/


























































Теги: руководство по эксплуатации металлорежущие станки станки
Год: 1977




Текст
м одель 2Е440А
I
О ТА Н О К
К О О РД И И АТВО-
РА СТОЧНЫЙ
РУКОВОДСТВО по
эксплуатации
2Е44ОА 00 000 РЭ
ЧАСТЬ I
г. Куйбышев
СОДЕРЖАНИЕ
ТЕХНИЧЕСКОЕ ОПИСАНИЕ стр.
Назначение и область применения .................................. 4
Состав станка..................................................... 5
Устройство и работа станка и его основных частей.................. 9
Электрооборудование ............................................. 41
Система смазки................................................... 41
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Указание мер безопасности ...................................... 48
Порядок установки................................................ 48
Настройка станка для работы .................................. 53
Регулирование.................................................. 54
Схема расположения подшипников ............................... 63
ПАСПОРТ ......................................................... 66
Основные технические данные и характеристики .................... 67
Сведения о ремонте............................................ 71
Сведения об изменениях в станке ................................. 72
Комплект поставки .............................................. 73
Свидетельство о приемке ........................................ 83
Свидетельство о консервации ...............................
Свидетельство об упаковке .................................
Гарантии...................................................... 86
Приложение. Материалы по быстроизнашиваемым деталям.......... g 7
~ 3 -
1. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
1.1. Начначение и oihuctp применения панка
Ксораичгп’но-р,icTc-nab’" • .'сапок ’.чио.:г ?i -I Ю \ (рис. 1 нреннн.чначсн идя оор.чботки'отвер-
стпй с точным ро.епо.'.•ьеаием осей, р..кл;ер:.> к ечд;у которыми .>.;?! ыы и нрямоуш/и.чий ci-eio—
мо коорлннлт.
Наряду с р/г'гонкой чл етанкс", яри иооО.чи.щм.еоТн, могут вмпо.чняп.сч: сверление, логкоо
{чистовое) фре-зорон.п’г.о, размер*.। и ".pcropiui лщкчимх размеров, в частности к*е.'кг.онг|к’,.мх
расстояний.
Применяя ноег.тв ыомые; со станйех ПёУО}«ог,’! !0 сголн л другие г.ри”ч;;лех!1ОСТ11, мольо,
кроме 1’ого, прПи.яч1.и!Т!.. of работку отг«-р.-:ч:к, .1 литых в иол яркой системе hiiopnintar,
li ioiiiu-ix ив;ч«;|м:<л и-ор- ндлкуляркых ч'ьерсп'.н и прогонку т» ри<'ьыл и.1<ц:«\т-. iu
Станок кр'.ц'оц, л кал :.:я р.юог и н>'.сгр>.к'е:!т.;'Ч'Чь;\ itew.K loopioorh.i кондукторов и пригнО"
собг.ений J, ток и ь г.роио;.о."’сг..и!.н1 !ч .'.'к.о. лч nvmrii чор.1оогли'лет-1'|ей йез {.•.•ючнл.п.ной о\ ~
настьп.
1'танок оСч рудов.хн ог.гн «,сг.нм’« окрлне;’ -м,t ojсчетными уси’Тютв..ми, по:чч\’п1к'н:»!.х.и огсчт.~
-павагь ne.iyjo и y,4i чЛсп. кск'рди’.. размера.
В усло'чих Ht>j мольной олсч.'п'о.гиген от ><ск оех-п, ,,.п«аег точн^н-гь еег.шавкп мотие-нтрслых
расстояний в np-IMOX rv.’u.i.ofi системе Ке-ар-ДИ--;». - О,0С4 мм.
Станок оси.-нцеч иооохо.г.'М' :.мг и раелге н..>»Г:о.кп..1Сгчм’Л,
1.2. Состав станка.
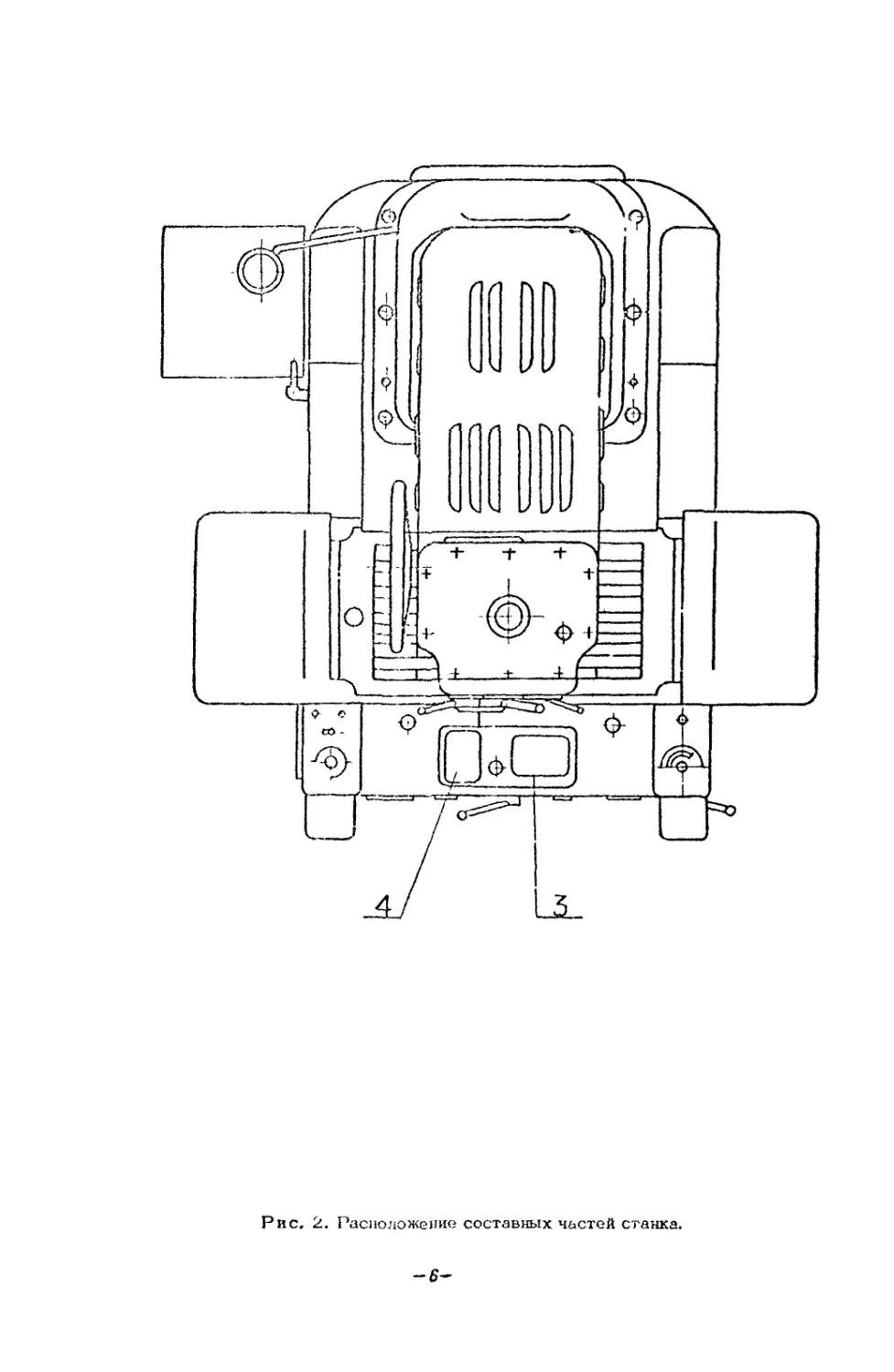
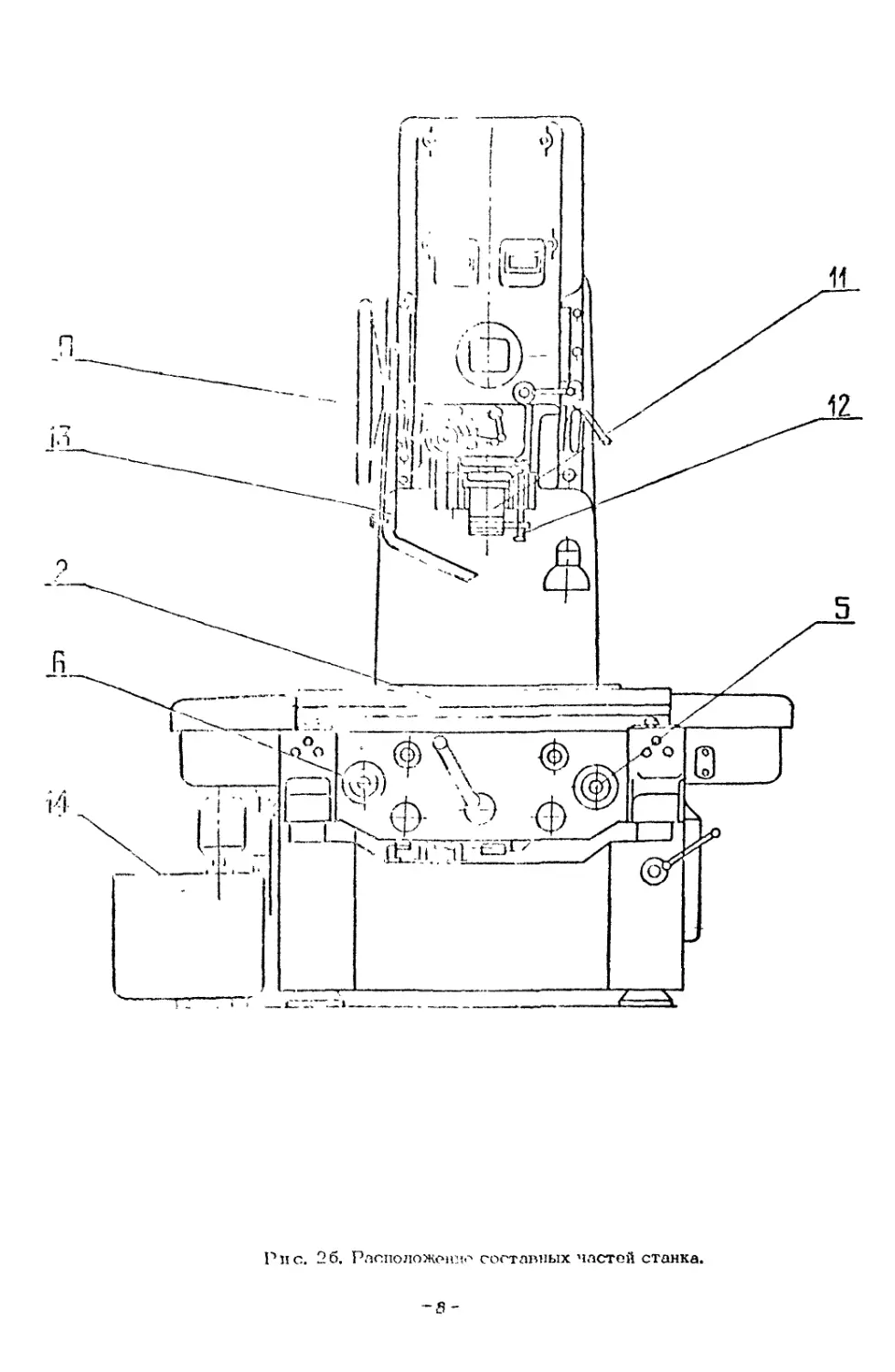
1.2.1. Общий виде обозначением составных частей станка (рис. 2).
1,2,2. Перечень составных частей станка (табл. 1).
Таблица 1
Позиция гм. рир. 2' Наименован”г Обозначение Примечание
1 Станина 2В44ОА.1О5 Унифицирована со стан-
ка мод. 2В440А
2 Стол-салазки 2Е440А1106
3 Масштаб продольный 2В440.133 Унифицировано со стан-
ка мод. 2В44ОА
4 Масштаб поперечный 2В44О.143 То же
5 Привод перемещения стола 2В44ОА.232 >
6 Привод перемещения са-
лазок 2В4 40 4.242 9
7 Коробка скоростей 2В440А.301 9
8 Стойка 2В44ОА.315 9
9 Шпиндельная бабка 2В440А.400 9
10 Блок направляющих 2В440А.411 9
11 Шпиндель 2Е440А.441
12 Устройство установки 2В440А.451 Унифицировано со стан—
на глубину ка мод. 2В44ОА
13 Охлаждение 2В440А.761 То же
1^ Станция охлаждения 2455.59 Унифицировано со стан-
ка мод 24’55
-5-
Рис. 2. Расположение составных частей станка.
-6-
Рис. 2а. Расположение составных частей станка.
-7-
р „ с. 26. Расположенно составных частой станка.
-а-
1.3. Устройство и работа станка и его составных частей.
1.3.1. Общий вид с обозначешим органов управления (рис. 3).
1.3.2. Перечень органов управления (табл. 2).
Таблица 2
Позиция
(см. рис. 3)
Органы управления и их назначение
1
2
3
4
5
6
7
8
9
10
II
12
13
14
15
16
17
18
19
20
21
22
23
24
Рукоятка включения питания электрошкафа
Лампа контроля включения питания электрошкафа
Кнопка включения питания станка
Кнопка отключения питания станка
Тумблер включения местного освещения
Розетка включения переносной лампы
Кнопка аварийного отключения питания станка
Амперметр контроля нагрузки
Кнопка включения освещения экранов оптики
Маховик перемещения шпиндельной бабки
Рукоятки ручного (быстрого) перемещения гильзы шпинделя
Гайка зажима инструмента в шпинделе
Указатель величины подач шпинделя
Рукоятка выбора направления подач шпинделя
Маховик установки величины подач шпинделя
Рукоятка зажима шпиндельной бабки
Винт зажима гильзы шпинделя
Маховичок тонкой подачи гильзы шпинделя
Маховик установки диапазона частот вращения шпинделя
Рукоятка включения механизма отключения подач на заданной глубине
Указатель диапазона частот вращения шпинделя
Кнопка включения медленного проворота шпинделя
Кнопка включения вращения шпинделя
Кнопка отключения вращения шпинделя
-9-
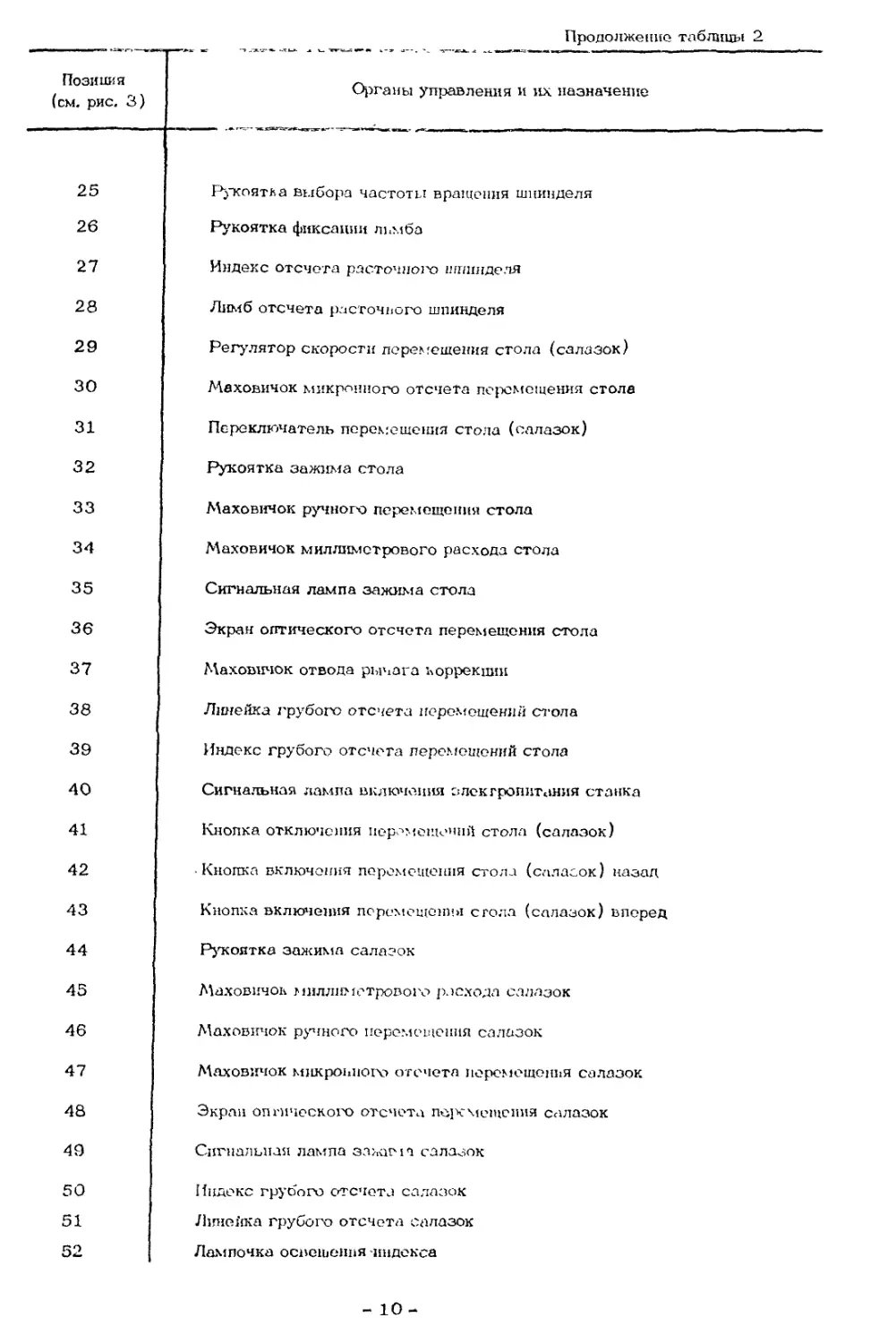
Продолжение таблицы 2
Позиция
(см. рис. 3)
Органы управления и их назначение
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
Рукоятка выбора частоты вращения шпинделя
Рукоятка фиксации лимба
Индекс отсчета расточного шпинделя
Лимб отсчета расточного шпинделя
Регулятор скорости перемещения стола (салазок)
Маховичок микронного отсчета перемощения стола
Переключатель перемещения стола (салазок)
Рукоятка зажима стола
Маховичок ручного перемещения стола
Маховичок миллиметрового расхода стола
Сигнальная лампа зажима стола
Экран оптического отсчета перемещения стола
Маховичок отвода рычага коррекции
Линейка грубого отсчета перемещений стола
Индекс грубого отсчета перемещений стола
Сигнальная лампа включения злекгропитания станка
Кнопка отключения перемощений стола (салазок)
• Кнопка включения перемещения стола (салазок) назад
Кнопка включения перемещения с гола (салазок) вперед
Рукоятка зажима салазок
Маховичок миллиметрового расхода салазок
Маховичок ручного перемещения салазок
Маховичок микронного отсчета перемещения салазок
Экран оптического отсчета пе]к метения салазок
Сигнальная лампа зажима салазок
Индекс грубого отсчета салазок
Линейка грубого отсчета салазок
Лампочка освещения индекса
-10-
Рис. 3. Схема органов управления.
-И-
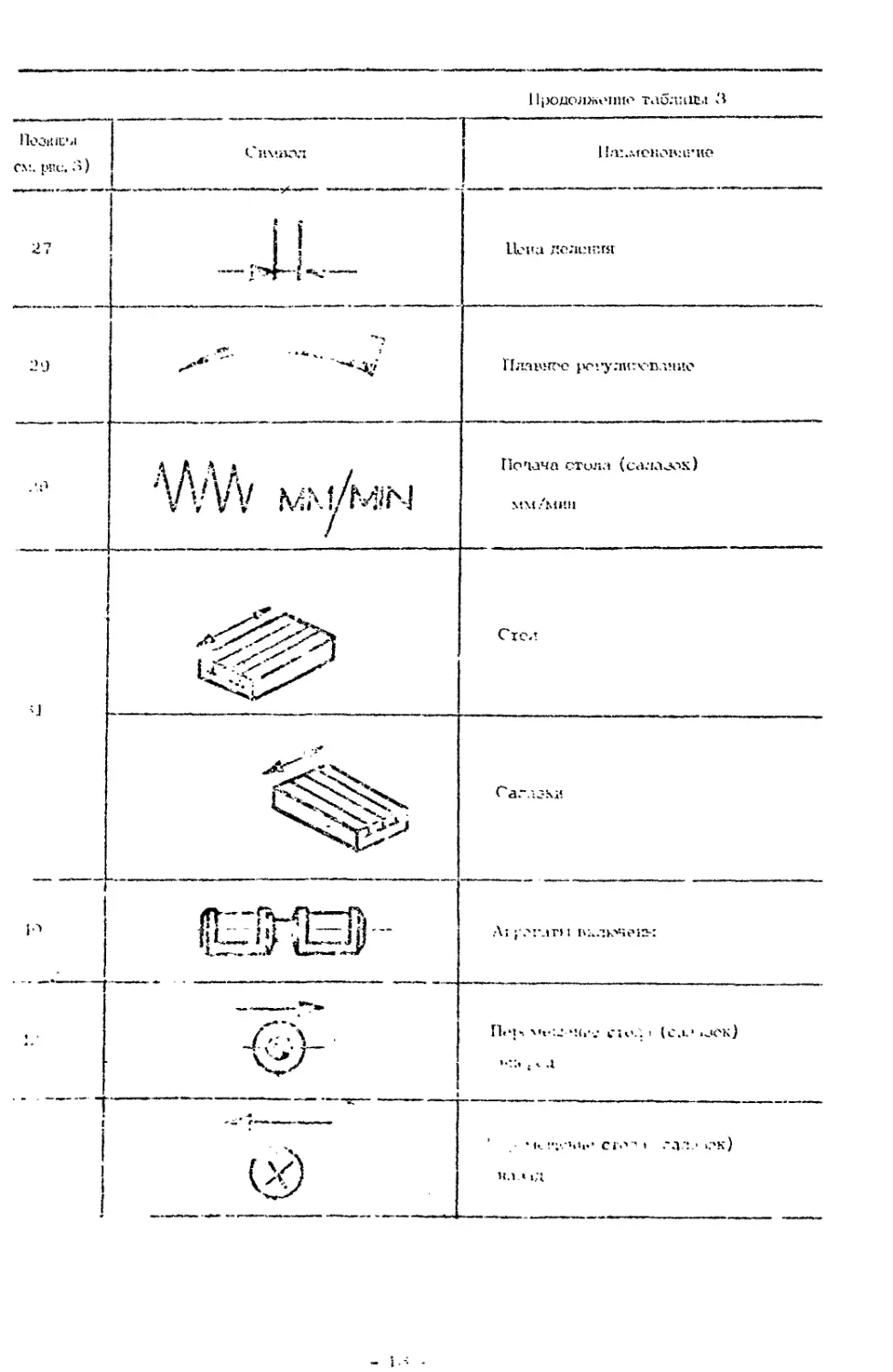
1.3.3. Перечень графических символов, указываемых на табличках и панелях (таб.иша 3)
Таблица 3
Позиция (см. рис. 3) Символ Наименование
9 Освещение оптики
13 1 4) Подача шпинделя мм/об
14 Направление подач шпинделя
16 32 44 |<с}—. Зажим
Й—«► Отжим
20 п пУг Автоматическая подача
21 25 ? xQ MIN Частота вращения шпинделя в об/мин.
21 Менять скорость то/шко при остановке
- 12 -
Продолжение таблицы 3
1.3.4. Схема кинематическая (рис. '!).
Риг. t. к.ьхлыгическия.
-11-
Привод вращения расточного шпинделя осуществляется от регулируемого двигат' -Я постоян-
ного тока М
через клиноременную передачу7 и трехегупепчатую коробку' скорост
Первая ступень частоты вращения достигается следующей передачей: ведомый _-.ив Kj шес-
терил 1-2 и 4—6.
Для получения второй ступени частоты вращения шестерни 4—6 расцепляются z ?. зацепление
вводятся шестерни 3 и 5. Для получения третьей ступени, при которой шпи.чдзл.с передается
максимальная частота вращения, ведомый шкив соединяется непосредственно шпинделем
при помощи кулачковой муфты и шлицевого вала. Блок шестерен 3 и 4 перемещается в нейт-
ральное положение.
В пределах каждой па ступеней частота вращения шпшчделя изменяется ре "•.•дарованием
оборотов двигателя. Выбор диапазона частот вращения шпинделя осуществляемся поворотом
маховичка Б, расположеннотю на блоке направляющих, который через шестерни 2 3-24, 35—17
поворачивает кулачковый барабан, управляющий рычагами-перемещения блока шестер-н и муф-
ты. На одной оси с шестерней 16, связанной через шестерню 17 с барабаном переключения,
находится лимб, указывающий величину установленного диапазона частот.
Шестерни 1 и 2 передают вращение шестерням 15 в 14 шестеренчатого нассс.а смазки ко-
робки скоростей.
Привод подачи гильзы шпинделя осуществляется следующим образом: от приведи главного
движения через шестерни 7 и 8 на фрикционный вариатор (раздвижные конусы и ж а-такое коль-
цо), червячную пару 9—10, конические шестерни 11—13 или 12—13, через шест а: :-:и 38—39,
червяк 47 на червячную шестерню 46, свободно сидящую на валу' шестерни 48. 12'еотеркя 48
связана с ройкой, нарезанной непосредственно не гильзе шпинделя.
Величина подачи перемещения пшьзы шпинделя устанавливается поворотом м^хавичка В,
расположенного на блоке направляющих с правой стороны, который через шесг'р::;1. 25—24,
2G-23 связан с лимбом, указывающим величину' подачи. Величина подачи шзме»-.я=тсж шестер-
нями 26-22, гайкой 2 1 и винтом 20, который связан с тягой раздвигающей и едт-хгеющей ко-
нуса, по которым перемещается кольцо фрикционного вариатора.
При перемещении рукояток Е от себя червячнап шестерня 46 при помощи раз.тщ-с-ого фрак-
ционного кольца соединяется с валом реечной шестерни 43.
Происходит включение полгш гильзы.
Отсчет величины перемещения гильзы осуществляется по лимбу, связанному с валам реечной
шестерни че;ч\з понижающую перелечу 43, 42, 41, 40. При достижении установтетщзй по лим-
бу' гтубинл сзрлЗэгкг кулачок на лимбе воздействует на pin.ir защелки,и ппуж.’. через ры-
4<ir Д вы1ю.|.1т .-.«.•стерню 39 из зацепления с шестерней 38, подача и[юкрлщлется.
Отключение пе'к|чи можно производить также перемещая рукоятки Е в подлы, - *':.з себя
Ручищи Mejii-е.ч п.' ’.лч.1 производится маховичком Ж 4OJK3 шестерии 44 и «~>, че:г>: г чер-
I 14ш>е Ке .е.-О It».
II, (юкиш.ешю шпиндельной бабки но вертикальным направляющим производится ер^щепием
M.-ыовика, сидящего на валу реечной шестерни 3G. Ройка 37 закреплена на корку.- Г_бл,:.
Закрепление шпиндельной бабки на направляющих производится поворотом р- ~ И, ....
валу' которой сидят две спиральные шестерни 30 и 31, с различными неправ.' “дм и.
-»15 -
Входящие с этими шестернями в зацепление шестерни 27 и 33 действуют через винты 28 и
34, гайки 29 и 32 на тяги, связанные с прихватами.
Перемещение изделия в прямоугольной системе координат осуществляется совместно со
столом, на котором оно закрепляется. Стол перемещается в продольном направлении по на-
правляющим салазок; салазки, в свою очередь, перемещаются в поперечном направлении по
направляющим станины.
Привод перемещения стола (салазок) осуществляется от регулируемого электродвигателя
постоянного тока MQ(Mg) через две червячные передачи 51—50 и 52—53 и реечную передачу
56-55, 54—59 (салазки). Рейка 55 закреплена на столе, рейка 59 закреплена да станине.
Частота вращения валов электродвигателей М2 и М3 регулируется в широком диапазоне что
обеспечивает скорости перемощения стола (салазок) — рабочие от 20 мм/мин до 315 мм/мин
и быстрые — 1600 мм/мин.
Зажим стола осуществляется рукояткой М поворотом винта 57 и гайкой 58. Зажим салазок
осуществляется рукояткой Н через винтовые шестерни 62-63 поворотом винта 61 в гайке 60.
Отсчет величины перемещений стола и салазок производится по точным стеклянным шкалам
с миллиметровыми делениями. Шкала 0-4 продольных перемещений связана со Столом и вместе
с ним перемешается относительно объектива проектора 0-6 оптического устройства, которое
проецирует изображение шкалы на экран 0-8. Одновременно на экран проецируется изображе-
ние сетки спирального микрометра, по которой производится отсчет десятых долей миллиметра.
Сотые доли миллиметра и микроны отсчитываются на том же экране по круговой шкало. Отсчет
величины поперечных перемещений осуществляется по шкале 0—3, которая закреплена на ста-
нине. Объектив проектора 0-5 вместе с салазками перемешается вдоль шкалы 0-3. Изображе-
ние шкаль' 0-3 проецируется на охран 0-7.
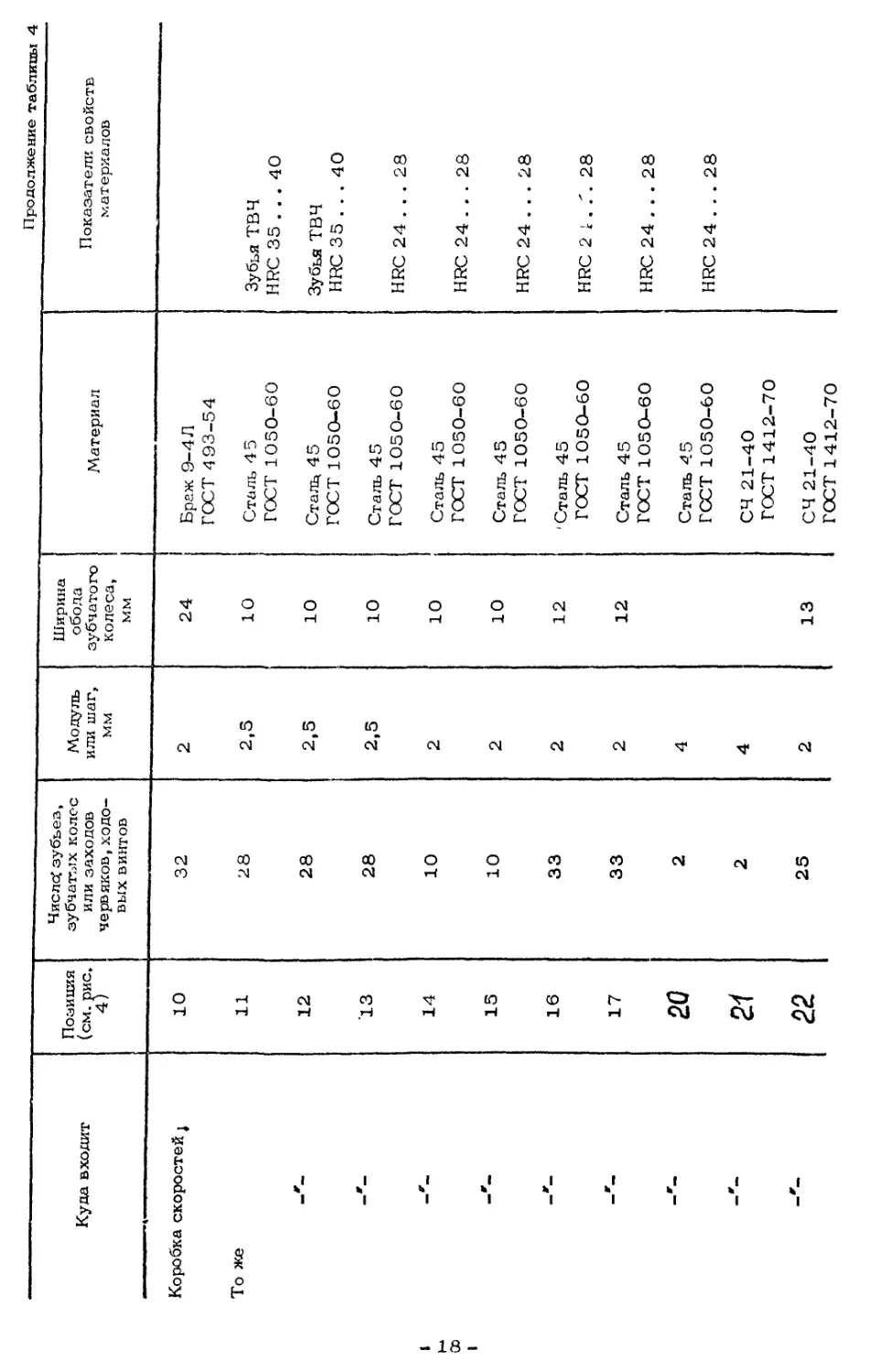
В таблице 4 указан перечень к кинематической схеме.
1.3.5. Станина.
Основанием станка служит станина коробчатой формы с ребрами жесткости. Станина имеет
две направляющие: призматическую и плоскую, на которые уложены ролики, заключенные в се-
паратор. По направляющим станины перемещаются салазки. Направляющие залиты мас-
лом и закрыты специальными козырьками от попадания стружки.
1.3.6. Салазки.
Салазки, в свою очередь, имекч* в верхней части такие же направляющие, как и станина,
которые перпендикулярны направляющим станины. По верхним направляющим салазок переме-
щается стол. Применяемые в станке направляющие качения дают возможность плавно без рыв-
ков перемещать стол и салазки.
Направляющие залиты маслом и защищены от попадания стружки телескопическими поч-
пружинеиными щитками.
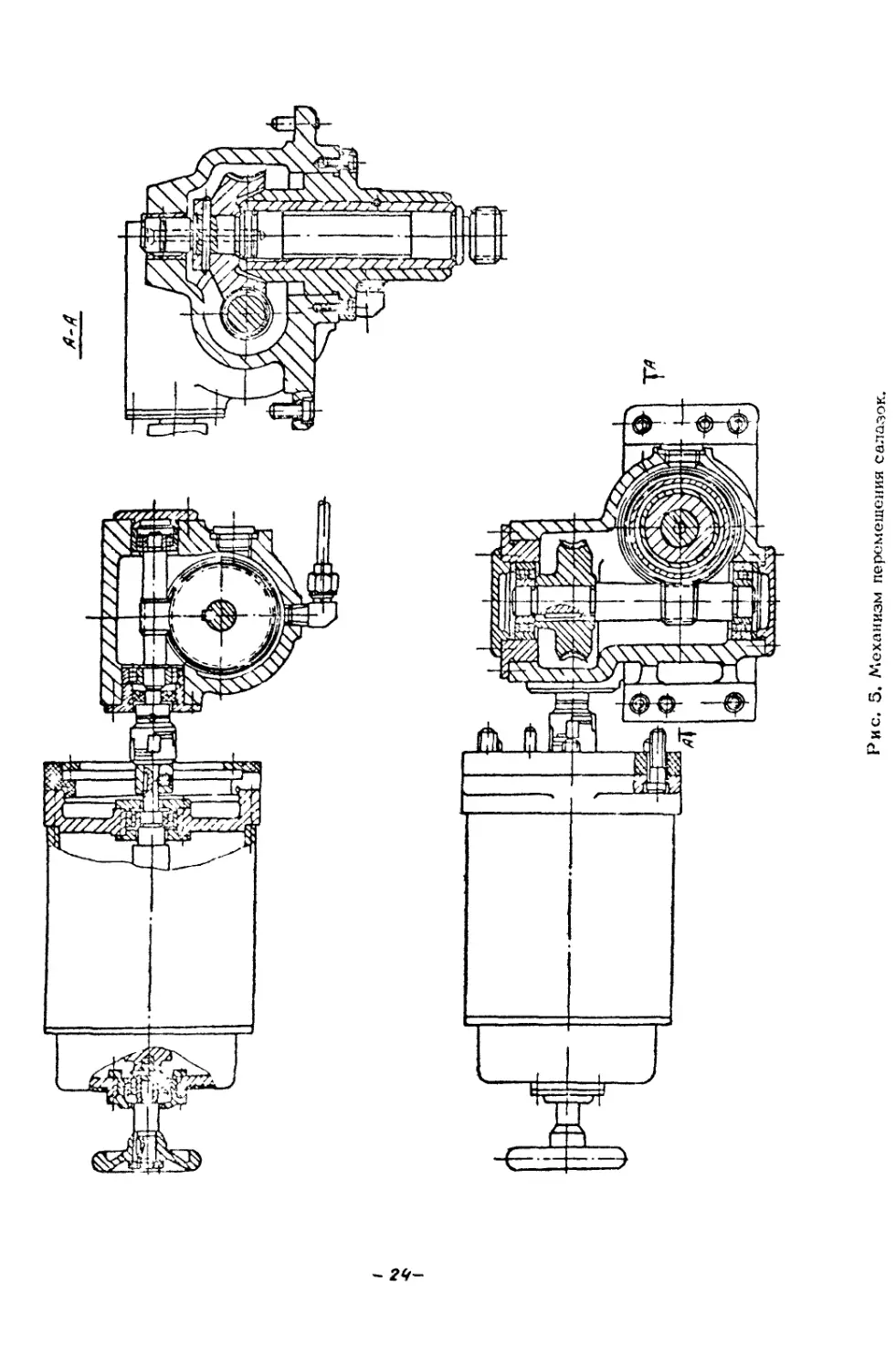
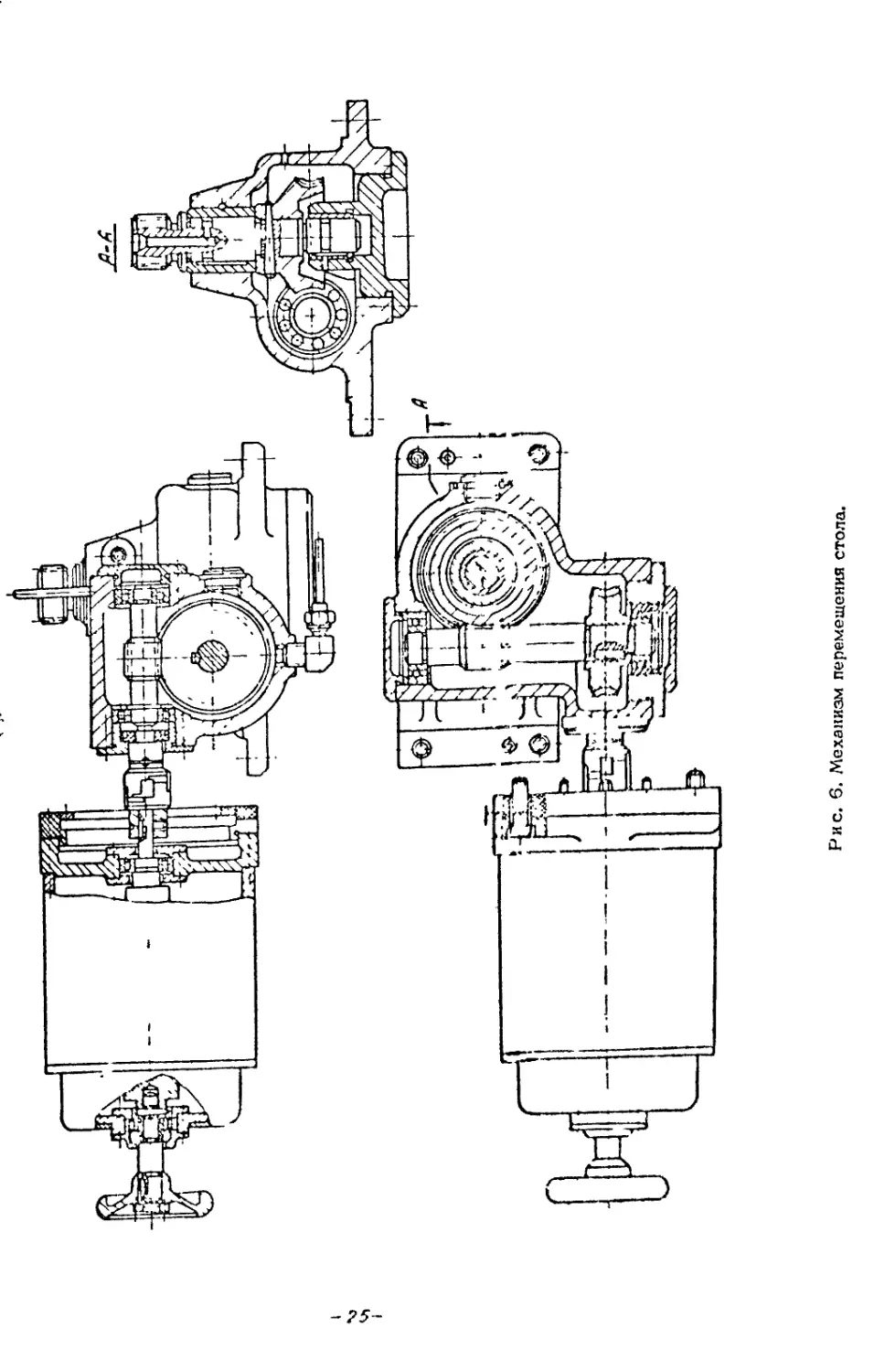
1.3.7. -Стол и салазки (рис. 5 и 6).
Перемещение стола и салазок осуществляется двумя аналогичными механизмами с приводом
от регулируемых двигателей постоянного тока.
