


































































































































































































































































































































































































































































































































































































































































































































Автор: Клюев А.С.
Теги: автоматика системы автоматического управления и регулирования интеллектуальная техника технология управления оборудование систем управления техническая кибернетика автоматика и телемеханика монтаж приборостроение приборы издательство энергия автоматизация производства средства автоматизации
Год: 1979




МОНТАЖ ПРИБОРОВ
И СРЕДСТВ
АВТОМАТИЗАЦИИ
СПРАВОЧНИК
ВТОРОЕ ИЗДАНИЕ,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Под редакцией А. С. КЛЮЕВА
МОСКВА «ЭНЕРГИЯ» 1979
ББК 32.96-04Я2
М 77
УДК 681.5.002.72
Авторы: К. А. Алексеев, В. С. Антипин, Г. С. Борисова, А. Л. Ганашек,
А. С. Клюев, Н. И. Малинкин, П. А. Минаев, М. Б. Миндин, И. Б. Непомня-
щий, Д. П. Чупров
Монтаж приборов и средств автоматизации:
М 77Справочник/Алексеев К. А., Антипин В. С., Бори-
сова Г. С. и др.; Под ред. А. С. Клюева. — 2-е изд.,
перераб. и доп. — М.: Энергия, 1979. — 728 с.
с ил.
В пер.: 3 р. 20 к.
Справочник содержит систематизированные сведения по монтажу
приборов и средств автоматизации с учетом достижений последних лет
в технологии производства монтажных работ По сравнению с первым
изданием (1972 г.) справочник дополнен сведениями о новых прогрес-
сивных материалах и оборудовании, а также новых средствах конт-
роля и автоматики
Справочник предназначен для инженерно-технических работников
и квалифицированных рабочих, занимающихся монтажом приборов и
средств автоматизация, а также студентов соответствующих специаль-
ностей при выполнении курсовых и дипломных работ по автоматиза-
ции производства.
30313-339
м - - - — 144-79. 2404000000
051(01)-79
БКК 32.96-04
6Ф65
© Издательство «Энергия», 1979 г.
СОДЕРЖАНИЕ
Предисловие 4
Раздел первый. Организация работ по монтажу приборов и средств автома-
тизации ........................................................... 6
Раздел второй. Состав и содержание технической документации для про-
изводства монтажных работ.................... 20
Раздел третий. Оборудование, инструмент и монтажные изделия для про-
изводства монтажных работ................... 73
Раздел четвертый. Монтаж щитов, пультов и стативов............... 190
Раздел пятый. Монтаж трубных проводок .......................... 227
Раздел шестой. Монтаж электропроводок........................ . . 299
Раздел седьмой. Монтаж приборов для измерения и регулирования темпера-
туры ............................................................ 361
Раздел восьмой. Монтаж приборов для измерения давления и разрежения 4С9
Раздел девятый. Монтаж приборов для измерения расхода ........ 436
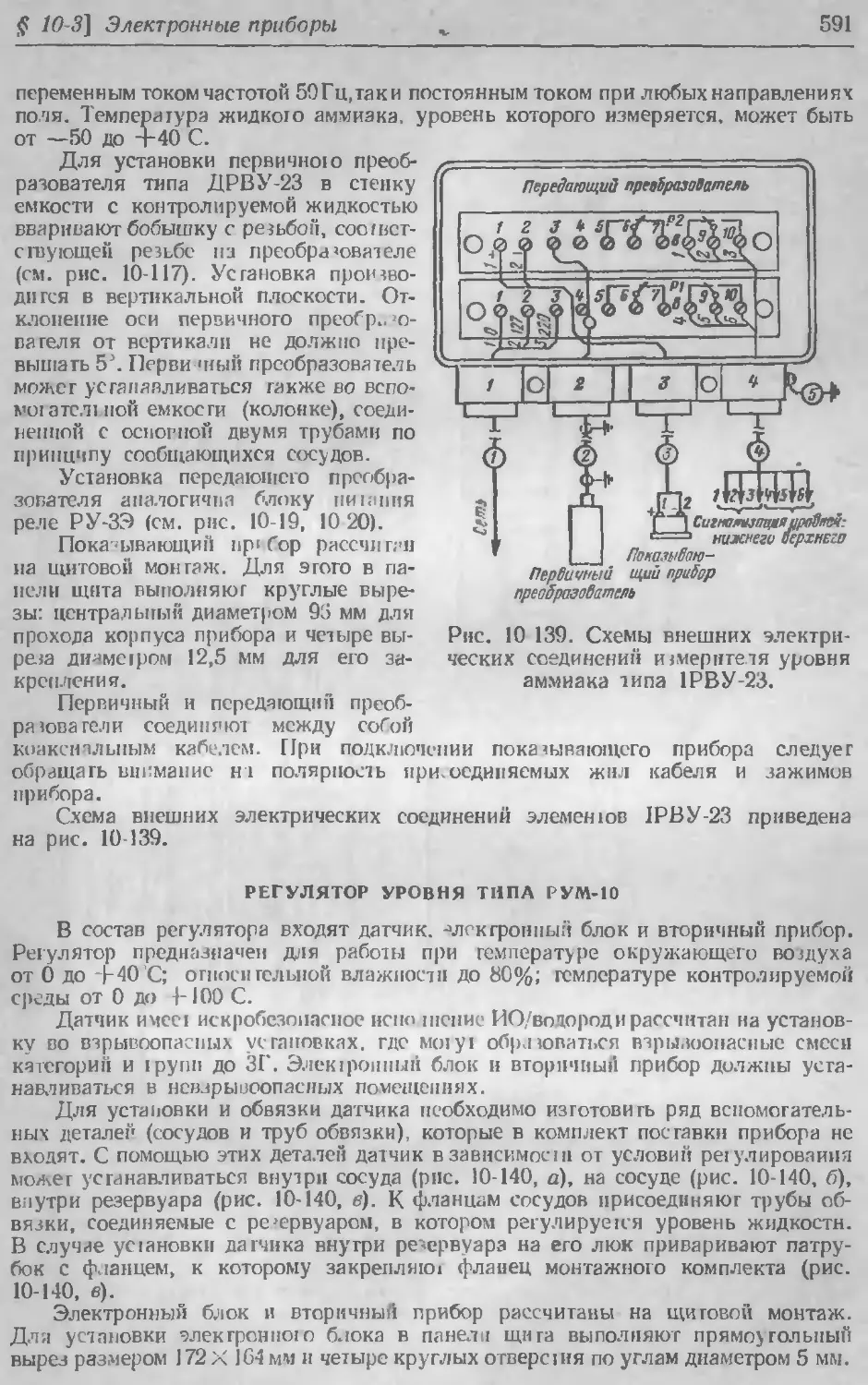
Раздел десятый. Монтаж приборов для измерения и регулирования уровня 528
Раздел одиннадцатый. Монтаж анализаторов.......................... 600
Раздел двенадцатый. Автоматические регуляторы. Исполнительные ме-
ханизмы ......................................................... 643
Раздел тринадцатый. Техника безопасности.......................... 692
Приложение ....................................................... 719
Список литературы................................................ 723
Предметный указатель............................................ 725
ПРЕДИСЛОВИЕ
Одним из решающих факторов построения материально-технической базы
коммунизма является высокая производительность труда. Poci производитель-
ности труда возможен только на основе механизации и автоматизации производ-
ства и внедрения новой техники. В связи с этим в настоящее время во всех отрас-
лях народного хозяйства бурно растет объем выполняемых работ по автоматиза-
ции технологических процессов.
Технология производства монтажных работ постоянно совершенствуется.
После выхода первого издания справочника промышленностью освоено произ-
водство новых приборов и средств автоматизации. Появились новые требования
к их монтажу, размещению на технологических трубопроводах и оборудовании,
в операторских помещениях и пунктах управления производством. Все эти во-
просы нашли отражение при подготовке второго издания справочника.
В справочнике излагаются вопросы рациональной организации, инженерной
подготовки и индустриализации монтажных работ, рассматриваются требования
к объему, содержанию и составу проектной документации. Излагается порядок
и объем обработки проектно-сметной документации перед началом производства
работ. Даются описание и технические данные современного оборудования,
инструмента и унифицированных монтажных изделий, обеспечивающих прогрес-
сивную технологию производства монтажных работ. Приведет ы сведения об ос-
новных технологических линиях по изготовлению трубных блоков, металлокон-
струкций, узлов обвязки приборов и т. п. Приводятся технические условия на
монтаж приборов и средств автоматизации, включая трубные и электрические
проводки к ним. Итлагаются вопросы сдачи смонтированных объектов в эксплуа-
тацию. Рассматриваются вопросы техники безопасности прн проитводстве работ
по монтажу приборов и средств автоматизации.
При подготовке к печати второго издания справочного пособия авторы на-
ходились в затруднительном положении в части перевода нерекомендуемых к при-
менению единиц в единицы, предусмотренные проектом ГОСТ «Единицы физиче-
ских величин».
Дело в том, что все действующие руководящие материалы, чертежи типовых и
закладных конструкций для установки приборов и средств автоматизации разра-
ботаны с использованием единиц измерения ранее действующих стан-
дартов.
Наибольшее количество единиц измерения, не вошедших в перечень рекомен-
дуемых, но в которых до сих пор градуируются шкалы приборов, применяется
в отношении приборов измерения давления и перепада давления.
С учетом этого авторы сочли це тесообразным сохранить в справочном посо-
бии единицы измерения, которые указаны в руководящих материалах на монтаж
приборов и на самих приборах. В других же случаях авторы использовали реко-
мендуемые единицы измерения.
В подготовке справочника принимал участие большой коллектив специа-
листов — ведущих работников Главмонтажавтоматики Министерства монтажных
и специальных строительных ра5от СССР.
Материалы справочного пособия составили: К. А. Алексеев — разд. 1,
В. С. Антипин — разд. 6, Г. С. Борисова — разд. 1, 7 и 13, А. Л. Ганашек —
разд. 1, 3, 4 и 11, А. С. Клюев — разд. 2, 3, 4, 7, 8 и 9, Н. И. Малипкин —
Предисловие
разд. 12, П. А. Минаев — разд. 5, М. Б. Миндин — разд. 4, 9 и 10, И. Б. Непом-
нящий — разд. 2 и 8, Д. П. Чупров — разд. 6.
Авторы выражают глубокую признательность инж. Б. В. Глазову за боль-
шую квалифицированную работу, выполненную при редактировании справоч-
ника, а также Е. А. Каминскому — редактору первого издания за ряд ценных
замечаний, сделанных при просмотре рукописи по просьбе авторов.
Пожелания и критические замечания читателей будут с благодарностью
приняты. Их следует направлять по адресу: 113114, г. Москва, Шлюзовая наб., 10,
издательство «Энергия».
Авторы
РАЗДЕЛПЕРВЫЙ
ОРГАНИЗАЦИЯ РАБОТ ПО МОНТАЖУ ПРИБОРОВ
И СРЕДСТВ АВТОМАТИЗАЦИИ
СОДЕРЖАНИЕ
1-1. Организация работ по монтажу приборов и средств автоматизации .... 6
Структура монтажного производства (6). Инженерная служба монтажных
организаций (7). Монтажно-заготовительные участки (8).
1-2. Взаимоотношения между заказчиками и подрядными организациями ... 8
Общие положения (8). Порядок поставки оборудования и материалов
заказчиками, генподрядчиками и монтажными организациями (10). Усло-
вия производства работ (II).
1-3. Организация труда и заработной платы . ................................ 12
Формы и системы оплаты труда (12). Доплата бригадиру за руководство
бригадой (14). Оформление и выдача нарядов (14). Новая форма бригад-
ного хозрасчета в строительстве (15).
1-4. Сдача объектов ..................................................... 16
Общие требования (16). Индивидуальное опробование (16). Сдаточная до-
кументация (17).
1-1. ОРГАНИЗАЦИЯ РАБОТ ПО МОНТАЖУ ПРИБОРОВ
И СРЕДСТВ АВТОМАТИЗАЦИИ
СТРУКТУРА МОНТАЖНОГО ПРОИЗВОДСТВА
Развитие и внедрение систем автоматизации производственных процессов во
все отрасли промышленности, сельского хозяйства и объекты социально-культур-
ного назначения выделили монтаж и наладку приборов и средств автоматизации
в самостоятельную отрасль строительно-монтажного производства. Основной
хозяйственной хозрасчетной организацией этой отрасли являются монтажные
(МУ) и пусконаладочные (ПНУ) управления.
На рис. 1-1 дана укрупненная структура монтажного управления, без при-
вязки к его категории: сплошными линиями обозначены административные под-
чинения, а штриховыми — связи по техническим вопросам.
Монтажное управление можно разделить на три основных звена:
1. Административно-управленческий персонал (АУП) — производственно-
технический отдел, плановый отдел, бухгалтерия, отдел снабжения, главный
механик, отдел кадров, сметно-договорный отдел;
2. Участок подготовки производства (УПП), в состав которого входят мон-
тажно-заготовительный участок (МЗУ) и проектно-сметная группа (ПСГ);
3. Монтажные участки (Уч) с прорабствами (П), монтажно-заготовительными
мастерскими (МЗМ) или без них.
В некоторых случаях прорабства могут подчиняться непосредственно АУП
управления. Количественный состав этих подразделений определяется для каж-
дого монтажного управления в зависимости от объема выполняемых монтажных
работ, территориальной разбросанности объектов монтажа и других местных
условий. Пусконаладочное управление имеет структуру, аналогичную структуре
монтажного управления за исключением МЗУ, МЗМ и ПСГ.
Руководят работой монтажных и пуско-наладочного управлений тресты,
организованные по территориальному принципу с целью приближения руковод-
ства иепосредствеино к объектам монтажа. Примерная структура монтажного
§ 1-1] Организация работ по монтажу
7
треста приведена на рис. 1-2. На базе монтажных трестов могут быть организо-
ваны территориальные монтажно-наладочные объединения.
Тресты входят в состав главного управления, а территориальные объеди-
нения — в состав всесоюзного монтажно-наладочного объединения отрасли.
В составе главного управления (всесоюзного объединения) кроме монтаж-
ных трестов имеются также проектно-конструкторские бюро или институты и
промышленный трест — объединение заводов.
Рис, 1-2. Структура монтажного
треста.
I IporKi но ионе । рук юрские организации монтажной отрасли работают по
tumuiiikf, ruHiiiHiKill с носюиппым coiiepitieiici копанием технологии производства
Мошижiii.it и нплплочных piiftoi, разработкой новых технологических процессов
ни промышленных предприятиях, осуществлением связи с отраслевыми проект-
ными upi цитациями примышленных министерств, обеспечивающими разработку
ими проектной документации, отвечающей требованиям выполнения монтажных,
работ индустриальными методами.
Промышленный трест в своем составе имеет специализированные заводы по
выпуску нормализованных в отрасли монтажных изделий, инструмента, приспо-
соблений, средств малой механизации и т, п. Номенклатура изделий, выпускае-
мых заводами, приведена в разд. 3.
ИНЖЕНЕРНАЯ СЛУЖБА МОНТАЖНЫХ ОРГАНИЗАЦИЙ
Современные темпы строительства требуют от монтажных организаций тща-
тельной подготовки производства, применения новых прогрессивных конструк-
ций, материалов, новой организации труда. Решение этих задач возложено на тех-
нические службы монтажных организаций: участки подготовки производства
(УПП), строительно-монтажные лаборатории или проектно-сметные бюро, проект-
но-конструкторские организации и производственно-технические отделы. Все
вти подразделения, включая службу главного механика, составляют инженер-
ную службу монтажной организации.
Основным содержанием работы подразделений инженерной службы явля-
ется выполнение проектов производства работ (ППР), чертежей для индустри-
ального, полносборного монтажа объектов с последующим осуществлением по этой
документации комплектации объектов монтажа блоками щитовой продукции,
монтажными изделиями, основными и вспомогательными материалами с заводов
или монтажно-заготовительных участков.
К разработке ППР привлекается и персонал пусконаладочных участков,
который контролирует также выполнение монтажными участками работ по строго
ппмечепиой технологии и с максимальным использованием средств механизации.
Участки подготовки производства обеспечивают также:
<•ll(мчlr>cмeниoe рассмотрение проектно-сметной документацви на соответ-
< юнг re «Инструкции по разработке проектов и смет для промышленного строи-
8
Организация работ по монтажу [Разд. 1
тельства» (СН 202-76), ревизию смет в управлениях, в которых отсутствуют
сметно-договорные отделы;
проведение работ по унификации монтажных изделий, конструкций, узлов
и блоков;
развитие прямых связей с проектными институтами для внедрения в разра-
батываемые проекты методов совершенствования полносборного монтажа;
развитие производственных связей с научно-исследовательскими институтами
по внедрению в монтажное производство новых прогрессивных методов труда,
материалов и технологии.
МОНТАЖНО-ЗАГОТОВИТЕЛЬНЫЕ УЧАСТКИ
Выполнение монтажных работ индустриальным методом усилило не только
роль заводов при монтаже приборов и средств автоматизации, но и потребовало
создания в монтажных управлениях монтажно-заготовительных участков (МЗУ).
Монтажно-заготовительные участки способствуют внедрению прогрессивной тех-
нологии производства монтажных работ, обеспечивающей рост производитель-
ности труда, сокращению сроков производства монтажных работ на объекте, сни-
жению их себестоимости, что достигается благодаря следующему: 1) значитель-
ная часть монтажных работ переносится на МЗУ и выполняется в то время, когда
иа строящемся объекте нет еще строительной готовности и готовности монтажа тех-
нологического оборудования; 2) монтажные работы на МЗУ выполняются по тех-
нологии, близкой к технологии промышленного предприятия, более передовой по
сравнению с технологией работ, выполняемых непосредсгвенно на объекте; 3) на
МЗУ комплектуют оборудование, основные и вспомогательные материалы.
Своевременная комплектация объектов монтажа основными и вспомогательными
материалами, конструкциями, монтажными изделиями и оборудованием является
очень важным этапом при выполнении монтажных работ. Опыт работы ряда орга-
низаций показал, чго положительные результаты, достигнутые при индустриаль-
ном полносборном монтаже объектов, сводятся на нет из-за несвоевременной или
неполной комплектации необходимыми материалами и оборудованием. Своевре-
менная и полная комплектация монтируемого объекта материалами и оборудо-
ванием позволяет повысить эффективность использования автомобильного тран-
спорта.
Структура и численность персонала МЗУ зависят от объема и характера
монтажных работ, сосредогоченносги или разбросанности объектов монтажного
управления.
Оправдала себя пракгика создания монтажно-заготовительных мастеоских
(МЗМ) при крупных монтажных участках, удаленных на значительное расстояние
от МЗУ управления. При этом номенклатура изделий МЗМ не должна в полном
объеме дублировать номенклатуру изделий МЗУ.
1-2. ВЗАИМООТНОШЕНИЯ МЕЖДУ ЗАКАЗЧИКАМИ
И ПОДРЯДНЫМИ ОРГАНИЗАЦИЯМИ
ОБЩИЕ ПОЛОЖЕНИЯ
Взаимоотношения между заказчиками и подрядными организациями регла-
ментируются ведомственными положениями о взаимоотношениях организаций —
генеральных подрядчиков с субподрядными организациями.
Монтажное управление (в дальнейшем именуемое субподрядчик)
заключает на каждый календарный год со строительными трестами (управле-
ниями) (далее генподрядчик) подрядные договоры на производство работ
пр монтажу приборов и средств автоматизации для объектов, включенных в ти-
тульные списки строительства и обеспеченных финансированием. Если предла-
гаемый генподрядчиком объем монтажных работ, определенный сметами по
£ 7-2] Взаимоотношения заказчиков с подрядными организациями
9
рабочим чертежам, больше или меньше плана, предварительно установленного
субподрядчику, стороны подписывают договор на объем работ, определенный по
рабочим чертежам.
В таких случаях генподрядчик и субподрядчик обязаны сделать представле-
ние вышестоящим организациям о необходимости приведения плана работ суб-
подрядчика в соответствие с объемом работ, определенным по рабочим чертежам.
Стороны определяют в доюворе сроки окончания монтажных работ в точном соот-
ветствии со сроками окончания строительства, установленными планом развития
народного хозяйства СССР, а также сроки сдачи объектов под монтаж. По объек-
там, сроки сдачи в эксплуатацию которых не определены народнохозяйственным
планом СССР, окончание монтажных работ устанавливается в соответствии со
сроками окончания строительства, установленными министерствами, ведомствами,
Советами Министров союзных и автономных республик, областными (краевыми)
исполкомами и т. д.
Кроме подрядных договоров со строительными организациями монтажные
управления заключают прямые договоры непосредственно с предприятиями
(в дальнейшем именуемыми заказчик) на производство работ по капиталь-
ному ремонту, внедрению новой техники, реконструкции, новому строительству,
выполняемому заказчиком хозспособом, и т. п.
Договоры субподряда заключаются генподрядчиком с субподрядчиками на
выполнение монтажных и специальных строительных работ, включенных в план
капитального строительства и титульные списки. Выполнение субподрядчиком
монтажных и специальных строительных работ и финансирование этих работ
при отсутствии договора запрещается.
Выполнение обязанностей заказчика по договорам субподряда возлагается
на генподрядчика, а обязанностей подрядчика — на субподрядчика. Генподряд-
чик при согласовании смет к техническому (гехнорабочему) проекту на строитель-
ство привлекает организацию субподрядчика. Срок рассмотрения и согласования
смет в этом случае устанавливается 20-дневный, а по особо крупным зданиям и
сооружениям — 35-дневный.
Субподрядчик своими силами и средствами выполняет предусмотренные
планом монтажные работы в соответствии с утвержденной проектно-сметной до-
кументацией и в установленный срок, обеспечивает надлежащее качество этих
работ, производит индивидуальное опробование и испытание смонтированного им
оборудования и систем, своевременное устранение недоделок и дефектов в произ-
веденных работах, выявленных в процессе приемки законченных работ. Для про-
ведения работ по индивидуальному опробованию смонтированного оборудования
монтажными управлениями могут заключаться договоры с пусконаладочными
управлениями Главмонтажавтоматики с оплатой последним выполненных ра-
бот.
Невыполнение обязательств по договору подряда на капитальное строитель-
ство является нарушением государственной дисциплины и влечет за собой иму-
щественную ответственность подрядчика и заказчика, допустивших это наруше-
ние.
Генподрядчик обязан: представить субподрядчикам фронт ра-
бот, передать им утвержденную проектно-сметную документацию; обеспечить
своевременное финансирование работ в соответствии с объемами, предусмотрен-
ными титульными списками стройки по годам строительства; принять закончен-
ные работы и оплатить их; координировать работу всех субподрядчиков, участ-
вующих в строительстве; составить с участием субподрядчиков и утвердить по
согласованию с ними графики производства работ; осуществить контроль за
соответствием объема, стоимости и качества выполняемых субподрядчиком работ
проектам и сметам.
Субподрядчик обязан: участвовать в рассмотрении внутрипостро-
ечного титульного списка; участвовать в определении и согласовании стоимости
поручаемых ему этапов работ; разоабатывать на основании графиков производ-
| |ня работ годовые квартальные и месячные планы работ по согласованным
10
Организация работ по монтажу [Разд. 1
с генподрядчиком сроком начала и окончания строительства; участвовать в раз-
работке графиков поставки оборудования, материалов, увязанных со сроками
строительства и графиками производства работ.
ПОРЯДОК ПОСТАВКИ ОБОРУДОВАНИЯ И МАТЕРИАЛОВ
ЗАКАЗЧИКАМИ, ГЕНПОДРЯДЧИКАМИ И МОНТАЖНЫМИ ОРГАНИЗАЦИЯМИ
Порядок поставки оборудования и материалов регламентируется «Положе-
нием о порядке обеспечения капитального строительства материалами, издели-
ями и оборудованием», утвержденным Постановлением СМ СССР от 28.09.70 г.
№ 810.
Для строительства и реконструкции объектов заказчик обеспечивает
поставку: контрольно-измерительных приборов и аппаратуры, щитов и пультов,
нестандартизированного оборудования, кабельной продукции, цветных метал-
лов и проката из них, специальных фланцев, стальных труб (кроме водогазопро-
водных), пневмокабеля.
Генподрядчик в основном обеспечивает поставку проката черных
металлов и водогазопроводных труб. Если же строительство ведется по прямым
договорам, поставка всех материалов и оборудования осуществляется за-
казчиком.
Для обеспечения производства монтажных работ по субподрядным договорам
с генподрядчиками организации, выполняющие работы по монтажу приборов и
средств автоматизации, поставляют все вспомогательные материалы и нормали-
зованные монтажные изделия (см. разд. 3). Порядок и сроки передачи генпод-
рядчиком субподрядчику материалов, деталей и конструкций оговариваются в осо-
бых условиях к договору субподряда.
Применяемые при производстве монтажных работ материалы, детали и
конструкции должны соответствовать спецификациям, указанным в проекте,
государственным стандартам СССР (ГОСТ), отраслевым стандартам (ОСТ), стан-
дартам предприятий (СТП) и техническим условиям, а также иметь соответству-
ющие сертификаты, технические паспорта или другие документы, удостоверяющие
качество материалов, деталей и конструкций. Материалы, детали и конструкции,
забракованные в установленном порядке, должны быть заменены доброкачест-
венными стороной, осуществляющей их поставку, в сроки, обеспечивающие
бесперебойное выполнение работ.
При согласии субподрядчика генподрядчик и заказчик вправе передать ему
реализацию фондов на материалы, детали и конструкции.
Оборудование, подлежащее монтажу, передается генподрядчиком (заказ-
чиком) субподрядчику по актам комплектно, в полной исправности и в сроки,
предусмотренные в особых условиях к договору субподряда. Тяжеловесное обо-
рудование (массой более 250 кг в одном месте) передается непосредственно в мон-
тажной зоне (50 м). По соглашению сторон доставка и перевозка этого оборудо-
вания от приобъектного склада до монтажной зоны за особую плату могут произ-
водиться субподрядчиком.
Оборудование, подлежащее монтажу, с момента передачи его субподряд-
чику по акту находится на ответственном хранении последнего
до приемки объектов в эксплуатацию. Субподрядчик не несет ответственности за
повреждения находящихся в монтаже или смонтированных, но не сданных в экс-
плуатацию оборудования, трубных и электрических проводок, если повреждение
их произошло по вине генподрядчика (заказчика) или вследствие неудовлетвори-
тельной охраны им территории площадки строящихся объектов. При обнаруже-
нии в процессе монтажа или испытания оборудования дефектов в нем конструк-
тивного или производственного характера субподрядчик обязан немедленно со-
ставить акт с участием генподрядчика и заказчика. Устранение дефектов обору-
дЬвания и его ревизия выполняются заказчиком. Эту работу заказчик с согласия
субподрядчика может поручить последнему по особому договору в установленном
порядке.
§ 1-2] Взаимоотношения заказчиков с подрядными организациями
11
Оборудование, находящееся на складах сверх нормативного срока хране-
ния, передается генподрядчиком (заказчиком) субподрядчику для монтажа после
проведения в установленном порядке предмонтажной ревизии и устранения де-
фектов, вызванных длительным хранением. В случае нахождения оборудования
на складах сверх нормативного срока хранения в связи с задержкой по вине суб-
подрядчика начала монтажных работ против сроков, установленных календарным
планом или графиком работ, предмонтажная ревизия и устранение дефектов обо-
рудования, вызванных длительным хранением, осуществляются за счет средств
субподрядчика. Если задержка начала монтажных работ произошла по вине
генподрядчика, предмонтажная ревизия и устранение дефектов оборудования
осуществляются за счет генподрядчика.
УСЛОВИЯ ПРОИЗВОДСТВА РАБОТ
Генподрядчик обязан к началу работ субподрядчика, предусмотренных
соответствующим графиком, обеспечить строительную готовность зданий, фунда-
ментов и прочих строительных конструкций согласно требованиям соответству-
ющих глав III части СНиП.
Для обеспечения производства монтажных работ генподрядчик выполняет
следующие общестроительные и вспомогательные работы: рытье и засыпку тран-
шей при устройстве кабельных линий и контуров заземления; устройство тунне-
лей, проходных и непроходных каналов; планировку монтажной площадки с уст-
ройством подъсщов необходимой ширины, обеспечивающей свободную подачу
Koiu ipVKiuift н оборудования; ycipoiicnio предусмотренных в рабочих чертежах
сквошых отерсшй п борозд в <{>унд*1мен1их, стенах, перегородках и перекрытиях
ДЛЯ 1рубопроводов н >.ieKipoiexiiii4ecKilx инодов.
Субподрядчик выполняет следующие "работы: устройство лесов для произ-
водств мошажпых работ, выполняемых субподрядчиком на высоте свыше 4 м;
окраску всеми видами красителей (включая перхлорвиниловые) металлических
конструкций, изготовляемых субподрядчиком на предприятиях, в мастерских,
а также на стройплощадках; окраску внешней поверхности наружных трубопро-
водов, монтируемых субподрядчиком.
Взаимоотношения организаций, монтирующих приборы и средства автома-
тизации, с другими специализированными технологическими организациями
определяются следующим:
1. Врезку бобышек, штуцеров, защитных карманов и гильз для приборов
контроля и автоматики, фланцев для измерительных диафрагм и регулирующей
арматуры в трубопроводах и воздуховодах выполняют организации, монтирую-
щие эти трубопроводы и воздуховоды или изготавливающие трубопроводные
узлы (до проведения их испытания).
2. Монтаж регулирующей арматуры, первичных приборов (клапанов, рота-
метров, регуляторов уровня всех типов, задвижек с приводом, вентилей, шибер-
ных заслонок, диафрагм и др.), поставляемых заказчиком и устанавливаемых
на технологическом оборудовании и трубопроводах, выполняется организациями,
монтирующими оборудование и трубопроводы. Получение у заказчика приборов
и регулирующей арматуры производится организацией, монтирующей эти при-
боры и арматуру.
3. Предусмотренные проектом неметаллические защитные покрытия от
химического воздействия агрессивных сред (кислот, щелочей, солей и других ак-
тивных реагентов) аппаратов, трубопроводов, металлоконструкций, связанных
с установкой оборудования, монтируемого организациями Минмонтажспецстроя,
должны производиться специализированными организациями.
4. Прокладку трубопроводных линий — спутников с теплоносителем (вклю-
чая установку запорной арматуры, а также вварку патрубков с установкой за-
порных вентилей) для обогрева импульсных линий, регулирующих клапанов и
дру। их приборов автоматики производят организации, монтирующие технологи-
ческие трубопроводы.
12
Организация работ по монтажу [Разд. 1
5. Работы по тепловой изоляции приборов, средств автоматизации, трубных
проводок к ним производят организации, выполняющие теплоизоляционные
работы.
6. Установка закладных деталей в кладку печей для установки приборов
контроля, регулирования и нагревательных элементов производится организа-
циями, осуществляющими кладку. Закладные детали для этих целей поставляются
заказчиком, а разметка мест их установки, если она не указана в проекте, произ-
водится заказчиком с участием организаций, выполняющих монтаж приборов и
средств автоматизации.
7. Монтаж установок гидро- и воздухоснабжения приборов и средств автома-
тизации, а также прокладка трубопроводов воды и воздуха к ним осуществляется
организациями, монтирующими технологическое оборудование и трубопроводы
(воздухопроводы).
1-3. ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
Правильная, технически обоснованная организация труда в монтажных
управлениях должна обеспечивать систематический рост производительности
труда, повышение качества монтажных работ и ввод в действие объектов строи-
тельства в установленные сроки или досрочно. Эта область охватывает обшир-
ный круг вопросов, основными из которых являются: 1) обеспечение объектов
строительства проектами производства работ (ППР); 2) организация четкого ма-
териально-технического снабжения; 3) внедрение индустриальных методов мон-
тажа; 4) организация технического нормирования (разработка технически обос-
нованных норм времени, проведение фотографий рабочего дня и т. д.); 5) внедре-
ние аккордной и аккордно-премиальной систем оплаты труда как наиболее про-
грессивных форм оплаты труда; 6) внедрение новых форм бригадного хозяйствен-
ного расчета в строительстве; 7) создание комплексных бригад; 8) разработка и
внедрение планов научной организации труда (НОТ); 9) систематическое повы-
шение квалификации рабочих и инженерно-технических работников.
В справочнике освещены лишь некоторые из этих вопросов, специфических
для монтажа приборов и средств автоматизации.
ФОРМЫ И СИСТЕМЫ ОПЛАТЫ ТРУДА
В строительно-монтажных организациях применяются две основные формы
оплаты труда: прямая сдельная и повременная. Наиболее распространенной
в настоящее время является прямая сдельная оплата труда.
Прямая сдельная оплата труда предусматривает систему, когда рабочий
получает заработную плату в зависимости от количества выполненной работы,
исходя из действующих расценок. При этом размер заработной платы рабочих-
сдельщиков определяется умножением объема выполненных работ (звеном, бри-
гадой) на единичную расценку, утвержденную в надлежащем порядке. Прямая
сдельная оплата бывает простой и аккордной. При простой сдельной оплате
труда зарплата начисляется по единичным нормам времени и расценкам, установ-
ленным за отдельные виды работ. При аккордной оплате труда заработная
плата начисляется за конечный результат работы (комплекс). Аккордные зада-
ния устанавливаются для бригад, звеньев и отдельных рабочих, как правило, на
объем работ в целом по зданию, сооружению, узлу и т. п. Нормативное время,
полагающееся на выполнение аккордного задания, а также сумма заработной
платы определяются на основе калькуляций затрат труда и заработной платы,
составленных по действующим нормам времени и расценкам.
Окончание работ по аккордному наряду часто не совпадает с окончанием
платежного месяца. В этом случае в конце месяца производится промежуточный
рдсчет с рабочим (звеном, бригадой) по проценту' фактической готовности работ,
порученных по аккордному наряду. Процент готовности определяется отноше-
нием объема выполненных работ к заданному объему в наряде.
§ 1-3] Организация труда и заработной платы
13
Для усиления материальной заинтересованности рабочих в дальнейшем по-
вышении производительности труда, улучшении качества работ, сокращении сро-
ков строительства объектов и снижении стоимости строительно-монтажных работ
широкое применение находит аккордно-премиальная система оп-
латы труда. Сущность этой системы заключается в том, что при выполнении
аккордною задания в срок или досрочно в зависимости от качества пабот устанав-
ливаются дифференцированные размеры премий (от 0,5 до 3%) за каждый процент
сокращения нормативного времени.
Аккордно-премиальная система оплаты труда вводится приказом началь-
ника (главного инженера) монтажного управления по согласованию с профсо-
юзной организацией. В приказе должен быть определен перечень объектов, где
вводится указанная система оплаты труда и указан размер премии. Аккордный
наряд выписывается прорабом (мастером). Календарный срок выполнения зада-
ния устанавливается прорабом (мастером), исходя из сроков, предусмотренных
графиком производства работ, обеспечивающим своевременный ввод объекта
в эксплуатацию. При определении количественного состава бригады учитывается
достигнутый уровень производительности труда рабочих с учетом перевыпол-
нения норм выработки на соответствующих видах работ по монтажному участку.
Наряд должен быть выдан за 2—3 дня до начала монтажных работ.
Для успешного выполнения рабочими аккордного задания прораб (мастер)
обязан своевременно подготовить фронт работ, обеспечить рабочих необходимыми
материалами и инструментом. Окончательный расчет по аккордному наряду,
включая премию за выполнение задания к установленному сроку или досрочно,
производится после выполнения всех работ по данному наряду.
При этом процент сокращения нормативного времени С определяется по
формуле
"в
где VH — число человеко-часов по нормам, полагающимся для выполнения аккорд-
ного задания, или, как принято называть, нормативное время; Чф — число че-
ловеко-часов, фактически отработанных (по табелю) при выполнении аккордного
наряда.
Размер премии, в рублях, определяется по формуле
ЗрСКп
П ~ 100 ’
где Зр — сумма сдельного заработка по аккордному наряду; Кп — установлен-
ный процент премии за каждый процент сокращения нормативного времени (при
оценке качества выполненных работ «отлично» размер Кп устанавливается до
3%, при оценке «хорошо» — до 2% и при оценке «удовлетворительно» — до
0,5% сдельного заработка по аккордному наряду); С — процент сокращения нор-
мативного времени.
Если аккордное задание не выполнено к установленному сроку, то выпол-
ненные работы оплачиваются по сдельным расценкам без начисления премии.
В тех случаях, когда в связи с необходимостью соблюдения действующих правил
производства работ на открытом воздухе имели место целосменные перерывы
в работе по атмосферным условиям и рабочие временно переводились на другие
работы или находились в простое, разрешается в виде исключения соответственно
продлять срок выполнения аккордного задания при условии надлежащего уче,а
указанных перерывов в работе. Срок выполнения аккордного задания продляет
прораб (мастер) с разрешения начальника монтажного управления.
Начисленная премия, так же как и основной заработок, распределяется
между членами бригады пропорционально времени, фактически отработанному
каждым рабочим бригады, и тарифной ставке соответствующих разрядов, при-
(военных каждому рабочему. При этом общая сумма премии, выплачиваемая
14
Организация работ по монтажу [Разд. 1
одному рабочему, не должна превышать в расчете на месяц 40% сдельного зара-
ботка.
Повременная оплата труда. При повременной оплате труда заработная плата
выплачивается, как правило, на основе часовых тарифных ставок соответству-
ющих разрядов или окладов и количества отработанных человеко-часов. Повре-
менная оплата труда при монтаже приборов и средств автоматизации применя-
ется редко, лишь там где невозможно перевести рабочих на сдельную оплату
труда, а также на работах, не поддающихся учету' (пусконаладочные работы,
комплексное опробование смонтированных установок, экспериментальные работы,
ремонт машин и механизмов, вспомогательные работы и т. п.). Повременная
оплата труда разделяется на простую и повременно-премиальную системы.
При повременно-премиальной системе кроме основного за-
работка рабочий получает премию за выполнение и перевыполнение заданий по
количественным и качественным показателям. Размер премии (в процентах к та-
рифной ставке или окладу) за качественное выполнение работ к заданному сроку
или досрочно устанавливается в пределах от 20 до 40% в зависимости от видов
работ. Размер премии согласовывается с профсоюзной организацией.
На каждом объекте, участке работ, где вводится премирование рабочих,
должен быть обеспечен учет выполнения установленных показателей и условий
премирования.
Премии рабочим утверждаются начальником управления по представле-
нию мастера, прораба, старшего прораба. Руководителям организаций, предпри-
ятий, утверждающим премии, представляется право полностью или частично
лишать отдельных рабочих премий за допущенные в работе производственные
упущения. Перечень производственных упущений, за которые рабочие лишаются
премий, устанавливается руководителем организации по согласованию с комите-
том профсоюза. Лица, совершившие прогул, лишаются премии полностью или
частично. Лишение или снижение размера премий оформляется приказом (рас-
поряжением) руководителя организации с обязательным указанием причин и
должно производиться только за тот расчетный период, в котором было совер-
шено или выявлено упущение в работе.
Премии рабочим по аккордно-премиальной и повременно-премиальной си-
стемам оплаты труда выплачиваются за счет фонда заработной платы.
ДОПЛАТА БРИГАДИРУ ЗА РУКОВОДСТВО БРИГАДОЙ
Бригадиру за руководство бригадой рабочих-сдельщиков устанавливается
доплата в размере 2% от суммы основного заработка бригады, без учета премий,
но не более 40 руб. в месяц. Доплата производится при численности бригады не
менее 6 чел, и при условии выполнения бригадой норм выработки за месяц,
ОФОРМЛЕНИЕ И ВЫДАЧА НАРЯДОВ
Наряды выдаются до начала монтажных работ с полным описанием объема
работ и указанием на обороте наряда состава бригады (фамилия, имя и отчество,
разряд). Наряды на монтажном участке выписываются прорабом (мастером),
подписываются им и старшим производителем работ (начальником участка).
Наряд заполняется четко и аккуратно. Внесение исправлений должно быть ого-
ворено и заверено подписью лица, внесшего исправление. При исправлении объе-
мов работ и расценок в наряде должна быть подпись исполнителя о согласии
с исправлениями. Заполняющий наряд несет ответственность за правильность
указанного в наряде объема выполненной работы, фактически затраченного
времени, за правильность применения норм времени и расценок, оценки ка-
чества работ.
, Приемка работ по нарядам производится непосредственно прорабом (масте-
ром) по мере их выполнения. Проверка правильности применения норм времени
и расценок, соответствия объемов выполненных работ по нарядам, представлен-
§ 2-3] Организация труда и заработной платы
15
ным актам выполненных работ (формы № 2, 26,2в) и правильного списания по ним
материалов в материальном отчете выполняется производственно-техническим
отделом монтажного управления.
НОВАЯ ФОРМА БРИГАДНОГО ХОЗРАСЧЕТА В СТРОИТЕЛЬСТВЕ
Сущность новой формы бригадного хозяйственного расчета заключается
в том, что бригада становится самостоятельным производственным и оперативно-
хозяйственным звеном, имеющим договорные обязательства с администрацией,
по которым результаты деятельности бригады и система материального поощре-
ния ее членов находятся в тесной взаимосвязи по целому ряду показателей. При
выполнении обязательств по договору бригада получает премию от суммы эко-
номии фактических затрат по объекту (комплексу, этапу) против затрат, преду-
смотренных сметой.
Внедрение бригадного хозяйственного расчета осуществляется на основе
положения о новой форме бригадного хозяйственного расчета в строительстве и
приложения к нему «Методических указаний по определению расчетной стоимо-
сти (плановой себестоимости) работ, поручаемых бригаде, переведенной на хозяй-
ственный расчет», утвержденных Госстроем СС^Р, Госпланом СССР, Госкомтру-
дом СССР, Министерством финансов СССР, Стройбанком СССР и согласованных
с ВЦСПС (от 10 сентября 1976 г.).
Целью этой формы хозяйственного расчета бригад является сокращение про-
должительности строительства объектов, повышение производительности труда,
экономное расходование материально-технических ресурсов, улучшение качества
и снижение себестоимости строительно-монтажных работ.
В строительно-монтажных организациях возможны следующие организа-
ционные формы бригадного подряда.
1. Бригада принимает подряд на весь комплекс работ по объекту или часть
его по этапу.
2. Бригада принимает подряд на весь комплекс работ по объекту (этапу),
но для выполнения части работ из этого комплекса на договорных началах она
привлекает по договору специализированные бригады.
3. Комплекс работ по объекту (этапу) передают на подряд двум или несколь-
ким бригадам. В этом случае объем данного вида работ закрепляют по договору
за каждой бригадой.
4. При достаточной подготовке и наличии необходимых условий бригада
может принять подряд на выполнение комплекса работ по нескольким одновре-
менно строящимся объектам. В этом случае заключают подрядный договор и вы-
дают бригаде наряд-задание отдельно на каждый объект или на все объекты с при-
ложением перечня объектов к договору и наряду-заданию.
Вопрос о переводе бригады на новую форму бригадного хозрасчета решает
руководитель монтажной организации по согласованию с бригадой и местным
комитетом профсоюза. Перевод оформляется приказом. Бригада должна обсудить
на собрании все статьи договора и приложения к нему и принять их.
Между администрацией управления и хозрасчетной бригадой заключается
договор подряда на срок выполнения работ по объекту (этапу). Продолжитель-
ность выполнения работ комплекса не должна составлять менее одного месяца
и более одного г еда.
Хозрасчетной бригаде устанавливают план по следующим основным пока-
зателям: объему строительно-монтажных работ по сметной стоимости (плановой
себестоимости) работ; среднемесячной заработной плате рабочего без учета пре-
мии; среднемесячной заработной плате рабочего с учетом премии; сроку ввода
объекта в действие или сдачи этапа. Утвержденные плановые показатели бригады
не могут быть изменены ни одной из сторон без согласия другой.
В объем строительно-монтажных работ бригады не включают следующие ра-
бот: по строительству временных зданий и сооружений; по благоустройству и
«одержанию строительных площадок; работы, связанные с подготовкой объекта
16
Организация работ по монтажу [Разд. 1
к сдаче и другие, осуществляемые за счет накладных расходов, включаемых в се-
бестоимость работ бригады. Кроме того, в договоре устанавливают права и обя-
занности сторон, санкции за невыполнение принятых обязательств. Трест может
устанавливать перечень дополнительных обязательств сторон, подлежащих вклю-
чению в договор с учетом особенностей строительного производства.
Премию за экономию выплачивают по результатам работы бригады на соот-
ветствующем комплексе после завершения этого комплекса работ в срок, установ-
ленный исходя из графика строительства данного объекта. Размер премии уста-
навливают в зависимости от качества выполненных работ, определяемого с уча-
стием технического надзора заказчика: при оценке «отлично» — до 40%; «хо-
рошо» — до 30% и «удовлетворительно» — до 10% от достигнутой экономии.
Конкретный размер премии (в процентах) устанавливает монтажная организация
по согласованию с комитетом профсоюза при заключении с бригадой договора на
выполнение работ по объекту (этапу работ).
Из общей суммы премии 90% направляется на премирование рабочих бри-
гады и до 10% — на премирование линейных инженерно-технических работников,
занятых на строительстве объекта (этапов работ), а также других инженерно-
технических работников и служащих монтажной организации, активно содей-
ствующих применению новой формы бригадного хозрасчета (работников плано-
вого отдела, отдела труда и зарабогной платы, бухгалтерии, производственно-
технического отдела и др.).
1-4. СДАЧА ОБЪЕКТОВ
ОБЩИЕ ТРЕБОВАНИЯ
К сдаче предъявляются полностью смонтированные приборы и средства авто-
матизации, щиты, пульты, трубные и электрические соединительные проводки.
Сдача смонтированных объектов производится в соответствии со СНиП Ш-34-74
[25]. Окончание работ оформляется актом по установленной форме с приложением
к акту' предусмотренных СНиП промежуточных сдаточных документов. Состав-
лению акта предшеству'ет большая подготовительная работа, выполняемая мон-
тажным персоналом по оформлению промежуточной сдаточной документации на
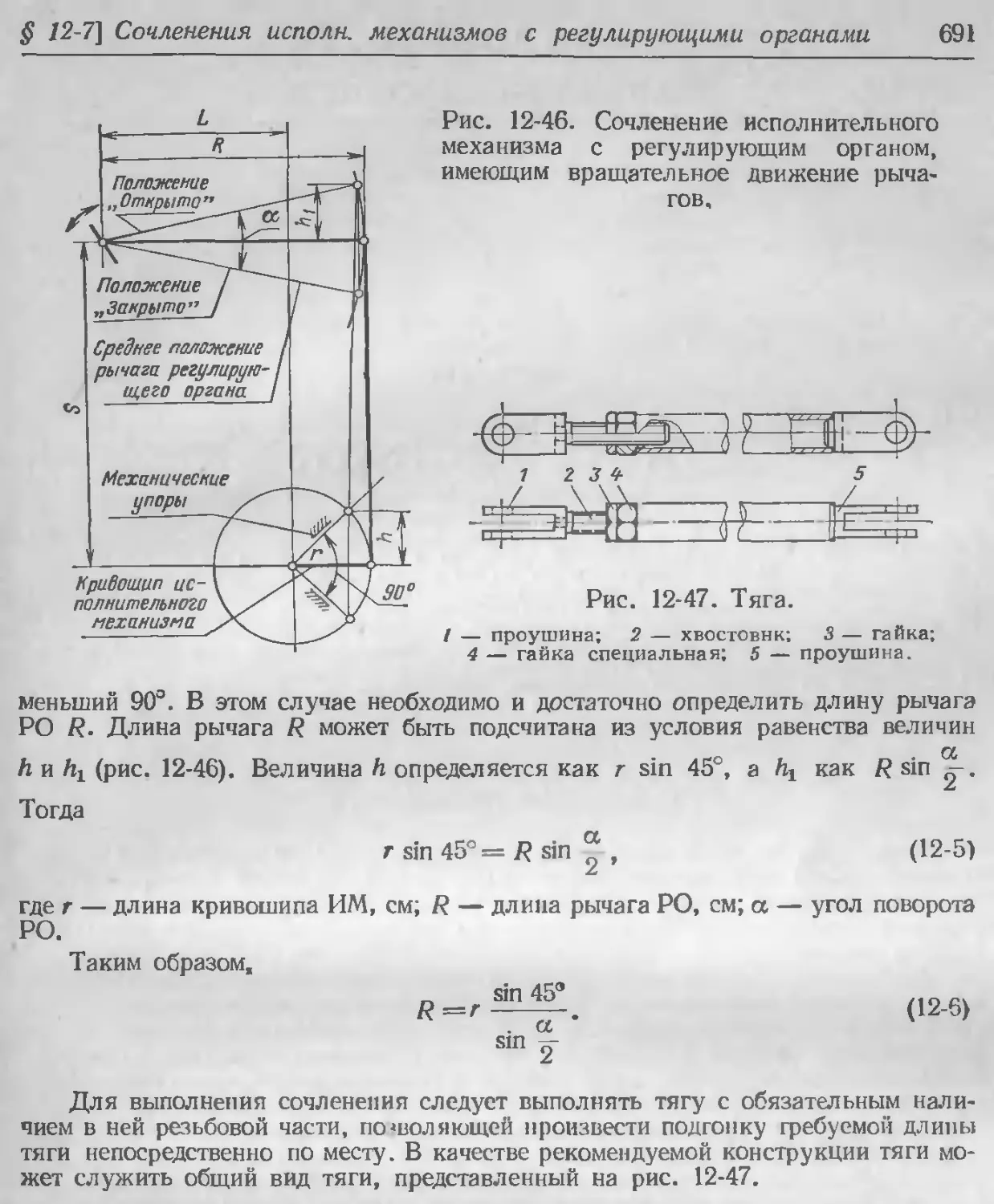
протяжении всего периода производства монтажных работ.
ИНДИВИДУАЛЬНОЕ ОПРОБОВАНИЕ
После окончания монтажных работ и проведения необходимых испытаний
производится индивидуальное опробование приборов и средств автоматизации
при неработающем технологическом оборудовании. Индивидуальное опробова-
ние должно выполняться организацией, монтирующей системы автоматизации.
К индивидуальному опробованию могут привлекаться специализированные ор-
ганизации, выполняющие работы по наладке систем автоматизации.
При индивидуальном опробовании должны быть выполнены следующие ра-
боты:
1. Проверка соответствия проекту мест установки приборов и регулято-
ров, их подключения в схему измерения или регулирования, типа и технических
данных их для данной позиции, сортамента примененных материалов для трубных
и электрических проводок, соответствия требованиям СНиП и монтажно-эксплу-
атационных инструкций способов установки приборов и регуляторов, прокладки
соединительных проводок, способов соединения приборов и регуляторов с труб-
ными и электрическими проводками. При выявлении несоответствий проекту
должно быть проверено внесение соответствующих изменений в рабочие чертежи
проекта.
2. Проверка соответствия значений сопротивления электрических соедини-
тельных проводок значениям, обозначенным на шкалах или в паспортах прибо-
§ J-4] Сдача объектов
17
ров, рассчитанных на определенное внешнее сопротивление; при несоответствии
должна быть произведена подюнка сопротивления соединительных проводок при
помоши подгоночных катушек на зажимах приборов или сборках зажимов щитов.
3. Проверка функционирования смонтированных приборов и средств авто-
матизации путем подачи на выход прибора или элемента автоматической системы
регулирования искусственного импульса возмущения — электрического или
пневматического сигнала, давления, механического воздействия и т. п. В прибо-
рах для физико-химического анализа вещества при индивидуальном опробовании
проверяется функционирование только вторичных приборов, на выход которых
подают искусственный электрический сигнал в пределах шкалы прибора.
4. Проверка комплектности и качества сдаточной документации.
Индивидуальное опробование является подготовкой смонтированных систем
контроля и регулирования к пусконаладочным работам.
Монтаж приборов и средств автоматизации считается законченным после
завершения индивидуального опробования и оформления сдаточного акта по
форме, установленной СНиП 1П-34-74.
СДАТОЧНАЯ ДОКУМЕНТАЦИЯ
Ко времени окончания монтажных работ руководитель работ (мастер, прораб,
начальник участка) подготавливает полный комплект сдаточной документации.
К сдаточной документации относятся:
а) рабочие чертежи проекта с изменениями, внесенными в процессе монтажа;
б) перечень документов, разрешающих отступления от рабочих чертежей
проекта;
в) акты на скрытые работы;
г) акты на обезжиривание труб, арматуры, фасонных частей, приборов и
на замену сальниковых набивок и прокладок в арматуре общего назначения
для кислородопроводов;
д) акты испытаний на прочность и плотность трубных проводок;
е) специальная сдаточная документация, составляемая при монтаже труб-
ных проводок высокого давления и низкого вакуума;
ж) акты испытаний на плотность разделительных уплотнений защитных
трубопроводов электропроводок во взрывоопасных помещениях, зонах и уста-
новках;
з) акты измерения сопротивления изоляции проводов и кабелей электропро-
водок;
и) акты прогрева кабелей перед прокладкой в зимних условиях;
к) акты стендовых поверок приборов и средств автоматизации (полученные
от заказчика вместе с приборами);
л) паспорта, инструкции и чертежи заводов—изготовителей приборов и средств
автоматизации (полученные от заказчика вместе с приборами);
м) ведомость смонтированных приборов и средств автоматизации.
Формы сдаточной документации (акты, ведомости, протоколы) определены
«Строительными нормами и правилами», ч. III, гл. 34 (СНиП 111-34-74).
Скрытые работы. Особое внимание следует уделять правильному и своевре-
менному оформлению выполненных в процессе монтажа скрытых работ.
К скрытым работам при монтаже приборов и средств автоматизации относятся:
1. Установка первичных приборов на трубопроводах и аппаратах, заклю-
чаемых в общие кожухи, засыпаемых термоизоляционными материалами.
2. Установка отборных устройств, ввариваемых в трубопроводы или аппа-
раты на глубину, определяемую проектом или типовыми чертежами (пароотбор-
ные трубки солемеров, защитные карманы и т. п.).
3. Установка регуляторов, сигнализаторов и измерителей уровня с поплав-
ками, помещенными внутри технологических аппаратов.
4. Установка измерительных дроссельных органов всех типов и размеров
(диафрагм, сопл, измерительных труб и т. п.).
18
Организация работ по монтажу [Разд. 1
5. Установка стационарных трубок пьезометрических измерителей уровня.
6. Установка внутри технологических аппаратов специальных устройств (эк-
ранов, отстойников, кронштейнов и т. п.), предназначенных для защиты частей
приборов от повреждения в процессе эксплуатации или от влияний, искажающих
показания приборов.
7. Монтаж земляных термостатов пирометрических устройств,
8. Прокладка кабелей в земле.
9. Укладка защитных трубопроводов для электрических проводок в эле-
менты зданий и сооружений (перекрытия, стены, полы, фундаменты агрегатов
и т. п.).
Все выполняемые скрытые работы в обязательном порядке в период их вы-
полнения и завершения предъявляются для осмотра представителю заказчика,
назначаемому особым распоряжением и уполномоченному подписывать акты на
скрытые работы. Вызов представителя заказчика для приемки скрытых работ
монтирующей организацией оформляется в письменном виде за два дня до на-
чала работ по составлению акта. При осмотре и проверке скрытых работ мон-
тирующая организация предъявляет представителю заказчика всю необходимую
документацию (проект, сертификаты на материалы, паспорта па’оборудование),
а также в случае необходимости и руководящие материалы (технические условия
на монтаж, чертежи типовых конструкций и т. п.).
Акты на скрытые работы являются составной частью приемо-сдаточной до-
кументации объекта, хранятся в организации, ведущей монтаж приборов и средств
автоматизации, и предъявляются заказчику при сдаче смонтированных приборов
и средств автоматизации в комплексное опробование. Поэтому при подготовке
смонтированных приборов и средств автоматизации к сдаче следует проверить
правильность оформления сдаточной документации и ее полноту.
При составлении акта на скрытые работы, кроме данных, оговоренных гра-
фами акта, в него вносят специальные данные, влияющие в дальнейшем на на-
дежность работы смонтированных приборов и средств автоматизации.
При сдаче трубных проводок, присоединяемых к технологическим трубопро-
водам I и II категорий, а также трубных проводок, заполняемых взрывоопасными
горючими и токсичными средами, монтажная организация передает принимаю-
щей организации дополнительно к обязательной сдаточной документации следу-
ющее: сертификаты труб, электродов, сварочной проволоки и флюса; копни удо-
стоверений сварщиков, проводивших сварку трубных проводок; журнал свароч-
ных работ.
При сдаче трубных проводок с рабочим давлением от 100 кгс/см® (10 МПа)
до 1000 кгс/см2 (100 МПа) монтажная организация передает принимающей орга-
низации следующую документацию:
1. Монтажные исполнительные схемы трубных проводок с подетальной
спецификацией.
2. Копии сертификатов заводов-изготовителей на смонтированные трубы.
3. Ведомость индивидуальной приемки труб.
4. Паспорта и сертификаты на изделия (арматуру, фасонные части, фланцы,
шпильки, гайки, линзы и т. п.); к паспортам на арматуру должна прилагаться
документация по ее ревизии и испытаниям.
5. Паспорта или ведомости на изготовление гнутых отводов из труб, ведомо-
сти проверки фланцевых соединений.
6. Ведомость производства сварочных работ с приложением сертификатов
на электроды, пповолоку и флюсы.
7. Копии удостоверений сварщиков.
Акт окончания работ по монтажу приборов и средств автоматизации состав-
ляется специализированной рабочей комиссией (подкомиссией), состоящей из
Представителей заказчика, генподрядчика и монтажной организации. Рабочая
комиссия по приемке объектов в эксплуатацию назначается приказом предприя-
тия-заказчика. В случае необходимости рабочая комиссия назначает для приемки
отдельных объектов специализированные подкомиссии.
$ 1-4] Сдача объектов
19
В акте должны быть указаны: наименование предприятия и объекта, на ко-
тором производились работы; наименование монтажной организации, выполнив-
шей работы по монтажу контрольно-измерительных приборов и оборудования;
перечень установок и производств, предъявляемых к сдаче; наименование проекта
и проектной организации, разработавшей проект; сроки начала и окончания ра-
бот; результаты внешнего осмотра смонтированных приборов, аппаратуры, щи-
тов, пультов, трубных и электрических проводок; результаты индивидуального
опробования систем автоматизации; обнаруженные дефекты монтажа и перечень
недоделок.
В заключение комиссия дает оценку качества выполненных монтажных
работ и состояния готовности объекта к пусконаладочным работам. Комиссией
дается заключение о готовности смонтированных объектов к приемке в эксплуата-
цию и производству пусконаладочных работ только в том случае, когда недоделки
монтажа не препятствуют нормальной эксплуатации объекта. При этом по каждой
недоделке устанавливаются конкретный срок ее устранения, ответственный
исполнитель, сроки предоставления заказчиком необходимых материалов, обору-
дования, фронта работ и т. д.
Неотъемлемой частью акта окончания монтажных работ является ведомость
смонтированных приборов и средств автоматизации, в которой наряду с наимено-
ванием прибора (аппарата), его типом и заводским номером указывается номер
позиции прибора по спецификации проекта. Эта ведомость является основным до-
кументом, по которому монтажная организация отчитывается перед генподряд-
чиком (заказчиком) за принятое в монтаж оборудование.
В акте также должен быть указан перечень прилагаемых к нему сдаточных
документов.
Специализированная комиссия представляет акт о готовности объекта к при-
емке в эксплуатацию и комплексному опробованию рабочей комиссии по при-
емке объекта в целом в эксплуатацию для составления сводного акта.
С момента подписания сводного акта этой комиссией объект считается пере-
данным генподрядчиком (субподрядчиком) заказчику.
РАЗДЕЛ ВТОРОЙ
СОСТАВ И СОДЕРЖАНИЕ технической ДОКУМЕНТАЦИИ
ДЛЯ ПРОИЗВОДСТВА МОНТАЖНЫХ РАБОТ
содержание
2-1. Общие положения ....................................................
2-2. Состав проектной документации........................................
2-3. Содержание основных проектных материалов для подютовки и производ-
ства монтажных работ............................................. .
Структурные схемы (22). Функциональные схемы (25). Принципиальные
схемы питания, автоматического регулирования, управления н сигнализации
(41). Щиты и пульты (46). Схемы внешних электрических н трубных про-
водок (47). Планы расположения средств автоматизации, электрических и
трубных проводок (52). Заявочные ведомости н заказные спецификации
(58). Опросные листы (59). Смета стоимости оборудования и монтажа (59)«
Пояснительная записка (60).
2-4. Проект производства монтажных работ..................................
Подготовка к разработке проекта производства работ (61). Разработка про-
екта производства работ (62).
2-5. Сетевые графики производства монтажных работ.........................
Расчет параметров сетевого графика (66). Оптимизация сетевых графиков
(68).
20
20
22
61
64
2-1. ОБЩИЕ ПОЛОЖЕНИЯ
Проектирование систем автоматизации технологических процессов всех от-
раслей промышленности выполняется на основании «Временных указаний но
проектированию систем автоматизации технологических процессов» ВСН 281-75.
Указания устанавливают состав, содержание и требования к исполнению проект-
ной документации систем автоматизации технологических процессов.
Проектирование систем автоматизации технологических процессов выпол-
няется в две стадии — технический проект (ТП) и рабочие чертежи (РЧ) или, для
несложных объектов, в одну стадию — технорабочий проект (ТРП) (технический
проект, совмещенный с рабочими чертежами). При двухстадийном проектирова-
нии рабочие чертежи выполняют только после утверждения технического про-
екта.
Практика последних лет показывает, что монтажные тресты и управления
все чаще принимают участие в рассмотрении проектных решений по технически
сложным объектам на всех стадиях проектирования.
Монтаж систем автоматизации технологических процессов всех отраслей
промышленности выполняют по рабочим чертежам или технорабочему проекту.
Однако сметы к проектам автоматизации составляют на стадии технического
проекта и после их утверждения они изменению в рабочих чертежах не подлежат.
Поэтому монтажному персоналу необходимо знать, как выполняются проекты
автоматизации технологических процессов, какие документы находятся в тех или
иных частях проекта, каковы состав и содержание ТП, РЧ или ТРП,
2-2. СОСТАВ ПРОЕКТНОЙ ДОКУМЕНТАЦИИ
, В состав технического проекта входит следующая документация:
1. Структурная схема управления и контроля (для сложных систем управ-
ления).
§ 2-2] Состав проектной документации
21
2. Структурная схема комплекса технических средств (КТС).
3. Структурные схемы комплексов средств автоматизации.
4. Функциональные схемы автоматизации технологических процессов. Для
объектов с несложным технологическим процессом и простыми системами допу-
скается вместо функциональных схем автоматизации составлять перечни систем
контроля, регулирования, управления и сигнализации.
5. Планы расположения щитов, пультов, средств вычислительной техники
и т. д.
6. Заявочные ведомости: а) приборов и средств автоматизации; б) средств
вычислительной техники; в) электроаппаратуры; г) трубопроводной арматуры;
д) щитов и пультов; е) основных монтажных материалов и изделий; ж) нестандар-
тизированного оборудования.
7. Технические требования на разработку нестаидартизированного обору-
дования.
8. Сметы на приобретение оборудования и монтаж технических средств
систем автоматизации.
9. Пояснительная записка.
10. Задания генпроектировщику (смежным организациям или заказчику)
иа разработки, связанные с автоматизацией объекта: а) на обеспечение средств
автоматизации электроэнергией, сжатым воздухом, гидравлической энергией,
теплоносителями, хладоагентами требуемых параметров, теплоизоляцией груб-
иых проводок и устройств; б) на проектирование помещений систем автоматиза-
ции (для установки щитов, пультов, средств вычислительной техники, датчиков
и т. д., а также помещений для работы оперативного персонала), кабельных соору-
жений (туннели, каналы, эстакады и т. д.), проемов и закладных устройств в стро-
ительных конструкциях; в) на обеспечение средствами производственной связи;
г) иа размещение и установку на технологическом оборудовании и трубопрово-
дах закладных устройств, первичных приборов, регулирующих и запорных ор-
ганов и т. п.
Перечисленные задания к проекту не прикладывают, а передаются генпро-
ектировщику (заказчику) в процессе проектирования для согласования и испол-
нения.
В состав рабочих чертежей входят следующие материалы:
1. Структурная схема управления и контроля.
2. Структурная схема комплекса технических средств (КТС).
3. Структурные схемы комплексов средств автоматизации.
4. Функциональные схемы автоматизации технологических процессов. Сле-
дует иметь в виду, что при двухстадийном проектировании чертежи по пп. 1 и 4
разрабатываются в стадии рабочих чертежей с учетом изменений технологиче-
ской части или решений по автоматизации, принятых при утверждении техниче-
ского проекта. В случае утверждения технического проекта без изменений упомя-
нутые чертежи включаются-в состав рабочих чертежей без переработки.
5. Принципиальные электрические, гидравлические, пневматические схемы
контроля, автоматического регулирования, управления, сигнализации и пита-
ния.
6. Общие виды щитов, пультов и т. п.
7. Монтажные схемы щитов, пультов и т. п.
8. Схемы внешних электрических и трубных проводок. Для сложных
объектов могут выполняться также журналы электрических и трубных про-
водок.
9. Кроссовые ведомости (таблицы подключения). Допускается выполнять
вместо кроссовых ведомостей монтажные схемы (схемы подключения) кроссовых
шкафов для вычислительных (управляющих) комплексов, машин централизован-
ного контроля и тому подобных технических средств.
10. Планы расположения средств автоматизации и электрических и трубных
проводок, которые должны быть согласованы с генпроектировщиком в процессе
проектирования. При разработке проекта по прямому договору с промышлен-
22
Состав и содержание технической документации [Разд. 2
ным предприятием порядок выполнения этих планов определяется по согласова-
нию с заказчиком.
11. Нетиповые чертежи установки средств автоматизации.
12. Общие виды нестандартизированного оборудования (кроме сложного,
для которого в составе технического проекта приводятся технические требования
на разработку) в объеме, необходимом для выполнения рабочих чертежей.
13. Пояснительная записка.
14. Расчеты регулирующих дроссельных органов и не поставляемых промыш-
ленностью сужающих устройств, выполняемые для выбора аппаратуры и уст-
ройств. В проекте даются сводные таблицы исходных данных и результатов рас-
четов в виде приложений к пояснительной записке. Тексты расчетов в состав про-
екта не включаются, а хранятся у исполнителя проекта и выдаются заказчику по
его требованию.
15. Заказные спецификации: а) приборов и средств автоматизации; б) средств
вычислительной техники; в) электроаппаратуры; г) щитов и пультов; д) трубо-
проводной арматуры; е) кабелей и проводов; ж) основных монтажных материалов
и изделий (трубы, металлы, монтажные изделия); з) нестандартизированного
оборудования.
16. Перечень типовых чертежей на установку средств автоматизации (типо-
вые чертежи к проекту не прикладываются).
17. Уточненные задания генпроектировщику (смежным организациям или
заказчику) на разработки, связанные с автоматизацией объекта, перечисленные
в п. 10 состава ТП. При отсутствии изменений и уточнений подтверждаются зада-
ния, выданные на стадии ТП.
При разработке ТРП выполняют объем проектной документации, соответ-
ствующий стадии РЧ, и дополнительно к нему составляют смету иа при-
обретение оборудования и монтаж, а также задания в соответствии с п. 10
состава ТП.
Ниже приводится содержание наиболее важных проектных материалов
для подготовки и производства монтажных работ,
2-3. СОДЕРЖАНИЕ ОСНОВНЫХ ПРОЕКТНЫХ МАТЕРИАЛОВ
ДЛЯ ПОДГОТОВКИ И ПРОИЗВОДСТВА МОНТАЖНЫХ РАБОТ
СТРУКТУРНЫЕ СХЕМЫ
Изучение проектных материалов необходимо начинать со структурных схем
системы управления объектом. Структура управления может быть построена по
одноуровневому или по многоуровневому иерархическому принципу. Одноуров-
невые системы в свою очередь подразделяются на одноуровневые централизован-
ные, на одноуровневые децентрализованные и на одноуровневые централизован-
ные системы с частичной децентрализацией управления.
Структурная схема одноуровневой централизованной
системы представлена на рис. 2-1, а. При такой структуре управление объектом
осуществляется с одного центрального пункта управления, на который переда-
ется вся информация о ходе технологического процесса и состоянии его отдельных
механизмов, оборудовании, агрегатов и т. п. Однако такая централизация управ-
ления целесообразна для относительно простых объектов управления, при неболь-
ших расстояниях между отдельными агрегатами и установками.
При сложных технологических процессах и значительных расстояниях между
цеховыми установками объекта управления при одноуровневой централизованной
структуре резко возрастает необходимый объем переработки информации в цен-
тральном пункте управления (ЦПУ), а также общая протяженность линий связи.
Это приводит к снижению надежности ее функционирования. Кроме того, при та-
кой системе управления затрудняется производство ремонтных работ отдельных
узлов системы. Эти недостатки устраняются при применении одноуровне-
§ 2-3] Содержание основных проектных материалов
23
вой децентрализованной структуры управления, представлен-
ной на рис. 2-1,6.
При такой структуре управления отдельные участки технологического про-
цесса (установки, агрегаты! управляются со своих пунктов управления. Однако
Рис. 2-1. Одноуровневые структурные схемы систем контроля и управления.
а — централизованная; б — децентрализованная; в — смешанная; ОУ — объект упра-
вления; ЦПУ — центральный пункт управления; ПУ1 — ПУЗ — пункты управления.
одноуровневую децентрализованную структуру управления можно применять
только при относительной автономности отдельных технологических участков
(цехов, агрегатов и т. п.) объекта управления. В связи с этим наиболее распростра-
ненной является одноуровневая цен ____________________________________
трализованная система с частичной
децентрализацией управления. Пример
такой структурной схемы дан на
рис. 2-1, в. В этом случае участки тех-
нологического процесса объекта уп-
равления, имеющие тесную технологи-
ческую зависимость (на рис. 2-1,0
участки 2, 3 и 4), управляются с од-
ного ЦПУ, а составляющие части
объекта управления, имеющие отно-
сительную автономность, — децентрали-
зованно со своих пунктов управления.
Так, иа рис. 2-1, о участок 1 объекта
управляется с пункта ПУ1, а учас-
ток 5 объекта — с пункта ПУ2. При-
мером составляющих частей объекта
управления, которые могут управ-
ляться децентрализованно, могут слу-
жить компрессорные, насосные, техно-
логические котельные установки и
т. п., назначение которых обеспечи-
вать подачу энергии или сырья на
технологическую установку с опреде-
ленными параметрами. Для центра-
лизованного (децентрализованного)
Рис. 2-2. Структурная схема много-
уровневой системы управления.
I — подсистема первого уровня (ранга);
II — подсистема второго уровня; III —
подсистема третьего уровня; ОУ — объект
управления; ЦПУ — центральный пункт
управления; 1 —11 — пункты управления.
управления с учетом отдельных па-
раметров, управляемых децентрализованно (централизованно), эти параметры
передаются в ЦПУ (ПУ) соответствующего участка (рис. 2-1, в).
При большом числе технологических установок объекта управления, пара-
метры которых взаимосвязаны, и значительном расстоянии между установками
целесообразно применение многоуровневых структурных схем управления.
24
Состав и содержание технической документации [Разд. 2
Многоуровневые структуры управления в этих случаях наиболее удачно соче-
тают положительные качества централизованного и децентрализованного управ-
ления. В качестве примера на рис. 2-2 представлена трехуровневая структур-
ная схема управления.
При этой структуре отдельные участки объекта управления ОУ управля-
ются децентрализованно с пунктов управления 1—8 первого уровня управления /.
Рис. 2-3. Структурная схема многоуровневой системы управления кислородной
станции, выполненная щитовым методом.
К — контроль; С — сигнализация; ДС — диспетчерская связь; АУ — автоматическое
управление; ДУ — диспетчерское управление; АР — ввтоматическое регулирование.
Наиболее ответственные взаимосвязанные параметры частей объекта, управляе-
мых с пунктов 1—3, 4, 5 и 6—8, могут управляться с центральных пунктов 9,
10 а 11 соответственно второго уровня управления II. Со второго уровня также
могут корректироваться задания регуляторам подсистем первого уровня. Наи-
более ответственные параметры, определяющие оптимальную работу объекта в
целом, управляются с централизованного пункта управления ЦПУ объекта —
третьего уровня управления III.
• В общем случае в многоуровневой структуре с уровня N/ осуществляется
управление подсистемой уровня N,_i и передается часть наиболее важной ин-
формации на уровень N,+1.
§ 2-3] Содержание основных проектных материалов
25
На структурных схемах в проектах автоматизации (рис. 2-3) условными обоз-
начениями показывают:
а) щиты и пульты объекта управления с указанием их назначения и наиме-
нования подразделений; управляющие и вычислительные машины;
б) диспетчерские и операторские щиты и пульты управления других объек-
тов, имеющих связь с данным объектом;
в) цеховые посты контроля и управления с указанием их назначения и наи-
менования цеха, участка и т. д.
г) линии связи с буквенными обозначениями вида оперативной связи и обо-
значением стрелками направления поступления информации, выдачи команды,
распоряжений и т. п.
На структурной схеме могут указываться должности обслуживающего пер-
сонала (например, диспетчер). При связи группы подразделений с одним щитом
или общим обслуживающим персоналом на схеме не показывают линии связи от
каждого из них, а объединяют их в одну группу фигурной скобкой.
Струюурные схемы автоматизации могут входить в общую структурную
схему автоматизированной системы управления производством с применением
вычислительных машин. В этих случаях на чертежах структурных схем дают пояс-
нения по связям структурной схемы с системой управления производством.
Условные изображения элементов структурной схемы не регламентированы;
они выбираютея проектной организацией, обычно это окружности, прямоуголь-
ники, треугольники и т. п. В качестве примера на рис. 2-3 приведена структур-
ная схема кислородной станции.
ФУНКЦИОНАЛЬНЫЕ СХЕМЫ
Функциональные схемы автоматизации технологических процессов являются
основным техническим документом, определяющим структуру автоматизации тех-
нологических параметров, характер автоматизации технологических процессов
и оснащение их приборами и средствами автоматизации, в том числе средствами
вычислительной техники. Функциональные схемы автоматизации служат исход-
ным материалом для разработки всех остальных документов проекта автомати-
зации и устанавливают.
1) оптимальный объем автоматизации технологического процесса;
2) технологические параметры, подлежащие автоматическому регулирова-
нию, контролю, сигнализации и блокировкам;
3) основные технические средства автоматизации;
4) размещение средств автоматизации — местных приборов, отборных уст-
ройств, аппаратуры на местных и центральных щитах и пультах, лиспе! черских
пунктах и т. д. и определение способов передачи информации (механического,
электрического, пневматического);
5) взаимосвязь между средствами автоматизации.
На функциональных схемах с помошью графических обозначений показы-
вают: технологическое оборудование и трубопроводы, органы управления и сред-
ства автоматизации (приборы, регуляторы, вычислительные устройства, средства
телемеханики и т. п.) с указанием связи между технологическим оборудованием
и элементами автоматики, а также связей между отдельными элементами авто-
матики.
Технологическое оборудование и трубопроводы на функциональных схемах
показывают, как правило, в упрощенном виде, без указания отдельных техноло-
гических аппаратов и трубопроводов вспомогательного назначения, но так, чтобы
можно было получить ясное представление о принципе его работы и взаимодей-
ствии со средствами автоматизации.
Условные обозначения трубопроводов для жидкостей, газов и пара при одно-
линейном изображении выполняют по ГОСТ 3464-63 (табл. 2-1).
При наличии нескольких сред одного наименования к цифровому обозначе
нию часто добавляют цифры или буквы (букву). Так, например, пар обознача-
26
Состав и содержание технической документации [Разд. 2
ется цифрой 2, пар давлением 0,3 кгс/см2 может обозначаться 2/0,3, пар насы-
щенный — 2н, а пар перегретый — 2п, Вода производственная — 1п, а вода за-
холоженная — 1з и т. п.
Таблица 2-t
Условные обозначения трубопроводов и импульсных труб для жидкостей
и газов по ГОСТ 3464-63
Среда, передаваемая по трубопроводу Цифровое обозначение Цветное обозначение
Цвет Краска
Жидкость или газ, пре- обладающие в дан- ном проекте — Красный Черный Киноварь, кармин, су- рик Тушь черная
Вода —1—1— Зеленый Гуммигут с лазурью
Пар —2—2— Розовый Киноварь, кармин, сла- бо разведенный
Воздух Азот —4—4— Голубой Темно-желтый Лазурь, кобальт Охра
Кислород Аргон Неон 1 1 1 Ю СО 1 1 1 ТП Синий Ультрамарин
Гелий Криптон Ксенон —8—8— —9—9— —10—10— Фиолетовый Кармин с лазурью
Аммиак —11-11— Серый Тушь черная, слабо
Кислота (окислитель) —12—12— Оливковый Ультрамарин с охрой
Щелочь —13-13— Серо-коричневый Сепия
Масло —14—14— Коричневый Сиена жженная
Жидкое горючее Водород Ацетилен Фреон Метан Этан —15—15— _16—16— —17—17— -18—18— —19—19— —20—20— Желтый Г уммигут
Этилен Пропан Пропилен Бутан Бутилен —21—21— —22—22— —23—23— —24—24— —25—25— Оранжевый Киноварь с охрой
Вакуум ♦ —27—27— Светло-серый Тушь черная, разве- денная
Трубопроводы иногда изображают в две линии, а промежуток между лини-
ями закрашивают. Цвета окраски трубопроводов принимают по ГОСТ 14202-69.
Если обозначения трубопроводов на чертежах технологической части проекта не
отвечают требованиям стандарта, то на функциональных схемах применяют те
же условные обозначения, что и в технологических схемах, с соответствующими
ссылками на последние.
Приборы и средства автоматизации на функциональных схемах показы-
вают условными обозначениями по ГОСТ 3925-59 (табл. 2-2—2-9).
В соответствии с ГОСТ 3925-59 полное графическое изображение прибора,
измеряющего или регулирующего определенный параметр, состоит из его общего
символа по табл. 2-3 и вписываемого в него функционального признака прибора
по табл. 2-5 и буквенного обозначения регулируемой величины по табл, 2-4.
§ 2-3] Содержание основных проектных материалов
27
Таблица 2-2
Условные графические обозначения первичных измерительных преобразователей
температуры по ГОСТ 3925-59
Наименование Обозначение
Термометр расширения стеклянный 1
Термометр расширения стеклянный электроконтактный t
Термометр сопротивления одинарный л
Термометр сопротивления двойной
Термометр сопротивления поверхностный 1
О
Термометр сопротивления миогозонный (изображения зонных
термометров сопротивления показывают у мест измерения)
Термопара одинарная
о
Термопара многозониая (изображения концов зонных термо-
пар показывают у мест измерения)
Термопара двойная
Термопара поверхностная 1
28
Состав и содержание технической документации [Разд. 2
Продолжение табч. 2-2
Наименование Обозначение
Термопара скоростная Термобаллон манометрического термометра Термометр дилатометрический или биметаллический Отборное устройство давления, уровня, состава газов и жид- костей Сужающее устройство1 для измерения расхода по перепаду давления — диафрагмы, сопла, трубы Вентури и т. п. Трубка пневмометрическая1 Приемное устройство измерителя потока Приемное устройство ультразвуковое (расходомера, уровне- мера и др.) Приемное устройство расходомера электромагнитного Приемное устройство ультракоротковолновое (расходомера, уровнемера и др.) Приемное устройство поплавковое (уровнемера, плотномера • И др.) Приемное устройство радиоактивное (расходомера, уровне- мера и др.) Приемное устройство емкостное (уровнемера, толщиномера и ДР-) Приемное устройство влагомера <*=> со. О -1
§ 2-3] Содержание основных проектных материалов
29
Продолжение табл. 2-2
Наименование Обозначен не
Приемное устройство для измерения физике химического сос- тава и качества вещества (содержание pH, вязкость, за- пыленность, мутность, концентрация и др.) ш
Приемное устройство тахометрическое
Приемное устройство для измерения интенсивности радио- активного излучения V
Приемное устройство динамометрическое (тензометрическое и ДР-) й
Приемное устройство фотометрическое (уровень и др.)
Видеоприемное устройство телевидения || |
Передающая камера телевидения 1 ]
Приемное устройство пирометра радиационного, оптического и фотоэлектрического ~р
Счетчик жидкости, газа
1 О трие в символах сужаюгцнх устройств направлено против потока среды, расход
которой измеряется.
Таблица 2-3
Условные графические обозначения приборов для измерения и
регулирования параметров технологических процессов по ГОСТ 3925-59
Наименование Обозначение
Основное допускаемое
Прибор измерительный Прибор регулирующий (сигнализирующий) Прибор измерительный и регулирующий (сигнали- зирующий) в одном корпусе е (D „
30
Состав и содержание технической документации [Разд. 2
Таблица 2-4
Буквенные обозначения основных измеряемых н регулируемых
величин по ГОСТ 3925-59
Наименование Обозна- чение Наименование Обозна- чение
Температура Давление, разрежение, ва- куум Расход и количество Уровень Влажность Скорость линейная Плотность Вязкость Концентрация1 Частота вращения (число обо- ротов в минуту) Пыльность, цветность, мут- ность, дымность t р G Н m V Р С п ф Положение (перемещение) ре- гулирующего органа Толщина Теплота сгорания (теплотвор- ность) Количество тепла Вибрация (частота механиче- ских колебаний) Линейное перемещение и дли- на Разность значений двух вели- чин (прираь ение) S ь Q Q f ' 1 д
1 При обозначении концентрации допускается вместо концентрации вписывать в изо-
бражение химическую формулу измеряемого или регулируемого вещества.
При отсутствии в стандартах необходимых изображений в функциональных
схемах могут употребляться нестандартные изображения. Обычно они отражают
характерные признаки прибора или средства автоматизации.
При этом на чертеже должна быть размещена таблица нестандартных услов-
ных обозначений.
Устройства, механически связанные с конструкциями, встроенными в тех-
нологические коммуникации (например, исполнительные механизмы и регули-
рующие органы), изображают на схеме в непосредственной близости к этим кон-
струкциям.
Таблица 2-5
Буквенные обозначения функциональных признаков измерительных,
регулирующих и преобразующих приборов и устройств по ГОСТ 3925-59
Наименование Обозна- чение Наименование Обозна- чение
Показывающий п Статический Ст
Самопишущий с Изодромный Из
Интегрирующий и Дифферен цирующнй ДФ
Сигнализирующий Сг Позиционный Пз
Измеряющий Им Задающий Зд
Суммирующий (алгебраиче- См Программный Пг
ская сумма) Следящий Сл
Отрабатывающий соотноше- Со Обегающий (поисковая снс- Об
ние тема)
Преобразующий Пр Дозирующий Дз
Усиливающий Ус Астатический Ас
§ 2-3] Содержание основных проектных материалов
31
Таблица 2-6 Условные графические обозначения передач дистанционного воздействия по ГОСТ 3925-59 Таблица 2-7 Условные графические обозначения регулирующих органов по ГОСТ 3925-59
Наименование передачи Обозначение Наименование Обозна- чение
Электрическая Заслонка регулирующая у/
Гидравлическая run Шибер регулирующий
Пневматическая ш Клапан регулирующий проходной (X
Механическая 1 1 Клапан регулирующий трехходовой
Таблица 2-8
Условные графические обозначения исполнительных механизмов
по ГОСТ 3925-59
Наименование Обозначение
I Гсполннтельный механизм поршневой й
1 К'полпительный механизм мембранный $
I Кполнительный механизм электромагнитный (соленоидный) |ч|
I кполнительный переменного механизм тока с электродвигателем: ф
постоянного тока ф
32
Состав и содержание технической документации [Разд. 2
Таблица 2-9
Условные обозначения вспомогательных устройств
Наименование Обозначение гост
Сосуд разделительный или уравнительный Q 3925-59
Сосуд конденсационный О 3925-59
Панель дистанционного управления для пневматиче- |—О—| 3925-59
ского и гидравлического регулирования •
Переключатели: а) для газовых (воздушных) линий © 3925-59
б) для электрических цепей измереиня © 3925-59
Вентили (клапаны) запорные: а) проходной tx 2.785-70
б) угловой 2.785-70
Вентиль (клапан) трехходовой 2.785-70
Задвижка СХ 2.783-70
Сложные элементы (управляющие устройства, вычислительные машины,
блоки сигнализации, защиты и т. п.) выполняют в виде квадратов или прямоуголь-
ников с соответствующими пояснениями.
Функциональные схемы могут выполняться в развернутом, упрощенном или
смешанном изображении (в зависнмостн от сложности и насыщенности аппарату-
рой систем контроля и регулирования).
Прн выполнении функциональной схемы в развернутом изображе-
нии на схеме показывают отборные устройства, первичные и вторичные преобра-
зователи, измерительные приборы, вычислительные устройства, переключатели,
исполнительные механизмы, регулирующие и запорные органы с электрическим,
пневматическим или гидравлическим приводом, аппаратуру управления, эле-
мент сигнализации и т. д.
При выполнении функциональной схемы в упрощенном изображении
на схеме показывают отборные и приемные устройства, первичные измеритель-
ные и регулирующие приборы, исполнительные механизмы и регулирующие ор-
ганы. Промежуточные устройства (вторичные приборы, элементы, входящие
в комплект регуляторов, усилители, преобразователи и т. д.) на схеме показы-
вают в виде одного общего обозначения в соответствии со стандартами на услов-
ные обозначения в схемах автоматизации.
При выполнении функциональной схемы в смешанном изображении
на схеме приборы и средства автоматизации показывают в основном в полном со-
ставе. Однако некоторые сложные узлы контроля и автоматического регулирова-
ния выполняют в упрощенном изображении.
§ 2-3] Содержание основных проектных материалов
33
В составе комплексного технического (технорабочего) проекта предприятия
функциональные'схемы автоматизации технологических процессов могут быть
совмещены с технологическими схемами. В совмещенных технологической н
функциональной схемах приборы и средсгва автоматизации иногда размещают
вблизи отборных устройств.
В качестве примера рассмотрим совмещенную технологическую и функцио-
нальную схемы, представленные на рис. 2-4.
В подогреватель насосом подается холодная вода. Для нагрева воды до
120 °C к подогревателю подведен пар от гребенки, а из подогревателя отводится
конденсат и горячая вода.
В соответствии с табл. 2-1 в рассматриваемой схеме приняты следующие
условные обозначения трубопроводов: холодная вода — 1—1—; горячая вода
—1г—1г—; пар —2н—2н—; конденсат —27—27—. Буква г обозначает, что вода
горячая (так удобнее отличать ее от холодной), а буква н — что пар низкого дав-
ления.
Рис. 2-4. Фрагмент совмещенной технологической и функциональной схем. При-
боры и средства автоматизации размещены вблизи отборных устройств.
В соответствии с технологическим заданием в этой части устройства изме-
ряются давления холодной и горячей воды и регулируется расход пара по темпе-
ратуре в подогревателе.
Рассмотрим функциональную схему. У трубопроводов холодной и горячей
воды изображены отборные устройства давления 1 (см. табл. 2-2), соединенные
линией связи с приборами 2. Так как приборы служат только для измерения,
они изображены окружностями (см. табл. 2-3). На измерение давления указы-
вает буква Р в числителе, что соответствует буквенным обозначениям, которые
приведены в табл. 2-4. Буква П в знаменателе обозначает, что прибор показыва-
ющий (см. табл. 2-5).
Регулирование температуры (/) выполнено группой приборов: одинарной
термопарой 3 (табл. 2-2), самопишущим прибором С с изодромным (Из) регули-
рующим устройством 4 (см. табл. 2-3 и 2-5), имеющим пневматическую дистан-
ционную передачу 5 (см. табл. 2-6), воздействующую на клапан 7, с мембранным
исполнительным механизмом 6 (см. табл. 2-8).
Совмещенную технологическую и функциональную схему включают как в тех-
нологическую часть проектной документации, так и в раздел «Автоматизация
и-хпологическнх процессов».
I ели в проект входит несколько функциональных схем, то условные обозна-
41 нпп элементов автоматизации могут быть приведены либо на одной из них, либо
ил отдельном чертеже, либо не приводятся совсем, но со ссылкой на ГОСТ 3925-59.
34
Состав и содержание технической документации [Разд. 2
Рнс. 2-5. Пример выполнения функциональной схемы.
/93а, /936, /94з — соответственно датчик уровня, местный прибор с дистанционной
электрической передачей показаний, вторичный показывающий прибор на щите опера-
тора; 2, /5, 3 + /5, 2к, Зс — транспортируемая среда по трубопроводам — соответст-
венно пар, воздух, жидкое горючее, смесь воздуха с жидким горючим, пар с конденса-
том, сжатый воздух (обозначения по ГОСТ 3464-63).
§ 2-3] Содержание основных проектных материалов
35
В схемах определяют места установки аппаратуры: а) в технологических
коммуникациях или непосредствен но около них изображают отборные устройства,
термопары, термометры сопротивления, ртугные термометры, диафрагмы, расхо-
домеры, встраиваемые в трубопроводы, регулирующие органы и связанные с ннмн
исполнительные механизмы; б) аппаратуру, монтируемую вне щитов, изображают
в прямоугольнике с надписью «Местные приборы»; в) аппаратуру, размещаемую
на местных стативах н щитах, на щитах агрегатов, отделений, установок, цехов,
на центральных и диспетчерских щитах выделяют в отдельные прямоугольники
с соответствующими надписями (например, на рис. 2-5, поз. 176а, 193в). На рис. 2-5
показан пример выполнения функциональной схемы.
Рнс. 2-6.
Рис 2-7.
Рис. 2-6. Пример объединения линий, идущих к одному прибору.
2а, 26, 2в — термопары; 2г — показывающий милли вольтметр; 2d — переключатель
1
Рис, 2-7, Пример выполнения функциональной схемы контроля и регулирования
с разрывом соединительных линий.
В функциональных схемах взаимные связи элементов автоматизации выпол-
няют горизонтальными линиями и дают ссылки на соответствующие номера чер-
тежей. На вертикальных линиях к приборам указывают оптимальные значения
контролируемых величин (параметры сред). На схеме показывают все средства
автоматизации (кроме вспомогательной аппаратуры: реле, источники питания,
фильтры, редукторы и т. п.) независимо от того, кем и как (комплектно, россыпью)
они поставляются, и от того, имеются ли они у заказчика или должны быть при-
обретены. В примечаниях могут содержаться указания, какая аппаратура (но-
мера позиций по спецификации) поставляется комплектно с технологическим
оборудованием или имеется в наличии. Эта аппаратура может быть на схеме вы-
делена (заштрихована или обведена пунктирной линией).
Одна функциональная схема может использоваться для ряда однотипных
игрегатов, при этом в примечании должно содержаться пояснение: для какого
нгрегата схема составлена н для какого (каких) аналогична.
В проектах принято объединять ряд одинаковых замеров в одно условное
обо (качение (с указанием количества приборов), а также объединять (изображать
одной линией) соединительные линии, идущие к одному прибору (рис. 2 6).
В сложных функциональных схемах допускается разрывать соединительные
линии (рис. 2-7), нумерация их дается со стороны отборного устройства и со сто-
роны аппаратуры.
36
Состав и содержание технической документации [Разд. 2
В нижней части схемы иногда дают надписи о назначении системы контроля,
регулирования, управления н т. п. (рис. 2-8). Такие надписи упрощают чтение
сложных функциональных схем.
Позиции приборам и средствам автоматизации на функциональных схемах
присваивают по цепи, начиная от отборного устройства до исполнительного меха-
низма, включая всевозможные сосуды (рис. 2-9). Если к диафрагме подключа-
Рис. 2-8.
Рис. 2-9.
Рис. 2-8. Пример выполнения функциональной схемы с надписью в нижней
части о назначении системы регулирования.
5а — уравнительный сосуд; 56 — бесшкальный прибор для измерения уровня с пневма-
тической дистанционной передачей; 5 — изодромный регулятор уровня, 5 Зд — гадагчик
к регулятору 5; 5г — регулирующий клапан; 5в — электрический исполнительный меха-
низм; МП — магнитный пускатель; 5УП — переключатель управления; 5КУ — ключ
управления.
Рис. 2-9. Пример присвоения позиций приборам.
1-!а — сужающее устройство; 1-16 н 1-2а — конденсационные сосуды; 1-1в н /-26 — диф-
манометры; 1-1г — вторичный прибор; 1-2в, г — вторичный прибор с регулирующей
приставкой; 1-2д — регулирующий клапан; 1-За\ 2-За; З-За — термометры сопротивле-
ния; 36 — многоточечный переключатель; Зв — логометр.
Первичным приборам, работающим с общим вторичным прибором, присваи-
вается одна и та же позиция, например За (рис. 2-9), но перед ней через дефис
указывается порядковый номер (индекс) 1, 2, 3 и т. д. Таким образом, три термо-
метра сопротивления обозначаются 1-За, 2-За н З-За. Эти термометры сопротив-
ления работают через общий переключатель 36 с логометром Зв.
У изображения приборов, устанавливаемых непосредственно на трубопрово-
дах (ртутные термометры, водо- и газосчетчики, стеклянные ротаметры и т. п.),
пишут дробь, числителем которой является позиция прибора по спецификации,
а знаменателем — предельный параметр. Например, у ртутного термометра
$ 2-5] Содержание основных проектных материалов
37
циональной схемы с размещением при-
боров непосредственно на технолою-
ческих трубопроводах н в прямоуголь-
нике с надписью «Приборы местные».
(рис. 2-10) цифра 6 в числителе — это шестая позиция по спецификации, а 20 °C
в знаменателе — предельная температура измеряемой среды.
Приборы, состоящие из двух элементов, устанавливаемых раздельно, напри-
мер один непосредственно на трубопроводе, а другой на стене (опоре, колонне
н т. п.), имеют маркировку каждого элемента. Так, газовый термометр состоит
из термобаллона и измерительного блока. Термобаллону, устанавливаемому на
трубопроводе, присвоена позиция 2а, а измерительному блоку, устанавливаемому
рядом на стене, — 26. При этом измерительный блок (как и регулятор прямого
действия 5) выносится в графу «При-
боры по месту».
Несколько сложнее маркировка
группы приборов, работающих с об-
щим отборным устройством, особенно,
когда таких групп приборов несколько.
Рассмотрим пример, когда необходимо
измерять и регулировать расход какой-
либо среды с использованием для из-
мерительного и регулирующего комп-
лектов приборов общей диафрагмы
(1.тоды-нзготовители поставляют диа-
фра! мы с двумя нарами отборов). На
рис. 2!) и юбражен ч первая i руппа
прпбопоп, и >меряк>11111>1 и pci у пнрую-
1ЦП11 |>ш ход пира. Полому перед н<>-
'iiiiiiniMH пссх прпборпн riniir (и виде
цифры) индекс । руины I.
1'слп НО ПИШИ Д11<1||>р<11 мы для обыч-
ною случая 1а, то для диафрагмы пер-
вой । руины позиция 1-1а (для второй
I рупны — 2-1а), т. е. после индекса
I руппы через разделительный знак
написана позиция диафрагмы.
Приборы измерительного
комплекта маркированы «по диафраг-
ме», т. е. изменяется для них только
последняя буква. Так, конденсацион-
ный сосуд имеет позицию 1-16
(сравните с позицией диафрагмы — изменилась только буква с а на б),
датчик — 1-1в и т. д. Приборы регулирующего (второго) комплекта
сохранили индекс группы, но изменилась цифра комплекта с 1 на 2. Кроме
того, у второго комплекта нет своей диафрагмы и буква а присвоена первому аппа-
рату после диафрагмы — конденсационному сосуду. В результате полная марки-
ровка конденсационного сосуда будет 1-2а. Цифра 1 обозначает, что сосуд вхо-
дит в первую группу приборов, а следующая за ней через разделительный знак
цифра 2 указывает на то, что он входит во второй комплект поиборов (такой же
сосуд во второй группе приборов будет иметь маркировку 2-2а).
У датчика во втором комплекте приборов по отношению к конденсационному
сосуду в маркировке изменится только буква с а на б, в результате прибор датчика
будет иметь позицию 1-26, позиция вторичного прибора 1-2в. Однако на рис. 2-9
вторичный прибор регулирующего комплекта имеет позицию 1-2в, г, где буква г
после запятой обозначает, что вторичный прибор в данном случае состоит из двух
блоков: он имеет пневмоприставку, связанную с регулирующим клапаном 1-2д.
На схемах иногда приводят экспликацию технических средств^автоматиза-
ции и систем управления. В примечаниях к функциональной схеме'дают сведе-
ния, на основании каких технологических документов составлена данная схема,
и 1акже перечень чертежей н спецификаций проекта автоматизации, относящихся
к функциональной схеме или ее дополняющих.
38
Состав и содержание технической документации [Разд. 2
Таблица 2-10
Условные обозначения элементов электрических принципиальных схем
Наименование гост Обозначения
Трансформатор однофазный Предохранитель плавкий 2.723-68 2.727-68 п о
Диод 2.730-73 —W—
Резистор постоянный Регистратор переменный: общее обозначение с подвижным контактом с неиспользуемым выводом с линейным саморегулированием 2.728-74 2.728-74
Конденсатор электролитический полярный (слева), неполярный (справа) 2.728-74 т т
Конденсатор постоянной емкости Контакт коммутационного устройства1: замыкающий 2.728-74 2.755-74 с измене- нием № 1, введенным с 1978 г. _1_ Т
£ 2-3] Содержание основных проектных материалов
39
Продолжение табл. 2-10
Наименование ГОСТ Обозначения
размыкающий И
переключающий ИИ
переключающий без размыкания цепи И'И
с двойным замыканием г г г
с двойным размыканием
Контакт импульсный замыкающий' при срабатывании (слева), при возврате (в центре), прн срабатывании н возврате (справа) 2.755-74
Контакт импульсный размыкающий прн сра- батывании (слева), при возврате (в центре), прн срабатывании н возврате (справа) 2.755-74
Контакт замыкающий с замедлителем, дейст- вующим при срабатывании (слева), при возврате (в центре), при срабатывании и возврате (справа) 2.755-74
Контакт размыкающий с замедлителем, дейст- вующим при срабатывании (слева), при возврате (в центре), при срабатывании н возврате (справа) 2.755-74
Контакт без самовозврата замыкающий (сле- ва), размыкающий (справа)2 2,755-74 Is
40
Состав и содержание технической документации [Разд. 2
Продолжение табл 2-10
Наименование ГОСТ Обозначения
Контакт с самовозвратом замыкающий (слева), размыкающий (справа)2 2.755-74
Контакт для коммутации сильноточной цепи замыкающий (слева), размыкающий (спра- ва) 2.755-74
То же замыкающий дугогасительный (слева), размыкающий дугогасительный (справа) 2.755-74
Контакт с автоматическим возвратом при перегрузке 2.755-74
Контакт с механической связью замыкающий 2.755-74 J 1 k L
(слева), размыкающий (справа)3 Л г г 1 или 1 1 или!
Контакт, чувствительный к температуре (тер- мокоитакт), замыкающий (слева), размы- кающий (справа) 2.755-74
Контакт электротеплового реле при разне- сенном способе изображения реле 2.755-74
Выключатель однополюсный (слева), много- полюсный, например трехполюсный (спра- ва) 2.755-74
§ 2-3] Содержание основных проектных материалов
41
Наименование
ГОСТ
Продолжение табл. 2-10
Обозначения
Выключатель трехполюсный с автоматическим
возвратом
Выключатель кнопочный нажимной с замы-
кающим контактом (слева), с размыкаю-
щим контактом (справа)
Соединение контактное разъемное (слева),
разборное (в центре), неразборное (справа)
2.755-74
2.755-74
2.755-74
1 Здесь даны различные варианты обозначений контактов (их допускается выполнять
также в зеркальном изображении). В следующих графах контакты изображены только
в одном варианте, приведенном в ГОСТ 2.755-74.
2 Обозначение самовозврата следует использовать только при необходимости спе-
циально подчеркнуть наличие самовозврата в узле, как правило, не имеющем его. Ана-
логично для обозначения отсутствия самовозврата.
• Ггли нужно ук.иать вид привода, то его обозначение по ГОСТ 2.721-74 присоеди-
няют к и юбр 1жеипю липни механической связи (штриховая линия или две параллельные
сплошные пшин).
ПРИНЦИПИАЛЬНЫЕ СХЕМЫ ПИТАНИЯ,
АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ, УПРАВЛЕНИЯ И СИГНАЛИЗАЦИИ
Общие положения. Принципиальная схема определяет принцип действия,
состав и взаимодействие элементов схемы. Она дополняет и раскрывает функци-
ональные схемы и схемы внешних электрических и трубных проводок. На ее основе
строятся монтажные схемы Щитов и пультов.
На принципиальных схемах изображают: аппаратуру, устройства и их ча-
сти, предназначенные для питания, управления, регулирования, защиты, изме-
рения и сигнализации со связями между ними. Изображение на принципиальных
схемах аппаратов, устройств и их частей выполняют в условных обозначениях
в соответствии со стандартами.
Принципиальные схемы по виду питающей их энергии разделяют на элек-
трические, пневматические и гидравлические, а по функциональным призна-
кам — на схемы автоматического регулирования, управления, блокировок и
сигнализации. На принципиальных схемах (в общем случае) показывают: а) по-
ясняющую технологическую схему (узел), схему блокировочных зависимостей
или циклограмму (если это необходимо для пояснения работы принципиальной
схемы), б) схемы управления, регулирования, защиты, измерения, блокировки,
сигнализации и питания с таблицами и необходимыми пояснениями, диаграммы
работы контактов многопозиционных аппаратов или надписи, поясняющие ре-
жим работы; в) схемы главных (силовых) цепей и контакты аппаратов, задейст-
вованные в других схемах.
у Наиболее часто применяемые условные обозначения элементов электриче-
ских принципиальных схем приведены в 1абл. 2-10.
ПРИНЦИПИАЛЬНЫЕ СХЕМЫ ПИТАНИЯ
Принципиальные схемы питания — электрические, пневматические и гид-
равлические выполняют, как правило, на отдельных чертежах. С другими схемами
их совмещают в редких случаях.
42
Состав и содержание технической документации [Разд. 2
Принципиальные электрические схемы питания могут изображаться как
в многолинейном (рис. 2-11, о), так и в однолинейном (рис. 2-11, б) исполнении.
Они содержат: линии вводов от источников питания, линии питания приборов,
аппаратуру отключения потребителей от источников питания, аппаратуру за-
щиты (предохранители, автоматы), преобразователи элекгроэнергии (выпрями-
тели, стабилизаторы, трансформаторы и т. п.), аппаратуру контроля наличия
напряжения, спецификацию аппаратуры (ссылки на относящиеся чертежи).
Вводы электроэнергии автоматизируемых объектов, как правило, предусматри-
ваются в электрической части проекта. Во всех случаях источник питания
цепей автоматики должен быть резер-
вирован.
В соответствии с «Указаниями по
проектированию электроустановок си-
стем автоматизации производственных
процессов» (МСН-205-69/ММСС СССР)
количество независимых пи-
тающих линий к системам электропи-
тания приборов и средств автоматиза-
ции должно быть равно количеству
независимых линий, питающих объект
в целом. Так, если на объекте имеют-
ся потребители первой и второй кате-
горий и их питание осуществлено по
двум независимым линиям, то система
электропитания приборов и средств
автоматизации также должна иметь
два ввода от двух независи-
мых источников. Если объект отне-
сен к третьей категории и питйется по
одной линии, ю приборы и средства
автоматизации могут питаться по од-
ному вводу. Если на объекте имеются
потребители разных категорий, то
электроприемники приборов и средств
автоматизации относятся к потреби-
телям высшей категории.
Рис. 2-11. Принципиальные электри-
ческие схемы питания в многолиней-
ном (о) и однолинейном (б) исполне-
ниях.
В системах электропитания приборов и средств автоматизации, отнесенных
к первой и второй категориям, предусматривается устройство автоматического
ввода резерва (АВР). Устройство АВР не устанавливается, если оно имеется
в системе электроснабжения объекта.
Принципиальные пневматические схемы питания делятся на радиальные
и магистральные. Радиальные схемы, в свою очередь, могут быть с односторон-
ним и двойным питанием. Одностороннее радиальное питание
используют для небольших групп разнесенных 'на значительное расстояние друг
от друга пневмоприемников, занятых в малоответственных схемах; радиаль-
ные схемы с двойным питанием применяют также для небольших
групп разнесенных пневмоприемников, но обслуживающих ответственное техно-
логическое оборудование.
Магистральные схемы используют для отдельных групп близко
расположенных между собой пневмоприемников, обслуживающих малоответствеи-
ное оборудование, а схемы с кольцевой магистралью применяют для ответствен-
ного оборудования.
В общем случае (рис. 2-12) на принципиальных схемах пневмопитания услов-
ными обозначениями изображают:
. 1) установку воздухоснабжения с относящимся к ней оборудованием (уста-
новки очистки и осушки воздуха, редукторы, фильтры, воздухосборники, распре-
делительные коллекторы). При подключении проектируемой схемы питания к дей-
§ 2-3] Содержание основных проектных материалов
43
пвующей системе воздухоснабжения в месте подключения устанавливают
обратный клапан (клапан К1 на рис. 2-12) и буферную емкость, обеспечи-
вающую минимальный запас сжатого
воздуха;
2) отдельные фильтры, редукторы
и манометры;
3) линии продувки, конденсато-
сборники;
4) пневмоприемники—щиты, пуль-
ты управления, отдельные приборы и
регуляторы, исполнительные меха-
низмы.
В схемах пневмопитания показы-
вают сечения или условные проходы
труб, их длину, маркировку, а на кол-
лекторах указывают давление транс-
портируемою воздуха. На рис. 2-12,
например, труба с маркировкой 01
имеет сечение 32 X 2,5 мм (диаметр
32 мм, толщина стенки 2,5 мм), ее
длина 120 м, условное давление
Ру = 6 кгс/см2.
Длины труб могуг быть не про-
ставлены, если они приведены на схеме
внешних соединений.
На чертеже схемы питания, как
правило, над основной надписью дол-
жна быть приведена спецификация
изделий, используемых в схеме пневмо-
питания. Из спецификаций можно по-
лучить сведения о типах и техниче-
ских характеристиках изделий, а также
Рис. 2-12. Пример выполнения маги-
стральной схемы пневмопитания.
МЩ — местные щиты управления; 16а,
15а — местные приборы; Р1 — редуктор;
Ф1, Ф2 — фильтры; Bl, В2 — вентили за-
порные; Вз — трехходовой кран; К/ —
обратный клапан; Ml — манометр; 01,
02... — маркировки труб.
их количество.
Если схема питания имеет про-
должение на других чертежах, то
дается соответствующая ссылка, на-
пример «В цех № 3, см. чертеж № ...»
(рис. 2-12).
Гидравлические схемы питания строятся аналогично пневматическим и от-
дельного пояснения не требуют.
ПРИНЦИПИАЛЬНЫЕ СХЕМЫ ‘АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ
УПРАВЛЕНИЯ. СИГНАЛИЗАЦИИ
Электрические схемы, как правило, изображают разнесенным спо-
собом, с расположением условных графических обозначений в разных местах,
т. е. таким образом, чтобы отдельные цепи были изображены наиболее наглядно.
Такие схемы иногда называют развернутыми. В свернутых схемах,
изображаемых совмещенным способом, составные части элементов схемы
показывают совместно, т. е. в непосредственной близости. В общем случае схемы
регулирования, управления, защиты и сигнализации дают с пояснениями в виде
таблиц; на схемах приводят диаграммы замыкания контактов ключей и других
аппаратов, а также графики, поясняющие режимы работы. Также показывают
контакты аппаратов, как занятые в других схемах, так и заимствованные из дру-
гих схем.
Принципиальные схемы управления, регулирования, защиты, измерения и
сигнализации выполняют, изображая все фазы переменного тока или полюсы
44
Состав и содержание технической документации [РпзсЛ 2
постоянного тока. Аппаратура (реле, кнопочные выключатели, магнитные пу-
скатели, автоматические выключатели и т. п.) на принципиальных схемах изобра-
жают в отключенном положении, при отсутствии напряжения в^питающих цепях,
а также механических воздействий. Следовательно, на схеме все замыкаю-
щие контакты изображены разомкнутыми, а размыкающие — замкну-
тыми. В отдельных случаях аппа-
ратуру показывают в рабочем по-
ложении. Об этом на чертеже схемы
должно иметься соответствующее
пояснение. Пояснение должно быть
также для устройств, имеющих два
или несколько исходных положе-
ний (например, двухпозиционное
поляризованное реле с преоблада-
нием).
Пример принципиальной элек-
трической схемы дан на рис. 2-13.
На схеме изображено управление
электродвигателем насоса (на ри-
сунке не показан), откачиваю-
щего воду из водосборника, в который постоянно поступает вода. При дости-
жении верхнего уровня срабатывает реле верхнего уровня РУВ и включает
магнитный пускатель ПМ электродвигателя насоса. Магнитный пускатель, вклю-
чившись, остается включенным, так как его обмотка получает питание через блок-
контакт ПМ и контакт реле нижнего уровня РУН. При снижении уровня до за-
данного контакт РУН размыкается и отключает пускатель: насос останавлива-
ется. Для местного управления служат кнопки КП (пуск) и КС (стоп). Лампа ЛС
сигнализирует о положении пускателя.
НОМБр секции Номер кон- такта Положение рукоятки
Автомати- ческое Отклю- чено Ручное
А 0 Р
-45° 0 +45°
л п Л п л п Л п
I 1 2 — —• — — X X
л 3 4 X X — — — —
Номер секции Номер кон- такта Положение рукоятки
Меньше Отклю- чено Больше
м 0 Б
-45° +У5°
л п Л п л г л п
I 1 2 — — X X — —
л 3 4 X — — — X
а; о
Рис. 2-14. Пример диаграммы переключений контактов универсального пере-
ключателя.
а — переключатель без самовозврата; б — переключатель с самовозвратом.
Для всех многопозипионных аппаратов: ключей, переключателей, конеч-
ных выключателей и г. п. на схемах приводят диаграммы переключений контак-
тов при различных положениях аппарата (рис. 2-14). Неиспользуемые секции,
как правило, отмечают звездочкой, а о том, что их не используют, дают поясне-
ние в примечаниях.
В перечень элементов схемы (спецификацию) вносят все приборы и аппа-
раты, элементы которых изображены на чертеже, с указанием мест расположения
аппаратов. Сведения об электрооборудовании дают достаточно полные с подроб-
ными техническими характеристиками.
§ 2-3] Содержание основных проектных материалов
45
Пневматические и гидравлические схемы содержат те же элементы, что и соот-
ветствующие электрические. Если же проектом предусмотрен переход с пневма-
тических и гидравлических элементов на электрические (блокировка или сигнали-
зация), то схемы выполняют раздельно, с изображением в пневматических и гид-
равлических схемах только непосредственно с ними связанную часть электро-
аппаратуры. На принципиальных пневматических и гидравлических схемах вну-
тренние схемы приборов и регуляторов не показывают. Внутренние схемы пере-
ключающих устройств изображаются в положении «Автоматическое управле-
ние» или в других, оговоренных в проекте.
При разных давлениях питающей среды (воздуха, воды, масла) схемы разде-
ляют подавлениям. Источники питания, групповые устройства очистки и осушки
воздуха, маслоустановки на схемах могут не изображаться. Во всем остальном
пневматические и гидравлические элементы схемы выполняют так же, как элек-
трические.
Если связь приборов и устройств пневматической и гидравлической систем
может быть изображена с достаточной полнотой на принципиальных схемах кон-
троля и автоматизации и схемах внешних соединений, то принципиальные пнев-
матические и гидравлические схемы могут не выполняться.
Гидравлические и пневматические принципиальные схемы выполняют по
ГОСТ 2.704-76. Условные обозначения регулирующей аппаратуры
в схемах гидравлических и пневматических приводов приведены в ГОСТ 2.781 68.
Принципиальные пневматические и гидравлические схемы, как правило,
не составляют в тех случаях, когда приборы и устройства проектируемой гидрав-
лической или пневматической системы и их взаимосвязи могут быть изображены
с досгагочной полнотой на функциональной схеме и схеме внешних трубных
соединений.
СИСТЕМА МАРКИРОВКИ ЭЛЕМЕНТОВ И СВЯЗЕЙ
Маркировка цепей поясняет их назначение, служит средством для различе-
ния цепей и определения мест соединений. Для маркировки электрических цепей
употребляется цифровая система с применением арабских цифр, а для буквенных
приставок употребляются прописные буквы. Около маркировки цепи может быть
проставлено обозначение зажима, к которому присоединен проводник. Цепи,
сходяшиеся в общий узел схемы, должны иметь одинаковую маркировку. Цепи,
разделенные электрическими элементами (контактами или обмо1ками реле, рези-
сторами. конденсаторами и т. п.), считаются разными участками и им присваивают
разную маркировку. Одни и те же проводники в разных схемах (например, в схе-
мах питания, монтажных или элементных) имеют одинаковую маркировку. Со-
гласно ГОСТ 2.709-72 участки цепей положительной полярности (при прохож-
дении постоянного тока) маркируют нецетными числами, отрицатель-
ной — четными. Участки с невыраженной полярностью маркируют любыми чис-
лами. Маркировка цепей переменного тока цифровая (или буквенно-цифровая).
В схемах переменного тока трехфазные цепи маркируют чис-
лами без деления на четные или нечетные с добавлением перед числом букв А,
В, С (фазы), например Al, Bf, Cl, или цифры 0, означающей нейтраль (нулевой
провод). Нейтраль нередко обозначается буквой N.
В схемах однофазного переменного тока участки цепей маркируют
аналогично цепям постоянного тока с добавлением при необходимости буквен-
ного индекса фазы. Четные и нечетные числа (см. рис. 2-13) могут присваиваться
любому участку схемы со сменой с нечетных на четные после потребителя энергии
(обмотки реле, магнитного пускателя и т. д.).
Маркировка цепей схем многократного применения может выполняться
порядковыми числами начиная с единицы. Маркировка цепей устройств зав од-
г кого изготовления не изменяется. Она дополняет маркировку про-
гкin и проставляется на чертежах в скобках, а в натуре — на бирках-оконцева-
К'Л их.
46 Состав и содержание технической документации [Разд. 2
В ряде случаев в цепях в зависимости от их назначения выполняют марки-
ровку с использованием, например, следующих групп чисел:
Наименование электрических цепей Группы чисел
Питания........................................................ 1—100
Измерения и приборов технологического контроля................. 101—200
Сигнализации................................................... 201 —400
Нетиповые электрические цепи...................................401 и далее
Буквенные позиционные обозначения элементов, специфические для опреде-
ленных отраслей, а также обозначения элементов, характеризующие их функцио-
нальное назначение в схеме, устанавливают соответствующие отраслевые доку-
менты,
ЩИТЫ И ПУЛЬТЫ
Щиты и пульты изготавливают специализированные заводы. В связи с этим
в проектах автоматизации техническая документация на щиты и пульты должна
разрабатываться как задание на их изготовление заводам-поставщикам.
Для монтажа щитов и пультов из всей документации проекта необходимо
изучение следующих материалов: чертежей общих видов щитов и пультов, чер-
тежей их размещения и монтажных схем щитов и пультов.
Общие виды щитов и пультов выполняют в соответствии со стандартами
и другими нормативными документами, а также с учетом требований техниче-
ской эстетики и инженерной психологии. Чертежи общих видов щитов и пультов
содержат: а) вид на фронтальную плоскость щнта (или рабочую плоскость пульта)
с упрощенным изображением и координацией монтируемых на плоскости прибо-
ров, средств автоматизации и элементов мнемосхемы; б) виды на плоскости (или
их участки) щита и пульта с упрощенными изображениями и координацией
устройств для ввода электрических и трубных проводок; в) схему сочетаний пане-
лей (многопанельного, многошкафного) щита или пульта в плане с разбивкой на
блоки (в случае блочных щитов и пультов); г) таблицы надписей на табло и в рам-
ках (на планках), расположенных у приборов и средств автоматизации; д) техни-
ческие требования на изготовление; е' спецификацию щитов и пультов и пере-
чень устанавливаемых с фронтальной стороны щита и рабочей плоскости пульта
приборов и аппаратуры (попанельно).
В необходимых случаях могут выполняться разрезы и отдельные узлы щи-
тов и пультов. Например, в каркасных щитах показывают вертикальный разрез
щита с изображением и координацией устройств для электрических и трубных
проводок (короба, лотки, коллектор сжатою воздуха и т. д.).
На фронтальной плоскости щита (или рабочей плоскости пульта) показы-
вают в упрощенном изображении приборы, средства автоматизации и элементы
мнемосхемы и проставляют габаритные размеры щитов или пультов и размеры,
координирующие установку всех приборов и средств автоматизации, монтируе-
мых иа этих плоскостях (рис. 2-15). Около изображений приборов указывают
их позиции (1а, 170а и т. д. на рис. 2-15) по заказным спецификациям. У изобра-
жений аппаратуры указывают их буквенно-цифровые обозначения по принципи-
альным электрическим (1ПУ, 2ПУ на рис. 2-15) или пневматическим схемам.
Номера позиций и позиционные обозначения аппаратуры указывают на пол-
ках линий-выносок, проводимых ог изображений приборов и аппаратов, распо-
лагая их вне контура прибора (аппарата) параллельно основной надписи
чертежа. Обозначения табло указывают внутри контура (на рис. 2-15 не приве-
дены).
Для пояснения назначения прибора или аппарата, установленного на фрон-
тальной плоскости щита (или рабочей плоскости пульта), на чертежах дается
рамка с надписью. Рамки обычно устанавливают под прибором или аппаратом.
' В чертежах общих видов щигов и пультов приводят спецификацию на шкафы
и корпуса щитов и пультов, устройства для ввода электрических и трубных про-
§ 2-3] Содержание основных проектных материалов
47
водок, рамки для надписей, символы мнемосхем и т. п. Каждому из этих кон-
структивных элементов присваивают позицию (номер), в нашем примере иа
рис. 2-15—1 — шкаф, 2 — рамка для надписей. Номера позиций указывают иа
полках лииий-выносок, проводимых от изображений щитов, пультов, устройств
для ввода и т. п., вне контура конструкции (шкафа, пульта).
Внутри контуров, изображающих рамки для надписей, пишут номера (на
рис. 2-15 — /—5), под которыми в таблице перечня надписей значится их текст.
На чертежах общих видов щитов и пультов приводится перечень аппаратуры
н приборов. В перечне указывают: позиции приборов по заказным специфика-
циям и позиционное обозначение аппаратуры по
принципиальным электрическим и пневматиче-
ским схемам; наименование; тип; количество;
номер установочного чертежа; примечание.
Ввод в щит электрических и трубных про
водок предусматривается проекюм снизу, сверху
и, как исключение, сбоку щита. Для удобства
монтажа и эксплуатации при прочих равных
условиях предпочтение должно отдаваться вводу
снизу щита. При верхнем и боковом вводе (для
шкафных щи гов) на чертеже дают виды соответ-
ствующих плоскостей щита с изображением иа
них устройств для ввода (сальников, втулок,
переборочных соединителей и т. д.). Устройства
для ввода электрических и трубных проводок
изображают в упрощенном (или условном) виде
и координируют.
Если щит или пулы состоит из нескольких
панелей, то на чертеже общего вида приводят
схему сочетания панелей. В случае применения
блочных щитов и пультов иа схеме сочетания
панелей должна быть показана разбивка на
блоки.
Размещение центральных щитов управления
в операторных помещениях, как правило, дается
иа отдельных чертежах проекта. Сведения о ме-
стах расположения местных щитов берутся из
чертежей — планов расположения средств авто-
матизации и электрических и трубных проводок.
Монтажные схемы щитов и пультов используют совместно со схемами внеш-
них электрических и трубных проводок для подключения к сборкам коммутацион-
ных зажимов щитов электрических кабелей и к переборочным соединителям (или
непосредственно к приборам) трубных проводок в соответствии с маркировкой
проекта.
Номера кабелей и труб проставляют в кружке, а условные обозначения
кабелей принимают по ГОСТ 2.751-73.
Маркировка транзитных жил указывается со стороны внешней проводки.
Если по монтажной схеме нужно смонтировать несколько щитов (пультов), то
эти сведения приводят на чертеже в технических требованиях или таблице при-
меняемости. В таблицу вносят все щиты, которые монтируются по данной схеме
с указанием по применению подключения для каждого щи га (пульта).
СХЕМЫ ВНЕШНИХ ЭЛЕКТРИЧЕСКИХ И ТРУБНЫХ ПРОВОДОК
Схемы внешних электрических и трубиых проводок являются основными
техническими документами, на которых показаны полный объем и характеристики
электрических и трубных проводок. В общем случае на них изображают: а) щиты,
пульты, местные пункты контроля и управления; б) внещитовые приборы и сред-
48
Состав и содержание технической документации [Разд. 2
ства автоматизации; в) соединительные и протяжные коробки; г) электрические
и трубные проводки; д) защитное заземление систем автоматизации; е) подсоеди-
нения электрических и трубных проводок к щитам, пультам, приборам и т. п.;
Наименование параметра и место атвора импульса Температура в колонне №6 Температу- ра В кон- денсаторе №3 Давление боды до фильтра
в^означенив монтажного чертежа ТМ ТМ.... ТМ.... зк....
Позиция 10а 10В 10В Юг 26 а 36а
Рис. 2-16. Пример выполнения схемы внешних электрических проводок.
CKI6 № 1 — соединительная коробка типа CKI6; С-12, С-22 — сальники вводов в сое-
динительную коробку; 1—9 — кабели.
ж) подсоединения (или указания о подсоединениях) трубных проводок к си-
стеме канализации (дренаж, продувка), подвод сжатого воздуха и т. д. Кроме
того, на этих схемах дана основная надпись, технические указания и таблица
условных графических обозначений.
| 5-J] Содержание основных проектных материалов
49
При выполнении схемы на нескольких листах им присваивают одно обозна-
чение и наименование. При этом перечень кабелей, проводов и труб, таблицу ус-
лонных графических обозначений и технические указания располагают на первом
листе.
На схемах внешних проводок над или под условными графическими обозна-
чениями датчиков, отборных устройств, чувствительных элементов, первичных
и (мерительных приборов, исполнительных устройств и т. п., устанавливаемых
ваименоВание параметра а места отбора импульса Давление 6 F-68 Количество щелочи В колонну К-1 Уровень щелочи в колонне К-1
Обозначение монтажного чертежа ТМ... ТМ... ТМ...
Позиция 10а 11а 12а
12е
126
ЗВ~2М
15нж5чвк
Труба
Пхв-Х№1ог
Том
пе-
105
т-ЗЗОЧ-72
ТруВа
10X2-20 (02
ВИ-160
ВИ-6
ТруВа
10x2-20.
15нж545к
ВВД 1/2"
116
ВВД 1/2
ВИ-150
ВИ-6
не
Труба 14*2-20
Ид
Коллектор сжатого Воздуха
ТруВа 10x2-20
5м
116
ТК4-331В-72 ВИ-6
15м
ВИ-16
ВИ-160
Труба 14x2-20
20м
— 126
ВВД 1/2"
ТруВа бесш. 14*2-20 >5н
ви-ко
ВИ-16
125
ТКЧ 3324-72
26
12е
ТруВа 14*2-20
!5м
Панель N-3
Панель №2
Щит оператора (чертеж Ni.~
Рис. 2-17. Пример выполнения схемы внешних трубных проводок.
непосредственно на технологическом оборудовании или трубопроводах, разме-
щают пояснительную таблицу, указывая в ией наименование параметра и место
отбора импульса (например, температура в колонне № 6 иа рис. 2-16); обозна-
чение монтажного чертежа (ТМ ...); позиции приборов по функциональной схеме
(10а, 106 и т. п.).
В нижней части поля чертежа изображают в виде прямоугольников щиты и
пульты, шкафы с аппаратурой и т. п. с указанием их наименования и, в скобках,
номеров чертежей монтажных схем.
Внещитовые вторичные приборы, соединительные и протяжные коробки раз-
мещают иа поле чертежа между таблицей и изображением щитов, пультов, шка-
фов (например, СК16 № /). Внутри условных графических обозначений вторич-
50
Состав и содержание технической документации [Разд. 2
ных приборов указывают тип прибора (например, КСД), маркировку его зажимов
(1—6) или выводов, а около графических обозначений, над полкой линии-вы-
носки — позиционные обозначения (366), присвоенные приборам на функцио-
нальных или принципиальных схемах. Под полкой линии-выноски указывают
обозначения монтажных чертежей (ТМ ...). Иногда обозначение установочных
чертежей пишут внутри изображения прибора.
Для приборов, не имеющих маркировки внешних выводов, дают схему вну-
тренних соединений, за исключением случаев, когда подключение может быть
только однозначным, например звонки, сигнальные лампы и т. п.
В прямоугольниках, изображающих соединительные коробки электропро-
водок, указывают сальники (С-12, С-22 на рис. 2-16) и сборки зажимов с комму-
тацией проводов, а в прямоугольниках, изображающих соединительные коробки
для пневмокабелей, — переборочные
КВРГ Ю*15мм* 2Ш ПКВ 2x2,5 мм2
I —(2)--------------
Юм Труба Л-Ц-20 Юм
а) 6)
Труба бесшовная 14x2-10
, 20м
6)
ТПОс' 7хв/1,6
ЮОм
2)
Рис. 2-18. Пример обозначения на
схеме внешних соединений кабелей,
проводов и труб.
а — кабель; б — провод в трубе; в — тру-
ба импульсная; г — пневмокабель семи-
трубный.
соединители и сальники, а также
внутреннюю трубную коммутацию (на
рис. 2-16 не показано).
Около графических обозначений
соединительных коробок электропро-
водок и пневмокабелей, протяжных
коробок над полкой линии-выноски
указывают их обозначения и порядко-
вый номер, например СК16 № 1 на
рис. 2-16. Иногда порядковый номер
пишут под полкой линии-выноски.
Действительное пространственное
расположение составных частей схем
либо не учитывается вообще, либо
учитывается приближенно. Для много-
панельных щитов и пультов указы-
ваются номера отдельных панелей
(рнс. 2-17).
Размещение изображений входных
и выходных элементов внутри графи-
ческих изображений приборов и средств автоматизации (исключая щиты, пульты,
групповые установки приборов, для которых разрабатываются монтажные схемы)
должно соответствовать их расположению в изделии.
Прокладываемые вне щитов и пультов и между ними электрические и трубные
проводки, как правило, показывают на схеме отдельными сплошными линиями.
Для каждой внешней электрической проводки приводятся ее техни-
ческие данные, в которые входят марка кабеля (провода) (например, К.ВРГ на
рис. 2-18, а, ПКВ на рис. 2-18, б), количество жил и их сечение (10 X 1,5), коли-
чество рабочих жил (8), указанное в прямоугольнике, длина кабеля (10 м) или
пучка проводов, тип (Л-Ц), диаметр (20 мм) и длина (10 м) защитной трубы
(рис. 2-18, б).
Для внешних проводок импульсных, командных, питаю-
щих, дренажных и других приводятся технические данные, в которые
входят тип (марка) трубы (труба бесшовная), ее диаметр (14 мм) и толщина стенки
(2 мм), длина (20 м), а также тип (КТК) запорной арматуры (рис. 2-18, в).
Для пневмокабелей указывают марку (ТПО), количество труб
(7) и их диаметр (8 мм), толщину стенки (1,6 мм), длину (100 м) (рис. 2-18, а).
При наличии на схеме кабелей, труб одной марки, одного сортамента, а также
запорной арматуры одного типа и если они расположены рядом, их марку и тип
указывают на общей выносной линии (см. рис. 2-17, трубы для приборов позиции
10а и На).
• При выполнении схем на нескольких листах изображения кабелей, проводов
и трубопроводов, которые переходят с одного листа на другой, обрывают. В ме-
стах обрыва ставят стрелки н указывают обозначения, присвоенные этой проводке
§ 2-3] Содержание основных проектных материалов
51
(номер кабеля, провода, трубопровода), и в скобках номер листа, на котором по-
казано продолжение проводки с простановкой тех же сведений, что и у обрыва
на предыдущем листе.
На первом листе схемы внешних проводок над основной надписью помещают
технические указания (при отсутствии места над основной надписью их распо-
лагают слева от нее, в нижней части поля чертежа), которые в общем случае
содержат: а) обозначения спецификаций приборов и средств автоматизации и
электроаппаратуры, на основании которых указаны позиции приборов; б) пояс-
нения по применимости данной схемы; в) пояснения по нумерации кабелей, про-
водов, трубопроводов, коробов и лотков; г) пояснения по применяемой аппа-
ратуре.
УСЛОВНЫЕ ГРАФИЧЕСКИЕ ОБОЗНАЧЕНИЯ
При выполнении схем внешних электрических и трубных проводок приме-
няются графические обозначения: а) по ГОСТ 3925-59 (см. табл. 2-2—2-9); б) по
ГОСТ 2.751-73 «Обозначения условные графические в схемах. Линии электриче-
ской связи, провода, кабели, шины и их соединения»; в) по ГОСТ 2.754-72 «Обо-
значения условные графические электрического оборудования и проводок на пла-
нах» (линии заземления, зануления); г) по ГОСТ 2.784-70 «Обозначения услов-
ные графические. Элементы трубопроводов»; д) условные графические обозна
чения, строящиеся по заводским инструкциям или другим нормативно-техниче-
ским’ документам (датчики, внещитовые приборы и исполнительные механизмы
с электрическими входами и выходами); е) условные графические обозначения,
строящиеся в виде прямоугольников или внешних очертаний (щиты, пульты,
соединительные, протяжные коробки, входные и выходные элементы, электро-
фитинги, групповые установки приборов и т. п.).
Условные графические изображения защитного заземления
элементов систем автоматизации нестандартизированы; они приведены в табл. 2-11.
Таблица 2-11
Условные графические изображения защитного заземления
Обозначение Наименование
Заземляющий проводник электроустановки, присоединяе-
мый к металлоконструкции производственного назначе-
ния
Заземляющий проводник электроустановки, присоединяе-
мый к контуру заземления объекта
Жила кабепя или провода, используемая для заземления
электроустановок
Заземляющий проводник электроустановки, присоединяе-
мый к броне, оболочке кабеля или к защитной трубе
Условные графические обозначения, стандартизированные или строящиеся
ня основе стандартизированных обозначений, на схемах не поясняют. Нестандар-
||ппрованные условные графические обозначения и не строящиеся на основе
шпдаргизированных, кроме условных обозначений на щиты, пульты, соединитель-
ные и протяжные коробки, групповые установки приборов и коробок, на схемах
имею г пояснения, которые помещают в таблице на поле первого листа схемы внеш-
них проводок после пеоечпя кабелей, проводов и труб, над основной надписью.
52
Состав и содержание технической документации [Разд. 2
НУМЕРАЦИЯ и МАРКИРОВКА ЭЛЕКТРИЧЕСКИХ И ТРУБНЫХ ПРОВОДОК
На схемах внешних проводок маркировку проводов, жил кабелей и труб вы-
полняют в соответствии с принципиальными схемами управления, регулирова-
ния, блокировки, сигнализации и питания. Маркировка проставляется у мест
подключения к зажимам внещитовых приборов, соединительных коробок и т. п.
(см. рис. 2-16, а), а также у контура графического обозначения щита, пульта
и т. д.
Электрическим кабелям и защитным трубам, в которых проложены пучки
проводов, присваивают порядковые номера: 1, 2, 3 и т. д. Электрическим кабелям
и пучкам проводов, проложенным в коробе, присваивают порядковые номера
с добавлением буквы К перед номером: KI, К2, КЗ и т. д.
Трубным проводкам (импульсным, командным, питающим, дренажным,
вспомогательным и т. д., в том числе пневмокабелям) присваивают порядковые
номера с добавлением перед ними индекса 0: 01, 02, 03 и т. д. Для крупных объек-
тов иногда применяют систему нумерации кабелей, проводов и труб, отображаю-
щую их принадлежность к конкретным цехам, участкам, агрегатам и т. п.: а) при-
сваивают для отдельных цехов группы чисел, например: для цеха № 1 кабели ну-
меруют от 1 до 200, для цеха № 2 — от 201 до 300 и т. д.; б) дополняют номер ка-
беля, провода и трубы индексом, например: для цеха № 1 ректификации кабели
нумеруют: 1-1, 1-2, 1-3 и т. д. или Pl, Р2, РЗ и т. д.; для цеха № 2 упаковки:
2-1, 2-2, 2-3 и т. д. или У1, У2, УЗ и т. д.; в) дополняют номер кабеля, провода,
трубы индексом, присвоенным данному агрегату, например: для приточной си-
стемы № 1 кабели нумеруют П1-1, П1-2, П1-3 и т. д.; для приточной системы № 2:
П2-1, П2-2, П2-3 и т. д.; иногда такую нумерацию выполняют в виде дроби, на-
пример: П1/1, П1/2, П1/3, П2/1, П2/2, П2/3 и т. д.
Электрические и трубные проводки, соединяющие панели многопанельного
щита, нумеруют заглавными буквами А, Б, В и т. д.
Маркировку электрических и трубных проводок на схеме проставляют,
как правило, на обоих концах изображений, если они большой длины. Номера
кабелей, проводов, трубопроводов пишут в окружностях, в разрывах изображе-
ний проводок (см. рис. 2-16—2-18).
На схеме внешних проводок приводят перечень в виде таблицы, в который
включают кабели, провода, соединительные и протяжные коробки, электрофи-
тинги, трубы, пневмокабели, запорную аппаратуру, материалы и узлы для уст-
ройств заземления (см. подпись к рис. 2-17). Короба и перфорированные лотки
в перечень не включают.
Если электрическая проводка выполнена проводами, проложенными в за-
щитных трубах, коробах, перфорированных лотках, то на схемах внешних про-
водок указывают длину пучков проводов, а в перечень кабелей, проводов и труб
включают общее количество этих проводов.
Наряду с графическим при выполнении схемы внешних трубных
проводок используют табличный метод, который применяют для приборов,
имеющих типовые схемы трубной обвязки. В этом случае графически схемы не
показывают, а в таблицах указывают иомер типового монтажного (ТМ) чертежа
обвязки, позицию прибора, контролируемый параметр, длины, нумерацию и сор-
тамент труб, запорную арматуру и т. п.
В проектах автоматизации нескольких аналогичных агрегатов (цехов) схему
внешних проводок выполняют только для одного агрегата (цеха) с таблицей при-
меняемости для других агрегатов.
ПЛАНЫ РАСПОЛОЖЕНИЯ СРЕДСТВ АВТОМАТИЗАЦИИ,
ЭЛЕКТРИЧЕСКИХ И ТРУБНЫХ ПРОВОДОК
На плане расположения средств автоматизации и проводок в общем случае
показаны контуры зданий объекта, цеха или промплощадки с указанием каналов,
планировочных отметок, а также обозначений осей и рядов колонн; поэтажное
расположение технологического оборудования и основных технологических
§ 2-3] Содержание основных проектных материалов
53
трубопроводов; отборные устройства, первичные приборы и регулирующие ор-
ганы, расположенные на технологическом оборудовании и трубопроводах; при-
боры, регуляторы, исполнительные механизмы, электроаппаратуру и другое
оборудование, устанавливаемое вне щитов; щиты и пульты; соединительные и
протяжные коробки, коробки свободных концов термопар, термостаты; электри-
ческие и трубные проводки (электрические провода и кабели в защитных трубах,
лотках, коробах и без них, пневмокабели, трубы импульсные, командные, вспо-
могательные, дренажные и т. п.), а также конструкции, на которых они проклады-
ваются; проходы электрических и трубных проводок через стены и перекрытия
зданий и сооружений; перечень монтажных материалов и изделрй; таблицу не
предусмотренных стандартами условных графических обозначений; технические
указания на выполнение отдельных монтажных работ.
Для пожаро- и взрывоопасных помещений и взрывоопасных установок до-
полнительно указываются класс помещений, в которых предусматривается мон-
таж электрических и трубных проводок, и смежных с ними помещений; катего-
рия и группа взрывоопасных смесей, могущих образовываться в этих помеще-
ниях; границы взрывоопасных зон в наружных установках.
Рис. 2-19. Монтажные символы отборных устройств
и средств автоматизации.
/ — участок технологического трубопровода с первич-
ным прибором; 2 — первичные приборы и отборные уст-
ройства, встраиваемые в технологическое оборудование
(в аппараты и трубопроводы); 3 — вторичные приборы,
регуляторы, сигнализаторы, исполнительные механизмы,
электроприводы, вспомогательная аппаратура и т. п.,
изображаемые в плане; 4 — вторичные приборы, сигна-
лизаторы, исполнительные механизмы, электроприводы,
вспомогательная аппаратура и т. п., изображаемые в
разрезе; 5 — закрытый щит (пульт) и открытый щнт,
изображаемые в плане; 6 — закрытый и открытый щи-
ты, изображаемые в разрезе; 7 — пульт, изображаемый
в разрезе.
На плане расположения средств автоматизации и проводок должны быть
согласующие подписи генпроектировщика и заказчика.
На планах расположения средств автоматизации и проводок применяют
следующие условные обозначения. Отборные устройства и средства автоматиза-
ции изображают, как показано на рис. 2-19. Проводки (потоки) и конструкции
для прокладки кабелей, потоков проводов и трубные блоки изображают по
рис. 2-20.
Строительную часть объекта автоматизации (стены здания с оконными и
дверными проемами, колонны с обозначением осей и рядов, каналы, ниши
и т. п.) и технологическое оборудование показывают упрощенно, тонкими
линиями.
Планы расположения средств автоматизации и проводок щитовых помеще-
ний, центральных пунктов управления и т. п. приводят, как правило, на отдель-
ном чертеже (или листе) для каждого помещения. Если на чертеже изображается
план этажа, цеха, отделения и т. п., находящихся на одном уровне (одной строи-
н'льной отметке), то над этим изображением указывают «План на отметке...».
Если эти планы имеют разные уровни, то для каждого плана на поле чертежа
проставляют соответствующую отметку уровня.
Технологическое оборудование и основные технологические трубопроводы
показывают упрощенно, тонкими линиями. Жирными линиями показывают:
пипы и пульты, шкафы; соединительные и протяжные коробки; потоки электри-
ческих и трубных проводок (электрические провода и кабели в защитных трубах,
ленках, коробах и без них, пневмокабели, трубопроводы и т. п.). Координируют
|е приборы и средства автоматизации (регуляторы, исполнительные механизмы,
пипы, пульты шкафы, соединительные и протяжные коробки, другое оборудова-
ние и вспомогательные устройства), для монтажа которых не требуются заклад-
ные конструкции в стенах, полах и колоннах зданий, технологическом оборудо-
54
Состав и содержание технической документации [Разд. 2
вании и трубопроводах, а они закрепляются с помощью дюбелей (пристрелкой)
или другими аналогичными способами.
На чертежах около условных графических обозначений элементов средств
автоматизации у линии-выноски указывают их позиции в соответствии со схемой
внешних электрических и трубных проводок, а около условных графических
обозначений щитов, пультов над полкой линии-выноски указывают их
наименования или обозначения ипод полкой — обозначение установочного
чертежа (например, у релейного щита К.1).
Рис. 2-20. Условные обозначения проводок (поюков).
а — на прямолинейных участках; б — на поворотах; в — при разветвлении; е — про-
водка (поток) уходит на более высокую отметку или приходит с более высокой отметки;
д — проводка (поток) уходит на более низкую отметку или приходит с более низкой от-
метки; е — проводка (поток) пересекает отметку плана сверху вниз Или снизу вверх и
не имеет горизонтальных участков в пределах данного плана, &с — проводка (поток)
уходит на более высокую или более низкую отметку данного плана; з — короба, горизон-
тальная прокладка по стене; и — мосты пли лоткн, горизонтальная прокладка по стене;
к — трубиые блоки, горизонтальная н вертикальная прокладка по стене; л — кабель-
ные конструкции.
Потоки электрических и трубных проводок на чертежах координируют с ос-
новными строительными осями или конструкциями зданий и сооружений. Указа-
ния по привязке средств автоматизации и проводок по высоте дают в технических
указаниях либо приводят на разрезах, сечениях, которые выполняют в дополне-
ние к планам. Иногда привязку потоков электрических и трубных проводок по
высоте указывают на планах отметками j ровней (низа) прокладки этих проводок,
помещаемых на полках линий-выносок. Указание о необходимости прокладки
трубных проводок на планах с уклоном на полке линии-выноски дается согласно
ГОСТ 2.307-68.
Наименование и обозначение технологических агрегатов проставляют внутри
контура, изображающего агрегат, либо на полке линии-выноски.
Условными графическими обозначениями показывают отборные устройства,
первичные приборы и регулирующие органы, расположенные на технологическом
оборудовании и трубопроводах; приборы, регуляторы, исполнительные меха-
низмы, электроаппаратуру и другое оборудование, устанавливаемое вне щитов
§ 2-3] Содержание основных проектных материалов
55
(на стенах, полах, колоннах зданий, на каркасах технологических агрегатов,
в каналах, на эстакадах, на открытых площадках и т. д.).
Если предусматривают раздельную (на разных конструкциях) прокладку
потоков электрических и трубных проводок, их изображают на чертежах плана
также раздельно (условно рядом). В характерных местах необходимо выполнять
разрезы и сечения.
Потоки электрических и трубных проводок на плане при необходимости мо-
гут иметь разрывы. В этом случае с обеих сторон разрыва дается нумерация пото-
ков проводок с пометкой «Продолжение, см. черт. № ...».
Применяемым для монтажа проводок материалам и изделиям присваивают
номера позиций и пишут их на полках линий-выносок, проводимых от изображе-
ний потоков электрических и трубных проводок. Полки линий-выносок с номе-
рами позиций располагают горизонтально вне контура потоков электрических
и трубных проводок и элементов средств автоматизации.
Обозначение классов пожаро- и взрывоопасных помещений, в которых пре-
дусматривается монтаж электрических и трубных проводок, и смежных с ними
помещений, категорий и групп взрывоопасных смесей и наименование взрыво-
опасных газов и паров указывают внутри контура соответствующего помещения,
например В-1а.
Расположение средств автоматизации и проводок на чертежах можно не по-
казывать, если оно дано на чертежах типовых конструкций, монтажных черте-
жах либо на специально разработанных установочных или других чертежах;
а) трубы обвязки отборных устройств, продувки соединительных линий, спуска
конденсата, дренажа из них; б) разделительные, уравнительные и конденсацион-
ные сосуды; в) запорная и продувочная арматура; г) соединительная арматура
(муфты, тройники, фланцы, соединители и т. п.); д) местные приборы (ртутные
термометры, манометры и т. д.1, расположенные на технологическом оборудова-
нии и трубопроводах, к которым не подключаются линии связи; е) указания по
вводам труб, проводов, кабелей в щиты и пульты; ж) указания по теплоизоля-
ции трубопроводов систем автоматизации. При этом на чертеже должны быть
приведены соответствующие пояснения.
На чертежах расположения средств автоматизации и проводок не показы-
вают устройства защитного заземления систем автоматизации. Обобщающий при-
мер, поясняющий реализацию большинства перечисленных выше положений, дан
на рис. 2-21. Следует подчеркнуть, что ряд надписей на этом рисунке опущен.
Планы расположения средств автоматизации и проводок могут выполняться
методом трасс. При этом разрабатывают два чертежа: чертеж расположе-
ния только конструкций (коробов, лотков, мостов, кабельных конструкций и т. п.)
по руководящим материалам Главмонтажавтоматики (РМ4-6.16-74) и чертеж рас-
положения средств автоматизации и электрических и трубных проводок (чертеж
трасс по РМ4-6.167-74).
Если на чертеже, в плане или разрезе нет достаточного места для разме-
щения необходимого количества кабелей или труб, допускается указать позицию
(номер) потока, а на свободном поле чертежа перечислить номера труб (кабелей),
входящих в поток. Так сделано у помещения датчиков на рис. 2-21 для потока 1.
Табличка с марками кабелей и труб может быть дана на другом листе чертежа,
тогда у позиции (номера) потока должна быть пометка «См. лист № ...»
Места входа кабельных и трубных проводок в смежные помещения или в по-
мещения, находящиеся внутри рассматриваемого, координируют как по верти-
кали, так и по горизонтали, а под координированными вводами помещают таб-
личку с марками кабелей или труб, направляемых в смежное помещение.
О креплениях кабельных или трубных проводок, стоек датчиков дают по-
метки под табличкой с марками кабелей (труб) или под полкой линии-выноски.
На чертеже расположения конструкций тонкими линиями показывают стро-
шельиую и технологическую части. Кабельные и трубные конструкции наносят
< плотными основными линиями с полной привязкой их к строительным элемен-
|пм ।дапий и сооружений.
56
Состав и содержание технической документации [Разд. 2
Кабельные и трубные журналы могут дополнять планы расположения средств
автоматизации и электрических и трубных проводок. Наиболее часто они даются
в том случае, когда под одним и тем же чертежом схемы внешних соединений
(иногда и монтажным) выполняют монтаж нескольких агрегатов или установок.
Рис. 2-21. Пример выполнения планов расположения
а — фрагмент плана; б — фрагменты разрезов; 1а — отборное устройство; 22а — вторичный
ровна кабелей
Перечень монтажных материалов и изделий приводится на плане расположе-
ния средств автоматизации и проводок в таблице, в которую включают трубные
блоки, короба, мосты, лотки, кабельные конструкции и т. п., а также изделия
для их крепления к конструкциям зданий и сооружений. В перечне монтажных
$ 2-3] Содержание основных проектных материалов
57
материалов и изделий указывают позиции, присвоенные специфицируемым эле-
ментам, их обозначение, иаименонание и количество по чертежу расположения
средств автоматизации и проводок. В графе «Примечание» указывают массу
монтажных материалов.
< редств автоматизации и электрических и трубных проводок
Прибор; 25, 26, 56 и т. д. — запорная арматура с приводами; 221, 222, 223 И т. д — марки-
»• потоке 1.
В чертежах с аналогичными агрегатами в перечень включают общее коли че-
стно монтажных материалов и изделий, располагая их в перечне в следующей оче-
редности: блоки трубные; короба стальные; мосты; лотки; кабельные конструкции;
типажные материалы (швеллеры, уголки, листы, полосы и т. д.); резервная
58
Состав и содержание технической документации [Разд. 2
графа; крепление блоков трубных или отдельных труб; крепление коробов сталь-
ных; крепление мостов; крепление лотков; крепление одиночных труб и кабелей;
резервная графа; проходы коробов стальных через стены и перекрытия; проходы
трубных и электрических проводок через открытые проемы в стенах; уплотненные
проходы трубных и электрических проводок через стены и перекрытия.
ЗАЯВОЧНЫЕ ВЕДОМОСТИ И ЗАКАЗНЫЕ СПЕЦИФИКАЦИИ
В проект автоматизации в зависимости от стадии проектирования включа-
ются заявочные ведомости и заказные спецификации.
На стадии проектного задания составляют заявочные ведомости:
а) приборов и средств автоматизации; б) щитов и пультов; в) основных монтаж-
ных материалов (кабели, провода, трубы). Заявочные ведомости предназначены
для предварительного ориентировочного определения объема работ
и стоимости оборудования и материалов. По заявочным ведомостям оборудование
и материалы не заказывают.
Заказная спецификация приборов и средств автоматизации составляется
в соответствии с «Указаниями по составлению спецификаций к проектам автома-
тизации» (РМЗ-З-66) по цехам, отделениям или другим подразделениям предпри-
ятия. При значительном количестве одинаковых приборов и средств автоматиза-
ции (более 50%) в разных цехах (подразделениях) допускается выполнять для них
общую заказную спецификацию. В заказную спецификацию включают: а) при-
боры и средства автоматизации; б) электроаппаратуру; в) щиты и пульты; г) тру-
бопроводную арматуру; д) кабели и провода; е) основные монтажные материалы
(трубы, металл); ж) нестандартизированное оборудование.
Для удобства обработки документации в монтажных и комплектующих
организациях каждый раздел спецификации начинается с нового листа.
Заказная спецификация является документом, необходимым не только для
заказа оборудования. Она служит для чтения чертежей проекта: функциональ-
ных схем (см. рис. 2-5), общих видов щитов и монтажных схем, схем внешних сое-
динений и т. п. Спецификация составляется комплектами по точкам и контурам
(системам) контроля, регулирования, управления. В каждый комплект включают
работающие совместно приборы, регуляторы, исполни гельпые механизмы. При-
боры, регуляторы, комплектные устройства к и им
группируют в спецификации в следующие параметрические группы: а) приборы
и регуляторы для измерения и регулирования температуры, давления, разреже-
ния, количества, уровня, состава, качества вещества; б) прочие приборы, регуля-
торы и комплектные устройства. Комплекты приборов и аппаратуры взаимосвя-
занных систем измерения и регулирования могут выделяться в отдельные группы;
например, для системы регулирования расхода топлива котлоагрегата, получаю-
щего импульсы от датчиков давления пара и расхода топлива (обратная связь),
в спецификацию включается подряд вся аппаратура (комплект), относящаяся
к регулятору расхода топлива, несмотря на то что один датчик относится к группе
давления, а другой — к группе расхода.
Аппаратура и устройства, поставляемые заводами комплектно с прибо-
рами, регуляторами, машинами, включаются в заказную спецификацию после
слов «комплектно поставляются».
Если в систему измерения или регулирования включают вспомога-
тельную аппаратуру (например, ключи, переключатели) и регулиру-
ющие органы (клапаны, заслонки), не поставляемую приборостроительными за-
водами, то в графе «Примечание» указывают: «Заказывается по спецификации
№ ...». В примечании против позиций приборов, на которые заполняют опрос-
ные листы (см. ниже), указывают: «Опросный лист № ...». Легко бьющиеся при-
боры (ртутные термометры, жидкостные стеклянные манометры) в специфика-
цию включают с монтажным запасом 10—15%. Вместо номера позиций для за-
пасных приборов вписывают слово «запасной».
Заказная спецификация на электроаппаратуру составляется от-
дельно и состоит из двух разделов: а) электроаппаратура, устанавливаемая на
§ 2-3] Содержание основных проектных материалов
59
щитах и пультах; б) электроаппаратура, устанавливаемая вне щитов и пультов.
Одинаковая электроаппаратура включается в заказную спецификацию под од-
ним порядковым номером или буквенным обозначением. Коммутаторные и дру-
гие специальные сигнальные лампы предусматриваются в заказной специфика-
ции с монтажным запасом 10—15% для каждой модификации. Запасные лампы
включают в заказную спецификацию отдельной строкой и вместо порядкового
для этих ламп номера вписывается слово «запасная».
В заказной спецификации щитов и пультов указывают наименова-
ния щитов и пультов по их назначению, характеристику, количество, а также
номера чертежей общего вида щита (пульта) и монтажной схемы.
В заказную спецификацию трубопроводной арматуры включают:
регулирующие органы, запорную арматуру с неручным приводом (электриче-
ским, пневматическим или гидравлическим), запорную арматуру с ручным при-
водом. Поскольку регулирующие органы и арматура с неручным приводом уста-
навливаются на технологических трубопроводах, то они заказываются по спе-
цификациям соответствующих технологических частей проекта. В спецификациях
проекта автоматизации в графе «Примечания» должна быть пометка о том, в какой
части проекта заказан тот или иной регулирующий орган или арматура. В спе-
цификацию трубопроводной арматуры проекта автоматизации регулирующие
органы и арматура с неручным приводом включаются для чтения чертежей функ-
циональных схем внешних соединений.
В заказную спецификацию кабелей и проводов включают все
кабели и провода, прокладываемые вне щитов и пультов (не входящие в комплект
поставки со щитами и пультами). Кабели и провода в спецификациях группи-
руются по типам: силовые, контрольные, экранированные, провода связи, уста-
новочные провода и компенсационные провода. В пределах групп провода и
кабели разделяются по жильности и сечению жил.
В заказную спецификацию монтажных материалов и изде-
лий включают трубы, металлы, монтажные изделия. Трубы группируют по
типам: стальные водогазопроводные, стальные электросварные, стальные бесшов-
ные и из нержавеющей стали, медные, алюминиевые, пластмассовые трубы и
пневмокабели.
В заказную спецификацию нестандартизированного обору-
дования включаются оборудование и изделия, не поставляемые серийно про-
мышленностью и изготавливаемые в индивидуальном порядке,
ОПРОСНЫЕ ЛИСТЫ
Система заказа ряда приборов и средств автоматизации, действующая в на-
стоящее время, предусматривает дополнение спецификаций опросными листами.
Для оформления заказов на поставку приборов и средств автоматизации
ЦНИИТЭИприборостроения выпускает «Методические указания по заполнению
унифицированных опросных листов и форм заказа приборов» (1976 г.). Этот мате-
риал облегчает заполнение унифицированных опросных листов на дифманометры
с ; жающим устройством, дифманометры-уровнемеры, анализаторы газа и жид-
кости и т. п. Унифицированные опросные листы принимаются всеми заводами —
и ц'отовителями аппаратуры.
Опросные листы составляют в процессе выполнения рабочих чертежей, но
п состав проекта не включают. Проектная организация направляет их заказчику
имеете со спецификациями на приборы, регуляторы и вспомогательное оборудо-
вание.
СМЕТА СТОИМОСТИ ОБОРУДОВАНИЯ И МОНТАЖА
Стоимость оборудования и его монтажа отражается в сметах, выполняемых
в нхппрлбочем или техническом проекте, и составляется на основании указаний,
н > пшенных в «Инструкции по разработке проектов и смет для промышленного
11i’iiiiгельства» (СН 202-76).
60
Состав и содержание технической документации [Разй. 2
Стоимость оборудования и материалов определяется по прейскурантам,
а стоимость монтажных работ — по ценникам на монтаж.
В сметах учитывают: начисления и наценки к стоимости оборудования, ма-
териалов и монтажа, а также транспортные расходы на оборудование и мате-
риалы, не учтенные ценниками на монтаж.
Смета состоит, как правило, из следующих разделов: 1) оборудование;
2) щиты и комплектуемая аппаратура; 3) соединительные линии; 4) материалы,
ие учтенные ценниками; 5) строительные работы. Так как смета на монтаж
средств автоматизации является составной частью сме1ы объекта в целом,
то она составляется отдельно на каждое здание или сооружение в соответствии
с указанием генпроектировщика.
До утверждения смета предварительно согласовывается с подрядными строи-
тельно-монтажными организациями до начала производства монтажных работ
(см. разд. 1). После согласования смет подрядными организациями утвержденная
стоимость является окончательной.
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
В соответствии
писка составляется
ВСН 281-75
с временными указаниями ~миИпрйбор’' пояснительная эа"
на каждой стадии проекта. Пояснительная записка к рабочим
чертежам и техновабочему проекту используется для облегчения чтения сложных
схемных решений, при организации приобретения материально-технических
средств на стадии их заказа, при подготовке и выполнении монтажных и наладоч-
ных работ. Пояснительная записка к рабочим чертежам содержит следующие
сведения:
1. Перечень материалов (технический проект, решение утверждающей ин-
станции, дополнительные указания и т. п.), на основании которых разработан
проект.
2. Данные о фактически реализуемых мероприятиях по реконструкции и
механизации технологического оборудования ппоектируемого объекта (для дей-
ствующих предприятий) и вытекающие из этого указания по применению iipoeKi-
ных материалов.
3. Обоснование примененных средств автоматизации.
4. Описание и обоснование схем регулирования, подтвержденные расчетами,
экспериментальным и промышленным опытом, и т. п.
5. Описание и обоснование схем управления, сигнализации и защиты.
6. Сводные результаты расчетов сужающих устройств, расходомеров, регу-
лирующих дроссельных органов и других расчетов, выполненных в проекте.
7. Изменения и дополнения проектных решений по сравнению с техническим
проектом.
8. Указание о системах питания автоматизируемых объектов и источников
питания.
9. При проектировании объекта специализированной организацией — ука-
зания о выполнении заказчиком или генпроектировщиком заданий, выданных
исполнителем на предыдущей стадии проектирования (техническом проекте).
10. Указания о разработке на дайной стадии проектирования, согласовании
и выдаче заказчику или генпроектировщику заданий: а) на размещение отборных
устройств, первичных приборов, регулирующих и запорных органов на техноло-
гическом оборудовании и трубопроводах; б) иа фундаменты, конструкции и соору-
жения для установки щитов и пультов; в) на сооружение коробов, каналов, шахт
и проемов для прокладки прохода электрических и трубных проводок, а также
на установку закладных частей; г) на сооружения и конструкции для установки
и обслуживания внещитовых средств автоматизации.
11. Краткие пояснения к монтажным чертежам.
При одностадийном проекгироваиии пояснительная записка должна содер-
жать сведения, входящие в пояснительную записку к рабочим чертежам.
§ 2-4] Проект производства монтажных работ
61
2-4. ПРОЕКТ ПРОИЗВОДСТВА МОНТАЖНЫХ РАБОТ
Проект производства монтажных работ (ППР) для технически сложных и
больших объектов разрабатывается специализированными организациями, а для
небольших — группами подготовки производства монтажных управлений. Проект
производства монтажных работ после разработки утверждается главным инжене-
ром монтажного управления и на чертежах ставится штамп «К производству
работ».
Специализированные организации и группы подготовки производства в
проекте производства работ должны предусматривать высокий уровень индуст-
риализации и сборности монтажа, внедрение прогрессивной монтажной техноло-
гии, сокращение трудоемкости работ и снижение трудозатрат. Проект производ-
ства работ составляется по рабочим чертежам проекта автоматизации. В его
состав входят: а) пояснительная записка; б) рабочие чертежи по уточнению при-
вязки трасс трубиых и электрических проводок; в) рабочие чертежи нетиповых
„ , „ ВСН 281-75
узлов, изделии и блоков, не вошедших в объем по —; г) сетевой гра-
Мииприбор
фик выполнения работ по монтажу средств автоматизации; д) перечень физиче-
ских объемов работ; е) спецификация монтажных изделий, узлов и блоков, под-
лежащих изготовлению вне монтажных зон; ж) ведомость отборных устройств и
приборов, монтируемых непосредственно в технологические трубопроводы и
агрегаты смежными строительно-монтажными организациями; з) спецификация
монтажных материалов; и) спецификация специальных изделий, поставляемых
заказчиком; к) перечень строительных сооружений и закладных деталей; л) спе-
цификация на щиты и пульты.
ПОДГОТОВКА К РАЗРАБОТКЕ ПРОЕКТА ПРОИЗВОДСТВА РАБОТ
Перед началом разработки проекта производства работ проиеряют комплект-
ность проектной технической документации по описи, а также наличие иа чертежах
проеко штампов: «К производству работ». Затем тщательно изучают проектно-
техническую документацию проекта автоматизации. Необходимо также ознако-
миться со строительными и технологическими чертежами. При этом выявляют
наличие щитовых помещений, монтажных проемов для прохода трасс проводок,
каналов, мест для прокладки электрических и трубных проводок, фундаментов
для оборудования, закладных деталей. Чевтежи сопоставляют с чертежами трасс
проводок. При отсутствии в строительных чертежах устройств для монтажа трасс
проводок и оборудования у генпроектировщика проверяется наличие задания на
проектирование этих устройств, ставят вопрос перед заказчиком о необходимости
доработки строительных чертежей проектной организацией. Выявляют наличие
врезок отборных устройств и закладных деталей (бобышек, отборов давления,
пробоотборников, диафрагм и т. д.).
При рассмотрении принципиальной схемы контроля и автома-
тического регулирования: а) изучают системы контроля, автоматического регу-
лирования и сигнализации, а также относительное расположение первичных
устройств, датчиков, местных приборов, регуляторов, регулирующих органов и
других средств контроля и автоматизации; б) через отдел оборудования заказчика
проверяют наличие предусмотренных проектом приборов на его складе либо на-
личие нарядов на их получение.
При изучении схемы внешних электрических и труб-
ных п р о в о д о к: а) рассматривают материалы для электрических и трубиых
проводок, проверяют их соответствие параметцам измеряемых сред, категорий-
иости и классу помещений; б) уточняют типовые конструкции на отборные уст-
ройства и на установку первичных приборов, определяют их поставщиков.
При изучении трасс проводок рассматривают чертежи трасс проводок
н возможность применения методов полносборного индустриального монтажа.
62
Состав и содержание технической документации [Разй. 2
Все электрические проводки в защитных трубах, имеющие общее направление,
должны быть в проекте автоматизации объединены в потоки и разбиты на блоки.
Трассы электрических и трубиых проводок, отборные устройства, исполнительные
механизмы, датчики, проходные и соединительные коробки и другое оборудова-
ние должны быть скоординированы относительно строительных конструкций и
технологического оборудования. При изучении чертежей сверяют места врезок
в технологическое оборудование и трубопроводы отборных устройств, диафрагм,
датчиков температуры, сигнализаторов и других устройств автоматического
контроля и регулирования. Чертежи внешних электрических и трубных прово-
док сверяют с принципиальной схемой автоматизации.
При рассмотрении типовых чертежей на трубные блоки, отборные
и приемные устройства, установку датчиков, исполнительных механизмов и
других средств автоматизации определяют возможность их централизованной
поставки и уточняют их количество.
При рассмотрении расположения щитов и пультов уточ-
няют монтажные отметки и координацию относительно строительных конструк-
ций и технологического оборудования; уточняют принятые проектом конструкции
для установки щитов, а также трубных и кабельных вводов.
Необходимо также проверить сметную документацию. Сметы сличают
со спецификациями на приборы, регуляторы и вспомогательное оборудование,
электроаппаратуру, щиты и пульты, протяжные и соединительные коробки,
материалы и пр. По чертежам схем внешних соединений, кабельным журналам и
трассам проводок проверяют физические объемы. Проверяют правильность цено-
образования по ценникам и прейскурантам, а также правильность применения
понижающих и повышающих коэффициентов.
По всем выявленным ошибкам и недостаткам проекта составляют замечания,
которые через заказчика направляют проектной организации для составления
дополнительной сметы.
После изучения проектно-сметной документации подби-
рают технические материалы для выполнения ППР: а) ППР по ранее разработан-
ным аналогичным объектам; б) чертежи типовых конструкций и типовые монтаж-
ные чертежи отборных устройств, бобышек, закладных частей и т. д.; в) чертежи
для изготовления нестандартизированного оборудования и изделий; г) унифици-
рованные чертежи на конструкции для установки датчиков, исполпиюльных
механизмов, сигнализаторов, щитов и другого нестандартизированного оборудо-
вания. При этом уточняют места установки аппаратуры, щитов, пультов, стати-
вов и т. п.
На данном этапе работы большую роль играет привлечение к разработке ППР
линейного персонала монтажного управления.
После согласования основных потоков трасс уточняются принятая в проекте
автоматизации разбивка трубных проводок на блоки и их маркировка. Для
сложных объектов иногда появляется необходимость в выполнении отдельных
чертежей по прокладке коробов, по размещению устройств крепления подставок,
кронштейнов и т. д. Все эти узлы и изделия маркируются. Желательно, чтобы
в марке узла изделия было видно место его установки: агрегат, цех, этаж, а также
отгрузочный «транс» (упаковочное место).
РАЗРАБОТКА ПРОЕКТА ПРОИЗВОДСТВА РАБОТ
В первую очередь разрабатывают чертежи по уточнению трасс
проводок. В общем случае после уточнения трассировки трубных и кабельных
потоков и выполнения необходимых замеров на месте монтажа (с привлечением
линейных ИТР и бригадиров) решается вопрос об объеме дополни гельной доку-
ментации. Для сложных объектов чертеж по уточнению трасс проводок рекомен-
дуется выполнять в аксонометрии. На чертеже схематично наносят основные
строительные конструкции объекта и контуры, относящиеся к трассам оборудо-
вания и трубопроводов.
(J 2- /] Проект производства монтажных работ
63
В зависимости от расположения первичных устройств, датчиков, щитов и
исполнительных механизмов все трубные и электрические линии по возможности
собирают в магистральные потоки. Трубные проводки должны прокладываться
по кратчайшим расстояниям с минимальным числом изгибов и пересечений с уче-
том архитектурных линий сооружений в местах, удобных для монтажа и обслу-
живания, Соблюдая эти требования с учетом уклонов, трассы привязывают
к строительным конструкциям с обязательной координацией протяжных и сое-
динительных коробок. Места прохода трасс и установки оборудования согласо-
вывался с заказчиком.
Щиты, пульты, стативы, нетиповые конструкции и
прочее оборудование операторских помещений должны быть разбиты на блоки,
поставляемые на монтажную площадку с выполненными электрической и трубной
проводками, с конструкциями для их установки, полностью подготовленные
к подключению внешних проводок. При этом нужно иметь в виду следующее:
а) блок является самостоятельной транспортной единицей; б) панель щита не
является несущей конструкцией в блоке (несущей конструкцией должна быть
каркасная стойка); в) все элементы каркаса должны подбираться из унифициро-
ванных деталей и изделий; г) для обвязки щита должны применяться прогрессив-
ные материалы; д) конструкции рам под щиты должны позволять их транспорти-
ровку со щитами и осуществление взаимной стыковки рам.
Желательно, чтобы электрические кабели подходили к щитам снизу, а труб-
ные проводки — сверху. За оперативными панелями следует предусматривать
настил из объемных деревянных щитов или из листов рифленой стали, образую-
щий двойной пол. Под настилом прокладывают кабельные трассы, перемычки
между оперативными панелями и задними стативами (панелями). При наличии
в операторном помещении пультов управления их кабельные связи со щитом
управления рекомендуется осуществлять с помощью защитных труб или каналов
в полу. Электрические и пневматические трассы в операторское помещение необ-
ходимо вводить с помощью специальных вводных устройств, конструкция и место
размещения которых определяются характером помещения.
После разбивки трасс на блоки и уточнения мест установки стативов выяв-
ляют характер и количество нетиповых и неунифицированных узлов, изделий,
блоков. На эти узлы и изделия разрабатывают конструктивные и установочные
чертежи. При этом необходимо учитывать технические возможности монтажного
управления (оборудование, транспорт) и условия выполнения монтажных работ
на объекте. При разработке чертежей нетиповых и ^унифицированных изделий
и узлов желательно максимально использовать унифицированные детали и эле-
менты (соединители, кронштейны, перфорированные профили, скобы и т. д.).
Текстовые материалы ППР содержат:
1. Пояснительную записку, включающую: а) краткую техническую харак-
теристику объекта; б) краткое содержание проекта производства работ; в) ука-
зания по технологии монтажных работ; г) указания по технике безопасности;
д) сетевой график производства работ; е) протоколы согласования и утверждения
технических решений.
2. Перечень физических объемов работ.
3. Спецификацию монтажных изделий узлов и блоков, подлежащих изго-
товлению вне монтажной зоны. Спецификация служит для составления заказа на
их изготовление иа монтажно-заготовительном участке или на заводе.
4. Спецификацию отборных устройств и приборов, монтируемых непосред-
ственно в технологические трубопроводы и агрегаты смежными строительно-мон-
тажными организациями.
5. Спецификацию монтажных материалов, сгруппированных по поставщикам.
6. Спецификацию специальных изделий, поставляемых заказчиком. В спе-
цификацию вносят изделия, изготовление которых связано с литьем, сложной
механической обработкой, применением цветных металлов и т. п. В спецификации
должны быть ссылки на соответствующие чертежи.
7. Перечень строительных сооружений и закладных деталей.
64
Состав и содержание технической документации [Роз5. 2
2-5. СЕТЕВЫЕ ГРАФИКИ ПРОИЗВОДСТВА МОНТАЖНЫХ РАБОТ
Современное монтажное производство включает в себя большое число взаи-
мосвязанных работ, необходимость решения многих организационных и техни-
ческих вопросов. В связи с этим производство монтажных работ целесообразно
осуществлять по методу сетевого управления и планирования. В основе этого
метода лежит сетевая модель, отражающая взаимосвязанность и по-
следовательность решения всех вопросов и выполнения работ данного комплекса.
Ее графическое изображение получило название сетевой график. Сете-
вой график производства монтажных работ представляет собой схему, на которой
наглядно в определенной технологической последовательности и взаимосвязи
показаны все события и работы, которые необходимо выполнить при
подготовке и выполнении монтажа и сдаче объекта в эксплуатацию.
Рис. 2-22. Пример сетевого графика производства работ.
Под работой понимается любой трудовой процесс, сопровождающийся
затратами времени, трудовых и материальных ресурсов, а также процесс ожи-
дания и технологической зависимости. Под событием понимается итог
определенной деятельности, промежуточный или окончательный результат вы-
полнения одной или нескольких работ, предшествующих данному событию, по-
зволяющий начать следующие работы, выходящие из этого события. Событие не
имеет длительности. События на сетевом графике принято изображать в виде
круга, в котором указывают номер события. Работы, связанные с затратой вре-
мени и ресурсов, обозначают сплошной стрелкой. Работы, обозначающие процесс
ожидания или технологической зависимости, обозначают штриховыми стрелками.
Стрелки, обозначающие работы, выходят из предшествующего работе события и
входят в последующее событие.
На рис. 2-22 в качестве примера представлен сетевой график производства
работ по монтажу приборов и средств автоматизации одного из объектов с объемом
строительно-монтажных работ 50 тыс. руб. Перечень работ, их шифр и номера
приведены в табл. 2-12.
Непрерывная технологическая последовательность работ от исходного (на-
чального) события до завершающего (конечного) по любому направлению образует
путь сетевого графика. Длина пути определяется продолжительностью работ,
лежащих на этом пути. При сравнении путей сетевого графика выявляется такой
путь, продолжительность работ на котором имеет максимальное значение по срав-
нению с другими путями. Этот путь наибольшей продолжительности называется
критическим. Критический путь на сетевом графике выделяется двой-
ными или жирными (в нашем примере) стрелками. Критический путь определяет
’общую продолжительность монтажа. Пути, которые по своей продолжительности
приближаются к критическому, принято называть подкритическими.
2-5] Сетевые графики производства монтажных работ
65
Таблица 2-12
Перечень работ сетевого графика (рис. 2-22)
Номер события Шифр рабо- ты i — / Характер работы
1 1-2 Разработка ППР
2 1—3 Стендовая поверка приборов
3 2-5 Изготовление металлоконструкций
4 2-6 Изготовление и комплектация отборных устройств
5 2—7 Изготовление и комплектация кабельных конструк-
ций
6 2-9 Изготовление трубных блоков
7 2-10 Монтаж защитных коробов
8 4-8 Монтаж щитов
9 5—9 Монтаж металлоконструкций
10 6-11 Монтаж отборных устройств
11 7-12 Монтаж кабельных конструкций
12 9-10 Монтаж защитных трубных блоков
13 9-11 Монтаж блоков импульсных труб
14 10-15 Затяжка и прокладка проводов
15 11 — 14 Монтаж первичных приборов
16 12-16 Прокладка кабеля
17 13-17 Монтаж вторичных приборов
18 15—17 Подключение проводов
19 16-17 Разделка и подключение кабеля
20 17-18 Индивидуальное опробование системы и сдача работ
Сетевой график вычерчивают слева направо. Стрелки могут иметь различный
наклон и длину. Нарастание номеров собьпий идет слева направо. При нумера-
ции событий соблюдают правило, состоящее в том, что номер последующего со-
бытия проставляется в том случае, когда все события, предшествующие данному,
уже имеют номера. Над стрелками, изображающими работу, указывают ее про-
должительность (временная оценка).
Перед составлением сетевого графика тщательно изучают проектно-сметную
документацию и определяют наиболее целесообразную технологию монтажа для
данного объекта. При изучении каждой работы необходимо выявить: а) работы,
которые должны быть завершены раньше, чем начнется данная работа; б) какие
работы могут быть начаты после завершения данной работы; в) какие работы мо-
гут выполняться одновременно с выполнением данной работы. После этого при-
ступают к составлению сетевого графика. При этом необходимо руковод-
ствоваться следующим:
1. Любая работа может соединять только два события.
2. Параллельные работы следует изображать, вводя дополнительные собы-
тия и логические связи.
3. При построении сети недопустимо появление замкнутых контуров, т. е.
возвращения стрелок к тому же событию, из которого они ранее вышли. Появле-
ние в сети замкнутых контуров свидетельствует о неправильном определении
технологической последовательности выполнения работ.
4. Все события сетевою графика обязательно должны быть связаны между
собой. Появление в сети событий, не связанных с завершающим (конечным) собы-
тием, свидетельствует о гом, что это событие не относится к данному комплексу
работ или же в сети пропущены некоторые технологические связи производства
работ.
5. В сетевом графике не должно быть тупиков, кроме конечного события.
66
Состав и содержание технической документации [Разд. 2
6. В сети не должно быть событий, кроме начального, в которые не входит
ни одна работа.
7. Работы, имеющие одни и те же начальные и конечные события, могут быть
объединены в одну комплексную работу.
Сетевые графики на отдельные виды работ или части общего комплекса назы-
ваются локальными. Процесс объединения локальных сетевых графиков
в общий называется сшиванием сетевого графика. Для сшивания сети
первоначально устанавливают граничные события, общие для данных
локальных сетевых графиков, коюрые являются точками их «сшивания»,
РАСЧЕТ ПАРАМЕТРОВ СЕТЕВОГО ГРАФИКА
Расчет сетевого графика включает: а) определение продолжительности кри-
тического пути и работ, лежащих на нем; б) определение наиболее ранних из воз-
можных и наиболее поздних из допустимых сроков начала и окончания работ;
в) определение всех видов рг. ервов времени для работ, не лежащих на критиче-
ском пути.
Наиболее целесообразная очередность расчета сетевого графика: а) опреде-
ляют ранние сроки начала и окончания всех работ; б) определяют поздние сроки
начала и окончания всех работ; в) выявляют работы, лежащие на критическом
пути; г) определяют продолжительность критического пути; д) для работ, не ле-
жащих на критическом пути, определяют резервы времени.
Определение ранних сроков начала и окончания работ производят для ка-
ждой работы в отдельности путем последовательного перехода от более ранних
событий к более поздним, т. е. слева направо по сетевому графику. При этом все
работы, выходящие из исходного (начального) события, будут иметь раннее
начало с нулевой временной оценкой, так как отсчет времени начинается от
этого события. Так как все работы, выходящие из какого-либо промежуточного
события, могут начинаться только после окончания всех работ, входящих в это
событие, то все работы, выходящие из любого одного события, имеют одно и то
же раннее начало, равное максимальному значению всех ранних окончаний ра-
бот, входящих в это событие.
Раннее окончание работы связано с ранним ее началом зависимостью:
Т?_°=Т?_«-+С (2-1)
где Tf'_? j — раннее окончание работы; Tf_?j — раннее начало работы; —про-
должительность работы; i — номер события, из которого выходит данная работа;
j — номер события, в который входит эта работа; i — / — шифр работы.
Для всех работ, входящих из начального события 1, ранние начала
T’J J'j, ... , равны нулю. Так, для сетевого графика рис. 2-22 имеем:
Tf_H2 = TPJ*3=0.
Если в какое-либо событие, например 9 (рис. 2-22), входят работы 5—9 и 2—9,
имеющие ранние окончания T’jPJ’g — 70 < = 80, то ранним началом всех
работ, исходящих из события 9, будет:
7’9р1н10=П-11 = 7’2Р-9=80
С учетом этого результаты расчетов ранних сроков начала и окончания работ
сетевого графика рис. 2-22, выполненных по формуле (2-1), приведены в табл. 2-13.
Расчет поздних сроков окончания и начала работ производится для
каждой работы путем последовательного перехода от более поздних событий
к более ранним, т. е. справа налево по сетевому графику. При эюм максималь-
ное значение раннего окончания работ, входящих в завершающее (конечное)
событие, определяет одновременно и их позднее окончание, а также продолжи-
§ 2-5] Сетевые графики производства монтажных работ
67
гельность критического пути. Таким образом, все работы, входящие в конечное
событие, имеют одинаковое значение позднего окончания работ, равное продол-
жительности критического пути.
Таблица 2-13
Данные расчета сетевого графика (рис. 2-22)
Номер с сбы- тая Шифр работы < — / Продол- жи гол ь- ность работы '<-/ Раннее начало уР- н= Раннее оконча- ние 7 Р- о i — / Позднее начало 7 п. и i — / Позднее оконча- ние °/ Полный резерв времени *1-1 Частный резерв времени ri-J
1 1 2 50 0 50 0 50 0 0
2 1 - 3 5 0 5 120 125 120 0
3 2—4 0 ,50 50 78 78 28 0
4 2-5 10 50 60 60 70 11) 0
5 2-9 3) 50 80 50 80 0 0
6 2-10 12 50 62 130 142 80 30
7 2-6 12 50 62 103 115 53 0
8 2-7 3 50 53 90 93 40 0
9 3-11 0 5 5 125 125 120 120
10 3-13 0 5 5 145 145 140 65
11 4-8 20 50 70 78 98 28 10
12 5-9 10 60 70 70 80 10 10
13 6-11 10 62 72 115 125 53 53
14 7—12 5 53 58 93 93 40 12
15 8—10 0 70 70 142 142 72 22
16 8-12 0 70 70 98 98 28 0
17 8—13 0 70 70 145 145 72 0
18 9-10 12 80 92 130 142 50 0
19 9-11 45 80 125 80 125 0 0
20 10-15 8 92 100 142 150 50 33
21 11-14 8 125 133 125 133 0 0
22 12-16 25 70 95 98 133 38 38
23 13-17 8 70 78 145 153 75 75
24 14—15 0 133 133 150 150 17 0
25 14-16 0 133 133 133 133 0 0
26 15-17 3 133 136 150 153 17 17
27 16-17 20 133 153 133 153 0 0
28 17-18 5 153 158 153 158 0 0
П о з д н е е начал о каког -либо ра боты св я зано с ее ПОЗДНИМ оконча-
нием зависимостью:
Т”_п. = Т^°- ti4, (2-2)
где TJU/ — позднее начало работы i — /; — позднее окончание работы i — /;
ti-j — продолжительность работы i — /.
Если за данной работой следует не одна, а несколько работ, то ее позднее
окончание будет равно минимальному значению всех поздних начал последующих
работ. Если в данное событие входит несколько работ, то они имеют одинаковое
шачение их поздних окончаний, равное минимальному значению всех поздних
начал работы, выходящих из данного события.
Так, если работы, выходящие из события 9 сетевого графика на рис. 2-22,
имею г поздние начала 7’“12,1О = 130 > = 80, то позднее окончание всех работ,
входящих в событие 9, будет одинаково и равно Т" J*. = Т"-° = 77 “ , = 80.
* О «У Z V "Да
68
Состав и содержание технической документации [Разд. 2
Продолжительность критического пути равна сумме
продолжительностей работ, лежащих на нем. Поэтому для работ критического
пути ранние начала равны их поздним началам = Г"—" и ранние окончания
равны их поздним окончаниям
С учетом этого после определения ранних сроков начала и окончания работ
или поздних сроков начала и окончания работ можно сразу выделить работы,
лежащие на критическом пути, и определить продолжительность критического
пути, а следовательно, и сроки окончания монтажных работ. Так, из табл. 2-13
находим, что критический путь сетевого графика на рис. 2-22 проходит через ра-
боты 1—2, 2—9, 9—11, 11—14, 14—16, 16—17 и 17—18. Продолжительность кри-
тического пути равна 158 дням.
После определения ранних и поздних сроков начала и окончания работ,
а также продолжительности критического пути определяются резервы вре-
мени работ. Под полным резервом времени данной работы
понимается время, на которое можно задержать ее начало или увеличить ее про-
должительность без изменения общих сроков монтажа. С учетом этого полный ре-
зерв времени какой-либо работы определяется разностью ее позднего и
раннего начал или позднего и раннего окончаний:
Ri4 = Т'Р.“• - - Т?^°. (2-3)
Полные резервы времени работ сетевого графика на рис. 2-22 приведены
в табл. 2-13. Использование полною резерва времени данной работы может при-
вести к изменению сроков начала последующих работ и даже к появлению нового
критического пути. В связи с этим определенный практический интерес пред-
ставляет так называемый частный резерв времени — время,
на которое можно перенести начало данной работы или увеличить ее продолжи-
тельность без изменения раннего начала последующих работ. Использование
частного резерва времени не влиясг на сроки выполнения других работ.
Частный резерв времени работы, входящей в какое-либо событие, опреде-
ляется как разность раннего окончания этой рабо|Ы и раннею начала работ,
выходящих из этого события:
Г, (2-4)
где rt-j — частный резерв времени работы i — /, входящей в событие /; —
раннее окончание этой работы; — раннее начало работ, выходящих и т собы-
тия /.
Частные резервы времени работ сетевого графика рис. 2-22 приведены в
табл. 2-13.
ОПТИМИЗАЦИЯ СЕТЕВЫХ ГРАФИКОВ
Если при расчете сетевого графика производства монтажных работ оказы-
вается, что продолжигелыюсть монтажа не укладывается в директивные сроки
строительства, то необходимо выполнить оптимизацию сетевого
графика по времени. Имеется несколько способов оптимизации сете-
вого графика по времени: а) сокращение продолжительности критического пути
без изменения сетевого графика; б) изменение топологии сет путем пересмотра
технологии монтажа в сторону ее совершенствования; в) расчленение и запарал-
леливание работ.
Сокращение временных оценок критических работ проишодится за счет
перехода от нормальной их продолжительности к форсированию этих работ путем
добавления для их выполнения дополнительной рабочей силы и повышения смен-
ности производства работ. При монтаже приборов и средств автоматизации это
приводит, как правило, при узком фронте работ к увеличению относительных
§ 2-5] Сетевые графики производства монтажных работ
69
трудозатрат и повышению себестоимости монтажа. В этом отношении более эко-
номичным являются изменение топо.1 огии сети, применение более прогрессивной
технологии монтажа, повышение ее сборности, максимальный перенос работ ’’з
монтажной зоны на монтажно-заготовительные участки и заводы.
Эффективным и экономичным также являются расчленение и за-
параллеливание работ, так как этот способ позволяет начать последую-
щие работы, не дожидаясь полного окончания предыдущих работ. При эгом дости-
гаются большая равномерность загрузки рабочей силы и лучшее ее использова-
ние. На рис. 2-23 представлен сетевой график по рис. 2-22 после некоторой его
оптимизации по времени. Новые работы, связанные с изменением топологии сети,
расчленением работ и параллельным их выполнением, для удобства сравнения
после оптимизации оботначены теми же цифрами, но с буквенными индексами.
Перечень работ в новом оптимизированном сетевом графике приведен в табл. 2-14.
Рис. 2-23. Сетевой график по рис. 2-22 после его оптимизации по времени.
Для оптимизации сетевого графика целесообразна разработка проекта про-
тнводства работ в два этапа. На первом этане разрабатывают: а) конст-
руктивные чертежи на нестандарта тированное оборудование и металлоконструк-
ции, что дает возможность в более ранние сроки разместить их изготовление на
монтажно-заготовительных участках и заводах; б) чертежи на установку шкафов
с набором зажимов в операторских помещениях, что дает возможность прокла-
дывать магистральные кабельные проводки и подключать их независимо от мон-
тажа щитов; в) схемы подключения магистральных кабелей со стороны датчиков
н соединительных коробках, что обеспечивает независимость прокладки местных
п магистральных проводок.
На втором этапе разрабатывают схемы местных проводок и чертежи
па установку первичных приборов и исполнительных механизмов.
Результаты расчета сетевого графика по времени приведены в табл. 2-15.
Критический путь после оптимизации сокращается до 114 дней.
Сетевые графики также можно оптимизировать по наиболее эффективному
in пользованию материальных и трудовых ресурсов. Весьма перспективной яв-
ив'кя оптимизация сетевых графиков по параметру «в р с м я — стоимость»,
•по лает возможность определить оптимальные сроки строительства различных
1<1.СК1ОВ.
70
Состав и содержание технической документации [Разд. 2
Таблица 2-14
Перечень работ сетевгго графика (рис. 2-23)
Номер (.сбытл я Шифр р аботы Характер работы
1 1—2а Разработка ППР по магистральным электрическим
и трубным проводкам
2 2а—2 Разработка ППР по обвя’ке технологических аппз-
ратов, приборов, сочленений ИМ, монтах.у и обвязке щитов, установочным конструкциям пер- вичных приборов и т. п.
3 2а—56 Изготовление металлоконструкций для монтажа
трубных блоков
4 2а—7а Изготовление шкафов контактных зажимов
5 2а—7 Комплектация и изготовление кабельных консгрук-
ций
6 2а-9 Изготовление трубных блоков для магистральных
проводок
7 2а—10 Монтаж защитных коробов
8 2—5а Изготовление металлоконструкций по ППР 2а—2
9 4а—8 То же, что и 4—8 (см табл. 2-12). Монтаж металлоконструкций, изготовленных по
10 5а—11а
2—5а
11 56—9а То же, но по 2а—56
12 6—11а То же, что и 6—11 (см. табл. 2-12) Монтаж шкафов кентактных зажимов и коробок
13 7а-12а
14 9а 10 Монтаж магистральных защитных блоков
15 9а - 11 Монтаж магистральных блоков импульсных труб
16 11а- 14а Прокладка электропроводок к датчикам и первич-
1 la —146 ным приборам от магистральных проводок
17 Заготовка импульсных труб для местных проводок
18 12—16а Прокладка магистральных кабельных трасс
19 146-14 Прокладка местных трубных проводок
20 14-17 Подключение местных электропроводок к короб-
кам СК
21 15а-17 Подключение местных электропроводок к датчикам,
22 16а —17 первичным приборам и ИМ Подключение магистральных электропроводок
23 17а—17 Монтаж и подключение электропроводок и импуль-
сных труб в щитовом помещении
Таблица 2-15
Данные расчета сетевого графика (рис. 2-23)
Номер собы- тия Шифр работы i — j '<-/ 7,Р_° 'г П- о 1—1 *1-1 'i-i
• 1 1—2а 30 0 30 0 30 0 0
2 1-3 5 0 5 90 95 90 0
3 2а—2 20 30 50 51 71 21 0
§ 2 5] Сетевые графики производства монтажных работ
71
Продолжение табл. 2-15
Номер < обы- тия Шифр работы i -/ 7р_н 7 Р- о q П Н гп_о C-i
4 2а--5б 5 30 35 45 50 15 20
5 2а - 9а 25 30 55 30 55 0 0
6 2а-10 12 30 42 83 95 53 25
7 2а-7 3 30 33 66 69 36 0
8 2а—7а 10 30 40 59 69 29 0
9 2 —4а 0 50 50 79 79 29 0
10 2—5а 5 50 55 83 88 33 0
И 2—6 12 50 62 71 83 21 0
12 3-11 0 5 5 95 95 90 90
13 3-13 0 5 5 101 101 96 65
14 4а—8 20 50 70 79 99 29 0
15 5а—11а 5 55 60 88 93 33 12
16 56—9а 5 35 40 50 55 15 15
17 6—11а 10 62 72 83 93 21 0
18 7а—12а 5 40 45 69 74 29 0
19 7-12 5 33 38 69 74 36 7
20 8—7а 0 70 70 99 99 29 0
21 8-13 0 70 70 101 101 31 0
22 9а-10 12 55 67 83 95 28 0
23 9а-11 40 55 95 55 95 0 0
24 10—15а 8 67 75 95 103 28 28
25 1 la—11 0 72 72 95 95 23 23
26 11а—14а 5 72 77 98 103 26 0
27 11а—146 5 72 77 93 98 26 0
28 11-14 8 95 103 95 103 0 0
29 12а—12 0 45 45 74 74 29 0
30 12а—15а 0 45 45 103 103 58 58
31 12а-17а 0 45 45 99 99 54 25
32 12-16а 20 45 65 74 94 29 0
33 13- 17 8 70 78 101 109 31 31
34 14а—14 0 77 77 103 103 26 26
35 146-14 5 п 82 98 103 21 21
36 14—15а 0 103 103 103 103 0 0
37 14-17 2 103 105 107 109 4 4
38 15а—17 6 103 109 103 109 0 0
39 16а—17 15 65 80 94 109 29 29
40 17а—17 10 70 80 99 109 29 29
41 17-18 5 109 114 109 114 0 0
Оптимизация сетевого графика по ресурсам осуществляется после оптими-
щии его по времени. Необходимость оптимизации сетевого графика по ресурсам
пы (ывается тем, что отдельные специализированные строительно-монтажные орга-
ниыции, в том числе и организации, выполняющие работы по монтажу приборов
и средств автоматизации, как правило, в своем распоряжении имеют ограничен-
ные трудовые и материально-технические ресурсы. В связи с этим первостепенное
'||.1Чепие приобретает непрерывность и равномерность их использования. Непре-
рывность и равномерность использования ресурсов можно в значительной мере
обеспечить за счет использования резервов времени тех или иных работ путем
переноса их начала в пределах резерва времени с целью выравнивания интенсив-
но! in использования ресурсов в целом при производстве всех работ. При этом
72
Состав и содержание технической документации [Разд. 2
целесообразно в первую очередь использовать частные резервы времени работ,
так как это не оказывает влияния на сроки выполнения других работ.
При выявлении работ, за счет которых целесообразно в первую очередь
оптимизировать сетевой график по ресурсам, следует учитывать напряжен-
ность сроков выполнения работ, которая на каком-либо пути характери-
зуется коэффициентом напряженности
(2-5)
h-iiKp
-t-
fKp Чкр
где t( — продолжительность рассматриваемого пути, для которого определяется
коэффициент напряженности; /К|1 — продолжительность критического пути;
кр — продолжительность работ рассматриваемого пути, которые одновременно
находятся на критическом пути.
Коэффициент напряженности характеризует срочность выполнения работ,
не лежащих на критическом пути. Чем выше коэффициент напряженности, тем
более жесткие сроки предъявляются к выполнению этих работ и гем более они
приближаются к критическим. Выявляя пути с низким коэффициентом напря-
женности, можно найти работы, за счет которых в первую очередь следует опти-
мизировать сетевой график по ресурсам. Например, коэффициент напряженности
пути 1-2-5-9-11-14-16-17-18 сетевого графика, изображенного на рис, 22, равен:
„ _148 —128 20 ___
Л'и1 158—128 30 0,Ь7’
Коэффициент напряженности пути 1-3-13-17-18 равен:
18—5 13
Дн2-158_5- 15з
= 0,085.
