интенсификации технологических процес-
сов и разработки и внедрения новых видов оборудова-
ния; разработка более совершенных методов волокнооб-
разо'вания; разработка новых видов недефицитных свя-
зующих, позволяющих повысить 1качество М'инераловат-
206
ных изделий; усовершенствование камер тепловой об-
работки с целью снижения металло- и энергоемкости;
освоение эффективных способов производства плит по-
вышенной жесткости (ленточный, кубовый); разработка
и создание оборудования для производства армирован-
ных самонесущих и офактуренных плит для применения
в легких конструкциях зданий промышленного и общест-
венного' назначения.
V. СТЕКЛОВОЛОКНО и ИЗДЕЛИЯ из НЕГО
Стекловолокно получают из расплавленного стекла.
Особенности технологии п свойств стекловолокна обус-
ловлены химическим составам стекол.
Стекловолокно характеризуется высокой прочностью,
вибростойкостью, тепло- и биостойкостью, малой гигро-
скопичностью, хорошими диэлектрическими свойствами,
а также химической устойчивостью. .
Для пол}Л1е11Ия стекловолокна применяют как щелоч-
ные, так и бесщелочные борсодержащие составы стекла
(табл. 7.4).
Т а б л и ц а 7.4. X
Составы
Щелочные
Бесщелочные
1мические составы стекол
*
Содержание оксидов, % по массе
SiO^
50—72
53—60
AIjO,
1—6
12—16
В203
0-3
5—10
Fe^Oa
0,2—1
0,2—9
CaO
5—20
7—23
MgO
2—7
4—8
Na^O
8—20
0,5—2
Прочность, химическая стойкость и температуростой-
кость выше у борсодержащих, но бораты дороги и дефи-
цитны, поэтому теплоизоляционное волокно изготовля-
ют в основном из щелочных составов. Температуростой-
кость бесщелочного стекла 600°С, а щелочного стекла
45(fC.
В зависимости от способа производства волокно мо-
жет быть' непрерывным и штапельным (длиной от 1 до
50 см). По применению оно подразделяется на текстиль-
ное и теплоизоляционное. Текстильное перерабатывает-
ся в пряжу и ткани технического назначения. Диаметр
текстильного волокна находится в предела.\ от 3 до 7
207
мкм. Диаметр теплоизоляционного волокна колеблется
от долей мкм до 30 мкм. Волокно диаметром 1—3 мкм
называют супертонким, диаметром менее 1 мкм —
ультратомким.
Сырьевые материалы. Для производства стеклянных
волокон применяют следующие основные сырьевые ма-
териалы: для введения кислотных оксидов — песок, гли-
нозем, борную «ислоту В(ОН)з; для введения щелочных
оксидов —соду (Na2C03), су,зьфат натрия (Na2S04), по-
таш (КгСОз); для введения щелочноземельных окси-
дов — известняк, мел, доломит.
Некоторые сырьевые материалы вносят в шихту два
оксида, например полевой шпат (SiOg, AI2O3), бура
NajO, В2О3).
Подготовка сырьевых материалов заключается в сле-
дующем: кварцевый песок сушат при 700—800°С и про-
сеивают. Полевой шпат, известняк, мел и доломит долж-
ны подвергаться дроблению, тонкому помолу и просеи-
ванию. При значительной влажности материалов произ-
водится сушка. Полевой шпат сушится при 700—800°С,
известняк, мел, доломит —при температуре не выше
400°С. Сода и сульфат разрыхляются в дезинтеграторах
и просеив'аются. Борная кислота и бура не подвергаются
никакой обработке. Их отвешивают в необходимом ко-
личестве и лабав,:1яют в !шихту.
Подготовленные материалы дозируют и смешивают
до получения однородной шихты. Последовательность
подготовки шихты приведена на схеме 2.
Технология производства изделий из стекловолокна.
Основными процессами производства изделий из
стекловолокна являются варка стекломассы из специ-
ально приготовленной шихты, получение волокна и фор-
мование издел'пй. Варят стекломассу в ванных печах.
Получают волокно следующими способами: штабико-
вьгм, фильерным, центробежным одноступенчатым,
фильерно-дутьевым, центробежно-фильерно-дутьевым.
При штабиковом и фильерном способе получают не-
прерывное волокно.
Штабиковый, способ основан на подогреве до ряс-
плавления стеклянных палочек-штабиков и вытяги-
вании из них стеклянного волокна, наматываемого на
вращающийся барабан. Фильерный способ основан на
вытягивании волокон из расплавленной массы через
фильеры и наматывании вытягиваемого волокна на вра-
гов
Песок
Приемный
Вункер
¦
Сушильный
¦дара5ан
t
Вибросито •
t
Рвподный
бункер
Весы- aSmoMam
Смесительный
шнек1у8паж-
нение)
Известняк,
Зопомит, мел
Приемный
бункер
¦
Дробипка
Сушильный
oapaSaH
S
ШароЗая
мепьнииа
¦
Вибросито
t
Расходный
Ьункер
\
Весы- аЗтомат
Сода или
поташ
Приемный ¦
бункер
\
Дезинте-
гратор
t .
Вибросито
Расходный
бункер
Весы-aSmoMam
Ленточный сборный
конВейер
J
Смесите/lb
Загрузочный бункер
печи
Схема 2
щающийся барабан. Применение штабикового и фильер-
ного способов для производства теплоизоляционных ма-
териалов ограничено малой производительностью. Эти
способы применяют иногда при изготовлении стеклово-
локна для высокотемпературной изоляции (1200—
]500°С), что дает возможность получить волокно высо-
кого качества. Штапельное волокно получают центро-
бежным, фпльерно-дутьевьгм и гцентробежно-фильерно-
дутьевым (ЦФД) способами, аналогичным'и способам,
применяемым в минераловатном производстве.
При одинаковых способах получения стекловолокно
характеризуется большей дл^^ной и меньшим содержа-
нием неволокнистых включений по сравнению с мине-
ральной ватой. Объясняется это свойствами расплава
стекольной шихты. Он характеризуется большим интер-
валом вязкости и более благоприятным соотношением
S Зак. (5
209
вязкости и поверхностного натяжения по сравнению с
минеральными расплавами.
Центробежный одноступенчатый способ малопроиз-
водительный, в настоящее время уступает место более
производ'ительным и совершенным способам — ф-ильер-
но-дутьевым и ЦФД. В обоих случаях формирование
ковра происходит в вертикальной камере волокноосаж-
дения (рис. 7.31). Введение связующего и тепловая об-
работка осуществляются такими же способами, как и в
минераловатном производстве.
Рис, 7.31. Вертикальная камера
волокноосаждения
/ — диффузор; 2 —шахта; 3 — от-
кидной лоток для слнва расплава;
4 — уплотняющий валик; 5 — каме-
ра отсоса; 6 — перфорированный
конвейер; 7 — система ОЧИСТКИ кон-
вейера
Способ получения ультра- и супертонкого волокна ос-
нован на двухстадийном раздуве и позволяет получить
теплоизоляционные изделия с очень малой объемной
массой (5—7 кг/м^). Сущность способа заключается в
следующем. Из фильер электролеч'и, загруженной шари-
ками стекла, вытягивают первичные волокна диаметром
100—200 MiKM. Затем валки, вращающиеся в разные сто-
роны, подают эти волокна в газовый высокотемператур-
ный поток, выходящий из сопла камеры сжигания со
скоростью 250—300 м/с. Под действием газового пото-
ка первичные волокна размягчаются и превращаются в
тонкие короткие волокна диаметром от 0,5 до 3 мкм. Во-
локно поступает на конвейер, где оно пропитывается
синтетическим связующим и подвергается тепловой об'
работке в камере сушки и отверждения. Получающиес}}
маты оклеивают фольгой или сййтетйч?-С9^оп пленкоЙ.
т '
Стеклянное волокно для теплоизоляции применяют
в виде изделий следующих видов: гибкие — маты штуч-
ные или в рулонах, шнуры или жгуты; полужесткие —
плиты, 1Полуцилиндры, сегменты; жесткие — плиты.
Гибкие изделия. Маты выпускаются как со связую-
щим, та« и без него. Из-за большой длины волокна пере-
плетаются и удерживаются силами взаимного сцепления,,
В качестве связуюнЦего применяют в основном феноло-
формальдегидные и карбамидные смолы. Шнуры имеют
оплетку из металлической проволоки или стеклянной ни-
ти.
Полужесткие изделия изготавливают с 'применением
синтетических связующих. При получении жестких плит
из супертонкого волокна применяют отливку из суспен-
зии. В других случаях связующее вводят методом проли-
ва с вакуумированием. Техническая характеристика стек-
ловатных изделий приведена в табл. 7.5.
Т а б ли ц а 7.5. Характеристики теплоизоляционных изделий
из стеклинного волокна
Изделия
Маты-без связующего:
а) прошитые, на ме-
таллической сетке,
б) без обкладки
Маты на синтетическом
связующем
Плиты на сиитетяческом
связующем:
а) полужесткие
б) жесткие
Жгут
Объемная -
масса, кг/м'
60—70
8—.1,0 .
3|5—50
5(0-,76
iao-1'50
90
Теплопровод-
ность,
Вт/(м»С)
0,07—0,0817
0,03—0,038
а,03|7—0,041
0041—0,046
0041—0,046
аоза
Температура
прнменеиня,
•С
,5Ю0|
|1|50
!Ш0
J160
450
Применение. Изделия из стеклянной ваты исполь-
зуют для строительной и монтажной изоляции, а также
в качестве акустических материалов. Благодаря вибро-
стойкости стеклянная вата и издел1^я из нее могут слу-
жить для тепловой изоляции трубопроводов, подвержен-
ных сотрясениям и ¦вибрация1М, а также подвижного со-
става железных дорог, в авиа- и судостроении. .
По сравнению с миИераловатньи^и изделиями изделия
из стекловолокна характеризуются лучшими свойствами,
однако стоимость их выше, поэтому объем их производ-
ства значительно меньше, чем минераловатных. В на-
стоящее время стеклянную вату и изделия из нее выпус-
8* Зак. 85
2111
кают в объеме 3 млн. м^год,, и на ближайший период
предусматривается сравнительно небольшое увеличение
их выпуска. В общем балансе теплоизоляционных мате-
' риалов на долю стекловолокна и изделчй из него прихо-
дится около 10%.
Глава 8. ЯЧЕИСТОЕ СТЕКЛО (ПЕНОСТЕКЛО)
Пеностекло представляет.собой легкий пористый ма-
териал из стекла, в котором равномерно распределенные
ячейки разделены тонкими стенками. Свое название оно
получ'ило благодаря внешнему виду, напоминающему
застывшую пену.
Ячеистая структура стекла может быть получена раз-
ными способами:
введением в состав стекольной шихты веществ, вы-
зывающих обильное пенообразование в процессе варки
стекла;
вспениванием размягченного стекла под вакуумом:
вспениванием измельченного стекла пенообразуюхци--
ми веществами на холоде с последующим фиксированием
структуры спеканием частиц стекла (холодный способ);
спеканием смеси порошкообразного стекла с газообра-
зователем (порошковый способ).
В .промышленных масштабах пеностекло получают
порошковым способом.
/. ВИДЫ И свойства пеностекла
Получение ячеистого стекла порошковым методом
позволяет регулировать свойства стекла в широких пре-
делах. Они зависят от состава стекла, В'ида газообразова-
теля .и режима тепловой обработки.
Различают следующие виды пеностекла: изоляционно-
строительное и монтажное, звукопоглощаюЩ,ее, фильтру-
ющее и специальное высокотемпературное. В зависимости
от назначения пеностеклу придают различные физико-ме-
ханические свойства.
Пористость. Для всех видов пеностекла, кроме зву-
копоглощающего и фильтрующего, характерна закрытая
пористость. Звукопоглощающее и фильтрующее стекло
2ia
должно иметь сообш[аюш1иеся поры. Во всех случаях пред-
почтительнее мелкая пористость. Объем пор в пеностекле
колеблется от 80 до 95%- Помимо пор, разобш,енных
стекловидными стешками, в материале самих стенок со-
держатся мельчайшие микропоры.. Размеры макропор в
пеностекле колеблются от 0,1 до 2—3 мм, микропор — от
1 мкм до нескольких микрон. Характер пористости зави-
сит от химического состава стекла и вида газообразоваг-
теля. Из стекол с низкой температурой начала кристал-
лизации получается материал с сбобщающейся пори-
стостью.
Объемная масса. Этот показатель регулируется из-
менением температуры .и продолжительности вспенива-
ния, родбором газообразователя, степенью дисперсности
порошков стекла и газообразователя. Зависимости объ-
емной массы от температуры вспенивания для различ-
ных пенообразователей, от продолжительности вспенива-
ния и дисперсности шихты приведены на рис. 8.1, (а, б, в).
Объемная масса может колебаться от 150 до 800 кг/м^.
Большинство физических свойств пеностекла зависит
от объемной массы, однако функциональная зависимость
чаще всего оказывается сложной и ее нельзя выразить
простыми алгебраическими соотношениями, только в оп-
ределенном интервале объемной массы можно для неко-
торых физических свойств эту зависимость дать с доста-
точной точностью в виде простого уравнения второго
порядка или в первом приближении в линейной форме.
Прочность. Характерной особенностью пеностекла
является его высокая прочность в сравнении с другими
ячеистыми материалами. Так, например, у ячеистого стек-
ла и ячеистого бетона марки 300 коэффициенты конструк-
тивного качества соответственно будут равны 10 и 3,3.
Зависимость предела прочности пеностекла Rem от
объемной массы ро в пределах 150—700 кг/м^ может быть
выражена формулой
^сж = 0,2р„-20. (8.1)
Высокая прочность пеностекла объясняется в первую
очередь высокой, прочностью стекловидной фазы.
Водопоглощение. Пеностекло с закрытой пористостью
характеризуется невысоким водопоглощением — от 1 до
10% (по объему). В основном вода адсорбируется в раз-
рушенных ячейках поверхности стекла. Водопоглощение
пеностекла с сообщающейся пористостью достигает 70—
80% (по объему). Стойкость пеностекла по отношению к
длительному воздействию воды велика и определяется
р,,кг/м'
еоо
500
кОО
300
200
т
1
\
ч.
S
N
S,
N
Ч^
ч
4j
1^
ч.
N
:>
г
^
^
S ^'
725 750 775 800 825 850 875 900,925 ^. '
500
т
300
200
100
ШО 2000 3000400050006000 5у,СН^/г
б)
ри.кг/м'
iUU
500
т
200
г-^
1
1
,
1 1
\ 1
1 1
1
(
1 ;
i Г i
10 20 J0 W 50 60 70 Ti,Mat.
Рис. 8.и Зависимость объемной мас-
сы пеностекла
о —от температуры вспенивания Т^ при
различных газообразователях: / — антра-
цит; 2 — сажа; 3 — кокс; б — от продол-
жительности вспенивания т^ ; в — от-
удельиой поверхности Sy шихты
гидролитическим классом стекла. Гигроокопичность пе-
ностекла очень мала и исчисляется долям'и прой,ента по
-объему.
Морозостойкость. Пеностекло является морозостой-
ким материалом, если его поверхность защищена от ув-
лажнения и, следовательно, от последующего деструктив-
ного воздействия льда в поверхностных открытых порах.
Теплопроводность. Стеклооб|разное строение каркаса
и малый размер пор обеспечивают относительно невысо-
кую теплопроводность пеностёкла — 0,055^0,085 Вт/
/{м-:с). ¦ , , -
Стойкость к действию высоких температур. Пеностек-
ло — негорючий материал, оно устойчиво к действию вы-
соких температур вплоть до температуры размягчения
стекла, из которого -изготовлено..
Температура применения пеностекла из стекол обыч-
ного промышленного состава при отсутствии резких из-
менений температур находится в пределах 400—500°С.
Бесщелочное стекло можно применять до температуры
600°С, а высокбкрекнеземистое — до 1000°С.
Звукопоглощающие свойства. Пеностекло с сообщаю-
щейся пористостью в интервале частот от 600 до 1200 Гц
имеет коэффициент звукопоглощения 0,5—0,65, что удов-
летворяет требованиям ГОСТа к звукопоглощающим ма- .
териалам.
Для всех видов пеностекла характерна высокая био-
стойкость. Пеностекло легко поддается 'механической об-
работке; его можно пилить, шлифовать и сверлить. В пе-
ностекло можно вбивать гвозди, при этом материал рас-
трескиваться не. будет.
2. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ
ПОРОШКОВОГО СПОСОБА ПРОИЗВОДСТВА
ПЕНОСТЕКЛА
Сущность порошкового способа заключается в следую-
щем: шяхту, состоящую из молотого стекла и газообра-
зователя (0,5—3% от массы стекла) засыпают в формы
нагревают до вспенивания и охлаждают. '
При нагревании сначала частицы стекла размягчают-
ся. Для большинства стекол это происходит при темпера-
туре 600°С. Вязкость массы в этот период велика. При
дальнейшем нагревании начинается разложение газооб-
разователя, а вязкость снижается. Выделяющиеся газы
215
образуют в стекломассе поры, диаметр которых постепен-
но возрастает, так как пленки стекла растягиваются под
влиянием давления газа, и объем стекломассы значитель-
но увеличивается. По достижении массой определенного
объема температуру в печи снижают, чтобы прекратить
разложение газообразователя и закрепить полученные
объем и структуру. При резком возрастании вяз«Ъсти с
понижением температуры структура становится устойчи-
вой.
Таким образом, в. процессе порообразования вся мас-
са представляет собой пластичную вязкую систему, в ко-
торой равномерно распределен газообразователь, выде-
ляющий газ и создающий устойчивую и равномерную пе-
ну стекла. При образовании пены основное значение име-
ют вязкость жидкости и поверхностное натяжение на
границе жидкость — газ. Вязкость противодействует раз-
рыву пленки, а низкое поверхностное натяжение способ-
ствует ее утоньшению. При высоком поверхностном на-
тяжении пена не'образуется. Следует отметить, что при
изготовлении пеностекла, как и в производстве минераль-
ной ваты, имеет значение интервал вяз.кости вспенивае-
мого расплава. В этом случае желательно применять
«длинные» расплавы.
Порообразование при высокой вязкости стекломассы
'ВОЗМОЖНО лишь тогда, когда давление газовой фазы в
состоянии вспенить стекломассу. По имеющимся данным,
это давление может достигать 1,1 МПа (Ог при 680'С). .
Таким образом, возможность вспенивания стекломас-
сы определяется совокупностью следующих факторов:
достаточно высокой вязкостью, низким поверхностным
натяжением :и достаточно большим давлением газовой
фазы. Вязкость и поверхностное натяжение зависят от
химического состава стекла, давление газовой фазы за-
висит от вида газообразователя.
Помимо химического состава стекла и вида газообра-
зователя на структуру, а следовательно, и на свойства
пеностекла влияют следующие технологические факторы:
тонкость помола стекла и количество газообразователя,
температура и БродолЖ1ительность вспенивания.
Чем меньше размер зерен спекаемого материала, тем
равномернее структура пеностекла, тем лучше его качест-
во. Практически применяют 'порошок, тонкость помола
которого определяется полным прохождением через си-
то с 6400 отв/см2, остаток на сите со 10 000 отв/см^ — 10%.
2Г9
Повышение количества газообразователя в известных
пределах приводит к уменьшению объемной массы, но
при этом увеличивается диаметр пор. При введении более
3—5% газообразователя получается пеностекло с нерав-
номерной крупнопористой структурой из-за высоких дав-
лений, развиваемых газовой фазой при нагревании.
Влияние температуры сказывается следующим обра-
зом: чем выше температура спекания, тем меньше объ-
емная масса. Это происходит вследствие снижения вяз-
кости и более быстрого разложения газообразователя.
Повышение темлературы целесообразно до определенно-
го предела, выше которого вяз.кость уменьшается на-
столько, что стенки пор прорываются и образуются круп-
ные (Пустоты.
Чем длительней процесс вспенивания при одной и той
же температуре, тем меньше объемная масса пеностекла
вследствие образования большего количества газовой фа-
зы. Увеличивая продолжительность спекания при относи-
тельно низких температурах, можно получить те же ре-
зyльtaты, что и при кратковременном спекании, но при
более высоких температурах.
Таким образом, при порошковом методе изготовления
пеностекла- можно в широких .пределах регулировать
процесс порообразования в спекаемой массе.
Химический состав стекла. Стекло, применяемое в
производстве пеностекла, должно удовлетворять ряду
требований, обусловленных технологией производства.
Важнейшими из них являются:
температура размягчения стекла должна быть доста-
точно низкой, а снижение вязкости с ростом температу-
ры — медленным;
порошкообразное стекло не должно кристаллизоваться
до полного завершения вспенивания пеностекла;
стекло должно быть достаточно дешевым, чтобы про-
изводство пеностекла было экономически целесообраз-
ным.
Рекомендуемый химический состав стекол (%):
SiOa — около 73; АЬОз — 1; СаО — 6; MgO — 4; NaoO —
16; 8Оз-0,5.
3. СЫРЬЕВЫЕ МАТЕРИАЛЫ
При производстве пеностекла могут быть использова-
ны следующие виды сырья: отходы стекольного производ-
217
¦^ Таблица 8.1. Виды газообразователеи, применяемых в производстве пеностекла
Газообразователь
Пиролюзит
Азотнокислый натрий
Известняк, мрамор
Карбид кальция
Антрацит
Кокс
Графит
Карбид кремвря
Температу-
ра спека-
ния. °С
680—720
720
760—775
750—760
770—780
790—800
850 и
выше
850 и
ныше
Количест-
во газооб-
разова-
теяя, %
3-5
3-5
о;5—1
1-1.5
2—3
2-3
1—2
1—3
Строение hop пеностекла
Частично замкнутые
Сообщаюхииеся
Преимущественно сообщающиеся
Преимущественно замкнутые
Частично сообщающиеся
Замкнутые
То же
1-
Цвет пеностекла
Фиолетовый
Белый, серый
Белый
Табачно-желздлй до темно-серого
Коричневый до черного
Серый, черный
Серый
ства; бой оконного или тарного стекла; гранулят специ-
ально сваренного стекла; легкоплавкие горные породы,
содержащие щелочи.
Отходы стекольного лранзводства и бой стекла неод-
нородны по химическому составу, что затрудняет получе-
ние пеностекла со стабильньгми свойствами. Пеностекло
более высокого качества получают из гранулята специ-
ально сваренного стекла. Снижение стоимости граиулята
может быть достигнуто за счет замены кальцинированной
соды и глинозема дешевыми щелочесодержащими горны-
ми породами и отходами производства. Среди этих ма-
териалов наибольший интерес представляют нефелины,
перл'иты, андезиты, вулканические пеплы, легкоплавкие
озерные глины, а также золы ТЭС и другие отходы про-
изводства.
Газообразователи. Основные т^ребовйния, предъявля-
емые к газообразователям, следующие: температура вы-
деления газа должна быть на 50—70° выше температуры
размягчения стекольного порошка; равномерное выделе-
ние газа в количестве, обеспечивающем нужное давление;
недефицитность, нетоксичность и невысокая стоимость.
¦ Таким условиям отвечают: углеродистые вещества —
антрацит, кокс, полукокс, ламповая сажа; карбонаты —
известняк, мрамор,^ мел; карбиды кальция и^ кремния
(СагС и SiC); пиролюзит (МпОг); селитра (NaNOs).
Выбор вида газообразователя зависит от температуры
спекания и интервала вязкости стекла, а также от тре-
буемых характера пористости и окраски пеностекла. Ви-
ды основньгх газообразователей приведены в табл. 8.1.
4. ТЕХНОЛОГИЯ ПЕНОСТЕКЛА
Ее можно разбить на следующие этапы: варка стекла
и подготовка стекольного гранулята, приготовление ших-
ты, вспенивание и отжиг, обработка и упаковка.
Варят стекло в ванных печах. До варки в печи сырье-
вые материалы предварительно обрабатывают, как и при
производстве стекловолокна. Сваренную стекломассу гра-
нулируют, для чего через отверстия в выработочной части
печи сливают ее на металлический конвейер, орошаемый
водой. Рекомендуется обильное орошение, предотвраща-
ющее кристаллизацию.
Приготовление шихты заклю'Чается в следующем. Сте^
кольный гранулят измельчают на щековых и молотковых
2-18
дробилках до размеров 1—3 мм. Если используют газо-
образователь в кусках, то его т,оже измельчают до зерен
размером НС более 1 мм. Затем осуществляют совместный
помол и псрсмсшиванме стекла и газообразователя в ша-
ровых двухкамерных мельницах непрерывного действия.
т.'С
900
BOO
700
600
500
300
200
т
Ш
т
1
•
¦1 1
U
т\
_Jj. J
1 J и
50
1
1 10 IS 20 25 30 35 40 « 50 55 60 65 70 П
Ы'позиции (вагонетки)
_ . 1 1 1, —J л : и_
7f2i,5
Рис. 8.2. Режим тер.мической обработки пеностекла в туннельной
печи
<:^;й:%^я^^^;:^^
Рис. 8.5. Печь для вспенивания пеностекла
\—..вертикальные каналы; 2 — формы; 3 — ползунки; 4—направляющие: 5-
жаростойкие плиты; ff —подовая топка; 7 —горелки
?30
Шихта должна быть измельчена до удельной поверхности
смеси — 5000—7000 см^/г. Размалывать следует в мель-
ницах с керамической или кремневой футеровкой и кре-
мневыми мелющими телами во избежание загрязнения
металлом.
Вспенивание и отжиг можно вести по следующим схе-
мам: получение пеностекла в формах из жаростойкого
металла одно- и двухстадийным способами; получение
пеностекла без форм конвейерным способом на металли-
ческих жаростойких поддонах или лентах.
При одностадийном способе производства формы, на-
полненные шихтой, устанавливают на вагонетки, и они
поступают в туннельные печи, где проходят зоны вспени-
вания и отжига по режиму, приведенному на рис. 8.2,
При двухстадийном способе формы с шихтой поступают
в печь вспенивания, где нагреваются до температуры, не-
обходимой для образования пористой структуры, и затем
охлаждаются до 600°С, чем достигается стабилизация
пористой структуры. По выходе форм из печи из них из-
влекают блоки пеностекла и направляют в печь отжига,
а формы снова загружают шихтой для вспенивания. Пе-
ред засыпкой шихты формы смазывают каолиновым со-
ставом во избежание прилипания блоков.
Вспенивание производится в туннельных печах му-
фельного или полумуфельного типа с подподовыми топ-
т°с
800
700
600
_—,
0,5
Про
г г 1 1
—.
'
^\
t /fJ 2 2,5 J
должительность дспени&ания, ч
{ г S 'I i S 7 8 S 10 И и 1i 14
Ллина печи^ м
1 1 '
/ 2 3 'i 5 6 7 8 3 ^ W
Номер термопары ¦ ¦ '
Pwc. 8,4. Режим вспенивания пеностекла
кам,и (рис. 8.3). Они, какправило, имеют три зоны: подо-
грева, вспенивания и стабилизации. Примерный режим
вспенивания приведен на рис. 8.4.
Отжиг блоков из пеностекла заключается в 'медлен-
ном охлаждении их — от температуры спекания до тем-
221
пературы наружного воздуха. Благодаря этому объем
блоков сокращается равномерно, что предохраняет их от
возникновения, внутренних напряжений, образующихся
.при быстром охлаждении. Для отжига лучше применять
¦конвективные печи. Блоки в печь устанавливают на сет-
чатый конвейер «на ребро». Отжигательная печь должна
обеспеч'ивать такой температурный режим, при котором
разница температур вдоль блока в горизонтальном или
вертикальном направления не превышает 5—10°С. В свя-
зи с этим необходимо применять отжигательные печи, в
которых вентиляторы осуществляют принудительную
циркуляцию теплоносителя в вертикальном направлении.
Температурный режим отжига пеностекла приведен на
рис. 8.5.
г'с
700
600
500
' т
300
200
575
т
т
'
^
I* 5 6 1 8 9 10 И
Продолжительность отжига, ч
j I I I I I I I I I I, I
S 9 10 и 12 13 1^ tS. 16 17
¦ина печи,»
I ¦ I
2 3 'f Ь 6
'.'-7-'я.7 трпмоппр.ы
SM
Рис. 9.5. Режим отжша пеностекла
Конвейерный способ производства (рис. 8.6) заключа-
ется в непрерывной подаче шихты на конвейер из жаро-
стойких элементов, которые представляют собой поддо-
ны, загнутые с двух концов. Поддоны соединены между
собой встык' и образуют желоб. По мере продвижения
желоба в печи шихта нагревается, вспенивается и обра-
зует ленту пеностекла. Ровная поверхность ленты пено-
стекла создается прокаткой валиками. По выходе из пе-
чи вспенивания от ленты пеностекла дисковой пилой от-
резают плиты заданных размеров. Плиты автоматически
передаются в печь oTKinra. >
Механическая обработка необходима для придания
плитам точных размеров и ровной поверхности. Опилов-
ка плит осуществляется маятниковыми, каретными или
другими дисковы!ми пила1ми. Плиты по толщине целесооб-
%П
разно распиливать ленточными пилами. Чтобы пилы
быстро не срабатывались, на них наплавляют пластин-
ки из твердого сплава. Разнотолщиниые плиты подшли-
фовывают до заданной толщины на специальных конвей-
ерных устройствах.
Рис. 8.6. Схема конвейерной установки
/ — толкатель 4ори; ^ — поддон; 3 — бункер для пенообразующей смеси;.
4 — направляющие для. поддонов; 5 — рабочий канал печи; 6 — канал для
отсоса дымовых газов; 7 — верхний топочный канал; S — коллектор для ртсоса
дымовых газов; 9 —лента пеностекла; /О —отрезное устройство; // — блоки
пеностекл.а; 12 — печь отжига; 13 — конвейер печн отжига; 14 — сннжатель
поддонов; 15 — туннель для возврата поддонов; 16 — шпалы нз жаростойкой
стали; 17 — тележка; IS — горелка; /9 — подъемник поддонов
5. ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ОЦЕНКА СПОСОБОВ
ПРОИЗВОДСТВА ПЕНОСТЕКЛА
И ПЕРСПЕКТИВЫ ЕГО РАЗВИТИЯ
Как показал отечественный и зарубежный опыт,
двухстадийный способ производства более совершенный,
чем одностадийный. Он позволяет получать пеностекло
высокого качества при хороших технико-экономических
показателях. На данном эта'пе наиболее перспективное
направление в улучшении качества пеностекла, увеличе-
нии объемов его производства и снижении себестоимо-
сти — дальнейшее совершенствование конструкций печей
с одноярусной садкой форм и режимов их эксплуатации.
Дальнейшее развитие производства пеностекла дол-
жно идти, по-видимому, в направлении разработки и ос-
воения непрерывных' способов его получения.
В настоящее время расширение проязводства пено-
стекла, несмотря на его ценные технические свойства,
сдерживается высокой Стоимостью и дефицитностью
сырья. Кроме способа производства на себестоимость
пеностекла в значительной степени влияет стоимость
сырья, поэтому должны быть продолжены работы по
подбору более дешевых и недефицитных материалов.
223
Глава 9. ТЕПЛОИЗОЛЯЦИОННЫЕ ИЗДЕЛИЯ
ИЗ ВСПУЧИВАЮЩИХСЯ ГОРНЫХ ПОРОД
И МИНЕРАЛОВ
I. ВСПУЧЕННЫЙ ПЕРЛИТ И ИЗДЕЛИЯ ИЗ НЕГО
Вспученный перлит представляет собой сыпучий теп-
лоизоляционный материал в- виде пористых зерен пре-
имущественно светлой Окраски. Применяется он в сле-
дующих областях:
в качестве теплоизоляционных материалов в виде за-
сыпок 'В широком диапазоне температур, начиная с об-
ласти глубокого холода (—200°С) и до 1200—1300°С;
в качестве наполнителя теплоизоляционных материа-
лов;
в качестве заполнителя для легких и добавки для
жаростойких бетонов;
ка.к наполнитель а1кустических Штукатурок;
в качестве фильтрующей среды и сорбента;
как водоудерживающий и улучшающий структуру
почвы элемент в сельском хозяйстве (агроперлит).
Потребителями вспученного перлита стали: граждан-
ское и промышленное строительство, добывающая про-
мышленность (цементация нефтяных и газовых сква-
жин), металлургия и литейное производство, химическая
и пищевая промышленность (наполнители, фильтроваль-
ные порошки) энергетика (высоко- и низкотемператур-
ная изоляция) и другие отрасли народного хозяйства.
Вспученный перлит получают путем измельчения до
нужной фракции и обжига водосодержащих горных, по-
род вулканического происхождения стекловидной струк-
туры, так называемых вулканических стекол. Они обра-
зовались в результате выноса из недр земли природного
кислого силикатного магматического расплава, который
изливается на. поверхность в виде лавы.
На процесс образования вулканических стекол решаю-
щее влияние оказывает скорость остывания и химический
состав лавы. Кислые лавы, богатые ^кремнеземом, стано-
вятся вязкими уже при относительно высоких температу-
рах и не успевают закристаллизоваться, превращаясь,
застывая, в вулканическое стекло. Свойства вулканичес- .
ких стекол зависят не только от условий их образования,
но и от последующих изменений эпигенетического ха-
2214
рактера. Чаще всего происходит гидратация стекла. От
возраста вулканического стекла зависит степень его ги-
дратации и содержание летучих компонентов (в основ-
ном, это как первичная вода, входящая в состав магмы,
так и вторичная, приобретенная в процессе гидратации
твердого стекла)-,
'Вулканические стёкла в зависимости от содержания в
них воды разделяются на обсидианы (до 1% воды), пер-,
литы (1—6%), пехштейны, витрофиры и др. (более 6%).
В производстве вспученного перлита все приме-
няемые как сырьевой материал вулканические породы
(с 1—10% п. п.п.) принято называть перлитом. Химиче-
ский состав перлита (масс. %): ЗЮг—70—75; AI2O3—
11—15; РегОз —0,2—4; CaO+MgO —0,3—6; Ri>0-^
2,5—9; Н2О —0,3—10.
1. ВИДЫ и СВОЙСТВА ВСПУЧЕННОГО ПЕРЛИТА
В зависимости от размера частиц вспученный перлит
классифицируют на песок или ще'бень. Песок имеет раз-
меры частиц до 5 мм, щебень — от 5 до 20 мм. Вспучен-
ный перлитовый песок в соответствии со стандартом по
объемной массе имеет марки от 75 до 500 и теплопровод-
ность в пределах 0,047—0,093 Bt/(im-°C).
Вспученный перлитовый песок характеризуется вы-
сокопористой структурой. Цоры имеют сферическую и ще-
левидную форму. Размер пор колеблется в пределах
0,5—10 мкм. Объем замкнутых пор составляет 13—25%
объема перлитового зерна. Общая пористость перлитово-
го песка, включая межзерновые пустоты, находится в
пределах 90—98%.
Перлитовый песок, используемый для теплоизоляции,
имеет насыпную массу в пределах 80—120 кг/м', а при-
меняемый в качестве заполнителя легких бетонов —
150—300 кг/м^. Перлитовый песок следует рассматривать
главным образом как полуфабрикат для изготовления Из
него теплоизоляционных изделий.
Перлитовый щебень сам по себе не является тепло-
изоляционным материалом. Его применяют в качестве
пористого заполнителя в легких бетонах. В зависимости
от объемной насыпной массы выпускают щебень марок
от 300 до 600. Вспученный перлит огнестоек, химически
инертен, биостоек и не имеет запаха. Объемная насыпная
'2125
масса вспученного перлита зависит от степени вспучива-
ния и зернового состава сырья, от температуры и продол-
жительности термообработки и других факторов. От раз-
мера зерна зависят физико-технические свойства вспу-
ченного перлита, поэтому необходимо получать этот ма-
териал с заданной крупностью. Это обеспечивается из-
мельчением перлитовой породы перед обжигом до частиц
требуемых размеров (с учетом коэффициента вспучива-
Н'ия), а также измельчением готового 'продукта.
Водопоглощенйе и гигроскопичность. Вспученный
перлит имеет высокоразвитую пористую структуру и
большую" открытую гидрофильную поверхность, поэтому
он характеризуется большим водопоглощением и гигро-
скопичностью. По способности поглощать влагу в паро-
образном состоянии вспученный перлит относится к чис-
лу материалов, активно сорбирующих влагу. Величина
равновесной сорбционной влажности возрастает с умень-
шением размера частиц перлита.
Водопоглощенйе перлита очень велико: при размере
зерен более 2 мм водопоглощенйе достигает 30% по
объему (около 300% по массе), а для зерен размером
0,25—0,5 мм возрастает до 60% (800—900%: по массе).
Теплопроводность. На- величину теплощроводьюсти
влияют форма и гранулометрический состав частиц,"раз-
меры и расположение пор, температура и влажность ма-
териала.
'Зависимость теплопроводности фракционированного
перлитового песка от объемной насыпной массы рн(кг/м^)
и размера зерен d, мм, описывается уравнением
А,= (141,4 + 2,9р„ —fifp„ + 38,l) 10""* ,Вт/(м°С). -(9.1)
Наименьшей теплопроводностью в обычных условиях
характеризуются фракции с зерна1ми размером 0,1—
0,6 мм. Содержание их в рядовом перлитовом леске со-
ставляет в среднем 50%' по массе. Такой песок наиболее
пригоден для порошковой теплоизоляции при обычном
давлении. В условиях вакуума наименьшей теплопровод-
ностью обладает фракция с зернами размером менее
0,25 'ММ.
Одним из основных факторов, влияющих на тепло-
проводность вспученного перлита, является влажность.
Теплопроводность при влажности 10% увеличивается в
2 раза, а при 80% — в 3—4 раза.
226
¦ Увлажненный вспученный перлит трудно подвергает-
ся сушке*; процесс этот длителен и требует значительных
тепловых затрат. Поэтому повышение эффективности и
расширение областей применения вспученного перлита
связано прежде всего с защитой его от попадания воды.
Наиболее эффективный способ защиты материалов от
увлажнения — их гидрофобизация кремнийорганически-»
ми соединениями, которьЛ не изменяют цвета и фактуры,
не снижают теплоизоляционных свойств и прочно удер-
живаются на поверхности.
Звукопоглощающие свойства. Вспученный перлито-
вый песок благодаря открытой пористости обладает зна-
чительным звукопоглощением. Широкие возможности
для применения в. звукопоглощающих конструкциях име-
ет вспученный перлит, связанный различными вяжущи-
ми. Перлит широко применяется для акустических шту-
катурок 'И изготовления звукопоглощающих плит и бло-
ков. —
2. СЫРЬЕВЫЕ РЕСУРСЫ ПЕРЛИТОВ
На территории СССР разведано значительное число
месторождений вспучивающихся перлитовых лород. Наи-
более богаты этими породами Закавказье, Закарпатье
и Забайкалье. Одним из крупнейших источников получе-
ния высококачественного перлитового сырья является
Армянское нагорье в Закавказье. Особо выделяется Ара-
гацкое месторождение большой протяженности, доступ-
ное для эксплуатации широким фронтом, практически
без вскрышных пород. Перлиты этого месторождения во
вспученном состоянии имеют насыпную массу 40—
100 кг/мз.
На территории Грузинской ССР известен ряд место-
рождений перлитовйх пород, в том числе крупное Пара-
ванское. В Азербайджане наиболее крупное месторож-
дение — Ксльбаджарское. Закарпатье является вторым
в Советском Союзе крупным районом размещения пер-
литового сырья. Наиболее высокими качествами облада-
ют перлиты Береговского холмогорья. Стекловатые поро-
ды, пригодные^ для производства вспученного перлита,
широко распространены в Забайкалье, Приморском крае,
в Юго-Восточном и Восточном Казахстане. Крупные ме-
сторождения перлита имеются в США, Венгрии, Италии,
Северной Ирландии, Африке.
227
3. ВСПУЧИВАНИЕ ПЕРЛИТОВЫХ ПОРОД
Основой технологии переработки перлитов является
процесс вспучивания, который предопределяет структуру
и важнейшие свойства получаемого продукта. Основным
вспучивающим агентом является вода, которая при на-
гревании превращается в пар.и поризует вязкую массу.
Оценку перлитовых пород как сырья для получения
вспученного перлита производят по двум параметрам:
коэффициенту и температуре вспучивания. Коэффициент
вспучивания — число, показывающее, во сколько раз
увеличивается объем материала при обжиге. Температу-
рой вспучивания считается та, при которой происходит
максимальное вспучивание.
Отдельные разновидности водосодержащих вулкани-
ских пород 'ПО химическому составу близки между собой,
отличаясь в основном содержанием воды и формой ее
связи.
Характер связи воды со стеклом зависит от темпера-
туры и давления, при которых она образовалась в стек-
ле при его формировании. Во всех случаях вода находит-
ся в вулканических стеклах в виде молекулярной воды
НгО и гидроксила ОН- Перлиты, образовавшиеся при
невысоких давлениях, содержат главным образом низко-
температурную молекулярную воду. При возрастании
давления содержание в них прочно связанного гидрокси-
ла увеличивается. Химически связанная вода в перлите
имеет цеолитовый характер, т. е. удаляется без разруше-
ния решетки.
Процесс вспучивания вулканического стекла во мно-
гом предопределяется формой связи и количеством со-
держащейся в нем воды. При попадании перлита в зону
высоких температур образуется минеральный расплав,
вязкость которого быстро -снижается. Одновременно на-
капливается газовая фаза, давление которой интенсивно
нарастает. При достижении газовой фазой избыточного
давления, достаточного для преодоления силы вязкости
расплава и поверхностного натяжения, происходит про-
цесс вспучивания. Основной источник выделения газовой
фазы — води. Оптимальное содержание эффективной
воды в стеклах, обеспечивающее 'процесс вспучивания,
2,5—3%^
Для успешного.хода процесса вспучивания необходи-
мо, чтобы интенсивное выделение газовой фазы совпада-
228
ло во вр^ени с пиропластическим состоянием перлито-
вой породы. Пиропластическое состояние характеризу-
ется определенными значениями вязкости и поверхност-
ного натяжеьгия. От вязкости массы зависит прочность
стенок и пор. Чем выше вязкость, тем большее давление
могут выдержать стенки в процессе порообразования.
При малой вязкости газовая фаза выходит наружу, и по-
ры не образуются. От поверхностного натяжения зависит
требуемая величина давления газа в порах, поэтому оп-
тимальными условиями вспучивания являются повышен-
ная вязкость и пониженное поверхностное натяжение
размягченного стекла, которые определяются его хими-
ческим составом и температурой. В интервале темпера-
тур вспучивания вязкость всех изученных перлитов со-
ставляет 10*—10^ Па-с.
Температура обжига обусловливается оптимальными
условиями вспучивания, т. е. моментом, когда достигает-
ся нужное соответствие между вязкостью размягченной
стекломассы и давлением водяного пара, образующегося
при испарении содержащейся в сырьё «эффективной»
воды. Эта температура для перлитового сырья разных
месторождений колеблется от '850 до 1250°С.
Лучшим сырьем для получения вопучеиного перлита
являются породы, вспучивающиеся при температуре ме-
нее 1050°С. Породы с температурой вспучивания более
1050°С относятся к трудновспучиваемым: продукт обжи-
га таких пород имеет большую объемную массу.
Коэффициент вспучивания зависит от химического
состава пароды, вида содержащейся в ней воды, размера
зерен и режима обжига. В результате вспучивания пер-
лит приобретает пористую структуру с большой удельной
поверхностью. Развитая удельная поверхность, наличие
на ней неском'пенсированных зарядов и о'бменных ионов
обусловливают высокую реакционную способность вспу-
ченного перлита. Они активно вступают в процессы кати-
онного обмена, реагируют с раствором щелочей с обра-
зованием гидроалюминатов и гидросиликатов, взаимо-
действуют с известью и цементом с образованием гидро-
алюминатов и гидросиликатов «альция.
4. ТЕХНОЛОГИЯ ВСПУЧЕННОГО ПЕРЛИТА
Технологический процесс получения вспученного пер-
лита состоит из операций по добыче породы, дробления,
фракционирования и обжига с последующей сортировкой
на фракции готового продукта. Иногда в зависимости от
свойств сырья породу перед вспучиванием подвергают
термической подготовке для удаления избыточной влаги.
Перлит .добывают открытым способом. Сырье для
вспучивания предварительно подготавливают на дро-
бильных заводах, находящихся непосредственно на пер-
литовых карьерах; в ряде стран одиавременно с процес-
сом дробления породы удаляется гигроскопическая вода.
Основа технологического процесса производства вспу-
ченного перлита — тепловая обработка породы, которая
предопределяет основные качестеенные характеристики
вспученного материала. Сложность тепловой обработки
перлита в том, что содержащееся в породе значительное
количество воды при медленном нагреве испаряется до
достижения материалом пиропластического состояния,
т. е. без эффекта вспучивания, а при чрезмерно интенсив-
ном нагреве вызывает растрескивание и разрыхление по-
роды. Поэтому в ряде случаев требуется двухступенчатая -
тепловая обработка: предварительный, подогрев перли-
товой породы для удаления ¦ избыточной воды и после-
дующий нагрев до температуры вспучивания. Оба про-
цесса строго ограничены во времени.
Перлитовые породы более молодого, геологического
возраста (Армения и Закарпатье) дают-высокий эффект
вспучивания при одностадийной термической обра-ботке.
Большинство же пород месторождений РСФСР, Казах-
стана, относящиеся к более древним - разновидностям,
не могут быть эффективно вспучены без предварительно^
го удаления части воды.
Предварительной тепловой обработке обязательно
подвергаются, породы, содержащие больше 5% воды.
Кроме того,' установлено, что применение предваритель-^
ной термической обработки перлитовых пород позволяет
получить вспученный перлитовый песок и щебень с пони-
женным количеством пылевидных фракций, повышенной
механ'ической прочностью и меньшим водологлощением.
Температура термической подготовки обычью находится
в пределах 250—450°С, а иногда достигает 600°С; продол-
жительность такой подготовки 10—30 мин.
Сохранения эффективной воды в перлите к моменту
перехода в пиропластическое состояние достигают, вводя
сырье непосредственно в зону максимальных температур
обжигательных печей.
Печи для термоподготовки и обжига йерлита. Длч
23^
Вцик/ioH
Воздух ;
^. ' в пнеВмотранспорт
Рис. 9.1. Схемы печей для вспу,-
чиваиия перлита
а —шахтная; б —вращающаяся: 1 —
топка; г—барабан; 5 — разгрузочная
камера
термоподготовки можно применять вращающиеся печи,
печи кипящего слоя, вибрационные печи, конвейерные
сушила и другие агрегаты, обеспечивающие равномер-
ный прогрев дробленой породы. Широко распростране-
ны короткие (барабанные йращающиеся 'печи, работаю-
щие по принципу противотока. Эти п^™ ««l^.^^^f^'^y;!'
щие основные характеристики: длина 3,8—Ь,Ьм, внут-
ренний диаметр 0,44-0,89 (м; число оборотов 2,6 об/мин.
В большинстве случаев течи футерованы шамотным
огнеупорным кирпичом.
Для уменьшения расхода технологического топлива
и повышения производительности установки для^вспучи-
вания .перлита целесообразно печи термической подго-
товки ,и вспучивания «увязывать» в единый технологиче-
ский поток. Для этого печь термической подготовки уста-
навливают выше загрузочного устройства печи обжи-
га- Благодаря этому частично используется тепло перли-,
тового сырья, приобретенное, им в процессе предвари-
тельной термической .подготовки.
Обжигают перлит в шахтных, вращающихся, трубча-
тых не вращающихся печах и печах с кипящим слоем.
В настоящее время в СССР для производства перлита
применяют в основном шахтные и вращающиеся печи.
Схемы печей приведены на рис. 9.1.
Вертикальная шахтная печь вспучивания — круглая
шахта внутренним диаметром 6,6 м и высотой 7,7 м, в
которую снизу вверх подается поток раскаленных газов.
Навстречу потоку в нижнюю часть печи загружается сы-
рье. Самые мелкие частицы вспучиваются сразуивыно-
2!31
сятся из печи в циклоны, более крупные частицы падают
и, попадая в горячую зону, вспучиваются; при этом объе-
мная масса их уменьшается и они, увлекаемые потоком
газа, выносятся из печи. Вспученный лерлит с дымовы-
ми газами уносится в системы осаждения: в циклоны гру-
|бой, а затем мелкой очистки.