- 16 -
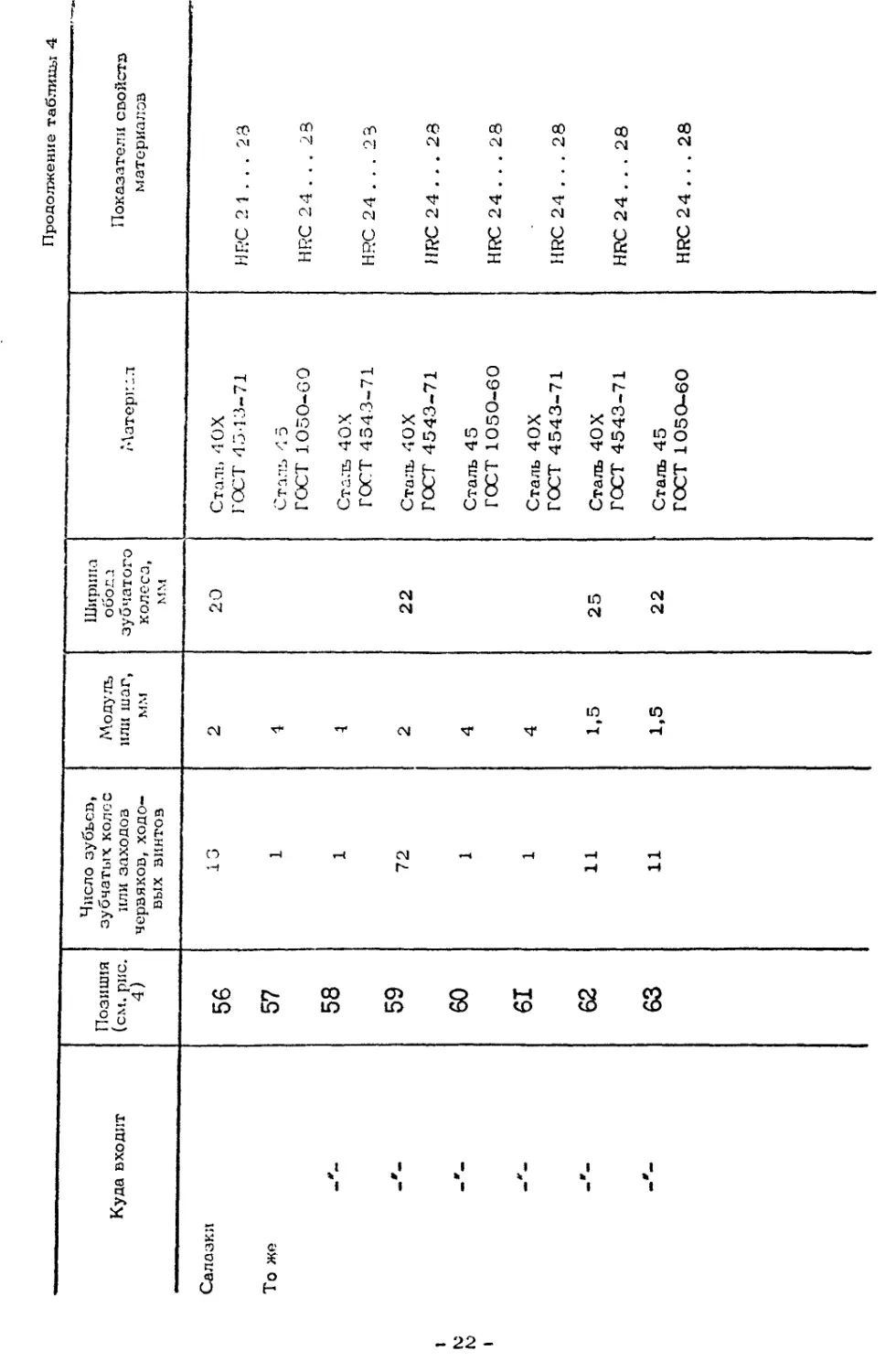
ПЕРЕЧЕНЬ К КИНЕМАТИЧЕСКОЙ СХЕМЕ
Таблица 4
Кула входит Позиция (см. пис. 4) Число зубьев, зубчатых колес или заходов червяков, ходо- вых винтов Модуль или шаг, мм Ширина обода зубчатого колеса, мм Материал Показатели свойств материалов
Коробка скоростей 1 27 3 1 17 Сталь 2ОХ ГОСТ 4543-71 h 0,6 ... 0,9 мм HRC 56 . . . 62
То же 2 63 3 ! 15 Сталь 4ОХ I ОСТ 4543-71 Зубья ТВЧ HRC 45 . . 50
Ж 3 38 3 15 Сталь 4ОХ ГОСТ 4543-71 Зубья ТВЧ HRC 45 . . . 50
—г— 4 17 3 29 Сталь 2ОХ ГОСТ 4543-71 h 0,6 . . . 0,9 мм HRC 56 ... 62
— —а 5 52 3 15 Сталь 4 ОХ ГОСТ 4543-71 Зубья ТВЧ HRC 45 . . . 50
ииг__ 6 73 3 15 Сталь 40Х ГОСТ 4543-71 Зубья ТВЧ HRC 45 . . . 50
... *в 7 44 2 12 Сталь 4 ОХ ГОСТ 4543-71 Зубья ТВЧ HRC 45 . . . 50
8 88 2 12 Сталь 40Х ГОСТ 4543-71 Зубья ТВЧ HRC 45 . . . 50
*- — 9 2 2 Сталь 40Х ГОСТ 4543-71 HRC 45 . . . 50
Куда входит Позиция (см.рис. 4) Число* зубьев, зубчатых колес или заходов червяков,ходо- вых винтов Модуль или шаг, мм
Коробка скоростей; 10 32 2
То же 11 28 2,5
12 28 2,5
_Г_ 13 28 2,5
14 10 2
15 10 2
_г_ 16 33 2
г 17 33 2
-г-« 20 2 4
21 2 4
—г— 2.2 25 2
Продолжение таблицы 4
Ширина обода зубчатого колеса, мм Материал Показатели свойств материалов
24 Браж 9-4 Л ГОСТ 4 93-54
10 Сталь 45 Зубья ТВЧ
ГОСТ 1050-60 HRC 35 ... 40
10 Стал^ 45 Зубья ТВЧ
10 ГОСТ 1050-60 Сталь 45 HRC 35 ... 40
10 ГОСТ 1050-60 Сталь 45 HRC 24 ... 28
10 ГОСТ 1050-60 Сталь 45 HRC 24 ... 28
12 ГОСТ 1050-60 'Сталь 45 HRC 24 ... 28
12 ГОСТ 1050-60 Сталь 45 HRC 2 L. 28
ГОСТ 1050-60 Сталь 45 HRC 24 ... 28
13 ГОСТ 1050-60 СЧ 21-40 ГОСТ 1412-70 СЧ 21-40 ГОСТ 1412-70 HRC 24 ... 28
Куд'1 Входит I (озиция (см. ]>ИС. 4) Число зубьев, зубчатых колес или заходов червяков, ходо- вых ВИНТОВ Модуль или шаг, мм
Коробка скоростей 23 GO 2
Плох направляющих 24 1В ] ,5
Тр же- 25 18 1,5
Mr 26 31 2
ft аМ 27 14 2,5
Мь 28 1 4
Г 29 1 4
30 11 м Li
-.г — 31 11 2,5
..г— 32 1 4
33 14 2,5
Продолжение таблицы 4
Ширина обода зубчатого колоса, мм Материал Показатели свойств материалов
12 СЧ 15-32 ГОСТ 1412-70
7 Сталь 45 ГОСТ 1050-60 НЕС 24 . . 28
7 Сталь 45 ГОСТ 1050-60 НРС' 24 . . . 28
12 Сталь 45 ГОСТ 1050-60 HRC 24 . . . 28
16 Сталь 45 ГОСТ 1050-60 HRC 24 . . . 28
Сталь 45 ГОСТ 1050-60 HRC 24 . . . 28
Сталь 45 ГОСТ 1050-60 HRC 24 . . . 28
2G Сталь 45 ГОСТ 1050-60 НРС 24 . . . 23
26 Сталь 43 ГОСТ 1050-60 HRC 24 . . . 2В
Сталь -ГЗ ГОСТ 1030-60 НРС 24 . . . 28
1 С Ст аль -1 5 ГОСТ 1050-60 НЕС 24 . . 28
Кула I.xr,;.,-- iItviim (см. ;,,:c. Число зубьев, зубчатых колс-с или захсдсв червяков,ходо- вых винтов Модуль или шаг, М'1
Блок j j j 11 p a < i л я м x 34 1 4
To z-.e 35 45 2
36 17 3
Шпиндельная бдСка 37 2 3
To л e 38 21 2
39 21 2
40 70 1
— 41 23 1
_r_ 42 35 1
43 58 1
44, 32 1.5
Продолжение таблицы 4
Ширина обода зубчатого колоса, мм Материал Показатели свойств материал'в
Сталь 4 5 ГОСТ 1050-00 HRC 2 4... 2В
12 Сталь Т5 ГОСТ 1050-50 HRC 24 . . . 23
40 Сталь 43 ГОСТ 1050-00 HRC 2 1... 2 з
40 Сталь 40X ГОСТ 4543-71 HRC21... 2 3
8 Сталь 45 ГОСТ 1050-60 НРС 2 4... 2 3
3 Сталь 45 ГОСТ 1050-60 НЕС 24 . . . 23
5 Сталь 43 ГОСТ 1050-60 HRC 24-28
5 Сталь 45 ГОСТ 1050-60 HR£>2a . . . 28
5 Сталь 45 ГОСТ 1050-60 HRC 24 . . . 28
5 Сталь 45 ГОСТ 1050-60 HRC 24 . . . 28
8 Сталь 45 ГОСТ 1050-60 HRC 24 . . . 28
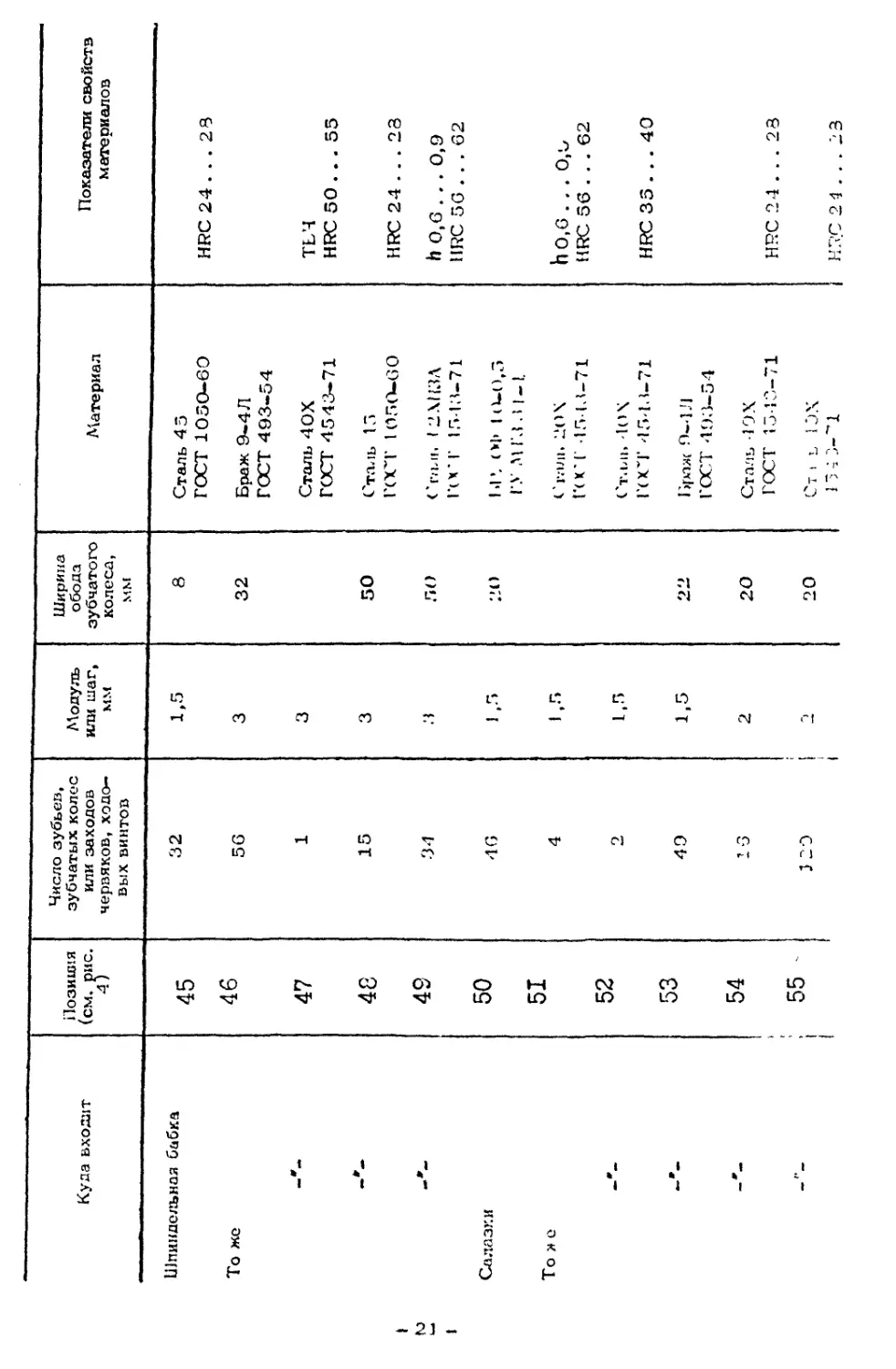
Куда входит Позиция (см. рис. 47 Число зубьев, зубчатых колес или заходов червяков, ходо- вых винтов Модуль или шаг, мм
Шпиндельная бабка 45 32 1,5
То же 46 5G 3
47 1 3
48 15 3
49 34 3
Салазки 50 4G 1 ,5
То х е 51 4 1 ,5
ж» «ж 52 2 1,5
» 4k* 53 49 1,5
Ж* 54 1-3 2
f 55 129
I
Ширина обода зубчатого колеса, мм Материал Показатели свойств материалов
8 Сталь 45 ГОСТ 1050-60 HRC 24 . . . 28
32 Браж 9-4 Л ГОСТ 493-54
Сталь 4 ОХ ГОСТ 4543-71 ТЕЧ HRC 50 . . . 55
50 Ста, ib 15 ГОСТ 1050-60 HRC 24 . . . 28
ПО Спьи. 1 2,\|{ЗА ПХТ 15 13-71 И 0,6 . . HRC 5G . 0,9 . . . 62
;*(> 1 >1 ’. (*1> 10-0,3 ГУ МГ331-1
Сталь 20 X Г(Х'Г 4543-71 hO,G . . HRC 56 . 0,0 . . . 62
Сталь 4ОХ ГОСТ 4543-71 HRC 35 ... 40
22 Браж 9-4Л ГОСТ 49.3—54
20 Сталь 4 ОХ ГОСТ 1340-71 HRC 24 ... 28
20 Ст ! ь 1 ОХ 13 4 >"1 HRC 2 4 . . . 23
Куда входит Позиция (см. рис. 4) Число зубьев, зубчатых колее или заходов червяков, ходо- вых винтов Модуль или шаг, мм
Салазки 56 1 3 2
To же 57 1 4
м 58 1 4
г 59 72 2
1
re tC i г 60 1 4
61 1 4
м 62 11 1,5
г ** им 63 11 1,5
Продолжение таблицы 4
Ширина О ООП л зубчатого колеса, мм Материал Показатели свойств материалов
20 Сталь 4 ОХ ГОСТ 4343-71 HRC 21.. 23
Сталь 45 ГОСТ 1050-60 HRC 24 . . . 23
Сталь 40Х ГОСТ 4543-71 HRC 24 . . . 23
22 Сталь 4ОХ ГОСТ 4543-71 HRC 24 . . . 28
Сталь 45 ГОСТ 1050-60 HRC 24 . . . 28
Сталь 40Х ГОСТ 4543-71 HRC 24 . . . 28
25 Сталь 40 X ГОСТ 4543-71 HRC 24 . . . 28
22 Сталь 45 ГОСТ 1050-60 HRC 24 . . . 28
г 1ь ирг р"лчш .ii ре.дуу. ->р с дв)ми тследоэат'чпяю р1--
1Г.1Ц 'ЮрВЯЧНЫЧИ lb'ln'U.l'i.n.11 11 pV»4U» >1 :iK.CT"[iH.’il.
Ariir.iTi'.ui н механизмы приводов росположг-ны симметрично относительно попе['ечигч1 оси
С7 1ТКЛ.
Ч >\оги'.чьм тонкой ручной хстлновкн стол.» и с.п.ноь нагажены непосредственно in конин
ВЛеЪ Э.ЮЬ Г[Ю.ЦМ1Г.1 Ti 1OH, обращенные К р Гсо'юму.
1?.,.оВ; • Менис.’ -»Г • его I I И <3 'ЛЮК НевОЗМО.ЖПх .
В крипа \ П" ю..о'11нн\ ссо.’л if салюек происходит автоматическое откиа-в пне двигателей
и--;- • пенни. После отключения двигателя стол и салазки могут по инерции прб дни доосга-
к-в.1 некоторый путь сверх паспортного ходи Величина этого гв гн зависит от гч.орос ги пере-
чень ння, но ограничена жесткими упорами.
Л-. ejr.i стола и С..ПЛЭОК I роил'-злится рукоятками через уравнитепп в двух точках.
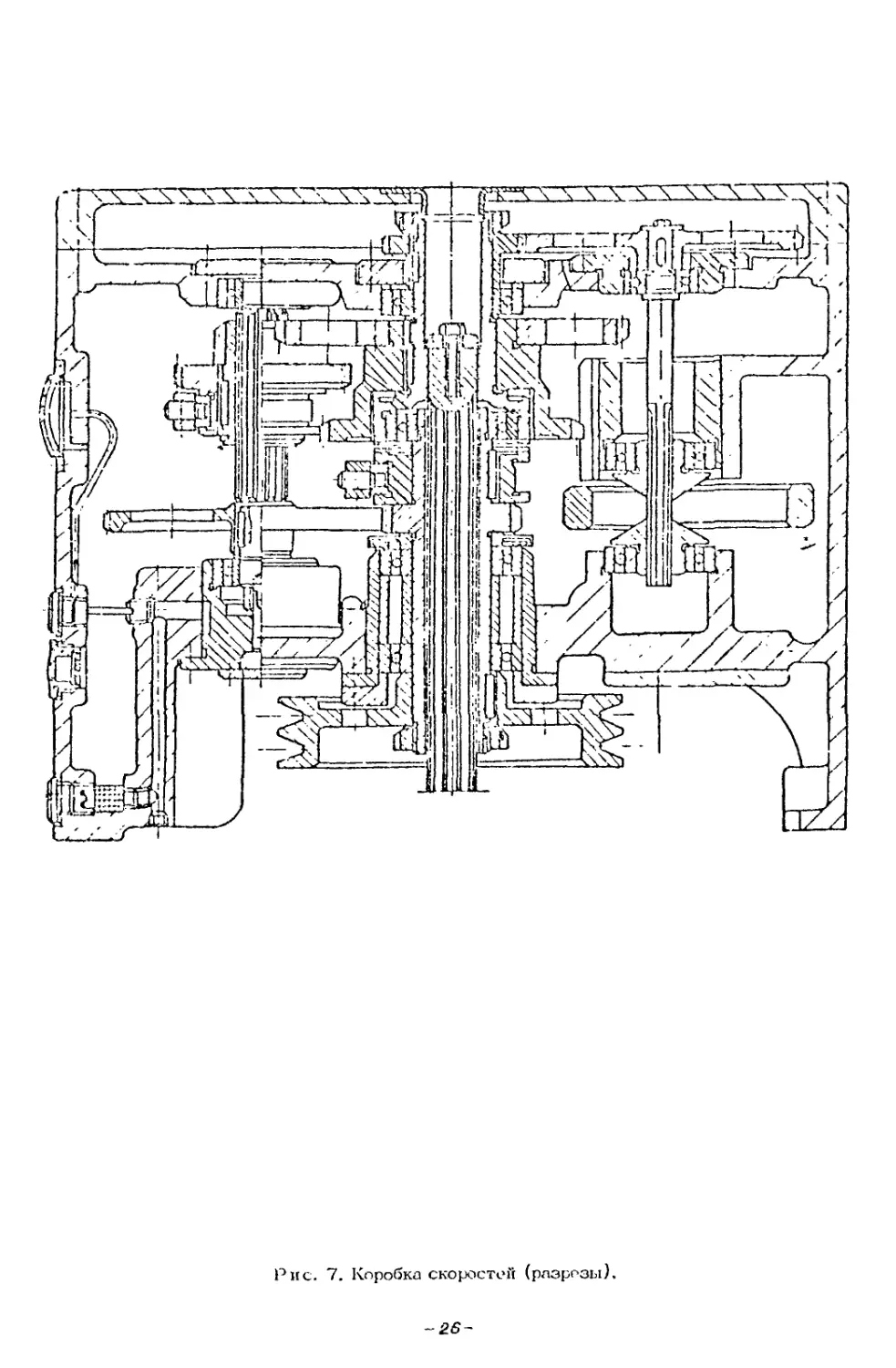
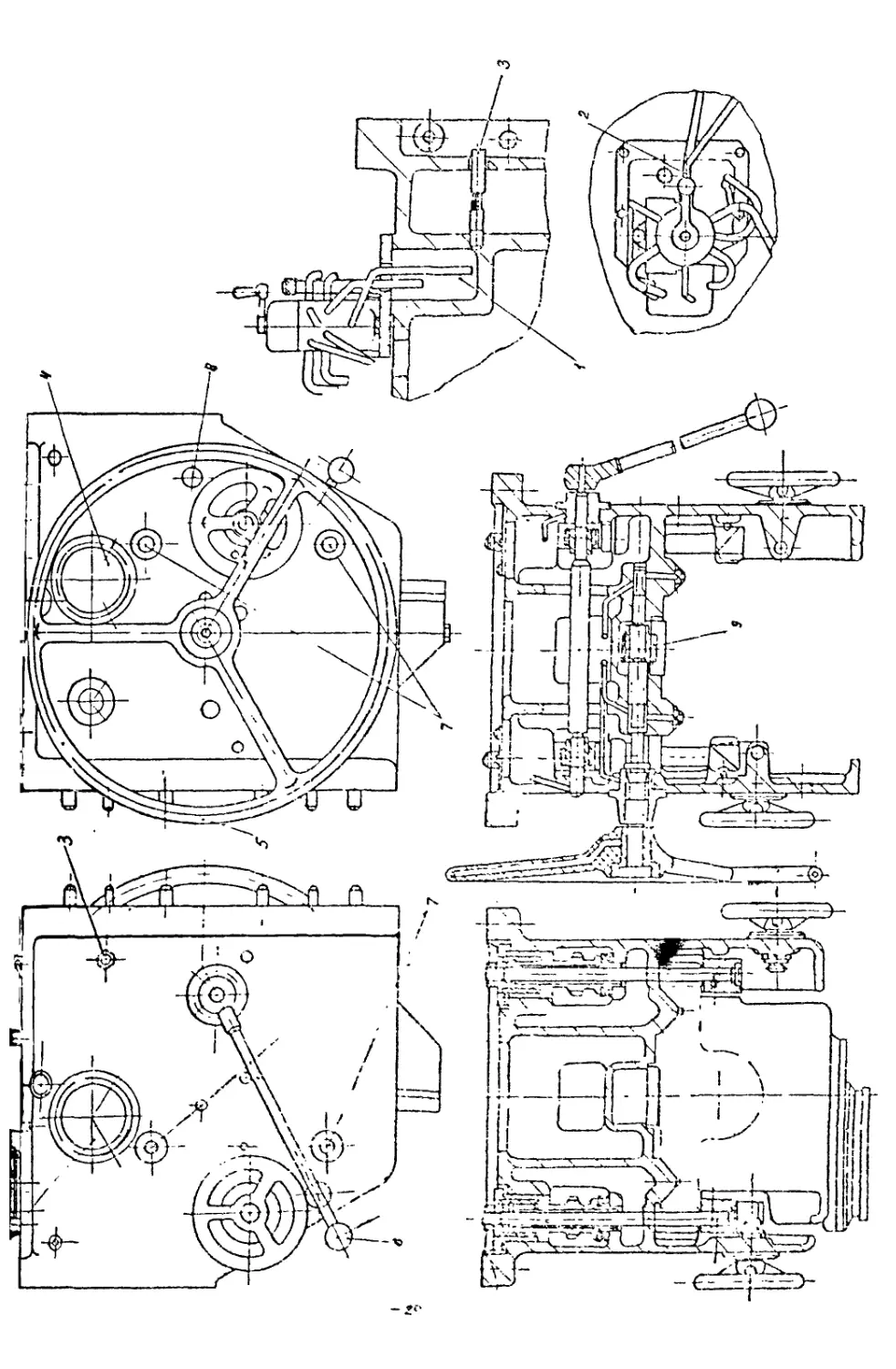
1.3.S. Шчи;1делы1ля бабка, блок наврав ihk.uix, стойка, ко[ ебка скоростей (рис. 7. I , 7.2,
Д 3. 10, 11 ).
11л станине расположена литая стойка, i.a нс родней плоскости като|хч1 жос гю> .i.iKp*-ii'i> н
баек направляющих шпиндельном коробки. Шпиндельная коробка заключает в сбе pi, hViiiim
пшыдель, mi каплем подачи, устройство для отключения подачи па заданной глуигпо и чех.-пшлм
мелкон ручной подачи. Приемный конус шпинделя с большой конусностью обеспечивает 'югкую
смену инструмента, который закреп шется з шпинделе при помощи вакпдк» н гайки. Пйпшдепь
нрино.штся во врашепп. регулируемым двигателем постоянного тока, который по.чв-чпен в верх-
ней части сгоцкн. Натяжение клиновых ремней востш'г.отся смешением двигателя вместо с
плитой, на кото[ч>й он кренится через резиновые амортизаторы.
Кс[юёка скорей гои монтируете*.! па блоке напдовлйющих над шпиндельной Корсикой и ('вязана
с последней двумя шлицевыми валами.
floiieiiv.ie механизма отключения ги нэп шпинделя ил заданной глубине основапо n.i мгновен-
ном расцеплении шестерен в цепи подачи. Эго расцепление производит нру nitn.,i, которую пред—
wpiire iuio следует натянуть рукояткой (рис. П). Пружина срабатывает, когда кулачок, свя-
занный е лимбом, выведет за, юлку из зацен.н ння с рычагом, ег.яз.н hi im с пружиной.
Д1Я уменьшения теплоотдачи электроявигателя к стойке станка путем теп-ршрово.шести
через по [моторную lyniTy между плитой ji стойкой установлен'.! тексголв говые п[Юкладки
С целью уменьшения передачи теплп от коробки скоростей К станку путем теп.-|ОН[юводлостп,
между коробкой скоростей и блоком Ш1П[5Ьвляю1ци.х в местах их сопряжения установ юны две
текстолитов! :е lipOK'ia/lKH.
Для сведения к_ минимуму конвективного теплообмена между коробкой х'ко^юстей и блоком
направляющих установлен экран. Экран состоит и- > стального листа с нлклеешв im внизу iio[xi-
аоиом. Ременная передача от двигателя к хорооко с.ко[>остсй закрыта спарж im кожухом.
Перемещение шпиндельной коробки но н<(П[Х1влЯ1О111ИМ производится ьр нценнем маховика.
Польем и опускание происходит быстро и с незначительным усилием, так как аппш.’К’Льиая баб-
ка уравновешена гру.юм. Груз распо'южен в стойко и связан со шипи юлыюй коробкой Т[юсамн.
На станке предусмотрена установка трубопровода охлаждения (рис. 12). Комплект из насоса,
резервуара и трубопровода охлаждения прилагается к станку по особому заказу за отдельную
плату.
-hl
Рис. 5. Механизм перемещения салазок.
Рис. 6. Механизм
перемещения стола.
Рис. 7. Коробка скоростей (разрезы).
~26-
Рис. 7а. Коробка скоростей (разрезы).
a *!’•** «•> гкг'р'Х'тей (р.тцч'.ол).
-?Р-
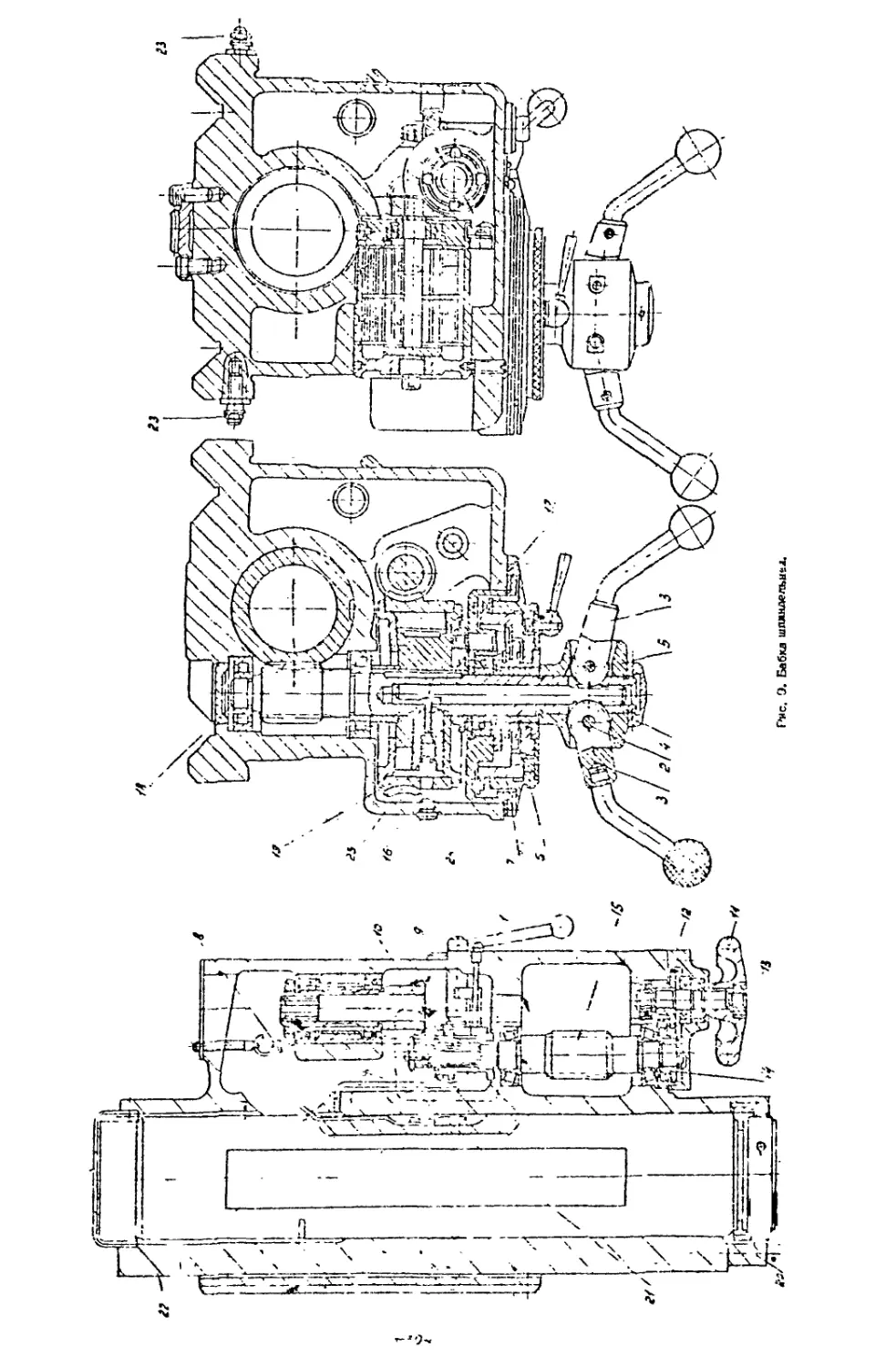
Рис. Э. Бабка ш;
Рис. 10. Шпиндель.
Рис. 12. Охлаждение.
- 3/-
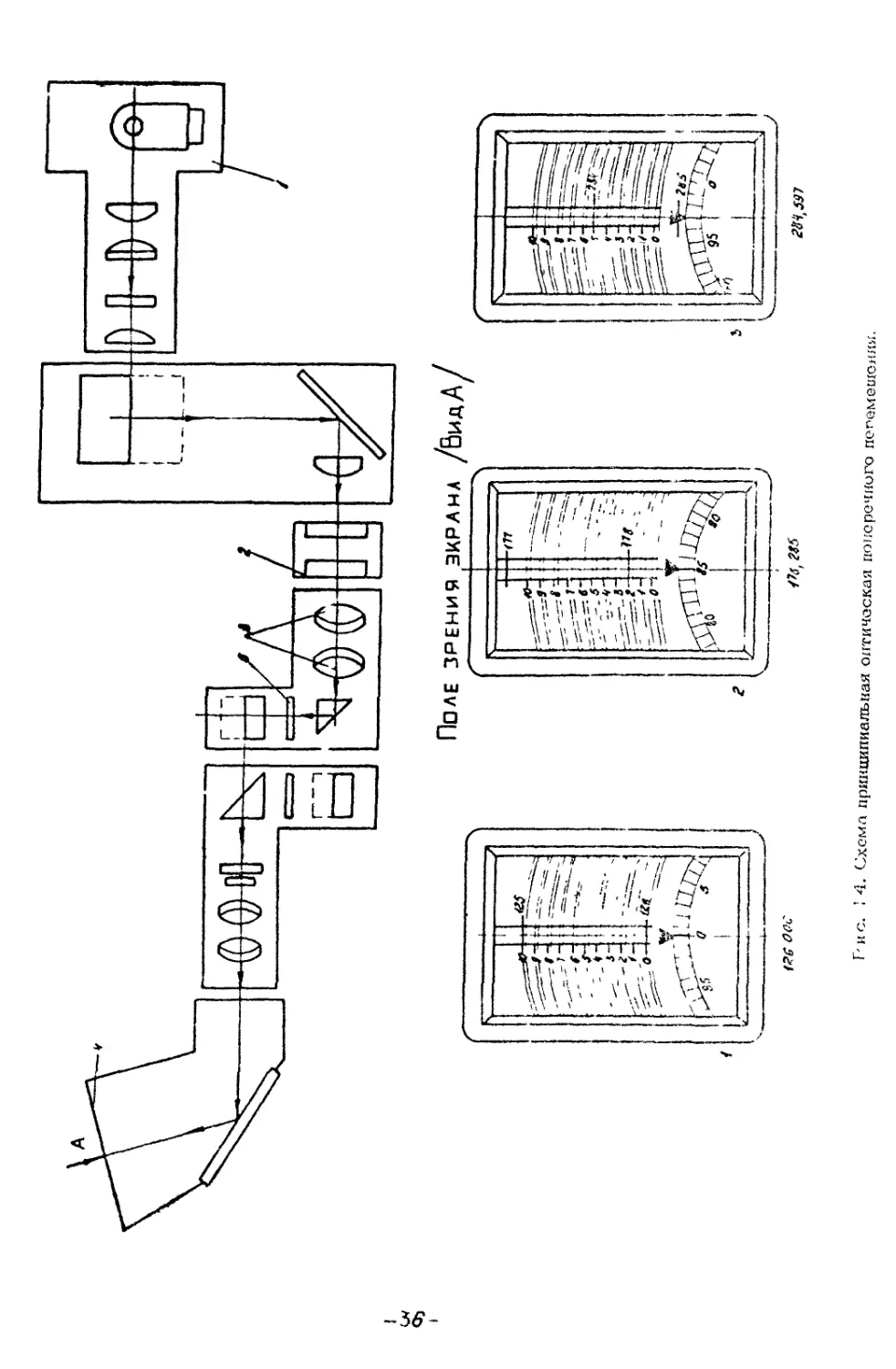
1.4. Оптическая система етг”гта ’<оор?нпт ^тгнкч (рче. 13, 14).
Оппгческие устройства для отсчета продольных и поперечных перемещений состоят из еле—
рощих основных узлов:
-осветителей 1;
-стеклянных шкал 2;
-проекторов 3;
-экранов 4.
Отсчет величины перемещений стопа и ~ала'1Лх производятся по точным стеклянным шкалам
।миллиметровыми делениями л нанесенными на шкапы пчфрамч. Шкала 2 продольных переме-
тай (рис. 13) связана со столом и вместе с ним перемещается относительно объектива
роектора 3 оптического устройства, которое проецирует изображение шкалы на экран 4, Оп-
зременно на экран проецируется ..поражение сетки спирального микрометра (вид А), по
второй производится отсчет десятых долей миллиметра. Сотые доли миллиметра и микроны
^считываются на том же экране по круговой шкале. Отсчет величины поперечных перемещений
существляется по шкале 2 (рис. 14), которая закреплена на станине. Объектив проектора 3
месте с салазками перемещается вдоль шкалы 2. Изображение шкалы 2 проецируется на
вран 4.
Внесение поправок на неточность изготовления штриховых шкал осуществляется специаль—
щми коррекционными устройствами, не изображенными на схемах.
Коррекция достигается тем, что изображение штриха'шкалы смещается на нужную величину,
магодаря покачиванию плоскопараллельных пластинок 5 (рис. 13 и 14), помещенных в ходе
•учей объективов.
В каждой из систем отсчета плоскопараллельная пластина в оправе соединена общей осью
; рычажком, находящимся в постоянном контакте с коррекционной линейкой. В зависимости
ir припиловки последней, рычажок, а вместе с ним и оправка с плоскопараллельной пластиной,
вворачиваются вокруг своей оси в ту или иную сторону. Поворот плоскопараллельной пластин-
х вызывает в ноле зрания экрана смещешге изображения штрихов масштабной линейки иа тре-
буемую величину. Смещению изображения штриха на экране на 0,001 мм соответствует подъем
ли опускание коррекционного рычахжа на 0,2 мм. Для компенсации накопленной ошибки один
з краев коррекционных линеек может подниматься пли опускаться винтовыми упорами.
Вывертыванием винтов компенсируют плюсовую ошибку, ввертыванием - минусовую.
ВНИМАНИЕ!
ЛРИ СНЯТИИ И УСТАНОВКЕ СТОЛА НА СТАНОК СЛЕДУЕТ КОРРЕКЦИОННЫЙ РЫЧАЖОК
ОТТЯНУТЬ ПОВОРОТОМ МАХОВИЧКА.
Экраны/4 утоплены в пульте и закрываются крышкой. Здесь же располагается кнопка вклю-
1ения освещения экранов.
Установку изделия на заданные координаты можно (в зависимости от способа нанесения раз-
оров на чертеже) производить двумя способами: 'цепочкой' и 'лесенкой'. После закрепления
изделия на столе стайка ось шпинделя совмещается с базой, от которой в дальнейшем будут
тадываться координаты будущих отверстий; включается освещение экранов; маховичком
- 33
-"-л if- леплг ” -w»' вруглеса шкапы устанавливается против визирной стрел-
ки; мзу • нил.ч”: штропсг » ; к-с: ода устанавливается проекция ближайшего штриха в се—
Рлв-у сп’ч : ш. гЧкхчдзч--гчо’< fl и элпьсывагтся (запоминается) исходное положение.
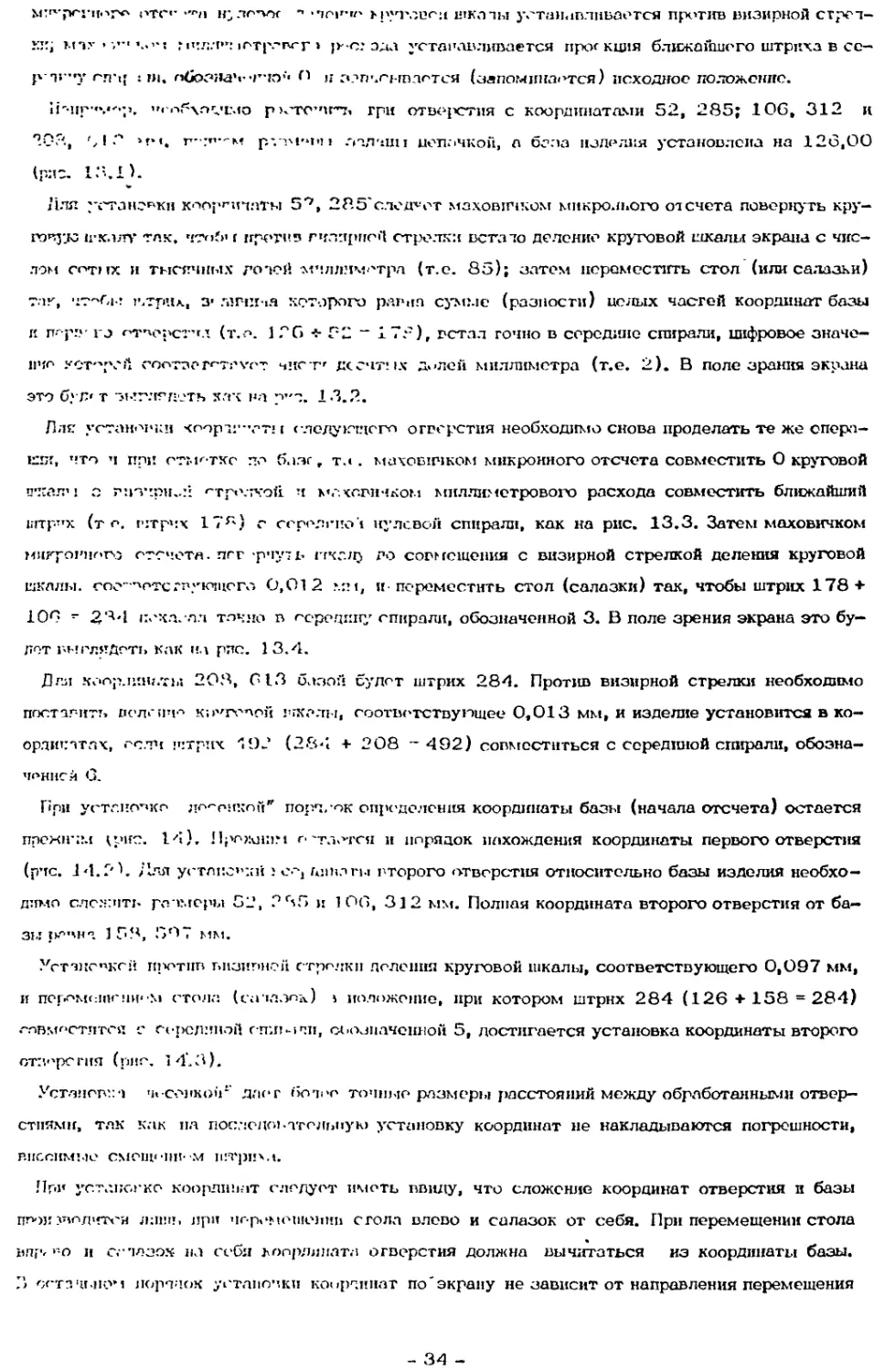
;i'-nr-o,«'.p, 'п оГхосчмо р '.“re’nni гри отве^хттия с координатами 52, 285; 106, 312 и
202, I О ни, г'-:п--м р-лч'чч! .'(лл'щц цепочкой, а бола изделия установлена иа 126,00
(рис. 13.1).
Для установки кооргплаты S'7, 285'следует маховичком микронного отсчета повернуть кру—
пэчую шкалу так. чтоб1 f претив ги.лпрпгй стрелки встало деление круговой шкалы экрана с чис-
лом сотых и тысячных голой миллиметра (т.е. 85); затем переместить стол (или салазки)
так, штоСы г.трнл., з> МГ1И-1Я которого равна сумме (разности) целых частей координат базы
и п-р.'г го от’Ч'рстлд (т.п. 126 + 52 - 1 7:'), встал точно в середине спирали, цифровое значе-
ние хот'-рей соотзе тете уст чист' десятых Долей миллиметра (т.е. 2). В поле орания экрана
это бул» т зыглгдеть х.т< на р”п. 1-3.2.
Для установки хоорл:—ст; i с-ледукл-чего отверстия необходимо снова проделать те же опера-
ции, что ч при стм' тхс по базе, т.<. маховичком микронного отсчета совместить О круговой
стал’! о гтчрн..” г'тро.тчой и маховичком миллиметрового расхода совместить ближайший
ьтгр”х (то. штрих 17п) г серолгио! нулевой спирали, как на рис. 13.3. Затем маховичком
микронного отсчета, пгг -рчуть ггк.-.л} го совмещения с визирной стрелкой деления круговой
шкалы, сое--'отсгвующсгс. 0,012 мм, и-переместить стол (салазки) так, чтобы штрих 178 +
106 “ 2'ч'1 псха.ал точно в середину спирали, обозначенной 3. В поле зрения экрана это бу-
дет выглядеть как на рис. 13.4.
Для координаты 208, G13 базой будет штрих 284. Против визирной стрелки необходимо
поставить вел>’пчл к-.г'гопой шкалы, соответствующее 0,013 мм, и изделие установится в ко-
ор.чичатзх, гепч штрих 192 (284 + 208 - 492) совместиться с серединой спирали, обозна-
чение и <3.
При установке ло-рнкой" порч.-ок определения координаты базы (начала отсчета) остается
прежним крип. 14). Прежним г-'тлгтся и порядок нахождения координаты первого отверстия
(рчс. 14.2 К Для устлпс”-.[11: e-j длил гы второго отверстия относительно базы изделия необхо-
димо слс.жчть размеры 52, 2 85 и 106, 312 мм. Полная координата второго отверстия от ба-
зы 1>лчнч 1551, 5'17 мм.
Устзис^ксй пготпв визирной стрелки деления круговой шкалы, соответствующего 0,097 мм,
и перомс:ш<-!1и>м стой;; (ои-гюл) » положение, при котором штрнх 284 (126+158=284)
совместится с сетюлпной спи!- пи, «.означенной 5, достигается установка координаты второго
отз.'рсгня (рис. 14.3).
Уст-знев::-) ч. солкой1' дает более точные размеры расстояний между обработанными отвер-
стиями, так как па поспело!.тгельпую установку координат не накладываются погрешности,
вносимые смещ.-пп-м штрих.».
При установке координат следувнг иметь ввиду, что сложение координат отверстия и базы
пгои хппдчтси л;шп, при пгремошеинп сгола влево и салазок от себя. При перемещении стола
W' ‘-о и с.-злзох на себя координата отверстия должна вычитаться из координаты базы.
3 ост?, льном порядок установки координат по'экрану не зависит от направления перемещения
- 34 -
Поле
зрения ЭКРАНА
/Вид А/
т,гк
221,212
Рис. 13. Схема принципиальная оптическая продольного перемещения.
172,000
ч
I
cw
Oj
I
A
Рис. I 4. Схема принципиальная оптическая
поперечного перемещения.
опа и салазок.
Для длительной и нормальной работы оптических отсчетных систем станка необходимо обе-
регать от загрязнения стеклянные шкалы, стерла экранов и другие элементы оптических сис-
тем. Поэтому в помещении, где установлен станок, не должно быть пыли и паров масла, кото-
вые могли бы оседать на поверхность шкал и линз.
ВНИМАНИ Е!
НЕ ДОПУСКАЕТСЯ ПОЛЬЗОВАНИЕ СЖАТЫМ ВОЗДУХОМ ПРИ УБОРКЕ СТАНКА.