Так как Ки2 <<; Кн1, то для рассмотренных путей оптимизацию сетевого гра-
фика по ресурсам в первую очередь следует выполнять за счет работ второго пути,
не находящихся на критическом пути (работы 1-3, 13-17),
РАЗДЕЛ ТРЕТИЙ
ОБОРУДОВАНИЕ, ИНСТРУМЕНТ И МОНТАЖНЫЕ ИЗДЕЛИЯ
ДЛЯ ПРОИЗВОДСТВА МОНТАЖНЫХ РАБОТ
содержание
3-1. Оборудование монтажно-заготовительных участков......................... 73
Слесарно-механическое отделение (73). Трубозаготовительное отделение
(74). Металлорежущее и металлообрабатывающее оборудование (75).
3-2. Специальный инструмент, механизмы и приспособления..................... 88
Электрический инструмент (88). Пневматический инструмент (91). Окра-
сочные агрегаты и устройства (93). Инструмент для слесарных работ (97).
Инструмент и приспособления для электромонтажных работ (111). Обору-
дование и инструмент для сварочных работ (116).
3-3. Подъемно транспортное оборудование и механизмы ....................... 130
3-4. Монтажные изделия и детали............................................ 139
Соединители (139). Изделия для соединения н оконцевания защитных труб,
проводов и кабелеи (168). Изделия для прокладки кабелей и проводов (168).
Изделия для крепления труб и кабелеи (168). Изделия н конструкции для
установки приборов и средств автоматизации (172). Изделия для коммутации
приборов и средств автоматизации (177).
3-1. ОБОРУДОВАНИЕ МОНТАЖНО-ЗАГОТОВИТЕЛЬНЫХ УЧАСТКОВ
Монтажно-заготовительный участок (МЗУ) имеет два основных отделения:
слесарно-механическое и трубозаготовительное.
СЛЕСАРНО-МЕХАНИЧЕСКОЕ ОТДЕЛЕНИЕ
Технологическая последовательность операций в слесарно-механическом от-
делении показана на рис. 3-1.
Поступающие с заводов серийно выпускаемые изделия (монтажные узлы и
детали, перфоизделия и т. д.) складируются в закрытых помещениях 2. Мате-
риалы, получаемые от заказчика и генподрядчика (трубы, кабельная продукция,
товарный металл и т. д.), складируются на открытых площадках под навесом 1,
а приборы и материалы, требующие закрытого хранения, — в отапливаемых
такрытых помещениях 2. Для изготовления нестандартнзированного оборудова-
ния, узлов и блоков в соответствии с характером выполняемых МЗУ заказов
перечисленные материалы, монтажные изделия и приборы со складов поступают
на участок комплектации и размегки 3.
Одновременно со склада 2 на участок токарной обработки металла 12 пере-
даются материалы для изготовления нестандартных деталей, требующих токар-
ной обработки. Изготовленные детали поступают на участок сборки 9 или идут
па участок сварки 7 для дальнейшего укрупнения. На участке 3 выполняется
также маркировка изделий заводского изготовления, не требующих дальнейшей
механической обработки, приборов и оборудования, после чего все это направ-
ляется на участок сборки 9 для установки на узлах, блоках и т. д. Остальные
материалы и изделия после разметки на участке 3 поступают на участок резки 4,
с которого часть материалов (перфоизделия) поступает на сборку 9, часть (заго-
товки металлоконструкций) — на сварку 7, а часть — на дальнейшую обработку
пи участок вырубки 5 или участок гибки 6. После участка вырубки заготовки
также поступают на участок гибки 6. Далее часть заготовок направляется для
74
Оборудование, инструмент и монтажные изделия [Разд. 3
сварки на участок сварки 7, а часть — прямо на участок сборки 9. Заготовки,
поступающие на участок сварки, после сварки передаются на участок зачистки 8,
а оттуда — на участок сборки 9. После контрольной сборки блоков или сборки
отдельных узлов элементы, требующие
Рис. 3-1. Технологическая последова-
тельность операций в слесарно-меха-
ническом отделении.
окраски, идут на участок окраски 10.
Окрашенные элементы возвращаются
на участок сборки 9, где происходит
их окончательная сборка (установка
приборов, выполнение трубной и элек-
трической коммутации и т. д.). Гото-
вые узлы, блоки и пестандарти тиро-
ванное оборудование сдаются на скла-
ды готовой продукции 11, откуда их
выдают в монтаж.
На складах готовой продукции
узлы и блоки, имеющие в своем со-
ставе приборы и регулирующие уст-
ройства, должны храниться в закры-
тых отапливаемых помещениях. Ме-
таллические конструкции без установленных на них приборов и регулирую-
щих устройств могут храниться под навесом.
В соответствии с графиком поставки готовая продукция отправляется авто-
мобильным или железнодорожным транспортом на приобъекгпые склады монтаж-
ных участков или непосредственно на монтажную площадку.
ТРУБОЗАГОТОВИТЕЛЬНОЕ ОТДЕЛЕНИЕ
Большое место в подготовке производства монтажных работ отводится тру-
бозаготовительному отделению, где происходит полный комплекс обработки труб
(очистка, окраска, отрезка, райберовка, нарезка резьбы, гнутье) и сборка их
в трубные блоки. На крупных МЗУ трубозаготовительное отделение имеет техно-
логическую последовательность операций в соответствии со схемой, показанной
на рис. 3-2.
Поступающие на МЗУ трубы скла-
дируются под навесом 1 в стеллажи по
размерам от 1/2 до 2". Со стеллажа
трубы по наклонному устройству по-
даются на участок райберовки 2, а
затем на участок 3 для очистки внут-
ренней и внешней поверхностей труб
от ржавчины.
Существуют два способа очист-
ки — химический и механический. Хи-
Рис. 3-2. Технологическая последова-
тельность операций в трубозаютови-
тельном отделении.
мический способ целесообразно приме-
нять при необходимости обработки стальных труб в больших количествах и
наличии канализации для сброса вредных стоков. Конструкции приспособлении
для такой очистки промышленностью не выпускаются и изготавливаются раз-
личными ведомствами по индивидуальным проектам. В настоящее время на
МЗУ в основном используется механическая очистка с помощью щеток и вра-
щающейся штанги. Существуют и другие виды механической очистки, которые
разрабатываются индивидуально для конкретной базы.
После участка очистки трубы поступают на участок окраски и сушки 4.
Существует ряд конструктивных решений, предусматривающих механизацию и
автоматизацию труда при выполнении окрасочных работ. Однако типовой кон-
струкции окрасочного агрегата нет, и промышленностью такое оборудование для
оУраски труб не выпускается. Сушка труб осуществляется горячим воздухом или
с использованием инфракрасного излучения теплоэлектронагревателей. При не-
больших количествах обрабатываемых труб их сушка производится на открытом
!i J] Оборудование мсмтажно-заготовительных участков
75
(кидухс в наклонных стеллажах, после чего трубы складируются на промежу-
io'ihom складе 5.
С промежуточного склада часть труб поступает на склад готовой продукции 6,
и часть идет на дальнейшую обработку. В соответствии с чертежами на участке 7
па рольганговом столе-накопителе с разметочным устройством и трубоотрезном
механизме производится разметка и отрезка труб. Отрезанные трубы поступают
пн участок 8 для райберовки после отрезки и нарезки резьб. Этот участок состоит
из рольганговых столов, резьбонарезных механизмов. После этого часть труб
но тупает на участок сборки блоков 10, а часть — на участок гибки 9. Гнутье
f руб производится на отдельно стоящих трубогибочных станках. Изогнутые трубы
|акже поступают на участок сборки, где происходит сборка трубных блоков,
которые после изготовления сдаются на склад готовой продукции 6.
Подача труб с одного участка на другой осуществляется по наклонным спу-
скам. Со склада готовой продукции окрашенные трубы и трубные блоки выдаются
н монтаж. Для сборки блоков отведены специальные площадки со стендами, раз-
работанными индивидуально для каждой базы, в зависимости от направленности
работ монтажного управления (объекты металлургии, нефтехимии и т. д.).
МЕТАЛЛОРЕЖУЩЕЕ И МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОЙ И СОРТОВОЙ СТАЛИ
При монтаже для резки листовой стали наиболее широкое применение нахо-
дят ножницы кривошипные листовые с наклонным ножом (гильотинные) моделей
П 3118 и Н-3218В и ножницы роликовые модели НР-6-500 (табл. 3-1 и рис. 3-3).
Таблица 3-1
Технические данные ножниц для резки листового металла
Параметр Ножницы кривошипные листовые с наклонным ножом (гильотинные) Ножницы роликовые НР-6-500 (рис. 3-3)
Н-3118 Н-3218В
Толщина разрезаемого ли- ста, мм 6,3 6,3 6
Ширина разрезаемого ли- ста, мм 2000 3200 500
Ход ножа, мм 80 105 —
Число ходов ножа в ми- нуту 55 60 —
Расстояние между стой- ками в свету, мм . . . 2410 3250
Наибольшая длина листа, отрезаемого по упору, мм 900 750
Мощность электродвига- теля, кВт . 7,5 10 4
Габаритные размеры, мм 3000x 2200x 2153 4486 x 2705x1700 1750 x 950 x89
Масса, кг 6300 10000 748
Для поперечной резки сортовой стали, пробивки отверстий, вырубки полок,
также производства штамповочных работ применяют ножницы типов ПН-1М,
С 229А, РН-24, ПН-2 и ВМС-107 (табл. 3-2 и рис. 3-4—3-6).
76
Оборудование, инструмент и монтажные изделия [Разд 3
1275
14 3 Б
Рис. 3-3. Ножницы роликовые, мо-
дель Н Р-6-500.
/ — режущий ролик; 2 — рама; 3 — ста-
нина; 4 — штурвал; 5 — редуктор; 6 —
пакетный выключатель типа ПВЗ X 25;
7 — подвижная планка для регулирова-
ния ширины отрезаемого листа; 8 — съем-
ный стол, 9 — электродвигатель.
Таблица 3-2
Технические данные ножниц для обработки сортовой стали
Параметр Пресс-иожницы Ножни цы ручные РН-24 (рис. 3-6)
ПН-1М (рис. 3-4) С-229А (рис. 3-5) ПН-2 ВМС-107
Наибольшие размеры обрабатываемого про- ката, мм: углового 75 x 75 x9 90x90x10 75X75X9 90x90x9 60x60x6
круглого (диаметр) 30 40 30 40 25
ПОЛОСЫ 200x12 20x40 200x12 20x40 ——
листового (толщи- — 13 — 13 8
на) квадратного — 34x34 — 32x32
швеллера — № 8 и 12 —- К° 12 —
Наибольший диаметр — 20 — 20 —
пробиваемого отвер- стия, мм Наибольшая глубина 55 55
треугольной высечки, мм Наибольшее усилие на 70
конце рычага, кгс Мощность электродви- 2,8 2,2 3,0 2,2 .
гателя, кВт Габаритные размеры, ’мм 1600х 1550Х 1770Х 1312Х 800Х
Х820Х1650 XI430X600 Х820Х1660 Х620Х1452 X600X945
Масса, кг 1500 ИЗО 1830 1127 360
§ 3-1] Оборудование монтажно-заготовительных участков
77
Рис. 3-4. Пресс-ножницы типа ПП 1М.
/ — электродвигатель; 2 — зубчатая передача, 3 — эксцентриковый вал; 4 — нож для
поперечной резки сортового металла; 5 — пуансон для вырезания пэлок в углоаой стали,
6 — механизм для пробивания отверстий и штамповки деталей; 7, 8 — рукоятки вклю-
чения рабочего хода; 9 — станина пресса, 10 — механизм ножниц
Рис. 3-5. Пресс-ножницы типа С-229А.
/ — станина; 2 — механизм для резки
листа н сортовой стали; 3 — механизм для
высечки и пробивания отверстий; 4 —
• нътропривод приводного механизма;
/ — приводной механизм, 6 — тележка.
Рис. 3-6. Ножницы рычажные ручные
типа РН-24.
/ — станина; 2 — тележка; 3 — ножи для
резки листа; 4 — ножи для высечки; 5 —
ножи для резки уголка и круга; Ь — рычаг
привода; 7 — упор для листа; 8 — упор
для уголка и круга; 9 — корпус шатуна.
78
Оборудование, инструмент и монтажные изделия [Разд. 3
ВЫР5. БНОЙ СТАНОК
Для вырубки больших отверстий в листовой стали, например, для утоплен-
ного монтажа приборов применяется вырубной станок (рис. 3-7). Вырубка осу-
ществляется резцом, имеющим возвратно-поступательное движение вдоль своей
оси и поступательное вдоль контура отверстия на стальном листе.
Рис. 3-7. Вырубной станок.
/ — нижняя станина; 2 — верхняя станина; з — суппорт; 4 — электропривод и узел
управления; 5 — резец; 6 — ходовой винт; 7 —• эксцентриковый вал, 8 — шатун с пол-
зуном; 9 — обрабатываемый лист.
Технические данные
Наибольшее усилие резания, кге....................... ... 300
Длина реза за один ход резца, мм....................... . 3
Число ходов резца в минуту . . ........ .... . 360
Размеры обрабатываемого металла, мм .... ........... 2500x1500
Толщина обрабатываемого металла, мм.......................... От 0,8 до 4
Суммарная мощность электродвигателей, кВт.............. . . 8
Габаритные размеры стайка, мм........................... 3200x 600x1600
Масса, кг..................................................... 3500
ЛИСТОГИБОЧНЫЕ МАШИНЫ И СТАНКИ
Для изготовления простых и сложных изделий из листового металла методом
холодной гибки применяются листо! ибочные машины типа 11-2118 и листогибоч-
ные станки типа ЛС-6 (рис. 3-8, табл. 3-3). Перемещение прижимной балки и
поворот гибочной балки в машине Н-2118 осуществляется с помощью гидравли-
ческих приводов, а в станке ЛС-6 — с помощью электропривода.
§ 3-J] Оборудование монтажно-заготовительных участков
79
3370
Рис. 3-8. Станок листогибочный типа ЛС-6.
1 — станина; 2 — стол; 3 — прижимная траверса; 4 — гибочная траверса; 5 — меха-
низм привода.
Таблица 3-3
Технические данные машин и листогибочных станков
Параметр Машина Н-2113 Станок ЛС-5 (рис 3-8)
Наибольшая длина гибки, мм 2500 2099
Наибольшая толщина изгибаемого лис- 6,3 3
та, мм Наибольший угол изгибания, град 120 139
Наибольшая высота отгибаемой кром- 25 —
ки, мм Максимальный подъем пружинной тра- —• 180
версы, мм Мощность электродвигателя, кВт 7 2,8
Габаритные размеры, мм 3386 x 2315 x2055 3370x1340x1765
Масса, кг 4900 3000
ПРЕССЫ МЕХАНИЧЕСКИЕ
Для выполнения различных операций по холодной штамповке (вырубки,
гибки, прошивки и неглубокой вытяжки) применяют прессы однокривошнпные
епкрытые двухсточные (рис. 3-9) моделей КД-2322, КД-2324, КД-2326, КД-2328
и К-2330Б (табл. 3-4).
80
Оборудование, инструмент и монтажные изделия [Рсзй. 3
Рис. 3-9. Пресс механический.
I — станина; 2 — электродвигатель; 3 —
ползун; 4 — стол. 5 — блокировочные
кнопки; 6 — ножная педаль.
Таблица 3-4
Технические данные прессов механических однокривошипных
открытых двухстоечиых
Параметр КД-2322 КД-2321 КД 2326 КД-2323 К-2330Б
Номинальное усилие, тс . . 16 25 40 63 100
Ход ползуна, мм. 65
наибольший 55 80 100 130
наименьший 5 5 10 10 25
Число ходов ползуна в ми- 120
нуту . . . 120 100 90 90
Габаритные размеры стола,
мм . . . 420Х НО 500X 340 600X400 710X480 850x^60
Наибольшее расстояние меж- ду столом и ползуном в его нижнем положении при
наибольшем ходе, мм . . . 220 250 280 340 400
Расстояние между стойками в свету, мм ’200 240 290 340 400
Угол наклона станины, град 30 30 30 30 30
Мощность электродвигателя, 2,7
кВт 2 4,7 8,3 10,5
Габаритные размеры, мм . . пзохдаох 1350x1170Х 1580XI270X 2010x1150х 1870х2385х
Масса, кг X1S75 ноо Х2110 2175 Х2190 3450 Х2940 Ь275 хзооо 9015
СТАНКИ ТОКАРНО-ВИНТОРЕЗНЫЕ
Станки предназначены для выполнения токарных работ и нарезания различ-
ных резьб (табл. 3-5).
ff 3-1] Оборудование монтажно-заготовительных участков
81
Таблица 3-5
Технические данные токарно-винторезных станков
Параметр 1MG1 1А616 1KG2
Количество модификаций Наибольший диаметр об- рабатываемого изделия, мм: 2 1 3
над станиной 320 320 400
над суппортом .... Наибольшая длина обра- батываемого изделия, 160 180 220
ММ Расстояние между цен1ра- 640, 930 640 640, 931), 1330
МИ, мм Мощность электродгигате- 710, 1000 710 710, 1000, 1400
ля, кВт Габаритные размеры, мм 4,625 4J2 8,625
1380 (2090) X X 850x1450 2135Х1225Х Х1220 2522 (2812) (3212)х X 1166x1321
Масса, кг 1400, 1600 1500 2080, 2140, 2222
УНИВЕРСАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 6М81Г
Станок предназначен для фрезерования различных изделий цилиндриче-
скими, дисковыми, угловыми, фасонными и торцовыми фрезами.
Технические данные
Размер рабочей поверхности стола, мм................... 250x1000
Мощность электродвигателей, кВт.................... 4,5
1 абаритные размеры, мм............................ 2100x1930x1600
Масса, кг.......................................... 19J0
РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛИ 2Н55
На станке можно производить следующие операции: сверление в сплошном
материале, рассверливание, зенкерование, развертывание, растачивание огвер-
( |ий, нарезание резьбы метчиками, подрезку плоскостей резцом и торцовым инст-
рументом и другие аналогичные операции.
Обрабатываемые детали устанавливают на коробчатом столе либо непосред-
ивенно на фундаментной плите станка. Органы управления станком сосредото-
чены на сверлильной головке.
Технические данные
1 (анбольший диаметр сверления (при <твр = о54-65 кге/мм2), мм 50
1абаритные размеры, мм............................ 2670x1000 x3320
Диаметр круга, описываемого при вращении котом рука-
ва, мм................................................. 4370
Масса, кг............................................. 4100
СВЕРЛИЛЬНЫЕ СТАНКИ
Сгапки предназначены для сверления отверстий в металле и мелких деталях
( |лбд. 3-6).
82
Оборудование, инструмент и монтажные изделия [Разд. 3
Технические данные сверлильных станков
Таблица 3-6
Параметр Универсальный вер- тикал ьио-сверл и пь- ный одношпиндель- ный станск 2Н125 Настольно-свер- лильный ста- нок НС-12А
Наибольший диаметр сверления, мм . . . Частота вращения, об/мин Мощность электродвигателя, кВг Габаритные размеры, мм Масса, кг 25 45-2000 2,2 113^x805x2290 1020 12 450 -4500 0,6 700x360x 700 85
ЗАТОЧНЫЕ СТАНКИ
Станки предназначены для заточки режущего инструмента и обработки из-
готовляемых из металла изделий при помощи абразивных кругов (табл. 3-7).
Технические данные станков 332-Б и ЗБ-634
Таблица 3-7
Параметр Заточной двусторои- ни 1 станок 332-Б Точильно-шли-] огаль- ныи станок ЗБ-034 (рис. 3-10)
Размеры шлифовальных кругов (диа- метр хширина), мм Количество кругов Мощность электродвигателя, кВт . . . Габаритные размеры, мм Масса, кг 180x30 2 1,7 800x 400x1100 220 400x50 2 2,8/4,6 1000x665x1230 427
Рис. 3-11. Труборезный механизм ти-
па ВМС-32.
WOO
Рис. 3-10. Точильно шлифовальный
станок типа ЗБ-634.
1 — шлифовальные круги; 2 — защитные
кожуха; 3 — головка с двухскоростным
двигателем; 4 — станина с электрошка-
фом.
/ — режущий диск’ 2 — качающий редук-
тор; 3 — штурвал подачи режущею дис-
ка; 4 — магнитный пускатель, 5 — ста-
нина механизма.
$ 3-J] Оборудование монтажно-заготовительных участков
83
ТРУБООТРЕЗНЫЕ МЕХАНИЗМЫ И СТАНКИ
Механизмы и станки предназначены для резки водогазопроводных труб
(ыбл. 3-8).
Таблица 3-8
Технические данные трубоотрезных механизмов и станков
Механизмы
Парэметр ВМС-32 (рис. 3-11) ВМС-35 СОТ ВМС-34М Станок CT20-1G8MX
Диаметр перерезаемых труб 1 ид режущего инструмента Число режущих элементов Ч iCTOia вращения режущего инструмента, об/мин Диаметр режущего диска, мм Давление воздуха в системе, кгс/см* Мощность электродвигателя, кВт I . Гаритиые размеры, мм Масса, кг °т j ДО 2*2 Диск 1 193 1С0 1 X11S7 290 °т ’ ДО 2’2" Диск 1 193 160 4 1 6362Х 950Х X1157 3j0 15—20 мм Дисковые ножи 2 476 4 3 850Х&20Х Х1210 482 От ’ до 2" Режущие диски 160 70 2.8 5000Х800Х Х127О 655 20 -108 мм Резец В планшайбе 1 СО 11 600x540x480 153
МАЯТНИКОВЫЕ МАШИНЫ И ПИЛЫ
ДЛЯ РЕЗКИ ТРУБ АБРАЗИВНЫМИ КРУГАМИ
Маятниковые машины и питы предназначены для резки труб и сортовой стали
абразивными армированными кругами по ТУ2.036-761-78 (отрезные) и по
1 У 2.036-295-76 (зачистные) (габл. 3-9).
Таблица 3-9
Технические данные маятниковых машин и пил для резки труб
Параметр Машина СА-6(.М (рис. 3-12) Пилы
ПДМ 75 (рис. 3-13) ПМС-80 (рис. 3-14)
Диаметр перерезаемых труб, мм Максимальный размер про- филя, мм Размер отрезного круга, мм Частота вращения шпинделя, об/мин Мощность электродвигателя, кВт 11апряжение, В I 1баритные размеры, мм Масса, кг До 60 60 200 x 3 x 32 4780 1,6 36 800 x 400x 400 21,5 До 75 50 300x3x32 3600 1,5 220/380 900 x370x 360 80 До 80 50 230x3x22 6500 2,2 220/380 760 x 380 x350 60,5
Рис. 3-13. Пила дисковая маятниковая
типа ПДМ-75.
Рис. 3-12. Машина типа СА 60М для
резки труб.
/ — одноступенчатый редуктор; 2 — абра-
зивный круг; 3 — электродвигатель; 4 —
станина, 5 — поворотная каретка
/ _ неподвижная площадка; 2 — качаю-
щаяся площадка; 3 — ось; 4 — тиски;
5 — стойка оси; 6 — шпиндель; 7 — абра-
зивный диск; 8 — электродвигатель, 9 —
рукоятка; 10 — пресс масленка
Рис. 3-15. Трубогибочный станок типа
ТГС-2.
Рис. 3-14. Пила маятниковая скорост-
ная типа ПМС-80.
/ — рукоятка; 2 — неподвижная плита;
3 — винтовые тиски; 4— абразивный круг;
5 — электродвигатель
/ — стол; 2 — червячный редуктор с вин-
товой парой; 3 — сменная колодка, 4 —
грузовой винт; 5 — электродвигатель;
6 — магнитный пускатель, 7 — кнопочная
станция; 8 — конечный выключатель;
9 — правая и левая поворотные колодки.
§ 3-7] Оборудование монтажно-заготовительных участков
85
ТРУБОГИБОЧНЫЕ СТАНКИ И МЕХАНИЗМЫ
Тр^богибочные станки и механизмы предназначены для гнутья стальных
труб в холодном состоянии без предварительной набивки песком. При монтаже
приборов и средств авюматизации наиболее широкое при\ енение находят трубо-
гибочные станки типов ТГС-127, ТГС-2, СТГ-1М и У ГС-65 и трубогибочные меха-
низмы типов ГСТМ-21М и ВМС-23
(табл. 3-10).
Трубогибочный станок типа
СТГ-1М поставляется в комплекте с
оснасткой: семь гибочных дисков, семь
ползунов и три ролика. Гибка про-
изводится путем навивания трубы на
вращающийся гибочный диск.
Рис. 3-16. Универсальный гибочный
станок типа УГС-65.
Рис. 3-17. Станок резьбонарезной типа
С-225.
/ — шаблон;. 2 — редуктор; 3 — электро-
оборудование; 4 — винт; 5 — упорный ро-
лик; 6 — кожух; 7 — крыло; 8 — стол
I — коробка передач; 2 — муфта коробки
передач; 3 — стол; 4 — рукоятка переда-
чи резьбонарезного механизма; 5 — ру-
коятка подачи стола=
Универсальный гибочный станок типа УГС-65, кроме гнутья труб, приме-
няется также для гнутья сортового металла и его рихтования.
Механизм типа ГСТМ-21М работает методом наматывания труб вокруг шаб-
лона, имеет две частоты его вращения. Для изменения числа оборотов рабочего
механизма установлен двухскоросгной электродвигатель. Для гибки труб раз-
личных диаметров механизм комплектуется сменными шаблонами и дернами.
РЕЗЬБОНАРЕЗНЫЕ СТАНКИ И МЕХАНИЗМЫ
Резьбонарезные станки и механизмы служат для нарезания резьб.
Технические данные резьбонарезных станков и механизмов приведены в
табл. 3-11.
В резьбонарезном станке типа ПМК-570М труба жестко закрепляется в пнев-
мозажиме. Вращением маховика влево суппорт с изделием (трубой) перемещают
к резьбонаре той головке. После захвата изделия нарезание резьбы происходит
симозатягиванием изделия в резьбонарезную головку.
86
Оборудование, инструмент и монтажные изделия [Разд. 3
Технические данные трубогибочных
Параметр Станки
ТГС-127 ТГС-2 (рис. 3-15)
Диаметр изгибаемых труб 76, 89, 114 и 127 мм 1 2'
Наибольший угол изгиба труб, град 90 90
Радиус гибки труб, мм 305 510 130-240
Мощность электродвигателя, кВт 2,8 3
Габаритные размеры, мм 1440x1400x 640 1120x 860 x665
Масса, кг 632 388
Технические данные резьбонарезных
Параметр Станки
С-225 (риг. 3-17) ПМК-Б7-М. ;рис. 3-18)
Диаметр обрабатываемых изделий 12 — 76 ММ 1 2 ~2’
Тип инструмента:
для нарезки резьбы Резьбонарезная го- ловка с танген- циальными гре- бенками Резьбонарезная го- ловка С225-2Б
для накатки резьбы — —
Наибольшая длина нарезаемой резь- бы, мм 200 200
Давление сжатого воздуха в пневмо- системе, кгс/см2 — 4
Мощность электродвигателя, кВт 2,8 2,9
Габаритные размеры, мм 1460x1160 1390 x600x1200
Масса, кг 700 848
§ 3-1] Оборудование монтажно-заготовительных участков 87
станков и механизмов Таблица 3-10
Механизмы
СТГ-1М УГС- 65 (рис. 3-16) ГСТМ-21М ВМС-23
14 38 мм 25- 100 мм 3 -2'и 25 -60 мм От 15 до 32 мм
184 90 210 3D (наружный ди- аметр трубы)
35-100 800 50 320 43-,-114
2,8 5,5 (^1/7,3 2,8
930 x500x1030 2040x2740x1015 3760x1 ЮО х ЮС0 650x 97." х 134
400 1006 1386 490
стаиков и механизмов Табтица 3-11
Механизмы
СНТ ВМС-5 ВМС-2А
1 2 —2 и 21,3—75,7 мм 1 2 " -2' i -г
Резьбонарезная головка с тангенциальными гре- бенками Резьбонарезные головки 4КА-70 и 5КА-70 Самораскры'ающаяся го- ловка с тангенциаль- ными гребенками
— Плашки НПТ —
120 200 120
— 4 4
2,8 2,8 2,8
1500 > 700х 1200 1460 x 800x1230 1560х 750х 1160
610 576 too
88
Оборудование, инструмент и монтажные изделия [Разд. 3
Резьбонарезной механизм типа ВМС-2/к оборудован пневматическим зажимом
труб, установленным на каретке. Труба к резьбонарезной головке подводится
вручную, а дальнейшее ее перемещение при нарезке резьбы происходит самоза-
тягиванием. Включение трубонарезной головки (развод гребенок) осуществляется
как вручную, так и авюматически. Заусенцы внутри трубы снимаются зенкером,
расположенным в шпинделе механизма.
ПОСТРОЕЧНЫЙ МЕХАНИЗМ ТИПА ВМС-12
Построечный механизм типа ВМС-12 (рис. 3-19) служит для резки и гибки
стальных груб условным проходом от 15 до 50 мм и нарезки на них ре=ьбы. Резка
труб производится при помощи роликового трубореза. Нарезка резьбы осуществ-
ляется обычным ручным клуппом (дуп-
лекс), который фиксируется на рукоят-
ках построечного механизма. Гибка
труб производится с помощью трубо-
1иба, приводимою в действие через
карданный вал механизма ВМС-12,
Общая масса механизма 163 кг.
Рис. 3-18. Резьбонарезной станок ти-
па ПМК-57-М.
I — коробка передач: 2 — резьбоиарс >пая
головка; 3 — самоцеитрирующие тиски:
4 — станина сганка.
Рис. 3-19. Построечный механизм ти-
па ВМС-12.
I — корпус С р туктором; 2 — трехкулач-
коиыи патрон; 3 — двигатель; 4 — ножки.
3-2. СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ, МЕХАНИЗМЫ И ПРИСПОСОБЛЕНИЯ
При монтаже приборов и средств автоматизации применяется самый разно-
образный инструмент, как серийно выпускаемый промышленностью, так и спе-
циально разработанный для этих целей. Ниже приводятся наиболее часто при-
меняемый инструмент, механизмы и приспособления, используемые как на объек-
тах монтажа, так и в МЗУ, систематизированные по видам работ.
ЭЛЕКТРИЧЕСКИЙ ИНСТРУМЕНТ
ЭЛЕКТРИЧЕСКИЕ ШЛИФОВАЛЬНЫЕ МАШИНЫ
Шлифовальные машины предназначены для зачистки сварных швов, штампо-
вок, очистки металлических конструкций от ржавчины и старой краски, для за-
чистки концов труб и листового металла перед сваркой, а также для резки труб
и перфоизделий с помощью абразивного круча (за исключением плоскошлифо-
вальных машин). Шлифовальные машины выпускаются нескольких моделей —
'угловые, с 1ибким валом, плоскошлифовальные (табл. 3-12).
Угловая машина типа ИЭ-8201А может быть использована как прямая при
установке шлифовального круга формы ПП диаметром 200 мм.
§ 3-2] Специальный инструмент, механизмы и приспособления
89
Таблица 3-12
Технические данные электрических шлифовальных машин
Тит Нанботьиш г диаметр шли- фовального абразивного круга, мм Частота вращения шпинделя, об/мин Мощность электро- двигателя, Вт Напря- жение, В Ч сто- та, Гц М1с- са. KI
ИЭ-2002 150 3160 800 35 200 5,5 26,5
ИЭ-8201А с гибким валом 200 2800 850 220 50
ИЭ-6103 гибким валом 200 2800 800 220 50 31,0
ИЭ-8201А с гибким валом 200 2800 800 220 50 13,0
угловая ИЭ-2003 200 2750 400 220 50 9,5
ИЭ-2094 150 3800 800 36 200 5,5
НЭ-2102/А угловая 225 6500 1600 36 200 8,2
ИЭ-2ДЗА угловая 175 8500 1600 36 200 8,2
ШЛИФОВАЛЬНЫЕ МАШИНЫ ГИПО" WSBA-1400 И WSB-1400
ЗАВОДА «ЭЛ11РОМ НАРОДНОЙ РЕСПУБЛИКИ БОЛГАРИИ
Машины (рис. 3-20) широко применяются для резки различных монтажных
профилей и груб как на монтажной площадке, так и на монтажно-заготовительной
базе управления.
Рис. 3-20. Шлифовальная машина типа
WSBzA-1400 завода «ЭЛПРОМ» (НРБ).
1 — армированный абразивный круг 2 — кор-
пус; 3 — выключатель.
углошлифо
Закрепленные на специальных подвесных конструкциях
вальные машины используются как маятниковые пилы.
Технически'- данные
Напряжение, В.....................................
Частота, Гц.......................................
Мощность, Вт......................................
Частота вращения шпинделя на холостом ходу, об/мин
Допустимая окружная скорость круга, м/с...........
Диаметр абразивного круга, мм.....................
Масса (без кабеля, круга, кожуха), кг.............
WSBA-1400 WSB-140J
220 220
50 50
1900 1900
6600 8500
80 80
230 178
6,7 6,7
ЭЛЕКТРИЧЕСКИЕ СВЕРЛИЛЬНЫЕ МАШИНЫ
Электрические сверлильные машины предназначены для сверления отвер-
стий в сталях средней твердости, кирпиче, цветных металлах, пластмассах и
дереве. Основные технические данные электрических сверлильных машин, наи-
90
Оборудование, инструмент и монтажные изделия [Разд. 3
более часто применяемых при монтаже приборов и средств автоматизации, при-
ведены в табл. 3-13.
Таблица 3-13
Технические данные электрических сверлильных машин
Тип Максималь- ный диаметр сверления, мм Частота вращения шпинделя, об/мин Электродвигатель Размеры, мм Мас- са, кг
Е Н Напряже- ние В Частота, Гц Мощ- ность. Вт Длина Ширина Высота
ИЭ-1004 6 2500 кнд 220 50 90 224 68 175 1,9
ИЭ-1003 6 3000 КН 220 50 120 250 65 140 1,4
И Э-1002 6 3000 АП 36 200 120 225 70 130 1,5
ИЭ-1008 9 1380 КН 220 50 120 262 68 140 1,54
ИЭ-1009 9 1400 АП 36 200 120 240 70 130 1,6
ИЭ-1006 15 670 КНД 220 50 250 425 70 130 3,75
ИЭ-1013 15 650 КН 220 50 270 408 190 135 2.9
ИЭ-1012 15 660 АП 36 200 270 355 75 134 2,9
ИЭ-1014 20 295 КН 220 50 340 465 410 114 6,2
ИЭ-1007 23 250 КНД 220 50 400 450 90 450 6,0
ИЭ-1017 23 460 АП 36 200 600 330 ЗЭО 95 5,0
Основные технические данные сверлильных машин с двойной изоляцией при-
ведены в табл. 3-14.
Таблица 3-14
Технические данные электрических сверлильных
машин с двойной изоляцией
Тип Наибольший дна метр сверления по стали, мм Потребляем ля мощность, Вт Частота враще- ния ПОД II и руз- кок, об/мин Масса, Ki
ИЭ-1020 6 120 26и0 1,85
ИЭ-1019 9 120 1000 2
ИЭ-1031 9 120 1380 1,6
ИЭ-Ю22А 14 250 700 3,2
ИЭ-1023 23 400 250 6,5
ЭЛЕКТРИЧЕСКИЕ НОЖНИЦЫ ТИПА ИЭ 5402
Ножницы (рис. 3-21) предназначены для прямолинейной и фасонной резки
листовой стали.
Технические данные
Наибольшая толщина разрезаемой ста-
ли, мм............................ 2,7
Число двойных ходов ножа в минуту 1450
Напряжение, В............................ 220
Частота, Гц............................. 50
Мощность, Вт............................. 270
Габаритные размеры, мм............. 270 x 2^0x105
Масса, кг......................... 5,0
g 3-2] Специальный инструмент, механизмы и приспособления
91
Рис. 3-21. Электрические ножницы типа ИЭ-54О2.
1 — неподвижный иож; 2 — подвижный иож, 3 — корпус головки; 4 — выключатель;
5 — рабочая рукоятка; 6 — кабель; 7 — корпус машины.
ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ ТОКА ТИПА ИЭ-9403
Преобразователь предназначен для преобразования переменного трехфаз-
ного тока промышленной частоты в переменный трехфазный ток повышенной
частоты и является переносным вспомогательным оборудованием для питания
ручного электрифицированного инструмента повышенной частоты.
Технические данные
Напряжение, В;
первичное................. 380/220
вторичное............. 36
Частота, Гц:
Мощность, кВт:
первичная................ 50
вторичная............. 200
потребляемая............... 2
отдаваемая............... 1,2
Масса, кг..................... 39
ПНЕВМАТИЧЕСКИЙ ИНСТРУМЕНТ
ПНЕВМАТИЧЕСКИЕ СВЕРЛИЛЬНЫЕ МАШИНЫ (ПНЕВМОСВЕРЛИЛКИ)
Пневмосверлилки предназначены для сверления отверстий в сталях средней
твердости, цветных металлах, кирпиче, бетоне н дереве. Пневмосверлилки ра-
ботают от энергии сжатого воздуха. Краткие технические данные пневмосверли-
лок, применяемых при монтажных работах, приведены в табл. 3-15.
92
Оборудование, инструмент и монтажные изделия [Разд. 3
Таблица 3-15
Технические данные сверлильных пневматических машин
Тип Макси- мальный диаметр сверления, мм Частота вра- щения шпин- деля на хо- лостом ходу, об/ми н Наиболь- шая мощ ность, л. с. Расход возду- ха, м/мин Дна- метр шлан- га в свету, мм Размеры, мм М icca. К'
Длина Ширина Высота
СМ-4-6 6 • 16000 0,15 0,3 9 157 36 130 0,6
ПП-1009 9 3000 0,4 0,65 9 163 58 149 1,05
ИП-1011 9 3200 0,4 0,6 12 145 58 156 1,1
ИП-1104 10 3200 0,4 0,6 12 200 58 84 1,4
УД-2М 10 2200 0,33 0,4 9 235 45 78 1,15
УД-2Т-300 10 300 0,33 0,4 12 235 45 80 1,8
ПП-1020 12 2000 0,6 0,9 13 220 56 172 1,9
ИП-1019 12 2000 0,6 0,9 13 198 56 172 1,7
ИП-1022 14 1000 0,8 1,0 13 350 60 140 2,6
ИП-1012А 22 400 1,3 1,7 16 552 118 342 9,3
УСМ-23 23 250 1,75 1,9 16 460 86 140 7,0
ИГ1-1014А 32 220 2,5 2,0 16 600 120 350 12,0
ИП-1016 32 550 2,5 1,9 18 380 160 260 9,0
ип-поз 32 550 2,5 1,9 18 395 96 215 7,5
РУЧНАЯ ПНЕВМАТИЧЕСКАЯ ШЛИФОВАЛЬНАЯ МАШИНА
ТИПА ЗПМ-1,5-150
Машина предназначена для шлифования металлических детален, снятия
заусенцев, зачистки сварных швов, подютовкн кромок иод сварку и т. п. и при-
меняется при монтажно-сборочных и ремошных рабснах в шронгельстве и про-
мышленности.
Технические данные
Наибольший диаметр круга, мм................................... 150
Частота вращения шпинделя, об/мин:
на холостом ходу........................................... 5000
под нагрузкой............................................. 4000
Двигатель пневматический ротационный, на: большая мощ-
ность, л. с............................................... 1,5
Рабочее давление воздуха абсолютное, кгс/см2.............. 6
Расход сжатого воздуха, м3/мин............................ 1,9
Диаметр воздухопроводного шланга в свету, мм.................... 13
Габаритные размеры, мм.................................... 625x170x140
Масса, кг................................................. 6
МАШИНКИ ПНЕВМОШЛИФОВАЛЬНЫЕ ПРЯМЫЕ ТИПОВ П-21 И П--2
Пневмошлифовальные машинки предназначены для выборки и зачистки
сварных швов с допустимой скоростью резания 80 м/с. Машинка состоит из кор-
пуса, пненмодвигателя, регулятора числа оборотов, пускового устройства, кор-
пуса шпинделя, шлифовального круга и защитного кожуха ограждения, предо-
храняющего рабочего от потока раскаленных частиц в процессе работы.
§ 3-2] Специальный инструмент, механизмы и приспособления
93
Технические данные
П-21 П-22
Диаметр шлифовального круга, мм.............
Частота вращения шпинделя на холостом ходу,
об/мин.....................................
Рабочее давление во-духа в сети, кгс'см2 . . . .
Расход воздуха, м3/мин.....................
Габаритные размеры, мм......................
Масса, кг...................................
180
230
8000
6
2
525 x 244x150
6,0
6000
6
2,5
555 X 244 х 175
7,5
ПНЕВМАТИЧЕСКАЯ РЕВЕРСИВНАЯ ОТВЕРТКА ТИПА РПО-350
Пневмоотвертка предназначена для завинчивания и отвинчивания винтов,
болтов и гаек и применяется при монтажно сборочных и ремонтных работах в
строительстве и промышленности.
Технические данные
Наибольший диаметр резьбы (по стали с овр = 354-45 кгс,см2), мм
Расход воздуха, м3/мип...................................
Наибольший момент затяжки, кге • м.......................
Пределы регулирования момента затяжки, юс-м..............
Частота вращения шпинделя на холостом ходу, об/мин.......
Двигатель пневматический ротационный ре-ерсивиый.........
Рабочее давление воздуха абсолютное, кгс/см2.............
Диаметр воздухопроводного шланга в ссету, мм.............
Га'аритные размеры, мм...................................
Масса, кг................................................
12
0,4
1,7
0,2-0,7
350
6
9
248 x52x132
1,7
КОМПРЕССОРЫ ПЕРЕДВИЖНЫЕ ТИПОВ CO-2, CO-62, СО-7А
Компрессоры (рис. 3-22) предназначены для питания сжатым воздухом меха-
низированного пневмоинструмента.
Технические данные
СО-2 СО-62 СО-7А
Рабочее давление, кгс/см2 4,0 6,0 6,0
Подача, mj/4 30,0 30,0 30,0
Мощность электродвигателя. кВ г 2,8 4,0 4,0
Напряжение, В 380,220 380/220 380/220
Емкость ресивера, л . . . . 22,0 24 22,0
Габаритные р.нмеры мм . . . . 1230X454X770 930x496 x 755 1000x485x820
Масса, кг . . . 154 160 140
ОКРАСОЧНЫЕ АГРЕГАТЫ И УСТРОЙСТВА
ОКРАСОЧНЫЕ АГРЕГА1Ы
При производстве окрасочных работ в МЗУ наиболее широкое применение
находят окрасочные агрегаты типов СО-75 и СО-5 (рис. 3-23).
04
Оборудование, инструмент и монтажные изделия [Разд. 3
Рис. 3-22. Воздушная схема компрессора.
/ — воздушный фильтр; 2 — регулятор давле-
ния; 3 — масловодоотделгтель; 4 — ресивер;
5 — нагнетательная трубка; 6 — предохрани-
тельный клапан.
Рис. 3 23. Схемы сборки окрасочных аг-
регатов типов СО-75 (а) и СО-5 (6).
1 — пневматический краскораспылитель; 2 —
воздушный шланг длиной 5 5 м; 4 — краско-
нагнетательный бак типа С-383А; 5 — воз-
душный шланг длиной 9 м: 6 — передвижная
компрессорная установка для малярных рвбот
типа СОТ А; 7 — шланг от источника пита-
ния длиной 9 м; 8 — красконзгне,ательнЬ1й
бак типа С-38°А: 9 — шланг подачи краски
длиной 5 5 м; 10 — воздушным шланг длиной
5,5 м; 11 — пневматический краскораспыли-
тель типа СО-71.
Технические данные
СО-75 СО-5
Подача, м2/ч.................................................... 400 400
Давление воздуха, кгс/см2....................................... 3—4 3-4
Давление краски при работе от краскснаптата,ел1 нло б<-ка для
круглой головки кгс/см2........................................ 0,5-2 0,5 2
Расход воздуха, м3/ч......................................... 20 20
Масса, кг.................................................... 180 30
ИИсГОЛг I-КРАС КОРАСПЫЛИ I ЕЛЬ ТИ114 СО-’4А
Пистолет предназначен для нанесения на поверхность шпатлевочного состава
воздушным распылением.
.7-2] Специальный инструмент механизмы и приспособления
95
Технические данные
Подача, м2/ч...................................................... Не менее 85
I юление воздуха в распылителе, кгс/см2........................ 3-4
' (тление воздуха, кгс/см2..................................... 2 3
Расход воздуха, м2/ч...................... .................... 16
Циаметр огверсп я сопла, мм.................................... 6
lacca, кг...................................................... 0,7
Окраска изделий на МЗУ с помощью писюлеш-краскораспылителя имеет
ряд недостатков: неполное использование лакокрасочных материалов, большое
туманообразование и низкая производительность труда. Поэтому наиболее пер-
i пективным, производительным и эффективным является безвоздушное распы-
ление краски.
Сущность метода безвоздушного распыления заключается в том, что краска,
находящаяся в гидросистеме установки под давлением до 200 кгс/см2, при выходе
ш сопла со скоростью, превышающей критическую для Ааннот вязкости краски,
превращается в туманообразиое состояние и в виде струи с небольшим углом
распыления направляется на окрашиваемую поверхность. При безвоздушном
распылении сокращается расход лакокрасочных материалов иа 25—30% вслед-
ствие уменьшения угла распыления; снижается расход раствори гелей при исполь-
зовании более вязких лакокрасочных материалов; повышается производительность
труда; обеспечивается равномерная толщина покрытия с хорошим блеском, до-
статочной адгезией и почти без пористости, улучшаются санитарно-гигиенические
условия труда (в 4—6 раз снижается концентрация вредных выделений в воз-
душную среду).
УСТАНОВКА ТИПА УБРХ-1М ДЛЯ БЕЗВОЗДУШНОГО РАСПЫЛЕНИЯ
Установка предназначена для окраски крупных и средних изделий в усло-
виях специальных окрасочных цехов, отведенных местах сборочных и других
Н‘хов, на открытых монгажно-сборочных площадках. Она состоит из ппевмо-
I ндравлнческого насоса с регулятором давления, пусковым краном, воздухо-
подводящим шлангом, с влагоотделителем, всасывающим рукавом, фильтром и
шлангом высокого давления; ручного пистолета-распылителя; емкости с краской;
тележки, на которой смонтированы все узлы установки.
Установка может работать иа грунтах, эмалях и лаках по принципу холод-
ного (без подогрева) безвоздушною распыления и позволяет получать покрытия
по II классу отделки.
Технические данные
Подача (расход лакокрасочных материалов), г/мин.......... 1700
Подача по площади (ровной) в один слой окраски, м2/ч .... До 600
Соотношение давлений в пневмодвигателе и гидронасосе .... 1 :37
Рабочее давление сжатого воздуха, кгс/см2................ 2—5,5
Максимальное давление в гидронасосе, кгс/см2............. 190
Расход сжатого воздуха, м3/мин............................_ 3,8
Габаритные размеры, мм.................................... 500x460x1000
Масса, кг:
без тележки.............................................. 36
с тележкой................................................. 50
УСТАНОВКА ТИПА «ФАКЕЛ»
Установка предназначена для нанесения в монтажных условиях лакокрасоч-
ных материалов методом безвоздушного распыления на поверхность различных
конструкций с целью защиты их от коррозии. Опа состоит из сварного каркаса,
пневмодвигателя, нагнетательного насоса краски, специального краскораспы-
лительного пистолета и регулирующей аппаратуры.
96
Оборудование, инструмент и монтажные изделия [Разд. 3
Технические данные
Подача насоса (расход лакокрасочных материалов), г/мин ... До 1200
Подача по площади в один слой окраски, м1 2/ч............... 150 400
Соотношение давления в пневмодвигателе и насосе............. 1 : 40
Давление сжатого воздуха, кгс/см2........................... 3 5
Давление в гидронасосе, кгс/см2 ............................ 120—200
Расход сжатого воздуха, м3/мин.................................. 0,2
Габаритные размеры, мм...................................... 385 х2(Юх475
Масса, кг................................................... 22
В05
1 — сумка раскладная; 2 — отвертка длиной 200 мм с диэлектрической ручкой, ширина
рабочей лопатки 9 мм, 3 — отвертка длиной 150 мм с диэлектрическом ручкой, ширина
рабочей лопатки 5 мм, 4 — зубило слесарное 150 мм с лезвием шириной 15 мм; 5 — моло-
ток слесарный с круглым бойком массой 0,5 кг; 6 — плоскогубцы комбинированные
200 мм; 7 — ключ разводной с максимальным размером зева 30 мм; 8 — ключ труб-
ный Р/2" ; 9 — отаес металлический массой 0,1 кг; 10 — кернер 100 мм; // — чертилка
длиной 125 мм; 12 — шнур разметочный, длина 15 м; 13 — рулетка металлическая же-
лобчатая, длина 2 м; 14 — ключи гаечные двусторонние с размером зевов 8—10, 10 —12,
12 — 14, 14 —17, 22—24 и 24—27 мм по 1 шт.
§ 3-2] Специальный инструмент, механизмы и приспособления
97
ИНСТРУМЕНТ ДЛЯ СЛЕСАРНЫХ РАБОТ
ИНДИВИДУАЛЬНЫЙ НАБОР ИНСТРУМЕНТА
СЛЕСАРЯ-МОН ГАЖНПКА ПРИБОРОВ И СРЕДСТВ АВТОМАТИЗАЦИИ
Индивидуальный набор представлен на рис. 3-24. Инструменты, входящие
в набор, укладываются в карманы раскладной сумки. Ра шеры сумки с набором
в сложенном виде 80 X 235 X 300 мм; масса набора 3,8 кг.
ТРУБОРЕЗ ДЛЯ СТАЛЬНЫХ ТРУБ
Труборез (рис. 3-25) предназначен для резки стальных труб диаметром от */а
до 2" под прямым углом к оси трубы.
Диаметр разрезаемых труб */2—2", габаритные размеры 450 X 100 у 45 мм,
масса трубореза 2,6 кг.
Рис. 3-25. Труборез для стальных труб.
/ — корпус; 2 — ролики (два); 3 — нож;
4 — ручка-винт с рычагом для подачи
иожа.
Рис. 3-26. Труборез для медных труб,
/ — корпус; 2 — ролики (два), 3 — нож;
4 — головка с райбером.
ТРУБОРЕЗ ДЛЯ МЕДНЫХ ТРУБ
Труборез (рис. 3-26) предназначен для резки медных труб диаметром 8, 10,
12 мм. Диаметр разрезаемых труб 8—12 мм; габаритные размеры 176 X 57 х
X 15 мм, масса трубореза 0,27 кг.
ТРУБОРЕЗ МАЛОГАБАРИТНЫЙ ДЛЯ СТАЛЬНЫХ ТРУБ
Труборез (рис. 3-27) предназначен для резки стальных труб диаметром от 6
до 22 мм под прямым углом к оси трубы.
Диаметр разрезаемых труб 6—22 мм, усиление резания 10 кгс, габаритные
размеры 160 X 50 X 28 мм, масса трубореза 0,4 кг.
Рис. 3-27. Труборез малогабаритный
для стальных груб.
/ — корпус; 2 — ролики (два), 3 — нож;
4 — винт для подачи ножа.
Рис. 3-28. Трубогиб для медных труб.
7 — рычаги (два); 2 — ролик; 3 — обжнм,
4 — крюк для захвата трубы.
98
Оборудование, инструмент и монтажные изделия [Разд. 3
ТРУБОГИБЫ РУЧНЫЕ
Для изгиба труб в зоне монтажа применяются ручные трубогибы, техниче-
ские данные которых приведены в табл. 3-16.
При гибке на трубогибе ручном универсальном труба вставляется между
двумя роликами в соответствующий ручей и зацепляется за крюк. Гибка про-
изводится поворотом рычагов.
Технические данные ручных трубогибов
Таблица 3-16
Трубогнб Диаметр изгибае- мых труб, мм Радиус из{иба, мм Угол из- гиба, (рад Габаритные размеры, мм Масса, КР
Трубогиб для медиых труб (рис 3-28) 8 16 180 240X85X22 0.6
Трубо1иб ручной универсальный (рис. 3-29) 8; 10; 14 □2; 40; 56 180 720x155x120 4,3
Трубогиб рычажный типа ТРР-3 (рис 3-30) 15; 20; 25 100 Любой 620x200x210 51,8
Трубогиб типа ТРТ-24 для тон- костенных труб (рис. 3-31) 18; 24 80 и 120 90 и 140 •Любой 475x407x155 (без рычаг а) 38,5
При гибке на трубогибе рычажном типа ТРР-3 конец трубы вводится
между роликами и закрепляется крюком. Поворачивая обойму с роликами при
помощи рычага вокруг неподвижного ролика, изгибают трубу радиусом, равным
радиусу неподвижного ролика. Трубоюб крепится к основанию при помощи
четырех болтов М12 и комплектуется сменными роликами.
2 1
Рис. 3-29. Тру бог иб ручной универ-
сальный.
/ — рычаги; 2 — крюк; 3 — неподвижные
ролики; 4 — подвижные ролики.
Рис. 3-30. Трубогиб рычажный типа
ГРР-3.
/ — ролики (два); 2 — обойма; 3 — рычаг;
4 — крюк.
При гибке тонкостенных труб на трубогибе типа ТРТ-24 обрабаты-
ваемая труба закладывается между ролцком и шаблоном и удерживается смен-
ной скобой. При вращении храпового колеса с помощью рукоятки груба изги-
бается по шаблону.
ГИДРАВЛИЧЕСКИЕ ПЕРЕНОСНЫЕ ТРУБОГИБЫ
ТИПОВ ТГР-3/4- И ТГР-2'
Трубогибы (рис. 3-32) предназначены для гнутья стальных труб с условным
диаметром 15—50 мм в холодном состоянии без наполнителя. Изгибаемую трубу
вставляют между гибочным сектором с ручьем 1, соответствующим диаметру трубы,
и опорными роликами 2. При качании рукоятки 3 плунжер 4 насоса 5 вьщви-
§ 3-2] Специальный инструмент, механизмы и приспособления
99
гается вместе с гибочным сектором и изгибает трубу. По окончании гнутья откры-
вают перепускной клапан винтом 6 для возврата плунжера в исходное положе-
ние, Труботибы поставляются в комплекте с гибочными секторами (колодками).
Рис. 3-32. Гидравлический переносный
трубогиб.
Рис. 3 31. Трубогиб типа ТРТ-24 для
тонкостенных труб.
/ — ведомая шестерня, 2 — сменный упор-
ный ролик; d — сменный шаблон; 4 — ос-
нование; 5 — ведущая шестерня; 6 — хра-
повое колесо; 7 — сменная скоба; 8 —
рукоятка.
Технические данные
ТГР-3/4 ТГР-2'
ТГР- 3/4" ТГР-2’
Диаметр изгибаемых д» р
тРУб...............'4 8 : ; 4:
Р щнус изгиба труб . . R = 3D R = 3D
Наибольший ход шго-
ка с гибочным сек-
тором, мм........... 2'0 310
Наибольшее усилие на
рукоятке, кге .... 25 23
Наибольший угол из-
гиба трубы.........До 90° До 9(Р
Масса трубогиба с ко-
лодками, кг........ 17,5 64,т
Гис. 3-33. Уткогиб для стальных и
медных труб.
корпус; 2 — ручьи; 3 — ручки с раэ-
। in рпдпусами закругления; 4 — ли-
неики; 5 — скобы.
Рис. 3-34. Клещи для резки и раз-
вальцовки медных труб.
100
Оборудование, инструмент и монтажные изделия [Разд. 3
УТКОГИБ ДЛЯ СТАЛЬНЫХ И МЕДНЫХ ТРУБ ДИАМЕТРОМ 8 И 10 ММ
Уткогиб (рис. 3-33) применяется при работах непосредственно на объектах
монтажа и в МЗУ. Масса уткогиба 1,7 кг.
КЛЕЩИ ДЛЯ РЕЗКИ И РАЗВАЛЬЦОВКИ МЕДНЫХ ТРУБ
ДИАМЕТРОМ 8 ММ
Клещи (рис. 3-34) предназначены для развальцовки и резки медных труб
в холодном состоянии. Они состоят из двух рычагов-рукояток 1, губок для за-
Рис. 3-35. Приспособле-
ние для развальцовки
медных труб (винтовое).
жима трубы 2, конусообразною пуансона 3 и но-
жа 4. Медную трубу вставляют в губки и при сжа-
тии рычагов-рукояток клещей она зажимается и
одновременно развальцовывается конусообразным
пуансоном. Резка трубы производится ножом одно-
временно с развальцовкой. Диаметр обрабатывае-
мых труб 8 мм, габаритные размеры 350 X 98 X
X 45 мм, масса 1,4 кг.
ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗВАЛЬЦОВКИ
МЕДНЫХ ТРУБ (ВИНТОВОЕ)
Приспособление (рис. 3-35) предназначено для
развальцовки медных труб диаметром 6, 8, 10 и
12 мм и состоит из колодки 1 с гнездами для за-
жима трубок и скобы 2 с винтом 3, оканчиваю-
щимся конусом 4 для развальцовки трубок. Диа-
метр труб, подлежащих развальцовке, 6, 8, 10 и 12 мм, габаритные размеры при-
способления 145 X 115 X ПО мм, масса 0,7 кг.
ПРИСПОСОБЛЕНИЕ С ТРЕЩОТКОЙ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ
И РАЙБЕРОВКИ ТРУБ
Приспособление (рис. 3-36) — ручной инструмент для райберовки труб и
нарезания на них резьбы комплектуется райбером, шеыью обо ьмами с плашками
и приводной рукояткой с трещоткой. Для удобства переноса и храпения инстру-
мента комплект укладывают в специальный ящик 1.
При райберовке труб в поворотный механизм 2 вставляют райбер 3, снабжен-
ный рукояткой 4 для его центрирования при вводе в обрабатываемую трубу.
Райбер выполнен со спиральным зубом, снижающим осевое усилие на режущий
инструмент и обеспечивающим его самозахват. Усилие самозахвага райбера уве-
личивается пропорционально усилию, прилагаемому к приводной рукоятке. Для
нарезания резьбы в поворотный механизм вставляют обойму 5 с соответствующей
плашкой. Обойма обеспечивает установку плашки и ее центрирование. Рукоятка
с трещоткой дает возможность развивать большой крутящий момент за счет длины
рукоятки, равной 630 мм.
Приспособление используется для нарезания трубной цилиндрической и
конической резьб 1/2"; 3/4" и 1"; райберовки труб от 1/2" до 2". Габаритные размеры
ящика 650 X 134 X 104 мм, масса комплекта 11,9 кг.
ПРЕСС МАЛОГАБАРИТНЫЙ ГИДРАВЛИЧЕСКИЙ
ДЛЯ ПРОДАВЛИВАНИЯ ОТВЕРСТИЙ В КОРОБАХ
Гидравлический ручной пресс (рис. 3-37) предназначен для продавливания
отверстий в коробах по предварительно просверленному отверстию. Пресс ком-
плектуется инструментом для продавливания отверстий диаметром 22, 28, 34 и
49 мм в стали толщиной до 1,5 мм, а также дополнительным комплектом (но тре-
бованию заказчика) для отверстий диаметром 61 мм. Область применения пресса
§ 3-2] Специальный инструмент, механизмы и приспособления
101
может быть расширена за счет разработки инструментов другого размера и на
другие толщины материала в пределах развиваемою им усилия.
Отличительными особенностями пресса являются: а) расположение насоса
высокого давления в штоке поршня. Такая конструкция позволила создать ком-
пактное, удобное приспособление; б) возможность работы пресса в любом про-
странственном положении. В прессе связь встроенного масляного резервуара
с атмосферой осуществляется через специальное устройство-компенсатор, рас-
положенный в боковой ручке, в то время как у других гидравлических устройств
Рис. 3-36. Приспособление с трещоткой для нарезания резьбы и райберовки труб.
подобная связь масляного резервуара с атмосферой осуществляется через дыха-
тельное отверстие. Поэтому гидропрессы без компенсатора могут работать только
в определенном положении. При изменении положения из них вытекает масло;
в) возможность выполнять работы в любом месте металлоконструкции, так как
приспособление не имеет скобы, охватывающей кромку изделия. Последняя осо-
оенность имеет и свою отрицательную сторону, так как для пропуска хвостика
поршня требуется предварительно просверлить или прожечь отверстие диамет-
ром 14,5 мм.
Технические данные
Рабочее усилие, кге............................................. 5000
Усилие на рукоятке, кге........................................... 10
Ход плунжера, мм.................................................. 25
Ход поршня за один ход плунжера, мм........................ 0,45
I абаритные размеры, мм....................................... 320X160 x250
Масса, кг.......................................................... 4
Для удобства транспортировки и хранения пресс, рабочие и вспомогатель-
ные инструменты укладываются в футляр.
3Z0
532
Рис. 3-37. Пресс малогабаритный гидравлический для продавливания отверстий
в коробах.
а — пресс; б — размещение пресса в ящике-чемодане; 1 — корпус; 2 — поршень; 3 —
пробка; 4 — крышка; 5 — корпус плунжера; 6 — рычаг силовой; 7 — втулка; 8 — пру-
жина; 9 — матрица; 10 — хвостовик; 11 — пуансон; 12 — клапан перепускной; 13 —
обратный клапан всасывающий; 14 — обратный клапан нагнетающий; 15 — уплотнение;
/6' — ручка; 17 — ящик-чемодан; 18 — пресс.
$ 3-2] Специальный инструмент, механизмы и приспособления
103
ПРИСПОСОБЛЕНИЕ ДЛЯ ПРОДАВЛИВАНИЯ ОТВЕРСТИЙ В КОРОБКАХ
Приспособление (рис. 3-38) предназначено для продавливания отверстий диа-
метром 22, 28, 35 и 43 мм в протяжных и соединительных коробках без предва-
рительного сверления отверстий. Приспособление состоит из струбцины /, толка-
ютя 2, сменных пуансонов 5 с матрицами 4 и двух клиньев для соединения с при-
водом-прессом 3 типа РГП-7М. В комплект поставки i идропресс РГП-7М не входит.
Рис. 3-38. Приспособление для
продавливания отверстий в короб-
ках.
Технические данные
Максимальная толщина продавливаемого материала (Сталь 3), мм 2,5
Диаметры продавливаемых отверстий, мм........................22; 28; 35 и 43
Габаритные размеры (без гидропресса), мм................... 210x162x92
Масса приспособления с пуансоном и матрицей, кг............ 6
РУЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ РЕЗКИ ПЕРФОИЗДЕЛИЙ И КОРОБОВ
Приспособление (рис. 3-39) представляет собой ножницы с рычажным уси-
лителем и состоит из подставки-стойки 1, ножей, стола и системы рычагов при-
Рис. 3-39. Приспособление для резки перфоизделий и коробов.
пода. На пальце 8 вращается подвижный нож 9, приводимый в движение рыча-
том 10 Пальцем 3 рычаг соединен с подвижным ножом, а пальцем 5 и серьгой 4 —
с неподвижными ножами 6. Стол 7 болтами 12 крепится к неподвижным ножам.
104
Оборудование, инструмент и монтажные изделия [Разд. 3
Пружина 2 удерживает приводной рычаг в верхнем положении, что облегчает
передвижение заготовки под ножом, так как дает возможность рабочему действо-
вать в этот момент обеими руками.
Для резки изделий рабочий укладывает заготовку 11 на стол приспособле-
ния под подвижный нож и, резко нажимая на рычаг, вырезает часть металла в виде
полоски, которая проваливается между неподвижными ножами. На затотовке
обра>уется паз. Поднимая рычаг вверх, заготовку через паз вновь подвигают под
подвижный нож до упора и повторяют операцию резания.
Уменьшению усилия резания способствует кривизна режущей части подвиж-
ного ножа, которая создает при движении ножа постоянный угол <р наклона но-
жей друг к другу. Образуемый наклон составляет 25—30° и значительно превы-
шает общепринятые нормы, поэтому, чтобы заготовки не выскальзывали во время
резания, на режущей части подвижного ножа предусмотрены зубцы, захватыва-
ющие заготовку.
Технические данные
Толщина разрезаемых заготовок, мм........................... Не более 2,5
Временное сопротивление материала заготовки, кгс/мм2 .... Не более 50
Усилие на приводном рычаге, кге........................... 20
Длина реза за один ход ножа, мм........................... 35
Ширина прорезаемого паза, мм.............................. 7
Габаритные размеры, мм..................................... 615 x 730 x 950
Масса, кг................................................. 13,5
ТРУБОПРИЖИМ ПЕРЕНОСНЫЙ ТИПА ТП-1
Трубоприжим (рис. 3-40) предназначен для зажима стальных труб диамет-
ром от -‘/е до 2". Применяется при выполнении слесарных работ по нарезке резьб
Рис. 3-40. Трубопри-
жим переносный типа
ТП-1.
Рис. 3-41. Пневматический перфоратор типа П-4701.
1 — рабочий инструмент; 2 — корпус-цилиндр; 3 — ру-
коятка; 4 — рычаг пускового устройства; 5 — гайка
подключения воздушного (питающего) шланга
Рис. 3-42. Электромагиитобур типа СЦ-2.
и сборке монтажных узлов и представляет собой винтовую струбцину 1 с одной
подвижной губкой 2. Трубоприжим крепится к верстаку или столу винтовым
зажимом 3. Габаритные размеры 135 X 64 X (320 4- 435) мм; масса 6 кг.
§ 3-2] Специальный инструмент, механизмы и приспособления
105
ПНЕВМАТИЧЕСКИЙ ПЕРФОРАТОР ТИПА П-4701
Перфоратор (рис. 3-41) предназначен для пробивки штроб и отверстий диа-
метров до 32 мм на глубину до 200 мм в бетоне, кирпиче и других строительных
материалах. Применение перфоратора повышает производительность труда по
сравнению с пробивкой отверстий шлямбуром вручную примерно в 8 раз.
Технические данные
Энергия удара, кге • м......................................... 0,25
Число ударов в минуту........................................ 2200 «- 250
Рабочее давление воздуха, кю/см3............................ 6
Расход воздуха, м3/мин........................................ 0,55
Габаритные размеры, мм....................................... 452 x 89x185
Масса, кг................................................... 5,5
ЭЛЕКТРОМАГНИТОБУР ТИПА СЦ-2
Электромагнитобур (рис. 3-42) предназначен для бурения отверстий в бе-
тонных, кирпичных и гранитных основаниях при производстве электромонтажных
работ. Может быть применен также для сверления отверстий в металлических и
деревянных конструкциях. Работает в ударно-вращательном и вращательном ре-
жимах.
Электромагнитобур состоит из сблокированных независимых двигателей —
синхронного электромагнитного двигателя ударного действия и вращательного
электродвигателя коллекторного типа.
Технические данные
Энергия удара (ударно-вращательпый режим), кге м....... 0,45
Частота ударов в минуту..................................... 3000
Максимальный диаметр бура при бурении, мм:
по кирпичу................................................ 30
по бетону марки 400 ...................................... 26
по граниту................................................ 18
Частота вращения шпинделя (вращательный режим), об/мин . . 420
Максимальный диаметр сверления, мм:
по металлу................................................ 18
по дереву................................................. 30
Максимальная потребляемая мощношь, Вг........................ 500
Напряжение, В................................................. 44
Частота, Гц................................................... 50
Режим работы (ПВ), %..................................... 60
Габаритные размеры, мм.................................... 545x153x175
Масса, кг...................................................... 8
НАСОС ГИДРАВЛИЧЕСКИЙ РУЧНОЙ ТИПА НР-450
Насос (рис. 3-43) предназначен для опрессовки трубопроводов и резервуа-
ров. Насос состоит из бака емкостью 56 л и корпуса, в котором смонтированы два
клапана — всасывающий и нагнетательный, шольчагый клапан для сброса дав-
ления из системы, два плунжера низкого и высокою давления и рычажный ме-
ханизм для сообщения возвратно-поступательного движения системе плунжеров.
106
Оборудование, инструмент и монтажные изделия [Разд. 3
Технические данные
Наибольшее давление, кгс/см2:
плунжера высокого давления................................. • 450
плунжера низкого давления.................................... 40
Подача за один двойной ход, см3:
плунжера высокого давления................................... 4,5
плунжера низкого давления............................. . 38,5
Усилие на конце рычага, кгс................... ............... 20—25
Масса, кг........................................................ 40
Рис. 3-43. Насос ручной типа РН-450.
I — корпус насоса; 2 — бак емкостью 56 л; 3 — игольчатый клапан для сброса давле-
иия из системы; 4 — рукоятка.
Рис. 3-44. Нож для надрезания полимер-
ной оболочки кабеля,
НОЖ ДЛЯ НАДРЕЗАНИЯ ПОЛИМЕРНОЙ ОБОЛОЧКИ КАБЕЛЯ
Нож (рис. 3-44) предназначен для надрезания и снятия полимерной оболочки
кабеля при производстве монтажных работ.
§ 3-2] Специальный инструмент, механизмы и приспособления
107
КЛЮЧИ ТРУБНЫЕ
Ключи предназначены для сборки и разборки резьбовых соединений водо-
газопроводных труб. При монтаже наибольшее применение находят ключи труб-
ные двухрычажные (рис. 3-45) типа КТР-2 для диаметра обрабатываемых труб
Рис. 3-45. Ключ трубный двухрычажный.
Рис. 3-46. Ключ трубный универсальный.
1/2"—1г/2" (длина ключа 410 мм, масса 1,54 кг) и ключи трубные универсальные
(рнс. 3-46) типа КТУ для труб от 15 до 40 мм (длина ключа 440 мм, масса 1,6 кг).
ключ НИППЕЛЬНЫЙ
Ключ ниппельный (рис. 3-47) предназначен для завинчивания гаек штуцеров
приборов системы «Старт», изготовляется по ТУ 36.1246-71. Масса 0,25 кг.
Рис. 3-47. Ключ ниппель-
ный.
Рис. 3-48. Поршневой монтажный пистолет
типа ПЦ52-1.
ПОРШНЕВОЙ МОНТАЖНЫЙ ПИСТОЛЕТ ТИПА ПЦ52-1
Пистолет (рис. 3-48) предназначен для быстрого крепления дюбелями к бе-
тонным и железобетонным (с маркой бетона не выше 400), стальным (с пределом
прочности до 45 кгс/см2), кирпичным, шлакобетонным, керамзитобетонным и дру-
I им строительным основаниям различного оборудования и материалов. С писто-
летом работает один оператор в любых пространственных положениях. .
Пистолет типа ПЦ52-1 является однозарядным самовзводным пиротехниче-
ским инструментом, источником энергии для которого служат пороховые пат-
роны. Масса пистолета не более 3,6 кг, производительность его 50 выстрелов в час,
габариты с наконечником 385 X 65 X 132 мм.
108
Оборудование, инструмент и монтажные изделия [Разд. 3
Пистолет безопасен в обращении, так как исключает рикошет дюбеля и сквоз-
ной прострел строительного основания, имеет низкий уровень звука выстрела,
дающий возможность не ограничивать число выстрелов в день.
В пистолете забивка дюбеля /, находящегося в направителе 2, осуществляется
ударом поршня 3, который разгоняется по стволу 6 давлением пороховых газов.
Разгон поршня давлением происходит на участке 10—12 мм со скоростью 50—
90 м/с, после чего пороховые газы через рассекатель 5 сбрасываются в расшири-
тельные полости муфты 4. Дальнейшее движение поршня и забивка дюбеля про-
исходят по инерции, при этом в конечный момент за счет сопротивления строи-
тельного основания скорость дюбеля падает до нуля. Если к моменту полного
углубления дюбель 1 (рис. 3-49) и поршень 2 не остановились (большая избыточ-
ная энергия), последний остановится за счет выгиба лепестков-амортизаторов 3.
1 г з
Рис. 3-49. Схема торможения
поршня пистолета типа ПЦ52-1.
Рис. 3-50. Патроны к пистолету типа
ПЦ52-1.
а — группы К; б — группы Д.
Пистолет типа ПЦ52-1 снабжен блокировочным устройством, исключающим
случайный выстрел: в воздух (для выстрела пистолет необходимо прижать к месту
забивки дюбеля); при не полностью запертом пистолете (из-за несовмещения бой-
кового отверстия с закраиной патрона); при чрезмерной деформации амортиза-
торов (в этом случае ствол не возвратится в исходное положение и пистолет не
откроется); при падении пистолета с высоты до 1,5 м.
Дюбеля и патроны (рис. 3-50) для указанного пистолета следует выбирать
с учетом материала строительного основания, как указано в табл. 3-17.
Таблица 3-17
Выбор дюбелей и патронов для пистолета типа ПЦ52-1
Материал строительного основания Патрон Материал, пристреливаемый дюбелем-гвоздем, н его толщина, мм Дюбеля- винты
Сталь и алюминий Дерево и изоляционный материал
2 5 10 30 60
Бетон марки KI, К2 3,5x40 (30) 3.5x40 35x50 М4Х20
1и0, 2и0; Д1 4,5x30 4,5x40 4,5x40 —— 4,5X100 М8х55
кирпич Д2 45x40 45x50 45x50 4,5x60 М 10x00
К2 3,5x30 — 35x40 35x50 — М4х20
Бетон марки Д2 — 45x30 45x40 4,5x60 — ——
300. 400 ДЗ 4,5x30 4,5x40 — —- 45X80 М8Х40
д-1 45x40 — 45X50 — 45X100 МЮхбО
। К4 35x20 — 35x20 35x40 35x80 М4Х20
Сталь 8 мм Д2 45x20 —— 45x20 45X40 4,5x60 МЗхЗО
ДЗ 45x30 45X30 45x30 45x50 45x80 МЗхЗО
§ 3-2] Специальный инструмент, механизмы и приспособления
109
Для пистолетов ПЦ52-1 используются беспульные патроны калибра 6,9 мм,
заряженные бездымным порохом со сроком хранения до 5 лет, и дюбеля по номен-
клатуре, указанной в табл. 3-18—3-20.
Таблица 3-18
Номенклатура дюбелей-гвоздей
Тип Размеры, мм Мас- са, г Тип Ра шеры, мм Мас- са, г
Об- щая дли- на Диаметр Об- щая дли- на Диаметр
стержня ШЛЯПКИ 1 стержня ШЛЯПКИ
ДГП3.5Х20 20 3,5 8 2,7 ДГП4,5хЗО 30 4,5 10 4,9
ДГПЗ,5хЗО 30 3,5 8 3,5 ДГП4.5Х40 40 4,5 10 6,2
ДГП3.5Х40 40 3,5 8 4,2 ДГП4.5Х50 50 4,5 10 7.4
ДГПЗ,5х50 50 3,5 8 5,0 ДГП4,5х60 60 4,5 10 8,6
ДГП3.5Х60 60 3,5 8 5,7 ДГП4.5Х80 80 4,5 10 Н,1
ДГП3.5Х70 70 3,5 8 6,3 ДГП4,5хЮ0 100 4,5 10 13,6
ДГП4.5Х20 20 4,5 10 3,7 ДГП6,8x100 100 6,8 10 26,0
Таблица 3-19
Номенклатура дюбелей-винтов
Тип Размеры, мм Масса, г
Общая длина Диаметр стержня Резьба Длина резьбы
ДВПМ8Х30 30 4,5 М8 10 8,2
ДВПМ8Х40 40 4,5 М8 15 9,4
ДВПМ8Х55 55 4,5 М8 15 11,0
ДВПМ10Х35 35 5,5 М10 15 13,4
ДВПМ10Х40 40 э,э М10 20 14,3
ДВПМ 10x60 60 5,5 М10 20 17,9
ДВПМ8Х70 70 6,8 М8 20 20,0
ДВПМ4Х20 20 3,5 М4 8 3,0
Таблица 3-20
Патроны к пистолету типа ПЦ52-1 (рис. 3-50)
№ ствола Труп- па Обо- значе- ние Характе- ристика мощности Цвет окраски № ствола Труп- па Обо- значе- ние Характе- ристика МОЩНОСТИ Цвет окраски
1 д Д1 Слабый Белый 2 к К1 Слабый Белый
Д2 Средний Желтый К2 Средний Желтый
дз Сильный Синий КЗ Сильный Синий
Д4 Сверх- Красный К4 Сверх- Красный
СИЛЬНЫЙ СИЛЬНЫЙ
по
Оборудование, инструмент и монтажные изделия [Разе). 3
УЛЬТРАЗВУКОВОЙ ТЕЧЕИСКАТЕЛЬ ТИПА ТУЗ-5М
Течеискатель находит широкое применение при испытании на прочность и
плотность трубных проводок. Чувствительность тсчеискателя позволяет опреде-
лять неплотности размером 0,1 мм на расстоянии 0,5 м при давлении 0,1 —
0,4 кгс/см2, места течи определяются с точностью до 2—5 мм. Питание прибора
осуществляется от аккумуляторов типа 7Д-0.1. Потребляемый ток не более 10 мА.
Рис. 3-51. Индивидуальный набор инструментов электромонтажника приборов
и средств автоматизации.
1 — сумка раскладная; 2 — рулетка измерительная металлическая желобчатая длиной
2 м; 3 — отвес металлический массой 0,1 кг; 4 — чертилка длиной 125 мм; 5 — шнур
разметочный длиной 15 м; 6 — плоскогубцы комбинированные 150 мм; 7— острогубцы
(кусачкн) боковые 160 мм с диэлектрическим покрытием ручек; 8 — универсальные клещи
типа КСИ для обработки проводов сечением 1,5—4 мм2; 9 — комплект сменных инстру-
ментов с пластмассовой ручкой; 10 — рукоятка сменного инструмента; // — торцовые
ключи размером зева 5,5; 7; 8 и 10 мм по 1 шт.; 12 — отвертка сменная шириной лопатки
5 мм; 13 — отвертка для круглых гаек со шлицем шила диаметром 5 мм; 14 — отвертка
длиной 200 мм с диэлектрической ручкой, ширина рабочей лопатки 4 мм; 15 — отвертка
длиной 175 мм, ширина рабочей лопатки 7 мм; 16 — ключи двусторонние с размером зева
8—10; 10—12; 12—14 и 14—17 мм по 1 шт.; 17 — ключ разводной с максимальным разме-
ром зева 19 мм; 18 — нож монтерский; 19 — указатель напряжения 100 — 500 В»
Действие ультразвукового течеискателя основано на улавливании колебаний,
возникающих от столкновения молекул воздуха при входе и выходе через неплот-
ность. Наибольшая амплитуда возникающих колебаний лежит в пределах 35—
§3 2] Специальный инструмент, механизмы и приспособления
111
37 кГц. Учитывая, что колебания от течи не постоянны по амплитуде, а хаотично
меняются во времени, прибор работает на принципе усиления колебаний с и\
последующим детектированием. Прибор состоит из датчика, резонансного узко-
полосного усилителя УЗК, детектора, фильтра, усилителя низкой частоты, теле-
фонов. Конструктивно прибор выполнен в виде цилиндра диаметром 32 мм и длиной
207 мм. Масса прибора 0,3 кг.
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ ДЛЯ ЭЛЕКТРОМОНТАЖНЫХ РАБОТ
ИНДИВИДУАЛЬНЫЙ НАБОР ИНСТРУМЕНТА ЭЛЕКТРОМОНТАЖНИКА
Индивидуальный набор инструмента представлен на рис. 3-51. Инструменты,
перечисленные в подписи к рис. 3-51, укладываются в карманы раскладной сумки.
Размеры сумки с набором в сложенном виде 80 X 280 X 300 мм, масса 2,9 кг.
ИНСТРУМЕНТАЛЬНЫЙ НАБОР ДЛЯ РАБОТ ПО МОНТАЖУ
ВТОРИЧНОЙ КОММУТАЦИИ ТИПА ИН-4
В комплект набора входят по 1 шт.: плоскогубцы универсальные электромон-
тажные длиной 200 мм; бокорезы специальные с изолированными ручками длиной
Рис. 3-52. Клещи типов КСИ (а) и КК-1 (б).
—s------------202 --------------
Рис. 3-53. Универсальные клещи типа
КУ-1.
140 мм; молоток слесарный 0,4 кг; отвертка с держателем винта; отвертка с диэлект-
рической ручкой 225 X 0,6; отвертка с диэлектрической ручкой 120 X 0,3;
магниты постоянные (2 шт); инди-
катор напряжения до 500 В типа
ИН-90; ключ гаечный двусторонний
9—11; клещи типа КСИ для снятия
изоляции; нож монтерский типа
НМ-2; метр складной металличе-
ский; масса набора 3,2 кг.
Клещи типа КСИ. Клещи (рис.
3-52, а) предназначены для снятия
изоляции с жил проводов и шнуров
сечением 1,5 и 2,5 мм2, а также пе-
рекусывания жил проводов. Клещи
состоят из трех рычагов 1, ножей 2
для откусывания провода, ножей 3 для надрезания изоляции, эксцентрика 4,
прижима 5. Габариты 183 X 140 X 24 мм, масса 0,23 кг.
Клещи типа КК-1. Клещи (рис. 3-52, б) предназначены для надрезания
и снятия изоляции проводов, изгибания колец на концах проводов н откусывания
медных и алюминиевых проводов. Масса клещей 0,4 кг.
112 * Оборудование, инструмент и монтажные изделия [Разд. 3
Клещи универсальные типа КУ-1. Клещи (рис. 3-53) предназначены для
обработки одножильных, двухжильньгх и трехжильных проводов всех марок сече-
нием 1,5; 2,5; 4 мм2. С помощью клещей производится снятие изоляции с проводов
(режущие кромки 1), откусывание проводов (острые губки 2), выкусывание разъеди-
няющей перемычки в проводах марки ППВ (режущие кромки 3 и вырезы 4),
зачистка оголенных жил (нож 5) и изготовление колец диаметром 3; 4; 5 и 6 мм
(круглые губки 6). Габариты 202 X 55 X 10 мм, масса 0,26 кг.
Рис. 3-54. Ножницы секторные.
Ножницы секторные серии НС. Ножницы секторные типов НС-1
(рис. 3-54, а), НС-2 (рис. 3-54, б) и НС-3 (рис. 3-54, в) предназначены для перере-
зания кабеля и проводов при производстве монтажных работ. Они состоят из двух
секторных ножей — неподвижного 6 и подвижного 1 с зубьями, двух рукояток —
подвижной 3 и неподвижной 4, двух собачек — подающей 2 и фиксирующей 5.
Технические данные секторных ножниц
Вид разрезаемого провода или кабеля
Наибольшее сечение разрезаемого ка-
беля, мм2:
с медными жилами..............
с алюминиевыми жилами.........
Наибольшее сечение разрезаемой жи-
лы, мм2;
алюминиевой однопроволочной . .
алюминиевой многопроволочной
медной многопроволочной ......
Наибольшее усилие на рукоятке, кге
Габаритные размеры, мм:
дщна..........................
, ширина..........................
высота .......................
Масса, кг.........................
НС-1 НС-2 НС-3
Провод или Провод ИЛИ Кабель бро-
жила кабеля голый кабель нированный
3x25 3x150
— 3x70 3x240
50 120 --
70 240
50 150 —
30 22 30
206 352 610
82 140 200
20 30 35
0,35 1,1 2,5
§ 3-2] Специальный инструмент, механизмы и приспособления
113
Для перерезания кабеля или провода ножницами типов НС-1 и НС-2 требуется
нажимать на рукоятку только в одном направлении (рабочем); обратный ход
осуществляется пружиной; при перерезании ножницами типа НС-3 обратный ход
производится вручную.
Нож монтерский типа НМ-2. Нож (рис. 3-55) предназначен для снятия изоля-
ции с проводов, кабелей, для зачистки жил и других аналогичных электромонтаж-
ных работ. Нож состоит из лезвия 1, скобы 2, двух щек 3.
Рис. 3-55, Нож монтерский типа НМ-2,
Габаритные размеры в развернутом виде 191 х 35 х 20 мм, в сложенном
виде 112 X 35 X 20 мм, масса 0,11 кг.
Бокорезы. Бокорезы (рис. 3-56) с эластичными чехлами на ручках предназна-
чены для откусывания медных и алюминиевых проводов малых сечений при выпол-
нении различных электромонтажных работ. Габаритные размеры 155 X 18 X
X 55 мм, масса 0,33 кг.
Рис. 3-56. Бокорезы.
Рис. 3-57. Плоскогубцы универ-
сальные.
Плоскогубцы универсал ные. Плоскогубцы (рис. 3-57) универсальные мон-
тажные с эластичными чехлами на ручках предназначены для зажима и откусы-
вания медных и алюминиевых проводов малых сечений. Габаритные размеры
204 X 66 X 23 мм, масса 0,386 кг.
Отвертки с пластмассовой ручкой. Отвертки применяются для различных
видов электромонтажных работ. Выпускаются по ГОСТ 17199-71 (рис. 3-58).
Технические данные наиболее широко применяемых при монтаже отверток при-
ведены в табл. 3-21.
Рис. 3-58. Отвертка с диэлектрической
ручкой.
Прибор типа ПЖ-30. Прибор (рис. 3-59) предназначен для отыскания (про-
тонки) одним человеком тождественных жил кабеля независимо от его длины
и состоит из корпуса 1 с набором выпрямителей и карманного фонарика 4 с бата-
рейкой и лампочкой. На корпусе расположены в два ряда зажимы 3 типа «кроко-
дил», к которым подключается прошаннваемый кабель 5. Общая жила кабеля
подключается к зажиму 2 на гибком проводе. Фонарик имеет два соединительных
114
Оборудование, инструмент и монтажные изделия [Разд. 3
шнура с зажимами «крокодил». На противоположном конце кабеля плюсовый
(синий) соединительный шнур фонарика подключают к общей жиле кабеля, а за-
жимом второго соединительною шнура (красного) поочередно касаются других
Рис. 3-59. Прибор типа ПЖ-30.
а — принципиальна я схема; б — общий вид.
жил кабеля. Если при касании первой жилы замыкается цепь лампочки фонарика,
это свидетельствуег о гом, что найдена жила №'1. После этого жилу № 1 маркируют
и зажим красного шнура остается к ней подключенным. Зажим синего шнура
Таблица 3-21
Технические данные отверток с пластмассовой ручкой
и стержнем круглого сечения по ГОСТ 17199-71 (Исполнение 1)
Обо- значение Номиналь- ный диа- метр резь- бы винта, для кото- рого пред- назначена отвертка Размеры, мм Обо- значение Номинлль- нын диа- метр резь- бы винта, для кото- рого пред- назначена отвертка Размеры, мм
Длина L Т олщина лопатки Ширина лопатки b Длина L Толщина 1 лопатки । Ширина лопатки b
7810-0305 2,0 100 0,5 3,2 7810-0320 4,0 250 1,0 6,0
7810-0306 160 7810-0322 320
7810-0307 200 7810-0324 5.° 200 1,2 7,5
7810-0308 2,5 160 0,6 4,0 7810-0326 250
7810-0309 200 7810-0328 320
7810-0310 250 7810-0330 6,0 250 1,6 9,0
7810-0311 3,0 80 0,8 4,5 7810-0332 320
7810-0313 200 7810-0334 400
7810-0314 7810-0315 250 320 7810-0336 7810-0338 8,0 250 320 2,0 12,0
.7810-0316 4,0 80 1,0 6,0 7810-0340 400
7810-0318 200
§ 3-2] Специальный инструмент, механизмы и приспособления
115
снимают с общей жилы и им поочередно касаются оставшихся жил кабеля. Так,
поочередно меняя зажимы выводов фонарика при касании жил кабеля, находят
номера всех жил.
Размеры корпуса прибора 205 X 112 X 33 мм, масса 0,53 кг.
Индикатор номера жил типа ИНЖ-1. Индикатор номера жил ИНЖ-1
(рис. 3-60) предназначен для отыскания (прозвонки) тождественных жил много-
жильных кабелей и проводных жгутов перед подключением их к члекгроаппаратуре
до 52 цепей. Индикатор имеет цифровую индикацию, исключающую неопределен-
ность считывания номера жилы.
Питание индикатора производится от встроенного
герметичного аккумулятора типа 7 Д-01 с номинальным
напряжением 8,4 В, обеспечивающего без подзарядки
прозвонку более 2000 цепей. Прозвонка кабеля
производится одним человеком и возможна даже
без предварительной зачишки изоляции отдель-
ных жил. Зажимы индикатора рассчитаны на
подключение к ним медных и алюминиевых одно-
и многопроволочных жил проводов или кабеля
сечением ог 0,35 до 2,5 мм2 в резиновой или пластико-
вой изоляции.
В комплект индикатора входят блок-ответчик 1,
блок индикации 2 и два соединительных шнура. Блок-
ответчик не имеет собственного питания и разме-
щается на необслуживаемом конце проверяемого ка-
беля. Блок-ответчик имеет 52 зажима, расположенных
в два ряда. В верхнем ряду расположены зажимы 0;
1; 2 ... 24 и 25, а в нижнем ряду — 26, 27, ...50 и 51.
Жилы кабеля без зачистки изоляции на 10—15 мм
вводят в гнезда, расположенные под зажимами, после
этого планку зажима поворачивают на 180° вокруг оси,
общей для всех зажимов. При повороте планка нажи-
мает на контактную пластину с острым загнутым
концом, который просекает изоляцию жилы, обеспе-
чивая надежный контакт с металлом подключенной
жнлы. На рис. 3-60 планка зажима 3 показана в по-
вернутом положении. К зажимам блока ответчика при-
соединяют жилы кабеля в соответствии с выбранной
произвольно нумерацией. К зажиму 0 подсоединяют
жилу, выбранную в качестве общей нулевой. Блок
индикации, имеющий табло цифровой индикации 4
и источник питания, подключают на противополож-
ном конце кабеля, причем общий провод блока дол-
жен быть подсоединен к общей жиле 0 кабеля с по-
мощью зажима 5 типа «крокодил».
Все электрические цепи индикатора находятся
в обесточенном состоянии до момента касания щупом 6
227
Рис. 3-60. Индикатор
номера жил типа
ИНЖ-1.
прозваниваемой жилы кабеля. Прибор не имеет выключателя питания и на-
строечных органов. Энергию аккумулятор расходует только в момент опреде-
ления номера жилы.
После касания щупом 6 любой, кроме общей, жилы кабеля через щуп подается
напряжение питания на блок ответчика, который включается в работу и периоди-
чески подает по проверяемой жиле соответствующую серию токовых импульсов,
преобразуемых индикатором в цифровую форму; при этом на цифровом табло 4
высвечивается номер жилы кабеля от 1 до 52. В качестве примера на рис. 3-60
тнж пана индикация на табло при касании щупом жилы 14.
Габариты блока ответчика 227 X 120 X 70 мм, масса блока ответчика 0,8 кг,
блока индикации 0,3 кг.
116
Оборудование, инструмент и монтажные изделия [Разд. 3
ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ СВАРОЧНЫХ РАБОТ
Ниже приведены краткие сведения об оборудовании и инструменте, которые
широко применяют при производстве монтажных работ непосредственно на объек-
тах монтажа. Этот же инструмент и часть
оборудования (баллоны, резаки, горелки
и т. д.) применяют также при газо- и
электросварочных работах на МЗУ,
Рис. 3-61. Генератор переносный
типа ГНВ-1,25.
/ — корпус; 2 — водяной затвор; 3 —
корзина загрузки карбида кальция;
4 — реторта; 5 — крышка.
ГЕНЕРАТОРЫ ПЕРЕНОСНЫЕ
Генераторы предназначены для полу-
чения газообразного ацетилена низкого
давления путем разложения карбида
кальция водой. Генератор—однопосто-
вой аппарат непрерывного действия. В за-
висимости от условий работы он может
быть использован как переносный или
стационарный для индивидуального пи-
тания сварочного поста.
ГЕНЕРАТОРЫ ПЕРЕНОСНЫЕ
ТИПОВ ГНВ-1,25; АНВ-1,25 И АСМ-1,65
Генераторы типов ГНВ-1,25 (рис.З-С1)
и АСМ-1,65 приспособлены для работы
в зимнее время на открытом воздухе при
температуре до —30°С.
Технические данные
ГНВ-1,25 АНВ-1,25 АСМ-1.65
Производительность, м3/ч................... 1,25 1,25
Давление ацетилена (рабочее), мм вод. ст. . . . 250—300 250—300
Грануляция карбида кальция, мм............. 25/80 25/80
Единовременная загрузка карбида кальция, кг 4 4
Габаритные размеры, мм:
диаметр корпуса................................. 446 446
высота генератора.......................... 1120 1120
Масса генератора, кг:
в незаряженном состоянии......................... 42 42
с водой и карбидом кальция.................. 130 130
2
100-300
25/80
2,2
295
795
20,4
37
ГЕНЕРАТОРЫ ПЕРЕНОСНЫЕ ТИПОВ МГ-54 (рис. 3-62) И ГВР-3 (рис. 3-63)
Технические данные МГ-54 ГВР-3
Производительность, м3/ч 2 3
Давление ацетилена (рабочее), мм вод. ст 300 150-300
Грануляция карбида кальция, мм 15/25 и 25/80 25/80
Единовременная загрузка карбида кальция (в две ре- торты), кг 5 8
Масса генератора, кг: в незаряженном состоянии 70 110
с водой н карбидом кальция 270 219
Габаритные размеры, мм: диаметр корпуса 630 630
высота генератора 1260 1260
§ 3-2j Специальный инструмент, механизмы и приспособления
117
Рис. 3-62. Генератор перенос-
ный типа МГ-54,
/ — реторта; 2 — корпус; 3 —
крышка; 4 — предохранительный
жидкостный затвор; 5 — газосбор-
ник.
Рис. 3-63. Генератор переносный типа
ГВР-3.
1 — реторта; 2 и 3 — водяные камеры; 4 — газо-
сборник; 5 — предохранительный затвор.
ГЕНЕРАТОР ПЕРЕНОСНЫЙ ТИПА МГВ-0,8
Технические данные
Производительность, м3/ч........................................ 0,8
Давление ацетилена, мм вод. ст.................................. 100— 300
Грануляция карбида кальция, мм............................ 25/50 и 50/80
Единовременная загрузка карбида кальция, кг .............. ' 2
Габаритные размеры, мм:
диаметр корпуса............................................. 295
высота генератора........................................... 795
Масса, кг:
в незаряженном состоянии..................................... 19
с водой и карбидом кальция.................................... 35
БАЛЛОНЫ КИСЛОРОДНЫЕ
Баллоны (рис. 3-64) предназначены для хранения и транспортировки кисло-
рода. На верхней сферической части баллона выбиты его паспортные данные:
। ни баллона, заводской номер, марка завода-изготовителя, масса, емкость, рабочее
и в< питательное давления, дата изготовления, дата следующего испытания, клей-
мо О1 К и клеймо инспекции Госгортехнадзора. Баллоны через каждые пять лет
। однгргаются осмотру и испытанию. Цвет окраски баллонов голубой, на
<•110116 черная надпись «Кислород».
118
Оборудование, инструмент и монтажные изделия [Разд. 3
Технические данные
Предельное рабочее давление, кге, см2.............................. 150
Испытательное давление, кгс/см2.................................... 225
Количество газа в баллоне, л.................................... 6000
Жидкостная емкость, л............................................. 40
Габаритные размеры, мм:
высота ...................................................... 1390
диаметр ...................................................... 219
Масса, кг........................................................... 67
Рис. 3-64. Баллоны кислородные.
/ — колпак; 2 — запорный вентиль; 3 —сосуд; 4 — баш
мак.
БАЛЛОНЫ АЦЕТИЛЕНОВЫЕ
Баллоны служат для хранения и транспортировки ацетилена, получаемого
промышленным путем. К ацетиленовым баллонам предъявляются те же требова-
ния, что и к кислородным. Цвет окраски баллонов белый, на баллонах крас-
ная надпись «Ацетилен». Для снижения взрывоопасности баллонов их
заполняют пористой массой — пемзой или активированным углем. Пористая
масса пропитывается ацетоном, в котором растворяется ацетилен.
Технические данные
Предельное рабочее давление, кгс/см2............................. 16
Испытательное давление, кгс/см2.................................. 30
Количество газа в баллоне, л................................. 5520
Емкость, л...................................................... 40
Габаритные размеры, мм:
высота..................................................... 1390
диаметр .................................................... 219
Масса баллона без газа, кг....................................... 52
ГАЗОВЫЕ РЕДУКТОРЫ
Редукторы (рис. 3-65) предназначены для понижения давления газообразного
продукта, поступающего из баллона, до рабочего и поддержания его постоянным.
Редукторы присоединяются к вентилю баллона с помощью накидной гайки с резь-
бой 3/3".
Применяемые при монтажных работах редукторы даны в табл. 3-22.
§ 3-2] Специальный инструмент, механизмы и приспособления
119
Газовые редукторы
Таблица 3-22
Газ Марла редуктора Цвет окраски редуктора Максимальное давление на входе, кгс/см8 Пределы регулирования рабочего давления, кгс/см2 Наибольшая пропускная способность, ма/ч
Ацетилен РД-2АМ Белый 25 0,1-1,5 5
РА-55 » — 0,2—1,5 5
Кислород РК-53БМ Голубой 150 1—15 60
РКД-8-61 » 200 0,5-8 8
РКД-15-61 » 200 1-15 60
КРР-61 » 150 3 -20 150
Защит ные газы ДЗР-1-59 Черный 25 1,5 150—3000 л/ч
Рис. 3-65. Газовые редукторы.
а — в нерабочем положении; б — в рабочем положении; I — виит нажимной; 2 — глав-
ная пружина; 3 — корпус редуктора; 4 — резиновая мембрана; 5 — камера низкого
давления; 6 — клапан; 7 — подсоединнтельный штуцер; 8 и Э — манометры высокого
и низкого давлений; 10 — запорная пружина; II — предохранительный клапан; 12 —
вентиль; 13 — штифт.
ГАЗОВЫЕ ГОРЕЛКИ
Горелки (рис. 3-66) являются основным рабочим инструментом при ведении
газосварочных работ. Кислород и ацетилен к горелке подводяг по штангам,
которые надевают на кислородный и ацегиленовый ниппеля. Подачу газа ре-
йдируют кислородным и ацетиленовым вентилями горелки. Горелка снабжается
комплектом сменных наконечников. Наиболее распространенными при монтаже
приборов и средств автоматизации являюгся горелки «Москва» и «Малютка»
(шбл. 3-23).
120
Оборудование, инструмент и монтажные изделия [Разд. 3
Таблица 3-23
Технические данные горелок «Москва» н «Малютка»
№ на- конеч- ника Толщина сва- риваемого металла, мм Расход, л/ч Рабочее давление, кгс/сма Масса, кг
ацетилена кислорода ацетилена кислорода
Горелки «Москва»
1 0,5-1,5 50—135 55—135 0,01 0,5—4
2 1,3 120—240 130—260 0,01 1—4 2,4
3 2,5—4 230—400 260—440 0,01 1,5-4
4 4—7 400-700 430—750 0,01 2—4
Горелки «Малютка»
0 0,2—0,7 20—65 22-70 0,01 0,5-4
1 0,5—1,5 50—125 55—135 0,01 1—4 1,55
2 1—2,5 120—240 130—260 0,01 1,5-4
3 2,5—4 230—400 260—440 0,01 2—4
Рис. 3-66. Газовые горелки.
с — схема горелки; б — общий вид со сменными головками; / — корпус; 2 — наконеч-
ник; 3 — мундштук; 4 — вентиль газа; 5 — вентиль кислорода; б — центральное сопло
инжектора, 7 — смесительная камера.
ГАЗОВЫЕ РЕЗАКИ
. Для кислородной резки ацетиленом используют оборудование для ацетиле-
новой сварки, но вместо сварочной горелки применяют газовый резак типа
«Шамя-о2» или РГМ-53 (рис, 3-67).
$ 3-2] Специальный инструмент, механизмы и приспособления
121
Технические данные газовых резаков
«Пламя-62»
Толщина разрезаемого металла, мм.....................
Давление кислорода, кгс'см-..........................
Давление ацетилена, кге, см'2........................
Расход кислорода, м3/ч...............................
Расход ацетилена, м3/ч...............................
Скорость резки, мм/мин.......................... .
Alacca, кг ..........................................
3-6
3,5
0,01 -0,5
2,5—5,2
0,6
550
1,5
РГМ-53
(к поселке
«Мчлютка»)
5-30
3-6
0,01-0,5
3
0,35-0,55
0,47
Рис. 3-67. Газовые ре-
заки.
а — схема резаке; б —
общий вид; I — мунд-
штук; 3 — дополнитель-
ный кнслородопровод;
I — запорный вентиль;
4 — вентиль кислорода:
Ь — веитнль ацетилена;
6 — инжектор; 7 — кор-
пус.
РУКАВА (ШЛАНГИ)
Для подвода газа к горелке н резаку применяют специальные резиноткане-
вые рукава по ГОСТ 9356-75. Для обычных горелок применяют рукава, имеющие
внутренний диаметр 9,0 мм и наружный 18,0 мм. Рукава, предназначенные для
подачи кислорода, должны быть испытаны на давление 20 кгс/см2, для подачи
ацетилена — на давление 5 кгс/см2. Поверхность рукава должна предохраняться
от проколов и повреждений.
АППАРАТУРА ДЛЯ ПРОПАН-БУТАНОВОИ СВАРКИ
На МЗУ для резки и сварки черных и цветных металлов в последнее время
широко применяется вместо ацегилена пропан-бутан. Для газовой сварки пропан-
бутан-кислородным пламенем применяется следующая аппаратура.
Баллоны. Питание горелки для сварки пропан-бутаиом производится от
специальных пропановых баллонов емкостью до 55 л. Предельное рабочее избы-
точное давление в баллонах 16 кгс/см2. Баллоны окрашены в красный цвет.
Редукторы. Для понижения давления пропан бутановой смеск, находящейся
в баллонах, применяются редукторы, технические данные которых приведены
в табл. 3-24.
Редукторы также должны быть окрашены в красный цвет. При питании
горелки пропан-бутаном от баллонов необходимо после редуктора устанавливать
предохранительный обратный клапан.
Шланги. Для подачи пропан-бутана в горелки применяются резинотканевые
рукава по ГОСТ 9356-75.
Сварочные горелки. Для сварки применяются пропан-кислородные горелки
типов ГЗУ-2-62-1 и ГЗМ-2-62М.
Горелка пропан-бутановая кислородная типа
I ЗУ-2-62-1 предназначена для пропан-бутан-кислородной сварки малоуглеродис-
юй стали толщиной до 7 мм, для пайки и наплавки твердых сплавов. Состоит из
с гвола горелки «Москва» и четырех наконечников (№ 1, 2, 3, 4) с подогревателями
и штуцерами. Давление пропан-бутана не ниже 0,01 кгс/см2. Давление кислорода
1—4 кгс/см2. Масса 1,7 кг.
122
Оборудование, инструмент и монтажные изделия [Разд. 3
Таблица 3-24
Технические данные редукторов
Тип Предел! 1 регулирования рабочего давления, кгс/см2 Подача, м’/ч
РД-1 0,05-0,5 0,25—5,0
РДГ-6 0,004—0,05 1,5
БАМ-3 0-4,0 2,0
РДК-00 0,04-0,05 1,5
РД-1БМ 0,1-1,5 5,0
Горелка пропан-кислородная с подогревателями
типа ГЗМ-2-62М предназначена для ручной газовой сварки малоуглеродистой
стали, для сварки и наплавки цветных металлов и других видов газопламенной
обработки металлов (пайка, подогрев и др.). Состоит из ствола горелки «Малютка»
и специальных наконечников № 0, 1, 2, 3. Давление кислорода 0,5—4,0 кгс/см2.
Давление пропан-бутана не ниже 0,01 кгс/см2. Масса 1,1 кг.
В монтажной практике нашли также применение одно- и двухрож-
ковые горелки с наконечниками НЗП № 1, 2, 3, 4 конструкции
ВНИИАвтогена. Каждая горелка комплектуется смесительными трубками с одним
или двумя наконечниками указанных номеров в зависимости от вида работ. Го-
релки работают при давлении кислорода 3,5—4,5 кгс/см2 и пропан-бутана 1,0—
1,5 кгс/см2.
СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Трансформаторы предназначены для производства электросварочных работ
при работах на МЗУ по изготовлению различных металлоконструкций, а также
на монтаже. Режим работы оборудования определяется величиной ПВ (повторного
включения), выраженной в процентах. Например, ПВ = 60% означает, что обо-
рудование работает при максимальной токовой нагрузке не более 60% времени
цикла, который устанавливается длительностью 5 мин.
Технические данные сварочных трансформаторов приведены в табл. 3-25.
Таблица 3-25
Технические данные сварочных трансформаторов
Параметр ТСП-1 ТСП-2 ТД-300 ТД-500
Номинальный сварочный ток, А, при: ПВ = 20% 160 300
ПВ = 60% —— — 300 500
Пределы регулирования сва- 105-180 90—300 60—400 85-700
рочного тока, А Напряжение, В питающей сети 220 или 380 220 или 380 220 или 380 220 или 380*
номинальное рабочее 25 30 30 30
холостого хода 65-70 62 61-79 60—76
Номинальная мощность, 12 19,4 19.4 32
кВ • А Коэффициент мощности (cos ф) Габаритные размеры, мм 0.46 о,6 0,51 0.53
254 x424 x 435 510 x370 x590 692 x620 x 710 570x720 x835
Масса, кг 35 65 137 210
§ 3-2] Специальный инструмент, механизмы и приспособления
123
При сварочных работах, производимых на открытом воздухе.трансформаторы
должны быть заполнены навесом от попадания на них дождя и снега.
Трансформатор типа ТСП-1 снабжен емкостным фильтром для снижения
помех радиоприему, создаваемых трансформатором при сварке. Фильтр состоит
из двух конденсаторов. Конденсаторы смонтированы на внутренней стороне доски
зажимов высокого напряжения и подклю-
чаются между каждым зажимом первичной
обмогки трансформатора и заземленной де-
Рис, 3-68. Однопостовой сва-
рочный трансформатор для
дуговой сварки типа ТД-300.
Рис. 3-69. Трансформатор типа ТД-500.
талью. При пробое конденсатора первичная обмотка соединяется с кожухом. Это
опасно для жизни обслуживающего персонала, поэтому включение трансформа-
тора в сеть без заземления не допускается.
Общие виды трансформаторов ТД-300 и ТД-500 представлены на рис. 3-68
и 3-69 соответотвенно.
СТАБИЛИЗАТОР ДУГИ 50 Гц
Стабилизатор дуги 50 Гц предназначен для поддержания устойчивого горения
дуги при ручной дуговой сварке плавящимся электродом переменным током путем
подачи на дугу в начале каждого периода полярности (плюс на электрод) импульса
напряжения, обеспечивающего устойчивое горение дуги. Стабилизатор состоит
из: корпуса, в который встраивается шасси; лицевой панели, на которой установ-
лены три приборные клеммы «фаза», «электрод», «изделие»; крышки, кот орой за-
крывается стабилизатор во время работы.
Питание стабилизатора от сети переменного тока 220 В, частотой 50 zb 0,5 Гц.
Допускаемые О1клонения напряжения сети от номинального +10 и —15%. Потреб-
ляемая мощность стабилизатора для формирования стабилизирующего импульса
не менее 280 В 'А. Потребляемая мощность на собственные нужды не более 10 В -А.
Сыбилизируемый сварочный ток от 80 до 800 А. Габаритные размеры 320 X
X 205 X 90 мм; масса 5 кг.
ИСТОЧНИК ПИТАНИЯ «РАЗРЯД-250»
Источник питания предназначен для ручной дуговой сварки стали и алюми-
нии электродами различных марок диаметром от 2 до 5 мм на строительно-монтаж-
ных площадках, в ремонтных мастерских, 1аражах и других местах, где требуется
ысгая транспортировка источников питания.
124
Оборудование, инструмент и монтажные изделия [Разд. 3
Источник питания в однокорпусном исполнении н состоит из трансформатора,
стабилизатора дуги на 100 Гц, фильтра ог радиопомех.
Технические данные
Питание:
напряжение, В .....................................
частота, Гц ...................................
Регулирование тока ................................
Пределы регулирования тока, А......................
Номинальный сварочный ток, А.......................
Напряжение холостого тока, В.......................
Номинальное рабочее напряжение, В..................
Продолжительность включения (ПВ), % при пятиминут-
ном цикле работы ..................................
Частота следования стабилизирующих импульсов, Гц . .
Габаритные размеры, мм ............................
Масса, кг..........................................
380
50
Плавно-ступенчатое
90-250
250
60 i 2
30
20
100
385x 385 x570
45
СВАРОЧНЫЙ ГЕНЕРАТОР ТИПА ГСО-ЗОО-5
Сварочный генератор предназначен для питания постоянным током одного
сварочного поста при ручной дуговой сварке, наплавке и резке металлов.
Технические данные
Номинальный сварочный ток при ПВ = 60%, А............. 300
Пределы регулирования тока, А ........................... 100—300
Номинальное рабочее напряжение, В.......................... 32
Номинальная частота вращения, об/мцп ..................... 2000
Габаритные размеры, мм.............................. 675x474x625
Масса, кг ................................................. 218
ПРЕОБРАЗОВ АТЕЛИ СВАРОЧНЫЕ ТИПОВ ПСО 300 И ПСО-500
Преобразователи предназначены для питания постоянным током сварочного
поста при ручной дуговой сварке, а также сварочных цепей автоматов и полуавто-
матов при дуговой сварке под слоем флюса.
Технические данные
Номинальный сварочный ток при ПВ = 60%, А ПСО-ЗОО 330 ПСО-500 500
Пределы регулирования сварочного тока, А 75—320 65-500
Номинальное рабочее напряжение, В . . . . 30 40
Номинальная мощность электродвигателя, кВт 14 30
Габаритные рлыеры, мм 1005x590x480 1075Х650Х Ю85
Масса, кг 400 540
§ 3-2] Специальный инструмент, механизмы и приспособления
125
В качестве примера на рис. 3-70 представлен общий вид одпопостового гене-
раторного преобразователя сварочного типа ПСО-ЗОО.
Рис. 3-70. Однопостовой генератор-
ный преобразователь типа ПСО-ЗОО
для дуговой сварки.
СВАРОЧНЫЕ АГРЕГАТЫ
Однопостовой передвижной агрегат типа АСД-ЗООМ предназначен для ручной
дуговой сварки постоянным током. Агрегат состоит из сварочного генератора по-
стоянного тока и дизельного двигателя, установленных на раме и соединенных
эластичной муфтой. На небольшие расстояния агрегат можно перемещать на под-
кладных катках. Для защиты от осадков агрегат имеет крышку и съемные метал-
лические боковые щиты.
Технические данные
Номинальный сварочный ток при ПВ==65%, А.............. 300
Номинальное напряжение, В.............................. 32
Пределы регулирования сварочного тока, А.............. 100— 300
Габаритные размеры, мм............................ 1915 x 895x1400
Масса, кг............................................. 920
Двигатель дизельный мощностью 24 л. с. с частотой враще-
ния 1500 об/мин
Агрегат передвижной для дуговой сварки типа АСДП-500 предназначен для
ручной и автоматической дуговой сварки постоянным током и состоит из свароч-
ного генератора постоянного тока, дизельного двигателя и пусковой, регулирую-
щей и контрольно-измерительной аппаратуры. Агрегат смонтирова t на двухос-
ном прицепе и защищен кожухом с металлическими шторами. Прицеп оборудован
тормозами и сцепным устройством, позволяющим буксировать агрегат за автомо-
билем или трактором.
Технические данные
Номинальный сварочный ток при ПВ=60%, Л................... 500
Пределы регулирования тока, А...................... 120—500
Номинальное рабочее напряжение, В......................... 40
Потребляемая мощность, кВт................................ 20
Габаритные размеры, мм............................. 6350 x 2350 x 2785
Масса, кг................................................ 4400
Двигатель дизельный мощностью 60 л. с. с частотой враще-
ния 1500 об/мин
Агрегат передвижной типа АСБ-ЗООМ предназначен для дуговой электро-
сварки постоянным током в полевых условиях.
126
Оборудование, инструмент и монтажные изделия [Разд. 3
Технические данные
Номинальный сварочный ток при ПВ=60%, А..............
Пределы регулирования сварочного тока, А.............
Номинальное рабочее напряжение, В....................
Габаритные размеры, мм...............................
Масса, кг............................................
Двигатель карбюраторный мощностью 30 л. с. с частотой
вращения 3000 об/мин
300
100-300
32
870 X 1670 X Ю70
550
ВЫПРЯМИТЕЛИ СВАРОЧНЫЕ МОДЕЛЕЙ ВД101 И ВД301
Выпрямители предназначены для электрической ручной сварки, резки и на-
плавки металлов постоянным током, а также для сварки нержавеющей стали в
защитных газах неплавящимся электродом. Выпрямитель кремниевый.
Технические данные
ВД101
ВД301
Номинальный сварочный ток при ПВ = 60%,
А.......................................
Пределы регулирования сварочного тока, А
Напряжение, В:
питающей сети ..........................
номинальное рабочее ................
холостого хода .....................
Коэффициент мощности (cos ср)...........
Потребляемая мощность, кВ • А...........
Габаритные размеры, мм..................
Масса, кг...............................
125
20- 125
220 или 380
25
65-68
0,53
9
1200 х 770 X 830
170
300
45-310
220 или 3S0
32
65-68
0,58
21
1200 x 770 x 830
230
МАШИНЫ ДЛЯ ТОЧЕЧНОЙ И РЕЛЬЕФНОЙ СВАРКИ
Машины предназначены для контактной точечной сварки деталей из углеро-
дистой стали обыкновенного качества. При комплектовании машин синхронными
регуляторами цикла сварки возможна также сварка деталей из нержавеющих.
Рис. 3-71. Машина для точечной
сварки типа АТП-25.
пизколстироваппых сталей и алюминие-
вых сплавов.
В качестве примера на рис. 3-71 при-
ведена схема устройства машины для то-
чечной сварки типа АТП-25. Машина
типа АТП-25 педальная с механическим
прерывателем. При нажатии на педаль 1
тяга 12 перемещается вверх и поворачи-
вает рычаг 11. Вместе с треугольным
рычагом перемещается вверх пружина 7,
поворачивая вокруг оси 5 рычаг 6 и
консоль 4. При этом верхний электрод 3
перемещается в направлении к нижнему
2 до соприкосновения с деталью, поме-
щенной между электродами (на рисунке
деталь не показана). При дальнейшем на-
жатии на педаль происходит сжатие пру-
жины 7 с одновременным увеличением дав-
ления между электродами. Деформация
пружины 7 влечет за собой нажатие ры-
чажка 10 на ролик 9 и включение кои-
§ 3-2] Специальный инструмент, механизмы и приспособления
127
тактора 8, благодаря чему через изделие проходит сварочный ток. При дальней-
шем увеличении деформации пружины 7 от давления на педаль 1 рычажок 10
проскальзывает по ролику 9 и контактор 8 отключается, прерывая сварочную
цепь. Удерживая педаль в крайнем нижнем положении, создают повышенное
давление между этекгродтии при выключенном токе. После прекращения нажа-
тия на педаль электрод 3 перемещается вверх под действием сил тяжести де-
талей 6, 7, 11 и 12,
Технические данные
Номинальная мощность, кВ • А............................... 25
Полезный вылет электродов, мм..............................250
Максимальная толщина свариваемых лисюв, мм...............3-}-3
ОБОРУДОВАНИЕ ДЛЯ АРГОНОДУГОВОЙ СВАРКИ
Аргонодуговую сварку применяют при сварке труб из высоколегированных
сталей, легких сталей и меди, так как аргон предохраняет от выгорания легирую-
щие примеси и позволяет получить швы высокого качества. Ручную сварку ведут
неплавящимся электродом при помощи
Горелка предназначена для сварки
вольфрамовыми электродами диаметром
от 1 до 6 мм при сварочном токе до
400 А. Для предупреждения перегрева
сопла пламенем открытой дуги горелка
имеет водяное охлаждение.
Схемы постов для ручной сварки
неплавящимся электродом показаны
на рис. 3-72.
Рис. 3-72. Схемы постов ручной ар-
гонодуговой сварки.
а — сварка постоянным током; б — сварка
переменным током; / — сварочный генера-
тор; 2 — балластный реостат; 3 — ампер-
метр; 4 — вольтметр: 5 — го редка-Элек-
тр од од ер житель; 6 — стол сварщика; 7 —
ротаметр; В — манометр низкого давле-
ния; 9 — редуктор; 10 — баллон с газом;
11 — трансформатор; 12 — дроссель; 13 —
осциллятор.
горелок-электрододержалелей типа АР.
Установка для ручной дуговой сварки в аргоне модели УДАР-300. В комплект
поставки установки входят трансформатор с дросселем насыщения, шкаф управ-
ления и комплект сварочных горелок.
Технические данные
Номинальный сварочный ток Диаметр электрода, мм......2—6
при ПВ=60%, А.......... 300 Масса, кг:
Пределы регулирования сварочного трансформатора 140
сварочного тока, А . . . . 50—390 дросселя насыщения .... 250
Рабочее напряжение, В . . . 60 шкафа управления........245
Автоматы и полуавтоматы для дуговой сварки в среде защитных газов типов
А-547У и А-537. Автоматы и полуавтоматы предназначены для дуговой сварки
в среде углекислого газа плавящимся электродом различных соединений металлов
толщиной 1 мм и более. В комплект поставки входят механизм подачи, шкаф
управления и вспомогательная аппаратура,
128
Оборудование, инструмент и монтажные издегия [Разд. 3
Технические данные сварочных автоматов
А-547У А-537
Номинальный сварочный ток при ПВ=50%, А............. 300 500
Пределы регулирования сварочного тока, А ........... 60—300 100 —500
Диаметр электродной проволоки, мм................... 0,8—1,2 1,6—2
Масса электродной проволоки в катушке, кг................ 4 3,5
Масса, кг:
держателя с мундштуком без гибкого шланга .... 0,320 0,5
шкафа управления................................ 5,5 35
подающего механизма............................. 6 . 25
Щиток н маска-шлем (рис. 3-73). Для защиты глаз и кожи лица сварщика
от вредного действия изучений сварочной дуги применяются изготавливаемые
Рис. 3-73. Защитные средства электросвар-
щика.
а — щиток; б — маска-шлем.
по ГОСТ 1361-69 из фибры или специально обработанной фанеры щитки и маски-
шлемы. Для наблюдения за работой в щитках и в масках-шлемах имеется прямо-
угольный вырез 120 X 60 мм, в который устанавливается светофильтр, не пропус-
кающий ультрафиолетовые и инфракрасные лучи.
Рис. 3-74. Электрододержатели пружинные.
Электрододержатели. Масса электрододержателей должна быть не более 500 г.
Они должны имшь надежную изоляцию, а также возможность закрепления элект-
рода под любым углом. Держатели выпускаются пружинные, зажимные и винто-
вые. Наибольшее применение нашли пружинные держатели (рис. 3-74).
Сварочные провода. Сварочный провод, подводящий ток к электрододержате-
лю (независимо от типа последнего), должен быть достаточно гибким и прочным,
§ 3-2] Специальный инструмент, механизмы и приспособления
129
иметь надежную изоляцию (например, провод марки ПРГД). Подбор сечений сва-
рочных проводов при их длине до 20 м можно производить, пользуясь (для медных
проводов) табл. 3-26.
Таблица 3-26
Сечения сварочных проводов
Наибольший допустимый ток, А Сечение провода, мма
одинарного ДВОЙНОГО
200 25
300 50 2x16
450 70 2x25
600 95 2x35
Таблица 3-27
Технические данные некоторых марок электродов
Тип и группа электрода Марка электрода Род тока и полярность Положение сварки
Э42-Р ОММ-5 Переменный и постоянный Любое
Э42-Т АНО-1 То же, прямая или обрат- ная полярность Нижнее
Э42-Р ЦМ-7 То же Нижнее и верти- кальное, хуже потолочное
Э42-О ВСЦ-2 » > Любое
Э42-О ВСП-16 > > >
Э42-О ОМА-2 > > >
Э42А-Ф УОНН-13/45 Постоянный, обратная по- лярность >
Э42А-Ф СМ-11 Переменный и постоянный, обратная полярность >
Э46-Т МР-3, РБУ-5 АНО-4, ОЗС-4 Переменный и постоянный >
Э46-Т ЭРС-1, ОЗС-З То же Нижнее
’50-0 ВСЦ-3 Постоянный, обратная по- лярность Любое
Э50А-Ф УОНН-13/55 То же >
Э55А-Ф УОНИ-13/55у Постоянный и переменный, обратная полярность Нижнее и кальнсе верти-
Э60А-Ф УОНН-13/65 Постоянный, обратная по- лярность Любое
Э85-Ф УОНН-13/85 То же »
Э85-Э125Ф НИАТ-ЗМ > > >
Э-ХМФ-Ф ЦЛ-20А » > >
ЭА-1 Ба ЦТ-15 > > >
ЭА-2 ОЗЛ-4 » » >
ЭА-ЗМ6 ННАТ-5 > » >
ЭФ-Х13 ЛМЗ-1 » > Нижнее
130
Оборудование, инструмент и монтажные изделия [Разд. 3
Наибольшее применение на строительных площадках находят провода марок
КРПТ-35, АПРГД-70, ПРГ-35, ПРГ-50.
Электроды для сварки углеродистых, легированных и высоколегированных
сталей. Технические данные электродов для сварки углеродистых, легированных
и высоколегированных сталей приведены в табл. 3-27. Наиболее распространены
электроды марок Э42, Э46, Э42А, Э50А и Э55, предназначенные для сварки мало-
углеродистых и низколегированных сталей.
3-3. ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ И МЕХАНИЗМЫ
Подъемно-транспортное оборудование предназначено для подъема, перемеще-
ния и транспортировки внутри МЗУ материалов, узлов и блоков, а также для по-
грузки на МЗУ готовой продукции на автотранспорт и вывозки ее на объекты
монтажа. Ниже приводится наиболее распространенное подъемно-транспортное
оборудование, используемое для этих целей.
КРАНЫ ПОДВЕСНЫЕ ОДНОБЛОЧНЫЕ ОБЛЕГЧЕННОГО ТИПА
ГРУЗОПОДЪЕМНОСТЬЮ 1 и 3 Т
Краны предназначены для перемещения штучных и тарных грузов в помеще-
ниях и управляются с пола подвесной кнопочной станцией.
Технические данные
Грузоподъемность, т................. 1 3,2
Длина крана, м .............................. 3—12 3—10
Высота подъема, м .................. 6; 12; 18 6; 12; 18
Тип электротали...................... ТЭ1-511, ТЭ1-521, ТЭЗ-511, ТЭЗ-521,
ТЭ1-531 ТЭЗ-531
ТАЛИ ЭЛЕКТРИЧЕСКИЕ ПЕРЕДВИ-КНЫЕ ТИПОВ ТЭ1-611 И ТЭЗ-611
Тали предназначены для вертикального подъема, опускания и горизонталь-
ного перемещения грузов.
Технические данные
ТЭ1-611 ТЭЗ-611
Грузоподъемность, т........................................ 1,0 3,0
Высота подъема, м.......................................... 4 3
Мощность электродвигателей, кВт............................ 1,88 4,9
ТАЛИ РУЧНЫЕ ОБЛЕГЧЕННОГО ТИПА
Тали ручные червячные и шестеренчатые облегченного типа предназначены
для подъема штучных грузов и состоят из подвесной обоймы с червячным подъем-
ным механизмом и крюковой подвески. Высота подвески 3 м.
По конструкции грузовой цепи тали выполняются со сварными (рис. 3-75, а)
и пластинчатыми шарнирными цепями (рис. 3-75, в). По роду подвески нижнего
узла с грузом тали выполняются с подвеской на одной (рис. 3-75, а) и на двух
цепях (рис. 3-75, б).
Технические данные талей приведены в табл. 3-28 и 3-29.
§ 3-3] Подъемно-транспортное оборудование и механизмы
131
Таблица 3-28
Технические данные талей червячных с пластинчатой шарнирной цепью
Грузоподъем- ность, т Тяговое усилие, кге Скорость подъема груза, м/мии Длина А с под- тянутым крю- ком, мм Масса с цепями иа 3 м, кг
1 30 0,55 630 39,5
3,2 50 0,3 1000 94
5 60 0,2 1200 186
10 70 0,11 1660 420
Таблица 3-29
Технические данные талей шестеренчатых с пластинчатой
шарнирной цепью
Г рузо- подъемность, т Тяговое усилие, кге Скорость подъема груза, м/мин Длина А с подтянутым крюком, мм Число ветвей грузовой цепи Масса с цепями 3 м, кг
0,5 26 1,3 420 2 30
1 32 0,8 480 2 40
2 50 0,6 650 2 92
3 55 0,1 , 770 3 НО
5 55 0,2 950 3 195
Рис. 3-75. Ручные червячные тали (облегченного типа).
132
Оборудование, инструмент и монтажные изделия [Разд. 3
КРАН «ПИОНЕР М-2» ГРУЗОПОДЪЕМНОСТЬЮ 0,5 Т
Кран передвижной «Пионер М-2» (рис. 3-76) полноповоротный на четырех
металлических колесах, предназначен для механизации строительно-монтажных
и погрузочно-разгрузочных работ. Кран состоит из ходовой и поворотной рам и
сфелы. В верхней части стрелы для ограничения подъема блока с крюком установ-
лен концевой выключатель. На поворотной раме смонтирован механизм подъема.
Управление краном кнопочное, расположенное на поворотной части крана.
Технические данные
Грузоподъемность, т..........0,5
Вылет стрелы, м:
от оси вращения..........2,9
от оси колес.............2,15
Наибольшая высота подъема
крюка от поверхности земли,
м..........................4,5
Наибольший ход крюка по
длине каната, м............18
Скорость подъема груза, м/мин 9
Длина крана без стрелы, мм 2339
Ширина без стрелы, мм .... 1600
Высота, мм:
без стрелы.................960
со стрелой............... 5425
Масса крапа обшая, кг.........1962
Масса контргруза, кг...........600
Рис. 3-76. Кран типа «Пионер М-2»,
Рис. 3-77. Ручная рычажная ле-
бедка грузоподъемностью 1,5 т.
ЛЕБЕДКИ РУЧНЫЕ РЫЧАЖНЫЕ
Ручная рычажная лебедка (рис. 3-77) является тяговым механизмом как для
подъема, так и для перемещения груза в горизонтальном или наклонном положе-
нии. Лебедка состоит из тягового механизма 1, объемного рычага 2, каната 3,
с крюком 4 и обоймы 5 для храпения каната.
Рабочим органом лебедки является тяговый механизм, передающий через
ранат усилие, необходимое для перемещения груза. Во время работы лебедка
закрепляется в вертикальном илн горизонтальном положении при помощи крюков
к неподвижной опоре. Высота закрепления тягового механизма при горизонталь-
ном перемещении или подъеме на угол до 45° около 15 см над уровнем земли. В слу-
§ 3-3] Подъемно-транспортное оборудование и механизмы
133
чае наклона между 45° и вертикалью рекомендуется высота закрепления 65 см.
Груз поднимают плавными качательпыми движениями рукоятки переднего хода.
опускание — рукоятки заднего хода.
При использовании полиспастов (рис. 3-78) ле-
бедками можно поднимать грузы, масса которых
превышает их тяговое усилие.
Технические данные
Грузоподъемность (наибольшая), т . . 1,5 3,5
Число обслуживающих рабочих ... 1 2
Масса тягового механизма, кг .... 18 25
Масса лебедки с канатом, кг....... 34 54,5
ЛЕБЕДКА РУЧНАЯ ТИПА Л-3
Лебедка предназначена для подъема грузов,
а также для перемещения их но наклонной или го-
ризонтальной плоскос|ям при монтажных работах.
Технические данные
Тяговое усилие лебедки, тс . . 3
Диаметр каната, мм ..... 15,5
Канатоемкость, м......... 150
Число рукояток............. 2
Габаритные размеры, мм ... . 1100 х 1000 X 1300
Масса, кг .......................... 565
Рис. 3-78. Направляющие
блоки (с) н полиспасты (б)
грузоподъемностью 0,5; 1;
2 и 5 т.
ЛЕБЕДКА МОНТАЖНАЯ ЭЛЕКТРИЧЕСКАЯ ТИПА ЛМ-3.2
Лебедка предназначена для горизонтального и вертикального перемещения
грузов на монтажной площадке.
Технические данные
Тяговое усилие, тс............3,2
Диаметр барабана, мм.......... ’05
Длина барабана, мм.............1470
Мощность электродвигателей,
кВт........................... 12,5
Масса лебедки, кг..............835
НАПРАВЛЯЮЩИЕ БЛОКИ И ПОЛИСПАСТЫ
ГРУЗОПОДЪЕМНОСТЬЮ 0,5; 1; 2 и 5 т
Направляющие блоки (рис. 3-78, с) служат для изменения направления
каната при вертикальном подъеме грузов.
Полиспасты (рис. 3-78. б) предназначены для подъема или горизонтального
перемещения грузов, масса которых превышает грузоподъемность лебедок. По-
лиспаст состоит нз двух одноблочных обойм с крюками, соединенных стальным
канатом, который последовательно огибает ролики обеих обойм и подводится
к барабану лебедки.
Технические данные направляющих блоков и полиспастов приведены в
табл. 3-30. Примеры использования направляющих блоков и полиспастов для
подъема грузов даны на рис. 3-79.
134
Оборудование, инструмент и монтажные изделия [Разй. 3
Таблица 3-30
Технические данные направляющих блоков и полиспастов
Г рузо- подъем- кость, т Направляющий блок (рис. 3-78, а) Полиспаст (рис. 3-78, б) ЛАасеа, кг Диаметр каната, мм
Масса поднимае- мого груза, кг Усилие на тяговой ветви каната, кге Масса поднимае- мо! о груза, кг Усилие иа тяговой ветви каната, кге Длина А с подтя- нутым крюком, мм
0,5 250 275 340 190 690 6,12 6,5
1 500 550 680 380 1000 17,2 9,5
2 1000 1100 1350 760 1250 26 11
5 2500 2750 3400 1950 1650 70 15
Рис. 3-79. Примеры использования направляющих блоков и системы полиспа-
стов для подъема грузов, вес которых превышает тяговое усилие лебедки.
а — подъем груза с использованием направляющего блока; б — подъем груза с исполь-
зованием двукратного полиспаста; в — подъем груза с использованием трехкратного
полиспаста; г — подъем груза с использованием четырехкратного полиспаста.
СТРОПЫ
Простейшими грузозахватными приспособлениями являются канатные стро-
пы (рис. 3-80). Наиболее употребительны два типа строп: универсальные и облег-
ченные.
Универсальные стропы бывают кольцевые и одинарные с петлями.
Кольцевой строп имеет форму замкнутой петли и сращивается заплеткой. Одинар-
ный канатный строп изготовляется с двумя петлями. Размеры петли зависят от
размеров крюка подъемного механизма.
Облегченный строп изготовляется из отрезков канатов, имеющих
на конце крюки или другие элементы для подвешивания груза. Применение облег-
§ 3-3] Подъемно транспортное оборудование и механизмы
ченпого стропа упрощает его крепление на поднимаемом грузе, б таг одари чему
досгигаекя большая надежность крепления. Облегченный строп может иметь
одну или несколько ветвей.
На крюк подъемного механизма
универсальные стропы надевают без
специальной защиты, облегченные же
стропы предохраняют от износа при-
менением устройств различной кон-
струкции.
Цепные стропы применять не ре-
комендуется, так как они более тя-
желы и менее надежны (разрыв их при
дефекте в металле или перегрузке на-
ступает внезапно, в то время как ка-
нат разрушается постепенно — рвутся
отдельные стальные проволоки),
ДОМКРАТ КАБЕЛЬНЫЙ ТИПА ДК-3
С ТОРМОЗОМ ТИПА ТКБ
Домкрат (рис. 3-81) предназначен
для подъема барабана с кабелем и
удержания его на весу во время раз-
мотки кабеля. Домкрат представляет
собой сваренную из угловой стали
стойку 1, которая снабжена гайкой 2
с ручками и винтом 3. В нижней части
винта имеется проушина 4. При вра-
щении гайки рычагом (трубой) длиной
500— 600 м винт перемещается по вер-
тикальной оси. Подъем барабана осу-
ществляется двумя домкратами с по-
мощью стержня, продетого через от-
верстия проушин винтов и барабана.
При раскатке кабеля барабан удер-
живается тормозом 5, который наде-
вается на трубу 6, прикрепленную
хомутами к домкратам. В комплект
поставки входят два домкрата и один
тормоз.
а — облегченного типа; б — универсаль-
ные кольцевые; в — с петлей и крюком:
г — пример применения строп с крюком.
Рис. 3-81. Домкрат кабельный типа
ДК-3 с тормозом типа ТКБ.
Технические данные
Грузоподъемность двух домкратов, т..................... 6
Усилие вращения гайки домкрата (при рычаге длиной
600 мм), кгс............................................... 15—20
Диаметр применяемого кабельного барабана, мм:
максимальный............................................ 2000
минимальный.............................................. 1000
Габаритные размеры, мм:
домкрата................................................. 1300 x 730x 1400
тормоза............................................ 1750 X 140 х 170
Масса одного домкрата, кг.............................. 54
Масса тормоза, кг...................................... 10
136
Оборудование, инструмент и монтажные изделия [Рпз5 3
ЛЕСТНИЦА МОНТАЖНАЯ
Лестница предназначена для производства монтажных работ на высоте и
снабжена двумя крючками для ее закрепления. Конструкция лестницы сварная
из сплава алюминия Д16.
Габаритные размеры: высота 2500 мм, ширина основания 700 мм, ширина
верха 400 мм. Масса лестницы 6 кг.
ЛЕСТНИЦА-СТРЕМЯНКА ТИПА Л-380 СКЛАДНАЯ
Лестница (рис. 3-82) используется как стремянка высотой 2100 мм и как при-
ставная высотой 3280 мм. Грузоподъемность 100 кг, масса 11,5 кг.
Рис. 3-82. Лестница-стремянка типа Рис. 3-83. Лестница с площадкой
Л-380. типа Л-312.
ЛЕСТНИЦА С ПЛОЩАДКОЙ ТИПА Л-312
Лестница (рис. 3-83) используется для работ на высоте до 3 м, грузоподъем-
ность 100 кг, масса 32 кг.
ШАРНИРНО-РЫЧАЖНЫЙ ПОДЪЕМНИК ТИПА Ш2СВ-14
Подъемник предназначен для монтажно-ремонтных работ в строительстве.
Привод подъема секций мачты, а также поворот и передвижение подъемника осу-
ществляются от индивидуальных электродвигателей трехфазного тока через
соответствующие передачи. При работе подъемник передвигается по площадке
самоходом, а на далекие расстояния переводится в прицепе к автомобилям.
Люлька может быть опущена до самой земли для приема рабочих или материа-
ла. Устойчивость подъемника при работе обеспечивается с помощью четырех
выдвижных домкратов. Подъемником управляют с пульта, расположенного в
люльке, или с нижнего пульта, расположенного на поворотной платформе.
£ 5-5] Подъемно-трачспортное оборудование и механизмы
137
Технические данные
Наибольшая высота подъема (до пола люльки), м.............. 13,6
Грузоподъемность люльки, кг .......................... . 200
Рабочий вылет люльки, м:
при высоте 13,6 м ....................................... 2
при высоте 7 м.......................................... 7,1
при высоте 4,8 м........................................ 8,2
наибольший........................................ 9
Габаритные размеры, чм................................. 7500 x 2750 x 2750
Масса подъемника, кг....................................... 5200
АВТОМОБИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПОДЪЕМНИК ТИПА
АГП-12А
Подъемник с гидравлическим приводом от двигателя автомобиля ГАЗ-53
предназначен для подъема двух рабочих с инструментом при выполнении строи-
тельно-монтажных или ремонтных работ на высоте. Основной несущей конструк-
цией гидроподъемника является складывающаяся мачта с двумя люльками. Подъ-
емник установлен на шасси автомобиля между кабиной и кузовом, для чего кузов
несколько укорочен. Для упразления подъемником из люльки в одной из них
установлен пульт дистанционного управления.
Технические данные
Наибольшая высота подъема люлек, м.......................... 12
Грузоподъемность двух люлек, кг............................ 200
Наибольший вылет люлек, м.................................... 9
Угол поворота мачты, град.................................. 360
Габаритные размеры, мм................................. 8285 x 2650 x 3440
Масса, кг:
с автомобилем........................................ 6308
без автомобиля........................................ 1600
АВТОМОБИЛЬНЫЙ КРАН ТИПА МКА-6,3
Автомобильный кран предназначен для погрузочно-разгрузочных и монтаж-
ных работ. Для повышения устойчивости при работе с грузами кран снабжен
выносными опорами. Кран выпускается с длинами стрел 8 и 12 м.
Технические данные автокрана со стрелой 8м
Грузоподъемность, т:
на выносных опорах...................................... 6,3—1,7
без выносных опор....................................... 1,0—0,3
при передвижении с грузом на крюке...................... 1,6
Вылет крюка от оси вращения, м:
на выносных опорах.......................................... 3,4—7
без выносных опор....................................... 3,4—6,0
Высота подъема крюка, м..................................... 8,1—5$
Скорость, м/мин:
подъема груза .............................................. 2,6 — 15,6
опускания................................................. 0—15$
138
Оборудование, инструмент и монтажные изделия [Разд. 3
Изменение вылета крюка, м/мин ................................
Скорость вращения поворотной части, об/мин....................
Скорость передвижения, км/ч:
рабочая ......................................................
транспортная .............................................
Радиус поворота крана, м......................................
Радиус, описываемый хвостовой частью поворотной платформы, м
Тип двигателя.................................................
Мощность двигателя при 3000 об/мин, л. с......................
15
0,3-1,86
5
75
8,0
2,3
ЗИЛ 130
148
Технические данные автокрана со стрелой 12 м
Грузоподъемность на выносных опорах т............................2,5-0.7
Вылет крюка от оси вращения, м...................................... 5—10
Высота подъема крюка, м..........................................12,2—8,9
Кран работает только на выносных опорах; скорости перемещения
груза и передвижения, данные двигателя и радиусы поворота та-
кие же, как и у крана со стрелой 8 м.
АВТОПОГРУЗЧИКИ ТИПОВ 4043М И '045
Автопогрузчики типов 4043М и 4045 — самоходные подъемно-транспортные
неподрессореиные машины, предназначены для погрузочно-разгрузочных и транс-
портных работ на площадках с твердым покрытием пола. Погрузчики имеют сле-
дующее сменное оборудование: вилочные подхваты и безблочную стрелу. Основ-
ным рабочим органом являются вилочные подхваты. Безблочные стрелы постав-
ляются по дополнительному заказу.
Силовым агрегатом машины является двигатель ГАЗ-51. Автопогрузчики
имеют передний и задний ход во всех четырех положениях коробки передач. На
двигателе установлены два гидронасоса для раздельною обслуживания грузо-
подъемника и гидроусилителя руля. Управлсп к 1рутоиодъсмпиком выполняется
золотниковым распределителем. Anronoi рузчики имеют двухместные закрытые
кабины.
Технические данные
4043М
Грузоподъемность автопогрузчика при работе ви-
лами и расположении центра тяжести груза от
наружных стенок вил, кг:
550 мм .......................................... —
660 мм ....................................... 3000
Наибольшая высота подъема груза от грунта, мм:
на вилах.......................................... 4000
крюком безблочной стрелы...................... 5150
Скорость подъема на вилах и крюке безблочной
стрелы, м/мин................................. 11
Наибольшая скорость передвижения по дорогам
с твердым покрытием, км/ч.................. 36
Двигатель.................................... ГАЗ-51
Минимальный радиус поворота по наружному га-
бариту, мм........................................ 3600
'Габаритные размеры, мм........................4712х2100х
Х3200
Масса, кг......................................... 5000
41)45
5000
4000
5150
10
36
ГАЗ-51
3700
5022х2250X
Х3260
5900
§ 3-4] Монтажные изделия и детали
139
КРАНЫ-ШТАБЕЛЕРЫ
Краны-штабелеры с управлением с пола предназначены для оборудования
механизированных складов. Выпускаются трех модификаций с длиной пролета
моста 5; 8 и 11 м.
Технические данные кранов-штабелеров
опорного типа
Грузоподъемность, кг.............
Высота подъема 1руза, м..........
Скорость, м/мин:
передвижения моста...........
передвижения тележки.........
подъема груза ...............
Скорость вращения колонны, об/мин
Длина вил, мм....................
Расстояние между вилами, мм:
максимальное.................
минимальное ............... ,
Масса, кг..........................
КШО-0,25 КШО-0.5 КШО-1.0
250 500 1000
4 4 4
10 п 36 10 и 36 10 и 36
12 12 12
8 8 8
4 4 4
630 800 800
500 800 800
300 300 300
2110 2240 2720
Технические данные кранов-штабелеров
подвесного типа
К Ш П-0,25 КШП-0,6 КШ п-1.0
Грузоподъемность, кг ... 250 500 1000
Высота подъема груза, мм . . . 4 4 4
Скорость, м/мин:
передвижения моста . . . 10 и 36 10 и 36 10 в 36
передвижения тележки . . . 12 12 12
подъема груза . . . 8 8 8
Скорость вращения колонны, об/мин . . . . . . 4 4 4
Длина вил, мм ... 630 800 800
Расстояние между вилами, мм:
максимальное . . . 500 800 800
минимальное 300 3110 300
Масса, кг . . . 2085 2200 2730
3-4. МОНТАЖНЫЕ ИЗДЕЛИЯ И ДЕТАЛИ
Для установки приборов и средств автоматизации, прокладки и крепления
трубных и электрических проводок, а также соединения их между собой и присое-
динения к приборам и средствам автоматизации применяются монтажные изделия
и детали, серийно выпускаемые в основном заводами Главмонтажавтоматики
(ГМА) и Главэлектромонтажа (ГЭМ) Минмонтажспецстроя СССР.
По технологическому назначению монтажные изделия и детали сведены в
табл. 3-31—3-62.
СОЕДИНИТЕЛИ
Соединители применяются для соединения стальных и пластмассовых импульс-
ных и командных труб, а также их подсоединения к приборам, аппаратуре, запор-
ной арматуре и т. п.
Соединители ниппельные с торцовым уплотнением
Таблица 3-31
Наименование и назначение Эскиз Обозначение Наружный диаметр присое- диняемых труб, мм Условный проход присоеди- няемых труб, мм Резьба соединителя
d
Ниппельные на ру до 25 МПа для присоединения <77^?^ О НСН14ХМ10 14 — М20х1,5 —
бесшовных труб 14 X 2 мм по
ГОСТ 8734-75 к приборам и аппаратам с наружной при- соединительной резьбой То же к приборам и аппа- 11 1' HLH14X7, НСВ14ХМ20 14 14 Труб. 1/2 М20Х1.5
—< _ ' 45
jnrOhri 1
ратам с внутренней присое- динительной резьбой 75,5 HCB14XV2' 14 — Tpj6. V2' —.
HCB14X 14 — К Труб. »// —
X К Труб. V/
Оборудование, инструмент и монтажные изделия [Разд. 3
Навертные на ру до
1,6 МПа для разъемного
соединения водогазопровод-
ных труб по ГОСТ 3262-75
То же приварные
Навертные переборочные
на ру до 16 МПа для кре-
пления манометров и венти-
лей на металлоконструкции
СГН-8 13,5 8 чг —
СГН-15 21,3 15 —
СГН-20 26,8 20 —
СГН-25 33,5 25 г —
СГП-15 21,3 15 — —
СГП-20 26,8 20 — —
СГП-25 33,5 25 — —
СНП-М20 — — М20Х1.5 М20Х1.5
СНП-Ча' — — Труб. Ча* Труб. Ча'
снп-мгохЧа' в — М20 X 1,5 Труб. Ча*
СНГР/а'ХМ20 — — Труб. Ча' М20 X 1,5
§ 3-4] Монтажные изделия и детали
Таблица 3-32
Соединители с развальцовкой для медных труб на pv 64 кгс/см2
Наименование и назначение
Эскиз
Обозначение
Резьба
соединителя d
Проходные для соединения труб одного
диаметра
СМ8
50
Переборочные проходные для соединения
двух труб одного диаметра. Снабжены до-
полнительной гайкой для крепления на ме-
таллической панели (переборке)
£» = 8 мм
СМП8
Тройниковые проходные для соединения
трех медных труб одного диаметра
£>=8 мм
D=8 мм
СМТ8
Оборудование инструмент и монтажные изделия [Разд. 3
Присоединительные ввертные с конической
резьбой для присоединения труб к прибо-
рам и аппаратам, имеющим внутреннюю
коническую резьбу по ГОСТ 6111-52
50 max
Присоединительные ввертные с цилиндри-
ческой резьбой для присоединения тр\б
к приборам и аппаратам, имеющим внутрен-
нюю резьбу
0 = 8 мм
Присоединительные навертные для при-
соединения к аппаратам
0=8 мм
45
0 = 8 мм
Тройниковые присоединительные для
установки манометров на линиях пневмати-
ческих регуляторов
СМВ8ХК Vs’ К Vs'
CMB8xKV4’ KV/
СМВ8 X К KVa'
СМВ8хКТруб. Vi’ К Труб. V/
СМВ8ХМ14 М14х 1,5
СМВ8 X М20 М20Х1.5
СМВ8Х Труб. Vi* Труб. Va'
СМВ8хТруб. V/ Труб. VZ
СМН8ХМ20 М20Х1.5
СМН8 X Труб. V2* Труб. Va*
СМТП8 М12Х1.5
§ 3-4] Монтажные изделия и детали
М12*1,5
D—8 мм
Наименование и назначение
Переборочные переходные на ру=6 кгс/см2
для соединения стальной или медной трубы
с пластмассовой на переходе через стальную
плиту (переборку)
Обозначения: 1—полиэтиленовая
труба; 2—стальная или медная труба
Переборочные навертные для присоедине-
ния к аппаратам. Снабжены дополнительной
гайкой для крепления на металлоконструк-
ции
Эскиз
D — 8 мм
0 = 8 мм
Продолжение табл. 3-32
Обозначение
Резьба
соединителя d
8М X 6П (Di=6 мм)
8М X 8П (£)1 = 8 мм)
СМПН8-М20
СМПН8-Труб. 1/гг
СМПН8-М12 х 1.5
М20х 1.5
Труб. 1/2
М12х 1,5
Оборудование, инструмент и монтажные изделия [Paid. 3
Соединители пластмассовые на ру 6 кгс/см2
Таблица 3-33
Наименование и назначение Эскиз Обозначение Наружный диаметр соеди- няемых труб D, мм Резьба соединителя d
Проходные для соединения двух труб одного диаметра Проходные переборочные для соединения труб одного диаметра. Имеют дополни- тельную гайку для крепле- ния на панели (переборке) Переборочные переходные для соединения трубы пласт- массовой диаметром 8 мм с трубой пластмассовой диа- метром 6 мм 52 ПС6 6 —
«5 1 —г *^66 ^3 ПС8 ПСПбхб ПСП8 х 8 ПСП8х6 о 11 00 ' оо я оо £ II о —
§ 3-4] Монтажные изделия и детали
Наименование и назначение
Присоединительные вверт-
ные для присоединения к
приборам, аппаратам и арма-
туре, имеющим внутреннюю
коническую резьбу
Присоединительные на-
вертиые для присоединения
к приборам, аппаратуре и
арматуре, имеющим наруж-
ную цилиндрическую резьбу
Эскиз
Продолжение табл. 3-33
Обозначение Наружный диаметр соеди- няемых труб D, мм Резьба соединителя d
ПСВ6 X к ’/в' 6 к
ПСВ8 X К '/в' 8 KV8’
псвб х к V/ 6 К1//
ПСВ8ХК1/*’ 8 к ч:
ПСВбхКЧг’ 6 W
ПСВ8ХК1// 8 К‘/2Г
ПСВ6 X К Труб. V/ 6 к труб. 1//
ПСВ8 х К Труб. V/ 8 к Труб. 4i
ПСН8Х Труб. 1/2г 8 Труб. Vf
ПСН6 X М20 6 М20Х1.5
ПСН8ХМ20 6 М20Х1.5
пене х труб. V/ 6 тРУб- Чг”
Оборудование, инструмент и монтажные изделия [Разд. 3
Переборочные для пере-
хода с медной трубы на
пластмассовую трубу диа-
метром 6 и 8 мм
Тройниковые проходные
для соединения трех труб
одного диаметра
Тройниковые присоедини-
тельные для двух труб и
одного манометра
ПСМ6 X 6 0=6; О1=6 —
ПСМ8 х 8 0=8; Dj = 8 —
ПСМ8Х6 0 = 8; Oj = G —
ПСМ6 х 8 0=6; Oi = 8 —
ПСТ6 6 —
ПСТ8 8 —
ПСТП6 6 M12xl,5
ПСТП8 8 M12xl,5
Наименование и назначение
Проходные для соединения
труб одного диаметра
Переборочные, проходные
для соединения труб одного
диаметра. Имеют дополни-
тельную гайку для крепле-
ния на металлической па-
нели (переборке)
Концевые (ввертные) с ко-
нической резьбой для при-
соединения труб к прибо-
рам, аппаратам и запорной
арматуре
Таблица 3-34
Соединители с шаровым ниппелем на ру 16 МПа
Эскиз
Обозначение
оо
its mat
СШП-10
СШП-14
СШП-22
СШПП-10
СШПП-14
СШПП-22
СШВ10-К1//
СШВ10-К Труб. J/1’
СШВ10-К !/2"
СШВ10-К Труб. 1/2'
Наружный диаметр соеди- няемых труб D, мм Резьба соединителя d
10 —
14 —
22 —
10 —-
14 —
22 —
V К1//
W, К Труб. V*"
’/а' К1//
’/г" К Труб. VZ
Оборудование, инструмент и монтажные изделия [Разд. 3
То же, но с цилиндриче-
ской резьбой
d
18 max
CIHB14-KV*' 14 KV
СШВ14-К Труб. V/ KTpy6.i/4
СШВ14-К Va' KVa’
СШВ14-К Труб, Va' К Труб. Va
СШВ22-К Va" 22 KVa'
СШВ22-К Труб, Va' 22 К Труб. Va
СШВЮ-Труб. VZ 10 Труб. VZ
СШВ10-М14Х 1,5 M14x 1,5
СШВ10-М16 x 1,5 M16 X 1,5
СШВЮ-Труб. Va' Труб. Va'
СШВЮ-М20Х 1,5 М20 X 1,5
СШВ14-Труб. */Z 14 Труб. VZ
СШВ14-М14Х 1,5 M14xl,5
СШВ14-М16 X 1,5 М16Х1.5
СШВ14-Труб. Va' Труб. Va’
СШВ14-М20Х 1,5 М20 X 1,5
СШВ22-Труб. Va' 22 Труб. Va'
СШВ22-М20 X 1,5 М20Х1,5
Наименование и назначение
Эскиз
Концевые (ввертные) с ко-
нической резьбой для при-
соединения труб к прибо-
рам, аппаратам и запорной
арматуре. Имеют дополни-
тельную гайку для крепле-
ния на металлической па-
нели (переборке)
То же, но с цилиндриче-
ской резьбой
Навертные с цилиндриче-
ской резьбой
V3
Продолжение табл. 3-34
Обозначение Наружный диаметр соеди- няемых труб мм Резьба соединителя d
СШПВЮ-К !/8’ СШПВЮ-К 1// сшпвю-к v,* СШПВЮ-К Труб. 1/г" 10 К1/,’ к vr К 1/2* К Труб. 1/2«
СШПВ14-К 1/8’ СШПВ14-К1// СШПВ14-К г12’ СШПВ14-К Труб. 1/2" 14 К1/8* К 1/4* К !// К Труб. 1/2*
СШПВЮ-Труб. 1// СШПВЮ-Труб. 1/2* СШПВ10-М14 X 1.5 СШПВ10-М16 х 1.5 СШПВ10-М20Х 1.5 10 Труб. 1'4* Труб.1// М14 X 1,5 М16 X 1,5 М20Х 1,5
СШПВ 14-Труб. 1// СШПВ 14-Труб. 1/.," СШПВ14-М14Х 1,5 СШПВ14-М16 х 1,5 СШПВ 14-М20 X 1,5 14 Труб.1/4’ Труб. 1// М14 х 1,5 М16Х1.5 М20 X 1,5
СШН10ХМ16Х 1,5 10 М16Х1,5
СШН14 ХМ22 х 1,5 14 М22 х 1,5
Оборудование, инструмент и монтажные изделия [Разд. 3
Переборочные навертные
для установки манометра
101 max
Переборочные переходные
для перехода со стальной
трубы диаметром 10 мм на
медную трубу диаметром
б мм
То же на полиэтиленовые
трубы диаметром 8 и 6 мм
Тройниковые для соедине-
ния труб одного диаметра
D
СШПН1С-М12 х 1.5 10 М12Х1.5
СШПН10-М20Х 1,5 10 М20 X 1,5
СШПН14-М20Х 1.5 14 5120X1,5
СШПП10Х8М II II ОС — о —
СШПП10Х6П 0=10; О(=6
СШПП10Х8П 0=10; О1 = 8
СШТ-10 10
СШТ-14 14
$ 3-4] Монтажные изделия и детали
Наименование и назначение
Наконечники переходные
(пластмассовые) на ру до
16 МПа для перехода с во-
догазопроводной трубы на
резиновую трубку, присоеди-
няемую к прибору
Ниппели переходные на
ру до 16 МПа. Применяются
в качестве промежуточной
детали при переходе с резьбы
одного диаметра на резьбу
другого диаметра
Ниппели на ру до 16 МПа
для соединения фильтра с
редуктором н присоединения
запорных вентилей к бобыш-
кам
Соединительные стальные детали
Эскиз
Обозначение
НП-1//
НП-3/4"
НП-1"
Таблица 3-35
Диаметр резьбы
d dt
Труб. 1/2"
Труб. »//
Труб 1’
НШбОЮ/г’-К1// К1/2’ К1/4’
НП160КЗ//-К1/Г КЗ// KW
НП160 К з/4'—к 1/2’ К3// К1/»’
Н160-К V W
Н160-К!/«' К1/»' —
Н160-К1/2’ w —
Н160-К Труб. 41" К Труб. J/2' —
Н160-К Труб. 1/4’ К Труб. 1/4" —
Оборудование, инструмент и монтажные изделия [Разд 3
Тройники на pv до 1G МПа
62 max
Корпус соединителя уни-
версальный. Предназначен
в комплекте с футорками
для присоединения труб к
приборам и пневматическим
регулирующим клапанам и
установки на них маномет-
ров. Допускает установку
манометров с радиальным и
осевым расположением шту-
цера и резьбой М12х1,5 и
М14Х1.5
Футорка на pv до 1,6 МПа
75
30
Футорка на ру до 1,6 МПа
к S’ К S' —
К S' К S' —
К Труб. 1/z К Труб. S" -5-
КСУ-К S' К S' К S'
КСУ-К S' К*/4“ к
KS"XM12 M12xl,5 К1//
KS’XM14 М14Х 1,3 KS'
M16XK*/»' К S' М16Х 1,5
Наименование и ва^нг.чевие
Штуцера приварные на pv
16 МПа и «400°С для
установки отборных уст-
ройств давления на техноло-
гических трубопроводах, вен-
тилей на ответвлениях от
коллекторов и т. д.
Штупера с цилиндриче-
ской резьбой для установки
отборных устройств давле-
ния
Колпачки-заглтшки типа
КЗ. Предназначены для глу-
хого оконцевания водогазо-
проводных и стальных бес-
шовных труб, шмеюших на
концах трубную резьбу
Эскиз
ВОтах
Продолжение табл. 3-35
Обозначение Диаметр резьбы
а d.
Ш-К 1/в” kv —
ш-к lU” К'/4' —
Ш-К Труб. 1/4” К Труб. —
Ш-К 1/2" к w1 —
Ш-К Труб. 1/а* К Труб, 1/2" —
Шц-Труб. */а' Труб. 1/2' —
Шц-М18 MIR X 1.5 —
Шц-МЗЗ МЗЗ х 1,5 —
КЗ-1/2' Труб. 1/2' —
K3-V труб- 3/4’
КЗ-1" Труб. 1"
КЗ-Р/4® Труб. Р/4"
КЗ-Р/2® Труб. Р/а®
КЗ-2" Труб. 2®
Оборудование, инструмент и монтажные изделия [Разд. 3
Болты для крепления диф-
манометров ДМПК-100 на
стойке. Изготов ляются с резь-
бой d М12хц25 или
M14XL5
to
Пробки цилиндрические на
ру д 25 МПа. Предназна-
чены для заглушки отвер-
стий с резьбой при темпера-
туре среды до 450®С
Пробки конгческие иа pv
до 16 МПа. Предназначены
для заглушки отверстий
с резьбой при температуре
до 450®С
4(1 пт 55тат
Болт MI2x 1.25x16
Болт М14х L5 X 16
М12Х1.25
М14х 1,5
П-М20Х1.5 М2О х 1,5
П-М22Х1.5 М22 X 1,5
П-М24 х 1 ,"424 х 1
П-М24 х 1,5 М24 X 1,5
П-М27 х 1,5 М27 х 1,5
П-М27 X 2 М27 х 2
П-МЗОХ 1,5 М30Х1.5
П-МЗЗХ2 МЗЗ х 2
П-МЗбх 1,5 М36 X 1,5
П-Труб. Труб. */,’
П-Труб. 3/,’ Труб. 3/4"
П-Труб. Г Труб. Г
П-Труб. В / Труб. Р//
ПК-V К1//
ПК-V/ К1//
ПК-3/,’ к v
ПК-1’ К 1’
3-4] Монтажные изделия и детали
Наименование и назначение
Соединители металлические для металлорукавов и стальных труб
Эскиз
Таблица 3-36
О1
СГ>
Муфты ТР для безрезьбо-
вого соединения гибких ме-
таллорукавов со стальными
или бумажно-металлическими
трубами. Снабжены двумя
втулками для оконцевания
труб
Муфты МС для безрезьбо-
вого соединения металлору-
кавов и труб
Гильзы для неуплотнен-
ного безрезьбового соедине-
ния труб методом приварки.
Применяются для помещений
с нормальной средой
Тип Наружный диаметр илн условный проход, мм Размеры, мм
рукава трубы L н d
ТР-2(У211) 22—23 20—22 58 44 23
ТР-4(У213) 26—28 25—27 58 50 30
ТР-5(У214) 32—34 32—34 58 62 38
ТР-7(У216) 42—44 47—49 98 78 54
ТР-8(У217) 56—58 59—61 98 90 64
TP-91V218) 68—70 75—77 150 115 81
ТР-10(У219) 86—87 88—90 150 125 93
MCI 15 15 50 46
МС2 18 20 50 52 —
МСЗ 25 25 50 66 ——
МС4 38 40 50' 80
Г-15 15 60 26
Г-20 — 20 — 60 32
Г-25 — 25 -— 60 38
Г-40 — 40 — 60 54
Г-50 50 60 65
Оборудование, инструмент и монтажные изделия [Разд 3
Вводы гибкие для выпол-
нения гибких участков труб-
ных проводок
Патрубки вводные хля
ввода в металлические кор-
пуса электроустройств (шка-
фов, ящиков, коробок и
т. д.) тонкостенных труб,
металлорукавов и бумажно-
металлических труб. С тру-
бами и рукавами патрубки
соединяются манжетами
У222— У225 или муфтами
серии ТР
Гайки заземляющие для
закрепления защитных водо-
газопроводных труб в про-
тяжных коробках и обеспе-
чения между ними электри-
ческого контакта
ВГ-1 15 15 600
ВГ-2 15 15 600
ВГ-3 15 15 800 —
ВГ-4 15 15 800
ВГ-5 18 20 600 —
ВГ-6 18 20 600 — —
ВГ-7 18 20 800 .
ВГ-8 18 20 800 — —
ВГ-9 25 25 600 —~
ВГ-10 25 25 800 — —
У476 25—27 55 26
У477 .— 32—34 55 — 32
У 478 .— 47—49 68 — 48
У 479 — 59—61 90 — 60
§ 3-4] Монтажные изделия и детали
К-480
К-481
К-482
К-484
К-485
Чг’
3/4’
Г
Р/з'
2'
3
3
4
5
5
3/4
Г
2’
Т аблица 3-37
Соединители пластмассовые для металлорукавов
Наименование Эскиз Обозначение Тип металло- рук ава Dy металло- рукава а трубы Резьба трубы
Металлорукав — короб Металлорукав—труба Металлорукав — прибор СМК-12 СМК-15 СМК-18 CAIT-12X15 СМТ-15x20 CMT-lbX’25 СМП-12Х1/»* СМП-15 х ’/i’ РЗ-Ц-Х РЗ-Ц-Х РЗ-Ц-Х РЗ-Ц-Х РЗ-Ц-Х РЗ-Ц-Х РЗ-Ц-Х РЗ-Ц-Х 12 15 18 12 15 18 12 15 М ь, н % м, ’ ‘Ч III Труб. Чг Труб. з/4« Труб. 1* Труб.!/?' Труб.
1 31 г JU
-пт
50
41
н— но
Оборудование, инструмент и монтажные изделия [Разд. 3
Штуцер
Шз/4"-15
РЗ-Ц-Х 15
Труб. j/4'!
Примечание. Соединители металлорукав — труба из»отавливаются двух модификаций!
1) с присоединением к водогазспроводной трубе по ГОСТ 3362-75 на резьбе,
2) с посадкой на конец трубы с уплотнением места посадки клеем или лаком.
Таблица 3-38
Наименование и назначение
Ящики протяжные для про-
тяжки и разветвления проводов
и кабелей, прокладываемых
в стальных трубах. Отверстия
для труб выполняются на мон-
таже
КодоАкч и яши для электропроводок
Эскиз Тип Размеры, мм Степень защиты по ГОСТ 14254-69
L ь н
У997 (ЯП442) 400 400 200 IP43
У998 (ЯП642) 400 600 200
Т7® Lr , У999 (ЯП662) 600 600 200
1 У1003 (ЯП863) 600 800 310
19* L I У1005 (ЯП 1283) 800 1200 310
*> У997м (ЯП442м) 400 400 200 IP4X
у х у -I —L У998м (ЯП642м) 400 600 200
У999м (ЯП662м) 600 600 200
У 1003м (ЯП863м) 600 800 310
У 1005м (ЯП 1283м) 800 1200 310
§ 3-4J Монтажные изделия и детали
Наименование и назначение
Эскиз
Коробки для протяжки и раз-
ветвления проводов и кабелеи,
прокладываемых в стальных
трубах. Отверстия для труб вы-
полняются на монтаже
Коробки ответвительные для
протяжки и разветвления про-
водов и кабелеи, прокладывае-
мых в стальных трубах. Отвер-
стия для труб выполняются на
монтаже
Коробки протяжные ПК для
протягивания электрических
проводов, прокладываемых в
стальных защитных трубах
Продолжение табл. 3-38
Тип Размеры, мм Степень защиты по ГОСТ 14254-ь9
L В н
У994 129 по 83 IP42
У 995 168 150 ПО
У996 218 200 ПО
У75 122 82 56 IP3X
У76 152 102 66
У77 272 132 86
ПК200ХЭД 200 200 90 1Р30
ПКЗиО X 90 300 300 90
ПК430 Х90 430 430 90
Оборудование, инструмент и монтажные изделия [Разд. 3
Коробки соединительные для
соединения или разветвления
кабелей или проводов сечением
токоведущих жил до 4 мм'2
в
Коробки соединительные
пластмассовые для соединения и
разветвления кабелей с медными
жилами сечением до 2,5 мм2 и
алюминиевыми жилами сечением
до 4 мм2
КСК-8 (на 8 жил) 186 184 ПО 1Р44
КСК-16 (на 16 жил) 300 184 НО
КСК-32 (иа 32 жилы) 340 284 100
К СП-12 230 230 1Р54
£ 5-4] Монтажные изделия и детали
Наименование и назначение
Эскиз
Коробки для соединения и
разветвления контрольных кабе-
лей с жилами сечением до
6 мм2, прокладываемых открыто
во взрывоопасных зонах клас-
сов В-la, В-16, В-1г, В-I 1а
Продолжение табл. 3-38
Тип Размеры, мм Степень защиты по ГОСТ 14254-69
L В н
У614 (на 10 жил) 250 222 107 IP54
У615 (на 20 жил) ' 250 342 107
Оборудование, инструмент и монтажные изделия [Разд. 3
Коробки ответвительные чу-
гунные прямые для открытых
электропроводок, выполняемых
проводами и кабелем в сталь-
ных трубах
То же тройниковые
То же угловые
У506 (резьба 3/4") 126 58 57 IP54
У507 (резьба I") 165 67 64
У521 (резьба 3/4") 126 58 72 1Р54
У522 (резьба 1") 165 67 84
У511 (резьба 124 58 72 IP54
У512 (резьба 1’) 163 67 87
§ 3-4] Монтажные изделия и детали
CD
164
Оборудование, инструмент и монтажные изделия [Разд. 3
Наименование
Проходные
прямые
Тройнико-
вые
Проходные
через дно
Раздели-
тельные
Тройнико-
вые
Таблица 3-39
Коробки чугунные взрывозащищенные
Эскиз
Тип Резьба труб- ная d, дюймы Размеры, мм
D L В н
КПП-20 3/4 90 134 65
КПП-25 1 105 160 72 —
КПП-40 1*/я 130 184 95 —
КПП-50 2 160 226 ПО —
КТД-20 3/4 90 134 87
КТД-25 1 105 160 99 —
КТД-40 П/2 130 184 122 —
КТД-50 2 160 226 143 —
КПД-20 3/4 90 88 112
КПД-25 1 105 —- 100 133
КПД-40 в/а 130 — 123 157
КПД-50 2 160 142 193
КПР-20 3/4 66 по 100 108
КПР-25 1 80 132 113 121
КПР-49 в/2 90 150 123 137
КПР-50 2 106 170 146 164
КТО-20 3/4 90 134 65 112
КТО-25 1 105 160 72 133
К10-40 В/2 130 184 95 157
КТО-50 2 160 226 НО 193
§ 3-4] Монтажные изделия и детали
165
Продолжение табл. 3-39
Тип Резьба труб- нвя d, дюймы Размеры, мм
D L В Н
К КО-20 7д 90 134 65
К КО-25 1 105 160 72 —
К КО-40 1*/2 130 184 95 —.
К КО-50 2 160 226 НО —
Примечание. Коробки предназначены для протяжки и ответвлении проводов
и кабелей, прокладываемых в трубах во взрывоопасных помещениях и наружных уста-
новках. Степень защиты IP54 no 1ОСТ 14254-69.
Таблица 3-40
Проводники заземляющие с двумя наконечниками для заземления брони
или экрана кабеля
Эскиз Обозначение L, мм
<66,3 П-500 500
-/ТкУгк ><- П-550 550
ЧФД1 " ‘A'W П-700 700
CZ L Z5 П-750 750
Таблица 3-41
Изделия для маркировки
Наименование и назначение
Обозначение
Эскиз
Бирка маркировочная для маркировки
кабелей и труб
Оконцеватель проводов для установки
на концах проводов сечением от 1,5 до
4 мм2 в электрических цепях напряже-
нием до 500 В при расстоянии между
контактными винтами не менее 10 мм
БМ
ОП
166
Оборудование, инструмент и монтажные изделия [Разд. 3
Продолжение табл. 3-41
Наименование и назначение Обозначение Эскиз
Оконцеватель маркировочный для окон- окм A J
цевания жил кабелей или проводов сече-
нием до 2,5 мм2 го _ _jo.
д 0,3
Оконцеватель шайбовый для оконцева- ощ
ния многопроволочных жил электрических
кабелей и проводов сечением до 4 мм2 I _ а ю
Бирки наборные для маркировки по-
лиэтиленовых и металлических труб на-
ружным диаметром 6 и 8 мм. Выпускают-
ся со знаками маркировки от нуля до
девяти
БМН
Таблица 3 42
Втулки для оконцевания труб полуразъемные серии ВО
э Скнз Обозначение Размеры, мм Масса, кг
°У D н
ВО-15 15 22 12 0,001
П: ВО-20 20 28 12,5 0,002
Пи ВО-25 25 34 15,5 0,0026
D ЁО-40 40 49 23,5 0,01
ВО-50 50 61 29,5 0,016
Примечание. Втулки выпускаются с надрезом
использовать их как неразъемные или как разъемные.
по вертикали, что позволяет
§ 3-4] Монтажные изделия и детали
167
Таблица 3-43
Муфты бандажнрующне серии БМ
_ Номер Тип комплекта Эскиз Размеры, мм
D d Н
—*
БМ 5 V Ч БМ-6 VI БМ-7 VII БМ-8 VIII БМ-9 IX БМ-10 X — а: 11 9 40 13 10 40 14 13 40 17 15 45 22 19 50 29 25 50
,д.
Примечание. Муфты предназначены для заделок контрольных кабелей с поли-
мерной изоляцией жил. Применяются в сухих и влажных помещениях Типоразмер муфт
для данною кабеля определяется с помощью монтажной линейки, входящей в комплект.
Таблица 3-44
Сальники привертные стальные
Эскиз Обозначение Размеры, мм Наружный диаметр кабеля, мм
L S D
L Г. Приме’ ,5. а в й е. < У67 У68 У69 ЗаЛьникй прив< 47 50 57 :ргиые стаз 27 32 41 1ьные прил 12 16 25 еняются д 6—12 8-16 16—22 1Я уплотнения
места ввода электрических кабелей в корпуса коробок, ящиков, шкафов, аппаратов и т п.
Таблица 3-45
Сальники привертные пластмассовые типа С
Обозна- чение Размеры, мм Наружный
Назначение Эскиз D упорного кольца * диаметр кабеля, мм
Для уплотнения вводов электриче- ских кабелей и проводов 67 1-J S ч С-12 С-16 42 48 8X18 11X18 13x24 15x24 16x30 6—10 10—14
С-22 С-32 54 69 14—20 26—30
21x30 28x44 31x44
* Над чертой указаны размеры упорною кольца для кабеля меньшего а под чер-
ЮЙ — большего диаметра.
168
Оборудование, инструмент и монтажные изделия [Разд. 3
ИЗДЕЛИЯ ДЛЯ СОЕДИНЕНИЯ И ОКОНЦЕВАНИЯ
ЗАЩИТНЫХ ТРУБ, ПРОВОДОВ И КАБЕЛЕЙ
Для защиты от механических повреждений провода и электрические кабели
часто прокладывают в водогазопроводных и тонкостенных электросварных
трубах. Для облегчения затяжки кабелеи и проводов в трубы применяют про-
тяжные коробки и фитинги. Электрические кабели подключают в соедини-
тельных коробках. Для ввода кабелей и проводов в приборы, аппараты, соеди-
нительные коробки и т. п. применяют для уплотнения мест прохода сальниковые
вводы.
На участках от защитной трубы до сальниковых вводов кабели и провода
защищают металлорукавом. Изделия, применяемые для соединения и оконцева-
ния защитных труб, металлорукавов, маркировки и подключения электрических
проводок, приведены в табл. 3-36—3-45.
ИЗДЕЛИЯ ДЛЯ ПРОКЛАДКИ КАБЕЛЕЙ И ПРОВОДОВ
Для прокладки кабелей применяют конструкции кабельные сборные, состоя-
щие из полок и стоек, и кабельные мосты.
Для прокладки проводов и небронированных кабелей используют защитные
короба. Конструкции кабельные сборные предназначены для открытой прокладки
кабелей в производственных помещениях, туннелях, каналах и т. п. Сборные ка-
бельные конструкции комплектуются на месте монтажа из отдельных элементов —
стоек, полок, подвесок и др. Сочленение полки со стойкой не требует сварки и его
производят специальным ключом.
Элементы конструкций изготовляются по ТУ Главэлектромонтажа с лако-
красочным покрытием для эксплуатации их в нормальной среде и с цинковым
покрытием для эксплуатации в наружных ус-
тановках и сырых помещениях. К типу оцин-
кованных конструкций добавляется буква ц,
например К1150ц.
Кабельные лотки изготовляются по ТУ
Главзлектромонтажа, а кабельные мосты и ко-
роба — по ТУ Главмонтажавгоматики.
Изделия, применяемые для прокладки ка-
белей и проводов, приведены в табл. 3-46—3-48,
Рис. 3-84. Коробки соедини-
тельные типа КС-7 (L =
= 286 мм; В = 200 мм, Н =
- 80 мм) и типа КС-14
(L — 426 мм, В — 295 мм,
II = 90 мм).
ИЗДЕЛИЯ ДЛЯ КРЕПЛЕНИЯ ТРУБ
И КАБЕЛЕЙ
Для крепления труб и кабелей изготавли-
ваются различные крепежные изделия, приве-
денные в табл. 3-49.
Пневматические кабели (пневмокабели) на
концах закрепляют в специальных соединитель-
ных коробках, в которых устанавливают сое-
динители для перехода с пневмокабеля на по-
лиэтиленовые или медные трубы. Соединители
(см. табл. 3-33) поставляются отдельно. Коробки
соединительные типов КС-7 и КС-14, предназ-
наченные для соединения семитрубного и две-
• надцатигрубного пневмокабеля (соответственно) с пластмассовыми и метал-
лическими трубами, представлены на рис. 3-84.
§ 34[ Монтажные изделия и детали
169
Таблица 3-46
Конструкции кабельные сборные
Наименование
и назначение
Эскиз Гип
Размеры, мм
L
Н
В
Стойки кабельные для
установки кабельных по-
лок К1160—КИ63. Кре-
пятся к строительным эле-
ментам болтами, дюбеля-
ми, приваркой к заклад-
ным деталям или при-
стрелкой с применением
скобы К1149
Полки для укладки ка-
белей. Крепятся на стой-
ках К1150—К Н54. Рас-
считаны помимо рабочей
нагрузки на кратковре-
менную нагрузку 0,8 кН
(80 кге), равную массе
человека
Основание для установ-
ки одной полки К1160—
К П63. Крепится к строи-
тельным элементам при-
варкой или пристрелкой
Скобы для крепления
кабельных стоек К1150—
К1154 пристрелкой
К1150
К1151
К1152
К 1153
К1154
К1160
К1161
К1162
КП63
К1155
К1149
60 400
600
800
1200
1800
30
177
267
367
467
51
60
63
76,5
38
130 100
132
34,5
30
170
Оборудование, инструмент и монтажные изделия [Рпзг?. 3
Продолжение табл. 3-46
Наименование Эскиз Размеры, мм
и назначение Тип / н В
Стойки (профили) для
крепления закладных под
весок К340—К342. За-
крепляются приваркой,
болтами или дюбелями
Подвески закладные
для подвески кабелей на
стойках типа П. Выпу-
скаются диаметром (D)
20; 36 и 50 мм
П-6 (К345) П-8 (К346) П-18(К339 600 800 1800
К34О 20
К 341 — — 30
К342 — — 40
Таблица 3 47
Короба стальные
Наименование и эскиз Обозначение Размеры, мм Масса, КР
в н L Lt
Короба стальные прямые го-
ризонтальные
/ 1
Д ^4
-ЧД L
ПГ-100 100 100 2101 — 12,8
—=== М ПГ-150 150 150 2101 — 18,16
1 1 ПГ-200 200 200 2101 — 23,61
Д-Д
$ 3 4] Монтажные изделия и детали
171
Наименование и эслиз
Короба стальные прямые вер-
тикальные (разрез, вид сбоку
и в плане тот же, что и для
горизонтальных)
Угольники горизонтальнее
„ А-А
Тройники горизонтальные
А-А
Продолжение табл. 3-47
Обозначение Размеры, мм Масса КР
в н L T-t
ПВ-100 100 100 2101 13,4
11 В-150 1э0 150 2101 — 19,12
ПВ-200 200 200 2101 23,93
УГ-100 100 100 307 408 4,76
УГ-150 1 ,0 150 357 458 7,09
УГ-200 200 200 407 508 9,63
ТГ-100 100 100 611 408 5,66
ТГ-150 150 1.э0 661 458 8,25
ТГ-200 200 200 711 508 11,11
172
Оборудование, инструмент и монтажные изделия [Разд. 3
Таблица 3-48
Мосты шарнирные и лотки
Наименование и эскиз
Обозначение Размеры, ММ Масса,
В ь, L ьл
МШ400-1 400 415 2000 6,1
К 422 200 230 2000 6.6
К 420 400 430 2000 7,8
ИЗДЕЛИЯ И КОНСТРУКЦИИ ДЛЯ УСТАНОВКИ ПРИБОРОВ
И СРЕДСТВ АВТОМАТИЗАЦИИ
Для установив дифманометров изготовляются различные типовые подставки
и кронштейны (рис. 3-85 и 3-86). Для изготовления в монтажно-заготовительных
мастерских нестандартизированных конструкций для установки приборов и средств
автоматизации заводами поставляются типовые перфорированные металлические
изделия (рис. 3-87—3-92). Для установки первичных измерительных преобразо-
вателей изготовляются специальные бобышки (табл. 3 50) и оправы закладные.
Оправы предназначены для установки термопар и термометров сопротив-
ления в технологическом оборудовании и трубопроводах. Изготовляются оправы
в следующих исполнениях:
I — для установки в кирпичной кладке вертикально;
II —для установки на металлической сгенке вертикально;
III —для установки в кирпичной кладке горизонтально;
IV — для установки на металлической сгенке горизонтально.
Оправы для установки в кирпичной кладке (исполнения I и II) имеют на на-
ружной поверхности трубы ребра из листовой стали, а для установки в горизон-
тальном положении (исполнения III и IV) имеют внутри у конца трубы опору для
термопары или термометра сопротивления. Детали для изготовления оправ при-
ведены в табл. 3-51.
§ 3 4] Монтажные изделия и детали
173
Изделия для крепления труб и кабелей
Таблица 3-49
Наименование и назначение Эскиз Обозна- чение Размеры, мм
L В н d
Скобы однолапковые для крепления труб илн кабелей наружным диа- метром от 6 до 16 мм L СО-6 СО-8 22 23,5 12 5,0 6,5 4,5
J1
-Г—г СО-Ю СО-12 СО-14 СО-16 35 37 39 42 16 8,0 12,5 14,5 17,0 6,5
Г*
Скобы однолапковые для крепления труб или кабелей наружным диа- метром от 22 до 60 мм L СО-22 СО-27 СО-34 50,5 62,5 75 20 25 28 24,5 29,5 37,5 7
((С Г-
Скобы безлапковые для крепления труб или кабе- лей наружным диаметром от 6 до 14 мм БСг-6 БС2-8 BQ-IO BQ-12 БС.-14 БСа-16 18 15 27 36 36 46 15 15 15 15 18 18 5,0 6,5 8,0 12,5 14,5 17,0 6,5
с сС
Скобы безлапковые для крепления двух труб или кабелей наружным диа- метром от 22 до 60 мм а: d БСг-22 БСг-27 БС2-34 БСа-48 БСа-60 57 68 83 116 149 20 20 20 30 30 11 13,5 17 24 30 9 9 10 11 11
«о 0
1 -Г L
Скобы безлапковые для пакетного крепления труб и кабелей наружным диа- MeipoM 6, 6 и 10 мм БСП-46 БСП-62 46 62 20 10 7
ч ““Г 2 БСП-78 БСП-94 78 94 20 11 7
БСП-113 БСП-129 БСП-145 113 Р9 145 20 12 7
174
Оборудование, инетрумент и монтажные изделия [Разд. 3
Продолжение табл. 3-49
Наименование и назначение Эскиз Обозна- чение Размеры, мм
L В н d
Скобы двухлапковые для крепления труб или кабелей наружным диа- метром от 22 до 60 мм ОД-22 С Д-27 ОД-34 ОД-48 сд-со 68 74 80 100 116 — 24 27 34 48 62 —
зс Ь а -4
L
Хомуты для крепления труб наружным диамет- ром от 15 До 60 мм у 4 Х-15 Х-2Б Х-30 Х-35 Х-50 Х-60 22 32 40 44 60 70 — — 6 6 8 8 8 8
Прижимы для крепле- ния труб и кабелей диа- метром от 15 до 50 мм к металлоконструкциям i в Т п з: ПКТ-26 НКТ-50 — 30 55 ПО 140 —
Обой мы пакетные для сборки однорядных, двух- рядных или трехрядных пакетных блоков трубных соединительных линий из медных или стальных труб наружным диаметром 6 и 8 мм L 58—22 76—22 92—22 108—22 124—22 62 80 96 116 128 — — —
4: 5В-12Ч
§ 3-4] Монтажные изделия и детали
175
Рис. 3-85, Подставки для установки дифманометров.
а — типа ДМПКЮО для дифманометра ДМПКЮО; б — типа ДО для дифманометров
типов Дс-IV, ДС-V, ДС-VI и ДС-VIМ в —типа ДП для дифманометров типов ДП и 04-ДП;
г — типа ДМП для дифманометров ДГ1М-280 и ДППМ-280М; д — типа ДСв для дифмано-
метров ДСС и ДСП.
Рис. 3-86. Кронштейны для установки дифманометров.
а — кронштейн типа 300 для установки дифманометров типов ДМИ-Р, ДКО. ДМ и др.;
о — типа Дп для дифманометров типов ДП. ДСС, ДМ-ПК. ДС, ДПМ и др.
176
Оборудование, инструмент и монтажные изделия \Разд. 3
Рис. 3-87, Лотки перфорированные типов
ЛП85 (В = 85 мм), ЛП145 (В = 145 мм) и
ЛП225 (В = 225 мм).
Рис. 3-88. Угольники перфорированные.
а — типа УП85; б — типа УП145; в — типа УП225.
Рис. 3-89. Тройники перфорированные.
а__типа ТП85; б — типа ТП145; в — типа ТЦ225,
§ 3-4] Монтажные изделия и детали
177
Для отбора импульса давления и разрежения поставляются отборные
устройства (табл. 3-52); для сбора конденсата в импульсных линиях при-
меняются специальные влаюотделительные сосуды (табл, 3-53); соединения
Рис. 3-90. Уголок и швеллер перфорированные.
а — уголок типа УП35 X 35; б — то же УГ160 X 40;
в — то же УП42 X 24; г — швеллер типа ШГ132 X 16.
импульсных линий и их присоединения к приборам и средствам автоматизации
уплотняются с помощью медных прокладок, размеры которых приведены
в табл. 3-54.
Рис. 3-91. Профили Z-образиые
перфорированные.
а — профили Z-образные типов П160
(В = 160 мм) и П320 (В = 320 мм);
б — профиль Z-образиый специальный
типа ZnC.
ИЗДЕЛИЯ ДЛЯ КОММУТАЦИИ ПРИБОРОВ И СРЕДСТВ АВТОМАТИЗАЦИИ
Изделия, применяемые для коммутации приборов и средств автоматизации
ня сгативах, приведены на рис. 3-93—3-99. Для соединения проводов и жил ка-
беля сечением до 4 мм2 в электрических цепях с номинальным напряжением до
ООО В при токе до 10 А применяют зажимы коммутационные типа ЗК-Н и ЗК-П
178
Оборудование, инструмент и монтажные изделия [Разд. 3
(рис. 3-93, а и б). Зажим ЗК-П (с перемычкой) в отличие от ЗК-Н (нормальный)
применяется при необходимости выполнения перемычки между двумя соседними
зажимами. Зажимы коммутационные с подгоночной катушкой типов ЗК-2,5, ЗК-5,
ЗК-7,5, ЗК-15 и ЗК-25 (рис. 3-93, в) предназначены для включения дополни!ельного
сопротивления в электрическую цепь и подгонки сопротивления цепи до расчетного
значения. Сопротивление выполняется из манганиновою провода, намотанного
на каркас в виде катушки. Каркас с намотанным манганиновым проводом назы-
вают подгоночной катушкой. Подгоночная катушка имеет два ввода
в виде пластин с резьбовыми отверстиями для ввертывания зажимных винтов.
Рис. 3-92. Косынки и полосы перфорированные.
а — косынка типа КП82; б — то же типа КП102; в — полоса перфорированная типа ППЗО;
г — то же типа ПП40; д — типа ПП130; е — типа ПП190; ж — типа ПП269.
Цифры в обозначении типа зажима соответствуют номинальному значению сопро-
тивления подгоночной катушки (например, зажим типа ЗК-5 имеет подгоночную
катушку сопротивлением 5 Ом). Подгонка сопротивления под расчетное значение
осуществляется путем отмотки манганинового провода (например, если для рас-
четного значения сопротивления цепи сопротивление подгоночной катушки долж-
но быть 4,5 Ом, то следует установить в цепь зажим ЗК-5, отмотав от его подго-
ночной катушки часть манганинового провода сопротивлением 0,5 Ом).
Для соединения проводов и жил кабелей сечением от 0,5 до 2,5 мм2 медных
и до 4 мм3 алюминиевых в электрических цепях с номинальным напряжением пере-
менного тока до 380 В и постоянного тока до 440 В при токе до 10 А применяют
зажимы типа ЗКА-2,5. Цифра 2,5 обозначает максимальное сечение подсоединяе-
мого медного провода в квадратных миллиметрах. Эти зажимы выпускаются бло-
ками типа БЗ-10 (рис. 3-93, а). Цифра в обозначении типа блока зажимов соответ-
ствует количеству зажимов ЗКА-2,5 в блоке.
$ «?- 7] Монтажные изделия и детали
179
Таблица 3-50
Изделия и конструкции для установки приборов и средств автоматизации
Бобышки
Наименование и эскиз Обозначение Резьба d Размеры, мм
D н
Бобышки прямые на ру до 25 МПа при темпера- туре до 450JC БМ 18x1,5-55 БМ18Х 1,5-100 М18Х1.5 30 55 100
БМ18Х2-55 БМ18Х2-100 М18Х2 55 100
БМ22Х 1,5-55 ЬМ22х 1,5-100 М22Х1.5 34 55 100
БМ24Х1-55 БМ24х 1,5-55 М24Х1 М24Х1.5 36 55
БМ27х 1,5-55 М27Х1.5 42
Г ч: 5
БМЗОх 1,5-55 БМЗОх 2-55 БМЗОх 2-100 М30Х1.5 М30х2 45
f
100
в
БМЗбх 1,5-55 БТруб. V2"-55 М36х1,5 Труб.1/? 52 32 55
t БТруб. »/4"-55 БТруб.3//'-100 Труб.»// 42
100
БТруб. Г'-55 БТруб. Г'-100 Труб. 1" Труб.11/? 48 55 100
65 55
БТруб. 1V/-55
Бобышк до 20 МП И ПряМ1 а п 77 ле иа ру БП1-М20 БП1-М27 М20х1,5 М27Х2 32 42 55
_а .,
4
' IT БП1-МЗЗ М33х2 48 100
7
180
Оборудование, инструмент и монтажные изделия [Разд. 3
Продолжение табл. 3-50
Наименование н эскиз Обозначение Резьба d Размеры, мм
D я
Бобышки г нической резь 6111-52 £ трямые с ко- бой по ГОСТ !_ БК1// БК*/а" К*/4" к12" 25 32 40
1 1
0
Бобышки, скошенные под углом 45°, на ру до 20 МПа при температуре до 450°С Б45°М 18x1,5 Б45“М18х2 М18Х1.5 М18х2 30 115
Б45’М22х1,5 М22Х1.5 34
Б4&М24Х1 Б45°М24х1,5 М24Х1 М24х1,5 36
Б45°М27х1,5 М27Х1.5 42
Б45°М30х1,5 Б45°М30х2 М 30x1,5 М30Х2 45
. д 1 Б45°М36х1,5 Б45°Труб.1/2' Б45°Труб.з/4’ Б45вТруб.1" Б45°Труб.11/а‘' М36Х1.5 Труб.1// Труб.3/4" Труб.1" Труб.П/2" 52 32 42 48 65
3= 1 №
№ БС1-М20 БС1-М27 М20Х1.5 М27х2 32 42 • 115
• БС1-МЗЗ М33х2; а = 30° 48 140
§ 3-4] Монтажные изделия и детали
181
Продолжение табл. 3-50
Наименование и эскиз Обозначение Резьба d Размер D ТЫ, мм н
Бобышки скошенные под углом 30' БЗО°М18Х1,5 Б30°М18х2 М18Х1.5 М18Х2 30 140
Б30°М22х1,5 1422x1,5 34
d г а. Б30'М24 X1 Б30М24Х1.5 М24Х1 М24Х1.5 36
it / 1 Б30'М27х1.5 М27Х1.5 42 .
Б30М30Х1.5 Б30°М30х2 М30Х1.5 М30Х2 45
Б30°М36х1,5 Б30°Труб.1/2" Б30°Труб.з/4" Б30°Труб. 1" Б30°Труб. 11/2" М36х1,5 Труб.1/2" Труб.з/4" Труб. 1" Труб.Р/2” 52 32 42 48 65
Элементы закладных оправ
Таблица 3-51
Наименование
Эскиз
Тип
Резьба d
Бобышка с фланцем
БФ-М20
БФ-М27
БФ-МЗЗ
М20Х1.5
М27х2
М33х2
Труба закладная
197-С
312-С
432-С
502-С
547-С
662-С
777-С
892-С
197-Х
312-Х
432-Х
502-Х
547-Х
662-Х
777-Х
892-Х
182
Оборудование, инструмент и монтажные изделия [Разд. 3
Продолжение табл. 3-51
Напмёйование
Эскиз
Тип
Резьба d
Сальник с фланцем
СФ
Таблица 3-52
Отборные устройства для измерения давления и разрежения
Назначение и тип устройства, давление Ру и температура t среды Эскиз
Отборные устройства для измерения давления
Для установки на горизонтальном трубопроводе,
тип 64-200, ру = 6,4 МПа, <=200 С
Для установки на горизонтальном трубопроводе,
тип 16-225, ру=1,6 МПа, t = 225°С
То же на вертикальном трубопроводе
§ 3-4] Монтажные изделия и детали
183
Продолжение табл. 3-52
Назначение и тип устройства, давление р^ и
температура t среды
Эскиз
Для установки на горизонтальном трубопроводе,
тип 100 200, Ру = 10 МПа, /=200сС
То же на вертикальном трубонроводе
Для установки на вертикальном трубопроводе,
тип 16-80, ру = 1,6 МПа, 80°С
Для установки на горизонтальном тпубопооволе
тип 200-450, ру = 20 МПа, <=4!0°С
М20*1,5
184
Оборудование, инструмент и монтажные изделия \Разд. 3
Продолжение табл. 3-52
Назначение и тип устройства, давление р и
температура i среды
Эскиз
Для установки на вертикальном трубопроводе,
тип 200-450, ру = 20 МПа, t = 450'С
Для нефтепродуктов, типы 160-120 (ру=16 МПа,
t= 120"С) и 160-400 (установка на вертикальном
трубопроводе), ру=40МПа, <=400°С
Для нефтепродуктов, тип 160-120 (установка на
горизонтальном трубопроводе), р,,= 16 МПа,
<=120°С
Для нефтепродуктов, тип 160-400 (установка ня
горизонтальном трубопроводе), р =16 МПа,
= 400гС У
М20Ч.5
-*-------
180
мгоч,5
мгоч.5
§ 5-7] Монтажные изделия и детали
185
Продолжение табл. 3-52
Назначение и тип устройства, давление Ру и
температура i среды
Эскиз
Отборные устройства для измерена ч разреженич
Для установки в кирпичной кладке, тип 955-1
/
То же, тип 955-II
Для чистых газов, типы 20, 25, 40 (тип соответ-
ствует размеру Dy)
Таблица 3-53
186
Оборудование, инструмент и монтажные изделия [Разд. 3
Прокладки медные
Таблица 3-54
Обозначение Размеры, мм
с/скиз и назначение d D
\
Для уплотнения дифманометров трубной обвязки 10x18 10 18
Для уплотнения мест присоедине- ния приборов к бобышках! при изме- рении температуры 14X18 20x26 21x32 23x32 25x35 28x42 31x44 14 20 21 23 25 28 31 18 26 32 32 35 42 44
30x35 34x48 31x60 37x55 50x80 30 34 31 37 50 35 48 60 55 80
Зажимы коммутационные ЗК-Н, ЗК-П, ЗК и блоки БЗ-10 устанавливают на
специальных рейках коммутационных зажимов (рис. 3-94, а) типов РЗ-З (размер
L = 65 мм), РЗ-6 (L = 105 мм), РЗ-8 (В = 130 мм), РЗ-12 (В = 182 мм), РЗ-16
(L = 233 мм), РЗ-20 (В = 290 мм), P3-32 (В = 433 мм) и РЗ-60 (L = 800 мм).
