/





















































































Текст
В. В. БЕЛОЦЕРКОВЕЦ
Я. М. БОЯЗНЫЙ
МАЛАЯ
МЕХАНИЗАЦИЯ
ЭЛЕКТРО-
МОНТАЖНЫХ
1 РАБОТ
БИБЛИОТЕКА
электромонтера
Основана в 1959 г.
Выпуск 540
В. В. БЕЛОЦЕРКОВЕЦ
ЯМ. БОЯЗНЫЙ
МАЛАЯ МЕХАНИЗАЦИЯ
ЭЛЕКТРОМОНТАЖНЫХ
РАБОТ
Третье издание,
переработанное и дополненное
ЕЭ
Москва Энергоиздат 1982
ББК 31.261.3
Б 43
УДК 621.313/.316.002.72.002.5
РЕДАКЦИОННАЯ КОЛЛЕГИЯ
В. Н. Андриевский, С. А. Бажанов, Ю. В. Зайцев, Д. Т. Ко-
маров, В. П. Ларионов, Э. С. Мусаэлян, С. П. Розанов,
В. А. Семенов, А. Д. Смирнов, А. Н. Трйфонов, П. И. Усти-
нов, А. А. Филатов
Белоцерковец В. В., Боязным Я. М.
Б 43 Малая механизация электромонтажных работ.—
3-е изд., перераб. и доп. — М.: Энергоиздат, 1982. —
104 с., ил. ~ (Б-ка электромонтера; Вып. 540).
30 к. .
Рассматриваются конструкции средств малой механизации, нашед-
шие наиболее широкое применение в практике электромонтажного про-
изводства. Приведены технические характеристики изделий, основные
эксплуатационные* показатели.
Второе- издание вышло в 1967 г. В третьем издании приведена
номенклатура новых средств малой' механизации. *
Для электромонтажников, мастеров и прорабов электромонтаж-
ных организаций, занимающихся монтажом и эксплуатацией электри-
ческих установок.
„ 2302050000-591 ББК 31.261.3
Б--------------108-82
051(01)-82 6П2.14
ВЛАДИМИР ВАСИЛЬЕВИЧ БЕЛОЦЕРКОВЕЦ
ЯКОВ МИХАЙЛОВИЧ БОЯЗНЫЙ
МАЛАЯ МЕХАНИЗАЦИЯ ЭЛЕКТРОМОНТАЖНЫХ РАБОТ
Редактор А. Н. Трифонов
Редактор издательства Й. А. С м о р ч к о в а
Обложка художника Т. _Н. Хромовой
Технический редактор Л. В. Йорхачева
Корректор И. А. Володяева
ИБ № 3223
Сдано в набор 21.05.82. Подписано ,в печать 23.07.82. Т-11157. Формат
84Х108,/32. Бумага типографская № 3L Гарнитура литературная. Печати
высокая. Усл. печ. л. 5,46. Усл. кр.-отт. 5,67. Уч.-нзд. л. 5,59. Тираж
40 000 экз. Заказ № 132. Цена 30 к.
Энергоиздат, 113114, Москва, М-114, Шлюзовая наб., 10
Владимирская типография «Союзполиграфпрома» при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7
© Энергоиздат, 1982
ПРЕДИСЛОВИЕ
Малая механизация обеспечивает более % роста
производительности труда, достигаемого за счет повыше-
ния уровня механизации электромонтажных работ.
За последние годы номенклатура ручных машин, ме-
ханизмов и приспособлений претерпела коренные изме-
нения и увеличилась до 90 новых наименований. Конст-
руктивные исполнения и принципы действия средств
t малой механизации характеризуются многообразием
решений и форм, связанных с использованием различных
источников энергии, рабочих тел, кинематических схем,
материалов и т. д. Совершенно естественно возникла за-
дача — ознакомить электромонтажников с этой номен-
клатурой, ориентировать их во всем многообразии де-
сятков существующих изделий, дать рекомендации по
применению наиболее рациональных конструкций для
выполнения технологических процессов и операций, ин-
формировать о наиболее эффективных методах эксплуа-
тации. Кроме того, современная малая механизация тре-
бует внедрения новых форм организации рационального
использования имеющегося в управлении инструмен-
тального хозяйства. Приведенный материал системати-
зирован по конструкциям средств механизации в соот-
ветствии с принятым рубрикатом по видам работ.
Все замечания и предложения по книге просим на-
правлять в Энергоиздат по адресу: 113114, Москва,
М-114, Шлюзовая наб., 10.
Авторы
1*
1. Механизированный инструмент, приспособления
и устройства общего назначения
Механизированный инструмент общего назначения
составляет значительную часть номенклатуры средств
малой механизации, применяемых на объектах произ-
водства электромонтажных работ. Широкое распростра-
нение механизированного инструмента объясняется ря-
дом особенностей, важнейшими из которых являются
высокая маневренность и портативность. Механизирован-
ный инструмент — это ручные машины, для привода ко-
торых используют электродвигатели, пневмодвигатели,
пороховые двигатели или двигатели внутреннего сгора-
ния, предназначенные для выполнения механических
операций. Этот инструмент сконструирован таким обра-
зом, что привод и рабочий исполнительный механизм
сочленены в одном транспортабельном агрегате и в про-
цессе работы управляются вручную. Применение совре-
менного механизированного инструмента позволяет уве-
личить производительность труда в 4—10 раз. Каждые
8—10 инструментов высвобождают одного монтажника,
что дает годовой экономический эффект до 1 тыс. руб.
Затраты на внедрение ручных машин при нормальном,
технически грамотном использовании по своему назна-
чению окупаются за весьма короткий срок — от 4 до
10 недель. ij
Технический уровень инструмента, выпускаемого в
СССР и наиболее развитых в техническом отношении
странах, практически одинаков, а основные тенденции
развития его производства и конструктивного исполне-
ния во многом сходны.
Очевидными общими тенденциями в конструкциях
ручных электрических машин являются:
повышение основного технико-экономического пока-
зателя — удельной мощности, приходящейся на единицу
массы конструкции;
4
повышение электро-, шумо-, вибробезбпасности за
счет применения полимерных материалов (двойная изо-
ляция, полимерные виброизолирующие прокладки);
выпуск многоскоростных машин и машин с различ-
ными режимами работы (вращательным, ударным,
ударно-вращательным);
расширение ассортимента выпускаемых машин на
основе поузловой унификации (принцип поузлового аг-
регатирования) ;
оснащение машин насадками и приставками, расши-
ряющими диапазон их применения, а также комплекта-
ция ручных машин наборами рабочего инструмента и
Приспособлениями для выполнения различных техноло-
гических операций;
выпуск широкой номенклатуры однотипных машин,
например для сверления отверстий определенного диа-
метра, что дает возможность потребителю выбора опти-
мального по эффективности инструмента в зависимости
от конкретных условий. „
Очевидно, что универсальность механизированного
инструмента особенно ценна при производстве электро-
монтажных работ, так как при этом обеспечивается ра-
бота с различными- материалами при выполнении раз-
личных технологических операций, что гарантирует их
высокий коэффициент использования.
Основными прогрессивными конструктивными реше-
ниями "следует считать введение следующих элементов:
предохранительной муфты в редукторах машин, что
предотвращает поломку сверла при его заедании;
устройств и механизмов для плавного бесступенча-
того регулирования частоты вращения шпинделя с по-
мощью специальных электронных устройств, вмонтиро-
ванных в корпус машины, а также с помощью цилинд-
рических зубчатых редукторов со сменными шестернями;
устройства для реверсирования однофазных кол-
лекторных двигателей на напряжение 220 В, представ-
ляющего собой комбинированный выключатель, который
кроме включения и выключения обеспечивает изменение
направления вращения.
Особое значение в современных ручных машинах
придается электробезопасности, которая обеспечивается
следующим:
двойной изоляцией для машин с коллекторными од-
нофазными двигателями на 220 В;
5
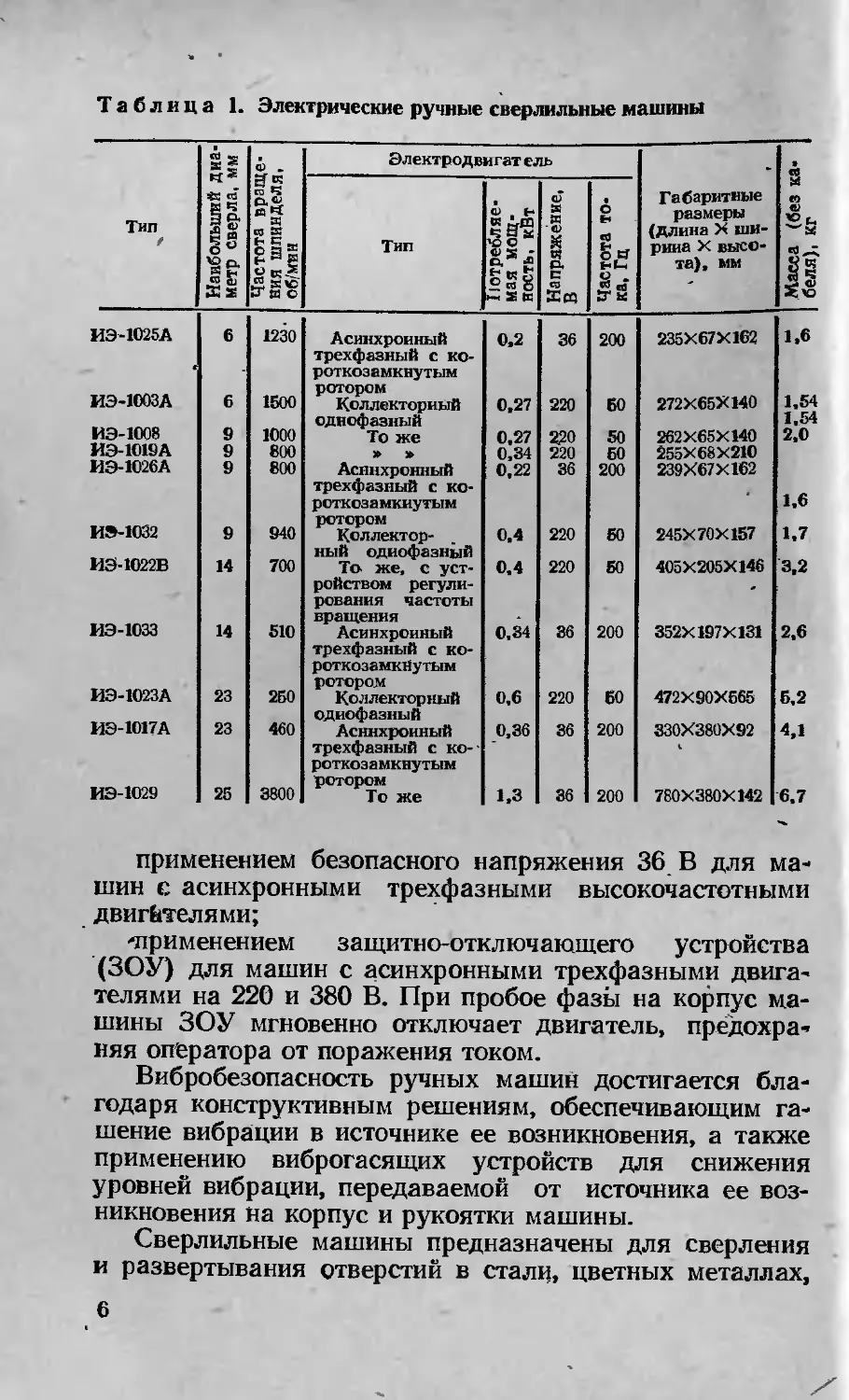
Таблица 1. Электрические ручные сверлильные машины
Тип
г
ИЭ-1О25А
ИЭ-1003А
ИЭ-1О08
ИЭ-1019А
ИЭ-1О26А
ИЭ-1032
ИЭ-1022В
ИЭ-1033
ИЭ-1023А
ИЭ-1017А
ИЭ-1029
i - Электродвигат ель 3
со ф Габаритные го
с «о , ь размеры
ГО К ф (длина X ши- '""М
Ь Е _ ° q ® Тип - к рииа X высо-
Наиб метр £ к? tr я о I JOTp мая i ность & Е ГО Ecq s« tr к та), им Мам беля
6 1230 Асинхронный трехфазный с ко- роткозамкнутым 0,2 36 200 235X67X162 1,6
6 1500 ротором Коллекторный 0,27 220 50 272X65X140 1,54
однофазный 1,54
9 1000 То же 0,27 220 50 262X65X140 2,0
9 800 » » 0,34 220 50 255X68X210
9 800 Асинхронный трехфазный с ко- роткозамкнутым 0,22 36 200 239X67X162 1.6
9 940 ротором Коллектор- ный однофазный 0,4 220 50 245X 70X157 405X205X146 1.7 3,2
14 700 То же, с уст- 0.4 220 50
ройством регули- рования частоты •
14 510 Асинхронный трехфазный с ко- роткозамкнутым ротором 0,34 36 200 352X197X131 472X90X565 2.6 5.2
23 250 Коллекторный однофазный 0,6 220 50
330X380X92 4,1
23 460 Асинхронный трехфазный с ко-' роткозамкнутым 0,36 36 200
25 3800 То же 1,3 36 200 780X380X142 6.7
применением безопасного напряжения 36 В для ма-
шин с асинхронными трехфазными высокочастотными
двигателями;
-применением защитно-отключающего устройства
(ЗОУ) для машин с асинхронными трехфазными двига-
телями на 220 и 380 В. При пробое фазы на корпус ма-
шины ЗОУ мгновенно отключает двигатель, предохра-
няя оператора от поражения током.
Вибробезопасность ручных машин достигается бла-
годаря конструктивным решениям, обеспечивающим га-
шение вибрации в источнике ее возникновения, а также
применению виброгасящих устройств для снижения
уровней вибрации, передаваемой от источника ее воз-
никновения на корпус и рукоятки машины.
Сверлильные машины предназначены для сверления
и развертывания отверстий в стали, цветных металлах,
6
Таблица 2. Пневматические ручные сверлильные машины
Тип Диаметр свер- ла, мм Частота враще- ния шпинделя, об/мин Мощность дви- гателя, Вт ' Расход сжатого воздуха при давлении 0,5 МПа, м3/мнн ' Габаритные раз- меры (длина X X ширина X X высота), мм Масса (без пат- рона), кг
ИП-1021 14 400 590 1,0 290X56X178 2,6
ИП-1022 14 1000 590 1,0 290X56X178 2,5
ИП-1012А 23 300 1000 1,7 562X118X342 8,0
ИП-1023 25 12000 890 1,2 550X133X135 5,4
ИП-1010 32 450 1840 2,0 380X160X200 8,4
ИП-1103 32 450 1840 2,0 395X96X512 7,5
пластмассах, дереве и других материалах (диаметр
сверла 6,9,14,23,25 мм). Конструкция их корпусов и ру-
кояток обеспечивает оптимальные условия для создания
максимальных осевых усилий при сверлении, что спо-
, собствует высокопроизводительной работе при мини-
мальной утомляемости оператора.
Технические данные электрических ручных свер-
лильных машин приведены в табл. 1.
Пневматические сверлильные машины, также как и
пневмоинструменты различного назначения, могут эф-
фективно использоваться при наличии источников сжа-
того воздуха, так как они имеют малую массу, не чувст-
вительны к перегрузкам, легко регулируются, вибробез-
опасны и имеют пониженный уровень шума. Технические
данные пневматических ручных сверлильных машин
приведены в табл. 2.
Наибольшее применение в пневматических ручных
машинах получили двигатели ротационного типа, которые
используются в сверлильных, а также шлифовальных
машинах и гайковертах. При этом достигается унифика-
ция ротационных двигателей, отличающихся друг от дру-
га количеством и расположением лопаток, способом
фиксации ротора, исполнением системы впуска и вы-
хлопа.
Шлифовальные машины используются при производ-
стве электромонтажных работ для резки профилей и труб,
зачистки контактных поверхностей медных и алюминие-
вых шин, сварных швов'. В зависимости от назначения
они выпускаются в прямом и угловом исполнении с нор-
7
Таблица 3. Электрические шлифовальные машины
Тип
Электродвиг а тель
(асинхронный трех-
фазный, с коротко-
замкнутым ротором)
Габаритные раз-
меры (длина X
X ширина X
X высота), мм
ИЭ-2103Л
ИЭ-8201А
ИЭ-2102А
175
200
225
8500
2920
6500
2,3
1,2
2,3
36
220
36
200
50
200
464X247X177- 8,2
265X226X272 26,5*
464X272X177 8,2.
* Вместе с кабелем и сменным инструментом.
мальной или повышенной частотой вращения шлифо-
вального 'круга. Все машины характеризуются низкими
уровнями вибрации и шума, удовлетворяющими требова-
ниям соответствующих норм и стандартов.
Высокоскоростные угловые шлифовальные машины с
окружной скоростью отрезного круга 80 м/с, имеющие
асинхронные трёхфазные электродвигатели на 36 В с
частотой-тока 200 Гц, обладают высокими удельными
показателями и применяются в условиях, близких к ста-
ционарным, при наличии преобразователей частоты
тока.
Однофазные коллекторные шлифовальные машины с
двойной изоляцией представлены прямыми моделями с
кругами .диаметром 63 и 125 мм й угловой моделью с
кругом диаметром 80 мм.. Технические данные электри-
ческих шлифовальных машин приведены в- табл. 3.
При наличии источника сжатого воздуха для шлифо-
вания контактных поверхностей, зачистки сварных швов
и металлоконструкций, резки различных металлических
профилей используются пневматические ручные шлифо-
вальные машины, оснащенные регуляторами частоты
вращения и глушителями шума.
Технические" данные пневмомашин приведены в
табл. 4.
Резьбозавертывающие машины — гайковерты и шу-
руповерты — используются для сборки сотен тысяч
резьбовых соединений различных диаметров при монта-
же электроконструкций.
8
> Таблица 4. Пневматические шлифовальные машины
Тип / Диаметр шли- фовального кру- га, мм Частота враще- ния вала, об/мин Мощность дви- гателя, Вт Расход сжатого воздуха при давлении 0,5 МПа, м’/мии • Габаритные раз- меры (длина X X ширина X вы- сота), мм Масса (без шлан- гов и круга), кг
ИП-2009А 63 12100 450 о,9ч 440X 80 X65 1,9
ИП-2015 100 7600' 740 1,2 510X114X93 3,5
ИП-2203 125 4 500 1260 1,6 320X150X 200 4,3
ИП-2014 150 5Ю0 1500 1,6 570X165X130 5,5
ИП-2204А - 180 8500 1480 2 305X250X215 4,5
Таблица 5. Ручные электрические шуруповерты
Электродвигатель
Тип
Тип
ИЭ-3602
ИЭ-3602А 6
ИЭ-3601Б 6
130—
150
130
130
1000
1000
800
Коллектор-
ный одно-
фазный
То же
Асинхрон-
ный трех-
фазный с
короткозам-
кнутым
ротором
0,42
0,42
0,2
220
325 Х70Х
Х157
2,35
220 50 320Х70Х 2,3
Х150
36 200 366Х67Х 2,3
Х162
Промышленностью выпускаются ударно-импульсные
гайковерты с винтовым движением ударника, кулачки
которого входят в зацепление с кулачками наковальни
.и наносят по ним 1—2 удара за оборот двигателя.
Принципиально новое направление представляют
редкоударные гайковерты, кулачки ударного механизма
которых входят в зацепление с кулачками наковальни и
наносят по ним не более' одного удара в секунду
(60 удар/мин). В них реализован принцип высокой ста-
бильной энергии каждого удара при низкой частоте уда-
ров. Благодаря этому исчезла вибрация, повысилась
9
5 Таблица 6. Электрогайковерты
2 S S ч V Частота враще- ния шпинделя, об/мин Электродвигатель Масса (без ка-' беля и сменных головок), кг
,Тип НэнбОЛЫП11Й д метр резьбы, I Момент затяж ки, кН-м Тип Потребляе- мая мощ- ность, кВт Напряжение, В Частота то- ка, Гц Габаритные раз- меры (длина X X ширина X вы- сота), мм
ИЭ-3116 12 . 63 1000 Коллекторный одно- фазный 0,2 220 50 363X68X243 3,5
ИЭ-3117 12 63 960 Асинхронный трех- фазный с короткозам- кнутым ротором 0,2 36 200 300X70X237 3,3
ИЭ-3114А 16 125 960 Асинхронный трех- фазный с короткозамк- нутым ротором 0,27 36 200 300 X70X237 3,5
ИЭ-3113 16 125 1000 Коллекторный одно- фазный 0,34 220 50 363X 68 X243 3,5
п.
Sa? SB “ "о оз ьд оз Ю §,СЛ 00 ' ~ Ти п »
Юн- Н- ? ? Ю . * ЬЭ 03 ° to ~Ч о Наибольший диа- метр резьбы, мм
О 3 3 й ° о О о Момент затяжки, кН-м
24* 120* Ь- СО Ю СП о о Частота враще- ния шпинделя, об/мин
фазный с короткозамк- нутым ротором £ Я « и о. Я Е к« ч fl> и 1 Коллекторный одно- фазный нутым ротором Асинхронный трех- фазный с короткозамк- Коллекторный одно- фазный « Л • Тип CD ! § я S -
0,12 0,35 о р W *4^ О Потребляе- мая мощ- ность, кВт и ь СГ
220 220 W ю О) о Напряжение, В
СП о СП о к с с СП О Частота то- ка, Гц
447X153 X410 111X75X218 508X91X146- 370 X90X230 Габаритные раз- меры (длина X X ширина X вы- v сота), мм Тз о О> О ф X
12,4 СП CJ N 5,5 Масса (без ка- беля и сменных головок), кг ие табл.
удельная мощность машин. Эти гайковёрты обеспечива-
ют тарированную затяжку резьбовых соединений.
Выпускаются электрические ручные шуруповерты,
предназначенные для завинчивания шурупов диаметром
до 6 мм..
Технические данные ручных электрических гайковер-
тов н шуруповертов приведены в табл. 5 и (L.
2. Пороховые инструменты
' Пороховые инструменты широко применяются в элек-
тромонтажном производстве, где наиболее .эффективно
используется их высокая производительность и автоном-
ность:
Строительно-монтажные пистолеты — наиболее рас-
пространенный вид пороховых инструментов. Они пред-
назначены для забивки
Рис. I. Строительно-монтажный
пистолет ПЦ52-1
стальных закаленных дю-
белей в бетонные, кир-
пичные и металлические
основания для закрепле-
ния на этих основаниях
и конструкциях электро-
технического и другого
оборудования, его элемен-
тов и монтажных деталей.
Преимущества строительно-монтажных пистолетов:
- высокая производительность, в 3—3,5 раза превыша-
ющая производительность'всех имеющихся в настоящее
время механизмов, предназначенных для подобных це-
лей, но работающих с использованием других видов
энергии;
удобство работы и простота обслуживания;
возможность забивки дюбелей в помещениях или в
наружных установках при низких отрицательных темпе-
ратурах;
отсутствие дополнительных работ (заделка повреж-
денных строительных оснований, подкраска и т. п.);
возможность выполнения монтажа электрооборудова-
ния, электроконструкций и элементов электрических се-
тей непосредственно после забивки дюбелей.
В строительно-монтажном пистолете типа ПЦ52-1
(рис. 1) дюбель устанавливается в канале ствола непо-
12
средственно леред плоскостью забивки. Между патро-
ном и дюбелем располагается поршень. При ударе бой-
ка по патрону воспламеняется порох, пороховые газы
воздействуют на поршень, он начинает двигаться по ка-
налу ствола и ударяет по дюбелю, который под воздей-
ствием силы удара внедряется в строительное основание.
Происходит не встреливание дюбеля, а забивание, ана-
логичное забиванию гвоздя молотком. Технические дан-
ные пистолета приведены ниже.
Строительно-монтажный пистолет типа ПЦ52-1
Производительность, выстрелов в час ...... 50
Габариты, мм:
с наконечником № 1 « . . ........ 385X65X135
с наконечником Ns 2 ......... 435X65X135
Масса, кг, не более ............. 3,6
Гарантийная долговечность, выстрелов, не менее:
пистолета при использовании сменных и запас-
ных деталей . ............. 25600
каждого поршня......... 1600
Пистолет поставляется заводом-изготовителем в ин-
вентарном металлическом футляре с комплектом смен-
ных и запасных, деталей и принадлежностями для экс-
плуатации и технического обслуживания. Состав смен-
ных деталей:
/ ствол № 1 с патронником длиной 22 мм для патронов
типа Д .(основной);
ствол № 2 с латронником длиной 15 мм для патро-
нов типа К;
основная поршневая группа для дюбелей длиной до
60 мм и рабочей частью диаметром 4,5 мм, состоящая
из наконечника № I, направителя № 2 с каналом 10 мм,
амортизаторов, поршня № 2 диаметром 10 мм и рассе-
кателя № 1;
сменная поршневая группа № I для дюбелей длиной
До 60 мм и рабочей частью диаметром» 3,5 мм, состоя-
щая из направителя № 1 с каналом 8 мм, поршня № 1
диаметром 8 мм;
сменная поршневая группа № 2 для дюбелей длиной
До 100 мм и рабочей частью диаметрами 4,5 и 6,8 мм,
состоящая из наконечника № 2, направителя № 3 с ка-
налом 10 мм, поршня № 3 диаметром 10 мм и рассека-
теля № 2;
магнитный прижим для удержания мелких стальных
Деталей массой до 100 г (основной);
13
Таблица 7. Монтажные патроны к пистолету ПЦ52-1
Номер патрона Условная мощность Окраска Патрон Д Патрон К
Обозначение Энергия по- рохового за- ряда, Дж Обозначение ! Энергия по- рохового заряда, Дж
i Слабая Белая Д1 680 К1 550
2 Средняя Желтая Д2 820 ' К2 600
3 Сильная Синяя ДЗ 960 кз 680
4 Сверх- сильная Красная Д4 1090 К4 740
пружинный прижим для уменьшения раскрашивания
бетонной поверхности в месте забивки дюбелей-винтов.
