/














Автор: Фатеев И.С. Поздняков Е.П.
Теги: металлорежущие станки техническая документация ремонт станка общее описание
Год: 1988
Похожие




Текст
Министэрство станкостроительной и инструментальной промышленности СССР
Главное управление «Главстгнкоремналадка»
ГОСУДАРСТВЕННЫЙ ПРОЕКТНО - КОНСТРУКТОРСКИЙ И ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ
ПО МОДЕРНИЗАЦИИ, АВТОМАТИЗАЦИИ, РЕМОНТУ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
И ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ МЕТАЛЛООБРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЙ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
- -'Т.П К Т И СТАНКОСЕРВИС" —
ремонт
ТОКАРНО - ВИНТОРЕЗНОГО СТАНКА
МОДЕЛИ ЮК20
Часть I. Общее описание
1986
Минютеротво станкостроителанс? и инструментальной промыл леннсю-!; СССР
Главное управление 'Пхавстанкоремналадка*
Государственный проектнэ-ко“структорский и технологический институт по модернизахми, < в’юма'.наации, ремонту
металлорежущих станков и техническому обслуживанию металлообрабатывающего оборудование
о программным управлением
- ГПКТИ *Станкосервис' -
Р Б М ОН Т
ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА
МОДЕЛИ 16К2О
Часть 1 • Общее огисание
Туда-1088
Директор ГПКТИ 'Огкнтосеринс'
янжвнвр
ФАТЕЕВ И.Сг
ПОЗДНЯКОВ Е.Ц,
Техни<вская документация на ремонт тока ржо—винторезного станка модели
16К20 издается в помощь ремонтным службам предприятий, для которых ре-
монт Станков представляет известную трудность, и может сдужить руководст-
вом для ремонтных работах и ИтР.
Техническая документация состоит из трех частей. Первая часть содержит
общее описание станка и чертежи узлоа. Во второй части изложен технологиче-
ский процесс ремонта станка, В третьей части помешены временные нормы рас-
хода сменяемых оригинальных деталей и их рабочие чертежи.
Предложенные методы ремонта позволят осуществить качественнь# рэемонт
станков и довести их до первоначальной точности в соответствии с ГОСТ и ТУ.
В разработке техдокументации участвовали : Кравчук ВвП., Леонтьев Л.Н.*
Смирнова Н.А*, Дегтеринекий ВП., Авдокушина ВвГ., Алексеева Л.Д.,
Голышевский ВЛ., ГЪоськова H.Ii
ОтзьВы и пожелания просим направлять по адресу: 300903, г, Тула,
п. Косая Гора, ул. Шмидта, 16, ГПКТИ 'Станкосереис’.
- 3 -
СОДЕРЖАНИЕ
ОБШЕЕ ОПИСАНИЕ СТАНКА .................................. 4
1,1. Назначение и краткая техническая характеристика .......... 4
1.2. Органы управления . . . ......................... Б
1,3. Спецификация основных узлов .................... 8
1,4. Основные параметры зубчатых колес, фрвяков, винтов, гаек и реек., 8
1.5. Кинематическая схема ............................ 16
1.6. Спецификация подшипников качения ................... 17
1,7. Смазка станка................... ........... 21
1^8. Карта смазки ............................... 23
1.8. Описание электросхемы ......................... 24
1.10, Схема принципиальная электрическая ........ 25
1.11. Спецификация электрооборудования станка ............... 26
2. ЧЕРТЕЖИ УЗЛОВ СТАНКА .................................. 30
2.1. Станина 16К20.010.00 lj 16K2Q.011.001i 16K20.012.001^
16К20.016.001 ......................................... 30
2.2. Бабка шпиндельная 16К20.020.00 1.................. 34
2,3. Задняя бабка 16Б20.030.001; 16Б20П.030.С0 1.... 46
2.4. Резцедержатель четырехпозйционный 16К20.041.001 ....... 49
2.5. Каретка и суппорт 16K20.040.001j 16К20.050.001 ....... 50
2.6, Фартук (166200.061.000...................... 55
2.7. Коробка подач 16Б20П.07 0.000 ................... 62
2.8, Коробка передач 16К20,080.001 ........ 67
- 4 -
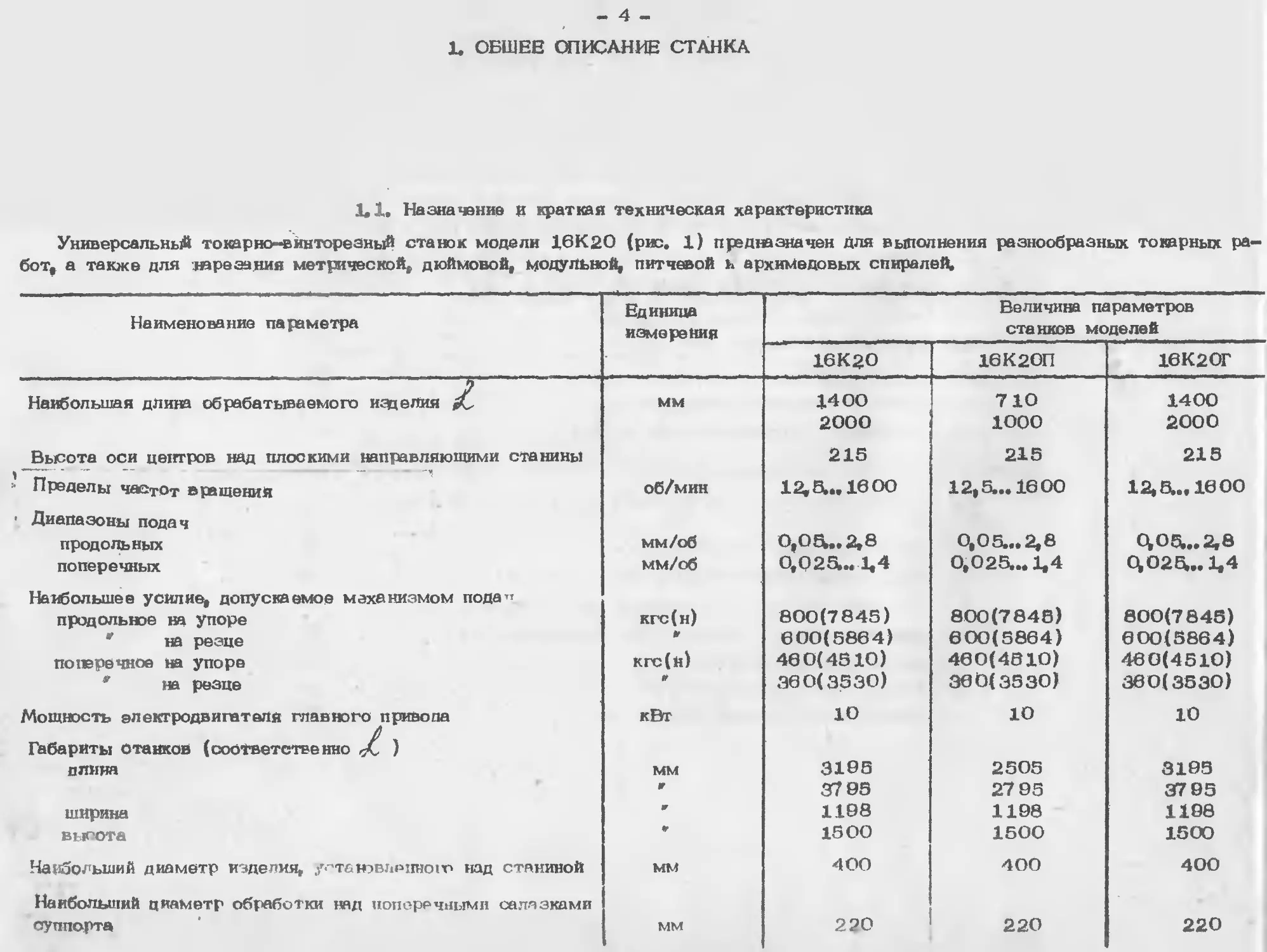
1. ОБЩЕЕ ОПИСАНИЕ СТАНКА
Ы. Назначение и краткая техническая характеристика
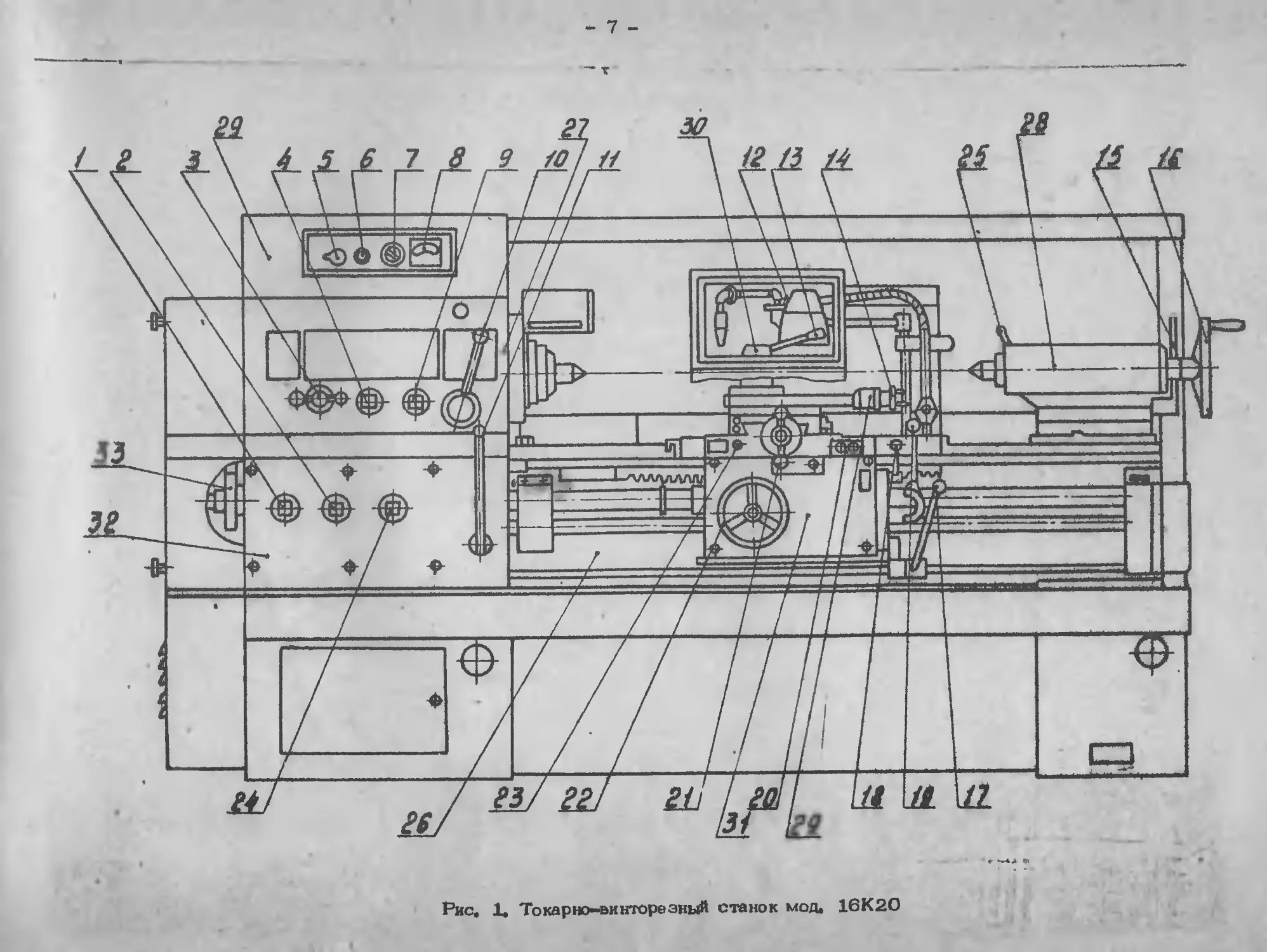
Универсальный токарно-винторезный станок модели 16К2О (рис. 1) предназначен Для выполнения разнообразных токарных ра-
бот, а также для нарезания метрической, дюймовой, модульной, питчевой ь архимедовых спиралей.
Наименование параметра Единица измерений Величина параметров станков моделей
16К2О 16К20П 16К20Г
Наибольшая длина обрабатываемого изделия мм 1400 710 1400
2000 юоо 2000
Высота оси центров над плоскими направляющими станины 215 215 215
Пределы частот вращений Диапазоны подач об/мин 12,5,.. 1600 12,5... 1600 12,5,., 1600
продольных мм/об о,оа..2»а 0,05... 2,8 0^05... 2,8
поперечных мм/об 0,025,.. 1,4 0,025... 1,4 С\О25;..1,4
Наибольшее усилие, допускаемое механизмом пода”
продольное на упоре кгс(н) 800(7845) 800(7845) 800(7845)
* на резце * 600(5864) 600(5864) 600(5864)
поперечное на упоре кгс(н) 460(4510) 460(4510) 460(4510)
* на резце tf 360(3530) 360(3530) 360(3530)
Мощность электродвигателя главного привода кВт 10 10 10
Габариты станков (соответственно )
длина мм 3195 2505 3195
F 3795 27 95 37 95
ширина г 1198 1198 1198
ВТ юоть 1500 1500 1500
Наибольший диаметр изделия, установленного над станиной мм 400 400 400
Наибольший диаметр обработки над поперечными салазками суппорта мм 220 220 220
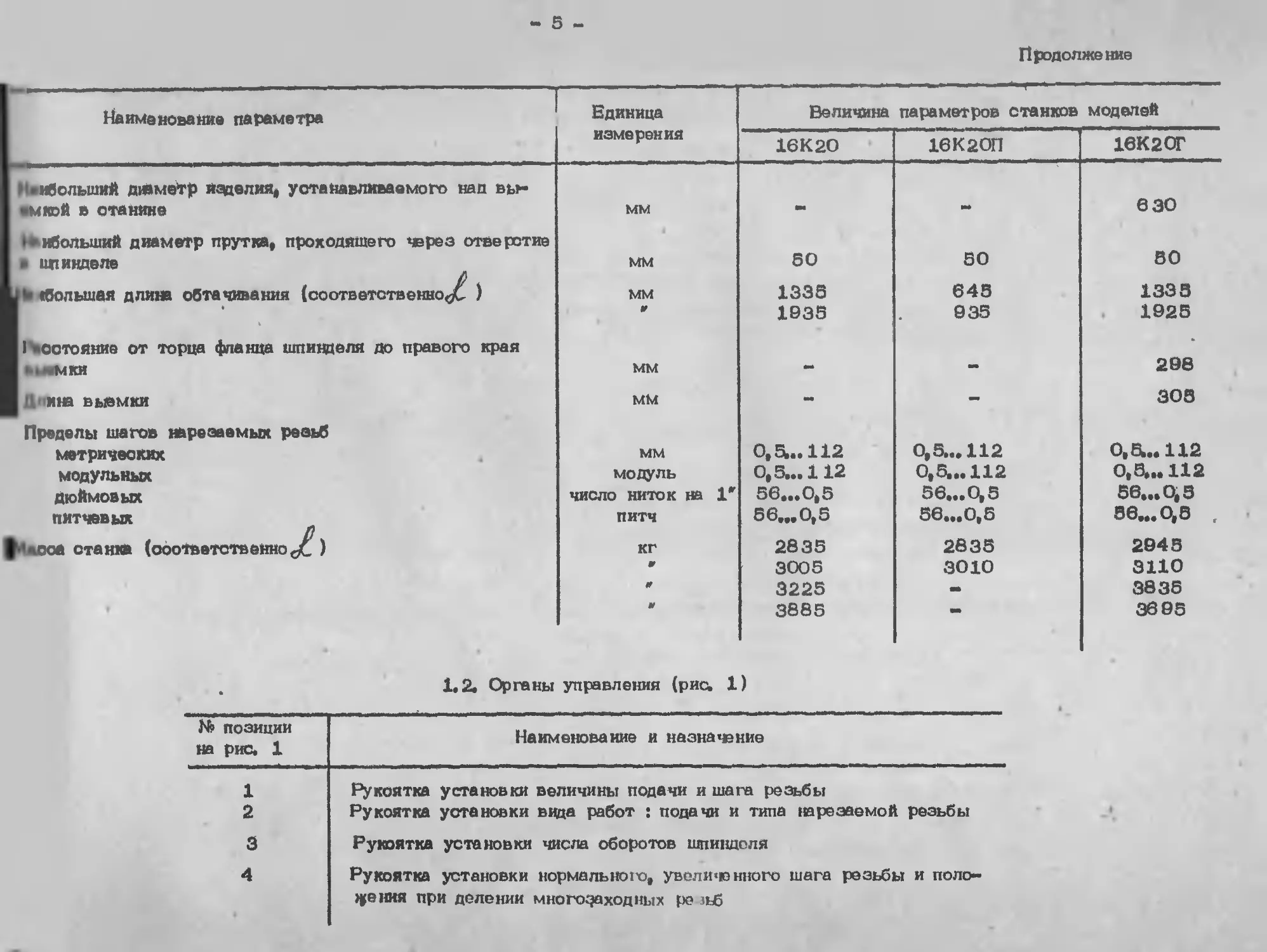
- 5 - Продолжение
наименование параметра Единица Величина параметров станков моделей
измерения 16К2О 16К20П 16К20Г
Наибольший ддамеТр изделия, устанавливаемого над вь>-
мкой в станине мм СМ м 6 30
наибольший диаметр прутка, проходящего через отверстие
• цпинделе мм 50 50 50
. 'большая длина обтачивания (соответственно^ ) мм 1335 645 1335
» г 1835 935 1925
1Состояние от торца фланца шпинделя до правого края *
мки мм МВ 298
Дина выемки мм •м — 305
Пределы шагов нарезаемых резьб
метрических мм 0,5... 112 0,5... 112 0,5... 112
модульных модуль 0,5... 112 0,5... 112 0,5, ..112
ДЮЙМОВЫХ число ниток на 1* 56...0,5 56... 0,5 56... 0,5
питчевых питч 5 6... 0,5 56... 0,5 56... 0,5 .
| са станка (соответственное^) кг 2835 2835 2945
г 3005 ЗОЮ 3110
* 3225 ем 3835
3885 в 3695
1,2. Органы управления (рис. 1)
№ позиции
на рис. 1
1
2
3
4
Наименование и назначение
Рукоятка установки величины подачи и шага резьбы
Рукоятка установки вица работ : подачи и типа нарезаемой резьбы
Рукоятка установки числа оборотов шпинделя
Рукоятка установки нормального, увеличенного шага резьбы и поло-
жения при делении многодаходных ре ,ьб
- 6 -
Продолжение
№ позиции на рис, 1 Наим нование и назначение
5 Вводной автоматический выключатель
0 Сигнальная лампа
7 Выключатель электронасоса подачи охлаждающей жидкости
8 Указатель нагрузки станка
9 рукоятка установки правой и левой резьбы
10 Рукоятка установки ряда чисел оборотов шпинделя
11 Рукоятка управления фрикционной муфтой главного, привода (сблокирована с рукояткой 17)
12 Выключатель лампы-местного освещения
13 Рукоятка поворота и закрепления индексируемой резцсвой головки
14 Рукоятка ручного перемещения регцовых салазок суппорта
15 Рукоятка крецлэния пиноли задней бабки к станине
16 Маховик перемещения пиноли задней бабки
17 ГУгоятка управления фрикционной муф п,й главного привода (сблокирована с рукояткой 11)
18 Рукоятка включения и выключения гайки ходового винта
19 Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
20 Кнопочная станция включения н выключения электродвигателя главного привода
21 Рукоятка ручного перемещения поперечных салазок суппорта
22 Маховик ручного перемещения каретки
23 Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
24 Рукоятка установки величины подачи н шага резьбы и отклкяения механизма коробки подач при парадке резьб на прямую
25 Рукоятка зажима пиноли задней бабки
- 7 -
nJvriJSfb.
Рис, 1, Токарно-винторезный станок мод, J.6K20
8
1.3. Спецификация основных узлов (рис* 1)
№ позиции на рис, 1 Наименование и назначение Заводской номер чертежа
26 Станина 16К20.010...017.001,- 16К20, IS 1, 001
27 Бабка шпиндельная 18K2Q020.001
28 Задняя бабка 16Б2СЬ03а001| 16Б20П.030.001
29 Каретка и суппорт 16K2Q.04Q001
30 Резцедержатель четырехпозиционный 16K2CX04L001
31 Фартук 16Б20П.061.000
32 Коробка подач 16B20n.07Q000
33 Коробка передач 16K20,08Q001
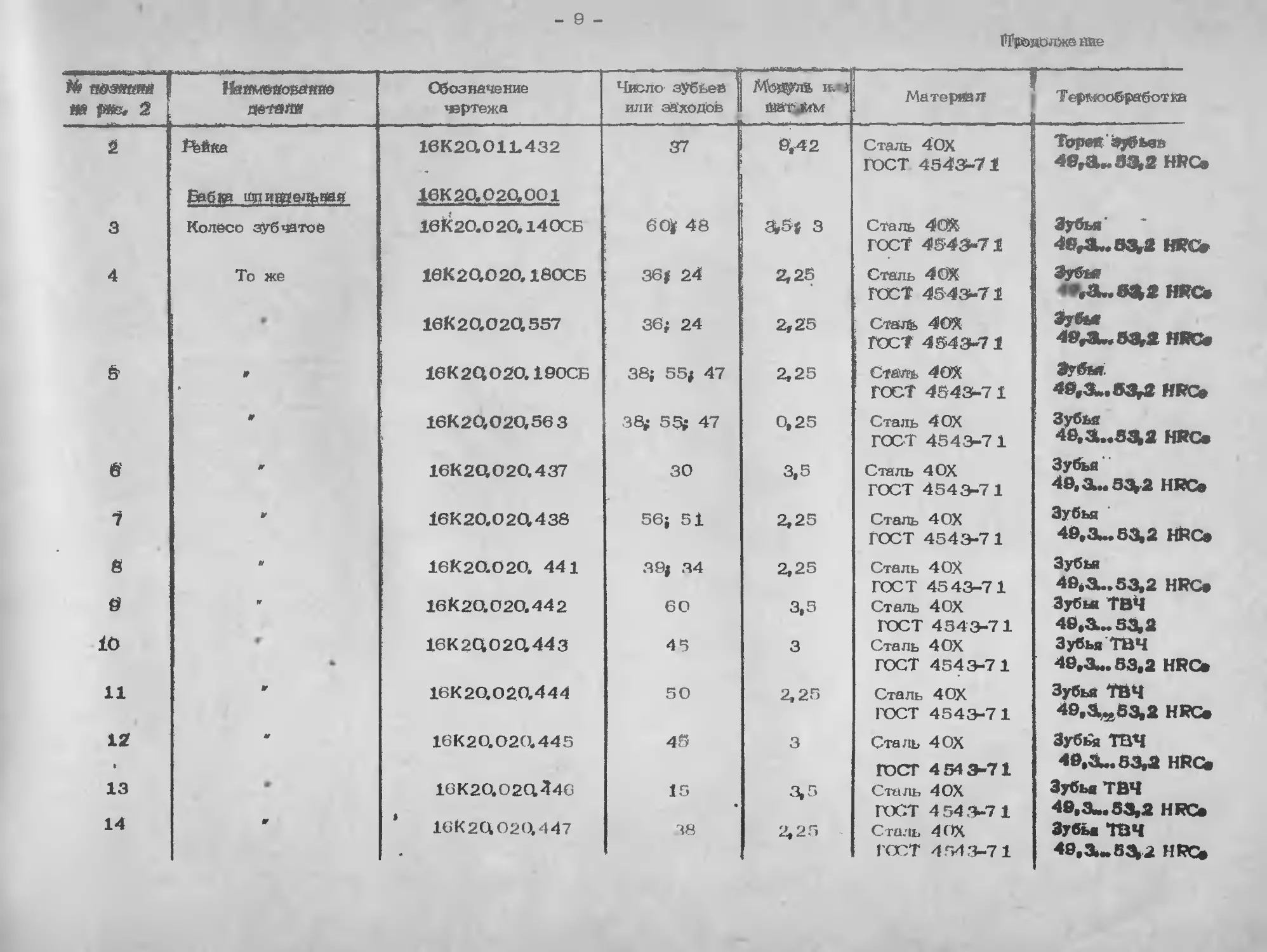
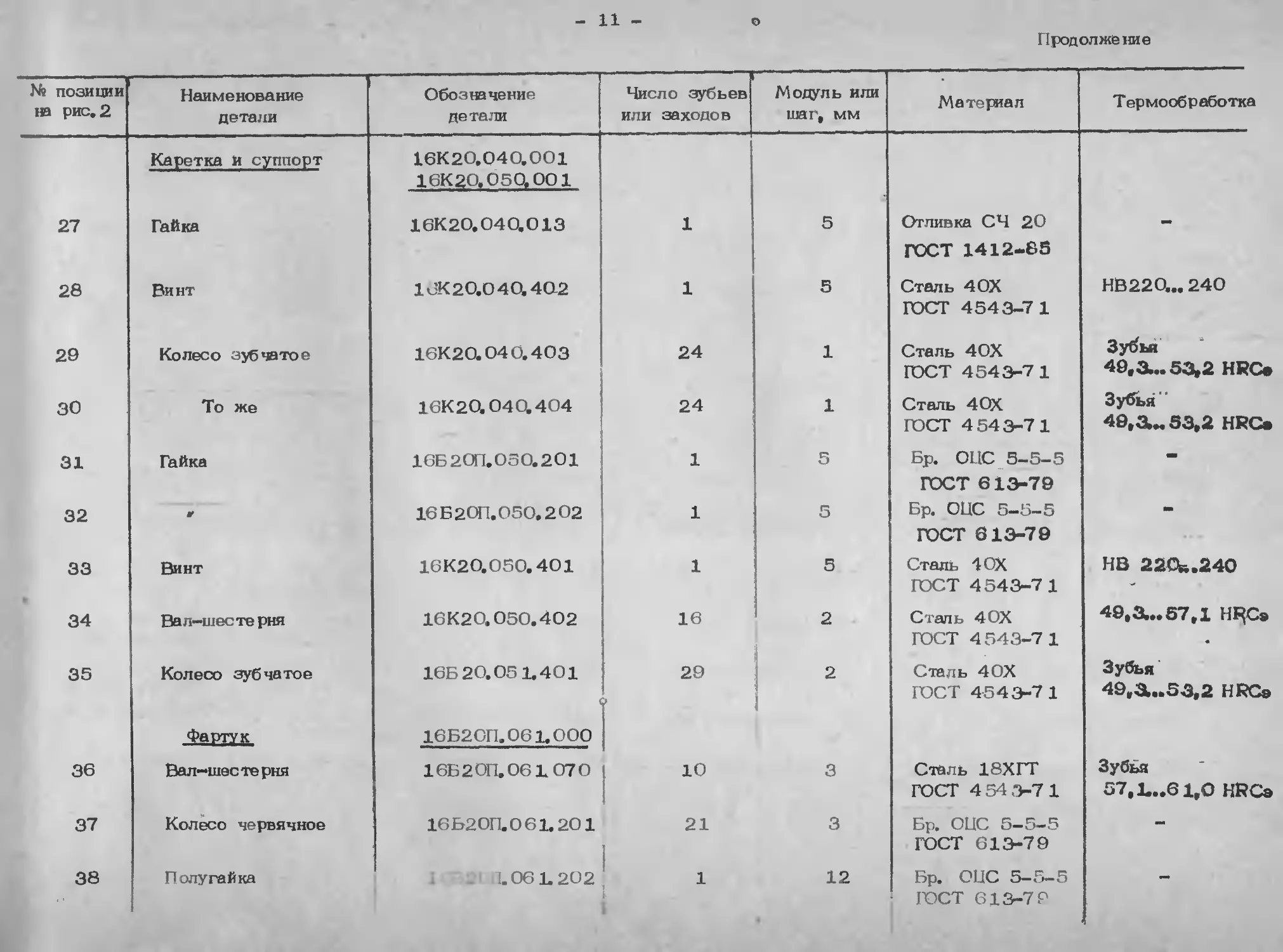
1.4* Основные параметры зубчатых колес, червяков, винтов, гаек и реек (рис. 2)
№ позиции на рио» 2 Наименование детали Обозначение чертежа Число зубьев или заходов Модуль или шаг, мм Материал Термообработка
1 ...РТ?» Винт ходовой 16K2ClOiq .,01кР|2>.016.. 16K2Q010.401*1 1 12 Сталь А40Г
*3, *4 То же V * в гене действителен тол То же Г г 16K2Q011.403*2 16К20,012.401н3 16K2Q016.401*4 ько для узлов 16K2QC 18 К 2 ОД 16K2QC 16K2QC 1 1 1 210,001 214.001 212.001 216.001 12 12 1 12 ГОСТ 1414-7 Б Сталь А40Г ГОСТ 1414-7 Б Сталь А40Г ГОСТ 1414-78 Сталь А40Г ГОСТ 1414-7 Б «• м
да 2 Наименование детали Обозначение чертежа
2 Шка 16K20L 011.432
3 Саббса здп надежная Колесо зубчатое 16К20.020.001 1вк2О.О2О4140СБ
4 То же 1еК20,020,160СБ
! * 16К20.02Ц557
& г 16K2QO20.190СБ
* 16K20i020|,56 3
6' в 16K2QO2O.437
7 V 16X20.020,438
6 в 16X20.020. 441
& W 16X20.020.442
10 9 16X2002(1443
11 Г 16X20.020.444
12 В 16К2О.О2О.445
13 л 16К2О.02О446
14 Г 1GK2OO2O.447
РГр&ж^ “ ййе
Число зубй&й 1 или заходов 1 Мэдла и. 5 ЙЙ “1 Материал । Термообработка
37 9,42 Сталь 40х ГОСТ 4543-71 ТЬреяэубьев <0га»вяг НРС»
eOjf 48 3,5f 3 Сталь 4ЮК ГОСТ 4S43-71 3}Л». 4&*3..8ВД НРС.