Цифра в обозначении типа рейки зажимов соответствует количеству зажимов
ЗК-Н, ЗК-П или ЗК, устанавливаемых на рейке. Для устранения перемещения
зажимов по рейке на концах ряда зажимов на рейке устанавливают колодки мар-
кировочные типа КМ-4 (рис. 3-94, б).
Колодки маркировочные типа КМ-4 одновременно используются для нанесе-
ния маркировки ряда зажимов.
Для размещения надписей у приборов н аппаратуры применяются рамки для
надписей (рис. 3-95) типов РПМ 30 X 15 (размер L — 33 мм, В = 18 мм), РПМ
55 X 15 (В = 58 мм, В = 18 мм) и РПМ 66 X 26 (В = 70 мм, В = 29 мм).
Кольца фронтальные (рис. 3-96, а) типов КФ-Ю0 (размер L = 125 мм) и
КФ-160 (В = 185 мм) применяются для крепления на панелях щитов приборов
с диаметром корпуса 100 и 160 мм соответственно при нх утопленном монтаже.
Для крепления электроконтактных манометров типа ЭКМ применяются кольца
фронтальные типа КФ-198 (рис. 3-96, б). Для бандажирования пучков проводов
и пластмассовых груб, крепления их к перфорированным металлоконструкциям,
тросам и т. п. применяется перфорированная лента типа К226 (рис. 3-97,а) из
поливинилхлоридного пластика с кнопкой типа К227 (рис, 3-97,6).
§ 3-4] Монтажные изделия и детали
187
Рис. 3-93. Зажимы коммутационные.
а — нормальные типа ЗК-Н; б — с перемычкой
типа ЗК-П; в — с подгоночными катушками типа
ЗК; г — блок коммутационных зажимов типа
БЗ-10. / — перемычка; 2 — подгоночная катуш-
ка; 3, 4 — выводные пластины подгоночной ка-
тушки.
Рис. 3 94. Рейка коммутационных зажимов (а) и колодка маркировочная типа
КМ-4 (б).
188
Оборудование, инструмент и монтажные изделия [Разд 3
Рис. 3-95. Рамка для надписей.
Рис. 3-96. Кольца фронтальные.
а _ типсв КФ-ЮО и КФ-160; б — типа КФ 198.
118
Рис. 3-97. Перфорированная лента типа
К226 (а) и кнопка типа К227 (б).
В5
Рис. 3-98. Предохранитель трубча-
тый типа ПТ.
7*40=280 20 20 А~ А
а) б)
Рис. 3-99. Щитки электропитания (а) и пневмопитания (б).
§ 3-4] Монтажные изделия и детали 189
В электрических цепях питания приборов с номинальным напряжением до
250 В и током до 10 А применяются трубчатые предохранители типа ПТ (рис. 3-98).
Они рассчитаны на установку в них плавких вставок на ток 0,5; 1; 2; 4; 6 или 10 А.
Включение и отключение питания приборов осуществляется в электросхемах
с напряжением до 220 В и током до 10 А выключателями, устанавливаемыми на
щитках электропитания (рис. 3-99, а) типов ЭЩПК-2 (размер L — 170 мм), ЭЩПК-3
(L = 240 мм), ЭЩПК-4 (L = 310 мм) и ЭЩПК-5 (L = 380 мм). Цифры в обозначе-
нии соответствуют числу групп питания приборов.
Для включения и отключения пневматического питания приборов сжатым
воздухом применяются щитки пневмопитания типа ПЩП-8 (рис. 3-99, б), на кото-
рых установлено по восемь вентилей типа ВПДУ-4.
РАЗДЕЛ ЧЕТВЕРТЫЙ
МОНТАЖ ЩИТОВ, ПУЛЬТОВ И СТАТИВОВ
СОДЕРЖАНИЕ
4-1 Типы, конструкция, назначение и области применения щитов пультов и
стативов......................................................... 190
Основные определения (190). Конструктивные особенности (191) Назначе-
ние и области применения (203).
4-2. Требования к щитовым конструкциям .............................. 204
Условия эксплуатации (204). Требования к электрическим и трубным про-
водкам (205). Требования к транспортировке и хранению (208).
4-3. Монтаж щитов и пультов ........................................ 208
Общие сведения (208). Требования к щитовым помещениям (209). Строитель-
ное задание на щитовые помещения (210) Монтаж местных и агрегатных
щитов (213). Монтаж центральных щитов (216).
4-4. Вводы в щиты н пульты труб, кабелей и проводов .............. 219
4-5. Заземление щитов и пультов.................................... 225
4-1. ТИПЫ, КОНСТРУКЦИЯ, НАЗНАЧЕНИЕ И ОБЛАСТИ ПРИМЕНЕНИЯ
ЩИТОВ, ПУЛЬТОВ И СТАТИВОВ
ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
Щиты и пульты выполняют функции постов управления и являются связую-
щим звеном между объектом управления и оператором. На щитах и пультах кон-
центрируются средства контроля и управления технологическим процессом (конт-
рольные приборы, сигнальные устрой-
ства, аппаратура управления, автома-
тического регулирования и защиты).
На фасаде размещены мнемонические
схемы, надписи, поясняющие назначе-
ние отдельных панелей щита, освети-
тельные устройства фасадных панелей
и указательные рамки. Ниже рассмат-
риваются конструкции, выпускаемые
в соответствии с ОСТ 36.13-76 «Щиты
и пульты систем автоматизации техно-
логических процессов». Структурная
схема построения щитовых конструкций
по ОСТ 36.13-76 приведена на рис. 4-1.
Каркас — жесткий, несущий,
объемный или плоский металлический
Рис. 4-1. Структурная схема построе-
ния щитовых конструкций.
остов для установки на нем панелей, стенок, дверей, крышек, поворотных или
стационарных рам, унифицированных монтажных конструкций и монтажа при-
боров, аппаратов, арматуры, установочных изделий, электрических и трубных
проводок.
Шкаф — объемный каркас с установленными на нем панелью, стенками,
дверьми и крышкой.
Панель с каркасом — объемный каркас с установленной на нем
панелью.
§ 4-У] Типы, конструкция, назначение щитов, пультов и стативов
191
Стойка — объемный или плоский каркас.
Kopfiyc пульта — объемный каркас с установленными наклонной
столешницей, стенками, дверьми.
Щит шкафной — шкаф с установленными на унифицированных мон-
тажных конструкциях поворотной или стационарной рамами, аппаратурой, арма-
турой, установочными изделиями и с электрической и трубной проводками, под-
готовленными к подключению внешних цепей и приборов, устанавливаемых на
объекте.
Щит панельный с каркасом — панель с каркасом с установлен-
ными на унифицированных монтажных конструкциях поворотной или стацио-
нарной рамах, аппаратурой, арматурой, установочными изделиями и с электри-
ческой и трубной проводками, подготовленными к подключению цепей и приборов,
устанавливаемых на объекте.
С т а т и в — стойка с объемным каркасом с установленными на унифици-
рованных монтажных конструкциях аппаратурой, арматурой, установочными
изделиями и электрической и трубной проводками, подготовленными к подклю-
чению внешних цепей и приборов, устанавливаемых на объекте.
Стати в плоский — стойка с плоским каркасом, с установленными
на унифицированных монтажных конструкциях аппаратурой, арматурой, уста-
новочными изделиями и с электрической и трубной проводками, подготовленными
к подключению внешних цепей и приборов, устанавливаемых на объекте.
Пульт — корпус пульта с установленными на унифицированных монтаж-
ных конструкциях аппаратурой, арматурой, установочными изделиями и с элект-
рической и трубной проводками, подготовленными к подключению внешних цепей
и приборов, устанавливаемых на объекте.
Панель вспомогательная и панель вспомога-
тельная с дверью — панели для оформления многопанельных каркасных
щитов.
Панель декоративная — панель для декоративного оформления
верхней части щитов панельных с каркасом, а также для монтажа элементов мне-
мосхемы.
Вставка угловая — элемент для соединения двух смежных щитов
или пультов, устанавливаемых пбд углом друг к другу.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
Несмотря на разнообразие типоразмеров щитов и стативов, все они собираются
из унифицированных типовых элементов. Основой для построения всех разновид-
ностей щитов и стативов является каркас. В состав унифицированных типовых
элементов входят также опорные рамы, элементы панельного типа и поворотные
рамы. Последние устанавливаются только с каркасом.
Основной несущей металлоконструкцией стоек, объемных панелей с карка-
сом и шкафов является объемный каркас (рис. 4-2). Для плоской стойки и вспо-
могательных элементов применяется плоский каркас (рис. 4-3).
Опорные рамы, изображенные на рис. 4-4, предназначены для установки
на них одиночных каркасов, двух- и трехсекционных щитовых конструкций.
Для крепления каркасов к опорной раме, а затем в целом щитов к фундаментным
конструкциям на полках продольных швеллеров выполнены овальные отверстия.
Фасадная панель щитов панельных и щитов панельных с каркасом можег
состоять из двух (исполнение I) или из трех (исполнение II) функциональных
нолей —фасадных панелей (рнс. 4-5). Так как в нижней части щита ни приборы,
ни аппаратуру не располагают, поле 1 фасадной панели щитов исполнений I и II
выполнено декоративным из более тонкого металла.
Для более четкой работы оператора (аппаратчика) самопишущие и регистри-
рующие приборы, а также органы управления размещают на поле 2. Сигнальную
арматуру, малогабаритные показывающие приборы (тягомеры, логометры, при-
боры системы «Старт* и т, п.), а также компактные мнемосхемы монтируют на по-
192
Монтаж щитов, пультов и стативов [Разд. 4
ле 3. Следует отметить, что разбивка фасадной панели на два, а особенно иа три
поля (исполнение II) создает ощутимые удобства в изготовлении щитов, которые
сводятся к следующему. Фасадные панели имеют небольшие размеры, благодаря
Рис. 4-2. Каркас объемный.
1 — стойка; 2 — рама; 3 — прокладка; 4 — швел-
лер.
КИЙ.
1 — стойка; 2 — рама;
3 — прокладка.
чему их легче обрабатывать при штамповке (гиутье) и выполнении отверстий под
приборы и аппараты. Для изготовления панелей используется широко приме-
няемый габарит листовой стали. Уменьшение юлщины полей 1 и 3 дает экономию
металла.
Рис. 4-4. Опорные рамы для установки щитовых коиструкпий.
а — рама опорная для одиночных щитов; б — рама опорная для многосекцнонных щи-
тов; в — рама опорная плоская; / — швеллер продольный; 2 — швеллер поперечный;
3 — скоба; 4 — лист.
Если количественное соотношение различных приборов, арматуры и органов
, управления таково, что их разбивка на два поля (второе и третье) нерациональна,
применяют щиты исполнения I.
§ 4-1] Типы, конструкция, назначение щитов, пультов и стативов
193
Рис. 4-6. Поворотная рама щитов панельных с каркасом.
1 — продольные уголки; 2 — поперечные уголки; 3, 4 — переходные уголки; 5 — ось;
6 — болт.
194
Монтаж щитов, пультов и стативов [Разд. 4
Рис. 4-7. Панели с каркасом исполнения I.
а — одиночная; б — трехсекционная; 1 — каркас; 2 — рама опорная; 3, 4 — панели
фасадные; 5 — стенка боковая.
На рис. 4-6 изображена поворотная рама, устанавливаемая в щитах панель-
ных с каркасом. Панели с каркасом (рис. 4-7 и 4-8) образуются путем сборки
при помощи болтовых соединений одного, двух или трех унифицированных кар-
касов 1 с одиночной или групповой опорной
рамой 2, установки фасадных панелей 3, 4
и б и в некоторых случаях боковых стенок 5.
Панели с каркасом используются в качестве
металлоконструкций для одиночных двух- и
трехсекционных щитов панельных с каркасом
исполнений I и II (соответственно с двумя
или тремя фасадными панелями), имеющих
различную степень защиты боковых сторон
(без боковых стенок, с правой боковой стен-
кой, с левой боковой стенкой). Указанные
разновидности щитов панельных с каркасом
позволяют осуществлять построение диспет-
черских и операторских пунктов из готовых
щитовых секций.
На рис. 4-9 представлены конструкции
малогабаритных шкафов. В зависимости от
способа установки имеюгся два исполнения
шкафа малогабаритного: исполнение I для
Рис. 4-8. Панель двухсекционная с карка-
сом исполнения II. /, 2, 4, 5 — см. рис,
4-7; 3 и 6 — панели фасадные.
196
Монтаж щитов, пультов и стативов [Разд. 4
Таблица 4-1 Габаритные размеры щитов, стативов и пультов
Наименование Условное наименование Размеры, мм См при- мета- иие №
Вы с 01 а I лу- бин 3 Ширина
об- щая секции
пер- вой ВТО рои треть- ей
Щиты
Щиты шкафные с задней дверью ЩШ-ЗД ЩШ-ЗД-02 ЩШ-ЗД-ОП щш-зд-ол 2200 600 600 800 1000 — — — 1
800 1000
Щиты двухсекцион- ные, составленные из модификаций ЩШ-ЗД ЩШ-2 ЩШ-2-О2 ЩШ-2-0П ЩШ-2-0Л 2200 600 1200 600 600 2
1400 800
800 600
1600 1000
800 800
600 1000
1800 800
1000 800
2000 1000
Щиты трехсекцнон- ные, составленные из модификаций ЩШ-ЗД ЩШ-3 ЩШ-3-02 ЩШ-З-ОП щш-з-ол 2200 600 1800 600 600 600 2
800
2000 800 600
800 600
2200 800 800 600
600 800
600 800
1000 600 600
2200 600 1000 600
600 1000
§ 4-1] Типы, конструкция, назначение щитов, пультов и стативов
197
Продолжение табл. 4-1
Наименование Условное и’именование Размеры, мм См. при- меча- ние Na
Вы- сота Глу- бина Ширина
об- щая секции
пер- вой вто- рой треть- ей
Щиты трехсекцион- ные, состав генные из модификаций ЩШ-ЗД щш-з ЩШ 3-02 ЩШ-З-ОП ЩШ-З-ОЛ 220-1 600 2400 800 800 800 2
600 1000
600 800
2400 600 1000 800
1000 600
800 600
Щиты шкафные с пе- редней и задней дверь- ми щш-пзд 2200 600 600 — — — —
800
800 1000
Щиты шкафные ма- логабаритные щшм 600 500 400 — — — —
1000 600
Щиты панельные ЩПК щпк-зп щпк-зл 2200 600 600 800 1000 — — — —
Щиты двухсекцион- ные, составленные из модификаций ЩПК 1ЦПК-2 ЩПК-2-ЗП ЩПК-2-ЗЛ 2200 600 1200 600 600 — 2
1400 800
800 600
1600 1000
800 800
600 1000
1800 800
1000 800
2000 1000
198
Монтаж щитов, пультов и стативов [Разд. 4
Продолжение табл. 4-1
Наименование Условное наименование Размеры, мм См. при- меча- ние №
Вы- сота Глу- бина Ширина
об- щая секции
пер- вой вто- рой треть- ей
Щиты трехсекцион- ные, составленные из модификаций ЩПК Односекционный щпк-з щпк-з-зп ЩПК-з-з л с с 2200 татие 2200 600 ы 600 1800 600 600 600 2
800
2000 800 600
800 600
2200 800 800 600
600 800
600 800
1000 600 600
600 1000
600 1000
2400 600 800 1000 800 800 800
600 1000
600 800
1000 800
1000 600
800 600
Г' ву хсекционный С-2 1200 1600 2000 600 800 1000 — 2
Трехсскиионный С-3 1800 2400 600 800 2
Плоский СП боо" 800 1000 —
§ 4-1] Типы, конструкция, назначение щитов, пультов и стативов
199
Продолжение табл. 4-1
Размеры, мм
Наименовани* Условное паи минование Вы- Глу Ширина секции См. при- меча-
сота бииа об- щая пер- вой вто- рой треть- ей ине Np
Закрытый Правый Левый Средний Пулы 7 п п-п п-л п-с пы с наклонно Тульт 800 й при Ы 650 бОрнО! 650 1050 600 800 1000 / прш 600 тонко й — 1 3
Закрыть® Правый Левый Средний пнп пнп-п пнп-л пнп-с 1200 650 1050 800 — — — 3
Bi Панели: вспомогательные :помоеательны ИнВ е элем 2200 650 1050 енты 70 1000 к щш 600 800 1000 пом — — • —
с дверью ПнВ-Д 2200 70 1000 — — — —
декоративные ПнД-ЩПК 800 20 600 800 1000 1200 1400 1600 1800 — — — —
торцовые декоратив- ные ПнТД-ЩПК 800 20 600 — — — —
Вставки: угловые (15; 30; 45°) ВУ 2200 60 70 — — — —
угловые для пане- лей, де оратнв- ные (15; 30; 45°) ВУ-Д-ЩПК 800 60 70 — — — —
200
Монтаж щитов, пультов и стативов [Разд. 4
Продолжение табл. 4-1
Наименование Условно1 наименование Размеры, мм См. при- меча- ние №
Вы сота Глу- бина Ширина
об- щая секции
пер- вой вто- рой треть- ей
Вспомогательные элементы к пультам
Вставки: угловые (15; 45’) ВУ-П 900 650 40 — — — —
угловые к пультам с наклонной па- нельной пристав- кой (15; 45°) ВУ-ПНП 1200 650 1050 40 — •— — —
В условных наименованиях приняты следующие сокращения: Щ — щш; Ш — шкаф*
иой; ЩПК — Щит панельный с каркасом; ЩШМ — щит шкафной малогабаритный С —
статив; СП — статив плоский; П — пульт; ПНП —пульт с наклонной приборной при-
ставкой; ЗД— задняя дверь, ПЗД — передняя и задняя дверн, 02 — открытый с двух
сторон; ОП — открытый справа, ОЛ — открытый слева, ЗП — закрытый справа; ЗЛ —
закрытый слева.
Примечания 1. Если условное наименование заканчивается буквами ЗД, то
это щит закрытого исполнения; ЩПК — щит открытый с двух сторон.
2. В условных наименованиях ЩШ, ЩПК и С цифры после разделительного знака
(2 или 3) обозначают количество секций.
3. В условных наименованиях пультов буквы П, Л и G после разделительного знака
соответственно означают: правый, левый, средний
напольной, исполнение II —для навесной установки шкафа. На неиспользуемые
при креплении шкафа отверстия устанавливают заглушки 9.
Крепление аппаратуры и установочных шделий внутри щитов и на статнвах
производится с помощью унифицированных элементов, приведенных на рис. 4-10.
Примеры установки реле, пускателей, трансфор-
маторов, источников питания и тому подобной
аппаратуры приведены на рис. 4-11.
При централизованной подготовке воздуха
рекомендуется устанавливать в щитах стандарти-
зированные щитки пневмопитания на соответствую-
Рис. 4-11. Примеры установки аппаратуры на бо-
ковой стенке щита, статива.
/ — рейка Сообразная; 2 — плата унифицированная
малая; 3 — плата унифицированна я большая; 4, 5 —
кронштейны; 6 — трансформатор типа ТБСЗ 0,063;
1 — трансформатор типа ТБСЗ-0,1; 8 — потолочный
патрон; 9 — датчик импульсов типа ДИ-3; 10 — блок
питания типа БГН1; 11 — выключатель; 12 — предо-
хранитель, 13 — упор, 14 — поле маркировки на упоре.
§ 4-Ц Типы, конструкция, назначение щитов, пультов и стативов
201
щее количество групп. Щиток пневмопитания следует устанавливать у правой
боковой стенки с монтажной стороны щита (рис. 4-12, а). При индивидуальной
Рис. 4-12. Примеры установки щитка пневмопитания.
а — при централизованном питании сжагым воздухом- б — при индивидуальном пита-
нии; I — щиток типа ПЩП8; 2 — соединитель ПСВб-К’Л". 3 — труба пластмассовая
8 X 1,6. 4 — кронштейн, 5 — кронштейн; 6 — муфта 20, 7 — контргайка 20; 8 — С1руна;
9 — лента перфорированная; 10 — гайка соединительная СГП; II — магистральный
коллектор сжатого воздуха, ру = 1,4 кгс/см»; 12 — вентиль типа ЗВ-2М; 13 — соедини-
тель СМВ 8ХК Труб. */»"; 14 — соединитель СМВ8ХК ‘/в"’. 15 — фильтр типа ФВ-2М; 16 —
ниппель Н160 К */8''; П — редуктор типа РДВ-1М 18 - соединитель КСУ К */»". 19 — сое
динитель ПСВ 8 X К ‘/в"; 20 — футорка К */»" X М12, 2! — кронштейн; 22 — репка
С образная, 23 — кронштейн; 24 — коллектор сжатого воздуха; 25 — манометр типа
и индивидуально-групповой подготовках питающего воздуха аппаратуру, со-
ставляющую узлы подготовки (фильтры, редукторы, манометры, вентили), сле-
дует располагать в нижней части щита (рис. 4-12, б).
Габаритные размеры щитов и пультов по ОСТ 36.13-76 приведены в табл. 4-1.
202
Монтаж щитов, пультов и стативов [Разд. 4
В проектной документации указывают условные обозначения щитов со всеми
основными характеристиками. Например, структурная схема условного обозна-
чения щита панельного с каркасом строится следующим образом:
ЩитЩПН-Х-ХХ-Х-(ХХХ+ХХХ+ХХХ)-ХХХ-Х-У4 -I РОО ОСТ 3613-76
Наименование
изделия
Первоначальные
буквы
наименования
Количество
д ж щита с
не проставляется
Степень защиты
боковых сторон щита(ЗП,ЗЛ,
при двух открытых боковых сторонах
-не проставляется
Номер исполнения (1,11)
Типоразмер одиночного щита
(ширина) (скобки не проставляются)
Типоразмер двухсекционного щита
Типоразмер трехсенционного щита
Наличие
и месторасположение поворотной рамы
(О-поворотная рама отсутствует,
1-имеется поворотная рама)
Номер варианта окраски по ОСТ 36.13-76
Климатическое исполнение
и категория размещения по ГОСТ 15150-69
С гепень защиты по ГОСТ 14264-60
Обозначение основного документа
Пример записи щита панельного с каркасом, трехсекционного, закрытого
слева, исполнение I, шириной секций 800, 800 и 600 мм, с двумя поворотными ра-
§ 4-1] Типы, конструкция, назначение щитов, пультов и стативов
203
мами, расположенными в правой и средней секциях (при виде сзади), с четвертым
вариаигом окраски:
Щит ЩПК-З-ЗЛ-1— (800 + 800 + 600) — 011-4-У4-1Р00 ОСТ 36.13-76.
Обозначения других типов щитовых конструкций строятся аналогично.
НАЗНАЧЕНИЕ И ОБЛАСТИ ПРИМЕНЕНИЯ
Шкафные щиты применяют: а) в производственных помещениях,
характеризующихся запыленностью, большой влажностью и возможностью меха-
нических повреждений аппаратуры и внутрищитовой проводки; б) при необ-
ходимости размещения внутри щита вспомогательной аппаратуры (реле, источни-
ков питания); в) для защиты обслуживающего персонала от прикосновения к отк-
рытым токоведущим частям аппаратуры и сборкам зажимов.
Панельные щиты с каркасом устанавливают в основном в спе-
циально предусмотренных щитовых помещениях (диспетчерских, центральных
и операторских пунктах управления).
Пульты используют для размещения на них аппаратуры управления,
сигнализации и переключателей измерительных цепей.
При компоновке щитов и пультов в единый фронт для получения требуемой
конфигурации последнего ОСТ 36.13-76 предусматривает вспомогательные эле-
менты, например: панели вспомогательные, декоративные, вставки угловые.
Щиты шкафные и панельные с каркасом, а также стагивы не предназначены
для совместной установки на них как аппаратуры систем автоматизации техноло-
гических процессов, так и магнитных пускателей, контакторов, рубильников,
автоматов и плавких предохранителей, используемых для управления и защиты
силового электрооборудования, электроприводов технологических агрегатов и
запорных органов (кроме электроприводов исполнительных механизмов систем
регулирования). Однако на щитах н стативах допускается установка органов дис-
танционного управления, контроля и сигнализации электроприводов (ключей
управления, кнопок, сигнальной арматуры, электроизмерительных приборов),
если, исходя из принятой организации управления данным технологическим про-
цессом, агрегатом и т. п., эти органы управления и контроля электроприводов
необходимо совместить на общем щите с аппаратурой систем автоматизации.
По назначению щиты могут быть разделены на местные, агрегатные
(индивидуалЕные и групповые), блочные и центральные (диспетчерские); выбор
щита определяется принятой системой управления.
Местными называются щиты, на которых монтируют аппаратуру для
контроля и управления частью технологической установки; щиты размещают
вблизи контролируемой установки. Местные щиты могут быть как панельными,
так и шкафными. При применении панельных щвтов необходимо обеспечивать их
надежную защиту (совместно с устаиавлг^заемыми в щитах приборами и средст-
вами автоматизации) от внешних воздействий.
Агрегатными называются щиты, на которых сосредоточены приборы
и средства автоматизации, управляющие технологическим процессом какого-
либо агрегата, например блока разделения воздуха, компрессора и т. д. Для агре-
гатных щитов применяют те же типы щитов, что и для местных. Отличительной
особенностью агрегатных щитов является то, что они обычно поставляются заво-
дом-изготовителем агрегата в комплекте с ним и устанавливаются, как пра-
вило, рядом с агрегатом.
Блочными называются щиты, на которых размещены приборы, пред-
назначенные для обслуживания взаимосвязанных агрегатов, сблокированных
в единую комплексную установку (например, котлоагрегат — турбогенератор).
На центральных щитах устанавливают приборы и аппаратуру
для контроля и управления технологическим процессом цеха, завода или комплек-
са технологически связанных производств.
Помимо перечисленных щитов в системах автоматизации производственных
процессов применяют вспомогательные щиты (неоперативного
204
Монтаж щитов, пультов и стативов [Разд. 4
назначения) с приборами для учета (самопишущие приборы, счетчики), релейные
щиты и щиты питания. Вспомогательные щиты устанавливают в любых помещениях
и местах, удобных для их обслуживания.
С т а т и в ы предназначены для установки электро- и пневмоаппаратуры
систем автоматизации технологических процессов; электроконтактных маномет-
ров, электро- и пневмопреобразователей. На объемных стативах могут быть уста-
нови ены также первичные приборы (манометры, дифманометры и т. п.).
4-2. ТРЕБОВАНИЯ К ЩИТОВЫМ КОНСТРУКЦИЯМ
УСЛОВИЯ ЭКСПЛУАТАЦИИ
Щиты, стативы и пульты должны иметь климатическое испол-
нение У, категории размещения 4 по ГОСТ 15150-69. Щиты, стативы и пульты
предназначены для эксплуатации в производственных помещениях и специальных
щитовых помещениях —диспетчерских, операторских, аппаратных и т. п. в сле-
дующих условиях: температура окружающего воздуха от 1 до 35°С; относительная
влажность воздуха 65% при температуре 20°С и не более 80% при температуре
25°С; высота над уровнем моря — не более 1000 м; окружающая среда— невзры-
во- и непожароопасная, не содержащая агрессивных газов и паров, а также
производственной пыли в количествах, разрушающих и нарушающих работу щи-
тов и пультов в целом или отдельных их элементов; отсутствие возможности меха-
нических повреждений и попадания на щиты и пульты воды, пара, газов, кислот,
агрессивных жидкостей и горюче-смазочных материалов.
Условия эксплуатации щитов, стативов и пультов в части воздействия на них
механических факторов внешней среды должны соответствовать группе
Ml по ГОСТ 17516-72 (отсутствие толчков, ударов и сильной тряски); восприни-
маемая щитами, стативами и пультами вибрация ие должна превышать 35 Гц
при ускорении 0,5g.
По степени защиты от прикосновения к токоведущим
частям, попадания посторонних тел и проникнове-
ния воды щиты, стативы и пульты должны удовлетворять требованиям
ГОСТ 14254-69; щиты шкафные и пульты — степень защиты IP30; щиты панель-
ные и стативы — степень защиты 1Р00.
Рабочее положение щитов, стативов и пультов в пространстве — вертикаль-
ное; допускается отклонение от рабочего положения на 5° в любую сторону. Двери
в щитах и пультах должны быть двухстворчатыми (двери шириной до 600 мм допус-
кается выполнять одностворчатыми), открываться наружу и поворачиваться на
угол не менее 90°. По согласованию с заводом-изготовителем угол открытия дверей
может быть увеличен до 170°.
Щиты шкафные, щиты шкафные малогабаритные и пульты должны иметь
замки; щиты и пульты, поставляемые одному заказчику, должны иметь замки,
открывающиеся ключом одного типа. Столешницы пультов должны открываться
вверх на угол не менее 70° и фиксироваться в открытом положении. Пульты должны
иметь спереди и сзади двери или съемные стенки.
Щиты, стативы и пульты должны иметь устройства для их надежной строповки
и безопасного транспортирования (рым-болты, скобы и т. д.).
Конструкция щитов, стативов и пультов должна предусматривать следующую
их установку: щиты шкафные и панельные с каркасом — на полу, фундаменте,
перекрытии; стативы — на полу, фундаменте, перекрытии, у стены; щиты шкаф-
ные малогабаритные — на стене, колонне (подвесные) или на подставке.
Щиты, стативы и пульты должны иметь устройства для крепления вводимых
в них кабелей и труб. Вводу электрических и трубных проводок в щиты, стативы
и пульты должны выполняться: в щиты шкафные, шкафные малогабаритные —
снизу; в пульты — снизу; в щиты панельные с каркасом, стативы — снизу и
сверху.
§ 4-2] Требования к щитовым конструкциям
205
ТРЕБОВАНИЯ К ЭЛЕКТРИЧЕСКИМ И ТРУБНЫМ ПРОВОДКАМ
Для электрической проводки в щитах и статпвах должны применяться про-
вода с медными жилами, прокладываемые открыто жгутами или в пластмас-
совых коробах. Прокладка проводов открытыми жгутами должна выполни<ься
с соблюдением следующих требований:
1. Провода в жгутах не должны быть перевиты между собой. Жгуты должны
быть скреплены и прикреплены к несущим конструкциям бандажами из поли-
винилхлоридной перфорированной ленты по ТУ 36.1446-75 с кнопками по ГОСТ
17563-72 или другими аналогичными способами. Шаг установки бандажей не более
200 мм. Жгуты проводов должны прокладываться горизонтально или вертикально
Рис. 4-13, Пример монтажа электрической и трубной проводок вторичных при-
боров глубиной более 400 мм (приборы системы «Старт»).
1,2 — рейки С-образные; 3 — кронштейн; 4 — струна; 5 — лента перфорированная;
6 — электрическая проводка; 7 — трубная проводка.
по кратчайшим расстояниям с минимальным количеством изгибов и перекрещи-
ваний и не должны закрывать доступ к контактным и крепежным устройствам при-
боров и аппаратуры и затруднять их ревизию или демонтаж. При огибании вы-
ступающих элементов, ребер уголков, бортов и т. п, жгуты проводов не должны
их касаться.
2. Жгуты проводов должны крепиться к унифицированным элементам (С-
образным рейкам, кронштейнам, переходным платам и т. п.), а также к «струнам»,
представляющим собой отрезки стальной проволоки, закрепленные к стойкам
каркаса или унифицированным элементам (рис. 4-13, 4-14) с шагом на прямых
участках не менее 300 мм и на расстоянии 50—55 мм до и после поворота, считая
от его вершины. При переходе жгута проводов с медными многопроволочными жи-
лами с неподвижной части щита на подвижную (раму, дверь и т. п.) жгут должен
иметь компенсатор (рис. 4-14), работающий на кручение. До и после компенса-
тора жгут должен быть жестко закреплен. Длина компенсатора между точками
крепления должна быть достаточной для поворота подвижной части (двери, рамы
и т. п.) на заданный угол без натяжения жгута. При повороте подвижной части
жгут проводов не должен касаться элементов щита, статива; в случае невозмож-
ности выполнения этого требования жгут должен быть защищен в местах каса-
ния от повреждения (кожаной обшивкой, пластмассовой рубашкой и т. п.). Жгуты
гибких проводов, присоединенных к штепсельным разъемам, должны иметь доста-
точную длину для свободного разъединения деталей разъема.
206
Монтаж щитов, пультов и стативов [Разд. 4
Короба для прокладки проводов, полиэтиленовых и поливинилхлоридных труб
устанавливают только в вертикальном или горизонтальном направлении в местах,
доступных для обслуживания; короба не должны затруднять доступ к приборам
и аппаратуре. Расстояние от стенки короба до контактных зажимов приборов и
аппаратов должно быть не менее 40 мм. Провода и трубы в коробах должны про-
кладываться без натяжения, крепления и перевязки; провода не должны быть пе-
ревиты между собой. Коэффициент заполнения короба — отношение площади сече-
ния проводов, прокладываемых в коробе, к площади поперечного сечения коро-
ба — не должен превышать 0,45, а для труб 0,4, чтобы компенсировать укладку
«навалом», а также обеспечить некото-
рый резерв, который может понадо-
биться при наладке и эксплуатации.
Концы проводов, полиэтиленовых,
поливинилхлоридных и резиновых
труб, подготовленных к подключению,
должны иметь запас по длине, необхо-
димый для двукратного возобновления
концевой заделки. Конны проводов,
предназначенные для подключения к
приборам, не устанавливаемым при
изготовлении щитов и стативов, должны
иметь запас длины, обеспечивающий их
подключение к приборам, а концы труб
помимо этого запаса должны иметь еще
запас по длине не менее 50 мм. Откры-
тые концы трубной проводки должны
быть защищены от засорения.
Под один винт зажима или к од-
Рис. 4-14. Пример монтажа сборки
коммутационных зажимов и электро-
аппаратуры внутри малогабаритного
щита.
/ — блок зажимов БЗ-10; 2 — струпа;
3 — рейка С-образная; 4 — кронштейн;
5 — скоба двухлапковая; 6 — скоба одно-
лапковая; 7 — шайба квадратная; 8 —
лента перфорированная; 9 — компенсатор.
ному зажиму или лепестку аппарата
(реле и т. п.) допускается подсоеди-
нять два проводника; при подключе-
нии Двух проводников, оконцованных
кольцом под один винт, они должны
разделяться шайбой. Концы проводов
и труб, подключенные к приборам,
аппаратам и сборкам зажимов, а также
концы проводов, предназначенные для
подключения к приборам, которые
предприятие — изготовитель щитов и стативов не устанавливает, должны иметь
маркировку, соответствующую монтажной схеме щита или статива.
Электрическая изоляция электропроводки щитов и стативов с подключен-
ной комплектующей аппаратурой и установочными изделиями должна выдержи-
вать в течение 1 мин следующее испытательное напряжение переменного тока час-
тотой 50 Гц:
Испытательное напряжение
Номинальное напряжение цепи, В изоляции (действующее
значение), В
До 24 .................................... 500
От 24 до 60 ..............................1000
От 60 до 220..............................1500
От 220 до 400 ............................2000
Цепи, содержащие комплектующую аппаратуру, в том числе электронную,
конденсаторы и т. п., для которых соответствующими стандартами и техническими
.условиями установлено меньшее испытательное напряжение, должны испытывать-
ся согласно этим стандартам и техническим условиям.
Сопротивление изоляции отдельных цепей, состоящих из электрической про-
водки с коммутационными зажимами и подключенной, смонтированной аппара-
§ 4-2] Требования к щитовым конструкциям 2ffl
туры, измеренное при температуре 20±0,5°С и относительной влажности до
65%, должно быть не менее 10 МОм.
Для трубной проводки в щитах и стативах, как правило, должны применяться
следующие трубы:
для командных проводок систем пневмоавтоматики — трубы размером 6 X
X 1 мм и 8 X 1,6 мм из полиэтилена низкой плотности по ТУ 6.15-532-70 и раз-
мером 6 х 1 мм из поливинилхлорида по ТУ 6.05-1573-72;
для импульсных проводок — трубы бесшовные из углеродистой стали по
ГОСТ 8734-75 размером 10 X 2 мм к манометрам и мановакуумметрам; 14 х
X 2 мм — к дифманометрам;
для импульсных проводок к тягонапоромерам, напоромерам и т. п. — трубы
стальные водогазопроводные обыкновенные по ГОСТ 3262-75 с условным прохо-
дом 15 мм;
для изготовления коллекторов пневмопитания и для сливных трубопроводов —
трубы водогазопроводные обыкновенные по ГОСТ 3262-75 с условным проходом
20 и 25 мм;
для соединения тягомеров, напоромеров, тягонапоромеров, краиов-переклю-
чателей КПЗ, КП-6 с импульсными трубами — резиновые трубы по ГОСТ 5496-67
с внутренним диаметром 6 мм и толщиной стенки 1,5—2 мм.
Вся трубопроводная арматура, подлежащая установке на щитах и стативах,
должна быть расконсервирована, осмотрена, проверена иа легкость открывания
и закрывания и испытана на прочность и плотность пробным давлением, опреде-
ляемым по «Инструкции по проведению гидравлических и пневматических испы-
МСН 160-67
тании трубных проводок» СССР-'
Трубные проводки внутри щитов и стативов должны прокладываться гори-
зонтально и вертикально по кратчайшим расстояниям с минимальным количест-
вом изгибов. Изменение направления трубной проводки должно, как правило,
прои водиться путем изгиба труб. Минимальные радиусы внутренней кривой из-
гиба труб должны быть:
полиэтиленовых — не менее шести наружных диаметров;
стальных — не менее четырех наружных диаметров;
медных — не менее двух наружных диаметров.
На изогнутых частях труб не должно быть складок, трещин или иных дефек-
тов. Овальность труб в местах изгиба, выраженная как разность наибольшего
и наименьшего диаметров, не должна превышать I мм.
Металлические трубы должны, как правило, прокладываться в один ряд
н крепиться к конструкциям щитов и стативов через унифицированные элементы
с помощью стандартизированных скоб и хомутов. При необходимости металличес-
кие трубы могут прокладываться в два и более рядов.
Полиэтиленовые и поливинилхлоридные трубы должны прокладываться от-
крыто пакетами, скрепленными и прикрепленными к несущим конструкциям
бандажами из поливинилхлоридной перфорированной ленты марки К226 с кноп-
ками К227 или другими аналогичными способами; открыто в один ряд по унифи-
цированным элементам; в пластмассовых коробах. Пакеты труб не должны закры-
вать доступ к штуцерам и крепежным устройствам приборов и арматуры, затруд-
нять их монтаж и ревизию. Пакеты труб должны крепиться к унифицированным
элементам (С-образным рейкам, кронштейнам, переходным платам и т. п.), а также
к «струнам» из проволоки, закрепленной к стойкам каркаса или к унифицирован-
ным элементам (см. рис. 4-11—4-14) с шагом крепления на прямых участках не бо-
лее 300 мм и на расстоянии не более 80 мм до и после каждого поворота. Шаг креп-
ления пакетов бандажами должен быть не более 150 мм.
Соединение коллекторов воздуха щитов между собой рекомендуется выпол-
нять соединительными гайками типов СГП и СГН (см. разд. 3). Места соединения
коллекторов между собой должны находиться у стоек каркаса (см. рис. 4-11,
4-12),
208
Монтаж щитов, пультов и стативов [Разд 4
Щиты и пульты должны иметь вырезы и отверстия под приборы и аппаратуру,
не устанавливаемую предприятием-изготовителем, а в необходимых случаях и кон-
струкции для их крепления. Вырезы и отверстия под приборы должны выполняться
по проектной документации, представляемой заказчиком для изготовления щитов
и пультов.
ТРЕБОВАНИЯ К ТРАНСПОРТИРОВКЕ И ХРАНЕНИЮ
Условия транспортировки щитов, стативов и пультов в таре в части воздей-
ствия климатических факторов внешней среды должны соответствовать группе
условий храпения ОЖЗ, а без тары — группе ОЖ4 при температуре воздуха
от +50 до —50°С по ГОСТ 15150-69. Условия хранения щитов, стативов и пультов
в таре в части воздействия климатических факторов внешней среды не должны
быть жестче группы ОЖ4 при температуре воздуха от +40 до —50°С по
ГОСТ 15150-69.
Гарантийный срок устанавливается в течение двух лет с момента ввода щитов,
стативов и пультов в эксплуатацию, но не более двух с половиной лет со дня их
отгрузки с предприятия-изготовителя. Срок службы щитов, стативов и пультов —
не менее 10 лет. Указанный срок службы не распространяется иа комплектую-
щую аппаратуру, установленную на щитах, стативах и пультах, для которых
срок службы определен соответствующими стандартами и техническими усло-
виями.
4-3. МОНТАЖ ЩИТОВ И ПУЛЬТОВ
ОБЩИЕ СВЕДЕНИЯ
Щиты и пульты монтируют в специальных диспетчерских помещениях или
в технологических помещениях и наружных установках. В соответствии с требо-
ваниями СНиП 111-34-74 до начала монтажа щитов или пультов в указанных поме-
щениях строительно-монтажные работы но монтажу технологического оборудова-
ния и трубопроводов должны быть доведены до состояния, обеспечивающего безо-
пасное ведение монтажных работ в условиях, соответствующих действующим
санитарным нормам. В специальных щитовых помещениях должны быгь выпол-
нены все строительные и отделочные работы, в том числе сооружены постоянные
сети, подводящие к месту монтажа электроэнергию, сжатый воздух и воду; ка-
налы и их перекрытия; борозды и ниши для электрических и трубных проводок,
подходящих к щитам и пультам; фундаменты с закладными частями под щиты
и пульты; леса и подмости, а также выполнены проемы в стенах для проходов
трубных и электрических проводок в помещение.
При монтаже щитов в технологических помещениях в них должна поддержи-
ваться температура окружающего воздуха не ниже +5°С, если монтажно-
эксплуатационными инструкциями на приборы, установленные на щитах и пуль-
тах, не оговорено другое значение нижнего предела температуры. Места установки
щитов должны удовлетворять требованиям эксплуатации монтируемых на щитах
приборов (стойкость к вибрации, влияние окружающей среды и т. д.).
Монтаж щитов и пультов в технологических помещениях может быть начат
только после письменного разрешения заказчика (генподрядчика), гарантирую-
щего сохранность смонтированных на щитах и пульгах приборов, аппаратуры
и коммутации.
Для транспортировки щитов и пультов в щитовых помещениях должны
•предусматриваться двери и проходы необходимых размеров. В отдельных случаях
для этой цели предусматривают монтажные проемы, размеры которых достаточны
для прохода отдельных щитов и блоков без предварительной разборки.
§ 4-3] Монтаж щитов и пультов
!09
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ЩИТОВЫМ ПОМЕЩЕНИЯМ
Требования, предъявляемые к щиговым помещениям при монтаже приборов
и средств автоматизации, распространяюгся на помещения, в которых устанавли-
ваются агрегатные (групповые), блочные и центральные (диспетчерские) щиты
и пульты управления промышленными предприятиями (цехами, отделениями).
Согласно техническим требованиям к щитовым помещениям РТМЗ-11-66, разрабо-
танным ГПИ «Просктавтоматика», а также требованиям, разработанным Всесоюз-
ным научно-исследовательским институтом технической эстетики (ВНИИТЭ),
расположение щитовых помещений (диспетчерских) в производствен пом здании
определяется следующими требованиями.
Не разрешается размещать эти помещения в подвальных и цокольных эта-
жах, над помещениями с производством, сопровождающимся избытками тепла
[более 80 кДж/(м'1-ч)[ или выделением вредных газов, паров, пыли, а также под
помещениями с мокрым технологическим процессом.
На помещения диспетчерских пунктов не должна распространяться вибра-
ция от технологического оборудования и сооружений свыше установленных
пределов.
Диспетчерские не следует располагать рядом, над или под вентиляционными
установками, кондиционерами, насосными, компрессорными, машинами ударного
действия и другими источниками вибрации и шума; в необходимых случаях при-
нимают технические меры для ограничения вибрации и шума до допустимых зна-
чений (специальные фундаменты и т. п.). Нельзя допускать возникновения шумов
внутри помещения (дребезжание предметов, вибрация стен, стекол и т. п.).
Наиболее раздражающими являются звуки с частогой 4000 Гц и выше. Звуки
низкой частоты (ниже 300 Гц) менее вредны. В помещениях, в которых устанав-
ливаются громкоговорители, уровень шума не должен быть выше 70 дБ.
Диспетчерские не располат аются в местах, на которые распространяется
действие сильных магнитных полей от промышленного электрооборудования
и электроустановок, например рядом, над или под распределительными устрой-
ствами, подстанциями, электрическими печами и т. п. Допустимая напряженность
внешнего магнитного поля в местах расположения диспетчерских не более
400 А/м.
Площадь щитового помещения определяется с учетом площади рабочей зоны,
заключенной между щитами, пультами, экранами промышленного телевидения
(или другими устройствами информации) и рабочим столом, зоны отдыха, распо-
ложенной рядом с рабочей зоной со стороны фронта щитов и пультов, а также
проходов обслуживания монтажной стороны щитов (пультов). Рекомендуемая
ширина щитового помещения 6; 9 или 12 м должна соответствовать размерам стан-
дартных строительных блоков. В отдельных случаях, например при установке
в щитовом помещении открытых щитов, ширина помещения может быть умень-
шена. Площадь помещения диспетчерской предусматривается с учетом возмож-
ного последующего расширения. Высота помещения увязывается с высотой
щитов, но не должна быть менее 3,6 м.
Проходы обслуживания монтажной стороны щитов в ряде случаев являются
эвакуационными проходами. При отсутствии с обеих сторон прохода открьных
токоведущих частей на высоте до 2,2 м от пола ширина прохода должна быть не
менее 0,8 м. В отдельных местах проходы могут быть стеснены выступающими
строительными конструкциями до 0,6 м. При наличии открытых токоведущих
частей с одной стороны прохода ширина прохода от наиболее выступающих
открытых токоведущих частей до противоположной стены (или оборудования,
не имеющего открытых токоведущих частей) должна быть не менее: 1 м — при
напряжении до 500 В и длине щита до 7 м, 1,2 м — при напряжении до 500 В
и длине щита более 7 м, 1,5 м — при напряжении 500 В и выше.
Расстояние между наиболее выступающими открытыми токоведущими
частями, расположенными по обе стороны прохода, должно быть не менее:
1,5 м — при напряжении ниже 500 В, 2 м — при напряжении 500 В и выше.
210
Монтаж щитов, пультов и стативов [Разд. 4
Голые токоведущие части, находящиеся на расстояниях менее указанных
выше, должны быть ограждены.
Щитовы помещения оборудуются установками отопления и вентиляции.
Содержание пыли в воздухе помещений не должно превышать 2 мг на 1 м3. Пре-
дельное содержание вредных аэрозолей не должно превышать значений, указан-
ных в приложении 2 «Санитарных норм проектирования промышленных пред-
приятий» СН 245-72.
Для помещений без окон предусматривается автоматическое включение ре-
зервного устройства приточно-вытяжной вентиляции в случае аварийного состоя-
ния основною устройства вентиляции. Если вентиляция не может обеспечить
требуемых параметров воздушной среды в диспетчерских, необходимо преду-
смотреть кондиционирование вотдуха.
Освещение щитовых помещений должно обеспечивать: а) равномерное осве-
щение поверхностей щитов и пультов и рабочего стола (или пульта) оператора
(диспетчера); б) устранение прямой и обратной блескости; в) отсутствие теней;
г) отсутствие пульсаций светового потока; д) постоянство освещенности во вре-
мени; е) спектральные характеристики источников света, близкие к спектру днев-
ного света; ж) минимальные контрасты в помещении.
При выборе источников искусственного освещения предпочтение следует
отдавать люминесцентным светильникам. Аварийное освещение для продолжения
работы устраивается в щитовых помещениях в случаях, когда нарушение нормаль-
ного обслуживания щитов и пультов при погасании рабочего освещ ния в поме-
щении может вызвать взрыв, пожар, отравление или другую опасность для
здоровья и жизни людей, длительное расстройство технологического проц сса,
массовый брак или порчу оборудования в производственных помещениях. Све-
тильники аварийного освещения для продолжения работы должны быть подклю-
чены к независимому источнику питания.
Цветовое окружение оператора должно быть организовано так, чтобы оно
способствовало снижению его утомления и сохранению определенного уровня
работоспособности в течение наиболее длительного времени, созданию наилучших
условий различия показаний приборов, улучшению ориентировки и увеличению
скорости и точности реакции в условиях дефицита времени
СТРОИТЕЛЬНОЕ ЗАДАНИЕ НА ЩИТОВЫЕ ПОМЕЩЕНИЯ
Строительной частью проекта по заданию организации — автора проекта
автоматизации — должны предусматриваться закладные части или фундаменты
в полу для установки щитов и пультов, а также каналы, приямки, проходы в пе-
рекрытиях или закладные трубы для прокладки электрической проводки. Каналы,
колодцы и приямки, сооружаемые в щитовом помещении, должны быть перекрыты
защитными плитами. При прокладке значительного количества кабелей следует
предусматривать двойные съемные полы с промежутком между настилами
0,25—0,3 м или кабельные полуэтажи. В последних должны быть установлены
стеллажи для укладки кабелей с таким расчетом, чтобы можно было легко про-
изводить осмотр кабелей, а при необходимости и их перекладку. Полуэтаж
должен иметь звукоизоляцию и вентиляцию. Щитовые помещения должны
сообщайся с помещением кабельного полуэтажа лестницей. При наличии
кабельною полуэтажа в междуэтажном перекрытии следует предусматривать
проемы под каждым щитом, пультом, обеспечивающие удобство обслуживания
аппаратуры и проводки внутри щита (пульта).
Для установки местных и агрегатных щитов в строительном задании
предусматривается установка в основаниях и строительных конструкциях заклад-
ных частей — швеллерных рам, анкерных болтов, уголков и т. п.
Подвод электрических и трубных трасс к этим щитам может производиться
снизу — в каналах (траншеях) пли в трубах, заложенных в полу, а также сверху —
по конструкциям, закрепленным па стенах или эстакадах.
§ 4-3] Монтаж щитов и пультов
211
Способы установки центральных щитов и подвода к ним электрических
и трубных трасс зависят от ряда факторов (место расположения операторного
помещения; преобладание электрических или пневматических трасс; количество
элементов, входящих в щит; класс взрывоопасности помещений, смежных с опе-
раторным помещением, и т. д.). Для прокладки кабельных и трубных трасс в опе-
раторном помещении наиболее рациональней является такая система, при кото-
рой все электрические кабели подходят к щитам н пультам снизу, а трубные про-
водки и проводки пирометрии — сверху.
При расположении щитового помещения на верхних этажах здания в защито-
вом пространстве щита управления следует предусмотреть настил из съемных
деревянных щитов или из листов рифленой стали, образующих двойной пол,
в котором прокладывают все кабельные трассы, идущие к щиту управления
Рис. 4-15. Установка щита управле-
ния ниже отметки двойного пола.
Рис. 4-16. Установка щита управле-
ния на отметке двойного пола.
/ — деревянный настил двойного пола; / — деревянный настил двойного пола;
2 — бетонные опоры; 3 — отметка черного 2 — бетонные опоры, 3 — отметка черного
пола, 4 — щит панельный о каркасом; пола, 4 — щит панельный с каркасом,
5 — релейный щит. 5 — релейный щит.
и оборудованию, расположенному в защитовом пространстве. Настил двойного
пола укладывают на металлические направляющие, закрепленные на бетонных
опорах (столбиках), установленных на черном полу. В верхнюю часть бетонных
опор должны быть заложены металлические закладные детали, к которым прива-
ривают направляющие под настил двойного пола, а также рамы под оборудова-
ние, устанавливаемое в защитовом пространстве. Настил двойного пола устраи-
вается на высоте 250—300 мм от отметки черного пола, что позволяет разместить
до 500 кабелей.
Распространены два варианта установки щитов управления на двойном полу:
ниже отметки двойного пола (рнс. 4-15) и на отметке двойного пола (рис. 4-16).
При установке щита ниже отметки двойного пола задняя обслуживаемая
часть щита оказывается утопленной на глубину 250—300 мм. Однако это не
вызывает эксплуатационных неудобств, так как доступ к электрическим зажимам,
местам крепления кабелей и другим устройствам, расположенным в нижней части
щита, не затруднен. Дополнительный подъем пола перед фасадом щита при дан-
ном варианте установки щита не требуется.
При установке щита ниже отметки двойного пола целесообразно устраивать
на черном полу защитового пространства каналы глубиной 50—70 мм, шириной
300—500 мм, расположенные перпендикулярно оси щита управления. Наличие
таких каналов дает возможность осуществить проход кабелей под раму щита
управления, а также прокладку взаимно пересекающихся кабелей в разных
212
Монтаж щитов, пультов и стативов [Разд. 4
плоскостях. Каналы выполняют в слое бетона, укладываемого на черный пол по
всей площади защитового пространства, и их устройство совмещают с установкой
в слое бетона закладных деталей для крепления поддерживающих конструкций
(рам, направляющих).
При установке щита управления на отметке двойного пола щит оказывается
приподнятым над отметкой черного пола, что вызывает необходимость либо
подъема пола по всей площади помещения, либо устройства ступенчатой возвы-
шенности перед фасадом щита шириной 2—2,5 м. К недостаткам установки
щита по данному варианту следует отнести устройство ступенчатой возвышенности,
Рис. 4-17. Пример строительного задания щитового помещения, расположен-
ного на нулевой отметке.
/ — фасад щнта; 2 — рамы под релейные щиты; 3 — рама под шкаф переборочных сое-
динителей; 4 — анкерные болты, 5 — закладная деталь, 6 — кабельный канал.
что снижает удобство обслуживания щита, а в случае подъема пола го всей пло-
щади помещет ия ведет к удорожанию строительства из-за сложной конструк-
ции пола.
При расположении щитового помещения на первом этаже здания для про-
кладки кабелей предусматриваются кабельные каналы в защитовом пространстве
и под щитом управления. Площадь сечения каналов выбирают в зависимости
от количества прокладываемых кабелей. Глубина каналов должна быть
не более 500 мм. Наряду с устройством каналов необходимо предусматривать
установку опорных конструкций и закладных деталей для монтажа щитов и
пультов.
. В строительном задании должны быть также предусмотрены проемы для
ввода трасс в помещение и монтажные проемы для подачи щитов и пультов.
В качестве примера на рис. 4-17 показаны фрагменты строительного задания
щитового помещения, расположенного на отметке 0,00.
§ 4-3] Монтаж щитов и пультов
213
МОНТАЖ МЕСТНЫХ И АГРЕГАТНЫХ ЩИТОВ
Рис. 4-18. Пример
установки малога-
баритного шкафно-
го щита.
I — щнт; 2 —стойка.
Местные и агрегатные щиты в соответствии с требованиями СНиП Ш-34-74
располагают в чистых и с\ хих помещениях, не подверженных воздействию aipec-
сивных сред, в местах, удобных для наблюдения за управляемым оборудованием.
Проходы между обслуживаемыми сторонами щитов (пультов) и оборудованием
или стенами, а также между ними и дверьми щитов и пультов должны быть не
менее 0,8 м (в отдельных местах допускается уменьшение ширины проходов до
0,6 м); высота прохода в свету — не менее 1,9 м; расстояние между стенами
и необслуживаемыми щитами шкафного типа не регламентируется. Расстояние
между малогабаритными шкафными щитами, устанавли-
ваемыми на одной стене или конструкции, не регламен-
тируется. При установке малогабаритных шкафных щитов
на стене расстояние между щитом и стеной должно быть
минимальным, но не менее 100 мм.
Примыкающие к стене секционные щиты, состоя-
щие из щитов открытых с двух сторон и с дверью, дли-
ной по фронту более 7 м должны иметь два выхода. При
длине более 60 м нужны дополнительные выходы, чтобы
расстояние по длине между выходами не превышало 30 м.
Ширина дверей должна быть не менее 0,75 м, высота — не
менее 1,9 м.
Малогабаритные шкафные щиты размещают на такой
высоте, чтобы горизонтальные оси приборов, установлен-
ных на щитах, находились в пределах следующих рас-
стояний от пола: пока''ываюшие приборы и сигнальная
аппаратура — 800—2100 мм, самопишущие приборы —
1000—1600 мм, органы управления (переключатели,
ключи управления, кнопки) — 700—1600 мм. При этом
обеспечиваются необходимые удобства монтажа и эксплуа-
тации щитов, а также приборов и аппаратов, установлен-
ных на них (рис. 4-18).
Крепление щигов к конструкциям и фундаментам
(рис. 4-19, 4-20), а также соединения их между собой
выполняют разъемными. При наличии вибрации, кото-
рая может нарушить нормальную работу приборов, щиты
оборудуют амортизаторами или устанавливают на отдель-
ных основаниях.
Местные и агрегатные щиты нормального исполне-
ния, устанавливаемые во взрывоопасных или пожароопас-
ных помещениях, необходимо продувать воздухом, избы-
точное давление которого внутри продуваемого щнта
должно составлять не менее 25 мм вод. ст. Щиты,
находящиеся под избыточным давлением, должны иметь
чающую щит или подающую сигнал в случае уменьшения избыточного дав-
ления.
Для контроля и управления агрегатами, расположенными в производствен-
ных помещениях с агрессивной средой и сильно запыленной или влажной атмосфе-
рой, щиты и пульты устанавливают в отдельных помещениях или кабинах, изо-
лированных от атмосферы цеха; во избежание проникания пыли там поддержи-
вается избыточное давление.
Шкафные щиты в зависимости от места расположения могут быть уста-
новлены на бетонном основании, металлическом перекрытии, решетке металли-
ческого перекрытия, решетке двойного деревянного пола, над каналом на бетон-
ном основании и др. Малогабаритные шкафные щиты в зависимости от расположе-
ния могут быть установлены на кирпичной, железобетонной стене или на колонне
с креплением дюбелями или шпильками,
блокировку, отклю-
214
Монтаж щитов, пультов и стативов [Разд. 4
Пример установки шкафного шита на бетонном основании дан на рис. 4-21, а.
Как видно из рисунка, существуют два варианта крепления шкафного щита
к основанию: с помощью рамы из швеллера (рис. 4-21,6) и анкерных болтов
(рис. 4-21, в).
Наиболее предпочтительно крепление шкафного щита к бетонному основа-
нию с помощью рамы или швеллера.
Рис. 4-19. Установка одиночных щитов на стойках на нулевой отметке (а), ниже
нулевой отметки (б), на железобетонном перекрытии (в) и на металлическом
перекрытии (г).
1 — щит; 2 — стойка.
Рис. 4-20. Групповая установка шкафных щитов на каркасе на нулевой отметке
(а), ниже нулевой отметки (б), на железобетонном перекрытии (в) и на металли-
ческом перекрытии (г).
1 — щит; 3 — каркас; 3 — кабельный канал
§ 4-3] Монтаж щитов и пультов
215
Рис. 4 21. Установка шкафных щигов па бетонном основании.
а — общий вид; б — на рамс; в — па фундаменте. I — щит; 2 — настнл Я — бетон,
4 — рама щита; 5 — фундамент; 6 — бетонное перекрытие, 7 — анкерный болт
Рис. 4-22. Установка шка Ьных щитов на металлическом перекрытии.
/ — щиг шкафной; 2 — рама; 3 — насгил
Рис. 4-23. Установка шкафных Щитов на решетке двойного пола.
/ — щит; 2 — рама щита; 3 — hbCthjj.
216
Монтаж щитов, пультов и стативов [Разд. 4
Установка щитов на анкерных болтах (закладных деталях) требует высокой
точности, поэтому целесообразно в период установки строителями закладных дета
лей (анкерных болтов) проводить тщательный технический надзор. Это дает
Рис. 4-24. Установка шкафных щитов
над кабельными каналами.
/ — щнт; 2 — кабельный канал; 3 — рама
щита; 4 — настил.
возможность монтировать щиты без
потерь времени на подгонку.
На рис. 4-22 даны примеры уста-
новки щитов на металлическом пере-
крытии. При таком способе установки
щиты поставляются на объекты мон-
тажа в комплекте с опорными рамами,
которые при монтаже приваривают
к перекрытию.
Примеры установки шкафных щи-
тов на решетке двойного пола пока-
заны на рис. 4-23, а над кабельными
каналами — на рис. 4-24.
МОНТАЖ ЦЕНТРАЛЬНЫХ ЩИТОВ
Компоновка центральных щитов
и пультов зависит от их общей длины
по фронту, характера и частоты ис-
пользования средств информации и
органов управления, установленных
на них. Исходя из изложенных усло-
вий, применяют следующие варианты
компоновки щитов. Щиты прямоуголь-
ной формы применяют, когда они обо-
зреваются с рабочего места оператора
под допустимыми углами обзора. Оп-
тимальный угол обзора в горизон-
тальной плоскости — 30° (зона эффек-
тивной видимости); допустимый угол обзора в iоризонiальной плоскости —
90° при расположении рабочего стола или постоянно обслуживаемого пульта
оператора (диспетчера) против середины фронта щита (рис. 4-25).
Рекомендуемая дистанция обзора и считывания информации для показаний
приборов с мелкой шкалой и ножевидной стрелкой — 1—2 м, приборов с хорошо
видимыми шкалой и указателем — 2—4 м, для мнемонических схем — 4— 5 м.
В каждом конкретном случае дистанция обслуживания рассчитывается по наибо-
лее важным и часто считываемым приборам.
При выполнении расчета дистанции обслуживания угловой размер считы-
ваемых цифровых знаков шкалы следует принимать равным 20—40'; угловой
размер деления шкалы равен 8—9'. Угловой размер основных символов мнемо-
схемы должен быть не менее 20'. При угле обзора прямолинейного щита, превы-
шающем 90°, боковые панели разворачивают по отношению к оператору. При
компоновке панелей следует стремиться к тому, чтобы каждая панель была
перпендикулярна линии глаз оператора. Оптимальной является многот ранная
форма щита, вписывающегося в часть дуги окружности (рис. 4-25).
При обслуживании щита с часто считываемыми средствами информации одним
оператором (диспетчером) радиус части окружности, в которую вписывается
щит, не должен быть более 5 м. Рабочее место оператора (диспетчера) распола-
гается в центре окружности. Рекомендуемый угол обзора многогранного щита
для одною оператора до 120°, максимальный — 180°. При этом на крайних пане-
лях полуокружности устанавливают реже используемые средства информации.
’ Номенклатура щитов панельных с каркасом и секций из них, а также их
вспомогательных элементов позволяет выполнить практически любую форму
центрального щита в плане (рис. 4-26). При этом рекомендуется: а) повороты
§ 4-3] Монтаж щитов и пультов
217
фронта щита выполнять под углом 15, 30, 45°; б) примыкание торцовой части
к линии фронта щша выполнять под углом 90°.
В отдельных случаях, обусловленных требованиями технической эстетики,
допускается примыкание торцовой части щита к фронтальной с углом поворота,
отличным ог 90°.
Повороты пультов по фронту следует выполнять под углом 15 и 45°. Пово-
роты фронта центрального щита и пультов должны быть выполнены с примене-
нием угловых вставок (рис. 4-26 и 4-27).
Рис. 4-25. Примеры расположения щитов и пультов относительно рабочего места
диспетчера (оператора).
1 — рабочее место оператора; 2 — щит: 3 — пульт; 4 — панели щита для установки ие
часто считываемых средств информации; 5 — фронт щита; I — дистанция наблюдения,
ctj — угол обзора — оптимальный 30*, допустимый 90°, сс2 — угол обзора — допустимый
до 120е; ая — угол обзора — допустимый до 45е; а* — рекомендуемый угол обзора 90е
При установке щитов панельных с каркасом и стативов в щитовых помеще-
ниях должны соблюдаться следующие требования: а) расстояние от наиболее
выступающих открытых токоведущих частей аппаратов (в том числе и установоч-
ных изделий — сборок зажимов, предохранителей, рубильников и т. п.) и при-
боров, расположенных на противоположно установленных рядах щитов, должно
быть не менее 1500 мм, причем ширина прохода в свету между рядами щитов
должна быть не менее 800 мм; 6) расстояние от наиболее выступающих открытых
гоковедущих частей аппаратов и приборов, устанавливаемых на внутренних
стенках щита, до расположенной сзади стены помещения, должно быть не менее
1000 мм при ширине прохода в свету не менее 800 мм. Допускается сужение про-
хода в отдельных местах, например, строительными конструкциями, до 600 мм;
в) ширина прохода обслуживания перед щитом (без учета требований хорошего
218
Монтаж щитов, пультов и стативов [Разд. 4
обзора щита) должна быть не менее 800 мм; г) проходы обслуживания между
щитами при длине более 7 м должны иметь два выхода.
Ширина прохода в свету между щитами панельными с каркасом и щитами
шкафными, установленными в щитовом помещении, должна быть не менее 800 мм.
При угле открытия дверей щитов шкафных 90—110° эго расстояние должно ис-
числяться от открытой на 90° двери, при угле открытия дверей 170° — от корпуса
щита.
Рис. 4-26. Рнс. 4-27.
Рис. 4-26. Примеры компоновки центрального щита.
а — многогранный фронт щита; б — угловой фронт щита; / — щит панельный с карка-
сом двухсекционный закрытый с левой стороны типа ЩПК-2-ЗЛ; 2 — щит панельный
с каркасом двухсекционный с поворотными рамами ЩПК 2; 3 — щит панельный с кар-
касом трехсекционный ЩПК-3; 4 — щит панельный с каркасом трехсекционный закры-
тый справа ЩПК-З-ЗП; 5 — статин двухсекционный С-2; 6 — статив плоский СП; 7 —
панель вспомогательная с дверью Пи В Д .8 — панель вспомогательная Пн В. 9 — вставка
угловая ВУ; 10 — пульт левый II Л; Н — пульт средний П-С; 12 — пульт правый П-П;
13 — щит шкафной малогабаритный ЩШМ. Обозначения конструкций по ОСТ36 13-76,
см табл 4-1»
Рис. 4-27. Примеры компоновки пультов.
а — многогранный фронт пульта; б — угловой фронт пульта; t — пульт левый; 2 — пульт
средний; 3 — вставка угловая с пультом; 4 — пульт правый
Расположение оборудования (щитов питания, релейных щитов, стативов
с вспомогательными приборами и аппаратурой и т. д.) в пространстве за центоаль-
ным щитом должно обеспечить удобство эксплуатации и монтажа при минималь-
ном расходе кабелей, труб и монтажных материалов.
Шкафы переборочных соединителей и клеммные шкафы рекомендуется рас-
полагать рядом с вводами в щитовое помещение электрических и трубных
проводок.
Примыкание торцовой части к линии фронта центрального щита должно
осуществл ться с применением вспомогательных панелей. При необходимости
над центральным щитом по всему фронту могут быть установлены панели декора-
тивные, а над торцовой его частью — панели торцовые декоративные.
, Устанавливать щиты шкафные в линии фроита центрального щита, выпол-
ненного на базе щитов панельных с каркасом и секций из них, не допускается.
Устанавливать пульты вплотную к панелям центрального щита и стенам щито-
вого помещения не допускается.
§ 4-4] Вводы в щиты и пульты
219
При установке щитов разных типов и равных поставщиков в линии фронта
цен дальнею щита необходимо обеспечить идентичность выполнения их фасадов
в чащи цветового решения, отцепки поверхности, надписей, выбора типов пуско-
вой и сшнальной аппаратуры и т. п.
Рнс. 4-28. Трехсекционный щит панельный с каркасом со смонтированными
средствами автоматизации и проводками.
В общем объеме работ по монтажу приборов и средств автоматизации промыш-
ленных комплексов монтаж Центральных щитов Является одним из наиболее
сложных и ответственных видов работ. В последнее время большое распростра-
нение Для монтажа центральных щитов получил метод поставки на объекты
Монтажа укрупненных единиц — секций щитов панельных с каркасом со смонти-
рованными на них средствами автоматизации и проводками (рис. 4-28).
4-4. ВВОДЫ В ЩИТЫ И ПУЛЬТЫ ТРУБ, КАБЕЛЕЙ И ПРОВОДОВ
Монтаж кабельных и трубных вводов в щиты и пульты представляет собой
следующие комплексы работ: 1. Подготовка и заделка мест вводов. 2. Установка
защитных труб для кабельной проводки на вводах. 3. Прокладка кабеля Или
провода в защитной трубе от вводов До сборки зажимов с заделкой концов защит-
ных труб. 4. Присоединение жил кабеля или проводов к зажимам » теммной сборки
с прозвонкой и маркировкой жил. 5. Прокладка трубной про* о щи ОТ ввода До
ниппельною соединения трубной коммутации на щите или пу ле. 6. Присоеди*
нение вводов к трубной коммутации.
220
Монтаж щитов, пультов и стативов [Разд. 4
Часть работ этого комплекса (пп. 3—6) рассмотрена в разделах 5 н 6. Ниже
описаны конструкции н монтаж вводных устройств, а также сформулированы
требования, предъявляемые к ним.
Вводы в щиты и пульты трубных и электрических проводок, как правило,
выполняют снизу через пол или сверху (иногда сбоку через стенки) в зависимости
от места подхода внешней проводки. Трубы, провода и кабели подводят к щту
в том же порядке, в котором они группированы в помещении. Их разводку
выполняют в зависимости от расположения приборов и аппаратуры в щитах.
Рис. 4-29. Пример исполнения вводов снизу щита.
а — щит шкафной с задней дверью; б — щит шкафной, открытый с двух сторон; в — щит
шкафной елевой дверью; е —щит шкафной с передней и задней дверьми.
Вводимые в щиты и пульты трубы, кабели и провода закрепляют около щитов
и пультов на расстоянии, не превышающем 1 м. Вводы в щиты снизу мот ут выпол-
няться как открытыми, так и уплотненными (см. разд. 5 и 6).
При вводе в щиты снизу кабелей, стальных бесшовных, медных, алюминие-
вых и пластмассовых труб, а также капилляров манометрических термометров
необходимо устанавливать защитные гильзы. Защитные трубы для электрических
проводок и пластмассовых труб вводят в щиты без защитных гильз. При вводе
труб (кроме защитных) в щиты через их стенки, применяют переборочные соеди-
нители. При вводе капилляров манометрических термометров и кабелей через
стенки щита устанавливают в месте прохода сальники.
Небронированные кабели, трубы из цветных металлов и пластмассовые,
вводимые в мало; абаритные щиты снизу, должны быть защищены от механических
повреждений. Защитные трубопроводы вводят через патрубки из водо. азо-
проводных труб, которые закрепляют на щенках щитов или пультов контр-
гайками.
§ 4-4] Вводы в щиты и пульты
221
Компенсационные провода подводят к приборам, минуя сборки зажимов.
Эти провода закрепляют на щитах способом, принятым при выполнении коммута-
ции щита.
Рис. 4-30. Ввод сальниковый.
1 — сальник, 2 — труба; 3 — кабель.
Рис. 4-31. Ввод через сальник при-
вертной металлический типа СКПрг.
I — гайка; 2 — гнездо; 3 — шайба; 4 —
уплотнительная резина по ГОСТ 7338-77;
5 — гайка.
При вводе трубных и электрических проводок в герметизированные щиты
и в щитовые, расположенные во взрывоопасных и пожароопасных помещениях
и пыльных, сырых, особо сырых и содержащих химически активную среду поме-
щениях, вводы в щиты и пульты выполняют герметизированными. Типы и раз-
меры сальников, электрофитингов и трубных соединителей выбирают в зависимо-
сти от размеров (диаметров) вводимых в щит или пульт кабелей, проводов и труб.
Рис. 4-32. Сальниковый ввод для ка-
пилляра приборов типов ТГ, 04ТГ и
ЭКТ-1 и др.
I — гайка; 2 — гнездо; 3 — шайба; 4 —
уплотнительная резина по ГОСТ 7338-65.
Рис. 4-33. Сальниковый ввод для ка-
пилляра приборов типов ТС-100,
ТС-200 и ЭКТ-2.
1 — гайка; 2 — гнездо; 3 — шайба; 4 —
уплотнительная резина; 5 — обжимные
кольца; 6 — капилляр.
Расположение вводов зависит от типа щита или пульта. Так, например,
вводы в шкафном щите с задней дверью рекомендуется располагать у передней
(фасадной) панели и у обеих боковых стенок (рис. 4-29, о); в щите, открытом
с двух сторон, — у передней панели и задней стенки (рис. 4-29, б); в щите с боко-
вой дверью — у передней и задней стенок (рис. 4-29, в); в щите с передней
и задней дверьми — в средней части щита (рис. 4-29, г), а при необходимости,
обусловленной расположением аппаратуры, — у боковых стенок.
222
Монтаж щитов, пультов и стативов [Разд. 4
Рис. 4-34. Ввод защитных труб с по-
луразъемными втулками.
12 3
Рис. 4-35. Ввод через сальники метал-
лические типа СКТ.
1 — гайка 2 — шайба, 3 — уплотнитель-
ная резина по ГОСТ 7338-77.
А А-А
Рис. 4-36.
Рис. 4-37.
Рис. 4-36. Ввод защитных труб или гильз снизу щита при установке его на ме-
таллическом Перекрытии (а), на бетонном перекрытии (б) и нал кабельным кана-
лом (в).
1 — 1азовыс трубы (металлические гильзы). 2 — щит; 3 — разъемные втулки; 4 — осно
ванне щпш (шнеллер); & “ болт с гайкой; 6 — кабель (провод или пневматическая трубка);
7 — резиновый коврик; 8 — пол шита; 9 — металлическое перекрытие; 10 — угловая
сталь, 11 —- бе гоп п ое перекрытие; 12 — полосовая стаЛЬ; 13 — бетонная Подушка; 14 —
кабельный Ий нал
Рис, 4-37, Пример монтажа кабельного ввода в щите.
1 — блок зажимов ЬЗ 10, 2 — упор; 3, 4 — рейка С образная; 5 — кронштейн; 6 —
скобя одыояапкояая, 7 — Лента перфорированная, 8 — Кабеля.
§ 4-4] Вводы в щиты и пульты
223
Таблица 4-2
Область применения привертных металлических сальников
(рис. 4-31)
Тип сальника Диаметр закрепляе- мых кабелей, мм Диаметр описываемой наибольшей наружной окружности, мм Диаметр выре'аемого отверстия в шкафу, мм Размер шайбы, мм
СКПР1-16 4—8 25,4 16 8X14
СКПрт-20 4—8 6—12 31,2 20 10X18 12x18
СКПрт-27 6—10 8—12 10—16 36,9 25 10x24 12x24 16x24
СКПрт-33 10—16 12—18 14—22 47,3 33 16x30 18x30 22x30
СКПрт-42 12-16 14—20 16—24 20-28 53,1 40 16x38 20x38 24x38 28x38
СКПрт-48 14—20 16—24 20—28 24—32 57,7 44 20x44 24x44 28x44 32x44
СКПрт-бО 24—32 26—36 32—40 69,3 53 32x55 36x55 48x55
СКПр1-76 28— 0 32—44 40—48 40—52 44—55 86,6 69 40X71 44X71 48x71 52x71 55x71
Таблица 4-3
Область применения трубных металлических сальников
в вводах защитных устройств (рис. 4-35)
Тип сальника Диаметр закрепляе- мых кабелей, мм Диаметр описываемой наибольшей наружной окружности, мм Диаметр вырезаемого отверстия в шкафу, мм Диаметр трубы, дюймы Размер шайбы, мм
СКТ-1// 4—8 6—12 26 22 Ч* 10X18 12x18
224
Монтаж щитов, пультов и стативов [Разд. 4
Продолжение табл. 4-3
Тип сальника Диаметр закреп тяе- мых кабелей, мм Диаметр описываемой на ибо л идей наружной Окружности, мм Диаметр вырезаемого отверстия в шкафу, мм Диаметр трубы, дюймы Размер шайбы, мм
CKT-S/Z 6—10 8—12 10—16 35 28 3/4 10x24 12x24 16x24
скт-г 10—16 12—18 14—22 42 35 1 16x30 18x30 22x30
СКТ-Рд" 12—16 14—20 16—24 20—28 55 44 1‘/4 16x38 20x38 24x38 28x38
СКТ-11// 14—20 16—24 20—28 24—32 60 50 1* 20x44 24x44 28X44 32x44
СКТ-2" 24-32 26—36 32—40 78 62 2 32x55 36x55 40x55
Во всех случаях вводы рекомендуется располагать па расстоянии около
150 мм от стенок щита у той стенки с аппаратурой, к которой будут присоеди-
няться соответствующие кабели, провода или тр)бы, входящие в щит через эти
вводы. При расположении вводов в щиты сверху их выполняют через крышки,
в которых вырезают отверстия для установки сальников пли переборочных соеди-
нителей или других вводных устройств. После этою монтируют вводы.
Конструкция наиболее распространенных вводных устройств. Ввод саль-
никовый для прохода кабелей, проводов и труб через стенку щита показан
на рис. 4-30. Ввод состоит из газовой трубы 2 диаметром 1/2", 3/4", 1" или 11/2",
сальника 1; кабеля, провода или трубы 3. В вводах применяют различные типы
сальников: а) сальники привертные пластмассовые типа С; б) сальники приверг-
ные, ввертные и трубные (см. табл. 3-36, 3-37, 3-39, разд. 3); сальники приверт-
ные металлические по ГОСТ 4846-64 (табл. 4-2 и рис. 4-31).
Для ввода капилляров в щиты применяют специальные сальники,
изготовляемые по внутриведомственным нормалям.
В качестве примеров на рис. 4-32 показан сальниковый ввод для капилляра
приборов типов ТГ, 04ТГ, ЭКТ-1 и др., а на рис. 4-33 — для приборов типов
1С-100, ТС-200, ЭКТ-2 и др.
Ввод защитных труб с полуразъемными втулками
через стенку щита показан па рис. 4-34. Ввод состоит из полиэтиленовой разъем-
ной втулки 1, двух заземляющих гаек 2, газовой трубы 3—1/2"; 3/4"; 1"; Р/2"
или 2" и кабеля, провода или трубы 4. Полиэтиленовые втулки и заземляющие
гайки применяются по номенклацре Главмонтажавтоматики (см. разд. 3).
Цри необходимости выполнения уплотненного ввода с применением защитных
труб вместо полуразъемных втулок ставят металлические сальники трубные по
номенклатуре Главэлектромонтажа (см. разд. 3) или аналогичные сальники по
ГОСТ 4846-64 (табл. 4-3 и рис. 4-35).
§ 4-5] Заземление щитов и пультов
225
Ввод металлорукавов через стенку щита осуществляется
с помощью соединителей для металлорукавов (см. разд. 3). Соединители металло-
рукав — труба монтируют аналогично вводу защитных труб с сальниками,
но вместо сальника устанавливают соединитель. Соединители металлорукав —
короб монтируют анало! ично сальниковым вводам.
Вводы трубных проводок через стенку щита осуществляют
с помощью переборочных соединителей по номенклатуре Главмонтажавтоматики.
Групповой ввод проводов или кабелей, прокладываемых в метал-
лических коробах, выполняют через люк, который вырезают в стенке щита при
его изготовлении.
Вводы защитных труб или гильз снизу показаны на
рис. 4-36.
После ввода кабеля в щиг его закрепляют на рейке, конец его разделывают,
а жилы присоединяют к сборкам коммутационных зажимов (рис. 4-37).
4-5. ЗАЗЕМЛЕНИЕ ЩИТОВ И ПУЛЬТОВ
„ * МСН 205-69
В соответствии с требованиями -г;.,,,., заземлению подлежат металли-
ММСС СССР
ческие щиты и пульты всех назначений, на которых устанавливают приборы,
аппараты и друте средства автоматизации, а также bciiomoi ательные метал-
лические конструкции для установки электроприемников и аппаратов управ-
ления.
Не требуется заземление для отдельно стоящих щитов и пультов, предназна-
ченных для установки пеэлектрических приборов и средств автоматизации, напри-
мер пневматических приборов и регуляторов (без электропитания), манометров
и т. п. Электрическая проводка стационарного освещения таких щитов (если
оно требуется) должна выполняться в заземленной стальной трубе (вплоть до
ввода в осветительную арматуру).
Во взрывоопасных помещениях должны быть за емлеиы все щиты и пульты,
к которым подведен переменный или постоянный ток независимо от его напряже-
ния.
В стойках, панелях с каркасом и шкафах заземление металлоконструкций
и обеспечение электрического контакта между всеми металлическими частями
обеспечивается следующим образом.
Одиночные и групповые опорные рамы имеют снаружи н изнутри приварные
скобы с резьбой М8, к которым при помощи болтового соединения подключается
внешний заземляющий проводник. Электрический контакт между опорной рамой
и каркасом, а также между рамой и стойкой каркаса производится через болтовое
соединение указанных составных частей. При этом в местах контакта механичес-
ким путем (например, ручным зенкером) снимают лакокрасочное покрытие. После
сборки места, в которых осуществляется электрический контакт (вместе с соответ-
ствующими крепежными деталями), покрывают защитным лаком для предохра-
нения от коррозии.
Электрический контакт между каркасом и панельными деталями осущест-
вляется через отгибные лапки (скобы 8) за счет точечных нарушений покрытия
при деформации лапки и механического контакта отгибных лапок с кромками
крепежных отверстий (см. рис. 4-5). Электрический контакт между каркасом
и унифицированными элементами (С-образные рейки, кронштейны, скобы и т. п.),
устанавливаемыми в щитах и стативах, должен осуществляться с помощью гиб-
ких заземляющих проводников. Рекомендуется использовать для этого медные
жилы установочных проводов сечением 1,5 мм2.
Заземляющие проводники должны присоединяться к отверстиям в нижней
п верхней частях стоек, образующих каркас. В стойках, в местах присоединения
i.i юмаяющих проводников, механическим путем должен быть снят слой лакокра-
сочцрю покрытия. После подключения проводника указанное место покрывают
226
Монтаж щитов, пультов и стативов [Разд. 4
защитным лаком. На стойках и унифицированных элементах, у мест присоеди-
нения заземляющих проводников, должен быть нанесен знак заземления.
Заземление унифицированных элементов, устанавливаемых на С-образных
рейках, обеспечивается за счет контакта соединяемых поверхностей, имеющих
металлическое покрытие.
Заземление шкафов малогабаритных производится через приварные к кар-
касу снаружи и изнутри скобы с резьбой М8, к которым при помощи болтового
соединения подключают заземляющий проводник. Электрический контакт между
каркасом и унифицированными С-образными рейками осуществляется аналогично
описанному выше способу, принятому для щитов полногабаритных конструкций.
Заземление подвижных частей щитовых конструкций — поворотных рам
в панелях с каркасом и дверей-в шкафах малогабаритных—осуществляется
через приваренные к подвижным частям резьбовые скобы с резьбой М8, к которым
с помощью болта М8 присоединяется один конец гибкого проводника, второй
конец которого связан с перфорационным отверстием каркаса.
Для заземления приборов, имеющих специальные выводы «Земля», внутри
щитов, стативов и пультов должна быть предусмотрена заземляющая рейка или
специальные места на несущих элементах корпусов и каркасов с отверстиями под
винт М5. Соединение приборных выводов «Земля» с заземляющей рейкой должно
выполняться проводами ПВ или ПГВ по ГОСТ 6323-71 сечением не менее 1,5 мм2.
Металлические корпуса приборов и аппаратов, на которых не предусмотрены
специальные выводы «Земля», должны иметь в случаях, кот да они подлежат за <ем-
лению, надежный металлический контакт с металлическими элементами щигов
и пультов, на которых они устанавливаются.
Узлы заземления должны быть обозначены нестираемым при эксплуатации
знаком по ГОСТ 2930-62.
Узлы и места заземления в щитах, стативах и пультах должны быть укомплек-
тованы резьбовыми соединениями (болтами, винтами, шпильками) с приспособле-
ниями против самоотвинчивания (пружинными шайбами, контргайками и т. п.).
Резьбовые соединения должны иметь защитное металлическое покрытие, не до-
пускающее их коррозию.
Заземление должно осуществляться путем присоединения щитов и пультов
к близко расположенным заземляющим проводникам сети заземления объекта
или металлоконструкциям производственного на шачеиия, металлическим откры-
тым трубопроводам всех назначений, кроме трубопроводов горючих и взрывоопас-
ных смесей, канализации и центральною отопления,
РАЗДЕЛ ПЯТЫЙ
МОНТАЖ ТРУБНЫХ ПРОВОДОК
содержание
5-1. Классификация трубных проводок по функциональному назначению .... 227
Импульсные трубные проводки (228). Командные трубные проводки (228).
Питающие трубные проводки (228). Обогревающие, охлаждающие, вс помо-
тельные И дренажные трубные проводки (228). Внутренние наружные,
скрытые и открытые трубные проводки (229).
5-2. Требования, щ едъявляемые к трубным проводкам........................ 229
Номенклатура применяемых труб (229). Пневмокабели (234). Области при-
менения труб для трубных проводок систем автоматизации (235) Общие мон-
тажные требования (235).
5-3. Выбор оптимальных диаметров труб для пневматических линий связи . . 238
5-4. Разбивка трасс и привязка трубных проводок к строительным и технологи-
ческим конструкциям . ............................................... 241
Общие требования Нормируемые расстояния (241). Порядок разбивки трасс
(242). Установка поддерживающих конструкций и других элементов труб-
ных проводок (244)
5-5. Обработка труб ...................................................... 244
Правка труб (245). Очистка труб (245). Разметка труб (245) Резка труб и
снятие заусенцев (246). Сверление отверстий (246). Гибка труб (246) Окраска
труб н несущих конструкций (247).
5-6. Прокладка трубных проводок .......................................... 249
Прокладка одиночных труб (249) Прокладка групповых трубопроводов (250).
5-7. Особенности монтажа наружных трубных проводок........................ 257
5-8 Изготовление и транспортировка трубных блоков......................... 258
Бескаркасные трубные блоки (263). Транспортировка трубных блоков (265).
5-9. Блочный монтаж трубных проводок...................................... 266
5-10. Крепление и соединения трубных проводок........................... 268
Крепление трубных проводок (268) Соединение труб (271).
5-11 Обработка то у б для трубных проводок высокого давления............. 279
5-12. Монтаж трубных проводок высокого давления и низкого вакуума......... 281
Монтаж трубных проводок высокого давления (281). Монтаж трубных про-
водок низкого вакуума (283)
5-13. Монтаж кислородных трубных проводок . ............................. 284
5-14. Монтаж пластмассовых трубных проводок............................... 285
5-15. Монтаж грубиых кабелей (пиевмокабелеи) ............................. 289
5-16. Монтаж трубных проводок в пожаро- и взрывоопасных зонах ............ 293
5-17. Испытание и сдача трубных проводок................................. 294
5-1. КЛАССИФИКАЦИЯ ТРУБНЫХ ПРОВОДОК
ПО ФУНКЦИОНАЛЬНОМУ НАЗНАЧЕНИЮ
Трубиой проводкой систем контроля и автоматизации называется совокуп-
ность груб и трубных кабелей (пневмокабелей), соединительных и присоедини-
тельных устройств, арматуры, устройств защиты от внешних воздействий, кре-
пежных и установочных узлов и деталей, собранных в цельную конструкцию,
проложенную и закрепленную на элементах зданий и сооружений или на техно-
логическом оборудовании.
По функциональному назначению трубные проводки подразделяются на
импульсные (импульсные линии связи), командные (командные линии связи),
питающие (линии питания), обогревающие (линии обогрева), охлаждающие
(липни охлаждения), вспомогательные (вспомогательные линии), дренажные
(выбросные линии) и линии капилляров манометрических термометров (или линии
манометрических регуляторов температуры).
228
Монтаж трубных проводок [Разд. 5
ИМПУЛЬСНЫЕ ТРУБНЫЕ ПРОВОДКИ
Импульсной называется трубная проводка (или часть ее), соединяющая отбор-
ное устройство с контрольно-измерительным прибором, датчиком или регулято-
ром. Она предназначена для передачи воздействий контролируемой или регули-
руемой технологической среды на чувствительные органы контрольно-измери-
тельных приборов, датчиков или регуляторов, непосредственно или через раз-
делительные среды. К импульсным трубным проводкам относятся также капил-
ляры манометрических термометров и регуляторов температуры, соединяющие
термочувствительные элементы (термобаллоны) с манометрическими измеритель-
ными устройствами приборов и регуляторов.
КОМАНДНЫЕ ТРУБНЫЕ ПРОВОДКИ
Командной называется трубиая проводка (или часть ее), соединяющая между
собой отдельные функциональные блоки автоматики (датчики, переключатели,
вторичные измерительные приборы, преобразователи, вычислительные, регули-
рующие и управляющие устройства, исполнительные механизмы). Опа предназна-
чена для передачи командных сигналов (давления воздуха, воды, масла) от пере-
дающих блоков к приемным. К числу таких трубных проводок можно отнести
пневматические трубопроводы из красно-медных и полиэтиленовых труб, а также
нашедшие широкое применение пневмокабели (см. §5-15).
ПИТАЮЩИЕ ТРУБНЫЕ ПРОВОДКИ
Питающей называется трубная проводка (или часть ее), соединяющая изме-
рительные приборы и средства автоматизации с источниками питания (насосами,
компрессорами и другими источниками). Она предназначена для подачи к прибо-
рам и средствам автоматизации (датчикам, преобразователям, вычислительным,
регулирующим и управляющим устройствам, усилителям, позиционерам)
жидкости (воды, масла) или газа (воздуха) с избыточным давлением, изменяющимся
в заданных пределах, используемых в качестве носителей вспомогательной энер-
гии при обработке и передаче командных сигналов. К числу таких трубопроводов
могут быть отнесены коллекторы сжатого воздуха па пневматических щитах,
приборах или маслопроводах, подводящие масло к гидравлическим регуляторам
от маслонасосных станций.
ОБОГРЕВАЮЩИЕ, ОХЛАЖДАЮЩИЕ, ВСПОМОГАТЕЛЬНЫЕ И ДРЕНАЖНЫЕ
ТРУБНЫЕ ПРОВОДКИ
Обогревающей называется трубная проводка (или часть ее), посредством
которой подводятся (и отводятся) теплоносители (воздух, вода, пар и др.) к уст-
ройствам обогрева отборных устройств, измерительных приборов, средств авто-
матизации, щитов и потоков импульсных, командных и других трубных проводок.
Охлаждающей называется трубная проводка (или часть ее), посредством кото-
рой подводятся (и отводятся) охлаждающие агенты (воздух, вода, рассол и др.)
к устройствам охлаждения отборных устройств, датчиков, исполнительных
механизмов и других средств автоматизации.
Вспомогательной называется трубная проводка (или часть ее), посредством
которой: а) подводятся к импульсным линиям связи защитные жидкости или
газы, создающие в них встречные потоки для предохранения от агрессивных
воздействий, закупорки, засорения и других явлений, вызывающих порчу и отказ
в работе отборных устройств, измерительных приборов, средств автоматизации
и самих импульсных линий; б) подводятся к приборам, регуляторам, импульсным
линиям связи жидкости или газы для периодической промывки или продувки
их во время эксплуатации; в) создается параллельной поток части продукта,
отбираемого из технологического аппарата или трубопровода для анализа, с
§ 5-2] Требования, предъявляемые к трубным проводкам
229
целью ускорения подачи пробы к измерительному прибору, удаленному от места
отбора (например, к анализатору жидких нефтепродуктов и др.).
Дренажной называется трубная проводка (или часть ее), посредством которой
сбрасываются продукты продувки и промывки (газы и жидкости) из приборов
и регуляторов, импульсных и командных линий связи, вспомогательных и других
линий в отведенные для этого места,
ВНУТРЕННИЕ, НАРУЖНЫЕ, СКРЫТЫЕ И ОТКРЫТЫЕ
ТРУБНЫЕ ПРОВОДКИ
По расположению трубные проводки подразделяются на внутренние и наруж-
ные, а также на скрытые н открытые.
Внутренней называется трубная проводка (или часть ее), проложенная
в закрытом помещении. Наружной называется трубная проводка (или часть ее),
проложенная по наружным стенам зданий и сооружений, под навесами, по эста-
кадам и другим наружным сооружениям.
Скрытой называется трубная проводка (или часть ее), проложенная внутри
стен, полов, потолков, за обшивками технологических аппаратов, в закрытых
каналах, в земле, в фундаментах. Открытой на ывается трубная проводка (или
часть ее), проложенная открыто по технологическим аппаратам и трубопроводам,
по стенам, потолкам, эстакадам, в открытых каналах.
Групповой называется трубиая проводка, состоящая нз четырех и более труб
или трубных кабелей, проложенных вместе на одной опорной конструкции.
5-2. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ТРУБНЫМ ПРОВОДКАМ
К трубным проводкам, применяемым при монтаже приборов н средств авто-
матизации, предъявляются следующие основные требования.
Трубные проводки должны обладать необходимой механической
прочностью при воздействии на них (со стороны протекающих по ним
сред, в том числе и в период продувок и испытаний) максимально возможных
давлений при максимально возможных температурах. Материалы труб должны
быть стойкими против агрессивных воздействий как
со стороны протекающих, так и со стороны окружающих сред. Проходные сече-
ния труб импульсных и командных линий связи должны обеспечи-
вать передачу сигналов информации на заданные расстоя-
ния с временем запаздывания не более максимально допустимого для конкрет-
ных условий.
НОМЕНКЛАТУРА ПРИМЕНЯЕМЫХ ТРУБ
Для трубных проводок применяются трубы, приведенные в табл. 5-1—5-11.
При этом в целях сокращения типоразмеров соединителей, крепежных и других
монтажных изделий рекомендуется применять:
а) стальные водогазопроводные трубы по ГОСТ 3262-75 с условным прохо-
дом 8; 15; 20; 25; 40 и 50 мм (табл. 5-1) и аналогичных размеров бесшовные, мед-
ные и алюминиевые трубы;
б) стальные бесшовные холоднодеформированные трубы из углеродистых
и легированных сталей по ГОСТ 8734-75 наружным диаметром 8; 10; 14 и 22 мм
с толщиной стенки не менее 1 мм (табл. 5-2);
в) медные трубы по ГОСТ 617-72 нар жным диаметром 6; 8; 10; 12; 14 мм
с толщиной стенки не менее 1 мм (табл. 5-3);
г) алюминиевые трубы и трубы из алюминиевых сплавов по ГОСТ 18475-73
наружным диаметром 8 и 10 мм с толщиной стенки не менее 1 мм (табл. 5-4);
д) полиэтиленовые трубы по ТУ 6.15-532-70 из полиэтилена низкой плот-
посги размером 6x1 н 8x1,6 мм (табл. 5-5) и по ГОСТ 18599-73 (табл. 5-6);
230
Монтаж трубных проводок [Разд. 5
Таблица 5-1
Трубы стальные водогазопроводные (газовые) по ГОСТ 3262-75
Условный проход Трубы Резьба
мм дюй- на- руж- ный лес кие обыкновенные с условным давлением р —10 кгс/см2 уси ленные с условным давлением ру—16 кгс/см ЧИСЛО ниток ДЛИ1 р® 4а до сбега чьбы, мм цилиндри- ческой
мы диа- метр, мм толщи- на стенки, мм масса 1 м, кг толщи- на стенки, мм масса 1 м, кг толщи- на стенки, мм масса 1 м, К[ на дюйм кони- че- ской длин- ной ко- рот- кой
8 10 15 20 25 32 40 50 Чо 3/я ч2 3/4 1 1Ч4 11/2 2 13,5 17,0 21,3 26,8 33,5 42,3 48,0 60,0 2,0 2,0 2,5 2,5 2,8 2,8 3,0 3,0 0,57 0,74 1,16 1,50 2,12 2’73 3,33 4,22 2,2 2,2 2,8 2,8 3,2 3,2 3,5 3,5 0,61 0,80 1,28 1,66 2,39 3,09 3,84 4,88 2,8 2,8 3,2 3,2 4,0 4,0 4,0 4,5 0,74 0,98 1,43 1,86 2,91 3,78 4,34 6,16 14 14 11 11 11 11 15 17 19 22 23 26 14 16 18 20 22 24 9,0 10,5 11,0 13,0 15,0 17,0
Таблица 5-2
Трубы стальные бесшовные холоднодеформированные по ГОСТ 8734-75
эв s
3 .
8
10
12
14
15
16
18
20
22
25
28
30
32
34
35
Масса 1 м трубы, кг, при толщине стенки, мм
1.0 1,2 1Л 1,5 1,6 1,8 2,0 2,2 2,5 2,8 3,0 3,2 3,5 4,0
0,173 0,201 0,228 0,240 0,253 0,275 0,296 0,315 0,339
0,222 0,260 0,297 0,314 0,332 0,364 0,395 0,426 0,462 0,497 0,518 0,537 0,561 —
0,271 0,320 0,366 0,388 0,410 0,453 0,493 0,532 0,586 0,635 0,666 0,694 0,734 —
0,321 0,379 0,435 0,462 0,489 0,542 0,592 0,640 0,709 0,773 0,814 0,852 0,906 0,986
0,345 0,408 0,470 0,499 0,529 0,586 0,641 0,694 0,771 0,842 0,888 0,931 0,993 1,085
0,370 0,438 0,504 0,536 0,568 0,630 0,691 0,749 0,832 0,911 0,962 1,010 1,079 1,181
0,419 0,497 0,575 0,610 0,647 0,719 0,789 0,857 0,956 1,050 1,110 1,168 1,252 1,381
0,469 0,556 0,642 0,684 0,726 0,808 0,888 0,966 1,079 1,188 1,258 1,326 1,424 1,578
0,518 0,616 0,711 0,758 0,805 0,897 0,986 1,074 1,202 1,326 1,406 1,484 1,597 1,776
0,592 0,704 0,815 0,869 0,923 1,030 1,134 1,237 1,387 1,533 1,628 1,720 1,856 2,072
0,666 0,793 0,918 0,980 1,042 1,163 1,282 1,400 1,572 1,740 1,850 1,957 2,115 2,368
0,715 0,852 0,987 1,054 1,121 1,252 1,381 1,508 1,695 1,878 1,998 2,115 2,287 2,565
0,764 0,911 1,056 1,128 1,200 1,341 1,480 1,617 1,819 2,016 2,146 2,273 2,460 2,762
0,814 0,971 1,126 1,202 1,278 1,429 1,578 1,725 1,942 2,154 2,294 2,430 2,633 2,959
0,838 1,000 1,160 1,239 1,318 1,474 1,628 1,780 2,004 2,223 2,367 2,510 2,719 3,058
§ 5-2] Требования, предъявляемые К трубным проводкам
231
Таблица 5-3
Трубы медные по ГОСТ 617-72
Наружный диаме1р, мм Масса 1 м труб, кг, при толщине стенки, мм
1.0 1.2 1.5 2.0
6 0,140 0,101 0,189 0,2'24
8 0,196 0,228 0,272 0,355
10 0,23'2 0,295 0,356 0,447
12 0,307 0,362 0,440 0, .59
14 0,363 — 0,524 0,671
Таблица 5-4
Трубы каганые и тянутые из алюминия и алюминиевых сплавов
по ГОСТ 18475-73
Наружный диаметр, мм Масса I м труб, кг, при толщине стенки, мм
1.0 1.5 2,0 2.5
8 0,063 0,087 0,107
10 0,081 0,114 0,143 0,168
12 0,098 0,141 0,179 0,213
14 0,116 0,168 0,215 0,257
16 0,134 0,195 0,251 0,302
18 0,152 0,222 0,286 0,347
Таблица 5-5
Трубы из полиэтилена низкой плотности
по ТУ 6.15-532-70
Наружный диаметр, мм Толщина стенки, мм Масса 1 м, кг
6,0 1,0 0,016
8,0 1,0 0,0'22
8,0 1,6 0,030
232
Монтаж трубных проводок [Разд. 5
Таблица 5-6
Трубы из полиэтилена низкой плотности по ГОСТ 18599-73
Наружный диаметр, мм Соедннй тип С Ppag = 6 кгс/смв Тяжелый тип Т Рраб~ 10 кгс/сма
Толщина стенки, мм Масса 1 м, кг Толщина стенки, мм Масса 1 м, кг
10 2,0 0,051
12 — — 2,0 0,064
16 2,0 0,088 2,7 0,111
20 2,0 0,113 3,3 0,170
25 2,7 0,187 4,2 0,267
32 3,4 0,301 5,3 0,432
40 4,3 0,473 6,7 0,677
50 5,4 0,738 2,3 1,05
Таблица 5-7
Трубы напорные из полиэтилена высокой плотности по ГОСТ 18599-73
Наружный диаметр, мм Средний тип С Тяжелый тнп Т
Толщина стейк и, мм Масса 1 м, кг Толщина стенки, мм Масса 1 м, КР
10 2,0 0,051
12 — — 2,0 0,064
16 — — 2,0 0,091
20 — — 2.0 0,117
25 2.0 0,150 2,3 0,169
32 2,0 0,196 2,9 0,271
40 2,3 0,286 3,6 0,418
50 2,8 0,427 4,5 0,651
Таблица 5-8
Трубы гибкие поливинилхлоридные по ТУ 6.05-1342-70
Наружный диаметр, мм Толщина стенкн, мм Наружный диаметр, мм Толщина стенкн, мм
6 1,0 21 4,0
10 1,0 27 4,0
11 1,0 31 3,0
13 1,5 36 5,5
15 2,0 38 7,0
§ 5-2] Требования, предъявляемые к трубным проводкам
233
Таблица 5-9
Трубы из непластифицирозанного поливинилхлорида (винипласта)
по ТУ 6.05-1573-77
Условный проход мм Наружный диаметр, мм Рабочее давление кгс/смя
до 2,5 до 6
Толщина стенки, мм Масса 1 м, кг Толщина стенки. мм Масса 1 м, кг
5 10 2,0 0,07
8 12,5 — — 2,25 0,10
10 15 — — 2,5 0,14
13 22 — —- 4,5 0,34
15 20 — — 2,5 0,19
20 25 2,0 0,20 3,0 0,29
25 32 3,0 0 38 4,0 0,49
32 40 3.5 0,58 5,0 0,77
40 51 4,0 0,83 6,0 1,19
50 63 4,5 1,17 7,0 1,74
Таблица 5-10
Трубки резиновые технические по ГОСТ 5496-67
Внутренний диаметр, мм Предельные отклонения, мм Толщина стенкн, мм
Номинальный размер Предельные откло- нения
6,0 _L0,5 1,25 2,0 3,0 1,25x0,3; 2x0,4; 3 t 0,5
8,0 + 1,0 1,25 2,0 3,0
10,0 1,25 2,0 3,0
Таблица 5-11
Характеристика и назначение пневмокабелей (трубных кабелей, рис. 5-1)
Марка Наименование оболочки Число труб Наружный диаметр и толщина С1енки труб, мм Преимущественная область применения
тпо Из поливинил- хлоридного пласти- ката 7; 12; 19 6x1 8X1 8X1,6 Для прокладки в усло- виях воздействия паров кислот, щелочей и сред с повышенной влажностью при отсутствии механиче- ских воздействий
234
Монтаж трубных проводок [Разд. 5
Продолжение табл. 5-11
Марча Наименование оболочки Число труб Наружный диаметр и толщина стенки труб, мм Преимущественная область применения
ТПББбГ Из лент кабель- ной бумаги с за- щитным покровом типа БбГ 7; 12 8X1,6 Для наружной и внут- ренней прокладки, за ис- ключением взрыве- и по- жароопасных помещении, в условиях возможных механических воздейст- вий, при отсутствии в ат- мосфере веществ, разру- шающих броню
ТПВБбГ Из лент поливи- нилхлоридного пластиката с защит- ным покровом типа БбГ 7 8X1,6 Для наружной и внут- ренней прокладки во взрыве- и пожароопасных помещениях, в условиях возможных механических воздействий, при отсут- ствии в атмосфере веществ, разрушающих броню
е) полиэтиленовые трубы по ГОСТ 18599-73 из полиэтилена высокой плот-
ности (табл. 5-7);
ж) трубки гибкие поливинилхлоридные по ТУ 6.05-1342-70 внутренним
диаметром не менее 4 мм с толщиной стенки 1 мм (табл. 5-8);
з) трубки из непластифицироваиного поливинилхлорида (винипласта) по
ТУ 6.05-1573-77 с условным проходом 8; 10; 20; 25; 40 и 50 мм (табл. 5-9);
и) трубки резиновые технические по ГОСТ 5496 67 с внутренним диаметром
8 мм и толщиной стенки 1,25 мм (табл. 5-10);
е) кабели пневматические (ппсвмокабсли) с полиэтиленовыми трубками
по ТУ 16.505.720-75 размером 6 X 1 или 8 X 1,6 мм (габл. 5-11).
Рекомендуемые размеры труб выделены в табл. 5-1—5-11 полужирным
шрифтом.
Кроме указанных труб, в технически обоснованных случаях применяют
бесшовные трубы из нержавеющей стали по ГОСТ 9941-72 наружным диаметром
6; 8; 10; 14; 22 мм с толщиной стенки не менее 1 мм. При соединении бесшовных
труб сваркой толщина их должна быть не менее 1,5 мм. Для трубных проводок
высокого давления могут применяться трубы наружным диаметром 15; 25 и 35 мм.
Для монтажа трубных проводок к приборам и средствам автоматизации при-
меняются трубы стальные строительной длиной ие менее 6 м; медные, алюминие-
вые, полиэтиленовые и полихлорвиниловые в бухтах — 25 м; резиновые —
массой до 10 кг. Трубный кабель длиной не менее 150 м.
При монтаже труб, поставляемых в бухтах (полиэтиленовых, поливинил-
хлоридных, медных и алюминиевых), и трубных кабелей следует сводить к мини-
муму число мест их соединений, максимально используя их строительную длину.
ПНЕВМОКАБЕЛИ
В настоящее время нашли широкое применение при монтаже командных
трубных проводок ппсвмокабсли. Они обладают по сравнению с металлическими
'rnvfiiiMu r’vnipr । пои ним и п npuMviiiArmfliMU* Лппипшй г гппитг пкыпй ппиыпй fr*uuniP
§ 5-2] Требования, предъявляемые к трубным проводкам
235
150 м), стойкостью к агрессивным средам и вибрациям, невысокой стоимостью,
а также упрощают выполнение монтажных работ и значительно повышают
производительность труда. Пневмокабель (рис. 5-1) представляет собой пучок
пластмассовых труб, сбитых спирально и заключенных в общую оболочку.
Рис. 5-1. Семшрубный пневмокабель марок ТПББбГ (а), ТПВБбГ (б) и ТПО (е).
1 — трубы полиэтиленовые; 2 — обмотка нз лент кабельной бумаги с защитным покро-
вом типа БоГ* 3 — бр ня hj двух сгальных лент; 4 — обмотка из лент поливинилхлорид-
ного пластиката с защитным покровом БбГ; 5 — обмотка лентой из полиамидной пленки;
6 — оболочка из поливинилхлоридного плас1иката.
Пневмокабель применяется для фиксированного монтажа трубных проводок
в диапазоне температур от —40°С до -|-60 С и предназначается для транспорти-
рования воздуха и веществ, к которым стоек материал труб, при условном давле-
нии до 6 кгс/см2.
ОБЛАСТИ ПРИМЕНЕНИЯ ТРУБ ДЛЯ ТРУБНЫХ ПРОВОДОК
СИСТЕМ АВТОМАТИЗАЦИИ
В системах автоматизации трубные проводки, присоединяемые к технологи-
ческим трубопроводам, делятся в зависимости ог свойств и параметров заполняю-
щею их продукта на категории в соответствии с классификацией (табл. 5-12)
и относятся к тем же категориям, что и технологические трубопроводы.
Области применения труб для трубных проводок систем автоматизации ука-
заны в табл, 5-13.
ОБЩИЕ МОНТАЖНЫЕ ТРЕБОВАНИЯ
Для разъемных и неразъемных соединений трубных проводок, а также при-
соединения труб к приборам и средствам автоматизации применяют стандарти-
зированные и нормализованные детали, приведенные в разд. 3.
Трубы из резины или из иного эластичного материала, соединяющие трубные
проводки с приборами и средствами автоматизации, должны быть надеты иа всю
длину присоединительных наконечников. Все трубы должны быть проложены
без перегибов, свободно.
Независимо от функционального назначения все трубные проводки должны
быть замаркированы. Маркировочные знаки, наносимые на бирки, должны соот-
ветствовать маркировке трубных проводок по проекту. Маркировочные бирки
должны быть прочно прикреплены к трубам во всех местах, где заканчивается
непрерывная линия трубной проводки в каждом помещении.
Нанесение защитных покрытий должно производиться по хорошо очищенной,
а в необходимых случаях и обезжиренной поверхности труб и металлоконструк-
ций. Окрашенные поверхности должны быть гладкими, ровными, без пропусков,
морщин и трещин. Цвет окраски трубных проводок в зависимости от заполняю-
щих их сред должен выбираться проектной организацией в соответствии
с ГОСТ 14202-69 на опознавательную окраску трубопроводов промышленных
предприятий. При отсутствии указаний в проекте цвет покрытия применяется
черный.
Таблица 5-12
Классификация технологических трубопроводов
Группа Среда Категории трубных проводок
I II
Рабочее давление, МПа |КГС /см2) Температура, °C Рабочее давление, МПа (нгс/см2) Температура, ГС
А Б В Г Д Продукты с токсическими свой- ствами: а) сильнодействующие ядови- тые вещества (СДЯВ) и дымя- щиеся кислоты б) прочие продукты с токси- ческими свойствами Горючие в активные газы, легковоспламеняющиеся н горю- чие жидкости Перегретый водяной пар Горячая вода и насыщенный водяной пар Негорючие жидкости и пары, инертные газы Независимо от давле- ния Свыше 1,6 (16) Независимо от давле- ния То же Свыше 18,4 (184) Независимо от давле- ния От—70 до -1-700 От —70 до 4-700 350—700 450—660 Свыше 120 450—700 До 1,6(16) 2.5—6,4 (25—64) До 3.9 (39) 8,0—18,4 (80—184) 6,4—10.0 (64—100) От —70 до 4-350 250—350 и от —70 до 0 350—450 Свыше 120 350—450 и от —70 до 0
Г руппа Среда Категории трубных проводок
ш IV V
Рабочее давле- ние, МПа (кге см-) Темпера гура, С Рабочее давле- ние, МПа (КГС /CMZ) Температура, СС Рабочее дав- ление, МПа (кге /см2) Темпера- тура, °C
А Б В Г Д Продукты с токсическими свой- ствами: а) сильнодействующие ядови- тые вещества (СДЯВ) в дымя- щиеся кислоты б) прочие продукты с токсиче- скими свойствами Горючие и активные газы, легковоспламеняющиеся и горю- чие жидкости Перегретый водяной пар Горячая вода и насыщенный водяной пар Негорючие жидкости и нары, инертные газы 1,6—2,5 (16—25) До 2,2 (22) 1,6—8,0 (16—80) 2,5—6,4 (25—64) 120—250 и от —70 до 0 250—350 Свыше 120 250—350 и от —70 до 0 До 1,6 (16) До 1,6 (16) 0,2—1,6 (2- 6) До 2,5 (25) От —70 до 4-120 120—150 Свыше 120 120—250 и ог —70 до 0 До 1,6 (16) Lil II 1 8
Монтаж трубных проводок [Разд. 5
§ 5-2] Требования, предъявляемые к трубным проводкам 237
Таблица 5-13
Области применения труб для трубных проводок
Контролируе- мая нлн тран- спортируемая среда Условное давле- ние кгс/см2, температурСС Наименование н материал трубы Наруж- ный Диа- МС1 р, мм Тол- щина стенки мм Ус лов ный про- ход, мм
1. Импульсные проводки
Измерение давления и разрежения
Жидкость или пар Ру^ 16, /<175 Водогазопроводная ксм. табл. 5-1) 13.5 21,3 2,2 2,8 8 15
Бесшовная из стали 10 (см. табл. 5-2) 10 2,0
16 < ру 100, 175 </ <400 Бесшовная из стали 10 (см. табл. 5-2) 10 2,0 —
ЮО < Ру « 200, 175 =£=/<400 То же из стали 20 (см. табл. 5-2) 10 2,0 —
Измерение расхода и уровня
Газ, жидкость или пар Py=S 16, /<175 Водогазопроводная Бесшовная из стали 10 21,3 14 2,8 2,0 15
16 < ру 100, 175 / < 400 Бесшовная из стали 10 14 2,0 —
И 0 < г„ -= >00, Пи -х/ z 40J То : :е из стали 20 14 2,0 —
Передача пробы на анализ
Газ Pv^ 16, /<175 Водогазопроводная Бесшовная из стали 10 13,5 10 2,2 2.) 8
16 < Ру 100, 175 ^/<400 То же 10 2,0 —
100 < ру ^200, 175-=/<400 Бесшовная из стали 20 14 2,0 —
Жидкость или пар Ру^ 16, /<175 Водогазопроводная Бесшовная из стали 10 21,3 14 2,8 2,0 15
16 < ру 100, 175 ===/<400 Бесшовная из стали 10 14 2,0 —
100 < ру ===200, 175 </<400 То же из стали 20 14 2,0 —
238
Монтаж трубных проводок [Разд. 5
Продолжение табл. 5-13
Контролируе- мая нлн тран- спортируемая среда Условное давле- ние Ру, КГС/СМ2, температура, °C Наименование и материал трубы Нар уж иьш Диа- метр, мм Тол- щина стенки, мм Ус лов ный про- ход, мм
2. Командные проводки
Передача командных сигналов от пневматических датчиков и регуляторов
Ру *£ 1,4, Поливинилхлоридная (табл. 5-8) 6 10 1,0 1,0 •
—40 /< + 60
Ру 1,4, Кабель пневматический из 6 1,0 —
-50< /< + 50 7 или 12 полиэ1 клено- вых труб (см. табл. 5-11) 8 1,6 —
Ру 1,4, Полиэтиленовая (см. табл. 6 1,0 —
- 60 < /<+50 5-5, 5-6) - 8 10 1,6 2,0 —
Ру Медная (см. табл 5-3) 6 1,0 —
—40 < /< +50 8 1,0 —
Передача командных сигнаюв от гидравлических регуляторов
Бесшовная из стали 10
(см. табл. 5-2)
3. Проводки питания, обогрева, охлаждения
Сжатый воз-
дух, пар
Ру =£ Ю,
/<175
Водогазопроводная оцин-
кованная (см. 1абл. 5-1)
Масло, вода
Ру 16,
/< 175
То же
Диаметр, толщина
стенки и услов-
ный проход вы-
бираются из про-
пускной способ-
ности
Трубы из цветных металлов окрашивают только в случаях, оговоренных
в проекте. Пластмассовые трубы окраске не подлежат. Металлические трубы,
предназначенные для прокладки в них трубных проводок, должны быть окра-
шены внутри и снаружи, за исключением труб, прокладываемых в бетоне, которые
должны окрашиваться только внутри.
5-3. ВЫБОР ОПТИМАЛЬНЫХ ДИАМЕТРОВ ТРУБ
ДЛЯ ПНЕВМАТИЧЕСКИХ ЛИНИЙ СВЯЗИ
Особую роль в пневматических автоматических системах регулирования
(АСР) занимают трубные проводки — пневматические линии связи (Г1ЛС), инер-
ционность которых оказывает отрицательное влияние на работу регуляторов
и как следствие ухудшает качество автоматического регулирования. Поэтому
весьма важным обстоятельством является выбор оптимальных диаметров труб
для ПЛС,
§ 5-3] Выбор оптимальных диаметров труб
239
В отечественной промышленности в настоящее время широко используются
пневматические регуляторы 04 и «Старт» и для их работы монтируется боль-
шое количество трубопроводов, выполняющих функции ПЛС, с внутренним дна-
ме1ром от 4 до 8 мм. С помощью ПЛС передаются пневматические сигналы от
датчиков к вторичным измерительным приборам, регулирующим и вычислитель-
ным устройствам, а также от регулирующих устройств к исполнительным
механизмам.
Пневматическая линия связи представляет собой сложное динамическое
звено с распределенной по длине емкостью и обладает свойством инерционности.
Инерционность ПЛС характеризуется временем чистого запаздывания тл и по-
стоянной времени Тл. В динамическом отношении ПЛС представляется в виде
двух последовательно соединенных звеньев: запаздывающего с передаточной
функцией W'j(p) = е~ртл и апериодического с передаточной функцией W2 (р) =
= 1/(Глр + 1).
Инерционность определяется пневматическим сопротивлением н емкостью
линии связи и зависит от длины и внутреннего диаметра трубопровода, а также
от сопротивления арматуры, аппаратуры и соединителей трубопровода.
Увеличение длины ПЛС приводит к увеличению ее сопротивления,
емкости, а также инерционности. Увеличение диаметра трубопровода при-
водит к уменьшению его сопротивления и, следовательно, к уменьшению инер-
ционности ПЛС. Вместе с тем увеличение диаметра трубопровода вызывает увели-
чение его емкости, что при ограниченной пропускной способности усилителя
мощности приводит к увеличению инерционности ПЛС. Таким образом, для каж-
дого типа регулятора (усилителя мощности) существует оптимальный
с точки зрения динамических свойств размер внутреннего диаметра трубопровода,
используемого в качестве ПЛС.
По динамическим свойствам внутренний диаметр 4,8—5 мм трубопровода,
используемого в качестве пневматической линии связи для регуляторов 04,
«Старг», является оптимальным при любых линиях ПЛС, встречающихся в прак-
тике автоматизации производственных процессов.
Для регуляторов 04 ПЛС длиной до 150—200 м могут выполняться трубами
внутренним диаметром 4 мм наравне с трубами внутренним диаметром 4,8—5 мм,
а для регуляторов «Старт» — трубами внутренним диаметром 4 нли 6 мм;
в последнем случае предпочтительными являются трубы внутренним диаметром
4 мм.
С помощью графиков рис. 5-2 можно определить передаточную функцию
ПЛС, характеризующую динамические свойства линии. Так, если к регулятору
системы «Старт» ПЛС выполнена трубой внутренним диаметром 4 мм, длина
грубы 300 м, то из рис. 5-2 находим Тп = 18 и гл = 4 с. Следовательно, переда-
точная функция 1ГЛ (в) ПСЛ будет равна:
—DT
е л е-4р
Wn (р)=т^+1 = •¥+!•
Числовые значения параметров, определяющих инерционность (динамичес-
кие свойства) ПЛС (тл — время чистого запаздывания, Тл — постоянная времени
и t0 9Э — время, в течение которого давление на выходе ПЛС достигает 99%
давления на входе) в зависимости от внутреннего диаметра d и длины L ПЛС
при работе их с различными типами регуляторов и без них (в режиме ручною
дистанционного управления), приведены в табл. 5-14. Для ПЛС с внутренним
диаметром трубопровода 5 мм числовые значения тл, Тл и могут приниматься
те же, что и для ПЛС с внутренним диаметром трубопровода 4,8 мм.
Для ПЛС, соединяющих регулирующие устройства с исполнительными меха-
иигмами, приведенные в табл. 5-14 числовые значения тл, Тл и /0В9 в секундах
< п|ы№дливы при условии, что исполнительные механизмы имеют позиционеры.
При отсутствии позиционера при прочих равных условиях тл увеличивается в
240
Монтаж трубных проводок [Разд. 5
2—4 раза, а Тл — в 3—10 раз. Здесь степень увеличения тл и Тл проявляется
тем больше, чем больше объем рабочей полости исполнительного механизма.
Рис. 5-2. Зависимость инерционности ПЛС от их диаметра и длины.
Т— постоянная времени; — время запаздывания.
Рекомендуемый выбор сортамента, материала и диаметров труб и пиевмокабе-
лей для наиболее распространенных трубных проводок с учетом их длин и харак-
теристик транспортируемых сред (таз, пар, жидкость) и их параметров (давления,
температуры) приведен выше в табл. 5-13. Следует учитывать, что табл. 5 13
Таблица '-74
Параметры, определиющие инерционность ПЛС
L м Тип регулято- ра (усилителя мощности) d = 4 мм d = 4.8 d = 6 мм
т* Z0,9 Тл т* ^0,99 т л 7л ^0 99
100 0,6 3,3 10,0 0,5 3,0 9,0 0,55 3,5 10,0
04 1,0 4,5 11,0 0,8 5,0 10,0 1,0 5,5 12,0
«Старт» 0,6 3,5 10,0 0,7 з,о 9,0 0,6 3,5 10,0
200 , 1,8 9,0 30,0 1,2 7,0 25,0 1,6 9,0 27,0
04 2,8 9,5 30,0 2,0 10,0 25,0 - 2,5 15,0 34,0
«Старт» 2,2 9,0 28,0 2,0 9,0 25,0 1,6 10,0 2/,0
300 '1,0 17,0 60,0 2,5 13,0 40,0 2,5 17,0 50,0
04 4,5 19,0 65,0 з,о 16,0 48,0 3,5 22,0 55,0
«Старт» 1,0 18,0 65,0 3,0 13,0 43,0 3,5 18,0 46,0
§ 5-4] Разбивка трасс и привязка трубных проводок
241
составлена применительно к неагрессивным транспортируемым и окружающим
средам на основании опытных данных, полученных в различных отраслях про-
мышленности. Приведенные в табл. 5-13 рекомендации по выбору труб могут быть
использованы также и при измерении параметров агрессивных, вязких, кристал-
лизирующих, коагулирующих и запыленных газов, паров и жидкостей при
условии использования отборных устройств специальных конструкций с приме-
нением разделительных мембран, разделительных или защитных нейтральных
г лов и жидкостей, пыле- и вчагоотделяющих приспособлений и т. п. Кроме того,
в табл. 5-13 указанные пределы температур относятся к трубным проводкам,
в которых возможен длительный проток измеряемой среды, например, для про-
дувки. Для трубных проводок, в которых проток измеряемой среды отсутствует,
пределы температур не устанавливаются.
Рекомендованные в табл. 5-13 диаметры труб для импульсных линий
связи могут быть приняты при условии установки у мест отборов импульсов
полнопроходных запорных органов (запорных ор1анов, у которых проходные
отверстия приблизительно равны проходам труб).
Пересчет рабочих давлений на условные и обратно (условных на рабсчие)
при выборе труб и арматуры для трубных проводок следует производить по
пересчетной таблице, приведенной в ГОСТ 356-68. Кроме рекомендаций, ука-
занных в табл. 5-13, при выборе труб следует учитывать требования к внутрен-
нему диаметру труб, исходя из инерционности линии связи (см. выше), а также
требования пожаробезопасности.
5-4. РАЗБИВКА ТРАСС И ПРИВЯЗКА ТРУБНЫХ ПРОВОДОК
К СТРОИТЕЛЬНЫМ И ТЕХНОЛОГИЧЕСКИМ КОНСТРУКЦИЯМ
ОБЩИЕ ТРЕБОВАНИЯ. НОРМИРУЕМЫЕ РАССТОЯНИЯ
При разбивке трасс и привязке трубных проводок необходимо учитывать
следующие важные для монтажа обстоятельства.
1. Трубные проводки к приборам и средствам автоматизации следует про-
кладывать по кратчайшему расстоянию между соединяемыми приборами: парал-
лельно и перпендикулярно стенам, перекрытиям и колоннам с минимальным
количеством поворотов, пересечений с технологическими коммуникациями и
наименьшим числом разъемных соединений труб; возможно дальше от техноло-
гического оборудования, подвергаемого частым разборкам, от мест, опасных
для обслуживающего персонала, и где возможны нагрев до температуры свыше
60°С для пневмокабеля, а также механические и химические повреждения;
в местах, удобных для их монтажа, обслуживания, ремонтов; трубные проводки
не должны затруднять обслуживание и ремонт технологического оборудования.
2. Трассы прокладки полиэтиленовых труб и небронированных пневмокабе-
лей на открытых конструкциях и наружных установках должны быть выбраны
с учетом защиты их от действия прямых солнечных лучей элементами зданий,
эстакад, электрических и трубных проводок и т. п. Во всех случаях, когда на-
правления трубных проводок пневмокабелей и электропроводок совпадают,
рекомендуется выполнять их совмещенными (в общих каналах, туннелях, на
эстакадах), если это допустимо по условиям совместной прокладки.
3. Радиусы изгиба труб должны быть минимальными. Для пневмокабеля
они должны составлять не менее 10 ею наружных диаметров (при температуре
до —40 С); для районов с пониженными температурами (от —40 до —50°С)
допустимый радиус изгиба должен быть не менее 20 наружных диаметров кабеля.
При совместной прокладке трубных и электрических проводок по установленным
сборным кабельным конструкциям трубы и пневмокабели следует располагать
ниже электропроводок.
Расстояние в свету от трубных проводок и пневмокабелей должно быть:
до технологических трубопроводов высокого давления и трубопроводов, иесу-
242
Монтаж трубных проводок [Разд 5
щих жидкости или газы, химически активные к материалам оболочек кабелей, —
ие менее 500 мм; до трубопроводов с горячими жидкостями или газами и до других
теплоизлучающих поверхностей с температурой до 100сС — не менее 100 мм,
при более высокой температуре расстояние должно быть таким, чтобы температура
нагрева полиэтиленовых труб и пневмокабелей не превышала 60LC, либо необ-
ходимо предусмотрен, их защиту экраном с расстоянием в свету между экраном
и пиевмокабелем ие менее 100 мм.
Для экономии места и материалов, а также уменьшения на трубных провод-
ках сбора осадков (в виде пыли и влаги) поддерживающие конструкции необхо-
димо выбирать с минимальными горизонтальными поверхностями, причем рас-
стояние между поддерживающими конструкциями для лотков или легких мостов
как в вертикальной, так и в горизонтальной плоскости должно быть ие более
2 м; расстояние между поддерживающими конструкциями для коробов должно
составлять ие более 3 м, а для мосговых конструкций, устанавливаемых между
колоннами, — не более 6 м
При разбивке трасс под установку защитных коробов необходимо учитывать
следующие требования: расстояние по горизонтали от коробов до стен, колонн,
стоек, эстакад и других вертикальных элементов зданий и сооружений, а также
между параллельно проложенными коробами должно быть не меиее 50 мм;
расстояние по вертикали от потолков или балок перекрытия и т. п. до крышек
коробов должно составчять не менее 300 мм.
При расположении под потолком нескольких коробов в один горизонтальный
ряд расстояние до потолка должно быть увеличено с расчетом свободного доступа
к крышкам коробов, находящихся в середине ряда или около стены. Кроме того,
расстояние между коробами и технологическими трубопроводами должно состав-
лять: при параллельной прокладке — до трубопроводов, прохо-
дящих под коробами или с их боков, не менее 100 мм, иад ними — не менее
250 мм; при пересечении — до трубопроводов, проходящих под коробами
или с их боков, не менее 50 мм, над ними — не менее 250 мм.
Расстояние между коробами и трубопроводами с горячими жидкостями или
газами должно быть: при параллельной прокладке — до трубо-
проводов, проходящих с любой стороны, ис менее 250 мм, при пересечени и—
до трубопроводов, проходящих под коробами или с их боков, не менее 100 мм;
над ними — не менее 250 мм.
При проверке направления трасс необходимо убедиться в том, что при уста-
новке поддерживающих конструкций и друтих элементов не б\ тут повреждены
скрытые электропроводки и нарушена прочность строительных конструкций.
ПОРЯДОК РАЗБИВКИ ТР\СС
Трассы для трубных проводок размечают в слету ющей очередности I. Исходя
из места расположения трубной проводки, выделенного технологической частью
проекта, по стенам, колоннам, перекрытиям наносят в натуре линию проходящей
трассы. 2. Размечают места крепления и установки поддерживающих конструкций
и других элементов трассы 3. Проверяют правильность разбивки трассы на соот-
ветствие ее проекту.
Нанесение в натуре линий трассы начинают с определения
координат начала и конца ее, а при большой протяженности трассы — с опре-
деления промежуточных координат на расстоянии не более 15 м методом нанесе-
ния отчетливых меток (мелом, углем, краской и др.) Строительные отметки по
высоте и расстояния от осей строительных конструкций до исходных отметок
указаны в чертежах проекта автоматизации или проекта производства работ.
Исходными являются отметки, нанесенные на конструкциях здании и сооружений
строительной орт апизацией
. Нанесение координат осуществляют следующим образом (рис. 5-3). Если
необходимо наши точку трассы х на колонне, то определяют вначале вертикаль-
ную отметку оси колонны, например, делением ее ширины а пополам. По этой
§ 5-4] Разбивка трасс и привязка трубных проводок
243
отметке при помощи отвеса наносят вертикальную ось колонны, на которую
затем переносят имеющуюся строительную высогную отметку и делают горизон-
тальную отметку С на оси. От отметки С по оси колонны отмеряют заданное
расстояние по вертикали до искомой точки и наносят на оси колонны горизонталь-
ную метку. Пересечение меток и является искомой точкой х.
Если необходимо найти точку трассы у между колоннами, го от ранее опре-
деленной точки х отмеряют по горизонтали заданное расстояние до искомой точки
и наносят вертикальную мегку. В пересечении вертикальной и горизонтальной
меток и находится искомая точка у.
Следующие координаты трассы определяют аналогичным способом. Между
найденными точками координат наносят линию трассы с помощью шнура, натер-
того мелом (на белой стене и потолке — цветным мелом).
Рис. 5-3. Пример разметки трубной трассы для прокладки пневмокабелей.
а — нанесение линий трассы: б— разметка мест крепления и установки поддерживаю-
щих конструкций; / — точка начала разметки трассы. 2 — строительная огмеп.а; i —
отвес; 4 — шнур; 5 — осевая линия поддерживающей конструкции. 6 — место пробивки
отверстия для крепления поддерживающих конструкций.
Размегку мест установки поддерживающих конструкций
и других элементов трассы выполняют следующим образом: наносят на линии
трассы осевые вертикальные линии поддерживающих конструкций и других эле-
mchiob, отмеряя расстояние от начала трассы; в соответствии с типами поддер-
живающих конструкций и других элементов, а также способами их крепления
размечают места пробивки или сверления отверстий, места прилегания конструк
ций для пристрелки и приварки, нанося не менее двух взаимно перпендикулярных
линий прилегания (верхней и боковой либо нижней и боковой); при прокладке
труб по железобетонным основаниям проверяют арматуроискателем отсутствие
арматуры в местах сверления и пробивки отверстия или забивки дюбеля. Если
зю место попало на арматуру, ю опорную конструкцию или другой элемент
нужно сместить вдоль линии трассы, не превысив указанного выше расстояния
между опорными конструкциями.
После окончания разметки трассы со всеми ее элементами сверяют нанесен-
ную в натуре трассу с проектом автоматизации или проектом производства
работ.
244
Монтаж трубных проводок [Разд. 5
УСТАНОВКА ПОДДЕРЖИВАЮЩИХ КОНСТРУКЦИЙ
И ДРУГИХ ЭЛЕМЕНТОВ ТРУБНЫХ ПРОВОДОК
Установку поддерживающих конструкций и других элементов трубных
проводок производят в следующей очередности: подготавливают строительные
конструкции (основания); подготавливают поддерживающие конструкции и дру-
гие элементы проводки к установке; устанавливают и крепят поддерживающие
конструкции на строительные основания и конструкции; проверяют правильность
установки поддерживающих конструкций; устанавливают короба, лотки, мосты
и другие элементы па поддерживающие конструкции, а также крепят тросовую
проводку.
Крепление поддерживающих конструкций реко-
мендуется выполнять следующими основными способами: с использованием
закладных элементов (вмазных штырей, дюбелей с распорной гайкой и т. п.);
пристрелкой пистолетом ПЦ52-1 и приваркой. Каждый способ крепления поддер-
живающих конструкций требует соответствующей подготовки строительных
конструкций.
Подготовку строительных конструкций (оснований) при креплении поддер-
живающих конструкций с использованием закладных элементов производят
в следующем порядке: пробивают (сверлят) отверстия (гнезда) по разметке,
очищают поверхность строительной конструкции и гнезда от остатков кладки,
раствора, бетона, грязи и т. п., удаляют штукатурку (при ее наличии) на
всей площади прилегания поддерживающей конструкции. Очищают поверх-
ность металлическими скребками, стальными щетками или другим инстру-
ментом, устанавливают закладные элементы в строительную конструкцию
(основание).
Пробивные и сверлильные работы необходимо выполнять с применением
стандартного дыропробивного и ’сверлильного инструмента (см разд. 3).
5-5. ОБРАБОТКА ТРУБ
Поступающие на монтажную площадку или МЗУ трубы перед обработкой
тщательно осматривают. При осмотре ищут бьнь выявлены некоторые дефекты
труб: трещины, свищи, плены, рванины, вмятины (глубиной более 0,5 мм) и
овальности (свыше 10% диаметра). 1рубы, имеюцие у казанные дефекты, не могут
применяться при монтаже приборов и средств автоматизации. Трубы, отобранные
и проверенные на прямолинейность и на проходимость сжатым воздухом, под-
вергаются дальнейшей обработке.
Обработка труб производится по технологическим картам, разрабатываемым
монтажной организ щией, выполняющей эту работу, или по утвержденным ти-
повым технологическим картам. Трубы, изютовленные из легированных
сталей, разрезают механическим способом с применением труборезов или других
специальных устройств. Трубы из м е д и перед обработкой отжигают, нагревая
до светло-вишневого каления и быстро охлаждая в воде Инида медные трубы
поступают с завода отожженными (мяткими). В этом случае отжиг не требуется.
После отжига трубы выравнивают с помощью специальных приспособлений или
лебедки: отожженные медные трубы натягивают; за счет натяжения трубы легко
выравниваются по всей длине.
Все операции по подготовке труб к монтажу выполняются на специальных
площадках или цехах МЗУ, оборудованных стендами с трубоприжимами. В связи
с увеличением объемов работ по монтажу приборов и средств автоматизации,
d соответственно и увеличением работ по монтажу трубных проводок в практику
монтажных работ начали внедряться универсальные станки и технологические
линии по комплексной обработке труб (см. разд. 3).
§ 5-5] Обработка труб
245
ПРАВКА ТРУБ
Трубы, имеющие недопустимую кривизну, должны быть выправлены. Для
правки стальных труб используют механизмы или приспособления с элек-
трическим, гидравлическим или пневматическим приводом. Для правки медных
Рис. 5-4. Приспособление для правки медных труб.
а — общий вид; б — правка трубы.
труб могут быть использованы ручные приспособления (рис. 5-4). Изогнутая
ipj6a вставляется в приспособление (жестко закрепленное на основании монтаж-
ного верстака) и вручную протягивается между роликами. Если приспособле-
ние перемещается по трубе, го один из ее концов закрепляют.
ОЧИСТКА ТРУБ
Наружную поверхность труб очищают металлическими щетками на
стеллажах с постепенным повертыванием очищаемой трубы вокруг ее оси или
на специальных линиях по обработке труб. Внутреннюю поверхность
очищают металлическими ершиками, пропуская их внутри трубы. После очи-
стки с поверхности трубы кистью смахивают металлическую пыль и затем трубу
продувают воздухом.
Место рабочего, производящего очистку труб, должно иметь приточно-вы-
тяжную вентиляцию.
При особом указании в проекте трубы, арматура и другие элементы трубных
проводок обезжиривают четыреххлористым углеродом.
РАЗМЕТКА ТРУБ
Разметка труб производится с применением измерительного инструмента:
металлической линейки, метра, измерительных рулеток, штангенциркуля, чер-
тилок, кернера и т. п. Трубы размечают на стеллажах, отмеряя заданную длину
трубы и нанося риски с последующей керновкой кернером. При разметке указывают
места реза, оси, контуры отверстий под штуцера, точки начала и конца изгиба,
линии фасонной обрезки концов труб и т. п.
При изготовлении гнутой детали определяют и размечают заготовительную
длину прямого участка трубы. Длина прямого участка трубы для получения
гнутой детали определяется по формуле
L=^ + Z=O,O1745a7? + Z,
где L — длина заготовки, мм; а — угол изгиба, град; R — радиус изгиба, мм;
I — длина прямого участка для зажима трубы при гнутье, мм,
246
Монтаж трубных проводок [Разд. 5
Разметка мест реза в гнутых деталях и элементах трубных проводок произво-
дится после выполнения гибочных работ.
При размене стальных труб, подлежащих огневой резке, необходимо
учитывать припуск 3—4 мм на каждый рез трубы.
РЕЗКА ТРУБ И СНЯТИЕ ЗАУСЕНЦЕВ
Резку стальных труб рекомендуется производить на приводных станках
при помощи ножовочных полотен, металлических или абразивных кругов толщи-
ной 2—3 мм. Резка медных н стальных труб может производиться
ручными ножовками и труборезами.
При резке металлическим диском трубу укладывают на
свободно вращающиеся длинные ролики. Во время резки труба получает вращение
непосредственно от вращающеюся диска. При резке длинных труб их концы
должны поддерживаться боковыми стойками с ограждениями. Резка труб вруч-
ную ножовками или труборезами производится с закреплением разрезаемой
трубы в трубоприжиме или слесарных тисках. Газопламенная резка
труб выполняется ацетилено-кнелородными, бепзо(керосино)-кислородными ре-
заками, а также с применением заменителей ацетилена (пропан-бутана и т. п.).
При резке труб необходимо выполнять следующие требования: а) обрез трубы
должен быть чистым, без заусенцев (заусенцы снимают зенкерами или напиль-
никами), а при газопламенной резке — без наплывов; б) труба должна быть
отрезана под заданным углом к оси трубы, отклонение от которого не должно
превышать 0,5 мм на диаметре; в) резка труб должна производиться до конца
без излома; г) после резки ручными труборезами концы труб не должны иметь
завальцовки.
Для разбортовки медных труб применяют специальное приспо-
собление, названное разбортовкой. При разбортовке конец трубы зажимают
между губками в гнезде соответствующего диаметра, затем ввертывая винт с ко-
ническим пуансоном, производят разбортовку конца трубы. Перед разбортовкой
необходимо надеть на конец медной трубы накидную гайку.
СВЕРЛЕНИЕ ОТВЕРСТИЙ
Сверление отверстий в стальных трубах производится на сверлильных стан-
ках с помощью электро- или пневмосверлилок. Перед сверлением отверстий
в трубе проверяют наличие разметки, определяющей положение отверстий. Затем
трубу закрепляют в приспособлении. После сверления острые кромки отвер-
стия зачищают от заусенцев напильником или трехгранным шабером.
Нарезка резьбы на водогазопроводных трубах производится на
трубонарезных станках резьбонарезными тангенциальными плашками или вруч-
ную клуппами. Труба, закрепленная в зажимном самоцентрирующем устройстве
подвижной каретки, подается к резьбонарезной головке. Нарезка резьбы произво-
дится вращающейся и самораскрывающеися головкой с тангенциальными плаш-
ками. Для предотвращения быстрого износа режущего инструмента в зону ка-
ре ши резьбы должна подаваться охлаждающая жидкость.
При нарезке резьбы вручную трубу закрепляют в зажимном устройстве (тру-
боприжиме, тисках), установленном на слесарном верстаке. Затем поверхность
конца трубы смазывают машинным маслом и с помощью клуппа нарезают резьбу
на заданную длину.
Поверхность нарезанной резьбы на трубах должна быть чистой, без рванин
и выкрашивания. После нарезки резьбу проверяют резьбовыми ка-
либрами (кольцами).
ГИБКА ТРУБ
Гибка труб производится на трубогибочных стайках и ручных трубогибах.
Гибка стальных труб на трубогибочных станках производится с помощью
подвижных и неподвижных роликов; станок настраивают на заданный угол
§ 5-5] Обработка труб
247
изгиба. При гибке ручным гидравлическим трубогибом труба устанавливается
между нажимной и опорными колодками. Затем ручным гидравлическим насосом
перемещают нажимную колодку, которая радиусным ручьем изгибает трубу
под заданным радиусом и углом.
Гибка медных труб производится ручными трубогнбами. Изгибаемая
труба заводится между двумя роликами, при этом конец ее должен проходить
сквозь хомут (крючок) неподвижного ролика. Затем вручную нмибают трубу,
вращая рукоятку с подвижным роликом вокруг неподвижною. Радиус внутрен-
ней кривой изгиба трубы выбираю! но табл. 5-15.
Таблица 5-15
Минимальные радиусы внутренней кривой изгиба труб
Наименование труб Наружный диаметр трубы, мм Радиус внутренней кривой изгиба трубы, мм
Гибка в холодном состоянии Гибка в горячем состоянии
Стальные водогазопроводные неоцин- кованные и оцинкованные Бесшовные из углеродистой стали Медные 13,5 21,3 26,8 33,5 48,0 8 10 14 16 22 6 8 10 54,0 85,0 87,0 134,0 240,0 32.0 40,0 56,0 72,0 88,0 12 16 20 40.0 65,0 80,0 100,0 180,0 24,0 30,0 42,0 54,0 66,0
Размеры радиуса внутренней кривой изгиба труб в табл. 5-15 приняты из
расчета: а) для стальных труб, изгибаемых в холодном состоянии, — че-
тыре наружных диаметра и для труб, изгибаемых в горячем состоянии, —три
наружных диаметра, б) для м е д и ы х труб, изгибаемых в холодном состоянии,—
два наружных диаметра.
На изогнутой трубе не должно быть складок, трещин или иных дефектов.
Овальность сечения труб в местах изгиба, определяемая отношением разности
наибольшего и наименьшего наружных диаметров изогнутой трубы к наружному
диаметру трубы до гибки, не должна превышать 10%.
ОКРАСКА ТРУБ И НЕСУЩИХ КОНСТРУКЦИЙ
Защита наружных поверхностей трубных проводок от коррозии осуществля-
ется при помощи защитных покрытий и применения труб из материалов, стойких
по отношению к окружающей их среде.
Несущие конструкции, по которым прокладывают трубные
про.юдки, защищают от коррозии такими же покрытиями, какие применяют для
щщиты трубных проводок. Защитные покрытия выбирают в зависимосчи ог
температуры трубной проводки и характера окружающей среды. Рекомендуемые
ждигные покрытия для трубных проводок и несущих конструкций для различ-
ных окружающих сред приведены в табл. 5-16.
248
Монтаж трубных проводок [Разд. 5
Таблица 5-16
Защитные покрытия для трубных проводок и несущих конструкций
Материал Применение Разжижитель
Грунт глифталевый №138 по ГОСТ 4056-63 Для всех атмосферостой- ких и химически стойких покрытий Сольвент по ГОСТ 1928-67 или скипидар по ГОСТ 1671-77
Грунт химически стой- кий перхлорвнниловьй ХСГ-26 по ВТУ МХП 1807-75 Для металла перед покры- тием пер хлорки нилоиым ла- ком или эмалью Растворитель Р-4 по ГОСТ 7827-74
Грунт —эмаль лаковая АЛГ-5 по ТУ МХП 1047-43 Для цветных металлов Уайт-спирит поГОСТ 3134-78, скипидар, бен- зин
Шпатлевка ПХВШ-23 перхлорвиннловая по ВТУ МХП 422-75 Для подготовки металли- ческих поверхностен под ок- раску эмалями ПХВ Растворитель Р-4
Шпатлевка АЩ-30 по ТУ НКХП 953-42 Для подготовки металли- ческих поверхностей под нит- роэмали То же
Белила свинцовые Для о атмосферостойких по- крытий Олифы по ГОСТ 7931-76
Краска БТ-177 по ГОСТ 5631-70 Для атмосферостойких и кислотостойких покрытий по металлу Жаростойкие при темпера- туре 200—350X2 Уайт-спирит, бензин, скипидар
Краска эмалевая для наружных покрытий пен- тафталевая по ТУ МХП 1302-48 Для защиты металла от действия слабых агрессивных сред Скипидар, сольвент, уайт-спирит
Краска № 170 пента- фталевая по ТУ МХП 1302-48 Для защиты металла от действия слабых агрессивных сред и при температуре 200—350С Скипидар, сольвент, уайт-спирит
Лак каменноугольный (кузбасслак) по ГОСТ 1709-75 Для защиты металла от действия слабых кислот и щелочей, а в композиции с перхлорвиниловым лаком в отношении 1 : 1 для более высоких концентраций этих сред Бензол, сольвент, ксилол. Композиция с перхлорвиниловым ла- ком разводится раство- рителем Р-4
Лак № 67 по ГОСТ 312-73 То же То же
Лак № 441 по ГОСТ 1347-77 Для покрытий кислотостой- ких Скипидар, сольвент, уайт-спирит
§ 5-6] Прокладка трубных проводок
249
Продолжение табл. 5-16
Материал Применение Рдзжижитель
Лак ОНИЛХ-3 перхлор- виниловый по ТУ МХП 1250-48 или лак ХСЛ хи- мически стойкий по ВТУ МХП 2255-50 Для атмосферостойких и кислотостойких покрытий. Для щелочестойких покры- тий в композиции с камен- ноугольным лаком (1:3) и кислотостойких покрытий с введением 15—20% алюми- ниевой пудры. Нестойки к бен’олу и толуолу Растворитель Р-4
Нитроэмаль ДМ по ТУ Для покрытии, стойких Растворители № 646,
МХП 1281-45 против действия щелочных и кислотных сред 648 или РДВ по ГОСТ 18188-72
Эмали химически стой- кие перхлорвнниловые ХСЭ по ТУ МХП 2451-50, ХСЭ-26 по ТУ МХП 1777-50 Для покрытий, стойких прот нв действия кислотных сред Растворитель Р-4
Эмали пер хлорви ниловые марки ХВ-1100 по ГОСТ 6993-70 зеленая, голубая, серая, красная, защитная Для атмосферостойких по- крытий и покрытий, стойких против действия слабых аг- рессивных сред То же
Окраска труб производится в специально оборудованных помещениях с
приточно-вытяжной вентиляцией. Нанесение краски на поверхности труб может
осуществляться пистолетами-краскораспылителями (пневматическими и электро-
механическими) и ручными кистями. Внутренняя окраска труб производится
на МЗУ на технологических линиях для обработки труб. Поверхности труб перед
нанесением краски должны быть хорошо очищены, а в необходимых случаях
обезжирены.
Окрашенные поверхности должны быть гладкими, без пропусков, морщии
и трещин. Цвет окраски трубных проводок в зависимости от заполняющих их
сред должен выбираться проектной организацией в соответствии с «Указанием
по рациональной цветовой отделке поверхностей производственных помещений
и технологического оборудования промышленных предприятий» (СН 181-70).
При отсутствии соответствующих указаний принимается черный цвет.
5-6. ПРОКЛАДКА ТРУБНЫХ ПРОВОДОК
Применяются следующие способы прокладки трубных проводок: а) прокладка
по месту одиночных и групповых трубных проводок, б) прокладка групповых
трубных проводок готовыми трубными блоками (полносборный способ).
ПРОКЛАДКА ОДИНОЧНЫХ ТРУБ
Образованию потока труб, собираемого в блоки, предшествует разводка
одиночных труб, идущих от отборных устройств, исполнительных механизмов,
датчиков, отдельно стоящих приборов. Трубные проводки, собранные из труб,
250
Монтаж трубных проводок [Разд. 5
фасонных частей, армат} ры и соответствующего вспомогательного оборудования,
должны образовывал» непрерывную прочную с плотными соединениями линию.
Трубные проводки прокладывают по кратчайшим расстояниям между соеди-
няемыми приборами и агрегатами в местах, доступных для монтажа, обслуживания
и ремонта, с минимальным количеством поворотов и пересечений, в местах без
резких колебаний температур окружающего воздуха, не подверженных сильному
нагреванию или охлаждению, возможно дальше от технологических агрегатов
и электрооборудования, а также от мест, где возможны сотрясения, вибрации
или механические повреждения.
Одиночные и групповые трубные проводки, а также несущие конструкции
для них разрешается прокладывать по стенам, перекрытиям, колоннам и прочим
элементам .зданий, а также по эстакадам, несущим технологические трубопроводы
или специально устанавливаемым. Трубные проводки всех назначений, как
правило, должны прокладываться па расстоянии 25—30 мм от стен и перекрытий.
Одиночные трубные проводки, кроме алюминиевых труб, труб из нержавеющих ста-
лей и труб из пластмассы, допускается прокладывать непосредственно по стальным,
бетонным и кирпичным поверхностям с прикреплением скобами или хомутами,
ПРОКЛАДКА ГРУППОВЫХ ТРУБОПРОВОДОВ
Групповые трубные проводки прокладывают: на общих несущих конструкциях
и мостиках, на стальных гнутых профилях типа уголков, на перфоконструкциях
(см. разд. 3) и на прямоугольных и пакетных обоймах (рис. 5-5).
Рис. 5-5. Примеры прокладки труб.
а — прокладка одиночной трубы и групповая прокладка труб на прямоугольной обойме:
б — прокладка одиночной трубы н групповая прокладка на пакетной обойме; в — общий
вид прямоугольной обоймы (поз. 2 на рис. 5-5, а); 1 — одиночная труба; 2 — прямо-
угольная обойма; 3 — пакетная обойма; 4 — хомут; 5 — групповая скоба; 6 — подвеска.
Прокладка трубных проводок скрыто под штукатуркой, в заливаемых бетоном
перекрытиях или непосредственно в земле запрещается; при необходимости под-
вода к приборам и оборудованию по полу трубные проводки должны проклады-
ваться в каналах со съемным перекрытием.
Трубные проводки из цветных металлов и пластмассы
защищают от механических повреждений при прокладке ниже 2,5 м от пола,
а также в других местах, где возможно их повреждение. Все трубные проводки,
заполняемые средой с температурой выше 80°С, проложенные на расстояниях
менее 2,5 м от пола, ограждают от возможных прикосновений
люде й. Трубные проводки всех назначений и капилляры манометрических
термометров, проходящие через зоны повышенного нагрева, надежно защищают
от излучения теплозащитными экранами. Трубные проводки для из-
мерения давления или разрежения приборами типа диф-
ференциальных манометров, проходящие через зоны с повышенным нагревом,
должны выполняться двухпроводными, независимо от наличия теплового экрана.
§ 5-6] Прокладка трубных проводок
251
В пыльных помещениях трубные проводки должны быть проложены
в один слой на расстояниях от стен, позволяющих удалять пыль щетками, смы-
ванием водой или обдувкой воздухом. В особо сырых помещениях кон-
струкции, несущие трубные проводки, должны разбираться для очистки, окраски
или их замены новыми. При невошожности применения разборных конструкций
постоянно устанавливаемые несущие конструкции должны быть изготовлены
из стальных профилей толщиной не менее 4 мм.
Нормируемые расстояния. Расстояние в свету как по горизонтали, так и по
вертикали между параллельными трубными проводками к приборам и средствам
автоматизации (кроме теплопроводов и трубопроводов, заполненных горючими
жидкостями или газами) и открыто проложенными небронированными силовыми
или контрольными кабелями должно быть не менее 0,5 м. Прокладка трубных
проводок на меньших расстояниях допускается при условии защиты кабелей от
механических повреждений на протяжении всею участка сближения плюс по
0,5 м с каждой стороны сближения.
Трубные проводки, заполненные горючими газами, которые тя-
желее воздуха, или жидкостями, должны быть расположены
ниже или сбоку электрических проводок на расстоянии не менее 1 м; при меньшем
расстоянии между ними должен быть установлен экран из материала, препят-
ствующего возникновению электрической дуги. Трубные проводки, заполненные
горючими газами, которые легче воздуха, должны распола-
гаться выше или сбоку электропроводок на расстоянии не менее 1 м.
Расстояние в свету между холодными трубными проводками к при-
борам и средствам автоматизации и силовыми или осветительными электричес-
кими проводами и кабелями при пересечениях должно быть не менее 0,5 м; при
необходимости уменьшения этого расстояния кабель должен быть защищен от
механических повреждений на протяжении всего пересечения плюс по 0,5 м с
каждой стороны пересечения.
Расстояние в свету между трубными проводками, излучающими
тепло, и электрическими проводками при их пересечении должно
быть не менее 1 м; при необходимости уменьшения этого расстояния на трубную
проводку должна быть наложена тепловая изоляция на протяжении всего пере-
сечения плюс по 1 м с каждой стороны пересечения.
По всей длине прокладки капилляры манометрических термометров
должны быть защищены от механических повреждений. Количество капилляров,
прокладываемых в одном защитном устройстве, не регламентируется. Конструк-
ция защитного устройства должна обеспечивать легкий доступ к капилляру для
осмотра или извлечения его дчя ремонта.
Проходы трубных проводок через стены и перекрытия в зависимости
от категорий смежных помещений выполняются открытыми или уплотнен-
ными.
Открытыми называются проходы, выполненные в виде проемов в сте-
нах и перекрытиях зданий и сооружений, через которые проходят трубные про-
водки и которые не требуют уплотнения герметизирующими материалами или
уплотняются легкими замазками. Открытые проходы должны иметь обрамления,
исключающие разрушение проемов в процессе эксплуатации. Открытые проходы
через наружные стены или через стены между отапливаемыми и неотапливаемыми
помещениями должны уплотняться теплоизоляционными и несгораемыми мате-
риалами (для проемов) и невысыхающими замазками (для гильз).
Открытые проходы пластмассовых труб и пневмокабелей через внутренние
стены нормальных помещений должны быть выполнены посредством гильз, за-
деланных в стены, или через строительные проемы. В гильзы с обеих сторон должны
быть установлены пластмассовые втулки. Диаметр гильз в зависимости от коли-
чества и диаметра пластмассовых труб определяется по табл. 5-17.
При прокладке пластмассовых труб и пневмокабелей в коробах открытые
проходы следует осуществлять через проемы, используя отрезки короба. При
проходе короба через наружные стены или через стены между отапливаемыми
252
Монтаж трубных проводок [Разд. 5
и неотапливаемыми помещениями внутренняя полость короба уплотняется ми-
неральной ватой на толщину стены.
Таблица 5-17
Условный проход гильз для прохода пластмассовых труб
Условный проход ГИЛЬЗЫ, мм Количество труб
Ф 6 мм Ф>8 мм Ф 10 мм
20 1 1 1
25 4 1 1
32 7 5 3
40 19 7 7
50 31 19 7
Уплотненными называются проходы, выполненные посредством
стальных плит с установленными на них переборочными соединениями или с
вваренными в них патрубками лпбо посредством коробов с песочным затвором
(для групповых проводок и пневмокабеля), либо посредством гильз с сальниками
(для одиночных проводок). Стальные плиты, короба, гильзы и патрубки уплотнен-
ных проходов должны быть заделаны в стены и перекрытия так, чтобы газы, пары
и пыль не проникали через щели и зазоры в соседние помещения. Уплотненные
проходы выполняют, когда по условиям эксплуатации смежные помещения не
должны сообщаться между собой или когда оба смежных помещения либо одно
из них относятся к категории взрыво- или пожароопасных помещений.
Обрамление проемов. Открытые проемы в стенах или перекрытиях обрамляют
способом, исключающим непроизвольное изменение размеров проемов в процессе
эксплуатации. Конструкция обрамления открытых проемов должна допускать
возможность смены труб без разрушения (даже частичного) стены или перекрытия
в месте прохода. Проемы выполняют по действующим нормалям.
Примеры проходов трубных проводок через степы помещений приведены
в табл. 5-18.
Защита от вибраций. При наличии вибраций трубных проводок должны быть
приняты меры либо к полному устранению, либо к изменению частоты и умень-
шению амплитуды колебания до значений, при которых обеспечиваются прочность
и плотность трубных проводок.
Для устранения или уменьшения вибраций допускается применение устройств,
устраняющих вибрации и сохраняющих механическую прочность и герметичность
трубных проводок в коробах, уголках или на
мостиках с дополнительным закреплением в
точках, отстоящих одна от другой на неравных
расстояниях; закрепление труб во всех опорных
точках, введение герметических гибких соеди-
нений, введение амортизирующих прокладок,
скрепление труб между собой бандажами и т. д.
Уклоны. При монтаже трубных проводок
должны быть выдержаны соответствующие укло-
ны. Трубные проводки прокладываются с одно-
сторонними уклонами, обеспечивающими сток конденсата и отвод воздуха или
газов из импульсных и командных трубных проводок. Если односторонний
уклон неосуществим, допускается деление труб па участки (ступени), как по-
казано на рис. 5-6.
В самых низких точках каждой ступени трубных проводок, заполненных
паром, воздухом или гаюм, должны быть установлены отстойные сосуды или
устройства для спуска конденсата, если конфигурация трубопровода препят-
Уклон 0,05
Рис. 5-6. Деление труб на
участки с разными уклонами.
§ 5-6] Прокладка трубных проводок
253
Таблица 5-18
Примеры проходов трубных проводок через стены помещений
Вид прохода
Открытый проход труб пневмокабелей через
внутренние стены нормальных помещений.
Стальная втулка 1 с резьбой устанавливается толь-
ко при проходе пластмассовых труб или пиевмока-
бепя; 2 — сальник; 3 — пневмокабель; 4 — цемент-
ная стяжка
Открытый проход пластмассовых труб и пнев-
мокабелей, проложенных в коробе, через сте-
ны между отапливаемыми и неотапливаемыми
помещениями
1 — пневмокабель; 2 — цементная стяжка; 3 — песок,
4 — стальной короб
Открытый проход одиночных стальных труб че-
рез наружные стены илн стены между отапли-
ваемыми помещениями
1 — труба закладная; 2 — асбестовое уплотнение;
3 — труба стальная
Открытый проход групповых трубных проводок
(однослойных блоков) через наружные стены
илн стены между отапливаемыми или неотап-
ливаемыми помещениями (при проходе через
внутренние стены нормальных помещений
уплотнение прохода не выполняется)
1 — короб стальной; 2— перфорированный уголок;
3 — уплотнение
Уплотненный проход одиночных труб и пневмо-
кабеля через стены взрывоопасных помещений
(втулка устанавливается только при проходе
пластмассовых труб и пневмокабеля)
1 — труба закладная; 2 — сальник
Уплотненный проход групповых трубных про-
водок, выполненный через стальную плиту с
патрубками
1 — плита стальная; 2 — уплотнение; 3 — цементная
стяжка; 4 — болт закладной
Эскиз
254
Монтаж трубных проводок [Разд. 5
Продолжение табл 5-18
Вид прохода
Уплотненный прохол групповых трубных прово-
док, выполненный через стальную плиту с
переборочными соединителями
1 — плита стальная; 2 — соединители; 3 — заклад-
ная деталь; 4— цементная стяжка; Б— обрамление
Уплотненный проход пластмассовых труб (или
пневмокабелей), выполненный через стальную
плиту с металлическими переборочными соеди-
нителями
/ — Труба пластмассовая; 2 — плита стальная; 3 —
перегородка стальная; 4 — соединители
Уплотненный проход пневмокабслей через стены
взрывоопасных помещении
/ — плита стальная, 2— соединитель; 3 — уплотне-
ние; 4 — стальная оболочка, Ь — болт
Эскиз
более 2Л('
ствуёт стоку конденсата иным путем. В самых высоких точках каждой сту-
пени трубных проводок, заполненных жидкостями, должны быть установлены
газосбо, ики для сброса воздуха или выделяющихся из жидкостей газов, если
конфигурация трубопровода препятствует выходу воздуха или газа иным путем.
Направление уклонов должно осуществляться в соответствии с
указаниями заводов — изготовителей приборов и действующими Правилами
28-64 Комитета стандартов, мер и измерительных приборов при Совете Министров
СССР. При измерении расхода жидкостей и пара уклон должен быть в сторону
дифманометра, при измерении расхода воздуха или газа — в сторону сужаощею
устройства, а при измерении давления, разрежения или анализе газа — в сторону
отборного устройства или сборника конденсата. Трубные проводки, заполняемые
бухим воздухом или сухими газами, допускается прокладывать без уклонов.
Трубные проводки с различными уклонами, закрепляемые на общих несущих
конструкциях, прокл дывают по наибольшему уклону.
§ 5-6] Прокладка трубных проводок
255
Горизонтальные трубные проводки в зависимости от
назначения линии и измеряемых величин прокладывают со следующими ми-
нимальными уклонами: импульсные линии манометров, тягомеров, газоанали-
заторов и концептратомеров с уклоном 0,05; импульсные линии для расходомеров
и уровнемеров с уклоном 0,1; командные линии пневматических и гидравлических
регуляторов с уклоном 0,05 и сливные самотечные маслопроводы гидравлических
ршуляторов и общие сливные (выбросные) линии с уклоном 0,1.
Температурная компенсация. При прокладке трубных проводок необходимо
учитывать изменение длины проводок, если колебания температуры за счет окру-
жающей и заполняющей трубопровод среды превышают для стальных труб
32°С и для медных 20 С. В некоторых случаях эти колебания бывают настолько
Рис. 5-7. График определения темпе-
ратурной компенсации для прямых
участков трубопровода с одним прямо-
у >льиым поворотом.
Рис. 5-8. Размеры крепежных скоб на
компенсационном участке
1 — трубы полиэтиленовые; 2 — крепеж-
ные скобы. Размеры А и d определяются
по табл. 5’19, размер b зависит от диа-
метра трубы.
велики, что в результате вызываемые ими сжатия и расширения приводят к
появлению опасных напряжений в трубопроводах. Чтобы избежать таких напря-
жений, при прокладке трубных проводок следует предусматривать темпера-
турные компенсаторы.
Основным элементом, самокомпенсирующим температурные из-
менения длины трубных проводок, является поворот труб. Для использования
поворотов трубных проводок для самокомпенсации глухие крепления труб должны
располагаться на расстояниях, определяемых по графику температурной компен-
сации минимальной длины для прямых участков трубопровода с одним прямо-
угольным поворотом (рис. 5-7),
График составлен по соотношениям:
/кр = 0,063 УДШ для стальных труб;
/кр= 0,067) ДШ для медных труб;
ZKp = 17,3 /дю для пластмассовых труб.
При выводе приведенных соотношений необходимо пользоваться формулой,
по которой можно определить минимальную длину прямого участка трубопровода
Др:
1,5еД/О
°изг
256
Монтаж трубных проводок [Разд. 5
где /кр — минимальное расстояние от поворотов до точки жесткого крепления
трубной проводки, м; D — наружный диаметр трубной проводки, мм; А/ — из-
менение длины трубной проводки, мм; е — модуль упругости: для стали —
21 • 105 кгс/см2; для меди —9 • 105 кгс/см2; для пластиката —4 • 104 кгс/см2;
оизг — допускаемое напряжение на изгиб; для стали — 800 кгс/см2; для меди —
300 кгс/см2; для пластиката — 400 кгс/см2.
Запас прочности в зависимости от условий работы трубопровода
принимается от полутора до четырехкратного.
При таком способе температурной компенсации прямой участок трубопровода,
расположенный под углом к другому прямому участку трубопровода, восприни-
мает его удлинение за счет собственной упругой деформации. Крепление трубных
проводок на таких поворотах следует предусматривать скобами, допускающими
перемещение труб по обе стороны поворота на расстоянии 200 мм от изгиба
(рис. 5-8).
Конфигурация скобы выбирается в зависимости от вида крепления трубной
проводки. При размещении глухой опоры (глухой опорой называется скоба,
не допускающая перемещения трубной проводки на расстоянии А от поворота
трубной проводки) длина скобы d должна выбираться по табл. 5-19.
Таблица 5-19
Размеры скоб для крепления трубных проводок на
компенсационном участке (рис. 5-8)
Расстояние от скобы до поворо- та трубной про- водки А, м d, мм, для металлических труб, диаметром, мм d, мм, для винипластовых труб диаметром, мм
8ХЬ сталь и медь <0X2, сталь и медь 12X2, сталь и медь 14X2, сталь 16X3, сталь 10 12,5 15—20 22
До 0,5 115 80 60 45
До 1 38 30 24 20 18 350 300 270 200
От 1 до 2 120 100 82 75 65 — — — —
От 2 до 2,5 200 150 128 118 100 — — — —-
От 2,5 до 3 300 220 188 170 150 — — — —
От 3 до 3,5 —~ — 250 240 225 — — — —
При определении изменений длины трубной проводки в зависимости от темпе-
ратурных изменений и коэффициента линейного расширения можно пользоваться
графиком (рис. 5-9), который составлен по формуле
Д/=аЛД/,
где Д/ — температурное изменение длины трубной проводки, м; ft — первона-
чальная длина трубной проводки, м; At — изменение температуры трубной про-
водки, “С;
Д/ = ^К /ц»
/к — конечная температура; /и — начальная температура в период эксплуатации
трубопровода; а — коэффициент линейного расширения.
При составлении графика коэффициент линейного расширения а принят:
для стали — 0,000012; для меди — 0,0000165; для полиэтилена низкой плот-
ности — 0,00022; для полиэтилена высокой плотности — 0,00010; для поливинил-
хлорида — 0,00025,
§ 5-7] Особенности монтажа наружных трубных проводок
257
Пример. Для определения температурного изменения длины трубопровода
из полиэтилена низкой плои ости принимаем:
h — 100 м, /к = 45СС, tB = —15 С. Удлинение составит: =« 100 • 0,00022 145—
— (—15)1 = 1,32 м.
Рис 5-9.
Рис. 5-10
Рис, 5 9= Температурные изменения длины Д/ трубной проводки.
L — длина трубы.
Рис. 5-10. Компенсатор П-образный для перехода трубопроводов через швы
зданий.
D — иаружний диаметр трубы: А = 4D — ради уз изгиба.
При переходе через температурные швы зданий на трубных
проводках должны устанавливаться П-образные гладкие компенсаторы (рис. 5-10).
На трубных проводках, монтируемых горизонтально с уклонами, П-образные
компенсаторы следует располагать так, чтобы компенсатор не являлся наивысшей
или наинизшей точкой трубной проводки и исключалась возможность накопления
в компенсаторе воздуха или конденсата.
5-7. ОСОБЕННОСТИ МОНТАЖА НАРУЖНЫХ ТРУБНЫХ ПРОВОДОК
Прежде чем приступить к прокладке наружных трубных проводок, необхо-
димо точно определить места установки щитов, отборных устройств, датчиков,
индивидуальных приборов и других устройств, которые будут соединяться между
собой трубопроводами. Определив направление и места прокладки трубных прово-
док, приступают к их разметке. Разметка трубных проводок производится
натягиванием шнура вдоль направления будущих потоков трубных проводок со-
гласно рабочим чертежам. Вдоль натянутого шнура на наружных конструкциях,
стенах, колоннах и т. п. размечают точки крепления будущего трубопровода
или пучка труб. Затем приступают к установке опорных конструкций или подго-
товке места крепления скоб.
При монтаже наружных трубных проводок нельзя приваривать опорные и
несущие конструкции трубных проводок и скобы к технологическим трубопрово-
дам, работающим под давлением.
Нормируемые рас тояния. При прокладке наружных трубных проводок через
дороги для перевозки грузов высота должна быть 5—6 м (не
менее) от уровня земли до опоры трубной проводки. При переходе через ж е -
лезнодорожное полотно расстояние от головки рельса до наружной
поверхности тепловой изолячии должно быть не менее 6 м. При прокладке труб-
ных проводок на высоте менее 2 м or уровня земли места для прохода людей должны
быть снабжены подходами и переходными лестницами.
258
Монтаж трубных проводок [Разд. 5
Открытые трубные проводки должны обладать механической
прочностью, способной противостоять воздействию ветров, гололедов и атмо-
сферных осадков, имеющих место в соответствующем географическом районе.
При определении натрузок на трубные проводки по данным Гидрометеослужбы
принимаются наиболее невыгодные сочетания нагрузок от ветра, гололеда и ат-
мосферных осадков, наблюдавшихся не реже одного раза в пять лет. Если темпе-
ратура окружающего воздуха может достигнуть значений, при которых вещество,
заполняющее трубные проводки, может замерзнуть, загустеть пли выделить
замерзающие компоненты, для обогрева трубной проводки параллельно с ней
должна быть проложена обогревная трубная проводка. На
веобогреваемую трубную проводку совместно с обогревной трубной проводкой
должна быть наложена тепловая изоляция, Для указанных условий трубы из
пластмассы применять запрещается.
Тепловая изоляция, накладываемая на трубные проводки к приборам и сред-
ствам автоматизации собогревиыми трубными проводками, должна соответствовать
следующим техническим требованиям для всех географических широт территории
СССР: обладать температуроустойчивостью и массой, не вызывающей недопусти-
мых механических напряжений в грубиой проводке; не разрушаться от действия
во ты и масел; иметь необходимую механическую прочность; обладать огнестой-
костью и антисетичностью и устойчивыми теплоизоляционными свойствами
в течение всего амортизационного срока; не оказывать разрушающего действия
на металл изолируемой поверхности; не выделять вредных газов при нагревании
или охлаждении и обладать простотой и удобством для монтажа и демонтажа.
Конструкция тепловой изоляции, наложенной на трубные проводки с обо-
гревной трубной проводкой, должна обеспечивать свободный доступ, без разру-
шения ее, ко всем узлам трубной проводки, подлежащим контролю, в процессе
эксплуатации, в том числе: отборным и сужающим устройствам, конденсацион-
ным, уравнительным и прочим сосудам, разъемным соединениям и ответвлениям
трубных проводок к приборам местного монтажа. Через каждые 8—10 м в тепло-
вой изоляции должны быть устроены закрывающиеся отверстия для проверки
температуры обогревной трубной проводки.
В отдельных случаях допускается прокладка металлических трубных про-
водок к приборам и средствам автоматизации под общей тепловой и’оляцией
с технологическими трубопроводами, выделяющими тепло, при соблюдении
вышеп р и веден пых требова н и й.
При прохождений трубных проводок через зоны повышенного нагрева, не-
допустимого для трубных проводок, на последние накладывается защитная теп-
ловая изоляция при соблюдении следующих требований: а) уклоны обогревных
трубных проводок должны соответствовать уклонам обогревных трубных про-
водок; б) в нижних точках обогревной трубной проводки должны устанавливаться
устройства для отвода конденсата; в) в месте подключения обогревной трубной
проводки к магистрали теплоносителя обязательна установка запорной арматуры.
Обогревная трубная проводка к запорной арматуре должна подключаться разъе-
мным соединением; г) температура обогревной трубной проводки под тепловой
изоляцией должна быть равна температуре, при которой вещество, заполняющее
трубную проводку, сохраняет свое нормальное состояние,
5-8. ИЗГОТОВЛЕНИЕ И ТРАНСПОРТИРОВКА ТРУБНЫХ БЛОКОВ
Для сокращения трудозатрат и сроков монтажа, снижения стоимости мон-
тажных работ и повышения их качества трубные проводки от отдельных отборных
устройств и первичных приборов до исполнительных механизмов и операторных
помещений до начала монтажных работ собирают на МЗУ в трубные блоки.
При большом количестве и протяженности, исчисляемой часто километрами,
прокладка трубных проводок блочной конструкции дает большую экономию вре-
мени и затрат труда. Блочный способ монтажа трубных проводок дает возмож-
§ 5-S] Изготовление и транспортировка трубных блоков
259
Блоки бескаркасные на обойме 120
Таблица 5-20
Прчмые
Угловые
Зетовые
ТК4-23-66
1К4-21-66
260
Монтаж трубных проводок [Разд. 5
Продолжение табл. 5-20
Блоки бескаркасные с воздушным коллектором
Прямые Угловые
ТК4-25-66
ТК4-16-66 ТК4-27-66
TK4-2S 66 ТК4-29-66
Блоки мостовые
Прямые Угловые
I-»—
ТК4-31-66 ТК4-32-66
Прокладка одиночных труб
На бетонной (кирпичной стене)
На металлической стене
ТК4-10-66
ТК4-41-66
§ 5-8] Изготовление и транспортировка трубных блоков
261
Продолжение табл. 5-20
Блоки импульсных труб
ТК1-33-66
Прямые
ТК4-34-66 ТК4-36-66
Угловые
ТК4-37-66
ТК4-38-66
ТК4-45-66
Отгибы «утки» для стальных труб
ТК4-48-66
ТК4-42-66
262
Монтаж трубных проводок [Разд. 5
ность максимальной индустриализации трудоемких и значительных по объему
монтажных работ. Трубные блоки, изготовленные на МЗУ, легко собирать, за-
креплять и опробовать на месте монтажа.
Для изготовления трубных блоков применяют чертежи типовых конструкций
или чертежи, разработанные в ППР. Для выбора типовых конструкций трубных
блоков можно пользоваться табл. 5-20 Так, например, по чертежам ГПИ «Проект-
монтажавтоматика» ТК4-30 66 (табл. 5-20) собирается блок на мостовом каркасе,
изготовленном из перфорированного профиля размером 32 X 16 X 2,5 мм или
из разнобоких гнутых уголков по ГОСТ 19771-74 размерами 25 X 25 X 2,5 и
32 X 32 X 2,5 мм. Ширина таких каркасов в зависимости от количества уклады-
ваемых труб может быть выбрана 300, 450, 500 и 600 мм, длина 5100 мм для труб
Рис. 5-11. Блок грубный на мостовом каркасе.
1 — скоба; 2 — мост; 3 — трубы; 4 — болт; 5 — гайка; о — шайоа; L, — длина блока
по проекту L — максимальная длина блока В — ширина блока; I — длина моста.
наружным диаметром 8, 10, 12, 14 и 16 мм и длина 4100 мм для труб наружным диа-
метром 22 мм. Максимальная длина такого грубпого блока ле должна превышать
11 000 мм. На таких каркасах могут быть уложены трубные проводки от 26 до
56 труб наружным диаметром 8 мм; от 20 до 42 труб наружным диаметром 10 мм;
от 6 до 22 труб наружным диаметром 14 мм и от 4 до 16 труб наружным диамет-
ром 22 мм.
Изменение направления трубной прокладки, выполненной
мостовыми блоками, ос ществляется угловыми вставками (габл. 5 20), собранными
на отрезках перфорированного профиля, а также блоками разной высоты, вы-
полненными на тех же несущих конструкциях — угольниках и перфорированных
профилях. Угловые вставки позволяют менять направление трубных проводок
как в одной, так и в разных плоскостях. При этом изгиб может быть выполнен
под прямым нли другими углами. В смонтированных трубных проводках угло-
вые вставки одновременно являются участками, компенсирующими температурные
изменения (удлинения или сокращения) труб.
Трубные блоки, собранные в МЗУ и доставленные к месту прокладки трубных
проьодок, закрепляют на строительных конструкциях отдельными деталями
крепления или закладными частями. Соединение труб в блоках может
быть неразъемным (пайка, сварка) или разъемным — на резьбовых
соединениях. Для панки, сварки или установки резьбовых соединении на концах
труб предусмотрены отгибы (утки) (рис. 5-11). Соединения располагают со сме-
щением, чтобы обеспечи|ь место между соседними трубами для выполнения пайки,
сварки или работы гаечным ключом при резьбовых соединениях,
§ 5-8] Изготовление и транспортировка трубных блоков
2СЗ
Мостовые трубные блоки рекомепдуется применять для прокладки грубных
проводок высокого давления (более 200 кгс/см2) и с небол! шим числом труб,
преимущественно ратных дпам°тров, в условиях, когда трубную проводку необ-
ходимо механически усиливать каркасом независимо от того, что наличие несу-
щих каркасов увеличивает металлоемкость, массу и габариты блоков,
БЕСКАРКАСНЫЕ ТРУБНЫЕ БЛОКИ
Монтажными организациями широко применяются бескаркасные трубные
блоки на пакетных скобах (рис. 5-12) и на прямоугольных обоймах (рис. 5 13).
Блоки иа пакетных скобах или так называемые пакетные блоки для
Рис. 5 12. Блоки трубные пакетные.
а — на кронштейнах; б — на Z образных полках; в — на подвесках; г — на обхватах
колонн; / — кронштейн, 2 — хомуг; 3 — труба; 4 — блок трубный 5 — полка Z об-
разная; 6 — подвеска; 7 — швеллер; 8 — обхват; 9 — муфта натяжная 10 — скоба
пакетная.
медных труб наружным диаметром 8 мм собирают в пакетных скобах, распола-1
гаемых на расстоянии 500—600 мм друг от друга для медных и на расстоянии
600—1000 мм для стальных труб. Размеры пакетных скоб допускают прокладку
264
Монтаж трубных проводок [Разд. 5
в них до трех рядов труб, что дает возможность собирать блоки с большим числом
труб. При производственной необходимое^ предусматривается возможность
изготовления укрупненных блоков, предназначенных для совместной прокладки
пакетного блока со стальными трубами воздушных кол шкторов и защитных груб
для электропроводки.
Укрупненный блок собирается на стальных угольниках, располагаемых
на расстоянии 1500—1800 мм друг oi друга. Изменение направления трубной
проводки, прокладываемой пакетными блоками или блоками на прямоугольных
обоймах осуществляется угловыми вставками или изтибом труб.
Соединение труб отдельных блоков между собой может быть выполнено
пайкой, сваркой либо разъемными соединениями. Утки на концах груб в пакетных
блоках, соединяемых пайкой или сваркой, можно не оттибать. Для выполнения
такого соединения следует освободить трубы в одной или двух пакетных скобах
на концах блока, закрепленного на месте прокладки трубной проводки. Это по-
зволяет отводить в сторону соседние трубы и производить пооч редкую пайку
§ 5-8] Изготовление и транспортировка трубных блоков
265
труб. Для применения разъемных соединений необходимо на концах труб
отгибать утки, располагая их со смещением по отношению друг к другу.
При расстояниях между опорами 2000 мм и более применяют мостовые блоки
(рис. 5 14).
Рис. 5-14. Блоки трубные мостовые,
а — на кронштейнах; б — на Z-образных полках: в — на подвесках; г — на обхватах
колонн; 1, 4—9 — см. рис. 5-121 2 — крюк; 3 — зажим тросовый; 10 — мост, // — блок.
В трубных блоках на обоймах и в пакетных блоках могут применяться также
и стальные трубы наружным диаметром 6 и 8 мм, которые в последнее время на-
ходят все большее применение для трубных проводок систем автоматизации.
Основное преимущество бескаркасных блоков по сравнению с блоками, имею-
щими несущий каркас, заключается в том, что бескаркасные блоки позволяют
прокладывать большое количество труб, так как они занимают прн этом значи-
тельно меньше места и исключают изготовление жестких каркасов,
ТРАНСПОРТИРОВКА ТРУБНЫХ БЛОКОВ
Трубные блоки указанных выше конструкций изготавливают в заготовитель-
ных мастерских и в установленные сроки доставляют при помощи специальных
транспортных средств на монтажную площадку. Длина и масса изготовленных
266
Монтаж трубных проводок [Разд. 5
трубных блоков обычно определяются условиями их транспортировки на мон-
тажную площадку, а также условиями подъема и размещения на монтажной
отметке. Примерная длина блока 4—10 м и масса до 1500 кг.
Исходя из выбранных конструкции трубных блоков, а также их массы и
габаритов, выбирают тот вид транспорных средств, который позволяет доставить
трубные блоки в технически исправном состоянии и с соблюдением техники безопас-
ности. Для перевозки блоков пакетной конструкции используется специальный
навесной стенд, который изготовляют из труб и закрепляют на раме автомашины
ГАЗ-51. Для перевозки трубных блоков на прямоугольных обоймах и других
конструкций применяется специальный автоприцеп.
При погрузке и выгрузке трубных блоков всех конструкций применяются
специальные грузоподъемные механизмы. В заготовительных мастерских обычно
для погрузки используют автокраны и кранбалки грузоподъемностью не менее
2 т. Для выгрузки блоков на монтажной площадке обычно используют краны
или другие грузоподъемные строительные механизмы. При установке блока на
заданную монтажную отметку используют электролебедки, ручные тали, поли-
спасты и, если имеется возможность, строительные грузоподъемные механизмы
или автокраны.
Трубные блоки, узлы и длинномерные трубы рекомендуется поднимать двумя
стропами, чтобы угол наклона стропа к горизонтали был не менее 45°. Не допу-
скается в этом случае крепление одним стропом за середину блока или трубы.
После установки трубных блоков на заданную монтажную отметку и за-
крепления на установленном месте приступают к соединению трубных проводок.
5-9. БЛОЧНЫЙ МОНТАЖ ТРУБНЫХ ПРОВОДОК
При выполнении монтажа полносборным способом трубные проводки соби-
рают на монтажной площадке из готовых трубных блоков, изготовляемых на
МЗУ монтажных управлений. Трубным блоком называется определенное коли-
чество труб необходимой длины и конфигурации, уложенных и закрепленных
в определенном порядке на опорных деталях (обоймах) или несущих конструк-
циях и полностью подготовленных к соединению со смежными элементами трубной
проводки. Трубные блоки по конструкции разделяются на два основных типа:
блоки с несущим каркасом (каркасные и мосювые блоки) и бескаркасные.
Трубные блоки после их соединения между собой должны образовывать
непрерывные и механически прочные трубные линии, от качества выполнения
которых зависят правильность и надежность работы приборов и средств автома-
тизации. Трубные блоки монтируют по стенам, перекрытиям, колоннам и прочим
элементам зданий на установленных опорных конструкциях, а также на специально
установленных для технологических трубопроводов эстакадах.
Монтажные работы по прокладке трубных блоков начинают с разметки.
Отметки для опорных конструкций, на которых монтируют блоки, отсчитыва-
ются от плоскости пола, потолка или каких-либо частей стен и колонн. После
окончания разметки выверяют и закрепляют опорные конструкции, по которым
прокладывают одиночные трубные проводки или устанавливают трубные блоки.
Расстояние между опорными конструкциями трубных блоков не должно превы-
шать 2—3 м (в зависимости от конструкции и размера блоков).
Способы монтажа трубных проводок блочной конструкции выбирают в за-
висимости от их назначения, конструктивных исполнений и мест привязки к
строительным сооружениям и конструкциям.
Наиболее распространенные узлы,’ применяемые при блочном монтаже
трубных проводок систем автоматизации, приведены на рис. 5-12, 5-13.
Мошаж трубных блоков выполняется на закрепленных к стене кронштейнах,
Z-образных полках, перфопрофилях и других несущих конструкциях (см. рис.
5-12,а и б — 5-14,а и б и рис. 3-91). Трубный блок поднимают на заданную отметку
С помощью грузоподъемных устройств (мостовой кран, лебедка, таль и т, д.),
§ 5-9] Блочный монтаж трубных, проводок
‘267
укладывают на несущие конструкции и временно закрепляют. При групповой
прокладке трубных блоков в горизонтальной плоскости рекомендуется в первую
очередь устанавливать на несущую конструкцию трубный блок, расположенный
ближе к стенке, а за ним последующие.
Предварительное закрепление трубных блоков к несущим конструкциям,
как правило, выполняют скобами и хомутами, при этом затяжка гаек крепления
должна выполняться таким образом, чтобы обеспечивалось перемещение блока
для его стыковки с соседним блоком. Затем соединяют трубы с помощью норма-
лизованных соединений (см. разд. 3), выверяют по трассе прямолинейность со-
единенных между собой блоков и окончательно закрепляют их к несущим кон-
струкциям.
При прокладке пакетных блоков их крепление к несущим конструкциям
выполняют с помощью болга с гайкой, входящих в комплект блоков. Допуска-
ется перемещение пакетных обойм вдоль труб до совмещения крепежного болта
с отверстием (перфорацией) в несущей конструкции.
Если предусматривается прокладка коллектора сжатого воздуха (стальная
труба от 4я и выше), то в первую очередь его закрепляют к несущим конструкциям,
а затем монтируют трубные блоки.
Мостовые блоки укладывают на кронштейны или Z-образный профиль и вре-
менно закрепляют при помощи болтового соединения (крюк с гайкой). После
соединения труб и выверки прямолинейности трассы соединяют мосты и оконча-
тельно их прикрепляют к несущим конструкциям.
По потолочным перекрытиям прокладка трубных блоков может осуществлять-
ся на перфорированном П-образном стальном профиле или уголке, подвешенном
к подвескам, прикрепленным к потолочным перекрытиям или металлическим
балкам (см. рис. 5-12, в, 5-13, в, 5-14, в). Трубные блоки перед закреплением к
подвескам устанавливают на основании из перфорированных П-образного профиля
или уголка и временно закрепляют на опорных конструкциях нормализованными
скобами или хомутами, а при монтаже мостовых блоков — крюками. После вре-
менного закрепления трубных блоков к основаниям их поднимают на заданную
отметку и прикрепляют к подвескам. Трубные блоки, подвешенные к подвескам,
соединяют в стыках между собой, выверяют прямолинейность трассы и оконча-
тельно закрепляют к основаниям.
При монтаже мостовых блоков после соединения их между собой выверяют
прямолинейность трассы, затем соединяют мосты и окончательно их закрепляют
к основаниям. Крепление блоков к подвескам должно выполняться без изгибания
последних.
Прокладка трубных блоков по колоннам может осуществляться иа обхва-
тах, выполненных из перфорированных профиля или уголка (рис, 5-12, а, 5-13, г,
5 14, г).
Перед установкой трубных блоков на несущие конструкции в местах, при-
соединяемых к подвескам, блоки прикрепляют к перфорированному профилю.
При прокладке мостовых блоков в конструкции моста должны быть установлены
крюки, обеспечивающие закрепление подвесок. Трубные блоки поднимают на
заданную отметку, устанавливают на обхватах и временно закрепляют болтом
с ганкой, хомутом и т.п. Длина подвесок должна обеспечивать устранение прогиба
трубной трассы или отдельного блока в середине пролета.
Выбор конструкций блока для прокладки трубных проводок должен осу-
ществляться также с учетом категории объекта и условий монтажа. Например,
для помещений с п о ж а р о о п а с п о й или взрывоопасной пылью,
которая может оседать на трубных проводках, следует применять конструкции
блока, не имеющие больших площадей.
Как правило, монтаж трубных проводок систем автоматизации выполня-
ется после окончания строительных работ и монтажа технологического оборудо-
вания или параллельно с ними. Это следует учитывать при выборе конструкций
трубных блоков и заготовок, чтобы их можно было своевременно изготовить и
завести на объект, а также установить на заданную монтажную отметку.
268
Монтаж трубных проводок [Рсзд. 5
6-10. КРЕПЛЕНИЕ И СОЕДИНЕНИЕ ТРУБНЫХ ПРОВОДОК
КРЕПЛЕНИЕ ТРУБНЫХ ПРОВОДОК
Крепление трубных проводок к стенам, перекрытиям и н=сущим конструкпиям
допускается осуществлять резьбовыми и нерезьбовыми крепежными изделиями,
обеспечивающими прочность закрепления труб при любом положении их в про-
странстве. Крепежные детали должны выдерживагь нагрузку не менее 100 кге
без каких бы то ни было деформаций. Диаметры крепежных болтов должны вы-
бираться в соответствии с крепежными скобами, но не менее 4 мм.
Нормируемые расстояния. Закрепление трубных проводок следует осущест-
влять на следующих расстояниях:
а) трубные проводки из цветных металлов
на горизонтальных участках 0,6-0,75 м;
на вертикальных участках 0,75—1,0 м;
б) трубные проводки стальные диаметром от 8
до 14 мм
на горизонтальных участках 0,75 м;
на вертикальных участках 1 — 1,5 м;
в) трубные проводки стальные диаметром от 22
до 6 0 мм
на горизонтальных участках 2—4 м;
на вертикальных участках 3—5 м.
При групповой прокладке трубных проводок различных марок и диаметров
на общих несущих конструкциях расстояния между точками закрепления труб
принимаются наименьшие из необходимых.
Закрепление трубных проводок на стенах, перекрытиях или
несущих конструкциях должно производиться крепежными дета-
лями, легко разбираемыми и внбвь собираемыми. Непосредственная приварка
трубных проводок к металлическим несущим конструкциям, эстакадам, сталь-
ным колоннам и аналогичным элементам зданий и сооружении не рекомен-
дуется.
Конструкции, несущие трубные проводки, разре-
шается закреплять непосредственно на железобетонных или стальных колоннах
и иных конструкциях зданий и сооружений, при этом конструкцией крепежных
устройств должно исключаться разрушение железобетонных колонн, конструк-
ций зданий и сооружений и т. д. Приварка несущих конструкций к металлическим
колоннам зданий и сооружений должна осуществляться без ослабления механи-
ческой прочности колонн. Непосредственная приварка конструкций, несущих
трубные проводки, к иным элементам зданий и сооружений допускается по согла-
сованию с заказчиком или генподрядчиком.
Закрепление трубных проводок на внешней стороне щитов, корпусах приборов
и средств автоматизации, а также иа разбираемом технологическом оборудова-
нии не разрешается.
У отборных устройств допускается закрепление трубных про-
водок на разбираемом технологическом оборудовании, но не более чем в двух
точках, обеспечивающее монтаж и демонтаж оборудования и трубных проводок.
Закрепление трубных проводок на неразбираемом технологическом оборудовании
допускается по согласованию с заказчиком или генпроектировщиком.
При прокладке водной плоскости трубных проводок диаметром
от 6 до 60 мм включительно допускается крепить одной скобой две трубы одного
диаметра. В трубных проводках диаметром до 12 мм включительно разрешается
крепить одной скобой до 16 труб одного диаметра (рис. 5-15 и табл. 5-21).
Таблица составлена для случая прокладки на общей несущей конструкции
труб различного диаметра. При укладке труб различных диаметров расстояние
между соседними трубами должно равняться среднему арифметическому их ди-
аметров.
§ 5-10] Крепление и соединение трубных проводок
269
Трубные проводки, закрепляемые одной скобой, должны располагаться
равномерно по обе стороны крепящего болта. При наличии сотрясений или вибра-
ции гайки должны быть законтрены или применены шайбы соответствующей
конструкции. Болт должен выходить из гайки не менее чем на две нитки и не
Рис, 5-15, Определение межосевых расстояний и крепление труб разного диа-
метра на металлической стенке.
Размеры А, Б В в F даны в табл. 5-21.
более чем на высоту гайки. Число прокладываемых шайб не должно быть более
двух под гайкой или более одной под головкой болта. При соединении деталей
с кривыми поверхностями (например, ребра жесткости скоб) ось болта должна
быть перпендикулярна оси трубы или скрепляемой детали.
Таблица 5-21
Наименьшие расстояния между осями трубопроводов (рис. 5-15)
Диаметр труб А Б в г
мм ДЮЙМЫ мм
6 ___ 15 25 12 6
8 — 15 30 14 8
10 — 15 35 16 10
12 —- 15 40 19 12
14 — 20 45 21 14
16 —- 20 45 24 16
21,3 М/2 25 55 32 —
22 25 65 33 22
26,8 % 30 60 37 —
33,5 1 35 65 44
48 11/2 45 — 62
60 2 50 — 77 —
Расположение трубных проводок на несущих конструкциях и основаниях,
а также способы крепления проводок приведены на рис. 5-16—5-18.
Трубные проводки из стальных углеродистых и медных труб при их монтаже
одиночными трубами могут быть закреплены на несущих или непосредственно
на строительных конструкциях.
270
Монтаж трубных проводок [Разд. 5
Рис. 5-16. Крепление одиночных трубных проводок диаметром от 8 до 14 мм на
бетонных и кирпичных основаниях.
а — на профиле Z-образном перфорированном; б — на полосе перфорированной; в — на
строительном основании. / — скоба типа СО; 2 — скоба типа БС2, 5 — профиль Z-образ
ный, 4 — дюбель-гвоздь; 5 — полоса перфорированная; 6 — дюбель-винт; 7 — дюбель
с р8спорной гайкой
Рис. 5-17. Крепление одиночных трубных проводок диаметром от 22 до 60 мм
па бетонных и кирпичных основаниях.
а — на профиле Z образном перфорированном; б — на полосе перфорированной, в —
ив строительном основании; /—7 — см. рис. 5-16.
§ 5-/0] Крепление и соединение трубных проводок
271
Несущие конструкции в зависимости от материала строительных оснований
могут быть за креплены к последним следующим образом: если несущие конструкции
не имеют крепежных отверстий, ю к беюнному и кирпичному основанию без
закладных металлических частей они могу г быть прикреплены дюбелями-гвоздями,
а к мегаллической поверхности приварены. При наличии в бетонных и кирпичных
основаниях металлических закладных частей (пластин) несущие конструкции
приваривают к ним. Если несущие конструкции имеют крепежные отвер тия.
Рис. 5-18. Крепление одиночных трубных проводок на полосе перфорированной,
приваренной к металлическому основанию.
а — одна труба диаметром 8 —14 мм; б — две трубы 8 — 14 мм; в — одна труба 22—60 мм
е — две грубы 22—60 мм: б — четыре трубы 8 — 14 мм / — полоо п, форированная.
