/





























































































































































































































































































Автор: Перля З.Н.
Теги: металлорежущие станки детская литература познавательная литература
Год: 1958




Текст
ЧЕЛОВЕК
РЕЖЕТ
МЕТАЛЛ
шсабто о тлнХаХ
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО ДЕТСКОЙ ЛИТЕРАТУРЫ
МИНИСТЕРСТВА ПРОСВЕЩЕНИЯ РСФСР
Москва • /959
В книге 3, Пер ля «Человек режет металл» расска¬
зано о том, как люди постепенно создавали всё более
совершенные металлорежущие станки и раскрывали
тайны процесса резания.
В отдельных главах книги повествуется об истории
развития станков, режущих инструментов, техники
резания металлов; о том, как станки стали автомати¬
ческими и как в наши дни человека-станочника заме¬
няют управляющие машины; о новейших способах
резания металлов — с помощью электрической искры
и ультразвука.
Читатель познакомится с людьми — открывателями
нового, прогрессивного в устройстве станков и техни¬
ке резания металлов, с их идеями и творческими иска¬
ниями.
Рассказ доведен до современного состояния метал¬
лорежущей техники и заглядывает в ее завтрашний
день.
Книга рассчитана на школьников 7—10-х классов
и на другие группы читателей.
Рисунки Н. Смольянинова и К. Арцеу лова
Оформление В. Д о б е р а
ПЕРВЫЕ ЗАКОНЫ
(вместо введения)
А
Щг втор этой книги как-то побывал на юге нашей
страны, в одном из городов на побережье Черного моря. Это
было в начале июля — в пору созревания урожая абрикосов.
И почти на всех улицах города можно было наблюдать одну
и ту же картину: мальчуган шести—восьми лет присел на
корточки у крыльца с облицованными цементом ступенька¬
ми; в его правой руке крепко зажата абрикосовая косточ¬
ка, и он с увлечением трет ее тупым краем о твердую, шеро¬
ховатую поверхность ступеньки. Тут же, рядом, стоит банка
из-под консервов, в ней — вода. То и дело «мастер» подли¬
вает воду на «рабочую» поверхность ступеньки. Потрет, по¬
трет косточку и посмотрит на обрабатываемый ее край —
что, мол, у него получилось? А кое-какой результат уже яс¬
но виден — тупой край косточки все больше и больше стачи¬
вается и становится плоским. Наконец, на плоскости наме¬
чается маленькое отверстие, сквозь него уже видно ядро.
Еще несколько движений косточкой по ступеньке — и отвер¬
стие уже такое, что в него пролезет горошина. «Мастер»
прекращает обработку, достает из кармана новый инстру¬
мент — небольшое шильце — и с его помощью старательно
извлекает из косточки ядрышко. Пока еще неясно, зачем
все это сделано. Но вот «мастер» просовывает в отверстие
косточки крошечный и почти круглый камешек. Затем под¬
носит косточку ко рту — раздается пронзительный перелив¬
чатый свист. Игрушка-свисток готова и исправно действует!
Все это рассказано вовсе не для того, чтобы научить чи¬
тателя изготовлять свистки из абрикосовых косточек. Важ¬
но другое: мальчугану шесть—восемь лет, у него еще очень
мало жизненного опыта, он ничего не знает о способах об¬
работки различных материалов. И все же «мастер» изготов¬
ления свистков легко воспринял из своих наблюдений, уже
осознал один из важнейших законов природы — существо¬
вание разницы в твердости между различными предметами.
Конечно, он еще не знает, что каждому предмету свойствен¬
на определенная степень сопротивления внедрению в него
другого (более твердого) тела, что именно в этом — сущест¬
во свойства твердости. Но он уже прекрасно усвоил, что ра¬
бочая часть любого инструмента (в нашем случае — твер¬
дые частицы в цементной облицовке ступеньки) должна
быть тверже обрабатываемого материала (вещества косточ¬
ки).
* * *
Еще наши первобытные предки, пещерные люди, постиг¬
ли, что орудия обработки дерева, камня, шкур должны
быть намного тверже тех материалов, которые ими обраба¬
тываются. Шкуру убитого животного можно было чистить
деревянным скребком. А чтобы изготовить этот скребок,
надо было резать, строгать дерево более твердым, камен¬
ным орудием. Но ведь такие каменные орудия тоже нужно
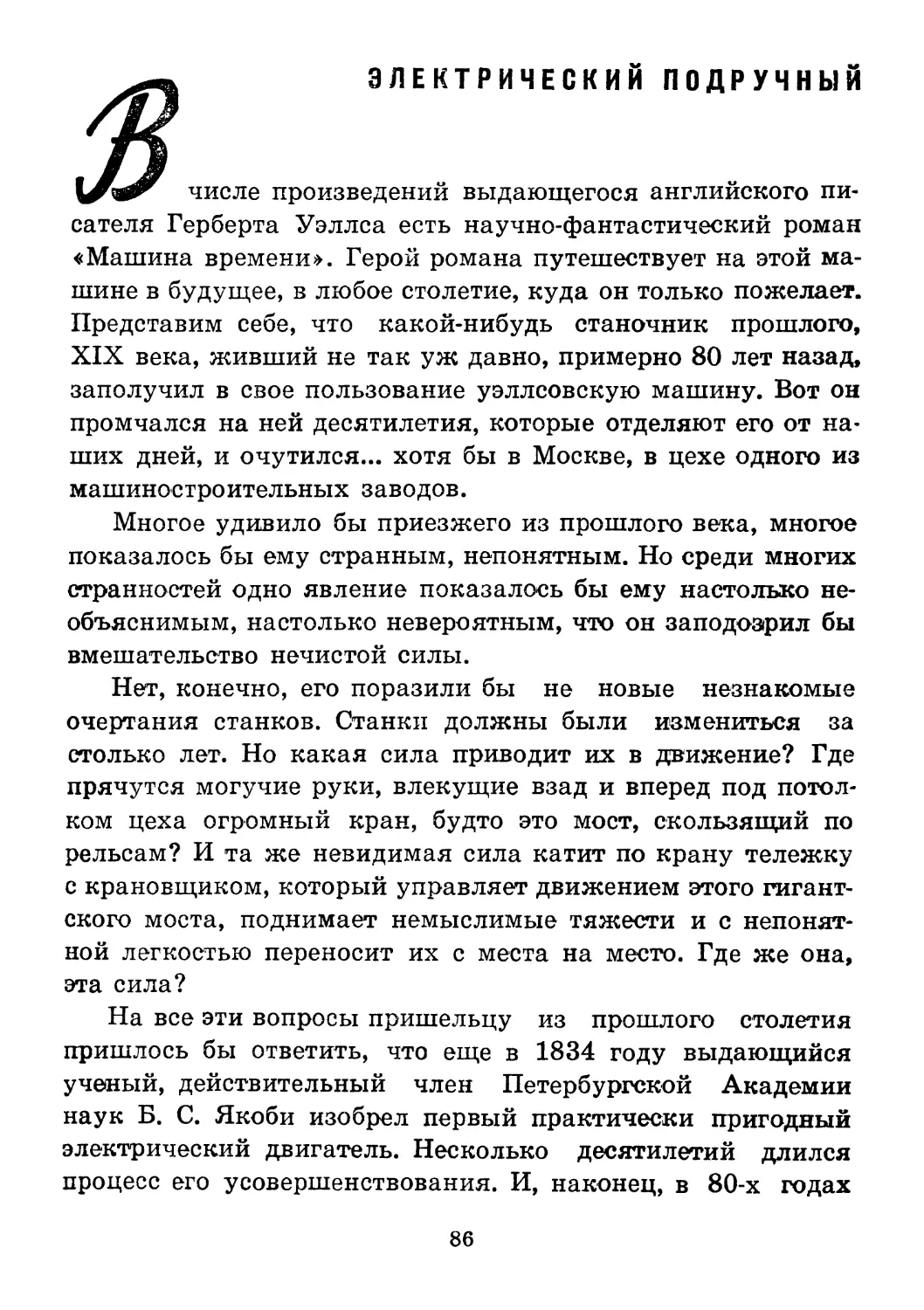
было чем-то вытесать. Для этого приходилось искать еще
более твердую породу камня и из нее изготовлять необходи¬
мое орудие. Уже древнейшим мастерам пришлось различать
степень твердости камня.
И еще одну истину открыли они: если надо колоть, ре¬
зать какой-нибудь твердый материал, орудие должно быть
4
заостренным. Для этой работы понадобились каменные
инструменты, очень напоминающие своей формой топор,
долото, нож. С их помощью удавалось снимать с дерева
даже мелкую стружку, просверливать в нем отверстия, при¬
давать изделию любую форму. Намного труднее обрабаты¬
вался камень—стружка с него не снималась; приходилось
грубо обивать материал каменными же молотками и до¬
лотами. А чтобы изготовить режущий инструмент, искали
осколок камня с готовым, отточенным природой лезвием.
И уже никак не удавалось сверлить в нем отверстия. Ка¬
менный инструмент оказывался очень непрочным, хруп¬
ким : стоило надавить на него посильнее и подольше — и
лезвие тут же или очень скоро ломалось.
Так еще в незапамятные времена из опыта мастера узна¬
ли о том, что важнейшие свойства режущего инструмента—
это твердость, прочность и достаточная заостренность его
лезвия.
Постепенно люди познавали еще один важнейший за¬
кон обработки твердых материалов—необходимость враще¬
ния инструмента или того куска материала, из которого из¬
готовлялось изделие (в наше время его называют «заготов¬
ка»).
Еще у пещерных людей возникла острая нужда в про¬
сверливании отверстий в камне — ведь надо было насажи¬
вать топор или молоток на рукоятку. Пришло время, когда
они изобрели первое механическое устройство для сверле¬
ния отверстий. Тетива обыкновенного лука спиралью обви¬
валась вокруг заостренного стержня, вырезанного из дерева
очень твердой породы. Острие стержня устанавливалось в
выбитую в камне выемку; в нее подсыпали крошечные, как
песчинки, осколки самого твердого камня. Стержень-сверло
удерживалось на месте и прижималось к изделию с помо¬
щью прилаженной деревянной планки на двух стойках.
Мастер двигал лук вперед-назад, вперед-назад; сверло от
этого вращалось то в одну, то в другую сторону. При этом
5
начинали двигаться и врезаться в камень твердые песчин¬
ки; они постепенно истирали обрабатываемый материал,
снимали с него как бы множество мельчайших стружек —
совершали шлифовальную работу. Выемка становилась все
глубже и наконец превращалась в отверстие.
Уже в древнем Египте, за 1500 лет до нашей эры, масте¬
ра обработки дерева и камня с помощью такого же устрой¬
ства научились вращать не инструмент, а заготовку. Благо¬
даря этому им удавалось обтачивать круглые (цилиндриче¬
ские) изделия, придавать им задуманную форму и назна¬
ченные размеры.
Для такой обработки служило очень неуклюжее устрой¬
ство, но в него, пусть еще в грубом виде, уже входили основ*
ные части современного металлообрабатывающего станка.
Режущие орудия и инструменты древнейшего человека: а — устройство
для сверления отверстий в камне с помощью тетивы лука (слева — тя¬
желое каменное зубило на рукоятке, вставленной в просверленное в кам¬
не отверстие); б — устройство для выстрагивания канавок в камне (спра¬
ва в кружке — разрез по инструменту и изделию).
Древнеегипетский токарный станок.
Тяжелая деревянная доска улажена на несколько пло¬
ских опор; это — основание устройства, в наши дни оно на¬
зывается станиной, на нем установлены рабочие части
станка.
На основании — вдоль него — уложен и укреплен на¬
правляющий брусок, на который, в свою очередь, надеты
две массивные деревянные колодки. Они служили опорами
для изделия; в наши дни их роль играют обе бабки токар*
кого станка. Левая — передняя, правая — задняя.
На верхней поверхности каждой колодки укреплены за¬
остренные держатели изделия; их острия обращены внутрь
устройства. Заготовка зажималась между держателями так,
чтобы острия уперлись в оба ее торца точно в центре. По¬
этому острия служили как бы рабочей осью, вокруг которой
и вращалась заготовка. И в наши дни в некоторых случаях
7
обточки заготовка устанавливается точно таким же спосо¬
бом; острия-держатели получили название «центров» токар¬
ного станка, а рабочая ось — это его шпиндель.
Передняя бабка неподвижна, а задняя может скользить
по бруску, ее можно переставлять по длине станины. Это не¬
обходимо: обрабатываемая заготовка может оказаться и
длиннее и короче. Надо иметь возможность отодвигать или
приближать центр задней бабки. В противном случае не
удалось бы устанавливать между центрами заготовки раз¬
ной длины.
Тетива лука обвивалась вокруг заготовки. Стоило приве¬
сти в движение лук — и начиналось вращение заготовки
(попеременно в обе стороны). Мастер крепко зажимал в руке
металлический стержень с отточенным концом — резец — и
подводил лезвие к заготовке. Когда изделие вращалось в
сторону мастера, инструмент врезался в заготовку и снимал
с нее стружку. Когда изделие вращалось в противополож¬
ную сторону, никакого резания не получалось.
Поверх обоих колодок (бабок) вдоль основания уклады¬
валась доска, которая служила опорой для резца и руки ма¬
стера. Как только снималась одна стружка со всей окруж¬
ности заготовки, мастер передвигал резец дальше. На той
же опорной доске наносилась измерительная шкала, и ма¬
стер заранее знал, на сколько делений надо переместить ре¬
зец, чтобы снять следующую стружку.
Так уже более 3000 лет назад были открыты первые за¬
коны обработки твердых материалов.
С тех пор и до наших дней люди техники и науки бо¬
рются за новые успехи в этой очень важной области общест¬
венного труда. И упорнее всего они стремились создать себе
в помощь механические устройства для резания металлов.
Повесть об этой борьбе — в следующих рассказах.
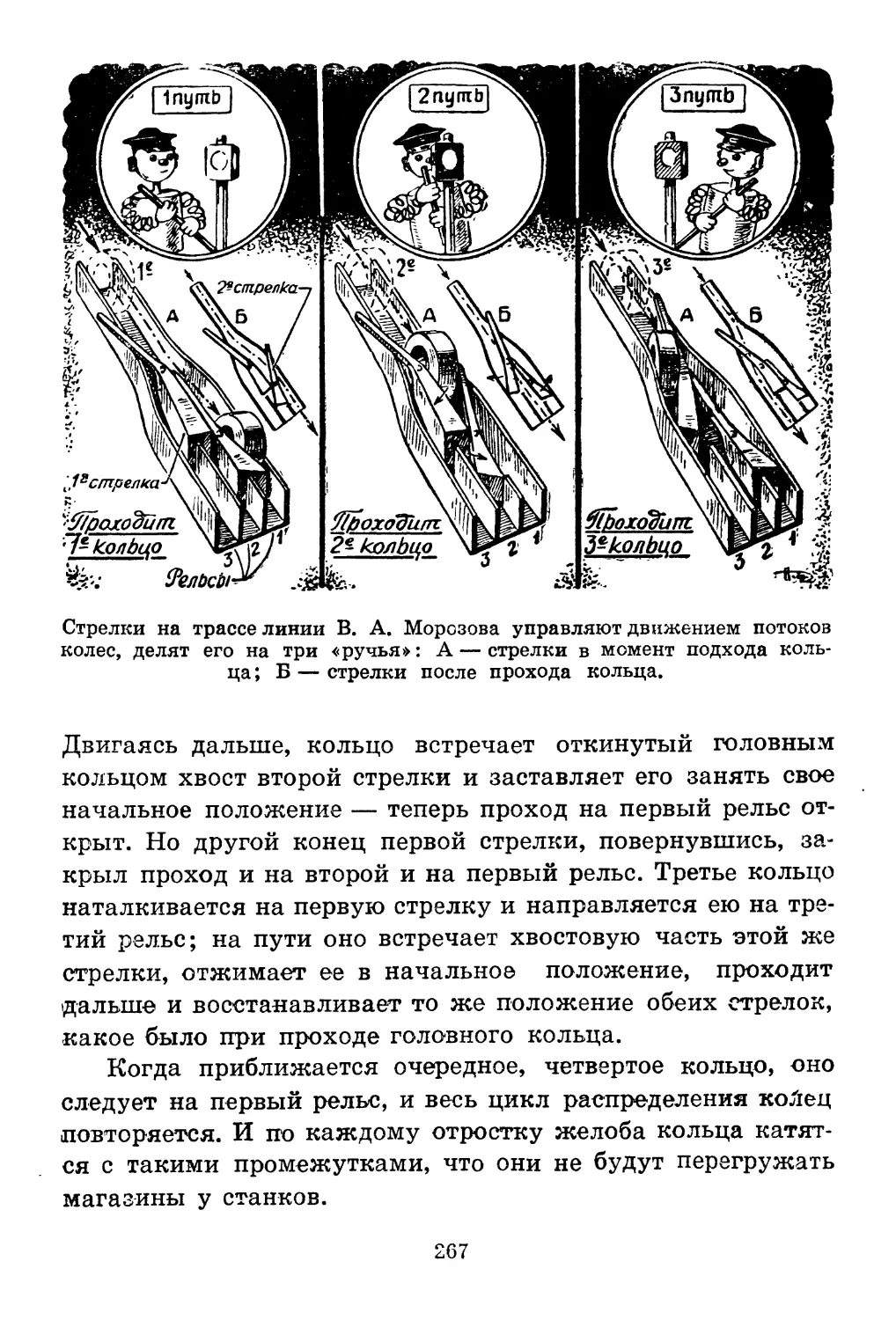
путВ.ггла
РОДОСЛОВНАЯ
СТАНКА
КАК БЫЛ ВНОВЬ ИЗГОТОВЛЕН
ПЕРСТЕНЬ ПОЛИКРАТА
него лет гремела слава Феодора на островах
Эгейского моря, в близкой Греции, в соседней Финикии, в
далеких Риме и Карфагене, в богатом Египте. Где только не
слышали о нем — о непревзойденном живописце и ваятеле,
об архитекторе и строителе, об искусном ювелире и меха¬
нике!
Многочисленные знатные заказчики съезжались на Са¬
мос из близких и дальних стран, приносили Феодору бога¬
тые дары, лишь бы согласился он работать для них.
И даже могущественный, гордый Поликрат, властитель-
тиран острова Самос и многих других островов Архипела¬
га, милостив к нему и часто навещает красивый уединенный
дом на высоком скалистом берегу, почти над самым морем.
Сегодня лицо Феодора озабочено, омрачено. Он стоит
у балюстрады на крыше-террасе своего дома, глаза устрем¬
лены на другой берег просторной бухты, туда, где в просвете
между двумя холмами высится и радует взор его новое пре¬
красное творение — великолепный храм богини Геры.
Всего только несколько дней назад глубокой ночью лю¬
ди, которые тайком высадились с неизвестного корабля, про¬
никли в сокровищницу храма, легко открыли замки всех
11
двенадцати дверей и похитили хранившиеся в ней драгоцен¬
ности Поликрата. Ему, Феодору, не сносить бы головы за
плохое качество замков, но... ведь Поликрату Счастливому
во всем сопутствует удача. Ночной обход береговой стражи
задержал похитителей у самой воды. Все добро тирана вер¬
нулось в храм, но замки не стали от этого лучше.
Феодору приказано в кратчайший срок придумать и из¬
готовить особый, неодолимый для воров замок. Он хорошо
знает — милость Поликрата подобна легкому дыму. Она раз¬
веется под вихрем гнева тирана, если хоть одно его приказа¬
ние не будет выполнено вовремя.
Придумать новый замок — это не так трудно. Но ведь
надо его изготовить, а времени осталось совсем мало. Пря¬
моугольные формы колодки замка, его засова и стержня
ключа — все это просто и быстро могут изготовить его уче¬
ники и рабы с помощью кузнечного молотка и зубила.
А как быть с точными вырезами в теле засова, с зуб¬
цами в бородке ключа и, особенно, с округленными частя¬
ми? Конечно, он сам справится с этим делом, но и ему по¬
надобится много недель кропотливого труда, особенно для
изготовления округлых частей.
С помощью тех устройств, на которых обтачивают дере¬
во и камень, не удается обрабатывать металл. Этот материал
не только тверд, он бывает еще и очень прочным. Это зна¬
чит, что его частицы крепко связаны между собой. А ма¬
стер, орудуя резцом, стремится отделить их одну от другой.
Получается так: когда лезвие резца еще только проникает
в «тело» заготовки, этому сопротивляется твердость; а ко¬
гда резец уже снимает стружку с поверхности заготовки, в
сопротивление резанию включается прочность. Союз твер¬
дости и прочности—это сильный противник резания. А зам¬
ки придется изготовить из бронзы — твердого и в то же вре¬
мя прочного металла.
Феодору ясно: та сила, с которой вращающаяся заготов¬
ка набегает на резец, — это и есть сила резания; но она
12
слишком мала для преодоления сначала твердости, а затем
и прочности металла; рука человека, двигающего лук, не¬
достаточно мощна, поэтому и сила резания мала.
Кроме того, плохо и со скоростью вращения. Феодору по¬
нятно — чем больше эта скорость, тем легче инструмент ре¬
жет материал. Но из-за того, что заготовка вращается то в
одну, то в другую сторону, не удается развить скорость: не
успевает заготовка разбежаться на своем коротком пути,
как ее заставляют замедлить движение, остановиться, за¬
тем набирать скорость в противоположном направлении и
тут же снова уменьшить ее. Вот если бы удалось устроить
так, чтобы заготовка все время, непрерывно, вращалась
в одну и ту же сторону! Тогда она быстро набрала бы
достаточную скорость и после этого вращалась бы равно¬
мерно.
Больше силы для вращения изделия, больше скорость
этого вращения, и можно было бы изготовлять самые раз¬
нообразные изделия из металла. Но эти две задачи еще ни¬
кому не удалось решить. Вот почему приходится работать
по металлу вручную.
И вдруг — новое несчастье! Архилох, дворцовый повар,
нашел в желудке выпотрошенной рыбы перстень Поликрата.
Тиран сам бросил в море эту драгоценную вещь работы Фео¬
дора. Он хотел отвратить от себя зависть людей к его по¬
стоянно счастливой судьбе. Боги не приняли дара Поликра¬
та. Камень сохранился, но кольцо... от него остался только
смятый, сдавленный кусочек золота. И, хотя Поликрат по¬
давлен страхом и ждет ударов судьбы, он все же приказал
Феодору вновь изготовить кольцо во всем его великолепии
и в короткий срок. Через тридцать дней сн устраивает небы¬
валое еще празднество. Уже разосланы гонцы за знатными
гостями в Финикию, в Грецию и даже в Египет. На этом
празднестве Поликрат хочет показать свой возвращенный из
глубин моря перстень как новый знак милости богов к сво¬
ему любимцу.
13
'Двенадцать замков и перстень! Нет, ни искусство, ни ру¬
ки одного человека не могут справиться с такой задачей в
небольшой срок. Уже сколько раз Феодору приходилось
думать об этом. Ведь не впервые в его мастерской накапли¬
вается множество срочных заказов.
Несколько раз пытался он как-то ускорить обработку ме¬
талла. В мыслях его уже вырисовывались очертания хитро¬
умного устройства в помощь рукам механиков. Но острая
нужда проходила, а вместе с ней куда-то прятались в его па¬
мяти подробности того устройства, которое столько раз все
настойчивее, все яснее возникало в его воображении.
На этот раз, если он не выполнит повеления Поликрата,
ему грозит изгнание или темница, а может быть, и смерть
от руки палача. Вот теперь бы призвать на помощь весь свой
опыт и быстро осуществить задуманное. Тогда руки Феодо¬
ра обретут такого чудодейственного помощника, что он смо¬
жет изготовить замки и перстень еще раньше назначенного
Поликратом срока.
Бросив последний взгляд на другой берег бухты, Феодор
вошел в дом и спустился вниз, в просторное и светлое поме¬
щение мастерской.
Весь день и ночь и еще один день тонким сероватым мел¬
ком на зачерненной поверхности большой деревянной доски
рисовал Феодор один за другим наброски устройства буду¬
щего «механического помощника». И каждый раз он нахо¬
дил в нем недостатки и старался их устранить.
На утро третьего дня Феодор призвал в мастерскую сво¬
их учеников и искуснейших мастеров-рабов и поручил им
изготовить из дерева части нового устройства. Но одну
часть — тонкий, в два пальца, цилиндрический вал, изо¬
гнутый с одного конца, — надо было отковать из железа, и
за эту работу Феодор взялся сам.
Через несколько дней изготовленные части были собра¬
ны. В мастерской стояло странное сооружение. Оно очень
напоминало своим видом устройства, на которых в те
14
К“г=П ГРТ!
г=3| 7^1
Из-под резца Феодора побежала тонкая завивающаяся стружка.
времена обрабатывались дерево и камень. Но в неподвижной
колодке (в передней бабке) — в том месте, где устанавли¬
вался заостренный держатель, — просверлено отверстие.
В это отверстие введен железный вал так, что концы его
торчали по обеим сторонам стойки. Один из них — внеш¬
ний — был изогнут коленом (как рукоятка современной руч¬
ной швейной машины), а другой (внутренний) — прямой.
От изогнутого конца спускалась вниз, к основанию, тонкая
железная тяга. Она была связана с небольшой узкой до¬
щечкой; передним своим краем эта дощечка будто висит на
тяге, а задним — свободно прикреплена к основанию уст¬
ройства. На вал — рядом со стойкой — надето большое и тя¬
желое круглое точило.
Феодор ставит ногу на дощечку (педаль) и нажимает ее
книзу, педаль тянет за собой колено; от этого вращается
вал и вместе с ним точило. Когда нажим прекращается, тя¬
желое точило по инерции продолжает вращаться, поднимает
колено, тягу и дощечку кверху, в начальное положение.
В этот момент Феодор снова нажимает педаль, и вал с точи¬
лом непрерывно вращается в одном и том же направлении
все быстрее и быстрее.
Феодор перестает нажимать дощечку и останавливает
вращение вала. На свободный прямой его конец он наса¬
живает еще один очень короткий и тонкий валик. Затем до¬
стает грубую заготовку будущего кольца, надевает ее на
валик. Его свободный конец он упирает в острие держателя
на подвижной колодке, затем снова нажимает дощечку.
Быстро вращается валик с кольцом, вот уж почти с равно¬
мерной скоростью совершает он свое движение. Тогда Фео¬
дору подносят лучший из его инструментов — резец по ме¬
таллу. Он крепко зажимает его в руках и точным движе¬
нием подводит к вращающейся заготовке. Тонкая завиваю¬
щаяся стружка отделилась от металла заготовки, затем от¬
ломилась и упала на основание устройства, потом еще и
еще одна, а на кольце обозначился первый блестящий и ров-
16
ный круговой уступ. И то¬
гда ученики и рабы, окру¬
жившие художника и изо¬
бретенное им устройство,
провозгласили ему вели¬
кую хвалу. Ведь раньше
это достигалось за десятки
часов искусного, упорного,
тяжелого труда.
Прошло еще немного
дней, и на рабочем столе
Феодора выстроились ряда¬
ми все части новых зам¬
ков к сокровищнице храма
Геры.
С помощью нового уст¬
ройства поверхности были
обработаны быстро и точно.
Это случилось два с половиной тысячелетия назад на
острове Самос, расположенном в восточной части Средизем¬
ного моря.
До нашего времени сохранились древние украшения —
геммы, на которых изображен бог Амур, якобы оттачиваю¬
щий свои стрелы на таком станке. Переносные станочки, на
которых до сих пор точат ножи и ножницы, мало отличают¬
ся от устройства Феодора.
Так, гласят древние предания, появился в мире первый
станок для обработки металла и было положено начало ве¬
ликому делу умножения производительности человеческого
труда.
Как и всякое предание тысячелетней давности, рассказ
древнего ученого Плиния о Феодоре нельзя рассматривать
как строго установленную историческую истину. Может
быть, подлинным изобретателем описанного устройства был
какой-нибудь безвестный раб, искусный механик, задавший-
Изображение на древнем украше¬
нии — гемме — бога Амура, оттачи¬
вающего свои стрелы на станке с
ножным приводом.
Средневековые лучковые токарные станки.
с я целью облегчить и ускорить свою работу. Но в источни¬
ках, из которых черпал свои сведения Плиний, эта заслуга
целиком приписана Феодору, как видному лицу, к тому же
известному своей разносторонней художественной и техни¬
ческой деятельностью.
Из этого рассказа видно, что примерно за 400 лет до на¬
шей эры уже существовали механические устройства—стан¬
ки для обработки не только дерева и камня, но и металла.
Двигателем для них служила не рука человека, а его более
мощная нога, а заготовка вращалась непрерывно и равно¬
мерно в одном и том же направлении.
Это были очень важные новшества. И все же от второго
из них пришлось полностью отказаться, а от первого — на¬
половину. Если с помощью станка Феодора и удавалось об¬
тачивать золото и бронзу, то уж никак нельзя было это сде¬
лать при изготовлении обычных изделий из железа. Этот
Средневековые токарные станки с маховым колесом.
металл тверже и прочнее — для его обработки нужен дви¬
гатель более мощный, чем нога мастера. И еще очень важ¬
ную роль играла толщина снимаемой стружки. Одно де¬
ло — снимать тонкую стружку, другое — толстую. Чем тол¬
ще оказывалась стружка, тем больше силы нужно было для
резания. А при обточке грубых железных заготовок струж¬
ка снималась толстая.
Нога, нажимающая на педаль, оказалась недостаточно
сильной и выносливой. Механикам пришлось возвратиться
к устройствам с прерывистым вращением заготовки в обе
стороны. При таком вращении им удалось обзавестись более
мощным двигателем, и притом полумеханическим.
Под потолком мастерской укрепляли гибкую, пружиня¬
щую жердь. К ее свободному концу привязывали веревку,
спускали ее вниз к станку и обвивали один раз вокруг за¬
жатой в центрах заготовки. Свободный конец веревки
19
прикрепляли к дощечке-педали. Когда мастер нажимал но¬
гой на педаль, веревка вращала заготовку и в то же время
сгибала жердь, оттягивая ее книзу. Но как только мастер
отпускал педаль, жердь разгибалась, возвращалась в свое
начальное положение и при этом с большой силой вращала
заготовку в противоположном направлении.
Но скорость вращения оставалась недостаточной. Так и
не удавалось даже на подобных станках снимать сколько-
нибудь толстую стружку с железа—продолжали обтачивать
на них только мягкие материалы, дерево, гончарные изде¬
лия. А металл в те времена обрабатывали кузнечным моло¬
том или зубилом.
Проходили столетия. Станки с гибкой жердью переко¬
чевали в средние века. Затем появилось новое средство для
вращения шпинделя станка — маховое колесо. От него вра¬
щение передавалось на шпиндель с помощью бесконечного
ремня. Снова вращение стало непрерывным, односторонним.
На таких станках работали уже в XVI веке. Маховое коле¬
со приводилось в движение человеком.
Очень скоро обнаружилось новое и довольно серьезное
затруднение. Мастер держал резец в руке; поддержкой рез¬
цу служила та опорная и измерительная доска, с которой
читатель уже знаком. Пока скорости вращения были не¬
большими, да и материал обтачивался мягкий, мастера
справлялись с работой. Если же заготовка вращалась быст¬
ро, а твердый и прочный ее материал оказывал большое
сопротивление резанию, на руку мастера через резец дей¬
ствовала изнурительная нагрузка. Чтобы удержать инстру¬
мент и соблюсти хоть какую-нибудь точность обработки,
мастер должен был чрезмерно напрягаться. И все же
изделия получались грубые, неточные, работа двигалась
медленно.
Рука человека, слабая и медлительная, мешала ему
улучшить изделия из металла, ускорить их изготовление.
Она превратилась в препятствие на пути вперед. Несколько
20
поколений талантливых механиков трудилось, чтобы убрать
это препятствие. Победа в этом нелегком труде принесла че¬
ловечеству много новых благ, а людям, боровшимся за
нее, — великую славу.
юял погожий, солнечный день лета 1709 года. Из
открытых окошек навигацкой школы, разместившейся в
большом крыле хмурого здания Сухаревой башни в
Москве, доносился смешанный гул многих голосов, стук,
скрежет, визгливое жужжание инструментов. Сквозь все
эти шумы вдруг прорывались резкие выкрики на русском
языке с иностранным акцентом. А на площади перед зда¬
нием шел развод караула преображенцев — гвардейцы чет¬
ко отбивали шаг, маршируя от поста к посту.
Первая русская техническая Школа математических и
навигацких наук была основана Петром I в 1701 году. Сотни
самых способных русских юношей изучали в этой школе
математику в приложении ее к кораблевождению и меха¬
нике.
Сегодня особый, ответственный день: все в школе — ру¬
ководители и ученики—ждут посещения царя. Петр уделял
много внимания навигацкой школе, знал ее способных уче-'
ников, следил за их успехами, присматривался к особо вы¬
дающимся юношам.
В школе сегодня все начищено, все блестит, очень строго
соблюдается порядок в учебе и в работе. Особенно это чув¬
ствуется в мастерской. Петр сам был большой охотник
до станочных работ. Заглядывая в школу, он первым
делом наведывался к токарям, интересовался их работой,
ДЕРЖАЛКА АНДРЕЯ НАРТОВА
21
спрашивал о новых изделиях, о частях к астрономическим
и навигационным приборам.
Руководит мастерской недавно назначенный, еще моло¬
дой мастер Андрей Нартов. Несколько лет назад Петр обра¬
тил внимание на способного юношу, стремящегося к зна¬
ниям, умеющего мастерить вещицы из дерева, кости, метал¬
ла, проявляющего при этом особую сноровку и искусство.
За эти способности и попал он учеником в навигацкую
школу, в ее токарню, и очень скоро сравнялся в умении со
своими учителями — старыми мастерами — и даже пре¬
взошел их.
Его изделия удивляли учителей школы качеством и точ¬
ностью обработки. Все чаще стал он помогать товарищам,
учить их работать так, чтобы и они смогли добиться успеха.
И такими выдающимися были его знания и умение переда¬
вать их другим ученикам-механикам, что начальство сдела¬
ло его старшим в мастерской.
Вечером, накануне приезда царя, к мастеру Андрею Нар-
тозу явились учителя-иностранцы и строго-настрого наказа¬
ли навести порядок в мастерской, закончить и выставить на
(видное место новые изделия из кости и металла, научить то¬
карей, как отвечать царю.
Мастер кивал головой, обещал все сделать как можно
Лучше, а сам думал про свое. Царь приедет. Как раз вовре¬
мя. Он, мастер Нартов, покажет кое-что получше новых из¬
делий. А то учителя-иностранцы только пыжатся, морщат¬
ся, нетерпеливо отмахиваются. Правда, в последний раз они
как будто внимательно стали слушать, даже переспрашива¬
ли, переглядывались между собой, затем пошли в мастер¬
скую, посмотрели, потрогали то, что показал им Андрей.
В конце концов все же запретили продолжать работу, ска¬
зали, что ничего не выйдет, да и нужды нет, чтобы вышло.
Но Андрей не сдался: во что бы то ни стало доведет он
до конца то, что задумал.
Дело к царю у Андрея было большое, очень важное. Уже
22
давно бый он недоволен «махинами» (машинами) своей ма¬
стерской. Две стойки, скрепленные толстой доской, на них—
две бабки из кости. Между бабками — вал, на нем — изде¬
лие. Текучей воды близко не было, значит, и вододействую-
щик колес не было. Приходилось вертеть вал и работать так,
как это делалось в глубокую старину.
Изделия получались грубые, неточные по размерам, об¬
работка шла медленно. Правда, попадались и такие «махи¬
ны», в которых устраивались особые передвижные подпоры
для резца. Их называли «подручники». С ними было немно¬
го легче работать, но... резец оставался в руке мастера. Под¬
ручник тоже передвигался вручную и неточно. Все это не
удовлетворяло Нартова.
Лучше было бы сделать так, чтобы резец зажимался в
подручнике и чтобы токарю вовсе не приходилось держать
инструмент в руках, да еще сделать подручник такой ча¬
стью «махины», которую можно было бы вместе с резцом
механически перемещать вдоль заготовки настолько точно,
насколько это требуется токарю.
Нарггов хорошо представлял себе, как осуществить эту
идею. Но для этого требовалось много времени, много всяко¬
го материала, а главное — согласие большого начальства.
И тогда он решил смастерить пока обыкновенный передвиж¬
ной подручник, но с приспособлением — держателем для
резца, затем приладить к «махине» рукоятку с винтом.
Стоило только повернуть рукоятку — и винт толкал подруч¬
ник, который скользил своим выступом по канавке в осно¬
вании «махины».
Это свое новшество и показал тогда Андрей учителям-
иностранцам, его же он решил показать и царю.
А теперь он ждал царя в мастерской. Всюду чистота и
порядок. Токари прилежно трудятся. Едва услышали они,
что прогремели у подъезда колеса царского всзка и закри¬
чали конюхи, уводя лошадей, как Андрей обошел всех тока¬
рей, проверил их работу, осмотрел изделия и отошел к своей
23
-♦махине». На ее валу надета заготовка кольца — обода для
компасной коробки. Царь заказал их много, требуя немед¬
ля изготовить. Но времени дал в обрез — всего десять дней
на двадцать колец. И знал при этом царь, что кольца — из¬
делия трудные, что не всякий токарь с ними справится в
такой короткий срок.
У Нартова «махина» уже налажена к работе, его новый
подручник стоит на своем месте, у самого кольца, и в нем
зажат резец. Мастер еще и еще раз поворачивает рукоятку,
проверяет движение подручника. Он так увлекся этим за¬
нятием, что даже не услышал громкого говора, донесшегося
из сеней мастерской. Но вот двери распахнулись, и в токар¬
ню вошел царь; с ним много людей.
Андрей вздрогнул и как-то растерянно посмотрел на во¬
шедших, затем пустил свой станок и взялся за рукоятку
винта.
Уже потом, когда царь уехал, он вспомнил, как медлен¬
но, ему казалось, тянулось время, пока приближались тяже¬
лые шаги. Затем он почувствовал, что кто-то остановился
за его спиной. Наступила тишина, умолк говор людей, про¬
шла минута, другая... Стружка за стружкой сбегала с заго¬
товки кольца, и вдоль нее все дальше и дальше уходил под¬
ручник, делая точные, почти незаметные для глаза «шаги».
— Сам придумал? — раздался над его головой голос
царя.
— Сам, ваше величество, — ответил Андрей, ко почти
не расслышал своего ответа.
И тут же спросил царь:
— А кольца компасные будут готовы к сроку?
И тогда, набравшись храбрости, Нартов тихо, но твердо
сказал:
— Сам сделаю, за три дня.
И помнит Андрей, как, удивленные, умолкли все.
И снова сказал царь:
— Ну, смотри, сделаешь — не забуду.
24
♦ * *
Царь уехал. В этот день начальство школы косилось на
мастера Нартова, а у него было весело на душе. Конечно, он
выполнит свое обещание и даже в более короткий срок. Уже
восемь колец он изготовил, и завтра к вечеру, пожалуй,-вся
работа будет закончена. Царь обещал не забыть его, и в на¬
граду Андрей будет просить разрешения построить новую,
еще небывалую «махину» для токарного дела.
Но царь не сразу вспомнил о Нартове.
Прошло больше двух лет. По-прежнему работал Нартов
в токарне навигацкой школы, по-прежнему трудился над
усовершенствованием своего механического помощника для
токарей. И под конец этого срока добился нового успеха —
его передвижной подручник превратился в главную, самую
важную часть станка, которую изобретатель назвал «дер¬
жалка». Это была металлическая колодочка — каретка с
зажатым в ней резцом. Ее насаживали на горизонтальную
зубчатую линейку-рейку. А с линейкой сцеплялось зубчатое
колесо. Когда оно вращалось, двигалась и рейка, а вместе
с ней и держалка. Передача движения к рейке была так рас¬
считана, чтобы можно было согласовать скорость держалки
со скоростью обработки. Как только резец снимал стружку с
окружности заготовки, держалка перемещала его на сле¬
дующий участок, затем еще дальше — на всю длину изде¬
лия. И токарю уже не приходилось держать в руках резец,
напрягаться, уставать —он только управлял держалкой.
В своем движении держалка как бы следовала за дру¬
гой колодочкой с зажатым в ней тонким стерженьком-паль¬
цем. Эта колодочка тоже приводилась в движение рейкой и
зубчатым колесом. Когда она двигалась, ее палец скользил
по контуру образцового изделия, как бы снимал с него ко¬
пию. Тогда держалка с резцом повторяла те же движения.
И инструмент вырезывал из металла заготовки точную ко¬
пию образцового изделия.
25
5
б
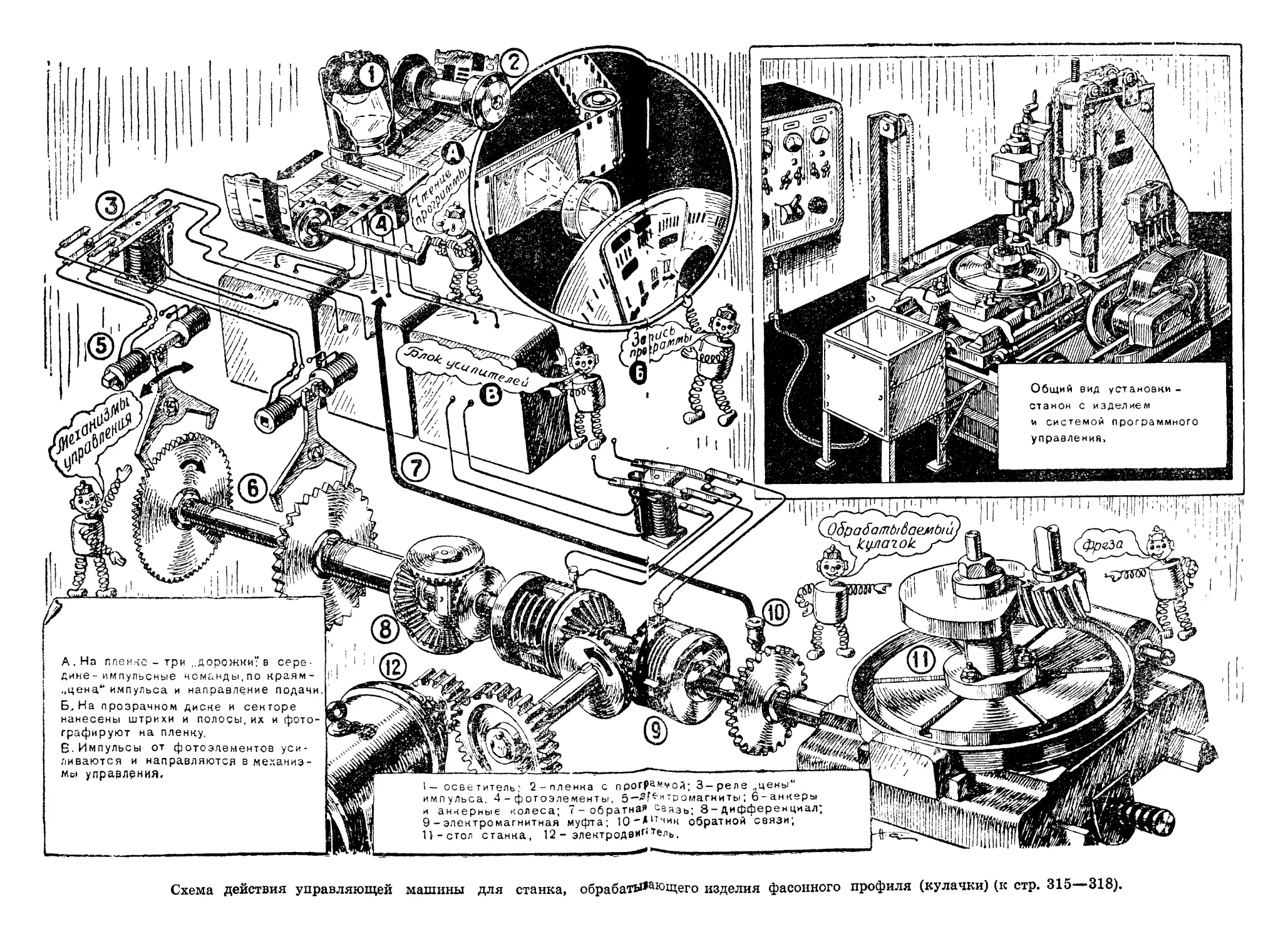
Рабочая часть токарно-копировального станка с держалкой А. К. Нартс-
ва (1729 год). Внизу — общий вид; вверху — схема работы передаточной
цепи к держалке: 1 — приводная рукоятка; 2 — ведущая шестерня;
26
Остроумно задуманные механизмы нового приспособле¬
ния и станка давали возможность точно, быстро и равномер¬
но перемещать резец вдоль и поперек обрабатываемого изде¬
лия, подавать его в «тело» детали на определенную глубину,
снимать стружку заданной толщины. Произошло величай¬
шее событие, переворот в технике металлообработки — ин¬
струмент «ушел» из рук рабочего, переместился в станок и
стал исполнительной частью его устройства.
В 1712 году Нартова неожиданно вызвало начальство и
объявило ему приказ царя: токаря Андрея Нартова ото¬
слать на постоянную работу в царскую токарню.
Несколько лет проработал в ней Андрей Нартов. И все
эти годы настойчиво продолжал он улучшать свое изобрете¬
ние. Он был очень требователен к себе, к своей работе. То,
чего он добивался, еще не получалось.
В 1718 году царь послал Нартова за границу и дал ему
много важных поручений по механическому делу.
Только через два года он вернулся в свою мастерскую и
решил довести задуманное дело до конца. Еще девять дол¬
гих лет упорного труда, непрерывных творческих исканий
понадобилось ему для решения этой задачи. И вот в 1729 го¬
ду плавно и точно заработали механизмы новой «махи¬
ны» — нового станка.
Как и первое творение Нартова, новая «махина» была
Не просто токарным, а копировальным станком.
3 — зубчатое колесо; 4 — шкив приводного вала; 5 — шкив передаточ¬
ного вала; 6 — второй шкив передаточного вала; 7 — шкив шпинделя
станка; 8 — сделанный из латуни копир; 9 — заготовка будущего из¬
делия. По этой цепи передавалось вращение с определенным числом обо*
ротов в единицу времени от рукоятки 1 к копиру и заготовке. А от зубча¬
того колеса 3 движение передавалось к сцепленной с ним шестетше 10,
далее к червяку 11 (разновидность зубчатого колеса), от него—колесу
12, потом еще одному червяку 13 и через шестерни 14 и 15 — зубчатому
колесу 16. Оно закреплялось на ходовом винте станка, и винт вращался.
Поэтому по его виткам на участках 17 и 18 перемещались две гайки —
19 и 20. Первая из них служила держалкой для пальца копира, а вто¬
рая — для резца, который и вытачивал из заготовки изделие.
27
Самые незначительные изменения профиля образцового
изделия — копира — точно передавались второй каретке.
Но впервые в устройство станка был введен ходовой винт,
который до сих пор служит основной деталью токарьо- вин¬
торезных станков. По этому винту, если он вращался, ходи¬
ла каретка держалки. Изобретатель сделал держалку авто¬
матической, добился того, чтобы ходовой винт вращался и
плавно передвигал ее вдоль изделия, работая от вращающе¬
гося шпинделя станка. И каретка с резцом передвигалась
вдоль будущего изделия без какого-либо воздействия токаря.
В те времена винты изготовлялись вручную. Кропотливо
и долго вырезал металлические витки опытный, высококва¬
лифицированный мастер. Очень дорого обходилась эта ра¬
бота. И все же винты получались грубые, неточные, с неров¬
ным шагом.
На станке Нартова можно было осуществить механиче¬
ское изготовление винтов: равномерно перемещающийся ре¬
зец точно вырезал в металле винтовые канавки. Станок Нар¬
това стал не только токарным, но и винторезным.
Новая деталь механизма металлообрабатывающего стан¬
ка — держалка — полностью освободила руки рабочего от
инструмента. Она вошла в историю техники под названием
«суппорт»; в переводе с французского языка это слово озна¬
чает: «поддержка», или, как говорили во времена Нартова,
«держалка».
В Западной Европе механизмы такого же назначения
появились на 150 лет раньше (например, в 1565 году во
Франции — суппорт Жака Бессона). Объяснялось это тем,
что в XVI столетии особенно энергично развивались первые
капиталистические промышленные предприятия — ману¬
фактуры, основанные на ручном труде. Работа токарей в то
время была очень тяжелой, медленной, неточной. Первые,
еще очень несовершенные суппорты и выразили стремление
хозяев мануфактур ускорить и улучшить токарную обра¬
ботку дерева и металла.
28
Но была тогда и
другая причина для
улучшения токарных
станков и суппортов.
В те времена широ¬
кое распространение
получили два вида ме¬
ханической обработки
дерева и металла. Пер¬
вый из них — гильо-
ширование. Француз¬
ское слово «§иП1осЫз»
(гильошис) означает
« узор », составленный
из пересекающихся и
симметрично перепле¬
тенных линий. Гильо-
ширование — это на¬
несение такого узора
на деревянные и металлические поверхности различных
изделий с помощью токарного станка и резца. Мастер как
бы гравирует на дереве или металле тончайшую сетку с при¬
хотливо, но очень точно расположенными ячейками. Таки¬
ми сетками украшали тогда драгоценные табакерки, шка¬
тулки, крышки часов и медальонов и другие художествен¬
но изготовленные изделия из дерева и металла.
Второй вид — медальерное искусство: мастера токарно¬
го дела вытачивали из металла формы для отливки в них
монет и медалей. Механики-художники умели вытачивать
изображения людей и животных, картины боевых эпизодов.
В течение многих столетий искусные мастера гильоши-
рования и медальерного дела работали на старинных стан¬
ках вручную. Это был тяжелый труд. Мастер быстро уста¬
вал и часто портил изделие, на которое он уже затратил
много времени. Чтобы избежать этого, приходилось работать
29
с перерывами. И уже
к концу XV века по¬
явилась первая меха¬
ническая держалка
для резца. С ее по¬
мощью можно было
более точно и без на¬
пряжения физических
сил подавать резец в
поперечном направле¬
нии — в «тело» заго¬
товки.
А в начале XVII
века появились и пер¬
вые токарно-копиро¬
вальные станки для
медальерного дела и
гильоширования. Правда, сложные машины были еще очень
несовершенны. Образцовым изделием-копиром служила для
них выточенная вручную медаль или так же сделанная узор¬
ная сетка. И уж нельзя было в зтих станках обойтись без
суппорта.
Медальерное и гильоширкое дело стало в то время мод¬
ным среди дворянской знати. Им увлекались даже монархи.
Они приглашали к себе на службу прославленных механи¬
ков. Между ними шло своего рода соревнование на изготов¬
ление художественных вещиц самой замысловатой, причуд¬
ливо-вычурной формы. Сделать это на обыкновенных стан¬
ках было невозможно. Придворные механики всячески ста¬
рались улучшить и станки и суппорты.
До наших дней сохранился сделанный в 1518 году ста¬
нок германского императора Максимилиана I. На нем еще
работали вручную. Но прошло около 50 лет, и в станке Жа¬
ка Бессона появились как бы в зародыше и копирный меха¬
низм и суппорт. А через следующие 50 лет один из герман-
Медаль в честь основания Санкт-Петер¬
бурга, выточенная на токарно-медальер¬
ном станке.
30
ских герцогов, Максимилиан Баварский, сильно увлекав*
шийся токарно-медальерным делом, работал уже на копи¬
ровальном станке с суппортом.
В начале XVIII столетия в России тоже началось быст
рое развитие мануфактур. Петр I стремился в кратчайший
срок продвинуть вперед развитие русской техники и про¬
мышленности. Поэтому еще больше, чем на западе Европы,
понадобились те новшества, которые ускоряли производ¬
ство. Особенно нужно было это в обработке металлов.
Некоторые станки Петр I привез из своего заграничного
путешествия. Кроме того, в его библиотеке было несколько
иностранных книг, переведенных на русский язык и описы¬
вающих различные станки и суппорты.
Но русские механики во главе с Нартовым, достигшие к
тому времени больших успехов в обработке металла, не
удовлетворились этими устройствами. Они стремились к со¬
зданию новых, лучших станков и суппортов. Нартов изобрёл
свою держалку как совершенно новое, оригинальное и точ¬
но действующее устройство. Больше того, в столь закончен¬
ном виде, какой придал Нартов своему станку и держалке,
такой машины еще не существовало в Западной Европе.
Еще в 1719 году Нартов, будучи в заграничной команди¬
ровке, писал Петру I из Лондона: «Здесь таких токарных
мастеров, которые превзошли российских мастеров, не на¬
шел, и чертежи махинам, которые ваше царское величество
приказал здесь сделать, я мастерам казал (показывал. —
3. П.), а оные сделать по ним не могут».
А. К. Нартов еще много лет (он умер в 1756 году) плодо¬
творно развивал отечественную технику и науку. Ему при¬
надлежат и другие замечательные изобретения в металлооб¬
работке и в артиллерии. Много лет своего творческого труда
отдал он Петербургской Академии наук. Это был выдаю¬
щийся инженер и ученый, беспредельно преданный своему
народу. Его изобретения и дела — одна из славнейших стра¬
ниц истории отечественной техники.
31
ПЕРВЫЕ „М Н О Г О Р У К И Е“ СТАНКИ
1^1^^ морозный январский день 1715 года к небольшому
деревянному строению на дворе Тульского оружейно¬
го завода то и дело подъезжали нарядные сани с важными
гостями. Сам царский комиссар, стольник Чулков, и с ним
много других тульских начальников приехали поглядеть на
чудо-машину, построенную случайно пришедшим на завод
солдатом Ораниенбаумского батальона, Яковом Батищевым.
Обещает солдат, что заменит она нескольких мастеров-ору-
жейников на трудной работе по «обтиранию» ружейных
стволов (по их наружной отделке) и чуть ли не в десятки раз
ускорит эту работу. Гости плохо разбираются в машинах,
но хорошо знают, что царь Петр требователен и грозен. За
недодачу ружей взыщет с них, с начальства, и за неради¬
вость и за нерасторопность. А ведь такая машина, если она
и впрямь чудесно ускоряет работу, не только спасет их от
царского гнева, но и принесет им чины и награды.
Мастера-то пока работают вручную. На валы надеты
круглые точильные камни. Около каждого камня—мастер;
в руках у него ствол. Сквозь канал ствола продет длинный
стержень. Мастер держит изделие за торчащие из него кон¬
цы стержня, прижимает его к вращающемуся точилу, сни¬
мает металл. Затем поворачивает ствол, еще раз прижимает
к точилу, потом передвигает изделие и обтачивает другой
участок его поверхности. И каждый раз отнимает ствол от
камня, тщательно осматривает обработанное место. Работа
идет медленно, крупинки металла впиваются в кожу, попа¬
дают в глаза, каменная пыль забивает легкие. Люди быстро
изнуряются, чахнут.
В другом отделении строения то жо самое делают не на
точилах, а обыкновенными напильниками. Здесь работа
идет еще медленнее.
32
1
Так обтачивались до Батищева наружные поверхности ружейных стволов.
Когда человек устанет от такой работы, нет-нет, а сдерет
точилом или напильником побольше металла. Стенка ство¬
ла в этом месте сделается потоньше, не выдержит выстрела,
разорвется. А царский комиссар даже за небольшое упуще¬
ние в работе наказывает плетьми. Если же ствол разорвется,
сошлет виновного мастера йа каторжную работу в подзе¬
мелья уральских пушечных заводов. Но от этого здесь, в
Туле, ружей не прибавляется.
С такими мыслями входили гости в низкую дверь амба¬
ра, усаживались на скамейки, поставленные вдоль стен.
Посреди амбара стояло сложное сооружение из дерева и
железа. Гости увидели, что в центре машины с одной сторо¬
ны — брусок с насеченными на его вогнутой поверхности
зубьями, а с другой — ствол; он был надет на длинный
стержень и закреплен на нем. Рядом с машиной, от центра
2 Человек режет металл
33
большого гсолееа, отходил толстый вал, и о г него — через
особое устройство — потянулись две тяги: одна к бруску,
другая к подвижной рамке со стволом. Батищев стоял у сво¬
ей машины и ждал приказания начать работу.
Махнул платком комиссар. Насторожились важные го¬
сти, старосты, все, кто вошли или украдкой втиснулись в ам¬
бар. Батищев отдал начальству поясной поклон, затем пере¬
двинул одну из рукояток своей машины. Плавно двинулись
с места рамка со стволом, и точно навстречу подался к нэп
тяжелый пильный брусок, прижался к поверхности изделия.
Движение продолжалось. Теперь ствол, прижатый к бруску,
двигался вперед и назад, и в каждый проход снимались с
одного участка все неровности. Тут же особый механизм по¬
ворачивал ствол вокруг его оси, и начиналась обработка
другого, следующего участка поверхности.
Мелкая стружка сыпалась на пол мастерской, а Батищев
похаживал у машины, внимательно наблюдал за ее рабо¬
той. Он останавливал станок, осматривал стволы, снова
пускал, поглядывал каждый раз на лица знатных гостей,
полные напряженного любопытства и нетерпеливого ожи¬
дания, и на своих подручных, мастеров разных специально¬
стей, помогавших ему в трудном деле постройки машины.
Они стояли в углу амбара отдельной кучкой, смотрели на
Батищева и на его машину, и в глазах их можно было про¬
честь радостную надежду на облегчение их тяжелого труда.
Вот еще раз остановил Батищев машину, тщательно
осмотрел ствол, снял его, положил на стол. Обернулся к на¬
чальству, поклонился в пояс, доложил, что «обтирание»
ствола закончено.
Всей гурьбой придвинулось начальство. Гости и старосты
недоверчиво брали в руки ствол, смотрели пристально, при¬
ближая его к глазам, проводили пальцами по еще теплой
поверхности, отдаляли от глаз, смотрели вприщур на ли¬
нию поверхности и... не верили своим глазам, пальцам. То,
что раньше делалось мастером за двенадцать часов тяжелой
34
кропотливой работы, на их глазах было сделано за полугора
часа. А в работе нельзя найти ни одного недостатка, ни од¬
ного недогляда — сделано отлично! И все это благодаря ма¬
шине, которая, будто в сказке, помогла справиться с невоз¬
можным, казалось бы, делом.
Стал царский комиссар строго допрашивать Батищева.
Сколько таких машин и когда он изготовит? Что ему нужно
для этого? Обучены ли у него другие мастера умению рабо¬
тать на этой машине? И, главное, какие машины и для ка*
ких еще работ сможет он построить для оружейного двора?
За сделанное не благодарил. Ведь солдату и так положе¬
но царю служить верой и правдой изо всех сил. А рубль
35
кормовых денег в месяц — эхо ли не награда! Да еще и стар¬
шим его поставили над другими мастерами — вот ему и по¬
чет. Отписать же высокому начальству в столицу надо —
пусть знают о мудром солдате, может, пригодится он и для
других царевых дел.
Батищев отвечал на все вопросы коротко, дельно. Доло¬
жил комиссару, что машина эта только для пробы, что сде¬
лает он ее еще лучше. Теперь она заменяет руки одного ра¬
бочего, но работает быстрее во много раз, а он, Батищев, уже
знает, как ее устроить, чтобы «обтирались» в одно время
двенадцать стволов, чтобы машина заменяла двенадцать ма¬
стеров и стала «многорукой», чтобы она в сутки обтирала в
192 раза больше стволов, чем один мастер вручную. И еще
обещал Батищев улучшить машины для сверления стволов.
Незадолго до этого их построил талантливый тульский
оружейник Марк Сидоров. Батищев хотел сделать так, что¬
бы и они стали «многорукими», чтобы и на них сразу
обрабатывалось по нескольку стволов. А главное, взялся
он построить машины для самой трудной и долгой ра¬
боты — для отделки (шустования) внутренней поверхности
ружейных стволов.
Теперь-то уж твердо верили ему и комиссар, и все знат¬
ные люди. Верили, что нечего им страшиться царского гне¬
ва, что пройдет немного времени, и машины Батищева дадут
русским полкам достаточно ружей.
Батищев выполнил свое обещание. Очень скоро зарабо¬
тали на Тульском оружейном дворе его станки, на которых
одновременно «обтиралось» по двенадцать стволов. Другие
машины, очень похожие по устройству на обтиральные,
отделывали («чистили») наружные поверхности и при этом
обрабатывали по восьми стволов одновременно.
Механические пилы быстро зачищали грани на казенной
части стволов. Как будто незаметные улучшения сделали
«многорукими» и сверлильные станки Сидорова: на них то¬
же сверлилось сразу по восьми стволов.