Патроны. Источником энергии в пистолете явля-
ется энергия взрыва, возникающего при воспламенении
Пороха в патроне (табл. 7). Патроны делятся на две
группы: более мощные Д и менее мощные К- Эти пат-
роны используются и в других пороховых инструментах.
Дюбеля. При работе с пороховым пистолетом типа
ПЦ52-1 используются дюбеля, показанные на рис. 2.
Наибольшее распространение получили дюбель-гврзди,
выпускаемые метизной промышленностью (табл. 8).
Выпускаемая промышленностью номенклатура дюбе-
лей не в полной мере удовлетворяет потребности элект-
ромонтажников. Метизная промышленность осваивает
производство новых типоразмеров дюбель-винтов типов
Рнс. 2. Дюбеля к строительно-монтажному пистолету ПЦ52-1,
14
Таблица 8. Дюбель-гвозди
Диаметр стержня, мм Длина дюбеля, мм Обозначение по ТУ 14-4-794-77 Диаметр стержня, мм Длина дюбеля, мм Обозначение пр ТУ 14-4.794-77
4,5 27 . ДГС 4,5X27 4,5 40 ДГПШ 4,5X40
3,7 30 ДГПШ 3,7X30 4,5 50 ДГПШ 4,5X50
3,7 40 ДГПШ 3,7X40 4,5 60 ДГПШ 4,5X60
3,7 50 ДГПШ 3,7X50 4,5 80 ДГПШ 4,5X80
3,7 60 ДГПШ 3,7X60 4,5 100 ДГПШ 4,5X100
3,7 70 ДГПШ 3,7X70 6,8 100 ДГПШ 6,8X100
4,5 30 ДГПШ 4,5X30
ДВ и ДВН с размерами резьбовой головки М4, Мб, М8
и М10 длиной от 35 до 70 мм. При использовании писто-
лета ПЦ52-1 весьма важным является выбор патрона
по мощности заряда, который должен соответствовать
материалу строительного основания и материалу и тол-
щине пристреливаемого изделия. Рекомендации по вы-
бору патрона и дюбеля для пистолета ПЦ52-1 приведе-
ны в табл. 9.
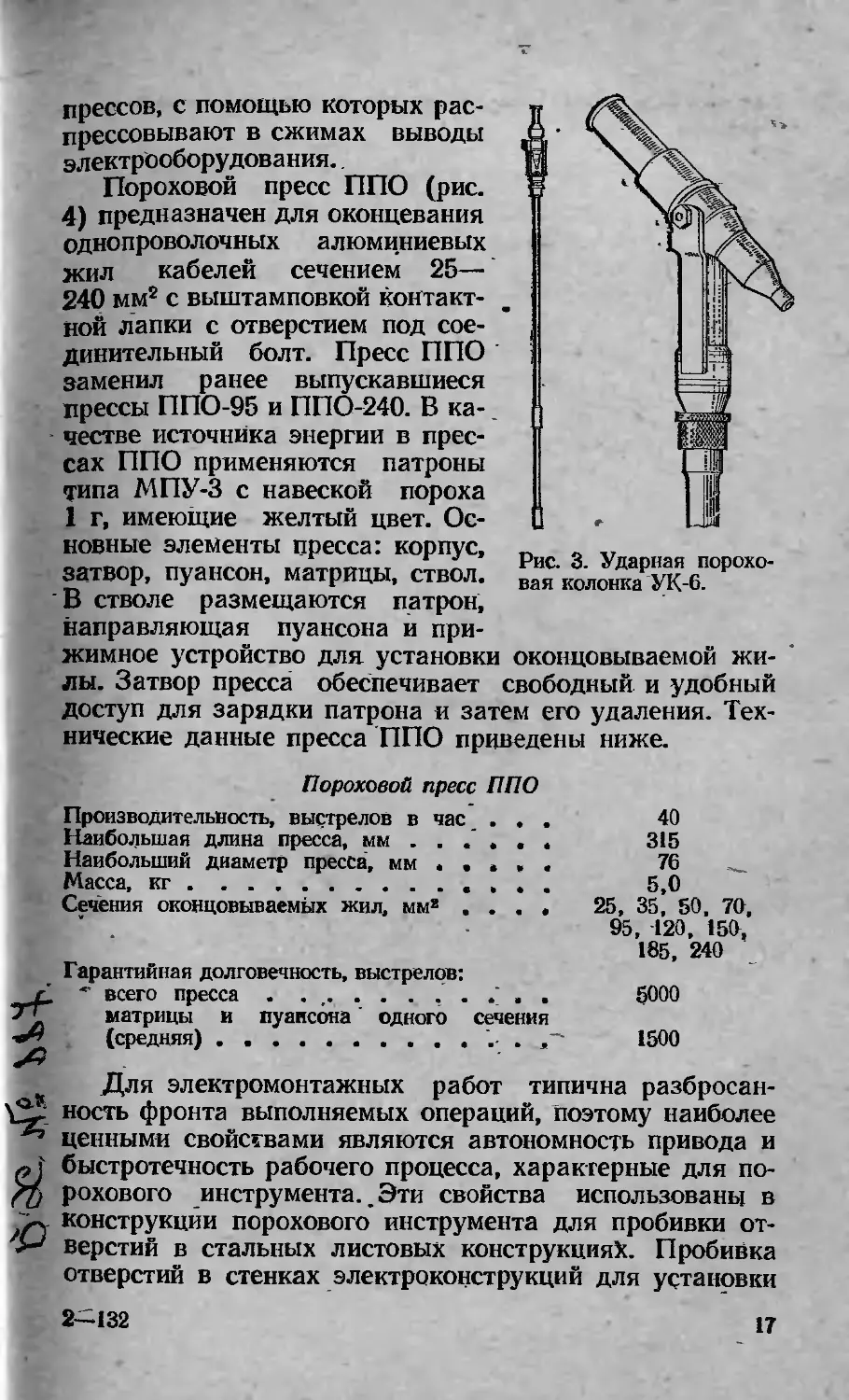
Одним из наиболее эффективных и производитель-
ных пороховых инструментов является ударная порохо-
вая колонка типа УК-6 (рис. 3), предназначенная Для
пробивки отверстий в многопустотных железобетонных
панелях перекрытий при электромонтажных работах.
В качестве источника энергии применяются патроны ти-
па МПУ-1 с навеской пороха 0,6 г, имеющие белый цвет.
Технические данные колонок приведены ниже.
Ударная пороховая колонка типа УК-6
Техническая производительность, выстрелов в час 35—40
Габаритные размеры, мм.................. 1805X108X70
Масса, кг, не .более 8
Гарантийная долговечность, выстрелов, не менее:
колонки при использовании запасных деталей 5000
каждого пробойника................» 1700 .
Марка бетона панели, в которой пробивается от-
верстие ................................... ,, 200, 300
Диаметр пробиваемого отверстия, мм............ 20—40
Наибольшая толщина пробиваемого бетона, мм . 50
Колонка поставляется с запасными деталями и при-
надлежностями, необходимыми в процессе эксплуатации.
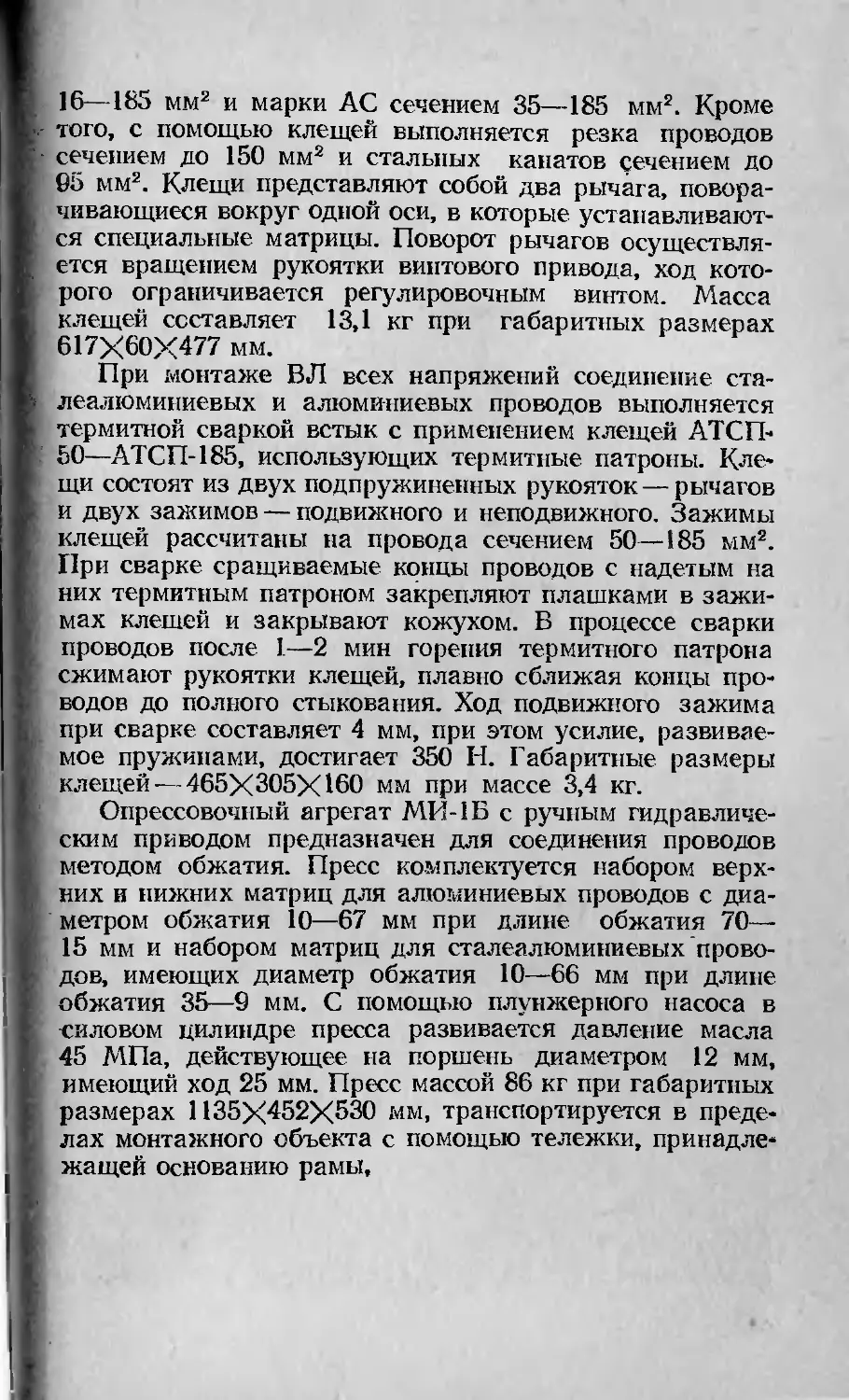
Прогрессивным направлением в технологии оконце-
ьания силовых кабелей является применение пороховых
15
Таблица 9. Выбор дюбелей для использования в пистолете
ЛЦ52-1
Строительное основание Материал и толщина прист- реливаемой детали Рекомендуемый дюбель
Тяжелый бетон и железобетон То же > » Неоштукатурен- ная кирпичная кладка; ошту- катуренный- тя- J желый бетон и железобетон То же Сталь толщиной 0,8— 2 мм; алюминий и дюралю- миний толщиной 1—3 мм Сталь толщиной 1— 4 мм; алюминий и дюралю- миний толщиной 2—6 мм; низкопрочный материал (фанера, ДСП, сухая шту- катурка я т. п.) толщиной до 10 мм Низкопрочный материал (дерево, ДСП, ДВП и т.п.) толщиной: 10—25 мм 25—35 мм - Сталь . толщиной 0,8— 2 мм; алюминий и дюралю- миний толщиной 1—3 мм ' Низкопрочный материал (дерево, ДСП, ДВП и т. п.) толщиной 10—25 мм ДГПШ 3,7X30, ДГЙШ 4,5X30 ДГПШ 3,7X40, ДГПШ 4,5X40 ДГПШ 4,5X50 ДГПШ 4,5X60 ДГПШ 3,7X40. ДГПШ 4,5X40 ДГПШ 4,5X60
в » Оштукатуренная кирпичная клад- ка; легкий бе- тон и железобе- тон Сталь сортовая толщиной 6— 10 мм То же Сталь сортовая толщиной 6— 12 мм Сталь толщиной 1—4 мм; алюминий и дюралюминий толщиной 2—6 мм; низко- прочный материал (фанера, ДСП, сухая штукатурка и т. п.) толщиной до 10 мм Сталь толщиной 1—4 мм; алюминий и дюралюминий толщиной 2—6 мм; низко- пррчиый материал (фанера, ДСП, сухая штукатурка и т. п.) толщиной до 10 мм То же Низкопрочиый материал (дерево, ДСП, ДВП и т. п.) толщиной 10—25 мм Сталь толщиной 0—8 мм; пакет стальных листов об- щей толщиной др 6 мм; алюминий и дюралюминий толщиной 1—8 мм ДГПШ 4,5X50 ДГПШ 4,5X60 ДГПШ 4,5X30 ДГПШ 4.5X40 ДГС 4,5X27
16
прессов, с помощью которых рас-
прессовывают в сжимах выводы
электрооборудования.
Пороховой пресс ППО (рис.
4) предназначен для оконцевания
однопроволочных алюминиевых
жил кабелей сечением 25—
240 мм2 с выштамповкой контакт-
ной лапки с отверстием под сое-
динительный болт. Пресс ППО
заменил ранее выпускавшиеся
прессы ППО-95 и ППО-240. В ка-.
честве источника энергии в прес-
сах ППО применяются патроны
типа МПУ-3 с навеской пороха
1 г, имеющие желтый цвет. Ос-
новные элементы пресса: корпус, „ „
чятвоп т/янсон мятпппы гтплп РпС' 3- уДаРная порохо-
затвор, пуансон, матрицы, ствол. вая колонка УК-6.
В стволе размещаются патрон,
направляющая пуансона и при-
жимное устройство для установки оконцовываемой жи-
лы. Затвор пресса обеспечивает свободный и удобный
доступ для зарядки патрона и затем его удаления. Тех-
нические данные пресса ППО приведены ниже.
Пороховой пресс ППО
Производительность, выстрелов в час . .
Наибольшая длина пресса, мм . . ,
Наибольший диаметр пресса, мм ,
Масса, кг..........................
Сечения оконцовываемых жил, мм2 . . .
Гарантийная долговечность, выстрелов;
S * всего пресса . ...................... .’ . .
матрицы и пуансона одного сечения
(средняя)............................. . .
40
315
76 _
5,0
25, 35, 50, 70,
95, 120, 150,
185, 240
5000
1500
Для электромонтажных работ типична разбросан-
ность фронта выполняемых операций, Поэтому наиболее
ценными свойствами являются автономность привода и
«J быстротечность рабочего процесса, характерные для по-
Г[) рохового инструмента.. Эти свойства использованы в
конструкции порохового инструмента для пробивки от-
верстий в стальных листовых конструкциях. Пробивка
отверстий в стенках электроконструкций для установки
2—132
17
Рис. 4. Пороховой пресс ППО.
трубных вводов является трудоемкой операцией, требу-
ющей значительных убилий. Все сопоставимые механиз-
мы с механическим или гидравлическим приводом по
сравнению с пороховыми
инструментами обеспечи-
вают в 5—6 раз меньшую
производительность тру-
да.
Пороховой инструмент
типа ИПО-6 (рис. 5)
предназначен для пробив-
ки отверстий в стенках
протяжных ящиков и ко-
робок, изготовленных из
листовой стали толщиной
до 2 мм. В качестве ис-
точника энергии применя-
Рис. -5. Пороховой инструмент
ИПО-6.
ются патроны Д4 красно-
го цвета. Технические данные порохового инструмента
приведены ниже.
Пороховой инструмент типа ИПО-6
Производительность, выстрелов. в час......... 25-
Габаритные размеры (длинахширинах высота),
мм............................................ 276X92X400
Масса инструмента, кг................................. 8,8
Масса комплекта инструмента в футляре, кг . , 19,1
Толщина пробиваемого металла, мм ..... 0,5—2,0
Диаметр пробиваемых отверстий, мм ..... 23, 28, 35,
44, 50, 62
Расстояние оси отверстия от края листа, мм . . До 150
Допускаемое число переточек комплекта матрицы
и пуансона, раз........................................ 3
Гарантийная долговечность выстрелов:
для инструмента в целом........................ 3000
для каждого комплекта пуансона и матрицы
до первой переточки . . . •............. 500
Инструмент поставляется в металлическом футляре
комплектно со сменными и запасными деталями и при-
надлежностями для продолжительной эксплуатации.
18
Оконцевание кабелей с многопроволочными жилами
выполняется с помощью порохового пресса ППМ ци-
линдрической алюминиевой гильзой, надеваемой на ко-
нец жилы. В процессе опрессовки гильза обжимает жи-
лу одной своей частью, а вторая, свободная, одновремен-
но превращается в контактную лампу с отверстием.
Пресс ППМ предназначен для оконцевания многопрово-
лочных жил проводов и кабелей сечением 25—240 мм2.
Пресс состоит из корпуса, затвора, пуансона, матри-
цы, ствола. Конструкция затвора обеспечивает свобод-
ное и удобное заряжение и разряжение пресса. В стволе
размещены патрон, направляющая пуансона и устрой-
ство прижима жилы кабеля в процессе оконцевания.
.Технические данные пресса ППМ приведены ниже.
Пороховой пресс ППМ
Сечение оконцовываемых многопроволочных
жил проводов и кабелей по ГОСТ
16442-70, ГОСТ 18409-73 и ГОСТ 18410-73,
мм2 . . .................................
Патроны ............
Гарантийная долговечность выстрелов
Габаритные размеры, мм......
Масса порохового пресса, кг ... .
Масса комплекта пресса в футляре, кг
25, 35, 50, 70,
95, 120, 150,
185, 240
МПУ
5000
440X90X90
7
11
Импульс силы, развиваемый в пороховом инструмен-
те, позволяет соединять трубы обжатием концов в ци-
линдрической гильзе при монтаже трубных электропро-
водок.
, В качестве источника Энергии в пороховых монтаж-
ных инструментах большой мощности используются пат-
роны МПУ (табл. 10).
*
Таб лица 10. Патроны МПУ
Номер патрона Обозначение Условная мощность Окраска Энергия порохо- вого заряда, Дж
1 МПУ-1 Низкая Белая 1640
2 МПУ-2 Средняя Зеленая 2200
3 МПУ-3 Высокая Желтая 2700
2*
19
3, Инструментыдля образования отверстий, гнезд
й борозд в элементах строительных конструкций
Для механизированной пробивки отверстий и борозд
любых конфигураций отечественная промышленность
выпускает электрические и пневматические ручные
сверлильные машины, электрические и пневматические
молотки и перфораторы, электрические бороздоделы, а
также рабочий инструмент из быстрорежущей стали, ос-
нащенный пластинками из металлокерамических твер-
дых сплавов и алмазными включениями. Применяются
также приспособления и устройства, которые позволяю!
вести-работы на различных отметках по высоте в стенах
и перекрытиях, обеспечивают создание усилия подачи
рабочего инструмента.
Наиболее эффективными и производительными явля-
ются широко применяемые пороховые инструменты!
строительно-монтажный пистолет типа ПЦ52-1 для за-
бивки дюбелей и пороховая ударная колонка типа
УК-6 для пробивки отверстий в пустотных плитах пере-
крытий. Технология образования отверстий и борозд
предполагает прежде всего выбор способа выполнения
операции и типа механизированного инструмента в за-
висимости от формы и размеров отверстий, материала
строительного основания, наполнителя бетона. Кирпич,
гипсолит и шлакобетон представляют собой сравнитель-
но однородные невысокой твердости материалы, которые
легко сверлятся; бетон и особенно железобетон неодно-
родны, имеют высокую твердость и бурятся эффективно
ударно-вращающим методом. При этом методе происхо-
дит соударение рабочего инструмента с материалом ос-
нования и скалывание частиц, а’ в результате враще-
ния— частичное размельчение материала и выброс.
Для сверления отверстий в бетоне и железобетоне с
высокоабразивным наполнителем применяются кольце-
вые алмазные сверла, работающие с высокой частотой
вращения рабочего инструмента, охлаждаемого непрерыв-
но-водой. Практически в любом строительном основании
сверление может быть производительным, если обеспе-
чена достаточная сила нажатия на рабочий инструмент.
Рекомендуемые параметры режима сверления приве-
дены в табл. 11. Из таблицы видно, что при относительно
небольших диаметрах просверливаемых отверстий уси-
лия начатия на твердосплавной _ рабочий инструмент
20
Таблица 11. Рекомендуемые режимы сверления твердосплавным
инструментом в бетоне с высокоабразивным наполттелем________
Диаметр сверления, мм Ориентировоч- ная полезная мощность свер- лильной машины, Вт Частота враще- ния рабочего инструмента, об/мин Усилие нажатия, кН (кгс)
100 500—750 0,45—0,9(45—90)
О:—11 12—25 25—35 200 300—500 0,65—2,25 (65—225)
300 200—500 1,15—4,5(115—450)
600 100—300 2,25—6,8(225—680)
иО—оа 65—100 100—125 130—160 • 800 1000 100—300 Менее 100 2,25—6,8(225—680) 3,4—8,0 (340—800)
1000 Менее 100 4,5—9,0 (450—900)
велики и не могут быть обеспечены работающим без
помощи специальных механизмов или приспособлений
винтового типа.
Исследования показали, что скорость сверления воЗ'
растает пропорционально увеличению усилия нажатия
на сверло, а диапазон рациональных режимов сверления
высокопрочного бетона, определяемый областью мини-
мальных энергетических затрат, составляет 300—
400 об/мин по частоте вращения и 3:—4 кН (300—400 кгс)
по силе нажатия на сверло.
При образовании отверстий и борозд ударно-враща-
ющим методом с помощью строительных молотков и
ручных перфораторов разрушение материала происхо-
дит главным образом за счет ударной энергии бойка и
процесс протекает эффективно при небольших усилиях
нажатия, которые согласно действующим нормативам не
превышают 150 Н (15 кгс).
Область применения пневматического инструмента
ограничена из-за необходимости доставки передвижного
крмпрессора. При наличии источников сжатого воздуха
на строительстве в виде воздушных магистралей или
передвижной компрессорной установки эффективность
пневматического инструмента значительно возрастает.
Механизированный инструмент для образования от-
верстий в строительных конструкциях из кирпича, бето-
на и подобных материалов выпускается отечественной
промышленностью в широкой номенклатуре специальных
электрических и пневматических сверлильных машин,
молотков и ручных перфораторов, переставных электри-
ческих станков. Наряду с ним в целесообразных случаях
21
Таб лица 12. Рекомендации по выбору сверлильных машин
для образования отверстий и гнезд
Наибольшие раз- меры отверстий. ММ ! Тип ручных сверлильных машии: » Рабочий инструмент
Диаметр Глу- бина - электричес- ких пневмати- ческих
в кирпиче и бетоне с малоабразивным, наполнителем
6—12 50 ИЭ-1031, ИЭ-1032, ИЭ-1019 ИП-1011, ИП-1104, ИП-1019 Сверла перовые, спи- ральные с твердосплав- ными пластинками по ГОСТ 2209-69
26 120 ИЭ-1022А ИЭ-1020 Сверла спиральные по ГОСТ 22735-77, 22736-77 и кольцевые по ГОСТ 17013-71
79и110 100 ИЭ-1022А, ИЭ-1023А ИП-1021, ИП-1022А Коронки КГС-68 и КГС-108
65 750 ИЭ-1023А ИП-1012А, ИП-1103 Сверла кольцевые по ГОСТ 17013-71, двухлез- вийные по ГОСТ 17012-71, из витой стали по ТУ 36-550-67
В бете >не и железо Жетоне с люб ым наполнителем
25, 125 750 ИЭ-1029, станок ИЭ-1801 ИП-1023А, ИП-1103 Сверла кольцевые ал- мазные по стандарту СЭВ 135-74
могут применяться ручные электрические и пневматиче-
ские сверлильные машины общепромышленного приме-
нения.
Выбор ручных сверлильных электромашин для обра-
зования отверстий и гнезд должен осуществляться, ис-
ходя из мощности двигателя и частоты вращения шпин-
деля, максимально приближающихся к оптимальным
показателям режима сверления отверстия заданного
диаметра и глубины для данного материала. Рекоменда-
ции по выбору сверлильных машин приведены в табл. 12.
К числу электромашин, предназначенных специально для
образования отверстий в кирпиче, бетоне, дереве, метал-
лах относится ручная сверлильная машина ИЭ-1030, ос-
нащенная комплектом насадок ПЭ-6006,
22
Насадка ПК-8001 предназначена для сверления в
кирпиче шлямбурным резцом (кольцевой коронкой) диа-
метром 87 мм гнезд для установки выключателей и штеп-
сельных розеток при монтаже скрытой электропроводки.
Насадка ПК-8002 ударно-вращательного действия, пред-
назначена для сверления отверстий в кирпиче, бетоне,
шлакобетоне, гипсолите сверлами, оснащенными пласти-
ками из твердого сплава. Насадка выполнена в, виде ку-
лачкового ударного механизма, находящегося под воз-
действием пружин. При вращении шпинделя с частотой
700 об/мин рабочий инструмент одновременно совершает
удары с частотой 3900 ударов в минуту. Производитель-
ность бурения отверстий с наибольшим диаметром 15 мм
при работе по Ъетону — 37 мм/мин, по кирпичу —
78 мм/мин. В комплекте имеется насадка ПК-8408 (шуру-
поверт) для завертывания шурупов и винтов.