2 — скоба типа СО; 3 — скоба БСа; 4 — скоба БСП.
то на бетонных и кирпичных основаниях без закладных частей (пластин) они
могут крепиться дюбелями-винтами, дюбелями с распорной ганкой и вмазанными
штырями; при наличии закладных частей эти несущие конструкции приваривают
к металлическим основаниям.
Крепление труб к несущим конструкциям и непосредственно к строительным
основаниям осуществляется однолапковыми, двухлапковыми и безлапкоаыми
скобами, при этом крепление скоб к основанию может осуществляться дюбелями-
винтами и дюбелями с распорной гайкой. После предварительного закрепления
грубных проводок на несущих конструкциях и основаниях приступают к выпол-
нению соединений груб,
СОЕДИНЕНИЕ ТРУБ
Грубные проводки в зависимости от условий их работы выполняют разъем-
ными в неразъемными.
Неразъемные соединения можно разобрать только с наруше-
нием целости материала трубы или вращая одну или несколько соединенных
труб. В условиях монтажа неразъемные соединения чаще всего выполняют га-
зовой, электро- или аргонодуговой сваркой.
Разъемные соединения можно разобрать без нарушения целости
материала трубы или без вращения соединенных груб. При выполнении разъем-
ных соединений труб необходимо обеспечить: механическую прочность, доста-
точную для сохранения целости трубопровода при воздействии на него внутрен-
них и внешних сил при монтаже и в процессе эксплуатации; механическую проч-
ность соединении при возденствии на них давлений заполняющих сред в процессе
испытаний и при эксплуатационных режимах; плотность соединений при воз-
денствии на них давлений заполняющей среды в процессе испытаний и при эк-
сплуатационных режимах; легкость сборки и разборки стандартным или специаль-
ным инструментом. Неразъемные соединения должны также отвечать всем изло-
272
Монтаж трубных про одок [Разд. 5
женным выше требованиям, предъявляемым к ра гьемным соединениям, кроме
легкости сборки и разборки.
Расположение соединений. Соединения любого типа металлических труб
запрещается располагать на изогнутых участках. Соединения должны выпол-
няться только на прямолинейных участках трубных проводок (рис. 5-19).
Запрещается расположение соединений на компен аторах трубных проводок
у температурных швов зданий.
При прокладке одиночных трубных проводок разъемные соединители уста-
навливают в местах, удобных для эксплуатации При прокладке трубных про-
водок готовыми блоками расстояния между разъемными соединениями опреде-
ляются требованиями удобства эксплуатации и технологией соединения труб.
Разъемные и неразъемные соединения труб следует располагать в стороне
от проходов, агрегатов, обслуживаемых людьми, электродвигателей, электри-
ческих щитов и оборудования, так как попадание па них среды, заполняющей
трубные проводки, может вызвать повреждение. При технической невозможности
Рис. 5-19. Соединение трубных проводок разъ мными соединителями на прямо-
линейных участках труб,
выполнения указанного требования под трубным разъемным соединением поме-
щают защитные козырьки, исключающие возможность попадания среды, запол-
няющей трубные проводки, на людей и оборудование.
При групповых трубных проводках и соединениях блоков труб разъемные
и неразъемные резьбовые соединения труб должны располагаться со сдвигом
соединений для свободного применения инструмента при монтаже или демонтаже
соединений (см. рис, 5-19).
При сдвиге соединений с изгибом труб (утки) допускается располо-
жение неразъемных соединений труб на прямом участке на расстоянии не менее
50 мм от начала изгиба.
Расположение соединений труб любого типа на опорных несущих конструк-
циях запрещается. Соединения труб рекомендуется располагать на расстояниях
около 200 мм от опорных точек.
Технология выполнения безрезьбовых неразъемных соединений металличе-
ских труб должна обеспечивать неизменность структуры, химического состава
и механической прочности металла труб в местах «х соединений. Неразъемные
соединения выполняют с помощью электродуговой, газопламенной или аргоно-
дуювой сварки. Способы сварки стыков трубопроводов приведены
в табл, 5-22. Электроды или сварочную проволоку выбирают в зависимосги от
материала свариваемых труб. Сварные швы должны соответствовать ГОСТ 8713-70.
, При соединении трубных проводок на сварке (рис. 5-20) проводится центровка
труб. Для труб диаметром свыше 30 мм центровку следует выполнять в приспо-
соблении. Трубы, соединяемые внахлестку или при помощи гильзы, вводят в
пос. еднюю с таким расчетом, чтобы их стыковка располагалась в средней части
§ 5-10] Крепление и соединение трубных проводок
273
Таблица 5-22
Сварка стыков трубопроводов
Вид соединения и эскиз
Область применения и технология
Стык без разделки кромок
Сварка тонкостенных труб толщиной стенки
до 3 мм, стык собирается с зазором от 0 до 1,5 мм
и заваривается с применением присадочного ме-
талла
Стык без скоса кромок со
вставным кольцом
Сварка тонкостенных труб с толщиной стенки
до 3 мм. Обеспечивается полный гарантирован-
ный провар всего сечения
Стык без скоса кромок
с раструбом и вставным
кольцом
Сварка тонкостенных труб с гарантирован-
ным проваром сечения, когда уменьшение вну-
треннего диаметра недопустимо
Стык с нормальной раз-
делкой кромок
Сварка стыков труб с толщиной стенок более
3 мм. Наиболее распространенный вид соеди-
нения
Стык с разделкой кромок
и вставным кольцом
Применяется в тех случаях, когда требуется
особенно тщательный провар всего сечения и
допускается местное сужение сечения трубопро-
вода
274
Монтаж трубных проводок [Разд. 5
Продолжение табл. 5-22
Вид соединения и эскиз Область применения и технология
Стык с внутренней расточ- кой для постановки опор- ного кольца Применяется при необходимости соблюдения точных внутренних размеров
ПЧ
(лык с '-.аточ'-.ий для точ-
ной центровки
Lgggcsgsoca
Сварной операционный
стык
Применяется для толстостенных труб, когда
требуется точная центровка, а прочность свар-
ного соединения может быть ниже прочности
металла труб
Применяется в монтажных условиях, огда
трубопровод проходит в местах, где сьарка
его обычными способами невозможна
Сварной монтажный стык,
выпотняемый при помощи
зеркала
Применяется в монтажных условиях, когд^,
горелкой можно подойти со всех сторон свари
ваемого стыка, но прямое наблюдение за сты-
ком невозможно
§ 5-10] Крепление и соединение трубных проводок.
275
<ильзы (см. табл. 5-22). Длина гильзы должна быть не менее двух диаметров
соединяемых труб.
Проверка качества сварных швов трубных проводок, присоединяемых к тех-
нологическим трубопроводам, должна производиться внешним осмотром и гидрав-
лическим (пневматическим) испытанием полностью смонтированных трубных
проводок. Внешнему осмотру подлежат все сварные стыки трубной проводки,
при этом сварные соединения бракуют, если обнаружены следующие дефекты:
трещины, выходящие на поверхность шва или основного металла в зоне свар-
ки; наплывы или надрезы в зоне перехода от основного металла к наплавленному;
прожоги, неравномерности усиления сварного шва по ширине и высоте, а также
его отклонения от оси (перекосы) и отступления от размеров швов (указанных
в чертежах или инструкциях на сварку). 0
Обнаруженные дефекты в зависимости от их характера могут быть исправлены
путем вырезки дефектных швов и заварки вновь. Возможность исправления де-
фектов определяется на месте представителями монтажной организации и за-
казчика.
Рис. 5-21. Соединение медных труб
пайкой враструб (а). с наружной муф-
той (б).
Рис, 5-20. Соединения стальных труб
на сварке.
а — сты овос; б — внахлестку; /, 2 *-
свариваемые трубы.
Пайка медных труб допускается для их соединения только твердыми
припоями. При пайке труб не допускается протекание припоя и образование
наплывов на внутренней поверхности труб. При соединении медных трубных
проводок папкой концы труб отрезают под прямым углом к оси трубы, при этом
резка их должна выполняться без сужения (завальцовки) внутреннего диаметра
трубы у торца.
При соединении труб враструб конец одной трубы разбортовывается и в
разбортованную часть вводится конец другой трубы. Длина I разбортовки конца
трубы должна быть не менее наружного диаметра d соединяемых труб (рис. 5-21, а).
Трубы, соединяемые внахлестку или при помощи наружной муфты, вводят в
нее с таким расчетом, чтобы стыковка труб располагалась в средней части муфты;
ее длина lt должна быть не менее двух наружных диаметров соединяемых труб
(рис. 5-21,6). Подгонка спаиваемых концов труб ирон (водится с зазором 0,05—
0,15 мм, при котором достигается наибольшая прочность шва.
Пайка производится в пламени ацетплено-кислородной горелки с приме-
нением буры (флюс) и припоя ПМЦ-54, латуни марок Л-62, Л-68 или сплава
ЛОК62-06-04, ЛСЖ59-1-03.
Основные требования, предъявляемые к разъемным соединениям трубных
проводок:
1. Резьба на трубах и соединительных частях должна быть чистой, без
заусенцев; сорванная или неполная резьба, составляющая более 10% рабочей
части соединений на трубах, не допускается.
2. Уплотнение резьбовых соединений, выполняемых соединительными ча-
стями (муфтами, угольниками и т. п.), должно производиться подмоткой на резьбу
льняного волокна, смазанного суриком или белилами, тертыми на олифе.
3. Трубы, имеющие наружную коническую трубную резьбу по ГОСТ 6211-69
и предназначенные для работы при ру до 10 кгс/сма, могут соединяться муфтами,
276
Монтаж трубных проводок [Розй. 5
а также ввертываться в муфтовые концы арматуры, имеющие внутреннюю ци-
линдрическую резьбу.
4. При выполнении фланцевых соединений прокладки должны иметь размеры,
соответствующие уплотнительным поверхностям фланцев или соединений. Па-
ронитовые прокладки перед установкой должны натираться с обеих сторон сухим
графитом. Болты (шпильки) трубных проводок, работающих при температуре
свыше 300°С, должны быть перед установкой «прографичены». При выполнении
разъемных соединений, включая фланцевые материалы для прокладок можно
выбирать по табл. 8-7 (см. разд. 8).
Технология выполнения разъемных соединений Для правильного выполне-
ния разъемных соединении трубных проводок необходимо руководствоваться
следующим.
Рис. 5-22. Соединение стальных водогазопроводных труб соединительными ча-
стями из ковкого чугуна по ГОСТ 8943-75 или стальными по ГОСТ 8965-75.
с и б — на муфтах, в — на угольниках, г — на тройниках.
При соединении на муфтах, угольниках, тройниках и фи-
тин г а х (рис. 5-22) необходимо обрезать концы соединяемых труб перпенди-
кулярно оси трубы, при этом допускаемое отклонение не должно превышать
0,5 мм. Затем леркой, клупп-трещоткой и пи плашкой нарезать на концах труб
короткую I и длинную Zj резьбы (рис. 5-22,6 и табл. 5 23). Снять с торцов труб
заусенцы с внутренней и наружной стороны, подмотать льняное волокно на
резьбу одной из труб и смазать суриком или белилами по повиву волокон. Затем
навернуть муфту на резьбу трубы до у пора; подмотать волокно на резьбу другой
трубы с подма кой суриком или белилами по повиву волокна и ввернуть вторую
трубу в муфту др полного затягивания с первой трубой.
Таблица 5-23
Размеры соединяемых водогазопроводных труб с помощью
соединительных частей из ковкого чугуна по ГОСТ 8943-75
или стальных по ГОСТ 8965-75 (рис. 5-22, б)
Присоединительная резьба соединяемых частей Условный проход Dy> мм Наружный диаметр труб ММ Короткая резьба 1, мм Длинная резьба 1и мм
Труб i/4” 8 13,5 7 32
Труб. 1/8" 15 21,3 9 38
Труб. >/*' 20 26,8 10,5- 42
Труб. 1" 25 33,5 11 47
Труб. В/а' 40 48 13 57
Труб. 2" 50 60 10 62
§ 5-10] Крепление и соединение трубных проводок
277
При соединении водогазопроводных труб их размеры можно выбрать по
табл. 5-23, а соединительные части из ковкого чугуна — по ГОСТ 8943-75 и стали—
по ГОСТ 8965-75 для соединения труб, прокладываемых в качестве импульсных,
питающих, выбросных, командных,
обогревных и защитных. Соединения
водогазопрсводных труб с условным
проходом до 40 мм рассчитаны на ру
до 16кгс/см2 при температуре окружаю-
щей среды 175 °C. Надежность этих
соединений зависит от правильности и
аккуратности их выполнения.
Соединение водогазопроводных
труб фланцами (прокладывае-
мых в качестве импульсных, команд-
ных, питающих, дренажных и других
линий) показано на рис. 5-23.
При монтаже стальных труб на-
ружным диаметром 10, 14 и 22 мм
Рис. 5-23. Соединение стальных труб
на фланцах.
применяются соединения с шаро-
вым ниппелем (рис. 5-24). Сое-
динения рассчитаны на рабочее давле-
ние неагрессивной среды до 160 кгс/см2
а — фланцевое соединение до сборки;
б — фланцевое соединение после сборки;
1 и 6 — трубы соединяемые; 2 — фланцы;
3 — болт; 4 — гайка; 5 — прокладка.
при температуре от —40 до + 120сС.
При соединении трубных проводок на соединителях с шаровым ниппелем трубу 1
приваривают к ниппелю 2. Затем навертываю! накидную гайку 3 на штуцер 4
и затягивают ключом.
Рис. 5-24. Соединение стальных труб на
соединителях с шаровым ниппелем.
/ — труба; 2 — ниппель, 3 — накидная гайка;
4 — штуцер.
При соединении медных и алюминиевых труб, прокладываемых в качестве
импульсных, командных, питающих, выбросных, при монтаже приборов и средств
автоматизации могут быть использованы соединители под разбортовку
(рис. 5-25). Они рассчитаны на соединение труб, заполняемых средой с давлением
Рис. 5-25. Соединение труб из цветных металлов соединителями с разбортовкой.
а — соединение да сборки; б — соединение после сборки,' / — труба; 2 — накладная
гайка; 3 — штуцер.
па ру до 64 кгс/см2, и монтируются в следующей очередности. Отрезают концы
соединяемых труб перпендикулярно оси трубы; допустимое отклонение не должно
превышать 0,5 мм; надевают накидные гайки 2 на концы труб 7; разбортовывают
концы труб; прижимают поочередно каждую из разбортованных труб накидной
гайкой к штуцеру 3 и поочередно затягивают пары гайка — штуцер до упора.
278
Монтаж трубных проводок [Разе). 5
При соединении трубных проводок с помощью наверти ы х соеди-
нительных гаек (рис. 5-26) копцы труб 1 обрезают под прямым углом
к оси трубы, очищаюг от грязи и ржавчины, снимают фаски с наружной и зау-
сенцы с внутренней частей труб, затем нарезают короткую резьбу на длину от
7 до 15 мм. На одну из соединяемых между собой труб надевают накидную гайку 2,
затем на концы труб на резьбу подматывают прядь льняного волокна, пропитан-
ного суриком или белилами. На конец трубы 1 с надетой накидной гайкой 2 до
упора навертывают ниппель 3, на конец присоединяемой трубы — штуцер 5,
Рис. 5-26. Соединение стальных труб с помощью навертных соединительных гаек.
а — соединение до сборки; б — соединение после сборки; / — труба; 2 — накидная гайка;
3 — ниппель, 4 — прокладка; 5 — штуцер.
Между штуцером 5 и ниппелем 3 устанавливают прокладку 4. Поверхность про-
кладки с обеих сторон натирают серебристым графитом. После проверки чистоты
уплотнительных поверхностей соединителя и проверки на соответствие размеров
прокладки размерам уплотнительных поверхностей соединителя прокладку
устанавливают на цилиндрическую часть ниппеля 3. Поверхность прокладки
не должна иметь трещин, разрывов и других повреждений, снижающих плотность
соединения.
Ниппель 3 с установленной прокладкой 4 вставляют в расточку штуцера 5
и на резьбу последнего вручную наверплвают накидную гайку 2. Окончательная
затяжка накидной гайки производится стандартным ключом.
Рис. 5-27. Соединение стальных труб на приварных соединительных гайках.
и — соединение до сборки; б — после сборки; ! — труба; 2 — накидная гайка; 3 — нип-
пель; 4 — прокладка; 5 — штуцер.
Соединение на приварных соединительных гайках
(рис. 5-27) производится так же, как на навертных, но к концам труб привари-
вают элек1родуювой или газопламенной сваркой ниппель и штуцер. Электроды
или сварочную проволоку выбирают в зависимости от материалов соединяемых
деталей. Сварные швы должны соответствовать ГОСТ 8713-75 и МН 3559-62.
Следует учесть, что ниппель должен привариваться к трубе с надетой на нее
накидной laiiKoii. Дальнейшая сборка соединителя выполняется в той же после-
довательности, как для труб, соединенных на навертных соединительных гайках.
При соединении трубных проводок на соединителях с торцовым уп-
лотнением (рис. 5 28) трубу 1 приваривают к ниппелю 2 электродуговой
илч газопламенной сваркой. Электроды или сварочную проволоку выбирают
§ 5-11] Обработка труб для трубных проводок высокого давления
279
в зависимости от материала свариваемых деталей. Сварные швы должны соот-
ветствовать ГОСТ 8713-75 и МН 3559 62. Затем устанавливают паронитовую
или медную прокладку 4. Размер прокладки должен соответствовать размерам
уплотнительных поверхностей соединителя. Перед установкой прокладки следует
проверить чистоту уплотнительных поверхностей соединителя, затем навернуть
накидную гайку 5 на штуцер 3 вручную и затянуть стапдар1ным гаечным ключом
до отказа.
Рис. 5-28. Соединение стальных труб на сое-
динителях с торцовым уплотнением.
/ — труба; 2 — ниппель; 3 — штуцер; 4 — про-
кладка; 5 — накидная гайка.
J 4 5
Присоединение труб к приборам, регуляторам, исполнительным механизмам
и вспомогательному оборудованию должно выполняться только разъемными сое-
динениями. Применение соединений, конструкции которых вызывают необходи-
мость вращения прибора, запрещается. К приборам, средствам автоматтации
и вспомогательному оборудованию трубы присоединяют ввертными и навертными
трубными соединителями с цилиндрической и конической резьбой.
Можно присоединять трубы к тягомерам резиновыми и поливинилхлоридными
трубками с применением металлических наконечников, которые устанавливают
в месте перехода проводки с металлической трубы на резиновую.
5-11. ОБРАБОТКА ТРУБ ДЛЯ ТРУБНЫХ ПРОВОДОК
ВЫСОКОГО ДАВЛЕНИЯ
Перед началом работ по обработке и монтажу трубных проводок высокого
давления (при рабочих давлениях рр 10 МПа) необходимо приказом по монтаж-
ному управлению назначить из числа инженерно-технических работников ответ-
ственное лицо на весь период работ, связаннып с обработкой и монтажом трубных
проводок, для постоянного наблюдения и контроля за качеством обрабатываемых
труб и выполнения монтажных работ, а также за оформлением документации,
составляемой в процессе монтажа. Назначенное ответственное лицо с представи-
телями монтажного участка и склада монтажной организации проверяют все
элементы трубных проводок и сварочные материалы, поступающие на склад
монтажной организации.
Все элементы трубных проводок высокого давления и сварочные материалы,
поступающие на склад монтажной организации, должны иметь следующие до-
кументы: сертификаты на материалы (трубы, электроды, флюсы и г. п.) заводов-
изготовителей; паспорта на изделия (арматуру, соединительные части, крепежные
изделия и т. п.); копии ведомостей индивидуальной т риемки груб на складе за-
казчика и акты на обезжиривание элементов трубных проводок, предназначен-
ных для заполнения кислородом. Результаты проверки труб, изделий и сварочных
материалов оформляются актом, в котором указывается их соответствие проек-
тным спецификациям, наличие необходимой технической документации и до-
пустимость выдачи этих изделий и материалов в монтаж.
Обработка труб высокого давления производится по специально разрабаты-
ваемым технологическим картам.
Трубы из легированных сталей разрешают только механическим спосо-
бом. После резки трубы каждый ее отрезок в месте реза проверяют на соответствие
наружного, внутреннего диаметров и толщины стенки размерам, установленным
ГОСТ или ТУ, а также на отсутствие расслоений, трещин и других дефектов
в металле трубы. Концы труб под линзовые уплотнения должны быть обработаны
в соответствии с ГОСТ 9400 75,
280
Монтаж трубных проводок [Разд. 5
Подготовка кромок труб, предназначенных для сварки, производится меха-
ническим способом. Нарезка резьбы на трубах должна производиться по второму
классу точности ГОСТ 16093-70 с последующими внешним осмотром (чистота
поверхности) и проверкой мерительным инструментом (длина резьбы, длина сбе-
гов, наружный диаметр резьбы) и калибрами (средний диаметр резьбы). Правиль-
ность заготовки торцов труб под сварку проверяют угольником. Зазор м жду
торцом трубы и прилегающей стороной угольника не должен превышать 0,5 мм.
Правильность разделки кромки трубы проверяют специальным шаблоном, ко-
торый контролирует угол скоса и форму разделки. Отклонение угла не должно
превышать величин, указанных в чертеже или технологической карте.
На годные трубы наносится клеймо монтажной организации на расстоянии
200 мм от торца трубы. Трубы, концы которых обработаны для сборки на фланцах,
должны быть укомплектованы фланцами. На боковых поверхностях фланцев
наносят номера труб и их концов и клеймо монтажной организации. Каждая
заготовленная труба с комплектующими деталями перед выдачей ее в монтаж
должна пройти гидравлическое испытание пробным давлением в соответствии
с ГОСТ 356 68 и выдержкой времени в течение 5 мин.
Укомплектованные фланцами трубы должны быть заглушены с обоих концов
деревянными пробками, а все обработанные поверхности смазаны консистентной
смазкой; не смазывают трубы, заполняемые кислородом. При подготовке и мон-
таже труб высокого давления по возможности следует избегать их гнугья,
применяя специальные отводы и угольники.
Арматура высокого давления до передачи в монтаж должна
быть расконсервирована, осмотрена и подвергнута гидравлическому испьпанию
на прочность и плотность пробным давлением в соответствии с ГОСТ 356-68 и
выдержкой времени в течение 5 мин; при этом плотность закрытия клапана про-
веряют подачей под него давления, равного рабочему.
Гидравлические испытания -заготовок труб, арматуры и деталей на рабочее
давление рр = 200 кгс/сма должны производиться в заготовительных мастерских
на специально оборудованных рабочих местах, удаленных от мест возможного
скопления людей и от проходов. В качестве испытательной среды применяются
вода и масло (индустриальное марок 12; 20; 20в). Трубы и детали для трубных
проводок, заполняемых кисл родом, должны испытываться только водой.
При проведении испытаний трубных проводок необходимо по манометру следить
за давлением в испытываемых трубопроводах. Если а течение 5 мин не наблю-
дается падение давления, то давление снижают до рабочею, осматривают испы-
тываемые трубы и детали и выявляют дефекты (выпучины, запотевания и т. п.).
После гидравлического испытания арматуру необходимо продуть, наружную
неокрашенную поверхность покрыть натуральной олифой или антикоррозионным
покрытием, а уплотнительные поверхности — солидолом (кроме кислородной
арматуры). По результатам испытания арматуры составляют протокол, в котором
указывают данные провед иных испытаний и допустимость выдачи арматуры
в монтаж.
Перед сборкой трубных проводок со всех уплотнительных
поверхностей труб, линз, арматуры и фасонных детален должны быть удалены
консервирующие смазки. Перед сборкой фланцевых соединений, уплотняемых
на линзах, должно быть проверено качество обработки линз и уплотнительных
поверхностей труб и арматуры.
При сборке фланцевого соединения для исключения перекосов болты нужно
затягивать завертыванием гаек постепенно: поочередно при трех и попеременно
(крест-накрест) при четырех болтах. Окончательная затяжка гаек должна про-
изводиться специальными ключами с регулирующим крутящим моментом, при
этом необходимо следить за параллельностью между фланцами и торцами труб.
, Применение сварных соединений при изготовлении элементов трубных
проводок допускается только в случаях, предусмотренных проектом. Замена
фланцевых соединений сварными без разрешения проектной организации запреща-
е тся. На принятых сварных соединения? рядом с клеймом сварщика выбивается
§ 5-12] Монтаж трубных проводок высокого давления
281
клеймо контролера, проверившего сварное соединение и порядковый номер стыйа
в соответствии с ведомостью на производство сварочных работ.
После проведения работ по обработке труб высокого
давления и подготовки их к монтажу приступают к выполнению работ, связанных
с монтажом непосредственно на объекте.
5-12. МОНТАЖ ТРУБНЫХ ПРОВОДОК ВЫСОКОГО ДАВЛЕНИЯ
И НИЗКОГО ВАКУУМА
МОНТАЖ ТРУБНЫХ ПРОВОДОК ВЫСОКОГО ДАВЛЕНИЯ
Монтаж трубных проводок высокого давления должен производиться по
рабочим чертежам проекта с учетом требований строительных норм и правил
СНиП Ш-34-74, а также с учетом требований специальных технологических
инструкций, утвержденных в установленном порядке и при участии ответствен-
ного сотрудника, назначенного приказом монтажного управления на весь период
выполнения работ по монтажу трубных проводок высокого давления.
Способы монтажа трубных проводок высокого давления определяются в за-
висимости от конкретных условий работы, наличия грузоподъемных механизмов,
инструмента и приспособлений.
Перед началом монтажных работ необходимо тщательно
ознакомиться с технической документацией (рабочими чертежами, специфика-
циями, принципиальной схемой и т. п.) с комплектностью трубных проводок
высокого давления изделиями, узлами, деталями, арматурой и другими монтаж-
ными материалами. Детали трубопроводов из мастерских монтажного управления
или склада обычно должны доставляться к месту монтажа на специально обору-
дованных машинах.
Прямые участки труб с навернутыми фланцами при перевозке укладывают
в кузове автомашины на специальные деревянные гребенчатые подкладки, пре-
пятствующие перекатыванию и сближению труб при толчках. Длинные трубные
трассы (12—20 м), сваренные в секции, перевозят на автомашинах с прицепами
(промежуточным и концевым), что предотвращает при перевозке труб образование
чрезмерных напряжений, которые могут возникнуть при бол >ших безопорных про-
летах и плечах.
Для складирования деталей трубопроводов на каждом монтажном
объекте или внешних трассах должны быть устроены специальные стеллажи
и отведено место с деревянным настилом для сборки деталей трубопроводов и
арматуры в узлы. Укладывать детали непоср дственно на землю не разрешается.
Во избежание повреждений отшлифованных поверхностей гнезд под лин-
зовые уплотнения, а также попадания посторонних предметов во внутренние по-
лости в процессе хранения и транспортирования не разрешается снимать с труб,
арматуры и деталей трубопроводов защитные заглушки или пробки. Их снимают
только перед присоединением очередных монтируемых деталей или узлов. При
перерывах в работе оставшиеся неустановленные детали должны быть убраны
в закрытый склад.
Детали трубопроводов и арматуры следует устанавливать в линии в виде
собранных элементов, укрупненных узлов и блоков. Сборка их производится
на деревянном настиле. При этом особое внимание необходимо обращать на то,
чтобы маркировка всех деталей соответствовала монтажной схеме. Непосред-
ственно перед сборкой деталей трубопроводов и арматуры на лин-
зовых прокладках в узлы или блоки уплотнительные поверхности и линзы необ-
ходимо промыть в керосине и вытереть чистыми тряпками, после чею проверить
чистоту внутренних поверхностей арматуры и деталей трубопроводов и составить
соответствующий акт.
Резьбу шпилек перед их установкой необходимо покрыть маслографитовой
смесью (700 массовых частей машинного масла и 30 чешуйчатого графита). До уста-
282
Монтаж трубных проводок [Разд. 5
новки линзы пэ место во фланцы предварительно вставляют две-три шпильки.
После установки линзы трубы сближают и зажимают лиыу между торцами де-
талей трубопроводов полностью вставленными во фланцы шпильками. Гайки
шпилек следует затягивать постепенно и в определенном порядке с постоянной
проверкой параллельности фланцев. Гайки следует затягивать тарированными
ключами с усилием, указанным в табл. 5-24,
Усилия затяжки одной шпильки
Таблица 5-24
Диаметр условного прохода Dy, мм Усилие затяжки одной шпильки, кгс, при условном давлении, кгс/см2
200 250 320 400 500 640 800 10и0
6 112 120 131 145 ICO 1S5 215 246
0 312 335 36 7 505 450 «520 too 660
15 700 750 820 675*/900 760 */1 000 875 1(4 0 1150
25 11S0 1270 1390 1530 1700 1970 2250 2600
32 2100 2250 2450 2700 2lXO*/3000 2300 21.50 ЗИЮ
40 2100 2250 2450 2700 3000 3450 2950 4600
60 Al 50 4000 4400 4S50 5100 6250 7100 8‘?50
70 5150 5500 6000 6700 7400 8э00 9800 11400
90 77 U0 8200 9000 9900 11000 9э 0*/12 700 11000*/! 4 500 12700
100 10UU0 10700 11700 9700*/13 000 10800*/14400 12400 14200 16500
дано
15 мм
следующих
с шестью
усилие
с четырьмя шпильками!
затяжки одной шпильки для
= 32 мм
фланцевых
шпильками,
фланцевых
шпильками.
* В числителе
соединений: 1)^ ~
Dy —90 и 100 мм с восемью шпильками.
В знаменателе дано усилие затяжки одной шпильки для
соединений: Dy = 15 мм с тремя шпильками, Dy — 32 мм с
Dy — 90 и 100 мм с шестью шпильками, Dy = 200
следующих
четырьмя
= 200 мм с восемью шпильками.
При отсутствии тарировочиых ключей гайки затягивают обычными гаечными
ключами с применением рычагов. Длина рычага вычисляется по формуле
(=0,0035Pd,
где I — длина рычага, мм, при выполнении операции одним рабочим (усилие
рабочего принимается равным 30 кгс); Р — усилие затяжки, кгс, одной шпильки
по табл. 5-24; d — наружный диаметр шпильки, мм.
При сборке трубопроводов из-за неточных размеров заготавливаемых труб
могут получиться большие зазоры между фланцами или стыками, подготовленными
под сварку замыкающих участков. Во избежание этого замыкающий участок
должен изготовляться по шаблону, точно по месту. Натяги и перенапряжения при
сборке трубопроводов ие допускаются, за исключением случаев, особо оговоренных
в проекте.
Фланцевые и резьбовые соединения должны выполняться в соответствии
с рабочими чертежами, ГОСТ, нормалями машиностроения или нормалями той
отрасли, к которой относится монтируемый объект. Для удобства установки тру-
бопровода фланцевые соединения для труб Оу до 60 мм располагают не ближе
чем иа 0,3 м от опоры, а при больших проходах — 0,5 м.
Присоединение труб к местам отборов импульсов,
приборам и средствам автоматизации должно выполняться
разъемными резьбовыми соединениями или фланцевым соединением, причем
присоединение должно выполняться теми же элементами, что и фланцевое соеди-
нение, за исключением стяжных шпилек, которые заменяют упорными. Гнезда
для упорных шпилек должны быть выполнены в соответствии с нормалями.
§ 5-12] Монтаж трубных проводок высокого давления
283
Перед сборкой трубных проводок со всех уплотнительных
поверхностей труб, линз, арматуры и фасонных деталей должны быть удалены
консервирующие смазки. Особенно тщательно должны промываться и вытираться
досуха уплотнительные поверхности всех элементов трубных проводок. Уплотни-
тельные линзы перед установкой на трубных проводках с рабочей температурой
до 200°С (кроме трубных проводок, заполняемых кислородом) должны смазы-
ваться солидолом или другой консистентной смазкой. Линзы, монтируемые на
трубных проводках с рабочей температурой выше 200°С, должны устанавливаться
на место после промывки без смазки.
Масла, применяемые для смазки линз, должны храниться в закрытой таре,
предохраняющей масло от загрязнения и пыли.
Перед сборкой фланцевых соединений, уплотняемых на линзах, должно быть
проверено качество обработки линз и уплотнительных поверхностей труб и ар-
матуры. Для уплотнения фланцевых соединений трубных проводок, заполняемых
кислородом, применяются плоские или линзовые прокладки из отожженной меди
по ГОСТ 859-78.
При монтаже трубных проводок в первую очередь выполняют обвязку
приборов, арматуры и отборов, а затем монтируют трубные проводки, соединяю-
щие обнизки приборов, арматуры и отборов. При этом необходимо иметь в виду
следующее:
1. Категорически запрещаются натяги, подгибка и тому подобные перенапря-
жения труб, за исключением специально оговоренных в рабочем проекте.
2. Применение неразъемных сварных соединений при монтаже элементов
трубных проводок допускается только при наличии таких соединений в рабочем
проекте.
3. Все электроды и флюсы не более чем на 2—3 ч до сварки должны просу-
шиваться при температуре 220—250°С в течение 3 — 4 ч.
4. При сварке труб в случае необходимости производится равномерный по
всему периметру стыка подогрев на длине трубы не менее трех толщин ее стенки
в соответствии с рабочей технологией. При подогреве необходим оперативный
фотопирометрический контроль с точностью ±10°С.
5. При многослойных сварных швах наложению каждого нового слоя должен
предшествовать тщательный осмотр ранее наложенного слоя после очистки его
от шлака и брызг.
6. Расстояния в свету между трубами должны обеспечивать удобную их сбор-
ку на фланцевых или других соединениях.
7. Крепление труб должно производиться только хомутами и скобами.
Безметизное крепление труб не допускается. Крепление нескольких труб одним
хомутай или одной скобой не допускается.
8. При прокладке и соединениях труб должны быть приняты меры, обеспе-
чивающие сохранность уплотнительных поверхностей и недопустимость засорения
трубных проводок и арматуры.
9. Расстояния между опорами (креплением) трубных проводок высокого дав-
ления должны быть следующими:
Наружный диаметр Расстояние между опорами
трубы, мм (креплениями), м
До 15 1,0-1,5
До 25 1,5-2,0
До 35 2,0—3,0
МОНТАЖ ТРУБНЫХ ПРОВОДОК НИЗКОГО ВАКУУМА
Для трубных проводок низкого вакуума с абсолютным рабочим давлением
не ниже 35 мм рт. ст. должны применяться трубы, приведенные в табл. 5-1—5-4.
Применение пластмассовых труб не допускается. Для присоединения трубных
проводок к приборам допускается применять специальные резиновые вакуумные
284
Монтаж трубных проводок [Разд. 5
трубы (например, из резины 7889, ТУ 38.5-563-69), при этом не рекомендуется
соединять резиновые трубы между собой и устанавливать на них запорную арма-
туру. Трубные проводки выполняют на всем протяжении из труб одной марки и
диаметра; переход на другую марку или диаметр допускается только в местах
подключения проводок к приборам и средствам автоматизации.
Трубы, арматура и соединительные части очищают механическим путем от
грязи и ржавчины, промывают водой, просушивают и продувают сжатым воздухом
или инертным газом. При наличии указаний в проекте или по требованию заказ-
чика трубы, арматура и соединительные части могут быть протравлены с обяза-
тельной последующей нейтрализацией до полного обезжиривания внутренней
поверхности и просушены. Для продувки и сушки труб должен применяться
сухой воздух или инертный газ, очищенный от масла и пыли.
Соединения трубных проводок выполняют так, чтобы при воздействии на них
давления внешней среды не было натекания воздуха внутрь трубопровода.
Трубы для вакуумных проводок могут соединяться фланцевыми разъем-
ными соединителями, обработанными по пятому классу точности, с уплотняю-
щими прокладками. Для фланцевых соединений применяюг резиновые прокладки
при температуре от —20 до +130°С и фторопластовые от —75 до +200°С.
Фланцы должны быть приварными, и их напасовка производится с помощью
приспособлений, гарантирующих перпендикулярность плоскости фланца оси
трубы. Положение напасованных фланцев фиксируют короткими швами — прихва-
тками, выполняемыми теми же сварщиками, которые варят стыки.
Неразъемные соединения вакуумных трубных проводок выполняют
сваркой или пайкой при соблюдении следующих требовании.
1. Форма подготовки торцов труб под сварку и зазор между стыкуемым.1
трубами должны соответствовать ГОСТ 5264-69.
2. Кромки труб и присадочный материал (только при газовой сварке) должны
быть очищены до блеска, а затем обезжирены.
3. Зазоры между спаиваемыми концами должны быть минимальными, но
обеспечивающими заполнение расплавленным припоем всех пор и неровностей
в месте спая.
4. Должны быть обеспечены равномерность нагрева и охлаждения стыков
после пайки и правильность выбора температуры, до которой нагреваются спаи-
ваемые детали.
5. Готовый шов должен быть тщательно очищен и промыт от следов флюса.
Температура плавления пршюя и образующихся при пайке химических сое-
динении должна быть выше рабочей температуры вакуумных трубных проводок
не менее чем на 50°С.
5-13. МОНТАЖ КИСЛОРОДНЫХ ТРУБНЫХ ПРОВОДОК
До начала изготовления узлов и блоков и монтажа кислородных трубных
проводок линейный персонал, который будет выполнять указанные работы, дол-
жен тщательно изучить специфические требования, связанные
с монтажом кислородных проводок. Подготовкой и проведением работ по обезжи-
риванию арматуры, соединителей и труб в МЗУ и на монтируемом объекте должны
руководить лица, назначенные начальником монтажного управления или участка.
Качество всех материалов и изделий, применяемых при монтаже кислородных
трубных проводок, должно отвечать соответствующим стандартам и техническим
условиям. Перед монтажом кислородных трубных проводок необходимо
проверить соответствие труб спецификации проекту и стандарту на их изготовле-
ние. Трубы, предназначенные для транспортировки газообразного кислорода,
на внутренней поверхности которых обнаружены масло и другие жировые и сма-
зочные загрязнения, обезжиривают. Незамасленные (чистые) и отожженные трубы
обезжириванию не подлежат. Чистоту труб на замасленность проверяют путем
протяжки через трубу пыжа из хлопчатобумажной ткани. Чистые трубы, при-
§ 5-14] Монтаж пластмассовых трубных проводок
285
нятые к монтажу, должны быть закрыты с обоих концов деревянными, пластмассо-
выми илн стальными пробками, заглушками и храниться на стеллажах. Дере-
вянные пробки вставляют в трубу не более чем на 1/3 их высоты. Пригодность труб
для монтажа, а также их соответствие стандартам фиксируют в акте, составленном
по соответствующей форме.
Арматура, монтируемая на кислородных трубных проводках, подвер-
гается ревизии, испытанию на прочность и плотность, а также тщательному обез-
жириванию.
В цехах производства кислорода, газификационных станций и в помещениях
кислородораспределительных пунктов импульсные кислородные трубные про-
водки могут быть проложены открыто (по стенам или колоннам здания, по техно-
логическим кислородным трубопроводам, по кожухам аппаратов разделения
воздуха, а также скрыто в непроходимых каналах как с кислородными, так и
с другими трубопроводами. Не допускается прокладывать импульсные кислород-
ные трубные проводки в каналах с трубопроводами горючих жидкостей и газов,
а также масел и в кабельных каналах электрических проводок.
Кислородные трубные проводки должны прокладываться открыто — по
стенам или колоннам здания. Если местные условия не позволяют проложить
их открыто, можно проложить их в крытых непроходных каналах, предназна-
ченных для трубопроводов газообразного кислорода.
Межцеховые импульсные трубные проводки можно прокладывать по кисло-
родным трубопроводам и эстакадам. Расстояние от кислородной трубной проводки
до проложенных на эстакаде трубопроводов с горючими газами н ж дкостями
должно быть не менее 400 мм.
Не следует прокладывать кислородные трубные проводки через дымоходы,
вентиляционные воздуховоды, а также на расстоянии менее 1 м от горячих по-
верхностей, имеющих температуру выше 150°С. При монтаже кислородных труб-
ных проводок для соединения труб, как правило, должны применяться неразъем-
ные соединения (сварка, пайка). Разъемные соединения допускаются только в мес-
тах присоединения к оборудованию, арматуре, приборам, при ра. ветвлении (трой-
ники) и для устройства монтажных соединений в неудобных для сварки и пайки
местах.
При наличии резьбовых соединений запрещается подмотка льна, пеньки,
а также применение сурика и других материалов, содержащих масла и жиры.
Можно применять свинцовый глет, замешанный на воде.
При использовании соединителей с прокладками материал для изготовления
прокладок выбирается в зависимости от давления и температуры измеряемой
среды. Например, при максимальном давлении кислорода 2,5 кгс/сма может при-
меняться асбестовый картон; при 16 кгс/см2 — паронит 56 и паронит 56 графити-
рованный; при 25 кгс/см2 — паронит КП-2; при 64 кгс/см2 — фторопласт-4 и
асбофторопласт ACT; при 200 кгс/см2 могут применяться прокладки металличес-
кие плоские из нержавеющей стали, линзовые или овальные из меди и из латуни.
При выборе прокладок для кислородных проводок во всех случаях необходимо
руководствоваться проектом автоматизации.
5-14. МОНТАЖ ПЛАСТМАССОВЫХ ТРУБНЫХ ПРОВОДОК
Пластмассовые трубы по сравнению с металлическими обладают рядом су-
щественных преимуществ: большой строительной длиной (свыше 150 м) и ком-
пактностью, невысокой стоимостью, стойкостью ко многим агрессивным средам и
вибрациям, легкостью и гибкостью, не требуют окраски, удобны для транспорти-
рования и хранения. Их применение по сравнению с металлическими трубами
в 5—6 раз повышает производительность труда, значительно упрощает и ускоряет
ведение монтажных работ, повышает надежность и долговечность трубных прово-
док (особенно при воздействии а1ресснвных сред), уменьшает эксплуатационные
расходы п дает большой экономический эффект.
286
Монтаж трубных проводок [Разд. 5
К отрицательным явлениям, ограничивающим применение пластмассовых
труб, относятся: небольшой интервал температур, при которых можно их при-
менять (от—50 до+60°С); невысокая механическая прочность (предел прочности
при разрыве не более 130 кгс/см2 при температуре 20°С); низкая химическая
стойкость к нефтепродуктам, солнечной радиации, большой коэффициент линей-
ного расширения и подверженность порче грызунами.
Выбор пластмассовых труб. При выборе пластмассовых труб для монтажа
средств автоматизации необходимо проверять толщину стенок труб по формуле
о pd
2о+р ’
где S — толщина стеики трубы, см; d — наружный диаметр трубы, см; р — дав-
ление рабочей среды в трубопроводе, кгс/см2; о — допускаемое напряжение на
разрыв для материала стенки грубы, кгс/см2.
Определяющим фактором при подсчете толщин стенок труб является значение
допускаемого напряжения.
Учитывая, что способность пластмасс сопротивляться воздействию постоянной
нагрузки уменьшается с течением времени, допускаемое напряжение на разрыв
при 20°С следует принимать 25 кгс/см2 для труб из полиэтилена низкой плотности;
50 кгс/см2 для труб из полиэтилена высокой плотности и 25 кгс/см2 для поливинил-
хлоридных труб.
Специфические свойства полиэтиленовых труб выдвигают ряд условий и тре-
бований, которые необходимо учитывать при их прокладке. Полиэтиленовые трубы
можно прокладывать на скобах и кронштейнах по стенам зданий, на несущих кон-
струкциях технологических трубопроводов, на специальных кабельных конструк-
циях, в кабельных каналах, открытым способом и в защитных коробах, трубах
и т. п.
Прокладка пластмассовых проводок должна выполняться после окончания
в зоне монтажа сварочных работ, штукатурки н облицовки помещений, монтажа
опорных или несущих конструкций, технологических аппаратов и трубопроводов,
окончания теплоизоляционных работ горячих трубопроводов и т. п.
Пластмассовые проводки, прокладываемые вблизи нагретых поверхностей
технологических аппаратов и трубопроводов, должны быть защищены экранами
(из теплоизоляционного материала) либо удалены на такое расстояние, чтобы
нагрев проводок не превышал температуру, допустимую для данного рабочего
давления транспортируемой среды. Рабочее (допускаемое) давление для полиэти-
леновых труб и ппевмокабслей определяется следующими данными:
Температура, °C Максимальное рабочее давление, кгс/см’
20 6
30 5
40 3
50 2
60 1
Прокладка пластмассовых проводок должна выполняться без надрезов и
других механических повреждений труб.
Совместная прокладка пластмассовых труб с электрическими проводками
допускается во всех помещениях, кроме взрыво- и пожароопасных помещений
с соблюдением следующих условий:
1. В двух- и трехканальных коробах пластмассовые трубные проводки долж-
ны прокладываться в отдельных каналах.
2. В лотках, па мостовых конструкциях и по дну каналов проводки должны
прокладываться па расстоянии не менее 150 мм от электропроводок.
3. Па сборных кабельных конструкциях, укрепленных на элементах здания
или установленных на стенках каналов, проводки должны прокладываться на
отдельных полках, при этом трубные проводки должны располагаться ниже
электропроводок.
Рис. 5-29. Примеры прокладки пластмассовых труб.
а — в коробах на горизонтальных участках; б — в коробах на вертикальных участках;
в — в защитных трубах и металлических рукавах; г — на лотках; д — на кронштейнах
с креплением прижимами типа IIКТ; е — прокладка вдоль стальной проволоки с банда-
жом из пластмассовых полосок-пряжек или поливинилхлоридной перфорированной ленты
с кнопкой; ж— на стойках перфорированных с креплением скобами; з — то же с бан-
дажом нз пластмассовых полосок-пряжек; и — скрытая прокладка в защитных трубах;
/ — короб; 2 — кронштейн; 3 — стойки; 4 — защитная труба; 5 — гибкий металличе-
ский рукав; 6 — протяжная коробка; 7 — пластмассовая втулка; 8 — защитный кожух;
9 — лоток; 10 — пучки пластмассовых труб; 11 — прижим типа ПКТ; 12 — пластмассо-
вая полоска-пряжка; 13 — поливинилхлоридная перфорированная лента; 14 — кнопка;
16 — стальная проволока; 16 — подвеска.
288
Монтаж трубных проводок [Разд. 5
Примеры прокладки пластмассовых труб приведены на рис. 5-29. Прокладка
в коробах (рис. 5-29, а и б) применяется для внутренних и наружных проводок при
наличии опасности механических повреждений, воздействия прямых солнечных
лучей и нагрева свыше ЗО°С.
В трубах и гибких металлических рукавах (рис. 5-29, в) пластмассовые трубы
прокладываются при тех же условиях, что н в коробах, а также в местах подклю-
чения к приборам (например, на участках от магистрального короба к первичному
прибору или клапану). Варианты прокладок по рис. 5-29, г—з применяются для
внутренних и наружных проводок в местах, где отсутствуют опасность механи-
ческих повреждений, длительное воздействие прямых солнечных лучей и нагрев
свыше 30°С. Скрытая прокладка пластмассовых труб (рис. 5-29, и) применяется
в исключительных случаях в стенах, полах и перекрытиях зданий и сооружений.
При прокладке пластмассовых труб в защитной стальной трубе или металли-
ческом рукаве количество прокладываемых труб выбирается по табл. 5-25 и 5-26
соответственно.
Таблица 5-25
Количество пластмассовых труб, прокладываемых в одной
защитной трубе
Условный проход водогазопровод- ных труб, мм Количество труб диаметром, мм Размер электро- сварных труб, мм Количество труб диаметром, мм
6 8 6 8
15 2 1 20 х 2,5 2 1
20 3 2 26x2,5 3 2
25 6 4 32 х 2,8 8 4
40 16 10 47 х 3 15 10
50 27 16 59 X 3 18 12
Таблица 5-26
Количество пластмассовых труб, прокладываемых в одном
металлическом рукаве
Наруж- ный диа- метр труб, мм Количество труб, прокладываемых в металлическом рукаве, с внутренним диаметром, мм
12 15 18 20 22 25 29 32 38 50
6 1 2 4 6 7 10 15 17 20 40
8 1 1 2 3 4 6 8 10 14 20
10 1 1 1 2 3 4 6 7 10 15
При пр кладке пластмассовых труб широкое применение получили металли-
ческие короба и лотки. Во избежание повреждения пластмассовых труб внутрен-
няя поверхность коробов и лотков не должна иметь заусенцев или острых высту-
пающих частей.
Пластмассовые трубы в коробах укладывают свободно в несколько рядов
без крепления, при этом трубы не должны переплетаться между собой. Макси-
мально допустимое количество труб, укладываемых в одном коробе, приведено
в табл. 5-27. Трубы выводят из короба для подключения к приборам и средствам
автоматизации открытым способом — через защищенные пластмассовыми
втулками отверстия в боковых стенках или дне короба или з а_к р ы т ы м спосо-
§ Б-15] Монтаж трубных кабелей
289
бом — посредством защитных стальных труб или гибких металлических рукавов,
присоединяемых к коробу на контргайках или муфтах (рис. 5-30).
Таблица 5-27
Максимально допустимое количество труб, укладываемых
в одном коробе
Наружный диаметр труб, мм Максимально допустимое количество труб, шт.
Сечение короба, мм
101 X100 150x150 200X200
6 105 240 425
8 60 135 240
Гибкие металлические рукава, применяемые для прокладки пластмассовых
трубопроводов, могут быть герметичными и негерметичными типа РЗ с лентой
простого профиля. Наиболее распространен мсталлорукав РЗ-Ц-Х из стальной
оцинкованной лен гы с хлопчатобумажным уплотнением.
Рис. 5-30. Пример присоединения гиб-
кого металлического рукава (1) к стен-
кам (2) коробов или протяжных ко-
робок с помощью муфт (3).
Металлические рукава крепят с помощью скоб типа СО или БС. Расстояние
между креплениями металлических рукавов на опорных конструкциях не должно
превышать 600 мм. При изгибе металлических рукавов с проложенными в них
пластмассовыми трубами радиусы изгиба выбирают в зависимости от внутреннего
диаметра металлического рукава:
Внутренний диаметр металлического рукава, мм ... 12 15 18 20 22
Наименьший радиус изгиба, мм..................... 90 100 110 120 130
Гибкие металлические рукава присоединяют к стальным коробам или про-
тяжным коробкам с помощью муфт (см, рис. 5-30).
5-15. МОНТАЖ ТРУБНЫХ КАБЕЛЕЙ (ПНЕВМОКАБЕЛЕЙ)
В тех случаях, когда по одной трубной трассе, связывающей между собой
отдельно стоящие исполнительные механизмы, датчики, регуляторы и т. п. со
вторичными приборами, установленными на щитах, требуется проложить большое
число (5 и более) параллельно идущих трубопроводов, необходимо применять
пневмокабели (см. табл. 5-11).
Крепление пневмокабелей выполняют таким образом, чтобы исключалась
возможность возникновения опасных напряжений и механических повреждений.
Для этого пневмокабели прокладывают свободно, без натяга, учитывая измене-
ние их длины при колебаниях температуры окружающей среды, а также собст-
венную массу пиевмокабелей, проложенных вертикально.
290
Монтаж трубных проводок [Разд. 5
Наиболее распространенные способы прокладки пневмокабелей приведены
на рис. 5-31—5-34.
На открытых несущих конструкциях (рис. 5-31) небронированные пневмо-
кабели прокладываются при отсутствии опасности механических воздействий
на них, длительного воздействия прямых солнечных лучей, попадания на кабель
искр, брызг металла, воздействия сред, разрушающих оболочку.
Рис. 5-31. Примеры прокладки небронированных и бронированных пневмокабе-
лей на открытых несущих конструкциях.
а — на кабельных полках; б — на лотках; в — на мостах с креплением скобами нлн пер-
форированными полосами; 1 — перфорированная полоса; 2 — кабельная стойка; 3 —
кабельная полка; 4 — лоток; Б — пневмокабель; 6 — кронштейн; 7 — мост; 8 — сталь-
ная полоса с пряжкой.
Если при этих условиях необходимо прокладывать пневмокабель на высоте
(например, между зданиями), то рекомендуется его прокладка на тросах по
рис. 5-32.
Если при этом имеется опасность небольших механических повреждений, то
на открытых несущих конструкциях и тросах следует прокладывать бронирован-
ные пневмокабели. При этом окружающая среда не должна разрушающим обра-
зом воздействовать на броню кабеля.
Рис. 5-32. Пример прокладки небронированных и бронированных пневмокабе-
лей на тросах.
/ — трос; 2 — пневмокабель; 3 — натяжная муфта; 4 — полоса перфорированная; 5 —
мягкая проволока; 6 — стальная полоса с пряжкой.
В коробах или защитных трубах (рис. 5-33) пневмокабели прокладываются
в местах, где есть опасность существенных механических воздействий на пневмо-
кабель, воздействия прямых солнечных лучей, попадания искр, брызг металла и
нагрева до 4~4(ГС и выше. При этом прокладка в трубах рекомендуется только
для защиты одиночных пневмокабелей на коротких участках.
При необходимости прокладки трубных проводок ниже уровня пола (земли)
лневмокабели прокладывают в кабельных каналах (рис. 5-32).
Размотку и прокладку пневмокабелей можно производить при температуре,
превышающей —15°С. При необходимости прокладки при более низких темпера-
§ 5-15] Монтаж трубных кабелей
291
турах пневмокабели перед размоткой и прокладкой необходимо нагревать в теп-
лом помещении (не менее суток при нормальной комнатной температуре).
При пересечении или параллельной прокладке пневмокабелей с трубопрово-
дами горячей воды, пара или другими теплоизлучающими поверхностями пневмо-
кабели необходимо теплоизолировать или располагать на таком расстоянии от
Рис. 5-33. Примеры прокладки небронированных пневмокабелей в коробах и
защитных трубах.
а — прокладка в коробах; б — прокладка в защитных трубах на участке вывода пнев-
мокабеля нз кабельного канала; / — короб; 2 — профиль Z-образный; 3 — кронштейн;
4 — защитная труба; 5 — пневмокабель; 6 — пластмассовые трубы; 7 — соединитель
пластмассовых труб переборочный.
них, чтобы обеспечить температуру не выше 60°С. При отрицательных темпера-
турах пневмокабели теряют эластичность, а при повышенных — прочность,
в связи с чем монтировать их можно при температуре от —10°С до 4~ ЗО'С.
Допускается монтаж кабелей при температуре ниже — 10®С, но с обяза-
тельным прогревом их по всей длине до температуры, близкой к +30°С. Прогрев
можно осуществить продуванием через пневмокабель теплого воздуха или помес-
Рис. 5-34. Варианты прокладки не-
бронированного пневмокабеля в ка-
бельных каналах.
а — по дну канала; б — по стенам на ка-
бельных стойках; / — пиевмокабель; 2 —
кабельная стойка; 3 — кабельная полка.
тив барабан с кабелем в теплое помещение на 1—3 сут. При положительных тем-
пературах радиус изгиба пневмокабеля должен быть больше или равен 6 наруж-
ным диаметрам, при отрицательных — 12 наружным диаметрам. Для трубок
кабеля допускается изгиб радиусом не менее 40 мм. Расстояния между точками
закрепления пневмокабеля к кронштейнам или полкам должно быть на горизон-
тальных участках не более 600 мм, на вертикальных и наклонных участках — не
более 1000 мм. Общепринятые для трубопроводов уклоны при укладке пневмока-
бсля не требуются, так как применение в системах пневмоавтоматики воздуха,
292
Монтаж трубных проводок [Разд. 5
хорошо очищенного и осушенного, исключает опасность образования конденсат-
ных пробок.
Пневмокабели можно прокладывать совместно с электрическими проводами и
небронированными кабелями цепей измерения и контроля открытым способом
в кабельных каналах и защитных коробах при наличии разделяющих металли-
ческих перегородок во всех помещениях и установках, за исключением тех слу-
чаев, когда по условиям пожаро- и взрывоопасности перечисленные электрические
проводки необходимо выполнять во взрывобезопасном исполнении.
Рис. 5-35. Конструкция прохода пневмокабелей через стены и перекрытия взрыво-
и пожароопасных помещений с пределом огнестойкости 1 ч и более.
/ — сварка; 2 — лист стальной; 3 — цементная стяжка; 4 — коробка стальная; 5 —
дюбель; 6 — соединение с врезающимся кольцом; 7 — оконцеватель маркировочный;
8 — втулка; 9 — пневмокабель; 10 — кронштейн; /1 — скоба; 12 — труба стальная
8X1; 13 — болты и гайки. Размеры стального листа определяются в зависимости от
способа заделки. Размер отверстия Б X В в дне коробки определяется габаритами пучка
труб.
Пневмокабели на общих несущих конструкциях прокладывают совместно
с бронированными и силовыми кабелями с соблюдением следующих условий:
пневмокабели укладывают над силовыми кабелями на отдельных полках с прок-
ладкой между полками металлических или других несгораемых перегородок;
в многоканальных защитных коробах во избежание перегрева от силовых кабелей
пневмокабель прокладывают в каналах, отделенных от силовых кабелей дополни-
тельной асбестовой прокладкой или промежуточным каналом. Пневмокабель в по-
жаро- и взрывоопасных помещениях прокладывают так, чтобы не допустить рас-
пространения по кабелю пожара и взрывоопасных смесей в смежные помещения.
С этой целью проходы пневмокабеля через стены и перекрытия, а также сборные
коробки выполняют уплотненными.
Герметизация пневмокабелей при проходе через стены может осуществляться
при помощи сальников, специальных гильз или лабиринтовых уплотнений (см.
табл. 5-18). В зависимости от категории помещения проходы могут выполняться
без разрыва пневмокабеля и с разрывом. При проходе с разрывом участки пневмо-
кабелей соединяют через патрубки с переборочными соединениями, вмонтирован-
ными в стальной лист (бронеплиту), забетонированный в перекрытие или стену
(рис, 5-35),
§ 5-16] Монтаж трубных проводок в пожаро- и взрывоопасных зонах 293
В случае повышения требований к огнестойкости стен и при проходе через
наружные стены в бронеплиту вваривают отрезки металлических трубок, высту-
пающих за пределы стены, а проемы заполняют теплоизолирующим материалом.
Проход с разрывом пневмокабеля более безопасен, гак как исключает возможность
проникновения взрывоопасных смесей из одного помещения в другое по межтруб-
ным пустотам ппевмокабелей, а металлические детали трубопровода, вмонтиро-
ванные в стену, исключают возможность распространения огня по пневмокабелю.
Рис. 5-36. Пример соединения пневмо-
кабеля с трубами в коробке с по-
мощью переборочных соединителей.
/ — трубы пневмокабеля; 2 — маркировоч-
ный оконцеватель; ,? — соединение; 4 —
стойка перфорированная; 5— втулка пласт-
массовая.
В местах присоединения пневмо-
кабелей концы их разделывают так,
чтобы длина оголенных трубок была
достаточной для их присоединения (с
учетом изгибов трубок допускаемыми
радиусами и запаса не менее 100 мм).
При монтаже пневмокабеля необхо-
димо предусмотреть компенсацию тем-
пературных изменений за счет свобод-
ной укладки (с запасом длины и сколь-
зящими креплениями), применения
«уток» на прямолинейных участках
проводок длиной более 50 м и компен-
сирующих поворотов.
Переход с пневмокабеля на про-
водку отдельными трубами, идущими
к приборам и средствам автоматизации,
отдаленным друг от друга, осуществ-
ляют переборочными соединителями
(см. табл. 3-33) в коробках типа КС
(см. рис. 3-84).
Пример соединения пневмокабеля
с трубами в коробке с помощью пе-
реборочных соединителей дан на
рис. 5-36.
При разделке в одном месте нескольких пневмокабелей вместо нескольких
коробок применяют переборочные шкафы типов ШС-40 и ШС-80. Чаще всего
переборочные шкафы применяют при вводе пневмокабелей в щитовые помещения.
Если все трубы пневмокабеля идут к приборам, расположенным рядом, на-
пример на одной панели щита, то в этом случае переборочные соединители не
применяют, а пневмокабель прокладывают непосредственно к панелям щита и его
трубы подключают непосредственно к приборам или трубной коммутации щита.
Пневмокабели подводят к щитам обычно сверху в защитных коробах и лотках,
расположенных на щитах, и разводят к соответствующим панелям. Вводы пневмо-
кабелей в уплотненные шкафные щиты герметизируют при помощи типовых саль-
ников, применяемых для уплотнения (см. разд. 3 и 4).
Монтажную длину пневмокабелей можно определить по формуле
£м=£тр (1 +<хД0»
где £м — монтажная длина (необходимая); £тр — длина трассы по проекту;
А/— разность температур в период монтажа и эксплуатации; а — коэффициент
линейного расширения труб.
5-16. МОНТАЖ ТРУБНЫХ ПРОВОДОК
В ПОЖАРО- И ВЗРЫВООПАСНЫХ ЗОНАХ
Трубные проводки в пожаро- и взрывоопасных зонах должны быть проложе-
ны так, чтобы пожаро- или взрывоопасные смеси не могли проникнуть по трубным
проводкам или вдоль них в другие зоны. Проходы трубных проводок из пожаро-
или взрывоопасных зон разных классов должны осуществляться через гермети-
294
Монтаж трубных проводок [Разд. 5
зированные проемы в стенах и перекрытиях. Для всех питающих или командных
линий воздух должен забираться вне пожаро- или взрывоопасной зоны. Выбросные
трубные проводки должны также выходить за пределы пожаро- и взрывоопасной
зоны, а монтаж трубных проводок должен быть выполнен так, чтобы исключалась
возможность подсоса в него пожаро- или взрывоопасных смесей.
При вводе 1 рубных проводок в щиты, находящиеся в помещениях под избы-
точным давлением, отверстия в стенах и в полу для прохода трубных проводок
должны быть плотно заделаны несгораемыми материалами; проход трубных про-
водок через стальные переборки (стены) должен осуществляться через сальниковые
уплотнения. Трубные проводки должны прокладываться вдали от силовых элект-
рических полей; при невозможности выполнения этого требования трубные про-
водки должны быть за юмлепы на обоих концах; в местах разъемных соединений
трубных проводок должны быть поставлены перемычки из стальной или медной
проволоки, обеспечивающие надежную элешрическую цепь по обе стороны соеди-
нения, а находящиеся вне влияния электрических полей проводки, содержащие
порошкообразные или волокнистые движущиеся среды, должны быть надежно
электрически соединены и хорошо заземлены.
Вводы трубных проводок, входящие в пожаро- или взрывоопасные помещения
снаружи, перед помещением должны быть также заземтены.
Трубные проводки, транспортирующие токсичные или взрывоопасные среды,
должны прокладываться раздельными потоками.
Смешанная прокладка трубных проводок (в одном потоке) высокого и низкого
давлений или с взрывоопасными транспортируемыми средами, а также трубных
и электрических проводок или трубных проводок систем автоматизации и техно-
логических трубопроводов не разрешается, за исключением вынужденных и техни-
чески обоснованных решений. В этих случаях трубные проводки различных наз-
начений должны быть обязательно защищены от взаимных воздействий при их
эксплуатации, а также от воздействий со стороны электрических проводок и техно-
логических трубопроводов.
Прокладка трубных проводок, заполняемых маслом в помещениях кислородных
установок, не допускается.
5-17. ИСПЫТАНИЕ И СДАЧА ТРУБНЫХ ПРОВОДОК
Все смонтированные трубные проводки перед сдачей их в эксплуатацию долж-
ны быть обязательно испытаны на прочность и плотность.
Перед испытанием все трубопроводы внимательно осматривают
на всем протяжении и проверяют надежность и правильность крепления деталей
разъемных соединений, заглушек и пробок. В процессе осмотра необходимо от-
крыть все вентили и отсоединить трубопровод от всех приборов и аппаратов,
а также от трубопроводов, которые в данном случае не подлежат испытанию.
После завершения указанных работ приступают к продувке каждого
трубопровода сжатым воздухом для удаления твердых частиц, пыли и грязи.
Затем к трубопроводам подсоединяют насос или компрессор (в зависимости от
типа испытаний) и обязательно соединяют с манометром (рис. 5-37), показания
которого дают возможность следить за ходом испытаний. Испытания без маномет-
ров производить не следует.
Прочность и плотность смонтированных трубных проводок опре-
деляют гидравлическим или пневматическим испытанием путем создания в них
пробного давления рпр. Гидравлическими испытаниями проверяется прочность и
плотность импульсных и вспомогательных трубных проводок, заполняемых жидко-
стями, а также негорючими и нетоксичными газами, командных гидравлических
рроводок, обо! ровных и питающих проводок и проводок, предназначенных для
работы при низком вакууме.
Прочность импульсных и вспомогательных трубных проводок, заполняемых
горючими и токсичными газами, а также кислородом, должна проверяться гид-
§5-17] Испытание и сдача трубных проводок
295
равлическими испытаниями, а их плотность — пневматическими. Исключение
составляют трубные проводки, заполняемые кислородом и работающие при дав-
лении меньше 0,7 кгс/см2, прочность которых проверяется пневматическими испы-
таниями.
Прочносгь и плотность трубных проводок при наружном диаметре труб до
10 мм и пробном давлении до 2,5 кгс/см2 может определяться пневматическими
испытаниями.
Прочность и плотность трубных
проводок, предназначенных для работы
при низком вакууме, проверяют ги-
дравлическими испытаниями. Испыта-
нию, как правило, подвергается вся
линия от места отбора до прибора или
датчика. В технически обоснованных
случаях допускается производить ис-
пытание линии по частям.
Перед проведением испытаний
трубные проводки должны быть отсое-
динены от приборов и отборных уст-
ройств, продуты сжатым воздухом или
инертным газом (см. ниже), а в необ-
ходимых случаях лромыгы и плотно
заглушены.
Пробное давление р„р, создавае-
мое в трубных проводках, как пра-
вило, должно быть: при рабочих дав-
лениях до 5 кгс/см2—1,5 рр, но не
менее 2 кгс/см2; при рабочих давле-
ниях свыше 5 кгс/см2 — 1,25 рр, но не
менее 3 кгс/см2. Исключение состав-
ляют трубные проводки: а) выполнен-
ные полиэтиленовыми и поливинил-
хлоридными трубами, предназначенные
для работы при рабочем давлении до
1,4 кгс/см2, которые испытываются
пневматическим давлением 3 кгс/см2,
а предназначенные для работы при рабо-
чем давлении свыше 5 кгс/см2 испыты-
Рис. 5-37. Схема гидравлического ис-
пытания трубных проводок с приме-
нением ручного насоса.
/ — ручной насос; 2 — два запорных вен-
тиля; 3 — контрольный манометр; 4 — ар-
матура для спуска испытательной жид-
кости; 5 — испытываемый трубопровод;
6 — заглушка; 7 — подсоединительная
трубка; в — арматура для выпуска воз-
духа.
ваются гидравлическим давлением, рав-
ным 1,5 рр; б) предназначенные для работы под низким вакуумом, которые
испытываются на прочность и плотность давлением 1,5 кгс/см2; в) заполняемые
кислородом, рассчитанные на рабочее давление до 0,7 кгс/см2, которые под-
вергаются пневматическому испытанию давлением, равным рабочему, увели-
ченному на 0,3 кгс/см2.
При гидравлических испытаниях в качестве испытательной среды применя-
ется вода, которая нагнетается насосом в трубные проводки до нужного давления,
определяемого по манометру. При проведении испытаний зимой при температуре
окружающего воздуха ниже —5°С в качестве испытательной среды применяют
растворы хлористого кальция в воде или масла индустриальные (марки 12; 20; 20в),
не замерзающие при —30°С.
Как сказано выше, перед испытанием продувка трубных проводок всех назна-
чений должна производиться сжатым воздухом или инертным газом. Трубные
проводки, заполняемые кислородом, должны продуваться только инертным газом.
Сжатый воздух или инертный газ, применяемые для продувки, должны быть осу-
шены и очищены от масла и пыли.
Смонтированные трубные проводки, заполняемые кислородом, при необхо-
димости должны быть обезжирены; при этом обезжиривание должно быть произ-
296
Монтаж трубных проводок {Разд. 5
ведеио перед испытанием иа прочность и плотность четыреххлористым углеродом
(чистым для анализа) по ГОСТ 20288-74.
Перед проведением испытаний трубные проводки должны быть отсоединены
от приборов и отборных устройств и заглушены: конструкция заглушек должна
обеспечивать невозможность их срыва с концов труб при пробных давлениях.
Трубные проводки, предназначенные для работы при давлении рр = 200 кгс/см2,
должны заглушаться заглушками с указателями. Количество заглушек, постав-
ленных перед испытаниями и снятых после испытаний, рекомендуется указывать
в протоколе. Для трубных проводок иа давление рр = 200 кгс/см2 запись в про-
токоле обязательна.
Трубопроводы, подводящие испытательную жидкость, воздух или инертные
газы от насосов, компрессоров, баллонов п т. п. к трубным проводкам, должны
быть предварительно испытаны гидравлическим давлением в собранном виде
с запорной арматурой и манометрами.
При производстве гидравлических и пневматических испытаний трубных
проводок подъем давления должен производиться постепенно по ступеням. Реко-
мендуемые ступени подъема давления: первая ступень — 0,5—2 кгс/см2 (предва-
рительное опробование); вторая ступень — 0,5 рр; третья ступень —до рр; четвер-
тая ступень — до рпр.
Манометры и вакуумметры, применяемые для испытаний, должны иметь пре-
делы измерения, равные 4/3 измеряемого пробного давления, и класс точности
не ниже 1,5. Не рекомендуется проводить гидравлические испытания при темпе-
ратуре окружающего воздуха ниже 5°С.
Для испытания трубных проводок, заполняемых кислородом, применение масла
не разрешается.
При гидравлических испытаниях устройство для подвода испыта-
тельной жидкости должно находиться в самой нижней точке испытываемой труб-
ной проводки, а устройство для отвода воздуха — в самой высшей точке и на
промежуточных ступенях подъема давления должна производиться выдержка
в течение 1—3 мин, во время которой по манометру устанавливается отсутствие
падения давления в трубных проводках.
При пробном давлении трубные проводки должны быть выдержаны в течение
5 мин, затем давление должно быть снижено До рабочего и произведен тщательный
осмотр проводок. При этом металлические грубные проводки обстукиваются
молотком массой не более 0,5 кг.
Трубные проводки, предназначенные для работы при давлении рр —
= 200 кгс/см2, должны выдерживаться под пробным гидравлическим давлением
в течение Юмин, после чего давление снижается до рабочего и производится осмотр
трубных проводок при обстукивании их молотком. По окончании осмотра давле-
ние снова должно быть поднято до пробного и выдержано в течение 5 мин, а затем
снижено до рабочего, при котором находится в течение времени, необходимого
для осмотра и обнаружения дефектов. Трубные проводки считаются годными
к эксплуатации, если при гидравлических испытаниях не обнаружится падение
давления, а при осмотре не будет выявлено выпучин, трещин, течей и запотеваний.
По окончании испытаний из трубных проводок должна быть спущена жид-
кость и произведена продувка проводок сжатым воздухом.
При пневматических испытаниях в качестве испытательной среды
должен применяться воздух, а при недопустимости его применения — азот или
другой инертный газ, имеющийся на объекте. Воздух и инертные газы должны быть
свободны от влаги, масла или пыли. При пневматических испытаниях на проч-
ность давление в трубной проводке должно подниматься до пробного и выдержи-
ваться в течение 5 мин; давление в трубных проводках, заполняемых горючими
газами, должно выдерживаться в течение 30 мин, затем пробное давление должно
быть снижено до рабочего, при котором проводится осмотр и выявление дефектов.
При пневматических испытаниях на плотность давление в трубной проводке
должно подниматься до пробного, при котором проводка должна находиться
в течение времени, необходимого для осмотра и выявления неплотностей. Для
§ 5-17] Испытание и сдача трубных проводок
297
выявления дефектов при осмотре трубных проводок должны применяться пеиообра-
зующие растворы.
Не допускается при пневматических испытаниях обстукивать молотком
трубные проводки, находящиеся под давлением. В зоне производства испытаний
не должно быть посторонних лиц.
Трубные проводки считаются годными к эксплуатации, если при пневмати-
ческих испытаниях не обнаружится падение давления, а при осмотре и применении
пенообразующих растворов не будет выявлено выпучин, трещин и течей.
По требованию заказчика трубиые проводки, заполняемые взрывоопасными
и токсичными газами, а также кислородом, кроме испытаний на плотность,
могут подвергаться испытанию на плотность с определением падения давления
в трубной проводке. В этом случае выдержка трубных проводок под пробным
давлением производится: для заполняемых взрывоопасными и токсичными га-
зами — не менее 12 ч; для заполняемых кислородом — не менее 24 ч.
Падение давления при испытании трубных проводок определяется по формуле
д _ _ 100 / ]Рков^нач\
\ РиачТкои/ '
где Ар — пяление давления в процентах от испытательного давления; рнач —
сумма манометрического и барометрического давлений в начале испытания,
кгс/см2; рК(,н — сумма манометрического и барометрического давлений в конце
испытания, кгс/см2; Тиач — абсолютная температура воздуха или газа в начале
испытания, град; ТКОн — абсолюгная температура воздуха или газа в конце ис-
пытания, гран; t — время испытания, ч.
Трубные проводки считаются выдержавшими испытание, если падение дав-
ления в них за час не превышает укатанных ниже величин; для трубных проводок,
заполняемых кислородом, работающих при давлениях менее 1 кгс/см2—1%;
работающих при давлениях свыше 1 кгс/см2 — 0,5%; заполняемых горючими
газами — 1% и токсичными газами—0,5%.
Испытания на плотность трубных проводок на давление рр = 200 кгс/см2
проводятся только по требованию заказчика и в перечень обязательных не входят.
Испытания на плотность разрешается проводить только после полного оконча-
ния гидравлических испытаний трубной проводки и оформления протокола испы-
таний.
До начала испытаний на плотность трубных проводок на давление рр =
— 200 кгс/см2 монтажная организация должна разработать инструкцию по их
проведению для каждого объекта, согласовать ее с заказчиком и проводить испы-
тания в полном соответствии с этой инструкцией. Перед испытаниями на плот-
ность трубных проводок на давление рр = 200 кгс/см2 на трубных линиях долж-
ны быть установлены предохранительные клапаны, предварительно отрегулиро-
ванные на открытие при давлении, превышающем рабочее на 8%. Предохрани-
тельные клапаны должны быть предусмотрены проектом и поставлены на объект
заказчиком.
По окончании гидравлических или пневматических испытаний должен быть
составлен акт испытаний по утвержденной форме.
Испытаниям и сдаче смонтированных трубных проводок с давлением от 200
до 1000 кгс/см2 предшествует проверка специальной комиссией полноты и качества
монтажа. В проверку входи г:
тщательный наружный осмотр смонтированных трубных проводок;
проверка наличия всех шпилек, гаек, линз и их соответствия орнаментовке
(маркировке);
сравнение ютовой трубной проводки с ее исполнительной схемой и одновре-
менный осмотр каждого клейма;
проверка правильности гнутья труб;
выборочная разборка одного или двух фланцевых соединений, в которых
проверяют состояние резьбы, наличие и качество линз;
298
Монтаж трубных проводок [Разд. 5
тщательный наружный осмотр сварных соединений;
проверка технической документации.
Ко времени испытания должна быть подготовлена следующая документация:
акт приемки в монтаж труб, арматуры, деталей трубной проводки и деталей -
соединения трубных проводок;
ведомость индивидуальной проверки труб на складе заказчика;
ведомость арматуры;
ведомость деталей (фасонных частей) трубных проводок;
ведомость деталей соединения трубных проводок;
ведомость учета принятых труб после механической обработки;
ведомость учета принятых труб после гнутья;
акт проверки гнутых труб магнофлоксом;
журнал проверки качества электродов, сварочной проволоки, флюса и аргона
для производства сварочных работ;
акт проверки технологических свойств электродов;
журнал сварочных работ;
журнал режима термообработки сварных стыков;
ведомость учета контрольных стыков;
исполнительная схема трубной проводки.
Пневматические испытания проводят:
при невозможности проведения гидравлического испытания (температура
окружающего воздуха ниже 0°С, отсутствие воды на площадке и т. п.);
при необходимости испытания трубных проводок на плотность азотом.
Давление в трубной проводке следует поднимать постепенно, ступенями:
100, 200, 300, 500, 700, 800, 900, 1000 кгс/см2.
Осмотр фланцевых соединений, сальников и других мест, через которые
возможна утечка среды, производят при значениях давлений, равных 0,3 и 0,6
пробного давления.
Все трубные проводки после испытания на прочность и плотность должны быть
промыты жидкостью или продуты воздухом или азотом в соответствии с указаниями
проекта. Промывка и продувка трубных проводок должны производиться по спе-
циально разработанным схемам, согласованным с заказчиком. О проведении про-
мывки и продувки трубных проводок составляется акт.
Промывка трубных проводок водой должна быть интенсивной со скоростью
воды 1—1,5 м/с до появления чистой воды па выходе ив промываемой трубы. После
этого трубные проводки продувают сжатым воздухом.
Продувка трубных проводок должна производиться давлением воздуха не
более 40 кгс/см2. Время продувки, если нет специальных указаний в проекте,
должно быть не менее 10 мин. Во время промывки или продувки трубной проводки
арматура, установленная на спускных линиях, и тупики должны быть полностью
открыты, а после окончания промывки или продувки тщательно осмотрены и
очищены.
РАЗДЕЛ ШЕСТОЙ
МОНТАЖ ЭЛЕКТРОПРОВОДОК
СОДЕРЖАНИЕ
6-1. Общие сведения....................................................... 299
Классификация электропроводок (299). Области применении проводов и
кабелей с медными и алюминиевыми жилами (300). Выбор сечении жил про-
водов и кабелей (300). Изоляция, защитные оболочки и покровы (302).
6-2. Технические данные проводов н кабелей................................ 302
6-3. Требования, предъявляемые к электропроводкам систем автоматизации . . . 319
Общие требования (319). Кабельные электропроводки (321). Прокладка изо-
лированных проводов в защитных трубах, коробах и лотках (323). Сети за-
земления (331).
6-4. Выполнение электропроводок........................................... 334
Разметка трасс электропроводок (334). Установка опорных конструкций
(335). Прокладка защитных труб и коробов (335). Затяжка проводов и кабе-
лей в защитные трубы (336). Прокладка кабеля (337). Проходы электропро-
водок через сгеиы и перекрытия (337).
6-5. Особенности монтажа электропроводок во взрывоопасных зонах........... 338
Общие требования к электропроводкам во взрывоопасных зонах (338). Мон-
таж электропроводок в защитных трубах (339). Прокладка кабеля (346).
Уплотнение электропроводок (346). Заземление (348).
6-6 Концевые заделки и соединения кабелей и проводов...................... 349
Разделка концов кабеля (349). Концевые заделки кабеля (350). Концевые за-
делки кабеля и проводов в штепсельные разъемы (352). Соединение кабелей
(356). Оконцевание и соединение между собой жил кабеля н проводов (358).
6-7. Испытание и сдача электропроводок.................................... 359
6-1. ОБЩИЕ СВЕДЕНИЯ
Электропроводки систем технологического контроля и автоматического
регулирования представляют собой комплекс, состоящий из кабельных линий и
линий электрических проводов, соединительных и присоединительных устройств,
металлических конструкций и коробов, проложенных и закрепленных на элемен-
тах зданий и сооружений, для прокладки кабелей и проводов, устройств их креп-
ления и защиты от механических повреждений.
Электропроводки предназначены для цепей измерения, управления и сигна-
лизации и служат для соединения приборов, регуляторов, аппаратуры управления
и других средств автоматизации, устанавливаемых вне щитов и пультов, с прибо-
рами и аппаратурой, расположенными на щитах и пультах, а также между собой.
Ниже рассматриваются электрические проводки систем автоматизации напряже-
нием до 400 В переменного и до 440 В постоянного тока.
КЛАССИФИКАЦИЯ ЭЛЕКТРОПРОВОДОК
По месту прокладки различают: наружные электропроводки, про-
кладываемые по наружным стенам зданий и сооружений, между ними и под наве-
сами, и внутренние — прокладываемые в закрытых помещениях. Наруж-
ные и внутренние электропроводки могут быть открытыми (прокладка по наруж-
ным поверхностям стен, потолков, ферм и т. п.), и скрытыми (прокладка в конст-
руктивных элементах зданий и сооружений, а также в земле).
По способу исполнения электропроводки разделяются на электро-
проводки, прокладываемые в защитных Срубах, коробах, лотках, по кабельным
коисгрукциям, в каналах, туннелях, блоках, коллекторах, в земле (траншеях).
300
Монтаж электропроводок [Разд. 6
ОБЛАСТИ ПРИМЕНЕНИЯ ПРОВОДОВ И КАБЕЛЕЙ
С МЕДНЫМИ И АЛЮМИНИЕВЫМИ ЖИЛАМИ
В электропроводках систем автоматизации применяют алюминиевые и медные
изолированные провода и кабели.
Провода и кабели с медными жилами применяют в следующих случаях:
1) в цепях термометров сопротивления и термопар;
2) в цепях измерения, управления, питания и сигнализации (в том числе
в цепях тслемеханиче ких устройств) напряжением 60 В при сечении жил проводов
и кабелей до 0,75 мм2 (диаметр 1 мм);
3) для электропроводок систем автоматизации технологических процессов
электростанций мощностью от 100 МВт и более;
4) во взрывоопасных установках;
5) в установках, подверженных вибрации;
6) для питания светильников переносного освещения и электрифицирован-
ного инструмента;
7) для электропроводок систем автоматизации зрелищных предприятий
(например, систем кондиционирования воздуха и т.п.), прокладываемых на сцене,
арене, в киноаппаратной, светопроекционной, помещениях управления аккуму-
ляторной, на чердаке, в зрительном зале с числом мест 800 п более;
8) для открытых электропроводок в чердачных помещениях со сгораемыми
конструкциями.
Приведенные указания не распространяются на производства, отдельные
установки и уникальные сооружения, а также электропроводки щитов и пультов,
для которых выбор материала жил проводов и кабелей определяется специальными
требованиями (МСН 205-69, § 4-3-1).
ВЫБОР СЕЧЕНИЯ ЖИЛ ПРОВОДОВ И КАБЕЛЕЙ
Сечения проводов и кабелей- системы электропитания средств авто-
матизации должны выбираться по максимально допустимой токовой натрузке
и механической прочности с последующей проверкой по потере напряжения. При
Таблица 6-1
Допустимые длительные токовые нагрузки на провода с резиновой
или поливинилхлоридной изоляцией
Токовые нагрузки, А
Вид прокладки
Сечение проводников
с медными жилами, мм8
Сечение проводников
с алюминиевыми
жилами, мм2
0,75 1,0 1.5 2.5 4,0 6,0 2,5 4,0 6,0 10,0
Провода, проложенные в трубе при количестве про- водов: 2 16 19 27 38 46 20 28 36 50
3 —— 15 17 25 35 42 19 28 32 47
4 —— 14 16 25 30 40 19 23 30 39
5— 6 .— 12 15 20 28 34 16 22 27 37
7 -9 —- 10 14 19 26 31 15 20 25 35
10—Г2 — 10 14 18 25 30 14 19 23 33
Провода, проложенные от- 15 17 23 30 41 50 24 32 39 55
крыто
Примечание. Токовые нагрузки для проводов, прокладываемых в коробах
и лотках пучками, принимаются аналогичными токовым нагрузкам проводов, проклады-
ваемых в защитных трубах.
§ 6-/] Общие сведения
301
выборе сечения жил проводников расчетный ток принимается как большая вели-
чина, определяемая двумя условиями: расчетной токовой нагрузкой и номиналь-
ным током или током срабатывания защитного аппарата. При этом расчетный ток
должен равняться или быть меньше допустимой длительной токовой нагрузки,
указанной в табл. 6-1—6-3. Сечения проводов и кабелей цепей управления,
измерения, сигнализации и т. п. выбираются так же, как и сечения
проводников цепей питания. При выборе сечений проводников цепей измере-
ния необходимо также учитывать требования, предъявляемые к их сопротивле-
нию техническими условиями на аппаратуру заводов-изготовителей.
Таблица 6-2
Допустимые длительные токовые нагрузки на провода с медными
жилами с резиновой изоляцией в металлических защитных оболочках
(марки ТПРФ) и кабели с медными жилами с резиновой изоляцией
в свинцовой, поливинилхлоридной, найритовой или резиновой оболочках,
бронированные и небронированные
Сечение токопрово- дящей Токовые нагрузки, А
Провода и кабели
одножильные двухжильные трехжильные
жилы, мм2 прн прокладке
в воздухе в воздухе в земле в воздухе в земле
1,5 23 19 33 19 27
2,5 30 27 44 25 38
4 41 38 55 35 49
6 50 50 70 42 60
Примечание. Токовые нагрузки относятся к
земляющей жилой, так и без иве.
проводам и кабелям как с за>
Таблица 6-3
Допустимые длительные токовые нагрузки на кабели с алюминиевыми
жилами с резиновой или поливинилхлоридной изоляцией в свинцовой,
поливинилхлоридной и резиновой оболочках,
бронированные и небронированные
Токовые нагрузки, А
Сечение Провода и кабели
токопрово- дящей одножильные двухжильные трехжнльные
жнлы, мм* при прокладке
в воздухе в воздухе в земле в воздухе в земле
2,5 23 21 34 19 29
4 31 29 42 27 38
6 38 38 55 32 46
10 60 55 80 42 70
302
Монтаж электропроводок [Разд. 6
По условию механической прочности допустимые минимальные сечения жил
кабелей и проводов любых цепей систем автоматизации должны быть не меньше:
1) для электропроводок систем автоматизации, выполненных алюминиевыми
проводами, — 2,5 мм2;
2) для электропроводок напряжением до 60 В, выполненных медными про-
водами, — 0,2 мм2;
3) для электропроводок напряжением до 500 В (кроме электропроводок в за-
щитных трубах и глухих коробах), выполненных медными проводами, — 0,75 мм2;
4) для электропроводок в защитных трубах и глухих коробах напряжением
до 500 В, выполненных медными проводами, — 1,0 мм2;
5) для питания электрифицированного инструмента и переносного освещения,
выполненного гибкими медными проводами, — 1,5 мм2.
изоляция, защитные оболочки и ПОКРОВЫ
Изоляция, защитные оболочки и наружные покровы проводов и кабелей
выбирают в соответствии с условиями окружающей среды и способом выполнения
электропроводки. При наличии специальных требований (экранирование, вибра-
ция и т. п.) изоляция, защитные оболочки и наружные покровы должны отвечать
этим требованиям.
Кабели, применяемые в электропроводках систем автоматизации, могут
иметь резиновую, поливинилхлоридную, бумажную, полиэтиленовую изоляцию
жил и свинцовую, алюминиевую, резиновую или поливинилхлоридные оболочки.
Запрещается при всех способах прокладки применять кабели с полиэтиленовой
оболочкой.
Кабели с резиновой и полиэтиленовой изоляцией жил рекомендуется приме-
нять при температуре окружающей среды не выше -|-50°С и при длительной тем-
пературе жил кабеля не выше -|-65°С. Кабели с бумажной изоляцией запрещается
применять при прокладке с г зностью уровней более 25 м и длительной темпера-
турой жил кабеля выше -|-80оС. При прокладке кабелей в помещениях с агрессив-
ной средой, как правило, применяют кабели с поливинилхлоридной или другими
химически стойкими и трудновоспламеняемыми оболочками.
Для открытой прокладки по кабельным конструкциям в производственных
помещениях следует применять бронированные кабели. Допускается также при-
менение небронированных кабелей при условии их прокладки на высоте не менее
2 м или на меньшей высоте с соответствующей защитой их от механических пов-
реждений. Бронированные и небронированные кабели при этом не должны иметь
горючих защитных покровов.
В наружных установках для открытой прокладки должны применяться
бронированные кабели с наружным защитным покровом. Если кабели проклады-
вают по сгораемым конструкциям и поверхностям, они не должны иметь поверх
брони защитных горючих, например волокнистых, покровов. Для прокладки
в каналах, помещениях, блоках и коллекторах следует применять небронирован-
ные кабели без горючих защитных покровов. В земле прокладывают бронированные
кабели с наружными защитными покровами.
При выборе проводов необходимо учитывать стойкость оболочек и изоляции
к воздействию влаги, масла и света. Для прокладки в коробах в производственных
помещениях и наружных установках должны применяться провода с трудновос-
пламеняемой изоляцией и кабели с трудновоспламеняемыми оболочками, без
наружных горючих покровов,
6-2. ТЕХНИЧЕСКИЕ ДАННЫЕ ПРОВОДОВ И КАБЕЛЕЙ
. Технические характеристики и основные данные кабелей, установочных и
термоэлектродпых проводов, наиболее часто применяемых при монтаже приборов
и средств автоматизации, приведены в табл. 6-4—6-10,
Таблица 6-4 Технические данные, условия прокладки и области применения кабелей
Марка кабеля Характеристика кабеля Условия прокладки и область применения
крвг С медными жилами, изоляция из резины, обо- лочка из поливинилхлоридного пластиката Для прокладки в пожароопасных помещениях, каналах, туннелях, в условиях агрессивной среды, при отсутствии механических воздействий на ка- бель
АКРВГ То же, с алюминиевыми жилами То же
КРВБ С медными жилами, изоляция из резины, обо- лочка из поливинилхлоридного пластиката, броня из двух стальных лент, с наружным покровом Для прокладки в земле (траншеях), в условиях агрессивной среды и в местах, подверженных воз- действию блуждающих токов, если кабель не под- вергается значительным растягивающим усилиям
АКРВБ То же, с алюминиевыми жилами То же
КРВБГ С медными жилами, изоляция из резины, обо- лочка из поливинилхлоридного пластиката, броня из двух стальных лент с противокоррозионным по- крытием Для прокладки в непожароопасных помещениях, в каналах, туннелях, если кабель не подвергается значительным растягивающим усилиям
АКРВБГ То же, с алюминиевыми жилами То же
КРНБ С медными жилами, изоляция из резины, обо- лочка из негорючей резины, броня из двух сталь- ных лент с наружным покровом Для прокладки в земле (траншеях) и в местах, подверженных воздействию блуждающих токов, если кабель не подвергается значительным растя- гивающим усилиям
АКРНБ То же, с алюминиевыми жилами То же
КРНГ С медными жилами, изоляция из резины, обо- лочка из негорючей резины Для прокладки в пожароопасных помещениях, каналах, туннелях, при отсутствии механических воздействий на кабель
АКРНГ То же, с алюминиевыми жилами То же
§ 6-2] Технические данные проводов и кабелей
Марка кабеля Характеристика кабеля
КРНБГ С медными жилами, изоляция из резины, обо- лочка из негорючей резины, броня из двух сталь- ных лент с противокоррозионным покрытием
АКРНБГ То же, с алюминиевыми жилами
кпвг С медными жилами, изоляция из полиэтилена, оболочка из поливинилхлоридного пластиката
АКПВГ То же, с алюминиевыми жилами
КПВБ С медными жилами, изоляция из полиэтилена, оболочка из поливинилхлоридного пластиката, броня из двух стальных лент, с наружным покро- вом
АКПВБ То же, с алюминиевыми жилами
КПВБГ С медными жилами, изоляция из полиэтилена, оболочка из поливинилхлоридного пластиката, броня из двух стальных лент с противокоррозион- ным покрытием
АКПВБ1 То же, с алюминиевыми жилами
кввг С медными жилами, изоляция из поливинил- хлоридного пластиката, оболочка из поливинил- хлоридного пластиката
АКВВГ То же, с алюминиевыми жилами
Продолжение табл. 6-4
Условия прокладки и область применения
Для прокладки в непожароопасных помещениях,
в каналах, туннелях, если кабель не подвергается
значительным растягивающим усилиям
То же
Для прокладки внутри помещений, в каналах,
туннелях, в условиях агрессивной среды при от-
сутствии механических воздействий на кабель
То же
Для прокладки в земле (траншеях), в условиях
агрессивной среды и в местах, подверженных воз-
действию блуждающих токов, если кабель не под-
вергается значительным растягивающим усилиям
То же
Для прокладки внутри помещения в каналах,
туннелях, если кабель не подвергается значитель-
ным растягивающим усилиям
То же
Для прокладки в пожароопасных помещениях,
каналах, туннелях, в условиях агрессивной среды,
при отсутствии механических воздействий на ка-
бель
То же
Монтаж электропроводок [Разд.
Характеристика кабеля
С медными жилами, изоляция оболочки из по-
ливинилхлоридного пластиката, броня из двух
стальных лент, с наружным покровом
То же, с алюминиевыми жилами
С медными жилами, изоляция и оболочка из по-
ливинилхлоридного пластиката, броня из двух
стальных лент с противокоррозионным покрытием
То же, с алюминиевыми жилами
С медными жилами, изоляция из резины, общий
экран из алюминиевой или медной фольги, обо-
лочка из поливинилхлоридного пластиката
То же, с алюминиевыми жилами
С медными жилами, изоляция из поливинилхло-
ридного пластиката, общий экран из алюминиевой
или медной фольги, оболочка из поливинилхло-
ридного пластиката
То же, с алюминиевыми жилами
С медными жилами, изоляция из самозатухаю-
щего .полиэтилена оболочка из поливинилхлорид-
ного пластиката
То же, с алюминиевыми жилами
Продолжение табч. 6-4
Условия прокладки и область применения
Для прокладки в земле (траншеях), в условиях
агрессивной среды и в местах, подверженных воз-
действию блуждающих токов, если кабель не под-
вергается значительным растягивающим усилиям
То же
Для прокладки в непожароопасных помещениях
в каналах, туннелях, если кабель не подвергается
значительным растягивающим усилиям
То же
Для прокладки в пожароопасных помещениях,
каналах, туннелях, при отсутствии механических
воздействий на кабель, в условиях агрессивной
среды и необходимости защиты электрических це-
пей от влияния внешних электрических полей
То же
Для прокладки в пожароопасных помещениях,
каналах, туннелях при отсутствии механических
воздействий на кабель в условиях агрессивной
среды и необходимости защиты электрических це-
пей от внешних электрических полей
То же
Для прокладки в пожароопасных помещениях,
каналах, туннелях в условиях агрессивной среды
при отсутствии механических воздействий на ка-
бель
То же
§ 6-2] Технические данные приводов и кабелей
Марка кабеля
Характеристика кабеля
КПсВБ
АКПсВБ
КПсВБГ
АКПсВБГ
КВВБГц
АКВВБГц
КВВБбГ
АКВВБбГ
С медными жилами, изоляция из самозатухаю-
щего полиэтилена, оболочка из поливинилхлорид-
ного пластиката, броня из двух стальных лент
с наружным покровом
То же, с алюминиевыми жилами
С медными жилами, изоляция из самспатухаю-
щего полиэтилена, оболочка из поливинилхлорид-
ного пластиката, броня из двух стальных лент
с противокоррозионным покрытием
То же, с алюминиевыми жилами
С медными жилами, изоляция и оболочка из
поливинилхлоридного пластиката, броня из двух
стальных оцинкованных лент
То же, с алюминиевыми жилами
С медными жилами, изоляция и оболочка из
поливинилхлоридного пластиката, броня из одной
профилированной стальной оцинкованной ленты
То же, с алюминиевыми жилами
Предо гжение табл. 6-4
Условия прокладки и область применения
Для прокладки в земле (траншеях) в условиях
агрессивной среды и в местах, подверженных воз-
действию блуждающих токов, если кабель не под-
вергается значительным растягивающим усилиям
То же
Для прокладки в непожароопасных помещениях,
каналах, туннелях, если кабель не подвергаегся
значительным растягивающим усилиям
То же
Для прокладки в пожароопасных помещениях,
каналах, туннелях, если кабель не подвергается
значительным растягивающим усилиям
То же
Для прокладки в пожароопасных помещениях,
каналах, туннелях, если кабель не подвергается
значительным растягивающим усилиям
То же
Основные данные контрольных кабелей
Таблица 6-5
Марка кабеля Сечение жил, ммг Количество жил
4 ь 7 10 14 19 27 37 52
Наружный диаметр, мм Масса, кг/км Наружный диаметр, мм Масса, К[/КМ Наружный диаметр, мм Масса, Kt/км I Наружный диаметр, мм Масса, КС/км Наружный днаметр, мм Масса, кг/км Наружный диаметр, мм । Масса, кг/км Наружный диаметр, мм Масса, К1/КМ Наружный । днаметр, мм , Масса, кг/км Наружный диаметр, мм Масса, к г/км
крвг 0,75 10,2 118 11,1 140 12,0 177 16,0 275 17,1 347 18,9 443 22,3 597 25,8 829 31,0 1172
кввг 1,0 10,6 133 11,5 158 12,4 202 16,6 312 17,8 398 19,7 509 23,3 691 27,0 958 32,4 1355
1,5 11,2 159 12,2 189 14,2 273 17,5 374 18.9 484 20,9 622 25,8 903 28,6 1175 34,4 1661
2,5 12,1 207 14,2 277 15,3 356 19,1 494 20,6 646 22,8 839 28,2 1213 32,4 1663 — —
4,0 14,2 307 — 1 — 16,8 481 21,0 669
6,0 15,4 395 — — 18,2 632 23,0 885
КРВБ 1,0 18,8 539 19,7 586 20,6 658 25,6 1031 26,8 1161 28.7 1335 32,3 1641 36,0 2033 —
КВВБ 1,5 19,4 589 20,4 648 23,2 910 26,5 1126 27,9 1283 29,9 1488 34,8 1938 37,6 2306 — —
2,5 19.6 654 22,2 915 23,3 1033 28,1 1249 29,6 1505 31,8 1773 37,2 2332 41,4 2924 —-
4,0 22,2 947 — 24,7 1207 30,0 1539
6,0 23,4 1077 — — 26,2 1408 32,0 1824
КРВБГ 1,0 15,8 420 16,7 464 17,6 528 22.6 867 23,8 989 25,7 1150 29,3 1432 33,0 1801 —
КВВБГ 1,5 16,4 459 17,4 510 20,2 761 23,5 956 24,9 1103 26,9 1296 31,8 1714 34,6 2062 —
2,5 16,3 526 20,2 766 20,3 877 25,1 1118 26,6 1314 28,8 1568 34,2 2070 38,4 2656 —
4,0 19,2 798 -— 21,7 1042 27,0 1346 — — —- — — — — — -— —
6,0 20,4 920 — — 23,2 1234 29,0 1618
§ 6-2] Технические данные проводов и кабелей
АКРВГ АКВВГ КРНБГ КРНГ КРНБ Марка кабеля
О 05 4b № О о о СИ <40 JO —— о си ел о j35/b JO —— О О СЛ Си О J35 4- oo JOC-r- сл СЛ О Сечение жил, мм3
00 QlJSjo 4^'bi'Cc''— 21,9 to — *- — О .*<05*05 '-1 -J 00 IO pi 4* tO —— CD',-obt ex О to to j^p5 CD 19,2 19,8 20,7 Наружный диаметр, мм
со to — — W ё OS yi О 00 СИ СЛ 4ь to CD CD to 00 -CblO- ^cotoio — a ~4 oi о -J ex о to о to — О *Q 05 СЛ -*J CO ГО 4ь CD 0C CO O' CD Масса, кг/км к
1' i£ 1 b0 — ~ 1 P-H.-l 05 00 — 1 I jfbbO — 05 <35 CD 1 1 to to to co ® a <35 00 и— Наружный диаметр, мм
1 1 1 s 1 | 0o СП Сл 1 05 *4 CO О CD tO I J co to to 1 1 4b co О tO O' — 1 1 654 709 1008 Масса, кг/км СП
to— — — —jSopi СЛ CD to 00 oo ГО to to to — 00 — о 00 "to 00 Ъ5 — 00^-Jpljfb bO "*s> to 00*05 "CD to to to to to j pijCb co — *4 to 00 <55 — Наружный днамстр, мм
Oi co co to OS — 4b CO CD 00 *4 1358 — CO 00 05 boS to So S IO IO CD co to 8S91 6181 735 1005 1137 Масса, к. /км
to bO to — CD О o'— to CD rfb to to to to *4СЛ>Й> W 4^‘CJi'o'o tOW- — <— —J©„00 ~4b 4b Сл О О 30,4 32,4 to to to СЛ О о Наружный диаметр, мм
Or СЛ 4ь CO 1773 4ь (О О CD CD CO *4 *4 — 00 00 О *4 Си 4b СО О *4 ОС СП С0 ОС -Ч СО CD — CD 05 -J ОС СЛ co 1141 1244 1427 Масса, кг/км ©
20,6 1 1 to to to — ос се 1 |’-р» — со ос 1 1 27,3 28,3 30,1 Наружный диаметр, мм S S 4
428 — - _ 1 1 os co ~ to -*l о 1 ( -О сл 4b 1 1 СЛ 00 со 1 1 1288 1415 1653 Масса, кг/км ® О *
1 1 j to 1 1 1 JO 00 1 1 IO to to 1 CD „-<,05 co co •— 1 . ГО ЬО ю 1 1 р.-р со со — 1 1 29,1 30,3 31,3 Наружный диаметр, мм
543 1 1287 1433 1741 — 617 739 972 1 1 CD 05 4b 4b bO -U 5 4b О М асеа, К< /КМ ©
1 1 I to III» to 1 . co co to 1 .4-KP О 1^/ -4 . . to to 10 1 1 J»P^ Ch io‘-*j 1 1 co CO CO rlpl to С5ГО -4 Наружный диаметр, мм
792 1 I CO 5 05 1 to IO О ОС *J CD l 1 СП 4b CD 1 1 1815 2150 2566 Мкча, КГ/км
32,4 I — 1 . co co co 1 pcpp3 00 “ 4ь . , co to to 1 1 ОС — 4b 1 1 4b CO CO — 00 j35 00 — 4b Наружный диаметр, мм
1087 — 1 to to to 1 СЛ CD OS i i cd CO — 1 1 W X 4* IO — ОС 1 1 CO Ю to IO a» to IO CJI — CD CD OS Масса, кг км
Illi 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Наружный диаметр, мм ел
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 Масса, К1 / км К)
Продолжение табл. 6-5
д 'рьгу] yogoaoduod^dve жотощ gQg
2 4 5 7 I
Марка кабеля з: £ 2 1Й мм WW >1Й MM
Ф х Е1, S6&
X ш Ии ф г s « s о 5 3 S CJ *
<У О X ч Мас кг/ К К£ га Sa m и K« га 7^ Sa S X Й
АКРВБ 2,5 20,3 592 23,2 837 24,3 924 28,1
АКВВБ 4,0 23,3 846 .—. — 25,1 1031 30,0
6,0 24,5 928 — —. 27,2 1145 32,0
10,0 27,4 1134 — — 30,9 1444 37,9
АКРВБГ 2,5 17,3 454 20,2 688 21,3 768 25,1
АКВВБГ 4,0 20,3 697 —. — 22,8 866 27,0
6,0 21,5 771 —- — 24,2 971 29,0
10,0 24,4 959 — — 27,9 1205 34,9
АКРНГ 2,5 12,5 190 14,6 264 15,8 321 19,5
4,0 14,7 269 — — 17,2 386 21,4
6,0 15,9 316 — — 18,7 467 23,4
10,0 18,8 439 — — 22,3 660 29,3
АКРНБ 2,5 20,7 661 23,6 930 24,8 1020 28,5
4,0 23,7 937 —~ — 26,2 1072 30,4
6,0 24,9 1027 — —_ 27,7 1278 32,4
10,0 27,8 1358 — — 31,3 1596 38,3
П[>одолженчр табл. 6-5
Количество жил
и 14 19 27 37 □S
5 « S 35 - X Q. S « S 3 - s = 5 2 . “ 5 ружный IMCTp, MM « s 3 is S'
* Ф aS Qj « s .4 5 у X >-Si о
ro го ra 5 rt
S а xg S а — fcf s * Sa X rt Sa X Й S5
1143 29,6 1287 31,8 1477 37,2 1911 41,4 2348
1287
1449
1951
962 26.6 1096 28,8 1272 34,2 1669 38,4 2080 —
1094
1243
1706
433 21,1 539 23,3 676 28,6 985 32,8 1346 —. —_
592
628
992
1271 30,1 1435 32,3 1650 37,6 2145 41,8 2653 — )
1498
1600 — — — — — — — — -— ——
2167
£ 6-2] Технические данные проводов и кабелей
АКПВБГ АКПВБ АКПВГ АКРНБГ Марка кабеля
©JCT A JO © ©*© СЛ Ор5 A JO Ъ о осл .©„CT.AJO *© ©*© СЛ О 05 A to Ъ оосл Сечение жил, мм
1'0 >— — — JO -4JCTJ01 01 01 *А to ГО — — р1 Q © се *сл *4*0i“a jCTjOpS 01 01 СО ГО tO ГО ГО — ^Аст- ©„*4 00 СО *4 *4 Наружный диаметр, мм
00 А А Се Ю 00 w *4 *4 00 О СТ © СТ) 01 А 85 S S ГО-~^ *4 05 ГО О А О 00 О О 00 -4 01 -4 -4 00 се 00 — со 1'0 Масса, кг/км
1 1 1 J» 1'0 III.® ГО 110= 1 > . 1'0 1 1 1 р ст Наружный диаметр, мм
III- 1 1 1 Се 1 1 0! Illg 111 = Illg Масса, к г/км
ГО ГО to 1— pi г-© *4 01 оо А •— го to ГО IO со а се о 01*00 *а *— со 01 а~ *0! 00 *А С© to 1'0 1'0 to ре а се и- 00**4*10 00 Наружный диаметр, мм
О 00 -4 А 01 О и— 05 О © СО ГО го © ре 0i со ст Сл оо оЗ оо го © А ГО ГО — — — А 01 А 00 05 А *- с© 00 § w ое Й Масса, кг/км
се го го го СТ-01 £0 СТ- стэ*оо*оо © се to i o го pl 00 „СТ А "05*00 00*© ГО — м- — сл СО 01 05 00 00© со to to 1'0 01 С© *4 01 "се a 0?*0i Наружный диаметр, мм
А о 00 -4 СО ►— ОС С5 (О 00 А А ст, го о © 01 о 01 го *4 а 05 се ст се го i o го © го СО А 01 00 с© се се о to с© ст 00 or ос ст го Масса, ki/km с> ст
1 1 t tO 1 1 1 £ 1 1 1 1—> I I I 0 1 11 й 1—• Наружный диаметр, мм с ь а >г о
| | I 00 с© 1112 © 1 I 1 го 1 1 1 S 1 1 1 А А Масса, кг/км * i
24,8 1 1 1 й 00 1 1 1 .0® 00 । , । to 1 1 1 се Наружный диаметр, мм
III® 1 1 1 -1 се 111Й А I I 1 W 1 1 1 01 А I 1 I А 1 1 1 А 01 Масса, кг/км <£>
28,2 1 1 1 *о । । » 1 -О 1 1 1JJ го । > । се 1 1 1 > ст Наружный диаметр, мм
1 1 1 00 А 1 I I Се 1 1 1 00 СТ 1 1 1 is го ill© III© Масса. KI/KM
1 1 1 “•-* 00 । । се *оо г । a tO 1 1 1 р’ 00 г i । 1 1 1 р® оо Наружный диаметр, мм СО
1468 | 1 | СТ 1 1 1 8 1 1 1 § to | [ I се 1 1 1 оо © Масса, кг/км
Illi Illi Illi 1111 Наружный диаметр, мм сл
Illi Illi Illi till Масса, кг/км ьо
Продолжение табл. 6-5
9 'Pcndl xoQogoduodjyai'e жшыщ
OIE
Таблица 6-6
Технические данные установочных проводов
Марка привода Характеристика провода Пределы сечений, мм2 Коли- чество жил Условия прокладки и области применения
ПР Провод медный с резиновой изоля- цией в оплетке из хлопчатобумажной пряжи, пропитанной противогнилост- ными составом 0,75—6 1 Внутри и вне зданий, в сухих, в жарких и пыльных помещениях в изоляционных трубах, по металлическим и бетонным по- верхностям с прокладкой под провода изо- ляционного материала
АПР То же, алюминиевый 2,5—10 1 То же
ПРВ Провод медный с резиновой изоля- цией в оболочке из поливинилхлорид- ного пластиката 0,75—6 1 То же, но без прокладки под провода изоляционного материала
АПРВ То же, алюминиевый 2,5—10 1 То же
ПРТО Провод медный с резиновой изоля- цией в оплетке из хлопчатобумажной пряжи, пропитанной противогнилост- ным составом 1-6 1 В стальных трубах или металлических рукавах без внутренней изолирующей обо- лочки и в труба* с изолирующей оболочкой в сырых помещениях или в помещениях с проводящей пылью, с едкими газами или парами, во взрывоопасных помещениях, а также в случаях, когда требуется надеж- ная зашита от механических воздействий при прокладке в полу, потолке, фундамен- тах и пр.
АПРТО То же, алюминиевый 2,5—10 1 То же
§ 6-2] Технические данные проводов и кабелей
Марка провода Характеристика провода Пределы сечений, мм
пв Провод медный с поливинилхлорид- ной изоляцией 0,75—6
АПВ То же, алюминиевый 2.5—10
ПРГ Провод медный гибкий с резиновой изоляцией в оплетке из хлопчатобу- мажной пряжи, пропитанной противо- гнилостным составом 0,75—6
ПРГВ Провод медный гибкий с резиновой изоляцией в поливинилхлоридной обо- лочке 0,75—6
ПРВ Провод медный гибкий с поливи- нилхлоридной изоляцией 0,75—6
ПРЛ Провод с резиновой изоляцией в оплетке, покрытой лаком 0,75—6
ЛРГЛ Провод гибкий с резиновой 'изоля- цией в оплетке, покрытой лаком 0,75—10
Продолжение табл. 6-6
Коли-
чество
жил
Условия прокладки и области применения
1
1
1
1
]
1
1
Внутри зданий в сухих, сырых, особо сы-
рых помещениях, с парами минеральных
кислот и щелочей при температуре окру-
жающей среды не выше -|-40°С, в трубах,
на роликах, изоляторах и клицах, по ме-
таллическим и бетонным поверхностям
То же
Внутри и вне зданий, в сухих и сырых
помещениях для соединений подвижных
частей приборов и аппаратов с прокладкой
в металлических рукавах
То же
Для соединения механизмов и аппаратов
при наличии масел и эмульсий
Для монтажа (коммутации) панелей, щи-
тов и пультов
Для монтажа (коммутации) панелей, щи-
тов и пультов в местах, где требуется по-
вышенная гибкость провода, при переходе
коммутации с неподвижной на подвижную
часть щита (например на дверь), для соеди-
нения неподвижной аппаратуры с подвижной
и т. п.
Монтаж электропроводок [Разг?. 6
Марка
провода
Характеристика провода
Преде 1Ы
сечений, мм2
ЛПРГС
ЛПРГСЭ
ПРП
ПРРП
ппв
АППВ
ппвс
АППВС
Провод гибкий с резиновой изоля-
цией в оплетке из хлопчатобумажной
пряжи, лакированный
То же, экранированный
Провод с медной жилой с резино-
вой изоляцией в оплетке из стальных
оцинкованных проволок
Провод с медной жилой с резиновой
изоляцией в резиновой оболочке в
оплетке из стальных оцинкованных
проволок
Провод с медными жилами и поли-
винилхлоридной изоляцией, . плоский
с раздельным основанием
То же, с алюминиевыми жилами
Провод с медными жилами и поли-
винилхлоридной изоляцией, плоский
без раздельного основания
То же, с алюминиевыми жилами
0,5—10
0,5—10
1,0—10
0,75—6
2,5—6
0,75—4
2,5—6
Продолжение табл. 6-6
Коли- чество жил Условия прокладки и области применения
1 Внутри и вне зданий, в сухих, в жарких и пыльных помещениях в изоляционных трубах для цепей с напряжением до 220 В
1, 2, 3 То же
го со Для открытой прокладки в сухих поме- щениях, при наличии легких механических воздействий и отсутствии воздействии на провод масел и эмульсий
1, 2, 3 То же
2, 3 Внутри зданий в сухих, сырых, особо сы- рых помещениях, с парами минеральных кислот и щелочен по металлическим и бе- тонным поверхностям
2, 3 То же
2, 3 Внутри зданий в сухих, сырых, особо сы- рых помещениях для неподвижной скрытой прокладки, под штукатуркой, для прокладки в трубах и коробах
2, 3 То же
§ 6-2] Технические данные приводов и кабелей
оэ
Таблица 6-7
Основные данные установочных проводов
Марка провода Сечение провода, мма
0.75 1 1.5 2,5 4 6 10
Наружный диаметр, мм Масса 1000 м, кг Наружный диаметр, мм I Масса 1000 м. кг Наружный диаметр, мм Масса 1000 м, кг Наружный диаметр, мм Масса 1000 м, кг Наружный 1 диаметр, мм Масса 1000 м, KI Наружный диаметр, мы Масса 1 1000 м, кг Наружный диаметр, мм 1 . Масса 1000 м, кг
ПР 3,7 22,1 3.8 25,2 4,1 31,1 4,5 42.2 4,9 58,3 5.4 78,3 7,6 141
АПР — — — — —— 4,4 26,9 4,8 33,9 5,3 52,1 7,6 78
ПРВ 3,4 21 3,5 24 3.8 30 •4,2 41 4,7 60 5,2 81
АПРВ — — — —— — — 4,2 26 1,7 36 5,2 44 — ,
ПРТО .— — 4,5 26,7 4,8 32,5 5,2 43,3 5,8 59,5 6.4 79,7 8,5 113
АПРТО — — — -— — 4,5 29 4,9 36 5,4 44 6,6 69
ПВ 3,2 15,4 3,4 18,5 3.7 23,8 4,6 37.6 5,2 53.6 5,6 73,2 7 122
АПВ — — — — — — 4,6 22,6 5,2 29,2 5,6 37- 7 60,8
ПРГ 3,8 24 4 27 4,3 33 4,8 46 5,3 63 5.9 87 8,6 153
ПРГВ 3,5 22 3.7 26 4.0 32 4,5 45 5,1 65 5,7 88 —. ,
ПГВ 3.4 15,4 3,6 18,5 3.9 23,8 4,9 37,6 5,5 53,6 6 73,2 7,6 122
ПРГЛ 4,2 24,5 22.6 4,4 28,3 4,7 34,5 5,2 47.6 5,7 65.9 6,3 89.2 9 147
ПРЛ 4,7 4,2 25,9 4.5 31,9 4,9 43,3 5,3 59,9 5,9 80,8 — —
ЛПРГС 3,5 18 3,6 21 4.0 28 4,7 40 5,1 5э 5,7 76 8,0 132
ЛПРГСЭ 4,5 41 4,6 46 5,0 53 5,5 70 6,0 89 6,7 113 9,0 178
ПРП — 5,8 72 6.1 80 6,6 105 7.1 123 7,7 149 8,9 205
ПРП* — — 9,1 126 9.7 148 10,7 194 11,7 230 12,9 288 15.3 407
ПРП** — — 9,6 160 10,2 185 11,3 240 12.4 299 13,7 379 16,3 532
ПРРП — — 7,6 107 7.9 117 8,4 139 8.9 160 9,5 189 11,3 273
ПРРП* — —. 11,5 219 12.1 245 13,1 296 14,1 350 15.9 455 18.3 620
ПРРП** — — 12,0 255 12,6 276 13,7 335 14,8 418 16,7 545 19,3 753
* Установочные провода в двухжильном исполнении.
•• Установочные провода в трехжильном исполнении.
Монтаж электропроводок [Разд. 6
Технические характеристики термоэлектронных проводов
Таблица 6-8
Марка провода Характеристика провода Условия прокладки и области применения Температура окружаю- щей среды Токопроводящие жнлы (в скобках дано условное обозначение металла)
пкв Провод термоэлектродный двухжильный в поливинилхло- ридной оболочке В сырых и сухих помещениях От —40 до +70°С и при относительной влажности 98%, тем- пературе +40°С Медь — константан (№); медь—сплав ТП(П)
пкгв Провод термоэлектродный двухжильный гибкий с поливи- нилхлоридной изоляцией, в по- ливинилхлоридной оболочке В сырых и сухих помещениях, внутри приборов и в местах, где требуется повы- шенная гибкость при- вода То же То же
пквп Провод термоэлектродный двухжильный в поливинилхло- ридной оболочке в оплетке из стальной проволоки Для присоединения термоэлектрических термометров к милли- вольтметрам > » > » /
ФК-Х Провод термоэлектродный теп- лостойкий одножильный с фто- ропластовой изоляцией Для присоединения термоэлектр ическ их термометров к пиро- метрическим установ- кам От -60 до +250°С Хромель (X)
ФКЭ-Х То же, но экранированный То же То же То же
ФК-А Провод термоэлектродный теп- лостойкий одножильный с фто- ропластовой изоляцией » » > > Алюмель (А)
Марка провода Характеристика провода
ПФК-МТ Провод одножильный с фторо- пластовой изоляцией термо- электродный с жилой из сплава медь—титан
ПФКЭ-МТ То же, но экранированный
ПФК-НМ Провод одножильный с фторо- пластовой изоляцией термо- электродный с жилой из сплава никель — медь
ПФКЭ-НМ То же, но экранированный
ПФКДЭ-МТ-НМ Провод двухжильный с фто- ропластовой изоляцией термо- электродный с жилами из спла- вов медь—титаи и никель — медь, экранированный
КТМС (ХК) То же, но с термоэлектрод- ными жилами из сплавов хро- мель Т — копель
пкво Провод термоэлектродный одножильный с поливинилхло- ридной изоляцией
Продолжение табл. 6-8
Условия прокладки и области применения Температура окружаю- щей среды Токопроводящие жилы (в скобках дано условное обозначение металла)
Присоединение хро- мель-алюмелевых авиа- ционных термоэлек- трических термометров От —GO до 4-250°С Медь—титан (МТ)
То же То же То же
Присоединение хро- мель-алюмелевых авиа- ционных термоэлек- трических термометров От —60 до 4~250°С Никель—медь (НМ)
То же То же То же
> » > » > >
> > До 600*С Хромель Т (X); ко- пель (К)
В сухих и сырых помещениях, а также внутри приборов От —40 до +70°С Хромель (X); ко- пель (КП); сплав ТП (ТП); константан (К); медь (М)
Монтаж электропроводок [Разд. 6
Марка провода Характеристика провода Условия прокладки и области применения
пкл Провод термоэлектродный теп- лостойкий двухжильный с изо- ляцией из полиэтилентерефта- латной пленки с обмоткой стекловолокном или шелком лавсан, в общей оплетке из шелка лавсан, пропитанной клеем В сухих помещениях и внутри приборов
пклэ То же, экранированный мед- ной луженой проволокой То же, где требуются экранированные про- вода
СФК Провод термоэлектродиый двухжильныл с изоляцией из стеклонити и фторопласта-4 с общей оплеткой из стекло- нити Для присоединения термоэлектрических термометров
СФКЭ То же, экранированный То же
КТМС (ХА) Кабель термопарный с магне- зиальной изоляцией в стальной оболочке с термоэлектродными жилами из сплавов хромель Т, алюмель Для кабельных тер- мопар и кабелей удли- нения
Продолжение табл. 6-8
Температура окружаю- щей среды Токопроводящие жилы (в скобках дано условное обозначение металла)
От —60 до +120°С, относительная влаж- ность при температуре 30эС до 80% Медь—константан (М); медь—сплав ТП (ТП); хромель—ко- пель (ХК)
То же То же
Ог —G0 до +250*С Хромель — алюмель (ХА); хромель —ко- пель (ХК)
То же То же
До 800 С Хромель Т (X); алю- мель (А)
§ 6-2] Технические данные проходов и кабелей
318
Монтаж электропроводок [Разд. 6
Основные данные термоэлектродных проводов
Таблица 6-9
Марка провода Токопроводящие жилы Наружный размер* мм, не более
Число и номиналь- ное сечение жилы, мм8 Число и диаметр проволок одной жилы, мм
пкв 2x2,5 1X1,8 5,5X9
пкгв 2x1,0 7 X 0,42 4,6 X 7,5
2x1,5 7x0,52 4,9 X 8,2
2x2,5 7X0,67 5,5 х 9,0
пквп 2x1,0 1X1,13 5,8 х 9,5
пкл 2X1,5 7 X 0,52 2,8 X 5,2
2X1,8 7 X 0,57 3,0 X 5,7
2X2,5 7 X 0,67 3,3 х 6,3
ПК лэ 2X1,5 7X0,52 3,6 X 6,0
2X1,8 7X0,57 3,8 х 6,4
2x2,5 7X0,67 4, IX 7,1
ФК-А 1X0,5 7x0,3 2,3
ФК-Х 1X2,5 19X0,4 3,4
1 X 4,0 19X0,5 4,0
ФКЭ-А 1X0,5 7X0,3 2,9
ФКЭ-Х 1X2,5 19X0,4 4,0
1 X 4,0 19X0,5 4,6
ПФК-МТ 1X0,5 7X0,3 2,3
ПФК-НМ 1 X 1,5 7X0,5 3,2
1X2,5 19x0,4 3,4
1 X 4,0 19x0,5 4,0
пфкэ-мт 1X0,5 7x0,3 2,9
ПФКЭ-НМ 1 X 1,5 7X0,5 3,8
1X2,5 19x0,4 4,0
1X4,0 19 х 0,5 4,6
ПФКДЭ-МТ-НМ 2X0,5 7X0,3 3,2 X 5,4
2X1,5 7x0,5 3,8 х 6,9
2x2,5 19 X 0,4 4,0 х 7,4
2X4,0 19x0,5 4,5 X 8,5
пквэ 1 X 0,2 I X 0,52 1,32
КТМС (ХА) 2x0,02 1 X 0,15 1,0
КТМС (ХК) 2 х 0,06 1 X 0,27 1,5
2x0,3 1 X 0,65 3,0
2x0,5 1 X 0,85 4,0
2X0,6 1 X 0,90 5,0
2x0,9 1 X 1,08 6,0
4 X 0,44 1 X 0,85 4,6
4x1,13 —. 7,2
СФК 2x0,5 7X0,3 2,4 х 4,1
2x1,5 7x0,52 3,4 X 6,0
•сфкэ 2X0,5 7x0,3 2,9 X 4,7
2X1,5 7 X 0,52 4,0 х 6,6
<У 6-3] Требования, предъявляемые к электропроводкам 319
Таблица 6-10
Маркировка и выбор термоэлектродных проводов
Наименова- ние металла Расцветка Обозна- чение Термолпсктродный провод Термопара
токопрово- дящей жилы изоляции жилы пары проводов положи- тельный отрица- тельный
Медь Константан Красная Коричневая м Медь Константан Хромель — алюмель
Медь Сплав ТП Красная Зеленая п Медь Сплав ТП Платиноро- дий — платина
Хромель Копель Фиолетовая Желтая ХК Хромель Копель Хромель — копель
Хромель Алюмель Фиолетовая (черная) Серая (белая) ХА Хромель Алюмель Хромель — алюмель
Сплав медь — титан Сплав ни- кель— медь Красная Синяя МТ-НМ Медь—титан Никель — медь Хромель— алюмель
6-3. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ЭЛЕКТРОПРОВОДКАМ
СИСТЕМ АВТОМАТИЗАЦИИ
ОБЩИЕ ТРЕБОВАНИЯ
Электропроводки прокладывают по кратчайшим расстояниям между соеди-
няемыми приборами и средствами автоматизации, параллельно стенам, перекры-
тиям и колоннам, с минимальным количеством поворотов и пересечений, удобно
располагают для монтажа и эксплуатации, а также достаточно удаляют от мест
с повышенной температурой, технологического оборудования и электрооборудо-
вания, силовых и осветительных линий, избегая перекрещивания с другими элект-
ропроводками и технологическими трубопроводами. Трасса выбирается с учетом
наименьшего расхода проводов и кабеля. Электропроводки защищают от механи-
ческих повреждений, коррозии, вибрации и перегрева; координируют относительно
строительных сооружений. Трасса должна быть согласована с установкой техно-
логического оборудования и прокладкой трасс электропроводок электроснабжения
и силового оборудования.
Удаление трасс электропроводок от сооружений, технологических
трубопроводов и оборудования при параллельной прокладке должно быть не менее:
а) для открытых электропроводок от технологических трубопроводов — 10 мм,
от трубопроводов, транспортирующих горючие жидкости и газы, — 250 мм;
б) для кабелей, прокладываемых в земле: от теплопроводов — 2000 мм, от газо-
проводов и трубопроводов, транспортирующих горючие жидкости, — 1000 мм,
от фундаментов зданий — 600 мм, от фундаментов и опор линий передач — 1000 мм,
от рельсов заводского транспорта — 2000 мм, от древесных насаждений — 2000 мм.
При пересечении электропроводками технологических трубопрово-
дов необходимо выдерживать расстояние не менее 50 мм, а трубопроводов с горю-
чими жидкостями и газами — не менее 100 мм.
320
Монтаж электропроводок [Разд. 6
В электропроводках систем автоматизации допускается совместная
прокладкав одной защитной трубе, коробе, кабеле или в одном пучке
проводов, проложенных на лотках, цепей управления, регулирования, сиг-
нализации питания напряжением до 400 В переменного и 440 В постоян-
ного тока, включая цепи питания и управления электродвигателей исполнитель-
ных механизмов.
При совместной прокладке проводов в стальных защитных трубах и коробах
от датчиков ко вторичным приборам исходят из допустимой степени их взаимных
влияний. Поэтому в качестве критерия, определяющего допустимость совместной
прокладки проводов, принимают: а) для датчиков и вторичных контрольных или
регулирующих приборов со шкалой дополнительную приведенную погрешность
измерения, вызванную их электрическим взаимовлиянием, не превышающую
±0,5%, б) для датчиков и электронных регулирующих приборов Московского
завода тепловой автоматики (М31А) дополнительную погрешность измерения,
не превышающую допустимую погрешность измерительною устройства электрон-
ного регулирующего прибора.
Исходя из этих положений допускается совместная прокладка проводов
в стальных защитных трубах для следующих приборов: а) от термопар и термо-
метров сопротивления к автоматическим электронным потенциометрам, уравно-
вешенным мостам и регулирующим приборам типов РПИК и РПИБ завода МЗТА.
Количество соединительных линий и их протяженность не oi раничиваются;
б) от термопар и термометров сопротивления к автоматическим электронным по-
тенциометрам и уравновешенным мостам и от одного индукционного дифферен-
циально-трансформаторного датчика к вторичному прибору. Протяженность
соединительных линий от термопар и термометров сопротивления не ограничи-
вается; в) от термопар и термометров сопротивления к автоматическим потен-
циометрам и уравновешенным мостам и от двух-трех индукционных дифференци-
ально-трансформаторных датчиков к вторичным приборам. Протяженность соеди-
нительных линий не более 25 м. Количество соединительных линий от термопар
и термометров сопротивления не ограничивается; г) от термопар и термометров
сопротивления к автоматическим электронным потенциометрам и уравновешенным
мостам постоянного тока и одного ферродинамического датчика к вторичному
прибору. Протяженность соединительных линий не ограничивается. Количество
соединительных линий от термопар и термометров сопротивления не ограни-
чивается; д) от двух-трех индукционных дифференциально-1рансформаторных
датчиков к вторичным приборам. Протяженность соединительных линий
не более 25 м; е) от индукционных датчиков и к регулирующим при-
борам РПИК и РПИБ завода МЗТА. Количество соединительных линий и их
протяженность не ограничиваются; ж) от индукционных дифференциально-
трансформаторных датчиков к регулирующим приборам типов РПИК и РПИБ
завода МЗТА. Количество соединительных линий и их протяженность не огра-
ничиваются.
Изложенные выше условия совместной прокладки соединительных линий от
датчиков ко вторичным приборам распространяются только на следующие прибо-
ры: а) термометры сопротивления по ГОСТ 6651-78, работающие в комплекте
с автоматическими электронными уравновешенными мостами по ГОСТ 7164-71
и электронными регулирующими приборами типов РПИК и РПИБ завода МЗТА;
б) термометры термоэлектрические по ГОСТ 6616-74, работающие в комплекте
с автоматическими электронными потенциометрами по ГОСТ 7164-71 и электрон-
ными регулирующими приборами типов РПИК и РПИБ завода МЗТА; в) датчики
индукционные дифференциально-трансформаторные, мембранные типа ДМ, силь-
фонные типа ДС, колокольные типа ДКО, манометрические типа МЭД, работаю-
щие в комплекте с вторичными индукционными дифференциально-трансформатор-
нымп приборами типа КС и электронными регулирующими приборами типа РПИБ;
г) датчики фсрродипамические кольцевые типа ДК, колокольные типа ДКО, мем-
бранные типа ДМК, сильфонные типа ИРКВ, работающие в комплекте с вторич-
ными ферродинамическими приборами типа ВФСМ; д) датчики индукционные типа
§ 6-3] Требования предъявляемые к электропроводкам
321
ЧМП, ДТМ, ДММ, работающие В йЬМйЛВКте t электронными регулирующими
приборами типов РПИК и РПНБ.
В остальных случаях возможность совместной прокладки цепей измерения
определяется указаниями заводов-изготовителей или специальными исследова-
ниями; при их отсутствии цепи измерения отдельных приборов и средств автома-
тизации прокладываются в отдельных трубах.
Электропроводки систем автоматизации, выполненные в коробах, тру-
бах, лотках, допускается Прокладывать рядом с аналогично выполненными
электропроводками установок электроснабжения и силового электрооборудования,
за исключением: а) измерительных цепей приборов и средств автоматизации, в ко-
торых помехи, возникающие из-за влияния цепей другого назначения, превосходят
допустимые значения; б) взаиморезервируклцих цепей питания, управления и
т. п.; в) стационарно прокладываемых цепей питания электрифицированного
инструмента и освещения щитов напряжением до 36 В; г) ответственных цепей
систем автоматического пожаротушений.
КАБЕЛЬНЫЕ ЭЛЕКТРОПРОВОДКИ
Все элементы кабельных проводок должны быть проложены с учетом удобств
монтажа и эксплуапщнн, а также исключения опасных механических натяжений
и повреждений кабеля. Кабели, прокладываемые в местах, где возможны по-
вреждения, должны быть защищены по рысоге па 2 м от уровня пола или земли.
Наружные электропроводки должны противостоять воздействию ветров,
гололедов, осадков и быть защищены от непосредственного действия солнечных
лучей.
Открытая прокладка кабельных эл ктропровод к является наиболее простой.
Она может осуществляться по стенам, конструкциям зданий, под площадками
и перекрытиями производственных помещений, а также по стенам зданий и соору-
жений, по технологическим и кабельным эстакадам в наружных установках.
Прокладка в каналах и туннелях допустима в тех случаях, когда затруднена
или невозможна открытая прокладка кабеля. Использование каналов в производ-
ственных помещениях разрешается только в случаях, когда нет возможности
применить открытую прокладку кабелей на кабельных конструкциях. Как прави-
ло, следует стремиться использовать каналы и туннели, общие с кабелями уста-
новок электроснабжения и силового электрооборудования. Сооружение каналов
и туннелей специально для электропроводок систем автоматизации допустимо
только в отдельных случаях при наличии технико-экономических обоснований.
При прокладке кабельных электропроводок систем автоматизации в каналах
и туннелях совместно с силовыми кабелями установок электроснабжения и сило-
вого электрооборудования должйы соблюдаться следующие требования: а) при
двустороннем расположении Кабельных конструкций потоки трасс электропрово-
док систем автоматизации и силового электроснабжения должны располагаться
на противоположных сторонах; б) при одностороннем расположении кабельных
конструкций кабели систек автоматизации располагаются ниже электропроводок
силового электроснабжения и разделяются горизонтальными асбоцементными
перегородками; в) кабели электропроводок систем автоматизации допускается
прокладывать на одних полках с кабелями силового электроснабжения напряже-
нием до 1000 В при отсутствии недопустимых влияний на измерительные цени
магнитных и электрических полей силовых цепей; г) кабели электропроводок
систем автоматизации с взаиморезервируемыми цепями питания, управления
и т. п. рекомендуется прокладывать на разных полках, разделенных асбоцемент-
ными перегородками.
Прокладка в коллекторах может осуществляться совместно с другими кабелями
и водо- и теплопроводами. При этом необходимо соблюдать следующий порядок
прокладки: а) при двухрядном расположении кабелей и трубопроводов с одной
сюроны сверху проходят кабели связи, подними — теплопроводы, с другой сто-
роны сверху прокладывают силовые кабели, под ними — электропрово ки систем
322
Монтаж электропроводок [Разд. 6
автоматизации, снизу проходят трубопроводы водоснабжения; б) при однорядном
расположении кабелей п трубопроводов сверху располагают кабели силового
электроснабжения, ниже — кабели систем автоматизации, под ними — кабели
связи и внизу — теплопроводы и трубопроводы водоснабжения.
Прокладка в коллекторах кабелей электропроводок систем автоматизации
совместно с газопроводами и трубопроводами, транспортирующими легковос-
пламеняющиеся и горючие жидкости, не допускается.
Прокладка в земле допускается, если невозможна или затруднена открытая
прокладка кабелей, с соблюдением следующих требовании: а) количество кабелей
не должно превышать 4—5 в траншее; б) оболочка кабеля должна быть стойкой
к воздействию почвы; и) места прокладки ие должны быть загружены другими
подземными коммуникациями; г) запрещается прокладка кабелей в защитных
трубах всех видов, за исключением прокладки в подготовках полов внутри поме-
щений, вводов в здания и в местах пересечений технологических трубопроводов,
железнодорожных, трамвайных путей и автомобильных дорог.
Ниже приводятся допускаемые расстояния между кабельными
электропроводками систем автоматизации, проложенными в земле (траншеях),
и другими кабелями, фундаментами, трубопроводами, сооружениями.
Вид прокладки
Допускается расстоя-
ние (не менее), мы
При прокладке вдоль зданий в свету между кабелем и фун-
даментом ................................................... 600
При параллельной прокладке кабельных электропроводок
по горизонтали в свету до силовых кабелей напряжением
до 10 кВ................................................ 100
То же, но до кабелей связи и до силовых маслонаполнен-
ных кабелей напряжением 110—220 кВ...................... 500
Между кабелями электропроводок систем автоматизации . . Не нормируется
При прокладке кабельных электропроводок параллельно
технологическим трубопроводам (исключая нефте-, газо- и
теплопроводы)................................................ 00
То же, но при прокладке в трубах........................ 250
При прокладке кабельных электропроводок параллельно
нефте- и газопроводам...................................... 1000
То же, но теплопроводам....................................... 2000
При пересечении кабельными электропроводками дру:их
кабелей, нефте- и газопроводов, теплопроводов.............. 500
Теплопровод на участке пересечения по 2 м в каждую сторону от крайних
кабелей должен иметь теплоизоляцию, обеспечивающую повышение температуры
земли в месте пересечения не более чем на 15СС по отношению к низшей зимней
температуре и на 10°С — по отношению к высшей летней температуре.
Отношение радиуса внутренней кривой изгиба кабелей к наружному диаметру
не должно быть меньше: а) для многожильных силовых и контрольных кабелей
с резиновой или поливинилхлоридной изоляцией жил в свинцовой или поливинил-
хлоридной оболочке, бронированных — 10; б) то же, но для небронированных — 6.
Размотка и прокладка кабелей при отрицательных температурах, без предва-
рительного их нагрева, допускается, когда температура окружающего воздуха
в течение суток ие была ниже: а) для асфальтированных и бронированных кабелей
с решновой изоляцией в поливинилхлоридной оболочке —-7°С; б) для неброни-
рованных с резиновой и поливинилхлоридной изоляцией в полихлорвиниловой
оболочке —15°С.
Транспортировка бронированных и небронированных кабелей с поливинил-
хлоридной оболочкой должна производиться при температуре не ниже —50с'С.
• Кабели для электропроводок систем автоматизации рекомендуется хранить
под навесами с закрытыми барабанами и герметизированными концами. Не до-
пускается хранение кабеля на открытом воздухе.
§ 6-3] Требования, предъявляемые к электропроводкам
323
Перед прокладкой кабелей необходимо провести наружный осмотр барабанов
с кабелем и проверить изоляцию жил между жилами и между жилами и металли-
ческой оболочкой.
Крепление несущих конструкций (полки, стойки, кронштейны, мосты и т. п.)
выполняется таким образом, чтобы не ослабить конструкций зданий и сооружений.
В особо сырых помещениях, помещениях с агрессивной средой и на наружных
установках несущие конструкции кабельных проводок должны выполняться из
стали толщиной не менее 2 мм. В производственных помещениях и па наружных
установках несущие конструкции, соединительные и протяжные устройства,
защитные трубопроводы и т. п. должны иметь антикоррозионные лакокрасочные
покрытия, стойкие к окружающей среде,
ПРОКЛАДКА ИЗОЛИРОВАННЫХ ПРОВОДОВ
В ЗАЩИТНЫХ ТРУБАХ, КОРОБАХ И ЛОТКАХ
Незащищенные изолированные провода, применяемые в электропроводках
систем автоматизации, должны быть надежно защищены от механических повреж-
дений, воздействия повышенной температуры, влаги и агрессивной среды. Для
защиты открытых и скрытых электропроводок рекомендуется применять материа-
лы и изделия, приведенные в табл. 6-11. Установочные провода в зависимости от
вида проводки и условий среды выбирают по табл. 6-12.
Прокладка в коробах. Защиту электропроводок, прокладываемых в производ-
ственных помещениях и наружных установках с большим количеством проводов
в потоке, рекомендуется выполнять стальными коробами. Для открытых электро-
проводок применяют короба со съемными крышками, для скрытых — глухие
короба. В наружных установках короба должны защищать провода электропрово-
док от дождя и снега. Короба в наружных установках прокладывают по конструк-
циям зданий и сооружений, по технологическим и кабельным эстакадам; в произ-
водственных помещениях — по стенам, под перекрытиями зданий, по конструк-
циям, под площадками и т. п. Допускается прокладка коробов в полах произ-
водственных помещений, если конструкция короба предназначена для этой цели.
Высота установки коробов от пола не нормируется. При наличии условий,
которые могут вызвать тягу воздуха внутри коробов (уклон трассы, разность
температур), необходимо предусматривать уплотнения, разделяющие трассу
коробов на отдельные участки.
Прокладка в лотках. При открытой прокладке электропроводок в сухих
помещениях, где отсутствуют газы, вредно действующие на изоляцию проводов,
и возможность механического повреждения рекомендуется использовать стальные
лотки. Высота установки лотков не должна быть меньше 2 м от уровня пола или
площадки обслуживания. В щитовых помещениях и помещениях, в которые имеет
доступ только обслуживающий персонал, высота лотков не нормируется.
В коробах и лотках рекомендуется прокладывать провода, собранные банда-
жами в пучки (до 30 проводов в пучке). На лотках пучки располагают в один ряд,
в коробах допускается многорядпое расположение. На горизонтальных участках
допускается прокладка проводов без объединения их в пучки.
Электропроводки в защитных трубах следует применять лишь в тех случаях,
когда ие рекомендуется или нецелесообразны другие способы прокладки: в коробах,
лотках и т. д. Защитные трубы в наружных установках прокладывают по конструк-
циям зданий и сооружений, по технологическим и кабельным эстакадам.
Прокладка защитных труб в земле (траншеях) вапрещается. Высота проклад-
ки электропроводок в защитных трубах от уровня пола не нормируется. Исклю-
чением являются неметаллические защитные трубы, которые в местах возможных
механических повреждений требуют дополнительной защиты отрезками металли-
ческих труб, уголков и т. п. Размеры защитных труб (диаметр, длина) должны
обеспечивать свободную протяжку и замену проводов.
Определение длин защитных труб и их диаметров в зависимости от сложности
протяжки провода или кабеля, их наружного диаметра и числа проводов н кабелей
можно произвести по расчетным таблицам 6-13 —6-17,
Таблица 6-11
Номенклатура и условия применения материалов и изделий
для защиты проводов электропроводок систем автоматизации
Наименование ГОСТ или техниче- ские условия Условный проход, мм Вид прокладки Условия применения
Трубы стальные го- догазопроводные (га- зовые), щеоцинкощан- ные и оцинкованные, обыкновенные ГОСТ 3262-75 15; 20; 25; 40; 50 Открыта И, скрытая Допускается применять для внутренних и наруж- ных электрических проводок в помещениях всех категорий и классов. Должны применяться, как правило, в условиях, где не допускается прокладка тонкостенных электросварных труб
Трубы тонкосте ные стальные водогазопро- водние •(газовые) ГОСТ 3262-75 15; 20; 25; 40; 50 То же Разрешается применять во всех установках и средах, кроме взрывоопасных. В помещениях су- хих и влажных прокладка труб выполняется без уплотнений мест соединения труб и вводов в ко- робки. В других средах и помещениях места соеди- нения труб и вводов в коробки должны быть уплотнены
Трубы стальные электросварные ГОСТ 10704-76 15; 20; 25; 40; 50 То же Разрешается применять в сухих и влажных по- мещениях. Во взрывоопасных установках приме- нять запрещается Допускается прокладывать без уплотнения мест соединений труб и вводов в коробки Разрешается прокладывать в стенах, перекры- тиях, подливках полов, в фундаментах и других строительных элементах сооружений при соеди- нении труб стандартной стальной муфтой с уплотне- нием мест соединений Допускается прокладка в грунте в пределах по- мещения при условии дополнительной антикор- розионной защиты
Монтаж электропроводок [Разд. 6
Наименование ГОСТ или техниче- ские условия Условный проход, мм Вид прокладки
Трубы полиэтилено- вые низкой и высокой плотности, легкого, среднего и тяжелого типов ГОСТ 18599—73 10; 15; 20; 32; 40; 50 Скрытая
Трубы из иепласти- фиццровннного поли- винилхлорида (вини- пласта) ТУ6.05-1573—77 15; 20; 25; 32; 40; 50 Открытая, скрытая
Продолжение табл. 6-11
Условия применения
Допускается применять при прокладке по не-
сгораемым и трудносгораемым основаниям
Полиэтиленовые трубы среднего и тяже-
лого типов применяются при прокладке в агрес-
сивных грунтах, по отношению к которым поли-
этилен стоек, или в массивных бетонных фунда-
ментах при условии защиты от механических пов-
реждений во время строительных работ
Трубы легкого типа применяются в помеще-
ниях с химически активной средой, по отношению
к которой полиэтилен стоек
Запрещается прокладка полиэтилено >ых труб во
взрывоопасных и пожароопасных помещениях и
наружных установках, в зданиях ниже второй сте-
пени огнестойкости, в зрительных залах, на сце-
нах и в кинобудках зрелищных предприятий, в
детских учреждениях, больницах, на чердаках
животноводческих помещений совхозов и колхозов
Допускается применять для защиты электропро-
водок в наружных установках, в сухих, влажных,
сырых, особо сырых и пыльных помещениях, в
помещениях с химически активной средой, по отно-
шению к которой винипласт стоек. При открытой
прокладке — непосредственно по несгораемым и
трудно сгораемым конструкциям. Запрещается про-
кладка в местах, предусмотренных предыдущим
пунктом для полиэтиленовых труб
§ 6-3] Требования, предъявляемые к электропроводкам
Наименование ГОСТ или техниче- ские условия Условный проход, мм Вид прокладки
Короба стальные ТК4-2900 -74 100X100 150x150 200 x 200 Открытая
Скрытая
Лотки ТК4-2200—74 ! Открытая
Продолжение табл. 6-11
Условия применения
Разрешается применять во всех установках и
средах, кроме взрывоопасных и пожароопасных
помещений, а также помещений сырых, особо сы-
рых и с химически активной средой
Разрешается защита электропроводок коробами,
проложенными непосредственно по несгораемым и
трудносгораемым конструкциям и поверхностям в
сухих, влажных, жарких и пыльных помещениях
Разрешается прокладка электропроводок в коро-
бах в сухих, влажных и пыльных помещениях
Разрешается применять для открытой прокладки
в сухих и жарких помещениях непосредственно по
несгораемым и трудносгораемым конструкциям и
поверхностям
Допускается применять для прокладки в сухих
помещениях по сгораемым конструкциям и поверх-
ностям
Монтаж электропроводок [Разд. 6
Таблица 6-12
Выбор наиболее употребительных изолированных проводов в зависимости
от видов прокладки и условий среды
Вид прокладки Характеристика среды
сухая и влажная сыра и особо сырая жаркая тыльная химически актлпнаи
Сухая сырая
В стальных трубах, от- крыто АПРТО, ПРТО АПРТО, ПРТО АПВ, ПВ АПРТО, ПРТО — АПРТО, ПРТО, АПВ, ПВ АПВ, ПВ
То же, но скрыто АПРТО, ПРТО, АПР, ПР АПРТО, ПРТО, АПВ, ПВ АПВ, ПВ АПРТО, ПРТО — АПРТО, ПРТО, АПВ, ПВ АПВ, ПВ
То же, но скрыто под полами — АПВ, ПВ АПВ, ПВ — — ПВ
В металлических рука- вах, открыто АПР, ПР АПВ, ПВ — АПВ, ПР —• — —
В стальных коробах, открыто АПРТО, ПРТО, АПР, ПР АПРТО, ПРТО, АПВ, ПВ — АПР, ПР АПРТО, ПРТО, АПВ, ПР АПРТО, ПРТО, АПВ, ПР АПВ, ПВ
То же, но скрыто АПРТО, ПРТО, АПР, ПР, ПРЛ, ПРГЛ АПРТО, ПРТО, АПВ, ПВ, ПРЛ, ПРГЛ — АПРТО, ПРТО, АПР, ПР, ПРЛ, ПРГЛ — АПРТО, ПРТО, АПР, ПР, ПРЛ, ПРГЛ АПВ, ПВ
В стальных (сплошных и сетчатых) и асбестоце- ментных лотках, открыто АПРТО, ПРТО, АПР, ПР АПРТО, ПРТО, АПЗ, ПВ — АПРТО, ПРТО, АПР, ПР — АПРТО, ПРТО, АПР, ПР АПВ, ПВ
§ 6-<3] Требования, предъявляемые к электропроводкам
Продолжение табл. 6-12
Вид прохладив Характеристика среды
сухая и влажная сырая особо сырая жаркая пыльная химически активная
сухая сырая
На стальных конструк- циях в электропомещени- ях, кроме туннелей и ка- бельных полуэтажей, от- крыто АПРТО, ПРТО, АПР, ПР, АПВ, ПВ, ПРЛ, ПРГЛ АПРТО, ПРТО, АПВ, ПВ, ПРЛ, ПРГЛ — АПРТО, ПРТО, ПРЛ, ПРГЛ — — —
В закрываемых кана- лах производственных по- мещений по стенам АПРТО, ПРТО АПРТО, ПРТО, АПВ, ПВ — АПРТО, ПРТО, АПР, ПР АПРТО, ПРТО, АПВ, ПВ 1 АПРТО, ПРТО, АПВ, ПВ —
В глухих каналах, не- сгораемых стальных кон- струкциях АПРТО, ПРТО, АПР, ПР АПРТО, ПРТО, АПВ, ПВ АПВ, ПВ АПРТО, ПРТО, АПР, ПР — АПР, ПР, АПВ, ПВ АПВ, ПВ
В бетонных многока- нальных блоках, открыто в помещениях АПРТО, ПРТО, АПР, ПР АПРТО, ПРТО, АПВ, ПВ АПВ, ПВ АПР, ПР АПР, ПР . АПРТО, ПРТО, АПВ, ПВ АПВ, ПВ
То же, ио снаружи — АПРТО, ПРТО, АПВ, ПВ — АПР, ПР — АПРТО, ПРТО, АПВ, ПВ АПВ, ПВ
Монтаж электропроводок [Разд. 6
Д 6-3] Требования, предъявляемые к электропроводкам
329
Таблица 6-13
Оценка сложности затяжки проводов и кабелей в защитные трубы
Сложность затяжки
проводов
А | Б | В
Длина, м
Примеры конфигураций
Количество изгибов
100 75 50
75 50 30
50 30 20
40 25 15
30 20 10
Прямая труба
Один изгиб 90е или два 150—120°
Два изгиба 90’ или один изгиб 90°
и два 150—120°
Три изгиба 90° или два изгиба 90°
и два изгиба 150—120°
Три изгиба 90* и два изгиба
150—120»
Примечание,
вверх или вниз.
Кружки иа крицах линий обозначают изгрб линии под углом 90*
Расчетные формулы для выбора труб
Таблица 6-14
Сложность затяжки проводов по табл. 6-13 Одни Провод или кабель Два провода илц кабеля Три и более провода или кабели
одинако- вого диаметра разного диаметра
А OfiD^d 0,380 0.38D 0,8202 = snid’+nad’ + ...
Б 0,7D^d 0,380 =sd O,38Q^^1±^ 0,402: > «id? _|_ n2d2 + ...
В 0,80 d 0,10 =sd 0,40=5^+^ 0.45D2 = s nxdJ + nadj +
d, dt, ds — наружные диаметры проводов или кабелей, мм;
n, п2 — число проводов или кабелей данного диаметра;
£> — внутренний диаметр трубы, мм.
330
Монтаж электропроводок [Разд. 6
Расчетные коэффициенты для выбора труб
Таблица 6-15
Водогазопро- водные трубы Внутрен- ний диа- метр электро- сварных труб, мм Один провод или кабель Два провода или кабеля Три и более провода или кабеля
Труб- ная резьба, дюймы Внут- ренний диа- метр, мм 0,б£) 1 0,7Г> 0,8£> 0.38Р 0.AD 0.32D* 0,10' 0.-15D'
v2 15,75 17 12,6 11,2 9,6 6,3 5,8 79 99 111
3/4 21,25 22,5 17 15,2 12,9 «Л 7,8 144 180 203
1 27 28 21,6 19,3 16,4 10,8 10 233 292 328
1’/4 35,75 — 28,6 25,6 21,7 I 1,3 13,2 409 511 575
В/2 41 43 32,8 29,3 24,8 16,4 15,2 537 672 756
2 53 55 42,3 37,8 32,1 21,2 19,6 898 1123 1264
Таблица 6-16
Размеры труб в зависимости от числа и сечений одножильных
проводов марок АПРТО, ПРТО, АПР, ПР, АПВ и ПВ
Сечение жилы, мм2 Сложность затяжки проводов по табл. 6-13 Наибольшее допустимое количество проводов для труб диаметром
1" 1*/." 1*/," 2”
17 мм 22,5 мм 28 мм 43 мм 55 мм
1,3 А 5 10 16 28 37
Б 6 12 20 35 46 —
В 7 14 23 40 53 —
1,5 А 4 8 13 24 31
Б 5 10 17 30 40 —
В 6 12 19 31 45 —
2,5 А 3 7 11 20 26 44
Б 4 8 14 25 33 56
В 5 10 16 28 37 62
4 А 3 6 9 17 22 37
Б 4 7 12 21 28 46
В 4 8 13 23 31 52
6 А 2 4 7 14 18 30
Б 3 6 10 17 23 38
В 3 6 11 19 25 43
10 А 1 2 3 6 9 15
• 1, 1 3 4 8 11 18
В 1 3 5 9 12 21
§ 6-3] Требования, предъявляемые к электропроводкам
331
Таблица 6-17
Размеры труб в зависимости от сечения жил и числа
одножильных кабелей марок НРГ и ВРГ
Сечение Сложность протяжки Наибольшее допустимое количество кабеле ft для труб диаметром
жилы, кабеля
мм* по табл. 6-13 1//* 1" 1*А" 17," 2"
17 мм 22,5 мм 28 мм 43 мм 55 мм
1,5 А 1 2 4 7 9 16
Б 1 3 5 9 12 20
В 1 3 5 10 13 2
2,5 А 1 2 3 6 8 14
Б 1 2 4 8 11 18
В 1 3 5 9 12 20
4 А 1 1 3 6 8 13
Б 1 1 4 7 10 10
В 1 3 4 8 11 18
6 А 1 1 3 5 7 11
Б 1 1 3 6 8 14
В 1 1 4 7 9 16
Пример. Требуется определить размер стальной трубы для прокладки в ней
10 проводов марки ПРТО сечением жил 1,5 мм2 н трех проводов марки АПР сече-
нием жил 6,0 мм2 при длине трубопровода 50 м и двух изгибах под углом 90’'.
По табл. 6-13 определяем сложность затяжки проводов марки А. Размер необ-
ходимой трубы находим по расчетной формуле из табл. 6-14
0,32Z)2a? nid2+n2d2 = 10 • 4,82-f-3 • 5,32=314,
с учетом наружных диаметров проводов марки ПРТО-500 сечением 1,5 мм2 =
= 4,8 мм и проводов марки АПР сечением 6,0 мм2 d2 = 5,3 мм (см. табл. 6-7).
Из табл. 6-15 находим ближайшее большее значение расчетного коэффициента
0,32 £>2 = 409, которому соответствует водогазопроводная труба с трубной резь-
бой р/;.
СЕТИ ЗАЗЕМЛЕНИЯ
Электроустановки систем автоматизации производственных процессов, рас-
положенные в помещениях с повышенной опасностью, особо опасных и наружных
установках, при использовании в них приборов и средств автоматизации с напря-
жением в цепи питания, измерения, управления, сигнализации и т. п. выше 42 В
переменного тока и ПО В постоянного тока должны быть заземлены. Для зазем-
ления электроустановок должна использоваться заземляющая сеть системы
электроснабжения и силового электрооборудования автоматизируемого объекта.
Исключение составляют некоторые специальные системы автоматизации, которые
ио специфическим условиям работы не допускается объединять с общей системой
заземления. В таких случаях разрешается предусматривать отдельное заземляю-
щее устройство.
Заземляющие проводники систем автоматизации подразделяются на основные
(магистральные), выполняющие заземление питающих сетей, п радиальные от-
ветвления от них к электроприемникам для заземления распределительной сети.
Пример заземления дан на рис, 6-1.
332
Монтаж электропроводок [Разд. 6
Магистральными проводниками осуществляют заземление (соеди-
нение с заземляющей сетью источника питания) щитов и сборок питания. Помимо
заземления магистральными проЬодйЙкамй, щиты и сборки питания и все осталь-
ные щиты и пульты автоматизации присоединяют дополнительными проводниками
к ближайшим проводникам сети заземления объекта или металлоконструкциям
производственного назначения и зданий, а также к открытым металлическим
стационарным трубопроводам всех назначений. Исключением являются трубопро-
воды горючих и взрывоопасных смесей, канализации и центрального отопления.
Радиальными заземляющими проводниками соединяют электроприем-
ники отдельно стоящие и установленные на щитах и пультах с заземляющей
шиной или болтом щитов и сборок питания.
Рис. 6-1. Пример заземляющей сети си-
стемы автоматизации.
1 — магистральные заземляющие проводники;
2 — радиальные заземляющие проводники;
3 — проводники дополнйтельного заземления,
4 — общая заземляющая сеть автоматизиро-
ванного объекта; 5 — щит питания; 6 — щит
объекта; 7 — сборка питания задвижек.
Заземлению подлежат: а) металлические корпуса контрольно-измерительных
приборов, регулирующих устройств, аппаратов управления, защиты, сигнализа-
ции, освещения, корпуса электродвйгателей исполнительных механизмов и элект-
роприводов задвижек и т. п.; б) Металлические щиты и пульты всех назначений,
на которых устанавливаются приборы, аппараты и другие средства автоматизации,
имеющие электрические цепи напряжением свыше 42 В переменного тока и ПО В
постоянного тока; в) металлические подставки и конструкции для установки
электроприемников и аппаратов управления; г) металлические оболочки, броня
и муфты контрольных и силовых кабелей, металлорукава, металлические оболочки
проводов, стальные трубы электропроводок, металлические короба, лотки, ответ-
вительные и соединительные коробки, кабельные конструкции—кронштейны
и т. п.; д) металлические корпуса стационарных и переносных трансформаторов,
корпуса выпрямительных устройств; е) электрифицированный инструмент; ж)
стационарные металлические защитные ограждения открытых токоведущих частей
электроустановок.
Не требуется заземление! а) отдельных приборов, аппаратов и других средств
автоматизации, устанавливаемых на заземленных щитах и пультах Или вспомога-
тельных конструкциях, если обеспечивается надежный контакт (без краски, лака
ит. п.) между металлическими корпусами электроприемников и металлоконструк-
циями щитов и пультов; б) корпусов электроприемников, изготовленных пол-
ностью из изоляционных материалов; в) отдельно стоящих щитов и пультов, пред-
назначенных для установки неэлектрических приборов и средств автоматизации,
например пневматических приборов; электрическая проводка стационарного осве-
щения таких щитов (если оно требуется) должна выполняться в заземленной сталь-
ной трубе вплоть до ввода в осветительную арматуру.
В качестве заземляющих проводников питающих (магистральных) и распре-
делительных (радиальных) сетей применяют отдельные медные и алюминиевые
жилы проводов п кабелей, етальные трубы электропроводок и алюминиевые обо-
лочки кабелей. Допускается применение нулевых проводов при питании
от сетей сглухозаземленной нейтралью, за исключением нуле-
§ 6-3] Требования, предъявляемые к электропроводкам
333
вого провода сеть питания однофазных электроприемников. Для заземления
элект-роприсмников и аппаратов постоянного тока необходимо применять
отдельные медные или алюминиевые провода или жилы кабелей. Для допол-
нительного заземления щитов и пультов в качестве заземляющего провод-
ника допускается использовать полосовую или круглую сталь*
Сечение заземляющих алюминиевых или медных проводников должно быть
для систем заземления с глухозазсмлепной нейтралью не меньше 0,6 сечеиия фаз-
ного проводи, а для систем с изолированной нейтралью не меньше 0,33 сечения
фазного провода. При этом допустимое сечение изолированных заземляющих
проводников должно быть не меньше: для меди 1 мм*-; для алюминия — 2,5 мм2.
Сечение стальных заземляющих проводников. При использовании сталь-
ных заземляющих проводников сечеиие их выбирается, исходя из прово-
димости, которая должна быть не менее 0,5 проводимости фазного провода
для глухозаземленной нейтрали и 0,33 проводимости фазного провода для изоли-
рованной Нейтрали. Выбор заземляющих стальных проводников из круглой, по-
лосовой стали и стальных труб производится по табл, 6-18,
Таблица 6-18
Выбор сечения стальных заземляющих проводников в зависимости
от сечения фазных
Наименование, ГОСТ и размеры стальных заземляющйх про- водников, по проводимости рав- ных примерно 50% проводи- мости фазных проводников Сечение фазных проводников или жил кабелей, мм1
медных
до 2,5 4 6 10 16
алюминиевых
ДО 4 6 10 16 25
Полоса стальная горячека- таная, ГОСТ 103-76, сече- ние, мм 15x3 20x3 25x4 25x4 30x4
Сталь круглая, ГОСТ 2590-71, диаметр, мм 6 8 10 12 12
Трубы стальные электро- сварные, ГОСТ 10704-76, наружный диаметр X тол- щина стенки, мм 20x1,6 26X1,8 26x1,8 32x2 32x2
То же, но для соединения манжетами 18X1,6 25X1,5 25x1,8 25x1,6 25x1,8 30x1,8 30x1,8
Трубы стальные водогазо- проводные, ГОСТ 3262-75, Наружная резьба, Дюймы Ч» Ч» ’/4 1 1
Требования к выполнению заземляющей сети. При выполнении заземляющей
сети необходимо соблюдать следующие требования:
1. В заземляющей сети должны быть обеспечены непрерывная электриче-
ская цепь по всей ее длине и надежность контактных соединений заземляющих
проводников между собой и в местах присоединения к заземляющим элементам
электроустановок систем автоматизации.
2. МедйЫе и алюминиевые заземляющие проводники должны при-
соединяться так же, как и фазные (соединение с помощью ажимов, пайки, сварки
и т, п.). Прокладку отдельных заземляющих медных и алюминиевых проводников
334
Монтаж электропроводок [Разд. 6
необходимо производить вместе с остальными (в одной трубе, коробе, лотке,
кабеле).
3. Соединения защитных стальных труб, используемых в качестве
заземляющих проводников, должны быть приварены двумя точками в каждом
стыке. При наличии в электропроводках чугунных, пластмассовых или стальных
с пластмассовыми штуцерами коробок в обход коробок следует приваривать
к концам труб стальные перемычки. Соединение труб со стальными коробками
пли коробами выполняют сваркой или с помощью царапающей ганки и контр-
гайки. Использование защитных труб в качестве заземляющих проводников до-
пускается только при прокладке их в нормальных помещениях.
4. Соединение алюминиевых оболочек кабеля, исполь-
зуемых в качестве заземляющих проводников, с заземляемыми элементами должно
производиться голыми гибкими медными проводниками при помощи пайки с до-
полнительным креплением проволочным бандажом или хомутом; бронелента
кабеля припаивается к этому же проводнику; за «емление оболочки и брони про-
изводится с обоих концов кабеля; при наличии в кабельной линии соединитель-
ных муфт должна быть обеспечена надежная электрическая цепь в броне и обо-
лочке кабеля.
При выполнении сети заземления необходимо руководствоваться также об-
щими требованиями к заземлению электроустановок согласно ПУЭ,
6-4. ВЫПОЛНЕНИЕ ЭЛЕКТРОПРОВОДОК
РАЗМЕТКА ТРАСС ЭЛЕКТРОПРОВОДОК
Перед разметкой трасс электропроводок должны быть определены
точные места установки щитов и пультов, приборов, регуляторов и других средств
автоматизации, а также места прокладки и прохода трасс через стены и перекры-
тия. Разметка трасс электропроводок выполняется в соответствии с монтажными
чертежами проекта автоматизации и проекта производства работ.
При разметке трасс открытых электропроводок производится отбивка
окрашенным шнуром вертикальных и горизонтальных линий. При этом
для одиночных труб и кабелей линия указывает точное их местонахождение.
Для пакетов труб или группы кабелей вертикальные линии указывают оси
пакетов или групп кабелей, а горизонтальные — верхние их края. При раз-
метке горизонтальных участков трасс электропроводок в з а щ и т п ы х тру-
бах необходимо учитывать, что при переходах электропроводок из отапливае-
мых помещений в неотапливаемые со стороны последних на защитных трубопро-
водах необходимо установить водосборные трубки.
При разметке трасс электропроводок необходимо учитывать также допусти-
мые радиусы внутренней кривой изгиба кабелей, указанные в § 6-3. Радиус из-
гиба защитных трубопроводов открытых электропроводок должен быть не менее
четырех и скрытых — не менее 10 наружных диаметров труб. Допускается радиус
изгиба труб, равный шести наружным диаметрам, если вскрытие защитного тру-
бопровода не представляет особых трудностей. Во время разметки трасс электро-
проводок выполняют также необходимые замеры для изготовления в МЗУ трубных
блоков, блоков коробов и заготовок кабелей и жгутов установочных проводов.
После разметки вертикальных и горизонтальных линий, указываю-
щих места .прокладки электропроводок, размечают поперечными линиями места
установки опорных конструкций и крепежных изделий, а также намечают места
установки протяжных и соединительных устройств. При разметке мест крепления
электропроводок и установке опорных конструкций необходимо учитывать, что
расстояния между креплениями открыто проложенных защитных труб на гори-
зонтальных и вертикальных участках не должны превышать: 2,5 м — для труб
с условным проходом до 20 мм; 3 м — для труб с условным проходом от 20 до 40 мм;
4 м — для труб с условным проходом от 40 до 50 мм.
§ 6-4] Выполнение электропроводок
335
При совместной прокладке труб с различными условными проходами прини-
мается наименьшее расстояние между креплениями. Кроме того, защитные трубы
открытых электропроводок должны быть закреплены не дальше 0,8 м от прибо-
ров, исполнительных механизмов и т. п. и не дальше 0,3 м от соединительных и
протяжных усгройств. Гибкие металлические рукава крепят через 0,5—0,75 м.
Опорные конструкции для прокладки бронированных и небронированных
кабелей диаметром более 18 мм устанавливают на расстоянии не более чем 1 м,
а для прокладки небронированного кабеля диаметром до 18 мм — не более чем
0,5 м. При этом независимо от расстановки опорных конструкций кабели должны
быть закреплены у соединительных коробок, муфт и концевых заделок на рас-
стоянии не менее чем 0,5 м.
Разметку скрытых электропроводок, выполненных в защитных трубах,
проходящих в бороздах степ и потолков или в подливках полов, допуска-
ется производить по кратчайшему направлению.
УСТАНОВКА ОПОРНЫХ КОНСТРУКЦИЙ
При горизонтальной прокладке потоков кабелей по стенам зданий, в тунне-
лях и каналах применяют сборные опорные кабельные конструкции, состоящие из
стойки типа СК и полки типа ПК. Стойки СК крепят специальной скобой пристрел-
кой или с помощью сварки к металлическим закладным устройствам и металло-
конструкциям. При прокладке небольшого количества кабелей в потоке (от двух
до десяти) применяют подвески К340 и К341, закрепляемые на перфорирован-
ном профиле типа Ш32Х16.
Многоярусные потоки кабелей, проходящие под перекрытиями, прокладыва-
ют по кабельным полкам типа ПК, которые крепят к подвесам. Подвесы представ-
ляют собой две кабельные стойки, связанные в нижней части поперечиной или
шпилькой, а в верхней — фланцем для крепления к перекрытию. Кабельные
подвесы устанавливают друг от друга на расстояниях, не превышающих 0,8 м,
т. е. меньших, чем между сборными кабельными конструкциями. Это объясняется
тем, что кабельные подвесы выдерживают меньшую нагрузку, чем кабельные
конструкции.
При прокладке одиночных кабелей и защитных труб
электропроводок по стенам и перекрытиям для крепления используют скобы
т^пов СО и СД. Однолапковые скобы СО применяют на вертикальных участках,
двухлапковые СД — на горизонтальных. На горизонтальных участках при про-
кладке труб и кабелей по стенам допускается выполнение промежуточных креп-
лений однолапковыми скобами, при этом лапки скоб должны располагаться ниже
кабеля или трубы.
Для прокладки вертикальных потоков кабеля и за-
щитных труб применяют П-образные конструкции из перфорированных
уголков или швеллеров различных сечений.
При прокладке кабельных электропроводок широко применяют конструкции
из перфорированных профилей, выполненные в виде мостов или лотков. Для
установки лотков и мостов на стенах или колоннах применяют кабельные полки
соответствующей длины или кронштейны, а для установки под перекрытиями —
кабельные подвесы. Такой способ установки позволяет обеспечить укладку на них
проводов или кабелей через борт без протягивания в лотках или мостах. Расстоя-
ние между соседними полками, на которых устанавливают лотки, должно быть
в пределах 1,5—2 м. Лотки между собой соединяют болтами диаметром 6 мм и
перфорированными полосами с продольными отверстиями.
ПРОКЛАДКА ЗАЩИТНЫХ ТРУБ И КОРОБОВ
После установки опорных конструкций приступают к монтажу защитных
труб и коробов. Защитные трубопроводы во всех случаях, когда это возможно,
следует использовать блоками, предварительно собранными в МЗУ. Блоки
336
Монтаж электропроводок [Разд. 6
маркируют порядковыми номерами, указанными на чертежах, от начала
потока труб к его концу, поэтому маркировка указывает на последовательность
сборки на месте монтажа. Блоки доставляют на место монтажа и устанавливают
на опорные конструкции с помощью подъемных механизмов и приспособлений.
В зависимости от окружающей среды защитные трубопроводы выполняют
уплотненными и неуплотненными. Уплотненные электропроводки применяют
во взрывоопасных зонах (см. § 6-5), а также в помещениях с агрессивной средой
и в особо сырых.
Соединение труб неуцдотненных трубопроводов. Трубы цеуплотцецных
трубопроводов соединяют: а) манжетами е клиновой обоймой; б) гильзами из
отрезков труб большего диаметра, привариваемых к трубам; в) при наличии
резьбы — прямыми соединительными муфтами непосредственно встык или с по-
мощью вставок. По мере соединения блоков между собой их прикрепляют к опор-
ным конструкциям скобами, хомутами или электросваркой.
Для затяжки проводов и кабелей при прокладке защитных трубопроводов
применяют протяжные коробки, расстояние между которыми ие должно превы-
шать: 50 м — при одном изгибе труб; 40 м — при двух изгибах труб; 20 м — при
трех изгибах труб.
Для ответвления и соединения проводов и кабелей, затягиваемых в трубы,
устанавливают соединительные коробки типа СК. Трубопроводы к соединительным
коробкам присоединяют с помощью гибкого металлорукава. На концы защитных
труб, входящих в соединительные и протяжные коробки, короба, щиты и пульты,
должны быть надеты втулки.
Крепление труб к несущим и опорным конструкциям. Одиночные трубы крепят
скобами типов СО и СД и хомутами типа X. Для крепления дв.ух труб служат
скобы типа БС.
Концы защитных труб до затяжки проводов и кабеля закрывают заглушками,
предотвращающими попадание в трубы воды, мусора или грязи.
Защ тные трубы для скрытых электропроводок закладывают в период
сооружений зданий и фундаментов, располагая трубы в бетонируемых полах
на глубине не менее 20 мм от поверхности пода. Соединение труб должно выпол-
няться так, чтобы вода не попадала в защитные трубы. При необходимости за-
земления защитного трубопровода для соединения труб необходимо применять
хорошо затянутые муфты иа сурике. Временно открытые концы труб должны быть
плотно закрыты заглушками.
ЗамоноличИвание и заделку скрытых защитных трубопроводов производят
только после проверки правильности укладки и соединения труб. Результаты
проверки должны быть оформлены актом на скрытые работы.
Стальные защитные короба. Для защиты неуплотненных электропроводок
с большим количеством проводов и кабелей применяют защитные стальные
короба сечением 100 X 100, 150 X 150, 200 X 200 мм2 (табл. 3 47). Ответвле-
ния, повороты и соединения коробов разного сечения выполняют типовыми соеди-
нительными элементами (угольники, кресты и переходы). Монтаж коробов заклю-
чается в установке их на опорные конструкции, стыковке между собой, закреп-
лении с помощью бочтов или сваркой к опорным конструкциям и соединении
с защитными трубами или металдорукавамн. В коробах, прокладываемых на
вертикальных участках, должны быть приварены шпильки для крепления пучков
и кабелей, прокладываемых между ними «змейкой».
ЗАТЯЖКА ПРОВОДОВ И КАБЕЛЕЙ В ЗАЩИТНЫЕ ТРУБЫ
Затяжка проводов должна осуществляться в полностью смонтированные
защитные трубопроводы. Перед затяжкой проводов со свободных концов труб
удаляют заглушки и продувают трубопровод сжатым воздухом. Затем с помощью
пнрвмоустройства для загяжки проводов продувают через трубопровод поршень
с капроновой нитью. Этой питью с другого конца трубопровода протягивают
стальной трос от ручной или электрической лебедки для затяжки проводов. Зара-
§ 6-4] Выполнение электропроводок
337
нее отмеренные и намотанные на инвентарные барабаны или вертушки пучки
провода или отрезки кабеля устанавливают у конца трубопровода, с которого
начинается затяжка.
Перед затяжкой на концы трубопровода устанавливают пластмассовые по-
луразъемные втулки типа ВО, предохраняющие провод или кабель от повреж-
дения, Для облегчения затяжки провода натирают тальком. Затем провода или
кабель соединяют с тросом и с помощью лебедки затягивают в трубы. При про-
тягивании проводов через протяжные и ответвительные коробки провода в них
вытягивают и укладывают петлей, создавая запас для выполнения ответвления.
Провода, проложенные в защитных трубах на вертикальных участках при
длине более 20 м, закрепляют зажимами или другими у тройствами, помещенными
в протяжных или ответвительных коробках, электрофитингдх и т. п. Затяжку
на участках рекомендуется производить снизу вверх. Защита проводов от конца
защитных труб до прибора, исполнительного механизма и других средств автомати-
зации, ввод в которые не предусматривает присоедини ine защитной трубы, выпол-
няют обычно металлорукавом. Металлорукава с трубой, коробом и прибором сое-
диняют специальным! соединителями типов СМК, СМТ и СМП, а также муфтой
типа МС-1или штуцером типа Ш.
Укладка проводов на лотки и в короба производится в следующей очередности.
Предварительно заготовленные в МЗУ пучки проводов укладывают вдоль трассы
и выравнивают. С установленных коробов снимают крышки и укладывают пучки
проводов. На вертикальных участках провода должны закрепляться на лотках
с помощью скоб типа ПКТ, полосок-пряжек ПП или поливинилхлоридных пер-
форированных лент. В коробах пучки проводов на вертикальных участках укла-
дывают «змейкой» между приваренными к дну короба шпильками. Проложенные
в коробе или лотке пучки проводов маркируют.
ПРОКЛАДКА КАБЕЛЯ
Для прокладки кабеля в производственных помещениях,
туннелях, каналах и шахтах кабельные барабаны доставляют
на место монтажа и устанавливают на одном из концов трассы. Перед размоткой
кабеля проверяют внешним осмотром отсутствие на нем повреждений и качество
изоляции жил. Затем разматывают кабель вдоль трассы н укладывают его на
опорные или несущие конструкции. Бронированные кабели не должны иметь
наружного покрова из кабельной пряжи.
После укладки кабель закрепляют скобами и полосками-пряжками на вер-
тикальных участках на каждой опоре и на горизонтальных участках — через
одну-две опоры. Крепление кабеля должно исключать деформацию его оболочки
и не должно нарушать соединение жил в муфтах и соединительных коробках
под действием собственной массы кабеля на вертикальных участках трассы.
При креплении небронированных кабелей под скобы и конструкции в местах
крепления подкладывают эластичные прокладки.
Ввод кабеля в соединительные коробки, приборы и средства автоматизации
уплотняют сальниками. После прокладки и крепления кабель необходимо промар-
кировать бирками, которые устанавливают с обеих сторон проходов через стены
и перекрытия, у соединительных коробок и у концевых заделок. Маркировка
прои водится в полном соответствии с проектом.
ПРОХОДЫ ЭЛЕКТРОПРОВОДОК ЧЕРЕЗ СТЕНЫ И ПЕРЕКРЫТИЯ
Проходы электропроводок через стены и перекрытья зданий и сооружений
разделяются иа одиночные и групповые. В срою очередь одиночные и групповые
проходы в зависимости от классификации помещений выполняют открытыми
или уплотненными. Уплотненные проходы применяют, если необходимо предот-
вратить переход среды из одного помещения в другое (см. § 6-5).
Открытые проходы в стенах и перекрытиях выполняют в виде обрамленных
проемов, допускающих замену электрических проводок без нарушения стеиы иди
338
Монтаж электропроводок [Разд. 6
перекрытия в месте прохода. Через открытые проходы электрические проводки
пропускают транзитом. Одиночные кабели или небольшие группы кабелей сквозь
стены и перекрытия прокладывают через отрезки труб.
Открытые проходы через наружные степы или через стены между отапливае-
мыми и неотапливаемыми помещениями, а также через внутренние стены и перек-
рытия сырых, особо сырых, пыльных помещений и помещений с химически актив-
ной средой после прокладки электропроводок должны быть уплотнены кирпичом,
а отрезки труб — мастикой типа НЗ-1, НЗ-2.
Открытые проходы электропроводок в стальных коробах осуществляют от-
резком короба, длина которого на 200 мм больше толщины стены. Крышка короба
приваривается, а сам короб приваривается к обрамлению проема, после чего
проем должен быть заделай цементным раствором. При переходе короба через
наружные стены и через стены между отапливаемыми н неотапливаемыми поме-
щениями, а также через внутренние стены и перекрытия сырых, особо сырых,
пыльных помещений и помещений с химически активной средой внутреннюю
полость короба уплотняют минеральной ватой па толщину степы.
Выполнение вводов кабелей и электропроводок в защитных трубах в щиты,
пульты, протяжные коробки и т, п, описано в § 4-4,
6-5. ОСОБЕННОСТИ МОНТАЖА ЭЛЕКТРОПРОВОДОК
ВО ВЗРЫВООПАСНЫХ ЗОНАХ
ОБЩИЕ ТРЕБОВАНИЯ К ЭЛЕКТРОПРОВОДКАМ
ВО ВЗРЫВООПАСНЫХ ЗОНАХ
Взрывоопасными называются установки (в помещениях и наружные), в ко-
торых по условиям технологического процесса могут образовываться взрыво-
опасные смеси.
Выбор способа прокладки электропроводок систем автоматизации во взрыво-
опасных зонах следует производить по табл. 6-19 с учетом следующих требований:
1. Допускается применение кабелей и проводов с алюминиевыми жилами
для прокладки в зонах классов В-16, В-1г, В-П, В-Па при условии присоединения
их к контактным зажимам взрывозащищенных приборов н аппаратов, позволяю-
щих присоединять алюминиевые проводники.
2. Минимально допустимое сечение проводников для взрывоопасных зон
всех классов должно быть: медных — 1,5 мм2, алюминиевых — 2,5 мм2.
3. Не допускается применять для электропроводок взрывоопасных зон клас-
сов В-1, В-Ia кабели с алюминиевой оболочкой, а в зонах классов В-П, В-Па
кабели с алюминиевой оболочкой, имеющей сварной шов.
4. Прокладка в трубах кабелей и проводов, присоединяемых к искробез-
опасному оборудованию, не обязательна, если этого не требуют условия эксплуа-
тации (механическая прочность, действия агрессивной среды и т. п.).
5. При наличии во взрывоопасных зонах химически активных сред или
атмосферных осадков должны быть предусмотрены меры защиты электропрово-
док от коррозионного воздействия.
Дополнительные требования к проектной документации. В проектной доку-
ментации, по которой выполняют электропроводки во в рывоопасных зонах, кроме
данных, необходимых для монтажа электропроводок в нормальных условиях,
должны быть указаны: а) классы взрывоопасных зон; б) категории и группы
взрывоопасных смесей, могущих образоваться в зонах классов В-1, B-Ia, В-16,
В-1г, а также по возможности наименование взрывоопасных газов или паров,
а для зои классов В-П и В-Па — наименование пыли; в) вертикальные отметки
и горизонтальные привязки трасс электропроводок к элементам зданий с обяза-
тельной увязкой их со смежными прокладываемыми коммуникациями и техно-
логическим оборудованием; г) места установки разделичельных уплотнений и
их типы; д) наименование антикоррозионных покрытий при наличии химически
§ 6-5] Особенности монтажа электропроводок во взрывоопасных зонах 339
активной среды; е) границы наружных взрывоопасных зон, окрасочных отделений
и т. п.; ж) места установки водосборников.
Таблица 6-19
Способы прокладки электропроводок систем автоматизации
во взрывоопасных зонах
Классы взрывоопасных зон
В-1 В-1а В-16 В-1г В-11 В-Па
+ + + + + 1 +
— — — 0 — —
— — 0 0 0 0
— — 0 — —.
+ + + + + +
— — — + — —
— — 0 — — 0
+ + + + + +
——- —- • 0 • —
+
таблице: -]---следует применять;
в
Способы прокладки
Изолированные медные провода в
стальных трубах
Изолированные медные провода в
стальных коробах (цепи напряже-
нием до 12 В)
Изолированные алюминиевые провода
в стальных трубах
То же, но в стальных коробах
Бронированные кабели, прокладывае-
мые по кабельным конструкциям и
в каналах
То же, но в коробах, коллекторах,
блоках
Небронированные кабели, проклады-
ваемые по кабельным конструкциям
и лоткам
То же, но в стальных трубах
То же, но в коробах
Термоэлектродные провода с резино-
вой и поливинилхлоридной изоля-
цией, в том числе в общей оплетке,
пропитанной противогнилостным со-
ставом, в коробах
Примечание. Обозначения, принятые
О — может быть допущено для прокладки;-----«е разрешается применять.
Кроме того, в проектной документации должны быть приведены рекоменда-
ции по выпол| ениго вводов кабелей и изолированных проводов во вводные уст-
ройства аппаратуры и щита, а также решения по устройству проходов кабелей
или 1рубопроводов сквозь стены, перекрытия и переходов через температурные
и осадочные швы.
МОНТАЖ ЭЛЕКТРОПРОВОДОК В ЗАЩИТНЫХ ТРУБАХ
Для защиты электропроводок во взрывоопасных зонах применяют обыкно-
венные и легкие стальные водогазопроводные трубы по ГОСТ 3262-75, сортамент
и размеры которых приведены в § 5-1.
Заготовка защитных труб для электропроводок, как правило, выполняется
па МЗУ монтажных управлений по заранее произведенным замерам и подготов-
ленным эскизам.
Перед началом обработки труб проверяют отсутствие
поперечных и продольных разрезов, качество выполнения заводских сварных
швов и целость резьбы. Для защитных трубопроводов электропроводок взрыво-
опасных помещений и наружных установок не допу кается применение тонко-
340
MortrdM: электропроводок [Разд. 6
стенных и некондицио ных водоеазопровОднЫх труб. Всё Трубы необходимо очи-
стить от ржавчины и грязи механическим или химическим способом. ЧИсrota по-
верхности труб должна обеспечивать качественную их окраску. После очистки
окрашивают внутреннюю и наружную поверхности труб, за исключением труб,
предназначенных для прокладки в бетоне* Такие трубы необходимо окрашивать
только внутри.
Окраска труб выполняется красками и лаками, применяемыми для
окраски защитных трубопроводов обычных электропроводок. Окраска труб,
прокладываемых в химически активных средах, выполняется красками, преду-
смотренными в проекте. Цвет окраски защитных труб открьпых электропроводок
средств автоматизаций должен отличаться от окраски других коммуникаций
(технологических трубопроводов, защитных труб силовых электропроводок,
трубных проводок средств автоматизации).
Разметка, разрезка, изгибание труб, нарезание
резьбы и сборка труб в узлы и блоки производится в
МЗУ с помощью станков и механизмов способами и приемами, описанными
в разд. 5, с учетом следующих дополнительных требований: а) крепление защит-
ных труб в блоках выполняют с помощью скоб, хомутов и других крепежных из-
делий. Крепление должно быть надежным и исключать перемещение труб. Запре-
щается прибегать к креплению труб с помощью сварки; б) расстояние между
защитными трубами в блоках для электропроводок, прокладываемых во взрыво-
опасных зонах классов В-П и В-Па, должно быть 20 мм; конструкция блока
должна предусматривать наименьшее скопление взрывоопасной пылй и добство
ее удаления (однорядное Исполнение несущих металлоконструкций с наимень-
шей горизонтальной площадью); В) все соединения труб выполняют на трубНой
цилиндрической резьбе по ГОСТ 6357-73. Во всех соединениях на к Ждои трубе
должно быть не менее пяти полных неповрежденных ниток резьбы. Нарезка
резьбы на трубах должна быть не ниже класса точности «В» и проверяться калиб-
рами-кольцами проходными <ПР» и непроходными «НЁ^ выборочно через каждые
40—50 нарезок.
Прокладка защитных труб. При прокладке защитных труб следует руковод-
ствоваться следующими общими положениями для электропроводок во взрыво-
опасных помещениях: а) прокладка трубопроводов должна осуществляться в стро-
гом соответствии с ука: аниями проекта. В случаях вынужденного отступлений от
проекта изменение трасс должно быть согласовано проектной организацией или
заказчиком; б) скрытая прокладка защитных труб в зонах классов В-I, В-1а,
В-П и В-Па должна быть углублена не менее чем на 20 мм и защищена слоем це-
ментного раствора; в) открытая прокладка защитных труб параллельно техно-
логическим коммуникациям должна выполняться по возможности со стороны
трубопроводов, транспортируемых негорючие вещества, с удалением от них на
расстояние в свету йе менее 150 мм. При совместной прокладке с теплопроводами
электропроводки должны располагаться под ним; г) защитные трубы, присоеди-
няемые к Приборам И средствам автоматизаций, должны быть закреплены не даль-
ше 0,8 м от места присоединения к ним и не ближе чем 0,3 м от места пр соеди-
нения к коробке или фитингу.
Протяжка, соединение и ответвление проводов и кабелей. Для протяжки
проводов и кабелей в защитные трубы, а также для соединения и ответвления
применяются чугунные коробки (фитинги) с уровнем взрывозащиты В4Т5, серии
Ф или коробки У614 и У615 с наборными зажимами.
Исполнение коробок в зависимости от класса помещений й установок выби-
рают по табл. 6-20.
Коробки в Зависимости от их назначения разделяются иа а) протяжные —
для создания нормальных условий протягивания проводов (В трубопроводах
бо ьшой Длййы и сложной конфигурации) и соединения проводов; б) ответвитель-
ные — дЛя соединения и ответвления проводников от магистральных и распре-
делител 1 х линий; в) разделительные — Для устройства разделительных
уплотнений трубопроводов.
Таблица 6^20
Исполнение коробок для трубных проводок
Класс взрыво- опасной воны Исполнение по ПУЭ Рекомендуемый тип коробки
Коровки ответвительные и соединительные Коробки с набор- ными зажимами
В-1 Взрывонепроницаемое, соответствую- щее категории и группе взрывоопас- ной смеси Коробки чугунные или пластмассовые с уровнем взрывозащиты В4Т5 или коробки серии Ф в исполнении ВкЗГ (дли смесей не выше категории 3 и группы Г) Не рекомендуются
В-1а Любое вэрывозащищенное или обще- го назначения со степенью защиты JP65 Коробки У409, коробки чугунные с уров- нем взрывозащиты В4Т5 или коробки се- рии Ф в исполнении ВкЗГ (для взрывоопас- ных смесей всех категорий и групп) Коробки У614 и У615
В-16 Общего назначения со степенью за- щиты JP54 Коробки У 409 То же
B-1F Любое взрывозащищенное для соот- ветствующей категории и группы взрывоопасных смесей или общего на- значения со степенью защиты JP65 Коробки У409 чугунные с уровнем взрыво- защиты В4Т5 или коробки серии Ф в испол- нении ВкЗГ (для взрывоопасных смесей всех категории и групп) > >
В-П Взрывонепроиицаемое Коробки серии Ф или коробки с уровнем взрывозащиты В4Т5 Не рекомендуются
В-1Га Любое взрывозащищенное или об- щего назначения со степенью защиты JP54 Коробки У409, коробки серии Ф или ко- робки с уровнем взрывозащиты В4Т5 Коробки У614 и У615
342
Монтаж электропроводок [Разй. 6
Соединение проводов в разделительных коробках не допускается.
Чугунные коробки с уровнем взрывозащиты В4Т5
применяются следующих типов:
КПП—для прО1ягиваиия и соединения проводов;
КТО — для выполнения одного ответвления;
ККО — для выполнения двух ответвлений;
КПД — для протягивания и соединения проводов с изменением направле-
ния трубы под прямым углом;
КТД — для протягивания и соединения проводов с ответвлением грубы
под прямым углом при проходе сквозь стену;
КПЛ — проходная ответвительная для локальных испытаний;
КПР — проходная разделительная для выполнения разделительных уплот-
нений трубопроводов.
Рис. 6-2. Коробки чугунные взрывозащищенные.
а — коробка проходная прямая (КПП); С - коробка проходная через дно (КПД|; в —
коробка тройниковая iтветвнтельная (КТО); г — коробка тройниковая с ответвлением
в дно (КТД), д—коробка крестовая ответвительная (ККО); с — коробка проходная
разделительная (КПР); ж — коробка проходная разделительная для локальных испыта-
ний (КПЛ).
Основные технические данные чугунных коробок с уровнем взрывозащиты
В4Г5 (рис. 6-2) приведены в табл. 6-21.
Основные технические данные коробок типов У614 и У615 с наборными
зажимами приведены в табл. 6-22.
Расстояния между протяжными коробками при монтаже зависят от марки про-
водов и кабелей, которые прокладываются в трубах, размера труб, сложности
протяжки и определяюгся рабочими чертежами проекта. Запрещается устанав-
ливать соединительные и протяжные коробки в полу помещения. Если защитные
трубы прокладывают в сырых, особо сырых помещениях, на наружных установках,
а также в помещениях, где в трубах может образоваться конденсат, необходимо
§ 6 5] Особенности монтажа электропроводок во взрывоопасных зонах 343
Таблица 6-21
Тип и размеры чугунных коробок с уровнем защиты В4Т5 (рис. 6 2)
Тип Условный проход трубы, мм Размеры, мм Масса, кг
а б В
кпд 20 90 112 87 1,47
ктд 134 1,57
КПП 65 1,5
кто 1,58
кко 1,69
кпд 25 105 132,4 99 2,2
ктд 160 2,29
кпп 72 2,3
кто 2,31
кко 2,47
кпд 40 130 157 122 3,27
ктд 184 3,5
кпп 95 3,4
кто 3,5
кко 3,7
кпд 50 130 193 143 6,0
ктд 226 6,3
КПП 110 7,2
кто 6,5
кко 6,9
КПР 20 25 40 50 66 80 90 106 НО 132 150 170 108 124 137 164 1,105 1,61 2,2 3,6
кпд 20,25 52 178 49 1,8
кпд 40,50 72 244 76 —
344
Монтаж электропроводок [Разд. 6
выполнять монтажный уклон трассы не менее 3 см на 10 м трубной проводки в сто-
рону водосборных трубок — водосборников. Уклон не допускается выполнять
в сторону разделительных уплотнений,
Таблица 6-22
Коробки с наборными зажимами типов У614 и У615
Тип Количество зажимов Сальники Масса, кг
сверху коробки снцзу коробки
индекс количе- ство индекс количе- ство
У614 10 У58/1 1 У60/1 1 2,6
У57/1 2
У615 20 У58/1 2 У60/1 2 3,9
У57/1 2 У58/1 1
Водосборник (рис. 6-3) представляет собой отрезок водогазо-
проводной трубы длиной 20 300 ™, на конце которой на короткой резьбе уста-
навливается муфта по ГОСТ 8966-75 с пробкой по ГОСТ 8963-75. Водосборник
к защитным трубопроводам присоединяют свободным патрубком фитинга или
водопроводного тройника по ГОСТ 8948-75,
Рис. 6-3. Рис. 6-4.
Рис. 6-3. Установка водосборников,
а__ня фитингах; б — на тройниках; 1 — фитинг серии Ф; 2 — дополнительней патру-
бок; 3 — водосборная трубка; 4 — тройник; 5 — муфта; 6 — пробка.
Рис. 6-4. Варианты соединения труб,
а — неразъемное; б — разъемное.
Соедиигиия защитных труб электропроводок между собой, с патрубками
фитингов и коробок, а также с вводными устройствами приборов и средств автома-
тизации должны быть выполнены на трубной цилиндрической резьбе. Каждая
труба в соединении должна содержать не менее пяти полных неновоежденных
ниток резьбы. Соединение труб может быть разъемным и неразъемным.
Неразъемное соединение выполняется с помощью соединительных
стальных прямых муфт по ГОСТ 8966-75. Муфта навертывается на конец одной
трубы с короткой резьбой; вторая труба также с короткой резьбой ввертывается
В муфту (рис. 6-4, а). При выполнении разъемного соединения на конце одной
§ 6-5] Особенности монтажа электропроводок во взрывоопасных зонах 345
трубы нарезают длинную резьбу, на которую навёртывают сначала контргайку,
а затем муфту. К муфте подводят вторую трубу с нарезанной короткой резьбой
и муфту навертыв ют на нее до упора (рис. 6 4, б). Контргайка привертывается
к муфте вплотную. Прим нять установочные аэемляющие гаикы в качестве контр-
гаек запрещается, Длины нарезки длинной и короткой резьб приведены в
табл, 6-23.
Таблица 6-23
Длина резьбы на концах труб
Условный проход Длина резьбы, мм Условный проход Длина резьбы, мм
мм ДЮЙМЫ длинная короткая мм ДЮЙМЫ длинная короткая
20 % 54 16 40 Н/я 75 22
25 1 62 18 50 2 86 24
32 1V4 68 20 70 2Va 98 27
Все резьбовые соединения при монтаже защитных труб электропроводок
должны быть выполнены с подмоткой на резьбу пенькового волокна, пропитан-
ного в сурике, разведен! ом на олифе. Применение взамен су очка масляных
красок не допускается.
Рис. 6-5. Присоединение однопроволочных алюминиевых
жил сечением до 10 мм2.
/ — винт; г — пружитнаи шайба; S — шайбв-аваздочка типа ШЗ
4 — кольцо жилы провода.
Затяжка проводов и кабеля в проложенные защитные трубы прои Водйтся
в обычном порядке.