36
Но самую блестящую техническую победу одержал Ба¬
тищев, когда ему удалось и шустовальные пилы переме¬
стить из рук мастеров в станки. Эти машины подавали ин¬
струмент внутрь ствола, заставляли его двигаться вперед и
назад и в то же время поворачивали вокруг оси. И постепен¬
но — чисто и точно — обрабатывались и вся длина, и вся
окружность внутренней поверхности ствола.
Для своего времени это тоже было переворотом в техни¬
ке обработки внутренней поверхности цилиндрических изде¬
лий. В новом станке инструмент, управляемый механизма¬
ми, совершал свое рабочее движение подобно руке искус¬
нейшего мастера. Самая трудная и длительная операция из¬
готовления ствола выполнялась неизмеримо быстрее и в то
же время с необходимой точностью.
* * *
Столичное начальство настолько уверовало в Батищева,
что уже в 1716 году вызвало его в Петербург строить поро¬
ховые заводы, создавать и здесь необходимые устройства.
В Петербурге Батищев встретился с Нартовым, работал б
ним. Вместе они намного улучшили технику наружной и
внутренней обработки орудийных стволов.
Так Яков Батищев, солдат из, крестьян петровской Рос¬
сии, механик-самоучка, возвысился до уровня талантливо¬
го инженера — творца станков для обработки поверхностей
цилиндрических изделий. Вот почему славное имя его стоит
в ряду имен крупнейших изобретателей — деятелей отече¬
ственного машиностроения.
* * *
Копировально-токарные станки и суппорт Нартова,
станки Батищева — это были замечательные изобретения.
С их помощью действительно можно было осуществить пе¬
реворот в обработке металлов, резко ускорить и улучшить
ее, точно и в большом количестве изготовлять самые разно¬
образные части механизмов и машин.
37
Но в те времена — в начале XVIII столетия — еще не
существовало ни машин-двигателей, ни фабрик и заводов с
их разнообразными и многочисленными рабочими машина¬
ми. Все изделия, которыми пользовались люди, изготовля¬
лись вручную с помощью инструментов или очень немного¬
численных и простых механических устройств. У хозяев
мастерских не было поэтому нужды в новых станках, уско¬
рявших и улучшавших обработку металлов.
Замечательные творения Нартова почти на столетие опе¬
редили очень ограниченные потребности своего времени. На
станках Нартова изготовлялись, как правило, лишь фигур¬
ные украшения из металла и немногочисленные части ред¬
ких в те времена навигационных приборов. Станкам Бати¬
щева — мы это уже знаем — нашлось много работы только
для изготовления ружейных стволов. А ведь заложенные в
них технические идеи позволяли создать станки для точной
обработки поверхностей цилиндров. Но в таких изделиях из
металла тогда еще не было нужды.
Поэтому исторические достижения Нартова и Батищева
остались почти незамеченными. Документы со сведениями
об их творениях были погребены в царских архивах. И толь¬
ко советские ученые, историки отечественного машинострое¬
ния, восстановили память о великих делах этих славных сы¬
нов русского народа.
МИЗИНЕЦ РЕЙНОЛЬДСА
И ПОЛУКРОНА УАТТА
ел 1760 год. На дворе стояли осенние туманы.
Погода была пасмурной, небо в тучах, вечера темные. И та¬
ким же пасмурным, темным выглядело лицо старого анг¬
лийского мастера-машиностроителя Ричарда Рейнольдса,
когда по вечерам он возвращался домой, в свой коттедж.
38
Вот ужо много дней он не улыбался, угрюмо и однослож¬
но отвечал на тревожные расспросы своих близких. Каждый
вечер он доставал из высокого бюро толстую, переплетенную
в кожу тетрадь — свой дневник — и записывал в нее:
«Получен заказ на изготовление цилиндра паровой ма¬
шины для угольных рудников в Эльфингтоне. Диаметр ци¬
линдра — 28 дюймов, длина — 9 футов, материал — крас¬
ная медь. Огромное изделие, и его надо точно изготовить!
Как? Чем? Эти вопросы не перестают нас мучить...
Сделали первую попытку. Отлили болванку цилиндра и
начали обработку. Ничего не получается, кроме брака. Для
такой работы у нас, да и во всем мире, нет ни оборудования,
ни инструмента. Как обработать такой цилиндр, если внут¬
ренняя поверхность недоступна для руки рабочего? Я не
могу ответить на этот вопрос. Заказчики и хозяева мастер¬
ской пока еще смотрят на меня с надеждой, но что будет
дальше?..
Уже три отливки вышли в брак, на меня посматривают
косо. Что предпринять? Дело почти безнадежное. Следова¬
ло бы отказаться от заказа. Но рудники очень, очень нуж¬
даются в цилиндре, меня заставляют делать все новые и но¬
вые попытки...
Не спал всю ночь, думая об этом трижды проклятом ци¬
линдре. Идея! Кажется, придумал, как решить задачу. Зав¬
тра же попробую...
Благодарение всемогущему богу! Он помог нам с честью
выйти из столь тяжкого испытания! Сегодня мы наконец с
успехом кончили расшлифовку цилиндра. Как мы это сде¬
лали, пожалуй, стоит рассказать.
После того как цилиндр был прочно установлен на двух
скрепленных деревянных балках во дворе мастерской, в него
была залита свинцовая масса весом орюло 200 фунтов.
К концам получившейся свинцовой колоды прикрепили по
железной штанге с прилаженными к ней с каждой стороны
веревками; в эти веревки впрягли по шести сильных и
39
ловких рабочих. Затем в цилиндр залили масло с наждаком
и стали тянуть колоду вперед-назад. Когда один участок
внутренней поверхности становился гладким, мы поворачи¬
вали цилиндр и продолжали шлифовку. Так, затрачивая
большие усилия, работая с огромным напряжением, мы
достигли такой точности обработки, что наибольший диа¬
метр цилиндра отличается от наименьшего на величину
меньшую, чем толщина моего мизинца. Это достижение —
большая радость для меня. Ведь оно лучшее из всего, что
мы до сих пор слышали об успехах в области точной обра¬
ботки деталей машин...»
Старый Рейнольдс повеселел, глядел теперь бодро, гордо.
И действительно, было чем гордиться — ведь в те времена
в Западной Европе еще не было настоящих металлообраба¬
тывающих станков.
Но очень скоро — всего лишь через 20 лет — положение
стало другим.
К тому времени предметы, в которых очень нуждаются
все народы, особенно дешевые бумажные ткаци и другие
такие же товары, уже сотни лет вывозились в огромном и
все возрастающем количестве в завоеванные колонии. Это
приносило промышленникам и торговцам большую при¬
быль. И спрос на эти товары увеличился настолько, что уже
не хватало рабочих для их изготовления вручную.
Выход был только один — заменить ручной труд работой
механических рук, неутомимых, быстрых, точных. А для
этого надо было добиться, чтобы орудие труда рабочего,
инструмент, перешел из его руки в исполнительный меха¬
низм машины и сделался бы ее органической частью.
Искусные механики уже умели воспроизводить самые
сложные движения человека и делали это в отдельных слу¬
чаях еще в древние и средние века. Особенных успехов в со¬
здании разнообразных механизмов они достигли как раз к
тому времени, когда так остро понадобились машины. И за¬
дача была решена быстро.
40
Обработка внутренней поверхности цилиндра парового насоса в Англии
во второй половине XVIII века.
Переворот начался раньше всего в Англии. Ко второй
половине XVIII столетия эта страна уже давно владела
многочисленными и обширными колониями в Америке,
Африке и Азии и вела с ними оживленную торговлю.
В Англии быстрее, чем в других странах, развивалась про¬
мышленность и больше ощущалась потребность в новых
машинах.
Нужно было побольше тканей — и были изобретены
прядильные и ткацкие машины. Нужно было побольше
изделий из металла — и были изобретены кузнечные маши¬
ны. То же самое происходило и в других отраслях промыш¬
ленности. При этом инструмент — прядильное веретено,
ткацкий челнок, кузнечный молот — уходил из рук рабоче¬
го и превращался в ту часть машины, которая обрабатывает
сырье или материал. Эти машины быстро завоевали себе
41
почетное место на промышленных предприятиях того вре¬
мени, и мануфактуры превратились в фабрики и заводы.
Основным источником энергии для приведения в движе¬
ние машин служило водяное колесо. Новые машины тоже
работали от водяных колес. Но у этого двигателя было мно¬
го недостатков. Прежде всего, водяное колесо как бы при¬
вязывало промышленные предприятия к рекам. А если так,
нельзя было строить их помногу и в любом месте (в горо¬
дах), там, где это было удобно и выгодно. Работа водяного
колеса сильно зависела от времени года. И это был недо¬
статочно мощный, тихоходный двигатель — громоздкое и
очень тяжелое сооружение. Оно занимало много места, а
собственный вес колеса был очень велик. Большая часть
энергии воды уходила на вращение самого колеса, и мало
ее оставалось на долю рабочих машин. Управлять этим
двигателем—пускать в ход, останавливать, менять скорость
его движения—было очень трудно. На каждую такую «опе¬
рацию» уходило много времени.
Владельцы предприятий всячески старались устранить
хоть самые главные из этих недостатков. Они строили
водяные колеса-гиганты — диаметром даже в 10 метров.
Высота их была с трехэтажный дом. Затем они насаживали
на один вал несколько таких колес. Все это увеличивало не
только мощность двигателя, но и его недостатки.
И очень скоро заводчики, фабриканты и их инженеры
пришли к мысли, что для рабочих машин необходим новый
источник энергии и новый двигатель.
В 1763 году первый такой двигатель — паро-атмосфер¬
ная машина, пригодная для приведения в движение лю¬
бых машин в любом месте, была изобретена выдающимся
русским механиком И. И. Ползуновым. Она была построе¬
на им же в 1766 году. Ползунов умер за четыре дня до
пуска машины, ее испытывали без него. И все же новый
двигатель исправно работал несколько недель. Но как толь¬
ко случились первые поломки, машину забросили.
42
В России XVIII столетия спрос на предметы широкого
потребления был еще мал, а хозяева предприятий владели
тысячами крепостных — бесплатных работников. Они не
нуждались в новом двигателе и не оценили его. О творении
И. И. Ползунова скоро забыли.
Совсем другое положение было в Англии. Заводчики
и фабриканты всячески помогали изобретателям новых
двигателей. Такую помощь получил и талантливый меха¬
ник Джемс Уатт, который в 1769 году изобрел паровую ма¬
шину. С большим трудом, после многих неудач уда¬
лось ее изготовить. Паровая машина Уатта оказалась и вы¬
годнее и удобнее в пользовании, чем водяное колесо. Она и
стала служить новым двигателем для всех рабочих машин
на фабриках и заводах. Теперь можно было строить про¬
мышленные предприятия и там, где не было рек. Быстро
появилось много заводов и фабрик, а новые рабочие маши¬
ны и паровые двигатели понадобились в очень большом ко¬
личестве.
Много машин — много разнообразных частей для них.
Их нужно было изготовить быстро, а главное — точно по
размерам.
Детали с плоскими поверхностями — на худой конец —
можно было изготовить с помощью молотка, зубила, на¬
пильника. Правда, работа двигалась медленно и стоила
дорого. Но изготовить множество цилиндров и других
круглых частей паровых машин (поршни, штоки) нельзя
было вручную, нужны были металлообрабатывающие стан¬
ки. И не старинные, тихоходные с ручным резцом, а но¬
вые, в которых резец тоже сделался бы частью станка и ра¬
ботал бы быстро и точно.
Когда Ползунов строил свою паровую машину, он тоже
нуждался в новых, механизированных станках. Известно,
что он сам создал их. С помощью этих станков он и сумел
изготовить детали — в том числе и цилиндры — своего дви¬
гателя.
43
К сожалению, и самые станки, и чертежи этих машин
не сохранились.
Таких станков еще не знали в Западной Европе, не бы¬
ло их и в Англии. Когда Уатт строил свою паровую маши¬
ну, ему приходилось из-за этого преодолевать огромные
трудности, особенно при изготовлении цилиндра. Внутри
цилиндра, вплотную к его стенкам двигается поршень. По¬
этому внутреннюю поверхность этой части машины надо
обработать — расточить — с высокой точностью.
Какая это была точность, видно из письма Уатта к свое¬
му компаньону Болтону. Изобретатель писал: «Мне уда¬
лось наконец так точно просверлить паровой цилиндр, что
даже в наихудших местах между поршнем и цилиндром
нельзя было просунуть полукрону» (монета толщиной с
медный пятак. — 3. 77.). Этот результат стоил Уатту и его
помощникам огромных трудов, не меньших, чем Рейнольд¬
су его «мизинец». От мастеров, изготовлявших части маши¬
ны, понадобились изощренная техническая выдумка и
упорство в труде.
В сравнении с мизинцем Рейнольдса полукрона Уатта
была, конечно, большим достижением. Но и этого оказалось
мало. Нельзя было допустить столь значительного просве¬
та — зазора между поршнем и стенками цилиндра, — ма¬
шина не работала бы. Но не было никакой возможности
лучше обработать цилиндр, и Уатту пришлось уменьшать
зазор, обмазывая поршень замазкой, обертывая даже бу¬
магой.
Получалось так: уже изобрели, уже работали новые ма¬
шины; уже изобрели такую паровую машину, которая мог¬
ла служить выгодным и удобным двигателем для рабочих
машин; и это было как будто все, что необходимо для пол¬
ного переворота в промышленности, для превращения ма¬
нуфактур в фабрики и заводы; но в строю рабочих машин
еще не хватало самых главных—новых металлообрабаты¬
вающих станков для массового и точного изготовления ча-
44
стей всех других машин и, особенно, парового двигателя.
Из-за того, что в Западной Европе еще не существовало та¬
ких станков, задерживалось развитие фабрик и заводов, и
человечество несколько лет вынуждено было ожидать появ¬
ления нового двигателя, перевернувшего экономику Англии,
а затем и всего мира.
ства» — так называли в Англии знаменитого инженера и
промышленника Джона Вилкинсона. Он был талант¬
ливым металлургом и механиком конца XVIII века. Поми¬
мо этих талантов, был у него и другой талант, редкий в сре¬
де изобретателей. Вилкинсон был предприимчивым и удач¬
ливым капиталистом, владельцем крупных железодела¬
тельных мануфактур. Он славился тем, что сам как инже¬
нер-механик очень успешно помогал себе — капиталисту-
заводчику. И как только случалось какое-нибудь затрудне¬
ние в производстве, как только оно требовало каких-нибудь
усовершенствований, новых машин, новых приспособлений,
капиталист Вилкинсон тотчас же обращался за помощью к
инженеру Вилкинсону; инженер Вилкинсон усаживался за
свой рабочий стол и решал самые трудные задачи.
В 1775 году на металлургической фабрике Вилкинсона
не ладилась работа воздуходувок. Причина все та же—пло¬
хой двигатель. В какой-то очень уж незадачливый день, ко¬
гда Вилкинсону в десятый раз докладывали о плохой работе
воздуходувок, он задумался... Нужно наконец решить и эту
задачу. Но как? Засесть за проектирование новой, более со¬
вершенной паровой машины? Ему, как знающему и опытно¬
му инженеру, было ясно, что работа эта большая, трудная,
ВЗАИМНАЯ УСЛУГА
«отец железоделательного производ-
45
кропотливая. Конкуренты не дали бы заводчику Вилкинсо¬
ну столько времени, сколько понадобилось бы инженеру
Вилкинсону для создания новой машины. Значит, нужно
было решать задачу иным, более быстрым способом.
И тут он вспомнил о высоких качествах паровой маши¬
ны Уатта. Вилкинсон знал о многочисленных неудачах при
ее изготовлении, особенно цилиндра. Знал он и о том, что
именно из-за плохой расточки цилиндра Уатту не удается
показать достоинства своей машины. Но уже те сведения,
которыми располагал Вилкинсон, убеждали в том, что но¬
вый двигатель далеко опередил все старые конструкции
(Ньюкомена, Севери, служившие только для откачки воды
из шахт).
Еще несколько справок, и Вилкинсон пришел к убежде¬
нию, что паровая машина Уатта с точно обработанным ци¬
линдром — вот это и есть то, что требуется его воздуходув¬
кам. Значит, нужно немедля помочь Уатту, а заодно и са¬
мому себе, изготовив точные цилиндры для новой
машины.
Вилкинсон энергично принялся за дело. Не теряя вре¬
мени, в течение нескольких недель он спроектировал и по¬
строил для этой цели расточную машину. Пока шло проек¬
тирование, Вилкинсон написал Уатту дружеское письмо.
Договорились о том, что цилиндр для паровой машины изго¬
товит Вилкинсон и для пользы дела гут же испытает его
работу на воздуходувках Вилкинсона. Разумеется, Вилкин¬
сон в первую очередь заботцлся о себе. Но как бы то ни бы¬
ло, услуга получалась взаимной.
Как же был устроен станок Вилкинсона?
На большой и прочной станине (основании) укрепили
две стойки. На этих стойках устанавливалась тяжелая
штанга, вращающаяся от водяного колеса. Впоследствии
его заменила паровая машина. Штанга пропускалась на¬
сквозь через отверстие отлитого цилиндра, который жестко
закреплялся на станине станка. На штангу, по ее окружно-
46
сти, насаживались резцы, которые и обрабатывали внутрен¬
нюю поверхность отливки цилиндра. В то же время штангу
с резцами можно было передвигать вдоль изделия. Работа
выполнялась более точно. На вилкинсоновском станке
Уатт добился точности обработки цилиндра до 1,8 дюйма
(1,5 миллиметра). Конечно, и такая точность Уатта мало
устраивала. Слишком много пара уходило через зазоры и
терялось впустую. Но от нового станка при дальнейшем
его усовершенствовании можно было добиться и большей
точности. Цилиндры уже не беспокоили Уатта. Но осталь¬
ные детали парового двигателя и металлические части дру¬
гих машин по-прежнему изготовлялись большей частью
вручную, медленно, обходились дорого.
СНОВА ЗАМКИ
дной из газетных сенсаций 1851 года в Лондоне
было сообщение о том, что наконец-то американец Гоббс,
чуть ли не всемирно известный механик-специалист
по замкам, открыл «непреоборимый» исторический замок
Джозефа Брамы.
Этот замок в течение 70 лет (с 1781 года) был выставлен
на витрине одного из магазинов на главной торговой улице
города — Пккадилли. Фирма, которой принадлежал мага¬
зин, еще тогда объявила, что уплатит премию в 200 фунтов
стерлингов (очень большую сумму по тем временам) тому,
кто откроет замок Брамы без ключа или взлома — подберет
к нему отмычку.
Для этого надо было разгадать секрет замка. Много ис¬
кусных механиков из разных стран приезжали в Лондон и
пытались заслужить награду. Но в течение 70 лет это нико¬
му не удавалось. И только Гоббс—после шестнадцати дней
47
упорной и кропотливой возни — раскрыл тайну механизма,
созданного Брамой.
Замок этот и сам Брама имеют прямое отношение к рас¬
сказу о станках.
В 1748 году на скромной йоркширской ферме (Англия)
у крестьянина Брамы родился мальчик, названный Джозе¬
фом. Еще в детстве маленького Джо тянуло к работе с ме¬
таллом. У деревенского кузнеца он научился слесарному
делу.
Все лучше и лучше становились изделия юного механи¬
ка, и вскоре он почувствовал, что пришла пора попробовать
свои силы на более серьезных и тонких работах.
В глухой деревне негде было развернуться и показать
свое искусство. Да и заработков ремесло тонкого механика
тут не сулило. Юношу потянуло в Лондон. Он был уверен,
что там ему удастся найти и достойную его мастерства ра¬
боту и хорошие заработки.
Первое впечатление молодого мастера от столицы было
не очень приятным. Ему показалось, что основное населе¬
ние Лондона — ловкие проходимцы и воры. Воровство до¬
стигало тут поистине гигантских размеров. Кражи случа¬
лись на каждом шагу, и особенно много краж совершалось
в рабочих, наименее охраняемых полицией кварталах.
Ограблен был, едва ли не в первый день, и сам мастер Джо¬
зеф Брама.
У юного механика возникла мысль: «А что, если изо¬
брести такой замок, открыть который не сумеет ни один вор,
такой замок, к которому нельзя подобрать ключ? На¬
пуганные ворами, лондонцы, несомненно, будут нарас¬
хват раскупать такие замки, и ему, Джозефу Браме, оста¬
нется только продать патент подороже и загребать
денежки».
Брама был человек решительный и настойчивый. Он
тут же начал вычерчивать детали будущего «непреоборимо¬
го» замка. Работа по его конструированию оказалась нелег-
48
кой. Она затянулась на несколько лет. Изобретатель при¬
дирчиво браковал один проект за другим, но не сдавался.
Работа продолжалась до тех пор, пока наконец не был со
здан поистине прекрасный замок. Искусство тонкого меха¬
ника помогло Джозефу Браме изготовить его, испытать и
убедиться в том, что действительно ни один жулик, не
имеющий ключа и не знающий секрета замка, не сможет
открыть его.
Но вскоре Брама сообразил, что его изобретение ни к че¬
му, что он напрасно затратил на него столько лет. Ведь лон¬
донцы потребуют много, очень много таких чудесных зам*
ков — быть может, даже десятки тысяч! А он сам и вся его
мастерская смогут изготовить только несколько замков —
десяток-другой. В замке было много деталей, они отлича¬
лись сложной формой: были и круглые, и цилиндрические,
и с шаровыми поверхностями, и конические, и плоские.
Изготовлять их надо было точно, настолько точно, что
не очень искусный мастер с такой работой не мог спра¬
виться.
Как же наладить производство десятков тысяч замков?
Какой путь избрать для этого? Неужели, добившись главно¬
го, отступить перед трудностями?
Браму беспокоили не только замки. Он был очень пло¬
довитым изобретателем: создал еще и гидравлический
пресс, и другие полезные устройства. И каждый раз дело
стопорилось из-за того, что не удавалось изготовить неко¬
торые цилиндрические и фасонные детали с необходимой
степенью точности.
Но не так-то легко было заставить настойчивого механи¬
ка свернуть с намеченного пути. Если, рассуждал он, у не¬
го самого дело не спорится, нужно привлечь к работе спо¬
собного помощника. Вдвоем, пожалуй, быстрее добьешься
успеха.
И он начал наводить справки, нет ли где в Лондоне или
в другом городе подходящего опытного механика.
УЧЕНИК ИЗ ВУЛВИЧСКОГО АРСЕНАЛА
У/ Ш Мастерская Брамы была по тому времени круп¬
ным, хорошо организованным предприятием. Каждому сле¬
сарю, кузнецу, литейщику хотелось поработать в ней.
В течение 1789 года к Браме приходило немало таких
рабочих.
Многие из них не выдерживали трудного испытания, ко¬
торое устраивал даже не сам Брама, а его старший мастер.
Особенно придирчиво браковал он молодых механиков.
Старик не доверял им и всячески старался даже не допу¬
скать их к испытанию.
Существовал тогда в Англии закон: не разрешалось на¬
нимать молодого рабочего в мастера или подмастерья, если
он не пробыл семь лет учеником в том же округе. Поль¬
зуясь этим, старик мастер не допустил к испытанию и от¬
правил домой не одного «дерзкого» юнца.
Однажды в мастерскую вошел юноша, почти еще маль¬
чик, лет восемнадцати, среднего роста, светловолосый, серо¬
глазый, с приветливой улыбкой на лице. Он хотел видеть
самого Браму, но тот сидел з своей конторке. Юношу пере¬
хватил старший мастер и немедленно открыл «военные
действия»:
— Поди сюда, сынок. Небось наниматься пришел?
— Да, мастер.
— А откуда ты родом?
— Из Вулвича.
— И что ты там делаешь?
— Работаю в арсенале, в кузнице.
— О-о, да ведь у тебя еще и молоко на губах не обсох¬
ло! Давно ли ты там работаешь?
— Уже шесть лет. Сначала в плотницкой, а вот уже два
года в кузнице.
— Наверно, кузнецам инструмент подаешь?
50
— Нет, работаю подмастерьем, кую таганки-треножни¬
ки для поджаривания сухариков. Наша кузница большой
заказ выполняет. А когда случается другая работа — сле¬
сарная, столярная, — делаю и ее.
— А почему к нам пришел?
— Хочу механиком работать.
— Хотеть-то можно, да уметь надо!
— А вы испытайте меня, мастер.
— Нет, не буду! Откуда в тебе умение? Да и нельзя те¬
бя в мастера нанимать: и молод еще, и в учениках семи лет
не пробыл. Катись в свой Вулвич!
— Очень жаль, мастер. А то — я вижу — свободный
верстак стоит. Если некого к нему поставить, я бы и пора¬
ботал.
— Так я и думал, сынок, что ничего ты не смыслишь в
нашем деле. Верстак-то неисправный, это сразу видно.
В том-то и горе, чтобы его исправить, надо трем слесарям
неделю работать. А у нас все люди заняты.
Последние слова старого мастера вызвали усмешку на
лице посетителя. Он обошел неисправный верстак, вернулся
на свое место и возобновил прерванную беседу.
— Трем слесарям на неделю работы, говорите вы, ма¬
стер? А я бы справился с верстаком до вечера.
Услышав это, старый мастер рассвирепел. В первые се¬
кунды гнев лишил его дара речи. Затем он разразился гром¬
кой руганью. Дверь конторки открылась, вошел Брама.
— Что случилось? — спросил он, разглядывая посети¬
теля.
— Ничего особенного, сэр, — почтительно ответил юно¬
ша за мастера. — Просто я берусь исправить этот верстак
сегодня к вечеру. Тогда, может быть, старший мастер не
станет сомневаться в моем праве занять место среди ваших
механиков, хотя я и не пробыл в учениках положенного
срока.
— А как тебя зовут?
51
— Вот этого ваш мастер до сих пор у меня не спросил.
Генри Моделей, к вашим услугам, сэр! Сын старого Уильяма
Моделей, плотника из Вулвичского арсенала. Может, слы¬
шали, сэр?
— Слышал и про отца, и про тебя, парень. Люди гово¬
рят — у тебя золотые руки... И ты всерьез берешься отре¬
монтировать верстак к вечеру?
— Берусь, сэр! Все, что нужно для этого, у меня в ко¬
томке.
— Тогда принимайся за работу. Если сделаешь, возьму
тебя в мастера.
Юноша не потерял ни одной минуты. Из его котомки
появились и необходимые обычные инструменты, и какие-
то еще не виданные Брамой и его механиками приспособле¬
ния. Работа спорилась в руках Модслея и двигалась удиви¬
тельно быстро. Все рабочие приемы нового мастера были
глубоко продуманы, движения рассчитаны. И самое глав¬
ное — почти для каждой операции у него нашлось остро¬
умно задуманное приспособление, которое намного ускоря¬
ло работу и делало ее очень точной.
Одна за другой рождались в его руках недостающие
части, легко прилаживались они к верстаку. Старый, сло¬
манный, он преображался на глазах, становился новым,
удобным.
Уже через несколько часов около Модслея собрались
старые мастера. Пришел и сам Брама. Все любовались
«первостепенной штукой» —так назвали они и работу юно¬
го механика, и восстановленный, отличный верстак.
А когда восхищенный Брама в тот же день показал
Модслею свой замок, он получил несколько полезных сове¬
тов, как наладить производство этих изделий. Брама понял,
что этот юнец — непревзойденный мастер, что он как раз
тот человек, который нужен. И Брама уже не отпустил от
себя Модслея, назначил его главным надсмотрщиком всего
предприятия, сделал своей правой рукой.
52
Очень скоро появились в мастерской различные приспо¬
собления, сделавшие работу механиков более быстрой и
точной. Замки стали лучше, их выпускали намного боль¬
ше. Брама ликовал, а юнец Генри хмурился и ворчал —
был недоволен.
Как ни хороши были придуманные им приспособления,
они только помогали рукам мастера. Все самое главное —
и темп работы, и качество изделий — зависело от рук, от их
ловкости и сноровки, от опыта и таланта механика. Но уме¬
лых мастеров было мало, а талантливые механики насчиты¬
вались единицами во всей стране. И многие заказы остава¬
лись невыполненными.
Правда, в мастерской работало несколько токарных
станков. Но это были старинные устройства. Они служили
лишь опорой для обрабатываемой заготовки, да еще вра¬
щали ее. А вся обработка и на них выполнялась вручную,
медленно и неточно. К тому же рабочие быстро уставали.
Приходилось часто останавливать станки и простаивать.
Моделей дорожил интересами своего хозяина, но не за¬
бывал и о своих. Пожалуй, если бы удалось еще больше
ускорить производство, скуповатый Брама прибавил бы ему
жалованья.
Нет, одних старинных станков и новых приспособлений
мало! Пусть они останутся для бывалых механиков. А для
неопытных молодых рабочих, которых можно набрать
сколько хочешь, нужны такие машины-станки, в которых
всю работу быстро и точно выполнял бы исполнительный
механизм с зажатым в нем режущим инструментом. Рабо¬
чему надо оставить только наладку станка и наблюдение за
ходом обработки. Чтобы справиться с таким делом, вовсе
и не нужно многолетнего опыта, достаточно не очень уж
долгой выучки. А старые мастера будут похаживать между
новыми станками и посматривать, как работают на них уче¬
ники, верно ли управляют машинами. Вот тогда дела в ма¬
стерской пойдут как надо.
53
Несмотря на молодость, Моделей был и умнее и дально¬
виднее Брамы. Он отлично понимал: то, что задумано им,
важно не только для производства замков. Он уже много
слышал о паровых машинах, спрос на них непрерывно
увеличивается. Еще несколько лет назад во всей Англии
эти машины можно было пересчитать по пальцам, а теперь
их уже сотни, а нужны они тысячами. И еще важно — бла¬
годаря паровым двигателям во много раз увеличивается
спрос на многочисленные рабочие машины, особенно на
прядильные и ткацкие станки.
А их тоже стали делать из металла. Скоро работы при¬
бавится столько, что вручную — даже с приспособления¬
ми — с ней не справится и десятикратное количество меха¬
ников. Если же удастся изобрести задуманный им, Мод-
слеем, станок, можно будет сразу «убить двух зайцев» —
производить не только большие партии замков, но и детали
паровых и всяких других машин.
Моделей поделился своей идеей с хозяином. Тот вооду¬
шевился ею. Успех сулил огромную прибыль. Ведь патент
на станок можно продать и другим предпринимателям.
Фунты стерлингов, маячившие в воображении Брамы, сра¬
зу умножились в числе и придвинулись ближе.
Очень скоро Брама и Моделей узнали, что идея нового
станка как бы носится в воздухе, что уже и другие механи¬
ки трудятся над чертежами и моделями такой машины.
Приходилось торопиться — конкуренты могли опередить, и
тогда все мечты пошли бы прахом.
Оба — и Брама и Моделей — выбрали для своих твор¬
ческих исканий верное направление. Передовые, самые
опытные механики того времени хорошо знали о существо¬
вании держалки-суппорта, о том, что она уже превратилась
в исполнительный механизм отдельных токарных станков.
Когда Нартов находился в Западной Европе, он щедро
делился своими идеями с иностранными механиками, в
том числе и с английскими, и показывал им чертежи своих
54
Токарный станок Модслея.
станков. Кроме того, английский инженер-механик Са¬
мюэль Бентам 11 лет прослужил в России на механических
и металлургических заводах и вернулся в Англию как раз
в 1891 году, когда Моделей трудился над изобретением но¬
вого станка. Английский ученый И. Рой, исследователь
истории станкостроения, писал в 1909 году: «В то время
как Брама и Моделей работали в Лондоне над созданием
станков для производства замков, Бентам в России думал
над той же проблемой...»
Но Бентам видел нартовские станки, изучал их устрой¬
ство. В Англии он был назначен генерал-инспектором заво¬
дов адмиралтейства (военно-морского флота). По делам
службы Бентам часто встречался с Модслеем, стал его
другом. Они сотрудничали в работе по созданию новых
станков*. И естественно, что Бентам мог рассказать Модслею
о нартовском станке и суппорте.
55
Сведения о суппортах могли прийти к Браме и Модслею
и из другого источника. Старинные — XVI и XVII столе¬
тий — немецкие, итальянские и французские суппорты по¬
степенно улучшались. А около 1770 года во Франции по¬
явился созданный неизвестным изобретателем «крестовый»
суппорт. Каретка этого суппорта уже двигалась и вдоль за¬
готовки, и по перпендикуляру, и по вертикали.
И вот в 1794 году Моделей изобрел почти такой же суп¬
порт. Как будто в этом не было ничего удивительного, но¬
вого. Просто он приспособил уже ранее известное изобрете¬
ние, итальянское, или русское, или французское, к старым
токарным станкам. Вот, мол, и вся его заслуга.
Почему же в истории техники имя Генри Модслея за¬
служенно пользуется большим почетом, почему именно его
считают изобретателем того суппорта, который революцио¬
низировал обработку металлов?
Мы уже знаем, что такое гильоширное и медальерное де¬
ло. Когда наносили на дерево или металл сложный, но пра¬
вильно повторяющийся узор или вытачивали на том жэ
материале различные фигурные изображения, очень важно
было сообщить резцу точно отмеренные движения. Для
этого и служили суппорты в XVI—XVII столетиях.
Но необходимая точность была очень ограниченной.
Каждая модель или украшенное узором изделие вытачива¬
лось обычно в одном экземпляре, редко — в двух, трех. Точ¬
ность нужна была только для того, чтобы фигура или узор
выглядели правильными.
Старинные западноевропейские суппорты очень помога¬
ли в этом. Но с их помощью нельзя было быстро произво¬
дить десятки и даже сотни одинаковых изделий с точно
повторяющимися размерами. Для этого нужен был суппорт
и более точный, и более подвижный, а главное — автомати¬
зированный. Таким был суппорт Нартова.
Историческая заслуга Модслея в том и заключается,
что он вновь создал суппорт, пригодный для важнейшей це-
56
Рекламный рисунок конца XVIII века, изображающий старинный токар¬
ный станок (слева) с ручной поддержкой резца и станок Модслея (спра¬
ва) с инструментом, зажатым и перемещающимся с помощью суппорта.
Художник показал, что в первом случае рабочему приходится напрягать
все свои силы, а во втором — он работает без напряжения.
ли — для промышленного производства больших партий
одноименных деталей машин.
Вспомним — паровые машины существовали и до Ползу-
нова и Уатта. Но тогда ими пользовались только для откач¬
ки воды из шахт, они еще не могли служить двигателями
для любых производственных машин. Ползунов первый в
мире создал такой паровой двигатель. Это был гигантский
шаг вперед в мир новой техники того времени. Но как бы
огромен он ни был, паровая машина еще не продвинулась в
промышленность. Понадобился еще один, решающий шаг—
такой паровой двигатель, чтобы им было удобно и выгодно
пользоваться на фабриках и заводах. Его изобрел Уатт как
57
раз в то время, когда промышленность на западе Европы
остро нуждалась в этом. И тогда произошел второй перево¬
рот в промышленности.
Суппорт Модслея сыграл такую же роль в обработке
металлов и в машиностроении. Он появился вовремя,
именно в те годы, когда его отсутствие уже тормозило раз¬
витие этих самых важных отраслей промышленности, и по¬
этому быстро завоевал общее признание и так же быстро
распространился по Англии и другим странам.
Через несколько десятилетий К. Маркс писал о суппор¬
те Модслея, что это механическое приспособление заменило
«не какое-либо особенное орудие, а самую человеческую ру¬
ку, которая создает определенную форму, приближая, при¬
лагая острие режущего инструмента к материалу труда»,
и что благодаря ему удалось вытачивать геометрические
формы отдельных частей машин «с такой степенью легко¬
сти, точности и быстроты, которой никакая опытность не
могла бы доставить руке искуснейшего рабочего».
Каким же было устройство этой механической руки то¬
каря и станка?
Моделей снабдил свой станок горизонтальными плоско¬
стями, по которым, как по рельсам, скользила колодка. На
самой колодке тоже были устроены направляющие канав¬
ки, перпендикулярные к направляющим плоскостям стан¬
ка. В этих канавках, в свою очередь, могла скользить ка¬
ретка с зажатым в ней резцом. Кроме того, она же могла
перемещаться и вертикально.
Рабочий уже не держал резец в руках. Он только управ¬
лял суппортом. Новое приспособление давало возможность
точно, быстро и равномерно перемещать резец вдоль и попе¬
рек обрабатываемого изделия и, «вонзая» его в поверх¬
ность детали на определенную глубину, снимать стружку
заданной толщины.
Как же удавалось перемещать суппорт вдоль изделия,
да еще равномерно? Тут надо упомянуть о тем, что Моделей
58
повторил еще одно достижение Нартова — ходовой винт,
который до сих пор служит основной деталью токарных
станков. Станок был оборудован винтом, по которому ходи¬
ла каретка суппорта, если рабочий вращал этот винт с по¬
мощью специальной рукоятки. Как и Нартов, Моделей сде¬
лал свой суппорт автоматическим — добился того, чтобы
ходовой винт вращался и плавно передвигал суппорт вдоль
изделия, работая от вращающегося шпинделя станка. Это
сделало возможным механическое изготовление винтов:
равномерно перемещающийся резец точно вырезал в метал¬
ле винтовые канавки — станок Модслея стал также токар¬
но-винторезным.
Вскоре суппорт ввели в устройство других станков.
Модслею принадлежат и другие очень важные изобрете¬
ния в машиностроении.
В 1794 году он стал хозяином собственного механическо¬
го предприятия и воспитал в нем целую плеяду инженеров-
механиков, новаторов машиностроения, изобретателей. Сре¬
ди них особенно выделялись будущий изобретатель парово¬
го кузнечного молота Джемс Нэсмит и один из самых за¬
мечательных машиностроителей XIX века — Джозеф Вит¬
ворт.
ПУШКИ, РУЖЬЯ И СТАНКИ
ъ
Уг’фГ олыне 600 лет назад, в начале XIV века, в Европе
появилось огнестрельное оружие. Первые пушки стре¬
ляли шаровидными снарядами — ядрами. Вначале их
обтесывали из камня, а затем, уже в конце XV века, отли¬
вали из чугуна. Пушки и ядра изготовлялись тогда отдель¬
ными мастерами-оружейниками. Каждый из них придавал
своей продукции, пушкам, те размеры, которые ему лично
59
казались лучшими. А ядра обтесывались или отливались по
размеру дула пушки.
Более или менее точных измерительных инструментов
еще не было. Чтобы придать ядрам нужный размер, пользо¬
вались обычно самой пушкой. Изготовленное ядро заклады¬
вали в ее дуло. Если ядро свободно входило и катилось по
каналу ствола, оно считалось годным. При таком способе
измерения ядро часто оказывалось меньше нужного разме¬
ра. Поэтому промежутки или зазоры между ядром и стен¬
ками канала затыкали всякими материалами. Но почти ни¬
когда не случалось, чтобы ядра одной пушки подходили для
другой, особенно если пушки изготовлялись разными ма¬
стерами. Конечно, войска очень сильно ощущали на себе
вред такого «достоинства» артиллерии.
Пушки и ружья, изготовленные вручную, стоили очень
дорого.
Правители европейских стран не имели достаточных
средств для содержания войск и обязывали каждый город
возводить для себя крепостные стены, ставить вооруженную
охрану, приобретать для нее артиллерию. В средние века
города и даже отдельные союзы — цехи ремесленников
обычно имели свои пушки. Когда начиналась война, все
население облагалось особой податью: города, села, цехи, а
также отдельные богатые люди — дворяне, купцы — долж¬
ны были поставлять государству артиллерийское снаряже¬
ние.
На определенные сборные пункты свозился этот артил¬
лерийский «налог». Один привозил ствол пушки, другой —
ядра, третий — лафет. И тут оказывалось, что ни ядра, ни
лафеты не подходили к стволам. Все снаряжение отлича¬
лось таким разнообразием в размерах, что приходилось тут
же устраивать мастерскую для подгонки одной части к
другой.
Это задерживало боевую подготовку армий, мешало
военным действиям. Военные руководители, конечно, пони-
60
мали, что надо было бы так наладить производство, чтобы
одинаковые части пушек и ружей, изготовленных разными
мастерами, легко заменяли одна другую (без всякой под¬
гонки). Но в те времена об атом нельзя было и мечтать. Что¬
бы добиться такого «чуда», нужно было изготовлять части
пушек, ядра, детали ружей точно по заранее назначенным
размерам.
При ручном, да еще и разрозненном труде у каждого
мастера один и тот же размер получался то побольше, то по¬
меньше; у разных же мастеров одинаковые размеры и во¬
все не совпадали.
Это можно было устранить только с помощью станков
с машинными инструментами. Но ведь таких станков еще
не существовало ни в одной стране. А нужда в огнестрель¬
ном оружии еще не была очень острой. И мастерам-ору-
жейникам удавалось и ручным трудом полностью удовлет¬
ворять спрос на оружие.
Но время шло, войны учащались, армии европейских
стран становились многочисленнее. Через 500 лет после
появления пушек и ружей — в начале XIX столетия —нуж¬
ны были уже тысячи пушек и сотни тысяч ружей. Во время
войны эти огромные запасы оружия быстро уничтожались.
Правда, к этому времени в строй рабочих машин на метал¬
лообрабатывающих заводах вступили новые станки. Но
воюющие государства стали заказывать своим заводам еще
больше пушек и ружей. И, кроме того, требовали, чтобы за¬
казы выполнялись быстро и дешево. А самое главное, чтобы
износившиеся или поврежденные части какой-нибудь одной
и той же пушки или ружья можно было бы заменить дру¬
гими такими же частями без всякой подгонки. Для реше¬
ния такой задачи понадобилась еще большая точность, чем
та, которой удалось достичь на станках Вилкинсона и Мод¬
елей. Приходилось их улучшать, приспосабливать к более
точной работе.
Эту задачу и решали механики разных стран.
61
РЕЖУЩАЯ ЗВЕЗДА
^ вдетом 1790 года в небольшом американском городке,
в штате Массачусетс, произошла дерзкая кража, переполо¬
шившая все население. Глубокой ночью к дому некоего Эли
Уитнея, еще молодого человека, но уже известного механи¬
ка, подкатила телега. Четверо неизвестных — их следы от¬
печатались на влажной после дождя песчаной почве —
быстро сбили с дьери сарая крепкий замок, вытащили из
дальнего угла что-то большое и тяжелое и увезли в сторону
близко расположенного Бостона.
Кражу обнаружили лишь утром, когда о преследовании
не могло быть и речи. У дома Уитнея засуетились шериф и
два местных констебля. Через час по городку прошел
слух — из сарая украдена изобретенная Уитнеем машина
для очистки хлопка от застрявших в нем семян.
В те времена, чтобы вручную очистить от семян всего
лишь один фунт (английский Бесовой фунт равен 453,5
грамма) хлопка, работница трудилась от зари до зари. Как
ни мал'о платили за это, фабриканты пряжи жаловались на
дороговизну обработки. К тому же ручная очистка шла
медленно. Спрос на пряжу был велик, можно было бы про¬
давать ее в большом количестве, ко очистгса тормозила де¬
ло. Она, как узкий и тесный проход, медленно выпускала
пряжу из ворот прядильных фабррхк. Выходило, как в басне
о лисе и винограде: близка и как будто доступна очень
большая прибыль, а получить ее фабрикантам не удавалось.
Талант искусного механика уживался в Уитнее с нюхом
дельца, умевшего вовремя угадывать, какое дело обещает
верную прибыль. Его земляки помнили уже несколько слу¬
чаев, когда еще совсем юный Уитней быстро создавал ме¬
ханические устройства для производства именно тех изде¬
лий, на которые увеличивался спрос.
62
Так было и теперь. Изобретатель только окончил кол¬
ледж и еще не решил, куда направить свои способности ме¬
ханика и коммерсанта. И в это время он узнал, что вла¬
дельцы плантаций и прядильных ' фабрик испытывают
большие затруднения в очистке хлопка от семян. Уитнею
стало ясно: машина, выполняющая эту работу за человека,
принесет хлопковым королям немалую прибыль. Хлопок
обойдется им дешевле, производить его они будут больше и
продавать по той же цене. Изобретатель, который создаст
такую машину, получит за нее очень много денег.
Это дело показалось Уитнею стоящим внимания и тру¬
дов. Вскоре оно полностью овладело его воображением.
Уже через две недели он изготовил первую модель хлопко¬
очистительной машины.
Но молодой изобретатель еще плохо знал действитель¬
ность своей страны и был слишком неосторожен — он не
скрывал, над чем работает. Слухи о новой машине разнес¬
лись скачала по городку, затем и по хлопкообрабатываю¬
щим предприятиям. Быстро нашлось много охотников до
прибыли, которую она обещала. И когда рано утром того
дня, с которого начался этот рассказ, Уитней раскрыл две¬
ри своего сарая, машины там не оказалось.
Прежде чем изобретатель принял меры для защиты
своих интересов, появилось несколько машин, очень похо¬
жих на его собственную. Уитнею отказали в патенте на его
изобретение. В конце концов ему удалось доказать свои
права, но расходы по хлопотам и судебным процессам
обошлись в огромную сумму. Всех денег, полученных за па¬
тент, не хватило на их покрытие. И денежные дела Уитнея
не улучшились, а, наоборот, ухудшились.
«Нет, — размышлял незадачливый изобретатель, — на
машинах для хлопчатобумажной промышленности не раз¬
богатеешь. Упущено время! Это производство уже налаже¬
но, и каждое новое изобретение, конечно, нужно и оплачи¬
вается, но не так высоко, чтобы на нем можно было сразу
63
и много заработать. Надо поискать другое, более выгодное
производство, вложить в него свои деньги, а главное, изобре¬
тательские способности. Тогда, может быть, придет наконец
удача, а с нею и множество долларов».
Уитней думал недолго. Огнестрельное оружие! В то
время уже окрепнувшая капиталистическая верхушка в го¬
сударствах Европы и в Америке развязывала всё новые
войны чуть ли не на всех континентах мира.
Потребность в оружии, особенно в ружьях, непрерывно
возрастала. Военные ведомства заваливали заказами не
только крупные заводы, но и небольшие мастерские.
В оружейной промышленности быстро распространи¬
лись недавно появившиеся металлообрабатывающие стан¬
ки — токарный и сверлильный.
Конечно, эти машины ускорили работу оружейников,
но спрос на ружья увеличился еще больше. И, кроме того,
новые машины помогали рабочим быстрее обтачивать круг¬
лые части, сверлить отверстия, но оставалось еще много
других операций, которые приходилось делать вручную.
А на сборке получался затор: изготовленные части ружей
почти всегда — пусть на какую-то малую величину — не
подходили одна к другой. Приходилось тут же подгонять их
по месту, а на это уходило много времени. И сборка в произ¬
водстве ружей оказалась таким же узким проходом для
продукции, как очистка в хлопчатобумажной промышлен¬
ности.
И вот тогда-то и произошло одно событие, сыгравшее в
дальнейшем важную роль в развитии металлообрабатываю¬
щих станков.
В 1798 году в Вашингтоне происходил очередной съезд
членов конгресса — законодательного органа Соединенных
Штатов Америки. В повестке дня одного из заседаний зна¬
чилось: «Доклад фабриканта Эли Уитнея о поставке пра¬
вительству партии'ружей со взаимозаменяемыми частями».
Вокруг этой поставки возникла обычная возня конкурен-
64
2
тов: каждый фабрикант хотел заполучить выгодный заказ
для себя. Пускались в ход все связи и средства нажима на
отдельных чиновников военного министерства и на членов
конгресса. И вдруг молодой фабрикант Эли Уитней заявил,
что его завод в состоянии поставить десять тысяч ружей и с
таким условием, чтобы любая деталь каждого ружья без
всякой подгонки могла быть легко установлена в другое
ружье. Ни один конкурент Уитнея не мог этого предложить.
Поэтому его противники утверждали, что такое производст¬
во невозможно. Они старались выведать, как Уитней будет
защищать свое предложение, и готовились разбить все его
доводы. Но их ожидало жестокое разочарование. Доводов
не было, длинных речей и рассуждений также.
Заседание началось необычно. Вошел Уитней, за ним
двое слесарей внесли большой ящик и вскрыли его. Зрите¬
ли увидели десять полностью собранных ружей. Слесари
вынули их из ящика, вынесли на середину зала, разобрали
все десять ружей на отдельные части и смешали их в кучу.
Затем ружья снова собрали и, конечно, в каждом собран¬
ном заново ружье оказались детали, составлявшие ранее
другое ружье.
Так Уитней без слов доказал, что может изготовить пар¬
тию взаимозаменяемых ружей.
Этим же было доказано и другое — возможность быст¬
рой замены износившейся или поврежденной детали ружья
другой такой же деталью. Эта идея ярко осветила Уитнею
новый путь в машиностроении. И хотя изобретатель в пер¬
вую очередь заботился о ружьях, он уже видел перед собой
и другие массовые машины, например швейные. Спрос на
них тоже увеличивался быстрее, чем возрастало производ¬
ство.
Но то, что Уитней показал в конгрессе, было только
своего рода фокусом, трюком, который подготавливался
долго и с большим трудом. Взаимозаменяемость достига¬
лась благодаря мастерству немногих искусных рабочих. Они
3 Человек режет металл
65
располагали только токарным и сверлильным станками,
простейшими инструментами. И большей частью вручную
подгонялись все одноименные части под форму и размеры
одной образцовой детали.
Так изготовили они и собрали те десять ружей, которые
помогли Уитнею победить своих соперников. И так же вы¬
полнялся потом и весь заказ. Известно, что, по условию,
Уитней должен был изготовить десять тысяч ружей за два
года. А в действительности за первый год ему удалось сдать
только пятьсот. Еще семь долгих лет ушло на то, чтобы
изготовить остальные девять тысяч пятьсот.
Уитней понимал, что это плохо. Возможно, что ему ста¬
ло известно об успехах тульских оружейников, о которых
речь будет впереди. Он сознавал, что идея взаимозаменяемо¬
сти деталей машин окончательно восторжествует только в
том случае, если удастся наладить массовое и дешевое про¬
изводство. Но как этого добиться?
Ручная работа, даже самая квалифицированная, не мог¬
ла помочь в этом деле. То ли дело — станок! Быстро, деше¬
во, точно! Только с помощью станков можно было нала¬
дить и широко внедрить производство оружия, швейных и
других массовых машин. И тогда Уитней решил сам занять¬
ся станкостроением, вернее — изобретением новых станков,
таких, которые сделали бы возможным и выгодным произ¬
водство массовых партий взаимозаменяемых деталей ма¬
шин.
Рабочие, готовившие последнюю партию ружей, уже
применяли токарный станок с суппортом. Это позволило
ускорить производство, улучшить изделия, но не решало
задачи полностью.
Токарный станок обрабатывал только цилиндрические
изделия. Правда, удалось приспособить его и для обработ¬
ки плоскостей, но очень небольших. Одним своим плоским
торцом изделие закреплялось в зажимном приспособле¬
нии — в патроне — передней бабки станка, другой торец
66
оставался свободным. А резец, его режущая часть, как бы
поворачивалась к обрабатываемой плоскости. Затем подво¬
дили его к вращающемуся изделию и снимали с плоскости
торца одну за другой круговые стружки*
Но ведь появлялись всё новые и новые машины. Для
них приходилось изготовлять самые разнообразные по фор¬
ме детали. Среди них были и большие плоскости, и фасон¬
ные части, и шестерни с криволинейными зубьями. Обточка
многих изделий была уже не под силу токарному станку.
Искусные механики изготовляли трудные изделия вруч¬
ную. Но таких мастеров было мало, работали они медленно,
изделий давали немного. И получалось, что обработка одно¬
го квадратного дециметра плоской металлической поверхно¬
сти обходилась в девять рублей золотом. Это была огром¬
ная для того времени сумма: чтобы ее заработать, рабочий
трудился неделями.
Выход из положения был только один — надо было «на¬
учить» станки обрабатывать изделия любой формы.
При этом механики рассуждали примерно так. Ведь
умеют же люди строгать деревянный брус или доску рубан¬
ком и делать их ровными, гладкими или с помощью стаме¬
ски и долота выдалбливать в дереве канавки, выемки, вся¬
кие пазы любой заданной формы. Но можно ли то же самое
проделать с металлом? Нет, нельзя! Как ни твердо и заост¬
рено будет лезвие рубанка или стамески, у рабочего не хва¬
тит сил заставить инструмент снимать тонкую стружку с
поверхности металлической заготовки, строгать ее. Вот по¬
чему мастера-механики пользовались грубым зубилом. Они
приставляли его острие к обрабатываемой поверхности под
углом и ударом молотка по верхнему концу инструмента
снимали с металла — срубали — короткую, толстую, бес¬
форменную стружку. Поверхность получалась неровная,
грубая, с выбоинами. Тогда мастера выглаживали ее дол¬
гой, кропотливой обработкой с помощью других инструмен¬
тов.
67
Но ведь держалка-суппорт, ставшая частью машины, во
много раз сильнее руки мастера. Можно закрепить в ней не
обычный токарный резец, а своего рода рубаночный нож.
И тогда можно заставить держалку с ножом не только пе¬
редвигаться вдоль изделия, но и скользить по его поверхно¬
сти. При каждом таком скольжении нож будет снимать
длинную тонкую стружку. Выходит, что держалка уподобит¬
ся руке столяра, строгающего доску, но это будет могучая
механическая рука, легко преодолевающая сопротивление
самого твердого и прочного металла. И ничто не изменится,
если даже держалка-суппорт останется неподвижной, а из¬
делие, уложенное на подвижной стол станка, будет переме¬
щаться под ней в два конца. Тогда при движении в один ко¬
нец оно встретится с режущим лезвием инструмента и сни¬
мется стружка, а при обратном ходе стол станка и закре¬
пленное на нем изделие займут исходное положение. Пер¬
вый ход будет рабочим, а второй — холостым.
Такое рассуждение и помогло механикам создать ста¬
нок-строгальщик. Изделие закрепляется на столе станка.
Держалка с резцом двигается над изделием или, наоборот,
стол с изделием — под держалкой. Наконец, бывает и так,
что и держалка и изделие двигаются при рабочем ходе на¬
встречу друг другу, а при холостом — расходятся в разные
стороны. А чтобы во всех трех случаях стружка снималась
со всей поверхности изделия, стол станка равномерно пере¬
мещается поперек главного рабочего движения. Тогда и по¬
лучается ровная металлическая плоскость.
Но строгальный станок не дает достаточно гладкую по¬
верхность— резец снимает металл бороздками; там, где
они смыкаются по своей длине, все же получаются неровно¬
сти. Кроме того, новый станок годится только для обработ¬
ки больших плоскостей. А как быть, когда нужны малые,
различной формы, но более гладкие поверхности? Что де¬
лать, если эти поверхности на дне канавок или они криво¬
линейные — фасонной формы. Очень долго приходилось
63
Фрезерный станок, изобретенный Уитнеем.
обрабатывать их вручную: сначала снимать металл зуби¬
лом, затем напильником, а иногда шлифовать мелким твер¬
дым песком. По-прежнему машины стоили дорого, строи¬
лись долго. Вот почему Уитней пришел к выводу, что не¬
обходимо создать новый станок. Какой? На этот вопрос
Уитней ответил делом.
Тогда уже существовал особый металлообрабатывающий
инструмент — фреза — и похожий и не похожий на резец.
Этот инструмент выглядел как диск. На его окружности —
по радиусам — располагалось несколько резцов одинаковой
формы. Получалось нечто вроде звезды, лучами которой
служили резцы.
Фрезу с успехом применяли швейцарские часовщики,
отличавшиеся тонким мастерством в области точной ручной
металлообработки. Они изготовили специальное приспособ¬
ление, которое вращало этот инструмент с большой ско-
69
ростью. Конечно, фрезы эти были очень-очень малы. С их
помощью часовщики изготовляли крохотные зубчатые ко¬
лесики и тонкие детали-пластинки для часов.
Около 1724 года и А. К. Нартов создал металлообрабаты¬
вающую машину, в которой рабочим инструментом служила
фреза. Это был фрезерный станок для нарезания зубьев на
шестернях. На нем нарезались зубчатые колеса не только
для часовых механизмов, но, — как писал сам Нартов,—
и для «всякого рода машин».
Сведения о зубофрезерных станках, конечно, дошли и до
американских механиков. Узнал о них и Уитней. В своей
конструкции он осуществил ту же техническую идею, но
приспособил станок и инструмент для обработки многих
других деталей машин. На горизонтальный вращающийся
шпиндель (его можно было передвигать вверх и вниз) Уит¬
ней насадил фрезу. Но в таком случае фреза обрабатывала
бы один и тот же участок поверхности детали. Поэтому
Уитней снабдил свой станок подвижным столом. Обрабаты¬
ваемая деталь закреплялась на этом столе и вместе с ним
постепенно, с определенной скоростью подавалась к вра¬
щающемуся инструменту. Стол станка превратился в суп¬
порт, но уже не для инструмента, а для изделия.
Результат получился отличный. Уже в 1818 году новый
станок обрабатывал и плоские и фасонные поверхности.
Вскоре с его помощью в США и на западе Европы стало на¬
лаживаться производство подлинно взаимозаменяемых де¬
талей машин.
Примерно в то же время это было сделано и в России.
Частые войны вызвали большую потребность в огнестрель¬
ном оружии. Тогда из среды русских механиков выделились
особо талантливые люди, новаторы и организаторы произ¬
водства, носители славных традиций Нартова и Батищева.
Они шли к цели по ими же открытым новым путям и во
многом опередили западноевропейскую и американскую
технику обработки металла.
70
СЛАВНЫЕ МАШИНОСТРОИТЕЛИ
ш У августа 1812 года, через два с небольшим месяца
после начала Отечественной войны русского народа против
полчищ Наполеона, на Тульском оружейном заводе стал из¬
вестен чрезвычайный приказ военного ведомства: в крат¬
чайший срок довести изготовление ружей на заводе до семи
тысяч в месяц да ремонтировать по три тысячи. Казалось,
что для завода такое задание все равно что (как в сказке):
«сшить пару сапог, пока соломинка сгорит».
* * *
Прошло столетие со времени славных дел Якова Бати¬
щева. Его ученики и последователи еще около 20 лет после
отъезда из Тулы Батищева поддерживали производство ру¬
жей на высоком уровне. Но преемники Петра I под влияни¬
ем проникших в правящую верхушку иностранцев переста¬
ли поощрять развитие техники в России. Оружие и машины
завозились из западных стран. Когда созданные Бати¬
щевым машины выходили из строя, начальство не прояв¬
ляло особой заботы, чтобы их исправить и снова пустить
в ход. И уже вовсе не могло быть и речи о создании новых,
более совершенных машин — станков для обработки ме¬
талла.
Больше полувека длился застой. Лишь в самом конце
XVIII столетия частые войны заставили Екатерину II и ее
военных деятелей подумать об улучшении оружейного дела
в России. И снова нашлось достаточно русских механиков—
знатоков и новаторов металлообработки. Одно за другим
следовали их предложения о новых технических улучше¬
ниях.
В 1785 году группу лучших механиков послали в Ан¬
глию, чтобы они поработали там, набрались в этой стране
знаний и опыта.
71
Русские механики, усвоившие наследие Нартова, Бати¬
щева, оказались в Англии выдающимися мастерами метал¬
лообработки, настолько ценными, что их всеми средствами
удерживали подольше в этой стране.
Один из этих механиков, Алексей Сурнин, в 1792 году
возвратился в Россию. Его назначили на Тульский заЕэд
«надзирателем всего касающегося до делания ружей» —
руководителем производства. Сурнин проработал в этой дол¬
жности 20 лет. За это время он создал много механических
устройств и станков, заменивших руки мастеров-оружейни-
ков в кропотливом и трудоемком труде по изготовлению
мелких деталей ружья — винтов, хомутиков. Но главная де¬
таль ружья — ствол — обрабатывалась хоть и на станках,
но еще на сидоровских и батищевских. По новым временам
работа на них шла медленно и выполнялась очень неточно,
станки то и дело выходили из строя, производство останав¬
ливалось; В таких случаях «обтирание» и шустование при¬
ходилось выполнять вручную, так же, как и 100 лет назад,
до изобретений Батищева.
И когда вскоре Тульскому заводу было приказано резко
увеличить выпуск ружей, многие недоумевали, каким же
путем удастся это сделать?
* * *
Те, кто сомневался в успехе, еще не знали, что в самые
последние годы положение на заводе намного улучшилось.
Вот уже почти два года работают на заводе — в помощь
сверлильным машинам Батищева — новые станки для вто¬
рого (чистового) сверления стволов. Теперь сверло полнее и
точнее воспроизводило работу рук искусного мастера. Рабо¬
чий-сверловщик работал на двух таких станках, и два¬
дцать пять стволов рассверливалось на них в один день.
Вскоре появились на заводе и новые шустовальные стан¬
ки. Их устройство во многом превосходило машины Бати¬
щева: на внутренней поверхности ствола не оставалось ни-
72
каких следов обработки, она становилась совершенно глад¬
кой, чистой. И в то же время удавалось обработать много
больше стволов.
Эти новые станки оказались, по сути дела, боевыми ма¬
шинами. В 1812 году они помогли заводу полностью снаб¬
дить оружием русскую армию, героически сражавшуюся с
врагами родины.
Как они появились? Кто сумел воссоздать и настолько
улучшить техническое наследие Батищева, что в короткий
срок умножилась производительность Тульского завода?
В 1810 году пришел на завод новый механик, Павел
Дмитриевич Захава. Он быстро изучил завод и понял, что
участок обработки стволов самый важный: сколько бы ни
улучшалось и ускорялось изготовление других частей
ружья, если вовремя не поспеют годные стволы, ружей все
равно не будет.