Для сверления отверстий диаметром 50—125 мм в
, железобетонных стенах, перекрытиях и фундаментах
предназначен станок ИЭ-1801, представляющий собой
электрическую машину с ручным механизмом подачи,
установленную на двухколесной тележке с винтовыми
упорами. Рабочим инструментом станка являются полые
алмазные сверда, обеспечивающие образование отвер-
стий глубиной до 380 мм с достаточной чистотой поверх-
ности стенок — без трещин, изломов и выкрашивания
материала. В процессе сверления производится охлаж-
. дение рабочего инструмента водой с помощью устрой-
ства, работающего от внешнего источника водоснабже-
ния.
Электрические молотки представляют собой ручные
машины ударного действия, в которых рабочий инстру-
мент совершает возвратно-поступательные перемещения
от двигателя, а поворот инструмента в процессе образо-
вания отверстий производится вращением рукоятки. Вы-
пускаемые промышленностью электромоЛотки подраз-
деляются на две группы: электромеханические1—с дви-
гателем, вращение ротора которого с помощью
специальных механизмов преобразуется в возвратно-по-
ступательные движения бойка, и электромагнитные фу-
гальные — с двигателем возвратно-поступательного
перемещения, кинетическая энергия подвижных частей
которого непосредственно передается при ударе по хвос-
товику рабочего инструмента. Технические данные элек-
тромолотков приведены в табл. 13.
23
Таблица 13. Электрические молотки
Тип электрического молотка
Параметр
9
го
х
ИЭ-4203
ИЭ-4212
го
х
Энергия удара, Дж
Частота ударов
бойка, мин
Потребляемая
мощность, Вт
Род тока частотой
50 Гц при на-
пряжении
220 В
Сила ваа^тия, Н
Наибольший диа-
метр бурения,
мм
Наибольшая глу-
бина бурения,
мм
Защитно-отклю-
чающеё уст-
,-ройство
Габаритные разме-
ры, мм:
длина
ширина
высота
Масса, кг
4,0
3000
6,3
3000
10
915
25
915
25
830
10
1100
10
1100
600
700
250
1050
1400
270
250
Однофазный
Трехфазный
160
50
300
395
140
190
7,0
170
50
300
410
140
190
8,1
175
850
120
150
8,5
200
795
200
250
22
190
150
50
150
50
ИЭ-9801А
ИЭ-9801
600
110
180
15,0
680
410
210
12,0
685
110
215
12,5
X
X
X
Примечание. Все привеДеКиьге электромолотки, кроме электромеха-
нических ИЭ-4203, ИЭ-4212, ИЭ-4213, относятся к электромагнитным фу-
гальным.
В электромонтажном производстве широко- применя-
ется эдектромолоток ИЭ-4207 для образования отверстий
под дюбеля, пробивки сквозных отверстий и борозд.
Электрофугальный молоток ИЭ-4210 по конструкции
аналогичен, но имеет почти в 2 раза большую энергию
удара, что не позволяет использовать его для установки
дюбелей, так как мощность машины чрезмерна для ра-
боты с дыропробивным инструментом диаметром 6—
10 мм. Электрические молотки ИЭ-4203, ИЭ-4212, ИЭ-4213
и электрофугальный (электромагнитный) молоток
ИЭ-4214 могут применяться для образования борозд,
разрушения бетона, каменистого и мерзлого грунта.
24
Таблица 14. Электрические перфораторы
Тип электрического перфоратора
Параметр ИЭ-4712 ЙЭ-4709 ИЗ-4710 - ИЭ-4708 ИЭ-4707 1
Энергия удара, Дж Частота ударов бойка, мин Частота вращения, об/мин Наибольший диаметр бурения, мм Скорость бурения в бетоне марки 300, мм/мин' Сила нажатия, Н Электродвигатель на 220 В, 50 Гц: тип мощность, Вт Габаритные размеры, мм: длина ширина нысота Масса, кг 2,0 1500 350 12 120 120 Кс °; 350 450 120 120 4,5 -2,5 3000- 410 16 100 120 >ллекто даофаэ! 650 350 95 195 7,0 4,0 1500 300 26 70 100 эиый 1ЫЙ. 450 650 175 195 13,0 10,0 1100 240 40 70 100 Асинх] 900 6S0 205 195 16,0 25,0 1100 240 40 120 100 ровный 1350 760 460 270 28,0
Все электромолотки имеют двойную изоляцию, кроме
электромеханических ИЭ-4203 и ИЭ-4212, которые осна-
щены заводом-изготовителем защитнототключающим
устройством для предотвращения поражения электричес-
ким током.
Электрические ручные перфораторы представляют
собой машины ударно-вращательного действия, рабочий
инструмент в которых воспринимает силовые импульсы
(удары), и одновременно совершает непрерывное или
прерывистое вращение. Конструкции выпускаемых про-
мышленностью перфораторов, аналогично молоткам,
подразделяются на фугальные и механические. Техничес-
кие данные перфораторов приведены в табл. 14.
Фугальный перфоратор ИЭ-4709 используется при
образовании отверстий в стенах, полу и перекрытиях.
Электромеханический перфоратор ИЭ-4707, снабжен-
ный воздуходувкой для удаления в процессе бурения
дробленого материала, предназначен для работы по бе-
тону, кирпичу, горным породам при образовании отвер-
стий диаметром до 40 мм, глубиной до 700 мм.
25
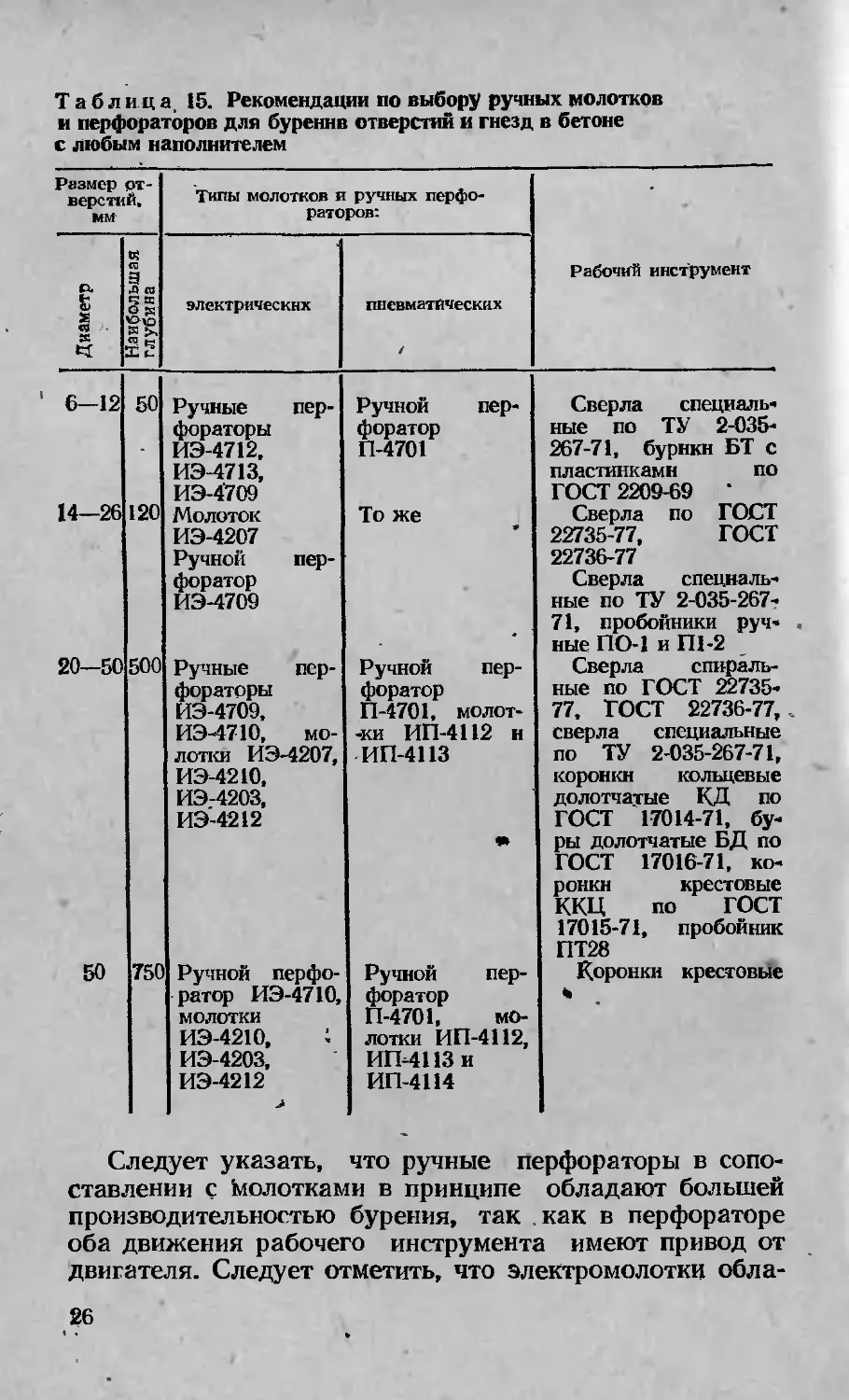
Таблица, 15. Рекомендации по выбору ручных молотков
и перфораторов для буреннв отверстий и гнезд в бетоне
с любым наполнителем
Размер от- верстии, мм- Типы молотков и ручных перфо- раторов: Рабочий инструмент
Диаметр Наибольшая глубина I электрических пневматических /
6—12 50 Ручные пер- фораторы ИЭ-4712, ИЭ-4713, ИЭ-4709 Ручной пер- форатор П-4701 Сверла специаль- ные по ТУ 2-035- 267-71, бурнкн БТ с пластинками по ГОСТ 2209-69 •
14-26 120 Молоток ИЭ-4207 Ручной пер- форатор ИЭ-4709 То же » Сверла по ГОСТ 22735-77, ГОСТ 22736-77 Сверла специаль- ные по ТУ 2-035-267- 71, пробойники руч- ные ПО-1 и П1-2
20—50 500 Ручные пер- фораторы ИЭ-4709, ИЭ-4710, мо- лотки ИЭ-4207, ИЭ-4210, ИЭ-4203, ИЭ-4212 Ручной пер- форатор П-4701, молот- -ки ИП-4112 н ИП-4113 • Сверла спираль- ные по ГОСТ 22735- 77, ГОСТ 22736-77, . сверла специальные по ТУ 2-035-267-71, коронкн кольцевые долотчатые КД по ГОСТ 17014-71, бу- ры долотчатые БД по ГОСТ 17016-71, ко- ронкн крестовые KKU по ГОСТ 17015-71, пробойник ПТ28
50 750 Ручной перфо- ратор ИЭ-4710, молотки ИЭ-4210, ; ИЭ-4203, ИЭ-4212 Ручной пер- форатор П-4701, мо- лотки ИП-4112, ИП-4113 и ИП-4114 Коронки крестовые *
Следует указать, что ручные перфораторы в сопо-
ставлении с молотками в принципе обладают большей
производительностью бурения, так как в перфораторе
оба движения рабочего инструмента имеют привод от
двигателя. Следует отметить, что электромолотки обла-
26
дают весьма ценным для практики свойством при про-
бивке небольших отверстий диаметром 6—12 мм. Для
пробивки указанных отверстий не требуются сверла, ос-
нащенные пластинками из твердого сплава, в качестве
дыропробивного инструмента могут применяться обыч-
ные сверла и развертки — отходы от металлообрабаты-
вающих станков с минимальной подточкой, так как сила
удара молотка достаточна для разрушения материала по
всему сечению отверстия независимо от степени заост-
ренности инструмента.
Рекомендации по выбору молотков и перфораторов
приведены в табл. 15.
Пневматические ручные машины, использующие
энергию'сжатого воздуха, получают ряд техйико-эконо-
мических преимуществ в сопоставлении с электрифици-
рованным инструментом при наличии на объекте источ-
ника сжатого воздуха (сеть трубопроводов или пере-
движной компрессор). Основными преимуществами
пневматического инструмента являются меньшая в 2,5—
3 раза масса в сравнении с электроинструментом.той же
мощности, возможность регулирования вращающего мо-
мента и скорости, отсутствие опасности перегрузок, про-
стота обслуживания, низкий уровень шума. Технические
данные пневматических ручных сверлильных машин при-
ведены в табл. 2.
Пневматические ручные сверлильные машины имеют
ротационные двигатели, реверсивные или нереверсивные,
с высокой частотой вращения, от которых через плане-
тарный редуктор передается вращающий момент на
шпиндель. Частота вращения ротационных двигателей
на холостом ходу примерно в два раза превышает часто-
ту вращения при номинальной нагрузке.
Промышленностью выпускается модель сверлильной
пневмомашины ИП-1023, специально предназначенной
•для образования отверстий в железобетоне и других
строительных материалах с помощью алмазных кольце-
вых сверл СКА-1.
Пневматические станки и перфораторы используются
для образования отверстий и борозд в бетоне прочных
марок с высокоабразивными наполнителями, при этом
молотки используются успешно в тех случаях, когда не-
существенна геометрическая правильность очертаний
пробуриваемых отверстий. Технические данные пневма-
тических молотков приведены в табл. 16.
.27
Таблица 16. Пневматические молотки
Параметр Молотки рубильные Молотки отбойные Перфоратор П- 4701 Молоток строительный ИП-4'201
ип- -4120 ип- -4119 ип- -4118 мо- -8П мо- -9П мо- -юп
Энергия .удара, Дж Частота ударов, 1 мин 8 12,5 16 30- 37 45 25 10
2700 2200 1600 1600 1400 1200 2500 4200
Мощность двига- теля, кВт 0,37 0,44 0,42 — — — — —
Расход сжатого воздуха, м3/мин 1,15 1,20 1,15 1,25 1,25 1,25 0,55 11
Диаметр шланга в свету, мм Габаритные раз; меры, мм: 16 16 16 15 15 15 15 15
длина 328 351 390 490 593 645 452 455
ширина 70 70 70 '90 90 90 80 90
Масса, кг 4,2 5,0 6,0 9,2 ю;2 11,2 5,5 5,5
Следует отметить, что конструктивные схемы ру- •
бильных и отбойных молотков не имеют*существенных
отличий, однако отбойные молотки имеют большую энер-
гию удара и несколько меньшую частоту ударов. Пнев-
моперфораторы, выпускаемые цензовой промышленно-
стью, предназначены в большинстве своем для исполь-
зования в горном деле при разрушении твёрдых и
скальных пород, поэтому имеют большую энергию, зна-
чительную массу и потребляют большое количество сжа-
того воздуха, в.силу чего ограниченно применяются в
электромонтажном производстве.
При производстве электромонтажных работ может
успешно . использоваться' пневматический перфоратор
П-4701, изготавливаемый Ногинским опытным заводом
монтажных приспособлений Главного управления произ-
водственных предприятий Минмонтажспецстроя. В пер-
фораторе бур совершает возвратно-поступательное пере-
мещение с частотой ударов 2500±250 в минуту. Энергия
удара составляет 2,5 Дж при расходе воздуха давлением
0,5 МПа 0,55 м3/мин. Масса перфоратора в комплекте с
буром 5,5 кг.
28 ..
Таблица 17. Рекомендации ло выбору механизированного
инструмента для образования борозд
Размер борозд, мм Типы ручных машин: Рабочий мнстру* мент
Ширине Глу- бина электрических пневматических
В кирпиче, гипсолите и бетоне с малоабразивным наполнителем
8
Механизм
МВБ-2
Бороздодел
ИЭ-6401 .
Специальные
фрезы (в ком»
плекте с маши-
ной)
В бетоне с любым наполнителем
Более 7
До 60
Бороздодел
ИЭ-6403
Молотки и руч-
ные перфора-
торы
Молотки
ручной
форатор
П-4701 .
и
пер-
Зубила
Механизм для выборки борозд типа МВБ-2М обеспе-
чивает образование штроб (борозд) шириной 8 мм и
глубиной 20 мм в кирпичных и гипсолитовых основани-
ях. Конструкция выполнена на базе ручной сверлильной
электромашины ИЭ-1023А, в качестве рабочего инстру-
мента используется дисковая фреза со впаянными рав-
номерно по окружности 24 пластинками из твердого
Сплава. Механизм снабжен пылесборником в виде емко-
сти из брезентовой парусины, в которую, практически
без пылевыделений, собирается отработанная мелочь.
Производительность фрезерования по гипсолиту
3,8 м/мин и по кирпичу 2 м/мин. Габаритные размеры
механизма, мм: длина — 400, ширина 280, высота (без
пылесборника) — 180 при массе 5 кг.
Заводы Минстройдормаша выпускают бороздодел
ИЭ-6401, который обеспечивает образование штробы
способом фрезерования по кирпичу шириной 8 мм и глу-
биной 20 мм. Бороздодел ИЭ-6403 с алмазным кругом
производит штробы шириной 3,7 и 10 мм, глубиной 10,
20 и 30 мм в железобетоне и кирпиче. Рекомендации по
выбору механизированного инструмента,для образова-
ния борозд приведены в табл. 17.
29
4. Инструменты, и приспособления для резки
профильного металла и вырезки отверстий
В процессе установки электроконструкций на объек-
те монтажа выполняется ряд подгоночных операций,
• связанных с разрезанием труб, листового и профильного
материала из стали и алюминиевых сплавов, вырезанием
круглых и прямоугольных отверстий в стальных листо-
вых конструкциях при образовании проходов для труб
и кабелей. '
При наличии на объекте источника электропитания
для разрезания профилей используются' переносные ма-
ятниковые дисковые пилы, электрические ручные нож-
ницы. При отсутствии электроэнергии применяются ме-
ханизмы и приспособления с ручным приводом, снабжен-
ные редуцирующим устройством для снижения
прикладываемых усилий. Наиболее рациональны конст-
рукций отрезных механизмов с гидравлическим и руч-
ным рычажным приводом. Гидравлический привод обес-
печивает создание большой степени редуцирования, по-
зволяющий снижать прикладываемое усилие до50—70 Н,
однако небольшое перемещение режущих ножей за один
код плунжерного насоса гидропривода требует 70—90
\ возвратно-поступательных перемещений рукоятки в ми-
нуту. Приспособления с ручным рычажным приводом име-
ют значительно большую скорость разрезания, однако
стремление к снижению прикладываемых усилий приво-
дит к созданию больших по размерам передаточных ры-
чажных механизмов, опирающихся на довольно громозд-
кую станину. Решающим фактором при выборе механиз-
мов или приспособлений является планируемый объем
выполнения операций, который определяет целесообраз-
ность доставки на объект более громоздкого приспособ-
ления, имеющего большую производительность, в случае
серийного выполнения операции в сопоставлении с эпизо-
дическим выполнением реза, при котором более целесо-
образен малогабаритный легкий механизм с гидроприво-
дом. При выполнении на объекте разрезания значитель-
ного количества профилей в течение нескольких рабочих
смен следует применять электроприводные механизмы,
которые в свою очередь различны по производительности
и соответственно по массе и габаритным размерам.
Наиболее производительны в условиях монтажного
объекта переносные дисковые отрезные пилы, имеющие
30
> скорость резания 50—80 м/с. Важным эксплуатацион-
ным преимуществом дисковых пил в сопоставлении с ме-
ханизмами, имеющими отрезные ножи, является отсут-
ствие необходимости заточки режущего инструмента.
В тех случаях, когда на объекте фронт выполнения опе-
рации резки профилей достаточно разбросан, целесооб-
разно применение ручных электрических шлифовальных
машин с отрезными абразивными армированными кру-
гами. Окружная скорость круга 80 м/с позволяет выпол- '
нять рез с достаточно большой производительностью при
небольших усилиях подачи, создаваемых' главным обра-
зом за счет использования силы тяжести ручной машины.
При выполнении ограниченного числа резов, когда про-
изводительность резания 1 м/мин достаточна, весьма
эффективны ручные электрические ножевые ножницы.
К наиболее широко применяемым в монтажном про-
изводстве /переносным машинам для резки профилей е
следует отнести дисковую пилу ПДМ-75 маятникового'
типа. Следует отметить, что переносные пилы маятнико-
вого типа получили наибольшее распространение благо-
даря высокой производительности, конструктивной прос-
тоте и эксплуатационной надежности. Широкому исполь-
зованию дисковых маятниковых пил послужило освоение
промышленностью выпуска безопасных неармированных
абразивных кругов на бакелитовой (вулканитовой)
связке. Пила ПДМ-75 предназначена для резки сталь-
ных профилей и труб с помощью неармированного отрез-
ного круга \300X3X2 по ГОСТ 21963-76. .Пила обеспечи-
вает резку стального круга диаметром до 80 мм, сталь-
ных труб с наружным диаметром до 76 мм, уголка с вы-
сотой полки’до 80 мм, швеллера с высотой стойки до
65 мм. При частоте вращения шпинделя 3600 об/мин ско-
рость резания достигает 50 м/с. Электродвигатель приво-
да имеет мощность 1,5 кВт и рассчитан на напряжение
220/380 В. Масса пилы составляет 647 кг, а габаритные
размеры в рабочем положении' (длинаХшиРинаХвысо-
та) 900X370X410 мм.
Для работы с отрезным кругом в течение ряда лет
монтажными организациями используются ручные элек-
трические шлифовальные машины с двойной изоляцией
Ш1-178 и WSBA-1400, поставляемые Народной Респуб-
ликой Болгарией.
Ручные электрические ножницы ИЭ-5404 и ИЭ-5403
ножевого типа предназначены для прямолинейной и фа-
31
Таблица 18. Электрические ручные ножницы
Тип
ИЭ-5404
(ножевые)
ИЭ-5403 2,5
(ножевые)
ИЭ-5801 4—10
(прорезные)
1800
990
320
Коллектор- 0,23
ный однофаз-
ный с двой-
ной изоля-
цией
То же 0,4
Асинхронный 1,6
трехфазный
220
220
36
50
200
250Х80Х
Х-220
3,0
330Х87Х
Х280
530X
Х225Х
Х372
5,0
8,2
(в фут-
ляре с
ком-
плек-
том
ЗИП)
сонной резки листовой стали с временным сопротивлени-
ем на срез до 400 МПа, ручные электрические прорез-
ные ножницы ИЭ-5801 обеспечивают прямолинейную
резку-листового металла. Технические данные ручных
электрических ножниц приведены в табл. 18.
Конструкция ножниц ножевого типа состоит из еле?
дующих основных узлов: электрического двигателя, ре-
дуктора в сборе' механизма движения ножа, корпуса и
ручки с выключателем.
Ползун с подвижным ножом получает возвратно-по-
ступательное перемещение с помощью кривошипно-ша-
тунного механизма. Неподвижный нож крепится в дер-
жателе, закрепленном на корпусе редуктора. В зависи-
мости от толщины разрезаемого листа устанавливается
зазор между подвижным и неподвижным ножами с помо-
щью регулировочных винтов. Для сохранения требуемых
задних углов заточки режущих ножей (5° — для непод-
вижного ножа и 7° — для подвижного) требуется перио-
дическая переточка. Для резки непосредственно на объ-
екте широко внедряемых в электромонтажную практику
профилей универсальных сборных электроконструкций
(УСЭК) разработано приспособление ПРП, представля-
32
ющеесобой насадку к гидропрессу Г1ГЭ-20. Приспособ-
ление ПРП устанавливается на гидропрессе вместо оп-
рессовочной головки в резьбовом гнезде. Приспособление
содержит подвижную и неподвижную матрицы, являю-
щиеся ножами, один из которых поворачивается вокруг
общей оси под воздействием плунжера гидроциливдра
пресса ПГЭ-20. Матрицы имеют сквозные фигурные от-
верстия, образующие режущий контур, в которых разме-
щается разрезаемый профиль. Приспособление комплек-
туется тремя сменными комплектами матриц, обеспечи-
щцрщими установку профилей УСЭК всех конфигураций.
Рис; 6. Пресс ручной механический ПРМПО,
Образование круглых отверстий в стальных листо-
вых конструкциях производится либо продавливанием с
помощью гидравлического или механического силового
механизма, либо высверливанием с помощью приспособ-
ления, выполненного в виде коронки или трех резцов,
расположенных по окружности корпуса, приводимого в
движение ручной сверлильной электромашиной.
Продавливание отверстий диаметром 23, 28 и 35 мм
для прохода водогазопроводных труб в стенках стальных
ответвительных коробок, кожухах магнитных пускателей
производится с помощью ручного механического пресса
ПРМПО (рис. 6). Пресс представляет собой рычажный
механизм, приводимый в движение лебедкой барабанно-
го типа с храповым механизмом. Рычаги пресса повора-
чиваются с помощью каната лебедки, запасованного в
две рабочие нити, перемещая посредством реечного за-
цепления пуансонодержатель с пуансоном. Матрица ус-
тановлена неподвижно на скобе пресса, в зеве которой
помещается продавливаемая стенка коробки. Пресс обес-
печивает продавливание отверстия, близко расположен-
ного к краю стенки коробки с усилием 70 кН. При этом
не требуется предварительно просверливать отверстие для
Зг—132
33
установки пресса, как, например, в известных конструк-
циях приспособлений, состоящих из матрицы и пуансона,
стягиваемых центральной шпилькой, проходящей через
заготовленное в стенке отверстие. Конструкция пресса
ПРМПО унифицирована с прессом РМП-7М для опрес-
совки кабельных наконечников и соединительных гильз,
Рис. 7. Коронка для вырезки от-
верстий КВО.
имеет массу 5,5 кг и габаритные размеры (длинаХши-
ринаХвысота) 650X120X135 мм.