Очистку стеклянных шкал от пыли, в случае необходимости (резкое ухудшение визуального
отсчета по экранам вследствие загрязнения шкал) можно произвести мягкой кистью, а от паров
масла и грязи - гигроскопической ватой, смоченной в спирте и намотанной на палочку длиной
около 600 мм. При этом следует соблюдать особую осторожность, чтобы не поцарапать поли-
рованную поверхность шкал.
Очистку шкал следует производить, не вынимая их из корпуса в крайних положениях стола
н салазок, предварительно демонтируя кожухи, закрепленные на столе.
При загрязнении линз объективов и зеркал экранов очистку их следует производить чистой
хлопчатобумажной тряпочкой.
Оптические устройства подвергаются на заводе-изготовителе тщательной регулировке, и
разборка их не рекомендуется. В случае необходимости разборки и регулировки этих устройств
следует обращаться к высококвалифицированным специалистам оптико-механикам.
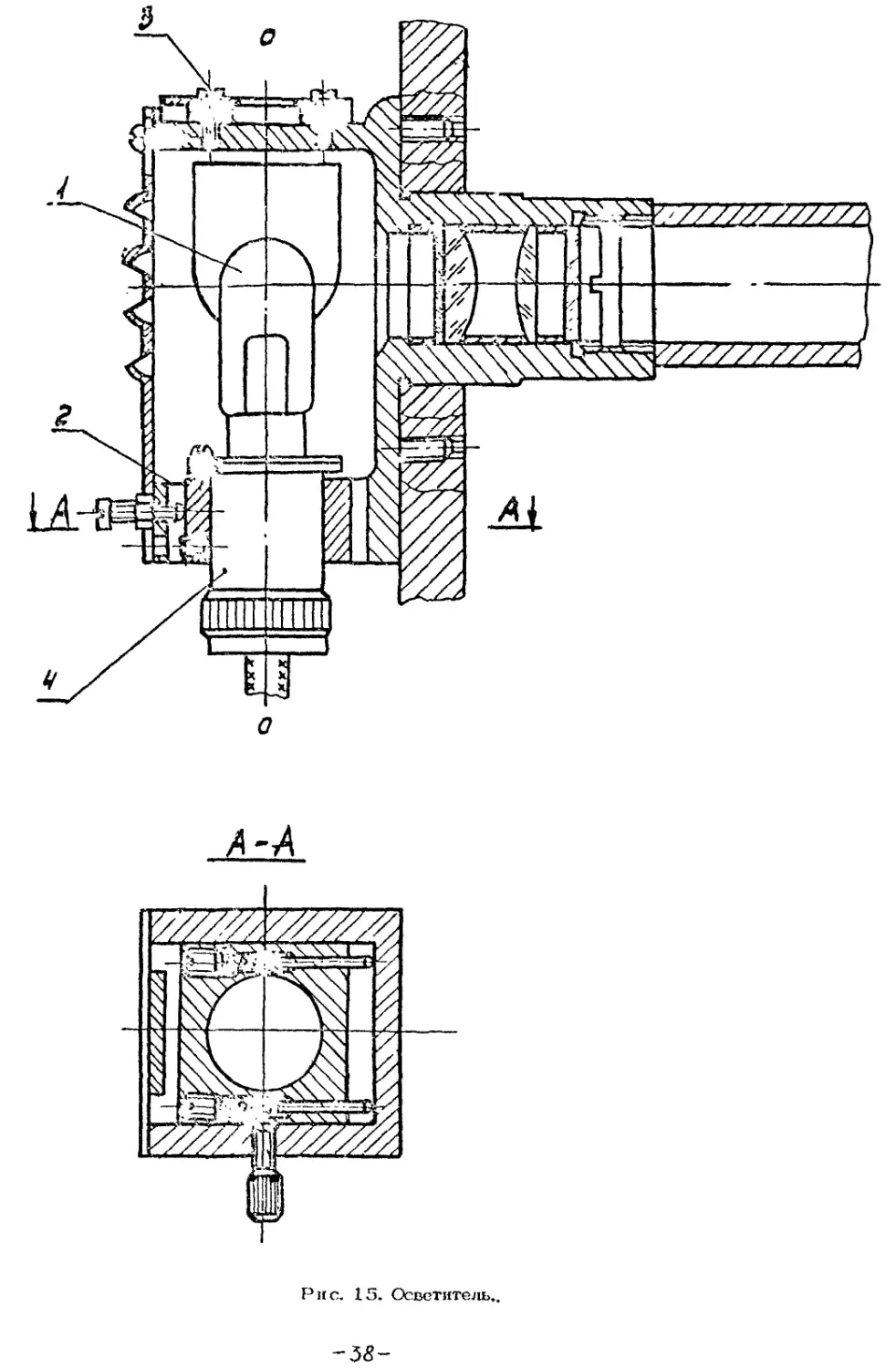
Освещение экранов осуществляется осветителями (рис. 15), установленными на задней
стенке салазок. При резком ухудшении освещенности экранов следует отрегулировать центров-
ку лампы осветителя. Регулировка центрирования, лампы достигается освещением лампы 1
вместе с втулкой 4 в корпусе 2 по оси 0—0 и смещением корпуса 2 в корпусе 3. Контроль
правильности центрирования производится визуально по освещенности экрана и резкости изо-
бражения штрихов шкал на экране. Равномерность освещения поля экрана достигается проворо-
том лампы 1 во втулке 4. Для замены перегоревшей лампы достаточно извлечь ее вместе с
втулкой 4 из осветителя.
1.5. Описание принадлежностей.
Для выверки изделий, т.е. для установки стола с закроило иным на ном изделием в положение,
три котором базовая исходная точка совпадает е осью шпинделя, служат различные центроис-
кателн. Со станком поставляется центроискатель с индикатором, оправка—центроискатель и оп-
тический микроскоп-цэнтроискатель.
1.5.1. Наиболее употребителен центроискатель с индикатором. Он применяется для:
-совмещения центра отверстии' или цилиндрического выступа с осью шпинделя;
-выверки перпендикулярности торца изделия к оси шшпщеля;
-установки вертикальной плоскости пли образующей изделия параллельно ходу стола и са-
лазок.
1.5.2. Справка-центроискатель (рис. 16) применяется для установки кромки (грани) или
Выпуклой цилиндрической поверхности изделия на определенном расстоянии ог оси шпинделя
- 37 -
Ai
> /ZW Z-7/Z3
0
Рис. 15. Осветитель..
-3<8-
1Лля установки угла наклона плиты универсального поворотного стола.
Оправка-центроискатель укрепляется в конусе шпинделя.
К нижнему концу оправки прижимается шайба 1 диаметром 20 мм. В осевом направлении
laiioa 1 связана с оправкой пружиной, а в радиальном направлении относительно штифта 2
Bk'iiua 1 имеет лифт, благодаря чему монет быть от руки установлена в эксцентричном поло—
ленип относительно цилиндрической ш.-йки оправки 3. Цилиндрическая шейка оправки не имеет
рдиалыюго биения, р ее диаметр равен диаметру шайбы 1. Если кромка устанавливаемого
изделия касается шайбы на расстоянии, равном точно 10 мм, то при вращении шпинделя с он—
равкой-цснтроискателем со скоростью 500—6'00 об/мин шайба будет вращаться без биения
относительно цилиндрической шейки оправки. При малейшем смещении кромки немедленно
появится заметное биение шайбы. При наличии некоторого навыка точность установки дости-
гается 0,005 мм.
Рис. 1G. Оправка-иептроискатель.
При пользовании оправкой-иентроискатолем необходимо помнить, что касание вращающейся
цилиндрической шейки оправки с кромкой изделия не допускается.
Оправкой-иентроискателем можно пользоваться и без ее вращения. В этом случае между
Ьделием и цилиндрической шейкой оправки вставляют нормальные концевые меры.
1.5.3. Микроскоп-иснтроискатель, как и другие центроискатели устанавливают в приемном
риусе шпинделя. Для установки кромки изделия по оси шпинделя пользуются прилагаемым к
йкроскопу визирным угольником. Угольник накладывают на базовую кромку изделия. На по-
крованной горизонтальной плоскости угольника нанесена риска, течно совпадающая с верти—
йьной опорной плоскостью, т.с. базовой кромкой изделия.
При необходимости проверки юстировки микроскопа—центроискателя следует руководство—
£ься инструкцией по юстировке микроскопа. Перед юстировкой необходимо проверить, не
(еют ли конусы микроскопа и шпинделя забоин и грязи.
1.5.4. Резцедержатель с точной .подачей предназначен для расточки отверстий диаметром
;т._г20О-мм. cb 30мм о. &хомшште о су
1.5.5. Универсальный резцедержатель предназначен для расточки отверстий и подрезки Top-
В. Величина по чачи резца в радиальном направлении во время вращения шпинделя 0,05;
10; 0,15 мм/об. Подача может происходить как от оси вращения шпинделя к переферии, так
г переферии к оси вращения. Для осуществления механической подачи необходимо за специ—
ъную рукоятку удерживать верхнее кольцо резцедержателя от вращения. При перегрузке
- 39 -
происходит автоматическое отключение подачи.
Для последующего использования механической подачи необходимо фиксатор ввести в гнездо.
Для подрезки торнов до запанного диаметра имеется планка, которая может устанавливаться
по градуированным штрихам па корпусе и нониусу с поной деления 0,1 мм, а также по конце-
вым мерам. Когда указанная планка доходит до упора, то происходит отключение подачи, также
как и при перегрузке.
При необходимости расточки отверстий iu ромешегие ползуна производится вращением винта,
лимб которого имеет цену деления 0,02 мм изменения диаметра расточки. 11е<-ло установки
ползун закрепляется с пемощью ышта. гг/>оизводыгт efi
1.5.6. Для совмещения оси ноботьшпх опчрегий в изделии с осью ипшнаеля применяется
поставляемый со станком венгр, который закрепляется в приемном конусе шпинделя и острием
вводится в ранее обработанное отверстие.
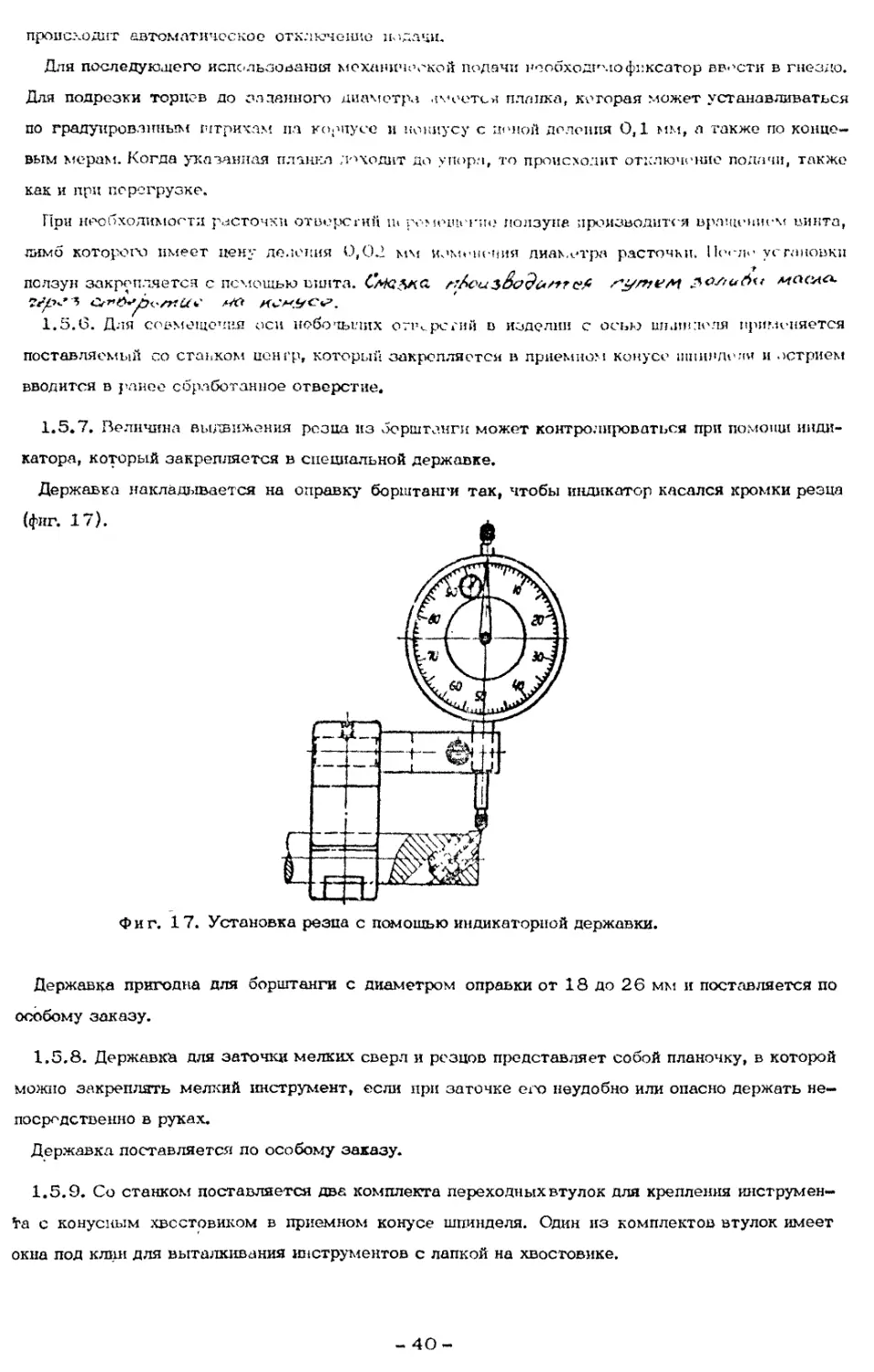
1.5.7. Величина выдвижения резца из борштанги может контролироваться при помощи инди-
катора, который закрепляется в специальной державке.
Державка накладывается на оправку борштанги так, чтобы индикатор касался кромки резца
(фиг. 17). и.
Фиг. 17. Установка резца с помощью индикаторной державки.
Державка пригодна для борштанги с диаметром оправки от 18 до 26 мм и поставляется по
особому заказу.
1.5.8. Державка для заточки мелких сверл и резцов представляет собой планочку, в которой
можно закреплять мелкий инструмент, если при заточке его неудобно или опасно держать не-
посредственно в руках.
Державка поставляется по особому заказу.
1.5.9. Со станком поставляется два комплекта переходных втулок для крепления инструмен-
та с конусным хвсстовиком в приемном конусе шпинделя. Один из комплектов втулок имеет
окна под клин для выталкивания инструментов с лапкой на хвостовике.
-40-
1.5.10. Державка с цанговым займом предназначается для крепления инструмента с ци-
линдрическим хвостовиком, В комплект входят девять сменных цанг для диаметра 4,5,6,8,10,
12,14,16 и 18 мм.
1.5.11. Для кретон-^ t сверл диаметром до Юмм, имеющих цилиндрический хвостовик, со
ст шлом поставляется сверлильный патрон.
1.5.12. Пружинный керн предназначается для разметки на станке. Боек корна убирается
внутрь при повороте втулк, с накаткой. D кон Ис обо[ч>га этой же втулки боек освобождается
и под действием пружины наносит у мр. Вершина керна должна располагаться над накершгвае—
мой поверхностью на расстоянии 5,5 мм.
1.5.13. Борштанги входят в комплект инструмента, поставляемого со станком, но за от-
дельную плату..Полный комплект борштанг состоит из шести штук, каждая из которых предназ-
начена для ооработки опредсле” его предела диаметров отверстий. Подача резца на углубление
производится винтом.
1.5.14. Сверла, расточные резцы и зенкера поставляются со станком по особому заказу за
отдельную плату.
1.5.15. Расточные резцы со вставками из эльбора применять д.чя обработки деталей С твер-
достью не ниже НРС 56 и скоростью резания не менее 50 м/мин.
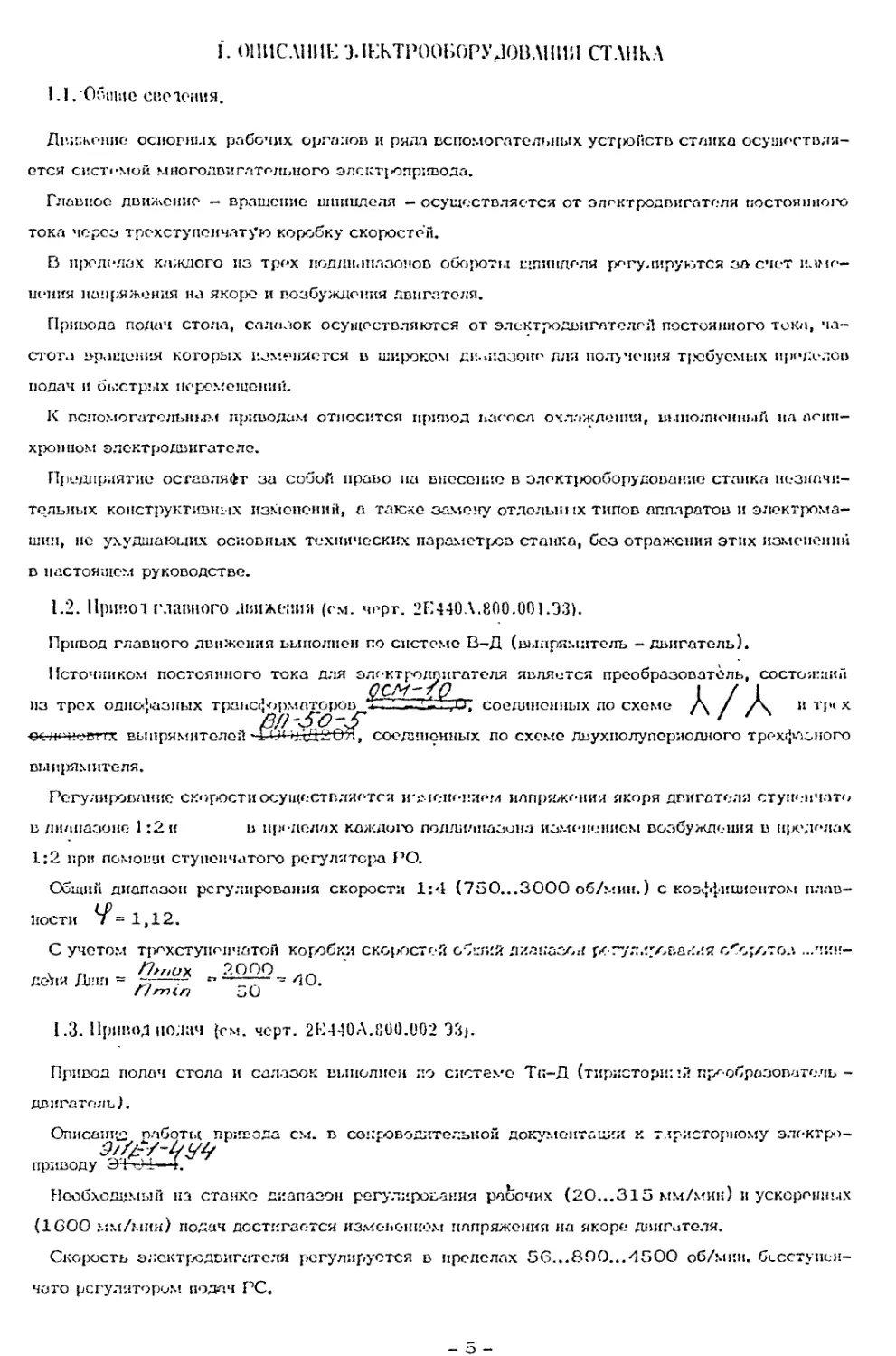
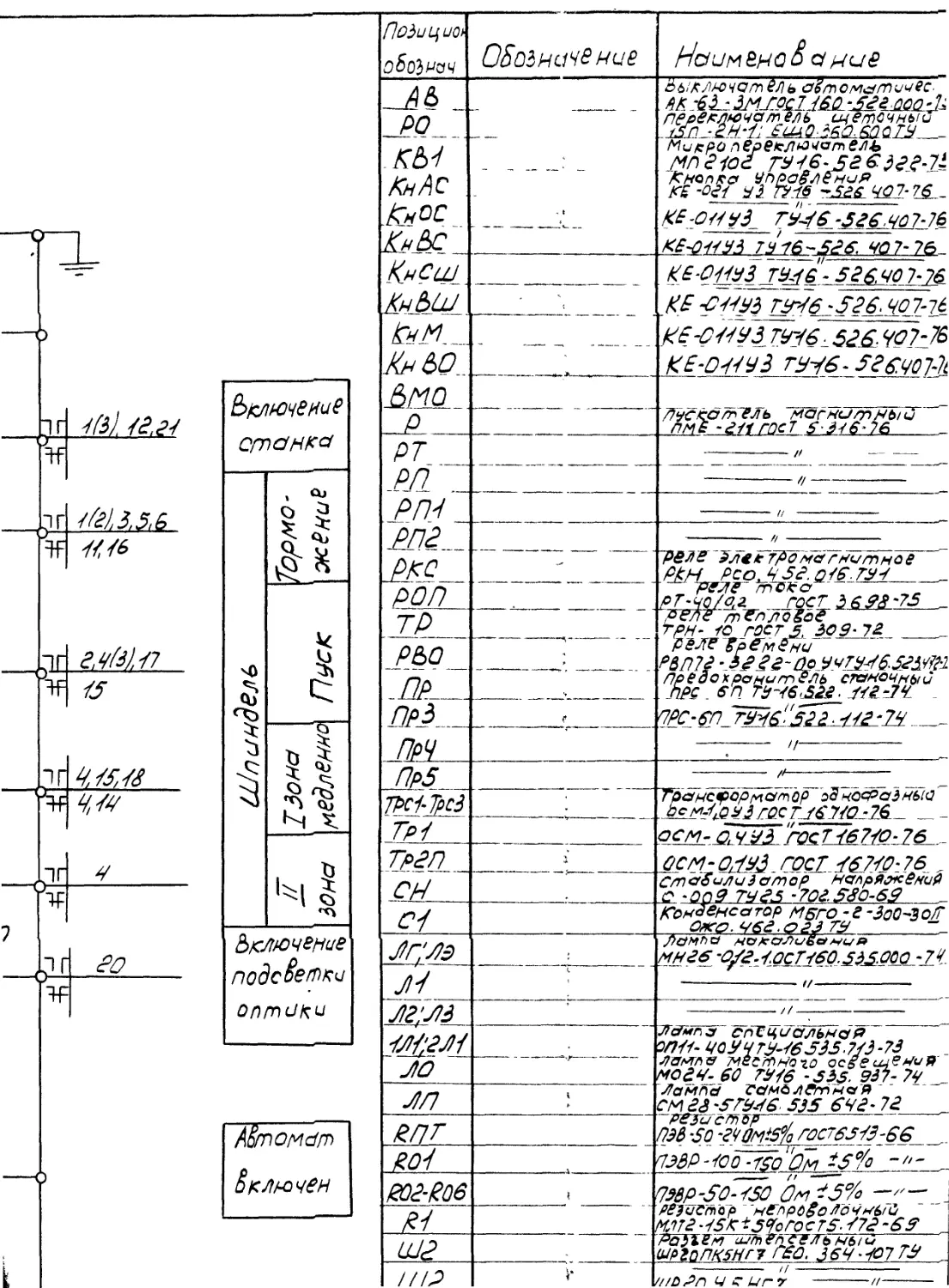
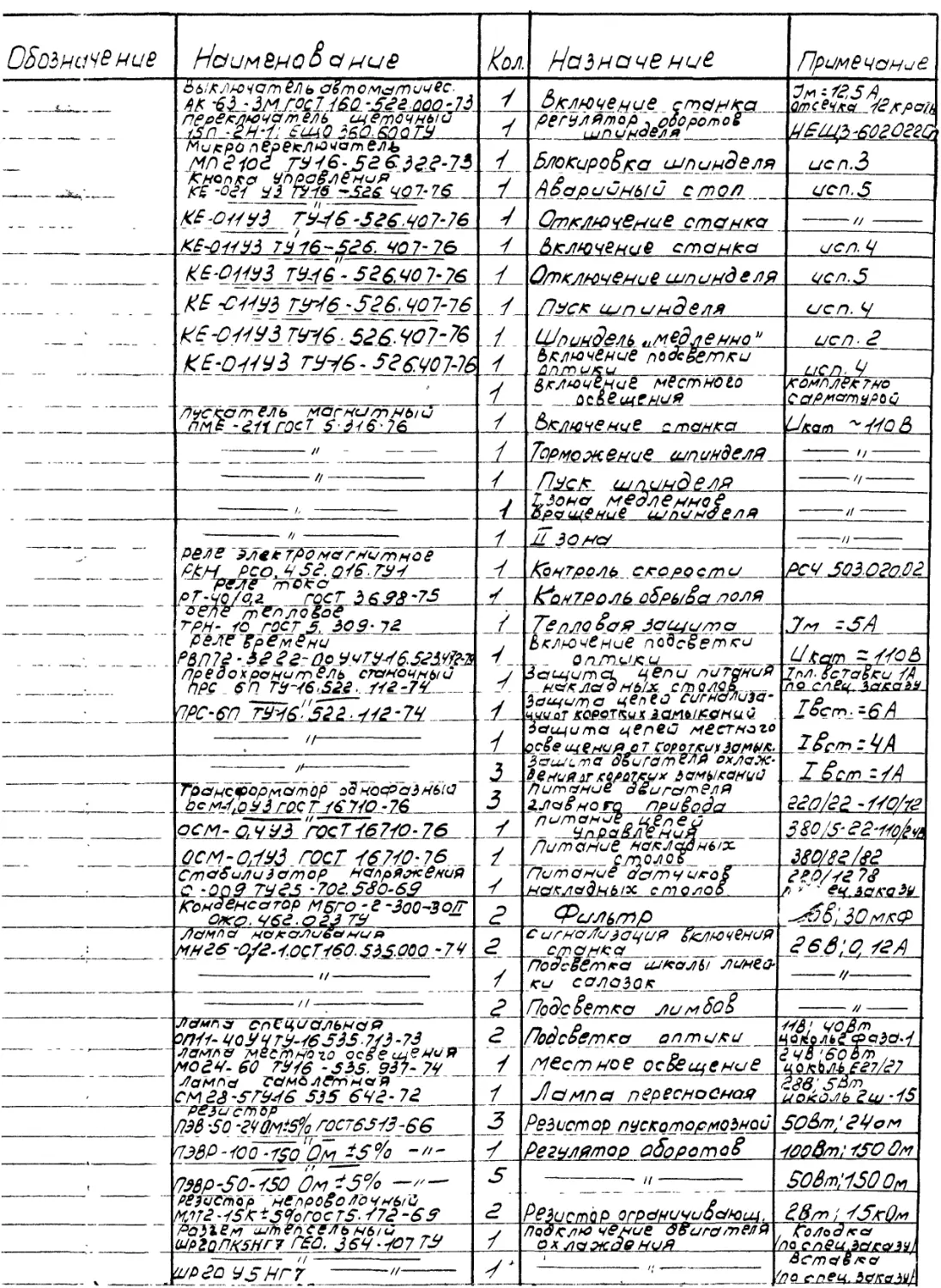
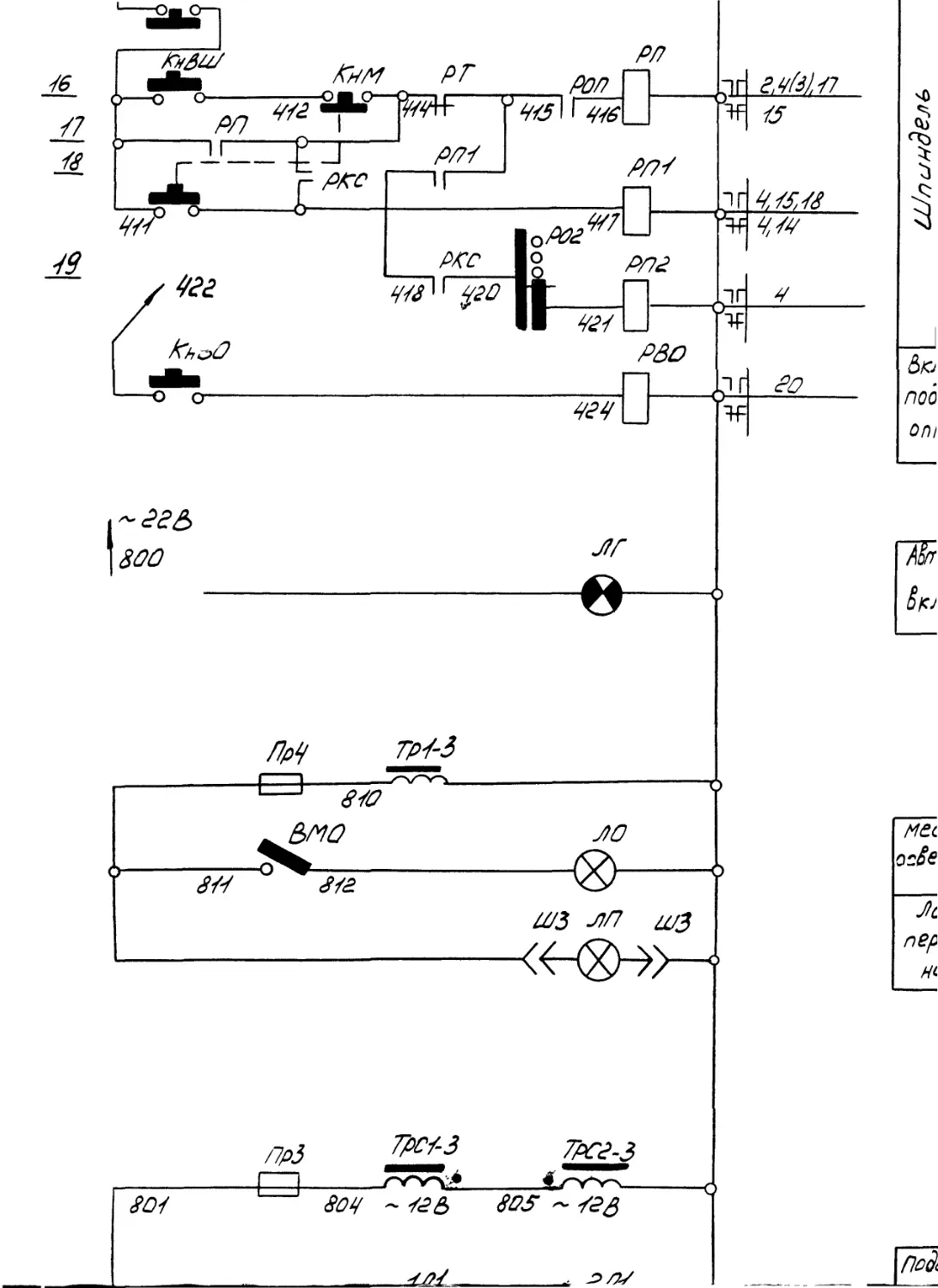
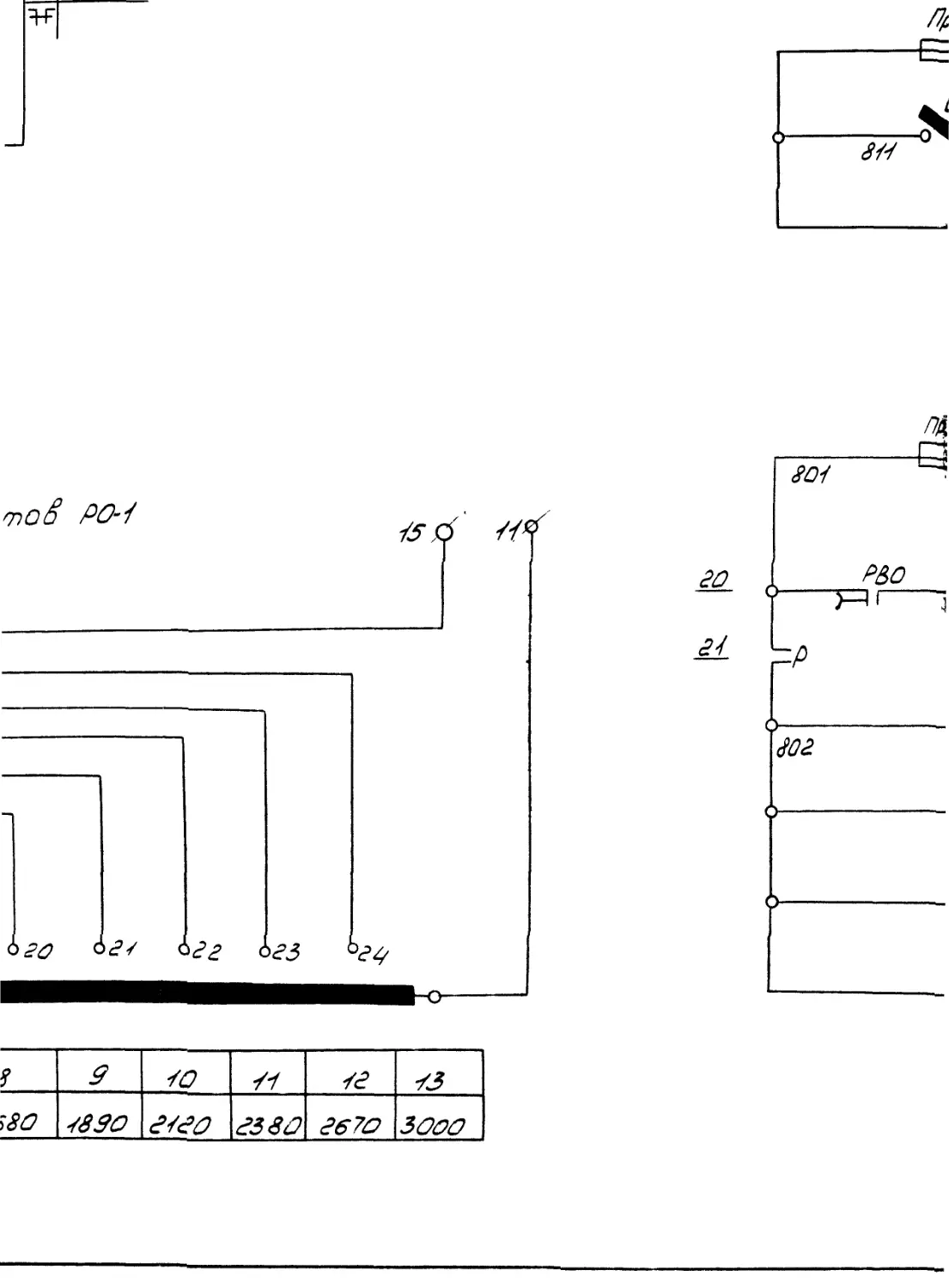
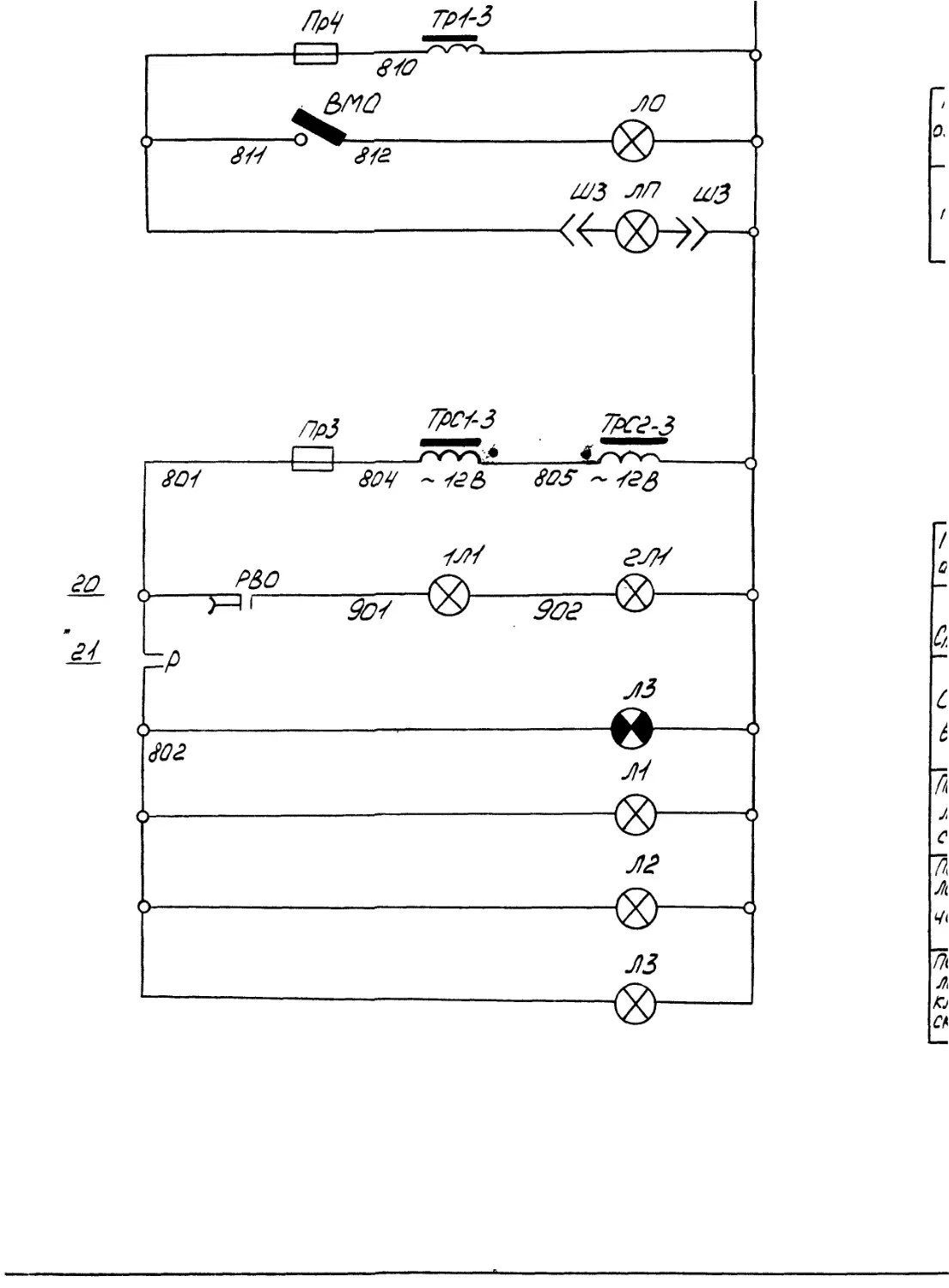
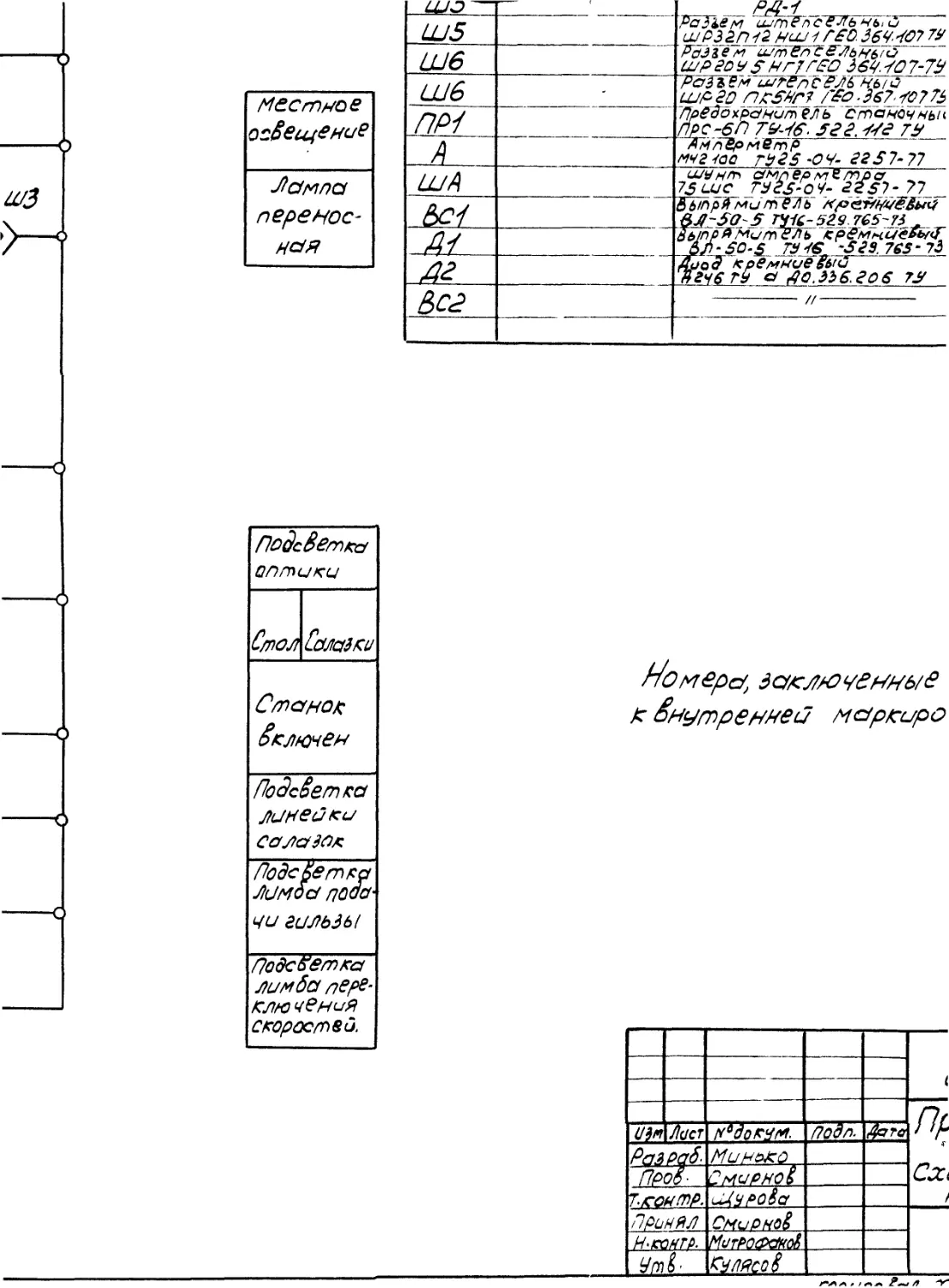
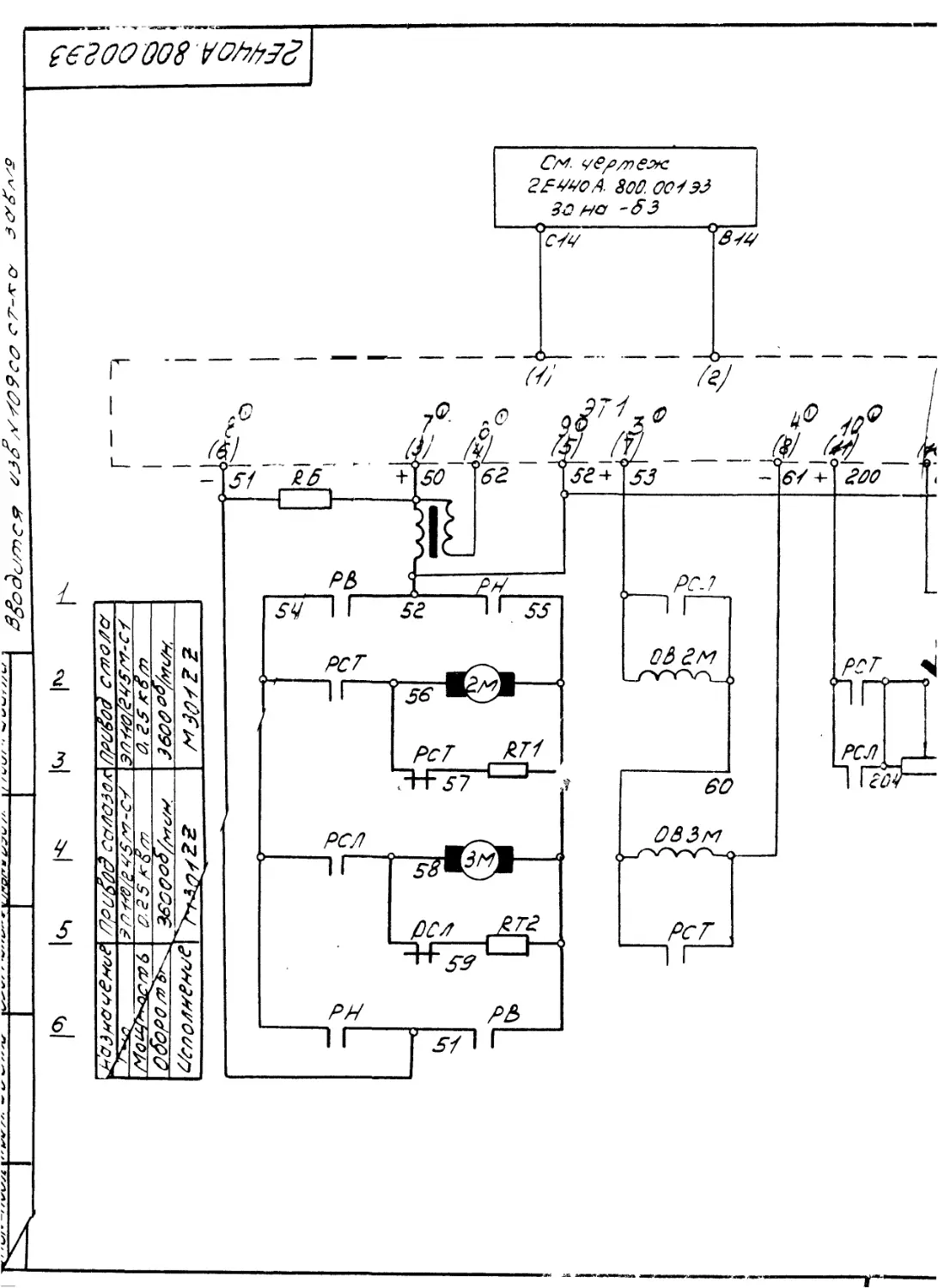
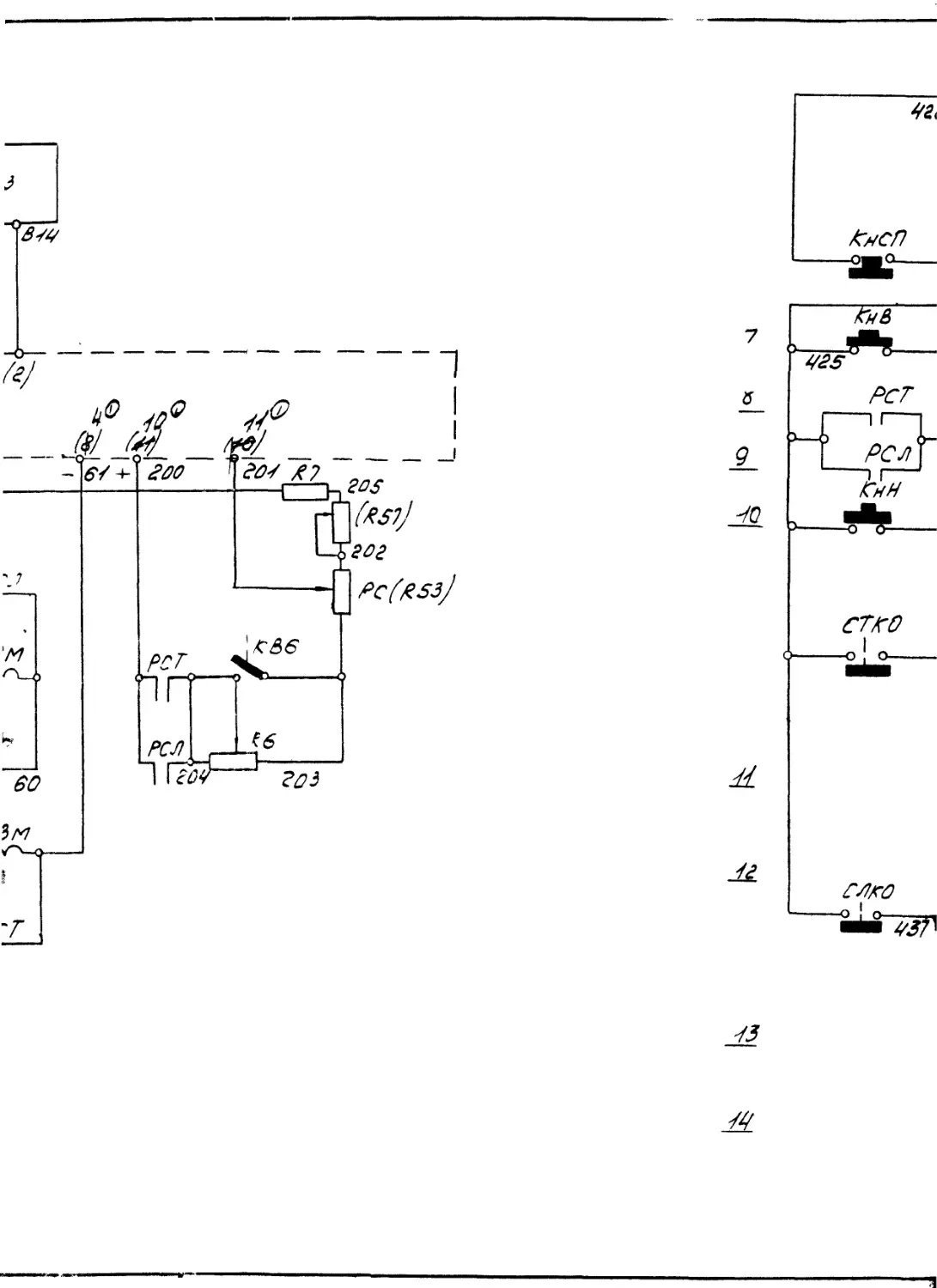
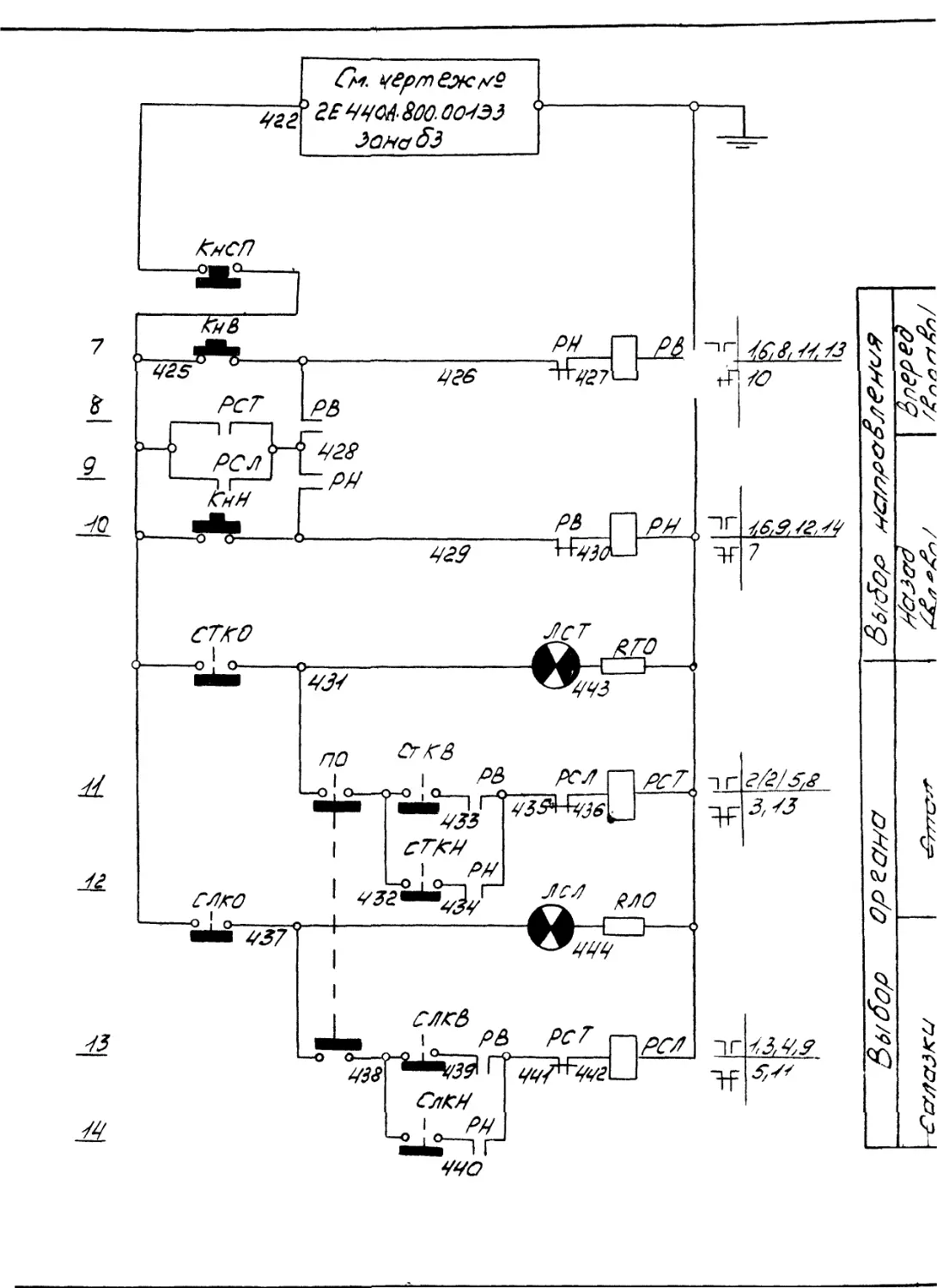
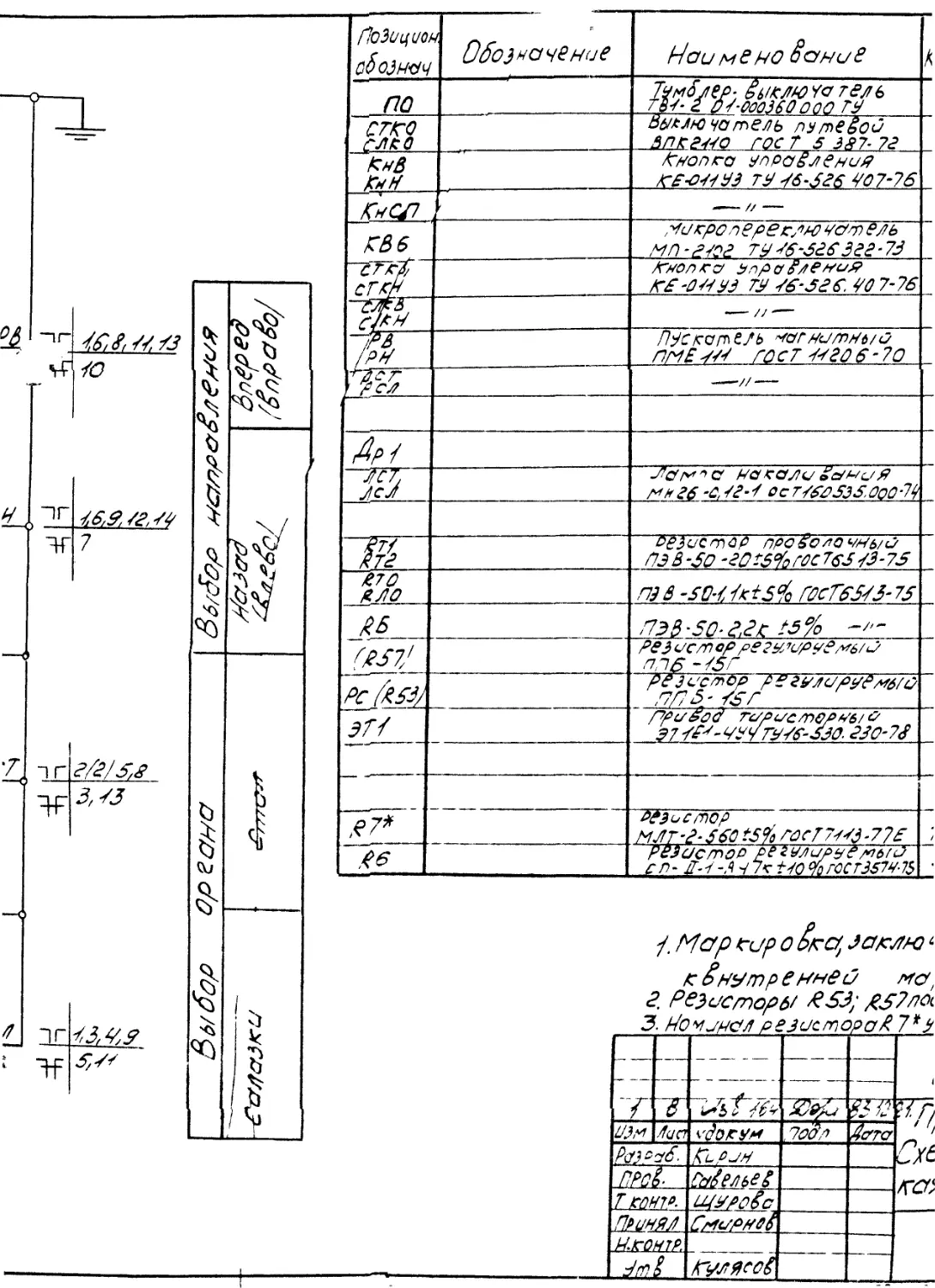
1.6. Электрооборудование.