Поэтому первым делом Захава и создал те новые свер¬
лильные и шустовальные станки, которые помогли заводу
справиться с заказом военного ведомства.
В эти и последующие годы место «обтиральных» машин
Батищева стали все чаще занимать токарные станки для об¬
точки стволов по наружной поверхности. Станки приходили
на Тульский завод то с Петербургского завода англичанина
Берда, то прямым путем из Англии, с завода Джона Ллой¬
да. Столичное, да и местное начальство каждый раз ждало
от них чуть ли не чудес в обработке стволов. Как же, ведь
заграничные! А на деле эти станки оказывались очень пло¬
хими.
Вот и теперь — это было в один из дней 1824 года — ма¬
стера завода и механик Захава осматривают ствол, только
что обточенный на новом английском станке. И что же? По¬
верхность получилась такая, что й в старину мастерам, ра¬
ботавшим вручную, стыдно было бы ее сдать приемщику.
Грубые следы резца, царапины, неровности, впадины — все
это портило не только вид ствола, но и самое ружье.
73
Покачал головой Захава. Еще раз осмотрел станок, пус¬
тил его, остановил, приказал обточить один за другим не¬
сколько стволов, внимательно следил за движениями суп¬
порта и резца. И каждый раз получалось то же, что и с пер¬
вым стволом.
И как ни велика была вера начальства в непогреши¬
мость иностранных машиностроителей, Захава не побоялся
сказать правду: совсем плох английский станок, не такой
должна получаться поверхность ствола, а гладкая, без бо¬
розд и царапин, а главное — без впадин, чтобы стенка ство¬
ла была ровной толщины по всей его длине.
Борозды и царапины устранить нетрудно. Уже давно за¬
метил Захава этот недостаток работы токарных станков и
придумал, как его устранить. Больше того, уже успел он
создать необходимое для этой цели устройство. «Обтираль-
ные» станки Батищева, которые еще не так давно работали
на заводе, можно приспособить для зачистки борозд и цара¬
пин, которые остаются после обточки. Надо только так из¬
менить устройство станка, чтобы одновременно обрабатыва¬
лось еще больше стволов, чем это было при Батищеве. Тогда
«обтиральная» машина будет поспевать за обточкой и во¬
время зачищать все стволы, которые по одному, но быстро
сходят с токарных станков.
Как задумал, так и сделал. И вот теперь взял Захава
стволы, обточенные на английском станке, приказал при¬
нести из приемной палаты еще много таких же стволов и
повел собравшихся в опытную мастерскую. Здесь стоял уже
собранный «обтиральный» станок— прямой потомок маши¬
ны Батищева, но все же с заметными изменениями в уст¬
ройстве.
В каждой каретке станка закрепили по двадцати ство¬
лов, а всего во всех двенадцати каретках — двести сорок.
Пустил Захава станок, двинулись каретки со стволами к
такому же количеству брусков. Изделия, тесно прижатые к
брускам, непрерывно скользили вперед и назад, с них схо-
74
дила мелкая, как металлический песок, стружка. Постепен¬
но стали исчезать неглубокие царапины, борозды, впади¬
ны — поверхность ствола становилась гладкой, блестящей.
Но... недостатки все же оставались в виде борозд и впадин в
тех местах, где они были глубокими. Да и не надеялся За-
хава, что такие недостатки исчезнут. С этими изъянами на¬
до бороться по-другому — надо добиться, чтобы токарные
станки лучше работали. А для этого устранить в их устрой¬
стве те недостатки, которые он приметил уже давно, а осо¬
бенно нынче, когда наблюдал за работой нового английского
станка. И Захава рассказал о них своим товарищам — меха¬
никам и мастерам.
Заметил он, что хоть в токарных станках суппорт и за¬
менил руку рабочего, да не совсем — движение суппорта с
резцом в конце хода выключалось рабочим вручную. Если
он сделает это чуть раньше или опоздает немного, полу¬
чаются изъяны на поверхности изделия. Значит, движение
суппорта должно автоматически выключаться в конце хода.
И еще заметил Захава, что во время обточки под нажимом
резца обрабатываемые стволы изгибались — от этого и по¬
лучалось, что в одном месте стенка оказывалась потолще, а
в другом — потоньше. Надо было устроить так, чтобы не по¬
лучалось изгиба. А главное, вспомнил Захава о токарно-ко¬
пировальном станке А. К. Нартова и понял, что если снаб¬
дить токарный станок копировальным устройством, то ре¬
зец точнее будет снимать металл с изделия, меньше будет
царапин, борозд, впадин.
Обо всем этом рассказал Захава своим товарищам и
предложил им общими силами взяться за создание нового,
наиболее совершенного токарного станка.
И в том же 1824 году это было сделано. Тульские стан¬
костроители во главе с Захавой создали наиболее совершен¬
ный токарный станок того времени. В его устройстве был
сделан новый смелый шаг на пути к еще более полной за¬
мене рук рабочего автоматически действующими механиз-
75
мами: резец совершал свои движения вдоль изделия и в
глубину его по «указаниям» копировального приспособле¬
ния. Скользящая подпора (ее назвали «люнет») сопровож¬
дала резец с противоположной стороны изделия и не давала
стволу прогибаться. И, наконец, в конце хода суппорт стан¬
ка автоматически выключался.
* * *
Павел Дмитриевич Захава был замечательным изобре¬
тателем своего времени. В 1825 году он создал наиболее со¬
вершенный станок для третьего (окончательного) сверления
стволов. Английские, американские и французские станки
того же назначения не выдерживали никакого сравнения со
станком Захавы, и еще очень долго западные оружейники
оставались позади в технике сверления стволов. Один за
другим создавал Захава новые станки для многочисленных
разнородных операций изготовления различных частей ру¬
жья; все больше и больше выключался ручной труд из про¬
изводственного процесса. Он создал целый строй станков-
специалистов по изготовлению определенной части ружья.
И эти станки делались на Тульском заводе и для других за¬
водов — для Сестрорецкого, Ижевского.
Под руководством Захавы удалось наладить на Туль¬
ском заводе передовой способ производства, основанный на
разделении труда: каждый мастер выполнял только одну
определенную операцию. Все это позволило действительно¬
му члену Петербургской Академии наук И. Гамелю заявить
в 1826 году:
«Состоящий в г. Туле оружейный завод, который уже
издавна славился, в последние восемь лет улучшен так, что
по части искусственной (технической.—3. П.) ныне ни один
оружейный завод в свете с оным сравниться не может. Ис¬
кусственная часть оного находится на такой степени совер¬
шенства, каковая не существует даже на лучших ружейных
фабриках Англии».
76
ПРОИСШЕСТВИЕ
НА ТУЛЬСКОМ ЗАВОДЕ
сентября 1826 года оказалось, пожалуй, самым
тяжелым и хлопотным днем в многотрудной жизни Захавы.
В последнюю неделю Захаве не каждую ночь приходи¬
лось поспать. Сегодня ждали посещения Николая I. Царь
узнал о том, что на Тульском заводе достигли столь высо¬
кого уровня в производстве ружей, что научились изготов¬
лять части ружейного замка взаимозаменяемыми. Он хотел
убедиться в достоверности этого чуда и постращать им сво¬
их высокопоставленных гостей — немецких принцев. Ведь в
те времена уже было ясно, что та страна, в которой строи¬
тели машин овладеют искусством массового изготовления
взаимозаменяемых частей огнестрельного оружия, приоб¬
ретет большую силу, может скорее и полнее вооружать свои
войска.
Поэтому и пришлось Захаве особенно потрудиться в по¬
следние дни. Очень уж хотелось, чтобы иностранцы узнали
русскую техническую силу, да и боязно было — жестокий
царь мог «наградить» за конфуз по-своему. Еще раз тща¬
тельно, с пристрастием проверил все станки, всех мастеров,
каждый отдельный участок работы. Хоть и уверен был в
своем деле талантливый русский механик, но все же при¬
дирчиво вглядызался в детали ружейных замков, снова и
снова проверял их размеры.
Царь приехал в разгар рабочего дня, а с ним увешанные
орденами, звездами, лентами немецкие принцы — Карл
Прусский и Филипп Гессен-Гамбургский. Заводское началь¬
ство распорядилось принести из арсенала в приемные пала¬
ты два изготовленных на заводе ружья, а из цеха — не¬
сколько только что собранных замков. От ружей отвернули
77
замки, затем все замки разобрали на части. Одноименные
части смешали в одну кучку — сколько частей в замке,
столько получилось кучек одинаковых деталей.
Принцы глядели на все это с чуть заметной презритель¬
ной усмешкой в углах губ. Сам Николай, нет-нет, а взгля¬
нет на своих гостей и уже недоверчиво и грозно смотрит на
трясущееся заводское начальство.
Спокоен Захава. Теперь, когда он руководит привычной
работой, когда с ним его лучшие ученики — отличные ма¬
стера металлообработки, он уверенно распоряжается ими.
То, что они делают — не подстроенный фокус, а умение,
прочно завоеванное опытом туляков-оружейников. А если
так, нечего волноваться, нечего бояться и царя.
И так же, как и механик, деловито-спокойны мастера-
сборщики. Привычными, точными движениями начали они
сборку замков. Одна за другой прилаживались на свои ме¬
ста ружейные части, взятые наугад из кучек на полу. Ни
разу не пришлось прикоснуться к ним напильником, под¬
править размеры, профиль. Еще немного времени — и «рас¬
таяли» кучки частей, снова превратились они в собранные
замки. И всем видно, понятно, что части замков, принесен¬
ных в эту комнату, поменялись «адресом». Теперь многие
из них попали в «чужой» замок, и все же сборка прошла
без единой подгонки, а вновь собранные замки действуют
безотказно.
Немецкие принцы перестали улыбаться. Снова перегля¬
нулись они, на этот раз с тревожным недоумением. Что-то
произнес по-немецки один из них, и услужливые придвор¬
ные из свиты царя быстро перевели Захаве немецкие сло¬
ва — пожелание гостя. Механик распорядился — молодой
сборщик тут же ушел и вскоре принес обычную мишень
для ружейной стрельбы. Ее укрепили на дальней стене па¬
латы.
Захава ждет. Один из принцев подходит к стелу, на ко¬
тором лежат вновь собранные замки, несколько минут пыт-
78
Одна за другой прилаживались на свои места ружейные части, взятые
наугад из кучек на полу.
ливо вглядывается в них, затем по очереди берет в руки
каждый замок, осматривает его, наконец выбирает два, от¬
кладывает их в сторону, что-то опять произносит по-своему.
И снова Захаве перевели немецкую речь. Механик кивнул
сборщику, тот быстро приладил оба отобранных замка к
двум ружьям, принесенным из арсенала, и зарядил их. Те¬
перь ружья готовы к стрельбе.
7Э
Режущие инструменты современных станков: 1 — сверло (для просвер-
пивания отверстия); 2 — зенкер (для более точной обработки стенок ци¬
линдрического отверстия); 3 — развертка (для еще более точной обра-
Гость берет одно из них, прицеливается в близкую ми¬
шень, стреляет. Рядом с «яблочком» мишени появляемся
след от пули. Свита угодливо, одобрительно загудела. Но на
лице стрелка не видно никакого удовольствия. Наоборот,
оно помрачнело. Нервным движением почти вырвал он вто¬
рое ружье из рук сборщика. Быстро приложил его к плечу,
выстрелил — пуля разорвала мишень. Стрелок так и замер
на несколько секунд с ружьем, приложенным к плечу. За¬
тем отдал ружье. На вытянувшемся лице появилась кривая
улыбка; он что-то сказал по:немецки Николаю, лицо царя
расплылось от удовольствия.
Заводское начальство увело гостей. Захава и его помощ¬
ники убрали ружья и замки. Они были довольны. Как же,
ведь грозу-то, царский гнев, пронесло, да и гостям нос
утерли.
В этом и заключалась награда, которую получили рус¬
ские мастера-новаторы металлообработки за организацию
производства взаимозаменяемых деталей машин.
Взаимозаменяемость достигалась не подгонкой вручную
всех одноименных деталей под форму и размеры одной об¬
разцовой детали. Такая работа была бы кропотливой, мало¬
производительной, а достигнутая взаимозаменяемость нена¬
дежной. Самое главное в успехе Захавы и его мастеров бы¬
ло то, что они изготовляли детали на созданных ими наибо¬
лее совершенных по тому времени станках. Кроме того,
тульские оружейники уже давно работали по калибрам —
с помощью примененного, ранее чем в других странах,
специального измерительного инструмента. И размеры
ружейных частей всегда получались одинаково точными
ботки стенок отверстия и придания ему окончательного размера); 4 —
фреза (для обработки плоскостей); 5 — плашка (для нарезания внешней
резьбы); 6 — метчик (для нарезания внутренней резьбы); 7 — протяжка
(сечение инструмента бывает не только круглым, но и прямоугольным
или другой формы; он служит для обработки стенок отверстий, пазов,
придает им точные размеры и гладкость поверхности).
81
Благодаря этому можно было включать в производствен¬
ный процесс много рабочих — не только высококвалифици¬
рованных мастеров, но и менее искусных. Только такая ра¬
бота и могла привести к массовому производству подлинно
взаимозаменяемых деталей.
Вот почему Захаве удавалось в 1812 году в один только
месяц изготовлять столько же ружей—десять тысяч,—
сколько Уитней сделал за восемь лет. Выходит, что произ¬
водительность труда тульских оружейников была почти в
100 раз выше, чем у рабочих Уитнея.
Царь Николай I больше всего был занят подавлением
всего передового в России. Поэтому он довольно поздно
узнал об огромных достижениях механиков Тульского за¬
вода. Намного раньше просочились сведения о них за грани¬
цу. Уже в 1806 году в Париже была издана книга француз¬
ского инженера Коти. Вот что он писал: «...я видел на
Тульском заводе, как из находившегося в приемной палате
большого количества замков несколько было разобрано, ча¬
сти их перемешаны; при этом все части приходились с та¬
кой точностью, будто их намеренно пригоняли одну к дру¬
гой».
Коти изложил в своей книге впечатления, полученные,
вероятно, за несколько лет до ее издания. Это значит, что
туляки-машиностроители решили труднейшую задачу взаи¬
мозаменяемости лет на двадцать пять раньше, чем об этом
дознался царь.
* * $
В первой половине XIX столетия в царской России по-
прежнему в промышленности преобладал ручной труд. Нов¬
шества в технике поощрялись только накануне или во вре¬
мя войны, чтобы получить побольше оружия, а затем забы¬
вались.
В западных же странах продолжался и все усиливался
приток машин на фабрики и заводы. Станки, созданные для
82
Работа шлифовальных станков. Шлифование плоской поверхности (1),
внутренней поверхности цилиндрических изделий (2), боковых поверхно¬
стей зубьев шестерен (3), наружных поверхностей цилиндрических изде¬
лий (4), поверхностей витков винта (5), заточка режущих граней инстру¬
ментов (6).
изготовления взаимозаменяемых частей огнестрельного
оружия, широко использовались и для производства машин.
Благодаря этому к середине прошлого столетия, за
50 лет, стоимость обработки квадратного дециметра метал¬
лической поверхности снизилась в 225 раз: вместо девяти
рублей — четыре копейки.
Обмен ролями между инструментами и обрабатываемой
деталью — инструмент вращается, изделие неподвижно —
породил и современный сверлильный станок. Режущий ин¬
струмент этого станка — сверло — сконструирован в виде
цилиндрического стержня, на рабочем конце которого име¬
ются две режущие кромки, а на боковой поверхности вьют¬
ся две винтообразные канавки. Сверло вращается, врезы¬
вается в металл изделия, снимает стружку и вытесняет ее
наружу по канавкам.
Вскоре сверлильные станки обогатились новыми режу¬
щими инструментами, как бы завершающими работу свер¬
ла — отделывающими стенки просверленного отверстия, —
зенкером и разверткой. И, кроме того, эти же машины «на¬
учились» работать метчиком (нарезать внутреннюю резьбу
на стенках отверстий) и плашкой (нарезать внешнюю резь¬
бу на стержнях болтов, на валиках винтов).
В 1867 году в Париже, а четыре года спустя в Вене были
организованы международные промышленные выставки.
Посетители убеждались, что техника станкостроения намно¬
го улучшилась. 100 лет назад вершиной точности была тол¬
щина мизинца Рейнольдса. Теперь же удавалось обрабаты¬
вать металл с высокой по тому времени точностью — до де¬
сятой доли миллиметра. А скорость обработки увеличилас!
в несколько раз.
В это время — около 1876 года—один из крупнейших
русских ученых, академик А. В. Гадолин, совершил своего
рода переворот в конструировании металлорежущих стан¬
ков. Он научил инженеров, какие числа оборотов лучше все¬
го сообщать шпинделям различных станков и как добивать-
84
ся таких скоростей их работы уже в процессе проектирова¬
ния — расчета будущей металлообрабатывающей машины.
Созданная им теория расчета передачи от двигателя к шпин¬
делю быстро распространилась и сделалась основой кон¬
струирования самых разнообразных станков.
Но и этого было мало. Требования к качеству и точности
обработки поверхности деталей машин повышались с каж¬
дым днем. Приходилось снимать с металла все более тонкую
стружку, доводить до окончательного размера рабочие по¬
верхности деталей, прошедших закалку и ставших очень
твердыми.
Старые инструменты — резцы и фрезы, изготовленные
из закаленной стали, — уже не справлялись с этим. Их
твердость оказалась недостаточной. И тогда машинострои¬
тели вернулись к первобытному инструменту — камню — и
создали шлифовальный станок. Инструментом в нем слу¬
жил шлифовальный круг. Его изготовили из множества мел¬
ких зерен очень твердого камня — корунда. Зерна корунда,
расположенные по краям шлифовального круга, работа¬
ют, как крошечные резцы. Круг вращается еще быстрее,
чем фрезы и сверла, и снимает тончайшую, пылевидную
стружку с твердых, закаленных поверхностей. Точность
изготовления начала приближаться к сотым долям мил¬
лиметра.
Казалось, трудно было добиться большей точности, труд¬
но было улучшить и конструкции станков. Но техника тре¬
бовала еще большей скорости обработки при высокой точ¬
ности.
В конце прошлого столетия в машиностроительной про¬
мышленности бурно развивалось серийное и массовое про¬
изводство. Приближался «век автомобиля». И тогда элек¬
трический двигатель заменил паровую машину. Электриче¬
ский ток, будто свежая кровь, влился в «артерии» станков.
Он сделал эти машины более быстроходными, точными и,
наконец, автоматическими.
85
ЭЛЕКТРИЧЕСКИЙ ПОДРУЧНЫЙ
числе произведений выдающегося английского пи¬
сателя Герберта Уэллса есть научно-фантастический роман
«Машина времени». Герой романа путешествует на этой ма¬
шине в будущее, в любое столетие, куда он только пожелает.
Представим себе, что какой-нибудь станочник прошлого,
XIX века, живший не так уж давно, примерно 80 лет назад,
заполучил в свое пользование уэллсовскую машину. Вот он
промчался на ней десятилетия, которые отделяют его от на¬
ших дней, и очутился... хотя бы в Москве, в цехе одного из
машиностроительных заводов.
Многое удивило бы приезжего из прошлого века, многое
показалось бы ему странным, непонятным. Но среди многих
странностей одно явление показалось бы ему настолько не¬
объяснимым, настолько невероятным, что он заподозрил бы
вмешательство нечистой силы.
Нет, конечно, его поразили бы не новые незнакомые
очертания станков. Станки должны были измениться за
столько лет. Но какая сила приводит их в движение? Где
прячутся могучие руки, влекущие взад и вперед под потол¬
ком цеха огромный кран, будто это мост, скользящий по
рельсам? И та же невидимая сила катит по крану тележку
с крановщиком, который управляет движением этого гигант¬
ского моста, поднимает немыслимые тяжести и с непонят¬
ной легкостью переносит их с места на место. Где же она,
эта сила?
На все эти вопросы пришельцу из прошлого столетия
пришлось бы ответить, что еще в 1834 году выдающийся
ученый, действительный член Петербургской Академии
наук Б. С. Якоби изобрел первый практически пригодный
электрический двигатель. Несколько десятилетий длился
процесс его усовершенствования. И, наконец, в 80-х годах
86
Путешествие электродвигателя по металлообрабатывающему радиально¬
сверлильному станку: 1 — двигатель — вне станка, энергия на своем
пути к шкиву-приемщику делает большой крюк; 2 — двигатель сделался
частью станка, путь энергии стал прямым и коротким; 3 — двигатель
приблизился к главному исполнительному органу машины; 4 —■ двига¬
тель разделился на четыре менее мощных, каждый из них приводит в
движение определенный исполнительный механизм станка: один враща¬
ет сверло; другой заставляет работать насос, подающий охлаждающую
жидкость; третий—на верхушке колонны — передвигает «рукав» —
траверсу станка — вверх и вниз; четвертый служит для крепления «ру¬
кава» на заданном уровне.
прошлого века шпиндели станков впервые стали вращаться
от электродвигателей. Вскоре паровая машина уступила
свое место в цехах заводов и фабрик новому двигателю.
Конструкторы переделали станки. Эти машины строи¬
лись так, чтобы двигатель составлял одно целое со станком
и его исполнительными механизмами.
Больше того, вскоре был сделан еще один шаг вперед —
в конструкцию сложных станков ввели несколько электро-
87
двигателей. Один из них вращал рабочий шпиндель станка,
а остальные приводили в движение отдельные его исполни¬
тельные механизмы.
С помощью электрического тока станкостроители стали
осуществлять самые смелые, казалось бы даже невыполни¬
мые, замыслы.
Электричество стало подручным станочника, его помощ¬
ником. Оно экономит время, освобождает руки и внимание
рабочего, ускоряет темп работы, делает ее более точной.
Пуск станка в ход, его остановка, изменение скорости —
все это еще недавно требовало ручного труда, времени и
опыта. А в наши дни для выполнения каждой из таких опе¬
раций достаточно легко нажать кнопку на щите управления
станком. Электрический ток не только приводит в движение
рабочие органы станка — он выполняет много других вспо¬
могательных работ.
Существуют электроизмерительные приборы, которые
во время самой точной обработки, когда изменения разме¬
ров выражаются тысячными долями миллиметра, зорко и
неустанно следят за этими изменениями. Как только
инструмент — пусть это будет даже быстро вращающийся
круг шлифовального станка — снимет последнюю, чуть ли
не микроскопическую стружку, рабочий получит сигнал,
который как бы говорит: «Стоп, отведи инструмент от де¬
тали!»
Станок нарезает резьбу внутри отверстия. В его рабочем
шпинделе вращается инструмент-метчик. Для выполнения
обработки необходимо, чтобы инструмент нарезал резьбу
определенной длины — не больше и не меньше. И электро¬
прибор как бы следит за этим. Как только работа сделана,
метчик мгновенно выключается.
На столе шлифовального станка выстроились одинако¬
вые детали. Их поверхности нужно отшлифовать, сделать
гладкими и точными. Для этого детали следует надежно
закрепить, чтобы они не сдвинулись ни на одну тысячную
88
Основные операции, выполняемые на токарно-винторезном стянке.
миллиметра. Операцию эту может выполнить вручную рабо¬
чий высокой квалификации. Но человеческие руки, даже са¬
мые искусные, все же могут ошибиться, допустить неточ¬
ность.
И тут опять приходит на помощь электричество. Буд¬
то сказочный конек-горбунок, оно справляется с любыми
трудностями. Новейшие шлифовальные станки оборудованы
особыми плитами, собранными из электромагнитов. На них
и устанавливаются обрабатываемые детали. Рабочий вклю¬
чает ток. Тогда детали как бы прилипают к столу станка и
остаются в таком положении, пока рука рабочего не разомк¬
нет электроцепь.
Множество других электроприборов помогают станочни¬
ку, измеряют и контролируют работу станка, сигнализируют
о неисправностях и, наконец, автоматизируют рабочие дви¬
жения исполнительных механизмов машины.
Человек у полностью электрифицированного станка —
властитель машины. Он заботливо и внимательно наблюдает
за ее работой, тщательно следит за стрелками приборов, во¬
время предупреждает возможность брака или перебоя в ра¬
боте. Ему не приходится физически напрягаться, работать
через силу. Управление современным станком — это работа
ума, а не силы. Нужно только хорошо знать машину и все
ее механизмы. Это позволяет улучшать и ускорять работу
станка, увеличивать его производительность.
С помощью электрического привода можно управлять
станками на расстоянии. Особая «командная» аппаратура
как бы диктует волю человека исполнительным механиз¬
мам, заставляет их выполнять заданные рабочие движения.
И не только механизмы одной машины, но и несколько или
много автоматических станков, осуществляющих весь цикл,
обработки сложного трудоемкого изделия.
Электричество — фундамент, на котором современные
станкостроители создали и создают новейшие станки. Какие
же это станки?
90
Как лобовой токарный станок превратился в карусельный.
МИР СТАНКОВ
давно прошедшие, начальные времена своего су¬
ществования каждый станок, к примеру токарный или
фрезерный, был чем-то вроде «мастера на все руки». На то¬
карном станке обтачивали цилиндрические детали не только
снаружи, но и внутри; на этом же станке нарезали резьбу и
обрабатывали небольшие плоские торцы деталей. Кое-какие
из этих операций не всегда удавалось достаточно хорошо и
быстро выполнить. Обыкновенный токарный станок не был
к ним приспособлен. Тогда появились станки-специалисты,
выполнявшие определенную операцию.
От каждого основного вида станка, точно ветви от ствола
дерева, выросли и развились новые, родственные виды
станков.
От токарного станка отпочковался станок для обточки
длинных цилиндрических и полых изделий; его называют
токарно-расточным. Затем появился станок-специалист по
точной расточке внутренних поверхностей коротких цилинд¬
ров. Этот станок называется горизонтально-расточным; в
его конструкцию введен стол, на котором крепится изделие.
Почти одновременно родился и лобовой токарный станок
для обработки небольших плоскостей. Если же изделие
слишком велико, на помощь приходит карусельный токар¬
ный станок, действительно напоминающий карусель. Круг¬
лый стол станка расположен горизонтально и вращается.
Изделие крепится на столе, а резцы подводятся суппортом
сверху или сбоку. Много «ветвей» и у других основных стан¬
ков.
Существуют и строгальные, и сверлильные, и фрезерные,
й шлифовальные станки-специалисты по определенной опе¬
рации строгания, сверления, фрезерования, шлифования. Но
машиностроители сумели создать и создают в наши дни но¬
вые виды станков — узких специалистов по изготовлению
92
Работа строгального станка (А) и его «родича»—долбежного станка (БУ.
Сверлильный станок и работы (операции), выполняемые на кем: 1 —
сверление отверстия; 2 — рассверливание отверстия (диаметр отверстия
приближается к заданному размеру); 3 — зенкерование отверстия (луч-
какой-либо одной детали целиком. В этом случае станок вы¬
полняет много различных, но строго определенных опера¬
ций.
«Население» мира станков продолжает увеличиваться и
становится все более многообразным.
Среди станков есть и великаны и карлики. Откройте
крышку карманных часов. Сколько разнообразных деталей
бросится вам в глаза! Вы найдете среди них и миниатюрные
зубчатые колесики, и винтики, и фигурные плоскости. Резь¬
ба на винтах почти не видна невооруженному глазу. Детали
так крохотны, что только лупа и пинцет помогают часовщи¬
ку собрать механизм.
Мельчайшие детали часов изготовляются на станках-
специалистах. Это станки-карлики. Их размеры и вес ни¬
чтожно малы.
А вот стоит статор мощного турбогенератора. Рядом с
ним человек кажется пигмеем. Статор тоже изготовлен на
станке, но на карусельном станке-великане. По огромному
круглому столу этого гиганта, как по автодрому, свободно
могут двигаться одна за другой две—три, а то и больше гру¬
зовых автомашин.
Существуют станки для обработки орудийных стволов
корабельной и береговой артиллерии. О величине такого
станка могут дать представление детали, которые он обра¬
батывает : длина заготовок деталей 30, 35, 40 метров и боль¬
ше, диаметр 3 метра. Вес заготовки — сотни тонн.
Обработка броневых плит для кораблей выполняется на
строгальном станке. На столе такого станка можно играть в
ше делается поверхность стенок, точнее размер); 4 — развертывание
отверстия (окончательная отделка стенок в размер); 5 и 6— зенкование
(если нужно сделать вход в отверстие для головкк винта или шурупа;
это выполняется с помощью специальных инструментов — зенковок раз¬
ных очертаний); 7 — цекование (если нужно сделать очень гладкой и
ровной поверхность вокруг отверстия; это работа инструмента цеков-
ки); 8 — нарезание резьбы в отверстии метчиком.
95
Операции, выполняемые на фрезерных станках: 1 и 2 — обработка по¬
верхностей цилиндрическими фрезами с винтовыми и прямыми зубья¬
ми; 3 — обработка плоской поверхности торцевой фрезой; 4 — схема
вырезания фрезой фасонного профиля; 5 — нарезание зубьев на цилинд¬
рической шестерне; 6 — обработка зубьев шестерни; 7 — фасонная фре¬
за вырезает в металле «свой* контур; 8 — отделка зубьев шестерни фре¬
зой специальной формы; 9 — угловая фреза вырезает паз в виде ласточ¬
кина хвоста.
Зубо-фрезерный станок для изготовления различных зубчатых колес и
некоторые виды его работ и изделий; нарезание зубчатых колес: 1 —
червячного; 2 — с прямыми зубьями; 3 — с винтобыми зубьями; а так¬
же 4 — шлицевых валиков; 5 — звездочек.
Некоторые способы изготовления зубчатых колес: 1 — заготовка вра¬
щается и в то же время перемещается прямолинейно, а вверх и вниз
снует инструмент — зубчатая рейка — и своими зубьями вырезает в
металле зубья будущей шестерни; 2 — вращается заготовка, а в контак¬
те с ней вращается режущий инструмент — червячная фреза; в то же
время она подается вниз, вырезая зубья заданного профиля; 3 — обра¬
ботку вращающейся заготовки выполняет инструмент особой формы, по¬
хожий на фрезу и названный долбяком; при этом он вращается и снует
вверх и вниз, как бы долбит заготовку.
теннис. Вес его доходит до 300 тонн. Чтобы изготовить по¬
добный станок, нужно около двадцати вагонов металла: его
несущая суппорты траверса длиной 10 метров похожа на
мост-виадук через железнодорожные пути.
Для этой же цели — обработки броневых плит — служит
фрезерный станок весом тоже 300 тонн. Представление о
размерах станка может дать его фреза: ее диаметр —
2,5 метра. Поставленная рядом с человеком среднего роста,
она выше в 1Йлтора раза.
Каких успехов добились машиностроители, работая на
современных станках, видно из одного забавного эпизода.
98
Швейцарские станочники как-то послали американским
металлистам подарок — изделие длиной 1 метр при диамет¬
ре всего 3 миллиметра. Его изготовили на токарном станке-
автомате с точностью до Уюо миллиметра. Американцы дол¬
го пытались отгадать, как удалось обточить такое изделие:
ведь оно обязательно должно было прогнуться под резцом.
Это им не удалось. Чтобы не ударить в грязь лицом, они
просверлили присланное изделие, ухитрились проделать в
нем сквозное продольное отверстие и отослали деталь об¬
ратно швейцарцам— мол, «если мы не знаем, как обточить
столь тонкую и длинную деталь, догадайтесь вы, как нам
удалось ее просверлить». И то и другое, конечно, трудно.
Только точзно и «умно» работающие станки могли позволить
Детали—часовые винты — так малы (1), что только лупа и пинцет по¬
могают мастеру-часовщику рассмотреть резьбу или поверхность торца
винтика (2) и собрать механизм.
99
машиностроителям успешно справиться с этими и многими
другими затруднениями в станочной обработке.
И, наконец, с помощью электричества удалось полностью
автоматизировать станки, добиться, чтобы эти машины ра¬
ботали без вмешательства человека и чтобы изделия изго¬
товлялись с еще небывалой скоростью при еще большей точ¬
ности.
* * *
Проникновение электричества в устройство станков и
других рабочих машин началось в конце прошлого столетия.
И тогда же обнаружилось, что в станках этой огромной си¬
лой приходится пользоваться очень осторожно, сдержи¬
вать ее.
Вообразите, что человеку с прекрасно развитой мускула¬
турой, но с изнеженными ладонями пришлось заняться
греблей. Очень скоро он бросит весла. И не потому, что
устал. Нет, он мог бы долго грести, сил еще хватит, но ла¬
дони быстро истерлись, покрылись ссадинами, кровоточат.
А если поверхности рукояток сделаны грубо, шероховато,
гребцу придется бросить весла чуть ли не через несколько
минут.
Во второй половине прошлого столетия то же самое про¬
изошло со станками.
Электричество подбавило мощности и скорости большин¬
ству рабочих машин. В них передавались теперь большие
усилия, преодолевались возросшие сопротивления. При¬
шлось поэтому увеличить и прочность деталей машин.
Когда понадобилось сделать мощные и скоростные рабо¬
чие машины более прочными, металлурги научились варить
улучшенную, очень прочную, вязкую и твердую сталь. Это
произошло еще до того, как в машины пришло электричест¬
во. Но такой металл намного упорнее сопротивлялся реза¬
нию. И инструменты — резцы, фрезы, сверла — пусть не
«неженки», но «привыкшие» к не очень упорному сопро¬
тивлению, переставали снимать стружку, они быстро
100
Токарный станок-гигант для обточки очень длинных и «толстых» дета¬
лей огромных машин. Поставленный на заднюю бабку, он окажется чуть
ли не втрое выше пятиэтажного дома (к стр. 95).
размягчались — «садились». А когда электричество ускори¬
ло бег станков, обнаружилось, что режущие инструменты
«садятся* еще скорее. И новые, мощные и скоростные стан¬
ки оказывались в роли спортсмена-гребца с изнеженными
ладонями — несмотря на свою отличную «форму», они тут
же отказывались работать.
Получилось так: с одной стороны, возросшие скорость
резания и прочность металлов улучшили станки; с другой
стороны, они же привели к тому, что дальнейшее их усовер¬
шенствование было ни к чему — инструмент не выдерживал
ни большой скорости, ни высокой прочности и твердости
обрабатываемой стали. Инженеры поняли тогда, что:
В одну телегу впрячь не можно
Коня и трепетную лань.
Телега — резание металлов; сильный выносливый и бы¬
стрый конь — это новые (по тем временам) станки; а в ро¬
ли трепетной лани оказались режущие инструменты. И ста¬
ло ясно, что эту «лань» необходимо превратить во второго
надежного «коня» —в противном случае телега, как ее ни
улучшай, не подвинется вперед.
Тогда-то строители машин поняли, что и режущие ин¬
струменты надо сделать стойкими против союза прочности
и твердости металлов с ускорившимся бегом станков.
Первые шаги в этом направлении, еще неуверенные и
медлительные, были сделаны в самом начале второй поло¬
вины прошлого зека. Через два десятилетия уже зародилась
наука о резании металлов. Опираясь на ее законы, ученые
начали улучшать инструменты. После электрификации
станков нужда в этом сделалась намного больше, острее.
Лучшие, самые передовые люди машиностроения посвяща¬
ли себя упорной борьбе за наиболее стойкий режущий ин¬
струмент. Только одержанные ими победы сделали возмож¬
ным дальнейшее улучшение устройства и работы станков.
Рассказам об этих победах и посвящена следующая глава.
102
РАССКАЗ
О РЕЗНЕ
СТРУЖКЕ
ЗАЧИНАТЕЛЬ НОВОЙ НАУКИ
просторном, светлом кабинете главного метал¬
лурга Златоустовского завода в этот предосенний день
1848 года собралось избранное общество. Здесь и заводское
начальство, и важные гости из Екатеринбурга, и даже кое-
кто из столицы. Предстоит торжество официального испы¬
тания клинков, откованных из булатной стали новейшей
плавки.
Секреты ее изготовления были известны мастера м-ору-
жейникам на Среднем Востоке, в Индии, в Персии, особен¬
но — в Сирии, в городе Дамаске, еще в древнейшие време¬
на, за несколько веков до нашей эры. Из поколения в поко¬
ление передавали они тайны своего тонкого мастерства.
Клинки мечей, сабель, кинжалов, искусно откованные из
этой стали, получались очень гибкими и упругими. В то же
время их лезвия отличались особой прочностью и твердо¬
стью. Поэтому удавалось придавать лезвию самую высшую
степень заостренности. И тончайшее его «жало» не зазубри¬
валось, не ломалось даже при сильном ударе по стали до¬
спехов противника.
Древние и средневековые витязи восточных стран
ловким ударом сабли или кинжала умели перерезать
105
подброшенную в воздух и падающую вниз легчайшую ткань
газового шарфа.
И вот, уже в последние столетия, искусство изготовления
булатной стали было утеряно. Сколько ни пытались и на
Востоке и на Западе вновь открыть тайны древнего булата,
изготовить его не удавалось. Ученые и мастера-сталевары
как будто очень близко подходили к успеху — у них полу¬
чались отличные клинки: и упругие, и прочные, и твердые,
и очень острые. Но все же они во многом уступали була¬
там. И когда пытались повторить то, что делали древние
витязи — перерубить саблей или кинжалом подброшенную
газовую ткань, — ничего не получалось. В лучшем случае
удавалось проделать такой опыт с тяжелой шелковой тка¬
нью.
Обо всем этом оживленно беседуют между собой собрав¬
шиеся в кабинете гости завода.
Но среди них нет главного, почетного гостя — прослав¬
ленного русского ученого-металлурга Павла Петровича Ано¬
сова. До прошлого года он работал здесь, на Златоустовском
заводе, руководил им. Здесь же его многолетним, упорным
творческим трудом был наконец раскрыт секрет булатной
стали. Еще 10 лет назад была получена первая плавка этого
металла. Изготовленные из него клинки не уступали дамас¬
ским. С тех пор Аносов неустанно искал и находил новые
способы варки и обработки булатной стали, новые способы
изготовления еще бодее высококачественных клинков.
Теперь Аносов — главноуправляющий Алтайскими за¬
водами. Но сегодня — день испытания клинков из булатной
стали, недавно выплавленной по его новейшим указаниям.
И творец ее приехал с далекого Алтая, чтобы присутство¬
вать при этом.
В кабинете и Август Иванович Тиме, доктор медицины,
врач завода. Он привел с собой своего десятилетнего сына,
Ванюшку, — разрешил сам Аносов, или дядя Паша, как на¬
зывают его дети в семье Тиме.
106
Дядя Паша — друг доктора Тиме — часто проводил ве¬
чера в кругу его большой семьи и особенно любил Ванюшку
за любознательность, за пытливый ум. Часто водил он маль¬
чугана в цехи завода, позволял ему часами простаивать око¬
ло работающих печей, молотов, станков. А потом, вечером,
дома отвечал на нескончаемые его «как» и «почему». При¬
корнув в уголке старого уютного дивана, Ванюшка слушал
рассказы дяди Паши о его любимой работе, о сталеварении.
Из них и узнал мальчик многое из того, о чем сегодня гово¬
рят между собой все эти важные люди. А главное — узнал
он, что дядя Паша много лет пытался открыть секрет древ¬
него булата, хотел научить людей изготовлять из него не
только холодное оружие, но и мирные полезные вещи.
Ванюшка с нетерпением ждет, когда же начнется испы¬
тание. Мальчик не сводит глаз с входной двери; вот-вот она
откроется, войдет дядя Паша и пригласит всех следовать за
собой. Но время ожидания течет медленно, скучно; минуты
кажутся часами. Ванюшка и не обратил особого внимания
на переходившего от одной группы к другой молодого каза¬
чьего поручика, часто посматривавшего на часы. И вдруг
тот что-то негромко произнес, разговоры затихли, двери
раскрылись, и гости направились в помещение приемки хо¬
лодного оружия.
Ванюшка увидел в нем в разных местах аккуратно уло¬
женные сабли, тесаки, ружейные штыки. Отдельно на боль¬
шом столе — несколько сабель и кинжалов. Гости сгруди¬
лись вокруг стола, клинки пошли по рукам. Рассматривали
поближе к свету их поверхности, сгибали, наносили ими
удары то «жалом» лезвия, то его острием по предназначен¬
ным для этой цели предметам из дерева, металла, ткани.
Распоряжался испытанием дядя Паша. Вот по его знаку
казачий поручик — представитель военного ведомства —
приблизился к столу, выбрал одну из сабель, отошел, приго¬
товился. Наступила тишина. Тогда дядя Паша вынул из
бокового кармана какой-то небольшой и плоский тканевый
107
сверток, взмахнул им. Ткань развернулась в довольно длин¬
ный и почти прозрачный шарф, будто сотканный из тончай¬
ших стеклянных нитэй. Еще раз взмахнул им дядя Паша и
отпустил. Легчайшая ткань взлетела, расправилась в возду¬
хе и повисла в нем. В то же мгновение поручик изловчился
и двумя — один за другим — как-то по-особенному направ¬
ленными ударами на лету рассек шарф на три части. Они
медленно опустились на пол.
Шумно стало в помещении. Гости с любопытством рас¬
сматривали части шарфа. Ткань оказалась разрезанной ров¬
но, гладко.
Это был триумф, еще одна победа Аносова, и его горя¬
чо поздравляли все собравшиеся. Протиснулся к нему и
доктор с Ванюшкой. Глаза мальчика, широко раскрытые,
смотрели на дядю Пашу с благоговением: ведь он все знает,
все может. Аносов ласково поглядел на Ванюшку.
— Ну, — произнес он, — вот ты и увидел то, что хотел.
А когда вырастешь да выучишься, тогда и сам для отече¬
ства много полезного сделаешь... Сейчас времени нет, а вот
Еечерком зайду к вам, — продолжал он, обращаясь уже к
доктору, — тогда и поговорим...
Ванюшка с отцом ушли домой. Снова мальчик считает
минуты. Наконец вечер. Отец и Аносов негромко беседуют.
И мальчику слышно — дядя Паша, как всегда, рассказы¬
вает что-то очень интересное о стали, как ее варят и куют
так, чтобы изделия из нее лучше служили людям. Ванюшка
очень любит слушать эти рассказы, они как чудесные сказ¬
ки его старой няньки. Ее отец, дед и прадед родились и вы¬
росли здесь, среди гор и ущелий сурового Урала, у берегов
могучей Камы. Она знает много народных сказов, былин и
легенд об огромных богатствах, упрятанных природой в
укромные тайники, глубоко-глубоко под землей. Скрыты в
этих тайниках несметные сокровища — те руды, в которых
содержится и железо, и медь, и золото, и серебро, и драго¬
ценные камни. И знает еще нянька сказы о вышедших из
108
Поручик изловчился и двумя ударами на лету рассек шарф на три части.
народа мастерах-чудсдеях, умевших добывать эти руды, из¬
влекать из них металл и самоцветы, искусно изготовлять
необходимые людям вещи и украшения.
Особенно запомнились Ванюшке сказы об умельцах-куз-
нецах и токарях, о том, как чудесно меняется в их руках
еще почти бесформенная стальная болванка, как превра¬
щается она в хорошо знакомые и очень полезные предметы.
Мальчику уже понятно — металл, сталь или даже мяг¬
кая медь не легко поддаются кузнечному молоту, а особен¬
но резцу. Этот материал упорно сопротивляется усилиям че¬
ловека, который стремится изменять его форму, придавать
ей любые задуманные очертания. Можно, например, паль¬
цами обминать глину, лепить из нее всякие фигурки. Перо¬
чинным ножичком можно выстрогать из деревянного чур¬
бачка лопатку, игрушечную саблю или кинжал. Все это
просто и нетрудно. А то же самое проделать с металлом так
трудно, что Ванюшка с почтением и завистью смотрит на
рабочих — кузнецов и токарей, когда ему удается с отцом
или дядей Пашей проскользнуть в заводские цехи и по¬
стоять у могучего молота или станка.
Интересно наблюдать, как работает строгальный станок.
Ванюшка смотрит на него и вдруг видит перед собой не ма¬
шину, а столяра Клима, который приходит чинить оконные
рамы и двери. Вот он уложил на верстак длинный деревян¬
ный брусок и начинает «прохаживаться» по его поверхности
рубанком. Двинет вперед свой инструмент — снимет струж¬
ку, вернет его назад и еще раз двинет вперед. И повторяет
эти движения много раз, пока не «выгладит» поверхность и
как раз на том уровне, что он сам отметил огрызком грифе¬
ля на боковой поверхности бруска.
А ведь строгальный станок работает почти так же, толь¬
ко точнее: одинаковые по толщине и ширине стружки сни¬
маются сначала с одного очень узкого и длинного участка,
затем — с другого, смежного. Резец будто обходит по оче¬
реди все участки поверхности обрабатываемого изделия.
110
Машина работает хорошо, намного быстрее столяра Кли¬
ма— тому часто приходится прерывать работу: обмерять
брусок или даже отдыхать. А станок работает непрерывно
и неустанно, пока не обработает всю поверхность.
У Ванюшки возникает множество интересных вопросов.
Нелегко получать от взрослых ответы на них. Отмахивают¬
ся от мальчика — заняты, мол, отвяжись! А ему очень хо¬
чется узнать, почему, например, не строгают металл вруч¬
ную рубанком, как дерево? Правда, он и сам догадывается,
что у столяра Клима, да и у других рабочих, не хватило бы,
пожалуй, силы справиться с металлом — уж больно он кре¬
пок и не так легко, как дерево, позволяет «отодрать» от себя
стружку. Машина же, верно, намного сильнее всякого чело¬
века, поэтому ей и под силу такая работа.
Но это только догадки, а хорошо бы знать все наверняка.
Или — другое. Ванюшка пытливо наблюдает за работой
строгального станка и замечает: бывает — стальная струж¬
ка такая же, как и деревянная, длинная и завивается колеч¬
ками; но бывает — разлетается она металлическими брыз¬
гами. А когда спрашивает он у мастеров, почему это так,
смотрят они удивленно на мальчика и только руками разво¬
дят: «Ну и дотошный малец у доктора нашего! И зачем ему
знать все это?» И лица у мастеров при этом смущенные. Мо¬
жет быть, они и сами не знают, что со стружкой делается,
почему она разная бывает?
Мальчик так увлекся своими воспоминаниями, что голо¬
са отца и дяди Паши доносятся до него всё глуше и глуше.
Да и глаза уже слипаются, спать пора. Но что это? Дядя
Паша заговорил о булате. О, это самое интересное! И тоже —
о резании.
Ванюшка уже давно подметил: куда ни взглянешь, всю¬
ду чем-то что-то режут, и каждый раз — по-другому. Взять
хотя бы одно только дерево — и его по-разному режут.
Алешка-истопник пилит дрова для печки; вместе с
Прошкой-плотником он орудует длинной пилой: то один
111
1-передняя бабка, 2-рукоятка установки числа оборотов шпинделя,
3-зажимной патрон, 4-резцедержатель, 5-защитный экран; 6-верх-
ияя часть суппорта; 7-панель выключателей; 8-задняя бабка; 9-ру-
коятка включения гайки ходового винта, К)-кнопки пуска и остано¬
вки главного электродвигателя, 11 — рукоятка поперечного перемеще¬
ния суппорта; 12—маховичок продольного перемещения суппорта;
13-ходовой винт; 14-ходовой вал; 15-коробна передач с рукоятна-
ми и шкалой для установки заданной подачи.
4-!
О1
[
' 1
II
|1щ.
1с.
1
Современный токарно-винторезный станок (одна из советских конструкций).
тянет ее к себе, то другой. Из разреза опилки — деревянный
порошок — так и сыплются. Потом тот же Алешка ставит
круглые поленья торцом на ровное место и колет их — тоже
режет, только вдоль. И служит ему инструментом уже не
пила, а топор-колун, вовсе не острый, скорее — тупой, будто
клин надели на топорище. Примерится Алешка к полену,
взмахнет колуном, ударит по верхнему торцу. Смотришь —
раскололось полено на две половинки, хоть тупое лезвие ко¬
луна едва только вошло в дерево.
А Прошка-плотник, когда тешет бревна, ловко действует
острым топором. Так обчистит бревно, скруглит его, выру¬
бит в нем пггзы и закраины, будто в руке у него не простой
топор, а какой-нибудь особенный инструмент. От бревна от¬
калываются толстые, почти прямые и короткие стружки.
Они совсем не похожи на тонкие, завивающиеся стружки,
вылетающие из-под рубанка столяра Клима.
А металл? Его тоже и пилой разрезают, и напильником
обдирают, или «чистят», и зубилом рубят, а главное — рез¬
цами строгают, точат, сверлами дыры в нем проделывают.
И опять опилки и стружки, но уже металлические. Только в
этом и сходство, а остальное все разное.
Как-то сказал он об этом дяде Паше. Тот озадаченно по¬
смотрел на Ванюшку, удивился, что мальчика такие вопро¬
сы интересуют. Потом объяснил, что сходство, пусть неза¬
метное, во многом. Каждое зернышко порошка опилок —
это тоже стружка, только очень маленькая; поэтому глаз
человека видит ее не как стружку, а как большую пылинку.
Всегда, когда режут какой-нибудь материал, происходит от¬
деление от него или очень малой, или большой частицы.
Если материал твердый, его частицы отделяются в виде
стружки, маленькой или большой, тонкой или толстой, ко¬
роткой или длинной. Даже половинки, на которые раскалы¬
вается полено, — это тоже стружки, но очень толстые.
Лезвие инструмента, которым пользуется человек, всегда
должно быть намного тверже, чем тот материал, который
114
От простого клина-зубила произошли все виды режущих инструментов
для станков: долбяк (1), строгальный резец (2), токарный резец (3), свер¬
ло (4), фреза (5) и все остальные.
нужно резать. И еще, оно должно быть прочным. А инстру¬
мент тоже всегда один и тот же — заостренный клин или
резец. Но при каждой другой надобности его «телу» и лез¬
вию придается особая форма, самая лучшая для того вида
резания, которое нужно выполнить. Сабля или кинжал—это
тоже заостренный клин-резец, тоже режущий инструмент,
и для него очень важны те же свойства — твердость, проч¬
ность: только тогда можно сделать его достаточно острым.
Пользуются таким клином-резцом по-разному: то его
двигают вперед-назад, то держат неподвижно, то вращают
вокруг оси.
Все это, сказал дядя Паша, люди узнали постепенно, за
тысячи лет своего труда и опыта; очень медленно накапли¬
вали они необходимые им знания.
Но с тех недавних времен, когда появились рабочие ма¬
шины, быстроходные и сильные, все старые сведения уже не
годились. Надо поскорее накапливать новые: как пользо¬
ваться машинными инструментами, какими они должны
быть. И ученые создали новую науку о машинах и их рабо¬
те — механику. На многие вопросы отвечает эта наука.
А вот о резании в ней почти ничего нет: ученые еще не
успели в нем разобраться. Приходится и теперь медленно
накапливать опыт и знания, необходимые людям, чтобы ре¬
зать дерево, металл и другие твердые материалы.
Дядя Паша помолчал немного, может быть хотел дать
время Ванюшке поразмыслить над услышанным.
— Вот вырастешь, станешь инженером, ученым. На все
свои вопросы сам сумеешь ответить. Новыми, более зоркими
глазами увидишь ты тогда все то интересное, что происхо¬
дит при резании. И объяснишь людям.
* * *
Прошло немного больше двух десятилетий. В 1870 году
за 2000 километров от Златоуста, в Петербурге, собрался на
свое очередное заседание ученый совет Горного института.
116
В повестке дня — защита диссертации на тему, которая
глубоко еще никем не изучалась. Ее название: «Сопротивле¬
ние металлов и дерева резанию». Члены ученого совета зна¬
ли, что автор диссертации — молодой специалист по горно¬
заводской механике Иван Августович Тиме, уже опытный
инженер; он возглавлял строительство Лисичанского метал¬
лургического завода. По его проектам изготовлено главное
оборудование — кузнечные молоты. Там же и одновременно
выполнил он огромную исследовательскую работу — на
строгальном станке в сотнях опытов изучил процесс образо¬
вания стружки при резании различных металлов и дерева.
И тогда — впервые в мире — появился его научный труд, в
котором раскрыты тайны процесса резания.
Но мало кто знал, что И. А. Тиме — это тот же любо¬
знательный Ванюшка, которому уже 22 года назад не дава¬
ли покоя тайны резания металлов. Он выполнил программу,
начертанную для него дядей Пашей. Через три года после
испытания булатов юный Ваня Тиме уехал учиться в Пе¬
тербург в Корпус горных инженеров. Это учебное заведение
давало своим воспитанникам полное среднее и высшее гор¬
но-механическое образование. Тиме отлично окончил инсти¬
тут в 1858 году, а через 12 лет удивил технический мир сво¬
им научным трудом о резании металлов и дерева, в котором
заложил основание науки о резании. Именно этот труд и
был блестяще защищен им на заседании ученого совета Пе¬
тербургского Горного института. После этого славный рус¬
ский ученый И. А. Тиме еще много-много лет учил своих
соотечественников-машииостроителей, как обрабатывать ме¬
талл наилучшим образом.
С его доброго почина передовая роль русских, а впослед¬
ствии и советских ученых в исследовании законов резания
металлов стала традицией отечественной науки. Мировое
признание получили в этой области технических знаний
труды К. А. Зворыкина, Я. Г. Усачева, А. Н. Челюст-
кина и других наших ученых. Все они упорно, неутомимо,
117
талантливо развивали и умножали наследие, оставленное
славным зачинателем науки о резании металлов Иваном
Августовичем Тиме.
В очерках этой главы и рассказано, что дали современ¬
ному машиностроению их научные искания.
4 а ..ЛЕСТНИЦА" ТВЕРДОСТИ
(гфз введения в эту книгу читатель уже знает, что сущ¬
ность закона твердости проникает в сознание ребенка чуть
ли не в первые годы его жизни. Он наблюдает, например,
как отец забивает в стены комнаты костыли, чтобы потом
навесить на них карнизы для гардин. Вот костыль пристав¬
лен острием к стене, разделяющей две смежные комнаты.
Удар молотком, еще удар — костыль легко входит в штука¬
турку, проникает дальше сквозь древесину перегородки,
плотно застревает в ней и мсжет служить надежной опорой
для карниза.
А через несколько минут приходится забивать такой же
костыль в наружную, каменную стену. Опять удары молот¬
ка заставляют костыль вонзиться в штукатурку, проник¬
нуть сквозь нее в толщу стены, сложенной из кирпичей.
И если не будет удачи — костыль не попадет в мягкий шов
между двумя кирпичами, он как бы упрется в непреодоли¬
мую преграду и не пройдет дальше в стену. Под ударами
молотка стержень костыля начнет изгибаться. А когда его
вынут из неглубокой дыры, окажется, что острие его загну¬
лось кольцом; теперь оно не вонзится даже в мягкое дерево.
Ребенок, наблюдающий все это, просто отмечает в своем
сознании, что одно дело — пробивать железным костылем
отверстие в затвердевшей штукатурке, дереве и совсем дру¬
гое — в кирпиче. При этом ребенок не отдает себе отчета в
том, что на его глазах произошли своего рода два столкно-
118
вения: между костылем и деревом и между костылем и
кирпичом. В первом случае победил более твердый желез¬
ный (стальной) костыль, во втором — кирпич. Если разо¬
брать только этот случай, ничего особенно интересного в
нем нет. Но в мире, в котором мы живем, быт и труд людей
насыщены бесконечным числом непрерывно повторяющих¬
ся таких столкновений между разными предметами, вер¬
нее— между теми материалами, из которых эти предметы
изготовлены.
Обыкновенный нож сталкивается с хлебом, мясом и дру¬
гими продуктами питания — он тверже их и побеждает.
И это хорошо — нам нужно, чтобы он побеждал и притом
быстро, чисто, не раскрашивая «противника». Зубы людей
к животных сталкиваются с пищей и тоже побеждают.
И точно так же колун и топор, железка рубанка или гвоздь
побеждают дерево, лопата — грунт, а резцы, сверла, фрезы
и другие инструменты — металл, иголка — ткань. И всегда,
когда люди обрабатывают материал — рубят, режут, давят,
строгают, сверлят, долбят, шьют, — все это происходит бла¬
годаря разнице в твердости: инструмент тверже материала
и внедряется в него.
Выходит, что, не будь разницы в твердости материалов,
люди не могли бы есть и трудиться, не могли бы существо¬
вать. И особенно сказывается это в резании металлов.
Итак, материал режущего инструмента всегда должен
быть намного тверже обрабатываемого материала. В против¬
ном случае лезвие или острие даже не вонзится в заготовку.
Попробуйте заострить деревянный стержень и пронзить им
тонкий лист из мягкой меди. Ничего не выйдет. Деревянное
острие тут же начнет сминаться (да и крошиться) все больше,
еще больше, пока наконец не превратится в тупую оконеч¬
ность стержня. На проверку выйдет, что не деревянный ост¬
рый стержень пронзил медный лист, а, наоборот, медный
лист, даже не шелохнувшись, «отгрыз» острие у стержня.
II в этом столкновении победила более твердая медь.
119
Все тела в окружающей нас природе отличаются каки¬
ми-то только им присущими постоянными физическими при¬
знаками, например: определенным весом, цветом, запахом.
Твердость — это такой же постоянный признак, свойство
всех тел. Они обладают этим признаком в различной степе¬
ни — в большей или меньшей. И, чтобы знать, как пользо¬
ваться этим свойством для своих целей, в том числе и для
резания, люди науки еще в прошлом столетии создали шка¬
лу твердости. Ее составил немецкий ученый-минералог Моос
еще в 1811 году. Она состоит из двух вертикальных коло¬
нок — левой и правой. В левой — сверху вниз напечатаны
названия десяти минералов, а в правой — числа от 1 до 10,
обозначающие порядок их твердости. Первый из них — са¬
мый мягкий в природе (тальк), последний — самый твердый
(алмаз). Каждый из этих десяти минералов мягче последу¬
ющего и тверже предыдущего. И это видно из того, что с по¬
мощью любого из них можно нанести царапину на поверх¬
ности предыдущего.
На вид это простая таблица. Но, если вдуматься в ее со¬
держание, легко можно представить себе обыкновенную эта¬
жерку с десятью полками. Все они пронумерованы снизу
вверх. На первой, самой нижней, уложен тальк, на второй —
гипс, на третьей — известковый шпат (кальцит), на четвер¬
той — плавиковый шпат (флюорит), на пятой — апатит, на
шестой — полевой шпат (ортоклаз), на седьмой — кварц, на
восьмой — топаз, на девятой — корунд, а на последней, де¬
сятой, — алмаз.
Эта воображаемая этажерка служит ученым для разме¬
щения на ее полках всех прочих твердых тел, не только ми¬
нералов. На каждую полку как бы укладываются тела с той
же степенью твердости, что и основной минерал шкалы. Он
и служит своего рода измерителем твердости всех осталь¬
ных тел на полке. И если какое-нибудь тело относится, на¬
пример, к четвертой полке, мы и говорим, что его твердость
по шкале Мооса — 4.
120
Это число отмечает лишь место, которое тело занимает в
природе по степени своей твердости. И сразу же становится
ясно, тверже или мягче оно, чем другие тела.
Напрашивается вопрос: неужели вое тела в природе от¬
личаются только теми степенями твердости, которые зна¬
чатся в шкале Мооса? Нет, конечно, это не так. Большинст¬
во тел действительно попадает на полки нашей воображае¬
мой этажерки, но бывают среди них и такие, которые по сво¬
ей твердости оказываются в промежутке между какими-то
двумя соседними полками. Но где именно? Поближе ли к
нижней или к верхней? Или, может быть, в середине? И на
сколько одно тело тверже (или мягче) другого?
Когда Моос еще только составил свою шкалу, на все эти
вопросы нельзя было ответить. Ученые умели тогда опреде¬
лять только степень твердости и одним лишь способом —
царапанием. А самая величина твердости оставалась для
них неизвестной: они еще не умели определять ее. Поэтому
полки этажерки просто возвышались одна над другой на
равных небольших расстояниях. Но вскоре ученые нашли
несколько способов точного измерения величины твердости.
Они научились сравнивать тела по их твердости — узна¬
вать, на сколько одно тело тверже (или мягче) другого.
Выяснилось, что за основу такого сравнения удобнее все¬
го принять твердость минерала корунда; ее—величину этой
твердости — обозначили числом 1000. Исходя из нее, уче¬
ные вычислили величины твердости для остальных девяти
минералов и всех тел, что расположились на полках нашей
этажерки и между ними. И тогда эта этажерка преврати¬
лась в лестницу с необыкновенными ступенями.
Самая нижняя ступень (с тальком) чуть-чуть возвыси¬
лась над землей. Чуть повыше — вторая (с гипсом). Но тре¬
тья (с известковым шпатом) как бы подскочила кверху на
расстояние, которое в 22 раза больше промежутка между
первыми двумя. Еще выше — на четвертую ступень — за¬
брался плавиковый шпат, он шагнул кверху вдвое дальше,
121
чем известковый. На столько же, но еще выше поднялась
пятая ступень с апатитом. Но следующая, шестая (с поле¬
вым шпатом) будто взлетела на большую высоту и резко
оторвалась от пятой — на дистанцию, которая чуть ли не
в 50 раз больше просвета между предыдущими двумя сту¬
пенями. Еще выше, но на несколько меньшее расстояние
поднялась седьмая ступень, с кварцем. Но топаз (на восьмой
ступени) оставил его далеко-далеко ниже себя.