При использовании вращающихся печей можно регу-
лировать время пребывания .материала в печи, что позво-
ляет обжигать сырье крупностью до 12 мм включительно.
Однако строительство вращающихся печей сложнее, а
эксплуатация дороже, чем шахтных и трубчатых. Вра-
щающиеся печи целесообразно применять для получения
вспученного перлитового щебня и .крупномодульного пес-
ка для легких 'бетонов. Вращающиеся печи имеют сле-
дующие технические характеристики: внутренний диа-
йетр 450—1540 мм; длина 6—^10 м; скорость- вращения
8—22 об/мин.
В шахтных и вращающихся речах перлит нагревает-
ся путем передачи ему тепла горячими газами, получен-
ными от сжигания газообразного или жидкого топлива
с малым избытком воздуха в специальных топках. Ак-
тивный теплообмен в печах достигается интенсивнь*м
перемешиванием горячих газов с обжигаемым материа-
лом во взвешенном состоянии.
ВНИИСтромом разработана конструкция нового теп-
лового агрегата с направленным кипящим слоем инерт-
ного твердого теплоносителя для обжига кускового и
гранулированного материала. В качестве твердого инерт-
ного теплоносителя используют кварцевый песок разме-
ром 0,6—1,2 мм. Увеличение коэффициента теплопере-
дачи от твердого теплоносителя к обжигаемому материа-'
лу по сравнеьшю с газообразным способствует интенси-
фикации процессов термообработки, сокращает расход
топлива и длительность обжига.
Горячий газ сгорает в слое песка и обеспечивает об-
жиг перлита с размером зерен 5—15 мм в в^1сокотемпе-
ратурном кипящем слое твердого теплоносителя, кото-
рый служит также разделительной средой для сепарации
продукта по ббъемной массе. Вспученный перлит за
счет уменьшения объемной массы всплывает в поверхно-
стный слой и с частью теплоносителя выгружается из пе-
чи через разгрузочный люк. Благодаря циркуляции теп-
лоносителя значительно выравнивается температура ки-
пящего слоя. Твердый теплоноситель после сепарации
23121
обожженного продукта по системе пневмотранспорта
возвращается в печь. Отходящие дымовые газы из зоны
обжига очищаются в циклонах, а пылевидная фракция
из них собирается в специальном бункере. Проектйая
производительность линии — 20 тыс. м^ вспученного пер-
лита в год.
5. ИЗДЕЛИЯ НА ОСНОВЕ ВСПУЧЕННОГО ПЕРЛИТА
Изделия из вспученного перлита и различны!х связую-
щих подразделяют на два вида:
безобжиговые — битумоперлит, цементоперлит, пла-
.стоперлит, стеклоперлит, силикатоперлит, 1гипсоперлит,
карбоперлит;
обжиговые — керамоперлит, керамоперлитофосфат,
перлитофосфат, перлитовый легковес на основе легко-
плавких связок.
Вспученный перлит в изделиях выполняет роль высо-
копор-истого заполнителя. Основными технологическими
факторами, определяющими свойства изделий из вспу-
ченного перлита, являются: гранулометрический состав и
объемная масса вспученного перлита; вид и количество
добавок; влажность формовочных масс. Гранулометри-
ческий состав вспученного перлита назначают исходя из
требуемых свойств изделий. Применение мелких фрак-
ций влечет за собой уплотнение формовочной массы и
увеличение объемной массы готовых изделий. Более
крупные фракции, наоборот, дают изделия с меньшей
объемной массой, но механическая прочность таких из-
делий значительно ниже. Добавка^ми являются различ-
ные связующие вещества, а также в ьгекоторых случаях
асбест и гидрофобные вещества.
Для безобжиговы.х изделий в. качестве связующих ис-
пользуют цемент, жидкое стекло, гипс, битум, известь и
синтетические смолы. Органические связующие дают
возможность получить более легкие, но зато и менее тем-
пературостойкие изделия. Для обжиговых изделий при-
меняют глиняное и фосфатное связующее, а также лег-
коплавкие связующие (жидкое стекло, буру, борную
кислоту и др.). Физико-механические показатели изде-
лий из вспученного перлита на различных связующих
приведены в табл. 9.1.
Производство всех видов изделий включает следую-
щие операции: подготовку и дозировку сырьевых мате-
2.33
g Таблица 9.1. Фнзико-механические показатели изделий из вспу ченного перлита и различных связующих
>
Изделие
1
Битумоперлит (ГОСТ 16136—70)
Пластоперлит
Перлитоцемент (ГОСТ lS10i9—72).•
^=5.00—1СО0 мм; 6 = 5iftO мм; й =
= 40—80 мм
Стеклоперлит:
теплоизоляционный
звукопоглощающий
Силикатоперлит
Керамоперлит: /=250^-50i0 мм; Ь =
= 250—'500 мм; 6 = 40—SO мм
Перлиталь
Температу-
ра приме-
нения, "С
От —50
До 4-60
200
До 600
600—700
750—800
875
875
Объемная
масса,
кг/м'
250—450
120—300
250-350
180—300
250—400
350—600
250—400
200—250
Теплопроводность, Вт/(м-''С)
0,07—0,1
0,052—0,08
0,07—0,081 при 25±5°С;
0,087—0,099 при 125±5°С
Предел прочиости, ,МПа
при сжатии
—
0,6—4
—
0,064^0,09Й. при 215,±5Х 0,3—1,2
O,0ei—ai28 при 25±5°С 1 0,7—2
0,081—0„1О5 при 25±5°С
0,076—0,10,5 при 25±&°С;'
0,1,22—0,131, при 30Qt±:5°C
Q,0e4--a,07 при 2bdzo!'C;
0,0f76—0,081 при 10О±5°С
0,98—2,45
0,3—1,2
0,3—0,4
при изгибе
0,15—0,2
0,15—3
0,22—0,26
0,2—0.7
0.4—0,9
—_ ¦
— ¦
—
1<,ерамоперлитофосфат
1150
250—400
0,07—0,0187 при 2й±5°С-
0,081—0,12 при 600±5°С
0.5—1.5
риалов, смешивание компонентов, формование изделий
и тепловую обработку. Исключение составляет битумо-
перлит, который не требует тепловой обработки. Подго-
товка сырьевых компонентов заключается в основном в
измельчении и просеивании, чтобы получить нужный
гранулометрический состав. В случае необходимости
производится подсушка. .
При смешивании вспученного перлита со связующи-
ми особое внимание следуеу уделять сохранению струк-
туры зерен, предохранению их от истирания. Этими тре-
бованиями предопределяется характер применяемых
смесительных аппаратов, время введения перлита и дли-
тельность перемешивания. После введения перлита пере-
мешивание длится 1—2 мин." Для перемешивания в ос-
новном используют лопастные смесители.
Формование перлитовых теплоизоляционных изделий
осуществляется с помощью устройств, которые вызыва--
ют минимальное уплотнение материала и не разрущают
зерна перлита. Наиболее широко применяется прессова-
ние при давлений 0,05 МП а.
Битумоперлит получают путе1М смешивания вспучен-
ного перлитового 'песка и расплавленного битума марок
BH-IV и БН-V или их смеси. Содержание в перлитовом
песке фракций размером менее 0,6 мм должно состав-
лять около 70%, а фракций более 2 мм — около 30%.
Для получения битумоперлитовы'х изде;^ий с объемной
массой 300—450 кг/м^ соотношение вспученный перлит:
битум принято 10: 1 по объему.
Битумоперлит в монолите и в виде изделий применя-
ют для утепления и гидроизоляции совмещенных кро-
вель, для гидро- и теплоизоляции промышленных холо-
дильников, теплотрасс и другого технологического обо-
рудования, работающего в условиях температур от —50
до -i-60°C. Объемная масса (ро,. кг/м^) битумоперли-
товых изделий находится в следующей зав'исимости от
насыпной массы (рц, кг/м^) вспученного перлита: ро=
= 1,65 рнЧ-160.
' При изготовлении монолитного покрытия подогретую
битумоперлитовую массу транспортируют для укладки
на место строительства. При изготовлении изделий би-
тумоперлитовая смесь передается на формовочный аг-
регат, где выпускаются плиты и другие теплоизоляцион-
ные изделия.
Пластоперлит получают из вспученного-перлитового
235
песка и синтетических смол. Наиболее эффективным вя-
жущим является композиция из иденкумароновых и
мочевиноформальдегидных смол, алкилофенольных и
фенолоформальдегидных смол.
Формуют изделия методом уплотневия, тепловая об-
ра'ботка осуществляется в сушильных камерах с темпе-
ратурой теплоносителя 140—150°С. Расход смол на 1 м^
пластоперлитовых изделий составляет 40—70 кг; вспу-
ченного перлита — 1,5—1,6 "'М^.
Пластоперлиты применяют в качестве утеплителя
трехслойных панелей, для утепления кровли из профи-
лированного настила, в холодильной промышленности.
Достоинства пластоперлита — его низкая объемная
масса при высокой прочности, сравнительно высокая во-
достойкость; недостатки — использование дефицитных
и дорогих смол, наличие вредных выделений, а также
то, что применять его можно только при невысокой тем-
пературе.
Перлитоцемент изготавливают из сЫ|рьевой омеси,
состоящей из вспученного перлитового песка, портланд-
цемента марки не ниже 400 и распушенного асбеста
V—VI сортов. На 1 мз перлитового песка расходуют
125—135 кг цемента и около 35 кг асбеста. Сырьевую
смесь готовят в такой последовательности: сначала в
растворомешалку наливают воду (на 1 м^ перлита около
850 л воды), затем загружают аобест, засыпают цемент
и перлитовый песок. После введения перлита массу пе-
ремешивают в течение 1,5 мин и заливают в пресс-фор-
мы. Сформованные при удельном давлении 0,05 МПа
изделия выталкиваются из фор1Мы пресса на перфориро-
ванный поддон. Твердение происходит в специальных
'камерах, где совмещаются пропаривание и сушка. Сна-
чала изделия в течение 4 ч. выдерживают при темпера-
туре 150°С, затем при температуре 80°С — 6—8 ч, после
этого температура резко поднимается до 150°С и изде-
лия высушиваются до остаточной влажности 15—20%.
Псрлитоцементные изделия предназначены для теп-
ловой изоляции промышленного оборудования и трубо-
проводов при температуре изолируемых поверхностей до
600°С, .
Стеклоперлит получают из перлита и жидкого стек-
ла. Состав шихты (% по массе) —вспученный перлито-
вый песок 60—70, жидкое стекло плотностью 1,25—
1,35 г/см^ — 40—30. Технология стеклоперлита анало-
гу
гична технологии перлитоцементНых изделий, за исклю-
чением тепловой обработки. Тепловую обработку прово-
дят в туннельной или конвейерной сушилке при темпера-
туре 350~400°С.
Стеклоперлит можно использовать для теплоизоля-
ции горячих поверхностей (с температурой до 600°С),
технологического и энергетического оборудования, эле-
ментов зданий.
Силикатоперлит изготавливают на известковом и из-
вестковр-!кремнеземистоМ: вяжущ,ем. ]Твердение .. осу-
ш^ествляют путем автоклавной обработки. При этом про-
исходит взаимодействие перлита с гидратом окиси каль-
ция, и на границе заполнителя и вяжущего образуются
в основном высокоосновные гидросиликаты. Для полу-
чения 1 м^ изделий расходуется 0,8—1,2 м^ перлитового
пеока, 60—90 кг изеести-кипелки, 60—'80 кг кварцевого
песка, 0,5—0,8 кг алюминиевой пудры. Силикатоперлит
можно использовать в виде вкладышей для панелей стен
и покрытий, для изоляции холодильных установок и по-
верхностей с температурой до 900°С.
Керамоперлит изготовляют из маосы, содержащей
50—60% (по массе) вспученного перлитового песка и
40—50% глины. Лучшие результаты получают при ис-
пользовании огнеупорных и бентонитовых глин. Из
глины готовят шликер и затем смешивают его со вспу-
ченным песком. Формуют изделия на гидравлических
или фрикционных прессах. Сушка и обжиг могут быть
совмещены в одной туннельной печи.
Керамоперлитофосфатные изделия формуют из
сырья, содержащего 80% (по массе) перлитового песка,
20% глины и сверх 100%—25—30%, ортофосфорнои
кислоты. Предпочтительно испол^,зовать огнеупорные,
тонкодисперсные пластичные глины. Тепловая обработ-
ка (Проводится при температуре 900°С, общее время тер-
мообработки 10 ч. Кера'моперлитофосфат применяют в
качестве футеровочного материала для электронагре-
вательных печей.
Перлитовый обжиговый легковес изготавливают из
перлитового песка и легкоттлавких связующих с высокой
адгезионной способностью. Температура плавления свя-
зующих не должна превышать 800°С, что обусловливает-
ся температурой начала размягчения перлита. В каче-
стве связующих используют жидкое стекло, буру, бор-
ную кислоту, хлористый литий и др.
2S7
Для получения 1 м* изделий расходуется 120—160 кг
вспученного перлитового песка и 15—20 кг легкоплавко-
го связующего. Технология легковеса аналогична тех-
нологии других видов обжиговых перлитовых изделий.
Отличия заключаются в подготовке формовочной мас-
сы. Для получения однородной смеси массу .после крат-
ковременного перемешивания в растворомешалке про-
сеивают через сито с отверстиями 5 мм. Изделия обжи-
гают притемлературе до SOOT).
Обжиговый легковес имеет преимущество перед из-
вестково-кремнеземистыми и другими теплоизоляцион-
ным'И материалами в том, что не только не дает усадки,
но и несколько расширяется в условиях эксплуатации,
при повышенных температурах. Обжиговый легковес
можно использовать для изоляции горячих поверхностей
энергетического, промышленного и технологического'
оборудования.
Высокие теплоизоляционные свойства перлитовых
теплоизоляционных изделий при сравнительной простоте
их технологии и огромные запасы сырья предопределя-
ют благоприятные перспективы для развития их произ-
водства.
Увеличение масштабов применения вспученного пер-
лита в прогрессивных индустриальных 'конструкциях
обеспечит значительное снижение материалоемкости и
повышение производительности труда в современном
строительстве. При иопо'льзовании вспученного перлита
в конструктивно-теплоизоляционном бетоне экономиче-
ский эффект на 1 м^ стены составляет 3—^6 руб.
Рационально создавать комплексные предприятия по
производству перлитовых теплоизоляционных изделий,
рассчитанные на выпуск широкого ассортимента изделий
различного назначения, в соответствии с потребностями
в них отдельных экономических районов.
II. ВСПУЧЕННЫЙ ВЕРМИКУЛИТ И ИЗДЕЛИЯ ИЗ НЕГО
Вермикулитами называют минералы из группы гид-
.рослюд. Они образуются в природных условиях в ре-
зультате гидратации и других вторичных изменений раз-
личных слюд. При нагревании вермикулит обладает спо-
собностью вспучивания, образуя мелкие поры.
2аа
Вспученный вермикулит применяют:-
в качестве засыпной теплоизоляции до температуры
12(Ю°С;
в качестве наполнителя при производстве теплоизо-
ляционных материалов;
в качестве заполнителя для легких бетонов и-раство-
ров.
Вспученный вермикулит получают в результате об-
жига измельченного минерала вермикулита. Вермику-
лит образуется в.прироДных условиях в результате гид-
ратации и других вторичных изменений различных слюд.
Практическое значение имеют вермикулиты, образовав-
шиеся из магниево-железистых слюд — флогопита и
биотита.
Для слюд характерна следующая структура: два эле-
ментарных слоя кремнекислородных тетраэдров и слой,
состоящий из гидроксильных групп и ионов магния и
железа (у биотита), образуют прочно связанный слю-
дяной пакет. В результате замещения иона Si^+ ионом
А1^ каждый пакет имеет избыточный отрицательный
заряд, который уравновешивается двумя ионами К"*",
расположенными между пакетами.
Процесс гидратации первичных слюд при переходе
в вермикулит заключается в замене ионов калия моле-
кулами воды, в слой которых втягиваются обменные ио-
ны двухвалентных металлов (чаще всего Mg2+). Между
пакетами образуется гидратный слой, который состоит
из гидратированных ионов металлов и молекул воды в
свободном состоянии. Структурная формула вермикули-
та может быть записана так:
4,5H20-Mgo.3_o.4 (AUSie) (Mg, Не, А1)вОао (ОН)^. (9.2)
В природных условиях вермикулитизация слюд фло-
гопита и биотита происходит очень медленно, поэтому
практичееки одновременно встречаются не только ко-
нечные продукты этого процесса, но и гидрослюды "с раз-
ной степенью ги;:^ратации.,
Советский Союз является обладателем крупнейших
сырьевых баз вермикулита. Наиболее крупными место-
рождениями вермикулита являются Ковдорское в Мур-
манской области и Потанинское на Урале. Кроме них
имеется еще ряд месторождений на Урале, Дальнем Во-
стоке, Украине, ъ Сибири, Казахстане, Мурманской об-
ласти. За рубежом наиболее крупные месторождения
рсрмикулита находятся в США и ЮАР,
239
Ценным свойством вермикулита является его спо-
собность вспучиваться при нагревании. При этом он рас-
щепляется на отдельные слюдяные пластинки, лишь ча-
стично скрепленные между собой. Этот процесс сопро-
вождается увеличением объема материала и образовани-
ем высокопористой структуры, характеризуюш;ейся на-
личием сообщаюшлхся' пор неправильной вытянутой
формы.
Причина вспучивания вермикулита при нагрева-
нии — выделение паров воды, которые направлены пер-
пендикулярно плоскости спайности и раздвигают слюдя-
ные пластинки, увеличивая объем в 15 раз^ более. Во-
да, содержащаяся в вермикулите, имеет различные фор-
мы связи с основным веществом минерала. В природном
вермикулите различают следующие виды воды: «онсти-
ту^онную (гидратную), входящую в состав молекуляр-
ной структуры материала; межпакетную, содержащуюся
между пакетами слюды и прочно адсорбированную на
плоскостях спайности; цеолитную, находящуюся в мине-
рале в виде твердого раствора, и гигроскопическую^ т. е.
механически удерживаемую на поверхности зерен ми-
нерала.
Основным фа1ктором, обеспечивающим вспучивание
вермикулита при нагревании, считают, выделение межпа-
кетной воды. Межпакетная вода начинает удаляться при
температуре 170—200°С, наибольшая часть ее уходит
при 270—290°С, а окончательное ее удаление происходит
при 700—800°С. При 850—880°С удаляются гидроксилы
октаэдрического слоя, что сопровождается разрушением
слюдяной структуры и образованием энстатитовой или
оливиновой фаз.
Вспучивание вермикулита может быть оценено объ-
емным коэффициентом вспучивания Къ, представляющим
отношение объема вспученного материала к объему ис-
ходного сырья, /СвЛ^б.
Свойства вспученного вермикулита. Вермикулит ха-
рактеризуется низкой объемной массой (80—200 кг/м^),
малой теплопроводностью [0,056—0,07 Вт/(м-°С)], вы-
соким звукопоглощением,, огнестойкостью, невысокой
гигроскопичностью и биостойкостью. Температура плав-
ления вермикулита Потанинского месторождения 1210—
1250°С, Ковдорского—1320—1350°С. Вспученный вер-
микулит в зависимости от размера зерен, согласно стан-
дарту, делится на три фракции: крупную (5—10 imm),
240
среднюю (0,6—5 мм), мелкую (<0,6 мм). По объемной
массе вспученный вермикулит разделяется на три мар-
ки: 100, 150 и 200.
Теплопроводность вермикулита зависит как от объ-
емной массы, так и от размера зерен. При температуре
до 100°С теплопроводность мелких фракций больше, чем
у круйных, имеющих меньшую объемную массу. Однако
с повышением температуры теплопроводность крупных
фракций увеличивается в большей степени вследствие
возрастающего влияния конвективного теплообмена
внутри пор.
Водопоглощение вспученного вермикулита большое,
так как он имеет сообщающуюся пористость. Оно зави-
сит от объемной массы, зернового состава, режима обжи-
га и природных свойств вер-
микулита. Вспученный вер-
микулит в отличие от перли-
та обладает упругостью, ко-
торая выражается в частич-
ном воЬстановлении высоты
предварительно сжатой про-
бы после снятия с нее на-
грузки.
Строение зерен вермику-
лита анизотропное: в на-
правлении, параллельном
плоскостям спайности, проч-
ность их больше, чем в на-
правлении, перпендикуляр-
ном, плоскости спайности.
При этом первая обусловли-
вает хрупкость, а вторая —
деформативные свойства
вспученного вермикулита.
При повышении температу-
ры и увеличении продолжи-
тельности обжига хрупкость
зерен вспученного вермику-
лита увеличивается (рис. 9.2). Вспученный вермикулит
обладает также хорошими адсорбционными свойствами.
Различные полезные качества вспученного вермикулита
позволяют широко использовать его не только в строи-
тельстве, но и в других отраслях промышленности.
WO 200 400 600 800 1000
Температура, °С
Рис. 9.2. Влияние температуры
обжига на хрупкость вспучен-
ного вермикулита
у Зак. 85
241
/. ТЕХНОЛОГИЯ ВСПУЧЕННОГО ВЕРМИКУЛИТА
Технологический процесс получения вспученного вер-
микулита состоит из операций по добыче породы, ее обо-
гащению, дроблению крупных пластин вермикулита и
обжига." Обжигают вермикулит в шахтных и трубчатых
печах.
В шахтных печах сырье подается через загрузочную
воронку в верхней части печи._ Проходя через поток вос-
ходящих газов, создаваемый форсункой низкого давле-
ния, вермикулит вспучивается и через наклонный под пе-
чи поступает в бункер. При этом мелкие частицы задер-
живаются в печи дольше, а крупные падают быстрее,
что не соответствует оптимальным условиям вспучива-
ния.
Опыт эксплуатации шахтных печей показал, что их
можно применять-только при вспучивании материалов,
однородных по фракционному составу и степени гидра-
тации.
Более универсальной и эффективной является труб-
чатая-печь (комбайн), разработанная УралНЙИстром-
проектом (рис. 9.3). Эта печь состоит из футерованной
горизонтальной неподвижной трубы, в которой сжигает-
I 21!0&_
Рис. Э.Э. Схема трубчатой печи (комбайна) для обжига нермику-
лпта
/ — всасывающий воздухопровод; г'—подающий воздухопровод; 3 - загру-
зочный бункер; 4 —барабанный питатель; 5 — сушильный барабан; « — вы-
тяжная труба; 7 — вентилятор; «—бункер для сухого сырца; 9 —барабанный
питатель; /О-—форсунки; // —трубчатая печь; /2—циклон
24,2
СЯ газ или Жидкое топливо, й вращающегося барабана
для сушки сырья отходящими газами, смонтированного
над неподвижной трубой.
Подшретое сырье подается в горизонтальную трубу,
в-горящий факел, где оно быстро вспучивается и потока-
ми газов и воздуха выносится в осадительную камеру, а
мелкие частицы осаждаются в циклоне. Вспученный вер-
микулит очищают от пустой породы в сепараторе, кото-
рый установлен за осадительной камерой.
Печь работает по принципу прямотока, поэтому мел-
кие частицы, быстро нагреваясь, вспучиваются ,и выно-
сятся из печи, а крупные и менее гидратированные за-
держиваются в печи дольше, до вспучивания, после чего
они выносятся потоком воздуха.
2. ИЗ ЦЕЛ И я ИЗ ВСПУЧЕННОГО ВЕРМИКУЛИТА
Из вермикулита и различных вяжущих можно полу-
чать жесткие фо1>мованные теплоизоляционные изделия
(плиты, полуцилиндры, сегменты), предназначенные для
тепловой изоляции строительных конструкций, трубо-
проводов и оборудования. Температура применения из-
делий зависит от вида связующего: на битуме 60°, на
жидком стекле 500°, на ,кер;амическом 900—1100°С; из-
делия на цементе, по данным НИИЖБ, можно приме-
пять при температуре до 11О0°С, поскольку при нагре-
вании портландцементного камня с тонкомолотой добав-
кой вспученного вермикулита полностью связывается вы-
деляющаяся свободная окись кальция.
Технология производства вермикулитовых изделий
аналогична технологии' производства .перлитовых изде-
лий. Показатели свойств изделий из вермикулита с при-
.менение.м различных вяжущи;х веществ приведены в
табл. 9.2.
СССР по запасам вермикулита занимает одно из пер-
вых мест в мире; разведано более 25 месторождений,
расположенных во всех районах страны. Производство
вспученного вермикулита непрерывно растет. Общая
потребность народного хозяйства в всрмикулитовом кон-
центрате уже к 1980 г. составит 150-—200 тыс. т. Для
удовлетворения этой потребности строится обогати-
У* Зак, 85 243
Таблица 9.2. Свойства вермнкулитовых
Внд нзделнй
Бптумовермику-
лит:
в изделиях
в монолитной
изоляции
Керамовермикулит
Вермикулитовыв
изделия иа жид-
ком стекле
Асбестовермнку-
литовые
Цементно-верми-
кулитовые
Струнит
Объемная
масса, кг/м'
2&0I—аш
5Ш—600
ЗШ—4:00
250—ЗШ
250—3610
400—500
1)00,—15iO
изделий
Прочность, МПа
при сжа-
тии
¦
о;4—0,6
0,5—1
0,4—0,6
0,5—1
—
прн изгибе
0,2—0,.2:5
0,2—0,25!
0,2—0,5
0,1,8—0^,6
—
Теплохгровод-
ность при
+20°С,
Вт/(м-°С)
0,08
сов—0,09
0,07f-0„09
0,071—0,00
0„07f—0,09
0,08-0|,1
0,,й5^О„О6
тельная фабрика на Потанинском месторождении и со-
вершенствуется технология на Ковдорской обогатитель-
ной фабрике, чтобы повысить -процент извлечения вер-
микулита, особенно его мелких фракций, и добиться
снижения стоимости 'концентрата до 22—26 руб. за 1 т.
Нам представляется, что целесообразно при обога-
тительных фабриках в индустриальных центрах страны
строить крупные высокоме^^анизированные предприятия
по производству вспученного вермикулита с разными
свойствами, а также изделий на их основе для всех от-
раслей народного хозяйства.
Глава 10. МАТЕРИАЛЫ НА ОСНОВЕ
ВСПУЧЕННОГО ЖИДКОГО СТЕКЛА
Теплоизоляционные изделия на основе вспученного
жидкого стекла включают широкую raMiMy материалов,
основньм структурообразующим элементом -которых яв-
ляются продукты термического или химического вспучи-
вания гидратированных растворимых стекол (гидрати-
ровапных щелочных силикатов). Эти материалы iMoryr
быть классифицированы ino следующим ^признакам:
природе структурообразующих элементов изделий,
244
принципу вспучивания, фракционному составу и SKcn-
луатационньш свойствам.
. Различают вспученные жилкостекольные материалы,
представляющие собой продукты вспучивания гидрати-
рованных растворимых стекол, и композиционные мате-
риалы, включающие гранулированное вспученное жид-
кое стекло и связующее. По ^природе вспучивания жид-
!КОстекольные материалы разделяются на термовспучен-
ные и вспученные в результате химического взаимодей-
ствия жидкого стекла со специальными веществами,
вводимыми" в сырьевую смесь. К термовспученным ма-
териалам относятся зернистые, а также обжиговые мо-
нолитные материалы. К вспученным химическим путем
относят заливочные композиции, в которые вводят га-
зообразующий комионент.
Зернистые материалы в зависимости от грануломет-
рического состава разделяются на крупнозернистый
(называемый стеклопором) с размером зерен более
5 мм и мелкозернистый (силвпор) —от 0,01 до 5 мм.
Основным различием эксплуатационных' свойств ма-
териалов на основе вспученною жидкого стекла являет-
ся их отношение к действию воды. Различают неводо-
стойкие материалы, эксплуатация 1которых возможна
при относительной влажности воздуха не более 75%, и
материалы повышенной водостойкости, способные вы-
держивать длительное воздействие воды. Композицион-
ные материалы, изготовляемые на основе зернистых
продуктов, в зависимости от степени заполнения меж-
зериовой пустотности связуюпщми веп1,ествами делятся
на материалы с контактным и объемным омоноличива-
пием. Осо'бой формой композиционных материалов яв-
ляются сотопластовые материалы, (представляющие со-
бой сотопластовый каркас из бумаги или ткани, пропи-
танной специальными растворами и заполненный мел-
кодисперсным зерновым материалом из вспученного
жидкого стекла, например сили'пором.
Распространенность сырьевой базы, простота техно-
логин, низкие капиталовложения и энергозатраты, а
также сочетание низкой объемной массы и малой теп-
лопроводности с высокой огнестойкостью и температу-
ростойкостью определяют высокую экономическую эф-
фективность 1материалов на основе вспученного жид.ко-
го стекла и обеспечивают их широкое внедрение в раз-
личные области народного хозяйства.
245
. к недостаткам этюс материалов относится ограни-
ченная водостойкость. Этот фактор следует учитывать
при определении рациональных областей использования
теплоизоляции на оснрве вспученного' жид кого-стекл-'а.
Разработаны технологические приемы существенного
повышения водостойкости вспученных жидкостекольных
композиций. Однако придание этим материалам высо-
кой водостойкости связано с определенным удорожани-
е.ч продукции и усложнением технологии.
Первые экспериментальные исследования по полу-
чению теплоизоляционных материалов на основе вспу-
ченного жидкого стекла относятся к началу текущего
столетия. Уже в'. 1932—1937 гг. были, предприняты по-
лыпки про!МЫШленного освоения их производства, одна-
ко лишь с начала 70-х годов они стали широко осваи-
ваться отечестве1П1ой п зарубежной 'промышленностью.
1. ОСНОВНЫЕ свойства
Пористость. Этим материалам свойственна ячеистая
пористая структура; общая пористость в среднем со-
ставляет 98—99,6%.
Размер пор во вспученном продукте зависит от ко-
личества химически связанной воды и наличия добавок
в исходном щелочном силикате: первые вызывают уве-
личение, а вторые — снижение, размера воздушных пор.
Особенно большое влияние на уменьшение размера
пор оказывают активные по отношению к жидкому стек-
лу добавки (кислоты, 1кислые соли, спирты и др.).
Большинство веществ, вызывающих коагуляцию жидко-
го стекла или образование труднорастворимых силика-
тов, подавляет вспучивание жидкого стекла. При этом
после термообработки материал имеет лишь гелевые по-
ры, а их объем невелик. Медленный режим нагрева
жидкого стекла или твердых гидратированных щелоч-
ных силикатов, сопровождающийся существенной поте-
рей химически связанной воды, также приводит к рез-,
кому уменьшению размера пор.
Обьемная масса материалов из вспученного жидко-
го стекла легко регулируется в широких 'пределах (10—
200 кг/м^) изменением дозировки добавок в исходной
композиции и условий вспучивания. При свободно.м
вспучиванни жидкого стекла без добавок можно, полу-
чить такой сильно вспученный материал, что стенки пор
246
будут давать цветную интерференцию, а объемная мас-
са материала будет равна 5—'6 кг/м^. Причем чем ни-
же силикатный модуль жидкого стекла (отношение
Si02:R20), тем ниже объемная масса получаемого про-
дукта.
Несколько большую объемную массу имеют грану-
лированные материалы. Процесс их вспучивания мож-
но рассматривать как промежуточный между ^процесса-
ми свободного вспучивания и вспучивания в замкнутом
объеме. Объемная масса (в куске) гранулированных
продуктов составляет 40—200 кг/м^.
Теплопроводность материалов из вспученного- жид*
кого стекла не превышает 'при нор1мальных условиях
0,065 Вт/(м-°С). Для наиболее легких разновидностей
этой группы материалов силйпорй и 'стеклопора она со-.
ставляст 0,028—0,035 Вт/(м-°С). С увеличением объ-
емной массы и размера гранул теплопроводность не-
сколько возрастает. С понижением температуры тепло-
проводность вспученных жидкостекольных материалов
уменьшается и при , —147°С составляет 0,0078—
0,0098 Вт/(|м-°С).
Механические свойства. Характер разрушения вспу-
ченных- жидкостекольных материалов под нагрузкой
(особенно наиболее легкид гранулированных материа-
лов) отличается от разрушения большинства неоргани-
чеф<их строительных материалов. Так, если керамзито-
вые гранулы или перлитовый щебень при сдавливании
в цилиндре хрупко разрушаются по всему объему ис-
пытуемой пробы, то при сдавливании стеклопора разру-
шенными оказываются лишь верхние слои материала,
соприкасающиеся с движущимся луансоном. При 20%-
пой деформации разрушенным оказывается слой, не
превышающий 5-^7% сжатого объема. Нижележащие
слои материала остаются практически неизмененными.
Это указывает на то, что материалы из вспученного
жидкого стекла (в частности, гранулированные) обла-
дают определенной пластической деформацией. Между
прочностью н объемной массой стеклопора существует
устойчивая статистическая зависимость
''сж.ц = (от 0,019 до 0,02) р2„ (10.1)
или •
«'сж.ц= (от 0,0097 до 0,01) р2^, (10.2)
247
где 0ОЖ.Ц — предел прочности при сжатии, определенный испытания-
ми в цилиндре; рн.о и ро.к — соответственно объемная масса мате-
риала в насыпном состоянии и в куске.
Температура применения вспученных жидкостеколь-
ных материалов. На этот показатель вспученных жид-
костекольных (.материалов существенно влияют силикат-
ный модуль жидкого стекла, количество и 'природа вво-
димых в него до'бдвок, характер гористости. Наиболее
теплостойкими являются материалы, изготовленные на
основе высокомодульного натриевого жидкого стекла с
некоторыми добавками. В среднем для болушинства
вспученных жидкостекольных (материалов рабочая тем-
|пература применения находится в пределах от —200
до +660°С.
Водопоглощение и гигроскопичность вспученные
жидкостекольных материалов зависят от объемной мас-
сы и способа изготовления. Высокая пористость и тон-
кие межпоровые перегородки предопределяют >повышеп-
иое водапоглощение вспуч^енных жидкостекольных ма-
териалов. Одна1Ко их водопоглощение не превышает во-
доноглощения распространенных высокопористых теп-
лоизоляционных материалов и составляет 12—'18% по
объему. Наименьшей величиной водапоглощения харак-
теризуются гранулированные материалы, так как уп-
лотненная оболочка на их поверхности замедляет кине-
тику водопоглощеиия.
Сорбционная влажность вспученных жидкостеколь-
ных материалов зависит от их пористости и относи-
тельной влажности воздуха и, как правило, не превы-
шает 1 % по объему.
Технология вспученных жидкостекольных материа-
лов. Производство вспученных материалов включает
следующие операции: ^приготовление смеси раствора
жидкого стекла с технологическими добавками, частич-
ная дегидратация полученной смеси, диспергирование
(грануляция) смеси и вспучивание гран^лята. Сырьем
для 'Производства вспученных жидкостекольных мате-
риалов служат натриевое жидкое стекло, тонкомолотые
минеральные наполнители и специальные добавки.
Назначение тонкомолотых минеральных наполните-
лей — отощение жидкостекольной смеси, необходимое
для достижении оптимальных реологических характери-
стик смеси и повышения прочности материала. Отоща-
ющими добавками служат разнообразные тонкомоло-
218
тые минеральные наполнители: мел, известняковая му-
ка, тальк, молотый песок, ,каолин, асбестовая 'пыль,
золы. Специальные добавки предназначены для направ-
ленного регулирования эксплуатационных свойств мате-
риала. Специальные добавки в зависимости от Эффек-
та, оказываемого ими на. свойства вспученных материа-
лов, делятся на упрочняющие, гидрофобизующие, по-
вышающие водостойкость и вспучивание материала.
Сущность процесса изготовления 'большинства вспу-
ченных жидкостекольных материалов заключается в по--
лучении гранулированного полуфабриката (бисерного
стеклопора) и последующего его низкотемпературного
вспучивания.
В производстве силипора грануляция жидкостеколь-
ной смеси осуществляется 1путем распыления в башен-
ной сушилке. В этом случае грануляция и вспучивание
совмещаются в одной операции.
В процессе грануляции на поверхности частиц мас-
сы образуется слой 1кремнегеля, который в дальнейшем
препятствует их слиянию и придает гранулам проч-
ность. Влажный гранулят направляется в сушильное
устройство. Здесь 'бисерный стеклопор подсушивается,
освобождаясь от поверхностной влаги, и подается на
вспучивание в печь или в формы, направляемые в ка-
мерные или щелевые печи.
Вспучивание гранулята осуществляется за счет ис-
парения содержащейся в жидком стекле связанной во-
ды в момент перехода материала в пиропластическое
состояние. Температура размягчения раствори1.мого стек-
ла тем ниже, чем больше воды в нем содержится. Вме-
сте с тем чрезмерно большое количество воды во вспу-
чиваемом материале приводит к его растрескиванию или
образованию крупных ;пор с непрочными перегород-
ками.
Низкая температура вспучивания жидкостекольных
материалов (ниже 500°С) положительно отличает их от
всех известных минеральных обжиговых материалов.
Для вспучивания таких материалов не нужны громозд-
кие термические установки, требующие большого коли-
чества тепла и мощной теплоизоляции. Для вспучива-
ния 'Пригодно оборудование, предназначенное для суш-
ки различных строительных материалов. Кроме того,
возможно использование тепла отходящих тазов раз-
личных термических агрегатов. Таким образам, произ-
0А9
водство вспученных жидкостекольных материалов'мож-
но осуществить без существенных капиталовложений на
свободных площадках действующих 'предприятий.
Поскольку процесс изготовления большинства вспу-
ченных жидкостекольных материалов разделен на два
основных этапа (изготовление бисерного стеклопора и
последующее его вопучивание) и, кроме того, вспучен-
ный продукт не всегда является конечным продуктом
производства, организовать его (промышленный выпуск
удобно 'ПО двухстадийной схе)ме аналогично производст-
ву изделий из 'пенополистирола, когда вьшуск бисерно-
го стеклопора создается централизованно на несколь-
ких предприятиях, а его вспучивание и переработку в
изделия осуществляют многие предприятия в различ-
ных районах страны.
Возможность получения заданного гранулометри-
ческого состава гранулированных материалов» их сфе-
рическая-форма и ниакая объемная масса создают хоро-
шие предпосылки к производству крупнопористых 'ПЛИТ-
НЫХ изделий на их основе. Для производства таких из-
делий используют маловязкие связующие, хорошо сма-
чивающие 'поверхность гранул. Процесс изготовления
включает перемешивание гранул со связующим и фор-
мование изделий. Таким способом получают лзделия из
стеклопора на основе цементного, гипсового, битумно-
го, жид'костекольного связующих, этоливинилацетатной
эмульсии, фенолоформальдегидных и полиуретановых
смол и др. Опробованы и другие способы изготовления
крупнопористых изделий, например орошением связую-
щим раствором стеклопора, уложенного в. форму, и по-
следующим отделением избытка связки через перфори-
рованное днище формы при вибрации.
Таблица 1|0.1.
Изделия
Стеклогипс
Стеклосиликат
Стеклобитум
СтеклоцеМеит
Стеклополимер
Карактеристики изделий на основе стеклопора
-
Вид связующего
Гипо
Жидкое сте,кло
Расплавленный би-
тум БН-IV
11ементное молоко
Термопласты
Расход
связую-
щего на
I м', кг
55—80
50—80
50—75
55—70
30—40
О&ьемиая
масса
изделия,
Предел
прочности
при сжа-
кг/м' тип, МПа
130—250
80—200
120—200
120—200
70—110
0,1—0,3
0,15—0,4
0,15—0,3
0,15—0,3
0,15—0,7
250
После отверждения связующего получается легкий
теплоизоляционный "материал, характеризующийся проч-
ностью не менее 0,15 МПа и объемной массой в преде-
лах 200 1кг/|м^; при этом расход связующего на 1 м^ иЗ'
дслий не превышает 30—60 кг (табл. 10.1).
Высокоэффективно омоноличивание стсклопора зали-
вочГ1Ы|Ми пенопластами. Теплоизоляционные материалы
на основе вспученного стеклапора можно с успехом ис-
пользовать для тепловой изоляции промышленного обо-
рудования. При.мером этому может служить материал
из стеклапора на фосфогелевой свяаке; на вспученном
и плотно.м жидком стекле и др.
2. ТЕПЛОИЗОЛЯЦИОННЫЕ И АКУСТИЧЕСКИЕ ИЗДЕЛИЯ.
ИЗ ВСПУЧЕННОГО жидкого СТЕКЛА
Изделия на основе минеральных композиций. Стек-
лосиликат. Связующи.м при изготовлении стеклосилика-
та является жидкое стекло или его смесь со специаль-
НЫ1МИ добавка1.ми. Различают три разновидности этого
материала.
Стбклосиликат первой разновидности относится к
крупнопористым легким бетонам; это гранулы стеклопо-
ра, омоноличенные контактным способом щелочными
силикатами. Объемная масса крупнопористого стекло-
силиката находится в 'Пределах 80—140 кг/м^ прочность
при сжатии—0,15—0,4 МПа, теплопроводность — 0,05—
0,07 Вт/(м-°С).
Стеклосиликат второй разновидности относится к
группе 01Моноличенных наполненных материалов и на-
зван обжиговым стеклосиликатом. Его технология пре-
дусматривает вспучивание жидкостекольной связки.
Объемная масса обжигового стеклосиликата равна
130—200 кг/м^, прочность при сжатии — 0,2—0,4 МПа,
теплопроводность — 0,07—0,08 Вт/(м-°С).
Стеклосиликат третьей разновидности также отно-
сится к группе омоноличенных наполненных материа-
лов. Формуют его путем заливки самовспенивающей-
ся композицией на основе жидкого стекла, отверждение
которой происходит лри нормальных температурах. Этот
вид стеклосиликата получил название заливочного. Его
объемная масса 120—200 кr/lм^ прочность при сжатии
0,2—0,4 МПа, теплопроводность 0,06—0,08 Вт/(м-°С).
Стеклофосфогель является близким аналогом обжи-
ги!
roBoro стсклосиликата. При его изготовлении исполь-
зуют смесь жидкого стекла, ортофосфорной кислоты и
измельченного стеклопора. После приготовления смесь
загружают в формы, снабженные крышками, и подвер-
гают термической обработке. В результате получается
материал с крупными порами, характеризующийся объ-
емной массой 90—150 кг/м^, прочностью при сжатии
0,12—0,2 МПа и теплопроводностью 0,07 Вт/(м-°С).
Стеклоцем'ент. Технология этого крупнопористого
теплоизоляционного материала заключается в переме-
шивании гранул стеклопора с цементным !молоком, есте-
ственном твердении и сушке изделий. Для изготовления
стеклоцсмснта используют высокомарочные быстротвер-
дсющис цементы (БТЦ, ОБТЦ), а также гипсоцемент-
но-пуццолановые вяжущие. Объемная масса стеклоце-
мснта 120—200 гкг/м^, прочность при сжатии 0,15—
0,3 МПа, теплопроводность 0,07—0,1 Вт/(м-°С).
Изделия на основе полимерных связующих. В про-
мышленности широко применяют вспученный стекло-
пор для изготовления наполненных пенопластов. Эф-
фективность введения вспученного стеклопора в состав
газонаполненных пластмасс заключается в повышении
их прочностных показателей, уменьшении деформатив-
ности и усадочных явлений, повышении термической
стойкости и, что особенно важно, огнестойкости, а так-
же.в 'большинстве случаев в уменьшении расхода поли-
мерных компонентов связующих. Сущность технологии
•наполненных пенопластов изложена в разделе «Газо-
наполненные пластмассы». Ниже приводятся характе-
ристики основных видов наполненных стеклопором пе-
нопластов, производство которых освоено промышлен-
ностью.
Стеклофснопласт ФСП изготавливают на основе фе-
нолоспиртов 50- 85%-ной концентрации. Введение стек-
лопора в состав фенольного пенопласта ФСП позволи-
ло при сохранении расхода полимера повысить его
прочность с 0,1 до 0,3 МПа.
Модификация полимерной композиции разбавителя-
|ми позволила 'уменьшить'расход фенолоспиртов при из-
готовлении стеклофеиопласта на 25—30% 'ПО сравнению
с ненаполненным пенопластом. При этом прочность и
теплотехнические характеристики * стеклофеиопласта
значительно превышают аналогичные показатели чисто-
го фенопласта. Иопользовани? стеклопора позволило
252
также получить наполненный фенольный яенопласт на
дешевых 50%-ных фенолоспиртах.
Стеклопенополиуретан. Наибольший технико-эконо-
мический эффект от введения стеклопора в заливочные
пенопласты получают в производстве пснополиуретано-
вых материалов. Эффективность использования вспучен-
ного стеклопора в этом случае слагается из трех показа-
телей: во-первых, стеклопенополиуретан с объемной
1массой 60 кг/мз имеет на 10—15% большую орочность,
чем нена'полненный пенополиуретан; во-вторых, такой
материал получают 'при 10—257о-ной экономии дорого-
стояш,его и дефицитного сырья и, наконец, в-третьих,
стеклопенополиуретан в отличие от пенополиуретана,
относящегося « группе горючих материалов, имеет вы-
сокую огнестойкость и отнесен к группе трудносгораю-
щих материалов.
Применение мелкой фракции стеклопора и термо-
пластичных смол позволило получить материалы с вы-
сокими физико-механическими свойствами. При объем-
ной массе стеклопенопласта 100—180 кг/м^ его проч-
ность ори сжатии равна 0,7^1 МПа.
Стеклопенокарбамид готовят на основе мочевино-
формальдегидных смол (предпочтительно УКС). В от-
личие от заливочных ленопластов при его изготовлении
вначале из смолы приготовляют псномас.су, которая за-
тем заполняет межзерновые пустоты вспученного стек-
лопора. Достоинство этого материала перед традицион-
ными 'кар'бамидными пенопластами — значительное
уменьшение усадочных деформаций при существенном
¦повышении жесткости, и прочности. Объемная масса
стеклопенокарбамида равна 60 кг/м',прочность при сжа-
тии 0,04—0,08 МПа, теплопроводность — 0,04 Вт/(м°-С).
Стеклобитум изготавливают из стеклопора и биту-
мов марок БН-IV или БН-V. В отличие от перлитоби-
тумных изделий стеклобитум характеризуется на 50%
меньшим расходом битума. При изготовлении стеклоби-
тума практически не требуется запрессовки изделий, в
результате чего на I м^ изделий расходуется всего
1,05—1,1 м^ вспученного стеклопора. Объемная масса
стсклобитума колеблется "в пределах от 80 до 200 кг/м',
теплопроводность — 0,045—0,07 Вт/(м-"С).
253
Глава П. ЯЧЕИСТЫЕ БЕТОНЫ
Искусственный ^пористый материал на основе мине-
ральных вяжущих и кремнеземистого компонента со-
держит равномерно распределенные поры трех видов:
ячеистые, капиллярные и гелевые. Объе1М пор каждого
вида и их характеристические значения . приведены в
табл. ИЛ.
Таблица 11.1. Характеристики пористости теплоизоляционного
ячеистого бетона
Объемная
масса
бетона,
кг/м»
200
300
400
Общий
объем по-
ристости
92
88
84
Объем
твер-
дой
фазы,
V^ , %
8
12
16
Ячеистые
поры П
раз-
мер,
см
10-^—
0,25
10-^-
0,2
10-*-
0,15
объем,
%
83
76
70
Капиллярные
поры П
кап
раз-
мер,
см
10-^—
10-*
10-5—
10-*
10-5—
10-*
объем,
%
7,5
9
10,5
Гелевые
поры П
раз-
мер,
см
<1о-'^
<1о-^
<1о-^
объем,
%
1,5
3
3,5
Следовательно, для ячеистого бетона характерна
прежде всего ячеистая структура.
Теплоизоляционные ячеистые бетоны предназначены
для строительной теплоизоляции: утепления по- железо-
бетонным плитам покрытий и чердачных перекрытий, в
качестве теплоизоляционного слоя'.многослойных' стено-
вых конструкций зданий различного назначения. При-
меняют также теплоизоляционные ячеистые бетоны для
теплозащиты поверхностей оборудования и трубопрово-"
дов при температуре до 400°С; жаростойкие ячеистые
бетоны для теплоизоляции оборудования с температурой
поверхности до ТОО'С.
Известно множество разновидностей ячеистого бето-
на; класссифпцируют их по следующим основным приз-,
накам.