Эффективна конструкция коронки КВО (рис. 7),
установленной в шпинделе ручной сверлильной электро-
машины ИЭ-1023А для вырезки круглых отверстий диа-
метром 23—91 мм. Коронка позволяет вырезать отвер-
стия в любом месте стенки короба, шкафа, пульта без
предварительного высверливания отверстий. Она пред-
ставляет собой корпус с тремя радиальными пазами, в
которых перемещаются резцедержатели с закрепленны-
ми резцами, устанавливаемыми в заданное положение
по диаметру вырезаемого отверстия. Перед каждым из
резцов установлен на: подпружиненной стойке вращаю-
щийся ролик, который воспринимает значительную часть
34
осевой нагрузки и защищает резцы от динамических воз-
действий, возникающих при неровностях поверхности
листа. Коронка снабжена конусным хвостовиком, входя-
щим во внутренний конус «Морзе № 2» сверлильной
электромашины, и муфтой предельного момента. Муфта
разобщает вращающийся шпиндель с хвостовиком ко-
ронки в случае заклинивания резцов, защищая, таким
образом, конструкцию и исключая возможную передачу
реактивного вращающего момента на руки работающе-
го. Центрирующее сверло, закрепленное в центре корпу-
са, обеспечивает опирание коронки, установленной в
шпинделе ручной сверлильной электромашины, и равно-
мерную работу резцов. Для вырезки прямоугольных от-
верстий в стальных листовых конструкциях применяются
электрические ручные вырубные ножницы ИЭ-5502 и
ИЭ-5803. Перед началом операции необходимо высвер-
лить вспомогательное отверстие для ввода ножей вы-
рубных ножниц и, таким образом, перемещать их по
намеченному контуру отверстия, расположенного в лю-
бом месте от края стенки. В монтажных организациях
применяется также для вырезания некруглых отверстий
приставка к электрической ручной сверлильной электро-
машине ИЭ-1013, в которой в качестве режущего инст-
румента используется ножовочное полотно, совершаю-
щее 650 ходов в минуту. Масса приставки составляет
2,2 кг.
5. Инструменты для обработки, соединения и
оконцевания проводов и кабелей
Обработка, соединение и оконцевание проводов и ка-
белей являются одними из наиболее массовых технологи-
ческих операций, выполняемых в мастерских электро-
монтажных заготовок или в монтажной зоне. Обработка
проводов и кабелей, включающая отрезку проводника
и съем изоляций (поясной и фазной), выполняется за
один рабочий прием при отсутствии, как правило, на
объекте источника электропитания, поэтому требует эф-
фективного и производительного ручного инструмента.
Съем изоляции с жил проводов в монтажной зоне
производится с помощью инструментов, конструктивная
схема которых содержит поводковый механизм, переда-
ющий усилия от двух рукояток на движущиеся навстре-
3*
35
чурежущие ножи< и.чмеханизм, удаптощий-надрезайную
изоляцию. Ножи:«имеют' режущие кромки в видедвух
полукружий, калиброванных по диаметру жилы. Качество
съема изоляции, исключающее возможность поврежде-
ния поверхности жилы,, находится в прямой зависимости
от точности калибровки ножей, учитывающей поле До-
пусков диаметра жилы, и согласованности работы
приводного механизма, обеспечивающего образование
наименее тонкого кольца не*
разрезанной изоляции, оста-
ющегося вокруг жилы.-Со1
временные конструкции кле*
щей для снятия изоляций с
проводов имеют две ручки
вместо ранее применявших-
ся трех, которые приводят
в движение с помощью ку-
лачкового копировального
устройства последовательно
режущие ножи и затем ме-
ханизм, удаляющий надре-
занную изоляцию. Наилуч-
шей следует считать конст-
рукцию клещей, в которой
наиболее полно учтены эрго-
номические требования,
Рис. 8. Инструмент МБ-1М.
предъявляемые к ручному
монтажному инструменту (усилие на ручках в пределах
80—100 Н;, угол раскрытия ручек обеспечивает создание
наименьшего охватываемого размера, рассчитанного не
более чем на- среднюю по размерам руку; клещи удобно
надеваются и снимаются с обрабатываемого провода);
В конструкции клещей предусмотрены также ножи для
перерезания обрабатываемых проводников, приводимые
в движение с помощью ручек.
Инструмент МБ-1М (рис. 8) обеспечивает снятие
изоляции с концов, проводов и жил кабелей различных
марок и сечений с резиновой, пластмассовой и хлопчато-
бумажной изоляцией и их перерезание. В инструменте
имеются ножи для обработки жил проводов и кабелей
сечением 0,75; 1,0; 1,5; 2,5; 4,0; 6,0 мм2.
Длина участка снимаемой изоляции может выби-
раться в пределах 5—30 мм, при этом среднее времй
съема изоляции с . одного конца провода составит 3 б.
36
Весьма эффективна конструкция термомеханических
клещей, имеющих? ножи с электроподогревом до темпе-
ратуры 200 °C. В такой конструкции одновременно соче-
таются два процесса съема изоляции: расплавление от
соприкосновения с нагретыми ножами и механическое
разрушение режущими кромками под воздействием уси-
лий на рукоятках. В термомеханических клещах режу-
щие кромки ножен выполнены в продольной и попереч-
ной плоскостях и, таким образом, разрезают цилиндри-
ческую оболочку круглой жилы на четыре легко отделя-
ющиеся полоски. Термоклещи обеспечивают снятие
пластмассовой изоляции на любом участке провода, в
том числе на промежуточном участке длиной до 30 мм
за один рабочий прием. Для применения термоклещей
на монтажном объекте необходимо иметь источник элек-
тропитания напряжением 36 В, что сдерживает широкое
внедрение инструмента, однако уникальным достоинст-
вом остается возможность полного съема изоляции на
любом промежуточном участке провода.
Наиболее эффективными серийно выпускаемыми ка-
бельными ножами являются НКП-2 и НК трех типораз-
меров. В обоих ножах конструктивно обеспечена сохран-
ность жилы от возможных повреждений при разрезании
оболочки, усилия при съеме иозляции, прикладываемые
к рукоятке, не превышают 60—80 Н, соблюдены требо-
вания удобной безопасной работы.
Кабельный нож НКП-2 предназначен для продольной
и поперечной резки пластмассовых и резиновых оболо-
чек контрольных и силовых кабелей напряжением до
1 кВ различных марок и сечений. В комплект изделия
входят сменные лезвия: прямое, дугообразное, а также
лезвие, оканчивающееся конусовидной пятой. Лезвия вы-
бираются по типу оболочки и имеют ограничители глу-
бины резания.
В полной мере отвечает современным требованиям
конструкция кабельного ножа НК, выпускаемого трех
типоразмеров соответственно ряду наружных диаметров
оболочки кабелей с пластмассовой и резиновой изоляци-
ей. В инструменте типа НК в отличие от традиционных
конструкций, имеющих открытое лезвие, жестко сочле-
ненное с рукояткой, режущим элементом является экс-
центрично установленный в ручке специальный долото-
образный нож, имеющий режущую кромку длиной 4 —
5 мм. Обрабатываемый кабель охватывается скобой.
имеющей открывающийся зев, таким образом, что режу-
щий элемент ножа входит по нормали к поверхности
оболочки кабеля. В процессе съема изоляции режущий
элемент, имея возможность поворачиваться вокруг сме-
щенной относительно лезвия оси, точно отслеживает
положение руки, что обеспечивает эффективный с наи-
Рис. 9. Секторные ножницы НС.
меньшими затратами мускульных усилий надрез оболоч-
ки в поперечной или продольной плоскостях.
В конструкции каждого из трех типоразмеров ножей
для кабелей с диаметром наружной оболочки 25, .40 и
50 мм используется единая рукоятка со сменными скоба-
ми, масса ножа наибольшего размера составляет 0,15 кг,
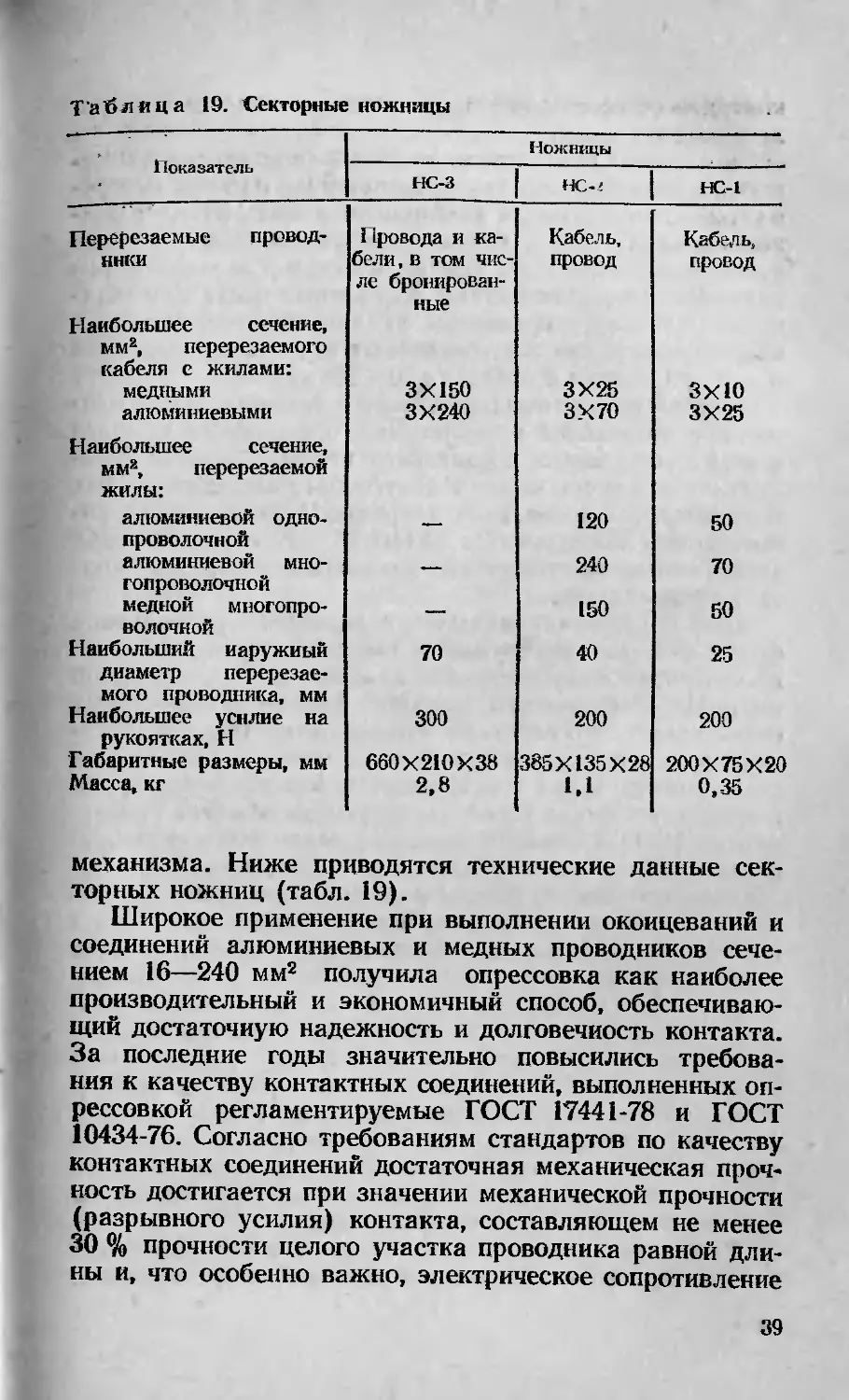
Для перерезания проводов и кабелей широко исполь-
зуют ножницы НС (рис. 9), в которых усилие, приклады-
ваемое к рукояткам двух рычагов, трансформируется: в
усилие резания секторных ножей посредством храпового
38
Таблица 19. Секторные ножницы
Показатель Ножницы
НС-3 нс-z ! НС-1
Перерезаемые провод- Провода и ка- Кабель, Кабель,
ники бели, в том чис- провод провод
Наибольшее сечение, мм2, перерезаемого кабеля е жилами: медными ле бронирован- ные 3X150 3X25 3X10
алюминиевыми 3X240 3X70 3X25
Наибольшее сечение, мм2, перерезаемой жилы: алюминиевой одно- 120 50
проволочной алюминиевой мно- 240 70
гопроволочной медной многопро- 150 50
волочной Наибольший наружный 70 40 25
диаметр перерезае- мого проводника, мм Наибольшее усилие на 300 200 200
рукоятках, И Габаритные размеры, мм 660X210 X38 385X135 X28 200X75X20
Масса, кг 2,8 1.1 0,35
механизма. Ниже приводятся технические данные сек-
торных ножниц (табл. 19).
Широкое применение при выполнении окоицеваний и
соединений алюминиевых и медных проводников сече-
нием 16—240 мм2 получила опрессовка как наиболее
производительный и экономичный способ, обеспечиваю-
щий достаточную надежность и долговечность контакта.
За последние годы значительно повысились требова-
ния к качеству контактных соединений, выполненных оп-
рессовкой регламентируемые ГОСТ 17441-78 и ГОСТ
10434-76. Согласно требованиям стандартов по качеству
контактных соединений достаточная механическая проч-
ность достигается при значении механической прочности
(разрывного усилия) контакта, составляющем не менее
30 % прочности целого участка проводника равной дли-
ны и, что особенно важно, электрическое сопротивление
39
контактного-соединения; должно быть лабильным -в про-
цессе эксплуатации. /' - .
С учетом указанных требований поставлены на се-
рийное производство унифицированные наборы инстру-
ментов для опрессовки алюминиевых жил НИСО и мед-
ных жил НИОМ, а также унифицированные ручные
прессы с механическим, гидравлическим и электрическим
приводом, имеющие единые посадочные места для уста-
новки рабочих инструментов. Усилия обжатия, развивае»*
мые прессами, для жил различных сечений из алюминия
и меди находятся в пределах 70—200 кН.
В качестве оптимальной формы рабочих инструмен-
тов при опрессовке алюминиевых проводников принята
форма инструмента, создающего местное двойное вдав-
ливание с помощью двух конусообразных ступенчатых
пуансонов и полуовальной матрицы. Применявшиеся ра-
нее наборы инструментов УНИ-IA, 1УНИ-А, НИСШО,
инструменты многоместного вдавливания «Звезда» сня-
ты с производства.
Для опрессовки медных проводников разработана
форма рабочего инструмента, имеющего пуансон в виде
двояковогнутой усеченной призмы и • полуовальной
матрицы. Инструменты набора НИОМ обеспечивают
опрессовку с применением стандартных гильз и нако-
нечников для соединения и оконцевания медных жил
всех существующих конструкций, в том числе секторной
и сегментной форм. Наибольшее усилие обжатия инстру-
ментом НИОМ для наибольшего сечения 240 мм2 не пре-
вышает 200 кН, что обеспечивает возможность исполь-
зования прессов, применяемых при опрессовке алюми-
ниевых жил проводов и кабелей. Применение набора
НИОМ позволяет сократить номенклатуру наконечников
и гильз для жил сечением 16—240 мм2 до 10 типоразме-
ров, исключить необходимость в использовании специ-
ального инструмента для скругления секторных одно-
проволочных жил, упростить маркировку наконечников
и гильз путем выштамповки на них цифровых обозна-
чений сечений опрессовываемых жил. Таким образом,
вводится непосредственный контроль за правильностью
подбора матрицы и пуансона соответствующего сечения
по отпечаткам цифровой маркировки, остающейся на на-
конечнике и гильзе после опрессовки.
Среди конструктивных исполнений посадочных мест
прессов предпочтение отдано плоской опоре с замком
40
из-за простоты изготовления и сборки, а также высокой .
надежности узла крепления рабочего инструмента. Плое*.
кая. опора с замком обеспечивает достаточно жесткую,
конструкцию фиксирующего узла, выдерживающую в
процессе эксплуатации не менее 10 000 нагружений с уси-
лием 200 кН при отсутствии заметных упругих деформа-
ций, при этом коэффициент запаса прочности составляет
не-менее 1,6. Простота смены и жесткой фиксации
матриц в посадочных гнездах создает необходимые
удобства выполнения контактных соединений в трудно-
доступных местах.
Унификация рабочего инструмента и единая форма
посадочных мест явились одними из предпосылок созда-
ния унифицированных прессов для соединения и окон?
цевания алюминиевых и медных жил сечением 16—
240 мм2, различающихся значением развиваемого усилия
прессования и типом привода. Выбор типа привода
сопряжен с учетом ряда противоречий, связанных с поло-
жительными и отрицательными свойствами различных
приводов, и производится с учетом конкретных условий
выполнения операции опрессования. Механический при-
вод прост в изготовлении и обслуживании, надежен в
работе, но не позволяет при малых массе и габаритах
конструкции получить усилия до 150 кН, необходимые
для опрессования наибольших сечений. Гидравлический
привод позволяет получить усилия опрессования до
200 кН за счет свойственного ему большого коэффициен-
та трансформации прикладываемой силы, однако слож-
нее в изготовлении и эксплуатации и, следовательно, мо-
жет иметь большее число отказов в сравнении с механи-
ческим. Пороховой привод позволяет легко получить
требуемое усилие при малых габаритах и массе конст-
рукции, но высокая скорость деформирования металла
жилы (алюминия), достигающая 50 м/с, отрицательно
влияет на процесс образования контакта и требует уг-
лубленных исследований;
В электромонтажном производстве наиболее широко
применяют электроприводной пресс ПГЭ-20, ручной гид-
равлический ПГР-20М1 и ручной механический РМП-7.
Гидравлический ручной пресс ПГЭ-20 с электропри-
водом (рис. 10) предназначен для опрессовки наконеч-
ников и соединительных гильз на проводах и кабелях ► •
сечением 16—240 мм8 с алюминиевыми жилами, скругле-
ния секторных одиопроволочных. алюминиевых жил се-
41 >
чением 25—240 мм2 и секторных комбинированных жил
сечением 120—185 мм2 с использованием набора инстру-
ментов НИСО. Рабочее усилие пресса, передаваемое на
пуансон, составляет 200 кН при ходе поршня 27 мм.
Время опрессовки (без выборки холостого хода) наи-
большего сечения 10—12 с. В качестве привода исполь-
зуется электросверлильная машина ИЭ-1032 с двойной
изоляцией мощностью 0,21 кВт. Масса пресса (без кабе-
ля) составляет 6,5 кг. Пресс снабжен автоматическим
блокировочным устройством, обеспечивающим мгновен-
ное отключение привода в момент окончания опрессовки.
Ручной гидравлический пресс ПГР-20М1 (рис. 11)
предназначен для оконцевания и соединения алюминие-
42
вых и медных жил изолированных проводов й кабелей
сечением 16—240 мм2, скругления секторных однопрово-
лочных алюминиевых жил сечением 25—240 мм2, а так-
же секторных комбинированных жил сечением 120—
185 мм2. Максимальное усилие, развиваемое рабочим
поршнем, составляет 200 кН при ходе рабочего поршня
20 мм. Количество качаний рычага в зависимости от се-
чений опрессовываемых проводов находится в пре-
делах 35—90, а наибольшее усилие на рукоятке не пре-
Рис. 12. Пресс ручной механический РПМ-7.
вышает 0,25 кН. Масса пресса с большим бугелем со-
ставляет 5,6 кг, с малым бугелем — 5,1 кг.
Пресс снабжен предохранительным перепускным кла-
паном, срабатывающим в момент окончания опрессовки,
когда заплечики матрицы соприкасаются с заплечиками
пуансона, что наделено защищает конструкцию пресса
от перегрузок.
Весьма широко используется электромонтажниками
ручной механический пресс типа РМП-7М, положитель-
ными свойствами которого являются прежде всего без-
отказная работа и простота в обслуживании.
Пресс РМП-7М (рис. 12) предназначен для опрессов-
ки кабельных наконечников и соединительных гильз на
.проводах и кабелях с медными и алюминиевыми жи-
лами.
Наибольшее усилие, развиваемое прессом, равно
70 кН, ход пуансона составляет 18 мм, при этом усилие
на рукоятке не превышает 0,15 кН. Пределы сечений
жил опрессовываемых проводов и кабелей для однозубо-
го вдавливания 16—240 мм2, для двухзубового вдавли-
вания — 16—95 мм2. Масса пресса составляет 5,3 кг. ,
Опрессовка наконечников и гильз на жилах сечением
до 35 мм2 выполняется эффективно с помощью пресс-
клещей механического типа с рычажным механизмом
43
Рис. 13. Пресс-
клещи ПК-4.
- передачи усилий, ©прессовка на жилах сечением до
35 мм2 обеспечивается двумя конструкциями выпускае-
мых пресс-клещей типов ПК-4 и ПК-3.
“ Пресс-клещи ПК-4 (рис. 13) предназначены для оп-
рессовки алюминиевых наконечников и соединительных
гильз иа проводах и кабелях сечением
16—35 мм2, а также гильз типов ГАО-5,
ГАО-6, ГАО-8. Наибольшее усилие, раз-
виваемое на пуансоне, составляет 14 кН
при усилии на рукоятках 0,3 кН. Масса
пресс-клещей составляет 2,5 кг, масса
сменного набора инструмента в футля-
ре — 1,1 кг.
Пресс-клещи ПК-3 (рис. 14) предназ-
начены для опрессовки алюминиевых
жнл в гильзах типов ГАО-4, ГАО-5,
ГАО-6, медных жил сечением 4—6 мм2
в наконечниках серии Т и гильзах серии
ГМ, а также для оконцевания медных
жил сечением 1,5 и 2,5 мм2 в кабельных
концевых наконечниках серии П. Наи-
большее развиваемое рабочее усилие на
пуансоне равно 12,5 кН при усилии на
рукоятке 300 Н. Масса пресс-клещей
1,5 кг.
Пресс-клещи ПК-3 не требуют набора
сменных матриц и пуансонов. Рабочий
инструмент размещен в цилиндрической
обойме, принадлежащей головке пресса,
секторы которой соответствуют опреде-
ленному опрессовываемому сечению.
Пресс-клещи снабжены блокировочным устройством,
гарантирующим качество опрессовываемого соединения,
которое срабатывает в момент завершения полной оп-
рессовки, соответствующий соприкосновению заплечиков
матрицы и пуансона.
Рис. 14. Пресс-клещи ПК-3.
44
Оборудование, приспособления м устройства для • -
сварочыыхработ .> :Х
... Прогрессивным .-способом сварки шин из алюминия,
его. сплавов и меди является . полуавтоматическая им-
пульсно-дуговая» сварка в аргоне, а для медных шин
большой толщины — плазменная сварка. Эти способы
сварки позволяют получить сварные соединения высоко-
го качества, улучшают формирование шва, уменьшают
.деформацию* изделий.
?. ' .Плазменная сварка медных шин выполняется плаз-
мотроном ПРг8, предназначенным для ручной сварки
шин толщиной до 20 мм при производстве работ в стацио-
нарных и монтажных условиях. Сварка выполняетсй .на
постоянном .токе прямой полярности при формировании
сварного соединения в нижнем положении.
Сварка медных пластин большой толщины возмож-
на мощным концентрированным источником нагрева.
Таким источником является плазмотрон, формирующий
сжатую дугу большой мощности. 5
Основные технические данные плазмотрона приведе-
ны ниже.
Плазмотрон ПР-8
Номинальный сварочный ток при продолжитель-
ности включения ПВ-60 % и продолжительно-
сти цикла сварки 10 мин, А.................. 800
Номинальное рабочее напряжение, В .... . 60
Расход охлаждающей воды, л/мин, не меиее , . 4
Расход плазмообразующего газа (аргона), л/мин От 6 до 8,
Тбк вспомогательной дуги, А.................... От 30 до 60
Габаритные размеры плазмотрона без приводов
и . трубок, мм............................ 300X120X130
Масса плазмотрона без приводов и трубок, кг . 1
Сварные соединения, получаемые с помощью плазмо-
трона ПР-8, отличаются высокими механическими свой-
ствами и хорошим внешним видом. . , .
Для питания дуги применяются источники постоян-
ного сварочного тока с падающей внешней характерис-
тикой, например выпрямитель тока БДУ-1001.
Плазмотрон используется вместе с пультом управле-
ния УРПС-ЗМ, обеспечивающим включение и прекраще-
ние подачи плазмообразующего и защитного газа, конт-
роль режима охлаждения горелки (при снижении задан-
ной интенсивности потока охлаждающей воды
45
отключается источник сварочного тока), включение и
выключение сварочного тока.
При плазменной сварке медных шин не требуется
разделки кромок.
Техника сварки плазменной дугой аналогична тех-
нике сварки неплавящимся вольфрамовым электродом.
Присадка вводится в расплав в зависимости от скорости
формирования шва и его усиления. При работе плазмен-
ная горелка охлаждается водой. При отсутствии на
объекте водопровода используется установка для авто-
номного водяного охлаждения типа УВ-2А.
Полуавтоматическая импульсно-дуговая сварка алю-
миниевых и медных шин выполняется в среде аргона с
Применением ранцевого полуавтомата ПРМ-2 или
ПРМ-4. В комплект полуавтомата входят: аппаратный
шкаф, ранец, сварочный пистолет с приводом и шлангом
для подачи газа. Технические данные полуавтоматов при-
ведены ниже.
Ранцевые полуавтоматы ПРМ-2 и ПРМ-4
ПРМ-2 ПРМ-4
Максимальный сварочный ток, А, ПВ-25 % 400 500
Диаметр электродной проволоки, мм . . . 0,8—2,0 0,8—2,5
Напряжение питающей сети, В.......... 220 220
Расход аргона, л/мнн.................. 15—18 18—20
Масса, кг:
сварочного пистолета (со шлангами) . 2,0 2,5
ранца............................. 5,0 4,1
аппаратного шкафа.................. 24 18
При полуавтоматической сварке алюминиевых шин и
шин из алюминиевого Сплава АД31Т1 применяется сва-
рочная проволока диаметром 1,8—2,0 мм марки Св.АК5
по ГОСТ 7871-74. В качестве защитного газа при сварке
алюминия и его сплавов используется чистый аргон по
ГОСТ 10157-73, поставляемый в стальных баллонах ем-
костью 40 л под давлением 15 МПа. Подготовка шин к
сварке заключается в их рихтовке, резке по размеру и
обработке свариваемых кромок для обеспечения необхо-
димых размеров разделки в зависимости от толщины ма-
териала. Режимы сварки шин из алюминия и его спла-
вов одинаковы.