Нам кажется, что верхушка «лестницы» уже забралась
достаточно высоко, а ведь остались еще две ступени. И ока¬
зывается, что девятая, с минералом корундом, резко отры¬
вается от топаза и уходит вверх на расстояние, которое по¬
чти в 8 раз превосходит очень большей просвет между седь¬
мой и восьмой ступенями. А «король» твердости, алмаз,—
на своесм «троне», на десятой ступени. И, как положено тро¬
ну, эта ступень возвышается даже над девятой ступенью на¬
столько, что расстояние между ними уже в 165 раз больше
предпоследнего промежутка.
Наша «лестница» приняла такой вид потому, что твер¬
дость талька выражается очень малым числом — 0,03 (гип¬
са — 0,04). А твердость алмаза огромна — 140 000. Этот ми¬
нерал в 140 раз тверже «соседнего» с ним корунда. В срав¬
нении с тальком он тверже почти в 4 700 000
раз. И если мы несколько спустимся по шкале
Мооса и сравним между собой, например,
кварц (на седьмой «полке») и пла¬
виковый шпат (на четвертой «пол¬
ке»), то первый окажется тверже
второго в 53 раза (с небольшим).
Лестница» твердости
и ее ступени.
Научившись измерять величину твердо¬
сти, ученые сумели еще более точно разме¬
стить на ступенях «лестницы» все тела,
встречающиеся в природе. Больше того, если
какое-нибудь тело попадало не на одну из
этих ступеней, а в промежуток между ними,
то теперь удавалось точно опре¬
делить, на каком участке этого
промежутка оно оказалось:
ближе ли к нижней или к верх¬
ней соседней ступе¬
ни, или в середине
между ними. Числа
% 165 раз Выше 9^
В5ораЗ 6ыше5ц
твердости по Моосу для та¬
ких тел выражались уже нз
целыми числами, а числами с дро-
_ бью.
ЫШШР* Так стало известно, что твердость дерева
очень мала; на шкале Мооса она находится
как раз в середине между первой (нижней) и второй
ступенями; число твердости дерева всего лишь 1,5.
Стекло тоже попало в середину промежутка, но между пя¬
той и шестой ступенями; число его твердости 5,5. А другие
тела попали на один из краев промежутка; поэтому встре¬
чаются числа твердости с двумя, тремя, семью, восемью или
девятью десятыми. И ни одно тело еще не поднялось в своей
твердости настолько, чтобы занять место рядом с алмазом.
Но нас интересует раньше всего твердость тех металлов,
которые служат основными материалами для изготовления
частей машин.
123
Это сталь разного состава, латунь, бронза, алюминий и
различные алюминиевые сплавы. На нашей «лестнице» они
занимают ступени от третьей до шестой. Значит, те материа¬
лы, из которых изготовляют режущие инструменты, долж¬
ны быть тверже, должны находиться на более высоких сту¬
пенях. Так оно и есть в действительности. И даже недоста¬
точно, если материал режущего инструмента возвышается
над обрабатываемым металлом только на одну ступень. Ока¬
зывается, этого достаточно лишь для царапания. А для бо¬
лее или менее длительного резания надо, чтобы он был вы¬
ше по твердости на две, а то и на три ступени. Так, если об¬
рабатывается сталь с четвертой ступени, материал инстру¬
мента должен быть выбран не ниже, чем на шестой. Еще
лучше служит инструмент, если его «сняли» с более высо¬
кой ступени «лестницы» твердости.
акомство с «лестницей» твердости сразу подсказы¬
вает заманчивую идею: режущие инструменты лучше всего
изготовлять из камня, из твердых минералов. Ведь именно
они и занимают верхние ступени. Можно, например, изгото¬
вить резец из топаза или корунда или даже из могучего по
своей твердости алмаза. Такой резец будет легко резать са¬
мый твердый металл. Выходит, что древние наши предки,
люди каменного века, правильно выбирали материал для
своих режущих инструментов — они изготовляли скребки,
топоры, шилья и долота из камня. Почему же с того време¬
ни, как в обиходе людей появился металл, особенно бронза,
а потом и сталь, они отказались от камня?
Оказывается, одной только твердости еще мало, для то¬
го чтобы инструмент хорошо резал металл или другие твер-
ТРИ КАЧЕСТВА
124
дые прочные материалы. Стекло, например, в 100 раз твер¬
же меди, но... если мы изготовим стеклянный резец и попы¬
таемся разрезать с его помощью самый тонкий медный лист,
из этой затеи ничего не выйдет. Как только такой инстру¬
мент упрется в мягкую медь и мы приложим к нему неболь¬
шое усилие, он сразу сломается, разобьется вдребезги.
Любой минерал, даже самый твердый, ведет себя так
же — он не выдерживает столкновения с другим твердым
материалом.
Отчего это происходит?
Вообразите, что к полу вашей комнаты прибита метал¬
лическая планка. Вам необходимо отодрать ее. Что делать?
Вы добыли где-то обыкновенную кочергу, втиснули ее конец
между планкой и полом и стали действовать этим орудием
как рычагом — оттягивать другой конец кверху. Но планка
держится крепко. Вы усиливаете нажим на кочергу — тогда
она чуть-чуть изгибается в дугу. Но как тольтсо бы ослабили
нажим, кочерга выпрямилась. Это значит, что проявилось
свойство упругости металла: пока усилие еще невелико, он
ведет себя, как резина; как только нагрузка снимается, он
восстанавливает свою начальную форму. Вы повторяете
свою попытку — снова кочерга изогнулась упругой дугой.
И тут вы делаете первую ошибку — слегка усиливаете на¬
жим. Кочерга вдруг резко согнулась углом и... уже не вы¬
прямилась, когда вы ее отпустили, — наступил предел ее
упругости.
Беда еще невелика. Кочергу можно выпрямить, и для
своего прямого дела она еще пригодится. Но, увлекшись, вы
делаете вторую ошибку — продолжаете нажимать. Кочерга
изгибается все больше и больше. Этим она как бы сигнали¬
зирует вам: «Берегись, во мне нет не только упругости, уже
почти не осталось и прочности; еще немного — и я вовсе
сломаюсь!» Вам бы хоть в этот момент остановиться. Но вы
запоздали. И через несколько мгновений... сухой треск —
кочерга сломалась.
125
Она сделана из мягкой,
непрочной стали, которую
обычно называют железом.
Мы с вами убедились, что
этот металл очень недолго
сопротивлялся сравнитель¬
но небольшому усилию ру¬
ки человека. Затем он раз¬
рушился — разорвалась
Металл сохранил упругость —
«сторож»-пластичность не подает
сигналов тревоги.
связь между микрочастица¬
ми металла. Это случилось
в момент, когда наступил
предел его малой прочно¬
сти.
Если кочергу сделать из
стекла, предел прочности
наступит раньше — на из¬
гиб стекло еще менее проч¬
но, чем мягкая сталь. Ко¬
черга же из высшего сорта стали будет вести себя по-друго¬
му. Пожалуй, вам так и не удастся ее сломать — не хватит
сил. Она будет изгибаться, но только как пружина. Усилие
одного человека не согнет ее за предел упругости.
Если планка не оторвется, придется вам звать кого-ни¬
будь на помощь. Возможно, что и после этого с планкой ни¬
чего не сделается, а кочерга потеряет упругость, согнется и,
наконец, сломается. Но нам ясно: она намного прочнее
Металл потерял упругость — «сто¬
рож»-пластичность сигнализирует
об опасности поломки.
126
первой кочерги, способна дольше сопротивляться большему
усилию, не разрушаясь. Степень згой способности и есть
прочность материала.
Но вернемся к первой кочерге. Когда она изгибалась,
образовался угол, который все время уменьшался. У верши¬
ны угла в металле и происходил процесс, который вызвал
поломку. С внешней стороны угла металл растягивался, а с
внутренней — сжимался. Это нетрудно проверить. Надо ак¬
куратно сложить обе части сломавшейся кочерги и точно
измерить получившуюся длину с внешней и внутренней сто¬
рон угла. Первая окажется на очень малую величину длин¬
нее, а вторая — короче своего первоначального размера (ко¬
гда кочерга была еще целой и прямой).
В этом изменении кроется еще одна очень важная осо¬
бенность многих материалов и большинства металлов —
пластичность. Она заключается в том, что хотя под непо¬
сильной нагрузкой твердое тело разрушается, но это обычно
происходит не внезапно (без всякого предупреждения).
Нет, сначала меняются и форма предмета, и его размеры.
Эти изменения ясно видны.
Они и сигнализируют, что
вот-вот грозит поломка.
В природе существуют
материалы с огромной пла¬
стичностью, например воск.
Большинству металлов то¬
же свойственна пластич¬
ность. Есть металлы (и сор¬
та металлов), у которых
больше пластичности— у
них предупреждающие из¬
менения формы и размеров
начинаются намного рань¬
ше момента поломки и
очень значительны. А у
Пластичность исчерпана, наступил
предел прочности — кочерга
сломалась.
других металлов пластичности меньше — сигналы о полом¬
ке делаются заметными незадолго до того, как она происхо¬
дит, при очень малом изменении формы и размеров. Один
и тот же металл, например сталь, в разных сортах отличает¬
ся и разной степенью пластичности — от большой до ни¬
чтожно малой.
Пластичность — научный термин. В технике же про пла¬
стичные материалы, особенно про металл, говорят, что они
отличаются вязкостью.
Но встречаются и такие материалы, у которых вовсе нет
пластичности. Они разрушаются (под влиянием приложен¬
ного усилия) без заметных предупреждающих сигналов —
изменений. Про такие материалы говорят, что им свойствен¬
на хрупкость. Обыкновенный чугун, стекло, любой мине¬
рал — все это хрупкие материалы.
Хрупкость тоже одно из свойств всякого твердого тела.
Она противоположна вязкости. У одного твердого тела она
больше, у другого — меньше. Стекло, например, один из са¬
мых хрупких материалов. А в красной меди почти нет хруп¬
кости. И сталь бывает настолько малопластичной, что ее на¬
зывают хрупкой. Тогда-то она и разрушается почти без за¬
метного изменения формы и размеров.
У режущего инструмента, сделанного из хрупкого мате¬
риала, пусть самого твердого, быстро выкрошится лезвие,
или он вовсе сломается.
Но тут как будто получилась разноголосица. В конце
предыдущей главы речь шла о шлифовальном круге — о ка¬
менной режущей звезде. Почему же карликовые резцы, сде¬
ланные из очень твердого минерала — корунда, не выкра¬
шиваются? Разве им не свойственна хрупкость? Да, свойст¬
венна и в очень большой степени. Но им приходится сни¬
мать микроскопически малые стружки — пылинки. Необхо¬
димое для этого усилие ничтожно мало; оно недостаточно
для того, чтобы разрушить даже столь хрупкий материал,
как корунд.
128
Радуга цветов, появляющаяся при резании или тепловой обработке
металла.
(к стр. 132)
Теперь мы знаем с всех свойствах материала: об их
твердости, прочности, вязкости и хрупкости.
Какие же из них полезны материалу режущего инстру¬
мента?
Твердость ему необходима. Без нее не будет и резания.
Получается так: твердость полезна режущему инстру¬
менту, хрупкость вредна. Любой камень очень хрупок. Это
настолько умаляло роль его твердости, что инструмент из
него получался плохой, ненадежный.
А прочность? Это свойство тоже необходимо материалу
режущего инструмента. Если материал достаточно вязок, но
недостаточно прочен, лезвие инструмента не будет крошить¬
ся, а вот основные части его могут сломаться. Это сделают
те же усилия, которые действуют при резании. Но прочность
камня невелика, и это тоже делает его непригодным для
роли режущего инструмента.
Хуже всего, если материал, из которого сделан режущий
инструмент, и мягок, и хрупок, и непрочен.
Теперь нам ясно: самый лучший материал для изготов¬
ления режущего инструмента должен быть очень твердым,
достаточно вязким и прочным.
Почему же человек выбрал сталь? В «сыром» виде, ко¬
гда этот металл еще только изготовлен, он тверд, но не
очень. Мы уже знаем — он добрался лишь до четвертой сту¬
пени «лестницы» твердости. Он вязок, но его прочность не¬
достаточна для службы в режущем инструменте.
В чем же секрет его победы над другими материалами?
В том, что сталь отличается еще одним очень важным свой¬
ством: ее можно поднимать (и очень высоко) по ступеням
«лестницы» твердости; ее можно сделать «богатырем» проч¬
ности и в меру вязкой — не хрупкой. За тысячелетия зна¬
комства с металлом люди постепенно научились этому. Но,
опираясь в своей работе только на накопленный опыт, они
часто бродили во тьме догадок, на ощупь, и не получали
лучших результатов.
5 Человек режет металл
129
80 лет назад наш замечательный соотечественник, вели¬
кий русский ученый-металлург Дмитрий Константинович
Чернов, открыл законы чудесных превращений, происходя¬
щих в металле под влиянием теплоты, и поставил их на
службу человеку. Он научил мастеров инструментального
дела точной тепловой обработке металла. И тогда они стали
создавать отличные режущие инструменты.
| СОСТЯЗАНИЕ РЕЗЦОВ
июле 1898 года представители администрации
Вифлеемской сталелитейной компании в Соединенных Шта¬
тах Америки готовились к своего рода состязанию на
скорость «бега»... резцов. Устраивал это состязание инженер
Тейлор — новый руководитель механических мастерских
компании. Недавно его — известного специалиста по реза¬
нию металлов — удалось переманить из мастерских другой
компании. Там он уже проводил такие состязания, знал их
результаты: какие резцы (из какой стали сделанные) спо¬
собны подольше работать с большей скоростью и при этом
не терять своей твердости. Теперь он хотел «показать товар
лицом» новым хозяевам — показать, что он, Тейлор, за ко¬
роткий срок уже сумел выбрать для изготовления самых
скоростных и стойких резцов наиболее подходящую инстру¬
ментальную сталь.
Но еще раньше, чем рассказать читателю, как все это
кончилось, надо познакомить его с некоторыми важными
событиями в развитии резания металлов.
Поднимать сталь на более высокую ступень «лестницы»
твердости и сообщать ей надежную прочность люди умели
с давних времен. Для этого ее закаливали — нагревали до
еысокой температуры и затем быстро охлаждали. Эта сталь
130
представляла собой сплав железа с очень небольшим коли¬
чеством (0,3—1,5 процента) углерода. И опыт подсказал,
что при 1,5 процента углерода закаленная сталь приобре¬
тает наивысшую для нее твердость и в то же время до¬
статочную вязкость и прочность. Значит, она могла слу¬
жить самым лучшим материалом для изготовления режу¬
щего инструмента. Ее так и назвали — «углеродистая
инструментальная сталь».
Она неплохо служила станочникам в первой половине
прошлого столетия — на заре развития машиностроения.
Но вскоре появилась первая важная причина для недо¬
вольства ею. Когда приходилось резать очень твердую
с поверхности заготовку, углеродистые инструменты часто
оказывались «мягкими» (сравнительно). Поднять их на
более высокую ступень «лестницы» твердости уже нельзя
было.
И почти в то же самое время наметилась еще одна пре¬
тензия к углеродистым инструментам.
Скорость резания тогда не превышала 5 метров в мину¬
ту (в одну минуту резец проходил вокруг заготовки 5 мет¬
ров). Стоило увеличить эту скорость хотя бы до 7 метров,
и резец, как говорят станочники, быстро «садился» даже
при резании стали обычной твердости. Его режущая кромка
размягчалась, теряла твердость и заостренность, а следо¬
вательно, и способность резать металл. И все это — резуль¬
тат появления на беговой дорожке резца очень трудных
барьеров. Их много, и каждый последующий выше преды¬
дущего. Инструмент из обыкновенной углеродистой стали
справляется с низкими барьерами, но не может преодолеть
даже средних. Он быстро сходит с дорожки — отказывается
работать.
Эти барьеры — развивающаяся при резании и усили¬
вающаяся теплота. Человек у станка даже видит, как все
это происходит в те моменты, когда барьеры становятся
выше и выше.
131
Вообразите себя у токарного станка. Нужно обточить
цилиндрическую заготовку из прочной углеродистой стали.
Токарь пустил станок, подвел суппорт с резцом. Отделилась
и завилась лента стружки. Тут же проявляет себя и возник¬
шая теплота. Вот температура достигла примерно 230 гра¬
дусов. Лента стружки окрасилась при этом в соломенно-
желтый цвет. Затем пошли переливы этого цвета до бурова¬
то-желтого. Станочник знает — теперь непрерывно выделяю¬
щаяся теплота подняла температуру до 260 градусов. Еще
мгновение — лента постепенно окрашивается в пурпурный
цвет. Это значит, что прибавилось еще около 20 градусов.
Наконец, темно-синий цвет. 310 градусов! Углеродистый ре¬
зец сдает, не выдерживает температуры даже в 200—250
градусов. Приходится прекращать резание, менять резец,
терять драгоценное рабочее время...
Откуда же появляются и теплота, и радуга цветов, в ко¬
торые она окрашивает стружку?
Сначала расскажем о происхождении радуги.
«Художник», автор цветных картин на нагретой ста¬
ли, — это образующийся на ее поверхности обыкновенный
окисел (окалина). Толщина пленки окисла зависит от темпе¬
ратуры нагрева. Но пленки различной толщины по-разному
отражают падающие на них лучи света. Поэтому стальная
стружка и окрашивается в различные цвета. И если в обра¬
батываемую сталь входит не только углерод, но и улучшаю¬
щие ее добавки некоторых металлов, гамма меняющихся
цветов обогащается.
А откуда тепло?
В срезанном металле мельчайшие его частицы переме¬
щаются и трутся одна о другую. От этого и возникает тепло.
Оно выделяется внутри стружки, и в большом количе¬
стве. Температура быстро нарастает. Трение между частич¬
ками металла — главный, самый активный источник это¬
го тепла. Но одновременно действует еще один источник
тепла — трение между сходящей стружкой и рабочей
132
В соревновании на скорость резания углеродистый резец «садится»
при скорости 7 м/мин.
поверхностью резца и трение между инструментом и оо-
рабатываемой заготовкой. Этот источник как бы добав¬
ляет жару к тему большему количеству теплоты, которая
выделяется в самом срезаемом слое. И тогда в стружке и на
кончике лезвия резца сосредоточивается очень много тепло¬
ты. И тем больше, чем тверже и прочнее металл заготовки и
выше скорость резания.
Чтобы получить представление о количестве этой теп¬
лоты, вообразите себя на этот раз у газовой кухонной пли¬
ты. Вы зажгли одну горелку и отрегулировали пламя на
'среднюю его мощность. Затем поставили на конфорку боль¬
шую кастрюлю с 4 литрами воды.
Температура газового пламени очень высока — около
1000 градусов. И все же вам придется ждать не менее 15 ми¬
нут, пока закипит вода. Это значит, что для кипячения
133
4 литров воды теплота должна выделяться в течение 15 ми¬
нут. Только после этого накопится достаточное ее количе¬
ство.
А в некоторых, очень частых в наше время, условиях
резания металла всего лишь за минуту выделяется столько
теплоты, что ее достаточно для нагревания до кипячения
тех же 4 литров воды. И эта теплота — самый сильный враг
скорости резания.
Еще за 50 лет до того времени, когда Тейлор ставил
свои опыты, перед углеродистыми резцами встали два не¬
преодолимых препятствия: эти инструменты не обладали
ни достаточной твердостью, ни достаточной стойкостью
против действия теплоты. Они показали себя неженками-
тихоходами, непригодными для более суровых условий ре¬
зания.
Заводчики-машиностроители было приуныли. Но весть
о том, что необходимо найти другой, более теплостойкий
материал для изготовления режущего инструмента, быстро
разнеслась в мире изобретателей. А успехи металлургии то¬
го времени позволяли получить такую сталь. И вскоре
(в 1856 году) англичанин Роберт Мешет после долгих иска¬
ний и многих опытов выплавил инструментальную сталь
нового состава.
К основному элементу сплава — железу — он добавил в
определенной пропорции довольно много вольфрама и мар¬
ганца, поменьше — хрома. Инструменты, изготовленные из
стали «Мешет», лишь немного поднялись по «лестнице»
твердости выше углеродистых, но обогнали их больше чем в
полтора раза — они могли резать металл со скоростью почти
8 метров в минуту.
Это была большая победа. Несколько десятилетий
инструменты из стали «Мешет» считались лучшими. Но
больше всего использовалась их твердость для резания
очень твердого металла. А увеличение скорости резания еще
не понадобилось.
134
Резец из стали «Мешет» взял барьер скорости 8 м/мин.
В самом конце прошлого столетия, накануне изобрете¬
ния автомобиля и самолета, положение изменилось. Маши¬
ностроение двинулось вперед особенно быстрыми шагами.
Металлурги создавали все улучшающуюся по прочности и
твердости сталь, а машиностроители делали из нее детали
для новых машин. Спрос на эти машины и изделия из ме¬
талла непрерывно увеличивался — надо было резко уско¬
рить ход производства. Значит, нужны были более твердые,
вязкие и прочные, более скоростные и стойкие (против теп¬
лоты) резцы.
Тогда-то и пригодилось второе достоинство инструментов
из стали типа «Мешет» — их теплостойкость. Ими можно
было работать чуть ли не с двойной скоростью. И тут выяс¬
нилось, что даже такая скорость недостаточна. Уже назре¬
ла потребность в скорости резания, которая измерялась бы
135
не единицами, а десятками метров в минуту. Но в то время
еще нельзя было и мечтать об этом. Только в научно-фан¬
тастический роман, переносивший читателя в далекое буду¬
щее, можно было ввести станочника, работающего со ско¬
ростью хотя бы 30 метров в минуту.
Поэтому в состязаниях на беговой дорожке резания
строители машин упорно добивались выигрыша даже в ка¬
кую-то долю метра в минуту. Каждый такой выигрыш су¬
лил изобретателям и фабрикантам более стойкого инстру¬
мента большую прибыль.
Десятки фирм, заводы которых производили режущие
инструменты, бросили все свои лучшие научные силы на
поиски новых составов улучшенной инструментальной ста¬
ли. Новые марки таких сталей появлялись одна за другой.
Каждая фирма восхваляла в рекламах свои инструменты,
приписывала им самую выгодную теплостойкость.
т РЕЗЕЦ-САЛАМАНДРА
УШ? все же только одна новая марка улучшенной инстру¬
ментальной стали — «Мидвель» (так называлась выпустив¬
шая ее фирма) — успешно соперничала с маркой «Мешет».
Тейлор убедился в этом, когда работал еще в мастерских
той компании, откуда его переманили. Поэтому он и пред¬
ложил своим новым хозяевам отказаться от стали «Мешет»
и пользоваться режущим инструментом, изготовленным из
стали «Мидвель». Но надо было доказать, что это принесет
большую выгоду. Вот почему пришлось устроить состязание
между резцами.
Оно было как будто очень тщательно подготовлено.
Тейлор поручил своим помощникам внимательно просле¬
дить за отковкой и закалкой резцов из стали обеих марок,
136
Резец из стали «Мешет» берет всё более высокие барьеры скорости,
а резец из стали «Мидвель» сошел с дистанции.
затем аккуратно их заточить. И, когда приглашенные со¬
брались, был дан старт этим своеобразным гонкам. Пусти¬
ли в ход два опытных станка с резцами «Мидвель» и «Ме¬
шет».
Конечно, Тейлору заранее было известно, какие резцы
одержат победу; он был уверен в превосходстве первых над
вторыми и хотел лишь показать это с наибольшим эффек¬
том.
Но что это? Станок с резцом «Мешет» «набрал» ско¬
рость и работает, исправно снимая ленты стружки. А на
втором станке резец «Мидвель» явно сдает: на несколько
меньшей скорости инструмент «сел».
Собравшиеся недоумевают, Тейлор и его помощники
сконфуженно переглядываются. Эффект получился, но ка¬
кой! Представители администрации сухо, холодно прощают¬
ся, на их лицах кривые улыбки разочарования.
137
Что же случилось с резцами «Мидвель»? Тейлор дога¬
дывается. Когда он проводил свои первые опыты с ними,
было сделано одно важное наблюдение: стоило нагреть
эти резцы едва выше температуры, соответствующей свет¬
ло-вишневому цвету, и после закалки они работали с умень¬
шившейся скоростью, которая постепенно снижалась все
больше. Значит, при такой температуре сталь перегрева¬
лась, в ее строении происходили изменения, которые рез¬
ко уменьшали теплостойкость инструмента — резцы ока¬
зывались непригодными.
Как ни пытался Тейлор еще тогда найти способ вторич¬
ной тепловой обработки перегретых инструментов, чтобы
полностью восстановить их режущую способность, это ему
не удавалось.
Он понимал, что и на этот раз рабочие, ковавшие резцы,
вероятно, пережгли их. Но ведь подобные случаи могли ча¬
сто повторяться. Значит, у стали «Мидвель» есть недоста¬
ток, который делает ее непригодной для практики. А что,
если еще раз поискать способ «лечения» пережженных рез¬
цов? Удача в этом деле обещает очень много, а глазное —
будет спасена его репутация исследователя.
Раньше, когда он пытался исправить пережженные рез¬
цы, он рассуждал примерно так: если существует темпера¬
тура нагрева, портящая резцы «Мидвель», то, вероятно,
можно найти где-то более или менее близко от нее такую
температуру, которая возвращает им отличные режущие
свойства. Это была только догадка; она оказалась невер¬
ной — опыты не подтвердили ее.
Теперь же, по-прежнему наугад, нащупывая путь к исти¬
не, Тейлор решил поступить по-другому. Он приказал изго¬
товить много резцов «Мидвель» и разбить их на некоторое
количество отдельных партий. Затем нагреть первую пар¬
тию до темного каления, когда металл еще только начинает
отсвечивать темно-багровым цветом. А все остальные пар¬
тии— каждую на 27,5 градуса выше предыдущей. И сде-
138
лать это так, чтобы последняя партия была нагрета почти
до температуры плавления.
При этом он уже твердо знал, что стоит нагреть резец
выше светло-вишневого каления (835 градусов), и инстру¬
мент будет резко сдавать — тем скорее, чем больше была
температура. Это явление не исчезало на «протяжении»
еще 100 градусов, значит, оно было очень устойчивым. Но
до более высокой температуры резцы не нагревались.
И Тейлор решил попытать счастья, а вдруг где-то выше на
шкале температур найдется чудодейственная точка, воз¬
вращающая резцам их полную работоспособность.
День и ночь трудились токари в мастерских, испытывая
одну за другой очередные партии резцов. И все шло с обыч¬
ными результатами. В промежутке между темно-багровым
и темно-вишневым калением резцы вовсе не закаливались
или плохо принимали закалку. При светло-вишневом кале¬
нии они получались очень хорошими, работали с отличной
по тем временам скоростью. Но, когда пересекли черту
«835 градусов» и закалили резец при 840 градусах, опять
получились плохие резцы. Еще выше, 867,5 градуса, — рез¬
цы еще хуже. Теперь 895 градусов, далее — 922,5 градуса.
Резцы почти не работают.
Токари продолжают испытания, но уже без всякого
интереса — механически, равнодушно делают свою работу.
950 градусов! Токарь устанавливает закаленный при
этой температуре резец, подводит его к заготовке; она вра¬
щается с установленной скоростью — 8 метров в минуту.
«Ну, этот не проработает и секунды», — размышляет то¬
карь и делает подготовительное движение, чтобы тут же
снять резец для осмотра. Но бегут мгновения, секунды, ми¬
нуты — инструмент работает бесперебойно, ровно сбегает
лента стружки, с резцом ничего не делается.
В мастерской радостная тревога, зовут к станку инже¬
неров, самого Тейлора. Те приказывают увеличить скорость
и напряженно вглядываются в точку, где сталкиваются
139
Резец из стали «Мидвель», закаленный при температуре 1280°, ставит
рекорд скорости — берет барьер в 30 м/мин., а затем — 40 м/мин.
резец, стружка, заготовка. Все идет хорошо, хотя по цвету
стружки они знают — тепла стало больше. Наконец резец
все же «сел». Но Тейлор и его помощники не расходятся.
Непрерывно испытываются следующие партии резцов.
977,5 — 1005 — 1032,5 — 1060 градусов. Чем выше темпе¬
ратура закалки, тем лучше «стоят» резцы, тем больше ско¬
рость их работы. И это, несмотря на то, что от резко увели¬
чившегося количества тепла кончик резца вот-вот раска¬
лится.
Наконец последняя партия, та самая, которую для за¬
калки нагрели до наивысшей температуры — 1280 граду¬
сов! Еще немного — и сталь инструментов просто расплавит¬
ся. А резцы из этой партии резали сталь и «стояли», не
боясь теплоты, при фантастической для того времени ско¬
рости — 30 и даже 40 метров в минуту.
И самое удивительное — теплоты при этом выделялось
столько, что кончик резца нагрелся до 600 градусов и рас¬
калился докрасна. Несмотря на это, инструмент резал ме¬
талл. Значит, его лезвие не теряло твердости даже в раска¬
ленном состоянии.
В эти минуты Тейлор понял, что случайно наткнулся на
открытие огромной важности. Ничего не менялось в хими¬
ческом составе стали, почти не увеличивалась и величина
ее твердости. Но закалка при температуре, близкой к плав¬
лению, придавала инструменту еще одно замечательное
свойство — его твердость сохранялась даже при раскаляю¬
щей температуре. Сталь приобретала высокую степень стой¬
кости против теплоты. Резцы работали с большой скоростью
и все же «стояли». Новое свойство режущего инструмента
так и было названо — «красностойкость».
Существует в природе семейство земноводных живот¬
ных — саламандры. Еще до нашего времени распростране¬
но убеждение, что саламандры способны тушить огонь и
сами в нем не сгорают. До Великой Октябрьской социали¬
стической революции в России действовало капиталистиче-
141
ское акционерное общество по страхованию имущества от
огня. Оно выбрало для себя название и эмблему — «Сала¬
мандра». Изображенное в огне, это животное красовалось
на фирменных бланках общества, на его вывесках, на гер¬
бовой печати как знак несгораемости.
Новые резцы как бы уподобились саламандрам. Они не
размягчались даже от почти испепеляющего жара, стойко
выдерживали натиск противодействующих резанию сил и
побеждали их.
Впоследствии Тейлор подобрал наиболее удачный хими¬
ческий состав улучшенной добавками стали. Он ввел в нее
большое количество вольфрама (18 процентов), добавил
5 процентов хрома и немного ванадия. Закаленная по ново¬
му способу, эта сталь становилась и более твердой. Инстру¬
ментальная сталь такого типа и получила название «быст¬
рорежущей».
I а МОГУЧАЯ ТЕПЛОТА
1г Ш Щ/ы знаем об огромной плодотворной роли теплоты
в жизни человека. Она согревает наши жилища, помогает
готовить пищу, работает в машинах-двигателях, в стале¬
стекловарных и других промышленных печах, в лаборато¬
риях химиков, физиков, техников. Но когда дело касается
металлов, особенно стали, теплота — волшебник. Под ее
влиянием происходят те удивительные превращения, ко¬
торые придают металлу вязкость и надежную прочность и
поднимают его вверх по «лестнице» твердости. Теплота же
снижает степень хрупкости стали. А обрушившись на ме¬
талл всей своей силой, расплавляет его — превращает в
жидкость, лишает работоспособности.
Так же проявляет себя теплота и в резании металлов.
Чтобы убедиться в этом, проследим за судьбой микро-
142
частичек стали в небольшом куске углеродистой инструмен¬
тальной стали, из которого мы намерены изготовить резец
Он отрезан от полученного со склада длинного прутка
прямоугольного сечения. Прежде чем попасть на склад,
этот пруток уже «прожил» немалую «жизнь». Его металл
родился в доменной печи в виде чугуна. После этого — в
мартеновской печи — он превратился в сталь. В расплавлен¬
ном виде ее вылили в огромные формы-изложницы, где она
и затвердела. Получился очень большой слиток призмати¬
ческой формы. Тогда его нагрели и стали пропускать между
вращающимися огромными и мощными (по силе давления)
валками обжимных машин — прокатных станов.
Сначала — сквозь валки блюминга, богатыря среди та¬
ких машин. Они расположены один над другим, между ни¬
ми — небольшой просвет. В «теле» каждого валка выреза¬
на половина контура той формы, которую хотят придать
будущей болванке. Оба выреза, если их сомкнуть, образуют
полный профиль ее поперечного сечения. В валках блюмин¬
га этот профиль еще очень груб и неточен.
Валки вращаются навстречу один другому. Когда про¬
катываемый слиток уже подан в пространство между ними,
они как бы затягивают металл, заставляют его протиснуть¬
ся между их рабочими поверхностями. И огромный слиток
делается менее толстым — валки блюминга обжали его, но
он удлинился, превратился в болванку с грубо прямоуголь¬
ными очертаниями.
Все это повторяется и в других, менее мощных прокат¬
ных станах (еще в двух или трех). В некоторых из них рабо¬
тают не одна, а несколько пар обжимных валков. И по ме¬
ре того, как получившаяся из слитка болванка переходит
из одной пары валков в другую, она постепенно принимает
все более точную форму. В то же время она делается тонь¬
ше и длиннее. Из валков последнего прокатного стана и
выдавился длинный пруток прямоугольного профиля; его
сечение — определенного, заранее заданного размера.
143
1 ~
2 -
основание станка;
„планшайба, на которой кре¬
пится изделие',
стойка;
поперечина (траверса);
суппорты;
ползуны; в которых закреп-
ляются инструменты;
электродвигатели горизонталь¬
ного перемещения суппортое;
электродвигатели вертикально¬
го перемещения суппортов;
■ электродвигатель перемещения
портала (несущего поперечину
и инструменты );
■обрабатываемое изделие;
■пульты управления.
Кяпусельный станок-гигант. По его огромному круглому столу, как
вых автома
бы двигаться, одна за другой, несколько грузо»
Кристаллические решетки двух видов железа: слева — феррита, раство¬
ряющего малое количество углерода (его называют еще а-железом);
справа — «перестроившееся» при температуре закалки железо, раство¬
ряющее большое количество углерода (его называют 7-железом);
в центре — пластинка такого металла под микроскопом.
И здесь все время машинам помогала теплота. Перед
каждым обжатием металл заготовки приходилось нагре¬
вать — размягчать, чтобы он легче, лучше принимал форму
прямоугольных вырезов, проделанных в «теле» валков.
Пруток доставили на склад машиностроительного заво¬
да. От него отрезали кусок для будущего резца. И в нем—
микрочастички, за которыми мы наблюдаем.
Они находятся среди кристаллических решеток химиче¬
ского элемента — железа, которые напоминают кубики,
сложенные из атомов. Нарисуйте на бумаге такой кубик с
длиной грани примерно 1 сантиметр, тесно уложите внутри
него десяток-другой атомов в виде самых крохотных шари-
146
ков. Расстояния между ними получаются очень малыми.
А в кристаллической решетке атомов несчетное число, рас¬
стояние же между ними в сотни миллионов раз меньше, чем
на вашем рисунке.
Атомы в решетках расположены пока так, что железо
еще мягкое, в нем очень мало твердости и прочности.
Ученые назвали такое железо «феррит».
Но здесь же, в массе феррита, растворен еще один хими¬
ческий элемент — углерод. Да, именно растворен, как са¬
хар в чае. Только в чае — жидкий раствор сахара, а в же¬
лезе — застывший, твердый раствор углерода.
Раз уж мы вспомнили о растворе сахара в чае, зададим
себе вопрос: можно ли растворить в одном стакане чаю,
скажем, 50 кусков сахара? Конечно, нет, нельзя! Жидкость
в стакане обладает ограниченной емкостью — она способна
растворить в себе только определенное количество сахара,
ке больше.
Перлит — «мозаика» из феррита и цементита.
Феррит тоже растворяет в себе только ограниченное ко¬
личество углерода, и притом очень малое — не больше
0,04 процента. Это значит, что в 1 килограмме феррита мо¬
жет раствориться всего лишь 0,4 грамма углерода. А в хоро¬
шей углеродистой инструментальной стали содержится до
1,3 процента углерода.
Куда же исчезает еще около 1,0 процента углерода?
Оказалось, что здесь • же, в массе феррита, попадаются ча¬
стички, представляющие собой другое вещество. Оно образо¬
валось от химического соединения углерода с железом. По¬
лучилось что-то очень хрупкое и твердое. Пожалуй, это ве¬
щество могло бы находиться на восьмой ступени «лестни¬
цы» твердости, рядом с топазом. Ученые назвали его
«цементит».
Мельчайшие зернышки цементита перемежаются с зер¬
нами феррита. Эту своеобразную мозаику назвали «пер¬
лит». И хотя цементит и очень тверд, зато феррит—мягок;
поэтому твердость перлита невысокая.
Таково строение нашего куска металла. Его начали на¬
гревать в печи, чтобы отковать в раскаленном состоянии
и придать ему форму резца.
Быстро поднимается температура. Вот она достигла ка¬
кой-то критической точки— 723 градуса. И тогда в метал¬
ле переворот. По-другому перестраиваются атомы в кристал¬
лических решетках. Один вид железа превращается в дру¬
гой. Эта основа стали становится намного более емкой для
растворения в ней углерода. Теперь она способна поглотить
не 0,04, а 1,4 — 1,7 процента. А откуда взять его?
Оказывается, зернышки цементита — это «карманы», в
которых железо хранит запас углерода на тот случай, когда
благоприятные обстоятельства позволят ему вдоволь на¬
сытиться этим элементом. При температуре 723 градуса
зернышки цементита активно растворяются в «новом» же¬
лезе. По той же причине атомы углерода приобретают
большую подвижность. Они быстро и равномерно пронизы-
148
Превращение перлита в аустенит.
вают всю массу металла. Получился довольно насыщенный
твердый раствор углерода в железе, в котором уже нет це¬
ментита.
Строение металла стало другим. В таком виде и состоя¬
нии ученые называют его «аустенит». Зерна аустенита круп¬
ные и не очень твердые. Именно им и удается «перескочить»
через несколько ступеней «лестницы» твердости. А происхо¬
дит это так.
Раскаленный добела кусок металла кузнецы извлекают
из печи и начинают ковать, придавая ему форму резца. При
этом они очень осторожны и внимательно следят за темпе-,
ратурой стали. Пока она выше или равна 723 градусам,
аустенит будто заперт в металле. Под молотом — во время
ковки — сталь охлаждается сравнительно медленно. Но
стоит температуре оказаться ниже критической точки, и
149
«ворота» раскрываются: аустенит уходит из металла, сно¬
ва возрождаются зернышки цементита.
Невозможно все время сохранять температуру выше
723 градусов. Охлаждение будущего резца даже до комнат¬
ной температуры в конце концов неизбежно. Значит, неиз¬
бежен и уход аустенита. Но нельзя допустить, чтобы он
превратился в перлит, — сталь снова станет мягкой.
А нам, наоборот, необходимо сделать ее еще более твердой.
Оказывается, это можно сделать с помощью того же охлаж¬
дения, но не медленного и постепенного, а быстрого и резко¬
го, например в воде. Это и есть закалка.
Почему же металл ведет себя по-разному при медленном
и быстром охлаждении?
Мы уже знаем, что получается, когда металл охлаж¬
дается медленно. Бозродившийся феррит выталкивает
излишний для него углерод. Но температура еще высока,
по-прежнему очень подвижны атомы углерода. И они успе¬
вают возвратиться в образуемые ими же зернышки цемен¬
тита. Снова — перлит!
С нашим резцом кузнецы поступают по-другому. Они
быстро погружают его в воду за несколько секунд до того,
как металл охладится до 723 градусов. И сразу же темпе¬
ратура снижается до 240—200 градусов.
При этой температуре и происходит обратная перестрой¬
ка кристаллических решеток железа. Аустенит исчезает.
Значит, должна появиться «мозаика» феррита и цементи¬
та — перлит. Но и его не видно. Что же случилось?
Оказывается, атомы углерода при резко снизившейся
температуре почти потеряли свою подвижность. У них не
хватит активности, для того чтобы вырваться из раствора
в железе и снова превратиться в цементит. Новое положе¬
ние в мире частиц металла принуждает их остаться раство¬
ренными в железе. Получается перенасыщенный раствор.
Сильно искажаются кристаллические решетки металла.
Теперь строение стали выглядит так, будто металл сложен
150
Закалка: при резко снизившейся температуре атомы углерода потеряли
свою подвижность и застряли в железе. Получился перенасыщенный
раствор углерода в железе, или аустенит.
из игольчатых частиц. Перед нами уже не перлит или аусте¬
нит, а мартенсит. Изменился не только вид частиц, но и
свойства стали: она приобрела равномерную высокую твер¬
дость — это хорошо, но сделалась очень хрупкой, а это нз
годится.
Тогда еще раз на помощь приходит теплота. Уже охла¬
дившуюся закаленную сталь вновь нагревают до 160—
190 градусов. Затем медленно охлаждают. Уменьшается
хрупкость, сталь становится вязкой. Правда, на небольшую
величину уменьшается твердость, но ее еще вполне достаточ¬
но, чтобы резать металл. Теперь осталось заточить резец,
и инструмент готов к работе.
151
Кто же герой рассказа? Теплота? Конечно, она — об
этом нетрудно догадаться и по заголовку рассказа, и по его
содержанию. И роль теплоты не кончилась, нам еще при¬
дется к ней вернуться. Но в рассказе действует еще один
герой. Какой? Может быть, металл, который обрабатывают
теплом? Нет! Внутри него происходят все события нашего
рассказа. Поэтому он только сцена действия, а не действую¬
щее лицо.
Где же скрывается второй герой? На этот вопрос нелег¬
ко ответить. Дело в том, что он пока... исчез. Поэтому не бу¬
дем испытывать терпения читателя. Второй герой — цемен¬
тит, или карбид железа, «карман», в котором хранится за¬
пас твердости стали. Ведь именно из него закаленная
инструментальная сталь—будущий режущий инструмент—
черпает свою твердость при закалке. Уже одно это дает нам
право возвести карбид в ранг героя рассказа. А самая глав¬
ная и важная часть его роли еще впереди.
Оказывается, углерод очень «привязчив» не только к
железу, но и к тем самым металлам, добавка которых в
сталь делает ее тверже и прочнее, — к вольфраму, хрому,
ванадию, танталу, титаниту и другим. Он легко вступает в
химическое соединение с каждым из них. И тогда тоже по¬
лучается карбид. Но уже не железа, а одного или несколь¬
ких из этих добавочных металлов.
Карбиды эти очень устойчивы, их долго «не берет» да¬
же могущественная теплота. И они еще тверже, чем кар¬
бид железа. Например, карбид вольфрама взлетел на девя¬
тую ступень «лестницы» твердости, расположился рядом с
корундом. А карбиды титана (есть и такой металл) и крем¬
ния подбираются близко к алмазу, почти поднялись на де¬
сятую ступень.
В то же время все они отличаются огромной стойкостью
против теплоты и упорно сопротивляются ей, когда она
стремится разорвать внутрикарбидные связи, освободить
углерод и растворить его в железе. Происходит борьба.
152
Теплота начинает побеждать, лишь поднявшись до темпера¬
туры в сотни градусов. Далее она усиливается вез больше,
заставляет карбиды распадаться. Но ей так и не удается
уничтожить их полностью. Карбиды остаются даже в
аустените и — после закалки — в мартенсите, равномерно
распределяются в его массе. Вот почему режущие инстру¬
менты из улучшенной инструментальной стали оказыва¬
лись более твердыми и теплостойкими. Но оба эти качества
у них не намного лучше, чем у хорошей углеродистой ста¬
ли. Поэтому им недоступна большая скорость резания.
И вот, когда в поисках температуры — «врача» для пе¬
режженных резцов—Тейлор нагревал их до 1260—1300 гра¬
дусов, почти все оставшиеся в аустените карбиды не выдер¬
живали натиска тепла и распадались. Их углерод тоже
растворялся во всей массе металла. После закалки аусте¬
нит, как и в углеродистой стали, превращался в мартен¬
сит. И весь металл делался намного тверже, а главное —
необыкновенно стойким против действия теплоты. Тогда-то
резцы и приобрели свойство красностойкости. В этом и за¬
ключается секрет открытия Тейлора, секрет победы, кото¬
рую в состязании на скорость резания быстрорежущая
сталь одержала над углеродистой и улучшенной.
Победа эта была сама по себе огромна. Но уже через ко¬
роткое время ее результатов оказалось недостаточно —
быстрое развитие машиностроения потребовало нового и
большого ускорения резания металлов. Значит, понадоби¬
лись еще более стойкие режущие инструменты. Но в сталях
уже не оставалось никаких запасов этого качества. Теперь
приходилось искать новые, нестальные материалы для изго¬
товления скоростных режущих инструментов. Поиски нача¬
лись почти немедленно. Они продолжаются до наших дней.
Ученые и инженеры научились «строить» искусствен¬
ные инструментальные материалы, все более стойкие. И са¬
мое важное, что краеугольными камнями для фундаментов
всех таких «строек» служат те же карбиды.
153
СОЮЗ СВЕРХСТОЙКИХ
“ ^ так, в то самое время, когда предел скорости реза¬
ния не превышал 5—8 метров в минуту, когда скорость в де¬
сятки метров маячила где-то далеко в следующем веке, Тей¬
лору неожиданно удалось овладеть ею и обогнать самых пе¬
редовых станочников в несколько раз. Вероятно, он и его
сотрудники были уверены, что их достижение опередило
свое время на десятки лет и что даже в середине XX столе¬
тия инструменты из быстрорежущей стали будут самыми
скоростными и стойкими.
В действительности же события развивались намного
быстрее.
Уже в 1907 году в лаборатории одного электротехниче¬
ского завода в США можно было наблюдать несколько не-
обычзную картину. На этом предприятии резание металлов
играло очень незначительную роль. Как будто здесь и не
могло возникнуть особых трудностей и задач, связанных с
резанием. И тем не менее в лаборатории явно занимались
опытами по резанию металлов.
Опытами руководил металловед завода Хайнее.
По его указаниям один из лаборантов — токарь — обта¬
чивал стальную заготовку. По форме резец ничем не отли¬
чался от обыкновенного, но в нем все же была одна стран¬
ность: в режущей части сделали небольшой уступ, на его
ступелги поместили (и укрепили) пластинку из какого-то
другого материала; своими очертаниями она точно совпа¬
дала с режущими гранями резца, составляла с ним одно
целое. Ею, этой пластинкой, вернее — ее лезвием, и обтачи¬
вали заготовку.
И скорость резания была очень велика, пожалуй, она в
два раза больше той скорости, которая достигалась быстро¬
режущими инструментами. Правда, и тепла выделялось
154
намного больше, температура перевалила за 1000 градусов.
А резец «стоит» и продолжает резать металл, будто даже
такая теплота ему не страшна.
В чем же секрет этой скромной на вид, но по-богатыр¬
ски стойкой пластинки? Из какого материала она изготов¬
лена? Как и где его нашли?
Открытие произошло случайно. Правда, уж очень острой
была потребность в более скоростном и стойком режущем
инструменте.
Хайнес был металловедом в электротехнике. Он стре¬
мился найти такой состав стали и нержавеющих сплавов
других металлов, которые нужны в электротехнике. Один
кз таких сплавов состоял главным образом из кобальта,
хрома, Еольфрама и углерода, и в него вовсе не входило
железо. Как-то Хайнесу понадобилось обточить болванку,
отлитую из этого сплава. И тут совершенно неожиданно
обнаружилось удивительное явление.
Обыкновенный углеродистый (или быстрорежущий) ре¬
зец «бодро» начинал работу и легко резал новый металл. Но
вот температура на лезвии поднялась выше 250 градусов.
Углеродистый резец «сел». Никто не обратил внимания на
это привычное явление. Но чтобы не так часто перетачи¬
вать инструмент, поставили быстрорежущий резец.
При температуре 600 градусов инструмент сдал, пере¬
стал резать. Это уже было необычно. До тех пор свойство
красностойкости у быстрорежущих резцов никогда не под¬
водило станочников. Измерили твердость резца — она ока¬
залась на достаточном уровне. Еще раз пустили станок, но
как только дошли до той же температуры, снова отказ.
Станочники разводили руками — мол, не знаем, что и
думать! И тут Хайнесу пришла мысль: надо проверить
твердость самой болванки. Измерили. Оказалось, что при
600 градусах болванка из нового сплава намного тверже
лезвия быстрорежущего инструмента. Вот почему прекра¬
тилось резание.
155
Тогда измерили твердость болванки перед началом ре¬
зания при комнатной температуре. Болванка оказалась
мягче и углеродистого и быстрорежущего резцов.
А при 400 градусах? Все изменилось! Теперь болванка
порядком тверже углеродистого резца и не очень уж мягче
быстро реж у щег о.
Что случилось при 600 градусах, уже известно. А при
800 градусах? Твердость углеродистого резца ничтожна, у
быстрорежущего она сохранилась, но ее совсем немного,
инструмент уже непригоден для работы. Болванка же хотя
и не так тверда, как до этого, но все же еще отлично дер¬
жится. Если бы из нее изготовить резец, то уже с его по¬
мощью можно было резать сталь и при этой температуре.
Эта мысль осветила Хайнеоу заманчивую перспективу:
над воротами большого завода сияет вывеска «Хайнес и
К0 — сверхстойкие режущие инструменты». И такие заво¬
ды разбросаны и в США и в других странах. Они принад¬
лежат только компании «Хайнес», которая диктует цены
на рынке инструментов. И прибыли, огромные прибыли так
и текут в кассы компании. О, для этого стоит поработать,
проверить результаты опытов еще и еще раз, довести иссле¬
дования нового материала до конца, извлечь из него все,
что можно!
В лаборатории Хайнеса резко меняется направление
испытаний. Из нового сплава изготовляются резцы. Их сра¬
зу же заставляют работать — обтачивать стальные заготов¬
ки — с двойной скоростью. Температура резания постепен¬
но поднимается до еще небывалой величины: 1100 граду¬
сов. И инструмент продолжает работать, будто ему нипочем
противостоящая резанию и твердости огромная сила такой
теплоты.
На самом деле это не так. Конечно, резец спускается
вниз по ступеням «лестницы» твердости. Но это происхо¬
дит не стремительно, а относительно медленно. Инструмент
сопротивляется теплоте и сохраняет достаточную степень
156
Соревнование резцов из углеродистой стали, быстрорежущей стали и
стеллита. Барьеры — тепловые. Первый резец «сел» при 250°, второй —
при 600°, а третий «перемахнул» через 1100°, но... это далось ему нелегко.
твердости намного дольше, чем быстрорежущий. Даже при
1100 градусах у него еще хватит твердости, чтобы резать
металл. Еще немного, и он сдаст — «сядет». Но все же в со¬
стязании на скорость и на стойкость он оставил своих быст¬
рорежущих соперников далеко позади.
Новый инструментальный материал назвали «стеллит».
На латинском языке слово «стелла» означает «звезда».
А блестящая полированная поверхность стеллита сияла,
как звезда.
Источником его высокой режущей способности оказа¬
лись особо твердые и стойкие карбиды вольфрама, хрома,
кобальта.
Но ведь они же входят в состав быстрорежущей стали?
Да, это верно. Только там эти металлы добавочные. Основа
стали—железо. Оно тоже образует карбид, но менее твердый
157
и стойкий. А так как железо — это 4/б всего сплава, то об¬
щая твердость и стойкость быстрорежущей стали не такие
высокие, как у добавочных металлов, а намного меньше.
Другое дело — стеллит. Добавочные металлы в нем основ¬
ные. Только из них и состоял новый инструментальный ма¬
териал. Поэтому и сделался он чемпионом твердости и стой¬
кости.
Очень скоро в самых различных производствах, если
встречалась нужда в стойком режущем инструменте или в
мало изнашивающихся и нержавеющих деталях машин,
стали пользоваться стеллитом. Им «вооружали» все инстру¬
менты, которые в своей работе преодолевают сопротивление
твердого, влажного материала и должны подольше не исти¬
раться, не ржаветь (например, «коронки» долот, которыми
бурят нефтяные скважины).
Но и у этого сплава нашлись слабости, уязвимые места.
Прежде всего, он оказался слишком дорогим. Все добавоч¬
ные металлы, из которых он состоял, обходились недеше¬
во. Не всегда и не везде их можно было добыть; даже в на¬
ше время они еще дефицитны. Не могло быть и речи, на¬
пример, о целом резце, изготовленном из стеллита. Поэтому
«тело» инструмента изготавливали из стали, а в режущей
части делали уступ-площадку для стеллитовой пластинки.
Да и такое использование нового металла было выгодно
только тогда, когда очень уж хотели добиться высокой ско¬
рости резания. А главное — стеллит слишком хрупок. Когда
в процессе резания металла происходит схватка механиче¬
ских сил, пластинка, конечно, может в какой-нибудь мо¬
мент едва-едва изогнуться. Пусть этот изгиб будет микро¬
скопическим, неуловимым, все равно стеллит его не выдер¬
жит, сломается.
По этим двум уязвимым местам быстрорежущие инстру¬
менты и «били» своего сильного противника. Там, где до¬
ступной им скорости было достаточно, они удерживали
свои позиции.
158
„ПЕЧЕНЫЕ" РЕЗЦЫ
^^^оревнование между инструментами из быстрорежу¬
щей стали и из стеллита длилось довольно долго — около
20 лет.
Но вот наступил 1927 год. В мир техники стали проса¬
чиваться диковинные сведения. Шли они с механического
завода германского треста «Всеобщая компания электри¬
чества», который находился в Берлине. Побывавшие на нем
инженеры рассказывали, что собственными глазами виде¬
ли, как обрабатываются чугунные части электродвигате¬
ля. Станки работали с огромной, небывалой для резания чу¬
гуна скоростью, с изделий снималась длинная — чуть ли не
в четверть метра — стружка. И все это казалось невероят¬
ным. Какими же резцами работали станочники?
Этот вопрос настолько заинтересовал наблюдателей, что
они остановились у станков. Пусть машины поработают.
На такой скорости резцы, вероятно, быстро «сядут», при¬
дется их менять. Тогда и удастся разглядеть, в чем кроется
секрет обработки.
Но время шло, а никто не останавливал станки для сме¬
ны инструмента. Уже протекли все привычные сроки, а
резцы «стоят», и по-прежнему непрерывно падает с них тя¬
желая чугунная стружка. Нет, такая работа не под силу ни
быстрорежущим инструментам, ни инструментам из стел¬
лита! Тут что-то новое и очень важное.
Вскоре эта догадка подтвердилась — появился новейший
сверхтвердый и сверхстойкий инструментальный материал.
Вот его история.
«Родился» он в 1925 году в опытных лабораториях гер¬
манской электротехнической компании «Осрам». Ее пред¬
приятия производят электрические лампочки. В них нака¬
ляется током и светится тончайшая нить. Компания
«Осрам» впервые стала делать эту нить из вольфрама-
159
Чтобы изготовить ее, тончайшую проволоку протягивают
сквозь несколько колец-глазков постепенно уменьшающего¬
ся диаметра. Последний глазок сообщает нити ее конеч¬
ную, заданную «толщину».
Нам уже известно — вольфрам очень тверд. Нить из
этого металла трется о кромки отверстия глазка. Если гла¬
зок изготовлен из самой прочной и твердой стали или даже
из стеллита, вольфрамовая нить быстро сотрет кромки
отверстия. А это нарушит процесс протяжки нити, сделает
его неправильным. Кроме того, развивается очень высокая
температура, и глазок все равно сдает.
Поэтому в лабораториях электроламповых заводов не¬
устанно трудились ученые — искали такой материал для
глазков, который был бы более твердым, чем вольфрам, и
более стойким, чем стеллит.
В конце концов они создали этот материал. Конечно, тут
же возникла идея — надо делать из него не только глазки,
но и режущие инструменты. Можно будет резать металл с
еще большей скоростью. А нужда в этом становилась все
острее.
Больше всего заинтересовались этим делом машино¬
строители. Но... из этой идеи ничего не получилось. Новый
материал — сплав — сказался слишком хрупким: он не вы¬
держивал мгновенных изгибов и колебаний, возникающих
в станке, инструменте и изделии во время «схватки» меха¬
нических сил. Только победа над его хрупкостью обещала
успех. Поэтому его вновь и вновь изучали — теперь уже в
лабораториях машиностроительных заводов, чтобы все-та¬
ки приспособить к резанию металлов. Особенно стремились
к этому на заводах, расположенных в городе Эссене. Они
принадлежали германскому пушечному королю Круппу.
Империалистическая Германия усиленно готовилась ко вто¬
рой мировой войне. А резцы из нового сплава обещали
огромное ускорение выпуска пушек, снарядов и всякого
другого оружия.
160
о
Соревнование резцов из стеллита и твердого сплава. Барьеры — количе¬
ство обработанных изделий. Первый сошел с дистанции где-то между
барьерами 300 и 800. А второй взял 27 000 и остановился лишь перед
следующим барьером.
И вот уже в 1926 году резцы из нового материала мча¬
лись по своим беговым дорожкам со скоростью в сотню и
больше метров в минуту. В состязаниях с быстрорежущими
и стеллитовыми инструментами они обгоняли своих сопер¬
ников: первого в 4—8, второго— в 2—3 раза. При той же
температуре, что и стеллит, они «стояли» намного дольше.
В одном из таких состязаний резцами из стеллита и но¬
вого материала обтачивали бронзовые заготовки с одинако¬
вой скоростью. Первый из них «садился» после 300—800 из¬
делий. Второй же неутомимо и розно продолжал свой бег
и сходил с дорожки лишь после 27 000 изделий.
Объяснение этому было только одно — новые резцы
обрели достаточную прочность.
И хотя стоили снп з несколько раз дороже стеллитовых,
новые инструменты оказались очень выгодными: работали
161
долго, давали много изделий, которые поэтому обходились
дешевле.
Очень скоро быстрорежущим инструментам пришлось
отступить еще дальше, а старым углеродистым осталась ра¬
бота лишь там, где вовсе не нужна скорость и не было
смысла тратиться на новые резцы.
Что же представлял собой этот чудо-материал? Сделан¬
ные из него режущие пластинки явно выглядели металли¬
ческими. На этом кончались все сведения о них. Тайна рас¬
крывалась в цехе одного из крупповских заводов, который
выпускал пластинки из нового сплава.
В заготовительном отделении цеха — «старые знако¬
мые». В ларях хранились куски вольфрама, кобальта, чи¬
стого железа, несколько поодаль — обыкновенная сажа.
Когда составляются сплавы, она и служит источником
углерода.
Но если новый материал строится из тех же «камней»,
что и стеллит, откуда же у него столь высокая твердость и
стойкость? Ведь и быстрорежущая сталь «строилась» почти
из тех же элементов, что и обычная улучшенная. Значит,
вероятно, и тут дело не только в составе нового мате¬
риала.
В следующем отделении цеха стояли печи. В одной из
них прокаливали куски вольфрама вместе с сажей — полу¬
чали карбид вольфрама. В другой то же самое проделыва¬
ли с железом и сажей — получали карбид железа.
Опять карбиды! И опять непонятно, почему составлен¬
ный из них материал лучше стеллита.
Может быть, разгадка — в третьем отделении цеха? Да,
здесь что-то новое!
Работают особые мельницы. В них загружают карбиды
вольфрама и железа и еще куски кобальта. Все это разма¬
лывается в «муку» и перемешивается. Частицы кобальта —
вязкого металла — обволакивают сверхтвердые частицы
карбидов.
162
Изготовление пластин твердого сплава для металлорежущих
инструментов.
Еще дальше в цехе выстроились могучие машины —
прессы. В них «мука» прессуется в большие прямоугольные
пластины. На каждый квадратный сантиметр давит сила в
1,5—2 тонны. Это и придает смеси форму и даже в какой-то
небольшой степени свойства единого тела: его частицы те¬
перь связаны, но недостаточно прочно.
Тогда начинается работа второго отряда печей. Пласти¬
ны закладываются в них, как пироги в духовку, и пекутся
там при температуре 800—1000 градусов. Связь между ча¬
стицами формы делается крепче. Но материал еще хрупок.
Да и твердость получившегося «тела» не очень велика. Но
этот недостаток пока приносит пользу: пластину можно ре¬
зать, шлифовать.
Эту работу выполняет тонкий шлифовальный круг; с
его помощью большая пластина превращается в отдельные
режущие пластинки необходимого размера.
Их укладывают в особые лотки, сделанные из огнеупор¬
ного материала, затем засыпают порошком магнезита.
«Выкроенное» из большого «пирога» мелкое «пе¬
ченье» допекают в «духовках» третьего отряда печей. Темпе¬
ратура поднимается до 1500 градусов. Кобальт расплавляет¬
ся, заполняет все поры и, когда затвердевает, накрепко, как
цемент кирпичи, связывает карбиды в одно целое. Получив¬
шийся материал добирается почти до высшей ступени
«лестницы» твердости. В то же время он богатырь по стой¬
кости. Изготовленные из него инструменты держатся и ре¬
жут металл даже при температуре 1000 градусов. Значит,
они как будто и не лучше стеллитовых. Нет, лучше. Тепло¬
стойкость у новых резцов сохраняется не на секунды или
минуты, а на десятки минут. Вот почему окупается дорого¬
визна этого «печенья».
Откуда же это свойство? Ведь почти ничего не измени¬
лось в составе сплава! Неужели источник такой стойкости
кроется только в способе его изготовления? Да, именно в
нем!
164
РЕЗЦЫ ИЗ... ПОРОШКА
ще 7000 лет назад, в конце каменного века, накану¬
не великого события в существовании людей, когда они
узнали первый металл — медь, было сделано великое откры¬
тие: человечество научилось изготовлять из глины такую
посуду, которая не боялась огня. Благодаря этому впервые
в истории мира люди получили возможность варить пищу.