См. руководство по эксплуатации, часть П.
1.7. Система смазки.
1.7.1. Принципиальная схема смазки показана на рис. 18. В таблицах 7 и 8 указан перечень
элементов системы н точек смазки. На рис. 19 дана карта смазки станка с указанием точек
смазки.
1.7.2, Описание работы:
Смазка станка обеспечивается следующими системами:
1.7,2.1. Системой смазки коробки скоростей, которая включает в себя; резервуар Ж, насос В
В фильтр Е.
Насос системы приводится в действие от ведомого вала коробки скоростей. Масло в реэер-
Ч’ар заливается через заливное отверстие, расположенное на левой боковой стенке корпуса
коробки скоростей. Подаваемое насосом масло, проходя через фильтр, поступает на смазку
Й'бчотых колес и подшипников. Пройдя через смазываемые части, масло собирается в резер-
вуар. Слив масла Производится через отверстие, расположенное в нижней части левой боковой
Ьетенки корпуса коробкн скоростей.
Контроль за подачей масла и его уровнем производится визуально с помощью маслоуказате—
йГи Д.'
1.7.2.2. Системой смазки механизмов блока направляющих шпиндельной коробки: механиз-
а перемещения шпиндельной коробки, механизма закрепления шпиндельной коробки, механиз—
- 41 -
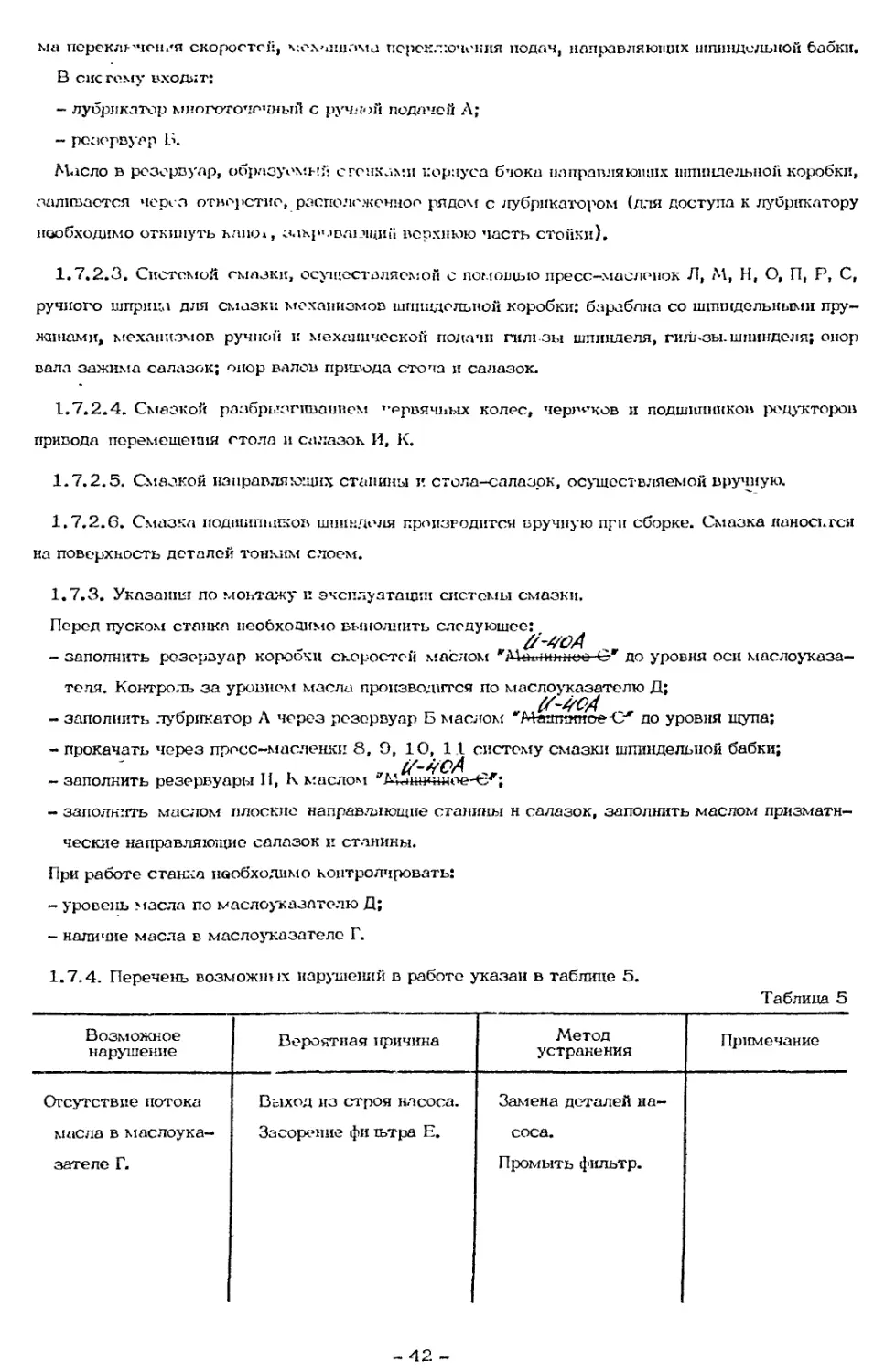
ма переключения скоростей, механизма переключения подач, направляющих шпиндельной бабки.
В систему входят:
- лубрикатор многоточечный с ручной подачей Л;
- резервуар Б.
Масло в резервуар, образуем!-!;: с гонками корпуса блока направляющих шпиндельной коробки,
заливается через отверстие, расположенное рядом с лубрикатором (для доступа к лубрикатору
необходимо откинуть капо», закрывающий верхнюю часть стойки).
1.7.2.3. Системой смазки, осуществляемой с помощью пресс-масленок Л, М, Н, О, П, Р, С,
ручного шприца для смазки механизмов шпиндельной коробки: барабана со шпиндельными пру-
жинами, механизмов ручной и механической подачи гильзы шпинделя, гильзы. шпинделя; опор
вала зажима салазок; опор валов привода стола и салазок.
1.7.2.4. Смазкой разбрызгиванием ’-ервячьых колес, червяков и подшипников }Х'дукторов
привода перемещения стола и салазок И, К.
1.7.2.5. Смазкой направляющих станины и стола-салазрк, осуществляемой вручную.
1.7.2.6. Смазка подшипников шпинделя производится вручную при сборке. Смазка наносится
на поверхность деталей тонким слоем.
1.7.3. Указания по монтажу в эксплуатации системы смазки.
Перед пуском станка необходимо выполнить следующее:
&-4VA
- заполнить резервуар короохи скоростей маслом до уровня оси маслоуказа-
теля. Контроль за уровнем масла производится по маслоуказателю Д;
„ (А-ясА г
- заполнить лубрикатор Л через резервуар Б маслом Маапоптое-С' до уровня щупа;
- прокачать через пресс-масленки 8, 9, 10, 11 систему смазки шпиндельной бабки;
.. .
— заполнить резервуары И, К маслом М^шннмое-Ъ';
- заполнить маслом плоские направляющие станины н салазок, заполнить маслом призмати-
ческие направляющие салазок и станины.
При работе станка необходимо контролировать:
- уровень масла по маслоуказателю Д;
- нали'ше масла в маслоукаэатело Г.
1.7.4. Перечень возможных нарушений в работе указан в таблице 5.
Таблица 5
Возможное нарушение Вероятная причина Метод устранения Примечание
Отсутствие потока масла в маслоука- зателе Г. Выход из строя насоса. Засорение фи тьтра Е. Замена деталей на- соса. Промыть фильтр.
- 42 -
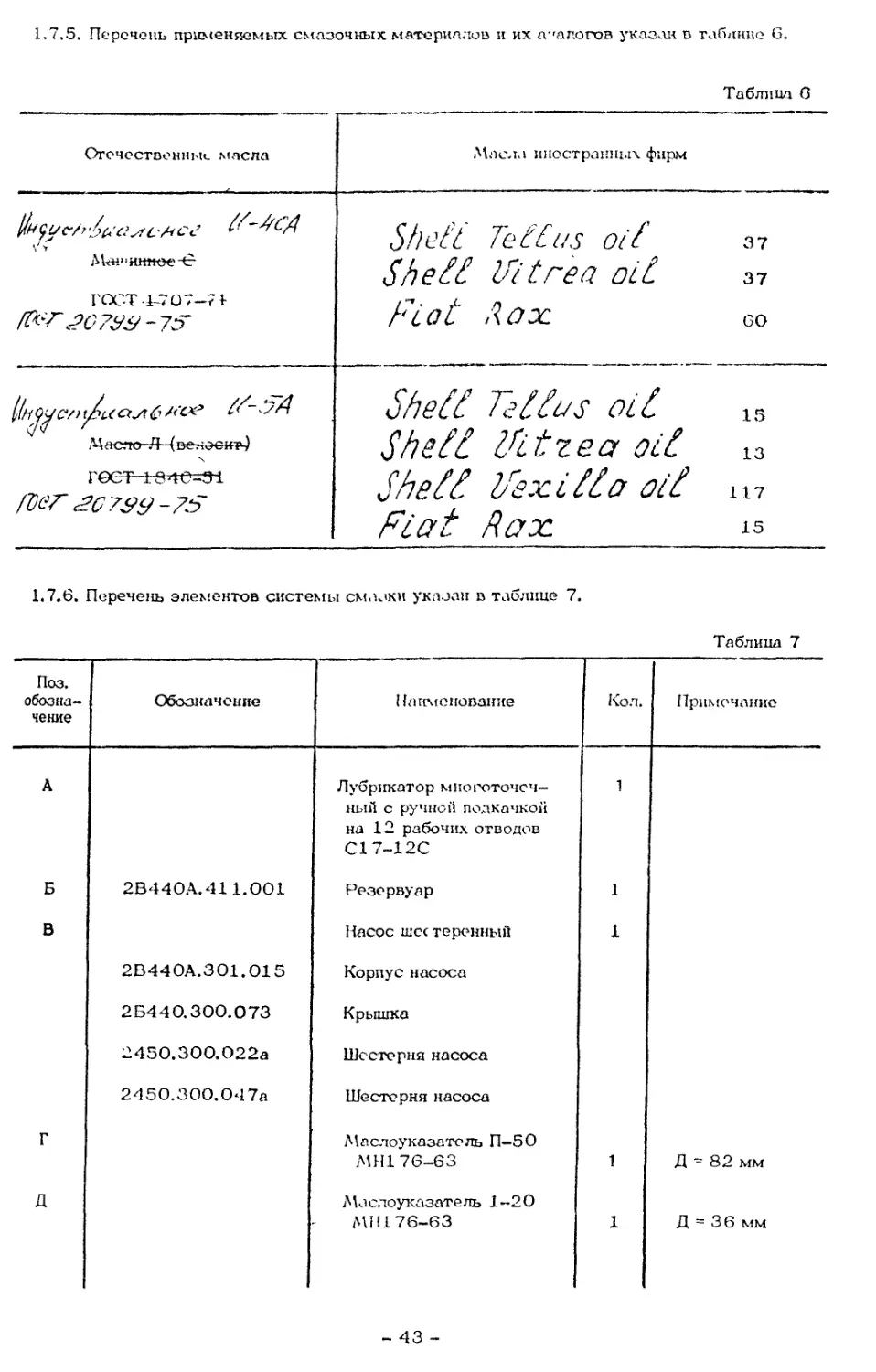
1.7.5. Перечень применяемых смазочных материалов и их аналогов указан в таблице 6.
Таблица 6
Отечественные масла Масла иностранных фирм
М<м»инмееЧт ГОСТ -1-707—71 <?С799 -7& SheEt Те ЕЕ из о it 37 ShetE ETtrea olt 37 Flat Tax go
М асло-Д-(вен оеит) ГОСТ--~1-84С=^1 ГС(3Г <20799-77 Shett TUtas aU ShM Uetze a ait i3 ShetZ Uexitta oit n? Fiat Sax is
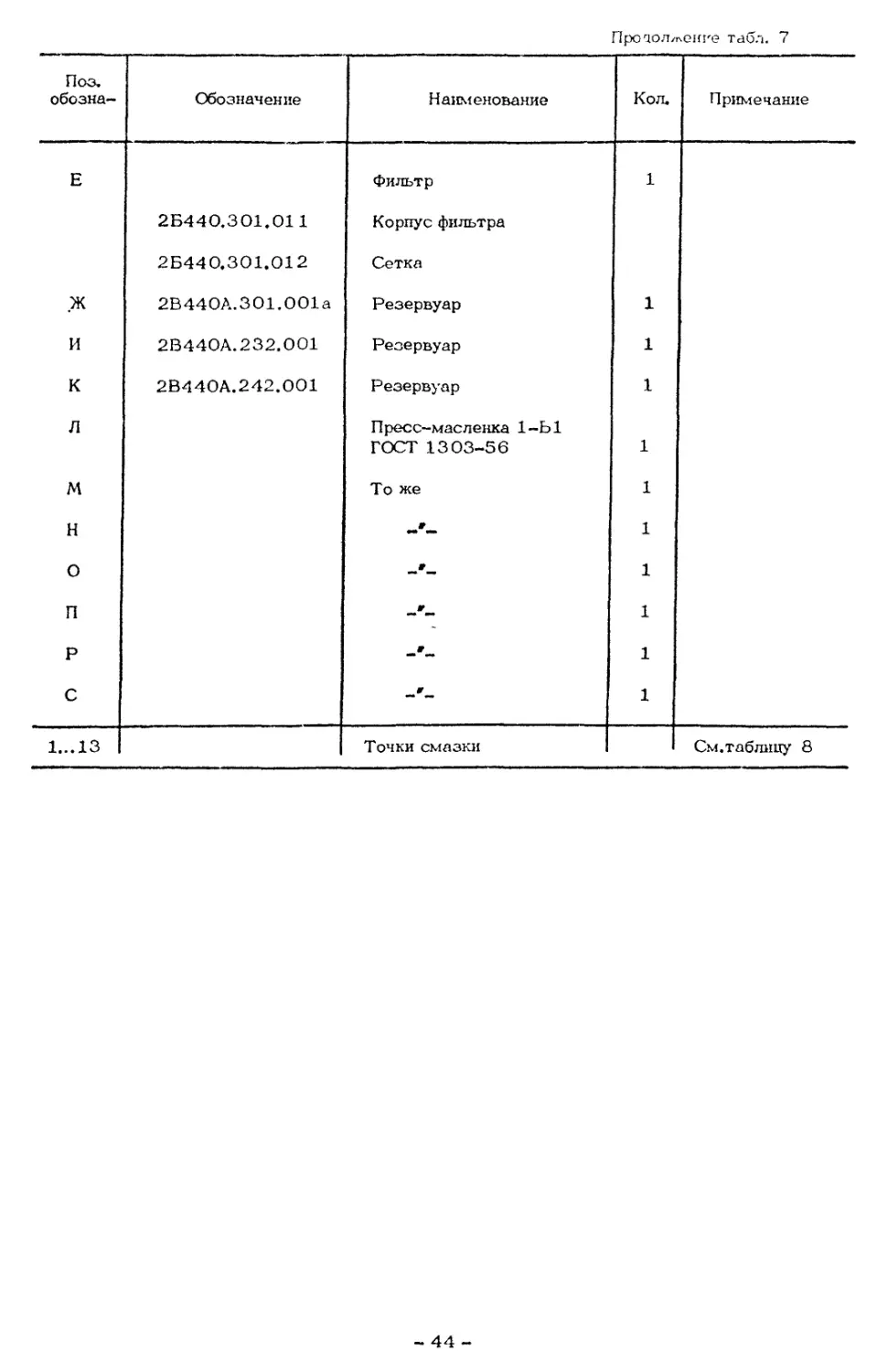
1.7.6. Перечень элементов системы см.тки указан в таблице 7.
Таблица 7
Поз. обозна- чение Обозначение Наименование Кол. Примечание
A Лубрикатор многоточеч- ный с ручной подкачкой на 12 рабочих отводов С17-12С 1
Б 2В440А.411.001 Резервуар 1
В Насос шестеренный 1
2В440А.301.015 Корпус насоса
2Б440.300.073 Крышка
2450.300.022а Шестерня насоса
2450.300.047а Шестерня насоса
Г Маслоуказатель П—50 МН1 76-63 1 Д = 82 мм
д Маслоуказатель 1-20 МН1 76-63 1 Д = 36 мм
- 43 -
Проаоллчснге табл. 7
Поз, обозна- Обозначение Наименование Кол. Примечание
Е Фильтр 1
2Б440.301.011 Корпус фильтра
2Б440.301.012 Сетка
ж 2B440A.301.001a Резервуар 1
И 2В440А. 232.001 Резервуар 1
К 2В440А.242.001 Резервуар 1
л Пресс-масленка 1-Ы
ГОСТ 1303-56 1
м То же 1
н 1
о — 1
п г 1
р 1
с — 1
1...13 Точки смазки См.таблицу 8
- 44 -
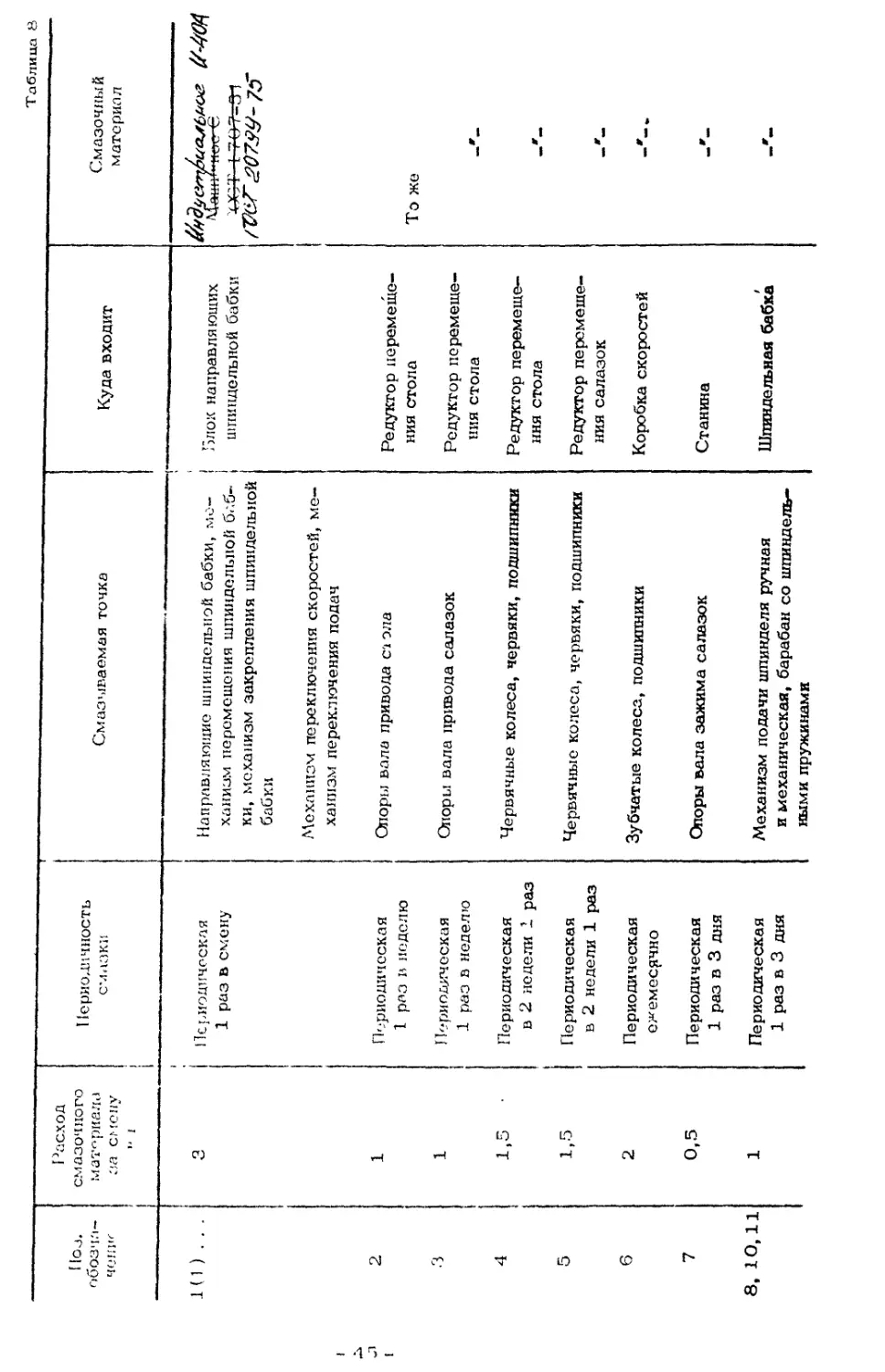
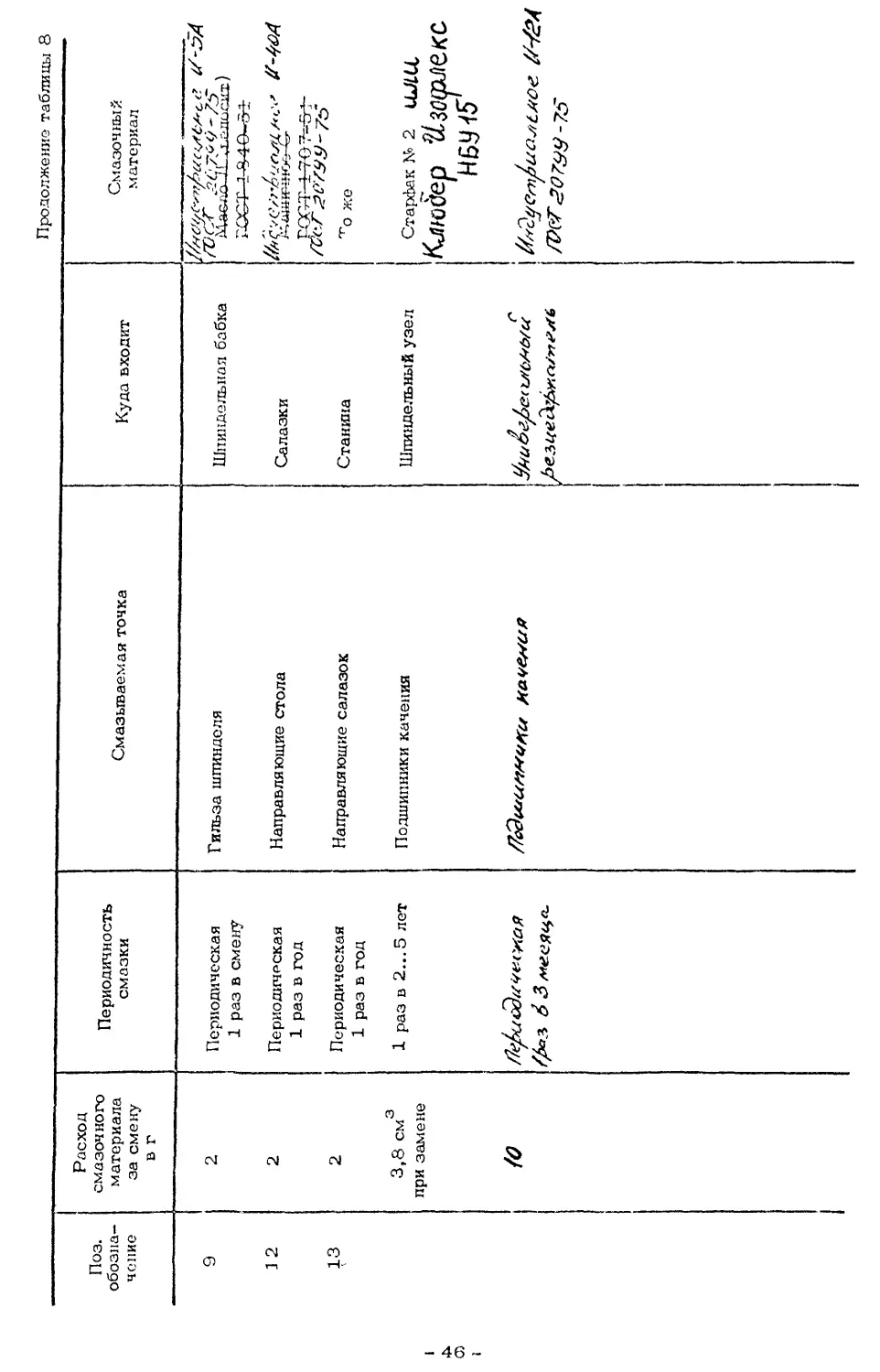
Таблица 8
11см. j обОЗ'1/i- ЧС‘НИ< Расход смазочного материала за ci- tony - i । i ! I (ериодичность смазки Смазываемая точка Куда входит Смазочный материал
1(1)... Q | Периодическая 1 раз в смену Направляющие шпиндельной бабки, ме- ! ханизм перемещения шпиндельной баб- | ки, механизм закрепления шпиндельной бабки Плох направляющих шпиндельной бабки Машн'чюе € /V(iT 207.9У- 7S
Механизм переключения скоростей, ме- ханизм переключения подач
2 1 Периодическая 1 раз в доделю Опоры вала привода сюда Редуктор перемеще- ния стола То же
3 1 Периодическая 1 раз в неделю Опоры вала привода салазок Редуктор перемеще- ния стола —г—
4 1,5 Периодическая в 2 недели 1 раз Червячные колеса, червяки, подшипники Редуктор перемеще- ния стола г
5 1,5 i Периодическая в 2 недели 1 раз Червячные колеса, червяки, подшипники Редуктор перемеще- ния салазок г
6 2 Периодическая ежемесячно Зубчатые колеса, подшипники Коробка скоростей ж
7 0,5 Периодическая 1 раз в 3 дня Опоры вала зажима салазок Станина
8, 10,11 1 Периодическая 1 раз в 3 дня Механизм подачи шпинделя ручная и механическая, барабан со шпиндель- ными пружинами Шпиндельная бабка г а* «•
46 -
Продолжение таблицы 8
Поз. обозна- чение Расход смазочного материала за смену в г Периодичность смазки Смазываемая точка Куда входит Смазочный материал
9 2 Периодическая Гильза шпинделя Шпиндельная бабка //нО&С-^г/гаС^С'Ао <’ d~SA ГО dr . Масло-? ।. .. ь о до сиг /
] 2 2 1 раз в смену Периодическая Направляющие стола Салазки Г1ЭСЧ^^40~6^ Ас'*' 1Г-Г&А
13 2 1 раз в год Периодическая Направляющие салазок Станина PGGT-4^437==&t- №Г£С>Гуу- же
3,8 см3 при замене 10 1 раз в год 1 раз в 2...5 лет 6 3 месяца- Подшипники качения качена я Шпиндельный узел Ifau&iZjbef utc>/4(rfc< СтарсЬак К» 2 UJltC Кмёер 21зо(рлекс НБУ^У ^^erv^aay/t-AOe. /v&^or&y-rs
Гис. 18. Схема смаЗки принципиальная.
Рис. 19. Карта смазки станка.
-47-
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2.1. Указания мер безопасности.
2.1.1. Необходимо соблюдать все общие правила техники безопасности при работе на ме-
таллорежущих станках.
2.1.2. Нельзя включать вращение шпинделя при установленных в шпинделе микроскопе-
центроискате- о и центроискателе с индикатором.
В этих случаях шпиндель следует поворачивать вручную.
2.1.3. Поворотные столы, а также детали весом более 16 кг следует устанавливать на
станок при помощи тельфера или крана.
2.1.4. Периодически проверять правильность работы всех электрических и механических
блокировок.
2.1.5. Запрещается снимать жесткие упоры крайних положений шпиндельной бабки на блоке
направляющих.
2.1.6. При работе с охлаждающей жидкостью необходимо на стол станка устанавливать
ограждение.
2.2. Порядок установки.
2.2,1. Распаковка.
При распаковке сначала снимается верхний шит упаковочного ящика, а затем боковые.
Необходимо следить за тем, чтобы не повредить станок упаковочным инструментом.
При вскрытии упаковки следует проверить внешнее состояние станка, наличие антикоррозий-
ного покрытия на обработанных поверхностях деталей станка и комплект принадлежностей,
руководствуясь комплектом поставки.
2.2.2. Транспортирование (рис. 20).
При транспортировании распакованного станка используются две стальные штацги диаметром
50-55 мм и длиной не менее 1400 мм, которые пропускаются через специальные отверстия
в станине. Подвязка производится двумя канатами. Для защиты поверхности станка под канаты
в местах касания подкладывается войлок.
При транспортировании к месту установки и при опускании на фундамент станок не должен
подвергаться сильным толчкам.
ВНИМАНИЕ
ПРИ УСТАНОВКЕ ШТАНГ В ОТВЕРСТИЯ СТАНИНЫ ПОД СТОЙКОЙ
ДЛЯ ТРАНСПОРТИРОВКИ СТАНКА НЕОБХОДИМО СОБЛЮДАТЬ ОСТОРОЖНОСТЬ
ВО ИЗБЕЖАНИЕ ПОВРЕЖДЕНИЯ ЭЛЕКТРООБОРУДОВАНИЯ СТАНКА.
2.2.3. Перед установкой станка необходимо произвести расконсервацию его.
Обработанные поверхности наружных и частично внутренних деталей покрыты антикоррозий-
ным составом. Особое внимание необходимо обратить на промежуточные валы коробки скорос-
- 48 -
и подач, шкивы, конусное отверстие шпинделя и детали тормозного устройства стола И
№30К.
Антикоррозийное- покрытие рекомендуется удалять чистыми концами, смоченными авиаиион-
ш бензином пли уайт-спиритом. Антикоррозийное покрытие с оксидированных деталей сле-
Кет удалять сухими концами, оставляя на поверхности деталей тонкий слой смазки. Примене-
ивэгом случае бензина или у«йт-спирита не допускается.
Все части станке! и его'принадлежностей, очищенные от антикоррозийного покрытия, пеобхо—
Й<о протереть и смазать маслом "Мшииннетг-б*.
Рис, 20. Порядок транспортировки.
2.2.4. Монтаж. Схему установки см. рис. 21.
Станок устанавливается на фундаменте или бетонной подушке. Глубина залегания фундамента
зависит от грунта, но должна быть не менее 500 мм. Фундамент должен быть изолирован со
всех сторон слоем шлака или торфа толщиной около 50 мм.
Для повышения жесткости и стабильности установки в фундамент рекомендуется заложить под
fice спорные точки станка (рис. 21) стальные балки.
Заливка станка цементным раствором не рекомендуется, т.к. правильность установки должна
контролироваться.
Допускается установка станка на межэтажном перекрытии. При этом опоры станка должны
лежать на несущих балках и перекрытие должно быть проверено на допускаемую нагрузку и
вибрацию.
Установка станка производится по уровню с точностью 0,02 на 1000 мм длины тремя дом-
кратами, расположенными в карманах станины. Домкраты входит >- комплектацию станка.
- 49 -
470
Рис. 21. Установка станка
4.
Опорные винты
с*.к-кГ|>с>ь.ла.,'
3. Швеллер облегченный X* 13
ГОСТ 6285-5-
5. < \-ь ГмНипде.-я
G. Кабо П'Пvie клаа.чн
ВЖАШЕ.»
После установит станка на пупдашэнт гквеоиуть четыре болта из
передней стенке стопки,удерживающие противовес шпиндельной бобин
от раскачивания пни транспортировании, и поставить па их место
пробки,находящиеся в ящике для запчастей. Отвернув гадки с бол-
тов поз.3,освободить крепитель стола поз.1 и брус поз.2, одгговое-
.тнпо освобождая шлпцевнй вал,уложеипип Р желоб''стола со стопопь’
сточки, п удержг.ваюшир'ся планкой поз.4(см. схему на листе 52).