Ш
I. По функциональному назначению. Выделяют три
вида ячеистого бетона: теплоизоляционный — объемная
масса до 500 кг/м^ (Яобщ=85—927о); теплоизоляцион-
но-конструкционный (бетон для ограждающих конст-
рукций) — объемная .масса 500—900 кг/м^ (Яобщ=82—
—66%); конструкционный (бетон для конструкционных
элементов жилых и сельскохозяйственных зданий) —
объемная масса 1000—1400 кг/м^ (Яобщ=62—47%).
В учебнике рассматривается только теплоизоляциои-
ный ячеистый бетон. —
II. По способу поризации. Принципиально различа-
ют три способа создания пористой структуры ячеистых
бетонов: газообразование (газобетоны, газосиликаты и
т.д.); ценообразование (пенобетоны, пеносиликаты и
т. д.); аэрирование (аэрированный ячеистый бетон,
аэрированный ячеистый силикат и т. д.).
Кроме того, известны и применяются разновидности
этих способов, а также совокупные .комбинации.
К модификациям способов поризации относятся: вспу-
чивание массы газообразованием в вакууме (небольшое
разрежение), аэрирование массы под давлением (бар-
ботирование ее сжатым воздухом) с последующим сни-
жением давления до атмосферного (баротермальнын
способ) и др.
К совокупным способам !Поризации относится газо-
пенная технология — сочетание метода аэрирования и
газообразования и другие.
III. По виду вяжущего вещ^ества. В технологии яче-
истых бетонов в качестве вяжущего используют в основ-
ном цементы и известь, реже гипс. Применение авто-
клавирования открыло широкие возможности произ-
водства ячеистых бетонов «з матералов, проявляющих
эффект гидратационного твердения при повышенных
темпфатурах тепловлажностной обработки (давление
0,9—1,3 МПа, температура 175—19ГС).
К этим материалам относятся отходы промышленно-
сти и некоторые горные породы (в основном искусствен-
ны.е и природные стекла), содержащие оксиды натрия,
кальция, магния, алюминия, железа и кремния. Наибо-
лее широко из этой группы материалов применяются ме-
таллургические шлаки, отходы "глиноземного производ-
ства, перлиты.
Исходя из вида вяжущего и способа поризации яче-
истые бетоны называют: на цементе — газобетоны, пено-
2,55
бетоны и т. д.; на извести — газосиликаты, пеносилика-
ты и т. д.; на шлаке ^—газошлакобетоны, пеношлакобе-
тоны и т. д.; на смешанном цементно-известковом вяжу-
ш,е1М — газобетоны или газосиликаты, пенобетоны или
шеносиликаты (в зависимости от соотношения, цемента и
извести), на гипсе — газогипс, пеногипс и т. д.
IV. По виду кремнеземистого компонента. Наиболее
широко при производстве ячеистых бетонов используют
кварцевый песок. При этом предпочтение отдается пе-
скам, (содержащим ие менее 90% кремнезема. Можно
использовать пески с меньшим содержанием кремнезе-
ма, например барханные (полиминеральные) пески.
В качестве кремнеземистого компонента применяют
также золу-унос от сжигания бурых и каменных углей,
¦кислые металлургические шлаки, отходы глиноземного
производства и т. п.
Вид кремнеземистого компонента входит составной
частью в название ячеистого бетона. Например, при ис-
пользовании золы применяют следующие названия:
газозолобетон, газозолосиликат, пенозолобетон и т. д.
V. По способу твердения. Ячеистые бетоны делятся
на два класса: неавтоклав1Ные или безавтоклавные, пре-
дусматривающие пропаривание,_ электропрогрев или
другие виды прогрева :при нормальном давлении, и ав-
токлавные, которые твердеют при повышенных давле-
нии и температуре. Способ твердения находит отраже-
ние в названии ячеистого бетона, например пропарен-
ный газозолосиликат и т. д.
Объем производства ячеистого бетона во воем мире
непрерывно возрастает, особенно в странах — членах
СЭВ (ЧССР, ПНР, ГДР), Скандинавских странах, Гол-
ландии, ФРГ и др. В СССР выпускаются около
2,6 млн. м^ теплоизоляционных ячеистых бетонов, что
составляет около 10% общего объема производства теп-
лоизоляции и около 2()% производства жесткой штучной
теплоизоляции. По оебестоимости это один из самых де-
шевых видов строительной теплоизоляции (около 13 руб.
за 1 м^).
Основной объем производства теплоизоляцион-
ного ячеистого бетона приходится на газосиликат
(1,6 млн. 1м^ — 62%), значительно меньше — на газобе-
тон (0,9 млн м^ — 35%) и совсем немного — на пенобе-
тон (0,1 млн. мз—3%). Среднее значение объемной мас^
сы бетона, выпускаемого промышленностью, 400 кг/м'
256
(на лучших заводах 330); прочность при сжатии 0,8"—
1,2 МПа; теплопроводность — 0,11 Вт/(м-°С).
/. ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ЯЧЕИСТОГО
БЕТОНА
Объемная масса ячеистого бетона определяется
плотностью межпорового материала (силикатного
1^амня в бетоне) и общим объемом пустот, образовавших-
ся в результате воздухововлечения, искусственной по-
ризации массы и испарения воды затворения.
Плотность сил'икатного камня бетона меняется в за-
висимости от- применяемых сырьевых материалов. Дли
ячеистых бетонов на золе р = 2ОО0—2100 кг/м^ а на квар-
цевом песке р —2600—2650 кг/м^ Строительные свойства
ячеистых бетонов в значительной мере определяются
величиной'общей пористости Яобщ и хара;ктеристиками
пор. Показатели пористости теплоизоляционного ячеи-
стого бетона в зависимости от объемной массы приведе-
ны в табл. '11.1.
Специфика пористой структуры предопределяет ани-
зотр01Пию основных свойств ячеистого бетона. Прочность
яче"кстого бетона, подвергнутого испытанию нагрузкой,
приложенной перпендикулярно направлению вспучива-
ния (R ±), как правило, на 15—20% выше предела проч-
ности образцов, испытанных нагруакой, приложенной па-
раллельно направлению вспучивания (Rii). Поэтому
испытания образцов ячеистого бетона проводятся в по-
ложении, соответствующем работе изделия в конст-
рукции.
Для оценки качества ячеистых бетонов в практике
пользуются зависимостью
, A = R^^Jp\ (11.1)
где А — коэффициент конструктивного качества, величина которого
служит косвенной характеристикой технического уровня производ-
ства.
Например, ячеистые бетоны автоклавного тверде-
ния, выпускаемые передовыми отечественными завода-
ми, имеют Л = 130—150, а без автоклавные бетоны —
Л = 70^85.
Прочность ячеистых бетонов в значительной мере
зависит от содержания в них влаги. Прочность при сжа-
тии в сухом состоянии на 20—40% выше прочностиводо-
насыщенного,материала. При этом наибольшее умень-
2,57
шение прочности наблюдается при увлажнении ячеисто-
го бетона до 7% (по массе), что соответствует величине
сорбционного увлажнения.
В зависимости от применяемой технологий (литье-
вой или комплексной вибрационной) влажность ячеисто-
го бетона после автоклавной обработки колеблется в
пределах 15—35% по массе. Черрз 1,5—2 года эксплуа-
тации в нормальных условиях в ячеистых бетонах уста-
навливается равновесная влажность, равная 6—9% для
изделий на кварцевом 'песке 'и 10—15% на золе-уносе.
Влажность ячеистого бетона существенно влияет на
его теплопроводность. Величина прироста теплопровод-
ности ячеистого бетона на каждый процент влажности
равна в среднем 7—8,5%. Решающим фактором сниже-
ния теплопроводности ячеис1ого бетона является повы-
шение общей пористости. Так, снижение объемной iMac-
сы на 100 кг/м^ 'Приводит к уменьшению теплопроводно-
сти на 20%. В связи с этим снижение объемной массы
ячеистого бетона до 200 кг/м^ обеспечивает уменьшение
теплопроводности до 0,065—0,07 Вт/(м-°С), что соответ-
ствует теплопроводности высокоэффективных теплоизо-
ляционных материалов.
•Морозостойкость ячеистых бетонов, как правило, пре-
вьшает 25 циклов попеременного замораживания и от-
таивания. Существенное влияние на морозостойкость
ячеистых бетонов оказывает структура силикатного кам-
ня и вид применяемого вяжущего. В частности, ячеистые
бетоны на цементе характеризуются более высокой мо-
розостойкостью, че.м а-азосиликаты и газозолобстон.
Применение оптимальных составов сырьевой шихты на
грубомолотых песках и комплексной вибрационной тех-
нологии позволяет получить ячеистые бетоны, выдер-
живающие более 100 циклов попеременного заморажи-
вания и оттаивания.
В эксплуатационных условиях при снижении влаж-
ности окружающей среды наблюдается уменьшение ли-
нейных размеров ячеистобетонных изделий — влажно-
стная усадка. Деформации влажностной усадки ячеистого
бетона обусловлены главным образом действием ка-
пиллярных сил и испарением межкристаллической воды
силикатного «амня.. Снижение влажностной усадки и
повышение трещиностойкости достигаются применением
композиционного состава песка, включающего грубомо-
лотую и тонкомолотую фракции, назначением оптималь-
2т
Horo соотношения компонентов сырьевой шихты и пара-
метров автоклавной обработки.
Ячеистые бетоны обладают высокими акустическими
свойствами: звукопоглощающей и звукоизолирующей
способностью. Декоративно-а'кустические плиты силак-
пор из ячеистого бетона объемной массой 300—350 кг/м'
имеют коэффициент звукопоглощения 0,35—0,80 при
частоте звука 125—2000 Гц. Кроме высокого звукопогло-
щения 'ПЛИТЫ силакпор имеют удовлетворительную де-
коративность.
Стены из ячеистого бетона обладают повышенными
звукоизолирующими свойствами, .возрастающими с уве-
личением объемной массы материала. При объемной
массе 400 и 500 кг/м^ и толщине слоя ячеистого бетона
8 см звукоизоляция стены составляет соответственно 32
н 34 дБ. Утолщение слоя ячеистого "бетона улучшает
звукоизоляционную способность конструкции.
Ячеистые бетоны обладают высокой огнестойкостью.
Материал выдерживает без видимых разрушений воз-
действие огня в течение 4 ч. Нагретая поверхность изде-
лия под действием струи воды разрушается незначитель-
но. Огнестойкость ячеистых , бетонов превышает огне-
стойкость тяжелых цементных бетонов.
2. ТЕХНОЛОГИЯ ТЕПЛОИЗОЛЯЦИОННОГО ЯЧЕИСТОГО
БЕТОНА
Производство топлаизоляционного яч1еисто1Го бето-'
на включает следующие технологичеокие переделы: под-
готовку сырьевых материалов, приготовление ячеисто-
бстонной смеси, формование изделий и тепловлажност-
ную обработку (рис. 11.1).
Подготовка сырьевых компонеит'ов. Чтобы обеспе-
чить повышенную устойчивость поризованной массы на
стадиях формования изделий и набера структурной проч-
ности, а также создание большего объема цементирую-
щих новообразований при твердении,,в технологии ячеис-
тых бетонов используют тонкодисперсные композиции.
При этом чем ниже объемная масса бетона, тем выше
должна быть дисперсность «омлонентов. Тонкому из-
мельчению подвергаются кремнеземистый компонент и
известь. Цемент и алюминиевая пудра, дисперсность ко-
торых велика, помолу не подвергаются. Однако допол-
нительно? измельчение этих компонентов ,в составе сме-
25.9
СИ обеспечивает активизацию вяжущего и газообразова-
теля, а также высокую однородность смеси, что положи-
тельно отражается на всех свойствах ячеистого бетона
и позволяет получать материалы низкой объемной мас-
сы.
Ркс. 1,1.1. Технологическая схема производства изделий из теплоизо-
ляционного ячеистого бетона
/ — приемный бункер песка; 2, /О — ковшовые конвейеры; J — расходный бун-
кер песка; 4 —участок подачи воды; 5, 12 — мельницы; 5 — бункер песчаного
шлама; 7 — бункер цемента; S — приемный бункер извести! 9—дробилка;
// — бункер дробленой извести; /J —расходный бункер извести; 14—/5—до-
заторы навести, цемента, воды и песчаного шлама соответственно; 17 — учас-
ток для дозирования добавок и алюминиевой пудры; /S — смеситель; 19 —
участок для смазки форм; 20 — участок для зЗливки форм; 2/ — туннель
схватывания- и вызревания ячеистобетоиных массивов; 22 — участок для осво-
бождения массива от форм; 23 — участок для разрезки массива на изделия;
i^—автоклав; 25 — участок для освобождения массива от поддона; ?6—
склад готовой продукции
Применяют два способа подготовки сырьевых мате-
риалов:
1) мокрый помол основной массы кремнеземистого
компонента (песка) и сухой помол известково-песчаного
вяжущего (при соотношении известь: песок= 1:0,2). Со-
держание воды в песчаном шламе поддерживается на
уровне, обеспечивающем хорошую текучесть суспензии
(плотность шлама около 1,6 г/см^);
2) совместный сухой помол компонентов сырьевой
шихТы — извести, цемента и песка при влажности по-
следнего не выше 2% по массе,
Совместный помол активизирует цемент н обеспечи-
вает повышенную однородность смеси. Возможно созда-
ние запасов и длительное хранение готовой смеси. Как
. мокрый, так и сухой помол должен производиться в при-
сутствии ПАВ, что интенсифицирует измельчение, пре-
дотвращает слипание частиц, уменьшает намол металла.
Дозировка ПАВ — 0,1—0,25% массы сухих компонентов.
Приготовление ячеистобетонной смеси. Способы при-
готовления формовочных масс зависят от принятой тех-
нологии (литьевой или вибрационной) и вида приаденяр-
мого порообразователя. Этот технологический передел
при газобе^онном и пенобетонном производстве имеет
различные конечные задачи. При газобетонной техноло-
гии приготовление смеси включает дозирование и смеши-
вание всех компонентов до получения однородногр раст-
вора с заданными технологическими свойствами. Пориза-
ция раствора происходит на стадий формования изделия.
При пенобетонной технологии получают готовую пори-
зованную массу.
Приготовление формовочной газобетониой омеси со-
стоит в следующем. Отдозированные компоненты ячеис-
тобетонной смеси загружаются в вертикальный самоход-
ный газобетоносмеситель вместимостью до 5 м^ при
включенном перемешивающем механизме в такой после-
довательности: песчаный или зольный шлам, вода, вяжу-
щее и газообразователь в виде суспензии. Добавки —
гипс, жидкое стекло, ПАВ и др. — вводятся в газобетоно-
смеситель совместно с вяжущим.
Продолжительность перемешивания составляющих до
загрузки газообразователя 3—5 мин. После загрузки га-
зообразователя перемешивание осуществляется в тече-
ние 1—3 мин во время перемещения газобетоносмесителя
к формовочному посту. При вибрационной технологии
перемешивание осуществляется в процессе вибрации
корпуса смесителя — виброгазобетономешалки.
При изготовлении смеси для пенобетона в смеситель
с готовым .раствором подается пена, которую получают
в специальном пеповзбивателе. При приготовлении ра-
створа для газобетона используется один смесительный
агрегат; приготовление пенобетонной массы [осуществля-
ется в основном в трехбарабанпой пенобетономешалке.
Приготовление формовочных масс для газобетона пре-
дусматривает подогрев шлама и воды до 40—50°С для
достижения температуры смеси не ниже 35''С. Это обес-
261
печивает интенсификацию реакций взаимодействия алю-
миниевой пудры с 'Са(0Н)2 раствора.
Формование ячеистобетонных изделий из газобе-
тона 'И пенобехона выполняется по-разному. При газо-
бетонной технологии ячеистобетонный раствор (смесь)
заливается в формы, в которые осуществляется вспучи-
вание "(поризация) до заданных значений объемной мас-
сы. При пенобетонной технологии пепобетонная смесь с
заданными значениями пористости заливается в формы,
причем в дальнейшем существенного изменения пористо-
сти не происходит.
Стадия формования — одна из важнейших операций
в технологии газобетонных изделий. На этой стадии дол-
жно быть соблюдено основное условие получения пори-
зованной массы с хорошо организованной пористостью:
кинетика газовыделения должна соответствовать измене-
нию реологических свойств массы. В отечественной прак-
тике производства теплоизоляционных ячеистобетониых
изделий используют литьевую и вибрационную схемы
¦формования. При литьевой технологии вспучивание яче-
истобетонной массы происходит в неподвижных формах
в течение 25^50 мин, при вибровспучивании форму виб-
рируют в течение всего процесса газовыделения (3—
6 мин) с частотой 15—150 Гц и амплитудой 0,2—0,6 мм.
Объемная масса газобетона при постоянной дозиров-
' ке газообразователя зависит от газоудерживающей спо-
собности смеси, 1которая o.пpeдqляeтcя изменением во
времени ее структурно-механических характеристик. Если
после газовыделения смесь не будет обладать определен-
ной несущей способностью, произойдет ее осадка, сопро-
вождающаяся «ложным кипением» — прорывом газа из
формуемого изделия. Для образующейся в этих условиях
структуры ячеистого бетона характерны наличие itop не-
правильной формы, большое число сообщающихся пор,
неоднородность распределения пористости. Если схва-
тывание опережает газовыделение, то смесь затвердеет
до того, как завершатся процессы газовььчеления и за-
данная объемная масса не будет достигнута, а межпоро-
вые перегородки окажутся пронизанными трещинами.
В результате снижаются эксплуатационные по^казатели
материала.
В связи с этим основным этапом в управлении про-
цессами вспучивания и структурообразования тазобе;-
тонных смесей является сбалансирование скоростей этих
262
процессов, причем в начале газовыделения пластично-
вязкие свойства массы должны возрастать медленно, а в
конце — быстро.
Специальные технологические 'приемы позволяют ак-
тивно воздействовать на процессы формирования струк-
туры-ячеистого бетона. Наиболее эффективно управле-
ние структурообразованием путем вибровспучиванйя
массы. В СССР разработана технология ячеистого бето-
на, предусматривающая применение вибрационных воз-
действий на стадиях приготовления ячеистой смеси и
формования изделий.
Вибрационная технология базируется на использова-
нии высоковязких ячеистобетонных смесей с низким водо-
твердым отношением — около 0,35—0,4 против 0,55^^
0,65 (литьевой теплоизоляционный газобетон).
Под воздействием вибрации происходит тиксотропное
разжижение -ячеистобетонной массы, обеспечивающее
высокую степень гомогенизации смеси во время вибро-
перемешивания и интенсивную поризацию на стадии
вибровспучивания.
Особенно эффективно вибрационное разжижение мас-
сы, содержащей добавки ПАВ; при этом резко уменьша-
ются предельное напряжение сдвига и в меньшей мере
вязкость массы. Такой характер изменения реологичес-
ких свойств предотвращает седиментацию грубодисперс-
ных компонентов смеси и коалесценцию газов-ых пузырь-
ков !при формировании пористой структуры.
Степень тиксотропного обращения массы и достига-
емые при этом реологические характеристики при по-
стоянном составе массы зависят от параметров вибра-
ции. При вибрационном способе регулирования пластич^
Н0-ВЯ31КИХ свойств ячеистобетонных масс в крупнораз-
мерных «массивах» оптимальны следующие (парамет-
ры вибрации: низкочастотная вибрация с большой ам-
плитудой (п=10—25 Гц, А = 1—2,5 мм) до начала ак-
тивного газовыделения и вибровспучивание массы под
действием высокочастотного вибрирования (л=100—
150 Гц, Л = 0,15—0,2 мм). Оно может передаваться на
массу с помощью «плавающего» виброщита. Предпочти-
тельно применять горизонтально направленную вибра-
цию, воздействие которой уменьшает вероятность вски-
пания массы при вспучивании (интенсивный прорыа
1массы выделяющимися газами).
После прекращения вибрационных воздействий
263
быстро восстанавливаются разрушенные вибрацией
структурные связи, и в результате резко возр'астают
пластическая прочность н несущая способность поризо-
ванной массы, исключается ее осадка.
Применение вибрационной технологии позволяет зна-
чительно снизить водотвердое отношение, использовать
грубодиаперсныб! композиции^ интенсифицировать тех-
нологический процесс изготовления ячеистого бетона.
Снижение водотвердого отношения обеспечивает повыше-
ние плотности и прочности цементного камня, интенси-
фикацию реакций газообразования и твердения, умень-
шение затрат тепла на прогрев изделий в процессе твер-
дения и их послеавтоклавной влажности, улучшение
микропористой структуры материала и повышение его
физико-технических свойств (снижение усадки, умень-
шение водопоглощения, повышение 1марозостойкости).
Использование грубодисперсных композиций позво-
ляет оптимизировать гранулометрию 'композиции и по-
высить плотность межпоровых перегородок, уменьшить
затраты энергии и металла на помол, понизить водо-
твердое отношение, понизить усадку и повысить тре-
щиностойкость бетона за счет образования каркаса из
грубодисперсных зерен песка, использовать полимине-
ральные, (барханные) пески в технологии ячеистого бе-
тона. \
Интенсификация технологического процесса при при-
менении вибрации выражается в ускорении: процессов
гомогенизации на стадии смешивания за счет оптими-
зации реологических свойств и вибрационного переме-
щения частиц; газовыделения и вспучивания массы
вследствие увеличения рН смеси, обнажения новых ре-
акционных поверхностей на частицах алюминиевой
пудры при вибрации, усиления диффузионных переме-
щений среды и газовых пузырьков; схватывания массы
и приобретения массивами прочности, достаточной для
разрезки; тепловлажностного твердения массы из-за по-
вышенной температуры массивов в момент начала теп-
ловой обработки. Таким образом, применение комп-
лексной вибрационной технологии обеспечивает интен-
сификацию производства, повышение качества и улуч-
шение технико-экономических показателей ячеистого бе-
тона.
Для получения теплоизоляционного ячеистого бето-
на низкой объемной массы эффективно прибегать к
264
предварительной поризации смеси — так называемой
газопенной технологии. Предварительную поризацию
осуществляют, аэрируя песчаный шлам на стадии мок-
рого помола песка в присутствии ПАВ или формовоч-
ную смесь с ПАВ нэ стадии приготовления ячеистобетон-
ного раствора в смесительном агрегате.
Теплоизоляционные изделия из газобетонных смесей
вспучиваются в металлических формах высотой до GOO
мм; перед заливкой формы должны быть тщательно очи-
щены, смазаны, собраны, стыки уплотнены, чтобы смесь
не вытекала ,во время заливки.
Формы заполняют ячеистобетонпой смесью за один
прием на высоту, обеспечивающую полное заполнение
формы после вспучивания (высота заливки составляет
примерно '/з). Высоту заполнения формы ячеистобетон-
пой смесью определяют по формуле
ft=. 1,2Ло-^"- , (11-2)
Рр
где ho — высота фор.мы, см; рм и рр — соответственно объемные
массы ячеистобетонной массы и раствора, кг/м^.
Чтобы вспучивание смеси протекало нормально, тем-
пература окружающей среды должна быть не ниже
20°С.
При литьевой технологии применяют агрегатно-но-
точный метод формования. В этом случае формы уста-
навливают вдоль пути передвижения газобетономешал-
ки, при этом обеспечиваются условия, предотвращаю-
щие какие-либо перемещения или сотрясение форм пос-
ле заливки газобетонного раствора до завершения вспу-
чивания и схватывания ячеистобетонной смеси.
При вибрационной технологии используют стендовый
или конвейерный принцип формования. Изделия из яче-
истобетонной смеси формуются на специальном посту,
оборудованном В'Иброплощадкой. Металлические формы
жестко фиксируются на виброплощадке. Вибрация на-
чинается одновременно с началом заливки форм яче-
истобетонной смесью и [Продолжается до окончания ак-
тивного - газовыделйни-я — прекращения вспучищання
смеси. При вибрационной технологии формования яче-
истобетонных изделий резко сокращаются сроки предав-
токлавной выдержки изделий, что позволяет значитель-
но уменьшить площади формовочного отделения.
Назначение предавтоклавной обработки ячеистобс-
тонных изделий — выравнивать открытую поверхность
265
изделия в форме (удаление «горбушки») и разрезать
массив (его примерные размеры 6X1,5X0.6 ы) на изде-
лия заданных габаритов. Горбушка срезается только в
газобетонных изделиях, в пенобетоне она не образуется.
Все эти операции осуществляют на резательной маши-
не с помощью металлических струн, совершающих воз-
вратно-поступательное и вращательное движение.
Тепловлажностная обработка эффективных теплоизо-
ляционных ячеистых бетонов осуществляется автокла-
вировапием при давлении 0,9—1,3 МПа и температуре
175—191°С в среде насыщенного -или перегретого водя-
ного пара (в автоклавах диаметром 2; 2,6 или 3,6 м). По
А. В. Волженскому, автоклавная обработка проходит
в три стадии..Первая стадия начинается с момента впус-
ка.пара-в автоклав и заканчивается при достижении
равенства температур теплоносителя и изделий по тол-
щине. Нагревается изделие двумя путями: за счет теп-
лопроводности и теплом, выделяющимся при конденсй-
ции пара, .который проникает в материал -через его по-
ры. При этом увеличивается влажность изделий.
Начало второй 'стадии соответ'ствует моменту вы-
равнивания температуры изделия по его сечению. Реша-
ющие фа«торы, определяющие скорость прогрева- изде-
лий, —интелоивность подъема давления пара,на пер-
вой стадии, значения исходной температуры и влаж^
ности ячеистобетонной массы. Быстрый подъем давления
в автоклаве, повышение температуры массива и сниже-
ние его влажности позволяют значительно сократить
длительность первой стадии и всего цикла автоклавной
обработки '(табл. 11.2). . ¦
Начало второй стадии совпадает с максимальным
¦ развитием хи-мических и физико-хими^ческих процессов,
Таблица 11.2. Продолжительность прогрева газобетонных
изделий объемно^ массой 350 кг/м^ при автоклавной обработке
Длительность
подъема темпера-
туры в автоклаве
до 175°С, ч
1
2
4
Исходная
TCMnepaTvpa
массива, °С
30
¦75
т
щ
7S
. Длительность прогрева середины изделия
до максимальной температуры, ч, при тол-
П1ине изделия, мм
200 f 300
4 3
2
2,5
7
.•^„¦|
8
4 ¦
9,.5
4,,э
600
1.1„5
6,9
,125
. 7,5,
14
8
266
обусловливающих формирование структуры цементирую-
щего вещества и интенсивный набор материалом проч-
ности. Первоначально в результате избытка насыщенно-
го раствора Т^а(0Н)2 и недостатка в растворе силикат-
ионов (из-за медленного растворения кремнезема) об-
разуются богатые и.звестью двухосновные гидросилика-
ты кальция CoSH (А). В дальнейшем при полном свя-
зывании свободной Са(0Н)2 в высокоосновные ридро-
силикаты кальция процесс растворения, кремнезема
приводит к образованию низкоосновных гидросилика-
тов кальция типа CSH (В) и тоберморита. Формирова-
ние этих новообразований сопровождается интенсив-
ным набором прочности.
Продолжительность второй стадии — изобаротерми-
ческой выдер-жки — опреде!ляется дисперсностью, ак-
тивностью и соотно'игеннем ЖомпоненГов, водотвердым
отношением, температурой обработки. Для третьей
стадии показательно снижение температуры 'и давле-
ния. При этом интенсивно иепаряется вода. Интенсив-
ное парообразование, связанное со снижениемдавлершя
пара в автоклаве, вызывает значительные напряжения,
иногда превышающие прочность бетона, что приводит к
образованию' трещин. Для предотвращения трещинооб-
разовапия при коротких режимах охлаждения применя-
ют ступенчатый режим снижения давления пара в ав-
токлаве. Рациональные режимы автоклавной обра-бот-
ки теплоизоляционного ячеистого бетона приводятся в
табл. 11.3.
При выпуске калиброванных теплоизоляционных из-
Таблииа lil.3. Режимы автоклавной обработки
теплоизоляционного ячеистого бетона объемной массой
200—300 кг/мз
Толщина
изделий, мм
20Q
Продолжительность, ч
подъема дав-
ления
до 1 МПа
(Г=133°С)
1, .
1:
1„5
изотерми-
ческой
выдержки
5
5
8
снижения дав-
ления по сгу-
пепчатому
режиму
1 .
1
1,5
вакууми-
роваиия
автоклава
1
1
1
Общая
продол-
житель-
ность, ч
8
8
12
Примечание. При избыточном давлении автоклавной обработки
0,8 ,'ЛПа продолжительность изобаротермическом выдержки увеличивается на
1 ч, а при да11,')о;1ин 1,2 МПа y\ieHbiJiaeicR на 1 ч. "
2Ф
делий заготоВ'КИ, на ^которые ячеистобетонный массив
разрезается до или после автоклавной обработки, фре-
зеруют. Кал-иброваипые изделия могут подвергаться
поверхностной гидрофобизации на конвейерной линии
для уменьшения увлажнения при транспортировании и
монтаже. Готовые изделия из теплоизоляционного яче-
истого бетона должны быть упакованы в пакеты и хра-
ниться в помещениях с хорощей вентиляцией. Их сле-
дует также защищать от возможного увлажнения.
Транспортировать изделия нужно в контейнерах, пред-
охраняющих бетон от воздействий атмосферной влаги.
3. ПЕРСПЕКТИВНЫЕ НАПРАВЛЕНИЯ
СОВЕРШЕНСТВОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
И ПОВЫШЕНИЯ КАЧЕСТВА
ТЕПЛОИЗОЛЯЦИОННОГО ЯЧЕИСТОГО БЕТОНА
Теоретические проработки и экспериментальные ис-
следования, выполненные советскими учеными, показы-
вают возможность дальнейшего существенного сниже-
ния объемной массы теплоизоляционного ячеистого бе-
тона.1 Пойтому совер1шенствова1Ние' 1техно1Лопни' тепло-
изоляционного ячеистого бетона должно вестись в сто-
рону стабильного получения в заводских условиях из-
делий объемной массой 180—200 кг/м^ с пределом проч-
ности при сжатии 0,4—0,6 МПа и теплопроводностью
0,065—0,07 Вт/(м-°С). Это позволит уменьшить себе-
стоимость изделий более чем на 40% и снизить величину
приведенных затрат на единицу термического сопротив-
ления до 1 —1,1 руб., что значительно меньше, чем для
других видов жестких теплоизоляционных материалов.
Исследования, выполненные в МИСИ им, В. В. Куй-
бышева, ВЗИСИ, НИИЖБ Госстроя СССР, ВНИИТепло-
изоляции и других научно-исследовательских институтах
и вузах, позволяют наметить технологические приемы,
обеспечивающие снижение объемной массы ячеистого
бетона при сохранении заданных значений прочностных
показателей. Достигается это путем формирования си-
ликатного камня повышенной прочности и соз-
дайся структуры норового пространства, характеризую-
щейся равномерным распределением пор в объеме из-
делия и рациональным соотношением ячеистой и капил-
лярной пористости.
26«
Основными технологическими направлениями повы-
шения прочностных показателей силикатного камня в
бетоне являются:
применение 'КремнезвмистогЬ компонента компози-
ционного полифракционного состава, обеспечивающего
снижение пустотности песка и соответственно расхода
вяжущего при одновроменном повышении плотности
межлоровых перегородок;
повышение однородности ячеистобетонной рмеси в
результате совместного помола ее твердых компонентов
и применения скоростных вибро- и гидродинамических
смесителей;
дисперсное армирование волокнистой добавкой;
применение шлакощелочных вяжущих, 'искусствен-
ных или природных стекол, приобретающих в процессе
автоклавной обработки в присутствии активизаторов
твердения высокие прочностные показатели;
предавтоклавное «вызревание» ячеистобетонных
массивов в специальной камере (туннеле) при темпе-
ратуре 8^—90°С и относительной влажности воздуха не
выше 75%,, что обеспечивает равномерный прогрев мас-
сы и снижение ее влажности более чем.в 2 раза.
Формирование высококачественной структуры норо-
вого пространства с общим объемом пористости более
90%, достигается в результате:
'Повышения однородности распределения алюминие-
вой пудры в яч.еистобетонной смеси;
предварительной поризации массы на стадиях мок-
рого помола 'Кремнеземистого компонента или в смеси-
теле при подготов;ке ячеистобетонной смеси в резуль-
тате применения ПАВ воздухововлекающего типа;
применения специальных газообразователей — гидро-
фильных (газопаст и газопёнопаст), характеризую-
щихся отсутствием эф'ф^кта «старения», хорошим рас-
пределением в ячеистобетонной массе, способствующих
дополнительному воздухововлечению лри перемешива-
нии ячеистобетонного раствора в смесителе;
создания интенсивных внешних механических воздей-
ствий (вибрационных, колебательных, ударных, ультра-
звуковых и т. п.) на стадии вспучивания ячеистобетон-
ной смеси.
На стадии автоклавного твердения целесообразны:
запаривание при интенсивном подъеме температу-
266
рыи давления предварительно разогретых и подсушен-
ных- ячеистобетонных, массивов;
сокращение режимов изобаротермнческой выдерж-
ки, что исключит деструктивные явления в результате
рекристаллизации новообразований;
быстрый ступенчатый сброс давления (1,5—2 ч) па
третьей стадии автоклавной обработки, что обеспечп-.
вает получение изделий с пониженной влажностью.
Улучшению акономичеаких показателей производ-
ства теплоизоляционного бетона способствует приме-
нение пара пониженной температуры (142—151°С) и
давления (0,4—0,5 МПа), что снижает более чем на
50% расход пара и топлива и более чем в 2 раза повы-
шает коэффициент загрузки автоклавов при использо-
вании сосудов прямоугольной конфигурации, в том чис-
ле железобетонных.
Для повышения долговечности, поверхность яченс-
тобетонных изделий следует подвергать обработке спе-
циальными эмульсиями латексов, затирочными раство-
рами с битумом, жидким стеклам, отходами' нефтехи-
мичес11^ого синтеза. Эффективна также упаковка тепло-
изоляционных плит в полиэтиленовую пленку.
Ряд из указанных мероприятий по дальнейшему по-
вышению техни'ко-Э|Коно,мических показателей тепло-
нзоляциопного ячеистого бетона реализуется в настоя-
щее время на передовых предприятиях страны.
Глава 12. ТЕХНИКА БЕЗОПАСНОСТИ
И ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
ПРИ ПРОИЗВОДСТВЕ НЕОРГАНИЧЕСКИХ
ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
При производстве неорганических теплоизоляционных
материалов к числу агрегатов, требующих наиболее
строгого соблюдения правил техники безопасности, отно-
сятся печи, особенно плавильные. При эксплуатации
плавильных печей необходимо установить постоянное
' даблюдение за состоянием футеровки и кладки печей. Не-
допустимый износ грозит вытеканием горячего расплава
через места повреждений наружу. Водяные рубашки и
другие водоохлаждаемыс детали печей следует цитаты
2,70
очищенной от накипеобразователей водой. Накипь на
стенках вызывает пережог металла с огневой стороны,
может закупорить отверстия подвода и отвода охлажда-
ющей воды и привести к взрь1ву вследствие значительно-
го парообразования.
Для создания нормальных условий работы обслужи-,
вающего персонала предусматриваются следующие ме-
роприятия: водяное или воздушное охлаждение печей,
автоматическое регулирование температурного реж1има
в печах,, герметизация всех пылящих и выделяющих
вредные газы агрегатов, местные отсосы для локализа-
ции очагов пылеобразования.
При производстве минераловатных изделлй преду-
см'Этривается разрежение в камерах волокноосаждения
и тепловой обработки и гер'метизация ограждений ка-
меры волокнооосаждения и других установок, в кото-
рых производится обработка ваты. Аппаратура для при-
готовления синтетических смол, также должна быть гер-
метичной. При использовании в качестве связующего
битума плавление его должно производиться в котлах с
закрытыми крышками.
Значительное улучшение условий труда может быть
достигнуто за счет усовершенствования технологическо-
го процесса; главным образом за счет максимальной его
автоматизации.
Особой внимание в постановлениях ЦК КПСС и Со-
вета Министров СССР уделяется охране окружающей
среды. Впервые в мире в нашей стране принят ГОСТ по
охране окружающей среды. При производстве теплоизо-
ляционных материалов загрязнение воздушного бассей-
на происходит за счет выбросов различных пылевых от-
ходов и вредных газов, среди которых наиболее опасны-
ми являк:)тся свободный кремнезем, окись углерода, сер-
нистый газ, фенол, формальдегид и т. п. Уменьшение
вредных выбросов в окружающую среду достигается
двумя путями: совершенствованием технологического
процесса и внедрением эффективных методов очистки.
Основной тепловой агрегат для получения силикатно-
го расплава в мпиераловатном производстве — ваграи-,
ка — является источником серьезных загрязнений ок-
ружающей среды. Ваграночные газы содержат вредную
пыль, поэтому вагранки должны быть снабжены устрой-
ствами для пылсочистки и дожигания отходящих колош-
никовых газов.
271
в минераловатной промышленности важной про-
блемой охраны труда и окружающей среды.при произ-
водстве изделий на синтетических связующих является
также нейтрализация фенола (CgHsOH) и формальдеги-
да (СНгО) в выбросах,из камеры волокноосаждения,
камеры тепловой обработки, раскладчика гидромассы,
¦камеры ва.куумироваиия, гидроомесителя. Санитарными
нормами СН 245-71 установлена предельно допускаемая
концентрация паров фенола: для рабочей зоны до 5 мг/м^
для населенных мест 0,01 "мг/м.^; соответственно фор-
мальдегида 0,5 0,035 мг/м^ На Мосасботермо комбинате
введена в действие установка для термической нейтра-
лизации газов конструкции ВНИПИТеплопроекта. Цикл
ЗОЕ от механических включений; извлечение фенола из
газов горячей водой в четырех колонках водной промыв-
ки, работающих по при1^ципу многократного противоточ-
ного орошения; термической нейтрализации (сжигания)
фенольной воды. По данным Мосасботермокомбината,-
степень очистки газой от фенола в колонках водной про-
мьпжи составляет 95—98%, а после термообработки пол-
ностью нейтрализуется не только фенол, но и формаль-
дегид. Однако такая установка требует больших затрат.
Институтом Мосбассгипрошахт разработана установка
для очистки газовых выбросов минераловатного произ-
водства, в конструкции которой предусмотрены^ филь-
трация газов и их каталитическое окисление. Катализа-
торами являются окись меди и алюмоплатиновые
контакты. Установка состоит из трех узлов: механи-
ческой очистки, утилизации тепла и каталитического
окисления. В последнем происходит окисление фенола и
формальдегида до COj и НгО. Степень очистки выбросов
от механических примесей составляет 99%'. Однако ней-
трализуется фенол не полностью, поэтому после установ-
ки дымосос направляет выбросы в трубу для их рассеи-
вания. Достоинство установки каталитического окисле-
ния технологических выбросов — простота конструкции
и низкий удельный расход топлива (0,007 м' на 1 м^ выб-
росов). Часовая производительность опытно-промышлен-
ной установки — 50 тыс. м^ технологических выбросов.
Часть IV. ОРГАНИЧЕСКИЕ
ТЕПЛОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Глава 13. ДРЕВЕСНОВОЛОКНИСТЫЕ ПЛИТЫ
Древесноволокнистым'и плитами (ДВП) называют
крупноразмерные изделия в виде листой, получаемые
последовательным измельчением древесины в волокир-
стую iMaccy, формованием из нее плит и тепловой их об-
работкой. В зависимости от назначения и совокупности
свойств древесноволокнистые плиты могут быть: изоля-
ционными (мягкие плиты), используемыми Для устрой-
ства тепло- и звукоизоляции зданий, и твердыми (полу-
твердые, твердые и сверхтвердые плиты), применяемыми
в качестве отделочного и конструктивного материала для
строительства, мебельного, тарного и других произ-
водств. '
Выпуск древесноволокнистых плит в СССР составля-
ет более 400 1млн. м^ в год. Производство древесноволок-
нистых плит развито в США, Канаде, Швеции и других
странах.
/. ВИДЫ И СВОЙСТВА ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ
Древесноволокнистые плиты различаются по внешне-
му виду, раЗ|мерам и свойствам. В зависимости от степе-
ни уплотнения при изготовлении древесноволокнистые
плиты могут быть мягкими (М), полутвердыми (ПТ),
твердыми (Т) и сверхтвердыми (СТ). Основным показа-
телем для отнесения плит к тому или иному виду слу-
жит объемная масса.
Поверхность плит бывает необработанной, покрытой
краской либо эмалью -или облицованной пленкой, чаще
всего имитирующей текстуру ценных пород древесины.
Плиты могут быть сплошными, рустованными или перфо-
рированными с неоквозной либо сквозной круглой или
10 Зак. 85 . 2.73
щелевидной перфорацией, однослойными либо двухслой-
ными. Одним из основных достоинств древесноволокни-
стых плит является анизотропия свойств'у изделий боль-
ших размеров.
В зависимости от предела прочности при изгибе пли-
ты изготавливают следующих марок: мягкие — М.-4,
М-12, М-20; .полутвердые — ПТ-100; твердые — Т-350 и
Т-400; сверхтвердые — СТ-500. В условном обозначении
марки 'HJjHT цифрой характеризуется минимальная вели-
чина прочности при изгибе в кгс/см^. Прочность плит
при растяжении меньше прочности при изгибе примерно
в 1,5 раза.
Пористость древесноволокнистых плит, 'можно регу-
лировать в определенных пределах, 'изменяя тонкость
помола волокна, давление подпрессовки при отливе ков-
ра и другие технологические факторы. Пористость дре-
весноволокнистых плит ^ажна только для мягких видов,
используемых для теплоизоляции и звукопоглош,ення.
Пористость мяпких 1ПЛИТ достигает 80%.
Водостойкость древесноволокнистых плит всех видов
невысока, особенно мала она у мягких высокопористых
плит. Водопоглощение мягких плит значительно, и дости-
гает за 2 ч 12—30%, водопоглощ,ение твердых плит мень-
ше и составляет 7—12%, гигроскопичность мягких плит
при относительной влажности воздуха 100% составляет
10—12%, а твердых — 7—8%. Влажные плиты разбу-
хают, особенно у крамок, коробятся, прочность их сни-
жается, а теплопроводность^возрастает. Они являются
благоприятной средой для развития домовых грибов.
Для придания плитам водоотталкивающих свойств их
пропитывают гидрофобными веществами перед отливом
гидромассы на отливной машине либо после прессова-
ния, которому подвергаются только твердые плиты. Теп-
лопроводность плит низкая, а ее абсолютные значения
зависят от пористости и влажности. Теплопроводность
колеблется от 0,054—0,093 Вт/(м-''С) для мягких плит и
до 0,163—0,233 BT/(iM-°C) для твердых. '
Древесноволокнистые плиты лепко воспламеняются
и могут долго тлеть. Повышают их огнестойкость, вводя
в гидромассу антипирены или покрывая готовые плиты
огнезащитными составами. Предельная те1мпература
¦применения древесноволокнистых плит 100°С.
Акустические свойства древесноволокиист^ых плит
хорошие. Коэффициент звукопоглощения плит зависит
274
от их пористости, а также от толщины и состояния их
поверхности и при частоте колебаний 1000 Гц составля-
ет 0,4—0,55. Для повышения звукопоглощения на по-
верхности плит нарезают канавми либо наносят сквоз-
ную или несквозную перфорацию.
2. СЫРЬЕВЫЕ МАТЕРИАЛЫ
Древесново^^окнистые плиты ^можно изготовлять из
любого волокнистого материала растительного проис-
хождения, если его волокна достаточно длинные, гибкие
и прочные.
Сырьем для производства древесноволокнистых плит
служит древесина, а также стебли некоторых растений.
Можно использовать: неделовую древесину хвойных
(сосна, ель, пихта, кедр) и лиственных (оаина, береза,
тополь, ива, липа ) пород; отходы при заготовке леса
(сучья, ветви, вершины); отходы от распила (горбыль,
рейка) и деревообработки; отходы целлюлозно-бумаж-
ного производства( суч:ки, непроваренные волокна), ма-
кулатуру; стебли лубяных растений (.камыша, рогоза,
тростника), а та;кже некоторых сельскохозяйственных
культур (подсолнечника, х^иопчатника, кукурузы), со-
лому, 'костру и т. п. Целесообразность применения того
или иного вида сырья зависит прежде всего от того, есть
ли оно ,в данном районе, от стоимости, условий заготов-
ки и доставки « месту переработки.
Основным видом сырья служит древесина. Древеси-
на состоит из целлюлозы, лигнина и гемицеллюлоз{>1, об-
разующих оболочку клеток, а также омол, эфирных ма-
сел, дубильных и красящих веществ, заполняющих дслет-
ки. Целлюлоза — химически стойкое вещество, не раст-
воряющееся в воде и гидролизирующееся при давлении
1 —1,5 МПа и температуре 180°С. Строение ее кристал-
лическое, состоит она из кристаллитов — мицелл в виде
палочек длиной 500—700 А и толщиной 50—60 А. Ми-
о
целлы образуют фибриллы толщиной 3000—5000 А. Ми-
целлы и фибриллы составляют клетки удлиненной волок-
нообразной формы. В древесине лиственных по^од такие
клетки; занимающие 60—65% объема, называются во-
локнам-и либриформа, длина их около 1 мм; в древесине
хвойных пород содержание во^окнообразных клеток —
трахеид — длиной около 3—10 мм достигает 90—95% по
объему.
10* Зак. 85 27а
Трахеиды длиннее, толще и прочнее, чем волокна
либриформа, поэтому в производстве древесноволокни-
стых плит предпочтение отдается древесине хвойных по-
род. При изготовлении древесноволокнистых плит мок-
рым способом содержание древесины лиственных пород
не должно превышать 30%, а при сухом способе произ-
водства, где длина волокна не играет такой существен-
ной роли, содержание древесины лиственных пород не
оТраничивается; ¦
Лигнин является аморфным веществом, его рассмат-
ривают «ак сложное сочетание неокольких химических
соединений. -Химически он менее стоек по сравнению с
целлюлозой, но не шдролизуется. В производстве дре-
весноволокнистых плит лигнин повышает выход массы
и в процессе ирессования способствует образованию
дополнительных связей между волокнами. Гемицеллю-
лоза по составу близка к целлюлозе и состоит из пен--
тозанов и гексозанов. Гексозаны при горячем прессова-
нии гидролизуфтся и способствуют образованию смоло-
подобных продуктов.
3. ТЕХНОЛОГИЯ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ
Получение древесноволокнистых плит состоит из
двух основных этапов: яоследовательного измельчения
древесины в волокнистую массу и изготовления из нее
плит. Распространены два способа производства дре-
весноволокнистых плит — мокрый и сухой. При сухом
способе изделия изготавливают из- сухой волокнистой
массы, при мокром — из гидромассы. Мокрым способом
можно получать плиты всех видов, а сухим. — только
твердые и сверхтвердые.
Физико-химические основы' получения древесново-
локнистых плит. Принцип производства древесноволок-
нистых плит основан на свойствах растительных во-
локон образовывать каркас в процессе обезвоживания
водной суспензии волокна на сетке. При мокром спо-
собе в процессе формирования полотна гидромасса обез-
воживается сначала за счет свободной фильтрации
воды через сетку, а затем с помощью вакуумирова-
ния и подпрессовывания, и происходит свойлачивание во-
локнистого ковра. Если л^асса состоит из имеющих срав-
нительно небольшую удельную поверхность коротких
волокон, она укладывается на сетке отливочной машины
276 ¦
рЬтхлЫм слоем и Вода легко уходит в большие проме-
жутки между волокнами. Сцепление волокон в этом
случае невелико, поэтому-то и прочность при изгибе дре-
весноволокнистых плит, получаемых из такого волокна,
небольшая.
Гидромасса, содержащая в основном длинные и тон-
кие волокна, обладает значительной удельной поверх-
ностью и при формовании плохо отдает-адсорбируемую
волокнами воду. При обезвоживании длинные и гибкие
волокна имеют значительно большее, чем у волокон
грубого помола, число контактов, лучше переплетаются.
Прочность мягких древесноволокнистых ллит обес-
печивается только переплетением волокон в процессе
формирования полотна на отливочной машине. Полу-
твердые и твердые плиты должны обладать более высот
кон прочностью, поэтому после формирования полотна
его подвергают горячему прессованию. При прессовании
происходит сблия^ение волокон, достаточное для разви-
тия между ними сил сцепления, обеспечивающих необ-
ходимую прочность. Кроме того, под действием высокой
температуры гексозаны, входящие в гемицеллюлозы,
гидролизуются |и способствуют образованию смолопо-
добных продуктов, являющихся связующими при горя-
чем прессовании.