36 f 24 2,25 Сталь 4<®С ГОСТ 4543-71 ЗуФ- эд 2 нкс.
36; 24 2f 25 ; Стаж 40Х ГОСТ 4543-7 1 Эубыг 40^и.ЭДЖ нас.
38; 55; 47 2,25 Сталь 4Ш ГОСТ 4543-7 1 40,&.ЭД2 HRC.
38; 55; 47 0,25 Сталь 4 ОХ ГОСТ 4543-71 Зубья 40.&..ЭД2 HRC.
30 3,5 Сталь 4 ОХ ГОСТ 4543-71 Зубья" 49,а..5£2 HRC.
56; 51 2,25 Сталь 4 ОХ ГОСТ 4543-7 1 Зубья ' 49,3м. 53,2 НРС»
39; 34 2,25 Сталь 4ОХ ГОСТ 4543-71 Зубья 49,а..53,2 НРС»
60 3,5 Сталь 4 ОХ ГОСТ 4543-71 Зубы» ТВЧ 46, а.. 53,2
45 3 Сталь 4ОХ ГОСТ 4543-71 Зубья ТВЧ 46,3м. 53,2 HRC.
50 2,25 Сталь 4QX ГОСТ 4543-71 Зубы» ТВЧ 49,а^63,2 НРС.
45 3 Сталь 4ОХ ГОСТ 4 54 3-71 Зубья ТВЧ 40,3м. 53,2 HRC.
15 3,5 Сталь 40Х ГОСТ 4543-71 Зубья ТВЧ 46,3м. 53,2 HRC.
38 2,25 Сталь 4 ОХ ГОСТ 4543-71 Зубья ТВЧ 49,ам5£2 НРС.
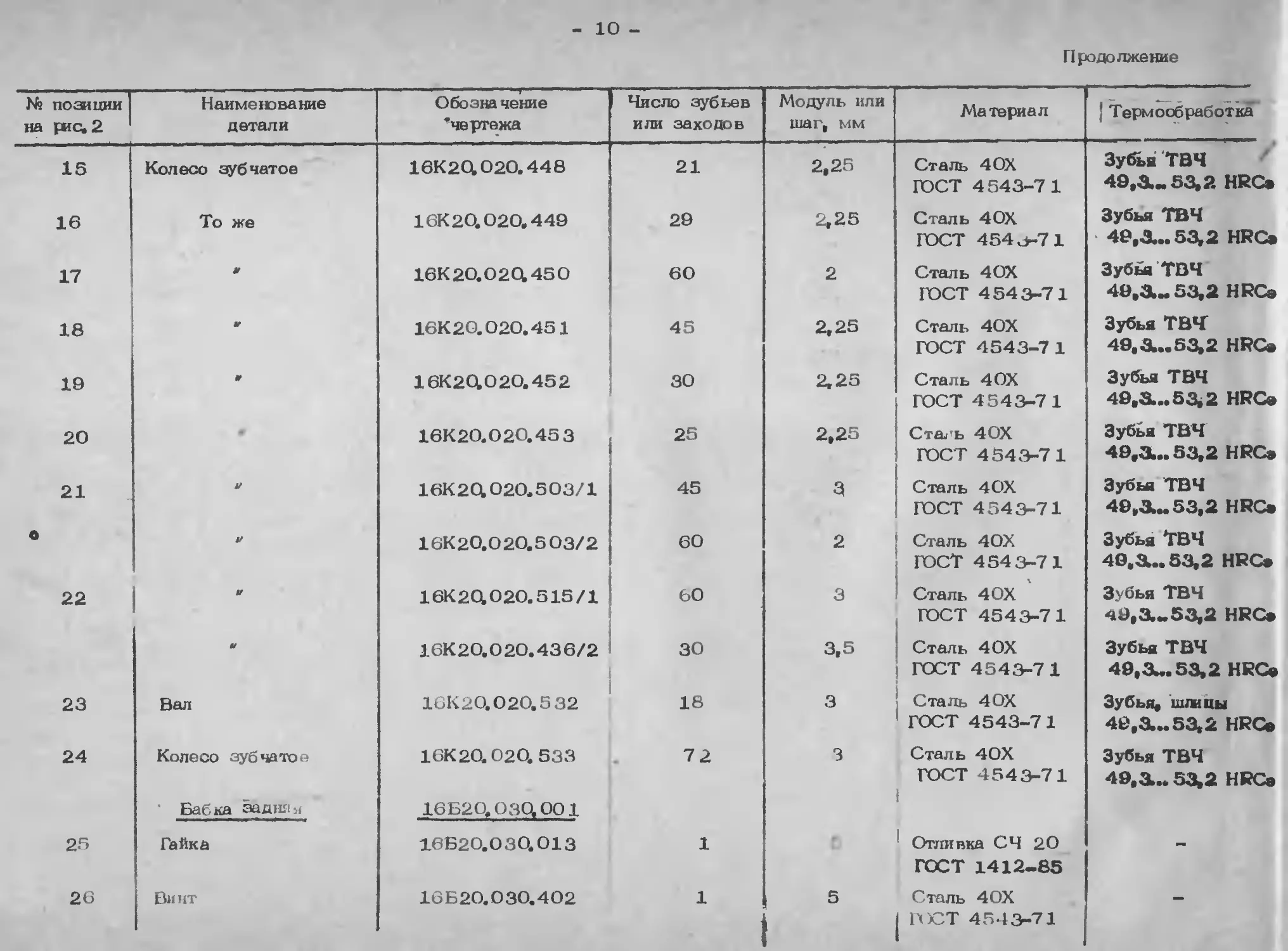
10 -
Продолжение
№ позиции на рис. 2 Наименование детали Обозначение ’чертежа Число зубьев или заходов Модуль или шаг, мм Материал | Термообработка
15 Колесо зубчатое 16K20L020.448 21 2,25 Сталь 4 ОХ ГОСТ 4543-71 Зубья ТВЧ 49,а-53,2 HRC.
16 То же 16К20.020.449 29 2,25 Сталь 40Х ГОСТ 454 cj-71 Зубья ТВЧ 49,а.. 5а 2 HRC»
17 V 16K20.020L450 60 2 Сталь 40Х ГОСТ 4543-71 Зубья ТВЧ 49,а«5а2 НКСэ
18 аг 16К20.020.451 45 2,25 Сталь 40Х ГОСТ 4543-71 Зубья ТВЧ 49, а.. 5а2 HRC»
19 16K20L020.452 30 2,25 Сталь 4 ОХ ГОСТ 4543-71 Зубм ТВЧ 49,а..5а2 HRC®
20 16К20.020.45 3 25 2,25 Стать 40Х ГОСТ 4543-71 Зубья ТВЧ 49va..5a2 HRC»
21 V 16K20L 020.503/1 45 3 Сталь 40Х ГОСТ 4543-71 Зубья ТВЧ 49,а- 53,2 HRC»
о V 16К20.020.503/2 60 2 Сталь 40Х ГОСТ 454 3-71 Зубья ТВЧ 49,а..5а2 HRC*
22 V 16K20L020.515/1 ьО 3 Сталь 4 ОХ ГОСТ 4543-71 Зубья ТВЧ 49(а.53,2 HRC*
и 16К20.020.436/2 30 3,5 Сталь 4 ОХ ГОСТ 4543-7 1 Зубья ТВЧ 49,3—.5а2 HRCe
23 Вал 16К20.020.5 32 18 3 Сталь 40Х ГОСТ 4543-7 1 Зубья, шлшы 49,а..5а2 икс
24 Колесо зубчатоа 16К20.020. 533 72 3 Сталь 40Х ГОСТ 4543-71 Зубья ТВЧ 49,а.. 53,2 HRCa
' Бабка э5шД1 16Б2О, ОЗЦОО1
25 Гайка 16Б20.030.013 1 ' Отливка СЧ 20 ГОСТ 1412-85 —
26 Винт 16Б20.030.402 1 S Сталь 4 ОХ ГОСТ 4543-71 —
№ позиции на рис. 2 Наименование детали Обозначение детали
Каретка и суппорт 16K20.040.001 16К20.050,001
27 Гайка 16К20.040.013
28 Винт 16К20.040.402
29 Колесо зуб’Вто е 16К20.040.403
30 То же 16К20.040.404
31 Гайка 16Б 20П.030.201
32 Г 16 Б 20П.050.202
33 Винт 16К20.050.401
34 Ва л-шес те рня 16К20.050.402
35 Колесо зубчатое 16Б 20.05 1.401
Фартук 16Б20П. 061,000
36 Вал-шестерня 16Б20П. 06 X 070
37 Колесо червячное 16Б20П.061.201
38 Полу гайка 21 1.06 L 202
о
Продолжение
Число зубьев или заходов .... Модуль или шаг, мм Материал Термообработка
1 5 Отливка СЧ 20 ГОСТ 1412-65 —
1 5 Сталь 4 ОХ ГОСТ 4543-7 1 НВ220... 240
24 1 Сталь 40Х ГОСТ 4543-7 1 Зувъя 49.3... 53,2 HRCe
24 1 Сталь 4 ОХ ГОСТ 4543-71 Зубья 49,а„53,2 HRQ*
1 5 Бр. ОИС 5-5-5 ГОСТ 613-79
1 5 Бр. ОЦС 5—5—5 ГОСТ 613-79 ма
1 5 Сталь 4 ОХ ГОСТ 4543-7 1 НВ 22CU.240
16 2 Сталь 40Х ГОСТ 4543-7 1 49.&..57.1 Н^С®
29 2 Сталь 40Х ГОСТ 4543-7 1 Зубья 49,а«53,2 HRC®
10 3 Сталь 18ХГТ ГОСТ 4 54 3-71 Зубья 57,Ъ..61,О НРС®
21 3 Бр. ОЦС 5-5-5 ГОСТ 613-79 —
1 12 Бр. ОЦС 5-5-5 ГОСТ 613-79 —
12 -
Прэдол-хенве
№ йоэдш на tp»c. 2 Наименование детали Обозначение детали Число зубьев или заходов * Модуль или шаг, мм Материал Термообработка
39 Колесо зубчатое 1^20,061,352 32 15 Сталь 4GX ГОСТ 4543-71
40 То же Ш6Е2ОД.ОО 1.353 36; 18 1,25 Сталь 4QX ГОСТ 4543-71 •* »
41 Червяк 166200.061.428 4 3 Сталь 25ХГТ ГОСТ 4543-71 57,1,..61,0 HRCa
42 Колесо зубчатое 166200.061.431 17 2 Сталь 40Х ГОСТ 4543-71 49,3... 53,2 HRCa
43 То же 16Б20П.О61.432 36 2 Сталь 4 ОХ ГОСТ 4543-71 49,а..53.2 HRCa
44 16Б2ОП.О61.436 32 2 Сталь 4 ОХ ГОСТ 4543-71 49,3».. 53,2 НПО»
45 • 166201.061.437 36 2 Сталь 4 ОХ ГОСТ 4543-7 1 Зубья’ 49^3^.53,2 НРСй
46 г 16Б20П.061.441 30 1.5 Сталь 40Х ГОС1 454 3-71 49,а.. 53,2 HRCa
47 16Б20П.061.442 30 1,5 Сталь 4ОХ ГОСТ 4543-71 Зубья 49,3^.53,2 HRCe
48 • 16Б20П.061.568 35 1,25 Сталь 4 ОХ ГОСТ 4543-71 НВ 25 5... 285
40 * 16Б2ОП. 061.591 66 2 Сталь 4QX ГОСТ 4543-71 Зубья 49,а,..5з,а икс»
50 • 16Б20П. 061.592 55 2 Сталь 4 ОХ ГОСТ 4543-71 Зубы. 49.Л-. 53^в HRCe
51 16Б2ОП.О61.593 41 2 ‘ Сталь 40Х ГОСТ 4543-71 49,8... fi HRC,
52 Вал-шестерня 16Б2ОП.О61.598 17 1,25 Сталь 40Х ГОСТ 4543-71 НВ 225... 285
- 13
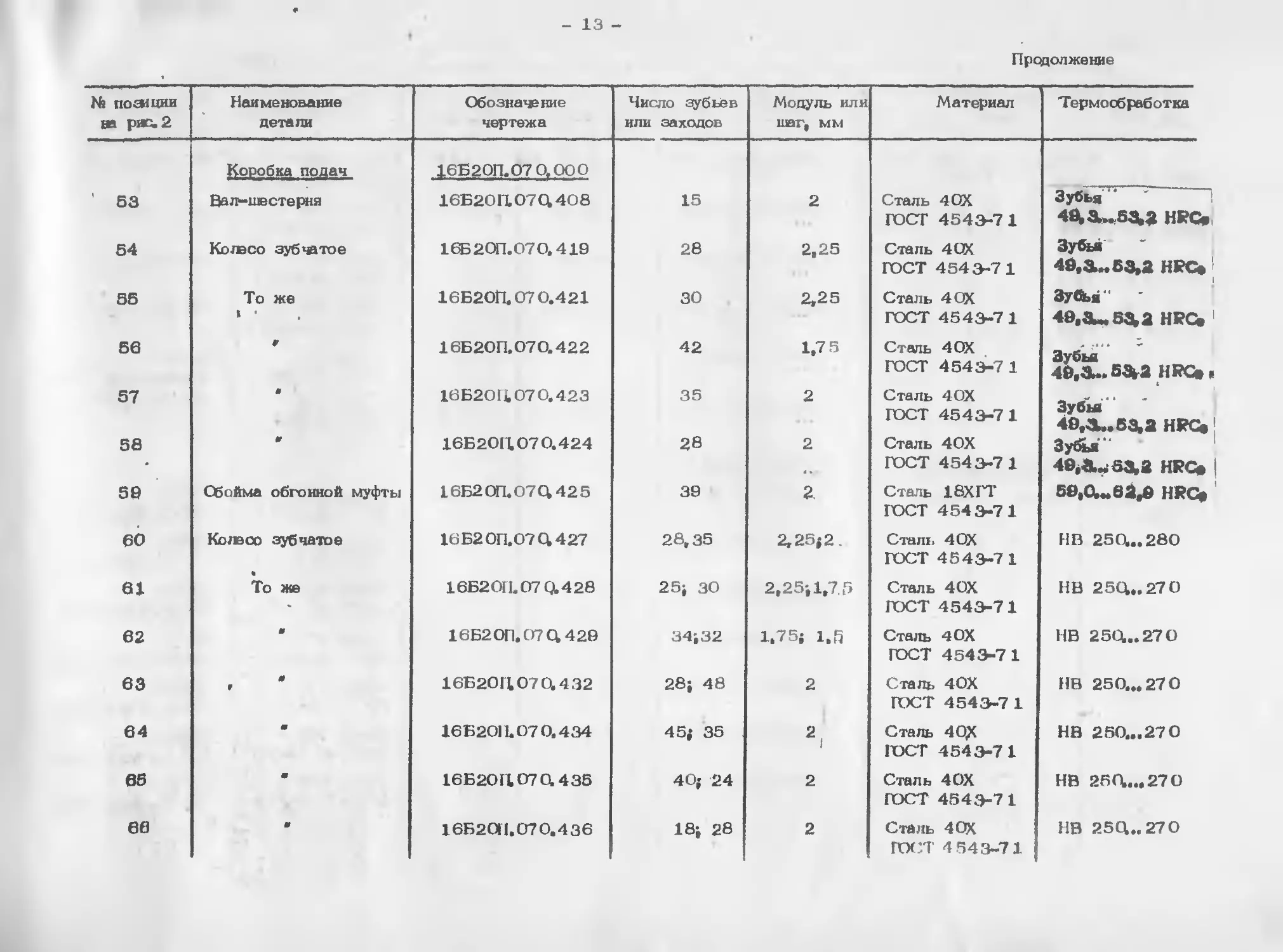
Ns поеиции н рис. 2 Наименование детали Обозначение чертежа
Коробка подач 16Б20П.07 0,000
' 53 Вал-ше стерня 16Б20П.07Ск408
54 Колесо зубатое 16332011.070,419
55 То же 16Б20П. 07 0.421
* *
56 г 16Б20П.070.422
57 • 16Б20Ц 07 0.423
58 it 16Б20П.070.424
58 Обойма обгонной муфты 16Б20П.07(Х425
60 Колесо зубчатое 16E20n.07Q427
6Х То же 16Б20П.07 Q.428
62 16Б20П.07 Q 428
63 * 9 16Б20Ц 07 0,432
64 • 16Б20П.07 0.434
65 • 16Б20Ц 07 0.435
66 16Б20П.070.436
Продолжение
Число зубьев или заходов Модуль или шаг, мм Материал Термообработка
15 2 Сталь 40Х ГОСТ 4543-71 Зубья HRC»
28 2,25 Сталь 4 ОХ ГОСТ 4543-71 Зубы 40(&м63»2 HRC. '
30 2,25 Сталь 4 UX ГОСТ 4543-71 Зубья' ' 49,&.,33»2 HRC* 1
42 1,7 5 Сталь 40Х ГОСТ 4543-7 1 Зубы 49,&..S3k2 HRC»,
35 2 Сталь 40Х ГОСТ 4543-71 Зубы" 10,л...5з»а н₽с» ।
28 2 Сталь 40Х ГОСТ 4543-71 Зубы" 49,a.r 53,2 HRC. I
39 • 2. Сталь 18ХГТ ГОСТ 4543-71 бб,а«ва^ hrc» '
28,35 2,25; 2. Сталь 4 ОХ ГОСТ 4543-71 НВ 250... 280
25; 30 2,25;1,7.5 Сталь 40Х ГОСТ 4543-71 HB 25Q..27O
34;32 1.75; 1.R Сталь 4 ОХ ГОСТ 4543-7 1 НВ 250,.. 27 О
28; 48 2 Сталь 40Х ГОСТ 4543-7 1 НВ 250... 270
45; 35 2! Сталь 40JC ГОСТ 4543-71 НВ 250...270
40; 24 2 Сталь 40Х ГОСТ 4543-7 1 НВ 250,... 27 О
18; 28 2 Сталь 4 ОХ ГОСТ 4 543-71 НВ 25Q.. 270
- 14
№ позиций на рий,2 :• . Наименование детали Обозначение чертежа
67 Колесо зубчатое 1682ОП. 07 0.437
68 То же 16Б20П.07 0.438
66 * 16Б2ОГ1.07 0.407
70 » * 16Б20ГЬ070.498
71 9 16Б2ОП.О7Ц547
72 ш 16Б20П.07 0.548
73 Коробка передач Колесо зубчатое 16K2Q,080.001 16K2Q08Q.400
74 То же 16К20.08Q402
75 9 16K2Q 080.401
76 а 16Б 20.080.402
77 • « 16820.08(1403
78 9 16820.080.404
79 9 16826.081.405
Продолжение
Чдсдо зубьев или заходов Модуль или шаг, мм Материал Те рмо об работка
33$ 32 2; 15 Сталь 4QX ГОСТ 4543-7 1 Н0 250... 270
28; 3Sv32 2,25;1,75 Сталь 4 ОХ ГОСТ 454 3-71 Н0 25Q,., 270
28; 24 2,25; 2 Сталь 40Х ГОСТ 4543-7 1 НВ 25Q,.,270
23;21 2; 2 Сталь 40Х ГОСТ 4543-71 HP 250... 27 О
28 2 Сталь 4ОХ ГОСТ 4543-71 Зубы -.9,4.. 548 HRCi
32; 30 15; 2 Сталь 40Х ГОСТ 4543-7 1 ИВ 250,^870
48 2 Сталь 4 ОХ ГОСТ 4543-71 Зубья 4в,ди. 5^,2 HJ₽q.
86 2 Сталь 4 ОХ ГОСТ 4543-71 Зубья 40,4^048 HRC-J
57 2 Сталь 40Х ГОСТ 4543-7 1 у >я 40.4 „548 Н»о»
73 2 Сталь 4ОХ ГОСТ 4543-7 1 ЭубьЯ -0» '.мЛ('48 |&С*
64 ’ i 2) 1 Сталь 40Х ГОСТ 4543-71 8Убь“ 4«Мк .848 HRCt
60 2 . Сталь 4QX ГОСТ 4543-71 .едзнксь
44 2 Сталь 40Х ГОСТ 4543-71
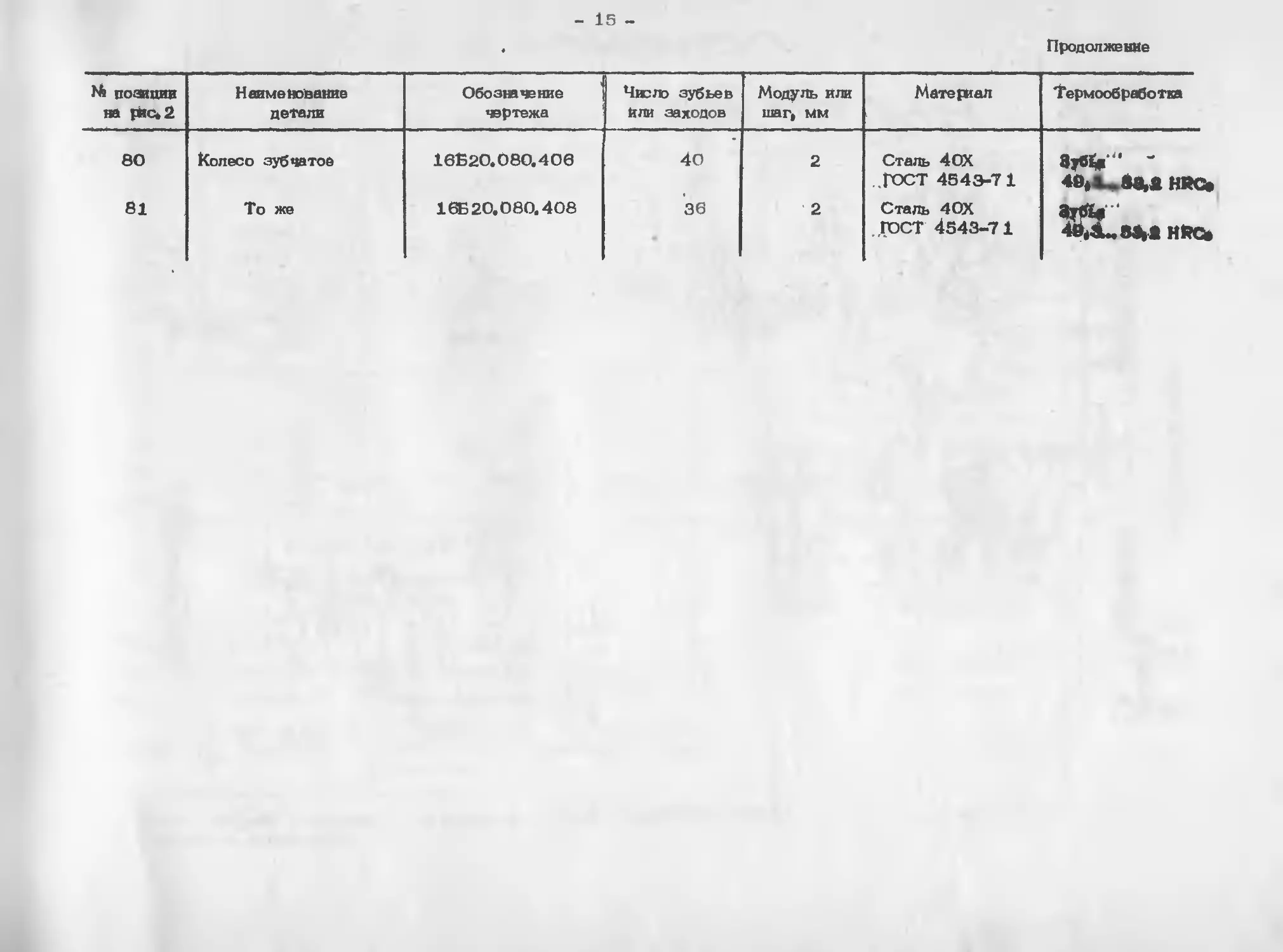
- 15 -
Продолжение
№ позиции на рис. 2 Наименование детали Обозначение чертежа Чизлэ зубьев Или заходов Модуль или шаг, мм Материал Термообработка
80 Колесо зубчатое 16fi20.080.406 40 2 Сталь 4 ОХ ..ГОСТ 4543-71 ЗувЙ"‘ - Sfi.fi НЙС»
81 То же 16Б20.080.408 36 2 Сталь 40Х ..ГОСТ 4543-71 НЙС*
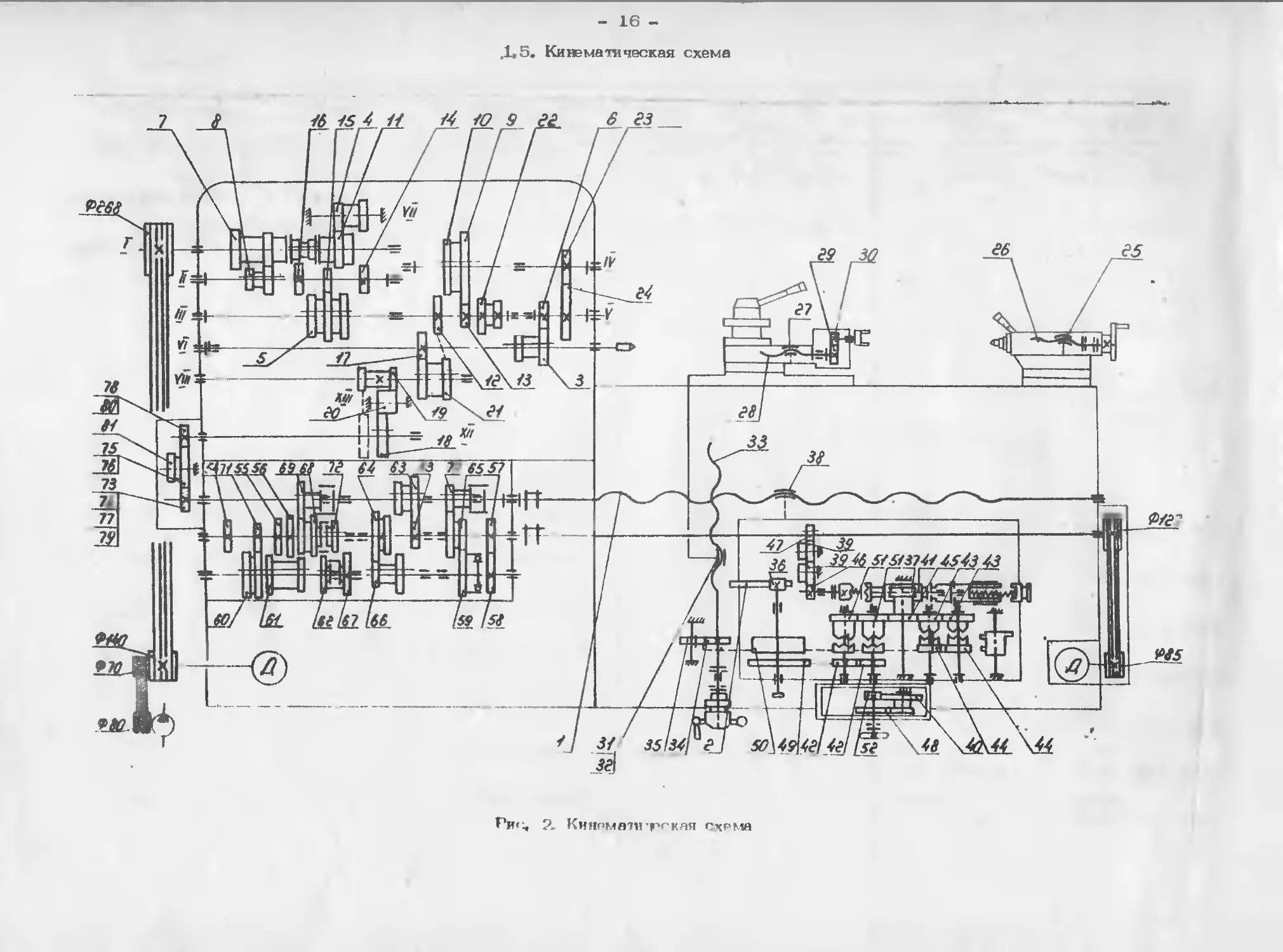
16 -
.1,5. Кинематическая схема
Рис, Киноман!чрская схема
- 17 -
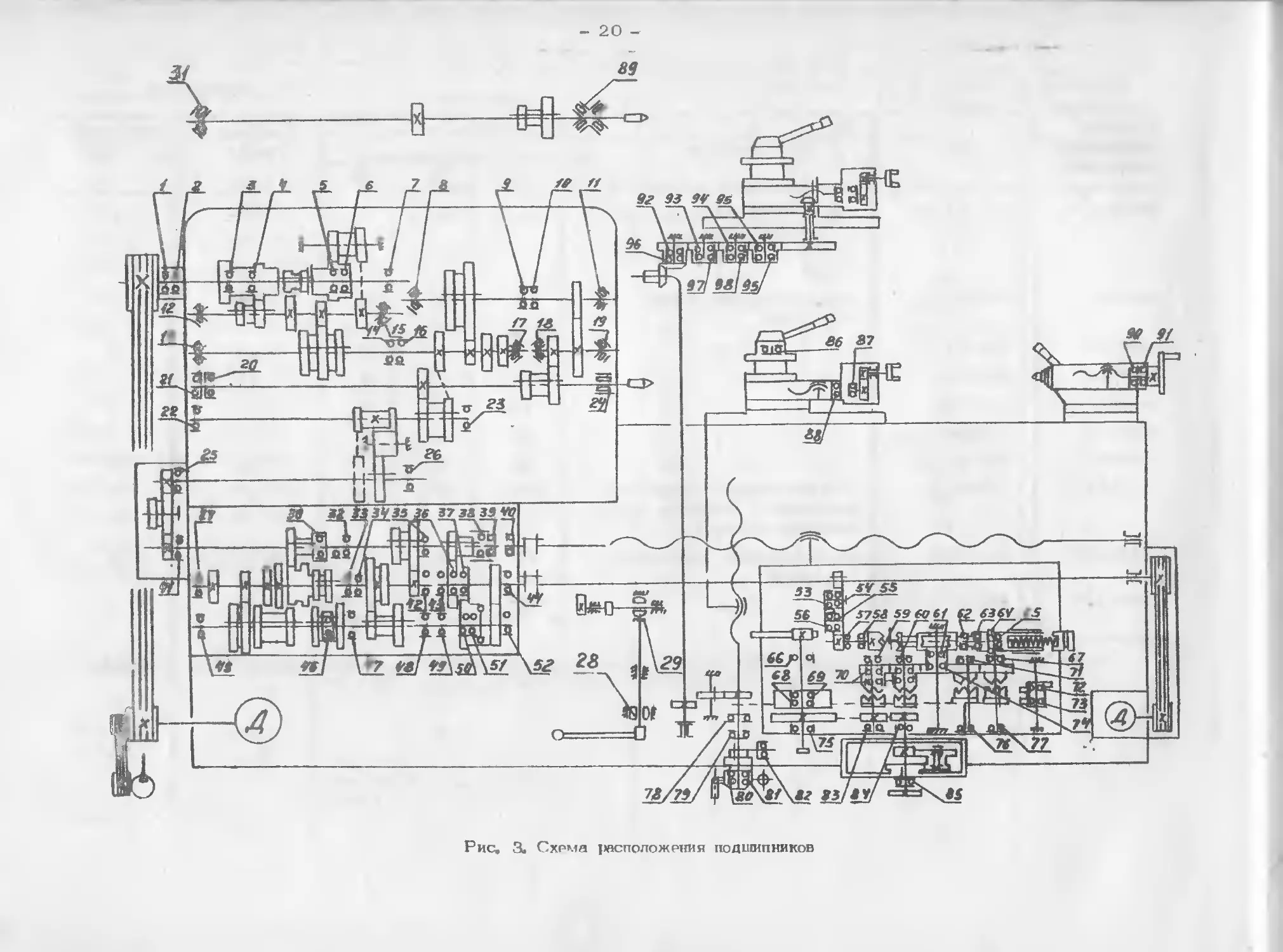
1.6. Спецификация подшипников качения (pic. 3)
Условное обоз на чэнл '! подшипника гост Тип подшипника Габ аритные размеры, мм № позиции по схеме Количество на станок
d
С* 1 104\; * 8338-7 5 Шарикоподшипник радиальный однорядный 20 42 12 74 1
105 8338-7 5 То же 25 47 12 61,84 2
106 8338-7 5 tr 30 55 13 47 !•
107 8338-75 V 35 62 14 25,41 2
108 8338-75 40 68 15 5,6 2
109 8338-7 5 45 75 16 3,4 2
6-110 8338-7 5 г 50 80 16 14, 16, 68;69, 75 5
202 8338-75 и 15 35 11 7 2,7 3,30 3
203 8338-7 5 к 17 40 12 ' 80,81 2
2О4К 8338-57* 20 47 14 23,33,34, 42,45,46; 48,49 8
205К 8338-57* * 25 52 15 22,26,35, 44 4
6-2О8К 8338-57* 40 80 18 9,10,7 3
6-209 8338-7 5 tt 45 85 19 1,2 2
2Ш20 , 3635-78 Шарнирный подшипник 20 47 15/26 28,29 2
зо эк 8338-57* Шарнкоподшипнл к радиальный однорядный 17 47 14 43 1
304К 8338-67* Шарикоподшипник радиальный однорядный 20 52 15 27,52 2
И.- Класс точности подшипников, изготовленных в соответствии с 1ОСГГ 8331 Ч--7^ дол> крн быть не ниже класса Г>ЧНОСТИ
заменяемых подшипшюв.