И они вовсе не изобрели эту посуду. Просто поколения
людей научились обрабатывать глину. Она служила им ма¬
териалом для изготовления предметов утвари. Древнейшие
мастера посуды заметили, что, если обжечь на сильном ог¬
не смесь из глины и добавленных к ней некоторых мине¬
ральных веществ, она делается похожей на касмэнь — на¬
столько спекаются ее частицы. Этот камень так тверд, что
нелегко подобрать еще более твердый. А самое главное —
пройдя через огонь, он сам становится огнеупорным.
Изделия из такого материала — керамика — широко
распространились по всему миру. В течение тысячелетий
люди накапливали опыт изготовления керамических изде¬
лий для самых различных своих потребностей. Они научи¬
лись размалывать глину в порошок, прибавлять к ней неко¬
торые минеральные вещества в таком же виде — тогда спек¬
шаяся обожженная масса получалась еще более огнеупор¬
ной.
Для использования в технике керамику изготовляют из
тончайших минеральных порошков. В них — источники
твердости и стойкости: различные карбиды, скислы и дру¬
гие химические соединения. Зги порошки перемешиваются
с измельченными стекловидными веществами. При очень
еысоксй температуре вся эта масса спекается, а расплавив¬
шееся стекло служит цементом, скрепляющим ее в сверх¬
твердое, не боящееся огня «тело».
165
Ученые и инженеры в лабораториях компании «Осрам»
и крупповских заводов рассуждали примерно так: почему
не проделать то же самое с металлическими карбидами и
окислами?
Попробуем измельчить их в тонкий порошок — «муку»,
перемешать и «спечь». А цементом может служить ко¬
бальт — он не выдержит высокой температуры и растечется
между зернами порошка. В то же время этот металл
отличается и твердостью и вязкостью — он почти не сни¬
зит твердости будущего сплава и придаст ему высокую
прочность.
. Так родилась металлическая керамика. И она оправда¬
ла надежды инструментальщиков. Спеченные из металличе¬
ской «муки» режущие пластинки полностью вытеснили
стеллит из резания металлов. А углеродистые и быстроре¬
жущие резцы? Эти остались на «окраинах» металлообработ¬
ки, там, где уже вовсе не было смысла пользоваться дороги¬
ми инструментами из сверхтвердого сплава, — изделий ну*
жно мало и спешить некуда.
Все это внешняя, как бы видимая, картина того, что де¬
лается внутри порошка. На самом деле, пока длится его
прессование и спекание, происходят сложные физические
явления и процессы. Зарубежными и советскими учеными
о них написано много интересных трудов. А если о том же
самом рассказать юному читателю, пожалуй, тоже при¬
шлось бы написать пусть одну и небольшую, но содержа¬
тельную книгу.
Все же постараемся лишь приоткрыть завесу, отделяю¬
щую нас от внутреннего мира спекаемого порошка. Что про¬
исходит с его частицами при прессовании и при спекании?
И почему резко снижается хрупкость режущей пластинки?
Разобраться в этом можно, но только с помощью воображе¬
ния.
Вот мы с вами насыпали в форму порошковую смесь.
Она лежит как бы одной сплошной массой. Нам кажется,
166
Превращение порошков карбидов в сверхтвердые сплавы: 1 — частицы
порошка в начальном виде: участки контакта ничтожно малы, частицы
не связаны; 2 — частицы после прессования: поверхности контакта
увеличились во много раз; частицы уже связаны, но некрепко; 3 — ча¬
стицы после выдержки в печи при температуре 1000°; участки контак¬
та и связь между ними еще больше; 4 — частицы после второго нагрева
и выдержки при 1500°, теперь они слились воедино.
что отдельные ее частицы тесно и плотно прилегают друг к
другу, что между ними вряд ли остались незаполненные
пространства.
На самом деле это не так. Частицы порошка можно себе
представить в виде мельчайших шариков. У самых малень¬
ких из них диаметр равен 0,0001 миллиметра, а у самых
крупных — нескольким миллиметрам (в десятки тысяч раз
больше). А в хорошо приготовленных порошках средняя ве¬
личина диаметра частицы 30 микрон. Это пылинка. Она со¬
стоит из очень малого числа зерен-кристаллов.
Продолжим сравнение с шариками. Когда частицы по¬
рошка насыпаны в форму, они и соприкасаются друг с дру¬
гом, как шарики, ничтожно малыми участками своей по¬
верхности. Ученые подсчитали — только 0,00001 доли об¬
щей поверхности всех частиц порошка участвует в контак¬
тах между его пылинками.
Теперь обратимся к телам, которые побольше несколь¬
ких миллиметров. Все они — даже очень большие — отно¬
сятся к одной группе; их называют «компактными» телами
(в отличие от порошка). И они тоже состоят из отдельных
частиц. Только в них частица — это кристаллическое зерно.
В свою очередь, оно состоит из молекул и атомов, располо¬
женных в уже известкой нам кристаллической решетке.
Выберем кристалл металла. Его форма — куб. Всеми своими
шестью гранями он прилегает к граням соседних кубов-кри¬
сталлов. Выходит, что в компактных телах в контакте меж¬
ду частицами участвует вся поверхность зерен — в
100 000 раз большая, чем в порошках.
Но между тесно сближенными поверхностями кристал¬
лов возникают и действуют молекулярные силы. Они «ра¬
ботают» на огромной площади контакта и поэтому крепко
связывают частицы-зерна в одно компактное твердое тело.
Вот почему оно неразделимо. Чтобы его разрушить, раздро¬
бить на части, необходимо приложить сколько-нибудь боль¬
шое усилие.
1СЗ
Совсем другое дело — порошок. Если его частица со¬
стоит кз нескольких или многих зерен-кристаллов, они тоже
крепко связаны действующими внутри молекулярными си¬
лами. Но связи между самими частицами нет. Участочки
поверхностей контакта ничтожны по своей величине, и воз¬
никающие в них молекулярные силы слишком малы и сла¬
бы для того, чтобы связывать частицы воедино. Поэтому их
так легко перемешивать, отделять от общей массы, пересы¬
пать в другие формы.
Но вот порошок в форме спрессован под большим давле¬
нием. Что происходит с его частицами?
Еще раз вообразим их в виде шариков. Каждая пара
сдавлена так, что точка касания превратилась в сравнитель¬
но не очень большую, но все же прямую. Зто значит, что
поверхность контакта увеличилась во много раз.
Теперь частицы пусть еще не очень крепко, но уже свя¬
заны; для того чтобы нарушить связь между ними, необ¬
ходимо небольшое усилие.
В этот момент спрессованную форму закладывают в печь
и выдерживают при температуре 1000 градусов. Для
чего?
Частицы порошка размягчаются. Участки контакта меж¬
ду смежными шариками увеличиваются. Конечно, еще
остается достаточно пустот — большая часть поверхности
шариков по-прежнему не «работает». Но молекулярные си¬
лы действуют на возросшей площади, крепче связывают ча¬
стицы порошка в одно, уже почти компактное тело. И еще
одно важное обстоятельство! При высокой температуре
внешние атомы в кристаллических решетках на контактной
поверхности частиц вдруг делаются подвижными, будто они
текут и оплывают участки касания.
Это не только способствует увеличению площади кон¬
такта — меняется и самое строение кристаллических реше¬
ток на границах частиц. И это изменение приводит к сниже¬
нию хрупкости в частицах карбидов вольфрама и железа.
169
Вновь созданное из порошка компактное, но есо же еще
пористое тело-пластина состоит из сверхтвердых частиц
этих карбидов, перемешанных с менее твердым чистым ко*
бальтом (не карбидом). Эти частицы крепко связаны моле¬
кулярными силами, но и теперь еще не вся их поверхность
участвует в контакте — будто микроскопические поры про¬
низали пластину во всех направлениях. Значит, не все по¬
верхностные зерначкристаллы перестроились. Но зато пла¬
стину легко резать, обрабатывать. Вот почему, когда сна в
таком состоянии, из нее выкраивают будущие режущие
пластинки.
Но вот они вырезаны, заточены. Теперь надо как можно
прочнее связать частицы «бывшего» порошка, до предела
увеличить контактную поверхность, уничтожить «поры»,
сделать пластину полностью компактной, а главное, умень¬
шить в ней хрупкость.
И тогда — снова печь, и в ней температура 1500 граду¬
сов. На границах частиц карбидов вольфрама и железа ато¬
мы еще больше «оживают», становятся еще подвижнее. Ча¬
стицы сливаются воедино на новых контактных участках,
заполняя все «поры». Перестраиваются и все остальные «по¬
граничные» зерна-кристаллы. Разделенные ранее частицы
карбидов вольфрама и железа и частиц чистого кобальта
связаны теперь в единое компактное тело.
Тут полезно рассказать и о том, как сила могучего тепла
наносит еще одно поражение природной хрупкости карби¬
дов, расправляясь с ее сильным союзником.
Ученые уже давно выяснили, что усилие, приложенное
к любому материалу, вызывает в нем сопротивление. Когда
мышцам человека приходится выдерживать какую-то на¬
грузку — поднимать тяжесть, совершать работу, — они на¬
прягаются. В этом случае не приходится объяснять, что та¬
кое напряжение, — это всем ясно.
В технике, особенно в машинной, очень распространены
образные названия. Изучая сопротивление материалов,
170
люди науки сравнили его — по внешнему сходству — с на¬
пряжением, возникающим в теле человека, и назвали это
сопротивление напряжением материала. Оно, как мы уже
знаем, вызывается приложенным усилием.
Но бывает, что напряжения в материале возникают без
приложения извне какого-то усилия. Их вызывают внутрен¬
ние силы. Поэтому они так и названы — «внутренние на¬
пряжения». Что это такое?
Представьте себе кусок воска и вообразите, что внутрь
заложено множество мелких пружин. Теперь сожмите воск.
Форма куска изменится, сожмутся и пружины. Но воск не
будет стремиться разжаться, вернуть себе прежнюю форму
(в нем ведь нет упругости), а пружины, наоборот, будут до¬
биваться этого. И тогда в толще воска возникнут внутренние
напряжения.
Роль таких пружин в материале, особенно в металлах,
играют условия тепловой и всякого рода механической об¬
работки. Бывает, что из-за разности температур между от¬
дельными слоями и участками материала одни из них ока¬
зываются в пластическом состоянии, а другие — в напря¬
женном.
То же самое происходило и с частицами нашего порош¬
ка. Вспомните! Когда куски вольфрама и железа прокалива¬
ли в печах вместе с сажей (для получения карбида), а затем
охлаждали, в них возникали внутренние напряжения. А ко¬
гда куски карбидов и кобальта дробили и мололи в мельни¬
цах — опять внутренние напряжения!
И все они концентрируются на контактных поверхно¬
стях : в компактных телах — на гранях зерен, в частицах
порошка — на участках касания. И через них же действуют
на «соседей».
Как они действуют, это видно из сравнения с пружина¬
ми, работающими в пластичном воске. И если материал хру¬
пок, внутренние напряжения помогают внешним усилиям
разрушить его.
171
Но очень высокая температура — удар по этому союзни¬
ку хрупкости, особенно — в порошковых телах. Она легко
проникает к контактным поверхностям еще в какой-то сте¬
пени разделенных частиц и... уничтожает сосредоточившие¬
ся, там напряжения. Первый удар обрушивается на них при
температуре 1000 градусов, второй и решительный — при
1500 градусах. И в момент, когда образуется вновь по¬
строенное компактное тело, в нем одновременно уничто¬
жается пособник хрупкости — внутренние напряжения.
А для чистого кобальта 1500 градусов — непереносимая
температура. Ее действие не ограничивается только «ожив¬
лением» атомов в зернах «пограничных» слоев. Нет, весь
металл не выдерживает такой температуры. Его кристаллы
расплавляются, превращаются в жидкость, заполняют все
пространство между островками карбидов и, затвердевая,
схватывают их плотным, прочным и в то же время пластич¬
ным «цементом».
Наш рассказ о чудодейственных порошках подходит к
концу. Мы узнали, как люди заставили работать высокую
твердость и стойкость карбидов вопреки их хрупкости. И для
этого размололи карбиды на мельчайшие частицы, сотво¬
рили из этих частиц новые, по-другому построенные ком¬
пактные тела. В них сохранились присущие им от природы
сверхтвердость и сверхстойкость. Но они обогатились проч¬
ностью и избавились от большей части присущей им хруп¬
кости. Порошковые пластины — пример власти человека
над природой, пример переделки природы на пользу об¬
ществу.
Во всех передовых промышленных странах режущие ин¬
струменты, «спеченные» из металлической «муки», уже де¬
сятки лет работают со все возрастающими скоростями. Вре¬
мя становится дороже и дороже, его нужно экономить —
выпускать больше изделий в единицу времени.
Еще в 1934 году в опытной лаборатории одного из Мо¬
сковских заводов заготовки из самой твердой (хромонике-
172
левой) стали обтачивались с невиданно огромной скоро¬
стью — 120 метров в минуту. Новый «бегун» по дорожкам
резания вдвое и втрое опережал те сверхтвердые инструмен¬
ты» которые в 1927 году появились на крупповских заводах.
Опять сверхтвердый сплав! Но в нем уже нет железа и да¬
же вольфрама. Его «спекли» из карбидов титана, хрома, ва¬
надия и «цемента»-никеля. По «лестнице» твердости он воз¬
несся настолько высоко, что «наступает на пятки» алма¬
зу, — число его твердости 9,9.
ВОЗВРАЩЕНИЕ
КАМЕННОГО РЕЗЦА
' осле второй мировой воины в западных странах
началась новая гонка вооружений. В СССР и странах народ¬
ной демократии закипела работа по восстановлению и раз¬
витию промышленности, транспорта, сельского хозяйства.
Отсталые колониальные народы, сбросившие иго империа¬
листов, также стали строить у себя промышленность и раз¬
вивать науку и технику.
Все это потребовало нового рывка в скорости резания.
Ученые по-прежнему искали всё более стойкие составы
сверхтвердых сплавов. Но уже стало ясно, что лучшие из
них строятся на фундаменте из вольфрама или титана или
из обоих этих металлов, залитом «цементом»-кобальтом.
Расход дефицитных и очень дорогих металлов все увеличи¬
вался. Их нехватку стали остро ощущать во всех промыш¬
ленных странах. Значит, надо найти какие-то заменители.
И это нужно сделать так, чтобы новый «печеный» материал
не уступал сверхтвердым сплавам ни в твердости, ни в стой¬
кости, и чтобы инструмент из него не только не отстал в со¬
стязании на скорость, а, наоборот, вырвался бы вперед.
173
И тогда возникла идея: а почему бы не заменить метал¬
лическую керамику минеральной — «печь» режущие ин¬
струменты не из металлической, а из минеральной «муки»?
Ведь известно, что такая керамика отличается и высокой
твердостью и огромной огнеупорностью — даже 2000 граду¬
сов тепла не могут ее одолеть, размягчить. Правда, она не¬
достаточно прочна, очень хрупка — ей трудно выдержать
напор сил, участвующих в резании. Но, может быть, этот
недостаток устраним?
Над решением такой задачи стоило поработать. Еще
в начале четвертого десятилетия XX века почти одновре¬
менно в нескольких странах ученые заинтересовались
новым инструментальным материалом. А в конце пятого
десятилетия их работа уже дала хорошие результаты:
в многочисленных и повторных опытах рождался еще
один чемпион скорости в беге на дорожках резания ме¬
таллов.
В 1947 году в Ленинграде во Всесоюзном научно-иссле¬
довательском институте абразивов и шлифования испыты¬
вали резцы, «испеченные» из размолотого в «муку» искус¬
ственного минерала — корунда, или окиси алюминия.
Вспомним, этот минерал в своем естественном состоянии
поднялся до девятой ступени «лестницы» твердости. А ис¬
кусственный корунд поднимается еще выше и почти не
уступает в твердости алмазу.
Ученые института изготовили из него «муку», но доволь¬
но крупнозернистую. Размеры отдельных ее пылинок коле¬
бались между 15 и 100 микронами. В среднем каждый из
них был ненамного толще человеческого волоса.
Когда из этой «муки» «испекли» режущие пластинки
для резцов, они ни в чем не уступали новейшим сверхтвер¬
дым сплавам. Новый материал назвали «термокорунд». И в
нем вовсе не было никаких металлов. В сущности, эти рез¬
цы изготовлены из камня, только не из сплошного, а раз¬
молотого.
174
Значит, в середине XX века наука и техника достигли
таких успехов, что люди получили возможность вернуть¬
ся к древнейшему материалу, из которого еще в перво¬
бытные времена делали свои режущие инструменты. Этот
материал — камень — самый твердый и теплостойкий з
природе, но в то жэ время очень хрупкий, трудно поддаю¬
щийся обработке. Понадобилось много тысячелетий, пока
упорный труд и накопленный опыт научили человека спо¬
собу изготовления режущих пластинок из камня. И нако¬
нец этот материал одержал свою первую и многообещаю¬
щую победу.
Здание Московского химико-технологического института
имени Д. И. Менделеева. В одной из лабораторий уже зна¬
комая картина: испытываются в работе режущие пластин¬
ки. Скорость и длительность резания еще больше, чем в
Ленинграде! Здесь то же самое — пластинки «пекутся» из
корундовой «муки». А откуда увеличение скорости и стой¬
кости?
Огромный, настойчивый исследовательский труд вложи¬
ли советские ученые в работу по улучшению этого инстру¬
ментального материала. Неутомимо испытывали они один
за другим варианты его состава и строения. Придирчиво
браковали их и создавали новые.
Только триста тридцать второй вариант показался уче¬
ным достаточно хорошим. Они изготовили его, размолов ко¬
рунд е тончайшую «муку». Ее зернышки, в среднем не тол¬
ще 2 микронов, в 15—25 раз тоньше человеческого волоса.
Поэтому в массе «печеной» пластинки они укладываются
очень плотно, что и придает «микролиту» — так назвали
этот материал — необыкновенную стойкость: он не только
догоняет сверхтвердые сплавы, но и оставляет их позади.
И вот снова Москва! 1952 год! Знаменитый советский то¬
карь П. Б. Быков устанавливает мировой рекорд скорости
резания. Его резец, вооруженный пластинкой из микролц-
та, обточил чугунную заготовку со скоростью 3200 метров в
175
Продольно-фрезерный станок-гигант. Для сравнения рядом с машнной'Яэхззака волейбольная площадка, л пр^и^.о
совпадают с размерами станка. Слева на рисунке — пульт управления; в прямоугольнике (слева вверху) показано, как рао^юг -а
тикальных и горизонтальных шпинделях (к стр. ьб).
По «лестнице» твердости термокорунд, а особенно микролит
подбираются к «трону» алмаза.
минуту. С такой скоростью мчатся гоночныэ автомобили —
192 километра в час. «Каменные» режущие инструменты,
казалось безнадежно отставшие на самом старте состязания
в скорости резания, на финише вышли далеко вперед. Они
обогнали быстрорежущие инструменты Тейлора в 100 с
лишним раз.
* * *
Еще задолго до появления минерало-керамических мате¬
риалов машиностроители научились обрабатывать металл
инструментами, режущие кромки которых сделаны из ал¬
маза. Такими резцами и сверлами пользуются, например,
на автомобильных и авиационных заводах. Когда выполня¬
ют окончательную, чистовую, обработку поверхностей
178
самых важных, наиболее «ответственных» деталей двигате¬
лей (шатунов, поршней, клапанов) и снимают с них тончай¬
шую стружку, тогда выручают алмазные резцы. Не менее
важную роль играют алмазные режущие инструменты на
заводах, выпускающих точные механические, оптические и
электрические приборы. Особенно хорошо служат такие рез¬
цы при обработке цветных металлов. И, наконец, алмазом
же пользуются при резании твердых сплавов — металло¬
керамических или минерало-керамических.
Дело не только в том, что алмазный резец — самый твер¬
дый и легко справляется даже с таким сверхтвердым мате¬
риалом, который по шкале Мооса добрался до отметки 9,9.
Он еще и самый стойкий. Если инструмент из быстрорежу-
В состязании на скорость резец с пластинкой из микролита оставил
далеко позади и углеродистого и быстрорежущего «соперников».
щей стали за всю свою рабочую «жизнь» пройдет по «доро
гам» обработки 240 километров (длина его общего «пути»
по обработанным поверхностям), а резец из твердого спла¬
ва — 1650 километров, то алмазное лезвие оставит своих
сильных соперников далеко позади — оно пройдет 6000 ки¬
лометров.
Алмазные инструменты очень дороги. И не только пото¬
му, что алмазы сами по себе дорого стоят. Их еще приходи
лось покупать за границей — ведь в СССР до последнего вре¬
мени не было открыто сколько-нибудь значительных место¬
рождений алмазов. Это очень ограничивало пользование ал¬
мазными инструментами.
Но совсем недавно в Якутии открыты богатейшие место¬
рождения алмазов. Этот материал в самое ближайшее вре¬
мя станет доступным и менее дорогим. И алмазные резцы
и сверла войдут в обиход станочников, как лучший инстру¬
мент для отделочной обработки самых гладких и точных
поверхностей.
* * *
Пожалуй, нет предела достижениям научной и изобре¬
тательской мысли в любой области техники. Пример это¬
му — резание металлов. За 100 лет рекорд скорости резания
чугуна увеличился в 640 раз. И, может быть, где-то не так
уж далеко, в каких-то точках бесконечней трассы времени,
он будет еще и еще возрастать.
Оказывается, скорости «печеных» резцов из твердых
сплавов и даже из термокорунда и микролита подстегнуты,
увеличены какими-то почти незаметными, но, по-видимему,
очень важными изменениями в форме их режущей части.
Не только в материале инструментов, но и в этих измене¬
ниях кроется источник невероятных скоростей резания в на¬
ши дни.
И нам еще предстоит узнать много интересного о тайнах
формы режущего инструмента. Мы живем как раз в то вре¬
мя, когда эти тайны раскрываются.
180
РОЖДЕНИЕ СТРУЖКИ
%
о шоссе мчится автомобиль. Мы знаем — внутри
корпуса этой машины, в ее передней части (бывает и в
задней), действует двигатель. Он совершает работу. Ее ре¬
зультат— на наших глазах: колеса автомобиля вращаются,
машина движется вперед, перевозит грузы, людей. Но это
внешняя, видимая картина ее работы. Существует и внут¬
ренняя, невидимая картина. Сила двигателя, превратившая¬
ся во вращение колес, преодолевает трение между этими ко¬
лесами и полотном шоссе, преодолевает сопротивление воз¬
духа движению автомобиля, преодолевает, наконец, трение
между соприкасающимися в движении частями самой ма¬
шины. Выходит, работа машины — в преодолении всех со¬
противлений, препятствующих ее движению и достижению
заданного ей результата: перевозки людей или грузов.
И это относится, конечно, не только к автомобилю, но и ко
всем тем машинам, которые на транспорте и стройках, на
фабриках и заводах помогают людям в труде.
Мы проходим мимо стройки. Из-за ограждающего ее за¬
бора над уже возведенными стенами здания высятся мачты
и стрелы подъемных кранов. Механические их руки заби¬
рают с земли строительные материалы, а то и какую-то
часть конструкции здания, поднимают высоко вверх и пере¬
носят к тому месту стройки, где в них нуждаются. И опять
нам видна лишь внешняя картина работы крана. А сущ¬
ность ее в том, что сила двигателя преодолевает (в основном)
сопротивление силы тяжести груза.
Но вот перед нами и другая картина, более близкая к те¬
ме нашей книги. Работает могучий экскаватор — его зубча¬
тый ковш врезался в грунт, отрывает от него какую-то часть,
забирает ее, поднимается кверху и относит свой груз в от¬
вал. Машина преодолела в этом случае не только силу
181
тяжести перенесенного грунта, но и его сопротивление раз¬
рушению и захвату ковшом. А это уже очень похоже на ту
работу, которая совершается станком при резании металла.
Металл тоже сопротивляется резанию. И это выражается
прежде всего в том, что поверхностный слой металла сопро¬
тивляется нажиму со стороны резца, проникновению в сталь
его режущей кромки. Происходит первое «столкновение» ин¬
струмента и заготовки. Побеждает инструмент — ведь его
твердость намного выше.
Теперь, после первой победы, инструмент должен снять
с заготовки стружку. Вообразим, что перед нами протекает
процесс строгания. Тогда резцу, врезавшемуся в металл,
надо пройти довольно длинный путь по поверхности изде¬
лия. И здесь ему сопротивляется прочность металла.
Чем крепче связь между частицами металла, чем выше
его прочность, тем больше это сопротивление.
Резцу, вонзившемуся в «тело» стальной заготовки, при¬
ходится нелегко. Его режущая кромка давит на ближайшие
к нему частицы металла, старается сдвинуть их с места,
оторвать от заготовки. Защищаясь, эти частицы как бы упи¬
раются, сопротивляются сжатию. И тогда на переднюю по¬
верхность режущей части резца начинает действовать воз¬
никшая встречная сила — она как бы противостоит инстру¬
менту. Ее и называют силой резания.
У силы сопротивления резанию есть еще и союзники.
Чтобы обнаружить их, понять, в чем их сила и как она дей¬
ствует, проследим дальше за процессом образования
стружки.
Итак, режущая часть инструмента вонзилась в поверх¬
ностный слой заготовки и продвигается вперед, сжимая впе¬
реди себя частицы металла. Что же при этом происходит?
Вообразим, что вся толща металла в заготовке разбита
ша мельчайшие кубики; они вплотную соприкасаются меж¬
ду собой. Резец давит на эти кубики, и они сжимаются в
том направлении, в котором действует сила. От этого проис-
182
Образование металлической стружки: 1 — частицы-кубики на пути рез¬
ца; 2 — цепь из сколотых резцом кусочков — ступенчатая стружка;
3 — цепь слилась в ленту — сливную стружку; 4 — надламывающиеся
кусочки хрупкого металла — стружка надлома.
Силы резания при строгании.
ходит еще одно явление —
частицы металла вытягива¬
ются перпендикулярно на¬
правлению сжатия, и... ку¬
бики превращаются в приз¬
мы. Но резец продолжает
свое наступление. Как ни
сопротивляется металл, ему
приходится отступать. При
этом все больше и больше
меняется форма частиц ме¬
талла — натиск резца пре¬
одолевает силы их сцепле¬
ния, заставляет их сме¬
щаться относительно друг
друга. Наконец это смещение делается настолько большим,
что полностью преодолеваются силы сцепления между ча¬
стицами. Тогда от металла заготовки отделяется сколотый
резцом крошечный кусочек.
Все это особенно заметно и сказывается тут же впереди
инструмента — на его пути. Но резец продолжает работу,
скалывает на следующем участке своего движения еще один
кусочек, затем еще и еще. В этом — в последовательном
скалывании инструментом отдельных частиц сдавленного
металла — и заключается процесс его резания. И чем боль¬
ше приходится резцу изменять форму частиц металла, тем
больше сила, которая сопротивляется натиску на впереди
лежащий участочек заготовки.
А ведь мы с вами, читатель, уже как-то привыкли к
одному представлению: при резании с металла снимаются
не отдельные кусочки, а завивающаяся спиралью стружка.
Это, конечно, не совсем верное представление. Бывает, и не¬
редко, что резец снимает с металла именно отдельные ку¬
сочки. Это тоже стружка, настолько короткая, что выглядит
кусочком металла. Но чаще всего, действительно, стружка
184
выглядит так, как мы себе ее представляем. Что же придает
ей такой вид?
Пока мы вели рассказ о рождении металлической струж¬
ки, прошло, пожалуй, немало минут. А весь этот процесс на
станке протекает почти мгновенно. Ведь резец совершает
свой путь очень быстро. Строгальный станок, который дей¬
ствует в нашем опыте, — тихоход в сравнении с большинст¬
вом других металлорежущих машин. И все же он заставляет
резец двигаться относительно поверхности изделия со ско¬
ростью в несколько десятков метров в минуту. И не успел
еще сколоться первый кусочек металла, как уже скалывает¬
ся еще сцепленный с ним второй кусочек, затем — третий,
четвертый и бесконечное число последующих. Все они —
при достаточно большой скорости резания — составляют
цепь; ее звенья — сколотые кусочки металла.
А -радиалЬная сила
Б - норлгалЬная сила
В- сила поЬаги
Г - сила резания
Силы резания при точении. Нормальная сила разделилась на две:
на силу подачи и радиальную силу.
Если скорость резания
достаточно велика, звенья
сливаются настолько, что
цепь превращается в проч¬
ную ленту.
Чем мягче и пластичнее
металл, чем выше скорость
резания, тем длиннее такая
стружка, тем больше похо¬
дит она на ленту. Этому
еще способствует опреде¬
ленная форма режущей ча¬
сти инструмента; о ней
речь впереди.
А если металл очень
тверд и хрупок, тогда не
получается ни цепи, ни
ленты.
Сколотые кусочки тут
же надламываются и отле¬
тают от заготовки.
Все это впервые открыл
И. А. Тиме.
А теперь вернемся к союзникам силы сопротивления ре¬
занию. Восстановим в своем воображении картину строга¬
ния: резец, будто стальной коготь, вонзившийся в поверх¬
ностный слой металла заготовки, упорно двигается вперед,
снимает стружку за стружкой. Они — эти стружки — отде¬
ляются от металла кверху, скользят по передней грани рез¬
ца с очень большой скоростью, трутся об нее.
И тут между стружкой и передней поверхностью режу¬
щей части инструмента начинает действовать союзник № 1
сопротивления резанию — трение. Оно порождает еще одну
силу, сопротивляющуюся резанию. Эта сила получила на¬
звание «нормальной». Направленная перпендикулярно к
Места, где «гнездятся» союзники си¬
лы сопротивления резанию — силы
трения.
186
той поверхности, по которой проходит резец, она отталки¬
вает инструмент от изделия. Ее нужно победить, преодолеть,
иначе стружка нагромоздится перед резцом, упрется в перед¬
нюю грань инструмента, вовсе застопорит резание.
Все это относится и к другим видам обработки, в том чи¬
сле и к обточке. Но здесь обычно нормальная сила делится
на две. Одна ее часть сопротивляется движению суппорта
станка. Ее называют «сила подачи». А другая действует по
оси резца. Ее назвали «радиальная сила».
У режущего инструмента есть и задняя грань — та, что
обращена к обрабатываемой поверхности. У строгального
резца — нижняя его грань. Частью ее он скользит по заго¬
товке. И здесь возникает трение. Сила его помогает главной
силе сопротивления резанию, присоединяется к ней. Это ее
Сэрхы резания измеряются и исследуются с помощью специальных
приборов.
Сверху (на четырех кадрах) — схема действия механизма ксрсбки
скоростей станка (на четыре скорости) и «хсд» передачи движения от
вала двигателя к рабочему шпинделю (показан черней линией): А —
прием движения от Бала двигателя; Б — передача движения к шпин-
союзник № 2, который тоже участвует б отражении наступ¬
ления резца. И его необходимо подавить.
Против главной силы сопротивления резания и ее обоих
союзников выступает энергия, которую развивает двигатель
станка. Она и есть источник той наступающей силы, кото¬
рую механизмы машины передают режущему инструменту.
Когда заготовку строгают или обтачивают, львиная доля
этой силы, 90 процентов, обрушивается на главного против¬
ника, на самое сопротивление резанию. И лишь только де¬
сятая ее доля справляется с обоими его союзниками.
Так распределяется расход энергии только тогда, когда
работают резцы: площадь соприкасающихся поверхностей
мала, значит, и сила трения невелика. Другое дело, когда
сверлятся в металле отверстия. Тут уже намного большая
поверхность инструмента трется о металл заготовки. Силы
трения увеличиваются. И на их преодоление затрачивается
одна пятая доля энергии станка. Еще труднее — при наре¬
зании резьбы. Работу выполняет особый режущий инстру¬
мент — метчик. Он врезается в металл, ввинчивается в него
всеми своими витками. Площадь касания между инструмен¬
том и изделием очень большая. И силы трения становятся
могучими. Против них направляют около половины мощно¬
сти двигателя.
Итак, перед нашими глазами как бы прошла кинолента,
показавшая процесс рождения стружки. Действующие пер¬
сонажи — станок с его режущим инструментом и силы,
сопротивляющиеся резанию. Наши симпатии, конечно, на
делю. Внизу — схема механизма коробки подач. В обоих механизмах,
кроме зубчатых колес, действуют особые рычаги, с помощью которых
включаются в передачу сменные шестерни, настраивающие станок на
другие скорости, а в коробке подач — меняющие направление движе¬
ния. Здесь сказалась склонность станочников к образным сравнениям:
первый рычаг назван «гитарой», а второй — «трензель» (так называют
цепочку, связывающую мундштук во рту лошади с поводьями; с ее по¬
мощью всадник меняет направление движения).
стороне станка и инструмента. Ведь резание металлов —
один из основных трудовых процессов в машиностроении, а
металлорежущие станки и инструменты — крепкие наши
помощники в этом важном труде.
Мы заинтересованы в том, чтобы станок с инструментом
оказались достаточно сильными, а сопротивляющиеся им
силы — как можно слабее. А как этого добиться?
Создавая станки и режущие инструменты, конструкторы
заранее как бы видят перед собой их будущего главного
противника — силу резания какой-то определенной, заранее
заданной наибольшей величины.
И они выбирают для станка электродвигатель достаточ¬
ной мощности. Затем, хорошо зная законы машиноведения,
они придают надежную прочность деталям коробки скоро¬
стей — механизму, с помощью которого управляют скоро¬
стью главного рабочего движения инструмента (или обра¬
батываемого изделия).
В каждом станке работает и другой очень важный ме¬
ханизм — тот, что управляет подачей суппорта с инстру¬
ментом вдоль и поперек обрабатываемой заготовки (или
стола станка с закрепленным на нем изделием — к инстру¬
менту).
Детали механизма должны преодолевать часть отталки¬
вающей силы, рожденной трением стружки об инструмент.
Величина (наибольшая) и этой силы заранее известна кон¬
структору, и он придает деталям механизма подач столь же
надежную прочность.
Теперь станок достаточно силен. Но когда станок создан,
построен и уже работает, приходится бдительно следить за
той же силой резания. Неправильно выбранные условия об¬
работки могут сделать ее большей, чем рассчитывал кон¬
структор. Тогда или сломается даже достаточно прочный ин¬
струмент, или остановится электродвигатель. Вот почему
силу резания и ее союзников необходимо хорошо знать и
уметь их ослаблять.
180
Русский ученый К. А. Зворыкин, один из выдающихся
последователей И. А. Тиме, прославился исследованиями
сил, действующих при резании металлов. Он научил маши¬
ностроителей властвовать над этими силами, укрощать их
и ослаблять. В борьбе против них важная роль принадлежит
форме режущего инструмента.
[дающийся советский изобретатель Александр Ми¬
хайлович Игнатьев по образованию был биологом. И все же
в своей большой плодотворной работе он стал видным дея¬
телем советской техники.
С юных лет Игнатьев выделялся очень внимательным и
пытливым отношением к окружающему. Он умел видеть и
запоминать явления и факты, остававшиеся незаметными
для других, и сопоставлять их. И все они вызывали в нем
ненасытные «почему».
Его наблюдения над животными и птицами, над работой
их когтей, зубов, клювов подсказали ему один очень инте¬
ресный вопрос: почему эти своеобразные режущие инстру¬
менты, сколько ими ни пользуются, не становятся тупыми,
остаются острыми? У львов, тигров, рысей когти, зубы ра¬
ботают чуть ли не непрерывно, вонзаются зачастую в очень
твердые тела. А у грызунов? Обыкновенные мыши без кон¬
ца грызут зубами и дерево, и штукатурку, и твердые корки.
Бобры «пилят» своими зубами деревья и сваливают их. Дят¬
лы долбят деревья подолгу и неутомимо.
Во всем животном мире непрерывно происходит работа
резания. И если природные инструменты животных и птиц
никогда не делаются тупыми, значит, угол заострения их ре¬
жущей части почему-то не меняется.
СТАЛЬНОЙ КОГОТЬ
191
Игнатьев распилил зубы белки, зайца, клюв дятла и ис¬
следовал их строение, сделал химические, анализы вещества,
из которых они состоят. Оказалось, что материал, из кото¬
рого природа изготовила режущие инструменты животных,
вовсе не однороден. Каждый зуб или клюв как бы сложен
из двух слоев. Они расположены по высоте зуба или длине
клюва. Передний слой — твердый, задний — сравнительно
мягкий. А угол заострения такой, что зуб, например, сточен
назад по мягкому слою.
Уже одно это открытие позволило Игнатьеву предполо¬
жить следующее: когда животное грызло пищу, на перед*
ний, твердый, слой приходилась нагрузка побольше, а на
задний, мягкий, — поменьше. И оба слоя истирались одина¬
ково, а угол заострения не менялся.
Предположение надо было подтвердить убедительным
опытом.
Игнатьев устроил механическое подобие челюстей боб¬
ра. Затем он добыл зубы животного, спилил концы, сделал
их плоскими, тупыми, уничтожил угол заострения. Искусст¬
венные челюсти со вставленными такими зубами исправно
жевали заложенные в них щепки.
После того как устройство поработало немного, Игнатьев
остановил его и осмотрел зубы. Оказалось, что на их внут¬
ренней поверхности уже образовался хорошо заметный
скос — они явно затачивались.
Еще и еще раз Игнатьев пускал в ход механические че¬
люсти и останавливал их. Зубы становились все острее и
острее, пока не приняли свою первоначальную, естествен¬
ную форму. Но больше форма их не менялась, угол заостре¬
ния оставался постоянным. Это был наивыгоднейший для
резания угол заострения зуба-рэзца, найденный самой при¬
родой. И она позаботилась о тем, чтобы его величина сохра¬
нялась неизменной на протяжении жизни животного.
Вот почему никогда не затупляются и остаются острыми
клювы, зубы и когти животных.
192
о
Природные резцы хищных птиц, животных, грызунов — клювы,
когти, зубы (клыки).
7 Человек режет металл
Так Игнатьев сделал выдающееся открытие. На его осно¬
ве он и изобрел многослойные самозатачивающиеся режу¬
щие инструменты.
Наши станочники еще не пользуются ими. После смерти
Игнатьева (в 1936 году) продолжается работа в лаборато¬
риях по улучшению его инструментов. Их приспосабливают
к более высоким требованиям техники резания, возникшим
в последнее время.
Важно другое. Не только человек, но и природа создает
режущие инструменты. При этом строго и точно соблюдает¬
ся закон наивыгоднейшей для резания формы «лезвия»
каждого такого инструмента. Оно обязательно острое.
И угол заострения образуется передней и задней поверхно¬
стями зуба, когтя или клюва. В свою очередь, положение
этих поверхностей в пространстве тоже определяется раз¬
личными установочными плоскостями и углами. Выходит,
что форма зуба или когтя представляет собой какое-то соче¬
тание фигур, хорошо известных из школьного курса геомет¬
рии.
Ничего не зная о самозатачивании, человечество еще в
древнейшие времена заимствовало из природы и из собст¬
венного опыта законы формы режущих инструментов. Пер¬
вобытные люди, жившие в каменном веке, ничего не знали
о геометрии, но и они подолгу трудились, обивали выбран¬
ный в качестве инструмента и уже заостренный природой
камень, старались придать ему подсказанные им опытом
наивыгоднейшие форму и угол заострения.
При этом они бессознательно подражали природе — их
режущие инструменты очень напоминали своим видом ког¬
ти хищных животных. А форма этих инструментов пред¬
ставляла собой сочетание различных геометрических фигур.
Выходит, что уже в те отдаленные времена, за 50 000—
15 000 лет до нашей эры, когда и в помине не было никакой
науки, уже существовала какая-то геометрия режущих ин¬
струментов. Если сравнить хранящиеся в музеях такие рез-
194
Строение зубов у животных и сделанный по их подобию резец
А. М. Игнатьева.
цы с резцами XX столетия, то в них можно найти одни и
те же углы. За последние 80—90 лет наука о резании ме¬
таллов помогла внести сравнительно много поправок в гео¬
метрию режущих инструментов. И углов стало больше, и
величины их изменились. Но основные очертания сохрани¬
лись. Древнейший кремневый коготь через десятки тыся¬
челетий превратился в стальной. В последние десятилетия
его стали делать из более совершенных материалов. Конеч¬
но, он изготовлен неизмеримо искуснее и точнее. Но форма
его, начертанная природой, осталась неизменней. Какая же
она? Что дают ее углы при резании?
Прежде всего, пример из повседневной практики. Дале¬
ко не все люди занимаются ежедневно резанием металла
или других материалов. Но почти всем нам очень часто
приходится резать продукты питания, например хлеб. Мы
195
привыкли к этому и, пожалуй, вовсе не замечаем, что ис¬
пользуем законы геометрии режущего инструмента даже в
такой обиходной работе.
На столе буханка хлеба. Мы режем ее достаточно ост¬
рым ножом. При этом не просто вдавливаем лезвие ножа во
всю поверхность буханки. Как ни остер нож, сопротивление
резанию будет большим, и такая простая работа покажется
трудной. Но мы наклоняем нож вперед, и лезвие легко вхо¬
дит в хлеб, быстро его разрезает. Что же произошло?
Вообразим, что на небольшой плите лежит гиря весом
157 килограммов. Ее нижней части умышленно придали
форму усеченного конуса. Это сделано для того, чтобы пло¬
щадь касания гири с плитой оказалась поменьше.
Величина этой площади — 78,5 кв. сантиметра. Значит,
на каждый квадратный сантиметр давит сила в 2 килограм¬
ма. Она вызывает в материале плиты напряжение такой же
величины — 2 килограмма на квадратный сантиметр. Если
бы форма гири и снизу была цилиндрической, площадь ка¬
сания оказалась бы больше, а напряжение меньше. Наобо¬
рот, стоит сделать нижнюю часть гири острее, и напряжение
увеличится. И, если площадь касания уменьшится хотя бы
до 1 кв. миллиметра, напряжение подскочит до огромной
величины (157 кг : 0,01 см = 15 700 килограммов на квад¬
ратный сантиметр).
Напряжения различаются в зависимости от характера
нагрузки — силы, которая их вызывает. Бывают напряже¬
ния растяжения, сжатия, изгиба, среза, кручения.
Каждый материал отличается определенной величиной
сопротивления разным напряжениям. В нашем случае дей¬
ствует напряжение сжатия. Чем прочнее и тверже материал,
тем лучше сопротивляется он напряжению сжатия. Но даже
очень прочный и твердый материал не выдержит напряже¬
ния сжатия в 15 700 килограммов на квадратный сантиметр.
И тогда гиря, острие ее конуса, вонзится в поверхность пли¬
ты, разрушит ее на участке касания.
196
Если сравнить каменные резцы древнейшего человека (вверху), о резца¬
ми XX столетия (внизу), в их «геометрии >> можно обнаружить большое
сходство.
При соприкосновении
лезвия ножа с хлебом (или
любого режущего инстру¬
мента с другим продуктом,
материалом) происходит то
же самое. На участке каса¬
ния возникает напряже¬
ние — ив материале ножа
и в корке хлеба. Оно тем
больше, чем меньше пло¬
щадь участка касания.
Если лезвие очень острое,
получается не площадь, а
лишь тончайшая линия ка¬
сания. И тогда удельное
давление, равное величине
силы нажима на нож, раз¬
деленной на площадь каса¬
ния, делается очень боль¬
шим. На поверхности бу¬
ханки возникает напряже¬
ние такой же величины.
Оно сильнее того напряже¬
ния, которое может выдер¬
жать хлеб. И на линии касания лезвия ножа с коркой бу¬
ханки начинается «разрушение».
Но нам этого мало. Сопротивление буханки все же еще
настолько велико, что при резании она сминается, крошит¬
ся. Тогда мы наклоняем нож. От этого резко уменьшается
длина участка касания, значит, и его площадь. А главное—
в другом.
Хотя нож уже был наточен, все же пока его не наклони¬
ли, заострение лезвия оказалось недостаточным. Но как
только нож наклонили, придали ему другое положение по
отношению к буханке, изменился угол заострения лезвия:
Гиря весом 157 кг соприкасается с
опорной пластиной на площади
78,5 см2; удельное’давление 2 кг на
1 см2.
198
он стал меньше, а лезвие как бы острее. Фактически изме¬
нилась геометрия ножа. На рисунке очень наглядно показа¬
но, как это получается.
Люди пользуются этим правилом геометрии резания с
очень давних времен почти бессознательно. Но уже в конце
XVIII столетия его впервые применили для своего рода тех¬
нических целей. Связанная с этим фактом история очень
интересна.
Гильотина — механизированный нож для отсечения го¬
ловы преступника, осужденного на смерть. От этого слова
образовался и глагол «гильотинировать» (отрубить голову
гильотиной). И оно же стало
терминов. Так, например,
машинные ножницы для
резки листового металла
называются «гильотинные».
Широко распространена
версия о том, что впервые
казнь с помощью гильоти¬
ны была введена во время
Великой французской рево¬
люции 1789 года, что эту
машину изобрел врач
Гильотен, что он же сам
стал жертвой созданного им
устройства. Кроме того, из¬
вестно, что гильотина по¬
служила орудием казни
французского короля Людо¬
вика XVI и его жены Ма^
рии-Антуанетты.
Только последнее верно.
А гильотину применили во
время французской револю¬
ции вовсе не впервые, и не
источником чисто технических
Роль геометрии ножа при резании
хлеба: 1 — линия контакта велика,
угол заострения недостаточно мал,
нож режет плохо; 2 — линия кон¬
такта уменьшилась, угол заостре¬
ния — то же, нож режет хорошо.
199
Гильотен ее изобрел. Сам он не был казнен, а умер естест¬
венной смертью в 1814 году.
Подлинная же история гильотины такова. За несколько
лет до ареста Людовика XVI врач Гильотен, избранный в
1789 году в члены революционного учредительного собра¬
ния, внес предложение, чтобы казнь отсечением головы пе¬
рестала быть привилегией знати и применялась ко всем пре¬
ступникам, осужденным на смерть.
Как-то из одной книги Гильотен узнал, что в Милане
еще за 100 с лишним лет назад существовала машина для
обезглавливания знатных преступников: две вертикальные
стойки, соединенные поверху перекладиной; по длине стоек,
по их внутренним сторонам, — желобки; по ним сверху
вниз скользит тяжелое кривое лезвие.
Оказалось, что такой машиной пользовались тогда и в
Англии, и в Шотландии, и в других странах Европы. Ис¬
чезла она лишь в конце XVII века.
Гильотен считал, что революционная власть должна
применять именно такой способ обезглавливания — быст¬
рый и точный, причиняющий казненному наименьшие стра¬
дания. Поэтому он и предложил восстановить итальянскую
машину. Для обсуждения предложения Гильотена была
создана специальная комиссия. Председатель комиссии,
врач Антуан Луи, высказался за машину. Ее построили и
по имени Луи назвали «Луизетта». Только спустя некоторое
время она получила свое историческое название — «гильо¬
тина».
Как раз в те недели, которые предшествовали аресту ко¬
роля, на Гревской площади в Париже испытывали эту ма¬
шину — отсекали головы трупам. Опыты проходили не¬
удачно: нож, точно скопированный с миланского образца,
действовал плохо.
В один из этих дней король развлекался игрой в карты.
Вместе со своими партнерами он сидел за ломберным (кар¬
точным) столиком. На зеленом сукне лежали мелки для
209
записи расчетов. К Людовику подошел придворный и впол¬
голоса стал рассказывать новости и происшествия, случив¬
шиеся за день, в том числе и о неудаче опытов с гильоти¬
ной. Мы уже рассказали читателю, что в XVIII столетии
много представителей высокопоставленной дворянской зна¬
ти интересовались занимательной техникой, медальерным
и гильоширным делом. Увлекался этим и Людовик XVI.
Он очень хорошо разбирался в резании.
Выслушав придворного, король насмешливо отозвался о
технических способностях Гильотена и Луи. Затем объяс¬
нил, что причина неудачи скорее всего кроется в форме лез¬
вия — в криволкнейности и в неправильном его расположе¬
нии в машине. Взяв в руки мелок, он тут же на сукне начер¬
тил нож трапециевидной формы с прямым, но косо распо¬
ложенным лезвием. Такой нож установили в гильотину —
и машина стала действовать исправно.
* * *
Инструментам, режущим металл, также необходима
строго определенная форма — правильная геометрия.
Мы уже знаем, что инструменты бывают разные: и рез¬
цы для различных целей, и фрезы, и сверла, и метчики, и
многие другие. Но «родоначальник» у всех этих инструмен¬
тов один — резец. В сверле — два резца, их «тела» как бы
сплетены, свиты. Фреза составлена из нескольких резцов.
То же самое есть в инструментах для отделки стенок про¬
сверленного отверстия — в развертках и зенкерах. В метчи
ке — много винтообразно вьющихся резцов. Есть еще ин¬
струмент — долбяк. С его помощью выдалбливают канавки.
Это тоже резец. И, наконец, существует еще и протяжка —
стержень с многочисленными поперечными резцами. Про¬
тяжка выручает, когда необходимо придать точные разме¬
ры ранее проделанным сквозным отверстиям или канавкам
и пазам и даже для обработки наружных поверхностей из¬
делия.
201
Геометрия строгального резца.
Выходит так: достаточно изучить геометрию обыкновен¬
ного, хотя бы того же строгального, резца, и то, что мы
узнаем, будет относиться ко всем другим режущим инстру¬
ментам.
Сделать это нам поможет рисунок (см. стр. 202), изобра¬
жающий строгальный резец в работе. Инструмент вонзился
в металл, движется вперед, снимает стружку. Своим видом
и действием он действительно напоминает коготь хищника.
Его режущая кромка заострена и как бы соскребает верх¬
ний тонкий слой с поверхности заготовки. Лезвие резца об¬
разовано двумя поверхностями — гранями. Та, что сталки¬
вает срезанный металл, — передняя; та, что обращена к за¬
готовке, — задняя. И сразу же бросаются в глаза два угла;
они играют главную роль в резании. Первый — между пе¬
редней поверхностью и вертикальной плоскостью — это
202
Геометрия проходного токарного резца. А — поверхность и лезвие режу¬
щей части резца; 1 — вспомогательное лезвие; 2 — вспомогательная
задняя поверхность; 3 — главное лезвие; 4 — главная задняя поверх¬
ность; 5 — передняя поверхность; Б, В и Г — продольное сечение режу*
щей части проходного резца: I—передний угол; II — задний угол;
III — передняя поверхность.
передний угол. Второй — между задней поверхностью и го¬
ризонтальной плоскостью — это задний угол.
На этом рисунке мы, пожалуй, больше ничего интерес¬
ного не увидим.
А теперь вообразим, что нам пришлось заняться не прос¬
той строжкой, а несколько более сложным точением. Зада¬
ча нетрудная: надо обточить на токарном станке цилиндри¬
ческую болванку, снять с нее слой металла определенной
толщины. Вспомним, что болванка при этом быстро вра¬
щается, а резец непрерывно и равномерно проходит вдоль
изделия (подается суппортом). Для такой обработки суще¬
ствует особый резец, его так и назвали — «проходной». Это
тоже стальной коготь станочника, но его геометрия богаче
важными поверхностями и углами. И, чтобы разглядеть их,
вдумаемся в задачу проходного резца.
Прежде всего инструмент срезает металл вдоль болван¬
ки. Значит, лезвие его режущей части должно быть обра-
Главные углы сверла и фрезы.
Охлаждающая жидкость помогает резать металл. Слева и справа
на рисунке — схема ее расклинивающего действия.
щено туда же, куда подается резец. Кромку лезвия распо¬
лагают под каким-то углом к оси заготовки. Обычно он ра¬
вен 45 градусам.
Но какая-то часть лезвия резца неизбежно обращается
к «телу» болванки. Она не должна обтачивать заготовку.
Поэтому ее как бы отводят от заготовки, располагают так,
что она составляет небольшой угол с горизонталью и не ка¬
сается уже обточенной поверхности. Это — вспомогательное
лезвие. Получается так: главное лезвие под каким-то углом
к оси инструмента режет металл; а в той точке, где резец
упирается в «тело» заготовки, лезвие как бы изламывается
назад, превращается во вспомогательное и под определен¬
ным углом (15—20 градусов) отходит от болванки.
Из этого следует, что резец имеет одну переднюю по¬
верхность и две задние: главную и вспомогательную. Он
205
также имеет передний угол и два задних. Передний угол —
между передней гранью и горизонтальной плоскостью, про¬
ходящей через режущие кромки; задние углы — между
обеими задними гранями и вертикальными плоскостями,
проходящими через те же кромки. И еще прибавляется два
очень важных угла. Один из них — между главной режу¬
щей кромкой и образующей цилиндра заготовки, другой —
между вспомогательной режущей кромкой и той же обра¬
зующей. Они хорошо видны, еели вообразить, что смотришь
на процесс обточки сверху и видишь резец в плане. Эти два
угла так и названы: «главный угол в плане» и «вспомога¬
тельный угол в плане».
Геометрия инструмента бывает еще богаче. Но те ее эле¬
менты, на которые мы обратили здесь внимание, самые важ¬
ные. Они — пусть в несколько меняющемся виде — сущест¬
вуют в любом станочном режущем инструменте. В схватке
механических сил, сталкивающихся в процессе резания,
элементы геометрии инструментов могут помогать или
противодействовать резанию. Во все времена люди ста¬
рались придавать режущей части инструмента такую фор¬
му — геометрию, чтобы она как можно больше помогала
резанию.
В течение веков знания в этой области техники накапли¬
вались очень медленно. Труды И. А. Тиме и его последова¬
телей продвинули изучение геометрии резания далеко впе¬
ред.
За последние 25 лет оно увенчано творчеством советских
ученых, инженеров, рабочих-передовиков. Создана строй¬
ная теория геометрии режущих инструментов. А станочни¬
ки-новаторы сделали ее подлинной сокровищницей. Из нее
они черпают огромные, все возрастающие скорости обра¬
ботки металла. Благодаря этому на заводах и фабриках, в
совхозах и колхозах множится число новейших машин, ко¬
торые помогают людям создавать и наращивать богатства
страны социализма.
206
Теперь настало время сказать читателю и о том, что
станочники давно уже научились помогать резцам преодо¬
левать тепловые барьеры.
Это делается с помощью особой охлаждающей жидкости
с растворенными в ней маслами. Ее подводят трубочкой к
тому месту, где встречаются режущий инструмент и изде¬
лие. Струя жидкости обрушивается водопадом на контакт
режущей кромки с поверхностью изделия и охлаждает
его — помогает инструменту подольше держаться, не «са¬
диться». В последнее время советские ученые (П. А. Ребин¬
дер и Б. В. Дерягин) доказали, что при определенных усло¬
виях микрочастицы той же жидкости помогают инструмен¬
ту и в другом отношении. Они проникают в мельчайшие
поры на поверхности изделия и как бы расклинивают, раз¬
рывают своим давлением частицы металла, ослабляют его
сопротивление резанию.
троцессе резания много «таинственных» явлений.
В них скрываются задачи, которые решены, решаются и бу¬
дут решены учеными. Но для нас они пока остаются зага¬
дочными.
Самые интересные из них те, которые связаны с влия¬
нием формы лезвия инструмента на процесс образования
стружки, на силы, возникающие при этом, значит, и на ка¬
чество обработки, на скорость резания и на стойкость ин¬
струмента. То, о чем пойдет речь в этом рассказе, только
небольшая частица огромного богатства этих загадок.
Вообразим, что мы наблюдаем эти явления на коротень¬
ких кинолентах, кадры которых бегут перед нашими глаза¬
ми. И с одной из них познакомимся в первую очередь. Она
ЗАГАДКИ РЕЗАНИЯ
207
покажет нам только одно, пока еще «таинственное», но
очень интересное явление процесса рождения стружки.
На экране уже знакомая нам картина: резцом обтачи¬
вается стальная заготовка.
С помощью киноглаза вам удается увидеть то, что обыч¬
но остается незамеченным, пока не кончится работа и не
снимут резец. На передней поверхности инструмента, у са¬
мого лезвия, вскоре после начала резания наращивается
какой-то бугорок. Он становится все выше; бывает, его вы¬
сота достигает нескольких миллиметров.
Вам ясно: этот металлический нарост возник в процессе
резания. Но из чего? Резец здесь ни при чем — ведь в нем
не убавилось металла, а, наоборот, прибавилось. Значит,
«родительницей» бугорка может быть только заготовка: на¬
рост на резце — из снятого с нее металла.
Но вот резание кончилось, резец сняли и стали рассмат¬
ривать, исследовать бугорок. И тут новая загадка: металл
нароста в два, а то и в три раза тверже металла заготовки.
Он настолько тверд, что служит как бы передовой режущей
оконечностью инструмента и исправно режет заготовку, сни¬
мает с нее стружку. Откуда же и как он появился?
Перед нами еще одна картинка. С заготовки сходит
стружка. Она скользит по наклонной плоскости — по перед¬
ней поверхности резца — и трется об нее. Возникает сила
трения; она препятствует скольжению стружки, стремится
задержать ее нижнюю часть. А вся масса стружки, в том
числе и ее верхняя часть, по-прежнему стремится вниз по
передней поверхности резца.
В металле стружки, как к во всяком веществе, действует
еще сила сцепления между частицами (молекулами) метал¬
ла. Она крепко связывает нижнюю и верхнюю части струж¬
ки. Но трение побеждает — верхняя часть стружки отры¬
вается и скользит дальше, а нижняя задерживается, застаи¬
вается около самой режущей кромки на передней поверх¬
ности резца.
208
Образование нароста на передней грани резца.
Сзади же непрерывно напирает поток стружки. Сила
резания толкает его вниз по передней грани резца. Она да¬
вит на стружку. Это давление огромно — 25 000 килограм¬
мов на каждый квадратный сантиметр. И оно передается
на задержавшуюся часть стружки.
Когда стреляет пушка, снаряд выбрасывается из ствола
давлением пороховых газов. Снаряд весит десятки кило¬
граммов, летит он на несколько десятков километров. И все
же давление пороховых газов в стволе орудия на квадрат¬
ный сантиметр меньше, чем то, что обрушивается на застояв¬
шуюся стружку.
Ее металл очень пластичен — легко поддается давлению
и так же легко меняет свою форму. Он впрессовывается во
Есе микроскопические неровности на передней поверхности
резца и так близко с ней соприкасается, что между
209
частицами стружки и металла инструмента возникают и на¬
чинают действовать силы молекулярного сцепления. Тогда
вдавленная часть стружки и передняя поверхность резца
накрепко «склеиваются» в единое «тело» —получается ре¬
зец с уродливо выросшим лезвием.
Это добавочное лезвие может помогать и вредить реза¬
нию. Его острие всегда закруглено и зазубрено. Когда заго¬
товку обрабатывают начерно (ее «обдирают»), этот недоста¬
ток не вредит делу. Наоборот, нарост увеличивает передний
угол — уменьшает угол заострения резца. Тогда уменьша¬
ются и силы сопротивления резанию.
Кроме того, нарост как бы нависает над режущей кром¬
кой резца, прикрывает ее и защищает от разрушительного
наступления стружки. Она скользит по наросту и, лишь
пройдя его, попадает на переднюю поверхность уже далеко
от лезвия.
Но если надо обработать заготовку начисто, превратитьА
ее в готовое изделие, то нарост вредит резанию. Его острие
царапает, рвет обрабатываемую поверхность.
Ученые подсказали станочникам, как, если это необхо¬
димо, избавиться от нароста. Оказалось, он образуется при
очень малой скорости резания и растет вместе с нею. При
скорости 10—20 метров в минуту высота бугорка наиболь¬
шая. Затем она начинает уменьшаться, а где-то в промежут¬
ке между 50 и 100 метрами в минуту бугорок вовсе исче¬
зает. Его уничтожает все возрастающая теплота. Она раз¬
мягчает металл нароста, а вращающаяся заготовка и сходя¬
щая стружка как бы растаскивают его частицы с передней
поверхности резца и оставляют на ней только тонкий след
«срытого» бугорка.
Значит, если при обточке нужно получить чистую по¬
верхность, следует выбрать или малую, или высокую ско¬
рость, и... нароста не будет.
Но станочники-передовики ухитряются избегать нароста
даже на средних скоростях. Они тщательно полируют перед-
210
Взаимодействие частиц металла в стружке, наросте, детали и резце.
ние и задние поверхности инструментов, пользуются при
резании особыми смазывающими жидкостями. Этим они
значительно ослабляют силу трения и не дают ей нарастить
вредный бугорок.
* * *
В борьбе наших ученых за создание науки о форме ре¬
жущего инструмента было немало интересных «боевых»
эпизодов.
Можно было бы рассказать много интересного о влиянии
ка резание переднего угла, углов в плане и даже не назван¬
ных в этой книге различных переходных поверхностей и
кромок режущей части инструмента.
Не меньшую роль может играть и конструкция инстру¬
мента.
211
Эти влияния многочисленны и разнообразны. Далеко не
все они известны и изучены. Как ни велик вклад наших уче¬
ных в науку о резании металлов, в ней еще есть «белые
пятна» именно на участке геометрии режущего инстру¬
мента.
В годы наших пятилеток, особенно после Великой Оте¬
чественной войны, на помощь ученым пришли рабочие-но¬
ваторы, передовики машиностроения. Вооруженные смелой
мыслью, пытливой наблюдательностью и огромным опытом,
они атакуют вершины производительности труда в резании
металлов. Мы расскажем только об одной славной четверке.
В борьбе за скорость резания каждый из ее участников со¬
вершил свой творческий подвиг.