Сухой способ получения древесноволокнистых плит
предусматривает образование «овра в воздушном по-
токе, поэтому значение переплетения волокон здесь не-
велико. Прочность плит, получаемых сухим способом,
обеспечивают, вводя связующее в момент переработки
щепы в волокно. При горячем прессовании под действием
высокой температуры пропитанные волокна оклеивают-
ся, происходит отверждение связующего.
4. ПРОИЗВОДСТВО ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ
МОКРЫМ СПОСОБОМ
приготовление щепы. Поступившее на завод сырье в
виде длинномерной древесины, коротья и отходов лесо-
пиления окоривают (см. схему 3) в корообдирочных
барабанах, водоструйных корообдирках или на ноже-
вых .корообдирочных станках. Кора ухудшает внешний
вид плит, увеличивает их водопоглощенне и при содер-
жании ее в древесине свыше 17—20% снижает механи-
ческую прочность.
277
Недевобав дреёесина u/tu отходы
\
ОкориВание дреВесины
PacnuioSxa ^апготьй
f
Раскапыдание чдраков
\
Приготоёпение шепы
\
H'iMe/ibtjeHue —¦ Сортировка шепы
негабарита X
Промывка щепы
t
Полдцение гиврамвса^
Домо/1 ; Copmupawta гидрамассы
гидромассы i
Сгцихение массы
Хранение гидромассы
f
ПрокпёиЗающив—Проклейка гидромассы
вещестда %
Нормирование по/ютна
¦ ¦
Раскрои по потна на плиты
__j
f
Сишка
\
Иеханическав обработка
\
Мягкие плиты
ropimee прессоВаиие
Пропитка n/ium тгс/ЮМ
Закалке ппит
Увлажнение плит
Отдепка n/ium
Механический обработка
Попутбердые, твгрВы» титы
I
Скпад гот одой npodgKifuu
Схема 3'
Длинномерную 'древесину .распиливаю-^ дисковыми
пилами с горизонтальной (балансирные пилы) или
вертикальной (маятниковые пилы) качающейся рамкой
на балансирных станках. Толст1^е чураки раскалывают
па дровокольных станках с неподвижным или движу-
П1ИМСЯ поступательно-возвратно клином.
Щела для приготовления волокна должна быть сле-
д ющих размеров (в среднем): длина вдоль волокон
10—35 мм, поперек волокон — до 25 мм, толщина ще-
i,Li не должна превышать 7 мм. Содержание гнили в
278
щепе должно,быть не более 5%. Более крупная щепа
снижает производительность размольных машин и сте-
пень 'перв1ичного помола древесного волокна. При
уменьшении длины щепы механическая прочность дре-
весноволокнистых 'ПЛИТ снижается вследствие уменьше-.
Н1ИЯ степени переплетения волокон в готовой плите.
Для получения щепы применяют дисковые'либо ба-
рабанные рубительные машины. Механ1из:мом резания
рубительных машин явл1эется диск или барабан с за-
крепленными на нем режущими ножами. При измельче-
нии на рубительных машинах щепа получается разных
фракций, поэтому ее сортируют на сортировочных ма-
шинах. Перед_сортировкой она проходит через электро-
магнит для отделения металлических включений. При-
меняют сортировочные машины с плоскими ситами или
барабанные. Сортировочные установки с плоскими си-
тами !Могут быть вибрационного типа или с круговым
движением сит. На верхнем сжге задерживается круп-
ная щепа, идущая на иовторйую рубку; пыль и мелочь
проходят через нижнее сито и удаляются, а кондицион-
ная щепа остается на нижнем сите.
Кондиционную щепу промывают сначала в промы-
вочном баке при полном погружении щепы в воду, а
затем на обезвоживающем винтовом конвейере, где
щепу дополнительно обрабатывают свежей водой. От-
сортированная и промытая щепа подается к размоль-
ным агрегатам, где превращается в волокнистую массу.
Получение древесного волокна. Размол древесины
является сложным физико-химическим процессом и со-
стоит из разделения щепы вдоль волокон на пучки во-
локон или отдельные волокна, укорачивания их и даль-
нейшего расщепления волокон в продольном направле-
нии. Размол может быть тонким и грубым. Тонкий раз-
мол характеризуется яалич'ием расщепленных гибких,
медленно обезвоживающихся, обеспечивающих |полу-
чение хорошего переплетения волокон и как следствие
этого, высокую прочность плит. При грубом размоле
масса состоит из укороченные либо неукороченных, но
нефибриллированных волокон, быстро отдающих воду и
образующих рыхлый ковер с плохим переплетением
волокон. Если волокна настолько укорочены, что не об-
разуют переплетений, и свежесформированное полотно
не обладает транспортной прочностью, размол назы-
вают )«мертвы,м».
2,79
Тонкость помола массы определяет скорость ее обез-
воживания. С учетом этого сконструированы исполь-
зуемые для определения тонкости размола волокни-
стой ма«€Ы 'Приборы Шоппера —.Риглера (условные
градусы — °ШР) и дефибратор-секунда (ДС).
Средняя длина и диаметр волокон древесной массы
зависят оТ породы древесины, способа размола и типа
размольной машины и составляют соответственно от
сотых долей миллиметра до 3-«-4 мм и 30—50 мкм.
Существует три способа получения волокна из дре-
весины: механический, термомеханический и химико-
механический. Механический способ размола древеси-
ны основан на_истирании чураков быстровращающи-
мися рифлеными дисками или цилиндрами с прогревом
или без прогрева древесины, с использованием хими-
ческих средств, облегчающих размол, или без них. Вра-
щающийся диск отделяет от прижатой к нему древе-
сины волокна и сбрасывает -их в ванну с водой, в кото-
рую он частично погружен ка'К для охлаждения, так и
для сТиывания налипших волокон. Механический спо-
соб практически не нашей применения, вследствие
больших затрат электроэнергии (800 кВт иа 1 т сухой
волокнистой массы) 'и i невозможности переработки
древесины в виде щепы.
Термомеханический способ размола древесины за-
ключается в прогреве Древесины горячей водой (не ни-
же 70°С) или- паром высокого давления . и последую-
щем расщеплении древесины на волокна между двумя
рифлеными дисками, вращающимися с разной скоро-
стью ^гибо в разные стороны. Под воздействием тепла
и влаги лигнин древесины размягчается, ослабляя свя-
зи между волокнами, легко гидролизуемые углеводы
гидролизуются и расщепление древесины на волокна
облегчается. Для древесного волокна, получаемого
термомеханичёским способом, рсарактерна ненарушен-
ная структура при высокой тонкости помола. В зави-
симости от требуемой тонкости размол осуществляют
в одну или' в две стадии. При изготовлении мягких
плит, где необходима высокая степень фибриллирова-
ния волокон, повторный размол массы необходим. Для
первичного размола применяют быстроходные рафине-
ры л дефибраторы, для повторного — рафинаторы, ра-
финеры, голлендеры. Термомеханичеокий способ наи-
более распространен, для него характерно получение
2»01
волокнистой массы с высоким содержанием длинных
и тонких волокон при небольшом удельном расходе
электроэнергии (200—260 кВт на 1 т сухого волокна)
благодаря предварительной термовлажйостной обра-
ботке сырья.
Химико-механический способ основан на различной
растворимости компонентов древесины в слабом раство-
ре щелочи и реализуется в два этапа: проваривание
древесной щепы в слабощелочном растворе и механи-
ческий размол проваренной щепы. При варке древе-
сины в горячем слабощелочном растворе происходит
постепенное полное растворение лигнина и частичное
гемицеллюлозы и инкрустирующих веществ, соединяю-
щих волокна. Это способствует получению эластичных
длинных волокон, пригодных' в 'Производстве высоко-
качественных мягких плит. OднaJKo химико-механиче-
ский- способ получения древесного волокна не получил
широкого- распространения вследствие сложности хи-
мической подготовки сырья перед размолом и малого
выхода древесного волокна (до 80%).
Полученную при первичном размоле древесную
массу разбавляют до концентрации 0,3—0,6% 'и под-
вергают мокрой сортировке, а недомолотые и плохо
гйдратированные частицы сгущают до концентрации *
4—5% 'И измельчают вторично. Для вторичного раз-
мола волокнистой массы, предназначенной для произ-
водства мягких плит, широко используют голлендеры
непрерывного действия, в которых получают эластич-
ное и хорошо гидратированное волокно. В производ-
стве полутвердых и твердых плит для вторичного раз-
мола чаще применяют рафинеры и рафинаторы.
Проклейка древесноволокнистой массы. Из размоль-
ных агрегатов волокнистая масса поступает в массные
бассейны для выравнивания Концентрации и обработ-
ки эмульсиями химических веществ (проклейки), что-
бы улучшить свойства готовых плит." Прочность дре-
весноволокнистых плит 1повышают (Проклейсой волок-
нистой массы водными эмульсиями окисляющихся ма-
сел (льняного, конопляного и т. п.) либо синтетических
(фенолоформальдегидных и т. п.) смол. Повышение
водостойкости обеспечивается введением гидрофобных
эмульсий, в основном парафиновой, канифольной, би-
тумной, в количестве до 2%.
Осаждается эмульсия на волокно в кислой среде
281
(рН^4—5); для получения такой среды в гидромассу
вводят осадительную серную кислоту (1%) или серно-
кислый глинозем (0,5 %).
Для 'повышения биостойкости в гидромассу вводят
антисептики (фтористый и кремнефтористый натрий,
креозол и т. п.). Огнестойкость повышают за счет вве-
дения антипиренов (серноюислого аммония, железо-
аммонитофосфата и т. п.). Однако введение этих водо-
растворимых добавок эффективно лишь при сухом
способе производства. При производстве плит мокрым
способом при обезвоживании ковра значительная
часть добавок уходит с отжимными водами.
Вводят добавки при интенсивном пердмешивании
гидромассы в ящике непрерывной проклейки. Прокле-
енную массу разбавляют до концентрации 0,9—2,2% и
подают в отливочную машину.
Формование плит. Обезвоживание волокнистой мас-
сы на отливочных машинах происходит последовательно
путем свободной фильтрации воды через сепку, отсоса
ее вакуумированием и отжима прессованием.
При фильтрации взвешенные волокна сближаются и
переплетаются, возникают силы сцепления волокон друг
с другом, происходит свойлачивание. В результате сво-
, бодной фильтрации гидромасса обезвоживается и на
сетке машины формируется ковер с относит1ельной
влажностью 90—92%. Дальнейшее пониже»ие влажно-
сти ковра (до влажности 65—70%) производят ваку-
умированием и отжимом.
Формование древесноволокнистых плит осуществля-
ют на отливочных машинах трех основных типов: пе-
риодически действующих с формующим ящиком, длин-
носеточных и круглосеточных цилиндровых вакуум-
фильтрующих непрерывного действия. Больше всего
применяют длинносеточные отливочные машины.
Гидромасса через щель поступает на непрерывно
движущуюся ленту отливочной машины, огражденную
бортами. Чтобы улучшить переплетение волокон, на от-
ливочных машинах устанавливают вертикальный вибра-
тор. При концентрации массы 7—10% свободная фильт-
рация воды прекращается, и гидромасса 'поступает в
отсасывающую часть машины, где концентрация ее повы-
шается до 12—16%. Дальнейшее обезвоживание полот-
на происходит между flByMii сетками в прессовой части
машины, состоящей из системы нескольких прессов. По
282
мере прохождения полотна через прессы давление на
него увеличивается, а влажность массы и толщина по-
лотна уменьшаются. Отформованный влажный ковер,
пройдя 'ПИЛЫ продольной и поперечной реаки, подверга-
¦ется тепловой обработке.
Тепловая обработка плит. Мягкие- плиты с относи-
тельной влажностью 60—65% сушат в трехзонных мно-
гоэтажных роликовых сушилках непрерывного действия
в процессе противоточной сушки с рециркуляцией. Дли-
на роликовых сушилок достигает 30—90 м, чаще 36 м;
длительность сушки при температуре 130—16<ГС —
около 3 ч. В конце сушилки предусмотрена зона охлаж-
дения.
Твердые плиты влажностью 65—70% подвергают
прессованию в горячих гидравлических многоэтажных
прессах, обогреваемых паром высокого давления или
электричеством. Применение горячего прессования
обеспечивает удаление влаги и сближение волокон, при
котором между волокнами возникают внутренние мо-
лекулярные силы сцепления. Высокая температура прес-
сования (свыше 170°С) способствует размягчению ос-
тавшейся части лигнина, который при небольшой влаж^
ности обусловливает увеличение пла-стичности волокон
и более компактное их уплотнение 'при прессовании.
В отечественной практике в основном применяют гид-
равлические горячие ирессы общей мощностью 4—¦
5,3 тыс. т с давлением при прессовании до 5,5 МПа.
Длительность цикла прессовангия составляет 8—16 ммп.
Для повышения качества твердых плит после прес-
сования их пропитывают высыхагощимт! маслами —
тунговым, льняным и т. п. Пройнтку ведут, погружая пли-
ты в ванну с горячим маслом {ПО—120°С) в течение
30 с. Твердые плиты с целью понижения водопоглощения
и повышения прочности подвергают закалке. Закалку
плит проводят горячим воздухом с температурой 150—
170°'С в закалочных камерах в течение 2—3 ч. Из зака-
лочной камеры плиты выходят сухими и для устранения
коробления плит в процессе сорбционного увлажнения
при эксплуатации их nponyoKarot через увлажнительные
камеры до достижения ими равновесной влажности
(6—10%). Для увлажиенйя истюльзуют в терние 6—
8 ч влажный прогретый воздух. Высушенные мягкие и
увлажненные твердые плиты раскраивают в соответст-
вии, с заданными размерами на форматно-обрезных
283
станках. Отделка заключается в окраске эмалями или
облицоеке пленками твердых 'Плит.
5. ПРИМЕНЕНИЕ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ
Мяпкие древесноволокнистые плиты широко исполь-
зуют в строительстве для' утепления стен, полов и по-
толков щитовых панельных и каркасных домов стан-
дартного домостроения. Их также применяют в качест-
ве выравнивающих слоев под твердые покрытия полов
и звукоизоляционных прокладок.
Твердые древесноволокнистые плиты идут для обли-
цовки Каркасных перегородок, стен и потолков жилых,
общественных и производственных зданий, для изготов-
ления щитовых дверей, деталей встроенных шкафов,
мебели, тары различны^с видов.
Глава 14. ФИБРОЛИТ
Фибролит представляет собой плитный материал из
спрессованной древесной шерсти, склеенной» затвердев-
шим минеральным вяжущим. По назначению фибролит
может быть теплоизоляционным, те(плоиз.оляционно-
конструкционным и акустическим. В СССР фибролит
выпускают более чем на 40 предприятиях общим объе-
¦мом около 3 млн. м^ плит в год, что составляет свыше
9% общего выпуска теплоизоляционных материалов.
Известно множество разновидностей (фибролита: маг)-
незиальный, магнезиально-доломитовый, термоксизол,
известковый, - цементно-известковый, известково-тре-
пельный, гипсовый. В настоящее время в СССР выпу-
скают в основном цементный фибролит, пользующийся
наибольшим спросом. За рубежом широко развито про-
изводство цементного фибролита: в Швеции — траул-
лита, в США — порекса, в Бельгии — элтонита, в.Чехо-
словакии— едена, в ГДР — лигнолита.
/. свойства цементного фибролита
Пористость. Фибролит характеризуется неоднород-
ным волокнистым 'крупнопористым строением с сооб-
2S4
щающимися порами. С повышением объемной массы
от 300 до 500 кгс/м' пористость уменьшается от 87 по
77%.
Плотность.и прочность, в зависимости от объе.мнЬй
массы выпускают цементный фибролит марок 300. 350,
400 и 500, причем объем выпуска марки 300 составляет
около 80%' общего выпуска фибролитовых плит.' Объем-
ная 'масса теплоизоляционного фибролита составляет
300—350, акустического — 350—400, теплоизоляционно-
конструкционного — 400—500 кг/м'. Объемная масса
фибролита изменяется в зависимости от расхода вяжу-
щего и усилия прессования. С увеличением объемной
массы улучшаются сопротивление изгибу и огнестой-
кость плит, а теплозащитные свойства их ухудшаются.
Прочность фибролита в сильной степени определя-
ется размерами и качеством древесной шерсти, расхо-
дом вяжущего, толщиной плит, усилием прессования,
режимом тепловой обработки и составляет при изгибе
0,4—1,2 МПа. Водостойкость фибролита недостаточна,
поэтому его необходимо защищать от увлажнения. При
увлажнении фибролитовых плит до 50% их механиче-
ская прочность понижается в 1,5—2 раза; водопоглоще-
ние возрастает с уменьшением объемной массы и расхо-
да вяжущего и достигает 35—607о. Цементно-фиброли-
товые плиты малогигроскопичны и не склонны к короб-
лению.
Теплопроводность. Фибролитовые Ч1литы имеют низ-
кую теплопроводность, которая в сухом состоянии в за-
висимости от объемной массы составляет 0,099—
0,151 Вт/(|м-°С). Однако увлажнение плит в конструк-
ции ухудшает их теплоизоляционные свойства: при уве-
личейии объемной влажности на 1% теплопроводность
плит повышается на 5—14%' в зависимости от объемной
массы материала.
Звукопоглощение фибролитовых плит благодаря от-
крытой сильно развитой пористой структуре хорошее и
зависит от частоты колебаний звука и толщины плит.
Коэффициент звукопоглощения неоштукатуренных
плит при частоте колебаний 1000 Гц и толщине плит
30 мм составляет 0,4.
По огнестойкости фибролитовые плиты относятся к
трудносгораемым материалам — фибролит не горит, но
тлеет. Время тления после удаления пламени для плит
объемной массой 350 кг/м' составляет до 30 с. В сухом
285
состоянии фибролитовые плиты биостойки, они не под-
вержены действию грызунов и грибков. Но при увлаж-
нении свыше 35% фибролитовые плиты поражаются до-
мовым грибом. Долговечность фибролитовых плит до-
статочно высока, если они защищены от внешних агрес-
сивных воздействий. Фибролит легко подвергается ме-
ханической обработке. Его можно пилить, сверлить,
вбивать в него гвозди. Фибролитовые плиты хорошо
поддаются оштукатуриванию и окраске.
2. СЫРЬЕВЫЕ МАТЕРИАЛЫ
Сырьем для изготовления цементного фибролита
являются древесина в виде древесной шерсти, цемент,
минерализующие добавки и вода.
Древесную шерсть получают из неделовой (древеси-
ны в виде дровяника, тонкомерного кругляка и отхо-
дов лесопиления без гнили с определенными допусками
по кривизне и наличию сучков. При выборе древесины
большое значение имеет наличие .в ней водораствори-
мых веществ, вредно влияющих на процессы схваты-
вания и твердения портландцемента. Содержание водо-
растворимых веществ зависит от породы, части дерева
и его возраста, времени рубки, а также от продолжи-
тельности вылеживания на складах. Наименьшее коли-
чество водорастворимых веществ у ели, затем идут пих-
та, тополь, сосна. Наиболее богаты ими береза, осина,
бук. Поэтому древесную шерсть получают преимущест-
венно из хвойных пород. В основании ствола содержит-
ся значительно больше водорастворимых вещес*гв, чем
в его середине. Древесина летней рубки содержит боль-
ше таких веществ, чем древесина зимней рубки. Дре-
весная шерсть — длинная тонкая древесная стружка
длиной 200—500 мм, шириной 2—5 мм и толщиной 0,3—
0,5 'MiM. Применение древесной шерсти толщиной менее
0,3 MIM приводит к снижению прочности плит, а при тол-
нхине ленты свыше 0,5 мм она становится менее эластич-
ной и ломкой. В качестве добавки к древесной шерсти
специального приготовления иногда используют обыч-
ную древесную стружку от строгальных станков.
Для изготовления фибролитовых плит обычно.при-
меняют портландцемент марки не ниже 400, быстро-
твердеющий портландцемент либо шлакопортландце-
1мент. Выбор марки цемента зависит от назначения фиб-
ролита. Наиболее пригодны быстротвердеющие цемен-
ты с содержанием Сз5 более 60% и СзА не менее 12%,
обеспечивающие быстрый рост прочности цементного
«амня. Для нейтрализации вредного воздействия на це-
ментный камень .выще^^тачиваемых водорастворимых
веществ и улучшения сцепления древесной шерсти с
цементом древесную шерсть пропитывают растворами
минеральных веществ — минерализаторов. Минерали-
заторами служат хлористый кальций, растворимое стек-
ло и другие вещества. Вводят минерализатор в строго
отмеренном количестве, так .как избыток или недоста-
ток его приводит к резкому снижению прочности твер-
деющего цемента и, следовательно, готовых плит.
3. ТЕХНОЛОГИЯ ЦЕМЕНТНОГО ФИБРОЛИТА
Физико-химическая сущность технологии. Получение
фибролитовых плит основано на возможности изготов-
ления из древесины длинной стружки (шерсти) и после-
дующего скрепления этой стружки гидравлическим вя--
жущим с целью образования волокнистого каркаса,
омоноличиваемого в процессе твердения вяжущего.
Взаимодействие древесины с цементам имеет неко-
торые особенности. Древесина представляет собой
сложный комплекс веществ органического происхожде-
ния: целлюлозы, лигнина, гемицеллюлозы, экстрактив-
ных и смолистых веществ, а также простейших водо-
растворимых Сахаров и минеральных солей. При попа-
дании в щелочную среду (которой является твердею-
щий цементный раствор, покрывающий древесную
шерсть) гемицсллюлоза !гадролизустся и переходит )В
простейшие водорастворимые сахара (сахарозу, фрук-
тозу, глюкозу), являющиеся сильнейшими «цементными
ядами». Целлюлоза, лигнин, а также экстрактивные и
смашстые вещества и минеральные соли влияния на
процесс твердения цемента не оказывают. Продукты
гидролиза геМ|Ицеллюлозы значительно замедляют про-
цесс твердения цемента, иногда до 'полного его прокра-
И!,ения, а также сильно (в 5—10 раз) снижают проч.
ность затвердевшего цемента. Для устранения вредно-
го воздействия «цементных ядов» проводят специальную
биохимическую, физическую и химическую обработку
древесины.
Производство фибролитовых плит может быть орга-
низовано по мокрому или сухому способу.
287
• Мокрый способ заключается в окунании древесной
шерсти в ванну с водным раствором цемента и минера-
лизатор.а с последующим удалением излишнего раство-
ра на виброгрохоте. Этот способ требует постоянного
перемешивания цементного раствора во избежание его
расслоения, введения в массу большого количества во-
ды, отрицательно сказывающегося на качестве плит.
Кроме того, цемент часто отйерждается в ванне, что
приводит 'К значительным яотерям материала и рабоче-
го времени. Наиболее распространен, у нас в стране и
за рубежом сухой способ изготовления цементного фиб-
ролита, включающий получение шерсти, приготовление
формовочной смеси, формование, прессование и тепло-
вую обработку плит.
Подготовка сырья. Поступающую на завод древеси-
ну окоривают и отправляют на выдержку, чтобы устра-
нить вредное воздействие «цементных ядов». Древесину
выдерживают на открытом воздуке не менее 4—б ве-
сенне-летних месяцев. В этот период под действием сол-
нечных лучей и тепла происходит окислеиие 'экстрак--
тивных веществ и перевод простейших водораствори-
мых Сахаров и гемицеллюло^ы древесины в менее раст-
воримые формы. После выдержки древесину распилива-
ют на чуракй, удаляют гниль и другие пороки. Затем чу-
раки попадают к древошерстным станкам с поступа-
тельно-возвратным или вращательным движением ножей.
Наиболее распространены станки с поступательно-воз-
вратным движением ножевой плиты. Строгальные ножи,
укрепленные по торцам ножевой плиты, сострагивают
шерсть параллельно волокнам древесины. Шерсть с пе«
ререзанн^^ми волокнами в процессе транспортирования
укорач^ивается и качество готовых плит ухудшается.
Затем шерсть подсушивают до влажности 20—22% с
целью уменьшить отрицательное воздействие экстрактив-
ных веществ на цемент и улучшить минерализацию шер-
сти. Чем суше древесная шерсть, тем глубже раствор
минерализатора проникает в поры и капилляры древе-
сины и эффективнее минерализация. •
Приготовление формовочной смеси. Минерализацию
древесной шерсти осуществляют, окуная ее или обрыз-
гивая 3—4%-ным водным раствором хлористого каль-
ция или растворимого стекла на различных устройст-
вах — шерстетрясах, конвейере с перфорированной
лентой, в барабанных смесителях. На шерстетрясах* из
древесной шерсти отсеивается мелочь и стряхивается
излишек раствора минерализатора» Влажность минера-
лизованной шерсти составляет 140—160%- Если в каче-
стве вяжущего применяют белитовый цемент, содержа-
щий незначительное количество Сз5, то не требуется
обработка древесной шepctи минерализатором. .
Соотношение между древесной шерстью и цементом
устанавливают в зависимости от марки выпускаемых
плит и вида шерсти. Для каждого вида древесной шер-
сти существует рациональный расход цемента, соответ-
ствующий оптимальной толщине слоя цементного кам-
ня на ее поверхности. Дальнейшее увеличение расхода
цемента не приводит к эффективному росту прочности
цементного фибролита и повышает его объемную массу.
Уменьшение расхода цемента ухудшает окрейление
лент древесной шерсти, снижает био- и огнестойкость.
Для плит марки 300 соотношение (по массе) между
древесной шерстью и цементом колеблется в пределах
от 1.-2,3 до 1:2,7. Влажность ш:ихты для получения
плит хорошего качества должна поддерживаться в пре-
делах 45—507о.. '
Смешивают компоненты шихты в мешалках принуди-
тельного действия либо в смесителях свободного паде-
ния, обеспечивающих 'перемешивание шерсти без уп-
лотнения и навивания, на вал.
Формование. Готовая шихта загрузочным 'конвейе-
ром со специальным валковым разделителем и разрых-
ляющим устройствам распределяется по формам и на-
чесывается вручную или валиками начеса. Прессование
плит осуществляют в мехаилПеанкх, пневматических
или гидравлических прессах. На отечественных и швед-
ских линиях прессо.вание в пневматических прессах
производится при удельном давлении 0,06—0,1 МПа за
счет массы лежащих выше форм с шихтой и пригрузоч-
ных плит. Таким способом получают теплоизоляцион-
ный фибролит. Более тяжелые плиты вырабатывают
на гидравлических прессах при, удельном давлении
прессования до 0,25—0,4 МПа.
Тепловая обработка фибролитовых плит осуществля-
ется в два этапа: вначале в формах и затем без форм.
Формы в пакетах поступают в камеру твердения, где их
выдерживают при относительной влажности 60—70%
и температуре- 30—35°С. Время выдержки в камерах
твердения колеблется от 8 ч при использовании быстро-
289
твердеющего портландцемента до 24 ч при обычном
портландцементе. Затем плиты высвобождают из форм,
обрезают боковые и торцов^ые кромки и продолжают
сушку в условиях, способствующих не' только удале-
нию излишней влаги, но и дальнейшему росту прочно-
сти цемента. Сушат плиты 5—7 сух до остаточной влаж-
ности 15—207о на открытом воздухе под навесам либо
в сушильных отделениях при температуре 59—60°С,
относительной влажности 60—70% в течение 1—2 сут.
По окончании сушки остывшие плиты сортируют и от-
правляют на склад.
При изготовлении фибролитовых плит необходи-
мо соблюдать основные правила охраны труда и
техники безопасности, а именно: оградить движущиеся
и вращающиеся части всех механизмов, а также резер-
вуары, бассейны и другие емкости; предусмотреть за-
земление электрооборудования и устройство теплоизо-
ляции на всех тепловых установках, а также паропро-
водах. Во избежание заболеваний дыхательных путей
и раздражения «ожи и слизистой оболочки необходимо
устраивать вентиляцию, особенно в местах выделений
паров вредных и токсичных веществ. Меры пожарной и
взрывобезопасности сводятся к регулярному удалению
древесной пыли у мест ее интенсивного выделения.и с
нагретых поверхностей, устройству вентиляции у мест
окраски плит ш т. п. ;
Автоматизированная поточная линия (рис. 14.1) ра-
ботает следующим образом. От станков / для получе-
ния древесной шерсти ее пневмотранспортом 2 подают
на вибростол 3 для минерализации и очистки от мелочи.
В смесителе 5 минерализованную шерсть смешивают с
цементом, поступающим из бункера 4. Приготовленную
шихту ленточным конвейером 6 и сбрасывающим бара-
баном 7 распределяют по металлическим формам 8,
перемещаемым конвейером 9. Подпрессовывающий ба-
рабан 10 уплотняет шихту, а круглопильный станок 11
разрезает ковер» по зазору между торцовыми бортами
смежных форм. Формы с шихтой поступают ,к пакето-
наборному, устройств', являющемуся одновременно
прессом 12. После набора в пакет десяти форм попереч-
ный конвейер 16 подает в пресс пригрузочную плиту
У5. Пакеты плит из пресса электропогрузчик 14 отправ-
ляет в камеры твердения 15, а набравший прочность
пакет — к разделителю 17. Последний направляет
290
Рис. 14.1. Автоматизированная поточная линия для изготовления фибролитовых плит
крышки на конвейер 16, а формы — к распалубочному
устройству 18. Пл1иты обрезают по кромкам на обрез-
ном станке? 19, укладывают штабелером. 20 в штабель
и отправляют электропогрузчиком под навес для сушки
плит 21.
4. ОБЛАСТИ ПРИМЕНЕНИЯ ФИБРОЛИТОВЫХ ПЛИТ
Фибролит — транспортабельный жесткий утепли-
тель, перевозки которого не ухудшают его качества,
поэтому основным направлением в развитии фибролито-
вого производства является строительство крупных спе-
циализированных предприятий с годовой мощностью
66—80 тыс. м^год в районах, богатых сырьевыми ре-
сурсами. Производительность труда на крупных пред-
приятиях выше в 2—^3 раза, а себестоимость фибролита
ниже. При изготовлении 1 м^- теплоизоляционного фиб-
ролита расходуется 0,4 м^ древесины, 170—200 кг це-
мента, 7 кг хлористого к'альция.
Теплоизоляционные фибролитовые плиты марки 300
применяют для утепления ограждающих ^конструкций
щитовых и каркасных стандартных деревянных домов,
сельскохозяйственных построек различного назначения,
а также жилых, общественных и промышленных зда-
ний. Их используют для изготовления утепленных сте-
новых железобетонных панелей, облегченных -фиброли-
то-асбестоцементных шанелей и т. п.
Акустические фибролитовые плиты толщиной 30 мм
применяют как декоративно-акустический материал для
помещений, ще требуется специальный акустический
режим, — машинописных бюро, операционных залов,
зрительных залов и т. п.
Конструктивные фибролитовые 'Плиты используют
для устройства перегородок и покрытий сельскохозяйст-
венных построек, а также стен в стандартном деревян-
ном домостроении.
Глава 15. ТОРФЯНЫЕ ТЕПЛОИЗОЛЯЦИОННЫЕ
ПЛИТЫ
Торфяные теплоизоляционные изделия изготовляют
г пиле 1ПЛ'ит,. скорлуп и сегментов. Преимущественное
рлспространение получили торф.яные тлиты размером
292
1000X500X30 MM. В зависимости от назначения-торфя-
ные теплоизоляционные плиты могут быть: водостойки-
ми В, трудносгораемыми О, биостойкими Б, комплекс-
ными, имеющими два или три из указанных выше
свойств (огнебиостойкие, биоводостойкие и т. п.), и
обычными. В нашей стране работают 15 предприятий
с общей мощностью свыше -6 млн. м^ год.
1. СВОЙСТВА ТОРФЯНЫХ плит
Пористость. Торфяные теплоизоляционные плиты
характеризуются однородной володнистой /структурой
мел'копористого строения с открытыми сообщающимися
порами. Абсолютные значения пористости торфяных
1ПЛИТ колеблются в пределах 84—91i7o,-
Плотность и прочность, при производстве торфяных
плит структура торфа нарушается незначительно, и
объемная масса их близка к объемной массе торфа-сыр-
ца. Торфяные плиты выпускают с объемной массой от
170 до 260 кг/м^. По объемной массе торфяные плиты
относятся к груп'пе высокоэффективных теплоизоляци-
онных материалов. Предел прочности при изгибе тор-
фяных плит равен 0,3—0,5 МПа, что обеспечивает удов-
летворительные условия их транспортирования и мон-
тажа.
Водопоглощение торфяных плит высокое. Высокопо-
ристое строение торфяных плит способствует капилляр-
ному и гигроскопическому их увлажнению. Так, водо-
поглощение обычных плит (по массе) за 24 ч составляет
190—180%, а специальных водостойких — 50%.
Теплопроводность торфяных 'плит в сухом состоянии
невелика из-за смешанной мелкопористой структуры и
органического происхождения твердой фйзы и ccci3 5-
ляет 0,052—0,075 Вт/(м."'С).
Огнестойкость. Торфяные плиты — сгорающий мате-
риал. Температура воспламенения их около 160°С, а са-
мовоспламенения— около 300°С. В увлажненном со-
стоянии при хранении в штабелях торфяные плиты
склонны к микробиологическому самовозгоранию и при
более низкой температуре. Поэтому предельная темпе-
ратура хранения и эксплуатации торфяных плит со-
ставляет 100°С; однако она может быть повышена, если
в состав плит ввести антипирены.
Прочие свойства. Звукопоглощение торфяных плит
благодаря открытой пористости при частоте колебаний
293
1000 Гц составляет 0,5. Торфяные плиты обладают вы-
сокой адсорбционной способностью; они впитывают га-
зы, частично их разлагая и частично поглощая. Отсут-
ствие запаха у торфоплит и невосприимчивость их к за-
пахам хранящихся продуктов делают торфяные плиты
эффективныпуш для устройства холодильников.
2. СЫРЬЕВЫЕ МАТЕРИАЛЫ
Торф является продуктом естественного отмирания
и неполного распада болотных растений в условиях из-
быточного увлажнения и затрудненного доступа возду-
ха. Более */з мировых запасов торфа находится в
СССР. Сырьем для производства торфяных теплоизоля-
ционных плит служит не весь торф, а только слабораз-
ложившиися сфагновый торф верхового типа моховой
группы, в основном сохраняющий рыхлое волокнистое
строение торфообразующих растений. По ботаническо-
му составу сфагновый торф состоит на 85—90% из ос-
татков мхов рода сфагнум. Средняя степень разложе-
ния сфагнового торфа должна быть в пределах 5—10%,
но не более 12%. Торф со степенью разложения до 4—
5%' 1ПЛ0Х0 свойлачивается вследствие большой упруго-
сти волокон. Торф, степень разложения которого более
15%, плохо отдает влагу; одновременно увел1ичиваются
содержание его в отжимных водах и, следовательно, по-
тери торфа со стачными водами.
Для получения торфяных теплоизоляционных плит
часто используют торфяные залежи, сложенные из неод-
нородных видов торфа, но позволяющие путем смешива-
ния торфа отдельных горизонтов получать сырье со сред-
ней степенью разложения не более 12%. Торф в естест-
венном состоянии характеризуемся значительной влаж-
ностью— 91—96%; пористость его составляет 96—97%;
слаборазложившиися торф в сухом состоянии имеет
•плотность от 0,3 г/ом^.
3. ТЕХНОЛОГИЯ . ТОРФЯНЫХ ТЕПЛОИЗОЛЯЦИОННЫХ
плит
Теплоизоляционные плиты из торфа можно получать
двумя способами: мокрым и сухим. В настоящее время
преимущественное распространение получил мокрый спо-
соб производства, обеспечивающий лучшее качество из-
делий.
294 -
Производство торфяных теплоизоляционных плит мок-
рым способом состоит из следующих основных последо-
вательно выполняемых операций: подготовки сырья, при-
готовления торфяной гидромассы, формования и тепло-
вой обработки плит и изготовления из них изоляционных
па1кетов.
Физико-химические основы технологии. Мокрый спо-
соб получения торфяных плит заключается в смешива-
нии измельченного торфа с большим 'количеством воды
и последующем удалении ее при формовании и сушке.
Вода гидромассы придает пластичность волокнам торфа,
способствует образованию волокнистого .каркаса путем
переплетения волокон, а также водному гидрол1Изу угле-
водов торфа при нагревании. Образующиеся водораст-
воримые продукты гидролиза повышают связность во-
локон торфа и тем самым механическую прочность тор-
фяных пл'ит. Под влиянием нагрева при сушке в торфя-
ной массе коллоиды коагулируют, образуются смолистые
вещества, оклеивающие волокна торфа, что благоприят-
ствует повышению прочности и водостойкости торфяных
плит.
Подготовка сырья. Добычу торфяного сырья осущест-
вляют экскаваторами круглый год. Чтобы обеспечить од-
нородность сырьевой массы, торф различных возрастов
смешивают в сырьевом отделении, древесные н другие
включения удаляют. Затем торфяное сырье «расчесыва-
ют», чтобы увеличить удельную поверхность волокон
торфа и, следовательно, силы сцепления между ними,
развивающиеся в лроцессе формования. Эта операция
осуществляется в волк-1машине, работающей по принципу
зубчатой валковой дробилки. Вращаюишеся с разной ок-
ружной скоростью навстречу друг другу зубчатые бара-
баны превращают куски торфа в торфяную крошку.
Приготовление торфяной гидромассы. Измельченный
в вол1К-машйне торф поступает в варочные чаны, в кото-
рых происходят затвореиие его водой, тепловая обработ-
ка (варка) гидромассы и пропитка ее' химическим'И ве-
ществами, что улучшает качество плит. Высокое водо-
затворение торфяной крошки (концентрация торфа в
гидромассе 5—6%) необходимо для дополнительного рас-
щепления ее на отдельные волокна, обеспечения наи-
большей однородности и создания мелкопористой струк-
туры готовых торфоплит.
Варка гидромассы заключается в прогреве ее острым
295
паром до 45—50*0 в зависимости от степени разложения
торфа и выдерживании при этой температуре 20—30 мин.
Она обеспечивает улучшение условий расщепления во-
локон торфа и усиливает свертывание коллоидов, благо-
даря чему облегчается обезвоживание торфоплит при
формовании и сушке. Для улучшения качества торфяных
плит в процессе-варки гидромассы ее пропитывают гид-
рофобизаторами (4—5% на сухой торф), антисептиками
(2—12,5%) и антйширенами llO—15%J. -
Формование торфяных пл1ит осуществляется в гидрав-
лических прессах, преимущественно карусельного типа.
Для прессования используют металлические формы с
сетчатыми поддонами. Удельное давление прессования
0,2 МПа. В начальный адомент прессования вся внешняя
нагрузка воспринимается водой гидромассы. Затем во-
да отфильтровывается, и внешняя нагрузка начинает
воздействовать непосредственно на частицы торфа. В
конце процесса прессования отжим воды прекращается^,
и вся внешняя нагрузка воспринимается твердой фазой
торфа.
При интенсивном прессовании воздух, находящийся в
торфяной массе, сжимается и способствует ускорению
от-жима воды, а сам, будучи в защемленном состоянии,
не успевает удалиться за малые промежутки времени. С
увеличением продолжительности прессования часть за-
щемленного воздуха замещается водой, количество га-
зовой фазы в плите уменьшается, а влажность отпрес-
сованной плиты увеличивается. Использование свойства
свежеформованных плит увеличивать толщину после
снятия давления вследствие упругой деформации после-
действия позволяет - значительно снижать влажность
плит п сокращать расход тепла на их сушку.
Тепловая обработка торфяных плит заключается в
понижении их влажности с 80—857о ДО 5—10% путем
испарения воды. При этом отдельные волокна торфа,
сближаясь, склеиваются в местах контактов выделяю-
щимися из торфа смолообразными продуктами. Сушат
торфоплиты на поддонах в туннельных сушилках. Мак-
симальная температура сушильного агента — воздуха,
нагретого в паровом калорифере, или газовоздушной
смеси — 150—160°С, так как при более высокой темпе-
ратуре торф склонен к возгоранию. Продолжительность
сушки торфоплит зависит в основном от начальной
влажности плиты и составляет 24—32 ч.- Расходы на
299 ,
сушку в общей заводской себестоимости составляют
50—607о.
Обработка плит и изготовление изоляционных паке-
тов. После сушки HviHTH отправляют на оклад, где они
остывают и приобретают присущую им равновесную
влажность — до 12—15%. Затем их сортируют и обре-
зают неровные 'кромки. Для изготовления изоляционных
пакетов поверхности 2—3 торфяных плит покрывают
расплавленным битумом и сжимают плиты в винтовом
прессе, доводя тем самым их толщину до 60—90 мм. Го--
товые торфоплиты или пакеты отправляют потребителю
в решетчатых деревянных ящиках.
При изготовлении торфоплит, кроме общих основных
правил охраны труда и техники безопасности, необходим
МО соблюдать еще и специфические, связанные со склон-'
ностью торфа к биологическому, тепловому и химическо-
|Му самовозгоранию, легкостью загорания его от других
источников, а также способностью торфяной пыли об-
разовывать вместе с воздухом взрывчатые смеси. В свя-
зи с этим необходимо устройство отсосов у мест интен-
сивного выделения торфяной пыли, регулярная уборка
осевшей пыли, особенно с горячих поверхностей, поддер-
жание'Правильного температурного режима при осу-
ществлении тепловых процессов.
Производство торфяных плит по проекту Белгипро-
торфа представлено на рис. 15.1. Сырье, доставляемое в
подготовительное отделение на железнодорожных плат-
формах 3, Смывается* на приемочную площадку 4 струей
воды, подаваемой насосом из резервуара 1, гидромонито-
ром 2. Затем оно проходит через расчесывающие бараба-
ны 5, по конвейеру 6 с отжимным устройством, поступает
в приемный колодец и ковшовым элеватором 7 поднима-
ется в массный бассейн 8, оборудованный мешалками
и системой для подачи воды и пара. В массном бассей-
не осуществляется затворение торфомассы водой, ее
тепловая обработка и пропитывание. Готовят пропиты-
вающие растворы в устройстве 9. Торфяная гидромасса
ячейковым питателем 10 подается в камеру прессования
пресса 11, где происходит формование плит размером
500X1000 мм. Сформованные плиты вакуумным устрой-
ством переносятся на накапливающий роликовый кон-
вейер 12 и далее консольным роликовым конвейером
14 и подъемником 13 попарно укладываются нз
полочную вагонетку 16. Нагруженную вагонетку меха-
297
So
00
'Ш^АУМУ^Л
Рис. 15.1. Технологическая схе.ма производства торфяных плит
ниэм подачи 15 и траверсная тележка 17 доставляют
в сушил'ку. Цепной толкатель /8 заталкивает вагонё'тку
в сушильный канал 19. Вагонетка с высушенными изде-
лиями 1посредством цепного толкателя 20 и траверсной
тележки 21 поступает в камеру обеспыливания и аккли-
1матизации 22. Из этой «амеры подъемником 23 и кон-
сольным роликовым конвейером 24 плиты снимаются с
вагонетки и подаются ролдаковым конвейером 25 в пресс
26 для склеивания в пакеты или для упаковки в тару.
Упа'кованные пакеты «или плиты электрокар 27 отвозит
на склад готовой продукции 28. Очистка промышленных
сточных вод осуществляется в двухъярусных отстойни-
ках 29 и иловых площадках 30.
4. ОБЛАСТИ ПРИМЕНЕНИЯ ТОРФЯНЫХ ПЛИТ
Торфяные теплоизоляционные плиты применяются
как в промышленном, так и в гражданском строительст-
ве, на транспорте. Доля торфяных плит в общем выпуске
теплоизоляционных материалов.составляет 1%. Пример-
но 80% торфяных плит используют для изоляции ограж-
дений 1и оборудования холодильников. Их .применяют
также для устройства ограждений в жилых, обществен-
ных и промышленных зданиях II и III классов.
"При использовании торфяных плит в ограждающих
конструкциях возможно их увлажнение путем конденса-
ции влаги из воздуха, атмосферных осадков и т. п. Для
защиты плит от увлажнения устраивают пароизоляцию,
которой чаще всего служат битум или материалы иа его
основе. Водобиостой'кие тор.фяные плиты применяют
для утепления наружных стеновых теплоизоляционных
панелей. '
Глава 16. КАМЫШИТ
Камьвшит — плитный Материал, изготовляемый из
стеблей камыша (тростни'ка обыкновенного) путем прес-
сования и скрепления в прессованном состоянии сталь-
ной оцинкованной проволокой. Производство камышита
размещается в районах, богатых зарослями камыша
(Казахстан, Нижнее Поволжье и др.); в настоящее
299
время выпуск камышита составляет около 25 млн. м*
плит в год.
Камышитовые плиты могут быть с поперечным либо
продольным расположением стеблей, причем последние
б'олее экономичны по расходу материалов. Камышит от-
личается неоднородным волокнистым строением с сооб-
щающимися крупными, и мелкими порами. Объемная
масса выпускаемых камышитовых плит зависит от уси-
лия прессования и составляет 175—250 кг/м^; предел
прочности при изгибе — около 0,5 МПа; теплопровод-
ность 0,058—0,093 Вт/(м-°С). Влажность камышито-
вых 1ПЛНТ не должна превышать 18%. Камышит при ув-
лажнении поражается грибами; при открытом пламени
не горит, но тлеет. Размеры плит, мм: длина 2400—2800,
ширина 550—1500 и толщина 50—100.
/. СЫРЬЕВЫЕ МАТЕРИАЛЫ
Изготавливают камышит из стеблей тростника обык-
новенного, а также камыша озерного, рогоза или других
водолюбивых растений. При выборе сырья большое
внимание обращают на гибкость стебля и пористость
растительной ткани, обеспечивающих упругость и низ-
кую теплопроводность камышитовых плит.
Для изготовления камышита используют зрелый
тростник^ урожая первого года с толщиной стебля преи-
мущественно 7—15 мм, желтого цвета, без листьев, гни-
ли и плесени. Тростник заготавливают осенью на неза-.
мерзших водоемах плавучими камышекосилками, а на
замерзших — камышеуборочными машинами. Для
скрепления камышитовых" плит используют стальную
оцинкованную проволоку диаметром 1,6—2 'мм.
Ориентировочйый расход -материалов на изготовле-
ние I м^ камышитовых плит толщиной 100 мм следую-
щий: 25 кг камыша и 0,4—0,7 кг проволоки (включая из-
готовление скоб) в зависимости от расположения стеблей.
2. ИЗГОТОВЛЕНИЕ КАМЫШИТОВЫХ ПЛИТ
Для изготовления камышитовых плит использ!уют
прессы различных конструкций. Плиты с поперечным рас-
положением стеблей изготавливают на горизонтальных
прессах ПКТР-3 и АКС, с продольным расположением
стеблей — на вертикальной передвижной установке
ПВ-1000 ВНИИСельстроя.
300 '
Производство ^камышитовых ллит на установке
ПВ-1000 осуществляется следующим образом. Ленточный
конвейер подает камыш с загрузочной площадки-установ-
ки к маятниковой (циркульной) пиле, обрезающей стеб-
ли камыша на определенную длину. Нарезанные стебли
поступают в устройство предварительной подпрессовки,
а затем в вертикальную камеру для прессования, прошив-
ки спрессованного камыша проволокой и опиливания бо-
ковых сторон. Непрерывную камышитовую плиту, выхо-
дящую из пресса, разрезают на плиты требуемого раз-
мера. .
Установка ПВ-1000 отличается большой производи-
тельностью, пониженной материало- и. энергоемкостью,
высокой выработкой (продукции на 1 рабочего. Предприя-
тия по изготовлению камышита могут быть стационарны-
ми производительностью 100—300 тыс. м^/год и перед-
вижным'И, объединяемыми в заводы производительностью
1,5 млн. ,м2/год. Себестоимость камышитовых плит на
пе"редвижных заводах составляет 55—60% себестоимости
плит на стационарных.
3. ОБЛАСТИ ПРИМЕНЕНИЯ КАМЫШИТОВЫХ ПЛИТ
Камышитовые плиты используют в малоэтажном жи-
лом и сельскохозяйственном, строительстве для тепло- и
звукоизоляции при устройстве стен, перегородок, пере-
крытий и покрытий.-Для предохранения от гниения пли--
ты пропитывают 5% раствором железного купороса. По-
верхности камышитовых стен для уменьшения воздухо-
проницаемости оштукатуривают.