По сравнению с алюминием медь сваривается значи-
тельно труднее. Повышенная текучесть и большая удель-
ная плотность ее затрудняют формирование сварочного
шва, особенно на вертикальной поверхности. Интенсив-
46
ный теплоотвод затрудняет получение требуемой кон-
центрации тепла при сварке меди и вызывает необходи-
мость предварительного подогрева изделия, а также уве-
личение потребления энергии при сварке. ?
Для сварки меди применяются те же технологиче-
ские приемы, что и для сварки алюминия и его сплавов.
Сварка выполняется полуавтоматом ПРМ. В качестве
защитного газа применяются аргон и азот. При полуав-
томатической сварке медных шин используется медиая
проволока марки Ml по ГОСТ 16130-74. <
Перед сваркой скос кромок шин не требуется; между
свариваемыми шинами нужно установить зазор, пример-
но равный толщине шины. Для подогрева кромок шин
необходимо применять пропано-кислородную горелку.
Пропано-кислородиая сварка жил проводов и кабе-
лей наряду с термитной сваркой все шире начинает внед-
ряться для соединений, ответвлений и оконцеваний алю-
миниевых жил проводов и кабелей. Основными преиму-
ществами пропано-кислородной сварки по сравнению с
электродуговой являются простота процесса сварки и
автономность, а по сравнению с термитной — дешевизна
и недефицитность применяемых при сварке металлов....
Для сварки применяется сжиженный газ, в частности
пропан, бутан или их смеси. В отличие от большинства
жидкостей, незначительно изменяющих свой объем с
изменением температуры, жидкая фаза пропана и бута-
на резко увеличивает свой объем при повышении темпе-
ратуры (в 11 и 16 раз больше, чем вода). Это свойство
учитывается при заполнении баллонов сжиженным га-
зом. В процессе эксплуатации баллонов с пропано-бута-
новой смесью их защищают от теплового воздействия
любых источников тепла (прямых солнечных лучей, На-
гревательных печей и пр.).
Пропано-кислородная сварка успешно применяется
для выполнения следующих операций:
соединение алюминиевых жил сечением от 16 :до
1600 мм2;
соединение и ответвление алюминиевых жил прово-
дов сечением от 35 до 240 мм2 сплавлением по торцам в
общий монолитный стержень;
стержневое оконцевание алюминиевых жил проводов
и кабелей сечением от 16 до 240 мм2 сплавлением в мо-
нолит с добавкой легирующих присадок из твердых алю-
миниевых сплавов для непосредственного присоединения
алюминиевых ж ил к гнездовому .выводу электрообору-
дования;
оконцевание алюминиевых жил. сечением от 16 до
1500 мм2 пластинами из алюминиевого сплава А.Д31Т1;
-л« сварка скруток- алюминиевых и медных проводов сум-
марным сечением до 35 мм2 при монтаже сетей освеще-
ния.
. Для пропано-кислородной сварки выпускаются набо-
ры. типов НСПК-1 для сварки жил сечением от 16 до
240 мм2 и НСПК-2 для сварки жил сечением от 300 до
1500 мм2, я
- Для транспортировки поста с набором НСПК-1 и
контейнера с малолитражными баллонами на место
.монтажа имеется ручная тележка грузоподъемностью
120 кг, которая легко перемещается одним человеком.
Для различных видов сварки используются наборы
типов НСПК-1, НСПК-2. НГО,, которые заменяет по-
ставленный на производство унифицированнный набор
для пайки и сварки типа НСПУ. Набор укомплектовы-
вается необходимыми приспособлениями и инструмен-
тами для сварки и пайки. Необходимые принадлеж-
ности в зависимости от вида сварки: термитной (тер-
митные патроны) или пропано-кислородной (стальные
формы) поставляются по требованию заказчика.
Для сварки шин разработан способ и специальный
набор типа НСШ, который обеспечивает сварку встык
одиночных и спаренных алюминиевых шин магистраль-
ных шинопроводов сечением от. 640 до 2400 мм2.
.Набор представляет собой устройство, состоящее
из газовой горелки ГЗ, в ручке, которой закрепляется
один из двух специальных двухфакельных наконечни-
ков в зависимости от сечения свариваемых шин, двух
стальных форм для образования сварочной ванны со
стягивающими их клиньями редукторов и рукавов для
подачи пропан-бутаца и кислорода к горелке. Принцип
работы заключается в разогреве пламенем горелки
формы до образования сварочной ванны в месте стыка
с последующим охлаждением на воздухе.
Сварочные формы подбирают по сечению сваривае-
мых шин, причем различное сочетание полуформ при ис-
пользовании внутренних и Внешних их поверхностей
расширяет диапазон толщин соединяемых шин, что. по-
.зволяет, сваривать шины сечением 120X10, 120x20,
80X8; 80X10 мм без дополнительных приспособлений.
48
Х-ЧГрузоподьемные механизмы и приспособления
• * «.-{« <i
Грузоподъемные работы, выполняемые в монтажной
зоне, связаны с подъемом й перемещением монтируе-
кого электрооборудования в процессе установки в про-
ектное положение. При перемещений грузов на неболь-
шие расстояния или подъеме на небольшую высоту
внутри производственного помещения широко использу-
ются ручные' рычажные лебедки, которые при малой
массе обладают сравнительно большей грузоподъем-
ностью, чем лебедки барабанного типа и обеспечивают
самоторможение в момент прекращения тяжения.
Принцип действия рычажных лебедок основан на Про-
тягивании каната через тяговый механизм с помощью
двух пар сжимов, которые попеременно зажимают' ка-
нат с усилием, соответствующим нагрузке, и перемеща-
ют его в заданном направлении. Лебедка состоит из
следующих узлов: тягового механизма, телескопическо-
го рычага, рабочего каната с крюком, обоймы для хра-
нения каната. Движущиеся части тягового механизма
размещены в закрытом корпусе, что обеспечивает бе-
зопасность работы. Лебедка приводится в действие ру-
кояткой хода, на которую надет телескопический рычаг
для увеличения момента, передаваемого на привод.
В рабочем положении лебедку подвешивают или
закрепляют к стене или колонне с помощью крюка, при-
надлежащего корпусу тягового механизма. Применяя
полиспасты, можно поднимать или перемещать грузы,
масса которых превышает тяговое усилие лебедки в со-
ответствии с кратностью полиспастов. Ниже приведены
технические данные лебедок. ' •
Рычажные лебедки
Тяговое усилие, кН .... 15 30
Диаметр каната, мм ... . 12,0 17,0
Подача каната за двойной ход
рычага, мм 50 26; 35
Средняя скорость подачи ка-
иата, м/мнн 10 10
Длина каната, м ..... 12 17
Количество обслуживающих
рабочих, чел 1—2 1—2
Габаритные размеры (дл1иаХ
X ширинах высота), мм . 600X150 X300 718X155X340
Масса с канатом, кг-. , . . = 31.8 58,0
4—132
: 49
Механизм тяговый монтажный МТМ-1,6 имеет'кон-
струкцию, подобную рычажной лебедке, и предназнача-
ется также для подъема и перемещения грузов. Меха-
низм развивает наибольшее тяговое усилие 16 кН при
подаче каната 27 мм за один ход рычага, что приводит
к снижению вдвое усилия, прикладываемого к рычагу,
в сравнении с рычажной лебедкой с тяговым усилием
15 кН, однако при этом скорость также снижается.
Рычажная ручная таль ТР-1М, предназначенная
для грузоподъемных работ, развивает тяговое усилие
10 кН при приложении к рычагу силы 270 Н. Высота
подъема груза при длине цепи 5 м составляет 2,2 м.
Средняя скорость подъема груза — 0,385 м/мин. Масса
тали составляет 20 кг, габаритные рзмеры (длинах
ХширинаХвысота) —660X130X180.
К лебедкам барабанного типа относится малогаба-
ритная лебедка ЛР-0,5 М, предназначенная для переме-
щения грузов по вертикали и горизонтали. Лебедка
имеет барабан, приводимый во вращение хроповым ме-
ханизмом с помощью рукоятки. Лебедка снабжена ди-
сковым фрикционным тормозным устройством, обеспечи-
вающим мгновенное срабатывание под действием силы
тяжести подвешенного груза в момент прекращения
подъема или опускания. Для- неподвижного крепления
лебедки к строительным конструкциям сооружения име-
ется крюк, свободно поворачивающийся в отверстии
корпуса лебедки. Лебедка ЛР-0.5М развивает тяговое
усилие 5 кН при усилии на рычаге 230 Н. Канатоем-
кость лебедки составляет 15,5 м при диаметре каната
5,2 мм. Масса лебедки не более 12,1 кг, габаритные раз-
меры (длинаХширинаХвысота) 1300X440X164 мм.
При подъеме грузов в современных промышленных
зданиях на высоту до 25 м целесообразно использо-
вать грузоподъемное приспособление ПГП-0,4 (рис. 15),
имеющее грузоподъемность 400 кг. Приспособление со-
стоит из;лебедки барабанного типа, приводимой в дви-
жение от электропривода, неподвижного блока с обой-
мой, подвешиваемой с помощью крюка к конструкциям
перекрытий, и подвижного блока с крюком, на который
крепится груз. Привод приспособления может осущест-
вляться с помощью рукоятки, при этом допускается
подъем груза массой не более 200 кг. При работе с
электроприводом (ручной сверлильной электромашиной
ИЭ-1023А) скорость навивки каната составляет 7 м/мин.
50
Масса приспособления не более 31,5 кг, габаритные
размеры (длинаХширинаХвысота)—675X235X320 мм.
Наиболее рациональной конструкцией лебедки для
.условий электромонтажного производства следует счи-
тггь лебедку барабанного типа, приводимую в движе-
ние электроприводом с регулируемой частотой враще-
ния выходного вала. Возможность регулирования ско-
рости тяжения значительно расширяет область приме-
Рис. 15. Грузоподъемное приспособление ПГП-0,4.
нения лебедки, которая может быть использована не
только для грузоподъемных работ, но также для про-
кладки проводов и кабелей, затяжки проводов в трубы
и натяжения проводов.
Универсальный монтажный привод ПУМ (рис. 16)
предназначен для создания вращающего момента на
валу ряда различных исполнительных механизмов и
при работе с лебедкой ЛБ-500 обеспечивает наибольшее
тяговое усилие 5 кН. Конструкция привода ПУМ со-
4*
51
стоит да -следующих^ составных «.частей* ручной свер-
лильной электромашины ЙЭ-Ю^ЗА, трехступенчатого
зубчатого редуктора,, механизма- переключения скорос-
тей, ‘.зубчатого механизма реверса с рукояткой переклю-
чения, корпуса и переходного устройства для крепления
электромашины. От вала электромашины вращающий
момент передается через шестерни механизма реверса
на .вал трехступенчатого редуктора^ G помощью меха-
низма переключения скоростей подвижная шпонка,, пе-
ремещаясь в пазу промежуточного вала, вводит в сило-
вую цепь одну из пар шестерен. Включение реверса
Рис. 16. Универсальный монтажный привод ПУМ.
осуществляется путем перемещения рукоятки, вводящей
или выводящей из силовой цепи зубчатую пару с пара-
зитной шестерней. Все переключения скоростей и.ре-
верса производятся при остановленном электродвига-
теле. Наибольший вращающий момент на выходном
валу привода при частоте вращения 12 об/мин состав-
ляет 145 Н-м. Частоты вращения выходного вала при
правом вращении составляют 42, 23 и 12 об/мин,; при
левом вращении—74,41 и 22 об/мин. Масса привода не
превышает 15 кг при габаритных размерах — 640X175Х
Х195 мм. --
8. Устройства для работы на высоте
Работы на высоте выполняют с различных средств
подмащивания: стационарных лесов, подмостей, вышек,
люлек, площадок, а также лестниц, стремянок, подъем-
ников, платформ и т. д. Классификация этих средств
приведена в ГОСТ 24258-80. « .
52
Кроме того, устройства для работы на высоте могут
быть условно классифицированы по производственным
монтажным зонам, расположенным в электротехниче-
ских зонах зданий и сооружений. Производственной зо-
ной монтажа называется пространственная зона, в ко-
торой планируется организация рабочего места электро-
монтажника на высоте.
Определение производственной зоны на электромон-
тажном объекте позволяет произвести рациональный
выбор устройства для работы на высоте, обеспечиваю-
щего нормальную организацию рабочего места электро-
монтажника. Ниже приводятся конструкции нестацио-
нарных переставных устройств для работы на высо-
те. Значительная часть электромонтажных работ
производится на высоте, поэтому применение наиболее
рациональных конструкций подъемных устройств, обес-
печивающих нормальный доступ в любую производствен-
ную зону, является решающим фактором безопасного и
производительного труда монтажника. К электромонтаж-
ным работам на высоте относятся те работы, при кото-
рых работающий находится выше 1 м от поверхности
грунта, перекрытия или рабочего сплошного настила.
Работа со средствами малой механизации и, прежде
всего, с механизированным инструментом, требующим,
как правило, создания усилия нажатия на корпус руч-
ной машины, допустима согласно действующим прави-
лам техники безопасности только с устройств, имеющих
рабочую площадку В связи с этим в дальнейшем будут
рассмотрены конструкции подмостей и телескопических
вышек, которые имеют рабочую площадку достаточных
размеров и ограждение (при высоте рабочей площадки
более 1,0 м от уровня пола).
Высоты размещения рабочих мест электромонтажни-
ка (производственные зоны монтажа), зависят от наз-
начения сооружаемого объекта. Представляется целесо-
образным условное разделение работ на высоте по ка-
тегориям в зависимости от существующих подъемных
средств. К I категории относятся электромонтажные
работы, для выполнения которых рабочее место электро-
монтажника необходимо поднять на высоту до 4 м. Ко
II категории относятся работы, выполняемые на высоте
от 4 до 9 м, к III категории—работы, для выполнения
которых рабочее место необходимо поднять на высоту
от 9 до 12 м. Для IV категории работ рабочее место
53
оборудуется на мостовом кране и базируется на перед-
вижной тележке. Все работы, выполняемые на высоте
более 18 м, следует отнести к V категории. Как правило,
эта категория работ охватывает технологические опе-
рации с размещением ряда ..." "
Рис. 17. Монтажная площадка
ПМ-800.
рабочих позиций по верти-
кали. Электромонтажные
работы, в процессе вы-
полнения которых рабо-
чее место электромонтаж-
ника находится на свето-
техническом или ходовом
мостике и не требует спе-
циальных подъемных
приспособлений, не отно-
сятся к работам на вы-
соте.
Монтажные площадки
ПМ-800 (рис. 17) и
производства электромонтаж-
ПМ-600 применяются для
ных работ в- жилых помещениях. Площадки аналогичны
по конструкции и различаются только размерами. Тех-
нические данные площадок приведены ниже.
Монтажные площади
Грузоподъемность, кг , , . .
Максимальная высота до пола
рабочей площадки, мм . .
Размер площадки, мм . . .
Габаритные размеры в транс-
портном положении (дли-
наХширинаХвысота), мм
Масса, кг..................
ПМ-800 и ПМ-600
ПМ-800 ПМ-600
100 100
800 600
800 X400 600 X 400
800 X400X100 600X400X100
7,1 6,2
Монтажные площадки представляют собой сварную
конструкцию, основные элементы которой изготовлены
из труб прямоугольного сечения алюминиевого сплава
и состоят из площадки и двух шарнирно-соединенных
звеньев. Для жесткого закрепления звеньев в рабочем
положении к площадке приварены пластины с отверсти-
ями под фиксирующие штыри. Оба звена подмостей
фиксируются четырьмя штырями, снабженными флаж-
ками, которые удерживают штыри от произвольного
выпадания. Штыри прикреплены к. подмостям, гибкой
54
связью. Во избежание скольжения, а * также с целью
электроизоляции, опоры подмостей выполняют С рези-
новыми оконцевателями. 1
Лестница с площадкой Л-312 (рис. 18) предназначе-
на для устройства рабочего места на высоте до 4,5 м.
Высота рабочей площадки размерами 500x600 мм со-
ставляет 3000 мм от уровня пола. Грузоподъемность
Рис. 18. Лестница с пло-
щадкой Л-312.
Рис. 19. Сборно-разборные
подмости ПСР-7.
площадки 100 кг рассчитана на 1 монтажника с запа-
сом материалов и инструментов. Лестница состоит из
двух опор-стоек и площадки с ограждением и изготов-
ляется из профилей, выполненных из дюралюминиевого
листа. Стойки снабжены опорными изолирующими
оконцевателями с рифленой поверхностью Стойки
лестницы соединяются стяжками. В транспортном по-
ложении лестницы стяжки снимаются, а стойки склады-
ваются. Масса лестницы 28 кг.
Подмости сборно-разборные ПСР предназначаются
для устройства рабочего места на высоте 4 м. Площадка
55
рабочего настила. размерами 1.500X800 мм .рассчитана
на .грузоподъемность. 100 кг. Основные узлы: плоские
секции и опорная рама с колесами. Подмости сборно-
разборные обеспечивают изменение высоты, рабочей
площадки от 1200 до 2500 мм перестановкой настила.
Общая масса подмостей не более 54 кг.
Подмости сборно-разборные ПСР-7
i(pnc. 1,9) обеспечивают организацию ра-
бочего места для двух монтажников на
высотах от 2,2 до 7 м. Размеры рабочей
площадки в плане: 1.8XL8 м. Подмости
снабжены грузоподъемной поворотной
стрелой для подъема монтируемых элек-
троконструкций массой 100 кг на высоту
до 7 м.. Подмости собираются из плоских
трубчатые секций, каждая из которых
входит в гнезда стоек предыдущих и стя-
гивается с помощью тетив подъемных
лестниц, имеющих крюкообразные захва-
ты с верхней стороны и винтовой замок
с нижнего конца. Трубчатые секции по-
зволяют собирать различные по высоте
подмости с шагом высоты рабочей пло-
щадки 0,9 м. Нижняя рама основания
имеет поворотные катки и выносные сто-
яночные опоры, обеспечивающие требуе-
Рис. 20. Телескопический монтажный подъемник
~ «Темп».
мую устойчивость подмостей. Вылет стрелы с поднимае-
мым грузом не снижает устойчивости, так как груз на-
ходится внутри площадки опирания выносных опор.
Применение подмостей наиболее рационально при
производстве работ на одной высотной отметке (монта-
же шинопроводов, троллей, светильников), в этом слу-
чае эффективно используется ряд конструктивных осо-
бенностей подмостей, имеющих постоянную по высоте
рабочую площадку, в сопоставлении с телескопически-
ми вышками, оснащенными механизмом выдвижения
площадки. Упрощение конструкции за счет отсутствия
телескопического механизма позволяет выполнять ра-
бочую площадку достаточно больших, размеров, раз-
66
местив на ней двух монтажников. Подмости оборудовав
вы грузоподъемной стрелой, что исключает необходи-
мость иметь вспомогательные грузоподъемные механиз-
мы,’ повышает производительность труда и удобства
производства работ на высоте. Подмости в сопоставле-
нии с телескопическими подъемниками требуют значи-
тельно меньших затрат на изготовление, эксплуатацию
и транспортировку при перебазировке с объекта на объ-
ект;
При выполнении электромонтажных работ по широко-
му'фронту, с изменяющейся высотой рабочего места мон-
тажника технико-экономически целесообразно примене-
ние телескопических подъемников. Телескопический мон-
тажный подъемник «Темп» (рис. 20.) предназначается
для устройства рабочего места на высоте от 5,5 до 8;5 м,
имеет рабочую площадку с размерами 540X610 мм гру-
зоподъемностью 200 кг. Подъемник Состоит из следующих
основных узлов: тележки, неподвижной части телескопа,
подвижной части телескопа с рабочей площадкой, руч-
ной лебедки, требующей усилия на рукоятке до 100 Н,
установленной на рабочей площадке. Кроме того, подъ-
емник оборудован упорами, ловителями и откидными
опорами. Неподвижная часть телескопа шарнирно сое-
динена с тележкой. Подвижная часть телескопа при по-
мощи подъемного каната перемещается на роликах от-
носительно неподвижного телескопа. Подъемник по
строительной площадке транспортируется в собранном
положении. Основные узлы подъемника представляют
собой сварные конструкции из прессованных профилей
алюминиевых сплавов.
Масса подъемника составляет 125 кг, что обеспечи-
вает достаточно легкое перемещение его на опорных ка-
тках вдоль фронта выполняемых операций по бетон-
ным полам.
Габаритные размеры подъемника в рабочем поло-
жении при наибольшей высоте 2150x 2500X7700 мм,
в транспортном положений 4600x800x2240 мм.
Для производства работ на высоте до 12 м исполь-
зуются телескопический гидравлический подъемник
ПТГ-12 и телескопические катучие вышки ВТК-9 и
ВТК-12, конструкции которых не рассматриваются, так
как по конструктивному устройству и массе они не мо-
гут быть отнесены к средствам малой механизаций.
Подъемно-подвесная люлька - с электроприводом
67
предназначена для устройства рабочего места на высоте
более 18 м. Грузоподъемность люльки 300 кг, макси-
мальная высота подъема 100 м. Подъемно-подвесная
люлька представляет собой сварную металлоконструк-
цию, с двух сторон которой имеются электрические ле-
бедки. Люлька подвешивается на двух консолях, изго-
товленных из двутавра. На каждую из консолей уста-
новлена серьга для крепления предохранительного
каната. Люлька оборудована двумя лебедками подъема
ЛЭФ-500 с тяговым усилием 5 кН, обеспечивающими
скорость подъема 5,5 м/мин, а также оснащена тормоз-
ным устройством и предохранительным канатом, обес-
печивающим безопасность работы.
9. Наборы инструментов электромонтажников
Применение средств малой механизации не исключа-
ет использования наборов инструментов, необходимых
для выполнения простейших технологических операций.
Такие наборы следует отнести к индивидуальным на-
борам электромонтажников в отличие от бригадных на-
боров, в которых содержатся приспособления и инстру-
менты, рассчитанные на использование бригадой или
звеном электромонтажников.
Серийно выпускаются заводами Главэлектромонта-
жа Минмонтажспецстроя СССР индивидуальные набо-
ры следующих типов:
ПЭ—набор инструментов электромонтажника,
НК—набор инструментов коммутатчика,
ИН-8МА—набор инструментов для линейщика,
НИЗ — набор инструментов замерщика.
Наборы типов НЭ и НК прошли модернизацию, ко-
торая позволила наряду с оптимизацией состава набо-
ра, исходя из современных требований технологии элек-
тромонтажного производства, воплотить новый принцип
формирования и размещения инструментов. Весь состав
набора размещается и хранится в специальном метал-
лическом футляре (чемодане), удобном для транспор-
тировки. Набор содержит поясную сумку с гнездами
для укладки ряда из 5 инструментов, требуемых при вы-
полнении заданной операции. Таким образом, монтаж-
ник приходит на рабочее место, возможно, расположен-
ное иа высоте, с надетой поясной сумкой, в гнездах ко-
se
торой-уложен выбранный мм инструмент. Поясная тумка
исключает очевидные неудобства, связанные с хранени-
ем инструмента в карманах спецодежды, и не требует
затрат времени на поиск необходимого инструмента.
Набор НЭ—общего назначения, является наиболее
универсальным и применяется для выполнения техноло-
гических операций практически всех видов электромон-
тажных работ. В составе набора содержатся инструмент
для снятия изоляции с проводов МБ-1, бокорезы и уни-
версальные электромонтажные плоскогубцы с эластич-
ными чехлами. Для установки крепежных винтов име-
ется набор отверток по ГОСТ 17199-71 для винтов раз-
личных размеров с прямым и крестообразным шлицами.
Для сборки болтовых соединений предусмотрены гаеч-
ные ключи по ГОСТ 2839-80Е с набором сменных голо-
вок по ГОСТ 3329-75. Для измерений линейных размеров
в наборе имеется складной металлический метр. Чемодан
(футляр), в гнездах которого размещены инструменты,
имеет габаритные размеры (длинаХширинаХвысота)
350Х340Х120 мм, общая масса набора 7,1 кг.
Набор коммутатчика НК предназначен для монтажа
вторичных цепей, имеет состав, сходный с набором
электромонтажника НЭ, и отличается меньшими разме-
рами отверток с насадками и гаечных ключей с голов-
ками соответственно малым диаметрам резьб крепеж-
ных деталей, применяемых в цепях вторичной коммута-
ции. Габаритные размеры чемодана (футляра), в кото-
ром размещен набор, составляют (длинаХширинаХ
„высота)—350x314x85 мм при общей массе 5,2 кг.
Набор НИЗ инструментов и приспособлений замер-
щика предназначен для выполнения замеров, связанных
с монтажом трубных и шинных проводок в промышлен-
ных сооружениях. Набор содержит специальные устрой-
ства для определения линейных и угловых размеров
трубных и шинных разводок (угломер, линейку-трафа-
рет и телескопическую линейку), а также универсаль-
ный измерительный инструмент для определения длин
(рулетки РС-2 и РС-20, складной металлический метр),
кроме того, уровень и отвес 0-200. Набор размещается-
в деревянном футляре размерами (длинаХширинаХ1
высота) 425x 300X52 мм, крышка которого оснащена
прижимом для крепления листа бумаги при вычерчи-
вании эскизов замеров. Масса набора составляет-
6,6 кг»
- Набор инструментов линейщика ИН-8МАпредназнаг
чей для электромонтажников, производящих монтаж
линий электропередачи, и содержит в своем составе
слесарно-монтажный инструмент для обработки метал-
лических изделий, инструмент для обработки дерева
(ножовки, буравы), гаечные ключи, разводной ключ.