Соединение и ответвление жил кабеля и проводов должны выполняться:
а) в зонах классов В-I и В-П — в фитингах пайкой или опрессовкой; б) в зонах
классов B-Ia, B-IIa, В-16 и В-1г — в соединительных коробках типов У614 и
УЫ5 на Зажимах, в коробках с уровнем взрывозащиты В4Т5 и коробках серии
Ф пайкой, сваркой или опрессовкой.
При выполнении винтовых соединений с помощью зажимов необходимо
предотвращать самоотвинчивание винтов (болтов) установкой стопорных или
пружинных шайб или окраской резьбы. Не допускается применение зажимов
с нажаТием на жйлу проводника торйом винта без прокладки или поджимной?
башмака, а также применение в зажимах винтов меньше М4, Пример присоедине-
ния алюминиевой однопроволочной жилы дан на рис. 6-5.
346
Монтаж электропроводок [Разд. 6
ПРОКЛАДКА КАБЕЛЯ
Кабечьные электропроводки средств автоматизации независимо от класса
помещения должны быть выполнены в соответствии с правилами, предъявляемыми
к прокладке кабеля в обычных помещениях, и с учетом следующих дополнитель-
ных требований.
1. Кабельные электропроводки необходимо выполнять бронированным ка-
белем. Допускается открытая прокладка небронированных кабелей на конструк-
циях и лотках в зонах классов В 16 и В Па. Способы прокладки кабелей приве-
дены в табл. 6-19.
2. В зонах классов В-П и В-Па несущие кабельные конструкции должны
иметь возможно меньшую горизонтальную площадь, кабель на конструкциях
следует располагать в один ряд с расстоянием между кабелями 20 мм. Кабельные
лотки, применяемые для горизонтальной прокладки, устанавливают на ребро
с расстоянием от стены не меньше 20 мм.
3. В наружных установках класса В 1г допускается прокладывать брониро-
ванные кабели по эстакадам с трубопроводами для горючих газов и легково-
спламеняющихся жидкое ген, по кабельным конструкциям, расположенным выше
трубопровода при наличии транспортируемых сред с плотностью более 0,8 по
отношению к воздуху и ниже трубопроводов при транспортируемых средах
с плотностью менее 0,8 по отношению к воздуху.
4. При открытой прокладке кабеля необходимо выдерживать расстояние
не менее 150 мм от задвижек, вентилей, обратных клапанов и другой технологи-
ческой аппаратуры.
5. При переходе кабеля через осадочные и температурные швы зданий и со-
оружении необходимо предусматривать компенсацию кабеля, выполненную
в виде свободного провеса по обе стороны шва.
(». В переходах через трубопроводы и местах с возможными механическими
повреждениями необходимо выполнять защиту кабельных проводок металличе-
скими трубами, коробами угловой сталью и т. п. Устройства защиты должны
быть жестко закреплены к строительным конструкциям.
7. < оединение и ответвление кабелей производится с помощью фитингов
серии Ф с универсальными уплотнительными сальниками.
8. Ввод кабелей в приборы и средства автоматизации должен осуществляться
при помощи вводных арматур. Места вводов должны быть надежно уплотнены.
9. Броня кабелей, кабельные конструкции и элементы крепления должны
быть окрашены красками или лаками, стойкими к воздействию окружающей среды.
10. Запрещается устанавливать соединительные и разделительные муфты
внутри взрывоопасных зон, а также в непосредственной близости технологических
аппаратов взрывоопасных наружных установок,
УПЛОТНЕНИЕ ЭЛЕКТРОПРОВОДОК
Для предотвращения перехода взрывоопасной смеси из одного помещения
в другое или наружу, а также для ограничения объема взрывозащищенных
устройств при прокладке электропроводок выполняют разделительные уплотне-
ния, применяемые- а) при переходе электропроводок из взрывоопасных помещений
высших классов во взрывоопасные помещения низших классов; 6) при переходе
из помещений взрывоопасных в помещения невзрывоопасные; в) при вводе элект-
ропроводок в защитных трубах в корпуса приборов, исполнительных механиз-
мов, соединительных и протяжных устройств, устанавливаемых в зонах классов
В-1. В 1а, В II, если вводные устройства не имеют специальных сальниковых
уплотнений или арматур, заливаемых кабельной массой. Разделительные уплот-
нения могут быть заливочными или сальниковыми.
Уплотнение переходов одиночных труб или нескольких труб, выходящих
из взрывоопасных помещений через стены, полы и междуэтажные перекрытия,
выполняют с помощью цементного раствора по всей толщине стены или перекры-
тия (рис, 6-6).
§ 6-5] Особенности монтажа злек тропроводок во взрывоопасных зонах 347
Для прохода многих труб через стены и перекрытия зданий и сооружений
применяют металлические плиты, изготавливаемые в МЗУ. В плиты вваривают
отрезки труб с резьбой на обоих Концах. На одном конце для разделительного
120-360
I—----
Рис. 6 6. Проходы трубопроводов из взрывоопасных помещений одного класса
во взрывоопасные помещения другого класса (или другой среды), во невзрыво-
опасные помещения или наружу.
о__ проход одного—трех трубопроводов: б — то же. но четырех и более трубопроводов
1 — заделка цементным раствором; 2 — штукатурка и затирка; 3 — коробка проходная
разделительная типа КПР.
уплотнения проводов и кабеля устанавливают проходную разделительную короб-
ку типа КПР.
Места сварки должны быть проверены на плотность. Плиты устанавливают
в проем стены и заделывают цементным раствором. Разделительные уплотнения
Рнс 6-7.
Рис. 6-7. Проходы кабеля с сальниковым уплотнением из взрывоопасных поме-
щений одного класса во взрывоопасное помещение другого класса, в невзрыво-
опасные помещения или наружу.
а__общий вид; б — расположение однорядного прохода; в — -.о же, ио двухрядного;
/ — труба; 2 — сальник; 3 — цементный раствор.
Рис. 6-8.
Рис. 6-8. Проход кабеля в коробах с уплотнением песком.
/ — короб; 2 — песок фракции ие более 0,7 мм; 3 — бетон марки 300; 4 — кабель.
должны быть расположены: а) в местах перехода трубопроводов из взрывоопасных
зон высших классов во взрывоопасные зоны низших классов — со стороны взры-»
воопасных зон высшего класса; б) в местах перехода трубопроводов из одних
в: рывоопасных зон в другие одинаковых классов, но содержащие взрывоопасные
смеси других категорий или групп — со стороны зон, имеющих взрывоопасную
смесь более высокой категории и группы; в) в местах перехода трубопроводов
348
Монтаж электропроводок [Разд. 6
из взрывоопасных зон классов В-I и В-Ia в невзрывоопасное помещение иди на-
ружу — со стороны взрывоопасной зоны.
Проходы кабельных электропроводок через стены и перекрытия выполняют
через отрезки стальных труб или через специальные сварные короба с песком.
Уплотнение кабеля, проходящего через отрезки труб, выполняют одним из
следующих способов:
1. Для зон классов В-1, В-Ia и B-II кабель уплотняют с помощью сальников
типов У57, У58 и У60 по ТУ 36. 108-72 (рис. 6-7). При этом в зонах класса В-1
сальники должны устанавливаться с обеих сторон прохода. Отреюк трубы заде-
лывают цементным раствором по всей
толщине стены или перекрытия.
2. Проходы одиночных кабелей в
зонах В 1, В-Ia и В-П следует выпол-
нять в отрезках водогазопроводных
труб, заделанных цементным раство-
ром. Кабель уплотняют составом УС-65
на расстоянии 100—120 мм от конца
трубы с набивкой кабельного джута
или асбестового шнура с обеих сторэн
состава УС-65. При этом отношение
диаметра кабеля к внутреннему диа-
метру трубы должно быть равно или
меньше 0,5. Во взрывоопасных зонах
класса В-I уплотнение кабеля следует
выполнять с обеих сторон стены, а в
зонах классов В 1а и В-П — со сто-
роны взрывоопасной зоны.
Рис. 6-9. Разделительное уплотнение,
выполненное фитингом типа ФПЗ на
вертикальном трубопроводе (о); на
горизонтальном трубопроводе (б).
3. Проходы кабелей во взрыво-
опасных зонах классов В-16 и В-Па
могут быть выполнены с уплотнением
кабелей набивкой в трубу на глубину
120—150 мм цемента марок 300—500 с песком в соотношении 1:10, глины с цементом
марок 300—500 и песком с соотношением 1,5:1:10, глины с песком в соотноше-
/ — фитинг типа ФПЗ; 2 — набивка джу-
та илн асбеста; 3 — уплотнительный со-
став; 4 — провода.
нии по объему 1:3.
4. Уплотнение в коробах осуществляется песком фракции не более 0,7 мм
(рис. 6 8).
Разделительные уплотнения трубопроводов следует устанавливать во взры-
воопасных зонах классов В-I И В:1а. В остальных классах взрывоопасных зон
установка разделительных уплотнений не требуется.
Установка разделительных уплотнений на трубопроводах не требуется,
если: а) кабели в трубах выходят из взрывоопасных зон в траншею или канал,
засыпаемый песком, или наружу, и далее кабели прокладывают без труб. При
выходе трубы наружу конец ее должен быть уплотнен во избежание образования
конденсата в трубе; б) труба служит защитой кабеля в местах возможных меха-
нических воздействий, и оба конца ее находятся в пределах одного помещения.
Разделительные уплотнения пров, дов и кабелей, проложенных в трубам,
должны выполняться в коробках типа КШ1 или в коробках типа ФПЗ (рис. 6-9)
с уплотнением кабельным джутом или асбестовым шнуром и заливкой уплотни-
тельным составом УС-65.
ЗАЗЕМЛЕНИЕ
Во взрывоопасных зонах заземлению подлежат рее электропроводки
независимо от напряжения и рода тока. Для заземления
Должны использоваться специально предназначенные для этой цели прородники
и нулевые провода. Токопроводящие конструкции и трубы могут быть исполь-
зованы в качестве заземляющих проводников как дополнительные средства за-
£ ff-б] Концевые заделки и соединение кабелей и проводов
849
земления. Приборы и средства автоматизации, установленные на заземленных
металлических конструкциях, должны быть заземлены проводниками незави-
симо от заземления конструкции, на которой они установлены.
Заземляющие линии должны быть присоединены к заземлителям по крайней
мере в двух разных местах и по возможности с противоположных сторон помеще-
ния.
В питающих и распределительных цепях систем электропитании средств
автоматизации для заземления одно и двухфазных сетей необходимо использо-
вать третьи жилы, а для трехфазных сетей — четвертые жилы проводов и кабелей.
6-6. КОНЦЕВЫЕ ЗАДЕЛКИ И СОЕДИНЕНИЯ КАБЕЛЕЙ И ПРОВОДОВ
Концевые заделки и соединения кабелей и проводов должны обеспечить гер-
метизацию кабеля и предотвратить проникновение влаги под оболочки кабелей
и изоляцию жил, а также защиту изоляции жил, освобожденных от заводских
оболочек, от воздействия внешней среды. При этом качество изоляции концевой
заделки должна быть не ниже изоляции кабелей и проводов. При концевой заделке
кабеля выполняются его разделка, собственно заделка, маркировка и заземление
металлической оболочки и брони. Кроме того, выполняется оконцевание, про-
звонка и маркировка жил, а также надежное присоединение к зажимам соедини-
тельных коробок, щитов, пультов, приборов и других средств автоматизации.
РАЗДЕЛКА КОНЦОВ КАБЕЛЯ
Разделка концов кабелей; является подготовительной операцией для их даль-
нейших соединений или концевых заделок.
Рис. 6-10. Разделка конца кабеля бронированного (а) и кабеля с экранирую-
щей оплеткой (б).
/ — бандзж из бронедепты или стальной оцинкованной проволоки; 2 — бандаж из мед-
ной проволоки; 3 — бандаж нз щпагата или ниток № 00; 4 — наружный джутовый по-
кров; 5 — броня; 6 — джутовая подушка; 7 — оболочка; 8 — поясная изоляция; 9 —
экранирующая оплетка; 10— жилы в заводской изоляции; 11 — обмотка поливинил-
удорвдцрй лнпкрй лентой; 12 — продольной радррз; 13 — дольцевой н§дрез.
Для выполнения разделки конца кабеля определяют необходимую длину
разделки А (рис.6-10, а), которая равна расстоянию от бандажа закрепленного
конца кабеля до наиболее удаленного контакта плюс 100 мм запаса на выполнение
оконцегания н присоединения жил кабеля к контактам приборов, аппаратов
и сборкам зажимов.
350
Монтаж электропроводок [Разд. 6
Лишний конец кабеля отрезают слесарной ножовкой или секторными ножни-
цами типов НУСК-120 и НБК-2М, предварительно наложив временные прово-
лочные бандажи на расстоянии 20—30 мм по обе стороны отместа реза. На наружный
джутовый покров на расстоянии от конца кабеля, равном длине разделки, накла-
дывают бандаж шириной 10—12 мм из бронеленты илн оцинкованной стальной
проволоки диаметром 1 мм.
Джутовый покров разматывают и обрезают у бандажа. На расстоянии 100 мм
от выполненного бандажа на броню кабеля накладывают такой же второй бандаж
и, отступив 3—5 мм в сторону конца кабеля, броню надрезают по кольцевой ли-
нии ножовкой и удаляют с разделываемого конца кабеля.
Удаляют джутовую подушку и бумажную ленту с оболочки. Оболочку кабеля
очищают от битума, протирая ее тряпкой, смоченной в бензине, и вытирают
насухо.
Если кабель имеет экранирующую оплетку, то ее разделяют следующим
образом: а) в намеченном месте обрезают экранирующую оплетку и сдвигают
ее по кабелю на расстояние 25—30 мм и на этом месте на оболочку накладывают
бандах из трех витков медной проволоки диаметром 1 мм; б) сдвигают экрани-
рующую оплетку через наложенный бандаж в первоначальное положение и рядом
с бандажом на оболочке накладывают поверх экранирующей оплетки второй бан-
даж из трех нитков медной проволоки диаметром 1 мм; в) конец экранирующей
оплетки обрезают, отступив на 3—5 мм оз бандажа, и места среза оплетки и бан-
даж покрывают на длине около 25 мм тремя слоями липкой поливинилхлоридной
ленты (рис. 6-10, б).
После удаления с кабеля брони или экранирующей оплетки с его конца сни-
мают пластикатную оболочку или оболочку из негорючей резины, для чего на ней
делают сначала продольный, а затем кольцевой надрез. Надрезы выполняют
специальным ножом, исключающим повреждение изоляции жил.
На тканевую или бумажную, обмотку жил (поясную изоляцию) у среза обо-
лочки накладывают бандаж шириной 10 мм из шпагата или ниток № 00. Обмотку
сматывают с конца кабеля и обрезают у бандажа (рис, 6-10, а).
КОНЦЕВЫЕ ЗАДЕЛКИ КАБЕЛЯ
Концевые заделки кабелей с резиновой изоляцией жил. Заделку выполняют
следующим способом: а) заюгавливают поливинилхлоридные трубки.в зависимости
от сечения жил кабеля по табл. 6-24.
Таблица 6-24
Выбор поливинилхлоридных трубок
Изоляция жил кабеля Внутренний диаметр трубки, мм, для жил сечением, мм2
0,75 1.0 1.5 2.5 4,0
Резиновая 3,5 3,5 4,0 4,5 5,0
Полиэтиленовая 2,5 2,5 3,0 3,5 4,0
Концы трубок срезают под углом 25—30°; б) на жилы разделанного кабеля
надевают поливинилхлоридные трубки так, чтобы срезанные под углом концы
находили на обмотку из прорезиненной лепты или при ее отсутствии на оболочку;
в} на жилы с надетыми на них поливинилхлоридными трубками у корешка за-
делки наматывают липкую поливинилхлоридную ленту с 50%-ным перекрытием
каждого витка. Ширина обмотки поливинилхлоридной лентой должна быть около
50 мм, в том числе 20 мм но оболочке; г) на намотку из поливинилхлоридной ленты
§ 6-6] Концевые заделки и соединение кабелей и проводов
351
накладывают бандаж из крученого шпагата диаметром 1 мм. Бандаж пропитывают
бакелиювым лаком.
Концевая заделка кабеля, выполненная для подключения к зажимам, распо-
ложенным непосредственно у места концевой заделки, показана на рис. 6-11, а.
Если концевую заделку кабеля выполняют для подключения к зажимам, распо-
ложенным на некотором расстоянии от места закрепления кабеля, то для экономии
поливинилхлоридных трубок и уменьшения толщины пакета заделку выполняют
следующим способом (рис. 6-12): а) жилы собирают в плотный пучок, который
связывают через 150—200 мм вре-
менными перевязками; б) на каж-
дую жилу надевают поливинил-
хлоридную трубку только на дли-
ну жилы для ответвления от пучка.
Эта трубка должна заходить внутрь
пучка не менее 15 мм; в) пучок
Рис. 6-11. Концевая заделка
кабелей с жилами в резиновой
и полиэтиленовой изоляции (а)
и с жилами в поливинилхло-
ридной изоляции (б).
/ — жила; 2 — жила в поливинил-
хлоридной трубке; 3 — бандаж из
крученого шпагата; 4 — липкая
поливинилхлоридная лента; 5 —
оболочка; 6 — поясная изоляция;
7 — броня; 8 — бандаж из прово-
локи.
Рис. 6-12. Концевая заделка кабеля.
1 — броня кабеля; 2 — бандаж из стальной про-
волоки; 3 — поливинилхлоридная оболочка ка-
беля; 4 — изоляция жилы; 5 — обмотка поли-
винилхлоридной липкой лентой; 6 — жила в
поливинилхлоридной трубке; 7 — резервная жи-
ла; 8 — бандаж из липкой поливинилхлоридной
ленты; 9 — бандаж из крученого шпагата; 10 —
бандаж из медной проволоки; 11 — заземляющий
проводник; 12 — место пайки заземляющего про-
водника.
жил обматывают липкой поливинилхлоридной лентой с 50% -ным перекрытием
витков в один слой. Go мере наложения обмотки временные перевязки с пучка
удаляют; г) на резервные жилы надевают на всю длину поливинилхлоридные
।рубки отдельно от общего пучка и прикрепляют к нему бандажами и поливи-
нилхлоридной липкой лентой; д) на начало обмотки из липкой поливинилхло-
ридной ленты накладывают бандаж из крученого шпагата диаметром 1 мм.
Ьаидаж пропитывают бакелитовым лаком.
Концевые заделки кабелей с полиэтиленовой изоляцией жил выполняют также,
кик и с резиновой (см. рис. 6-11). Особенностью концевой заделки кабелей с полн-
• I кленовой изоляцией жил является то, что трубки надевают на все жилы
и иа всю их длину независимо от расстояния места крепления кабеля до места
присоединения жил.
352
Монтаж электропроводок [Разд. 6
Концевую заделку кабелей с поливинилхлоридной изоляцией жил (см. рис.
6-11,6) выполняют следующим способом: а) жилы расправляют, выравнивают,
собирают В пучок и на Корешок заделки накладывают обмотку Из липкой поли-
винилхлоридной ленты. Ширина обмотки должна быть Приблизительно 30—35 мм,
в том числе По оболочке 15—20 мм; б) на намотку из ленты накладывают бандаж
из крученого шпагата диаметром 1 Мм. Бандаж пропитывают бакелитовым лаком.
КОНЦЕВЫЕ ЗАДЕЛКИ КАБЕЛЯ И ПРОВОДОВ
В ШТЕПСЕЛЬНЫЕ РАЗЪЕМЫ
Для разъемных соединений проводов и кабелей с медными жиламй приме-
няют штепсельные разъемы нормальных габаритов серии РРН, Малогабаритные
серии PPM, типа А. Штепсельные разъемы серий РРН и РРМ делятся на прибор-
ные, предназначенные для присоединения кабелей и проводов к аппаратуре, и
кабельные для соединения кабелей между собой непосредственно или через
перегородки. По типу корпуса штепсельные разъемы делятся на прямые и угло-
вые. Основные технические Данные штепсельных разъемов приведены в
табл. 6-25,
Таблица 6-25
Основные технические данные штепсельных разъемов
Тип разъема Диаметр контак- тов, мм Допусти- мая токо- вая на- грузка, А Переходное сопротивле- ние на кон- тактной паре. Ом Рабочее напря- жение, В Температура окружающей среды, сС Количе сгво кон- тактов, шт.
от ДО
РРН1 1.5 10 0,025 600 —60 +60 1-47
РРН2 2,5 3,5 5,5 9,0 25 50 100 200 0,001 0,00075 0,0003 0,00015
РРН4 РРН5 РРН6 2,5 25 0,001 600 -60 +60 2-50
РРН7 1,5 10 0,004 1500 —60 +85 1—47
РРН8 1,5 10 0,0082 1000 —60 +85 4-28
РРНЗ 1,5 2,5 3,5 10 25 50 0,005 0,002 0,001 500 —60 +60 1—47
РРМ1 1,0 5 0,005 400 —50 +100 4—50
РРМ5 1,5 2,0 3,0 8 20 40 0,0025 0,0016 0,0008
А — 6 0,01 400 —60 +85 6, 14, 20
§ 6-6] Концевые заделки и соединение кабелей и проводов
353
Заделка экранированных кабелей и пакетов проводов в общей экранирующей
или панцирной оплетке в штепсельные разъемы серии РРН (рис. 6-13). После
удаления лишней длины кабеля илн пакета проводов закрепляют экранирующую
оплетку на расстоянии 250 мм от конца кабеля временным бандажом из медной
проволоки диаметром 0,5—0,7 мм и удаляют лишнюю часть экранирующей
оплетки. Затем на оплетку кабеля (пакета) надевают экранирующую гайку штеп-
сельного разъема и шайбу. Шайбу устанавливают на расстоянии 10—15 мм от
конца среза оплетки. Конец оплетки отгибают на шайбу и припаивают припоем
ПОГ-40. Концы проволок отрезают вровень с краями шайбы.
Конец кабеля разделяют, как показано на рис. 6-14, жилы кабеля облужи-
вают и надевают на них отрезки поливинилхлоридных трубок длиной 15 мм. После
этого жилы поочередно вставляют в гнезда хвостовиков контактов с таким расче-
том, чтобы срез изоляции не доходил до хвостовика на I—2 мм, и припаивают
Рис. 6-13. Заделка экранированного кабеля в штеп-
сельный разъем серии РРН.
1 — обмотка поливинилхлоридной лентой; 2 — экран кабе-
ля; 3 — экранирующая гайка; 4 — шайба с припаянным
экраном; 5 — бандзж из ниток; 6 — штифт; 7 — обмотка
из листовой резины; 8 — изолированные жилы кабеля;
9 — половина патрубка; 10 — поливинилхлоридные трубки.
Рис. 6-14. Разделка экранированного кабеля.
/ — временный бандаж; 2 — экран кабеля; 3 — экранирую*
щая гайка; 4 — шайба с припаянным экраном; б — оболоч-
ка кабеля; 6 — изолированные жилы; 7 — голые жилы.
по порядку начиная с заднего ряда. После проверки качества пайки места пайки
закрашивают цапонлаком и надвигают на них поливинилхлоридные отрезки
трубок до упора в изолятор разъема.
Теперь жилы разделяют на две равные части и между ними пропускают метал-
лический штифт, на который надета поливинилхлоридная трубка. Штифт сдвигают
как можно ближе к оболочке кабеля и с обеих сторон обматывают пучок жил
двумя слоями поливинилхлоридной ленты. Обмотка должна заходитьнаЮ—15 мм
на оболочку или прорезиненную ленту. Штифт закрепляют бандажом из круче-
ных ниток и на подмотку из поливинилхлоридной ленты надвигают шайбу с оп-
леткой. Нитки покрывают лаком № 1. Для кабельных штепсельных разъемов
заделку кабеля и проводов производят без штифтов. Затем накладывают сначала
одну, потом вторую половину патрубка, скрепляют их двумя винтами до отказа,
завинчивают экранирующую гайку и снимают временный бандаж.
Заделку неэкранированных кабелей и пакетов проводов в штепсельные разъемы
серии РРН выполняют так же, как заделку экранированных, за исключением
операций, связанных с заделкой экрана. Дополнительной операцией является
крепление кабеля (пакета) в прижиме неэкранирующей гайки. Для этого после
установки и скрепления обеих половин патрубка на кабель (пакет) в месте приле-
гания прижима накладывают подмотку из нескольких слоев листовой резины
толщиной 1 мм и шириной 25—30 мм и закрепляют ее сверху поливинилхлорид-
ной лентой. На патрубок навинчивают неэкранирующую гайку и устанавливают
скобу прижима.
354
Монтаж электропроводок [Разд. 6
Заделка экранированных кабелей и пакетов проводов в общей экранирующей
оплетке в штепсел ные разъемы серии PPM с экранирующей гайкой (размеры
корпусов 22—42 мм). Для заделки кабеля (пакета) в штепсельный разъем серии
PPM с экранирующей гайкой выполняют те же операции, что и при заделке в
раз темы серий РРН, за исключением операций, связанных с заделкой экрани-
рующей оплетки. Если заделка экрана выполняется с применением конических
или цилиндрических обкладок, то после отрезки кабеля, закрепления экрани-
рующей оплетки временным бандажом и удаления лишней ее длины надевают
экранирующую ганку 3, наружную 4 и внутреннюю 5 обкладки (рис. 6-15, а).
Внутреннюю обкладку вводят под оплетку кабеля и огибают проволоки оплетки
вокруг ее фланца. Затем надвигают наружную обкладку на конец оплетки, так
чтобы оплетка оказалась зажатой между ними, и завертывают край наружной
обкладки внутрь (рис. 6-15, а и б). Заделка экрана с помощью шайбы 9 аналогич-
на заделке экрана в штепсельный разъем типа РРН (рис. 6-15, в).
Рис, 6-15. Заделка экранированных кабелей в разъемы серии РРМ с корпусами
размером 22—42 мм,
а — заделка экранированного кабеля о применением цилиндрических обкладок; б —
ааделка экрана в конические обкладки: в — заделки экрана шайбой; / — поливинилхло-
ридная трубка; 2 — фиксатор; 3 — экранирующая гайка; 4 — обкладка наружная;
б — обкладка внутренняя; 6 — втулка фиксатора; 7 — обмотка поливинилхлоридной
лентой; в — бандаж из ииток; 9 — шайба.
После подготовки кабеля к пайке (разделка конца кабеля, облуживание
жил и т. п.) на конец кабеля надевают втулку крепления фиксатора и патрубок,
на который навинчивается экранирующая гайка, так чтобы втулка фиксатора
вошла в патрубок, а обкладки были прижаты к торцу патрубка. Патрубок вместе
с оплеткой сдвигают на 18—20 мм и закрепляют временным бандажом. После
подпайки жил к половине рядов контактов устанавливают крестообразный фик-
сатор и закрепляют временной перевязкой. Фиксатор располагают таким образом,
чтобы он делил весь пучок жил на четыре равные части. После подпайки всех
жил пучок жил обматывают двумя слоями поливинилхлоридной ленты с обеих
сторон фиксатора, поверх поливинилхлоридной ленты накладывают бандаж из
ниток. Затем от патрубка отвинчивают заземляющую гайку, патрубок сдвигают
вплотную к корпусу и закрепляют гайкой патрубка. Втулку фиксатора вставляют
в патрубок и закернивают в двух местах. Обкладки или шайбу с закрепленным
экраном придвигают вплотную к торцу патрубка и завинчивают экранирующую
гайку. Общий вид заделки показан на рис. 6-15, а.
Заделка экранированных кабелей и пакетов проводов в общей экранирующей
оплетке в разъем серии РРМ с неэкранирующими гайками (размеры корпусов
14, 18 и 22 мм) производится следующим образом.
Накладывают временный бандаж, удаляют лишнюю часть экранирующей
оплетки, надевают неэкранирующую гайку и шайбу, к внутренней стороне шайбы
припаивают оплетку. Разделывают конец кабеля, зачищают и облуживают концы
ff 6-6] Концевые заделки и соединение кабелей и проводов
355
жил, надевают патрубок и сдвигают вместе с шайбой и оплеткой на 50—60 мм
по кабелю. На жилы надевают отрезки поливинилхлоридных трубок и припаивают
жилы к хвостовикам контактов разъема; место пайки очищают от флюса и покры-
вают цапонлаком. На корень заделки накладывают обмотку из липкой ленты,
надевают патрубок и соединяют с корпусом разъема. Шайбу с оплеткой вставляют
Рис. 6-16. Заделка экранированного
кабеля в разъем серии PPM с корпу-
сами размером 14, 18 и 22 мм.
1 — экран кабеля; 2 — поливинилхлорид-
ная лента; 3 — прижим; 4 — шайба;
5 — патрубок; 6 — изолированная жила
кабеля; 7 — поливинилхлоридная трубка;
8 — гайка патрубка.
в 7 f f 4 3 2 1
в патрубок и завинчивают неэкранирующую гайку; на нее устанавливают прижи-
мы, плотно схватывающие кабель. Общий вид заделки приведен на рис. 6-16.
Заделка в штепсельные разъемы серии РРМ небронированного кабеля и про-
водов производится в той же очередности, что и заделка экранированных, но
исключается подпайка оболочки к шайбе и между шайбой и втулкой фиксатора
устанавливается дополнительно резиновая нтулка. В разъемах с размерами
корпусов 14, 18 и 22 мм вместо фик-
сатора и втулки фиксатора устанав-
ливают вторую шайбу.
Рис. 6-17.
Рис. 6-18.
Рис. 6-17. Разделение кабеля или пакета проводов на потоки.
/ — бяпдаж из ииток; 2 — обмотка поливинилхлоридной лентой; 3 — поливинилхлорид-
ная трубка; 4 — изолированные жилы кабеля.
Рис. 6 18, Расположение втулок в пятивтулочном разъеме типа А.
Заделка кабелей и проводов в штепсельные разъемы типа А. Разъемы типа А
позволяют выполнять заделку неэкранированного кабеля и пакетов проводов с уп-
лотнением и без уплотнения ввода в корпус разъема. В зависимости от наружного
диаметра кабеля или пакета проводов и модификации разъема пакет проводов
(жил) может быть разбит на 2, 3, 4 или 5 потоков, как показано на рис. 6-17.
Диаметр потока не должен быть больше 12 мм.
Кабель в трехвтулочный разъем при использовании одной втулки вводят
н среднюю втулку, при использовании двух втулок — в крайние. Ввод кабеля (па-
кета) в пятивтулочный разъем (расположение втулок показано на рис. 6-18) вы-
полняют при использовании: двух втулок — во 2-ю и 3-ю втулки; трех втулок—
в 1, 3 и 5 ю втулки; четырех втулок — во 2, 3, 4 и 5-ю втулки. Неиспользованные
втулки должны быть заглушены резиновыми заглушками диаметром 15 мм и тол-
щиной 3—4 мм.
356
Монтаж электропроводок [Раз<Э. 6
Заделка неэкранированного кабеля без уплотнения производится следующим
образом. Конец кабеля (пакета) отрезают на необходимую длину и разделывают.
Жилы кабеля (провода пакета) разделяют на потоки и надевают на них поливинил-
хлоридную или резиновую трубку наружным диаметром не более 12 мм и длиной
около 50 мм. Корпус разъема отделяют от изолятора с контактами и во втулки
его вводят потоки кабеля (пакета). Концы проводов зачищают на длину 7—8 мм,
облужнвают жилы кабеля и припаивают к хвостовикам контактов. Места пайки
очищают от флюса и закрашивают
цапонлаком. Изоляцию жил, выпол-
ненную бумажной или шелковой
прядью, пропитывают лаком № 1.
Рис. 6-19. Заделка кабелей н штеп-
сельный разъем типа А.
Рис. 6-20. Заделка экрана на нтулке
разъема типа А.
1 — экран кабеля; 2 — хомут; 3 — шейка
втулки разъема.
Изолятор с контактами вкладывают н корпус и закрепляют винтами. Изли-
шек проводов вытягивают из корпуса, а изоляционные трубки, надетые на
пакет проводов, сдвигают по нему в корпус через втулку. Общий вид заделки
показан на рис. 6-19.
Уплотнение ввода в разъем выполняют обмоткой из двух слоев поливинил-
хлоридной ленты, захватывающей шейку втулки разъема и кабель (провод) на
длину 50 мм. Обмотка ленты на шейке втулки закрепляется бандажом шириной
6—10 мм из ниток. Бандаж пропитывают лаком № 1,
Разъемы типа А предназначены, как правило, для неэкранированных про-
водов и кабеля. При заделке экранированного кабеля (провода) экран натяги-
вают на шейку втулки, оггибаюг назад на длину шеики и закрепляют хомутом
(рис. 6-20).
СОЕДИНЕНИЕ КАБЕЛЕЙ
Соединение кабелей в поливинилхлоридных муфтах (рис. 6-21). В поливинил-
хлоридных муфтах соединяют кабели с оболочками из поливинилхлорида или
резины. Для изготовления муфт применяют поливинилхлоридные трубы
(МРТУ 6.05-919-63) с толщиной стенки 1—2 мм или оболочки кабелей большего
диаметра. Внутренний диаметр трубы или оболочки кабеля должен быть на 4—5 мм
больше наружного диаметра оболочек соединяемых кабелей.
Соединение кабелей осуществляется в следующей очередности: а) соединяе-
мые концы кабелей разделывают, как показано на рис. 6-22. Длина разделывае-
мых концов жил и оболочек кабеля в зависимости от числа жил определяется из
табл. 6-26.
Если кабели имеют джутовый покров, то па одном из кабелей покров сматы-
вают с разделываемого конца на длину 700—800 мм н закрепляют временной пере-
вязкой; б) от поливинилхлоридной трубы отрезают муфту длиной, указанной
в табл. 6-26. На краях муфты делают вырезы (рис. 6-22, в) и надвигают ее на один
из соединяемых концов; в) соединяемые концы кабелей закрепляют на подставке
один против другого так, чтобы расстояние между торцами оболочек было равно
размеру В (табл. 6-26). Концы жил соединяют между собой пайкой или сваркой
и изолируют липкой поливинилхлоридной-лептой. Изолированные жилы вырав-
§ 6-6] Концевые заделки и соединение кабелей и проводов
357
Таблица 6-26
Длина разделываемых концов жил и оболочек кабеля
Сечение жил, мм2 Число жил Длина разделки Длина муфты Г, мм
А Б в
0,75—1,0 2—4 70 150 150 230
0,75—1,0 6—10 70 200 200 280
0,75—2,5 14—19 70 250 250 330
0,75—2,5 24—37 70 300 300 380
нивают, собирают в жгут, обматывают его с большим шагом киперной лентой;
г) оголенные оболочки кабелей, а также концы муфты тщательно обезжиривают
бензином илн ацетоном и мус]т\ надвигают на место соединения таким образом,
Рис. 6-21. Соединение кабелей в поливинилхлоридной муфте.
/ — бандаж из шпагата; 2 — обмотка липкой поливинилхлоридной лентой; 3 — обмотка
киперной лентой; 4 — муфта; 5 — соединенные жилы; 6 — провод, соединяющий броню
кабеля; 7 — пайка припоем ПОС-61; 8 — бандаж из проволоки.
чтобы она равномерно перекрывала концы оболочки обеих кабелей; д) концы
оболочек перед надвиганием муфты обильно смазывают перхлорвиниловым ла-
ком Ns 2, этим же лаком промазывают вырезы в муфте. Концы муфты стягивают
Рис. 6-22. Подготовка кабеля к соединению в поливинилхлоридной муфте.
а — разделка концов кабеля; б — соединение жил кабеля; в — поливинилхлоридная
муфта; / — бандаж; 2 — ленточная броня; 3 — поливинилхлоридная или резиновая
оболочка; 4 — жнлы-
плотным бандажом шириной 25 мм из крученого шпагата диаметром 1 мм или
ияток Ns 00. Бандаж пропитывают перхлорвиниловым лаком Ns 1 и поверх него
накладывают обмотку из трех слоев липкой поливинилхлоридной ленты. Обмотка
358
Мон аж электропроводок [Разд, б
должна захватывать оболочку от среза брони и муфту на длине не менее 40 мм;
е) все место соединении, начинал от срезов брони, покрывают сплошной об-
моткой из двух слоев киперной ленты. Обмогку обильно покрывают бакелитовым
лаком. Поверх обмотки из киперной ленты накладывают обмогку из двух слоев
поливинилхлоридной ленты; ж) восстанавливают джутовый покров кабеля,
покров закрепляют в 100 мм от обрезов брони бандажами, излишек джута отре-
зают,
ОКОНЦЕВАНИЕ И СОЕДИНЕНИЕ МЕЖДУ СОБОЙ
ЖИЛ КАБЕЛЯ И ПРОВОДОВ
Оконцевание жил проводов и кабелей производится кольцом, штырем, нако-
нечником или в пистоне. Одноироволочиые и многопроволочные медные жилы
сечением до 0,75 мм® оконцовывают штырем с последующим присоединением с по-
мощью пайки к контактам или наконечникам. Одноироволочиые медные жилы
сечением 1—6 мм® и алюминиевые жилы сечением 2,5—10 мм® оконцовывают шты-
рем или кольцом без последующей полуды. Многопроволочные медные жилы сече-
нием до 2,5 мм включительно оконцовывают штырем или кольцом с последующим
облуживанием или опрессовкой пистонами. Однопроволочные медные жилы
сечением 10 мм2 и многопроволочные сечением более 2,5 мм® оконцовывают нако-
нечниками или опрессовкой. Алюминиевые жилы сечением 16 мм® оконцовывают
наконечниками, присоединяемыми к жилам опрессовкой.
Провода, имеющие поверх резиновой изоляции оплетку, должны при окон-
цеваниц заделываться оконцевателем типа ОИ нли плотно надеваемой на оплетку
провода поливинилхлоридной трубкой длиной 8—10 мм.
Маркировка жил выполняется на оконцевателях типа ОП или поливинилхло-
ридных трубках длиной 20—30 мм, плотно наде!ых на конец жилы. На поливи-
нилхлоридных трубках маркировку пишут несмываемыми чернилами следующего
состава: дихлорэтан — 100 г, нигрозин — 5 г, анилин — 1 г, уксусная кислога —
2 капли. Состав чернил токсичен.
Соединение и ответвление медных и алюминиевых жил кабелей и проводов
должно производиться: а) в соединительных коробках — на зажимах, б) в про-
тяжных устройствах и муфтах — пайкой, опрессовкой или сваркой.
При соединении оконцованных кольцом медных жил на зажимах между го-
ловками винтов или ганками и жилами устанавливают шайбы или шайбы-звез-
дочки типа ШЗ. Алюминиевые жилы, оконцованные кольцом, присоединяют
к зажимам с установкой поверх оконцованной жилы предварительно зачищенной
и покрытой кварцевазелипопой пастой ограничивающей шаибы-звездочки и пру-
жинной шайбы (см. рис. 6 5).
Таблица 6-27
Припои для пайки медных и алюминиевых жил
Марка припоя Компоненты, % по массе Темпера- тура плавле- ния, °C
Олово Свинец Сурьма Цинк Медь Кадмий
ПОС-ЗО 30 68 2 — , , 245
ПОС-40 40 58 2 — -—. .—. 230
А 40 — — 58,5 1,5 — 400—450
Б 35 1,0 0,5 39 — 24,5 225—250
Пайка медных жил должна производиться припоем ПОС-ЗО с бес-
кислотными флюсами, а пайка алюминиевых жил — припоями А и Б (табл. 6-27)
с флюсом ВАМИ, который состоит из 50% хлористого калия, 30% хлористого
натрия и 20% криолита марки К-1- Для пайки жил к контактам штепсельных
§ 6-7] Испытание и сдача электропроводок
359
разъемов применяют припой ПОС-40. Запрещается применять легкоплавкие припои
типа висмут олово-свинец кадмий, а также использовать в качестве флюса хло-
ристый цинк.
Опрессовка медных жил сечением 1—10 мм2 производится при
соединении с помощью медных гильз, медной или латунной лен (ы, а также при
оконцевании наконечником. Лента применяется толщиной 0,2—0,3 мм и шириной
18—20 мм. Жесткие сорта ленты предварительно должны быть отожжены. Соеди-
нение обжимают с помощью ручных клещей типа ПК-2.
Рис. 6-24. Подготовка концов жил се-
чением 4—10 мм2 к сварке для соедине-
ния (а) и ответвления (б).
I — форма-обойма из полоски жести.
Рис. 6-23. Соединение жил сечением
2,5 мм2 сваркой.
а — скрученные жилы перед сваркой;
б — выполненное соединение.
Электросварка применяется для соединения между собой медных
или алюминиевых жил, а также жнл компенсационных проводов. Для сварки
применяют трансформатор мощностью 300 Вт, напряжением 220/12 В, угольный
электрод, держатель угольного электрода с медным зажимом для присоединения
провода от трансформатора и плоскогубцы с изолированными ручками и зажимом
для присоединения второго провода от трансформатора. Перед сваркой жилы
сечением до 2,5 мм2 скручивают, как показано на рис. 6-23, а жилы сечением от
4 до 10 мм2 обертывают полоской жести (рис. 6 24). В качестве флюса для сварки
алюминиевых жил применяется флюс ВАМИ, а для медных жил и жил ком-
пен ационных проводов — бура,
6-7. ИСПЫТАНИЕ И СДАЧА ЭЛЕКТРОПРОВОДОК
Полностью смонтированные электропроводки независимо от назначения и
класса помещения, где они проложены, перед проведением испытаний должны
быть подвергнуты внешнему осмотру. При внешнем осмотре выявляется соо вет-
сгвие выполненных электропроводок проекту автоматизации и требованиям СНиП
Ш-34-74 «Правила производства и приемки работ. Системы автоматизации».
В случае внесения изменений в проект, согласованных с проектной органи-
зацией или заказчиком, при внешнем осмотре проверяют соответствие электро-
проводок внесенным изменениям.
Внешним осмотром электропроводок проверяют: правильность установки
конструкций и монтажа труб, коробов, лотков и т. п.; правильность выполнения
соединений и разветвлений проводов и кабелей, а также их оконцевании и под-
соединений к зажимам; выполнение антикоррозионных^покрытий и заземления.
Для электропроводок систем автоматизации во взрыве- и пожароопасных поме-
щениях при внешнем осмотре дополнительно проверяют выполнение требований,
предъявляемых к электропроводкам этих помещений. Дефекты, обнаруженные
в результате внешнего осмотра, должны быть устранены.
360
Монтаж электропроводок [Розе). 6
После внешнего осмотра электропроводки подвергаются следующим испы-
таниям: а) измерение сопротивления изоляции электрических цепей; б) проверка
фазировки и полярности силовых цепей и цепей питания; в) проверка иа плотность
защитных трубопроводов давлением 2,5 кге см2 для электропроводок взрыво-
опасных помещений класса В-I и 0,5 кгс/см2 для электропроводок взрывоопас-
ных помещений классов В-1а.
Измерение сопротивления изоляции электрических цепей производят в пол-
ностью смонтированных электропроводках между всеми жилами кабеля или всеми
жилами проводов в защитном трубопроводе (коробе), а также между каждой жилой
и металлической защитной оболочкой кабеля или защитным трубопроводом (ко-
робом). При этом все контрольно-измерительные приборы, исполнительные
механизмы и электрическая аппаратура должны быть отключены, а провода
и кабели присоединены к сборкам зажимов соединительных коробок,[щитов и пуль-
тов средств автоматизации. Напряжение мегаомметра при измерении должно
быть: а) для силовых электропроводок в помещениях всех классов — 1000 В;
б) для электропроводок во взрывоопасных помещениях всех классов и пожаро-
опасных класса П-1 — 1000 В; в) для остальных проводок — 500 В.
Сопротивление изоляции проводников должно быть не меньше 1 МОм. Ре-
зультаты измерения заносят в протокол.
Испытанию на плотность подлежат полностью смонтированные и закреплен-
ные на металлоконструкциях защитные трубопроводы с проложенными в них
и подключенными кабелями и проводами и выполненными разделительными
уплотнениями.
Защитные трубопроводы одной цепи, проходящей через взрывоопасные по-
мещения разных классов и помещения, содержащие смесн разных категорий
и групп, испытывают отдельно в каждом помещении. Испытанию не подвер-
гаются защитные трубы кабельных электропроводок, оба конца которых нахо-
дятся в одном помещении, а также трубы, выходящие из взрывоопасных помеще-
ний в траншеи, засыпанные песком.
Испытание защитных труб На плотность проводится установкой, в которую
входят: источник сжатого воздуха, свободного от масла и влаги, с давлением ие
менее 2,5 кгс/см2; манометр со шкалой 3—6 кгс/см2; трехходовой вентиль; запор-
ный вентиль и резинотканевый рукав для соединения с испытываемым трубопро-
водом. Сжатый воздух подается в трубопровод и после достижения испытатель-
ного давления отключается, при этом манометр показывает давление в трубопро-
воде. Защитный трубопровод считается годным, если испытательное давление
в течение 3 мин уменьшилось не более чем па 50%. По результатам испытания
электропроводок в защитных трубах на плотность составляют протокол испытания.
Обнаруженные дефекты устраняют, после чего испытания повторяют.
Сдача электропроводок производится при сдаче всего комплекса работ по
монтажу приборов и средств автоматизации (см. разд. 1).
К акту сдачи прикладывают: а) рабочие чертежи проекта с внесенными в про-
цессе монтажа изменениями; б) протоколы и акты на скрытые работы (прокладка
электропроводок в земле, в фундаментах, в полу и т. п.); в) протоколы испытания
на плотность защитных трубопроводов электропроводок во взрывоопасных поме-
щениях; г) протоколы измерения сопротивления изоляции проводов и кабеля;
д) протоколы прогрева кабеля перед прокладкой в зимних условиях.
РАЗДЕЛ СЕДЬМОЙ
МОНТАЖ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ
И РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ
СОДЕРЖАНИЕ
7-1. Термометра........................................................... 361
Термометры расширения (366). Термометры сопротивления (374). Термометры
термоэлектрические (381).
7-2. Пирометры излучения.................................................. 386
7-3. Пирометрические милливольтметры и автоматические потенциометры .... 390
Пирометрические милливольтметры (390). Автоматические потенциометры
(391) . Технические требования к монтажу пирометрических милливольтмет-
ров и автоматических потенциометров (395).
7-4. Логометры и автоматические уравновешенные мосты...................... 398
Логометры (398). Автоматические уравновешенные мосты (4001.
7-5. Приборы пирометрические типа МВУ6 и комплекты измерения температуры
типа КИТУ.............................................................. 404
7-6. Переключатели цепей измерения температуры............................ 405
Приборы для измерения температуры составляют самую распространенную
группу среди контрольно-измерительных приборов. В настоящее время для из-
мерения температуры применяются следующие приборы:
1. Термометры, основанные на расширении и измерении давления рабочего
вещества, — жидкостные стеклянные термометры, манометрические термометры.
2. Электрические термометры — термометры сопротивления в комплекте
с логометрами или автоматическими уравновешенными мостами.
3. Термоэлектрические термометры в комплекте с пирометрическими милли-
вольтметрами или автоматическими потенциометрами.
4. Пирометры излучения — оптические (с исчезающей нитью), инфракрас-
ные (ультрафиолетовые), радиационные, яркостные (частичного излучения),
цветовые (пирометры соотношения), фотоэлектрические.
Кроме этих приборов, в настоящем разделе рассматривается монтаж различ-
ных переключающих устройств, предназначенных для переключения цепей от
датчиков температуры ко вторичным приборам»
7-1. ТЕРМОМЕТРЫ
Для монтажа термометров на технологических трубопроводах и оборудовании
в местах измерения температуры устанавливают специальные закладные конструк-
ции. Для монтажа термометров, непосредивенно погружаемых в измеряемую
среду (термометры погружения), закладные конструкции имеют типовые бо-
бышки с резьбой, соответствующей резьбе штуцера термометра, или сальниковое
уплотнение для ввода термометров, не имеющих резьбы. Для обеспечения воз-
можности гидравлического испытания технологических трубопроводов и обору-
дования без установки термометров бобышки и сальниковые вводы закрывают
пробками-заглушками.
Государственным проектным институтом «Проектмонтажавтоматика» раз-
работаны типовые чертежи закладных конструкций, кото-
рым присвоен шифр ЗК4, где 3 — начальная буква слова «закладная», К —
«Конструкция», а цифра 4 — условное обозначение, входящее в шифры всех
362
Монтаж приборов для измерения температуры [Разд. 7
Таблица 7-1
Установка закладных конструкций на технологических трубопроводах
и оборудовании для монтажа термометров
Установочный чертеж
Наименование, номер чертежа
и область применения
Бобышка (ЗК4-1-75). Установка на ме-
таллической стенке или трубопроводе
диаметром D > 76 мм, давление среды
ру sS 6,4 МПа
/ — бобышка по ОСТ 36.7-74 или ТК4-226-75;
2— пробка по ТК4-229-69; 3 — прокладка по
ТК4-566-68; 4 — легкосиимасмый слой изоля-
ции; 5 —луика
Расширитель (ЗК4-2-75). Установка на
трубопроводе 0=14 4-38 мм, р„
^6,4 МПа
1 — расширитель по ЗК4-29-75; 2 — пробка
по ТК4-229-69; 3 — прокладка по ТК4-566-68;
4 — лсгкоснимаемый слой изоляции; 5 —
лунка
Расширитель (3K4-3-75). Установка на
трубопроводе 0=45 4-67 мм, р„ =
= 10 МПа
1 — расширитель по ЗК4-27-75; 2—5 — см.
ЗК4-2-75
Расширитель (ЗК4-4-75). Установка на
трубопроводе О = 45 4- 76 мм, pv =<
< 16 МПа
1 — расширитель по ЗК4-28-75; 2—5 — см.
ЗК4-2-75
§ 7-1] Термометры
363
Наименование, номер чертежа
и область применения
Продолжение табл. 7-1
Установочный чертеж
Z 3 1
Бобышка, скошенная под углом 45®
(ЗК4-5-75). Установка на трубопроводе
D-<76 мм или металлической стенке
ру 20 МПа
/ — бобышка по ТК4-226-75; 2 — пробка по
ТК4-229-69; 3 — прокладка по ТК4-566-68
2 3
Бобышка, скошенная под углом 30*
(ЗК4-6-75). Установка в колене трубо-
провода D =*76 4- 168 мм, ру 20 МПа
1 — бобышка по ТК4-227-75; 2 и 3 — см.
ЗК4-5-75
2 1
Бобышка (ЗК4-7-75). Установка на трубо-
проводе или металлической стенке
1 — бобышка по ОСТ 36.7-74; 2— пробка по
ТК4- 229-69
Z
Штуцер (ЗК4-8-75). Установка на трубо-
проводе D > 76 мм или металлической
стенке, ру=^ 10 МПа
1 — штуцео по 3K4-30-75; 2 — колпачок по
3K4-31-75; 3 — прокладка по 3K4-36-70
364
Монтаж приборов для измерения температуры [Разд. 7
Наименование, номер чертежа
и область применения
Продолжение табл. 7-1
Установочный чертеж
Прижим (ЗК4-9-75). Установка на трубо-
проводе или металлической стенке
1 — прижим no ЗК4-20-75; 2 — лыска
Оправа закладная с сальником (ЗК4-11-75).
Установка на трубопроводе D > 530 мм
или металлической стенке с внутрен-
ней кирпичной кладкой
1 — оправа закладная по ГК4-ЗС1-72; 2 — за-
глушка по ЗК4-26-75
Бобышка с фланцем (ЗК4-14-75). Уста-
новка на трубопроводе D > 377 м
ру<4 МПа
1 — заглушка; 2 — бобышка с фланцем по
ЗК4-22-75; 3 — прокладка по 3K4-37-70; 4 —
болт ГОСТ 7798-: 0 5 — гайка ГОСТ 5915-70
Оправа закладная фланцевая с бобышкой
(ЗК4-16-75). Установка в кирпичной
кладке, ру 0,25 МПа
1 — оправа закладная по ТК4-362-75; 2 —
пробка по ТК4-229-69; 3 — прокладка по
ТК4-566-68
§ 7-1] Термометры
3G5
Наименование, номер чертежа
и область применения
Продолжение табл. 7-1
Установочный чертеж
Оправа закладная фланцевая с бобышкой
(ЗК4-17-75). Установка па трубопрово-
де D > 530 мм или металлической стей-
ке с внутренней кирпичной кладкой,
Ру < 0,25 МПа
1-3 — см. ЗК4-16-7Е
Оправа закладная фланцевая с сальником
(ЗК4-18-75). Установка в кирпичной
кладке
1 — оправа закладная по ТК4-363-72; 2 — за-
глушка по ЗК4-26-75
Оправа закладная фланцевая с сальником
(ЗК4-19-75). Установка иа трубопрово-
де D > 530 мм или металлической стен-
ке с внутренней кирпичной кладкой
1 и 2—см. ЗК4-18-75
типовых и руководящих материалов, разрабатываемых ГПИ «Проектмонтаж-
авгоматика». Типовые чертежи имеют номера, например, ЗК4-1-75, где ЗК4 —
шифр, 1 — номер данной закладной конструкции, 75 — последние две цифры года
разработки чертежей. *
Установка закладных конструкций иа технологических трубопроводах и обо-
рудовании для монтажа термометров приведена в табл. 7-1.
По каждому типовому чертежу ЗК в зависимости от выбора размеров, обо-
значенных в табл. 7-1 буквами, можно устанавливать закладные конструкции
для термометров с различными присоединительными размерами. Для этого ти-
повые чертежи ЗК в своем составе имеют таблицы применимости.
Таблица применимости. В качестве примера рассмотрим таблицу приме-
нимости типового чертежа ЗК4-5-75 (табл. 7-2). Из табл. 7-2 следует, что заклад-
ные конструкции по типовому чертежу ЗК4-5-75 имеют девять исполнений. Так,
если необходимо установить в трубопроводе закладную конструкцию по ЗК4-5-75
для установки термометра, имеющего присоединительную резьбу d штуцера,
3G6
Монтаж приборов для измерения температуры [Разд. 7
равную М20 X 1,5, то следует выбрать исполнение 3. Условное обозначение уста-
новки: установка бобышки по 3 К.4-5-75, исполнение 3,
Таблица 7-2
Таблица применяемости типового чертежа ЗК4-5-75
Испол- Размеры, мм Масса, Бобышк а Пробка ТК4-229-69 Проклад- : ка ТК4-566-68
ОСТ 36.7-74 ТК4-226-75
не ни с КГ Количество
d
1 1 1 1
1 М18х1,5 16,5 0,4 Б45°М18х1,5 П-М18х1,5 20x26
2 М18х2 16 — — Б45эМ18х2 П-М18Х2 —
3 М20Х1.5 18,5 0,58 БС1-М20-115 — П-М20х1,5 21X32
4 М22х1,5 20,5 0,68 — Б45’М22х1,5 П-М22Х1,5 23x32
5 М24х1 23 — — Б45”М24х1 П-М24Х1 25x35
6 М27х2 25 1,05 БС1-М27-115 — П-М27Х2 28x42
7 М30х2 28 1,32 — Б45°М30х2 П-М30Х2 31x44
8 М33х2 31 1,5 БС1-МЗЗ-П5 — П-МЗЗХ2 34x48
9 М36Х1.5 34,5 1,52 — Б45®М36Х1,5 П-М36Х1.5 37X55
Кроме указанных в табл. 7-1 ЗК с пробкой по ТК4-229-69, имеются чер-
тежи ЗК, в которых прокладка 3 размещается между торцом пробки и вну-
тренней плоскостью бобышки (см., например, рис. 7-13). Эти чертежи имеют
номера, написанные ниже без скобок, а в скобках даны номера соответствую-
щих им ЗК по табл. 7-1:
ЗК4-145-75 (ЗК4-1-75); ЗК4-146-75 (ЗК4 3-75); ЗК4-147-75 (ЗК4-4-75);
ЗК4-148-75 (ЗК4-2-75); ЗК4-149-75 (ЗК4-5-75); ЗК4-150-75 (ЗК4-6-75); ЗК4-151-75
(ЗК4-16-75); ЗК4-152-75 (ЗК4-17-75).
Закладная конструкция и ее установка определяются проектом. У станов^
закладных конструкций должна предусматриваться в технологической части проет?
та. Работы по врезке закладных конструкций должны выполняться организациями,
выполняющими монтаж технологических трубопроводов и оборудования, или
заводами—поставщиками этого оборудования.
Для монтажа термометра необходимо снять пробку-заглушку и вместо нее
установить термометр. При этом предварительно необходимо убедиться в том,
что трубопровод (технологический аппарат) не находится под давлением.
При поступлении на склад заказчика термометров необходимо заблаговремен-
но до начала их монтажа убедиться в том, что присоединительные размеры факти-
чески поступивших термометров соответствуют ответным установочным размерам
закладных конструкций по позициям проекта.
Ниже рассматриваются особенности конструкции и монтажа отдельных типов
термометров.
ТЕРМОМЕТРЫ РАСШИРЕНИЯ
В технике измерения применяются термометры расширения двух типов:
жидкостно-стеклянные и механические. В жидкостно-стеклянных термометрах
термометрическим веществом служит жидкость, заключенная в стеклянный бал-
лон, соединенный в единое целое капиллярной трубкой. Стеклянные жидкостные
технические термометры по конструкции разделяются на палочные и со вложен-
ной шкалой. В качестве рабочей жидкости в стеклянных термометрах использу-
ются ртуть и органические жидкости (толуол, полиэтилсилоксан, керосин и т. п.).
§ 7-Ц Термометры
367
ТЕРМОМЕТРЫ ТЕХНИЧЕСКИЕ (СТЕКЛЯННЫЕ
Рис. 7-1. Стеклянные техни-
ческие термометры.
а — прямые типа П: б — угле-
вые типа У; L — длина верхней
части; I — длина нижней части;
— диаметр верхней части;
d — диаметр нижней части.
Термометры технические стеклянные (по ГОСТ 2823-73) с пределами наме-
рения от —90 до +30° С заполняются толуолом; при пределах измерения от —30
до +500° С — ртутью; с пределами измерения от —60 до +200° С, в зависимости
от назначения, могут быть заполнены толуолом, полиэтилсилоксаном, керосином
нли другой органической жидкостью. Выпускаются такие термометры двух ви-
дов: прямые типа П и угловые типа У (рис. 7-1).
Для измерения низких температур в диапазоне от —200 до + 200е С применя-
ются термометры стеклянные жидкосгные (нертутные), иаютовляемые по ГОСТ
9177-74.
Автоматическое поддержание постоянной
температуры или сигнализации о достижении
заданной температуры могут выполнять выпус-
каемые промышленностью по ГОСТ 9875-73 тер-
мометры стеклянные ртутные электро-
контактные с пределами измерения от
—30 до +300° С. Изготавливаются такие тер-
мометры двух типов:
ТКЗ — для сигнализации или поддержания
заданной для определенного типа термометра
температуры; замыкание или размыкание элек-
трической цепи между впаянными в капилляр-
ную трубку контактами происходит вследствие
расширения (сжатия) ртути при нагревании или
охлаждении нижней части термометра;
ТПК — для сигнализации или поддержа-
ния любой температуры рабочего интервала
температур термометра; замыкание (размыкание)
электрической цепи между концом подвижного
контакта, который можно перемещать при по-
мощи специального устройства, и контактом,
впаянным в капилляр термометра, происходит
вследствие расширения (сжатия) ртути при на-
гревании (охлаждении) нижней части термо-
метра. Оба типа термометров изготавливают пря-
мыми — исполнение П и угловыми — исполне-
ние У. Количество заданных температур кон-
тактирования у термометров типа ТКЗ может
быть от одного до трех.
Точность показаний термометров зависит от
правильности их установки. Важнейшим требо-
ванием, предъявляемым при установке, является
обеспечение наиболее благоприятных условий притока тепла от измеряемой среды
к термобаллону и наименьший отвод тепла от остальной части термометра во
внешнюю среду. Применяются два способа установки термометра: с непосредст-
венным соприкосновением термобаллонов с измеряемой средой или изолированно
от измеряемой среды в защитной оправе. Первый способ создает благоприятные
условия для теплопередачи, но не гарантирует от повреждений термометра и
требует уплотнения мест его ввода в измеряемую среду, второй — увеличивает
инерционность термометра, ио обеспечивает сохранность от повреждения. Боль-
шей частью стеклянные термометры устанавливают в защитную оправу.
Технические стеклянные термометры устанавливают в специальные защитные
оправы. Промышленность выпускает оправы защитные для технических стеклян-
ных термометров по ГОСТ 3029-75 двух типов:
1) оправы с защитной трубкой с перфорацией для неагрессивных сред при
условном давлении измеряемой среды, близком к атмосферному;
368
Монтаж приборов для измерения температуры [Разд. 7
2) оправы с закрытой защитной трубкой для изоляции резервуара и погру-
жаемой части термометра от соприкосновения с измеряемой средой при условном
Рис. 7-2, Установка стеклянных тех-
нических термометров на закладной
конструкции ЗК4-1-75(о) и ЗК4-6-75(б)
трубопровода.
1 — оправа; 2 — термометр; 3 — шнур
асбестовый ГОСТ 1779-72; 4 — закладная
конструкция ЗК4-1-75; 5 — закладная
конструкция ЗК4-6-75. Направление по-
тока среды показано стрелкой.
нических термометров на закладных
(табл. 7-1) трубопровода приведены на
давлении среды pv до м кгс/см* и до
320 кгс/см2.
Для снижения теплового сопро-
тивления защитных оправ кольцевой
зазор между термобаллоном и стен-
ками оправы заполняют теплопроводя-
щнм материалом — машинным маслом
(в термометрах со шкалой до +200 °C),
медными или стальными опилками (в
термометрах со шкалой до +500 “С).
Термопроводящий материал должен
покрывать лишь активную часть (тер-
мобаллон) термометра. Для уменьше-
ния теплоотдачи во внешнюю среду
целесообразно, чтобы часть гильзы,
выступающая за пределы измеряемой
среды, была по возможности короткой
и теплоизолированной.
Термометры устанавливают так,
чтобы термобаллон располагался в
середине потока и был направлен на-
встречу движению измеряемой среды.
Примеры установки стеклянных тех-
конструкциях ЗК4-1-75 и ЗК4-6-75
ис. 7-2.
МАНОМЕТРИЧЕСКИЕ ТЕРМОМЕТРЫ
Манометрические термометры предназначены для непрерывного дистанцион-
ного измерения температур жидких и газообразных нейтральных сред в стацио-
нарных условиях. Действие мано-
метрического термометра основано
на изменении давления рабочею
вещества в замкнутой системе тер-
мометра в зависимости от измене-
ния его температуры.
В зависимости от агрегатного
состояния вещества, заполняющего
систему, манометрические термо-
метры делятся на жидкостные, газо-
вые и парожидкостпые (конденсат-
ные). В качестве заполнителей тер-
мосисгем применяются: в газовых
манометрических термометрах —
азот; в жидкостных — полиметил-
Рис. 7-3. Конструкция манометрического
термометра типа ТКП-60Сг.
/ — термобалпон; 2 — присоединительная гай-
ка; 3 — дистанционный капилляр; 4 — сек-
тор; 5 — тяга; 6 — манометрическая пружи-
на; 7 — корпус.
силоксановые жидкости; в паре-
жидкостных (конденсатных) — аце-
тон, мегил хлористый, фреон.
Основным элементом маномет-
рических термометров является
герметично замкнутая термосистема,
состоящая из термобаллона 1, воспринимающего температуру измеряемой
Среды, соединительного дистанционного капилляра 3 и упругого чувствитель-
ного элемента — манометрической пружины 6 (рис. 7-3). Детали термометров,
погружаемые или соприкасающиеся с измеряемой средой при обычном испол-
§ 7-Ц Термометры
369
нении, выполняются в виде термобаллонов из стали в основном марки
12Х18Н10Т (ГОСТ 5632-72) и присоединительных штуцеров из стали
А20 (ГОСТ 1414-75). По требованию заказчика и в случае тропического исполне-
ния все детали могут быть изготовлены из стали 12Х18Н10Т.
В зависимости от выполняемых функций манометрические термометры раз-
деляются на показывающие, самопишущие, комбинированные, бесконтактные,
с наличием дополнительных устройств для телеметрической передачи, сигнали-
зации, регулирования или без них.
Все манометрические термометры, изготавливаемые серийно, являются при-
борами общепромышленного назначения, кроме термометров типа ТПП-М, исполь-
зуемых в мясомолочной промышленности.
В соответствии с ГОСТ 8624-71 термометры манометрические выпускаются
на следующие пределы измерения: газовые от —150 до + 600 °C; жидкостные
от —150 до +300 °C; парожидкостные (конденсатные) от —50 до +30 °C; специаль-
ные от +100 до +1000 °C. я
Длина соединительного капилляра в дистанционных приборах может быть
равна: для газовых —0,6; 1,0; 1,6; 2,5; 4; 6; 10; 12; 16; 25; 40; 60 м; для жидкост-
ных— 0,6; 1,0; 1,6; 2,5; 4; 6; 10 м; для парожидкостных — 0,6; 1,0; 1,6; 2,5;
4; 6; 10; 12; 16 м; для специальных — 0,6; 1,0; 1,6; 2,5; 4,0 м.
Показатель тепловой инерции манометрического
термометра есть время, в течение которого с момента погружения термо-
баллона в какую-либо среду разность показаний манометрического термометра
и температурой среды будет составлять 37% этой разности в момент погружения
термобаллона при условии постоянной температуры среды. Показатель тепловой
инерции приборов не должен превышать значений, приведенных в табл. 7-3.
Таблица 7-3
Показатель тепловой инерции манометрических термометров
Тнп термометра Показатель тепловой инерции, с
Среда, окружающая термобаллон
Воздух илн газ Вода нлн жидкость с близ- ким к ией коэффициентом теплопередачи
Спокойная Движение со скоростью ие более 7 м/с Спокойная Движение со скоростью не более 7 м/с
Г азовые 500 60 15 3
Жидкостные 800 120 30 6
Парожвдкостные (конден- сатные) 800 120 30 6
При получении манометрических термометров в упаковке необходимо убе-
диться в их исправности. В холодное время года распаковку приборов следует
производить в отапливаемом помещении через 2—3 ч после внесения их в поме-
щение. Хранить термометры следует на стеллажах, в сухом вентилируемом по-
мещении ‘при температуре воздуха от +5 до +35 °C и с относительной влажностью
не более 8О?6. Капилляр должен быть свернут в бухту внутренним диаметром
250—330 мм и перевязан в двух-трех местах.
Место установки и высота расположения прибора определяются проектом
И должны обеспечивать наиболее удобное обслуживание и наблюдение за показа-
370
Монтаж приборов для измерения температуры [Разд. 7
ниями. Приборы и капилляры не должны находиться вблизи мощных нагрева-
тельных или охлаждающих устройств во избежание дополнительной погрешности
В
в показаниях. Температура окружающей среды
в местах установки прибора должна быть в пре-
делах +5 -т- +50 °C.
Приборы не должны подвергаться вибрации
и тряске, в противном случае нужно применять
амортизирующие устройства.
В воздухе помещений, где устанавливаются
приборы, не должно быть примесей, разруши-
тельно действующих на сталь, латунь, олово,
никелевые и хромовые покрытия.
Для обеспечения правильности показаний
температуры необходимо полное погружение
Рнс. 7-4. Монтаж термобаллона манометриче-
ского термометра без защитной гильзы (а) и
с защитной гильзой (б).
/ — термобаллон; 2 — защитная гильза; 3 — шту-
цер; 4 — уплотнительная ганка; 5 — сальниковое
уплотнение; 6 — теплопроводный материал или жид-
кость.
среду. Для этого термобаллон снабжен жест-
Положенне термобаллона в измеряемой среде
термобаллона
ким трубчатым
может быть любым (горизонтальное, вертикальное, наклонное) в зависимости
от местных условий. Термобаллон при помощи соединительного штуцера с резь-
бой МЗЗ X 2 для газовых и М27 X 2
для жидкостных термометров устанавли-
вают в бобышку, приваренную на техно-
логическом аппарате или трубопроводе.
Для уплотнения присоединительный шту-
цер снабжен сальником 5 (рис. 7-4).
измеряемую
хвостовиком.
ЧОО
Рис. 7-6.
Рис. 7-5.
Рис. 7-5. Установка термобаллона манометрического термометра на закладной
конструкции ЗК4-2-75.
1 — капилляр термометра; 2 — термобаллон; 3 — закладная конструкция ЗК4-2-75;
4 — вариант ввода трубки сбоку расширителя. Направление потока показано стрелкой.
Рис. 7-6. Установка термобаллона манометрического термометра на закладной
конструкции ЗК4-4-75.
§ 7-/] Термометры
371
В качестве уплотняющего материала в сальнике рекомендуется применять сухую
асбесювую сальниковую набивку АСД8 (ГОСТ 5152-74). В зависимости от хими-
ческих свойств измеряемой среды и ее давления термобаллон может быть смонти-
рован в защитной гильзе или без нее. При погружении тер обаллона в среду,
Рис. 7-7. Монтаж вторичных приборов манометрических термометров типов
ТГС-711, ТГС-712, ТГ2С-711, ТГ2С-712, ТЖ-711, ТЖ-712, ТЖ2С-711, ТЖ2С-712,
ТГ-711Р, ТГ-712Р. "
а — настенный монтаж; б — разметка отверстий в панели щита при настенном монтаже,
в — утопленный монтаж; г — вырез в панели щита при утопленном монтаже. Узел I
изображен для приборов ТГ2С-712 н Т7К2С-712, / — узел I для приборов ТГС-712 и
ТЖ-712; 2 — для ТГ2С 711 и ТЖ2С-711; 3 — для ТГС-711 и ТЖС-711; 4 — для ТГ-711Р
и ТГ-712Р. Узел II изображен для приборов ТГ2С-712 и ТЖ2С-712; 5 — узел II для при-
боров ТГС-712 и ТЖС-712; 6 — для ТГ2С-711 и ТЖ2С 711; 7 — для ТГС-711 и ТЖС-711;
в — для ТГ-711Р и ТГ-712Р.
находящуюся под давлением выше 64 кгс/см2, а также в случае, если смена термо-
баллона может повлечь за собой остановку агрегата, рекомендуется применять
защитную гильзу 2 (рис. 7-4,6), которая приваривается к бобышке или втулке.
Защитная гильза поставляется заказчику по специально обоснованному требова-
нию, Для. увеличения теплопроводности пространство между защитной гильзой
372
Монтаж приборов для измерения температуры {Разд. 7
и термобаллоном заполняют металлическими опилками илн жидкостью с темпе-
ратурой кипения выше, чем верхний предел измерения.
При выборе и монтаже манометрических термометров необходимо
учитывать длину термобаллона Llt его диаметр dx и монтажную длину
Рис. 7-8. Монтаж вторичных приборов манометрических термометров типов
ТПГ4-Ш, ТПЖ4-1У, ТПП4-Ш и ТПП4-1У.
а — настенный монтаж; б — разметка отверстий в панели щита при настенном монтаже;
в — утопленный монтаж; г — вырез в панели щита при утопленном монтаже. Узлы /
и II изображены для приборов ТПГ4 и ТПЖ4; I — узел / для приборов ТПП4; 2—узел Ц
для фиборов ТПП4.
термометра L, (длину погружения термобаллона). Промышленностью вы-
пускаются манометрические термометры с длиной погружения: газовые — 160,
200, 250, 315, 400, 500, 600, 800, 1000 мм; жидкостные — 80, 100, 125, 160, 200,
250, 315, 400 мм; парожидкостные — 100, 125, 160, 200, 250, 315, 400 мм.
§ 7-1\ Термометры
373
При установке термобаллонов на трубопроводах диаметром менее 89 мм необ-
ходимо применять расширители.
Примеры установки термобалтонов манометрических термометров на заклад-
ных конструкциях ЗК4-2-75 и ЗК4-4-75 (ем. табл. 7-1) трубопровода приведены
на рис. 7-5 и 7-G.
Капилляр должен прокладываться в местах с постоянной температурой.
В случае необходимости прокладки капилляра по горячим или холодным поверх-
Рис, 7-9. Монтаж вторичных приборов манометрических термометров типов
ТПГ4-¥ и ТПЖ4-У.
а — настенный монтаж; б — разметка отверстий в панели щита при настенном монтаже;
в — утопленный монтаж; г — вырез в панели щита при утопленном монтаже.
ностям капилляр должен быть изолирован от них воздушным зазором или тепло-
изоляционным материалом. Радиус закругления в местах изгиба капилляра дол-
жен быть не менее 60 мм. По всей длине капилляр необходимо защищать от меха-
нических повреждений. Конструкции защитного устройства должны обеспечивать
свободный доступ к капилляру для периодического осмотра. Для защиты большей
частью используют перфорированные уголки и швеллер.
Вторичный прибор манометрического термометра допускает настенный или
уто1 ленный монтаж (рис. 7-7 — 7-11).
Для дистанционной передачи показаний промышленностью выпускаются
манометрические приборы-датчики, состоящие из термобаллона, капилляра и
первичного измерительного преобразователя, в котором давление газа или жид-
374
Монтаж приборов для измерения температуры [Разд. 7
кости в термосистеме преобразуется в электрический или пневматический сигнал,
пропорциональный значению измеряемой температуры. Монтаж таких первич-
ных преобразова1елей осуществляется на трубе по рис. 7-12.
Рис. 7-10. Монтаж вторичных приборов манометрических термометров типов
ТПГ4-У1 и ТПЖ4-У1.
а— настенный монтаж; б— разметка в панели щита при настенном монтаже; в — утоп-
ленный монтаж; я — вырез в панели щита при утопленном монтаже.
ТЕРМОМЕТРЫ СОПРОТИВЛЕНИЯ
Действие термометров сопротивления основано на свойстве проводника из-
менять электрическое сопротивление с изменением температуры. Сопротивление
проводника измеряется логометром или уравновешенным мостом, в комплекте
с которыми термометры сопротивления работают. Зная зависимость сопротивления
проводника от температуры и измерив его сопротивление, можно судить о темпе-
ратуре среды, в которую помещен термометр.
В зависимости от назначения, конструкции и исполнения термометры сопро-
тивления разделяются:
по назначению — на погружаемые, поверхностные и для помещений;
по классу точности — па классы I, II, III;
' по защищенности от внешней среды со стороны головки —
с обыкновенной, брызгозащищенной, водозащищенной, взры обезопасиой голов-
ками и без головки;
§ 7-1] Термометры
375
а — приборы ТПП2-В и ТКП-бОс; б — вырез в панели щита для монтажа приборов
ТПП2-В и TKII-бОс; в — приборы ТСМ-100; г — разметка в панели щнта для монтажа
приборов ТСМ-100.
Рис. 7-12. Установка манометрических приборов — датчиков типов ТДГ-Э,
ТДЖ-Э, ТДГ-П, ТДЖ-П.
I — прибор; 2 — капилляр; 3 — термобаллон.
376
Монтаж приборов для измерения температуры [Разд. 7
по защищенности от воздействия измеряемой
среды — незащищенные, защищенные от воздействия неагрессивных сред, за-
щищенные от воздействия агрессивных сред;
по герметичности со стороны измеряемой среды —
негерметичные, герметичные (рассчитанные па определенный диапазон давлений);
по устойчивости к механическим воздействиям —
обыкновенные, вибротряскоустойчивые и ударопрочные;
по инерционности — с большой тепловой инерционностью (с пока-
зателем тепловой инерции до 4 мин), со средней (до 1 мин 20 с), малоинерцион-
ные (до 9 с).
Рис. 7-13. Конструкция термометра сопротивления.
/ — чувствительный элемент; 2 — окись аммония; 3 — защитная арматура; 4 — герме-
тик; 5 — зажим контактный; 6 — крышка; 7 — прокладка; 8 — головка; 9 — штуцер
под кабель; 10 — штуцер для крепления; // — изоляторы.
Показатель тепловой инерции те[ момстра сопротивления
есть время, в течение которого с момента погружения термометра сопротивления
в какую-либо среду разность температур чувствительною элемента термометра
сопротивления и среды будет составлять 37% этой разности в момент погружения
при условии постоянной температуры среды. Это вытекает из понятия постоянной
времени Т инерционного звена первого порядка, которым в динамическом отно-
шении представляется термометр сопротивления.
По материалу чувствительного элемента термометры сопротивления разде-
ляются на платиновые и медные. Промышленностью выпускаются термометры
сопротивления платиновые типа ТСП, медные типа ТСМ и датчики температуры
поверхностные типа ДТВ.
Платиновые термометры сопротивления выпускаются двух модификаций:
одинарные и двойные. В двойном платиновом термометре в общую арматуру вмон-
тированы два чувствительных элемента, электрически не связанных между собой.
Каждый чувствительный элемент имеет два зажима в головке. Двойные термо-
метры сопротивления предназначены для работы с двумя вторичными приборами;
параллельная работа двух вторичных приборов от одного чувствительного эле-
мента не допускается. Отечественной промышленностью серийно выпускаются
термометры сопротивления платиновые на предел измерения от —260 до +750 °C.
Медные термометры сопротивления выпускаются только одинарные, на пре-
делы измерения от —50 до + 180 °C.
Датчики температуры поверхностные предназначены для длительного и не-
прерывного измерения температуры поверхности вращающихся валков, цилинд-
ров, вальцов и других контактным методом.
§ 7-J] Термометры
377
Конструкция термометров сопротивления. На рис. 7-13 дана конструкция
погружаемого термометра сопротивления, встраиваемого в технологические ап-
параты и трубопроводы. На рис. 7-14 дана конструкция термометра сопротивле-
ния для измерения температуры в помещениях, предусматривающая его монтаж
на стенах и колоннах зданий. Конструкция поверхностных термометров сопротив-
ления приведена на рис. 7-15.
Установка термометров сопротивления. В зависимости от типа и назначения
термометра средства крепления могут быть в виде подвижных и неподвижных
штуцеров, фланцев и др. Подвижные
и неподвижные штуцера в соответствии
с ГОСТ 6651-78 могут иметь резьбу
M8 X 1; М12 X 1,5; М14 X 1; М20 X 1,5;
Рис. 7-15.
Рис. 7-14.
Рис. 7-14. Термометр сопротивления типа ТСМ-010.
/ — корпус; 2 — крышка; 3 — гильза с отверстиями для защиты чувствительного эле-
мента; 4 — сальник для ввода проводов.
Рис. 7-15. Датчик температуры типа ДТВ-038.
/ — чувствительный элемент; 2 — винт для регулировки степени прижатия чувствитель-
ного элемента к вращающемуся изделию; 3 — скоба для крепления датчика на стержне;
4 — вращающееся изделие, температура поверхности которого измеряется.
М27 X 2; МЗЗ X 2; М39 X 3. В серийно выпускаемых термометрах сопротивления
наибольшее распространение получили резьбы М20 X 1,5; М27 X 2 и МЗЗ X 2.
При подвижном штуцере или фланце тсрмомегр можно погружать в измеряе-
мую среду на различную глубину.
Длина монтажной части I (рис. 7-16) для термометров с неподвижным шту-
цером или фланцем определяется как расстояние от рабочего конца до опорной
площади штуцера или фланца, для термометров с подвижным штуцером или флан-
цем и для термометров без штуцера и фланца — как расстояние от рабочего конца
до головки, а при отсутствии головки — до места заделки выводных концов.
Подвижный штуцер 4 имеет сальник 5, с помощью которого перемещаемый по
корпусу термометра штуцер фиксируется и уплотняет место прохода защитной
оправы через сальник.
Общая длина термометров сопротивления L (рис. 7-16) определяется от ниж-
ней части защитной оправы до низа головки.
Погружаемые термометры выпускаются со следующими длинами монтаж-
ной части: 10, 20, 60, 72, 80, 100, 120, 140, 160, 180, 200, 230, 250, 320, 380, 400,
Z18
Монтаж приборов для измерения температуры [Разд. 7
9
у
Рис. 7-16. Термометры
сопротивления с непо-
движным (а) и подвижным
(б) штуцерами.
/ — защитная оправа;
2 — неподвижный штуцер;
3 — головка; 4 — подви ж’
ныЙ штуцер; 5 — сальник;
L — общая длина термомет-
ра; I — длина монтажной
части.
610, 630, 800, 1000, 1250, 1600, 2000, 3200 мм. По требованию заказчика могут
быть изготовлены термометры с длиной монтажной части более 3200 мм.
При выборе глубины погружения термометра необходимо учитывать длину
чувствительного элемента — активной части 1 (рис. 7-8), которая у платинового
термометра составляет от 30 до 120 мм, а у медного около 60 мм.
Материал погружаемой части термометра подбирается в зависимости ог
физических и химических свойств измеряемой среды. Промышленностью выпус-
каются термометры сопротивления с защитной арматурой, изготовленной из
углеродистой стали 20, нержавеющих сталей Х18Н9Т, Х18П10Т, Х18Н12М2Т,
Х12НВМЗТ, ОХ17Н13МЗГ, 1X13, 2X13, ОХ13,
J/X. сплавов алюминия АД1, Д16Т, меди МБ, МБ-А,
./ // r~hl ./2--ГТП. Ml, М3, латуни Л-63, Л96, пресс-порошка АГ-4В.
В головке термометра размещается контакт-
ная колодка с зажимами для присоединения про-
водов, соединяющих термометр сопротивления с
измерительным устройством. Ввод проводов в го-
ловку может быть уплотнен при помощи саль-
ника.
Некоторые термометры сопротивления (по
специальному заказу) могут быть изготовлены с
гибким металлическим шлангом длиной 0,5 м для
защиты подводимых к головке термометра про-
водов.
На рис. 7-17 приведены схемы присоединения
проводов к одинарному и двойному термометрам
сопротивления.
Монтаж термометров сопротивления на тех-
нологических трубопроводах и оборудовании осу-
ществляется на закладных конструкциях, установ-
ка которых приведена в табл. 7-1. На установку
термометров сопротивления разработаны типовые
монтажные чертежи с шифром ТМ4.
В качестве примера на рис. 7-18 и 7-19 пока-
зана установка термометров сопротивления по ти-
повым чертежам ТМ4-102 75 и ГМ4-164-75 па за-
кладных конструкциях ЗК4-150-75 и ЗК4-8-75 со-
ответственно.
При монтаже термометров сопротивления для обеспечения нормальной их
работы должны быть соблюдены следующие требования:
1. Исполнение монтируемых термометров должно соответствовать пара-
метрам и свойствам измеряемой и окружающей сред.
2. Перед установкой термометра необходимо проверить целостность токо-
ведущих частей и сопротивление изоляции между токоведущей частью и арма-
турой термометра с помощью мегаомметра с номинальным напряжением до 500 В.
Сопротивление электрической изоляции между обмоткой и корпусом, а также
между цепями термометров с двумя чувствительными элементами должно быть:
при температуре 20 ± 5 °C и относительной влажности до 90 j не менее 20 МОм;
при температуре 20 ± 5 °C и относительной влажности 95 ± 3% для брызго-
защищениых и водозащищенных термометров — 2 МОм; при температуре верх-
него предела применения до 300 °C — 2 МОм; до 500 °C — 1 МОм; свыше 500 °C—
0,5 МОм.
Электрическая изоляция термометра должна выдерживать в течение 1 мин
испытательное напряжение переменного тока 500 В частотой 50 Гц при темпера-
туре 20 ± 5 °C и относительной влажности окружающего воздуха до 80 %.
3. Конец погружаемой части термометра сопротивления должен размещаться
для платиновых термометров на 50—70 мм ниже оси измеряемого потока, для
медного — на 25—30 мм.
§ 7-1] Термометры
379
4. На трубопроводах диаметром 50 мм и меньше термометры сопротивления
необходимо устанавливать в специальных расширителях (см. табл. 7-1).
5. Рабочая часть поверхностных термометров сопротивления (рис. 7-20)
должна плотно прилегать к измеряемой поверхности на возможно большей
Рис. 7-17. Схема присоединения проводов
к термометрам сопротивления: одинар-
ному (а), к двойному (б).
/ — блок контактных зажимов одинарного
термометра сопротивления; 2 и 3 — блоки
контактных зажимов первого и второго термо-
метров сопротивления; А — провода к изме-
рительному прибору; Б — провода от источ-
ников питания.
площади, а места соприкосновения должны быть очищены до металлического
блеска,
6. При измерении температуры сред, имеющих высокое давление и большие
скорости движения, погружаемые термометры монтируют в специальных защит-
Рис. 7-19. Установка термометра со-
противления иа трубопроводе D >
> 76 мм по ТМ4-165-75 иа закладной
конструкции ЗК4-8-75.
1 — 1ермометр сопротивления; 2 — за-
кладная конструкция ЗК4-8-75.
Рис. 7-18. Установка термометра со-
противления в колене трубопровода
D == 76 -4- 168 мм по ТМ4-162-75 на
закладной конструкции ЗК4-150-75.
/ — термометр сопротивления; 2 — за-
кладная конструкция ЗК4-150-75 На-
правление потока показано стрелкой;
I — длина монтажной части термометра.
ных оправах (рис. 7-21), поставляемых заводом-изготовителем по требованию
заказчика. Длина защитной оправы L (см. рис. 7-16) выбирается в зависимости
от длины монтажной части I термометра.
7. Монтаж термометра должен выполняться с учетом уменьшения утечки
и притока тепла извне к чувствительному элементу. Выступающая часть термо-
380
Монтаж приборов для измерения температуры [Разд. 7
метра сопротивления при температуре окружающей среды выше 50 °C должна быть
теплоизолирована, а от нагрева излучением — экранирована.
8. При измерении температуры более 400 °C установку термометров сопро-
тивления, как правило, следует выполнять вертикально. В случае необходимости
Рис. 7-20. Установка поверх-
ностного термометра сопро-
тивления на трубопроводе
или металлической стенке на
закладной конструкции
ЗК4-7-75.
установки термометра горизонтально при рабо-
чей длине более 500 мм проектом должна быть
предусмотрена установка термометра в заклад-
ной конструкции с дополнительной опорой в
конце закладной трубы (см. табл. 7-1).
9. При горизонтальном и наклонном мон-
таже штуцер для ввода проводов в головку
термометра, как правило, должен быть направ-
лен вниз.
10. Сечение соединительных проводов дол-
жно быть 1—1,5 мм3.
11. Термометры сопротивления должны ус-
танавливаться в местах, где поток измеряемой
среды не нарушается открытием близрасполо-
женной запорной и регулирующей арматуры.
подсосом наружного воздуха через неплотности
и т. д.
12. Изменение материала защитной арма-
туры без разрешения проектной организации
не допускается.
13. Установка термометров сопротивления,
измеряющих температуру воздуха в помеще-
/ — термометр сопротивления;
2 — закладная конструкция
ЗК4-7-75.
ниях, непосредственно иа стенке не допускается.
Эти термометры должны устанавливаться на
конструкциях, удаляющих их от стены на
50—70 мм.
14. Подвод проводов к термометрам, как правило, должен осуществляться
в металлорукавах длиной не менее 500 мм. Разрешается непосредственное под-
Рис. 7-21. Защитные оправы для термометров сопротивления.
а — на р <25 МПа; б — на ру до 500 МПа; в — установка термометра в защитной
У оправе.
соединение защитной трубы к головке термометра; при этом должно предусматри-
ваться разъемное соединение.
§ 7-1} Термометры
381
15. Подводимые к термометру кабели, провода и трубы должны быть промар-
кированы в соответствии с проектом; на приборе должна быть закреплена бирка
с номером позиции по проекту.
16. Платиновые термометры сопротивления нельзя устанавливать на виб-
рирующем оборудовании и трубопроводах.
ТЕРМОМЕТРЫ ТЕРМОЭЛЕКТРИЧЕСКИЕ
7-22. Простейшая
Рис.
термоэлектрическая цепь.
Термометры термоэлектрические представляют собой чувствительные эле-
менты в виде двух проводов Я и Б из разнородных металлов или полупроводни-
ков со спаянными концами (рис. 7-22). Действие термометров основано на эффекте
Зеебека — появлении термо-э. д. с. в контуре, составленном из двух разнородных
проводников, спаи которых нагреты до различных
температур t0 и При поддержании температуры
одного из спаев постоянной можно по значению
термо-э. д. с. судить о температуре другого спая.
Спай, температура которого должна быть постоян-
ной, принято называть свободным концом,
а спай, непосредственно соприкасающийся с изме-
ряемой средой, — рабочим.
Промышленностью выпускаются термометры
по ГОСТ 6616-74 (табл. 7-4). В наименовании
термоэлектрического термометра всегда принято
название положительного термоэлсктрода, а на
Для измерения температур в пределах от —200 до 4- 2500 °C в производст-
венных условиях применяют стандартные технические термоэлектрические тер-
мометры с металлическими термоэлектродами, предусмотренные стандартами и
другой нормативной документацией. Наряду со стандартными выпускаются тер-
мометры и других типов, тсрмоэлекфоды которых изготовлены из различных
термометрических материалов, не предусмотренных стандартами.
ставить на первое место
второе — отрицательного.
Таблица 7-4
Технические данные термометров термоэлектрических
Тип термо- элек- тр и че- ткого термо- метра Услов- ное обо- значение градуи- ровки Материал термоэлектродов Термоэлектроды Диапазон измеряемых температур при дли- тельном примене- нии, °C Допускае- мый пре- дел изме- рения при кратковре- менном примене- нии, °C
положи- тельный отрица- тельный от ДО
ТВР ВР5/20 Вольфрам — воль- фрамрений 5% рения 20% рения 0 2200 2500
ТПР ПРЗО/6 Платинородий — платипородий 30% родия 6% родия 300 1600 1800
ТПП ПП Платин ор одни — платина 10% родия Платина 0 1300 1600
ГХА ХА X ромель —алюмель Хромель Алюмель —200 1000 1300
тхк ХК X ромель — копель Хромель Копель —200 600 800
Наиболее надежными в настоящее время являются платннородий-платняо-
вые термометры, применяемые в качестве стандартных термометров для Между-
382
Монтаж приборов для измерения температуры [Разд. 7
народной практической температурной шкалы 1968 г. в интервале от 630,5 до
1063 °C. Термометр с термоэлектродами из сплавов платины с родием успешно
используется до температур 1700—1800 °C. Другим надежным термометром яв-
ляется иридий-родиевый, который применяется для температур до 2100 °C.
Наиболее стабильные термоэлектрические свойства имеют термометры на
основе вольфрама, рения и их сплавов. Они используются для измерения тем-
пературы до 2200 °C в вакууме, водороде и инертной атмосфере. В СССР приме-
няются термометры с электродами из вольфраморениевых сплавов с содержанием
рения 5, 10, 15 и 20% (BP-5, BP-10, BP-15, ВР-20). Градуировка этих термомет-
ров индивидуальная.
По способу крепления термометры термоэлектрические разде-
ляются на термометры с неподвижным штуцером или фланцем, с подвижным шту-
цером или фланцем, без штуцера или фланца.
Рис. 7-23. Конструкция термоэлектрических термометров.
7— терлгоэлелгент; 2 — окись алюминия; 3 — изоляторы; 4 — защитная арматура; 5 —
герметик; 6 — зажим контактный; 7 — крышка; 8 — прокладка; 9 — корпус головки:
10 — штуцер для ввода кабеля; // — штуцер для крепления.
На рис. 7-23 дана конструкция термоэлектрического термометра с указанием
основных узлов. Термоэлсктроды, электрически соединенные в рабочем конце,
по всей остальной длине должны быть электрически изолированы друг от друга.
При температурных пределах измерения, не превышающих 100—200 °C,
применяется любой термоизоляционный материал между термоэлектродами. При
более высоких температурах используют фарфоровые трубки и бусы из окиси
алюминия, окиси магния, окиси бария, двуокиси тория, двуокиси циркония.
В большинстве конструкций выпускаемых промышленностью термоэлектрических
термометров, кроме указанной армировки, предусматриваются наружные
металлические, керамические нли металлокерамические защитные трубки
с закрытым концом. Материал защитной трубки — чехол должен выдерживать
длительное пребывание при температуре верхнего предела данной конструкции
термометра.
По условиям эксплуатации в случае необходимости с термометром может
быть поставлена заводом-изготовителем защитная монтажная
гильза.
В соответствии с ГОСТ 6616-74 различают следующие длины частей термо-
метра: а) длина монтажной части термоэлектрических термометров с не-
подвижным штуцером или фланцем — расстояние от рабочего конца защитной
арматуры до опорной плоскости штуцера или фланца; б) длина монтажной
части термоэлектрических термометров с подвижным штуцером или фланцем,
а также термометров без штуцера или фланца — расстояние от рабочего конца
§ 7-1] Термометры
383
защитной арматуры до головки, а при отсутствии ее — до места заделки вывод-
ных проводников; в) длина наружной части термоэлектрического термо-
метра — расстояние от опорной плоскости неподвижного штуцера или фланца
Рис. 7-24. Внешний вид и габаритные размеры отдельных типов термоэлектри-
ческих термометров.
а — термометр типа TXA-VIII; б — термометр типа ТХК-400У; в — термометр типа
ТПР-0213; г — термометр поверхностный типа ТХКП-XVIII; д — термометр поверхност-
ный типа ТХКП-551; I — длина погружаемой части.
до головки; г) длина погружаемой части термоэлектрического термо-
метра — расстояние от рабочего конца защитной арматуры до мест возможной
эксплуатации при температуре верхнего предела измерения.
Внешний вид и габаритные размеры термоэлектрических термометров раз-
личных назначений и конструкций приведены на рис, 7-24.
УМЕНЬШЕНИЕ ПОГРЕШНОСТИ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ
В производственных условиях температура свободных концов может отли-
чаться от О °C и, следовательно, при измерении температуры могут возникнуть
погрешности. Наиболее эффективным и распространенным методом уменьшения
погрешности является помещение свободных концов термометра в место с постоян-
ной температурой (холодный спай) и принятие мер по компенсации термо-э. д. с.
холодного спая, что осуществляется с помощью термоэлектродных
проводов. К каждому свободному концу термометра присоединяют соответ-
ствующую жилу термоэлектродного провода (положительного к положительному,
отрицательного к отрицательному термоэлектроду). Технические данные основ-
ных электродов термометров по полярности приведены в табл. 7-5.
Термоэлектродиые провода подбирают из расчета, чтобы составленный из жил
провода термоэлектрический термометр при температуре рабочих концов 100 °C
и свободных концов 0° С развивал термо-э. д. с., близкую к термо-э. д. с. термо-
метра, в схеме которого применяются данные провода. Термоэлектродные провода
не применяют только с теми термометрами, которые при температуре 100 °C раз-
вивают малую термо-э. д. с. (термометры с градуировкой ПР-30/6).
384
Монтаж приборов для измерения температуры [Рпзд. 7
Таблица 7-5
Технические данные электродов термоэлектрических термометров
Наимено- вание термо- Услов- Полярность электродов Термо- э. д с.
положи гельная отрицательная
ное обозна- чение Диаметр Удельное электро- Диаметр Удельное электро- сопроти- при тем- пературе рабочего
электро- градуи Материал прово- Мате- прово- вленне спая
дов ровкп ЛОКИ, мм вление при 20 °C, Ом-мм2 м риал ЛОКИ, мм прн тем- пературе 20 °C, Ом • мм2/м 100 СС, мВ
Хромель— алюмель ХА Хромель Т 0.2; 0.3; 0,5; 0,7; 1,2; 1.5; 5,0 0,68.1.0,005 Алю- мель 0 2; 0.3; 0,5; 0.7; 1.2; 1.5; 5,0 0.33±0,005 4,10+0 15
Хромель— копель хк Хромель Т 0,2; 0.3; 0,5; 0,7; 1.2; 1,5; 5,0 0.68+0,005 Копель 0.2: 0.3; 0,5; 0,7; 1 2, 1.5; 5.0 0,47+0,5 6,95+0,3
Платнно- родиfi- rm атина ПП Плати по- роди й (10% ро- дня) Платнно- родиЙ (30% ро- дия) 0,2; 0.3; 0,4; 0.5; 0.8; 1,0 0,19 Пла- тина 0.2; 0.3; 0,4; 0,5; 0.8; 1,0 0,099 0,64+0.03
Пл атн по- роди й— платино- родий ПР-30/6 0.2; 0,3; 0,4; 0.5; 0,8; 1,0 — Плати- нородий (Ь% ро- дия) 0.2; 0.3; 0,4; 0,5; 0.8; 1,0 — 0,620+0,03
Рис. 7-25. Установка термометра термо-
электрического в оправе фланцевой с
сальником в кирпичной кладке по
ТМ4-156-75 иа закладной конструкции
ЗК4-18-75.
а — в вертикальном положении; б — в го-
ризонтальном положении; / — термометр;
2 ~ закладная конструкция ЗК4-18-75.
Рис. 7-26. Установка термометра термо-
электрического на вертикальном тру-
бопроводе D > 76 мм или металличе-
ской стенке по ТМ4-161-75 на заклад-
ной конструкции ЗК4-149-75.
/ — термометр; 2 — закладная конструк-
ция ЗК4-149-75. Направление потока по-
казано стрелкой.
§ 7-1] Термометры
385
МОНТАЖ ТЕРМОЭЛЕКТРИЧЕСКИХ ТЕРМОМЕТРОВ
Способы монтажа термоэлектрических термометров зависят от их конструк-
ции и назначения. Как правило, термометры монтируют с использованием за-
кладных конструкций (см. табл. 7-1) аналогично термометрам сопротивления.
В качестве примера на рис. 7-25 и 7-26 показана установка термоэлектрических
Рис. 7-27. Установка поверхностного термоэлектрического термометра на тру-
бопроводе или на металлической стенке на закладной конструкции ЗК4-9-75.
1 — прижим; 2 — термометр; 3 — термоизоляционный слой; 4 — трубопровод или ме-
таллическая сгенка.
термометров по типовым монтажным чертежам ТМ4-156-75 и ТМ4-161-75 на за-
кладных конструкциях ЗК4-18-75 и ЗК4-149-75 соответственно. На рис. 7-27
дан пример установки поверхностного термоэлектрического термометра на тру-
бопроводе или металлической стенке на закладной конструкции ЗК4-9-75.
Для креплетия термометров в местах измерения температур используют
бобышки с резьбой М12 X 1,5; М16 X 1,5; М20 X 1,5; М22 X 1,5; М27 X 2;
МЗЗ X 2; М39 X 3, фланцы, скобы и прижимы.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
К МОНТАЖУ ТЕРМОЭЛЕКТРИЧЕСКИХ ТЕРМОМЕТРОВ
При монтаже термометра должны быть соблюдены следующие требования:
1. Требования, изложенные в § 7-1 для термометров сопротивления, пп. 1,
4—9, И, 12, 15.
2. Рабочий конец термометра (горячий спай) должен располагаться в сере-
дине измеряемого потока или должен быть плошо прижат к измеряемой поверх-
ности. Конец погружаемой части термометра должен выступать за ось потока на
5—10 мм. При установке термометра для измерения температуры в рабочем про-
странстве печей, в топках, газоходах и т. it. конец термометра должен входить
в измеряемую среду на 20—50 мм. При i оризон тальком расположении термометра
для предотвращения деформации необходимо устанавливать дополнительную
опору по ЗК4-11-75 (см. табл. 7-1).
3. При монтаже платиновых термометров нельзя допускать непосредствен-
ного воздействия языков пламени или холодного потока воздуха на фарфоровую
оболочку, так как она при резких колебаниях температуры быстро выходит из
строя. При установке термометров типа 1111, не имеющих штуцера, применяют
карборундовые чехлы (с дно»м или без дна), которые монтируют в кладке печей,
а термометры вставляют в чехол. Карборундовые чехлы с дном рекомендуется
применять при наличии резких температурных перепадов.
4. При монтаже термометров для измерения температур потоков запылен-
ных сред (пылепроводы, пылеугольпые мельницы и т. п.) для предотвращения
быстрого механического износа термометра в отборных устройствах предусматри-
вают специальные отбойные козырьки. Для этого к крепежной бобышке перед
386
Монтаж приборов для измерения температуры [Разд. 7
термометром по ходу потока приваривают равнобокий уголок 40 X 40 или спе-
циально завальцованный сет мент из листовой стали.
5. При измерении температуры поверхности стен и сводов печей, топок,
газоходов термометр следует помещать в коническом углублении, выбранном
в кладке; термометр должен соприкасаться с измеряемой поверхностью на воз-
можно большей длине.
6. При измерении температуры сред, протекающих с большей скоростью или
под давлением, необходимо обеспечить герметизацию ш гуцеров, бобышек, защи г-
ных труб, каналов (через которые вводятся термометры) с помощью прокладок,
сальниковых набивок, уплотняющих масс и т. п.
7. При присоединении к термометру компенсационных проводов необходимо
строго соблюдать полярность.
8. Свободные концы термометра должны иметь постоянную температуру, так
как колебания последней отражаются па показаниях прибора. Чтобы отнести
свободные концы термометра из головки в зону с постоянной температурой, при-
меняют компенсационные провода, которые как бы удлиняют термоэлектроды
термометра.
При присоединении к измерительному устройству нескольких термометров
через переключатели свободные концы компенсационных проводов должны быть
сведены в одно место.
9. Для соединительных линий в цепях термоэлектрических термометров про-
вода с алюминиевыми жилами не применяют.
10. Соединительные линии должны иметь минимальное сопротивление, кото-
рое для всех соединительных и компенсационных проводов вместе с термометром
не должно превышать паспортное значение сопротивления внешней цепи, подклю-
чаемой к прибору.
Следует обращать особое внимание иа снижение переходных сопротивлений
в зажимах и переключателях. Запрещается применять на соединительных ли-
ниях однополюсные переключатели из-за возможного электрического контакта
между отдельными термометрами, приводящего к искажению показаний прибора.
11. После выполнения монтажных работ должна быть произведена тщатель-
ная проверка состояния изоляции проводов.
7-2. ПИРОМЕТРЫ ИЗЛУЧЕНИЯ
Все тела в природе независимо от их температуры излучают электромагнит-
ные волны. Спектр электромагнитною излучения большинства твердых и жид-'
ких тел является непрерывным и содержит волны всех длин — огХ = 0 до X = со.
Суммарная энергия полного излучения и энергия излучения волн определенной
длины зависят от температуры тела. При температуре тел до 500° С в общей энер-
гии излучения преобладает энергия электромагнитных волн невидимого инфра-
красного (теплового) диапазона (X > 0,76 мкм). С повышением температуры в
спектре излучения тел преобладают более короткие волны и тела светятся. Одно-
временно с повышением температуры возрастает и общая энертия и'лучения.
Следовательно, измеряя ’нергию излучения тела, можно определять температуру
тела.
Способность поглощения и излучения энергии у различных тел, находя-
щихся при одной и той же температуре, неодинакова. Для сравнения способности
и мучения тел введено понятие «абсолютно черное тело». Оно поглощает всю па-
дающую на него лучистую энергию, т. е. его способность поглощения равна еди-
нице. Способность тлучения абсолютно черною тела также принята равной еди-
нице. Спо обность поглощения реальных тел меньше единицы, а следовательно,
и их способность и отучения относительно абсолютно черного тела меньше еди-
ницы.
Существует несколько методов измерения температуры тел по их излучению.
Наиболее распространены следующие: яркостный — измерение энертии
§ 7-2] Пирометры излучения
387
монохроматического излучения, т.е. излучения определенной длины волны (обычно
X = 0,65 мкм); радиационный — измерение энергии всего спектра излу-
чения. Приборы, предназначенные для измерения температуры тел по их излу-
чению, называются пирометрами.
Пирометры, основанные на яркостном методе измерения, называются опти-
ческими яркостными или пирометрами частичного излу-
чения.
Пирометры, основанные на радиационном методе измерения, называются
радиационными или пирометрами полного излучения.
Пирометры градуируют на температуру, соответствующую излучению абсо-
лютно черного тела. Для определения температуры реальных тел в показания
пирометров приходится вводить поправки. Оптическим пирометром из-
меряется так называемая яркостная температура Тъ. Действи-
тельная абсолютная температура Т может быть рассчитана по уравнению
1У
f.-k2-^
1
Т =
где X— длина волны, мкм; С= 14 320 — постоянный коэффициент, мкм-К;
— коэффициент черноты монохроматического излучения.
Значения е>, для некоторых материалов приведены в табл. 7-6,
Таблица 7-6
Коэффициент черноты монохроматического излучения е-, при Х = 0,65 мкм
Материал Коэффициент черноты монохроматиче- ского излучения для поверхности Материал Коэффициент черноты монохроматиче- ского излучения для поверхности
неоки- слениоft окислен- ной неокн- сленной окислен- ной
Сталь твердая, уг- леродистая 0,44 0,80 Платина твердая (1750 К) 0,33 —
Сталь твердая хро- мовая и хромо- никелевая — 0,85 Платина жидкая Серебро твердое и жидкое 0,38 0,07 —
Сталь жидкая 0,37 — Алюмель твердый 0,37 0,87
Чугун твердый 0,37 — Хромель твердый 0,35 0,78
Чугун жидкий (1815 К) 0,40 0,70 Константан твер- дый 0,35 0,84
Железо твердое (1300 К) 0,39 — Вольфрам твердый (2100 К) 0,425 —
Железо жидкое (1800 К) 0,36 — Вольфрам твердый (1800 К) 0,437 —
Медь твердая Медь жидкая 0,11 0,15 0,70 Уголь и графит (3300 К) 0,81 0,81
Никель твердый Никель жидкий 0,36 0,37 0,90 Уголь и графит (1300 К) Шлаки жидкие Шамот 0,90 0,65 0,70—0,80 0,90 0,65 0,70—0,80
Примечание. В скобках ук азана температура, К.
388
Монтаж приборов для измерения температуры [Разд. 7
При измерении температуры радиационным пирометром измеряется
так называемая радиационная температура Тр. При этом действительная абсо-
лютная температура тела определяется по формуле
T = Tpyi/i,
где е — коэффициент черноты полного (интегрального) излучения.
Значения е для некоторых материалов приведены в табл. 7-7.
Таблица 7-7
Коэффициент черноты полного излучения е
Материал Темпера- iypa мате- риала, °C Коэффи- циент черноты е Материал Темпера- тура мате- риала, °C Коэффи- циент черно!ы е
Сталь окисленная Чугун жидкий 20-600 1300 0,8 0,28 Никель оки- сленный 200-600 0,37-0,48
Железо литое, не- обработанное 900- 1100 0,87 -0,9. > Платина твер- дая 100 - 1500 0,14 -0,18
Железо, свежеобра- ботанное нажда- ком 20 0,28 Серебро чистое, полированное Вольфрам 200-600 200 0,02 0,03 0,05
Медь окисленная 50 0,6 -0,7 Вольерам 600- 1000 0,1-0,16
Медь расплавлен- ная 1100-1300 0,13 0,15 Вольфрам Уголь 1500 -2200 100-600 0,24-0,31 0,81-0,79
Никель технически чистый, полиро- ванный 100 0,045 Шлаки котель- ные Шлаки котель- 0-100 600- 1200 0,97—0,93 0,76 -0,70
Никель технически чистый, полиро- ванный 200—400 0,07—0,09 ные /
Примечания: 1. Большему значению температуры <ooi ветствует меныпее зна-
ние е н наоборот.
2. Одни и те же материалы в различных диапазонах температур имеют различный
коэффициент черноты.
Рассмотрим принцип действия и особенности монтажа пирометров излуче-
ния на примере наиболее распространенных радиационных пирометров. Действие
радиационных пирометров основано на
измерении полной энергии излучения
нагретого тела. Принципиальная схема
радиационного пирометра приведена
на рис. 7-28. Основными элементами
комплекта радиационного пирометра
являются телескоп 2 и вторичный ит-
мерительный прибор 6. Лучи о г нагре-
тою тела 1 с помощью объектива теле-
скопа 5 собираются на термоприем-
ннке 3. Фокусируясь на термоприем-
нике, тепловой поток нагревает его.
Степень нагрева термоприемника зави-
Рис. 7-28. Принципиальная схема ра-
диацнонного пирометра. сит от мощности теплового излучения
' и, следовательно, от температуры тела.
Температура термоприемника измеряется термоэлектрическим методом с по-
мощью термоба гарен 4. Вторичный прибор 6, измеряющий термо-э. д. с., градуи-
J 7-2] Пирометры излучения
389
рован непосредственно в градусах температуры. Радиационные пирометры обще-
промышленного назначения применяют для измерения температуры в пределах
от 100 до 3000 °C.
В телескопах радиационных пирометров, предназначенных для измерения
температуры в пределах от 100 до 500 °C, оптическая система выполнена из фто-
ристого литья или флюорита; от 400 до 2000 °C — из кварцевого стекла; от 900
до 3000 °C—из оптического стекла марки К-8. Температура термоприемника
пирометров со стеклянными оптическими системами измеряется хромель-копеле-
выми термобатареями (градуировка РС-20 и РС-25) или нихром-константановыми
(градуировка РК-20) термобатареями.
Радиационный пирометр состоит из телескопа, вторичного прибора (электрон-
ного потенциометра или милливольтметра), панели сопротивления (ПУЭС) и
защитной арматуры. Измерение температуры радиационным пирометром произ-
водится путем наведения телескопа на нагретый участок (рис. 7-28). При этом
объектив телескопа 5 концентрирует излучение нагретого тела 1 на рабочие концы
термобатареи 4, вмонтированной в телескоп. Развиваемая в термобатарее э. д. с.
измеряется вторичным прибором.
Телескопы типа ТЕРА-50 в соответствии с ГОСТ 6923-74 выпускаются с ши-
рокоугольной и узкоугольной оптикой. Показатель визирования (отношение диа-
метра круга, вписанного в проекцию контура излучателя на плоскость, перпен-
дикулярную оптической оси телескопа, к расстоянию от излучателя до передней
линзы или зеркала телескопа, при котором июбраженис излучателя полностью
перекрывает отверстие диафрагмы перед термобатареей) для широкоугольной
оптики равен 1/7. Показатель визирования, определенный с расстояния 1 м,
называется номинальным.
В зависимости от времени установления показаний температуры телескопы
пирометров подразделяются на три группы: до 1,8 с включительно; от 1,8 до 4 с
включительно; от 4 до 5 с.
Время установления показаний телескопа пирометра отсчитывается от мо-
мента облучения телескопа, находящегося при температуре 20 ± 2 °C, до момента,
когда развиваемая им термо-э. д. с. достигает значения, равного 99% полной
термо-э. д. с. развиваемой телескопом при данной температуре излучателя.
Телескопы типа ТЕРА 50 изготовляют двух модификаций: в комплекте с ко-
жухом, имеющим водяное охлаждение, и металлическим гибким шлангом; без
кожуха, с водяным охлаждением, с металлическим гибким шлангом или без него
(в этом случае провода к телескопу подводят в защитных трубах).
Для защиты телескопа от действия измеряемой среды применяют глухие или
открытые визирные трубы. В зависимости от температуры измеряемой среды ви-
зирные трубы могут быть карборундовыми (выше 1100 °C) или металлическими.
При монтаже радиационных пирометров необходимо соблюдение следующих
технических требований:
1. Визирная труба монтируется заподлицо с поверхностью внугренней стенки
агрегата либо для уменьшения инерционное ги выдвигается внутрь измеряемого
пространства на 20—50 мм.
2. Сопротивление изоляции электрических цепей относительно корпуса у те-
лескопа при температуре окружающего вощуха 20 5 °C и относительной влаж-
ности не более 80% должно быть ие менее 20 МОм.
3. Изоляция между электрическими цепями и корпусом должна выдержи-
вать без повреждения в течение 1 мин действие испытательного напряжения 500 В
переменного тока частотой 50 Гц.
4. Должен быть выдержан показатель визирования.
5. Температура окружающей среды при эксплуатации телескопов радиа-
ционных пирометров по требованию ГОСТ 6923-74 должна быть в пределах от
+ 10 до +100 °C. При температуре среды более 100 °C необходимо предусматри-
вать водяное охлаждение телескопа.
6. Между телескопом и измеряемым объектом в период измерений не должны
появляться посторонние среды (дым, пыль).
390
Монтаж приборов для измерения температуры [Рааб. 7
7-3. ПИРОМЕТРИЧЕСКИЕ МИЛЛИВОЛЬТМЕТРЫ
И АВТОМАТИЧЕСКИЕ ПОТЕНЦИОМЕТРЫ
Пирометрические милливольтметры и автоматические потенциометры пред-
назначены для работы в комплексе с термоэлектрическими термометрами различ-
ных градуировок, с радиационными пирометрами
Рис. 7-29. Принципиаль-
ная схема измерения тем-
пературы милливольтмет-
ром.
/ — термопара; 2 — милли-
вольтметр; 3 — постоянный
магнит; 4 — рамка милли-
вольтметра; 5 — подгоноч-
и другими датчиками э. д. с, и напряжения.
ПИРОМЕТРИЧЕСКИЕ МИЛЛИВОЛЬТМЕТРЫ
Измерение температуры милливольт-
метром в комплекте с термоэлектрическим
термометром основано на измерении термо-э. д. с.,
возникающей в термометре при наличии разности
температур между рабочим концом термометра,
помещенного в измеряемую среду, и его свободным
концом. Принципиальная схема измерения темпе-
ратуры милливольтметром приведена на рис. 7-29.
Для автоматической компенсации температуры
холодных спаев в термоэлектрическую цепь милли-
вольтметра с помощью коробки типа КТ-54 вво-
дится компенсирующее напряжение от постоянного
источника тока. Внешний вид компенсационной
коробки типа КТ-54 и ее электрическая схема при-
ведены на рис. 7-30.
ное сопротивление линии. Электрическая схема автоматической компен-
сационной коробки представляет собой равнопле-
чий измерительный мост, который питается о г источника постоянного тока
типа ИСП-2 напряжением 4 В. При температуре окружающей среды 20 °C
мост находится в равновесии. С изменением этой температуры сопротивление
Рис. 7-30. Внешний вид и электрическая схема автоматической компенсацион-
ной коробки типа КТ-54.
1 — корпус коробкн; 2 — термопара; 3 — милливольтметр; 4 — источник питания.
§ 7-3] Пирометрические милливольтметры и автоиатич. потенциометры 391
резистора Rt, выполненного из никеля, изменяется, что приводит к наруше-
нию равновесия мостовой схемы. Одновременно вследствие изменения темпера-
туры свободных концов термопары произойдет изменение ее 1ермо-э. д. с. Электро-
движущие силы, возникшие в диагонали моста из-за изменения сопротивления /?,
и температуры холодных спаев, примерно равны по величине, но противоположны
по знаку. Таким образом, показания измерительного прибора будут зависеть
только от температуры рабочего конца термопары.
Для разных градуировок термометрических термометров компенсационные
коробки имеют сменные добавочные резисторы /?д. Остальные параметры схемы
одинаковы для всех градуировок.
АВТОМАТИЧЕСКИЕ ПОТЕНЦИОМЕТРЫ
Автоматические потенциометры в комплекте с термоэлектрическими термо-
метрами, радиационными пирометрами или другими датчиками напряжения
(э. д. с.) предназначены для измерения, записи или регулирования температур
и включаются в схемы автоматического регулирования или измерения. В основу
работы автоматического потенциометра положен компенсационный метод измере-
ния напряжения, основанный на мостовой потенциометрической схеме. Этот метод
Рис 7-31.
Рис. 7 31 Принципиальная схема компенсационного метода измерения темпе-
ра । у ры.
1 — герм nieip (ермоэлектрический, 2 — ну <ь-прилор 3 — нормальный элемент 4 —
источник питания
Рис 7-32 Принципиальная схема автоматического потенциометра.
заключается в компенсации и (меряемой гермо-э. д. с. твестым падением напря-
жения на сопротвлении. На рис. 7-31 предс1авлека принципиальная схема ком-
пенсационного метода измерения термо-э. д. с. Е, термометра 1. В цепи источника
питания 2 включены реохорды /?,, (калиброванный резистор), резистор с постоян-
ным сопротивлением /?„ и резистор с переменным сопротивлением для уста-
новления рабочего тока.
Для установления рабочего тока переключатель П переводят влево. После
этого, изменяя вводимую часть сопротивления резистора Rlt устанавливают такой
рабочий ток в цепи источника питания 4, при котором падение напряжения на Rn
будет равно э. д. с. нормального элемента 3, что определяется по нуль-прибору 2.
После установления рабочею тока переключатель /7 переводится вправо. При
постоянном рабочем токе падение напряжения на Rp будет постоянным.
Напряжение, снимаемое с Rp, направлено навстречу э. д. с. термоэлектри-
ческого термометра. Таким образом, при перемещении движка реохорда Rp зна-
392
Монтаж приборов для измерения температуры [Разе?. 7
чение термо-э. д. с., развиваемой термоэлектрическим термометром, а следова-
тельно, и температура однозначно определяются положением движка реохорда
при достижении равенства термо-э. д. с. и напряжения, снимаемого с реохорда.
Это фиксируется нуль-прибором. Компенсационный метод обеспечивает высокую
точность измерений, независимость показаний от изменения электрического со-
противления проводов и термоэлектрического термометра в широких пределах.
Рис. 7-33. Габаритные размеры милливольтметров М 64 (а), М-64-02 (б) и вырез
в панели щита для их установки (е),
§ 7-3] Пирометрические милливольтметры и автоматич. потенциометры 393
Автоматические потенциометры имеют устройство для компенсации колебаний
холодных концов термоэлектрического термометра.
На рис. 7-32 приведена принципиальная схема автоматического потенцио-
метра. Питание схемы осуществляется от стабилизированного источника пита-
ния 2. Падение напряжения ипь ,|а участке аЬ реохорда /?р сравнивается с термо-
s. д. с. Et термоэлектрического термометра 1. Балансирующая система потенцио-
Рис. 7-35. Габаритные размеры потенциометров КП111 и КСП1 (а) и вырезы
в панели щита для установки трех потенциометров (б).
Вид А с открытой крышкой / и выдвинутым шасси 2, вид Б — со снятым кожухом 3
394
Монтаж приборов для измерения температуры [Разд. 7
Не менее 20
Рис. 7-36. Габаритные размеры потенциометра КСП2 (а) и вырез (б) в панели
щита для установки четырех потенциометров.
/ — кожух; 2 — штуцер для подвода воздуха; 3 — панель щнга Вид Ь со снятым ко-
жухом /.
§ 7-3] Пирометрические милливольтметры и аетоматич. потенциометры 395
метра, состоящая из вибропреобразователя 3, электронного усилителя ЭУ, балан-
сирующего реверсивного электродвигателя РД, перемещает движок реохорда /?р
до тех пор, пока разбаланс ие станет равным нулю. При равенстве значений из-
меряемой термо-э. д. с. термоэлектрического термометра (напряжения постоян-
ного тока датчика) и напряжения Uat, сигнал разбаланса на усилитель не подается
н вся система находится в равновесии. При изменении э. д. с. (напряжения) дат-
чика (в нашем случае термо-э. д. с.) относительно значения напряжения Uat>
появляется сигнал разбаланса, который подается на вход усилителя ЭУ. В ре-
зультате этого электродвигатель РД начнет вращаться, перемещая движок рео-
хорда Rp и стрелку 4 прибора по шкале 5 в сторону восстановления равновесия
в системе. При равенстве Et = Uab электродвигатель остановится. Каждому зна-
чению температуры рабочего конца термоэлектрического термометра (или э. д. с.
датчика) соответствует вполне определенное положение движка реохорда, а сле-
довательно, и определенное положение стрелки 4 на шкале 5 прибора. Резистор R
служит для установления рабочего тока реохорда Rp.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
К МОНТАЖУ ПИРОМЕТРИЧЕСКИХ МИЛЛИВОЛЬТМЕТРОВ
И АВТОМАТИЧЕСКИХ ПОТЕНЦИОМЕТРОВ
При монтаже пирометрических милливольтметров и автоматических потен-
циометров необходимо учитывать следующие технические требования:
1. После распаковки следует поместить прибор не менее чем на сутки в сухое
стапливаемое помещение. Наиболее блг
пература окружающего воздуха +20 -s-
+30 °C при относительной влаж-
ности 60—70%.
2. В зависимости от типа прибора
монтаж может быть выполнен утоплен-
ным или выступающим. На рис.
7-33—7-39 приведены способы монта-
жа отдельных наиболее распростра-
ненных типов пирометрических милли-
вольтметров и автоматических потен-
циометров с указанием габаритных
и присоединительных размеров.
3. Прибор следует устанавливать
по отвесу. Отклонение от вертикаль-
ного положения не должно превы-
шать 1°.
4. При монтаже потенциометров
необходимо учитывать, что они пред-
назначены для работы в неагрессив-
ных средах при температуре окружаю-
щего воздуха не ниже +5 и не выше
-+ 50° С и относительной влажности
до 8О?о.
5. Приборы нельзя устанавливать
в зоне действия мощных источников
электромагнитных полей (электродви-
гатели, трансформаторы, электриче-
)й для этой цели является тем-
Рис. 7-37. Габаритные размеры потен-
циометра КСПЗ (а) и вырез в панели
щита для его установки (б).
ские печи, контакторы, неэкранирован-
ные силовые кабели и т. п.).
6. Для обеспечения надежной работы измерительной схемы прибор должен
быть заземлен. К зажиму «Земля» надежно присоединяют заземленный медный
провод диаметром 2—3 мм.
'396
Монтаж приборов для измерения температуры [Рпзс). 7
Рис. 7-38. Габаритные размеры потенциометра КСП4 и вырезы в панели щита для
установки нескольких рядом расположенных потенциометров.
а — габаритные размеры; б — вырезы при креплении приборов с помощью съемной скобы;
в — вырезы при креплении с лицевой стороны панели щита с помощью винтов и при-
жимов.
I — съемная скоба для крепления прибора; 2 — панели для внешних подсоединений;
<3 — скобы для крепления ручки переноски прибора; 4 — выдвижное шасси прибора;
5 — панели щита' б — прижим для крепления прибора винтами о лицевой стороны
щита.
§ 7-3] Пирометрические милливольтметры и автоматич. потенциометры
397
7. Нежелателен монтаж приборов непосредственно у печей, вблизи силовых
щитов и агрегате в. Лучше всего монтировать приборы на специальных щитах,
установленных в светлых, отапливаемых и сухих помещениях.
Рис. 7-39. Габаритные размеры потенциометра КВП1 (а) и вырезы (б) для уста-
новки четырех потенциометров.
1 — съемная скоба для крепления прибора; 2 — кожух; 3 — панель щита; 4 — выдви-
нутое шасси Вид Б со снятым кожухом 2
8. Для предохранения от попадания пыли в приборы типа КСП2 рекомен-
дуется подводить воздух или нейтральный газ давлением 1,01—1,02 кгс/см2.
9. Питание силовой схемы приборов осуществляется от сети переменного
тока напряжением 220 В, частотой 50 Гц.
10. При выполнении монтажных работ следует избегать соединений прово-
дов. Если это сделать не представляется возможным, то соединение проводов
разрешается производи ь только горячей пайкой.
398
Монтаж приборов для измерения температуры [Раз<Э. 7
11. Для предохранения проводов от механических повреждений рекомен-
дуется прокладывать их в защитных коробах, в гибких металлических рукавах
или трубах. Не допускается прокладка измерительных цепей в одних защитных
трубах (коробах) с силовыми цепями. Защитные трубы, короба, шланги должны
быть надежно заземлены.
12. К прибору может быть присоединен термоэлектрический термометр только
той градуировки, на которую рассчитан прибор.
13. Термоэлектрические термометры присоединяют к прибору компенсацион-
ными проводами соответствующей марки.
14. Недопустимы тряска и вибрация, могущие вызвать ослабление креп-
ления. В случае невозможности установки прибора на месте, не подверженном
тряске и вибрации, щит с приборами должен быть амортизирован прокладками
из толстой резины или соответствующими пружинами.
7-4. ЛОГОМЕТРЫ И АВТОМАТИЧЕСКИЕ УРАВНОВЕШЕННЫЕ МОСТЫ
Логометры и автоматические уравновешенные мосты в комплекте с термомет-
рами сопротивления служат для измерения температуры, а при наличии регули-
рующего и сигнализирующего устройств — для регулирования и сигнализации
температуры различных сред.
ЛОГОМЕТРЫ
Рис. 7-40. Принципиальная
схема логометра.
rt, гг — сопротивления рамок
логометра; — сопротивление
термометра сопротивления;
и — сопротивления, ограни-
чивающие ток в рамках лого-
метра.
Действие логометра магнитоэлектрической системы основано на взаимодей-
ствии поля I остоянного магнита и магнитных полей, создаваемых токами, проте-
кающими в двух рамках подвижной системы. Принципиальная схема логометра
изображена на рис. 7-40. Так как логометр не
имеет возвратной пружины, то равновесие по-
движной системы определяется отношением то-
ков /, и /2 в рамках. Колебания напряжения
сети в равной мере влияют на токи /, и 1,. При
этом их отношение остается примерно постоян-
ным и, следовательно, колебания напряжения
мало влияют на точность показаний логометра.
Изменение же сопротивления соединительных
проводов существенно влияет на показания.
Для уменьшения погрешности измерения,
возникающей при изменении сопротивления сое-
динительных проводов от изменения темпера-
туры окружающей среды, применяют высокоом-
ные термометры сопротивления, присоединяемые
к логометру по двухпроводной схеме рис. 7-41, а,
либо присоединяют термометры сопротивления
по трехпроводной схеме рис. 7-41,6.
На рис. 7-41 постоянные резисторы Rlt Rs,
Re и термометр сопротивления Rf образуют мо-
стовую измерительную схему. Резисторы Rt и
служат для температурной компенсации и
изменения угла отклонения стрелки, резистор R„ предназначен для периодиче-
ской проверки правильности показаний логометра, Rvp — сопротивление урав-
нительных (подгоночных) катушек, гг и г2 — сопротивления рамок подвижной
системы логометра; ИП — источник сетевого питания (см. ниже).
При двухпроводной схеме оба соединительных провода входят
в одно нз плеч моста, поэтому изменение сопротивления проводов влияет на
показания прибора, по при применении высокоомных термометров сопротивления
это мало сказывается на показаниях логометра, потому что сопротивление сое-
динительных проводов составляет незначительную часть общего сопротивления.
§ 7-4] Логометры и автоматические уравновешенные мосты
399
Необходимое сопротивление линий при двухпроводной схеме подбирают измене-
нием длины манганинового провода, наматываемого на уравнительную катушку,
присоединяемую к зажиму 2 логометра; сопротивление катушки, присоединяемой
к зажиму 1, остается без изменения.
Рис, 7-41. Двухпроводная (а) и трехпроводная (б) схемы подключения термометра
сопротивления к логометру.
ЛГ —логометр; ТС — термометр сопротивления; ^ур — сопротивления уравнитель-
ных (подгоночных) катушек; И/7— источник сетевого питания; /—4 — зажимы лого-
метра .
При трех проводной схеме сопротивление каждого провода под-
гоняется отдельно. При трех проводной схеме включения сопротивление соеди-
нительных проводов меньше сказывается на показаниях логометра, так как ка-
ждый из соединительных проводов входит в соседние плечи моста. В трехпровод-
ной схеме сопротивление каждого провода с уравнительной катушкой подгоняется
отдельно. Трехпроводная схема применяется при значительных колебаниях тем-
пературы в местах прокладки соединительных линий. Суммарное сопротивление
Рис. 7-42. Принципиальная схема ав-
томатическою уравновешенного моста.
/ — стрелка; 2 — шкала прибора. ЗУ —
электронный усилитель; Яр — реохорд;
рд — реверсивный двигатель; 7?т — тер-
мометр сопротивления; Ri — резистор,
ограничивающий ток в цепи термометра;
R? — R — резисторы мостовой схемы;
— резистор для регулировки напряже-
ния питания мостовой схемы.
каждого соединительного провода с уравнительной катушкой при трехпроводной
схеме должно быгь равно половине сопротивления линии, указанного на при-
боре.
Логометры выпускаются для работы при сопротивлении соединительных ли-
ний 5 и 15 Ом.
Габаритные и присоединительные размеры логометров типа Л-64 аналогичны
соответствующим габаритным и присоединительным размерам милливольтметров
типа М-64, приведенным на рис. 7-33.
400
Монтаж приборов для измерения температуры [Разд. 1
АВТОМАТИЧЕСКИЕ УРАВНОВЕШЕННЫЕ МОСТЫ
Автоматические уравновешенные мосты в комплекте с термометрами сопро-
тивления предназначены для измерения, записи и регулирования температуры.
'В основу рабогы автоматического уравновешенного моста положен нулевой метод
измерения сопротивления (метод уравновешивания). Принципиальная электриче-
ская схема автоматического уравновешенного моста приведена на рис. 7-42.
§ 7-1] Логометры и автоматические уравновешенные мосты
401
Рис. 7-43. Установочные данные пиро-
метрических приборов типа МВУ6.
о — милливольтметры Ml734;
б— 6ло1И БУ-11, БУ-21, БУ-31:
е— БУ1 12. БУ2 12, БУ1 13, БУ2-13,
БУ1-22, БУ2-22, БУ1 23, БУ2-23. БУ1-32;
БУ1-33; БУ2-32; ЬУ2 33.
Измерительная система представляет собой мостовую схему.
К одной из диагоналей измерительного моста подводится напряжение пита-
ния 6,3 В от отдельной обмотки силового трансформатора (на рис. 7-42 ие
показан), а напряжение с другой диагонали подается на выход электронного
усилителя ЗУ.
Термометр сопротивления /?т включен в одно из плеч моста по трехпроводной
схеме, что снижает температурную погрешность, вызванную изменением сопро-
тивления соединительных проводов при изменении температуры окружающего
воздуха. При изменении температуры измеряемой среды изменяется сопротивле-
ние Rr термометра и тем самым нарушается равновесное состояние мостовой
схемы.
На выходе усилителя ЗУ возникает напряжение разбаланса переменного
тока, которое подается через усилитель на реверсивный двигатель РД, переме-
щающий стрелку 1 по шкале 2 прибора и движок реохорда Rp измерительного
моста в сторону восстановления его равновесия. Таким образом, после восстановле-
ния равновесия моста положение движка реохорда и стрелки прибора будет одно-
значно соответствовать температуре измеряемой среды.
Измерительная схема уравновешенного многоточечного моста для дистан-
ционного измерения показаний одноточечных приборов состоит из реохорда и
резисторов многоточечного прибора и реохорда и резисторов одноточечных при-
боров, подключаемых к многоточечному мосту с помощью переключателя. Каж-
дому положению подвижного контакта на реохорде многоточечного моста соот-
ветствует определенный потенциал, снимаемый с реохорда одноточечного при-
бора. В момент равновесия мостовой схемы положение указателя по шкале много-
точечного моста определяет значение параметра, измеряемого прибором в данной
точке.
Точность измерения температуры автоматическим уравновешенным мостом
значительно выше, чем логометром. Уравновешенные мосты работают в комплекте
с платиновыми или медными термометрами сопротивления.
Выпускаемые отечественной промышленностью автоматические уравнове-
шенные электронные мосты предназначены для работы в услогиях температуры
окружающей среды от 5 до +50° С при относительной влажности от 30 до 80 о.
В зависимости от конструкции корпуса монтаж моста может быть как утоп-
ленным, так и выступающим.
§ 7-4] Логометры и автоматич°ские уравновешенные мосты
403
xoutt
Ф7
Рис. 7-44. Установочные данные пирометрических комплектов измерения тем-
пературы типа КИТУ.
а — прибор М1610; б — блоки МБУ1-10 БМУ1-20; е — блоки БМУ6 10, БМУ6-20, е —-
блоки БМУ12 10, БМУ12-20; д — переключатели ММЗК-02» ПМЗК 03, ПМЗК-08.
404
Монтаж приборов для измерения температуры [Разе). 7
Габаритные и присоединительные размеры автоматических мостов (КПМ1,
КСМ1, КСМ2 и т. д.) аналогичны соответствующим автом, тическим потенциомет-
рам (КПП), КСП1, КСП2 и т. д.), приведенным на рис. 7-35—7-38.
Технические требования на установку автоматических уравновешенных
электронных мостов аналогичны требованиям, изложенным в § 7-3 для автомати-
ческих электронных потенциометров.
7-5. ПРИБОРЫ ПИРОМЕТРИЧЕСКИЕ ТИПА МВУ6
И КОМПЛЕКТЫ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ТИПА КИТУ
Для измерения температуры в комплекте с различными термометрами оте-
чественной промышленностью выпускаются приборы пирометрические типа МВУб
и комплекты измерения температуры типа КИТУ, состоящие из милливольтметра
и добавочного блока. Добавочный блок преобразует изменения от температуры
термо-э. д. с. термоэлектрического термометра или сопротивления термометра
сопротивления различных градуировок в эквивалентное значение напряжения,
которое подается на милливольтметр.
Установочные данные приборов пирометрических типа МВУ6 и комплектов
измерения температуры типа КИТУ приведены на рис. 7-43 и 7-44.
Установочные данные пирометрических приборов типа МВУ6
и комплектов измерения температуры типа КИТУ
Габаритные и
Тнп и модификации приборов установочные
размеры, мм
Приборы МВУ6-41А, МВУ6-41С:
милливольтметр М1734 ................................Рис. 7-43, а
блок БУ-11................................... . ... Рис. 7-43, б
Приборы МВУ6-41КЛ, МВУ6-41КП:
милливольтметр М1734 ............................Рис. 7-43, а
блок БУ1-12 или БУ2-12....................................Рис. 7-43, в
Прибор МВУ6-41К:
милливольтметр М1734 ........................................Рис. 7-43, а
блок БУ1-13 или БУ2-13....................................Рис. 7-43, в
Приборы МВУ6-42А, МВУ6-42С:
милливольтметр М1734 ..................................... Рис. 7-43, а
блок БУ-21........................................... . Рис. 7-43, б
Приборы МВУ6-42КЛ, МВУ6-42КП:
милливольтметр М1734 .... Рис. 7-43, а
блок БУ1-22 или БУ2-22 ........Рис. 7-43, в
Прибор МВУ6-42К:
милливольтметр М1734 . . Рис. 7-43, а
блок БУ1-23 или БУ2-23 ........................... . . . Рис. 7-43, в
Приборы МВУ6-43А, МВУ6-43С:
милливольтметр М1734 ............... . .................Рис. 7-43, а
блок БУ-31.............................................. Рис. 7-43, б
Приборы МВУ6-43КЛ, МВУ6-43КП:
милливольтметр 1734........................................ Рис. 7-43, а
блоки БУ1-32 или БУ2-32 . . Рис. 7-43, в
Прибор МВУ6-43К:
милливольтметр М1734........................................ Рис. 7-43, а
блок БУ1-33 или БУ2-33....................................Рис. 7-43, в
§ 7-6] Переключатели цепей измерения температуры
405
Комплект КИТУ 1-10:
прибор М1610 ............................................Рис. 7-44, а
блок БМУ1-10 ... . . Рис. 7-44,6
Комплект КИТУО-10:
прибор М1610..................... . . .............Рис. 7-44, а
блок БМУ6-10...................................... Рис. 7-44, в
переключатель ПМЗК-02 ................................Рис. 7-44, д
Комплект КИТУ 12-10:
прибор М1610.............................................Рис. 7-44, а
блок БМУ12-10........................................ Рис. 7-44, a
переключатель ПМЗК-ОЗ............................... Рис. 7-44, д
Комплект КИТУ 1-20:
прибор М16Ю............................................ Рис. 7-44, а
блок БМУ1-20............ . . . ...............Рис. 7-44, б
Комплект КИТУ6-20:
прибор М1610........................................ .... Рис. 7-44, а
блок БМУ6-20............... .... ......Рис. 7-44, в
переключатель ПМЗК-ОЗ . . . .................Рис. 7-44, д
Комплект КИТУ12-20:
прибор М1610........................... ... . ... Рис. 7-44, а
блок БМУ12-20.........................................Рис. 7-44, е
переключатель ПМЗК-ОЗ.................................Рис. 7-44, д
Примечания: 1. В шифре типа приборов цифры 1; 6 и 12 после буквы У обо-
значают число точек прибора (одно-, шести- или двенадцатиточечные).
2. Приборы МВ Уб модификации 41 работают в комплекте с термоэлектрическими
термометрами; модификации 42 — с термометрами сопротивления; модификации 43 — с те-
лескопами радиационных пирометров.
3 Буквы А, С и К в шифре соответстве но обозначают приборы: показывающие,
сигнализирующие и с позиционным регулированием.
4. В модификациях регулирующих приборов буквы Л и П обозначают, что прибор
осуществляет двухпозицибииое регулирование соответственно с левым и правым задатчи-
ком. Отсутствие этих букв означает, что прибор осуществляет трех позиционное регулиро-
вание.
5. В регулирующих приборах блоки БУ1 имеют контактный выход, а блоки БУ2 —
бесконтактный выход.
6. Число 10 в шифре КИТУ означает, что комплект работает с термоэлектрическим»
термометрами, а число 20— с термометрами сопротивления.
7. В комплект пирометрического прибора входят милливольтметр и добавочный
блок. В каждом блоке имеется трансформатор, питающий измерительную схему и освети-
тельную лампу, катушки подгонки сопротивлений измерительной схемы и внешних линий.
В блоках пирометрических приборов, работающих в комплекте с термоэлектрическими
приборами, имеются устройства автоматической компенсации свободных концов термо-
метров; работающих в комплекте с термометрами сопротивления — преобразователь зна-
чения сопротивления термометра в напряжение постоянного тока; работающих в ком-
плекте с телескопами радиационных пирометров — устройство для регулировки сигнала
телескопа
В блоках, работающих в комплекте с милливольтметрами модификаций К, К Л и
КП, имеется сигнализация обрыва цепи термоэлектрических термометров и перегорания
осветительной лампы.
7-6. ПЕРЕКЛЮЧАТЕЛИ ЦЕПЕЙ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ
При измерении температуры в большом количестве точек для экономии числа
используемых приборов широкое применение находят различные специальные
переключающие устройства, с помощью которых для измерения температуры
каждую точку можно поочередно подключать на один и тот же прибор. Раз-
меры наиболее распространенных переключающих устройств приведены на
рис. 7-45.
406
Монтаж приборов для измерения температуры [Разд. 7
Таблица 7-8
Габаритные размеры переключателей типа ПМТ
Модификация прибора Размеры, мм
Н L Li ^-3
ПМТ-4 ПО 200 199 155 154
ПМТ-6 111 207 205 162 1о0
ПМТ-8 115 217 205 172 160
ПМТ-12 120 225 207 180 162
ПМТ-20 123 230 207 186 162
При использовании переключающих устройств схемы соединений при изме-
рении температуры существенно усложняются. При небольшом числе точек изме-
рения (до трех) наиболее простая схема осуществляется с помощью переключа-
теля типа ПД-6,
, Рис. 7-45. Размеры переключателей.
а — ПД-6; б — МПТ, в и г — панели с роликовыми ключами типов ПДП ТП 36 и
ПДП-ТП-72 (соответственно), д— ж — переключатели кнопочные типов ПК 031 01
ПК 041-01 и ПК-051 -01 (соответственно).
Зырез в гинепи.
408 Монтаж приборов для измерения температуры [Разд. 7
При числе точек больше трех на практике наибольшее применение находят
переключатели типа ПМТ. Они выпускаются на 4, 6, 8, 12 и 20 точек переключе-
ний (табл. 7-8). При количестве точек более 20 для переключения термоэлектри-
ческих термометров наиболее часто применяют переключающие устройства типа
ПДП-ТП, которые выпускаются на 12, 24, 36 и 72 точки переключения. Переклю-
чающие устройства типа ПДП-ТП позволяют периодически по желанию опера-
тора контролировать правильность показаний рабочих приборов путем переклю-
чения термоэлектрических термометров на показывающий (контрольный) прибор.
РАЗДЕЛ ВОСЬМОЙ
МОНТАЖ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ ДАВЛЕНИЯ
И РАЗРЕЖЕНИЯ
СОДЕРЖАНИЕ
8-1. Общие положения.................................................. 409
8-2. Жидкостные манометры ........................................... 409
8-3. Напоромеры, тягомеры, тягоиапоромеры и манометры мембранные...... 413
8-4. Пружинные и сильфонные приборы............................ .... 414
8-5. Особенности монтажа приборов на технологических трубопроводах и обору
доваиии .......................................................... 419
8-6. Сигнализаторы давления........................................... 423
8-7. Установка отборных устройств давления и разрежения............... 425
8-1. ОБЩИЕ ПОЛОЖЕНИЯ
Приборы, измеряющие давление и разрежение, разделяются на следующие
основные группы: манометры, измеряющие избыточное давление (газа,
пара, жидкости) более атмосферно, о; вакуумметры, измеряющие давление
менее атмосферного; мановакуумметры, измеряющие давление менее
атмосферного и избыточного; тягомеры напоромеры и т я г о н а -
п о р о м е р ы, измеряющие небольшие разрежения и давления; дифферен-
циальные манометры, измеряющие перепад или разность давлений.
По назначению приборы измерения давления и разрежения разде-
ляются на рабочие, контрольные и образцовые. Ниже рассматриваются только
рабочие приборы, требующие монтажа, кроме дифференциальных манометров
(дифманометров), которые чаще используются для измерения расхода. В связи
с этим их монтаж рассматривается в разд. 9. Кроме того, здесь не рассматриваются
приборы специального назначения.
По принципу действия рассматриваемые в настоящем разделе
приборы измерения давления и разрежения разделяются на жидкостные,
в которых измеряемое давление или разрежение уравновешивается высотой столба
жидкости, мембранные, в которых измеряемое давление или разрежение
уравновешивается силой упругой деформации мембраны пружинные и
сильфонные, в которых измеряемое давление или разрежение уравновеши-
вается силой упругой деформа ии пружины нли сильфона. Рассматривается также
монтаж сигнализаторов давления и разрежения.
8-2. ЖИДКОСТНЫЕ МАНОМЕТРЫ
Приборы этой группы имеют, как правило, трубное исполнение, и их действие
основано на вытеснении рабочей жидкости из трубки или сосуда в другую трубку
(прямую или наклонную) и уравновешивании измеряемого давления или разре-
жения гидростатическим давлением столба этой жидкости в другой трубке. Жид-
костные приборы предназначаются для измерения небольших значений избыточ-
ного давления, разрежения или разности давлений неагрессивных сухих газов.
Однотрубные U-образные жидкостные приборы применяют при контроль-
ных измерениях, исследовательских и наладочных работах. Многотрубные при-
боры используют также в промышленности. Однотрубные и многотрубные при-
410
Монтаж приборов для измерения давления [Разд. 8
боры используют при монтаже для проверки трубных проводок, цепей пневмо-
кабелей и т. д.
Простейший однотрубный U-образный манометр (рис. 8-1, а) может быть
использован для измерения давления, разрежения или перепада давлений нейт-
ральных газов или воздуха. Если трубки прибора заполнены ртутью, то давление
выражается в миллиметрах ртутного столба, если трубки залиты водой, то —
в миллиметрах водяною столба.
Отсчет по шкале U-образного манометра затруднителен в связи с колеба-
нием рабочей жидкости в обеих трубках при изменениях измеряемого давления р.
Поэтому в производственных условиях чаще употребляются однотрубные чашеч-
ные манометры.
Принцип действия чашечного манометра (рис. 8-1, б) такой же, как U-образ-
ного, но одно из колен прибора заменено сосудом большого диаметра, что позво-
ляет сглаживать колебания уровня. При измерении небольших давлений приме-
няют чашечные манометры с наклонной трубкой (рис, 8-1, в), что дает возможность
Рис. 8-1. Жидкостные манометры.
а — U-образный; б — чашечный; е — чашечный с наклонной трубкой.
увеличить длину шкалы и соответственно точность отсчета. При одном и том же
давлении р длина шкалы гем больше, чем больше угол наклона трубки а.
При применении чашечных манометров следует иметь в виду, это они имеют
дополнительную погрешность измерения
Ah=h—hl =h2,
где h — перепад давления; ht — ошчет по шкале; Л2 — перепад в чашке.
Погрешность Ай тем меньше, чем больше диаметр чашки.
Монтаж U-образ и ого манометра зактючается в креплении
его винтом М5 на вертикальной стенке и присоединении к манометру импульсной
трубки.
Тягонапоромер жидкостный типа ТНЖ-Н предназначен для измерения давле-
ния, разрежения или разности давлений при статическом давлении до 0,2 кгс/см*
и окружающей температуре от 4 10 до +55° С. Рабо гей жидкосп ю является 'этн-
ловый спирт. Габаритные размеры прибора 465 X 125 X 46 мм; масса 1,84 кг.
Монтаж прибора типа ТНЖ-Н (рис. 8-2) сводится к навешиванию
его на штыри, закрепленные на вертикальной панели иди конструкции, и регу-
лировке угла установки прибора в зависимости от требуемого предела измерения
(табл. 8-1).
Если трубы подходят с задней стороны, то в панели свертят дополнительные
отверстия ,4 (рис. 8-2) для вывода импульсных труб. Импульсные трубы присое-
диняют к прибору резиновыми трубками внутренним диаметром 6—8 мм.
§ 8-2] Жидкостные манометры
411
Таблица 8-1
Присоединительные и установочные размеры прибора типа ТНЖ-Н
Пределы измерений, мм вод. ст. Угол наклона Размеры, мм
L н А <41
0—25 5°36' 460 166 318 34
0—49 9"02' 459 194 346,5 62
0—63 ISHO' 452 241 342 98
0—100 23”05' 444 289 331 147
0—160 39°00' 405 378,5 286 230
При измерении давления присоединяют одну трубку к штуцеру со знаком
«+», при измерении разрежения — одну трубку к штуцеру со знаком «—»; при
измерении перепада давления присоединяют две трубки: к штуцеру со знаком
«+» — с большим абсолютным давлением, к штуцеру со знаком «—» — с меньшим.
Рис. 8-2. Тягонапоромер жидкостный типа ТНЖ-Н (а) и отверстия в панели для
его установки (б).
/ — трубка плюсовая; 2 — трубка минусовая; 3 — отверстие в панели щита для прохода
ч импульсных трубок.
Для обеспечения герметичности места соединения резиновой трубки со шту-
цером прибора трубку на штуцере бандажируют мягкой проволокой.
Тягонапоромер дифференциальный жидкостный типа ТДЖ представляет
собой набор нескольких чашечных однотрубных манометров с количеством труб
от одной до шести (рис. 8-3, а). Количество труб и верхний предел измерения
(от 160 до 630 мм вод. ст.) определяются модификацией прибора (табл. 8-2). Напри-
мер, прибор типа ТДЖ-2-160 имеет две трубы и верхний предел измерения
160 мм вод. ст. В табл. 8-2 приведены также габаритные присоединительные и
установочные размеры приборов. Масса прибора в зависимости от модификации
колеблется от 1,5 до 5 кг. Приборы типа ТДЖ предназначены для щитового
монтажа, в связи с чем в щите должен быть предусмотрен вырез (рис. 8-3, б).
Монтаж прибора выполняют следующим образом: вывинчивают
четыре крепежных болта, поставляемые с прибором; вводят прибор в вырез в щите,
причем сначала вводится низ прибора. Когда бачки и трубки введены в вырез,
прибор опускают вниз, выравнивают и поднимают вверх, после чего прижимают
плотно к щиту, устанавливают по уровню и закрепляют болтами.
412
Монтаж приборов для измерения давления [Разд. 8
Таблица 8-2
Габаритные, присоединительные и установочные размеры приборов
типа ТДЖ (рис. 8-3)
Модификация Габаритные размеры корпуса, мм Размеры выреза, мм Расстояние между центрами отверстий* мм
И в В, И, А А,
ТДЖ-1-160 332 138 92 321 193 106
ТДЖ-1-250 411 138 92 402 271 106
Т ДЖ-1-400 542 138 92 534 403 106
ТДЖ-2-160 332 162 114 324 193 128
ТДЖ-2-250 41 162 114 402 271 128
Т ДЖ-2-400 542 162 114 534 403 128
Т ДЖ-2-630 743 162 114 735 603 128
ТДЖ-3-160 332 202 154 324 191 168
Т ДЖ-3-250 411 202 154 402 271 168
ТДЖ-4-160 332 242 194 324 193 208
ТДЖ-4-250 411 242 194 402 271 208
Т ДЖ-4-400 542 242 194 534 403 208
ТДЖ-4-630 743 242 194 735 603 208
ТДЖ-6-160 332 322 174 324 193 288
Т ДЖ-6-250 411 322 274 402 271 288
Рис. 8-3. Тягонапоромер дифференциальный жидкостный типа ТДЖ (а) и вырез
в панели щита для его установки (б).
/ — корпус прибора; 2 — панель щита; 3 — чашка прибора.
Импульсные трубы присоединяют к прибору типа ТДЖ так же, как и к при-
бору типа ТПЖ-Н.
. Для удобства отсчета показаний рекомендуется выполнить подсвет прибора
изнутри щита, расположив источник света несколько выше верхней кромки при-
бора, или отраженным светом.
£ 5-3] Напоромеры, тягомеры, тягонапоромеры и манометры
413
8-3. НАПОРОМЕРЫ, ТЯГОМЕРЫ, ТЯГОНАПОРОМЕРЫ
И МАНОМЕТРЫ МЕМБРАННЫЕ
Напоромеры, тягомеры, тягонапоромеры мембранные показывающие соот-
ветственно типов ВМП-52; ТмМП-52 и ТНМП-52 предназначены для измерения
давления и разрежения нсзапыленного сухого воздуха или нейтральных в отно-
шении воздействия па сталь и медные сплавы газов. Мембранные напоромеры,
тягомеры и тягонапоромеры (рис. 8-4) рассчитаны для работы при температуре
ок ружающего воздуха 10—60 °C н относительной влажности до 80%.
К достоинствам мембранных приборов относятся простота устройства, не-
большие размеры (по сравнению с трубными), наглядность показаний и удобство
размещения на щитах. Приборы нахо-
дят широкое применение в промыш-
ленности для котельных установок,
печных агрегатов, установок промыш-
ленной вентиляции и кондициоиирова-
Рис. 8-5.
Рис. 8 4.
Рис. 8-4. Тягомеры, напоромеры и тягонапоромеры мембранные (а) и вырез
в панели щита (б) для их установки.
I — штуцер для присоединения импульсных труб; 2 — тайка накидная; 3 — монтажная
планка; 4 — болт.
Рис. 8-5. Манометры мембранные типов ММЭ н МАДМЭ.
ния воздуха. В комплект напоромеров, тягомеров и тягонапоромеров, кроме
самого прибора, входят две плаикн монтажные с болтами (рис. 8-4, поз. 3 и 4).
При выборе места установки прибора необходимо соблюдать следующие
условия: а) расстояние между прибором и местом отбора давления (разрежения)
должно быть минимальным во избежание запаздывания показаний и не превы-
шать 60 м; б) прибор устанавливают в рабочее положение без перекосов или на-
клонов; в) окружающая среда не должна быть запыленной и не должна содер-
жать веществ, разрушающих сталь н медные сплавы (в противном случае
прибор устанавливают в пыленепроницаемом шкафу). Остальные требования
такие же, как для технических приборов общего назначения.
Приборы предназначены для утопленного монтажа. Задняя часть корпуса
прибора входит в вырез в щите. Прибор закрепляют двумя монтажными план-
ками и двумя винтами М5 X 40. Импульсную линию соединяют со штуцерами
1 (рис. 8-4) резиновой трубкой 10 X 2 и места соединений бандажируют мяг-
кой проволокой.
Манометры мембранные электрические — беешкальные, предназначены для
измерения избыточного (тип ММЭ) или абсолютного (тип МАДМЭ) давления не-
414
Монтаж приборов для измерения давления [Разд. S
агрессивных жидких или газообразных сред и преобразования его в унифициро-
ванный электрический токовый выходной сигнал. Манометры ММЭ и МАДМЭ
могут использоваться в комплекте со вторичными приборами и другими устрой-
ствами систем технологического контроля и автоматического управления, рабо-
тающими от входного сигнала 0—5 мА постоянного тока. Манометры МАДМЭ
предназначены только для измерения абсолютного давления чистого сухого газа.
Питание манометров от сети переменного тока напряжением 220 В, частотой
50 Гц, потребляемая мощность 5 В-А. Масса приборов не превышает 11 кг.
Приборы ММЭ и МАДМЭ имеют одинаковые корпуса. Габаритные, устано-
вочные и присоединительные размеры приборов ММЭ и МАДМЭ показаны на
рис. 8-5.
Приборы монтируют строго вертикально с отклонением оси от вертикали не
более чем на 1—2°. Крепление приборов выполняют тремя болтами М8, прохо-
дящими в отверстия приливов 2 (рис. 8-5) корпуса /.
Давление измеряемой среды с помощью импульсной трубы, внутренний диа-
метр которой должен быть не менее 6 мм, а наружный ие более 14 мм, подводят
к штуцеру 4. Для соединения трубы со штуцером последний отсоединяют от при-
бора путем отвинчивания накидной гайки 7, затем штуцер сваривают с импульс-
ной трубой и весь узел соединяют с прибором накидной гайкой 7.
Для подключения электропроводок отвинчивают винты 8 колодки зажимов 3,
в штуцер 6 вводят кабель питания, а в штуцер 5 — кабель выходного сигнала.
К зажимам 1, 2 подключают жилы кабеля выходного сигнала, а к зажимам
3—4 — жилы кабеля питания.
8-4. ПРУЖИННЫЕ И СИЛЬФОННЫЕ ПРИБОРЫ
Манометры с трубчатой одновитковой пружиной, с многовитковой пружиной
и с сильфоном относятся к наиболее распространенным приборам, действие которых
основано на использовании зависимости между упругой деформацией полой пру-
жины (сильфона) и давлением в ее полости. Один конец пружины или сильфона
свободен, другой впаян (или наглухо закреплен) в штуцер, соединяющий чувст-
вительный элемент с измеряемой средой. Отклонение свободного конца чувстви-
тельного элемента (раскручивание пружины, перемещение сильфона), вызывае-
мое изменением давления, передается перемещающим механизмом на стрелку
прибора.
Приборы с трубчатой одновитковой и мноювитковой пружинами, с сильфо-
ном — манометры, мановакуумметры и вакуумметры — предназначены для изме-
рения давления или разрежения неагрессивных жидкостей, газа или пара. Эти
приборы могут использоваться на агрессивных средах с установкой перед прибо-
ром разделительных устройств.
Манометры, вакуумметры и мановакуумметры технические с одновитковой
трубчатой пружиной. Наиболее широкое применение в промышленности получили
манометры и мановакуумметры технические с одновитковой трубчатой пружиной.
Они изготовляются чаще всего показывающими, так как развиваемое пружиной
перестановочное усилие и перемещение свободного конца не всегда достаточны
для обеспечения надежной работы самопишущего механизма. Манометры с одно-
витковой трубчатой пружиной разделяются на технические ^общего и специаль-
ного назначения), контрольные и образцовые. Ниже рассмат| твается монтаж тех-
нических манометров общего назначения, обыкновенных по устойчивости к меха-
ническим воздействиям, воздействию окружающей и измеряемой сред. Эти при-
боры предназначены для измерения избыточного давления и разрежения жид-
костей и газов, не действующих разрушающе на медные сплавы.
Модификации приборов с одновитковой трубчатой пружиной общего назиа-
•чения приведены в табл. 8-3 и рис. 8-6.
В этой серии приборов можно выбрать прибор с любым расположением
фланца (борта): передним, например МОШ1-160, Г МОШ-160, МВОШ1-ЮО; зад-
§ 8-4] Пружинные и сильфонные приборы
415
Таблица 8-3
Присоединительные и установочные размеры манометров,
мановакуумметров, вакуумметров с одиовитковон трубчатой
пружиной общего назначения
Расположение Класс точности Обозначение Габаритные и устаноьоч- ные размеры по рис. S-6, мм
фланца (борта) присоединительного штуцера
Манометры
Без фланца Радиальное 2.5 ОБМ1-100 а
Заднее » 2,5 ОБМ1-1006 б
Переднее Осевое 2,5 МОШЫОО в
Без фланца Радиальное 2,5 ОБМГнЫОО а
Заднее » 2,5 ОБМГнЫООб б
Без фланца > 1,6 ОБМЫ60 г
Заднее > 1,6 ОБМЫ606 д
Переднее Осевое 1,6 МОШЫ60 е
Без фланца Радиальное 1,6 ОБМГнЫбО е
Заднее » 1,6 ОБМГнЫбОб д
Переднее Осевое 1,6 МГнОШЫбО е
Без фланца Радиа пьное 1,6 ОБМГвЫбО
Заднее » 1,6 ОБМГвЫбОб д
М анозакуумметры
Без фланца Радиальное 2,5 ОБМВЬЮО а
Заднее 2,5 ОБМВЫООб б
Переднее Осевое 2,5 МВОШЫ00 в
Без фланца Радиальное 1,6 ОБМВЫ60 е
Заднее > 1,6 ОБМВ1-1606 б
Переднее Осевое 1,6 МВОШ1-160 с
Вакуумметры
Без фланца Радиальное 2.5 ОБВ1-Ю0 а
Заднее » 2,5 ОБВ1-1006 б
Переднее Осевое 2,5 ВОШЬ 100 в
Без фланца Радиальное 1,6 ОБВ1-160 г
Заднее » 1,6 ОБВЫбОб д
Переднее Осе .ое 1.6 ВОШЬ 160 е
Манометры дгч измерения давления газовых сред
Без фланца Радиа пьное 2.5 ГМ-100
Без ф танца 1.6 ГМ-160
Переднее Осевое 1,6 ГМОШ-160
416
Монтаж приборов для измерения давления [Разд. S
ним — ОБМ1-Ю06, ОБМ1-1606, ОБМГ111-1606 и т. д. и без фланца — ОБМ1-10Э,
ОБМВ1-160 и т. п. и, что особенно удобно, с осевым или радиальным расположе-
нием присоединительного штуцера. Для приборов, устанавливаемых по месту,
как правило, удобнее радиальное размещение присоединительного штуцера, а для
приборов, устанавливаемых на щитах, — осевое.
Электроконтактные манометры, вакуумметры и мановакуумметры изготов-
ляются в обычном корпусе (соответственно типов ЭКМ, ЭКВ и ЭКМВ) и взрыво-
Рис. 8 6. Присоединительные и установочные размеры манометров, мановаку-
умметров, вакуумметров с одновитковой трубчатой пружиной общего назначения
(см. табл. 8-3).
непроницаемом корпусе (типа ВЭ-16рб). Манометры типа ЭКМ имеют модифика-
ции ЭКМ-1 и ЭКМ-2.
Трубчатая пружина электроконтактных манометров типа ЭКМ-1 выполнена
из лагуни; приборы эти предназначены для измерения и сигнализации давления
жидкостей и газов, не действующих разрушающе на медные сплавы. Трубчатая
пружина электроконтактных манометров типа ЭКМ-2 выполнена из высоколе-
гированной стали. Приборы типа ЭКМ-2 могут использоваться так же, как при-
боры типа ЭКМ-1, но при условии нейтральности сред к стали.
Рабочее напряжение электроконтактного устройства приборов до 380 В пере-
менного или 220 В постоянного тока. Разрывная мощность контактов 10 В -А при
.максимальном юке 1 А.
Присоединительные и установочные размеры приборов типов ЭКМ, ЭКВ,
ЭКМВ и ВЭ-16рб приведены на рис, 8-7,
§ S-4] Пружинные и сильфонные приборы
417
Манометры пружинные электрические бесшкальные с дистанционной переда-
чей показаний. К этой группе приборов относятся манометры с одновитковой
трубчатой пружиной серии МЭД и МПЭ, предназначенные для измерения избы-
точного давления неагрессивных газов или жидкостей с преобразованием его
в унифицированный электрический сигнал.
Трубы отбора давления присоединяют к приборам при помощи штуцера с на-
ружной резьбой М20 X 1,5. Соединения уплотняют фибровыми или паронито-
выми прокладками.
Рис. 8-7. Габаритные, присоединительные и установочные размеры приборов
типов ЭКМ, ЭКВ, ЭКМВ (а), ВЭ 16рб (о) и схема их внешних соединений (в).
Расстояние от места отбора давления в технологическом трубопроводе или
аппарате до прибора не должно превышать 15 м. Приборы устанавливают в вер-
тикальном положении. Потребляемая мощность у приборов серии МПЭ не более
5 В -А, а серии МЭД — не более 75 В -А.
Бесшкальные преобразователи давления измерительные с силовой компен-
сацией входят в комплекс Государственной системы промышленных приборов
и средств автоматизации (ГСП). Приборы работают по принципу пневматической
или электрической силовой компенсации и предназначены для непрерывного пре-
образования давления измеряемой среды в пропорциональный пневматический
или электрический сигнал.
Преобразователи давления с пневматическим выходным
сигналом используют в комплекте со вторичными приборами, регуляторами
и другими устройствами автоматики, работающими от стандартного (ГОСТ 9468-75)
418
Монтаж приборов для измерения давления [Разд. 8
пневматического входного сигнала 0,2—1 кгс/см2. Преобразователи с элект-
рическим выходным сигналом предназначены для непрерывного
поеобразот шия измеряемого давления в электрический токовый сигнал 0—20
или 0—5 мЛ и используются в комплекте со вторичными приборами и регулято-
рами электронной системы с соответ-
ствующими токовыми входными сиг-
налами.
Измерительные преобразователи
давления системы ГСП имеют ут ифи-
цированные корпуса, установочные и
присоединительные размеры. В каче-
стве примера на рис. 8-8 приведена
установка напоромера сильфонного
типа НС-П. Приборы крепят на стой-
ке из трубы наружным диаметром
30—50 мм.
У манометров сверхвысокого дав-
ления типа МСВ-П (пневматический
выходной сигнал) и МСВ-Э (электриче-
ский выходной сигнал) штуцер для
подключения измеряемого давления
имеет конструкцию, отличающуюся от
других приборов. Он имеет наружную
резьбу МЗЗ X 2 и сферическую при-
соединительную поверхность с R =
— 8 мм для присоединения шарового
ниппеля с помощью накидной гайки.
Манометры, мановакуумметры и
вакуумметры с одновитковой трубчатой
пружиной серии МП4, ВП4 н МВП4
предназначены для измерения давле-
ния (вакуума) жидких и газообразных
неагрессивных сред. Приборы с индек-
сом 111 или IV имеют устройство сиг-
нализации предельных значений пара-
метров, а с индексом V или VI — уст-
ройство дистанционной передачи по-
Рис. 8-8. Установка измерительного
преобразователя давления системы
ГСП типа НС-П.
1 — стойка*, 2 — прибор; 3 — узел под-
ключения измеряемо!о давления; 4 — узел
подключения питания прибора сжатым
воздухом и трубки выходного сигнала.
казаннй. Приборы с индексом IV предназначены для использования в помеще-
ниях и наружных установках, в которых возможно образование смесей газов и
паров 1, 2 и 3-н категорий, групп А, Б и Г (по ПУЭ, гл. VII-3) при температуре
окружающей среды от —50 до +60 °C.
Приборы с индексом III или VI предназначены для эксплуатации в нормаль-
ных помещениях при температуре окружающей среды от 0 до +60° С, а приборы
с индексом V— от+5 до +60 °C и относительной влажности до 80% (индексы III,
IV, V). Приборы с индексами III, IV и VI питаются переменным током напряже-
нием 220 В, частотой 50 Гц. Давление воздуха для питания приборов с индек-
сом V — 1,4 ± 0,14 кгс/см2.
§ 8-5] Особенности монтажа приборов
419
Приборы серии МП4-У с пневматическим выходным сигналом дополняются
двумя малогабаритными (корпус диаметром 40 мм) показывающими манометрами.
Эти манометры указывают во время работы прибора давление питания и давление
вт 1ХОД1ЮГО пневма гического сигнала. И меряемое давление подводится к приборам
трубой с внутренним диаметром не менее 12 мм, а монтаж пневмолиний необхо-
димо производить медной или пластмассовой грубой с внутренним диаметром не
менее 6 мм.
Габаритные, установочные и присоединительные размеры, а также способы
монтажа приборов серий МП4, ВП4 и МВП4 аналогичны вторичным приборам
манометрических термометров серии ТПП4 соответствующих модификаций
(см. рис. 7-8).
Манометры, мановакуумметры, вакуумметры с трубчатой пружиной серий
711 и 712, напоромеры, тягонапоромеры и тягомеры серий 711, 712, 718П и 718Сг
предназначены для итмерения избыточного или вакууммического давления неаг-
рессивных жидкостей и газов. Приборы серии 711 — самопишущие с при-
водом диаграммы от синхронного двигателя, а серии 712 — с приводом от-часо-
вого механизма. Приборы серин 718П — показывающие с пневматиче-
ским выходным сигналом, а 717Сг — показывающие, сигнали тирующие.
Вся группа приборон предназначена для установки в помещениях с темпера-
турой окружающей среды от + 5 до 4 50 С при относительной влажности до 80%.
Питание синхронных двигателей переменным током напряжением 220 В,
частотой 50 Гц. Давление тяпающего воздуха 1,4 I 0,14 кгс/см2. Рабочий диапа-
зон выходных пневматических сигналов 0,2 — 1,0 кт с/см2, расстояние передачи
сигнала до 300 м.
Сигнальное устройство приборов серии 717Сг допускает актив-
ную нагрузку до 40 Вт при напряжении 220 В переменного тока, при частоте 50 Гц
или 220 В постоянного тока. Допускается активная или индуктивно-активная
нагрузка любыми промежуточными реле или контакторами I и II величины.
Габаритные, установочные и присоединительные размеры приборов серий 711,
718 и 712, 717, а также их монтаж аналогичны соответственно вторичным прибо-
рам манометрических термометров серий 711 и 712 (см. рис. 7-7).
8-5. ОСОБЕННОСТИ МОНТАЖА ПРИБОРОВ
НА ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДАХ И ОБОРУДОВАНИИ
Установка манометров, мановакуумметров и вакуумметров вне щитов, т. е.
на технологических трубопроводах, оборудовании или строительных конструк-
Рис. 8 9. Установка технического ма-
нометра на трубопроводе (технологи-
ческом оборудовании) до ру= 16 кгс/см2
и при температуре до 80 °C (измеряемая
среда — газ, жидкость) горизонталь-
но (а) и вертикально (б).
/ — манометр; — трехходовой кран КТК:
3 — закладная конструкция ЗК4-45 70;
4 — прокладка 10x8; 5 — соединитель
НСВ 14 х М20; 6 — трубопровод.
циях зданий и сооружений, в проектах автоматизации именуется установкой «по
месту». По месту монтируют, как правило, приборы общего назначения, напри-
мер, серий ОБМ, ОБ В, ОБМВ с корпусами диаметром 100 мм; для мест, удалец-
420
Монтаж приборов для измерения давления [Разд. 8
ных от площадок обслуживания, могут предусматриваться приборы с корпусами
диаметром 160 мм. По месту устанавливают все разновидности бесшкальных при-
боров-датчиков, например, серий МЭД, ММЭ, МАДМЭ, МПЭ, а также всю группу
датчиков системы ГСП.
При монтаже технических манометров на трубопроводах и технологическом
оборудовании должны соблюдаться следующие условия.
Технические манометры могут устанавливаться непосредственно на трубо-
проводе на горизонтальном (рис. 8-9, а и 8-10) или вертикальном участке
(рис. 8 9, б), на технологическом обо-
Рис. 8-10.
рудовании (рис. 8-10); на кронштейне
(рис. 8-11), прикрепляемом к стене
сваркой (на металлической стене),
болтами или дюбелями (на кирпичной
или бетонной стене) (рис. 8-11). У места
отбора давления рекомендуется ycia-
навливать отключающие вентили. При
Рис. 8-11.
Рис. 8-10. Установка технических манометров с кольцеобразной сифонной труб-
кой на горячих трубопроводах (технологическом оборудовании).
а — с трехходовым краном типа КТК (ДО Ру = 16 кгс/см! и при темпера1уре до 225 °C);
б—с трехходовым краном типа 1014-00Б (до Ру = 200 кгс/см- и при температуре до
450 °C); в — с двумя вентилями типа ВИ-15 (до Ру = 160 кгс/см') и при температуре до
120 °C) и типа ВВД-1/»" (До Ру = 160 кгс/см2 и при температуре до 400 °C); 1 — мано-
метр; 2 — кольцеобразная трубка; 3 — трехходовой крап; 4 — вентили; 5 — закладная
конструкция ЗК4-47-70; 6 — трубопровод- 7 — легкосннмаемый изоляционный 'той.
Рис. 8-11. Установка технического манометра на кронштейне.
1 — манометр; 2 — кронштейн; 3 — болты или дюбеля. 4 — трехходовой кран.
давлении среды, превышающем 3 кгс/см2, и длине соединительной линии более
3 м установка вентиля обязательна.
Соединительные линии к приборам необходимо прокладывать так, чтобы
исключалось образование газовых мешков (при измерении давления жидкости)
или гидравлических пробок (при измерении давления газа).
Продувка соединительных линий и прибора может осуществляться через
трехходовые краны (рис. 8-12 и 8 13) либо через специальные продувочные линии
(рис. 8-14). Перед включением манометра в работу трехходовой кран перед при-
бором необходимо закрыть до заполнения соединительной линии, а также кольце-
образной или петлеобразной трубки остывшей жидкое 1ью.
При измерении давления неагрессивной жидкости или газа при температуре
среды более 80 °C или при наличии пульсаций давления среды приборы, монти-
§ 8-5] Особенности монтажа приборов
421
руемые на технологических аппаратах и трубопроводах, должны иметь защитные
кольцеобразные или петлеобразные сифонные трубки (см. рис. 8-10). При тем-
пературе среды ниже 80 СС и при отсутствии колебаний давления среды установка
таких трубок не обязательна (см. рис. 8-9).
Закладные конструкции (ЗК) (поз. 3 на рис. 8-9 и 5 на рис. 8-10) устанавли-
вают организации, ведущие монтаж технологического оборудования и трубо-
проводов.
В зависимости от взаимного расположения приборов и трубопроводов, дав-
ления, температуры и агрессивности измеряемых сред изменяются схемы уста-
новки манометров. Ниже приведены наиболее характерные схемы установки
манометров, учитывающие эти зависимости.
Рис. 8-12. Установка манометра на трубопроводе.
а — отборное устройство с кольцеобразной сифэииои трубкой; б — отборное устройство
с петлеобразной сифонной трубкой; в — отборное устройство без сифониои трубки; / —
манометр; 2 — трехходовой край; 3 — импульсная трубка; 4 — кольцеобразная сифон-
ная трубка; 5 — петлеобразная сифонная трубка.
На рис. 8-13 представлены схемы соединения приборов для измерения дав-
ления неагрессивной жидкости и пара, размещаемых ниже (рис. 8-13, а) и выше
(рис. 8-13, б и в) отбора давления (разрежения), при температуре среды до 100 ~С
и давления до ру = 16 кгс/см2. В этом случае для продувки импульсных линий
разрешается применение трехходовых кранов типа КТК. При температуре среды
выше 100 °C и давлении выше />у = 16 кгс/см2 применение трехходовых кранов
типа КТК не допускается. В эгом случае следусг применять трехходовой кран
типа 1014-00Б (см. рис. 8-10, б) или заменять его двумя вентилями на соответст-
вующее давление (см. рис. 8-10, в).
На рис. 8-15, а и б представлены схемы соединения прибора при измерении
давления неагрессивного сухого газа при расположении прибора ниже или выше
отбора давления при температуре среды до 100 °C и давлении до ру = 16 кгс/см2.
При измерении давления влажного неагоессивного газа схема соединения допол-
няется сборником конденсата (рис. 8-15,в).
Схемы соединения прибора при измерении давления неагрессивного газа при
его температуре выше 100 °C и давлении выше ру > 16 кгс/см2 представлены на
рис. 8-16.
На рис. 8-17 и 8-18 показаны схемы монтажа манометров для измерения дав-
ления агрессивного газа (рис. 8-15) и агрессивной или вязкой жидкости (рис. 8-18).
В этом случае схемы дополняются разделительными сосудами. На рис. 8-17, а
представлена схема измерения давления агрессивного газа, когда манометр раз-
422
Монтаж приборов для измерения давления [Разд. 8
Рис. 8-13. Установка манометра для
измерения давления неагрессивной
жидкости и пара до ру — 16 кгс/см2
и при температу ре до 100 °C.
а — манометр ниже отбора давления при
измерении давления жидкости и пара;
б — манометр выше отбора давления при
измерении давления жидкости; в — мано-
метр выше отбора давления при измерении
давления пара; / — манометр; 2 — трех-
ходовой кран; 3 — импульсная трубка;
4 — вентиль запорный; 5 — переходные
трубные соединения.
Рис. 8-14. Установка манометра для
измерения давления неагрессивной
жид кости или пара при гемперагуре
выше 100 °C и ру > 16 кгс/см2.
а — манометр ниже отбооа давления при
измерении давления жидкости; б — мано-
метр выше отбора давления при измере-
нии давления жидкости; в— манометр
выше отбора давления при измерении дав-
ления пара; / — манометр; 2 — вентиль
запорный, 3 — импульсная трубка; 4 —
переходные трубные соединения.
Рис. 8-15. Установка манометра для
и '-мерения давления неагрессивного
сухого (а и б) и влажного (в) газов
до ру = 16 Kic/см2 при температуре
до 100 °C.
Рис. 8-16. Установка манометра для
измерения давления неагрессивного
сухого (а и б) и влажного (в) газов
при температуре выше 100 °C и
Ру > 16 кгс/см2.
/ — манометр; 2 — вентиль запорный;
3 — импульсная трубка; 4 — переходное
трубное соединение; 5 — сборник конден-
сата.
1 — манометр; 2 — трехходовой край;
3 — импульсная трубка; 4 — вентиль за-
порный; 5 — переходные трубные соеди-
нения; 6 — сборник конденсата.
§ 8-6] Сигнализаторы давления
423
мещается ниже отбора давления и плотность разделительной жидкости больше
плотности измеряемой среды. На рис. 8-17, б манометр размещается выше отбора
давления и плотность разделительной жидкости также больше плотности измеряе-
мой среды. Так же построены схемы для агрессивной или вязкой жидкости
(рис. 8-18, о). В этом случае схемы дополняются арматурой для дренажа, причем
плотность разделительной жидкости для случая, представленного на рис. 8 18, а,
больше плотности измеряемой жидкости.
Рис. 8-17. Установка манометра для
измерения давления агрессивного газа
при плотности раз не тигельной жид-
кости, большей плотности измеряемой
среды, и при расположении манометра
ниже (ст) и выше (б) отбора давления.
/ — манометр; 2 — трехходовой кран;
3 — имлул’сная трубка; 4 — вентиль за-
порной; 5 — переходное трубное соедине-
ние; 6 — разделительный сосуд.
Рис. 8-18. Установка манометра для
измерения давления агрессивной или
вязкой жидкости при плотности разде-
лительной жидкости большей (а) и
меньшей (б) плотности измеряемой
среды, и при расположении манометра
ниже и выше места отбора давления.
/ — манометр; 2 ~ трехходовой кран;
3 — импульсная трубка; 4 — вентиль за-
порный; 5 — переходное трубное соедине-
ние; 6 — разделительный сосуд.
Приведенные схемы относятся как к приборам, монтируемым по месту, так
и к приборам, устанавливаемым на щитах и стативах.
При установке приборов по месту дренажные линии (см. рис. 8-14 и 8-18)
подводятся к дренажным коллекторам соответствующего назначения и давления.
При установке приборов на щитах и стативах могут выполняться свои дре-
нажные коллекторы. Для контроля за сбросом дренажных жидкостей (если среда
не агрессивна и не выделяет вредных веществ) дренажные трубки подводят к кол-
лекторам с разрывом, т. е. через воронки. Монтаж сосудов с разделительной
жидкостью для агрессивных сред (рис. 8 18) описан в разд. 9 — монтаж приборов
для измерения расхода. Типы наиболее часто применяемой запорной трубопро-
водной аппаратуры в схемах установки приборов давления приведены в приложе-
нии (см. стр. 719).
Монтаж трубных и электрических проводок к приборам давления и разре-
жения производится в соответствии с разд. 5 и 6. При этом необходимо соблюдать
направление уклонов, показанное на рис. 8-13—8-18.
8-6. СИГНАЛИЗАТОРЫ ДАВЛЕНИЯ
Сигнализаторы давления предназначаются для автоматического замыкания
электрических цепей управления, сигнализации или позиционного регулирования
при повышении или понижении давления (перепада давления) рабочей среды
424
Монтаж приборов для измерения давления [Разд. 8
сверх установленных пределов. Сигнализаторы давления делятся на три группы:
сигнализаторы падения давления, сигнализаторы повышения давления и диффе-
ренциальные сигнализаторы, сигнализирующие разность давлений. В зависи-
мости от вида чувствительного элемента сигнализаторы давления подразделяются
на хембранные, сильфонные и с трубчатой пружиной.
Общие положения по монтажу сигнализаторов давления сводятся к следую-
щему: в месте установки сигнализаторов не должно быть значительной вибрации;
место установки должно обеспечивать удобство монтажа, возможность периодиче-
ского обслуживания и настройки приборов; в окружающей среде не должно быть
агрессивных газов, разрушающе действующих на обычные конструкционные
материалы.
Рис. 8-19. Перепадомеры типов ДПН и ДНТ.
1 — нижний штуцер; 2 — верхний штуцер; 3 — сальник длн ввода кабеля; 4 — крон-
Ш1611Н.
При наличии указанных нежелательных условий необходимо выбирать спе-
циальные приборы или применять специальные защитные устройства.
Реле давления типов РД-1; РД-3; РД-4 монтируют, как правило, на стативах
или щитах в следующем порядке: устанавливают реле давления с помощью трех
или четырех крепежных болтов с выверкой по уровню и отвесу; к ниппелю под-
водят импульсную трубу и плотно зажимают накидной гайкой. При затягивании
накидной гайки необходимо вторым ключом поддерживать шестигранник штуцера;
через сальник вводят и разделывают кабель и присоединяют его жилы к соответст-
вующим зажимам; корпус прибора заземляют в соответствии с проектом; задают
уставку реле на срабатывание; проверяют правильность соединений.
Отдельные разновидности реле давления монтируются непосредственно на
трубопроводе.
Датчики давлений, напоромеры, тягомеры, перепадомеры, тягонапоромеры
серий ДД, ДН, ДТ, ДПН, ДНГ монтируют по месту в вертикальном положении,
штуцером вниз. Крепление осуществляется с помощью двух болтов М8. Угол
отклонения от вертикали, при котором гарантируется точность срабатывания,
не Солее 30° для сильфонных и не более 5“' для мембранных датчиков.
Для приборов серии ДПН и ДНТ (рис. 8-19) к нижнему штуцеру 1 подводится
большее давление, а к верхнему 2 — меньшее.
Датчики давления и напора имеют только нижний штуцер, а тягомеры —
только верхний. При использовании прибора ДНТ как напоромера импульсную
§ 6-7] Установка отборных устройств
425
трубу подводят к нижнему штуцеру; если же прибор используют как тягомер, то
импу 1ьсиую трубу подводят к верхнему штуцеру.
Реле давления типа РДС может служить одним из наиболее характерных
примеров сигнализаторов с трубчатой пружиной. Чувствительными элементами
ре те являются трубчатая одиовигковая пружина, упругая дсформааия которой
используется для поворота двух ртутных переключателей: одни из них замыкаю-
щий, другой — ра гмыкающий. Ратрывная мощность переключателей при пере-
менном токе и безындуктивной нагрузке 300 В -А при 220 В переменного тока.
Прибор монтируют так же, как манометр типа ЭКМ.
8-7. УСТАНОВКА ОТБОРНЫХ УСТРОЙСТВ ДАВЛГНИЯ И РАЗРБЖЕНИЯ
Отборные устройства давления и разрежения устанавливаются на техноло-
гическом оборудовании и трубопроводах и служат для периодического или непре-
рывного отбора измеряемой среды. Отборные устройства для приборов, измеряю-
щих давление н разрежение неагрессивных сред, сухих и нсзапыленных газов,
приведены в разд. 3. Остальные отборные устройства давления и разрежения
являются специальными н выполняются по индивидуальным рабочим чертежам
проекта.
Отборные устройства, как правило, должны иметь запорные органы. Уста-
новка отборных ycipoiicTB бет запорной арматуры допускается при замерах раз-
режения до 100 кгс/см2 в печах и топках и замере давления неядовитых газов
(например, вентиляторного воздуха при давлении не более 700 кге/м2). Размещать
отборные устройства желательно в местах, где скорость движения среды наимень-
шая, поток плавный без завихрений, т. е. на прямолинейных участках трубопро-
водов, при максимальном расстоянии от запорных устройств, колен, компенсато-
ров и других гидравлических сопротивлений.
Отборы давления воды нли других жидкостей на горизонтальном или наклон-
ном трубопроводе должны ввариваться ниже горизонтальной оси трубопровода
и во всех случаях с уклоном таким образом, чтобы воздух или газ, выделяющиеся
из жидкости в импульсной трубе, имели свободный выход в трубопровод.
СЬборы давления пара в горизонтальном и наклонном трубопроводах монти-
руют в верхней части трубопровода. Типичные случаи установки отборных уст-
ройств для измерения давления и разрежения приведены в табл. 8-4.
Отборы давления (разрежения) газа и воздуха в горизонтальном или наклон-
ном трубопроводе монтируют выше оси трубы и во всех случаях с уклоном, обес-
печивающим слив конденсата в трубопроводы. Конструкция отборов должна пре-
дусматривать возможность их очистки. Для этого труба отборного устройства
давления (разреженна) (табл. 8-4) снабжается заглушкой, отвинтив которую можно
прочистить отборное устройство
Типичные случаи установки закладных конструкций для отборных устройств
приведены в табл. 8-5.
Типовые закладные конструкции применимы для трубопроводов и аппара-
тов, выполненных только из у. леродистой стали. Монтаж закладных конструкций
на технологических трубопроводах и оборудовании производится до изоляции
трубопроводов и до их гидравлического испытания.
Штуцер отборных устройств, рассчитанных на давление до = 16 кгс/см2,
может изготовляться из водогазопроводпых труб (рис. 8-20). При давлении до
100 кгс/см2 штуцер рассверливается сразу на всю длину при его изготовлении.
Для давления более 100 кгс/см2 сверление глухой части штуцера выполняется
после ею приварки. Размеры штуцера И (рис. 8-20, б) зависит от толщины слоя
изоляции и может быть 50 или 100 мм. Закладные конструкции снабжаются за-
глушками (табл. 8-5), предохраняющими трубопроводы и оборудование от загряз-
нения, а резьбы штуцера — от механических повреждений, а также позволяющи-
ми выполнять гидравлические испытания без установки отборного устройства.
Перед подсоединением отборного устройства заглушки и прокладки снимают
426
Монтаж приборов для измерения давления [Разд. 8
Таблица 8-4
Установка отборных устройств для измерения давления и разрежения
Схема установки отборного
усхройства
150мак^
Характеристика, наименование деталей
и облаоь применения
Установка на трубопроводе по ТК4 3151-70.
Измеряемая среда — газ, давление до
ру = 1 кгс/см2, температура до 60 °C
I — вентиль типа 15ЬаОР-2М, D — 10 (соединяется
пайкой, припой 11МЦ-54); ’2 — закладная кон-
струкция ЗК1-48-70; 3— импульсная труба
Установка на трубопроводе по ТК4-3152-70.
Измеряемая среда — вода, нефть, масло,
давление до pv= 10 кгс/см2, температура
до 80 °C
I— кран типа Пчббк, 15, соединяется труб-
ной резобой 1/2' на сурике с подмоткой пакли;
2— закладная конструкция ЗК4-48-70; 3—им-
пульсная труба _
Установка па трубопроводе с изоляцией по
ТК4-3153-70. Измеряемая среда — газ,
жидкость, пар, давление до ру =64 кгс/см2,
температура до 200 °C
/ — отборное устройство по ТК4-126-68; 2— за-
кладная конструкция ЗК1-47-70; 3— вентиль
типа ЗВ; 4— импульсная труба; 5—легкосни-
маемый слой изоляции
Установка на горизонтальном трубопроводе
по ТК4-3149-70. Измеряемая среда —
жидкость, пар, давление до ру = 100 кгс/см2,
температура до 425СС
1— труба 14x2с закладной конструкцией 3K4-4G-70;
2 — вентиль типа 800-1ЮБ; 3 — изоляция трубопро-
вода; 4 — импульсная труба
§ S-7] Установка отборных устройств
427
/
Продолжение табл. 8-4
Схема установки отборного
устрой1 тва
^600
Характеристика, наименование деталей
н область применения
Установка на вертикальном трубопроводе
по ТК4-3150-70. Измеряемая среда —
жидкость, пар, давление до Ру= 100кгс/см2,
температура до 425 °C
/ — труба отбора 14x2; 2—вентиль типа 890-00Б;
3—такладная конструкция ЗК4-48-70; 4—им-
пульсная сруба
Установка на горизонтальном газоходе с ме-
таллической обшивкой по ТК4-3154-70.
Измеряемая среда—запыленный газ, да-
вление до ру = 1 кгс/см2
/ — отборное устройство го ТК4-127-70, исполне-
ние I; 2. — импульсная труба; 3—обсадная
труба
То же, но по ТК4-3155-70 на вертикальном
газоходе
Установка на горизонтальном газоходе по
ТК4-3156-70. Измеряемая среда—запылен-
ный газ, давление до ру = 1 кгс/см2
/ — отборное устройство давления или разрежения
no ТК4-127-70, исполнение II; 2 — импульсная
труба; 8 — заглушка; 4 — обсадная труба
428
Монтаж приборов для измерения давления [Разд. 8
Продолжение табл. 8-1
Схема установки опорного
устройс1ьа
Характеристика, наименование деталей
и область применения
То же, но по TK4-3157-7D на вертикальном
газоходе
Установка на горизонтальном трубопроводе
по TR4-3158-70. Измеряемая среда — чи-
стый газ, давление до ру=1 кгс/см2
/ — отборное устройство давления или разреже-
ния по ТК4-128-70; 2 — импульсная труба;
3 — заглушка
То же, ио по ТК4-3159-70 на вертикальном
трубопроводе
с закладных конструкций и передают в распоряжение организации, выполняющей
монтаж приборов и средств автоматизации. Привариваемые к трубопроводам шту-
цера, как правило, не должны выступать внутрь трубопровода во избежание
образования завихрений у мест отборов. При измерении давления запыленных
газов, кроме отборных устройств с обсадными трубами, применяются устройства
с циклонами (рис. 8-21) по типовой конструкции ТК4-429-68.
При измерениях давления агрессивных сред отборы давления должны иметь
разделительные сосуды, которые необходимо устанавливать как можно ближе
к отборным устройствам. Заполнение сосудов разделительной жидкостью выпол-
няется организацией, занимающейся наладкой приборов и средств автомати-
зации.
При измерении ^давления агрессивных и вязких сред могут также приме-
няться отборные устройства с мембранным или специальным разделителями
(рис. 8-22).
Разделители служат для предохранения чувствительных элементов — мем-
бран, сильфонов, трубчатых пружин — от попадания в них полимеризующихся,
кристаллизирующихся, агрессивных или загрязненных сред. Измеряемое давле-
ние воздействует па мембрану и с помощью разделительной жидкости передается
чувствительному элементу' прибора.
8-7] Установка отборных устройств
429
Таблица 8-5
Закладные конструкции для отборных устройств давления
и разрежения
Установка на трубопроводе
Тип, характеристика, наименование деталей
и область применения
ЗК4-45-70. Установка на трубопроводе с давле-
нием измеряемой среды до ру= 100 кгс/см* 1 2 3
и температурой до 80 ‘С
1 — ипуцер М20х1, 5-100; 2—заглушка М20Х1.5;
3 —прокладка 10X18
ЗК4-46-70. Установка на трубопроводе с давле-
нием вымеряемой среды до ру = 100 кгс/см2
и температурой до 450'С
1 — ипуцер М20Х1.5-100; 2—заглушка М20Х1.5;
3 — прокладка 10х 12; 4 — легкосинмаемый слой
изоляции
ЗК4-47-70. Установка на трубопроводе с давле-
нием измеряемой среды до ру = 200 кгс/см2
и температурой до 450СС
/— штуцер М27х2-100; 2— заглушка М27Х2;
3 — прокладка 20X26; 4 — легкосинмаемый слой
изоляции
ЗК4-48-70. Установка на трубопроводе с давле-
нием измеряемой среды до ру=16 кгс/см2 и
температурой до 80 СС
/ — штуцер с трубной резьбой 1/2"-50; 2 — заглушка
КЗ-1/2"; 3 — прокладка 10x18
430
Монтаж приборов для измерения давления [Разе). 8
Конструкция мембранных разделителей типа РМ приведена на рис. 8-23.
Температура среды при применении этих мембранных разделителей должна быть
в пределах 60—ПО сС. Э1О требование вызвано свойствами кремнийорганической
жидкости № 2, kotojoh заполняется внутреннее пространство разделителя. В
случае необходимости измерений сред с температурой до 200° С рекомендуется
олнение разделителей соответствующим видом полиэтилаксановой жидкости
Рис. 8-20.
Рис. 8-21.
Рис. 8-20. Штуцера отборных устройств при давлении до 16 кгс/см2 (а), до
100 кгс/см2 (б) и более 100 кгс/см2 (в).
Рис. 8-21. Установка отборов разрежения загылепного газа на вертикальном
газопроводе при направлении потока газа сверху вниз (о) и снизу вверх (б).
1 — циклон; 2 — заглушка; 3 — прокладка; 4 — импульсная груба, 5 — соединитель-
ная 1айка типа СГ.
Рис. 8-22. Мембранные разделители.
а — установка мембранного разделителя типа РМ на трубопроводе; б—мем "ранный
разделитель типа У ВС; в — мембранный разделитель типа УАС, / — манометр; 2 — мем-
брана разделителя, :i — трубопровод; 4 — штуцер для заливки раздет и тельной жид® сети;
5*— продувочный клапан: 6 — штуцер для подсоединения импульсной трубы от -мано-
метра; 7 — штуцер для присоединения импульсной трубы от отборного устройства;
8 — корпус разделителя типа У ВС; 9 — крепежная плата разделителя типа У АС.
§ 5=7] Установка отборных устройств
431
М .10,?
Рис. 8-23. Конструкция мембранных разделителей типа РМ.
а — модели 5з19; б — 5320; в — 5321; е — 5322; д — 5494; е — 5497; / — фшнец из
стали 35; 2 — корпус; 3 — пр<т 1адка из фибры; 4 — мембрана; 5 — болты (8 штук);
6 — фланец из стали Х18Н10Т; 7 — прокладка из полиэтилена; 8 — кожух.
432
Монтаж приборов для измерения давления [Разд. 8
Штуцер
манометра
Рис. 8-24. Соединитель
гибкий рукавный мо-
дели 5326.
<ье
MWrfS
мгоцч
Если при хранении и эксплуатации исключается наличие минусовых темпе-
ратур, а температура измеряемой среды ниже 4-80 °C, то допускается заполнение
разделителей дистиллированной водой или водоглицериновой смссыо.
Монтаж разделителей серий 5320 и 5322 ведется следующим
образом: с разделителей снимают защитный полиэтиленовый кожух 8 (рис. 8-23),
служащий для предохранения мембраны от повреждения и удерживающий от вы-
падания болты 5; разделитель ставят в подготовлен-
ное место установки, которое выбирают по соображе-
ниям удобства размещения обслуживаемого прибора,
после чего затягивают болты 5. В гнездо разделителя
М20 X 1,5 устанавливают прибор.
Для соединения разделителей
серий 5319, 5321 и 5497 с местом отбора давления
предусмотрен штуцер с наружной резьбой А120 X 1,5,
а разделитель 5494 имеет в нижнем фланце два входа
с внутренней резьбой труб 1/2", что позволяет под-
ключать его как с одной, так и с двух сторон. С двух
сторон этот разделитель подключают в том случае,
когда необходим проток жидкости через разделитель.
Для приборов-датчиков ГСП комплектно с разде-
лителем поставляется соединитель (рис. 8-24), позво-
ляющий отнести прибор ог места установки раздели-
теля. Один конец соединителя ввинчивается в разде-
литель, а другой навинчивается на штуцер манометра,
'щественно упрощает процесс заполнения разделителя
промежуточной жидкостью.