Глава 17. ГАЗОНАПОЛНЕННЫЕ ПЛАСТМАССЫ
Газойаполненные пластмассы — это двухфазные си-
стемы, состоящие из полимерной матрицы и относитель-
но равномерно диспергированной газовой фазы. В зави-
симости от значений 1Модуля упругости полимерные пе-
номатериалы подразделяют на жесткие, полужесткие и
эластичные. К жестким материалам, наиболее широко ис-
пользуемым для строительной теплоизоляции, относятся
газонаполненные пластмассы, имеющие предел прочности
301
при сжатии при 50%-ной деформации более 0,15 МПа,
эластичные — менее 0,01 МПа (полужесткие занимают
промежуточное положение)!
Газонаполненные пластмассы .можно ;классифициро-
вать также по следующим основным признакам: физи-
ческой структуре; природе и химическому строению по-
лимеров, составляющих основу материала; технологии;
функциональному назначению. По физической структуре
газонаполненные пластмассы разделяются на ряд групп,
среди .которых наибольший интерес для теплоизоляции
представляют пенистые или ячеистые пластмассы (оено-
пласты), пористые пластмассы (поропласты); сотовые
пластмассы (сотолласты).
Пенопласты. характеризуются несообщающейся яче-
истой структурой, образовавшейся в результате вспени-
вания исходной композиции. Поропласты отличаются со-
общающейся пористостью, в результате чего материал
является газопроницаемым. Однако практически газо-
наполненные пластмассы характеризуются смешанной
структурой, так как не удается получить материал толь-
ко с замкнутыми или открытыми ячейками, поэтому такое
деление газонаполненных пластмасс условно.
- Для сотопластов показательны регулярно повторяю-
щиеся воздушные 1П0Л0СТИ, имеющие правильную геомет-
рическую форму (например, сотопласты на основе бума-
ги или стеклоткани, пропитанные полимерной смолой).
Сотопласты получают при формовании или литье исход-
ного пластичного материала без его вспенивания. По
структуре сотопласты близки к пенопластам, отличаясь
от них геометрической .правильностью и большим.и разме-
paiMH воздушных пор. Тип структуры газонаполненных
пластмасс обусловлен комплексом факторов, главные из
которых — вид и химическое строение полимера, вид по-
рообразователя, технология получения пеноматериала.
Характер пористой структуры решающим образом влияет
на основные свойства пенопластов: прочность, водопо-
глощение, телопроводность, эксплуатационную стойкость
и др.
В зависимости от вида полимера пенопласты подраз-
деляют на термопластичные — на основе полимеров с ли-
нейной структурой (пспополистирол, пенополивинилхло-
рид, пенополиэтилен, пенополипропилен и др.), терморе-
активные — на основе полимеров с .пространственной
структурой (фенолоформальдегидные, мочевинофор-
302
мальдегидные, ненасыщенные полиэфиры, эпоксидные,
^полиуретановые и др.)-
Природа исходных полимеров в значительной степени
рбусловливает технологию их 'переработки в пенопласты.
Пенопласты составляют две группы 'материалов, отли-
чающиеся способом получения: прессовые пенопласты,
изготавливаемые в условиях обжатия (давления) извне,
и беспрессовые пенопласты, образующиеся без внешнего
давления. В свою очередь, беопрессовые пенопласты мож-
но подразделить на следуюпще основные группы: а) за-
ливочные пенопласты, получаемые вспениванием жидких
исходных композиций газами, выделяющимися из мас-
сы (например, пенополиуретаны, фенольные пенопласты
на основе резодьных смол); б) пенопласты, получаемые
вспениванием водных растворов, эмульсий или суспен-
зий полимеров путем механического диспергирования га-
за и отверждения 'композиции (например, мочевииофор-
мельдегидные пенопласты); в) пенопласты, 'получаемые
омоноличиванием предварительно вспененного гранули-,
рованного полимера (пенополистирол); г) пенопласты,
образующиеся при вспенивании твердых смоляных ком-
позиций с помощью газообразователей (например, пено-
пласты на основе твердых новолачных фенолоформаль-
дегидных' смол).
По функциональному назначению отенопласты делят-
ся на теплоизоляционные, используемые в виде пл,ит и
скорл'уп в холодильной технике, для изоляции химической
аппаратуры, изотермических вагонов, в кровельных и
стеновых конструкциях зданий; конструкционно-тепло-
изоляционные, используемые в виде ограждаюпи1х кон-
струкций, в том числе в слоистых конструкциях, в ка-
честве монтажной теплоизоляции трубопроводов. Особен-
но эффективны слоистые конструкции: они лепки, техно-
логичны, обладают необходимой прочностью и жест-
костью. Применение слоистых конструкций в строитель-
стве помогает разрешить издавна существующее про-
тиворечие между несуп1ей способностью конструкции и
ее теплотехническими свойствами. В последнее время
возводят все больше строительных конструкций с ис-
пользованием ленопластов, область их применения непре-
рывно расширяется.
В настояп1ее время в практике строительства широкое
распространение получают композиционные пенопласты,
в состав которых входят разл'ичные зернистые'минераль-
W3
ные пористые наполнители; эти материалы выделяют в
самостоятельную группу — группу наполненных пено-
пластов. Специфические особенности газонаполненных
пластмасс определяют техническую направленность и
экономическую эффективность их применения в разл*1ч-
ных отраслях промышленности. Благодаря низкой объ-
емной массе, высоким тепло- и звукоизоляционным
свойствам, повышенной удельной прочности, а также ря-
ду ценных технологических и эксплуатационных свойств
пенопласты не имеют аналогов среди традиционных
строительных материалов.
Однако большинству газонаполненных пластмасс свой-
ственны определенные недостатки, существенно ограни-
чивающие возможность нх применения: пониженные ог-
нестойкость, теплостойкость и температуростой'кость. Кро-
ме того, высокая себестоимость и ограниченность сырье-
вой базы обусловливают экономическую целесообраз-
ность Использования пенопластов в основном для высо-
коэффективной теплоизоляции — в легких кровельных и
крупноразмерных стеновых конструкциях или для мон-
тажной теплоизоляции трубопроводов без устройства
специальных армирующих элементов.
Промышленное производство пенопластов как в
СССР, так и за рубежом стало развиваться сравнитель-
"но недавно. В настоящее время производство пеноплас-
тов развивается быстрыми темпами. Наиболее прогрес-
сивны интенсивно развивающиеся высокопроизводитель-
ные беспрессовые методы производства, при которых мо-
гут быть полностью механизированы и автоматизирова-
ны все процессы.
1. ОСНОВНЫЕ СВОЙСТВА
Пористость. Основными факторами, характеризую-
щими структуру и определяющими свойства пеноплас-
тов, являются относительное содержание полимерной и
газовой фаз, геометрическая форма и размеры ячеек, со-
отношение замкнутой и сообщающейся пористости.
Реальные пенопласты характеризуются многомодаль-
ным (полифракционным) распределением пор по разме-
рам. Форма и размер ячеек, толщина полимерных пле-
нок, составляющих стенки ячеек, колеблются в объеме
материала в широких пределах. Эти колебания могут но-
сить как закономерный характер, обусловленный соста-
3«
BOM композиции и пара.метрами технологии, так и слу-
чайный.
Основные параметры ячеистой структурытеплоизоля-
ционных пенопластов приведены в табл. 17Л. Наиболее-
равномерной, мелкоячеистой структурой, характеризу-
ются пенопласты на основе термопластичных полимеров,
полученные по прессовой технологии. Регулярность
структуры достигается в значительной степени предва-
рителькым механическим диспергированием и гомогейи-
зацией Исходных компонентов.
Таблица '17.1. Характеристики структуры пенопластов
..
ПоЛкиер ->
Полистирол
Поливинилхлорид
Полиуретан
Феиолоформальдегидиая
сМола
Плот-
ность по-
< лимера.
г/см«
1,05
1,38
1,2
1.2-1,3
Объемная
касса пе-
нопласта,
иг/м'
16—25
50—220
50—200
20—200
Средний
днаметр
пор, мм
0,02—0,2
0,1—0,3
0,1—2,5
0,2—5
Толщнва
иежпоро-
вых пере»
городок,
мкм
0,5—18
5—250
5—120
1,5—300
Структура полиурета новых и полизпоксидных пено-
пластов товкодисперсная и относительно равномерная.
Для фенольных пенопластов характерна вытянутость.
ячеек в направлении вспенивания, что определяет ани-
зотропию их свойств, причем ориентация пор усиливает-
ся при снижении плотности пенопластов.'
Характер структуры пенопластов может иэ'меняться
даже при незначительных колебаниях технологических'
режимов и рецептур исходных вспенивающихся компо-
зиций. Характер пористой структуры и размер ячеек
регулируются введётмем поверхностно-активных ве-
ществ в исходную композицию. Используя различные
типы ПАВ, можно получать, например, пенополиуретаны
с 'преимущественно закрытой или сообщающейся пори-
стостью. 1
Соотношение числа открытых и закрытых пор в стру-
ктуре .пенопласта определяет его физико-механическиё
свойства, которые улучшаются с увеличением содержа-
ния закрытых ячеек. В табл. 17.2 представлено соотно-
шение закрытых и открытых пор в структуре пенопла-
стов различных марок.
Преобладающую замкнутую ячеистую структуру име-
ют прессовые полистирольныё и поливинилхлоридные
II Зак. 85
306
Таблица 17.2. Содержание открытых и закрытых пор
в структуре пенопластов
Пенопласт
"¦
Прессовый пенотголистирол
Беспрессовый пенополисти-
рол
Пенополившгилхлорид
Пенополиуретан
Фенольный заливочный пе-
нопласт
Объемная
масса,
кг/м>
90-
20
70
50
40
Содержание в структуре
пенопластов, %
Закрытых
пор
88,5
95,8
92,2
. 94,4
1,3
открытых
пор
2,2
2,8
1,8
1
96,3
твердой
фазы
9,3
1,4
6
4,6
2,4
пенопласты, жесткие пенополиуретаны и кремнийорга-
нические пенопласты. Фенолоформальдегидные и моче-
виноформальдегидные 'пенопласты 1 :характеризуются!
преобладанием в структуре открытой пористости.
Объемная масса пенопластов зависит от плотности
полимера и содержания в исходной вспенивающейся
композиции газообразователя «ли вспенивающего аген-
та; однако снижение объемной массы пенопласта проис-
ходит при увеличении количества газообразователя
лишь до определенного предела, характерного для каж-
дого вида пенопласта. Объемная масса пенопластов
обычно 'Колеблется по высоте и объему изделий, что
объясняется главным образом технологическими причи-
нами. Такая неравномерность материала особенно за-
метно проявляется в пепопластах заливочного типа, так
как условия структурообразования и перераспределе-
ния тепла по объему вспенивающейся композиции в та-
ких материалах существенно влияют на пористость.
Например, при ценообразовании фенолоформальдегид-
ной композиции в замкнутом объеме готовый пенепласт
имеет поверхностную уплотненную корку («пристенный
слой»), тогда как при свободном вспенивании той же
композициияобъемная масса по высоте изделия умень-
шается. Причина образования уплотненного поверхност-
ного слоя — нарушение тешЬвого равновесия в процес-
се структурообразования пено.пласта 'вследствие^высо-
кой теплопроводности материала формы. Предваритель-
ный нагрев формы позволяет уменьшить толщину уп-
лотненного слоя.
306 .
Теплопроводность. Существуют оптимальные значе-
ния объемной массы пенопласта, отклонения от кото-
рых приводят « увеличению теплопроводности. При
снижении объемной массы (по сравнеиию с оптималь-
ной) % возрастает из-за увеличения содержания в ма-
териале открытых cooбщaющиxtя пор и усиления кон-
вективных потоков.
Теплопроводность пенопластов зависит от химиче-
ской природы полимера и вида газов, заполняющих
поры материала. Однако влияние вида полимера, обра-
зующего стенки пор пенопластов, сравнительно невели-
ко. Влияние природы газа в ячейках на теплопровод-
ность пеноматериала может быть показано на примере
пенополиуретанов: при наличии в порах воздуха Я=0,027,
двуокиси углерода — 0,0146, фтортрихлормета-
на — 0,0084 Вт/(м-°С). Эти данные свидетельствуют о
значительном уменьшении теплопроводности пенопла-
стов при наполнении их высокомолекулярными газами.
Теплопроводность пенопластов, применяемых в качест-
ве строительной теплоизоляции, значительно ниже, чем
у других видов теплоизоляционных материалов, и со-
Рнс. 17.1. Зависимость тепло-
проводности от влажности пе-'
ногП ластов
1 — мочевиноформальдсгидный пе-
нопласт; 2 — фенольный пенопласт;
3 — полистирольнын пенопласт
X,BT/(M-t)
0,115
0,07
DM5
tl
Л,
J
¦-
в и/ "¦
ставляет 0,023—0,045 (Вт/См-Х). Значительное влия-
ние на теплоизоляционные свойства пенопластов ока-
зывает влага (рис. 17.1). Характерно, что в материале
с открытой сообщающейся пористостью (кривая /)
влияние влажности на Я значительно выше, чем в мате-
риалах с замкнутой пористостью (кривые 2, 3). Объсня-
ется это тем, что вода заполняет прежде всего мелкие
поры, образуя тем самым мостики с повышенной тепло-
передачей.
Акустические свойства пенопластов зависят от осо-
бенностей их пористой структуры, характера поверхно-
сти и упругих свойств материала ( рис. 17.2). Полисти-
рольные и поливинилхлоридные пенопласты, характе-
11* Зак. 85
3.07
ем
•
/^
"2
^-
II
tru
«а 2 ^ О"*
Х» «а S S
«м «f» S «а
Рис I7A Показатели акустических свойств
пенопласгов
а — полвстирольного: I — ро=50; 2 —'Ро=100 кг/м';
6 — иолявнкилхлоридного: / — ро= 100; 2 — ро=
ssSSO кг/м*; в — «лвстивдого полиуретанового;
/ — иелкопористый; 2 — крупнопористый
ризующиеся преобладанием закрытой пористости, не
удовлетворяют требованиям, предъявляемым к звуко-
¦поплощающим материалам. »И^ заливочных пенолла-'
стов наиболее высокими «оэффициентами. звукопогло-
щения в широком диапазоне частот (250-^4000 Гц) от-
лича,ются эластичные пенополиуретаны, характеризую-
щиеся сообщающейся пористостью. ФенольнЫ1е пено-
пласты обладают |дизки.м коэффициентом звукопогло-
щения, что обусловлено спецификой структуры этих
материалов и относительно высокой жесткостью поли-
мерного каркаса.
Физико-механические свойства пенопластов. Поведе-
ние пенопластов под действием механических напряже-
ний обусловлено специфическими особенностями j их
ячеистой структуры и полимерной основы. Сопротивле-
ние пенопластов разрушению характеризуется, >tfarpy3-
кой, продолжительностью ее действия и способностью
м'атериала деформироваться. В условиях напряженного
состояния у пенопластов наблюдаются резко выражен-;
ные отклонения как от свойств идеально упругих тел,
для которых в соответствии с законом Гука напряже-
ние прямо пропорционально деформации и не зависит
от ее скорости, так и от свойств идеально вязких жид-
костей, для которых напряжение пряйо пропорцио-
нально скорости деформации и не зависит от самой
деформации. Для пенопластов характерны вязкая
упругость ,и замедленное деформирование во времени.
Поэтому рассмотрение вопросов разрушения 1пенопла-
стов сводится к анализу их деформативности.
При сжатии в пенопластах в большинстве случаев
отсутствует хрупкое разрушение и чежо выраженный
предел прочности. Поэтому такой показатель опреде-
ляют условно при заданной деформации материала
(при 2%-ной или 10%-ной относительной деформации).
Кратковременные прочностные я деформационные ха-
рактеристики пенопластов различных видов приведены
в табл. 17.3. Наиболее высокими прочностными пока-
зателями обладают ^прессовые полнстирольные ! пено-
пласты и винильные пенопласты.
Широкая возможность варьирования рецептур по-
лиуретановых композиций обусловливает получение
пенопластов с различными прочностными и упругими
свойствами соответственно их целевому назначению.
Повышенна'Я хрупкость фенольных пенопластов объяс-
Таблица 17.3. Кратковременные физико-механическйё
характеристики пенопластов
Пенопласт
Прессовый иолн-
стирольный
Беспрессовый по-
листирольный
В н пильный
Полиуретановый
Заливочный фе-
нольный
Об1.'гмнаи
масса,
кг/м"
40
100
200
20
70
50
100
60
предел II
)оч кости.
МПа
при
сжатии
0,35
1,2
2,7
0,12
1
0,3
0,85
0,18
при рас-
тяжении
0,8
2
2,2
0,i2
1,9
0,5
1
0,16
Модуль
упругости
(при сжа-
тии),
МПа
13
55
100
2,5
85
4
40
10
Удлине-
ние при
разрыве.
%
3,5
2—3
1,5—2
1,5—2,5
3—4
5-8
4-5
4-5
няется особенностями химического строения фенолофор-
мальдегидных смол. Макромолекулам, состоящим из
фенольных ядер, связанных одна с другой короткими
малоподвижными мостичными связями, свойственна
малая подвижность элементарных звеньев. Вязкость
этих смол повышают, совмещая их с нитрильными кау-
чукамл или пластифицирующими агентами. Для мочеви-
ноформальдегидных пенопластов характерна низкая
прочность и повышенная хрупкость. Одним из
основных факторов, влияющих на прочность пено-
пластов, является их объемная масса. В небольших диа-
пазонах изменения объемной массы зависимость R =
.=/ (р)о носит линейный характер; в широком интервале
объемных масс она является более сложной.
2. ТЕПЛОСТОЙКОСТЬ И ТЕМПЕРЛТУРЛ'
ПРИМЕНЕНИЯ ПЕНОПЛАСТОВ
Теплостойкостью пенопластов определяется их фор-
мостабильность в условиях эксплуатации материала
при повышенных температурах. Условно за характери-
стику теплостойкости nenoHviacTOB принимают темпера-
туру, при которой линейная усадочная деформация ма-
териала за 24 ч не превышает 1%. Технической харак-
теристикой теплостойкости является показатель ра'бочей
температуры, np;i которой материал продолжает еще
сохранять свои эксплуатационные свойства и усадочные
деформации не превышают заданных значений.
3,10
Деформативиость пеиопласто.в при. повышенных тем-
пературах изменяется в большей степени, чем прочность.
При повышенных температурах под действием механи-
ческих напряжений возрастают эластические и пластиче-
ские деформации пенопластов. Характер влияния повы-
шенных температур на механические свойства ненопла-
стов обусловлен в основном свойствами полимерной ос-
новы. Пенояласты на базе термореактивных смол обла-
дают 'более стабильными мехаинчеокими свойствами при
повышенных температурах. При кратковременных воз-
действиях эти материалы формостабильны до темпера-
тур, близких к температуре их термической деструкции
(180—200°С).' Наиболее теплостойки мочевинофор-
мальдегидныс *псно'аласты (температура эксплуатации
до 200°С). Рабочая температура феиольиых пенопластов
до 150°С, полиуретановых пенопластов 90—120°С. Высо-
кой стабильностью механических ¦ характеристик при
продолжительном воздействии повышенных температур
отличаются кромнийорганически'с пеиопластЬ! (до
250°С).
У пенопластов на основе термопластичных поли-
меров интенсивно снижаются механические свойства
вблизи температуры стеклования. Термопластичные пе-
иопласты в качестве (конструкционных 'материалов ¦мcfж-
ио использовать' при температурах до 75°С. При более
высоких температурах увеличиваются их эластические
свойства; механические характеристики, например, пб-
листирольиьи( пенопластов при температуре 60°С снижа-
ются до 30—40%. При отр'Ицатольиых температурах
прочностные и упругие свойства термопластичных пе-
нопластов повышаются на 20—30%, поскольку увеличи-
вается хрупкость полимерной основы.
Водопоглощсиие и 'гигроскопичность пенопластов
существенно зависят от химической природы полимера,
характера пористой структуры, объе.мной массы, особен-
ностей технологии и, наконец, от продолжительности
увлажнения. Пенопласта'м, имеюнхим 1преи'муш,ественио
открытую сообщающуюся пористость (мочевиноформаль-
'Дегидные, фенольныс), свойственно повышенное водо-
поглощеиие. После 24 ч пребывания в воде водопогло-
и1,еиие пенопластов на основе мочевииоформальдсгидных
смол составляет около 1200% по массе. Более плотный
слой, образующийся при изготовлении на поверхности
заливочных феиольиых пенопластов, способствует не-
31!.
v«
'й"
S
¦Ч»
С;
ч>
1
^
2с
^
Сз
ч
»в
/
/
1
/
/
у
^^^^
которому снижению их водопоглощения (полное водо-
насыщение наступает через 120 сут и достигает около
80—90% по объему). У заливочных полиуретановых и
поливинилхлоридных (пенопластов, характеризующихся
.преобладанием зам'кнутой ячеистой структуры, водопог-
лощение невысокое.
Сорбционная влажность пенопластов возрастает с
уменьшением объемной массы и увеличением влажности
воздуха. Изотерма сорбции пёнопластов так же, как и
для других капиллярно-пори-
стых тел, состоит из трех участ-
ков (рис. 17.3). Это объясняет-
ся тем, что процесс сорбции
водяного пара происходит в
такой последовательности: на-
чальный участок кривой при
малых значениях относитель-
ной влажности воздуха (Woth<
io т <20%) характеризует в основ-
НОМ мономолекулярную адсорб-
цию воды; с повышением Woth
Рис. ,1,7.3. Изотерма ДО 80% на поверхности пор об-
сорбции пенопластов ' разуется полимолекулярный
адсорбированный слой скон-
денсировавшегося пара. При WoTn>80% изотерма
сорбции круто изгибается ввер^^, что указывает на
резкое увеличение влажности материала вследствие ин-
тенсивного проникновения влаги в поры из-за капилляр-
ной конденсации.
Паррпроницаомость пенопластов, изготовленных по
прессовой технологии, незначительна и с увеличением
объемной массы уменьшается, что связано с возраста-
нием закрытой пористости материала. С увеличением от-
крытой пористости (мочевиноформальдегидные, зали-
вочные, фенольные тенопласты) паропронищаемость
материалов увеличивается.*
В условиях повышенной влажности воздуха и при'
контакте с водой наблюдается изменение механических
свойств пенопластов. Прочность при сжатии термопла-.
стичных пенопластов снижается в результате увлажне-
ния в течение 20 сут на 8—18%, фенольных пенопла-
стов >— до 1,5—1 раз.
Эксплуатационная стойкость. При длительном воз-
действии напряжений прочностные .и деформационные
свойства пенопластов отЛйчаютСя характерными особей-
ностями, обусловленными специфической "структурой
этих материалов. В условиях длительно приложенных
статических напряжений у пенопластов развиваются де-
формации ползучести, снижающие фор|МОстабш1ьность
материала. При использовании пенопластов в элементах
конструкций значительные Деформации недопустимы,
поэтому в качестве критерия сопротивляемости пенопла-
стов действию статических напряжений принимается ха-
рактер и ве^тичина деформирования материала во вре-
мени. Деформируемость пенопластов зависит от вели-
чины и длительности действия приложенных «напряже-
ний. При больших нагрузках (0,4—0,45 ост) ползучесть
интенсивно развивается во времени.
Характеристикой ползучести пенопластом при дли-
тельном действии напряжений служит модуль деформа-
тивности, равный отношению деформаций, полученных
в начале нагружения образцов, к лолньвм деформациям,
возникающим под действием длительной нагрузки. С по-
вышением температуры скорость развития деформаций
ползучести пенопластов резко возрастает. Комплексное
воздействие атмосферных факторов в соч'стании с дли-
тельно действующими напряжениями также заметно
влияет на длительную прочность и ползучесть пенопла-
стов. Высокую, атмосферостойкость показывают поли-
стирольные и поливинилхлоридные пенопласты. Феноль-
ные яенопласты характеризуются пониженной атмосфе-
ростойкостью в условиях напряженного состояния.
Условия эксплуатации теплоизоляционных материа-
лов в строительных конструкциях определяются "типом
конструкции и районом строительства. Основные аг-
рессивные факторы для утеплителей ограждающих кон-
струкций — длительные воздействия ^температуры и
влажности окружающей среды, число переходов через
0°С (циклы замораживания и оттаивания). При дли-
тельном комплексном воздействии повышенных темпера-
тур, кислорода воздуха, света и т. д. в полимерах про-
текают различные физические (термическая, механиче-
ская, фотохимическая деструкция) и химические (хими-
ческая деструкция) отроцессы, которые могут привести
к значительным ухудшениям свойств п'еноматериалов в
связи с уменьшением молекулярной массы полимеров,
образованием свободных радикалов и уменьшением
длины цепей макромолекул.
313
Наиболее важным фактором, определяющим дли-
тельную термостойкость полимеров, является величина
энергии связи между атомами в главной цепи. Одна нз
наиболее устойчивых к термическим воздействиям уг-
лерод-углеродная связь С — С, на прочность которой
влияют степень разветвленности полимеров и наличие
заместителей в макромолекуле. Поэтому разветвлен-
ные полимеры всегда менее термостойки, чем нераз-
ветвленные; изотактические полимеры более термостой-
ки, чем атактические. Этим объясняется; например, - бо-
лее низкая термостойкость поливикилхлоридных пеио-
пластов. Варьируя рецептуры исходных вспенивающих-
ся ¦кам1позиций, можно, регулируя плотность сшивки по-
лимера изменением числа поперечных связей, направ-
ленно изменять термостойкость таких пенопластов. Так,
например, увеличение содержания изоцианата в компо-
зиции для получения пенонолиуретана способствует по-
вышению его термостойкости.
Перспективное направление переработки полиме-
ров— их стабилизация — сохранение исходных свойств
полимеров при различных воздействиях, которая может
быть осуществлена введением стабилизаторов, предот-
вращающих старение полимеров в условиях эксплуата-
ции. Вследствие многообразия химических процессов,
протекающих при разрушении полимеров, стабилиза-
ция различных полим-сров не может 'быть реализована
единым приемом. Для каждого полимера должны при-
меняться свои стабилизаторы. Но поскольку все реакции
распада являются цепнуми, для их замедления могут
быть-использованы три общих метода: подавление цеп-
ных реакций, развивающихся в .процессе термоокислн-
тельного распада; создание условий, при которых обра-
зующиеся вещества препятствуют более глубокому раз-
ложению полимера; создание условий, при которых рас-
пад протекает обратимо.
Периодическое увлажнение (попеременное увлажне-
ние и высушивание) наиболее интенсивно снижает проч-
ностные и упругие харз'ктерпстики пенопластов (до
40% в зависимости от вида полимерной основы). Цикли-
ческое замораживание-оттаивание также снижает проч-
ность пенопластов. Так, после 25 циклов испытаний снн-.
жение прочности при сжатии полнстнрольных пенопла-
стов составляет 13—15%, поливиннлхлоридных — 2 —
15%, фенольных — 22о/о.
314 ¦
Горючесть. Пенопласты в зависимости от вида
полимерной основы различно реагируют на воздействие
огня: одни поддерживают горение, другие после удале-
ния источника огня тлеют и затухают, третьи не" горят,
но плавятся.
Полистирольные пенопласты легко загораются 'и
полностью сгорают. При их горении наблюдается кап-
леобразование и значительное ды:мовыд&'1енис. В на-
стоящее „время разработаны и выпускаются промышлен-
ностью самозатухающие полистирольные пенопласты, в
состав которых включены антипирены (ПСБ-С). Для
возгорания этих пенопластов требуется более длительное
воздействие огня; не загораются от пламени спички
и электрических искр. Полпвинилхлоридпые пенопласты
не горят под действием местного источника огня; при
вынесении из пламени эти материалы тлеют, а затем
затухают. Полиуретановые пенопласты горючи и харак-
теризуются повышенной токсичностью продуктов горе-
ния. Однако в настоящее время разработана шярокая
номенклатура антйпиренов (органические галоид- и
фосфорсодержащие соединения, а1МмопийнЫ'е соли раз-
личных 1КИСЛ0Т и т. д.), включаемых в рецептуры полн-
уретанодых 'композиций и способствующих получению
самозатухающих пенопластов. Наиболее высокой огне-
стойкостью характеризуются пенопласты на основе фе-
ноло- и 1Мочевиноформальдегидных смол.
Биостойкость. Результаты исследований и эксплуа-
тации свидетельствуют о высокой биостойкости таких
пенопластов, . как пс)ливинилхлоридные, фенольные
(практически не наблюдается потери 1массы и снижения
прочности); несколько меньшей биостойкостью облада-
ют мочевиноформальдегидные .JпeнQlплacты, (заметное
снижен!ие прочности), однако и эти пенопласты можно
использовать в конструкциях, защищенных от воздейст-
вия влаги. Снижение влажности во всех случаях обес-
печивает повышение биостойкости пенопластов,
3. ТЕХНОЛОГИЯ ПЕИО'ПЛЛСТОВ
Пенопласты получают из ко.мпозиций, содержащих
ол'игомерные или полимерные соединения (каркас бул^у-
щого пепоматериала) и порообразователь (газообразо-
ватсли, вспенивающие агенты и т. п.). Кроме этих ком-
понентов в композицию для вспенивания входит ряд
целевых добавок: катализаторов и инициаторов пр-щес-.
318
сов полимеризации исшив'ки, эмульгаторов, стабилиза-
торов и регуляторов пористой структуры .(поверхност-
но-активных веществ различной природы) „ лластифи-
каторов, модифицирующих агентов, антипиренОв, тер-
мостабилизаторов и др. Соотношение этих ингредиентов
изменяют в широком диапазоне исходя из требований,к
химико-технологическим параметрам процесса (перера-
ботки и качеству готового пенопласта. Для производст-
ва пенопластов используют твёрдые полимеры,- жидкие
продукты неполной полимеризации, водные растворы,
эмульсии, суспензии продуктов частичной поликонден-
сации или полимеризации, а также растворы или пасты
высокополимеров.
Наиболее распространенные способы создания по-
ристой структуры в (полимерах следующие:
1) совмещение кам1понентов, взаимодействующих
между собой с выделением большого количества газо-
образных продуктов;
2)" введение в композицию веществ (газообразовате-
лей), выделяющих при термическом, каталитическом
или радиационном разложении большие объемы газов;
3) насыщение композиции сжатым инертным газом
или легкакипящими жидкостями, испаряющимися при
нагревании или в результате снятия повышенного дав-
ления, при котором происходило насыщение полимера;
4) механическое или пневматическое введение возду-
ха или других газов в жидкую композицию при нор-
мальном давлении;
5) удаление (вымывание, выплавление, сублимация
и т. п.) частиц твердого материала, предварительно го-
могенизированного в исходном полимере;
6).контактное спекание неуплотнепных зернистых
материалов или пористых заготовок.
Способы изготовления пенопластов обусловлены при-
родой исходных полимеров и разделяются на прессовые
и беспрессовые..
Термопластичное полимеры перерабатываются в пе-
нопласты, в области высокоэластическрго состояния при
температурах, превышающих температуру стеклования
не более чем на 20—40° как прессовыми, так и бес-'
прессовыми способами.'Прессовый способ может быть
осуществлен в одну или в две стадии. Заключается он
' в приготовлении порошкообразной пресс-композиции, ее
прессовании при повышенной температуре и давлении
SID
в монолитную, заготовку,. вспенивании заготовки в сво-
бодном состоянии путем ее повторного нагревания. При
составлении пресс-композиции (помоле и смешивании
смолы, .газообразователей, лшастшфикаторов, напс1)лни-
телей) равномернбсть распределения и размеры твер-
дых частиц ингредиентов в композиции предопределя-
ют равномерность и дисперсность структуры пенопла-
стов. В процессе горячего прессования композиция раз-
мягчается — начинается ее вязкое течение; иизкомоле-
i „
~Г
/
:и1-
^^^^
Z.K^- <:^
Ij
'и w'
г -И
w%
Птт
•Г77Т7777777ГТ.
Рис. 17А Техиологачеокая схема прессового производства пено-
пластов
/ —ша^ювая мельвяца; 2 —свто; iJ —емкость для готовой конпозиции; 4 —
пресс-форма; 5 — гидравляческий пресс; ? — камера вспевавания; 7 — реза-
тельное устройство
кулярные 5реакционноспособные продукты иолимёрмзу-
ются (или поликонденсируются); газообразователи раз-
лагаются, и образующиеся газс^образные вещества вспе-
нивают массу.
Технологический процесс прессового производства
пенопластов (рис. 17.4) аключает: измельчение и оме-
шиван|ие /полимера, |газ)оо1бразователей, Лластификато-"
ров в шаровых мельницах; прессование композиции в
герметических пресс-формах на гидравлических прес-
сах (температура 140—170°С, удельное давление 12—
18 МПа); вопениваиие спрессованной композиции в ка-
917
M'epax в среде насыщенного водяного пара (температу-
ра 100—105°G); охлаждение готовых .изделий.
Беспрессовые методы переработки термопластичных
полимеров в пенопласты различны. Наиболее распрост-
раненный заключается в предварительном вспепивапии
гранул полимера, содержащих вспенивающий агент, и
последующем их спекании. Таким образом получают
беспрессовые полистирольные пенопласты. Гранулы по-
лимера, йолученные суспензионной полимеризацией
стирола в присутствии вспенивающего агента (изопен-
тан), подвергают предварительному вспениванию при на-
гревании, а затем формуют изделия в среде теплоноси-
теля (водяной пар, горячая вода) или нагревают тока-
ми высокой частоты и др. На стадии предварительного
вспенивания нагретые гранулы размягчаются и под
действием вспенивающего агента, переходящего из жид-
кого состояния в газообразное, увеличиваются в объе-
ме. При формовании избыточное давление, развиваемое
вспенивающим, агентом, способствует спеканию размяг-
ченных гранул и образованию пеноструктуры.
Таким образом, технологический процесс производ-
ства полистирольного пенопласта состоит из операций
предварительного вспенивания гранул, сушки и выдерж-
ки вспененных гранул, формования .материала и охлаж-
дения 1изделий. Предварительное вспенивание гранул
осуществляется в аппаратах периодического (емкости,
ванны) или непрерывного действия (шнековые, бара-
банные и другие предвспениватели) при температуре
90—120°С; гранулы при этом достигают объемной мас-
сы, 'близкой к объемной массе готового пенопласта.
Предварительно вспененные гранулы выдерживают при
нормальной температуре для ликвидации образовавше-
гося при охлаждении разрежения.
- Пенопласт формуют на оборудовании периодическо-
го (стационарные формы, автоклавы) или непрерывного
действия (карусельные машины, пакетные формовате-
ли, 'конвейерные линии) с использованием различных
теплоносителей. Выбор метода формования диктуется
объемом производства, энергетическими возможностями
предприятия. Температура формования находится в пре-
делах 95—105°С. Принципиальная технологическая
схема установки непрерывного действия для получения
пенополистирола приведена на рис. 17.5.
Термореактивные полимеры перерабатывают бес-
7 S
Щ^^
прессовыми способам'и из жидких и твердых исходнЫ}^
композиций. При получении пепопластов из жидких
композиций пепообраэование 1праисходит в, области
вяэкотекучего состояния смол и заканчивается к момен-
ту образования трехмерной пространственной структу-
ры полимера. Та«им способом изготовляют! фенольные
и полиуретановые,пенопласты. Для регулирования про-
цесса и синхронизации ^ __^^^.
скоростей пенообразова-
ния и отверждения, а
также для направленного
изменения структуры и
свойств материала в со-
став исходных компози-
ций вводят поверхностно-
активные вещества, ката-
лизаторы отверждения и
другие добавки..
Процесс получения за-
ливочных пёнопластов
включает следующие ос-
новные операции'.^озиро-
вание и приготовление за-
ливочной композиции —
катализатора отвержде- .
ния п вспениваемой композиции, состоящей из смеси
смолы со вспенивающим агентом и. ПАВ, с по-
мощью заливочного устройства (заливочной машины);
вспеН|Ивание активированной заливочной композиции и
отверждение псиомассы в стационарных формам (стен-
довая технология) или на конвейере (непрерывный спо-
соб).
На^иболее лерспскПивио непрерывное производство
пснопластов, которое в настоящее время широко прак-
тикуется как в СССР, так и ряде зарубежных стран. На
рис. 17.6 показан вариант горизонтальной установки для
непрерывного формован.ия заливс'чных пёнопластов,
включаюп1ий механизм размотки бумаги и ее расклад-
ки в формующем канале конвейера, заливочную маи1и-
ну со смесительной головкой, два формующих конвейе-
ра. Из твердых новолачных фенолоформальдегидных, по-
лисилоксановых и других смол пенопласты получают
вспениванием композиций с помощью газообразовате-
лсй. В этом случае смола смешивается с отвердитсле.м
Рис. Ii7.5,. Схема установки непре-
рывного действия для производ-
ства пенополисти'рола
/ — бункер сырья; 2 — питатель; 3 —
шнек предварительного вспенивания;
4 — бункер-уср'едпитель; 5 — бак для
смазкп; 6 — конвейер-спекатель; 7 —
конвейерный охладитель; S — резатель-
ное устройство; 9 — готовые плпты
3,19
и тазообразов'ателвм. В процессе термообработки ис-
ходная композиция размягчается и, вспениваясь продук-
тами разложения газообразОвате^ля, ^ постепенно дере-
1ходит в нерастворимый и неплавкий'пространственный
полимер. Вспенивание и отверждение пенапластов на
Рис. 17.а Горизонтальная установка для непрерывного изготовле-
ивя пенопластов
i —бумага; г — смесительная головка: 3 — резательное устройство
основе твердых новолачных фенолоформальдегидных
смол (типа ФФ, ФК, перлитопластбетона) проводят
при температуре 80—180°С. Технологический процесс
изготовления таких пенопластов заключается в приго-
товлении исходной композиции (дробление ^и смешива-
ние компонентов — смолы, отвердителя, газообразова-
теля, наполнителя в шаровой .мельнице) и в загрузке
исходной композиции в форму или во внутреннюю по-
лость изделия, где происходит вспенивание и отвержде-
ние композиции при повышенных тем1пературах.
Беспрёссовый метод используют для получения пе-
нопластов на основе мочевиноформальдегидных смол
(м1ипора, МФП). Технологическая схема производства
этих пенопластов включает приготовление мочевино-
формальдегидной смолы, растворов пенообразователя
или вспеиивающего отверждающего агента; получение
пены; дозирование и смешивание пены и смолы; от-
верждение и сушку вспененной композиции. Воздушная
пена образуется в специальных аппаратах, снабженных
мешалками. Отверждение пены происходит в стацио-
нарных формах при 40—50°С в течение 60—80 ч (мипо-
ра) или непосредственно во внутренней полости изделий
(МФП), куда пена поступает из передвижных устано-
вок лолунепрерывного действия.
32,0 ^ •
4. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
ИСПОЛЬЗОВАНИЯ ГАЗОНАПОЛНЕННЫХ ПЛАСТМАСС
В СТРОИТЕЛЬСТВЕ
Современное строительство базируется на использо-
вании эффективных легких ограждающих конструкций,
среди которых все шире применяют конструкции, содер-
жащие газонаполненные пластмассы. Интенаивное раз-
витие производства пенопластов объясняется их высо-
кими теплозащитными и эксплуатационным1И свойства-
ми. Среди традиционных теплоизоляционных материа-
лов они не имеют аналогов. Использование пенопластбв
существенно сокращает расход энергии при эксплуата-^
цни жилых и промышленных зданий, уменьшает, массу
строительных элементов и снижает нагрузки на фунда-
менты, что позволяет по-новому решать задачи проекти-
рования строительных объектов.
Слой пенопласта толщиной 2,5 ом, объемной массой
около 30 кг/м^ по теплозащитной способности эквива-
лентен слою гранита толщиной 250, бетона — 130, кир-
пича — 60, пенобетона— 25, древесины — 15 см. При-
менение пенопластов в навесных панелях, например,
позволяет снизить массу I м^ зданий до 100 вместо
500—600 кг для кирпичных зданий; масса 1 м^ стен сни-
жается до 10—20 по сравнению с 600—800 кг для стен
крупнопанельных зданий. Толщина слоя утеплителя из
пенопласта в среднем составляет 5—6 см при массе, рав-
ной 1,5—2 кг на 1 м^ в то время как прочие утеплите-
ли (мйнераловатные'Плиты, цементный фибролит, ячеи-
стый бетон) имеют в конструкции толщи^гу 10—16 см
при массе 1 м^ 25—65 кг. При монтаже конструкций из
пенопластов сокращаются трудозатраты и сроки строи-
тельства. Широкое применение йенопластов позволяет
повысить заводокую готовность сборных элементов, сни-
зить стоимость строительства.
Высокая стоимость синтетических смол предопреде-
ляет повышенную себестоимость изделий иа их основе.
Однако низкие объемные массы и малая толщина слоя
теплоизоляции делают пенопласты конкурентоспособны-
ми по стоимости традиционным строительным материа-
лам. Об этом свидетельствуют приведенные в табл. 17.4
усредненные данные стоимости 1 м^ теплоизоляции на
основе различных материалов.
В большинстве случаев технологические линии по
производств'у пенопластов отличаются несложным ап-
паратурным оформлением; технология не требует приме-
Зй!,
Таблица 17.4. Ориентировочная стоимость теплоизоляционных
материалов и утеплительного слоя на их основе
Материал
Полистирольцый пенопласт
Фепольный заливочный пенопласт '
Фепольный пенопласт нз новолачнои
смолы
Полиуретановый жесткий пенопласт
Мочевиноформальдегидный пенопласт
Плиты мииералов.атные жесткие
Газобетон
Объемная
масса,
кг/м'
25
50 .
180
50
15
200
400
Стоимость
1 м=, руб.
20
40
110
105
8
40
13
Стоимость
1 м'
утеплите-
ля, руб.
1
2,5
8
5
0,5
2
1,8
нения высоких давлении и температур, что обусловли-
вает небольшие энергетические потребности таких про-
изводств. В перспективе значительную част^> производ-
ства беспрессовых пенопластов состаеят материалы, из-
готавливаемые на месте потребления. Среди них особый
интерес представляют заливочные пенопласты на осно-
ве фено,лоформальдсгидных смол, полиуретанов, нена-
сыщенных полиэфиров и др. На сегодня по объему про-
изводства первое место занимают полистирольные пено-
пласты (42% объема выпуска пенопластов), что обу-
словлено развитой сырьевой базой, высокой технологич-
ностью, низкой стоимостью полистирола, а также хоро-
шим,и эксплуатационными ка^чествами. Наряду с пено-
полистиролом в больших объемах изготовляют феиоло-
формальдегидные пенопласты заливочного типа, повы-
шенная огнестойкость и теплостойкость которых при
удовлеаЬоритсцЧьньгх; к|)йз51ко^механичес1К|Н'х характери-
стиках и низкой теплопроводности обеспечивают пм
практически универсальное применение. В псГследние
годы в Советском Союзе и за рубежом существенно уве-
личивается выпуск полиуретановых пенопластов, высо-
кие прочностные, адгезионные и теплофизические свой-
ства которых стимулируют развитие их производства.
Среднегодовые темпы прироста производства пенопла-
стов в 1970—1975 гг. составили 25,67о-
Организация выпуска пенопластов не требует боль-
ших капиталовложений и может быть легко осуществле-
на на месте их потребления. Совокупность этих факторов
обусловлитзает значительный экономический .эффект по-
приведенным затратам при сравнении взаимоза'мепяе-
мых традиционных ге'плоизоляциопных (материалов и
пенопластов в дс^те.
Часть V. МАТЕРИАЛЫ
ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ
ТЕПЛОИЗОЛЯЦИИ ПРОМЫШЛЕННЫХ
ПЕЧЕЙ И ОБОРУДОВАНИЯ
Особое место р производстве теплоизоляционных
материалов занимает теплоизоляция для энергетическо-
го, металлургического, нефтеперерабатывающего и /узу-
гого промышленного оборудования с температурой
изолируемой 'поверхности бОи—1300°С. 0|пределяя эф-
фективность применения высокотемпературных тепло-
изоляционных материалов для промышленных те1Пло-
вых агрегатов, учитывают два основных фактора: а) по-
вышение экоплуатационных показателей работы тепло-
вых агрегатов, а также служ1бы самих теплоизоляцион-
ных материа'лов; б) повышение индустриализации стро-
ительных работ 'При возведении и ремонте печей и дру-
гого теплевого оборудования. Применение этих мате-
риалов в промышленности должно обеспечивать: сни-
жение затрат тепла и длительности разогрева ограж-
дающих конструкций тепловых агрегатов; уменьшение
потерь тепла через ограждающие конструкции вследст-
вие низкой теплопроводности; снижение расхода' основ-
ных материалов на возведение тепловых агрегатов и
уменьшение их массы; защиту технологического обору-
дования и строительных конструкций от вредного воз-
действия высоких температур; создание нормальных ус-
ловий для труда людей в горячих цехах.
Степень экономической эффективности тепловой
изоляции промышленного оборудования часто оценива-
ют коэффициентом сбережения тепла г\, который выра-
жают, отношением
Qi-Qa .^^
Т) = 100,
где Qi и Q2 — соответственно потери тепла тепловой установкой или
трубопроводом до и П9<;ле устройства тепловой изоляции.
т
При обеспечении хорошей изоляции г\ достигает
95—97%. Практика показывает, что, например, при
правильном устройстве тепловой изоляции трубопрово-
да, поверхность которого имеет температуру 400**С, обес-
печивается экономия 10,7 т условного топлива в год с
1 iM^ изолированной поверхности. Другой пример: при-
менение 1 т теплоизоляционных огнеупоров позволяет в
среднем экономить 200 т условного топлива в год.
Наибольший эффект дает тепловая изоляция при ее
установке на внутренней части футеровки, т. е. в непо-
средственной 1близости от источника тепла. В этом слу-
чае за счет малой теплоемкости теплоизоляционных
материалов ускоряется разогрев тейловой установки,
снижаются потери тепла на аккумуляцию и излучение,
появляются возможности уменьшения толщины и мас-
сы ограждающих конструкций тепловых аппаратов. Осо-
бенно эффективна такая тепловая изоляция в тепловых
установках периодического действия. За счет быстрого
разогрева установки и возможности точного регулирова-
ния температурного режима повышается ее производи-
тельность и улучшается качество продукции. В печах пе-
риодического действия наличие внутренней тепловой
изоляции позволяет сократить длительность разогрева
на 70—80%. Расчеты показывают, что при рациональ-
ном устройстве ограждающих конструкций тепловых
установок можно снизить их массу в 9—^12 раз, а теп--
лоемкость-^в 8—'II раз.
В настоящее время в СССР выпускается широкий
ассортимент материалов для высокотемпературной теп-
ловой изоляции. Так, например, электроэнергетика ис-
пользует минеральную (стеклянную) вату и изделия из
нее (рабочая температура 300—бОО'С), известково-
кремнеземистые (до 700°С), перлитоцементные (до
600°С) изделия, торкрет-массы с применением асбеста,
вермикулита, перлита, стеклянной ваты (до 600—
700°С), жаростойкие теплоизоляционные бетоны (до
800—1000°С). Промышленность строительных мате-
риалов применяет диатомитовые обжиговые изделия
(рабочая температура 800—850°С)., перлито-керамиче-
ские (до ИОО'С), шамотные (до 1200''С) легковесы.
Черная и цветная металлургия, химическая, нефтепере-
рабатывающая отрасли промышленности используют
щирокий ассортимент огнеупорных легковесов (шамот-
ные, динасбвые, высокоглиноземистые, дистен-силлима-
Зй4
нитовые, форстеритовые, магнезитовые, ^ корундовые),
температура применения которых находится в преде-
лах от 1150 до ISOO'C.
Необходимость изготовления большого числа видов
теплоизоляционных материалов для 'промышленной"теп-
ловой, изоляции диктуется многообразием-функций, ко-
торые они призваны выполнять, а следовательно, и раз-
личными требованиями, которые к ним предъявляет со-
временная техника. Главные требования, предъявляе-
мые к высокотемпературным теплоизоляционным мате-
риалам, следующие: низкая теплопроводность, высокая
термическая стойкость, малая дополнительная усадка,
удовлетворительная прочность, химическая и эрозион-
иiaя стойкость, высокая огнеупорность и высокая темпе-
ратура начала деформации, индустриальность приме-
нения.