18 -
Условное обозначение подшипника ГОСТ Тип подшипника
7207 333-79 Роликоподшипники конические
7 ЗОБ 333-79 То же
7 306 333-79 К
7308 333-79 ш
7 309 333-79 г
7604 ‘ 333-79 ft
8102 6874-7 5 Шарикоподшипник упорный одинарный
8103 6874-7 5 То же
8104 6874-7 5 в
8103 6874-75 It
6-8106 6874-7 5 и
8107-К 6874-54* и
8202 6874-75 It
8205 6874-75 tt
177 16 Л ГУСТ 5434 Роликоподшипник КОНИ«£СКИЙ
• однорядный с малым углом конуса и автоматическим устра- нением зазоров
46203 » 831-75 Шарикоподшипник радиально- упорный однорядный
5-46216 831-75 То же
60104 7 242-81 Шарикоподшипник радиальный однорядный с одной защитной
60210 шайбой
7242-81 То же
Прсцолжеше
Габаритные размеры, мм № позиции по схеме Количество на станок
cL D Я"
35 72 18,5 17 1
25 62 18,5 8 1
30 72 21 11,13 2
40 90 25,5 18
45 1ОО 27,5 16 1
20 52 22,5 12,15 2
15 28 9 87,88 2
17 30 9 85 1
20 35 Ю 79 1
25 42 11 78,91,58,62 4
30 47 11 39,40 2
35 52 12 86 1
15 32 12 64 1
25 47 15 90 1
80 140 77,07 31 1
17 40 12 59,60,67 71,7 6,77, 83 7
80 140 26 20,21 2
20 42 12 63 1
50 90 20 66 1
19 -
Продолжение
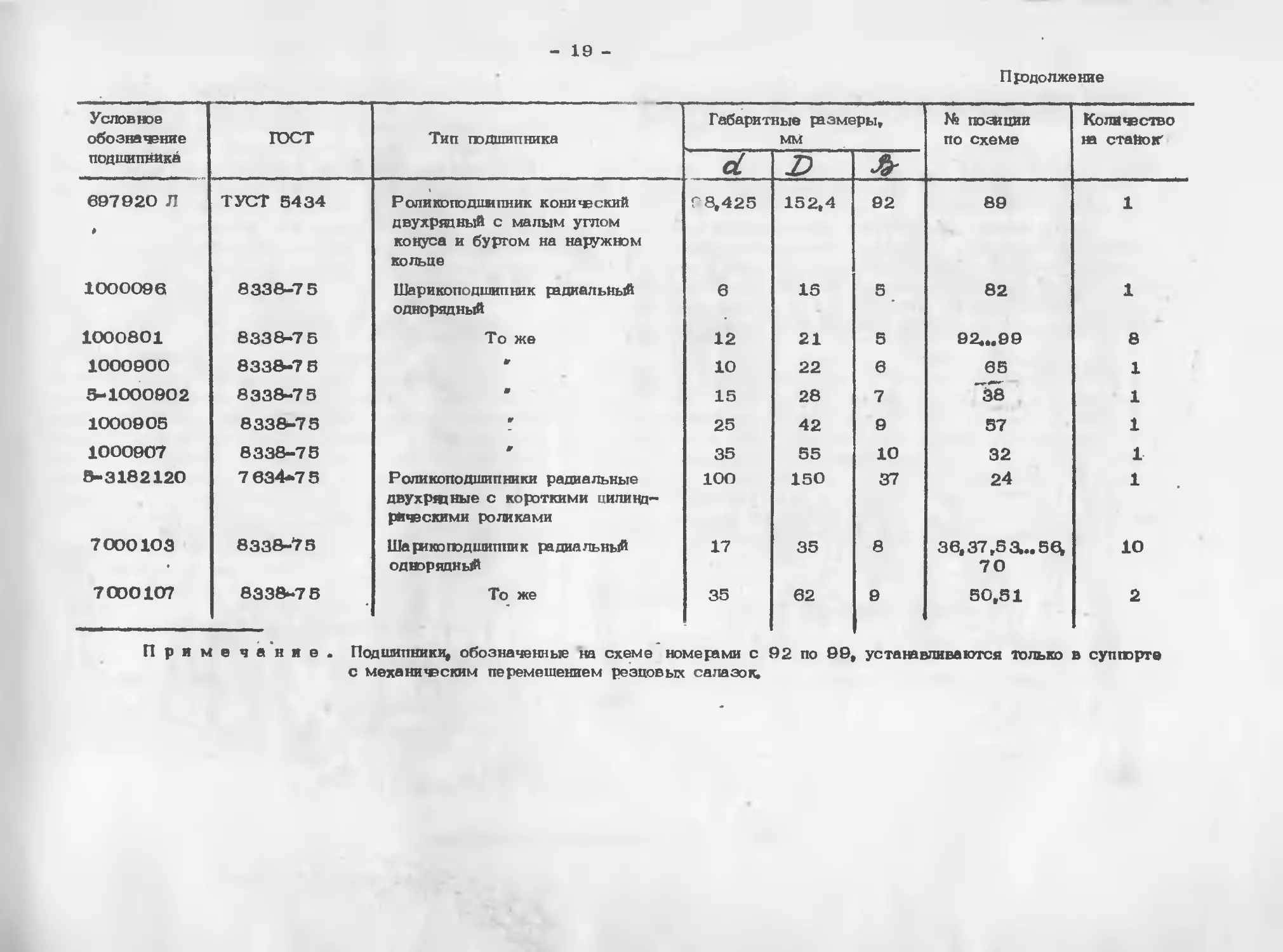
Условное обозначение ГОСТ Тип подшипника Габаритные размеры, мм № позщии по схеме Количество на ставок'
подшипника cL
697920 Л ТУСТ 5434 Роликоподшипник конический двухрядный с малым углом конуса и буртом на наружном кольце | 8,425 152,4 92 89 1
1000096 8338-7 5 Шарикоподшипник радиальный однорядный 6 15 8 82 1
1000801 8338-7 5 То же 12 21 5 92...9Э 8
1000900 8338-7 В * 10 22 6 65 1
5-1000902 833&-75 15 28 7 "38 1
1000905 8338-75 V 25 42 9 57 1
1000907 8338-75 я 35 55 10 32 1
3-3182120 7 634*75 Роликоподшипники радиальные двухрэдные с короткими цилинд- рическими роликами 1ОО 150 37 24 1
7000103 8338-75 Шарикоподшипник радиальный однорядный 17 35 8 Зв, 37,5 а., ва 70 10
7 ODO 107 8338-7 5 То же 35 62 9 50,51 2
Примечание
Подшипники, обозначенные на схеме номерами с
92 по 99, устанавливаются только в суппорте
с механическим перемещением резцовых салазок.
- 20 -
Рис. 3. Схема цасположрщля подшипников
- 21 -
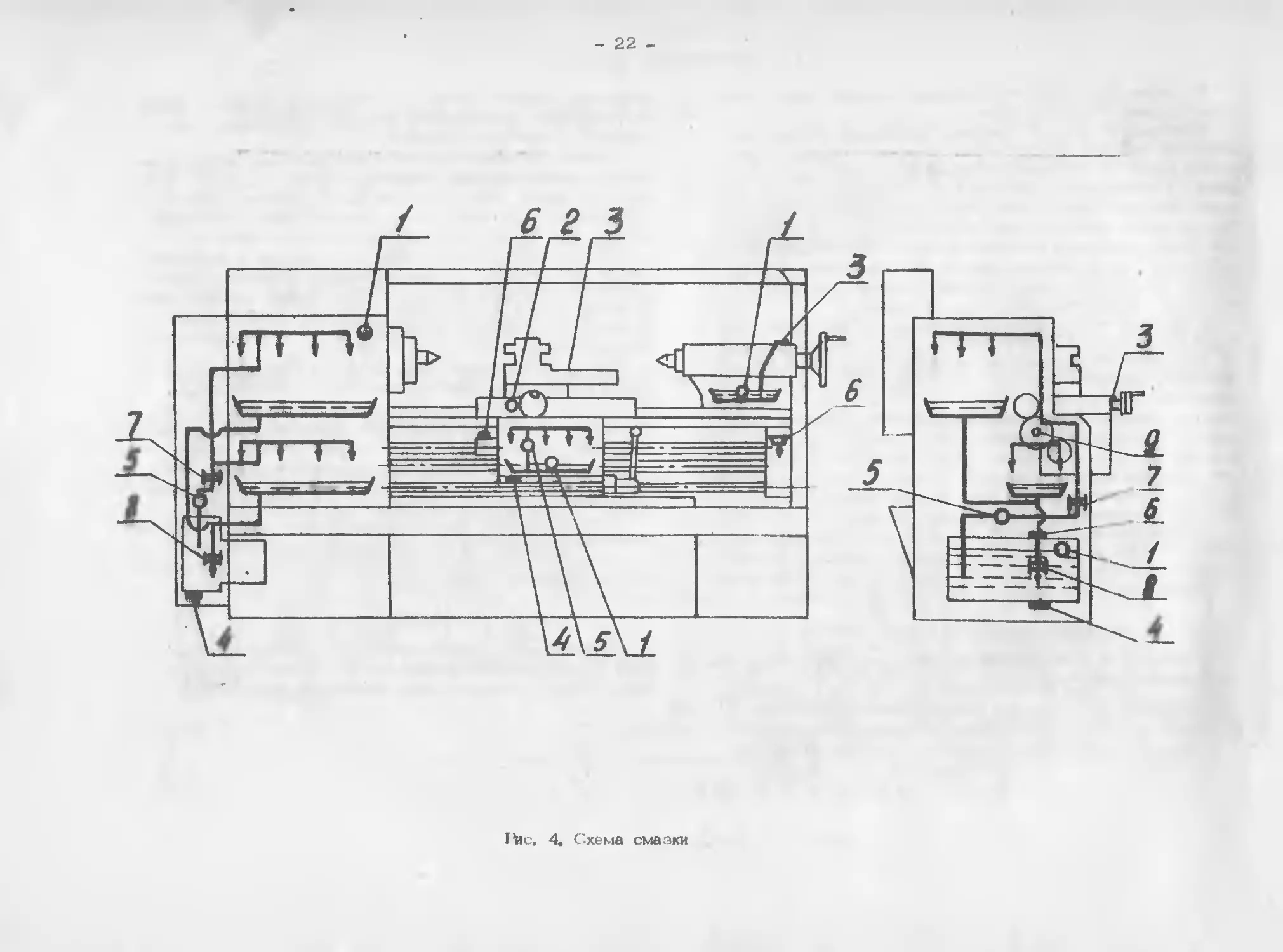
1.7. Смазка станка (pic. 4)
В станке применена,"(автоматическая система смазки шпин-
дельной бабки и коробки подач.
Шестеренный насос 5 (рис. 4), приводимый от электро-
двигателя главного привода через ременную передачу, заса-
сывает масло из резервуара и подает его через сетчатый
фильтр к подшипникам шпинделя и на маслораспределительные
лотки. Примерно через минуту после включения электродвига-
теля начинает вращаться диск маслоуказателя 1 на шпиндель-
ной бабке, постоянное вращение которого свидетельствует о
нормальной работе системы смазки. Из шпиндельной бабки и
коробки подач масло через заливной сетчатый фильтр 8 с
магнитным вкладышем сливается в резервуар.
В процессе работы необходимо следить за врашенгем дис-
ка маслоуказателя 1 на шпиндельной бабке. При его останов-
ке необходимо тут же выключить станок и очистить сетчатый
фильтр 7, Для этого его надо вынуть из корпуса резервуара,
предварительно отсоединив трубы, отвернуть гайку, располо-
женную в нижней части, и снять фильтрующие сетчатые эле-
.менты в пластмассовой оправе. Каждый элемент промыть в
керосине до полного очищения. Нельзя продувать фильтрую-
щие элементы сжатым воздухом, т, к, это может привести к
повреждению мелкой сетки. После очистки фильтр собрать,
установить в резервуар и подсоединить трубы.
Для очистки заливного фильтра 8 с магнитным вкладышем
удалить его из* рёэервуараТ'снять крышку, вынуть из стака-
на магнитный вклаДыш и промыть в керосине все поверхности.
Заливной фильтр 8 нужно чютить один раз в месяц.
ВНИМАНИЕ!
Фильтры 7 и 8 необходимо обязательно чистить перед и
после каждой смрны масла.
Ежедневно перед началом работы нужно проверять по
указателю уровень масла в резервуаре и при необходимости
доливать его через отверстие заливного фильтра 8. При за-
мене масла слив из резервуара осуществляется-через пробку
4* Перед Тем, как заполнить резервуар маслом, его надо
очистить и промыть керосином.
Смазка механизма фартука автоматическая, осуществля-
ется от индивидуального плунжерного насоса ti Масло зали-
вается в корпус через отверстие 6, закрываемое пробкой,
а сливается через отверстие 4. Уровень масла контролиру-
ется по маслоуказателю 1 на лицевой стороне фартука.
Смазку направляющих каретки и поперечных салазок про-
изводят в начале и в середине смены,- до появления масли-
ной пленки на направляющих. При винторезных работах смаэ»
ка направляющих, а также опорных втулок кодового винта,
размещенных в фартуке^ производится при включенной маточ-
ной гайке.
Смазка опор ходового вала и ходового винта, а также
задней бабки осуществляется фитилями из ^резервуаров в
которые масло заливается через отверстие б, закрываемое
колпачком. Резервуар задней бабки заполняется до вытека-
ния масла через отверстие 1 на лицевой стороне корпуса.
Ежедневно в конце смены снять резцовую головку, очис-
тить ее рабочие поверхности и смазать конусную ось резце-
держателя.
Сменные шестерни и ось промежуточной сменной шестерни
(точка 9) смазываются вручную консистентной смазкой.
Остальные точки смазываются вручную при помощи маслен^
кп, поставляемой со станком, ,
ВНИМАНИЕ!
Первук замену масла производить через месяц после
пуска станка в эксплуатацию^ вторую - через 3 месяца, в
далее - строго руководствуясь указаниями карты смазки.
- 22 -
File, 4. Схема смазки
- 23 -
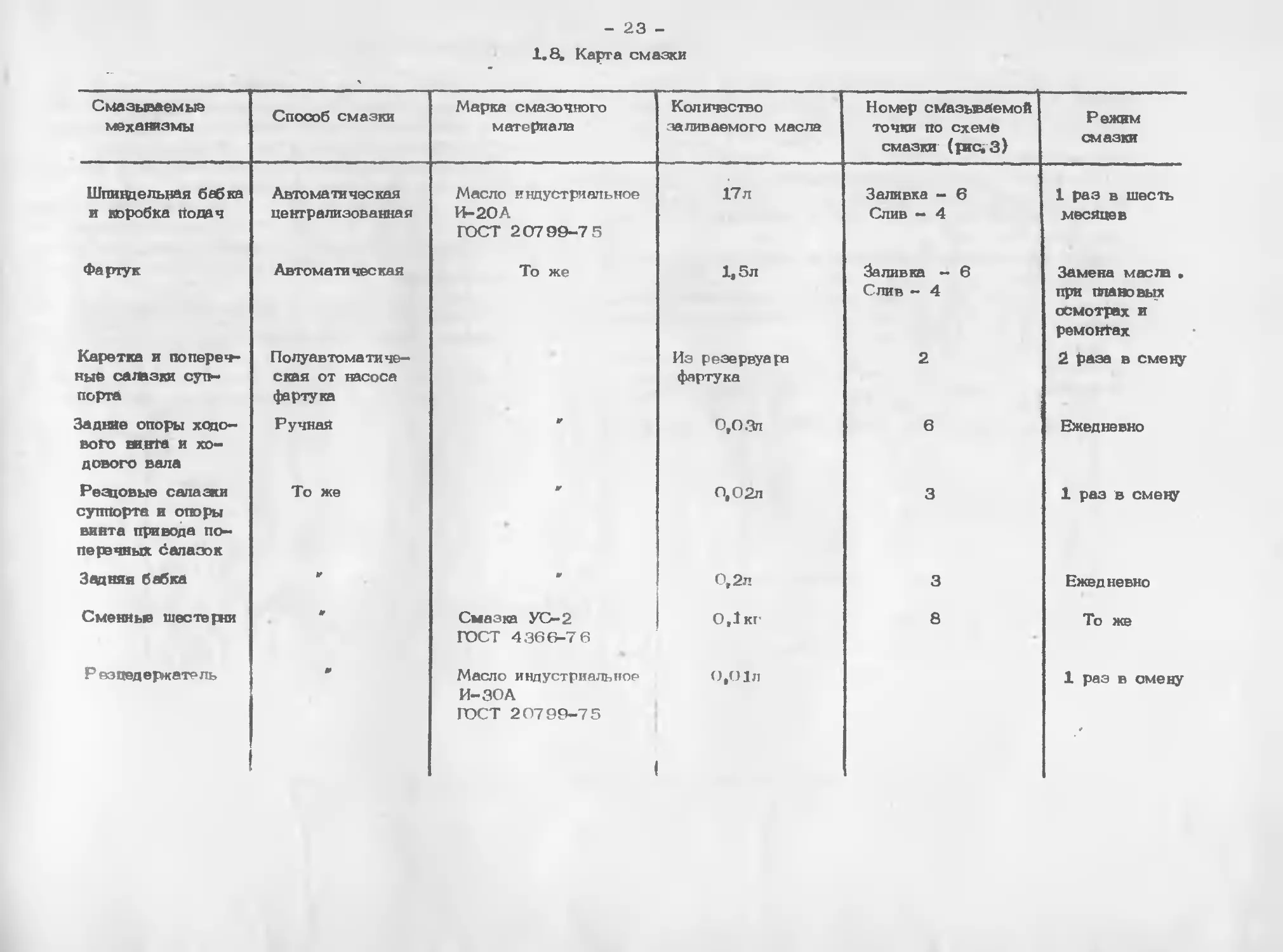
1.8. Карга смазки
Смазываемые механизмы Способ смазки Марка смазочного материала Количество заливаемого масла Номер смазываемой точки по схеме смазки (рис,3) Режим смазки
Шпиндельная бабка и коробка подач Автоматическая централизованная Масло индустриальное И-20 А ГОСТ 20799-7 5 17л Заливка - 6 Слив — 4 1 раз в шесть месяцев
Фартук Автоматическая То же 1,5 л Заливка — 6 Слив - 4 Замена масла . при плановых осмотрах и ремонтах
Каретка и попереч- ные салазки суп- порта По луавтома ти че— ская от насоса фартука Из резервуара фартука 2 2 раза в смену
Задние опоры ходо- вого винта и хо- дового вала Ручная 0,0 Зл 6 Ежедневно
Резцовые салазки суппорта я опоры винта привода по- пе речных салазок То же г 0,02л 3 1 раз в смену
Задняя бабка V 0,2 л 3 Ежедневно
Сменные шестерни * Смазка УС-2 ГОСТ 4366-7 6 0,1 кг- 8 То же
Р еэцедержатель Масло индустриальное И-30 А ГОСТ 20799-75 0,01л 1 раз в смену
- 24 -
‘ 1.0» Описание электросхемы
Пуск элекгродаига геля главного привода М1 и гидро-
станции М4 осуществляется нажатием кнопки КН2, которая
замыкает цепь контактора -Р2, переводя его на самопитание;
Останов электродвигателя главного привода Ml осуществля-
ется нажатием зпюпки КЙ1»
Управление электродвигателем быстрого перемещения ка-
ретки и суппорта М2 осуществляется нажатием встроенной в
рукой! ку фартука толчковойГкнопки,, воздействующей на конеч-
ный выключатель B1Q
Пуск и останов электронасоса М3 производится переклю-
чателем В8.
Работа электронасоса сблокирована с электродвигателем
главного привода Ml и включение его возможно только после
Замыкания контактов пускателя РЯ
Для ограничения холостого хода электродвигателя главно-
го приводе в схеме имеется реле времени PBL В средних
(нейтральных).' положениях рукояток включения фрикционной
муфты главного привода замыкается размыкающий контакт
конечного выключателя В9 исключается реле времени FBI,
которое через установленную выдержку времени отключит
своим контактом электродвигатель главного привода.
Производить перестройку выдержки времени в рабочем
состоянии реле категорически запрещается»
• Защита электродвигателей главного привода, привода бы-
строго перемещения каретки и суппорта, электронасоса ох-
лаждения и трансформатора от токов коротких замыканий
производится автоматическими выключателями и плавкими
предохранителями.
Защита электродвигателей (кроме электродвигателя М2)
от длительных перегрузок осуществляется тепловыми реле.
Нулевая зашита электросхемы станка, предохраняющая
от самопроизвольного включения электропривода при восста-
новлении подачи электроэнергии после внезапного её отклю-
чения, осуществляется катушками магнитных пускателей.