Завод—изготовитель гаранпгруот точность работы станка при собнюдении следу к-щех о€ .на-
тельных условий его эксплу''-лпин.
-станок должен быть полностью изолирован от вчбраччч, в’ia'.rae?<i i\ риьотак'ылми вигич
машинами и станками;
-температуря помещения, гдо установлен станок,должна iinrm.'prcdw.v.i в щ -дс.йхЗО 2эС
и п период всей обработки нзделня колеб.чни < температур'.! не рочь-ло ; н; е ы пч Р';
- относительная влажность воздуха должна выть в пределах
-режим смазки станка должен соответствовать указаниям таблиц 7 и У;
-станок и помещение, где он установлен, должен < одержат! ся в с- мб j i о/л
При выборе моста установки станка необходимо руководствоваться след;»'тлями соэбрхке-
|ниями:
а) доставка станка к мосту установки должна быта обеспечена сч з д-чк нтажл у..;ю >. В край-
нем случае демонтаж н монтаж станка должны щюпзводигься под наблюл? чшем . пеималдслСл;
б) обслуживание станка н, в частности, установка и ся.см делчгел’.ныл f.точна ч крутил., до—
талой требуют наличия клкого-гпкю подъемного уст;?ойст11.ч;
в) помещение, 11|нъ111азн<1ч<’нноо дл-.i установки сгпнка, должно опта д ..ииыэ л; 1,4’ >рным,
сухим, чистым и светлым. Однако, < танок должен быть защитен от примни со'йн'чнмх лучей и
то не следует располагать войной радиаторов отопительной < истомы;
г) недопустима установка станка вблизи машин ударного действия (нологм, нрсссы) и мя-
вши, вызывающих внбраннн (компрессоры, крупные вентиляторы, точила л прочие).
2.?.5. Подготовка к первоначальному пу« ку н первоначальный 1г<
2.2.5.]. Заземлить станок подключением к обшей цеховой пк-лмо . .•^им.’лч.ла.
ВНИМАНИЕ!
ПРПЖД1 , ЧКМ произвопип. ПОДКЛЮЧЕНИИ Г'ГДНКЛ К -)ДНлТРССПЧ
IП <>1 ;х< VII!МО ИНА П-’ЛЫК» ОЗНАКОМИТЬСЯ С РЛЗЛРЛЛЧН РУКЖС-ДС! ЗА,
ОПЬЛ ЯЩИМР.СЯ К Я1Н<ТРООВОРУДОЗ,\Н!!!Г- СТАНКА.
2.2.5.?. 11онкяючнть ставок к эпок! росетп, щюверпч сот чег гз;<. щ ; . .:Д1ЯС5Ч*К’!>«.С1‘.—
(рооборудов/ищп «'Т.Н1Л,;!.
2.2.5.3. Ош.чкомнвшись с на.!начепн''м рукояток упр.тленнч р>’~ 3), слспуат проВ’р.тта
труки ргЛЬЭТУ ВССХ МС’.аНИ.е.кШ СгаНК.1.
2.2.5.4. Выполнит!, хкаллния, изложенные в раздело "Система смазк / .> чбгг.' В Р "кспрд—
та '’Электрооборудование*', относящиеся к пуск"
2.2.5.5. После подключения станка к сети необходимо опрос евать . i
Йапчоиня рабочих органов стпнка, 'обратив особое внимание из |юбсгу • я s
Схема крепления подвижных частей станка
ВНИМАНИЕ!
ПЕРЕД УСТЛНОВКа"! ШДИПЕВОГО ВАЛА НА МЕРТО НЕОБХОДИМО
ДЕМОНТИРОВАТЬ ПРОБКУ ПОЗ.‘5.
Подшипники шпиндельного узла смазаны коне истец гнои сма.шоп. Попадание в них жидкой
смазкл и других жидких веществ недопустимо.
-52.-
мас.юуказателям Г, Д (см. рис. 18).
2.2.5.6. Перед пробным пуском станка его следует не менее трех дней выдержать в сухом
помещении при нормальной температуре, чтобы удалить из обмоток электрических машин, аппа-
ратуры и оптических устройств влагу, воспринятую при транспортировке.
ВНИМАНИЕ!
ПРИ ОТСУТСТВИИ МАСЛА В МАСЛОУКАЗАТЕЛЯХ Г и Д
РАБОТА НА СТАНКЕ НЕДОПУСТИМА.
На малых оборотах шпинделя опробовать на холостом ходу работу всех механизмов станка.
Убедившись в нормальной работе всех механизмов станка, можно приступить к настройке
станка для работы.
2.3. Настройка станка для работы.
2,3.1. Настройка необходимого числа оборотов шпинделя производится следующим образом:
-поворотом маховичка 19 (см. рис. 3) устанавливается необходимая ступень чисел оборо-
тов шпинделя. Регулятором 25 устанавливается нужное число оборотов шпинделя. Пуск
шпинделя осуществляется кнопкой 23;
- если производится переключение и шестерни не включаются, следует провернуть шпиндель
вручную за навернутую на него гайку с накаткой;
-отключение шпинделя производится кнопкой 24, медленное вращение шпинделя-кнопкой 22
(см. рис.- 3).
2.3.2. Необходимая величина подачи шпинделя устанавливается поворотом маховичка 15 и
контролируется указателем 13 (см. рис. 3).
Вращение и подача шпинделя в крайних положениях гильзы отключаются автоматически, этим
удобно пользоваться при смене инструмента, поднимая гильзу в крайнее верхнее положение и
не прибегая к кнопке 24.
При пользовании устройством для отключения подачи на заданной глубине лимб следует за-
креплять в положении, при котором деление, указывающее длину заданного хода гильзы, совпа-
дает с нулем нониуса. Отключение подачи происходит при совпадении нулей лимба и нониуса.
При наладке лимб следует поворачивать против часовой стрелки для выбора люфтов в зацепле-
нии шестерен. После закрепления лимба наладку следует проверить.
2.3.3. Для осуществления подачи стола или салазок тумблер выбора рабочего органа 31
(см. рис. 3) устанавливают в нужное положение и поворачивают регулятор скорости переме-
щения стола и салазок 29 (см. рис. 3).
Нажатием кнопки 42 включается перемещение стола (салазок) к оператору, нажатием кнопки
43 - от оператора. Останов движения стола (салазок) осуществляется кнопкой 41.
Рукоятки 32 и 44 в положении зажима действуют на конечные выключатели, которые не по-
зволяют включить перемещение стола или салазок до тех пор, пока не произведено их откреп-
ление. Если стол и салазки не закреплены, то на пульте загорается соответствующая зеленая
лампочка, что предупреждает расточника о необходимости произвести зажим до начала расточки.
- 53 -
2..3.4 . Подсветка оптик:! включается кнопкой 9 (см. рис. 3). Если по какой-либо причине не
горит лампа одной из подсветок оптика, то пользоват'-ся второй лампой до устранения дефекта
воспрещается во избежание ее бчстрого перегори •'ля. Воспрещается также увеличивать уста-
новленную на заводе-изготовителе продолжительность горения указанных ламп.
2.3.5. Отключение электропитания станка прздзвод;ггся кнопкой 7 (см. рис. 3), окрашенной
ь красш in цвет.
Если при пробном пуске будут обнаружены неполадки, следу- воздержаться о г разборки
станка до бойче подробного ознакомления с его устройством или до получения консультации
от завода-исяготовителя.
2.4. Регулирование.
Инструкция по регулировке механизмов станка
В случае, если нарушена нормальная работа 'того или иного м ..хангзма станка, то только пе-
речисленные ниже регулировки разрешается производить своими силами, не вызывая наладчи-
ков-специалистов.
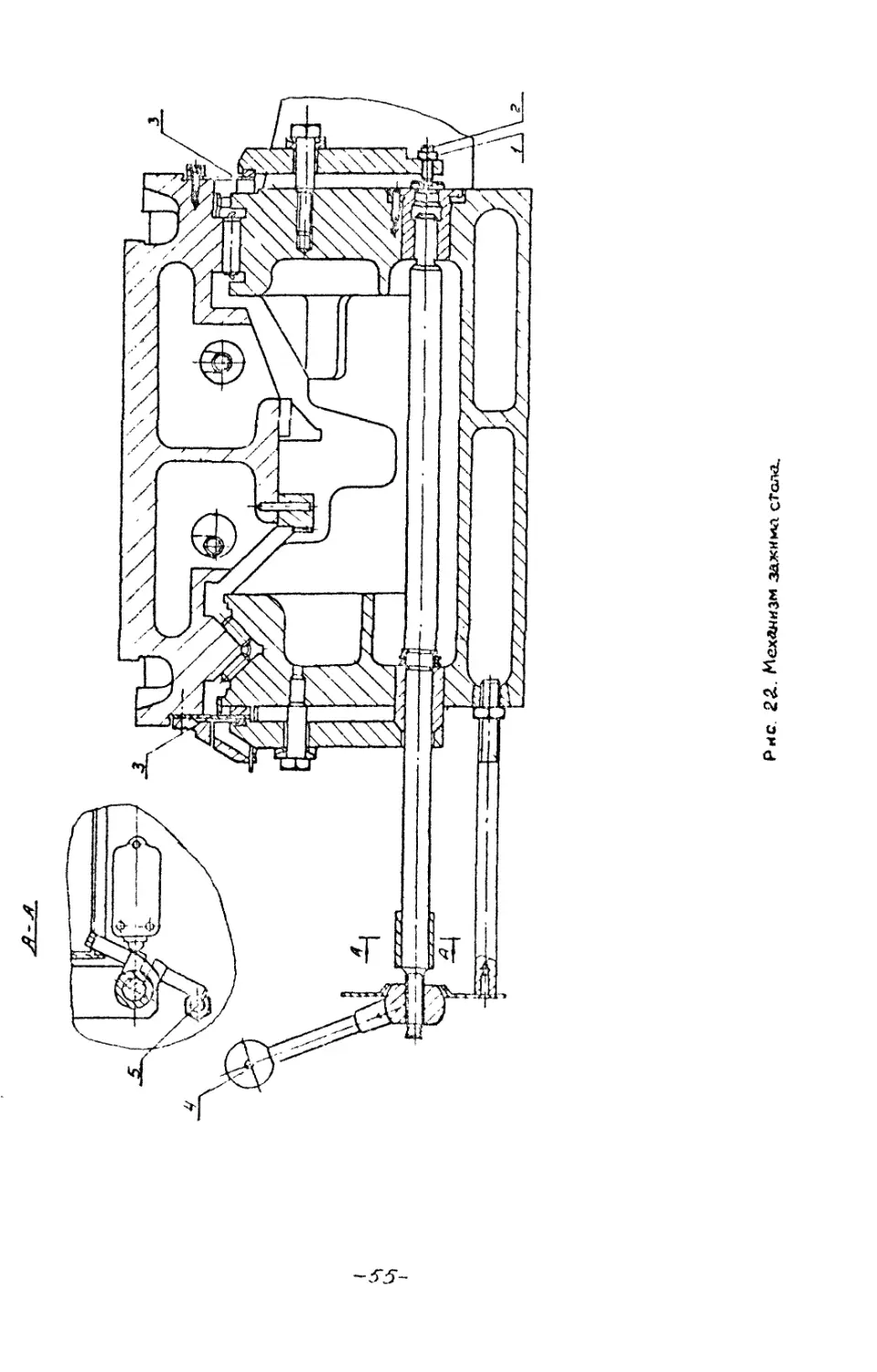
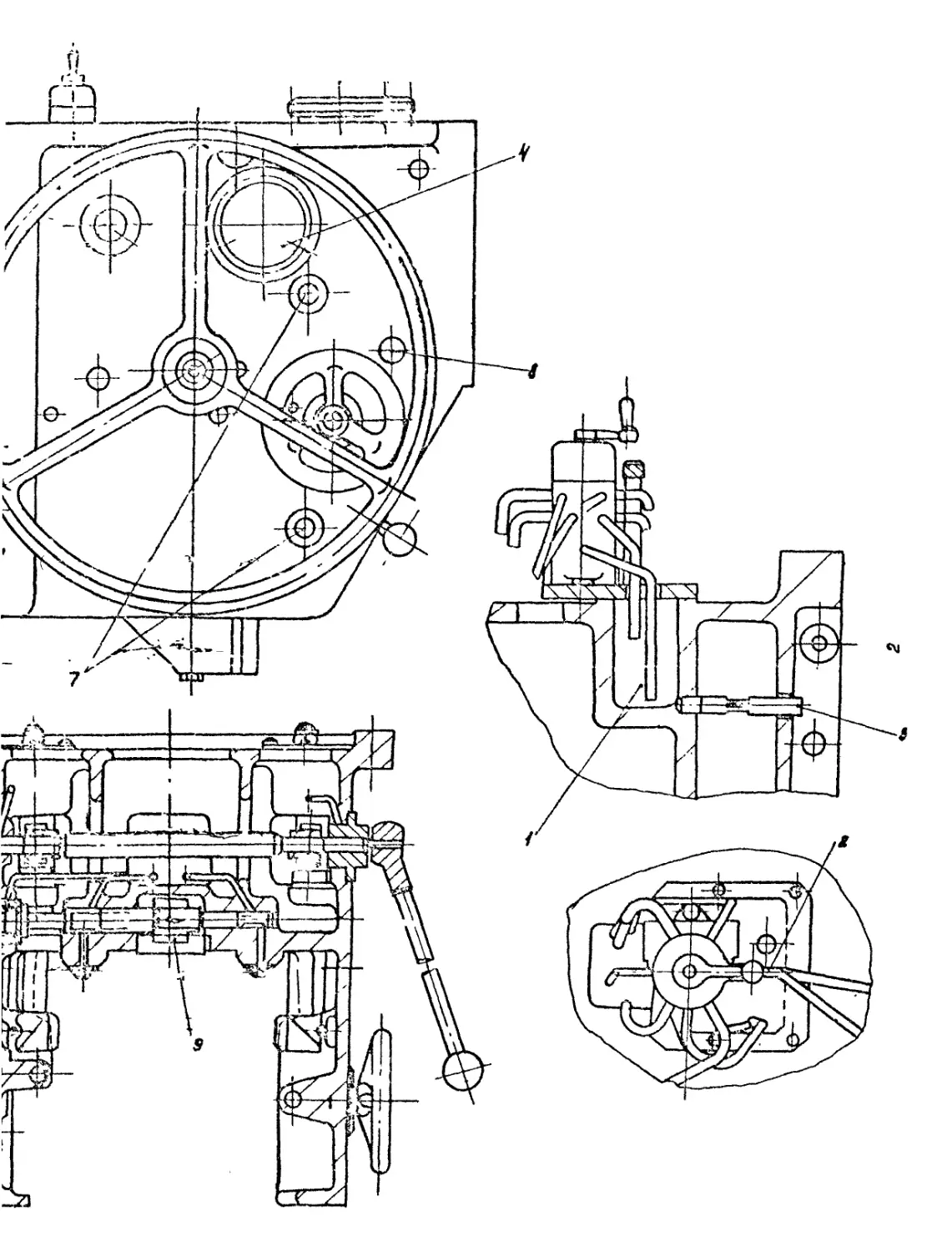
2.4.1. Регулировка механизма зажима стола (рис. 22):
- откоптрить гайку 1;
- винтом 2 отрегулировать зажим тормозных лент 3 таким образом, чтобы усилие зажима
па рукоятке 4 было 6-8 кг;
- законтрить гайку 1;
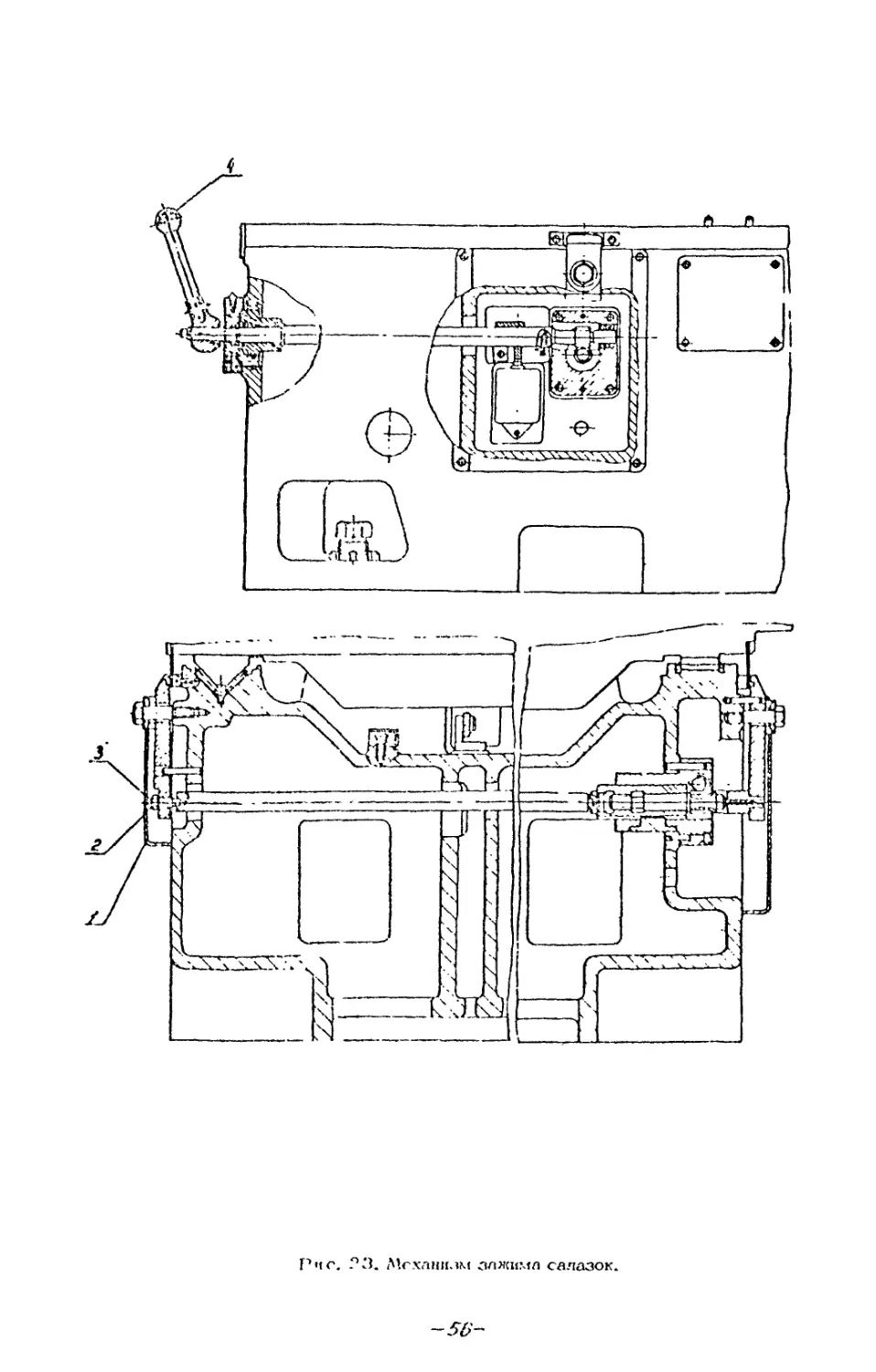
2.4.2. Регулировка механизма зажима салазок (рис. 23):
- сиять шиток 1;
- отконтрить гайку 2;
- винтом 3 отрегулировать зажил! тормозных лент таким образом, чтобы при повороте руко-
ятки 4 влево (до жесткого упора) усилие оакма на рукоятке было 6-8 кг;
- законтрить гайку.
ВНИМАНИЕ!
ЗАДИРЫ НА ТОРМОЗНЫХ ЛЕНТАХ НЕ ДОПУСКАЮТСЯ!
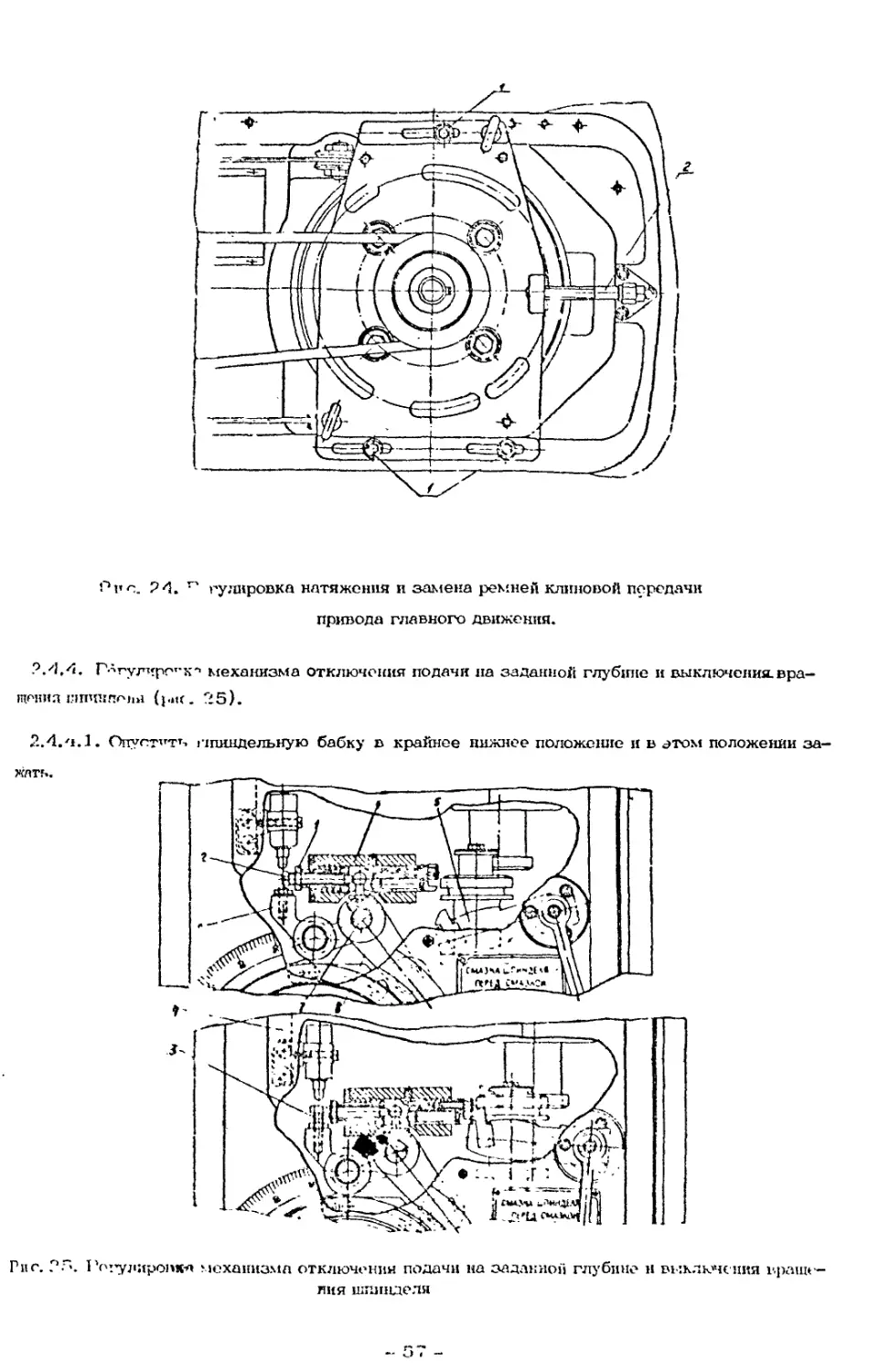
2.4.3. Регулировка натяжения клиноременной передачи привода главного движения (рис. 24).
2.4.3.1. Откинуть капот над верхней частью стойки.
2.4.3.2. Слегка отвернуть винты 1.
2.4.3.3. Натяжение ремней производить винтом 2.
2.4.3.4. По окончашш регулировки необходимо надежно затянуть винты 1 и закрыть капот.
2.4.3.5. Для замены ремней необходимо:
- откинуть капот над верхней частью стойки;
- слегка отвернуть винпi 1 (см. рис. 24);
- поднять шлицевый вал (шпиндельную бабку при этом установить в крайнее верхнее положе-
ние) соединяющий коробку скоростей со шпинделем;
- заменить ремни.
- 54 -
Рнс. 22. Механизм зажима стала.
Рис. f*3. Механизм зажима салазок.
—50—
Рис. 24. г' гулировка натяжения и замена ремней клиновой передачи
привода главного движения.
2.4.4. Глгулирет'К'’ механизма отключения подачи на заданной глубине и выключения.вра-
щения шпиндели (рис. 25).
2.4.ч.1. Опустит*. шпиндельную бабку в крайнее нижнее положение и в этом положении за-
жать.
Гиг. Го’.'улиропя*» механизма отключения подачи на заданной глубине и выключения враще-
ния шпинделя
2.4.4.2. Снять крышку на породной стенке бабки.
2.4.4.3. Огкоптритт» ганку 1.
2.4.4.4. Винтом 2 произвести регулировку. Более раннее выключение произойдет при за—
пертыпанни винта, более позднее - при вывертывании.
2.4.4.5. По окончании регулировки винт надо законтрить. Регулировка выключения вращения
шпинделя в крайних положениях производится винтом 3.
Выключение вращения шпинделя (от нажатия на конечный выкл.«_ 1атель 4) должно произойти
после отключения подачи, но раньше, чем кулачок на ступице лимба дойдет до жесткого упора.
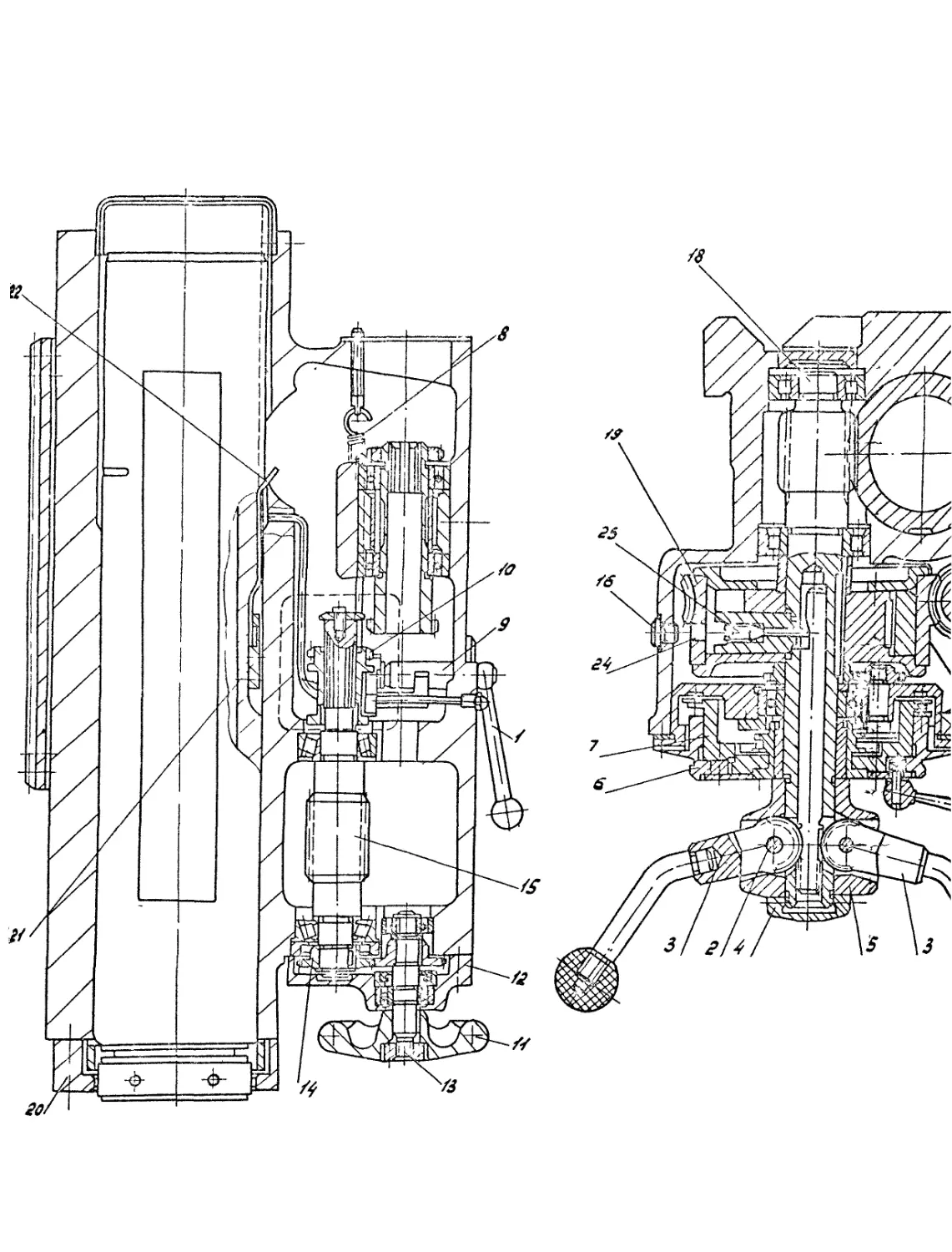
2.4.5. Регулировка фрикционного механизма в цепи подач.
Фрикционный механизм, заключенный в червячной шестерне 19 (см. рис. 9), в процессе
работы может разрегулироваться. Это легко обнаружить, отжав от себя рукоятки 3. Если в
этом положении вал-шестерня проворачивается, то фрикционной механизм необходимо регули-
ровать.
2.4.5.1. Опустить шпиндельную бабку в крайнее нижнее положение.
2.4.5.2. Вывернуть пробку 16.
2.4.5.3. Вращая маховичок 11, совместить оси отверстий 24 и 16.
2.4.5.4. Подав на себя рукоятки 3 и врашая ими вал 18, совместить винт 25 с осью отвер-
стий 1G ч 24.
2.4.5.5. Винтом 25 произвести регулировку фрикционного механизма на наибольшее осевое
усилие на шпинделе, рапное приблизительно 550 кг.
2.4.5.6. Завернуть пробку 16.
2.4.6. Регулировка и замена уравновешивающих пружин шпинделя (рис. 26).
В ггпо пассе эксплуатации станка возможно нарушение равновесия гильзы шпинделя. Причины
могут быть следующие:
— обрыв лент: I, связ: тающей гильзу с барабаном;
- ослабление натяжения пружин, удерживающих гильзу в равновесии;
— обрыв этих пружин.
Обрыв л»ч:гы обнаруживается легко. Достаточно опустить шпиндельную бабку в крайнее
нижнее положение и снять па передней стенке коробки крышку 1 (см. рис. 26).
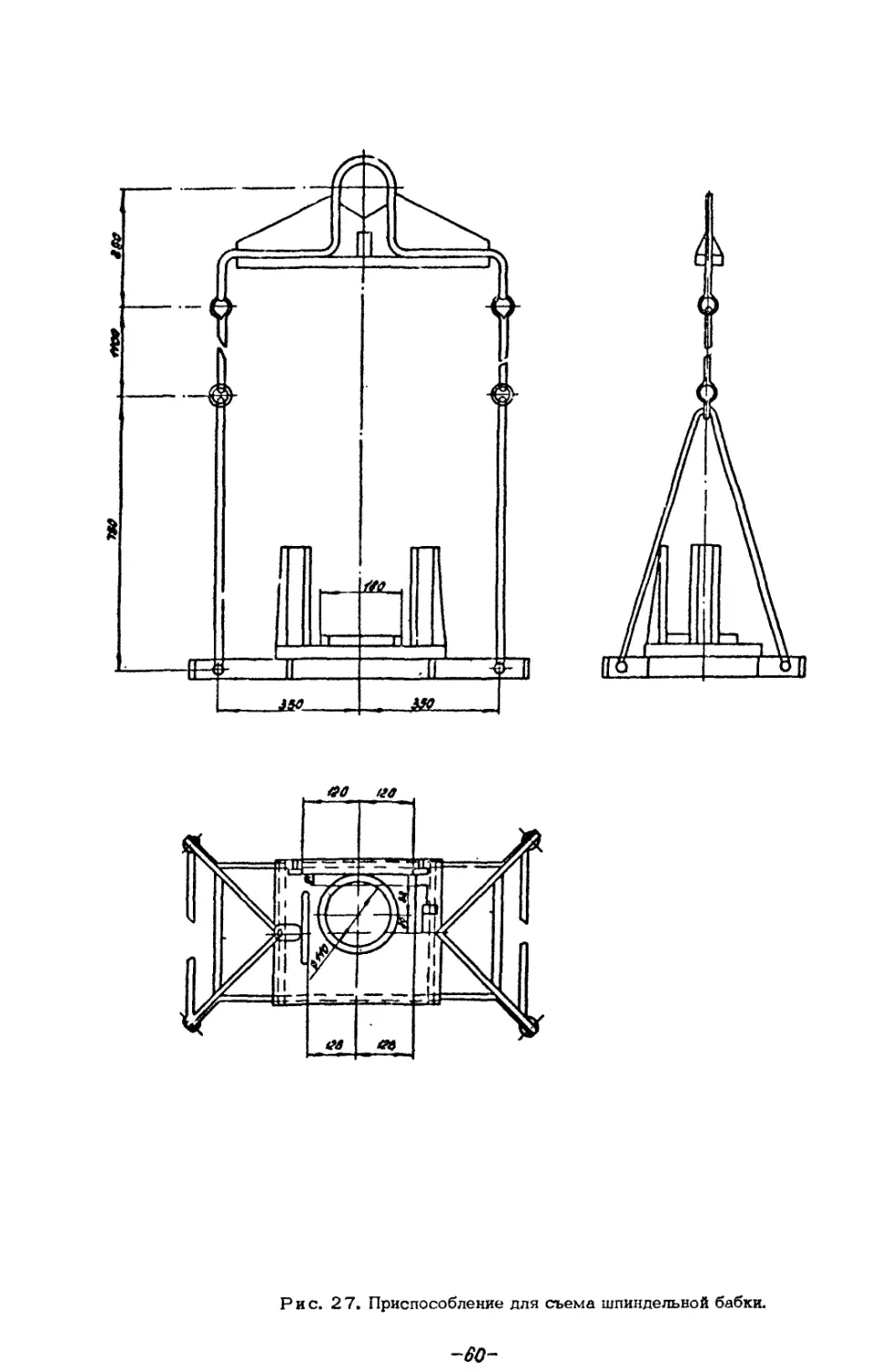
Если лепта оборвана, ее следует заменить. Для этого необходимо осторожно снять шпин-
дельную бабку со станка, используя имеющиеся в цехе средства. Ниже (рис. 27) приводится
рисунок одной из несложш ж конструкций приспособления для съема шпиндельной бабки. Вес
бабки приблизительно J 30 кг.
2.4. G. 1. При замене ленты на барабане через окно в передней стенке корпуса следует от-
соедниить концы электропроводов от микропереключателя 4 (см. рис. 25).
2.4. G.2. Рукоятками 3 (см. рис. 9) установить гильзу шпинделя в крайнее верхнее положе-
ние и отжат:» от себя рукоятки.
- 58 -
-6-р-
•КГЮинИиП!
hidkZcIh хчшгошсштэдокдесК shjjmuc и с''то4игвХлос{ -g^
Рис. 27. Приспособление для съема шпиндельной бабки.
-60-
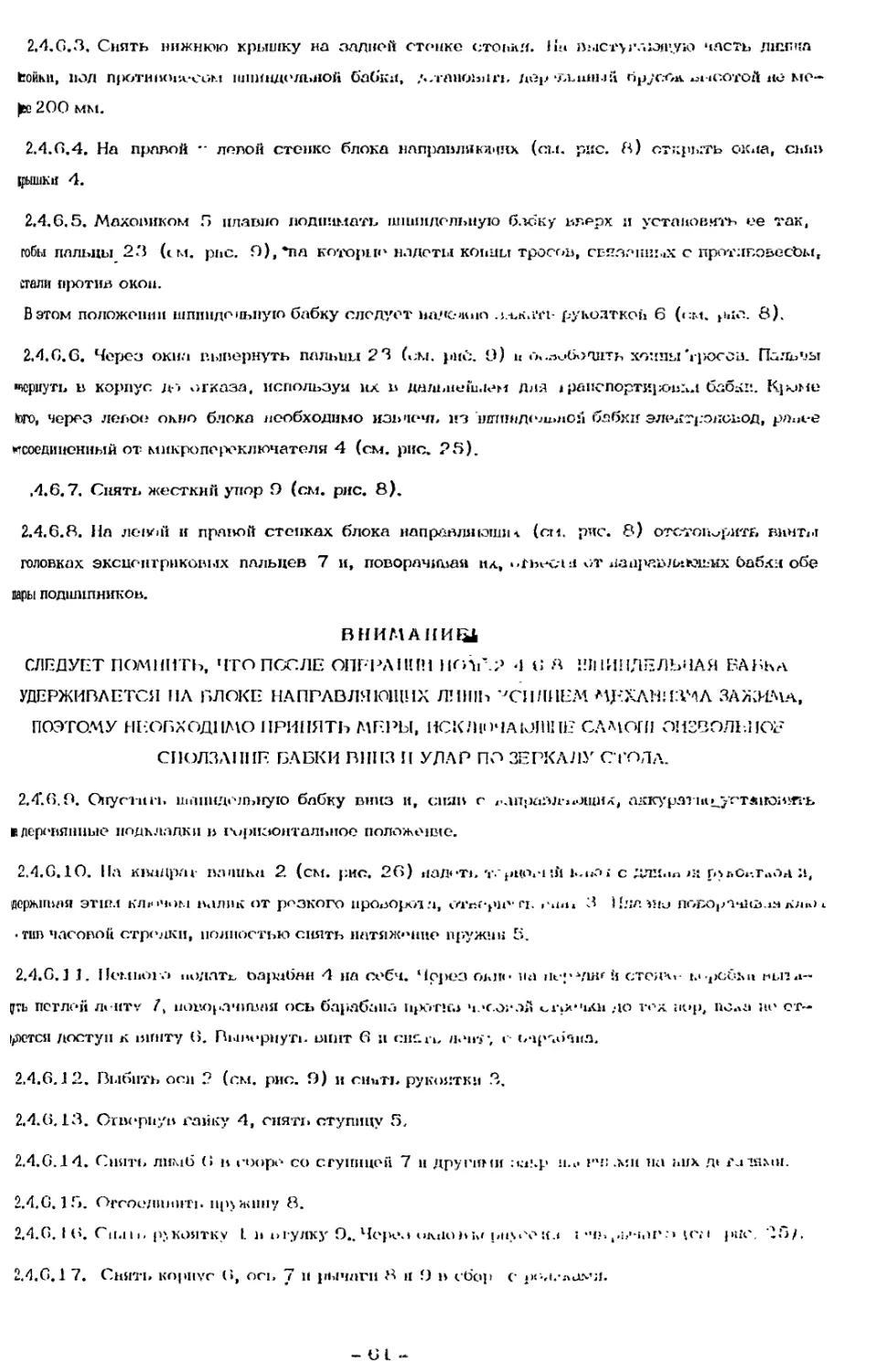
2.4. G.3, Снять нижнюю крышку на задней стенке стопки. Jui вмету глюш.ую часть дшпна
койки, под противовесом шпиндельной бабки, /..таноьлп, дер ьынн.1Й пруслл высотой нс- ме-
рю 200 мм.
2.4. G.4. На правой - левой стенке блока направляющих (сы. рис. 8) открыть окна, сняв
[рышкн 4.
2.4. 6.5. Маховиком 5 плавно поднимать шпиндельную б.ъоку вверх и установить ее так,
гобы пальцы 23 (см. рас. 9),*па которце надеты копны тросов, сея.зрпш.ж с протлг.овесЬы,
стали протия окон.
В этом положении шпиндельную бабку следует вл'Ччию з.-сл.т- рукояткой 6 (<;м. рдп. 8).
2.4. G.6. Через окна вывернуть пальны 2 3 (,;м. рис. 9) н о..воботить хоппы 'грюссв. Па.тъчы
юрнуть в корпус до отказа, используй их в дальнейшем для * рапспортщювхл бабки. Щюме
tore, через левое окно блока необходимо извлечь из 'птпядсуи.лой бабки эледтронсьод, ра.д-е
^соединенный от микропереключателя 4 (см. рис. 25).
,4.6.7. Снятт. жесткий упор 9 (см. рис. 8).
2.4. 6.8. На левой и пратюй стенках блока направляющи^. (см. рис. 8) отстоп^ритг. винты
головках эксцентриковых пальцев 7 и, поворачивая ид, «.гьес-iii от направляющих бабки обе
пары подшипников.
ВНИМАНИЕ
СЛЕДУЕТ ПОМНИТЬ, ЧТО ПОСЛЕ ОПЕРЛИ!!’! 1КЙГ.2 4 G 8 ШПИНДЕЛЬНАЯ БАБЬа
УДЕРЖИВАЕТСЯ НА БЛОКЕ НАПРАВЛЯЮЩИХ ЛИШЬ ^СИЛИЕМ МЕХАНИЗМА ЗАЖИМа,
ПОЭТОМУ НЕОБХОДИМО ПРИНЯТЬ МЕРЫ, ИСКЛЮЧАЮЩИЕ САМОЙ! ОИЗВОЛ1-.ИОЕ
СПОЛЗАНИЕ БАБКИ ВНИЗ И УДАР ПО ЗЕРКАЛУ' СТОЯЛ.
2.4’ .6.9. Опустить шпиндельную бабку вниз и, сияв с Х.лпраэ!т>»-лцнх, аккурзтшцугтлпоиуп-ь
в деревянные подкладки в 1\>ризонталы1ое положение.
2.4.G .1O. На квадрат паника 2. (см. рис. 2G) надеть т-'рнр.ч ;й j..i.r> > с дли.ш л: руг.с.-.т.»ол И,
держшшя этим ключом валик от резкого пропорот л, отперн" п. г.ш. 3 Н.чл ч’ы поворзчнп.п! кл.о.
тив часовой стрелки, полностью снять натяж«»нне пружин 5.
2.4.6 .] ]. Немного податг. оарибнн 4 на себч. Через слою на перуии й стелч.- ырсёки шпа-
рь петлей л«иту 7, новорлчтзая ось барабана гцхтг’Ь! часовой ^гречки до тех, вор, nc.»a не от—
IfflCTCH доступ К винту 6. Вывернут!. ВИНТ 6 И СНГ.гь лент-, С ьчрзб'-шл.
2.4.G. 12. Выбить осп 2 (см. рис. 9) и спить рукоятки 3.
2.4.6.13. Отвернув гайку 4, снят!, ступицу 5,
2.4.6.14. Спять лимб (> в гооре со ступицей 7 н другими :ia!.p н... нч: .ми на ;.их д» тлями.
2.4.6.15. Отсоединить пружину 8.
2.4.G. I 6. Сил 11, рукоятку I. в втулку 9..Черел имюды рнуеоил : •ч.ь н*:> t.e.-i ряс. У5/.
2.4.G.1 7. Снять корпус (’>, ось 7 и рычаги 8 и 9 в сбор с ix-.,t.-.iu.v;i.