В учебнике рассматриваются наиболее перспектив-
ные высокотемпературные теплоизоляционные материа-
лы, широко применяемые в промышленности. При произ-~
водстве этих изделий используют те же способы соз-
дания высокопористого строения, что и при производст-
ве строительных теплоизоляционных изделий. Однако
имеются и некоторые особенности, связанные
со свойствами, используемого сырья или диктуемые
техническими требованиями к изделиям и экономиче-
скими соображениями.
Глава 18. АСБЕСТСОДЕРЖАЩИЕ
ТЕПЛОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
Асбестсодержащие теплоизоляционные материалы
различны по составу cыp^>я, технологии и применению,
но все они содержат асбест в количестве, от 10 до 30%
(по массе). В зависимости от состава сырья асбестсо-
держащие материалы можно разделить на ряд групп.
Асбестоизвестково-кремне^емистые материалы полу-
чают из асбеста, извести и кремнеземистого компонента
с применением автоклавной обработки. Кремнеземи-
стым компонентом служат песок, диатомит или трепел.
326
Известна разновидность асбестоизвестково-кремнеземи-
стого материала под иазваиием «вулканит»*.
Асбестомагнезиальные материалы (ньювель) пред-
ставляют собой смесь асбеста и основной магнезиаль-
ной соли (магнезия-альба) состава 4 MgC03-Mg(OH)2-
•4 Н2О. Основиой гидрокарбонат магния* имеет много
воздушных пор, которые находятся между его мельчай-
шими кристаллами. Магнезию-альбу изготовляют из
магнезита, доломита или рапы (морская вода с высо-
кой концентрацией соли). Ньювель — высококачествен-
ный теплоизоляционный материал, однако вследствие
сложности технологического процесса он оказался ме-
нее конкурентоспособным, чем другие теплоизоляцион-
ные материалы. •
Асбестодоломитовые материалы (совелит) изготов-
ляют из доломита и асбеста. Отличаются они от нью-
всля тем, что кроме основного гидрокарбоиата магния
содержат карбонаты кальция. В настоящее время сове-
ли г выпускают па трех заводах, по дальнейшее расши-
рение производства не намечается.
Асбестотрепельные (диатомитовьое) композиции —
это сыпучие порошкообразные смеси, состоящие в ос-
цозиом, из асбеста и трепела (диатомита) с добавками
различных веществ. Наиболее широко распространен
асботрепельный м^атериал — асбозурит, состоящий из
15—30% ( по массе) асбеста и 70—857о трепела. Мате-
риалы с добавками слюды, шиферных отходов, верми-
кулита называют асбослюдой, асботермитом, асбозоно-
литом.
Асбестогипсовые материалы получают изсвежеосаж-
денного гипса и асбеста. Свежеосажденный гипс CaS04-
¦2Н2О, получаемый в результате взаимодействия ра-
створов, содержащих ионы Са++ и Si04—, представляет
собой в сухом состоянии легкий пористый порошок. Из
этих материалов известен ферри-гипс (феррон).
Из асбестсодержащих наиболее эффективными по
технико-экономическим показателям оказались асбесто-
известково-кремнеземистые материалы, расширение
производства которых намечается перспективным пла-
ном развития теплоизоляционных материалов.
•' При организации производства асбестоизвестково-крсмиеземис-
тых материалов составной частью сырьевой смеси был вулканичес-
кий пепел, что цашло отражение в названии изделий.
т
L ЛСБЕСТ И ЕГО СВОЙСТВА
f
Асбестом называют минералы группы серпентинов
или амфиболов волокнистого строения, способные при
механическом воздействии разделяться на тончайш1А;
волоконца. ,
По химическому составу асбестовые минералы-явля-
ются водными силикатами магния, железа, кальция и
натрия. Содержание воды в асбесте группы серпентина
составляет 13—14,57о, а в группе амфиболов (в зависи-
мости от вида) — 1,5—37о- Волокнистое строение наи-
более ярко выражено у асбеста серпентиновой группы,
куда относится только один вид асбеста—хризотил-
асбест, поэтому он больше всего применяется в про-
мышленности. Мировые запасы хризотил-асбеста значи-
тельно превышают запасы амфиболовых асбестов, при-
чем таких мощных скоплений амфибол-асбеста, как в
крупных месторождениях хризотил-асбеста, не встреча-
ется. На долю хризотил-асбеста приходится 96% миро-
вой добычи асбеста. Наиболее крупньш из разрабаты-
ваемых мировых месторождений хризотил-асбеста сле-
дующие: в СССР — Баженовское (Средний Урал), Ак-
Довуракское (Тувинская обл.), Джетыгаринское
(Кустанайской обл.), Киембасвское (Оренбургская обл.)^
а за рубежом — Канадское (Канада) н в Зимбабве
(Южная Африка).
Из амфиболовых асбестов наибольшую промышлен-
ную ценность представляют крокидолнт и амозит, самые
крупные месторождения которых расположены в Афри-
ке. Амфиболовые асбесты более кислотостойки, чем
хризотил-асбест, а некоторые более теплостойки.
Хризотил-асбест по химическому составу является
водным силикатом магния — 3 MgO, 2Si02,2II2O. Со-
держание этих оксидов (i7o по массе) следующее:
MgO —43,5; Si02 —43,5; Н2О—13. В составе хризотил-
асбеста могут быть загрязняющие минеральные приме-
си, некоторые из которых являются вредными, напри-
мер карбонат кальция, цементирующий элементарные
кристаллы асбеста, что влечет за собой снижение эла-
стичности и распушиваемости волокон. Вода в асбесте
содержится в виде консхитуциопной и адсорбционной.
Содержание воды и прочность ее связи с материалом в
значительной мере определяют свойства асбеста и усло-
вия его применения.
3|27
Структура. Асбест имеет кристаллическую структуру
волокнистого строениям Волокна хризотил-асбеста
характеризуются гексагональной, плотной упаковкой
элементарных волокон (фибрилл). Каждая фибрилла
а
является трубкой с внутренним диаметром 30—60 А и
наружным в среднем 300—400А. Стенки трубок образо-
ваны примерно 20-двойными ленточными слоями. Один
слой состоит из кремнийкислородных тетраэдров (рис.
18.1) с гидроксильными группами у вершин. Три
кислородных атома этих тетраэдров o6m,iie с соседними
тетраэдрами, поэтому их состав выражают формулой
SiOa. На вершинах этих тетра-
эдров расположен вто]юй слой.
Он состоит из гидроксильных'
групп и ионов магния и скручи-
вает двойной ленточный слой в
полную трубку. .
Расщепляемость асбеста
чрезвычайно велика. Волокно
хризотил-асбеста, как бы тонко
оно ни было, состоит из гро-
мадного числа параллельно
расположенных тончайших эле-
1,?ентарных волокон. Показа-
тель прелбмления хризотил-ас-
беста находится в пределах 1,5—1,55. Поскольку показа-
тель преломления асбестов амфиболовой группы выше
(1,6—1,7), то по его значению можно легко определить
к какой группе — серпентиновой (хризотил-асбест) или
амфиболовой — относится данный асбест. Плотность хри-
зотил-асбеста в зависимости от содержания химически
связанной воды и железа находится в пределах 2,4—
2,6г/смЗ.
Механические свойства. Хризотил-асбест обладает
высокой прочностью на разрыв по оси волокнистости.
Наибольшую прочность имеют волокна асбеста, осторо-
жно отделенные от кускового асбеста.
В зависимости от эластичности волокна различают
три разновидности хризотил-асбест а: нормальную, полу-
ломкую и ломкую. Такое деление условно, так как в
действительности не наблюдается резких переходов от
одной разновидности к другой. После деформации из-
гиба или скручивания механическая прочность волокон
Рис 18.1. Кремнекисло-
родный тетраэдр
ЗЙв
существенно изменяется ^- нормальное волокно сохра-
няет значительную долю начальной прочности, ломкое
волокно либо разрушается, либо 'сохраняет ничтожную
долю начальной прочности. Прочность при растяжении
недеформированных волокон колеблется от 22 до
36,5 мПа, что значительно превышает прочность многих
натуральных и искусственных волокон органического и
неорганического происхождения. Ниже приведены сред-
ние значения прочности при разрыве у различных воло-
кон и проволоки.
Материал
волокна
/?р, МПа
Хризотил-
асбест
30
Стекло-
'волокно
13
Хлопок
3,6
Шерсть
2
Капрон
6
Проволока
сталь-
ная
11
медная
4
Важная характеристика асбеста — модуль упругости.
Средние значения модуля упругости хризотил-асбеста
колеблются от 16-IC до 21-10* МПа.
Тёмпературостойкость. Хризотил-асбест несгораем,
однако при высоких температурах в нем происходят
процессы, "которые изменяют" его физические свойства.¦
В результате нагревания до ЗТСС асбест теряет адсорб-
ционную воду, при этом уменьшается его прочность. При
охлаждении асбест снова присоединяет к себе"воду, и
прочность волокон восстанавливается.
При повышении температуры сверх ЗТО^С начина-
ется удаление химически связанной (крнституционной)
воды. При этом нарушается структура молекулярной
решетки, что приводит к потере прочности и разруше-
нию волокон. Потеря конституционной воды — процесс
необратимый. Интенсивная дегидратация протекает при
температуре '^00—700*', поэтому температура примене-
ния асбестсодержащих изделий ограничивается 600°С,
что обусловливается допустимой потерей прочности.
Хризотил-асбест плавите» при 1500°С.
Горную породу, содержащую асбест, добывают от-
крытым способом и подвергают механическому обогаще-
нию на асбестовых фабриках для выделения хризотил-
асбеста. Товарный хризотил-асбест состоит из смеси
волокон различной,длины и их агрегатов. Агрегаты ас-
беста с недеформированными волокнами размером в
поперечнике более 2 мм называют «кусковым асбестом»,
32,9
а менее 2 мм — «иголками». «Распушенным» называют
асбест, в котором волокна тонки, деформированы и
перепутаны. Частицы сопутствующей породы и асбесто-
вое волокно, прошедшее через сито с раз.мерами сторо-
ны ячейки в свету 0,25 мм, называют «пылью».
Асбест хризотиловый в зависимости от длины воло-
кон подразделяется на восемь сортов.
Сорт
асбеста
Длина воло-
кна
(средняя),
мм
I
16
II
12
III
9
1.V
5,5
V
2,5
VI
1
vn
0,7
VIII
Не ог-
рани-
чена
Первые три сорта асбеста считаются длинноволок-
нистыми и относятся к текстильным сортам, а послед-
ние сорта — коротковолокнистыми, их называют строи-
тельными. В зависимости от текстуры (степени сохран-
ности агрегатов волокон)- асбест подразделяется па
жесткий (Ж), в котором преобладают иголки; полу-
жесткий (П)—с равным количеством иголок и распу-
шенного волокна; мягкий (М)—с преобладающим
количеством распушенного волокна.
Качество хризотил-асбеста характеризуется его мар-
кой, которая определяет текстуру и сорт асбеста, а
также длину волокна в пределах данного сорта. Длину
волокна оценивают как величину остатка (в ,1%), полу-
чаемого при просеивании асбеста на сите. Условное
обозначение марок включает три этих признака. На-
пример, асбест мягкой текстуры VI сорта, дающий 30,%
остатка на сите, имеет марку М-(>-30. Асбест самых
коротковолокнистых сортов негара1!тированной тексту-
ры характеризуется маркой, которая указывает его сорт
и объемную массу. Например, марка.асбеста VIII сор-
•та с объемной массой 750 кг/м^ будет 8-750. В произ-
водстве теплоизоляционных материалов по экономиче-
ским причинам преимущественное распространение
имеют наиболее коротковолокнистые сорта асбеста: VI,
VII, VIII, лишь в редких случаях применяют асбест V
сорта.
2. РОЛЬ АСБЕСТА В ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛАХ
Добавка аЬбестового волокна к основному компо-
ненту теплоизоляционного материала способствует: сни-
жению объемной массы, и повышению прочности, а
также предотвраш,ает треш,инообразование как в про-
цессе сушки, так и при эксплуатации. Понижение объ-
емной массы происходит вследствие высокой водоудер-
живающей способности волокон асбеста, обусловленной
силами адсорбции. Величина водоудержапия зависит от
степени распушки асбеста. Распушка асбеста, резко
увеличивая обшую адсорбирующую поверхность воло-
кон и количество капилляров между отдельными волок-
нами, повышает тем самым водоудержание. Наиболее
резко это свойство обнаруживается у коротковолокни-
стых сортов. Увеличение прочности объясняется арми-
рующим действием асбестовых волокон в пористой
массе материала. Армирующее действие асбестовых
волокон зависит от их длины: длинные волокна лучше
армируют материал, чем короткие.
Выпускаемый асбестовой промышленностью асбест
недостаточно распушен для экономного применения в
производстве теплоизоляционных материалов, поэтому
его подвергают дополнительной распушке на заводах,
производящих асбестсодержащие теплоизоляционные
изделия.
3. ТЕХНОЛОГИЯ ИЗВЕСТКОВО-КРЕМНЕЗЕМИСТЫХ
ИЗДЕЛИИ
Литьевая технология. В этом случае используют
формовочную гидромассу с основностью известково-
кремнеземистой смеси:
(СаО -ь М§0)акт
-5^-—'¦—° ' ""^ ^0,65 — 0,8. (18.1)
SiOj-l-AlzOa
Содержание асбеста — 20—29,% по массе. Относи-
тельная влажность гидромассы 80—82^%. В качестве
кремнеземистого компонента применяют породы с боль-
шим содержанием высокодисперсного активного крем-
незема— трепелы, диатомиты, реже кварциты и квар-
цевые пески.
Кремнеземистый компонент в зависимости от вида
н свойств можно непосредственно дозировать в мешалку
для составления известково-кремнеземистого шлама
или предварительно разводить водой для получения
перекачиваемой по трубопроводу суспензии.
Известково-кремнеземистый шлам получают путем
смешивания кремнеземистого компонента, известкового
3131
молока и воды. Смешивание и помол ocyщecтвляюt в
вибромельницах.* Асбест обминают в бегунах и разме-
шивают с водой при BJT,—12. Распушивают асбест,
обрабатывая асбестовую пульпу в быстроходной про-
пеллерной мешалке в течение 15—20 мин или путем
многократного пропускания пульпы через центробеж-
ный насос. Известково-кремнеземистый шлам и асбесто-
вую суспензию дозируют по объему и смешивают в
мешалке до получения гомогенной гидромассы в тече-
ние 15—30 мин. Гидромассу заливают в металлические
формы на механизированных поточных линиях. Залитые
формы устанавливают в кассеты и направляют на ав-
токлавную обработку.
ВНИПИТеплопроектом разработан совмещенный
метод тепловлажностной' обработки и сушки известко-
во-кремнеземистых изделий под давлением в автокла-
ве. Давление в автоклаве поднимают, подавая насы-
щенный водяной пар, сушат изделия путем перегрева
паровой среды. Для перегрева используют теплообмен-
ные устройства, устанавливаемые в специально обору-
дованном автоклаве. Вода частично испаряется из из-
делий и давление в автоклаве постепенно повышается.
Когда давление достигает заданного значения, избы-
точный пар из^'автоклава начинает удаляться и давле-
ние поддерживается на заданном уровне, т. е. сушка про-
ходит при постоянном давлении. При этом процессы
структурообразования и сушки протекают одновременно
в одном аппарате, что позволяет значительно сократить
длительность тепловлажностной обработки* и сушки из-
делий. Температура перегрева пара 230—24U°C, дли-
тельность совмещенного процесса 23 ч. .Высушенные
изделия подвергают механической обработке для при-
дания им правильной геометрической формы и калиб-
ровки размеров.
Фильтр-прессовая технология. Состав гидромассы,
подготовка компонентов и помол известково-диатомито-
вого шлама при фильтр-прессовом методе принимаются
такими же, как и при литьевой технологии. Гидромасса
разбавляется водой до Б/Г=13—14 и нагревается
острым паром до температуры 95—98°С в мешалке.
После выдерживания гидромассы при температуре
95°С в течение 2—3 ч изделия формуют методом
фильтр-прессования. Отформованные изделия с влаж-
ностью 78—80% направляют на гидротермальную об-
зза
работку и сушку в автоклав совмещенной обработки.
Автоклавная обработка изделий производится- в контей--
нере. По окончании автоклавной обработки кран-балка
переносит контейнер с изделиями на склад готовой про-
дукции, потом изделия снимают с полок контейнера и
укладывают в штабеля.
Фильтр-прессовая технология в сравнении с литьевой
позволяет упростить технологический процесс и улучшить
санитарные условия путем исключения операции по рас-
палубке изделий, чистке и смазке форм и механической
обработке изделий.
АСБОТЕРМОСИЛИКАТ
Этот материал по своим свойствам и составу значи-
тельно отличается от обычных асбестоизвестково-
кремнеземистых изделий. Его состав и технология
разработаны в МИСИ им. В.В. Куйбышева и во Все-
союзном институте легких сплавов. Асботермосиликат
обладает рядом ценных качеств, необходимых для ма-
териала, применяемого для устройства металлоцрием-
ников, распределителей расплава, лотков и труб для
его транспортирования. Он не вступает в химическое и
физическое взаимодействие с расплавом алюминия и
его сплавов, имеет низкую теплопроводность, высокую
прочность и коррозионно-эрозионную стойкость при тем-
пературе' литья алюминия. Как и другие асбестсодер-
жащие материалы, асботермосиликат характеризуется
мелкопористой структурой, общая пористость его зна-
чительно ниже, чем, например, у известково-кремнезе-
мистых изделий, что. повышает его прочность.
Основные показатели свойств асботермосиликата
приведены ниже.
Плот-
ность,
кг/м*
700
800
Теплопровод-
ность при
500°С.
ВтДм-С)
oi;2i
МПа
10
15
R
'изг
МПа
7
11
Термостой-
кость при-
750«С, воз-
й душные ,
теплосмеиы
2Э ¦
401
Температура
начала раз-
мягчения, °С
715|0i
7»0
Такие свойства асботермосиликату придают путем
изменения состава формовочной смеси и применения
333
некоторых технологических приемов, позволяющих
сформировать более плотную струкууру материала и
закрепить ее во время тепловой обработки, проводимой
по специальному режиму.
Основные особенности производства изделий из
асботермосиликата заключаются в следующем.
Во-первых, для увеличения температуры службы
изделий используют более температуростойкий амфи-
боловый асбест, полная дегидратация которого и, сле-
довательно, потеря прочности наступают выше 900°С.
Во-вторых, чтобы получить наиболее температуро-
стойкие низкоосновные гидросиликаты типа" CSH (В)
и добиться отсутствия в материале свободной извести,
активно взаимодействующей с расплавленным алюми-
нием, выбирают рациональное соотношение между из-
вестью и кремнеземистым компонентом (молотым диа-
томитом). С этой же целью необходимо после автокла-
вирования и сушки подвергать изделия термической
обработке по специальному режиму до 550°С. При та-
кой температуре материал полностью обезвоживается,
и в безводном состоянии интенсивно протекают твердо-
фазовые реакции между СаО и Si02.
В-третьих, в состав асботермосиликата вводят по-
вышенное количество асбеста (до 50,% по мабсе). В
результате значительно уменьшаются деформации за
счет сближения слоев кристаллической решетки при
удалении из CSH (В) воды, наблюдавшиеся при нагре-
вании материала свыше 220°С. Таким образом, асбест
здесь играет не только роль армирующей и влагоудер-
живающей составляющей, но и служит еще темпера-
туростойким наполнителем, предотвращающим развитие
усадки при нагревании материала.
В-четвертых, для создания достаточно плотной и
прочной структуры при
формовании изделий при-
меняется вибрационная
обработка с пригрузом. ¦
Рис, 18.2. Режимы автоклав-
ной (/) и термической (2) об-
работки асботсрмосиликатиых
изделий
Т,°С
2(Ю
100
8 II 16 70 Ik 28 t,4
33,4
На рис. 18.2 представлены рекомендуемые режимы
автоклавной и Термической обработки. Как показала
практика, изделия из асботермосиликата служат в
футеровке в течение 5 мес, примерно в 20 раз дольше,
чем листовой асбест, применявшийся для этих целей
ранее- . I -
Глава 19. КЕРАМИЧЕСКИЕ
ТЕПЛОИЗОЛЯЦИОННЫЕ ИЗДЕЛИЯ
Эта rpynrta теплоизоляционных материалов включает
ряд разновидностей высокопористой керамики: диато-
митовые (трепельные), перлитокерамические, огнеупор-
ные (шамотные, динасовые), дистен-силлиманитовые, вы-
сокоглиноземистые, корундовые и др. *
¦Высокопористое строение этих изделий обеспечива-
ется различными способами. Однако закрепление высо-
кой пористости и придание изделиям прочности во всех
случаях достигаются только в процессе их обжига, что
и позволяет объединить все многообразие этих материа-
лов в одну группу керамических изделий. Применимость
отдельных способов-создания высокопористого строения
у изделий из сырья разных видов представлена в
табл. 19.1. (
Однако не все способы получения высокопористой
структуры, представленные в данной таблице, имеют
Одинаковую значимость. Некоторые из них широко при-
меняются в промышленности, а другие используются в
ограниченных масштабах в силу различных причин. У
каждого из этих способов есть свои достоинства и не-
достатки, и целесообразность применения того или ино-
го способа диктуется видом сырья, технологичностью,
требованиями к готовым изделиям, дефицитностью тех
или иных полуфабрикатов и т. п.
Введение в формовочную массу пористых компонен-
тов применяется при производстве керамических изделий
мало из-за удорожания материалов и недостаточного
снижения объемной массы. Метод вспучивания при об-
жиге применяется в промышленности крайне ограни-
ченно из-за сложности придания изделиям требуемых
размеров и формы. В этом случае необходимо иметь
335
Таблица. 19.1. Способы поризации в производстве керамических
теплоизоляционных изделий
Сырье
Диатомит (трепел)
Перлитокерамика
Огнеупорная глина
Чистьте оксиды _
Пено-
образо-
вание
+
+
+
+
Газо-
образо-
вание
+
+
+
Примене-
ние порис-
тых'запол-
нителей
. +
+
Применение
выгорающих
добавок
+
¦ +
+
Вспучиваи|ц
при обжиге
+
Примечание. *+» — применяется; «—> — не применяется.
высокоогнеупорные формы либо прибегать к механиче-
ской обработке изделий после обжига.
Способ введения выгорающих добавок применяется
в технологии керамических изделий очень широко. К
недостаткам способа выгорающих добавок относятся
сложность получения пористости более 65|% вследствие
резкого падения прочности материала и сравнительно
низкая прочность, особенно при малых- значениях средней
плотности. Однако этот способ весьма технологичен и
позволяет точно регулировать объемную массу, изделий.
При формовании изделий этим способом в формовочные
керамические массы не требуется вводить большое коли-
чество воды, в результате чего сушка сырца может осу-
щтествляться быстро.
При выгорании добавок,в межпоровых перегородках
образуются микротрещины, которые играют роль ком-
менсаторов и способствуют некоторому повышению тер-
мостойкости керамических изделий. Важнейшими фак-
торами, влияющими на процесс выгорания органических
добавок, являются: толщина обжигаемого изделия, его
плотность, газопроницаемость, вид, содержание и раз-
мер зерен добавки, режим обжига, расстояние между
изделиями в садке, избыток воздуха в печных газах.
На продолжительность выжигания -добавки очень
большое влияние оказывают крупность зерен, плотность
h глубина запрессовки. Например, для. выжигания
термоантрацита из каолинового кирпича с крупностью
зерен 1,2 и 3 мм требуется затратить соответственно
9,36 и 80 ч. Важно также, чтобы газовыделение опере-
жало процесс спекания. Если эти процессы протекают
33«
одновременно, то наблюдается образование трещин и
потеря изделиями формы вследствие ухудшения газопро-
ницаемости за счет образования жидкой фазы. Поэтому
такие факторы следует строго принимать во внимание
при организации производства керамического высокопо-
ристого материала-рассматриваемым способом.
С учетом всех этих обстоятельств в МИСИ им.
В. В. Куйбышева ¦^paзpaбoтaнa технология корундовых,
шамотных, дистен-силлиманитовых и других легковес-
ных огнеупорных материалов, основанная на использо-
вании в качестве выгорающей добавки вспученных зе-
рен полистирола фракции менее 0,5 мм (отход произ-
водства). При этом получаются материалы с пористо-
стью более 80%, с относительно высокой прочностью, не
содержащие зольный остаток, так как после выгорания
полистирол не оставляет золы. ¦ Известно также, что
полистирол не впитывает воду и не набухает. Это об-
стоятельство в значительной степени облегчило сушку
изделий, исключило коробление сырца. Дериватограмма
выгорания полистирола приведена на рис. 19.1. Низкая
те'мпература разложения и малая плотность пенополи-
стирола облегчают его удаление из обжигаемого мате-
риала и делают пригодным при производстве ячеистой
керамики из всех видов сырья.
Большое практическое значение имеет неновый спо-
соб производства пористой керамики, так как он позво-
ляет изготовлять изделия с наиболее высокой обще^ по-
ристостью. Этот прием основан на введении в керами-
ческий шликер пенообразователей или на "смешивании
заранее приготовленной технической пены со шликером.
Изделия, получаемые этим способом, характеризуются
наиболее низкой объемной массой и относительно вы-
сокой прочностью. Однако способ ценообразования (не-
новый) имеет ряд серьезных недостатков технологиче-
ского характера. Во-первых, его применение сопряжено
с необходимостью тонко измельчать исходные материа-
лы, чтобы предотвратить разрушение пены. Во-вторых,
он требует введения в формовочные массы большого
количества воды затворения для получения устойчивой
во времени пснокерамической массы. Высокая влаж-
ность пеномасс приводит к значительному увеличению
продолжительности сушки сырца (иногда до 5 сут).
При этом наблюдаются значительные усадочные дефор-
мации, приводящие к короблению изделий, и после об-
12 Зак, 85 337
жига их приходится обрезать и шлифовать. Из-за этого
изделия, полученные неновым способом, дорого стоят.
Способ пенообразования в технологии керамических
изделий применяется ограниченно. О большом влиянии
способа создания высокопористой структуры на свойст-
ва керамических изделий свидетельствуют данные, при-
веденные в табл. 19.2.
¦^^6t
^mi
7?
^Уу
^;
//
180
V
TG'
^
Т&
Рис. 19,1. Дериватограмма выгорания полистирола
заз
Таблица 19.2. Влияние способа порообразования на свойства некоторых видов пористой керамики
а ¦
S Кирпич ^
Диатомовый
Шамотный
Корундовый
Корундовый
Диатомовый
Шамотный
Корундовый
Способ порообразования
Выгорание добавок (опи-
лок)
Выгорание добавок (пе-
нополистирол)
Пеновый
Vo, кг/м'
500
100Q
/ 1100
\ 1200
f 800 '
[ 1000
( 350
1 450
f 400
\ 800
( 800
1 1000
1
i?j.jR , МПа
2,0—2,1 •
"—
—
... '. .±.
0,6
0,9
ад—1
2—2„5_
К Вт/(м-''С),
при те'мпера-
туре 350°С
0,116
0,49—0,i,5i
—
— •
O,0i87
0,11,
0,15—aiT'
0,5i—0,SI2'
^
Термическая
стойкость,
теплосмеиы
8—10
—
—
—
1—2
3—Si
.
Температура
начала дефор-
мации, °С
¦111?»
—
—
j_
,1:100
1210
,—
/. ДИАТОМИТОВЫЕ ИЗДЕЛИЯ
' Сырье. Основным сырьем для производства диато-
митовых керамических изделии служат диатомиты и
трепелы, представляющие собой кремнеземистые оса-
дочные породы. По существу, диатомиты и трепель^явля-
, ются разновидностями одной горной породы и имеют
одинаковый химический состав. Это природные гидраты
кремнезема в аморфном состоянии, относящиеся к
группе опала. Их химический состав в чистом виде
можно выразить формулой /иЗЮг-пНгО. Различаются
эти породы по своему строению. Трепел — порода более
раннего происхождения и более плотная. Диатомиты
и трепелы содержат 80—90«/о ЗЮг, 5—10%, AI2O3 и
2—3% CaO+MgO. Трепелы и диатомиты в природном
состоянии обладают высокой пористостью, достигающей
80—85%, пористости эта мелкая, равномерно распреде-
ленная. Эти породы фитогенного происхождения, т. е.
образованные растениями. Исходным веществом при их
образовании послужили кремнеземистые панцири мик-
роорганизмов— диатомей. Отсюда и название поро-
ды — диатомит. Считается, что трепелы образовались
из диатомей в результате длительного процесса разру-
шения их микроструктуры. Поэтому они более плотные '
и больше загрязнены различными примесями. •
Вследствие высокой естественной пористости трепе-
лы и диатомиты обладают очень высоким водопоглоще-
нием, достигающим 150% по массе. Их пластичность
зависит от содержания примесей, в основном AI2O3.
Чистые породы малопластичны, и для улучшения фор-
мовочных свойств в них вводят небольшое количество
глинистых веществ. В СССР имеются значительные за-
пасы трепелов и диатомитов. Наиболее крупные место-
рождения диатомитов расположены в Ульяновской
области (Инзенское) и в Закавказье. Трепелы пред-
ставлены значительно шире. Их залежи имеются в
Московской, Орловской и Калужской областях, на Ура-'
ле, Дальнем Востоке и Украине.
Технология керамических теплоизоляционных изделий
из диатомитов (трепелов)
Теплоизоляционные изделия из диатомитов изготов-
ляют в виде кирпича, сегментов и скорлуп и применяют
340
до температур 800—900*С. Производство изделий осу-
ществляют способом выгорающих добавок и леновым,
отчего они характеризуются различными свойствами
(табл. 19.3).
Производство диатомитовых изделий способом вы-
горающих добавок осуществляется следующим образом.
Предварительно подсушенный диатомит измельчают и
смешивают с органическими дисперсными добавками
(чащевсего с древесными опилками), смесь увлажняют
и из полученной массы экструзионным способом фор-
муют изделия, которые затем обжигают. При обжиге
органические добавки выгорают и образуют поры, а
частицы диатомита спекаются и изделия приобретают
заданную прочность.
Таблица 19.3. Основные свойства пенодиатомитовых (ПД),
диатомитовых (Д)* и трепельных (Т)* изделий
Марка изделий
ПД.-3(5.0
Д-бОО
д-воо
Т-700
Средняя
плотность,
кг/м^
До 35а
421-^52:5
5126—63101
5126—63(0
631—739
Прочность
при сжатии,
МПа
о,а
0,6
0,6
1,0
Теплопроводность, Вт/(м'°С),
при температуре, "С
50 1 350
¦a„08i7i
Q,1L6
q,iaa
0,139
0.,174
¦01,128
Q,l,86
0;2ОД
0;2O9
0,267
* Изделия, полученные способом выгорающих добавок.
Существуют два варианта производства диатомито-
вых изделий с выгорающими добавками (см. схему 4).
Наиболее перспективна технология, представленная
вторым вариантом. В данном случае применяется более
совершенное помольное, смесительное и сушильное
оборудование, позволяющее ускорить переработку
сырья и получать формовочные массы, более высокого
качества. Например, применение шахтной мельницы
позволяет совмещать процессы сушки и помола диато-
мита, а использование бегунов вместо смесителя-увлаж-
нителя приводит к заметному улучшению формовочных
и структурных характеристик получаемой массы. Катки
бегунов осуществляют дополнительный помол диатоми-
та, что улучшает его сцепление с опилкам!^ и улучшает
спекание в обжиге.
Опилки и диатомит — высокопористые материалы.
¦ 3,41
Вариант!'
Вариант 2
Диатомит
Дробление
(ко meSbiSenumentHbif
Вапьцы)
Едшка
(сушильный барабан)
Помо/!
(вапьцы тонкого помопа)
ДозироВание
(ленточный Sosamof)
Сухое смешивание -«
(двухбапьный протиВотоц-
ный смеситель)
Увлажнение и смешиЬание-л
{сщситвль -увлажнитель)
¦ .
Формование
(ленточный пресс)
. Сушка
(гпуннельиая сушилка)
t
ОВжиг
(туннельная пень)
t
Оправка изделии
(циркулярные пилы)
Склад готовой продукции
Лребесные опилки
Просеивание
( грохот)
Локирование
(ленточный дозатор)
Вода-
-BoSa
Диатомит
¦
Дробление
(камневыделительные
Вальиы)
Поиоп и сушка
(шахтная мельница)
Дозирование
(ленточный дозатор)
¦ Сухое смешивание
(двухвальный противо-
точный смеситель)
\
'Увлажнение и смеши-
вание (бегуны)
f .
Я>ормование
(ленточный пресс)
Сушка и оВжиг
(туннельная печь)
\
Вправка изделий
(циркулярные пилы)
Склад готовой
продукции
Схема 4
Поэтому массы,.приготовленные из них, способны удер-
живать большое количество воды, обладая при этом
высокой пластической прочностью, необходимой для
сохранения формы сырцом после формования экстру-
зионным способом. Например, на ленточном прессе
можно получить из кирпичных глин сырец с влажно-
стью 22—25)%, а из опилочно-диатомитовых масс 60—
8Q% (по массе). Рассмотрим теперь главные технологи-
ческие переделы производства диатомитовых (трепель-
ных) изделий.
Подготовка сырья. Диатомит (трепел), поступающий
с карьера, предварительно дробят и удаляют камени-
стые включения. Затем высушивают до влажности 5—
10% (карьерная влажность диатомита может достигать
60% и более) и измельчают. Проведение совмещенных
342 *
сушки и помола в шахтной мельнице предпочтительнее,
чем сушка в сушильном барабане с последующим по-
молом в вальцах тонкого помола. В этом случае процес-
сы сушки и помала заметно интенсифицируются, сокра-
щаются затраты,'топлива и электроэнергии, а получае-
мый диатомит характеризуется более однородной влаж-
ностью. Опилки просеивают через сито с отверстиями не
более 10 мм.
Приготовление опилочно-диатомитовой массы и фор-
мование изделий. Опилочно-диатомитовую массу гото-
вят путем последовательного применения двух операций:
сухого смешивания и смешивания с увлажнением.
Для получения диатомитовых изделий с плотностью
500—700 кг/м^ содержание опилок должно составлять
соответственно 35—25;% (по массе).
Величина формовочной влажности зависит от исход-
ного сырья: вида р^ремнеземистого компонента, его
естественной пористости, степени измельчения, а также*
от крупности опилок и древесной породы. Как правило,
трепельные смеси характеризуются меньшим водоза-
творением, чем диатомитовые, в силу того, что естест-
венная пористость и, следовательно, . максимальная
влагоемкость трепелов заметно ниже, чем диатомитов.
Опилочно-диатомитовые массы обычно имеют формовоч-
ную влажность в пределах 60—65;%, а при использова-
нии трепела — 40—42|%). Формуют изделия пластиче-
ским способом, чаще всего на ленточных прессах с мунд-
штуками нужной конфигурации.
Сушка и обжиг изделий. Сушка сырца из опилочно-
диатомитовых масс осуществляется по более жесткому
режиму, чем глиняного кирпича. Содержание в формо-
вочной массе значительного количества древесных опи-
лок существенно меняет ее сушильные .свойства. Во-
первых, опилки являются отощителем и сокращают
¦ вследствие этого сушильные усадочные деформации.
Во-вторых, они увеличивают влагопроводность массы и
уменьшают градиент влажности по сечению изделий.
Все это способствует интенсификации сушки сырца.
Наиболее широко для сушки диатомитовых изделий ис-
пользуют противоточные туннельные сушилки; общая
продолжительность сушки сырца не превышает 12 ч.
Сравнительно короткий режим сушки сырца и воз-
можность применения высоких температур в конце
процесса позволяют осуществлять сушку непосредствен-
343
но в туннельных обжиговых печах. Такой прием исклю-
чает перегрузку изделий с сушильных вагонеток на об-
жиговые и сокращает производственный цикл. Обжиг из-
делий проводят до спекания диатомитового сырья и
образования керамического черепка. Особенность обжи-.
га изделий из опилочно-диатомитовых масс — выжига-
ние выгорающей добавки. Поэтому обжиг на первой
стадии должен осуществляться в окислительной среде.
Высокое содержание выгорающих добавок в керами-
ческих массах затрудняет возможность проведения регу-
лируемого обжига.
Химически чистый диатомит, состоящий только из
аморфного гидрата кремнезема, представляет собой
тугоплавкий материал с температурой плавления около
1700°С. Однако диатомиты и трепелы всегда загрязнены
более легкоплавкими глинистыми и другими примесями,
и поэтому спекание происходит при температуре 800—
900°С. Равномерное распределение опилок в массе поз-
воляет интенсифицировать процесс обжига, продолжи-
тельность которого не превышает 16—20 ч в зависимо-
сти от размеров обжигаемых изделий.
Производство пенодиатомитовых изделий (см. схему
5). Способ выгорающих добавок не позволяет изготав-
ливать высокоэффективные Изделия с объемной массой
ниже 500 кг/м^. Пенодиатомитовые изделия имеют объ-
емную массу от 300 кг/м^ и выше. Однако удельные
производственные затраты и, следовательно, себестои-
мость пенодиатомита гораздо выше, чем изделий, изго-
товленных способом выгорающих добавок (примерно в
2—2,5 раза). Это объясняется прежде всего более вы-
соким расходом топлива на их производство. Несмотря
на это, применение изделий с меньшей теплопро,
водностью, как правило, дает большой эквномический
эффект, перекрывающий затраты при их изготовлении.
Производство пенодиатомитовых изделий включает
четыре основных технологических передела: подготовку
сырья; приготовление пенодиатомитовой массы и фор-
мование из нее изделий; стабилизацию пористой струк-
туры изделий путем сушки; образование пористого
керамического черепка обжигом.
Подготовка сырьевых материалов. Получают диато-
мит так же, как и при изгofoвлeнии изделий методом
выгорающих добавок. Однако в этом случае требуется
344
liuamCMum Pa с то op пеноооразооатмо
йроЬпение Дозирование
(камнеВыдепите/1ьны( дапьаьп {объемный дозатор)
Помо/f- и сушка
(шахтная мельница)
t
Дозирование
(объемный ипи lecoSou йозатор)
I
**'Приготовление пенодиатомитоВой массы^^ Вода
(двух-и ни трехВарабОнная пенобетономешапка)
. * J - Возврат,
ФормоВанив избвпии -* чистка и
(розпидочнаи машина) смазка (рорм
Т
Сушка
(¦ туннельная сушилка)
Распалубка изделий
^ (распалу5очный стоп)
\
05жиг
( туннельная пеиь)
\
Оправка изделий
( циркулярные пилы)
t
Склад готовой продукции
Схема 9
более тщательно выделить каменистые включения и
комки диатомита, чтобы предотвратить разрущение
технической пены. Для приготовления технической пены
используют природные и синтетические пенообразова-
тели.
Приготовление пенодиатомитовой массы. Как прави-
ло, пенодиатомитовую массу приготавливают путем
смешивания заранее полученных диатомитового шлике-
ра и технической пены. Соотношение шликера и пены
зависит от заданной средней плотности готовых изделий.
Для приготовления пенодиатомитовой массы использу-
ют двух- или трехбарабанные пенобетономешалки. В пер-
вом случае в нижнем барабане приготавливают шликер,
а в верхнем — техническую пену, которую затем добав-
34S
ляют в шликер при непрерывном перемешивании. В
случае использования трехбарабанной мешалки в дву.
верхних барабанах раздельно приготавливают шликер
и пену, а их смешивание производят в нижнем барабане.
Чтобы получить однородную и устойчивую во време-
ни, пенодиатомитовую массу, необходимо иметь шликер
с определенными плотностью (около 1,3 г/см^), конси-
стенцией (погружение стандартного конуса 10—12 см),
температурой (около 25°С). Плотность пены должна
находиться в пределах 50—65 кг/м^. Чтобы повысит
устойчивость пены и, следовательно, пенодиатомитовой
массы, целесообразна ее предварительная минерализа-
ция. Формуют изделия путем заливки пенодиатомитовой
массы в стальные или алюминиевые формы соответ-
стБуюш,ей конфигурации и размеров. При этом пользу-
ются разливочной машиной, снабженной несколькими
разливочными рукавами (желобами), под которые на
конвейере подаются формы.
Очень высокая влажность пеномассы, достигающая
200—250%, обусловливает значительные усадочные де-
формации при сушке изделий (20—25°/о), поэтому фор-
мы делают больших размеров с учетом усадки при суш-
ке и обжиге.
Сушка и обжиг изделий. Пенодиатомитовые изделия
сушат в формах, что создает неблагоприятные условия
для удаления влаги, так как ее испарение может про-
исходить только с верхней поверхности. Это обстоятель-
ство, а также значительные усадки массы при сушк
определяют большую продолжительность процесса суш-
ки. С целью некоторого снижения усадочных деформа-
ций и повышения влагопр.оводности пеномассы в шли-
кер добавляют до 3% Древесных опилок, но даже при
этих условиях сушка кирпича продолжается 48 ч, а
скорлуп и сегментов — 75—96 ч.
Особенность сушки пенодиатомитовых изделий — ее
мягкий режим, особенно в начале процесса (температу-
ра, теплоносителя не превышает 45—50°С). Обжигают
изделия в туннельных печах по тому же режиму, что и
изделия, получаемые способом выгорающих добавок.
Высокопористые диатомитовые изделия независимо от
способа изготовления имеют относительно невысокую
прочность. Поэтому после оправки их следует упако-
^вывать в картонную или деревянную тару.
аад
Глава 20. ВЫСОКОПОРИСТАЯ
ОГНЕУПОРНАЯ КЕРАМИКА
В данном разделе учебника рассматриваются наибо-
лее широко применяемые технологические приемы и
особенности получения высокопористых огнеупорных из-
делий, используемых при строительстве тепловых и
энергетических установок. Описаны изделия, получа-
емые из " алюмосиликатного (шамотные легковесы),
высокоглнноземистого (дистен-силлиманитовые легко-
весы) сырья и чистых оксидов (на. примере корундово-
го легковеса). Тем самым из многообразной высоко-
пористой огнеупорной керамики выбраны наиболее ти-
пичные виды, широко применяемые в промышленности,
на примере которых можно проиллюстрировать особен-
ности технологических процессов теплоизоляционных ог-
неупорных изделий.
Применение высокопористых
огнеупорных материалов
На практике высокопористые огнеупорные материа-
лы широко применяются в двух главных направлениях.
Первое — тепловая изоляция и тепловая защита. В
этом случаеоффективность высокопористых огнеупоров
определяется главным образом двумя показателями:
теплопроводностью и. средней плотностью (объемной
массой), т. е. показателем эффективности принято счи-
тать произведение ^ро.
Второе связано' с использованием развитой поверхно-
сти высокопористых огнеупоров. Решаю'щими в этом слу-
чае являются величина пористости, ее характер, газопро-
ницаемость и другие характеристики пористой струк-
туры. Здесь огнеупорные пористые материалы применя-
ют в виде фильтров, газораспределителей, катализато-
ров в технологических процессах, протекающих при вы-
соких температурах.
Пористые огнеупорные материалы применяют глав-
ным ©бразом для устройства тепловой изоляции про-
мышленных печей, теплопроводов и другого термического
оборудования. Более 50% всех выпускаемых изделий
используют в черной металлургии, 20% — в машино-
строении, остальные — в промышленности строительных
347
материалов, химии, и в других отраслях. Для тепловой
изоляции промышленных печей и теплопроводов глав-
ным образом применяют шамотные и динасовые легко-
весы; в последнее время стали использовать более эф-
фективные высокоглиноземистые изделия, в том числе
и волокнистые, а щи более высоких температурах
(выше 1450''С)—корундовые.
/. ШАМОТНЫЕ ТЕПЛОИЗОЛЯЦИОННЫЕ ИЗДЕЛИЯ
Шамотные теплоизоляционные огнеупорные изделия
входят в группу алюмосиликатных огнеупоров, которые
в зависимости от содержания в них оксида алюминия
подразделяются'на: полукислые (содержащие АЬОз до
28%), шамотные (28—45%),высокоглиноземистые (свы-
ше 45%). Таким образом, основное различие материа-
лов этой группы заключается в соотношении оксидов
АЬОз и Si02, преобладающих в их составе. Остальные
оксиды — РеаОз, ТЮг, СаО, MgO, R2O — это примеси,
их количество обычно не превышает 4—7% в пересчете
на прокаленное веш;ество. Сырьем для производства
алюмосиликатных огнеупорных изделий служат природ-
ные огнеупорные глины или их смеси с добавками, со-
держащими недостающие оксиды.
Глины основных' месторождений СССР подразделя-
ются на три минералогических типа: каолиновые, гид-
рослюдистые и монтмориллонитовые'. В технологии
теплоизоляционных огнеупорных материалов использу-
ют в основном каолиновые глины. Эти глины содержат
25—37|% АЬОз и 45—60% SiOj. Такое сырье пригодно
только для производства полукислых или шамотных ог-
неупоров. Содержание АЬОз (наиболее тугоплавкого ок-
сида) даже в обогащенном просяновском каолине (39%
общей массы) меньше того предела, который необходим
для производства высокоглиноземистых изделий. Таким
образом, для изготовления наиболее широко применяе-
мых шамотных изделий, как правило, используют
природное сырье без подшихтовки добавками с боль-
>> Глииы и глинообразующие минералы, их свойства и превращения
подробно рассматриваются в курсе «Основы технологии искусствен-
ных пористых заполнителей н керамики» (см. Роговой М. И. Техно-
логия искусственрызс пористых заполнителей и керамики. М., Строй-
издат, 1974),
348
шим содержанием АЬОз (бокситов, технического глино-
зема и т.п.).
Шамот — обожженная до спекания огнеупорная гли-
»в, подвергнутая затем измельчению до. определенной
дисперсности. Шамот является отощителем, снижаю-
щим воздушные и огневые усадки керамической массы
при сушке и обжиге изделий. Содержание шамота в
шихте и тонкость его измельчения зависят от способа
изготовления и заданных свойств пористых изделий.
Таким образом, шамотными называют изделия, получа-
емые путем обжига сырца, изготовленного из огнеупор-
ных глин или каолинов с отощением шамотом, получен-
ны.м из тех же или близких по химическому составу
глин.
Шамотные теплоизоляционные изделия по огнеупор-
ности, зависящей в основном от содержания в составе
сырья окиси алюминия, делятся на четыре класса:
Класс
О
А
Б
В
Огнеупорность,
°С
1750
1730
1,670!
15180
Содержание ¦ЛЬОз,
%
38—42.
32-38
30-34
Таблица 20.1:. Физыко-техннческие свойства шамотных
теплоизоляционных изделий
Тип изделия,
марка
Ультралегко- •
вес ШЛБ-а**
Пснолегковес:
ШЛБ-0,6
ШЛБ-0,7
ШЛБ-0,8
Псиошамот
ШЛБ-1,0
''еж',
МПа
0,8-
1,2
1,2—
1,5
1.5
2—2,5
2—3
0
¦в о
- о.
0,149
0,22
0,395
0,545
0,418
ш
III
0,5
0,1
0,5
0,1-
0,5
Оо
С
г tJ
о г
1670—
1710
1710
1690
1680
1680-
Температура
начала
размягчения,
°С
¦
1100
12W
1270
1210
Термическая
стойкость,
(водные,
теплосмеиы)
при температу-
ре "С
4**
850
2—3
850
10—13
1300
* Марка шамотных легковесов - шамотный класса Б, легковес со средней
плотностью 0,4 г/см'.
** Над чертой — теилормены, под чертой — температура нагрера образцов.
349
в мировой практике шамотные высокопористые из-
делия изготавливают, применяя практически все из-
вестные способы порообразования.. В отечественной
практике этот тип изделий производят способом выго-
рающих добавок,' пеновым способом и введением в со-
став шихты пористых гранул, получаемых путем дроб-
ления обожженных пеношамотных масс. Физико-техни-
ческие свойства шамотных легковесных огнеупоров при-
ведены в' табл. 20.1.
а) ПРОИЗВОДСТВО ИЗДЕЛИЙ
ПЕНОВЫМ СПОСОБОМ '.
Основные принципы производства пенодиатомитовых
изделий используют и при получении шамотных пено-
легковесов (см. схему 6). Отличительными особенностя-
ми являются процессы, связанные с подготовкой сырь-
евых материалов, и параметры тепловой обработки из-
делий.