В случае поставки прибора с собранным мембранным разделителем или при-
бора с разделителем и соединителем категорически запрещается их разделение
перед монтажом во избежание вЫтекапия жидкости.
При измерении давления вязких сред может быть использовано раздели-
тельное устройство типа УВС (см. рис. 8-22, б), выбираемое по условному проходу
технологического трубопровода Оу (табл. 8-6).
Таблица 8-6
Наличие соединителя
Модификация УВС (рис. 8-22, б) Размеры, мм
Dy А Б
1 50 280 162
2 80 300 177
3 100 310 197
Надмембранное пространство устройства типа УВС заполняется глицерином
или трансформаторным маслом. Устройство УВС устанавливают с помощью флан-
цев. Монтаж устройства выполняет организация, ведущая монтаж технологичес-
ких трубопроводов. Импульсная труба к прибору давления (разрежения) крепится
с помощью штуцера (см. рис. 8-22).
При измерении давления агрессивных сред также применяется устройство
УАС. Разделительной жидкостью служит глицерин или минеральное масло. Уст-
ройство УАС монтируют на вертикальной стенке или подставке платой 9 при по-
мощи двух болтов М16. Импульсная труба крепится к штуцеру 7 при помощи на-
кидной гайки (на рис. 8-22, в не показана).
, Отборы давления (разрежения) влажных и загрязненных газов должны иметь
циклоны и влагоотделители. Врезка отборных устройств в оборудование и трубо-
проводы выполняется организациями, изготовляющими и монтирующими техно-
§ 8-7] Установка отборных устройств
433
Таблица 8-7
Прокладочные материалы
Материал прокладок Среда Давление, к гс 'см2, До Темпе ра- гура, "С, до
Паронит прокладочный Вода производственная 50 450
(ЮСГ 481-71) Пар насыщенный и перегретын 50 450
Конденсат паровой и горячая вода 64 230
С?ка гы й возд) х, азот, и нс р тн ы й газ 50 120
Га зы (азот, водород, yi лекне- лый газ) и газовые смеси (воздух, коксовый газ, полу- водяной газ) 35 425
Бензол, бен ши, нефть, нефте- продукт, масло, мазут, смола 25 200
«Аммиак жидкий и газообраз- ный 25 30
Вода аммиачная, эфирная и т. п. 40 200
Эфир, эфироальдегидпая фрак- ция 25 200
• ('пир г этиловый, метиловый, пропиловый и т. п.; спир го- вне растворы; спирты высшие (бутиловые, амиловые и т. п ); углеводороды и другие орга- нические соединения 64 300
Ацетилен 2,5 —
Асбестовый картой (ГОСТ 2850-75) Горячие газы (азот, водород, углекислый газ) и »а югые смеси (воздух, полуводяной газ, коксовый газ) 3 500
Асбестовый картон, про- питанный силикатом Олеум, серная кислота 15%-ной концентрации и выше 10 120
(ГОСТ 2852-75) Генераторный, контактный и ре- генерационный газы 25 450
Картон прокладочный, пропитанный маслом Конденсат паровой и горячая вода 6 30
(ГОСТ 9347-74) Сжатый воздух, азот, инертный газ 6 50
Бензол, бензин, нефть, нефте- продукты, масла, мазут, смола 10 40
Картон прокладочный (ГОСТ 9347-74) Спирт этиловый, метиловый, пропиловый и т. п.; спирто- вые растворы; спирты высшие (бутиловые, амиловые, пено- резгент и т. п.) 6 70
434
Монтаж приборов для измерения давления [Разд. 8
Продолжение табл. 8-7
Материал прокладок Ср ;а Давление, кгед м2» До Темпер 1- iypa. С, До
Клингерит (перед уста- Пар насыщенный и перегретый 80 450
новкой прокладку сма- чивают мыльной водой и посыпают графитом)
Фибра по ГОСТ 14G13-69 (не допускается приме- нять во влажной и жир- Воздух, углекислота и тому по- добные нейтральные газовые смеси 500 75
ной средах)
Резина групп I, 11 и III Вода производственная 3 40
по ТУ МХП 233-П (одна прокладка)
Резина групп I, II и III Вода произ'одствениая 6 60
(две прокладки)
Резина группы IV (две прокладки) Конденсат паровой и горячая вода 6 80
Резина маслостойкая групп VI, VIA, VII, Vila, VII6, VIII Бензол, бензин, нефть, нефте- продукты, масла, мазут, смола 25 200
Резина сплошная груп- пы III Соляная кислота — —
Медь марок Ml и М2 по Вакуум — —
ГОСТ 859-66 (проклад- Вода, пар о) 425
ки отжигать при 700 — 750 °C)
Сталь марок Ст.2 и Ст.З Пар насыщенный и перегретый 60 425
Сталь 15М (отожженная) То же 140 500
Сталь 20 Водородсодержащие среды 320 200
Сталь 20 и 20ХГ для То же 700 200
труб £)у= 15 мм
Сталь ЭИ-578 Водородсодержащие среды 700 510
Сталь 1Х18Н9Т Кислотосодержащие среды 320 200
Сталь 08 Олеум, серная кислота 15%-ной концентрации и выше 40 Г20
Углеводороды и другие взрыве- Свыше Свыше
опасные продукты 40 300
Алюминий (ГОСТ 11070-74) Азотно-водородные смеси, кис- лород, азотная кислоiа — —
Пар 20 300
Нефть, масло 30 300
§ 8-7] Установка отборных устройств
435
Продолжение табл. 8-7
Материал прокладок Среда Давление, кгс/см2, до Темпера- тура, °C, ДО
Свинец (ГОСТ 1292-74) Сернокислые среды, растворы сернокислых солей, кислоты 2 25
Фторопласт-4 (ГОСТ 10007-72) Кислоты, щелочи, растворители и другие агрессивные жидко- сти 5 От —60 до +250
Полиэтилен низкого да- вления (ГОСТ 10338-74) Кислоты 5 25
логическое оборудование и трубопроводы. Подготовка отверстий в кирпичной
кладке и исследующая их заделка раствором осуществляются организацией,
выполняющей кладку. Размещение отборных устройств необходимо выполнять
в процессе монтажа технологического оборудования и трубопроводов.
По окончании монтажа отборного устройства его проверяют на прочность
и герметичность. Желательно эту проверку производить совместно с испытанием
технологических оборудована и трубопроводов.
Индивидуальное опробование приборов (при неработающем технологическом
оборудовании), испытание трубных и электрических проводок и сдача их в эксп-
луатацию производится после выполнения всего комплекса монтажных работ.
К сдаче предъявляются полностью смонтированные приборы и средства автома-
тизации. Порядок контроля и сдачи приборов измерения давления и разрежения
не имеет специфических особенностей и не отличается от общих указаний, приве-
денных в разд. 1.
Испытание трубных и электрических проводок выполняется в соответствии
с требованиями, изложенными соответственно в разд. 5 и 6.
Прокладочные материалы, применяемые при монтаже приборов измерения
давления и разрежения, приведены в табл. 8-7.
РАЗДЕЛ ДЕВЯТЫЙ
МОНТАЖ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ РАСХОДА
СОДЕРЖАНИЕ
9-1. Общие положения .................................................... 43G
9-2. Приемные преобразователи (приемники} переменного псгнпадз........... 437
Диафрагмы (440). С >пла (442). Монгаж сужлющих устройсги (444).
9-3 Дифференциальные манометоы......................................... 449
Принцип действия. Основные характерно пкп (449). Установочные и присое-
динительные размеры (453). Схемы установки и обвязки дифманометров (405).
Монтаж дифманометров (511).
9-4. Соединительные линии............................................... 513
Схемы соединительных линий при измерении расхода жидкостей (515) Схемы
соединительных липни при измерении расхода газа (5181. Схемы соедини-
тельных линий при измерении расхода водяного пара (521).
9-5. Вспомогательные устройства.......................................... 522
9-1, ОБЩИЕ ПОЛОЖЕНИЯ
Количество вещества, проходящее по трубопроводу в единицу времени, назы-
вают расходом. В зависимости от особенностей технологии производства и состоя-
ния вещества различают объемный и массовый расход. Ддя жидкостей и газов, как
правило, измеряют объемный, а для паров — массовый расход. Когда жидкости
смешиваются с сыпучими веществами, измерение их расхода выражают также
в единицах массового расхода. За единицу измерения объемного расхода жидкос-
тей чаще всего принимают метр кубический в час (м3/ч) или литр в секунду (л/с),
а газов — метр кубический в час (м3/ч). Единицами массового расхода являются
килограмм в час (кг/ч) или тонна в час (т/ч).
Существует пять основных методов измерения расхода: объемный, скорост-
ной, дроссельный, обтекания и индукционный.
Сущность объемного метода заключается в суммировании отме-
ренных объемов жидкости в единицу времени. Объемные расходомеры преимуще-
ственно применяют для измерения расхода вязких жидкостей (жирные кислоты,
мазуты, масла и другие нефтепродукты). Измеряющим органом прибора является
калиброванная камера (камеры), устанавливаемая в рассечку трубопровода.
Прибор (счетчик) отсчитывает количества объемов жидкости, вытесненных из
измерительной камеры прибора под действием разности давлений среды до и после
камеры. На этом принципе устроены мазутомеры, бензомеры.
Скоростной метод основан на измерении скорости протекания жид-
кости по трубопроводу, поскольку скорость эквивалентна расходу. Скоростные
расходомеры служат для измерения расхода воды, масел и называются поэтому
водо- и масломерами. Скоростной расходомер врезают в технологический трубо-
провод с измеряемой средой. В результате измерительный орган такого расходо-
мера — крыльчатка оказывается в потоке жидкости. Прибор отсчитывает число
оборотов крыльчатки в единицу времени.
Дроссельный метод является развитием скоростного метода. Он
состоит в измерении перепада давления, создаваемого дроссельным устройством
при движении вещества в трубопроводе. Перепад давления пропорционален изме-
нению скорости. Дроссельные расходомеры применяют для измерения расхода
ЕсеЕозксжпых жидкостей, паров и газов. Дроссельный расходомер состоит из
§ 9-2] Приемные преобразователи переменного перепада
437
двух частей: дросселя (сужающего устройства), устанавливаемого непосредст-
венно в трубопровод с измеряемой средой, и дифманометра, место установки кото-
рого определяется эксплуатационной целесообразностью. Оба устройства соеди-
нены между собой соединительными линиями, передающими импульс от сужаю-
щего устройства (дросселя) к дифманометру.
Метод обтекания основан на измерении вертикального перемещения
поплавка (поршня) в зависимости oi расхода вещества, облекающего поплавок
в камере прибора. Расходомеры обтекания — ротаметры — применяют для изме-
рения небольших расходов жидких и газообразных сред. И верительным органом
ротаметров является поплавок или поршень, вертикальное перемещение которого
зависит от расхода. Противодействующей силой в этих приборах является вес
поплавка. Перепад давления среды па ротаметре практически постоянен, поэтому
ротаметры называют расходомерами постоянного перепада.
Индукционный метод состоит в измерении э. д. с., индуктируе-
мой потоком электропроводной жидкости, пропорциональной скорости потока
жидкости в трубопроводе, т. е. ее расходу. Индукционные расходомеры приме-
няют ддя измерения расхода электропроводных агрессивных, вязких, абразив-
ных сред, пульп и жидких металлов. Измерительным органом индукционных рас-
ходомеров служит трубопровод-датчик с введенными в пего электродами, передаю-
щими на усилитель индуктируемую потоком э. д. с.
Исходя из конструктивных особенностей, перечисленные приборы для изме-
рения расхода жидкости, пара, газа и воздуха по способу монтажа можно разде-
лить на две основные группы: приборы, устанавливаемые непосредственно в тех-
нологические трубопроводы, расход среды в которых подлежит измерению; при-
боры, устанавливаемые вне трубопроводов, в которых производится измерение,
и получающие импульс при помощи специальных устройств.
К первой группе относятся объемные, скоростные, индукционные расходомеры
и расходомеры обтекания (водомеры, мазутомеры, счетчики, ротаметры и т. п.).
Эти приборы имеют простое фланцевое присоединение, выполнение которого не
имеет каких-либо особенностей, требующих отдельного описания. В качестве ответ-
ных фланцев, закрепляемых к трубопроводу, применяют соответствующие стан-
дартизированные фланцы. Подбор материала прокладок в зависимости от свойств
измеряемой среды производится по табл. 8-7. Поэтому монтаж приборов этой
группы в настоящем разделе не рассматривается.
Среди приборов второй группы наибольшее распространение получили дрос-
сельные расходомеры переменного перепада — дифференциальные манометры.
В состав системы измерения с дифманометром входят дроссельные устройст-
ва — приемные преобразователи, создающие перепад давления в трубопроводах;
вспомогательные устройства (разделительные, конденсационные, уравнительные
и другие сосуды), обеспечивающие условия для нормальной работы прибора; соеди-
нительные линии, связывающие прибор с дросселем, и собственно прибор.
Решающими факторами для обеспечения правильности показаний дифмано-
метров переменного перепада являются правильное выполнение схем подключения
соединительных линий и врезки приемных преобразователей в технологические
трубопроводы, а также правильное размещение и установка приборов.
9-2. ПРИЕМНЫЕ ПРЕОБРАЗОВАТЕЛИ (ПРИЕМНИКИ)
ПЕРЕМЕННОГО ПЕРЕПАДА
Приемники служат для однозначного преобразования измеряемой величины
(расхода) в другую, физически отличную величину (перепад давления), измеряе-
мую прибором. Основной класс приемников переменною перепада—сужающие
хстройства (диафрагмы, сопла). Из приемников остальных классов в основном
применяют напорные трубки, удобные для измерения местной скорости.
На рис. 9-1 схематично показаны существующие типы приемников переменно-
ю перепада давления (сужающих устройств): диафрагмы, сопла и трубы Венту-
438
Монтаж приборов для измерения расхода [Разд. 9
ри, напорные трубки и т. п. Из перечисленных приемников наиболее широко при-
меняются нормальные сужающие устройства, изготовляемые серийно на основании
«Правил 28-64 измерения расхода жидкостей, газов и паров стандартными диаф-
раыиами и соплами» Государственного комитета стандартов, мер и измерительных
Рис. 9-1. Схемы приемников переменного перепада давления.
Диафрагмы: нормальные (а и б); эксцентричная (в); сегментная (?); двойная (д);
с двойным скосом (г); с коррекцией на изменение давления и температуры (ж). Сопла:
нормальные (з); «четверть круга» (и); «полкруга* (к); комбинированное (л); цилиндриче-
ское (л); Вентури («); Вентури с двойным сужением (о). Трубы. Вентури (п); Долла (р).
Приемники разные колена трубы (с); кольцевой участок трубы (т), напорные
трубки (у и ф): усредняющая напорная кольцевая вставка (х); напорное кольцо (ц); на-
порный усилитель с диафрагмой (ч); напорный усилитель — трубка Вентури—Пито (ш);
напорный усилитель — сдвоенная трубка Вентури (щ).
приборов СССР. Остальные сужакщие устройства, показанные на рис. 9-1, се-
рийно не изготовляются; их параметры в каждом конкретном случае рассчиты-
вают в завис! мости от специфики условий применения. Соответственно и приме-
няются они редко. Например, для измерения малых расходов вязких жидкостей
гг л и загрязненных потоков при малой величине числа Рейнольдса, а также изме-
рения расхода в трубопроводах с малыми скоростями, в трубопроводах малого
§ 9-2] Приемные преобразователи переменного перепада
439
диаметра и т. п. число Рейнольдса обозначается Re и представляет собой отноше-
ние силы инерции к силе трения движущейся среды.
К сказанному следует добавит, что вообще область применения сужающих
устройств ограничивается предельными значениями чисел Рейнольдса Re и отно-
шением m площадей отверстий сужающего устройства f и трубопровода 1:
_М2_0\2
р \dJ '
где rf20 — диаметр отверстия сужающего устройства при температуре 20 "С;
£)2о — диамегр трубопровода при температуре 20 °C. Например, нормальные диа-
Рис. 9-2. Нормальные сужающие устройства.
а — диафрагма; б — сопло [при m = (d20/D20)z 0,45].
• Размеры отдельных частей элементов:
с ag 0,03 О20; е < 0,02 О,„; Е < 0 1 ZJ2„; L = 0,604 Д20; й = 1,5 d2„, 12 = 0,304 du‘, I,
= 03 d20; г, = 0,2 d10; г2 = d20/3; <р & 30°; а, b и h — расчетные величины.
Рис. 9-3. Длинные (/) и короткие (//) нормальные сопла (а) и трубы (б) Вентури.
г,<13 Д>20; 3,5 d20 гг 3,75 d20; в < 0,13 <Л.„ L, = 0,3 d22; 0,2 d-0 L2 ag 0,4 d20;
5° < <₽ 30 .
фрагмы применяются при m = 0,05 -=- 0,70 и Re = 20 500 4- 300 000, а сопла
при m = 0,05 4- 0,65 и Re = 60 000 4- 200 000.
Ниже рассматриваются только нормальные сужающие устройства, серийно
изготовляемые промышленностью.
На рис. 9-2 показаны сужающие устройства, где для удобства изложения совме-
щено по два изделия. На верхней половине рис. 9-2, а и б (выше осевой линии)
показан отбор давления через кольцевые камеры, на нижней половине — отбор
давления при помощи отдельных отверстий. Аналогично на рис. 9-3 показаны
сопла и трубы Вентури.
Изготовление и установка сужающих устройств выполняются в соответствии
с требованиями «Правил 28-64». Сужающие ушройства должны изготовляться из
материалов, усюйчивых против длительного воздействия измеряемой среды, и
иметь следующие обозначения: типоразмер и заводской номер; значение диаметра
440
Монтаж приборов для измерения расхода [Paid. 9
отверстия при температуре 20 СС d„tl; стрелку, указывающую направление потока;
марку материала; знаки 4- и — соответственно на переднем и заднем (по направ-
лению потока) корпусах камеры (обойме) и торцах сужающего устройства.
ДИАФРАГМЫ
Диафрагма представляет собой диск толщиной 4—8 мм, проходное отверстие
которою рассчитано на создание местного сопротивления, обусловливающе, о
измеряемый перепад давления. Существует две разновидности диафрагм: камер
иые и бескамерные.Условно обозначение бескамерной диафрагмы по ГОСТ 14321-73
Рис. 9-4. Варианты соединений выводов с камерами диафрагм. (Измеряемая
среда — жидкость при температуре до 120 JC. Стрелки ука'ываюг направление
потока.)
а — соединение I для горизонтального трубопровода, удаленного от стены (направление
потока сверху вниз или снизу вверх); б — соединение 2 дтя горизонтального трубопро-
вода около стены (направление потока стерху вниз или снизу вверх); в — соединение 3
для вертикального трубопровода при направлении потока сверху вниз; г — соединение 4
для вертикального трубопровода при направлении потока снизу вверх.
включает в себя типоразмер диафрагмы, условное обошачеттие марки материала
диска и номера стандарта.
Типоразмер диафрагмы складывается из значений условного
давления ру, кгс/см2, и условного диаметра трубопровода Dy, мм. Бескамерные
диафрагмы изготовляются промышленностью на ру — 2,5; 6; 10; 1G кгс/см2 при
Оу = 400 4- 1000 мм, на ру = 25 кгс/см2 при Оу = 500 4- 700 мм. Камерные ди-
афрагмы изготовляются приборостроительными заводами на ру = 6; 16; 25;
40 кгс/см2 при Dv = 50 4- 500 мм и на ру = 100 кгс/см2 при Оу = 50 4- 400 мм.
Марки сталей по ГОСТ 5632 72, из которых изготавливают диски
диафрагм, имеют следующие условные обозначения: 12Х18Н10Г — «б»,
10Х17Н13М2Т — «в», X17 — «г».
Марки сталей камер диафрагм обозначают гак: Ст. 35 по
ГОСТ 1050-74 — «а», стали по ГОСТ 5632-72: 12Х18Н10Т — «б», 10Х17Н13М2Г -
«в», Х17 — «г».
Условное обозначение бескамериой диафрагмы строится следующим образом
В начале обозначения ставя! две буквы ДБ — начальные буквы слов «диафрагма
$ 9-2] Приемные преобразователи переменного перепада
441
бескамерная». Следующая в обозначении цифра — условное давление среды. Раз-
делительным знаком от перечисленных символов отделен условный диаметр трубо-
провода, на котором должна монтироваться диафрагма. Затем указывают условное
обозначение марки стали, из которой изготовлена диафрагма. Замыкает обозна-
чение номер стандарта на диафрагму. Например, условное обозначение беска-
мерной диафрагмы, изготовленной из стали Х17 и устанавливаемой на трубопро-
воде с условным диаметром 500 мм, условным давлением измеряемой среды
6 кгс/см2, будет: ДБб-500-г ГОСТ 14322-77. Если давление измеряемой среды
25 кгс/см2, а условный диаметр трубопровода 300 м, то обозначение диафрагмы
запишется следующим образом: ДБ25-300-Г ГОСТ 14322-72.
а)
Рис. 9-5. Камерные диафрагмы с уравнительными сосудами. Измеряемая среда —
водяной пар. .
а — соединение 5 для горизонтального трубопровода, удаленного от стены; б — соеди-
нение 6 для горизонтального трубопровода около стены при направлении потока слева
направо; в — соединение 7 для горизонтального трубопровода около стены при напра-
влении потока справа налево; г — соединение 8 для вертикального трубопровода при
направлении потока сверху в ins д — соединение 9 для вертикального трубопровода
прн направлении потока снизу вверх; / — сосуды исполнения 1 типа СКМ-100-1 по
ГОСТ 14318'73; 2 — сосуды исполнения 2 типа сКМ-100-2 по ГОСТ 14318-73; 3 — сосуды
исполнения 3 типа СКМ <00-3 по ГОСТ 1+л18-73; 4 — сосуды исполнения 4 типаСКМ 100 4
по ГОС! 14318-73.
Условное обозначение камерной диафрагмы по ГОСТ 14321-73 включает
в себя типоразмер диафрагмы, гии исполнения, условное обозначение марки стали
камер и диска, типа соединения п номера стандарта. Построение обозначений ка-
мерных диафрагм аналогично бескамериым (дисковым), но дополняется сведения-
ми о конструктивных особенностях и материале камер. К конструктивным осо-
бенностям в данном случае относится конфигурация плоскостей (посадочных мест)
камеры, сочленяемых с фланцами трубопровода (выступ, впадина). Исполнение
камеры с выступом обозначается римской цифрой I, а камеры с впадиной — циф-
рой II.
Соединения диафрагм (выводы) кодируют в обозначении
арабскими цифрами (рнс. 9-4 — 9-6).
Из рис. 9-6 видно, что соединения 10—13 составлены из диафрагм, соединений
соответственно 1—4 (рнс. 9-4) и уравнительных либо разделительных сосудов.
Камерная диафрагма на условное давление среды 40 кгс/см2 для трубопрово-
да диаметром 50 мм, с посадочным местом камеры исполнения «впадина», изготов-
ленная из сталей Х17 (корпус) 12Х18Н10Т (диск), предназначенная для измере-
442
Монтаж приборов для измерения расхода [Разд. 9
ния расхода жидкости при температуре до 120 °C на горизонтальном трубопроводе,
расположенном около стены, обозначается: ДК40-50-П-г/б-2 ГОСТ 14321-72.
Рис. 9 6. Варианты соединений камерных диафрагм с уравнительными и разде-
лительными сосудами. Измеряемая среда — жидкость при температуре свыше
120 °C.
а — соединение 10 для горизонтального трубопровода, удаленного от стены; б — сое-
динение 11 для горизонтального трубопровода около стены; в — соединение 12 для вер-
тикального трубопровода при направлении потока сверху вниз; г — соединение 13 для
вертикального трубопровода при направлении потока снизу вверх; / — сосуды уравни-
тельные (исполнение 2) типа СУМ-250-2 по ГОСТ 14319-73; 2— сосуды разделительные
(исполнение 4) типа СРС-250-4 по ГОСТ 14320-73; 3 — диафра1ма соединения 1; 4 — диа-
фрагма соединения 2; 5 — диафрагма соединения 3; 6 — диафрагма соединения 4.
Когда диафрагмы применяют для сред, требующих других материалов, в
условном обозначении указываются марка материала, а также индекс и номер
документа, по которому изготовлен материал.
СОПЛА
Любая диафрагма создает в трубопроводе ощутимые безвозвратные п о-
тери давления среды. Это ограничивает область применения диафрагм
для тех случаев, где технологические условия не допускают таких потерь, напри-
мер при низких давлениях газообразных сред и высоких давлениях парообразных.
В этих случаях применяют другой вид сужающих устройств — сопла, которые за
счет более мягких конструктивных форм активной части создают значительно
более низкие безвозвратные потери давления измеряемой среды. Так же как диа-
фрагмы, сопла бывают камерные и бескамерные. На рис. 9-2, б в качестве примера
показаны камерное (выше осевой линии) и бескамерное (ниже осевой линии) сопла.
Материал для изготовления сопл аналогичен диафрагмам.
Сужающие устройства поставляются заводами-изготовителями комплектно
с дифманометр»ми.
§ 9-2] Приемные преобразователи переменного перепада
443
Рис. 9-7. Номограммы для определения необходимых наименьших длин прямых
участков трубопровода lt перед сужающим устройством в зависимости от вида
местного сопротивления.
а _колено илн тройник: б — группа колеи в одной плоскости или разветвляющийся ло-
ток: в — группа колен в различных плоскостях; г — полностью открытый вентиль или
задвижка: д — сходящийся илн расходящийся конус (конусность 1 : 3).
444
Монтаж приборов для измерения расхода [Еа.з<9. 9
МОНТАЖ СУЖАЮЩИХ УСТРОЙСТВ
Сужающие устройства должны монтироваться в предварительно установлен-
ных фланцах только после очистки и продувки технологических трубопроводов
(желательно перед их опрессовкой)- Установка сужающих устройств должна про-
изводиться так, чтобы в рабочем состоянии обозначения на их корпусах были
доступны для осмотра.
Сужающее устройство можно устанавливать только на прямом
уча с т к е трубопровода независимо от положения этого участка в пространстве.
При выборе места установки сужающего устройства необходимо иметь в виду,
что измеряемый поток в этом месте должен целиком заполнить се-
чение трубопровода.
Установка сужающего устройства должна быть выполнена таким образом,
чтобы: а) соблюдалась точность совпадения отверстий трубопровода и сужающего
устройства (отклонение не должно превышать 0 6 мм для f).,0 200 мм; 1 мм
для П20 = 200 -т- 500 мм и 2 мм для
Рис. 9-8. Номограмма для опре-
деления необходимых наимень-
ших длин прямых участков
трубопроводов 12 за сужающим
устройством.
D10 = 500 4- 1000 мм; б) соблюдалась пер-
пендикулярность торца сужающего устрой-
ства к оси трубопровода (отклонение не
должно превышать 0,5°); в) при установке
сужающего устройства по отношению к на-
правлению потока цилиндрическая расточка
дроссельного отверстия противостояла по-
току, а коническая — расширялась по на-
правлению течения измеряемой среды (см.
рис. 9-2, где направление потока показано
стрелкой); г) в трубопроводах с Dw 80 мм
сужающее устройство располагалось между
двумя патрубками, расточенными до размера,
принятого при расчете сужающего устрой-
ства в качестве диаметра трубопровода Д20.
Длины патрубков перед сужающим уст-
ройством и за ним зависят от ряда фак-
торов, связанных с взаимным расположением
местных сопротивлений в трубопроводе и сужающего устройства. Однако в лю-
бом случае эга длина ие должна быть менее 6Dsfl до сужающею устройства и
ЗС20 за ним.
Место установки сужающего устройства выбирается на прямом участке тру-
бопровода с круглым сечением (по результатам внешнего осмотра). Не допусддется
установка сужающего устройства непосредственно у местных сопротивлений
(колена, угольники, задвижки, вентили, конические вставки и т. п.).
На рис. 9-7 приведены номограммы для определения необходимых наимень-
ших длин 1г, прямых участков трубопровода постоянного диаметра перед
сужающим устройством в зависимости от расположенных на трубо-
проводе наиболее распространенных местных сопротивлений. Сужающее устрой-
ство не рекомендуется размещать перед задвижками и вентилями. В случае уста-
новки последних перед сужающим устройством расстояние между ними должно
быть не менее 1007)2О.
Наименьшая длина /2 прямого участка трубопровода за сужающим
устройством определяется по номограмме, изображенной на рис. 9-8. Длина /2
отсчитывается от входного торна диафрагмы или сопла.
Если допускается дополнительная погрешность измерения расхода ±0,5%,
то длина прямого участка трубопровода перед или за сужающим устройством,
опредс генною по соответствующей номограмме, может быть сокращена вдвое,
а с пот рентноетью ±1% —втрое.
Если сужающее устройство устанавливается между приваренными встык
к трубопроводу фланцами, внутренний диаметр фланца должен быть равен дей-
§ 9-2] Приемные преобразователи переменного перепада
445
ствительному внутреннему диаметру трубопровода. При длине цилиндрической
части отверстия, превышающей 2Ог0, допускается сопряжение отверстий фланца
и трубопровода по переходному конусу, имеющему уклон (в сторону сужающего
устройства) не более 1 : 10 и плавные скругления на концах. В этом случае
в качестве D.№ принимается диаметр цилиндрической части отверстия фланца.
Между сужающим устройством и фланцами должны устанавливаться уплот-
нительные прокладки, материал которых подбирается в зависимоеih от свойств
измеряемой среды (см. табл. 8-7). Прокладки не должны выщупать во внутреннюю
полость трубопровода. Для этого, в частности, диаметр внутреннею отверстия
прокладки делают на 2—3 мм больше внутреннего диаметра трубопровода.
Фланцы следует устанавливать так, чтобы их плоскости были параллельны
друг другу и перпендикулярны оси трубопровода. Расстояние между плоскостями
фланцев должно быть равно ширине сужакщего устройства с учетом места для
прокладок с обеих сторон. Допускается увеличение этого расстояния на 1 —2 мм.
На внутренней поверхности участка трубопровода длиной 2О.20 перед сужаю-
щим устройством и за ним не должно быть никаких уступов, а также заметных
невооруженным глазом наростов, неровностей от заклепок, сварочных швов и т. п.
При установке сужающего устройства между насадными фланцами торец тру-
бопровода должен непосредственно примыкать к сужающему устройству.
Монтаж фланцев под диафрагмы может выполняться двумя методами: непо-
средственно на трубопроводе и с помощью патрубков. Монтаж фланцев с помощью
патрубков удобнее, так как приварка фланцев в этом случае осуществляется в бо-
лее комфортных условиях. Однако это не всегда осуществимо m-за сложившихся
производственно-технологических условий. Фланцы соединяют со стальными
трубопроводами на сварке. При этом обязателен контроль перпендикулярности
и соосности фланцев относительно трубопроводов. Важно также совпадение осей
крепежных отверстий фланцев, установленных иа трубопроводах.
Поскольку установка фланцев в трубопроводах выполняется раньше монта-
жа диафратм, образовавшийся в трубопроводе зазор заполняют специальной
«катушкой» с прокладками. Установка «катушки> позволяет проконтролировать
правильность монтажа фланцев, а также производить испытания и продувку
трубопроводов.
Сужающие устройства поступают с завода-изготовителя упакованными в дере-
вянные ящики. Они поставляются только комплектно с дифманометром, что отме-
чается в сопроводительном документе. При получении диафрагмы со склада в пер-
вую очередь следует проверить ее комплектность. В комплект поставки
камерной диафрагмы входят плюсовая и минусовая камеры, диск диафрагмы,
два запорных вентиля, сосуды, если их поставка оговорена заказными специфи-
кациями, и выпускной аттестат или паспорт. У извлеченных из упаковки деталей
диафрагмы проверяют соответствие нанесенной на них маркировки проектным
данным.
На корпусе плюсовой камеры диафрагмы должны быть нанесены:
товарный знак завода-изготовителя, порядковый номер по системе нумерации за-
вода-изготовителя, буквенно-цифровое условное обозначение диафрагмы, внут-
ренний диаметр трубопровода перед диафрагмой при температуре 20 °C (Г>20),
стрелка направления потока и знак -ф (плюс). На корпусе минусовой
камеры должны Сыть: порядковый номер по системе нумерации завода-изготови-
теля и знак — (минус). Диск диафрагмы должен содержать: со стороны входа
тю’гока знак ф. со стороны выхода потока знак —, диаметр отверстия диафрагмы
при температуре 20 СС в мм (d20); порядковый номер по системе нумерации завода-
ниотовителя и марку материала или его условное обозначение.
Паспорт диафрагмы также содержит необходимые сведения:
диаметр отверстия диафрагмы г/20; внутренний диаметр трубопровода перед диаф-
р.имой Л2П; условное давление среды (кгс/см2); марку материала камер и диска;
наименование измеряемой среды; параметры среды и другие встичины, принятые
при расчете диафрагмы; обозначение и порядковый номер по системе нумерации
аапода-изготовитсля; верхние пределы измерений по расходу и перепаду давлений
446
Монтаж приборов для измерения расхода [Разд 9
# 9 2] Приемные преобразователи переменного перепада
447
дифманометра, в комплекте с которым поставлена данная диафрагма. К проверке
п , е тсленных данных необходимо относиться с высокой тщательностью, так как
милейшие несоответствия влекут за собой серьезные погрешности при измерении
расхода.
Убедившись, что диафрагма поставлена комптектно и ее паспортные данные
и маркировка соответствуют заданным, детали диафрагмы снова укладывают
в упаковку и в таком виде доставляют к месту монтажа. Здесь диафрагму окон-
чательно распаковывают и протирают сухой чистой тряпкой. О обенно осторожно
Рис. 9-10. Установка сужающих устройств высокого давления.
а— камерной днафратмы на вертикальном трубопроводе при измерении расхода пара:
б — сопла высокого давления; / — диск диафрагмы; 2 — прокладка; 3 — фланец;
4 — конденсационный сосуд; 5 —труба соединительной линии; 6 — запорный вентиль;
7 — сопло
надо обращаться с диском диафрагмы, чтобы не допустить повреждения острой
кромки отверстия диафрагмы со стороны цилиндрической расточки. Это важно
помнить, потому что забоины или царапины на этой поверхности недопустимо уда-
лять даже с помощью напильников или шкурки. После протирки диафрагмы про-
веряют остроту входной кромки диска путем его осмотра при рассеянном дневном
пли искусственном освещении под углом 45° к горизонту. У диафрагм, отверстие
которых не превышает 125 мм, падающий на кромку луч света не должен отражать-
ся. При большем отверстии отражение луча возможно, но не за счет притуплений
кромки, замегпых невооруженным глазом.
После проверки диафрагму устанавливают между двумя фланцами, прива-
ренными к трубам.
Сужающие устройства должны монтироваться в предварительно установлен-
ных фланцах только после очистки и продувки технологических трубопроводов
(желательно перед их опрессовкой).
448
Монтаж приборов для измерения расхода [Разд. 9
Установка сужающих устройств должна производиться так, чтобы в рабочем
состоянии обозначения на их корпусах были доступны для осмотра. Если это
требование невыполнимо, к сужающему устройству прикрепляют пластинку,
на которую наносят данные, помещенные на корпусе сужающего устройства.
В качестве примеров ниже показаны варианты установки камерных диафрагм
и сопл на трубопроводах. На рис. 9-9 приведена установка диафрагм на верти-
кальных и горизонтальных трубопроводах при измерении расхода пара и жид-
кости; на рис. 9-10 — установка камерной диафрагмы и сопла высокого давления.
Правильность установки сужающих устройств влияет на точность показаний
дифманометра. Поэтому важно после их монтажа проконтролировать основные
параметры установки. Так, после монтажа диафрагм сначала выполняют ви-
зуальный контроль их установки. Осмотром проверяют: место расположе-
ния маркировки на диафрагме, расположение выводов, ориентацию диафрагмы
относительно направления потока измеряемой среды. Для удобства эксплуап ции
Рис. 9-11. Проверка соосности диа-
фрагмы и трубопровода.
/ — трубопровод; 2 — фланец; 3 — шпиль-
ки; 4 — клиновые шаблоны.
Рис. 9-12. Проверка равномерности
затяжки крепежных шпилек фланцев.
1 — диафрагма. 2 — фланцы, приваренные
к трубопроводу; 3 — трубопровод; 4 —
штангенциркуль.
и проверки приборов необходимо, чтобы маркировки на камерах и диске диафраг-
мы находились в местах, удобных для об’ора. Показателем правильности уста-
новки диафрагмы является также ориентация выводов из кольцевых камер. Они
должны быть расположены в направлении подвода соответствующих импульсных
труб и позволять проверку последних.
При осмотре установленных диафрагм необходимо обращать внимание'на
соответствие расположения плюсовой и минусовой камер направлению потока
измеряемой среды. Если мысленно на трубопроводе перед диафра>мой изобразить
стрелку, указывающую направление движения потока среды, то ее острие должно
подходить к плюсовой камере.
После визуального осмотра производят инструментальный конт-
роль соосности диафрагмы и прокладок с трубопроводом, а также равномерности
затяжки крепежных шпилек.
Соосность диафрагмы и трубопровода проверяют спе-
циальными клиновыми сегментными шаблонами (рис. 9-11). Клинья вводят в
пространство между камерой диафрагмы и крепежными шпильками. Глубина
вхождения клина по всему периметру камер должна быть одинаковой. Она конт-
ролируется по шкале, нанесенной на клине. Отсчет производят в точке пересече-
ния шкалы клина с крепежной шпилькой. Соосность прокладок
диафрагме, и трубопроводу контролируют по расположению на-
ружной кромки прокладки относительно внешней кромки камеры. Кромка про-
кладки по всему периметру должна отстоять от наружной поверхности камеры
на 2—3 мм. Это проверяют металлической линейкой, вводимой в щель между ка-
§ 9-3] Дифференциальные манометры
449
мерой и фланцем. Равномерность затяжки крепежных
шпилек проверяют с помощью штангенциркуля (рис. 9-12). Количество точек
измерений должно соответствовать числу крепежных шпилек.
При установке диафрагм необходимо точное совпадение внутренних диаметров
диафрагмы и трубопровода, Необходимо помнить, что при расчете диафрагмы D.,a
Рис. 9-13. Искажение потока измеряе-
мой среды из-за отклонения внутрен-
него диаметра трубопровода от расчет-
ного. Внутренний диаметр трубопро-
вода О2о — А меньше заданного Ь.2О
(а), больше заданного Оао+ Л (б).
/ — трубопровод; 2 — фланцы; 3 — ка-
меры диафрагмы; 4 — диафрагма; 5 — ис-
кажения потока измеряемой среды до и
после диафрагмы.
учитывается с точностью до 0,1 мм. На рис. 9-13, а и б показано искажение потока
и меряемой среды у диафрагмы из-за несоответствия внутреннего диаметра трубо-
провода заданному значению D.z0. В местах образовавшихся уступов появились
турбулентные завихрения, обусловливающие неравномерность скоростей в по-
токе и, следовательно, погрешность в измерении. К аналогичным погрешностям
приводит неправильный подбор приварных фланцев.
9-3. ДИФФЕРЕНЦИАЛЬНЫЕ МАНОМЕТРЫ
ПРИНЦИП ДЕЙСТВИЯ. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Дифманометры, измеряющие перепад давления, пропорциональный расходу
вещества, бывают жидкостные и пружинные. К жидкостным приборам относятся
U-образиые, колокольные, поплавковые, кольцевые, К пружинным — мембран-
ные и сильфонные.
Рис. 9-14. Схема U-образного дифманометра.
I — U-образная стеклянная трубка; 2 — шкала; 3 — запол-
няющая жидкость.
Основным органом, определяющим принцип работы и наименование прибора,
является его чувствительный элемент (ЧЭ).
У U-образных приборов (рис. 9-14) ЧЭ — жидкость, заключенная в U-об-
разиую трубку. Разность давлений, подводимых к двум концам трубки, урав-
новешивается столбом жидкости h, высота которого показывает перепад давления.
В ывисимости от требуемых пределов измерения U-образные трубки заполняют
водой, ртутью и т. п. Измеренный перепад давления по таблицам переводят в зна-
чения расхода. Благодаря наглядности процесса измерения U-образные дифмано-
450
Монтаж приборов для измерения расхода [Разд. 9
метры называют приборами с видимым перепадом давления, в отличие от осталь-
ных, где чувствительный элемент скрыт в корпусе прибора.
У колокольных дифманометров (рис. 9-15) ЧЭ — колокол,
погруженный в жидкость (трансформаторное масло). Положение колокола урав-
новешено упругой пружиной. К камере прибора подводят измеряемые давления.
Большее (плюсовая линия) — в пространство над колоколом, меньшее (минусо-
вая линия) — под колокол. Рост перепада вызывает погружение колокола, а сни-
жение перепада — всплытие. Перемещение колокола изменяет положение сер-
дечника дифференциального трансформатора прибора, с которым колокол жестко
связан. В результате меняются параметры выходного сигнала.
У поплавковых дифманометров (рис. 9-16) поплавок пере-
мещается в широком сосуде в зависимости от изменения перепада давления. Дей-
ствие чувствительного элемента поплавкового дифманометра аналогично дейст-
Рис. 9-15. Схема колокольного дифма-
нометра.
/ — колокол; 2— заполняющая жидкость;
3 — пружина; 4 — камера прибора; 5,
6 — труби, подводящие измеряемую среду;
7 — измерительная система прибора.
Рис. 9-16. Схема поплавкового дифма-
нометра.
1 —широкий сосуд; 2 — узкий сосуд,
3 — поплавок.
вию U-образного манометра и является его логическим продолжением. Измеряе-
мые давления подводятся к U образной трубке, прямые части которой развиты
в широкий и узкий сосуды. В широком сосуде на поверхности заполняющей жид-
кости плавает поплавок. Изменение перепада давления вызывает колебания стол-
ба жидкости, а следовательно, перемещение поплавка, которое преобразуется ме-
ханизмом прибора в поворот стрелки у показывающих (пера у самопишущих)
приборов либо в пневматический (электрический) выходной сигнал.
У мембранных дифманометров (рис. 9-17) ЧЭ — мембранный
блок, жестко соединенный с сердечником дифференциального трансформатора.
Разность давлений, подводимых в полости блока (под и над мембраной), обус-
ловливает изменение положения мембраны и связанного с ней сердечника транс-
форматора, а следовательно, изменение параметров выходного электрического сиг-
нала, идущего на вторичный прибор.
У сильфонных дифманометров (рис. 9-18) ЧЭ — сильфонный
блок, жестко соединенный с механизмом прибора. Блок состоит из двух гармони-
ковых сильфонов, работающих аналогично мембране, но занимающих значительно
меньше места, что обусловливает малогабаритность приборов сильфонных в срав-
нении с мембранными. Разность давлений, подводимых к сильфонному блоку,
обеспечивает растяжение или сжатие гармоник сильфонов, передающееся механиз-
мом прибора на стрелку шкалы либо преобразующееся в пневматический или элект-
рический выходной сигнал.
§ Р-3] Дифференциальные манометры
451
У кольцевых дифманометров (рис. 9-19) ЧЭ — полое кольцо,
частично заполненное жидкостью, уравновешенное грузом. Перепад давлений,
подводимых к чувствительному элементу, нарушает равновесие, в результате чего
кольцо поворачивается на определенный угол. Механизм прибора преобразует
Рис. 9-17. Схема мембранного дифма-
нометра.
1 — мембрана; 2 — полость под мембра-
ной; 3 — полость над мембраной; 4 — из-
мерительная система.
Рис. 9-18. Схема сильфонного дифма-
нометра.
/, 2 — гармоичковые сильфоны; 3 — из-
мерительная система; 4, 5 — трубы, под-
водящие измеряемую среду.
поворот кольца в движение стрелки у показывающих приборов (пера у самопишу-
щих) либо в выходной электрический сигнал.
Условные обозначения дифманометров строятся по ОСТ 25.381-74. Структур-
ная схема основного условного обозначения приборов состоит из элементов, при-
веденных на рис. 9-20. Она может дополняться конструктивными данными прибо-
ров, обозначенными условно. Максимальный вариант структурной схемы услов-
ного обозначения дифманометра показан на рис. 9-21.
Рис. 9-19. Схема кольцевого дифманометра.
I — полое копьцо; 2 — заполняющая жидкость; 3 —
призматическая опора: 4 — трубы, подводящие измеряе-
мую среду; 5 — измерительная система; 6 — уравно-
вешивающий груз.
Условное обозначение наименования прибора составляют из его первых
букв: дифманометр — Д; дифманометр-расходомер — ДР. Чувствитель-
ный элемент обозначают первой буквой наименования: поплавковый — П
либо Пр (поплавковый ртутный), Пм (поплавковый масляный); мембранный — М;
сильфонный — С; колокольный — КО; кольцевой — К- Способы полу-
чения информации обозначают одной из букв: П — показывающий;
С — самопишущий. Если прибор регистрирует несколько величин, то их коли-
чество обозначают перед буквами П или С, например 2П или ЗС.
452
Монтаж приборов для измерения расхода [Разд. 9
Если после букв, обозначающих тип прибора и его чувствительный элемент,
стоит буква К, это означает, что прибор компенсационный например ДМК —
дифманометр мембранный компенсационный.
Назначение приборов: судовой, железнодорожный, образцо-
вый — обозначают соответственно Сд, Жд, Об. Если прибор имеет общепромыш-
ленное назначение, его код в условное
обозначение прибора нс вводят.
Размеры и формы корпу-
сов приборов обозначают: круглых —
однозначными числами; прямоугольных
и квадратных—двузначными.
Рис. 9-20. Структурная схема ос- Исполнения приборов в
новного условного обозначения зависимости от расположения фланца
приборов. Цифры обозначают места и штуцера, диаграммные диски и ленты
надписей, поясняющих: в зависимости от привода обозначают
1 — 2 3
1 — наименование прибора; 2 — чуг-
ствительный элемент прибора; 3 —
способ получения информации от из-
меряемой величины.
однозначными числами.
Дополнительные уст-
ройства приборов для выдачи инфор-
мации об измеряемой величине обозна-
чают двумя буквами. Например, сигнали-
зирующее — Сг, регулирующее — Рг, интегрирующее — Ин, пневматическое —I
Пн, электрическое индукционное — Эи и т. п.
Исполнения приборов по устойчивости к измеряе-
мой среде обозначают буквами' аммиачное — А, кислородное — К, водород-
ное — Вр, фреоновое — Ф, ацетиленовое — Ац, коррозионно-стойкое — Кс. Ис-
полнение для нормальных сред обозначения не имеет.
Условные обозначения исполнений приборов в части воздействия
климатических факторов внешней среды выпотняют по ГОСТ
15150-69. Устойчивость приборов к воздействию окружающей
среды обозначают по ГОСТ 17786-72.
Рис. 9-21. Структурная схема полного условного обозначения приборов.
В квадратах, помеченных цифрами /—9, должны находиться надписи, указывающие:
1 — обозначение прибора по рис. 9-20, 2 — назначение прибора; 3 — размер и форму
корпуса; 4 — исполнение корпуса в зависимости от расположения штуцера и фланца;
5 — диаграммный диск или лента; 6 — дополнительное устройство прибора; 7 —
исполнение прибора, 8 — независимы.! параметр; 9 — порядковый или условный номер
модели» модификации или исполнения прибора, устанавливаемый изготовителем.
Условные обозначения взрывозащищенно! о исполнения
соответствуют «Правилам изготовления взрывозащшцепного и рудничною элект-
рооборудования» ОАА.684.053 67.
Устойчивость приборов к внешним вибрационным воздей-
ствиям обозначают по ГОСТ 17167-71.
Рассмотрим пример. Условное обозначение в соответствии с рис. 9-21 —
ДРСП-71Пн представляет собой: дифхманометр-расходомер (ДР), силы]зоннын (С),
показывающий (П), в прямоугольном корпусе (71), с пневматической передачей
(Пн).
Обозначения приборов, выпуск которых был начат до введения ОСТ 25.384-74,
строятся в основном аналогично.,Однако имеются и отличия. Например, перечис-
ленные конструктивные особенности прибора могут быть закодированы условным
номером модели. Так, мембранные дифманометры типа ДМ обозначают ДМ 23573,
§ 9-3] Дифференциальные манометры
453
ДМ 23574 и т. п. Привод самопишущих приборов обозначают маленькой буквой,
электрический — э, часовой — ч и т. п.
Дифманометры Государственной системы промышленных приборов и средств
автоматизации (ГСП) нашли в настоящее время широкое применение. Основная
особенность этих приборов состоит в наличии у них унифицированных корпусов
и унифицированных выходных сигналов пневматических (0,2—1,0 кгс/см*) либо
электрических (0—5 или 0—20 мА). Обозначение дифманометров системы ГСП
состоит из первых букв наименования прибора и типа чувствительного элемента.
Следует отметить одну важную особенность — третья буква обозначения — это
всегда тип выходного сигнала: П — пневматический, Э — электрический.
Основные характеристики всех дифманометров: верхние пределы измерения,
классы точности, значения измеряемых перепадов.
Верхние пределы измерения дифманометров выбираются из ряда
А = а-10”,
где а — одно из чисел ряда: 1; 1,25; 1,6; 2; 2,5; 3,2; 4; 5; 6,3; 8; п — целое (поло-
жительное или отрицательное число) или нуль.
Значения измеряемых перепадов давления выпускаемых дифманометров
выбирают из ряда: 0,4; 0,63; 1; 1,6; 2,5; 4,0; 6,3 кгс/см2, а также 1,0; 1,6; 2,5;
4,0; 6,3; 10; 16; 25; 40; 63; 100; 160; 250; 400; 630; 1000; 1600; 2500 кгс/м2.
Дифманометры изготавливают пяти классов точности: 0,6; 1,0; 1,5; 2,5; 4,0.
Класс точности определяет допустимую основную погрешность.
Выпускаемые серийно дифманометры рассчитаны на работу при температуре
окружающего воздуха + 5 4- 4 50 °C и относительной влажности 80%, а в тропи-
ческом исполнении —соответственно +5 4—|-55°С и 95% влажности.
Ряд приборов рассчитан на работу в более широком диапазоне темпе-
ратур окружающего воздуха. Дифманометры; типа ДМЭ от +5
до +-60°С; типов ДС-ПЗ-2К, ДС-П4-2К от —10 до +50 С; типов ДС-ПЗ-З;
ДС-П4-3 от —30 до +50 °C; типов ДС-ПЗ, ДСПЗ-1, ДС-ПЗ-1в, ДС-П4, ДС-П4-1,
ДС-П4-1В, ДС-П5, ДС-ЭРЗ, ДС-ЭР4, ДС-ЭР5 от —50 до +50 °C; типа 13ДД11
от - 50 до -I- 80 °C.
Конструкция дифманометров, как правило, не рассчитана на работу в усло-
виях тряски и вибрации. Исключение составляют дифманометры типа
ДСЭ и 13ДД11, рассчитанные на работу при вибрациях частотой до 30 Гц с ампли-
тудой до 0,2 мм.
Приборы не могут применяться в тех случаях, когда измеряемые или окружаю-
щие среды способны разрушающе действовать на детали прибора, чрезмерно
загрязнять либо увлажнять прибор. Дифманометры, имеющие электропреобра-
зовательные устройства, не могут устанавливаться во взрывоопасных помещениях,
УСТАНОВОЧНЫЕ И ПРИСОЕДИНИТЕЛЬНЫЕ РАЗМЕРЫ
Две основные группы существующих дифманометров — приборы, входящие
и не входящие в систему ГСП, имеют различные конструктивные особенности,
обусловливающие конфигурацию опорной конструкции под прибор и требования
к расположению прибора относительно вертикальной или горизонтальной плос-
кости.
Разновидности опорных поверхностей приборов отражены на рис. 9-22—
9 43. При этом для каждой группы идентичных приборов, имеющих одинаковые
установочные и присоединительные размеры, приведен упрощенный рисунок
наиболее типичного представителя этой группы.
Для приборов, не вошедших в ГСП, характерны две основные разновидности
опорных конструкций: фланцевого типа с тремя или четырьмя отверстиями для
шкрепления на плоской горизонтальной поверхности и гнездового типа для за-
крепления на вертикальном отрезке трубы. Имеются также дифманометры типов
ДМК, ДК. рассчитанные на навесной монтаж.
454
Монтаж приборов для измерения расхода [Разд. S
Рис. 9-22,
§ 9-3] Дифференциальные манометры
455
Установочные и присоединительные размеры дифманометров
Рис.
Дифманометр мембранный ДМ
Рис.
Дифманометр-расходомер мембранный
индукционным датчиком бесшкальный
Рис. 9-24
9-22
Модель 23573 (рис. 9-22, а)
Модель 23574 (рис. 9-22, б)
Модель 23582 (рис. 9-22, в)
Модели 3583, 3583Ф (рис, 9-22, г)
9-23
с
| ДМИ-Р
Дифманометр-расходомер мембранный
компенсационный с автоматической кор-
рекцией по нескольким параметрам га-
за бесшкальный
дмкк, дмкв
Рис. 9-25
Дифманометр мембранный электрический | ДМЭР
Рис. 9-26
Дифманометр мембранный (пневматический
преобразователь измерительный разно-
сти давления)
Дифманометр колокольный
13ДДН
Рис 9-27
| ДКО, модель 3702
Рис. 9-28
Дифманометр-расходомер колокольный
бесшкальный с ферродинамическим дат-
чиком
ДКОФМ-РФ
Рис 9-29
Дифманометр-расходомер кольцевой:
самопишущий с электроприводом,
самопишущий с часовым механизмом
показывающий
ДК-РСэВ, ДК-РСчВ, ДК-РПВ
Рис. 9-30
Дифманометр поплавковый:
самопишущий
самопишущий с интегратором
показывающий
показывающий с пневмопреобразова-
телем
ДПМ710Р, ДПМ710чР
ДПМ-712Р
ДПМ-780Р
ДПЛ1-787Р
Рис. 9-31
! (пфманометр поплавковый:
самопишущий
самопишущий с интегратором пока-
зывающий
показывающий с интегратором
показывающий с пневматическим дат-
чиком
показывающий с сигнальным устрой-
ством
ДП-710Р, ДП-710чР
ДП-712Р, ДП-780р
ДП-781р
ДП-787р
ДП-778р
SQZ
§ 9-3] Дифференциальные манометры
457
Рис. 9-32
Дифманометр сильфонный:
самопишущий
самопишущий с интегратором
показывающий с пневмодатчиком
Дифманометр сильфонный;
самопишущий
самопишущий с интегратором
самопишущий с дополнительной
записью давления, с интегратором
самопишущий с дополнительной
записью давления
показывающий
показывающий с интегратором
показывающий с сигнальным устрой-
ством
показывающий с пневмодатчиком
показывающий с электродатчнком
ДСКС-710-3, ДСКС-710-4,
ДСКС-710ч-3; ДСКС-710ч-4
ДСКС-712-3, ДСКС-712-4
ДСКП-787-3, ДСКП-787-4
ДСС-710Н, ДСС-710В,
ДСС-710чН, ДСС-710чВ
ДСС-712Н, ДСС-712В
ДСС-732Н, ДСС-732В
ДСС-734Н, ДСС-734В,
ДСС-734чН, ДСС-734чВ
ДСП-780Н, ДСП-780В
ДСП-781 Н, ДСП 781В
ДСП-778Н, ДСП-778В
ДСП-787Н, ДСП-787В
ДСП-786Н, ДСП-786В
Рис 9-33
Дифманометр сильфонный электрический | ДСЭР
Дифманометры унифицированной системы ГСП
Рис. 9-34
Дифманометр мембранный
ский
пневматиче-
ДМ-П1
Рис. 9-34, а
ДМ-П2
Рис. 9-34, б
Рис. 9-35
Дифманометр мембранный электрический
ДМ-ЭР1
Рис. 9-35, а
ДМ-ЭР2
Рис. 9-35, б
Рис. 9-36
Дифманометр колокольный с силовой ком- I ДКО-П
пенсацией |
Рис. 9-37
Дифманометр сильфонный пневматический
ДС ПЗ, ДС-П4, ДС-П5
Рис 9-38
ДСПЗ-1, ДС-П4-1
Рис. 9-39
ДС-ПЗ-1В, ДС-П4-1в
Рис. 9.40
ДС-ПЗ-2к, ДС-П4-2к, ДС-ПЗ-З,
ДС-П4-3
Рис. 9-41
ДС-ПЗ-6, ДС-П4-6, ДС-П5-6
Рис. 9-42
Дифманометр сильфонный с силовой ком-
пенсацией
ДС-ЭРЗ. ДС-ЭР4, ДС-ЭР5
Рис. 9-27.
Рис. 9-29,
Пере- пад давле- ния, кгс/м2 Размеры, мм Пере- пад Дав- ления, кгс/м2 Размеры, мм
Б В Б В
63 425 537 250 635 421
100 455 454 400 815 411
160 525 433
Рис. 9-31.
Перепад давления, кгс/см1 Раз- мер В, мм Перепад |давления, 1 кгс/см2 Раз- мер Б, мм
0,063—0.25 600 0,63 940
0.315 650 0,8 1150
0.4 700 1.0 1200
05 SCO
КЗ
Рис. 9-32.
Модификация дифманометра Размеры, мм
А д
Н, 3 580 335
В, 4 563 315
S03 002
1
Рис. 9-36.
200
485 । , 875
462
Монтаж приборов O'ih измерения расхода [РалО. 9
Б25(для Ри-1ООкгс/см^
БОВ (Зля Ру = МОкгс/сг1г)
Рис. 9-38,
£9 3] Дифференциальные манометры
463
Рис 9 40.
982
464
Монтаж приборов для измерения расхода [Разд. 9
Рис. 9-42.
§ 9-3] Дифференциальные манометры
465
Все дифманометры системы ГСП составлены из четырех основных блоков:
вентильного, чувствительного элемента, преобразования и блока выходного сиг-
нала. Эти приборы имеют единый, унифицированный узел крепления, дающий
возможность в зависимости от условий монтажа закрепить прибор на трубе либо
на плоскости. Возможные варианты закрепления приборов системы ГСП пока-
заны на рис. 9-43. В дополнение следует отметить, что в отличие от всех при-
боров унифицированной системы ГСП только один колокольный дифманометр
Рис. 9 43. Способы закрепления дифманометров системы ГСП на вертикальной
трубе (а); на горизонтальной трубе (б); на вертикальной плоскости (в); на гори-
зонтальной плоскости (г).
/ _ вентильный блок, 2 — блок чувствительного элемента; 3 — блок преобразования;
4__ блок выходного сн1нала; 5 — установочная коиструкцнт. 6 — вертикальная труба;
7 — горизонтальная труба; в — плоскость.
типа ДКО-П1 имеет вертикальную опорную поверхность фланцевого типа с
четырьмя отверстиями для закрепления на плоской вертикальной поверхности.
Приборы на объекте должны размешаться, сообразуясь с эксплуатационными
требованиями: оптимальное расстояние от места отбора, соответствующие испол-
нению прибора, условия окружающей среды, удобство обслуживания и др. При
размещении приборов необходимо также учитывать архитектурно-строительные
особенности помещений, в которых должна производиться установка приборов.
В зависимости от указанных выше условий приборы могут устанавливаться на
стене либо на полу.
СХЕМЫ УСТАНОВКИ И ОБВЯЗКИ ДИФМАНОМЕТРОВ
Монтаж дифманометров включает две основные операции: установку и обвяз-
ку. Установка — это закрепление приборов иа строительных элементах зданий и
сооружений, которая выполняется с помощью установочных конструкций. Опе-
рация обвязки заключается в соединении дифманометра с измерительной схемой.
Импульсные линии, соединяющие прибор с сужающим устройством, имеют доста-
точную протяженность до 50 м. Для мембранных дифманометров типа ДМ это
расстояние бывает нс более 15 м.
Практика показала, что монтаж основного протяженного участка импульс-
ных линий (трассы трубных проводок) сводится к укладке и закреплению на уста-
новленных конструкциях в основном прямых длинных отрезков труб. Это тру-
доемкая, но относительно несложная работа, выполняемая на месте монтажа.
Включение прибора в и верительную схему требует выполнения довольно слож-
ного трубного соединения, называемого узлом обвязкн.
На рис. 9 44 показаны измерительные схемы с узлами обвязки при располо-
жении дифманометра ниже либо выше сужающего устройства. Узлы обвязки
466
Монтаж приборов для измерения расхода [Роз<5. 9
изображены на схемах утолщенными линиями. Целесообразно выполнять эти узлы
вне зоны монтажа, в стационарных условиях, что обеспечивает высокое качество
работ при минимальных трудозатратах. Из рис. 9-44 видно, что узлы обвязки
позволяют присоединить прибор как к импульсным 3, так и к продувочным 6
линиям.
Удобно поставлять на монтаж комплекты узлов установки н обвязки.
Определяющими условиями выбора конструкции установки и обвязки диф-
манометров являются: тип и конструктивные особенности дифманометра; измеряе-
мая среда и ее параметры; вид выходно-
го сигнала и разновидность питания; вза-
имное расположение дифманометра и
отборного устройства; окружающая среда;
место установки.
Рис. 9-44. Измерительные схемы с узлами
обвязки.
а — дифманометр расположен ниже сужаю-
щего устройства; б — то же выше сужающего
устройства; I —сужающее устройство; 2 —
вентили сужающего устройства; 3 — им-
пульсные линии; 4 — узлы обвязки дифмано-
метров; 5 — продувочные ьентили узлов об-
вязки; 6 — продувочные линии; 7 — Дре-
нажный коллектор; 8 — дифманометр; 9 —
подставка для установки дифманометра
Многообразие дифманометров требует широкого ассортимента установочных
конструкций, унификация которых позволяет резко сократить номенклатуру.
В основу унификации положен простой конструктивный прием. Любая установоч-
ная конструкция для большинства дифманометров разделяется на две основные
составляющие: подставку под прибор и опору для закрепления
к элементу здания, сооружения и т. п. Такое ратдечепие в большинстве случаев
позволяет сделать опору независимой от типа дифманометра. Эффективность опи-
сываемою приема обусловлена не. начительной сложностью и металлоемко 1ЫО
подставки по сравнению с опорой. Поэтому подставка может иметь необходимое
число разновидностей (рис. 9-45). Ниже приведены типовые конструкции (Т К)
Главмонтажавтоматнкн.
Подставки. Большинство дифманометров имеет проходное либо глухое уста-
новочное отверстие, предназначенное для монтажа прибора на стержне. Поэтому
подставки состоят из двух основных деталей —основания и стержня (рис. 9-45).
Стержни 1 выполняют либо из водогазопроводных труб сечением l1//', либо
из цельнонатянутых труб 32 X 3-20 или 42 X 3-20. Разновидности установочных
отверстий приборов обусловили соответствующую разделку конца стержня. Так,
для приборов с проходным установочным отверстием конец стержня имеет труб-
ную резьбу P/j" (рис. 9-45, а и б). Прибор на таком стержне закрепляют контр-
гайкой 3. Для приборов с глухим установочным отверстием конец стержня про-
точен под крепление стопорным винтом из комплекта прибора (рис. 9-45, в и г).
Основания 2 подставок для всех разновидностей рассматриваемой
группы приборов практически одинаковы; они имеют одни и те же габаритные
н установочные размеры и отличаются только размещением стержня на основании.
Одальные установочные отверстия подставок облегчают их болтовое соединение
с опорами.
Опоры удалось еще больше унифицировать благодаря отсутствию прямого
донтаюа с прибором и ограниченности вариантов установки (стена, пол). Так,
§ Р-3] Дифференциальные манометры
467
для установки прибора на стене существует опора, называемая кронштейном
(рис. 9-46 и табл, 9-1).
Это Г-образпая конструкция из листовой стали толщиной 3 мм с отбортовкой.
Горизонтальная плоскость кронштейна служит для установки подставки с диф-
манометром, которая закрепляется на болтах через круглые отверстия в основной
плоскости кронштейна. Для облегчения совмещения отверстия в подставке выпол-
нены овальными (рис. 9-45).
Рис. 9-45. Подставки для установки дифманометров.
л — подставка ДП для дифманометров типов ДП, 04-ДП: б — подставка ДПМ для диф.
манометров типов ДПМ 280, ДППМ-280м; в — подставка ДС для дифманометров типов
ДС-IV, ДС-V, ДС-VI, ДС-VIm; е — подставка ДСС для дифманометров типов ДСС, ДСП;
d — подставка СВ-1 для дифманометров типов ДМ-Э1, ДМ-Э2, ДМ-ЭР1» ДМ-ЭР2, ДМ-П1,
ДМ-П2, ДС-П1, ДС-П2, ДС-ПЗ-Ь ДС-П1-3; / — стержень; 2 — основание; 3 — контр-
гайка; 4 — муфта.
Овальные отверстия на горизонтальной плоскости кронштейна
служат для прохода импульсных либо продувочных труб. С помощью перфора-
ционных отверстий в отбортовках закрепляют вспомогательные устройства (фильтр,
редуктор и т. п.), а также при необходимости крепят продувочные трубы.
Вертикальной плоскостью кронштейн закрепляют на стене (колонне)
пристрелкой строительно-монтажным пистолетом с помощью дюбель-гвоздей.
В случае необходимости кронштейн можно закреплять сваркой на металлическое
основание либо болтами. В последнем случае в крепежной плоскости сверлят три
468
Монтаж приборов для измерения расхода [РсзЗ. 9
205___м 1 .___200---, 220 , 1 , . 200
Рис. 9-46. Кронштейны для установки дифманометров иа стене.
§ 9-3] Дифференциальные манометры
469
Условное наименование Размеры, мм Масса, кг
L 1
340 340 55 4,37
420 420 2о 4^7
470
Монтаж приборов для измерения расхода [Разд. 9
Таблица 9-1
Кронштейны для установки дифманометров на стене
Наименование кронштейна, обозначение типовой конструкции Эскиз по рис 9-4 Я Тнп дифманометра Материал лист Масса, кг
ДП, а дп.дсс.дсп, ВЗ,0(ГОСТ 19903-74) 4,8
TK4-561-G9 дс, дпм, дм, ДС-ЭР, ДС П IV НОВ КН (ГОСТ 10523-70)
ДМИ, б ДМИ, дко, ВЗ,0(ГОСТ 19903-74) 5,04
ТК.4-497-69 ДМ-ЭР, ДМ-П IV 1108 КП (ГОСТ 16523-70)
дмк, в дмк ВЗ,0(ГОСТ 19903-74) 6,37
ТК4-412-67 IV Н08 КП (ГОСТ 16523-70)
дм. г ДМ-ЭР, ДМ-П ВЗ,0 (ГОСТ 19903-74) 6,8
ТК4-3357-72 IV СтЗ (ГОСТ 16523-70)
ТК4-3421-73 д ДП, ДПМ, ДС, ВЗ.О(ГОСТ 19903-74) 4,97
ДСС, ДСП 2-1V СтЗ (ГОСТ 16523-70)
300, е ДМ, ДМП-Р, ВЗ,0(ГОСТ 19903-74) 4,83
ТК4-3422-73 ДКО, ДКОФМ 2-IV СтЗ (ГОСТ 16523-70)
отверстия диаметром 9 мм, расположенные треугольником. Эти отверстия не вы-
полняют при изютовлении, потому что крепление пристрелкой считается пред-
почтительным. На кронштейне ДП могут быть установлены все разновидности
подставок, показанных на рис. 9-45.
Стойка. Для установки дифманометров на полу существует другая разновид-
ность опор — стойка (табл. 9-2). Она представляет собой прямоугольную объем-
ную конструкцию (рис. 9 47), элементы которой изготовлены из листовой стали.
Верхняя площадка стойки аналогична горизонтальной плоскости кронштейна
и служит тем же целям. Нижняя площадка предназначена для закрепления стойки
к полу с помощью трех анкерных болтов диаметром 14 мм.
Основания опор имеют отверстия и перфорацию для закрепления прибора,
узла подготовки воздуха (фильтр, редуктор), труб обвязки и т. п. Дифманометры
устанавливают на основании либо непосредственно, либо с помощью специальных
подставок (см. рис. 9 45),
Таблица 9-2
Стойки по ТК4-550-69 для установки дифманометров на полу (рис. 9-47)
Обо- значение Исполне- ние Тип дифманометра Размеры, мм Масса, кг
в L
800-1 1 ДП, ДСС, дсп, деке, дскп, ДПМ, ДМ, ДКОФМ 280 310 18,6
800-3 3 дмк 370 400 20,6
800-4 4 ДМИ, дко 280 340 1В,8
$ 9-3] Дифференциальные манометры
471
Конструкция опор для напольной установки приборов позволяет также решать
задачи, возникающие при монтаже приборов с электрическим выходным сигналом:
установка соединительной коробки серии СК или КСП, закрепление электричес-
кого кабеля н т. п. При необходимости заземления опоры она снабжается узлом
заземления для присоединения опоры к сети заземления.
Рис. 9-47. Стойки для установки дифманометров на полу.
Наряду с описанными дифманометрами существует группа приборов с плос-
ким фланцевым основанием (ДМ, ДМИ, ДКО, ДС-П, ДС-Э). Не-
целесообразно создавать плоскую промежуточную подставку, которая затем за-
крепляется на плоскости опоры. Поэтому приборы этой группы устанавливают
непосредственно на опоры. Они в принципе анатогичны опорам под подставки,
но имеют другие габариты основной плоскости и иные установочные отверстия
под приборы.
Установка дифманометров на полу и на стене выполняется по типовым кон-
струкциям Главмонтажавтоматики «Узлы крепления и обвязки дифманометров».
Типичные варианты приведены в табл. 9-3— 9-6 и рис. 9-48 — 9-65. Обвязку
приборов, не включенных в табл. 9-3, выполняют аналогично,
Таблица 9-3
Схема установки мембран ных, колокольных и сильфонных дифманометров на полу или стене
Обозначение Эскиз установки по ТМ кгс/см2 Модификация дифманометра Измеряемая среда и условия монтажа
типового монтаж- ного чертежа ТМ трубной обвязки н ее ТК варианта установки
ТМ4-64-73 ОС-7, ТК4-3412-73 ОК-7, ТК4-3413-73 2 4 Рис. Рис. 9-48, а 9-48, б 63 160 ДМ23573 ДМ23574 Жидкость, пар. Подвод им- пульсных труб снизу
ТМ4-73-73 ОС-12, ТК4-3418-73 ОК-12, ТК4-3419-73 1 2 Рис. Рис. 9-48, в 9-48, г 63 160 ДМ23573 ДМ23574 Газ. жидкость, пар. Подвод импульсных труб сверху
ТМ4-83-73 ОС-8, ТК4-3418-73 ОК-8, ТК4-3419-73 2 4 Рис. Рис. 9-48, д 9-48, е 10 ДМ23573 ДМ23574 Влажный газ. Подвод им- пульсных труб сверху
ТМ4-91-73 — 1 2 Рис. Рис. 9-48, ж 9-48, з 63 160 ДМ23573 ДМ23574 Сухой, чистый газ. Подвод импульсных труб сверху
ТМ4-63-73 ОС-6, ТК4-3412-73 СК-6, ТК4-3413-73 1 2 Рис. Рис. 9-49, а 9-49, б 63 ДМИ-Р Жидкость, пар. Подзод им- пульсных труб снизу
Монтаж приборов для измерения расхода [Разд. 9
Обозначение Эскиз установки по ТМ
типового монтаж- ного чертежа ТМ трубной обвязки и ее ТК варианта установки
ТМ4-72-73 ос-ю, ТК4-3414-73 1 Рис. 9-49, в
СК-Ю, ТК4-3415-73 2 Рис. 9-49, г
ТМ4-82-73 ОС-11, ТК4-3416-73 1 Рис. 9-49, д
ок-п, ТК4- 3417-73 2 Рис. 9-49, е
ТМ4-90-73 — 1 2 Рис. 9-49, ж Рис. 9-49, з
ТМ4-74-73 ОС-11, ТК4-3418-73 1 Рис. 9-50, а
ОК-Н, ТК4-3419-73 2 Рис. 9-50, 6
ТМ4-84-73 ОС10, ТК4-3412-73 1 Рис. 9-50, в
СК-10, ТК4- 3413-73 2 Рис. 9-50, г
Продолжш табл. 9=3
кгс/см2 Модификация дифманометра Измеряемая среда и условия монтажа
63 ДМИ-Р Жидкость, пар, газ. Подвод импульсных труб сверху
10 ДМИ-Р Жидкость, пар, газ. Подвод импульсных труб сверху
60 ДМИ-Р Сухой, чистый газ. Подвод импульсных труб сверху
2,5 ДКО Газ. Подвод импульсных труб сверху
2,5 дко Влажный газ. Подвод им- пульсных труб сверху
§§ 9-3] Дифференциальные манометры.
Обозначение
типового мон- тажного чертежа ТМ трубной обвязки н ее ТК варианта установки Эскиз установки го ТМ
ТМ4-92-73 — 1 2 Рис. Рис. 9-50, д 9-50, е
ТМ4-75-73 ОС-13, ТК4-3414 73 ОК-13, ТК 4-3415 73 1 2 Рис. Рис. 9-51, а 9-51, б
1М4-35-73 ОС-13, ТК4-3416-73 1 Рис. 9-51, 6
ОК-13, ТК 4-3417-73 2 Рис. 9-51, г
ТМ4-93-73 — 1 2 Рис. Рис. 9-51, д 9-51, е
ТМ4-60-73 ОС-1, ТК 4-3412-73 1 Рис. 9-52, а
ОК-1, ТК4-3413-73 2 Рис. 9-52, б
Продолжение табл. 9-3
РУ кгс/см* Модификация дифманоме1р<1 Измеряемая среда и условия монтажа
2,5 дко Сухой, чистый газ. Подгод импульсных тр^б сверху
40 ДКОФМ Газ. Подвод импульсных труб сверху
10 ДКОФМ Влажный газ. Подвод им- пульсных труб сверху
40 ДКОФМ Сухои чистый газ. Подвод импульсных труб сверху
100 ДСС-71 С, ДСС-712, ДСС-732, ДСС-734, ДСП-778, ДСП-780, ДСП-786, ДСП-781 Жидкость, пар. Подвод им- пульсных труб снизу
Монтаж приборов для измерения расхода [Разд. 9
Обозначение Эскиз установки по ТМ ₽у. кгс/см*
типового мон- тажного чертежа ТМ трубной обвязки и ее ТК варианта установки
ТМ4-68-73 ОС-8, ТК4-3414-73 1 Рис. 9-52, в 160
ОК 8, ТК4-3415-73 2 Рис. 9-52, г
ТМ4-73-73 ОС-9, TK4-341G-73 1 Рис. 9-52, д 10
ОК-9, ТК4-3417-73 2 Рис. 9-52, е
ТМ4-61-73 ОС-1, ТК4-3412-73 1 Рис. 9-53, а 160
ОК-1, ТК4-3413-73 2 Рис. 9-53, б
ТМ4-69-73 ОС-8, ТК4-3414-73 1 Рис. 9-53, в 160
ОК-8, ТК'4-3415-73 2 Рис. 9-53, г
ТМ4-79-73 ОС-9, ТК4-3416-73 1 Рис. 9-53. д 10
ОК-9, ТК1-3417-73 2 Рис. 9-53, е
Продыжечие табл. 9-3
Модификация дифманометра Измеряемая среда и условия монтажа
ДСС-710 ДСС-712 ДСС-732 ДСС-734 ДСП-780 ДСП-786 ДСП-781 Жидкость, газ, пар. Подвод импульсных труб сверху
Влажный газ. Подвод им- пульсных труб сверху
ДСП-787, ДСП-711, ДС-712 Жидкость, пар. Подвод им- пульсных труб снизу
Жидкость, пар, газ. Подвод импульсных труб сверху
Влажный газ. Подвод им- пульсных труб сверху
§9 3] Дифференциальные манометры
Схема установки поплавковых дифманометров на полу или стене
Таблица 9-4
Обозначение Эскиз уста- новки по ТМ РУ кгс/смЕ Перепад давле- ния, кгс/см1 Размеры, мм Мэдифика- ция дифма- нометра Измеряемая среда и условия монтажа
типового монтажного чертежа ТМ трубной обвязки и ее ТК вари- анта уста- новки
н Л Л,
ТМ4-58-73 ОС-2, 1 Рис. 9-54, а 160 0,063; 0,1; 0,16 2465 1665 670 ДП-710Р, Жидкость, пар.
ТК4-3412-73 0,25 2455 1655 662 ДП-712Р Подвод импульс-
0,1 2505 1705 710 ных труб
ОС-3. ТК4-3412-73 2 0,G3 2785 1985 992 ДП-778Р, ДП-780Р снизу
ОС-4, ТК 4-3412-73 3 1,0 3180 2380 1382 ДП-781Р
ОК-2, 4 Рис. 9-54, 6 160 0,063; 0,1; 0,16 1865 1665 670
ТК4-3413-73 0,25 1855 1655 662
0,1 1905 1705 710
ок-з, ТК4-3413-73 5 0,63 2185 1985 992
ОК-4, ТК4-3413-73 6 1,0 2580 2380 1382
ТМ4-66-73 ОС-5, 1 Рис. 9-54, в 160 0,063; 0,1; 0,16 1965 1165 670 Газ, жидкость,
ТК4-3414-73 0,25 1955 1155 662 пар. Подзод
0,4 2005 1205 710 импульсных
ОС-6, ТК4-3414-73 2 0,63 2285 1485 992 труб сверху
ОС-7, ТК4-3414-73 3 1,0 2680 1880 1336
ОК-5, 4 Рис. 9-54, г 160 0,63; 0,1; 0,16 1365 1165 670
ТК4-3415-73 0,25 1355 1155 662
0,4 1405 1205 710
Обозначение Эскиз установки по ТМ rv. кгс/см1
типового монтажного чергежа 1М трубной обвязки и ее ТК вари- анта уста- новки
ОК-6, ТК4-3415-73 ОК-7, ТК4-3415-73 5 6 Рис. 9-54, г 160
ТМ4-76-73 ОС-1, ТК4-3416-73 ОС-2, ТК4-3416-73 ОС-3, ТК4-3416-73 1 1 2 3 Рис. 9-54, д 10
ОК-1. ТК4-3417-73 ОК-2, ТК4-3417-73 ок-з, ТК4-3417-73 4 5 6 Рис. 9-54, е 10
ТМ4-59-73 ОС-2, ТК4-3412-73 ОС-3 ТК4-3412-73 1 2 Рис. 9-55, а 160
Продолжение табл. 9-4
Перепад дпвле- НИЯ» кгс/’ Размеры, мм Модифика- ция дифма- нометра Измеряемая среда и условия монтажа
н h ft.
0,63 1685 1185 992 ДП-710Р, Газ, жидкость.
ДП-712Р, пар. Под юд им-
1,0 2080 1880 1386 ДП-778Р, ДП-780Р, ДП-781Р пульсных труб сверху
0,063; 0,1; 0,16 1965 1165 670 Влажный газ.
0,25 1955 1155 662 Подвод импульс-
0,4 ‘ 2005 1205 710 пых труб
0,63 2285 1485 992 сверху
1,0 2680 1880 1386
0,063; 0,1; 0,16 1365 1165 670
0,25 1355 1155 662
0,4 1405 1205 710
0,63 1685 1485 992
1,0 2080 1880 1386
0,063; 0,1; 0,16 2465 1665 670 ДП-787Р Жидкость, пар
0,25 2455 1655 662 Подвод импульс-
0,4 2505 1705 710 ных труб
0,63 2785 1985 992 снизу
§ 9-3] Дифференциальные .нанометры
Обозначение
типового монтажною чертежа IM трубной обвязки н ее ТК вари- анта уста- новки Эскиз уС1ановки по ТМ КГС/СМ1 Пепепац давле- ния, кгс/см*
ТМ 1-59-73 ОС-4 ТК4-3412-73 ОК-2, ТК4-3413-73 ок-з, ТК4-3413-73 ОК-4. ТК4-3413-73 3 4 5 6 Рис. 9-55, б 160 to 0,063; 0,1; 0,16 0.25 0,1 0,63 1.0
ТМ4-67-73 ТК4-3414-73 ОС-6, ТК4-3414-73 ОС-7, ТК4-3414-73 1 2 3 Рис. 9-55, 6 160 0,063; 0.1; 0,16 0,25 0,4 0,63 1,0
ОК-5, ТК4-3415-73 4 Рис. 9-55, г 160 0,063; 0,1; 0,16 0.25 0,4
ОК-6, ТК4-3415-73 ОК-7, ТК4-3415-73 5 6 0,63 1,0
Продолжение табл. 9-4
Размеры, мм Модифика- ция дифма- hOMeipa Измер яемая ср-да и условия монтажа
Н Л Л|
3180 2380 1382 ДП-787Р Жидкость, пар.
Подвод импуль-
сных труб
1865 1665 670 снизу
1855 1655 662
1905 1705 710
2185 1985 992
2585 2385 1382
1965 1165 670 ДП-787Р Га_-, жидкость.
1955 1155 662 пар. Подвод
2005 1205 710 импульсных
2285 1485 992 труб сверху
2680 1880 1386
1365 1165 670
1355 1155 662
1405 1265 710
1585 1485 992
2089 1889 13S6
Монтаж приборов для измерения расхода [Разд. 9
Обозначение Эскиз установки по ТМ Ру. КГС/СМ2 Перепад давле- ния, кгс/см2
ТИПОВОГО монтажного чертежа ТМ трубиой обвязки н ее ТК вари- анта уста- новки
ТМ4-77-73 ОС-1 ТК4-3416-73 ОС-2, ТК4-3416-73 1 2 Рис. 9-55, д 10 0,063; 0.1; 0,16 0.25 0,4 0,63
ОС-3, ТК4-3416-73 3 1,0
ОК-1, ТК4-3417-73 ОК-2, ТК4-3417-73 4 5 Рис. 9-55, е 10 0,063; 0,1; 0,16 0,25 0,4 0,63
ок-з, ТК4-3417-73 6 1,0
ТМ4-70-73 ОС-1, ТК4-3414-73 1 Рис. 9-56, а О . О.ООСЗ; 0,01
ОС-2, ТК4-3414-73 2 0,016
ОС-3 ТК4-3414-73 3 0,025
ОС-4, ТК4-3414-73 4 0,04
Продолжение табл. 9-4
Размеры, мм Модифика- ция лнфма- номефа Измеряемая среда и условия монтажа
Н h Л,
19(55 1165 670 ДП-787Р Влажный газ.
1955 1155 662 Подвод импульс-
2005 1205 710 ных труб
2285 1485 992 сверху
2680 1880 1386
1365 1165 670
1355 1155 662
1405 1205 710
1685 1485 992
2080 1880 1386
I860 1060 460 ДПМ-710Р, Газ. Подвод
1880 1080 484 ДПМ-710чР, импульсных
ДПМ-780Р труб сверху
1950 1150 551
2060 1260 664
2240 1440 844
§ 5*-<3] Дифференциальные манометры
Обозначение Эскиз установки по ТМ РГ КГС/СМ2 Перепад давле- ния, кгс/сма
ТИПОВОГО монтажного чертежа ТМ трубной обвязки и ее ТК вари- анта уста- новки
ТМ4-70-73 ОК-!, ТК4-3415-73 5 Рис. 9-56, б 2,5 0,0063 0,01
ОК-2, ТК4-3415-73 6 0,016
ок-з, ТК4-3415-73 7 0,025
ОК-4, ТК4-3415-73 8 0,04
ТМ4-80-73 ОС-4, ТК4-3416-73 1 Рис. 9-56, в 2,5 0,0063 0,01
ОС-5, ТК4-3416-73 2 0,016
ОС-6, ТК4-3416-73 3 0,025 0,04
ОС-7 ТК4-3416-73 4
ОК-4, 5 Рис. 9-56, г 2,5 0,0003
ТК4-3417-73 0,01
ОК-5, 6 0,016
ТК4-3417-73 ОК-6, ТК4-3417-73 7 0,025 0,04
ОК-7, ТК4-3417-73 8
Продолжение табл. 9-4
Размеры, мм Модифика- ция дифма- нометра Измеряемая среда и условия монтажа
н й h,
1260 1060 460 ДПМ 7 ЮР, Газ. Подвод
1280 1080 484 ДПМ-710чР, импульсных
1350 1150 554 ДПМ-780Р тр}б сверху
1460 1260 664
1640 1440 844
I860 1060 460 То же Влажный газ.
1880 1880 484 Подвод им-
1950 1150 554 пульсных труб
сверху
2060 1260 664
2240 1440 844
1260 1060 460
1280 1080 484
1350 1150 554
1460 1260 664
1640 1440 844 1
480 Монтаж приборов для измерения расхода [Разд 9
Обозначение Эскиз уста- новки по ТМ Ру. кгс/см2
типового монтажного чертежа ТМ трубной обвязки и ее ТК вари- анта уста- новки
ТМ4-87-73 3 Рис. 9-57, а 2,5
6 Рис. 9-57, б 2,5
ТМ4-88-73 1 Рис. 9-57, в 160
2 Рис. 9-57, г 160
1 Рис. 9-57, в 160
2 Рис. 9-57, г
Продолжение табл. 9-4
Перепад давле- ния, кгс/см2 Размеры, мм Модифика- ция дифма- HOMeipa Измеряемая среда и условия монтажа
И h Л,
0,0063 1560 760 460 ДПМ-71СР, Cyxoii чистый
0,01 1585 785 484 ДПМ-710чР, газ. Подвод
0,016 1655 855 554 ДПМ-780Р импульсных
0,025 1765 965 664 труб сверху
0,04 1945 1145 844
0,0063 960 760 460
0,01 985 785 484
0,016 1055 855 554
0,025 1165 965 664
0,04 1345 1145 844
0,063; 0,1; 0,16 1595 795 670 ДП-787Р
0,25 1385 785 662
0,4 1635 835 710
0,63 1915 1115 992
1,0 2310 1510 1386
0,063; 0,1; 0,16 995 795 670
0,25 985 785 662
0,4 1035 835 710
0,63 1315 1115 992
1,0 1710 1510 1386
— 1595 795 600 ДСП 787Н, ДС-711Р-1, ДС-712Р-1
995 795 600
§ 9-3] Дифференциальные манометры
Таблица 9-5
Схемы уста овки поплавковых и сильфонных дифманометров по ТМ4-87-73 (изменение расхода
сухого чистого газа при подводе импульсных труб сверху)
Обозна- чение варианта установ- ки Эскиз ус танор- ки по ТМ (рис. 9-57) РУ’ , кгс/см1 Перепад давления, КГС/сМ4 Размеры, мм Моди фи к а ци я ди м а н ом етр ов
я Л h,
1 а 160 0,063; 0,1; 0,16 0,25 0.4 0,63 1,0 1595 1585 1635 1915 2310 795 785 835 1115 1510 670 662 710 992 1386 ДП-710Р, ДП-712Р, ДП-778Р, ДП-780Р, ДП-781Р
4 б 160 0.0G3; 0,1; 0,16 0_5 0,4 0,63 1,0 995 985 1035 1315 1710 795 785 835 1115 1510 670 662 710 992 1386
2 а 160 0,063 — 1,0 1595 795 600 ДСП-778Н, ДСП-780Н, ДСП-786Н, ДСП-781Н, ДСС-710Н, ДСС- ЮчН, ДСС-734Н, ДСС-734чН, Д6С-/12Н, ДСС-732Н
5 б 160 995 795 600
Монток приборов для измерения расхода [Разд. 9
Схемы установки дифманометров системы ГСП на полу или стене
Таблица 9-6
Обозначение Эскиз устаноаки Ру- КГС/СМ1 Размер А, мм Тип дифманометра Измеряемая среда в условия монтажа
типового чертежа установки трубной обвязки и ее ТК варианта установ- ки
ТК4-3313-72 Отвод 850X135, 1 Рнс. 9-58, а 10 294 ДМ-ЭР 1 Газ. Подвод импуль-
ТК4-496-69 2 Рис. 9-58, б 274 сных труб сверху
Отвод 550x135, ТК4-496-69 3 Рис. 9-58, в 414 ДМ-ЭР2
ТК4-3314-72 Отвод 550x135, 1 Рис. 9-59, а 10 294 ДМ-ЭР1 Влажный газ. Подвод
ТК4-496-69 2 Рис. 9-59, б 274 ДМ-ЭР2 импульсных труб сверху
Отвод 300x135, ТК4-496-69 3 Рис. 9-59, в 414
ТК4-3315-7'2 1 Рис. 9-60, а 10 — ДМ-ЭР1 Чистый газ. Подвод
2 Рис. 9-60, б ДМ-ЭР2 импульсных труб
3 Рис. 9-60, в сверху
ТК4-3316-72 Отвод 850x135, 1 Рис. 9-61, а 10 294 ДМ-П1 Газ. Подвод импуль-
ТК4-496-69 2 Рис. 9-61, б 274 сных труб сверху
Отвод 550x135, ТК4-496-69 3 Рис. 9-61, в 414 ДМ-П2
ТК4-3317-72 Отвод 550x135, 1 Рис. 9-62, а 10 294 ДМ-П1 Влажный газ. Подвод
ТК4-496-69 2 Рис. 9-62, б 274 импульсных труб
Отвод 300x135, ТК4-496-69 3 Рис. 9-62, в 414 ДМ-П2 сверху
§ 9-3] Дифференциальные манометры
Обозначение Эскиз установки КГС/СМ*
типового чертежа установки трубной обвязки н ее ТК варианта установ- ки
ТК4-3318-72 1 Рис. 9-63, а 10
2 Рис. 9-63, б
3 Рис. 9-63, в
ТК4-3319-72 Отвод 850x100, 1 Рис. 9-64, а 100
ТК4-3362-72 2 Рис. 9-64, б
ТК4-3320-72 Отвод 680x100, 1 Рис. 9-64, в 6
ТК4-3362-72 2 Рис. 9-64, г
ТК4-3321-72 Отвод 1295 х 100, 1 Рис. 9-64, д 100
ТК4-3362-72 2 Рис. 9-64, е
ТК4-3322-72 Отвод 850 X 100, 1 Рис. 9-65, а 100
ТК4-3362-72 2 Рис. 9-65, б
ТК4-3323-72 Отвод 680 х 100, 1 Рис. 9-65, в 6
ТК4-3362-72 2 Рис. 9-65, г
ТК4-3324-72 Отвод 1205x100, 1 Рис. 9-65, д 100
ТК4-3362-72 2 Рис. 9-65, е
Продолжение табл. 9-6
Размер А. мм Тип дифманометра Измеряемая среда и условия монтажа
— ДМ-П1 ДМ-П2 Чистый газ. Подвод импульсных труб сверху
70 274 ДС-ЭЗ; ДС-ЭРЗ; ДС-Э4; ДС-ЭР4; ДС-Э5; ДС-ЭР5 Газ, пар, жидкость. Подвод импульсных труб сверху
70 274 ДС-ЭЗ; ДС-ЭРЗ; ДС-Э4; ДС-ЭР4; ДС-Э5; ДС-ЭР5 Вла-кный газ. Подвод импульсных труб сверху
70 274 ДС-ЭЗ; ДС-ЭРЗ; ДС-Э4; ДС-ЭР4; ДС-Э5; ДС-ЭР5 Пар, жидкость. Под- вод импульсных труб снизу
70 274 ДС-ПЗ; ДС-П4; ДС-П5 Газ, пар, жидкость. Подвод импульсных труб сверху
70 274 ДС-ПЗ; ДС-П4; ДС-П5 Влажный газ. Подвод импульсных труб сверху
70 274 ДС-ПЗ; ДС-П4; ДС-П5 Пар, жидкость. Под- вод импульсных труб снизу
Монтаж приборов для измерения расхода [Разд.
§ 9-3J Дифференциальные vaHoverpbi
485
Рнс. 9-48. Схемы установки мембранных дифманометров типа ДМ.
а — по ТМ4-64-73 на полу; б — то же на стене; в — по ТМ4-73-73 на полу; г — то же на
стене; д — по ТМ4-83-73 на полу; е — то же на стене; ж — по ТМ4-91-73 на полу; з —
то же' на стене, I — обвязка: 2 — втулка по ТК4-511-69; 3 — стойка 800-1 по ТК4-550-69;
4 — кронштейн 300 по ТК4-3422-73; 5 — импульсные трубы, присоединяемые по
ТК4-530-67; 6 — дифманометр. Размеры в скобках даны для дифманометров модификации
486
Монтаж приборов для измерения расхода [Разд 9
Рис. 9-49. Схемы установки мембранных дифманометров типа ДМИ-Р.
о — по ТМ4-63-73 на полу; б — то же на стене; в — по ТМ4-72-73 иа полу; г - тоже на
стене; д — по ТМ4 82-73 на полу; е - то же на стене; ж — по ТМ4-90-73 на полу; з —
те же на стене; позиции 1, 3—6 те же, что на рис 9-48; 2 — соединитель НСВ14 X ’/•"
по ТК4-308-67.
§ 9-3] Дифференциальные манометры
487
800 от пола -L—
Рис. 9-50. Схемы установки колокольных дифманометров типа ДКО.
а — по ТМ4-74 73 на полу; б — то же на стене; в — по ТМ4 84 73 на полу; г — то же на
стене, d — по ТМ4-92-73 на полу; е — то же на стене, позиции 3—6 те же, что иа
рис 9-49.
488
Монтаж приборов для измерения расхода [Разд. 9
Рис. 9-51. Схемы установки колокольных дифманометров типа ДКОФМ.
а — по ТМ4-75-73 на полу; б — то же на стене; в — по ТМ4-85-73 на полу; г — то же на
стене; д — по ТМ4-93-73 на полу; е — то же на стене; позиции 1—6 те же, что на рис. 9-49.
§ 9-3] Дифференциальные манометры
469
lass' . _________________________ZJS^
j A , u -A? r
Рис. 9-52. Схемы установки
сильфонных дифманометров ти-
пов ДСС-710, ДСС-712, ДСС-732,
ДСС-734, ДСП-780, ДСП-786,
ДСП-778, ДСП-781.
а — по ТМ4-60-73 на полу; б — то
же на стене; в — по ТМ4-68-73 на
полу; г — то же на стене; д — по
ТМ4-78-73 на полу; е — то же на
стене; позиции /—5 те же, что на
рис. 9-49.
490
Монтаж приборов для измерения расхода [Разд 9
2333
§ 9->?1 Дифференциальные манометры
491
W0
333
WO
353
полу; б — то
ТМ4 66-73 на
стене; д — по
е — то же на
2 — стойка
Рис. 9-54. Схемы установки по-
плавковых дифманометров типов
ДП-710Р, ДП-710чН, ДП-712Р,
ДГ1-778Р, ДП-780Р, ДП-781Р.
а — по ТМ4-58-73 на
же па стене; в — по
пол/; г — то же на
ТМ4-76-73 на полу;
Стене; I — обвязка;
800-1 по ТК4-550-69; 3 — кронш-
тейн 300 по ТК4 3422-73; 4 — диф-
манометр.
492
Монтаж приборов для измерения расхода [Разд. 9
BuSA
360
300
355
е)
установки по-
5 — фильтр воздуха
6 — стабилизатор
7 — соединитель
ТК4-321-67; 8 — нип-
Н160-К1/." ТК4-248-67;
300
355
4
Рис. 9 55 Схемы
плавковых дифманометров типа
ДП-787Р.
а — по ТМ4-59-73 на полу; б — то
же на стене; в — по ТМ4-67-73 иа
полу; г — то же на стене; д — по
ТМ4-77-73 на полу; е — то же на
стене; позиции / — 4 те же, что на
рис. 9-31;
ФВ-2М;
СДВ1 СО,
СМВ8-К7в'
пель .
У — труба медная М8 X 1-М2.
Рис. 9-56. Схемы установки поплавковых дифманометров типов ДПМ-710Р,
ДПМ-710чР, ДПМ-780Р.
а — по ТМ4-70-73 на полу; б — то же на стене; в — по ТМ4-80-73 на полу; г — то же на
стене; позиции /—4 — те же, что на рис. 9-54.
Рис. 9-57. Схемы установки поплавковых и сильфонных дифманометров
по ТМ4-87-73 и ТМ4-88-73.
а — без дистанционной передачи с установкой на полу по ТМ4-87-73; б—то же на стене,
в—с пневматической дистанционной передачей с установкой на полу по ТМ4-88-73; г — то
же на стене; / — импульсные трубы диаметром 14 мм; 2 — стойка 800-1 по ТК4-550-69;
3 — кронштейн 300 по ТК4-3422-73; 4 — дифманометр; 5—9 — те же, что на рио. 9-55.
350
350
050
Рис. 9-59.
Схема
I — отвод;
3 — КРоЧ-
кронштейн
СВ Г.
установки дифмано-
метров типов ДМЭР1 и ДМ-ЭР2 по
ТК4-3314-72.
а — на полу; бив — на стене; позиции
/—5 те же что на рис. 9 58.
S)
Рис. 9-58. Схема установки дифмано-
MeipoB типов ДМ-ЭР1 и ДМ-ЭР2 по
ТК4-3313-72.
а — на полу; бив — на стене;
2 — стойка 8С0-1, ТК4-550 69;
штейн ДМП, ТК4-497 69; 4 —
ТК4 3357-72„ 5 — стойка
ТК4-3240-71.
ДМ
§ 9--3] Дифференциальные манометры
495
Вид Б
Рис. 9-60 Схема установки дифмано-
метров типов ДМ ЭР1 и ДМ-ЭР2 по
1 К4-3315-72.
а — на полу, б и в — на стене; 2—5 — см.
рис. 9-58.
tow
Вид Б
Рис. 9-61. Схема установки дифмано-
метров типов ДМ-П1 и ДМ-П2 по
ТК4-3316-72.
а — иа полу; б и в — на стене; позиции
/—5 те же что на рис 9 35; 6 — фильтр
воздуха ФВ-2м; 7 — редуктор давпени!
воздуха РДВ 1м.
496
Монтаж приборов для измерения расхода [Разд 9
Виде
Вид В
Рис. 9-62. Схема установки дифманомет-
ров типов ДМ-П1 и ДМ-П2 по
ТК4-3317-72.
а — на полу; о н в — на стене, позиции 1 — 5
те же что на рис. 9-58, 6, 7 — см рнс. 9-61.
oisi
Вид А
Рис. 9-63. Схема установки дифмано-
метров типов ДМ-П1 и ДМ-112 по
ТК4-3318-72.
а — на полу. 6 н ь — на стене; повнции 1 —
5 — те же что на рнс. 9-58, ь н 7—см. рнс. 9-61.
§ 9 5] Дифференциальные манометры
497
Слив .'
установки
Рис. 9-64. Схемы
дифманометров типов ДС ЭЗ,
ДС-Э4, ДС-Э5, ДС ЭРЗ, ДС-ЭР4,
ДС-ЭР5.
а — по ТК4-3319-72 па полу; б —
то же на стене; в — по ТК4-3320-72
на полу г — то же иа стене; д —
по ТК4 3321-72 па полу; с — то же
на сгспе I — ствод (см рис 9 70)
2 — стойка 800-1 rio ТК4-550 Ь9;
3 — кронштейн ДП по ТК4-561 69;
4 — дифманометр, 5 — отвод 1330
по ГК4-653-ОЭ. 6 — скоба.
498
Монтаж приборов для измерения расхода [Разд. 9
Рис. 9-65. Схемы установки
дифманометров типов ДС-П1,
ДС-П2, ДС-ПЗ.
а — по ТК4-3322-72 на полу; б —
то же на стене; в — по ТК4-3323-72
на полу; г — то же иа стене; д —
по ТК4-3324-72 иа полу; е — то же
на стене; позиции 1 —5 те же, что
на рис. 9-64; 6 — фильтр воздуха
ФВ-2м; 7 — редуктор давления
воздуха РДВ-1м.
£ 9-3] Дифференциальные манометры
499
Таблица 9-7
Минимальные расстояния L, мм, между дифманометрами и манометрами
при групповой установке
дпм МТ, ВТ, МВТ, МТС, втс, мвтс A-fraLIW 'Л-Н18 'Л-1'lIW с
Перепад давления, кгс/м*
63 100 .60 250 | 400
Тип прибора и
вскиз установки
дп, дсс, дсп, дс, ДМ-ПК L 360 300 270 560 480 460 440 430 290 280 260
ЦПМ l
МТ, ВТ, МВТ, МТС, ВТС, мвтс 41/ IlL )L 350 290 260 550 470 450 430 420 290 280 260
МП4-У, BR4-V, мвш-v «4J JL 360 300 270 560 480 460 440 430 270 280 260
MH4-IV 340 280 250 540 460 440 420 410 270 260 260
500
Монтаж приборов для измерения расхода [Разд. 9
Таблица 9-8
Минимальные расстояния L, мм, между дифманометрами и приборами
измерения давления системы ГСП при групповой установке
Тнп прибора и ?скиз устансеки Дифмано- метры мембранные Дифмано- метры сильфонные Манометры, напоромеры, тягомеры, тягонапоро- меры, мано- вакуум метры, вакуумметры Манометры
L _ Г 1 /~\ LJ —с-э— Л. L __
Дифмано- метры мембранные Дифмано- метры сильфонные Манометры, напоромеры, тягомеры, тягонапоро- меры, мано- вакууммет- ры, вакуум- метр Мано- метры -HED Т1—£ Ж L 400 250 320 450 550 400 400 600 400 250 320 450 400 250 320 450
Установка анкерных болтов для монтажа стоек должна предусматриваться
в чертежах строительной части проекта и производиться при выполнении строи-
тельных работ на объекте. При приемке помещений под монтаж производитель
работ по монтажу приборов и средств автоматизации должен проверить правиль-
ность установки анкерных болтов. В соответствии с требованиями полносборного
монтажа кронштейны или опоры должны изготовляться на заводах либо на МЗУ
монтажных управлений и там же комплектоваться необходимыми деталями, труб-
ной обвязкой (см. табл. 9-9) и в виде комплекта (узла)поставляться на монтажную
площадку.
§ 9-3] Дифференциальные манометры
501
Групповая установка приборов. Основной задачей полносборного монтажа
является поставка на объект укрупненных узлов и блоков, в связи с чем наиболее
предпочтительна групповая установка приборов. Пример групповой установки
Рис. 9-66. Пример групповой установки приборов на стативе.
/ — каркас статнва (исполнение II); 2 — подставка; 3 — дифманометры; 4 — манометр
типа ЭКМ; 5 — фильтр-редуктор. 6 — коллектор; 7 — соединительная коробка типа
КСП-12; S — трубная обвязка.
приборов на стативе показан на рис. 9-66. Металлоконструкцию статива, называе-
мую стойкой, изготавливают по ОСТ 36.13-76 (см. разд. 4). Габариты и конфигура-
ция статива обеспечивают экономичное размещение приборов, их обвязку и за-
крепление отрезков импульсных труб, предназначенных длт присоединения к ма-
гистральным трубопроводам (соединительным линиям) на объекте.
502
Монтаж приборов для измерения расхода [Разд. 9
В нижней части стативов размещают питающие и сбросные коллекторы, узлы
подготовки воздуха, запорные органы этих линий, соединительные коробки. Ми-
нимальные расстояния L между осями рядом стоящих приборов с трубной обвяз-
кой прн групповой установке их в различных сочетаниях на стативах показаны
в табл. 9-7 и 9-8. Такое решение даэт возможность поставки на объект законченною
узла, который остается установить и присоединить к нему импульсные, питаю-
щие, сбросные и другие проводники,
Рис. 9-67. Обвязка диф-
манометров при установ-
ке на полу по ТК4 3412-73
(о) и на стене по
ТК.4-3413-73 (б).
I — стойка; 2 — подставка;
3 — трубная обвязка нз от-
водов (рнс 9-70—9 73), 4 —
труба 14 X 2-20А; 5 — сое-
динитель; 6 — вентиль;
7 — кронштейн.
На стативах наряду с дифманометрами могут быть также размещены и другие
приборы, участвующие в данной схеме регулирования, контроля и сигнализации,
например приборы системы «Старт», электроконтактные манометры. Для уста-
новки последних применяют стативы исполнения II, имеющие в верхней части
панель (рис. 9-66).
Групповая установка приборов, как правило, должна предусматриваться при
проектировании систем автоматизации технологических процессов. Однако груп-
повая установка приборов может быть произведена также при подготовке монтаж-
ного производства в разрабатываемых проектах производства работ. При этом
изменение места установки одиночных приборов в связи с группированием не
должно нарушать эксплуатационные требования и удобства в условиях данного
Таблица 9-9
Обвязки дифманометров, устанавливаемых иа кронштейнах и стойках
Обозначение типовой конструкции Условное наимено- вание обвязки Тип устанавли- ваемого дифманометра Перепад давления, кгс/см1 Эскиз установки по ТМ Размеры, мм Особенности монтажа
А А, в L Н h
ТК4-3412-73 ОС-1 ДС, ДСС, ДСП — Рис. 9-67, а 225 135 420 2395 795 Подвод импульсных труб снизу
ОС-2 ДП 0,063—0,16 143 2465 775
0,25 2455 765
0,4 2505 815
ОС-3 0,63 2785 1095
ОС-4 1,0 3180 1490
ОС-6 ДМИ-Р — 150 1955 265
ОС-7 ДМ-23573 140 140 430 2165 565
ДМ-23574 2175 575
ТК4-3413-73 ОК-1 ДС, ДСС, ДСП — Риг. 9-67, 6 225 214 — 340 1795 795 Подвод импульсных труб снизу
ОК-2 ДП 0,063—0,16 143 214 — 340 1865 775
0,25 1855 765
0,4 1905 815
£ 9-3] Дифференциальные манометры
Обозначение типовой конструкции Условное наимено- вание обвязки Тип устанавли- ваемого дифманометра Перепад давления, кгс/см2 Эскиз установки по ТМ
ТК4-3413-73 ок-з ДП 0,63 Рис. 9-67, б
ОК-4 1,0
ОК-6 ДМИ-Р —
ОК-7 ДМ23573
ДМ23574
ТК4-3414-73 ОС-1 ДПМ 0,0063 Рис. 9-68, а
0,01
ОС-2 0,016
ОС-3 0,025
ОС-4 0,04
ОС-5 ДП 0,063—0,16
0,25
0,4
ОС-6 0,63
ОС-7 1,0
ОС-8 ?ДС, ДСС, ДСП —
ОС-10 ДМИ-Р
Продолжение табл. 9-9
Размеры, мм Особенности монтажа
А At В L н Л
143 214 — 340 2185 1095 Подвод импульсных труб снизу
2580 1490
150 274 300 1355 265
1665 565
1675 575
203 203 I860 670 Подвод импульсных труб сверху
1880 690
1950 760
2060 870
2240 1050
143 135 1965 775
1955 765
2005 815
2285 1095
2680 1490
225 1895 795
150 1455 265
Монтаж приборов для измерения расхода [Разд.
Обозначение типовой конструкции Условное наимено- вание обвязкн Тип устанавли- ваемого дифманометра Перепад давления, кгс/см2 Эскиз установки по IM
ТК4-3414-73 ОС-11 дко — Рис. 9-68, а
ОС-12 ДМ23573
ДМ23574
ОС-13 ДКОФМ
ТК4-3415-73 ОК-1 дпм 0.00G3 Рис. 9-68, 6
0,01
ОК-2 0,016
ок-з 0,025
ОК-4 0,04
ОК-5 дп 0,063—0,16
0,25
0,4
ОК-6 0,63
ОК-7 1,0
ОК-8 дс, дсс, ДСП —
ОК-Ю ДМИ-Р
ОК-11 дко
Продолжение табл. 9-9
Размеры, мм Особенности монтажа
А Л, В L н Л
140 140 — — 1675 575 Подвод импульсных труб сверху
1665 565
1675 575
150 294 1480 290
203 203 420 1260 760 Подвод импульсных труб сверху
1280 780
1350 850
1460 960
1640 1140
143 135 340 1360 865
1355 855
1405 905
1685 1185
2080 1580
225 1295 795
150 300 855 355
140 1075 575
§ 9-3] Дифференциальные манометры
Обозначение типовой конструкции Условное наимено- вание обвязки Тип устанавли- ваемого дифманометра Перепад давления, кгс/см2
ТК4-3415-73 ОК-12 ДМ23573
ДМ23574
ОК-13 ДКОФМ
ТК4-3416-73 ОС-1 ДП 0,063; 0,1; 0,16
0,25
ОС-2 0,4
0,63
ОС-3 1,0
ОС-4 ДПМ 0,0063
0,01
ОС-5 0,016
ОС-6 0,025
ОС-7 0,04
ОС-8 ДМ-23573
ДМ-23574
ОС-9 ДС, ДСС, ДСП
ОС-Ю ДКО
Продолжение табл. 9-9
Эскиз установки по ТМ ' Размеры, мм Особенности монтажа
А At В L н h
Рис. 9-68, б — 140 — 300 1065 565 Подвод импульсных труб сверху
1075 575
150 274 880 290
Рис. 9-69, а 143 135 1965 775 Подвод Импульсных труб сверху
1955 765
2005 815
2285 1095
2680 1490
203 203 1860 670
1880 690
1950 760
2060 870
2240 1050
140 140 1665 565
1675 575
225 135 1896 795
140 140 1675 575
Монтаж приборов для измерения расхода [Разд. 9
Обозначение типовой конструкции Условное наимено- вание обвязки Тип устанавли- ваемого диф- манометра Перепад давления, кгс/см2 Эскиз установки по ТМ
ТК4-3416-73 ОС-11 ДМИ-Р — Рис. 9-69, а
ОС-13 дкофм
ТК4-3417-73 ОК-1 ДП 0,063; 0,1; 0,16 Рис. 9-69, 6
0,25
0,4
ОК-2 0,63
ок-з 1,0
ОК-4 дпм 0,0063
0,01
ОК-5 0,016
ОК-6 0,025
ОК-7 0,04
ОК-8 ДМ-23573 Рис. 9-69, б
ДМ-23574
ОК-9 ДС, ДСС, ДСП
ок-ю дко
ОК-11 ДМИ-Р
ОК-13 дкофм
Продолжение табл. 9-9
Размеры, мм Особенности монтажа
А А* В L н Л
150 135 — — 1455 265 Подвои импульсных труб сверху
294 1480 290
143 214 340 1365 775 Подвод импульсных труб сверху
1355 765
1405 815
1685 1095
2080 1490
203 214 420 1260 670
1280 690
1350 760
1460 870
1640 1050
140 274 300 1065 565
1075 575
225 214 340 1295 795
140 274 300 1075 1075
150 855 265
880 290
§ 9-3] Дифференциальные манометры 50 7
508
Монтаж приборов для измерения расхода [Разд 9
300 555
Рис. 9 68. Обвязка диф-
манометров при установке
на полу по ТК4-3414-73 (о)
и на стене по
ТК4-3415-73 (б).
Позиции /—7 те же, что и
на рис 9-67.
9
Рис. 9-69. Обвязка диф-
манометров при установке
на полу по ТК4-3416-73
(о) и на стене по
ТК4-3417-73 (б).
Позиции 1 — 7 те же, что и
на рнс. 9-67; 8 — влагосбор-
ник BIO по ТК4-3360 72.
§ 5-5] Дифференциальные манометры
509
производства. Такие изменения проекта, как и всякие другие, должны быть согла-
сованы с проектной организацией и эксплуатационным персоналом строящегося
или реконструируемого предприятия. Помимо этого необходимо выполнить соот-
ветствующие изменения в строительной части проекта, предусматривающие уста-
новку необходимых закладных деталей, позволяющих закрепить статив на месте
установки. Стативы поставляются на монтажную площадку полностью укомплек-
тованными, что должно быть предусмотрено проектом производства работ.
Рис. 9-70. Отводы для обвязки дифманометров по ТК4-490-69 — ТК4-496-69.
а — отвод 420 по ТК4-496-69; б — отвод 670 по ТК4-491-69; в — отводы 420 X 135 (77 X В,
Н = 420 мм, В= 135 мм), 670 X 135, 820 X 135, 970 X 135, 1220 X 135. 1420 X 135,
670 X 155, 820 X 155, 970 X 155 по ТК4-492-69; г — отводы 1000 (77 = 1000 мм) и 1600
по ТК4-493-69; д — отвод 1170 по ТК4-494-69; е — отводы 920 (Л = 920, Н = 1350 мм),
1170 (77= 1800 мм), 1320 (77 = 2050 мм), 1470 (77 = 2050 мм), 1720 (77 = 2450 мм),
1920 (77 = 2450 мм) по ТК4-495-69; ж — отводы 120 X 135 (77 X В мм), 300 X 135,
550 X 135, 700 X 135, 850 X 135, 1100 X 135, 1300 X 135, 1550 X 135, 1950 X 135,
300 X 155, 550 X 155, 700 X 155. 850 X 155, 200 X 200 по ТК4-496-69; 7 — соедини-
тель СВ14-труб. Чг" по ТК4-293-67; 2 — прокладка 10 X 18 по ТК4-566-68; 3 — вентиль
3B-1II по ГОСТ 3149-46; 4 — соединитель 14-М24 ТК4-545-67; 5 — соединитель НСВ-14 X
X ‘/я" ТК4-308-67; 6 — соединитель С-14 по ТК4-290-67.
Обвязка приборов представляет собой трубный узел (табл. 9-9, рис. 9-67—9-69),
состоящий из набора унифицированных элементов и деталей (рис. 9-70—9-73).
Основным элементом обвязки являются так называемые отводы, концы ко-
торых приспособлены для соединения с приборами и трассами проводок.
Как отмечалось выше, конструктивные особенности обвязок зависят от типа
прибора, измеряемой среды и ее параметров, взаимного расположения дифмано-
метра и его отборных устройств, окружающей среды. Примеры установок и обвязок
приборов показаны в табл. 9-3—9-6.
510
Монтаж приборов для измерения расхода [Разд. 9
Рис. 9-71. Отводы для обвязки дифманометров по ТК4-558-69 — ТК4-560-69 и
ТК4-563-69.
а — отводы 175 (Н = 175 мм), 355 по ТК4-558-69; б — отвод 355 по ТК4-559-69; в — от-
воды 175 X 135 (Н = 175, В= 135 мм), 355 X 135, 605 X 135, 755 X 135, 905 X 135,
355 X 155, 605 X 155, 755 X 155 по ТК4-560-69; г — отводы 800 (Н == 800 мм), 1050,
1250, 1350, 1600, 1800 по ТК4-563-69; 7 — соединитель НСН-14 X */•," по ТК4-307-67;
2 — соединитель 14-М24 по ТК4-545-67; 3 — соединитель НСВ—14 X */i" по ТК4-308-67.
Рис. 9-72. Отводы для обвязки дифманометров по ТК4-3362-72 и ТК4-3418-73 —
ТК4-3420-73.
п — отводы 1295 X 100 (Н = 1295), 850 X 100, 680 X 100 по ТК4-3362-72; б — отводы
150 X 120 (Н = 150 мм, В = 120 мм), 510 X 120, 350 X 135, 480 X 135, 510 X 135,
670 X 135, 840 X 135, 900 X 135, 1000 X 135, 1100 X 135, 1370 X 135, 1470 X 135,
1580 X 135, 1670 X 135, 2140 X 135, 745 X 180, 840 X 180, 900 X 180, 1000 X 180,
1100 X 180, 1290 X 180, 200 X 250 по ТК4-3418-73; в — отводы 150 X 120 (Н — 150 мм.
В = 120 мм), 510 X 120, 350 X 135, 510 X 135, 840 X 135, 1000 X 135, 1100 X 135,
1470 X 135, 1580 X 135, 1670 X 135, 2140 X 135, 745 X 180, 840 X 180, 900 X 180,
1000 X 180, 1100 X 180, 1290 X 180 по ТК4-3419-73; г — отводы 1010 (Н = 1010 мг 1,
1170, 1500, 1610, 2170 по 1^4-3420-73- / — соединитель НСВ-14 X */," по ТК4-308-73.
j? 9-5] Дифференциальные манометры
511
Рассмотрим, какое влияние перечисленные факторы оказывают на конст-
рукцию установок и обвязок дифманометров.
Тип прибора. У дифманометров разных типов свободные концы вен-
тильных блоков либо разделаны под сварку, либо выполнены под резьбовое соеди-
нение. Соответственно должны быть подготовлены и концы труб отводов обвязки,
соединяемые с прибором. Например, у дифманометров типа ДКО концы вентиль-
ного блока разделаны под сварку, тогда как у дифманометров типа ДП — под
резьбовое соединение.
Агрессивность измеряемой
среды влияет на материал труб и рабочих
поверхностей. Поэтому для изготовления отвода
наряду с черными трубами должны применяться
трубы из коррозионно-стойкой стали и пласт-
массы. Соответственно в зависимости отатрес-
сивности измеряемой среды выбирают вентили
с надлежащим материалом рабочих поверх-
ностей.
Рис. 9-73. Соединительные элементы для обвяз-
ки дифманометров.
а — труба 800 по ТК4 577-69, материал — труба
14 X 2-20А. б — втул!а 50 но 144 511-69 мате-
риал — труба 18 X 3-20А.
Влажность газообразны хсред определяет необходимость уста-
новки влагосборников в обвязке (рис. 9-55, 9-69). В этом случае конец отвода,
соединяемый с влагосборником, имеет накидную ганку, а продувочный вентиль
располагается после влагосборника.
Взаимное расположение дифманометра и его от-
борных устройств. Если отборные устройства расположены выше диф-
манометра, то трубы к нему подойдут сверху (см. рис. 9-64), а если ниже — снизу
(см. рис. 9 53). При подводе труб снизу обвязка сложнее, так как появляются до-
полнительные отводы сложной конфигурации (рнс. 9-67).
Окружающая среда, как правило, определяет тип покрытия уста-
новок дифманометров.
Зная влияние рассмотренных факторов на конструкцию установки н обвязки
дифманометров, можно по чертежам типовых конструкций выбрать требуемый
узел.
МОНТАЖ ДИФМАНОМЕТРОВ
Перед передачей в монтаж дифманометры должны пройти стендовую поверку,
которая представляет собой комплекс контроля отдельных характеристик прибо-
ров с целью обнаружения возможных неисправностей, вызванных условиями хра-
нения, транспортировки и т. п. В стендовую поверку приборы принимают после
проведения тщательного внешнего осмотра.
Внешний осмотр. В процессе осмотра устанавливают: соответствие техничес-
ких данных прибора проектной документации, наличие неповрежденных гаран-
гийных клейм завода-изготовителя; наличие полного комплекта заводской тех-
нической документации; отсутствие видимых механических повреждений. При-
боры, не удовлетворяющие хотя бы одному из перечисленных требований, не при-
нимаются для стендовой поверки.
При проверке соответствия технических характеристик, указанных в пас-
порте и табличке прибора, проектной документации, обращают внимание на тип
512
Монтаж приборов для измерения расхода [Разд. 9
прибора, его модель, шкалу, перепад давлений. Эти сведения имеются в специ-
фикации на приборы, входящей в состав проекта.
Поврежденные гарантийные клейма завода-нзготовителя указывают на то,
что либо прибор вскрывался, либо с ним неаккуратно обращались.
В состав заводской технической документации на дифманометр входят паспорт
(выпускной аттестат) и монтажно-эксплуатационная инструкция. Паспорт не-
обходим для предъявления прибора госповерителю. Отсутствие монтажно-эксплуа-
тационной инструкции на данный прибор затруднит его монтаж, наладку и экс-
плуатацию дифманометра, так как в ней наряду с повторяющимися сведениями
для данного типа приборов имеются индивидуальные сведения для данного изме-
рительного комплекта, например о размере внутреннего отверстия (расточки)
диафрагмы, уточненном перепаде давления, о заполнителе и т. п.
К приборам, измеряющим расход кислорода, предъявляются особые
требования из-за недопустимости контакта кислорода с различными маслами.
Поэтому для таких приборов кроме паспорта и инструкции необходимы документы
о том, что измерительный комплект обезжирен.
Прибор, имеющий видимые механические повреждения или неукомплекто-
ванность, подлежит восстановлению организацией-заказчиком в установленном
порядке.
Дифманометры, прошедшие внешний осмотр, подвергаются стендовой по-
верке.
Стендовая поверка устанавливает целость электрических и трубных цепей;
сопротивление изоляции электрических цепей; основную приведенную погрешность;
срабатывание регулирующей части и переключателей; работоспособность меха-
низма передвижения диаграммной бумаги и качество записи.
Стендовая поверка измерительных комплектов выполняется специали-
зированными пусконаладочными организациями, которые впоследствии
будут вести наладочные работы на данном объекте. Стендовая поверка проводится
с учетом требований инструкций Государственного комитета стандартов, мер и
измерительных приборов СССР и заводских монтажно-эксплуатационных инструк-
ций.
Приборы, прошедшие поверку, готовят к доставке на место
монтажа. Для этого, во-первых, прибор предохраняют от попадания в него
грязи, пыли и влаги (запирают арматуру и вставляют пробки заглушки отвер-
стий вентильного блока, а также отверстий подвода питания, выходного сиг-
нала и т. п.), во-вторых, арретируют подвижные системы дифманометров.
Готовят место установки прибора. Поскольку размещение прибо-
ров и их взаимное расположение между собой и с сужающими устройствами долж-
но соответствовать проекту, проверяют, допускают ли условия на объекте выпол-
нить проектные решения.
В местах установки дифманометров, малодоступных для монтажа и эксплуа-
тационного обслуживания, до начала работ сооружают лестницы, площадки,
колодцы и т. п. в соответствии с рабочими чертежами строительной части проекта.
В подготовленные места доставляют установочные конструкции (кронштейны,
опоры). Закрепление установочных конструкций может выполняться на заранее
установленных закладных деталях, пристрелкой, приваркой либо вмазкой.
Способ закрепления установочных конструкций на закладных деталях наиболее
предпочтителен.
Если опорные конструкции устанавливают на металлических основаниях
(площадки, перегородки, ограждения и т. п.), то чаще всего опорные конструкции
приваривают.
Опорные конструкции устанавливают и закрепляют так, чтобы была обеспе-
чена строгая вертикальность и горизонтальность со-
ответствующих плоскостей конструкций. Для этого перед окончательным закреп-
лением положение опорной конструкции проверяют уровнем и отвесом. При уста-
новке опорных конструкций на технологических аппаратах и трубопроводах не
должно быть нарушений герметичности трубопроводов и аппаратов.
§ 9-4] Соединительные линии
513
Положение опорной поверхности установочных конструк-
пий относительно уровня чистого пола зависит от того, есть лн у дифманометра
шкала. Если это бесшкальный прибор, то высота его установки регламентируется
только удобством обслуживания. Отметка установки шкального прибора опреде-
ляется удобством считывания показаний. При этом должно быть обеспечено и
удобство его обслуживания. Горизонтальную ось шкалы дифманометра, исходя
из удобства условий обслуживания, размещают на высоте 1200—1700 мм от уровня
чистого пола.
Дифманометры доставляют к месту монтажа, если там обес-
печены температура и относигельная влажность окружающего воздуха, огово-
ренные монтажно-эксплуатационной инструкцией завода-изготовителя для дан-
ного прибора.
Монтаж дифманометров состоит из ряда последовательно выполняемых опе-
раций. Часть из них характерна для всех разновидностей приборов. Наряду
с этим существуют операции, присущие отдельным исполнениям дифманометров.
К месту монтажа доставляют собранный и замаркированный узел обвязки
дифманометра и устанавливают на заранее закрепленную опору. Затем устанав-
ливают дифманометр и соединяют его с соответствующими концами труб узла
обвязки. Установку прибора желательно выполнить так, чтобы табличка бес-
шкального дифманометра или шкала шкального прибора была направлена в сто-
рону предполагаемого места обслуживания.
До начала работ по установке прибора должны быть смонтированы
импульсные трубы от сужающего устройства. Концы труб на вертикальном участке
подвода к месту установки прибора должны иметь запас по длине в 50—100 мм
как при подводе труб сверху, так и снизу. При стыковке с концами труб обвязки
концы импульсных труб тщательно вымеряют и только после этого припуск от-
резают. Концы импульсных труб разделывают, например, для приварки к трубам
обвязки.
Правильность установки дифманометра на опоре проверяют
по уровню и отвесу, после чего концы труб обвязки «прихваткой? соединяют с кон-
цами импульсных труб. Вновь проверяют, правильно ли установлен прибор, и
окончательно закрепляют его на опоре. Окончательно затягивают гайки соедини-
телей дренажных и продувочных линий обвязки. Если после этих установочных
операций прибор не изменил своего положения относительно вертикальной и
горизонтальной осей, заваривают стыки импульсных труб трассы и обвязки.
При обнаружении перекоса прибора необходимо его устранить, оперируя кре-
пежными и установочными гайками, а при необходимости и разъединяя стык
импульсных труб, соединенных «прихваткой». Окончательное соединение импульс-
ных труб в любом случае выполняют только после правильной установки при-
бора. Производство сварочных работ в непосредственной близости от дифманометра
может повредить ею. Поэтому перед сваркой либо «прихваткой» труб прибор при-
крывают подручными средсгвамн, обеспечивающими его защиту. К установленно-
му прибору присоединяют соедини тельные линии питания и командные.
При монтаже дифманометров необходимо следить за тем, чтобы гайки соеди-
нителей и штуцеров были затянуты по резьбе до конца; в соответствии со схемой
соединений были выполнены присоединения жил проводов и кабелей к коммута-
ционным зажимам соединительных коробок и приборов, а также пневмотруб
к переборочным соединителям и штуцерам приборов; трубные и электрические
проводки нмелн соответствующую маркировку и были надежно закреплены.
9-4. СОЕДИНИТЕЛЬНЫЕ ЛИНИИ
Соединительные линии для соединения сужающего устройства с дифмано-
метром называются импульсными и должны изготовляться из материала,
устойчивого против коррозирующего действия среды; иметь конфигурацию трассы,
соответствующую свойствам измеряемой среды и условиям прокладки; быть удоб-
514
Монтаж приборов для измерения расхода [Разд. 9
ними для монтажа, разборки, чистки н проверки; быть герметичными и рассчи-
танными на рабочее давление; иметь обоснованные проектом с учетом рабочих
параметров и условий прокладки диаметр и минимальную длину. Плюсовая и
минусовая линии должны находиться в одинаковых температурных условиях;
линии должны быть проложены вертикально или с уклоном к горизонтали не ме-
нее 1 : 10, при этом желательно, чтобы на всем протяжении уклон линий был
направлен в одну сторону. Изгибы труб соединительных линий должны быть
плавными и не иметь острых углов и вмятин. Площадь сечения проходного отвер-
стия вентилей в соединительных линиях должна быть не менее площади сечения
труб (линий), при этом вентили должны быть прямоточными. В линиях, соединяю-
щих сужающие устройства с уравнительными (конденсационными) сосудами,
не должно быть вентилей.
В зависимости от параметров и физических свойств измеряемых сред при-
меняют трубы из различных материалов и с разными прочностными характери-
стиками (см. разд. 5).
Независимо от материала и конструкции труб все соединительные линии долж-
ны иметь внутренние диаметры не менее: от сужающих устройств до сосудов
(уравнительных, разделительных и т. п.) — 12 мм, от сосудов до дифманометров —
8 мм.
В зависимости от места установки в схеме выбирают вентили с различным
условным проходом. Для отключения импульсных линий требуется арматура
с малыми условными проходами Dy = 4 -ь 5 мм. Это объясняется тем, что среда
в импульсных линиях практически не перемещается и поэтому малое сечение не
создает заметного сопротивления. На продувочных линиях, где среда переме-
щается, используют вентили с диаметром Dy, соответствующим условному про-
ходу трубы соединительной линии.
Трубопроводная арматура по конструкции присоединения выполняется под
сварку либо под резьбовые соединения, которые подразделяются на соединения
с внутренней или наружной резьбой (см. приложение, стр. 719). Более распро-
странены вентили с резьбовым соединением.
К производству работ по монтажу соединительных линий можно приступать,
когда объект принят под монтаж; имеется комплект необходимых монтажных
изделий и материалов; на технологических трубопроводах смонтированы сужаю-
щие устройства; выполнены проемы и проходы через стены н перекрытия, необ-
ходимые для прокладки импульсных труб.
По характеру выполняемых операций монтажные работы можно условно
разбить на две стадии: подготовительную и окончательную. Первая включает:
разметку трасс трубных проводок с учетом мест закрепления установочных кон-
струкций; выполнение дыропробивных работ под установочные конструкции;
установку закладных деталей. Разметочные работы следует выполнять с учетом
соблюдения уклонов и максимально допустимых расстояний между креплениями
трубных проводок. В зависимости от принятой конструкции закладных и опор-
ных деталей на объекте выполняют либо дыропробивные работы под конструкции,
рассчитанные на вмазку, либо пристрелку конструкций с плоскими опорными
поверхностями с помощью строительно-монтажного пистолета типа ПЦ52-1.
В проемы, выполненные в процессе строительства, устанавливают такие закладные
детали, как бронеплнты, патрубки и т. п. После этого приступают к завершающей
стадии монтажных работ — собственно прокладке, закреплению, соединению и
присоединению труб.
Заготовленные и окрашенные импульсные трубы прокладывают по заранее
установленным опорным конструкциям. Прокладку ведут от сужающего устрой-
ства к дифманометру. Трубы на конструкциях закрепляют с помощью стандарти-
зированных скоб.
При вибрации в местах прокладки импульсные трубы должны быть закрепле-
ны с помощью гайки с контргайкой, при этом болт должен выходить из контргайки
не менее чем на две ннтки, но не более чем на высоту гайки. Поскольку импульс-
ные трубы на горизонтальных участках прокладывают с уклоном 1 : 10, необхо-
§ 9-4] Соединительные линии
515
димо следить за тем, чтобы в местах закрепления болты были всегда перпенди-
кулярны оси трубы. Проложенные трубы соединяют между собой.
Все импульсные Трубы должны быть замаркированы в соответствии с проект-
ной документацией.
Если трасса трубных проводок на каком-то протяженном участке совпадает
для нескольких измерительных линий, например при групповой компоновке
дифманометров, импульсные трубы рекомендуется прокладывать блоками.
В зависимости от типа измеряемой среды, ее рабочих параметров, а также
условий прокладки существуют различные схемы соединительных линий.
СХЕМЫ СОЕДИНИТЕЛЬНЫХ ЛИНИЙ
ПРИ ИЗМЕРЕНИИ РАСХОДА ЖИДКОСТЕЙ
Для измерения расхода неагрессивных жидкостей существуют три основные
схемы. На рис. 9-74, а показана схема соединительных линий при измерении рас-
хода жидкости, когда дифманометр 5 расположен ниже сужающего устройства 1,
с вариантами отборов от горизонтального и вертикального трубопроводов. В по-
следнем случае трубы от сужающего устройства отводят горизонтально с пере-
ходом на вертикальную прокладку. Запорные вентнлн 2 устанавливают на вер-
тикальном участке, а продувочные вентили 3 при необходимости устанавливают
Рис. 9-74. Схемы соеди-
нительных линий прн из-
мерении расхода жидко-
сти.
а — дифманометр располо-
жен ниже сужающего уст-
ройства; б — то же, если
односторонний уклон соеди-
нительных линий невыпол-
ним; в — дифманометр рас-
положен выше сужающего
устройства.
в высших точках соединительных линий, т. е. в месте перехода горизонтального
участка линий в вертикальный. Для предохранения дифманометра от загрязне-
ния в низших точках вертикального участка соединительных линий рекоменду-
ется устанавливать отстойные сосуды.
Несмотря на необходимость соблюдения одностороннего уклона на всем про-
тяжении соединительных линий, выполнить это не всегда возможно. Этому в ряде
случаев препятствуют конструктивные особенности зданий, расположение техно-
логических аппаратов и трубопроводов. На рис. 9-74, б показана схема соедине-
ния сужающего устройства с дифманометром при необходимости преодоления
препятствия. Таких препятствий на пути трубной проводки может оказаться не-
сколько. Соответственно появится еще несколько участков (ступеней) перехода
горизонтальной трассы на вертикальную. Следовательно, в схеме образуются так
называемые U-образные «мешки». Для обеспечения работоспособности таких
схем в низших точках «мешков» необходимо обеспечить возможность продувки,
а в высших — выпуск скопляющихся газов. Для этого в низших точках схемы
необходимо предусматривать продувочные венгнли 3, а в высших точках —
газосборники 6 с продувочными вентилями для газа. В низших точках линий мо-
гут устанавливаться отстойные сосуды 4,
516
Монтаж приборов для измерения расхода [Разд. 9
При необходимости расположения дифманометра 5 выше сужающего устрой-
ства 1 (рис. 9-74, в), как и в предыдущем случае, в высших точках соединительных
линий устанавливают газосборники 6. На схемах, приведенных на рис. 9-74,
отстойные сосуды показаны штриховой линией, так как их установка становится
обязательной в тех случаях, когда из измеряемой жидкости могут выпадать осадки.
Когда свойства измеряемой среды (агрессивность) или условия эксплуатации
не позволяют осуществить непосредственное подключение дифманометра к сужаю-
щему устройству, в соединительные линии включают разделительные сосуды.
Сосуды, участки линий, соединяющие их с дифманометром, а также сам дифмано-
метр, если он не заполнен уравновешивающей жидкостью (мембранные, сильфон-
ные), заполняют разделительной жидкостью, через которую осуществляется пере-
дача перепада давлений к дифманометру. Разделительные сосуды располагают
максимально близко к сужающему устройству, чтобы возможно меньшая часть
измерительной схемы соприкасалась с агрессивной жидкостью и чтобы чувстви-
тельный элемент прибора находился от нее как можно дальше, тем самым увели-
чивается степень защиты дифманометра.
Рис. 9-75. Схемы соедини-
тельных линий при изме-
рении расхода жидкоеги
с разделительными сосу-
дами. Измеряемая жид-
кость легче разделитель-
ной.
а — дифманометр располо-
жен ниже сужающего уст-
ройства; б — то же выше
сужающего устройства; 1 —
сужающее устройство; 2 —
запорный вентиль; 3 — урав-
нительный вентиль; 4 —
измеряемая жидкость; 5 —
разделительная жидкость;
6 — Продувочный вентиль;
7 — дифманометр; 8 — газо-
сборник; 9 — начальный уро-
вень раз целительной жид-
кости; 10 — конечный уро-
вень разделительной жид-
кости.
На рис. 9-75 показаны схемы соединительных линий с разделительными со-
судами, когда измеряемая жидкость легче разделительной при расположении
дифманометра ниже или выше сужающего устройства. В последнем случае в выс-
шей точке соединительных линий устанавливают газосборники. Линии от сужаю-
щего устройства подводят к верхней части сосудов. Измеряемая жидкость нахо-
дится над разделительной и занимает объем в сосуде до уровня 9. Начиная с этого
уровня, сосуд и соединительные линии заполнены разделительной жидкостью,
максимальный уровень которой не должен быть ниже линии 10. Если уровень
разделительной жидкости поднимается выше линии 9 при значительном возра-
стании расхода перепада давлений, возможно попадание части разделительной
жидкости в трубопровод. В результате в плюсовой и минусовой соединительных
линиях установятся неравные столбы разделительной жидкости. Это вызовет
дополнительную погрешность в измерении расхода. В равной степени недопустимо
снижение уровня разделительной жидкости за границу линии 10, поскольку
станет невозможным контроль уровней разделительной жидкости в сосуде. По-
следствия такого нарушения те же, что и при превышении верхнего уровня 9.
Независимо от соблюдения рассмотренных уровней необходимым эксплуатацион-
ным требованием является наличие в схемах уравнительных линий с вентилями 3.
'Эти линии служат для поддержания равных уровней жидкостей, заполняющих
разделительные сосуды.
§ 9-4] Соединительные линии
517
Схема соединительных линий с разделительными сосудами, когда измеряемая
жидкость тяжелее разделительной, показана на рис. 9-76 при расположении диф-
манометра ниже или выше сужающего устройства. От сужающего устройства
нисходящие соединительные линии через короткий горизонтальный участок
переходят в восходящий вертикальный участок, в который и включают раздели-
тельные сосуды. При этом линии от сужающего устройства подводят в нижнюю
часть сосудов. В высшей точке восходящего участка устанавливают газосборники.
Разделительная жидкость в сосуде находится над измеряемой.
Когда подбор соответствующей разделительной жидкости бывает затрудни-
телен. применяют схемы соединительных линий с тремя жидкостями: измеряемой
(агрессивная жидкость), промежуточной (для отделения жидкости, залитой в диф-
манометр, от измеряемой агрессивной жидкости) и жидкостью, заполняющей
Рис. 9-76. Схемы соединительных линий при измерении расхода жидкости с раз-
делительными сосудами. Измерительная жидкость тяжелее разделительной.
а — дифманометр расположен ниже сужающего устройства; б — то же выше сужающего
устройства; I — сужающее устройство; 2 — запорный вентиль; 3 — уравнительный вен-
тиль; 4 — измеряемая жидкость; 5 — разделительная жидкость; 6 — продувочные вен-
тили; 7 — дифманометр; 3 — газосборники; 9 — начальный уровень разделительной
жидкости; 10 — конечный уровень разделительной жидкости.
дифманометр. Схемы соединительных линий с разделительными сосудами при
применении промежуточной и разделительной жидкостей, когда измеряемая
и разделительная жидкости тяжелее промежуточной, для случаев расположения
дифманометра ниже или выше сужающего устройства показаны на рис. 9-77.
Соединительные линии от сужающего устройства, опускаясь вертикально, пе-
реходят в короткий горизонтальный участок, после чего, поднимаясь вертикально
вверх, подключаются к нижним точкам разделительных сосудов 11. В последних
нижнюю часть объема занимает измеряемая, а верхнюю — промежуточная жид-
кости. От верхней точки сосудов 11 отводят линии вверх с уклоном до соединения
с вертикальными линиями, идущими на разделительные сосуды 12. В точках со-
пряжения линий устанавливают вентили для заполнения сосудов промежуточной
жидкостью. В сосудах 12 верхнюю часть объема занимает промежуточная и ниж-
нюю — разделительная жидкости. Далее от сосудов 12 соединительные линии
отводят на дифманометр.
Помимо описанных схем для измерения расхода жидкости, существуют схемы
с применением уравнительных (конденсационных) сосудов. Уравнительные со-
суды включают в соединительные линии при измерении расхода горячих жидко-
стей (температура выше 120°С) поплавковыми, кольцевыми и сильфонными диф-
манометрами, для обеспечения равенства плотности жидкости в плюсовой и ми-
нусовой трубах, соединяющих сосуды с прибором. При этом объем внутренней
518
Монтаж приборов для измерения расхода [Разд. 9
полости каждого сосуда должен быть не менее объема жидкости, перетекающей
из сосуда в прибор при изменении его показания от нуля до максимума. Пло-
щадь поперечного сечения сосуда должна быть не менее площади «плюсовой»
камеры дифманометра. Включение уравнительных сосудов в соединительные ли-
нии выполняется так же, как и при измерении расхода пара (см. ниже рис. 9-81).
Из рис. 9-81 видно, что уравнительные сосуды 5 устанавливают у мест отборов,
Рис. 9-77. Схемы соединительных линий при измерении расхода жидкости с раз-
делительными сосудами при применении промежуточной и разделительной жид-
костей. Промежуточная и разделительная жидкости тяжелее измеряемой.
а — дифманометр расположен ниже сужающего устройства; б — то же выше сужающего
устройства. I — сужающее устройство; 2 — запорный вентиль; 3 — уравнительный вен-
тиль; 4 — измеряемая жидкость; 5 — разделительная жидкость; 6 — продувочные вен-
тили; 7 — дифманометр; 8 — газосборники; 9 — промежуточная жидкость; 10 — вен-
тили заполнения сосудов промежуточной жидкостью; 11 — разделительные сосуды с из-
меряемой жидкостью; 12 — разделительные сосуды о разделительной жидкостью; 13 —
предельный уровень измеряемой жидкости; 14 — нормальный уровень жидкости; 15 —
предельный уровень разделительной жидкости.
причем для вертикальных if наклонных трубопроводов боковые отверстия в со-
судах и примыкающие к ним участки трубок должны располагаться на одном уров-
не, соответствующем нижнему отверстию, для измерения перепада давления в су-
жающем устройстве. Труба, соединяющая сосуд с верхним отверстием для отбора
давления, должна быть термоизолчрована. Необходимо также располагать сосуды
таким образом, чтобы обеспечить удаление из них воздуха или газов, если это
не предусмотрено конструкцией самого сосуда.
СХЕМЫ СОЕДИНИТЕЛЬНЫХ ЛИНИЙ ПРИ ИЗМЕРЕНИИ РАСХОДА ГАЗА
При измерении расхода газа необходимо исключить возможность попадания
конденсата из основного трубопровода в соединительные линии, а также обеспе-
чить удаление конденсата, выделившегося в линиях. Для этого соединительные
линии подключают к верхней половине сужающего устройства, установленного
на горизонтальном нлн наклонном трубопроводе с уклоном линий в сторону
трубопровода; дифманометр устанавливают выше сужающего устройства
(рис. 9-78, а). Так достигается естественный дренаж соединительных
линий. Соединительные линии на всем протяжении по возможности должны иметь
односторонний непрерывный уклон. При ступенчатой трассе в низших точках
отдельных участков (ступеней) следует устанавливать отстойные сосуды.
«Искусственное» дренирование соединительных линий — уста-
нбвку отстойных сосудов в низших точках линий — выполняют, кроме рассмот-
ренного выше случая, когда дифманометр устанавливается ниже сужающего
§ 9-4] Соединительные линии
519
устройства и когда горизонтальная (с уклоном) трасса соединительных линий
очень велика.
При намерении расхода загрязненного газа необходимо, помимо
изложенного, исключить возможность попадания грязн и пыли из газа в соедини-
тельные линии и дифманометр. Для этого
применяют непрерывную продув-
к у воздухом или чистым газом соедини-
тельных линий либо включение в трассу
отстойных сосудов и фильтров. Непрерыв-
ная продувка в этом случае является про-
стым и эффективным способом, особенно при
выделении из газа смол, могущих закупорить
трубы линии. Для осуществления непрерыв-
ной продувки в соединительные линии подают
чистый воздух, давление которого больше
давления измеряемого газа. Продувка осу-
ществляется в основной трубопровод. Эгот
способ, однако, требует принятия ряда мер,
исключающих погрешность показаний, а так-
же запаздывание импульса. Эгими мерами
являются: регулирование скорости потока
воздуха, создание необходимого соотношения
сопротивлений на трассе продувочного воз-
духа и в соединительных линиях, обеспече-
ние необходимой разности давлений в линии
продуве 1ного воздуха и в трубопроводе и др.
Контроль и регулирование давления и скорости потока продувочного воздуха
осуществляют блоком питания воздуха типа БПВШ.-2А. Последний представляет
собой устройство, состоящее из редуктора с манометром для регулирования и
контроля давления, двух ловушек для предотвращения попадания жидкости,
Рнс. 9-78. Схемы соединитель-
ных линий при измерении рас-
хода газа.
а — дифманометр расположен выше
сужающего устройства; б — то же
ниже сужающего устройства; / —
сужающее устройство; 2 — запор-
ный вентиль; 3 — продувочные
вентили; 4 — отстойные сосуды!
5 — дифманометр.
Рис. 9-79. Схема непрерывной продувки соединительных линий при измерении
расхода загрязненного газа.
а — вырез в панели для установки блока БПВЩ-2А; б — схема непрерывной продувки;
/ — дифманометр; 2 — контрольный стеклянный стаканчик; 3 — регулировочные вен-
тили; 4 — продувочные линии; 5 — соединительные линии; 6 — продуваемый участок
соединительных линий; 7 — технологический трубопровод; 8 — ловушка; 9 — блок пи-
тания воздуха типа БПВ1Ц-2А-
выходящей из контрольного стаканчика в редуктор, и двух контрольных стакан-
чиков с регулирующими вентилями для контроля и регулирования скорости
потока. Для присоединения линий питающего и продувочного воздуха блок пи-
тания имеет штуцера с накидными гайками, рассчитанными на присоединение под
разбортовку труб диаметром 6 мм. Блок рассчитан на щитовой монтаж, для чего
в панели делают вырез (рис. 9-79, а). Панель устанавливают на той же конструк-
ции, что и дифманометр, либо на отдельно стоящей конструкции.
520
Монтаж приборов для измерения расхода [Разг). 9
На рис. 9-79, б показана схема непрерывной продувки соединительных ли-
ний при изменении расхода загрязненного газа. Сжатый воздух либо, если его
попадание в основной газопровод нежелательно, чистый газ подается через блок
чипа БПВЩ-2А. Скорость продувочного потока регулируется с помощью венти-
лей 3. Пройдя через блок и продувочные линии 4, воздух с предварительно Отре-
гулированными давлением и скоростью продувает соединительные линии 6 диф-
манометра 1 в технологический трубопровод 7. Необходимо обеспечить прохож-
дение через оба контрольных стаканчика блока одинакового количества воздуха
(например, в виде непрерывной цепочки пузырьков), благодаря чему достигается
равенство разности давлений воздуха в соединительных линиях перепаду давле-
ния, создаваемого диафрагмой.
Для уменьшения погрешности показаний дифманометра из-за колебаний дав-
ления в технологическом трубопроводе или соединительных линиях прибора
необходимо соединительные и продувочные линии выполнять следующим обра-
Рис. 9-80. Схемы соеди-
нительных линий при из-
мерении расхода агрес-
сивного газа с раздели-
тельными сосудами.
а — дифманометр располо-
жен выше сужающего уст-
ройства: б — инже сужаю-
щего устройства 1 — су-
жающее устройство; 2 — за-
порные вентили; 3 — урав-
нительные вентили; 4 — из-
меряемая жидкость; 5 —
разделительная жидкость;
6 — продувочные вентили;
7 — дифманометр; 8 — на-
чальный уровень раздели-
тельной жидкости; 9 — ко-
нечный уровень раздели-
тельной жидкости.
зом. Продувочные линии в комплекте с регулирующими вентилями должны со-
здавать сопротивление потоку продувочного воздуха в несколько сотен раз
больше сопротивлений соединительных линий на участке 6, между диафрагмой
н продувочной линией. Для монтажа продувочных линий рекомендуется приме-
нять трубы диаметром 3—4 мм. Для максимального снижения сопротивления
длина участка 6 соединительных линий должна быть минимальной. Иными сло-
вами, продувочные линии следует соединять с соединительными возможно ближе
к диафрагме.
Вместо блока питания воздухом типа БПВЩ-2А для контроля скорости
потока продувочного воздуха может быть применен стеклянный ротаметр типа
PC-ЗА в комплекте с редуктором, контрольным манометром и регулировочными
вентилями, указанными на рис. 9-79. Ротаметр представляет собой стеклянную
коническую трубку, смонтированную в корпусе расширенным конусом кверху.
В трубке под воздействием проходящего сверху вниз потока воздуха перемещается
попдавок. Перемещение поплавка вверх и вниз изменяет скорость потока. Для
присоединения продувочных линий ротаметр имеет два отверстия с конической
резьбой 1/8". Для закрепления на конструкции кожух ротаметра имеет два кре-
пежных отверстия с резьбой М5Х0.8, расположенных по вертикальной оси на
расстоянии 50 мм.
, При изменении расхода горячих газов необходимо обеспечить равенство
температур в обоих соединительных линиях («плюсовой» и «минусовой»). Следует
избегать расположения соединительных линий в непосредственной близости
§ 9-4] Соединительные линии
521
к горячему трубопроводу. Если этого избежать не удается, то обе линии необхо-
димо совместно термоизолировать.
Измерение расхода агрессивных газов, помимо изложенного, требует предо-
хранения дифманометра от вредного воздействия агрессивной среды. Это дости-
гается применением разделительных сосудов или мембранных разделителей.
На рис. 9-80 показаны схемы соединительных линий с разделительными со-
судами при измерении расхода газа, когда дифманометр расположен ниже или
выше сужающего устройства. Верхние части разделительных сосудов заполняют
измеряемой средой (агрессивный газ), нижние — разделительной жидкостью.
Порядок построения схем и условия их работы те же, что и для измерения
расхода агрессивной жидкости.
СХЕМЫ СОЕДИНИТЕЛЬНЫХ ЛИНИЙ
ПРИ ИЗМЕРЕНИИ РАСХОДА ВОДЯНОГО ПАРА
При измерении расхода водяного пара должны быть обеспечены постоянство
и равенство уровней конденсата в обеих соединительных линиях, предохранение
соединительных линий от попадания в них воздуха из паропровода, удалениз
из линий выделившегося или случайно попавшего в них воздуха.
Рис. 9-81. Схемы соединительных линий при измерении расхода пара.
а — дифманометр расположен ниже сужающего устройства; б — то же выше сужающего
устройства при абсолютном давлении пара выше 2 кгс/см2; в — то же до 2 кгс/см2; / —»
сужающее устройство: 2 — запорные вентили; 3 — продувочные вентили; 4 — отстойные
сосуды; 5 — уравнительные конденсационные сосуды; 6 — газосборник; 7 — термоизоля-
ция; 8 — дифманометр.
Схемы соединительных линий строятся следующим образом. В непосредствен-
ной близости от сужающего устройства устанавливают уравнительные (конденса-
ционные) сосуды, заполняемые конденсатом вместе с участками соединительных
линий между ними и дифманометром. Сосуды, а также боковые отверстия в них
должны находиться на одной высоте; для вертикальных и наклонных трубопро-
водов боковые отверстия в сосудах должны располагаться в плоскости верхнего
отверстия для отбора давления в сужающем устройстве. Соединительные линии
между сужающим устройством и сосудами на участках вблизи сосудов должны
располагаться горизонтально и на одном уровне. Эти линии должны быть Термо-
изолированы.
522
Монтаж приборов для измерения расхода [Разд. 9
Наиболее рационально дифманометр устанавливать ниже сужающего устрой-
ства (см. рис. 9-81, а). При абсолютном давлении пара перед сужающим устрой-
ством выше 2 кгс/см2 допускается установка дифманометра выше сужающего
устройства. В этом случае схема соединительных линий выполняется согласно
рис. 9-81, б. Такая схема применима также и для варианта, когда дифманометр
расположен ниже сужающего устройства на расстоянии не более 1,5 м по верти-
кали. В высших точках соединительных линий устанавливают газосборники.
При абсолютном давлении пара перед сужающим устройством 2 кгс/см2 и менее и
расстоянии между трубопроводом и сосудами не более 4 м соединительные линии
могут монтироваться по схеме, показанной на рис. 9-81, в. При этом трубы, соеди-
няющие сужающее устройство с сосудами, должны иметь внутренний диаметр
не менее 25 мм. Эти трубы и сосуды должны быть термоизолированы.
Для обеспечения надежной работы дифманометра у каждого сосуда следует
предусматривать вторую трубку для спуска конденсата в трубопровод,
9-5. ВСПОМОГАТЕЛЬНЫЕ УСТРОЙСТВА
Для обеспечения правильного измерения перепада давления, а также созда-
ния условий, гарантирующих надежную и бесперебойную работу дифманометра,
необходимо применение вспомогательных устройств, устанавливаемых обычно
на соединительных линиях между сужающим устройством и дифманометром.
К этим устройствам относятся уравнительные, уравнительные конденсационные,
вспомогательные и разделительные сосуды, а также мембранные разделители.
Конструктивные особенности этих устройств зависят от рода измеряемой среды
(пар, жидкость, газ), ее свойств и характеристик (температура, давление, агрес-
сивность, загрязненность).
Уравнительные сосуды изготавливают по ГОСТ 14319-73 приборостроитель-
Htife предприятия и поставляют в составе измерительных комплектов. Их приме-
няют при измерении расхода горячих жидкостей с температурой выше 120°С
для обеспечения равенства плотностей жидкости в «плюсовой > и «минусовой»
соединительных линиях. Кроме того, уравнительные сосуды применяют при
измерении уровня жидкости в резервуарах для исключения влияния на резуль-
тат измерений высоты столба жидкости в импульсной линии поддержанием по-
стоянного уровня жидкости в сосуде по отношению к измеряемому переменному
уровню в резервуаре. ГОСТ 14319-73 предусматривает наличие больших (Б)
и малых (М) сосудов. Поэтому тип сосуда обозначают соответственно СУБ и СУМ.
Первые две буквы обозначают: сосуд уравнительный. Приборостроительными
предприятиями серийно выпускаются только малые сосуды типа СУМ.
В состав обозначения сосудов входят: значение условного давления ру, кгс/см2,
исполнение, предусматривающее комплектацию штуцеров сосуда теми или иными
ниппелями, пробками и т. п. (табл. 9-10). Замыкает обозначения сосуда код ма-
териала, из которого он изготовлен. Сталь марки 35, ГОСТ 1050-60 обозначают
буквой «а», марки 12Х18Н10Т, ГОСТ 5632-72 — буквой «б», а Х17Н13М2Т, ГОСТ
5632-72 — буквой «в». Таким образом, малый уравнительный сосуд на условное
давление 250 кгс/см2 (исполнение 3), изгоювленный из стали марки Х18Н10Т,
ГОСТ 5632-72, будет обозначен:
сосуд СУМ-250-З-б, ГОСТ 14319-73.
Двухкамерные уравнительные сосуды для измерения уровня жидкости в ба-
рабанах паровых котлов обозначают номером модели. Например, сосуд модели
5424. Двухкамерные сосуды изготавливают из стали 20, ГОСТ 1050-60.
Уравнительные конденсационные сосуды типов СКВ, СКМ предназначены
для поддержания постоянства и равенства уровней конденсата в «плюсовой» и
«минусовой» импульсных трубах при измерении расхода водяного пара. Промыш-
ленностью серийно изготавливаются по ГОСТ 14318-73 и поставляются
комплектно с дифманометрами малые сосуды типа СКМ на ру = 40 и 100 кгс/см2
(табл. 9-10).
§ 9-5] Вспомогательные устройства
523
Обозначение строится аналогично описанному для сосудов типа СУМ. Буквы
СКМ обозначают: сосуд конденсационный малый. Сосуды типа СКМ изготавли-
вают обычно из стали 20 по ГОСТ 1050-60, обозначаемой буквой «а». В технически
обоснованных случаях применяют сталь 12Х18Н10Т, ГОСТ 5632-72. Уравни-
тельный конденсационный сосуд малый на ру = 100 кгс/см2 (исполнение 3),
изготовленный из стали 20, ГОСТ 1050-60 будет иметь обозначение: сосуд СКМ-
100-3-а, ГОСТ 14318-73.
Влагоотделительиые сосуды и влагосборники типа В служат для отделения
капелек влаги, выделяющихся из измеряемой газообразной среды. Приборострои-
тельными предприятиями этот вид сосудов серийно не изготавливается. Их изго-
тавливают предприятия-заказчики как нестандартизированные изделия на осно-
вании ТК, разработанных Главмонтажавтоматикой (табл. 9-10),
Рис. 9-82. Уравнительные сосуды.
а _ типов СУМ-63-1 и СУМ-63-3: б —СУМ-63-2 и СУМ-63-4: в — СУМ-250-2 и СУМ-400-2:
вид А без бокового штуцера: узел I — см. рнс. 9-87.
Разделительные сосуды применяют при измерении расхода агрессивных,
вязких и других сред, вредно влияющих на чувствительный элемент дифманометра
(коррозия, закупорка, засорение и т. п.). ГОСТ 14320-73 предусматривает три
габарита разделительных сосудов — большой, средний и малый, обозначаемые
соответственно буквами: Б, С, М. Сосуды рассчитаны на ру 63, 250 и 400 кгс/см2.
Серийно изготавливают средние сосуды, а также малые на р„ = 400 кгс/см2
(табл. 9-10).
Разделительные сосуды СРС и СРМ изготавливают из стали 20, ГОСТ 1050-60,
обозначаемой буквой га». В технически обоснованных случаях их изготавливают
из сталей 12Х18Н10Т, ГОСТ 5632-72 н 10Х17Н13М2Т, ГОСТ 5632-72, обозначае-
мых соответственно буквами «б» и «в».
Разделительный сосуд средний на условное давление 63 кгс/см2 (исполнение 1),
изготовленный из стали 12Х18Н10Т, ГОСТ 5632-72 имеет обозначение СРС-63-1-6,
ГОСТ 14320-73.
Разделительные сосуды заполняют разделительной жидкостью, соответствую-
щей условиям эксплуатации и свойствам измеряемой среды. Разделительная жид-
кость не должна химически взаимодействовать ни с измеряемой средой, ни с урав-
новешивающей жидкостью; не должна смешиваться с ними, а также давать отло-
жения либо действовать на материал соединительных линий, разделительных
524
Монтаж приборов для измерения расхода [Разд. 9
Таблица 9-10
Вспомогательные устройства для измерения расхода и уровня дифманометрами
Наименование Модель или тип Ру. кгс/смя Размеры, мм Эскиз
н В А L d
Уравнительный сосуд, ГОСТ 14319-73 СУМ-63-1 СУМ-63-3 63 252 133 165 148 -Г — Рис. 9-82, а
СУМ-63-2 СУМ-63-4 63 318 199 148 — — Рис. 9-82, б
СУМ-250-2 СУМ-400-2 250 400 318 328 205 224 154 173 — — Рис. 9-82, в
Уравнительный сосуд двухкамер- ный, 5412 5423 5424 250 100 400 630 — — 1131 531 761 __ Рис. 9-83, а
ТУ 25.02-460-73 П-198 П-234 — 720 1090 315 500 630 1000 — — Рис. 9-83, б
Уравнительный конденсационный сосуд, ГОСТ 14318-73 СКМ-40-1 СКМ-40-2 СКМ-40-3 40 Рис. 9-84, а Рис. 9-84, б Рис. 9-84, в
СКМ-100-1 СКМ-100-2 СКМ-100-3 СКМ-100-4 100 188 200 255 Рис. 9-84, а Рис. 9-84, б Рис. 9-84, в Рис. 9-84, в
СКМ-100-5 448 140 Рис. 9-84, д
Влагоотделитель- ный сосуд, ТК4-163-72, ТК4-133-72 В-1 В-2 6 470 690 */2' з/г Рис. 9-85, а
В-3 В-4 350 350 w з/г Рис. 9-85, б
Влагосборник, ТК4-504-69 В-6 В-10 6 10 — — — 238 235 Рис. 9-86
Разделительный СРС-63-1 63 350 Рис. 9-87, а
сосуд, ГОСТ 14320-73 СРС-63-2 222
СРС-250-2 СРС-400-2 250 400 482 Рис. 9-87, б
СРМ-400-2 400 442 174 — —
СРС-63-3 СРС-63-4 63 63 414 414 190 258 Рис. 9-87, в
• СРС-250-4 СРМ-400-4 250 400 414 374 258 208 Рис. 9-87, а
PC-4, РС-6 64 343 156 - Рнс. 9-87, д
§ 9-5] Вспомогательные устройства
525
Рис. 9-83. Уравнительные сосуды
двухкамерные.
а — моделей 5412, 5423 и 5424; б —
моделей П-198 и П-234, узлы II, III,
IV — см. рис. 9-87.
Рис. 9-84. Уравнительные конден-
сационные сосуды.
а — типов CKM-40-I и CKM-I00-I; б —
СКМ-40-2 и СКМ-100-2; в — СКМ-40-3
и СКМ-100-3; г — СКМ-1С0-4;
д — СКМ 1С0-5.
Рис. 9-85. Влагоотделительные со-
суды.
о — типов В-1 и В-2; б — В-3 и В-4.
Рис. 9-86. Влагосборники
по ТК4-504-69.
526
Монтаж приборов для измерения расхода [Разд. 9
сосудов и чувствительных элементов дифманометров. Плотность разделительной
жидкости должна быть меньше плотности жидкости, заполняющей дифманометр.
В качестве разделительных жидкостей обычно применяют воду, легкие
минеральные масла, глицерин, водоглицериновые смеси, этиленгликоль, водо-
Рис. 9-87. Разделительные сосуды.
а—типов СРС-63-1 и СРС-63-2; б — СРС-250-2; СРС-400-2 и СРМ-400-2; в — РСР-63-3
и СРС-63-4; г — СРС-250-4 и СРМ-400 ; д — РС-4 и РС-6.
этиленгликолевые смеси, дибутилфтал ат, этиловый спирт, спирто-глицериновые
смеси. В табл. 9-11 указаны свойства ряда разделительных жидкостей. В зависи-
мости от соотношения плотностей измеряемой среды и разделительной жидкости
первая из них подводится либо в верхнюю, либо в нижнюю часть разделитель-
ного сосуда.
§ 9-5] Вспомогательные устройства
527
Таблица 9-11
Свойства разделительных жидкостей
Наименование Плотность при 20сС , кгс/м4 Температура
замерзания, С кипения, сС
Глицерин 1245 —17
Водоглицериновая смесь (1:1 по ИЗО —22,5 106*
объему) Дибутилфталат 1047 —Зт 340
Этиловый спирт 789 — 112 78
Этиленгликоль 1113 — 12 197
Водоэтиленгликолевая смесь (1 : I по 1070 —36 НО
объему)
Разделительные сосуды типа PC промышленностью серийно не изготавли-
ваются. Они относятся к нестандарта тированным изделиям и изготавливаются
предприятиями-заказчиками по ТК, разработанным Главмонтажавтоматикой.
Особенностью конструкции всех разделительных сосудов является наличие
контрольных пробок для контроля уровня заполняющей сосуд жидкости. Уро-
вень жидкости в разделительных сосудах, стоящих на «плюсовой» и «минусовой»
соединительных линиях дифманометра, должны быть одинаковыми при нулевом
перепаде давления. При монтаже разделительных сосудов их следует распола-
гать возможно ближе к сужающему устройству.
Мембранные разделители (см. разд. 8) применяют в измерительных схемах
для тех же целей, чго и разделительные сосуды. Среды разделяет гибкая мем-
брана, препятствующая попаданию агрессивной среды в чувствительный элемент
прибора.
РАЗДЕЛ ДЕСЯТЫЙ
МОНТАЖ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ
И РЕГУЛИРОВАНИЯ УРОВНЯ
СОДЕРЖАНИЕ
10-1. Общие положения...................................................
10-2. Поплавковые и буйковые приборы для измерения, регулирования н сигна-
лизации уровня жидкости о.......................,.......................
Датчики уровня жидкости типов ДУЖЭ, ДУЖП, ДПЭ (555). Датчик пре-
дельного уровня типа ДПУ-1М (562). Датчик реле уровня жидкости двух-
познциоиный типа ДРУ-1 (562). Реле уровня полупроводниковое типа
ПРУ-5 (563). Сигнализаторы уровня жидкости типа СУЖ, уровнемеры буй-
ковые типов УБ П н УБ-Э(564). Индикатор уровня типа ДИУ-С4А-630-320
(565). Уровнемеры поплавковые типов УДУ-5 и УДУ-10 (567).
10-3. Электронные приборы для измерения, регулирования и сигнализации уровня
жидкостей, а также сыпучих и гранулированных веществ с различными
физическими свойствами................................................
Регул ятор-енг нализатор уровня типа ЭРСУ-3, электронный индикатор
уровня типа ЭИУ-2, реле уровня типа РУ-ЗЭ(585). Датчик уровня типа ДУ
(586). Дистанционные сигнализаторы уровня типа ДСУ-2 (587). Сигнали-
заторы уровня серии СУС (587). Уровнемеры типов РУМБ-1 и РУМБ-2
(589). Измеритель уровня аммиака типа 1РВУ-23 (590) Регулятор уровня
типа РУМ-10 (591).
10-4. Уровнемеры, измеряющие давление и перепад давления................
Датчики уровня типов РУ-1М, РУ-2М и МДУ-2С (593). Днфманометры-пере-
падомеры (594). Схемы измерений уровня жидкости в зависимости от усло-
вий н характера измерений (594).
10-5. Акустические и ультразвуковые приборы для измерения уровня........
523
553
573
593
598
10-1. ОБЩИЕ ПОЛОЖЕНИЯ
Широкий круг задач, связанных с измерением и регулированием уровня,
обусловил появление большого количества различных приборов и устройств,
основанных на разных принципах действия. Особенность монтажа прибора того
или иного типа наряду с параметрами и назначением обусловливается принципом
его действия и конструктивным исполнением, определяющим как способы уста-
новки и присоединения, так и способы обвязки основных узлов прибора. В соот-
ветствии с изложенным приборы измерения и регулирования уровня разделяются:
а) по принципу действия — на поплавковые и буйковые, электронные, дав-
ления, дифманометры-уровнемеры, радиоизотопные, акустические и ультразву-
ковые;
б) по характеру измеряемой среды — на приборы для измерения уровня
жидких сред, сыпучих тел или уровня раздела двух жидкостей с различной
плотностью;
в) по стойкости воздействию измеряемой среды — на приборы для измере-
ния агрессивных или неагрессивных сред;
г) по условиям обеспечения безопасной работы во взрывоопасных средах —
на приборы, рассчитанные на работу во взрывоопасных установках (помещениях
или наружных);
д) по условиям работы — на приборы, рассчитанные либо не рассчитанные
на работу в условиях вибрации, ударов, тряски, высокой температуры, влажно-
сти, воздействия микроорганизмов, запыленности и т. п.;
е) по характеру выполняемых операций — на приборы измерения, сигнали-
зации или регулирования уровня.
Таблица 10-1
Установка приборов измерения, сигнализации и регулирования уровня
на технологических емкостях и аппаратах
Обозначение Типового монтаж- ного чертежа Технические данные Вариант исполне- ния Вариант установ- ки зк
Тип прибора ₽у. кгс/сма Эскиз установки Обозначение закладных конст- рукций ЗК, монтажных узлов и деталей
ТМ4-116-74 ДУЖЭ-200 200 1 Рис. 10-1 12 ЗК4-108-74; фланец, ТК4-3456-74
2 Рис. 10-2 1 ЗК4-111-74; фланец, ТК4-3456-74
ТМ4-117-74 ДУЖП-200 200 1 Рис. 10-3 13 ЗК4-108-74; фланец, ТК4-3456-74
2 Рис. 10-4 1 ЗК.4-111-74; фланец, ТК4-3456-74
ТМ4-113-74 ДПЭ-1; ДПЭ-2; ДПЭ-3 6 1 2 Рис. Рис. 10-5 10-6 — ЗК4-99-74; фланец ТК4-3455-74 65-6,
ТЛИ-114-74 ДРУ-1 2,4 1 Рис. 10-7 1 ЗК4-101-74
2 2 ЗК4-101-74
ТМ4-121-74 СУЖ-1С СУЖ-1Н СУЖЗС; СУЖ-ЗН СУЖ-2С; СУЖ-2Н 25 1 2 3 4 Рис. Рис. Рис. Рис. 10-8 10-9 10-10 10-11 1 1 8 7 ЗК4-108-74 ЗК4-116-74 ЗК4-108-74 ЗК4-108-74 •
§ 10-1] Общие положения
Продолженис табл. 10-1
Обозначение типового монтаж- ного чертежа Технические дани Тип прибора ые Ру кгс/см2 Вариант исполне- нии Эскиз установки Вариант ус Idнов- ин ЗК Обозначение закладных конст- рукций ЗК, монтажных узлов и деталей
ТМ4-119-74 УБ-П 100 160 1 2 Рис. 10-12 10 11 ЗК4-108-74 ЗК4-108-74
УБ-ПА; УБ-ПБ 64 3 4 Рис. 10-13 Рис. 10-14 2 2 ЗК4-108-74 ЗК4-116-74
УБ-ПГ 40 5 6 7 Рис. 10-13 о 3 4 ЗК4-108-74 ЗК4-108-74 ЗК4-108-74
8 9 10 Рис. 10-14 2 3 4 ЗК4-116-74 ЗК4-116-74 ЗК4-116-74
УБ-ПВ 40 11 12 Рис. 10-13 5 6 ЗК4-108-74 ЗК4-108-74
13 14 Рис. 10-14 5 6 ЗК4-116-74 ЗК4-116-74
ТМ4-120-74 УБ-Э 100 1 Рис. 10-15 9 ЗК4-108-74
УБ-Э\ УБ-ЭБ 64 2 3 Рис. 10-16 Рис. 10-17 2 2 ЗК4-116-74 ЗК4-116-74
ТМ4-115-74 Датчики ПРУ-5; ПРУ-5СЗГ 20 — Рис. 10-18 — 3K4-103-74
Монтаж приборов для измерения уровня [Разд. 10
Продолжение табл. 10-1
Обозначение типового монтаж- ного чертежа Технические данные Вариант исполне- ния Эскиз установки Вариант устапоп- ки по ЗК Обозначение закладных конст- рукций (ЗК), монтажных узлов и деталей
Тип прибора РУ' кгс/смя
ТМ4-134-74 Блок питания ПРУ-5 — 1 Рис. 10-19 Рис. 10-20 — Рама 250, ТК4-3165-73 Стойка С-1, ТК4 3450 74
ТМ4-122-74 РУ-ЗЭ, датчик стерж- невой или тросовый 16 1 2 Рис. 10-21 1 4 ЗК4-118-74 ЗК4-118-74
ТМ4-124-74 РУ-ЗЭ, датчик стерж- невой 1 2 Рис. 10-22 Рис. 10-231 — Кронштейн К-1, ТК4-3453-74 Кронштейн К-1, ТК4-3454-74
РУ-ЗЭ, датчик тросо- вый 7 8 Рис. 10-22 Рис. 10-23 — Кронштейн К-4, ТК4-3454-74 Кронштейн К-3, ТК4-3454-74
ТМ4-125-74 РУ-ЗЭ, датчик тросо- вый — 3 Рис. 10-24 — Кронштейн К-3, ТК4-3459-74
РУ-ЗЭ, датчик стерж- невой 5 Рис. 10-252 — Кронштейн К-5, ТК4-3459-74
ТМ4-132-74 ТМ4-134-74 РУ-ЗЭ, блок питания — 1 2 Рис. 10-19 Рис. 10-20 — Рама 250, ТК4-3165-73 Стойка С-1, ТК4-3450-74
§ 10-1] Общие положения
Продолжена” табл 10-1
Обозначение типового монтаж- ного чертежа Технические данные Вариант нс пол не- ния Эскиз установки Вариант установ- ки по ЗК Обозначение закладных конст- рукции (ЗК), монтажных узлов и деталей
Тип прибора pv- КГС/СМ2
ТЛИ-122-74 ЭИУ-2, датчик стерж- невой кабельный 40 5 6 Рис. 10-26 2 3 ЗК4-118-74 ЗК4-118-74
ЭИУ-2, датчик пла- стинчатый 25 7 8 Рис. 10-27 6 8 ЗК4-118-74 ЗК4-118-74
ТМ4-123-74 ЭИУ-2, датчик стерж- невой кабельный — 1 2 Рис. 10-28 Рис. 10-293 — Кронштейн К-1, ТК4-3451-74 Кронштейн К-2, ТК4-3452-74
ЭИУ-2, датчик пла- стинчатый — 7 8 Рис. Рис. 10-30 10-31« — Кронштейн К-3, ТК4-3451-74 Кронштейн К-4, ТК4-3452-74
ТМ4-132-74 ТМ4-134-74 ЭИУ-2, блок электрон- ный — 1 2 Рис. Рис. 10-19 10-20 — Рама 250, ТК4-3165-73 Стойка С-1, ТК4-3450-74
ТМ4-130-74 МДУ-2С — МДУ-2С Рис. 10-32 — Скоба СК4, 3K4-93-74
ТМ4-129-74 ЭХО-1-6, преобразова- тель АП-1 6 1 2 Рис. 10-33 2 3 ЗК4-121-74 3K4-I21-74
Монтаж приборов для измерения уровня [Разд. 10
Продолжение табл. 10-1
Обозначение типового монтаж- ного чертежа Технические данные Вариант исполне- ния Эскиз установки Вариант установ- ки по ЗК Обозначение закладных конст- рукций (ЗК), монтажных узлов и детачей
Тип прибора Ру. кгс/см’
ТМ4-129-74 ЭХО-1-40, преобразо- ватель АП-2 40 3 Рис. 10-33 3 ЗК4-121-74
ТМ4-133-74 ЭХО-1, блок АБ-2 — 1 Рис. 10-34 — Кронштейн К-10, ТК4-3408-73
ТМ4-134-74 3 Рис. 10-35 — Стойка С-1, ТК4-3450-74
ТМ4-128-74 СУУЗ-1; СУУЗ-2; СУУЗ-З 6 1 Рис. 10-36 1 ЗК4-122-74
СУУЗ-1 Р — 2 Рис. 10-37 2 ЗК4-122-74
Примечания: 1. На рис. 10-23 показано крепление по ТМ4-124-74, исполнение 2, кронштейна для установки датчика РУ-ЗЭ.
Датчик устанавливается аналогично исполнению 1 на рис. 10-22.
2. Внд сверху установки датчика по рис. 10-25 аналогичен рис. 10-24.
3. На рис. 10-29 показано крепление по ТМ4-123-74, исполнение 2, кронштейна для установки датчика ЭИУ-2. Датчик устанавли-
вается аналогично исполнению 1 на рнс. 10-28.
4. На рис. 10-31 показано крепление по ТМ4-123-74, исполнение 8, кронштейна для установки датчика ЭИУ-2. Датчик устанавли-
вается аналогично исполнению 7 на рис. 10-30.
§ 10-1] Общие положения
534
Монтаж приборов для измерения уровня [Разд. 10
Рис. 10-5.
Рис. 10-6.
£ 10-1] Общие положения
535
Рис. 10-10.
Рис. 10-11.
536
Монтаж приборов для измерения уровня [Разд. 10
Для варианта установки 3 — D = 200 мм, L — 655 мм, Н = 870 мм; для вариантов 5,
6 и 7 — Н ~ 460 мм; для вариантов 11 н 12 — D ~ 190 мм, L ~ 645 мм, Н = 450 мм.
$ 10-1] Общие положения
537
Рис. 10-14.
Для варианта установки 13 размеры даны в скобках.
Рис. 10-17.
Рис. 10-18.
OS?
Рис. 10-23.
Рис. 10-24.
§ 10-1] Общие положения
539
Рис. 10-25.
Рис. 10-26.
4>30
Рис, 10-27,
Рис. 10-28,
Рис. 10-31.
Рис. 10-29.
Рис. 10-30.
540
Монтаж приборов для измерения уровня [Разд. 10
-/к
Рис. 10-32.
170(25о)
Рис. 10-34.
Рис. 10-33.
В скобках даны разме-
ры для варианта уста-
новки 3.
Рис. 10-35.
Резервуар
Рис. 10-36.
Рис. 10-37.
Таблица 10-2
Закладные конструкции (ЗК) для установки нв технологических емкостях и
аппаратах приборов измерения, сигнализации и регулирования уровня вещества
Чертеж закладной конструкции н ее обозначение Тип прибора, уста- навливаемого на закладной конструкции ₽у. кгс/см2 Вари- ант ЗК Обозначение монтажных узлов и детален
патрубка и его чертежа ЗК заглушки прокладки
ЗК4-99-74, рис. 10-38 ДПЭ 6 1 ПФ-70, ЗК4-100-74 65-6 77x100
ЗК4-101-74, рис. 10-39 ДРУ-1 2,4 1 ПФ-12, ЗК4-120-74 50-6 58x88
ЗК4-101-74, рис. 10-40 2 ПФ-13, ЗК4-120-74 58x88
ЗК4-103-74, рис. 10-41 ПРУ-5 20 ПФ-1, ЗК4-106-74 — 25x57
ЗК4-108-74, рис. 10-42 СУЖ-1 25 1 ПФ-9, ЗК4-106-74 100-25 94x162
УБ-ПА, УБ-ПБ, УБ-ПГ, УБ-ЭА, УБ-ЭБ 64 2 ПФ-12, ЗК4-106-74 100-64 94x149
УБ-ПГ 40 3 4 ПФ-13, ЗК4-106-74 ПФ-4, ЗК4-106-74 94x149 16x12
УБ-ПВ 40 5 6 ПФ-11, ЗК-106-74 ПФ-10, ЗК4-106-74 100-40 94x149 129x149
С УЖ-2 СУЖ-3 25 7 8 ПФ-8, ЗК4-106-74 ПФ-7, ЗК4-106-74 80-25 78x138
УБ-Э ДУЖЭ-200 100 200 9 12 ПФ-3, ЗК4-106-74 Патрубок с фланцем 60-200, ЗК4-110-74 25-100 50-200 23x57 61x70
§ 10-1] Общие положения
Чертеж закладной конструкции и ее обозначение Тип прибора, уста- навливаемого иа закладной конструкции Ру кгс/см= Вари- ант ЗК
ЗК4-108-74, рис. 10-43 УБ-П 100 160 10 11
ДУЖП-200 200 13
ЗК4-111-74, рис. 10-44 ДУЖЭ-200, ДУЖП-200 200 1
ЗК4-116-74, рис. 10-45 СУЖ-1 25 1
УБ-ПА, УБ-ПБ, УБ-ЭА УБ-ЭБ, УБ-ПГ, УБ-ПГ 64 2 3 4
УБ-ПВ 40 5 6
ЗК4-118-74, рис. 10-46 ЭИУ-2 ЭРСУ-3 РУ-ЗЭ 10; 25 40 16 1
Продолжение табл. 10-2
Обозначение монтажных узлов и деталей
патрубка и его чертежа ЗК заглушки прокладки
ПФ-3, ЗК4-108-74 ПФ-4, ЗК4-108-74 25-100 25-160 23x57
Патрубок с фланцем 60-200, ЗК4-110-74 50-200 61x70
ПФ-2, ЗК4-106-74 50-200 20 x67 и 60x70
ПФ-5, ЗК4-106-74 100-25 37x75 н 94x162
100-64 37x75 и 94x149
16X12 и 94x149
100-40 37 x 75 и 94X149 37x75 и 129x149
Бобышка БМ27х 1,5-50, ТК4-225-71 Пробка П-М27х1,5, ТК4-229-69 —
Монтаж приборов для измерения уровня [Разд. 10
Продолжение табл. 10-2
Чертеж закладной конструкции и ее обозначение Тип прибора, уста- навливаемого на закладной конструкции РУ КГС/СМ2 Вари- ант ЗК Обозначение монтажных узлов и деталей
патрубка и его чср]сжа ЗК заглушки прокладки
ЗК4-118-74, рис. 10-47 ЭИУ-2 ЭРСУ-3 10; 25 40 2 Труба Т-1, ЗК4-119-74 с бобышкой БМ27 х 1,5-50 — —
ЗК4-118-74, рис. 10-48 ЭИУ-2, ЭРСУ-3 — 3 Труба Т-2, ЗК4-119-74 с бобышкой БМ27Х 1,5-50
ЗК4-118-74, рис. 10-49 РУ-ЗЭ — 4 Труба Т-3, ЗК4-119-74 с бобышкой БМ27х 1,5-50
ЗК4-118-74, рис. 10-50 ЗК4-118-74, рис. 10-51 ЭИУ-2 25 6 6 8 ПФ-8, ЗК4-120-74 ПФ-9, ЗК4-120-74 — 66X90
ЗК4-121-74, рис. 10-52 ЭХО-1. Преобразо- ватель АП-1а ЭХО-1. Преобразо- ватель АП-2а 6 40 1 3 ПФ-10, ЗК4-120-74 ПФ-15, ЗК4-106-74 100-8 150-40 120X148 185X203
ЗК4-121-74, рис. 10-53 ЭХО-1. Преобразо- ватель АП-1а — 2 ПФ-11, ЗК4-120-74 100-8 120X148
ЗК4-122-74, рис. 10-54 СУУЗ-1, СУУЗ-2, СУУЗ-З 6 1 ПФ-5, ЗК4-120-74 65-6 78x100
ЗК4-122-74, рис. 10-55 СУУЗ-lp 2 Патрубок с фланцем 65-6
§ 10-1] Общие положения
544
Монтаж приборов для измерения уровня [Разд. 10
1050
РезерВуар
Узел!
Нижнии уроВень
Рис. 10-42.
Рис. 10-41.
Вари-
ант
ЗК
1
2
1
8
9
12
D d L
190 109 220
200 109 220
190 109 220
160 90 100
160 90 130
100 33 130
160 73 140
$ w-Л Общие положения
545
Рис. 10-44.
Рис. 10-46.
Рис. 10-48.
Рис. 10-45.
В скобках дан размер для ва-
риантов установки 2—4.
Рис. 10-49.
546
Монтаж приборов для измерения уровня [Разд. 10
Рис. 10-51.
На рис. 10-50 и 10-51
размер дан для прибо-
ров ЭСУ-1М и ЭСУ-2М,
в скобках — для ЭИУ-2.
170(250)
170
Рис. 10-53.
Рис. 10-52.
В скобках даиы размеры для ва-
рианта установки 3.
Рис. 10-54.
Рис. 10-55.
Рис. 10-56. Патрубки.
а — ПФ 70 иа ру = 6
ЗК4-106-74; в— ПФ-1;
ЗК4-120-74; г — ПФ-2,
кгс/см’ по ЗК4-100-74; б — ПФ-1 - ПФ-15 (см. табл. 10-3) по
ПФ-3, ПФ-5, ПФ-6, ПФ-8, ПФ-10, ПФ-12 (см. табл. 10-4) по
ПФ-4, ПФ-7, ПФ-9, ПФ-11, ПФ-13 по ЗК4-120-74; 1 — фланец;
2 — труба.
§ 10-1} Общие положения
547
Рис. 10-57. Тройники.
а — тройник Т на Ру = 20 кгс/см’ по ЗК4-104-74; б — тройник Т на ру = 200 кгс/см’
по ЗК4-112-74; / — фланец 1 0 64 по ГОСТ 12831-67; 2 и 3 — труба 25 X 3-20-А; 4 и
5 — труба 28 X 2,5-20-А; 6 — фланец 20 200 по ГОСТ 12830-67.
06Ф
Рис. 10-58. Колено и трубы.
а — колено 90 на ру = 20 кгс/см’ по ЗК4-105-74; б — труба ТФ на ру = 20 кгс/см’ по
ЗК4-107-74; в — труба Т-1 no ЗК4-119-74; г — то же труба Т-2; О — то же труба Т-3;
1 — фланец 1-20-64 по ГОСТ 12831-67; 2 — труба 25 X 3-20-А; 3 — труба ПО X
Х4-Х18Н10Т; 4 — труба 39 X 4-20-А. Размеры D, d, L н L, определяются по прибору
с учетом пределов измерения уровня.
548
Монтаж приборов для измерения уровня [Разд. 10
а — камера КВ; б — камеры ВК-1 — ВК-6; /— фланец 60-200 по ЗК4-100-74; 2 — пат-
рубок ПФ-5 по ЗК4 106-74; 3 — труба 168 X 12-20-А; 4 — патрубок ПФ-5 по ЗК4-106-74;
5 — труба 108 X 7-20 А; 6 — штуцер Ш-К труб. */2" по ТК4-250-67; 7 — бобышка БК-1/,"
по ОН4-227-64; 8 — пробка АК-*А' по ОН4-228-64; 9 — фланец П-100-40 с D = 190 мм
для камер ВК-1 и ВК-2 на ру = 40 кгс/см2, П-100-64 с D = 200 мм для камер ВК-3 —
ВК-5 иа ₽у = 64 кгс/см2, 100-25 с D = 190 мм для камеры ВК-6 иа Ру = 25 кгс/см2.
Рис. 10-60. Фланцы и заглушки,
а — фланец 60-200 по ЗК4-110-74; б—фла-
нец 50-6 по ЗК4-125-74; в — заглушка по
ЗК4-126-74.
Рис. 10-61. Кронштейн К-Ю по
ТК4-3408-73.
§ 10-1] Общие положения
549
Таблица 10-3
Типоразмеры патрубков по ЗК4-106-74 (к рис. 10-56, б)
Обозначе- ние патрубка ₽У’ кгс/см2 Размеры, мм Тип фланца Марка трубы
Dy Di L 1
ПФ-1 ПФ-2 64 200 20 90 148 115 90 58 1-20-64, ГОСТ 12831-67 20-200, ГОСТ 12830-67 25 х 3-20-А 28x2,5-А
ПФ-3 ПФ-4 100 160 25 100 148 90 П-25-100, ГОСТ 12831-67 П-25-160, ГОСТ 12831-67 32 x 3,5-20-А 32x3,5-20-А
ПФ-5 61 40 125 159 1-40-64, ГОСТ 12831-67 45 x4-20-А
ПФ-6 65 160 125 53 П-65-64, ГОСТ 12831-67 76 x4-20-А
ПФ-7 ПФ-8 25 80 155 125 100 70 80-25, ГОСТ 12830-67 То же 89x4,5-20-А То же
ПФ-9 100 190 161 100 100-25, ГОСТ 12830-67 108Х4-20-А
ПФ-10 40 115 50 II-100-40, ГОСТ 12832-67 108x4-20-А
ПФ-11 168 100 То же То же
ПФ-12 64 200 180 П-100-64, ГОСТ 12831-67 108 x4-20-А
ПФ-13 ПФ-14 64 100 200 180 100 То же 100-64, ГОСТ 12832-67 То же 108 x 4-20-А
ПФ-15 40 150 250 118 50 II-150-40, ГОСТ 12832-67 150 x6-20-А*
Примечание. • Размер d (рнс. 10-56, б) фланца и трубы патрубка ПФ-15 расто-
пить до 151 мм.
550
Монтаж приборов для измерения уровня [Разд. 10
Приборы узкоспециального назначения, а также редко применяемые в на-
стоящий раздел не включены.
Установка большинства приборов для измерения, сигнализации и регули-
рования уровня вещества выполняется с помощью закладных конструкций (ЗК),
устанавливаемых на технологических емкостных аппаратах и резервуарах
(табл. 10-1 и рис. 10-1—10-37). Организации, монтирующие технологическое обо-
рудование, выполняют по типовым монтажным чертежам (ТМ) установку предва-
рительно изготовленных закладных конструкций (табл. 10-2 и рис. 10-38—10 55),
Рис. 10-62. Кронштейны К-1 — К-3 по ТК-4-3452-71.
а — общий вид сбоку; б — вид сверху кронштейна К-1; в — то же К-2; г — то же К-3;
1 — кронштейны К-1; 2 — лист 3 X 115 X 125 мм; 3 — кронштейн К-2; 4 — лист
3 X 140 X 185; 5 — кронштейн К-3.
Рис. 10-63. Кронштейны К-1 — К-3 по ТК4-3452-74.
а — общий вид сбоку; б — вид сверху кронштейна К-1; в — то же К-2; г — то же К-3,
Закладные конструкции устанавливают на резервуарах с помощью сварки.
Материал ЗК должен соответствовать материалу резервуара. Закладные трубы,
являющиеся заземляющим электродом прибора, должны изготавливаться из
коррозионно-стойкой стали. Приведенные ЗК содержат конкретные типы арма-
туры и сортамент труб. При необходимости применения других типов и сорта-
ментов арматуры (см. приложение, стр. 719) и труб упомянутые ЗК могут быть
использованы как типовая конструктивная схема. Элементы закладных конструк-
ций, устанавливаемых на технологических емкостях и аппаратах для монтажа
приборов измерения уровня, приведены на рис. 10-56—10-60 и в табл. 10-3 и 10-4.
Когда иа установленных емкостных аппаратах имеются смонтированные
при их изготовлении присоединительные устройства, датчики приборов устанав-
.ливают на них непосредственно либо с применением переходных деталей. Отдель-
ные приборы закрепляют на элементах зданий и сооружений с помощью различ-
ных кронштейнов, лапок и т. п. (рис. 10-61—10-69).
§ J0-1] Общие положения
551
Рис. 10-64. Кронштейны К-1 — К-5 по ТК4-3453-74 и ТК4-3454-74.
а — общий вид сбоку кронштейнов К-1 — К-б по ТК4-3463-74; б — общий вид сбоку
кронштейнов К-1 — К-5 по ТК4-3454-74; в —внд сверху кронштейнов К-1 — К-4 по
ТК4-3454-74 (Л = 50 и L = 190 мм для К-1. 4 =110 и L = 200 мм для К - 2, А =
= 110 мм и L «= 310 мм для к-3, А = 160 мм и L = 410 мм для К-4, количество пазов
п = Здля К-1, К-3 и К-4, п—Ч для К-2); г—вид сверху кронштейна К-5 по ТК4-3455-74;
I — кронштейны К-1 — К-5; 2 — лист 3 X 140 X 190 для К-1 по ТК4-3453-74 3 X
X 140 X 200 для К-2, 3 X 140 X 310 для К-3, 3 X 140 X 410 для К-4. 3 X 140 X 250
для К-5.
Рис. 10-65. Кронштейны К-1 — К-5
по ТК4-3459-74.
Размер £.= 160 мм для К-1, £. = 270 мм
для К-2, L = 370 мм для К-3, L =
230 мм для К-4, L = 170 мм для К-5.
Рис. 10-66. Стойка СТ по ТК4-3450-74.
I — скоба СТ-1; 2 — ребро СТ-2; 3 — уголок
перфорированный УП35 X 35 по ТК4-2218-74;
4 — швеллер ШП60 X 35 по ТК4-2223-74;
5 — лист 3 X 200 X 250; размер L опреде-
ляется по прибору.
Рис. 10-68. Скобы СК-1 — СК-4 по
ТК4-93-74.
Рис. 10-67. Рама 250 по ТК4-3165-73.
1 — кронштейн 250 х 270 по
ТК4-3166-70; 2 — полоса перфориро-
ванная 40 по ТК4-2229-74.
Обозначе- ние скобы Размеры, мм
А L h d
СК-1 127 168 66 13
СК-2 350 390 эо 22
СК-3
СК-4 32 72 50 7
Рис. 10-69. Лапка Л-9 no ТК4-3457-74 (а)
и гайка М27 X 1,5 по ТК4-3458-74 (б).
§ 10-2} Поплавковые и буйковые приборы
553
Таблица 10-4
Типоразмеры патрубков по ЗК4-120-74 (к рис. 10-56, виг)
Обозначе- ние патрубка Размеры, мм Коли- чество отвер- стий п Тип фланца по ГОСТ или диаметр ме- ста ндартизи- роваиного флаица, мм Марка трубы
D Dt d L 1 /Ц
ПФ-1 ПФ-3 280 240 181 90 350 — 11 4 0 280 0 280 180x3,5-20-А То же
ПФ-5 160 130 90 90 12 65-6 89x 3,5-20-А
ПФ-6 ПФ-8 120 140 90 ПО 66 ПО 9 14 6 4 0 120 0 140 65 x 2,5-20-А 65x2,5-20-А
ПФ-10 205 170 134 90 16 100-6 133 x 4-20-А
ПФ-12 120 95 58 6,5 8 50-6, ЗК4-125-74 57 x 3,5-20-А
ПФ-2 ПФ-4 280 240 181 190 100 11 4 0 280 180x3,5-20-А
350 0 280 То же
ПФ-7 ПФ-9 120 90 66 210 130 9 6 0 120 65 x 2,5-20-А
140 ПО 14 4 8 0 140 65 x 2,5-20-А
ПФ-11 ПФ-13 205 120 170 95 134 58 190 100 16 6,5 100-6 50-6, ЗК4-125-74 133 x4-20-А 57x3,5-20-А
Примеча ние. Стандартизированные фланцы изготовляются по ГОСТ 1255-67.
Нестаидартизированиые изготовляются из листовой стали ГОСТ 5681-74.
Монтаж закладных конструкций должен производиться до гидравлических
испытаний технологического оборудования. По окончании монтажа прибор под-
лежит опрессовке вместе с технологическим оборудованием, на котором он смон-
тирован.
10-2. ПОПЛАВКОВЫЕ И БУЙКОВЫЕ ПРИБОРЫ
ДЛЯ ИЗМЕРЕНИЯ, РЕГУЛИРОВАНИЯ И СИГНАЛИЗАЦИИ
УРОВНЯ жидкости
Ниже приведены сведения по монтажу приборов, чувствительным элементом
которых является поплавок или буй, связанные с измерительной подвижной си-
стемой прибора. С помощью этих приборов в зависимости от их типа и модифи-
кации можно осуществлять местные и дистанционное измерения, регулирование,
сигнализацию уровня различных жидкостей, включая агрессивные. При этом
прибор может устанавливаться в различных средах, в том числе и во взрыво-
опасных.