-61-
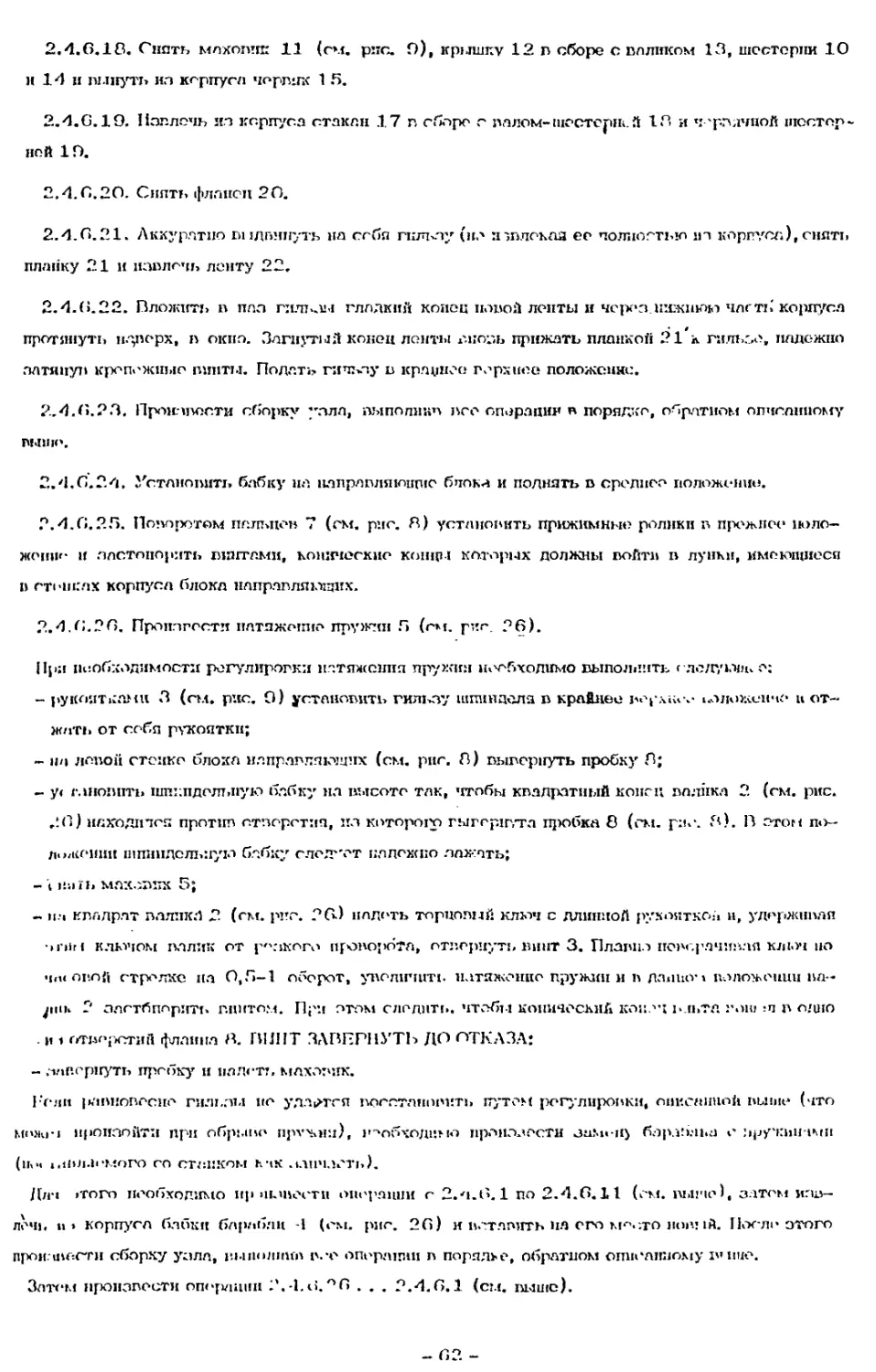
2.4.6.18. Снять млхоппе 11 (см. рис. 9), крышку 12 в сборе с валиком 13, шестерни 10
и 14 н вынуть из корпуса чорвнх 1 5.
2.4.6.19. Извлечь из корпуса стакан .17 в сборе с палом-шестерней 18 и червячной шестер-
ной 19.
2.4.6.20. Снять фланец 20.
2.4.6.21. Аккуратно выдвинуть на себя гильзу (в.' извлекая ее полностью из корпуса),снять
планку 21 и извлечь ленту 22.
2.4.G.22. Вложить в пал гильзы гладкий конец новой ленты и через .нижнюю часть корпуса
протянуть наверх, в окно. Загнутый конец ленты г.нозь прижать планкой 21 к гильзе, надежно
затянув крепежные пинты. Подать гильзу в крайнее верхнее положение.
2.4.G.2.3 . Произвести сборку узла, выполнив все операции в порядке, обратном описанному
выше.
2.4.6.24. Установить бабку на направляющие блока и поднять в среднее положение.
2.4.G.25. Поворотом пплмюн 7 (ем. рис. Я) установить прижимные ролики в прежнее поло-
жение и застопорить винтами, конические коти ! которых должны войти в лунки, имеющиеся
в cTi’in.'.'ix корпуса блока направляющих.
2.4.6.26. Произвести натяжение пружин 5 (см. рис. 26).
При необходимости регулировки натяжения пружин тюбхоинмо выполнить слслуюш.г:
- рукоятками 3 (см. рис. 9) установить гильзу шпинделя в крайнее верхнее 1Юложеичо и от-
жать от себя рукоятки;
- ил левой стенке блоха направляющих (см. риг. 8) вывернуть пробку 8;
- у< г.нюппть шпиндельную бабку на высоте так, чтобы квадратный копен вплнка 2 (см. рис.
.!б) находился против отверстия, из которого гыгерлг.та пробка 8 (гм. риг. 8). В этом по-
ложении шпиплотягую бабку сле.т'от надежно лпжлть;
- \ liuib мах.звях 5;
- нч квадрат валика 2 (см. риг. 2G) надеть торцовый ключ с длинной рукояткой и, удерживая
•>глм ключом валик от резкого пропорота, отвернуть винт 3. Плавил поворачивая ключ ио
•нноной стрелке на 0,5-1 оборот, увеличить натяжение пружин и в дадио-i положении па—
ytui. 2 застбпоритг. пиитом. При этом следит!., чтобы конический копеч влита ваш :п в одно
. и 1 отверстий фллина В. ВИНТ ЗАВЕРНУТЬ ДО ОТКАЗА;
- завернуть пробку и паш-тт. маховик.
I'cjnt равновесно гильзы по удается восстановить путем регулировки, описанной выше (что
м«жг1 произойти при обрыве пргжия), необходимо произвести зим.-н) барабана с лру’кинчмп
(п.ч кидаемого со станком как .1лпчлгть).
Длч «того необходимо пр пинестн операции с 2.'i.G. 1 по 2.4.6.11 (гм. пьпче), затем изв-
лечь и • корпуса бабки барабан -1 (ем. рис. 26) и вставить на его м'ь.то нов! 1й. После этого
прои.чвссти сборку узла, выполнил г.-о операции п порядке, обратном описанному выше.
Затем произвести операции 2.4.6.°6 . . . 2.4.6.1 (см. выше).
- G2 -
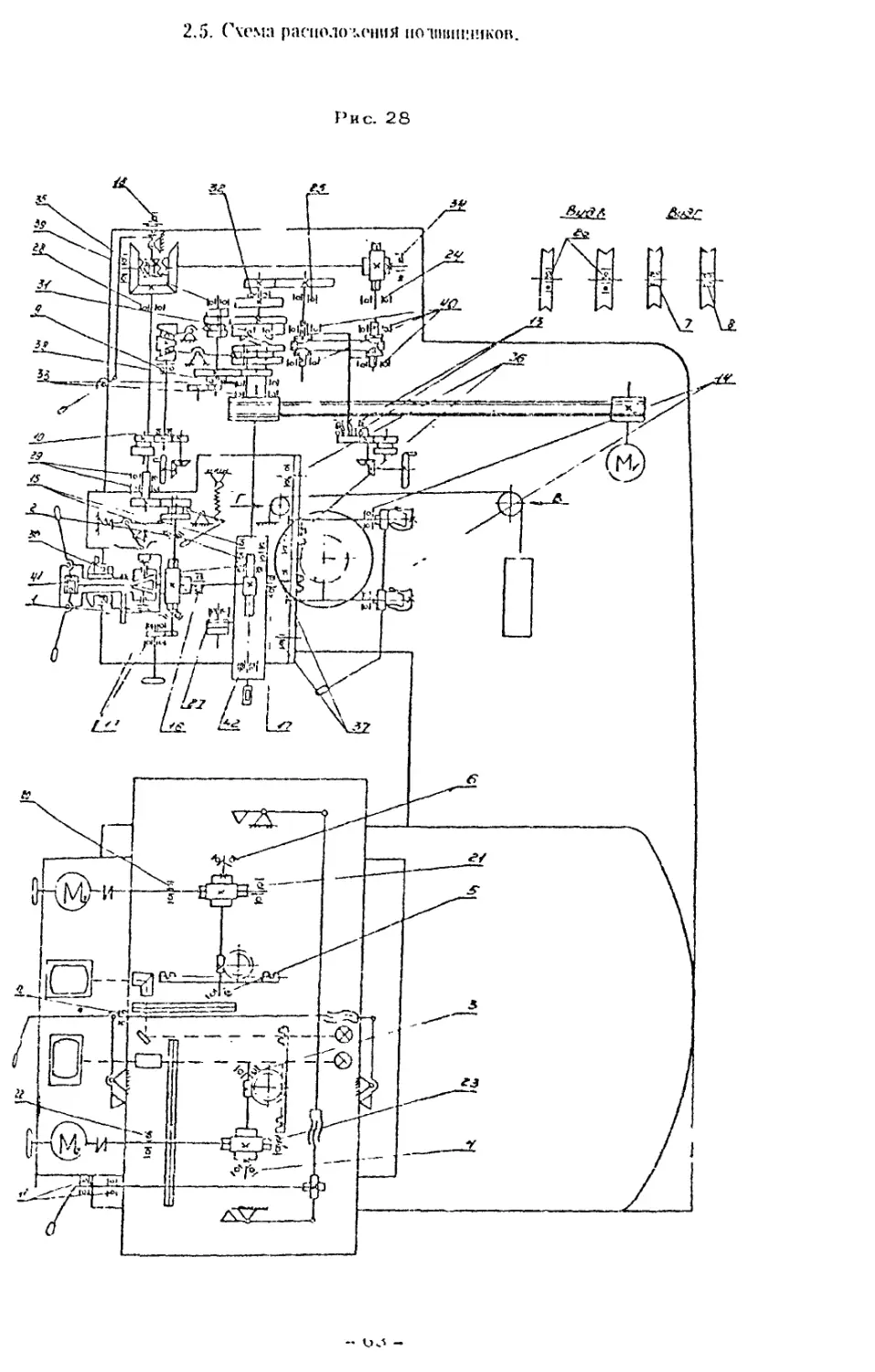
2.5. Схема расположения ноишшииков.
Рис. 28
- -
Таблица 9
Наименование Класс точно- сти Куда входит Позиция см. рис. 28 К-во
Подшит ик ~i 205 ГОСТ 333-7/ 0 Шпиндельная бабка 1, 2 2
Подшипник 36204 ГОСТ 831-75 6 Редукторы привода стола и салазок w д СЛ 0) 4
Подшипник 941/15 ГОСТ 4060-78 0 Блок направляющих шпиндельной бабки 7, 8 2
Подшипник 8104 ГОСТ 6874-75 0 Коробка скоростей 9, 10, 11 4
Подшипник 8105 ГОСТ 6874-75 0 Станина, салазки 12 1
Подшипник 8106 ГОСТ 6874-75 0 Коробка скоростей, блок направляющих шпиндельной бабки 1 3, 14 4
Подшипник 8109 ГОСТ 6874-75 2 Шпиндель в сборе 15 2
Подшипник 2207 ГОСТ 8328-57 0 Шпиндельная бабка 16 1
Подшипник 42206 ГОСТ 8328- 75 0 Шпиндельная бабка 17 1
Подшипник 26 ГОСТ 8338- 75 0 Коробка скоростей 18 1
Подшипник 202 ГОСТ 8338- 75 0 Привод стола и салазок, шпиндельная бабка 19, 20, 21 22, 23 6
Подшипник 202 ГОСТ 8338- 75 6 Коробка скоростей 24 1
Подшипник 204 ГОСТ 8338- 75 0 Коробка скоростей, шпиндельная бабка, стойка 25, 26, 27 4
Подшипник 205 ГОСТ 8338- 75 0 Коробка скоростей 28 1
Подшипник 206 ГОСТ 8338- 75 0 Шпиндельная бабка 29 2
Подшипник 207 ГОСТ 8338- 75 6 Шпиндельная бабка 30 1
- 64 -
Продолжение таблицы 9
Наименование Класс точно- сти Куда входит Позиция см. рис. 28 К-во
Подшипник 209 ГОСТ 8338— 75 6 Коробка скоростей 31 1
Подшипник 210 ГОСТ 8338- 75 6 Коробка скоростей | 32, 33 3
Подшипник 303 ГОСТ 8338- 75 0 Коробка скоростей, 1 блок направляющих 1 34, 35 36, 37 6
Подшипник 305 ГОСТ 83 38- 75 6 Коробка скоростей 1 38, 39 2
Подшипник 306 ГОСТ 8338- 75 5 Коробка скоростей 1 40 4
Подшипник специальный. Состоит из деталей: 2В44ОА. 441.003 2В44ОЛ.4 41.013 2В440А.441.014 2450.4 1 0.021 2450.4 1 0.02 2 2 Шшыдель в сборе 1 41 1
Подшипник специальный. Состоит из деталей: 2В440А.441.009 2В440А.441.011 2В440А.441.012 2В440А.441.С13 2450.410.016 2450 4/С. С/7 2 1 Шпиндель ь сборе 1 42 2
3. П А С П О Р Т
3.1. Общие сведения.
Инвентарный помер_______________________________________
Завод _ .____________________________________—— --------
Цех_____________________________________________________
Дата пуска станка в эксплуатацию
- 66 -
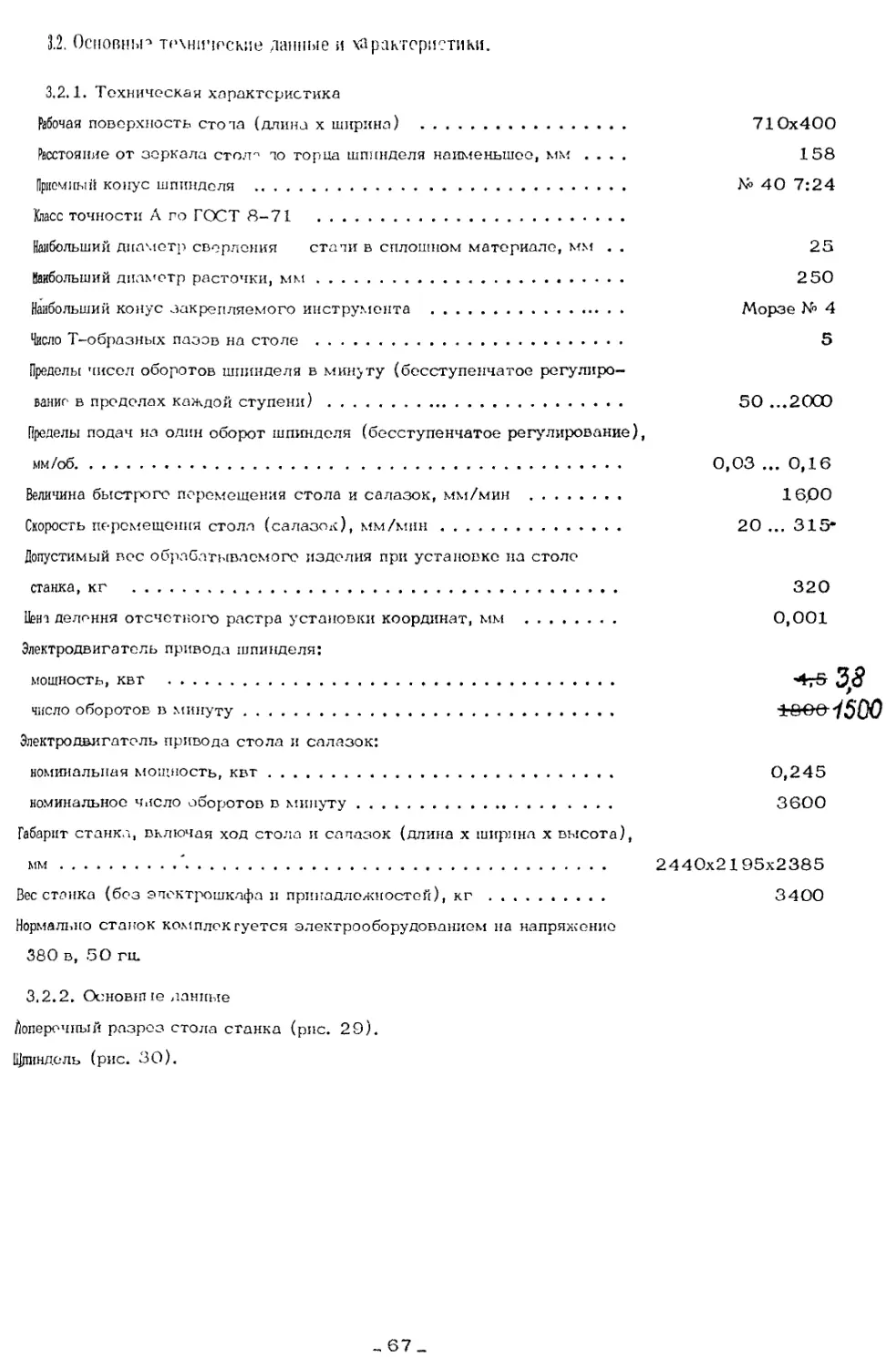
3.2. Основньр технические данные и характеристики.
3,2.1. Техническая характеристика
Рабочая поверхность стопа (длина х ширина) .....................
Расстояние от зеркала стол'’ по торца шпинделя наименьшее, мм ....
Приемный конус шпинделя ........................................
Класс точности А го ГОСТ 8-71 .................................
Наибольший диаметр сверления стали в сплошном материале, мм . .
Наибольший диаметр расточки, мм.................................
Наибольший конус закрепляемого инструмента .....................
Число Т-образных пазов на столе ................................
Пределы чисел оборотов шпинделя в минуту (бесступенчатое регулиро-
вание в продолах каждой ступени) ...............................
Пределы подач на один оборот шпинделя (бесступенчатое регулирование),
мм/об...........................................................
Величина быстрого перемещения стола и салазок, мм/мин ............
Скорость перемещения стола (салазок), мм/мин......................
Допустимый вое обрабатываемого изделия при установке на столе
станка, кг .....................................................
Иена деления отсчетного растра установки координат, мм ...........
Электродвигатель привода шпинделя:
мощность, квт ..................................................
число оборотов В минуту.........................................
Электродвигатель привода стола и салазок:
номинальная мощность, квт........................................
номинальное число оборотов в минуту.............................
Габарит станка, включая ход стола и салазок (длина х ширина х высота),
мм...............................................................
Вес станка (без элоктрошкафа и принадлежностей), кг.........
Нормально станок комплектуется электрооборудованием на напряжение
380 в, 50 гц.
3,2.2. Основш ie данные
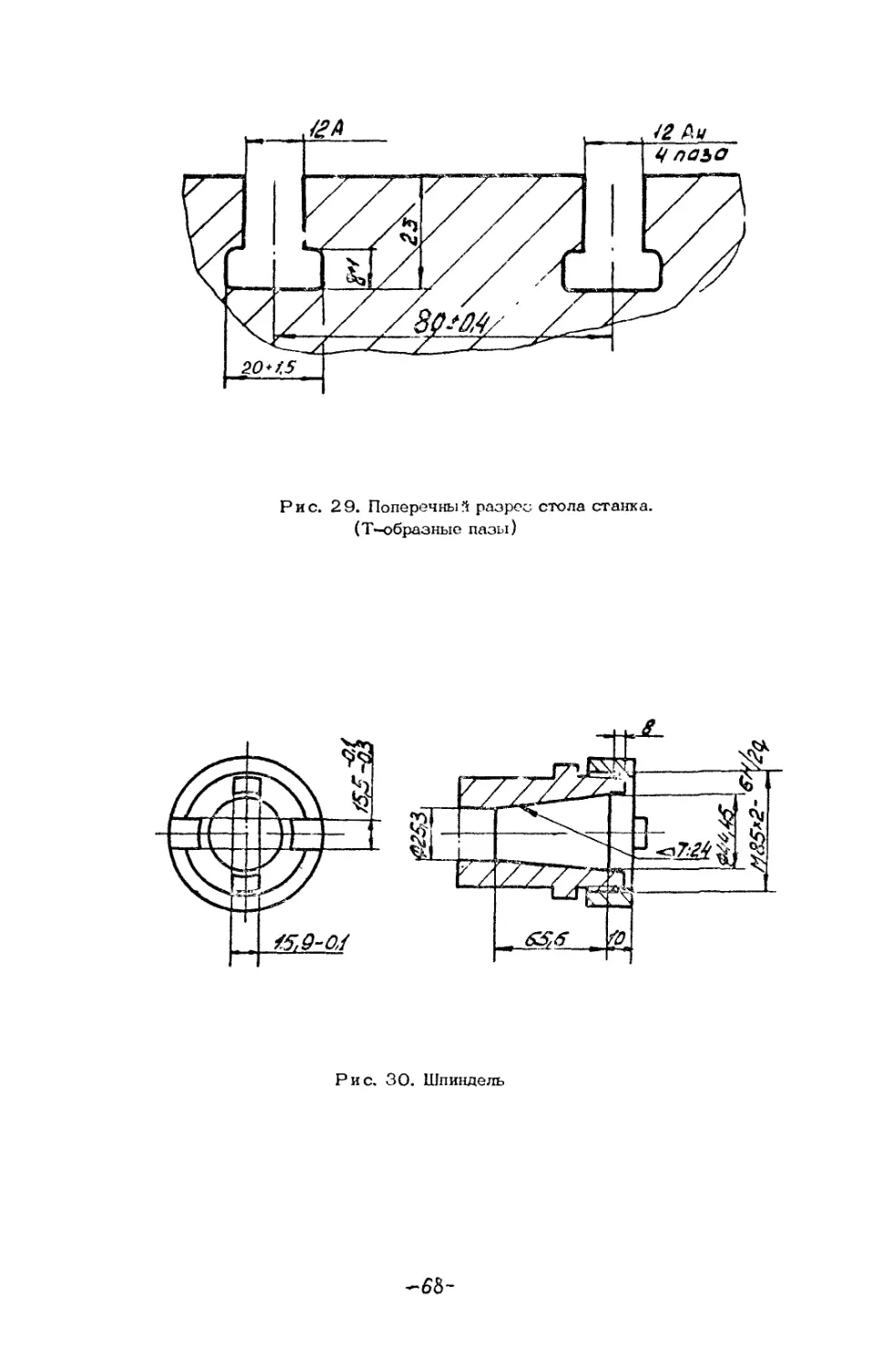
Лоперечный разрез стола станка (рис. 29).
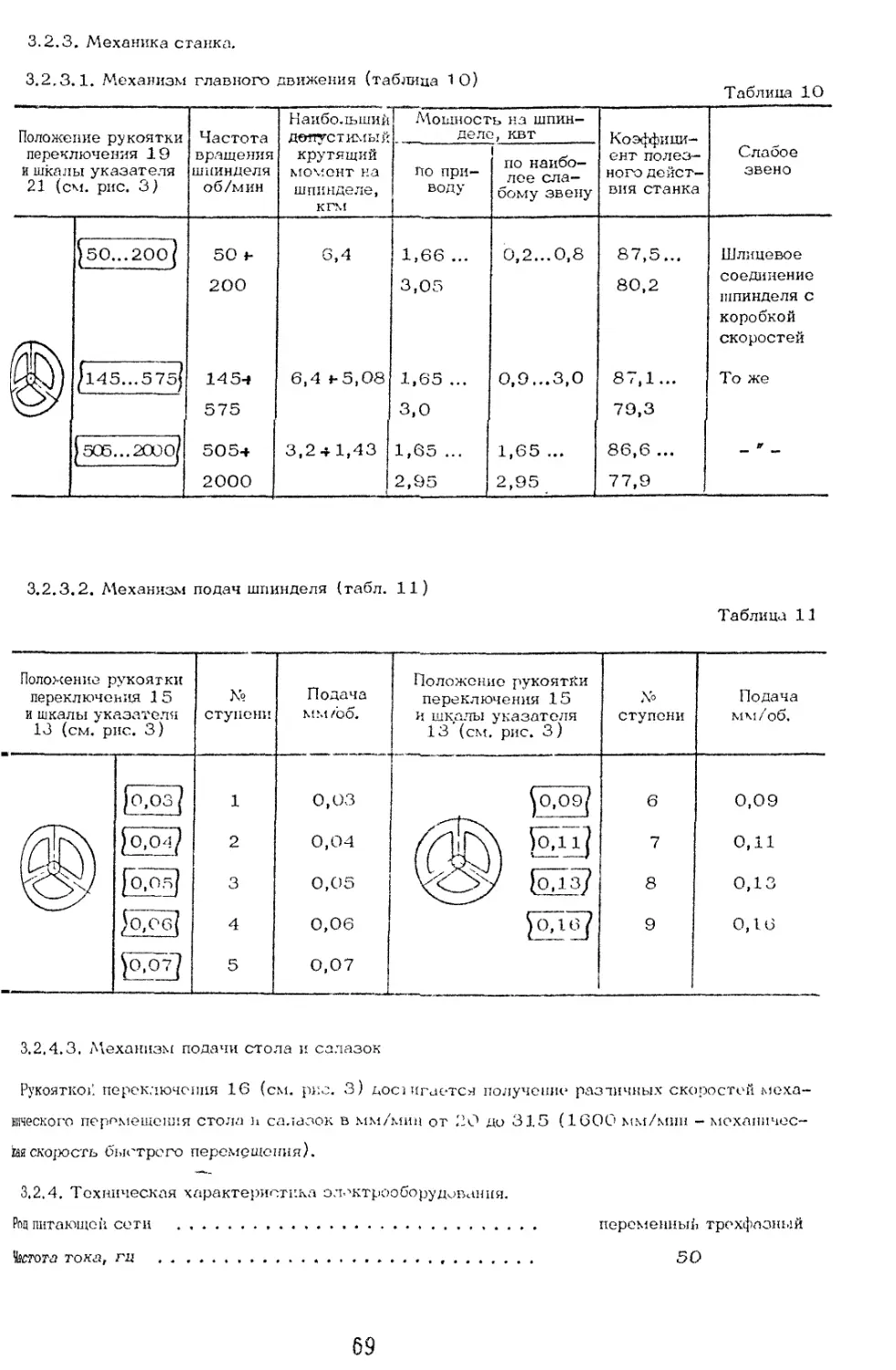
Щпнндель (рис. 30).
710x400
158
№ 40 7:24
25
250
Морзе № 4
5
50 ...2000
0,03 ... 0,16
16р0
20 ... 315*
320
0,001
**3,8
0,245
3600
2440x2195x2385
3400
-67_
Рис. 29. Поперечный разрез стола станка.
(Т-образные пазы)
Рис. 30. Шпиндель
68-
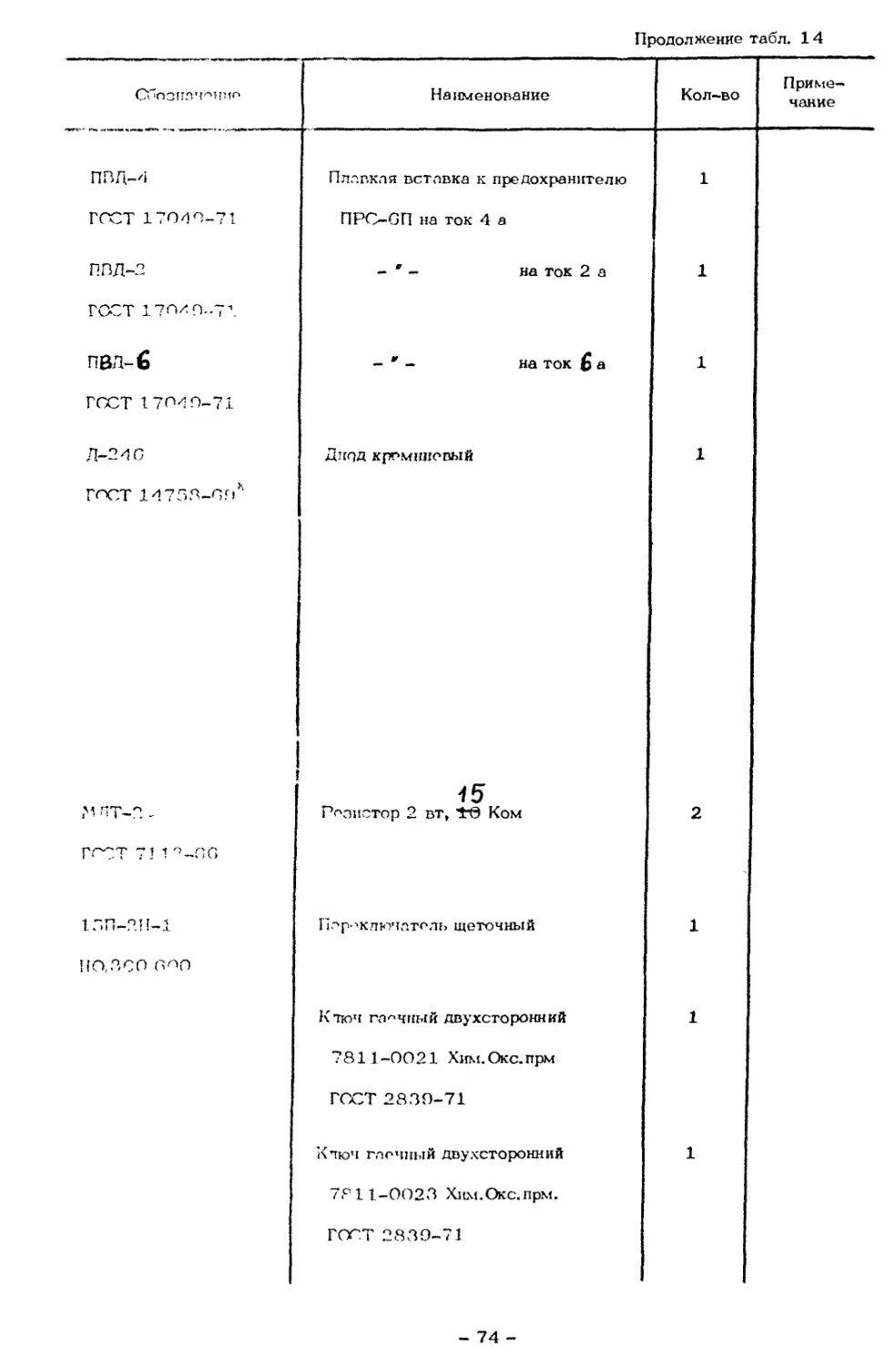
3.2.3. Механика станка.
3.2.3.1. Механизм главного движения (таблица 10)
Таблица 10
Положение рукоятки переключения 19 и шкалы указателя 21 (см. рис. 3) Частота вращения шпинделя об/мин Наибо.тьший допустимый крутящий момент на шпинделе, к гм Мощность на шпин- деле, КВТ Коэффици- ент полез- ного дейст- вия станка Слабое звено
по при- воду 1 по наибо- лее сла- бому звену
^50...200] 50 н 200 6,4 1,66... 3,05 0,2...0,8 87,5... 80,2 Шлицевое соединение шпинделя с коробкой скоростей
1145...575| 1454 575 6,4 + 5,08 1,65 ... 3,0 0,9...3,0 87,1... 79,3 То же
1505... 2000^ 5054 2000 3,2 + 1,43 1,65 ... 2,95 1,65 ... 2,95 86,6 ... 77,9 — г —
3.2.3.2. Механизм подач шпинделя (табл. 11)
Таблица 11
Положение рукоятки переключения 1 5 и шкалы указателя 13 (см. рис. 3) № ступени Подача мм /об. Положение рукоятки переключения 15 И шкалы указателя 13 (см. рис. 3) № ступени Подача мм/об.
1 2 3 4 5 0,03 0,04 0,05 0,06 0,07 6 7 8 9 0,09 0,11 0,13 0,16
[о,ОЗ 1 ^0,09 1
$0,04, [0,05 j0»11 1одз)
jo,06 1 ) 0,16
3.2.4.3. Механизм подачи стола и салазок
РукояткоГ. переключения 16 (см. рис. 3) досшгается получение различных скоростей меха-
шнеского перемещения стола п салазок в мм/мин от 20 до 315 (1600 мм/мин - механичес-
кая скорость быстрого перемещения).
3,2.4. Техническая характеристика электрооборудования.
Род питающей сети .......................................
towa тока, гн ...........................................
переменный трехфазный
50
69
Напряжение питающей сети, в ..................................... 380
Род тока элоктропривслов вращения шпинде 1Я, перемещения
стола и салазок ....... ......................................... постоянный от соб-
ственных преобра-
зовательных агре-
гатов
Род тока электроприводов насоса охлаждения . . ..................... переменный трех—
фазный от сети
Напряжение электроприводов станка, в............................. постоянный
постоянный
постоянный
Количество электродвигателей на станке .......................... 4
(без преобразовательных агрегатов)
Электродвигатель главного движения:
тип................................................................... П42-С1
мощность, квт ........................................................ *"4т9‘
частота вращения (номинальная), об/мин................................. -i-бвО 1500
Электродвигатель перемещения стола:
тип.............................................................. ЭП110/245M-CL
мощность, квт ........................................ ....... 0,25
частота вращения (номинальная), об-мин ........................ 3600
Электродвигатель перемещения салазок:
тип.............................................................. ЭП11О/245М-С1
мощность, квт ......................................................... 0,25
частота вращения (номинальная), об/мин................................. 3600
Электродвигатель насоса охлаждения:
тип.............................................................. ПА—22
мощность, квт ......................................................... 0,125
частота вращения, об мин .............................................. 2800
Суммарная мощность всех электродвигателей, квт .................. 5;125 4,^25
Количество преобразовательных агрегатов.................................... 2
Суммарная мощность преобразовательных агрегатов, квт............. 6,06 3^2
Установленная мощность станка, квт................................
3,2.5. Техническая характеристика системы смазки.