В зависимости от марки изготовляемых из^делий
устанавливают тонкость помола компонентов. Чем
меньше заданная средняя плотность изделий, тем тонь-
ше помол шамота и глины. Например, при производстве
изделий марки ШЛБ-0,8 применяется шамот с удельной
поверхностью 5500—6000 см^г, а для изделий марки
ШЛБ-0,4—8000—9000 cм^/г. Увеличивая содержание
технической пены в пеномассе, добиваются снижения
средней плотности изделий. Однако при этом заметно
падает их прочность. С целью компенсации падения
прочности в составе шихты увеличивают долю связую-
щего, т. е. долю глины (табл. 20.2).
Таблица 20.2. - Составы шихт шамотных изделий
Марка изделий
ШЛБ-0,8
ШЛБ-'0,4
Расход материалов, % по массе
глина
15—20
55—60
шамот'
85—80 •
33—30
перлит
10—12
пенообра-
зователь*
1,5—1,7
2,3—2,5
Влаж-
ность по-
номассы,
%
35—37
57—62
' Расход пенообразователя берется сверх 100%, считая от массы сухих ве-
ществ.
С увеличением содержания глины значительно воз-
растают усадочные деформации как при сушке, так и
при обжиге изделий. Это обстоятельство затрудняет тер-
Вода
Шамот
. л*
дроопенив
{щекоВая дробилка) ,
¦
Помоп
(трубная мвАьница)
РассеиЬаные
{ плоское сито )
¦
Дозиробание
(объемный, BecoSoiJ
дозатор)
Г/fUHa
Измеяьиение
¦( гпанорезка')
Помол
(дезинтегратор,
шаровая мепьница)
Рассеивание
(ппоское сито)
\
Дозирование
(объемный, весоВей
дозатор)
Пенообразова-
тель
Дозирование
(объемный дозатор)
»- Смешивание -«
(бегуны)
Приготовление пеномассы
(двухварабанная пенобетономешаака'
VopMoBaHue изделий
(формовочный сто/1)
S
Сушка
(туннельная сушилка)
t
Обжиг
(туннельная пеиь)
Оправка изделий
(шлифовальный станок)
Упаковка изделий
(упаковоиная машина)
Склад готовой продукции
—Дозирование
(объвмный доза-
тор)
^ Возврат
(рорм
Схема 6
мическую обработку изделий, делает ее весьма продол-
жительной, особенно сушку, и приводит к короблению
изделий и треш,инообразованию. Чтобы частично исклю-
чить эти недостатки, ВНИИПИТеплопроект предложил
вводить в пеномассы добавки вспученного мелкозерни-
стого перлитового песка.
Высокая влажность пеномасс предопределяет сушку
сырца в формах. Продолжительность сушки зависит от
марки получаемых изделий. Так, изделия марки
ШЛБ-0,8 сушат до остаточной влажности 3—4% в течение
36 ч, а марки ШЛБ-0,4 — от 60 до 72 ч. Обжигают изде-
лия по режимам, приведенным на рис. 20.1.
Промышленная технология пеношамотных изделий
многодельна, трудоемка, требует больших затрат элек-
S51
троэнергии и топлива. С целью совершенствования про-
изводства в МИСИ им. В. В. Куйбышева разработана
новая технология производства пеношамотных изделий
марок ШЛБ-0,6 и ШЛБ-0,8 (см. схему 7). Эта техноло-
гия основана, во-первых, на эффекте вовлечения возду-
ха в формовочную массу во время ее приготовления и,
г л
1250
то
700
350
—
.
1
1
—
.
Рис. 20.1. Режим обжига ша-
мотных изделий ШЛБ-0,8 (1)
и ШЛБ-0,4. (2)
1Z !6 го 21 2S ?¦/
во-вторых, на применении вибрационной обработки с
целью интенсификации воздухововлечения и снижения
водосодержания пеномассы за счет тиксотропного эф-
фекта.
Вода
Дозирование
{oSbSMHbiu до-
затор)
Шамот
Дробяение
(щекоВая дробипка)
РассеиЗание
(ппоское сито)
ДозироВоние
(Весобой дозатор)
Гпина
Измепьиение
(г/1икорезко)
Россе иВани^'
(ппоское сито)
ДозироВание
(бесоВой ёозатор)
ПЙВ
ДозироВание
(oSbe'-fHbiu до-
затор)
I яг-ПриготоВпение пеномассы-
(Виброиепьниио)
Я^ормобайчв изделий
(формоВоииьш стоп)
г ¦
Сушка
{туннельная сушка)
ОВжиг
(туннельная печь )
\
ОпраВка изделий
(шлифоВа/^ьный станок)
S
Склад готоВой продукции
Схема 7
Технологическая схема производства пеношамотных
изделий этим способом свидетельствует о значительном
упрощении производственного цикла. Из технологиче-
35а
скои нитки удалось исключить почти все машины по-
мольного цеха : дезинтегратор, шаровые и трубные
мельницы, смесительные бегуны, а также установку для
приготовления пеномассы, и все это заменить одной тех-
нологической машиной — вибромельницей. Продолжи-
тельность обработки массы в вибромельнице, обеспечи-
вающая тонкость помола шамота до 8000 см^/г, а также
хорошую однородность пеномассы, составляет 5—7 мин,
при этом степень загрузки объема вибромельницы ме-
лющими телами должна находиться в пределах 33—
36%, а измельчаемым материалом — 30—35%; пара-
метры вибрации: амплитуда 2,5—2,8 мм, частота 1500—
1800 кол/мин. Сушка сырца осуществляется по сокра-
щенному режиму.
Рассмотренный пример показывает, что не все воз-
можности существующих и широко применяемых спо-
собов порообразования используются « что для дости-
жения наибольшего технико-экономического эффекта
необходимо проводить непрерывные и систематические
исследования по совершенствованию известных и соз-
данию новых технологических приемов при производст-
ве высокопористых материалов вообще и керамиче-
ских, в частности.
б) ПОЛУЧЕНИЕ ТЕПЛОИЗОЛЯЦИОННЫХ ШАМОТНЫХ
ИЗДЕЛИЙ
ПУТЕМ ВВЕДЕНИЯ В ФОРМОВОЧНЫЕ МАССЫ
ПОРИСТЫХ НАПОЛНИТЕЛЕЙ
Введение в формовочные массы искусственных или
естественных пористых заполнителей для снижения
средней плотности изготовляемых изделий широко при-
меняется в промышленности строительных материалов.
Это керамзитобетонные изделия и конструкции; много-
численная группа теплоизоляционных изделий с исполь-
зованием в качестве пористых заполнителей .перлита,
вермикулита, стеклопора; легкие бетоны на естествен-
ных пористых заполнителях — туфах и т.п.
Данная технология базируется на использовании лег-
ких пористых заполнителей, огнеупорность которых со-
ответствует заданной огнеупорности изделий. В связи с
тем что в природе не 'встречается высокопористых ма-
териалов, обладающих высокой огнеупорностью, их из-
готовляют искусственно. Именно таким путем получают
так называемые пеношамотные (ПШ) изделия. Фор-
мовочная масса содержит 65—70% искусствеммо изго-
товленных пористых шамотных гранул размером от 0,5
до 10 мм, а в качестве связующего используют огне-
упорную глину. Пористые шамотные гранулы изготавли-
вают из пеномассы, которую сушат,.обжигают и дробят,
или из отходов(брак, обрезки), которые образуются
при производстве ультралегковеса.
Формуют пеношамотные изделия путем легкого уп-
лотнения или трамбования. Обжиг ведут при темпера-
туре 1320°С. Достоинства этих изделий — незначитель-
ная усадка при сушке и обжиге и как следствие точные
формы обожженных изделий, повышенная термическая
стойкость по сравнению с обычным пенолегковесом. Од-
нако средняя плотность изделий, полученных этим спо-
собом, составляет 1 г/см^ и выше. Это объясняется не-
обходимостью вводить в формовочную смесь большое
количество огнеупорной глины, чтобы придать сырцу и
изделиям необходимую прочность.
2. ВЫСОКОПОРИСТЫЕ ТЕПЛОИЗОЛЯЦИОННЫЕ
ИЗДЕЛИЯ ИЗ ЧИСТЫХ ОГНЕУПОРНЫХ ОКСИДОВ
Высокопористые теплоизоляционные изделия из чи-
стых высокоогнеупорных оксидов (АЬОз, ВеО, ZrOa,
MgO и др.) обладают кроме высокой огнеупорности (бо-
лее 2000°С) рядом ценных свойств (химической инерт-
ностью, низкий электролроводйостью, высокой стойко-
стью к коррозии и др.), что позволяет усдешно исполь-
зовать их в различных условиях службы. В производстве
таких изделий широкое промышленное применение по-
лучил лишь способ выГораюш;их' добавок.
При использовании ненового способа поризации из-
за высокой удельной плотности оксидов разрушается
пеномасса. Для повышения ее устойчивости необходим
сверхтонкий помол сырья. При этом значительно увели-
чивается расход электроэнергии, возрастают обжиговые
усадки, а в составе, .массы появляются нежелательные
примеси (железо из .мельницы), снижающие темпера-
туру применения изделий. Основные недостатки неново-
го способа присущи и способу газообразования. Способ
выгорающих, добавок требует применения таких выго-
рающих компонентов, зольность которых не будет сни-
жать химической чистоты получаемых изделий.
3(54 . -
а) ПРОИЗВОДСТВО ВЫСОКОПОРИСТОЙ
КОРУНДОВОЙ КЕРАМИКИ
Корундовая керамика содержит не менее 95% оксида
алюминия в виде а-А120з —М!инерала 'Корунда, встреча-
ющегося в природе. Основным сырьем для 'получения
корундовых изделий служит технический глинозем, со-
держание AI2O3 в котором составляет 97—99%- Техниче-
ский гл'инозем представляет собой безводный оксид алю-
миния, известный в нескольких кристаллических модифи-
кациях. Самая устойчивая из этих модификаций 1а-А120з
(корунд). 'Известно еще две модификации: Y-AI2O3 и
р-АаЮз. В природе встречается только а-А^Оз; ^'форма
образуется при термической обработке природных гадро-
ксидов алюминия, на-пример бокситовых 'пород.
Искусственно полученная Y-AI2O3 неустойчива и при
нагревании в инте4)вале температур от 1100 до1450°С пе-
реходит в а-А120з. При этом происходит уплотнение ма-
териала (14,3% ;по объему) ,и возрастает удельная плот^
иость с 3,5 до 3,99 г/см^. Велич'ина объемной усадки до-
статочйо больщая и оказывает значительное влияние на
технологию изготовления изделий.
Третья — р-форма, по существу; не является чистой
кодификационной кристйлляческой формой глинозема,
а представляет собой условное обозначение группы алю-
минатов с высоким содержанием оксида алк>миния. В.об-
щем виде химический состав этих соединений можно вы-
разить, например, формулами МеО-бА^Оз и Ме20-
• I2AI2O3, где МеО может быть СаО, БаО, SrO и др., а
Ме20 — МагО, КгО, Li20 и др. Обычно содержание в та-
ких алюм,инатах щелочных и щелочноземельных окислов
составляет 8—10%.
При нагревании до 1600—1700°С р-глинозем разлага-
ется, в результате чего образуется а-А120з, а сопутствую-
щие оксиды выделяются в газообразном состоянии. 'Р-гли-
нозем снижает механическую 'прочность in электрофизиче-
ские свойства обожженных корундовых изделий, и поэто-
му его присутствие в корундовом материале нежелатель-
но. Искусственно полученный технически'^ глинозем (сы-
рой гл1инозем) представляет собой однородный белый
порошок с насыпной плотностью 0,85 г/см^ Его зерна со-
стоят из скопления мельчайших кр'исталлов у-АЬОз, име-
ют шарообразную форму и пористое строение. Такая
структура называется сф'сроЛитной,
956
Сферолиты практически не спекаются, и это предоп-
ределяет необходимость их разрушения. С этой целью
технический глинозем предварительно обжигают при тем-
пературе 1300—1350°С. При этом достигается почти пол-
ный перевод у-А^Оз в устойчивую а-форму и снижение
усадок при обжиге изделий с 50 до 37% объемных за счет
уплотнения зерен материала; происходит кристаллиза-
ция мельчайших монокристаллов а-А120з, находящихся
в техническом глиноземе, до возможно больших размеров;
облегчается измельчение глинозема из-за повышения
хрупкости сферолитов при обжиге.
Второй в'ид сырья для корундовой керамаки — элек-
трокорунд. Чаще всего, особенно для производства вы-
рокопористых изделий, используют белый электрокорунд,
получаемый плавлением в электродуговых печах техни-
ческого глинозема и ^последующим раздувом расплава.
При этом образуются зерна корунда размером от не-
скольких микрон до нескольких десятков микрон. Обычно
в белом электроплавленом корунде содержание АЬОз
составляет 98% и более.
При получении высокопористой .корундовой керамики
электрокорунд вводят в состав шихты главным образом
•для снижения огневых усадок, при этом появляется воз-
можность отказаться от шлифовки изделий.
Технология изготовления изделий
Промышленное производство корундовых легковес-
ных изделий осуществляют способом литья, а пориза-
цию — способом выгорающих добавок (ем. схему 8).
Формовочная .масса состоит из 95% технического глино-
зема, 5%-мела (мел вводят для снижения обжиговых уса-
док), 25—307о (сверх 100%) древесных опилок; влаж-
ность массы 45—50%. В воду затворения вводят сульфит-
но-спиртовую барду (0,5—0,8% от. сухого вещества) с
целью пластифицирования массы и повышения прочно-
сти высушенного сырца. Формовочная масса представля-
ет собой шликер, формуют изделия литьем в металличе-
ские формы. Сушка сырца осуществляется в противоточ-
ных туннельных сушилках в течение 42—48 ч при макси-
мальной температуре 100—110°С.
Как правило, высушенные изделия в результате уса-
дочных дефор|\{ац'Ий и удаления влаги лишь с одной (вер-
хней) поверхности имеют неправильную форму и подЛе-
On инки
Технический гпинозем
(о6о>кженный молотый)
РассеВ
(ппоское сито)
\
Дозирование
Подъемный дозатор)
L
Men Вода ССб
I ^^/
Дозирование Измельчение ДозироВаниб
(весомей дозатор) (молотковая {объемный
дроЬилка) дозатор)
Помол (шаровая мель-
ница, дезинтегратор)
Дозирование
(весовой дозатор)
Приготовление (рормовоиной масса-
(лопастная мешалка)
t
Ч>ормование издений
(разливочный стол)
CijujKO изделий
(туннельная сушилка)
Обжиг
(туннельная печь)
t
Оправка изделий
(шлифовальный станок)
i
Упаковка изделий
tK/iad готовой продукции
Схема 8
жат шлифовке, которая производится на специальных,
станках после обжига изделий. Обжиг изделий осущест-
вляют в туннельных печах по режимам, представленным
па рис. 20.2.
Изделия, получаемые по приведенной технологии, ха-
рактеризуются следующими основным'И свойствами: сред-
няя плотность 1,1 —1,4 г/ем^ прочность при сжатии 7—10
МПа, огнеупорность 1330°С, дополнительная усадка при
1500°С — 3,95%, теплопроводность 'при температуре на
горячей стороне образца 1400°С — 0,52 Вт/(м-°С).
Способ выгорающих добавок был усовершенствован
благодаря работам, проведенным в Московском инже-
нерно-строительном институте им. В. В. Куйбышева.
Новая технология (ом. схему 9) базируется на при-
менении беззольной выгорающей добавки шаровидной
формы низкой плотности (0,03—0,04 г/см^) —пенополи-
стирола и на использовании вибрационного способа уп-
лотнения легких формовочных масс. Применение поли-
стирола позволило повысить общую пористость, изделий
357
с 60—65 до 80—82%. Это дало возможность резко сни-
зить 'ИХ влажность и как следствие значительно ускорить
сушку сырца, а также уменьшить сушильные деформа-
ции. Технологический процесс производства корундовых
легковесных изделий организуется в соответствии с прин-
6)
то
то
т
400
7r^±\z
10 20 JO W 50 SO 70 80 SO т,ч
5 Ю /5 го 25 JO J5 W
Г.Ч
Рис. 20.2. Режим обжига корундовых изделий
а — с опилками; б — с полистиролом
ципиальной схемой. Показатели основных свойств корун-
довых изделий, полученных рассматриваемым способом
из различного сырья, приведены в табл. 20.3.
, i
ДозироЬаиие
(десодой ^дозатор)
Схема 9
т
Технический глинозем Бисерниш ССБ Вода
V полистирол \ 1
Помол Вспенибание Объемный Объемный
(трудная мель- (шнек-машина) мерник мерник
"X ^ \ /
Дозирооание Дозирование Раствор ССВ
(Decolou дозатор) (объемный мер- (бак с мешалкой)
ник) i
Дозирование
(объемный мерник)
¦^^-Приготодивние фсрмоЬоцной массы'^—
(лопастная мешанка)
t
IpOHenopmupoSauue массы (моссоукладцики)
S
ФормоВаиие изЗелий л. Возврат
(Виброплош,а(1кО) поддонов
Сушка сырца-
(туннельная сушипка)
Обжиг изделии
(туннельная пень)
t
Упаковка изделий
.1
Склад матовой продукции
Таблица 20.3. Показатели основных свойств корундовых теплоизоляционных изделий
полученных с применением вспененного полистирола
Показатели
Состав и вид порошков AljOj
молотый технический глино-
зем, ЮОР/о
смесь молотого и немолотого
технического глинозема,
40 ; 60% по массе
смесь молотого технического
глинозема с электроплавленым
корундом, 30 ; 70%, по массе
Расход пеиополистирола, %
сверх 100 (по массе)
Средняя плотность изделий,
г/см'
Прочность при сжатии,
МПа
11
0,7
6
9
0,8
8
7
1
11,5
10
0,6
5.5
7 .
0,8
3,6
5,5
1
5
6
0,8
8
4
1
13
3
1,2
13
Огнеупорность, °С
Дополнительная усадка при
К700РС, %
Начало деформации под
удельной нагрузкой, °С
Термическая стойкость, воз-
душные теплосмены от
1000°С
Теплопроводность при тем-
пературе 700°С, Вт/(м-С)
0,5
1410
5
0,59
0,4 I 0,2
I
1460 1520
12
0,66
0,76
0,8
1250
4
0,48
Более 1900
0,65
1300
7
0,57
0,5
1380
10
0,67
0,3
1480
12
0,60
0,2
1540
17
0,75
Использоканпс в данной технологии компонентов с
резко отличной средней плотностью зерен (порошков
АЬОз и вспененного полистирола) требует строгого соб-
людения технологических параметров. Вначале в смеси-
тель с 'г-образными или прямыми лопастями загружают
вспененный полистирол и заливают раствор ССБ, а за-
тем порошок или смесь порошков AI2O3. Процесс смеши-
вания продолжают 10—15 мин до получения однородной
массы.
6)
А-к
Б-Б
•///////////,'J/j'//jr.
Рис. 20.3. Форма для получения корундовых изделии
а — общий ВИД; б — конструкция ячейки формы
Формуют изделия на виброплощадке в специальных
формах, элемент (ячейка) которой показана на рис. 20.3.
Форма состоит из'неокольюих таких ячеек (обычно из
15—20). Таким образом, одновременно формуются 15—
20 изделий. Размер ячее,к определяется с учетам воздуш-
ных и обжиговых усадок массы. В форму укладывают
металлические поддоны (в 'каждую ячейку), затем за-
360
полняют ячейки массой. Форму устанавливают на виб-
роплощадку и закрепляют на ней специальными фикса-
торами. Затем сверху опускают пригруз в виде блока
пуансонов. Включают вибрацию ji через 5—10 с нагру-
жают систему. Величина нагружения (прессования) не
должна превышать 0,03 МПа. Превышение этого значе-
ния приводит к деформации вспученных зерен полисти-
рола, шаровидная форма которых 'после снятия нагруз-
ки восстанавливается, и вследствие этого они разрыхля-
ют массу, образуя в ней трещины.
Умлотпение пригрузом производят до заданной вы-
соты, огранич1ивая погружение уплотняющих пуансонов
в ячейки формы специальными ограничителями, уста-
навливаемыми на пр}1грузочиом щите. По окончании
формования изделия распалубл!ивают, выдавливая, их из
формы вместе с нижними поддонами. Затем изделия на
поддонах направляют в туннельную сушилку. Высушен-
ные изделия снимают с поддонов и устанавливают на об-
жиговые вагонетки.
Важны^ передел данной технологии—.полнота пред-
варительного вспенивания полистирола. Такая операция
подлежит строгому контролю, так как в случае «недо-
вспенивания» гранулы полистирола увеличиваются в
объеме во время сушки, что приводит к растрескиванию
изделий. Этот способ получения высокопористых корун-
довых изделий опробован и на других системах. Его мож-
но с успехом применять для получения шамотных, высо-
коглиноземистых, динасовых, магнезитовых, цирконие-
вых и других легковесных огнеупоров, а также изделий
из диатом'итов :и трепелов. За счет снижения объемной
массы изделий, экономии сырья, сокращения продолжи-
тельности су1пки сырца, исключения шлифовки обожжен-
ных изделий, механизации и снижения энергоемкости эта
технология позволяет получить значительный технико-
экономический эффект.
Дальнейшее совершенствование рассмотренного спо-
соба получения высокопористой керамики базируется на
использовании вспенивающего усил1ия зерен полистиро-
ла для уплотнения поризуемых керамических масс, т. е.
на осуществлении формования изделий в замкнутых пер-
форированных формах любого фасона в период сушки
сырца. При таком решении допроса можно в еще боль-
шей степени упростить производство за счет совмещения
процессов вспенивания полистирола, формования и суш-
Ш1
ки сырца. При этом 'МОЖНО ожидать резкого снижения
продолжительности сушки изделий. Такие исследования
выполнены в МИСИ им. В. В. Куйбышева для дистен-
силлиманитовых (разновидность высокоглиноземистых),
изделий и выявлена высокая эффективность предлагае-
мого технологического приема.
Глава 21. ОГНЕУПОРНЫЕ ВОЛОКНА
И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
В последнее десятилетие в отечественной .и зарубеж-
ной практике в качестве теплоизоляционных огнеупоров
начали широко применять искусств'енные высокотемпера-
Хуростойкиё волокна в виде ваты и различных гибких и
жестмих изделий. Эти изделия отличаются от традицион-
ных легковесных огнеупоров, имеющих ячеистую по-,
ристую структуру, более высокой термической стой-
костью и меньшей теплопроводностью (при температу-
рах 1000°С и выше теплопроводность волокнистых мате-
риалов в 2 раза ниже, чем материалов с ячеистой струк-
турой). Время и трудовые затраты на монтаж футеровки
из волокнистых изделий составляют около 10% времени
и трудовых затрат на монтаж футеровки из огнеупорных
легковесов.
/. СПОСОБЫ ПОЛУЧЕНИЯ ОГНЕУПОРНЫХ ВОЛОКОН
_ Свойства огнеупорных волокон в значительной степе-
ни определяются их структурой, которая зависит от ви-
да применяемого сырья и технологии получения волокна.
В настоящее время известны волокна с монокристалли-
ческой, поликристаллической и стеклообразной микро-
структурой. '•
Поликристалличеокие и монокристалличеокие волок-
на можно толучить следующими способами.
- Исггарение коллоидных суспензий. Волокна получа-
ются путем быстрого испарения с нагретой плоской по-
верхности тонкой пленки коллоидной суспензии, содер-
жащей окоид или оксиды, которые должны принять воло-
книстую форму. По мере 'испарения коллоидной суспен-
зии пленка растрескивается вдоль цепочек наполнителя
и образуются волокна, Получаемые волокна имеют не-
36Q
правильное поперечное сечение с раэмерам'и: ширина —
до 0,3 см, отношение Ш'ирины к толш,ине — от 3:1 до 10:1
при длине 0,5—i5 см.
Экструзионная технология заключается в продавли-
вании вязкой смеси токкомолотого огнеупорного оксида
с органическим связуюш,им через платиновые фильеры
и посл1едуюш,ем обжиге. Получаются жесткие, умеренно
прочные волокна диаметром 0,1—0,2 мм. Во время об-
жига необходим точный контроль температур для пре-
дотвращ,ения нежелательного роста кристаллов.
Прядильная технология получения волокон аналогич-
на технологии получения текстильных органических во-
локон. Отличие заключается в том, что вытягиваемые из
вязкой массы волокна содержат наполнитель — тонко-
дисперсный порошок оксида, который становитсся един-
ственным компонентом волокна 'после термической об-
работки. В промышленных масштабах освоен выпуск
только волокон Y-AI2O3 и Zr02. Волокна обжигаются при
температуре 1550°С. Получается волокно диаметром
около 25 мкм.
Пол1икр'исталлические волокна, полученные как по
экструзионной, так и по прядильной технологии, харак-
теризуются в 2—5 раз большей жесткостью и несколько
большей прочностью, чем стеклянные волокна. Сопротив-
ление длительному термическому воздействию у них не-
высокое (область применения при длительном термиче-
ском воздействии от 540 до 1260°С). Однако сопротивле-
ние термическому удару гораздо выше, чем у любых су-
ш,сствующих огнеупорных волокон. Использование поли-
кристаллических волокон в виде ваты или изделий неце-
лесообразно из-за-очснь высокой стоимости их производ-
ства. В настоящее время поликристаллические волокна
применяют в качестве армирующего элемента в керами-
ческих и металлических матрицах.
Получение волокна стекловидной структуры осущест-
вляется следующими способами: вытягиванием нити из
штабика (штабиковый способ); переработкой расплава
в волокно с последующей химической in термической об-
работкой волокон; переработкой расплава с получением
готового к использованию продукта. Штабиковый способ
применяется в основном для получения текстильных
кварцевых волокон. Этим методом получают также в не-
больших количествах кварцевые волокна в виде BaTjJ.
Этот способ производства непригоден для получения тсп-
363
лоизоляционного волокна в широких масштабах из-за
низкой производительности (не более 2—6 «г волокна
в 1 ч).
Технология производства волокна путем переработ-
,ки расплава с последующей химической и термической
обработкой предусматривает получение расплава ЗЮг
с добавкой до 25% щелочных оксидов (в основном ЫагО).
Расплав такого состава легко перерабатывается в вату
способами раздува. Полученную вату подвергают кис-
лотной (для выщелачивания), а затем термической (для
дегидратирования) обработке. В результате волокна сок-
ращаются по диаметру 1И длине, значительно теряют
прочность и эластичность, но "приобретают повышенную
огнеупорность. В промышленном масштабе эту техноло-
гию используют для получения изделий, волокна которых
содержат 98—99% Si.Qs.
Переработка расплава в готовое волокно наиболее
широко применяется в технике. Технология огнеупорных
волокон по этому способу принципиально не отличается
от технологии минеральной ваты. Для получения рас-
'Плава в производстве огнеупорного волокна в настоя-
щее врейя используют только электродуговые печи, по-
зволяющие плавить любое силикатное сырье и поддер-
живать в расплаве заданаую температуру. Подбор со-
ставов для получения огнеупорной ваты основывается на
следующих положениях. Поскольку волокна, получаемые
из расплава, находятся в стеклообразном состоянии, их
устойчивость при воздейст-
вии высоких температур оп-
ределяется двумя фактора-
ми: устойчивостью против
рекристаллизации, которая
приводит к полному разру-
шению волокна или к ча-
стичной потере прочности, и
термической устойчивостью
или температурой спекания,
соответствующей температу-
ре появления жидкой фазы.
Рис. 21.1. По.тожение ха- Устойчивость волокна
рактерных .тон отвердева- Против рекристаллизации
ння стеклообрязующих рас- связана с наличием в стек-
плавов в зависимости от ^,^ оксидов-стеклообразова-
скорости охлаждения ^„ g зависимость ПОД-
1—5 — зоны "
364
чиняется общестатической закономерности — чем выше
содержание стеклообразователя в двухкомпонентной и
более системе, тем выше склонность к стеклообразова-
нию. Кристаллизационная способность каждой отдель-
ной системы должна рассматриваться с учетом ее диаг-
раммы состояния. Для общего случая зависимость склон-
ности разных составов к кристаллизации от скорости'ох-
лаждения представлена на рис. 21.1. Как видно из гра-
фика, нижняя граница зон 1 и 2 (стабильные стекла) со-
ответствует 20-^30%-ному содержанию стеклообразова-
теля. Следовательно, первое ограничение по составам
для производства высокотемпературостойкого волокна
можно сформулировать следующим образом: содержа-
ние стеклообразователя в шихте должно быть не менее
20—30%.
Математический критерий склонности' оксидов к
стеклообразованию был выведен Гарино-Каниным и име-
ет следующий вид:
А = г^(^)\ (21.1)
где 2 — валентность; Ус и Vv — соответственно суммарный объем
пустот и катионов в единице массы или объема.
О'Ксиды, имеющ1И,е критерий А выше 1000, являются
типичными стеклообразователями. Во всех случаях, ко-
гда стеклообразователь имеет критерий А- от 100 до
1000, для >получения стекла требуется специальная тех-
ника скоростного охлаждения расплава, а на основе ок-
сидов с критерием А ниже 100 вообще нельзя получить
стекла из-за их высокой «ристалл'изационной способпо-
сти. Из шести известинце оксидов с критерием А выше
1000 в качестве стеклообразователей практически мож-
но ;использовать только два: В2О3 и Si02, поскольку ос-
тальные диссоциируют до образования расплава. В2О3
имеет очень низкую температуру плавления (450°С). Сле-
довательно, для .производства высокотемпературостой-
ких волокон оксидом-стеклообразователем должен быть-
только Si02.
При выборе составов для получения высокотвмпера-
туростойкой ваты с точки зрения термической устойчи-
вости предпочтение следует отдать системам с возможно
меньшим числом компонентов, -поскольку по правилу
Рауля-Вант-Гоффа при приближении к любому веществу
другого, не образующего с ним твердого раствора, во
¦ " 365
всех случаях наблюдается понижение температуры плав-
ления. ¦ i
Однако использовать для получения огнеупорного
волокна только ЗЮг затруднительно из-за высокой тем-
шературы его плавления и высокой вязкости. Повыше-
ние температуры расплава с целью понижения вязкости
приводит к интенсивному выгоранию ЗЮг при взаимо-
действии с угольными электродами:
2Si02 + 3C->SiOf+ 3C0t+Si.
Для уменьшения температуры плавления без значи-
тельного снижения температуростойкости волокон при-
меняют, как правило, двухкомпонентную систвму,содер-
жащую в качестве стеклообразователя ЗЮг и один из
огнеупорных оксидов А^Оз^ СаО, MgO, ЗгОг. Решение
о пригодности каждой отдельной двухкомпонентной си-
стемы для получения огнеупорного волокна может быть
принято на основе анализа соответствуюш,ей диаграммы
состояния. При этом следует оговорить, что диаграммы
состояния соответствуют кристаллическому состоянию
вещества, и связь кривых, представленных на диаграм-
мах состояния, со стекловидным состоянием вещества
не является однозначной, а зависит от окорости охлаж-
дения 'ИЛИ нагревания. Следовательно, по диаграмме со-
стояния можно судить только об области температур
стеклования и трансформации, а не конкретной цифре,
зафиксированной линией солидуса. Температура солиду-
са — это температура появления жидкой фазыу^ в то вре-
мя как (при температуре ликвидуса количество жидкой
фазы достигает 100°/о- Если массивный образец при тем-
пературе солидуса всего лишь теряет несколько процен-
тов своей прочности из-за появления жидкой фазы, то
волокно толщиной от одного до нескольких микрон уже
в начале появления жидкой фазы спекается с другими
волокнами. Таким образом, из-за различия в толщине
температура солидуса является определяющей по терми-
ческой устойчивости волокна. Кроме того, по диаграмме
состояния можно определить составы, соответствующие
минимуму 'кристаллизадионной способности, поскольку
минимум кристаллизационной способности характерен
для тех составов, при которых в качестве первых фаз
выделяются одновременно два и 'более видов кристалли-
ческих соединений (эвтектические точ'ки, границы по-
лей на диаграммах состояния). Эвтектические составы
должны обладать преимуществами при выборе состава
366
для получения волокна и потому, что имеют минималь-
ную температуру плавления при равной (для области
данной эвтектики) температурбстойкости волокна.
Потеря прочности при рекристаллизации зависит при
равных составах от диаметра волокна. В толстом волок-
не (6oJiee 10 вдкм) внутренние напряжения, приводящие
к разрушению волокна в процессе кристаллизации, го-
раздо больше аналогичных напряжений в тонком волок-
не (1—б мкм). В частности, установлено, что если тол-
стое волокно в процессе кристаллизации теряет 90—
100% своей прочности, т. е. рассыпается самопроизволь-
но или при__ совершенно незначительном механическом
воздействии, то тонкое волокно того же состава теряет
в процессе кристаллизации не более 70—75% прочности,
причем начальная прочность та'кого волокна значитель-
но выше ,(из-за меньшего количества микродефектов).
Отсюда следует, что огнеупорное волокно должно иметь
средний диа1метр не (более 5 .м'км.
Наиболее широко применяются в промышленной те-
пловой изо/ляции алк>мосиликатные волокна, [получае-
мые методом раздува расплава. К таким волокнам отно-
сятся «Каовул», «Файберфракс» (США), «Тритон као-
вул» (Англия), каолиновая вата (СССР). Основные по-
казатели свойств и химические составы этих волокон
приведены в табл. 21.1.
Таблица 21.1. Основные свойства и химический состав
высокотемпературных волокон
Показатели свойств
Химический
АЬОз
SiOj
ZrOj
J2O
TiOj
Температура
иия, °С
Температура
иения, °С
состав,
плавле-
приме-
Вид волокон
«Каовул»
(США)
45,5
50,5
—
—
2,1
1750
1260 кр*
1100 дл**
, ¦
о.
.2 « —
?•9-^
51,2
47,4
3,4
—
—
1750
1260
^-.
я л 5
о t 5
к и Ь
» ьс^
Каолино-
вая Вата
(СССР)
-
45
52
—
—
1,7
1750
1260
45—55
55—45
—
—
—
1750
1260 кр*
1100 дл**
СО К
(Х<
%; -w
95
5
—
—
—
2000
1400
—
л ^^
к S
¦в-ГЧ
•е-Ь
т -
и<;
»^-
,
—
92
8
—
2500
1600
При кратковременном применеини.
* При длительном применении.
367
Температура длительного применения ограничивает-
ся.1100°С. Диаметр волокон равен 2—3 мкм, длина рав-
на 125—250 мм. Известны высокоглиноземистые и цир-
кониевые волокна «Сэффил» (Англия) с температурой
применения соответственно 1400°С и 1600°С. В США ос-
воено изготовление волокна на основе циркония с добав-
кой оксида иттрия, повышающего стабильность волокна
при высокой температуре. Температура применения тако-
го волокна достигает 2700°С.
Огнеупорные волокна используют в виде комовой ва-
ты и изделий. Изделия !из огнеупорных волокон широко
применяются в различных отраслях промышленности:
для теплоизоляции миксеров, конверторов и воздухона-
гревателей .металлургических производств, отжигатель-
ных 'печей и т. д.; для футеровки желобов и труб при
разливе и транспортировании жидких металлов;, для на-
бивки термокомпенсационных швов в печах Ич других
тепловых агрегатах; для тепловой изоляции газовых тур-
бин, современных энергетических установок с высокими
тепловыми параметрами, трубопроводов перегретого па-
ра, высокотемпературных печей, топок, ларовых котлов,
камер сжигания и теплообменников и т. п.
2. КАОЛИНОВАЯ ВАТА И ИЗДЕЛИЯ НА ЕЕ ОСНОВЕ
Каолиновая вата и изделия на се основе выпускают-
ся в СССР на трех заводах. Сырьем для производства
каолиновой ваты служат технический глинозем, содер-
жащий 99% AI2O3 и чистый кварцевый песок. Расплав
получают в пятиэлектродпой руднотермической печи.
Рабочее пространство печи состоит из зон плавления и
выработки. Зона плавления оборудована тремя графи-
тированными электродами, зона выработки — двумя.
Струя расплава раздувается паром под давлением 0,6—
0,8 МЛа при помощи эжекционного сопла.
Основные качественные показатели каолиновой ваты
следующие: объемная масса 80 кг/м^ содержание ко-
рольков раз/мером >0,25 м'М — не более 1% (по iMacce).
Теплопроводность каолиновой ваты зависит от темпера-
туры и уплотнения волокна при его монтаже (табл. 21.2)..
С уплотнением ваты, т., е. с уменьшением размера пор,
теплопроводность при высоких -температурах снижается
за счет уменьшения теплодередачи лучеиспусканием и
конвекцией.
368
Таблица 21.2. Теплопроводность каолиновой ваты, Вт/(м-°С)
Объемная масса,
кг/м'
100
2501
3501 .
Средняя температура, "С
100
0,068
0,063
0,07
400
0,11
0,09
оде ,
700
0,2
0,14
Q'll
1000
0,3
0,2
0,17
Каолиновая вата достаточно устойчива к вибрации,
инерада к воде, водяному пару, маслам и кислотам, об-
ладав высокими электроизоляционными показателями,
мало "изменяющимися с повышением температуры до
700—800°С, не омачивается жидкими металлами." На ос-
нове каолиновой ваты выпускают рулонный материал и
штучные изделия в виде плит и других изделий сложной
формы.
Рулонный материал получают из волокна путем уп-
лотнения в непрерывном-потоке. Оборудование аналогич-
но применяющемуся при формовании минераловатного
кавра.",Рулонный материал выпускают с объемной мас-
сой 50-^2ф кг/м^ и толщиной от 6 до 50 мм. Предел
прочности * при разрыве материала с объемной массой
130 (кг/м^ составляет около 0,04 МПа.
Штучные изделия формуют из гидромасс или получа-
ют методом насыщения. В качестве связующих для про-
изводства изделий используют поливинилацетатную
эмульсию (ПВАЭ), «ремнезоль,
и др.
При производстве изделий из
гидроразбавителе смешиваются
эмульсия и вода в соотношении, обеспечивающем кон-
центрацию 1,25%. Затем сюда же подается каолиновая
вата в количестве 8—107о (по массе). Перемешивание
длится 2—3 мин. После этого масса подается в раздаточ-
ный лопастной смеситель, из которого она по массопро-
воду поступает В:.форму вакуум-пресса. Масса в форме
вакуумируется с дополнительной подпрессовкой. Разре-
жение при вакуумировании составляет 0,03—0,04 МПа;
давление подпрессовки — 0,3—0,4 МПа. Продолжитель-
ность формования 2—3 мин. Влажность сформованных
плит 36—45%. Сформованные плиты выталкиваются
пневмоцилиндром из формы, снимаются вакуумным пе-
рекладчиком и помещаются на сушильные поддоны,
карбамидную смолу
гидромасс сначала в
полищинилацетатная
13 Зак. 8S
369
предварительно смазанные минеральным маслом. Затем
поддоны с плитами устанавливаются на полочные ваго-
нетки и направляются в туннельные сушила. Температу-
ра на входе в сушила 100—130°С, на выходе из сушила
160—180°С. Продолжительность сушки составляет 12—
14 ч, влажность плит после сушки — 0,25^),5%.
При (получении изделий по способу насыщения (без
смешивания) волокно укладывается в сетчатую форму и
пропитывается путем погружения в раствор связующего
(длительность пропитки 45—60 мин), затем форму с во-
локном, пропитанным связующим, устанавливают непо-
средственно в вакуум-пресс. Дальнейшие операции ана-
логичны применяемым при методе изготовления из пидро-
масс. ,
Хара;ктеристика теплоизоляционных изделий из као-
линовой ваты на синтетическом связующем: кажущаяся
плотность 0,28—0,32 г/см^; сжимаемость под нагрузкой
0,5 МПа — 45—51,5%; восстановление размеров по высо-
те после снятия нагруз1ки 84—91,5%; теплопроводность
при температуре 600 и 11.00°С соответственно 0,16 и 0,34
Вт/Ом.°С).
Изделия из каолинового волокна на синтетические
связующих имеют ряд недостатков: их можно применять
при скоростях теплоносителя не более 9 ,м/с. Кроме того,
в ряде случаев возникают трудности с креплением плит.
В связи с этим' в нашей стране ве».т,утся исследования
по получению жестких плит на неорганических свя.зую-
щпх: огнеупорной глине, бентоколлоиде, дисперсном кол-
лоиде, двуокиси кремния, тлино-земистом цементе. В
МИСИ им. В. В. Куйбышева разработана технология
получения волокнисто-керамических изделий различного
назначения. '
Жесткие теплоизоляционные пл'иты изготавливают из
огнеупорного волокна и огнеупорной глины, находящихся
в соотношении (% по массе) 50:50 или 60:40. Процесс из-
готовления этих изделий состоит из следующ1их техноло-
гических операций: приготовления глиняного шликера,
разрыхления волокна, пропитки волокна раствором свя-
зующего, прессования изделий, сушки и обжига. Приме-
няются для изоляции промышленных печей.
Основные свойства плит приведены в табл. 21.3.
Двухслойный огнеупорно-теплоизоляционный разно-
плотный материал предназначен для ограждающих кон-
струкций промышленных печей с рабочей температурой
370
до 1250°С. Каолиновая вата служит основным компонен-
том массы для изготовления теплоизоляционного слоя и
армирующей добав^кой в огнеупорном .многошамотном
слое, применяемой для повышения качества стыка сло-
ев, улучшения оушильных свойств и снижения усадоч-
ных деформаций огнеупорного слоя. Связкой в обоих
слоях йвляется огнеупорная глина.
Изготавливают изделия методом вибропрессования
при расположении огнеупорного многошамотного слоя
сверху. Такое раоположение лри виброформовании по-
зволяет создать переходный слой и тем самым повысить
прочность сцепления огнеупорного и теплоизоляционно-
го слоев. Обжигают изделия при температуре спекания
связки (1250*С).
Теплоизоляционно-компенсационные плиты предна-
значены для восприятия без разрушения многократных
пульсирующих нагрузок, возникающих в результате тем-
пературных деформаций огнеупорной футеровки и теп-
ловой изоляции металлического кожуха теплового агре-
гата. Теплоизоляционно-компенсационные плиты изго-
тавливают из каолинового волокна со связующим из ог-
неупорной глины. На 1 м^ изделий с объемной массой
300 кг/м^ расходуют 230—235 кг вать! и 60—65 кг глины.
Изделия формуют из гидромасс на вакуумных прессах.
Отформованные плиты сушат в туннельных сушилках
при температуре 170—200°С в течение 10—12 ч. Для
увеличения монтажной прочности плит в формовочную
смесьвводят 2—2,5% технического крахмала.
Сжимаемость этих изделий достигает 8—12% благо-
даря их волокнистому строению и небольшому содержа-
нию в них связующего (10—15%). Следует отметить,
что при эксплуатации изделий в конструкции под воз-
действием температуры порядка 1100—1200°С происхо-
дит односторонний обжиг материала. Сжимаемость из-
делий при этом снижается незначительно вследствие со-
хранения упругих свойств за счет необожженной части
материала. Основные физико-технические свойства плит
¦приведены 'В табл. 21.3.
Керамвол состоит из каолиновой ваты и бентонитового
связующего в соотношении 7:3 (по массе). Он не вступа-
ет в Химическое взаимодействие с расплавами алюминия,
не смачивается ими и при температурах литья 750—800°С
обладает (высокими физико-механичеомими 1свойствами
и характеризуется очень низкой теплопроводностью. Поэ-
13' Зак. 85 . 371
тому изделия из него применяют в алюминиевой про-
мышленности для футер'овки и тепловой изоляции в ли-
т'ейном производстве.
Изделия формуют методом вибропрессования с ваку-
умированием в'формах, установленных на виброплощад-
ках. Применение вакуумирования в сочетании с вибро-
прессовой обработкой способствует дополнительному
уменьшению влажности свежеотформованных изделий
и повышению вследствие этого их структурной прочности.
Отформованные изделия высушивают на поддонах в тун-
нельных сушилках и обжигают в туннельных печах. Ос-
новные физико-технические свойс1Тза керамвола привег
дены в табл. 21.3.
Таблица И .3. Физико-технические свойства материалов
из каолиновой ваты
Плиты
Теплоизоля-
циопные на
1 /;Иня1и.М
связующем
Теплоизоля-
ционно-ком-
пенсацион-
ные (безоб-
жигойые)
Керамвол
Объем-
пая
масса,
кг/м'
250—
506
250—
350
600—
800
Прочность,
МПа
при
сжатии
0,5-
2
0,6—
0,8
6—10
при
изгибе
0,3—
1,2
0,3—
0,5
4—6
Теплопровод-
ность,
Вт/(м.°С).
туре, "С
600.
0,13—
0,14
0,11 —
0,13
0,13—
0,17
1000
0,15:-
0,175
0,14—
0.151
—
Терми-
ческая
тойкЬсть,
воздуш-
ные теп.-
лосмепы
Более 10
при
1000 °с
То же
Более 50
при
800 °С
Предель-
ная темпе-
ратура
примене-
ния, "С
1200
1250
950
Данные о промышленной эксплуатации .печей с внут-
ренней облицовкой из волокнистых изделий св'идетель-
ствуют об их значительном .преимуществе перед обыч-
ным огнеупорным и огнеупорноизоляционным кирпи-
чом.
Применение волокнистой изоляции позволяет сни-
зить массу конструкции, сократить производственный
цикл, достичь экономии топлива. Кроме того, волокни-
стая изоляция не боится термического удара, легко и
быстро монтируется.
Часть VI. АКУСТИЧЕСКИЕ
МАТЕРИАЛЫ И КОНСТРУКЦИИ
Глава 22. ОСНОВНЫЕ ПОНЯТИЯ О ЗВУКЕ
И ТРЕБОВАНИЯ К АКУСТИЧЕСКИМ МАТЕРИАЛАМ
Для нашего времени характерно постоянное воздей-
ствие шумов высоких уровней на человека как на про-
изводстве, так и в быту; вместе с тем индустриальные
методы строительства с применением облегченных кон-
струкций усложняют возможность - устранения шума.
Шум вредно действует на организм человека. Сте-
пень физиологического воздействия зависит от интенсив-
ности шума, его частотного.диапазона и длительности
действия. Про^блема защиты человека от шума должна
решаться совлГестно технологами и ^конструкторами, так
как для ее решения необходимо не только наличие аку-
стических материалов, но и правильное их применение.
Создание акустических материалов и конструкций тре-
бует знания законов распространения звука.
Сущность звука. Под звуком понимаются механиче-
ские волнообразные колебательные движения, распро-
страняющиеся в газообразной, жидкой и твердой сре-
де. В этой связи звуковая энергия может рассматри-
ваться как особая форма механической энергии.
Виды звуков. Для образования и распространения
звука нейбходима материальная среда, хотя бы воздух
В зависимости от среды, в которой распространяются
звуки, различают воздушные звуки, распространяющие-
ся в воздушной среде, и структурные (или материаль-
ные) звуки, распространяющиеся в твердых телах. Осо-
бым видом структурных звуков, имеющих существен1юе
значение в зданиях, являются ударные звуки, возникаю-
•цие при прямом воздействии ударов по конструкциям
зданий.
Скорость распространения звука. Скорость распро-
странения звуковых волн зависит от упругих свойств
373
материальной среды: чем эластичнее среда, тем мень-
ше скорость распространения звуковых волн. В газах
скорость распространения звука значительно ниже, чем
в твердых телах; в бетоне, железобетоне^ стекле, метал-
лах скорость звука большая, и звук может распростра-
няться на большие расстояния. Например, скорость
звука (м/с): в воде 1450, ,кирпичной кладке 3600, бето-
не 4000, стали 5000, 'пробке 500, а в резине всего 40.
Структурные звуки воспринимаются главным образом в
том случае, когда они .преобразуются в воздушные
звуки.
Частота звука. Частота колебаний звука измеряется
в герцах. Человеком воспринимаются звуки от 16 до
20 000 Гц. Колебания частотой ниже 16 Гц относятся к
области инфразвуков, выше 20 000 Гц — к области ульт-
развуков. В зависимости от частоты звука различают
тона: низкие —до 200 Гц, средние —200^1500 Гц, вы-
сокие— свыше 1500 Гц. В гражданском строительстве
основное значение имеют звуки в диапазоне от 100 до
3200 Гц.
Физические характеристики акустических материалов.
Одной из основных физических характеристик звука яв-
ляется сила 3 в у к а. Силой звука в какой-либо точке
среды называется количество зву.ковой энергии, прохо-
дящее в 1 с через 1 см^ площади, 'Перпендикулярной на-
правлению распространения звука. Единицей силы зву-
ка является 1 эр'г/(см2-с) [1 эрг/(ом^-с) = 10~' Вт/см^)].