сколько лет назад станочники венгерского завода
«Красный Чепель» принимали у себя в цехе гостя из СССР.
К ним приехал выдающийся мастер резания металла, то¬
карь Московского завода шлифовальных станков Павел Бы¬
ков. Он расспрашивал венгерских токарей об их работе, рас¬
сказывал им о своей.
В беседе кто-то из хозяев спросил у гостя, с какой ско¬
ростью он режет металл. И когда Быков ответил: 1000 мет¬
ров в минуту, разговор вдруг оборвался неловкой паузой.
В глазах венгерских товарищей выразилось не недове¬
рие, нет — они ведь уже слышали о больших производствен¬
ных успехах своего гостя. Просто его ответ настолько не вя¬
зался с их представлением даже о сверхскоростях в реза¬
нии, что в первый момент он их ошеломил.
Лучшие токари этого завода работали на скорости
60 метров в минуту, мечтали о 100. Они бы поняли и легко
ЭСТАФЕТА СЛАВНЫХ
212
восприняли весть о том, что нашлись токари, которые пре¬
взошли их в два, наконец в три раза. До них даже дошла
поразившая их воображение новость — в СССР передовики
резания достигли скорости 600 метров в минуту. Но
1000 метров! Неужели это возможно?
Эти мысли и отразились недоумением в глазах и на ли¬
цах, оборвали нить беседы, породили паузу. Гость не дал
ей затянуться. Он сразу же перевел беседу на язык практи¬
ческого дела. Получив у хозяев несколько резцов, он тща¬
тельно осмотрел их, покачал головой, подошел к заточному
станку и что-то переделал в геометрии этих инструментов.
Затем установил один из них и пустил станок на полный
ход. Со скоростью 700 метров в минуту (большей скорости
не было на этом станке) вращалось изделие-валик вокруг
своей оси. Это значит, что с такой скоростью как бы мчался
резец по своей спирально-круговой дорожке. Через 2,5 ми¬
нуты валик был обточен. А по норме на этом заводе полага¬
лось точить его 80 минут. В 32 раза быстрее сделал это Па¬
вел Быков.
И растаяло недоумение в глазах окруживших его вен¬
герских станочников, оно сменилось выражением глубокого
уважения.
Но то, что так удивляло венгерских и других зарубеж¬
ных станочников, в то время стало уже привычным в СССР.
Вся страна наша знала о том, что лучшие станочники во
главе с Г. Борткевичем, П. Быковым и другими передовика¬
ми производства в машиностроении добились огромных
скоростей резания. Это было достигнуто с помощью многих
средств: и вдумчивой организацией своего труда, и тща¬
тельной подготовкой станка и рабочего места, и пытливым
изучением каждого участка производственного процесса.
Но главное средство ускорения скрывалось в геометрии ин¬
струмента.
Вот мчатся по шоссе гоночные велосипеды. О, они за¬
метно отличаются от обыкновенных! Ободья колес уже,
213
по-другому изогнут руль, форма машины целиком приспо¬
соблена к стремительному движению вперед.
А гоночные автомобили? В них тоже скорость зависит
и от формы: кузов сделан наиболее обтекаемым, чтобы
уменьшить сопротивление воздуха движению машины.
Форма всех скоростных машин, артиллерийских снарядов,
торпед делается такой, чтобы среда, в которой они движут¬
ся — земля, воздух, вода, — как можно меньше сопротив¬
лялись этому. Часто бывает, что современные режущие ин¬
струменты выступают в роли гоночных машин — из них
выжимается наибольшая скорость. И наши передовые ста¬
ночники поняли, что для таких инструментов особенно
важна форма и что дело не в обычной их геометрии, а в ка¬
ких-то дополнительных, пусть очень незначительных, но
точно сделанных измене¬
ниях тех основных углов и
поверхностей, о которых
мы уже узнали.
Конечно, это не было
простой догадкой, рассчи¬
танной на «а вдруг». Огром¬
ный опыт, вдумчивое к не¬
му отношение и горячее
желание помочь Родине з
главном — в увеличении
производительности тру¬
да — позволили нашим пе¬
редовым станочникам заме¬
тить могучую силу некото¬
рых таких изменений в гео¬
метрии резцов. И еще они
заметили, что эта сила
очень капризна, что ею на¬
до уметь управлять — она
по-разному действует в за*
На передней грани резца у самой
вершины угла заострения снимают
небольшую — скоростную — фаску.
214
Скоростная выемка на передней грани резца: А — при высокой скоро¬
сти резания сходящая стружка выбивает лунку на передней грани у са¬
мой режущей кромки; Б — сделанная П. Быковым искусственная
выемка освободила стружке дорогу, уменьшила сопротивление резанию
и позволила увеличить скорость обработки.
висимости от вида и сорта обрабатываемого металла, от тол¬
щины и ширины снимаемой стружки и от других условий
резания. Значит, все эти условия надо тщательно взвеши¬
вать и лишь после этого определять, как нужно изменить
обычную геометрию резца, заточить его, чтобы он побыстрее
работал и подольше «стоял».
Так, на передней поверхности, у самой вершины угла
заострения, начали снимать небольшие фаски — стачивать
узкую полоску у самого лезвия резца под положительным
углом в 2—3° (ниже горизонтали). Как будто совсем незна¬
чительное изменение! Неужели оно могло улучшить реза¬
ние? И все же именно эта сточенная полоска заслужила
215
название «фаска скоростников». Она оказалась настолько
сильной, что намного уменьшилось сопротивление резанию,
рывком ускорился ход обработки.
Но и эту фаску станочники-передовики старались
улучшить, придать ей побольше силы. Они делали ее то ши¬
ре, то уже, стачивали под большими и меньшими углами,
а то и вовсе под отрицательным углом (выше горизонтали).
Читатель, конечно, помнит, что хрупкость — грозный враг
режущих пластинок из сверхтвердых сплавов. В какой-то
степени этот недостаток в них сохраняется и часто достав¬
ляет станочникам неприятности. Особенно вредит он в ка¬
менно-керамических пластинках. Здесь Есе трудности от
хрупкости. И тут обнаружилось, что фаска с отрицатель¬
ным углом спасает эти пластинки от поломки. Дело в том,
что они не выдерживают изгиба, но хорошо сопротивляют¬
ся сжатию. Когда фаска снята под положительным углом,
сила резания изгибает пластинку, ломает ее. А когда фаска
снята под отрицательным углом, та же сила резания не
изгибает, а только сжимает пластинку, и та дольше дер¬
жится. Выходит, опять выручает геометрия.
Резцы со скоростными фасками стали чемпионами
скорости резания.
Но этот успех не успокоил, не остановил станочников-
передовиков.
Так, П. Быков заметил, что при высокой скорости реза¬
ния изнашивается не только задняя поверхность резца, но и
передняя. На ней — не очень далеко от лезвия — постепен¬
но появляется выемка. Это результат трения между струж¬
кой и передней поверхностью резца.
«Выходит, — рассуждал токарь, — стружка как бы упи¬
рается, и с большой силой, в это место. Поэтому и велико
сопротивление резанию. А что, если освободить стружке до¬
рогу, облегчить ей сход с передней поверхности резца?
Ведь тогда сопротивление резанию должно резко умень¬
шиться— можно будет еще увеличить скорость».
210
Соревнование резцов с выемкой, но с разными фасками. Барьеры —
стойкость в минутах. Побеждает резец с фаской, снятой под отрица¬
тельным углом.
Да, но как это сделать?
«Сейчас я уже не помню, — рассказывает Быков в своей
книжке «Путь к счастью», — как возникла у меня мысль
сделать небольшую луночку (выемку) на передней грани
нового, только что полученного резца. Резец хорошо зара¬
ботал. Стружка спокойно сходила...»
Резец был с пластинкой из сверхтвердого сплава, а в та¬
ких резцах нельзя делать никаких лунок — так утвержда¬
лось во всех справочниках. И все же резцы работали еще
быстрее, еще дольше.
Так и повелось, что резцы с фаской у режущей кромки
и с выемкой на передней грани стали победоносным ору¬
жием скоростников в борьбе за скорость резания и стой¬
кость инструмента. И еще другие изменения формы сталь¬
ного когтя станочников приносили и приносят им все новые
победы в этой борьбе.
217
Ве'сь отряд наших станочников-скоростников — участ¬
ник чуть ли не вековой эстафеты. Ее начали русские уче¬
ные во главе с И. А. Тиме. Подхватили эстафету советские
ученые. Ее приняли у них станочники-скоростники. Им уда¬
лось довести скорости резания до сотен и тысяч метров в
минуту. В 1955 году резец Быкова работал со скоростью
3800 метров в минуту — почти 230 километров в час.
Но еще раньше этого события участникам эстафеты
стало казаться, что уже нельзя добиться новых рывков
в скорости резания. Будто какое-то трудно одолимое
препятствие выросло на их пути. А заключалось оно вот
в чем.
Машина-станок, изделие и резец непрерывно колеб¬
лются — вибрируют, дрожат. Пока эти колебания — их ча¬
стота и размах — не достигнут заметной величины, они не
мешают в работе. Но с определенного момента они начи¬
нают нарушать работу станка, портят ее. На поверхности
изделия появляются царапины и даже борозды. Тогда уже
никак нельзя вести обработку на больших скоростях — все
вредные результаты вибраций сказываются сильнее. При¬
ходится сбавлять скорость.
С этим явлением боролись ученые и изобретатели уже
десятки лет. Для отдельных случае® обработки металла им
удавалось находить средства гашения вибраций. Но это не
решало всей задачи. И казалось, что вибрации остановят
эстафету скоростников резания.
Но в 1952 году, когда уже казалось, что дальнейшее
увеличение скоростей уперлось в непреодолимую стену, на¬
шелся в нашей стране человек, который вновь понес эстафе¬
ту Бперед — открыл новый способ увеличения скоростей.
И это был не маститый ученый и не высококвалифициро¬
ванный инженер, а простой, скромный токарь Горьковского
автомобильного завода Д. И. Рыжков.
Его знали как одного из самых активных изобретателей
рационализаторов производства. И в то же время он был
218
Виброгаситель Д. И. Рыжкова.
передовым скоростником своего завода. Вибрации мешали
ему добиваться еще более высоких скоростей.
Особенно дрожал резец. Несколько месяцев искал Рыж¬
ков «лекарство» против этой «лихорадки» инструмента.
И наконец нашел. Он приспособил к резцу простое, но ост¬
роумно задуманное устройство: стоило резцу во время дро¬
жания качнуться в какую-то сторону, как в то же мгновение
внутри устройства, смонтированного тут же на стержне
резца, начиналось встречное движение — оно и тормозило
колебание резца, гасило вибрацию.
Но, кроме резца, вибрировали, дрожали и изделие и
части станка. Причину дрожания скоро узнали — трение
задней грани резца об изделие. А Рыжков заметил, что это
дрожание сильнее всего, когда резец только начал свою ра¬
боту и еще не затупился. Но стоит резцу приработаться
219
(его лезвие немного сточится на задней грани и притупит¬
ся), и вибрации становятся намного меньше, а то и вовсе
исчезают.
Тогда блеснула мысль: а не лучше ли с самого начала
работы искусственно притушить резец?
Рыжков проверил эту идею в десятках опытов —ее
справедливость подтвердилась. Больше того, ему удалось
точно определить, как нужно заранее притупить резец, что¬
бы вовсе избежать дрожаний изделия и станка. И тогда на
режущей части резца появилась еще одна фаска. Она тоже
стачивается у самого лезвия резца, но не на передней, а на
задней его грани. Ее назвали «виброгасящая». Новая фаска
сомкнулась со скоростной и как бы противостоит ей. Так
были побеждены вибрации и снова открыт путь дяя боль¬
ших скоростей.
А как добиться их дальнейшего увеличения? Еще и еще
улучшать геометрию инструментов? Да, этот источник, ве¬
роятно, еще не исчерпан! Но и особенных резервов в нем
как будто не осталось. Трудно надеяться, что в геометрию
резца можно внести такое новое изменение, которое резко
увеличивало бы скорость резания.
Но стране необходимо, чтобы еще больше изделий да¬
вали станки в единицу времени.
Тогда станочник-скоростник из приволжского города
Куйбышева нашел еще один источник резкого увеличения
скорости резания и при этом без ускорения вращения
изделия,
Еот как это произошло.
10 декабря 1952 года в Институте машиноведения
Академии наук СССР в Москве был «большой день». В кон¬
ференц-зале на заседание ученого совета собралось мно¬
го научных работников, Уж очень велик был интерес
к тому, что готовился рассказать им токарь Куйбышевско¬
го станкостроительного завода Василий Александрович
Колесов,
220
Еиброгасящая фаска Д. И. гыжкова.
На трибуну поднялся докладчик. Он рассказал своим
слушателям, как настойчиво искал новых способов уско¬
рения резания, как придирчиво обдумывал их. От некото¬
рых приходилось отказываться тут же, другие требовали
практической проверки. А хороших результатов все же не
было.
Однажды его осенила новая и очень смелая мысль. Как-
то сразу поверилось, что ее можно и должно осуществить
на практике. Ведь так много она обещала! В то же время
суть в ней простая, ясная.
В самом деле! Когда о&гачивают, например, цилиндри¬
ческую заготовку, резец совершает два движения: одно —
как бы вокруг заготовки, другое — вдоль нее. Десятилетия
длится состязание в скорости резания. И почему-то станоч¬
ники в течение всего этого времени сосредоточивали свое
внимание и усилия только на первом движении. Именно
221
его они старались ускорить. А второе? Ведь от него тоже
зависит время изготовления изделия.
Резец перемещается вдоль изделия с помощью суппорта.
При этом он двигается непрерывно, но как бы шажками —
один шажок на каждый оборот вращающейся заготовки.
Шажок этот может быть и больше и меньше. Конечно, чем
он больше, тем скорее обрабатывается заготовка. Если его
сделать больше, например, в 10 раз, то изделие — при той
же скорости резания — будет изготовлено в 10 раз быстрее.
Несмотря на это, до самого последнего времени станоч¬
ники боялись больших шажков. Так было потому, что они
уже (много раз пытались их увеличить, но... каждый раз
это кончалось плохо: на вращающейся заготовке появля¬
лись винтообразные царапины — борозды, ее поверхность
получалась шероховатой. И постепенно стало правилом:
шажок резца вдоль изделия — его подача — должен быть
не больше 0,2—0,35 миллиметра на один оборот изделия.
Тогда качество поверхности получалось хорошим.
Над этим и задумался Колесов. А может быть, решение
и этой задачи кроется в еще не раскрытых тайнах геомет¬
рии резцов?
Колесову пришлось восстановить в памяти и пытливо
рассмотреть обычные картины резания.
Перед его глазами уже знакомый нам проходной резец.
Его главная режущая кромка — лезвие, отклоненная от оси
заготовки обычно под углом 45°, совершает трудную рабо¬
ту — срезает слой металла. Вспомогательная же режущая
кромка, отклоненная от оси заготовки под углом 15—20°,
почти не работает. Только та ее часть, что расположена у
вершины лезвия резца, едва-едва участвует в резании. При
этом вершина резца оставляет на заготовке спирально-коль¬
цевые следы — те же борозды, только не беспорядочно, а
ровно и тесно уложенные рядом. На поверхности изделия
образуются своего рода гребешки. Теперь наступает очередь
чистового резца, который не похож на проходной. Его на-
222
п/эохо&нЬш, | потом ХистовЬми.
ДИМтМ^11И1т111|ЦИГЦ111111ДС
ТР'Т1|йП)?в^^т^1
И.ЬЛ-
“трр
к 111,1]
"Ш '"III ,1|||
Последовательная обработка проходным и чистовым резцами.
значение — срезать гребешки. У него тоже есть главная ре¬
жущая кромка — ведь и ему придется срезать слой метал¬
ла, пусть совсем тонкий, — но она намного короче. А вспо¬
могательная кромка другая: она вовсе не отклонена от оси
изделия, а строго параллельна ей и в работе соприкасается
с поверхностью заготовки.
Главная кромка срезает тонкий слой, в котором располо¬
жились гребешки, а вспомогательная при этом действи¬
тельно помогает — зачищает — обработанную поверхность,
делает ее гладкой.
А что, если проходной и чистовой резцы как бы объеди¬
нить так, чтобы получился новый резец? У него главная
кромка, как у проходного, а вспомогательная, как у чисто¬
вого.
Пожалуй, таким резцом можно резать металл с большой
подачей и не бояться борозд. Надо только сделать так,
чтобы длина вспомогательной кромки всегда была немного
больше величины подачи. Тогда все гребешки окажутся
срезанными.
В его воображении тут же возникла заманчивая карти¬
на сверхбыстрой обработки. Но пока ее удалось создать
только мысленно.
Чтобы превратить ее в действительность, Колесову при¬
шлось тщательно изучить все известные скоростные резцы,
глубоко проникнуть в процессы резания, точно взвесить и
оценить каждую их особенность. Только после этого его
смелая идея приняла законченную форму, и родился новый
резец. После каждого испытания Колесов еще раз обдумы¬
вал геометрию резца, нельзя ли извлечь из этой сокровищ¬
ницы резания еще одно драгоценное свойство инструмента.
И однажды он как бы срезал вершину лезвия своего резца
У Яре$Ц@ У&лесова соб/иесценЫ проходимой и аистовой реЗцЬ/ |
Схема работы резца В. А. Колесова.
7
Соревнование в скорости обыкновенного резца (1), резца скоростника (2)
и резца В. А. Колесова (3). Побеждает последний, обогнав первого
соперника в 32, а второго в 8 раз.
(под углом 20° к оси заготовки) — вместо нее получилась
крошечная площадочка шириной в 1 миллиметр.
Колесов и его последователи понесли эстафету вперед.
На новом ее участке скорость резания не увеличилась, но
скорость изготовления стала больше в несколько раз. Ведь
теперь благодаря новой геометрии резца подачу увеличили
в некоторых случаях даже в 10 раз. Шажки резца превра¬
тились в шаги величиной 2,0—3,5 миллиметра.
Вот перед нами три стальные цилиндрические заготовки
длиной 200 миллиметров каждая. Их надо обработать
так, чтобы получились гладко обточенные валики. Это де¬
лается сразу на трех одинаковых станках, но... различными
резцами. На первом станке — обычный, нескороетной ре¬
зец; на втором — скоростной (с фаской и другими скорост¬
ными особенностями); на третьем — резец Колесова.
8 Человек режет металл
225
Нам нетрудно представить себе эти три резца в виде
трех бегунов на старте скоростного бега на дистанцию
200 миллиметров (длина обработки).
Старт дан! Бегун 3 сразу же вырвался далеко вперед.
Приходится следить только за ним. Он ровно и уверенно
стремится вперед. Через 7,5 секунды он у финиша (заготов¬
ка обточена, валик готов).
А где же в это мгновение находятся два других бегуна?
Оказывается, первый из них едва пробежал 7зг дистанции,
а второй не одолел и 7в ее части. И выходит, что станки,
оснащенные новыми резцами, как бы умножатся в числе—
ведь они будут давать намного больше изделий. Вот какое
богатство извлекли наши станочники из сокровищницы гео¬
метрии режущего инструмента!
Это хорошо видно из еще одного интересного эпизода.
При фрезеровании величина подачи измеряется числом
миллиметров, на которое инструмент продвигается за одну
минуту. Но при очень большой подаче стружка не успевает
«уйти» из впадин между режущими «лучами» фрезы, заби¬
вает их. Как говорят станочники, фреза «пакетируется».
Сопротивление резанию возрастает, станок начинает «дро¬
жать», и вскоре инструмент ломается.
Пока вы читали эту главу, несколько раз шла речь о со¬
ревнованиях резцов. А на этот раз «героиня» рассказа —
своего рода «гоночная фреза». Ее создал замечательный но¬
ватор металлообработки, наладчик Ленинградского завода
имени С. М. Кирова, Герой Социалистического Труда
В. Я. Карасев.
Во время путешествия по Югославии в 1958 году Кара¬
сев побывал на передовом в этой стране станкостроительном
заводе. Беседуя с рабочими, он рассказал о своей фрезе, о ее
высокой стойкости при больших подачах. Собеседники Ка¬
расева с некоторой иронией выразили уверенность, что швед¬
ские и американские фрезы, которыми они пользуются,
вряд ли работают хуже, а скорее всего — лучше.
226
Токарь Тульского котельно-вентиляторного завода Николай Чекалин
предложил «челночный» способ обточки заготовок, при котором изделие
обрабатывается «в два конца» — и при рабочем и при холостом ходе рез¬
ца. Правую (ранее неработавшую) кромку Колесовского резца он зато¬
чил под углом в 60° к оси заготовки.
Тут же решили устроить соревнование трех фрез — ка-
расевской, шведской и американской. Договорились так: об¬
работку трех заготовок, отрезанных от одной и той же бол¬
ванки, выполнят последовательно тремя фрезами на одном
и том же станке. Число оборотов шпинделя — тоже одина¬
ковое. Соревнование проводить так, как это делают спорт¬
смены-штангисты при подъеме тяжестей: каждый из них
сам назначает свой начальный вес; а в соревновании фрез
можно начинать обработку на каждом станке с любой пода¬
чи. Победительницей признают ту фрезу, которая будет ра¬
ботать без поломки при наибольшей подаче (речь идет о так
227
называемой «концевой» фрезе; с ее помощью обрабатыва¬
ются поверхности всякого рода выемок, пазов).
После этого «дали старт» шведской фрезе. Югославские
фрезеровщики осторожны — они начинают со сравнительно
малой подачи и наращивают ее постепенно. Но уже при
60 миллиметрах выявились неполадки: «дрожит» станок,
все больше «пакетируется» фреза. При 64 миллиметрах
раздается треск — фреза сломалась.
А американская фреза? Она спокойно прошла «рубеж» —
65 миллиметров в минуту. Станок переводят на 70. Но в эти
мгновения — при подаче в 72 миллиметра в минуту — опять
пакетируется фреза, дрожит станок. Югославы делают по¬
пытку остановить станок, очистить фрезу от стружки, затем
продолжить обработку. Но Карасев протестует:
— Нет, в соревнованиях это недозволено! Гонки с пе¬
редышками на дистанции — где это видано?! Пусть ре¬
зание продолжается без остановки, без облегчения работы
фрез.
Требование справедливо, его приходится удовлетворить.
И через несколько минут — при подаче в 75 миллиметров
в минуту — американская фреза ломается, «сходит с ди¬
станции».
Начинает свой «бег» советская фреза. Карасев уверен в
ней, ему не к чему осторожничать. Он назначает «старт» с
того рубежа, которого не выдержала американская фреза,—
75 миллиметров в минуту. Затем подача быстро нарастает:
90, 120 и 150 миллиметров в минуту. Станок работает роз¬
но, не «дрожит». Спокойно сходит стружка. 180, 210 милли¬
метров! Наконец, 240! Все идет отлично. Тогда следует
команда: «Переключить станок на 290 миллиметров в ми¬
нуту!»
Югославские товарищи сконфуженно улыбаются. Оказы¬
вается, такая подача вовсе не предусмотрена — для нее у
станка и мощности не хватит. И, действительно, при
290 миллиметрах в минуту станок просто останавливается.
228
— Слабоваты у вас станки, товарищи, — разводит рука¬
ми Карасев, — а то я бы еще поработал.
Как принято говорить у спортсменов-боксеров, соревно¬
вание пришлось прервать «ввиду явного превосходства одно¬
го из противников».
Слава карасезской фрезы разносится по всему свету.
Уже домогаются права на пользование ею и шведские и дру¬
гие иностранные фирмы. А «секрет» ее высоких качеств в
том, что Карасев и его товарищи по труду в своих настойчи¬
вых, упорных и нелегких исканиях разгадали еще одну
тайну геометрии инструмента.
С тех пор, как появилась режущая «звезда», казалось
незыблемой истиной, что расстояние между ее «лучами» по
окружности — «шаг» фрезы — должно быть одинаковым.
А Карасев открыл, что именно в этом кроется источник воз¬
никновения «дрожи» при определенной подаче. Стоит сде¬
лать фрезу разношаговой, и можно увеличивать подачу в
несколько раз. Если же, кроме этого, уменьшить число «лу¬
чей» и за этот счет сделать впадины между ними более ем¬
кими, то стружка легче сходит с инструмента и не перегру¬
жает его.
Так «родились» еще небывалые фрезы, чемпионы ско¬
рости обработки. И конструкторам придется создавать
для них новые фрезерные станки, более мощные и скоро¬
стные.
Все это произошло в самые последние годы. Казалось,
что уж теперь-то сокровищница геометрии резца исчерпа¬
на. Но, к счастью, есть у нас «неспокойные» люди, которые
никогда не верят в то, что существуют пределы для дви¬
жения вперед. Такие люди всегда ищут новых путей, ве¬
дущих к умножению числа изготовленных изделий.
Выходит, что сокровищница геометрии режущих инстру¬
ментов так и не исчерпалась, а эстафета славных скорост-
нпков-станочников продолжается — пока не видно ей кон¬
ца. Чуть ли не каждый день станочники-скоростники
229
достигают новых успехов. И всегда это делается с по¬
мощью каких-то новых улучшений геометрии режущих ин¬
струментов.
* * *
Когда на станках работали со скоростью всего лишь
4—5 метров в минуту, эти машины могли быть тихоходны¬
ми, маломощными. А для скоростных инструментов при¬
шлось создавать быстроходные станки с более сильными
двигателями.
Но рост скорости резания сказался на развитии станков
и в другом отношении. В процессе резания человеку прихо¬
дилось вмешиваться в работу и станка и инструмента, пре¬
рывать ее, чтобы снять или установить изделие или пере¬
наладить станок. Этим он очень замедлял ход обработки.
Выходило, что станочник своими руками сбавляет с таким
трудом добытую скорость. И это, конечно, никуда не годи¬
лось. Надо было просто убрать руки станочника из процесса
обработки, сделать так, чтобы они как можно меньше, а еще
лучше — вовсе не вмешивались в процесс изготовления из¬
делия. Добиться этого можно было только одним способом—
так улучшить устройство станков, чтобы машины сами (ав¬
томатически) управляли своей работой.
Рассказы о том, как станкостроителям удалось превра¬
тить станки в такие «разумные» машины, — в следующей
главе.
Мшшшш
помощник
СТАНОЧНИКА
СТАНОК-РЕВОЛЬВЕР
е
даже самый простой винт, на это понадобится немало вре¬
мени. И тут не помогут ни высокая квалификация, ни опыт,
ни старание. Так получается потому, что с изделием при¬
ходится долго возиться: много раз устанавливать его и сно¬
ва снимать, менять инструмент, пускать в ход и выключать
станок. На все это нужно время, как бы хорошо ни была
организована работа.
Если же надо изготовить сложные детали с разными
резьбами, с коническими участками и отверстиями, то са¬
мому искусному мастеру-станочнику придется десятки раз
стопорить свою работу и терять драгоценное время.
Как устранить эти потери? Как сделать, чтобы рабочий
не вмешивался в работу станка, чтобы не надо было оста¬
навливать станок, чтобы смена инструмента шла почти без
перерыва? А еще лучше, чтобы одновременно выполнялись
не одна, а две, три и больше операций.
Но вот перед нами совершенно другая картина. Медлен¬
но поднимается рука, вооруженная револьвером. Стрелок
нажимает спусковой крючок. Курок отходит назад в боевое
233
положение; в то же время барабан револьвера автоматы-
чески поворачивается на определенный угол и подает под
боек ударника очередное гнездо магазина с заложенным в
него патроном. Палец стрелка дожимает спусковой крючок,
курок ударяет в пистон — происходит выстрел. Снова на¬
жим на спусковой крючок, еще раз курок занимает боевое
положение, и повторяются поворот барабана и подача оче¬
редного патрона. Именно такое оружие называется револь¬
вером. Признак револьвера — поворотный барабан.
Около 1840 года владелец оружейного завода в США
Кольт сконструировал первый револьвер. А уже через пять
лет американцы Джонс и Лоусон предложили свой знаме¬
нитый станок-револьвер, или, как его впоследствии стали
называть, револьверный станок.
Продолжим сравнение. До изобретения Джонса к Лоу¬
сона токарный станок мог «выстрелить» только один раз,
затем нужно было его перезарядить и снова «стрелять».
Что это значит?
Рабочий у токарного станка управлял движением суп¬
порта с зажатым в нем инструментом. Он приближал суп¬
порт к вращающемуся изделию и, когда операция заканчи¬
валась, отводил суппорт в исходное положение, останавли¬
вал станок. Затем устанавливал для следующей операции
другой резец и снова пускал в ход или передавал изделие
на другой станок, «заряженный» другим инструментом.
Джонс и Лоусон избавили рабочего от перезарядки стан¬
ка, и это был новый путь в станкостроении. Они создали
новый токарный станок. На нем можно было обрабатывать
короткие изделия без перерывов между операциями.
Заготовка закреплялась одним торцом в зажимном
устройстве передней бабки — в патроне, а другой торец
оставался свободным.
Тут надо вспомнить, что задняя — правая — бабка то¬
карного станка еще с древних времен сделана подвижной в
продольном направлении.
234
Станок-револьвер.
Изобретатели револьверного станка придали ей вид
стойки и сверху установили поворотную головку — шести¬
гранный или круглый диск. На его гранях или окружности
они закрепили серию различных режущих инструментов —
по числу операций, необходимых для обработки изделия.
Инструментов могло быть и четыре, и пять, и шесть. Среди
них — проходной резец, обтачивающий цилиндр поверху;
расточный резец, обрабатывающий внутреннюю поверх¬
ность цилиндра небольшого диаметра; сверло, если в сво¬
бодном торце изделия нужно сделать небольшое круглое
отверстие; развертка, отделывающая поверхность высвер¬
ленного отверстия; зенковка, срезающая угол внешней
235
круговой кромки отверстия, чтобы получился конический
вход в него. Наконец, если в отверстии нужно сделать резьбу,
на очередной грани голосвки устанавливался инструмент-
метчик; резьбу на внешней поверхности заготовки нарезал
другой инструмент — плашка.
Вообразим, что нам действительно нужно выполнить
по очереди пять операций: обточку цилиндра, сверление
отверстия в торце, обработку зенкером, отделку этого отвер¬
стия разверткой и нарезку внутренней резьбы. На по¬
воротной головке шесть граней. На пять из них мы устано¬
вили по инструменту: резец, сверло, зенкер, развертку и
метчик. Шестая грань свободна. Цилиндрическая заготовка
уже зажата в патроне задней бабки. Рабочий у станка с
помощью рукоятки-рычага поворачивает головку так, что
против изделия оказывается грань с проходным резцом.
Затем пускают станок. Заготовка начинает вращаться.
Тогда рабочий подводит к изделию головку с резцом, ко¬
торый проходит вдоль заготовки и снимает слой металла
заданной толщины.
Обточка окончена. Не останавливая станка, рабочий
отводит головку в исходное положение и с помощью того
же рычага поворачивает ее на 60°. Против изделия появ¬
ляется сверло. Снова головка подходит к заготовке, в ее
свободный торец вонзается сверло и делает свое дело. А ко¬
гда оно кончено, головка со сверлом отводится назад, и
еще один поворот на 60° включает в резание зенкер. Так
выполняются все пять операций. И ни разу не пришлось
остановить станок, снимать инструмент, устанавливать
новый, опять пускать станок в ход. Или — что еще хуже —
переносить заготовку на другой станок, чтобы на нем про¬
должить неоконченную обработку.
Поворотная головка сыграла роль барабанного магази¬
на револьвера, а ее инструменты — роль патронов.
Это очень хорошо, размышляет читатель. Но, пожалуй,
ничего особенного в новом станке не было. Просто превра-
236
тили заднюю бабку в суппорт, только не для одного, а для
нескольких инструментов. Конечно, обработка ускорилась.
Но суппорт токарного станка все же подвижнее. Он пере¬
мещается не только вдоль заготовки, но и в поперечном на¬
правлении. В этом большое преимущество: можно подвести
резец сбоку и подрезать торец заготовки, можно специаль¬
ным отрезным резцом перерезать ее вовсе. А револьверная
головка не перемещается в поперечном направлении, с ее
помощью таких операций не выполнишь.
Чтобы помочь револьверной головке, изобретатели ново¬
го станка и включили в его конструкцию старый суппорт,
но оставили ему только поперечное рабочее движение.
И, когда нужно подрезать торец заготовки или разрезать
ее, револьверная головка выключается, а вместо нее рабо¬
тает обычный суппорт токарного станка. И тогда получает¬
ся станок— «мастер» чуть ли не на все руки.
Но самое важное значение револьверной головки в том,
что с ее изобретения началась постепенная автоматизация
всех рабочих движений станка.
Когда понадобилось новое ускорение хода обработки,
конструкторы превратили револьверный станок в автомати¬
ческий. И снова они шли по тому же пути, что и изобрета¬
тели автоматического оружия, — от револьвера к пуле¬
мету.
ге времена револьвер не был еще вполне автомати¬
ческим оружием. Ведь каждый выстрел требовал нажатия
спускового крючка. Для каждого выстрела необходимо
было вмешательство человека. А это превращало револь¬
вер в полуавтоматическое оружие. Вот если бы один-
СТАНОК-ПУ Л ЕМЕТ
единственный нажим крючка вызывал более или менее
длинную очередь выстрелов, как в пулемете, тогда револь¬
вер мог бы называться вполне автоматическим.
В том же самом недостатке можно было упрекнуть и ре¬
вольверный станок: для каждой операции рабочему при¬
ходилось тянуть рукоятку, поворачивать головку. И вот
удалось так устроить эту машину, что после окончания
каждой операции головка сама поворачивалась на задан¬
ный ей угол. Но, когда обработка кончалась, рабочий дол¬
жен был останавливать станок, снимать изделие, зажимать
в патроне новую заготовку. На все это уходило много вре¬
мени — станок не работал.
В конце концов станкостроители все же добились и того,
чтобы не рабочий, а сам станок подавал под резцы мате¬
риал для обработки. Они снабдили станки подающими
устройствами — питателями.
Длинный металлический пруток закладывается в тру¬
бу. Она составляет часть станка, проходит сквозь его пе¬
реднюю бабку и служит шпинделем. Пруток высовывается
из трубы (в сторону револьверной головки) едва-едва боль¬
ше, чем на длину будущего изделия. Этот отрезок прутка и
служит заготовкой. Начинается обработка.
Инструменты укреплены на уже известной нам револь¬
верной головке, а в некоторых случаях им помогают еще и
дополнительные суппорты. И головка и суппорты вклю¬
чаются в работу автоматически. И пока не израсходован
материал, машина работает без остановки, выполняет по
очереди все операции обработки. Она сама (ее поперечный
суппорт) отрезает готовое изделие от пр<утка, и оно падает
в приемный лоток станка.
Такому станку по праву присвоен «ранг» автомата.
В мир станков он вошел под названием «револьверный
автомат».
Не подумайте, что в этих достижениях кроются какие-
нибудь особенные чудеса техники, что работают уж очень
238
сложные механические и электрические устройства. Нет!
В машине вращается распределительный вал. Его назвали
так за то, что он действительно распределяет всю работу
между отдельными исполнительными механизмами и
«командует», когда и что надо делать каждому механизму.
И он же заставляет их выполнять заданную работу.
У читателя возникает законное сомнение: вал есть толь¬
ко вал — вращающийся стальной цилиндрический стер¬
жень. Каким же образом от него исходят эти «разумные
команды»?
Но вал, о котором идет речь, оказывается, не такой уж
простой. Он несет на себе несколько жестко насаженных на
него дисков и цилиндров-барабанов. И они тоже не простые.
Диски — с криволинейными выступами, а барабаны —
с выточенными на них извилистыми канавками. Это
Работа кулачков распределительного вала.
управляющие кулачки, простые и в то же время чудесные
детали автоматических машин. Они вращаются вместе с ва¬
лом. Во время этого движения каждый из них непрерывно
или периодически соприкасается с деталью — обычно с ры¬
чагом, — которую он ведет. Именно «соприкасается», а не
связан с ней.
Если кулачок — диск, он ведет, толкает один конец ры¬
чага своей криволинейной поверхностью. Бывает, что форма
этого рычага сложная. Но чаще всего — это стержень с
вращающимся роликом на конце. На этом ролике и пере¬
двигается ведомый рычаг.
Если кулачок — барабан с канавкой, ролик скользит
внутри канавки. Профиль кулачков — сочетание кривых
линий различного радиуса или прямых линий с кривыми.
Величина этих прямых линий и радиусов подбирается так,
что в каждый момент вращения кулачка рычаг совершает
Кулачок ведет инструмент по заданной траектории.
Закрепление заготовки в патроне: 1 — с помощью зажимных кулачков;
2 — с помощью надетого на нее хомутика; палец-поводок, зажатый
в патроне, связан с хомутиком и ведет его по круговому пути, вращает
этим заготовку.
точно определенное движение — в одном или другом на¬
правлении, ускоренное или замедленное, непрерывное или
с остановками. Но рычаг — начало цепи связанных между
собой деталей, тех же рычагов, валов, зубчатых колес и
других. Эта цепь тянется к исполнительному механизму.
Все ее звенья-детали связаны между собой. От движения
начального рычага зависит форма движения каждой из
всех последующих деталей. Выходит, что наш простой ку¬
лачок командует всеми звеньями цепи, в том числе и кон¬
цевым — тем, который исполняет заданное рабочее движе¬
ние станка.
Мало того, профили кулачков и их положение на рас¬
пределительном валу так скомбинированы, что исполни¬
тельные механизмы работают как бы по графику. Каждый
241
из них начинает и кончает свое движение точно в назначен¬
ный для зтого момент. Так, например, головка с инструмен¬
том движется к заготовке в то мгновение, когда питатель
подал заготовку, а патрон уже зажал ее. А когда обработка
закончится и головка начнет отходить, как раз в этот мо¬
мент сбоку подойдет вспомогательный суппорт, и его резец
отрежет готовое изделие.
И выходит, что наши кулачки вовсе не простые. Их ра¬
бота — один из краеугольных камней автоматики.
Управляющие кулачки — плод большого труда инжене¬
ров и станочников. Чтобы кулачок работал точно, его про¬
филь необходимо сначала рассчитать. Это — дело высоко¬
квалифицированных инженеров. Затем кулачок надо тща¬
тельно изготовить. Малейшая неточность в профиле — и
заданное движение не получится. А это — дело высоко¬
квалифицированных мастеров, работающих на очень точ¬
ных станках.
Все то, что рассказано о станке-револьвере и его кулач¬
ках, очень важно. Но еще важнее другое. Идею устройства
поворотной головки легко можно было осуществить и в дру¬
гих исполнительных механизмах станка.
Мы уже получили общее представление о передней баб¬
ке. Внутри нее по горизонтали расположен вращающийся
рабочий вал — шпиндель. Мы знаем также о зажимном
патроне, о круглом диске с отверстием в центре. Он служит
как бы кольцом, которое жестко надевается на шпиндель.
Плоскость патрона поэтому вертикальна. По трем его ра¬
диусам (они делят плоскость патрона на три равных секто¬
ра) сделаны прорези, сходящиеся к шпинделю. В них сколь¬
зят переставные колодочки (их тоже называют кулачками).
Заготовку устанавливают в центре патрона и надежно за¬
жимают кулачками.
Строители станков заменили переднюю бабку большим
поворотным диском с вертикально расположенной плоско¬
стью; на ней по окружности расположились как бы не-
242
сколько малых бабок, каждая со своим вращающимся
шпинделем и малым патроном; против каждого шпинделя
(кроме самого верхнего) — несколько суппортов, устроен¬
ных так, что инструменты подводятся к заготовке и с торца
и с боков. Конечно, пришлось увеличивать количество
управляющих кулачков на распределительном валу и це¬
пей, передающих приказы новым исполнительным меха¬
низмам. Машина стала более сложной.
И вот такой станок пущен в ход. Вообразим, что шпин¬
делей шесть. Тогда они расположены через каждые 60°
окружности диска. Пять из них вращаются, шестой, верх¬
ний, в покое. Рабочий у станка быстро загружает его заго¬
товкой. В этот момент от одного из управляющих кулачков
приходит механический приказ: «Диску повернуться на
60°!»
Вместе с диском поворот по окружности выполняют
все шпиндели. Все они перемещаются, каждый — на пози¬
цию своего соседа. Значит, и верхний ушел со своего на¬
чального места и занял следующую, вторую позицию. Тут
он получает команду от своего управляющего кулачка:
«Начни вращаться!» А другие кулачки приводят в движе¬
ние все суппорты на этой позиции. Они подводят свои
инструменты к заготовке и обрабатывают ее — выполняют
несколько операций. Но работы осталось еще столько, что
хватит для всех пяти рабочих позиций.
А что происходит на верхней, первой позиции? Туда пе¬
реместился последний шпиндель, и тут же прекратилось его
вращение. Пока на второй позиции идет обработка, рабочий
загружает верхний шпиндель еще одной заготовкой.
Инструменты на второй позиции кончили свою работу.
Еще один поворот диска со шпинделями. Первая заготовка
переместилась на третью позицию, а следующая — на вто¬
рую и тоже включилась в обработку.
А верхнюю позицию — для загрузки — занял очередной
шпиндель.
243
На третьей позиции выполняются другие операции.
И как только они закончены, головная заготовка переме¬
щается на четвертую. Ее догоняют сзади следующие две за¬
готовки, которые обрабатываются на второй и третьей по¬
зициях. А на первой — очередная четвертая заготовка.
Так и продолжается это путешествие заготовок по всем
рабочим позициям. Наконец на шестой позиции заканчи¬
вается обработка головного изделия. Пока это происходило,
на загрузочную позицию установили шестую по очереди за¬
готовку. Когда диск повернулся в шестой раз, эту позицию
заняла не очередная заготовка, а пришедшее с последней
позиции полностью обработанное готовое изделие.
На пяти рабочих позициях все повторяется. Здесь же, на
загрузочной, дела стало больше. Рабочий должен снять го¬
товое изделие и лишь после этого установить новую заготов¬
ку. Теперь он будет делать это после каждого поворота ди¬
ска со шпинделями.
Еще до пуска станок надо настроить — зарядить суппор¬
ты соответствующими инструментами, расположить их по
позициям и наладить работу механизмов так, чтобы опера¬
ции следовали одна за другой или, если нужно, совпадали
по времени. Все это делает высококвалифицированный ма¬
стер станочной обработки — наладчик. А рабочему после
пуска станка остается только устанавливать заготовки и
снимать изделия. Машина же работает сама до тех пор, по¬
ка рука человека не нажмет кнопку «стоп».
В таких станках — их называют многошпиндельными —
еще больше сходства с револьвером. Шпиндельный бара¬
бан с обрабатываемыми заготовками играет роль магазин¬
ного барабана револьвера, а суппорты с инструментами —
роль ударников.
Но по-прежнему это неавтоматический револьвер.
Правда, человек не вмешивается в подачу инструментов и в
передвижение заготовок по позициям. Ему не приходится
прерывать работу станка частыми остановками. Но он все
244
Шестишпиндельный станок-пулемет.
же вынужден непрестанно загружать и разгружать станок
очередными заготовками. Это утомительно и мешает кон¬
структорам ускорить вращение шпиндельного барабана и
работу инструментов.
Приходится и то и другое соразмерять с ограниченными
силами и возможностями человека. Вот почему эти станки
не заслужили «звания» автоматов — их причислили к по¬
луавтоматам. Так в мире станков появились многошпин¬
дельные полуавтоматы.
Но вскоре и эти станки сделали автоматическими. Для
этого объединили устройство многошпиндельных полу¬
автоматов с подающим трубчатым питателем револьвер¬
ного автомата. И тогда пришла полная победа. Станок
стал походить на полностью автоматический револьвер-
пулемет — руки человека вовсе исключены из процесса
обработки.
245
Впоследствии такие же многопозиционные станки — по*
луавтоматы и автоматы — стали делать не только горизон¬
тальными, но и вертикальными. Получились своего рода
обработочные карусели. Изделия устанавливаются на вра¬
щающемся круглом столе и катаются на нем от одной ра¬
бочей позиции к другой. А суппорты-головки располагают¬
ся сверху, вокруг центральной колонны станка (по ее
окружности) и подают нацеленные инструменты вниз.
К трубам-питателям присоединились и другие подающие
устройства: желоба, лотки, бункерные магазины. И в мире
станков поселилось новое «племя» металлообрабатываю¬
щих машин — многопозиционные станки.
многих случаях только глаза подсказывают рабоче¬
му, как вести обработку, чтобы точно были выдержаны раз¬
меры детали по чертежу. Но и самый наметанный глаз
квалифицированного станочника может ошибиться. Ведь
бывает, что изделия обрабатываются с точностью до тысяч¬
ных долей миллиметра.
Но если глаза даже не ошиблись и точно уловили мгно¬
вение, когда следовало остановить инструмент, все равно
возможна ошибка. Как ни быстро происходят мыслитель¬
ные процессы в мозгу человека, все же, пока зрительное
ощущение дойдет до мозга, пока он передаст приказ рукам
и они его выполнят, пройдут какие-то мгновения. А в тече¬
ние этого времени обработка изделия будет продолжаться,
его размеры и очертания будут меняться.
Заменить глаза станочника механическим глазом, ко¬
торый точно, без ошибки улавливал бы размеры изделия
ЗРПЧИЕ“ СТАНКИ
246
и автоматически управлял
движением инструмента —
вот новая задача, которая
встала перед конструктора¬
ми.
Существует ли такой ме¬
ханический глаз или его
нужно изобрести? Оказы¬
вается, существует и уже
широко применяется в тех¬
нике. Оставалось лишь как
можно лучше приспособить
его к станку, создать «зря¬
чий» станок. В технике этот
глаз называется не механи¬
ческим, а фотоэлектриче¬
ским. Но свои приказы он
передает через ряд меха¬
низмов, значит, его можно
назвать и механическим.
Это особый прибор, его'
называют фотоэлементом/
Свет, падающий на фото¬
элемент, возбуждает в элек¬
трической цепи прибора
электрический ток, который
течет по проводам все вре¬
мя, пока продолжается ос¬
вещение прибора. Сила то¬
ка возрастает или падает в
зависимости от большей
или меньшей освещенности.
На свойстве фотоэлемента
и основано устройство ме¬
ханического глаза.
Фотоэлемент надежно предохраняет
руки рабочего от удара ползуна бы¬
строходного пресса.
Фотоэлемент широко применяется в нашей жизни.
В звуковом кино, в передаче изображений на расстояние, в
автоматической сигнализации фотоэлемент играет очень
важную роль.
Он связан с очень чувствительным электромагнитным
прибором — реле. С уменьшением или увеличением тока
до определенного уровня реле тут же срабатывает. Тогда
прибор замкнет либо разомкнет электрическую цепь.
В первом случае начнет действовать механизм управле¬
ния каким-либо движением, во втором случае этот меха¬
низм выключится, и движение или изменится, или прекра¬
тится.
С помощью фотоэлемента конструкторы добиваются
трудно объяснимых на первый взгляд результатов.
Ползун быстроходного пресса, штампующего детали ку¬
зова автомобиля или самолета, работает с большой ско¬
ростью. Отдельные металлические листы, служащие заго¬
товками, подаются под штамп вручную. Пока ползун взле¬
тает вверх, рабочий должен успеть подать на стол пресса
новый лист. Это движение нужно сделать очень быстро и
осторожно, чтобы руки не оказались слишком близко к
ползуну. Один миг запоздания — и могучий ползун рас¬
плющит руки рабочего. Рассчитывать только на внимание
нельзя, на работе возможны всякие случайности: что-то
на мгновение задержит движение рабочего — и несчастье
неизбежно. Конечно, можно оградить опасное место так,
чтобы руки рабочего не могли попасть под ползун. Но та¬
кое ограждение, несомненно, помешает работе. Значит, на¬
до придумать какую-то иную ограду, которая надежно
охраняла бы руки рабочего и в то же время не мешала ра¬
боте.
Такой оградой служит пучок света, направленный на
фотоэлемент. Ограждение расположено так, что под ним
свободно проходит заготовка. Но, если руки рабочего после¬
дуют за ней слишком далеко и окажутся в угрожающей
248
близости от уже летящего вниз ползуна, луч света разо¬
рвется. Тогда освещенность фотоэлемента мгновенно умень¬
шится, реле в цепи фотоэлемента сработает, двигатель стан¬
ка выключится, и ползун замрет, будто перед невидимым
препятствием. Так работает механический глаз.
Применение фотоэлемента для контроля и сигнализа¬
ции многообразно: фотоэлемент, как привратник-невидим¬
ка, раскрывает ворота гаража перед въезжающим автомо¬
билем, распахивает двери перед посетителем, останавливает
поезда перед внезапно возникшим препятствием, считает и
сортирует изделия... Естественно, что у станочников возник¬
ла мысль: нельзя ли приспособить фотоэлемент к станку,
так, чтобы он заменил глаза рабочего, чтобы станок сде¬
лался «зрячим»?
Изобретатели и конструкторы стали создавать одну за
другой конструкции «зрячих» приспособлений для станков.
И получились «умные» механизмы и машины, автоматиче¬
ски выполняющие такие работы, которые раньше казались
немыслимыми без вмешательства человека.
Изделия фасонного профиля обрабатываются на то¬
карных и фрезерных станках с копиром. В своем движении
управляемый копиром инструмент снимает стружку и при
этом воспроизводит на заготовке такой же контур.
Но тут возможны всякие погрешности: и пружина мо¬
жет неточно сработать, и кромка копира износится; тогда
профиль изделия получится неправильным. А рабочий не
заметит этой неправильности, будет продолжать обработку,
и изделие окажется негодным.
Чтобы этого не было, станкостроители прибегли к помо¬
щи фотоэлемента. Прибор управляет движением резца и
как бы следит за тем, чтобы профиль изделия точно совпа¬
дал с очертаниями копира.
На салазках суппорта в застекленной рамке помещается
копир, изготовленный из непрозрачного материала. Сверху,
от источника света, на кромку копира направляется
249
световой кружок очень малого диаметра — яркая световая
точка. Под рамкой находится фотоэлемент; он связан с ме¬
ханизмом движения суппорта.
Пучок световых лучей падает на рамку в ту точку про¬
филя копира, которую условились считать начальной.
Яркий глазок внимательно следит за линией профиля, точ¬
но следуя по всем ее переходам. А резец или другой инстру¬
мент станка так же точно обрабатывает изделие, воспроиз¬
водит все извилины фасонного профиля.
Существуют ставшие уже обычными копировально-фре¬
зерные станки. Эти станки не «зрячие», скорее, наоборот,
их можно назвать «слепыми». Палец копирующего меха¬
низма, будто ощупывающая рука слепого, скользит по кон¬
турам образца — эталона изделия. Все движения пальца
через систему рычагов передаются фрезе, и она воспроиз¬
водит из металла заготовки точно такое же изделие. Этот
станок тоже следует отнести к «умным» машинам. Но еще
«умнее» копировально-фрезерный станок с механическим
глазом, не «слепой», а «зрячий».
Конструкция его разработана советскими инженерами.
Световой глазок скользит не по кромке шаблона, а по ли¬
ниям чертежа изделия. Станок «читает» чертеж. Все «зря¬
чее» устройство станка жестко связано с фрезой, которая
и воспроизводит контуры изделия. Стоит световому кружку
по какой-то причине едва-едва отклониться от линии черте¬
жа, и «глазок» тут же срабатывает — связанное с ним авто¬
матическое устройство возвращает кружок на «верный
путь».
Изобретатели-станочники постепенно вооружают меха¬
ническим глазом многие станки. Конструкторы добиваются
того, что станок замечает микроскопически малые неров¬
ности, оставшиеся на точных плоскостях, и снимает их,
сглаживая поверхность. Тот же прибор на шлифовальных и
других точных станках улавливает момент, когда нужно
выключить инструмент, чтобы не «запороть» деталь. Отде-
250
лочной обработкой снижают тончайшие стружки; достаточ¬
но, например, допустить лишних два — три оборота шлифо¬
вального круга, и размеры изделия окажутся непоправимо
меньшими, чем надо, — получится брак. Рабочему то и
дело приходится останавливать станок и проверять разме¬
ры детали. Механический глаз освобождает рабочего от та¬
кой потери времени, неотступно следит за размером изде¬
лия и стережет, чтобы не было отклонений от размера, ука¬
занного на чертеже. В то мгновение, когда этот размер до¬
стигнут, прибор выключает инструмент. Точность, с которой
в этом случае механический глаз измеряет изделие, доходит
до одной тысячной доли миллиметра.
^| КАК СТАНКИ СТАНОВЯТСЯ „УМНЫМИ"
И1 машин„стром .начала обзавелись меланине-
ским помощником, не так уж давно — электромеханиче¬
ским, и, наконец, появился помощник автоматический. Но
потребность в увеличении производительности машин все
возрастает. Всенародная борьба за выполнение государст¬
венных планов требует нового, еще большего увеличения
производительности труда, а следовательно, и решительного
улучшения машин, в том числе, металлорежущих станков.
Раньше всего надо было улучшить устройство обыкно¬
венных станков — ведь целая армия таких машин работала
на наших заводах. Сделать как можно больше их механиз¬
мов автоматическими, подбавить им скорости, точности,
производительности, научиться при этом создавать новые
и новейшие, самые совершенные металлорежущие маши¬
ны — вот какую трудную и почетную задачу задал наш на¬
род передовикам советского станкостроения.
Большие победы в этой области уже одержаны совет¬
скими станочниками новаторами.
251
Если на обыкновенных
станках работали одиночные
резцы, рационализаторы уве¬
личивали их число и включа¬
ли в одновременную работу
Механизмы, делающие станок
автоматическим:
1 — При движении копира
вдоль копируемой поверхности
меняются воздушные зазоры между
сердечником и катушкой — ток в
катушке меняется; после усиления
ток подается к головке копироваль¬
но-фрезерного станка. И фреза по¬
вторяет все движения копира.
2 — Перемещающийся суппорт
нажимает на штифт выключателя и
замыкает контакты; резание пре¬
кращается в одной и той же точке
на поверхности обрабатываемого из¬
делия.
3—Работает шлифовальный ста¬
нок, обрабатывает валик; источник
света и фотоэлемент разделены ме¬
таллической заслонкой с узкой
щелью; как только достигнут за¬
данный размер, об этом доклады¬
вает «ощупывающая» игла; она
же передает электроприказ заслон¬
ке — качнуться на небольшой угол
и закрыть шель; световой поток
отсекается, а связанный с фотоэле¬
ментом магнитный пускатель раз¬
мыкает контакты — выключает
станок.
252
несколько одинаковых или
различных инструментов.
Если на станке обрабаты¬
валась только одна деталь, ра¬
ционализаторы прилаживали
к станку приспособления, ко¬
торые умножали число обра¬
батываемых изделий.
Механизмы, делающие станок
автоматическим:
1— Как только один зуб шестер¬
ни обработан, автоматически вклю¬
чается электромагнит, и храповик
поворачивается на один зуб. Когда
будут готовы все зубья шестерни,
палец нажмет на коленчатый ры¬
чаг, контакты замкнутся, станок
остановится, а пружина вернет хра¬
повик в его начальное положение.
2— Реле автоматически останав¬
ливает станок. После определенного
промежутка времени грибовидный
поршень (на него действуют и пру¬
жина и собственный вес) опускается
вниз; это происходит медленно, так
как над поршнем получается раз¬
реженное пространство; оно сооб¬
щается с наружным воздухом через
небольшое входное отверстие (его
величина регулируется винтом). Че¬
рез некоторое время поршень замк¬
нет конечный выключатель и оста¬
новит станок. Слева — магнит,
действующий на реле возврата ме¬
ханизма в начальное положение.
253
Если станки не были автоматическими, рационализато¬
ры показывали, как простейшие добавления к устройству
станка — зажимные приспособления, останавливающие
упоры, механические пускатели — частично автоматизи¬
руют станок, освобождают руки, разгружают внимание ра¬
бочего.
Можно привести множество примеров, когда наши ста¬
ночники, рационализаторы и изобретатели сами совершен¬
ствовали свои станки, намного увеличивали их производи¬
тельность. Они доказали, что и самый обыкновенный ста¬
нок можно сделать чудесной машиной. Нужно только тща¬
тельно изучить все возможности станка, продумать их и
затем повседневно, настойчиво искать пути увеличения
производительности станка и своей собственной работы.
Часто бывало, что станочники совершенствовали устрой¬
ство станков-полуавтоматов, превращали их в полные авто¬
маты. То, чего не смогли достигнуть конструкторы, создав¬
шие эти станки, сделали разум и умелые руки изобретате¬
лей и рационализаторов.
В цехах машиностроительных и металлообрабатываю¬
щих заводов нашей страны еще очень много неавтоматиче¬
ских станков. Поэтому творческая работа изобретателей и
рационализаторов имеет огромное значение. Опираясь на
нее, наши конструкторы создали десятки новейших станков.
На этих станках возрастали скорости обработки, множи¬
лось количество одновременно работающих инструментов,
увеличивалось число обрабатываемых изделий, и все мень¬
ше и меньше в работе станка участвовали руки рабочего.
И скоро пришло время, когда с помощью наиболее со¬
вершенных станков удалось добиться таких результатов, ко¬
торые незадолго до этого казались чуть ли не сказочными.
Так, например, блок тракторного двигателя на обычных
станках обрабатывался 195 минут. А на связанных в поточ¬
ные линии (о них речь впереди) станках-автоматах то же
самое делалось за 3,5 минуты — в десятки раз быстрее.
254
СЛЕДУЮЩИЙ ШАГ
ообразим, что все станки в цехе работают авто¬
матически. Как будто тогда и весь цех можно назвать авто¬
матическим! Верно ли это? Нет, неверно. Ведь по-прежнему
за каждым из этих станков или за небольшой группой
станков должен наблюдать человек. Он же загружает пи¬
татели заготовками. Другие рабочие передают изделия от
станка к станку и следят, как бы не получилось в работе
затора. А нужно делать так, чтобы станки обслуживались
приборами, чтобы эти приборы даже наблюдали за маши¬
нами. Целые линии станков должны работать как один
огромный автомат, передающий изделия с одной обрабо¬
точной позиции на другую и от начала до конца изготов¬
ляющий их полностью.
Этот следующий шаг к новым вершинам техники в ре¬
зании металлов сделали станочники-рационализаторы на¬
шей страны еще в предвоенное время и особенно в годы
Великой Отечественной войны.
Началось с того, что рабочие, передовики социалистиче¬
ского соревнования, мастера своего дела, путем разумной и
тщательной организации рабочего места и труда добились
возможности обслуживать не один, а два и более станков.
Их опыт быстро распространился на предприятиях на¬
шей страны. И тогда из среды станочников выдвинулись
особо талантливые люди, творцы-изобретатели, стремящие¬
ся увеличить число обслуживаемых машин не только за
счет рационализации труда, но и за счет усовершенствова¬
ния станков и механизации связи между ними.
В число деталей гусеницы трактора входит ступица ро¬
лика ; на нее насаживается еще одна деталь — бандажное
кольцо. Еще в 1939 году на Сталинградском тракторном
заводе этот «узелок» обрабатывался на пяти разобщенных
255
станках. Операций было много. Приходилось часто преры¬
вать обработку для съема деталей и новой их установки.
Изучив все операции, вспомогательные движения и
станки, рабочий И. П. Иночкин задумал превратить все
пять машин в единое автоматически работающее устройст¬
во. Без вмешательства человека, а значит, и без потери вре¬
мени и затраты физического труда, оно должно было обра¬
батывать ступицу, насаживать на нее бандажное кольцо,
затем выполнять следующие операции и выпускать издет
лие в готовом виде. И он решил эту задачу, превратил все
йять станков своего участка в «разумные» машины, меха¬
нически принимающие обработанные изделия из промежу¬
точных магазинов и передающие их от одной позиции к дру¬
гой. По сути дела, связанные воедино, эти пять станков пред¬
ставляли собой первую в Советском Союзе автоматическую
линию — небольшой цех-автомат, обслуживаемый одним ра¬
бочим и одним-наладчиком.
На Первом государственном подшипниковом заводе
(1-й ГПЗ) четыре шлифовальных станка последовательно
обрабатывали ролики подшипников. На каждом станке вы¬
полнялась только одна операция. Ролики передавались от
станка к станку вручную. В процессе работы было замече¬
но, что ролики не падали в приемник изделий, а по инер¬
ции, полученной от вращения, выбрасывались с большой
силой. Оседлать эту силу, заставить ее помогать станкам —
такую задачу поставил перед собой изобретатель. И решил
ее с успехом. Он соединил четыре станка трубками. Ролик,
выброшенный из-под шлифовального инструмента первого
станка, попадал в трубку, соединенную со вторым станком.
Один за другим изделия набивались в трубку, толкали пе¬
редние ролики, заставляли их двигаться от станка к станку.
Так четыре станка как бы срослись в один.
В конце концов новаторы превращали несколько стан¬
ков, на которых выполнялись различные операции обработ¬
ки одного изделия, как бы в единый огромный станок.
256
Линия И. П. Иночкина.
На помощь передовым станочникам пришли инженеры.
Опираясь на опыт рационализаторов, они конструировали
новые приспособления и устройства.
Так, например, еще в годы войны на Уральском вагоно¬
строительном заводе появился автоподручный — на ред¬
кость простое и «умное» электрическое устройство, позво¬
ляющее рабочему^многостаночнику видеть на расстоянии и
наблюдать за работой многих обслуживаемых станков. Этот
электрический помощник станочника был создан молодыми
советскими инженерами.