- 25 -
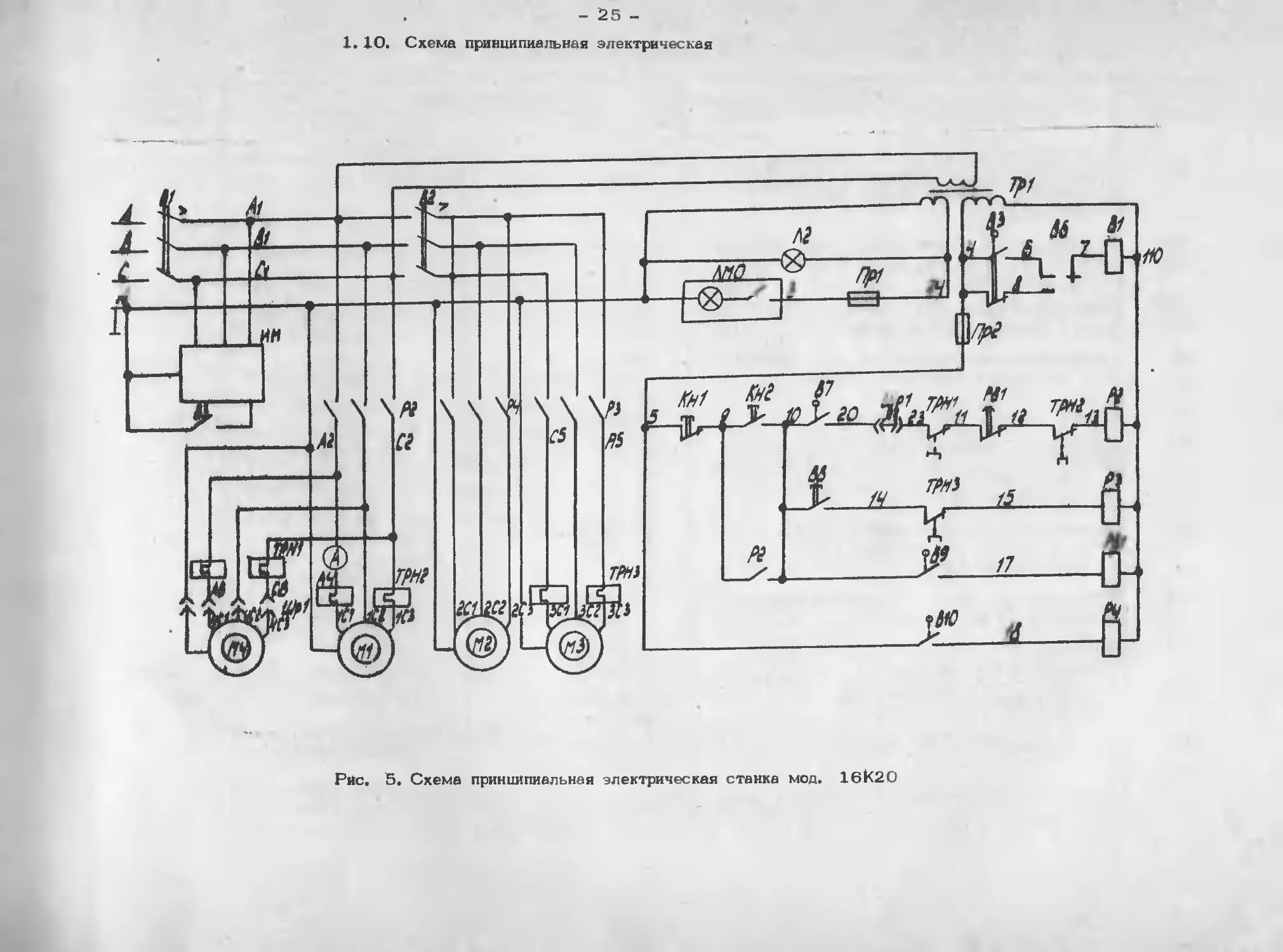
1.10. Схема принципиальная электрическая
Рйс. 5. Схеме принципиальная электрическая станка мод. 16К20
- 26 -
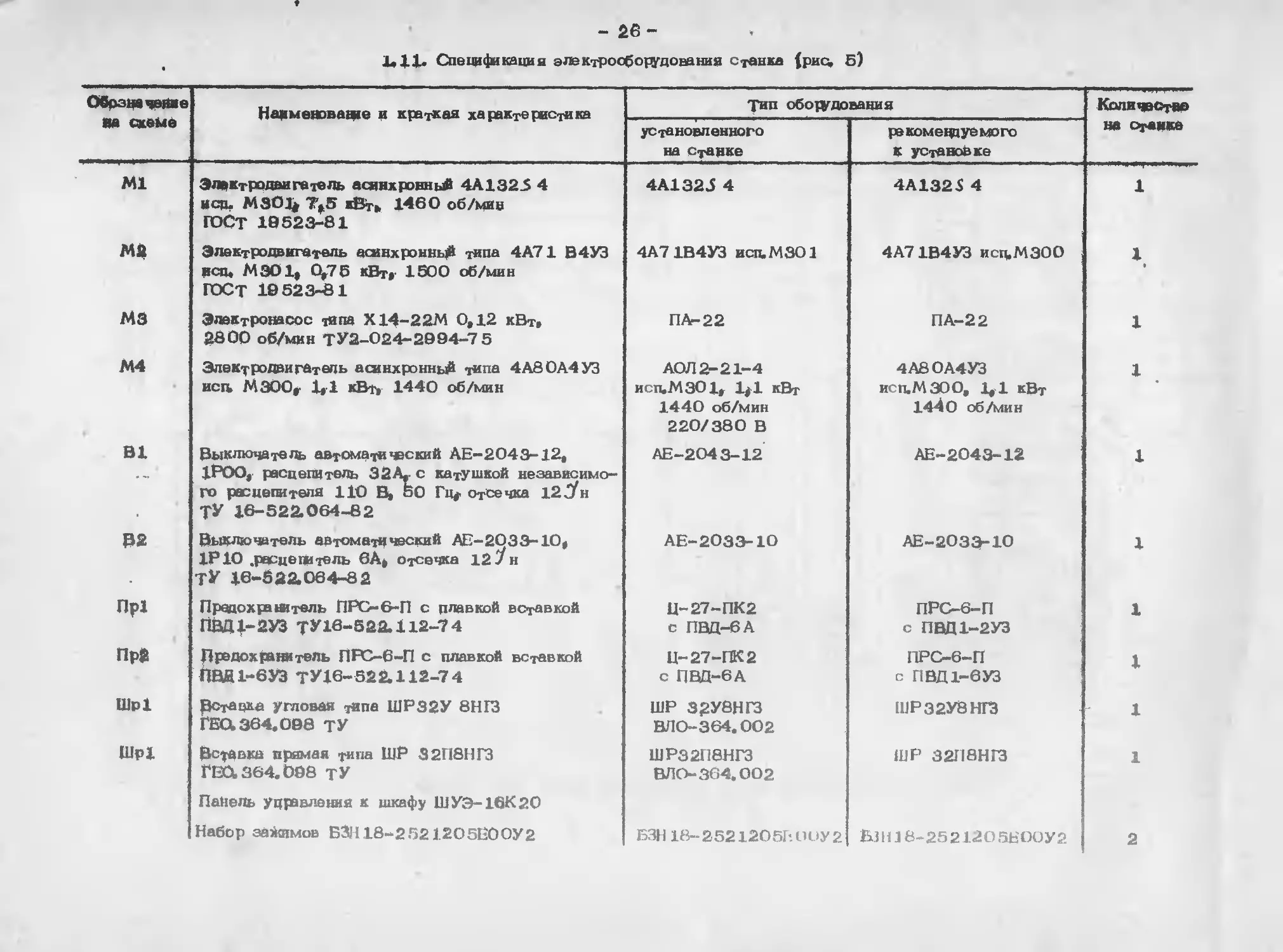
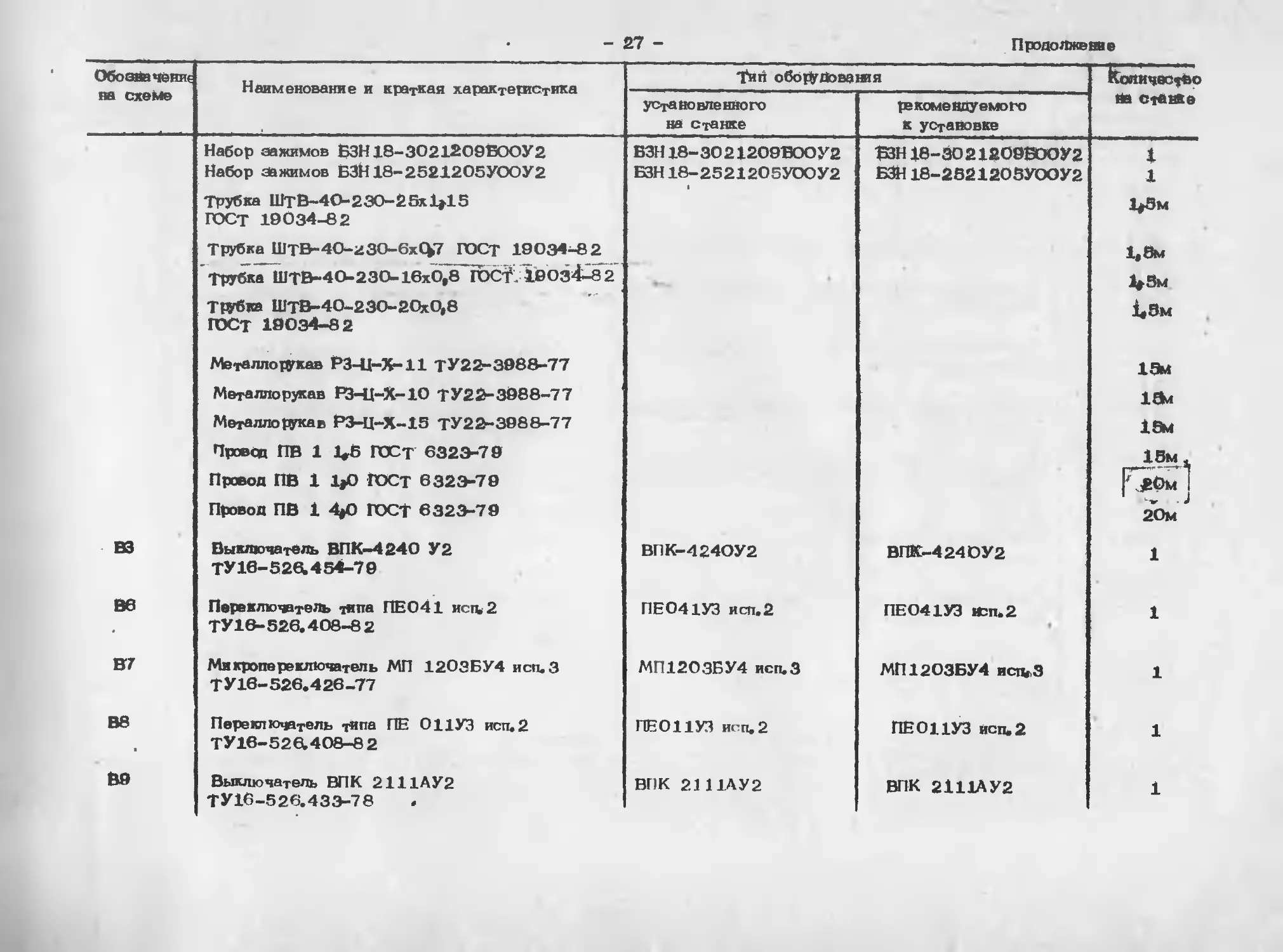
1.Ц. Спевдфикация электрооборудования станка (рис, 5)
Обрзца эние Нацменоваже и краткая характеристика Тип оборудования Количестве
на схеме установленного на Станке рекомендуемого К установке на станке
Ml Электродвигатель асинхронный 4А1325 4 исц. М301» Т^5 кВт» 1460 об/мин ГОСТ 10523-81 4А13234 4А1325 4 1
М2 Электродвигатель асинхронный типа 4А71 В4УЗ ней. М301, 0^75 кВт»- 1500 об/мин ГОСТ 19523-81 4А71В4УЗ ИСП.М301 4А71В4УЗ ИСЦ.МЗОО 1 •
М3 Электронасос типа Х14-22М 0,12 кВт» 2800 об/мин ТУ2-024-2994-7 5 ПА-22 ПА-22 1
М4 Электродвигатель асннхронньД типа 4А80А4УЗ исц МЗОО, 1»1 кВт» 1440 об/мин АОЛ 2-21-4 исп.М301г 1»1 кВт 1440 об/мин 220/380 В 4А80А4УЗ ИСП.МЗОО, 1,1 кВт 1440 об/мин 1
В1 Выключатель автоматический АЕ-2043-12, 1РОО, расцепитель 32А,-с катушкой независимо- го расцепителя ЦО В» 50 Гц» отсечка 12 .Ун ТУ 16-522.064-82 АЕ-2043-12 АЕ-2043-12 1
В2 Выключатель автоматический АЕ-2033-10, 1Р10 .расцегитель 6А, отсечка 12Ун ТУ 16-522.064-82 АЕ-2033-Ю АЕ-2033-10 1
Пр1 Предохраштель Г1РС-6-П с плавкой вставкой ПВД1-2УЗ ТУ1в“б82.112-74 Ц-27-ПК2 с ПВД-6А ПРО-6- -п с ПВД1-2УЗ 1
Пр® Предохранитель ПГС-6-П с плавкой вставкой ПВД1-6УЗ ТУ16-522.112-74 Ц-27-ПК2 с ПВД-6А ПРС-6-П с ПВД1-6УЗ 1
Шг1 рстадка угловая типа ШР32У 8НГЗ ГЕО. 36‘,098 ТУ ШР 32У8НГЗ ВЛО-364.002 ШР32У8НГЗ 1
Шр1 В-тавка прямая типа ШР 32П8НГЗ ГЕО. 364.008 ТУ ШР32П8НГЗ ВЛО-364.002 ШР 32П8НГЗ 1
ПаПель Упражнения к шкафу ШУЭ-16К20 Набор зажимов БЗН18-25212О5Ё0ОУ2 БЗН 18-2521205Е оиу 2 ВЗП18-2521.’05ЕООУ2 2
Обозначение на схеме Наименование и краткая характеристика Набор зажимов БЗН18-3021209БООУ2 Набор Зажимов БЗН18-2521205УООУ2 Трубка ШтВ-ЛО-гЗО-ЕБх^ХЗ ГОСТ 19034-82 Трубка ШтВ-40-и30-6хСЬ7 ГОСТ 19034-82 Трубка ШТВ-4О-230-16x0,8 ГОСТ.19Оз4-82 ТРУбка ШТВ-4О-23О-2ОхО,8 ГОСТ 19034-82 Металлодосав РЗ-Ц-Х-11 ТУ22-3988-77 Металлорукав РЗ-Ц-Х-Ю ТУ22-3988-77 Металлорукав РЗ-Ц-Х-15 ТУ22-3988-77 Провод ПВ 1 1,6 ГОСТ 6323-79 Провод ПВ 1 1>О ГОСТ 6323-79 Провод ПВ 1 4(0 ГОСТ 6323-79
ВЗ Выключатель ВПК-4240 У2 ТУ1в-52а454-79
В6 Переключатель чипа ПЕ041 исть2 ТУ16-526.408-82
нт Микропереключатель МП 1203БУ4 исп.3 ТУ16—526.426-77
В8 Переключатель типа ПЕ ОЦУЗ исп.2 ТУ16-526,408-8 2
В9 Выключатель ВПК 2111АУ2 ТУ16-526.43Э-78
27 -
Продолжение
Тип оборудования количество на станке
установленного на станке рекомендуемого К установке
БЗН18-30 21209БООУ2 БЗН18-ЗО212О0БООУ2 t
БЗН18-2521205УООУ2 1 БЗН 18-2621205УООУ2 1 1#5м 1,5м 5м 6м 15м 10М 15м fjeOM 1 20м
ВПК-424ОУ2 ВПК-424ОУ 2 1
ПЕ041УЗ исп.2 ПЕО41УЗ Исп.2 « 1
МП1203БУ4 исп.3 МП12ОЗБУ4 исп.3 1
ПЕ011УЗ исп.2 ПЕОПУЗ исп.2 1
ВПК 21 ПАУ2 ВПК 2111ДУ2 1
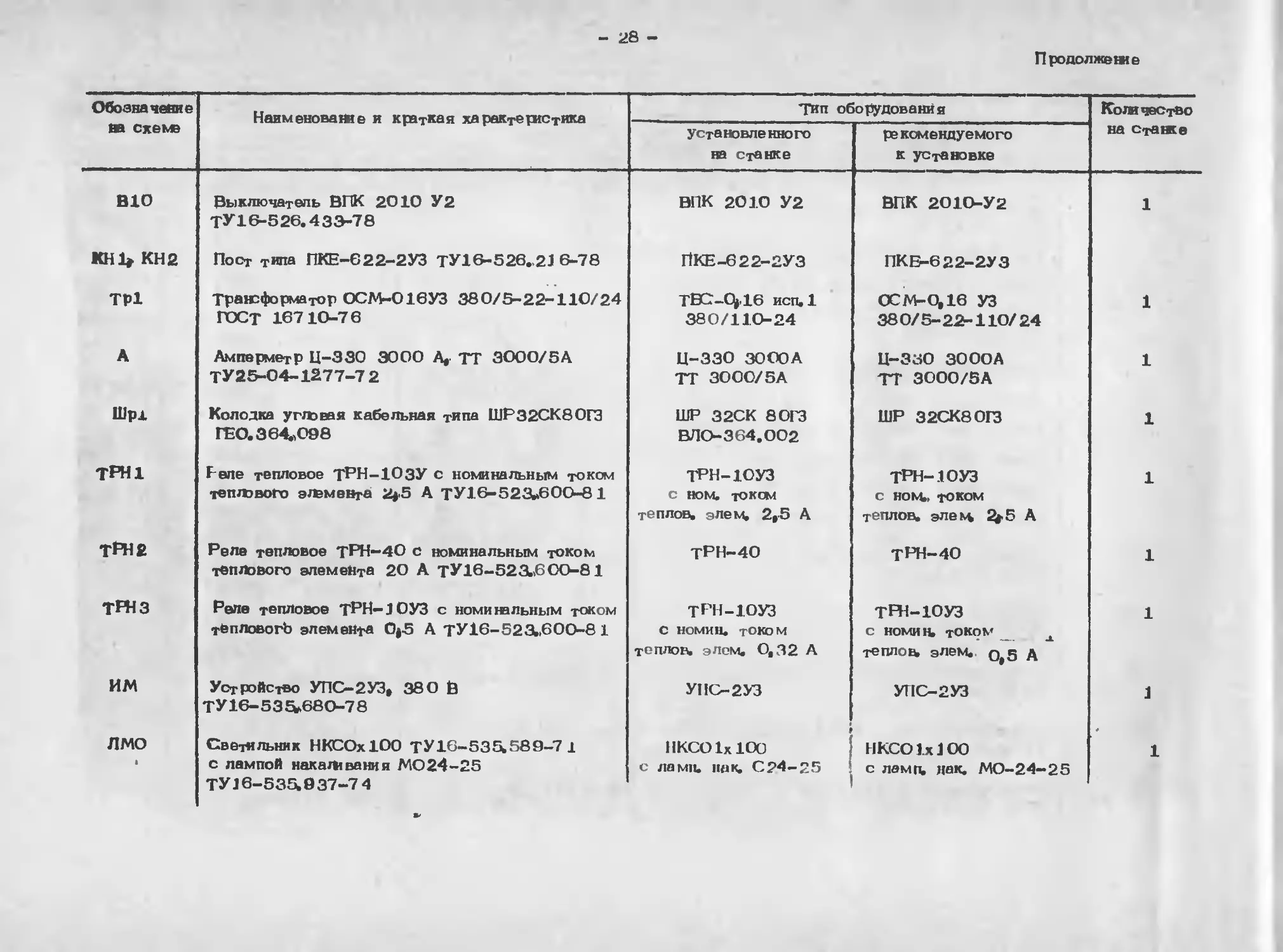
Продолжен! е
- 28
Обозначение на схеме Наим ено ваше и краткая характеристика Тип оборудования Количество на стаже
установив иного на станке ре командуемого к установке
ВЮ Выключатель ВПК 2010 У2 ТУ16-526.433-78 ВПК 2010 У2 ВПК 2О1О-У2 1
KH1# КН2 Пост типа ПКЕ-622-2УЗ ТУ16-526.,21 6-78 ПКЕ-622-2УЗ ПКБ-622-2УЗ
Тр1 Трансформатор ОСМ-016УЗ 380/5-22-110/24 ПОСТ 16710-76 ТБС-С^16 исп.1 380/11.0-24 ОСМ-О.16 уз 380/5-22-110/24 1
А Амперметр Ц-330 3000 А, ТТ 3000/5А ТУ25-04-1277-7 2 Ц-330 30СОА ТТ 3000/5А Ц-330 ЗОООА ТТ 3000/SA 1
Шрх Колодка углэвая кабельная типа ШР32СК80ГЗ ГЕО.364.,098 ШР 32СК 8ОГЗ ВЛО-364.О02 ШР 32СК80ГЗ 1
ТРН1 Геле тепловое ТРН-ЮЗУ с номинальным током теплового эшменга 2f5 А ТУ16-523*600-81 ТРН-1.ОУЗ С НОМ. током теплое, элем, 2,5 А трн-юуз С ном.. ТОКОМ теплое, элем 2г5 А 1
ТРН2 Реле тепловое ТРИ—40 с номинальным током теплового элемента 20 А ТУ16-523.6ОО-81 ТРН-40 ТРН-40 1
ТРНЗ Реле тепловое ТРИ—ЛОУЗ с номинальным током тбпловогЬ элемента 0*5 А ТУ16-52&,600-8 1 трн-юуз с НОМИН. ТОКОМ теплой, элем, 0,32 А ТПН-ЮУЗ С НОМИЦ ТОКОМ _ теплое, элем,. д 1
им Устройство УПС-2УЗ, 380 В ТУ16-53Еь68О-78 УПС-2УЗ УПС-2УЗ 1
лмо 1 Светильник НКСОхЮО ТУ16-535.589-7 1 с лампой накал,вания МО24-25 ТУ16-535^937-7 4 НКСО 1x100 с ламп. пак. С24-25 ’ НКСО 1x100 с ламп, лак. МО-24-25 1
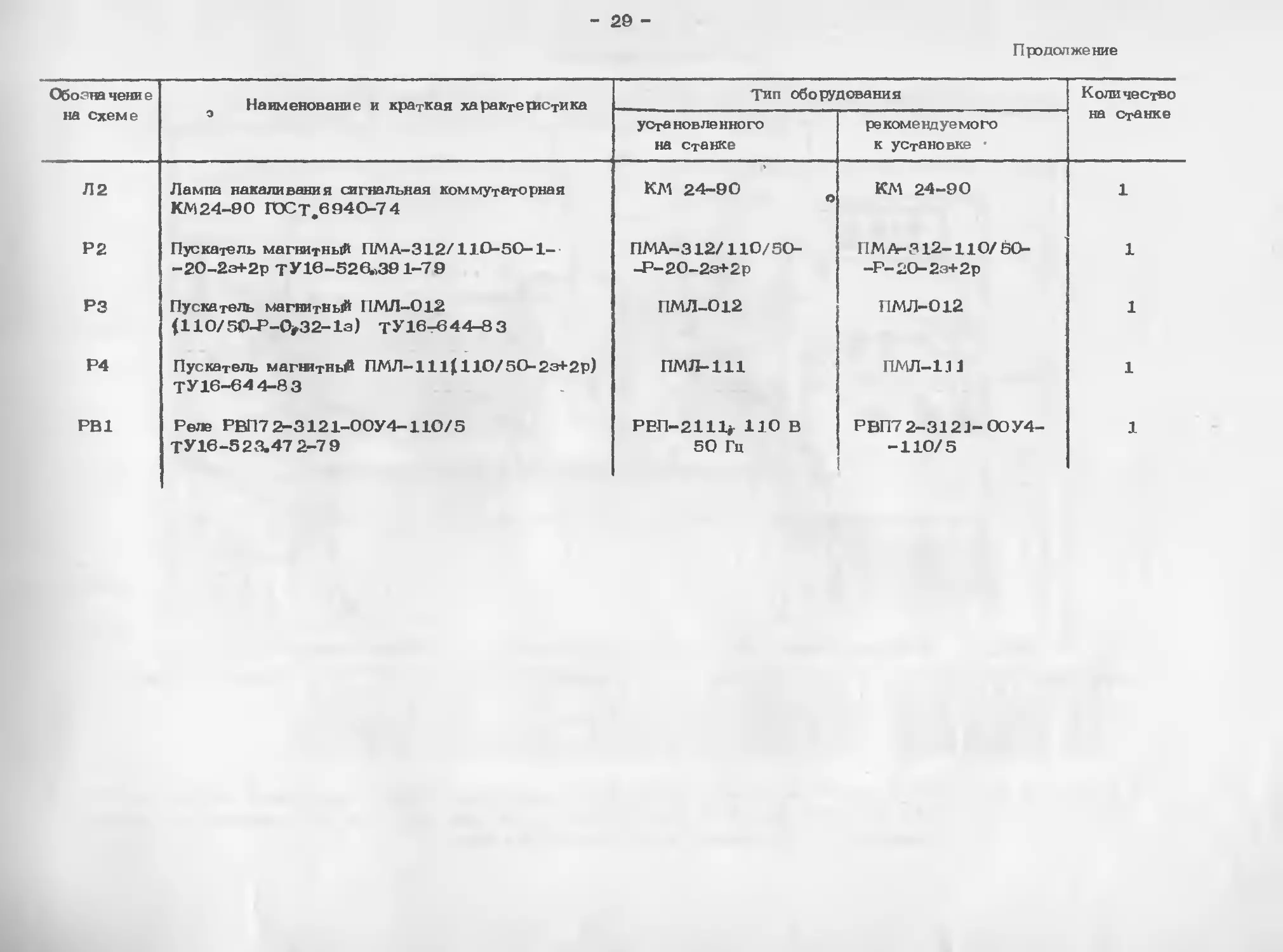
- 20 -
Продолжение
Обозначение э Наименование и краткая характеристика Тип оборудования Количество
на схеме установленного на станке рекомендуемого к установке на станке
Л2 Лампа накаливания сигнальная коммутаторная КМ24-90 ГОСТ.694О-74 » КМ 24-90 О КМ 24-90 1
Р2 Пускатель магнитный ПМА-312/110-50-1- -20-2з+2р ТУ16-526.1391-79 ПМА-312/110/50- -Р-20-2з+2р ПМ А- 312-110/50- -Р-2О-2з+2р 1
РЗ Пускатель магнитный ПМЛ-012 {110/50-Р-0г32-1з) ТУ 16тО 44-8 3 ПМЛ-О12 ПМЛ-012 1
Р4 Пускатель магштньЛ ПМЛ-111(110/50-2з+2р) ТУ16-64 4-83 ПМЛ-111 ПМЛ-1 Л 1
РВ1 Реле РВП7 2-3121-00У4-110/5 ТУ16-5 23.47 2-79 РЕП-21 llj НО В 50 Гц РВП7 2-312 J-00 У4- -110/5 1
2. ЧЕРТЕЖИ УЗЛОВ СТАНКА
ейш/ли
-fo.au .