Сила звука в диапазоне от порога слышимости до
болевого порога находится в соотношении 1 : 10'^. По-
скольку сила звука изменяется в большом диапазоне, а
ухо человека может оценивать только относительные из-
менения силы звука, для оценки прироста громкости
звуков целесообразно пользоваться логарифмической
шкалой, в которой каждая последующая ступень в оп-
ределенное количество раз больше предыдущей. Уро-
вень силы звука L 'представляет собой логарифм отно-
шения силы звука / к некоторой минимальной силе зву-
ка /о, при которой стандартный тон (1000 Гц) вызывает
восприятие звука. По Международному соглашению,
/o=10-^ эрг/см2с=^ 10"'® Вт/см^. Понятием «уровень си-
лы звука» обычно пользуются для характеристики ин-
тенсивности звукового поля вместо понятия сила звука.
Если сила звука больше другого в 10 раз, то принято
считать, что она по уровню больше на 1 бел. Бел—еди-
374
ница уровня силы звука; практической единицей слу
жит децибел, равный 0,1 бела. Уровень силы звука,
дБ, выражается формулой
L=I01g///o, (22.1)
где / — сила звука, уровень которого определяется иа данной часто-
те; /о ^—сила звука на пороге слышимости.
Если известно, что уровень силы звука L = 70 дБ, то
это означает, что сила измеряемого звука / равна стан-
дартной силе звука /о, увеличенной в 10^ раз.
Субъективная оценка звука (физиологические ха-
рактеристики). Ощущение звука оценивается органом
слу.ча. Субъективная оценка звука значительно отлича-
ется от физических свойств звука. Сила звука — физи-
ческая величина, субъективное ощущение называется
громкостью. Громкость зависит от силы звука, его
спектрального состава, услов.ий восприятия звука, а так-
же от длительности его воздействия. Для количествен-
ной оценки громкости применяется метод субъективно-
го сравнения измеряамого зцука с эталонным. Иэмсняя
уровень эталонного звука, можно добиться того, что из-
меряемый и эталонный звуки будут восприниматься
как равногромкие. По Международному -соглашению, за
эталонный звук 'принят синусоидальный тон с частотой
1000 Гц в.форме плоской звуковой волны, при этом слу-
шатель обращен лицом к источнику эталонного тона.
Измеряемая этим способом величина L называется
уровнем громкости. Единицей громкости служит фон
(Ф). Фон — это уровень громкости звука, для которого
уровень звукового давления равногромкого с ним звука
частотой 1000 Гц равен 1 дБ.
При акустическом благоустройстве зда1^ий приходит-
ся решать следующие задачи; снижение уровня шума в
данном помещении и ослабление звука, 'передающегося
через строительные конструкции. Снижение уровня шу-
ма в ломещении достигается применением звукопогло-
щающих материалов, которые монтируются на потолке
и частично на стенах помещения. При решении задачи
звукоизоляции приходится иметь дело с двумя видами
звука: воздушным л структурньим, главным -образом
ударным. Звукоизоляция от воздушного шум^ дости-
гается в основном конструктивными мерами: обеспече-
нием плотного прикмыкания всех частей ограждения,
^повышением массы конструкции либо созданием слои-
375
стых конструкций с воздушными прослойками (чередо-
вание слоев с различным акустическим сопротивлением).
Для изоляции звуков, передающихся по конструкции,
необходимо нарушить непрерывность жесткой конструк-
ции здания,, введя разрыйы на пути распространения
звуковых колебаний. Наиболее радикальным средством,
способным ограничить распространение звука, является
разобщение элементов ограждения при .помощи упругих
прокладок из звукоизоляционных материалов. Эти уп-'
ругие прокладки, с одной стороны, изолируют распро-
странение структурного звука, а с другой — изолируют
передачу воздушного звука через щели в местах при-
мыкания. Акустические материалы и изделия, разли-
чаясь по целевому назначению, должны удовлетворять
следующим общим требованиям: обладать достаточной
механической прочностью и долговечностью, сохранять
акустические свойства в течение всего периода эксплуа-
тации, быть несгораемыми или трудносгораемы1ми, не
выделять токсичных веществ и неприятны.х запахов,
'быть био- и BЛaГOCTQЙJ<ИMИ.
Глава 23. ЗВУКОПОГЛОЩАЮЩИЕ МАТЕРИАЛЫ
К звукопоглощающим материалам (помимо требо-
ваний общих для всех акустических материалов)
предъявляются следующие требования: эффективность
поглощения звука в заданном диапазоне частот, деко-
ративность, гигиеничность. Эффективность поглощения
звука, как уже указывалось,- характеризуется коэффи-
циентом поглощения звука. Звукопоглощающие мате-
риалы и изделия должны иметь следующий коэффици-
ент звукогтоглощения, измеренный при непосредствен-
ном размещении материала или изделия на жестком
основании: в частотной полосе 125—500 Гц — не ниже
0,2; в частотной полосе 500—2000 Гц —не ниже 0,4; в
частотной полосе 2000—8000 Гц —не ниже 0,6.
ЗвукоЬоглощаюп1ие материалы и изделия делятся:
а) по структуре — на пористо-губчатые, -пористо-во-
локнистые и пористо-зернистые;
б) по степени жесткости скелета — на жесткие, по-
лужесткие и мягкие;
в) по форме — на плиточные, рулонные, адаты, сыпу-
чие и штукатурки;
370
г) по фактуре лицевой поверхности—на гладкопори-
стые, перфорированные, бороздчатые и с набрызгом;
д) по способу применения — на однослойные одно*
родные с лицевы1М фа,ктурным слоем, на многослойные
пористо-волокнистые с жестким лицевым локрытием и
на штучные, изготавливаемые в виде многослойных
объемных тел разнообразных форм и размеров.
По механизму звукопоглощения 1материалы делятся
на лористые поглотители и резонансные поглотители.
Пористые звукопоглощающие материалы. Механизм
поглощения звуковой энергии следующий: звуковые
волны, ударяясь о поверхность пористого материала,
. приводят воздух внутри пор в колебательное движение.
Маленькие поры оказывают большое сопротивление по-
току воздуха через них, благодаря чему движение воз-
духа в iHopax тормозится, и в результате вязкого трения
часть звуковой энергии превращается в теплоту; поте-
ри звуковой энергии происходят также благодаря де-
формациям скелета матер'иала и его активного сопро-
тивления вынужденным колебаниям, возникающим под
действием звуковых волн.
Пористые поглотители делятся на материалы с же-
стким скелетом (фибролит, пеностекло, ячеистый бетон,
акустические штукатурки и др.), с гибким скелетом (ми-
нераловатные и стекловолокнистые изделия, древесно-
волокнистые материалы и др.) и пористо-колебательные
системы (специальные щиты). Механизм звукопоглоще-
ния каждого из материалов этих типов несколько отли-
чен друг от друга. Пористые материалы с жестким ске-
летам поглощают звуковую энергию благодаря вязкому
трению 1при движении воздуха в лорах. Пористые мате-
риалы с гибким скелетом поглощают звуковую энергию
благодаря вязкому трению в порах и деформациям гиб-
кого скелета; пористо-колебательные системы, 'помимо
трения в порах, поглощают энергию за счет активного
сопротивления системы, совершающей вынужденные
колебания под действием звуковых волн. При очень
рыхлом материале поглотителя (больших порах) трение
незначительно, что приводит к малому звукопоглощению
и неравномерной характеристике поглощения по ча-
стотам.
Звуковая энергия, падающая на плотный материал,
поглощается тем меньше, чем выше плотность материа-
ла. Это происходит из-за отражения звуковбй энергии
377
От Поверхности материала; поэтому, чтобы увеличить
звукопоглощение, следует уменьшить отражение звуко-
вых волн. Отражение волн уменьшается, .когда сопро-
тивление материала задающей звуковой волне прибли-
жается к удельному сопротивлению воздуха, т. е. ког-
да увеличивается содержание воздуха в материале (его
пористость). Однако при значительном увеличении раз-
меров воздушных каналов и полостей в материале дей-
ствие вязкости слабеет и звукопоглощение уменьшается.
Для получения высокого звукопоглощения необходимо,
чтобы сопротивление материала для падающей волны
было возможно ближе к удельному сопротивлению воз-
духа, а затухание при распространении волны в мате-
риале было как .можно больше, т. е. объем пор должен
быть большой, а размеры пор небольшие.
Поглощение звуковой энергии зависит не только от
свойств материала, но и от способа его размещения.
Ввиду того что потери на трение тем больше, чем выше
колебательная скорость частиц воздуха в порах мате-
риала, звукопоглощающий материал выгодно распола-
гать в пучности скорости, т. е. на расстоянии 'Л длины
звуковой волны от стены (эффективная скорость на по-
верхности стены равна нулю). Поэтому размещение, ма-
териала «на относе» от стены является эффективным
способом повышения звукопоглощающих свойств мате-
риала. Пористые звукопоглощающие материалы имеют
высокий коэффициент звукопоглощения '(0,8—0,95) в
области высоких частот.
Резонансные звукопоглощающие конструкции ис-
пользуются для звукопоглощения в области низких ча-
стот. Они базируются на явлении резонанса массы воз-
'духа в горле резонатора, приводимого в .колебательное
движение внешним звуковым давлением. Единичный
воздушный резонатор (Гельмгольца) представляет со-
.бой замкнутую полость, сообщающуюся через узкий ка-
нал (горловину) с помещением, в котором предполага-
ется поглотить шум. Если частота звуковых колебаний
достаточно близка к собственной частоте резонатора, то
амплитуда и скорость колебаний в горле резонатора
рез.ко увеличиваются. В результате этого возрастают по-
тери звуковой энергии при превращении в кинетическую
и, следовательно, повышается поглощение звука этих ча-
стот.
Конструктивно резонансные системы выполняются
378
из перфорированных облицовок с подклейкой к ним по-
ристой ткани или заполнением воздушного Объема (за
Облицовкой) пористым материалом. Перфорированный
экран придает пористому материалу лучшие звукопог-
лоихаюш,ие свойства на низких частотах и вызывает
спад поглощения в области высоких частот. Конструк-
\ша с перфорированным покрытием позволяют менять
частотную характеристику коэффициента поглощения
путем соответствующего подбора параметров: толщины
лисТ'Л, 'материала поглотителя, диаметра и шага перфо-
рации.
В качестве звукопоглощающих материалов и изделий
применяются:
а) в конструкциях без защитной оболоЧ|Ки — минера-
ловатные плиты на синтетическом связующем с фак-
турным слоем; минераловатные плиты из гранулирован-
ной ваты на крахмальном связующем с окраской лице-
вой поверхности; древесноволокнистые плиты однослой-
ные и двухслойные с несквозной и сквозной регулярной
перфорацией круглой и щелевой формы; гипсовые пли-
ты из формовочного гипса, армированного стекловолок-
ном со сквозной перфорацией и заполненным звукопог-
лотителем пространством между ребрами; плиты из
ячеистого бетона «Силакпор» с неглубокой перфораци-
ей лицевого слоя по различным рисункам, окрашивае-
мые в процессе производства в разные цвета;
б) в конструкциях с защитными оболочками и экра-
нами: минераловатные полужесткие плиты на синтети-
ческом связующем с диаметром волокон 5—8 мкм; ми-
нераловатные маты прошивные по металлической сет-
ке; маты из штапельного стеклянного волокна; маты из
супертонких стеклянных волокон диаметром не более
2—3 мкм без связующих; многослойные холсты и маты
из перепутанных супертонких базальтовых волокон диа-
метром не более 2 мкм.
Технология и свойства
Звукопоглощающих материалов
а) Минераловатные плиты на синтетическом связую-
щем. Основные физико-те.хнические показатели плит
приведены в табл. 23.1.
Плиты различаются видом фактурного слоя, имеют
гладкую и перфорированную повер.хность или фактур-
ный слой в виде «набрызга». Характер звукопоглощения
т
для плит разных типов различен: наиболее высокими
звукопоглощающими свойствами обладают .перфориро-
ванные плиты, причем кривые звукопоглощения в них
имеют резонансный характер. Резонансный характер
звукопоглощения указывает на то, что поглощение зву-
ка 'происходит не только за счет перехода звуковой
энергии в тепловую путем трения о стенки пор ори про-
хождении звуковой волны через материал, а в основном
за счет превращения звуковой энергии в энергию дви-
жения (.колебания). При этом наибольшее звукопогло-
щение паступ&ет тогда, когда собственная частота коле-
баний совпадает с частотой колебаний звуковых волн,
т. е. когда происходит резонанс.
Плита и воздушные пробки в отверстиях плиты об-
разуют колеблющуюся систему, в которой воздушные
пробки являются массой, а материал плиты — дружиной.
Собственные колебания этой системы определяются
массой, т. е. объемом воздушных пробок, и силой пру-
жины, т. е. упругостью
материала плиты. Ха-
рактер и величина зву-
копоглощения минера-
ловатных плит сущест-
венно зависят от диа-
метра волокна и степе-
ни перфорации. С
уменьшением диаметра
волокна звукопогло-
щающие свойства плит
возрастают, так как
при этом изменяются
упругие свойства плит.
С уменьшением диаме-
тра волокна уменьша-
ется жесткость плит.
'Л
1.ь
0,5
D:S\-
. 1
^
¦
1^
//
//
/ / ^
l1
^ ^^У^
л
/j
^
' ^
"У
/
, ^
'
/
<
* "V
л
^4^
-
/
\
ом
0,f
т
500
900
ШО fJTn
Рис. 2,3.1. Влияние степени пер-
форации на звукопоглощение плит
при диаметре отверстий 5 мм
степень перфорации: /—-7,5%; 2 —
. 10%; 3— 12.5%; i~ 19,5%
что и облегчает гашение звуковой волны за счет колеба-
ния системы.
Характер влияния степени перфорации на звукопог-
лощение плит иллюстрируется рис. 23.1. При перфора-
ции 7,5% и диаметре отверстий 5 мм кривая имеет ярко
выраженный резонансный характер с максимумом пог-
лон1е11Ия при частота.х 1100 Гц. При повышении степени
перфорации максимум поглощения сдвигается в область
более высоких частот,
380
Мииераловатные звукойоглощающие плиты выпуска-
ются на основе минеральной ваты, 'полученной фильер-
110-дутьевы.м способом. Заготовки для плит производят
110 конвейерной технологии, аналогичной технологии теп-
лоизоляционных плит, но при большем (в 1,3—1,6 раза)
уплотнении ковра и увеличенном (в 2—2,5 раза) содер-
жании связующего. Связующим является композиция,
состоящая из 70% поливинилацетатной эмульсии
(ПВАЭ) и 30% фенолоспиртов. Для получения калибро-
ванных 'ПО татщине плит с гладкой поверхностью и тор-
цами заготовки подвергаются шлифовке, снятию фасок,
нанесению фактурного слоя, сверлению отверстий при
сплошном фактурном слое и окраске.
Технология звукопоглощающих плит приведена на
рис. 23.2.
б) Мииераловатные звукопоглощающие плиты на
крахмальном связующем. Они нашли большое примене-
ние в строительстве благодаря высоким физико-меха-
ынческим и акустическим показателям. Наиболее ши-
роко используются плиты 1при устройстве шодвесных по-
толков в зданиях культурно-бытового, административ-
ного и промышленного назначения.
Существует несколько технологий таких плит, отли-
чающихся главным образом соотношением минер^ально-
го волокна и связующего в формовочной массе и как
следствие этого, •— способом формования. Различают
следующие виды технологических решений:
1) формовочная технология, которая характеризует-
ся соотношением волокно : связующий раствор 1:2,5—
1 :3,5; 1при' формовании не происходит отделения свя-
зующего раствора (плиты акмигран);-
2) формовочная технология, для которой показатель-
но соотношение волокно : связующий раствор 1 :6—1 :10;
при формовании происходит отжим связующего (плиты
акминит); 3) отливочная технология; она характеризу-
ется соотношением волокно : связующий раствор 1 :50—
1 : 100; формование идет с интенсивным отделением
жидкой фазы из гидромассы (плиты МВП — минерало-
волокнистые плиты).
Сырьевые материалы. Для производства минераловат-
ных звукопоглощающих плит на крахмальном связуго-
1цем используют минеральную вату, жрахмал, каолин и
добавки, улучшающие конечные свойства изделий. Важ-
нейшими характеристиками минеральной ваты, от koto-
SSI
Рис. 23.2. Технологическая схема производства
мияераловатиых акустических плит на синте-
тических связующих
/ — шлифовальный станок; 2 — роликовый конвейер;
3 — форматный станок; 4 — станок для снятия фасок;
5 —ручной пресс; 6 —камера нанесения покровного
слоя; 7 —вагонетка; S —камерная сушилка; S —
ленточный шлифовальный станок; 10 — стопорное
устройство; // — сверлильный станок; 12 — камера
окраски; 13 — инфракрасная сушилка; 14 — стол упа-
ковки; 15 — бак для окрасочного раствор»; 16 —
насос
рых заЁисИт качество готовых изделий, являются: диа-
метр волокна, содержание неволокнистых включений и
соотношение кислотных и щелочных оксидов (Мк). Оп-
тимальным является волокно с диаметром 6—8 мкм.
Присутствие корольков в илитах снижает акустические
и физико-механические показатели, приводит к повы-
шенному абразивному износу деталей и узлов техноло-
гического оборудования. Поэтому на стадии подготовки
минерального волокна предусматривается отделение
(сепарация) корольков.
Применение технических крахмалов в качестве свя-
зующего для звукопоглощающих плит связано с боль-
шим выходом клеящей массы при нагревании крах-
мальной суспензии (клейстеризации). В естественном
состоянии крахмалы нерастворимы в воде, и их адсорб-
ционная влажность доходит до 25—30%- При нагрева-
|;ии ло 60°С кукурузный крах,мал набирает до 300, а
при 70°С —о,коло 1000% воды. При максимальной
клейстеризации зерно крахмала вбирает до 2500% во-
ды. При перемешивании или химической обработке на-
бухшие зерна разрываются. Крахмалы, обработанные
химическими веществами, называются модифицирован-
ными.
С целью повышения огне-, био- и влагостойкости
крахмал применяют в сочетании с целым рядом мине-
ральных и'' органических добавок, с которьвми он обра-
зует композиционное связующее. В качестве основных
Добавок при приготовлении крахмального клейстера
применяются минеральные наполнители (каолин, бенто-
нит, асбест и др.), антипирены (бура, борная кислота),
антисептики (бура, сульфат меди, сульфат цинка, бета-
нафтол) и другие добавки, повышающие водостойкость.
Часто добавки выполняют несколько функций. Так, вве-
дение каолина не только повышает выход клеящей мас-
сы, но и уменьшает усадку материала при сушке, по-
вышает сопротивление действию огня. Борная киСлота
является одновременно эффективным антипиреном и
антисептиком.
Из добавок, повышающих водостойкость материала,
применяют гидрофобные (парафин, стеарин, воск и др.)
и гидрофобизирующие добавки (клее-канифольное мы-
ло, кремнийорганические жидкости и др.). Крахмал
применяют в [Производстве звукопоглощающих материа-
лов в оклейстеризованном виде или в виде суспензии с
S8,J
последующей клейстеризацией в процессе тепловой об-
работки. Обычно используют составы: минеральной ва-
ты 100, крахмала 12—14, каолина 14—20, парафина 1,5
и борной кислоты 0,5—1 часть по массе. Производство
звукопоглощающих :плит без отделения связующего
предусматривает формование волокнистого ковра из
высоковязкой формовочной массы на сплошной ленте
движущегося конвейера или в формах-поддонах, пере-
мещаемых цепным конвейерам. Основными операциями-
технологического процесса яо формовочной технологии
являются: грануляция минеральной ваты, приготовле-
ние «рахмально-каолинового связующего, приготовление
формовочной массы, формование заготовок.^ушка, ме-
ханическая обработка, окраска лицевой поверхности,
упаковка и складирование готовой продукции. Эта тех-
нология получила широкое распространение благодаря
простоте оборудования и процесса и возможности полу-
чения эффективных звукопоглощающих материалов,
позволяющих разнообразить отделку помещений.
Производство плит по формовочной технологии без
отделения связующего предусматривает применение
гранулированной минеральной ваты и клейстеризован-
ного крахмала. Изменение величины и плотности гра-
нул позволяет регулировать физико-механические и аку-
стические свойства изделий. Использование . гранул
обеспечивает получение структуры с двумодальной по-
ристостью: мел'кие поры — внутри гранул, крупные —
между ними. Применяют гранулированную минераль-
ную вату с размером гранул 2—8 мм, насыпной мас-
сой 100—150 кг/м^ при толщине волокна 6—8 мкм.
Грануляция ваты осуществляется в основном двумя
методами: разрывом ваты на клочки с последуЮ'Щей за-
каткой или разрезкой минераловатного ковра на кусоч-
ки раз1мерами, близкими к размерам гранул, с после-
дующей их за.каткой. При разрыве ваты на клочки ис-
пользуют колковые барабаны с разным диаметром или
с разной скоростью вращения или вертикальные труб-
ные грануляторы. При резке минераловатного ковра
применяют дисковые грануляторы, которые обеспечива-
ют одновременно продольную резку минераловатного
ковра на полосы и их поперечную разрезку. Образовав-
шиеся столбики закатываются в гранулы. За-
катка гранул осуществляется в сепараторах —перфори-
¦ рованиых барабанах, обеспечивающих отделение
3.84
корольков. Количество корольков и мелких фракций, от-
деляемых 1При грануляции ^минеральной ваты, составля-
ет 25—30% массы ваты.
Приготовление связующего на основе крахмала
включает: получение суспензии 'Крахмала в холодной
воде; приготовление крахмально-каолиновой суспензии;
варку крахмально-.каолинового связуюш.его при темпе-
ратуре 85—90°С; последовательное введение добавок,
улучшаюш.их огне-, био- и водостойкость изделий. До-
бавки, улучшающие конечные свойства материала, вво-
дят в виде эмульсий (парафин) или растворов (борная
кислота) при постоянном перемешивании связующего.
Приготовление формовочной массы предусматрива-
ет введение_в состав массы достаточного количества
клеящих веществ и равномерное их распределение по
объему волокнистой массы. Значительное влияние на
выполнение этих условий оказывают фракционный со-
став и плотность гранул, концентрация связующего и
длительность перемешивания. При формовочном спосо-
бе производства регулирование количества связующего
в массе достигается главным образом за счет измене-
ния концентрации |Крахмального клейстера. Крахмаль-
ное связующее.5%-ной концентрации обеспечивает 15—
187о содержание 'Крахмала в материале. Прочность та-
ких изделий при изгибе составляет 1—1,2 МПа. При
этих условиях формовочная масса имеет влажность
230—2507о- Для приготовления, формовочной массы
применяются чаще всего лопастные смесители непре-
рывного действия.
Получение заготовок при формовочном способе за-
ключается в равномерном распределении массы по пло-
скости конвейера или формы-поддона и подпрессовке ее
до необходимой плотности. В ряде случаев формование
заготовок этим способом связано с одновременным по-
лучением фактуры за счет поверхностного разрыва мас-
сы. Все существующие технологические линии ра'ботают
по непрерывному, способу формования. 'Для этих це-
лей применяют ленточцые конвейеры или цепные кон-
вейеры 'при использовании поддонов.
Тепловая обработка заготовок заключается" в суш-
ке плит до остаточной влажности около 1%. Наиболь-
шее распространение получили туннельные сушильные
камеры с конвективным обогревом материала. Дли-
тельность сушки составляет 16—24 ч, максимальная
3S5
температура теплоносителя в сушилке 160—170*С.
Высушенные заготовки после акклиматизации в цехе
подвергаются механической обработке. Механическая
.обработка включает следующие операции: .шлифовку
лицевой и тыльной поверхностей, обрезку кромок и рас-
крой заготовок па гплиты заданных размеров; устрой-
ство монтажного паза и снятие фасок; нанесение фак-
турного рисунка.
¦ Все операции, связанные с механической обработкой
заготовок, выполняются на высокамеханизированны.ч
Линиях с большой степенью автоматизации. Заключи-
тельной стадией производства минераловатных звуко-
поглощающих плит является их окраска и упаковка в
тару. Схема [производства таких плит приведена на
рис. 23.3. Технологические линии, основанные на фор-
\|(ЮФ'/ ^'^ сушку
9 ' Р 7
Нашад. _[^ ^4 ^^/ Наотдежу
Рис. 23.3i. Технологическая схема производства декоративно-акусти-
ческих плит «Акмигран»
у — конвейер; 2 — грапулятор; J —шнек; ^ — смеситель непрерывного дейст-
вия; 5 — бункер пидромассы; S,—формующие конвейеры; 7 — шлифовальный
станок; Я —камера окраски и сушки; S — калибровочный станок
мовании заготовок без отделения связующего, имеют
производительность 100—200 тыс. м^ в год. Размер из-
делий, выпускаемых на этих линиях, 300Х300Х'20 мм.
Фактура их большей частью трещиноватая, получаемая
в процессе формования или обработки отшлифованной
заготовки. Производство звукопоглош^ающнх плит по
формовочной технологии с отжимам связующего имеет
много общего с формовочной технологией без отделе-
ния связующего. Отличительные особенности этого спо-"
соба — использование связующих более низкой кон-
386
центрации (3—3,57о по крахмалу); минераловатиые
гранулы имеют, как травило, более окатаииую форму,
меньший размер и ббльшую объемную массу—150—
200 кг/мз.
Процесс 'производства звукопоглощающих плит по
формовочной технологии с отжимом связующего вы-
¦ глядит следующим образам. Минеральная вата измель-
чается в трепальных барабанах на клочки, которые по-
даются в вертикальный трубный транулятор. Гранулы
раамёром 2—6 мм проходят через конический сепара-
тор, где отделяются неволокнистые включения и малые
фракции. Крахмально-каолиновое связующее подается
в барабанный смеситель для перемешивания С гранула-
ми. Формование заготовок осуществляется на сетчатом
конвейере. Формующее устройство снабжено приемным
лоткам, уплотняющими валиками, камерой отсоса и на-
бором сменных валиков для получения фактуры. Уда-
ление лишней связки из массы при формовании проис-
ходит за счет ьмеханического отжатия валками и разре-
жения, совдаваемого в камере отсоса. Отжатый ра-
створ связующего лосле соответствующей корректиров-
ки направляется на повторное использование (рецирку-
ляцию). Сушка заготовок осуществляется в туннельных
сушильных камерах па вагонетках jipn 150—170°С.
Впоследствии заготовки шлифуют, обрезают, калибру-
ют, красят, с них снимают фаски и делают монтажные
пазы. Фактура плит может быть получена- как в про-
цессе формования, так и при механической обработке.
Производительность технологических линий, работаю-
щих по этому способу, составляет 100—200 тыс. м^ в
год.
Технология, основанная на способе отлива, преду-
сматривает формование волокнистого ковра на сетке
отливочной машины из низкоконцентрированной гидро-
массы. Технологический процесс включает следующие
операции: рыхление и разрыв на клочки минеральной
ваты, получение суспензии минеральной ваты, дозиро-
вание и .подготовка крахмала и других добавок, приго-
товление отливочной композдции, формование ковра иа
отливочной 1машине, тепловую обработку, механическую
обработку и нанесение фактуры, окраску, упаковку и
складирование.
Подготовка ваты при отливочном споссбе сводится к
получению гидромасс с концентрацией 1—3%. Приго-
т
тавливают гидромассу в гидросмесителях периодиче-
ского или непрерывного действия. Рабочими органами
гидроомесителей являются валы с лопастями или с си-
стемой штырей. Как и грануляция, суспензирование во-
локна предусматривает отделение корольков. Гидросе-
парация корольков, как правило, проходит более полно.
Для приготовления гидромассы минеральную вату из
камеры волокноосаждения подают в систему рыхлите-
лей, производящих диспергирование волокон и частич-
ное отделение неволокнистых включений. После рыхле-
ния минеральная вата в виде клочков поступает в ем-
кость с мешалкой, где приготовляют суспензию ми-
нерального волокна в воде.
Приготавливают и усредняют низкоконцентрирован-
ную отливочную композицию, содержащую все необхо-
димые^ ком'ПОненты, в массных бассейнах. Важнейшим,
условием получения качественных отливочных амесей
является предотвращение расслоения гидромассы и
обеспечение заданных'Концентраций. Готовая отливоч-
на!^ композиция по трубопроводам подается к отливоч-
ной длинносетчатой машине, где формуется, волокни-
стый ковер. Этот процесс включает следующие опера-
ции: напуск волокнистой массы на сетку; обезвожива-
ние массы и, формирование волокнистого ковра при сво-
бодной фильтрации, интенсификация обезвоживания
ковра вакуумированием; уплотнение ковра с дополни-
тельным обезвоживанием за счет механической под-
прессовки. Конечная влажность заготовки составляет
150—180%, что обеспечивает.ей достаточную прочность
ддя съема и транспортирования в камеру тепловой об-"
работки.
При отливочной технологии тепловая обработка от-
формованных плит состоит из двух последовательных
стадий:-клейстеризации крахмала и сушки плит. Клей-
стеризания и сушка плит осуществляется в многоярус-
ных сушильных камера.х с зонным регулированием тем-
пературы: 100°С — в зоне клейстеризации, 160—170°С —
в зоне постоянной скорости сушки и 100—120°С — в зо-
не падающей скорости сушки. Общая продолжитель-
ность тепловой обработки 8—12 ч. После сушки плиты
для снятия напряжений выдерживают в цехе, а затем
направляют на распиловку, механическую обработку,
грунтовку и офактуривание лицевой поверхности, Вы-
бор фактуры определяется назначением изделцй цобыч-
т
по производится с учетом декоративных и акустических
требований. На конечной стадии отделки часто осущест-
вляется обработка торцевых граней — снятие фасок,
устройство 1М0нтажных пазов для крепления в подвес-
ных шотолках. Линии производства тглит отливочным
способам имеют производительность от 1 до 5 млн. м^в
год. ПЛиты выпускают размерами 300X300, 600X600,
1200X1200 MiM при толщине 12—16 мм. Физико-меха-
нические показатели звукопоглощающих минераловат-
ных 'ПЛИТ на крахыальнам связующем приведены в
табл. 23.1:
Т а б л^и ц а 23.1. Физико-механические свойства звукопоглощающих
минераловатных плит
Показатели
Объемная масса, кг/м'
Прочность при изгибе, МПа
Твердость, МПа
Структурная прочность
(осыпаемость), %
Реверберационный коэффи-
циент звукопоглощения
«Акмиграи»
3|50-,4йО
1;—1,2
1-1,5
,1,5-20
0,6-0|,8,
«Акмииат»
360-460
1—1,2
1.—1,5
li2—16
аб-Д,8
мвп
350-450
1,2—U8
1,6^-1,8
10—1,5
0,^.-0,65
в) Двухслойные древесноволокнистые плиты. Их из-
готавливают шутем склеивания перфорированной твер-
дой плиты с изоляционной мягкой плитой. Перфорация
может быть круглой или щелевой. Глубина' перфора-
ции — 2/з высоты 'ПЛИТЫ.
г) Поропластовыё п-литы полиуретановые и типа
«Винипор». Изготавливают их :по технологии газона-
полненных пластмасс. Особенность их технологии —
создание,'режимов, обеспечивающих сквозную пори-
стость.
д) Плиты из ячеистого бетона «Силакпор»; Техноло-
гия получения заготовок для п.шт «Силакпор» анало-
гична технологии теплоизоляционного ячеистого бетона.
Отличие заключается в создании сообщающихся пор пу-
тем введения повышенного количества газообразова-
теля.
Основные свойства звукопоглощающих плит .приве-
дены в табд. 23.2,
т
Таблица 23.2 Физико-механические свойства звукопоглощающих материалов и изделий
Вид материала
Ширина, м
S
се
а
к
н
г
Г
1г
йй
Оз
Реверберацноиный коэффициент звукопоглощения
при частотах, Гц
63
125
250
,500
1000
2000
4000
8000
Область применения
Минераловатные плиты ПА/С
(отделка с иабрызгом)
¦Минераловатные плиты ПА/О
(перфорировалные)
Мниераловатнче плиты ПА/Д
(гладкие декоративные)
Минераловатные плнты на
крахмальном связующем ти
па «Акнигран»
Минераловатные плнты на
крахмальном связующем ти
па^и^Ажмиинт»
Двухслойные древесноволок
нистые плиты
Поропласт полнуретановый*
эластичный для мебельной
промышлеиностн иаркн А
То же, марки Б*
Гипсовые перфорированные
звукопоглощающие плнты
Поропластовые плеты типа
«Вяинпор> (полужесткие)
Плнты из ячеистого бетона
типа «Силакпоо»
0,5
0,5
0,5
0,3
0,3
1,8:
2,7
2
0,81
0,5
0,5
0,5
0,5
0,3
0,3
0,6 или 1,2
или 1,6.
или 1,8
I
I
0,81
0,38
0,5
0,02
0,02
0,02
0,02
0,02
0,02
0,15
0,5
0,03
0,06
0,0i5
130
130
ISO
400
350
45
55
600
120
300-
350
0,02
0,07
0,03
0,02
0,01
0,03
0,03
0,05
0,25
0,05
0,1
0,05
0,1
0,08
0,03
0,02
0,1
0,05
0,15
0,4
0,2
0,15
0,55
0,3
0,25
0,4
0,1
0,6
0,25
0,25
0,7
0,65
0,65
0,5
0,8
0,65
0,55
0,3
0,7
0,5
0,55
0,6
0,85!
0,95
0,5
0,85
0,8
0,75
0,75
0,6
0,9
0,65
0,75
0.95
0,85
0,25
0,75
0,8- .
0,65
0,75
0,65
0,65
0,95
0,95
0,85
0,45
O.I
0,7
0,75
0,3
0,7
0,6
0,4
0,95
0,95
0,8
0,4
0,08
0,55
0,5
0;2
0,7
0,6
0,35
0,95
0,95
Звукопоглощающие
облицовки общест-
венных зданий
То же
То же, но при отно-
сительной влажно-
сти не более 70%
То же
Звукопоглощающие
облицовки общест-
венных зданий
Глушители вентиля-
ционных систем при
температурах не вы-
ше оСС
То же
Звукопоглощающие
облицовки обществен-
ных зданий
Звукопоглощающие
облицовки промыш-
ленных зданий
Звукопоглощающие
облицовки обществен-
ных и промышленных
зданий
* Для целей шумоглушеиня при ограниченной
делает его менее горючим.
области применения пригоден материале присадкой трихлорэтилфосфата, которая
Глава 24. ЗВУКОИЗОЛЯЦИОННЫЕ
МАТЕРИАЛЫ
Основное назначение звукоизоляционных материа-
лов—предотвратить распространение структурного зву-
ка в конструкциях зданий. Затухание звуковой волны
объясняется тем, что звуковая энергия расходуется на
упругие деформации материала.
Звукоизоляционные материалы должны обладать
повышенной упругостью, которая характеризуется от-
носительным сжатием и динамическим модулем упру-
гости. Относительное сжатие при нагрузке 0,02 кг долж-
но быть не более 40%; предел прочности при разры-
ве— не менее 0,01 МПа.
Звукоизолирующие материалы и изделия делятся:
а) 'ПО структуре — на пористо-волокнистые, изготор-
леппые на основе минерального, стеклянного или ра-
стительного волокна, пористо-губчатые на основе
пластм-асс н различных видов резины и сыпучие;
б) по форме — на плиточные, рулонные, маты, а так-
же на полосовые или штучные прокладки.
По величине относительного сжатия К, %. звукоизо-
лирующие материалы разделяют на три группы:
жесткие с малой деформативпостью — К^5%;
полужесткие со'средней деформативпостью — 5%«^
мягкие с большой деформативпостью — К>15%.
Деформативность звукоизоляционных материалов оп-
ределяют по относительному сжатию К, %, под удель-
ной нагрузкой 2-10^ Па. По величине динамического мо-
дуля упругости ^д звукоизолирующие материалы под-
разделяют на три группы: группа 1-я — ?'д<1 МПа;
группа 2-я— 1 МПа^?'д<5 МПа; группа 3-я~5 МПа'^
<?д<15 МПа.
Динамический модуль упругости ^д, МПа, являет-
ся основной расчетной характеристикой, по которой оп-
ределяют условия применения звукоизолирующих мате-
риалов в конструкциях ограждений. Звукоизолирующие
материалы 1-й группы .применяют в виде плит, рулонов
и матов, уложенных сплошным слоем в конструкциях
перекрытий с «плава;ощим» полом, а также многослой-
ных перекрытий, стен и перегородок для улучшения изо-
ляции от воздушного и ударного звуков. Звукоизолирую-
щие материалы 2-й группы применяют в виде полосо-
391
вых и Штучных прокладок в копструкцийх (Междуэтаж-
ных перекрытий с плавающим полом и в многослой-
ных перекрытиях для улучшения изоляции от ударно-
го звука. Звукоизолирующие материалы 3-й группы
применяют в виде засыпок в многослойных конструк-
циях междуэтажных перекрытий для улучшения изо-
ляции от ударного и воздушного звуков.
список ЛИТЕРАТУРЫ
1. Аппен А. А. Химия стекла. М., 1974.
2. Бабушкин В. М., Матвеев Г. М., Мчедлов-Петросян О. П.
Термодинамика силикатов. М., 1972.
3. Барбарина Т. М., Сухов И. П., Шелудяков Н. А. Стекловолок-
нистыё строительные материалы. М., 1968.
4. Будников П. П., Гинстлинг А. М. Реакции в смесях твердых
' веществ. lM., I97I.
5. Бутт Ю. М., Дудеров Г. Н., Матвеев М. А. Общая технология
_сил11катов. М., iI976.
6. Волженский А. В., Буров Ю. С, Колокольников В. С. Мине-
ральные вяжущие вещества. М., 1973.
7. Воробьев В. А., Андрианов Р. А. Технология полимеров. М.,
I97I.
8. Воробьев В. А., Андрианов Р. А. Полимерные теплоизоляци-
онные материалы. М., 1972.
9. Воробьев X. С. Вяжущие материалы для автоклавных изде-
лий. М., 1972.
10. Вяжущие вещества, бетрны и изделия из них / Г. И. Горча-
ков, М. И. Хигерович, О. М. Иванов, А. Г.- Домокеев, Е. А. Ерофеева,
Л. П. Орентлихер. М., 1976.
11. Гершберг О. А. Технология бетонных и железобетонных из-
делий. М., il97I,
12. Гла^^ких К. В. Изделия из ячеистых бетонов на основе шла-
ков и зол. М., (1976.
13. Горбушин П. Б., Рекитар Я. А. Экономика промышлеииостн
строительных конструкций и материалов. М., 1969.
14. Гидрофобный вспученный перл1Г'т/А. А. Пащенко, М. Г. Во-
ронков, А, А. Крупа, В. А. Свидерскин. Киев, 1977.
15. Горлов Ю. П. Лаборатор1И)1Й практикум по технологии теп-
лоизоляционных материалов. М., 1969.
16. Горлов Ю. П., Еремин Н. Ф., Седунов Б. У. Огнеупорные и
теплоизоляционное материалы. М., 197§.
393
!
17. Горчаков Г. И., Мурадов Э. Г. Основы стандартизации и
контроля качества продукции. М., 1977.
18. Горяйнов К. Э., Коровникова В. В. Технология полимерных
и теплоизоляционных изделий. М., 1975.
19. Горяйнов К. Э., Волкович Л. С. Лабораторный практикум
по технологии теплоизоляционных материалов и изделий. М., 1972.
20. Демндович Б. К. Производство и применение пеностекла,
Минск, 1972.
21. Дубенецкий К. Н., Пожнин А. П., Вермикулит. Л. — М., 1971.
22. Дульнев Г. Н., Заричняк Ю. П. Теплопроводность смесей н
композиционных материалов. Л., 1974.
23. Жуков Д. В. Основы теории и техника сушки теплоизоляци-
онных изделий. М., 1974.
24. Катанов Д. Д., Лифшиц Л. Е., Мак И. Л. Производство це-
ментного фибролита. М., 1970.
25. П. Карролл-Порчинский. Материалы будущего. Термостой-
кие и жаропрочные волокна и волокнистые материалы. М., 1966.
26. Кингери у. Д. Введение в керамику. М., 1967.
27. Киреев В. А. Краткий курс физической химии, М,, 1978.
28. Китайцев В. А. Технология теплоизоляционных материалов.
М., 1970.
29. Комар А. Г. Строительные материалы и изделия. М., iI976.
30. Кривицкий М. Я-, Левин Н. И., Макаричев В. В. Ячеистые
бетоны. М., 1972.
31. Куколев Г. В. Химия кремния и физическая химия силикатов.
М., 1966.
32. Материалы и изделия на основе вспученного перлита/Под
ред. Л. В. Жукова. М., 11972.
33. Минераловатиые утеплители / В. Н. Вельсовский, И. А. Ере-
мин, И. Н. Кальянов, Б. И. Серебрянская. М., 1963.
34. Перегудов В. В. Тепловые процессы и установки в технологии
полимерных строительных материалов и изделий. М., 1973.
35. Полииковская А. И., Сергеев Н. И., Чернова О. А. Вспучен-
ный перлит — заполнитель легких бетонов. М., I97I.
36. Ребрин С. П., Мерсов Е. Д., Евдокимов В. Г. Технология
древесновокнистых плит. М., I97il.
37. Рекитар Я. А. Экономика производства и применения строи-
тельных материалов. М., 1972.
38. Рыбьев И. А. Строительные материалы на основе вяжущих
веществ. М., 1973.
39. Роговой М. И. Технология искусственных пористых заполни-
телей и керамики. М., 1974.
40i Роусон Г. Неорганические стеклообразующне системы / Пер.
с англ, М., ,1970.
394
41. Справочник по производству топлозвуконзоляционных мате-
риалов/Под ред. Ю. Л. Спирина. М., 1975.
42. Стекло. Справочник/Под. ред. Н. М. Павлушкина. М., 1973.
43. Стеклянное'штапельное волокно/Я. А. Школьников, Б. М.
Поляк, Э. П. Кочаров, Э. Р. Нигпн. М., 1969.
44. Технология минеральных теплоизоляционных материалов и
легких бетонов / К. Э, Горяинов, К. И. Дубенецкпй, С. Г. Васильков,
Л. Н. Попов. М., 1976.
45. Шилл Ф. Пеностекло. Производство и применение. М., 1965.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Адгезия
Антипирены
Антисептики
Аэрирование
Б
Бностойкость
В
Возгораемость
Влажность
— сорбциониая
— равновесная .
Водопоглошенне
Вспучивание
Воздухововлеченне
ВЯЗК0СТ1>
Внбровсиучивание
Выгорающие добавки
Г
Горючесть
Гигроскопичность
Гомогенизация
Газовое число
Газообразование
Грибоустойчивость
Гидромасса
Газосилнкаты
Газобетоны
Газошлакобетоны
Газогипс
Д
Диспергирование
Древесная шерсть 286,
К
Конвекция
Коэффициент размягчения
128
282
282
ПО
40
45
41
41
41
• 42
97
115
167
263
336
45
41
83
101
100
139
187
255
255
256
256
66
287
10
43
Коэффициент звукопоглощения
47
Коалесценция
Когезия
М
Морозостойкость
105
128
43
Модуль упругости
— статический
— динамический
Модуль Кислотности
Минерализаторы
0
Огнеупорность
Омоноличиванне
— контактное
— объемное
Отжиг
П
Пористость
— кажущаяся
— истинная
— закрытая
¦ — капиллярная
— гелевая
Порофоры 102,
Пенообразованне
Пенобетоиы
Пеносиликаты
Поверхностное натяжение
Пенопласты
Поропласты
Полимеры
— термореактивные
— термопластичные^
' Паропроницаемость
Ползучесть
Пластификаторы
Пористые поглотители
Р
Реологические свойства
Реверберация
Расстекловывание
Расплавы
— длинные
¦— короткие
Резонансные поглотители
С
Седнмеитациониая
устойчивость
53
54
287
45
98
99
221.
34
34
34
67
67
103
ПО
255
255
167
302
302
302
302
312
313
316
377
85
52
139
167
167
377
84
396
СотоплаСтЫ' 302 Теплостойкость пе11оПЛаСТор
310
т
Теплбироводиость 5
Температура стеклования 93 Теплообмен 9
Термическая стойкость 44 Температуропроводность 32
Тпксотропня 90 Текучесть 93
ОГЛАВЛЕНИЕ
Предисловие v . 3
Введение ,. 5
Ч а с ть I. Теплопередача через ограждающие конструкции
строительных сооружений и теплоизоляцию промышленного
оборудования ^ . • 9
Глава I. Основные представления о теплопередаче .... 9
Глава 2. Принципы теплотехнического расчета ограждающих
конструкций строительных сооружений и промышленного обо-
рудования :. 12
Часть П. Классификация, свойства и принципиальные спосо-
бы получения теплоизоляционных и акустических материалов
Глава 3. Классификация теплоизоляционных и акустических
материалов ¦, 17
Глава 4. Основные свойства теплоизоляционных п акустиче-
ских материалов. Влияние условий эксплуатации на свойства
изделий ¦....:. 20
Глава 5. Теоретические основы формирования оптимальной
пористой структуры 60
Глава 6. Способы производства высокопористых и^атерналов и
изделий из волокнист1з1х, зернистых н порошкообразных ком-
понентов 82
Часть П1. Неорганические теплоизоляционные материалы 138
Глава 7. Искусстсенное минеральное волокно и теплоизоляци-
онные изделия на его основе . . . . " 138
Глава 8. Ячеистое стекло (пеностекло) 212
Глава 9. Теплонзоляцн.оииые изделия из вснучннающнхся гор-
ных пород п минералов 224
Глаиа 10. Материалы на основе вспучениого жидкого стекла 244
Глава И. Ячеистые бетоны 254
Глава 12. Техника безопасности и охрана окружающей среды
при производстве неорганических теплоизоляционных мате-
риалов » 270
Часть IV. Органические теплоизоляционные материалы
Глава 13. Древесноволокнистые плиты 273
Глава iI4. Фибролит ,. 284
Глава 15. Торфяные теплоизоляционные плиты 292
Глава 16. Камышит . . ^ ^ 299
Глава 17. Газонаполненные пластмассы ^ 301
Ч а с ть V. Материалы для высокотемпературной теплиизилм-
ции промышленных печей и оборудования 323
Глава 18. Лсбестсодержащие теплоизоляционные материалы 325
Глава 19. Керамические теплоизоляционные изделия . . 335
Глава 20. Высокопористая огнеупорная керамика 347
Глава 21. Огнеупорные волокна и материалы на их основе 373
Часть VI. Акустические материалы и конструкции .... 373
Глава 22. Основные понятия о звуке и требования к акусти-
ческим материалам 373
Глава 23. Звукопоглощающие материалы 376
Глава 24. Звукоизоляционные матери;алы 391
Список литературы . 393
Предметный указатель 396
ГОРЛОВ ЮРИИ ПАВЛОВИЧ
МЕРКНИ АДОЛЬФ ПЕТРОВИЧ
УСТЕНКО АЛЛА АНТОНОВНА
ТЕХНОЛОГИЯ ТЕПЛОИЗОЛЯ ЦИОННЫХ МАТЕРИАЛОВ
Редакция литературы по строительным материалам и конструкциям
Зав. редакцией //. И. Филимонов
Редактор At. С. Тютюник
Мл. редактор Л. А. Табачник
Внешнее оформление художника А. А. Бекназарова
Технические редакторы И. В. Высртина, Н. Г. Бочкова
Корректоры Л. С. Лелягина, В. А. Быкова
Сдано в набор 31.01.80 Подписано в печать 16,06.80 Т-07484
Формат 84Х108/за Бумага типогр. № 3 Гарнитура «Литературная»
Печать высокая Усл. печ. л. 21,00 Уч.-изд. л." 21,78
Тираж 15 000 экз. Изд. № AV1-6626 Зак. 85 Цена 1 руб.
Стройиздат, 101442, Москва, Каляевская, 23а
Подольский филиал ПО «Периодика» Союзполиграфпрома при
Государствённо.ч комитете СССР
по делам издательств, полиграфии и книжной торговли
Г. Подольск, ул. Кирова, д. 25
Поправка
На странице 272 текст после строки 13 сверху следует
читать:
очистки состоит из следующих стадий: сухой очистки газов
от механических включений; извлечение фенола из