Основа прибора — светофор, оборудованный звуковой
сигнализацией, своего рода зеркало работающей группы
станков. Он соединен с электрическими механизмами-реги¬
страми, смонтированными на каждом станке. Автоподруч¬
ный управляет всеми движениями станка, меняет число обо¬
ротов шпинделя, переключает ход, останавливает станок.
Рабочий только закрепляет изделие (если станок неавтома¬
тический), подводит режущий инструментуй налаживает об¬
работку по заданным размерам. Остается только включить
двигатель станка, и автоподручный сам будет следить, что¬
бы все было в порядке.
Бот тут-то и начинается работа зеркала. Регистр все вре¬
мя сигнализирует светофору-зеркалу, как идет работа. Если
все в порядке, зеркало ничего не отражает, светофор «мол¬
чит». Только за 30 секунд до окончания операции раздает¬
ся громкий сигнал, и тут же в зеркале загорается зеленая
цифра — номер станка. Это значит, что за оставшиеся пол¬
минуты рабочий обязан подойти к станку, снять изделие и
установить заготовку. Если рабочий опоздает, то в момент
окончания операции прозвучит еще один сигнал — спокой¬
ный зеленый цвет номера станка на светофоре изменится на
тревожный красный, словно упрекая рабочего за невнима¬
ние. Станок замрет, перестанет работать.
Все это — рассказы о единичных примерах творческой
инициативы передовых инженеров и рабочих. Но таких при-
258
меров много в нашей стране,
лавиной нарастает волна изо¬
бретательских и рационали¬
заторских предложений. В
атом — залог непрерывного
совершенствования советских
станков.
В цехах многих заводов
отдельные неавтоматические
Механизмы, делающие станок
автоматическим:
1 — Тепловое реле. Оно автома¬
тически предотвращает перегрузку
электродвигателя. Если по спирали
проходит чрезмерный ток, нагре¬
вается и изгибается кверху биметал¬
лическая пластинка; это размыкает
контакты, двигатель останавливает¬
ся. Пластинка быстро остывает, вос¬
станавливается ее начальная форма,
автоматически нажимается кнопка
возврата начального положения ме¬
ханизма.
2— Реле давления. От засорения
или аварии в системе смазки может
упасть давление; тогда поршень
опустится, замкнутся контакты, ма¬
шина остановится и вспыхнет сиг¬
нальная лампа.
3 — К деформируемой крышке
прибора-датчика приложена сила.
От этого меняется воздушный зазор
между пластинами конденсатора. По
изменению емкости конденсатора су¬
дят о величине рабочего усилия,
действующего в машине.
станки установили так, чтобы каждое изделие в процессе
обработки совершало свой путь по определенной кратчай¬
шей линии. Над линией — мост-эстакада, по которому пере¬
двигаются электрифицированные механические руки.
Управляющие ими приборы внимательно стерегут момент,
когда станок закончит операцию. В то же мгновение руки
цепко схватывают деталь и точным движением устанавли¬
вают ее на следующий станок. И так от станка к станку...
В начале линии подающий лоток отпускает первому
станку грубую заготовку, а в ее конце — с последнего стан¬
ка — сходит и укладывается в приемный магазин полно¬
стью изготовленная деталь.
Система электрических реле и посылаемых ими световых
и звуковых сигналов помогает диспетчеру и наладчикам
управлять линиями станков, добиваться бесперебойности с
работе.
Превращение старых обыкновенных станков или полу¬
автоматов в полностью автоматизированные машины, объ¬
единение их в поточные линии продолжается и в наши дни.
И самое удивительное, что эта очень важная и трудная ра¬
бота успешно выполняется с помощью несложных механи¬
ческих и электрических устройств. Интересный пример та¬
кого превращения — одна из автоматических линий на
1-м ГПЗ.
/т ПОТОКИ КОЛЕЦ
ЩгЦу на транспорте, и в промышленности скорость движе¬
ния в машинах увеличивается сейчас уже не с каждым го¬
дом, а, пожалуй, с каждым днем. Не проходит и недели, что¬
бы мы не узнали о новом рекорде в скорости передвижения
людей, грузов или обработки металла. С огромной быстротой
мчатся по дорогам автомобили, по рельсам — поезда; по
260
водным просторам проносятся глиссеры, в воздухе их
легко — со скоростью звука и больше — обгоняют реак¬
тивные самолеты; а на заводах и фабриках быстро уве¬
личиваются числа оборотов вращающихся рабочих валов
разных машин. Во всем этом одну из главных ролей играют
подшипники качения. Это два кольца, одно внутри другого.
В просвете между ними проложены шарики или ролики.
Если шарики — тогда на внутренних поверхностях колец
Еытачиваются круговые желобки-каналы как раз по разме¬
ру шариков. И подшипник называется «шариковый». Если
ролики — тогда на тех же поверхностях вытачивается и для
них своего рода беговая дорожка, а подшипник называется
«роликовый». Такой подшипник жестко насаживается на
вал, который при вращении как бы катится по внутренней
поверхности внешнего кольца.
Годовая потребность нашей страны в этих подшипни¬
ках — сотни миллионов штук. Но в каждом подшипнике
два кольца. Значит, приходится изготовлять двойное коли¬
чество колец. Их поверхность надо обрабатывать очень тща¬
тельно — они должны быть гладкими, точными.
Сначала обтачивают заготовки, затем их калят, потом
дважды шлифуют и часто тщательно проверяют размеры.
Все это очень трудоемкие операции.
Еще 28—25 лет назад, когда первые подшипниковые за¬
воды только вступали в строй, в их цехах устанавливались
наиболее производительные по тем временам многошпин¬
дельные токарные станки-полуавтоматы и шлифовальные
станки. Такие машины работают на заводах и в наши дни,
но с тех пор намного улучшено их устройство и работа.
Станки стали «умнее» и более быстроходными.
Токарный полуавтомат — скоростная машина. И не по¬
тому, что велика скорость вращения изделия. Всего лишь
60 метров в минуту пробегает оно по своей круговой дорож¬
ке, а в наши дни это не так уж много. Нет, скорость обра¬
ботки достигается тем, что в полуавтоматах не один
261
Работа оператора у токарного четырехшпиндельного полуавтомата: I —
установка первой заготовки в патрон верхнего (неподвижного) шпинде¬
ля (1); II — шпиндельный барабан повернулся на 90°, и на верхнюю по¬
зицию пришел второй шпиндель (2), оператор загружает его следующей
заготовкой; на второй позиции началось вращение шпинделя и обработ¬
ка кольца; III — еще один поворот барабана, обрабатываются уже две
заготовки, а третья загружается на очередной шпиндель (3); IV —
обрабатываются три заготовки и загружается четвертая (4); заканчи¬
вается изготовление первого кольца; после четвертого поворота первый
шпиндель вернется в начальную позицию; оператору придется снять го¬
товое изделие и загрузить освободившийся шпиндель новой заготовкой,
и теперь уже после каждого поворота ему придется выполнять две эти
операции.
рабочий вал-шпиндель, а четыре, шесть или даже восемь.
И ото полностью преображает машину. Мы уже знаем, как
она работает.
Станок на ходу, но шпиндели не вращаютея — еще не
загружены заготовками.
Рабочий — его называют «оператор» — берет одно «чер¬
ное» кольцо (откованную заготовку кольца) и устанавли¬
вает его в патрон верхнего шпинделя. Три кулачка сразу за-
262
снимают заготовку по ее наружной поверхности, и шпин¬
дельный диск-барабан начинает свой бег по кругу.
Предположим, что шпинделей всего четыре.
На второй, третьей и четвертой позициях кольцо раста¬
чивается изнутри, отделывается свободный торец, стачи¬
вается с круговой его кромки фаска (на кромке делается
скос). Когда кольцо снова приходит на верхнюю позицию,
оператор снимает его со шпинделя, кладет в лоток, а в осво¬
бодившийся патрон устанавливает новую заготовку.
Но сделана только половина работы. Остается обточить
кольца поверху, отделать второй торец, снять и с него фаску.
Поэтому рабочий убирает кольца с лотка и передает на еще
один токарный полуавтомат. Но теперь кулачки зажимают
кольцо изнутри — для обточки открыты его наружная по¬
верхность и необработанный торец. После второго полуав¬
томата обточка почти окончена; остается только выточить
на кольцах желобки для шариков.
Операторы работают четко, быстро. Так и мелькают ру¬
ки, снимающие обработанные кольца и устанавливающие
заготовки. И все же они задерживают машину. Ее шпинде¬
ли и барабан могли бы вращаться быстрее, но этого нельзя
делать. Приходится настраивать машину так, чтобы она как
бы ожидала момента, когда человек сделает свою работу.
Передовые станочники пришли к выводу, что лучше
всего заменить человека механическим оператором — не¬
утомимым, быстрым, точным. И дать ему в помощь меха¬
нических подносчиков заготовок. А для передачи колец от
станка к станку устроить самодействующую дорожку.
Такие устройства уже существовали, но оставались раз¬
розненными, недоработанными. Предстояло их усовершен¬
ствовать и связать непрерывной цепью автоматически вы¬
полняющихся операций. Это было осуществлено инженером
Государственного института по проектированию автомо¬
бильных и тракторных заводов В. А. Морозовым совместно
263
с коллективом конструк¬
торов и технологов за¬
вода.
Когда инженера Мо¬
розова спрашивали, от¬
куда он почерпнул идею
устройства созданной им
автоматической линии
для изготовления колец
подшипников, он отвечал
не то шутя, не то всерьез:
«Да просто подглядел из
окна своей квартиры,
Мальчуган захватил обод колеса изог- как мальчишки ГОНЯЮТ
нутой палочкой и ведет его, куда хочет. пал0ЧК0Й обручи-колеса.
нее, тот вместо палочки обзаведется толстой проволокой,
изогнет ее конец так, что получается двузубая вилочка; за¬
хватит ею обод колеса и ведет его, куда хочет. Выходит, та¬
кая палочка в руках у мальчишки служит колесу и дви¬
жителем и рельсом. И у меня кольца подшипников пере¬
мещаются к станкам и между ними точно так же».
Действительно, на протяжении своего производственного
пути в пролете цеха шарикоподшипников 1-го ГПЗ — на
ровных участках и на подъемах — кольца катятся, подго¬
няемые стержнями-подводками. А рельсами им служат пят¬
надцать параллельных желобов. Они образуют трассу ли¬
нии. Своей работой они напоминают пути на железнодорож¬
ной станции.
И это второе сравнение еще больше подходит для линии
Морозова.
В пролете цеха вытянулись четыре параллельные ше¬
ренги токарных полуавтоматов — по десяти станков в каж¬
дой. Среди них и четырехшпиндельные и шестишпиндель¬
ные. Они расположены так, что между линиями — широкие
Кто из них посмышлэ-
264
проходы, а между отдельными станками — промежутки.
Получается рабочий строй отряда станков.
Около машин не видно людей. Лишь кое-где между стан¬
ками — несколько наладчиков, но они только наблюдают
за работой станков. А ровный гул работающих машин и де¬
ловито бегущие по рельсам кольца, то проносящиеся сверху,
с нависшей над полуавтоматами эстакады, и ныряющие
в станок, то убегающие из него куда-то вниз, исчезая внутри
основания высокой стойки, — все это говорит о том, что со¬
рок станков работают с полной нагрузкой без какого бы то
ни было вмешательства людей.
У края всех четырех шеренг стоит нечто вроде большого
массивного металлического сундука. В его крышке — до
пятнадцати продолговатых отверстий различной ширины и
длины. Создается впечатление, будто это огромная копилка
для каких-то гигантских монет. А на самом деле это загру¬
зочный стол линии, ее начало. Рядом, по обеим сторонам,
уже подготовлены штабелями заготовки колец. На линии
одновременно обрабатываются кольца нескольких видов и
размеров. Отверстия в загрузочном столе и рассчитаны на
каждый из этих видов и размеров, на то, чтобы опускать в
них кольца ребром, как монеты в копилку.
Отсюда начинается трасса желобчато-рельсовых путей.
Она нависает над линиями станков. По ней и путешествуют
обрабатываемые кольца. Они катятся по рельсам, а подго¬
няют их прутки-поводки, которые, в свою очередь, движутся
на бесконечной конвейерной ленте, обегающей всю трассу.
И на своем пути каждое кольцо самоходом скатывается по
наклонному рельсу в приемный бункер обрабатывающего
его первого станка; затем по отводному желобу уходит в
подъемник, взбегает на уровень еще одного наклонного
рельса и сбегает ко второму станку. После обточки такая
же система передачи возвращает кольцо на эстакаду, и оно
продолжает свой путь к еще одной группе станков — на них
протачиваются круговые дорожки для шариков. Кольцо
265
снова скатывается к одному из этих станков и после обра¬
ботки возвращается на главную трассу, чтобы закончить
свой путь у рабочих мест контролеров.
В токарной группе линии Морозова сорок полуавтома¬
тов. А обработка кольца выполняется на двух, в некоторых
случаях — на трех таких станках. Выходит, что можно бы¬
ло бы организовать чуть ли не пятнадцать автоматических
линий. Так оно и есть. Оказывается, перед нами не одна, а
целая группа автоматических линий. Их столько, сколько
разных колец (по типу и размерам) обрабатывается одно¬
временно. Каждый поток колец — отдельная автоматиче¬
ская линия. В нашем случае таких потоков двенадцать (все¬
го на трассе пятнадцать желобчатых рельсов, но три из них
запасные), значит, и линий двенадцать.
Но может случиться, что какое-то одно кольцо опреде¬
ленного вида и размера необходимо изготовить в очень боль¬
шом количестве. Одна линия станков не справится с де¬
лом — ведь ее производительность ограничена. Тогда выде¬
ляется вторая и даже третья линии (по два—три станка).
И поток колец, текущий по одному желобу, должен разде¬
литься на три ручья. Здесь снова полное сходство с рельсо¬
выми путями на железной дороге.
Один рельс разветвляется и превращается в пучок из
трех путей. Головное кольцо подходит к перекрестку.
Здесь — первая переводная стрелка; она установлена так,
что запирает проход во второй и третий рельс и в то же вре¬
мя направляет кольцо на первый рельс. Но здесь путь за¬
гражден хвостом второй стрелки. Вкатившееся кольцо на¬
жимает на него, откидывает на второй рельс и освобождает
себе путь; при этом стрелка поворачивается вокруг своей
оси, и её второй конец запирает проход на первый рельс.
Следующее кольцо наталкивается на этот запор и на¬
правляется им на второй рельс. Но там проход закрыт хво¬
стом первой стрелки. И это кольцо нажимает на хвост стрел¬
ки, откидывает его на третий рельс и открывает себе дорогу.
266
Стрелки на трассе линии В. А. Морозова управляют движением потоков
колес, делят его на три «ручья»: А — стрелки в момент подхода коль¬
ца; Б — стрелки после прохода кольца.
Двигаясь дальше, кольцо встречает откинутый головным
кольцом хвост второй стрелки и заставляет его занять свое
начальное положение — теперь проход на первый рельс от¬
крыт. Но другой конец первой стрелки, повернувшись, за¬
крыл проход и на второй и на первый рельс. Третье кольцо
наталкивается на первую стрелку и направляется ею на тре¬
тий рельс; на пути оно встречает хвостовую часть этой же
стрелки, отжимает ее в начальное положение, проходит
дальше и восстанавливает то же положение обеих стрелок,
какое было при проходе головного кольца.
Когда приближается очередное, четвертое кольцо, оно
следует на первый рельс, и весь цикл распределения коЛец
повторяется. И по каждому отростку желоба кольца катят¬
ся с такими промежутками, что они не будут перегружать
магазины у станков.
267
Последуем только за одним кольцом. Оно докатилось до
того участка трассы, под которым — несколько в стороне—
расположен станок, начинающий обработку. Прямой путь
кольца прерывается. В желобе — открытый люк. Кольцо
проваливается в его отверстие и попадает в наклонный, из¬
вивающийся петлей или винтом желоб, на подъездной путь,
который подводит заготовку к загрузочному магазину —
бункеру станка.
Это тоже желоб, но закрытый и вмещающий кольцо це¬
ликом. Бункер как бы опускается в станок сверху. Его ниж¬
няя секция оказывается против загрузочной позиции
(в бункере всегда накапливается запас колец, выстраиваю¬
щихся «в затылок»).
А теперь вернемся к устройству станка-полуавтомата.
На его распределительный вал насадили еще один управля¬
ющий кулачок в виде колеса с проточенной на ободе криво¬
линейной направляющей канавкой. В канавке скользит ро¬
лик, управляющий механической рукой. Два ее сочленения
действуют, как плечевая и локтевая части человеческой
руки.
Кривизна канавки кулачка рассчитана так, что плече-
Еая часть механической руки качается и заставляет лок¬
тевую часть (ее называют «скалка») двигаться прямоли¬
нейно по своей оси строго горизонтально и точно против
центра загрузочной позиции станка; а скорость ее движе¬
ния полностью согласована с вращением шпиндельного ба¬
рабана. Свободный конец скалки заканчивается зажимным
патроном и обращен к нижней, рабочей секции бункера.
Выходит, что нижний конец бункера отделяет скалку с ее
зажимным патроном от того шпинделя станка, который
находится в загрузочной позиции.
После очередного поворота шпиндель с обработанным
кольцом занял загрузочную позицию и не вращается.
В этот момент механическая рука автоматического опе¬
ратора начинает свое рабочее движение к нижней секции
268
Путь обработки кольца на линии В. А. Морозова. Справа — пять
последовательных моментов работы автооператора.
бункера. Эта секция свободна—в ней теперь нет кольца. Так
получается потому, что несколько выше загрузочной пози¬
ции к бункеру пристроен отсекатель с одним нижним и дву¬
мя верхними зубьями. Нижний зуб входит в отверстие в
стенке бункера и задерживает головное кольцо над загру¬
зочной позицией; а верхние два зуба — в виде вилки — в
это время откинулись назад.
Механическая рука свободно проникает в обращенное к
ней отверстие нижней секции бункера, двигается дальше,
приближается вплотную к зажатому на шпинделе кольцу
и на мгновение останавливается; приходят в движение ку¬
лачки ее зажимного патрона — они крепко схватывают
кольцо снаружи.
Начинается обратное движение механической руки вме¬
сте со снятым со шпинделя кольцом. Она еще не дошла до
бункера, а кулачки ее патрона уже разжались, освободили
кольцо. Скалка продолжает свое движение назад, ее пат¬
рон уже скрылся в бункере, а кольцо задержано его стен¬
кой и... сбрасывается в отходящий от станка наклонный
желоб.
Скалка уже прошла через бункер и отступила еще даль¬
ше от той точки, откуда началось ее первое рабочее движе¬
ние. При этом она заставляет сработать механизм, который
отводит назад нижний зуб отсекателя. Головное кольцо
(мы было расстались с ним, когда оно было подано в бун¬
кер) опускается в нижнюю секцию бункера, в загрузочную
позицию. Но в то же мгновение верхняя вилка отсекателя
вошла в предназначенные для зубьев отверстия и задержа¬
ла следующее кольцо.
Теперь снова начинается движение механической руки
к загрузочной позиции. Это заставляет вилку отсекателя
выйти из бункера, освободить путь следующим кольцам. Но
они продвинутся только на один шаг — одновременно
нижний зуб отсекателя войдет в свое отверстие и закроет
бункер как раз над загрузочной позицией. А когда механи-
270
ческая рука опять проникает в нижнюю секцию бункера,
кулачки ее патрона разжимаются и захватывают уже ожи¬
дающее их очередное кольцо. Затем рука подается дальше,
отбрасывает откидные стенки бункера, выносит из него
кольцо, приближается к патрону на шпинделе станка, на¬
девает кольцо на шпиндель.
Механическая рука отходит назад в свое начальное по¬
ложение. Тут же шпиндельный барабан поворачивается,
загруженный шпиндель начинает вращаться, на загрузоч¬
ную позицию приходит следующий шпиндель. И цикл ра¬
боты механической руки и бункера повторяются.
На втором полуавтомате все происходит, как и на пер¬
вом станке, только кулачки патрона механической руки
схватывают кольца изнутри.
Замечательная трасса и автоматические операторы, их
согласованная, четкая работа преобразили станки-полуав¬
томаты в наиболее совершенные автоматы, объединили их
в группу связанных автоматических линий. Уменьшилось
число занятых рабочих, увеличился выпуск колец с каж¬
дого полуавтомата, и уже не приходится людям — операто¬
рам проделывать тысячи однообразных утомительных дви¬
жений.
И вообще нет операторов в этой новой автоматической
линии. Те из них, которые и раньше были передовиками в
работе, стали наладчиками, а то и сменными мастерами ли¬
нии.
* * *
В поточных линиях автоматизация коснулась лишь по¬
дачи заготовок, крепления их на рабочих позициях, пере¬
дачи с одной позиции на другую и приема готовых изде¬
лий. Но станки оставались старые. А нужны были новые
станки, намного более производительные. Их устройство
надо было заранее приспособить к автоматическому произ¬
водству. И советские инженеры создали такие совершенные
машины.
271
^^Редстбие установки^
ЗагрдЗка 3. и иле к в пегЬ
ХЛлавка-
-металла
Контроль
Отливка ^ыпеЗкслитников Отпуск, отливок, — твердости
Хранение
Заготовок
Автоматический завод поршней хода оЗра^отки — к сгр. 297).
НОВЫЕ СТАНКИ
то было время, когда страна наша победоносно завер¬
шила первую пятилетку и успешно выполняла вторую. Нуж¬
но было очень много таких машин, которые работают в
просторных залах электростанций и снабжают энергией за¬
воды и фабрики; двигают по рекам, морям и железным до¬
рогам миллионы тонн сырья и материалов; помогают добы¬
вать руду и топливо; строить заводы и жилища; изготов¬
ляют одежду и пищу.
Поэтому понадобились и станки, на которых изгото¬
вляются детали всех этих и других машин. Станки нужно
было сделать такими, чтобы в короткие сроки они давали
побольше продукции высокого качества. Значит, приходи¬
лось создавать новейшие станки.
Тогда народный комиссар тяжелой промышленности
Серго Орджоникидзе собрал талантливых, энергичных со¬
ветских инженеров во вновь созданном Экспериментальном
научно-исследовательском институте металлорежущих
станков (ЭНИМС).
В творческой работе этого института на первый план
выдвинулась идея агрегатирования станков.
Что означает слово «агрегатирование»?
Десятки тысяч слов нашей речи образуются из строго
ограниченного числа одних и тех же букв. Не существует
такого слова, которое нельзя было бы сложить из них.
И точно так же все машины, для чего бы они ни были пред¬
назначены, рождаются из ограниченного числа одних и тех
же деталей. Не существует такой машины, в конструкции
которой можно было бы обнаружить еще неизвестную де¬
таль. Может случиться (и часто бывает), что одна и та же
деталь в разных конструкциях выглядит по-разному, но ее
рабочая обязанность остается той же. Значит, конструктор
274
Из «алфавита» узлов-агрегатов создаются разные агрегатные станки.
имеет также свой технический «алфавит». И он служит
неисчерпаемым источником для создания новых, более со¬
вершенных машин.
Будущий станок — сочетание узлов деталей. Каждый
узел — какая-то опорная или исполнительная часть маши¬
ны. Такие узлы деталей можно спроектировать заблаговре¬
менно, создать «алфавит» узлов — творческий материал
для работы конструктора. Эти узлы должны быть так
сконструированы, чтобы из того или иного их сочетания
можно было создавать всё новые и разные станки. Они и
получили название «агрегаты». Конструирование станков
из этих узлов — это и есть агрегатирование, а такие стан¬
ки получили название «агрегатные».
В конструкции тракторов, автомобилей, самолетов, ме¬
таллообрабатывающих станков входят так называемые
корпусные детали — крупные коробчатые части с большим
количеством отверстий на каждой стороне. И каждое из этих
отверстий надо просверлить, расточить, а в некоторых —
нарезать еще и резьбу. Пример таких деталей — блоки ци¬
линдров двигателей тракторов, грузовых машин, самолетов.
Чтобы обработать каждое отверстие в одиночку, понадо¬
билось бы очень много времени, станков и, главное, рабо¬
чих.
Но выручили те же агрегатные станки. В «алфавит»
узлов-агрегатов конструкторы ввели новый вид суппорта —
головку с большим числом инструментов, действующих
одновременно и предназначенных для одной и той же опе¬
рации, например для сверления отверстий. Головка имеет
собственный двигатель, который и подает ее к изделию.
Подобных головок спроектировали много — для разных
операций. Их устанавливали на собранную из других узлов-
агрегатов станину — и получались самые различные
станки.
Так творческая мысль наших конструкторовчгганко-
строителей объединила много обыкновенных станков и все
276
Агрегатный станок с одной головкой, подающейся сверху.
их инструменты в едином огромном станке, оснащенном де¬
сятками инструментов. И появились новые станки — новое
«слово» станкостроительной техники.
Представьте себе такой станок с одной подающейся
сверху головкой. В ней несколько групп инструментов: и
сверла, и развертки, и метчики. А под головкой, на столе
станка, в особом приспособлении зажимается коробчатая
деталь. В приспособлении — несколько рабочих позиций;
изделие автоматически перемещается по этим позициям от
первой до последней. Нажим кнопки — и головка плавно
подается вниз, все ее инструменты вращаются, но... когда
изделие в первой позиции, в него вонзаются только сверла,
остальные инструменты работают вхолостую. Это длится
секунды. Первая операция — сверление — закончена, и
тут же деталь автоматически перемещается на следующую
позицию, а первую занимает новое, такое же изделие. Те¬
перь, когда снова опускается головка, сверла вонзаются в
новое изделие, но в то же время и развертки включаются в
работу — они развертывают под резьбу отверстия первой
детали. Снова поднялась головка, и опять переместились
детали. Третье изделие включено в обработку, и уже, кроме
сверл и разверток, выполняют свое дело и метчики. Они на¬
резают резьбу в отверстиях первой детали.
Наш станок теперь полностью загружен. Одна за другой
детали обрабатываются лезвиями всех групп его инструмен¬
тов.
Можно сделать и так, чтобы в одном агрегатном станке
работали две, три и даже больше головок.
Целые отряды инструментов могут обрабатывать отвер¬
стия или поверхности не с одной, а с двух, трех или не¬
скольких сторон изделий.
Еще до начала Великой Отечественной войны наши ма¬
шиностроительные заводы получили высокопроизводитель¬
ные агрегатные станки. Они сыграли очень важную роль в
бесперебойном снабжении Советской Армии.
278
* * *
Далеко от центральных магистралей Москвы, на одной
из промышленных окраин столицы, раскинулся завод.
Среди озелененных площадок и аллей заводского двора
строгие линии корпусов выглядят весело и жизнерадостно.
И не кажется неожиданным, когда на лестничной площадке
одного из заводских зданий в открытые двери виден свет¬
лый, очень чистый коридор, из которого белые двери ведут
в какие-то комнаты.
Изредка то из одной, то из другой двери появляются
мужчины и женщины в белоснежных халатах — инженеры.
Быстро, деловито, не задерживаясь — из какой бы комнаты
ни вышли, — почти все они направляются к одной двери
и скрываются за ней.
Перенесемся туда, за эту закрытую дверь. В углу ком¬
наты, за большим письменным столом, сидит человек. Это
главный конструктор.
В комнате еще несколько человек в белых халатах,
здесь же на стуле сидит посетитель; он о чем-то рассказы¬
вает, на что-то жалуется, о чем-то просит.
Из объемистого портфеля он извлекает папку с бумага¬
ми. Еще одно движение, и появляется свернутый в трубку
чертеж. И когда с трубки слетает резинка, лист разворачи¬
вается, превращаясь в большой чертеж-схему. Это план ка¬
кого-то огромного помещения с расположенными в нем мно¬
гочисленными предметами машинного оборудования.
Главный конструктор и все присутствующие в кабине¬
те оживляются: они начинают пытливо изучать чертеж,
задают вопросы человеку на стуле, внимательно слушают
его реплики, объяснения. Иногда, чтобы точно ответить,
ему приходится заглянуть в свою папку с бумагами, в ка¬
кие-то таблицы с колонками густо нанизанных цифр.
Все это длится долго, иногда часами, пока не станет
ясна задача, поставленная посетителем, пока не выяснится,
какую помощь надо оказать представителю завода.
279
Теперь раздаются скупые слова человека за столом:
для людей в белых халатах они звучат, как указание на¬
чальника, дающего направление их творческой мысли.
Инженеры и посетитель уходят.
В комнате остаются только главный конструктор и сек¬
ретарь.
После короткой паузы вопрос к секретарю:
— Кто у нас следующий?
— Завод электродвигателей, два представителя...
И вскоре снова собираются люди в белых халатах и
опять часами изучают чертежи и планы завода электродви¬
гателей, горячо обсуждают, как и чем помочь ему.
В послевоенные годы наше машиностроение получило
и непрерывно получает всё новые и всё более сложные за¬
дания. Особенно быстро развивается автотракторная про¬
мышленность, множатся ее заводы, выпускающие новые
типы тракторов, легковых и грузовых автомобилей.
Государственные планирующие органы диктуют старым,
новым и только что родившимся заводам, какие машины
им следует делать и в каком количестве. Станкостроитель¬
ная промышленность должна снабдить эти заводы необхо¬
димыми станками. А технологи каждого завода разраба¬
тывают планы выполнения задания и те производственные
и технические пути, по которым следует идти к цели.
На этих путях встречаются немалые трудности. Их надо
заранее учесть, быстро преодолеть и найти новые, наилуч¬
шие способы решения поставленной задачи. И тогда руково¬
дители завода вспоминают о том, что существуют в станко¬
инструментальной промышленности особые учреждения —
специальные конструкторские бюро (СКВ), — и обращаются
в одно из них за советом и помощью. Там они показывают
свои расчеты и планы, знакомят с заданиями планирую¬
щих органов, рассказывают, в чем именно заключаются
трудности выполнения. В ответ СКВ посоветует, на каких
станках целесообразнее всего решать поставленную задачу.
280
Агрегатный станок с тремя головками, подающимися с трех сторон.
И, самое главное, если в цепи намеченного производствен¬
ного процесса обнаружится пробел — для данного участка
не найдется подходящего станка или станков, — СКБ само
возьмется за их создание.
СКБ — это своеобразная производственная организация
со строгим графиком и планом. Ее продукция — это разра¬
ботка высокопроизводительных технологических процессов
в машиностроении и конструирование новых станков для
этих процессов.
Люди в белых халатах — старшие конструкторы, руко¬
водители конструкторских бригад. Как и сотрудники
ЭНИМСа, они составляют один из передовых отрядов со¬
ветских инженеров-станкостроителей.
Коммунистическая партия поставила перед страной за¬
дачу еще небывалого развития народного хозяйства. Это
потребовало нового взлета творческой мысли от конструк-
торов-станкостроителел.
Советские инженеры из СКБ оправились и с этим делом.
Поставив ряд агрегатных станков в одну линию, они соеди¬
нили их так, что весь процесс обработки сложных трудоем¬
ких деталей от начала и до конца протекал автоматически,
без вмешательства человеческих рук.
КОНВЕЙЕРЫ РЕЗАНИЯ
цехе завода еще издали бросается в глаза вытянув-
шийся в длину почти на 20 метров необычайный станок.
Когда вы подойдете к нему ближе, то увидите, что это не
один, а восемь агрегатных станков, выстроенных в линию.
Они стоят сомкнутым строем, и те места в станках, где по¬
следовательно обрабатываемся блок цилиндров двигателя
282
грузового автомобиля ЗИЛ-150, соединены между собой
длинной штангой, проходящей сквозь всю линию.
На штанге, на равном расстоянии друг от друга, распо¬
ложены особые детали-захваты, которые называются «со¬
бачки». Головки станков оснащены сотнями сверл, раз¬
верток, метчиков и других инструментов; они размещены
так, что точно войдут в многочисленные отверстия в «теле»
блока и прямо сверху, и сбоку, и под углом для обработки
наклонных отверстий. Над сквозной штангой образовался
своего рода туннель, проходящий сквозь все восемь стан¬
ков. Это будущий путь обрабатываемого блока.
У начала этого пути перед первым станком расположен
пульт управления; около него—один человек; он наблю¬
дает за тем, как работает вся линия, как действуют отдель¬
ные ее станки и устройства. Против входа в туннель, на по¬
дающей самодвижущейся дорожке-транспортере, уже вы¬
строились «в затылок» отливки блока, которые нужно обра¬
ботать.
Человек нажимает пусковую кнопку — и вся линия
станков оживает. Сквозная штанга словно дернулась впе¬
ред, ее захваты включились в работу; один из них, первый
в линии, зацепил и увлек за собой головной блок, точно по¬
ставил его на рабочее место в первой позиции линии, и тут
же вся штанга подалась назад.
Зажимные приспособления мгновенно вцепились в изде¬
лие, надежно закрепили его на месте. А в это время точ¬
ным, размеренным движением подались к поверхностям
блока головки станков сверху и сбоку. Миг — ив изделие
вошли многочисленные инструменты; проходят десятки
секунд — инструменты сделали свое дело и отошли назад.
Снова дернулась вперед штанга. На этот раз она зацепи¬
ла первый блок и переставила его дальше, в промежуток
между двумя позициями, и одновременно захватила по¬
данный транспортером второй блок, увлекла его на исход¬
ную позицию.
283
Теперь следующий блок проходит через начальные опе¬
рации, а первый как бы ожидает своей очереди попасть
под инструменты второй позиции.
Еще раз протекают десятки секунд, и быстрым движе¬
нием вперед штанга подает первый блок на вторую пози-
цию, перемещает второй блок на промежуточную и, захва¬
тив третий блок, увлекает его под инструменты первой по¬
зиции.
На этот раз в первом блоке уже рассверливаются наклон¬
ные отверстия и продолжается обработка прямых отверстий
в боковой поверхности.
Затем штанга еще и еще раз совершает свои точные,
размеренные движения — вперед и назад, вперед и
назад, — и каждый раз продвигает по линии первое изделие
и включает в обработку новый, следующий блок.
А у пульта человек — властитель линии станков — сле¬
дит за тем, как включаются в работу всё новые и новые по¬
зиции.
Наконец все они работают, даже последняя — восьмая.
Еще 2 минуты — и из туннеля линии выходит обработан¬
ный блок.
С того момента, когда это изделие поступило на первую
позицию, обработаны несколькими операциями десятки
отверстий. Двести двадцать четыре инструмента участвова¬
ли в работе. Изделие прошло путь в 17,2 метра.
И на всем этом пути ни разу не вмешалась рука чело¬
века. Но его творческая мысль, выраженная в автоматиче¬
ски действующих устройствах, управляла работой десятков
точных электрических приборов, магнитных пускателей,
переключателей, разнообразных реле. 12 километров прово¬
дов связали их в единую передаточную систему. Электриче¬
ский ток разносил приказы с пульта управления, приносил
туда и «рисовал» на экранчиках в виде световых сигналов
своего рода отчеты станков об их работе, о перебоях, замед¬
лениях, остановках.
284
Каждая позиция лилии имеет три световых «контроле¬
ра» — три электролампочки под экранчиками. Одна доно¬
сит о работе головок, другая — о работе зажимных при¬
способлений, третья — о работе штанги и ее захватов на
данном участке.
Вот головки включились в работу, подались к изде¬
лию— лампочка вспыхнула, «доложила» об этом; вот они
отошли назад — лампочка погасла, «сообщила», что все в
порядке. А если что-то случилось с механизмами, если го¬
ловка не подается назад, лампочка не погаснет, будет тре¬
вожно и настойчиво сигнализировать о неполадке. Так же
помогают диспетчеру и те лампочки, которые контроли¬
руют «службу» зажимных приспособлений и штанги.
Но ведь на линии восемь позиций; значит, все время
перед глазами человека у пульта управления будут мель¬
кать и путаться двадцать четыре световых сигнала. Можно
быстро устать и потерять способность разбираться в свето¬
вом калейдоскопе.
Вот почему на пульте предусмотрены еще три экранчи-
ка с тремя контрольными лампами. Одна из них обслужи¬
вает головки всех позиций, другая — все зажимные при¬
способления, третья — все участки подающей штанги.
И только эти три лампы, подавая сигналы, вспыхивают и
гаснут. За тремя лампочками уже нетрудно наблюдать.
Но вот одна из них—та, что следит за зажимом изде¬
лия, вспыхнула и,., не погасла. Что случилось? Оказывает¬
ся, где-то на линии недоработало зажимное приспособле¬
ние — когда окончилась операция, оно не отпустило изде¬
лие и застопорило всю работу.
А где же именно произошла неполадка? Чтобы узнать,
достаточно включить всю линию лампочек, контролирую¬
щих зажимные приспособления. Все они вспыхнут, кроме
одной — той, которая связана с позицией, где случилась не¬
поладка, авария. Теперь точно известно, где на линии нуж¬
на помощь человека.
285
к .,:л Рл)
ГЖ4 позицию}
Схема обработки блока цилиндров автомобильного дви
Станок А -24?Р^\
г(Нарезается реЗЬба:
(в верхней стороне блока
> в 10 отверстиях, в боко-'
вой стороне в 3 от-^
верстиях^
|'1/
^ Станок А -249)
(Расшатываются и то/Р\^
(чуются комбинирован-
*нбт инструментомуСРу ж
^отверстия поЪ~
/Р?-рлк сбеги,
(Станок А-24в I*
((Развертываются ком1
\бинцрованнЬш инстру^
^ментом б клапан-
_ ^нд/х отверстий ж
Станок А-250)
г Сверлятся 5 оптвер
Устий и. расташва-\
^щются 2отверстия}
1
гателя на шестипозиционной автоматической линии.
Кончается смена, линию надо остановить. Это надо сде¬
лать так, чтобы все ее рабочие части (головки, зажимные
приспособления, штанга) полностью закончили свои опера¬
ции и вернулись в исходное, начальное, положение. А ведь
в момент окончания смены все они могут оказаться где-то
на разных участках своего рабочего хода, и нажатая на
пульте кнопка может их так и остановить. Но нет, этого не
случается.
Еще одно устройство так срабатывает, что при останов¬
ке линии рабочий ход ее исполнительных частей, где бы в
этот момент они ни находились, продолжается до того, как
они придут в свое начальное положение. Тогда наступает
покой, линия отдыхает до новой команды с пульта, до но¬
вого нажима пусковой кнопки.
Так работает первая автоматическая линия для изго¬
товления блока цилиндров двигателя грузовых машин
ЗИЛ-150. Именно первая, потому что всего их четыре.
На первой линии обрабатывались отверстия верхней и
двух боковых поверхностей блока. Но ьедь есть еще торце¬
вые поверхности, и в них тоже отверстия, которые надо
обработать. Для этой цели служит вторая автоматическая
линия. Она меньше первой — ее длина немного больше
7 метров.
Затем нужно обработать отверстие нижней поверхности
блока. Это делается на третьей линии, такой же длинной и
сложной, как первая; в ней тоже работают двести пятьде¬
сят различных инструментов.
И, наконец, существуют еще так называемые клапанные
отверстия, которые обрабатываются на четвертой линии.
Каждая линия выпускает очередной блок через 2 мину¬
ты, а работают они одновременно. Непрерывной чередой
двигаются блоки от одной линии к другой. После того как
все четыре линии полностью загружены, через каждые
2 минуты с последней позиции четвертой линии выходит
блок с полностью обработанными отверстиями. Весь путь,
288
9
пройденный изделием, немного меньше 60 метров. Десятки
блоков тесно следуют друг за другом на этом пути, прохо¬
дя под шестьюстами различными режущими инструмен¬
тами.
Раньше та же работа выполнялась на двадцати двух ра¬
зобщенных многошпиндельных агрегатных станках с соро¬
ка головками и на двадцати сверлильных станках. Автома¬
тические линии уменьшили время изготовления почти в
10 раз. Во столько же раз уменьшилось количество занятых
рабочих — вместо шестидесяти пяти только семь.
Такие же высокопроизводительные автоматические ли¬
нии станков создали советские станкостроители и для обра¬
ботки головок двигателя трактора, блоков двигателей мало¬
литражных автомобилей и других корпусных деталей.
Секрет больших успехов станкостроителей — в постоян¬
ной неудовлетворенности достигнутым, в непрестанном
стремлении улучшить сделанное, создать новое.
Уже работают и более совершенные автоматические ли¬
нии (для обработки головки двигателя). На одной из них,
протяженностью 48 метров, выстроились двадцать станков.
На этом длинном пути деталь несколько раз автомати¬
чески поворачивается, чтобы подставить под инструменты
то одну, то другую свою поверхность. Когда последняя из
обрабатываемых головок сходит с последнего станка линии,
ее «догоняют» еще сто тридцать головок.
И через каждые 3 минуты 15 секунд вслед за первой
головкой сходит с этого конвейера резания следующее пол¬
ностью обработанное изделие.
В старых линиях обрабатывались только отверстия
детали, а другие поверхности оставались необработанными.
Затем изделия (для окончательного их изготовления) ухо¬
дили на другие станки, тратилось время, нужны были
другие рабочие. А на станках новой линии фрезеруются
еще и плоскости, и головка уходит с линии совершенно
готовой.
Ю Человек режет металл
289
Получается так: на первый станок в начале линии по¬
дается «черная» заготовка будущей головки, а в конце ли¬
нии с последнего станка сходит законченная деталь, годная
для сборки.
И еще одним удивительным и полезным свойством отли¬
чаются новые линии. В одно и то же время они и едины и
разобщены на участки. Ведь где-то на линии возможна не¬
поладка, затор, остановка. Тогда соответствующий участок
выключается, там идет устранение неполадок, а остальные
участки, теперь уже разделенные, самостоятельно продол¬
жают работать.
Пока вся линия работала, между ее участками, в про¬
межуточных магазинах, накопилось достаточно заготовок.
Теперь каждый отрезок линии черпает детали из этого за¬
паса, чтобы не терялось время, чтобы не уменьшалась про¬
изводительность.
Эти линии и «умнее» старых. Советские конструкторы
вложили в них много нового, поистине чудесного. Станки
соединены трубами, в них электрические провода, а в мас¬
лопроводах — масло; оно служит гибкой передаточной
средой и сообщает движению исполнительных органов
машин необходимую мягкость, плавность, точность.
А провода, словно нервы живого существа, мгновенно сигна¬
лизируют, выполнено ли рабочее движение, как оно
выполнено и не случилось ли какой неполадки в электро¬
аппаратуре.
Вот как выглядит одна из этих линий станков. Ее на¬
чало — особый командный аппарат. Диспетчер, управляю¬
щий линией, только что нажал пусковую кнопку на пуль¬
те; теперь линия работает, детали одна за другой посту¬
пают на рабочие позиции.
Головки станков подались вперед, их инструменты вы¬
полнили заданные операции, электрические нервы донесли
об этом на пульт, и... командный аппарат делает то самое
движение, которое управляет следующей операцией. Но
290
е
Четырехсторонний станок для обработки отверстий в тюбингах,
из которых собирается трубчатая форма туннелей метро: 1—общий вид
станка; 2 — схема обработки.
пока головки не выполнят своей работы до конца, пока не
сработают конечные выключатели, командный аппарат не
пустит в ход очередных механизмов, инструментов.
Неожиданно где-то отказал один из электроприборов.
А ведь их на линии сотни. Надо быстро найти, где, какой
электроприбор вышел из строя. И снова — электрические
нервы: на пульте управления световой сигнал указывает,
на каком участке произошла заминка.
А на самом участке контрольный экран точно указы¬
вает номер того электроприбора, который надо исправить.
Теперь неполадка уже устранена и линия снова работает.
И вдруг — стоп, на полном рабочем ходу линия останови¬
лась.
291
Может быть, ее остановил рабочий, обслуживающий ли¬
нию? Нет, она остановилась сама, вернее — ее остановил
командный аппарат. Оказывается, на одном из станкоз
«отказал» инструмент, сверло. Электрический сигнал одно¬
временно донес об этом на пульт управления и командному
аппарату.
На световом экране пульта появилось указание, на ка¬
ком именно станке сломалось сверло, и командный аппарат
остановил линию. Если он этого не сделает, обработка дета¬
лей будет продолжаться, но... в обломок инструмента, за¬
стрявший в отверстии, будут упираться инструменты на
следующих позициях — это приведет к их поломке; кроме
того, сверло одного станка вовсе выключается из процесса
обработки. В результате во всех головках будет не хватать
одного отверстия. Придется обрабатывать это отверстие
отдельно на других станках и потратить много дополни¬
тельного времени.
Вместо этого затрачивается лишь время на остановку
линии и смену сломавшегося инструмента.
Даже недопустимое затупление инструмента повлечет
за собой автоматическую остановку линии и мгновенную
сигнализацию, где следует искать «виновника» промедле¬
ния.
т двадцать назад в США была выпущена интересная
книга видного американского экономиста Стюарта Чейза.
В ней автор рассказывал о новейшем достижении техники
XX века — о заводе-автомате инженера Смита. На этом
заводе изготовлялось десять тысяч автомобильных рам в
сутки.
ЗАВОДЫ-АВТОМАТЫ
292
Коммерческое чутье — наследственное шестое чувство
семьи Смитов. Поэтому, когда белее полувека назад осно¬
ватель фирмы задумался, в какое предприятие выгоднее
всего вложить свои деньги, он сразу нашел верный ответ.
Детские коляски! Скромная мечта каждого семейного аме¬
риканца — вечерком, после работы, прогуляться с женой и
бэби, водворенным в нарядную и легкую коляску. Приду¬
мано — сделано! Так появился в Мильвоки небольшой, но
очень прибыльный заводик детских колясок фирмы Смит.
В конце прошлого века появился велосипед. Конструк¬
ция его была громоздкой, весьма далекой от нынешней.
И все же Смит-сын первым почуял приближение огромного
спроса на эти машины.
Возможно, конкуренты еще только подумывали о вело¬
сипеде, а уже над воротами завода Смита красовалась вы¬
веска, извещавшая клиентов фирмы, что отныне в Мильво¬
ки существует велосипедный завод. Новая продукция ока¬
залась прибыльнее колясок; фирма процветала.
Но не успела еще слава смитовского велосипеда про¬
звучать на бесконечных дорогах Америки, как велосипед¬
ный король почуял пришествие автомобиля. Где-то дела¬
лись робкие попытки организовать производство новых ма¬
шин, в будущность которых очень многие не верили.
А Смит уже обдумывал, с какой стороны выгоднее всего
приобщиться к производству автомашин.
Если изготовлять и продавать свои автомобили при еще
не развившемся спросе и при наличии конкурентов, вряд
ли можно рассчитывать на большую прибыль. А вот если
заняться изготовлением одной части автомобиля, но такой,
без которой ни один автомобиль не может существовать, то
все автозаводы станут покупателями фирмы Смит.
Нужно было только выбрать из всей массы автомобиль¬
ных частей важнейшую, главную, которую автомобильные
заводы охотнее покупали бы на стороне. И Смит выбрал ав¬
томобильную раму.
293
Выбор оказался удачным: Смит вскоре стал поставлять
рамы чуть ли не всем американским автомобильным заво¬
дам.
Спрос на рамы увеличивался с каждым месяцем. Фир¬
ма не успевала выполнять заказы. Ручной труд — вот что
тормозило производство. Правда, автомобильная рама не
такое уж сложное сооружение: две длинные боковины и
связывающие их поперечины. И все же, чтобы изготовить
одну раму, приходилось проделывать двести пятьдесят
две операции. В большинстве из них участвовал медленный
и дорогостоящий ручной труд.
«Вот если бы освободиться от всех этих сверловщиков,
клепальщиков, сборщиков, контролеров, маляров, если бы
заменить всю эту массу рабочих машинами-автоматами, бы¬
ло ли бы это выгодно, прибыльно?»—задал себе вопрос Смит-
внук.
Он тоже был инженером и, подсчитав, понял, что про¬
изводительность завода-автомата настолько увеличилась
бы, а себестоимость рам настолько уменьшилась бы, что
все затраты на новое, дорогостоящее оборудование очень
скоро окупятся и миллионы долларов чистой прибыли по¬
текут в его кассу.
Идея построить завод-автомат, завод без рабочих была
нова и смела. Но Смит начал ее осуществлять, не теряя вре¬
мени. В 1920 году завод был пущен.
Его постройка обошлась Смиту в миллионы долларов,
но завод полностью оправдал все надежды своего строите-
ля-хозяина.
Смит начал с трех тысяч рам в день и вскоре довел про¬
изводительность своего завода-автомата до десяти тысяч
рам в сутки, три с половиной миллиона рам в год.
Когда у Смита спросили: «Можно ли таким же путем
автоматизировать и другие производства?»—он ответил:
«Да, можно. Если только спрос настолько велик, что сбыт
миллионов изделий будет обеспечен».
294
Иными словами, «овчинка стоит выделки», если дело
сулит большую прибыль. Если же доходы не обещают быть
высокими, то какой смысл возиться с автоматизацией!
Стремление получить наибольшую прибыль любыми
средствами — лишь это может заставить капиталистов пой¬
ти на затраты для автоматизации производства. Но там, где
они начинают ее осуществлять, обнаруживается их стрем¬
ление еще к одной важной цели, к замене людей у станков
механическими рабочими — «роботами». Ведь рабочие-ав¬
томаты никогда не предъявят ни экономических, ни поли¬
тических требований, не устроят забастовок, не объединят¬
ся на заводах и фабриках в мощные боевые отряды клас¬
сово-революционной армии труда, борющейся за социаль¬
ную справедливость. Капиталисты страшатся рабочих.
Автоматизируя свои предприятия, они лелеют надежду за¬
получить в цехи заводов армии роботов — механических
рабов капитализма.
Конечно, всякое производство и у нас должно быть эко¬
номически выгодным. Но, кроме этого, организаторов со¬
циалистической промышленности, ученых, изобретателей и
рационализаторов вдохновляют и другие, возвышенные,
благородные цели.
Человек, его творческие возможности — это самая боль¬
шая ценность и сила в Советской стране. Освободить как
можно больше этой силы от тяжелого физического труда,
переключить ее на более высокую ступень созидательного
труда — вот одна из основных целей автоматизации наших
промышленных предприятий.
В странах капитала людей физического и умственного
труда разделяет глубокая, непроходимая пропасть.
В Советской стране каждая новая машина, особенно
автоматическая, освобождает руки человека, сберегает и
облегчает его труд, требует от него меньше физического
и больше умственного труда. А предоставленная каждо¬
му трудящемуся самая широкая возможность учиться,
295
совершенствовать свои знания, подниматься до уровня ин¬
женерно-технического персонала приводит к постепенному
уничтожению существенных различий между умственным
и физическим трудом.
Самая же главная, самая основная цель автоматизации
производства в нашей стране — наибольшее удовлетворение
постоянно возрастающих потребностей людей социалистиче¬
ского общества.
Эти потребности увеличиваются с каждым днем.
Отдельные совершенные автоматические машины или даже
автоматические линии таких машин уже не могут удовлет¬
ворять их. Нужны фабрики-автоматы, заводы-автоматы, та¬
кие промышленные предприятия, которые в кратчайшие
сроки принесут советским людям изобилие предметов по¬
требления. Только такие фабрики и заводы смогут спра¬
виться с изготовлением миллионов различных вещей и
предметов, облегчающих труд и жизнь, делающих ее еще
более счастливой.
В нашей стране уже существуют такие предприятия,
как, например, в пищевой промышленности — автомати¬
ческие хлебозаводы, консервные заводы, кондитерские
фабрики. И в других отраслях промышленности постепен¬
но создаются отдельные рабочие машины и линии машин,
которым рука человека только подает начальный продукт
и принимает от них готовые изделия, но ни разу не вмеши¬
вается в процесс изготовления.
Созданы и работают даже такие автоматические маши¬
ны, которые в короткое время делают за ученых и инжене¬
ров расчеты, экономя месяцы и годы нелегкого умственного
труда.
Нам нужно очень много машин. Поэтому необходимо не¬
прерывно увеличивать производительность металлообраба¬
тывающих станков и объединять их не только в отдельные
автоматические линии, но и в цехи-автоматы, в заводы-
автоматы.
Это почетное дело было возложено правительством на
все тот же Экспериментальный научно-исследовательский
институт металлообрабатывающих станков и специальные
конструкторские бюро.
В тесном творческом содружестве с деятелями смежных
областей науки и техники ЭНИМС уже создал завод-
автомат для производства поршней двигателя грузового ав¬
томобиля ЗИЛ-150.
Почему была выбрана именно эта деталь двигателя
автомобиля? Среди деталей всех машин есть такие,
потребность в которых уже теперь исчисляется десятками
миллионов штук в год — сменные запасные части земле¬
дельческих и транспортных машин. Сотни тысяч комбай¬
нов, тракторов, автомобилей работают на полях нашей Ро¬
дины, на ее дорогах. Их детали изнашиваются, требуют
частой замены. В каждой такой машине на протяжении го¬
да по нескольку раз приходится менять отдельные части.
Поэтому и нужны миллионы поршней. А с их изготовлением
лучше справится завод-автомат.
«Сердце» этого завода—такая же, по существу, свя¬
занная линия разнообразных по назначению и совершен¬
ных по устройству станков-автоматов. Но на станках ста¬
рых линий выполнялось сравнительно мало не очень слож¬
ных операций обработки отверстий и плоских поверхностей
в деталях жесткой коробчатой формы, — они легче под¬
даются установке и передаче с одной позиции на другую.
Другое дело — поршень двигателя. Это цилиндрическая де¬
таль со сложно оформленной внутренней поверхностью, с
горизонтальными и вертикальными канавками и прорезя¬
ми, с точными по диаметру отверстиями. Пришлось создать
и ввести в автоматическую линию еще небывалые в ней то¬
карные агрегатные станки, включить в нее шлифовальные
станки. Их рабочие механизмы не должны были нарушать
требований очень высокой точности, которые предъявля¬
ются к форме и размерам отдельных частей поршня.
297
И станкостроителям пришлось решить много новых и труд¬
ных задач.
Вероятно, читатель ожидает рассказа об этой линии, о
всех производственных участках автоматического завода.
Но о нем напечатано уже много сведений и в журналах и в
книгах. Лучше рассказать о чем-то более новом.
В самые последние годы одно из СКВ создало не менее
удивительный автоматический цех для изготовления под¬
шипников качения — шариковых и роликовых. Новый цех
уже работает, дает продукцию очень высокого качества.
и
ЦЕХ-АВТОМАТ
вот снова речь идет о шариковых и роликовых под¬
шипниках!
Вспомните, на линии Морозова обточка кольца выпол¬
няется на двух станках. Сложите два отрезка времени обра¬
ботки и прибавьте к сумме время на путешествие коль¬
ца от станка к станку. Тогда под итоговой чертой появится
число, выраженное уже не десятками секунд, а 2—3 ми¬
нутами.
Теперь вообразим, что кольцо полностью обтачивается
только на одном станке. И при этом рабочие шпиндели вра¬
щаются гораздо быстрее, чем в обычных токарных полу¬
автоматах. О, тогда картина резко изменится!
Пожалуй, всего лишь 40—50 секунд окажется достаточ¬
но для полной обточки кольца — время обработки намного
уменьшится.
Но тогда нужен новый «умный» станок. Его автоопера¬
тор должен «ухитриться» — как только кончится первая
половина обточки — снять кольцо, перевернуть его другой
стороной и вновь установить на очередную позицию.
298
А шпинделей надо ему прибавить, чтобы на них и выпол¬
нялась вторая половина обточки.
Тогда будет выиграно время на обточке. Но будут за¬
держивать остальные операции. Ведь на линии Морозова
автоматизирована только токарная обработка. А проточка
дорожки для шариков выполняется человеком у шлифо¬
вального станка. Потом кольца идут в тепловую обработку:
их нагревают, закаливают в масле, снова нагревают, затем
охлаждают. Все это необходимо для придания им высокой
твердости и прочности. И лишь после этого их шлифуют
все более и более тонко, чтобы довести размеры до наивыс¬
шей точности и сделать рабочие поверхности сверхгладки¬
ми, хорошо сопротивляющимися изнашиванию.
Старые устройства для тепловой обработки и обычные
шлифовальные станки так и не удалось связать в автома¬
тические поточные линии. Значит, на этих участках слиш¬
ком уж часто приходится вмешиваться рукам человека.
Ровно текущие по трассе линии Морозова потоки колец
сбиваются в отдельные партии изделий, прерывисто и мед¬
ленно передвигающиеся и между станками, и от одного
участка к другому.
Нужны новые автоматические линии — такие, в кото¬
рых связаны в непрерывную производительную цепь и ско¬
ростные токарные автоматы, и более совершенные устрой¬
ства для тепловой обработки, и еще более точные и скорост¬
ные шлифовально-отделочные станки. Больше того, даже
сборка подшипников и тщательная их упаковка — то, что
до самого последнего времени и не мыслилось иначе, как
работа ловких, отличающихся сноровкой рук сборщиков и
упаковщиков, — в новых линиях должна выполняться ме¬
ханическими руками машин.
Нас трудно удивить «умными» станками — ведь мы
уже знаем даже об автоматических заводах.
И все же «видавшие виды» машиностроители, впервые
попавшие в новый автоматический цех, чувствуют себя,
299
Схема расположения и хода обработки колец в автома
тическом цехе шариковых и роликовых подшипников.
вероятно, как герой арабской сказки Аладдин, очутившийся
в полной чудес волшебной сокровищнице.
Осуществлены самые смелые мечты новаторов. В этом
цехе каждый участок состоит из вновь созданных замеча¬
тельных, скоростных и точных машин. И все они — и внут¬
ри участков, и между ними — связаны трассами автомати¬
ческой передачи обрабатываемых изделий. С момента, когда
«черные» заготовки колец насыпаны в приемное устрой¬
ство, они автоматически следуют по токарному участку, пе¬
редаются на тепловой, уходят с него на шлифовальный, да¬
лее двигаются на сборочный.
Перед нами начальный — токарный — участок цеха.
На нем строй многошпиндельных токарных автоматов. Ма¬
шины разбиты на четыре группы. Одна из них обрабаты¬
вает наружные кольца роликовых подшипников, другая —
внутренние, третья и четвертая делают то же самое с коль¬
цами шариковых подшипников.
Каждая такая группа — зто начало отдельной автома¬
тической линии, а всего их четыре. Проследуем по одной
из них — по той, что обрабатывает наружные кольца роли¬
ковых подшипников.
Около группы токарных автоматов из пола цеха высту¬
пает кверху что-то, очень напоминающее верхушку колод¬
ца. Только в нем не вода, а заготовки колец. Они навалены
кучей на вращающееся дно колодца, которое имеет вид ко¬
нуса с направленной кверху вершиной. Получается сужи¬
вающийся книзу круговой канал. Центробежная сила от¬
брасывает заготовки к стенкам колодца, а сила тяжести
увлекает их в самую нижнюю часть канала. А там их под¬
стерегает отверстие; заготовки проваливаются в него по од¬
ной, катятся по закрытому желобу, уходящему под пол.
Далее кольца катятся к подъемнику, взлетают на навис¬
шую над токарными автоматами трассу и оттуда распреде¬
ляются по наклонным желобам, отводящим заготовки к за¬
грузочным позициям станков.
302
Вся система подачи заготовок к станкам и передачи их
между ними очень похожа на ту, что работает в линии Мо¬
розова. Те же передающие — закрытые и открытые — жело¬
ба, переводные стрелки, отсекатели. Поэтому расскажем
только об одной особенности этой системы.
Кольцо должно подаваться на загрузочную позицию
так, чтобы оно всегда «садилось» на первый шпиндель
одним и тем же торцом. А из колодца оно проваливается
в отверстие то в одном, то в другом положении. И оказы¬
вается, что даже отводной желоб наделен механическим
«умом». Он раздвоен на две ветви: главную и вспомогатель¬
ную. Если кольцо провалилось правильно, оно катится по
главному желобу; если неправильно, главная ветвь не при¬
нимает его, отталкивает на вспомогательную. А та изогнута
так, что на своем участке заставляет заготовку повернуть¬
ся и принять правильное положение. Поэтому в тот момент,
когда это кольцо ныряет под пол, оно уже катится как
надо.
Новый токарный автомат — это полностью закрытый
металлический шкаф. Внутри — не один, а два шпиндель¬
ных барабана. Они расположены на обеих бабках — один
против другого. На каждом из барабанов по четыре шпин¬
деля.
Вот заготовка докатилась до загрузочной позиции на
первом барабане. Автооператор устанавливает ее на первый
шпиндель. Еще миг, и делается поворотный шаг на вторую
позицию. К заготовке автоматически подводятся резцы.
Одни из них обтачивают кольцо по верху, другие по торцу,
третьи снимают с него две круговые фаски. Но все это сде¬
лано вчерне. И, когда шпиндель переходит на третью пози¬
цию, повторяется та же обработка, но уже чистовая. Тогда
шпиндель делает третий шаг на последнюю позицию пер¬
вого барабана. Здесь к изделию приближается механиче¬
ская рука автооператора, снимает кольцо, переворачивает
его, переносит к загрузочной позиции второго барабана и
зоз
I I
I©
I I
ш
щ
\/|
ш
N I '
УСц
Г©
1®
•"Л» л
у
Г^БЙ&:
и I
Общий вид установки-
станом с изделием
и системой программного
управления,
ч05ра6а тб/Заем б/и)
Лулагок.
ШГСГ (и\\ IV
А . На пленке - три „дорожки? в сере¬
дине - импульсные команды,по краям-
„цена* импульса и направление подачи.
Б. На прозрачном диске и секторе
нанесены штрихи и полосы,их и фото¬
графируют на пленку.