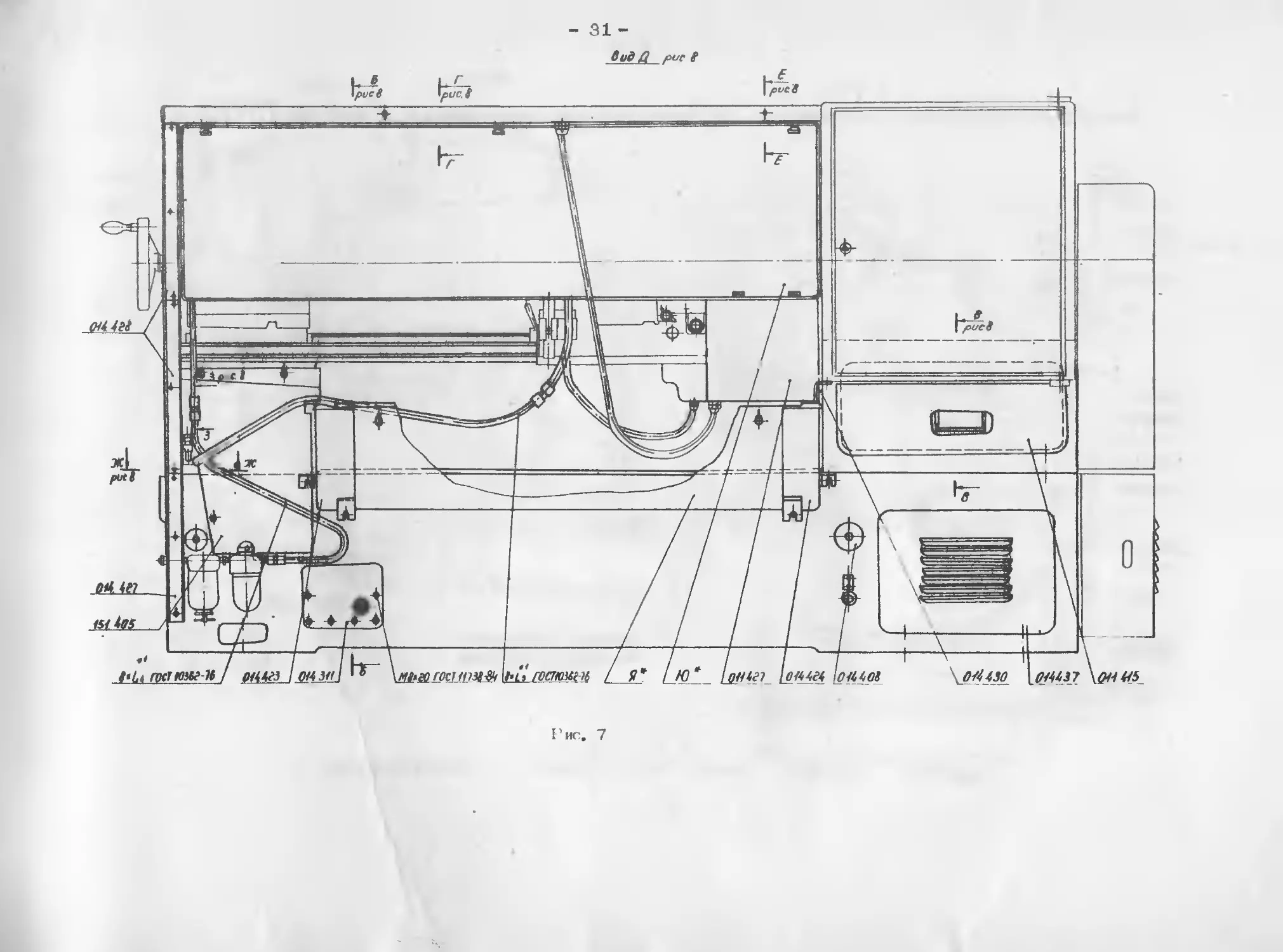
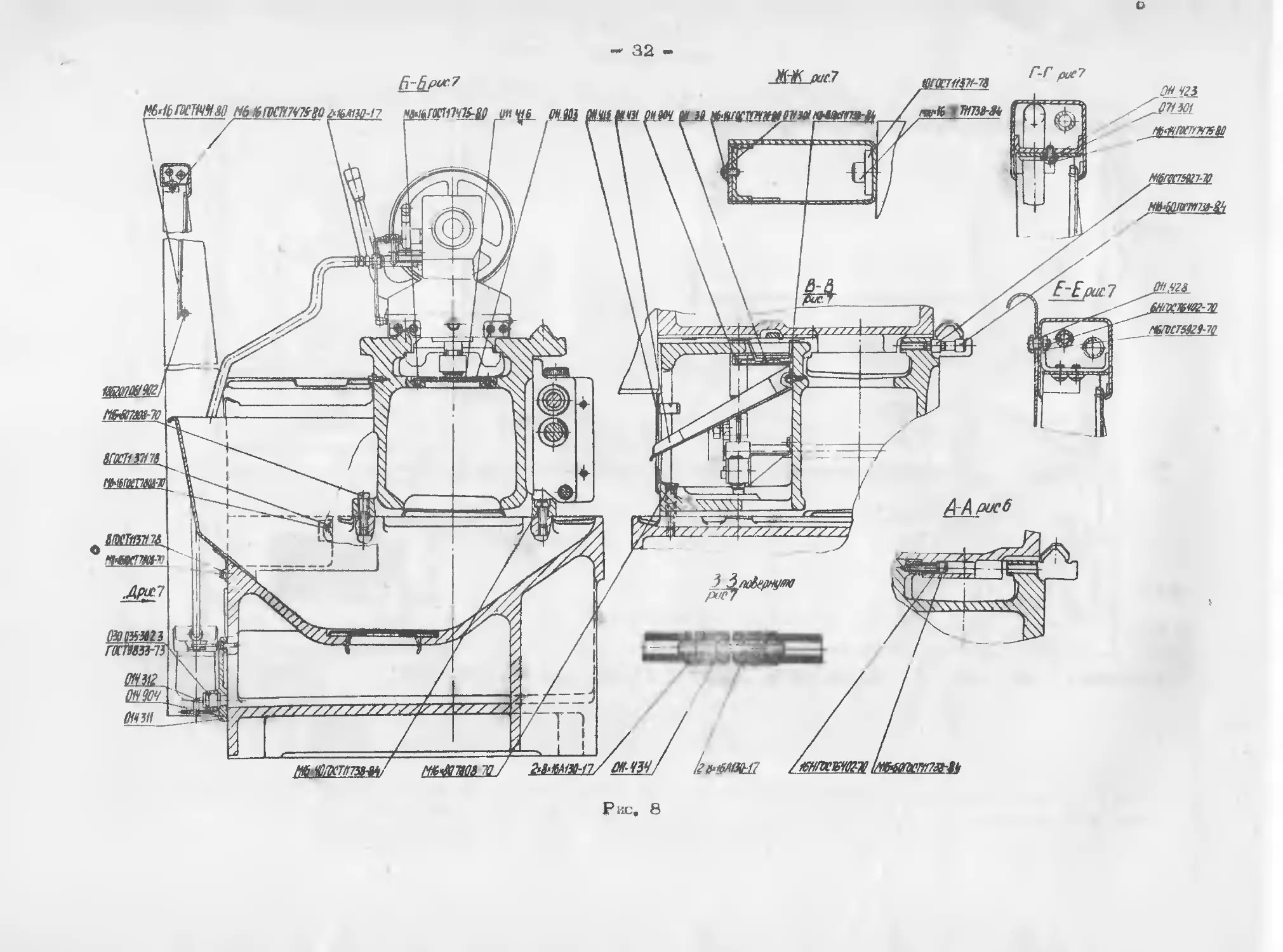
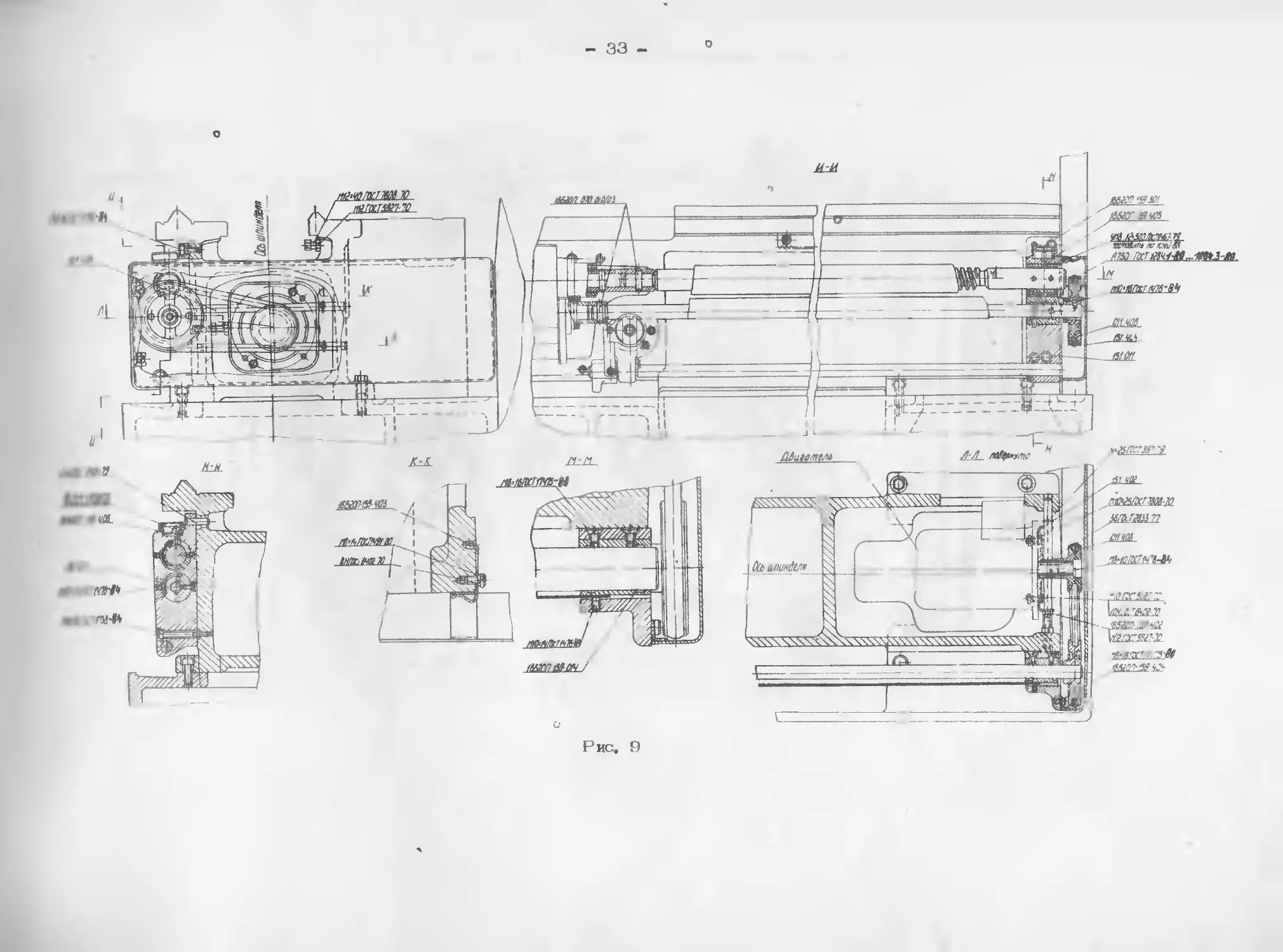
а.Х Станина 16К20.010,001; 011,001; 012.001; 016.001 (рад. 6» 7, 8, О)
4 'л&
ОЮЧО/
0L40L
31чО1\
й^чо
OIL V
шг
Мл
о/очог
чнзуеиш ЬлшжЗ />о уф/яеми
v
0/0.41/
____________*. .S—
0/040) Ж/. УСУ 0/0-У05 lO-VIO
он ча
\о§чоГ
д$ or
он.уоч
о/гчоч
016 ЧОЧ
он Os'
М 40S
016 40S
3410
о/вчов
му/г
Off ух
012 УН
0/1407
q/ivoi
ТГон
0/4 ОН
3160Н
Г~7~
О/Ш
0//М
0/2 М
~вдл
оюч/Г
~рГуц
01/<У
оу у'О
ГОГ'
0/44)0
_SX
on i
С
и
•» -SJ<
Примечание. Номера деталей на чертежах следует читать с приставкой "16К2О" - для узлов 010,011, 012,
, 016» 020, 040,^041, 050, 080; *’16Б20Г1" — для узлов 030, 061, 070,-Например, если деталь
обозначена 030. 401, следует читать 16Б20П. 03Q 401,
- 31 -
Рис. 7
* 32 -
Рис, 8
- 33 -
Рис. 9
- 34 -
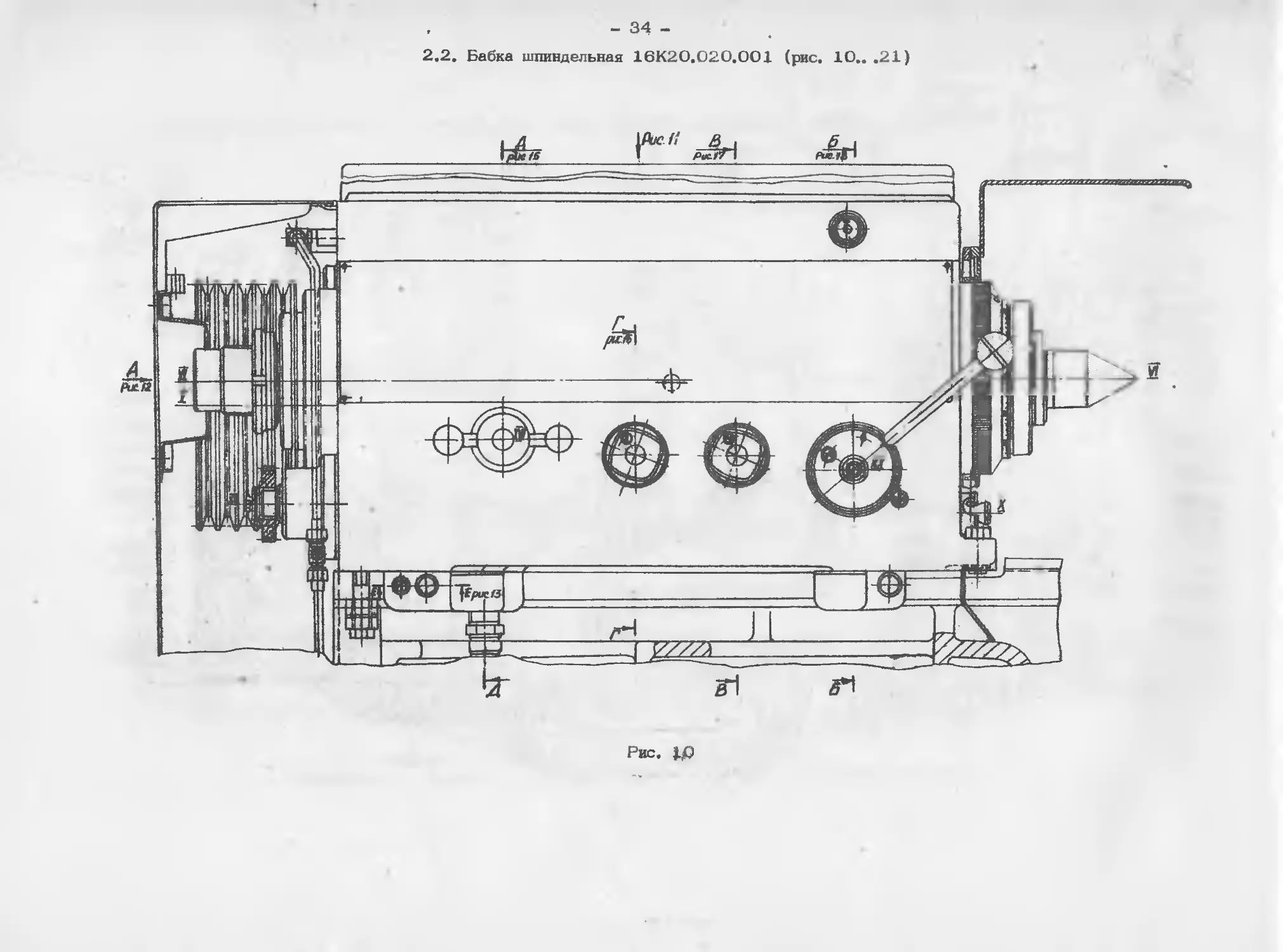
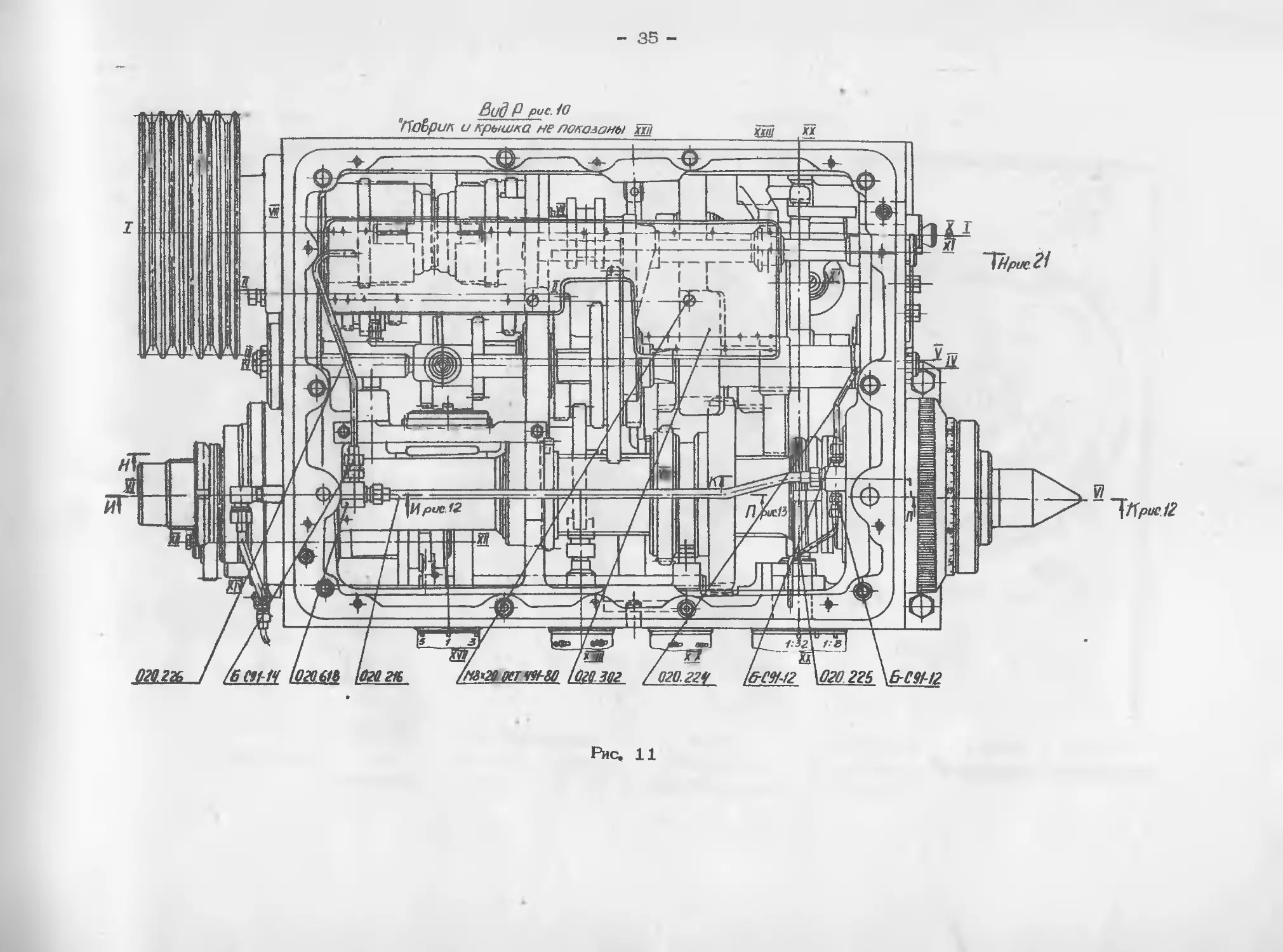
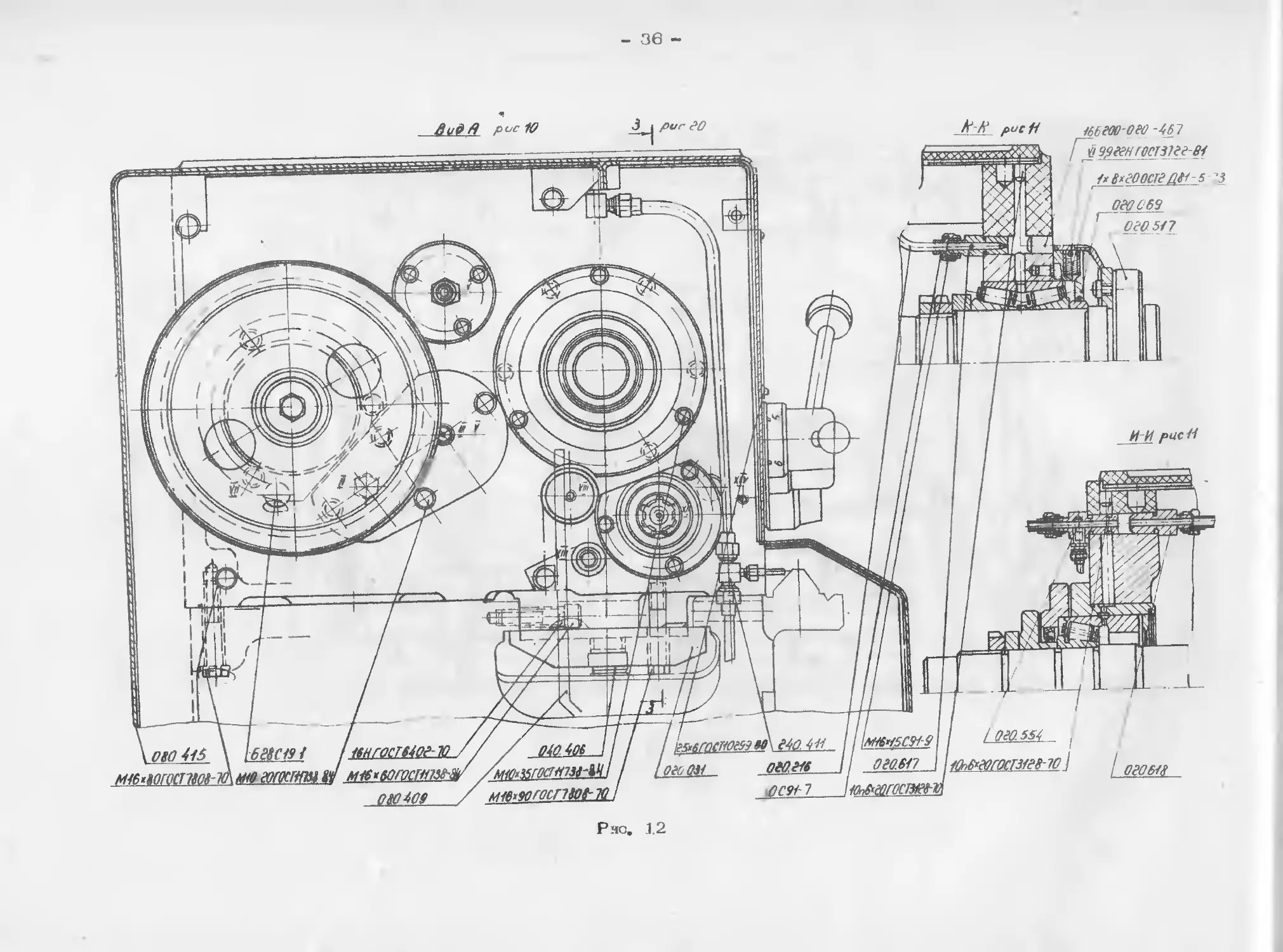
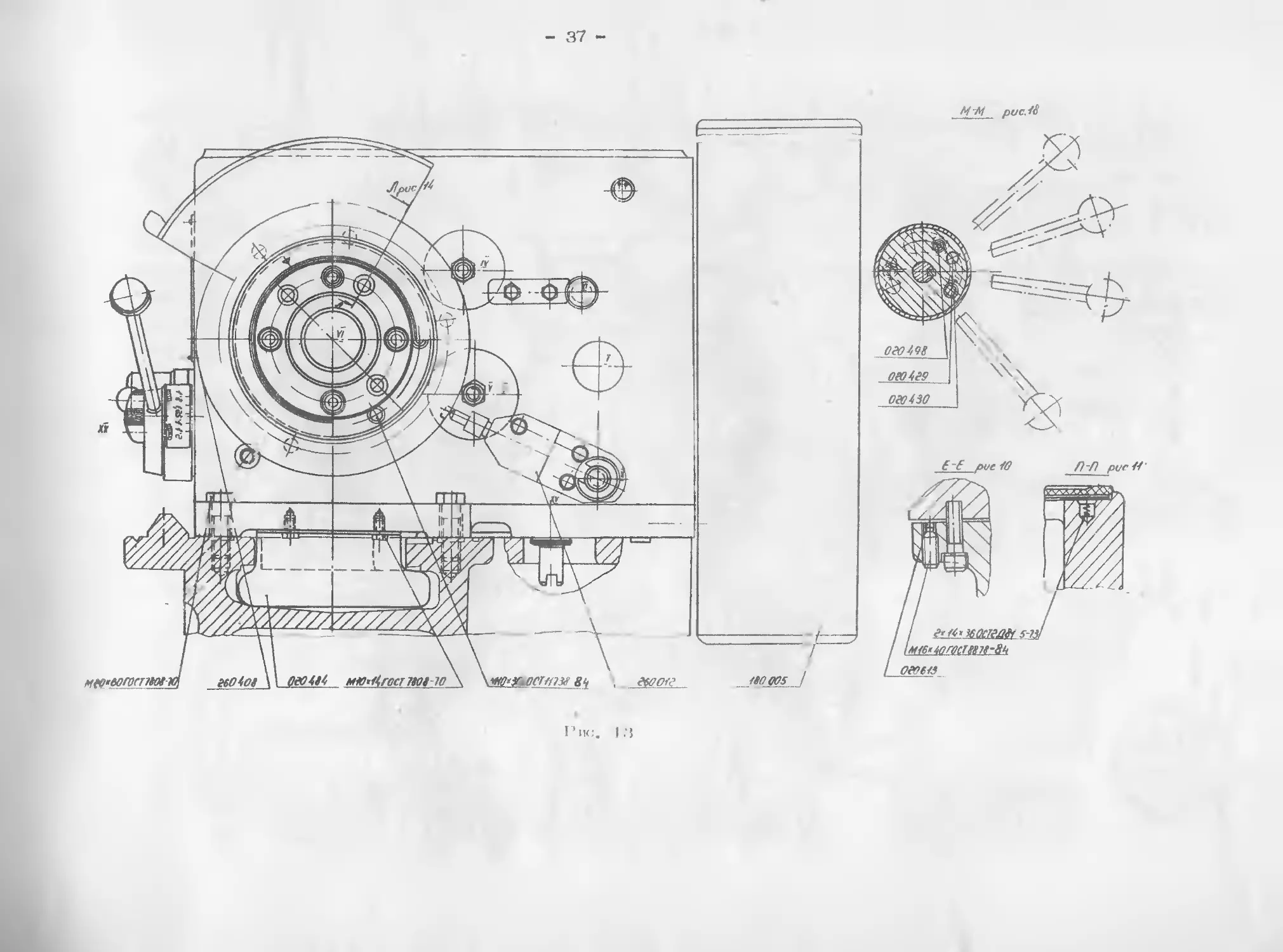
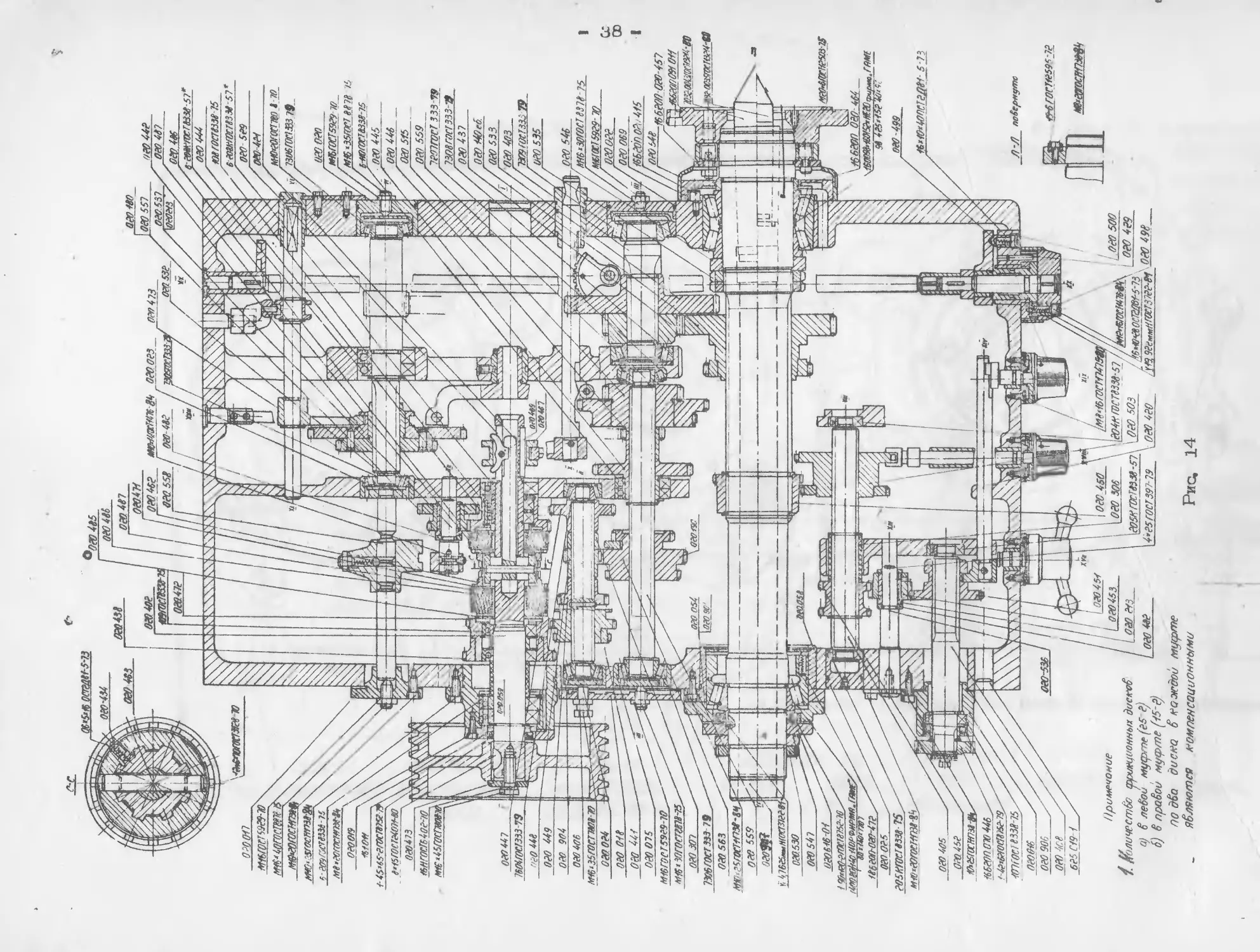
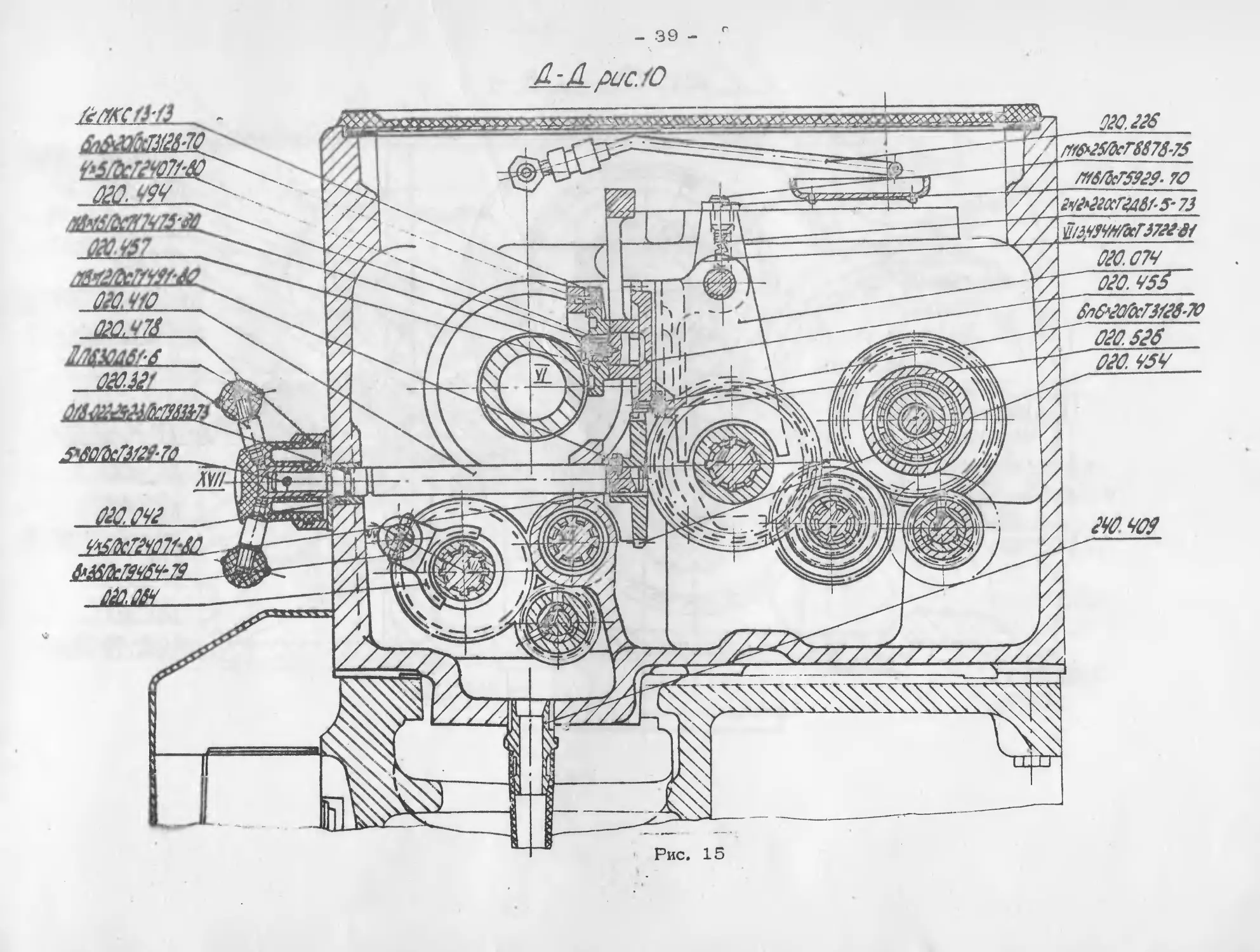