554
Монтаж приборов для измерения уровня [Разд. 10
Таблица 10-5
Установочные и присоединительные размеры поплавковых и буйковых
приборов для измерения, регулирования и сигнализации уровня жидкости
Наименование прибора Тип или индекс Назначение прибора Номер рисунка
Датчик уровня жидкости электриче- ский Датчик уровня жидкое г и пневматиче- ский ДУЖЭ-200 ДУЖП-200 Контроль уровня жидкости или линии раздела двух не- смешивающихся жидкостей Риг. 10-70 Рис. 10-71
Датчик уровня по- плавковый электриче- ский ДПЭ-1 ДПЭ-2 ДПЭ-3 Контроль уровня жидко- сти в различных технологи- ческих резервуарах Рис. 10-72 Рис. 10-73 Рис. 10-74
Датчик уровня жидкости ДРУ-2 Контроль верхнего и ниж- него уровня воды, дизельно- го топлива, масла Рис. 10-75
Датчик предельного уровня ДПУ-1М Сигнализация предельного (аварийного) уровня жидко- сти в промысловых емкостях (трапах) и отключения сква- жин Рис. 10-76
Сигнализатор уров- ня жидкости СУЖ-1С, СУЖ-1Н СУЖ-2С, СУЖ-2Н суж-зс. СУЖ-ЗН Сигнализация заданных уровней жидкости в емкостях Рис. 10-77 Рис. 10-78 Рис. 10-79
Уровнемеры буйко- вые пневматические с силовой компенсацией Уровнемеры буйко- вые электрические с силовой компенсацией УБ-П, УБ-ПМ УБ-ПА УБ-ПБ УБ-ПВ, УБ-ПВМ УБ-ПГ УБ-Э УБ-ЭА УБ-ЭБ УБ-ЭВ УБ-ЭГ Контроль уровня жидко- стей или уровня раздела фаз с выдачей унифицированного выходного сигнала на вто- ричный прибор, регулятор и т, и. Рис. 10-80 Рис. 10-81 Рис. 10-82 Рис. 10-83 Рис. 10-84 Рис. 10-80 Рис. 10-81 Рис. 10-82 Рис. 10-84 Рис. 10-83
§ 10-2] Поплавковые и буйковые приборы
555
Продолжение табл. 10-5
Наименование прибора Тип или индекс Назначение прибора Номер рисунка
Реле уровня полу- проводниковое ПРУ-5, ПРУ-5СЗГ Контроль верхнего или нижнего уровня жидкостей (аммиак, фреон, вода, масло, дизельное топливо и другие жидкости плотностью не ме- нее 0,58 г/см3) в аппаратах и сосудах, а также двухпо- зиционное регулирование ли- бо управление исполнитель- ными механизмами. Реле ком- плектуется датчиком ПРУ-5 или ПРУ-5СЗГ и блоком ПРУ-5 Рис. 10-85, Рис. 10-86
Установочные и присоединительные размеры наиболее распространенных
поплавковых и буйковых приборов даны в табл. 10-5 и на рис. 10-70—10-86.
Монтаж приборов измерения, регулирования и сигнализации уровня жид-
костей необходимо начинать с осмотра. При этом обращается внимание на
отсутствие механических повреждений, наличие крепежных деталей прибора,
а также на комплектность прибора согласно паспорту. Маркировка иа элементах
прибора, входящих в комплект, должна указывать иа то, что элементы являются
комплектом данного прибора.
Для приборов с электрическим выходным сигналом, рассчитанных на эксплуа-
тацию во взрывоопасных помещениях, необходимо проверить наличие средств уплот-
нения в местах ввода проводов и кабелей и в местах сопряжения крышек; соответ-
ствие знака взрывозащиты условиям эксплуатации; наличие заземляющих и
пломбировочных устройств. Необходимо помнить, что контактные устройства
приборов этого типа в условиях эксплуатации, включая и опробования, допуска-
ется открывать только после отключения от сети. Для обеспечения безопасности
обслуживания корпуса приборов с электрическим выходным сигналом должны
быть заземлены.
ДАТЧИКИ УРОВНЯ ЖИДКОСТИ ТИПОВ ДУЖЭ. ДУЖП, дпэ
Действие приборов основано на преобразовании изменения уровня жидкости
в угловое перемещение магнита, встроенного в поплавок, и передаче этого пере-
мещения для управления контактным устройством датчиков с электрическим вы-
ходным сигналом (ДУЖЭ, ДПЭ) либо для управления заслонкой сопла в датчи-
ках с пневматическим выходным сигналом (ДУЖП).
Датчики типов ДУЖЭ и ДУЖП рассчитаны иа эксплуатацию во взрывоопас-
ных установках всех классов, где по условиям работы могут возникнуть газо-
и паровоздушные взрывоопасные смеси категорий 1, 2, 3 и групп А, Б, Г, согласно
классификации ПУЭ, гл. VH-3. Они рассчитаны иа контроль уровня жидких
сред, температура которых находится в пределах от —50 до +506С. В этих же
пределах должна быть и температура окружающего воздуха при относительной
влажности до 95%. Приборы не допускается устанавливать в емкостях, заполняе-
мых жидкостями, выпадающими в осадок, кристаллизующимися, либо содержа-
щими взвеси ферромагнитных частиц, либо агрессивных к материалу поплавка,
изготовленного из стали Х18Н10Т, ГОСТ 5632-72; для датчиков типа ДУЖЭ и
556
Монтаж приборов для измерения уровня [Разд. 10
Рис. 10-70.
out
' оъг
Рис. 10-71.
чЧО тая
Рис. 10-73.
Рис. 10-74
§ 10-2] Поплавковые и буйковые приборы
557
Рис. 10-75.
Рис. 10-77,
535
Рис. 10-78.
558
Монтаж приборов для измерения уровня [Разд. 10
Рис. 10-81
§ 10-2] Поплавковые и буйковые приборы
559
Рис. 10-82.
Рис. 10-84.
560
Монтаж приборов для измерения уровня [Роз<Э. 10
Рис. 10-85, Датчики ПРУ-5 или ПРУ-5СЗГ,
Рис, 10-86. Блок ПРУ-5,
$ 10-2] Поплавковые и буйковые приборы
561
ДУЖП — к стали 0.8КП, ГОСТ 16532-70 и алюминиевому сплаву АЛ-9, ГОСТ
2685-75 для датчиков типа ДПЭ.
Диапазон температур контролируемой и окружающей сред у датчиков типа
ДПЭ шире и составляет соответственно от —50 до + 125°С и от —60 до +50°С.
Датчики этого типа способны работать в условиях вибрации частотой от 5 до
30 Гц и амплитудой 0,1 мм, но не приспособлены к эксплуатации во взрывоопас-
ных помещениях.
Для приборов характерны как общие, так и специфические черты монтажа.
Общим для датчиков всех типов с электрическим выходным сигналом является
подвод и подключение контрольного кабеля к коробке зажимов датчика. Ввод
кабеля в датчик типа ДУЖЭ-200 должен выполняться с необходимым уплотне-
нием в сальнике для обеспечения взрывозащищенности датчика. К датчикам
всех типов должен присоединяться контрольный кабель с четырьмя медными
жилами сечением 0,75—1,5 мм2, с резиновой или пластмассовой изоляцией.
К датчикам типа ДПЭ допускается присоединять кабель с алюминиевыми жилами
-сечением 2,5 мм2. Одна из жил должна быть внутри коробки зажимов присоеди-
нена к заземляющему зажиму. К последнему должен быть также присоединен
заземляющий проводник брони кабеля.
Рабочее положение всех типов датчиков, кроме ДПЭ-3, горизонтальное,
а ДПЭ-3 — вертикальное.
Поплавок датчиков типов ДУЖЭ-200 и ДУЖП-200 может как встраиваться
в резервуар, так и монтироваться вне его в специальной камере (см. рис. 10-1—
10 4). Для установки поплавка внутри резервуара в стенку последнего, в отвер-
стие, устанавливается на сварке закладная конструкция, представляющая собой
патрубок с фланцами (см. рис. 10-42—10-44). При установке поплавка снаружи
в стенки резервуара вваривают два патрубка с фланцами, к которым присоединяют
трубную обвязку с поплавковой камерой.
Для монтажа датчиков типа ДУЖП-200, помимо описанного, к стенке резер-
вуара на сварке либо к трубам обвязки на хомуте устанавливают отрезок перфо-
рированной полосы, на которой закрепляют хомутами стабилизатор давления
воздуха СДВ1-Са и фильтр воздуха ФВ-2М для подготовки питающего датчик
воздуха. Приборы подготовки воздуха соединяют медной трубой 8X1. Для
контроля давления питающего воздуха в линии, соединяющей узел подготовки
с прибором, устанавливают с помощью соединителя СМТП8 ТК4-325-67 конт-
рольный манометр типа МТП-60/1.
Необходимо проверить работоспособность датчиков. Проверка датчика типа
ДУЖЭ-200 производится следующим образом. К прибору присоединяют цепь
питания с сигнальной лампой. При замыкающих выходных контактах датчиков
(положение датчика НО) при перемещении поплавка вверх сигнальная лампа
должна зажечься, а при опускании — погаснуть. Для перевода в размыкающее
положение (НЗ) датчик переворачивают так, чтобы надпись НЗ была вверху.
В этом положении при перемещении поплавка вверх сигнальная лампа должна
погаснуть, а при опускании — зажечься. После проверки и настройки поплавок
необходимо застопорить гайкой, расположенной на его штоке.
Для проверки работоспособности датчика типа ДУЖП-200 к нему присоеди-
няют цепь пневмопитания и перемещают поплавок. В одном из крайних положе-
ний манометр должен показать давление 1 кгс/см2, в другом — не более
0,1 кгс/см2. Затем датчик переворачивают так, чтобы надпись ВХ была вверху,
и проверку повторяют.
Для установки датчика типа ДПЭ в отверстие в стенке резервуара вваривают
закладную конструкцию, представляющую собой патрубок с раструбом и флан-
цем (см. рис. 10-38), к которому затем на болтах закрепляют датчик (рис. 10-5,
10-6). Монтаж датчика типа ДПЭ-3 начинают со сборки троса с противовесами.
Длина троса определяется дифференциалом срабатывания плюс 250 мм для сборки.
Тросом соединяют между собой поплавок (планки) и противовесы (с разностью
масс не более 10 кг). Собранный трос закрепляют на горизонтальной скобе датчика
подгибкой имеющихся на ней флажков. Правильность сборки контролируется
562
Монтаж приборов для измерения уровня [Разд. 10'
положением контактов датчика. При правильной сборке положение контактов
должно соответствовать отсутствию жидкости в резервуаре, т. е, средний контакт
должен быть замкнут с нижним.
ДАТЧИК ПРЕДЕЛЬНОГО УРОВНЯ ТИПА ДПУ-1М
‘Нгпв.>растюложем-
иие равномерно *№
ч)
Рис. 10-87. Подготовка крышки люка
нефтепромыслового трапа для уста-
новки датчика типа ДПУ-1м.
а — выпуклая крышка; б — плоская
крышка.
9220
~зГ
Действие прибора основано на преобразовании изменения уровня жидкости
в промысловых емкостях (трапах) в угловое перемещение поплавка, жестко за-
крепленного на оси электроконтактного механизма (микропереключателя), и пе-
редаче электрического выходного сиг-
нала в схему сигнализации или управ-
ления уровнем контролируемой жид-
кости. Датчик ДПУ-1м рассчитан на
установку во взрывоопасных помеще-
ниях всех классов, включая наружные
установки класса В-1г, где возможно
образование взрывоопасных смесей ка-
тегорий 1 и 2, групп А, Б и Г, соглас-
но классификации ПУЭ, гл. V1I-3.
Датчики обеспечивают нормальную
работу при температуре: рабочей среды
от+5 до +50°С; окружающей среды
от —45 до -f-60°C и относительной
влажности до 95%.
Для обеспечения возможности ус-
тановки датчика (рис. 10-87) к крыш-
ке 1 люка трапа приваривается патру-
бок 2 с фланцем. Кроме того, в пред-
варительно просверленное в крышке
отверстие устанавливают сальник 3.
Датчик типа ДПУ-1м устанавли-
вают и закрепляют на фланце пат-
рубка. Через сальник пропускают
тросик возврата поплавка в рабочее
положение. Вводное устройство датчика рассчитано на присоединение проводов
марок ПВ, ПРВ с медными жилами селением 1,5 мм2, проложенных в стальных
водогазопроводных защитных трубах.
Установку уровня срабатывания электроконтактного устройства производят
после монтажа датчика.
ДАТЧИК РЕЛЕ УРОВНЯ ЖИДКОСТИ ДВУХПОЗИЦИОННЫЙ ТИПА ДРУ-1
Действие датчика основано на изменении положения поплавка в зависимости
от изменения уровня жидкости в емкости. Перемещение поплавка приводит к пере-
ключению контактного устройства прибора и соответственно к выдаче выходного
сигнала в схему сигнализации или управления. Прибор снабжен сильфоном,
выполняющим роль разделителя между измеряемой и окружающей средами.
Датчик рассчитан иа установку в емкостях, содержащих нефтепродукты и другие
жидкости, не агрессивные к стали 12Х18Н10Т, ГОСТ 5632-72 и имеющие: вяз-
кость не более 2000 сСт, плотность 0,8—1,2 г/см3, температуру от —50 до +125°С,
давление 0,54—2 кгс/см2 и вибрацию с ускорением не более 15 м/с2 в диапазоне
частот 40—80 Гц.
Датчик может эксплуатироваться: при температуре окружающей среды от
—50 до +55°С, вибрации с ускорением 30 м/с2 в диапазоне частот 3—80 Гц;
при воздействии одиночных ударов с ускорением 1000 м/с2.
Схема установки датчика показана на рис. 10-7. При установке должна быть
обеспечена вертикальность фланца прибора (отклонение от вертикали не более
$ /0-2] Поплавковые и буйковые приборы
563
±1°). Если датчик предназначен для контроля верхнего уровня жидкости, его
устанавливают так, чтобы штепсельный разъем располагался справа, а для
контроля нижнего уровня — слева. Перед установкой должна быть проверена
правильность установки закладной
конструкции (Т10-2 рис. 10-39 и 10-40)
с точки зрения места расположения,
соответствия типа условиям установки
(обмурован или не обмурован резер-
вуар), вертикальности фланца. За-
креплению датчика на ЗК должен
предшествовать перевод в рабочее по-
ложение. Для этого поворачивают на
ISO9 против часовой стрелки стопор-
ный винт рычага поплавка.
Закрепление датчика типа ДРУ-1
на ЗК производят с помощью болтов
Мб. При монтаже датчика необходимо
предупредить смятие сильфона.
После установки к штепсельному
разъему датчика присоединяют экра-
нированный кабель с жилами сечением
до 2,5 мм2. Присоединение жил кабеля следует выполнять по схеме, приведенной
на рис. 10-88. После включения в колодку вставка штепсельного разъема
должна быть законтрена проволокой.
Рис. 10-88. Схема электрических сое-
динений (а) и подключения (б) датчика
типа ДРУ-1.
/ — колодка штепсельного разъема
1ЛРГ20П4ЭШВ; 2 — микропереключатель
датчика; 3 — вставка штепсельного разъ-
ема.
РЕЛЕ УРОВНЯ ПОЛУПРОВОДНИКОВОЕ ТИПА ПРУ-5
Действие прибора основано на преобразовании изменения положения сер-
дечника индукционной катушки — поплавка, свободно перемещающегося в по-
плавковой камере вслед за уровнем контролируемой жидкости, в командный
электрический сигнал выходного реле, срабатывающего благодаря появлению
тока разбаланса моста переменного тока, обусловленного изменением индук-
тивного сопротивления катушек датчика, включенных в плечи моста. Реле рас-
считано на работу с измеряемой средой, имеющей температуру в пределах от
—50 до +85°С и вязкость не более 1 Па -с. Конструкция реле обеспечивает
нормальную работу, если параметры окружающей среды лежат в пределах: тем-
пература от —10 до -Ь50°С; влажность до 98% при 35°С; туман; вибрация в диа-
пазоне 5—80 Гц с ускорением 15 м/с2; многократные удары с ускорением не бо-
лее 100 м/с2, частотой ударов 40—80 в минуту и длительностью импульса 10—15 мс;
длительные наклоны до 15°. Блок ПРУ-5 л датчик ПРУ-5 рассчитаны на эксплуа-
тацию во взрывоопасных помещениях класса В-16.
Датчик ПРУ-5СЗГ пригоден для установки во взрывоопасных помещениях
всех классов, где по условиям работы могут возникнуть взрывоопасные смеси
категорий 1, 2, 3 и групп А, Б, Г, согласно ПУЭ, гл. VII-3. Реле выпускаются
в общепромышленном и экспортном тропическом исполнении (ПРУ-5Т). Датчики
поставляются на монтаж с фланцами и фторопластовыми прокладками.
Схема монтажа реле на резервуаре показана на рис. 10-18.В стенки резервуара
введены патрубки закладной конструкции 3K4-103-74 (см. табл. 10-1), приве-
денной на рис. 10-41. Датчик ПРУ-5 прибора в вертикальном положении встраи-
вают в трубную обвязку, при этом его кабельный ввод должен быть направлен
вниз. Положения нижнего и верхнего уровней срабатывания, нанесенные на кор-
пусе датчика, должны совпадать с заданными. Закладную конструкцию соби-
рают и устанавливают так, чтобы нижний патрубок имел уклон примерно 7°
в сторону резервуара, что защитит поплавковую камеру датчика от замасли-
вания.
Блок питания прибора может устанавливаться на раме (см. рис. 10-67) на
стене по ТМ4-132-74 либо на стойке на полу по ТМ 4-134-74 (см. рис. 10-66) (см.
564
Монтаж приборов для измерения уровня [Рсзд. 10
табл, 10-1 и рис. 10-19 и 10-20). При закреплении блока на конструкции болтами-
М10 необходимо обращать внимание на то, чтобы кабельные вводы были направ-
лены вниз.
В соответствии со схемой подключения прибора (рис. 10-89) к одному кабель-
ному вводу блока должен подойти кабель управления от исполнительного меха-
Рис. 10-89. Схема
внешних электриче-
ских соединений реле
уровня типа ПРУ-5
низма; ко второму вводу — кабель питания, к третье-
му — кабель датчика, длина которого не должна пре-
вышать 500 м. Рекомендуется для цепей питания и-
датчика применять кабель марки КНР 3 X 1,5 мм2,
а для цепей управления — кабель КНР 7 X 1 мм'2.
Для присоединения к штепсельному разъему блока,
рассчитанному на присоединение жил сечением от 0.75
до 1,5 мм2, кабели вводят в сальниковые уплотнения
вводов и их жилы припаивают к соответствующим
контактам разъемов. Для присоединения к набору
зажимов датчика в сальниковое уплотнение вводят
кабель, на концах жил которого монтируют наконеч-
ники под винт М4.
СИГНАЛИЗАТОРЫ УРОВНЯ ЖИДКОСТИ ТИПА СУЖ,
УРОВНЕМЕРЫ БУЙКОВЫЕ ТИПОВ УБ-П 11 УБ-Э
Действие приборов основано на преобразовании-
изменении уровня жидкости в перемещение рычажной
системы прибора, получающей воздействие от чувстви-
тельного элемента поплавка (буйка), и образовании
при этом электрического или пневматического выход-
ного сигнала. Приборы рассчитаны на работу при тем-
пературе окружающего воздуха от —50 до +50°С и
относительной влажности воздуха 95%. Усилитель
приборов типа УП-20 рассчитан на работу при темпера-
туре от +5 до +50°С. Уровнемеры типа УБ в части воздействия климатических
факторов внешней среды изготовляются исполнений У, ХЛ, Т, категории 3-
по ГОСТ 15150-69. Приборы типа СУЖ имеют исполнение ВЗГ и рассчитаны на
/ — блок питания; 2 —
датчик.
эксплуатацию во взрывоопасных помещениях и на наружных в зрывоопасных
установках, в которых по условиям работы возможно образование взрывоопасных
смесей категорий и групп до ЗГ включительно.
Уровнемеры типов УБ-П и УБ-ПМ рассчитаны на работу в измеряемой среде,
температура которой не выходит за пределы: от —40 до -f- 100°С; УБ-ПА —от
4-100 до +400°С; УБ-ПБ — от —200 до —40°С, все остальные разновидности
приборов УБ и СУЖ рассчитаны на работу при температуре измеряемой среды
от —40 до +200°С. При этом в диапазонах температур от —200 до — 50°С, от
50 до +400СС приборы работают как индикаторы уровня.
Детали уровнемеров типа УБ, контактирующие с измеряемой средой (буйки,
подвески, фланцы, кронштейны), изготавливают из коррозионно-стойких сталей
12Х18Н10Т, 08Х17Н15МЗТ, ГОСТ 5632 72.
Приборы не рассчитаны на эксплуатацию в условиях тряски или вибрации.
Приборы типов УБ-Э и СУЖ нормально работают, если напряженность внеш-
него магнитного поля, образованного переменным током частотой 50 Гц, не пре-
вышает 400 А/м, а постоянным током — 80 А/м.
Уровнемеры монтируют в положении, указанном на рис. 10-8—10-11. Суще-
ствуют два способа установки уровнемеров: непосредственно на емкости, с погру-
жением в нее буйка; либо на трубной обвязке, с расположением буйка внутри
выносного вспомогательного сосуда, соединенного с резервуаром по принципу
сообщающихся сосудов.
Командные и питающие проводки выполняют полиэтиленовыми, поливинил-
хлоридными или медными трубами диаметром 6 мм.
$ 10-2] Поплавковые и буйковые приборы
565
Рис. 10-90. Схема электрических внеш-
них соединений уровнемеров серии
УБ-Э.
/-усилитель УП-20; 2 — преобразователь
электросиловой.
Перед присоединением их к прибору давление питающего воздуха стабилизируют
с помощью стабилизатора СДВЬСа и очищают фильтром ФВ-2М.
Для передачи электрического командного сигнала рекомендуется исполь-
зовать кабели СБВГ, СБВБ с медными жилами сечением 0,75—1,0 мм2. С усили-
телем уравнемер обычно соединяют отрезком кабеля КВРГ 7 X 1 длиной до 3 м.
Это расстояние может быть увеличено
до 250 м при условии применения эк-
ранированного кабеля марок РПШЭ,
КНРТП, КНРТЭ. Экран кабеля дол-
жен быть соединен с землей.
Перед установкой с рычага вы-
вода уровнемера снимают защитную
трубу. Уровнемер устанавливают на
емкости. На рычаг вывода осторожно
навешивают буек, на уравновешиваю-
щий рычаг, расположенный в корпусе
прибора, прикрепляют грузы, уравно-
вешивающие массу буйка, приводят
в рабочее состояние демпфер прибора,
заполняемый на 2/3 демпферной жид-
костью. После подачи питания демп-
ферная система регулируется и все
узлы прибора настраивают на задан-
ный режим работы.
Схема внешних электрических сое-
динений приборов типа УБ-Э приведена
на рис. 10-90. Цепи выходного сигнала 0—20 мА присоединяют к зажимам 2, 3
усилителя, если сопротивление внешних нагрузок больше 600 Ом. При меньших
значениях сопротивления используют зажимы 2, 9 (штриховая линия).
ИНДИКАТОР УРОВНЯ ТИПА ДИУ-С4А-630-320
Действие прибора основано на однозначном преобразовании изменения
глубины погружения буйка, расположенного в камере прибора, и жестко связан-
ного с буйком сердечника индукционной катушки в э. д. с. цепи вторичного
прибора ЭПИД. Конструкция индикатора рассчитана на установку во взрыво-
опасных помещениях класса В-Ia для категорий и групп взрывоопасных смесей
до 4А. Вторичные приборы должны устанавливаться в невзрывоопасных по-
мещениях.
Индикаторы предназначены для измерения, регистрации и регулирования
уровня раздела жидких и газообразных сред в резервуарах при разности их
плотностей 0,6—0,9; 0,8—1,2; 1,1—1,6 г/см3. Рабочие пределы измерения уровня
0—0,63 м при температурах от —30 до +60°С и допустимом условном давлении
до 320 кгс/см2. В зависимости от трех указанных диапазонов разностей плотно-
стей фаз рабочей среды индикаторы выпускаются трех модификаций.
Установка поплавковых приборов для измерения, регулирования и сигнали-
зации уровня жидкости приведена в табл. 10-6.
На рис. 10-91 показана установка на резервуаре индикатора уровня типа
ДИУ-С4А-630-320. Монтаж индикатора должен выполняться со строгим соблю-
дением требований на монтаж приборов высокого давления.
Прибор устанавливают строго вертикально, при этом средняя красная ли-
ния на корпусе буйковой камеры должна совпадать с отметкой среднего положе-
ния раздела уровня жидкой и газообразной фаз продукта в резервуаре. Этим,
в частности, определяются места врезки в боковую стенку резервуара патрубков
(рис. 10-91) для присоединения буйковой камеры прибора. Присоединение осуще-
ствляется с помощью тех же труб, из которых изготовляются патрубки. Трубы
между собой, а также с вентилями и буйковой камерой соединяют на фланцах
566
Монтаж приборов для измерения уровня [Разд. 10
МЗЗ X 2-3 с линзами Ж1-15-20. Вся арматура и детали, используемые при
обвязке индикатора, должны соответствовать давлению, на которое рассчитан
прибор.
Электрический кабель или провод длиной не более 250 м, соединяющий дат-
чик со вторичным прибором, должен иметь медные жилы и прокладываться
Рис. 10-91. Установка на резер-
вуаре индикатора уровня типа
ДИУ-С4А-630-320.
/ — резервуар; 2 — индикатор уровня;
3 — труба 35 х 9-20; 4 — линза
JK1-15-20; 5 — вентиль запорный угло-
вой 15с16нж, D =15, р = 320 кгс/см1;
6 — фланец МЗЗ х 2-3; 7 — тройник
11-15 X 16-320-С; 8 — колено с углом
90° 11-15-320-С; 9 — шпильки М16 X
X 95-011; 10 — датчик типа Д381-С4А;
11 — отметка верхнего положения
уровня жидкости (белого цвета); 12 —•
отметка среднего положения уровня
жидкости (красного цвета); 13 — от-
метка нижнего положения уровня
жидкости (белого цвета); 14 — патру-
бок, ввариваемый в стенку резервуара.
в стальных водогазопроводных трубах ®/4" в соответствии с инструкцией на элект-
ропроводки во взрывоопасных установках ВСН 332-74. Для присоединения трубы
к датчику последний имеет специальную вводную муфту.
По окончании монтажа буйковую камеру вместе с трубопроводами и армату-
рой необходимо проверить на герметичность азотом (в зависимости от рабочего
давления аппарата). Во избежание взрыва опрессовка воздухом категорически
запрещается.
§ 10-2] Поплавковые и буйковые приборы
567
Таблица 10-6
Установка поплавковых приборов для измерения, регулирования
и сигнализации уровня жидкости
Наименование прибора Тип нлн индекс Назначение прибора Рисунок установки прибора
Индикатор уровня ДИУ-С4А-630-320 Измерение, регистра- ция и регулирова- ние уровня раздела фаз Рис. 10-91
Уровнемер поплавковый УДУ-5М, УДУ-5П УДУ-5А, УДУ-5АП УДУ-5Б, УДУ-5БП УДУ-5В, УДУ-5ВП УДУ-5Г, УДУ-5ГП УДУ-5Д, УДУ-5ДП Оперативный контроль уровня нефтепродук- тов и других жидко- стей в вертикальных наземных резервуа- рах: То же в заглубленных То же в резервуарах с плавающей крышей То же То же в резервуарах с «дышащей» крышей ДИСИ с давлением до 3000 мм вод. ст. Рис. 10-92, 10-93 Рис. 10-94, а Рис, 10-94, б Рис. 10-95, а Рис. 10-95, б Рис. 10-96
Уровнемер поплавковый с пружинным УДУ-10-111, УДУ-10-112, УДУ-10-113, УДУ-10-121, УДУ-10-122, УДУ-10-123 То же в вертикальных наземных цилиндри- ческих Рис. 10-97
уравновеши- ванием УДУ-10-211, УДУ-10-212, УДУ-10-213 УДУ-10-311, УДУ-10-312, УДУ-10-313, УДУ-10-321, УДУ-10-322, УДУ-10-323 То же в заглубленных или подземных же- лезобетонных То же в железобетон- ных с понтоном Рис. 10-98 Рис. 10-99
Вторичный прибор ЭПИД устанавливают иа щите в соответствующем поме-
щении контроля и управления.
УРОВНЕМЕРЫ ПОПЛАВКОВЫЕ ТИПОВ УДУ-5 И УДУ-10
Действие приборов основано на передаче показаний перемещающегося вместе
с уровнем жидкости поплавка на показывающий прибор через перфорированную
ленту, иа которой поплавок подвешен. Конструкция приборов рассчитана на
эксплуатацию на открытом воздухе.
Уровнемеры типа УД У-5 имеют модификации, указывающие
тип резервуара, в котором производится измерение. Модификации обозначены
буквами М, А, В, Г и Д, расположенными за цифрой 5. Например, уровнемер типа
УДУ-5М рассчитан на установку на вертикальном наземном резервуаре.
568
Монтаж приборов для измерения уровня [Раз<Э. 10
Уровнемеры типа УДУ-10 имеют модификации, обозначения
которых содержат данные о типе резервуара, диапазоне измерения, числе оборо-
тов выходного вала на 1 м уровня и климатическом исполнении. Обозначения по-
строены по следующему принципу. Вначале указан тип уровнемера — УДУ-10,
далее через разделительный знак указана модель, составленная из трех цифр.
Первая цифра 1, 2 или 3 обозначает тип резервуара: соответственно наземный
вертикальный, заглубленный, подземный железобетонный с понтоном. Вторая
цифра 1.2 — диапазон измерения в метрах соответственно от 0 до 12; от 0 до 20 м.
Третья цифра 1, 2, 3 — число оборотов выходного вала уровнемера на 1 м уровня
соответственно 5; 0,5; 1.
Рис. 10-92. Установка уров-
немера типов УДУ-5М и
УДУ-5П на вертикальном
наземном резервуаре с при-
менением сварочных работ.
/ — кронштейн для установки
прибора; 2 — показывающий
прибор; 3 — защитные трубы
для перфорированной ленты;
4 — кронштейн для закрепле-
ния защитной трубы; 5 — ввод-
ной патрубок защитной трубы;
6 — уголок для крепления на-
правляющих струн; 7 — ролик
гндрозатвора: 8 — угловой ро-
лик; S —поплавок; 10 — лента
для подвески поплавка.
Рис. 10-93. Установка уров-
немера типов УДУ-5М и
УДУ-5П на вертикальном
наземном резервуаре без при-
менения сварочных работ.
1 — отдельно стоящая спврпяя
металлоконструкция; 2 — i рут
для крепления направляющих
струн.
После трехзначного обозначения модели указывается климатическое ис-
полнение. Например, уровнемер для вертикального наземного цилиндрического
резервуара с диапазоном измерения от 0 до 12 м, числом оборотов выходного
вала на 1 м уровня, равным 5, предназначенный для работы в условиях умерен-
ного климата, имеет обозначение: УДУ-10-lllVl.
В зависимости от диапазона измерения уровнемеры УДУ-10 комплектуют
двумя типами поплавков. При диапазоне измерения 0—12 м в комплект прибора
входит круглый поплавок с полезной площадью 1050 с&^, при диапазоне 0—20 м —
прямоугольный поплавок с полезной площадью 2070 см2.
Монтаж уровнемеров и указателей уровня сводится к установке показы-
вающего прибора соединению его защитными трубами с емкостью, уровень жид-
кости в которой подлежит измерению, прокладке в защитных трубах перфори-
рованной ленты, на которой подвешивают поплавок. Для обеспечения возмож-
ности перемещения перфорированной ленты в ма~истрали из защитных труб
устанавливают угловые ролики. Для предотвращения горизонтальных переме-
щений поплавка в резервуаре натягивают две вертикальные струны. Натяжение
!струн выполняют двумя натяжными устройствами, закрепляемыми в крышке
верхнего люка резервуара.
$ 10-2] Поплавковые и буйковые приборы
569
В соответствии с типом резервуара и условиями установки распространены
следующие варианты монтажа уровнемеров и указателей уровня:
1. На вертикальных наземных резервуарах с применением сварочных работ
(рис. 10-92), К резервуару приваривают кронштейны 1 для крепления показы-
Рис. 10-94. Установка уровнемера типов УДУ-5А и УДУ-5ЛП на заглубленном
резервуаре (а) и УДУ-5Б и УДУ-5БП на резервуаре с плавающей крышей (б).
/ — кронштейн для установки прибора; 2 — показывающий прибор; 3 — втулка алю-
миниевая крыши резервуара для прохода перфорированной ленты; 4 — люк, вваривае-
мый в крышу; 5 — патрубок люка; 6 — уголок для крепления направляющих струн;
7 — натяжные устройства для направляющих струн; 8 — направляющие струны; S —
разрезные кольца поплавка.
веющего прибора 2 и кронштейны 4 для закрепления хомутами защитных труб 3.
Кронштейны выполняют из угловой стали. Вводной патрубок 5 защитной трубы
вваривают в предварительно просверленную крышку люка резервуара, в которую
также вварены корпуса натяжных устройств. Ко дну резервуара приваривают
уголок 6 для крепления направляющих струн.
Гидрозатвор собирают из специальных угловых роликов и защитных труб,
образующих колено. Назначение гидрозатвора — предохранять механизм по-
570
Монтаж приборов для измерения уровня [Разй. 10
называющего прибора от паров жидкости, находящейся в резервуаре. С этой
целью после сборки гидрозатвор заполняют на 200—300 мм незамерзающей жид-
костью, например этиленгликолем или дизельным топливом.
2. На вертикальных наземных резервуарах без применения сварочных работ
(рис. 10-93). В отличие от предыдущего варианта показывающий прибор и за-
Рис. 10-95. Установка уровнемера типов УДУ-5В и УДУ-5ВП на резервуаре
с плавающей крышей в качестве указателя положения крыши (а) и УДУ-5Г и
УДУ-5ГП на резервуаре с «дышащей» крышей (б).
/ — кронштейн для установки прибора; 2 — защитная труба для перфорированной ленты;
3 — угловой ролнк; 4 — кронштейн для установки натяжных устройств; 5 — плаваю-
щая крыша; 6 — «дышащая» крыша.
щитные трубы крепят к металлической конструкции 1, сваренной из угловой
стали и установленной на фундаменте резервуара, вместо приварки уголка к днищу
резервуара. В этом варианте к направляющим струнам подвешивают груз 2.
' 3. На заглубленных резервуарах (рис. 10-94, а). К крыше верхнего люка
резервуара приваривают кронштейн из угловой стали, к которому крепят пока-
зывающий прибор 2 указателя уровня. Перфорированная лента выводится из
§ /0-2] Поплавковые и буйковые приборы
571
прибора через боковой выводной патрубок в защитной трубе, ввариваемой в крышу
верхнего люка резервуара, куда также вваривают корпуса натяжных устройств.
Для крепления направляющих струн поплавка к днищу резервуара приваривают
уголок.
Корпус показывающего прибора имеет две горловины для входа перфориро-
ванной ленты: вертикальную (употребляемую наиболее часто) и горизонтальную.
В зависимости от условий установки прибора используют одну из горловин, дру-
гую заглушают пробкой. На задней
стенке корпуса имеются два крепежных
отверстия с резьбой М8, расположен-
ных по вертикальной оси прибора на
расстоянии 200 мм друг от друга. При
помощи этих отверстий показывающий
прибор закрепляют на конструкции.
4. На резервуарах с плавающей
крышей (рис. 10-94, б). Установка и
крепление показывающего прибора и
защитных труб аналогичны установке
и креплению на наземных резервуарах.
Для монтажа поплавка в плавающую
крышу резервуара вваривают люк 4 с
патрубком 5. К крыше люка крепят
алюминиевую втулку 3 для прохода
перфорированной ленты и натяжные
устройства 7. К нижней части патруб-
ка приваривают уголок 6 для крепле-
ния направляющих струн.
Для соединения с перфорирован-
ной лентой и направляющими стру-
нами поплавок имеет соответственно
одно верхнее и два боковых разрезных
кольца 9. Боковые кольца выполнены
так, что можно снять поплавок, не
снимая направляющих струн, жестко
закрепленных на дне резервуара и
в натяжных устройствах.
5. На резервуарах с «дышащей»
крышей (рис. 10-95, б). При использо-
вании прибора как указателя поло-
жения плавающей крыши (рис. 10-95, а)
в отличие от варианта рис. 10-94, б
перфорированную ленту присоединяют
прямо к плавающей крыше, заменяющей
Рис. 10-96. Установка уровнемера ти-
пов УДУ-5Д и УДУ-5ДП на резер-
вуаре типа ДИСИ.
1 — гндрозатвор; 2 — специальная за-
движка; 3 — отверстия в крыше резервуа-
ра для монтажа уровнемера.
в данном случае поплавок. При этом вва-
ривание в крышу люка с патрубком натяжных устройств и т. п. не требуется.
При измерении уровня жидкости к резервуару приваривают кронштейн 1
(рис. 10-95, б) из угловой стали, на котором крепят показывающий прибор. За-
щитная труба 2 с перфорированной лентой в этом варианте должна проходить
внутри резервуара. К верхнему угловому ролику 3 крепят кронштейн 4 для
установки и закрепления натяжных устройств. Направляющие струны крепят
к уголку, привариваемому к днищу резервуара.
6. На резервуарах типа ДИСИ с давлением 3000 мм вод. ст. (рис. 10-96)
установка показывающего прибора и защитных труб аналогична описанной для
указателей уровня на вертикальных наземных резервуарах. Гидрозатвор 1 со-
бирают на специальных угловых роликах, имеющих большие, чем у гидрозатво-
ров, описанных выше, габаритные размеры. Размер самого гидрозатвора, а сле-
довательно, и высота столба жидкости больше, чем в предыдущих случаях, что
обеспечивает нормальную работу при давлении в резервуаре 3000 мм вод. ст.
572
Монтаж приборов для измерения уровня [Разе?. 10
Вводной патрубок защитной трубы для прохода перфорированной ленты и кор-
пуса натяжных устройств вваривают в крышку верхнего люка, направляющие
струны поплавка крепят к уголку, приваренному к днищу резервуара. Для пре-
дотвращения выхода газа из резервуара в период ремонта указателя уровня на
Рис. 10-97. Рис. 10-98.
Рис. 10-97. Установка уровнемера типа УДУ-10 на вертикальном наземном ци-
линдрическом резервуаре.
1 — поплавок; 2 — направляющая струна; 3 — показывающий прибор; 4 — вентиля-
тор; 5 — кронштейн; 6 — ролик угловой; 7 — ролик гндрозатвора; 8 — натяжное уст-
ройство; 9 — монтажный люк; 10 — кронштейны для крепления защитной трубы; 11 —
кронштейны для крепления показывающего прибора; 12 — угольник для закрепления
струн; 13 — муфта короткая; 14 — контргайка; 15 — труба защитная.
Рис. 10-98. Установка уровнемера типа УДУ-10 на заглубленном или подземном
железобетонном резервуаре.
’ 1 — поплавок; 2 — направляющая струна; 3 — показывающий прибор; 4 — вентиля-
тор; 5 — ролики угловые; 6 — ролнк гидрозатвора; 7 — натяжное устройство; 8 — мон-
тажный люк; 9 —• угольник для закрепления струн; 10 — муфта короткая; 11 — контр-
гайка; 12 — труба защитная.
$ 10-3] Электронные приборы
573
вводном патрубке защитной трубы предусматривают специально предназна-
ченную для этой цели задвижку 2, закрывающую входное отверстие резиновой
пробкой, которая одновременно зажимает перфорированную ленту.
При монтаже приборов необходимо учитывать следующее. Для установки
наименее подверженное влиянию
уровнемера на резервуаре выбирают место,
входящей струи жидкости на поплавок. Если
жидкость в резервуар подается со значитель-
ными пульсациями, то необходимо поместить
поплавок в ограждение высотой 2—3 м и бо-
лее. С особой тщательностью должна быть
проведена разметка крыши верхнего люка
под приварку корпусов натяжных устройств,
для чего в крыше люка сверлят отверстия
диаметром 35 мм (рис. 10-96). Тщательно по
отвесу относительно натяжных устройств на
днище резервуара устанавливают и привари-
вают уголок для крепления направляющих
струн поплавка. Натяжные устройства и
уголок устанавливают так, чтобы обеспечить
Рис. 10-99. Монтаж поплавка при установке
уровнемера типа УДУ-10 на железобетонном
понтоне.
2 — направляющая струна;
4 — угольник для крепления
3
/ — поплавок;
3 — вентилятор; _ ...
струн; 5 — понтон; 6 — люк монтажный в пон-
тоне; 7 — обрезиненный бельтинг; 8 — натяжное
устройство.
расстояние между направляющими струнами 420 мм по всей длине. Кроме того,
в крыше верхнего люка сверлят отверстие диаметром 50 мм для приварки защит-
ной трубы, в которой прокладывают перфорированную ленту. Защитные трубы
и показывающий прибор устанавливают строго по отвесу.
Защитные трубы заводом-изготовителем с прибором не поставляются. Реко-
мендуется в качестве защитных труб применять стальные водогазопроводные
оцинкованные трубы ОЦ-40. Длина труб выбирается по месту в зависимости от
высоты и типа резервуара. Соединение труб между собой, с корпусом показы-
вающего прибора, корпусом угловых роликов и роликов гидрозатвора выполняют
иа фторопластовой уплотнительной ленте ФУМ или на пакле с суриком.
Технология монтажа уровнемеров типа УДУ-10 аналогична монтажу уровне-
меров УДУ-5. На рис. 10-97 показана установка уровнемера УДУ-10 на верти-
кальном наземном цилиндрическом резервуаре, а на рис. 10-98 — монтаж уровне-
мера УДУ-10 на желеюбетонном заглубленном (подземном) резервуаре. На
рис. 10-99 дан монтаж поплавка при установке УДУ-10 на железобетонном пон-
тоне. При этом остальной монтаж уровнемера аналогичен рис. 10-97,
10-3. ЭЛЕКТРОННЫЕ ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ,
РЕГУЛИРОВАНИЯ И СИГНАЛИЗАЦИИ УРОВНЯ ЖИДКОСТЕЙ,
А ТАКЖЕ СЫПУЧИХ И ГРАНУЛИРОВАННЫХ ВЕЩЕСТВ
С РАЗЛИЧНЫМИ ФИЗИЧЕСКИМИ СВОЙСТВАМИ
Приборы, рассматриваемые ниже, объединяются общим признаком — на-
личием электродного датчика, являющегося чувствительным элементом прибора,
и электронного блока, преобразующего сигнал датчика (табл. 10-7). Это в свою
очередь обусловливает сходство ряда операций по монтажу приборов.
574
Монтаж приборов для измерения уровня [Разд. 10
Таблица 10-7
Установочные и присоединительные размеры электронных приборов
для измерения, регулирования и сигнализации уровня жидкостей,
а также сыпучих и гранулированных веществ с различными
физическими свойствами
Наименование прибора Тип или индекс Назначение прибора н состав его комплекта Установочные и присоеди- нительные размеры
Датчик уровня ДУ Контроль заполнения бунке- ров и течек сыпучими материа- лами (уголь, порода и т. п.) Работает совместно с реле ти- па ИКС-2 (слева) или ИКС-2Н (справа) Рис. 10-100 Рис. 10-101
Реле уровня РУ-ЗЭ Контроль уровня электропро- водных жидкостей с выдачей выходного сигнала в схему сиг- нализации либо управления. Реле комплектуется: блоком питания датчиком стержневого типа либо датчиком тросового типа Рис. 10-86 Рис. 10-102 Рис. 10-103
Сигнализатор уровня дистан- ционный ДО -2П ДСУ-2Д ДСУ-2Р Контроль уровня морской и пресной воды с помощью пер- вичного преобразователя (дат- чика) типа ППЕ-7 Контроль уровня масла, топ- лива, уровня раздела ф.п с по- мощью первичного преобразова- теля типа ППЕ-5 Контроль уровня жидкостей с резко отличающимися электри- ческими постоянными, например: нефтепродукты — вода и т. п. Выполняется с помощью пер- вичного преобразователя типа ППЕ-6 Сигнализатор комплектуется электронным блоком Рис. 10-104 Рис. 10-105 Рис. 10-106 Рис. 10-86
Сигнализатор уровня сус-н Контроль уровня зерна, сыпу- чих и кусковых диэлектриче- ских сред. Сигнализатор ком- плектуется: первичным преобразователем ПП-07 вторичным преобразователем Рис. 10-107 Рис. 10-86
$ 10-3] Электронные приборы
575
Продвижение табл. 10-7
Наименование прибора Тнп нли индекс Назначение прибора н состав его комплекта Установочные и присоеди- нительные размеры
Сигнализатор уровня СУС-12 Контроль уровня сыпучих электропроводных сред, напри- мер угольной пыли. Сигнализа- тор комплектуется: Рис. 10-108
первичным преобразователем ПП-12
СУС-13 вторичным преобразователем ВПР-1 Контроль уровня жидких электропроводных сред и стерж- невых смесей литейного произ- водства Сигнализатор комплектуется: одним из первичных преобразо- вателей Рис. 10-86
ПП-02 Рис. 10-109
ПП-04 Рис. 10-110
ПП-10 Рис. 10-111
СуС-14 и вторичным преобразовате- лем Контроль уровня жидких ди- электрических и сыпучих сред с гранулами не более 5 мм, а также металлической дроби в бункерах дробеструйных уста- новок. Сигнализатор комплектуется: одним из первичных преобразо- вателей Рис. 10-86
ПП-01 Рис. 10-112
ПП-11 Рис. 10-113
СУС-15 и вторичным преобразователем Контроль уровня жидких и сыпучих диэлектрических сред с гранулами не более 5 мм. Сиг- нализатор комплектуется: Рис. 10-86
первичным преобразователем ПП-03 Рнс. 10114
СУС-16 и вторичным преобразовате- лем ВПР Контроль уровня жидких ди- электрических сред. Сигнализатор комплектуется: Рис. 10-86
одним из первичных преобразо- вателей ПП-06 Рис. 10-115
ПП-14 Рис. 10-116
4 и вторичным преобразовате- лем ВПР Рис. 10-86
576
Монтаж приборов для измерения уровня [Разд. 1&
Продолжение табч. 10-7
Наименование прибора Тип илн индекс Назначение прибора и состав его комплекта Установочные и присоеди- нительные размеры
Сигнализатор СУС-21 Контроль уровня электропро-
уровня водных сыпучих и кусковых сред. Сигнализатор комплек- туется: первичным преобразователем ПП-08 вторичным преобразователем ВПР Рис. 10-107 Рис. 10-86
СУС-22 Контроль уровня сыпучих и кусковых сред, например руды. Сигнализатор комплектуется: первичным преобразователем ПП-09 вторичным преобразователем ВПР Рис. 10-108 Рис. 10-86
Измеритель 1 РВУ-23 Измерение и сигнализация
уровня аммиака уровня жидкого аммиака 1 и 2-го сорта, ГОСТ 6221-70, в со- судах и аппаратах холодильных установок. Сигнализатор ком- плектуется: первичным преобразователем ДРВУ-23 передающим преобразователем БРВУ-23 показывающим прибором Ml 500 Рис. 10-117 Рис. 10-118 Рис. 10-119
Резонансный РУМБ-1 Непрерывное автоматическое
уровнемер в блоч- измерение уровня электропро-
но-модульном ИС- водных жидких сред. Уровне-
полнении мер комплектуется: одним из первичных преобра- зователей на 25 кгс/см2 на 64 кгс/см2 и вторичным преобразовате- лем Рис. 10-120 Рис. 10-121 Рис. 10-122
РУМБ-2 Непрерывное измерение уров- ня жидких диэлектрических аг-
рессивных и неагрессивных сред. Уровнемер комплектуется: од- ним из первичных преобразова- телей на 25 кгс/см2 на 64 кгс/см2 и вторичным преобразователем Рис. 10-123 Рис. 10-124 Рис. 10-125
§ 10-3] Электронные приборы
577
Продолжение табл 10-7
Наименование прибора Тип или индекс Назначение прибора н состав его комплекта Установочные и присоеди- нительные размеры
Эпгктронный ин- дикатор уровня ЭИУ-2, ЭИУ-2Т Непрерывное дистанц юнное измерение уровня жидких и сы- пучих электропроводных и ди- электрических сред. Индикатор комплектуется: одним из датчи- ков: стержневого типа пластинчатого типа кабельного типа тросового типа и электронным блоком показывающим прибором Ml 500 радиочастотным кабелем дли- ной от 10 до 50 м Рис. 10-126 Рис. 10-127 Рис. 10-128 Рис. 10-129 Рис. 10-86 Рис. 10-119
Регулятор уров- ня межфазовый РУМ-10 Автоматический сброс дренаж- ной воды н поддержание задан- ного уровня раздела фаз нефть — вода в нефтяных отстойниках и резервуарах. Регулятор комплектуется: датчиком электронным блоком электронным потенциометром ксп-з Рис. 10-130 Рис. 10-131 Рис. 7-37
Регулятор-си г- иализатор уровня ЭРСУ-3 Сигнализация и поддержание в заданных пределах уровня электропроводных сред в раз- личных резервуарах, включая паровые котлы. Регулятор ком- плектуется: тремя датчиками одного из исполнений I на 16 кгс/см2 II на 25 кгс/см2 и релейным блоком БР-3 Рис. 10-132 Рис. 10-133 Рис. 10-134
Для установки датчика в стенку резервуара, уровень продукта в котором
подлежит измерению, регулированию, контролю или сигнализации, необходимо
вварить бобышку соответствующего размера. Отдельно должен быть установлен
электронный или силовой блок, который затем соединяют кабелем с датчиком.
При необходимости установки уплотнительных прокладок материал последних
подбирают по табл. 8-7. Однако типоразмеры и конструктивные особенности дат-
чиков и отдельно стоящих блоков, особенности измеряемой среды и условий работы
обусловливают как сходные, так и отличные специфические черты монтажа при-
боров отдельных типов.
578
Монтаж приборов для измерения уровня [Разд. 10
1
Рис. 10-102.
185тах
Рис. 10-100.
Рис. 10-101.
Рис. 10-103,
Рис. 10-104.
§ 10-3] Электронные приборы
579
Рис. 10-106,
Рис. 10 107,
Нониналыши уровень
срабатывания
Рис. 10 108.
Рис. 10-109,
580
Монтаж приборов для измерения уровня [Разд. 10
Рис. 10-110.
Рис. 10-111,
Нс правление движения
контролируемой, среды
Рис. 10-113.
Рис. 10-112,
Рис. 10-116.
Рис. 10-115.
§ /0-5] Электронные приборы
581
5^2
Монтаж приборов дъя измерения уровня [Разд. 10
Рис. 10-125.
§ 10 3] Электронные приборы
583
Рис. 10-126.
Рис. 10-128.
Рис. 10 127.
Рис. 10-129.
~510
Рис. 10-130,
584
Монтаж приборов для измерения уровня [Разд. 10
Рис. 10-131,
§ 10-3] Электронные приборы
585
РЕГУЛЯТОР-СИГНАЛИЗАТОР УРОВНЯ ТИПА ЭРСУ-3,
ЭЛЕКТРОННЫЙ ИНДИКАТОР УРОВНЯ ТИПА ЭИУ-2,
РЕЛЕ УРОВНЯ ТИПА РУ-ЗЭ
По конструкции приборы рассчитаны на следующие условия работы. Тем-
пература окружающего воздуха: для РУ-ЗЭ от —30 до +50° С, для ЭИУ-2 от 0
до +50° С; для ЭРСУ-3 от —10 до +45° С. Относительная влажность95%. Макси-
мальная температура измеряемой среды — не более 200° С, исключение состав-
ляет датчик ЭИУ-2, для которого предельная температура — 80° С. Вибрация
вдиапазоне частот 5—80Гц с ускорением до 15м/с2, а также ударные нагрузки
с ускорением до 100 м/с2 для приборов ЭИУ-2, РУ-ЗЭ; приборы ЭРСУ-3 не рас-
считаны на работу в условиях тряски и ударов.
Приборы не рассчитаны на работу: во взрывоопасных помещениях; в
среде, разрушающе действующей на детали прибора; в среде вязкой, пленко-
образующей, кристаллизующейся, дающей твердый осадок на электроде
датчика.
Датчики стержневого, кабельного и тросового типов закрепляют в бобышке,
вваренной в резервуар (см. рис. 10-21, 10-26, 10-27), либо в кронштейнах, устанав-
ливаемых над контролируемой средой (см. рис. 10-22 — 10-25, 10-28— 10-31).
Датчики тросового типа требуют, кроме того, закрепления и натяжки концов
троса (см. рис. 10-129).
Для увеличения точности и стабильности показаний приборов рекоменду-
ется при монтаже их датчиков (стержневого, кабельного или тросового) в резер-
вуарах из непроводящих материалов или на расстоянии, превышающем 1 м от
проводящих стен резервуара, установить параллельно оси датчика металлические
электроды (стержни, трубы, полосы, тросы и т. п.) на расстоянии не более 200 мм
от оси датчика (см. рис. 10-22, 10-24, 10-26—10-28). Электроды и корпус датчика
заземляют.
Если датчики требуется установить на боковой стенке резервуара, то оси
бобышек должны соответствовать контролируемым уровням.
Блоки питания, релейные или электронные, устанавливают на стене с помощью
рамы (см. рис. 10-19) либо на полу на стойке (см. рис. 10-20). Схемы внешних
соединений ЭИУ-2, ЭРСУ-3, РУ-ЗЭ приведены на рис. 10-135. Датчик индикатор
ЭИУ-2 соединяют с электронным блоком радиочастотным кабелем марки РК-
100-7-14, поставляемым комплектно с прибором. Соединительные линии ЭРСУ и
РУ-ЗЭ выполняют контрольными кабелями общепромышленных марок.
586
Монтаж приборов для измерения уровня [Разд. 10
Блок релейный. БР-3
•On
Pl
РЗ
Р2
IUf
О’’сетц
К ветчину верхнего ировня
РЗ
—$0Ь
—}9а
—~}9Ъ
-±6Ь
-^П
—> Sb
—>9с
—^с
-у7с
-у Со
—yla
->70
—ySa
-узь
—у5с
—yfc
—уЗс
—уде
—>?7
—уза
-уга
->Ят
->/с
-У2Ь
~^<Ь
Оау
осу
оъу
sty
вьу
'^ггов.во^огц
- Корпуса датчиков
> Верхний уровень
1§|
Scy-
SO
7сУ-
всу-
Say-
7пу-
СаУ-
w>
ЗЪУ
П>
Датчик нижнего уровня
~ } Датчик среднего уровня
^Датчик верхнего уровня
В)
Нижний уровень
—у Питание света -
—/ боа сигнализации
Уа
зау-
2а>----
ia>----
2сУ----
>с>— —
2Ь>----
ЧУ-----
на-
питания
К датчику нижнего уровня
Рис. 10-135. Схемы внешних электрических соединений электронного индика-
тора уровня ЭИУ-2 (о), регулятора сигнализатора уровня ЭРСУ-3 для раз-
дельной сигнализации (б) и реле уровня РУ-ЗЭ (и).
ДАТЧИК УРОВНЯ ТИПА ДУ
Датчик имеет исполнение JPOO и предназначен для работы при температуре
от —5 до -f-35JC, относительной влажности до 98% и отсутствии возможности
обмерзания электрода датчика.
Для установки датчика в стенке бункера сверлят четыре отверстия: одно
диаметром 80 мм для прохода электрода и три диаметром 9 мм под углом 120'
друг от друга для закрепления датчика (см. рис. 10-100).
Датчик поставтяется без электрода. Перед установкой необходимо определить
его длину и затем выполнить его из трубы, металлической цепи или троса, соеди-
няемых с контактной частью датчика сваркой.
, Роль релейного блока выполняет реле типа ИКС-2, рассчитанное на эксплуа-
тацию во взрывоопасных помещениях. Реле и датчик соединяют между собой
контрольным кабелем, имеющим наружный диаметр 16 — 22 мм.
4 10-3] Электронные приборы
587
ДИСТАНЦИОННЫЕ СИГНАЛИЗАТОРЫ УРОВНЯ ТИПА ДСУ-2
Сигнализаторы предназначены для работы при температуре окружающего
воздуха от —10 до 4 50JC, относительной влажности 98%; вибрации с частотой
до 8 Гц и амплшудой 1 мм, а также с частотой до 30 Гц при ускорении 5 м/с2;
при ударах с ускорением 30 м/с2 с частотой 40—80 ударов/мин; в морском тумане;
в условиях образования плесневых грибов.
Сигнализаторы нормально работают при температуре измеряемой среды
от +5 до -J 50 C для ДСУ-2Д, от 0 до |-80 С для ДСУ-2Р, от -f-5 до +90°С
(пресная года) и от —4 до +50°С (морская вода) для ДСУ-2Г1. Вязкость измеряе-
мой среды для всех модификаций не дол-
жна превышать 800 сСг. Агрессивносгь
измеряемой среды не должна разрушающе
действовать на детали прибора.
Дня установки первичных преобразо-
вателей на емкости в ее стенку вваривают
втулку с фланцем, соответствующим
фланцу преобразователя (см. рис. 10 104—
10-106). Первичный преобразователь
ППЕ-7 сигнализатора ДСУ-2П в случае
постоянного пребывания в контролируе-
мой жидкости устанавливают вертикально
(электродом вниз) или под углом 30J к
вертикали в верхней плоскости емкости.
Первичные преобразователи ППЕ-5, ППЕ-6
Рис. 10-136. Схема внешних элек-
трических соединений сигнализато-
ров уровня типа ДСУ-2.
сигнализаторов ДСУ-2Д, ДСУ-2Р уста-
навливают как вертикально, так и гори-
зонтально. При горизонтальном распо-
ложении преобразователь должен быть
закреплен под некоторым наклоном для
облегчения вытекания жидкости из полости преобразователя.
Электронный блок сигнализаторов рассчитан на установку как в вертикаль-
ной, так и в горизонтальной плоскости. Закрепление на стене или на полу произ-
водят аналогично блоку питания реле РУ-ЗЭ (см. рис. 10-19, 10-20).
Первичные преобразователи соединяют с электронным блоком кабелем марки
КНРЭ2 X 1,5 мм2 по схеме внешних соединений, показанной на рис. 10-136.
Линии питания и сигнализации рекомендуется выполнять кабелями марки КНР.
После присоединения пайкой жил кабеля к контактам преобразователя его саль-
ник герметизируют эпоксидным компаундом ЭК-6. Перед заливкой все неплот-
ности уплотняют асбестовым шнуром, пропитанным компаундом. Сальник гори-
зонтально установленного преобразователя заполняют шприцем через нижнее
заливное оп ерстие до момента выхода компаунда через верхнее заливочное от-
верстие сальника.
СИГНАЛИЗАТОРЫ УРОВНЯ СЕРИИ СУС
Рассматриваемые ниже приборы входят в систему унифицированных высоко-
частотных сигнализаторов уровня жидких и сыпучих сред в блочно-модульном
исполнении серии СУС. Сигнализаторы состоят из одного или нескольких пер-
вичных и одного вторичного преобразователей. Установочные и присоединитель-
ные размеры вторичных преобразователей одинаковы для всех модификаций,
так как выполнены в унифицированном корпусе. Особенности монтажа той или
иной модификации уровнемеров зависят от того, каким типом первичных преоб-
разователей он укомплектован.
Все преобра зова гели условно можно разделить на две группы: для сыпучих
и кусковых сред и для жидких сред. Основное конструктивное отличие групп
588
Монтаж приборов для измерения уровня (Разд. 10
преобразователей состоит в том, что преобразователи первой группы устанавли-
вают снаружи на стенки бункеров без ввода внутрь. Для установки первичных
преобразователей второй группы через стенку резервуара внутрь вводится элект-
род преобразователя.
Общими признаками всех сигнализаторов уровня серии СУС являются: тем-
пература окружающей среды от —30 до +50°С; относительная влажность 98%;
впбростонкость при частоте 5—30 Гц с амплитудой 0,1 мм. Длина соединительной
линии между первичным и вторичным преобразователями практически не ограни-
чивается в пределах строящегося помещения цеха (производства). Также не
ограничивается выбор марки электрического кабеля; сечение жил по условиям
присоединения не должно превышать 1,5 мм2.
СИГНАЛИЗАТОРЫ ТИПОВ СУС-П, СУС-12, СУС-21 И СУС-22
Сигнализаторы типов СУС-11 и СУС-21 рассчитаны на работу с контролируе-
мой средой, имеющей температуру в пределах oi —30 до Г 50'С, а сигнализаторы
типов СУС-12 и СУС-22 — с темпера-
турой контролируемой среды от 0 до
+ 130°С.
Первичные преобразователи сигна-
лизаторов рассматриваемой группы за-
крепляют на вертикальной или на-
И
Сеп зогц,гго(^1ш)в
(цели силоЬые)
клонной стенке бункеров четырьмя
болтами через прокладку (см. рис.
10-107, 10-108). Место установки
должно быть выбрано так, чтобы
исключалось прямое попадание среды
на первичный преобразователь при
загрузке бункера. Вторичный преоб-
разователь устанавливают на стене
или на полу аналогично блоку пита-
ния реле уровня РУ-ЗЭ (см. рис.
10-19, 10-20).
Схема внешних элск!рических сое-
динений chi пали «и lopoii imia СУС
приведена па рис. 10-137.
Рис. 10-137. Схема внешних электри-
ческих соединений сигнализаторов
уровня серии СУС.
а — схема с одним первичным преобразо-
вателем; б — схема с двумя первичными
преобразователями; 1 — преобразователь
первичный Till; 2 — преобразователь ли-
ричный релейный ВПР-1; 3 — то же В ПР-2.
/ г з
Цепи —|
измерительеи^
СИГНАЛИЗАТОРЫ ТИПОВ СУС-13 И СУС-14
Сигнализаторы рассчитаны на работу с контролируемой средой, имеющей
температуру: от —100 до +250°С для первичных преобразователей ПП-01, ПП-
02; от —20 до 4 40°С для ПП-04; от 4~5 до 4-50"Сдля ПП-10, ПП-11. Первичные
преобразователи ПП-01, ПП-02, ПП-04 имеют взрывозащищенное исполнение и
рассчитаны на эксплуатацию во взрывоопасных помещениях и на наружных взры-
воопасных установках. Коррозионная стойкость деталей первичных преобразо-
вателей соответствует стойкости материалов, из которых они изготовлены — сталь
12Х18Н10Т, ГОСТ 5632-72, фторопласт 4, ГОСТ 10007-72.
§ 10-3} Электронные приборы
589
Преобразователи ПП-01 (см. рис. 10-112), ПИ-02 (см. рис. 10-109) и ПП-04
(см. рис. 10-110) выпускаются с размерами Lr= 0,1; 0,25; 0,6; 1,0; 1,6 или 2,0 м;
для ПП-10 (см. рис. 10-111) Z-j = 0,19; 0,27 или 0,37 м. Для установки первичных
преобразователей в стенки резервуаров вваривают бобышки с внутренней резь-
бой, соответствующей резьбе на преобразователе, аналогично установке стержне-
вого датчика реле типа РУ-ЗЭ (см, рис. 10-21).
Установка вторичного преобразователя аналогична приведенной на рис.
10 19, 10-20.
СИГНАЛИЗАТОРЫ ТИПОВ СУС-15 И СУС-16
Сигнализаторы рассчитаны на работу с контролируемой средой, имеющей
температуру: от 0 до -f-100'С для первичных преобразователей ПП-03; от —1<У)
до + 150°С для ПП-06; от —100 до +250сС для ПП-14 (см. рис. 10-114—10-116).
Преобразователи ПП-03, ПП-06 рассчитаны на эксплуатацию во взрывоопасных
помещениях и на наружных взрывоопасных установках.
Для преобразователей ПП-03 (см. рис. 10-114) Lt — 0,1; 0,5; 1,0; 1,5 или 2,0 м;
для ПП-06 (см. рис. 10-115) и ПП-14 (см. рис. 10-116) L± = 0,1; 0,25 или 0,6 м.
Для работы с агрессивными средами детали первичных преобразователей
изготовлены из стали 12Х18Н10Т, ГОСТ 5632-72 и фторопласта 4, ГОСТ 10007
72. Для установки первичных преобразователей в стенку резервуаров вваривают
втулки с фланцами, соответствующими фланцам на преобразователях. Установка
вторичного преобразователя аналогична приведенной на рис. 10-19, 10-20.
УРОВНЕМЕРЫ ТИПОВ РУМБ-1 И РУМБ-2
Резонансные уровнемеры типа РУМБ имеют унифицированное блочио-мо
дульное исполнение и состоят из одного первичного и одного вторичного преобра-
зователей.
Первичные преобразователи выпускаются двух модификаций: на давление
25 или 64 кгс/см2. Преобразователь для уровнемера РУМБ-1 на 25 кгс/см2 (см.
рис. 10-120) выпускается с размерами L = 1,0 м при Lj = 100 мм; L = 1,6; 2,0;
3,0; 4,0 или 6.0 м при Lt — 150 мм; L — 8,0; 10,0 или 12,0 м при = 200 мм.
Преобразователь на 64 кгс/см2 (см. рис. 10-121) выпускается с размерами L =
— 1,0 м при L| — 100 мм; L = 1,6; 2,0; 3,0 или 4,0 мм при = 150 мм.
Первичный преобразователь для уровнемера РУМБ-2 на 25 кгс/см2 (см. рис.
10 123) выпускается с размерами L = 1,0 м или 1,6 м при Lr — 160 мм; L = 2,0 м
при Ц = 200 мм; L = 3,0 м при £, = 300 мм; L = 4,0 м при L, — 400 мм,
L = 6,0; 8,0; 10,0 или 12,0 м при L( = 600 мм. Преобразователь на 64 кгс/см2
(см. рис. 10-124) выпускается с ра тмерамн L = 1,0 или 1,6 м при = 160 мм;
L = 2,0 м при = 200 мм; L = 3,0 м при Lt = 300 мм; L = 4,0 м при —
= 400 мм.
Уровнемеры рассчитаны на работу: при температуре окружающей среды
от +5 до 4 50 С; относительной влажности 95%; в условиях вибрационных на-
грузок до 25 Гц при амплитуде 0,1 мм для вторичного преобразователя и до 80 Гц
при амплитуде до 1,5 мм с ускорениями до 30 м/с2 для первичных преобразова-
телей; в агрессивных средах, не разрушающих сталь 08Х22Н61, из которой
изготовлены первичные преобразователи при температуре контролируемой среды
от —60 до -Г250 С.
Первичные преобразователи имеют взрывозащищенное исполнение и рас-
считаны на эксплуатацию во взрывоопасных помещениях всех классов, где по ус-
ловиям работы могут образовываться взрывоопасные смеси категорий и групп до
4Г. Вторичный преобразователь имеет искробезопасное исполнение И/4Г5. Его
следует устанавливать вне взрывоопасных помещений.
Для длительной и надежной работы уровнемеров необходимо, чтобы емко-
сти, где будут устанавливаться первичные преобразователи, были чистыми и не
содержали ржавеющих частей. Во избежание загрязнения первичный преобразо-
590
Монтаж прцэоров для измерения уровня [Разд. 10
ватель должен устанавливаться только после промывки емкости от окалины и
загрязнений, которые образуются в процессе сварки и монттжа емкостей.
При выборе места установки вторичного преобразователя следует иметь
в виду, что расстояние по трассе радиочастотного кабеля от первичного преоб-
разователя до вторичного преобра югателя должно быть пе более 100 м для уров»
немеров типа РУМБ-1 и 50 м — для РУМБ-2.
Для установки первичного преобразователя в стенку резервуара должна
быть вварена втулка с фланцем, аналогичным фланцу преобразователя (см. рис.
10-120, 10-121, 10-123, 10-124). Погружаемая часть первичною преобразователя.
Рис. 10-138. Схемы внешних электрических соединений уровнемеров типов
РУМБ-1 (а) и РУМБ-2 (б).
диапазон измерения которого превышает 2 м, должна крепиться к стенкам ем-
кости при помощи хомутов, через каждые 2 м по длине первичного преобразо-
вателя. При затягивании хомутов искривление и повреждение чувствительного
элемента не допускаются.
Вторичный преобразователь рассчитан на щитовой монтаж (см. рис. 10-122,
10-125). Для его установки в панели выполняют прямоугольный вырез размером
235 X 152 мм. Преобразователь фиксируют в щите с помощью хомута, поставляе-
мого в комплекте.
Вторичный преобразователь уровнемера типа РУМБ-1 соединяют с первич-
ным преобразователем высокочастотным кабелем марки РК-75-4-11 и низкоча-
стотным экранированным кабелем диаметром до 10 мм. Вторичный преобразова-
тель уровнемера типа РУМБ-2 соединяют с первичным преобразователем двумя
высокочастотными кабелями марки РК-75-4-12 и одним низкочастотным экрани-
рованным кабелем. Схемы внешних электрических соединений уровнемеров по-
казаны на рис. 10-138.
ИЗМЕРИТЕЛЬ УРОВНЯ АММИАКА ТИПА 1РВУ-23
Измеритель уровня состоит из первичного н передающего преобразователей
и показывающего прибора. Прибор рассчитан на эксплуатацию в следующих
условиях: температура окружающего воздуха от —30 + 50°С для передающего
преобразователя и от —40 до +50сС для первичного преобразователя; относитель-
ная влажность воздуха до 95%; морской туман и грибковая плесень; наличие
аммиака в окружающем воздухе не более 0,04 мг/л; вибрационные нагрузки с уско-
рением 10 м/с* в диапазоне частот от 5 до 80 Гц; ударные нагрузки с ускорением
70 м/с2, частотой 40—80 ударов в минуту при общем кс ичестве ударов 1200;
наличие магнитных полей напряженностью до 400 А/м (5Э); образованных как
f 7(7-5] Электронные приборы
591
переменным током частотой 59Гц,таки постоянным током при любыхнаправлениях
поля. Температура жидкою аммиака, уровень которого измеряется, может быть
от —50 до 4-40 С.
Для установки первичною преоб-
разователя типа ДРВУ-23 в стенку
емкости с контролируемой жидкостью
вваривают бобышку с резьбой, соо/вст-
сгвующей ре ьбе па преобразователе
(см. рис. 10-117). Установка произво-
дится в вертикальной плоскости. От-
клонение оси первичного преобр.. >о-
вателя от вертикали не должно пре-
вышать 5\ Перви-'иый преобразователь
может устанавливаться также во вспо-
ыогатслыюй емкости (колонке), соеди-
ненной с основной двумя трубами по
принципу сообщающихся сосудов.
Установка передающего преобра-
зователя аналогична блоку низания
реле РУ-ЗЭ (см. рнс. 10-19, 10 20).
Показывающий нр бор рассчитан
иа щитовой монтаж. Для этого в па-
нели щита выполняют круглые выре-
зы: центральный диаметром 93 мм для
прохода корпуса прибора и четыре вы-
реза ди-змезром 12,5 мм для его за-
крепления.
Первичный и передающий преоб-
разователи соединяют между собой
Рнс. 10 139. Схемы внешних электри-
ческих соединений измерителя уровня
аммиака типа 1РВУ-23.
коаксиальным кабелем. При подключении показывающего прибора следует
обращать внимание на полярность присоединяемых жил кабеля и зажимов
прибора.
Схема внешних электрических соединений элеменюв 1РВУ-23 приведена
на рис. 10-139.
РЕГУЛЯТОР УРОВНЯ ТИПА РУМ-10
В состав регулятора входят датчик. ->лекгронный блок и вторичный прибор.
Регулятор предназначен для работы при температуре окружающего воздуха
от 0 до -f-40'С; отпоен тельной влажности до 80%; температуре контролируемой
среды от 0 до 4-100 С.
Датчик имссз искробезопасное иеззо зпение ИО/воДородирассчитан на установ-
ку во взрывоопасных установках, где мозуз образоваться взрывоопасные смеси
категорий и зрупп до ЗГ. Элекзроппын блок и вторичный прибор должны уста-
навливаться в невзрывоопасных помещениях.
Для устазювки и обвязки датчика необходимо изготовить ряд вспомогатель-
ных деталей (сосудов и труб обвязки), которые в комплект поставки прибора не
входят. С помощью этих детатей датчик в зависимости от условий резулироваиия
может устанавливаться внутри сосуда (рис. 10-140, а), на сосуде (рис. 10-140, б),
внутри резервуара (рис. 10-140, е). К фланцам сосудов присоединяют трубы об-
вязки, соединяемые с ре»ервуаром, в котором ретулируезся уровень жидкости.
В случае уезановкп датчика внутри резервуара на его люк приваривают патру-
бок с фланцем, к которому закрепляю! фланец монтажного комплекта (рис.
10-140, в).
Электронный блок и вторичный прибор рассчитаны на щитовой монтаж.
Для установки электронного блока в панели щита выполняют прямоугольный
вырез размером 172Х 164мм и четыре круглых отверезия по углам диаметром 5 мм.
592
Монтаж приборов для измерения уровня [Разд. 10
JfSP
Рис. 10-140. Установка датчика регулятора уровня типа РУМ-10.
— внутри сосуда; б — на сосуде; в — внутри резервуара; / — сосуд; 2 — прокладка;
— датчик; 4 — уплотнение сальниковое; 5 — патрубок с фланцем; 6 — труба; 7 —
фланцевая опора.
§ 10-4] Уровнемеры, измеряющие давление и перепад давления
593
Размер выреза под вторичный прпбор определяется в зависимости от типа потен-
циометра, поставляемого в комплекте с регулятором.
Датчик со вторичным прибором соединяют высокочастотным кабелем марки
РК длиной до 100 м.
10-4. УРОВНЕМЕРЫ, ИЗМЕРЯЮЩИЕ ДАВЛЕНИЕ И ПЕРЕПАД ДАВЛЕНИЯ
ДАТЧИКИ УРОВНЯ ТИПОВ РУ-1М, РУ-2М И МДУ-2С
Установочные и присоединительные размеры приборов для контроля и сиг-
нализации уровня жидких и сыпучих сред по изменению давления в емкости
приведены на рис. 10-141.
Действие датчиков уровня типов РУ и МДУ-2С основано на преобразовании
давления, создаваемого столбом среды, действующего на мембрану, в перемещение
подвижных контактов.
Датчик-реле типа РУ (рис. 10-141. а) предназначен для работы при темпера-
туре окружающей среды от +5 до 4-50 С; относительной влажности до 98%;
температуре измеряемой среды от 4-5 до -|-100 ’С.
Рис. 10 141. Датчики-реле уровня жидкости типов РУ-1М, РУ-2М (а) и мембран-
ный датчик уровня типа МДУ-2С (б).
Датчики-реле типов РУ-1М и РУ-2М используются для контроля уровня жид-
костей, пары которых не взрывоопасны и не агрессивны к резине, медным сплавам и
хромовым покрытиям. Датчик-реле должен устанавливаться вертикально на рас-
стоянии не менее 150 мм от верхнего значения контролируемого уровня. Это рас-
стояние предохраняет прибор ог попадания среды в полость мембраны при нару-
шении герметичности соединительных линий. При измерении уровня в водонапор-
ных башнях и колодцах каиалтацни применяют разделительную емкость с
внутренним диаметром 60—120 мм. Датчик соединяют с разделительной емкос-
тью резиновым шлангом с внутренним диаметром 5 мм. Схема монтажа датчика-
реле показана на рис. 10-142. Соединительную электрическую линию к датчику
рекомендуется выполнять кабелем марки КВРГ 7 X 2,5.
Мембранный датчик уровня типа 1ЦДУ-2С (рис. 10-141. б) рассчитан на работу
при температуре окружающего воздуха от —30 до 4~50гС, при относительной
влажности до 80%. Датчик используется для предупреждения аварийного накоп-
591
Монтаж приборов для измерения уровня [Разд. 10
лрния зерна, муки и других сыпучих
крупяных и комбикормовых заьодах.
материалов на элеваторах, мельницах,
Рис. 10-142. Схема монтажа датчика
реле уровня типа РУ.
/ — контролируемый уровень жидкости;
2 — бак; 3 — раздели тельная емкость (со-
суд); 4 — соединительный шланг;
5 — стяжиой хомут. 6 — датчик реле
уровня.
Установка датчика показана на рис. 10-32. Для защиты от повреждения
в силосах и бункерах над датчиком устанавливают козырьки из листовой стали.
ДИФМАНОМЕТРЫ-ПЕРЕП АДОМЕРЫ
Для измерения уройня жидкости в резервуарах, а также в барабанах котлов
широкое применение находят дифманомегры-перепадомеры в кс шлекте с урав-
нительными сосудами и соединительными (трубными) линиями. Технические дан-
ные уравнительных сосудов приведены в табл. 9-10.
Й’мерение уровня жидкостей при помощи дифманометров основано на изме-
рении дифманометром перепада давлений, обусловленного разностью высот стол-
бов жидкости в резервуаре и уравнительном сосуде. Уравнительный сосуд и сос-
дннитстьные линии заполняют жидкостью, уровень которой подлежит измерению.
Сосуды для измерения уровня в открытых резервуарах имеют три отверстия:
нижнее — для присоединения соединительной линии дифманометра; боковое —
для контроля уровня жидкости, а в случае необходимости для се слива; верхнее
отверстие сообщается с атмосферой. Сосуды для итмсрення уровня и такрытых
резервуарах также имеют три отверстия: нижнее — для присоединения соедини
тельной линии дифманометра; боковое — для соединения сосуда с резервуаром;
верхнее — для заполнения сосуда и соединительной линии измеряемой жидкостью.
После заполнения сосуда верхнее отверстие герметически закрывают.
Для измерения уровня в барабанах паровых котлов применяют двухкамер-
ные сосуды. Постоянный уровень в основной камере и переменный во внутрен-
ней камере, выполненной в виде трубы, обусловливают перепад давлений, измеряе-
мый дифманометром. Переменный уровень во внутренней камере сосуда соответ-
ствует уровню в барабане котла. Два боковых вывода сосуда имеют игольчатые
нет тили на ;>у = 160 кгс/см2 для присоединения к барабану котла. Сосуды этою
типа выпускаются разной высоты для разных пределов измерения.
СХЕМЫ ИЗМЕРЕНИЙ УРОВНЯ ЖИДКОСТИ
В ЗАВИСИМОСТИ ОТ УСЛОВИЙ И ХАРАКТЕРА ИЗМЕРЕНИЙ
Измерение уровня жидкости в открытых резервуарах выпол-
няется по схемам рис. 10-144. Схема рис. 10-143, а применяется в тех случаях,
когда нулевое показание дифманометра соответствует верхнему предельному
уровню измеряемой жидкости. По этой схеме минусовая полость дифманометра /
соединяется с нижней частью резервуара 3 в точке, соответствующей нижнему
предельному уровню жидкости в резервуаре. Соединительная линия к резервуару
присоединяется через запорный вентиль 2. Плюсовая полость дифманометра сое-
§ 10-4] Уровнемеры, измеряющие давление и перепад давления
595
диияется с уравнительным сосудом 4, уровень жидкости в котором соответствует
верхнему предельному уровню в резервуаре. Уравнительный сосуд имеет боковой
штуцер 6 для контроля уровня жидкости в сосуде. Дчя обеспечения нормальной
работы и-мериш.тьной схемы на обеих соединительных линиях должны быть пре-
дусмотрены продувочные вентили 5.
Рис. 10-143. Схемы изме-
рения уровня жидкости
в О1крытых резервуарах.
а — нулевое показание диф-
манометра соответствует
верхнему предельному уров-
ню; б — то же нижнему
предельному уровню.
Если при измерении уровня в открытых резервуарах нулевое показание
дифманометра должно соответствовать нижнему предельному уровню, то приме-
няется измерительная схема по рис. 10-143, б. В отличие от предыдущей схемы
к нижней части резервуара в точке, соответствующей нижнему предельному уров-
ню, присоединяется соединительная линия, идущая от плюсовой полости дифма-
нометра. Минусовая полость дифманометра посредством соединительной линии
соединяется с нижним отверстием уравнительного сосуда. Назначение двух дру-
гих отверстий то же, что и в предыдущей схеме.
Рис. 10-144. Схемы изме-
рения уровня жидкости
в закрытых резервуарах.
а — нулевое показание диф-
ма иометра соответствует
верхнему предельному уров-
ню; б — то же иижнему
предельному уровню.
На рис. 10-144 показаны схемы измерения уровня жидкости взакрытых
резервуарах. По схеме на рис. 10-144, а нулевое показание дифманометра
соответствует верхнему предельному уровню; по схеме иа рис. 10-144, б — ниж-
нему предельному уровню.
Для измерений по схеме рис. 10-144, а минусовая полость дифманометра 1
через запорный вентиль 2 соединяется с нижней частью резервуара в точке, со-
ответствующей нижнему предельному уровню жидкости в резервуаре. Плюсовая
полость дифманометра через уравнительный сосуд 4 присоединяется к резервуару
в точке, соответствующей верхнему предельному уровню жидкости в резервуаре.
При этом соединительная линия дифманометра присоединяется к нижнему шту-
596
Монтаж приборов для измерения уровня [Роз<3. 10
Рис. 10-145. Схема из-
мерения уровня в кон-
денсаторе паровой тур-
бины.
няется с уклоном 1:10 в
церу уравнительного сосуда. Боковым штуцером через запорный вентиль 2 урав-
нительный сосуд присоединяется к резервуару. Между запорным вентилем и бо-
ковым штуцером сосуда к соединительной линии через тройник присоединяется
вентиль 3, при помощи которого контролируется уровень жидкости. Верхнее от-
верстие уравнительного сосуда должно быть герметически закрыто. Вентили 5
сложат для продувки.
Схема на рис. 10-144, б может применяться в тех случаях, когда в закрытых
резервуарах, находящихся под разрежением или избыточным давлением, газ в
условиях эксплуатации не выделяет конденсат в диапазоне температур окружаю-
щего воздуха. По этой схеме плюсовая полость дифманометра 1 присоединяется
через запорный вентиль к резервуару в точке, соотвегствующей нижнему пре-
делы ему уровню. Минусовая полость дифманометра присоединяется к нижнему
штуцеру уравнительного сосуда 4. Боковой штуцер
сосуда через запорный вентиль 2 соединяется с верх-
ней точкой резервуара. Для контроля уровня жид-
кости в сосуде к его боковому штуцеру через тройник
присоединяют вентиль 3. Как и в предыдущей схеме,
верхнее отверстие сосуда должно быть герметически
закрыто.
Схема измерения уровня в кон денса тор а х
паровых турбин дифманометром 1 аналогична
схеме измерения уровня в закрытых регервуарах.
Однако из-за того, что собственно в конденсаторе
поддерживается довольно глубокий вакуум, схема
итмерения имеет некоторые особенности (рис. 10-145).
Во-первых, должна быть обеспечена постоянная под-
заливка уравнительного сосуда 2. Для этого к его
верхнему отверстию присоединяется подпиточная ли-
ния, соединяющаяся с конденсагопроводом после кон-
денсатного насоса 3. Избыток конденсата из сосуда
будет сливаться в конденсатор 4. Линия 5, соединяю-
щая уравнительный сосуд 2 с конденсатором, выпол-
сторону конденсатора. Во-вторых, необходимо обеспе-
чить максимально возможную плотность в местах регьбовых соединений. При
этом сборка схемы должна быть выполнена с минимальным количеством сое-
динений.
Существует еще одна особенность в монтаже соединительных линий этой
схемы. При недостаточно четко отлаженной работе конденсатора из-за неравенства
температур конденсата, поступающего в конденсатор и находящегося в нем, име-
ют место гидравлические удары, приводящие к сильным пульсациям в соединитель-
ных линиях и приборе. Для устранения погрешностей, вызванных пульсациями в
местах присоединения соединительных линий к дифманометру, устанавливают дрос-
сельные медные шайбы. Диаметр отверстия в шайбе подбирается опытным путем,
но обычно лежит в пределах 1—1,5 мм.
Для измерения уровня агрессивных жидкостей измеритель-
ные схемы дополняют разделительными сосудами, заполняемыми разделительной
жидкостью. 7 ех.чические данные разделительных сосудов, применяемых при вы-
полнении монтажных работ, приведены в табл. 9-10, а характеристики раздели-
тельных жидкостей — в табл. 9-11. Разделительные сосуды поставляются комп-
лектно с дифманометрами.
В зависимости от соотношения масс измеряемой и разделительной жидкостей,
а также условий измерения существуют различные схемы измерения уровня
агрессивных жидкостей (рис. 10-146).
Схемы по рис. 10-146, а и в отличаются от аналогичных схем измерения уровня
неагрессивных жидкостей (см. рис. 10-143, а и 10-144, а) наличием в соединитель-
ных линиях дифманометров разделительных сосудов 1, а также двух уравни-
тельных вентилей 2, включенных между соединительными линиями каждого
§ 10-4] Уровнемеры, измеряющие давление и перепад давления
597
дифманометра — один со стороны измеряемой, а другой со стороны раздели-
тельной жидкости. В остальном схемы собирают аналогично описанному для
схем измерения уровня неагрессивных жидкое гей.
Измерительная схема становится более сложной, когда измеряемая жид-
кость тяжелее разделительной (рис. 10-146, б и г). В этом случае соединительные
линии дифманометра присоединяют к верхней части разделите тьных сосудов,
так как при этом разделительная жидкость в сосуде находится под тмеряемой.
Для обеспечения нормальной работы схемы в высших точках соединительных
линий устанавливают газосборннки <?, а в низших точках отстойники 4. Нижние
части разделительных сосудов соединяют соответственно одну — с резервуаром
в точке, соответствующей нижнему предельному уровню, а другую — с нижним
штуцером уравнительного сосуда. Уровень жидкости в уравнительном сосуде
Рис. 10-146. Схемы измерения уровня агрессивных жидкостей в открытых ре-
зервуарах, когда измеряемая жидкость легче разделительной (а); в открытых
резервуарах, когда измеряемая жидкость тяжелее разделительной (б); в закры-
тых резервуарах, когда измеряемая жидкость легче разделительной (в); в закры-
тых резервуарах, когда измеряемая жидкость тяжелее разделительной (г).
при этом должен соответствовать верхнему предельному уровню в резервуаре.
Разделительные жидкости располагают в разделительных сосудах над измеря-
емыми жидкостями.
Схема присоединения дифманометра к соединительным линиям, показанная
на рис. 10-147, рекомендуется при измерении уровнен жидкос-
тей, склонных к образованию и выпадению осадка.
На рис. 10-148 дана схема измерения уровня жидкости в барабане
парового котла. Как указывалось выше, для этой схемы измерения
применяют двухкамерные уравнительные сосуды (см. табл. 9-10), имеющие ка-
меры постоянного и переменного уровней. Схема измерения выполнена следую-
щим образом. Сосуд размещают так, чтобы красный поясок на его корпусе совпал
по высоте с нормальным уровнем воды в барабане котла. При этом необходимо
учитывать, что этот уровень, как правило, не совпадает с геометрической осью
барабана. Плюсовая полость дифманометра 4 соединяется с нижней частью
камеры постоянного уровня уравнительного сосуда 2, а минусовая — с нижней
частью камеры переменного уровня сосуда. В свою очередь уравнительный сосуд
присоединяют к барабану котла 1 двумя линиями. Одна отходит от верхней части
камеры постоянного уровня, а другая — от нижней части камеры переменного
уровня.
593
Монтаж приборов для измерения уровня [Разд. 10
Таким образом, конструкция уравнительного сосуда обеспечивает равенство
температур столбов жидкости обеих камер, при этом пскл1с"ается возможность
температурной ошибки в показаниях дифманометра при pa6oie котла с номиналь-
ными параметрами. На соедини-
3
Рис. 10-147.
Рис 10 148
Рис. 10-147. Схема присоединения дифма-
нометра к соединител! ным линиям при
измерении уровня жидкостей, образую-
щих осадок.
1 — дифманометр; 2 — тц одуьсчиый вентиль;
3 — запорный вентиль; 4 — уравнительный
вентиль.
Рис. 10-148. Схема измерения уровня
жидкости в барабанах паровых котлов.
ельных линиях уравнительного
сосуда устанавливают запорные
вентили 3, при установке ксторых
необходимо следить за тем, чтобы
их штоки располагались горизон-
тально для исключения образова-
ния воздушных пробок и соответст-
венно пульсации в соединительных
линиях, сосуде н приборе.
Уровень жидкости в камере
постоянного уровня поддерживает-
ся постоянным за счет непрерывной
конденсации пара. При образова-
нии излишков конденсата он сли-
вается обратно в барабан, для чего
верхнюю соединительную линию
монтируют с уклоном 1 : 10 в сто-
рону барабана. Уровень жидкости
в камере переменного уровня ме-
няется в зависимости от измене-
ния уровня жидкости в барабане
котла. Для уменьшения тепловых
потерь уравнительный сосуд и
паропровод необходимо покрыть
слоем тепловой итоляцыт.
Монтаж соединительных ли-
ний и дифманометров подробно
описан в разд. 9.
10-5. АКУСТИЧЕСКИЕ И УЛЬТРАЗВУКОВЫЕ ПРИБОРЫ
ДЛЯ ИЗМЕРЕНИЯ УРОВНЯ
Акустические датчики серии «ЭХО» рассчитаны на работу при температуре
окружающей и контролируемой сред от +15 до +25°С, отсутствии цено-
образований на поверхности контролируемой жидкости, вибраций, ударов
и наклонов.
Преобразователь прибора устанавливают на емкости так, чтобы расстояние
до одной из боковых стенок ее от оси прибора было не менее 0,5 м. При этом ось
симметрии прибора должна быть перпендикулярна плоскости уровня контроли-
руемой жидкости. Не допускается установка приборов на емкостях, внутри
которых на пути распространения ультразвукового луча имеются посторонние
конструкции (мешалки, термопары, входные и выходные трубопроводы и т. п.).
Преобразователь должен быть установлен так, чтобы при максимальном запол-
нении емкости расстояние от поверхности контролируемой жидкости до излуча-
теля было не менее 1 м, так как с этого расстояния начинается зона нечувстви-
тельности прибора. Электронный блок прибора устанавливают на конструкции
на стене или на полу и соединяют с преобразователем кабелем КРУ-25 длиной
не более 25 м.
Сигнализаторы уровня ультразвуковые серии СУУЗ предназначены для
работы при температуре окружающего воздуха ог —50 до +50сС; ошосительной
влажности 95%; температуре контролируемой среды от —50 до +80°С,
§ 10-5] Акустические и ультрачвуковые приборы
599
Конструкция приборов позволяет их применять во взрывоопасных установ-
ках. Приборы могут работать при вибрационных нагрузках с частотой 10—80 Гц
и ускорении 25 м/с2.
Сигнализаторы типов СУУЗ-1—СУУЗ-З следует устанавливать в верти-
кальном положении. Если сигнализатор типа СУУЗ-1 имеет длину до 0,5 м, его
разрешается устанавливать горизонтально. Сигнализатор типа СУУЗ-1Р уста-
навливают под углом 45°.
Внешние соединения прибора выполняют кабелями марки KIIKPI2 X 0,5
и KIIKP7 X 0,75. Концы свободных жил спаивают между собой и присоединяют
к внутреннему винту заземления.
РАЗДЕЛ ОДИННАДЦАТЫЙ
МОНТАЖ АНАЛИЗАТОРОВ
СОДЕРЖАНИЕ
11-1. Газоанализаторы...................................................
Требования, предъявляемые к монтажу газоанализаторов (600) Общие
требования к монтажу соединительные линий <606). Магнитные газоанали-
заторы (607) Тепловые газоанализаторы (616). Опгнко-абсорбционные газо-
анализаторы (618). Газоанализаторы гальванические (624)
11-2. Солемеры и индикаторы содержания солей............................
11-3. рН-метры..................................................... . . . .
Промышленные преобразователи повышенной точности типов pH-261 и
РН-261И (632). Чувствительные элементы датчиков величины pH типов
ДПГ-4М и ДМ-5М (631)
11-4 Плотномеры .......... .............. ..............................
11-5. Кэнцентратомеры ..................................................
11-6. Хроматографы......................................................
600
626
632
637
639
11-1. ГАЗОАНАЛИЗАТОРЫ
Газоанализаторы широко применяются во всех отраслях промышленности
для определения химического состава га юных смесей. Они пошопяют контро-
лировать ход производственного процесса, а в ряде случаев регулировать эти
процессы непосредственно по показателям состава исходного сырья, промежу-
точных и конечных продуктов.
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К МОНТАЖУ ГАЗОАНАЛИЗАТОРОВ
Для обеспечения правильной стабильной работы газоанализаторов к их
монтажу предъявляется ряд требований: помещение для монтажа газоанали-
заторов должно быть взрывобезопасным; в воздухе помещения не должно быть
пыли и химически агрессивных примесей, вызывающих коррозию металлических
деталей или разрушающих электрическую изоляцию; газоанализаторы должны
быть защищены от воздействия сильных потоков воздуха, электромагнитных
полей и механических вибраций; место установки газоанализаторов должно
обеспечивать свободный доступ к прибору для его обслуживания и регулировки;
относительная влажность окружающего воздуха должна быть в пределах от
30 до 8О°6. Блоки газоанализаторов должны устанавливаться вертикально на
щитах или кронштейнах и проверяться по уровням. Вспомогательные устрой-
ства монтируют в соответствии со схемой, приведенной в паспорте газоанализа-
тора, и указаниями в паспортах соответствующих вспомогащльных устройств.
Датчик газоанализатора должен устанавливаться как можно дальше от силовых
'кабелей и электрических машин.
Воздух, азот и другие газы, подводимые к газоанализаторам, должны быть
сухими и чистыми, с давлением не менее 1 кгс/см2. Датчик прибора и панель
§ 11-1] Газоанализаторы
601
подготовки газа должны располагаться на возможно близком расстоянии от места
отбора газа. Подводимая вода должна быть очищена от механических включений.
Большинство этих требований выполняется для всех типов газоанализаторов
с помощью вспомогательных устройств. Их основные типы, назначение и особен-
ности монтажа описаны ниже.
трубы.
1 — конусообразный сепарирующий наса-
док; 2 — горизонтальная труба диаметром
100 мм; 3 — фланцевая заглушка; 4 —
вертикальная труба шунта; 5 — отборное
устройство; 6 — датчик; 7 — фланцевый
разъем; 8 — вход шунта в газоход.
Рис. 11-1. Монтаж газоотборного уст-
ройства в кирпичной сгене с металли-
ческой обшивкой.
1 — крестовина; 2 — пробка; 3 — кран;
4 — труба импульсная к датчику или к
прибору; 5 — труба; 6 — патрубок с
фланцем, 7 — металлическая обшивка;
8 — труба с фланцем; 9 — керамический
фильтр.
Газоотборное устройство предназначено для отбора пробы
нз технологического аппарата или трубопровода, применяется при температуре
анализируемой среды в точке отбора не выше 600°С и пылесодержании до 120 г/м3.
Газоотборные устройства выпускаются двух типов: с фильтром или вентилем.
Газоотборное устройство необходимо устанавливать под углом 20— 25“
к горизонту для обеспечения стока конденсата в прямом потоке отходящих газов,
а не в местах, где образуется застой.
Места установки и способы крепления
отборных устройств должны быть ука-
заны в чертежах проекта автоматиза-
ции в зависимости от конструкции
стенки технологического аппарата,
газохода или трубопровода, откуда бе-
рется проба. На рис. 11-1 дан пример
монтажа газоотборного устройства в
кирпичной стене с металлической об-
шивкой. При монтаже устройства в
обычной кирпичной стенке труба вы-
полняется с ребрами по бокам и заде-
лывается в отверстие стенки раство-
Рис. 11-3. Устройство для точечного
отбора газа на анализ.
ром из огнеупорной глины.
Часто озбор пробы газа на газоходах осуществляется при помощи так назы-
ваемой шунтовой трубы (рис. 11-2), дающей возможность уменьшить запаздыва-
ние показаний газоанализатора.
На электростанциях часто применяют устройства для точечного отбора
газов (рис, 11-3). Устройство состоит из сепарирующей насадки 1, отсосной
602
Монтаж анализаторов [Разд 11
Рис. 11-4. Конструкции газозаборных устройств и фильтров.
а — точечное газосборное устройство с металлокерамическим фичыром; б — щелевое
газозаборное устройство с песочным фильтром: в — многоточечное газозаборное устрой-
ство с асбестовым фильтром; 1 — водоохлаждземая фурма точечного отбора; 2 — пат-
рубки подачи и слива воды для охлаждения фурмы; 3 — корпус фильтра; 4 — мета гло-
иерамический фильтр; 5 — патрубки подачи н сброса пара для обогрева; 6 — патрубок
подачи сжатого воздуха в эжектор; 7 — эжектор; 8 — патрубок отбора пробы, 9 — ще-
левая'водоохлаждаемая фурма; 10 — песочный фильтр; 11 — коллектор.
§ 11-1] Газоанализаторы
603
трубы 2 и камеры механического фильтра 3. Отсосные трубки введены через
отверстие обмуровки 4 в центр каждой половины газохода котла за конвектив-
ным пароперегревателем. Их преимущество перед шунтами состоит в том, что они
обеспечивают надежный обогрев отсосной tpj6kh, дают возможность распола-
гать механический фильтр в необходимой зоне температур и выключать из работы
отсосную трубку па время растопки котла. К недостаткам относится запаздывание
на 12—14 с (с фильтром 20 с).
Отборные устройства, устанавливаемые в местах с высокой температурой,
монтируют в трубе, охлаждаемой водой. Температура дымовых газов в месте
отбора должна быть не ниже .200'С и не выше 600 С, перед холодильником —
не выше 100°С, а после него не выше 40 С.
конденсата
Вход
воды
Рис. 11-5. Холодильник ХК-1.
Под трубку ф1О J
4 отв.
под болт М10
Под трубку 0IZ
Выход газа
Рис 11-6. Фильтр предварительной очис-
тки типа ФП-1.
1 — корпус из коррозионно-стойкой стали:
2 — фланцевая крышка: 3 — штуцер слива
конденсата; 4 — колпак.
Для отбора усредненного состава и сухой очистки пробы дымовых газов
от пыли разработан ряд газозаборных устройств и фильтров рис. (11-4). Точечное
н щелевое газозаборные устройства нашли применение иа мартеновских печах.
Многоточечное устройство специально разработано для печей, имеющих несколько
каналов дымоудаления из рабочего пространства (например, стекловаренных
ванных печей).
Охлаждают фурмы газозаборных устройств технической водой давлением
2,8 кгс/см2. Средний расход воды на одну фурму составляет 7—10 м3/ч. Фурмы
устанавливают в среду дымовых газов, имеющих температуру от 900 до 1600°С.
Эжектирование пробы в газозаборном устройстве осуществляется сжатым
воздухом давлением 2—3 кгс/см2. Расход воздуха на одно газозаборное устройство
составляет ~9 м3/ч. Очистка пробы дымовых газов в гаю’аборном устройстве
производится сухим способом и делится на грубую н тонкую. Грубая инерцион-
604
Монтаж анализаторов [Разд. 11
ная очистка происходит за счет кинетической энергии сжатого воздуха, попада-
ющего в эжектор. Опа заключается в том, что крупные частицы пыли увлекаются
основной массой газа, просасываемого через газозаборное устройство, а газ,
необходимый для анализа, отбирается в направлении, перпендикулярном основ-
ному потоку. Тонкая очистка ведется при просасывании пробы дымовых газов
побудителем расхода мембранного типа через фильтр: металлокерамический,
песочный или асбестовый.
Очистка пробы от сернистого ангидрида ведется обезжиренной железной
стружкой (обычно используют низкоуглеродистую сталь, не содержащую легиру-
ющих примесей) при температуре 300—400сС. Нагрев фильтра осуществляется
электрическим током напряжением 36 В. Мощность, потребляемая фильтром,
600 Вт.
Рис. 11-7. Керамический фильтр.
1 — пеношамотный цилиндр- 2 — труба;
3 — газоотводная труба; 4 — фланец; 5 — ско-
ба; 6 — стакан-ловушка; 7 — винтовой за-
жим.
Рис. 11-8. Схема монтажа керамического
фильтра.
1 — фильтр: 2 — струбцина; 3 — патрубок
с фланцем; 4 — газоход.
В газоанализатор проба подается под давлением по трубе с внутренним диа-
метром 8 мм, которая обогревается паром с температурой ПО—120°С. Средняя
производительность мембранного побудителя расхода составляет около 16 л/мин.
Для регулирования объема подаваемой пробы система снабжена ротаметром
и вентилем сброса избытка пробы.
Газ, поступающий в газоанализатор, не должен содержать компонентов,
имеющих серу (H2S; SO2), масла, концентрированной (или капельно-жидкой)
влаги и механических примесей (пыли, смолы, сажи и т. д.). Разрежение в газо-
ходе в месте отбора газа должно быть не более 150 мм вод. ст. (в электрических
газоанализаторах 100 мм вод. ст.).
После монтажа газоотборного устройства и его прогрева газами необходимо
в горячем состоянии подтянуть соединение газозаборной трубки с керами-
ческим фильтром, гайку этого фильтра и болты крепления фланца (если они
имеются).
Охлаждающие устройства предназначены для понижения
•температуры анализируемой среды с 600 до 40°С при температуре подводимой
воды 10°С и ее расходе 0,14 дм3/с (8 л/мин), а также снижения влажности. В ка-
честве примера на рис. 11-5 показан холодильник ХК-1. Холодильник монтируют
§ 11-1] Газоанализаторы
605
на щите или кронштейне в вертикальном положении с креплением на четырех
лапах. Масса холодильника 8 кг.
Очистные устройства предназначены для очистки анализируе-
мой среды от твердых частиц, влаги и мешающих анализу компонентов. При содер-
жании пыли менее 1 г/м3 применяют фильтры с пористыми материалами, при
содержании пыли менее 5 г/м3 — электрофильтры. Для удаления (в зависимости
от применяемого поглотителя) H2S, СО2, С12, тумана, щелочи и т. п. применяют
фильтры с сухими или жидкими химическими поглотителями. На рис. 11-6 пока-
зан фильтр предварительной очистки типа ФП-1. Фильтр предназначен для высту-
пающего монтажа на щите или кронштейне в вертикальном положении и крепится
четырьмя болтами. Масса фильтра (без наполни шля) 6 кг. На рис. 11-7 изобра-
жена конструкция керамического фильтра. Схема его монтажа показана на
рис. 11-8.
Рис. 11-9. Побудитель расхода типа ПР-7.
Проса сывающие устройства (побудители расхо-
да) предназначены для просасывания анализируемой среды через газоанали-
затор при недостаточном давлении в технологической системе. При расходе ана-
лизируемой среды до 0,41 дм:,/с (25 л/мин) и малом сопротивлении линии или
разрежении 300 мм pi. ст. при расходе 0,17 дм3/с (10 л/мин) применяют рота-
ционные электрические побудители расхода. При расходе 0,05 дм3/с (3 л/мин)
при разрежении 800 мм вод. ст. и питании сжатым воздухом сдавлением 1,5 кгс/см2
применяют воздушные эжекторы. При расходе до 0,05 дм3/с (3 л/мин) при малом
сопротивлении линии или расходе 0,017 дм3/с (1 л/мин) при разрежении 350 мм
вод. ст. — водоструйные эжекторы. При расходе 0,017 дм3/с (1 л/мин) при сопро-
тивлении линии 200 мм вод. ст. применяют вибрационные электрические побу-
дители расхода.
Побудитель расхода типа ПР-7 (рис. 11-9) представляет собой ротационный
насос. Побудитель расхода устанавливается за газоанализатором (по ходу газа)
в горизонтальном положении и закрепляется двумя болтами. Масса его 6 кг.
Контрольные устройства предназначены для контроля нали-
чия и значения расхода. Расход анализируемой среды достигает 0,17 дм3/с
(10 л/мин). В качестве контрольных устройств применяют ротаметры, индикаторы
по динамическому напору, контрольные стаканчики и контрольные фильтры
606
Монтаж анализаторов [Разд. 11
с веществом — индикатором расхода. На рис. 11-10 показан керамический конт-
рольный фильтр, который устанавливается на щите датчика газоанализатора.
При монтаже фильтр нужно расположить так, чтобы наблюдение за вагой
через стекло было доступным, а сам фильтр достаточно освещен.
Рис. 11-10. Контрольный фильтр.
I — ниппель, 2— накидная гайка; 3 — резиновая прокладка, 4 — гигроскопическая
вата, <5 — крышка, 6 — стекло, 7 — силуминовый корпус
Кроме указанных выше устройств, в газоанализаторах применяют специ-
альные стабилизирующие, редуцирующие, разбавляющие и тому подобные
устройства.
ОБЩИЕ ТРЕБОВАНИЯ К МОНТАЖУ СОЕДИНИТЕЛЬНЫХ ЛИНИЙ
Прн монтаже соединительных электрических линий для предохранения про-
водов от механических повреждений и для защиты их от электрических помех
электропроводки к датчикам прокладывают в гибких металлических шлангах
или трубах, которые заземляют Провода питания приборов и соединительные
провода измерительной цепи прокладывают раздельно. Все соединительные
электрические линии должны иметь плотные, надежные контакты, концы про-
водов припаивают к наконечникам и маркируют в соответствии со схемой соеди-
нений.
Газоподводящие трубные линии должны иметь минимальную длину и выпол-
няться стальными коррозионно-стойкими, медными или латунными трубами диа-
метром 8—10 мм. Увеличение диаметра труб приводит к увеличению времени
запаздывания показаний прибора, а уменьшение повышает гидравлическое сопро-
тивление линии, что может привести к снижению количества транспортируемых
газов, т. е. также увеличить время запаздывания показаний прибора. Образо-
вание водяных мешков в газовой линии недопустимо. Подвод воды к холодиль-
нику, Iазоанализатору или к газозаборней трубе с водяным охлаждением должен
осуществляться газовыми трубами диаметром 1/2', отвод воды — трубами диа-
метром ®/4'.
После монтажа проверяют всю газовую систему на герметичность при отклю-
ченном электрическом питании газоанализатора. Проверку следует производить
в схеме с манометром при избыточном давлении 0,5 кгс/см2. Гаювая система
считается герметичной, если падение давления в течение 10 мин не превышает
0,02 кгс/см2.
Кроме общих требований, при монтаже газоанализаторов необходимо учи
тывать специфические требования для монтируемого типа газоанализатора.
§ 11-1] Газоанализаторы
607
Sih требования определяются принципом действия газоанализатора, его назна-
чением, конструктивными особенностями и т. п.
По принципу действия применяемые в промышленности газоанализаторы
подразделяются на следующие основные группы: магнитные, тепловые, оптико-
абсорбционные (лучепоглощающие) и электрохимические.
Ниже приводятся монтажные схемы и особенности монтажа наиболее распро-
страненных газоанализаторов.
МАГНИТНЫЕ ГАЗОАНАЛИЗАТОРЫ
Магнитные газоанализаторы предназначены для непрерывного контроля
содержания кислорода в газовой смеси. В пих используется вы’окая машинная
восприпмчивосгь кислорода по сравнению с остальными газами. Это позволяет
по магнитным свойствам смеси газов определить содержание в ней кислорода.
На этом принципе основана работа термомагнитных и магии гопневматических
газоанал изаторов.
ГАЗОАНАЛИЗАТОР ТЕРМОМАГНИТНЫЙ АВТОМАТИЧЕСКИЙ ТИПА MH510S
Газоанализатор предназначен для непрерывного измерения концентрации
кислорода в топочных газах в пределах ог 0 до 10% (по объему). Принципиальная
электрическая схема газоанализатора
(рис. 11-11) представляет собой компен-
сационную сравнительную схему, со-
стоящую нз двух мостов: рабочего / и
сравнительного II. Конструктивно га-
зоанализатор оформлен в виде отдель-
ных узлов, монтируемых на щите. Ос-
новными узлами являются: датчик,
блок очистки, керамический фильтр,
фильтр точной очисгки, индикатор рас-
хода, манометр жидкостный и насосы
водоструйный и сливной. Узлы газо-
анализатора монтируют на общем щи-
те. Схемы монтажа газоанализатора и
прохождения газа даны на рис. 11-12
и 11-13 соответственно.
В комплект поставки входят:
датчик, вторичный прибор типа
МСР1-03, стабилизатор напряжения
С-0,09, фильтр керамический. Напря-
жение питания от сети переменного
тока 127 или 220 В, частотой 50 Гц.
Потребляемая мощность 60 В -А. Га-
баритные размеры шкафа 1900 X
X 570 X 218 мм, масса 88 кг.
Рис. 11-11. Принципиальная электри-
ческая схема газоанализатора типа
МН5106.
Ri, Я», R» н Я» — чувствительные элемен-
ты мостов; Rs. Я«. Я? и Я, — резисторы
мостов: R — рео орд; D — ррамок рео-
хорда; ЗУ — электронный усилитель;
РД — реверсивный двигатель.
ГАЗОАНАЛИЗАТОР ТЕРМОМАГНИТНЫЙ АВТОМАТИЧЕСКИЙ НА КИСЛОРОД
ТИПА МН5130М
Газоанализатор предназначен для непрерывного определения содержания
кислорода в многокомпонентных промышленных взрывобезопасных газовых смесях
пли в воздухе производственных помещений. Анализируемые смеси, кроме кисло-
рода, могут содержать окись углерода, двуокись углерода, метан, водород и азот.
Газоанализатор состоит из приемника, вторичного прибора, изготавлива-
емого на базе типового автоматического моста КСМ2-024, двух стабилизаторов
типа С-0,09 и блока контроля, применяемого для визуального контроля за чис-
Ч-ШПв.
Вырез В щите для утопленном
монтажа показывающего прибора
190
66
Ц-отВ
220В, 50 Гц
1ру6.1" |
| В канализацию
В канализацию
Уровень пола
котельной
Вырез В щите для утопленного
монтажа самопишущего прибора JL
330
268
170
16-8
№
350
293
tai___
Ф13
Вода
—г—-!®
W 36
330 t
230 ~,*
230
~до 300 м
300'
Уртв
ФЗ
Рис. 11-12. Схема монтажа газоанализатора типа МН5106.
1 — керамический фильтр; 2 — вентиль с крестовиной; 3 — блок очистки; 4 — сборник конденсата; 5 — блок манометра;
6 — насос; 7 — приемник; 8 — показывающий прибор (на базе моста типа ЭМВ2-207); 9 — самопишущий прибор; 10 — стаби-
лизатор напряжения; II — трансформаторы.
Монтаж анализаторов [Разд. 11
§ П-1] Газоанализаторы
609
тотой и расходом анализируемой газовой смеси. Прибор рассчитан для работы
при температуре окружающего воздуха 5—50°С и относительной влажности
Рис. 11-13. Схема газоанализатора типа МН5106.
БО — блок очистки; ЦБ — контрольный блок; Д — датчик; ВЭ — водоструйный эжек-
тор; / — газоотборная трубка; 2 — керамический фильтр; 3 — крестовина; 4 — поверх
ностный холодильник; 5 — сернистый фильтр; 6 — фланелевый фильтр тонкой очистки;
7 — сливиой сосуд; 8 — контрольный фильтр; 9 — стеклянный ротаметр; 10 — одно
трубиый жидкостный тягомер; 11 — газовые ячейки; 12 — воздушные ячейки; 13 и 14 —
фильтры.
не более 95%. Газоанализатор устанавливают вертикально на шите или на крон-
штейнах приемника и вспомогательных устройств. Трубная обвязка произьо-
дится тщательно очищенными от мас-
ла металлическими или полиэтилено-
выми трубками 0 8X1 мм согласно
схеме газоанализатора, приведенной
на рис. 11-14. Схема электрических
соединений газоанализатора дана на
рис. 11-15.
Вторичный прибор может быть ус-
тановлен на расстоянии до 300 м от
приемника, при этом связь между
ними выполняется экранированными
медными проводами сечением не менее
2,5 мм1 2;'должна быть обеспечена син-
фазность питания приемника и вто-
ричного прибора.
В комплект поставки входят: при-
емник, вторичный прибор, блок кон-
троля, ротаметр, стабилизаторы на-
пряжения — 2 шт., баллон с кон-
трольной газовой смесью.
Напряжение питания от сети пе-
ременного тока 127 или 220 В, ча-
Рис. 11-14. Схема газоанализатора
типа МН5130М.
1 — блок компенсации аргона; 2 — за-
порно-регулирующий вентиль; 3 — кон-
трольный фильтр; 4 — ротаметр; 5 — дат-
чик магнитный.
стотой 50 Гц. Потребляемая мощность
не более 50 В -А. Габаритные размеры датчика 305 X 520 X 190 мм, вторич-
ного прибора 240 X 320 X 482 мм, масса соответственно 27,5 и 17 кг.
610
Монгаж анализаторов [Разд. 11
~2208
Рис. 11-15. Схема электрических соединений газоанализатора imia МН5130М.
1 — приемник газоанализатора; П — блок шпаннн, ill — ставили га юр. IV — вторич-
ный самопишущий прибор; RI — R4 — резисторы рабочею моста; Л 5 — R8 — рези-
сторы компенсационного моста; Ml u М2 — сравнительные мосты.
АВТОМАТИЧЕСКИЕ ТЕРМОМАГНИТНЫЕ ГАЗОАНАЛИЗАТОРЫ
ТИПОВ МН5121, МН5122, МН5125 И МН5126
Газоанализаторы предназначены для измерения содержания кислорода
в воздухе помещений от 15 до 20% (по объему) при температуре анализируемого
газа и окружающей среды 5—50°С и относительной влажности 20—70%.
Действие газоанализаторов основано на использовании парамагнитных
свойств кислорода. В газоанализаторах применена компенсационно-мостовая
измерительная схема, состоящая из двух неуравновешенных мостов — рабочего,
выполненного на основе термомагнигного метода и помещенного в двух камерах,
через которые пропускав ;ся анализируемая газовая смесь, и сравнительного
(выполненного на основе теплопроводимости), два противоположных плеча кото-
рого заполнены воздухом нормального состава, а два других — смесью из 50? > СО2
и 50% воздуха. Последовательно с рабочим и сравнительным мостами включены
дополнительные мосты для компенсации погрешности газоанализатора, возни-
кающей при изменении температуры окружающей среды. Показания газоана-
лизатора отсчитывают по шкале электронного показывающего прибора и по
шкалам выносных показывающих приборов. Газовые схемы приборов показаны
§ 11-1] Газоанал заторы
611
на рис. 11-16 и 11-17. Анализируемая газовая смесь подается в газоаналпзатоо
вследствие работы побудителя расхода и до поступления в приемник проходит
контрольный фильтр, в котором очищается от случайно попавших в смесь механи-
ческих примесей (пыли, сажи и т. д.), и ротаметр с фильтром. Здесь она повторно
Рис. 11-16. Газовая схема газоанализаторов типов Л1Н5121 и МН5125.
1 — вентиль запорный: 2 — ротаметр с фильтром; 3 — вентиль запорно регулирующий;
4 — фильтр контрольный (с дросселем); 5 — побудители расхода; 6 — к ран-переключа-
тель; 7 — фильтр контрольный; 8 — сосуд для конденсата; 9 — редуктор.
Рис. П-17. Газовая схема газоанализаторов типов МН5122 и МН5126 с блоком
распределения газа.
/ — редуктор; 2 — сосуд для конденсата; 3 — вентиль запорный; 4 — ротаметр с фильт-
ром; 5 — вентиль запорно-регулирующий; 6 — фильтр контрольный (с дросселем); 7 —
кран-переключатель; 8 — побудитель расхода; 9 — контрольный фильтр.
очищается и номинальный расход ее через приемник (0,7 л/мин) редуцируется
запорно-регулирующим вентилем и контролируется по индикатору расхода.
В приемнике анализируемая газовая смесь проходит рабочую камеру и через
выходной штуцер сбрасывается через один из побудителей расхода. На газо-
отводящем трубопроводе перед побудителем расхода установлен фильтр с дрос-
612 Монтаж анализаторов [Разд. 11
селем, через который из атмосферы засасывается дополнительный объем воздуха,
необходимый для нормальной работы побудителя.
Для проверки нуля газоанализатора в рабочую камеру приемника из воз-
душной магистрали среднего давления подается воздух нормального состава.
Он поступает через редуктор и далее при избыточном давлении 0,3—0,4 кгс/сма
через отстойник конденсата и запорный веитнль подается в газовую систему
прибора.
Газоанализаторы поставляются в щитовом исполнении, при котором все
блоки, за исключением выносных дублирующих приборов, смонтированы па раме.
Все блоки, установленные на щите, соединены между собой трубами из корро-
зионно-стойкой стали.
Рис. 11-18. Схема внешних электрических соединений газоанализатора типа
М115122.
1 — приемник; 2 — показывающие приборы: 3 — коробка соединительная; 4 — элект-
ронный показывающий прибор; 5 — четырехламповое табло; 6 — блок распределения
газа; 7 — побудители расхода; 8 — кран-переключатель Кабели 4 — 7, 10—12 монти-
руют на объекте (на схеме цифры в кружках).
Монтаж газоанализаторов должен производиться с учетом их комплектности.
Необходимо соблюдать следующие условия: место установки газоанализатора
или его блоков должно имегь достаточное освещение; электронный показывающий
прибор не рекомендуется устанавливать вблизи мощных источников переменных
электромагнитных полей (электродвигателей, трансформаторов и т. п.); расстоя-
ние между дублирующими показывающими приборами и электронным показы-
вающим прибором должно быть таким, чтобы сопротивление соединительных
проводов измерительной линии не превышало 2,5 Ом иа каждый провод.
Световое табло (при наличии в комплекте) монтируют около дублирующих
приборов. Щит с газоанализатором крепят вертикально на амортизаторах. Ана-
лизируемый газ и воздух подводят и отводят через резиновые шланги. Для этого
к подводящим трубам приваривают ниппеля, на которые затем надевают рези-
новые шланги, поставляемые комплектно с газоанализатором.
Схемы внешних электрических соединений газоанализаторов приведены
на рис. 11-18 и 11-19,
§ 11-1] Газоанализаторы
613
Газоанализатор может быть удален от точки отбора на расстояние до 25 м
(длина трубопровода). Выносные дублирующие приборы могут находиться от
газоанализатора на расстоянии до 100 м. Газоанализаторы имеют вибростойкое,
ударопрочное и водозащищенное исполнение, могут работать в условиях длитель-
ных наклонов на угол до 20° и сохраняют работоспособность после выхода из
наклонов на угол до 45°.
В комплект поставки входят: газоанализатор [на раме смонтированы прием-
ник, электронный показывающий прибор, ротаметр с фильтром, вентили, конт-
Рис. 11-19. Схема внешних электрических соединений газоанализатора типа
МН5125.
1 — приемник; 2 — показывающий прибор; 3 — электронный показывающий прибор;
4 — дозирующее устройство для раздачи кислорода; 5 — побудители расхода; 6 — кран-
переключатель, Кабели 3. 6, 10 монтируют на объекте.
рольный фильтр, редуктор давления ВР-0,5, побудители расхода ПР-7 и кран-
переключатсчь (кроме МП5123 и Ml 15124), сосуд для конденсата]; блок распре-
деления газа РБ-3 и четырехламновое табло (только в комплекте с МН5122 и
МН5126); дозирующее устройство для раздачи кислорода ДК-1 (только в комп-
лекте с МН5125 и МН5126).
Питание от сети переменного тока 127± 6,5 В, частотой 50± 1,5 Гц. По-
требляемая мощность не более 125 В -А.
Габаритные размеры щита газоанализаторов: МН5121 — 525 X 830 X
X 252 мм, МН5122 — 525 X 830 X 245 мм, МН5125 — 500 X 1250 X 260 мм,
МН5126 — 525 X 830 X 245 мм. Масса газоанализаторов: МН5121 — 60 кг,
МН5122 — 78 кг, МН5125 — 76 кг, МН5126 — 78 кг (без дозирующего устрой-
ства). Масса дозирующего устройства ДК-1 на раме 16 кг.
АВТОМАТИЧЕСКИЙ ГАЗОАНАЛИЗАТОР НА КИСЛОРОД ТИПА МН5110Т
Газоанализатор является стационарным прибором и предназначен для изме-
рения объемной концентрации кислорода в дымовых газах котельных установок
при температуре окружающей среды 4—54°С и относительной влажности воздуха
614
Монтаж анализаторов [Разд. 11
до 92%. Действие газоанализатора основано на использовании парамагнитных
свойств кислорода. Газоанализатор ре1истрирует содержание кислорода в двух
точках одновременно. Отбор газа для анализа осуществляется с двух сторон котла
через шунтовые трубы. Газовая схема прибора включает в себя два газоотборных
устройства с керамическими фильтрами для очистки. Газовая схема одного из
каналов измерения показана на рис. 11-20.
Рис. 11-20. Газовая схема газоанализатора типа МН5110Т по одному каналу
измерения.
1 — вентиль регулирующий: 2 — кран; 3 — холодильник; 4 — увлажнители; 5 — кон-
денсационный сосуд; 6 — побудитель расхода; 7 — манометр; 8 — фильтр контроль-
ный; 9 — фильтр очистки воздуха; 10, 16 — вентили регулирующие; 11 — вентиль за-
порный; 12 — коллектор; 13 — рабочая камера; 14 — сравнительная камера; 15 — ин-
дикатор расхода газа; 17 — индикатор расхода воздуха; 18 — керамический фильтр;
19 — шунт.
После фильтра газ через крестовину и вентиль поступает в блок выравнивания
влажности. Затем анализируемый газ, пройдя регулирующий вентиль и индикатор
расхода, поступает в ячейку рабочей камеры приемника газоанализатора, прохо-
дит коллектор жидкостного манометра, запорный вентиль и выбрасывается наружу
побудителем расхода. Дополнительный подсос воздуха, обеспечивающий работу
побудителя расхода в нужном режиме, производится через специальный фильтр,
очищающий воздух от пыли. Охлаждающая вода подается в холодильник блока
выравнивания влажности из водопровода и отводится в канализацию через слив-
ную трубку конденсационного сосуда.
§ 11-1] Газоанализаторы
615
Рис. 11-21. Схема внешних электрических
соединений газоанализатора типа МН5110Т.
Все блоки газоанализатора, за исключением электронного самопишущего
прибора, керамических фильтров и крестовины с вентилями, смонтированы в двух
специальных шкафах. Внешние
газовые линии газоанализатора
должны иметь минимальную
длину, так как в этом случае
запаздывание показаний будет
минимальным.
Монтаж выполняется тру-
бой 10 X 1 мм из коррозионно-
стойкой стали Х17Н13М2Г.
К блокам очистки внешняя га-
зовая линия подсоединяется
через штуцера, расположенные
на левой боковой стенке шка-
фов. Водяные линии подводятся
к штуцеру с резьбой 1/2", распо-
ложенному ня левой боковой
стенке каждого шкафа. На этой
же стенке внизу имеется штуцер
с резьбой 1" для подсоединения
линии слива. На линиях, под-
водящих воду, вблизи шкафов должны быть установлены краны или вентили
да я перекрытия воды.
Схема внешних электрических соединений показана на рис. 11-21; сопротив-
ление каждого провода измерительной линии не должно превышать 2,5 Ом. Для
нормальной работы газоанализатора необходимо синфазное питание приемников
Шунт
Подвод воды
Крепление шкафа на фундаменте
. 370
\^Ют6 <017
До 4500
-127В
22°
&*ЛОнр
*230цтМ)в
Слив боди в канализацию
Но №0 v
63
Вровень пола 6 котельной,
Рис. 11-22. Габаритно-установочный чертеж газоанализатора типа МН5110Т.
/ — керамический фильтр; 2 — шкаф с блоками; 3 — электронный самопишущий при-
бор.
От второго
шкафа с
блоками
Разметка щита для
утопленного монтажа
прибора
'Чотв,м8К1,25
ИЗ
165
616
Монтаж анализаторов [Разе». 11
и электронного самопишущего прибора. Напряжение питания от сети переменного
тока 127 или 230 В, частотой 50 Гц. Потребляемая мощность не более 400 В-А.
Габаритно-присоединительные размеры шкафа, электронного самопишущего
прибора и других элементов приведены на рис. 11-22.
В комплект поставки входят: шкаф с блоками—2 шт.; керамический фильтр—
2 шт.; крестовина с вентилями — 2 шт.; электронный самопишущий прибор;
трубка для манометра — 2 шт.
Габаритные размеры, мм: одного шкафа — 2250 X 1100 X 500; крестовины
с вентилем — 220 X 100 X 150; фильтра керамического — 180 X 180 X 2250,
Масса одного шкафа 307 кг.
ТЕПЛОВЫЕ ГАЗОАНАЛИЗАТОРЫ
К тепловым газоанализаторам относятся термокондуктометри-
ческие газоанализаторы, применяемые для определения Н2, Не,
Ar, CJ2, NH3, SO2, СО2 в газовой смеси, где определяемый компонент значительно
отличается по теплопроводности от других компонентов, итермохимичес-
кие газоанализаторы для определения горючих газов и паров, где
используется тепловой эффект реакции окисления (горения) определяемого ком-
плекта на катализаторе.
ГАЗОАНАЛИЗАТОР ТИПА ТП5501 ПРОМЫШЛЕННЫЙ, СТАЦИОНАРНЫЙ,
АВТОМАТИЧЕСКИЙ, САМОПИШУЩИЙ ИЛИ ПОКАЗЫВАЮЩИЙ
Газоанализатор типа ТП5501 может быть использован для технологического
контроля производственных процессов в химической, металлургической, нефте-
перерабатывающей и других отраслях промышленности. Основным узлом газо-
Рис 11-23. Принципиальная элек-
трическая схема газоанализатора
типа 1Г15501.
I — рабочий мост; II — сравнитель-
ный мост; Л, — чувствительные эле-
менты; и Р, — резисторы мостов;
Р — реохорд; Д — движок реохорда;
У — усилитель напряжения; РД — ре-
версивный двигатель
анализатора является приемник для пре-
образования неэлектрической величины
(изменения концентрации измеряемого
компонента) в электрическую. Принци-
пиальная электрическая схема газоанали-
затора дана па рис. 11-23.
Газоапал та гор следует устанавли-
вать в аакрыюм взрыпобс«опасном поме-
щении с темпера гурой окружающей сре-
ды 5—50 С и с относительной влажно-
стью до 95%. Необходима защита от мест-
ных перегревов и сильных потоков воз-
духа. Расстояние от места установки при-
емника до показывающего или самопи-
шущего прибора может быть до 100 м по
трассе соединительных проводов. Элек-
трический монтаж силовых и измери-
тельных цепей производится отдельными
кабелями сечением каждой жилы не менее
1 мма. Схема электрических соединений
представлена иа рие. 11-24.
Приемник приспособлен для утоплен-
ного и выступающего монтажа, а пока-
зывающий или самопишущий прибор —
только для утопленного монтажа.
Газовую систему монтируют металлическими трубами из корро«ионно-стойкой
'стали диаметром 8 X 1 мм.
В комплект поставки входят: приемник (габаритные размеры 359 X 260 X
X 180 мм, масса 8 кг); электронный показывающий прибор, изготовленный на
базе моста ЭМВ2-211А, или самопишущий прибор, изготовленный на базе моста
§ 11-1] Газоанализаторы
617
КСМ2-024; стабилизатор напряжения типа С-0,09; баллон типа 4-150 с конт-
рольной газовой смесью.
Вспомогательные устройства (холодильники, фильтры и побудители и т. п.)
подбирают индивидуально к каждому газоанализатору в зависимости от условий
Рис, 11-24. Схема электрических соединений газоанализатора типа ТП5501.
1 — самопишущий прибор; 2 — разделительный трансформатор; 3 — приемник.
эксплуатации и поставляют совместно с газоанализатором по данным опросного
листа формы УОЛ-5.
Питание от сети переменного тока 127 или 220 В, частотой 50 Гц (сЭМВ 2-211А)
и 220 В (с КСМ 2-024). Потребляемая мощность не более 150 В -А.
АВТОМАТИЧЕСКИЙ ГАЗОАНАЛИЗАТОР ТИПА ТП2221М
ДЛЯ ОПРЕДЕЛЕНИЯ ДВУОКИСИ УГЛЕРОДА
Газоанализатор предназначен для непрерывного автоматического измерения
содержания двуокиси углерода в сухих взрывобезопасных многокомпонентных
газовых смесях с повышенной или переменной влажностью.
В комплект поставки входят: датчик (габаритные размеры 260 X 345 X 180 мм,
масса 9 кг); вторичный прибор па базе моста ЭМВ2-211А или КСМ2-024; стабили-
затор напряжения С-0,09; блок регулировки и фильтрации Б-7А или барботеры;
баллон с контрольной газовой смесью.
Условия монтажа и эксплуатации аналогичны условиям для газоанализато-
ров типа ТП5501.
Схема газовых соединений газоанализатора дана на рис. 11-25. Питание от
сети переменного гока 127 или 220 В, частотой 50 Гц. Потребляемая мощность не
более 150 В -А.
АВТОМАТИЧЕСКИЙ ГАЗОАНАЛИЗАТОР ТИПА ТП1116М
Автоматический показывающий газоанализатор типа ТП1116М предназначен
для измерения содержания водорода в газовых смесях при температуре окружаю-
щей среды 5—50°С и относительной влажности 45—98%.
Все блоки, входящие в комплект газоанализатора, за исключением выносных
приборов (сосудов для конденсата, воздушного редуктора, дублирующего прибора
618
Монтаж анализаторов [Разд. It
Рис. 11-25. Схема газовых соединений газоанализатора типа ТП2221М.
1 — контрольный фильтр; 2 — эапорно-регулирующнй пентилы 3 — ротаметр; 4 — блок
чувствительных элементов, 5 — фильтры-поглотители; 6 — краны переключатели, 7 —
запорный вентиль.
и светового табло), смонтированы на щите, устанавливаемом во взрывобезопасном
помещении. Габаритные размеры щита 735 X 550 X 240 мм. Масса не более 55 кг.
В комплект поставки входят: газоанализатор ТП1116М на щите; сосуд для
конденсата; четырехламповое табло; редуктор ВР-05; компаратор ЭК-1; побуди-
тель расхода ПР-8.
Питание от сети переменного тока 127В, частотой 50 Гц. Потребляемая
мощность не более 200 В -А.
ОПТИКО-АБСОРБЦИОННЫЕ ГАЗОАНАЛИЗАТОРЫ
Эта группа приборов объединяет абсорбциометрические, оптико-акустические
(инфракрасные), ул ьтрафиолетовые.фотоколориметрические жидкостные,фотоколо-
риметрическиеленточные газоанализаторы и газоанализаторы видимого излучения.
Рис. 11-26. Газовая схема газоанализатора типа ОА0304.
J — рама; 11 — измерительный блок иа окись углерода. 111 — измерительный бпок
на двуокись углерода; IV — измерительный блок на водород; V — блок регулировки и
фильтрации; VI — газоотборное устройство, VII — фильтр; / — редуктор типа РД 10.
2 т- манометр, 3 — фильтр контрольный; 4 — регулятор расхода, 5 — рот метр; 6 —
блок плечевых элементов; 7 — хлористый кальций; 8 — краны; 9 — вентиль запорныП,
1Q — фильтр химический // — болотная руда; 12 — клапан предохранительный; (3
вентиль редукционный, 14 — фильтр.
§ 11-1] Газоанализаторы
1 — щит
еато) а н;
лизатора
Рис. 11-27. Схема подключения газоанализатора типа ОА0304.
вспомогательных устройств; 2 — самопишущий прибор анализатора на окись углерода; 3 — самопишущий прибор анали-
дьуокись углерода, 4 — самопишущий прибор анализатора на водород; 5 — стабилизатор напряжения; 6 — приемник ана-
на водород, 7 — приемник анализатора на двуокись углерода; 8 — приемник анализатора на окись углерода, 9 — пред-
варительный фильтр; 10 — гаэоотборное устройство.
о
620
Монтаж анализаторов [Разд. И
АВТОМАТИЧЕСКИЙ ГАЗОАНАЛИЗАТОР АЕСОРЕЦИОМЕТРИЧЕСКИЙ
ТИПА ОА0304 ДЛЯ АНАЛИЗА КОЛОШНИКОВОГО ГАЗА
Газоанализатор предназначен для непрерывного раздельного измерения кон-
центрации окиси углерода, двуокиси углерода и водорода в колошниковом газе
доменных печей, содержащем помимо указанных компонентов азот, сероводород
и метан. Газоанализатор рассчитан для работы в помещении при температуре
воздуха 5—35°С и относительной влажности до 80%. Вместе отбора температура
газа не должна превышать 500°С, давление— 1,5 кгс/см2.
Рис. 11-28. Схема электрических соединений газоанализатора типа (JA0304.
1 — измерительный блок на окись углерода, 2 — измерительный блок на двуокись угле-
роде; 3 — измерительный блок на водород; 4 — вторичный прибор; 5 — соединительный
ящик; 6 — стабилизатор.
Действие газоанализатора основано на двух методах анализа: оптико-акусти-
ческом — для измерения концентрации окиси углерода и двуокиси углерода от-
дельными анализаторами; термокондуктометрическом — для измерения кон-
центрации водорода.
Газовая схема газоанализатора дана на рис. 11-26. На рис. 11-27 и 11-28
приведены схемы подключения и электрических соединений газоанализатора.
Щит вспомогательных устройств может быть установлен на расстоянии до
30 м от точки отбора. Расстояние между щитом вспомогательных устройств и
приемниками не должно превышать 1 м. При монтаже газовой линии должен быть
предусмотрен уклон участка газопровода от точки отбора до холодильника не
менее 10° в сторону холодильника.
В комплект поставки входят: приемник анализатора на окись углерода;
самопишущий прибор анализатора на окись углерода; приемник анализатора на
двуокись углерода; самопишущий прибор анализатора на двуокись углерода
(типа МСР-1); приемник анализатора на водород; самопишущий прибор на водо-
род; стабилизатор напряжения С-0,09 — 3 шт.; щит вспомогательных устройств
§ 11-1] Газоанализаторы
621
1045 X 715 X 220 мм; вентили точной регулировки с ниппелем и гайкой — 3 шт.;
баллон с контрольной газовой смесью.
Питание прибора от сети переменного тока напряжением 127 В, частотой
50 Гц. Потребляемая мощность 400 В -А.
АВТОМАТИЧЕСКИЕ ГАЗОАНАЛИЗАТОРЫ АБСОРВЦИОМЕТРИЧЕСКИЕ
ТИПОВ ОА2Ю9, ОА2209, ОА2309
НА ОКИСЬ УГЛЕРОДА. ДВУОКИСЬ УГЛЕРОДА ИЛИ МЕТАН
Газоанализатор предназначен для непрерывного измерения процентного
содержания окиси углерода (тип ОА2109), двуокиси углерода (тип ОА2209) и
метана (тип ОА2309) в газовых смесях, содержащих окись углерода, двуокись
углерода, метан, азот, кислород и водород в любых количествах.
1 — самопишущий прибор; 2 — приемник; 3 — стабилизатор напряжения.
Рис. 11-30. Принципиальная измерительная схема оптико-акустического газо-
анализатора.
1, 9— фильтровальные камеры; 2 — сравнительная камера; 3 — металлические парабо-
лические зеркала: 4 — электроблок; б — синхронный двигатель; 6 — нихромовые из-
лучатели; 7 — обтюратор; 8 — рабочая камера; 10 — мерная камера; И — конденса-
торный микрофон; 12 — показывающий прибор; 13 — электронный усилитель.
Блоки газоанализатора устанавливают вертикально на щите, стенде или
кронштейне. Расстояние от блоков до стены должно быть не менее 150мм. Само-
пишущий прибор дотжен быть смонтирован в непосредственной близости от при-
емника на расстоянии, удобном для наблюдения за показаниями прибора при
настройке и юстировке газоанализатора. Схема электрических соединений газо-
анализаторов дана на рис. 11-29.
€22
Монтаж анализаторов [Разд. 11
Рис. 11-31. Габаритно-устано-
вочный чертеж щита с электро-
блоком и самопишущим прибо-
ром газоанализатора ОА5501.
I — электронный самопишущий
прибор; 2 — ©лектроблок; 3 — щи г.
Рис. 11-32. Схема внешних
электрических соединений газо-
анализатора типа ОА5501.
1 — электронный самопишущий
прибор; 2 — электроблок; 3 — ста-
билизатор напряжения; 4 — соеди-
нительная коробка на щите с при-
емником; 5 — соединительная ко-
робка.
g 11-1] Газоанализаторы
623
В комплект прибора входят: приемник, электронный самопишущий прибор
МСР1-03 и стабилизатор напряжения С-0,09. Питание прибора от сети перемен-
ного тока напряжением 127 В, частотой 50 Гц, потребляемая мощность 150 В -А.
СТАЦИОНАРНЫЙ ОПТИКО-АКУСТИЧЕСКИЙ ГАЗОАНАЛИЗАТОР ТИПА ОА5501
Газоанализатор предназначен для непрерывного измерения малых концен-
траций окиси углерода, двуокиси углерода или метана в многокомпонентных
газовых смесях; используется для технологического контроля в химической, га
зовой и нефтеперерабатывающей промышленности. Действие газоанализатора
Рис. 11-33. Щит газоанализатора типа ФЛ5501.
1 — панель; 2 — газовый переключатель; 3 — приемчик; 4 — электронный самопишу-
щий прибор; 5 — ротаметр; 6 — побудитель.
основано на измерении поглощения анализируемым газом инфракрасной радиации.
В качестве измерительной схемы использована дифференциальная оптическая
схема с непосредственным отсчетом (рис. 11-30).
Монтаж и установка блоков газоанализатора производятся в вентилируемом
взрывобезопасном помещении при температуре 5—35°С и относительной влажности
воздуха до 80%. Щиты с блоками газоанализатора устанавливают так, чтобы
расстояние от блоков до стены было не менее 150 мм. Щит с электрическим блоком
624
Монтаж анализаторов [Разд. 11
К устройству дистанционной,
передачи показаний.
"*'®КНРЗЗЧ
К сигнальному
устройству
Рис. 11-34. Схема электрических сое-
динений газоанализатора типа ФЛ5501.
/ — электронный самопишущий прибор;
2 — приемник; 3 — побудитель расхода.
КИРЗ 5*7
—о
~ 127 В
и самопишущим прибором (рис. 11-31) может быть отнесен от щита с приемником
на расстояние до 150 м. В непосредственной близости от щита с электрическим
блоком устанавливают стабилизатор напряжения и соединительную коробку.
Вторая соединительная коробка смонтирована на обратной стороне щита с прием-
ником. Схема внешних электрических соединений (рис. 11-32) выполняется про-
водом сечением не менее 1 мм2 с сопротивлением изоляции не менее 10 МОм. Ка-
бели измерительных линий прокладывают в стальной трубе для экранирования
от внешних магнитных полей. Напряжение на газоанализатор подается от от-
дельного щита. Газоанализатор должен быть надежно заземлен.
В комплект поставки входят: щит с приемником и соединительной коробкой;
щит с электроблоком и самопишущим прибором; соединительная коробка; стаби-
лизатор напряжения С-0,09; баллоны
с контрольными газовыми смесями.
Питание от сети переменного тока
127 илн 220 В, частотой 50 Гц. По-
требляемая мощность до 200 В -А.
Масса 80 кг.
УНИВЕРСАЛЬНЫЙ
ГАЗОАНАЛИЗАТОР
ФОТОМЕТРИЧЕСКИЙ
САМОПИШУЩИЙ ТИПА ФЛ5501
Газоанализатор предназначен для
непрерывного или периодического оп-
ределения микроконцен граций различ-
ных газов, вступающих в цветную
реакцию на лепте, обработанной соот-
ветствующим индикаторным раствором,
в разнообразных газовоздушных сре-
дах, не содержащих механических
примесей. Прибор может быть присое-
динен к системе сигнализации. При
автоматическом регулироипппн к нему
11|>исосдш1яе|ся выносной дублирую-
щий прибор.
Щит газоанализатора (рис. 11-33)
предназначен для настенного монта-
жа. Монтаж газовых линий выпол-
няют трубами 10 X 1 мм из корро-
зионно-стойкой стали.
Схема электрических соединений газоанализатора дана на рис. 11-34. Газовая
схема газоанализатора показана на рис. 11-35. Аппаратура газоанализатора смон-
тирована на щите. Питание прибора от сети переменного тока напряжением 127 В,
частотой 50 Гц. Потребляемая мощность 150 В -А.
ГАЗОАНАЛИЗАТОРЫ ГАЛЬВАНИЧЕСКИЕ
Рассмотрим особенности устройства и монтажа гальванических газоанализа-
торов на примере газоанализатора типа ГЛ5108, предназначенного для непрерыв-
ного измерения микроконцентраций кислорода в различных газах: азоте, аргоне,
гелии, водороде, этилене, пропилене и т. д. Газоанализатор может быть исполь-
зован также для технологического контроля производственных процессов в хими-
ческой, металлургической и других отраслях промышленности. Действие газо-
анализатора основано на электрохимической реакции, протекающей в щелочном
гальваническом элементе. Газожидкостная схема прибора показана на
рис, 11-36,
§ 11-1] Газоанализаторы
625
Газоанализатор должен устанавливаться во взрывобезопасном помещении
при температуре окружающего воздуха 15—35ЭС и относительной влажности
до 80%. Расстояние от места отбора анализируемой газовой смеси до входного
Рис. 11-35. Газовая схема газоанализатора типа ФЛ5501.
1 — газовый иереи л-счл ель; 2 — фильтр; 3 — ротаметр; 4 — реакционная камера; 5 —
дроссель; 6 — фильтр; 7 — побудитель расхода; 8 — запорно-регулирующий вентиль:
9 — лента.
штуцера газоанализатора может составлять до 50 м ио длине забор того газопро-
вода.
Монтаж адеюрической схемы сводится к подключению питающего напряже-
ния и при необходимости дублирующего прибора и сигнального устройства.
Рис. 11 36. Газожидкостная схема газсаиализатора типа ГЛ5108.
/ — реакционная камера; 2 — ротаметр; 3 — дроссель; 4 — химический филь.р; 5 —
контрольный фильтр; 6 — побудитель расхода; 7 — запорно-регулирующий вентиль;
8 — контрольный фильтр.
Шкаф газоанализатора должен быть надежно заземлен. Монтаж газовой схемы
выполняется трубами 8 X 1 мм из коррозионно-стойкой стали.
Питание от сети переменного юка 220 В, частотой 50 Гц. Потребляемая мощ-
ность: при измерении 200 В-А, при активации катализатора 400 В-А. Масса
130 кг.
626
Монтаж анализаторов [Разд. 11
11-2. СОЛЕМЕРЫ И ИНДИКАТОРЫ СОДЕРЖАНИЯ СОЛЕЙ
Солемеры и индикаторы содержания солей применяют для непрерырного
измерения и регистрации условного солесодержания насыщенного и перегреют
пара котлов, а также водных растворов в различных теплоэнергетических установ-
ках. Ниже приводятся основные характеристики и данные по монтажу наиболее
часто применяемых солемеров.
СОЛЕМЕРЫ АВТОМАТИЧЕСКИЕ ТИПОВ СВЭ-154, СВЭ-254 И СВЭ-156
Солемеры предназначены для измерения солесодержания и сигнализации
предельного солесодержания (по NaCl) питательной воды в магистралях.
Действие солемеров основано на измерении удельной электропроводности
контролируемой питательной воды при протекании ее через датчик. Измерение
Трубопровод
8 цепь сигнальных устройств
Ковель кнрп 3x1 нн
(одна жила запасная)
Выход пита-
тельной беды
Вход питательной
воды
Кабель
72 1 кнрп2*1,5нн7
ч :2s-127в
Кабель кнрп 2* 1hhz
Tpj5a Пу 10
I,
Ня
Рис. 11-37. Схема внешних соединений солемера типа СВЭ156.
/ — охладитель, -
сенгиль, о — фильтр ФСК 13, 4 — ьлапан напорный, 5 — цат .ИИ
ДС-254 6 — мост МПР-12С.
концентрации (солесодержания) методом электропроводности сводится к измерению
сопротивления электролитической ячейки датчика, представляющей собой сосуд
с двумя электродами, заполненный испытываемым раствором. Измерение удельной
электропроводности водного раствора производится в схеме уравновешенною
моста переменного тока, в одно из плеч которого включен датчик.
Для очистки питательной воды от механических примесей в схеме солемера
применен щелевой раствор. Для измерения солесодержания питательной воды
§ 11-2] Солемеры и индикаторы содержания солей
627
с высокой температурой в схеме солемера предусмотрен змеевиковый охладитель
с водяным охлаждением.
В комплект поставки солемера типа СВЭ-154 (предел измерения 0—20 мг/л)
входят: автоматический показывающий сигнализирующий мост МПР-12С; датчик
ДС-154; охладитель ОС-154; вентиль.
В комплект поставки солемера типа СВЭ 254 (пределы измерения 0—50 мг/л)
входят: мост автоматический показывающий и сигнализирующий МПР-12С;
датчик ДС-154; фильтр ФСК-53; запорный клапан.
В комплект поставки солемера типа СВЭ-156 (пределыизмерения0—1000 мг/л)
входят: мост автоматический показывающий и сигнализирующий МГ1Р-12С;
датчик ДС-254; фильтр ФСК-53; охладитель ОС-254; вентиль; запорный клапан.
Солемер монтируют в соответствии со схемой внешних соединений
(рис. 11-37). Фильтр располагают маховиком вверх и крепят к вертикальной стене
или колонне. Входной штуцер должен находиться с левой стороны. К ниппелю
штуцера, расположенному в дне фильтра, приваривают сливную трубу, на кото-
рой крепят запорный клапан. К ниппелю выходного штуцера фильтра следует
приварить трубку, соединяющую его с датчиком ДС-154, крепящимся вертикально,
или ДС-254, крепящимся в горизонтальном положении выходным штуцером вверх
на той же стенке или колонне, на которой размещен фильтр.
Все места соединений в фильтре, охладителе и датчиках должны быть уплот-
нены прокладками.
Габаритные размеры и масса: моста МГ1Р-12С—190Х 366Х 170 мм, 12 кг;
датчика ДС-154 — 78Х 160X 350 мм, 4,8 кг; датчика ДС-254 — 78Х 172x294 мм,
4,0 кг; фильтра ФСК-53 — 242Х194Х 190 мм, 9,3 кг; запорного клапана —
136Х139X65 мм, 0,7 кг; охладителя — 181Х497Х 168 мм, 9,3 кг,
СОЛЕМЕРЫ ТИПОВ СЭМС-01 И СЭМС-02
Солемеры предназначены для измерения малого солесодержаиия и сигнали-
зации предельного солесодержаиия бидишиллята на выходе из водоочиститель-
ных химических фильтров и дистиллята на выходе испарительной установки в
одной или шести точках. Для уменьшения влияния колебаний температуры изме-
ряемой среды на показания моста в электрической схеме солемера предусмотрена
температурная компенсация в виде термометра сопротивления, встроенного
непосредственно в датчик солемера.
В комплект поставки входят: электронный, автоматический показывающий
и сигнализирующий мост ЭМВ 2-220 на одну точку (СЭМС-01) и ЭМВ2-221 на шесть
точек (СЭМС-02); датчик ДМС1-01 (СЭМС-01) и шесть датчиков ДМС1-02 (СЭМС-
02); соединительный ящик ЯС-07 (СЭМС-02).
Солемер монтируют в соответствии со схемой внешних соединений, показан-
ной на рис. 11-38. Датчик крепят па степе или колонке. Вход дистиллята или
бидистиллята в датчик осуществляется через нижний штуцер, в ниппель которого
вварена трубка; выход— через трубку, вваренную в ниппель верхнего штуцера.
Соединительный ящик, предназначенный для па. генного монтажа, крепится на
щите четырьмя болтами. Электрический монтаж осуществляется кабелем марки
КНРП с сечением жил 1 мм2.
Питание от сети переменного тока 127 В, частотой 50 Гц.
Габаритные размеры мостов: ЭМВ2-220 и ЭМВ2-221 —435X330X263 мм,
датчика ДМС1 —390Х 160X 89 мм, соединительного ящика ЯС-07 — 392Х 280Х
X 143 мм; масса соответственно 18; 4,0 и 5,5 кг.
СОЛЕМЕРЫ ТИПА СЭ-12
Солемеры предназначены для измерения солесодержаиия воды и сигнализации
при достижении заданного солесодержаиия в одной (СЭ-12-01) или нескольких
точках (СЭ-12-02 на 2—4 точки и СЭ-12-03 на 5—6 точек).
628
Монтаж анализаторов [Разд. 11
ДМС1-02
Рис. 11-38. Схема внешних соединений солемера типа СЭМС-02.
Рис. 11-39. Схема внешних электрических соединений солемера гипа СЭ-12,
§ /7-2] Солемеры и индикаторы содержания солей
629
В комплект поставки входят: мост уравновешенный типа МПР7-01; датчик
типа ДМС2 или ДМСЗ (с СЭ-12-01 — 1 шт., с СЭ-12-02 — 2—4 шт., с СЭ-12-03 —
5—6 шт.); переключатель ПМ1-06А с СЭ-12-03 и Г1М1-04 с СЭ-12-02; соединитель-
ный ящик ЯС-30 (с СЭ-12-02 и СЭ-12-03).
Монтаж всех элементов комплекта следует
производить так, чтобы обеспечить к ним свобод-
ный доступ.
Схема внешних электрических соединений дана
на рис. 11-39.
Прибор типа МПР7-01 крепится к щиту че-
тырьмя сухарями, соединительный ящик — четырь-
мя болтами. Датчик помещается на переборке или
кронштейне головкой вверх с помощью скоб, при
этом он должен быть расположен ниже трубопро-
вода, соединенного с выходным отверстием корпуса
датчика. Ввод контролируемого раствора в датчик
осуществляется через нижнее отверстие, располо-
женное по вертикальной оси датчика, выход —
через верхнее, расположенное по горизот галыюй
оси. Питание подводится трехжильным кабелем
марки КНРЭ сечением жилы 1 мм2.
Габаритные размеры и масса: моста МПР7-01 —
375Х 180Х 170 мм, 12 кг; датчика ДМС2 — 198Х
X200X422 мм, 9,6 кг; датчика ДМСЗ — 198Х200Х
Х355мм, 8,6 кг; соединительного ящика ЯС-30 —
323x143x 290 мм, 6,0 кг; переключателя — 285Х
Х114Х 114 мм, 3,5 кг.
ИНДИКАТОРЫ СОДЕРЖАНИЯ СОЛЕЙ
ТИПА РЭС-Ю6Т
Индикаторы содержания солей в паре типа
РЭС-106Т предназначены для непрерывного авто-
матического контроля солесодержаиия насыщен-
ного пара на электростанциях и состоят из паро-
отборного устройства, дегазационного холодильни-
ка с расширителем типа ДФХ-26Т, датчика
конденсатора пара типа ДС-27Г и автоматического
К электронному
регистратору
самопишущего моста переменного тока типа
МСР-1-29.
Солемер монтируют на схеме, показанной на
рис. 11-40. При этом пароотборное уст-
ройство устанавливаю! горизонтально на пря-
мых вертикальных участках паропровода с нисхо-
дящим потоком пара (рис. 11-41, а). В виде исклю-
чения допускается установка пароотборной трубки
Рис. 11-40. Схема монта-
жа индикатора содержа-
ния солей (солемера).
1 — пароотборное устройст-
во: 2 — де1аэационный хо-
лодильник типа ДФХ-26Т;
S — датчик конденсата пара
типа ДС-27Г.
на вертикальных участках с восходящим потоком
пара (рис. 11-41, б). Конструктивно пароотборное
устройство, устанавливаемое на горизонтальном участке (рис. 11-41, а),
состоит из щелевой трубки и игольчатого вентиля, закрепленных на втул-
ке, приваренной к стенке паропровода. Проба пара к прибору подво-
дится по трубке. Щелевая трубка выполняется из стальной толстостенной
трубки с глухим концом внутренним диаметром 8 мм. По длине ее приваривают
два параллельных ребра высотой 7,5 мм (разрез А—А), образующих щель ши-
риной 2 мм. Трубка сообщается со щелью пароприемными отверстиями, распо-
ложенными друг от друга на равных расстояниях.
630
Монтаж анализаторов [Разд. 11
Количество отверстий п лароогборной грубки определяется по формуле
где d — диаметр пароприемного отверстия; D — диаметр паропровода; Gl и G2 —
массовые расходы пара, протекающие по трубке и паропроводу.
Для более равномерного отбора пара через отдельные пароприемные отвер-
стия суммарная их площадь должна составлять не менее 50% площади прохода
трубки.
В паропроводах небольшого диаметра щелевая трубка заменяется торцовой
(рис. 11-41, б).
Рис. 11 41. Схема монтажа пароотборного устройства со щелевой трубкой (а)
и с торцовой трубкой (б)
1 — щелевач трубка; 2 — игольчатый вентиль 3 — веулка; 4 — стенка 5 — трубка.
Дегазационный холодильник устанавливают в помещении
с температурой окружающей среды до Д 55 С. При установке необходимо; 1) при-
варить к верхнему боковому штуцеру сифонную трубку и присоединить к ней
манометр, 2) укрепить холодильник четырьмя болтами в вертикальном поло-
жении, 3) подвести к нижнему боковому штуцеру холодильника насыщенный пар
от пароотборного устройства стальной трубой 14X2 мм.
Длина подводящей трубки, начиная с места отбора до холодильника, должна
быть 8—10 м; при большей длине подводящей трубки излишек длины необходимо
теплоизолировать. Подводящая пар трубка должна прокладываться с непрерывным
уклоном не менее 1 : 10 в сторону дегазационного холодильника; подводящие
трубки до присоединения их к холодильнику должны быть продуты.
При монтаже электрической схемы внешних соединений электронного реги-
стратора для предохранения проводов от механических повреждений нх прокла-
дывают в металлических трубах. Трубы необходимо надежно заземлить. Сечение
проводов должно быть не менее 1 мм2. Не допускается прокладка проводов сило-
вой линии и измерительной цепи в одной тр^бе. Два провода от каждого датчики
должны обязательно прокладываться в одной металлической трубе и должны
быть перевиты с целью обеспечения ликвидации влияния внешних магнишых
полей.
§ 11-2] Солемеры и индикаторы содержания солей
631
СОЛЕМЕРЫ ЦКТИ С МАЛОГАБАРИТНЫМИ КОНЦЕНТРАТОРАМИ
ТИПОВ СППМ, СПВМ И СКТМ
Рис. 11 42. Схема монта-
жа пароотборного устрой-
ства солемера ЦКТИ.
1 — пароотборное устройст-
во, 2 — вспомогательный
штуцер-втулка
Солемеры предназначены для непрерывного измерения и регистрации соле-
содержания (условно по NaCl) конденсата перегретого пара, питательной воды
прямоточных и барабанных котлов при питании их водой типа конденсата, конден
сата турбин и химобессоленного конденсата. Солемеры нормально работают при
температуре окружающего воздуха от +5 до + 50С и относительной влажности
от 30 до 60°6.
При монтаже отборного устройства солемера для измерения солесодержа-
ния в перегретом паре (рис. 11 42) необходимо просверлить на прямом участке
трубопровода отверстие диаме1ром 31 мм и прива-
рить к нему вспомогательный штуцер-втулку. Дли-
на втулки выбирается в зависимости от наружного
диаметра трубопровода: наружный диаметр трубо-
провода, мм: 102, 108, 114, 121, 127, 133, 140,
146, 152, 159, 168 180, 194, 203. Длина втулки,
мм: 86, 83, 80, 76, 73. 70, 67, 64, 61, 57, 53, 47,
40, 35.
Во втулку вводят пароотборное устройство 1
(рис. 11-42) и приваривают его к втулке. Сосок
пароотборного устройства должен быть направлен
навстречу потока пара.
К внешнему концу пароотборной трубки при
высоком и сверхкритическом давлениях отбираемых
проб приваривают запорный вентиль с условным
проходом z5y = 10 мм соответствующей ступени
давления. Корпус вентиля изютовляется из стали
1Х18Н9Т. При низких и средних давлениях паро-
отборная трубка заканчивается резьбовым штуце-
ром, на который навертывается запорный вентиль
или присоединительный фланец соответствующей
запорной арматуры Оу = 10 мм. При высоком
давлении необходимо устанавливать последователь-
но два запорных вентиля.
При отборе проб питательной воды второй вентиль приваривают непосред-
ственно к первому, а при отборе проб перегретого пара между вентилями должна
иметься неизолированная соединительная трубка длиной не менее 20 м из стали
1Х18Н9Т внутренним диамсчром 10 мм. Ко вюрому вентилю приваривают кор-
пус сита дроссельной приставки с надетым на него свободным фланцем. Все
элементы, предназначенные для подготовки проб, размещаются на общем метал-
лическом каркасе, изготовленном из перфорированных конструкций. К каждой
из установок по подютовке пробы должны быть дополнительно подведены грею-
щий пар и охлаждающая вода, а также две сливные линии для конденсата и
охлаждающей воды, обеспечивающие надежный их отвод.
Выбор места установки пароотборных устройств и установок по подготовке
проб производится с учетом удобств их обслуживания. Прокладка и конфигура-
ция соединительных труб при отборе проб пара должна обеспечить свободный
слив образующеюся в них конденсата. Для этого необходимо трубы прокладывать
либо вертикально, либо с уклоном к горизонтали не менее 20" от точки отбора
проб. От каждой установки по подготовке пробы к регистрирующему прибору
должен быть проложен двухжильный кабель марки КСБГ. Кабели от отдельных
установок могут быть объединены в общий многожильный кабель. Сечение жил
во всех случаях должно быть не менее 1,5 мм2 при сопротивлении каждой жилы
не более 2 Ом. Регистратор солемера необходимо устанавливать на щите управ-
ления.
632
Монтаж анализаторов [Разд. 11
В комплект поставки входят: устройство пароотборное; приставка дроссель-
ная; холодильник пробы; малогабаритный концентратор; холодильник греющего
пара; регистрирующий прибор КСМ2 057; щелевой микрофильгр; запорные вен-
тили Dy = 10 и Dy = 15, манометр 25 кгс/см2.
Н-3. рН-МЕГРЫ
ПРОМЫШЛЕННЫЕ ПРЕОБРАЗОВАТЕЛИ ПОВЫШЕННОЙ ТОЧНОСТИ
ТИПОВ pH-261 И рН-261И
Промышленные преобразователи повышенной точности типов pH-261 и рН-
261И (искробе(опасное исполнение) предназначены для измерения активности
ионов водорода (величины pH) технологических растворов и пульп.
Ц-
к земле
В сеть -220В
В регистратору и дублеру
К датчику термокомпенсатору
Коаксиальный ьабель
к электродам
При бод 0 изоля-
ции к земле.
1 №
Рис. 11-43. Схема внешних электрических соединений преобразователя типа
pH-261.
1 — вторичный прибор; 2 — стандартным потенциометр 0—50 мВ; 3 — преобразователь
типа pH-261; 4 — датчик; 5 — термокомпенсатор 6 — труба.
Действие приборов основано на компенсационном методе измерения э. д. с.,
развиваемой электродной системой избирательною действия. Преобразователи
рассчитаны на работу с датчиками, в которых в качестве чувствительного элемента
используются электродные системы избирательного действия со стеклянными
электродами, имеющими внутреннее сопротивление до 1000 МОм.
Преобразователи предназначены для щитового монтажа, но могут быть уста-
новлены на стенде или специальном столе, при этом следует учитывать, что при-
'боры не защищены от действия агрессивных газов и недопустимы их тряска и
вибрация. Схема внешних электрических соединений преобразователя показана
на рис. 11-43, габаритные размеры — на рис, 11-44.
$ 11-3] pH-метры
633
Рис, 11-44. Габаритный чер1еж при-
бора типа pH-261.
Рис. 11-45. Чувствительный элемент
датчика типа Д11Г-4М.
/ — электрод стеклянный: 2 — электрод
вспомогательный; 3 — кор iyc арматуры;
4 — блок зажимов; 5 — коробь а соедини-
тельная; 6 — рукав; 7 — кожух.
Вид Л
Рис. 11-46. Чувствительный элемент датчика типа ДМ-5М.
/ — электрод стеклянный; 2 — электрод вспомогательный; 3 — корпус арматуоы обес-
печивающий закрепление электродной сис.емы на трубопроводах и аппаратах; 4 — блок
аажимов; 5 — коробка соединительная; 6 — рукав; 7 — кожух; 8 — кронштейн.
634
Монтаж анализаторов [Разд. 11
питания
Рис. 11-47. Схема монтажа устрой-
ства РУС-1 65 для ДПг-4М.
1 — рукав; 2 — устройство РУС-1-65.
Чувствительный элемент датчика величины pH подключается к прибору
коаксиальным кабелем марки РК, замена кабеля на провода не допускается.
В приборе осуществлено раздельное заземление электрической схемы и корпуса,
чтобы избежать влияния переменных напряжений. Электрическую схему пре-
образователя необходимо заземлить в непосредственной близости от чувствитель-
ного элемента, корпус — в месте установки прибора.
Чувствительные элементы датчика величины pH могут быть установлены во
взрывоопасных помещениях класса В1а, в которых возможно образование взрыво-
опасных смесей всех категорий (1, 2, 3 и 4) и групп (А, В, Г и Д), при условии,
что они подключены к искробезопасной
цепи преобразователя рН-261И. Макси-
мальное расстояние от чувствительною
элемента до преобразователя 150 м.
Питание от сети переменного тока
220 В, частотой 50 Гц. Потребляемая
мощность 20 В -А. Масса преобразова-
теля 10 кг.
ЧУВСТВИТЕЛЬНЫЕ ЭЛЕМЕНТЫ
ДАТЧИКОВ ВЕЛИЧИН pH
ТИПОВ Д11Г-4М И ДМ-БМ
Чувствительные элементы представ-
ляют собой электродные системы, состоя-
щие из измерительного и вспомогатель-
ного электродов, заключенных в арма-
туру. Электроды кренятся иа технологи-
ческих аппаратах — элемент ДПг-4М
(рис. 11-45) или магистральных техноло-
гических трубопроводах—элемент ДМ-5М
(рис. 11-46).
Вспомогательный выносной электрод
состоит из бачка, в дно которого ввер-
нут хлорсеребряпый электрод, и нако-
нечника (е набором слюдяных прокладок),
соединенного с нижней частью бачка
посредством дюритового шланга. Бачок
заполнен раствором хлористого калия,
который медленно вытекает в контроли-
руемый раствор по дюритовому шлангу
сквозь торцы слюдяных прокладок. Через
штуцер в верхней части бачка можно создавать давление в системе вспомогатель-
ного электрода, избыточное по отношению к контролируемому раствору, посред-
ством распределительного устройства следящего действия РУС-1-65.
Чувствительные элементы (датчики) следует устанавливать в месте, легко
доступном для обслуживания. Во избежание попадания иа датчик капель агрес-
сивных растворов не следует помещать элементы под кранами, фланцами и трубо-
проводами. Бачок с раствором хлористого калия должен быть хорошо виден.
Распределительное устройство следящего действия РСУ-1-65 устанавливают на
кронштейне чувствительного элемента и закрепляют двумя болтами М5Х10.
Схемы монтажа устройства РУС-1-65 приведены на рис. 11-47 (для ДПг-4М)
и рис. 11-48 (для ДМ-5М).
Датчики в зависимости от вида технологического объекта могут быть установ-
лены на закрытых и открытых емкостях (резервуарах, баках, чанах и т. д.),
ца трубопроводах и магистралях. Способы врезки датчиков показаны на
рис. 11-49. На закрытых и открытых емкостях установка датчика возможна
сверху аппарата (рис. 11-50, я) или сбоку под углом к его стенке (рис, 11-50, б).
§ 17-5] pH метры
635
Рис. 11 48. Схема монтажа устройства РУС-1-65 для ДМ-5М,
/ — манометр 0—10 кгс/см2. 2 — устройство РУС-1-65.
Рис. 11-49. Схемы установки чувствительного элемента.
а — на трубопроводе, 6 — на обходи >й линии (байпасе): в — с калибров! ой по буферному
раствору без съема электрода; < — на сливе; Z — вентиль; 2 — чувствительный элемент.
Рис. 11-50. Способы установки
датчика.
а — сверху аппарата; б — сбоку под
углом к стенке открытой емкости.
636
Монтаж анализаторов [Разд. И
Установка электродов в отборном устройстве в нижней части аппарата илн
на трубопроводе под избыточным давлением показана на рис. 11-51. Особенно
удобно в обслуживании отборное устройство с гильзой (рис. 11-51, а). Электрод
Рис. 11-51. Установка электродов в отборном устройстве,
а — с гильзой; б — с задвижкой.
3 вставляют в гильзу 4 и закрепляют сальниковым уплотнением 2. Гильзу до
упора ввертывают в бобышку 1. В рабочем положении электроды омываются
контролируемым раствором через окна 5 в гильзе. При необходимости гильзу
вывертывают из бобышки до положения, когда окна перекрываются бобышкой.
Окна гильзы по длине должны быть меньше длины
бобышки.
У отборного устройства с задвижкой (рис. 11-51, б)
в рабочем положении задвижка открыта н штанга
с электродами опущена в измеряемую среду. Чтобы
снять электроды, штангу выдвигают до положения,
когда электроды окажутся в верхнем патрубке. За-
движку перекрывают и патрубок вместе со штангой
снимают.
Прн установке датчиков па открытом воздухе и
в местах с повышенной влажностью переходные короб-
ки, а также сборки зажимов необходимо помета ;ь
в закрывающиеся шкафы. На датчик надевают поли-
этиленовый чехол.
Схема электрических соединений датчика в комп-
лекте с высокоомным преобразователем приведена на
рис. 11-52. Корпус арматуры чувствительного элемен-
та и соединительную коробку следует надежно за-
землить. Металлорукав с кабелем, идущим к разъе-
му датчика, должен быть закреплен. Расстояние ог
Рис. 11-52. Схема электрических соединений чувстви-
тельного элемента с измерительным прибором.
1 — высокоомный преобразователь; 2 — соединительная ко-
робка; 3 — металлорукав с кабелем; 4 — блок зажимов;
5 — корпус арматуры; 6 — вспомогательный электрод;
7 — стеклянный электрод.
разъема до ближайшей точки крепления металлорукава должно составлять
1—1,5 м. Соединительная коробка подключается к прибору коаксиальным кабе-
лем марки РК.
Применение кабелей, изоляция жил которых выполнена не из полиэтилена,
не допускается. Сращивать отдельные отрезки кабеля не рекомендуется. Дли
§ 11-4] Плотномеры
637
защиты от механических повреждений и электрических помех кабель проклады-
вается в заземленных трубах. Расстояние от места установки датчика до высоко-
омного преобразователя не более 150 м.
Масса ДПг-4М — 10 кг, ДМ-5М — 7 кг.
11-4. ПЛОТНОМЕРЫ
Плотномеры применяют для измерения, записи и регулирования плотности
различного рода растворов и пульп, транспортируемых по трубопроводам или
лоткам в металлургической, угольной, нефтяной, химической и других отраслях
промышленности. Ниже приводятся технические данные наиболее часто встречаю-
щихся на монтаже плотномеров, необходимые при их монтаже.
ПЛОТНОМЕР РАДИОИЗОТОПНЫЙ ТИПА ПР-1024В
Плотномер (рнс. 11-53) предназначен для непрерывного дистанционного
измерения, записи и регулирования плотности пульп и растворов в стационарных
условиях и измерения плотности без соприкосновения с контролируемой средой.
Расстояние между блоком источника
и приемником излучения должно быть
не более 500 мм. Максимальное рас-
стояние между приемником излучения
и вторичным записывающим прибором
не более 10 м.
При монтаже необходимо учиты-
вать, что обязательным условием пра-
вильной работы прибора является по-
стоянство толщины просвечиваемого
(измеряемого) слоя вещества и, в част-
ности, полное заполнение трубопро-
вода, отсутствие воздушных включе-
ний, заметного истирания или загряз-
нения трубопроводов в месте контроля
и т. д. Во избежание образования
осадков и налипания их на внутрен-
нюю поверхность стенок трубопровода
плотномер целесообразно монтировать
на вертикальном участке трубопровода.
При контроле плотности агрессивных
Рис. 11-53. Схема плотномера радио-
изотопного типа ПР-1024В.
/ — блок источника Э-2М; 2 — вторичный
прибор; 3 — приемник плотномера; 4 —
объект измерения.
или абразивных сред, способных вызывать коррозию или истирание стенок трубо-
проводов, рекомендуется использовать в месте контроля отрезок трубопровода,
выполненный из материала, не подверженного агрессивному или абразивному
действию контролируемой среды. Диаметр трубопровода в месте установки при-
бора должен быть не менее 100 и не более 300 мм с суммарной толщиной стенок
не более 20 мм стали. Необходимо обеспечить жесткую фиксацию блоков прибора
между собой и относительно трубопровода. Зазоры между трубопроводом и бло-
ком источника с одной стороны и корпусом приемника излучения — с другой
должны быть минимальными, ие более 6 мм. При установке двух приборов и
более в одном помещении необходимо, чтобы один прибор был удален от другого
не менее чем на 1,5 м. Если температура участка трубопровода, где установлен
прибор, выше +35°С, то нужно принять меры для исключения нагревания при-
бора выше указанной температуры.
Следует избегать прокладки соединительного кабеля ко вторичному прибору
параллельно силовым Цепям других устройств. Корпус прибора заземляют.
К электронному блоку должен быть обеспечен свободный доступ эксплуата-
ционного персонала и подведено освещение.
638
Монтаж анализаторов [Разд. 11
Питание прибора от сети переменного тока напряжением 127—220 В, часто--
той 50 Гц. Потребляемая мощность не более 120 В-А.
В комплект входят: приемник плотномера пылебрызгозащищенного испол-
нения, габариты 235X 350X 381 мм, масса 46 кг; блок источника Э-2М пылебрыз-
гозащищенного исполнения, габариты 250 X 292X 374 мм, масса 93,0 кг; электрон-
но-самопишущий блок на базе электронного моста КСМ-3, модель 1300, габарит-
ные размеры 320X 320X 380 мм, масса 17,0 кг; электромагнитный стабилизатор
напряжения типа С-0,09, габаритные размеры 140Х 152X257 мм, масса 9,0 кг.
ПЛОТНОМЕРЫ ЖИДКОСТНЫЕ СИЛЬФОННЫЕ типов пжс-э и пжс-п
Приборы входят в унифицированную систему пневматических и электрических
взаимозаменяемых датчиков ГСП и используются в комплекте со вторичными
приборами, регуляторами и другими устройствами автоматики, машинами центра-
лизованного контроля и системами управления, работающими от стандартного
пневматического сигнала 0,2—1 кгс/см2 или электрического сигнала 0—20 мА.
Приборы предназначены для непрерыв-
/------ кого преобразования изменения плот-
» г/ \ ности' измеряемой жидкости в пропор-
циональный электрический или пнев-
матический сигнал дистанционной пе-
редачи.
При выборе места установки плот-
номера необходимо соблюдать следую-
щие условия: соединительная линия
от места отбора среды к прибору
должна быть кратчайшей; место уста-
новки должно облегчать обслуживание
прибора и демонтаж; в месте установки
исключаются тряска и вибрация.
Плотномер монтируют на крон-
штейне с помощью прямоугольного
фланца с четырьмя отверстиями, при-
варенного к корпусу прибора. Монтаж
трубопровода для подвода измеряемой
среды должен осуществляться таким
образом, чтобы заполнение средой
сверху. Трубки соединительных линий
Рис. 11-54. Схема внешних соедине-
ний плотномера жидкости сильфонного
электрического типа ПЖС-Э.
/ — усилитель У П-20 2 — прибор типа
ПЖС-Э.
происходило снизу прибора, а перелив
прокладывают в местах, легко доступных для контроля без резких перегибов.
Для подвода питающего воздуха к прибору типа ПЖС-П и отвода сигнала
ко вторичному прибору рекомендуется применять трубки с внутренним диаметром
6 мм (можно применять трубки с внутренним диаметром 4 мм для линий связи
до 150 м, а также в системах, где время запаздывания передачи сигнала не имеет
значения). Прибор должен питаться очищенным от пыли, влаги и масла сжатым
воздухом давлением 1,4 кгс/см2.
Передача выходного сигнала от прибора типа ПЖС-Э должна осуществляться
по двухпроводной линии связи, проложенной кабелем СШП или СШБ с сечением
жилы 0,75 или 1 мм2 (можно использовать другие виды кабелей). Подключение
к прибору усилителя УП-20 дано на рис. 11-54 и должно выполняться кабелем
КВРГ-7Х1 (или подобным ему) длиной не более 3 м.
Суммарное сопротивление внешней нагрузки прибора, а также линий связи
дистанционной передачи должно быть до 1 кОм. Все подключаемые вторичные
приборы и устройства, работающие от унифицированного токового сигнала,
должны подключаться к усилителю прибора последовательно друг с другом
в разрыв электрической цепи двухпроводной линии связи. Приборы и устройства,
работающие от напряжения постоянного тока, должны подключаться к усилителю
§115] Концеитратомеры
639
параллельно нагрузочному сопротивлению, включенному в электрическую цепь
двухпроводной линии связи.
Габаритно-монтажные размеры прибора приведены иа рнс. 11-55.
Рис. 11-55. Габаритно монтажный чертеж прибора
типов ПЖС-П и 11ЖС-Э.
/ — ьходные фланцы; 2 — цилиндрический корпус; 3 — преобразователь; 4 ~ выход-
ной фланец.
11-5. КОНЦЕНТРАТОМЕРЫ
Концеитратомеры предназначены для измерения, регистрации, сигнализации
и регулирования концентрации водных растворов кислот, водных суспензий,
щелочен, солей и т. д. в различных отраслях промышленности. Монтаж всех
концентратомеров должен производиться строго по заводским инструкциям и при
выполнении ряда общих требований.
Датчик концентратомера нельзя располагать вблизи источников электро-
магнитных полей (силовые трансформаторы, электродвигатели и т. п.). Подвод
и отвод раствора к датчику проточного типа производится через входной и выход-
ной фланцы с помощью байпаса. Вторичный прибор с датчиком соединяют экра-
нированным кабелем длиной не более 100 м. Вторичный прибор концентратомера
устанавливается в щитовом помещении, свободном от вибрации, с чистым сухим
воздухом без резких колебаний температуры. Место установки датчика прибора
должно быть выбрано из условий удобства обслуживания приборов в цехе.
Низкочастотные кондуктометрические концеитратомеры типа КК служат
для измерения удельной электропроводности агрессивных и неагрессивных раз-
бавленных водных растворов, кислот, щелочей и солей.
Действие прибора основано на зависимости электропроводности раствора
от его концентрации. Прибор изготовляется в двух модификациях с проточным
или погружным датчиком (рис. 11-56).
Датчик состоит из четырех кольцевых электродов ДЗТ из стали 0Х23П28МЗ,
разделенных втулками из фторопласта и прокладками из резины, стойкой к дей
ствию контролируемой среды. Проточный и погружной датчики имеют одинаковые
корпуса. Присоединительная резьба проточного датчика труб 1/4". Погружной
датчик имеет фланец диаметром 76 мм для приварки к фланцу с условным про-
ходом Dy = 80 мм и шгангу длиной 400—2000 мм. Выводы датчиков помещаются
в гибком металлическом рукаве длиной 2 м, который снаружи гуммируется
в условиях химического производства.
Датчики могут устанавливаться в помещениях всех классов, так как прибор
имеет искробезопасный выход.
640
Монтаж анализаторов [РсзЭ. 11
Рис. 11-56. Конструкция датчика концентратомера КК.
а — проточного типа; б — погружного типа; I — корпус с электродом; 2 — рукав; 3 —
- илка.
Рис. 11-57. Конструкция промежу-
точного блока концентратомера КК.
I — шасси; 2 — кнопка контроля ра-
боты; 3 — поворотная защелка пл я
крепления шасси в кожухе; 4 — ко-
жух; 5 — лицевая панель шасси;
6 — сальники; 7 — разъем.
Рис. 11-58. Схема внешних
электрических соединений кон-
центратомера К К.
I — мост электронный; 2 — датчик;
3 — блок промежуточный; 4 — ка-
бель; 5 — вилка РШАВПБ-6, гнез-
до РШАГКП-6-1; 6 — гнездо
РШАГПБ-6, вилка РШАВКП-6-1;
7 — вилка РШАВПБ-6, гнездо
РШАГГКП-6-1; 8 — гнездо
РШАГПБ-6, вилка РШАВКП-6^1.
§ 11-6} Хроматографы
641
Проточный датчик монтируют на байпасе трубопровода. Перед входом дат-
чика и на его выходе ставят вентили, регулирующие проток в датчик и предназ-
наченные также для демонтажа во время эксплуатации при необходимости ремонта.
Датчик погружного типа монтируют на резервуаре и погружают на нужную
глубину обжимом штанги. Промежуточный блок (рис. 11-57) устанавливают на
щите рядом со вторичным прибором.
На задней стенке блока имеются разъем для присоединения пятижильного
кабеля длиной до 50 м, идущего к датчику, и два сальника с кабелями для при-
соединения к показывающему прибору.
Схема внешних электрических соединений показана на рис. 11-58.
В комплект поставки входят: датчик проточный или погружной; промежу-
точный блок; мост электронный на базе моста типа ЭМД-107; кабель соединитель-
ный КМВ 5X0,75 мм.
Габаритные размеры и масса: промежуточного блока — 168Х 120 X 80 мм,
2,3 кг; проточного датчика — 69X40X110 мм, 1,7 кг; погружного датчика —
64x40x1113 мм, 3,1 кг.
11-6. ХРОМАТОГРАФЫ
Хроматографы предназначаются для качественного анализа различных газо-
вых смесей. Действие их основано на физическом разделении газовой смеси на
составляющие компоненты. Разделение происходит в результате различной по-
глощаемости компонентов газовой смеси, проходящей через слой сорбента.
Рассмотрим особенности устройства и монтажа хроматографов на примере
хроматографа типа ХП-499. Хроматограф повышенной чувствительности типа
ХП-499 предназначен для непрерыв-
ного контроля химического состава
газообразных продуктов непосредст-
венно на технологических установках
нефтеперерабатывающих и нефтехими-
ческих заводов, может использоваться
в качестве датчика в системах автома-
тического регулирования. Прибор по-
зволяет анализировать неуглеводород-
ные газы, предельные и непредельные
углеводороды и их изомеры при темпе-
ратуре в термостате 25—120° С.
Структурная схема хроматографа
представлена на рис. 11-59. Основны-
ми блоками прибора являются датчик,
блок управления и регистратор. Дат-
чик предназначен для отбора пробы
анализируемого газа, разделения ее
на компоненты и определения их чув-
ствительными элементами детектора.
В датчике смонтированы пневматиче-
Рис. 11-59. Блок-схема хроматографа
типа ХП-499.
БУ — блок управления: Д — датчик:
/ — стабилизатор напряжения; 2 — тер-
морегулятор: 3 — механизм автоматиче-
ской установки нуля; 4 — регистратор;
5 — термостат; 6 — детектор; 7 — командо-
аппарат типа КЭП.
ский пробоотборный кран переключения, колонки, детектор, два платиновых
термометра сопротивления и электронагреватель.
По условиям работы узлы датчика — детектор и колонки — должны тща-
тельно термостатироваться, поэтому кожух датчика имеет с внутренней стороны
слой теплоизоляции. Пробоотборный кран и кран переключения представляют
собой систему клапанов, собранных в две группы по четыре и открывающихся
или закрывающихся сжатым воздухом. В хроматографе применяются специаль-
ные электроизолированные детекторы.
Детектор по теплопроводности выполнен в виде массивного цилиндра из
коррозионно-стойкой стали с четырьмя камерами небольшого объема, в которых
642
Монтаж анализаторов [Разд 11
помещены чувствительные элементы детектора; терморезисгоры или нити накали-
вания.
Хроматограф устанавливается в цехе. Датчик, переключатели ПХ-2, панели
подготовки газа-носителя и панель подготовки анализируемого газа монтируют
Рис. 11-60. Схема внешних соединений
хроматографа типа ХП-499.
1 — панель подготовки газа-носителя; 2 —
панель подготовки анализируемого газа;
3 — датчик промышленного хроматографа;
4 — регистратор .хроматографа; 5 — блок
управления; 6 — пневматическая приставка
к хроматографу; 7 — вторичный регистрирую-
щий прибор; 8 — командный прибор; 9 —
электропиевматическнй клапан двойной
ЭПКД-ВЗГ.
хроматографа, должны быть выполнены из
1,5 мм2 и заключены в металлорукав.
в непосредственной близости от
места отбора — в помещении или
обогреваемом шкафу с температу-
рой 10—30° С, а регистратор, блок
управления, командный прибор,
пневмоприставка и пневматический
самопишущий прибор — на щите
в операторной.
В месте установки блоков при-
бора не допускаются тряска и
вибрации, а также наличие мощных
источников электромагнитных по-
лей. Желательно, чтобы воздух по-
мещения не содержал примесей ам-
миака, сернистых соединений и дру-
гих агрессивных газов, а также
производственной пыли, влияющих
на качество работы блока управ-
ления и регистратора.
Схема внешних соединений
хроматографа типа ХП-499 пред-
ставлена на рис. 11-60. Электриче-
ские линии, соединяющие блоки
провода марки ПРТО-500 сечением
Габаритные размеры блоков хроматографа, мм
Датчик.................................................. 435x370x305
Панель подготовки анализируемого га<а . . ........... 200x160x680
Панель подготовки газа-носителя . . . ......... 200x160x340
Блок управления ... . . ..................... 280x520x480
Регистратор............................................ 520x520x400
Пневмоприставки.......................................... 200x200x340
Командный прибор................ . . .............. 309x271x127
Переключатель .......................................... 120x80x220
Регистрирующий вторичный прибор.......................... 160x200x374
В комплект поставки входят: хроматограф промышленный типа ХП-499;
пневматическая приставка ППХ-1 (или ППР-499); соединительные шланги;
наполнитель колонки (активированная окись алюминия марки А-0,5); термо-
резисторы в футлярах (подобраны в пары).
РАЗДЕЛ ДВЕНАДЦА1 Ы Й
АВТОМАТИЧЕСКИЕ РЕГУЛЯТОРЫ. ИСПОЛНИТЕЛЬНЫЕ
МЕХАНИЗМЫ
СОДЕРЖАНИЕ
12-1. Общие сведения ................................................... 643
12-2 Регуляторы прямого действия ....................................... 644
12-3 Гидравлические регуляторы.......................................... 645
Гидравлические регуляторы типа ГР (645). Регулирующий прибор типа
РД-ЗА (649). Регулирующие клапаны типов РК-1 и УРРД (650). Электронно-
гидравлические регуляторы (652).
12-4 Пневматические регуляторы .......................................... 654
Элементы УСЭППА (654). Система приборов «Старт> (656).
12-6 Электронные регуляторы............................................... 659
Электронные бесконтактные регулирующие и корректирующие приборы
серий РПИБ, КПП, РП2 и КП2 (660). Регулятор с аналоговым выходом
типа ПР (ПРСУ1 и ПРФУ1) (667). Автоматические электронные программные
регулирующие и задающие устройства РУ6-01М и РУ5-02М (669) Элект-
ронный программный регулирующий прибор ЭРП-61 (672).
12-6 Исполнительные механизмы............................................. 673
Мембранные пневматические исполнительные механизмы (673). Электри-
ческие исполнительные механизмы (676). Однооборотиые исполнительные
механизмы (678). Многооборотные исполнительные механизмы с враща-
тельным движением выходного органа (684Ц Многооборотиые исполнитель-
ные механизмы с поступательным перемещением рабочего органа (685).
12-7 Рекомендации по выполнению сочленений исполнительных механизмов
с регулирующими органами ............................................... 686
12-1. ОБЩИЕ СВЕДЕНИЯ
Автоматические регуляторы делятся на регуляторы прямого и непрямого
действия.
Регуляторами прямого действия называются регуляторы,
чувствительные элементы которых непосредственно развивают усилия, необхо-
димые для перемещения регулирующих орунов, не используя для своей работы
подвода энергии июне. Регуляторы прямого действия применяются для автомати-
ческого регулирования температуры, давления, уровня, расхода и других парамет-
ров жидкостей и газов.
Регуляторы непрямого действия, использующие для
перемещения регулирующих органов энергию извне, по виду этой энергии разде-
ляются на гидравлические, пневматические, электрические (включая электрон-
ные и комбинированные).
Исполнительные механизмы в зависимости от принципов действия и рода
вспомогательной энергии, применяемой в системах автоматического регулирова-
ния и дистанционного управления, в основном разделяются на гидравлические,
пневматические, электрические и комбинированные.
Ниже рассматривается монтаж регуляторов прямого действия, гидравли-
ческих, пневматических и электрических автоматических регуляторов, гидравли-
ческих, пневматических и электронных исполнительных механизмов, а также
приводятся рекомендации по выполнению сочленений исполнительных механиз-
мов с регулирующими органами.
644 " Автоматические регуляторы. Исполнительные механизмы [Разд. 12
12-2. РЕГУЛЯТОРЫ ПРЯМОГО ДЕЙСТВИЯ
Регуляторы прямого действия, как правило, состоят из клапана, термометри-
ческой системы или поплавка. Термометрическая система в свою очередь состоит
из термобаллона, капилляра, сильфона или мембраны. Сильфоны и мембраны
устанавливаются на заводе-изготовителе внутри корпусов регуляторов. Попла-
вок кинематически связывают с золотником регулирующего органа.
Клапаны, термобаллоны, капилляры, поплавки различаются конструктивно
и имеют различные присоединительные размеры, но монтаж каждого из перечис-
ленных элементов регуляторов имеет много общего. Ниже приведены общие тре-
бования к монтажу клапанов, термобаллонов, капилляров, поплавков и других
элементов регуляторов.
Моитаж клапанов. Клапаны различных регуляторов в качестве присоедини-
тельных элементов имеют фланцы, резьбовые гнезда, ниппеля (штуцера) под
пайку или приварку. Монтаж клапанов осуществляется организациями, монти-
рующими технологическое оборудование и трубопроводы.
Монтаж термобаллонов. Термобаллоны различных регуляторов прямого
действия могут иметь в качестве присоединительных элементов резьбовой штуцер,
переходную втулку с фланцем, цилиндр различного диаметра специального про-
филя для монтажа на различных поверхностях и т. д.
Для монтажа термобаллона, имеющего резьбовой штуцер, на
технологическом трубопроводе или оборудовании устанавливают бобышку
с соответствующей резьбой, в которую ввертывается термобаллон. Тер-
мобаллон может быть установлен, как правило, в любом положении, но
обязательно должен быть полностью погружен в регулируемую среду. При ввер-
тывании в бобышку следует тщательно следить за тем, чтобы при вращении и за-
тягивании штуцера термобаллона не происходило скручивание капилляра.
Прокладки, как правило, изготовляются иа монтаже в зависимости от параметров
(температуры, давления, агрессивности среды и т. д.) из материалов, предусмотрен-
ных проектом автоматизации.
Для монтажа термобаллона, имеющего переходную втулку с
фланцем, последние снимают с термобаллона и приваривают к технологи-
ческому трубопроводу с соблюдением всех требований по сварке. Затем во втулку
вставляют чувствительный элемент и фланцем кренят к фланцу переходной
втулки. Между фланцами устанавливают прокладку, имеющуюся в комплекте
с регулятором. Фланцы стягивают равномерно, гайки болтов располагают иа
одной стороне фланцевого соединения.
Термобаллоны, имеющие форму цилиндра различного диаметра
специального профиля, монтируют непосредственно на поверх-
ности технологического трубопровода и оборудования специальными скобами,
скрепляемыми между собой болтами. При этом термобаллоны должны быть на-
дежно теплоизолированы от окружающей среды и иметь надежный контакт
с трубопроводом и оборудованием. Перед установкой термобаллонов место сопри-
косновения их с трубопроводами и оборудованием должно быть зачищено от
окалины до металлического блеска. Болты затягивают до плотного прилегания
к поверхности.
Монтаж капилляров. Капилляр, представляющий собой трубку, соединяю-
щую термобаллон с измерительной частью термосистемы клапана, необходимо
прокладывать по поверхностям, температура которых не отличается от темпера-
туры окружающей среды. Если температура поверхности другая, то между капил-
ляром и поверхностью необходимы воздушные зазоры или соответствующая
теплоизоляция.
По всей длине капилляр должен быть защищен от механических повреждений
защитной конструкцией, обеспечивающей легкий доступ к капилляру для осмотра
и извлечения. При излишней длине капилляра его свертывают в бухту диаметром
не менее 300 мм, которая перевязывается в трех местах неметаллическими (напри-
мер, шпагатом) перевязками. Капилляр должен быть закреплен по всей длине.
§ 12-3] Гидравлические регуляторы
645
Расстояния между точками крепления должны быть не более 300 мм; радиусы
изгибов капилляра — не менее 60 мм.
Монтаж поплавков. При монтаже поплавков необходимо обеспечить свобод-
ное, без заеданий, перемещение поплавка на всем диапазоне изменения регули-
руемой величины.
Полностью смонтированные ре-
гуляторы прямого действия подвер-
гаются гидравлическим и пневмати-
ческим испытаниям на плотность и
прочность совместно с технологиче-
скими трубопроводами и аппара-
тами.
12-3. ГИДРАВЛИЧЕСКИЕ
РЕГУЛЯТОРЫ
Под гидравлическими регуля-
торами понимают комплекты уст-
ройств, позволяющие осуществить
определенные функции по автома-
тическому поддержанию заданных
значений различных параметров:
давления, разрежения, разности
давлений и разрежений, уровней и
температур. Гидравлические регу-
ляторы комплектуются из следую-
щих основных устройств: датчиков,
задатчиков, усилителей, регули-
рующих устройств, электрогидрав-
лических реле, исполнительных
механизмов и регулирующих кла-
панов.
Гидравлические регуляторы
разделяют на две группы: соб-
ственно гидравлические регуляторы
и электронно-гидравлические регу-
ляторы.
Все регуляторы и их вспомо-
гательные устройства рассчитаны
для работы в помещениях при тем-
пературе окружающей среды от
+ 1 до •+ 50° С и при отиоситель-
Рис. 12-1. Общий вид и габаритные раз-
меры датчика типа ДДГ.
I — труба 10 X 1 мм: 2 — болты М8 X 45
(на виде сверху крышка условно снята).
ной влажности до 80'о. В местах установки гидравлических и электронно-
гидравлических регуляторов не должно быть значительных вибраций частотой до
30 Гц при амплитуде до 0,1 мм. Особенности монтажа гидравлических регулято-
ров рассмотрим на примере наиболее распространенных регуляторов типов
ГР и РД-ЗА.
ГИДРАВЛИЧЕСКИЕ РЕГУЛЯТОРЫ ТИПА ГР
Регуляторы предназначены для выработки командной информации в виде
унифицированного гидравлического сигнала (давления рабочей жидкости) в соот-
ветствии с ГОСТ 18427-73. Они применяются в комплекте с датчиками и испол-
нительными механизмами для регулирования давления, разности давлений
и разрежений.
В качестве датчиков применяются датчики давления типа ДДГ и Датчики
разности давлений и разрежений типов ДРДРГ и ДРДГ.
646
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
Рис. 12-3. Общий вид и габаритные размеры датчиков типов ДРДГ-400 (а),
ДРДГ-630-1600 (б).
1 — питание; 2 — слив; 3 — выход.
оог
§ 12-3] Гидравлические регуляторы
Рис. 12-4. Общий вид и габаритные размеры регуляторов ГР-П.1 и ГР-ПИ.1
1 — вход 1; // — вход 2; /// — вход 3; IV — выход 0; V — выход 1; VI — питание; VII — слив; VIII — выход 2: 1 — функ-
циональные блоки; 2 — шпильки; 3 — планки; 4 — заглушка (для регулятора ГР-П.1 заглушается выход 0, для ГР-ПИ. 1 — выход 1).
648
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
Регулятор типа ГР выпускают в нескольких модификациях.
Монтаж датчиков регуляторов типа ГР. Датчики типов ДДГ, ДРДРГ и
ДРДГ рассчитаны для работы с жидкостями и газами, неагрессивными относи-
Рис. 12-5. Общий вид и габаритные размеры регуляторов ГР-П.2 и ГР-ПИ.2.