Система смазки коробки скоростей
тип насоса ....................................................... шестеренный
производительность, л/мин............................................... 1',6
2
давление (рабочее), кгс/см ..................................... 5
марка масла для смазки ............................................... 'Машинное С'
3.2.6. Техническая характеристика системы охлаждения:
тип насоса...................................................... ПА—22М
производительность, л,'мин .............................................. 22
емкость резервуара, л.................................................... 55
70
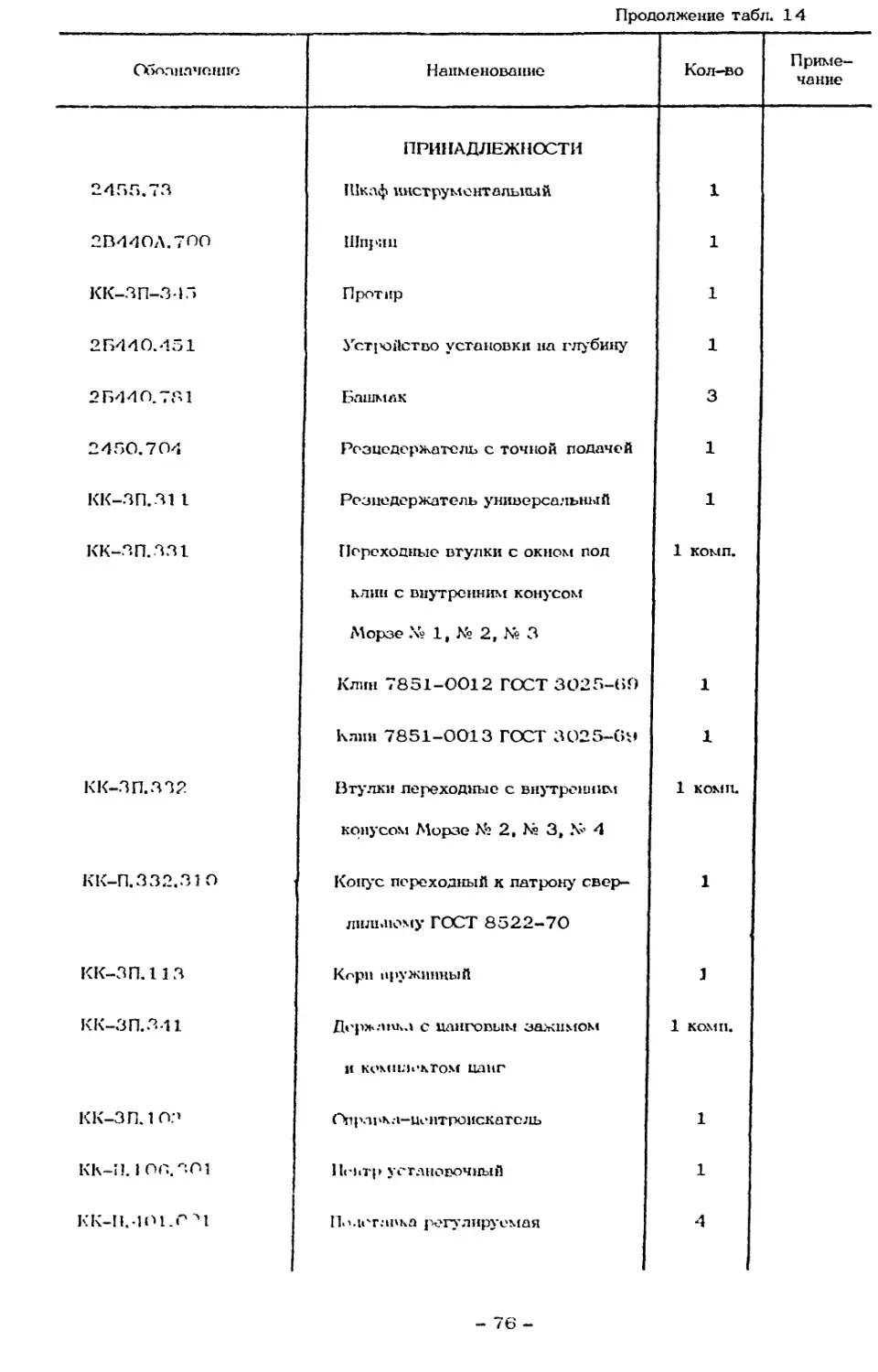
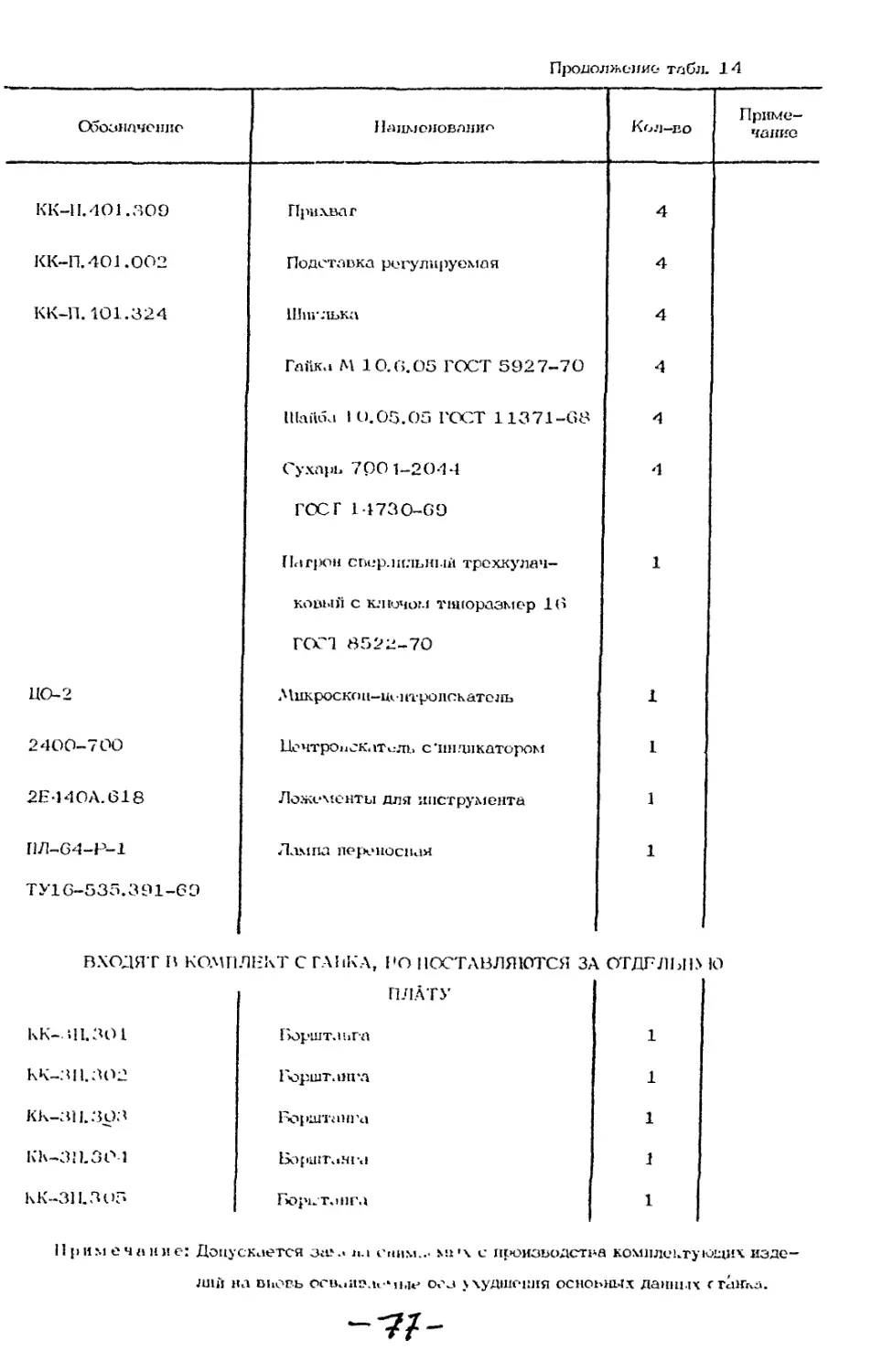
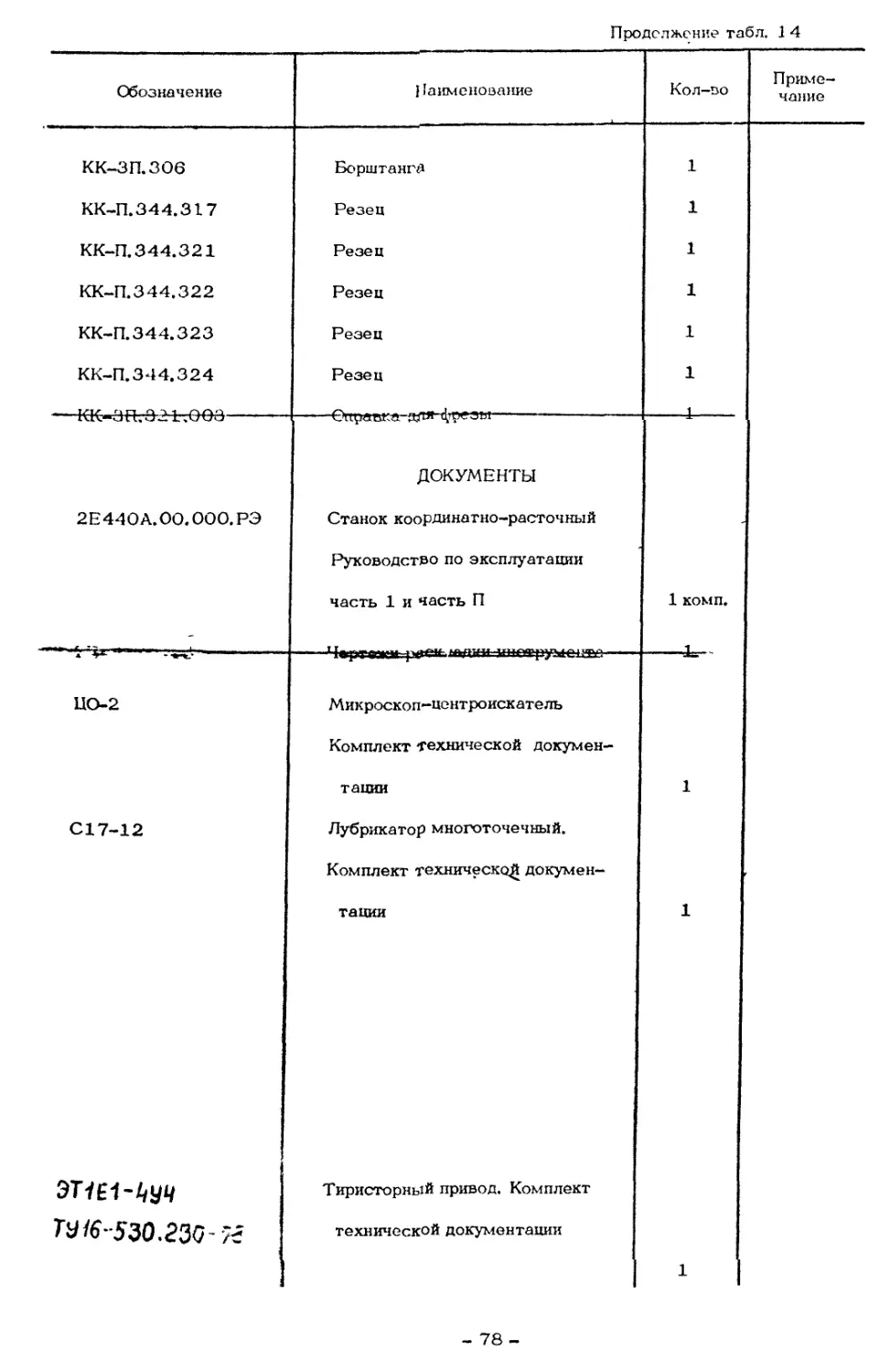
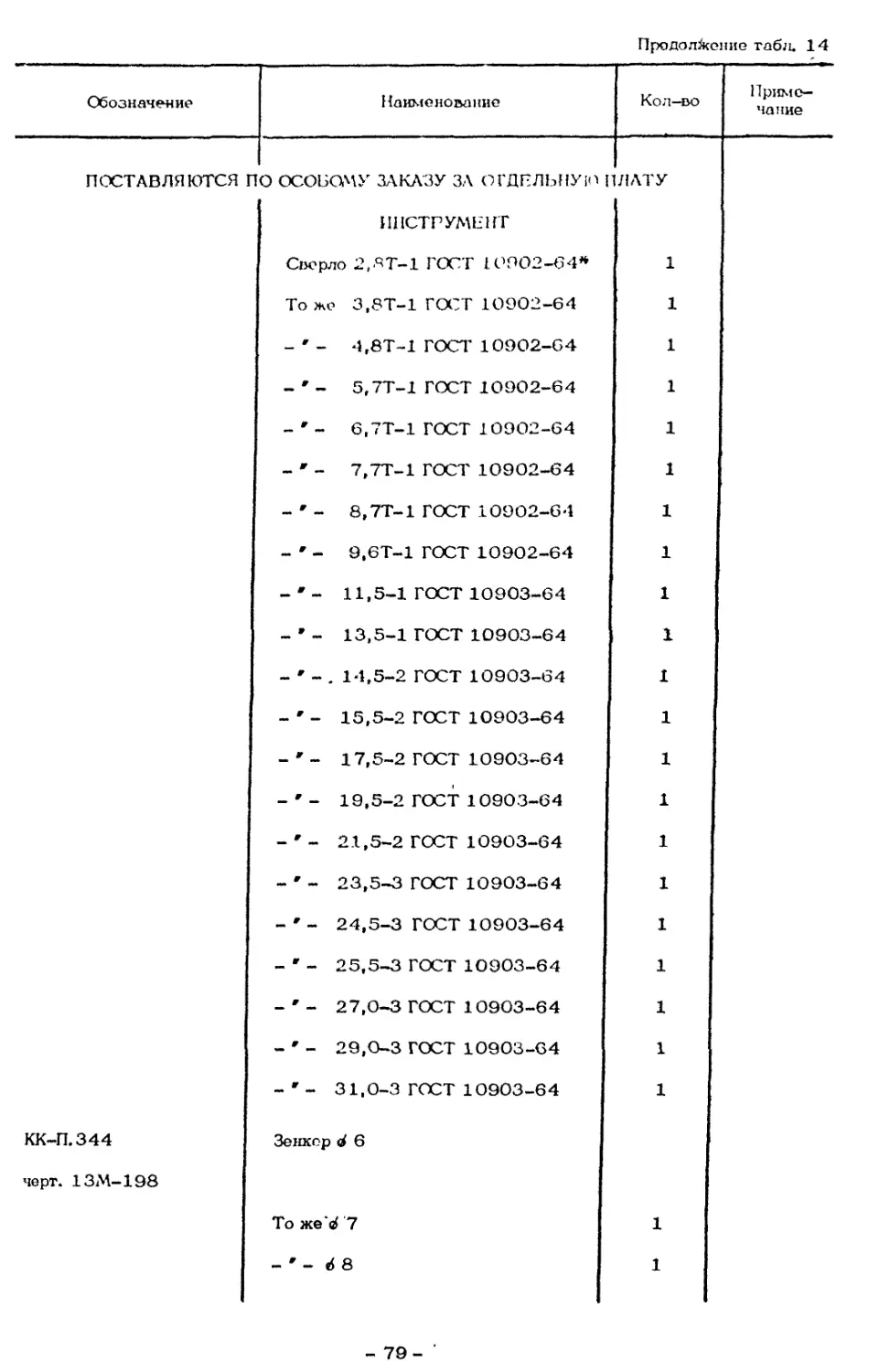
3.5. Комплект поставки;
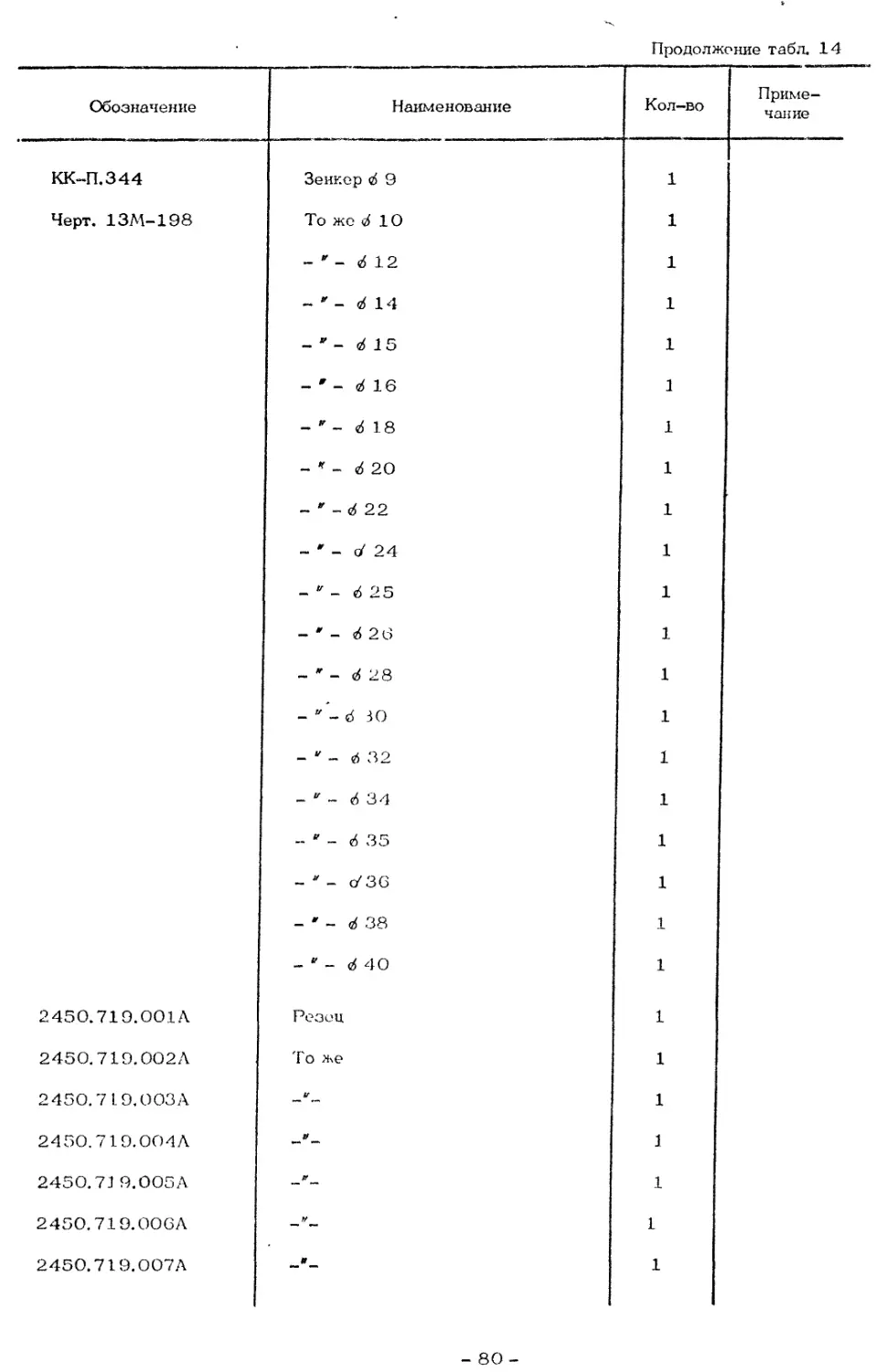
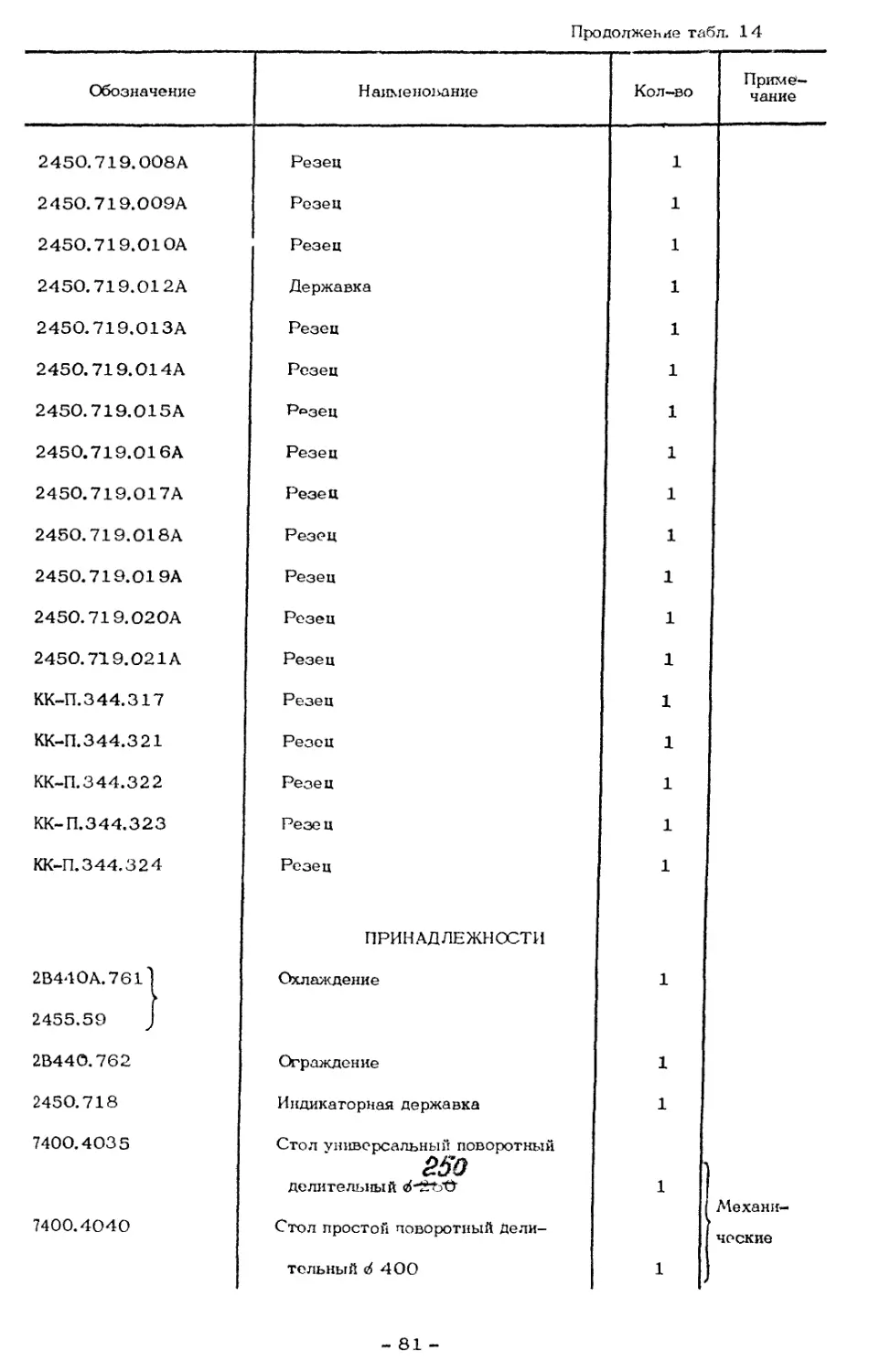
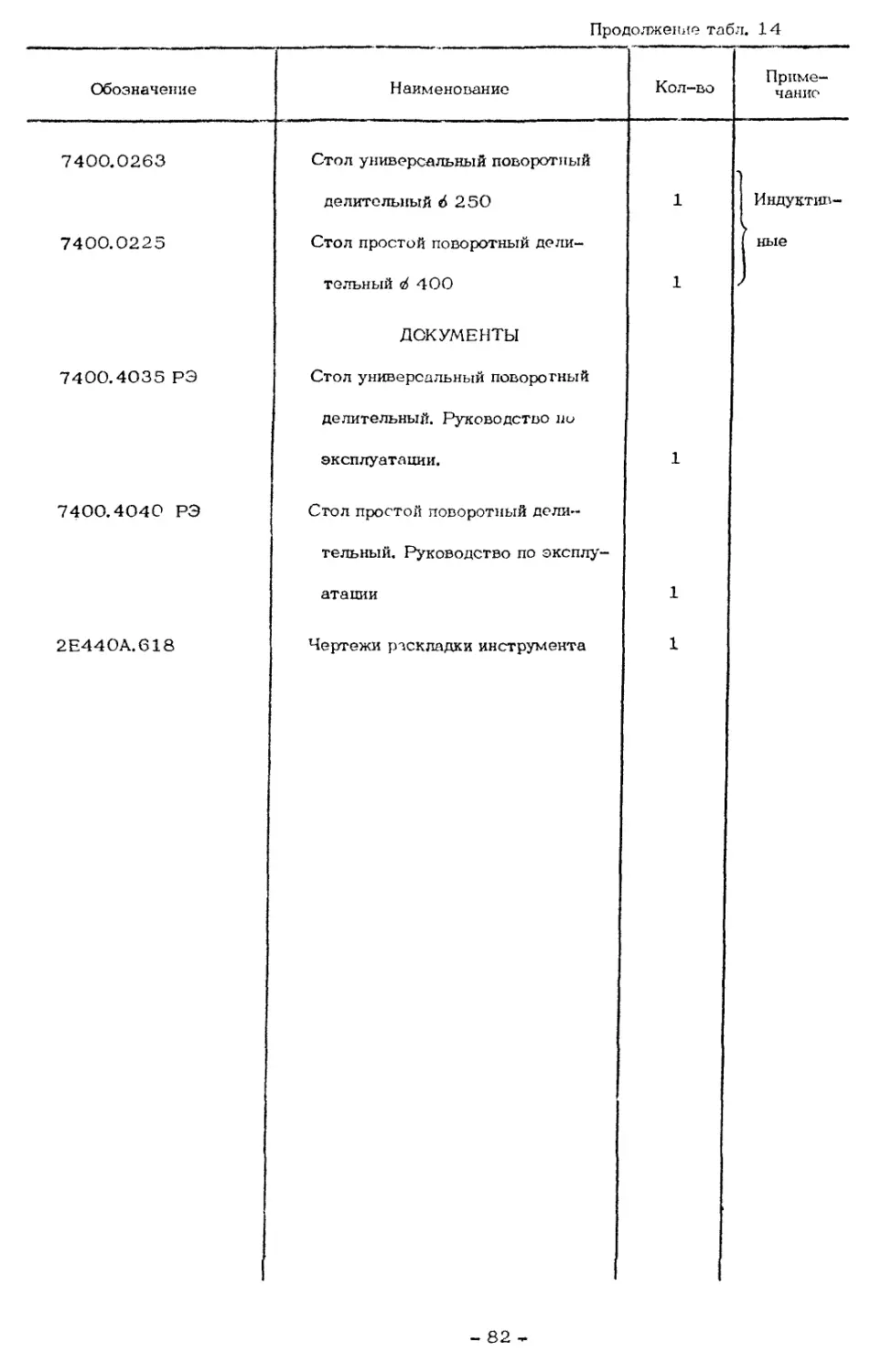
Таблица 14
Обозначение Наименование Кол-во Приме- чание
Станок в сборе 1
Электрошкаф 1
ВХОДЯТ В КОМПЛЕКТ и стоимость > СТАНКА
2В440А.301.007 ЗАПАСНЫЕ ЧАСТИ Сухарь 2
2В44ОА.ЗО1.ОО8 Сухарь 1
2В44ОА.4ОО.ЗБ Уравновешивающие пружины в сборе 1 комп.
Манжета 1-1-12 ГОСТ 8752-70* 2
Манжета 1-1-20 ГОСТ 8752-70* 1
Манжета 1-1-25 ГОСТ 8752-70* 1
Ремень Б2120Т ГОСТ 1284-68 2
П-42-СПУЗ Запасные части к электродвигателю 1 комп.
МРТУ16-514.002-65 согласно техдокументации
ЭП-110/245 МУЗ Запасные части к электродвигателю 2 комп.
ТУ16-515.090-75 согласно техдокументации
МРТУ16-535.937-74 Лампа местного освещения 24 в, 5
СМ28-5 60 вт Лампа самолетная 28 в, 5 вт 3
ТУ16-535.494-70 МН26-0,12-1 Лампа накаливания мнниптюркчя 7
ТУ16-535.4 94-70 26 в, 0,12 а
0П11-40-УЗ Ллмла оптическая 11 в, 40 вг 1 0
ТУ16-533.713-73
21-1235
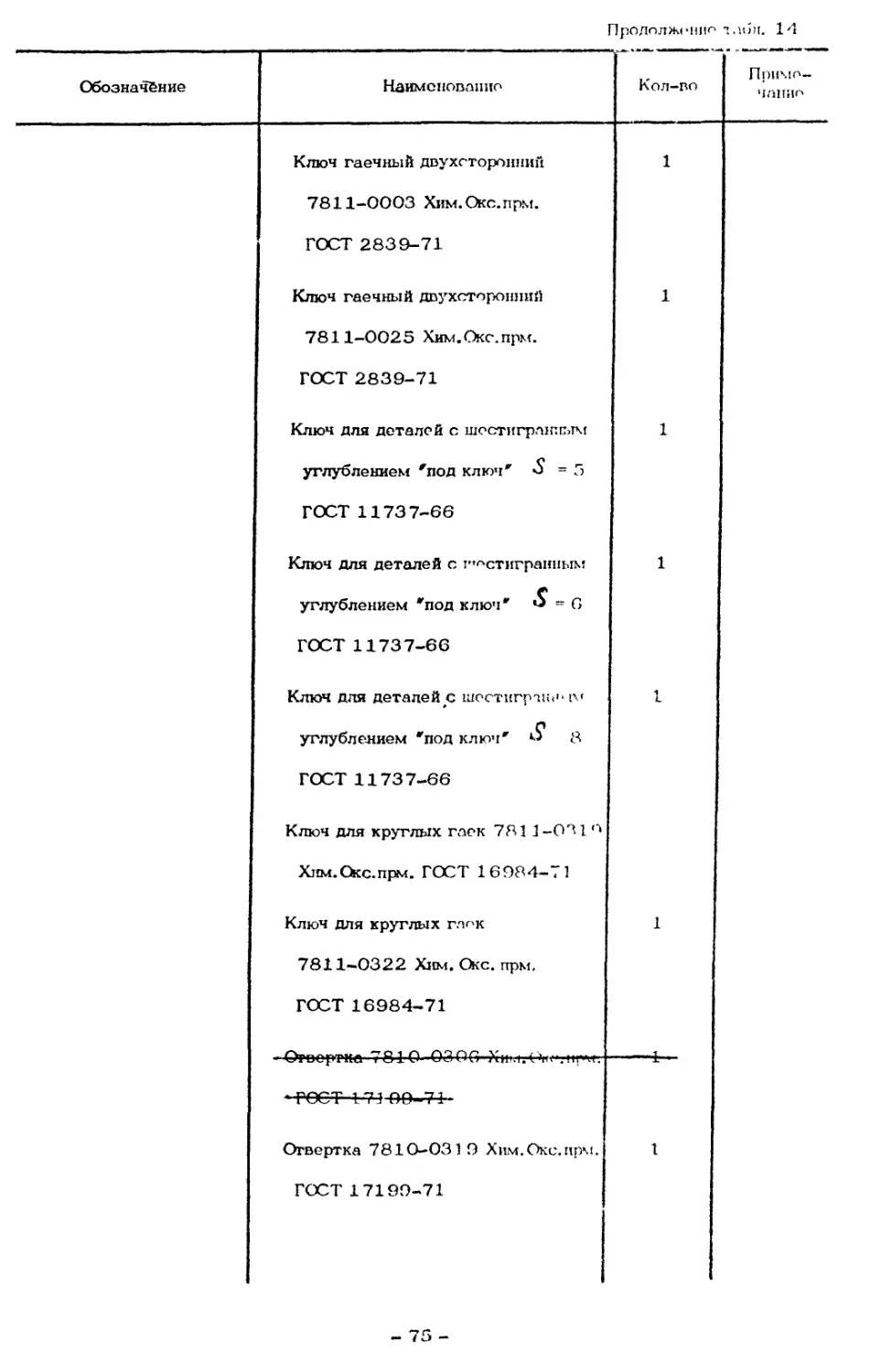
Продолжение табл. 14
Обозначение Наименование Кол-во Приме- чание
ПВД-4 Плавкая вставка к предохранителю 1
ГОСТ 1704с-71 ПРО—СП на ток 4 а
ППД-2 - ' - на ток 2 а 1
ГОСТ 170X9-71 пвд-6 - * - на ток £ а 1
ГОСТ 1704 0-71 Л-2 4G Диод кремниевый 1
ГОСТ 14 752-0 г/ мПТ-?- 15 Резистор 2 вт, 773 Ком 2
ГОСТ 71 1 °-GG
13П-2Н-1 Переключатель щеточный 1
НО.ЗСО Gn0 Ключ гаечный двухсторонний 1
7811-0021 Хим.Окс.прм ГОСТ 2839-71 Ключ гаечный двухсторонний 1
78 11-0023 Хим.Окс.прм. ГОСТ 2839-71
- 74 -
Продолжение ’..юн. 14
Обозначение Наименование Кол-во Примп- чанип
Ключ гаечный двухсторонний 1
7811-0003 Хим.Осс.прм.
ГОСТ 2839-71
Ключ гаечный двухсторонний 1
7811-0025 Хим.Окс.прм.
ГОСТ 2839-71
Ключ для деталей с шестигранным 1
углублением 'под ключ' «5=3
ГОСТ 11737-66
Ключ для деталей с шестигранным 1
углублением 'под ключ' •£ = G
ГОСТ 11737-66
Ключ для деталейс шестигранным 1
углублением 'под ключ' *5* 8
ГОСТ 11737-66
Ключ для круглых гаек 781 1 -ОТ 1
Хим.Окс.прм. ГОСТ 16984-71
Ключ для круглых ГЛОК 1
7811-0322 Хим. Оке. прм.
ГОСТ 16984-71
Отвертка-г-810- 0306 Хим.Oie'.iipM. 1—
РОСТ 171 00-71
Отвертка 7810-031 9 Хнм.Окс.прм. 1
ГОСТ 17199-71
Продолжение табл. 14
Оболначенио Наименование Кол-во Приме- чание
ПРИНАДЛЕЖНОСТИ
2455.73 Шкаф инструментальный 1
2В44ОА.7ОО Шприц 1
КК-ЗП-345 Протнр 1
2Б440.451 Ус^юйство установки на глубину 1
2Б44О.781 Башмак 3
2450.704 Резцедержатель с точной подачей 1
КК-ЗП. 31 1 Резцедержатель универсальный 1
КК-ЗП. 331 Переходные втулки с окном под клин с внутренним конусом Морзе № 1, № 2, № 3 1 комп.
Клин 7851-0012 ГОСТ 3025-60 1
Клин 7851-0013 ГОСТ 3025-Gu 1
К К-3 П. 332 Втулки переходные с внутренним конусом Морзе № 2, К® 3, .V’ 4 1 комп.
КК-П.332.31О Конус переходный к патрону' свер- лиш.ному ГОСТ 8522-70 1
КК-ЗП. 11 3 Кери пружинный 1
КК-ЗП. 341 Дгржлпкл с цанговым зажимом и комплектом цанг 1 комп.
КК-ЗП. 1 о? Опрлрка-центроискатсль 1
КК-П. i 06.301 Центр установочный 1
КК-П. 101.0 ''I Пи.(ставка регулируемая 4
- 76 -
Продолжение- тебя. 14
Обозначение 11анменованио Кол-во Приме- чание
КК-П. 401.309 Прихват 4
КК-П. 401.002 Подставка регулируемая 4
КК-П. 101.324 Шпг.чька 4
Гайка М 10.G.O5 ГОСТ 5927-70 4
Шайба 10.05.05 ГОСТ 11371-G8 4
Сухарь 7001-204 4 ГОСТ 14730-69 4
Патрон сверлильный трехкулач- ковый с ключом типоразмер 16 ГОСТ 8522-70 1
ДО-2 Микросксш-щ-нтроискатель 1
2400-700 Центроискатель с •индикатором 1
2Е440А.618 Ложементы для инструмента 1
ПЛ—64—Р—1 ТУ16-535.391-69 Лампа переносная 1
ВХОДЯТ В КОМПЛЕКТ С ГАНКА, 1'0 ПОСТАВЛЯЮТСЯ ЗА ОТДРЛЫ15 Ю
ПЛАТУ
КК-П1.301 Ворштльга 1
КК-ЗП.302 Гюрштлнга 1
КК-ЗП. 303 Борштанга 1
Kh-ЗП.ЗО 4 Боршт.1Нг.1 1
КК-ЗП.ЗО5 Борьт.тгд 1
Примечание: Допускается за?.« ла спим... su'x с производства комплектующих изде-
лий на вновь оевчав.н*n.ie оса ухудшения основных данных станка.
-?z-
Продолжение табл. 1 4
Обозначение Наименование Кол-во Приме- чание
КК-ЗП.ЗО6 Борштанга 1
КК-П. 344.317 Резец 1
КК-П.344.321 Резец 1
КК-П.344.322 Резец 1
КК-П. 344.323 Резец 1
КК-П. 344.324 Резец 1
1
ДОКУМЕНТЫ
2Е440А.О0.000.РЭ Станок координатно-расточный
Руководство по эксплуатации
часть 1 и часть П 1 комп.
ЦО-2 Микроскоп-центроискатель
Комплект технической докумен-
тации 1
С17-12 Лубрикатор многоточечный.
Комплект технической докумен-
тации 1
ГУ 16-530.230- Тиристорный привод. Комплект технической документации 1
- 78 -
Продолжение табл. 14
Обозначение
Наименование
Кол-во
Приме-
чание
ПОСТАВЛЯЮТСЯ ПО ОСОБОМУ ЗАКАЗУ ЗА ОТДЕЛЬНУЮ ПЛАТУ
КК-П.344
черт. 13М-198
ИНСТРУМЕНТ
Сверло 2,«Т-1 ГОСТ 10902-64*
Тоже 3.8Т-1 ГОСТ 10902-64
-'- 4,8Т-1 ГОСТ 10902-64
- ' - 5.7Т-1 ГОСТ 10902-64
- ' - 6,7Т—1 ГОСТ 10902-64
- ' - 7.7Т-1 ГОСТ 10902-64
- ' - 8.7Т-1 ГОСТ 10902-64
- ' - 9.6Т-1 ГОСТ 10902-64
- ' - 11,5-1 ГОСТ 10903-64
- ’ - 13,5-1 ГОСТ 10903-64
- ' - . 14,5-2 ГОСТ 10903-64
- ' - 15,5-2 ГОСТ 10903-64
- • - 17,5-2 ГОСТ 10903-64
- ' - 19,5-2 ГОСТ 10903-64
- ' - 21,5-2 ГОСТ 10903-64
- ' - 23,5-3 ГОСТ 10903-64
- ' - 24,5-3 ГОСТ 10903-64
- ' - 25,5-3 ГОСТ 10903-64
- ' - 27,0-3 ГОСТ 10903-64
- ' - 29,0-3 ГОСТ 10903-64
- ' - 31,0-3 ГОСТ 10903-64
Зенкер d 6
То же‘с$ 7
- ' - tf 8
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
-79-
Продолжение табл. 14
Обозначение Наименование Кол-во Приме- чание
КК-П. 344 Зенкер б 9 1
Черт. 13М-198 То же б 10 1
- ' - 612 1
- " - 6 14 1
- ' - 6 15 1
- • - 6 16 1
- " - 6 18 1
- * - 6 20 1
- ' - 6 22 1
- ' - d 24 1
- 6 25 1
- ' - 6 26 1
- 6 28 1
- v - 6 30 1
- и - 6 32 1
- 634 1
- "- 6 35 1
- d'3G 1
- r - 6 38 1
- ' - 6 40 1
2 450.719.001А Резец 1
2450.719.002Л То же 1
2450.7 19.003 А 1
2450.719.004Л 1
2450.7J 9.005А 1
2450.719.006А 1
2450.719.007Л 1
- 80 -
Продолжение табл. 14
Обозначение Наименование Кол-во Приме- чание
2450.719.008А Резец 1
245О.719.ОО9А Резец 1
245О.719.О1ОА Резец 1
2450.719.012А Державка 1
245О.719.О13А Резец 1
2450.719.014А Резец 1
2450.719.015А Резец 1
2450.719.016А Резец 1
2450.719.017А Резец 1
2450.719.018А Резец 1
2450.719.019А Резец 1
2450.719.020А Резец 1
2450.719.021А Резец 1
КК-П.344.317 Резец 1
КК-П.344.321 Резец 1
КК-П. 344.32 2 Резец 1
КК-П.344.323 Резец 1
КК-П. 344.324 Резец 1
ПРИНАДЛЕЖНОСТИ
2В440А.761] Охлаждение 1
2455.59 J
2В440.762 Ограждение 1
2450.718 Индикаторная державка 1
7400.4035 Стол универсальный поворотный
25Q
делительный 1
Механи-
7400.4040 Стол простой поворотный Дели- ческие
тельный <Ь 400 1
- 81 -
Продолжение табл. 14
- 82
3 6. Свидетельство о приемке.
3,6.1. Испытание станка на соответствие нор\ im ючяости но ГОСТ 18098-5И*: 79
а)установку ставка на 4 »ламонт< порол в к ч1 кон п> оиоводить согласно руководству на
002
!гакок. Точность устансвк : в период uc< 1 про , рчч д< .mi а инть jqqq’
б) проверку производить при. установи! щеигя т. -iiiei aiy; о 20^2°С;
в) вовремя пр< порок i танок до 1Чч и оь т ь из< < в а* от потоков воздуха и теп ювой радиации.
Таблица 1 5
Номер ^дверки Что проворя»тся Допуск мкм (сои У Фактические отклонения мкм (сек)
1.1. n.IOCKOCTHv СГЬ р хбоч'И поверх lC~1 V гола. У
а) в поперечном наир .внении; 5
б) в продольном направлении; С 6 г
в) в диагональном направлении: 8
1.2. Прямолинейность перемещения >_го "b*<ipi в» ря-
емая в вертикальной илоок<>с11 : а) в поперечном напраьitniin; 3" //
б) в продольном направо пни. 4' 2
1.3. ( саиду’41 Прямолинейность переме д» шч» 1 , деверя-
емая в гордзот га ы ои г <иС-. е». ,
а) в поперечном направлению 3"
б) в продо ibhOM направлен ин. 3" г
1.5. Паоаллольносгь рабоч» й поверхг _/С~И стола и mf^^rriopuci направлению^ еремещепия столаССЛ.^С-^Д'Л’)
а/ в поп€|ечпом н зправж нм; 6 5
б) в продольном направлении. 8 ё
1А и. гкраенгнерьи Перпендикулярность напоевленич! оде. ечього с/т^лц
перемещения салазокУк наньав юнп продоль-
ного перемещения стола. 5
1.7. 1.8. Параллельность базовых боковых сто- рон контрольного паза стола,контроль- ной кромки стола направлению и траек- тории продольного перемещения стола. 8
Перпендикулярность направлению и траектория перемещения вертикальной шпиндельной бабки к рабочей поверх- ности стола. 10
Продолжение табл. 15
Номер проверки Что проверяется Допуск мкм Ссек) Фактические отклонения мкм (сек)
1.9. Лердендикуляряость налгардения и траектория перемещения гильзы верти- кального шпинделя к рабочей поверх- ности стола. 6 Г
1.12. Осевое биение ш.шнделя 4 О
1.11. Радиальное биение конического отверстия шпинделя: а) у торна; 4 -т»
б) на расстоянии 150 .мм. 6 5
1.13. Перпендикулярность оси вращени>У£пинделя S'-
к рабочей поверхности сто та. 6
1.17. Точность координатного перемещения (позиционирования)стола,салазок 5
2.4. 2.Пооверка точности обработки’ образна - изделия Точность межосевых расстояний отверстий образна после чистовой обработки их на ОС.ЗО0ИЫХ станке, проверяем их в направлении i — осей ксердинат 8 к
2.2. Точность геометрической бормы отверс-
тия образца после чистовой обработки ча стайке и) постоянство диаметра в поперечном сечении; 4 7
'б)постоянство диаметра в любом продольном сечении 4 ч
3.6.3.
Испыгание станка на соответствие остальным техническим условиям
ч особым усло-
виям поставки.
Станок отвечает всем предъявленным к нему требованиям по ГОСТ 750*1-73 и техническим
условиях; ТУ2-О24-4 415~ХГ
3.6.4. Дополнительные сведения.
3.6.4.1. Станок укомдлокгов.т.: согласно ведомости комн юкташы.
3.6.4.2. Электрооборудование стайка рассчитано на присоединение к сети трех4азпого пе-
ременного токт напряжение'' вольт, частотой горн и испытано.
3.(7.5. Обннч- аак по'юпис.
На оснипашш осмотра и проведенных испытаний станок признан годным для эьсклуаташш.
м.п.
Ilj ИЛОЖС1ШС
Магерлзлы по быстроизнашиваемым деталям
2В4-10А. 301.00 7. Сухарь.
2В440А.301.008. Сухарь.
-87-
2450.300.035а. Конус.
1. НРС 58 ... 64
2. Допустимое биение образующей поверхности Б относительно
отверстия В не более 0,005 мм.
3. Допустимое биение образующей поверхности Г относительно
отверстия В не более 0,005 мм.
-88-
о <9
2450.300.036а. Конус.
I. НРС 58 ... 64
2. Допустимое биение поверхности Б, относительно отверстия В
но более 0,005 мм.
3. Допустимое биение образующей поверхности Г относительно
- отверстия В не более 0,005 мм.
-83-
2 450.3 00.038. Кольцо привода.
1. НРС 58 ... 64
2. Допустимый эллипс окружности контакта с конусами 6 124
не более 0,02.
3. Линии касания точек контакта с конусами должны быть
параллельны. Допустимое отклонение 0,02 мм.
-90-
2450.400.0306. Пружина.
Загондаы: Леша стальная холоднокатанная, пружинься, термообраб
тпнцдя, первой твердости, нормальной точности, черная
с закрух’ченными кромками, колоризованная
70С2К/Х-1 г-К-1х40. Длина заготовки 2200 мм. Концы
с обоих сторон на длине 90 ... 100 мм отжечь.
-5/-
2450.400.031. Лента.
Заготовка: Лента стальная пружинная, тормообработанная,
первой твердости, нормальной точности, черная
с обрезнь’МИ кромками 1 т-4-0.2x12. Длина за
готовки 1G70 мм.
У2-
2В4 ЮЛ.232.002. Шестерня червячная.
Модуль W = 1,3; число зубьев гк г 46; угол зацепления J- =20°;
число заходов червяка Z, - 4; направленно винтовой линии - правое;
предельные отклонения ; юрптольного межосевого расстояния с эталон-
ним червяком 45 (при измерении/.
-95 -
2В440А.232.003. Шестерня червячная.
Модуль Ш =1,5; число зуоьов ~ 19; угол зацепления uZ= 20°;
число заходов червяка 2/ 2; направление винтовой линии - правое,
л
Предельные отклонения мерительного межосового расстояния с эталон-
ным червяком 51,75+q’q7 (при измерении).
~94~
ПЕРЕЧЕНЬ К БЫСТРОИЗНАШИВАЕМЫМ ДЕТАЛЯМ
।
О
С1
I
Т аблича
1 Обозн.ачс-'ле Наимоновшие Кол-во Куда входит Материал Примечание
2В440А.301.007 Сухарь 4 Коробка скоростей Бронза ОФ 10-0,5 ТУМТ 31-1
2В440А.301.008 Сухарь 2 Коробка скоростей Бронза ОФ 10-0,5 ТУМТ 31-1
-г'4 SO. ЗОО. 03 За Koiryc 2 Коробка скоростей Сталь XI ?М ГОСТ 5950-63
2450.300.038а Конус 2 Коробка скоростей Сталь XI2М ГОСТ 5950-63
2450.300.038 Кольцо привода 1 Коробка скоростей Сталь ШХ15 ГОСТ 801-GO
24 50.4 00.0306 ’ Пру/кипа 2 Шпиндельная бабка Сталь 7ОС2ХА ЧМТУ 5620-56
2450.400.031 Лента 1 Шпиндельная бабка Сталь 65Г ГОСТ 1542-71
2В440А.232.002 Шестерня червячная 2 Привод стола (салазок) БРОФ 10-0,5 ТУМТ 31-1
2В440А.232.003 Шестерня червячная 2 Привод стола (салазок) 9—4^1 ГОСТ 493-54
руководство не отражает незначительных конструктивных
изменений в станке, внесенных заводом-изготовителем
после подписания в печать данного руководства.
-96-
п ‘43141
t <i (Huron vot-rjr
HillIV I VAL'IIJ»! OH OH I V| OHO» G1
M 0 H VI 0
СТАНОК КООРДИНАТНО-РАСТОЧНЫЙ
модель 2I244OA
РУКОВОДСТВО ИО ЭКСПЛУАТАЦИИ
2Е440А.00.000.РЭ
Часть И
CO I 1,1’ Л \ I! II I.
5/ p,4 - донор, ПА -1ГТОВ — Наименование ЛИСТ! <
1. ОПИСАНИЕ JOB АРИЯ СТАНКА
1.1. Общие сведения 5
1.2. Привод главногхэ движения 5
1.3. Привод подач 5
2. УПРАВЛЕНИЕ СТАНКОМ
2.1. Подготовка станка к пуску 6
2.2. Управление главным приводом 6
2.3. Управление приводом подач 6
2.4. Освещение оптики ста,жа 7
3. ЗАШИТА И БЛОКИРОВКИ 7
4. ПОРЯДОК УПРАВЛЕНИЯ ЭЛЕКТРООБОРУДОВАНИЕМ СТАНКА
4.1. Подготовка станка к работе 7
4.2. Электропривод шпинделя 7
4.3. Электропривод стола и салазок 8
5. СВИДЕТЕЛЬСТВО 0 ПРИЕМКЕ ЭЛЕКТРООБОРУДОВАНИЯ 9
6. УКАЗАНИЯ ПО ОБСЛУЖИВАНИЮ И ЭКСПЛУАТАЦИИ ЭЛЕКТРООБОРУДОВАНИЯ СТАНК/А
6.1. Инструкция по наладке электрооборудования 11
6.1.1. Общие сведения 11
6.1.2. Рекомендуемый перечень приборов, необходимых при запуске 11
6.1.3. Предварите/шная подготовка к допуску 11
6.1.4. Проверка работы приводя главного движения 12
6.1.5. Проверка работы пр^шода подач 12
6.2. Эксплуатация электрооборудования 12
6.3. Технические условия эксплуатации 12
6.4. Рекомендуемая система обслуживания электрооборудования
станка 13
7. ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ К ПРИНЦИПИАЛЬНОЙ ЭЛЕКТРОСХЕМЕ 14
3-
СПИСОК Ш’!1.1ЛГАГ'-'Ч\ ’ilTTLAE!!
1. ОПИСАНИЕ ЭЛЕКТРООБОРУДОВАНИЯ СТАНКА
1.1. Общие сведения.
Движение основных рабочих органов и ряда вспомогательных устройств станка осуществля-
ется системой многодвигательного электропривода.
Главное движение — вращение шпинделя — осуществляется от электродвигателя постоянного
тока через трсхступенчату’ю коробку скоростей.
В пределах к.ч;кдого из трех поддиапазонов обороты шпинделя регулируются за счет и.»п—
пения напряжения на якоре и возбуждения двигателя.
Привода подач стола, салазок осуществляются от электродвигателей постоянного тока, ча-
стота вращения которых изменяется в широком диапазоне для получения Т[юбусмых пределов
подач и быстрых перемещений.
К вспомогательным приводим относится привод насоса охлаждения, выполненный на асин-
хронном электродвигателе.
Предприятие оставляет за собой право на внесение в электрооборудование станка незначи-
тельных конструктивных изменений, а также замену отдолыи :х типов аппаратов и электрома-
шин, не ухудшающих основных технических параметров станка, без отражения этих изменении
в настоящем руководстве.
1.2. Привод главного движения (см. черт. 2Е440А.800.001.33).
Привод главного движения выполнен по системе В-Д (выпрямитель - двигатель).
607 соединенных по схеме
Источником постоянного тока для электродвигателя является преобразователь, состоящий
из трех одн&’щзных трансЛорматоров ‘
MSO-S
сел<н;есттх выпрямителей ЧгО*-гмД£€>Я,
.тонных по схеме двухнолупериодного трехосного
выпрямителя.
Регулирование скорости осуществляется изменением напряжения якоря двигателя ступенчато
в диапазоне 1 :2и в пределах кажделю поддиапазона изменением возбуждения в пределах
1:2 ври помощи ступенчатого регулятора Г*О.
Общий диапазон регулирования скорости 1:4 (750...3000 об/мин.) с коэффициентом плав-
ности 9?= 1,12.
С учетом трохступепчатой коробки скоростей общий ДИЛКаЗСИ рХГ/ЛЛрСВаКИЯ сбсрХуТОЛ ...чин-
, х , п 2000
деля Дш.ч - —-- « ~ 40.
f/mln о О
1.3. Привод подач (см. черт. 2Е440А.800.1’02 33).
Привод подач стола и салазок выполнен по системе Тп-Д (тиристори: ’й преобразователь -
двигатель).
Описание работы привода см. в сокговощ'.телыюй документации к тиристорному электро-
приводу Э4--Ч—1.
Необходимый на станке диапазон регулирования раоочих (20...315 мм/мин) и ускоренных
(1G00 мм/мин) подач достигается изменением напряжения на якоре двигателя.
Скорость электродвигателя регулируется в пределах 56...890...4500 об/мин. бесступен-
чзто регулятором подач PC.
„ • п Птих 450C)
диапазон porv.-.итювашы тсктродвигатслеи стола и салазок; Днодач ----------~80.
‘ ‘ ilrrnn 50
2. УПРАВЛЕНИЕ СТАНКОМ
2.L Пол оговка станка к п\ску.
Включить двто'латгческий выключатель ЛВ (см. черт. 2ГМ-10Л.800.001 .ЭЗ), располо-
.ttc'ian.n'i ii2 t:i:(.iby yi^-te.-’emw., r^ui згом .ч.-н-орзется цаньнзя лзхтз ЛГ rto/i .чвгомлгичссккм
выкл ючатол<’м.
При нажатии на кнопку КнВС получает питание катушка магнитного пускателя Р, который
своими контактами подключает первичные обм-мхи трансформаторов ТрС1 , ТрС2, ТрСЗ,
блокирует кнопку КнВС 1! подключает лампы подсветки линейки салазок и лимбов подачи гиль-
зы и механической ступени шпинделя.
После этого можно приступить к работе па станке.
2.2. Управление главным прпво юм.
Управление приводом кнопочное с пульта уирасн ния.
При нажатии кнопки КнВИ! (см. дорг. 2H440\.80t).0C)J .Э.’’) "одучш'Т витание катушка пус-
кателя РП, который подключает эл<ктролвигатель J М через пускотормозиые резисторы RHT
на половинное напряжение силового выпрямителя ВС1. На обмотку возбуждения электродвига-
теля подается номинальное возбуждение. При разгоне электродвигателя до оборотов, соответ-
стьующих первой ступени пуска, включается роле контроля скорости РКС.
[’еле РКС подключает магнитный пускате.чъ РП1 второй ступени пуска, закорачивающий
лускоторыосныо резисторы I-21IT и рлсшуптирующии регулятор оборотов РО.
Электродвигатель выходит на частоту вращения, заданную регулятором оборотов РО. Если
при этом регулятор оборотов находился в положении, соответствующем второму поддиапазону
регулирования оборотов электродвигателя, то после включения РП1 дополнительно подключа-
ется магнитный пускатель РП2, подающий напряжение на якорь электродвигателя, соответст-
вующее второму поддиапазону.
Для получения медленного установочного вращения шпиндели необходимо нажать кнопку КнМ.