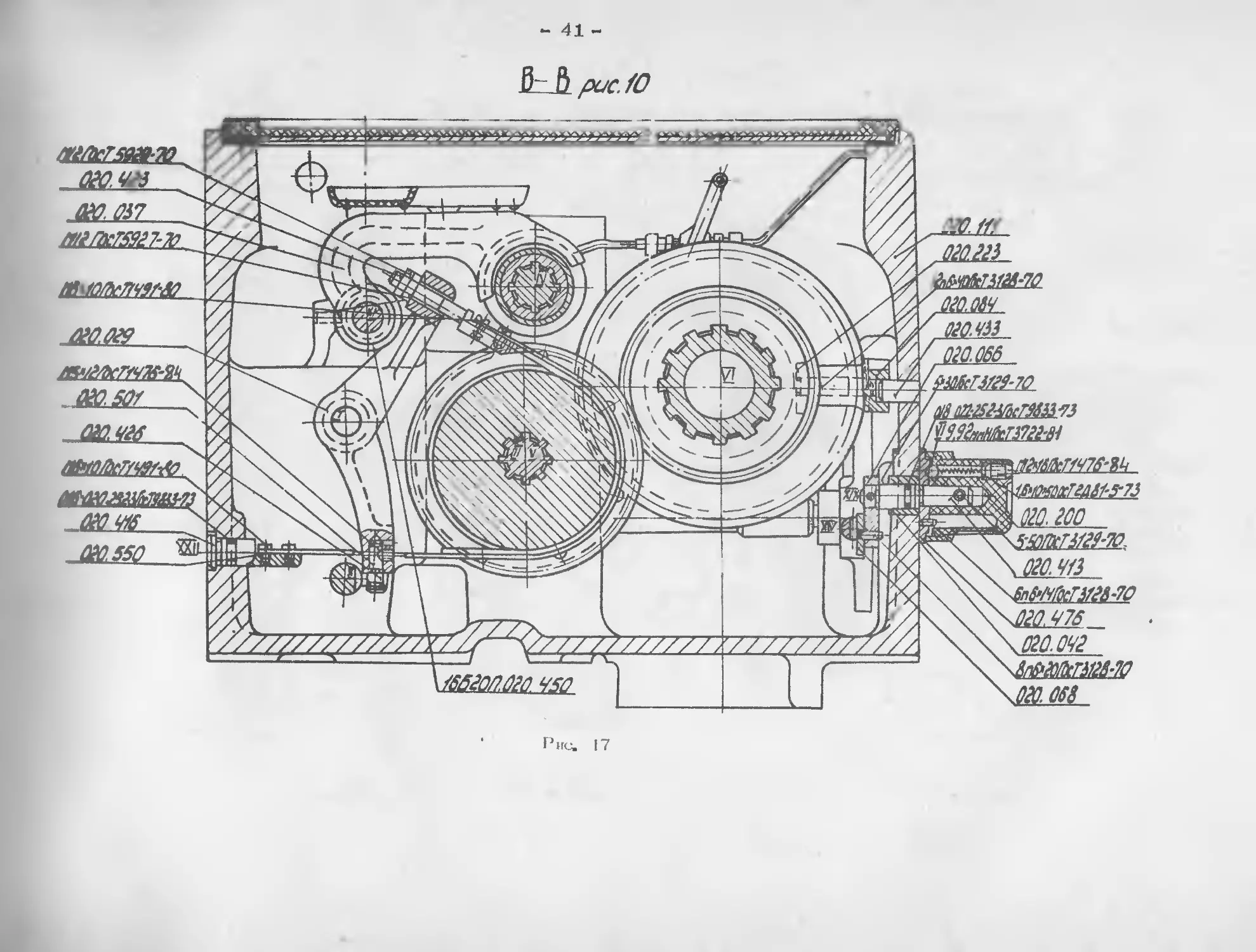
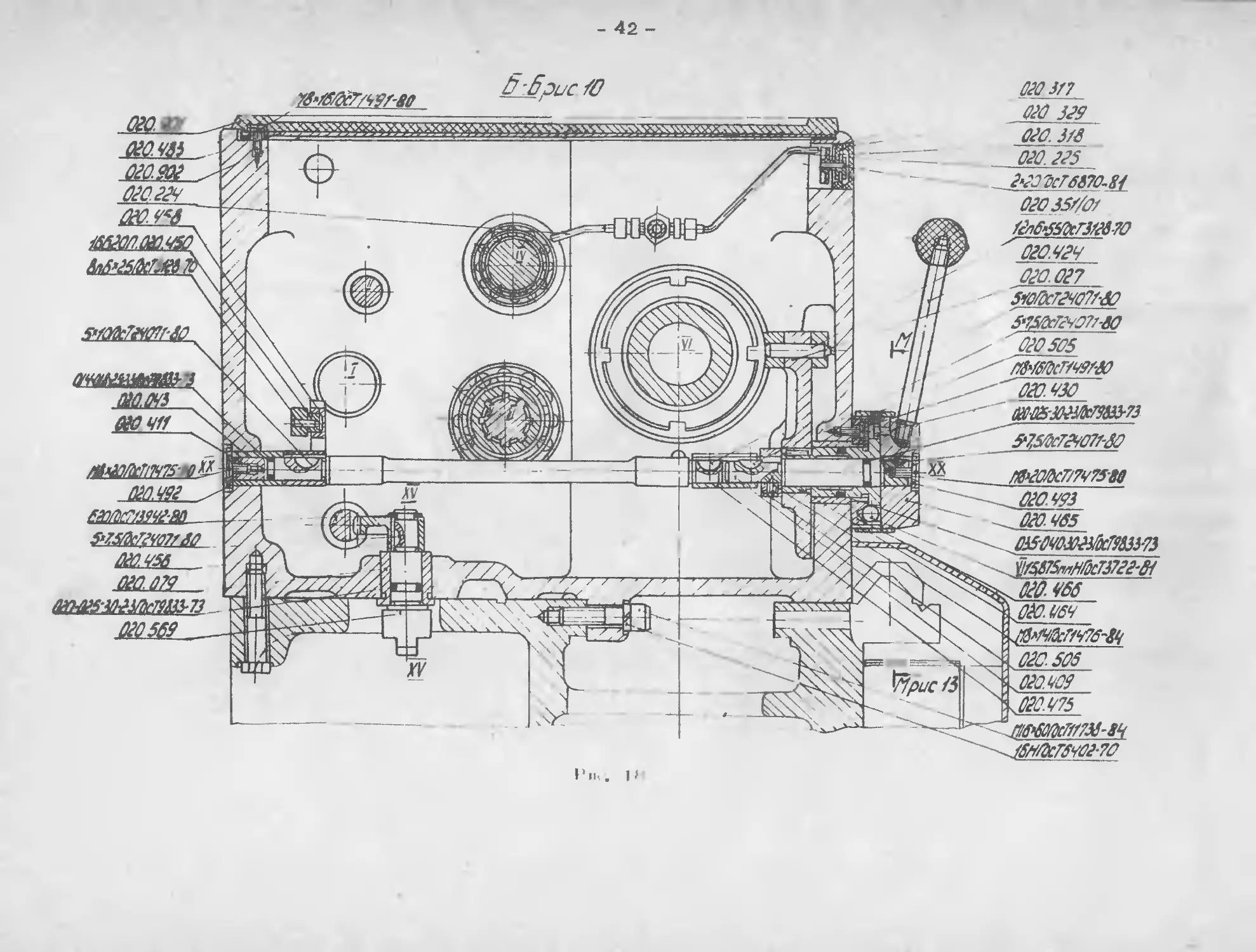
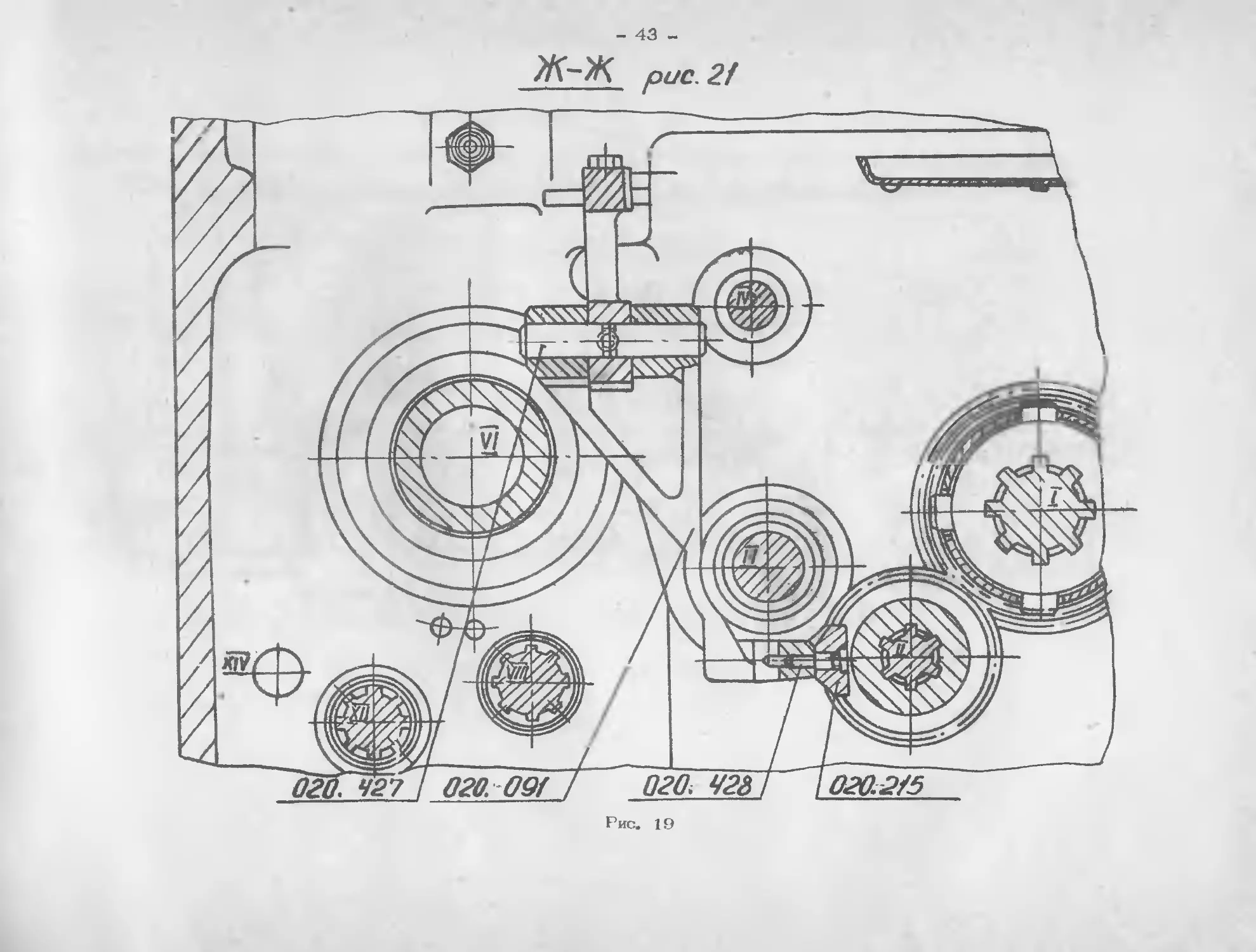
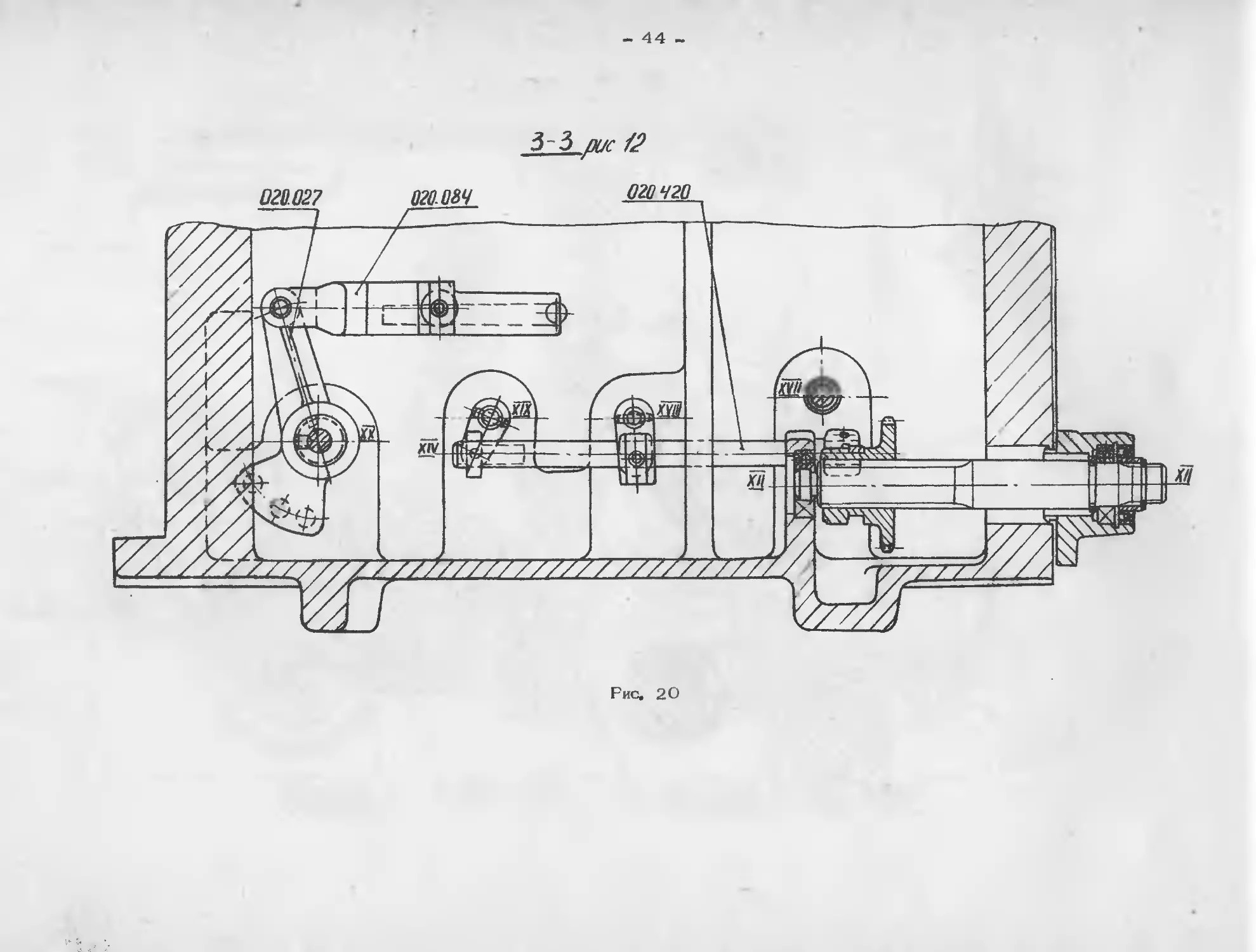
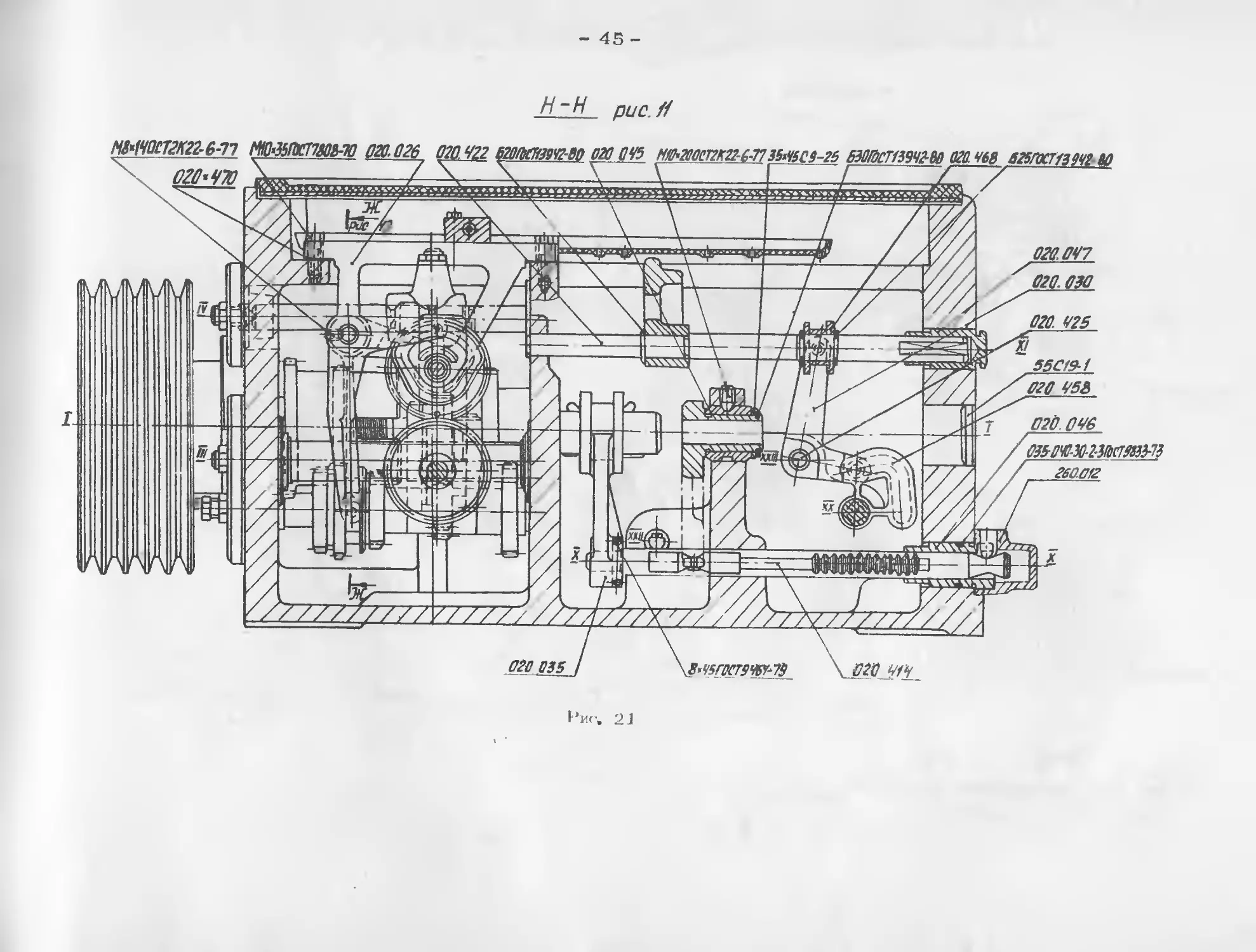
2.2. Бабка шпиндельная 16К20.020.001 (рис. 10.. .21)
Рис. У)
- 35 -
"\Kputi2
Рис. 11
- 36 -
Ряс. 12
- 37 -
№1. W
ШШ
xxxxxsx
Рис. 15
ТбгжР
7EFогс
S90 -ого
~амг1ёР<17&‘
Z^i7^
AMtW
&Ш
тяпян
91 *оиа
BrJi puc.fO
Рис. 17
- 42 -
020377
020 329
020. 373
020.225
220 №6370-81
020357/07
72^6>590сГ3723-7О
020.424
020.027
5400x724077-30
5757X724077-30
ошстмзм
020.430
Ш9302МОЯ&73
57,57X724077-30
020.493
020-465
'75875^Гос7372251
020 466
020.064
ЫМ&Г7Ч76-&
.020.506
>JJ2Q.4O9
\020.475
^/657ХГ6402-70
- 43 -
'TSZJISIZ.
puc.2f
Рис. 19
- 44 -
3-3 рис /2
Рис. 20
- 45 -
Н~Н рис. fl
Риг» 2J
- 46 -
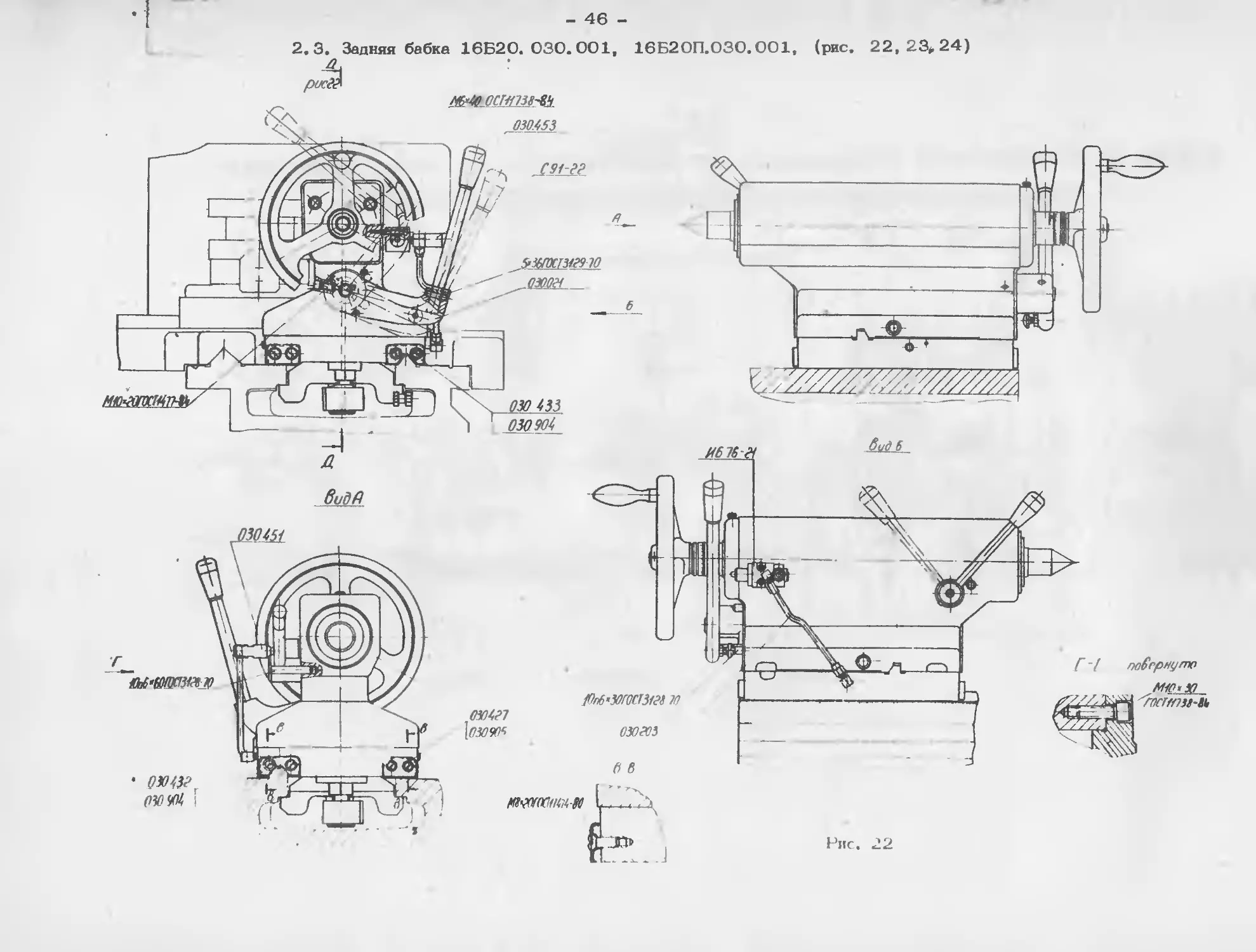
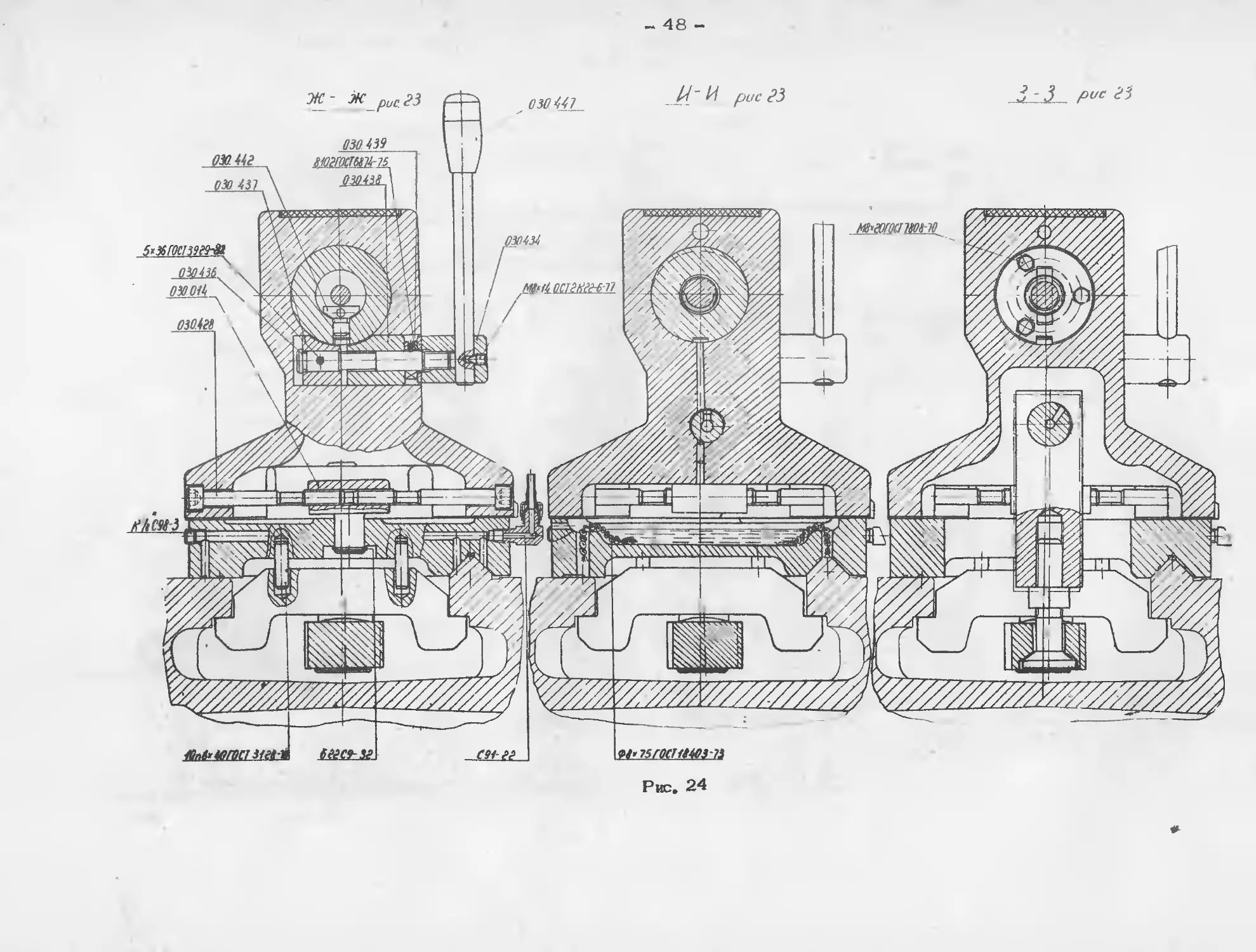
2.3. Задняя бабка 16Б20. 030.001, 16Б20П.030.001, (рис. 22,23,24)
-47 -
РЬ£ рисгг
Рис. 23
’ Чертеж действителен такт д^я стаио tSZn
лю »'е £S2t)
- 48 -
tint* ШЯС1 Hit-* iHttJg.