I — вход 1; II — вход 2; III — вход 3; IV — выход 0; V — выход Г, VI — питание;
VII — стив; VIII — выход 2; 1 — узел креплении ре1уляторв на юризоитальпой пло-
скости; II— узел креплении регулятора па вертикальной плоскости; Z — кожух регуля-
тора; 2 — уголон; 3 — болг MIO X 20.
тельно сталей, медных сплавов, цинка и маслостойкой резины. Ориентация
в пространстве любая. Датчики ДДГ монтируют на установочной площадке
четырьмя болтами М8Х45мм, датчики ДРДРГ и ДРДГ — на трубе диаметром
30—50 мм специальной скобой, поставляемой комплектно с датчиками. Импульс-
Габаритные размеры регуляторов типа ГР
Таблица 12-1
Модификация регулятора Размеры, мм
А Б в Г
ГР-П.1 300 250 193
ГР-П.2 — — 280 190
ГР-ПИ. 1 300 320 335 292
ГР-ПИ.2 —-. — 385 287
§ 12-3] Гидравлические регуляторы
649
ные соединительные линии выполняют трубами диаметром не менее 16 мм,
а гидравлические (питающие и командные) — не менее 7 мм.
Общий вид и габаритные размеры датчиков типов ДДГ, ДРДРГ-100 и ДРДГ
даны соответственно на рис. 12-1 — 12-3.
Монтаж регуляторов типа ГР. Регуляторы конструктивно выполнены из
агрегированных функциональных устройств и узловых блоков, стягиваемых
в замок шпильками и планками. В за-
висимости от формируемого закона ре-
гулирования регуляторы изготовляют-
ся в следующих модификациях: про-
порциональные— ГР-П.1 и ГР-П.2,
пропорционал ьн о-интегральные —
ГР-ПИ.1 и ГР-ПИ.2. Цифра 1 обозна-
чает, что регулятор без кожуха, цифра
2 — в кожухе.
Габаритные размеры регуляторов
приведены в табл. 12-1, общие виды
даны на рис. 12-4 и 12-5.
Регуляторы типа ГР моптруют
в соответствии с типовой нрншшин-
альной схемой обвя тки, приведенной
на рис. 12-6 При монтаже регулятор
устанавливают в вертикальном поло-
жении на вертикальной или lopinoH-
тальной плоскости и крепят болтами
М10, предусматривая необходимый до-
ступ для крепления ретулягори, мон-
тажа соединительных линий и управ-
ления настроечными элементами (руч-
ками) управления.
РЕГУЛИРУЮЩИЙ ПРИБОР
ТИПА РД-ЗА
Прибор является усилительно-
управляющим звеном гидравлических
регуляторов. Он рассчитан на работу
без датчиков в комплекте с исполни-
тельными устройствами (клапанами),
оборудованными мембр.шпо пружин-
ным ттюлыштельным мех.шн imom, и
Рис. 12-6. Принципиальная типовая
схема обвязки регуляторов типа ГР.
I — вход 1 II — вход 2, III — вход 3;
IV — выход О, V — выход 1; VI — пита-
ние; VII — слив; VIII — выход 2, I —
задатчик СД-1; 2 — манометр; 3 — вен-
тиль, 4 — измерительные линии от датчи-
ка; 5 — регулятор; 6 — командные линии
к исполнительному механизму; 7 — фильтр.
предназначен для регулирования дав-
ления, расхода, уровни и перепада давления жидких и Heai рессивных сред.
При pelулирош1П1!н iinp.iMcipoB в открытых емкостях применяют модифика-
цию прибора при одиоснлы|х>ипо>1 сборке, в закрытых емкостях — при трехсиль-
фоипой сборке.
Основными узлами прибора являются корпус-основание, управляющий
клапан, чуис ibii гсл ьиый элемент и узел настройки (рис. 12-7).
Регулирующий прибор устанавливают в вертикальном положении на рас-
стоянии от поли 1,2 м h6.hi in от исполнительного механизма (клапана типа РК-1
или УРРД) с учетом удобепш обслуживания и наименьших длин соединительных
линий. Прибор закрепляю! пл стопке, кронштейне или исполнительном механизме.
Соединительные линии выполняют медными трубами диаметром 10 мм, дренаж-
ные — стальными диаметром 15 — 20 мм.
В местах отбора импульса и рабочей среды устанавливают запорные вентили.
Прибор может быть смонтирован таким образом, что рабочая среда будет
сбрасываться в дренаж («сливная» схема) или в трубопровод с пониженным дав-
лением («бессливная» схема).
650
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
РЕГУЛИРУЮЩИЕ КЛАПАНЫ ТИПОВ РК-1 И УРРД
Клапаны с мембранным исполнительным механизмом типов РК-1 и УРРД
предназначены для работы с регулирующими приборами типа РД-ЗА при автома-
Рис. 12-7. Общий вид регулирующего прибора типа РД-ЗА.
а — односильфонная сборка; б — трехсильфонная сборка; / — корпус-основание; 2 —
управляющий клапан; 3 — чувствительный элемент и узел настройки; 4 — манометры;
5 — штуцера.
тизации объектов теплофикации и для регулирования параметров паровых или
газовых сред. Они также могут применяться в качестве регуляторов прямого
действия. Клапаны состоят из корпуса
и мембранного исполнительного меха-
низма.
Клапаны монтируют на горизон-
тальных участках трубопроводов при
вертикальном расположении штока.
При этом мембранный исполнительный
механизм должен быть над клапаном.
Соединительные линии из медных или
стальных труб диаметром 8—10 мм
при монтаже выполняют по возмож-
ности короткими.
Общие виды клапанов типов РК-1
и УРРД приведены на рис. 12-8.
Рис. 12-8. Общий вид регулирующих
клапанов типов РК-1 (а) и УРРД (б).
/ — корпус; 2 — мембранный исполни-
тельный механизм; 3 — манометр.
В качестве примера на рис. 12-9 приведены схемы регулирования с регули-
рующим прибором типа РД-ЗА и регулирующим клапаном типа РК-1.
’ На рис. 12-9, а показана принципиальная схема работы прибора, регулирую-
щего давление «до себя». Здесь регулирующий параметр через штуцер V (см.
рис. 12-7) подается в импульсную камеру. Рабочая среда, взятая от постороннего
§ 12-3] Гидравлические регуляторы
651
источника (водопровода), давлением рр вводится в прибор через штуцер / и,
пройдя дроссель, камеру командного давления, через штуцер // поступает в виде
командного (управляющего) давления на исполнительный механизм или сливается
в дренаж.
На рис. 12-9, б показана принципиальная схема работы прибора, поддержи-
вающего перепад давления между прямой и обратной линиями теплосети.
Рис. 12-9. Схема подключения регулирующего прибора типа РД-ЗА.
а — сливная схема: б — бесслипная схема: 1 — поток регулируемой среды, прямой; 2 —
регулирующий клапан типа РК-1; 3 — регулятор тнпа РД-ЗА; 4 — слив в дренаж; 5 —
вода из водопровода; 6 — манометр; 7 — поток регулируемой среды, обратный.
652
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
Здесь рабочей средой является среда прямой линии теплосети. Ее возврат осу-
ществляется в обратную линию теплосети. Для нормальной работы необходимо
условие, чтобы рр — pogp >= 2 кгс/с№.
Для устранения влияния на работу прибора и исполнительного механизма
колебаний давления в обратной линии (точка возврата воды) необходимо соеди-
нить между собой штуцера IV и VI.
ЭЛЕКТРОННО-ГИДРАВЛИЧЕСКИЕ РЕГУЛЯТОРЫ
Особенности монтажа электронно-гидравлических регуляторов рассмотрим
на примере регулятора типа «Кристалл», который представляет собой комплекс
приборов и устройств, с помощью которых осуществляются различные схемы
регулирования (с постоянной скоростью исполнительного механизма, с жесткой
и упругой обратными связями). Регулятор «Кристалл» предназначен для автома-
тизации теплотехнических процессов в промышлен-
Рис. 12-10. Структурная
схема регулятора «Кри-
сталл».
/ — датчик; 2 — задатчик;
3 — усилитель; 4 — элек-
трогидравлическое реле;
5 — гидравлический испол-
нительный механизм (ГИМ);
6 — устройство обратной
связи.
ных, отопительных и энергетических котельных
малой и средней мощности. Структурная схема ре-
гулятора «Кристалл» приведена на рис. 12-10.
В качестве датчиков с регулятором «Кристалл»
применяют дифференциальные тягомеры типа ДТ-2,
дифференциальные манометры типа ДМ, маномет-
ры электрические дистанционные типа МЭД и тер-
мометры сопротивления. В качестве усилите-
лей применяют усилители транзисторные типов
УТ-1 и УТ-ТС с встроенными задатчиками. В ка-
честве исполнительных механизмов
применяют гидравлические исполнительные меха-
низмы типов ГИМ, ГИМ-1И и ГИМ-Д2И с встроен-
ными и отличающимися друг от друга устройствами
обратной связи.
Таким образом, монтаж регулятора «Кристалл»
заключается в монтаже датчиков, усилителя ги-
дравлического исполнительного механизма и соеди-
нительных трубных и кабельных линий. Монтаж
датчиков, соединительных трубных и кабельных
линий описан выше, в сооптегсгвующих разделах
Справочника. Ниже рассма1риваются особенности
монтажа усилителей и гидравлических исполни-
тельных механизмов.
Монтаж усилителей типов УТ-1 и УТ-ТС. Конструктивно усилители выпол-
нены на каркасном металлическом шасси в стальном кожухе. Назначение усили-
телей — суммирование сигналов от нескольких датчиков, задатчика, сигнала
обратной связи и усиление сигнала рассогласования до значения, необходимого
для срабатывания электрогидравлического реле. Общий вид и габаритные раз-
меры усилителей приведены на рис. 12-11.
Усилители предназначены для утопленного монтажа на вертикальной панели
щита в закрытом взрывобезопасном помещении. Расстояние от усилителя до эле-
ментов, имеющих сильные магнитные поля, должно быть не менее 1 м.
Прокладку и разделку кабелей, соединяющих усилитель с другими устрой-
ствами регулятора «Кристалл», производят по нормам, отвечающим рабочему
напряжению 250 В. Кабели выбирают с медными жилами сечением не менее 1,0 мм*.
Измерительные цепи объединяют и прокладывают отдельным кабелем. Схемы
внешних соединений усилителей приведены на рис. 12-12.
Монтаж гидравлических исполнительных механизмов. Гидравлический испол-
нительный механизм (ГИМ) состоит из гидравлического исполнительного двига-
теля, блока управления и обратной связи (БУС.) и электрогидравлического реле
(рис. 12-13). Выпускается несколько модификаций гидравлических исполнитель-
§ 12 3J Гидравлические регуляторы
653
вых механизмов, отлитающихся устройством БУС. В модификации ГИМ БУС
отсутствует, ГИМ-1И — оснащен упругой изодромной обратной связью,
Рис. 12-11. Общий вид и габаритные размеры усилителей типов УТ-1 и УТ-ТС
и вырез в щите для их монтажа.
Рис. 12-12. Схема внешних соединений усилителей.
а — типа УТ-1 с одним датчиком; б — УТ-1 с двумя датчиками; в — УТ-1 с тремя датчи-
ками; г — УТ-ТС с тремя различными датчиками; 1 — дифференциально-трансформатор-
ный датчик; 2 — термометр сопротивления; 3 — блок контактных зажимов усилителя;
4 — электрогидравлическое реле.
ГИМ-Ц2И — имеет два датчика упругой изодромной обратной связи и датчик
жесткой обратной связи.
Гидравлические исполнительные механизмы монтируют на горизонтальной
плоскости двумя болтами М14 в местах, где отсутствует вибрация и имеются до-
€54
Автоматические регуляторы. Исполнительные механизмы [Разд 12
статочные удобства для обслуживания. Питают ГИМ водопроводной водой через
редукционный клапан (типа РК-2) по трубам диаметром 3//. Исполнительный
двигатель и электрогидравлическое реле соединяют медными или стальными
трубами с внутренним диаметром 8 мм.
Рис. 12-13. Общий вид исполнительных механизмов типа ГИМ.
а— ГИМ; б— ГИМ-1И, ГИМ-Д 2 И; / — гидравлический исполнительный двигатель;
2 — электрогидравлическое реле; 3 — блок управления н обратной связи.
Электрическое питание от источников переменного напряжения 12 В, частотой,
50 Гц и постоянного напряжения 24 В (аварийное питание).
Узлы сочленения ГИМ с регулирующими органами поставляются заводом-
изготовителем комплектно с регулятором.
12-4. ПНЕВМАТИЧЕСКИЕ РЕГУЛЯТОРЫ
Пневматика — основное средство автоматизации тех отраслей промышлен-
ности, где технологические процессы либо взрывоопасны, либо относятся к числу
медленно протекающих. К таким отраслям относятся химия, нефтепереработка,
нефтедобыча, газовая промышленность, металлургия, деревообработка и др.
В последнее время в СССР был предложен к применению элементный принцип
построения приборов и систем пневмоавтоматики, при котором любой новый
пневматический прибор (регулятор) создается не в форме специальной конструк-
ции, а собирается из пневмоэлементов универсального назначения, что дает
возможность реализовать разнообразные управляющие устройства непрерывного
дискретного действия, собирать сколь угодно сложные схемы.
В частности, элементный принцип построения приборов промышленной пнев-
моавтоматики воплощен в аппаратуре УСЭППА (универсальной системе элемен-
тов промышленной пневмоавтоматики).
ЭЛЕМЕНТЫ УСЭППА
Элементы УСЭППА предназначены для построения любых управляющих
устройств как непрерывного, так и непрерывно-дискретного действия, а также
любой релейной схемы. Номенклатуры элементов УСЭППА включает реле, эле-
менты сравнения, клапаны, дроссели-повторители, задатчики, вентили, пневмо-
кнопки, пневмотумблеры, электропневмо- и пневмоэлектропреобразователи и др.
В комплект аппаратуры УСЭППА входят монтажные платы, на которых монти-
§ 12-4] Пневматические регуляторы
655
руют элементы. Предусматривается дальнейшее развитие и создание новых
элементов.
Элементы УСЭППА рассчитаны для работы: 1) при температуре окружающего
воздуха от +5 до +50° С и относительной влажности до 80% при температуре
+256 С. Питание элементов УСЭППА осуществляется очищенным от пыли, масла
и влаги воздухом давлением 1,4±0,14 кгс/см2; 2) во взрыво- и пожароопасных
помещениях и наружных установках всех классов (кроме электро-, пневмо- и
пневмоэлектропреобразователей); 3) в условиях агрессивных сред, не действую-
щих на конструкционные стали, цветные металлы и их сплавы, защищенные
хромоникелевыми и кадмиевыми покрытиями, молотковой эмалью, а также на
анодированный алюминий.
Элементы УСЭППА просты по конструкции и технологии изготовления,
имеют небольшие габариты и массу (основная часть элементов имеет размеры не
более 40X 50X 40 мм2, массу не более 100 г). Отдельные монтажные детали
(ножки, штуцера, заглушки, прокладки), а также принятый способ монтажа
предельно унифицированы.
Рис. 12-14. Монтаж элементов УСЭППА с помощью ножек (а), штуцеров (б),
винтов (в).
I — элемент; 2 — прокладка; 3 — монтажная плата; 4 — ножка; 5 — заглушка; 6 —
штуцер; 7 — винт.
Элементы УСЭППА предназначены для монтажа на специальных пластинах
(платах), которые поставляются вместе с элементами. Монтажные платы пред-
ставляют собой три слоя органического стекла, на поверхности средних слоев
в нужном порядке расположены фрезерованные или выштампованные русла,
образующие при герметичном соединении трех пластин каналы. Элементы могут
быть связаны с каналами через радиальные отверстия ножек, используемых для
крепления элементов к плате. Если требуется исключить внутреннюю коммута-
цию, то применяют ножки без радиальных отверстий. Ножки в свою очередь
вставляются в сквозные отверстия в монтажных платах. Отверстия расположены
в такой последовательности, которая позволяет устанавливать на плату любой
элемент или любую комбинацию элементов. Все элементы УСЭППА имеют гнезда
с резьбой М3 на глубине 5 мм. Для монтажа элементов на монтажных платах
предусмотрены специальные монтажные детали: ножки, штуцера, заглушки,
прокладки.
Монтаж элементов на монтажной плате осуществляют следующим образом.
В сквозное отверстие монтажной платы вставляют ножку, имеющую на обоих
концах резьбу М3. На продетый через плату конец ножки надевают прокладку
и ножку ввинчивают в резьбовое гнездо элемента. С другой стороны платы на
ножку после надетой на нее прокладки навинчивают заглушку. Вместо заглушки
на ножку (с радиальными отверстиями или без них) может быть навернут штуцер
656
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
для последующей коммутации с любым элементом, прибором и т. д. Штуцер рас-
считан на пластмассовую трубу с внутренним диаметром 4 мм. Если устройства
содержат много элементов, которые объединяются группами в типовые узлы
с самостоятельной отладкой, возможен безножечный монтаж. При этом элементы
крепят двумя винтами, а в платах не делают сквозных отверстий под ножки.
Во всех случаях завод по спецификации заказа комплектно с элементами постав-
ляет монтажные детали для любого из перечисленных выше видов монтажа, при-
чем количество монтажных деталей равно числу монтажных отверстий. Монтаж
элементов может быть выполнен как в заводских условиях, так и в условиях
монтажной зоны.
На рис. 12-14 показан монтаж элементов с помощью ножек, штуцеров и вин-
тов.
СИСТЕМА ПРИБОРОВ «СТАРТ»
Из элементов УСЭППА заводом-изготовителем выпускаются приборы, кото-
рые объединены в систему приборов «Старт». Все эти приборы имеют общепромыш-
ленное применение и работают на стандартном давлении воздуха 1,4±0,14 кгс/см2.
И2 Температура окружающего воздуха
Г*--------—-------Н должна быть в пределах от +5 до
1DZ_____- +50° С.
Приборы нельзя устанавливать
в условиях агрессивных сред, дейст-
вующих на защищенные хромоникеле-
выми и кадмиевыми покрытиями или
окрашенные молотковой эмалью кон-
струкционные стали, цветные металлы
и их сплавы, а также на резину,
мембранное полотно, органическое
стекло. Расстояния от измерительного
прибора (датчика) до регулятора и от
регулятора до исполнительного меха-
низма должны быть минимальными
(в пределах 5—Юм).Ограничение имеет
целью уменьшить запаздывание сигна-
лов. Если специальных требований
но уменьшению запаздываний сигналов
пег, то регулятор может устанавли-
ваться на расстоянии до 300 м, при
этом целесообразно устанавливать ре-
гулятор на корпусе вторичного при-
бора.
Монтаж приборов «Старт» заклю-
чается в установке приборов на осно-
вании (металлическая панель щита нли
какой-либо конструкции) и подсоеди-
нении трубных проводок (командных,
питающих и др.) к штуцерам приборов.
Приборы «Старт» имеют отличия в
Рис. 12-15. «Гнездо» для настенного
монтажа приборов ПР .5, ПР3.21,
ПР3.22, ПР3.23, ПР3.24, ПР3.25.
конструкции корпусов, установочных
размерах. По этим причинам различны способы их установки (монтажа). Так,
приборы ПР1.5, ПФ1.1, ПФ1.17, ПФ2.1, ПФ3.1, ПФ4/5.1 монтируют с помощью
специального кронштейна, поставляемого комплектно. Регулятор к кронштейну
крепят болтами диаметром 6 мм. Регуляторы ПР2.5, ПР3.21, ПР3.23, ПР3.24
и ПР3.25 могут монтироваться на корпусе вторичного прибора, имеющего унифи-
цированный штекерный разъем, у измерительного прибора, исполнительного
механизма. Е последних двух случаях для их монтажа требуется специальная
деталь-гнездо для настенного монтажа. Регулятор ПР3.22 всегда монтируется
§ 12-4] Пневматические регуляторы
657
/ — выход; 2 — переменная; 4 — питание; 5 — задание.
Рве. 12-17. Приборы ПР3.24 (а)\ ПР3.23 (б); ПР2.5, ПР3.21, ПР3.22, ПР3.25 (в).
/ — выход на исполнительный механизм; 2 — переменная (у приборов ПР3.23, ПР3.24 —
переменная Рпр; 3 — выключающее реле; 4 — питание; 5 — задание (у приборов ПР2.5,
ПР3.22 — контроль задания, у приборов ПР3.23, ПР3.24 — переменная 6'— пере-
менная Рпз; 7 — контроль выхода.
Рис. 12-18. Приборы ПФ1.1, ПФ1.17;
ПФ2.1, ПФ3.1, ПФ4/5.1 (штуцера ие
доказаны, размеры А, Б даны в
табл. 12-2),
658
Автоматические регуляторы. Исполнительные механизмы [Разд 12
Рис. 12-19. Расположение присоединительных штуцеров
приборов рис. 12-18.
а — вид иг прибор сзади; б— прибор ПФ1.1; в— ПФ2.1,
ПФ3.1. ПФ4/5.1; г— ПФ1 17; / — переменная «+»; 2 — пере-
менная «—»; 3 — выход; 4 — питание; 5 — переменная «+»;
6 — питание; 7 — выход; 8 — вход для ПФ2.1 н ПФЗ 1 и пе-
ременная Рп2 для ПФ4/5.1; 9 — команда для ПФ2.1 н ПФ3.1
и переменная Рщ для ПФ4/5 1; 10 — питание; 11 — выход;
12 — вход.
Рис. 12-20. Приборы АРС-2-О(а), АРС-2-ОИ и АРС-1-ОН (б) и вырез в панели (з)
для их монтажа.
1 — питание; 2 — направление выхода; 3 — импульс; 4 — подпор большой; 5 — вход;
6 — ограничение верхнее; 7 — ограничение нижнее; 8 — подпор малый; 9 — ограниче-
ние направления хода; 10 — питание; // — ограничение; 12 — питание; /3 — ограни-
чение импульса; 14 — питание; /5 — выключающее реле; 16 — запоминание; 17 — вы-
• ход; 18 — вход.
§ 12-5] Электронные регуляторы
659
непосредственно у измерительного прибора или исполнительного механизма.
Размеры гнезда приведены на рис. 12-15. Приборы АРС-2-0, АРС-2-ОИ и АРС-1-ОН
монтируют на щнте с помощью двух прижимных кронштейнов, поставляемых
комплектно с приборами.
Таблица 12-2
Размеры приборов «Старт»
Марка Прибора Номер рисунка Размеры, мм Марка прибора Номер рисунка Размеры, мм
А ь А Ь
ПР2.5 145,5 ПФ1.1 146,5 140
ПР3.21 145,5 — ПФ1.17 146,5 140
ПР3.22 О 1 7 190,5 — ПФ2.1 О 1Я 146,5 140
ПР3.23 Z-11 190,5 — ПФ3.1 Z- Ю 146,5 140
ПР3.24 190,5 — ПФ4/5.1 146,5 140
ПР3.25 190,5 —
На рис. 12-16 — 12-20 и в табл. 12-2 приведены размеры основных приборов
«Старт».
Трубы к приборам присоединяются следующим образом. Со штуцера прибора
снимают накидную гайку, вынимают пластмассовую заглушку, гайку надевают
на трубу, конец которой после этого
разбортовывают (медь — специаль-
ной разбортовкой, полиэтилен —
после подогрева конца трубы раз-
бортовывается иа штуцере прибора)
и присоединяют к штуцеру прибо-
ра, после чего уплотняют накидной
гайкой, навинчиваемой на резьбо-
вую часть штуцера прибора. Соеди-
нительные линии к приборам могут
выполняться медными или пласт-
массовыми (полиэтиленовыми) тру-
бами соответственно 8Х 1 и 6Х 1 мм.
Прокладка, крепление, соеди-
нение и испытание трубопроводов
после монтажа изложены в разд. 5.
12-5. ЭЛЕКТРОННЫЕ
Рис. 12-21. Структурная схема электрон-
ного регулятора.
РЕГУЛЯТОРЫ
В общем случае электронный
регулятор состоит из следующих
основных устройств: датчиков,
электронного регулирующего при-
бора, переключателя управления,
ключа управления, пускового уст-
ройства, электрического исполни-
/ — датчик; 2 — электронный регулирующий
прибор; 3 — переключатель управления;
4 — ключ управления; 5 — пусковое устрой-
ство; 6 — электрический исполнительный ме-
ханизм; 7 — указатель положения выходного
вала исполнительного механизма; 8 — задат-
чик; 9 — регулирующий клапан.
тельного механизма, указателя положения, задатчика и регулирующего клапана.
На рис. 12-21 приведена структурная схема электронного регулятора. При ис-
пользовании различных электронных регуляторов скелетные схемы будут не-
660
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
сколько отличаться от приведенной. К электронным регуляторам приборного
типа в первую очередь можно отнести электронные регуляторы серий РПИБ
и КПИ, РП2 и КП2, РУ5, регулятор с аналоговым выходом серий ПР (ПРСУ1
и ПРФУ1) и регулирующий прибор типа ЭРП-61.
Здесь описывается монтаж собственно электронных регуляторов без описания
монтажа первичных приборов (датчиков), различного вспомогательного оборудо-
вания и аппаратуры, исполнительных механизмов и др. Монтаж электронных
регуляторов РПИБ, КПИ, РП2, КП2 имеет много общего. Монтаж регуляторов
серии РУ5 несколько отличается от монтажа регуляторов РПИБ, КПИ, РП2
и КП2. По этим причинам при описании регуляторы условно разделены иа
группы.
ЭЛЕКТРОННЫЕ БЕСКОНТАКТНЫЕ РЕГУЛИРУЮЩИЕ И КОРРЕКТИРУЮЩИЕ
ПРИБОРЫ СЕРИЙ РПИБ, КПИ, РП2 И КП2
Регуляторы предназначены для применения в схемах автоматизации техно-
логических процессов в качестве элементов, обеспечивающих суммирование и
компенсацию электрических сигналов, поступающих от датчиков, усиление этих
Вырез В панели
Рис. 12-22. Установка электронных регуляторов РПИБ и корректирующих при-
боров КПИ.
Вырез В панели
Рис. 12-23. Установка регуляторов ПР2 и КП2,
1 — кронштейн.
„ Таблица 12-3
Классификация электронных регуляторов серии РПИБ и корректирующих приборов серии КПИ
Серия Рекомендуемая область применения Род входного сигнала Количе- ство датчиков, шт. Тип датчика Примечание
РПИБ-Ш, кпи-ш Регулирование уровня, давления, разрежения, расхода или соотношения любых двух указанных ве- личин в жидких и газооб- разных средах Переменный, 50 Гц 3 Д ифференци а льно- трансформаторные, ин- дукционные, реостатные датчики Работают от приборов с другими датчиками, раз- вивающими на выходе пе- ременный ток частотой 50 Гц, синфазный со ста- билизированным напря- жением питания регуля- Tipa. Сочетание работаю- щих с регулятором видов датчиков не регламенти- руется
РПИБ-IV, КПИ-IV То же То же 4 То же То же
РП11Б-1У-Ф » > > > 4 Первичные приборы с ферродинамическими дат- чиками Питание ферродинами- ческнх датчиков осуще- ствляется от отдельных источников (трансформа- торов) напряжением, син- фазным с напряжением питания прибора
РППБ-М, кпи-м Регулирование электри- ческой активной мощно- сти в трех- или однофаз- ных цепях переменного тока 2 Датчик трансформатора тока ДТТ-58 и дифферен- та льно-тр а нсфор матор - ный, индукционный или реостатный датчик
РПИБ-Т Регулирование темпе- ратуры любых сред при ее измерении термоэлек- трическим термометром Постоянный 1 Термоэлектрический термометр градуировки хромель — копель, хро- мель — а люмел ь, плати но- родий — платина Работает от приборов, развивающих на выходе э. д. с. до 50 мВ
§ 12-5] Электронные регуляторы
Серия Рекомендуема я область применения Род входного сигнала Количе- ство датчиков, шт-
КПИ-Т Регулирование темпе- ратуры любых сред при ее измерении термоэлек- трическим термометром Постоянный 1
РПИБ-Т2 I) Регулирование тем- пературы любых сред при ее измерении термоэлек- трическим термометром с коррекцией по параметру, измеряемому дифферен- циально-трансформатор- ными или индукционными датчиками То же 1
2) Регулирование пара- метра, измеряемого диф- ференциально-трансфор- маторными или индук- ционными датчиками с коррекцией по темпера- туре, измеряемой термо- электрическим термомет- Переменный, 50 Гн 2
КПИ-Т2 То же Постоянный Переменный, 50 Гц 1 2
Тнп датчика
Термоэлектрический
термометр градуировки
хромель — копель, хро-
мель — алюмель
То же, но градуировки
хромель — копель, хро-
мель— алюмель, плати-
нородий — платина
Датчики дифференциаль-
но-трансформаторные, ин-
дукционные или реос-
татные
Термоэлектрический
термометр градуировки
хромель — копель, хро-
мель — алюмель
Дифференциально-
трансформаторные, индук-
ционные или реостатные
датчики
Продолжение табл. 12-3
Примечание
Работает от приборов,
развивающих на выходе
малый постоянный ток
(5 мА)
См. примечание к
РПИБ-Ш; КПИ-Ш. Ра-
ботает от приборов, раз-
вивающих на выходе
э. д. с. до 50 мВ
См. примечание к
КПИ-Т
См. примечание к
РПИБ-Ш; КПИ-Ш
о
ю
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
Продолжение табл. 12-3
Серия Рекомендуемая область применения Род входного сигнала Количе- ство датчиков, шт. Тнп датчика Примечание
РПИБ-С, КПИ-С Регулирование темпера- туры любых сред при ее измерении термометром сопротивления — 1 Термометр сопротивте- ния градуировки гр. 21 или 23 —
РПИБ-2С, КПИ-2С То же с коррекцией по температуре другой среды — 2 То же —
§ 12-5} Электронные регуляторы
Таблица 12-4
Классификация электронных регулирующих и корректирующих приборов серий РП2 и КП2
Серия Рекомендуемая область применения Значение 100%-ного входного сигнала Количе- ство входов, шт. Тип датчика Примечание
РП2-ПЗ, КП2-ПЗ Регулирование параметров любых сред с датчиками с выходом постоянного напря- жения 1 В Переменное напряжение 1 В 4 Дифференциально- трансформаторный, фер- родинамический На один из входов мо- жет быть подан сигнал от индуктивного или рео- статного датчика
РП2-СЗ, КП2-СЗ Регулирование заданной температуры или разницы тем- ператур, измеряемых двумя термометрами сопротивления Активное сопротивле- ние 20 Ом 2 Термометры сопротивле- ния медные и платиновые
РП2-ТЗ, КП2-ТЗ Регулирование темпера- туры Постоянное напряжение 50 мВ I Термоэлектрические термометры градуировки хромель—копель или хро- мель — алюмель Может работать с ра- диационными пирометра- ми с выходом постоянно- го напряжения 50 мВ
РП2-УЗ, КП2-УЗ Регулирование параметров любых сред датчиками с вы- ходом унифицированного сигнала 0—5 мА Постоянный ток 5 мА 4 Унифицированный сиг- нал 0—5 мА Может быть подан на каждый вход унифициро- ванный сигнал 0—20 мА 663
664
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
Рнс. 12-24, а — е.
§ 12-5] Электронные регуляторы
665
Рис. 12-24. Схемы соединения электронных
регуляторов серии РПИБ.
а— РПИБ-Ill; б — РПИБ-IV; е — РПИБ-1У-Ф;
г— РПИБ-М; д — РПИБ-Т; е — РПИБ-Т2;
ж — РПИБ-С; з — РПИБ-2С; I — зажимы
электронного блока; II — блок зажимов;
f — питание стабилизированное 220 В; 2 — к
исполнительному механизму; 3 — к задатчику
ЗР-1; 4 — к дифференциально-трансформаторно-
му датчику; 5 — к ферродннамическому датчику;
6 — к измерительному трансформатору напряже-
ния; 7 — к датчику трансформатора тока ДДТ-58;
8 — к термоэлектрическому термометру через
коробку холодных спаев; 9 — к термометру со-
противления.
Примечания: 1. При подключении к
регуляторам индукционных датчиков последние
подключаются: РПИБ-1П к зажимам 31— 33,
34—36t 37—39, причем средний вывод датчи-
ков — к зажимам 32, 35 и 38; РПИБ-IV к зажи-
мам 31—33, 31—33—35, 37—39, 36—37—39,
причем средний вывод датчиков — к зажимам
32, 35, 38 и 36' РПИБ-М к зажимам 37— 39, при-
чем средний вывод датчика — к зажиму 38;
РПИБ-Т2 к зажимам 31—33, 34—36, причем
средний вывод датчиков — к зажимам 32 н 35
2. При подключении к регулятору РПИБ-IV Ф
лишь внешнего делителя последний подключают
на зажимы 37 и 39, сняв между ними перемычку
и отсоединив ферродинамнческне датчики.
сигналов до значения, необходимого для
управления, у регуляторов РПИБ, РП2
пусковыми устройствами исполнительных
механизмов, у регуляторов КПП и КП2
«подчиненными» электронными регуляторами.
Регуляторы РПИБ, КПП, РП2 и КП2
предназначены для утопленного монтажа на
панели щита. Щит располагают в невзрыво-
опасном помещении, для управления орга-
нами настройки регуляторов обеспечивают
необходимую освещенность и достаточный фронт обслуживания. Регуляторы
монтируют таким образом, чтобы обеспечить хороший доступ к блокам зажимов.
Воздух помещения должен быть сухим, чистым и не содержать компонентов,
действующих разрушающе па изоляцию проводов и контактные соединения.
Температ}ра воздуха помещения может быть от +5 до + 50" С при его отно-
сительной влажности от 30 до 80%. Конструкции регуляторов предусматри-
вают возможность подачи в корпус сжатого воздуха давлением до 10 мм вод. ст.
для предотвращения попадания пыли внутрь корпуса регулятора. Для этого на
корпусах регуляторов предусмотрен штуцер, к которому подсоединяется сталь-
ная труба размерами 8X1 мм для подачи сжатого воздуха.
Регуляторы рассчитаны на применение в условиях вибрации в местах их
установок не свыше 30 Гц при амплитуде до 0,2 мм и наличии внешних магнит-
ных полей постоянного или переменного тока с частотой 50 Гц, напряженностью
до 400 А/м. При этом следует соблюдать следующее условие: минимальное рас-
стояние по прямой от любой точки регулятора до элементов, имеющих магнитные
поля, должно быть не менее 1 м.
Питание приборов РПИБ и КПП осуществляется через отдельный стабилиза-
тор типа С-0,16 стабилизированным переменным напряжением 220 В, частотой
50 Гц; допускается применение одного стабилизатора для питания трех регуля-
торов. Питание приборов РП2, КП2 осуществляется от сети переменного тока
напряжением 220 В. Регуляторы РП2 и КП2 при работе в комплекте с магнитными
666
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
Рис. 12-25, а—е.
§ 12-5] Электронные регуляторы
667
Рис. 12-25. Схема соединений элек-
тронных корректирующих прибо-
ров серии КПИ.
о — КПИ-Ш; б — КПИ-IV; в —
КПИ-М; г — КПИ-Т; д — КПИ-Т2;
е — КПИ-С; ж — КПИ-2С; I — кон-
тактные зажимы электронного блока;
II — зажимы измерительного блока;
I — питание стабилизированное 220 В;
2 — к подчиненным регуляторам;
3 — к задатчику ЗРУ-24; 4 — к указа-
телю выхода M24-4I; 5 — к дифферен-
циально-трансформаторному датчику;
6 — к измерительному трансформатору
напряжения; 7 — к датчику трансф р-
матора тока ДТТ-58; 8 — к термопаре;
9 — к термометру сопротивления.
Примечания: I. При под-
ключении приборов индукционных
датчиков последние подключаются:
КПИ-Ш к зажимам 31 — 33, 34—36,
37—39, причем средний вывод датчи-
ков — к зажимам 32, 35 н 38', КПИ-IV
к зажимам 31—33, 35—31—33, 37—39,
36—37—39, причем средний вывод дат-
чиков — к зажимам 32, 35, 38 и 36;
КПИ-Т2 к зажимам 31—33, 34—36,
причем средний выво^, датчиков — к
зажимам 32 и 35.
2. В случае работы приборов се-
рий КПИ-Ш, КПИ Г/ и КПИ-Т2 с
большим статизмом сигнал с одного
из его выходов подается на его вход
(зажимы 23 и 32).
усилителями подключают к одной и той
же фазе питающей сети.
Масса собственно регулирующих при-
боров РПИБ, КПИ не более 15,0 кг,
РП2 — не более 12 кг, КП2 — не более
10 кг.
Для установки регуляторов на па-
нели щита должны быть выполнены вы-
резы и отверстия для деталей крепле-
ния. Установка регуляторов РПИБ, КПИ
показана на рис. 12-22, регуляторов
РП2 и КП2 — на рис. 12-23. Детали
крепления регуляторов к панели щита
поставляются комплектно с регулято-
рами.
Электрические цепи (измерительные
и силовые) выполняют, как правило,
кабелями в ссогветствии с проектом ав-
томатизации при соблюдении обязатель-
ного условия — силовые цепи выпол-
няются отдельным кабелем. Рекомендует-
ся объединять измерительные цепи, соеди-
няющие датчики и выносной задатчик
с регулятором, в общий кабель. У элек-
тронных регуляторов КПИ выходные
цепи, относящиеся к измерительным це-
пям «подчиненных» регуляторов, выпол-
няют отдельными кабелями. Электронные
регуляторы необходимо заземлять. На
корпусах регуляторов для заземления
имеется специальный болт.
Регуляторы РПИБ, КПИ, РП2 и
КП2 в зависимости от применения с теми
или иными датчиками, их количества,
рода тока входного сигнала, релейного
или аналогового выхода самого регуля-
тора имеют большое число модификаций.
Классификация регуляторов РПИБ и
КПИ, РП2 и КП2 в зависимости от ука-
занных выше характеристик приведена
соответственно в табл. 12-3 и 12-4.
Все данные, указанные в табл. 12-4
для регуляторов РП2-ПЗ, РП2-СЗ,
РП2-ТЗ и РП2-УЗ, сохраняют силу и
для регуляторов РП2-П2, РП2-С2, РП2-Т2
и РП2-У2 и отличаются от последних
тем, что наряду с задатчиком ЗД-50
позволяют использовать токовый бес-
контактный задатчик типа ЗБ-5.
Схемы электрических соединений регуляторов и приборов серий РПИБ,
КПИ, РП2 и КП2 приведены на рис. 12-24 — 12-27.
РЕГУЛЯТОР С АНАЛОГОВЫМ ВЫХОДОМ ТИПА ПР (ПРСУ1 И ПРФУ1)
Регулятор с аналоговым выходом типа ПР предназначен для выработки анало-
гового регулирующего воздействия путем алгебраического суммирования вход-
ных сигналов и их преобразования по заданному закону. Регулятор работает
668
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
Рис. 12-26, а — е.
§ 12-5] Электронные регуляторы
669
11 6
Рис. 12-26. Схемы соединений регуляторов
РП2 с дифференциатором ДУ-2 (а); РП2-ПЗ
с одним — четырьмя дифференциально-
трансформаторными датчиками (б—д);
РП2-СЗ с одним и двумя термометрами со-
противления (е, ж); РП2-ТЗ (з) и РП2-УЗ (и).
I — регулятор РП2; // — дифференциатор ДУ-2;
III — зажимы электронного блока; IV — за-
жимы измерительного блока; / — питание 220 В;
2 — логика «меньше»; 3 — логика «больше»;
4 — выход при работе с магнитным пускателем
МКР-0-58; 5 — при работе с магнитным усили-
телем УМД-Б; 6 — вход 0—5 мА; 7 — к задатчи-
ку ЗД-50; 8 — к дифференцнальио-трансформа-
торному датчику; 9 — дистанционное управление
скоростью связи; 10 — к термометру сопротивле-
ния; II — к термоэлектрическому термометру
через коробку холодных спаев; 12 — к задатчику
ЗД-50 или ЗД-1000.
Примечания: 1. При присоединении к
регулятору РП2 второго дифференциатора ДУ-2
зажимы 9 н 10 последнего подключают соответст-
венно иа зажимы // и 20 регулятора.
2. У регуляторов РП2-ПЗ вместо дифферен-
циал ьно-трансформаторных датчиков могут под-
ключаться ферродинамические датчики.
3. Сопротивление проволочного манганинового
резистора R равно 49,6 Ом.
в комплекте с выходным усилителем мощно-
сти типа ПУФТ или преобразователями
ППФА (или другими аналоговыми устрой-
ствами).
Регулятор ПР выпускается для работы
в окружающей среде категорий У4 и Т4-1,
во взрывобезопасной среде в атмосфере типа
II по ГОСТ 15150-69. По устойчивости к
механическим воздействиям и по защищен-
ности от воздействия окружающей среды
исполнение регулятора обыкновенное по
ГОСТ 12997-76.
Общий вид и установка регулятора при-
ведены на рис. 12-28.
АВТОМАТИЧЕСКИЕ ЭЛЕКТРОННЫЕ
ПРОГРАММНЫЕ РЕГУЛИРУЮЩИЕ
И ЗАДАЮЩИЕ УСТРОЙСТВА
РУ5-01М И РУ5-02М
Автоматические электронные программ-
ные регулирующие устройства (ПУ) пред-
назначены для позиционного, пропорцио-
нального или изодромного регулирования
различных параметров по заданной програм-
ме и работают в комплекте с автоматиче-
скими измерительными приборами типов
КСП2, КСМ2, КСД2 и КСУ2.
Размеры регуляторов РУ5-01М и РУ5-02М приведены на рис. 12-29. Програм-
мные устройства монтируют на панелях щита (утопленный монтаж) в помещениях
с окружающей температурой воздуха от 0 до 4-50° С и относительной влажностью
от 30 до 80%. В воздухе не должно быть примесей, могущих окислить ответствен-
670
Автоматические регуляторы. Исполнительные механизмы [Разе). 12
ные узлы прибора. Вблизи мест установки ПУ не должно быть мощных источ-
ников переменных электромагнитных полей, создаваемых электродвигателями,
трансформаторами, и вибрации. Детали крепления поставляются комплектно
5 6
Рис. 12-27. Схемы соединений корректирующего прибора КП2-ПЗ с одним диф-
ференциально-трансформаторным датчиком (а), КП2-СЗ (б), КП2-ТЗ (в) и
КП2-УЗ (г).
I — зажимы электронного блока; II — зажимы измерительного блока; 1 — пи-
тание 220 В, 50 Гц; 2 — выход 0—5 мА; 3 — к задатчику ЗД-50; 4 — к дифференциально-
трансформаторному датчику; 5 — к датчику регулируемой температуры; 6 — к датчику
корректирующей температуры; 7 — к термоэлектрическому термометру через коробку
холодных спаев; 8 — унифицированный сигнал 0—5 мА.
Примечания: I. Схемы подключения двух, трех и четырех дифференциально-
трансформаторных датчиков к корректирующему прибору КП2-ПЗ аналогичны схемам
подключения таких датчиков к регулятору РП2-ПЗ (см. рис. 12-26, е, а, д).
2. У корректирующих приборов КП2-ПЗ вместо дифференциально-трансформаторных
датчиков могут подключаться ферродинамическне датчики.
с приборами. После монтажа на панели прибор заземляют, присоединяя к спе-
циальному зажиму на задней стенке заземленный медный изолированный провод
диаметром 2—3 мм.
Измерительные и силовые цепи к ПУ необходимо прокладывать отдельными
кабелями, а при прокладке проводами — в отдельных защитных трубах. Защит-
ные, трубы и гибкие металлорукава должны быть заземлены. Сечение жилы про-
вода или жилы кабеля должно быть не менее 1,5 мм2.
§ 12-5] Электронные регуляторы
671
Рис. 12-28. Обший вид и
установка регулятора ПР.
I — регулятор; 2 — панель
щита; 3 — струбцина; 4 —
вырез в панели щита.
Рис. 12-29. Установка
регуляторов РУ5-01М и
РУ5-02М (а); схема сое-
динений РУ5-01М (б) и
схема соединений
РУ5 02М (в).
/ — в схему регулирования;
2 — к измерительному при-
бору; 3 — к изодромиому
регулирующему устройству.
672
Автоматические регуляторы. Исполнительные механизмы [Разе). 12
ЭЛЕКТРОННЫЙ ПРОГРАММНЫЙ РЕГУЛИРУЮЩИЙ ПРИБОР ЭРП-61
Прибор предназначен для регулирования температуры по заданной программе
и работает в комплекте с термометрами сопротивления градуировок 21, 22, 23
и 24 и электрическим исполнительным механизмем. Общий вид и варианты уста-
новки прибора приведены на рис. 12-30.
Прибор монтируют в помещениях с окружающей температурой воздуха от
0 до +50° С и относительной влажностью от 30 до 80%. Вблизи мест установки
прибора не должно быть мощных источников переменных электромагнитных
полей и вибраций.
Рис. 12-30. Общий вид и варианты установки прибора ЭРП-61.
а — на панели щита; б — на стене; в — вырез в панели щнта; г — схемы внешних соеди-
нений; I — прибор ЭРП-61; II — струбцина; III — панель щита, IV — петли для на-
вески прибора; V — стена; I — питание 220 В, 50 Гц; 2 — на исполни 1ельный механизм;
3 — в схему сигнализации, 4 — к термометру сопротивления.*
Монтаж электрических линий между зажимами щита и штепсельными разъе-
мами прибора выполняют гибким проводом сечением жил не менее 1 мм2. После
последней крепежной скобы жгута проводов или кабеля предусматривают петлю
жгута или кабеля, позволяющую свободно снимать и ставить разъем. Заделку
жгута проводов или кабеля выполняют в соответствии с требованиями разд. 6.
Соединительные линии от термометров сопротивления к щиту, где установлен
прибор, выполняют медным проводом в стальной защитной трубе. Не допускают
при этом совместную прокладку с другими проводами, особенно сильноточными.
Термометры сопротивления подключают по двухпроводной схеме и для
устранения влияния колебаний температуры окружающей среды при длине соеди-
нительных линий в оба конца до 60 м предусматривают провода сечением не менее
1,5 мм2, свыше 60 и до 100 м — не менее 2,5 мм2.
После монтажа прибора его заземляют к общему контуру заземления путем
подпайки проводника к контакту 3 штепсельного разъема измерительного моста
прибора.
§ J2-6] Исполнительные механизмы
673
12-6. ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ
При автоматизации технологических процессов используется довольно боль-
шое количество разнообразных исполнительных механизмов, предназначенных
для управления рабочими (регулирующими, запорными и т. п.) органами в систе-
мах автоматического регулирования или дистанционного управления. Испол-
нительные механизмы, отличающиеся друг от друга принципом действия, тех-
ническими и эксплуатационными качествами и конструктивными особенностями,
по роду используемой энергии делятся на гидравлические, пневматические и др.
В настоящем napaipatpe рассматриваются пневматические и электрические
исполнительные механизмы. Гидравлические исполнительные механизмы, входя-
щие в комплект устройств гидравлических регуляторов, рассмотрены в § 12-3.
МЕМБРАННЫЕ ПНЕВМАТИЧЕСКИЕ ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ
Привод следящий пневматический (рис. 12-31, а) (исполнительный механизм)
типа ПСП рассчитан на работу при температуре окружающей среды от —5 до
4 50° С и на рабочее давление от 3 до 6 кгс/см2. Исполнительный механизм типа
ПСП выпускается двух модификаций: ПСП-1 и ПСП-Т-1.
Рис, 12-31. Исполнительные механизмы.
а__ привод следящий пневматический типа ПСП-Т 1; б— мембранный исполнительный
механизм типа МИМ обратного действия, прямоходный, с диаметром заделки мембраны
320—500 мм.
Нагрузка, прикладываемая к штоку, должна быть направлена по его оси.
Угол между осью приложения нагрузки и осью привода не должен превышать
ГЗО'. Механизм может быть установлен в любом положении как в помещении,
так и на открытом воздухе при температуре окружающей среды от —5 до +50° С.
При температуре 0° С и ниже питание прибора должно осуществляться воздухом
с точкой росы иа 10 °C ниже минимальной рабочей температуры привода.
Рабочее давление подводится по медным, стальным бесшовным или поли-
этиленовым трубам 8Х 1 мм; трубы присоединяются ниппелями с накидной гайкой.
Масса исполнительного механизма ПСП-1—30 кг, ПСП-Т-1—45 кг. В ком-
плект исполнительных механизмов прикладываются уплотняющее кольцо и
мембрана в сборе.
Мембранные исполнительные механизмы типа МИМ (рис. 12-31, б) выпус-
каются в модификациях, приведенных в табл. 12-5.
о
Таблица 12-5
Технические характеристики и размеры мембранных исполнительных механизмов типа МИМ
Модификация Рабо- чий ход штока, мм Размеры, мм (рис. 12-31,6) Масса, кг
D н di 4. 4, 4, 4, 4. h Л. 1 1, ^а
МИМ-ППХ-160-10 МИМ-ППХ-160-6 10 6 200 280 35 50 М8 М2ОХ1,5 М8 — 25 105 175 80 — — 6
МИМ-ОПХ-160-10 МИМ-ОПХ-160-6 10 6 310 М12 95 8
МИМ-ППХ-200-16 МИМ-ППХ-200-10 МИМ-ППХ-200-6 16 10 6 250 370 65 80 135 270 НО 55 55 12
МИМ-ОПХ-200-16 МИМ-ОПХ-200-10 МИМ-ОПХ-200-6 16 10 6 400 120 14
МИМ-ППХ-250-25 МИМ-ППХ-250-16 МИМ-ППХ-250-10 25 16 10 310 470 М10 170 300 22
МИМ-ОПХ-250-25 МИМ-ОПХ-250-16 МИМ-ОПХ-250-10 25 16 10 500 145 24
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
Модификация Рабо- чий
ход штока, мм D н d. d,
МИМ-ППХ-320-40 МИМ-ППХ-320-25 МИМ-ГШХ-320-16 40 25 16 380 585 М12
МИМ-ОПХ-320-40 МИМ-ОПХ-320-25 МИМ-ОПХ-320-16 40 25 16 615 85 100
МИМ-ППХ-400-60 МИМ-ППХ-400-40 МИМ-ППХ-400-25 60 40 25 460 760 М14
МИМ-ОПХ-400-60 МИМ-ОПХ-400-40 МИМ-ОПХ-400-25 60 40 25 780
МИМ-ППХ-500-100 МИМ-ППХ-500-60 МИМ-ППХ-500-40 МИМ-ППХ-500-25 100 60 40 25 570 945 95 115 М16
МИМ-ОПХ-500-100 МИМ-ОПХ-500-60 МИМ-ОПХ -500-40 МИМ-ОПХ-500-25 100 60 40 25 965
Продолжение табл. 12-5
Размеры, мм (рис. 12-31, б) Масса, кг
d. d& d. h ft, h, I
Kvr М8 М16 28 205 370 170 55 55 29,9 30,2 30,1
165 32,2 32,1 31,9
250 410 54,9 56,2 54,5
190 57,2 58,4 56
М20 32 • 310 530 210 80 120,7 117 118,6 116,7
210 124,1 119,4 120,7 117,9
о
Сп
§ 12-6] Исполнительные механизмы
676
Автоматические регуляторы. Исполнительные механизмы [Разе?. 12
Механизм может быть установлен в любом положении как в помещении,
так и на открытом воздухе при температуре окружающей среды от —30 до + 50° С.
Рекомендуемое положение — мембранной головкой вверх.
Рабочее давление подводится медными, стальными бесшовными или полиэти-
леновыми трубами 8Х 1 мм; трубы присоединяются штуцерами с резьбой М20Х
X 1,5 мм у исполнительных механизмов МИМ-160—МИМ-250 и К 1/t —у
МИМ-320 — МИМ-500.
Исполнительные механизмы типа МИМ рассчитаны на рабочее давление:
МИМ-160 — на 4 кгс/см2, МИМ-200, МИМ-250, МИМ-320, МИМ-400 и МИМ-500 —
на 2,5 кгс/см2. Так же как и механизмы типа ПСП, механизмы МИМ ком-
плектуются уплотняющим кольцом и мембраной в сборе. Размеры исполнитель-
ных механизмов приведены в табл. 12-5.
ЭЛЕКТРИЧЕСКИЕ ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ
В качестве электропривода в исполнительных механизмах используются
либо электромагниты, либо электродвигатели с понижающим редуктором для
снижения скорости перемещения выходного элемента до значения, обеспечиваю-
щего возможность непосредственного соединения этого элемента (вала или штока)
с рабочим органом.
Область применения исполнительных механизмов с электромагнитом огра-
ничивается ие только двухпозиционным характером их действия, но также и
размерами и массой регулирующих органов, для перемещения которых прихо-
дится значительно увеличивать рабочий ток электромагнита. В результате такие
устройства становятся громоздкими и невыгодными. Исполнительные механизмы
с электромагнитом, часто называемые соленоидными, конструктивно выполняются
совместно с корпусом, в котором перемещается рабочий орган, а корпус устанав-
ливается, как правило, на трубопроводах при помощи фланцев. Таким образом,
монтаж таких исполнительных механизмов сводится практически к подсоеди-
нению фланцев и присоединению кабеля.
Исполнительные механизмы с электродвигателем (электродвигательные)
имеют большее распространение и обычно состоят из двигателя, редуктора и
тормоза (последнего может не быть). По способу построения системы управления
различают механизмы с контактным (с помощью магнитного пуска-
теля) и бесконтактным управлением (с помощью магнитного усилителя),
а по назначению — с вращательным движением выходною вала (однеоборотные
и многооборотные) и поступательным движением выходного вала (прямоходные).
Смонтированные электрические исполнительные механизмы и сданные в экс-
плуатацию должны отвечать нормам, предъявляемым ГОСТ 7192-74.
В общем случае электрические исполнительные механизмы рассчитаны на
следующие общие условия работы: температура окружающего воздуха от —30
до +60° С, относительная влажность воздуха от 30 до 80%, вибрация с частотой
до 30 Гц, с амплитудой до 0,2 мм при воздействии пыли и брызг воды. Механизмы
не предназначены для работы в средах, содержащих агрессивные газы, пары,
вещества, вызывающие разрушения покрытий, изоляции и материалов, а также
во взрывоопасных средах.
Как правило, электрические исполнительные механизмы могут устанавли-
ваться непосредственно иа рабочих органах, на полу, стенах, а также разного
рода конструкциях. Для прямоходных и многооборотных механизмов нет ограни-
чений по относительному расположению их в пространстве. Однооборотные меха-
низмы обычно должны устанавливаться так, чтобы их выходной вал был располо-
жен горизонтально с допустимым отклонением от горизонтали не более 15° (от-
дельные до 30°).
Исполнительные механизмы, устанавливаемые не на рабочем органе (чаще
однеоборотные), должны монтироваться на жестком основании таким образом,
чтобы обеспечивались удобная их установка и обслуживание, а также возможное
уменьшение воздействия внешних факторов (механических ударов, высокой тем-
J /2-6] Исполнительные механизмы
677
пературы, влаги, пыли и др). В то же время должна быть обеспечена простота
сочленения механизма с рабочим органом с возможным исключением тяг и проме-
жуточных опор. Соединение тяги не должно вызывать осевые усилия на выходном
органе однооборотного механизма, а у прямоходного должна быть сведена к мини-
муму возможность возникновения боковых сил. Следует обращать особое внимание
на возможность возникновения люфтов в местах сочленений, которые необходимо
устранять.
Рис. 12-32. Многозвенная кинематическая связь исполнительного механизма с
рабочими органами.
а__ с клапаном; б — с направляющим аппаратом шиберного типа; в — с направляющим
аппаратом осевого действия; а — с двумя поворотными заслонками.
Перед монтажом следует внимательно проверить соответствие направлений
вращения выходного вала исполнительного механизма и рычага рабочего органа.
Недопустимо выполнение сочленения выходного рычага с тягой к нему,
идущей от рычага рабочего органа, если угол между ними менее 10° и более 170°,
так как это может привести к заклиниванию.
Перед монтажом нужно проверить размеры соединительных тяг и соответ-
ствие размеров рычагов механизма и рабочего органа.
Установленный исполнительный механизм необходимо заземлить. Заземляю-
щий проводник должен быть сечением не менее 4 мм2. К исполнительному механизму
подводятся внешние цепи. Сечение каждой жилы кабеля внешней цепи должно
быть не менее 1,5 мм2. Внешние цепи вводятся через штепсельные разъемы или
штуцерные вводы. На рис. 12-32 приведены примеры сочленения исполнительных
механизмов с регулирующими органами.
678
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
ОДНООБОРОТНЫЕ ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ
Исполнительные механизмы, у которых угол поворота выходного вала не пре-
вышает 360°, принято называть однооборотными. К таким исполнительным меха-
низмам можно отнести механизмы типов ДР-М, ДР-1М, ПР-М, ПР-1М, ИМ-2/120
ИМТМ-4/2,5, МЭО, МЭОБ и МЭОК.
Рис. 12-33. Исполнительные механизмы типов ДР-М, ИР-М (а), ДР 1М и
ПР-1М (б).
Ряд из них может быть как с контактной, так и бесконтактной системой управ-
ления. В первом случае в наименовании исполнительного механизм^ вводят
дополнительное обозначение — букву «К».
Рис. 12-34. Исполнительный механизм типа ИМ-2/120.
Исполнительные механизмы типов ДР-М, ДР-1М, ПР-М и ПР-1М предназна-
чены для управления регулирующими рабочими органами, для приведения в дей-
ствие 'которых требуются относительно малые перестановочные усилия. Испол-
нительный механизм ДР-М имеет два выходных устройства: диск, поворачиваю-
§ 12-6] Исполнительные механизмы
679
щийся на 180° и предназначенный для воздействия на поворотный регулирующий
орган, и шток с ходом 19 мм для воздействия на поступательный регулирующий
орган. Исполнительный механизм ДР-1М оборудован только поворотным диском.
Исполнительные механизмы типов ПР-М и ПР-1М, как правило, предназна-
чены для работы в системах пропорционального автоматического регулирования
с автоматическими потенциометрами или уравновешенными мостами с реостатным
регулирующим устройством совместно со специальным прибором — балансным
реле типа БР-3. Исполнительные механизмы ПР-М и ПР-1М отличаются от испол-
нительных механизмов ДР-М и ДР-1М другим устройством предельного выключа-
теля, обеспечивающего возможность остановки механизма в любом промежуточ-
ном положении в пределах от 0 до
180°, а также наличием реостата
обратной связи, подвижный кон-
такт которого кинематически свя-
зан с выходным валом исполни-
тельного механизма.
Рис. 12-36. Исполнительные меха-
типа ИМТМ-4/2,5. низмы типа МЭО.
Движение выходного вала исполнительных механизмов ДР-М, ДР-1М, ПР-М
и ПР-1М: поступательное с ходом штока у ДР-М 19 мм, у ПР-М 20 мм, враща-
тельное у ДР-М и ПР-М, ДР-1М, ПР-1М. Крутящий момент 1 кгс • м. Питание
переменным током напряжением 220 В (или 127 В по заказу), потребляемая мощ-
ность 50 В • Л. Масса не более 6 кг.
Размеры механизмов ДР-М, ДР-1М, ПР-М и ПР-1М приведены па рис. 12-33.
Конструкция этих исполнительных механизмов рассчитана на работу только
при горизонтальном расположении вала ротора электродвигателя. Вертикальное
положение вала недопустимо.
Исполнительный механизм ИМ-2/120 может быть применен в системах про-
порционального или изодромного регулирования. Его можно использовать в си-
стемах позиционного регулирования, а также для ручного дистанционного управ-
ления регулирующими органами. Рабочий угол поворота выходного вала испол-
нительного механизма может быть установлен любым в пределах до 120°. Кру-
тящий момент 2 кгс • м. Питание переменным током напряжением 220 В, потреб-
ляемая мощность 26 В - А. Масса 22 кг.
Размеры исполнительного механизма ИМ-2/120 приведены на рис. 12-34.
Исполнительный механизм типа ИМТМ-4/2,5 предназначен для быстрого
автоматического регулирования и дистанционного управления. Максимальный
угол поворота выходного вала может быть любым в пределах от 0 до 350°. Крепится
четырьмя болтами М12.
Таблица 12-6
Модификации и размеры исполнительных механизмов МЭО. Новые и старые обозначения (рис. 12-36)
Обозначение в соот- ветствии с ГОСТ 7192-74 (новое) Вид управ- ления Размеры, мм Масса, кг Старые обозна- чения
кон- такт- ный бескон- такт- ный А Б В Г Д Е Ж И К d h
МЭО-0,63/25-0,63 МЭО-0,63/63-0,63 — + + И6 120 164 70 44 14 92 — 45 М4 Мб — 4,7 МЭО-0,63/40 МЭО-0,63/100
МЭО-1,6/25-0,63 МЭО-4/63-0,63 + •t- + 234 234 213 130 60 60 148 21 107 МЮ 12 10,5 МЭО-1,6/40 МЭО-4/ЮО
МЭО-4/Ю-0,25 + + 366 293 325 202 150 70,5 239,5 23 67 13 18 26 МЭО-4/40
МЭО-4/25-0,63 МЭО-10/10-0,25 + + 30 МЭО-10/40
МЭО-Ю/25-0,63 МЭО-10/25-0,25 + + + + 26 мэо-ю/юо
МЭО-10/30-0,25 + + 335 320 435 , 230 ПО 83 10I 15 156 13 25 35 МЭК-Ю/120
МЭО-Ю/63-0,63 МЭО-Ю/63-0,25 МЭО-Ю/160-0,63 + + + + + + 366 294 325 202 150 70,5 239,5 23 67 13 18 26 МЭО-10/100, МЭО-10/25
МЭО-25/10-0,25 МЭО-25/25-0,63 + + — 500 610 400 462 175 150 242 35 330 13 18 100 МЭК-25/40
МЭО-25/25-0,25 МЭО-25/30-0,25 + + + 366 500 294 544 325 400 202 462 150 175 70,5 150 239,5 242 23 35 67 330 13 13 18 18 30 100 МЭО-25/ЮО МЭК-25/120
МЭО-25/63-0,25 + + 366 294 325 202 150 70,5 239,5 23 67 13 18 30 | МЭО-25/100
МЭО-25/63-0,63 МЭО-25/160-0,63 + + + + 26 МЭО-25/250
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
Продолжение табл. 12-6
Обозначение в соот- ветствии с ГОСТ 7192-74 (новое) Вид управ- ления Размеры мм Масса, кг Старые обозна- чения
кон- такт- ный бескон- такт- ный А Б В Г Д Е Ж И к d h
МЭО-25/10-0,25 МЭО-25/25-0,63 + + + 405 490 465 260 196 67 348 42 122 15 25 95 МЭО-25/40
МЭО-63/25-0,25 + 4- МЭО-63/10J
МЭО-63/30-0,25 + 500 610 400 462 175 150 242 35 330 ' 13 18 100 МЭК-63/120
МЭО-63/63-0,63 + + 495 490 465 260 196 67 348 42 122 15 25 95 МЭО-63/100
МЭО-63/63-0,25 МЭО-63/160-0,63 4- + + 4- 90 МЭО-63/250
МЭО-63/10-0,25 МЭО-63/25-0,63 4 + + + 540 635 545 300 250 92,5 405 56 146 18 25 180 МЭО-63/40
МЭО-160/Ю-0,25 МЭО-160/25-0,63 + — 155 МЭО-160/40
МЭО-160/25-0,25 МЭО-160/63-0,63 4- + + + 185 МЭО-160/100
МЭО-160/63-0,25 МЭО-160/160-0,63 + + + + 170 МЭО-160/250
МЭО-400/25-0,25 МЭО-400/63-0,63 + + — 640 855 615 435 224 167 400 27,5 177 26 32 285 МЭО-400/100
МЭО-400/63-0,25 МЭО-400/160-0,63 + + + + МЭО-400/250
МЭО-1000/160-0,63 + — 980 670 870 800 360 178 315 100 2 40 40 530 МЭО-1000/250
§ 12-6] Исполнительные механизмы
682
Автоматические регуляторы. Исполнительные механизмы [Раз<3. 12
Крутящий момент 4 кгс • м. Питание переменным трехфазным током напря-
жением 220/380 В, потребляемая мощность 400 В • А. Масса 16 кг.
Размеры исполнительного механизма ИМТМ-4/2,5 приведены на рис. 12-35.
Исполнительные механизмы типа МЭО предназначены для перемещения
регулирующих органов в контактных и бесконтактных системах автоматического
регулирования и дистанционного управления, имеющие большие крутящие мо-
менты на выходном валу, а также датчики обратной связи.
Исполнительные механизмы выпускаются в соответствии с модификациями,
приведенными в табл. 12-6. Общий вид и размеры исполнительных механизмов
приведены на рис. 12-36 и в табл. 12-6.
Исполнительные механизмы типов МЭОБ и МЭОК предназначены для систем
автоматического регулирования различных процессов, работающих в комплекте
Таблица 12-7
Модификация и техническая характеристика исполнительных
механизмов типов МЭОБ и МЭОК
Модификация Тип исполни- тельного двигателя Тип блока исполни- тельного двигателя Номи- нальный крутящий момент, кгс-м Время одного обо- рота, с Наличие
дат- чика обрат- ной связи настройки «люфта» по ПЛ} нжсру датчика (20-100%)
МЭОБ-25/40-1 МЭОБ-25/40-2 МЭОБ-25/40-3 СЭ-25/60 БС-1 БС-2 БС-3 25 40 ++1 +
МЭОБ-25/100-1 МЭОБ-25/100-2 МЭОБ-25/100-3 СЭ-25/120 БС-1 БС-2 БС-3 100 ++1 + 1 1
МЭОБ-63/ЮО-1 МЭОБ-63/ЮО-2 МЭОБ-63/ЮО-3 СЭ-100/120 БС-1 БС-2 БС-3 63—100 ) 1 ++ +
МЭОБ-Л-63/100-1 МЭО Б-Л-63/100-2 МЭОБ-Л-63/ЮО-3 СЭ-Л-100/120 БС-1 БС-2 БС-3 f- + 1 1 + 1
МЭОК-25/40-1 МЭОК-25/40-2 МЭОК-25/40-3 РМБ БС-1 БС-2 БС-3 25 40 1 ++ +1 1
МЭОК-25/100-1 МЭОК-25/100-2 МЭОК-25/ЮО-3 РМ БС-1 БС-2 БС-3 100 ++1 +
МЭОК-63/100-1 МЭОК-63/100-2 МЭОК-63/100-3 РБ БС-1 БС-2 БС-3 63—100 1 + +- + i 1
МЭОК-Л-63/100-1 МЭОК-Л-63/100-2 мэбк-л-63/100-3 РБЛ БС-1 БС-2 БС-3 1 ++ + 1 1
§ 12-6] Исполнительные механизмы
683
с электронными регуляторами типа РПИБ (см. § 12-5). Кроме того, они успешно
используются в качестве исполнительных механизмов в системах дистанцион-
ного управления различными регулирующими органами.
Исполнительные механизмы типов МЭОБ и МЭОК (рис. 12-37) состоят из
электромеханических исполнительных двигателей и блоков управления. Пре-
дельный угол поворота выходного вала равен 90°. Модификации выпускаемых
в настоящее время исполнительных механизмов типов МЭОБ и МЭОК и их техни-
ческие данные приведены в табл. 12-7. Все модификации имеют одну пару конце-
вых и одну пару путевых переключателей.
Таблица 12-8
Размеры исполнительных двигателей и их блоков для исполнительных
механизмов типов МЭОБ и МЭОК (рис. 12-38)
Размеры, мм Типы
исполнительных двигателей блоков
РМ, РМБ РБ, РБЛ Б С-1 | БС-2, БС-3
А 517 675 310
Б 315 440 290 I 350
В 461 680 160
Г ПО 240 —
д 140 170 .—
Е 182 271
Масса, кг 36 113 10
В отличие от других типов исполнительных механизмов электрический мон-
таж механизмов типов МЭОБ и МЭОК выполняют по нормам, отвечающим рабо-
чему напряжению 500 В.
684
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
Используемые в механизмах МЭОБ и МЭОК исполнительные двигатели и
их блоки имеют несколько типоразмеров, отличающихся друг от друга мощно-
Рычаг условно
повернут на 90°
Рис. 12-38. Электромеханический привод исполнительных механизмов типов
МЭОБ и МЭОК.
/ — червячный редуктор; 2 — электродвигатель.
стью электродвигателя, крутящим моментом на выходном валу, частотой вращения
выходного вала, габаритными размерами и массой. Размеры исполнительных
двигателей и их блоков приведены в табл. 12-8 н на рис. 12-37 и 12-38.
МНОГООБОРОТНЫЕ ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ
С ВРАЩАТЕЛЬНЫМ ДВИЖЕНИЕМ ВЫХОДНОГО ОРГАНА
- В качестве исполнительных механизмов многооборотных запорных и регу-
лирующих рабочих органов (запорные и регулирующие задвижки, вентили.
ч тт
клапаны, заслонки и т. д.) получили широ-
кое применение электромеханические при-
воды, состоящие из электродвигателя, пони-
жающего механическою редукюра и ряда
дополнительных узлов. Примером многообо-
ротных исполнительных механизмов могут
служить многооборотные исполнительные
электрические механизмы типа МЭМ.
Механизмы типа МЭМ имеют вращатель-
ное движение выходного органа с постоян-
ной скоростью, пропорционального и пози-
ционного действия. Они являются силовыми
устройствами в системах автоматического
регулирования и дистанционного управления
Рис. 12-39. Многооборотный электрический
исполнительный механизм типа МЭМ.
/ — сменный привод (электродвигатель); 2 — ре-
дуктор; 3 — фланец; 4 — маховик.
и предназначены для привода запорных и регулирующих рабочих органов с
вицговым шпинделем, требующих для своего перемещения более одного оборота.
Механизмы типа МЭМ (рис. 12-39) состоят из сменного привода (электродви-
гателя), планетарного редуктора, вспомогательных устройств (выключа1елей,
§12 6] Исполнительные механизмы
685
концевых выключателей, в том числе отключающих питание привода при
возникновении перегрузок на выходном органе, датчиков и др.) Выпуска-
ется несколько модификаций механизмов типа МЭМ (табл. 12-9).
Таблица 12-9
Размеры исполнительных механизмов типа МЭМ (рис. 12-39)
Модификации Размеры, мм Масса, кг Модификации Размеры, мм Масса, кг
L в Н L В Н
МЭМ-4/1-10 МЭМ-4/1-25 МЭМ-4/1-63 МЭМ-4/1-160 320 205 440 28 МЭМ-10/1-10 МЭМ-10/1-25 МЭМ-10/1-63 360 215 550 45
МЭМ-4/2,5-10 МЭМ-4/2,5-25 МЭМ-4/2,5-63 МЭМ-4 2,5-160 410 27 МЭМ-10/2,5-10 МЭМ-10/2,5-25 МЭМ-10/2,5-63 МЭМ-10/2,5-160 320 205 480 31
МЭМ-4/6,3-10 МЭМ-4/6,3-25 МЭМ-4/6,3-63 МЭМ-4/6,3-160 395 26 МЭМ-10/6,3-10 МЭМ-10/6,3-25 МЭМ-10/6,3-63 МЭМ-Ю/6,3-160 410 28
Монтаж исполнительного механизма типа МЭМ заключается в его установке
непосредственно на рабочем регулирующем органе, имеющем фланец, аналогич-
ный фланцу 3 механизма (рис. 12-39), и креплении четырьмя болтами М12. В слу-
чае недостаточной прочности установки механизм закрепляют на специальном
кронштейне и связывают его с регулирующим органом дополнительными связями.
Положение механизма в пространстве — любое. Механизмы не предназначены
для работы в условиях взрывоопасных сред.
Габаритные размеры механизмов типа МЭМ приведены в табл. 12-9.
Крутящий момент исполнительных механизмов типа МЭМ-4 10 кгс • м;
время одного оборота 1; 2,5; 6,3 с; питание переменным током напряжением
220/380 В. Число оборотов выходного органа 10; 25; 63; 160.
многооборотные исполнительные механизмы
с поступательным перемещением рабочего органа
В качестве исполнительных механизмов с поступательным перемещением
рабочего органа может служить регулируемый исполнительный механизм задви-
жек типа РИМЗ, который предназначен для дистанционного управления шибер-
ными задвижками в системах автоматизированного управ.1 ения производствен-
ными процессами. Механизмы типа РИМЗ предназначены для работы прн темпе-
ратуре окружающей среды от —45 до +50° С при относительной влажности воз-
духа до 80%. Механизм состоит из узлов: редуктора, винтовой пары, узла конт-
роля и управления, электродвигателя.
686
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
Основные технические данные механизмов типа РИМЗ
Полный ход рабочего органа, мм:
РИМЗ-1.................................................. 200
РИМЗ-2 ... 300
РИМЗ-З................................................ 500
Усилие на выходе, кгс..................................От 15 до 200
Время полного хода рабочего органа, с...................... 10
Питание от сети трехфазного тока напряжением, В......... 220/380
Питание цепей управления от сети переменного тока напряже-
нием, В .................................................. 220
Габаритные размеры, мм:
РИМЗ-1 ............................... ............. 524x 350x292
РИМЗ-2 .............................................. 627x350x292
РИМЗ-З.............................................. 827х 39( 292
Масса, кг:
РИМЗ-1 .... ...................................... 25
РИМЗ-2................................................. 25,5
РИМЗ-З............................................. 27
Монтируют механизмы типа РИМЗ на направляющей раме и закрепляют
двумя болтами М12.
При сочленении механизма с перекидным клапаном механизм устанавливают
на конструкции, закрепленной на корпусе клапана, а рабочий орган соединяют
с кулисой, закрепляемой на валу клапана.
Положение механизмов в пространстве — любое.
Электрические соединительные линии прокладывают кабелем или провода-
ми в резинотканевых рукавах. Механизм заземляют.
12-7. РЕКОМЕНДАЦИИ ПО ВЫПОЛНЕНИЮ СОЧЛЕНЕНИЙ
ИСПОЛНИТЕЛЬНЫХ МЕХАНИЗМОВ С РЕГУЛИРУЮЩИМИ ОРГАНАМИ
Качество работы системы автоматического регулирования или дистанцион-
ного управления в значительной мере зависит от способа сочленения исполнитель-
ного механизма (ИМ) с регулирующим органом (РО) и правильности его выполне-
ния. Способы сочленения ИМ и РО определяются в каждом конкретном случае
в зависимости от типа и конструкции РО и ИМ, их взаимного расположения,
требуемого характера перемещения РО и других условий. Существует довольно
много способов таких сочленений.
Наиболее простым, компактным и жестким способом сочленения является не-
посредственное соединение выходного вала (штока) ИМ с валом (штоком) РО.
В этом случае перемещение выходных устройств ИМ и РО одинаковы, а скорости
равны. Подобные способы сочленения широко применяются при использовании
как пневматических мембранных, так и электрических ИМ. Пример дан на рис.
12-40.
Наибольшее распространение получили способы сочленения ИМ с РО по-
средством промежуточных звеньев, что требует предварительного конструктив-
ного решения при проектировании или при монтаже, что чаще всего и происходит.
Необходимость конструктивного решения способа сочленения усугубляется тре-
бованиями повышения качества автоматического регулирования и легко дости-
гается при линейной характеристике РО — линейной зависимости расхода регу-
лируемой среды от положения РО и значительно усложняется при нелинейной
характеристике. Реальные РО (заслонки, шиберы, клапаны и т. д.) имеют, как
правило, нелинейные характеристики и поэтому требуют сравнительно сложного
сочленения ИМ с РО.
В качестве ИМ могут быть применены как гидравлические, так и электриче-
ские ИМ. Несмотря на конструктивные особенности и различные технические
£ 12-7] Сочленения исполн. механизмов с регулирующими органами
687
; следует пользоваться
Рис. 12-40. Непосред-
ственное сочленение
исполнительного меха-
низма с поворотной
заслонкой.
характеристики, требования к их сочленениям с РО и приемы по выполнению
сочленений практически одинаковы.
Ниже приводятся требования к сочленениям различных ИМ с РО и рекомен-
дации по наиболее рациональному выполнению сочленений с учетом действитель-
ных характеристик РО. Рекомендации составлены по материалам пусконаладоч-
ных организаций Союзтехэнерго Минэнерго СССР.
Требования к сочленениям ИМ с РО в общем виде сводятся к следующему:
1) простота устройства и надежность в работе, удобство монтажа, наладки и ре-
гулировки; 2) отсутствие люфтов и зазоров как в самом РО, так и во всех элемен-
тах сочленения; 3) линейная или близкая к линейной характеристика РО; 4) же-
лательно располагать ИМ на одной отметке с РО; 5) не рекомендуется изготов-
лять и устанавливать специальные кривошипы на И”
кривошипами, входящими в комплект ИМ, так как
онн имеют строго постоянные размеры; 6) угол пово-
рота кривошипа ИМ от положения «Открыто» до по-
ложения «Закрыто» РО, как правило, следует при-
нимать равным 90°; уменьшение этого угла ведет к уве-
личению скорости регулирования, что отрицательно
сказывается на качестве регулирования; 7) все шар-
нирные соединения должны выполняться по третьему
классу точности ходовой посадки.
Основными характеристиками РО являются диа-
метр условного прохода, конструктивная и расходная
характеристики.
Расчет диаметра условного про-
хода регулирующего органа сводит-
ся к определению коэффициента пропускной способ-
ности, представляющего собой расход жидкости с
плотностью 1 г/см3 через полностью открытый РО при
перепаде давления на нем 1 кгс/см2. После определения
этого коэффициента по специальным таблицам выби-
рают диаметр условного прохода. Расчет и выбор РО
приведены в специальной литературе.
Конструктивная характеристи-
к а выражает функциональную зависимость измене-
ния относительного проходного сечения РО от степени
его открытия и отражает только конструктивные особенности данного РО, не свя-
зывая их с особенностями потока, протекающего через него, а также с особенно-
стями источника регулируемой среды и регулируемого объекта, т. е.
fp.o = f(Ap.o). (12-1)
где Fp. о — проходное сечение РО, см2; Лр. о — степень открытия или ход РО, см.
Расходная характеристика выражает зависимость изменения
относительного расхода регулируемой среды через РО от степени его открытия.
Она зависит не только от конструктивной характеристики РО, но также и от
внешних условий (перепада на РО, сопротивления линии, характеристики регу-
лируемого объекта и др.).
Таким образом, даже при линейной конструктивной характеристике расход-
ная характеристика будет нелинейной. Это можно проследить на следующем вы-
ражении для регулируемой среды «вода»:
Gp. o=5,04pFp. о КДру, (12-2)
где 6р. о — расход воды, т/ч; Fp. о — площадь проходного сечения РО, см2; Др —
перепад давлений на РО, кгс/см2; у — плотность воды, т/м3; р, — коэффициент
расхода.
Если предположить, что зависимость Fp. о = f (^р.о) линейна, то зависимость
Gp. 0 = f (йр. о) будет также линейна при постоянстве остальных величин, входя-
688
Автоматические регуляторы Исполнительные механизмы {Разд. 12
щих в формулу (12-2). Если величины у и р можно считать постоянными во всем
диапазоне работы РО, то Др не является постоянным. Как правило, перепад
Др является максимальным при полностью закрытом РО и уменьшается по мере
его открытия.
Для работы регулятора имеет значение расходная характеристика, т. е. за-
висимость расхода регулируемой среды от хода РО
Gp.o=f(Vo). (12-3)
что приводит к нелинейности расходной характеристики. Такая характеристика
РО представлена кривой 1 (рис. 12-41). Нелинейная характеристика неприемлема
для высококачественного автоматического регулирования, так как одному и
тому же перемещению РО при разных степенях его открытия соответствуют раз-
личные приращения расхода регулируемой среды. Для автоматического регулиро-
вания требуется линейная расходная характеристика или близкая к ней (кривая 2).
Рис. 12-41. Расходные харак-
теристики регулирующих ор-
ганов и спрямление нелиней-
ной расходной характеристи-
ки при помощи сочленения.
/ — нелинейная расходная ха-
рактеристика; 2 — линейная
(или близкая к ней) расходная
характеристика; 3 — характе-
ристика регулирующего орга-
на; 4 — характеристика сочле-
нения; 5 — результирующая
характеристика.
Расходную характеристику можно спрямить профилированием проходных
отверстий РО, однако в условиях монтажа и наладки это связано с большими труд-
ностями. Гораздо более простым решением является графическое спрямление не-
линейной расходной характеристики с РО с помощью сочлеиеиия, имеющего не-
линейный характер. При графическом спрямлении на имеющейся нелинейной
характеристике РО (кривая 3) задают будущую результирующую линейную ха-
рактеристику (кривая 5). Затемнаосповапии имеющейся 3 и требуемой 5 характе-
ристик строят характеристику 4 необходимого сочленения.
В зависимости от конструкции РО их сочленения можно условно разделить
на две группы. К первой группе относятся сочленения ИМ с такими РО, у которых
шток соединен непосредственно с рычагом и которые не допускают пере-
дачи на шток никаких усилий, кроме перестановочных. Ко второй группе отно-
сятся сочленения ИМ с такими РО, на которые не влияют и не передаются
на шток усилия, кроме перестановочных. Все сочленения могут выполняться
по общим кинематическим схемам, но для сочленения второй группы требования
могут быть менее жесткими, эти сочленения могут выполняться по другим кине-
матическим схемам, требования к которым будут приведены несколько ниже.
В зависимости от кинематической схемы сочленения можно разделить на два
типа: прямые (рис. 12-42 и 12-43) и обратные (рис. 12-44 и 12-45). В сочленениях
прямого типа ведущий рычаг (кривошип) и ведомый рычаг (рычаг) регулирую-
щего органа вращаются в одном направлении, в сочленениях обратного типа —
в противоположных направлениях.
Выполнение сочленений начинают с определения длины рычага R, при этом
следует иметь в виду, что угол поворота кривошипа от положения «Открыто»
до положения «Закрыто» должен быть равен 90°:
„ « tnr
R = A-t—
ftp. о
(12-4)
£ 12-7] Сочленения исполн. механизмов с регулирующими органами
689
где г — длина кривошипа ИМ, см; т — расстояние между осью вращения рычага
РО и пальцем, крепящим шток и рычаг, см; ftp. о — рабочий ход РО, см; А — коэф-
фициент, зависящий от расходной характеристики РО.
Все величины в формуле (12-4) определяются по каталогам или данным за-
водских монтажно-эксплуатационных инструкций на ИМ и РО. Коэффициент
А принимается равным 1,4 при линейной расходной характеристике или близкой
к ней и 1,2 при нелинейной расходной характеристике РО, когда требуется ее
спрямление.
Для выполнения сочленения рычаг РО устанавливают в положение, при
котором РО открыт наполовину (для этого шток РО поднимают на величину ftp.o/2
Рис. 12-42. Прямое сочлене-
ние исполнительного меха-
низма с регулирующим ор-
ганом (регулирующий орган
ниже исполнительного меха-
низма) .
Рис. 12-43. Прямое сочленение ис-
полнительного механизма с регу-
лирующим органом со спрямлением
их характеристик (регулирующий
орган выше исполнительного меха-
низма).
от положения «Закрыто»). При этом рычаг должен быть перпендикулярен штоку
и, как правило, должен располагаться горизонтально. Далее произведшей уста-
новка ИМ.
Для РО с линейной расходной характеристикой или близкой к ней ИМ
устанавливают так, чтобы окружность радиуса г, описываемая кривошипом,
касалась перпендикуляра к рычагу РО, восстановленного с линии рычага в по-
ложении «Открыт наполовину» (см. рис. 12-42). Кривошип ИМ устанавливают
параллельно рычагу РО и в этом положении их соединяют тягой. Далее произ-
водится установка механических упоров и концевых выключателей в соответ-
ствии с положениями «Открыто» и «Закрыто» РО.
В зависимости от расположения оборудования может быть выполнено как пря-
мое, так и обратное сочленение. Расстояние L по горизонтали между осями вра-
щения рычага РО и кривошипа ИМ для прямого сочленения равно R — г, для
обратного — R + г. Расстояние S по вертикали между осями вращения следует
принимать равным (3 -г- 5) г.
Для РО с нелинейной расходной характеристикой ИМ устанавливают
так, чтобы L = R — 0,6г для прямого и L = R + 0,6г для обратного сочленения,
690
Автоматические регуляторы. Исполнительные механизмы [Разд. 12
a S = (3 4- 5) г. Затем рычаг РО устанавливают в положение «Закрыто», а криво-
шип в такое положение, чтобы угол Р между ним и тягой составлял 160—170°
(см. рис. 12-43 и 12-44). В этом положении рычаг РО и кривошип ИМ соединяют
тягой, после чего устанавливают механические упоры и настраивают концевые
выключатели.
Как упоминалось выше, к сочленениям второй группы требования к взаим-
ному расположению РО и ИМ могут быть менее жесткими, и сочленения также
можно выполнять по кинематическим схемам, одна из которых представлена на
рис. 12-45. При этом следует иметь в виду следующие рекомендации.
Рис. 12-44. Обратное сочленение
исполнительного механизма с ре-
гулирующим органом со спрям-
лением их характеристик (регу-
лирующий орган ниже исполни-
тельного механизма).
Рис. 12-45. Обратное сочленение испол-
нительного механизма с регулирующим
органом со спрямлением их характе-
ристик.
Определяют длину рычага РО по формуле (12-4). Для РО с линейной расход-
ной характеристикой рычаг РО устанавливают в положение «Открыт наполовину»,
причем угол между рычагом и штоком может отличаться от 90°. Затем устанавли-
вают ИМ так, чтобы окружность радиуса г, описываемая кривошипом, касалась
перпендикуляра к рычагу РО, восстановленного с линии рычага в положении
«Открыт наполовину». Кривошип ИМ устанавливают параллельно рычагу РО и
в этом положении их соединяют тягой. При выполнении этого сочленения значе-
ния L и S не регламентируются, длина тяги должна составлять (3 4- 5) г.
Для РО с нелинейной расходной характеристикой рычаг РО устанавливают
в положение «Закрыто», а кривошип ИМ в такое положение, чтобы угол между
ним и тягой составлял 160—170°, в этом положении кривошип и рычаг соединяют
тягой, исполнительный механизм должен при этом располагаться так, чтобы длина
тяги составляла (3 4- 5) г, а угол у между тягой и рычагом 40—140°. Величины
L и S не регламентируются.
Далее в обоих разобранных выше случаях устанавливают механические
упоры и концевые выключатели в соответствии с положениями РО «Открыто»
и «Закрыто».
Могут быть случаи, когда необходимо сочленить ИМ с РО, при одинако-
вом вращательном характере движения. При этом может оказаться, что при угле
поворота кривошипа в 90° рычаг РО необходимо повернуть на какой-то угол а,
§ J 2-7] Сочленения исполн. механизмов с регулирующими органами
691
Рис. 12-46. Сочленение исполнительного
механизма с регулирующим органом,
имеющим вращательное движение рыча-
гов.
Рис. 12-47. Тяга.
/ — проушина; 2 — хвостовик; 3 — гайка;
4 — гайка специальная; 5 — проушина.
меньший 90°. В этом случае необходимо и достаточно определить длину рычага
РО R. Длина рычага R может быть подсчитана из условия равенства величин
Л и (рис. 12-46). Величина h определяется как г sin 45°, а как R sin
Тогда
г sin 45°= R sin ® , (12-5)
где т — длина кривошипа ИМ, см; R — длина рычага РО, см; а — угол поворота
РО.
Таким образом,
sin 45®
R=r—1T
sm 2
(12-6)
Для выполнения сочленения следует выполнять тягу с обязательным нали-
чием в ней резьбовой части, пошоляющей произвести подгонку гребуемой длины
тяги непосредственно по месту. В качестве рекомендуемой конструкции тяги мо-
жет служить общий вид тяги, представленный на рис. 12-47.
РАЗДЕЛ ТРИНАДЦАТЫЙ
ТЕХНИКА БЕЗОПАСНОСТИ
СОДЕРЖАНИЕ
13-1. Общие положения...................... ...............□............ 692
13-2. Организационные мероприятия ....................................... 693
13-3. Работа иа высоте................................................... 694
13-4. Работа с инструментом............................................... 696
Электрифицированный и пнсвматн 1вский инструменты (696). Ручной
инструмент (698). Монтажный поршневой пистолет (698).
13-5. Электробезопасность •.............................................. 699
13-6. Газоэлектросварочиые работы . ....................................... 700
13-7. Монтаж трубных проводок ............................................. 703
13-8. Монтаж электрических проводок.................................... 704
13-9. Монтаж приборов и средств автоматизации .......................... 705
13-10. Погрузочно-разгрузочные, транспортные и складские работы............ 706
Погрузочно-разгрузочные работы (706). Транспортные работы (712). Скла-
дирование оборудования и материалов (713).
13-11. Работа иа монтажио-заготовительных участках......................... 714
13-12. Первая помощь пострадавшим при несчастных случаях................... 716
13-1. ОБЩИЕ ПОЛОЖЕНИЯ
Перед производством монтажных работ монтажной организацией разраба-
тывается проект производства работ (ППР), в котором кроме технологических
и организационных вопросов должны быть предусмотрены мероприятия по без-
опасному выполнению монтажных работ на монтажной площадке и отдельных
рабочих местах.
До начала работ все лица, осуществляющие непосредственное руководство
и надзор за работами, должны быть ознакомлены с мероприятиями по технике
безопасности, предусмотренными в ППР или технологической записке. Кроме
того, эти лица обязаны проинструктировать и ознакомить с мероприятиями ра-
бочих, непосредственно занятых на работах, и требовать безусловного выполнения
предусмотренных мероприятий.
При ведении монтажных работ в действующих цехах или на территории
действующего предприятия руководитель работ (начальник участка, прораб,
мастер) вместе с администрацией предприятия (цеха) обязан разработать допол-
нительные мероприятия по безопасности работ в соответствии с ведомственными
и специальными инструкциями, действующими на данном предприятии.
Ответственность за соблюдение согласованных мероприятий по технике
безопасности несет администрация монтажной организации и предприятия, на
котором ведутся работы.
Работы в действующих цехах должны выполняться по наряду-допуску,
в котором указывают наименование работ и места их выполнения. Наряд-допуск
должен быть подписан производителем работ и администрацией цеха; бригада,
выполняющая монтажные работы в действующем цехе, должна быть ознакомлена
с нарядом-допуском до начала работ.
При одновременной работе на одном строящемся объекте нескольких мон-
тажных организаций они обязаны вместе с генеральным подрядчиком соста-
вить график совмещенных работ, обязательный для всех работающих. Ответ-
ственность за безопасное ведение работ, выполняемых субподрядными орга-
£ J 3-2] Организационные мероприятия
693
низациями, возлагается на руководителей монтажных подразделений этих ор-
ганизаций.
Руководители монтажных управлений (участков) обязаны обеспечить рабо-
чих спецодеждой и спецобувью соответствующих размеров, средствами индиви-
дуальной защиты в соответствии с характером выполняемой работы и действую-
щими нормами. Выдаваемые рабочим индивидуальные защитные средства должны
быть исправными и проверенными в соответствии с действующими требованиями,
а рабочие должны быть проинструктированы о порядке пользования ими. Произ-
водители работ и мастера не должны допускать к работе рабочих, не имеющих
соответствующей и исправной спецодежды, спецобуви и средств индивидуальной
защиты.
Лица, работающие и находящиеся на строительной площадке, должны носить
защитные каски установленных образцов.
Во взрывоопасных установках (в помещениях и наружных) запрещается выпол-
нять работы с применением открытого огня, электрифицированного и пиротех-
нического инструментов^ переносных ламп, а также выполнять сварочные, паяль-
ные и другие аналогичные работы.
Все инженерно-технические работники монтажных организаций (начальники
участков, прорабы, мастера, механики, работники производственно-технического
отдела и снабжения), а также бригадиры обязаны знать правила безопасного про-
изводства работ.
Основные правила безопасного производства работ по монтажу приборов
и средств автоматизации изложены в инструкции ВСН 329-74/ММСС СССР Мин-
монтажспецстроя СССР.
Руководители управлений должны периодически, но не реже одного раза
в год, проверять эти знания у всех инженерно-технических работников. При
неудовлетворительном знании правил техники безопасности инженерно-техни-
ческие работники не должны допускаться к руководству работами, а бригадиры —
к руководству бригадами до усвоения ими указанных правил, выявляемого
повзорной проверкой.
13-2. ОРГАНИЗАЦИОННЫЕ МЕРОПРИЯТИЯ
Общеплощадочные меры безопасности работ и контроль за исполнением ме-
роприятий по технике безопасности возлагаются на генерального подрядчика
или заказчика (если работы выполняются по прямому договору), ответственность
за безопасность ведения работ, выполняемых субподрядными организациями,
возлагается на руководителей эгих организаций. Генподрядные строительные
организации несут ответственность за координацию и согласование мероприятий
по безопасным методам труда; состояние подъездных путей, проходов, переход-
ных мостиков, общего освещения территории, электрических установок, снабжаю-
щих механизмы электроэнергией, ограждений опасных зои, санитарно-гигиени-
ческих условий в монтажных зонах; обеспечение субподрядных организаций
санитарно-бытовыми помещениями и источниками питьевой воды.
Ведение работ на разных отметках по одной вертикали одновременно с дру-
гими строительно-монтажными организациями допускается только при наличии
сплошного или сетчатого настила на перекрытиях, установленных в соответст-
вии с ППР. При отсутствии защитного настила работы, выполняемые одновре-
менно с другими организациями на разных отметках по одной вертикали, следует
выполнять только отдельно в разные смены при наличии согласованного графика.
Рабочие места до начала работ должны быть подготовлены с соблюдением
всех требований техники безопасности и обеспечены средствами и механизмами,
отвечающими характеру монтажных работ.
Производители работ и мастера обязаны обеспечить: порядок и чистоту на
рабочем месте во время работы; доставку к рабочему месту необходимых инстру-
ментов, приспособлений, механизмов и материалов в соответствии с технологией
694
Техника безопасности [Разд. 13
монтажа, принятой по ППР или технологической записке; проверку исправности
электропитания механизмов и сварочного оборудования (правильность подклю-
чения, состояние изоляции, надежность заземления и т, п.); проверку состояния
ограждений, подмостей, настилов, лесов и т. п.
Работа в местах, где возможно образование и появление вредного газа, до-
пускается лишь после предварительного согласования времени и условий ведения
работ с руководством газового хозяйства предприятия, которое обязано обеспе-
чить выполнение всех необходимых мер по технике безопасности: отбор проб
воздуха, дежурство газоспасагелей и т. п. Работающие в таких местах должны
быть обеспечены противогазами, соответствующими химическому составу газов,
которые могут появиться.
Работы в емкостях (колодцах) должны выполняться не менее чем двумя ра-
бочими, один из которых (страхующий) находится снаружи и следит за безопас-
ностью другого, находящегося внутри. Рабочий, находящийся внутри емкощи
(колодца), должен быть привязан страхующей веревкой к предохранительному
поясу, второй конец веревки должен находиться в руках у второго рабочего.
В местах, где поблизости нет людей и куда не может быть вызвана помощь,
для работ в емкостях (колодцах) следует назначать не менее трех рабочих, из
которых двое должны страховать третьего, выполняющего работу. Инструмент,
материалы и приборы для работающего должен опускать и поднимать на веревке
страхующий.
Работы на открытом воздухе при низкой температуре (зимой) следует выпол-
нять с перерывами для обогрева рабочих. При температуре ниже предельной для
данного района, а также при гололеде, ливневом дожде, грозе работы должны быть
прекращены.
13-3. РАБОТА НА ВЫСОТЕ
К работам на высоте допускаются рабочие в возрасте от 18 до 60 лет, прошед-
шие медицинский осмотр, специальное обучение по технике безопасности и имею-
щие соответствующее удостоверение.
К самостоятельным верхолазным работам допускаются те же лица, но имею-
щие стаж верхолазных работ не менее одного года и тарифный разряд не ниже
третьего. Верхолазными считаются работы, которые выполняются па высоте
более 5 м от поверхности грунта, перекрытия или рабочею пясгплл, над которыми
ведут работы с временных монтажных прнсшк-облепнй или непосредственно с эле-
ментов конструкций, оборудования, -машин и механизмов при их установке,
монтаже, эксплуатации и ремонте.
Основным средством, предохраняющим рабочего от падения с высоты во время
работы и передвижения, является предохранительный пояс. Исправность предох-
ранительного пояса и дата его испытания (указанная на поясе) до выдачи рабочему
должны быть проверены. Неисправные предохранительные пояса или пояса, срок
испытания которых истек, применять не разрешается. Предохранительные пояса
должны испытываться не реже чем через 6 мес. на статическую нагрузку 300 кгс
в течение 5 мин; дата испытания должна быть отмечена на поясе.
До подъема рабочих на высоту производитель работ или мастер (при их
отсутствии — бригадир) должен ознакомить их с характером предстоящей работы,
состоянием рабочего места, а также указать места закрепления предохранитель-
ных поясов. При работе на высоте для переноски и хранения инструмента, мети-
зов и других мелких деталей рабочие должны пользоваться индивидуальными
сумками.
При производстве монтажных работ на строительных фермах для перехода
между ними должны быть устроены мостики с ограждениями. Проход по верхним
поясам подкрановых балок и нижним поясам стропильных и подстропильных
ферм допускается только в том случае, если вдоль балок или ферм на высоте 1 м
от мостика натянут трос, предназначенный для закрепления цепи предохранитель-
ного пояса.
§ /3-3] Работа на высоте
695
Запрещается передвижение вдоль страхового троса более двух человек. Не
разрешается встречное передвижение рабочих.
Подавать детали и инструмент на высоту, а также спускать их следует с по-
мощью прочной веревки с оттяжками; сбрасывать инструмент и детали с высоты
запрещается.
Леса, подмости и другие средства подмащивания, применяемые на монтажных
работах, должны быть инвентарными, изготовленными по типовым проектам.
Применять неинвентарные средства допускается только в исключительных слу-
чаях по разрешению главного инженера управления (начальника участка) для
одноразового использования и при условии соблюдения требований техники
безопасности.
Леса и подмости можно эксплуатировать только после окончания их устрой-
ства н технической приемки по акту производителем работ (при высоте лесов
др 3 м) или после приемки по акту лицами, назначенными главным инженером
управления или начальником участка (при высоте лесов более 3 м).
Инвентарные леса и люльки с установленными на них лебедками должны иметь
паспорт предприятия-изготовителя. Нагрузки на настилы лесов, подмостей и
грузоприемных площадок не должны превышать расчетных. На лесах и подмостях
следует вывешивать плакаты о допускаемой нагрузке. Скопление людей и грузов на
настилах в одном месте не разрешается.
Настилы лесов, подмостей и стремянок, расположенные выше 1,1 м от уровня
земли или перекрытия, должны быть ограждены перилами высотой не менее 1 м,
состоящими из поручня, одного промежуточного горизонтального элемента и бор-
товой доски высотой не менее 15 см. Бортовые доски следует устанавливать на на-
стил, а элементы перил крепить к стойкам с внутренней стороны. Поручни дере-
вянных перил должны быть отструганы. За состоянием конструкций лесов и под-
мостей, в том числе за состоянием соединений, креплений, настилов и ограждений,
должно быть установлено систематическое наблюдение. Состояние лесов и под-
мостей перед началом каждой смены должен проверять мастер. Проходы на неис-
правные леса и подмости должны быть закрыты и иад ними вывешены предупреди-
тельные надписи «Вход запрещен».
Леса и подмости, на которых временно не работают, следует содержать в пол-
ной исправности. Если леса и подмости не были использованы в течение длитель-
ного времени, их следует повторно проверить перед возобновлением работ и ре-
зультаты проверки оформить актом.
При недостаточном искусственном освещении с наступлением темноты работы
на лесах должны быть прекращены.
Инвентарные подвесные и приставные лестницы должны иметь ширину не
менее 40 см, а расстояние между ступенями — ие более 35 см. Длина приставной
лестницы не должна превышать 5 м. Самая высокая ступенька, с которой можно
производить работу, должна находиться на высоте не менее 1 м от верхнего конца
лестницы. Ступени (перекладины) деревянных приставных лестниц должны быть
врезаны в тетивы, которые не реже чем через 2 м следует скреплять стяжными
болтами. Применять лестницы, сбитые гвоздями, без врезки перекладин в тетиву
запрещается. Нижние концы приставных лестниц должны иметь упоры в виде
острых металлических шипов, резиновых наконечников и других устройств
в зависимости от материала и состояния опорной поверхности, а верхние концы
должны быть закреплены к прочным конструкциям (лесам, балкам, элементам
каркаса и т. п.). Металлические лестницы для монтажных работ должны быть
надежно прикреплены к конструкциям или оборудованию.
Стремянки для прохода рабочих должны быть изготовлены из плотно сбитых
щитов шириной не менее 1 м. По всей длине стремянок через каждые 30—40 см
должны быть набиты поперечные планки сечением 4X6 см. Уклон стремянок
не должен превышать 1:3. Во избежание сдвига стремянки следуег прочно закреп-
лять на опорах.
Раздвижные лестницы-стремянки должны иметь приспособление, исключаю-
щее их самопроизвольное сдвигание.
696
Техника безопасности [Разд. 13
При работе с приставной лестницей в местах движения транспорта или прохо-
да людей внизу у лестницы необходимо устанавливать ограждение или выставлять
рабочего, предупреждающего о выполнении работ с лестницы.
При невозможности или нецелесообразности обеспечения работ инвентар-
ными подмостями и другими устройствами и необходимости выполнения работ
на высоте 1—5 м с элементов конструкций эти работы выполняются только с раз-
решения прораба или мастера. К этим работам допускаются монтажники, обу-
ченные правилам техники безопасности, прошедшие инструктаж на рабочем месте
и медицинский осмотр. Рабочие должны быть обеспечены предохранительными
поясами, являющимися в таких случаях основным средством защиты от падения
с высоты.
Подниматься и опускаться по тросам и канатам, а также переходить по
неукрепленным конструкциям и работать на них запрещается.
Верхолазные работы на открытом воздухе при сильном ветре (более 6 баллов)
дожде, гололеде, сильном снегопаде, тумане и в грозу запрещаются.
13-4. РАБОТА С ИНСТРУМЕНТОМ
ЭЛЕКТРИФИЦИРОВАННЫЙ И ПНЕВМАТИЧЕСКИЙ ИНСТРУМЕНТЫ
К работе с электрифицированным инструментом допускаются
лица не моложе 18 лет, прошедшие специальное обучение, сдавшие соответствую-
щие экзамены и имеющие записьобэтом в удостоверении по технике безопасности.
В помещениях особо опасных и с повышенной опасностью поражения людей
электрическим током, а также вне помещений при работе электроинструментом
напряжение должно быть не выше 42 В.
В особо опасных помещениях и при неблагоприятных условиях (в котлах,
баках, шкафных щитах и т. д.) разрешается работать электроинструментом на-
пряжением не выше 12 В с обязательным применением защитных средств (ди-
электрических перчаток, ковриков, шлемов и др.).
В помещениях без повышенной опасности, а также вне помещений при от-
сутствии условий повышенной опасности поражения людей электрическим током
(дождя, снегопада, повышенной влажности земли, работы па металле и т. п.)
допускается применять электроинструменты напряжением 127 и 220 В с обязатель-
ным использованием диэлектрических перчаток, галош и ковриков.
В любых помещениях и вис помещений разрешается применять следующий
электроинструмент на напряжение до 42 В и выше: а) с дополнительной (двойной)
изоляцией; б) с питанием через разделяющий трансформатор; в) с питанием че-
рез устройство защитного отключения.
Корпуса электроинструмента с дополнительной (двойной) изоляцией или
питаемой через разделяющий трансформатор, а также вторичную обмотку
разделяющего трансформатора заземлять запрещается. Корпус разделяющего
трансформатора должен быть заземлен.
Работа с электроинструментом с дополнительной (двойной) изоляцией вне
помещений при дожде или снегопаде запрещается.
Работа с электроинструментом с дополнительной (двойной) изоляцией или
через разделяющий трансформатор разрешается без дополнительных защитных
мер и средств.
При использовании электроинструментов с заземляемым корпусом штепсель-
ная розетка должна быть снабжена специальным контактом для присоединения
заземляющего проводника. Штепсельные соединения (розетки, втулки) на на-
пряжение 12 и 42 В по своему конструктивному выполнению и окраске должны
отличаться от штепсельных соединений на напряжение 127 и 220 В и должны
исключать включение вилок 12 и 42 В в штепсельные розетки 127 и 220 В.
Перед началом работ с электроинструментом должны быть проверены: а) ис-
правность заземления; б) затяжка вингов, крепящих узлов и детали электроин-
§ 13-4] Работа с инструментом
697
струмента; в) исправность выключателя; г) исправность редуктора (шпиндель
должен проворачиваться рукой при отключенном электродвигателе); д) состояние
переносных проводов (целостность изоляции, отсутствие излома жил).
Периодический осмотр электроинструмента следует проводить в сроки,
предусмотренные заводской инструкцией, но не реже 1 раза в 3 мес., а проверку
изоляции этого инструмента мегаомметром — ежемесячно с записью в журнале.
Запрещается выдавать для работы инструмент, имеющий дефекты. Перед
выдачей на руки рабочему электроинструмент должен быть проверен в присутст-
вии рабочего визуально, на стенде или прибором (мегаомметром); должна быть
проверена исправность заземляющего провода и состояние изоляции относительно
корпуса.
Для присоединения к сети электроинструмента должен применяться шлан-
говый провод марки ШРПС. Допускаются к применению многожильные гибкие
провода (марки ПРГ) с изоляцией на напряжение не ниже 500 В, заключенные
в резиновый шланг. Оболочки кабелей и проводов должны быть заведены в электро-
инструмент и прочно закреплены. Сечение жил медных проводников должно
быть не менее 1,5 мм2. Заземляющие проводники для переносного электроинстру-
мента должны быть заключены в общую оболочку с рабочими жилами и иметь
одинаковое с ними сечение.
Если электроинструмент, работающий при напряжении свыше 42 В, полу-
чает питание от понижающего трансформатора, заземление корпуса электроин-
струмента должно выполняться подсоединением заземляющей жилы шлангового
провода, питающего электроинструмент, к заземляющему эажиму корпуса
трансформатора.
Наличие и подключение заземляющего провода работающий с электроинстру-
ментом должен проверять ежедневно перед работой.
Запрещается непосредственное соприкосновение проводов и кабелей с горя-
чими, сырыми и масляными поверхностями. Провода и кабели электроинструмента
и переносных электроламп должны по возможности подвешиваться.
При снятии напряжения в сети во время работы с электроинструментом или
перерыва в работе электроинструмент должен бьль отсоединен от электросети.
Лицам, пользующимся электроинструментам, запрещается: а) оставлять
электроинструмент без надзора, б) передавать элеюроинпрумен!' хотя бы на
непродолжительное время другим лицам; в) разбирать электроинструмент и про-
водить самим какой либо ремонт электроинструмента, проводов, штепсельных
соединений и других частей; г) использовать инС1румент без специальных при-
способлений не по прямому назначению; д) касаться вращающейся части режу-
щего инструмента; е) заменять режущий инструмент без отключения напряжения;
ж) работать с приставных лестниц; з) удалять руками стружку или опилки с
вращающегося инструмента; и) вносить внутрь котлов, металлических резер-
вуаров и тому подобных емкостей переносные трансформаторы и преобразователи
частоты; к) работать в одежде со свободно свисающими манжетами и хлясти-
ками, которые могут попасть под вращающуюся или режущую часть электроин-
струмента.
До начала работы спневмоинструментом необходимо проверить
его исправность согласно инструкции, а также убедиться в том, что: соединение
шлангов между собой выполнено при помощи ниппелей и места соединений укреп-
лены бандажами; шланги не имеют повреждений и надежно закреплены на шту-
церах, исключающих срыв шланга; вставной инструмент правильно заточен, не
имеет трещин, выбоин, заусенцев, хвостовик не имеет неровностей, плотно пригнан
и правильно центрирован.
Запрещается прекращать подачу воздуха к инструменту переламыванием
шлангов или завязыванием их узлом. Запрещается присоединение и разъединение
шлангов при подаче в них воздуха.
Подача воздуха разрешается только после установки инструмента в рабочее
положение; работа инструмента вхолостую допускается только при опробовании
его перед началом работы или при ремонте.
698
Техника безопасности [Разд. 13
Запрещается натягивать, перегибать и перепутывать шланги. Шланги не дол-
жны касаться проводов, находящихся под напряжением.
Использование собственной массы тела для дополнительного давления на
инструмент запрещается.
РУЧНОЙ ИНСТРУМЕНТ
Деревянные рукоятки ручных инструментов должны быть изготовлены из
древесины твердых и вязких пород (кизила, бука, граба и т. п.), гладко обрабо-
таны и надежно закреплены. На поверхности не допускаются выбоины и сколы.
Ударные инструменты (молотки, кувалды и др.) должны быть
надежно насажены на рукоятки овального сечения с утолщенным свободным кон-
цом и закреплены на них металлическими или деревянными клиньями на клею.
Поверхность ударных инструментов должна быть гладкой и слегка выпуклой и
ие иметь трещин, заусенцев и сколов.
Ручные зубила должны удовлетворять следующим требованиям:
а) длина инструмента должна быть 100—200 мм, места зажима инструмента ру-
кой не должны иметь острых ребер; б) затылочная часть должна быть гладкой —
без трещин, заусенцев и сколов.
Напильники, ножовки, стамески и тому подобный инстру-
мент должны быть прочно закреплены в деревянной рукоятке с насаженным на
нее кольцом. Пользоваться таким инструментом без рукояток запрещается.
При применении гаечных ключей зев ключа должен соответствовать
размерам гайки и не иметь сбитых граней, а рукоятка — заусенцев. При отвер-
тывании и завертывании запрещается применять между гранями гайки и ключом
металлические прокладки, а также удлинять плечо ключа трубами и другими
подобными предметами.
МОНТАЖНЫЙ ПОРШНЕВОЙ ПИСТОЛЕТ
К работе с монтажным поршневым пистолетом типа ЦЦ52-1 допускаются
рабочие не моложе 18 лет с образованием не ниже 7 классов и квалификацией
не ниже третьего разряда, проработавшие на монтажных работах не менее одного
года и прошедшие медицинский осмотр .Рабочие должны быть обучены по специаль-
ной программе под руководством инструктора или старшею инструктора. После
обучения производится квалификационной комиссией нроперка шапий рабочих
по эксплуатации монтажного поршненого пистолета (МИН). При положительных
результатах проверки решением комиссии рабочему присваивается квалификация
оператора с выдачей удостоверения установленного образца иа право работы с
МПП. Последующая проверка знаний операторов проводится ежегодно с продле-
нием срока действия удостоверения.
Меры безопасности при работе с МПП:
1) работать разрешается только исправным пистолетом; заряжать пистолет
следует только у места заливки после полной подготовки пистолета к выстрелу и
установки деталей крепления;
2) запрещается изменять и упрощать механизм блокировки пистолета-,
3) запрещается направлять пистолет на себя или других лиц независимо
от того, заряжен пистолет или нет;
4) при выстреле ось пистолета должна быть перпендикулярной поверхности
пристреливаемой детали и основанию;
5) нельзя производить выстрел без дюбеля; дюбеля должны выбираться с уче-
том требуемой мощности забивки;
6) запрещается забивка дюбелей в хрупкие основания, дающие острые осколки
(керамика, чугун и т. п.), и твердые материалы, вызывающие разрушение дюбеля
(гранит, базальт, закаленная сталь и т. п.);
7) при работе с МПП следует пользоваться защитными средствами—очками,
противошумными наушниками, перчатками и каской;
§ 13-5] Электробезопасность
699
8) в момент выстрела рука, поддерживающая пристреливаемую деталь, долж-
на находиться не ближе 150 мм от точки забивки дюбеля;
9) запрещается класть и переносить заряженный пистолет-,
10) при «осечке», не открывая пистолет, следует 2—3 раза повторить оття-
гивание спускового рычага. Если при этом выстрела не произошло, то отжимать
пистолет от основания и разряжать его разрешается только через 80 с после спуска
курка; патрон с «осечкой» при несрабатывании выбрасывателя следует извлекать
только с помощью шомпольного извлекателя;
11) при работе на высоте для исключения случайного падения пистолета его
необходимо прикреплять к поясу с помощью ремня, поставляемого в комплекте
с пистолетом;
12) на высоте до 4 м допускается работа с приставных лестниц; на высоте
свыше 4 м необходимо работать только на устойчивых основаниях (леса, площадки
и т. п.) с ограждениями;
13) перед работой во взрыво- и пожароопасных зонах (помещениях) необхо-
димо получить по установленной форме разрешение на «огневые» работы;
14) запрещается передавать пистолет другому мщу (за исключением инст-
рукторов, инженерно-юхнических работников, имеющих удостоверение на право
руководства работами по пристрелке, и заведующего складом, где хранятся писто-
леты);
15) перед разборкой, ремонтом и сдачей пистолета на склад следует убедиться
в тем, что пистолет разряжен,
13-5. ЭЛЕКТРОБЕЗОПАСНОСТЬ
Работники монтажно-наладочных организаций, занятые на монтаже и наладке
электрических, электронных, высокочастотных и других приборов, а также схем
и установок, которые тем или иным образом связаны с электрическим током,
приравниваются к электротехническому персоналу, на который целиком и пол-
ностью распространяю 1ся «Правила технической эксплуатации электроустановок
потребителей» и «Правила техники безопасноеги при эксплуатации электроуста-
новок потребителей». Квалификационную группу ук; внным работникам присваи-
вают в соответствии с действующими правилами.
Квалификация персонала, выполняющего работы по монтажу устройств
напряжением до 1000 В, должна быть не ниже группы III.
Встационарно установленных и переносных понижающих трансфор-
маторах с вторичным напряжением до 42 В, предназначенных для питания эле-
ктрифицированного инструмента, переносного освещения, стационарного местного
освещения, должны заземляться: корпус трансформатора; один из выводов у одно-
фазных трансформаторов; общая точка вторичной обмотки в трехфазных транс-
форматорах с соединением в звезду и одна из фаз вторичной обмотки в трехфаз-
ных трансформаторах с соединением в треугольник.
Переносные трансформаторы должны подключаться к сети через
штепсельные соединения с заземляющим контактом посредством шлангового
многожильного провода, в котором предусмотрена отдельная заземляющая
жила.
Заземление передвижных агрегатов дуговой сварки* необхо-
димо выполнять до Подключения их к сети, и оно не должно нарушаться до от-
ключения агрегата от электрической сети.
Напряжение питания переносных ламп в помещениях без повы-
шенной опасности должно быть не выше 220 В; в помещениях с повышенной опас-
ностью, особо опасных и в шкафных щитах без внутреннего прохода (если в них
требуется переносное освещение) — до 42 В; при наличии особо неблагоприятных
условий (теснота, неудобное положение работающего, соприкосновение с боль-
шими, хорошо заземленными поверхностями), а также при работах вне помещений
и в шкафных щитах с внутренним проходом — 12 В.
700
Техника безопасности [Разд. 13
Питание переносного освещения и электрифицированного инструмента на-
пряжением до 42 В должно быть от понижающих трансформаторов с соблюдением
требований заземления.
Временная проводка на монтажной площадке должна быть вы-
полнена изолированным шланговым проводом. Допускается применять много-
жильные гибкие провода с изоляцией на напряжение не ниже 500 В, заключенные
в резиновый шланг. Проводку подвешивают на надежных опорах на высоте не
менее 2,5 м над рабочим местом, 3 м над проходом и 6 м над проездами. Электри-
ческая проводка, расположенная на высоте менее 2,5 м от земли, пола или настила,
должна быть заключена в трубы или короба.
Электрические лампы общего освещения напряжением 127 и 220 В
подвешивают на высоте не менее 2,5 м от пола. При необходимости подвешивать
светильники на высоте менее 2,5 м над полом следует применять напряжение не
выше 42 В. Не разрешается применять свешльники стационарного типа в ка-
честве ручных переносных ламп. Переносные лампы по своему устройству должны
быть только заводского изготовления, исключающими возможное прикосновение
к токоведущим частям. Запрещается ввертывать и вывертывать электрические
лампы без отключения напряжения сети. При невозможности снять напря-
жение эту работу выполняют с применением диэлектрических перчаток и за-
щитных очков.
13-6. ГАЗОЭЛЕКТРОСВАРОЧНЫЕ РАБОТЫ
Общие положения. К работе по электросварке, а также к обслуживанию
электросварочных аппаратов могут быть допущены лица, достигшие 18-летнего
возраста, прошедшие специальное обучение по технике безопасности при произ-
водстве сварочных работ и имеющие отметку в удостоверении о проверке знаний
и допуске к этим работам.
При выполнении монтажных работ каждый монтажник может вести несложные
работы по электросварке при наличии допуска по технике безопасности. При
этом не требуется сдача экзамена с участием представителя Госгортехнадзора,
как при сложных и ответственных сварочных работах (дипломированный свар-
щик).
Перед началом электросварки необходимо проверить исправность изоляции
сварочных проводов и электрододержателей, а также плотность соединения всех
контактов. При прокладке проводов и при каждом их перемещении должны быть
приняты меры протии повреждения и шлянии, а также против соприкосновения
проводов со стальными канатами, шлангами ацетиленового аппарата, газопламен-
ной аппаратурой и горячими трубопроводами. Включать в электросеть электро-
сварочные агрегаты и аппараты следует только закрытыми пусковыми устрой-
ствами.
Исправность электросварочных аппаратов и агрегвтов следует проверять
через каждые 6 мес., обращая особое внимание на состояние изоляции, а резуль-
таты проверки записывать в соответствующую документацию.
Сварку следует проводить с применением двух проводов. В качестве обрат-
ного провода (заземления) допускается использовать стальные шины любого
профиля, ио достаточного сечения, сварочные плиты, стеллажи и саму свари-
ваемую конструкцию. Нельзя использовать в качестве заземления трубы сантехни-
ческих сетей (водопровод, газопровод и др.), металлические конструкции здания
и технологическое оборудование. Запрещается также подача напряжения к свари-
ваемому изделию через систему последовательно соединенных металлических
стержней, рельсов и любых других предметов.
Электрододержатель должен иметь надежную изоляцию, допускать быструю
замену электрода без прикосновения к токоведущим частям, иметь простое и на-
дежное соединение со сварочным проводом, быть легким и удобным в работе.
Контакты электрододержателя не должны сильно нагреваться при прохождении
через них тока во время работы. Рукоятка электрододержателя должна быть
§ 13-6] Газоэлектросварочные работы
701
выполнена из изолирующего материала. Электрододсржатель должен прочно
зажимать электрод.
При работе с открытой электрической дугой электросварщики должны быть
обеспечены брезентовым костюмом и кожаными ботинками. Для защиты лица и
глаз необходимо применять шлем-маску или щиток с защитными стеклами (свето-
фильтры). От брызг расплавленного металла или загрязнения светофильтр за-
щищают простым стеклом.
Подсобные рабочие, работающие совместно с электросварщиком, в зависимо-
сти от условий работы должны быть обеспечены щитками и очками, брезентовыми
рукавицами и костюмами.
В местах производства электросварочных работ запрещается применять и
хранить огнеопасные материалы (бензин, ацетон, спирт и т. д.).
Перед сваркой внутри емкостей, в которых находились жидкое топливо,
легковоспламеняющиеся жидкости, газы и т. д., их внутренняя поверхность
должна быть тщательно очищена. После очистки следует проверить отсутствие
взрывоопасных газов с помощью газоанализатора. Очистку емкостей от остатков
нефти и жиров необходимо производить промывкой горячей водой, каустической
содой, пропариванием и т. п.
Ручная электродуговая сварка. Сварочные аппараты и агрегаты, установлен-
ные на открытой площадке, должны быть защищены навесом или брезентом
от атмосферных осадков и механических повреждений. Запрещается проводить
электросварочные работы под открытым небом во время дождя и грозы. При сварке
в закрытых помещениях рабочие места электросварщиков должны быть
отделены от смежных рабочих мест и проходов переносными ширмами из несго-
раемого материала.
Длина проводов между питающей сетью и передвижным сварочным агрегатом
для ручной дуговой сварки не должна превышать 15 м. Во избежание механиче-
ских повреждений проводов их рекомендуется помещать в резиновый шланг.
Применять провода с поврежденной оплеткой и изоляцией запрещается.
Выполнять сварочные работы на высоте с лесов, подмостей и люлек разре-
шается только после проверки этих устройств руководителем работ, а также после
принятия мер от заюрапня деревянных настилов и против падения расплавленного
металла на работающих или проходящих внизу людей. Сварщики, работающие
на высоте, должны быть снабжены предохранительными поясами, пеналами или
сумками для электродов и ящиками для огарков. Разбрасывать огарки запре-
щается.
На аппаратах автоматической сварки в среде защитных газов против сва-
рочной головки со стороны сварщика необходимо устанавливать откидывающийся
щиток с достаточно прозрачным защитным стеклом-светофильтром. В случае
искрения между корпусом газоэлектрической горелки и свариваемой деталью
или сварочным сголом сварка должна быть прекращена до устранения неисправ-
ности горелки (очистка сопла, замена изолирующей шайбы и т. п.).
Трубки для газа и водяного охлаждения электросварочных автоматов и по-
луавтоматов должны быть цельные и не пропускать в воду газ в местах соединения
трубок со штуцером. Выход охлаждающей жидкости из сварочных горелок должен
быть видимым. В случае прекращения подачи еоды электросварка должна быть
немедленно прекращена. Электропроводка и трубки для газа и охлаждающей воды,
соединяющие переносные пульты управления со сварочными головками и газо-
электрическими горелками, должны быть заключены в общий резиновый шланг.
Электродвигатели для подачи сварочной проволоки, встроенные в пистолет-
горелку шланговых полуавтоматов, следует подключать к сети напряжением не
выше 42 В. Гибкий металлический шланг для направления сварочной проволоки
от переносного механизма подачи в пистолет-горелку полуавтомата должен быть с
электрической изоляцией. Горелки для сварки в среде защитных газов не должны
иметь открытых токоведущих частей, а рукоятки их должны быть покрыты ди-
электрическим и теплоизолирующим материалом и снабжены щитком для защиты
рук сварщика от ожогов.
702
Техника безопасности [Разд. 13
Газовая сварка ацетиленом. Основными причинами возникновения несчаст-
ных случаев при газопламенной обработке металлов являются: а) взрывы бараба-
нов с карбидом кальция при раскупорке их вследствие воспламенения образо-
вавшейся ацетилено-воздушной смеси; б) взрывы ацетиленовых генераторов при
обратных ударах пламени и попадании в них кислорода; в) воспламенение кисло-
родных шлангов при обратных ударах; г) воспламенение и взрывы, вызванные
соприкосновением кислорода с маслом или жирами; д) взрывы баллонов, нахо-
дящихся под высоким давлением, вследствие их нагрева, падения, ударов; е) по-
жары и ожоги, вызванные каплями и брызгами раскаленного металла; ж) пораже-
ние или раздражение глаз пламенем, окалиной, брызгами металла и выделяющи-
мися газами при недостаточной вентиляции.
Сварочный пост должен иметь следующее основное оборудование: ацети-
леновый генератор или баллоны с растворенным ацетиленом или другим горючим
газом; кислородный баллон; ацетиленовый и кислородный редукторы; резиновые
шланги; набор сварочных горелок и резаков.
Запасы карбида кальция следует хранить в сухих, хорошо проветриваемых
и огнестойких (с легкой кровлей) помещениях с наружным электроосвещением.
Устраивать склады карбида кальция в подвальных помещениях запрещается.
Баллоны должны храниться только в вертикальном положении в гнездах специаль-
ных стоек. Порожние баллоны должны храниться в отдельном помещении.
Все газовые баллоны принимают, хранят и отпускают только при наличии
навернутых на них предохранительных колпаков. Газовые баллоны необходимо
окрашивать в соответствующий цвет и делать на них ясные надписи наименования
заключенного в них газа. Вскрывать барабаны с карбидом кальция разрешается
только с помощью специальных инструментов и приспособлений, исключающих
возможное образование искр. Вскрытые, но не полностью использованные бара-
баны с карбидом кальция хранить на складе запрещается. Пустая тара должна
храниться в специально отведенных местах.
При эксплуатации ацетиленовых переносных генераторов запрещается:
а) устанавливать их в помещениях, где возможно выделение веществ, образую-
щих с ацетиленом самовзрывающиеся смеси, или выделение легковоспламеняющих-
ся веществ, а также в работающих котельных и около мест забора воздуха ком-
прессорами и вентиляторами; б) загружать карбид кальция в мокрые ящики
или корзины; в) вести работы от одного генератора несколькими горелками или
резаками; г) загружать карбид кальция сверх нормы, установленной производ-
ственной инструкцией; д) форсирован, ьнообра ювавпе сверх усыновленного
в паспорте, заклинивай, или усгаианливап, какие либо труты па колокол генера-
тора; е) отключать автоматические ретуляторы; ж) открывать крышку загрузоч-
ного устройства реторты генераторов всех систем среднего давления до выпуска
находящегося под давлением газа; з) устанавливать ацетиленовые генераторы в про-
ходах, проездах, на лестничных площадках и в подвалах, а также в местах скоп-
ления людей и неосвещенных местах; при необходимости установки ацетиленовых
генераторов в проходах они должны быть ограждены и находиться под постоян-
ным надзором; при отрицательной наружной температуре воздуха генераторы
следует помещать в утепленные будки.
При перерыве или прекращении работы оставлять без надзора заряженные
баллоны или ацетиленовый генератор запрещается. Замерзшие ацетиленовые
генераторы разрешается отогревать только горячей водой, не имеющей следов
масла, или паром. Отогревать переносные генераторы в помещении допускается
на расстоянии не менее 10 м от источников открытого огня и при наличии вентиля-
ции. Все переносные ацетиленовые генераторы должны быть оборудованы водя-
ными затворами. Уровень жидкости в водяном затворе необходимо проверять
не реже двух раз в смену и обязательно перед началом работы, а также после каж-
дого обратного удара.
Подготовленные к работе кислородные и ацетиленовые баллоны необходимо
защищать от действия прямых солнечных лучей и устанавливать на специаль-
ных подставках в стороне от проходов, электрических проводов и нагретых пред-
§ 13-7] Монтаж трубных проводок
703
метов. Использовать редукторы без манометров, с неисправными манометрами или
с манометрами, срок проверки которых истек, запрещается.
Разводить открытый огонь, курить и зажигать спички в пределах 10 м от
кислородных и ацетиленовых баллонов, газогенераторов и иловых ям запрещается.
Отбор кислорода из баллонов следует производить до остаточного избыточного
давления не ниже 0,5 кгс/см2.
Остаточное давление в ацетиленовых баллонах должно быть не менее указан-
ного ниже:
Температура, °C (ниже) ....................... 0 0—15 16 —25 26—35
Минимальное допустимое давление по манометру,
кгс/см2....................................0,5 1 2 3
Открывать вентиль баллона или крепитьиа нем редуктор нужно специальным
ключом. Шланги до присоединения к горелке или резаку должны быть продуты
рабочим газом. Шланги необходимо применять только в соответствии с их назна-
чением. Давление в бачке с горючим не должно превышать давления подводи-
мого кислорода. Шланги длиной более 30 м разрешается применять в порядке
исключения и только с разрешения прораба или инженера по технике безопасности.
Запрещается подогревать металл резаком или горелкой с использованием
только горючего газа без подключения кислорода.
Рабочие, производящие дробление карбида кальция, должны быть снабжены
защитными очками, а выгружающие иловые остатки карбида кальция из генера-
тора — резиновыми перчатками.
13-7. МОНТАЖ ТРУБНЫХ ПРОВОДОК
При пневматических и гидравлических испытаниях не допускается обету
кивать молотком трубные проводки, находящиеся под давлением. Места расположе
ния заглушек и пробок на время проведения испытания должны быть отмечены
предупредительными знаками, пребывание около них людей должно быть исклю
чено. Устранение замеченных при проверке трубных проводок течей, свищей,
пропусков и тому подобных дефектов разрешается только после снятия давления
в трубопроводе.
При гидравлических испытаниях в качестве испытательной среды для труб
и деталей, как правило, применяют воду; при испытаниях с температурой ниже
5° С следует применять жидкости в соответствии с «Инструкцией по про-
ведению гидравлических и пневматических испытаний трубных проводок»
МСН I60-67/MMCC СССР.
Все трубные проводки, заполняемые средой с температурой выше 60° С.
проложенные на расстоянии менее 2,5 м от пола, должны быть ограждены во из-
бежание возможных прикосновений.
При продувке импульсных линий с вредными продуктами необходимо обеспе
чить безопасный отвод продукта в дренаж промышленной канализации или в со
ответствующую посуду. Продувку линии под давлением необходимо производить
осторожно. Запорную арматуру открывать постепенно. При продувке импульсных
трубопроводов необходимо остерегаться поражения мелкими механическими
частицами из продуваемого трубопровода, а в случае продувки паром — пораже-
ния горячим паром.
Пневматические испытания трубных проводок на прочность не разрешаются
в действующих цехах, иа эстакадах и в каналах с действующими газопроводами.
На время проведения пневматических испытаний трубных проводок на проч-
ность как внутри помещений, так и снаружи следует устанавливать охраняемую
зону. Минимальная протяженность зоны должна составлять не менее 25 м при
надземной прокладке и не менее 10 м при подземной. Границы охраняемой зоны
следует отмечать флажками. Во время подъема давления в трубной проводке и
704 Техника безопасности [Разд. 13
при достижении в ней испытательного давления на прочность пребывание кого-
либо в зоне охраны запрещается.
Осмотр проводки разрешается лишь после снижения испытательного давле-
ния до рабочего.
13-8. МОНТАЖ ЭЛЕКТРИЧЕСКИХ ПРОВОДОК
При размотке и переноске кабеля вручную нагрузка на каждого рабочего
(мужчину) не должна превышать 35 кг. Женщины к этой работе не допускаются.
Переноску кабеля должны производить все рабочие иа одном (левом или правом)
плече и обязательно со стороны кабельного канала. При недостаточном количе-
стве рабочих размотку кабеля рекомендуется выполнять методом петли с после-
дующей выборкой ее в сторону конца трассы. Размотку кабеля с барабана выпол-
нять только при наличии тормозящего устройства.
При вводе кабеля в трубы рабочий должен стоять не ближе 1,5 м от труб,
чтобы ие затянуло руки вместе с кабелем в трубу. Перед прокладкой кабеля по
кабельным конструкциям в помещении, каналах, кабельных сооружениях должны
быть тщательно проверены прочность крепления и устойчивость этих конструк-
ций. Кабель при этом предварительно раскатывают по полу или по дну кабельного
канала.
Подъем, крепление и правка кабеля при массе более 1 кг/м с приставных ле-
стниц не допускаются.
При прокладке кабеля по вертикальной трассе в случае ненадежности запали-
вания кабеля последний следует раскатывать с применением непрерывного троса,
закрепляя к нему кабель через каждые 3—5 м. Установка и снятие временных
креплений кабеля к тросу в каждом случае допускаются при остановленных
лебедках.
При выполнении кабельных работ в колодцах и туннелях допуск к ним раз-
решается только после того, как будет проверено с помощью специального ин-
дикатора отсутствие в колодцах и туннелях вредных газов, а также излишнего
кислорода в воздухе, который при работе с открытым огнем может вызвать взрыв.
Указанную проверку запрещается выполнять открытым огнем. Кроме такой
проверки необходимо произвести нагнетание чистого воздуха в нижнюю часть
колодца с помощью вентилятора, а в туннелях — проветривание путем оькрыва-
ния двух ближайших к месту работы люков или дверей.
Разогревать кабельную массу и разжигать паяльные лампы надо, как правило,
вне помещений, туннелей и других кабельных сооружений; выполнять указан-
ные операции в колодцах запрещается. Разогревать кабельную массу нужно
в специально предназначенной посуде—в ведре с крышкой и носиком или в элек-
троразогревателе. Разогрев массы, находящейся в заводской упаковке, не допуска-
ется. При разогреве на открытом огне необходимо применять жаровню с сухим
песком.
Заливку кабельных муфт разогретой массой необходимо выполнять в очках
и рукавицах.
При работе сэпоксидным компаундом и другими токсич-
ными материалами необходимо руководствоваться следующим: а) к работе
допускаются лица, прошедшие медицинское освидетельствование. Лица, имев-
шие хотя бы в прошлом кожные заболевания, к указанной работе не допускаются;
б) эпоксидная смола и отвердитель должны находиться в герметической посуде
и в количестве, необходимом лишь на один день работы или на выполнение разо-
вого задания; в) при подготовке эпоксидного компаунда рабочие должны быть
обеспечены перчатками; г) эпоксидный компаунд нужно наносить кистью, шпа-
телем или лопаткой; д) после употребления временные картонные формы необ-
ходимо уничтожать без предварительной очистки; е) попавшую на рабочее место
или .инструмент неотвердевшую эпоксидную смолу необходимо удалять ацетоном
после чего это место или инструмент следует вымыть теплой водой с мылом
§ 13-9] Монтаж приборов и средств автоматизации
705
ж) не допускается хранить и принимать пищу в помещении, где выполняются
работы с эпоксидным компаундом1, после работы и перед приемом пищи руки
следует тщательно вымыть теплой водой с мылом.
Затяжку проводов в трубы на высоте нельзя производить стоя на пристав-
ной лестнице или стремянке; для этой цели следует пользоваться лесами, специаль-
ными настилами или площадками. При продувке защитных труб нельзя стоять
против открытых концов труб и протяжных или соединительных коробок. При
затяжке проводов в трубы стальная проволока не должна иметь заломов и сро-
стков и должна иметь надежное соединение со всеми затягиваемыми проводами.
При затягивании проводов в трубы должны предусматриваться меры против
падения рабочего в случае отрыва натянутой проволоки.
При направлении затягиваемых проводов в защитные трубы необходимо
соблюдать осторожность против захвата пальцев рук проводами и затяжки их
в трубу. Эту предосторожность следует соблюдать особо при затягивании прово-
дов в трубы через протяжные коробки и электрофитинги.
13-9. МОНТАЖ ПРИБОРОВ И СРЕДСТВ АВТОМАТИЗАЦИИ
На трубных проводках от технологических кислородопроводов запрещается
устанавливать приборы и арматуру с прокладками и сальниковыми уплотнениями
из материалов, пропитанных любыми жирами или маслами. Прокладки и саль-
никовые уплотнения должны быть изготовлены из прографиченного шнурового
асбеста (асбест по ГОСТ 1779-72, графит по ГОСТ 8295-73). Асбест перед про-
графичиваиием должен быть прокален при температуре 300° С.
В местах установки приборов и средств автоматизации, труднодоступных
для монтажа и эксплуатационного обслуживания, должно быть до начала монтажа
закончено сооружение лестниц, колодцев и площадок в соответствии с рабочими
чертежами строительной части проекта.
Крепление приборов и средств автоматизации на несущих конструкциях
(стен ix, щитах и т.п.) производят стандартными крепежными изделиями без
сорванных ре>ьб, шлицев и граней с необходимой затяжкой резьбовых соединений.
При вибрациях в местах установки приборов резьбовые соединения должны иметь
приспособления, исключающие самопроизвольное их отвинчивание (пружинные
шайбы, контргайки, шплинты и т. п.).
Материалы прокладок и набивок, необходимые при установке приборов и
средств автоматизации, должны быть предусмотрены проектом в соответствии с ус-
ловиями р «боты приборов и средств автоматизации. Изменения материала заклад-
ных устройств, карманов и т. п. и их размеров без разрешения проектной органи-
зации занрещнется.
11рп переноске все открывающиеся части приборов должны быть надежно
закрыты, а для жидкостных приборов жидкость, находящаяся в негерметичных
сосудах, должна быть слита в специальную тару.
При индивидуальном опробовании приборов и средств автоматизации следует
соблюдать следующие меры предосторожности: а) пробное включение электри-
ческих приборов и регуляторов (постановка схемы под напряжение) следует про-
изводить только после тщательной проверки правильности сборки схемы согласно
проекту, надежности контактов на всех приборах, аппаратах и других элементах
схемы, а также после установки предупредительных плакатов; б) необходимо
убедиться в отсутствии людей вблизи токоведущих частей; в) пробное включение
пневматических и гидравлических приборов и регуляторов, а также заполнение
рабочей средой импульсных линий (постановка схемы под давление) следует
производить только после тщательной проверки правильности сборки схемы со-
гласно проекту, а также в соответствии с заводскими монтажно-эксплуатацион-
ными инструкциями.
Индивидуальное опробование приборов производят только после отключения
импульсных линий от технологических аппаратов и трубопроводов.
706
Техника безопасности [Разд. 13
13-10. ПОГРУЗОЧНО-РАЗГРУЗОЧНЫЕ, ТРАНСПОРТНЫЕ
И СКЛАДСКИЕ РАБОТЫ
ПОГРУЗОЧНО-РАЗГРУЗОЧНЫЕ РАБОТЫ
Площадки для погрузочно-разгрузочных работ должны быть очищены, спла-
нированы и иметь уклон не более 5s; площадки, рассчитанные на срок службы
более года, должны иметь твердое покрытие (щебеночное, асфальтированное,
бетонное).
Погрузку, разгрузку и перемещение тяжелых и громоздких, а также опасных
(взрывчатых, ядовитых и т. п.) грузов производят под руководством специально
выделенного лица из административно-технического персонала, обязанного сле-
дить за применением безопасных способов погрузки, разгрузки и транспортиро-
вания.
Погрузочно-разгрузочные работы следует выполнять, как правило, механизи-
рованным способом при помощи кранов, погрузчиков и других машин, а при
незначительных объемах — с применением средств малой механизации. Механи-
зированный способ погрузочно-разгрузочных работ является обязательным для
грузов массой более 60 кг, с четким обозначением ее несмываемой краской и при
подъеме на высоту более 3 м.
При погрузочно-разгрузочных и транспортных работах к строповке и рас-
строповке грузов, а также к такелажным работам допускаются рабочие, прошед-
шие соответствующее обучение и имеющие права на выполнение данных работ.
Вести погрузочно-разгрузочные работы вручную допускается при небольших
объемах работ; при этом должны быть соблюдены предельные нормы
переноски тяжестей на одного рабочего:
10 кг для подростков женского пола в возрасте от 16 до 18 лет;
16 кг для подростков мужского пола в возрасте от 16 до 18 лет;
20 кг для женщин старше 18 лет;
50 кг для мужчин старше 18 лет.
Подростки от 16 до 18 лет допускаются к переноске грузов только в том слу-
чае, если это связано с их специальностью и при условии, что переноска тяжестей
занимает по времени не более одной трети рабочего дня. Подростки моложе 16
лет к работам по перемещению тяжестей не донучкаются.
При погрузочно-разгрузочных работах, а также при работах с применением
грузоподъемных механизмов посторонним лицам пршутствовать на месте работ
запрещается. Открывать борта автомобилей и освобождать грузы от увязочного
материала следует только после предварительной проверки их устойчивости
иа автомобиле. В необходимых случаях следует выполнить дополнительное вре-
менное крепление.
Правильность строповки грузов (оборудования, конструкции и др.) следует
определить визуально с одновременным подъемом грузов на небольшую высоту.
Расстроповка грузов допускается только после их закрепления и проверки устой-
чивости.
При погрузке и разгрузке стальных труб, бревен и т. п. следует принимать
меры против самопроизвольного скатывания их со штабелей или с транспорт-
ных средств. Для этого необходимо устанавливать упоры, укладывать прокладки,
обвязывать грузы канатом, скреплять скобами (бревна) и т. п. Места производ-
ства данных работ должны быть ограждены.
При переноске вручную труб больших диаметров, профильного проката,
рельсов и т. п. рабочие должны пользоваться специальными захватами (клещами).
Переносить указанные материалы на ломах, металлических прутках, рукоятках
лопат и тому подобном не разрешается.
Перемещать баллоны с газом следует на специальных носилках или тележках,
избегая толчков и ударов.
При погрузке, разгрузке и переноске бутылей с кислотами, щелочами и дру-
гими токсичными веществами рабочие должны быть обеспечены индивидуаль-
§ 13-10] Погрузочно-разгрузочные, транспортные и складские работы 7G7
ными защитными средствами (очками, фартуками, перчатками и специальной
обувью). Перемещать такие бутыли следует, как правило, на специальных тележ-
ках или вручную двумя рабочими за ручки тары, в которую помещены бутыли
(плетеные корзины, деревянные коробки). Переносить бутыли одному рабочему
не разрешается.
Кантовать тяжелые штучные грузы, а также ящики с оборудованием
необходимо с помощью специальных ломов (с лапами), катков или других при-
способлений.
Погрузочно-разгрузочные работы круглых грузов (барабаны с кабелем,
стальными канатами, бочки и др.) выполняют механизированным способом или
используют покаты и слеги при погрузке и разгрузке с платформ, авто-
мобилей и т. п.; в таких случаях грузы нужно удерживать канатами от сколь-
жения вниз; удерживать грузы руками не разрешается. Погрузка и разгрузка
но наклонным слегам со страховкой тросом допускается при массе груза не
более 1 т.
Для подъема, местной транспортировки и погрузки блоков щитов, трубных
блоков, блоков датчиков на транспортирующие средства можно использовать
кроме подъемных кранов автопозрузчики. Для предотвращения падения блока
при погрузке и местной транспортировке производят строповку блока к верти-
кальной части вилки автопогрузчика. Местную транспортировку щитовых бло-
ков автопогрузчиком производят только на открытых площадках и площадках
с ровным покрытием, причем блок поднимают над землей на высоту 300—400 мм,
но не более 500 мм.
При погрузке и разгрузке блоков подъемными кранами всех типов должны
соблюдаться следующие правила: а) при погрузке блока в автомашину шофер и
другие лица, обслуживающие автомобиль, не должны находиться в кабине или
па подножках; шофер не должен также отходить от автомобиля до окончания
погрузки; б) запрещается осматривать или ремонтировать автомобиль при по-
грузке или разгрузки блока; в) подводку блока к кузову или съем блока из него
крапами должны прои июдшь сбоку или с зади автомобиля; подноска и относка
блока над кабиной шо<|к*р<1 не ра зрсшлегся; г) нахождение людей в кузове во время
погрузки для направления блока не разрешается; д) направление блока должны
производить рабочие, находящиеся вне кузова, специально устроенными для этого
шестами или крюками; е) при поднятии блока из кузова трос с захватным крю-
ком должны опускать на поднимаемый блок отвесно; не допускается зачаливать
блок при наклонном тросе.
При перемещении блоков грузоподъемными механизмами необходимо поль-
зоваться условной сигналя шцией, которую обязаны знать все монтажники, кра-
новщики и такелажники. Принимать сигналы о перемещении крана или блока
крановщик оба ian юлько о i бригадира или специально выделенного монтажника.
Машинист крана и моторист лебедки должны быть осведомлены о том, чьим коман-
дам они подчиняются. Сигнал «Стоп» подает любой работник, заметивший опас-
ность.
При монтаже вне поля зрения крановщиков между ним и рабочими местами
монтажников должна быть предусмотрена надежная связь.
При подъеме блоков запрещается: а) поднимать блоки, масса которых превы-
шает грузоподъемность крана или лебедки; б) поднимать блоки, засыпанные
землей, заложенные другими предметами, примерзшие к земле, привернутые
болтами или залитые бетоном; в) поднимать блоки, находящиеся в неустойчивом
или неисправном контейнере; г) поправлять ударами молотка или лома палоч-
ные канаты (цепи) и загонять стропы в зев крюка; д) удерживать руками или
клещами соскальзывающие с блока при его подъеме палочные канаты цепи; при
соскальзывании канатов бригадир монтажников должен немедленно дать сигнал
о спуске блока и лишь после спуска исправить его обвязку; е) находиться на блоке
во время его подъема; ж) находиться под висящим блоком, а также в непосредст-
венной близости от него; з) оттягивать блок в косом направлении во время его
подъема, перемещения и опускания; и) освобождать краном или подъемным
708
Техника безопасности [Разд. 13
механизмом защемленные блоком канаты (цепи); к) оставлять блок подвешенным
на время перерыва в работе.
При строповке во избежание соскальзывания петли или узла во время подъе-
ма или опускания трубного блока, а также для предохранения троса от истирания
между стропом и трубами необходимо укладывать деревянные прокладки.
Расчет стропов. Сечение стального каната стропа надо подбирать по дей-
ствующему усилию с учетом нормируемого запаса прочности, количества воспри-
нимающих нагрузку рабочих ветвей и угла наклона их к вертикали. При расчете
стропов, предназначенных для подъема грузов с обвязкой или зацепкой крюка-
ми, кольцами или серьгами, коэффициент запаса прочности канатов принимается:
№s6;
коэффициент запаса прочности стропов, изготовленных из сварных и штам-
пованных грузовых цепей, принимается
К >5;
канаты стропов расчитываются по формуле
(13-1)
Л
где S — наибольшее натяжение ветви каната (без учета динамических нагрузок),
кгс; К — коэффициент запаса прочности; Р — разрывное усилие каната в целом,
Рис. 13-2. Схема подъема груза при
четырех ветвях в канатном стропе.
Рис. 13-1. Образование петли на
конце каната.
а — за плеткой; б — с помощью зажимов;
/ — коуш; 2 — заплетка; 3 — зажимы.
Если в сертификате или в свидетельстве об испытании дано суммарное раз-
рывное усилие всех проволок в канате, усилие Р должно быть определено умно-
жением суммарного разрывного усилия на 0,83.
Прикрепление каната к грузозахватному приспособлению, а также образо-
вание петли на конце канала осуществляют с применением коуша, заплеткой сво-
бодного конца каната, постановкой зажимов или гильзо-клинового соединения
(рис. 13-1).
При диаметре каната до 16 мм необходимо устанавливать три зажима; при
диаметре от 16 до 27 мм — четыре зажима. Расстояния между зажимами должны
быть не менее шести диаметров каната.
Натяжение в каждой ветви канатного или цепного стропа в зависимости от
угла наклона их к вертикали (рис. 13-2) определяют по формуле
с 1 Q Q
S =------ — m --
cos а п п
(13-2)
§ 13-10] Погрузочно-разгрузочные, транспортные и складские работы 709
где S — натяжение в ветви, кгс; Q — вес поднимаемого груза, кгс; п — число
ветвей в канатном или цепном стропе; m — коэффициент, зависящий от угла
наклона каната; при а = 0° m = 1; при а = 30° tn = 1,15; при а = 45° m =
= 1,42; при а = 60° m = 2.
Наклон каната под углом а = 60° разрешается применять только в спе-
циальных случаях по особому разрешению.
Петли стропа следует надевать на крюк по центру зева. Запрещается остав-
лять петлеобразные изгибы стальных канатов.
При подъеме грузов полуавтоматическими стропами необходимо следить
за тем, чтобы канатик (тросик) для расстроповки не входил в соприкосновение
с окружающими предметами во избежание случайного натяжения канатика
и самопроизвольной расстроповки груза.
Стропы из стального каната и цепные перед употреблением и затем не реже
1 раза в полгода следует в течение 10 мин испытывать нагрузкой, в 1,25 раза пре-
вышающей рабочую. Грузоподъемность и дата испытания должны быть указаны
на прикрепленных к стропам бирках. Все траверсы и стропы обязательно под-
лежат регистрации в специальном журнале.
Пример 13-1. Требуется определить диаметр ветви двухветвевого стропа
из каната типа ТЛК-06Х 37-222 (ГОСТ 3079-69) для подъема груза Q = 3000 кг
при угле наклона ветви к вертикали а = 45° и с пределом прочности проволоки
при растяжении 160 кгс/мма.
Таблица 13-1
Усилия в канате стропа в зависимости от массы поднимаемого груза
Масса грузя. Нагрузка, приходящаяся на одну ветвь стропа в зависимости от числа ветвей и угла наклона к вертикали, кгс
предназначенного 0° 30° 4. 5°
к подъему.
кгс Число ветвей
2 4 2 4 2 4
1000 500 250 575 300 700 350
1250 625 325 725 350 900 450
1500 750 375 875 450 1050 550
1750 875 450 1000 500 1250 625
2000 1000 500 1150 575 1425 700
2500 1250 625 1450 725 1775 900
3000 1500 750 1725 875 2125 1075
3500 1750 875 2025 1000 2500 1250
4000 2000 1000 2300 1150 2850 1425
4500 2250 1125 2600 1300 3200 1600
5000 2500 1250 2875 1450 3550 1775
6000 3000 1500 3450 1725 4250 2125
7000 3500 1750 4025 2000 4975 2500
8000 4000 2000 4600 2300 5675 2850
9000 4500 2250 5175 2600 6400 3200
10000 5000 2500 57э0 2875 7100 3550
15 000 7500 3750 8625 4325 10 850 5325
20 000 10 000 5000 11 500 5750 14 200 7100
25000 12 500 6250 14 400 7200 17 750 8875
По формуле (15 -2) находг 1М натяже! чие ветви стропа
S = m ^ = 1,42^=2130 кгс.
п z
710
Техника безопасности (Разд. 13
Из формулы (13-1) определяем разрывное усилие каната
P = SK=2130-6 = 12 780 кгс.
По сертификату или ГОСТ 3079-69 для выбранного типа каната с пределом
прочности проволоки при растяжении 160 кгс ближайшее к полученному раз-
рывное усилие каната в целом будет 14 500 кгс. Этому усилию соответствует
канат диаметром 17 мм.
Усилия в канате стропа в зависимости от массы поднимаемого груза при
различных схемах строповки приведены в табл. 13-1.
В табл. 13-2 приведена грузоподъемность стропов для канатов типа ТЛК-0
по ГОСТ 3079-69 с расчетным сопротивлением проволоки на разрыв Д =
= 160 кгс/мм2. Для канатов с другим расчетным сопротивлением проволоки грузо-
подъемность стропа определяют умножением табличных данных на отношение
К/160.
Таблица 13-2
Грузоподъемность стропов для канатов типа ТЛК-0
по ГОСТ 3079-69, тс
Пример 13-2. Канат диаметром 19,5 мм типа ТЛК-0 с расчетным сопротивле-
нием R = 180 кгс/мм2; угол наклона ветвей к вертикали 30°,
Грузоподъемность стропа будет:
180
160
• 5,3=6,0 тс.
где 5,3 — грузоподъемность стропа для каната диаметром 19,5 мм при R =
= 160 кгс/мм2 из табл. 13-2, тс.
§ 13-10] Погрузочно-разгрузочные, транспортные и складские работы 711
Рис. 13-3. Браковка канатов по
числу обрывов иа длине шага
свивки,
Нормы браковки стальных канатов. Браковку находившихся в работе сталь-
ных канатов производят по числу обрывов проволок на длине одного шага свивки
(рис. 13-3). Шаг свивки каната определяют следующим образом. На поверхности
какой-либо пряди наносят нулевую метку (точка О), от которой отсчитывают
вдоль центральной оси каната столько прядей, сколько их имеется в сечении
каната, и на последней пряди наносят вторую метку, обозначив ее цифрой, равной
числу прядей в канате (например, в шестипрядном канате наносят метку 6; в две-
надцатипрядном канате — 12).
Расстояние между метками (точкой 0 и точкой, обозначенной цифрой, равной
числу прядей в канате) принимают за шаг свивки каната. У многопрядных канатов
(например, у каната 18 X 19 = 342 про-
волоки с одним органическим сердечни-
ком имеется шесть прядей во внутреннем
слое и двенадцать — в наружном) отсчет
прядей производят, исходя из числа пря-
дей в наружном слое.
Браковку каната, изготовленного из
проволок различного диаметра конструк-
ции 6 X 19 = 114 проволок с одним
органическим сердечником, производят
по данным, приведенным в табл. 13-3,
причем число обрывов как норма браковки
принимается за условное. При подсчете
числа обрывов тонкой проволоки прини-
мают за 1, а обрыв толстой проволоки — за 1,7. Например, если на длине одного
шага свивки каната при первоначальном коэффициенте запаса прочности до шести
имеется шесть обрывов тонких проволок и пять обрывов толстых проволок, то
условное число обрывов составляет 6 X 1 + 5 X 1,7 = 14,5, т, е. более 12 (см.
табл. 13-3), и, следовательно, канат бракуют.
Таблица 13-3
Число обрывов проволок на длине шага свивки каната,
при котором канат должен быть забракован
Первоначальный коэф- фициент запаса проч- ности при установлен- ном отношении D d* Конструкция канатов * для свивки
6 X 19 = 114 6 X 37 = 222 6 X 61 = 366 18 X 39 = 342
кресто- вой одно- сторон- ней кресто- вой одно- сторон- ней кресто- вой одно- сторон- ней кресто- вой одно- сторон- ней
До 6 12 6 22 11 36 18 36 18
От 6 до 7 14 7 26 13 38 19 38 19
Свыше 7 16 8 30 15 40 20 40 20
* D — диаметр ролика или барабана, измеряемый по диу канавки, мм; d — диаметр
каната, мм.
Число проволок на одном шаге свивки как признак браковки каната, кон-
струкции которого не указана в табл. 13-3, определяют, исходя из данных, по-
мещенных в этой таблице для каната, ближайшего по числу прядей и числу
проволок в сечении. Например, для каната конструкции 8X19= 152 проволоки
с одним органическим сердечником ближайшим по табл. 13-3 является канат
6Х 19= 114 проволок с одним органическим сердечником. Для определения
признака браковки следует данные табл. 13-3 (число обрывов на одном шаге свив-
ки) для каната 6 X 19 — 114 проволок с одним органическим сердечником умно-
712
Техника безопасности [Разд. 13
жить на коэффициент 96 : 72 = 1,33, где 96 и 72 — число проволок в наружных
слоях прядей одного и другого канатов. Число проволок в наружных слоях пря-
дей берут в соответствии с ГОСТ или определяют путем подсчета на канате.
При наличии у каната поверхностного износа или коррозии проволок число
обрывов на шаге свивки как признак браковки должно быть уменьшено: при из-
носе до 10% число обрывов уменьшается до 85% данных табл. 13-3; при износе
от 10 до 15% — до 75%; при износе от 15 до 20% — до 70%; при износе от 20 до
25% — до 60%; при износе от 30 до 40% — до 50%; при износе 40% и более ка-
нат должен быть забракован.
Если груз подвешен на двух канатах, то каждый канат бракуют в отдель-
ности.
При обнаружении в канате оборванной пряди канат к дальнейшей работе
не пригоден.
ТРАНСПОРТНЫЕ РАБОТЫ
При перевозке грузов и людей на автомобилях необходимо соблюдать «Пра-
вила дорожного движения», утвержденные приказом Министерства внутренних
дел СССР от 25 августа 1972 г., и «Правила техники безопасности для предприятий
автомобильного транспорта», утвержденные ЦК профсоюза рабочих автотран-
спорта и шоссейных дорог 14 марта 1972 г.
Каждый автомобиль перед выпуском на работу должен быть подвергнут
техническому осмотру и его исправное состояние отмечено в путевом листе. Неис-
правные автомобили к перевозке грузов не допускаются. Если автомобиль предназ-
начен для перевозки людей, то в путевом листе должна быть записана фамилия
ответственного за поведение пассажиров в пути.
Перевозка групп людей в кузове грузового автомобиля разрешается водителям,
имеющим стаж непрерывной работы в качестве водителя не менее трех лет, и мо-
жет производиться при соблюдении следующих требований: а) кузов оборудо-
ван сиденьями, укрепленными на расстоянии не менее 15 см до верхнего края
бортов, а сиденья, расположенные вдоль заднего и бокового борта, — прочными
спинками; б) количество перевозимых людей не превышает числа оборудованных
для сиденья мест; в) при наличии вне кабины легко снимаемого огнетушителя
емкостью не менее двух литров.
Перед поездкой водитель обязан проинструктировать пассажиров о порядке
посадки и высадки и предупредить их о том, чю стоять в кузмс движущегося
автомобиля запрс щсно.
При систематической перевозке людей на грузовых автомобилях последние
должны быть оборудованы тентом для защиты от атмосферных осадков, ветра
и солнца.
Проезд в кузове грузового автомобиля, не оборудованного для перевозки
групп людей, разрешается только лицам, сопровождающим груз или следующим
за его получением при условии, что они обеспечены удобным местом, расположен-
ным ниже уровня бортов.
Во всех случаях скорость движения грузового автомобиля, в кузове которого
находятся люди (независимо от их числа), не должна превышать 60 км/ч.
Запрещается перевозить людей: а) на автомобиле-самосвале, автомобиле-
цистерне и других специальных грузовых автомобилях, на грузовом прицепе
(полуприцепе) и тракторах; б) на сиденьи рядом с водителем сверх предусмотрен-
ного технической характеристикой количества мест.
Груз должен быть размещен и при необходимости закреплен на транспорт-
ном средстве так, чтобы он: а) не подвергал опасности пешеходов и других уча-
стников движения, не выпадал и не волочился; б) не ограничивал водителю об-
зорности; в) не нарушал устойчивости транспортного средства и не затруднял
управление им; г) не закрывал световые приборы, в том числе стоп-сигналы и
указатели поворотов, светоотражающие приспособления, номерные и опознава-
тельные знаки, а также сигналы, подаваемые рукой; д) ие создавал шума, не подни-
мал пыли и не вызывал других неудобств.
§ 13-10] Погрузочно-разгрузочные, транспортные и складские работы 713
Груз должен быть обозначен в соответствии с п.180 «Правил дорожного дви-
жения», если: а) он выступает за габариты транспортного средства спереди или
сзади более чем на один метр; б) крайняя точка его по ширине находится на рас-
стоянии более 0,4 м от внешнего края переднего или заднего габаритного огня.
Взрывчатые, радиоактивные, сильнодействующие ядовитые, легковоспламе-
няющиеся и другие опасные грузы, а также необезвреженную тару из-под них
можно перевозить только в соответствии со специальными правилами и ин-
струкциями.
При перевозке баллонов со сжатыми газами в целях предохранения от ударов
их следует отделять один от другого прокладками (резиновые кольца, толстый
пеньковый канат, деревянные прокладки с выемками и т. п.) не менее чем в двух
местах по высоте баллона. В жаркое время года во избежание увеличения дав-
ления газов в результате нагревания солнечными лучами баллоны необходимо
укрывать брезентом, на котором не должно быть жирных (масляных) пятен.
Перевозить баллоны со сжатыми газами вместе с другими грузами не разрешается.
К управлению автопогрузчиками и электропогрузчиками допускаются лица
не моложе 18 лет, прошедшие медицинское освидетельствование, сдавшие экза-
мены по устройству и эксплуатации машины, технике безопасности и получившие
соответствующее удостоверение.
Автопогрузчики и электропогрузчики, выпускаемые на работу, должны быть
технически исправными, с чистыми стеклами кабины. При работе автопогруз-
чика (электропогрузчика) с захватными вилами груз должен быть равномерно
распределен на обе лапы и может выступать вперед за пределы вил не более чем
на 1/3 длины лап. Укладывать груз выше защитного устройства, предохраняющего
рабочее место водителя от падения груза через раму автопогрузчика, не допуска-
ется.
Использовать автопогрузчики и электропогрузчики для подъема и переме-
щения людей запрещается.
Барабаны с кабелем необходимо перевозить, как правило, на транспорте-
рах, автомашинах и других транспортных средствах, причем барабаны должны
быть расчалены и иметь подкладки, препятствующие перемещению их по кузову.
Транспортировка блоков разрешается в кузове автомобиля, на трайлере
и на специальных прицепных пизкорампых тележках и санях со специальными
приспособлениями, обеспечивающими полную безопасность транспортировки;
перевозка блоков на металлических листах не разрешается.
Нахождение людей в кузовах автомобилей, перевозящих блоки, не разрешается;
это относится и к персоналу, непосредственно обслуживающему перевозку. Блок
должен быть хорошо креплен в кузове с таким расчетом, чтобы во время движе-
ния, остановок и поворотов не могло происходить передвижение груза по полу
кузова или опрокидывание его. Транспортировка блоков щитов разрешается
только в вертикальном положении. Блоки, возвышающиеся над уровнем бортов
кузова, должны увязываться крепкими исправными канатами или веревками,
увязывание блоков металлической проволокой не разрешается.
СКЛАДИРОВАНИЕ ОБОРУДОВАНИЯ И МАТЕРИАЛОВ
Порядок складирования оборудования, материалов и других грузов должен
соответствовать требованиям ППР или технологической записке.
Хранение и складирование оборудования и материалов должно быть органи-
зовано по их видам с учетом очередности расходования и поступления для монтажа.
При складировании необходимо оставлять проходы шириной 1 м и проезды, ши-
рину которых принимают в зависимости от вида обслуживающих транспортных
средств.
Укладывать оборудование, детали и материлы при хранении их иа монтажной
площадке и на складах необходимо следующим образом: а) крупногабаритное
и тяжеловесное оборудование и его детали с размером по высоте более 1 м —
в один ряд на подкладках; б) длинномерные и громоздкие материалы, стальные
714
Техника безопасности [Разд. 13
конструкции, крупносортный прокат и листовой металл — в устойчивые штабеля
высотой не более 1,5 м с прокладками между рядами и прокладками снизу; в) мел-
косортный прокат и стальные трубы диаметром до 80 мм — на стеллажи высотой
до 2,2 м; г) круглый лес — в штабеля высотой не более 1,5 м с прокладками
между рядами и прокладками снизу, а также с установкой упоров, препятствую-
щих раскатыванию; д) метизные изделия (болты, гайки, закчепки и др.) в ящиках—
в штабеля высотой не более 2 м на подкладках.
Прокладки и подкладки в штабелях следует располагать в одной вертикальной
плоскости; толщина прокладок должна быть 130—150 мм.
Баллоны со сжатыми газами следует хранить в специальных закрытых про-
ветриваемых помещениях, изолированных от источников открытого пламени
и мест сварки.
Хранить в одном помещении смазочные материалы, баллоны с кислородом
и ацетиленом, пропан-бутаном и другими взрывоопасными горючими газами не
допускается.
13-11. РАБОТА НА МОНТАЖНО-ЗАГОТОВИТЕЛЬНЫХ УЧАСТКАХ
В монтажно-заготовительных участках обычно размещают оборудование
для обработки листового и сортового металла (ножницы, прессы, гибочные станки),
труб (трубогибочные, трубоотрезные и трубонарезные станки), сварочное обору-
дование, оборудование по изготовлению и обработке изделий и деталей (токарные,
сверлильные, строгальные, наждачные станки). Размещение оборудования в пре-
делах помещения, участка должно обеспечить достаточные площади для проез-
дов, проходов и рабочих мест, для укладки заготовок, деталей и отходов, для ве-
дения в безопасных условиях ремонтных работ.
Расстояние между станками и от станков до конструктивных элементов здания
изменяется в зависимости от габаритных размеров и массы станков, которые
по этому признаку делятся на мелкие размерами до 1,5 X 0,75 м и массой до 500 кг,
средние до 3,5 Х2м и массой до 5 т, крупные до 5X3 м и массой до 15 т. В габариты
станков входя г выступающие части фундаментов, ограждения и приспособления
для установки и снятия обрабатываемых деталей, а также временно выступаю-
щие части станков.
Нормируемый проход между станками и консчруктивиыми элементами зда-
ний указан в табл. 13-4.
Таблица 13-4
Нормируемый проход между станками и конструктивными
элементами здания
Расположение прохода Ширина прохода для станков, мм
мелких средних крупных особо крупных
Между торцами станков Между тыльными сторонами стан- 400 600 800 1200
КОВ От стены до тыльной и боковой сто- 400 500 700 1100
роны станка От колонны до тыльной и боковой 400 500 700 800
стороны станка . 400 500 600—700 800
От колонны до фронта станка . . . 800 900 1000 1200
§ 13-J J] Работа на монтажно-заготовительных участках
715
Если работу можно выполнять сидя, рабочее место должно быть обеспечено
удобной для работы мебелью.
На точильных и обдирочных станках должны быть установлены защитные
прозрачные экраны, сблокированные с пусковым устройством станка. Экраны
должны иметь приспособления для их очистки.
Гильотинные ножницы для резки листового металла должны быть снабжены
столом и неподвижной предохранительной линейкой, не допускающей попадания
пальцев рук работающего под нож и под прижимное устройство. Конструкция
предохранительной линейки должна позволять работающему видеть место разреза.
Поверхность пусковой педали должна быть плоской, нескользкой, иметь
закругление в начале и упор для ног в конце. Высота педали над уровнем пола
не должна превышать 120 мм, а прожатие ее должно быть в пределах 20—60 мм.
Пусковая педаль должна иметь ограждение или другое предохранительное устрой-
ство, не допускающее случайного включения пресса.
Электродвигатель для индивидуального привода пресса должен иметь кнопоч-
ное пусковое и остановочное устройства и, кроме того, индивидуальный выклю-
чатель для выключения пресса на время ремонта, установки, доводки штампов
и в других необходимых случаях.
Прессы должны иметь предохранительные приспособления, не допускающие
повреждения рук рабочих действующими штампами. К указанным присопособ-
лениям относятся: механизм включения, требующий для пуска пресса одновремен-
ного использования обеих рук (двуручное включение); устройство для принудитель-
ного устранения рук из опасной зоны штампа в момент опускания ползуна пресса;
фотоэлементная защита и другие приборы, обеспечивающие автоматическое вы-
ключение пресса при вводе рук работающего в опасную зону; приспособления,
допускающие включение пресса только после закрытия опасной зоны специаль-
ными ограждениями. Прессы должны иметь тормозные устройства, устраняющие
возможность самопроизвольного опускания ползуна после выключения пресса.
Тормозное устройство должно действовать автоматически при каждом выключении
пресса.
Штампы должны быть закрытого типа во всех случаях, когда это возможно
по условиям обработки деталей для того, чтобы между матрицей и пуансоном
не могли попасть пальцы работающего. Штампы массой более 16 кг должны иметь
приспособления для надежного захвата подъемными устройствами при их пере-
мещении. Ручная подача материалов на матрицу при штамповке из отдельных
заготовок допускается при соблюдении одного из следующих условий: а) наличия
штампа закрытого типа; б) если нет необходимости при работе вводить руки в
открытую рабочую зону при движении пуансона (что достигается соответствующими
размерами и конфигурацией заготовок, устройством выдвижных или откидных
матриц, сблокированных с включением пресса и т. п.); в) применения специаль-
ного инструмента, исключающего возможность ввода рук работающего в зону
движения пуансона (пинцеты, крюки и т. п.); применение указанного инструмента
допускается только в тех случаях, когда выполнение остальных перечисленных
условий технически неосуществимо.
При штамповке из отдельных заготовок с ручной подачей их
на матрицу работа пресса самоходом (непрерывная работа) не допускается. Для
предотвращения двойного удара необходимо применять соответствующие приспо-
собления и блокировки.
При штамповке из листового материла ручная подача материалов
на матрицу допускается только при наличии направляющей линейки и упоров
на штампе. Для длинных листов, кроме того, должны применять роликовые столы
(рольганги). При штамповке из полосового материала ручная подача
полосы на штампы открытого типа допускается при условии неподвижного ог-
раждения зоны, наличия столика с направляющей линейкой и роликами или
направляющих скоб. При ручной подаче листа и полосы на штампы открытого
типа работы должны быть организованы так, чтобы в конце подачи листа и полосы
не было необходимости вводить руки работающего в опасную зону.
716
Техника безопасности [Разд. 13
Снятие отштампованных деталей, когда это технически возможно, должно
быть механизировано (механические руки, автоматические сбпасыватели, воз-
душная сдувка, качающиеся потки и т. п.); при этом должны быть устроены ог-
раждения, предотвращающие удары механизмами работающих на прессах.
Штампы открытого типа могут допускаться в эксплуатацию как исключение,
опасная зона таких штампов должна иметь ограждение для предотвращения по-
падания рук в эту зону.
Штампы необходимо крепить на столах прессов надежно с помощью специаль-
ных болтов, скоб и мерных подкладок.
При работе на монтажно-заготовительных участках необходимо также соб-
людать все правила безопасного производства сварочных погрузочно-разгрузоч-
ных и других работ, изложенных выше.
13-12. ПЕРВАЯ ПОМОЩЬ ПОСТРАДАВШИМ ПРИ НЕСЧАСТНЫХ СЛУЧАЯХ
Срочная первая доврачебная помощь необходима для спасения жизни
пострадавшего от несчастного случая. Независимо от ее оказания следует немед-
ленно обратиться к врачу или вызвать его к месту нахождения пострадавшего.
Первая помощь при потере сознания. Если пострадавший потерял сознание,
не дышит или дышит очень слабо, тяжело и судорожно, надо немедленно присту-
пить к искусственному дыханию, если это позволяет причина потери сознания.
Рис. 13-4. Искусственное дыхание по методу «изо рта в рот».
а — начальное положение головы; б — положение головы, при котором начинают искус-
ственное дыхание;- в — вдох; а — выдох.
При искусственном способе дыхания «изо рта в рот» (рис. 13-4) оказывающий
помощь после 2—3 глубоких вдохов вдувает воздух из своих легких в рот или
нос пострадавшего. При этом необходимо пострадавшему в первую очередь обес-
печить свободную проходимость верхних дыхательных путей, которые могут быть
закрыты запавшим языком и накопившейся слизью.
Чтобы обеспечить свободную проходимость гортани пострадавшего, сле-
дует отвести назад его голову, для чего оказывающий помощь левую руку должен
§ 13-12] Первая помощь пострадавшим при несчастных случаях
717
положить под затылок пострадавшего, а правой нажать на лоб. При этом рот
пострадавшего раскрывается, а для сохранения достигнутого положения головы
под лопатки подкладывают валик из свернутой одежды. Рот пострадавшего
вытирают от слизи.
Вдувание в рот или нос осуществляют через марлю или платок, причем необ-
ходимо обеспечить при этом полную герметичность. По окончании вдувания воз-
духа надо освободить рот и нос пострадавшего, чтобы не мешать свободному
выдыханию.
Если грудная клетка пострадавшего при каждом вдувании воздуха в рот
не расширяется, необходимо проверить, не закрыта ли гортань у пострадавшего.
Появление первых слабых вдохов не дает основания для прекращения искус-
ственного дыхания, частота которого ие должна превышать 16 раз в мин.
При отсутствии у пострадавшего сердцебиения необходимо одновременно
с искусственным дыханием начать непрямой (закрытый) массаж сердца. Для
13-5. Непрямой массаж сердца.
а — место иажима ив (рудную клетку; б — положение рук производящего непрямой мас-
саж сердца.
эюго оказывающий помощь становится с левой стороны пострадавшего и накла-
дывает на иижнюю часть его грудной клетки ладонь выпрямленной в локте руки
(рис. 13-5), а другую руку для усиления надавливания накладывают на первую.
Надавливать на грудную клетку следует толчками такой силы, чтобы при каждом
толчке смещать ее на 3—4 см. При больших размерах грудной клетки нужно
стараться при толчке сместить грудину на 5—6 см. После каждого надавливания
следует быстро расслабить руки, не отнимая от грудной клетки.
Если помощь оказывает один человек, то надо чередовать 2—3 вдувания
воздуха в легкие пострадавшего с 4—6 толчками на грудину, причем в минуту
следует делать около 12 вдуваний и примерно 60 толчков. Лучше, если помощь
оказывают двое. В этом случае один производит искусственное дыхание, а дру-
гой — закрытый массаж сердца. Следует твердо помнить, что в тот момент, когда
производится вдувание воздуха в рот или нос пострадавшего, массаж сердца
ие делают. Массаж сердца и искусственное дыхание следует производить до
появления у пострадавшего самостоятельного дыхания и сердцебиения.
Первая помощь при поражении электрическим током. При поражении элек-
трическим током следует немедленно освободить пострадавшего от дальнейшего
соприкосновения с цепью электрического тока и оказать срочную медицинскую
помощь, одновременно вызвав врача.
Для быстрейшего освобождения пострадавшего от действия тока необходимо
выключить цепь с помощью ближайшего выключателя или вынуть предохрани-
тели на электрощите. В случае отдаленности места отключения от места проис-
шествия следует перерезать провода (каждый провод в отдельности), предваритель-
но обернув рукоятку инструмента сухой тканью для изоляции.
718
Техника безопасности [Разд. 13
При невозможности быстрого отключения тока необходимо оттянуть постра-
давшего от провода, приняв меры предосторожности, чтобы оказывающий помощь
не оказался под напряжением (надеть резиновые перчатки, галоши, подложить
себе под ноги сухую доску, стекло и тому подобный изолирующий материал).
Оттягивать пострадавшего от проводов следует за концы его одежды, не при-
касаясь к его телу незащищенными руками.
Если освобождение от соприкосновения с цепью электрического тока связано
с опасностью падения с высоты, необходимо принять меры для предохранения
пострадавшего от ушибов при падении. Освободив пострадавшего ог действия
электрического тока, при необходимости, ему следует делать искусственное ды-
хание, обеспечить покои и вызвать врача.
Первая помощь при раиеииях. При ранениях и кровотечениях следует предо-
хранить рану от инфекции, для чего кожу вокруг раны надо смазать иодом и
забинтовать рану. Обмывать рану водой и прикасаться к ней нельзя.
Кровотечения останавливают наложением жгута, который разрешается дер-
жать не более 1,5 ч во избежание омертвления конечностей. При перевязывании
раны нужно использовать индивидуальный стерильный пакет. Если кровь проса-
чивается через повязку, нужно, не меняя ее, положить сверху еще ваты и снова
забинтовать.
Первая помощь при ожогах. При небольших ожогах пораженное место смазы-
вают вазелином и накладывают стерильный индивидуальный пакет, после чего
необходимо обратиться к врачу. При ожогах крепкими кислотами, щелочами
и т. п. надо обмыть пораженное место сильной струей воды в течение 15—20 мин,
наложить стерильный пакет и обратиться к врачу.
ПРИЛОЖЕНИЕ
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЗАПОРНОЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ
Наименование Условные обозначения Среда Темпе- ратура, °C Ру. МПа Ди а- метр услов- ного прохо- да, мм Присоединительные размеры
Вентили стальные
Запорный сильфонный вакуумный 14нж1р-3 Газообразная 50 0,05 4 Ниппели под привар-
капковый с ниппелями 10 ку
20
Запорный муфтовый 15нж6бк Агрессивная 300 1 6 Труб. V/
2,0 15
Запорный малогабаритный ЗВ-2М Вода, воздух 100 1,6 3
Сильфонный 14иж19р Агрессивная 80 2,3 6 Цапковые с ниппеля- ми под приварку
10 М27х1,5
15 М36х2
20 М39х2
15с13бк 25 М48х2
Запорный угловой цапковый Жидкий и газообраз- От —40 2,5 6 М20Х1.5
15с13бк1 ный аммиак до +150 10 М24Х1.5
Запорный повышенного давления впд Неагрессивная газо- 200 4 6 К1//
вая 10 К’/г"
Запорный проходной 890-ООБ; 891-00Б Вода, пар 425 10 15 20 Под сварку
Воздушный 1015-00Б Воздух 500 16 6 То же
Т рехходовой 1014-00Б Пар, вода 450 20 6 » »
Запорный трехходовой 965-00Б То же 200 10 4 » »
Запорный с муфтой и цапкой 15нж54бк Агрессивная 300 16 5 Труб. Ч2" и М33х1,5
Приложение
Наименование Условные обозначения Среда
Запорный игольчатый 15с54бк1 15с54бк2 15с54бкЗ ВИ 160 Неагрессивиая
Запорный игольчатый муфтовый Нефтепродукты
Высокого давления Запорный кованый муфтовый Запорный коваиый фланцевый ВВД Б В ДМ ВВДФ Неагрессивная газо- вая Жидкая, агрессивная То же
Угловой фланцевый 15с100бк Газы, водород, цирку- ляционный газ, азот
Вентили латунные
Запорный сильфонный вакуумный цапковый 15Б50р-ЗМ 15Б50р-4М Инертный газ
Запорный муфтовый 15БЗк; 12БЗр 15Б1бр Парообразная и жид- кая То же
Продолжение
Темпе- paiypa, “С РУ' МПа Диа- МС1р услов- ного прохо- да, мм 11рнсоедннителы1ые размеры
200 16 — М22х1,5 Труб. */,' и МЗЗх 1,5 К Труб. Vs'
120 16 6 15 20 15 К Труб. VZ К Труб. 1/в" К Труб. »// К Труб. 1'
400 16 6 15 К1/** К*/2'
300 16 15 труб. */»'; 8/Г; и
300 16 15 20 25 Фланцы
200 32 3 Резьбовые фланцы и концы под линзовое уплотнение (ГОСТ 9399-63)
60 0,1 3; 10 20 3; 10 20 С ниппелями и на- кидными гайками С патрубками под припайку
50 1 15 Труб. V/; •/«'; 1'
225 1,6 15 20 25 Труб. *// Труб. 3/4' Труб. 1"
Приложение
Наименование Условные обозначения
Вентили чугунные
Запорный фаолитированный Запорный диафрагмовый футерован- ный фланцевый (футеровка корпуса и диафрагмы из полиэтилена или фто- ропласта) Запорный фланцевый 15ч64п 15ч74п1 15ч74п2 15ч75п1 15ч75п2 15кч12п
Запорный муфтовый 15кч18бр
25кч18р
Вентили пластмассовые Прямоточный с фланцами Запорные диафрагмовый прямой Типа «Косва» ВПД-3
Запорный диафрагмовый Запорный диафрагмовый угловой ВПД-4 В ПДУ-4
Продолжение
Среда Темпе- ратура, •С Ру. МПа Диа- метр услов- ного прохо- да. мм Присоединительные размеры
Агрессивная 100 От —15 0,6 1,0 25 6 Фланцы
То же до +500 1,6 10 15 20 25 То же
Аммиак От —30 до +150 2,6 20 25 Фланцы
Пар 225 1,6 15 20 25 Труб. V/ Труб. 8/ ' Труб. 1"
Вода 50 1 15 20 25 Труб. 1/2* Труб. 8// Труб. 1'
Агрессивные жидко- сти и газы 50 0,6 25 Фланцы
Воздух, вода, агрес- сивные среды 60 0,6 3 Устройства для при- соединения пластмас- совых труб размером 8x1,6 мм
То же 60 0,6 4 Труб. VZ
Воздух, агрессивные среды 60 0,6 4 Труб. ’//
Наименование Условные обозначения
Задвижки стальные
Клиновая муфтовая зкс
Краны латунные
Натяжной муфтовый ПБ1бк
Сальниковый муфтовый НБббк
Краны чугунные
Натяжной газовый муфтовый ПчЗбк
Сальниковый фаолнтированный 11ч15п
Сальниковый муфтовый Нчббк
Краны трехходовые
Для манометров с контрольным флан- 14М1-16
цем
С контрольным фланцем к манометру КТК
Продолжение
Среда Темпе- ратура, СС РТ МПа Диа- метр услов- ного прохо- да, мм Присоединительные размеры
Жидкая и газооб- 450 16 15 к Труб. 1//
разная 20 К Труб. з/4-
25 К Труб. 1'
Жидкая 100 0,6 10 v
15 W'
20 з/г
25 1"
То же 100 1,0 10 з/8"
15 ч/
20 3/z
25 1"
Газ 50 0,1 20 3/4’
25 1"
Кислоты 70—100 0,3 25 Фланцы
Вода, нефть, масло 100 1,0 15 */2"
20 3/Г
25 1"
Вода, пар 225 1,6 3 ЗМ20Х1.5
Вода, масло, нефть 100 1,6 4 Труб. 1/2’
722 Приложение
СПИСОК ЛИТЕРАТУРЫ
1. Адабашьян А. К-, Минаев П. А. Монтаж систем контроля и автоматики.
М.: Стройиздат, 1974.
2. Глазов Б. В. Монтаж и наладка приборов для измерения температуры.
М.: Энергия, 1978.
3. Дубровский А. X. Устройство электрической части систем автоматизации.
М.: Энергия, 1972.
4. Захаров В. Н., Поспелов Д. А., Хазацкий В. Б. Системы управления.
Задание. Проектирование. Реализация. М.: Энергия, 1977.
5. Инструкция по монтажу электрооборудования, силовых и осветительных
сетей взрывоопасных зон, ВСН 322-74/ММСС СССР. М.: Энергия, 1976.
6. Ипатов П. П., Фринкеев А. Ф. Монтажные подъемно-транспортные и та-
келажные работы. М.: Стройиздат, 1975.
7. Исполнительные устройства регуляторов. Справочное руководство. М.:
Недра, 1972.
8. Истомин Л. П. Индустриальный метод монтажа операторных. — Монтаж
и наладка средств автоматизации и связи, 1974, № 7 (69), с. 3—6.
9. Кавалеров Г. И. Государственная система промышленных приборов и
средств автоматизации. — Приборы и системы управления, 1972, № 7, с. 1—7.
10. Каминский Е. А. Техника чтения схем электроустановок. М.: Энергия,
1972.
11. Кичихин Н. Н. Такелажные работы. М.: Высшая школа, 1975.
12. Клюев А. С., Глазов Б. В., Минднн М. Б. Техника чтения схем автома-
тического управления. М.: Энергия, 1977.
13. Кузин М. Д. Монтаж, наладка и эксплуатация автоматических устройств.
М.: Металлургия, 1972.
14. Лившиц М. С. Монтаж и наладка электрического оборудования промыш-
ленных предприятии. М.: Стройиздат, 1976.
15. Лигерман И. И. Кабельные сети промышленных предприятий. М.: Энер-
гия, 1975.
16. Манойлов В. Е. Основы электробезопасности. Изд. 3-е, перераб. и доп.
Л.: Энергия, 1976.
17. Малинкин Н. И. Монтаж проводов и кабелей в устройствах автоматики.
М.: Энергия, 1975. 112 с.
18. Миндин М. Б., Непомнящий И. Б. Монтаж приборов измерения расхода
жидкости и газа. М.: Энергия, 1977.
19. Монтаж приборов и средств автоматизации. Справочник / Под ред.
А. К. Адабашьяна, К. А. Алексеева, А. С. Клюева, Д. П. Чупрова. М.: Энергия,
1972.
20. Наладка автоматических систем и устройств управления технологиче-
скими процессами. Справочное пособие / Под общ. ред. А. С. Клюева. М.: Энергия,
1976.
21. Наладка приборов и устройств технологического контроля. Справочное
пособие / Под общ. ред. А. С. Клюева. М.: Энергия, 1976.
22. Осипенко Ю. К., Файгензон М. С. Монтаж приборов и средств автомати-
зации. М.: Стройиздат, 1972.
23. Сизов Н. И. План технического развития и повышения эффективности
строительного производства. М.: Стройиздат, 1975.
724 Список литературы
24. Справочник монтажника. Производство электромонтажных работ. —
М.: Стройиздат, 1976.
25. Строительные нормы и правила. Ч. III. Правила производства и приемки
работ. Гл. 34. Системы автоматизации. М.: Стройиздат, 1974.
26. Таманов Г. Н., Канцыбко И. П. Монтаж систем контроля и автоматики
в нефтехимической промышленности. М.: Стройиздат, 1972.
27. Техника проектирования систем автоматизации технологических про-
цессов / Под ред. Л. И. Шипетина. М.: Машиностроение, 1976.
28. Фоминых В. П. Электросварка. М.: Высшая школа, 1976.
29. Чанышев Р. О. Подъемники и легкие краны в строительстве. М.: Сгрой-
издат. 1975.
30. Чудинов М. А. Опыт сборки и монтажа щитовых блоков. Монтаж и на-
ладка средств автоматизации и связи, 1974, № 12 (74), с. 4—5.
31. Шумова С. В. Типовые чертежи одиночной установки датчиков ГСП. —
Монтаж и наладка средств автоматизации и связи. 1973, № 6 (58), с. 29—32.
32. Яковлев В. Н. Справочник слесаря-монтажника. М.: Машиностроение,
1975.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автоматы для дуговой сварки 127
Автопогрузчик 137
Агрегат однопостовой передвижной для
дуговой сварки 125
— окрасочный 95
Арматура трубопроводная 721
Б
Блоки трубные 258, 2G1, 2G3, 2G5, 266
Бокорезы 113
В
Вводы в щиты н пульты труб, кабелей
и проводов 219
Втулки для оконцевания труб 166
Выбор диаметра защитных труб для
затяжки проводов и кабелей 329, 330,
331
— сечения стальных заземляющих про-
водников 333
Г
Газоанализатор магнитный 607
— оптико-абсорбционный 618
— тепловой 61G
Генератор ацетиленовый 116
— сварочный 124
Горелка газовая 120
График сетевой 64
Грузоподъемность стропов 710
Группа квалификационная 699
д
Диафрагмы измерительные 43S, 440,
444, 448
Домкраты кабельные 135
Дыхание искусственное 716
Ж
Жидкости разделительные 516, 520, 527
Журналы кабельные н трубные 56
3
Заземление щитов и пультов 225
Записка пояснительная 60
Затвор предохранительный 116
Защита проводов электропроводок си-
стем автоматизации 324, 327
И
Изделия для коммутации приборов
175, 187
---- крепления труб и кабелей 172,
177
---- маркировки проводов 165
---- установки приборов 179
Инструмент для сварочных работ 116
К
Клещи электромонтажные 111
Ключ ниппельный 107
— трубный 107
Компрессор передвижной 93
Конструкции закладные 362, 426
— кабельные сборные 168
Короба стальные 168
Коробки и ящики для электропро-
водок 159
— чугунные взрывозащищенные 164
Коэффициент черноты монохромати-
ческого излучения 387
---- полного излучения 388
Кронштейны для дифманометров 469
М
Массаж сердца при потере сознания
717
Материалы прокладочные 433
726
Предметный указатель
Машины маятниковые 83
— сверлильные пневматические 91
— шлифовальные 88, 92
— электрические 89
Механизм построечный 88
— резьбонарезной 85
— трубогибочный 85
— трубоотрезной 82
Минимальные расстояния между диф-
манометрами и манометрами 499,
500
Мосты шарнирные и лотки 171
Муфты бандажирующие 167
Н
Набор инструментов 96, 110, 111
Нагрузка токовая допустимая на ка-
бели 301
----------- провода 300
Насос гидравлический ручной 105
Нож для надрезания полимерной обо-
лочки кабеля 106
— монтерский 113
Ножницы высечные 77
— для резки листовой стали 75
-------- сортовой стали 75
— рычажные 77
— секторные 112
— электрические 90
Нормы браковки стальных канатов 711
— переноски тяжестей 706
О
Обозначения буквенные и теряемых
н регулируемых величин 30
---функциональных признаков при-
боров 30
— условные графические первичных
измерительных преобразователей тем-
пературы 27
--------защитного заземления 51
-------- приборов и регуляторов 29
-------- проводок 54
-------- трубопроводов 26
-------- элементов электрических
принципиальных схем 38
Оборудование для сварочных работ 116
— подъемно-транспортное 130
Опрессовка медных жил 359
Организация труда и зарплаты 12
Отвертка пневматическая 93
— ручная 113
Отводы для обвязки дифманометров
509, 510
П
Пайка медных труб 275
Перевозка людей в кузове грузового
автомобиля 712
Перфоратор пневматический 105
Пилы маятниковые 83
Пирометр радиационный 388
Пистолет монтажный 107
Планы расположения средств автома-
тизации, электрических и трубных
проводок 52
Плоскогубцы 113
Пневмокабель 233
Подряд бригадный 15
Подставки для дифманометров 467
Показатель тепловой инерции мано-
метрических термометров 369
Помощь при ожогах 718
-----поражении электрическим то-
ком 717
----потере сознания 716
----- ранениях 718
Преобразователь частоты 91
Пресс 100
Прибор для прозвонки кабеля 113,
115
Приемники переменного перепада дав-
ления 438
Припои для пайки медных и алюминие-
вых жил 358
Приспособление для нарезания резьбы
100
-----продавлення отверстий в коро-
бах 103
— — реши нерфоищелнй и коробов
103
Проводки трубные внутренние, наруж-
ные, скрытые и открытые 229
-----импульсные 228, 237
-----командные 228
-----обогревающие, охлаждающие,
вспомогательные и дренажные 228
-----питающие 228
Проводники заземляющие 165
Проход условный регулирующего ор-
гана 687
Проходы трубных проводок через сте-
ны и перекрытия 251, 253
Р
Работы скрытые 17
Разделители 428, 431
Разъемы штепсельные 352
11ре<1нетный указатель
727
I’.ic'ici стропов 708
1’еду и op газовый 118
С
Сальники привертные пластмассовые
107
----стальные 167, 221, 223
Свари стыков трубопроводов 27.3
Сдача объектов 16, 294, 360
(л;ти заземления 331, 348
Содержание проектных материалов 22
(хдедщение регулирующего органа с ис-
полнительным механизмом 688
— труб неразъемное 273, 278
---- разъемное 275
Соединители металлические для метал-
лор}кавов н стальных труб 156
— ниппельные с торцевым уплотне-
нием 140
— пластмассовые 144
- для мегаллорукавов 158
— с развальцовкой для медных труб
142
— — шаровым ниппелем 148
Сопла измерительные 438, 442
Октав проектной документации 20
Сосуды влагоотделительные 185, 523,
524
— разделительные 523, 524, 526
уравнительные 441, 522, 524
----конденсационные 522, 524
Станок вырубной 78
* — гибочный 85
— заточный 82
— радиально-сверлильный 81
— ренбонарезной 85
— сверлильный 81
Станок точильно-шлифовальный 82
Стойки для дифманометров 471
Схема структурная многоуровневая 23,
24
---- одноуровневая 23
— функциональная 25, 32
Схемы подъема грузов канатными стро-
пами 708
— соединения электронных регуля-
торов 665
Т
Телескопы радиационных пирометров
389
Температура радиационная 388
Трубогиб 98
Трубопрнжим 104
Труборез 97
У
Усилия в канате стропа 709
Уткогиб 99
Э
Электрододержатели 129
Электромагнитобур 105
Э гектронные приборы серий РП2,
КПП, КП2 661, 663
— регуляторы серии РПИБ 661
Электросварка медных и алюминиевых
жил 359
Элементы для крепления аппаратуры
в щитах 195
— закладных оправ 181
КОНСТАНТИН АФАНАСЬЕВИЧ АЛЕКСЕЕВ,
ВИКТОР СЕРГЕЕВИЧ АНТИПИН,
ГАЛИНА СТЕФАНОВНА БОРИСОВА.
АЛЕКСАНДР ЛЕОНИДОВИЧ ГАНАШЕК,
АНАТОЛИИ СТЕПАНОВИЧ КЛЮЕВ.
НИКОЛАИ ИВАНОВИЧ МАЛИНКИН,
ПЕТР АЛЕКСАНДРОВИЧ МИНАЕВ,
МИХАИЛ БОРИСОВИЧ МИНДИН,
ИСААК БОРИСОВИЧ НЕПОМНЯЩИЙ,
ДМИТРИИ ПАВЛОВИЧ ЧУПРОВ
МОНТАЖ ПРИБОРОВ И СРЕДСТВ АВТОМАТИЗАЦИИ
(СПРАВОЧНИК)
Редактор Б. В. Глазов
Редактор издательства Н. Б. Фомичева
Переплет художника Е. В. Никитина
Технические редакторы: Л. В. Иванова, Н. П. Собакина
Корректор М. Г. Гулина
ИБ № 832
Сдано в набор 12.01.79. Подписано в печать 04.07.79. Т13125 Формат
60X90V16 Бумага типографская № 1 Гарн. литературная Печать высо-
кая Усл. печ. л. 45,5 Уч.-изд. л. 54,36 Тираж 40 000 экз. Заказ 423
Цена 3 р. 20 к.
Издательство «Энергия», 113114, Москва, М-114, Шлюзовая иаб., 10.
Ордена Октябрьской Революции, ордена Трудового Красного Знамени
Ленинградское производственно-техническое объединение «Печатный
Двор» имени А. М. Горькою «Союзполиграфпрома» при Государствен-
ном комитете СССР во делам издательств, полиграфии и книжной
торговли. 197136, Ленинград, П-136, Гатчинская, 26.