Набор поставляется в удобном для переноски металли-
ческом контейнере с габаритными размерами (длинаХ
ХширинаХвысота) 630X460X230 мм н имеет массу
31,5 кг.
Бригадные наборы инструмента предназначены для
выполнения определенного технологического цикла, со-
стоящего из ряда разнохарактерных технологических
операций, и рассчитаны на использование специализиро-
ванной бригадой или звеном электромонтажников. Бри
гадные наборы размещаются в нескольких контейнерах
и доставляются на объект в передвижных технологичес-
ких станциях механизации, передвижных инструмен-
тально-раздаточных пунктах на базе грузовых автомо-
билей или другим автотранспортом. В набор НКИ-3
для кабельных работ входят инструмент и приспособле-
ние для монтажа кабельной арматуры различного типа
и исполнения. Набор размещается- в четырех крупно-
габаритных контейнерах, приспособленных для пере-
носки, имеющих массу с размещенными в них изделия-
ми в пределах 25—40 кг. Набор НКИ-3, применяемый
в течение многих лет, проходит модернизацию в связи с
введением новых конструкций кабельной арматуры и
материалов, которая позволит уточнить состав набора с
позиций современной технологии монтажа и усовер-
шенствовать конструкции приспособлений и инструмен-
та, приспособив их к новым требованиям-
Набор инструментов и приспособлений НПИЭМ пред-
назначен для монтажа крупных электрических машин.
Набор содержит приспособление для развертывания
отверстий полумуфт, приспособление для проворачива-
ния валов электрических машин до 1000 кВт, съемник
подшипников качения, приспособление для центровки
валов, домкраты гидравлические грузоподъемностью
20 т, набор гаечных ключей, набор инструментов сле-
саря-монтажника (большой) № 2216Б, измерительный
инструмент (виброметр, тахометр, индикатор, микро-
метр, комплект микрометрических нутромеров, комплект
индикаторных скоб) и комплект строп.
60
1О. Механизмы й приспособления для монтажа ,.
кабельных линий / ' "м*
’‘Прокладка кабельных линий,является одним из паи-.,
болёе трудоемких технологических процессов электро-'
мойтажного производства. Комплексная, механизация ,
обеспечивает высокое качество монтажа кабелей Вы
сокйй уровень обеспечивает механизация процесса ,с.
Помощью комплекса машин, механизмов н устройств,,
связанных единством технологической цепи, в работе с
которым участие монтажной бригады состоит в установ-.,
кё, управлении, регулировании машин н механизмов и
затем демонтаже их по завершении технологического,
процесса. Вполне закономерно, что комплексная механи-.
заЦиЯ в электромонтажном производстве внедряется, в
первую очередь при прокладке кабелей в различного,
рода кабельных сооружениях с учетом удельного веса
этого вида работ в общем объеме трудозатрат электро-',
монтажников, а также наличия тяжелых монтажных
операций, которые в современных условиях не могут не.
быть механизированы. Наличие в составе комплекса ме-
ханизмов и раёкаточных приспособлений, имеющих,
строго заданные радиусы кривизны и рабочие наружные ,
поверхности рациональной геометрической формы, обес-
печивающей наибольшие площади соприкосновения с
протягиваемым кабелем, исключает возможность меха-
нических повреждений кабеля. Непрерывный автомати-
ческий контроль усилия тяжения на всей трассе также
является условием, гарантирующим качество монта-
жа. Комплекс средств механизации обеспечивает макси-
мально возможную ёкорость прокладки кабелей, обу-.
словленную нормальной реакцией наблюдения за про-
тягиваемым кабелем членов монтажной бригады, что
позволяет выполнять монтаж кабельных линий в запла-
нированные короткие сроки. Применение комплексов,
имеющих определенный состав изделий, размещенных в
контейнере, существенно сокращает подгртовительно-
эакйючительное время на организацию трассы проклад-
ки' и, таким образом, обеспечивает повышение произво-.
длительности труда за счет сокращения вспомогательно-
го времени, которое закономерно велико в монтажном
производстве, связанном с организацией труда внеста-
‘ционарных условиях строящегося объекта. Комплекс ме-
ханизмов позволяет реализовать единые конструктивные
ь.
61
требования к раскаточным устройствам, обеспечиваю-
щим оптимальные условия прокладки кабеля. В част-
ности, применение шарикоподшипниковых опор в валках
линейных и угловых роликов, обводных устройствах
позволило получить наименьшее сопротивление переме-
щению кабеля по трассе. Снижение потребного усилия
тяжения имеет решающее значение для прокладки ка-
белей увеличенных строительных длин, для которых оп-
ределяющим является соотношение величины допусти-
мого разрывного усилия и усилия тяжения. Прокладка
кабелей в туннелях и блоках выполняется с помощью
комплекса механизмов КМПК, имеющего следующий
состав:
Комплекс механизмов, приспособлений и оснастки
для механизированной прокладки кабелей в туннелях КМПК
Подъемная платформа с телескопическими упорами для
тяговой электролебедки, шт........................... 1
Электролебедки, шт.:
специальная тяговая ................................. I
вспомогательная для раскатки кабеля............... I
Ролики, шт.:
угловой универсальный:
для прокладки кабеля ................................. 6
для крепления к колонне ............................ 1
линейный распорный:
иа распорной стойке................................. 100
с креплением к колонне.............................. 15
двухстоечный........................................ 1
в комплекте с зажимом (валок)...................... 10
Безосевой домкрат грузоподъемностью, т, пара............. I
Обводные устройства, шт.:
универсальное ....................................... 1
для спуска кабеля в вентиляционную шахту или ка-
бельный колодец.................................... I
для прохода кабеля в проемы....................... I
для перехода каната из вентиляционной шахты к бара-
бану лебедки ............................ . . 1
из туннеля в вентиляционную шахту.................... 1
Приспособление для направления кабеля при входе в труб-
ный блок (трубу), шт................................... 4
Кабельные захваты, шт.:
для промежуточного участка........................... I
тросовый концевой................................... I
Устройство для ограничения усилий тяжения, шт............ 1
62
Все изделия комплекса размещают в специальных
контейнерах, в которых их хранят и транспортируют на
объекты монтажа.
Протяжка кабеля с помощью комплекса осуществ-
ляется традиционным способом — тяжением лебедкой
по линейным и угловым роликам, а также обводным
устройствам, устанавливаемым на входе и выходе из ка-
бельного сооружения и в местах поворота трассы про-
кладки в горизонтальной и вертикальной плоскостях.
Процесс протяжки проходит в челночном режиме, при
котором канат тяговой лебедки возвращается в исходное
положение с помощью вспомогательной лебедки.
Тяговая электролебедка осуществляет раскатку по трассе
кабеля, вместе с которым параллельно движется канат
вспомогательной лебедки, установленной на противопо-
ложном конце трассы. После завершения протяжки канат
тяговой лебедки расцепляют с кабелем, соединяют с- лег-
ким канатом вспомогательной электролебедки, которая
возвращает конец тягового каната электролебедки в на-
чало трассы для соединения его со следующей ниткой
прокладываемого кабеля. Комплекс применяется' для
прокладки кабелей до 10 кВ, что обеспечивается радиу-
сом внутренней кривой изгиба кабеля 975 мм, образован-
ного на угловых обводных устройствах. При протяжке
кабелей 35 кВ требуется только замена углбвы’х обвод-
ных устройств комплекса совершенно аналогичными кон-
струкциями, рама которых образует радиус кривизны
2000 мм. Типовая трасса прокладки, организованная с
помощью комплекса, характеризуется коэффициентом со-
противления перемещению кабеля, не превышающим 0,2
при наличии до четырех прямых углов поворота. Таким
образом, наибольшее потребное тяговое усилие, прикла:
дываемое к концу кабеля на наиболее сложной типовой
трассе, составляет 20 % силы тяжести строительной дли-
ны кабельной линии. Исходя из этого, в состав комплек-
са включена электролебедка с тяговым усилием 25 кН
при скорости тяжения до 0,2 м/с, имеющая барабан ка-
натоемкостью 600 м. Для подъема кабельных барабанов
и раскатки с них кабеля в Составе комплекса имеются
кабельные домкраты известных конструкций: винтовые
типа ДК-3 или безосевые типа ДКБ-5 или ДКБ-10
(рис. 21), грузоподъемностью соответственно 5 и 10 т.
Предпочтительными являются безосевые домкраты, со-
стоящие из опорной рамы, подъемного механизма, привод
63
димогр чдействиелтидрарлическим домкратом, установ-
ленным в стремени, жестко связанном .с опорной рамой..
На выдвижной штанге подъемного механизма имеется
переставная соответственно диаметру кабельного бара-
бана цапфа, покоящаяся, на сферической опоре. Для
Подъема барабана с помощью безосевых кабельных дом-
кратов не требуется инвентарной оси, имеющей массу
" Рис. 21. Кабельные безосевые домкраты ДКБ-10.
50—70 кг. Цапфы каждого из пары кабельных домкра-
тов вводят непосредственно в отверстия фланцев, бара-
бана, подъем осуществляют без усилий покачиванием
приводного рычага гидравлического домкрата. Наличие
сферических опор цапф позволяет барабану самоустд-
навливаться без необходимости выравнивания земляной
площадки. Устойчивость домкратов надежно обеспечи-
: вается конструктивным размещением сферической опо-
ры внутри контура опирания основания рамы. Размотка
происходит нормально при угле наклона оси барабана
к горизонтали до 15°. Технические данные домкратов
приведены в табл. 20.
Для раскатки кабеля на прямых участках трассы ис-
пользуются линейные распорные ролики, входящие в со-
64
•f а б л и ц a 20. Кабельные домкраты
Тип домкрата
Параметры ДКБ-5 ДКБ-10 ДК-3
(безосевой) (безосевой)
Грузоподъемность пары 5,0 10,0 6,0
домкратов, т
’Диаметр поднимаемых ка- 1400—2200 1850—3000 1000—2000
бельных барабанов, мм Наибольшая высота подъ- 100 200 200
ема барабана, мм 0,08
''Максимальное усилие на рычаге, кН Габаритные размеры, мм: о,1 0,15—0,2
длина 1160 1500 1300
ширина 804 1070 730
высота ИЗО 1600- 1400
Масса пары домкратов, кг 120 181 85
став комплекса, однако в зависимости от условий на
трассе прокладки при необходимости они могут быть за-
менены линейными напольными роликами (приспособ-
ление типа ПС-50) или линейными
универсальными роликами типа
РЛУ, устанавливаемыми на кабель-
ной полке.
Линейный распорный ролик,
(рис. 22) предназначается для под-
держки протягиваемого кабеля на
уровне кабельных полок на прямых
участках трассы; в туннелях. Ролик
имеет телескопическую стойку, же-
стко закрепляемую между основа-
•нием и перекрытием туннеля с по-
мощью винтового упора. Валок пе-
ремещается по высоте стойки и
закрепляется на заданной высоте.
Распорный ролик, установленный
между кабельными полками, по-
зволяет укладывать кабель непо-
средственно на полку, на предна-
значенное ему место, для чего необ-
ходимо освободить зажим валка,
опускающегося вниз по стойке.
Рис. 22. Линейный
распорный ролик.
5—132
65
Двухстоечный линейный распорный ролик с плавным
изменением высоты установки валка используется для
изменения направления перемещения кабеля или каната
тяговой лебедки на перепадах трассы по высоте. Двух-
стоечный ролик также необходим для точной ориентации
кабеля или каната на входе в отверстие трубного перехо-
да и выходе из него. Для обеспечения небольших откло-
нений кабеля или каната от оси тяжения в горизонталь-
ной плоскости применяется одностоечный линейный рас-
Рис. 23. Линейный универсальный ролик РЛУ.
первый ролик с вертикальным расположением валков,
имеющий плавную регулировку высоты их установки.
Линейный ролик с креплением к колонне предназна-
чается для прокладки кабелей по кабельным конструк-
циям, прикрепленным к колоннам в промышленных со-
оружениях, на прямых участках трассы и на участках
небольших отклонений от осп тяжения в вертикальной
плоскости.
Линейный универсальный ролик типа РЛУ (рис. 23)
применяется для раскатки силовых, а также пучков
контрольных кабелей. Универсальность конструкции ро-
лика позволяет устанавливать его на кабельной полке в
кабельных сооружениях всех видов, а также на лотко-
вых трассах. Ролик состоит из валка, установленного на
трубчатой оси, внутри которой имеется подпружиненная
телескопическая секция. На наружной поверхности каж-
дой из трубчатых секций приварены крюкообразные за-
хваты, вводимые в отверстия перфорированных кабель-
ных полок. Введенные в отверстия захваты под воз-
действием пружин надежно запирают стойку на полке,
обеспечивая нормальную работу ролика под воздейст-
вием нагрузки, направленной по вертикали и под углом
к вертикали.
€6
Таблица 21. Линейные кабельные ролики
Линейный ролик Допустимая Нагрузке на валок, кН S € с £ <я = диаметр про- кладываемого кабеля, мм Габаритные размеры, мм Маеса, кг
Длина Шири- на Высота
Напольный (при- способление ПС-50) 1,2 70 530 450 320 9,0
Распорный 1,2 70 268 160 1450-2400 9,5
Распорный двух- стоечный 3 100 — — 1400- 2300 20
Распорный двух- стоечный с плав- ным изменением высоты установ- ки валка 3 100 206 394 170 10
Распорный одно- стоечный с верти- кальным распо- ложением вал- ков, с плавной регулировкой высоты установ- ки валка 2,0 80 352 232 218 10,9
Универсальный РЛУ 1,0 100 335 160 80 2,2
С креплением к ко- лонне 1,2 7J 970 284 357 8,6
(приспособление ПС-50)
ролик
Линейный напольный
в отличие от известных напольных конструкции обеспе-
чивает большую устойчивость ролика при протяжке по
нему кабеля. Повышение устойчивости против опрокиды-
вания достигается за счет1 увеличения размеров основа-
ния рамы, наличие зубчатой гребенки на основании опор-
ных элементов рамы препятствует перемещению ролика
по полу. Высота оси валка исключает возможность каса-
ния кабелями пола в процессе протяжки от естественного
провисания при шаге установки роликов 8—10 м. Техни-
ческие данные широко применяемых линейных роликов
указаны в табл. 21.
На углах поворота кабельной Трассы в горизонталь-
ной и вертикальной плоскостях устанавливаются угловые
ролики (табл. 22), обеспечивающие требуемый норма-
тивами радиус внутренней кривой изгиба кабеля. На
конструкцию углового ролика передается равнодейст-
5*
67
Таблица 22. Кабельные угловые ролики
Линейный ролик Допустимое усйлие тя- jjteHHH, кН Наибольший диаметр про- кладываемого кабеля, мм Радиус изги- ба кабеля, мм Габаритные раз- меры мм Масса, кг
Длина Шири- на О о •О Я CQ н
Универсальный распорный Распорный с изме- 20 20 70 100 975 950 1450 350 550 370 250 258 46 55,2
няющимся уг- лом наклона
сегмента С креплением к 20 70 975 1600 730 245 65
колонне
вующая сила, примерно в 1,5 раза превышающая уси-
лие тяжения. В связи с этим угловой ролик должен иметь
Достаточную контактную поверхность валков, которая
обеспечила бы снижение напряжений смятия на наруж-
ной оболочке протягиваемого кабеля, а также обладать
надежным и жестким устройством крепления к строи-
тельной части. Конструкция углового ролика состоит из
сектора, представляющего собой жесткую раму с во-
семью валками, имеющими форму параболоида враще-
ния, и двух пар распорных стоек, устанавливаемых
между основанием и перекрытием туннеля и его боко-
выми стенами. Параболическая форма образующей вал-
ка создает наибольшую длину поверхности контакта с
кабелями различных поперечных сечений. Все конструк-
ции входящих в состав комплекса угловых роликов име-
ют унифицированный сектор, рассчитанный на проклад-
ку кабеля определенного сечения с учетом допустимого
радиуса кривизны.
Универсальный угловой распорный ролик (рис. 24)
применяется при прокладке кабелей в туннелях, а так-
же в траншеях, каналах и на эстакадах. Угловой рас-
порный ролик с изменяющимся углом наклона сегмента
предназначается для установки в туннелях при перепа-
дах (подъемах или спусках) трассы или в протяжных
колодцах при изменении уровней. При прокладке ка-
белей в промышленных сооружениях по колоннам ис-
пользуется разновидность конструкции ролика, снаб-
женная устройством для крепления к колонне.
68
Для предохранения кабеля от недопустимых изгибов
в процессе тяжения при различных конфигурациях
трасс через вентиляционные шахты или колодцы в со-
ставе комплекса предусмотрен ряд обводных устройств,
основой которых является унифицированный сектор уни-
версального углового ролика. В табл. 23 приведены тех-
нические данные обводных устройств, обеспечивающие
прокладку кабелей до 10 кВ практически для всех встре-
чающихся трасс.
Рис. 24. Угловой универсальный ролик распорный.
Контроль усилия тяжения*кабеля при прокладке осу-
ществляется с помощью устройства (рис. 25), обеспечи-
вающего визуальное наблюдение за ходом процесса по
показаниям стрелочного динамометра и автоматическое
выключение привода лебедки в случае превышения до-
пустимого усилия. Динамометрическая часть устройства
устанавливается на некотором расстоянии перед лебед-
кой, а приставка, в которой размещены приборы защит-
ной схемы отключения электродвигателя, размещается
на лебедке. Динамометрическая часть представляет со-
бой раму, на которой установлена система из трех бло-
ков, через которые запасован канат тяговой лебедки.
Средний блок через серьгу связан с динамометром, не-
прерывно'регистрирующим тяговое усилие в процессе
прокладки. Динамометр оснащен контактным устройст-
69
Таблица 23. Обводные устройства
Обводное устройство Допустимое усилие тяже- ния, кН Наибольший диаметр про- кладываемого кабеля, мм Радиус изги- ба кабеля, мм Габаритные размеры, мм Масса, кг Назначение
Длина Ширина Высота
Для спуска ка- беля в вентиляци- онную шахту или колодец 20 70 2000 1875 710 950—1350 135 Направление кабеля при спуске его с кабельного бара- бана в вентиляционную шахту или колодец
Для перехода кабеля из вентиля- ционной шахты в туннель 20 70 975 1825 500 550 97 Предохранение кабели от недопустимых изгибов при пе- реходе его из колодца в тун- нель
Для перехода каната из венти- ляционной шахты к барабану лебед- ки 20 — — 1920— 3040 680 700—890 85 Переход каната из вентиля циоиной шахты к барабану тя нущей лебедки
Для перехода кабеля через стро- ительные проемы 1,2—5 70 —
Для ввода ка- беля в колодец (сверху) 20 80 975
Для ввода ка- беля из колодца в трубу блока (снизу) 20 80 975
Обводной блок для перехода ка- ната из туннеля в вситиляцпонную шахту 20 70 —
Приспособление для правления ка- беля на входе в трубиый блок 5 35—70 —
280
500—940
458
450
215
290 26
Предохранение кабеля от
механических повреждений
при протягивании через строи-
тельные проемы
1010 100 Направление кабеля с допу- стимым радиусом изгиба при вводе его в колодец блочной трассы
975 55 Направление кабеля с допу- стимым радиусом изгиба при переходе его из колодца в тру- бы блочной трассы
620 49,5 Переход тянущего каната из туннеля в вентиляционную шахту или колодец
200 7
Предохранепие кабеля от
механических повреждений
при заходе и выходе его из
трубы блочной канализации
вом, позволяющим задавать предельное значение тяго-
вого усилия, достигнув которого стрелка динамометра
замкнет контакт, через который пойдет сигнал на схему,
смонтированную в приставке, в результате чего работа
тяговой лебедки мгновенно прекращается. Устройство
рассчитано на измерение силы тяжести до 25 кН с допу-
стимой погрешностью показаний ±5 %. что позволяет
использовать его при прокладке кабелей до 35 кВ.
Рис. 25. Устройство для ограничения усилий тяжении.
Устройство транспортабельно, его масса вместе с
приставкой составляет 68 кг.
Наряду с разнообразными конструкциями захватов
для тяжения кабеля, устанавливаемых на конце отрезка,
применяется также кабельный захват на промежуточ-
ном участке, который необходим для образования запа-
са кабеля. Промежуточный захват выполнен разъемным
и состоит из двух шарнирно соединенных обечаек в виде
полуцилиндров, имеющих внутренние резиновые вкла-
дыши, охватывающие кабель. На наружной поверхности
обечаек установлена система блочков, через которые
пропущен канат, соединяемый с канатом тяговой лебед-
72
ки таким образом, что усилие тяжения передается через
обечайки на кабель, обеспечивая падежный его захват
при усилии до 20 кН. Уровень механизации прокладки
кабелей в туннелях в значительной степени зависит от
операций установки кабельных конструкций. С целью
механизации доставки и установки в проектное положе-
ние блоков кабельных конструкций разработан с исполь-
зованием в качестве базы серийно выпускаемой тележки
типа ТПШК телескопический подъемник типа ПТП-1
(рис. 26). Два подъемника типа ПТП-1 обеспечивают
транспортировку в туннеле блока кабельных конструк-
ций, подъем блока на высоту и удержание его строго в
проектном положении при установке крепежных дета-
лей. Номинальная грузоподъемность каждого из подъем-
ников 300 кг,- начальная высота выдвижной штанги подъ-
емника составляет 1870 мм и имеет ход 1270 мм.
Как видно из рисунка, подъемник представляет собой
тележку ТПШК, на платформе которой смонтирована на
болтах выдвижная двухсекционная телескопическая
стойка с канатным подъемным устройством, приводи-
мым в движение ручной лебедкой. Подвижная секция
6—132
73
снабжена кронштейнами для крепления монтируемого
блока при транспортировке и подъеме.
Механизированная прокладка кабелей в трубных
блоках выполняется с применением комплекса КМПК,
при этом используются часть раскаточных приспообле-
ний: линейный ролик с креплением к колонне, угловой
ролик с креплением к колонне, приспособление для на-
правления кабеля на входе в трубный блок, угловой рас-
порный ролик с изменяющимся углом наклона сегмента,
двухстоечный линейный распорный ролик с плавным из-
менением высоты установки валка. Следует отметить,
что при прокладке в блочных трассах коэффициент со-
противления перемещению кабеля в 3—4 раза больше,
чем при прокладке в туннелях. В блочной трассе кабель
перемещается по раскаточным приспособлениям только
в колодцах, где имеется возможность их установки, на
участках между колодцами кабель перемещается по
стенкам каналов бетонных блоков, где коэффициент тре-
ния движения достигает 0,7—0,75.
Применение комплекса средств механизации для про-
кладки силовых кабелей в сопоставлении с существовав-
шими традиционными способами позволяет сократить
трудозатраты в 2,5—3 раза при монтаже кабельных ли-
ний в туннеле и 2—2,25 раза в блочных трассах.
Развитие комплексной механизации прокладки кабе-
лей пошло в начале семидесятых годов по пути создания
комплекса приводных протяжных устройств с автоном-
ным приводом и электроприводом. Прокладка кабелей в
траншеях и каналах на строительных площадках вновь
строящихся и реконструируемых предприятий сопряже-
на с рядом трудностей, препятствующих внедрению
комплексной механизации процесса с использованием
кабельных транспортеров, мобильных лебедок на базе
грузовых автомобилей и тракторов. Стесненность про-
мышленных площадок, наличие подземных коммуника-
ций и блочных трасс и, как следствие, образование на
кабельной трассе большого количества углов поворота
и трубных переходов приводит к возникновению недопу-
стимых усилий тяжения при прокладке, что препятствует
использованию электрической лебедки для тяжения ка-
беля. Прокладка кабеля в различных кабельных соору-
жениях при разнообразных конфигурациях трасс, имею-
щих до четырех прямых углов поворота и строительную
длину до 600 м, выполняется с применением приводных
74
протяжных устройств. Индивидуальный привод тяжения
кабеля ПИК-4У (рис. 27) предназначен для протяжки
кабелей в различных открытых и закрытых кабельных
сооружениях. Привод оснащен двумя сменными двига-
телями: бензиновым для работы на открытом воздухе и
электрическим для работы в закрытых помещениях.
Привод ПИК-4У представляет собой два гусеничных дви-
Рис. 27. Индивидуальный привод для тяжения кабеля ПИК-4У.
жителя, между которыми проходит протягиваемый ка-
бель, поджатый посредством прижимного устройства.
В передней части конструкции установлена лебедка для
подтягивания кабеля от предыдущего привода ПИК-4У
к последующему и ввода его в полость между гусенич-
ными движителями. Все узлы конструкции смонтирова-
ны на общей раме, в основании которой имеются гнезда
для установки шурупообразных анкеров для крепления
на земляном основании и втулки для установки распор-
ных стоек при креплении внутри кабельных сооружений.
6*
75
В качестве приводного двигателя используется бен-
зодвигатель мотопилы «Дружба-4» или «Урал» с пла-
нетарным редуктором, который может быть заменен
электрошлифовальной машиной со снятым диском, на
месте которого устанавливается редуктор. Каждый из
приводов присоединяют к входному валу привода ПИК-
4У и легко крепят к корпусу с помощью накладных скоб.
Применение бензодвигателя позволяет использовать
привод автономно. В приводе ПИК-4У движителя усе-
ченного типа имеются обрезиненные башмаки, профиль
которых обеспечивает передачу кабелю усилий, доста-
точных для его эффективного перемещения без проскаль-
зывания. Прижимное устройство создает регламентиро-
ванное усилие (до 4 кН) поджима кабеля, превышение
которого приводит к упругому деформированию кабеля
в поперечной плоскости, и эффект его выталкивания ис-
чезает, протяжка прекращается.