Рис. 24
- 49 -
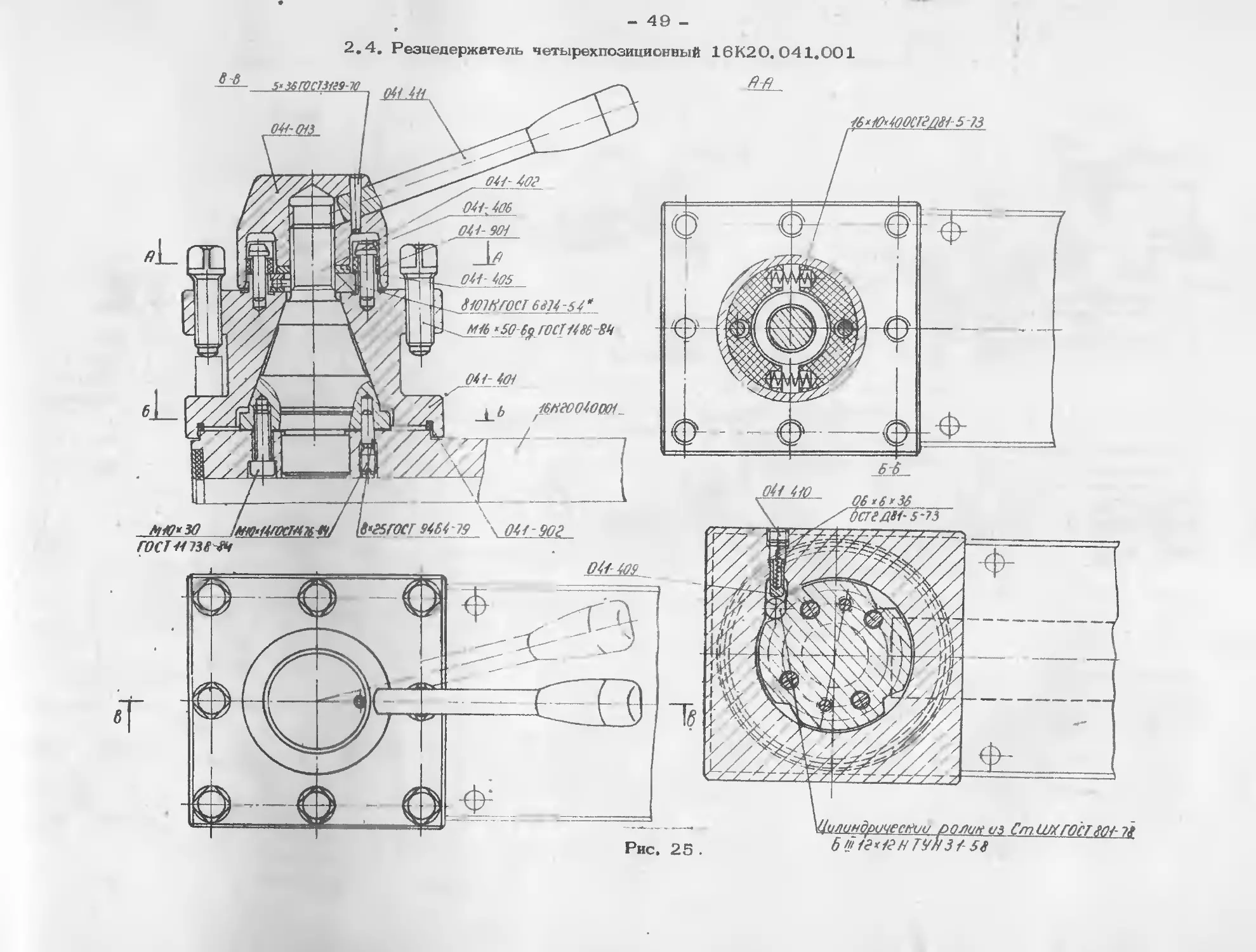
2.4. Резцедержатель четырехпозиционный 16К20. 041.001
- 50
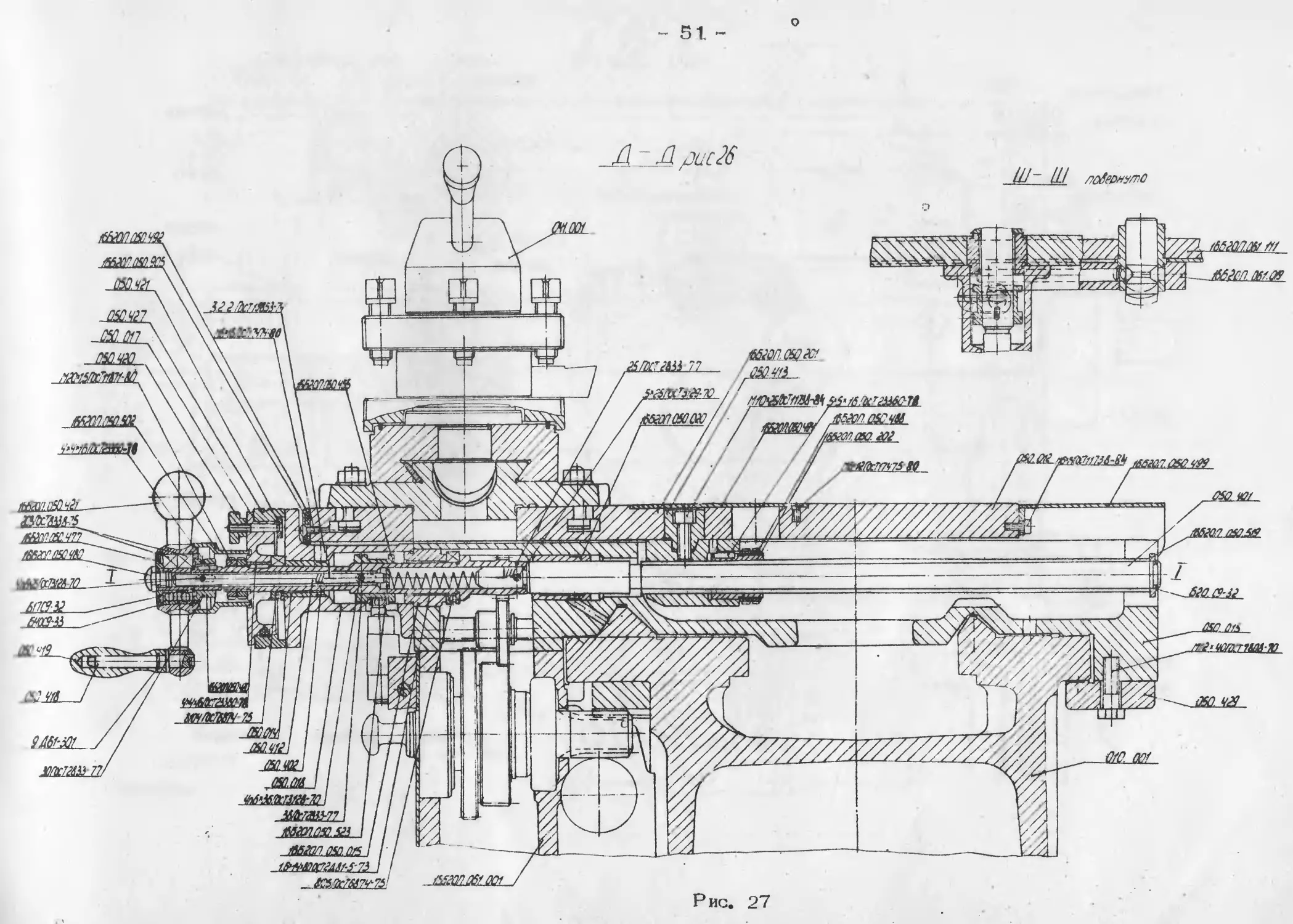
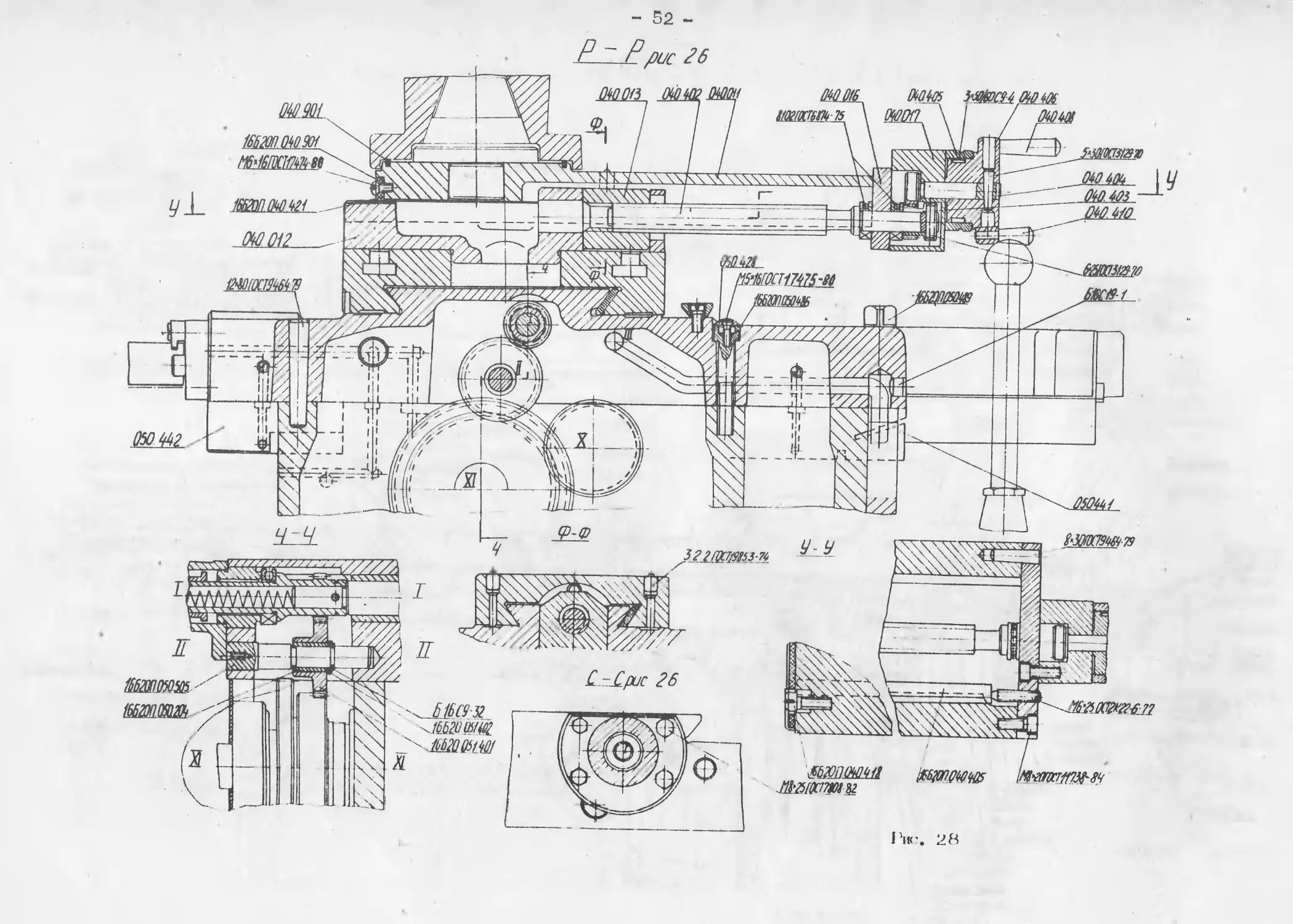
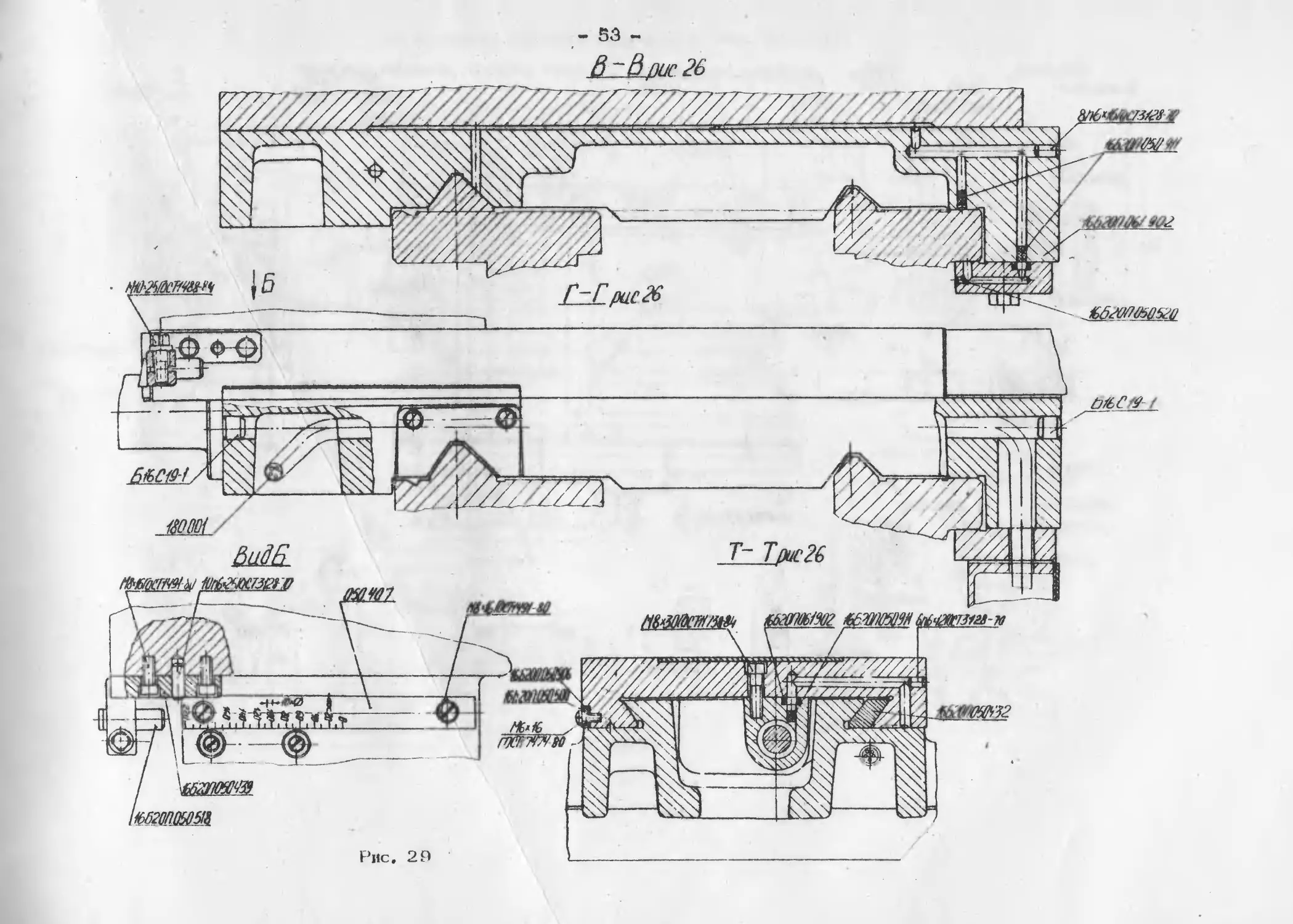
2.5. Каретка и суппорт 16К20. 040.001, 16К20.050.001 (рис. 26... 30)
I 4
Ж
к-К , п-п М-М
Рис. 26
51.
о
Рис. 27
в г: *‘41
Рис, 29
54
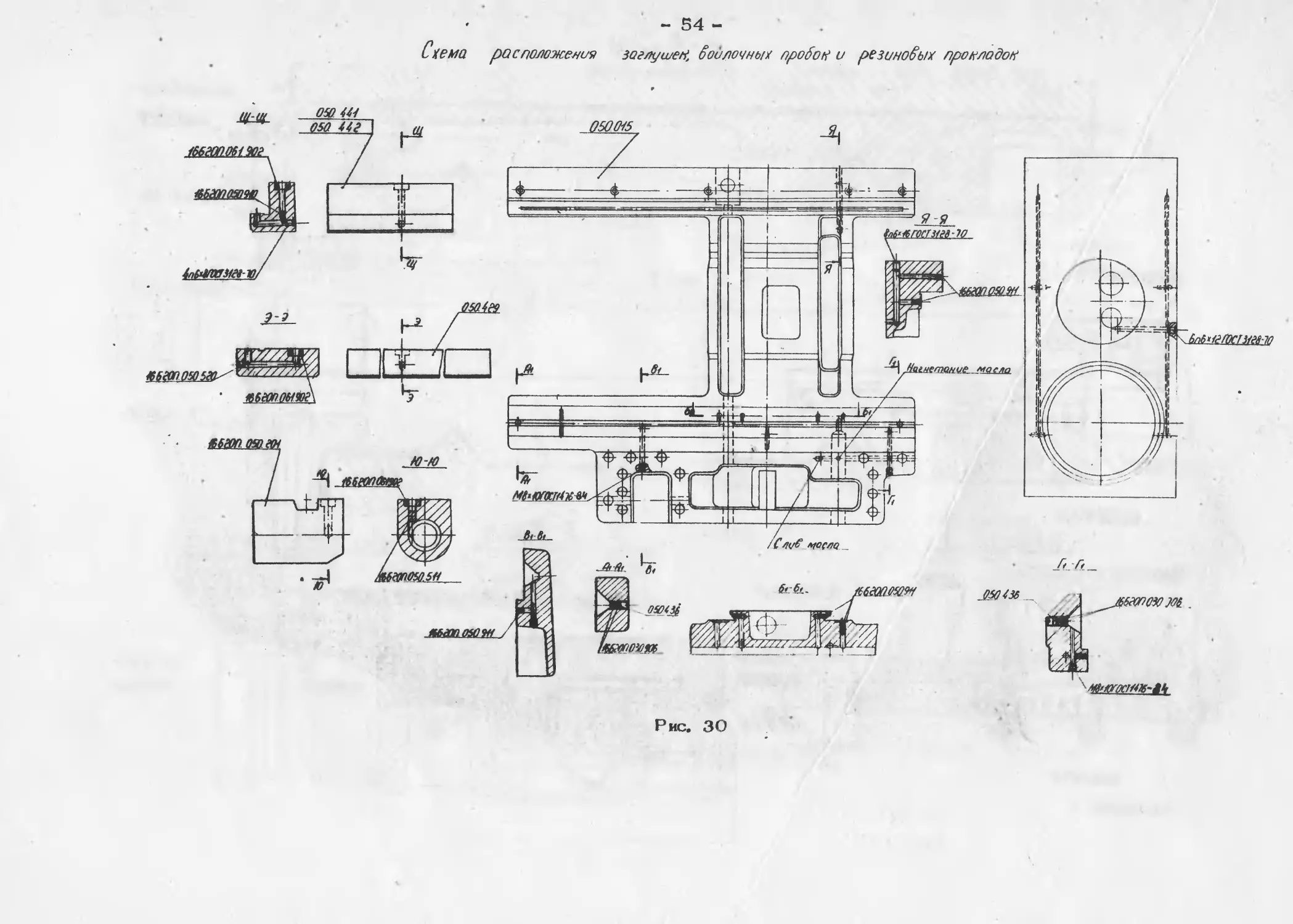
Схема расположения
заглушек, войлочных пробой и резиноёых прокладок
Рис. 30
-;в§ -
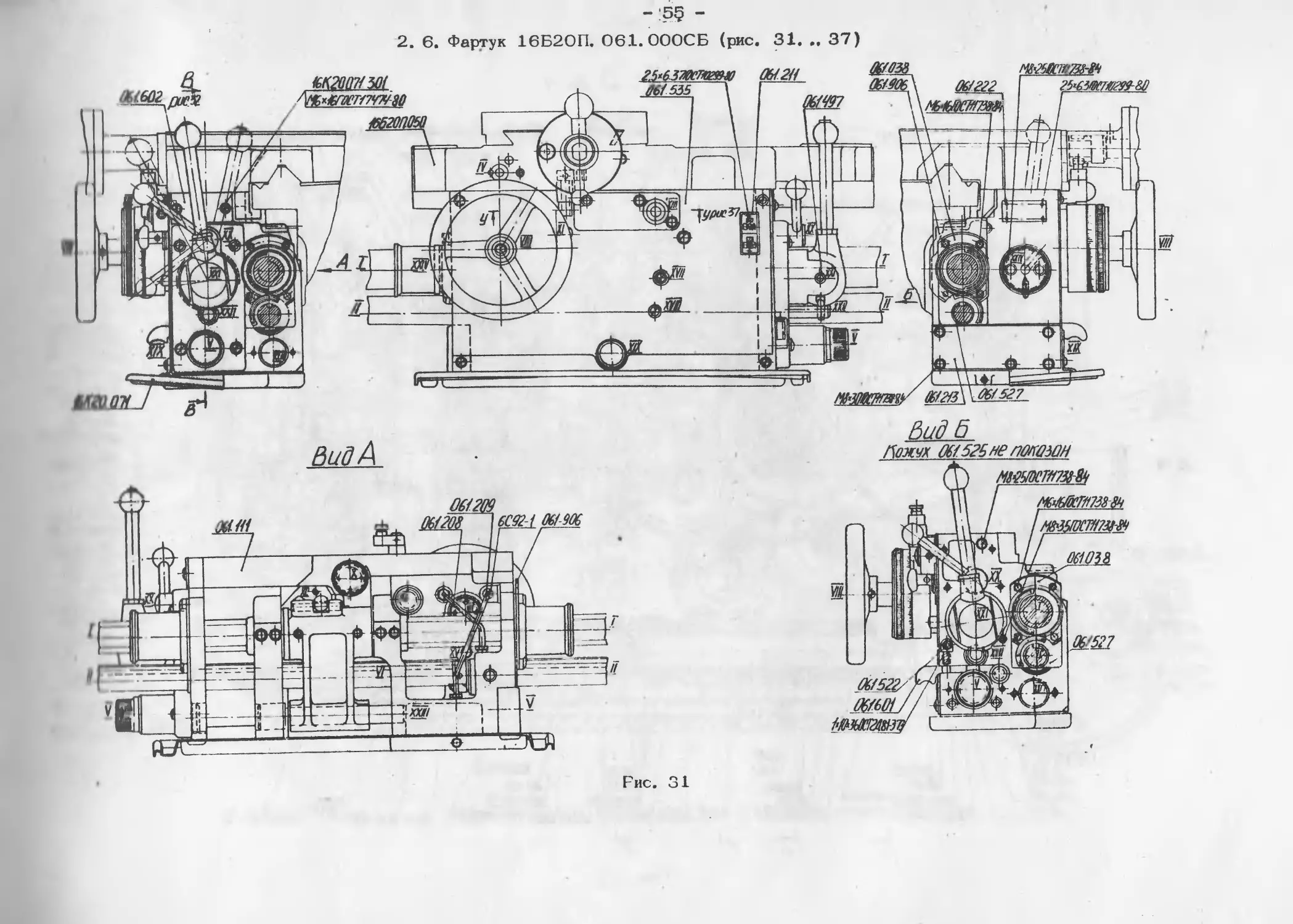
2. 6. Фартук 16Б20П. 061. ОООСБ (рис. 31. .. 37)
4
Рис. 31
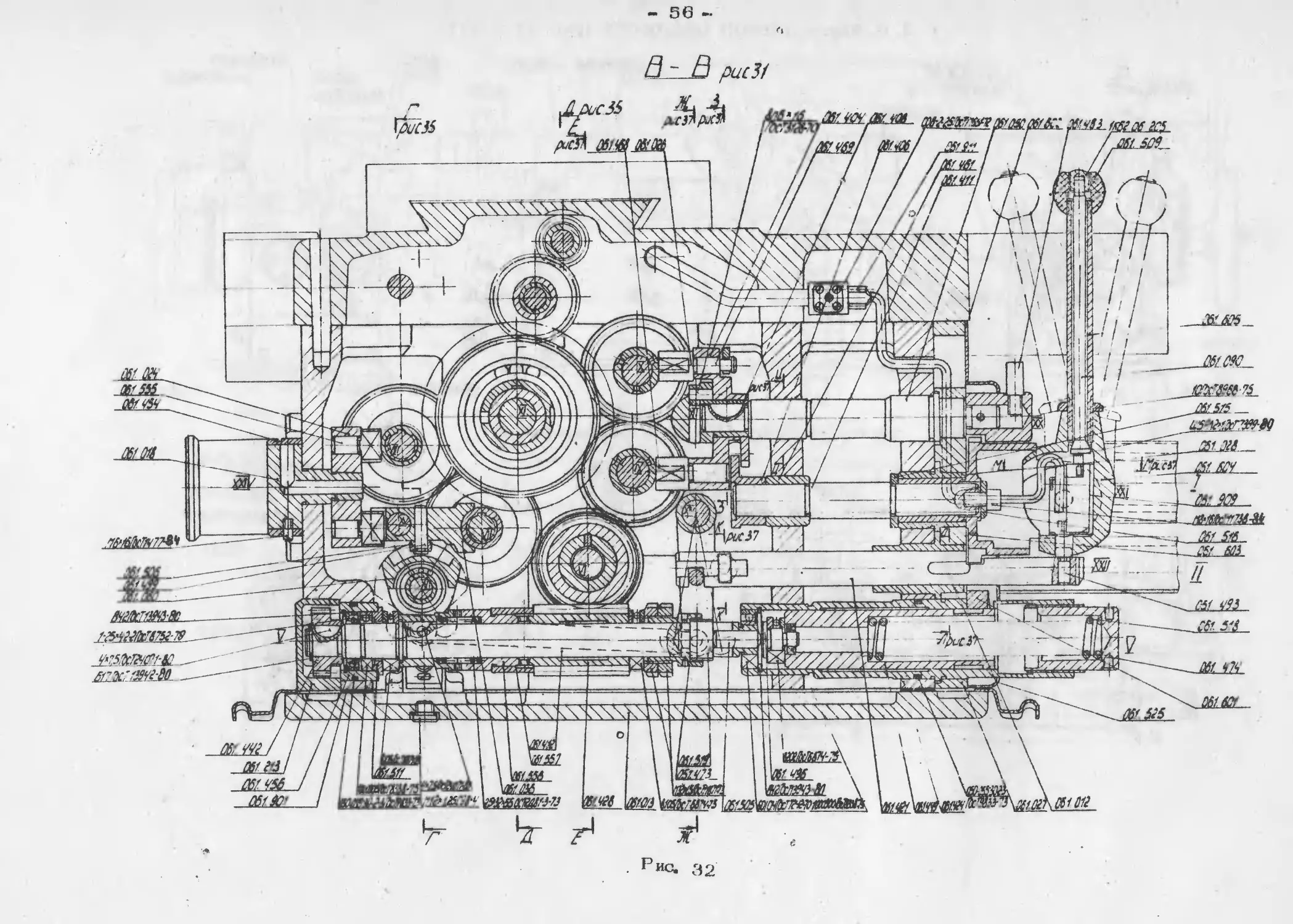
56 -
рис 31
Рис« 32
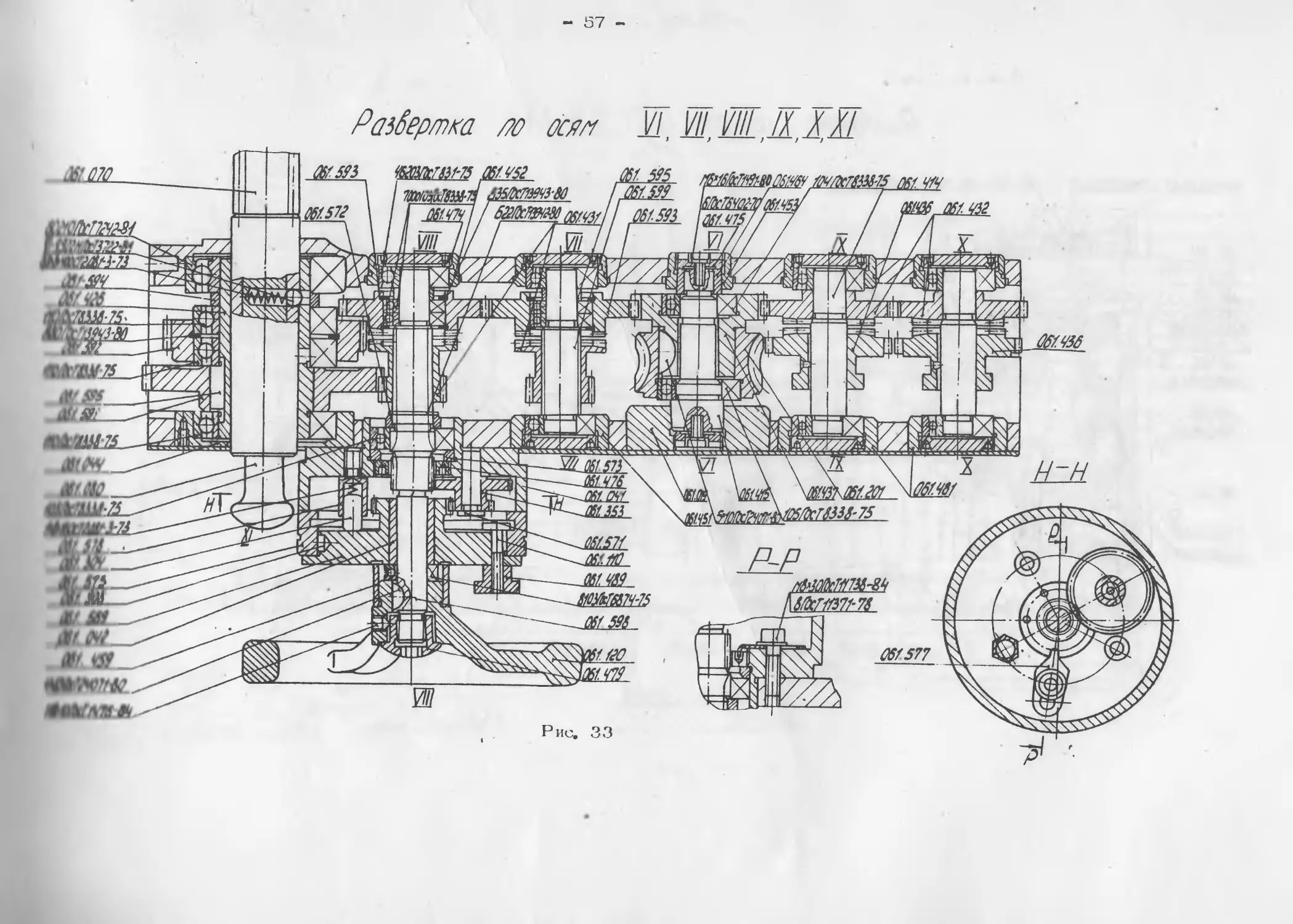
- 57
Paifep/пка /?о Рем И/, Р7/ ////; // Л //
И?