Подключается магнитный! пускатель РП1 , пода) лций фониж чшос напряжение на электродвига-
тель.
Торможение шпинделя осуществляется нажатием кнопки КнСШ или срабатыванием ограничи-
теля хода гильзы 1ВК. При этом отключаются магнитные пускатели РП, РГН и РП2.
Пускателем РТ г.рогиво - э.д.с. электродвигателя замыкается на иускотормозиые резисторы
РПТ. Происходит динамическое торможение.
При снижении скорости электродвигателя до заданной минимальной отключается соло РКС,
и отключает магнитный пускатель РТ. Процесс торможения закончен.
2.3. Управление приводом подач.
Электроехс'мой станка предусмотрена только раздельная работа приводов подач. Выбор рабо-
чего органа (стола или салазок) осуществляется переключателем ПО. Если переключатель ус-
тановить в положение "стол" - будет работат ь привод стола, в положение "салазки" - привод
салазок. Направление передвижения стола или салазок задается кнопками управления КнВ, КпН,
скорость - регулятором PC. Ограниченно хода стола и салазок в крайних положениях узлов
осуществляется конечными выключателями (соответственно СТКВ, CTKii, СЛКВ, СЛКН).
2.4. Освещение оптики станка (см. черт. 2Е440А.800.002.33).
Включение освещения экранов осуществляется вручную кнопкой КнВО.
Отключение освещения экранов происходит автоматически с определенной выдержкой време-
ни, установленной на реле РВО.
3. ЗАЩИТА И БЛОКИРОВКИ
•3.1. В эгоктросхеме станка применены следующая зашита и блокировки:
- защита главного электропривода от перегрузки осуществляется тепловым реле ТР; от об-
рыва поля - рс.:е минимального тока РОП;
- зашита иругведов подач от коротких замыканий осуществляется предохраните лек, на входе
привода к перегрузок,- токовой отсечкой привода;
- защита привода насоса охлаждения от коротких замыканий осуществляется предохраните-
лями ПР5;
- защита цепей управления от коротких замыканий осуществляется предохранителями ПР1...
ПРЗ;
- общая защита от коротких замыканий в электрооборудовании станка осуществляется ввод-
ных, автоматическим выключателем,АВ;
- все подвижные механизмы станка имеют ограничите;,!, хода - конечные выключатели;.
- при зажатом механизме включение его привода невозможно;
- при снятии питающего напряжения на работающем станке и повторной подаче напряжения
возможна работа па станке лишь после предварительного нажатия на кнопку КнВС ('нуле-
вая зашита").
4. ПОРЯДОК УПРАВЛЕНИЯ ЭЛЕКТРООБОРУДОВАНИЕМ СТАНЮХ
4.1. Подготовка станка к работе.
4.1.1. Вводным автоматически.'., выключателем /\В подастся напряжение на элекгрошкаф,
загорается сигнальная пампа ЛГ 'автомат включен'.
4.1.2. Нажатием кнопки КнВС включается пускатель Р, который подключает лампу ЛЭ 'ста-
нок включен' и подготавливает элсктросхему станка к paCoSfc.
4.1.3. Выключателем ВМО 'Местное освещение' включается лампа местного освещения ЛО.
4.2. Э-тмрощшвол шпиндели.
4.2.1. Кнопкой КнГЧИ 'Шпиндель пуск' включается двигатель вращения шпинделя 1М.
4.2.2. Регулятором оборотов РО устанавливается необходимая частота вращения шпинделя.
4.2.3. Останов шпивделя осуществляется нажатием на кнопку КнСШ 'Штшдель стоп'.
4.2.4. Для получения медленного установочного вращения необходимо нажать на кнопку КнМ,
которая работает в толчковом режиме.
4.3. Электропривод стола и салазок.
Приводим порядок управления приводом стола, поскольку привод салазок аналогичен приводу
стола.
4.3. 1. Переключатель ЦО поставить в положение "стол’’.
4.3.2. Регулятор PC установить в положение желаемой скорости подачи.
4.3.3. Нажатием кнопки КнВ или КпН включить перемещение стола в нужную сторону.
4.3.4. Быстрое п&ремещ|. ние стола осуществляется установкой регулятора PC в крайнее пра-
- 8 -
5. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ ЭЛЕКТРООБОРУДОВАНИЯ
К
2Е440А
КООРДИНАТНО-РАСТОЧНЫЙ СТАНОК
заводской .V
Завод координатно-расточных станков, г, Куйбышев
ЭЛЕКТРОШКАФ (панель)
Изготовитель:
Ашод координатно-расточных станков
Заводской №
Питающая сеть 3 напряжение 380 V ; род тока ; частота 50 Hz
Цепи управления напряжение 110 V ; род тока s'"' ; частота 50 Hz
Пени сигнализации напряжение 24 V ; род тока -ж ; частота 50 Hz
Пени подсветки оптики напряжение 12 V ; род тока z—* ж ; частота 50 Hz
Местное освещение напряжение 24 V ; род тока z-> ; частота 50 Hz
Электрооборудование выполнено по:
п ри н пиi > и a ju>н мм сх см ши схемам соединения схемам соединения
2Е440А.800. электрошкафа управления станка
2Е440А.800. 2Е440А.800. 2Е440А.800. 2Е440А.800.
ЭЛЕКТРОДВИГАТЕЛИ
Обозна- чение Назначение Тип Мощность КВТ Номиналь- ный ток А Ток (а)
ХОЛ. ход нагрузка
1 2 3 4 5 6 7
1М Вращение ШПИИД'-ЛЯ П42-С1 3.2 2LS 6 12
2М, ЗМ Подачу стола, салазок ЭП 110/245 o.zs -0,246- 3,27 1 2
ом Привод насо- са охлажде- ния встроенный O.f2 ОД 2 6~
- 9 -
Испытание повышенным напряжением промышленной частоты проведено.
Напряжение
Максимальное сопротивление изоляции проводов относительно земли
Силовые цепи
Мом
Цепи управления
Мом
Электрическое сопротивление между винтом заземления и '‘еталлическими частями, кото-
рое может оказаться под напряженном 30 в и тише, не ьр< ь : г 0,1 ома.
ВЫВОДЫ: Электрооборудование выполнено в соответствии с установленными требованиями и
выдержало испытание согласно РТМ 'Инструкция по проектированию и изготовле-
нию электрооборудования металлорежущих станков'.
Дата
Начальник ОТК
(подпись)
(фамилия, и., о.)
-10-
6. УКАЗАНИЯ 110 ОБСЛУЖИВАНИЮ И ЭКСПЛУАТАЦИИ ЭЛЕКТРООБОРУДОВАНИЯ СТАНКА
6.1. Инсгрхкции по наладке •элсмрооборудощшия.
(3.1.1. Обыие сведения. К запуску э.чокт^юоборудэвания станка следует приступить только
после полного окончания монта.кных работ и ознакомления с данным руководством.
Необходимым условием правильного и безаварийного запуска является подробное изучение
электриком пришита работы элекгрооборудув тия и кинематики ст.«нка.
Па заводе-изготовителе произведена подиа.я наладка и все необходимые испытания станка.
При запуске нового станка и пр шильной его эксплуатации никаких дополнительных операций,
кроме указанных в настоящей инструкции, не требуется.
Последовательность запуска должна быть следующей:
а) работы, предшествующие запуску;
б) панусх схемы управления и ОГНО.'НЯНЯХ Приводов;
в) комплексное опробование работы электрооборудования в целом (вхолостую и иод нагруз-
кой).
6.1.2. Рекомендуемый перечет, приборов, необходимых при запуске:
а) вольтметр переменного тока на пределы измерения 2,5 ... 10 ... 250 ... 500 в;
б) вольтметр постоянного тока магнитноэлоктричсской системы на пределы измерения: 2,5...
10 ... 25 ... 100 ... 250 ... 500 вольт;
в) омметр на пределы измерения: 100 ом ... 1 ком ... 10 ком ... 1 мои;
г) могомстр на напряи.шше 500 вольт;
д) амперметр постоянного тока на 50 а;
с) тахометр на пределы измерений О ... ЮООО об/мин.
6.1.3. Предварительная подготовка к запуску.
Произвести внешний контрольный осмотр всего электрооборудования станка. Все элементы
электрооборудования станка настроены и отрегулированы при наладке станка на заводе-изго-
товителе. Цель контрольного осмотра оборудования - выявление и устранение дефектов, кото-
рые могли возникнуть при транспортировке и монтаже у заказчика.
При контрольном осмотре проверить:
а) отсутствие механических повреждений всех электрических машин;
б) установку щеточных траверс двигателей постоянного тока;
в) отсутствие механических повреждений и четкую работу автоматических выключателей,
роле, магнитных пускателей, конечных выключателей, ручных переключателей, кнопок, регу-
ляторов. Включая и отключая аппараты от руки, убедиться, что подвижные части аппаратов
работают без заеданий.
Регуляторы скорости на главном пульте Должны вращаться без заедания и фиксироваться
в каждой точке, шкалы;
г) проверить сопротивление изоляции электрических машин, аппаратов и цепей комм;, г.шии;
д) п;юизвести опробование (прозвонку) всех цепей, коммутации, выходящих на внешние клем-
мники. Убедиться в том, что монтаж полностью соответствует принцишишьиым и монтажным
схемам.
- 11 -
Тщательная проверка монтажа электрооборудования является надежным условием правильно-
го и безавариш.'сго запуска.
6.1.4. Проверка работы привода главного движения.
Включить автоматический выключатель АВ. Нажать кнопку КлВС. Нажать кнопку KuBili.
Двигатель шпинделя должен вращаться со скорость.-', уст'.говл гоой гогультсром оборотов.
Проверить возможность изменений скоростей ш'.ииделя изменение’.! уставки регулятора.
Нажатием кнопки KnCUI проворить с-}<}октивность торможения шпинделя.
6.1.5. Проверка работы приводов подач.
Переключателем ПО выбирается необходимый узел подачи. Нажатием кнопок КнВ, КнН вы-
бирается направление, а рогулято1юм IV - скорость подачи.
При наезде ип конечные выключатели СТКВ, СТКН, СЛКВ, СЛКН (Ь учетом направления
движения и выбранного узла) у.зо.ч должен остановиться.
Проверить работу токовой отсечки. Для этого затормозить маховичок электродвигателя.
При максимальной подаче ток упора по должен превышать 8 а.
6.2. Эксплуагацля электрооборудования.
Обслуживание электрооборудования станка должно осуществил г вся опытными и достаточно
квалифицированными специалистами. Обслуживающий персонал должен xojxmuo ознакомиться с
конструкцией станка и размещением электрооборудования, изучить ого работу ио описанию и
инструкции по запуску. Допуск к электрооборудованию должен иметь только обслуживающий
персонал, от которого требуется тщательное и постоянное наблюдение за работой электрообо-
рудования.
Основная задача оослуживаюшего персонала — содержание электрооборудования в чистоте.
Двери шкафа должны быть всегда закрыты. Не допускается попадание влаги на обмотки элект-
рических машин и электрическую аппаратуру, враг.;» ине электрических машин без смазки,
попадание грязи па коллектор машин и повышенное искрение под щетками.
6.3. Технические условия эксплуатации.
6.3.1. Электрооборудование станка рассчитано на питание от сети трехфазнбго перемен-
ного тока напряжением 380V , 50 На - с колебаниями напряжения не более+5% ... 10% (по
спецзаказам возможно изготовление электрооборудования станка на другое напряжение и час-
тоту сети).
6.3.2. Сопротивление изоляции обмоток электрических машин должно быть не ниже 1 мего-
ма для машин, прибывших со станком или-го: ж ваших из капитального ремонта; для машин
находящихся в эксплуатации - нс- ниже 0,3 мегом.
6.3.3. Перегрев машин нс должен превышать допустимых температур в °C, указанных в
таблице № 2 ГОСТ 183—66.
6.3.4. Уставки автоматов, тепловых реле и плавкие вставки предохранителей должны cTjx>ro
соответствовать спецификации электрооборудования станка.
6.3.5. Скорости шпинделя и приводов подач должны соответствовать паспорту электро-
оборудования.
6.3.6. Коллектор’.i двигателей необходимо/ in -риоличсски протирать бег.-и пом и в край . и
тообходимост,. 1ротачив1тт, и .>•. ггьп’оълть, но не зачищать шлифовальной iri.jp..он. Вновь усга-
нпвливас .'лые щетки рол/.ни притираться к поверхности аппаратов, должны периодически очи-
щаться от грязи спиртом it, в с..хчае си иыюго подг,q.а, бархатным напильником, ко ни в косм
случае шлифовальной пшурхег.
Необходимо хорошее состояние и чистота контакты t.\ поверхностей в рогу,итогах главного
привода и приводов подач.
6.4. Рекомендуемая система обслуживания электрооборудования станка.
6.4.1. Необходимо 6 раз в год производить осмотр олокт[юоборудования.
Осмотр должен включать:
а) протирание ламелей коллекторов электрических машин;
б) проверку нажатия и прилегания щеток;
в) смецу изношенных щ< ток с прлтиркои новых;
г) осмотр болтовых кроплений и подтяжка гаек;
д) осмотр и чистку контактных соединений на клеммниках, на станке, панелях л аппаратах.
6.4.2, Планово-предупредительные ремонты электрооборудования, необходимо проводить не
реже, чем 1 раз в год.
6.4.3. При длительно:! эксилу.атонии оборудовали;.!, при р< монте или замене элементов
электрооборудования может возникнуть необходимость в проведении некоторых наладочных
операций. Эти наладочные операции должны сводиться к обеспечению ранее имевшихся режимов
работы эле кт роо бо рудо во ни я.
6.4.4. При демонтаже электрооборудования необходимо убедиться в сохранности маркировки
отсоединенных проводов. На провода, но имеющие заводской маркировки, необходимо навесить
временные бирки.
6.4.5. Выявление неполадок и iiv устранение может быть осуществлено квалифицированным
электриком, хорошо изучившим электрооборудование станка.
-13-
7. ПЕРЕЧЕНЬ ) II.MI Hi < »P. К ПРППНИПИЛ. Ibiidi ('XEMI
' \>j » 1ДЧ*- Hi»c. ЯО rx<-Mc .Наименование Кол. на ИЗД. Тип, шифр
1 2 3 4
1.4 Электро.-;и, ат-ль главного дви/чения 1 П4 2-СПУЗ; 4, > г квт, [$ос> ' об/мин
2M, 3M Элекг.подвигатель стола, салазок 2 ЭП1Ю/243М-С1 0,245 квт,
3G00 об/мин
6Л, Электродвигатель охлаждения 1 Встроенный в насос
97/ ЭПН-^,' 2206.
ЭТШ-'i Комплектный тиристорный 1 ЭТО 1-4, 110 -в,
электропривод 0,24S~kbt 0СЛ7
TPC1, TPC2 Трансформатор однофазный 2 ТБ&3-1,0 УЗ 220/22-110/12 в
TPC3
bcfi
Tpl Трансформатор однофазный 1 ТБСЗ-0,4УЗ 380/5-22-110/24в
,Tp2
X" “ •->" ^-^гО to р*
TtaV 1 J /"Р“ 'ТГ'Г'П _ Г| 1 V!>
1^1 J4—'’' f X
Z' го
PT, P, РП-1 Пускатель магнитный 5 ПМЕ-211, 110в
РП-2, PH
PB; PH, PCT, 1СЛ Пускатель магнитный 4 ПМЕ-111, 110 в
PKC Реле электромагнитное 1 РКН РС4.503.020П2
РОП Реле тока электромагнитное 1 2 PT-40/0.S
72
PBO Реле времени пневматическое 1 РВП22-3222-00У4 110 в
TP Реле тепловое двухполюсное 1 ТРИ-10 ток уст. 5 а
ЛВ Выключатель автоматический 1 АКСЗ-ЗМ 12,5а 14 крат.
• CTKO, слко Выключатель путевой 2 ВПК-2110
• KB1, KBS Микропереключатель 2 МП2102 исп. 3
• KhB, KhH Кнопка управления с черных, толка- КЕ-011УЗ исп. 2 Ч
КнВШ телем 3
КнОС, КнСШ Кнопка управления с красным КЕ-011УЗ исп. 2.5*
•КиСП, CTKB СТКН, слкв, толкателем 7
СЛКН
КнМ Кнопка управления с зеленым 1 КЕ-011УЗ исп. 2^
толкателем
КнВС Кнопка управ.юнпи с зеленым 1 КЕ-О51 УЗ игл. W
толкателем
- 14 -
Продолжение
1 2 3 4
КиАС Кнопка управления с грибовидным 1 КЕ-О21УЗ йен.
толкателем
КиВО Кнопка управления с голубым 1 КЕ-О11УЗ псп.
толкатояг-м
ПО Тумблор-выключатечь двухполюсный 1 ТВ 1-2
РО [Ъ^юключатсль щеточный 1 15 П-2Н-1
Разъем штепсельный 1 кол.СШР60П50ЭШЗ
1 вст.СШР60У50ЭШЗ
ШЗ Розетка двухполюсная с вилкой 1 РЖ^З РД‘/
A, IJJA Амперметр с шунтом 1 й\4200/1, 30 а, 75 ма
ЛО Лампа местного освснюшш 1 МО-24, 24 в, СО вт
лг, лэ, лет Лам на пака л ива ни я 7 MH2G-0.12-1
ЛСЛ, Л1, Л2 26 в; 0,12 а
лз
лп Лампа самолетная 1 СМ28-5 28 в, 5 вт
1Л1, 2Л1 Лампа специальная 2 ОП11-40УЗ 11в, 40 вт
К)Ю1ичтгТи1 местного освешения 1 НКСО1x100-05”
Фонарь сигнальный 3 ФРМ-1з
Фонарь сигнальный 4 ФРМ-16 л 2. ПЛ-С4-Р-Ч
Арматура для переносной лампы 1
вмо Включение местного освещения 1 комплектно с арма- турой
Прр. П-ГЧГТ ,
Пр4 Предохранитель резьбовой! станоч- ный с плавкой вставкой на 4 а 1 ПРС-6П
Пр1 Предохранитель резьбовой с гоноч- ный с плавкой вставкой но 2 <л 1 ПРС-6П
ПрЗ Предохранитель резьбовой станоч- ный с плавкой вставкой на S а 1 ПРС-6П
ВС1 Выпрямитель селеновый 1 100ДД20Я
_ -р '• о. 40ГД8А
в JC- r-л м 4г ex Aq
£ }t-.;.4J Ji. JJU lb С'.ТГГ!’"КГт
е Д2;вс-2 Диод кремниевый V Д246
..Г? 'Л тД-а-асЕ
© “к -
г Д Q-1
Вентиль ВЛ-50-5
z /SD
roi. «а Резистор проволочный -2-1 ПЭВР-100-НШХом
R02, КОЗ, R04, R05, ROG Релист о: । гр.г эло чиы ii
R5 R5 Резистор проволочный
RI1, RTJ Резистор проволочный
RG Резистор проволочный
RUT Резистор и{ жолочный
•RTO, R/Ю Резистор nj оволочп! n’t
ЫК7 Резистор и< проволочный
RJ.R2 , PC(R55) Резистор непроволочный Резистор
~ (R 57) Cl Резистор Конденсатор бумажный
ЮимМНИК
Клеммник
Клеммник
Клеммник
Клеммник
Плата клеммная
Ручка управления
1
4
1
4
2
1
2
/
1
2.
3
-5
8
3
2
2
2
- 15-
150
Г1ЭВР-50-»О ом
ПЭв-5О-2,2*Г.
ИЭг'Й ’"II. СЛ
ПЭВ—SO—20 ом
ПЭВ-50-1,1 ком
WT’-VJC... ££0ом
15 ком.
МЛТ2-К1 ч- ,м
ПЛБ-<5Г; З&грокам.
К:SO -П чЗОО
/7/Z5 -/55; з£г; уЮом.
МПГ02-300-30-П
знгю-з
ЗНП6-10
ЗНП0-20
КМ 1-1 о
КМ 1-2 5
HBA3.G5G.O22
Н.0.452.007
2Е^0А. 800. 001Э5
гл а 6 -a o'lo ^Ьиэъсения
эл&ктри ч&с кс?<%
Л7ри НЦ L/h L/a/tb Her Я
Т!еьд€]ОК, CH рре Ье/Не/ Я
(_ С И <?pe.tepLj rnue-f-f)
2ЕЩОА.800.СШЭ5.
лЗ/ - З&оЗ
Х7/Л? /^/
РРО ~М>\_
^'аО7
См. черт. /ч
Э tfWOA.800-00203 А
3&/а' cf2
1/00 рр
Р06
РЛ
-Н>^
///6
-?гз
зоо
лг
е—
— #Л; /?.г/
r QI 7г),3,5,6
r- П1 Лл
is 4,4S,rt
Л Г 4,-W
"A 7 -J Л £0
r J )
Ьключеиое етс/нк&
ч> s , <ь о $ * -5 Лч
Пуск
— // Z^CHd зона ^едленио,
Ь/с/ючецие подсВегтж^ оптики
ASmoMdm
& ключей
Подицио> обоЪчвч ОВоьначе пае Н&имьнаб а ни <5
.л& _Р0_„ лы КнАС .face. &>&с - 1 чат ёл ь аёт с матччес- 86 ^ЗлЗМ^РсТ 15^-^249^ переключатель снеточный л5л~2н.-ё 5ш.05бО5а оТ9..~- Мирра переключат ель нт ю г TH4G-526tee-7j, Кнапра УпраёлёниЯ к£ '°^ 7-^~ ^:Р44УЗ_ 7-Н-У^-5г£^07‘7& Кё-ОМУЗ 7У1б-.5<?6. ЧО7-7&
КнСш KhAUL &М КиЬО.. ЛО ££‘9ШЗТ!^В~ 526.40 7- 76. .КТ-5^53 W62S25W-7_6 КТ-ОЛУЗ W6L 52£ КТ-О^УЗ 526407-1. ТТускртёль магни/тНЪ1~<и ПМЕ -ги Г0С7 $-346-76
РТ М - - - Ц //
РПЧ _ tl —
.№2.. _р_СС__ РОП — // PB3S 7?ле* тро на г нит мае РЁН РсоИ!52.оЛ6.Г$4 реле тора РТПЧРР2- PP,CZ- ^>б$2'75 _
Т_Р__ __РЬО_ ПрЗ ПрЧ -5 — » реЗе теплоёое .грн- 40 ГОСТ$ 309-12. релегре-мбни Рвп?2 3^2г-йрНч79^6бгж Предохранитель станочный ЛРС . 6П Tj}-46,.522. Н2 -74 . ТРСл6П_ W6'f522H42-74 ч
'•» __ __ f ~
Пр5 TW-Tpei Тр1 Тр2П_ ctL\ . /Z Трансформатор оЗно^азнбю .осм=Ё093 г&СЁИСТ^алТА. - ОСМ-ачУЗ ГОСТ46770-76 - ОСИ-0,193. ГОСТ-55715:76_ _ Слп абилаЗ ат ор напряскекиР О -009 7926 -702520-69
Щснденсатор мбго -е-Зоо-зо/г 0^.962.023 7$
лг;лэ // 1 Лампа нанали&ыния MH26_ -0/2.4007460.535.000 -77. — Ц
лг:лз ЛПЛ УЮ ,/ Лампа специальнай 07144- 909479-46535.773-73 лемгпа тчелтноъо oegeимения МО29-^ 60 7946 -33$. 937- 7р Лампа само лет на я ’ ОМ 22 -57996, 535 692- 72 __ резистор , пзд -so -гчом57огос7бз13-б6 ПЭ8Р -400- 490 Ъм Т5 % -/z' _
~ЛЛ i t-
КПТ
роЧ
еог-еов Р4 _________’ Г/98Р-50И50 Ом 15% — резистор непро§слочныс ЮТ2 45К ±51070 с 75- 772 -69 _
UJ2 У. Разуем штепсельный ШР10ПК5НГ7 750. 369-407 75 _ н
ОБозначечие H&UMB40& C/4 ч/б Коз. /Казначе низ Примечание.
_ —«, Выключатель аётомитичес. Ы 63^3J4.r.Pcl46P-52aj9iPH3. переключатель снеточный .иЗг £ыО ЗбО-бааТУ А J^&L4>4e/4u2_ _ сгпумга_ рёГ9ЛМп>Ъ^^Зорогг>оё~ ТИ -72,5 А^ _ QlHCj.4KSL.42крещ 46^3-6226526 исп.З чсп. 5 1
Микро переключат ель /4п$1ог тб4б-52€.згТ73 Ннапка Управления ~ к£ -oei yi пмб msas. чот-76 ± 2/ Блобиро^ра счп инЕеля Аварийный стол
КЕ-О<4УЗ ТУ46 -526.40 7-76 ОглкЛРОчвмае станка // 1 йен 4 ]
КЕ-077/3 73 76-526, 40 7-76 у Бключенив станка
. КЕ-О'ЧУЗту^б- 556.40 7- 76 РЕ -С44УЗ ТУ-4бТ26. 407-76 КЕ-ОНУЗ ТУуб.&£. 407-76 КЕ-О-НУЗ ПНЕ- ЕЕ 6407-76 Л ус китель магнитный пм£ -ап гос7 у 376-76 .1- Т А Отключение шп инЗ е ля Пуск сип инЗеля чсп.5 <исп. Ч
ЦАпинделу „медленно “ исп 2 1
включение побеги к и Рптики &/гЛючена2 местною р^бещения Бклю че ни 2 с танка -u.cn. 6 комп лек тно I саРматулай Окат ^44Q& I
— /х _ z/ Тормяжексге^лмпинделя^ . ПУбТ си панде ля ч I // 1
’ л —. у Тзона медленное ара ще наб ни пи на елЯ Н 1
' ! ! i । i i : 1 i ! । i . 1. I M ; 1 S 1 1 i | ! :ii // Рёле электромагнитное РАНРСО. 452.046. Гб4 Тнелгтъкс - /L^o/^V -_5QCT3£.?8'75 ъеле тбплоёбб трн- ТО ГОСТ 6 309- 72 релетъечени Р&П72 -32 22~ боУчТУЧ'6523ffi-Z Предок рана m ель станочны а пре ел тз-гезае. ^ерту ПРС-6П УЕЕ461'522^г-1£ // / У _.. У 1L зона А&нтррль_ ско_рр ста контроль oSpbfSa поля ТепЛР За ач а та Ькльоч2ние подсветки о птнска Заицитл Цепи питания . ~ накла а ныл. ст алор,-^ Защита цепео сигналиТа- <^УЛГ KOPOTt^is Аопыкяни 0 . защита цепей местного Р^е_ ihSjhupлтергрткигзанык_ ЗаиУс.,па дьчгателр ох лаж- £ямия.йг ясрстких замыканий . Питание асигателй 1ЛаЗно го ПриёоЗа __ // 1 РС4 503.05обг\ Птг -5А 1 UКат сс 440Б ZmTctcJku 4А Т£спу. z6A I _ % Бет С ЦА | I Бет о 4А 526/25 -44О/тл\
—.— у/ Трансферм&тор о&нофа'зныа Ьс м-4о Уз гос туб 7Ю -76 JL. 3
—„ осм-О.чУЗ пост 46740-76 ОСМ-О/УЗ ГОСТ 46740-76 питание цеп е й УпЯа&ЛкГн иЯ Питание накладные . . с талое .. а 380/5- 22-77^уА 380/82/22
Cm aSили 3 ат ор напряжения О -On 9 7425 703.5S0-69 Питание аатчиеаь накладных, столоб 220/42 78 л ' еузакс?%и1 -9^8, ЗОмкс^
1Сон2енсатор МБГО -2-300-3077 Ожо. 462.023 ТУ ~ £ Фильтр
Ламп а но к алиби /на я ММ 26 -0/2. 4.0СТ460.53.5QOO.r7.4 — и // f\> К —Ld— сигнаЛиэацир включения станка ПодсУетна шкал6/ линей- ки салазок Поде &етка ли м 5oS Ебд:? 42а —/f 1 // 1
Лампа специальная СП4Т- ЦОУЧТУ-46535-743-73 Лангла местного сс§е щ^ния ~ МО24- 60 ТУ76 -53s. 937- 74 _ Лампа само» летная ОМ 23-57996 535 642- 72 г у Подсветка оптики нз; чо Вт , 1 Ай МЛ ь есраза- у
местное освещение ‘ Тампа переснаоная i 40'60 Вт ца/сЬлЬ 627/27 288; 5Зт и сколь сш-15\
-резистор , /733 50 -гуОМ1^70С75543-66 ГЭЗР-400-760 Ъм i5°/o 3 Резистор пускотормоЬнои Регулятор оБоротаЕ 5О&т/240м I 400вт; 750 6м\
f РЗвр-50^450 Sm/5% —'— pejuenTop нУпроро лочньго МЛТ2 - 45К *5%>ГО с ТУ- 472-65 ГЪ ц — — If РПАт'4^6 П^
Резистор ограничи&иющ. <jUUi>l[ fbJU ирп I / 45к0м |
Разъем ш/пепеельный '" ЩР20ПК5НГ7 Г20. 364-407 ТУ / Пайклю чУние <э8игателя ок лажаяниЯ !i По Лоб к а I ?о c?/)g^ Jo'rcyjyJ
— %. jl ШРбо У5НГ7 " * Рстадка '! ?а епен. ЗакизЛ!
. . " ' . G.
Схеме/ регуляторе/ оЗоротоё РО-1
иг tyrtyg
/Od
СНГ.
гетлеоо.,
Назначение Охлаждена*
Тип мч-ггм
Мощность 0, -f25 /сАт
С бораты 2800aS/w.
исполнение Ас троен.
Примечание По спец.зат
огг-г/,9
ршэдэрои
//
50на
LUnuudejib
ТЗона
медленно Пуск
—. — АХ/7 НСО. Н ОС. Q7f> . ПУ -7 РТ-ЧО/ЦЗ. ГОСТ 6 698'75 П HOHTPO/Lb^ CPOJfHemu- к*ом7Ролб о5ры§а поля _ PC9^U5UrQ.UP\
АёПбПтёблоёое ТРН- -ГС ГОСТ 5 309-72. Т Тёпло £<59 За и/и/г) а 37 м л5Р
РЫ? 5рем$ни Р&П72 -ЗёЗг-Ор УчТу4б593У%-1 Преданрснигпель стомой ныи ПРО _ 6П Ту-46522. У/£±7£ _ . PPC-Mjyy&'/sZZ. 442г7У~ ь ключе мне па^сёет СЧ . - о пт и кеч ж UКат ~ 44<0&
$ / Зас-н<чтл цепи питаний .макладных., сталоы Зайчата цеп ео сиг ноли ja- цучЫЛРРРеТ$нх 1ОАЫКЛ/НН. 0 Тпл. ёсТаёки ТА п.ыспбч-Закаы/.. Т&ст. -6д
// У Защита цепей мбстнаго QcSe ичЯнчйотсрррткихУамРЛ, ТТст с РА
/z З^шспа дёнгат Слр охлаж- ВЯмчвлгхйрыли* Замыканич Питание аеипатСлй 1Ла§ но га При боба . ТЛст ~-4Р
TpcsHctpop^amOp однофазный .осм-4&У5лООТ567НО.-?&- 3 296/22-440/79
рсм-_&УУЗТосГ4б740^^. . Питание цеп е й 38о/5д244о/гчл
ОСМ-О/УЗ ГОСТ 46740-76 Питание маклабныуч . . столов . 380/22/99 '
сТг сбили} am ор напряжения О -0Q 9 ТУ95 - 709.580-69 Питание У&тчика§ накладных столоь 290/49 78 // >' • еч лака ЗУ
Конденсатор мбго -е-Зоо-зотт онто. 962.023 75 ~ г Фалльпгр 30 мкер
Лампа ча^а^иёо^ия МН25 -0/9. тост.460,5350Р0_п7Т s сигнализаций включения -ГНОН/ср Поасёетка ш/калЫ линей- 56S:^ /9А
ки салазок 7/
л // г Поде ёетко ли м So § //
Лампа специальнс/й W41- 90 У 9 ТУ-46535.743-73 Лампа местного освещения МОЗУ- 60 ТУ-fS -635. 957- 79 г Подсветка опт <ик и ^8! 90 8 m цо^рльёсраза-д
1 местное сс§еицение 29б'бовт цокЬльее7/27
Лампа самолетма я ОМ гз -5ТУЗ6 535 692- 72 1 Лампа/ переснооная 226; 58m поколь 9ш -45
резистор , _ 7736 50 -2Ч0М&/0 ГОС765ТЗ-66 3 Резистор пускатормадмай УО&т/ драм
1 1 ? 1 xS> i Г‘ 5 § 1 • . ; ь> Регулятор оборота^ 4006ml 450 Ом
P53P-S0-T50 5м -5°/о и SOMSOO"
РёЗиСТпбр ~ HCnpogo/ГОЧМЫ'й ЮТ г - 46К Т5°То ГО с TS. 479-69 3 Резистор огрУНУУидамщ. SSm; 43л0м с
Разъем штепсель ным ШргоПК5НГ7 Г6О. 364-407 ТУ По ёкл^ чение (Зёипа т ел я ._ Рк ла ждя ноя . ГоЛодка 'по сп eapacasyj
z/ 1 Астаё ма
0JP9O У5 Hr 7 z/ 910 спей. заказу
:~п.еп еснррнрЗ.
РаЗ'ье м uum еп с ёль нь, й ШР32ГИ2 НШ/ТёО.369407 79 Лодклизченче наклад ных. столов к схеме станка 6ста§ка до сп еч, дико Зв)
Разъем штепсельный илр 20 У 5 нгргго 369.40 7-7У л Scmag к а 'по спечбс/каЗв)
* раз а ем шгёпсель ныо шрго ГО69Г7 П5о-367’40775 /у Колодка, по спензвказв/
Предохранитель станачный ПР С -бг ТУ-46. 522.449 ТУ 3асцит а цепей Управления TScm- РА
Амперметр мчг/ао ГУ26 -09- 2257-77 По игр оль нагРи Зки ПЛаьна го при Soda 3-30 А класс 45
шч нт ампер метра 75 иис ТУ9s-0 9- 2257-77 и 75м£
вб/прй ми те Ль НрзаТ/ниёбый А/-5О-5 тук-52.9. 765-73 . 6 Питание Убипателя главного привада Т00в',50А
выпрямитель кремн.ие&ы<4 &Л- 60-5 ТУ 46 -523, 76S - 73 Т Питание дёиПо тел Я та5но по пр ибо да 600 61 50 А класс £
Диад крвмние £ый ТТгчб ТУ С/ 470.336.90 6 75 комму ти Р У АОНЦс/6 Роов; 40 А
// 3 Нит анав а 6мат к-и SaidвждениЯ рроВ: 4о А ,
t
Усиначение Привод мпикделя
тип п'/гс/
машмстб 3 $ к6т>
О$орогпь/ /SOO о5/мии.
L/C палнёни? мЗбЗ
тоё PO-f
го
<?/
80
9 SO /г J3
ггзо ггго гзво S67O 3000
местное
оабещени?
Лампа
перенос-
ная
UJO ИДИ
Ш5 РаЗ^еН штепсельной шрзгп ч2 нш 1 гео. Збч но? 7?
Ш6 UJ6 ПР-/ - Ррзгем штепсёльнь/а ШРЗОУ $ Hr?ГСО Збр НО 7-73 Раз а ем <мгел с ель ныл LUP20 ЛР5НГ?У7£ой&70773 ПреЗокранитель стансуньн прс-бп т&не. лгг. не тн _
_А_ Амперметр МУ г уао Г325 -04- 22S7-77
ША &С1 JH Дг —. шу нт ампер метра 73 шс ТЗ$£-0Ч- 22S7- 77__ Ььтрймотель к/з&ННчёёНч вЛ-SO-S 7УЧО-б2$. 705-73 , оьтр я мат г ль крбМн.иекьг<Г &n-SO-S 75Ч€ -323. 70S- 73 Днов Крвмние^ый чзгчвтб а но.эьб.гоб 73
&С2 //
Подс8ётке/
оптики
Стол Ссмазки
Станок
ёключен
Подсёетка
ланей к и
салазок
Подсчет па
Лймоа побо-
чи гильзы
Подсветка
лимба лере-
клт чения
скоростей.
Номера, зжл/оуеннь/е
л внутренней марк-иро
<
/7/ 4' ССХд /
Uim her Кедокнм. Подп. Лата
Рая Раб- Миноко
Проб- Смирной
Т-контр. ийнройа
ПринЙЛ Смирной л пт
НконТР. МитРОФОкой
тнлясоС
НД-1
РаЗъем ajmencS-ftbHbtCj ШРЗ 2П /2 HUJ1 ГеО. Збр. 407 75
Разъем штепсё^ьнегсг шргоуSHT/rSO 36ЯИО7-7У
Разъем штепсельныв Шр20 ППОНГ? Г&3-Э67И077У
Предохранит ель стансу нь/и /7РС-6Л Т&ИК 522. HP TH
Амперметр мчг^аа TU2S-0V- 2257-77
шу нт амперметра 7£иис ТУ25-04- 22S7- 77
йЬ/прЙ мотель Х/с&ншёёыЦ ЗЛ-5О-5 гук-эгэ. тбб-тз .
оьпрйМитсЛь к рбмн.<иеьь/<1 _&р-£0-5_ ТУ 46 -523.765-72
Диад кремниё Ёый Агчбтэ а до.326.206 75
л&нпы - -
Дад^мчегчае майлар нб/а старое а схеме станка £ с mage а доспей.бока зз.
_ // бе тайка (по спецДаеаз , Ко Ладк а то епец.ЗснгаЗУ
Z/
Защата цепей Управлений /СонГйоль напру 3 к и ГЛааноно при Soda ТЁст- 2А О'ЭОА к.лас с У 5
6 // 75mQ
/тй/па ние а&и на теля главна но привода SGoe'po^
4 Питание дбиНстелЯ слаб на го прибора Saab, so A РЛасс s
комму/пир У АОица<й Чоов; yo.a
3 Лч/пегмиЗ о 6На пл л* и Sob 5зждени# 40oB; Jo A
Номере^ зжл/оуеннь/З ёпрямоугольники относятся
к ёнутреннеи миркироёке отпора то 6.
2EW0A.80D.Q2M33
При Sod пленного а ь и ж ония. Соседе/ suemmpc/sScKCfH Принц ип исУЛЬ на я Лит- Масса Масштаб
Ufa Лист Не до РУ Mt. Подл. Дата
Разраб- Минвко
Проб- Смирнов
Т/сонтр. чЦуро&а Лист \ Лис той/
Принял Смирной репо ОГК тт л мтт ди
Н.сангв. НитРОФОнтА
‘dml- Су лясо б
2ЕШ. 800. 00233
Ске.М<7 ЭЛектриУескоф,
hpUMU, Ur> С/ C?/lh H<J9l
czauvpo&frfuq
—х-О-----------------О-
ОН
008 VOtfrJZ
экоа/с/а/, i^/j
2&НОА.800002ЭЗ
4г
См. черт еж №
3гЕччызоаоо^эз г
занабз
ПоЗиц иo> 4 Or иооэноченае Чаи мёно SohuS к
no Iwfyep- y<7 r ep 6 . твч- г оУроозбоooo те
crro СЛРО ьетлю чате ль пзтоВой -ЗПГ2440 ГОСТ 5 387-72
ПнВ рн Я Г но D га управления Г6-044 УЗ ТУ 46-326 407-76
ПнСЛ —— 7/
Г8 6 ^игроперегзно чр'Г ёль МП-2702 ту 46526322 73
~ггё£ сггР /снопки нпра РлениЯ Г6-0УЧУЗ ТУ 46-326. 40 7-76 —
qJHH -— // —
/Р&, !/>p Пус гагъе/ь наг яитнь/о ПМ£444 ГОСТ 4420 6 - 70
—н —
ApX
'3'0'7, JcJ Зам^с накали Sa/^uЯ МН26 'С, У2-4 осТ460336.000-7^
$7е> оезисгпар проёолачнь/й ПЭ В -30 -2006% ГОС ТбЗ 43-73
£70 £30 ПЭ8 -OtMfKtS^ Г0СТ6343-73
РБ ПЭ8-50-2.2Г 43%
P/2S7,1 Рез исппар нетнлир не,^6/й ПП6 -45 Г
РсрЯ/ резистор регнлируе/изпо Г7/7 3' 45 П
"эТ/ Прс/боЗ гирис/пернб/ & 2746^-424ТУ46-330. 230-73
,<?7* вОзистор МИТ-2-560 Т5%0 Г0СТ7443.776 /
M реЭис/поп регуларнеnJt>fU СП- 3-4 -ЗЧ7кТ404о ГОС Г3574 75 •
/ Map rap о Srcf, заыноi
r Sнутр e ине й мег,
2. РбЭастарб/ Н53/ £57nh
3. Ном ином резистора A7* 3
— — 1
— — —.—
_У_ S у* 5 £ 4 £ у П/, Схе ГОГ)
U3P Зап vdow* Поао dore
Р(У}2рг Пар JH
5sl- Очелье S
ПШ1Р- ЩУРО^а
ПЗШЗЬ Смирнов
Чуаясоб
Обозначение Чаи ме но Sа ни 8 Кол. Назначе ни 8 Примечание
7 Тумблер- быклто к гель Т84- г 02-000360000 73 / Ьыбор органа подачи г го к г а
Вь/ключа те ль пзтедой ^П. К 2440 ГОСТ 5 387-72 2 блопироёасз отмсима стали сазизоп
Кноппа упроёленир К5-О44УЗ Тб 46-526. 407’76 г ВпЛ/-о чени& привода Вперед, назад исполнЧ
— // — / Отпрмз 4енае при бода ucn-S
, миерс о ереплнз нит ель МП -2202 ТЫ26526322-73 вЯЛЮ Чвние <РОРс(хро&гнмоа спа расти приводоё поЭоу исполн.З
Кнопки у пр а Зления Мб-02733 ТУ 26-326. 40 7-76 2 Ограничение хода столе иснолн.5
к -— // -— 2 0 граничение лада еализол исполн.З
Лус панель магнитнь/й ПМЕ422 ГОСТ 4420 6 - 70 2 Выбор наприб а ния подач Uк am ''-420V
—//-— 2 5 6/бор органа ^подачи — /7 —
Дроссель ксмпрЭнтно ЭТ4Е4-Ж
Лампе на кали бана я МИ26 -С, 22-2 осГ/63535000-77 2 Сиг нелиз oq и я от знс ими стола салазок 26V, 0,42А цоколь б>4,а _
D23 истер про бола чны а ПЭ В 50 -2075% ГОС 763зз-75 ч Тор но же мое прибодоб подач дОам’ SQpm
ПЭ8 -StMT/ctS^ ГОСШ23'75 Резистор ограни.ча бахаи/. 7, дкон. 801т
ПЭ 8 SO- ЗРс 75% Резистор баллон:тный 2,8ком, 50&Т
рез истср резьо'с/рремб/ё ппб -25г Резистор ограиичибаюер. 47Оом 740
резистор регилирнембло П/75- 45 Г / бе гурЛтор скорости подач 40 ком 7 2'0%
При У о 4 rupee торНб/ и Э7р£л_рхН ТУ26-530. 230-73 Регулирувмь/й при бод подач о.гНтлгН
Р8эистор M2IT-2-560 ts% Г0СТ7МЗ-775 4 i Резистор добабдннб/й 2 б Г). 470-.. 680йм
реЗистор регуларнемб/и СП- 5-4-А Ч 7г +40 %0ГОСТ357375 Резистор подстроечмнй 41 ком, ддт
/.Мар к-up о drр Jar/r/o ve 6 скоМи относится
кён^треинбй марк^роРя-е ррМода 97'/£/-J&4
2. Резисторы PS3; рбТлосрзаблянэтея комплектно с эт4£4 -8>У4
З.Момансм резисториб!* уточнить при нсмадпе Приводи_
д
бд. С
изм Лип удокум 7одл бага
Разраб. Пор ин
"jpd- Садельеб
Т КО Н?о. Щз/робс
Смирнсд
J&ZQM1Z днб ПЫЛЙСОб — —
2Е^т 800.00гэз
Привод nodav
Схеме/ электрс/чее-
лрсшрс/лс/смбмая
Лит. Пасса НоеилаЬ
Пост Л ос то б д
КС по СК Б
Примечание
По непонятным причинам в документации (Часть 1) отсутствует стр. 32.
В конце Части 1 находятся 2 рисунка без обозначения. Ори соотвутсвуют рис. 8
и рис. 9 Части 1.