При работе на прямом участке трассы привод ПИК-4У
обеспечивает выталкивание вперед по линейным ро-
ликам кабеля на длину 80 м и одновременно подтяги-
вание отрезка длиной 120 м. Наибольшее тяговое уси-
лие привода составляет 3,5 кН при скорости тяжения до
35 м/мин. Диаметр наружной оболочки протягиваемого
кабеля находится в пределах 35—70 мм. Наибольшее
сжимающее усилие, прикладываемое к кабелю при про-
тяжке, не должно превышать 4 кН, при этом допустимая
удельная нагрузка, действующая на кабель в по-
перечной плоскости в радиальном направлении, рав-
на 14 кН на 1м длины контактной поверхности
движителя.
Привод ПИК-4У обладает достаточной транспорта-
бельностью в условиях монтажного объекта. Масса наи-
большего транспортируемого узла 60 кг при длине
1100 мм и ширине 520 мм. В зависимости от длины и
сложности конфигурации ’•пассы прокладки применяют
один или несколько индивидуальных приводов ПИК-4У.
На трассе длиной до 150—200 м при наличии одного
угла поворота может быть применен один привод; на
трассе длиной 200—300 м, имеющей повороты, следует
применять два-три привода; на трассе длиной до 400 м,
имеющей до четырех углов поворота, требуется три —
четыре привода. Как правило, приводы следует устанав-
ливать перед поворотами кабельной трассы, так как в
этом случае приводы, выталкивая кабель вперед, позво-
76
ляют значительно снижать сопротивление перемещению
кабеля, проходящего по обводным устройствам, уста-
новленным на углах поворота, благодаря чему нагрузки
распределяются сравнительно равномерно по всем уча-
сткам трассы между -приводами.
В сравнении с другими существующими способами
и средствами механизации прокладки кабелей примене-
ние индивидуальных приводов дает следующие преиму-
щества.
1. Имеется возможность механизировать прокладку
кабелей на стесненных строительных площадках, даже
не имеющих подъездных путей, при наличии различных
подземных коммуникаций, переходов, действующих ка-
бельных линий.
2. Появляется экономическая целесообразность меха-
низировать прокладку одиночных коротких отрезков ка-
белей, используя один индивидуальный привод.
3. Возможна подача (выталкивание) кабелей для
ввоца их в проходы сооружений и зданий.
4. Снижаются в сопоставлении с цилиндрическими
валками удельные сжимающие нагрузки на кабель за
счет применения обрезиненных башмаков специального
профиля движителя гусеничного типа.
5. Снижаются продольные нагрузки на кабель за
счет равномерного распределения усилий по участкам
между приводами, что позволяет прокладывать кабели
увеличенных строительных длин.
6. С помощью индивидуального привода возможна
размотка кабеля с барабана различными способами, а
также уменьшение усилий при ручной прокладке.
1. При протяжке кабеля индивидуальным приводом
осуществляется рихтовка кабеля, улучшающая его внеш-
ний вид при укладке.
Комплекс, предназначенный для прокладки кабелей
в траншеях, каналах, производственных помещениях и
кабельных сооружениях, имет следующий состав.
Состав комплекса УКЛК
Индивидуальный привод для тяжения кабеля ПИК-4У, шт. 4
Универсальное обводное устройство для прокладки кабе- _
ля, шт.......................................... 5
Приспособление типа ПС-50А (модернизированное) для
линейной раскатки кабеля, шт................50
Приспособление для направления кабеля до 10 кВ в тру-
бы, шт. . . ............................... 6
77
Продолжение
Кабельные безосевые домкраты типа ДКБ-10 или ДК-3 . I
Проволочный чулок...................................... 2
Концевой кабельный захват............................. 2
Линейный распорный ролик (модернизированный), шт. . . 10
Совместность и синхронность работы группы приво-
дов ПИК-4У обеспечивается естественной характеристи-
кой двигателей, которые в случае возникновения нагру-
зок, превышающих номинальные, начинают проскальзы-
вать. В этом случае оператор по телефонной связи дает
команду на остановку приводов комплекса до выявле-
ния причин сбоя нормального хода прокладки. Комплекс
имеет следующие основные технические данные.
Универсальный комплекс средств механизации
для прокладки кабелей УКПК
Наибольшая длина трассы прокладки, .............. , 600
Наибольший диаметр наружной оболочки кабеля, мм . . 70
Количество индивидуальных приводов для тяжения кабеля
ПИК-4У при длине трассы:
до 200 м . ....................................... 1
200—400 м.........................................2—3
400—600 м.......................................... 4
Скорость тяжения кабеля, м/мин..........................До 35
Радиус внутренней кривой изгиба кабеля на обводном уст-
ройстве, мм.........................................975
Масса комплекса, кг.................................. 2800
Комплекс средств механизации для прокладки кабе-
лей 110 кВ в каналах предусматривает осуществление
процесса традиционным способом — раскаткой тяговыми
лебедками по линейным и угловым роликам. Комплекс
может быть использован как для прокладки маслона-
полненных кабелей НО кВ, так и для прокладки кабе-
лей более низких напряжений в каналах и траншеях.
Требования к конструкциям механизмов и приспособ-
лений, входящих в состав комплекса, касающие-
ся прокладки маслонаполненных кабелей, нашли свое
отражение в грузоподъемности тяговой лебедки и радиу-
се кривизны, создаваемом угловым универсальным ро-
ликом.
Ниже приведены механизмы и приспособления ком-
плекса.
78
Состав комплекса для прокладки кабелей 110 кВ
Линейный ролик, шт..................................... 50
Угловой .универсальный ролик, шт.......................4
Устройство для спуска кабеля от кабельного барабана в ка-
нал, шт............................................. , 1
Устройство для контроля усилия тяжения кабеля, шт. ... 1
Грузовая тяговая электролебедка, шт.................... 1
Кабельный захват, шт., для соединения с канатом тяговой ле-
бедки кабелей марок:
МССК И МСАВК....................................... 2
МССВ и МСАВ......................................... 1
Грузозахватное приспособление для подъема кабельных бара-
банов массой 15 т, шт............................... 1
Кабельный безосевой домкрат грузоподъемностью 15 т, пара 1
Приспособление для направления кабеля в трубы блочной
канализации, шт....................................... 4
Комплекс характеризуется следующими технически-
ми данными, отвечающими требованиями прокладки ка-
белей НО кВ.
Комплекс для прокладки кабелей 110 кВ
Наибольшая длина трассы прокладки, м............. , 630
Наибольший диаметр наружной оболочки кабеля, мм . , 100
Наибольшее тяговое усилие грузовой лебедки, кН ... . 50
Скорость тяжения кабеля, м/мин........................7,5
Радиус внутренней кривой изгиба кабеля, мм.......... 2000
Коэффициент сопротивления перемещению кабеля . . . , 0,15
Масса комплекса, кг.............................. . 3700
Линейный ролик, входящий в состав комплекса, со-
состоит из валка, установленного консольно на кронштей-
не, струбцины, позволяющей крепить ролик за край стен-
ки железобетонного канала, и штанги, опирающейся на
стенки лотка или края земляной траншеи. С учетом ус-
ловий трассы линейный ролик может быть установлен
с помощью струбцины с захватом за край лотка или с
помощью штанги, опирающейся на края стенок железо-
бетонного лотка пли земляной траншеи. У кабельного
барабана на участке спуска в канал по одной оси с вал-
ками линейных роликов установлены в ряд поддержива-
ющие устройства с высотой оси валков 300, 600 и 1200 мм.
Ширина валков, равная ширине кабельных бараба-
нов, и наличие подшипников качения в опорах осей обе-
спечивают свободное перемещение кабеля при сбеге вит-
ков по всей ширине кабельного барабана. Опорная
поверхность рамы, обеспечивающая надежную устойчи-
вость устройств, позволяет свободно устанавливать их
на грунте в соответствии с естественной кривой сбега
79
кабеля. Применение поддерживающих устройств созда-
ет оптимальные условия выхода кабеля на линейные ро-
лики без какого-либо участия монтажников. Безосевые
домкраты для подъема кабельных барабанов массой до
15 т и раскатки с них кабеля позволяют исключить при-
менение при установке барабана оси массой более 200 кг
и требуют небольших усилий (до 150 Н), прикладывае-
мых к рукоятке гидродомкрага привода подъема бара-
бана.
Конструкция безосевых домкратов обеспечивает на-
дежную устойчивость при раскатке кабеля, не требуя под-
готовленной площадки, так как допустимый угол накло-
на оси барабана 15°. Наличие антифрикционных вкла-
дышей в сферическом подшипнике цапфы обеспечивает
снижение сопротивлений вращению кабельного бараба-
на, что уменьшает усилия тяжения кабеля при про-
тяжке.
Электролебедка, предназначенная для тяжения кабе-
ля 110 кВ при механизированной прокладке в каналах,
смонтирована на автоприцепе ИАПЗ-754В и крепится
специальными болтами к лонжеронам прицепа. Для ус-
тойчивости прицепа во время тяжения кабеля с усили-
ем до 50 кН под колеса устанавливаются специальные
упоры. Электролебедка эксплуатируется с устройством
для контроля усилия тяжения кабеля.
Устройство предназначено для регистрации усилий
тяжения, возникающих при механизированной проклад-
ке кабеля, и автоматического отключения электродви-
гателя лебедки при достижении предельных усилий тя-
жения для данного типа кабеля. Устройство состоит из
рамы, на которой установлены подвижный и неподвиж-
ный направляющие блоки. К основанию рамы шарнирно
прикреплен динамометр. Со стрелкой динамометра свя-
зан поводок отключающего устройства, воздействующий
на микровыключатель, закрепленный на плате. На плате
расположены зажимы для включения устройства в элек-
трическую схему приставки. Устройство обеспечивает
измерение усилий до 50 кН с допустимой погрешностью
показаний ±5 %. Масса устройства с приставкой не пре-
вышает 58 кг.
Прокладка кабелей по галереям (проходным эста-
кадам) осуществляется с использованием комплекса
средств механизации, применяемого при прокладке
в туннелях.
80
Для прокладки по непроходным эстакадам применя-
ется комплекс средств механизации КПЭ для раскатки
кабеля с помощью тяговой лебедки по линейным роликам
рЛУ и угловым обводным устройствам. Возврат каната
I тяговой лебедки в исходное положение осуществляется
с помощью вспомогательной лебедки. Комплекс имеет
I следующий состав:
Состав комплекса для прокладки кабелей
до 10 кВ по эстакадам
Тяговая грузовая электролебедка, шт....................... 1
Вспомогательная электролебедка, шт........................ 1
Кабельные безосевые домкраты ДКБ или ДК-3, пара ... 1
Обводное универсальное устройство, шт..................... 4
Линейный ролик РЛУ, шт...................................100
Кабельный захват для промежуточного участка, шт. .... 1
Грузозахватное приспособление длиной 5 м, шт.............. 1
Монтажный ролик МР-250, шт................................ 3
Строп кольцевой длиной 2 м, шт............................ 4
Устройство для контроля усилий тяжения, шт................ 1
Кабельный чулок, шт...................................... 2
Приспособления и устройства для раскатки кабеля,
входящие в состав комплекса, выпускаются в наборе
изделий комплекса для прокладки кабелей в туннелях
и блоках. Универсальные Обводные устройства прикреп-
ляются с использованием закладных деталей непосред-
ственно к несущим элементам строительной части эста-
кады. Ниже приведены технические данные комплекса.
Комплекс средств механизации для прокладки кабелей
до 10 кВ по эстакадам
Наибольшая длина трассы прокладки, м............... 6С0
Наибольший диаметр наружной оболочки кабеля, м . , . 70
Наибольшее тяговое усилие грузовой лебедки, кН ... 25
Скорость тяжения кабеля, м/мин................ , 12—15
Радиус внутренней кривой изгиба кабеля, мм........975
Коэффициент сопротивления перемещению кабеля .... 0,25
(Масса комплекса, кг............... 3200
Механизированное приспособление «Непрерывная
нить» предназначено для комплексной механизации про-
кладки пучков кабелей по лоткам преимущественно на
прямолинейных трассах в производственных помеще-
ниях.
Приспособление состоит из следующих узлов: четы-
рех стоек, комплекта поддерживающих и раскаточных
роликов, приводного механизма (моторредуктора, замк-
нутого каната, кабельного захвата).
Основные стойки устанавливаются в начале и в кон-
це трассы. Вдоль оси основных стоек на раме может пе-
ремещаться приводной механизм, обеспечивая необходи-
мое натяжение каната, который получает движение от
ведущего шкива, установленного на приводном механиз-
ме. Для создания надежного сцепления между канатом
и ведущим шкивом с целью эффективной передачи ок-
ружного усилия канат дважды охватывает шкив. Верх-
няя (ведомая) ветвь каната опирается на поддерживаю-
щие ролики. Нижняя (ведущая) ветвь каната не имеет
поддерживающих роликов. Раскаточные линейные ро-
лики РЛУ, по которым перемещается пучок проклады-
ваемых кабелей, располагаются на 1—1,2 м ниже веду-
щей ветви каната для предотвращения возможного за-
кручивания каната вокруг пучка проводов. При длине
трассы 200 м приспособление имеет следующий состав.
Состав приспособления «Непрерывная нить», шт:
Телескопические стойки ..... ................ 4
Поддерживающие ролики........................20
Линейные ролики РЛУ .........................20
Траверса......................................4
Траверса для приводного механизма.............1
Приводной механизм.......................... 1
Тянущий канат.................................1
Кабельный захват............................ 6
Зажим для соединения каната...................6
Приспособление «Непрерывная нить» обслуживается
2—3 электромонтажниками и обеспечивает высокую про-
изводительность труда при низких удельных трудозат-
ратах на прокладку при использовании на объекте с
большими потоками кабелей, прокладываемых на много-
рядно расположенных лотковых трассах. Такими объек-
тами являются машинные залы, полуэтажи. На объек-
тах, где проектными решениями не учтены требования
механизированной прокладки, лотковые трассы имеют
неоправданно сложную конфигурацию, потоки кабелей
разделяются на одиночные или группы из 2—3 линий,
применение приспособления оказываются нерациональ-
ным. Ниже приведены технические данные приспособле-
ния.
82
Приспособление «Непрерывная нить»
Наибольшая масса 1 м пучка кабеля, кг . , 2,G
Наибольшая длина трассы, м ...... 200
Усилие тяжения ведущей ветви, кН ... . 0,75
Скорость тяжения кабеля, м/мин............ 30
Электродвигатель типа АОЛ-42-4:
мощность, кВт...................... 2,8
частота вращения, об/мин.............1500
Масса приспособления, кг ....... . 220
11. Механизмы и приспособления для монтажа
апектрообср^ дования промышленных предприятий,
жилых и культурно-бытовых объектов
Средства малой механизации, применяемые при мон-
таже электрооборудования промышленных предприятий
и современных довольно энергоемких объектов жилищ-
ного и культурно-бытового строительства, содержат в
। своем составе две основные группы механизмов и при-
способлений, одна из которых используется преимуще-
ственпо для монтажа силового электрооборудования,
другая — для внутреннего освещения.
Монтаж силового электрооборудования в составе ко-
торого следует выделить с учетом требований техноло-
гии, предъявляемых к механизации, монтаж шинопро-
,.водов и цеховых троллей, затяжку проводов и кабелей
в трубы, транспортировку и подъем электрооборудова-
’. ния, устройство контуров заземления, требует специаль-
ных средств механизации, учитывающих конструктивные
особенности монтируемых изделий и условия производ-
ства работ на электромонтажном объекте. Монтаж ма-
гистральных и распределительных шинопроводов явля-
ется трудоемким технологическим процессом, имеющим
значительный удельный вес в общем объеме электро-
.'мснтажных работ, состоит из ряда трудоемких техноло-
•Гических операций, выполняемых на высоте, и поэтому
^требует первоочередной комплексной механизации.
Комплекс механизмов и приспособлений для монта-
*жа шинопроводов обеспечивает выполнение последова-
«тельного ряда технологических операций по монтажу
ьблоков магистральных и распределительных шинопро-
^водов длиной 6,9 и 12 м в цехах предприятий, произво-
димых на высоте до 9 м.
Основой комплекса является пара подъемников, ко-
торые имеют механизмы для подъема блока шинопро-
83
водов в проектное положение и удержания его в про-
цессе монтажа и оборудованы устройством для органи-
зации рабочего места монтажника на высоте 9 м. При
необходимости подъема блока шинопроводов на боль-
шую высоту предусмотрены специальные траверсы для
блоков длиной 9 и 12 м и грузовые
Рис. 28. Телескопи-
ческий монтажный
подъемник ПТМ-6/350.
лебедки с электрическим или руч-
ным приводом, в этом случае мон-
• тажник размещается на телескопи-
ческой вышке или автогидроподъ-
емнике. В составе комплекса со-
держатся средства для соединения
блоков шинопроводов сваркой с
помощью передвижного поста по-
луавтоматической сварки с ПРМ-4
или болтовым соединением с ис-
пользованием электрогайковер-
та ИЭ-3115А. Все ручные машины
и приспособления комплекса транс-
портируются и хранятся в пере-
движном контейнере ПКСМ.
Телескопический монтажный
подъемник ПТМ-6/350 (рис. 28),
входящий в состав комплекса,
предназначен для производства
работ на высоте от 3 до 6 м от
уровня пола. Площадка подъема
груза производит подъем блоков на
высоту от 0,4 м до 5,5 м от уровня
пола. Подъемник может быть при-
менен и для других подъемно-
транспортных операций на объек-
те монтажа и внутри складов.
Общая грузоподъемность подъ-
емника ПТМ-6/350 составляет
350 кг, при этом на рабочей пло-
щадке подъема груза размещается монтируемое изде-
лие массой 250 кг, а на рабочей площадке — монтаж-
ник с необходимым инструментом.
Конструкция подъемника состоит из основания, те-
лескопической части, имеющей три секции, ручной ле-
бедки, ловителей, роликовых опор, площадки подъема.
Основание представляет собой раму с двумя верти-
кальными стойками, имеющую четыре поворотных коле-
84
tea и четыре выдвижных аутригера с винтовыми домкра-
тами. к основанию шарнирно крепится первая секция.
S Телескопическая часть состоит из трех секций, представ-
ляющих собой сварные рамы в виде лестниц. Первая
(секция неподвижная, вторая секция, на которой укреп-
ьлена рабочая площадка для монтажника, перемещается
I относительно первой, третья секция с грузовой площад-
кой перемещается относительно второй. Выдвижение
[второй и третьей секции осуществляется ручной лебед-
иной, закрепленной под рабочей площадкой монтажника.
На второй и третьей секциях установлены ловители для
Р предотвращения самопроизвольного складывания теле-
скопа при обрыве каната.
Комплекс мехнизмов и приспособлений для монтажа
[ цеховых троллев обеспечивает установку и сборку трол-
[ лейных токопроводов мостовых кранов и цеховых грузо-
L подъемных средств, перемещающихся по подкрановым
I балкам.
Комплекс предназначен для монтажа цеховых трол-
I леев на этапе электромонтажных работ, предшествующем
> установке крана, и может использоваться в закрытых
помещениях и на открытых площадках, а также для
электромонтажных и ремонтных работ в зоне подкра-
I нового пути.
Для монтажа троллеев мостовых кранов в составе
Бкоиплекса имеется самоходная подвесная тележка
|ТСП-18/200 (рис. 29) с электроприводом. Тележка име-
ет корзину обслуживания, в которой размещаются два
^электромонтажника, и грузоподъемную стрелу с наи-
I большей высотой подъема блока троллеев массой до
200 кг на высоту до 12 м.
Подвесная тележка ТПР-200 (рис. 30) для монтажа
J цеховых троллеев перемещается по двутавровому про-
филю с помощью ручного привода. Конструкция тележ-
ки представляет собой корзину для электромонтажника,
опирающуюся на две подвески, катки которых обхва-
тывают двутавровый профиль с обеих сторон. Одна из
{подвесок является ведущей кареткой, приводимой в дви-
жение рукояткой через зубчатый редуктор.
С массой загруженной корзины 200 кг тележка дви-
жется от усилия на рукоятке привода 30 Н, при этом пе-
ремещение за один оборот рукоятки составит 0,2 м. В со-
[ ставе комплекса предусмотрены сварочный агрегат с
I зарядным устройством, ручная сверлильная электрома-
65
Рис. 29. Самоходная подвесная тележка ТСП-18/200,
Рис. 30, Подвесная ручная тележка ТПР-200,
86
щина ИЭ-1023А, электрический гайковерт ИЭ-3115А.
Все ручные машины и инструменты размещены на стел-
| лажах контейнера ПКСМ.
Механизация операции затяжки проводов и кабелей
в трубы, выходящие из строительных оснований, про-
тяжных ящиков, шкафов, осуществляется с помощью ме-
ханизированного приспособления ПМТ с электроприво-
дом или пневматического приспособления ППТ-М.
Приспособление ПМТ производит затяжку проводов
I с помощью стальной проволоки, предварительно проло-
S1 женной в трубе. Тяговое усилие на проволоке создается
двумя парами приводных протяжных валков, на которые •
передается вращающий момент через зубчатый редуктор
от сверлильной машины, работающей от сети перемен-
ного тока.
Приспособление установлено на стойке с треногой,
имеет телескопическую стойку для вытягивания запаса
I длины проводов или кабелей и ленточный зажим винто-
I вой для крепления к трубе диаметром 3/4—2". Модель
приспособления ПТМ-500, выпускаемая в течение ряда
лет, имеет в качестве привода электрическую сверлиль-
I ную машину ИЭ-1023. Тяговое усилие, развиваемое на
f протяжных валках, составляет 5 кН при скорости тяже-
ния 4,5 м/мин. Общая масса приспособления составля-
| ет околр 40 кг. Вновь осваиваемая модель приспособле-
!ния работай! от универсального монтажного привода
ПУМ.
Пневматическое приспособление ППТ-М (рис. 31)'
обеспечивает механизированное выполнение всего цикла
операций по затяжке проводов в трубы. Для затяжки
(каната грузовой лебедки в трубную магистраль исполь-
зуется сжатый воздух, воздействующий на полиэтилено-
вые плунжеры, перемещающиеся по трубе.
Затяжка проводов и кабелей осуществляется с по-
Е мощью грузовой лебедки, приводимой в движение пнев-
матической сверлильной машиной, питающейся от сети
сжатого воздуха или передвижного компрессора с про-
йзводительностью до 1 м3/мин и давлением 0,5-ЮМ5 Па.
Лебедка снабжена муфтой с замковым устройством, обе-
спечивающей свободную размотку каната при затяжке
Е^го в трубную магистраль. Продолжительность прохода
каната через трубную магистраль 30 40 с, а скорость
* тяжения пучка проводов до <з0 м/мин при усилии 3 кН.
Масса приспособления с приводом 25 кг.
87
Для затяжки проводов в трубные магистрали длиной
до 20 м используется ручное приспособление «Змейка»,
представляющее собой змеевидное тело, состоящее из
стального каната с нанизанными на него полиэтилено-
выми втулками. Регулируя натяжение каната с помощью
винтового устройства, можно изменять продольную же-
сткость (гибкость) приспособления, обеспечивая затал-
кивание его в трубопровод без особых усилий при нали-
чии до 3—4 углов поворота трассы.
Рис. 31. Пневматическое приспособление ППТ-М.
Для затягивания пучка проводов или кабеля в труб-
ную магистраль с усилием 2 кН используются лебедки
барабанного типа, например РЛЗП-2 и ЛЗП-2.
Транспортировка монтируемого электрооборудования
и грузов в монтажной зоне производится с применением
ручной роликовой тележки ТРР, тележки ТПШК с пово-
ротной платформой и тележки с гидравлической подъ-
емной платформой ТГБ.
Тележка роликовая ручная ТРР грузоподъемностью
300 кг предназначена для транспортировки в монтажной
зоне по твердому покрытию электроконструкций, бухт
проводов и других материалов. Тележка обеспечивает
транспортировку номинального груза одним электромон-
тажником в стесненных условиях строящегося объекта.
Конструкция оснащена четырьмя колесами, два из кото-
рых полноповоротные, и имеет сплошной настил с че-
тырьмя съемными трубчатыми бортами.
88
Тележка ТПШК грузоподъемностью 250 кг предна-
значена для подъема и перевозки мелких грузов в спе-
циальных контейнерах. Тележка имеет подъемную плат-
форму, приводимую в движение с помощью маховика от
винтовой грузовой передачи, высота подъема платфор-
мы 100 мм. Рама снабжена тремя поворотными колеса-
ми и располагается при транспортировке впереди везу-
щего тележку Для обеспечения устойчивого положения
перевозимого груза в процессе транспортировки по не-
ровностям пола при подъеме платформы одновременно
происходит поворот ее на 15°, что предотвращает воз-
можное сползание груза вперед.
Универсальная тележка ТГБ грузоподъемностью
500 кг используется для погрузки, транспортировки и
раскатки кабельных барабанов, а также транспортиров-
ки различного малогабаритного оборудования в произ-
водственных помещениях. Тележка имеет подъемную
гидравлическую платформу, приводимую в движение
ручным гидравлическим домкратом, и съемные стойки
для транспортировки кабельных барабанов и раскатки
кабеля. Наименьшее расстояние от пола до погрузочных
вил 85 мм, наибольшая высота подъема платфор-
мы 100 мм. Усилие перемещения тележки с но-
минальным грузом по бетонным полам составляет
около 400 Н.