m 'А 'il 'll! и m w
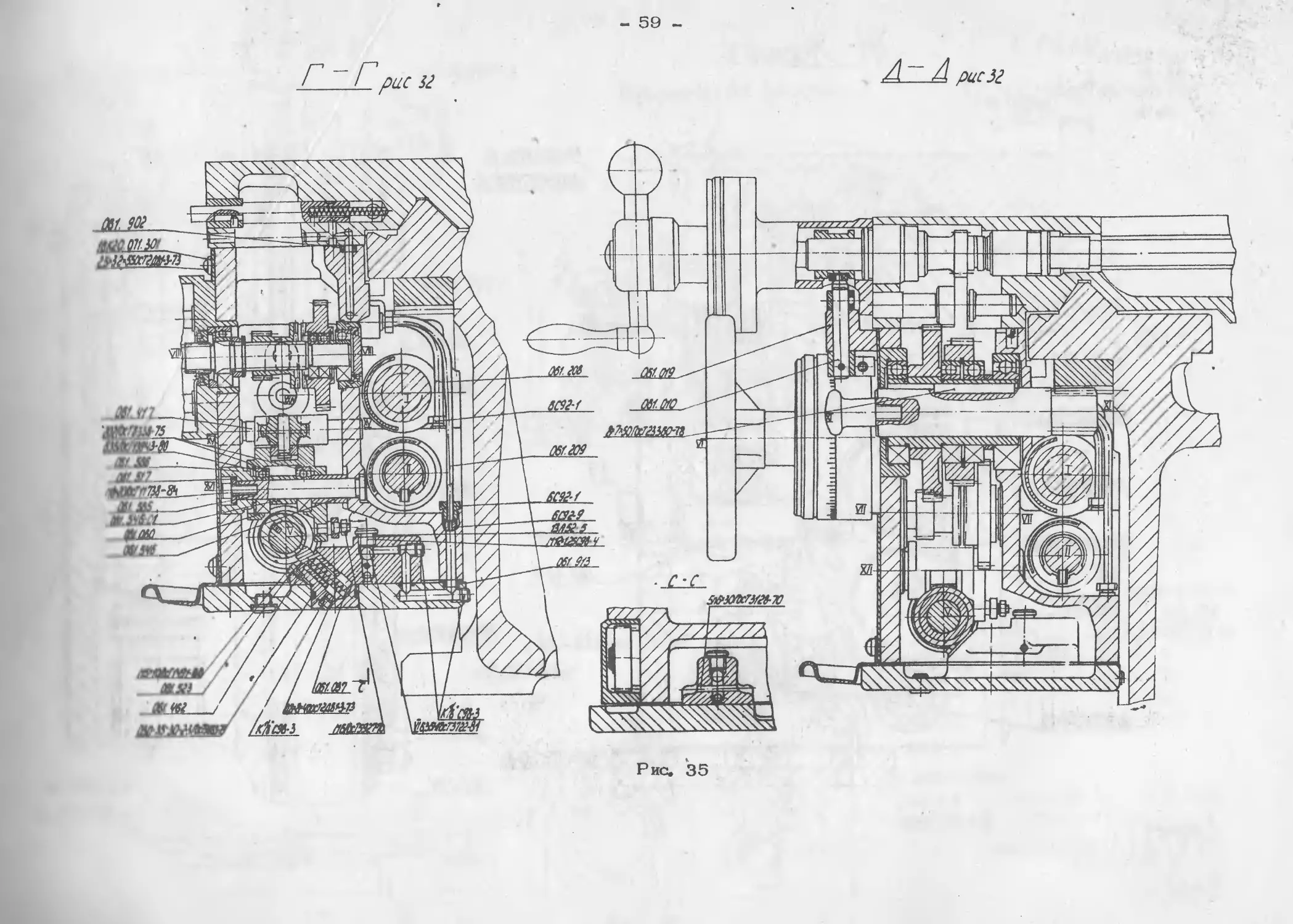
- 8S -
Рис» 35
- GO -
Ж. Жрисзг
TzT
- 61 -
62 -
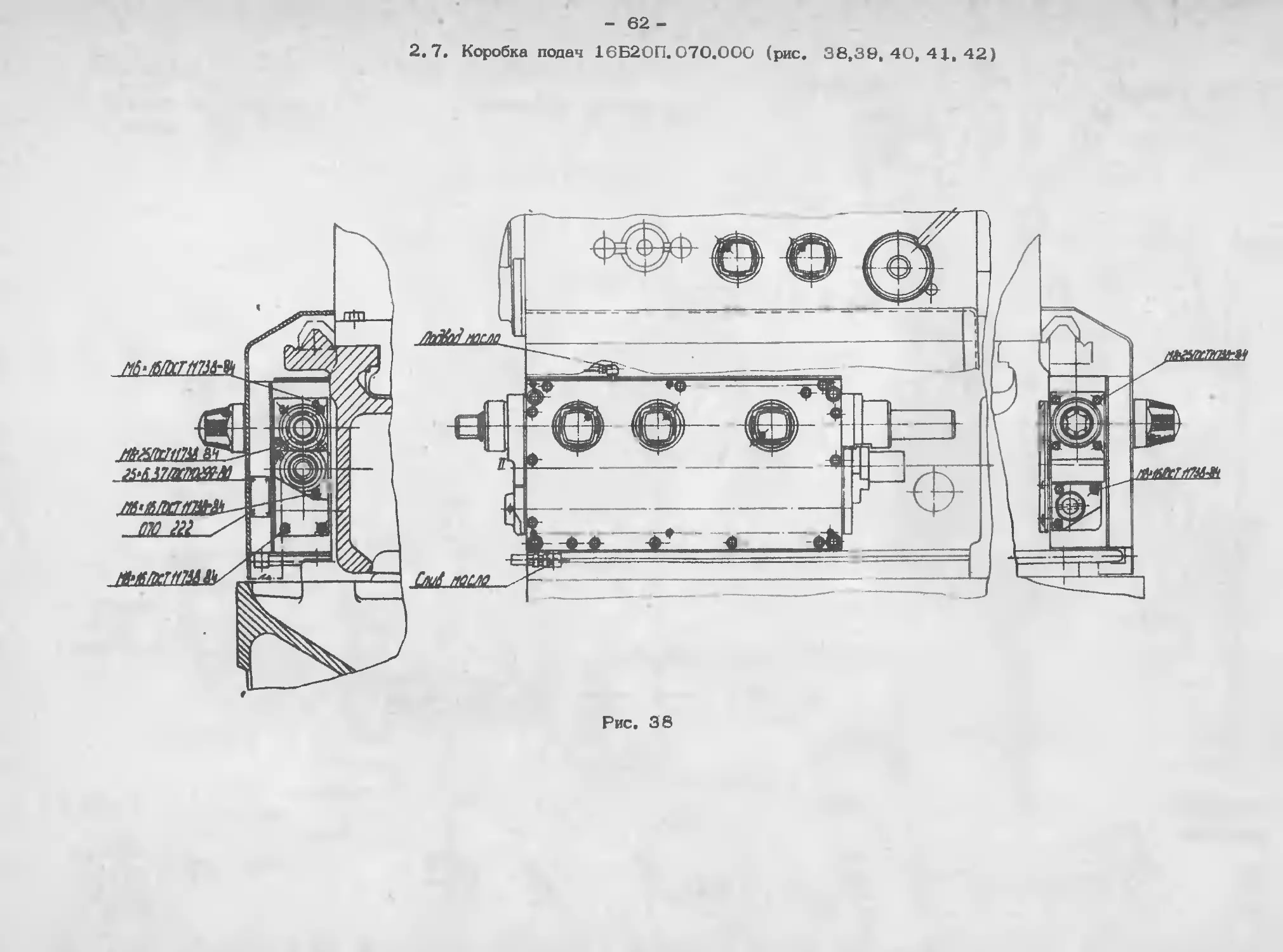
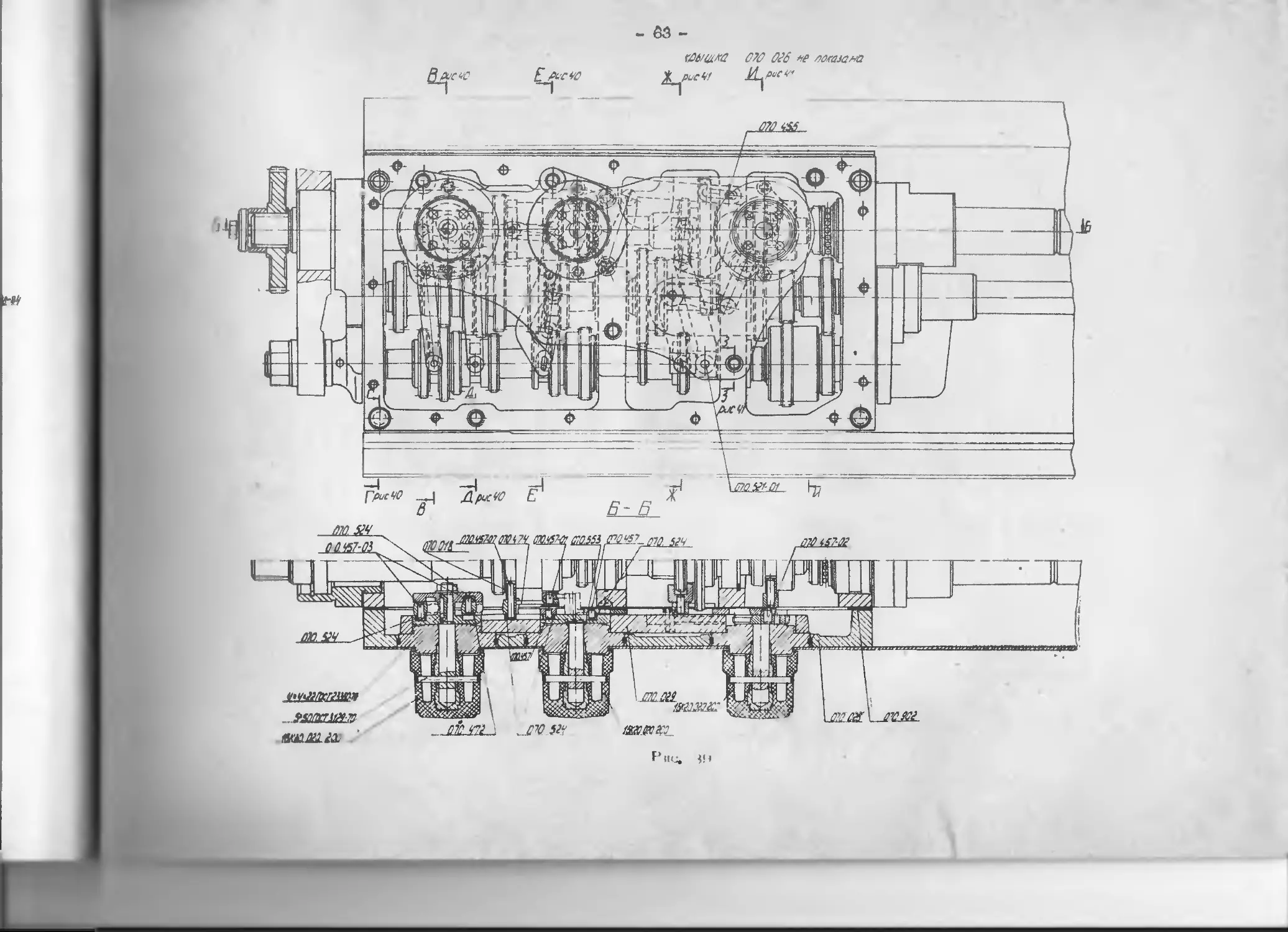
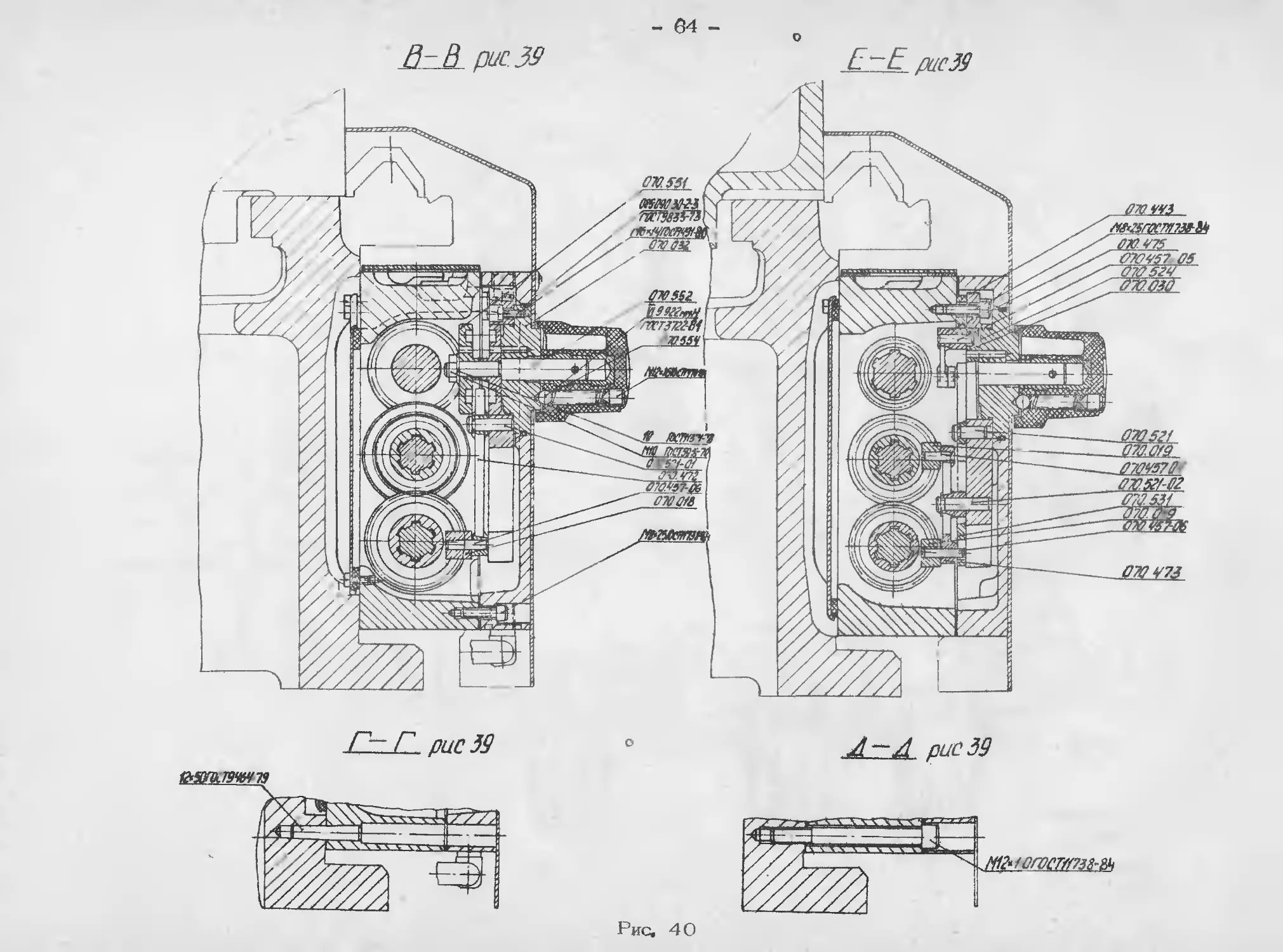
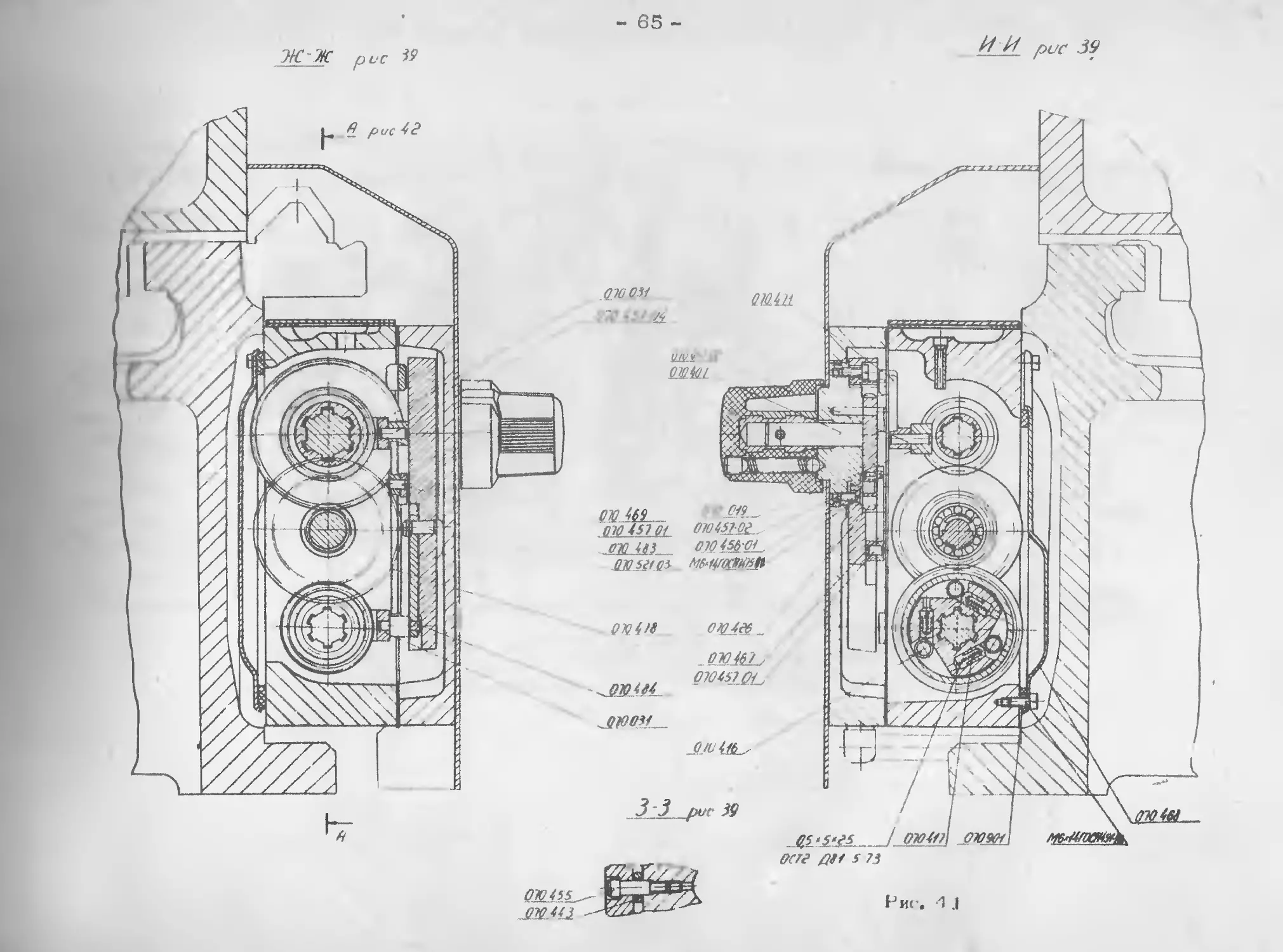
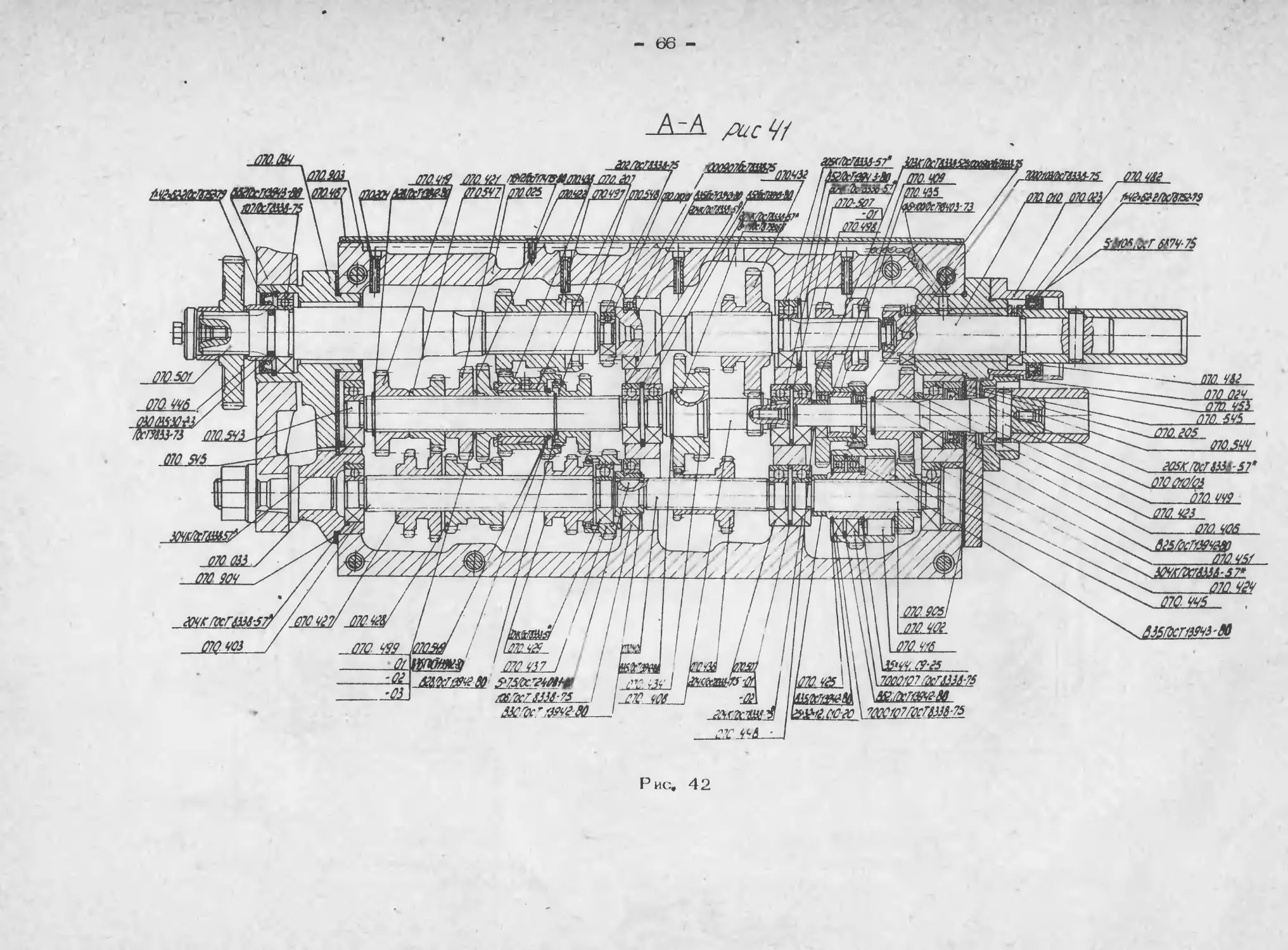
2.7. Коробка подач 16Б20П. 070.000 (рис. 38,30,40,41,42)
Рис. 38
- S3 -
№6 не маиана
£а.’СЮ X J'Lfirt*"
- В4 -
В~В рис. 39
Е~Е рис39
Рис. 40
А~А
аш_
9очх nxrias-s
ШШ.
юшв.
ВИШШЯ.
070-409
7^9’0990X7975973
аодгл*шм-57*
tj& ^Щ47$
^ssssss
QTQ-50L
ШОА '•I
ошли.
te5fbcri£!±M
ЗЗО'/с~ i&olSL
IS.waS*
ММ
о?о&з
ОТО 904
------(ZOASL
_____ШШ
(RQ Wi- .
J!LWmua___________
'-%- очзвсггын*
SL Ч- И
Рис» 42
<ШИ27
-AL
970 49S
'&0СЩО73
- и 11 < ±7kJjLvwv
SftxftiKi: И> (,??.:
ОТО- W6 .
сзшзш
муюзоз (шла
ОТО 545
m 90S
\Л22^
мш_
'•W. 09-95
тзшишшз
шхшпш^
esLsa.
&ЯЦЩ}&£Г
аюаола
____090-449
OSUBL.
____шлоо
- 67 -
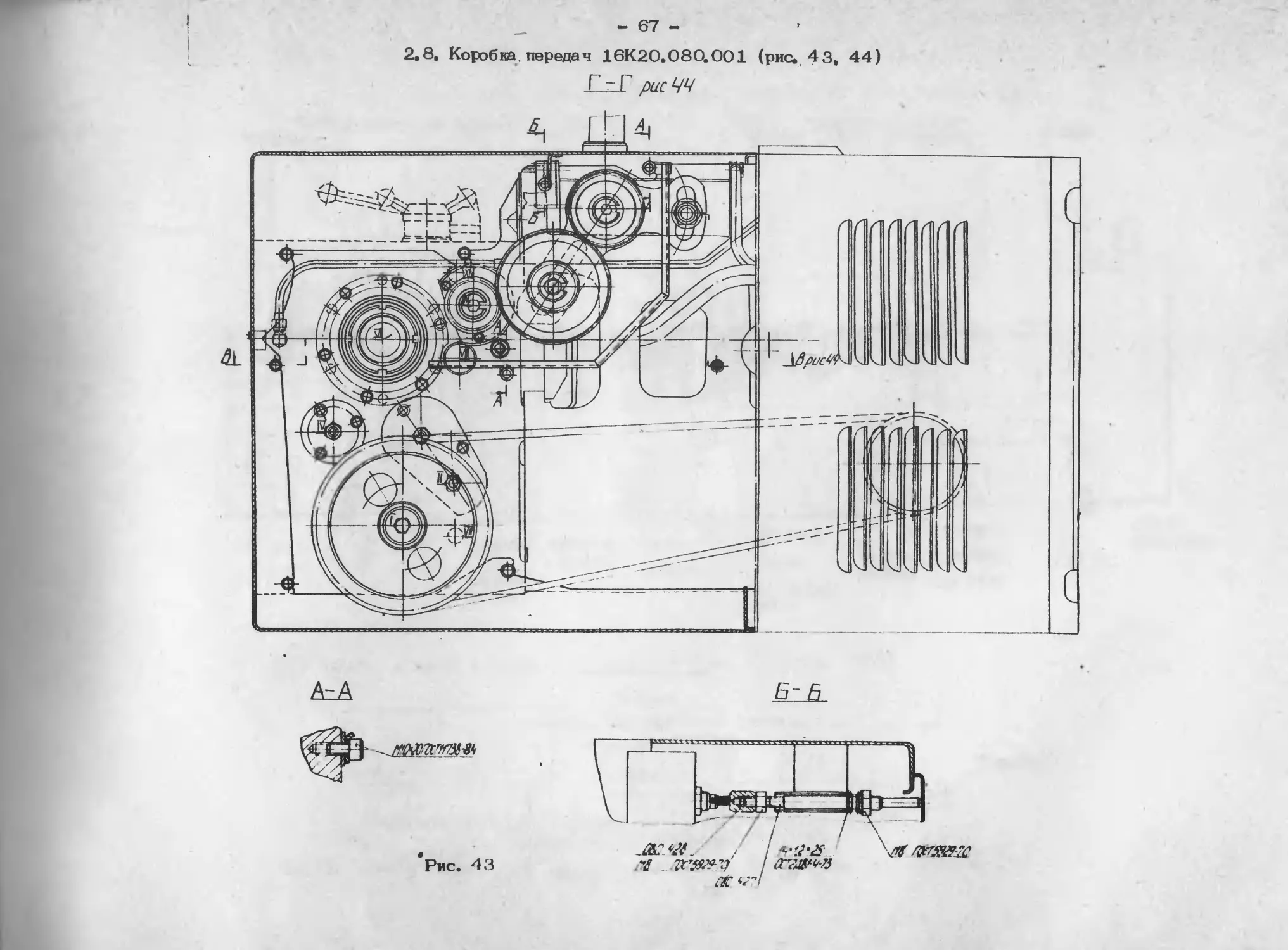
2.8. Коробка, передач 16К20.08СЮ01 (рис. 43, 44)
рисЧЧ
А1А
Рис. 43
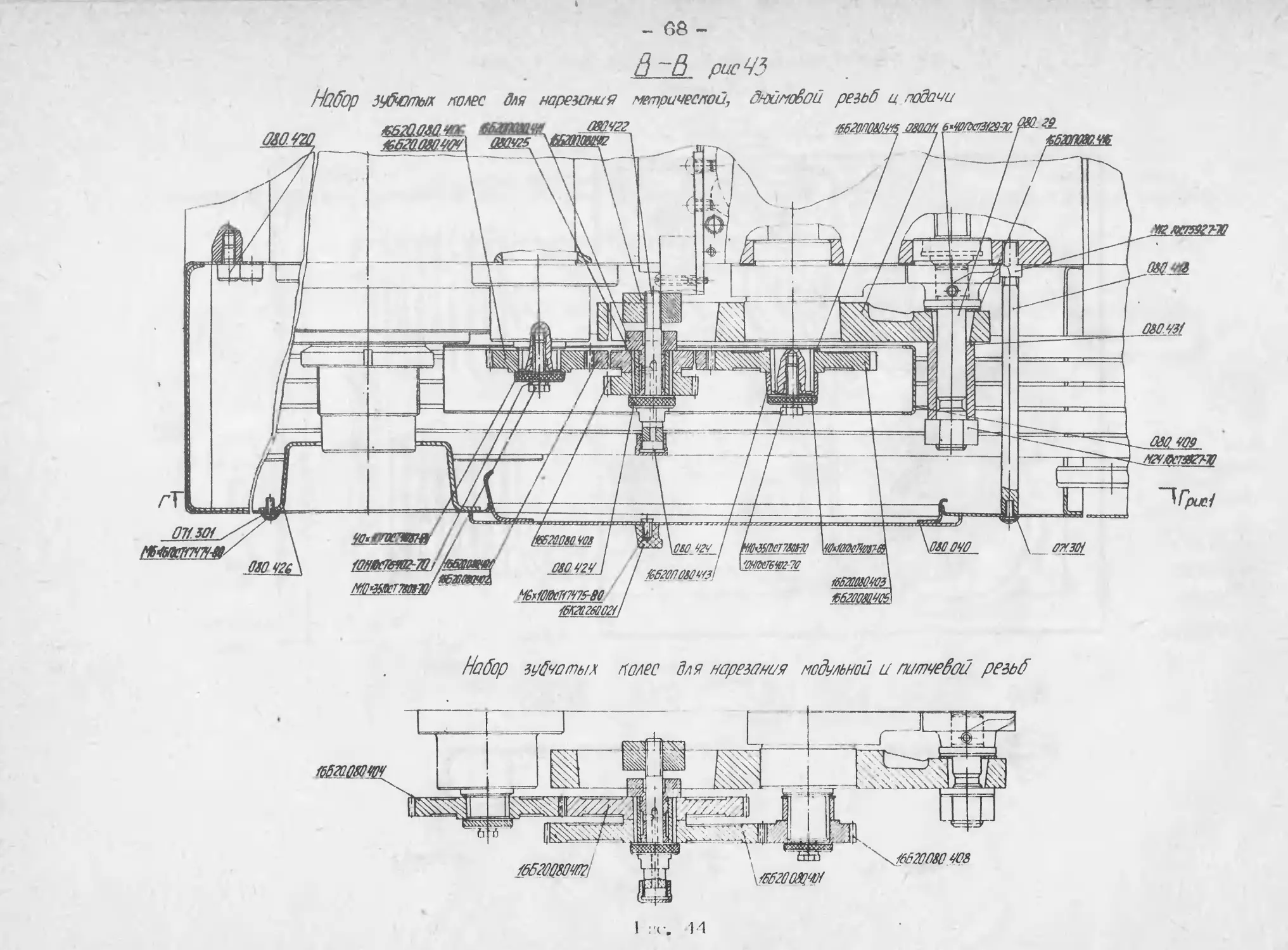
3 рю уз
Набор зубРтых колес дли нарезания метрической, Реойпоёой резьб ц подачи
Набор зубчатых более для нарезания модульной и патчевой резьб
ВНИМАНИЕ!
НАЗВАНИЕ ОРГАНИЗАЦИИ ЦПКТБАМ СЛЕДУЕТ ЧИТАТЬ ГПКТИ 'СТАНКОСЕРВИС
Ремонт
токарно-винторезного станка
модели 16К20
Часть 1
Бумага 60x84 1/8. Печ. л. 8,75. Уч.~иэд. л. 6,83.
Заказ 2592. Тираж 500 экз.
ГПКТИ "Станкосервис'. 300903, г. Тула, пос. Косая Горе, ул. Шмидта, 16.