6. Импульсы от фотоэлементов уси¬
ливаются и направляются в механиз¬
мы управления.
I— осветитель' 2-пленка с программой; 3—реле „цены*’
импульса. 4 - фотоэлементы, 5—'“Ромагниты ; 6 - ан керы
и анкерные колеса; 7-обратная рвязь; 8 - дифферен циал;
9 - электро магнитная муфта; Ю"*1Тчин обратной связи;
II- стол станка, 12 - электродвигатель.
Схема действия управляющей машины для станка, обрабатывающего изделия фасонного профиля (кулачки) (к стр. 315 318).
устанавливает его на шпиндель уже обработанным торцом.
Снова шаг на вторую позицию, затем на третью. Повторяет¬
ся та же обработка по внутренней поверхности кольца п
второго торца; с него также снимаются две круговые фаски.
А на четвертой позиции автооператор снимает полностью
обточенное кольцо и опускает его в отводящий желоб.
По главной трассе обточенные кольца уходят на уча¬
сток тепловой обработки и накапливаются в четырех вме¬
стительных магазинах. Отсюда изделия отпускаются на че¬
тыре линии. Потоки колец текут в печь, нагреваются до
высокой температуры, выскальзывают в скрытую под по¬
лом цеха масляную ванну, закаливаются в ней. Затем они
снова поднимаются, проходят через моечные и сушильные
устройства. В следующем аппарате для проходящей через
него вереницы колец устраивается искусственный «мо¬
роз» — температура 5—10 градусов ниже нуля. Это нужно
для того, чтобы металл колец устоялся, чтобы в нем не
происходили процессы, от которых могут измениться раз¬
меры изделия. От высокой температуры закалки металл
приобрел хрупкость. Поэтому замороженные кольца
еще раз попадают в печь. Теперь их нагревают только до
плюс 160 градусов, затем отпускают — охлаждают до
плюс 40 градусов; металл сохраняет твердость, но становит¬
ся более вязким.
Все это делается в непрерывном автоматическом движе¬
нии колец сквозь печи, камеры, аппараты и действительно
напоминает поток. С последней позиции участка тепловой
обработки этот поток еще раз впадает в промежуточные
магазины. Отсюда поток колец направляется по линиям
шлифовального участка.
Их тоже четыре. Но мы уже условились, что путеше¬
ствуем только по одной — по той, что обрабатывает наруж¬
ное кольцо роликового подшипника. В свою очередь, она
разделена на два следующих друг за другом коротких от¬
резка.
306
Передаточная трасса и наклонные желоба подводят
кольцо сначала к станку, который шлифует один торец,
затем кольцо поворачивается другой стороной, подводится
к другой такой же машине, и обрабатывается второй торец.
И станок автоматически переходит с черновой шлифовки
на чистовую, окончательную. Через заданные промежутки
времени необходимо вновь заправить круг — снять с него
налипшую пылевидную стружку, восстановить заострен¬
ность его режущих зерен. Зто делается с помощью алмаза.
И наблюдатель, всматривающийся в ход обработки, вдруг
видит, как из недр станка выдвигается механическая рука,
вооруженная алмазом, как она проводит этим инструмен¬
том по вращающемуся кругу. Этого достаточно — инстру¬
мент заправлен.
И снова еще небывалые шлифовальные станки прини¬
мают с трассы кольца, передвигают их под шлифовальные
круги и отправляют дальше по линии. На этом отрезке пу¬
ти — после шлифовки наружной поверхности — автомати¬
ческие контролеры проверяют размеры кольца по внешне¬
му диаметру. Машина сортирует изделия: годные ска про¬
пускает на следующие операции, а негодные отсылает в
приемники исправимого и окончательно негодного брака.
Годные изделия проходят на других станках все осталь¬
ные операции: шлифуется вчерне и начисто роликовая
дорожка — внутренняя поверхность кольца, затем ее
подвергают отделочной шлифовке. Дорожка делается сверх¬
гладкой, очень твердой и прочной. Теперь кольцо полностью
обработано и будет хорошо служить в подшипнике.
Пока это длилось, на другой, параллельной линии шла
и закончилась обработка очередного внутреннего кольца.
Теперь оба кольца как будто готовы к сборке.
Но их еще нужно отмыть от всех следов обработки и
высушить. Это делается очередной машиной.
На конечном пункте каждой линии стоит очень бди¬
тельный и строгий многорукий электромеханический
307
контролер. Это измерительная машина. Кольцо ныряет в нее
и тут же — с другой ее стороны — выходит на сборку (если
оно годное). За несколько мгновений машина успевает про¬
верить двадцать восемь размеров и «доложить» о резуль¬
татах световыми сигналами. Годные кольца она пропускает,
негодные отбрасывает в брак, сортируя его по отдельным
признакам.
И наконец оба кольца попали на сборку. Здесь рабо¬
тают не металлорежущие станки, которым посвящены на¬
ши рассказы, а сборочные машины. Туда же — на сбор¬
ку — приходят из других цехов уже изготовленные шари¬
ки, ролики, кольца сепараторов. Ловкие руки механических
сборщиков точными движениями собирают все эти части
в готовые подшипники. И тогда сборочная машина вытал¬
кивает их на участок упаковки.
Движущейся чередой изделия проходят сквозь испол¬
нительные аппараты моющей и высушивающей машины и
в ней же покрываются предохраняющей от ржавления
смазкой. После этого руки механических упаковщиков с по¬
ражающей наблюдателя сноровкой тщательно обертывают
в пропитанную парафином бумагу отдельно наружное коль¬
цо, затем внутреннее с сепаратором и роликами (или ша¬
риками). Далее — укладывают завернутый подшипник на
поданный из магазина раскрой упаковочной коробки, за¬
гибают кверху все ее четыре боковинки и верхние сторонки,
затем заклеивают клапаны заводской этикеткой, скрепляя
этим всю коробку. Но и это не все: в той же машине срабо¬
тала еще одна рука — она наложила на коробку заводское
клеймо с номером и датой выпуска. И подшипник уходит
на склад готовой продукции, затем на машиностроитель¬
ный или ремонтный завод, чтобы начать свою рабочую
«жизнь» в какой-нибудь скоростной машине.
Творцы этого замечательного автоматического цеха —
конструкторы и технологи одного из СКВ станкостроения —
в 1957 году удостоены Ленинской премии.
В ц Е X
ПРИХОАИТ
НОВОЕ
У СТАНКОВ—УПРАВЛЯЮЩИЕ МАШИНЫ
первостепенна. Теперь мы
знаем это.
Почти все, что служит людям в быту и в труде — от пе¬
ра ручки до автомобиля, тепловоза, вагонов и туннелей
метро, от часовой стрелки до сложнейших производствен¬
ных установок, — все это сделано с помощью машин. И нам
поэтому нужно очень много самых разнообразных машин.
Они необходимы заводам и фабрикам, транспорту и связи,
колхозам и совхозам, славным советским вооруженным
силам. Они нужны как можно скорее. Время не ждет.
Все машины собираются из сотен и тысяч деталей.
А огромное большинство этих деталей изготовляется на ме¬
таллорежущих станках. Многие станки стали «умными»
машинами. Но теперь нам нужны уже не только отдель¬
ные совершенные станки и даже тысячи разрозненных та¬
ких станков, а стройные поточные линии в цехах-автома¬
тах, на заводах-автоматах. И эти заводы должны постепен¬
но, но смело, уверенно переходить от изготовления какой-
нибудь одной массовой детали к производству целых узлов
или даже всей машины. Цехи-автоматы такого завода —
311
литейные, кузнечные, металлорежущие — будут изготоз-
лять отдельные детали машины. А в сборочном цехе, у лен¬
ты конвейера, станут механические сборщики, быстрые,
ловкие, точные, неутомимые. Они соберут машину и выпу¬
стят ее на склад готовой продукции.
Время таких заводов придет скоро — пожалуй, это зав¬
трашний день нашего машиностроения.
В последние годы ученью и инженеры создали и быстро
улучшают замечательные творения технического гения че¬
ловека — счетно-решающие устройства. Это те же машины.
Сочетание их электрических, электронных и механиче¬
ских узлов работает так, что все устройство в целом может
воспринимать исходные данные какой-либо математиче¬
ской задачи, выполнять необходимые для ее решения дей¬
ствия и получать точный результат. «Умение» этих машин
манипулировать заданными им начальными данными ис¬
пользовано для создания машин-переводчиков (с одного
языка на другой), машин-шахматистов и других «разум¬
ных» устройств.
Такие же устройства приспособлены к управлению лю¬
быми рабочими машинами, в том числе и металлообраба¬
тывающими станками.
Если станок неавтоматический или полуавтоматиче¬
ский, человек непосредственно управляет работой механиз¬
мов. Если станок автоматический, в рабочем процессе уча¬
ствует мысль человека. Она определяет, когда нужно из¬
менить порядок, режим обработки, остановить или пус¬
тить станок. И она же командует механизмами через пульт
управления.
Движения рук человека по природе своей и медлитель¬
ны и неточны. Даже мысль его не всегда угонится за ско¬
ростными механизмами.
Медлительность и неточность человека, управляющего
станком, передаются машине, делают ее работу менее про¬
изводительной и качественной.
312
А счетно-решающие машины работают быстрее мысли и
очень точны в своем действии. Они могут управлять и от¬
дельными обыкновенными станками, и полуавтоматиче¬
скими, и автоматами, и автоматическими линиями.
Представим себе, что в цехе сто станков. На каждом
из них целиком обрабатывается определенное изделие. По¬
ка длится обработка, необходимо несколько раз менять ее
режим — скорости резания.
Операторы у станка должны следить за шкалой скоро¬
стей, за подводом охлаждающей жидкости и вовремя вы¬
полнять регулирующие движения. Ясно, что для такой ра¬
боты нужно сто операторов. При точно рассчитанном гра¬
фике работы оператор может обслужить и два станка. Пока
его глаз прочтет показание шкалы, а сознание уловит необ¬
ходимый момент и передаст приказ руке сделать регули¬
рующее движение, а рука его выполнит, пройдет 10—20 се¬
кунд. Для двух станков все это отнимет втрое больше се¬
кунд (ведь они нужны и для того, чтобы приблизиться ко
второму станку). Тем временем набежит следующая регу¬
лировка.
Управляющая машина прочтет показание одной шка¬
лы всего лишь за несколько миллионных долей секунды и
в то же мгновение пошлет команду двигателю изменить
скорость. Но в таком случае одна счетно-решающая управ¬
ляющая машина может командовать сотней станков; для
этого и на все промежуточные действия понадобится
не более 1 секунды. А если в цехе несколько автомати¬
ческих линий, одна управляющая машина справится со
всеми.
Такие «разумные» машины уже созданы и работают.
Нам ясно: в ближайшее время управляющие машины, дик¬
тующие станкам программу их работы — что, как и за ка¬
кой срок на них должно быть изготовлено, — займут рабо¬
чие места людей, заменят и операторов у станков и даже
линейных, а то и цеховых диспетчеров.
313
Управляющие машины! Для читателя эти слова звучат
неожиданно. В нашей книге о них как будто и речи не бы¬
ло. Правда, командный аппарат из рассказа об автоматиче¬
ских линиях (см. стр. 290) уже приближается к таким ма¬
шинам. Но, по сути дела, и этот аппарат работает под на¬
чалом диспетчера, находящегося у пульта управления ли¬
нией, и не заменяет человека, а только помогает ему.
А как действуют новые, более совершенные, электрон¬
но-механические помощники станочников?
Они полностью заменяют человека у станка, точно пе¬
редают его волю исполнительным и вспомогательным ме¬
ханизмам.
Но ведь для этого воля человека должна быть известна
машине. Да, верно! И конструкторы научили ее читать
указания человека, записанные особым способом на кар¬
тах, закладываемых в приемный аппарат.
На картах — параллельными рядами — пробиты (пер¬
форированы) круглые отверстия. Порядок расположения
этих отверстий и расстояния между ними соответствуют
ходу изготовления определенного изделия на том станке,
которым управляет машина.
Когда карта заложена в приемный аппарат и переме¬
щается в нем, над рядами отверстий как бы скользят кон¬
такты цепи электрического тока. Они замыкаются, когда
проходят над отверстиями, и размыкаются, когда сколь¬
зят по карте в промежутках между ними. Замыкания и
размыкания порождают различные электрические импуль¬
сы. В счетно-решающей аппаратуре машины эти импульсы
умножаются в числе и переводятся на язык исполнитель¬
ных движений, пускающих в ход или останавливающих те
механизмы, которые управляют работой главных и вспо¬
могательных органов станка. Они же переключают работу
станка с одного направления на противоположное (вперед-
назад), с одной скорости на другую. И все это сверхбыстро
и с высокой точностью.
314
Бывает, что карту с рядами отверстий заменяет лен¬
та, — весь процесс обработки нанесен на ней магнитной
записью или другим способом.
Управляющие машины для станков не новость. Вот
уже несколько лет, как они появились.
Как устроена и работает одна из них, сконструирован¬
ная в нашей стране еще в 1950 году, показано на рисунке
(стр. 304—305). На нем изображен обыкновенный станок
для фрезерования кулачков и прилаженная к нему система
электронно-механических устройств, управляющая ходом
обработки.
Заготовка будущего изделия закреплена на вращаю¬
щемся столе станка. Вращается и инструмент—фреза. Для
того, чтобы она обрабатывала заготовку точно по заданно¬
му профилю, стол станка (с помощью специального суп¬
порта) передвигается шажками вперед-назад на определен¬
ную, заранее «продиктованную» машине, длину. В управле¬
нии движением стола, его подачей к инструменту и назад
и заключается роль прилаженной к станку системы. Рань¬
ше это делал человек, обслуживавший машину, делал срав¬
нительно медленно и не так точно, как это нужно.
Система состоит из двух «ветвей» — механической и
электронной. Обе ветви скрещиваются. Там, где это проис¬
ходит, электронные «приказы» превращаются в механиче¬
ские рабочие движения.
Совершим своего рода «прогулку» по механической
«ветви». Она начинается обычным электродвигателем —
его вал вращается с какой-то определенной скоростью.
От него — через цепь зубчатых колес — движение передает¬
ся конической шестерне. Здесь — перекресток: движение
продолжается, но сворачивает под прямым углом. Так
получается потому, что коническая шестерня с обеих
сторон сцеплена с двумя своими «сестрами». Всмотритесь
в получившийся узел, и сразу станет ясно: обе боковые ко¬
нические шестерни будут вращаться в противоположные
315
стороны. А они «сидят» на том самом валу, с которым
связан винт подачи стола станка. Но ведь он не может
одновременно вращаться в обе стороны. Конечно, не
может!
На самом деле происходит вот что. Оказывается, обе бо¬
ковые конические шестерни вращаются на валу свободно,
не «схватывая» его, не увлекая за собой. Но... у каждого
из них есть нечто вроде активного «компаньона» — шес¬
терни связаны с электромагнитными муфтами, которые то¬
же «сидят» на валу винта подачи. Эти муфты — первые
пункты встречи обеих ветвей системы управления. Именно
к ним приходят первые «приказы» от электронных уст¬
ройств. И как только это произойдет, одна или другая муф¬
та «схватывает» вал и увлекает его в том направлении, куда
вращается ее коническая шестерня.
Как будто просто и ясно! Но как добиться того, чтобы
винт подавал стол станка (или отводил его) на точно отме¬
ренную длину? Это настолько важно, что необходим стро¬
жайший контроль за «мерой» вращения вала. Осуществля¬
ет его электромеханический контролер. И не какой-то
сложный робот, а довольно простое устройство в виде двух
зубчатых колес-звездочек (их еще называют анкерными
колесами), они тоже насажены на вал подачи винта; с
каждым из них работает стопорный рычажок-анкер с дву¬
мя лапками. А управляют анкерами два электромагнита,
подчиняющиеся «приказам» электронной ветви системы.
Пока «приказа» нет, «лапка» анкера стопорит свое ко¬
лесо, удерживает его от вращения. И сколько бы ни «стара¬
лась» электромагнитная муфта, «схватившая» вал и стре¬
мящаяся его повернуть, никакого вращения не получится.
Муфта проскользнет, — вот и все.
Но вот приказ пришел. Анкер качнулся, стопорящая
лапка освободила колесо. При этом колесо (и вал) повора¬
чиваются на очень малый угол. Его величина соответствует
расстоянию между двумя соседними зубцами (шагу коле-
316
са). Как только такой поворот достигнут, лапка анкера
снова входит во впадину между следующими двумя зубца¬
ми и стопорит движение — вал останавливается. Винт по¬
дачи успевает сделать всего лишь один шажок. Если нуж¬
но его повторить один, или несколько, или много раз, лап¬
ка анкера, повинуясь электромагниту, еще и еще повторит
свои движения. Так осуществится серия шажков винта по¬
дачи. Их число и дает общую длину перемещения стола в
одном направлении.
А для чего служит второе анкерное устройство?
Бывает, что величину шажков подачи надо сделать не¬
сколько другой — больше или меньше. У второго колеса
при таком же диаметре больше или меньше зубцов. Зна¬
чит, расстояние между зубцами другое. Поэтому и линей¬
ные шажки винта подачи тоже получатся больше или
меньше, чем от работы первого колеса.
Наша «прогулка» по механической ветви управления
окончилась. По «дороге» мы встретились с концами элек¬
тронной ветви на двух участках — в электромагнитных
муфтах и в электромагнитах анкерных устройств. А на¬
чало ее — лента обыкновенной кинопленки. Вдоль нее —
три «дорожки»; на них нанесена вся программа обработки
профиля кулачка. На средней дорожке — строй прозрач¬
ных коротких и поперечных линий. Они нанесены отдель¬
ными группами, у каждой — определенное число и своя ча¬
стота расположения линий. Это и есть число и частота ша¬
говых подач на один поворот заготовки кулачка. На одной
крайней дорожке — два рядом расположенных продольных
«поля» — прозрачное и непрозрачное. Первое командует
подачей «от заготовки», а второе — «на заготовку». На
второй крайней «дорожке» нанесены чередующиеся про¬
зрачные и непрозрачные поля. Они «командуют» величиной
подачи — шлют «приказы» к одному (прозрачное поле) или
другому (непрозрачное поле) электромагниту у анкерных
устройств.
317
Программная пленка натянута на ролики. Один из
них — ведущий (вращается он от вала станка). Поэтому
движение пленки и вращение заготовки согласовано. Плен¬
ка проходит перед тремя фотоэлементами, которые и «счи¬
тывают» сигналы с ее трех «дорожек» и посылают их в
блок электронных усилителей; там сигналы перерабатыва¬
ются в «приказы»-импульсы, которые проходят к электро¬
магнитам.
Если «приказ» не выполнен — не повернулся винт по¬
дачи, сработает датчик обратной связи. Его сигнал «сооб¬
щит» в блок усилителей, что произошла неполадка; оттуда
последует дополнительный, « поправочный» «приказ »-им¬
пульс, и подача состоится.
Эта система управляет обработкой плоских заготовок и
действует в двух измерениях изделия (по его длине и ши¬
рине). Но уже созданы и вошли в строй на заводах управ¬
ляющие системы для станков, обрабатывающих фасонные,
объемные заготовки уже не в двух, а в трех измерениях (не
только по длине и ширине, но и по высоте). На стр. 309
изображен один из таких станков, выставленных в па¬
вильоне СССР на Всемирной выставке 1958 года в Брюс¬
селе.
Управляющие машины возрождают к новой жизни не¬
автоматические универсальные станки. Большинство со¬
временных автоматических станков — «специалисты» по
определенным операциям или по изготовлению какой-то
одной детали. Невозможно или очень трудно переналадить
их на другие операции и изделия. А на универсальных
станках можно выполнять много различных операций и об¬
рабатывать почти любое изделие. Но управлять им обяза¬
тельно должен «медлительный» человек. Теперь же с рабо¬
той сверхбыстро справляется управляющая машина и де¬
лает это предельно точно — ведь ее можно «зарядить» лен¬
той, на которой нанесена любая программа обработки.
И обыкновенный станок превращается в быстрый и точный
318
автомат, но не узко специальный, а тоже универсальный —
в автоматического «мастера на все руки».
Можно создать управляющие машины, которые «дири¬
жировали» бы целым «оркестром», составленным из мно¬
гочисленных и самых разнообразных исполнительных меха¬
низмов. Но для таких машин понадобились бы тысячи
электронных ламп. Это сделает их огромными, громоздки¬
ми и очень дорогими. Лампы работают по нескольку тысяч
часов. Но, если количество их исчисляется тысячами, каж¬
дые несколько минут одна лампа выходит из строя, и ма¬
шина останавливается на время замены. Пусть остановки
очень коротки, но зато их множество. И машина делается
ненадежным заместителем человека. Громоздкость, дорого¬
визна, ненадежность не располагали станкостроителей к
широкому использованию управляющих машин.
Так было, пока ученые-физики не открыли замечатель¬
ные свойства в давно известных материалах — полупровод¬
никах. Эти свойства позволили заменить электронные лам¬
пы крошечными кусочками полупроводников.
И управляющие машины уже сегодня могут быть сде¬
ланы не очень большими, сравнительно дешевыми, а глав¬
ное — надежными. Ведь кусочки полупроводников, всё
больше заменяющие лампы, не «утомляются». С ними ни¬
чего не случится, если их даже уронят. И они не нуждаются
в подогреве. Поэтому машины будут работать бесперебойно
и долго; удобно и выгодно пользоваться ими.
Цех или даже завод, управляемый электронно-механи¬
ческим диспетчером! Таких цехов и заводов еще нет, ко
мы увидим их очень скоро. Нетрудно представить себе, как
они будут работать.
Большой машиностроительный завод. В его огромных
цехах пустынно. Вовсе не видно людей. Нет и пультов
управления. Вместо них то у одного крупного станка, то у
большой группы или у начала автоматической линии сто¬
ит прямоугольный шкаф. Это управляющие машины.
319
Так во всех цехах, даже в сборочном.
А в центре завода, в изолированном помещении —
командный пункт.
Здесь работает центральная управляющая машина. Она
заряжена общей суточной программой завода и командует
своими «представителями» в цехах. Здесь же люди — дис¬
петчер завода и его помощник. Но они только наблюдают
за ходом производства. Приказы на рабочие места они
шлют лишь в том случае, если произошла авария.
Утро. Еще не пущены станки и сборочные конвейеры.
У первых загрузочные магазины полны заранее уложен¬
ными заготовками, у вторых — обработанными деталями,
готовыми к сборке.
Наладчики уже зарядили приемные аппараты управ¬
ляющих машин картами. Они же настроили механизмы
станков и сборочных конвейеров на выполнение заданных
операций.
На стенах командного пункта матовые краны, под ни¬
ми панели с рядом пусковых кнопок, сигнальных ламп.
Нажата пусковая кнопка центральной управляющей
машины, и в цехи, к рабочим местам, мгновенно приходят
ее «приказы» — пустить в ход станки и сборочные кон¬
вейеры.
Все экраны постепенно, но быстро заполняются вспых¬
нувшими на них условными изображениями станков и сбо¬
рочных машин.
Светящиеся рапорты заполняют все экраны. Это зна¬
чит, что работают все цехи, что «больных» станков нет, что
изделия аккуратно передвигаются от станка к станку и
все идет хорошо.
Но если где-нибудь на линии случится неполадка, то¬
гда на пульте вспыхивает красная лампочка. Одновремен¬
но на одном из матовых экранов гаснут очертания того
станка, с которым случилась авария.
Диспетчер включает линию телевидения.
320
10
Те же полупроводники позволили обойтись без больших
и сложных телепередающих устройств, без центральной
телевизионной студии. У каждого станка — почти незамет¬
ное «подглядывающее» за ним устройство, передающее то,
что видит, на приемные телевизионные экраны в команд¬
ные пункты. Большие и плоские, они висят на стенах, как
картины, — один экран для каждого цеха — и дают четкое
цветное изображение рабочих органов станка.
Диспетчер связывается по телефону с участковым на¬
ладчиком, у станка появляется человек и сообщает диспет¬
черу о причине неполадки. Если она незначительна, ее ис¬
правляет сам наладчик либо дежурный ремонтный сле¬
сарь. Если авария более серьезна, диспетчер по другому те¬
лефону дает распоряжение механику цеха. И через не¬
сколько минут на матовом экране вспыхивают очертания
вновь работающего станка.
Шумят и жужжат станки цеха-автомата. Вспыхивают
и гаснут сигнальные огни, загораются и мерцают светофо¬
ры, звонят телефоны, и время от времени раздается в ре¬
продукторах короткий гудок — призыв к вниманию: это
диспетчер готовится отдать очередное распоряжение.
А "на конечных участках линий станков накапливают¬
ся готовые детали. Отсюда, из промежуточных магазинов,
передаточные трассы доставят их в такой же удивитель¬
ный сборочный цех завода. И там механические сборщики
соберут из них не менее чудесные машины, чем те, что по¬
могли изготовить эти детали.
Всё это — картина, нарисованная воображением. Но
ведь совсем недавно и машины с электронным «мозгом»
могли возникнуть лишь в воображении писателя-ф'антаста.
Приблизилась к действительности и другая мечта человече¬
ства — полёт на Луну. На таком фоне картина завода-авто-
мата, на котором под командой электронных помощников
диспетчера строится и выпускается сложная машина, ка¬
жется не воображаемой и далекой, а реальной и близкой.
Человек режет металл
321
МЕТАЛЛ РЕЖУТ ЭЛЕКТРОНАМИ
Я,
№ ЦТ какими будут цехи машиностроительных заводов
через одно—два десятилетия?
Управляющие машины сделаются еще более совершен¬
ными.
«Подглядывающие» устройства телевизионной сети
обогатятся механическими руками, быстрыми, ловкими,
точными. И если неполадка в станке не очень серьезна, эти
руки, управляемые с командного пункта, быстро наведут по¬
рядок. А если нет, управляющая машина сама вызовет
участкового наладчика или ремонтных рабочих.
Постепенно управляющие машины исчезнут из цехов и
сосредоточатся в единых командных пунктах. Они как бы
срастутся в одного совершенного электронно-механического
дирижера объединенного оркестра всех рабочих машин за¬
вода.
Более твердым, стойким и прочным сделается режущий
инструмент. Еще дольше можно будет его не перетачивать,
не менять. Значит, еще реже будут останавливаться станки.
А еще дальше? Как будто уже нечему меняться?
В это трудно поверить. Неужели почти в наши дни чело¬
вечество уже близко к восхождению на вершину техники
резания металлов?
Конечно, нет! «Лестница», которая ведет к этой вершине,
бесконечно наращивается. Стоит подняться так высоко, что
уж видна и вот-вот будет достигнута самая верхняя ступень,
и... одна за другой появляются несколько новых, уходящих
ввысь ступеней. На них — грядущие, необходимые людям
открытия, которые манят, влекут ученых, инженеров к еще
более высоким вершинам знания и техники. Так будет все¬
гда... В этом упорном непрерывном восхождении по ступе¬
ням бесконечной лестницы знаний — источник прошлых
322
и залог настоящих и буду¬
щих успехов человечества в
его труде.
В резании металлов но¬
вые ступени стали вырисо¬
вываться еще 15—12 лет
назад.
Вместе со скоростью
быстро и намного возраста¬
ли (и возрастают в наши
дни) рабочие нагрузки на
детали станков. Бывает, эти
нагрузки достигают десят¬
ков тонн. Приходится де¬
лать детали машины очень
прочными, значит, массив¬
ными, тяжелыми. Для из¬
готовления станков нужно
много металла, труда, вре¬
мени.
В серый чугун углерод входит
в виде равномерно разбросанных,
слегка изогнутых пластинок графита.
А режущие инструмен¬
ты? Они сделаны из высокосортных и даже редких мате¬
риалов. Рабочий же век резца, фрезы, сверла очень коро¬
ток — они стачиваются тем быстрее, чем больше скорость
резания. Значит, нужны все новые партии инструментов. На
их изготовление затрачивается много труда и времени.
Правда, с помощью современных станков и инструмен¬
тов как будто успешно решаются все задачи резания. Но
так ли это? Нет, не так!
Читатель еще не знает, что существуют два вида чугуна.
В один из них углерод входит в форме равномерно разбро¬
санных в массе металла отдельных длинных и слегка изог¬
нутых пластинок графита. Это придает чугуну серый цвет.
Средняя его твердость не очень велика — ведь в основной
массе, в железе, углерода почти нет. В другом чугуне (белого
323
цвета) углерод химически
связан с железом. Твер¬
дость белого чугуна на¬
столько высока, что обра¬
ботать металл резанием не¬
возможно.
Первый чугун получил
название серого, второй —
белого.
Строители машин поль¬
зуются отливками из серо¬
го чугуна. Но бывает, что
поверхностный слой у них
получается отбеленным.
И тогда резать его тоже не¬
возможно. Приходится ле¬
чить металл от вредной бе¬
лизны — отжигать. Это
требует дополнительного
труда и времени.
Некоторые марки стали
в закаленном состоянии
Металлические магнитные
сплавы вовсе не поддаются резцам, сверлам, фрезам. Чтобы
изготовить из них изделие определенной формы, надо от¬
лить его, затем — шлифовать. А это долго, трудно, дорого.
Бывает, что инструментам не под силу справиться с не¬
которыми работами, даже если металл сам по себе поддается
резанию. Так, например, очень нелегко просверлить отвер¬
стие диаметром 1 миллиметр и меньше. Особенно это труд¬
но, если металл тверд и в то же время вязок. Сверла лома¬
ются, их обломки застревают в отверстии, получается брак.
Но вот другая картина. В цехе завода изготовляются тон¬
кие плоские детали с отверстиями в виде узких, шириной
2—3 миллиметра, и продолговато-изогнутых щелей. Это де-
При изготовлении тонких деталей с
узкими, продолговато изогнутыми
щелями обычный инструмент ло¬
мается через несколько минут.
трудно обработать резанием.
324
лается с помощью крошечной (диаметром 2—3 миллиметра)
фрезы. Чуть ли не каждые несколько минут инструмент ло¬
мается. Проходит 8 часов, кончилась смена, а рабочий сдает
всего лишь две годные детали. Остальное — брак.
Все это серьезные затруднения в резании металлов. Йх
становится все больше. Чем выше уровень техники, тем ча¬
ще в резании встречаются трудно обрабатываемые материа¬
лы и трудно выполнимые операции.
Как быть? Ответ один: надо найти новые средства реза¬
ния металла — резать не усилием, не твердостью, а чем-тс
другим. Пусть это новое средство не порождает больших на¬
грузок на детали станка и в то же время легко преодолевает
любую твердость и вязкость обрабатываемого металла. Та¬
кие два условия как будто противоречат одно другому. Но
здесь только кажущееся, внешнее противоречие. Советские
изобретатели доказали это. И они же добились того, что но¬
вый способ резания позволил станочникам получать самые
тонкие отверстия, самые
узкие щели.
Вспомните содержа¬
ние рассказа «Электри¬
ческий подручный» из
первой главы этой книги.
Речь там идет о могучем
и ловком помощнике ста¬
ночника — об электриче¬
ском токе. Он вращает
вал станка, заставляет
работать быстро и точно
его механизмы.
Но там, где начинает
ся самое резание, его
роль кончается. Там без¬
раздельно царит режу¬
щий инструмент.
325
И вот изобретатели
В. Р. и Н. И. Лазаренко
вдохновились идеей: а
нельзя ли заставить элек¬
трический ток непосред¬
ственно обрабатывать ме¬
талл — резать его? Ведь
уже издавна — чуть ли не
80 лет назад — было из¬
вестно, что электрическая
искра, проскакивающая
между двумя сближенны¬
ми электродами, между
анодом и катодом, способна
пробить отверстие в стек¬
лянной пластинке. А к на¬
шему времени ученые на¬
копили во много раз боль¬
ше знаний о строении ве¬
щества и природе электричества, о процессах, протекающих
в телах-проводниках. Пожалуй, теперь ту же электрическую
искру можно заставить выполнять заданную человеком ме¬
ханическую работу потруднее и посложнее.
Что мы знаем о природе электрического тока?
Для ответа на этот вопрос надо напомнить читателю све¬
дения о природе тел, проводящих электричество, — провод¬
ников. Это металлы. Они отличаются от изоляторов тем, что
в их атомах, кроме связанных электронов, непрерывно вра¬
щающихся вокруг ядра, есть и свободные. Эти электроны
способны отрываться от «родного» атома и блуждать среди
других таких же атомов внутри данного тела. Бывает, они
осядут в одном из них, заменят собой оторвавшиеся от него
электроны, затем опять оторвутся, помчатся дальше, в дру¬
гие «атомные миры», еще раз застрянут в каком-нибудь из
них и снова устремятся вдаль. В каждом кусочке металла
326
много скитающихся электронов. Это очень неорганизован¬
ные «путешественники». В их движении нет порядка, зако¬
на, которому оно бы подчинялось, — они пересекают меж¬
атомные пространства в самых различных направлениях.
Но как только к проводнику подводится электрическое
напряжение, свободные электроны, будто повинуясь коман¬
де, тут же направляются в одну сторону — от катода к ано¬
ду. Получается поток электронов, его движение — это и есть
явление электрического тока.
Если напряжение подано от генератора постоянного то¬
ка, направление потока электронов тоже останется постоян¬
ным. А генератор переменного тока заставит его меняться
каждую 0,01 секунды на противоположное.
Теперь, когда мы восстановили в памяти необходимые
сведения об электрическом токе, постараемся разобраться
и в природе электрической
искры. Внешне это явление
хорошо известно, особенно
жителям городов, по ули¬
цам которых проложены
трамвайные и троллейбус¬
ные линии. Стоит дуге то¬
коприемника вагона ото¬
рваться от провода, затем
коснуться его, и в моменты
касания видны огненные
искры. Еще чаще и повсе¬
местно можно наблюдать
то же явление в момент, ко¬
гда в штепсельную розетку
вставляют вилку. Школь¬
ники могут вспомнить, что
видели искру, когда на уро¬
ках физики им показывали
простейшую электрическую
Подведенное электрическое напря¬
жение наводит порядок в движении
свободных электронов.
327
машину; тогда искра проскакивала в воздушном проме¬
жутке между кондуктором и приближенным к нему про¬
водником. А молния? Это гигантская электрическая иск¬
ра — результат разряда сблизившихся скоплений атмосфер¬
ного электричества.
Что же представляет собой электрическая искра?
Воздух — изолятор, а не проводник, он разрывает цепь
электрического тока. Тогда ток в цепи исчезает, свободные
электроны теряют направленность движения. Не существует
моста, по которому электроны могли бы перемещаться с од¬
ного края образовавшейся воздушной «пропасти» (воздуш¬
ного промежутка) на другой.
Но генератор — источник напряжения — не выключен.
По-прежнему действует электрическое напряжение. И так
как тока нет, все напряжение действует в разрыве электри¬
ческой цепи. Электроны-скитальцы насыщают собой отрица¬
тельный отрезок цепи. Они не прочь перескочить на другой,
положительный отрезок. Чем больше подведенное напряже¬
ние, тем больше в электронах тяга к прыжку. Все же ее еще
недостаточно. Но вот края «пропасти» сближены (воздуш¬
ный промежуток достаточно мал). Действие напряжения
усиливается. И тогда один из электронов перескакивает
через «пропасть», попадает на другой край (на конец вто¬
рого отрезка цепи, тоже находящегося под напряжением,
но присоединенного к аноду генератора). На мгновение
цепь замыкается, в ней — электрический ток.
Но... мы присутствуем не при простом прыжке. Оказы¬
вается, уже находясь в воздухе, электрон проявляет огром¬
ную активность, успевает выполнить большую и очень важ¬
ную работу.
Проследим за ним.
Вот он прыгает и сразу же попадает в молекулу кисло¬
рода или азота (воздуха). Мчась с огромной скоростью, он
как бы вышибает электрон одного атома, делает его также
свободным и своим спутником. Оба они продолжают
328
Что происходит с электронами при проскакивании электрической искры
(1—4 —схема образования электронной лавины).
движение к аноду. И на своем пути каждый вырывает по
электрону из двух других атомов и увлекает за собой. Те¬
перь мчатся через воздушную пропасть четыре электрона.
Но «похищения» продолжаются, и непрерывно удваивается
количество летящих электронов.
Напрашиваются два сравнения. В школьном курсе мате¬
матики читатель изучал геометрическую прогрессию. Дви¬
жение свободных электронов через воздушный промежуток
напоминает такую прогрессию. Ее первый член равен еди¬
нице, знаменатель — двум, а число членов настолько ог¬
ромно, что величину последнего из них даже трудно себе
представить.
Существует легенда, в которой такой результат выражен
предметно.
В старину один из восточных царей страстно любил иг¬
ру в шахматы и достиг в ней высокого мастерства. Наконец
вовсе не стало достойных его противников. Он объявил: тот,
кто выиграет у него партию, получит право на исполнение
любого желания.
Всё новые противники царя терпели поражения. Но од¬
нажды явился почтенный старик, который легко выиграл
партию. Когда у победителя спросили, в чем его желание,
он ответил: «Прикажи, о великий государь, отпустить мне
зерна столько, сколько получится, если на первую клетку
шахматной доски положить два зернышка, а на каждую
следующую — в два раза больше».
Царь усмехнулся, решив, что дешево отделался. Каково
же было его изумление, когда при подсчете оказалось, что
количество зерен, которое причиталось старику, выражает¬
ся двадцатизначным числом. Во всем государстве нельзя
было собрать столько зерна.
На этот раз первый член прогрессии был равен 2, знаме¬
натель ее — 2, а число членов — 64. В нашей электронной
прогрессии первый член в 2 раза меньше, но число ее чле¬
нов — даже при самом малом воздушном промежутке —
330
Во всем государстве нельзя было собра1ь столько зерна, сколько
пришлось бы выдать старику.
неизмеримо больше. Значит, и количество электронов, об¬
рушивающихся на противоположный край «пропасти»
(анод), неисчислимо. И это тем более верно, что прыгнув¬
ший первый электрон и его спутники могут вышибать из
атомов и по нескольку электронов.
Более образно другое сравнение, заимствованное из
природы. Падает с горы небольшая каменная глыба. По до¬
роге она увлекает за собой всё новые и новые массы горных
пород. Образуется лавина. Ойа стремительно мчится вниз,
непрерывно и быстро обрастая спутниками. На своем пути
лавина сметает все препятствия. И наконец, достигнув под¬
ножия горы, она обрушивается на него гигантской энергией
331
Форма нароста на катоде совпадает
с очертаниями углубления на аноде.
своего движения. Состав¬
ляющие ее глыбы, камни
врываются в грунт, роют
в нем ямы-воронки, сно¬
сят поверхностный слой
почвы.
Когда электроны фор¬
сируют воздушный про¬
межуток, они, много¬
кратно увеличиваясь в
числе, тоже образуют
своего рода лавину, толь¬
ко не каменную или
снежную, а электронную.
И, когда она обрушивает¬
ся на конец своего пу¬
ти — на анод цепи, со¬
ставляющие ее полчища
электронов вторгаются в
При огромной скорости
металл мириадами острых жал.
накопленная ими энергия очень велика.
Удар потока электронов о поверхность анода так силен,
что на ней возникает теплота. Она мгновенно нарастает до
высокой температуры.
Одни микрочастицы металла у самой поверхности рас¬
плавляются, превращаются в пар, другие остаются в жидком
состоянии.
Все это происходит за кратчайший промежуток време¬
ни — от 0,000001 до 0,01 секунды. Получается что-то вроде
взрыва. «Металлический» пар так же быстро расширяется
и... отбрасывает расплавленные частицы. Они попадают на
катод и образуют на нем нарост. Форма нароста точно сов¬
падает с очертаниями углубления, которое получилось на
поверхности анода. Это явление и получило название «элек- ■
трсзрозия».
332
Электроискра «прошивает» отверстие: 1—установка с жидкостной сре¬
дой между катодом и анодом; 2 — в аноде-изделии образуется выемка;
3 — выемка углубилась и превратилась в отверстие.
Как видите, и здесь могучая теплота, порожденная
электронами, выполняет большую работу. Но полезна ли
она?
Представьте себе, что вы замыкаете контакты в цепи то¬
ка хотя бы рубильником. В момент сближения контактов
между ними проскакивает искра. И повторяется то же са¬
мое: на положительном контакте образуется что-то вроде
язвочки, а на отрицательном — нарост. Это очень вредно
для контактов. Ведь нарост может увеличиться настолько,
что контакты окажутся постоянно замкнутыми. Тогда цепь
не будет размыкаться, когда это нужно. Всякие, контактные
реле вообще могут отказаться работать. В системе электро¬
управления каким-нибудь механизмом или машиной нач¬
нутся перебои, возможна и авария.
333
С электроэрозией борются, стараются устранять ее. Так
и поступали ученые-электротехники во все времена с тех
пор, как они обнаружили это явление.
Но наши ученые сумели увидеть во вредном прошлом
электроэрозии ее очень полезное будущее.
«Нельзя ли, — подумали они, — превратить катод в
своеобразный режущий — сверлящий — инструмент, уст¬
роенный так, что «жалом» его лезвия будет служить... по¬
ток свободных электронов. Анодом же надо сделать ту за¬
готовку, в которой предстоит просверлить отверстие». В са¬
мом деле, форма и диаметр выемки, которая получается на
аноде, точно соответствуют форме и диаметру катода.
Вспышки электроэрозии можно повторять — искра будет
проскакивать с большой частотой. А пока на аноде происхо¬
дит эрозия, следует постепенно приближать к нему катод.
Тогда выемка на поверхности анода будет углубляться.
И наконец она превратится в сквозное отверстие такой же
формы и размеров, как у катода.
Но как быть с отбрасыванием частиц металла с анода на
катод? Из-за этого форма сверла исказится и отверстие по¬
лучится неточным. Да, действительно, в этом — важная по¬
меха. И, чтобы устранить ее, изобретатели поместили в воз¬
душном промежутке сосуд с жидкостью, не проводящей
электрического тока, — маслом, керосином. Все это сделано
так, что не мешает ходу электроэрозии — искра исправно
проскакивает сквозь жидкость. Но отбрасываемые частицы
металла застревают в жидкости, образуют в ней то, что на¬
зывается «взвесью». А поверхность катода остается глад¬
кой — посылаемые ею полчища электронов делают свою ра¬
боту точно, без огрехов. При этом катод превращается в не¬
обыкновенное сверло. Известно, что с помощью обычного
такого инструмента просверливаются лишь круглые отве]>
стия. Нельзя, например, проделать в металле четырехуголь¬
ное, шестиугольное или любое другое угловое отверстие
или овальное. А электронному сверлу все это нипочем.
334
Продукция электроискрового резания.
Надо только придать катоду соответствующую форму. И не¬
обязательно он должен быть сплошным, массивным — его
можно сделать и полым. Тогда он будет не сверлить, а вы¬
резать из металла по контуру отверстия любой формы. Вы¬
года в том, что сделано два дела: и отверстие готово, и вы¬
резанный металл сохранился — из него можно изготовить
другие изделия. Конечно, так поступают, если размеры от¬
верстия достаточно велики.
Таким же способом можно выкроить из листового метал¬
ла и плоские — фасонной формы — детали машин. А в те¬
ле металлического кубика вырезается фасонная форма де¬
тали. Получается инструмент-штамп. Он служит для изго¬
товления изделий из металла давлением.
Но не все еще сказано об отверстиях. Мы уже знаем,
если диаметры очень малы (меньше 1 миллиметра), очень
трудно справиться со сверлением. Прежде всего нужны тон¬
кие, а иногда и тончайшие, хорошо закаленные сверла из
твердой и стойкой стали. Их изготовление — трудное дело.
В работе они легко и часто ломаются. Электрическая искра
помогает и в этой беде.
Латунная проволочка диаметром 0,1 миллиметра, а мед¬
ная — даже 0,03 миллиметра, изготовляется на наших за¬
водах как массовая продукция. И, когда такая проволочка
сделана катодом, исходящая от нее искра сверлит в аноде
даже такие отверстия, диаметр которых не больше толщины
волоса.
Совсем недавно в лаборатории одного из научно-иссле¬
довательских институтов понадобилось небольшое решето в
виде круглой, стальной пластинки диаметром 100 милли¬
метров с тесно размещенными шестьюстами отверстиями
диаметром меньше 1 миллиметра. 600 раз пускать в дело
тонкое закаленное сверло! Это долго. Сколько раз оно сло¬
мается?
А как трудно добиться, чтобы промежутки между отвер¬
стиями на пластинке получились точно одинаковыми!
336
Электроискровой станок.
Предстояла трудная, кропотливая работа. И, может быть,
пришлось бы ее не раз переделывать.
Но сотрудники лаборатории вовремя вспомнили о режу¬
щих электронах. Они изготовили своего рода щетку с ше¬
стьюстами металлическими (латунными) «ворсинками» не¬
обходимого диаметра. Эту щетку сделали катодом, а пла¬
стинку — анодом. И всего лишь за десятки секунд пластин¬
ку точно просверлили в шестистах точках — легко и быст¬
ро лаборатория получила то, в чем очень нуждалась.
Вообразим еще, что тонкое сверло изогнулось, стало кри¬
волинейным. Если это случится с обыкновенным сверлом,
оно идет в брак. Не может быть и речи, чтобы умышленно
изготовлялись такие сверла, — нет, они должны быть стро¬
го прямыми, ими сверлят отверстия только с прямой осью.
И вообще невозможно просверлить отверстие с криволи¬
нейной осью.
А электроны умеют делать и такую работу. Стоит изо¬
гнуть в дугу проволочку-катод и непрерывно подавать ее в
образующееся отверстие — и его ось получится криволиней¬
ной. Посмотрите на рисунок (стр. 335, справа, в середине),
и вам станет ясно, как это происходит. Еще не так давно
конструкторы машин сетовали, что нельзя сверлить криво¬
линейных отверстий. Получать их отливкой во многих слу¬
чаях не удавалось. И это ограничивало инженеров в их иска¬
ниях наилучших решений при создании машин.
Поток электронов сверлит, «кроит» металл и вытачивает
из него плоские детали быстрее, чем это делается обычным
инструментом.
И при этом источнику потока — катоду — вовсе не нуж¬
ны ни твердость, ни стойкость: он не соприкасается с заго¬
товкой, не давит на нее, не испытывает действия сколько-
нибудь значительной теплоты. Значит, можно его сделать
из вполне доступного и дешевого материала. Так оно и есть:
самым лучшим материалом для катода оказалась... простая
латунь — распространенный медный сплав.
338
«Сотрудничество» электрической искры и электролита
при анодно-механическом резании металла.
С первого взгляда может показаться, что получился свое¬
образный обмен ролями. Раньше твердыми и стойкими ста¬
лями и другими сплавами резали менее твердые и мягкие
металлы. А теперь мягкие металлы (латунь и, как мы еще
узнаем, кровельное железо) переходят в контрнаступление.
С их помощью якобы удается резать любые материалы и да¬
же сверхтвердые, не поддававшиеся самым стойким метал¬
лическим инструментам. Но так только кажется. Подлин¬
ный герой нового способа резания металлов — могучая энер¬
гия движения свободных электронов, направленных знанием
и волей человека.
Уже появились и специально созданные станки. Они на¬
много легче старых, обычных машин, предназначенных для
тех же операций. И это понятно. Деталям новых станков не
приходится выдерживать огромных усилий, возникающих
при обычном резании. Всё, чем их нагружают, — это соб¬
ственная их тяжесть плюс сравнительно малый вес обраба¬
тываемой заготовки. Поэтому в новых станках нет нужды в
массивных, тяжелых деталях.
Однако новое резание и новые станки пока распростра¬
няются медленно. Еще не настолько освоена техника управ¬
ления режущими электронами, чтобы во всех случаях они
вытесняли старые сверла и другие инструменты. А главное,
все то, что умеют делать режущие электроны, относится к
второстепенным и не очень трудоемким операциям. Самые
же важные и тяжелые работы — обточка, фрезерование,
строгание — еще не «по плечу» электрической искре.
Правда, несколько лет назад началось наступление но¬
вого способа резания и на этом участке.
Ученый В. Н. Гусев предложил еще один способ элек¬
трического резания металлов. Катодом служит вращающий¬
ся диск, сделанный из листовой мягкой стали, которую в
просторечии называют «кровельное железо». А изделие —
стальной брусок — играет роль анода. Нам нужно его раз¬
резать так, как это делают, когда обыкновенный дисковой
340
пилой распиливают бревно
или стопку сложенных до¬
сок. Поток электронов —
искра — в таком случае не
справляется с делом. Но
если на помощь ему прихо¬
дит подведенная по трубке
и пущенная между диском
и заготовкой струя электро¬
лита — жидкости, проводя¬
щей электрический ток, —
тогда картина меняется.
Главную работу выпол¬
няет эта жидкость. В месте
соприкосновения с заготов¬
кой под действием тока она
разъедает тончайший по¬
верхностный слой металла,
превращает его в пленку.
А вращающийся диск скоб¬
лит этот слой, снимает с
Обработка стенок цилиндрического
отверстия анодно-механическим спо¬
собом. Тончайшие слои металла
разъедаются, превращаются в плен¬
ки и снимаются инструментом.
металла пленку. Диск равномерно подается в «тело» заго¬
товки. Процесс растворения металла, образование пленки и
соскабливание ее с заготовки непрерывно повторяется.
В то же время работает и электроискра. Несмотря на
касание диска к пленке на изделии, несмотря на то что они
как бы связаны электролитом, — все же и теперь происхо¬
дит прсскакивание искры между катодом и вершинами не¬
ровностей на поверхности заготовки. Из разреза то и дело
вырывается сноп искр — это вращающийся диск выгоняет
оттуда частицы расплавленного металла.
Этот способ электрорезания назвали «анодно-механиче¬
ский». Пользуясь им, строители машин научились не толь¬
ко разрезать толстые бруски или подрезать их с торца, но
и затачивать режущие инструменты, пусть даже самые
341
Анодно-механический станок: 1 — части станка; 2 — общий вид.
твердые, сделанные из сверхтвердых сплавов. И наконец
удалось ввести инструмент-катод внутрь отверстия, со сте¬
нок которого надо снять тончайший слой металла и при
этом довести их до наивысшей гладкости и точности разме¬
ров. Такая операция так и называется «доводка». Инстру¬
мент вращается внутри отверстия и в то же время двигает¬
ся вперед-назад. Все это делается с небольшой скоростью.
Но электрический ток и электролит (его подводят в проме¬
жуток между инструментом и стенками отверстия) быстро
делают свою работу. Тончайшие слои металла один за дру¬
гим разъедаются, превращаются в пленки и снимаются ин¬
струментом, пока не кончится доводка.
По-прежнему еще не существует электрообточки, или
электрофрезерования, или электрострогания. Однако новый
способ много обещает. Пожалуй, недалек день, когда мы
узнаем, что электрообработка способна соревноваться со
старым резанием и побеждать его. Но этот день еще не при¬
шел. До сих пор, когда нужно снять с заготовки много ме¬
талла, старое резание оказывается и более быстрым, и более
выгодным. Вот почему рассказ о режущих электронах и
электролитах попал в эту главу.
МЕТАЛЛ РЕЖУТ УЛЬТРАЗВУКОМ
лаборатории исследовательского института мы уви¬
дели такую картину. Перед нами что-то напоминающее
сверлильный станок. Вертикальный стальной стержень
сверху увенчан какой-то головкой; к ней подведены элек¬
трические провода. Другой конец стержня имеет форму ко¬
нуса с вершиной внизу. На ней закреплен цилиндрический
полый стаканчик. Своим отверстием он обращен к столу
343
станка, на котором лежит стальная пластинка. Ее-то, по-
видимому, и нужно просверлить.
Станок включают. Слышен тихий рокот. Проходят не¬
сколько минут. На наших глазах из пластинки вырезается
кружок такого же диаметра, что и стаканчик на вершине
конуса. И мы не видели ни стружки, ни каких-то рабочих
движений стержня — он не вращался, а только подавался
в «тело» пластинки.
Стаканчик лишь едва касался пластинки своими ниж¬
ними краями. Значит, и сколько-нибудь сильного давления
на металл изделия тоже не было.
Все это нам видно на некотором расстоянии от станка.
Но мы очень заинтересовались тем, что произошло, и пы¬
таемся рассмотреть весь процесс поближе.
Тогда открывается, что на двух его важных участников
мы не обратили внимания. Пока длится сверление, из под¬
водящей трубки в пространство между стаканчиком и пла¬
стиной подливается жидкость. И оказывается, что жидкость
густо насыщена абразивным порошком. В наши дни он со¬
стоит из зерен карбидов бора и кремния; они почти не усту¬
пают в твердости алмазу. Какую же работу выполняют эти
два участника сверления? Нам ясно одно: и стержень, и
стаканчик, и жидкость, и абразивный порошок — это зве¬
нья рабочей цепи процесса. Первые два звена — четко свя¬
занная пара, вторые два — то же.
Но что связывает между собой обе пары звеньев и замы¬
кает цепь — заставляет ее работать? Шнвидимому, сущест¬
вует еще один участник процесса, который остается неви¬
димым. Почему?
Внимательный наблюдатель ненадолго задумается над
этой загадкой. Он заинтересуется головкой стержня. В ней
катушка магнитострикционного вибратора. А стальной стер¬
жень и служит ей сердечником. Переменный электрический
ток. подведенный к катушке, намагничивает стержень и за¬
ставляет его сверхбыстро — с частотой изменения направле
344
Схема установки для резания металла ультразвуком.
ния движения свободных электронов, — то увеличивать, то
уменьшать свой объем. Нижний, незакрепленный конец
стержня колеблется с той же частотой (20 000—30 000 коле¬
баний в секунду; это явление—изменение объема некото¬
рых тел от намагничивания—и названо «магнитострикция»).
Всякие механические колебания какой-либо среды (воз¬
дух, вода, твердое тело) — источник звука. Если частота ко¬
лебания не ниже 5000 и не выше 14 000—16 000 в секунду,
порождаемый ими звук улавливается человеческим ухом.
Это обыкновенный, тихий или громкий, звук. Остальные
звуки — необыкновенные, неслышимые. Малочастотные —
инфразвуки, высокочастотные — ультразвуки.
Из этого следует, что и в нашем устройстве стальной
стержень излучает ультразвуковые волны.
Они направлены вниз, как бы стекают с нижней круго¬
вой кромки на поверхность пластинки, покрытую увлаж¬
ненным абразивом. Эти волны — тот участник процесса ре¬
зания, который остался невидимым. Он и связывает первую
пару звеньев цепи процесса со второй парой. Но как?
Чтобы объяснить это, необходимо рассказать об одном
интересном явлении, которое возникает в жидкости или при
очень скоростном движении, или под влиянием действую¬
щих на нее ультразвуковых волн. Вблизи колеблющегося
тела (в нашем случае на участке пластинки, находящемся
под стаканчиком и покрытом увлажненным абразивом) об¬
разуются воздушно-газовые пузырьки. Пока длится одно
колебание, в нем различаются периоды, когда давление на
пузырек то уменьшается, то увеличивается. В первом слу¬
чае пузырек растет, во втором сжимается. В окружающей
среде получаются из-за этого кратковременные жидкостные
удары — мгновенные давления. Их сила достигает десятков
и даже сотен атмосфер. Это явление названо «кавитация».
Как оно действует, видно из того, что удары таких же
пузырьков, возникающих на лопастях гребных винтов ско¬
ростных судов, разрушают прочный металл.
346
Явление каЕитации при резании ультразвуком.
А в нашем случае та же сила давит на твердые и острые
абразивные зерна на линии окружности Стаканчика, застав¬
ляет их совершать работу резания. Так получается отвер¬
стие, из которого выпадает как бы выпиленный кружок.
Если на конус вибратора надеть не стаканчик, а нако¬
нечник любой другой формы, можно получить соответствую¬
щее отверстие. А обыкновенное лезвие, насаженное на вер¬
шину конуса, превратится в чудо-нож, легко разрезающий
брусок твердого сплава на тонкие пластинки.
Вспомните введение к этой книге. Там рассказано о пер¬
вой, начальной ступени лестницы, по которой люди подни¬
мались к вершинам резания твердых тел, — тогда еще и ме¬
таллов не было. Резание ограничивалось сверлением отвер¬
стий в камне. А инструментом служили песчинки-осколки
еще более твердого камня. Они вдавливались в «заготовку»
вращающимся деревянным стержнем. Для облегчения
работы древнейшие сверловщики подмешивали в каменный
347
порошок воду. Тогда получался союз давящего на песчин¬
ки и вращающего их стержня, каменного порошка, который
в наше время называется абразивом, и жидкости — воды.
Когда мы знакомимся с новейшим средством сверления
отверстий, картина как будто та же. Снова стержень, абра¬
зив и жидкость. Но неспроста мы написали «как будто».
У древнейших мастеров сверление одного грубо сделанного
отверстия отнимало сотни часов тяжелого труда. Вероятно,
им приходилось сделать для этого около миллиона рабочих
движений. А техника ультразвука — одно из высших до¬
стижений современной науки — заставляет тот же стержень
(только не деревянный, а стальной) совершить столько же
рабочих движений (колебательных, а не вращательных) за
1 минуту. Эти движения таковы, что привлекают к работе
еще одного могучего союзника — кавитационные удары.
И древнейшие, давно забытые способы труда, неисчислимо
усиленные последними достижениями науки и техники,
вновь приходят на помощь человечеству.
Так, в строю преемников обычного резания рядом с элек¬
троискровым и анодно-механическим встало ультразвуко¬
вое. Пока его роль еще очень скромна. Больше всего оно по¬
могает получать отверстия простой и сложной формы не
только в очень твердом металле, но и в стекле, фарфоре. Но
этот способ резания «родился» всего лишь около четырех
лет назад. Он, несомненно, относится к завтрашнему дню
техники резания. Возможно, что именно ультразвуковым
инструментам суждено заменить не только сверла, разверт¬
ки, зенкера и долбяки, но и резцы, фрезы, протяжки.
Тогда исчезнут массивные, тяжелые, громоздкие, метал¬
лорежущие станки. Легкие электроискровые, анодно-меха¬
нические, ультразвуковые режущие головки, повинуясь
«велениям» подчиненных человеку управляющих машин,
будут совершать свой точный и быстрый обработочный путь
по большим и малым заготовкам, сообщая им окончатель¬
ные форму и размеры, заданные чертежом изделия.
ОГЛАВЛЕНИЕ
Первые законы (вместо введения) 3
РОДОСЛОВНАЯ СТАНКА
Как был вновь изготовлен перстень Поликрата . . 11
Держалка Андрея Нартова 21
Первые «многорукие» станки 32
Мизинец Рейнольдса и полукрона Уатта .... 38
Взаимная услуга 45
Снова замки : : 47
Ученик из Вулвичского арсенала 50
Пушки, ружья и станки 59
Режущая звезда 62
Славные машиностроители 71
Происшествие на Тульском заводе 77
Электрический подручный 86
Мир станков 92
РАССКАЗ О РЕЗЦЕ И МЕТАЛЛИЧЕСКОЙ СТРУЖКЕ
Зачинатель новой науки 105
«Лестница» твердости 118
Три качества 124
Состязание резцов 130
Резец-саламандра 136
Могучая теплота 142
Союз сверхстойких 154
«Печеные» резцы 159
Резцы из... порошка 165
349
Возвращение каменного резн" 173
Рождение стружки . 181
Стальной коготь 191
Загадки резания 207
Эстафета славных . . с 212
АВТОМАТИЧЕСКИЙ ПОМОЩНИК СТАНОЧНИКА
Станок-револьвер 233
Станок-пулемет 237
«Зрячие» станки 246
Как станки становятся «умными» 251
Следующий шаг 255
Потоки колец 260
Новые станки . 274
Конвейеры резания 282
Заводы-автоматы 292
Цех-автомат 298
В ЦЕХ ПРИХОДИТ НОВОЕ
У станков — управляющие машины 311
Металл режут электронами 322
Металл режут ультразвуком 343
К ЧИТАТЕЛЯМ
Издательство просит отзывы об
этой книге присылать по адресу:
Москва, Д-47, ул. Горького, 43.
Дом детской книги.
Для старшего возраста
Перля Зигмунд Наумович
ЧЕЛОВЕК РЕЖЕТ МЕТАЛЛ
Ответственный редактор
М. А. Зубков.
Художественный редактор
М. Д. С у х о в ц е в а.
Технический редактор
Г. Н. Ш е в ч е н к о.
Корректоры
В. Л. Данилова и А. Б. С т р е л ь н и к.
Сдано в набор 2/У1 1958 г. Подписано к печати
2/IX 1958 г. Формат 60Х84,/1б — 22,25 печ. л.=20,31
уел. печ. л. (18,61 уч.-изд. л.). Тираж 50 000 экз.
А08310. Цена 7 руб.
Детгиз. Москва, М. Черкасский пер., 1.
Фабрика детской книги Детгиза.
Москва, Сущевский вал, 49. Заказ № 573.
В 1957, 1958 ГОДАХ В ДЕТГИЗЕ ВЫШЛИ В СВЕТ
СЛЕДУЮЩИЕ НАУЧНО-ПОПУЛЯРНЫЕ КНИГИ:
Пешкин И.
— Как рождается сталь
Вальдгард С.
— Что надо знать о машинах
Анфилов Г.
— Что такое полупроводник
Рейнберг М.
— Думающие машины
С м а г и н Б.
— Атом работает
Штейнгауз А.
— Завод без людей
Эти книги вы можете получить
в своей школьной и местной библиотеках.