При устройстве контуров заземления используется
приспособление ПЗД-12 для ввертывания электродов
заземления в грунт с автономным приводом. Приспособ-
ление обеспечивает ввертывание круглых стальных элек-
тродов диаметром 12—16 мм длиной до 5000 мм со сред-
ней скоростью погружения 2 м/мин. В конструкции при-
способления использован бензодвигатель мотопилы
«Урал-4». Частота вращения электрода при погружении
достигает 540 об/мин. Общая масса приспособления
21 кг.
Монтаж внутрицехового освещения промышленных
предприятий, производимой по типовой технологии, со-
держит технологические операции, выполняемые с по-
мощью универсальных средств малой механизации обще-
го применения, что предопределено конструктивным ис-
полнением монтируемого электрооборудования и элек-
тросварочных изделий.
Основными объектами монтажа внутрицехового осве-
щения являются типовые опорные конструкции, освети-
7—132
89
тельные шинопровода, линии электропитания и освети-
тельная арматура.
Установка опорных конструкций (подвесок, крон-
штейнов, стоек) производится непосредственно на стро-
ительных элементах зданий креплением с помощью за-
кладных деталей, пристреливаемых или распорных дю-
белей. Монтаж сетей освещения из осветительных шино-
проводов включает прокладку шинопровода, установку
осветительной арматуры и подключение питающей ли-
нии. Монтаж шинопроводов выполняется, как правило,
блоками, которые собираются непосредственно в мон-
тажной зоне, что обусловлено простотой операций по
соединению секций на резьбовых креплениях с помощью
винтозавертывающнх приспособлений или ручных ма*
шин. Далее производится подъем блоков непосредствен-
но в проектное положение с помощью универсальных
грузоподъемных средств (лебедок, талей, блоков). Од-
новременно в необходимых случаях производится подъ-
ем несущего (усиливающего) профиля, прокладываемо-
го параллельно шинопроводу. Если возможно совмеще-
ние трасс осветительного и распределительного
шинопроводов, осветительный шинопровод крепится не-
посредственно к распределительному, к которому также
крецдтся кронштейны для установки светильников.
В соответствии с установившейся практикой в мас-
терских электромонтажных заготовок производят пред-
варительную сборку опорных конструкций и осветитель-
ной арматуры, которые затем в контейнерах комплект-
но доставляются в зону монтажа.
Прокладка сетей освещения согласно типовым про-
ектным решениям производится по стенам и колоннам,
по нижнему поясу ферм и потолочным перекрытиям, в
подвесном потолке, на мостиках обслуживания, по тех-
нологическому оборудованию и распределительному ши-
нопроводу, в межферменном пространстве, что требует
организации рабочего места на высоте.
Приведенный общий обзор технологии монтажа внут-
рицехового освещения показывает, что основными эле-
ментами механизации технологического процесса явля-
ются устройство рабочего места монтажника на высоте,
механизация подъема монтируемых изделий, а также
сборки отдельных секций и блоков электрических сетей.
Для выполнения операций подъема изделий использу-
ются электроприводные и ручные лебедки, тали, поли-
S0
спасти, блоки грузоподъемностью до 500 кг, к которым
не предъявляются специальные требования и которые
также используются при выполнении различных опера-"
ций производства электромонтажных работ. Сборка
резьбовых соединений осуществляется с применением
ручных машин (вннтовертов и гайковертов) для различ-
ных видов работ.
Устройства для работы на высоте в зависимости от
отметок прокладки осветительных сетей включают в свой
состав лестницы-стремянки ЛСМ, лестницы с площадкой
типа Л-312, сборно-разборные подмости ПСР, телескопи-
ческие передвижные подъемники «Темп» и ПТМ-2, а
также самоходные и несамоходные телескопические под-
мости и автогидроподъемники (см. § 8).
Монтаж осветительного оборудования современных
объектов жилищного и культурно-бытового строительст-
ва выполняется по технологии, основанной на предва-
рительной заготовке проводов и осветительной армату-
ры в мастерских электромонтажных заготовок, достав-
ляемых па место монтажа в контейнерах и готовых к ус-
тановке. Для установки предварительно заготовленных
элементов осветительных сетей используются те же сред-
ства малой механизации, что и на объектах промышлен-
ного строительства.
12. Механизмы и приспособления для монтажа
подстанций и закрытых распределительных устройств
При монтаже шкафов и щитов распределительных
устройств, масляных выключателей, трансформаторов,
реакторов, комплектных распределительных устройств,
тиристорных преобразователей ряд технологических опе-
раций выполняется с помощью механизмов, приспособ-
лений и инструмента общего применения. Специальной
задачей механизации является транспортировка и уста-
новка в проектное положение электрооборудования в
современных помещениях подстанций, машинных залов,
а также в электропомещениях цехов предприятий, где
отсутствуют стационарные грузоподъемные краны. Вы-
полнение этой задачи основывается на применении на-
польных транспортных средств, в конструкциях которых
учтены исполнения фундаментных оснований монтируе-
мого электрооборудования, длина и конфигурация трасс
7*
91
Таблица 24. Напольные транспортные средства
Тележка (грузо- подъемность* размеры плат* формы) Масса транспорти- руемого оборудо- вания, т Электрообору- дование Предельные габа- ритные размеры электрооборудова- ния (длина Хшири- наХвысота), мм Наибольшая длина трасс транспорти- ровки с углами по- ворота, м
Тележка уни- версальная с подъемной платформой (1,5 т, 1850X X1200X1800 мм До 1,5 Шкафы И щиты распре- делительных устройств Масляные выключатели 380X600X1715 970X950X940 100
Тележка ТПБ для пере- возки щитов, камер, пуль- тов и т. п. (2,0 т, 3600Х Х1600Х Х2800 мм) До 2,0 Масляные выключатели Трансфор- маторы Реакторы 900X920X1580 760X835X1360 1400X910X773 80
Тележка ТПП2.5 с подъемной платформой (2,5 т, 1850Х Х1200Х ХО00 мм) 1,5—2,5 Масляные выключатели Трансфор- маторы Реакторы 3115X1182X300 2230 X960X2135 1985X1210X915 100
Опоры по- воротные ОП9 (9,0 т) 3,0—9,0 Трансфор- маторы Реакторы 2000 X2520X2660 2000X1220X1110 100
перемещения, исполнения фундаментов в помещениях.
С учетом этих предпосылок в табл. 24 даны рекомен-
дации по применению напольных транспортных средств
для различных видов электрооборудования с учетом его
массы и габаритных размеров.
Универсальная тележка с массой транспортируемого
оборудования 1,5 т (рис. 32), эксплуатируемая в элек-
тромонтажных организациях, и новая тележка ТПП-2,5
с массой транспортируемого оборудования 2,5 т, при-
званная заменить первую, сходны по конструкции.
Тележка с подъемной платформой обеспечивает
транспортировку по чистым полам и установку на пред-
92
назначенное место в проектное положение монтируемого
электротехнического оборудования, а также различных
грузов. Тележки могут использоваться как грузовые при-
цепы при составлении поездов с транспортными тягача-
ми, а также как подъемные устройства при демонтаже
небольших станков самостоятельно и в сочетании с дру-
гими механизмами. Тележка позволяет производить
транспортно-погрузочные операции и маневрировать с
грузом в стесненных помещениях или цехах, насыщенных
Рис. 32. Универсальная тележка с подъемной платформой.
оборудованием, где невозможно использовать электро-
и автопогрузчики. На вилы тележек можно устанавли-
вать съемные каркасы, настилы и призмы для перевоз-
ки различных штучных грузов. Перемещение и манев-
рирование тележек осуществляется за ручку (водило)
поворотного колеса или тягачом. Усилие перемещения
тележки при номинальной массе груза составляет 0,08—
0,1 ее грузоподъемности. Высота вил над плоскостью
пола в момент начала подъема груза составляет 85 мм,
подъем рамы до 100 мм. Маневренность тележки обеспе-
чивается наименьшим радиусом поворота, не превыша-
ющим 1,75 м.
Конструкция тележки состоит из П-образной рамы с
вилочной платформой, поворотной опоры, объединенной
с масляным баком и гидроцилиндром, системы тяг и ры-
чагов, обеспечивающих подъем вил, ручного плунжерно-
го насоса. Вилочная рама сварена из гнутых профилей,
на свободных концах лонжеронов которой шарнирно на
кронштейнах установлены две пары колес на балансир-
ной подвеске, благодаря чему тележка легко преодоле-
S3
вает пороги, рельсовые пути и другие препятствия. На
поворотной опоре, объединенной с масляным баком и си-
ловым гидроцилиндром, установлены два поворотных
спаренных колеса, к оси которых присоединено водило
для транспортировки.
Тележка ТПБ (рис. 33) обеспечивает транспортиров-
ку камер КСО, щитов, шкафов, пультов управления мас-
сой до 2 т внутри электромашинных и других помещений,
Рис. 33. Тележка ТПБ.
имеющих ровные полы с твердым покрытием. Те-
лежка состоит из двух разъемных частей, каждая из ко-
торых смонтирована на двух резиновых колесах и в верх-
ней части снабжена упорными валками для упора мон-
тируемого электрооборудования. Задняя отсоединяемая
половина тележки имеет два винтовых натяжных устрой-
ства, а передняя — два накидных крюка. Соединение
двух половин телёжки с грузом производится посредст-
вом стальных канатов. Для осуществления поворота те-
лежки с грузом передняя ее часть снабжена поворотным
устройством.
Универсальностью применения обладает конструкция
поворотных опор ОП-9 (рис. 34), которая может быть
использована для транспортировки груза массой 0,5—
9,0 т, имеющего различные габариты. Закрепив четыре
опоры по углам основания, монтируемое электрообору-
дование можно перемещать в любом требуемом направ-
94
нячнячрн°МппеКТ П0В0Р°™ых опор из четырех штук пред-
я транспортировки в процессе монтажа
матшчл^ч'иг-601^0 обоРУД°вания> например трансфор-
рудования и rnv₽°B И Т'П’’а также «ля перемещения обо-
рудования и грузов, установленных на щитах. Опоры мо-
’Б£ться ПРИ монтаже и демонтаже техноло-
I ческого оборудования, станков и другого тяжеловесно-
Рис. 34. Поворотная опора
ОП-9.
Рис. 35. Ручной шиногиб ШГП-1.
го оборудования самостоятельно и в сочетании с други-
ми механизмами.
Суммарная грузоподъемность четырех опор 9 т, наи-
большая высота подъема груза 170 мм. Масса отдельно
транспортируемой опоры около 40 кг, общая масса ком-
плекта с двумя парами телескопических тяг 200 кг. Опо-
ры поворотные поставляются комплектно: четыре опоры
и четыре телескопические тяги.
Опора поворотная состоит из следующих основных
узлов: корпуса, полноповоротного спаренного колеса,
подъемной лапы, домкрата гидравлического. При вы-
движении штока домкрата, опирающегося на колеса, пе-
ремещается подъемная лапа, на которой установлена
монтируемая конструкция.
Уровень механизации монтажа подстанций и закры-
тых распределительных устройств в значительной степе-
ни зависит от наличия эффективных приспособлений для
95
обработки и соединения шин: шиногибов, приспособле-
ний для сварки алюминиевых шин.
Широко применяются ручной шиногиб ШГП-1 (рис.
35) для изгибания медных и алюминиевых шин по пло-
скости и шиногиб ШГР-1 для изгибания шин на ребро.
Шиногиб ШГП-1 обеспечивает изгибание алюминиевых
и -медных шин сечением до 100X10 мм, а шиногиб
ШГР-1 — медных шин сечением от 30X3 до Ю0Х8 мм
Рис. 36. Приспособление для сварки Рис. 37. Приспособления
шин встык. для приварки ответвле-
ний.
Рис. 38. Приспособление для сварки пакетов шин.
S6
ДО 100X8 ММ Шино-
Приводом шиногибов явпяЬ^ИИ УГ0Л ИЗГИба ШИН 90 ру-
кояткой, в шиногибе ШГР Г* ВИ1,ТОВОЙ механизм с рУ
ной nvKO«TK₽ v-лягт имеется также на привод
чительное снижений'0 устРойство, обеспечивающее зна-
ногибов составляю пРивлаДываемых усилий. Массы ШИ'
* /ГЩие 11 74 кг и габаритные разме-
ры позволяют эффективно использовать их ^ монтажной
зоне. Для сварки стыковых соединений и ответвлений
шин выполняемых непосредственно на месте монтажа,
необходимы сварочные приспособления, обеспечиваю-
щие жесткую и надежную фиксацию в процессе выпол-
нения операции. Приспособления конструктивно просты
и изготовляются самими монтажными организациями по
имеющейся конструкторской документации в мастерских
электромонтажных заготовок, однако играют важную
роль в обеспечении качественного и производительного
выполнения сварных соединений. Наиболее часто при-
меняются приспособления для сварки шин встык (рис.
36), приспособление для приварки ответвлений встык к
шинам (рис. 37) и приспособление для сварки пакетов
шип (рис 38).
13. Механизмы и приспособления для монтажа
воздушных пиний электропередачи
Сооружение воздушных линии электропередачи про-
изводится поточным методом, который предусматривает
выполнение технологических процессов и операций в
следующей непрерывной цепи: транспортировка заготов-
ленных конструкций на место установки, сооружение
опор (устройство котлованов, установка и выверка опор,
засыпка котлованов), монтаж проводов, устройство за-
землений. Выполнение этих процессов и операций осу-
ществляется с применением средств большой механиза-
ции (автотранспортных средств, автокранов, землерой-
ных машин, раскаточных тележек), однако при монтаже
вместе со строительными машинами и механизмами ис-
пользуется ряд механизированных инструментов и при-
способлений исключающих ручные операции и повыша-
ющих Производительность труда. Особенно важное зна-
™ имгет применение средств мшюи мехаяизашш при
монтаже проюдов ВЛ: раскатке с барабанов, резке, сое-
67
динении, подъеме на опоры, натяжении, закреплении на
опорах. Наряду с традиционными конструкциями меха-
низмов и приспособлений, серийно выпускаемых про-
мышленностью, в последние годы в монтажных органи-
зациях Минэнерго используется ряд вновь созданных
производительных средств
Рис. 39. Устройство для подъема
по железобетонной опоре.
малой механизации.
Устройство для подъ-
ема по цилиндрической
железобетонной опоре
(рис. 39) передвигается
с помощью педального
привода велосипедного
типа или бензодвигателя.
Устройство имеет труб-
чатую раму, составлен-
ную из секций. Внутри
- каждой из секций смонти-
рована поперечная связь,
несущая подпружиненные
катки. Приводные катки
получают вращение от
привода через червячный
редуктор. Работа устрой-
ства основана на исполь-
зовании фрикционного
сцепления обрезиненных
катков, перемещающихся
вверх и вниз по железо-
бетонной опоре. При ка-
чении катков по опоре
сцепление регулируется
автоматически посредст-
вом пружинного механизма.
Для рубки проводов и канатов применяется тросоруб
МИ-148А с механическим приводом и плоскими фигур-
ными ножами. Тросоруб МИ-148А обеспечивает рубку
проводов сечением 25—500 мм2 и стальных канатов се-
чением до 100 мм2. Тросоруб имеет массу 16 кг и габа-
ритные размеры 200X200X290 мм, что обеспечивает до-
статочные удобства при транспортировке.
Обжатие овальных соединений, а также резка прово-
дов ВЛ и стальных канатов выполняются с применением
клещей МИ-19А. Клещи обеспечивают обжатие оваль-
ных соединителей на проводах марок А и М сечением
98
16—185 мм2 и марки АС сечением 35—185 мм2. Кроме
того, с помощью клещей выполняется резка проводов
сечением до 150 мм2 и стальных канатов сечением до
95 мм2. Клещи представляют собой два рычага, повора-
чивающиеся вокруг одной оси, в которые устанавливают-
ся специальные матрицы. Поворот рычагов осуществля-
ется вращением рукоятки винтового привода, ход кото-
рого ограничивается регулировочным винтом. Масса
клещей составляет 13,1 кг при габаритных размерах
617X60X477 мм.
При монтаже ВЛ всех напряжений соединение ста-
леалюминиевых и алюминиевых проводов выполняется
термитной сваркой встык с применением клещей АТСП-
50—АТСП-185, использующих термитные патроны. Кле-
щи состоят из двух подпружиненных рукояток—рычагов
и двух зажимов — подвижного и неподвижного. Зажимы
клещей рассчитаны на провода сечением 50—185 мм2.
При сварке сращиваемые концы проводов с надетым на
них термитным патроном закрепляют плашками в зажи-
мах клещей и закрывают кожухом. В процессе сварки
проводов после 1—2 мин горения термитного патрона
сжимают рукоятки клещей, плавно сближая концы про-
водов до полного стыкования. Ход подвижного зажима
при сварке составляет 4 мм, при этом усилие, развивае-
мое пружинами, достигает 350 Н. Габаритные размеры
клещей — 465X305X160 мм при массе 3,4 кг.
Опрессовочный агрегат МИ-1Б с ручным гидравличе-
ским приводом предназначен для соединения проводов
методом обжатия. Пресс комплектуется набором верх-
них и нижних матриц для алюминиевых проводов с диа-
метром обжатия 10—67 мм при длине обжатия 70—
15 мм и набором матриц для сталеалюминиевых прово-
дов, имеющих диаметр обжатия 10—66 мм при длине
обжатия 35—9 мм. С помощью плунжерного насоса в
силовом цилиндре пресса развивается давление масла
45 МПа, действующее на поршень диаметром 12 мм,
имеющий ход 25 мм. Пресс массой 86 кг при габаритных
размерах 1135X452X530 мм, транспортируется в преде-
лах монтажного объекта с помощью тележки, принадле-
жащей основанию рамы.
14. Инструментальное хозяйство электромонтажного
управления
Рациональное ведение инструментального хозяйства
позволяет своевременно обеспечить монтажные бригады
на объекте требуемыми орудиями труда в соответствии
с выполняемым технологическим процессом или опера-
циями и исключает период ожидания монтажником не-
обходимого для работы инструмента.
Участки малой механизаций представляют собой по-
следующую ступень развития инструментального хо-
зяйства, имеют различные организационные формы, од-
нако их общей отличительной чертой является участие
персонала участка в выполнении технологических опе-
раций на объекте.
Инструментальное хозяйство имеет в своем составе
ручной инструмент, ручные машины, пороховой инстру-
мент, газопламенный инструмент, электросварочное обо-
рудование, монтажные приспособления, приспособления
и инвентарь по технике безопасности, контрольно-изме-
рительный и режущий инструмент.
Организационная структура инструментального хо-
зяйства (рис. 40) является отражением направленности
задач и деятельности монтажного управления, однако
основными штатными подразделениями следует считать
центральный инструментально-раздаточный пункт
(ИРП), ремонтное отделение, участковые и бригадные
инструментальные кладовые, передвижной инструмен-
тально-раздаточныи пункт. Особая роль принадле-
жит передвижному ИРП, который обеспечивает опера-
тивную связь между центральным ИРП и бригадными
кладовыми или непосредственно монтажными бригада-
ми. Функцией передвижного ИРП является доставка по
требованиям непосредственно на объект средств малой
механизации, их техническое обслуживание на рабочих
местах и контроль за правильной эксплуатацией. Пере-
движной ИРП оборудуется на базе специально выделен-
ного автотранспорта с фургоном, оснащенным стелла-
жами и контейнерами для размещения обменного фонда
средств механизации и оборудованием для проведения
технического обслуживания. Комплектация передвижных
ИРП производится с учетом вида и характера монтируе-
мых управлением объектов, объемов работ, технологии
монтажа с учетом наиболее прогрессивных методов тру-
100
да. Типовые передвижные ИРП оснащены слесарным
верстаком, универсальным заточным и настольно-свер-
лильным станком. Обслуживание их может быть пору-
чено квалифицированному слесарю-инструментальщику,
который обеспечит не только выдачу, но и подготовку к
работе и проверку работоспособности инструмента.
Статистический анализ использования средств малой
механизации в монтажных управлениях показывает, что
18—20 % списочного состава изделий постоянно нахо-
Рригт/мые иктпрдштольные плаврРие
Рис. 40. Организационная структура инструментального хозяйства.
дится в ремонте, поэтому успешная работа ремонтного
подразделения существенно увеличивает парк инстру-
мента. Ремонтная служба ИРП производит наряду с под-
готовкой рабочего и монтажного инструмента к работе
профилактический ремонт механизированного инстру-
мента, восстановление ручных машин путем замены бы-
строизнашивающихся узлов и агрегатов, а в ряде случа-
ев их капитальный ремонт при отсутствии специализиро-
ванных предприятий.
Весь инструмент и средства малой механизации ИРП
по номенклатуре и количеству должны соответствовать
действующим нормативам потребности в инструменте,
монтажных приспособлениях и средствах малой меха-
низации, с учетом структуры и объемов ежегодно вы-
полняемых электромонтажных работ или численности
101
электромонтажников по профессиям. Нормативы позво-
ляют с учетом списочного состава имеющихся в ИРП из-
делий и степени фактического их использования опре-
делить ежегодную потребность на уровне управления
или треста.
Участки малой механизации, все более широко внед-
ряемые в практику электромонтажных организаций, как
более совершенная форма организации механизации ра-
бот, включают в свой состав инструментальные хозяйст-
ва управлений и ряд подразделений, участвующих в вы-
полнении монтажных работ непосредственно на объекте.
Участок малой механизации состоит из следующих
основных подразделений: групп или специализирован-
ных бригад по механизированному выполнению отдель-
ных видов работ, группы комплектации для оперативно-
го обеспечения монтажных бригад средствами малой ме-
ханизации, группы инструкторов монтажной технологии
с выполнением функций по внедрению, инструктажу,
пропаганде и обобщению передового опыта, ремонтной
группы.
Участки малой механизации, создаваемые с учетом
условий территориального размещения при одном или
нескольких монтажных управлениях, призваны решать
задачу разработки и реализации мероприятий, направ-
ляемых на сокращение доли ручного труда за счет при-
менения средств механизации и повышения степени их
использования. Степень использования средств ма-
лой механизации в электромонтажном производстве сле-
дует рассматривать как суммарный показатель, завися-
щий от двух временных коэффициентов, определяемых
отношением времени нахождения инструмента в монтаж-
ной бригаде к годовому резерву времени и отношением
времени работы инструмента в течение рабочей смены
к продолжительности смены. Первый коэффициент оп-
ределяет организационный уровень решения в управле-
нии задачи доставки средств малой механизации на мон-
тажный объект, указывая на степень задержки инстру-
мента на складе ИРП. Второй коэффициент определяет
степень занятости инструмента при выполнении техно-
логической операции, характеризуется машинным вре-
менем работы с учетом вспомогательного. Произведение
указанные коэффициентов дает обобщенный показатель
степени использования, анализ которого в целом и со-
ставляющих в отдельности позволяет разработать меро-
102
приятия по его повышению или отказаться от примене-
ния изделия при низком коэффициенте, если оно может
быть заменено другим, более универсальным.
Повышение степени использования изделия не толь-
ко сокращает срок его окупаемости, но, главным обра-
зом, пропорционально увеличивает производительность
труда. Мероприятия по повышению степени использова-
ниг инструмента должны базироваться на обязательном
соблюдении прогрессивной технологии монтажных ра-
бот, предусматривающей применение оптимального на-
бора средств механизации, а также организации свое-
временной доставки, хранения и ремонта.
Наборы средств малой механизации и монтажного
инструмента комплектуют в бригадные нормо-комплек-
ты. Нормо-комплекты формируются на основе анализа
пооперационной технологии. Задача хранения инстру-
мента на объекте находит свое разрешение применением
передвижного контейнера типа ПКСМ для хранения
средств малой механизации на монтажном объекте. Кон-
тейнер ПКСМ предназначен для комплектования на
ИРП в расчете на бригаду из 8 человек средств малой
механизации в соответствии с требуемой технологией
производства работ.
Контейнер представляет собой переставную конструк-
цию и может устанавливаться на шасси автоприцепа
грузоподъемностью 1 т.
Масса контейнера 435 кг при грузоподъемности
500 кг. Конструкция контейнера обеспечивает доступ к
стеллажам с двух сторон. Габаритные размеры для
транспортировки контейнера 1730X1170X1500 мм.
СПИСОК ЛИТЕРАТУРЫ
1. Белоцерковец В. В., Чусов Н, П., Боязный Я- М. Механиза-
ция электромонтажных работ. — М.: Энергия, 1977.—272 с.
2. Белоцерковец В. В. Применение пороховых механизмов в
электромонтажных работах. — М.: Энергия, 1976. — 88 с.
3. Найфельд А. М., Хромчеикр Г. Е. Механизированная пробив-
ка отверстий. — М.: Энергия, 1980.'— 112 с.
СОДЕРЖАНИЕ
Стр.
Предисловие . ... . ......... 3
1. Механизированный инструмент, приспособления и устрой-
ства общего назначения......................... . . 4
2. Пороховые инструменты..........................12
3. Инструменты для образования отверстий, гнезд и борозд
в элементах строительных конструкций..............20
4. Инструменты и приспособления для резки профильного
металла и вырезки отверстий ........ 30
5. Инструменты для обработки, соединения и оконцевания
проводов и кабелей.............................35
6. Оборудование, приспособления и устройства.для свароч-
ных работ 45
7. Грузоподъемные механизмы и приспособления ... 49
8. Устройства для работы на высоте................52
9. Наборы инструментов электромонтажников .... 58
10. Механизмы и приспособления для монтажа кабельных ли-
ний .......................................................61
II. Механизмы и приспособления для монтажа электрообору-
дования промышленных предприятий, жилых и культурно-
бытовых объектов...........................................83
12. Механизмы и приспособления для монтажа подстанций и
закрытых распределительных устройств.......................91
13. Механизмы и приспособления для монтажа воздушных
линий электропередачи.................................... 97
14. Инструментальное хозяйство электромонтажного управле-
ния .......................................................100
Список литературы .........................................103
30 к.
им на
ttifPir fit^ет.пи»ос1м1